Funzione Commessa Tipo Rev. Numero Progressivo Data NC 137 … · 2017. 7. 17. · UNITÀ...
45
Funzione Commessa Tipo Rev. Numero Progressivo Data Numero Archivio Titolo Elaborato Incaricato Collaborazioni Verifica Approvazione / Benestare Autorizzazione all’uso PROPRIETA’ LIVELLO DI CATEGORIZZAZIONE Livello di categorizzazione: Pubblico, Interno, Controllato, Ristretto Il presente elaborato è di proprietà di Nucleco S.p.A. È fatto divieto a chiunque di procedere, in qualsiasi modo e sotto qualsiasi forma, alla sua riproduzione, anche parziale, ovvero di divulgare a terzi qualsiasi informazione in merito, senza autorizzazione rilasciata per scritto da Nucleco S.p.A. Summa L. NUCLECO-IWMD-ING IWMD-ING Farina A. NUCLECO-IWMD-ING Farina A. NUCLECO-IWMD-ING Farina A. NUCLECO-IWMD-ING Farina A. 02 Autorizzato ETQ-00069023 Specifica Tecnica d’acquisto macchine di taglio monolite DTSL002 Aziendale NC 137 00004 13/07/2017 SA Rev 02 Documento prelevato da Summa Luigi Giacinto il 13/07/2017 08:26 Il sistema informatico prevede la firma elettronica pertanto l'indicazione delle strutture e dei nominativi delle persone associate certifica l'avvenuto controllo. Elaborato del 13/07/2017 Pag. 1 di 45 NC 137 00004 rev. 02 Autorizzato
Transcript of Funzione Commessa Tipo Rev. Numero Progressivo Data NC 137 … · 2017. 7. 17. · UNITÀ...

Funzione Commessa Tipo Rev. Numero Progressivo
Data
Numero Archivio
Titolo Elaborato
Incaricato Collaborazioni Verifica Approvazione /
Benestare Autorizzazione all’uso
PROPRIETA’
LIVELLO DI CATEGORIZZAZIONE
Livello di categorizzazione: Pubblico, Interno, Controllato, Ristretto Il presente elaborato è di proprietà di Nucleco S.p.A. È fatto divieto a chiunque di procedere, in qualsiasi modo e sotto qualsiasi forma, alla sua riproduzione,
anche parziale, ovvero di divulgare a terzi qualsiasi informazione in merito, senza autorizzazione rilasciata per scritto da Nucleco S.p.A.
Summa L.NUCLECO-IWMD-ING
IWMD-ING
Farina A.NUCLECO-IWMD-ING
Farina A.NUCLECO-IWMD-ING
Farina A.NUCLECO-IWMD-ING
Farina A.
02
Autorizzato
ETQ-00069023
Specifica Tecnica d’acquisto macchine di taglio monolite
DTSL002
Aziendale
NC 137 00004
13/07/2017
SA
Rev 02
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 1 d
i 45
NC
137
000
04 r
ev. 0
2 A
utor
izza
to

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 2 di 44
Mod. 07 Rev. 01
INDICE
1. SCOPO...................................................................................................................................................... 4
1.1. TERMINI, DEFINIZIONI ED ABBREVIAZIONI......................................................................................... 4
2. RIFERIMENTI........................................................................................................................................ 5
2.1. DOCUMENTI DI RIFERIMENTO ............................................................................................................. 5
2.2. NORMATIVA DI RIFERIMENTO ............................................................................................................. 6
3. DESCRIZIONE GENERALE DELLE ATTIVITÀ........................................................................... 10
3.1. TAGLIO ORIZZONTALE ...................................................................................................................... 12
3.2. TAGLIO VERTICALE ........................................................................................................................... 14
4. ESTENSIONE DELLA FORNITURA................................................................................................ 17
4.1. OGGETTO DELLA FORNITURA ........................................................................................................... 17
4.1.1. Macchina di taglio orizzontale .................................................................................................. 17
4.1.2. Tubi carotaggio a perdere Ø 80 mm ......................................................................................... 18
4.1.3. Tubi carotaggio a perdere Ø 67 mm ......................................................................................... 18
4.1.4. Perni .......................................................................................................................................... 18
4.1.5. Macchina di taglio verticale ...................................................................................................... 18
4.2. ONERI DEL FORNITORE ..................................................................................................................... 19
4.2.1. Progettazione costruttiva........................................................................................................... 19
4.3. ESCLUSIONI ....................................................................................................................................... 20
5. CRITERI GENERALI DI PROGETTAZIONE ................................................................................ 21
5.1. INTERAZIONE CON ALTRI SISTEMI ED ATTIVITÀ DEL PROGETTO....................................................... 22
6. DESCRIZIONE DELLA FORNITURA ............................................................................................. 23
6.1. MACCHINA DI TAGLIO ORIZZONTALE .............................................................................................. 23
6.2. MACCHINA DI TAGLIO VERTICALE ................................................................................................... 24
6.3. SISTEMA DI ASPIRAZIONE DELLE POLVERI ........................................................................................ 25
6.4. SICUREZZA ........................................................................................................................................ 26
6.5. RICAMBI E MATERIALI DI CONSUMO ................................................................................................ 26
6.5.1. Kit Macchina di taglio orizzontale ............................................................................................ 26
6.5.2. Kit Macchina di taglio verticale ................................................................................................ 27
7. DOCUMENTAZIONE E CERTIFICAZIONI RICHIESTE............................................................ 28
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 2 d
i 45
NC
137
000
04 r
ev. 0
2 A
utor
izza
to

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 3 di 44
Mod. 07 Rev. 01
8. GARANZIA DELLA QUALITÀ ......................................................................................................... 29
9. GARANZIE DELLA FORNITURA.................................................................................................... 29
10. PROGRAMMA TEMPORALE DELLA FORNITURA ................................................................... 30
11. PCQ, PROVE E COLLAUDI............................................................................................................... 31
11.1.1. Prove di Funzionamento ........................................................................................................ 32
11.1.2. Gestione delle Non Conformità.............................................................................................. 33
12. DOCUMENTAZIONE.......................................................................................................................... 35
13. MOCK-UP E ADDESTRAMENTO DEL PERSONALE.................................................................. 36
14. IMBALLAGGIO E SPEDIZIONE ...................................................................................................... 37
15. ALLEGATI ............................................................................................................................................ 38
15.1. ALLEGATO......................................................................................................................................... 38
15.2. FORMAT PCQ.................................................................................................................................... 39
15.3. FORMAT RMD................................................................................................................................... 41
15.4. FORMAT RAPPORTO DI NON CONFORMITÀ....................................................................................... 43
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 3 d
i 45
NC
137
000
04 r
ev. 0
2 A
utor
izza
to

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 4 di 44
Mod. 07 Rev. 01
1. SCOPO
Il presente documento, insieme agli allegati, stabilisce i criteri, i requisiti e le condizioni per
l’approvvigionamento e il trasporto in Sito di una Macchina di taglio orizzontale (carotatrice su carrello
motorizzato, in seguito anche “carotatrice”), e una Macchina di taglio verticale, comprensivi di tutti gli
accessori specifici per il taglio e le carote a perdere da inserire nei fori orizzontali praticati, che saranno
utilizzate per il taglio del Monolite, una struttura in cemento armato di forma prismatica a sviluppo verticale
in cui sono ricavati 4 pozzi contenenti rifiuti radioattivi, presente all’interno della Fossa 7.1 dell’impianto
ITREC di Trisaia.
1.1. Termini, Definizioni ed Abbreviazioni
Nella stesura per un’immediata lettura e scrittura si utilizzeranno le seguenti definizioni:
Appaltatore: Nucleco SpA;
Committente: So.G.I.N. SpA;
Contratto: Contratto di appalto CIG Z811E10E45. È il documento legale contenente i termini
dell’accordo stipulato tra il Committente e l’Appaltatore per l’esecuzione dei lavori
richiesti;
FAT: Factory Acceptance Test
Fornitore: Il soggetto al quale l’Appaltatore conferisce l’ordine per la fornitura dei macchinari e
servizi descritti nella presente specifica;
Ordine: Documento legale contenente i termini dell’accordo stipulato tra l’Appaltatore ed il
Fornitore per l’esecuzione dei lavori richiesti;
PCQ: Piani di Controllo Qualità;
PPP: Piano e Programma di Progettazione;
PT: Programma Temporale;
RMD: Richiesta di Modifica e Deroga;
SAT: Site Acceptance Test
Sito: A.D. SoGIN Trisaia, S.S. 106 Ionica, km 419+500 75026 Rotondella (MT).
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 4 d
i 45
NC
137
000
04 r
ev. 0
2 A
utor
izza
to

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 5 di 44
Mod. 07 Rev. 01
2. RIFERIMENTI
2.1. Documenti di riferimento
[1] IT FI 00412 “Relazione di valutazione finale risultati indagini per individuazione fusti nel monolite”;
[2] IT FI 00422 “Relazione di calcolo – Dimensionamento dei componenti di Stabilizzazione”;
[3] IT FI 00459 “Nomenclatura - Contenitore esterno P1”
[4] IT FI 00461 “Disegno assieme generale - contenitore esterno P1 vista esplosa”;
[5] IT FI 00463 “Nomenclatura – contenitore esterno P4”
[6] IT FI 00465 “Disegno assieme generale - contenitore esterno P4 vista esplosa”;
[7] IT FI 00467 “Nomenclatura – contenitore esterno P2-P3”
[8] IT FI 00468 “Disegno assieme generale - contenitore centrale P2-P3 vista esplosa”;
[9] IT FI 00493 “Nomenclatura – Attrezzature di taglio”;
[10] IT FI 00386 “Assieme – Attrezzature di taglio a filo”;
[11] IT FI 00494 “Assieme – Attrezzature di taglio carotatrice”;
[12] IT FI 00384 “Schede Tecniche sistema di taglio”;
[13] IT FI 00457 “Nomenclatura - Assieme generale meccanico”
[14] IT FI 00417 “Disegna assieme generale meccanico – Tavola 1
[15] IT FI 00502 “Disegna assieme generale meccanico – Tavola 2
[16] IT FI 00509 “Assieme – Utensili di taglio ed aspirazione”;
[17] IT FI 00418 “Disegno assieme generale dei componenti stabilizzazione – puntoni, binario guida,
piastre di collegamento, barre di sostegno”;
[18] IT FI 00472 “Nomenclatura – Stabilizzazione contenitori – Puntoni e binari”;
[19] IT FI 00471 “Disegno assieme generale – Stabilizzazione contenitori – Puntoni e binario guida”;
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 5 d
i 45
NC
137
000
04 r
ev. 0
2 A
utor
izza
to

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 6 di 44
Mod. 07 Rev. 01
2.2. Normativa di riferimento
Il Fornitore è tenuto a rispettare le leggi e le normative di riferimento attualmente in vigore sotto richiamate.
Qualora queste dovessero essere in qualche modo superate e/o in contrasto con quanto in vigore al momento
della fornitura in oggetto, il Fornitore è tenuto ad applicare queste ultime.
Sicurezza sul lavoro
[R1]. D.Lgs. 81/08 e ss.mm.ii. Testo unico sulla salute e sicurezza sul lavoro;
Sistemi di qualità
[R2]. UNI EN ISO 9000:2015 “Sistemi di gestione per la qualità - Fondamenti e vocabolario”;
[R3]. UNI EN ISO 9001:2015 “Sistemi di gestione per la qualità. Requisiti”;
Progettazione
[R4]. Direttiva macchine 2006/42/CE (recipita con il D.Lgs 17/2010 del 27 gennaio 2010);
[R5]. Direttiva Bassa tensione 2014/35/UE (recepita con il D.Lgs 86/2016 del 19 maggio 2016);
[R6]. Direttiva Compatibilità Elettromagnetica (EMC) 2014/30/UE;
[R7]. IEC 61000-6-2:2016 “Electromagnetic compatibility (EMC) - Part 6-2: Generic standards -
Immunity standard for industrial environments”;
[R8]. CEI EN 55011:2017 “Apparecchi industriali, scientifici e medicali (ISM) - Caratteristiche di
radiodisturbo - Limiti e metodi di misura”;
[R9]. CEI EN 55022:2014 “Apparecchi per la tecnologia dell'informazione - Caratteristiche di
radiodisturbo - Limiti e metodi di misura”;
[R10]. DM 37/08 “Regolamento concernente l'attuazione dell'articolo 11-quaterdecies, comma 13, lettera a)
della legge n.248 del 2 dicembre 2005, recante riordino delle disposizioni in materia di attività di
installazione degli impianti all'interno degli edifici” e ss.mm.ii.;
[R11]. Legge 186/68 “Disposizioni concernenti la produzione di materiali, apparecchiature, macchinari,
installazioni e impianti elettrici ed elettronici”;
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 6 d
i 45
NC
137
000
04 r
ev. 0
2 A
utor
izza
to

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 7 di 44
Mod. 07 Rev. 01
[R12]. UNI 3740-9:1982 “Bulloneria di acciaio. Prescrizioni tecniche. Confezionamento e tolleranze di
fornitura”;
[R13]. UNI 4534:2016 “Filettature metriche ISO a profilo triangolare - Generalità, serie diametri e passi”;
[R14]. UNI 4536:2016 “Filettature metriche ISO a profilo triangolare - Dimensioni nominali per la
bulloneria”;
[R15]. UNI EN 10027-1:2016 “Sistemi di designazione degli acciai - Parte 1: Designazione simbolica”;
[R16]. UNI EN 1090-1:2012 “Esecuzione di strutture di acciaio e di alluminio - Parte 1: Requisiti per la
valutazione di conformità dei componenti strutturali”;
[R17]. UNI EN 1090-2:2011 “Esecuzione di strutture di acciaio e di alluminio - Parte 2: Requisiti tecnici per
strutture di acciaio”;
[R18]. UNI EN 10204:2005 “Prodotti metallici - Tipi di documenti di controllo”;
[R19]. UNI EN 22768-1:1996 “Tolleranze generali. Tolleranze per dimensioni lineari ed angolari prive di
indicazione di tolleranze specifiche”;
[R20]. UNI EN 22768-2:1996 “Tolleranze generali. Tolleranze geometriche per elementi privi di
indicazione di tolleranze specifiche”;
[R21]. UNI EN ISO 4759-1:2001 “Tolleranze per elementi di collegamento - Viti, viti prigioniere e dadi -
Categorie A, B e C”;
[R22]. UNI EN ISO 3269:2002 “Elementi di collegamento - Collaudo per l’accettazione”;
[R23]. UNI EN ISO 4017:2014 “Elementi di collegamento - Viti a testa esagonale con gambo interamente
filettato - Categorie A e B”;
[R24]. UNI EN ISO 4042:2003 “Elementi di collegamento - Rivestimenti elettrolitici”;
[R25]. UNI EN ISO 4014:2011 “Viti a testa esagonale con gambo parzialmente filettato - Categorie A e B”;
[R26]. UNI EN ISO 898-1:2013 “Caratteristiche meccaniche degli elementi di collegamento di acciaio -
Parte 1: Viti e viti prigioniere con classi di resistenza specificate - Filettature a passo grosso e a passo
fine”;
[R27]. UNI EN ISO 898-2:2012 “Caratteristiche meccaniche degli elementi di collegamento di acciaio al
carbonio e acciaio legato - Parte 2: Dadi con classi di resistenza specificate - Filettatura a passo
grosso e filettatura a passo fine”;
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 7 d
i 45
NC
137
000
04 r
ev. 0
2 A
utor
izza
to

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 8 di 44
Mod. 07 Rev. 01
[R28]. UNI EN ISO 898-6:1996 “Caratteristiche meccaniche degli elementi di collegamento. Dadi con
carichi di prova determinati. Filettatura a passo fine”;
[R29]. UNI EN 1037:2008 “Sicurezza del macchinario - Prevenzione dell'avviamento inatteso”;
[R30]. UNI EN ISO 12100:2010 “Sicurezza del macchinario - Principi generali di progettazione -
Valutazione del rischio e riduzione del rischio”;
[R31]. UNI EN ISO 13849-1:2016 “Sicurezza del macchinario - Parti dei sistemi di comando legate alla
sicurezza – Parte 1: Principi generali di progettazione”;
[R32]. UNI EN ISO 13850:2015 “Sicurezza del macchinario - Funzione di arresto di emergenza - Principi di
progettazione”;
[R33]. UNI EN 1822-1:2010 “Filtri per l'aria ad alta efficienza (EPA, HEPA e ULPA) - Parte 1:
Classificazione, prove di prestazione, marcatura”;
[R34]. UNI EN 779:2012 “Filtri d'aria antipolvere per ventilazione generale - Determinazione della
prestazione di filtrazione”;
[R35]. CEI 0-2 Guida per la definizione della documentazione di progetto degli impianti elettrici;
[R36]. CEI 20-21 Cavi elettrici - Calcolo della portata di corrente;
[R37]. CEI 20-22 Prove d'incendio su cavi elettrici;
[R38]. CEI 20-38 Cavi senza alogeni isolati in gomma, non propaganti l’incendio, per tensioni nominali
U0/U non superiori a 0,6/1 kV;
[R39]. CEI 64-8 Impianti elettrici utilizzatori a tensione nominale non superiore a 1000 V in corrente
alternata e a 1500 V in corrente continua;
[R40]. CEI 64-14 Guida alle verifiche degli impianti elettrici utilizzatori;
[R41]. CEI 64-17 Guida all’esecuzione degli impianti elettrici nei cantieri;
[R42]. CEI 7-6 Norme per il controllo della zincatura a caldo per immersione su elementi di materiale
ferroso destinati a linee e impianti elettrici;
[R43]. CEI EN 60228 Conduttori per cavi isolati;
[R44]. CEI EN 60309-1 (CEI 23-12) Spine e prese per uso industriale Parte 1: Prescrizioni generali;
[R45]. CEI EN 60332 (CEI 20-35) Prove su cavi elettrici e ottici in condizioni d'incendio;
[R46]. CEI EN 60529 Gradi di protezione degli involucri (Codice IP);
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 8 d
i 45
NC
137
000
04 r
ev. 0
2 A
utor
izza
to

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 9 di 44
Mod. 07 Rev. 01
[R47]. CEI EN 60898 Interruttori automatici per la protezione dalle sovracorrenti per impianti domestici e
similari;
[R48]. CEI EN 60947 Apparecchiature a bassa tensione;
[R49]. CEI EN 61439 Apparecchiature assiemate di protezione e di manovra per bassa tensione (quadri BT);
[R50]. Tabelle CEI UNEL per i cavi;
[R51]. Norme CEI. Norme IEC e CENELEC ove non applicabili le CEI;
[R52]. Norme UNI e CEI relative ai vari sistemi e componenti;
Tale elenco è indicativo e non limitativo e pertanto non esonera il Fornitore dal mancato rispetto di norme o
provvedimenti legislativi, eventualmente non richiamati. In caso di conflitto fra normative che regolano
uguale disciplina di lavoro, si conviene che dovrà essere rispettata la norma più restrittiva
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 9 d
i 45
NC
137
000
04 r
ev. 0
2 A
utor
izza
to

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 10 di 44
Mod. 07 Rev. 01
3. DESCRIZIONE GENERALE DELLE ATTIVITÀ
Le attività di bonifica della Fossa 7.1 del sito di Trisaia prevedono la segmentazione, con tagli orizzontali e
verticali, di una struttura in c.a. costituita da quattro “pozzi” affiancati, e tra loro strutturalmente collegati,
completamente interrati all’interno di uno scavo profondo circa 6,5 m., contenenti rifiuti radioattivi.
I pozzi sono attualmente posizionati sopra una soletta avente un’altezza di circa 400 mm. Intorno alla soletta
originaria lo scavo è stato coperto con una nuova soletta in calcestruzzo armato, di spessore 25 cm,
impermeabilizzata con resina epossidica.
Nelle Figura 1, Figura 2 e viene rappresentata la configurazione attuale della Fossa 7.1. Le dimensioni di
ingombro della struttura in c.a. sono pari a circa:
larghezza: metri 1,56;
lunghezza: metri 5,81;
altezza: metri 6,45 (*)
(*) L’altezza risulta essere disomogenea: sono stati misurate sui quattro vertici della struttura valori compresi tra 6,39 e 6,45 m.
Massa totale stimata monolite: 130 t;
Massa stimata singolo pozzo: 32,5 t,
Tra un “pozzo” e quello contiguo vi è un setto di separazione in calcestruzzo di spessore ~45 cm. Il cls della
struttura può considerarsi pari ad un C16/20; la struttura è mediamente armata con ferri orizzontali Ø 10 mm
e ferri verticali Ø 8 mm, con un passo di maglia di armatura pari a 20 – 25 cm sia in senso verticale che
orizzontale (Rif. [1]).
Il sistema di taglio sarà composto da due tipologie di sistemi differenti. Per il taglio orizzontale è prevista la
tecnica della perforazione con fori tangenti, per il taglio verticale sarà utilizzata la tecnica del filo
diamantato.
Propedeuticamente alle attività di taglio saranno eseguite una serie di attività, tra cui:
Montaggio delle travi denominate «gancio» e delle traverse;
Montaggio dei semi-contenitori metallici (che racchiuderanno il Monolite, lasciando solo il gap per
consentire il taglio verticale) e relativi puntoni di sostegno;
Iniezione di malta di riempimento nell’intercapedine esistente tra pozzo e semi-contenitore (in modo
da non avere vuoti interni e rendere solidale il monolite con la struttura di acciaio esterna).
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 10
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 11 di 44
Mod. 07 Rev. 01
Demolizione parziale della soletta di appoggio del monolite, in modo da arrivare circa a filo alla
parete del monolite stesso per permettere il montaggio della struttura necessaria per il taglio
orizzontale.
Installazione di un carrello di sollevamento dei pozzi e relative vie di corsa. Le vie di corsa, parallele
al lato lungo del Monolite, lasceranno uno spazio per il montaggio delle guide della macchina di
taglio verticale.
Nella Figura 6 la configurazione finale del Monolite prima dell’avvio delle attività di taglio.
Figura 1: Inquadramento generale struttura da tagliare (Ante Operam)
Figura 2: Fondo Fossa 7.1 – Nuova soletta e soletta originale
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 11
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 12 di 44
Mod. 07 Rev. 01
3.1. Taglio orizzontale
Il taglio orizzontale ha come obiettivo quello di separare l’intero Monolite dalla sua soletta di appoggio
(spessore di circa 40 cm non armata). Esso sarà effettuato sul fondo del pozzo con carotaggi tangenti,
utilizzando una carotatrice su carrello motorizzato, e installazione di carote a perdere, lasciando circa 20 cm
di spessore di parete sul fondo del pozzo; successivamente le carote saranno fissate ai semi-contenitori (si
vedano gli elaborati [4], [6] e [7]).
Al fine di non disperdere eventuale materiale generato durante le attività di taglio sarà presente un aspiratore
dedicato, posizionato in prossimità della fonte di polvere. L’aria di taglio sarà fisicamente contenuta
all’interno di un SAS statico.
Il taglio orizzontale del monolite sarà eseguito su tutti i pozzi procedendo in serie dal pozzo 1 al pozzo 4. Per
poter effettuare l’operazione in totale sicurezza, evitando eventuali abbassamenti del pozzo tagliato, si
utilizzerà il carrello di sollevamento per sostenere il peso di ogni singolo pozzo.
L’abbassamento del pozzo risulta comunque essere un’ipotesi remota in considerazione del fatto che:
Il pozzo tagliato orizzontalmente risulterà ancora solidale con il pozzo laterale lungo tutta l’altezza;
La presenza delle giunzioni bullonate, installate in precedenza tra i semi-contenitori renderanno il
monolite una struttura unica.
Le operazioni descritte saranno gestite da un operatore presente all’interno del SAS durante le attività di
taglio orizzontale. La funzione principale delle carote a perdere è quella di sostenere l’intero carico del
pozzo; tali carote verranno fissate, mediante bullonatura, alla flangia inferiore del contenitore.
La carota di cls presente all’interno del tubo (corona) sarà estratta a carotaggio completato e verrà sostituita
da un tubo Ø 67 mm per tutta la sua lunghezza, al fine di applicare alle sue estremità due perni in acciaio,
che permetteranno il collegamento tra barra e semi-contenitore ([4], [6] e [7]). Il collegamento sarà di tipo
bullonato ([1]). Le carote a perdere (mandrino, tronco carota a perdere e testa fresante) ed i perni sono parte
integrante dell’utensile di carotaggio pertanto oggetto della fornitura.
Il telaio della struttura di carotaggio appoggerà parzialmente sui binari guida del sistema di stabilizzazione
della struttura stessa, con fermo sulla battuta del binario (si vedano al proposito gli elaborati di riferimento
[17], [18] e [19]), forniti dal Committente. La carotatrice dovrà avere un passo e una altezza di lavoro
regolabile al millimetro.
Di seguito alcune immagini esplicative della struttura e del sistema di carotaggio richiesto. Si rimanda agli
allegati tecnici per tutti i dettagli di progettazione esecutiva.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 12
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 13 di 44
Mod. 07 Rev. 01
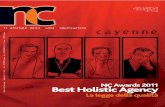
Figura 3: Assieme generale: Struttura-Macchina di taglio orizzontale (carotatrice)
Figura 4: Macchina di taglio orizzontale (carotatrice) – assieme
indicativo
Figura 5: Macchina di taglio orizzontale (carotatrice) - particolare
Sistema di stabilizzazione
della struttura
Binario guida
Struttura con cassoni
Soletta cls non armata
Sistema di aspirazione
polveri
Sistema di taglio
orizzontale
Battuta arresto telaio
carotatrice
Carota
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 13
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 14 di 44
Mod. 07 Rev. 01
3.2. Taglio verticale
La fase di taglio verticale prevede che i quattro pozzi, di cui è costituito il monolite, vengano separati
mediante tagli verticali con la tecnica del filo diamantato. Il taglio sarà eseguito in corrispondenza della
mezzeria del setto di separazione dei pozzi lasciando circa 20 cm di spessore di parete in ciascuno dei due
pozzi adiacenti. Saranno eseguiti complessivamente 3 tagli verticali. Il taglio sarà a secco.
Prima della fase effettiva di taglio verranno depositate sul fondo della fossa tutte le attrezzature necessarie e
verrà installata l’attrezzatura di taglio verticale. Quindi sarà installato il confinamento dinamico, che prevede
l’estrazione di aria dal SAS con relativa filtrazione assoluta e l’immissione dell’aria filtrata all’interno del
capannone.
Attraverso l’utilizzo di opportuni rinvii e pulegge il filo diamantato avrà la possibilità di avanzare garantendo
la verticalità del taglio.
La macchina di taglio verticale scorrerà lungo il sistema di stabilizzazione della struttura, costituito da n.2
Travi Gancio, n.2 Traverse e n.1 Traversa ridotta (vedi Figura 8). Lo scorrimento sarà assicurato mediante un
sistema apposito di binari installato sulle traverse (vedi Figura 10).
Il taglio sarà effettuato nel seguente ordine:
I. Taglio verticale tra pozzo 1 e pozzo 2;
II. Taglio verticale tra pozzo 2 e pozzo 3;
III. Taglio verticale tra pozzo 3 e pozzo 4.
Il taglio verticale avverrà per passi successivi, procedendo dall’alto verso il basso, con rimozione dei perni di
collegamento tra i semi-contenitori.
L’esecuzione delle operazioni di taglio sarà affidata a personale dell’Appaltatore debitamente addestrato e
qualificato dal Fornitore.
Vengono inoltre riportate alcune immagini esplicative della struttura e del sistema di taglio verticale
richiesto. Si rimanda agli allegati tecnici per gli ulteriori dettagli di progettazione.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 14
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 15 di 44
Mod. 07 Rev. 01
Figura 6: Configurazione finale prima delle attività di taglio
Figura 7: Assieme generale: Struttura-Macchina di taglio verticale
Aspiratore polveri taglio
Sistema di taglioverticale
Passerelle dipassaggio
Linea ditaglio
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 15
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 16 di 44
Mod. 07 Rev. 01
Figura 8: Struttura di stabilizzazione e scorrimento
Figura 9: Macchina di taglio verticale – assieme indicativo Figura 10: Macchina di taglio verticale – dettaglio sistema di
scorrimento su traverse
Traverse
Travi Gancio
Traversa ridotta
Passerelle di passeggiosmontabili
Sistema di scorrimento(installato su Traverse)
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 16
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 17 di 44
Mod. 07 Rev. 01
4. ESTENSIONE DELLA FORNITURA
4.1. Oggetto della Fornitura
La fornitura riguarda l’approvvigionamento e il trasporto in Sito delle macchine di taglio orizzontale e
verticale comprensive di tutti gli accessori per il taglio e le carote a perdere per il supporto inferiore del
Monolite.
In particolare, si intendono inclusi nella fornitura quanto indicato nei sotto paragrafi seguenti. L’elenco è da
ritenersi indicativo e non limitativo. Il Fornitore dovrà approvvigionare tutti i materiali necessari affinché le
macchine in Ordine riescano ad espletare completamente il servizio richiesto.
Le caratteristiche tecniche generali della fornitura sono riportate nel successivo §5.
Per tutti gli oggetti in fornitura si applicano le condizioni di GARANZIA DELLA QUALITÀ §8,
GARANZIE DELLA FORNITURA §9 e quanto previsto nel §11 (PCQ, PROVE E COLLAUDI).
4.1.1. Macchina di taglio orizzontale
N.1 Macchina di taglio orizzontale (§6.1); si intendono inclusi nella voce:
Progettazione costruttiva della macchina di taglio (par.4.2.1);
N.1 Sistema di aspirazione polveri generate dalle operazioni di taglio, possibilmente in
comune con la macchina di taglio (§6.3);
N.1 Set di ricambi e materiali di consumo (§6.5);
N.1 Mock-up in c.a. per la prova del taglio orizzontale da effettuare in sede del Fornitore
(§13);
Addestramento operatori dell’Appaltatore presso l’officina / sede del Fornitore (ad
esclusione delle spese di vitto/alloggio e viaggio degli operatori) (§13);
Tutta la documentazione e le certificazioni richieste nella presente Specifica Tecnica;
Trasporto delle macchine e di tutti gli accessori e consumabili franco destino;
Supporto al montaggio ed uso delle attrezzature in Sito. È richiesta la presenza di un addetto
esperto del Fornitore in Sala controllo per fornire le indicazioni necessarie al personale
dell’Appaltatore (da valutare come presenza giornaliera fino ad un massimo di 5 gg).
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 17
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 18 di 44
Mod. 07 Rev. 01
4.1.2. Tubi carotaggio a perdere Ø 80 mm
N.66 Tubi di carotaggio a perdere S355JR, Ø 80 mm, sp. 5 mm;
Tutta la documentazione e le certificazioni richieste nella presente Specifica Tecnica (in
particolare i certificati di controllo materiali tipo 3.1 UNI EN 10204).
Trasporto franco destino;
4.1.3. Tubi carotaggio a perdere Ø 67 mm
N.66 Tubi di carotaggio a perdere S355JR, Ø 67 mm, sp. 6,5 mm;
Tutta la documentazione e le certificazioni richieste nella presente Specifica Tecnica (in
particolare i certificati di controllo materiali tipo 3.1 UNI EN 10204);
Trasporto franco destino;
4.1.4. Perni
N.70 Perni S355JR;
Tutta la documentazione e le certificazioni richieste nella presente Specifica Tecnica(in
particolare i certificati di controllo materiali tipo 3.1 UNI EN 10204);
Trasporto franco destino;
4.1.5. Macchina di taglio verticale
N.1 Macchina di taglio verticale a filo diamantato (§6.2), comprensiva del filo diamantato sufficiente
ad eseguire n.3 tagli da 10,1 m2 ciascuno; si intendono inclusi nella voce:
Progettazione costruttiva della macchina di taglio (par.4.2.1);
N.1 Sistema di aspirazione polveri generate dalle operazioni di taglio (§6.3), possibilmente
in comune con la macchina di taglio;
N.1 Set di ricambi e materiali di consumo (§6.5);
N.1 Mock-up in c.a. per la prova del taglio verticale da effettuare in sede del Fornitore (§13);
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 18
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 19 di 44
Mod. 07 Rev. 01
Addestramento operatori dell’Appaltatore presso l’officina / sede del Fornitore (ad
esclusione delle spese di vitto/alloggio e viaggio degli operatori) (§13);
Tutta la documentazione e le certificazioni richieste nella presente Specifica Tecnica;
Trasporto delle macchine e di tutti gli accessori e consumabili franco destino;
Supporto al montaggio ed uso delle attrezzature in Sito. È richiesta la presenza di un addetto
esperto del Fornitore in Sala controllo per fornire le indicazioni necessarie al personale
dell’Appaltatore (da valutare come presenza giornaliera fino ad un massimo di 5 gg).
4.2. Oneri del Fornitore
Si intendono a carico del Fornitore:
Progettazione costruttiva delle macchine di taglio e delle carote a perdere;
Predisposizione di Piani Controllo Qualità (PCQ) per la verifica delle fasi di approvvigionamento,
assemblaggio e collaudo della fornitura. L’esecuzione di prove e collaudi per la messa in servizio dei
sistemi oggetto della fornitura saranno effettuati presso la sede del Fornitore (si rimanda al §11);
La garanzia totale sul bene, comprensiva di ogni onere e spesa (quali, ad esempio, pezzi di ricambio,
manodopera, spese di trasporto, ecc.), per un periodo di 24 mesi a partire dalla data di effettiva
accettazione in Sito della fornitura, salvo estensioni di garanzia offerte dalla ditta (si rimanda al §9);
Il Fornitore deve sviluppare le attività oggetto della presente specifica conformemente ai requisiti della
norma UNI EN ISO 9001, e nel rispetto delle norme cogenti, incluse quelle inerenti gli aspetti ambientali e
di sicurezza sul lavoro.
4.2.1. Progettazione costruttiva
Il Fornitore dovrà sviluppare, utilizzando il modello 3D in formato SolidWorks 2015 e i disegni d’assieme
della progettazione esecutiva forniti in allegato, tutte le attività di progettazione costruttiva delle attrezzature
di taglio oggetto di fornitura. Si sottolinea che il modello 3D sarà consegnato al Fornitore in seguito alla
finalizzazione dell’Ordine.
La progettazione dovrà comprendere gli elaborati descrittivi e grafici atti a definire le caratteristiche della
fornitura in ogni aspetto, comprendenti tra l’altro:
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 19
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 20 di 44
Mod. 07 Rev. 01
Relazioni tecniche, con calcoli di dimensionamento, note di funzionamento, analisi dei rischi residui
delle macchine;
Libretti di uso e manutenzione, certificazioni CE delle macchine;
Fascicolo tecnico macchina e documentazione Pertinente
Disegni realizzativi e schemi di processo e funzionali;
Procedure e istruzioni di Montaggio;
Documentazioni inerenti il Sistema Qualità.
Il Fornitore dovrà provvedere alla redazione del progetto costruttivo, sottoponendolo all’approvazione
dell’Appaltatore e del Committente. Nessuna opera potrà essere iniziata prima dell’autorizzazione formale
dell’Appaltatore, che si riserva di attendere formale approvazione da parte del Committente del relativo
progetto costruttivo, dei disegni, schemi di montaggio e procedure operative nonché delle caratteristiche dei
materiali e delle apparecchiature da installare.
Il Fornitore dovrà emettere e sottoporre al benestare dell’Appaltatore le procedure per l’esecuzione delle
prove e dei collaudi di tutti i sistemi e componenti oggetto di fornitura.
Le modifiche conseguenti alla verifica "per benestare" degli elaborati e le eventuali modifiche resesi
necessarie in fase di montaggio, a seguito di errori di progettazione imputabili al Fornitore, non daranno
luogo ad alcuna variazione del prezzo concordato.
Il Fornitore è totalmente responsabile della progettazione di propria competenza e dovrà farsi parte diligente
nel rilevare eventuali discordanze fra i documenti forniti dall’Appaltatore, richiedendo tempestivamente
eventuali chiarimenti e dati mancanti e nell'eseguire le necessarie verifiche e controlli, inviando a sue spese,
se necessario, il proprio personale sul Sito per l'acquisizione di ogni elemento utile alla completa definizione
del progetto.
4.3. Esclusioni
Si intendono esclusi:
Montaggio e trasporto delle macchine di taglio all’interno della Fossa 7.1;
Fornitura dei SAS di confinamento per le operazioni di taglio orizzontale e verticale;
Attività di taglio del Monolite.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 20
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 21 di 44
Mod. 07 Rev. 01
5. CRITERI GENERALI DI PROGETTAZIONE
Le attrezzature di taglio dovranno rispettare i criteri generali di progetto e requisiti minimi di sicurezza di
seguito specificati:
esclusione dell’uso dell’acqua per il raffreddamento e lubrificazione del filo diamantato e della
perforazione;
dotazione di sufficiente strumentazione e controlli al fine di visualizzare lo stato operativo
dell’attrezzatura (segnalare anomalie operative, guasti e malfunzionamenti);
minimizzare la durata dei tagli e la durata della perforazione per la conseguente esposizione degli
operatori addetti alle attività di segmentazione della struttura;
massimizzare l’impiego di componentistica convenzionale, facilmente reperibile sul mercato;
minimizzare le operazioni di manutenzione richieste per garantire la disponibilità dell’attrezzatura di
taglio durante tutto il periodo della lavorazione;
confinamento e gestione del rifiuto prodotto durante le fasi di taglio;
le superfici delle attrezzature devono poter essere lavabili con soluzioni debolmente acide (ai fini
della decontaminazione) e non devono presentare punti di accumulo polveri;
L’attrezzatura di taglio orizzontale dovrà interfacciarsi con i tubi per esecuzione del carotaggio i quali
costituiscono un unico utensile in tre pezzi (testa fresante, corpo ed attacco al mandrino della macchina). Per
tutti i particolari si rimanda ai documenti ed ai disegni di riferimento.
Tutti i componenti elettrostrumentali del sistema di taglio che possono essere soggetti a disturbi
elettromagnetici dovranno essere progettati secondo la norma di riferimento per l’immunità da interferenze
elettromagnetiche ([R7] e norme IEC/CEI correlate) e quelle per la minimizzazione della generazione di
radiodisturbi ([R8], [R9] e norme IEC/CEI correlate).
In generale le macchine dovranno possedere le certificazioni CE necessarie e la documentazione relativa.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 21
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 22 di 44
Mod. 07 Rev. 01
5.1. Interazione con altri sistemi ed attività del progetto
Le attrezzature oggetto della presente fornitura si dovranno interfacciare con:
Contenitori pozzi
Il sistema di taglio orizzontale sarà compatibile con i tubi a perdere, i quali saranno fissati ai contenitori dei
pozzi al fine di supportarne l’intero carico durante la fase di sollevamento. Il Fornitore dovrà verificare la
perfetta compatibilità tra i suddetti elementi al fine di garantire la corretta esecuzione del carotaggio con il
quale verrà eseguito il taglio orizzontale lungo l’intera lunghezza del monolite.
Binari guida del sistema di stabilizzazione
Il telaio della struttura di taglio orizzontale appoggerà parzialmente sui binari guida del sistema di
stabilizzazione della struttura (puntoni) con fermo sulla battuta di acciaio presente sui binari. Sarà compito
del Fornitore verificare la perfetta interazione tra i componenti del sistema di stabilizzazione con quelli del
sistema di carotaggio.
Struttura di scorrimento e carrello di movimentazione
Sulla parte interna delle traverse (costruite ed installate con altro appalto) verrà predisposto un binario, il
quale servirà al posizionamento dell’attrezzatura di taglio verticale (vedere Figura 10).
Mediante il paranco in dotazione al carrello di sollevamento verranno movimentate:
- l’attrezzatura di taglio orizzontale, al fine di realizzare il taglio orizzontale sull’intera lunghezza del
monolite;
- l’attrezzatura di taglio verticale, da posizionare in corrispondenza dei setti di separazione dei pozzi
lungo i quali verranno realizzati i tagli verticali.
Il riscontro delle interfacce potrà essere verificato mediante i documenti di riferimento e dal modello 3D in
formato SolidWorks 2015 che sarà consegnato al Fornitore in seguito alla finalizzazione dell’Ordine.
Si sottolinea che le macchine dovranno essere conformi alle dimensioni indicate nel modello 3D. Qualora si
rendessero necessarie delle modifiche sarà cura del Fornitore implementare il modello 3D e interfacciare la
macchine oggetto della presente specifica con le altre forniture del progetto complessivo al fine di verificarne
le reciproche interferenze e compatibilità.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 22
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 23 di 44
Mod. 07 Rev. 01
6. DESCRIZIONE DELLA FORNITURA
6.1. Macchina di Taglio Orizzontale
Le caratteristiche tecniche generali richieste alla macchina di taglio orizzontale (carotatrice) sono:
Facilità di movimentazione e installazione della carotatrice. I componenti della macchina carotatrice
dovranno poter essere agganciati ai sistemi di movimentazione, con particolare attenzione al centro
di gravità e al bilanciamento delle masse per agevolare quanto più possibile i sollevamenti e le pose.
Massa inferiore a 1 tonnellata;
Carotaggio a secco;
Pulsanti di comando sul quadro di potenza;
Quadro di potenza assemblato su un supporto metallico con rotelle orientabili e freno;
Collegamenti di tutti gli organi sulla macchina e sul quadro di potenza con connettori industriali;
Traslazione programmabile della carotatrice con regolazione al millimetro del passo di carotaggio;
Regolazione dell’allineamento dei carotaggi;
Sistema di blocco della guida trasversale durante la foratura;
Regolazione in altezza e messa in bolla con i supporti di fissaggio al suolo;
Guida del tubo di carotaggio durante l'operazione di carotaggio con cuscinetto a sfere;
Aspirazione delle polveri di carotaggio attraverso una cuffia/collettore all’entrata della foratura;
Facilità di intervento manutentivo di tutti gli organi della carotatrice (telaio progettato per permettere
l’accesso degli operatori per interventi di riparazione);
le superfici del sistema di taglio devono poter essere lavabili con soluzioni debolmente acide (ai fini
della decontaminazione) e non devono presentare punti di accumulo polveri;
Logica di controllo e automazione del sistema di taglio con trasmissione dei segnali con
radiocomando, o sistema equivalente (i carotaggi avverranno in presenza dell’operatore).
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 23
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 24 di 44
Mod. 07 Rev. 01
6.2. Macchina di Taglio Verticale
Le caratteristiche tecniche generali richieste alla macchina di taglio verticale sono:
Facilità di movimentazione e installazione della macchina: la struttura della macchina sarà dotata di
anelli di sollevamento per la rapido posizionamento in fossa. I componenti della macchina dovranno
poter essere agganciati ai sistemi di movimentazione, con particolare attenzione al centro di gravità e
al bilanciamento delle masse per agevolare quanto più possibile i sollevamenti e le pose. Massa dei
componenti smontati inferiore a 1 tonnellata;
Taglio a secco mediante filo diamantato per un’altezza indicativa di 6,5 m;
Filo diamantato assemblato mediante brasatura (brazed) idoneo per taglio di calcestruzzo armato.
Condizioni di utilizzo umido/secco. Diametro indicativo del filo 10 mm. Anello chiuso del filo
(closed loop wire, nessuna giunzione).
Pulsanti di comando sul quadro di potenza;
Quadro di potenza assemblato su un supporto metallico con rotelle orientabili e freno;
Collegamenti di tutti gli organi sulla macchina e sul quadro di potenza con connettori industriali;
Protezione totale della macchina con carter di sicurezza in caso di rottura del cavo diamantato;
Regolazione del passo di taglio verticale al millimetro;
Motori con variazione di velocità di taglio e di spostamento verticale regolabili;
Tensione del filo diamantato regolabile con la strumentazione presente sulla utensile;
Aspirazione dedicata delle polveri di taglio attraverso una cuffia/collettore in prossimità della linea
di taglio in modo tale da minimizzare il rilascio di particolato nell’ambiente del capannone;
Facilità di intervento manutentivo di tutti gli organi della macchina di taglio;
Semplicità nella sostituzione del filo.
Le superfici del sistema di taglio devono poter essere lavabili con soluzioni debolmente acide (ai fini
della decontaminazione) e non devono presentare punti di accumulo polveri;
Logica di controllo e automazione del sistema di taglio con trasmissione dei segnali con
radiocomando, o sistema equivalente: il sistema dovrà consentire la verifica in remoto di tutti i
parametri funzionali della macchina e dell’avanzamento della linea di taglio.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 24
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 25 di 44
Mod. 07 Rev. 01
Due passerelle situate sui due lati della macchina per il montaggio del cavo diamantato. Passerelle
attrezzate di ringhiera di protezione e di portelli di sicurezza per la protezione degli operatori
secondo le normative vigenti. Passerella anteriore realizzata in due elementi per permettere lo
smontaggio ed evacuazione;
Sistema di raffreddamento a secco del filo diamantato con una cuffia/collettore in prossimità della
linea di taglio;
6.3. Sistema di aspirazione delle polveri
Sia la carotatrice che la macchina di taglio verticale dovranno essere connesse ad un sistema di aspirazione e
raccolta delle polveri generate durante le operazioni di taglio. Si prevede, pertanto, un unico gruppo di
aspirazione a servizio di entrambi i sistemi di taglio. I sistemi saranno utilizzati in momenti diversi, è escluso
la contemporaneità di uso dei 2 sistemi.
L’apparecchiatura di aspirazione dovrà garantire la filtrazione HEPA delle polveri (secondo UNI EN 1822).
Specificatamente, il sistema di aspirazione locale delle polveri sarà costituito da un ciclone, un filtro
depolveratore a cartucce, prefiltro e filtro assoluto.
Il sistema di aspirazione sarà collegato, mediante uno specifico condotto, alla cuffia di aspirazione della
macchina di taglio, posizionata in prossimità dell’area di taglio per minimizzare i rilasci di particolato
nell’ambiente del capannone.
Il sistema, completo di tubo antischiacciamento e di tutti gli adattatori e attacchi, sarà di tipo collegabile a
fusti commerciali per facilitare l’allontanamento del contenuto dall’area di cantiere. L’aria aspirata e trattata
verrà espulsa e inviata al plenum di raccolta ed estrazione degli effluenti aeriformi.
Le caratteristiche tecniche richieste al sistema di aspirazione sono di seguito riassunte:
Pulsanti di comando sul quadro di potenza;
Logica di controllo e automazione del sistema di taglio con trasmissione dei segnali con
radiocomando, o altro sistema equivalente;
Sistema mobile con rotelle orientabili con freno;
Filtrazione assoluta delle polveri aspirate (filtri HEPA);
Funzionamento in continuo;
Facile sostituzione dei filtri.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 25
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 26 di 44
Mod. 07 Rev. 01
Confinamento delle polveri raccolte in appositi sacchi;
Sistema di filtrazione elettrico con pulsanti di comando a bordo macchina;
Potenza assorbita max 15 kW – 400 V trifase;
6.4. Sicurezza
Dovrà essere assicurato il rispetto della Direttiva Macchine 2006/42/CE nonché di tutte le normative CE
applicabili.
In particolare, per la macchina di taglio verticale si richiede:
• Sistema di ritenzione del filo in modo da evitare pericolosi colpi di frusta in caso di rottura del filo
stesso.
• Sistema di recupero del filo rotto.
6.5. Ricambi e Materiali di Consumo
Nella garanzia sarà inclusa anche la fornitura di N.2 kit di ricambio completo delle parti soggette a
usura/rottura rispettivamente per la macchina di taglio orizzontale e la macchina di taglio verticale. Inoltre, si
richiede un kit completo di ricambi per il sistema di aspirazione polveri.
6.5.1. Kit Macchina di taglio orizzontale
Tale kit dovrà comprendere al minimo:
Pulegge di scorrimento e cuscinetti di ricambio;
N.10 carote a perdere Ø67 mm;
N.10 carote a perdere Ø80 mm;
N.70 perni di collegamento;
Olio di ricambio (n.3 ricambi) e grassi per la lubrificazione
Sarà cura del Fornitore implementare il kit con quanto necessario a garantire la manutenzione per le prime
300 ore di funzionamento.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 26
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 27 di 44
Mod. 07 Rev. 01
6.5.2. Kit Macchina di taglio verticale
Tale kit dovrà comprendere al minimo:
Pulegge di scorrimento e cuscinetti di ricambio;
N.1 loop di filo diamantato.
Olio di ricambio (n.3 ricambi) Elementi per la lubrificazione
Sarà cura del Fornitore implementare il kit con quanto necessario a garantire la manutenzione per le prime
200 ore di funzionamento.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 27
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 28 di 44
Mod. 07 Rev. 01
7. DOCUMENTAZIONE E CERTIFICAZIONI RICHIESTE
La macchina dovrà essere dotata di tutti i documenti obbligatori per una corretta gestione, operazione e
manutenzione, secondo la normativa vigente. In particolare, la documentazione minima richiesta è costituita
da:
Fascicolo Tecnico della Costruzione (Dossier Macchina) redatto secondo la Direttiva 2006/42/CE
comprensivo di:
o Disegni costruttivi della macchina;
o Schemi di processo e funzionali;
o Schemi elettrici/idraulici;
o Procedure e Istruzioni per il corretto montaggio;
o Schemi di montaggio
o Manuale d’uso e manutenzione CE per la macchina e le attrezzature;
o Catalogo ricambi per macchina e motore;
Certificati di garanzia;
Disegni e documenti degli accessori di primo equipaggiamento ed opzionali;
Certificazioni di collaudo dei dispositivi sottoposti a verifiche periodiche.
Si richiedono inoltre:
Programma temporale della fornitura (§10);
Piano della progettazione (elenco di tutta la documentazione da produrre);
Disegno in 3D SolidWorks 2015 delle macchine, in modo da implementare il modello 3D di progetto
(al proposito si veda §5.1).
La macchina e gli accessori devono essere rispondenti alla normativa CE applicabile e devono riportare
anche il relativo marchio sulle carenature.
La macchina dovrà essere allestita con tutti i dispositivi di segnalazione, di protezione, e di sicurezza
rispondenti alle norme vigenti in materia di sollevamento, anche se non richiamati nella presente specifica.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 28
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 29 di 44
Mod. 07 Rev. 01
8. GARANZIA DELLA QUALITÀ
Tutte le fasi della fornitura devono essere gestite in accordo agli standard di qualità e sicurezza prescritti
dalla normativa comunitaria vigente. I materiali da impiegare per i lavori del presente appalto dovranno
essere della migliore qualità ed avere le caratteristiche chimico-fisiche-meccaniche stabilite dalle leggi,
regolamenti, circolari, prescrizioni, istruzioni vigenti per i LL.PP. integrate dalle prescrizioni del presente
contratto.
Il Fornitore deve possedere e mettere in atto un Sistema di Qualità relativo alle attività di progettazione,
approvvigionamento materiali, fabbricazione e collaudo, svolte presso la sua organizzazione conforme alla
norma UNI EN ISO 9001:2008.
La conformità alla normativa ISO 9001 è considerata adeguata al soddisfacimento dei requisiti del Sistema di
Qualità del Fornitore.
Il Committente si riserva di effettuare le opportune verifiche di adeguatezza del sistema di gestione per la
qualità in essere presso l’organizzazione del Fornitore prima dell’assegnazione dell’Ordine.
9. GARANZIE DELLA FORNITURA
Il Fornitore dovrà garantire tutti i componenti forniti per un periodo di 24 mesi a partire dalla data di effettiva
accettazione in Sito della fornitura (salvo estensioni di garanzia offerte dalla ditta).
Se le anomalie riscontrate fossero dovute ad accertati difetti di fabbricazione, il Fornitore dovrà fornire ed
installare gratuitamente i ricambi necessari nel più breve tempo possibile mettendo a disposizione il
personale specializzato occorrente per ripristinare la funzionalità dei componenti.
La garanzia include i corrispondenti costi di manodopera, i diritti di chiamata e tutti gli eventuali costi di
trasferta del personale medesimo.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 29
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 30 di 44
Mod. 07 Rev. 01
10. PROGRAMMA TEMPORALE DELLA FORNITURA
Le attività saranno programmate sulla base di scadenze temporali che saranno indicate nell’Ordine. Tuttavia,
il fornitore è tenuto a:
Consegnare i disegni costruttivi e le specifiche tecniche della macchina entro 20 giorni naturali e
consecutivi dall’effettuazione dell’Ordine;
Procedere al collaudo della macchina in officina e al successivo addestramento degli operatori
dell’Appaltatore entro 85 giorni naturali e consecutivi dall’effettuazione dell’Ordine;
Procedere alla consegna in Sito entro 100 giorni naturali e consecutivi dall’effettuazione dell’Ordine.
È fatto obbligo al Fornitore di inviare entro 5 gg dalla formalizzazione dell’Ordine il Piano e Programma
della Progettazione (PPP) con il dettaglio di tutti gli elaborati (disegni costruttivi, specifiche, PCQ, etc.) che
saranno prodotti e consegnati all’Appaltatore congiuntamente al Programma Temporale (PT) con i dettagli
delle fasi della fornitura, in particolare indicando le date previste per l’invio della documentazione da
approvare, i controlli di accettazione in officina, la spedizione e la consegna delle macchine. PPP e PT
saranno sottoposti per benestare dell’Appaltatore.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 30
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 31 di 44
Mod. 07 Rev. 01
11. PCQ, PROVE E COLLAUDI
Il Fornitore deve pianificare i controlli e le prove da eseguire nel corso delle attività, in appositi PCQ che
deve sottoporre all’Appaltatore per benestare con adeguato anticipo rispetto all’inizio delle attività stesse
(almeno 15 giorni lavorativi).
Il Fornitore deve altresì predisporre all’interno dei PCQ tutte le prove e i collaudi previsti per l’accettazione
della fornitura, corredati delle relative istruzioni e procedure come previsto nel PPP della fornitura.
Le fasi prescelte dovranno essere notificate all’Appaltatore dal Fornitore con i preavvisi di seguito
specificati:
• Fabbricazione in officina - 15 giorni lavorativi per attività all’estero, 7 giorni lavorativi per attività in
Italia;
I risultati di ciascun controllo, con le eventuali osservazioni, devono essere prontamente registrati nei PCQ e
su eventuali schede o verbali allegati, al fine di conoscere in tempo reale la situazione dei controlli effettuati
e dei risultati ottenuti.
Le eventuali non conformità emerse nel corso dei controlli devono essere identificate, documentate e gestite
in conformità con quanto precisato al §11.1.2.
Sarà onere del Fornitore l’effettuazione di tutti gli interventi di adeguamento necessari per recupero di
eventuali difformità rilevate e l’eventuale revisione degli elaborati interessati.
I PCQ dovranno essere sviluppati in accordo al tipico che l’Appaltatore mette a disposizione del Fornitore
(vedi allegato al § 15.2.)
In linea generale, la fornitura sarà accettata solo dopo i collaudi della stessa, che saranno esplicati nel modo
seguente:
Collaudo in officina (FAT) che sarà effettuato presso il Fornitore alla presenza di ispettori
dell’Appaltatore/Committente. Al termine delle attività di costruzione, e al superamento delle prove
di funzionamento (vedi §11.1.1) e dell’addestramento all’utilizzo degli operatori, sarà emesso un
verbale di accettazione provvisoria della fornitura e sarà autorizzato il trasporto della macchina
presso il Sito.
Previo accordi con l’Appaltatore, potranno essere spediti in sito anche prodotti gravati da eventuali
sospesi purché questi possano essere adeguatamente risolti presso il Sito e gli stessi siano evidenziati
e documentati. In tal caso comunque il Fornitore è tenuto a sanare le riserve evidenziate con le
modalità e nei termini concordati.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 31
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 32 di 44
Mod. 07 Rev. 01
I verbali dei collaudi e delle ispezioni finali previste dovranno essere allegati alla documentazione di
spedizione della fornitura. La mancanza di tali verbali non consente l’ingresso in Sito delle relative
parti. Oltre a tale documentazione, deve essere consegnata tutta la documentazione (certificativa,
progettuale, di risoluzione di modifiche, deroghe e non conformità, ecc.) prevista.
Collaudo in Sito (SAT) che sarà effettuato direttamente all’interno del Sito mediante delle prove
funzionali (§11.1.1) in seguito all’installazione dell’attrezzatura. Superato il collaudo, sarà emesso il
verbale di accettazione definitiva della fornitura.
L’Appaltatore si riserva di effettuare, al ricevimento in Sito, un’ispezione sulla fornitura, allo scopo
di verificare, a titolo non esaustivo:
o l’assenza di danneggiamenti dovuti a movimentazione, trasporto e montaggio;
o la corretta identificazione dei materiali e dei componenti oggetto della fornitura.
I materiali rifiutati dovranno essere immediatamente allontanati dal cantiere a cura e spese dello
stesso Fornitore; in caso d’inadempienza l’Appaltatore ha facoltà, senza ulteriori atti, di procedere
all’allontanamento in danno del Fornitore.
11.1.1. Prove di Funzionamento
Per “Prove di funzionamento” si intende il complesso delle operazioni necessarie per accertare il corretto
funzionamento del sistema e/o della parte di impianto in prova in tutte le possibili condizioni di esercizio
normali ed accidentali, nel rispetto delle previsioni progettuali.
Le "prove di funzionamento" sono eseguite allo scopo di:
• assicurare che le parti di impianto in prova funzionino correttamente e siano esercibili in piena
sicurezza per le persone e gli impianti;
• evidenziare gli ulteriori lavori di messa a punto, modifiche ecc. necessari per assicurare le
prestazioni previste nei documenti contrattuali.
Il Fornitore deve eseguire le prove di funzionamento in accordo a procedure di prova documentandone i
risultati su appositi certificati/check list allegati al “Verbale di prova”.
L’Appaltatore sorveglierà sulla corretta esecuzione delle prove e dei collaudi e sulle verifiche delle
prestazioni del macchinario, riservandosi il diritto di eseguire anche direttamente rilievi e/o misure nel corso
delle prove e valutare l’accettabilità delle prestazioni a fronte dei requisiti specificati.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 32
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 33 di 44
Mod. 07 Rev. 01
Le eventuali non conformità e le modifiche di progetto evidenziate nel corso delle prove in sito per
l’avviamento e/o collaudo del macchinario, devono essere identificate, documentate e gestite in conformità
con quanto precisato al § 11.1.2.
Sarà onere del Fornitore l’effettuazione di tutti gli interventi di adeguamento necessari per il recupero delle
eventuali difformità rilevate.
La strumentazione, apparecchiature ed altri dispositivi per misure e prove utilizzata dal Fornitore dovrà avere
campo di misura e precisione idonei allo scopo cui è destinata.
Tutta la strumentazione per l’esecuzione dei controlli e delle prove deve essere sottoposta a taratura prima
del suo utilizzo. Gli strumenti dovranno essere tarati presso centri ACCREDIA o per confronto con strumenti
campione tarati presso Centri ACCREDIA, seguendo apposite procedure di taratura, e controllati
periodicamente per verificarne il corretto funzionamento.
Ciascuno strumento deve essere identificato attraverso apposita targhetta identificativa riportante il proprio
codice identificativo e la data di scadenza della taratura.
Tutta la strumentazione utilizzata deve essere elencata in un apposito registro contenente lo stato di taratura e
le relative scadenze. Tutte le certificazioni e registrazioni inerenti le tarature ed i controlli periodici devono
essere conservate a cura del Fornitore ed esibite su richiesta dell’Appaltatore.
11.1.2. Gestione delle Non Conformità
Le Non Conformità (NC) al progetto approvato sono relative al mancato rispetto di requisiti espressi
(contrattuali/ di progetto) o impliciti (requisiti di legge/ normative).
Il Fornitore deve classificare le non conformità che sono generate, in corso d’opera, in fabbrica o in cantiere,
in maggiori e minori come nel seguito definiti.
Le maggiori devono essere inviate all’Appaltatore per benestare, le minori sono approvate dal Fornitore e
tenute disponibili su richiesta.
La classificazione deve essere in accordo con le seguenti definizioni:
Maggiori:
o quelle relative a prescrizioni incluse nella documentazione allegata alla lettera d’ordine o
prescrizioni disposte da norme e leggi applicabili;
o quelle relative a prescrizioni incluse in documenti sottoposti all’Appaltatore per benestare;
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 33
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 34 di 44
Mod. 07 Rev. 01
Minori:
o quelle relative a prescrizioni non incluse nei documenti contrattuali, né in documenti
approvati formalmente dall’Appaltatore.
Ogni trattamento/decisione individuata per la risoluzione della NC riscontrata dovrà essere attuato dal
Fornitore nel minor tempo possibile, senza comportare oneri aggiuntivi per l’Appaltatore.
Nel corso dei lavori può nascere l’esigenza a discostarsi dalle prescrizioni contrattuali (tecnicoeconomiche-
temporali). In tal caso l’esecutore dell’opera deve formalizzare apposita richiesta di modifica o deroga
(RMD) e sottoporla all’Appaltatore per benestare.
Le RMD e le NC devono essere sempre controllate e documentate (vedi moduli negli allegato ai § 14.3 e
14.4). Le RMD e le proposte di risoluzione delle NC, ove necessario, devono ricevere preventiva
approvazione dal responsabile della progettazione dell’opera e/o Enti di controllo competenti.
Le modalità di gestione di tali deviazioni (emissione, benestare ed attuazione) devono essere concordate
preventivamente con l’Appaltatore in sede di riunione di inquadramento della commessa.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 34
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 35 di 44
Mod. 07 Rev. 01
12. DOCUMENTAZIONE
Gli elaborati prodotti saranno di proprietà esclusiva del Committente e non potranno essere utilizzati dal
Fornitore, senza approvazione scritta da parte del Committente, neanche a scopo divulgativo o pubblicitario.
Tutti gli elaborati prodotti devono essere in lingua italiana; eventuali eccezioni dovranno essere concordate
con l’Appaltatore.
I software per la produzione degli elaborati dovranno operare in ambiente Windows ed utilizzare i seguenti
pacchetti applicativi: Autocad 2013 con file ctb di stampa (o su richiesta versioni inferiori o successive), MS
Word, MS Acces, MS Excel, SolidWorks 2015.
Per gli elaborati grafici (formato AutoCAD) verranno forniti dall’Appaltatore i relativi modelli da utilizzare,
completi di cartiglio.
La trasmissione degli elaborati avverrà attraverso un portale informatico, reso disponibile dal Committente,
basato su tecnologia denominata Product Lifecycle Management-PLM (portale denominato IPOD). L’iter di
Benestare sarà completamente digitale e svolto solo ed esclusivamente attraverso tale piattaforma.
Il collegamento alla piattaforma PLM avverrà esclusivamente via web, per cui sarà cura del Fornitore dotarsi
della connettività e dei software nella versione richiesta (es. web browser, java, Cad, ecc.) di cui sarà fornita
la matrice di compatibilità, per raggiungere e lavorare con il portale PLM. È fatto obbligo del Fornitore
l’inserimento nel sistema informatico dei file dei documenti in versione editabile.
Gli elaborati emessi dal Fornitore in formato elettronico dovranno riportare sul cartiglio i nominativi delle
persone preposte alla redazione, controllo e approvazione degli stessi, e le relative firme autografe, oltre
naturalmente alle asseverazioni di legge con timbro e firma del “progettista”.
In alternativa alla firma autografa, è consentito l’uso di firma elettronica certificata dal produttore del sistema
informativo adottato. In tal caso, oltre alla certificazione/ dichiarazione da fornire all’Appaltatore prima
dell’inizio delle attività, i cartigli degli elaborati prodotti dovranno riportare indicazione che “Il sistema
informatico prevede la firma elettronica, pertanto l'indicazione sul cartiglio dei nominativi preposte
all’emissione del documento certifica l'avvenuto controllo”.
Per quanto riguarda gli elaborati che richiedono timbro e firma autografa del progettista questi saranno
consegnati all’Appaltatore anche in originale, nel numero di copie necessarie.
Le modifiche conseguenti alla sorveglianza degli elaborati e le eventuali modifiche resesi necessarie in fase
di esecuzione lavori, a seguito di errori di progettazione imputabili al Fornitore, non daranno luogo ad alcuna
variazione del prezzo concordato.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 35
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 36 di 44
Mod. 07 Rev. 01
13. MOCK-UP E ADDESTRAMENTO DEL PERSONALE
Il Fornitore dovrà provvedere alla formazione del personale dell’Appaltatore presso la propria officina
prevedendo lezioni teoriche in aula ed esercitazioni pratiche in campo.
Il personale dell’Appaltatore da formare ed addestrare sarà di n.5 unità Il tempo previsto per l’addestramento
è di n.5 giorni.
Allo scopo il Fornitore dovrà predisporre opportuni mock-up della struttura del Monolite su cui effettuare le
prove di addestramento degli operatori. Tali esercitazioni verranno impiegate come accertamento della
funzionalità delle attrezzature ai fini della corretta finalizzazione dei collaudi di accettazione in officina
(§11).
Il Fornitore dovrà realizzare n.2 mock-up di addestramento alle operazioni di carotaggio (taglio orizzontale)
e taglio verticale. In particolare, entrambi i mock-up dovranno riprodurre, quanto più possibile, le reali
condizioni di utilizzo per il taglio del Monolite.
Le lezioni teoriche dovranno fornire agli operatori piena conoscenza dei componenti delle macchine di
taglio, delle procedure di montaggio/smontaggio e di sostituzione dei componenti delle stesse nonché delle
procedure fondamentali di sicurezza per le operazioni.
Le lezioni pratiche verranno condotte alla presenza di personale esperto del Fornitore e saranno articolate in
maniera tale da addestrare compiutamente gli operatori dell’Appaltatore al montaggio, all’uso e allo
smontaggio delle macchine di taglio. Allo scopo, dovranno essere previste adeguate esercitazioni per la
sostituzione dei componenti (filo diamantato, innesto carote a perdere, etc.), per la pulizia e manutenzione
delle macchine e per la risoluzione delle problematiche più comuni di malfunzionamento e situazioni di
emergenza.
Il montaggio delle macchine per l’utilizzo pratico sul mock-up dovrà essere eseguito dal personale
dell’Appaltatore sotto la guida e la supervisione del personale del Fornitore. Alla fine delle operazioni di
taglio, le macchine dovranno essere smontate dal personale dell’Appaltatore, sotto la supervisione e guida
del personale del Fornitore
È inteso che tutti i consumabili delle macchine impiegati durante l’addestramento saranno a carico del
Fornitore.
Alla fine dell’addestramento, il Fornitore rilascerà attestati di formazioni nominativi al personale
dell’Appaltatore.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 36
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 37 di 44
Mod. 07 Rev. 01
14. IMBALLAGGIO E SPEDIZIONE
La fornitura andrà consegnata presso il Sito. La marcatura e l’etichettatura dei contenitori della spedizione
deve essere effettuata con colore indelebile e contenere le seguenti minime informazioni:
Nome e indirizzo del Destinatario del trasporto;
Nome e indirizzo del Fornitore;
Numero e Data dell’Ordine di Fornitura;
Numero del DDT;
Numero di parti della spedizione;
Peso netto/lordo;
Dimensioni del container/cassa di spedizione.
Il Fornitore dovrà assicurare l’adeguatezza degli imballaggi per il trasporto e la consegna della macchina e
delle attrezzature al Sito.
Oltre ai requisiti per la protezione da danni meccanici, agenti atmosferici, fuoriuscite di liquidi e altri eventi
potenzialmente dannosi, l'imballaggio di componenti, materiali e attrezzature dovrà garantire la prevenzione
delle perdite per furto.
Il Committente è autorizzato a controllare la merce prima della spedizione presso il Sito (per verificare la
correttezza, l'integrità e la pulizia dell’imballaggio) e deve essere pertanto informato in tempo dal Fornitore.
Le eventuali non conformità dovranno essere risolte e i risultati del controllo finale registrati nel rapporto
consegna.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 37
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 38 di 44
Mod. 07 Rev. 01
15. ALLEGATI
15.1.Allegato
Nu
mer
od
'ord
ine
Tit
olo
(mas
sim
o2
00
cara
tter
i)
Rev
isio
ne
(in
dic
are
sed
iver
sad
alla
00)
NO
ME
VIR
TU
AL
RO
OM
TIP
OL
OG
IA(f
are
rife
rim
ento
all'e
len
cod
elle
Tip
olo
gie,
èp
oss
ibil
ein
dic
are
anch
eso
lola
sig
la)
AR
GO
ME
NT
O(f
are
rife
rim
ento
all'e
len
cod
egli
arg
om
enti
,è
po
ssib
ile
ind
icar
ean
che
solo
lasi
gla
)
DA
TA
PR
EV
IST
AE
MIS
SIO
NE
BE
NE
ST
AR
E/I
NF
OR
MA
ZIO
NE
(B/I
)(s
olo
per
real
izza
zio
ne
este
rna)
CL
AS
SIF
ICA
F/A
(so
lop
erre
aliz
zazi
on
ees
tern
a)
LIV
EL
LO
DI
RIS
ER
VA
TE
ZZ
A(P
ubb
lico
/Azi
end
ale/
Ris
erv
ato
Azi
end
ale/
Uso
Ris
tret
to)
Pia
nif
icaz
ion
eR
ED
AZ
ION
E(I
nd
icar
em
atri
cole
sep
arat
ed
a;)
Pia
nif
icaz
ion
eC
OL
LA
BO
RA
ZIO
NI
(In
dic
are
mat
rico
lese
par
ate
da
;)
Pia
nif
icaz
ion
eV
ER
IFIC
A(I
nd
icar
em
atri
cole
sep
arat
ed
a;)
Pia
nif
icaz
ion
eA
PP
RO
VA
ZIO
NE
(In
dic
are
mat
rico
lese
par
ate
da
;)
Pia
nif
icaz
ion
eA
UT
OR
IZZ
AZ
ION
EA
LL
'US
O(I
nd
icar
em
atri
cole
sep
arat
ed
a;)
No
me
even
tual
efi
led
aca
rica
re
LIV
EL
LO
DI
PR
OG
ET
TA
ZIO
NE
(P/D
/E/C
/CC
/A)
RE
AL
IZZ
AZ
ION
E(
I=IN
TE
RN
A/
E=
ES
TE
RN
A)
(In
tern
a=S
OG
IN-
Est
ern
a=F
/A)
Al fine di agevolare la registrazione degli Elaborati prodotti dal Fornitore e gestiti nel sistema informatico di
gestione elaborati, è stato predisposto un formato elettronico da consegnare al Fornitore stesso ai fini della
sua compilazione e successivo inserimento nella suddetta banda dati.
I dettagli delle modalità operative e della compilazione del file informatico sono riportati nel Manuale del
sistema Istruzione GE F 00028 “Manuale Ipod Modulo Ingegneria”.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 38
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 39 di 44
Mod. 07 Rev. 01
15.2.Format PCQ
LEGENDA
CODICETIPOLOGIA DICONTROLLO
DESCRIZIONE
HFase vincolantePunto di arresto
(Hold-point)
La fase di controllo non può considerarsi superata conesito positivo senza la partecipazione degli Entiinteressati a questo tipo di sorveglianza.Nel caso in cui un Ente sia impossibilitato a partecipareal controllo, è tenuto a darne immediata comunicazione.(1)
WFase da notificare
Punto di convocazione(Witness-point)
L’Ente interessato deve essere convocato; se, nonostantel’avviso, l’Ente non interviene, la fase di controllo potràessere espletata dall’Impresa. (1)
R
RiesameDocumentazione
Certificativa(Documentation
Review)
Gli ispettori dell’Ente esamineranno la certificazione dicontrollo in tempo utile per eventuali interventi correttivi.A tal riguardo il Fornitore è tenuto a riesaminare ladocumentazione certificativa prodotta e metterla adisposizione dell’Appaltatore prima dell’inizio delleattività esecutive relative.
Nota 1 – Vincoli temporali –
L’Appaltatore deve essere convocato formalmente per le fasi di controllo dal Fornitore con i seguenti preavvisi:
Fabbricazione in officina: 15 giorni lavorativi per attività all’estero; 7 giorni lavorativi per attività in Italia;
Costruzione/montaggio nel sito: 7 giorni lavorativi.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 39
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 40 di 44
Mod. 07 Rev. 01
Piano Controllo Qualità Classifica:….
Rev. ….
Progetto: Rimozione, decontaminazione e allontanamento turbina
N.ATTIVITÁ / FASE DI
CONTROLLOOggetto Controllo
Documentazione diriferimento
Responsabilità controlloRegistrazione controlli (esito, firma,
data)
Documenti prodotti(rif. a altri documenti diregistrazione controlli)
Forn. NuclecoSogin /Enti est.
Forn.* NuclecoSogin /Enti est.
1Verifica disponibilità
documentazione di riferimento:H R -
2 Accettazione dei materialiVerifica visiva,
dimensionale e certificativaSpecifica fornitore n. H W -
3 xxxxx ….. …..
4 xxxxx ….. …..
xxxxx ….. …..
Controllo imballaggio perspedizione
….. …..
Verifica completezzadocumentazione prodotta
….. ….. H H H
(*) Per opere/ attività rilevanti ai fini della sicurezza nucleare, i controlli sono a cura di un incaricato al “Controllo Qualità”, indipendente dalla produzione.
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 40
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 41 di 44
Mod. 07 Rev. 01
15.3.Format RMD
R I C H I E S T A D I
M O D I F I C A / D E R O G A
CLASSIFICAZIONE
.......................................
DATA
.................
TIPO
.................
Pag. 1 di
OR
GA
NIZ
ZA
ZIO
NE
RIC
HIE
DE
NT
E
IMPIANTO.................................................................................................................................
SISTEMA...................................................................................................................................
COMPONENTE.........................................................................................................................
....................................................................................................................................................
FORNITORE/APPALTATORE.................................................................................................
GRUPPO/SEZIONE ...............................................
CODICE .................................................................
CODICE .................................................................
CONTRATTO ........................................................
DESCRIZIONE MODIFICA DEROGA ..................................................................................................................................................
........................................................................................................................................................................................................................................
........................................................................................................................................................................................................................................
VALUTAZIONE IMPATTO TECNICO/ECONOMICO/TEMPORALE ………………………………………………………….
DOCUMENTI INTERESSATI………………………………………………………………………………………………………
COD. .................................................................................................... TITOLO ........................................................................................................
COD. .................................................................................................... TITOLO ........................................................................................................
ALLEGATI SI NO N. ....................................
DATA…………………
COMPILATORE GESTORE CONTRATTO (GC)
............................ ..................................................
UN
ITA
’S
OG
INR
ICE
VE
NT
E
ESAME FATTIBILITÁ SITO/CANTIERE
PROPOSTE ADEGUATE PROPOSTE
NON ADEGUATE
MOTIVAZIONI ....................................................................................
AUTORIZZAZIONE ENTI ESTERNI SI NO
IMPATTO SU PSC (a cura CSE/ CSP) SI NO
IMPATTO “Interferenze Ambientali” (a cura QAS) SI NO
ALLEGATI SI NO N. ....................................
RESPONSABILE PROGETTAZIONE
PROPOSTE ACCETTABILI PROPOSTE
NON ACCETTABILI
MOTIVAZIONI ......................................................................................
.................................................................................................................
...............................................................................................................
AUTORIZZAZIONI ENTI ESTERNI SI NO
DISPOSIZIONI ALTERNATIVE ..........................................................
ALLEGATI SI NO N. ......................................
F/A GC
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 41
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 42 di 44
Mod. 07 Rev. 01
DATA Responsabile Progetto (RP) DATA Ingegneria
FORMALIZZAZIONE MODIFICA
REVISIONE ELABORATI INTERESSATI
REVISIONE DOCUMENTI DI CANTIERE (es. PCQ)
EVENTUALE ATTO AGGIUNTIVO AL CONTRATTO
VERIFICATA (QA/ QE): …………………….. DATA ....................
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 42
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 43 di 44
Mod. 07 Rev. 01
15.4.Format Rapporto di Non Conformità
R A P P O R T O D I N O N
C O N F O R M I T Á
CLASSIFICAZIONE
DATA
.................
TIPO
.................
Pag. 1 di
OR
GA
NIZ
ZA
ZIO
NE
EM
ITT
EN
TE
IMPIANTO ....................................................................................................................................................
SISTEMA ......................................................................................................................................................
COMPONENTE.............................................................................................................................................
.......................................................................................................................................................................
FORNITORE/ GESTORE CONTRATTO .....................................................................................................
GRUPPO/SEZIONE..........................................................
CODICE............................................................................
CODICE............................................................................
CONTRATTO...................................................................
DESCRIZIONE DELLE NON CONFORMITÀ ............................................................................................................................................................................................
.......................................................................................................................................................................................................................................................................
ANALISI DELLE CAUSE.............................................................................................................................................................................................................................
.......................................................................................................................................................................................................................................................................
PCQ ..................................................................................................................... FASE ................................... TITOLO ..........................................................................
DOCUMENTI INTERESSATI .....................................................................................................................................................................................................................
COD. ................................................................................................................... TITOLO .........................................................................................................................
COD. ................................................................................................................... TITOLO .........................................................................................................................
ALLEGATI SI NO N. ..........................................
PROPOSTA DI RISOLUZIONE a cura
ACCETTARE TAL QUALE RIPARAZIONE SCARTO ALTRO
MOTIVAZIONI .................................................................................................................................
.......................................................................................................................................................................................................................................................................
.......................................................................................................................................................................................................................................................................
MODALITÀ DI RIPARAZIONE
.......................................................................................................................................................................................................................................................................
ALLEGATI SI NO N. ..........................................
COMPILATORE GESTORE CONTRATTO QUALITÀ (QA/QE)
............................ .................................................. .........................................
F/A Gestore contratto
F/A Gestore contratto
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 43
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

UNITÀ COMM/CENTRO TIPO REV. N° PROGRESSIVO FOGLIO
IWMD-ING COM-00070659 SA 02 NC 137 00004 n° 44 di 44
Mod. 07 Rev. 01
UN
ITA
’S
OG
INR
ICE
VE
NT
E
ESAME FATTIBILITÁ SITO/CANTIERE
PROPOSTE ADEGUATE PROPOSTE
NON ADEGUATE
MOTIVAZIONI ...................................................................................................
.............................................................................................................................
AUTORIZZAZIONE ENTI ESTERNI SI NO
ALLEGATI SI NO N. ..........................................
RESPONSABILE PROGETTAZIONE
PROPOSTE ACCETTABILI PROPOSTE
NON ACCETTABILI
MOTIVAZIONI ......................................................................................................
................................................................................................................................
AUTORIZZAZIONI ENTI ESTERNI SI NO
DISPOSIZIONI ALTERNATIVE ..........................................................................
ALLEGATI SI NO N. .............................................
DATA Responsabile Progetto (RP) DATA Ingegneria
CHIUSURA NON CONFORMITA' ESITO: POSITIVO NEGATIVO
EMESSO NUOVO RNC N. .........................
PRESENZA ALLE RIPARAZIONI / ISPEZIONI
ESAME DOCUMENTAZIONE PRODOTTA
EVENTUALI AZIONI CORRETTIVE Rapp. n°…………..
VERIFICA (QA/QE) DATA ....................
OR
GA
NIZ
ZA
ZIO
NE
EM
ITT
EN
TE
/S
OG
IN
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 44
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato

N File name Data
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
Il sistem
a inform
atico p
reve
de la firma
elet
tronica pertan
to l’indicaz
ione delle stru
tture e d
ei n
ominat
ivi delle p
ersone associat
e certifica
l’avve
nuto controllo.
NC 137 00004 Specifica Tecnica Macchine di Taglio rev2.doc 13/07/2017 07:48
Elaborato: NC 137 00004
Rev: 02
Stato: Autorizzato
Doc
umen
to p
rele
vato
da
Sum
ma
Luig
i Gia
cint
o il
13/0
7/20
17 0
8:26
Il si
stem
a in
form
atic
o pr
eved
e la
firm
a el
ettr
onic
a pe
rtan
to l'
indi
cazi
one
delle
str
uttu
re e
dei
nom
inat
ivi d
elle
per
sone
ass
ocia
te c
ertif
ica
l'avv
enut
o co
ntro
llo. E
labo
rato
del
13/
07/2
017
Pag
. 45
di 4
5 N
C 1
37 0
0004
rev
. 02
Aut
oriz
zato