SINUMERIK Manuale, Costruzione di utensili e stampi · Struttura di un programma NC per la...
102
s sinumerik Costruzione di utensili e stampi Manuale Edizione 08/2007
Transcript of SINUMERIK Manuale, Costruzione di utensili e stampi · Struttura di un programma NC per la...
s
sinumerikCostruzione di utensili e stampi
Manuale Edizione 08/2007


SINUMERIKCostruzione di utensili e stampi
Manuale
Valido per:
Controllo numerico
SINUMERIK 810DSINUMERIK 840DSINUMERIK 840DiSINUMERIK 802D sl pro
Edizione 08.2007N. ordinaz. doc. 6FC5095-0AB20-0CP0
Informazioni di base 1Informazioni per gli operatori della macchina 2
Informazioni per i programmatori 3
Consultazione 4

IntroduzioneIdentificazione dell'edizione, marchi0
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
4
Documentazione SINUMERIK®
Identificazione dell'edizione, marchiLe edizioni elencate qui di seguito sono quelle antecedenti a questa.La lettera riportata nella colonna "Annotazione" identifica lo stato delle edizioni precedenti.
Identificazione dello stato nella colonna "Annotazioni":
A .... Nuova documentazione.B .... Ristampa invariata con nuovo numero di ordinazione.C .... Versione rielaborata con nuovo numero di edizione.
Se il contenuto tecnico di una pagina è stato modificato rispetto all'edizione precedente, nell'intestazione della pagina viene indicata la versione aggiornata.
MarchiSIMATIC, SIMATIC HMI, SIMATIC NET, SIROTEC, SINUMERIK, SIMODRIVE e SINAMICS sono marchi registrati della Siemens AG. I restanti nomi citati in questa pubblicazione possono essere marchi il cui uso da parte di terzi per propri fini può violare i diritti dei legittimi proprietari.
Edizione N. di ordinazione Osservazioni
08.2007 6FC5095-0AB20-0CP0 A
Ulteriori informazioni si possono trovare in Internet all'indi-rizzo:http://www.siemens.com/sinumerik
La presente documentazione è stata realizzata con diversi tool per la grafica e il layout.È vietata la duplicazione di questo manuale, l'utilizzo e la divulgazione del suo contenuto se non previa autorizzazione scritta. Eventuali trasgressioni obbligano al risarcimento dei danni. Tutti i diritti sono riservati, in particolare in caso di bre-vetti o modelli industriali.
© Siemens AG 1995 - 2007. All rights reserved.
Il controllo numerico può contenere altre funzioni oltre a quelle descritte in questo manuale. Non sussiste tuttavia l'obbligo di un aggiornamento di tali funzioni in fase di fornitura o di assi-stenza tecnica.
È stata verificata la corrispondenza del contenuto di questa documentazione con il Software e l'Hardware descritti. Non potendo comunque escludere eventuali differenze, non garan-tiamo una corrispondenza totale. Il contenuto della documen-tazione viene esaminato regolarmente e, se necessario, corretto nelle edizioni successive. Vi saremmo grati per even-tuali proposte di miglioramento.
Con riserva di modifiche tecniche.
N. di ordinazione 6FC5095-0AB20-0CP0Printed in the Federal Republic of Germany
Siemens-Aktiengesellschaft
0 Introduzione
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
IntroduzioneContenuto 0
5
Pagina1 Informazioni di base ............................................................................................................ 7
1.1 Introduzione .................................................................................................................8
1.2 Cosa occorre alla costruzione di utensili e stampi? ....................................................9
1.3 Precisione, velocità, qualità della superficie ..............................................................10
1.4 Strutturazione di programmi NC per la costruzione di stampi ...................................13
2 Informazioni per gli operatori della macchina ................................................................ 15
2.1 Introduzione - Configurazione/misura del pezzo e misura dell'utensile .....................16
2.2 Modo operativo JOG - Configurazione e misura dei pezzi ........................................18
2.3 Misura in JOG - Configurazione di un pezzo senza asse rotante nella tavola ..........20
2.4 Misura in JOG - Configurazione di un pezzo con un asse rotante nella tavola .........25
2.5 Misura dell'utensile in JOG ........................................................................................30
2.6 Configurazione del pezzo e misura dell'utensile con 802D sl - Misura in JOG .........33
2.7 Modo operativo AUTOMATICO (AUTO) - Misura del processo ................................35
2.8 Trasmissione dei dati di programma/Gestione programmi ........................................40
2.9 High Speed Settings – CYCLE832 ............................................................................42
2.10 Struttura del programma per la costruzione di stampi ...............................................46
2.11 Selezione/avvio/arresto/interruzione/prosecuzione del programma ..........................48
2.12 Interruzione del programma ......................................................................................49
2.13 Panoramica del programma/Stato dei programmi esterni .........................................52
2.14 Simulazione del partprogram ....................................................................................53
2.15 Quick View / Visualizzazione rapida ..........................................................................54
2.16 ShopMill .....................................................................................................................56
3 Informazioni per i programmatori .................................................................................... 61
3.1 Introduzione ...............................................................................................................62
3.2 Cosa sono i frame? ...................................................................................................63
3.3 Orientamento – CYCLE800 .......................................................................................66
3.4 Esempio di programmazione - Orientamento ............................................................70
3.5 High Speed Settings – CYCLE832 ............................................................................72
3.6 Profilo di avanzamento – FNORM, FLIN ...................................................................80
3.7 Esempio di programmazione con CYCLE832 ...........................................................81
3.8 Esempio di programmazione senza CYCLE832 .......................................................84
0 Introduzione Contenuto
IntroduzioneContenuto0
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
6
Pagina4 Consultazione .................................................................................................................... 87
4.1 Panoramica delle funzionalità elevate ....................................................................... 88
4.2 Informazioni sulla lavorazione su 5 assi .................................................................... 91
4.3 Che cosa si muove? E in che modo? ........................................................................ 92
4.4 Fresatura con 3 assi o con 3 + 2 assi? ..................................................................... 93
4.5 Struttura di macchine fresatrici a 3+2 assi ................................................................ 94
4.6 Misura in JOG - Configurazione di un pezzo con due assi rotanti nella tavola ......... 96
4.7 Indice analitico .......................................................................................................... 98

Informazioni di base
Contenuto Pagina1.1 Introduzione 81.2 Cosa occorre alla costruzione di utensili e stampi? 91.3 Precisione, velocità, qualità della superficie 101.4 Strutturazione di programmi NC per la costruzione di stampi 13
Informazioni di baseIntroduzione1.1
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
8
1.1 IntroduzioneVelocità, precisione e perfetta qualità della superficie senza ulteriori costose finiture sono gli obiettivi principali nella costruzione di utensili e stampi.
SINUMERIK 840D dispone di funzioni efficienti altamente sviluppate, attraverso il cui utilizzo intelligente viene sensibilmente semplificato l'intero svolgimento della programmazione e della lavorazione su 3 assi, migliorando il risultato della produzione. Per l'elaborazione standard su 3 assi è disponibile SINUMERIK 802D sl.La brochure in forma compatta offre agli esperti del campo dell'industria e della ricerca un primo approccio ai fondamenti principali della costruzione di utensili e stampi, in particolare della fresa-tura su 3 assi. Facendo capo a tali informazioni, vengono fornite all'utente della macchina indica-zioni pratiche per un'efficiente strutturazione del lavoro.
Per il programmatore verranno di seguito illustrate le funzioni principali del controllo numerico SINUMERIK e, sulla base di esempi concreti, verranno spiegati i potenziali di ottimizzazione nella catena di processo.
Nel presente Manuale molti aspetti possono essere affrontati solo in breve. Per ulteriori informa-zioni si rimanda ai relativi Manuali e alla Bibliografia di riferimento.
Rivestimentocostruzioneautomobili

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni di baseCosa occorre alla costruzione di utensili e stampi? 1.2
9
1.2 Cosa occorre alla costruzione di utensili e stampi?
Costruzione di modelli
Figura degli scacchi
Valvola
L'attenzione al design è in continuo aumento in tutti i campi di applicazione.L'ergonomia, il coefficiente di resistenza aero-dinamica o semplicemente l'aspetto estetico richiedono sempre più l'impiego di forme arro-tondate. Il tutto in tempi brevissimi e con estrema precisione. Per il design ci si basa prevalentemente su sistemi CAD, i programmi di lavorazione per le superfici a forma libera di stazioni CAM.
Ciononostante, lo specialista di macchine utensili ha la responsabilità tecnologica della qualità della forma e dell'utensile nella sua totalità.
Grazie a SINUMERIK 840D o 802D sl, Siemens offre controlli numerici realizzati proprio su misura per soddisfare le esigenze nell'ambito della costruzione di utensili e stampi, nel settore classico 2 ½ D, nella lavorazione su 3 assi nonché, con il modello 840D, nel settore su 5 assi e High Speed:
buona maneggiabilità
comoda programmazione sulla macchina
efficienza ottimale nella catena di processo CAD - CAM - CNC

Informazioni di basePrecisione, velocità, qualità della superficie1.3
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
10
1.3 Precisione, velocità, qualità della superficie
Catena di processo: CAD -> CAM -> CNCCAD -> CAM I programmi NC per la lavorazione di forme libere derivano da sistemi CAM. Il sistema CAM
acquisisce la geometria del pezzo da un sistema CAD.
CAM -> CNC Occorre prestare particolare attenzione alla catena di processo CAD -> CAM -> (postprocessore) -> CNC durante la lavorazione di superfici a forma libera.
Nei sistemi CAD vengono costruite superfici su livelli crescenti (forma libera).
Ad esempio, per poter fresare oltre la superficie o per effettuare un'analisi delle collisioni, il sistema CAM crea normalmente un poliedro dalla forma libera CAD.
Ciò significa che la superficie di costruzione liscia viene avvicinata attraverso numerosi piccoli livelli .
In tal modo si creano discrepanze rispetto alla forma libera originaria.
Il programmatore CAM applica percorsi utensile su questo poliedro. Il postprocessore ne ricava blocchi NC, all'interno delle tolle-ranze di errore impostate. Normalmente si tratta di molti piccoli segmenti di retta, G1 X Y Z.
Per questo, il risultato della lavorazione non sarà più una superficie libera, ma un poliedro. I piccoli piani del poliedro possono essere riprodotti visibilmente sulla superficie.
Questo può causare una lavorazione succes-siva non desiderata.
1
1
22
31
G1
G1
G1G1
3

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni di basePrecisione, velocità, qualità della superficie 1.3
11
Per evitare la lavorazione successiva, i controlli numerici SINUMERIK offrono diverse funzioni:
Movimento raccordato programmabile (interpolazione spline)
Si tratta del movimento raccordato definito sui limiti del blocco. In questo caso, sugli angoli (raccordi di blocco) vengono inseriti elementi di geometria .
La tolleranza di questi elementi di geometria può essere impostata.
Osservare anche il Capitolo 3.5 High Speed Settings.
Funzione compressore (COMPCAD)
Sui raccordi di blocco l'interpolazione lineare provoca variazioni di accelerazione negli assi della macchina, che possono a loro volta cau-sare risonanze negli elementi della macchina ed essere infine visibili sulla superficie del pezzo quale modello di sfaccettature o vibrazione .
A seconda della banda di tolleranza impostata , il compressore sintetizza una sequenza di comandi G1 e li comprime in uno spline , eseguibile direttamente dal controllo numerico.
La qualità della superficie viene aumentata, in quanto gli assi della macchina possono essere spostati in maniera più fluida, evitando così di provocare risonanze nella macchina.
Di conseguenza, risultano possibili velocità di movimento maggiormente costanti che sovraccaricano la macchina in misura minore e aumentano la produttività.
4 4
12
12
12 3 1
23
Informazioni di basePrecisione, velocità, qualità della superficie1.3
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
12
PresuppostiLe opzioni COMPCAD e Interpolazione spline devono essere impostate o presenti e la macchina deve essere configurata per questo utilizzo.
Se la banda di tolleranza del sistema CAM è nota, è opportuno assumere per la tolleranza del compressore questo valore o uno leggermente superiore.
Normalmente, in COMPCAD questo valore rientra tra 1,2 ... 1,5 della tolleranza della corda programmata del sistema CAD. Se il valore non è noto, si consiglia di assumere come valore di partenza l'impostazione di default di CYCLE832. Le impostazioni di default sono riportate al Cap. 2.9 High Speed Settings.
La compressione spline e COMPCAD possono essere attivati o disattivati con SINUMERIK 840D semplicemente attraverso il ciclo CYCLE832. Osservare le indicazioni al Cap. 2.9 e al Cap. 3.5 in riferimento al suddetto ciclo.
NOTE

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni di baseStrutturazione di programmi NC per la costruzione di stampi 1.4
13
1.4 Strutturazione di programmi NC per la costruzione di stampi
Un programma NC per la lavorazione di superfici a forma libera è costituito da molti blocchi NC e normalmente non viene più editato nel controllo CNC.
Struttura di un programma NC per la costruzione di stampi
La massima chiarezza di un programma NC si ottiene se il programmatore CAM fa riferimento alla seguente struttura del programma:
Esempio
Nel programma principale è possibile definire lo spostamento origine, tutti i valori tecnologici, il punto di partenza e gli High Speed Settings. Attraverso i parametri High Speed Settings è possibile influire sulla qualità del pezzo.I sottoprogrammi contengono i blocchi di movimento tipici, nei quali, a causa della complessità dei programmi, è opportuno non effettuare alcuna modifica.
Un programma NC ben strutturato offre inoltre la possibilità di accedere nuovamente in maniera mirata in seguito a un'interruzione di programma.
Programma principale con richiamo di sottoprogramma
N10 T1D1N15 M6
N20 M3 M8 S8000 F1000 ;Numero di giri del mandrino, avanzamento
N30 G0 G54 X10 Y10 Z5 ;Spostamento origine impostabile
N40 CYCLE832(0.05,112003)
;CYCLE832 imposta la tolleranza com-pressore e definisce ulteriori condizioni del percorso.
N50 EXTCALL "Sgrossatura"
;Richiamo del sottoprogramma "Sgrossatura" (Roughing), che contiene la geometria del programma CAM.
Richiamo utensile (Toll call)
Tecnologia (Technology)
Punto zero (Zero point)Posizione di partenza(Start position)
High SpeedCiclo di Settings (High Speed Settings cycle)
Richiamo disottoprogramma (Subroutine call)

Informazioni di base1.4
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
14
Informazioni per gli operatori della macchina
Contenuto Pagina2.1 Introduzione - Configurazione/misura del pezzo e
misura dell'utensile16
2.2 Modo operativo JOG - Configurazione e misura dei pezzi
18
2.3 Misura in JOG - Configurazione di un pezzo senza asse rotante nella tavola
20
2.4 Misura in JOG - Configurazione di un pezzo con un asse rotante nella tavola
25
2.5 Misura dell'utensile in JOG 302.6 Configurazione del pezzo e misura dell'utensile con
802D sl - Misura in JOG33
2.7 Modo operativo AUTOMATICO (AUTO) - Misura del processo
35
2.8 Trasmissione dei dati di programma/Gestione programmi
40
2.9 High Speed Settings – CYCLE832 422.10 Struttura del programma per la costruzione di
stampi46
2.11 Selezione/avvio/arresto/interruzione/prosecuzione del programma
48
2.12 Interruzione di un programma 492.13 Panoramica del programma/Stato dei programmi
esterni52
2.14 Simulazione del partprogram 532.15 Quick View / Visualizzazione rapida 542.16 ShopMill 56

Informazioni per gli operatori della macchinaIntroduzione - Configurazione/misura del pezzo e misura dell'utensile2.1
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
16
2.1 Introduzione - Configurazione/misura del pezzo e misura dell'utensile
Configurazione del pezzo e dell'utensile in JOG
Durante la configurazione, la macchina viene preparata per la lavorazione. Ciò significa che vengono rilevate le misure non ancora note del pezzo e dell'utensile.
Il punto di riferimento per la programmazione di un pezzo è sempre il punto zero pezzo. Configurando un pezzo bloccato è possibile determinare il punto zero pezzo. La configurazione può essere effettuata su elementi del pezzo, quali spigolo, angolo, tasca/foro, perno, piano. Al termine della procedura, viene definito il punto zero pezzo quale risultato delle correzioni lineari e rotatorie rilevate del sistema di coordinate.
Il rilevamento della lunghezza dell'utensile e del diametro può essere effettuato, a seconda del controllo numerico, automaticamente con l'aiuto di una capsula dinamometrica oppure attraverso sfioramento alla geometria nota del pezzo. I valori rilevati vengono acquisiti nei dati di correzione dell'utensile.
Misura del pezzo - Misura del processo
La misura del pezzo serve al rilevamento delle tolleranze del pezzo nel processo di produzione. Quale risultato della misura del pezzo, a seconda del ciclo di misura utilizzato è possibile scegliere le seguenti opzioni:
Solo misura senza correzioni (rilevamento valore attuale)
Correzione spostamento origine (correggere le discrepanze tra valore attuale e valore di riferimento)
Correzione dati utensile (correggere le discrepanze tra valore attuale e valore di riferimento)
Misura dell'utensile - Misura del processo
La misura dell'utensile serve alla sorveglianza di parametri utensile concreti durante il processo di produzione. Quale risultato della misura dell'utensile viene effettuata una correzione dei para-metri utensile, ossia vengono solitamente determinati il diametro e la lunghezza dell'utensile.
Queste operazioni di misura possono essere eseguite con tastatori di misura a commuta-zione o non a commutazione.
Al fine di sfruttare la piena funzionalità dei cicli di misura, è opportuno utilizzare tastatori di misura 3D a commutazione.
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaIntroduzione - Configurazione/misura del pezzo e misura dell'utensile 2.1
17
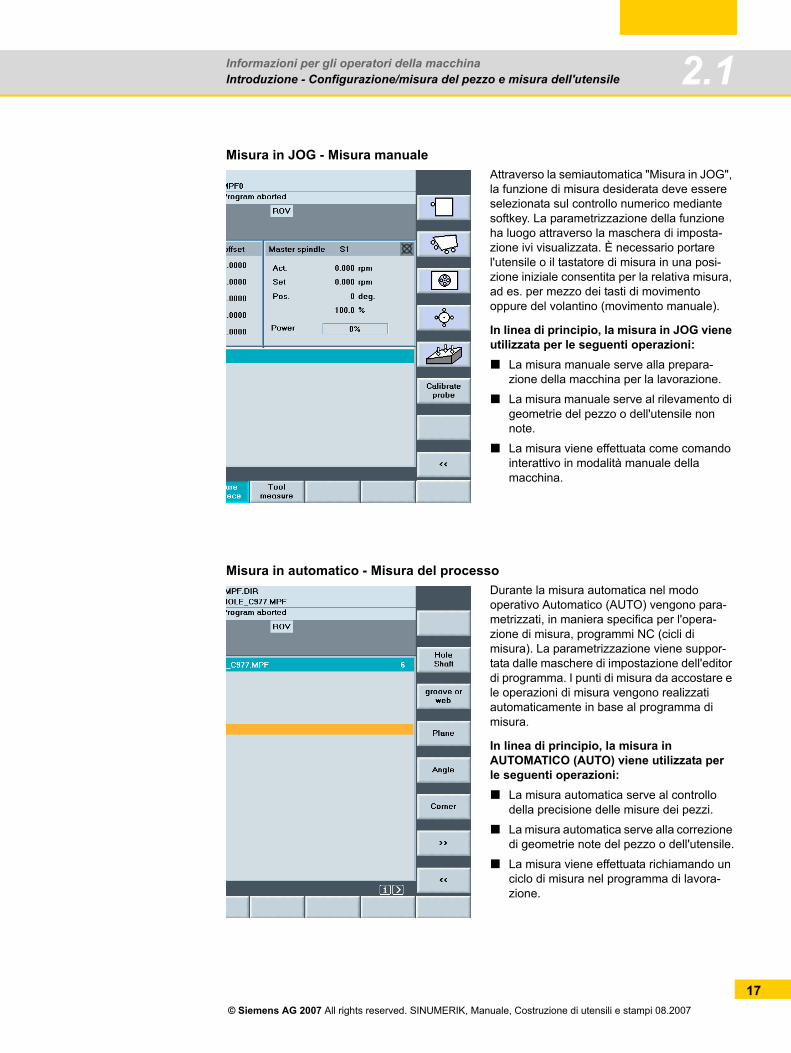
Misura in JOG - Misura manuale
Misura in automatico - Misura del processo
Attraverso la semiautomatica "Misura in JOG", la funzione di misura desiderata deve essere selezionata sul controllo numerico mediante softkey. La parametrizzazione della funzione ha luogo attraverso la maschera di imposta-zione ivi visualizzata. È necessario portare l'utensile o il tastatore di misura in una posi-zione iniziale consentita per la relativa misura, ad es. per mezzo dei tasti di movimento oppure del volantino (movimento manuale).
In linea di principio, la misura in JOG viene utilizzata per le seguenti operazioni:
La misura manuale serve alla prepara-zione della macchina per la lavorazione.
La misura manuale serve al rilevamento di geometrie del pezzo o dell'utensile non note.
La misura viene effettuata come comando interattivo in modalità manuale della macchina.
Durante la misura automatica nel modo operativo Automatico (AUTO) vengono para-metrizzati, in maniera specifica per l'opera-zione di misura, programmi NC (cicli di misura). La parametrizzazione viene suppor-tata dalle maschere di impostazione dell'editor di programma. I punti di misura da accostare e le operazioni di misura vengono realizzati automaticamente in base al programma di misura.
In linea di principio, la misura in AUTOMATICO (AUTO) viene utilizzata per le seguenti operazioni:
La misura automatica serve al controllo della precisione delle misure dei pezzi.
La misura automatica serve alla correzione di geometrie note del pezzo o dell'utensile.
La misura viene effettuata richiamando un ciclo di misura nel programma di lavora-zione.
Informazioni per gli operatori della macchinaModo operativo JOG - Configurazione e misura dei pezzi2.2
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
18
2.2 Modo operativo JOG - Configurazione e misura dei pezzi
Configurazione del pezzoDopo che la macchina è stata attivata e il punto di riferimento è stato accostato, le posizioni degli assi si riferiscono al sistema di coordinate macchina. La posizione del pezzo nel sistema di coordinate macchina viene comunicata al controllo numerico mediante lo spostamento origine.
Nelle procedure precedenti, il pezzo veniva bloccato, orientato manualmente in posizione parallela agli assi della macchina, quindi veniva rilevato lo spostamento origine, ad es. tramite sfioramento. Attraverso due casi esemplificativi che si verificano di frequente nella pratica, mostreremo come un tastatore di misura e i cicli SINUMERIK rendano tali operazioni molto più comode. Illustreremo come il controllo numerico compensi la rotazione di base del pezzo. In tal modo, non è più necessario un orientamento manuale che richiede molto tempo.
A titolo di esempio l'impostazione viene rappresentata su due configurazioni della macchina:
Macchina senza asse rotante nella tavola (ved. Capitolo 2.3)
Macchina con un asse rotante nella tavola (ved. Capitolo 2.4)
PresuppostiI cicli di misura sono installati
Il pezzo è bloccato
Il tastatore di misura è calibrato, attivo e serrato nel mandrino; la correzione utensile è attivata.
Se, come è tipico nella costruzione di utensili e stampi, deve essere elaborato un solo pezzo, viene utilizzata la funzione Misura nel modo operativo JOG (come di seguito descritto). Se vanno elaborati più pezzi simili nello stesso dispositivo, si utilizzano i cicli di misura nel modo operativo Automatico (il punto zero deve essere impostato a grandi linee).
NOTE

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaModo operativo JOG - Configurazione e misura dei pezzi 2.2
19
Selezione dei cicli di misura per SINUMERIK 840D
Per la misura sono disponibili cicli di misura orientati all'attività pratica
→ Misura spigolo (Measure an edge)
→ Misura angolo (Measure a corner)
→ Misura tasca/foro (Measure a pocket/hole)
→ Misura perno/foro (Measure a spigot/hole)
→ Allinea piano (Align a plane)
→ Calibra tastatore di misura (Calibrate a probe)
→ indietro (back) (per uscire da Misura in JOG)
Informazioni per gli operatori della macchinaMisura in JOG - Configurazione di un pezzo senza asse rotante nella tavola2.3
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
20
2.3 Misura in JOG - Configurazione di un pezzo senza asse rotante nella tavola
Compito
Dopo il bloccaggio, un pezzo non rettangolare si trova in posizione ruotata rispetto al sistema di coordinate macchina nell'area di lavoro. È necessario rilevare lo spostamento origine e la posi-zione del sistema di coordinate, ossia la rotazione di base.
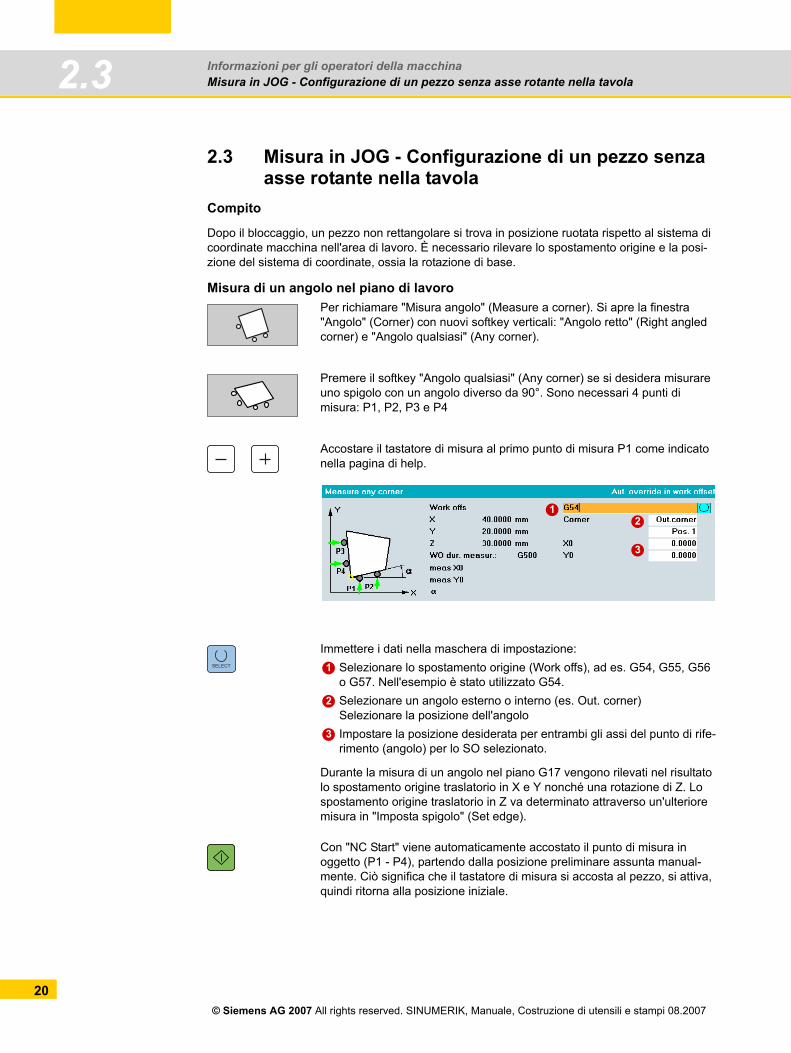
Misura di un angolo nel piano di lavoroPer richiamare "Misura angolo" (Measure a corner). Si apre la finestra "Angolo" (Corner) con nuovi softkey verticali: "Angolo retto" (Right angled corner) e "Angolo qualsiasi" (Any corner).
Premere il softkey "Angolo qualsiasi" (Any corner) se si desidera misurare uno spigolo con un angolo diverso da 90°. Sono necessari 4 punti di misura: P1, P2, P3 e P4
Accostare il tastatore di misura al primo punto di misura P1 come indicato nella pagina di help.
Immettere i dati nella maschera di impostazione:Selezionare lo spostamento origine (Work offs), ad es. G54, G55, G56 o G57. Nell'esempio è stato utilizzato G54.Selezionare un angolo esterno o interno (es. Out. corner)Selezionare la posizione dell'angoloImpostare la posizione desiderata per entrambi gli assi del punto di rife-rimento (angolo) per lo SO selezionato.
Durante la misura di un angolo nel piano G17 vengono rilevati nel risultato lo spostamento origine traslatorio in X e Y nonché una rotazione di Z. Lo spostamento origine traslatorio in Z va determinato attraverso un'ulteriore misura in "Imposta spigolo" (Set edge).
Con "NC Start" viene automaticamente accostato il punto di misura in oggetto (P1 - P4), partendo dalla posizione preliminare assunta manual-mente. Ciò significa che il tastatore di misura si accosta al pezzo, si attiva, quindi ritorna alla posizione iniziale.
12
3
1
2
3
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaMisura in JOG - Configurazione di un pezzo senza asse rotante nella tavola 2.3
21
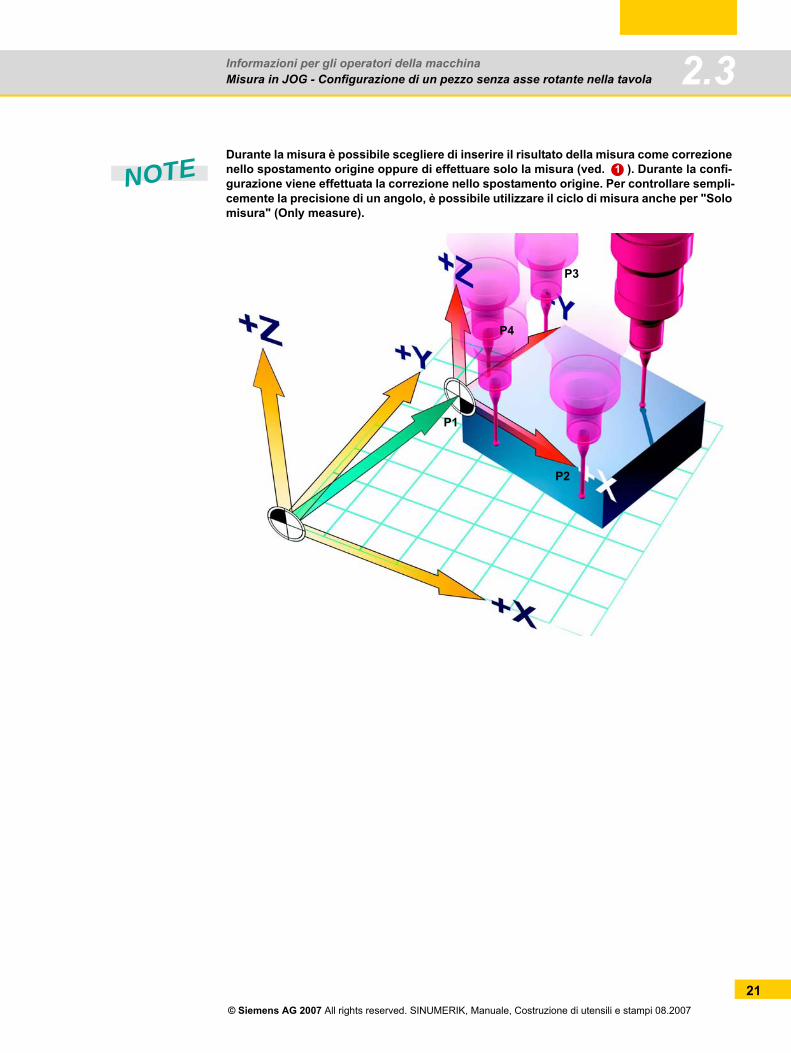
Durante la misura è possibile scegliere di inserire il risultato della misura come correzione nello spostamento origine oppure di effettuare solo la misura (ved. ). Durante la confi-gurazione viene effettuata la correzione nello spostamento origine. Per controllare sempli-cemente la precisione di un angolo, è possibile utilizzare il ciclo di misura anche per "Solo misura" (Only measure).
NOTE 1
P1
P2
P4
P3

Informazioni per gli operatori della macchinaMisura in JOG - Configurazione di un pezzo senza asse rotante nella tavola2.3
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
22
Risultato
Con "NC Start" e la distanza di misura predefinita, il processo di misura viene eseguito automaticamente verso P1 con l'avanzamento impostato. Al termine della misura, vengono memorizzate internamente le coordinate del 1° punto di misura P1 ed il softkey "P1 memorizzato" (P1 stored), finora disattivato, viene reso attivo.
Dopo un posizionamento manuale prima del 2° punto di misura P2, azio-nando "NC Start" viene avviato automaticamente il processo di misura in questo punto. Procedere poi allo stesso modo per i punti P3 e P4. Se sono stati eseguiti con successo tutti i punti di misura e tutti i softkey "Px memo-rizzato" (Px stored) sono stati attivati, appare un softkey verticale "Calcola" (Calculate). Dopo aver premuto questo softkey viene effettuato il calcolo delle coordinate dell'angolo P0 e la relativa correzione.
Il controllo numerico calcola,
1. a partire dal punto di intersezione delle due rette, il valore X e Y dello spostamento origine e
2. la rotazione di base del sistema di coordinate pezzo attorno all'asse Z.
3. I valori vengono acquisiti nella tabella origine, spostamento origine G54.
Come risultato sono stati rilevati uno spostamento sul piano XY e una rota-zione di base attorno a "Z".
Se come obiettivo della correzione è stato scelto lo SO già attivo, i valori di correzione diventano immediatamente attivi.
Selezionando un altro SO si verifica la richiesta relativa alla sua attivazione.
Calcola
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaMisura in JOG - Configurazione di un pezzo senza asse rotante nella tavola 2.3
23
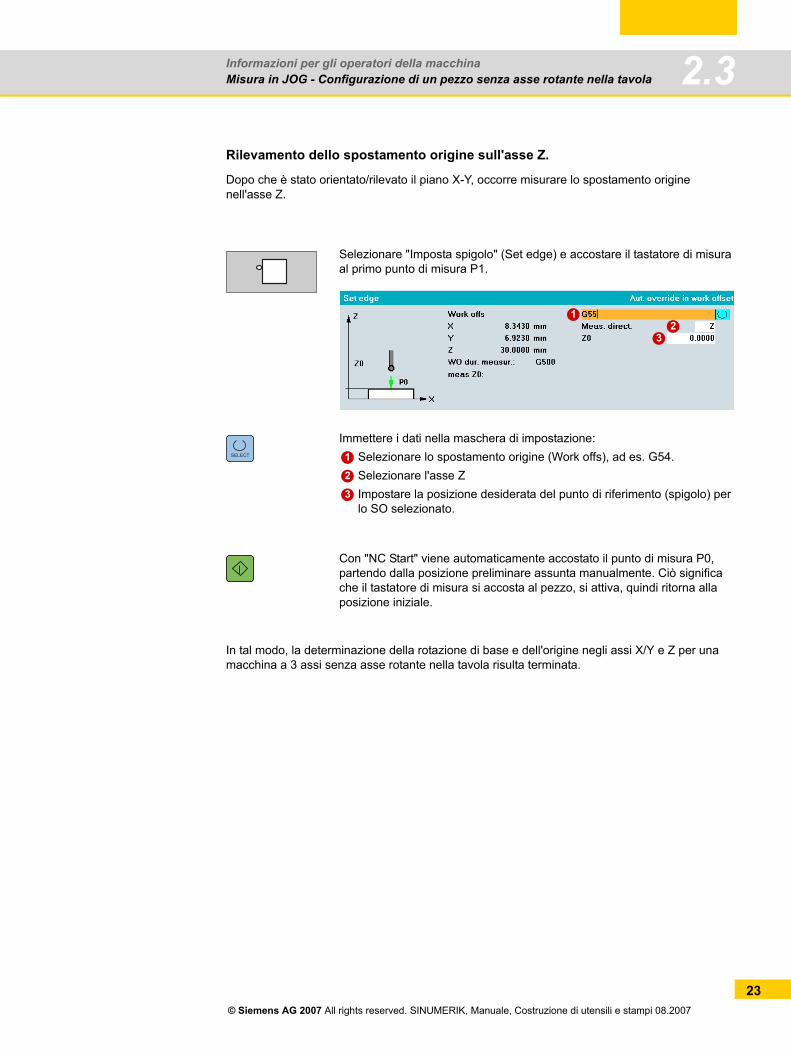
Rilevamento dello spostamento origine sull'asse Z.
Dopo che è stato orientato/rilevato il piano X-Y, occorre misurare lo spostamento origine nell'asse Z.
In tal modo, la determinazione della rotazione di base e dell'origine negli assi X/Y e Z per una macchina a 3 assi senza asse rotante nella tavola risulta terminata.
Selezionare "Imposta spigolo" (Set edge) e accostare il tastatore di misura al primo punto di misura P1.
Immettere i dati nella maschera di impostazione:Selezionare lo spostamento origine (Work offs), ad es. G54.Selezionare l'asse ZImpostare la posizione desiderata del punto di riferimento (spigolo) per lo SO selezionato.
Con "NC Start" viene automaticamente accostato il punto di misura P0, partendo dalla posizione preliminare assunta manualmente. Ciò significa che il tastatore di misura si accosta al pezzo, si attiva, quindi ritorna alla posizione iniziale.
12
3
1
2
3
Informazioni per gli operatori della macchinaMisura in JOG - Configurazione di un pezzo senza asse rotante nella tavola2.3
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
24
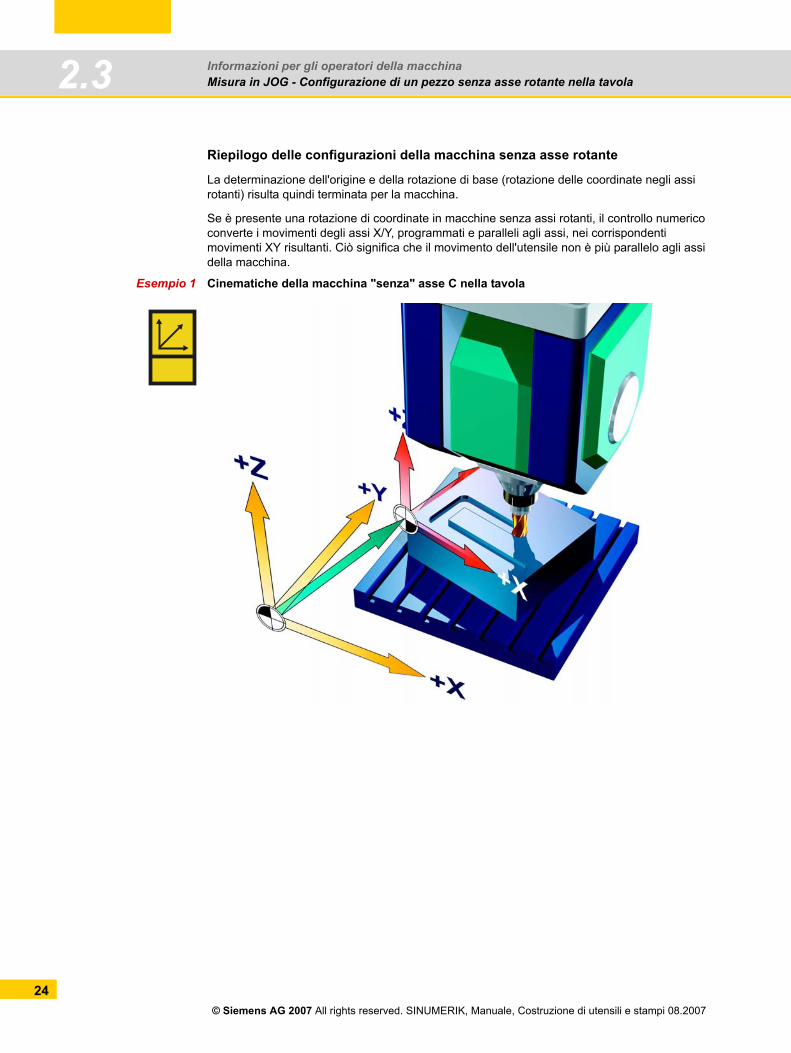
Riepilogo delle configurazioni della macchina senza asse rotante
La determinazione dell'origine e della rotazione di base (rotazione delle coordinate negli assi rotanti) risulta quindi terminata per la macchina.
Se è presente una rotazione di coordinate in macchine senza assi rotanti, il controllo numerico converte i movimenti degli assi X/Y, programmati e paralleli agli assi, nei corrispondenti movimenti XY risultanti. Ciò significa che il movimento dell'utensile non è più parallelo agli assi della macchina.
Esempio 1 Cinematiche della macchina "senza" asse C nella tavola

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaMisura in JOG - Configurazione di un pezzo con un asse rotante nella tavola 2.4
25
2.4 Misura in JOG - Configurazione di un pezzo con un asse rotante nella tavola
CompitoEsempio 2 Dopo il bloccaggio, un pezzo non rettangolare si trova in posizione ruotata rispetto al sistema di
coordinate macchina nell'area di lavoro. È necessario rilevare lo spostamento origine e la posi-zione del sistema di coordinate, ossia la rotazione di base. La macchina possiede un asse rotante.
Rilevamento della rotazione di base attorno all'asse Z
Richiamare "Misura spigolo" (Measure edge). La finestra "Misura spigolo" (Measure edge) apre i softkey verticali "Imposta spigolo" (Set edge), "Allinea spigolo" (Align edge) e "Distanza tra due spigoli" (Distance between two edges).
Premere il softkey "Allinea spigolo" (Align edge). Sono necessari due punti di misura.
Accostare il tastatore di misura al primo punto di misura P1 come indicato nella pagina di help.
Immettere i dati nella maschera di impostazione:Selezionare lo spostamento origine (Work offs), ad es. G54, G55, G56 o G57. Nell'esempio è stato utilizzato G54.Selezionare il tipo di correzione angolo (Angle offset), nell'esempio l'asse rotante della tavola C.Immettere un eventuale angolo di riferimento (Spec. angle).
Con "Allinea spigolo" (Align edge) nel piano G17, viene rilevato l'angolo Alpha.
Con "NC Start" viene automaticamente accostato il punto di misura in oggetto P1/P2, partendo dalla posizione preliminare assunta manual-mente. Ciò significa che il tastatore di misura si accosta al pezzo, si attiva, quindi ritorna alla posizione iniziale.
1
23
1
2
3
Informazioni per gli operatori della macchinaMisura in JOG - Configurazione di un pezzo con un asse rotante nella tavola2.4
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
26
.
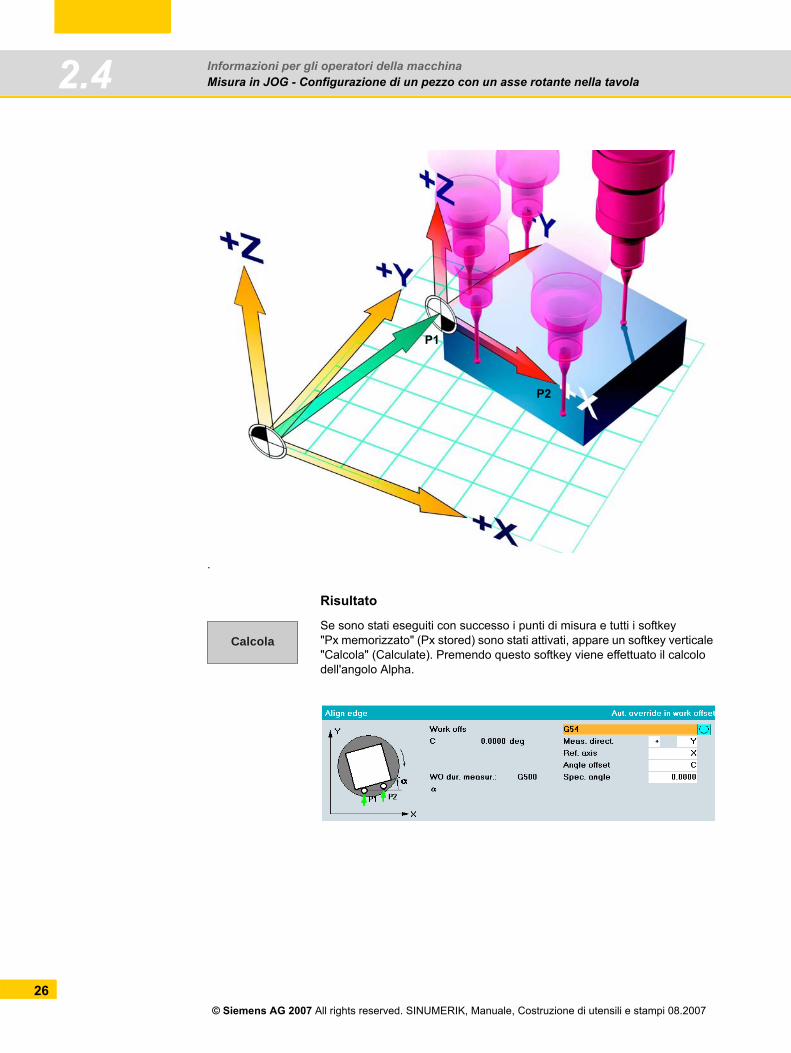
Risultato
Se sono stati eseguiti con successo i punti di misura e tutti i softkey "Px memorizzato" (Px stored) sono stati attivati, appare un softkey verticale "Calcola" (Calculate). Premendo questo softkey viene effettuato il calcolo dell'angolo Alpha.
P1
P2
Calcola

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaMisura in JOG - Configurazione di un pezzo con un asse rotante nella tavola 2.4
27
Attenzione! Prima di far orientare il pezzo, effettuare lo svincolo dell'utensile, in modo da evitare collisioni con la tavola in caso di eventuali movimenti rotatori.
Quale risultato, tale rotazione viene inserita come spostamento origine nell'asse rotante della tavola. Se come obiettivo della correzione è stato scelto lo SO già attivo, i valori di correzione diventano immediatamente attivi.
In caso contrario, viene effettuata la richiesta relativa alla necessità di attivazione dello spostamento origine. Come fase successiva, viene effettuata la richiesta relativa alla necessità di orientare l'asse rotante e, quindi, il pezzo.
NOTE
A questo punto, il pezzo è orientato parallelamente all'asse.

Informazioni per gli operatori della macchinaMisura in JOG - Configurazione di un pezzo con un asse rotante nella tavola2.4
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
28
Rilevamento dello spostamento origine sull'asse X/Y.
Dopo aver impostato la rotazione, rilevare lo SO sul piano X/Y.
Questa sequenza di operazioni va eseguita sempre separatamente per l'asse X e l'asse Y. Lo spostamento origine nell'asse Z va rilevato, come descritto nell'Esempio 1 al Capitolo 2.3.
Selezionare "Imposta spigolo" (Set edge) e accostare il tastatore di misura al primo punto di misura P1.
Immettere i dati nella maschera di impostazione:
Selezionare lo spostamento origine (Work offs), ad es. G54.
Selezionare l'asse X o Y
Impostare la posizione desiderata del punto di riferimento (spigolo) per lo SO selezionato.
Con "NC Start" viene automaticamente accostato il punto di misura P1, partendo dalla posizione preliminare assunta manualmente. Ciò significa che il tastatore di misura si accosta al pezzo, si attiva, quindi ritorna alla posizione iniziale.
1
23
1
2
3

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaMisura in JOG - Configurazione di un pezzo con un asse rotante nella tavola 2.4
29
Riepilogo delle configurazioni della macchina con un asse rotante
Macchina con asse C nella tavola
La tavola è stata ruotata. I percorsi fresa che si snodano parallelamente agli spigoli del pezzo si snodano anche paralleli agli assi rispetto al sistema di coordinate macchina. Nella programma-zione dell'asse X, si muove anche l'asse della macchina in X.
Esempio 2 Cinematiche della macchina "con" asse C nella tavola
Informazioni per gli operatori della macchinaMisura dell'utensile in JOG2.5
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
30
2.5 Misura dell'utensile in JOGDurante l'esecuzione di un programma è necessario tenere in considerazione le diverse geo-metrie degli utensili. Queste sono memorizzate come dati di correzione utensile nell'elenco utensili.Richiamando l'utensile, il controllo numerico tiene quindi conto dei dati di correzione utensile.I dati di correzione utensile, ossia lunghezza e raggio o diametro, possono essere rilevati manualmente oppure, tramite una capsula dinamometrica, in modo automatico (cicli per il funzio-namento automatico) o semiautomatico nel modo operativo JOG.
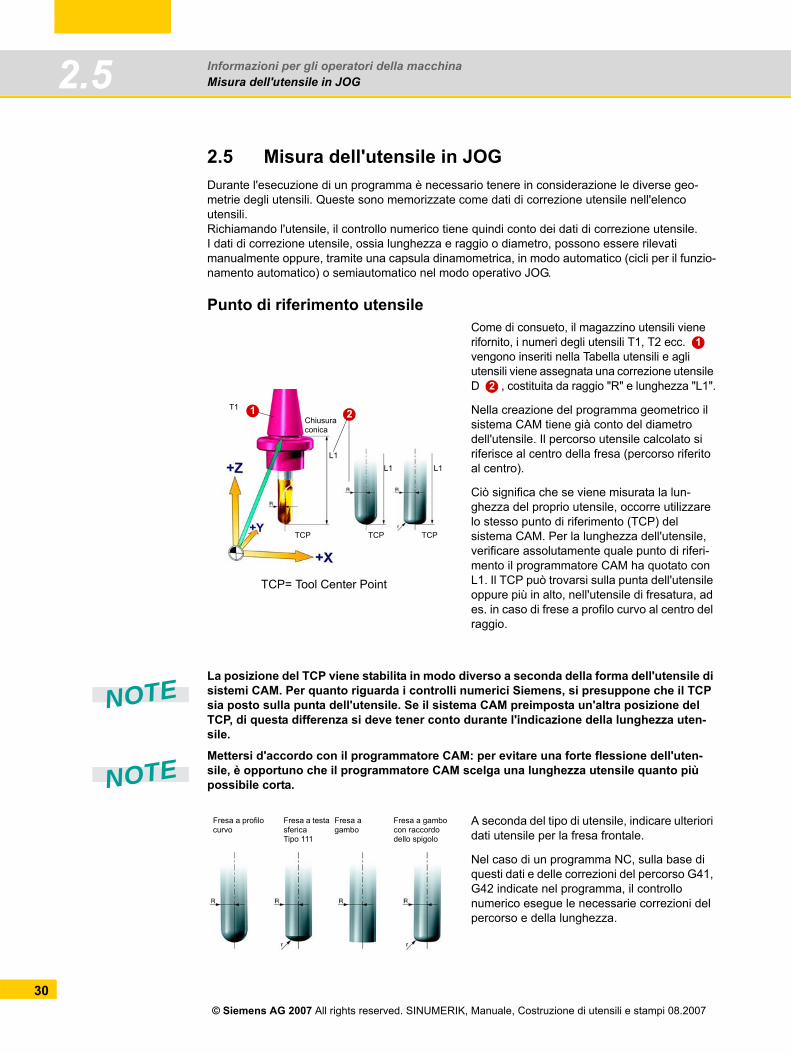
Punto di riferimento utensile
La posizione del TCP viene stabilita in modo diverso a seconda della forma dell'utensile di sistemi CAM. Per quanto riguarda i controlli numerici Siemens, si presuppone che il TCP sia posto sulla punta dell'utensile. Se il sistema CAM preimposta un'altra posizione del TCP, di questa differenza si deve tener conto durante l'indicazione della lunghezza uten-sile.
Mettersi d'accordo con il programmatore CAM: per evitare una forte flessione dell'uten-sile, è opportuno che il programmatore CAM scelga una lunghezza utensile quanto più possibile corta.
Come di consueto, il magazzino utensili viene rifornito, i numeri degli utensili T1, T2 ecc. vengono inseriti nella Tabella utensili e agli utensili viene assegnata una correzione utensile D , costituita da raggio "R" e lunghezza "L1".
Nella creazione del programma geometrico il sistema CAM tiene già conto del diametro dell'utensile. Il percorso utensile calcolato si riferisce al centro della fresa (percorso riferito al centro).
Ciò significa che se viene misurata la lun-ghezza del proprio utensile, occorre utilizzare lo stesso punto di riferimento (TCP) del sistema CAM. Per la lunghezza dell'utensile, verificare assolutamente quale punto di riferi-mento il programmatore CAM ha quotato con L1. Il TCP può trovarsi sulla punta dell'utensile oppure più in alto, nell'utensile di fresatura, ad es. in caso di frese a profilo curvo al centro del raggio.
1
TCP= Tool Center Point
TCP TCP TCP
T1
L1L1 L1
Chiusura conica
2
1
2
NOTE
NOTE
A seconda del tipo di utensile, indicare ulteriori dati utensile per la fresa frontale.
Nel caso di un programma NC, sulla base di questi dati e delle correzioni del percorso G41, G42 indicate nel programma, il controllo numerico esegue le necessarie correzioni del percorso e della lunghezza.
Fresa a profilo curvo
Fresa a testa sfericaTipo 111
Fresa a gambo
Fresa a gambo con raccordo dello spigolo
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaMisura dell'utensile in JOG 2.5
31
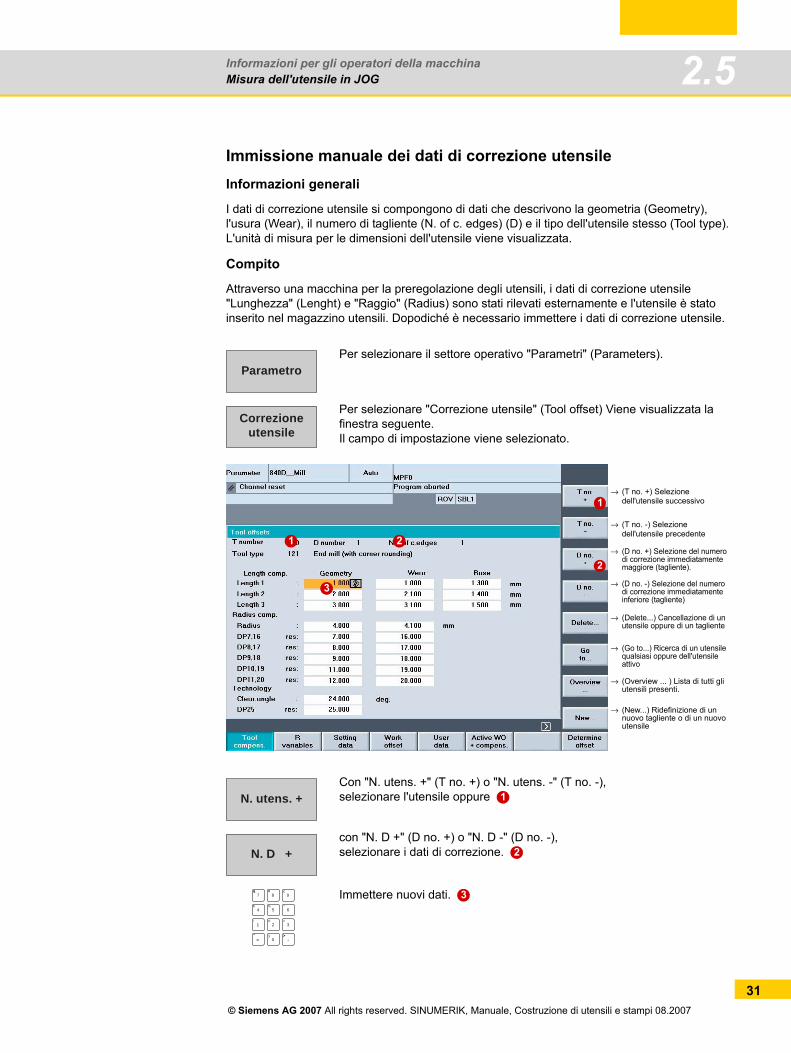
Immissione manuale dei dati di correzione utensileInformazioni generali
I dati di correzione utensile si compongono di dati che descrivono la geometria (Geometry), l'usura (Wear), il numero di tagliente (N. of c. edges) (D) e il tipo dell'utensile stesso (Tool type). L'unità di misura per le dimensioni dell'utensile viene visualizzata.
Compito
Attraverso una macchina per la preregolazione degli utensili, i dati di correzione utensile "Lunghezza" (Lenght) e "Raggio" (Radius) sono stati rilevati esternamente e l'utensile è stato inserito nel magazzino utensili. Dopodiché è necessario immettere i dati di correzione utensile.
Per selezionare il settore operativo "Parametri" (Parameters).
Per selezionare "Correzione utensile" (Tool offset) Viene visualizzata la finestra seguente.Il campo di impostazione viene selezionato.
Con "N. utens. +" (T no. +) o "N. utens. -" (T no. -), selezionare l'utensile oppure
con "N. D +" (D no. +) o "N. D -" (D no. -), selezionare i dati di correzione.
Immettere nuovi dati.
Parametro
Correzione utensile
→ (T no. +) Selezione dell'utensile successivo
→ (T no. -) Selezione dell'utensile precedente
→ (D no. +) Selezione del numero di correzione immediatamente maggiore (tagliente).
→ (D no. -) Selezione del numero di correzione immediatamente inferiore (tagliente)
→ (Delete...) Cancellazione di un utensile oppure di un tagliente
→ (Go to...) Ricerca di un utensile qualsiasi oppure dell'utensile attivo
→ (New...) Ridefinizione di un nuovo tagliente o di un nuovo utensile
21
3
1
→ (Overview ... ) Lista di tutti gli utensili presenti.
2
N. utens. + 1
N. D + 2
7& *
8(
9
4$ %
5^
6
1!
2@ #
3
--
0) .>
3

Informazioni per gli operatori della macchinaMisura dell'utensile in JOG2.5
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
32
Misura dell'utensile in JOG Funzione
La funzione "Misura utensile" (Tool measuring) consente le seguenti funzioni:
calibrazione della capsula dinamometrica (compensazione)
rilevazione della lunghezza o del raggio di frese oppure della lunghezza di punte a forare e relativa introduzione nella memoria dei correttori utensili.
PresuppostiI cicli di misura sono installati
La capsula dinamometrica è calibrata e l'utensile è serrato
Per selezionare il settore operativo "Macchina" (Machine).
Per richiamare il modo operativo "JOG" sulla pulsantiera di macchina.
Per richiamare "Misura utensile" (Measure tool). Vengono visualizzate anche le seguenti opzioni di scelta sulla barra softkey verticale: "Lunghezza" (Length), "Raggio" (Radius), "Compensaz. tastatore di misura" (Calibrate probe).
Per selezionare il raggio (Radius). Viene visualizzata la seguente finestra:
oppure Per selezionare la lunghezza (Length). Viene visualizzata la seguente finestra:
Immettere i dati nella maschera di impostazione; in caso di necessità, impostare la traslazione (V, valore positivo).
Con "NC Start" viene avviato automaticamente il processo di misura.Le correzioni utensile "Raggio" (radius) o "Lunghezza 1" (length 1) vengono calcolate e inserite nei dati di correzione utensile attivi.
Macchina
Misurautensile
Raggio
Lunghezza

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaConfigurazione del pezzo e misura dell'utensile con 802D sl - Misura in JOG 2.6
33
2.6 Configurazione del pezzo e misura dell'utensile con 802D sl - Misura in JOG
SINUMERIK 802D sl coadiuva la configurazione della macchina, ossia del pezzo e degli utensili. Per quanto riguarda la misura, SINUMERIK 802D sl mette a disposizione funzioni di misura sia manuali sia automatiche per la misura dell'utensile.
Configurazione del pezzoLa configurazione viene effettuata attraverso sfioramento o tastatura del pezzo tramite uno strumento di misura o un utensile di fresatura con geometria nota nel modo operativo JOG.
Per selezionare "Misura pezzo" (Measure workpiece).
Per selezionare l'asse dello spigolo del pezzo che deve essere configurato (X, Y, Z).
Attivare lo spostamento origine (G54) nel quale deve essere inserito lo spostamento misurato.
Spostare l'utensile o il tastatore di misura verso lo spigolo del pezzo.
Premere "Imposta SO" (Set work offset) per acquisire la posizione attuale nello spostamento origine. Viene ora rilevato per ogni asse lo spostamento origine.
Misurapezzo
x
ImpostaSO
Informazioni per gli operatori della macchinaConfigurazione del pezzo e misura dell'utensile con 802D sl - Misura in JOG2.6
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
34
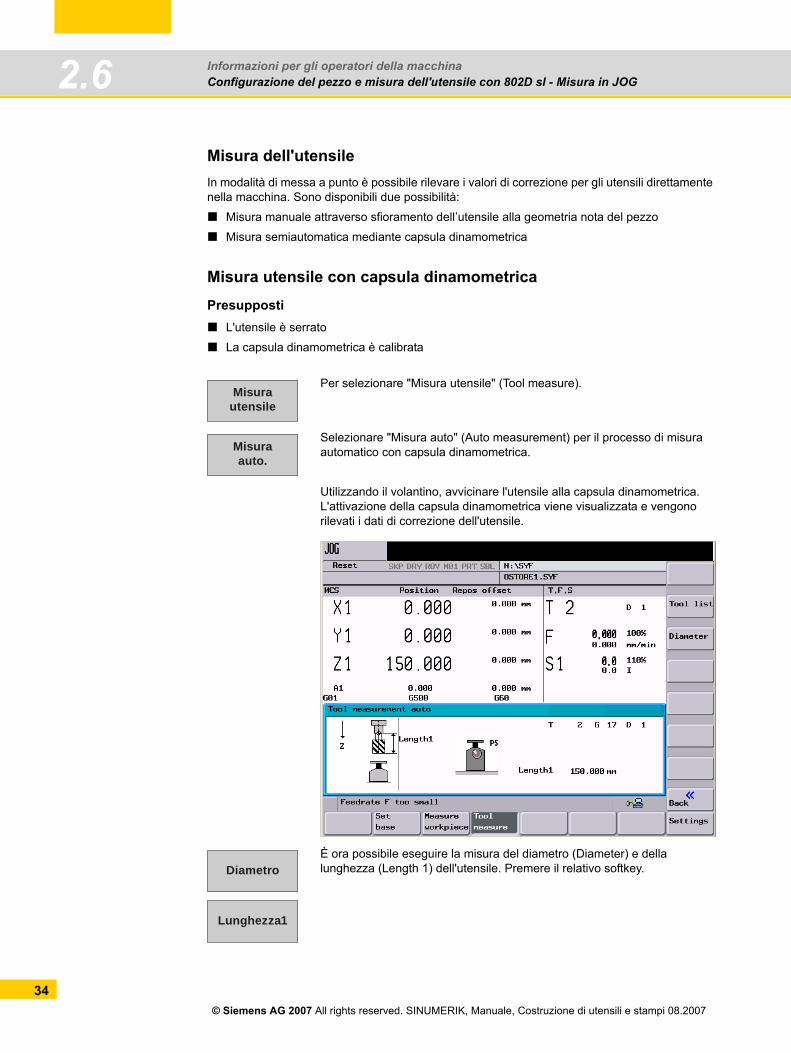
Misura dell'utensileIn modalità di messa a punto è possibile rilevare i valori di correzione per gli utensili direttamente nella macchina. Sono disponibili due possibilità:
Misura manuale attraverso sfioramento dell’utensile alla geometria nota del pezzo
Misura semiautomatica mediante capsula dinamometrica
Misura utensile con capsula dinamometricaPresupposti
L'utensile è serrato
La capsula dinamometrica è calibrata
Per selezionare "Misura utensile" (Tool measure).
Selezionare "Misura auto" (Auto measurement) per il processo di misura automatico con capsula dinamometrica.
Utilizzando il volantino, avvicinare l'utensile alla capsula dinamometrica. L'attivazione della capsula dinamometrica viene visualizzata e vengono rilevati i dati di correzione dell'utensile.
È ora possibile eseguire la misura del diametro (Diameter) e della lunghezza (Length 1) dell'utensile. Premere il relativo softkey.
Misurautensile
Misuraauto.
Diametro
Lunghezza1
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaModo operativo AUTOMATICO (AUTO) - Misura del processo 2.7
35
2.7 Modo operativo AUTOMATICO (AUTO) - Misura del processo
Durante la misura del processo nel modo operativo Automatico (AUTO) vengono parametrizzati, in maniera specifica per l'operazione di misura, programmi NC (cicli di misura). Per operazioni di misura ricorrenti, ad es. messa a punto in caso di produzione di più pezzi, è possibile eseguire semplicemente i programmi NC e i pezzi saranno automaticamente misurati e orientati o gli uten-sili misurati.
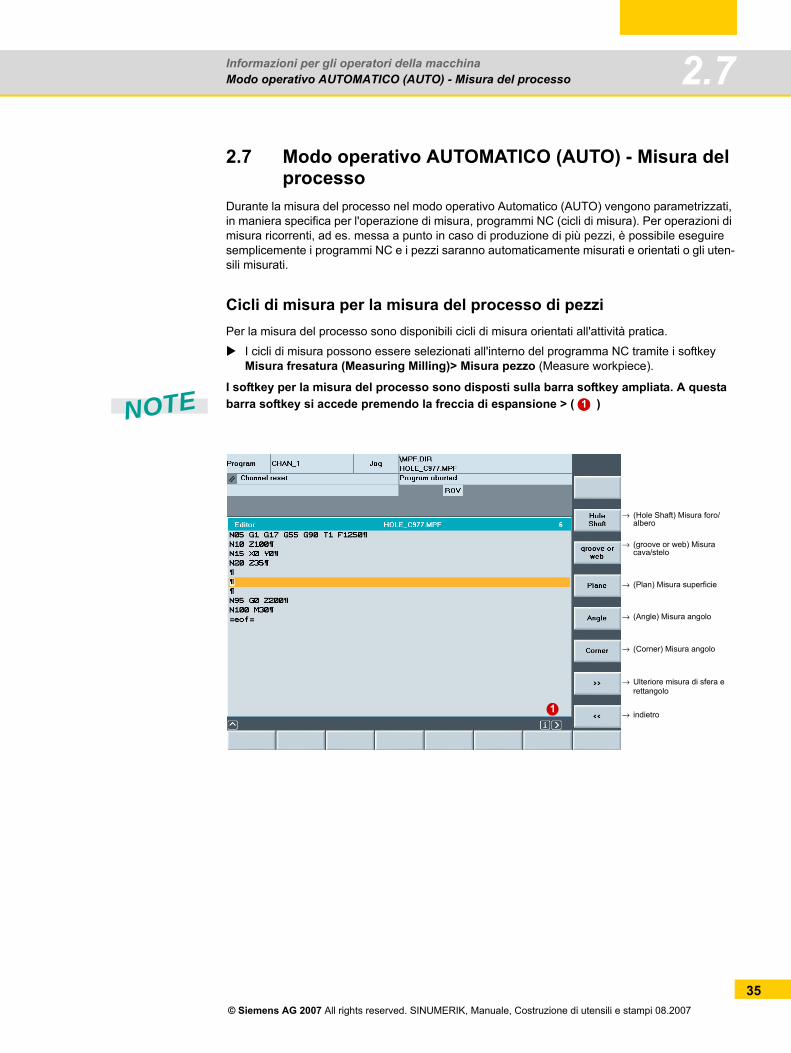
Cicli di misura per la misura del processo di pezziPer la misura del processo sono disponibili cicli di misura orientati all'attività pratica.
I cicli di misura possono essere selezionati all'interno del programma NC tramite i softkey Misura fresatura (Measuring Milling)> Misura pezzo (Measure workpiece).
I softkey per la misura del processo sono disposti sulla barra softkey ampliata. A questa barra softkey si accede premendo la freccia di espansione > ( )NOTE 1
→ (Hole Shaft) Misura foro/albero
→ (groove or web) Misura cava/stelo
→ (Plan) Misura superficie
→ (Angle) Misura angolo
→ (Corner) Misura angolo
→ Ulteriore misura di sfera e rettangolo
→ indietro1
Informazioni per gli operatori della macchinaModo operativo AUTOMATICO (AUTO) - Misura del processo2.7
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
36
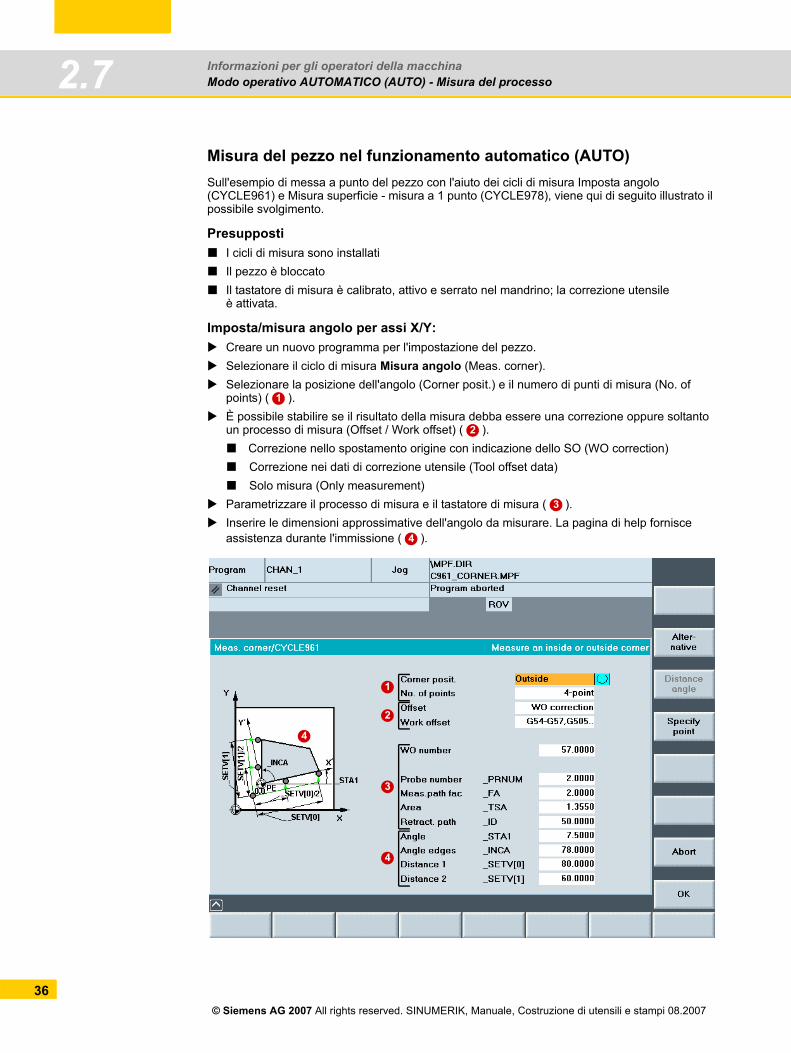
Misura del pezzo nel funzionamento automatico (AUTO)Sull'esempio di messa a punto del pezzo con l'aiuto dei cicli di misura Imposta angolo (CYCLE961) e Misura superficie - misura a 1 punto (CYCLE978), viene qui di seguito illustrato il possibile svolgimento.
PresuppostiI cicli di misura sono installatiIl pezzo è bloccatoIl tastatore di misura è calibrato, attivo e serrato nel mandrino; la correzione utensile è attivata.
Imposta/misura angolo per assi X/Y:Creare un nuovo programma per l'impostazione del pezzo.Selezionare il ciclo di misura Misura angolo (Meas. corner).Selezionare la posizione dell'angolo (Corner posit.) e il numero di punti di misura (No. of points) ( ).È possibile stabilire se il risultato della misura debba essere una correzione oppure soltanto un processo di misura (Offset / Work offset) ( ).
Correzione nello spostamento origine con indicazione dello SO (WO correction) Correzione nei dati di correzione utensile (Tool offset data) Solo misura (Only measurement)
Parametrizzare il processo di misura e il tastatore di misura ( ).Inserire le dimensioni approssimative dell'angolo da misurare. La pagina di help fornisce assistenza durante l'immissione ( ).
1
2
3
4
1
2
3
4
4
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaModo operativo AUTOMATICO (AUTO) - Misura del processo 2.7
37
.
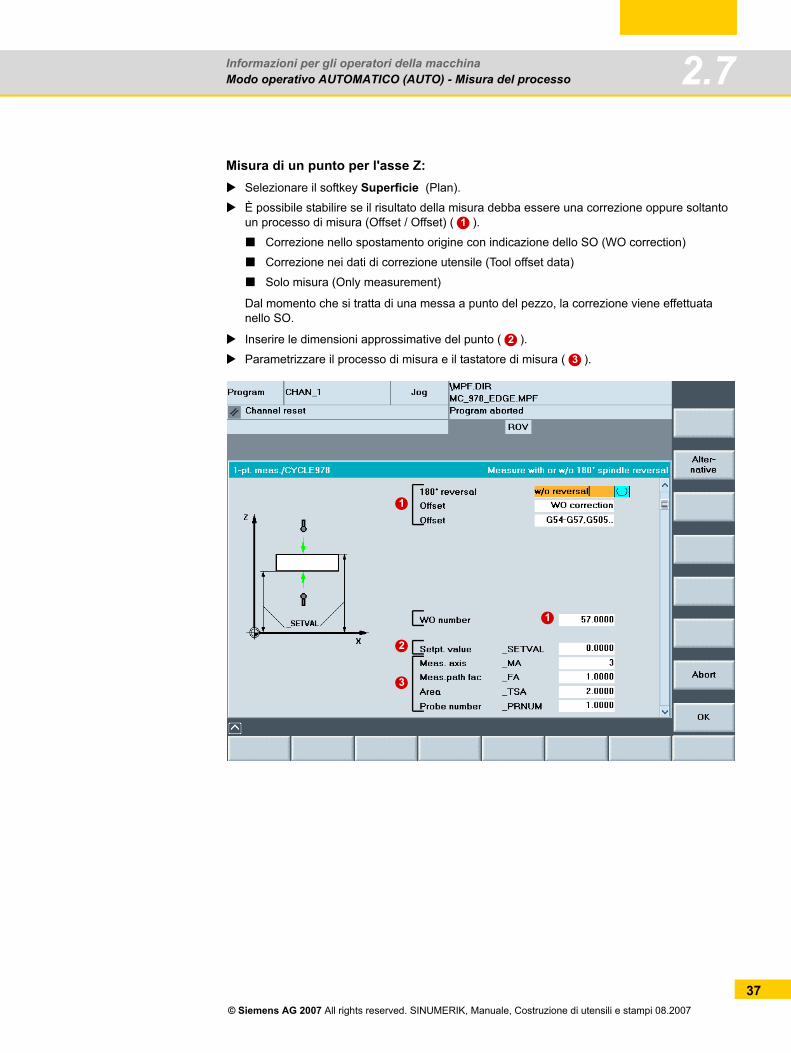
Misura di un punto per l'asse Z:Selezionare il softkey Superficie (Plan).
È possibile stabilire se il risultato della misura debba essere una correzione oppure soltanto un processo di misura (Offset / Offset) ( ).
Correzione nello spostamento origine con indicazione dello SO (WO correction)
Correzione nei dati di correzione utensile (Tool offset data)
Solo misura (Only measurement)
Dal momento che si tratta di una messa a punto del pezzo, la correzione viene effettuata nello SO.
Inserire le dimensioni approssimative del punto ( ).
Parametrizzare il processo di misura e il tastatore di misura ( ).
1
2
3
1
2
3
1

Informazioni per gli operatori della macchinaModo operativo AUTOMATICO (AUTO) - Misura del processo2.7
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
38
Cicli di misura per la misura del processo di utensiliPer la misura del processo di utensili è disponibile un ciclo di misura orientato all'attività pratica. Il ciclo rileva la lunghezza e il diametro dell'utensile utilizzando la capsula dinamometrica cali-brata.
I cicli di misura possono essere selezionati all'interno del programma NC tramite la barra softkey ampliata Misura fresatura (Measuring Milling) > Misura utensile (Measure tool).
PresuppostiI cicli di misura sono installati
La capsula dinamometrica è calibrata
L'utensile è serrato
Misura dell'utensile nel funzionamento automaticoNel funzionamento automatico è possibile misurare automaticamente i dati dell'utensile oppure inserirli come correzione dell'utensile. Nell'esempio seguente va creato un programma che rileva la lunghezza dell'utensile e il raggio (Length, radius) e li inserisce nella correzione utensile.
Rilevamento della lunghezza utensile:Creare un nuovo programma per la misura dell'utensile.
Selezionare il ciclo di misura Misura utensile (Meas. tool).
Il processo di misura viene realizzato con mandrino fermo (Measure tool with stationary spindle) e i valori di misura vengono inseriti nei componenti della geometria utensile ( ).
Selezionare la lunghezza quale valore di misura (Length) ( ).
Parametrizzare il processo di misura ( ).
1
2
3
1
2
3

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaModo operativo AUTOMATICO (AUTO) - Misura del processo 2.7
39
Rilevamento del raggio dell'utensile:Il processo di misura viene effettuato con mandrino in rotazione (Measure tool with rotating spindle) e la differenza tra valore di riferimento e valore attuale viene inserita nell'usura del raggio (Wear) ( ).
Selezionare il raggio (Radius) quale valore di misura ( ).
Parametrizzare il processo di misura ( ).
1
2
3
1
2
3

Informazioni per gli operatori della macchinaTrasmissione dei dati di programma/Gestione programmi2.8
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
40
2.8 Trasmissione dei dati di programma/Gestione programmi
I programmi NC vengono memorizzati nel controllo numerico, eventualmente caricati nella memoria di lavoro NCK ed elaborati sulla macchina.
Nei programmi per la costruzione di stampi, costituiti principalmente da programmi tecnologici e programmi geometrici, il programma geometrico, con dimensioni fino a 100 MB, risulta spesso così grande da non adattarsi più alla memoria di lavoro NCK o da non poter più essere elabo-rato. Per questo, il programma per la costruzione di stampi deve essere spesso memorizzato su un supporto di memoria esterno per poter essere quindi successivamente elaborato.
Memoria di programma esterna (configurazione hardware)
A seconda del sistema, della superficie operativa (HMI) presente e delle opzioni acquistate, è possibile utilizzare memorie di programma esterne con le seguenti caratteristiche:
TCP/IP Ethernet (drive in rete), interfaccia seriale RS232/V.24 (velocità di trasmissione dati ridotta)Disco fisso (PCU 50)Compact Flash Card (TCU, 802D)Interfaccia USB (memory stick USB)Scheda PCMCIA (PCU 20)Dischetto
Richiamo dei dati di programma nella memoria esterna tramite EXTCALL
Nel programma principale viene programmato un comando EXTCALL, che richiama il pro-gramma memorizzato conformemente al percorso di rete dal server, dalla memory stick USB, dal disco fisso, ecc. Con EXTCALL è possibile ricaricare un programma dell'HMI da un supporto esterno. In questo modo si possono caricare ed eseguire tutti i programmi disponibili nelle directory della struttura dell'HMI.
Dati di programma tramite:- Memory stick USB- Dischetto, scheda PCMCIA- TCP/IP Ethernet, RS232- CompactFlashCard- Disco fisso
NCK
Server
Dati di programma tramite:- CompactFlashCard- TCP/IP Ethernet, RS232- Memory stick USB (802D sl pro a partire da SW1.4))
Dati di programma tramite:- Memory stick USB- Dischetto, scheda PCMCIA- TCP/IP Ethernet, RS232- CompactFlashCard- Disco fisso
NCK840D802D
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaTrasmissione dei dati di programma/Gestione programmi 2.8
41
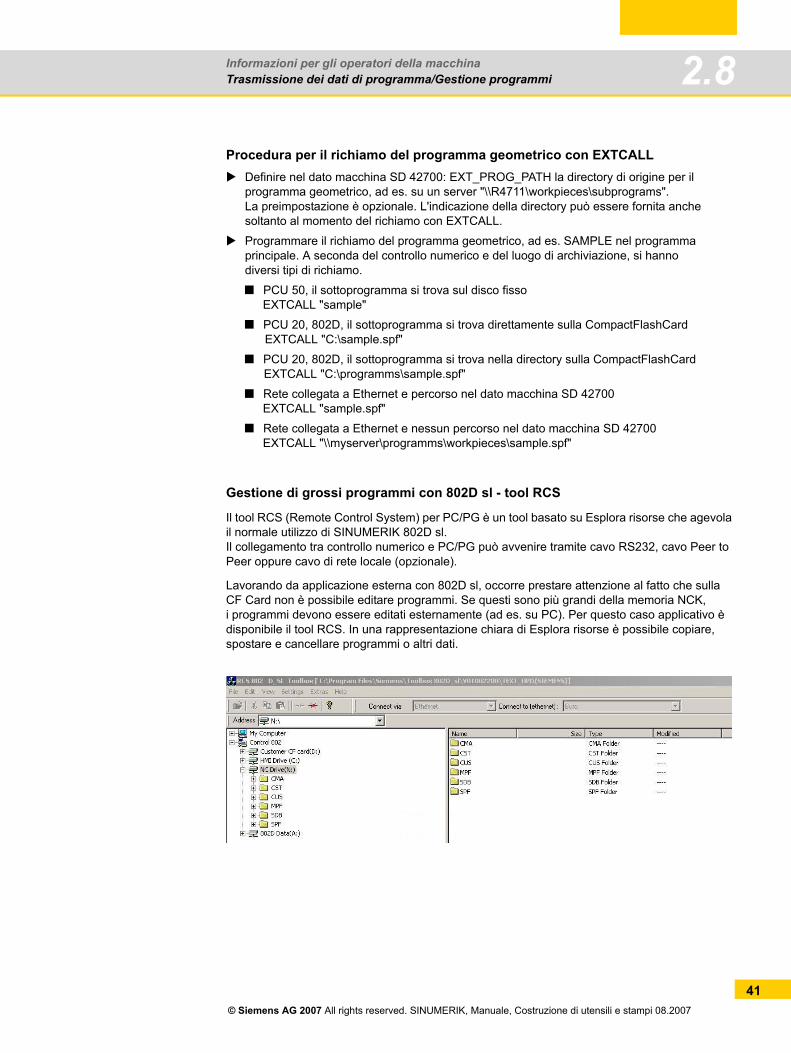
Procedura per il richiamo del programma geometrico con EXTCALLDefinire nel dato macchina SD 42700: EXT_PROG_PATH la directory di origine per il programma geometrico, ad es. su un server "\\R4711\workpieces\subprograms". La preimpostazione è opzionale. L'indicazione della directory può essere fornita anche soltanto al momento del richiamo con EXTCALL.
Programmare il richiamo del programma geometrico, ad es. SAMPLE nel programma principale. A seconda del controllo numerico e del luogo di archiviazione, si hanno diversi tipi di richiamo.
PCU 50, il sottoprogramma si trova sul disco fisso EXTCALL "sample"
PCU 20, 802D, il sottoprogramma si trova direttamente sulla CompactFlashCard EXTCALL "C:\sample.spf"
PCU 20, 802D, il sottoprogramma si trova nella directory sulla CompactFlashCard EXTCALL "C:\programms\sample.spf"
Rete collegata a Ethernet e percorso nel dato macchina SD 42700 EXTCALL "sample.spf"
Rete collegata a Ethernet e nessun percorso nel dato macchina SD 42700 EXTCALL "\\myserver\programms\workpieces\sample.spf"
Gestione di grossi programmi con 802D sl - tool RCS
Il tool RCS (Remote Control System) per PC/PG è un tool basato su Esplora risorse che agevola il normale utilizzo di SINUMERIK 802D sl. Il collegamento tra controllo numerico e PC/PG può avvenire tramite cavo RS232, cavo Peer to Peer oppure cavo di rete locale (opzionale).
Lavorando da applicazione esterna con 802D sl, occorre prestare attenzione al fatto che sulla CF Card non è possibile editare programmi. Se questi sono più grandi della memoria NCK, i programmi devono essere editati esternamente (ad es. su PC). Per questo caso applicativo è disponibile il tool RCS. In una rappresentazione chiara di Esplora risorse è possibile copiare, spostare e cancellare programmi o altri dati.
Informazioni per gli operatori della macchinaHigh Speed Settings – CYCLE8322.9
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
42
2.9 High Speed Settings – CYCLE832Applicazione
Con il CYCLE832 di SINUMERIK 840D è possibile influire sullo svolgimento di programmi CAM. Questo ciclo funge da supporto tecnologico per la realizzazione di profili a forma libera in 3 assi con una lavorazione ad alta velocità (High speed cutting - HSC) Il ciclo CYCLE832 comprende tutti i comandi di programma o codici G essenziali, necessari per la lavorazione ad alta velocità.
Per i programmi CAM nell'ambito della lavorazione ad alta velocità (HSC), è necessario che il controllo numerico esegua degli avanzamenti elevati con blocchi NC molto brevi. Ci si attende quindi una buona qualità della superficie con un alto grado di precisione nell'ordine di µm e con avanzamenti molto elevati >10 m/min. Attraverso varie strategie di lavorazione è possibile, con l'aiuto del ciclo CYCLE832, adattare in modo ottimale il programma.
Nella Sgrossatura (Roughing) attraverso il movimento raccordato del profilo si darà importanza alla velocità.
Nella Lavorazione di finitura (Finishing) si darà importanza alla precisione e alla qualità della superficie.
In entrambi i casi, definendo una tolleranza, verrà rispettato il profilo di lavorazione per ottenere la qualità o la precisione della superficie desiderata. Nella sgrossatura viene normalmente sele-zionata una tolleranza maggiore rispetto alla lavorazione di finitura.
Qualità della superficie
Precisione Velocità
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaHigh Speed Settings – CYCLE832 2.9
43
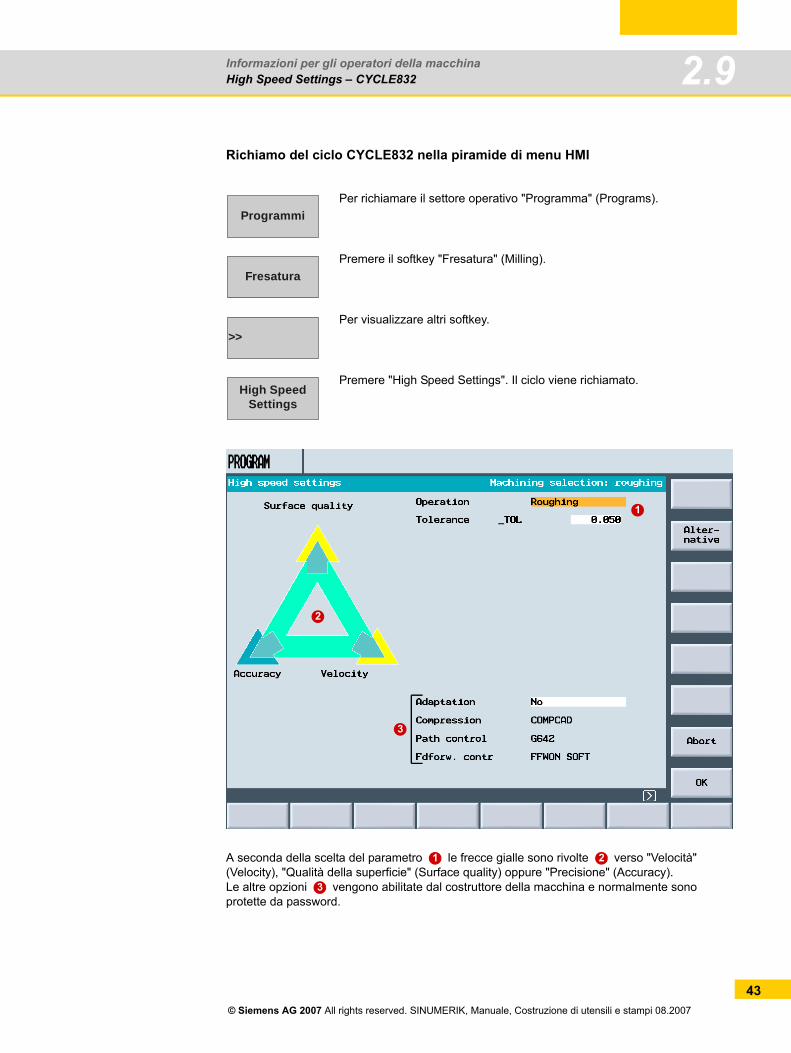
Richiamo del ciclo CYCLE832 nella piramide di menu HMI
A seconda della scelta del parametro le frecce gialle sono rivolte verso "Velocità" (Velocity), "Qualità della superficie" (Surface quality) oppure "Precisione" (Accuracy).Le altre opzioni vengono abilitate dal costruttore della macchina e normalmente sono protette da password.
Per richiamare il settore operativo "Programma" (Programs).
Premere il softkey "Fresatura" (Milling).
Per visualizzare altri softkey.
Premere "High Speed Settings". Il ciclo viene richiamato.
Programmi
Fresatura
>>
High SpeedSettings
2
3
1
1 2
3

Informazioni per gli operatori della macchinaHigh Speed Settings – CYCLE8322.9
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
44
Parametri per il ciclo High Speed Settings
Nel campo Elaborazione (Operation) l'utente deve ora scegliere tra Finitura (Finishing), Pre-fini-tura (Pre-finishing) e Sgrossatura (Roughing), mentre nel campo Tolleranza (Tolerance) si deve inserire un valore. I dati in tutti gli altri campi vengono immessi già dal costruttore della macchina. Attraverso il campo Adattamento (Adaptation), il costruttore della macchina può abilitare gli altri campi (protetti da password).
Elaborazione (Operation)
Finitura (default) (Finishing)
Pre-finitura (Pre-finishing)
Sgrossatura (Rou-ghing)
Deselezione (Deselection)
Richiamando "Deselezione" (Deselection), viene ripristinato il valore generato dal costruttore della macchina per i dati macchina e di setting modificati.
Tolleranza_Tol.(Tolerance_tol.)
Tolleranza della corda (Chord tole-rance)
(la tolleranza della corda va acquisita dal sistema CAM o ponde-rata con fattore 1,2 ... 1,5)
Tolleranza degli assi lineari/rotanti, impostazioni di default:
→ 0,01 mm/ 0,08° (Finitura)
→ 0,05 mm/ 0,4° (Pre-finitura)
→ 0,1 mm/ 0,8° (Sgrossatura)
→ 0,1 mm/ 0,1° (Deselezione)
Adattamento (Adaption)
sì (Yes)
no (No)
→ I campi che seguono sono modificabili
→ I campi che seguono non sono visibili. La loro abilitazione viene effettuata dal costruttore della macchina
Compressione(Compression)
COMPOF (default)
COMPCAD
B-SPLINE
→ Compressore OFF
→ Compressore ON, accelerazione costante per le applicazioni per la costruzione di stampi
→ A strappo costante per la fresatura periferica
→ Interpolazione spline

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaHigh Speed Settings – CYCLE832 2.9
45
Avvertenze Il CYCLE832 si basa sull'impiego di blocchi G1. Utilizzando G2/G3 e programmi CIP, la tolleranza non è importante.
In caso di modifiche, è opportuno orientarsi sul valore di tolleranza, indicato nel programma CAM. Tolleranze inferiori a quelle indicate non risultano sensate.
Prestare attenzione al fatto che sussistono dipendenze tra i campi: Se ad es. la Compres-sione (Compression) è disattivata, in Controllo continuo della velocità vettoriale (Path control) è possibile selezionare diversi tipi di molaggio.
Per ulteriori indicazioni si rimanda al Capitolo 3.5, nel quale sono descritti in dettaglio i singoli parametri.
Programmazione
Idealmente il CYCLE832 viene programmato nel programma frame NC sovraordinato il quale richiama il programma di geometria. In questo modo è possibile applicare il ciclo all'intera geometria oppure, a seconda della trasparenza del programma CAM, a singole sezioni di programma o alle superfici a forma libera.
Per indicazioni sulla struttura di programma ottimale si rimanda al Capitolo 1.4; in particolare per CYCLE832 osservare quanto riportato al Capitolo 2.10.
Controllo continuo della velocità vettoriale(Continuous path control)
G642 (default)
G641
G64
→ Movimento raccordato con tolleranze ad asse singolo
→ Distanza di raccordo programmabile
→ Funzionamento continuo
Nel blocco NC Compressore con COMPCAD, G642 è sempre selezionato.
Controllo continuo della velocità vettoriale(Feedforward control)
FFWOF SOFT
FFWON SOFT
FFWOF BRISK
→ Senza precomando, con limitazione dello strappo
→ Con precomando, con limitazione dello strappo
→ Senza precomando, senza limitazione dello strappo
La selezione del precomando (FFWON) e della limitazione dello strappo (SOFT) presuppone che sia stata eseguita da parte del costruttore della macchina l'ottimizzazione del controllo e quella degli assi di lavorazione.
NOTE
NOTE

Informazioni per gli operatori della macchinaStruttura del programma per la costruzione di stampi2.10
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
46
2.10 Struttura del programma per la costruzione di stampiProposta di una struttura di programma sensata con CYCLE 832Per l'elaborazione viene creato un programma principale che contiene tutti i dati tecnologici. Il programma principale richiama uno o più sottoprogrammi , che contengono i dati geome-trici del pezzo. La distribuzione nei sottoprogrammi viene determinata dal cambio dell'utensile.
Esempio
12 3
Aufruf.MPF (Call.MPF)N1N2N3N4N5
T1 D1M6 M3 S15000CYCLE832 (0.05,112003) EXTCALL "CAM_Schrupp" (CAM_Rough)
; Cambio dell'utensile
; Tutti i programmi dovrebbero ; essere contenuti in un'unica ; directory. In caso contrario, ; è necessario; inserire le indicazioni; del percorso.
N6N7N8N9N15N16
T2 D1M6M3 S20000CYCLE832 (0,005,112001) EXTCALL "CAM_Schlicht" (CAM_Finish) M30
; Cambio dell'utensile
CAM_Schrupp.SPF (CAM_Rough.SPF)N1N2
N3N4N17N18...N5046N5047...N5051...N6582N6583N6584
G90G0 X0 Y0 Z10
G1 Z0 F500G1 X-1.453 Y0.678 F10000G1 X-1.814 Y0.842 G1 X-1.879 Y0.684 Z-0.001
G1 X-4.118 Y-11.442G0 Z10
G1 Z-2.132 F5000
G1 X7.609 Y3.555G0 Z50M17
CAM_Schlicht.SPF (CAM_Finish.SPF)N1N2....N7854
G90G0 X0 Y0 Z10....... M17
Sottoprogramma
Sottoprogramma
Programma principale
1
4
5
4
5
2
6
3
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaStruttura del programma per la costruzione di stampi 2.10
47
Programma principale (Main program): Il programma principale contiene entrambe le funzioni importanti per la fresatura, CYCLE832 e EXTCALL .
CYCLE832 : Il CYCLE832 è stato sviluppato appositamente per la struttura di programma visualizzata, con suddivisione tra dati tecnologici e geometrici. In CYCLE832 viene definita la tecnologia di lavorazione per la fresatura. Per il programma di sgrossatura "CAM_Schrupp" (CAM_Rough) con T1 sono stati impostati in CYCLE832 i parametri in direzione di un'elevata velocità. Per il programma di finitura "CAM_Schlicht" (CAM_Finish) i parametri sono stati impostati in direzione di un'elevata precisione e della qualità della superficie.
EXTCALL : Poiché i programmi CAM normalmente sono molto grandi, questi vengono memorizzati su un supporto di memoria esterno. EXTCALL richiama i sottoprogrammi dal supporto di memoria esterno.
Sottoprogramma (Subroutine): Nel sottoprogramma, G90 per la programmazione assoluta è immediatamente seguito dai blocchi geometrici. Nel nostro esempio, questi blocchi sono per la fresatura su 3 assi .
4 5
4
5
6

Informazioni per gli operatori della macchinaSelezione/avvio/arresto/interruzione/prosecuzione del programma2.11
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
48
2.11 Selezione/avvio/arresto/interruzione/prosecuzione del programma
Nota Un partprogram interrotto con "NC Stop" può essere proseguito con "NC Start". Un partprogram interrotto con "Reset" viene rielaborato dall'inizio premendo "NC Start", oppure, con la funzione di ricerca blocco, è possibile passare direttamente al punto di interruzione e da lì proseguire il programma.
2 1
Per selezionare il settore operativo "Macchina" (Machine).
Per selezionare il modo operativo "Automatico" (Auto).
"Panoramica programma", selezionare "Lista pezzi". Marcare e aprire la "Lista pezzi".
Nella directory dei pezzi, evidenziare il partprogram - in questo caso il programma "Aufruf.MPF" (Call.MPF) e premere "Selezione" (Select).
Avviare il partprogram con "NC Start". Vengono richiamati i programmi geo-metrici "Schrupp.SPF" (Roughing.SPF) e "Schlicht.SPF" (Finish.SPF), che vengono caricati a blocchi nel controllo numerico dal supporto di memoria esterno durante la lavorazione.Arrestare il partprogram con "NC Stop".
Interrompere il partprogram con "Reset".
Macchina
AUTO
Panoramicaprogramma
Pezzi
Seleziona1
2

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaInterruzione di un programma 2.12
49
2.12 Interruzione di un programma
REPOS - Riaccostamento dopo un'interruzioneFunzione
Dopo che un programma è stato interrotto con NC Stop, è ad esempio possibile, nel modo operativo JOG, allontanare l'utensile dal profilo, magari per verificare il tagliente dell'utensile stesso. Il controllo numerico memorizza le coordinate del punto d'interruzione. Vengono visualizzate le differenze di percorso eseguite dagli assi.
Utilizzo
Situazione iniziale: Interruzione del programma con "NC Stop".
Per selezionare il settore operativo "Macchina" (Machine).
Per selezionare il modo operativo "JOG".
Per il riposizionamento in seguito a un'interruzione del programma.
Per selezionare gli assi.
Per spostare gli assi in base alla differenza di percorso indicata fino al punto d'interruzione. Il superamento del punto d'interruzione è inibito.
Per commutare dal modo operativo "JOG" al modo operativo "Automatico" (AUTO).
Per proseguire l'elaborazione.
Macchina
AUTO
Informazioni per gli operatori della macchinaInterruzione di un programma2.12
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
50
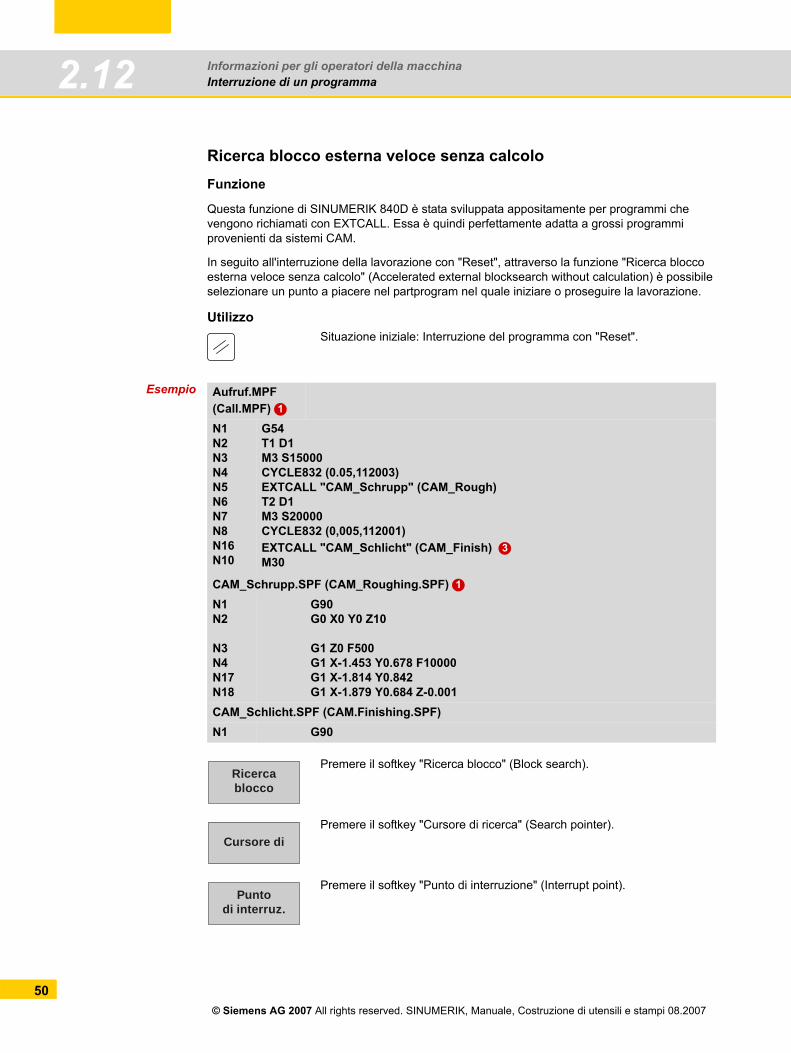
Ricerca blocco esterna veloce senza calcoloFunzione
Questa funzione di SINUMERIK 840D è stata sviluppata appositamente per programmi che vengono richiamati con EXTCALL. Essa è quindi perfettamente adatta a grossi programmi provenienti da sistemi CAM.
In seguito all'interruzione della lavorazione con "Reset", attraverso la funzione "Ricerca blocco esterna veloce senza calcolo" (Accelerated external blocksearch without calculation) è possibile selezionare un punto a piacere nel partprogram nel quale iniziare o proseguire la lavorazione.
Utilizzo
Esempio
Situazione iniziale: Interruzione del programma con "Reset".
Aufruf.MPF (Call.MPF)N1N2N3N4N5N6N7N8N16N10
G54 T1 D1M3 S15000CYCLE832 (0.05,112003)EXTCALL "CAM_Schrupp" (CAM_Rough)T2 D1 M3 S20000CYCLE832 (0,005,112001)EXTCALL "CAM_Schlicht" (CAM_Finish) M30
CAM_Schrupp.SPF (CAM_Roughing.SPF)N1N2
N3N4N17N18
G90G0 X0 Y0 Z10
G1 Z0 F500G1 X-1.453 Y0.678 F10000G1 X-1.814 Y0.842G1 X-1.879 Y0.684 Z-0.001
CAM_Schlicht.SPF (CAM.Finishing.SPF)N1 G90
Premere il softkey "Ricerca blocco" (Block search).
Premere il softkey "Cursore di ricerca" (Search pointer).
Premere il softkey "Punto di interruzione" (Interrupt point).
1
3
1
Ricercablocco
Cursore di
Puntodi interruz.
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaInterruzione di un programma 2.12
51
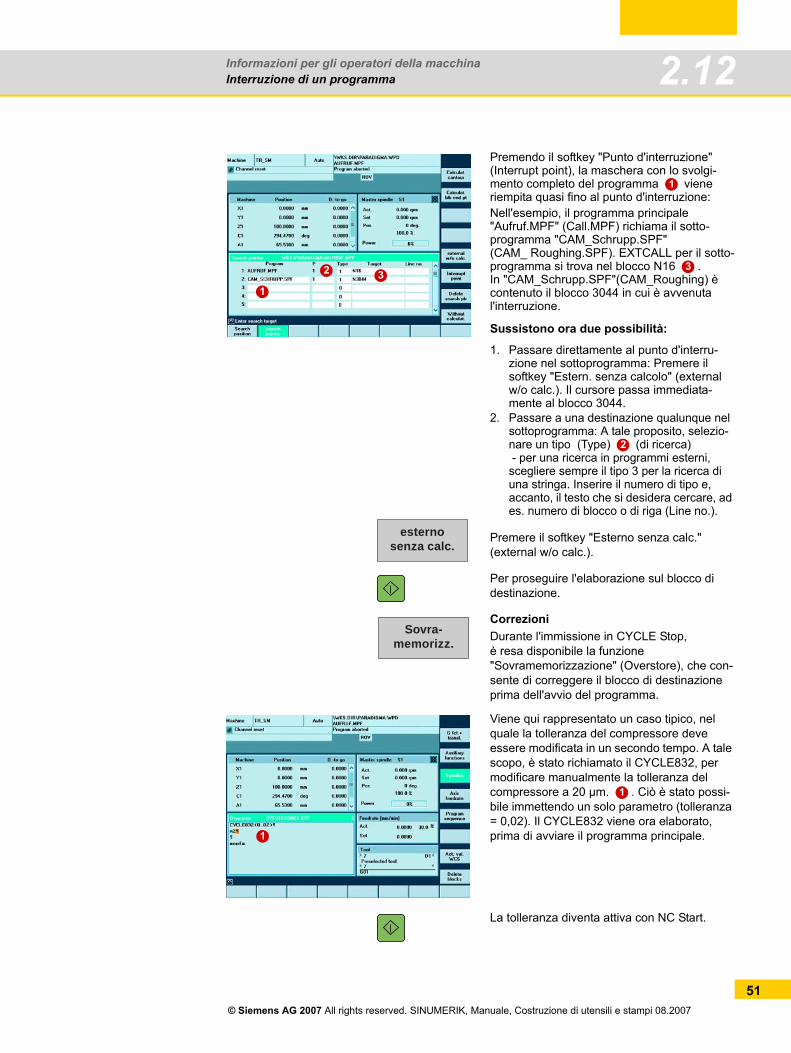
Premendo il softkey "Punto d'interruzione" (Interrupt point), la maschera con lo svolgi-mento completo del programma viene riempita quasi fino al punto d'interruzione:Nell'esempio, il programma principale "Aufruf.MPF" (Call.MPF) richiama il sotto-programma "CAM_Schrupp.SPF" (CAM_ Roughing.SPF). EXTCALL per il sotto-programma si trova nel blocco N16 . In "CAM_Schrupp.SPF"(CAM_Roughing) è contenuto il blocco 3044 in cui è avvenuta l'interruzione.
Sussistono ora due possibilità:
1. Passare direttamente al punto d'interru-zione nel sottoprogramma: Premere il softkey "Estern. senza calcolo" (external w/o calc.). Il cursore passa immediata-mente al blocco 3044.
2. Passare a una destinazione qualunque nel sottoprogramma: A tale proposito, selezio-nare un tipo (Type) (di ricerca) - per una ricerca in programmi esterni, scegliere sempre il tipo 3 per la ricerca di una stringa. Inserire il numero di tipo e, accanto, il testo che si desidera cercare, ad es. numero di blocco o di riga (Line no.).
Premere il softkey "Esterno senza calc." (external w/o calc.).
Per proseguire l'elaborazione sul blocco di destinazione.
CorrezioniDurante l'immissione in CYCLE Stop, è resa disponibile la funzione "Sovramemorizzazione" (Overstore), che con-sente di correggere il blocco di destinazione prima dell'avvio del programma.
Viene qui rappresentato un caso tipico, nel quale la tolleranza del compressore deve essere modificata in un secondo tempo. A tale scopo, è stato richiamato il CYCLE832, per modificare manualmente la tolleranza del compressore a 20 µm. . Ciò è stato possi-bile immettendo un solo parametro (tolleranza = 0,02). Il CYCLE832 viene ora elaborato, prima di avviare il programma principale.
La tolleranza diventa attiva con NC Start.
132
1
3
2
esternosenza calc.
Sovra-memorizz.
1
1

Informazioni per gli operatori della macchinaPanoramica del programma/Stato dei programmi esterni2.13
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
52
2.13 Panoramica del programma/Stato dei programmi esterni
Funzione
Durante l'elaborazione di programmi dall'esterno è possibile visualizzare lo stato attuale o la durata del programma.
Indicazione dello stato con 840D Standard HMINel modo operativo "Automatico" (AUTO), selezionare il softkey Panoramica programma (Program Overview). Viene visualizzata la panoramica dei programmi.
Selezionare il softkey Programmi esterni (External programs).
Nella panoramica di visualizzazione viene indicato lo stato corrente del programma esterno in percentuale.
Panoramicaprogramma
Programmiesterni
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaSimulazione del partprogram 2.14
53
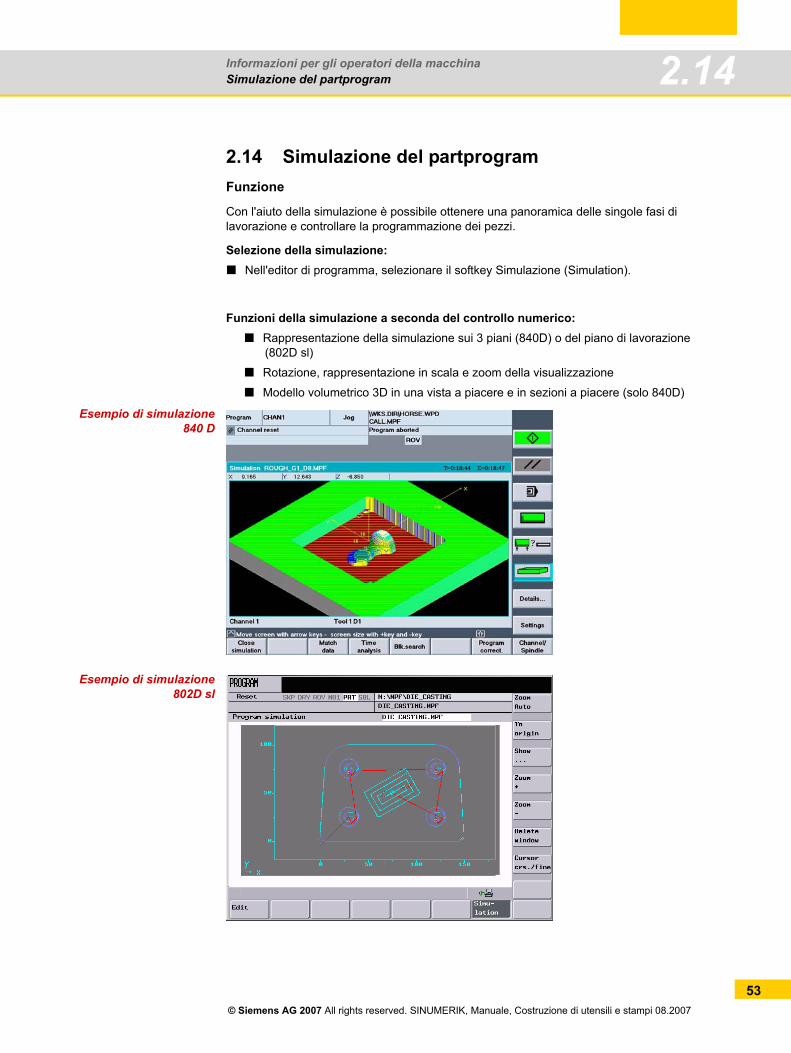
2.14 Simulazione del partprogramFunzione
Con l'aiuto della simulazione è possibile ottenere una panoramica delle singole fasi di lavorazione e controllare la programmazione dei pezzi.
Selezione della simulazione:Nell'editor di programma, selezionare il softkey Simulazione (Simulation).
Funzioni della simulazione a seconda del controllo numerico:Rappresentazione della simulazione sui 3 piani (840D) o del piano di lavorazione(802D sl)
Rotazione, rappresentazione in scala e zoom della visualizzazione
Modello volumetrico 3D in una vista a piacere e in sezioni a piacere (solo 840D)
Esempio di simulazione840 D
Esempio di simulazione802D sl
Informazioni per gli operatori della macchinaQuick View / Visualizzazione rapida2.15
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
54
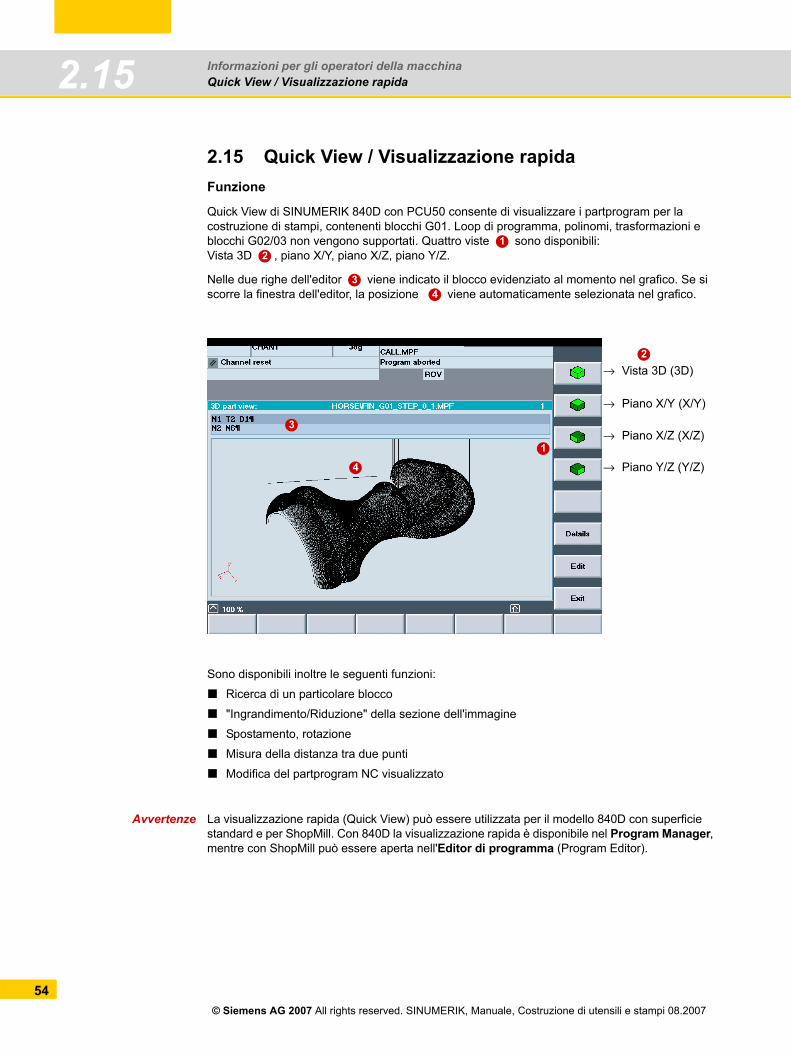
2.15 Quick View / Visualizzazione rapidaFunzione
Quick View di SINUMERIK 840D con PCU50 consente di visualizzare i partprogram per la costruzione di stampi, contenenti blocchi G01. Loop di programma, polinomi, trasformazioni e blocchi G02/03 non vengono supportati. Quattro viste sono disponibili: Vista 3D , piano X/Y, piano X/Z, piano Y/Z.
Nelle due righe dell'editor viene indicato il blocco evidenziato al momento nel grafico. Se si scorre la finestra dell'editor, la posizione viene automaticamente selezionata nel grafico.
Sono disponibili inoltre le seguenti funzioni:
Ricerca di un particolare blocco
"Ingrandimento/Riduzione" della sezione dell'immagine
Spostamento, rotazione
Misura della distanza tra due punti
Modifica del partprogram NC visualizzato
Avvertenze La visualizzazione rapida (Quick View) può essere utilizzata per il modello 840D con superficie standard e per ShopMill. Con 840D la visualizzazione rapida è disponibile nel Program Manager, mentre con ShopMill può essere aperta nell'Editor di programma (Program Editor).
12
34
→ Vista 3D (3D)
→ Piano X/Y (X/Y)
→ Piano X/Z (X/Z)
→ Piano Y/Z (Y/Z)
3
1
2
4

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaQuick View / Visualizzazione rapida 2.15
55
Utilizzo
Misura della distanza in Quick View
Nella visualizzazione Quick View è possibile misurare anche le distanze tra due punti. Questa funzione è molto utile ad esempio se si desidera conoscere le dimensioni di un pezzo, in quanto dai blocchi G1 di un programma è molto difficile dedurre la grandezza di un pezzo.
Selezionando due punti , viene visualizzata la distanza fra i punti stessi nello spazio sotto alla figura (Distance).
Per richiamare la funzione "Quick View".
Per selezionare la vista desiderata (in questo caso il piano X/Z (X/Z plane)).
Per selezionare con il cursore un punto nel grafico. Il relativo blocco viene visualizzato nella riga dell'editor.
Richiamare un blocco nel programma, ad es. per modificarlo.
QuickView
1
2
1 2
Informazioni per gli operatori della macchinaShopMill2.16
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
56
2.16 ShopMillCon SINUMERIK 840D, la superficie operativa ShopMill, di semplice utilizzo per l'utente, costituisce una vera e propria alternativa alla superficie operativa universale di SINUMERIK 840D standard DIN/ISO.
ShopMill è stato integrato con numerose funzioni per la costruzione di stampi, che offrono al costruttore di stampi un elevato comfort di utilizzo.
Di conseguenza, ShopMill ora non è più limitato soltanto alla programmazione di catene sequenziali attraverso fasi di lavorazione parziale, ma vengono supportate in modo ideale anche applicazioni complesse a 3+2 e a 5 assi.
Per la completa funzionalità di ShopMill si rimanda alla descrizione delle funzioni "SINUMERIK 810D/840D Utilizzo e programmazione di ShopMill".
Superficie operativa ShopMillUtilizzo e programmazioni semplici in officina

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaShopMill 2.16
57
Funzioni di ShopMillMessa a punto
Le efficienti funzioni di messa a punto di ShopMill garantiscono un rilevamento rapido e preciso della posizione del pezzo. Speciali cicli di misura facilitano la misura degli utensili e del pezzo. Eventuali spostamenti vengono compensati internamente al controllo.
Misura pezzo (Measure Workpiece) Spigolo, angolo, tasca/foro, perno/rettangolo, piano)
Le funzioni di misura sono disponibili per la misura in JOG. Per la misura in AUTOMATICO si ha il supporto di cicli di misura.
Misura dell'utensile (Meas. tool)
Le funzioni di misura sono disponibili anche per la misura dell'utensile in JOG e per la misura in AUTOMATICO.
Gestione utensili (Tool management)
La gestione utensili ShopMill è strutturata in modo chiaro e supporta diversi tipi di utensili e nomi di utensili in testo in chiaro, utensili gemelli e la geometria dell'utensile con lunghezze, raggio e numero di taglienti.
La durata di utilizzo degli utensili può essere sorvegliata automaticamente impostando il numero di pezzi, il tempo di utilizzo o i para-metri di usura, garantendo quindi una qualità di lavorazione costante.
1
1
2
2
Informazioni per gli operatori della macchinaShopMill2.16
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
58
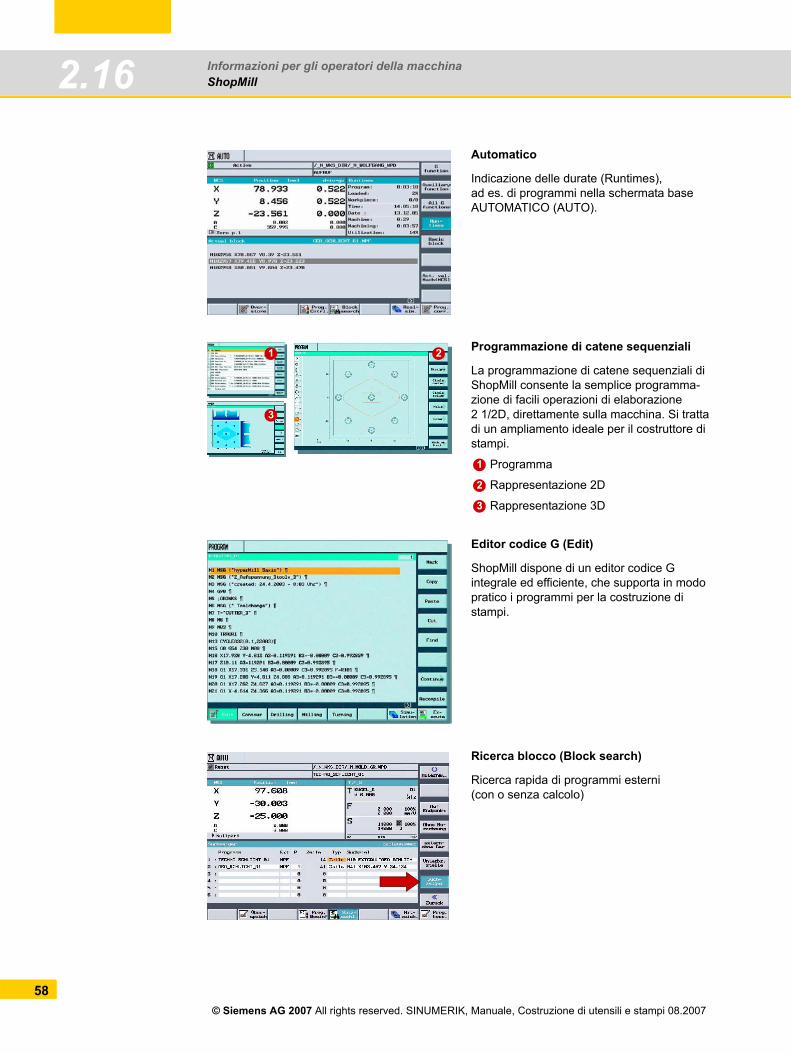
Automatico
Indicazione delle durate (Runtimes), ad es. di programmi nella schermata base AUTOMATICO (AUTO).
Programmazione di catene sequenziali
La programmazione di catene sequenziali di ShopMill consente la semplice programma-zione di facili operazioni di elaborazione 2 1/2D, direttamente sulla macchina. Si tratta di un ampliamento ideale per il costruttore di stampi.
Programma
Rappresentazione 2D
Rappresentazione 3D
Editor codice G (Edit)
ShopMill dispone di un editor codice G integrale ed efficiente, che supporta in modo pratico i programmi per la costruzione di stampi.
Ricerca blocco (Block search)
Ricerca rapida di programmi esterni (con o senza calcolo)
1
3
2
1
2
3

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per gli operatori della macchinaShopMill 2.16
59
Ciclo ShopMill per incisioni (Milling)Testi con segni speciali
Data, ora, contapezzi, variabile
Orientamento in JOG (Swivel)Ciclo di orientamento per tutte le operazioni di orientamento in modalità di messa a punto tramite softkey
Immissione diretta o per asse
Supporto di tutte le cinematiche della macchina
Ciclo "High Speed Settings"
Anche il ciclo "High Speed Settings" costituisce ora parte integrante della superficie operativa di ShopMill nell'editor codice G.
Editor di programma
CYCLE832, High Speed Settings
1
2
1
2

Informazioni per gli operatori della macchinaShopMill2.16
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
60
Simulazione (Simulation)
ShopMill offre diverse simulazioni, complete e dettagliate, per la rappresentazione dei profili di lavorazione. Nella simulazione il programma attuale viene completamente calcolato e il risultato rappresentato graficamente.È possibile scegliere tra i seguenti tipi di rappresentazione della simulazione:
Vista dall'alto (Top view)
Vista nei 3 piani (3-plane view)
Modello volumetrico (Volume model)
Simulazione del programmaAvvio / arresto / blocco singolo / reset (Start / stop / single block / reset) della simulazione tramite softkey
Velocità regolabile tramite Override
Visualizzazione rapida / Quick Viewer per la costruzione di stampi
Per grandi partprogram è possibile una rappresentazione veloce del profilo di lavoro. In questa visualizzazione rapida, rappresentata graficamente a tratti, vengono raffigurate tutte le posizioni programmate da G1 come percorsi degli assi risultanti.
Drive esterni
Il Program Manager di ShopMill consente l'accesso diretto alle unità esterne tramite Ethernet. In queste unità è possibile memorizzare numerosi programmi per la costruzione di stampi
Hard disk HMI (PCU 50)
Flash Card (PCU 20)
Drive in rete
Memory stick USBFunzione per l'accesso all'unità
Informazioni per il programmatore
Contenuto Pagina3.1 Introduzione 623.2 Cosa sono i frame? 633.3 Orientamento – CYCLE800 663.4 Esempio di programmazione - Orientamento 703.5 High Speed Settings – CYCLE832 723.6 Profilo di avanzamento – FNORM, FLIN 803.7 Esempio di programmazione con CYCLE832 813.8 Esempio di programmazione senza CYCLE832 84
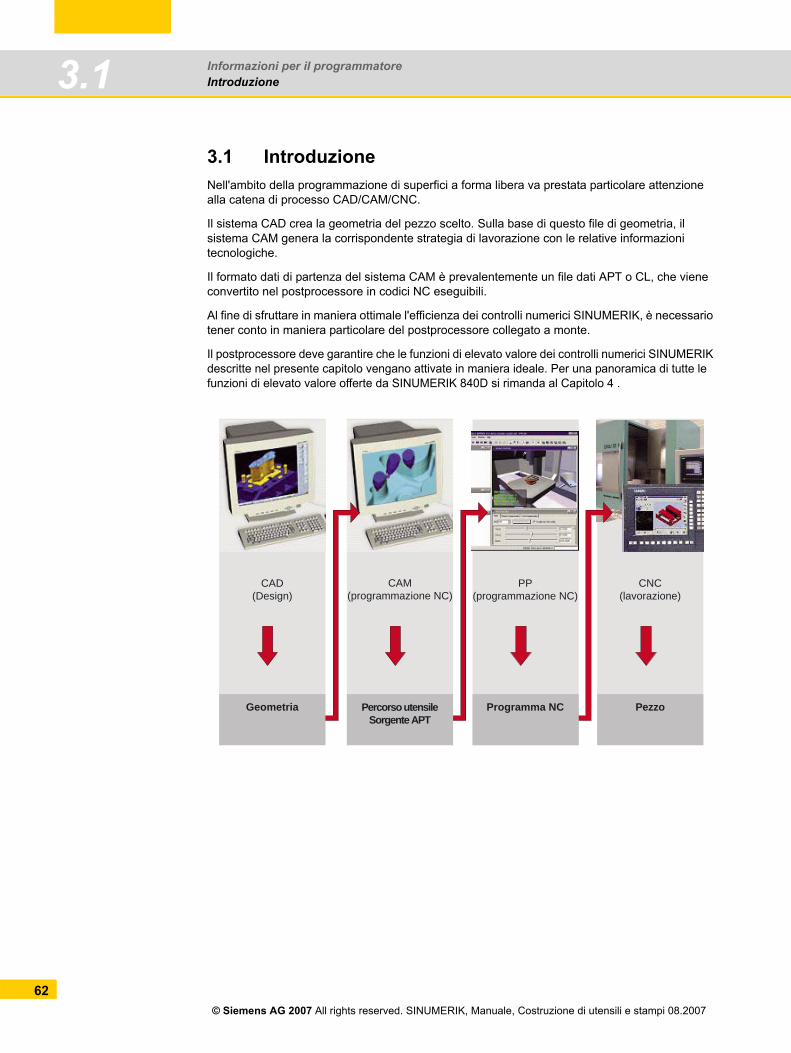
Informazioni per il programmatoreIntroduzione3.1
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
62
3.1 IntroduzioneNell'ambito della programmazione di superfici a forma libera va prestata particolare attenzione alla catena di processo CAD/CAM/CNC.
Il sistema CAD crea la geometria del pezzo scelto. Sulla base di questo file di geometria, il sistema CAM genera la corrispondente strategia di lavorazione con le relative informazioni tecnologiche.
Il formato dati di partenza del sistema CAM è prevalentemente un file dati APT o CL, che viene convertito nel postprocessore in codici NC eseguibili.
Al fine di sfruttare in maniera ottimale l'efficienza dei controlli numerici SINUMERIK, è necessario tener conto in maniera particolare del postprocessore collegato a monte.
Il postprocessore deve garantire che le funzioni di elevato valore dei controlli numerici SINUMERIK descritte nel presente capitolo vengano attivate in maniera ideale. Per una panoramica di tutte le funzioni di elevato valore offerte da SINUMERIK 840D si rimanda al Capitolo 4 .
CAD(Design)
CAM(programmazione NC)
PP(programmazione NC)
CNC(lavorazione)
Geometria Percorso utensileSorgente APT
Programma NC Pezzo
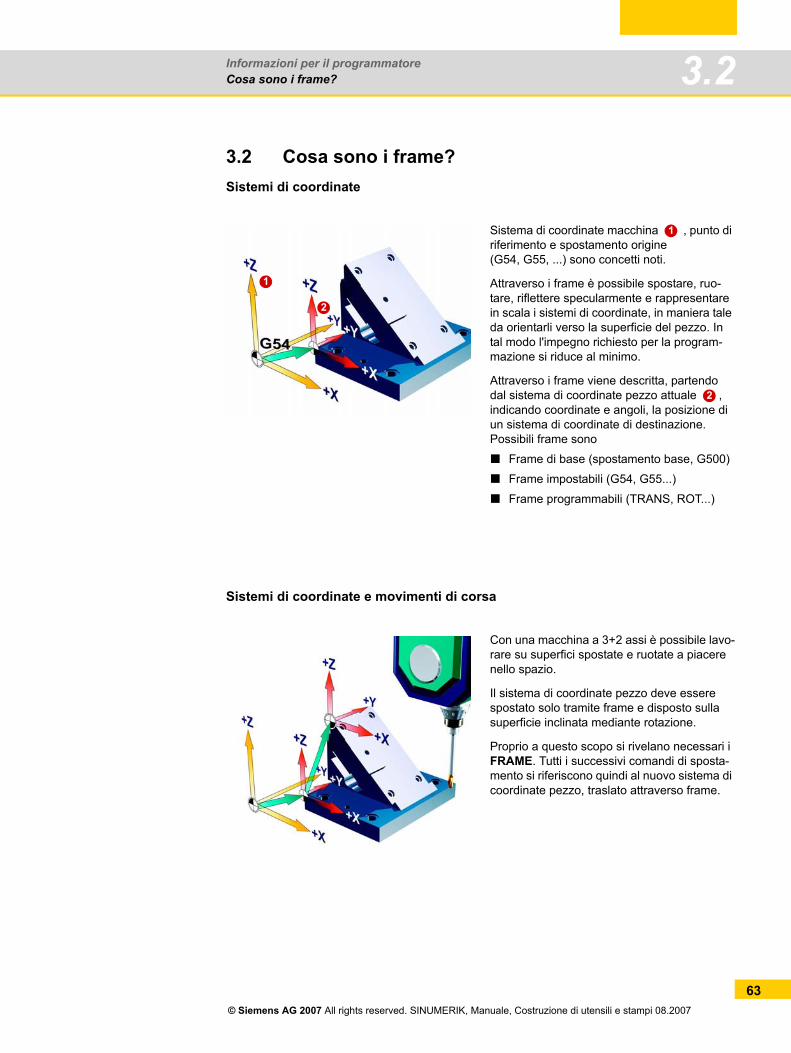
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per il programmatoreCosa sono i frame? 3.2
63
3.2 Cosa sono i frame?Sistemi di coordinate
Sistemi di coordinate e movimenti di corsa
Sistema di coordinate macchina , punto di riferimento e spostamento origine (G54, G55, ...) sono concetti noti.
Attraverso i frame è possibile spostare, ruo-tare, riflettere specularmente e rappresentare in scala i sistemi di coordinate, in maniera tale da orientarli verso la superficie del pezzo. In tal modo l'impegno richiesto per la program-mazione si riduce al minimo.
Attraverso i frame viene descritta, partendo dal sistema di coordinate pezzo attuale , indicando coordinate e angoli, la posizione di un sistema di coordinate di destinazione. Possibili frame sono
Frame di base (spostamento base, G500)
Frame impostabili (G54, G55...)
Frame programmabili (TRANS, ROT...)
Con una macchina a 3+2 assi è possibile lavo-rare su superfici spostate e ruotate a piacere nello spazio.
Il sistema di coordinate pezzo deve essere spostato solo tramite frame e disposto sulla superficie inclinata mediante rotazione.
Proprio a questo scopo si rivelano necessari i FRAME. Tutti i successivi comandi di sposta-mento si riferiscono quindi al nuovo sistema di coordinate pezzo, traslato attraverso frame.
1
2
1
2

Informazioni per il programmatoreCosa sono i frame?3.2
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
64
Frame nell'applicazione
Esempio Lavorazioni su un piano inclinato
Una volta attivato lo spostamento origine impostabile (G54, G55), il sistema di coordi-nate pezzo si trova nel punto zero pezzo.
Fatta eccezione per le cinematiche speciali, gli assi sono ora orientati parallelamente agli assi della macchina.
Con l'aiuto di un FRAME, questo sistema di coordinate può ora essere spostato e ruotato a piacere nello spazio.
Per orientare gli assi della macchina rispetto agli assi del pezzo mediante la finestra di dia-logo della grafica, il CYCLE800 deve essere installato sul controllo numerico (solo 840D).
Nell'esempio, attraverso frame il sistema di coordinate viene prima spostato da a in due fasi, quindi ruotato sulla superficie incli-nata.
Durante la programmazione non è ora neces-sario considerare il piano inclinato. Come di consueto, si programma verticalmente rispetto alla superficie del pezzo, utilizzando i cicli di lavorazione, ad esempio il ciclo di foratura.
a
b
a b
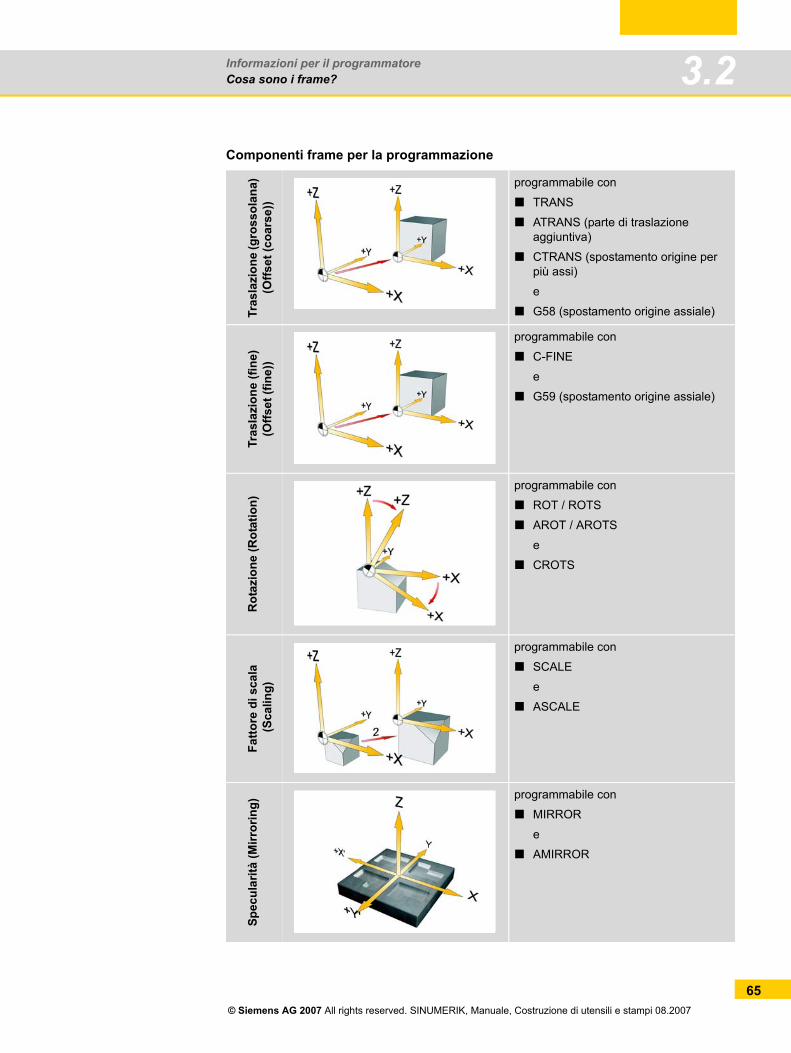
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per il programmatoreCosa sono i frame? 3.2
65
Componenti frame per la programmazione
Tras
lazi
one
(gro
ssol
ana)
(O
ffset
(coa
rse)
)
programmabile con
TRANS
ATRANS (parte di traslazione aggiuntiva)
CTRANS (spostamento origine per più assi)
e
G58 (spostamento origine assiale)
Tras
lazi
one
(fine
) (O
ffset
(fin
e))
programmabile con
C-FINE
e
G59 (spostamento origine assiale)
Rot
azio
ne (R
otat
ion)
programmabile con
ROT / ROTS
AROT / AROTS
e
CROTS
Fatto
re d
i sca
la (S
calin
g)
programmabile con
SCALE
e
ASCALE
Spec
ular
ità (M
irror
ing)
programmabile con
MIRROR
e
AMIRROR
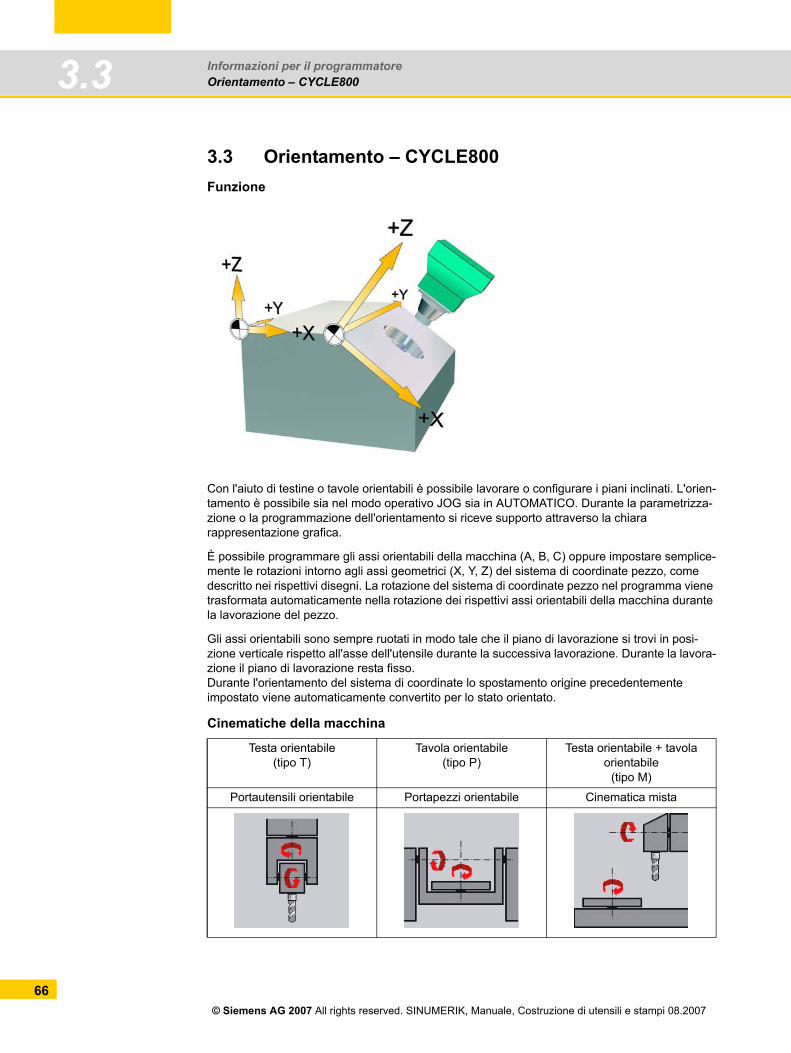
Informazioni per il programmatoreOrientamento – CYCLE8003.3
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
66
3.3 Orientamento – CYCLE800Funzione
Con l'aiuto di testine o tavole orientabili è possibile lavorare o configurare i piani inclinati. L'orien-tamento è possibile sia nel modo operativo JOG sia in AUTOMATICO. Durante la parametrizza-zione o la programmazione dell'orientamento si riceve supporto attraverso la chiara rappresentazione grafica.
È possibile programmare gli assi orientabili della macchina (A, B, C) oppure impostare semplice-mente le rotazioni intorno agli assi geometrici (X, Y, Z) del sistema di coordinate pezzo, come descritto nei rispettivi disegni. La rotazione del sistema di coordinate pezzo nel programma viene trasformata automaticamente nella rotazione dei rispettivi assi orientabili della macchina durante la lavorazione del pezzo.
Gli assi orientabili sono sempre ruotati in modo tale che il piano di lavorazione si trovi in posi-zione verticale rispetto all'asse dell'utensile durante la successiva lavorazione. Durante la lavora-zione il piano di lavorazione resta fisso.Durante l'orientamento del sistema di coordinate lo spostamento origine precedentemente impostato viene automaticamente convertito per lo stato orientato.
Cinematiche della macchina
Testa orientabile (tipo T)
Tavola orientabile(tipo P)
Testa orientabile + tavola orientabile
(tipo M)
Portautensili orientabile Portapezzi orientabile Cinematica mista

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per il programmatoreOrientamento – CYCLE800 3.3
67
Procedura per la programmazione dell'orientamento e successiva lavorazione:Orientare il sistema di coordinate nel piano da lavorare.
Programmare la lavorazione come di consueto nel piano X/Y.
Tornare all'orientamento del sistema di coordinate.
Procedura di base per la creazione di un blocco dati di orientamentoRichiamare la funzione di orientamento nel programma.
Selezionare il nome del blocco dati di orientamento (Name) .
Selezionare "Sì" per l'orientamento (Swivel: "Yes") se si desidera effettuare un movimento di orientamento. Selezionare "nuovo" per il movimento di orientamento (Swivel plane: "new"), se si desidera effettuare un nuovo movimento di orientamento, oppure "Aggiuntivo" (Addi-tive), se si desidera fare riferimento ad un movimento di orientamento precedente .
Stabilire il punto di riferimento (Ref. point) prima della rotazione (X0, Y0, Z0) .
Selezionare la modalità di orientamento (Swivel mode) "asse per asse" (axis by ax.), diretta-mente tramite l'angolo di proiezione o l'angolo nello spazio .
Inserire l'angolo di cui va effettuato l'orientamento (Rot. around). Con modalità "asse per asse" (axis by ax.), è possibile indicare l'angolo per ciascun asse .
Dopo la rotazione, inserire il punto zero (Zero point) .
È possibile programmare più movimenti di orientamento l'uno dopo l'altro. In questo caso, un movimento di orientamento successivo può basarsi sul precedente (aggiuntivo). Ciò consente di rappresentare in maniera chiara l'orientamento nel codice programma.
1
2
3
4
5
6
1
2
3
4
5
6
NOTE
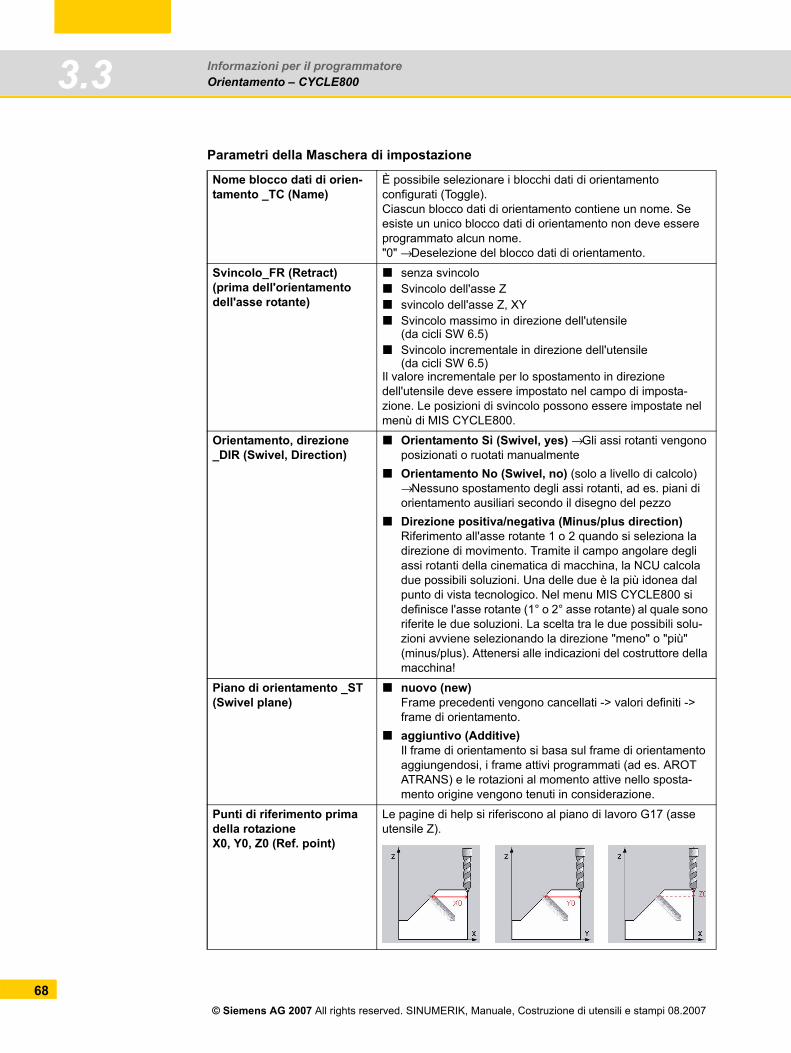
Informazioni per il programmatoreOrientamento – CYCLE8003.3
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
68
Parametri della Maschera di impostazione
Nome blocco dati di orien-tamento _TC (Name)
È possibile selezionare i blocchi dati di orientamento configurati (Toggle).Ciascun blocco dati di orientamento contiene un nome. Se esiste un unico blocco dati di orientamento non deve essere programmato alcun nome."0" → Deselezione del blocco dati di orientamento.
Svincolo_FR (Retract) (prima dell'orientamento dell'asse rotante)
senza svincoloSvincolo dell'asse Zsvincolo dell'asse Z, XYSvincolo massimo in direzione dell'utensile (da cicli SW 6.5)Svincolo incrementale in direzione dell'utensile (da cicli SW 6.5)
Il valore incrementale per lo spostamento in direzione dell'utensile deve essere impostato nel campo di imposta-zione. Le posizioni di svincolo possono essere impostate nel menù di MIS CYCLE800.
Orientamento, direzione _DIR (Swivel, Direction)
Orientamento Sì (Swivel, yes) → Gli assi rotanti vengono posizionati o ruotati manualmente Orientamento No (Swivel, no) (solo a livello di calcolo)→ Nessuno spostamento degli assi rotanti, ad es. piani di orientamento ausiliari secondo il disegno del pezzoDirezione positiva/negativa (Minus/plus direction) Riferimento all'asse rotante 1 o 2 quando si seleziona la direzione di movimento. Tramite il campo angolare degli assi rotanti della cinematica di macchina, la NCU calcola due possibili soluzioni. Una delle due è la più idonea dal punto di vista tecnologico. Nel menu MIS CYCLE800 si definisce l'asse rotante (1° o 2° asse rotante) al quale sono riferite le due soluzioni. La scelta tra le due possibili solu-zioni avviene selezionando la direzione "meno" o "più" (minus/plus). Attenersi alle indicazioni del costruttore della macchina!
Piano di orientamento _ST (Swivel plane)
nuovo (new) Frame precedenti vengono cancellati -> valori definiti -> frame di orientamento. aggiuntivo (Additive) Il frame di orientamento si basa sul frame di orientamento aggiungendosi, i frame attivi programmati (ad es. AROT ATRANS) e le rotazioni al momento attive nello sposta-mento origine vengono tenuti in considerazione.
Punti di riferimento prima della rotazione X0, Y0, Z0 (Ref. point)
Le pagine di help si riferiscono al piano di lavoro G17 (asse utensile Z).

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per il programmatoreOrientamento – CYCLE800 3.3
69
Attenersi alle indicazioni del costruttore della macchina. Nel menu di MIS CYCLE800 si può impostare quali sono i parametri disponibili.
Modalità di orientamento_MODE (Swivel mode)
Asse per asse (Axis by ax.) Rotazione attorno ai singoli assi del sistema di coordi-nate.
Angolo di proie-zione (Projection angle) Il valore dell'angolo della superficie orientata viene pro-iettato sui primi due assi del sistema di coordinate.
Angolo nello spa-zio (Angle in space) Rotazione prima intorno all'asse Z e quindi intorno all'asse Y.
La successione degli assi è liberamente selezionabile.
Rotazioni intorno ad A, B, C (Rot. around)
Rotazioni (asse per asse, angolo di proiezione)
Rotazioni (angolo nello spazio)
Punto zero dopo la rota-zioneX1, Y1, Z1 (Zero point)
Inseguimento UT (utensile) (Tracking TL)
Sì (Yes) Nell'orientamento su un piano di lavorazione, per evitare collisioni si può abilitare l'inseguimento per gli assi lineari. (Prec.: TRAORI e TOOLCARR.SPF adattati)
No (No)Nessun inseguimento degli assi lineari durante l'orientamento.
Informazioni per il programmatoreEsempio di programmazione - Orientamento3.4
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
70
3.4 Esempio di programmazione - Orientamento Nell'esempio che segue vengono impiegati cicli standard di fresatura e foratura su superfici di lavoro orientate.
Pezzo
Compito
Fresatura a spianare del pezzo.Orientamento del piano di lavorazione di X=-15 gradi e fresatura di una tasca circolare.Orientamento di Y=-8 gradi e creazione di quattro fori al di sotto di questo angolo.
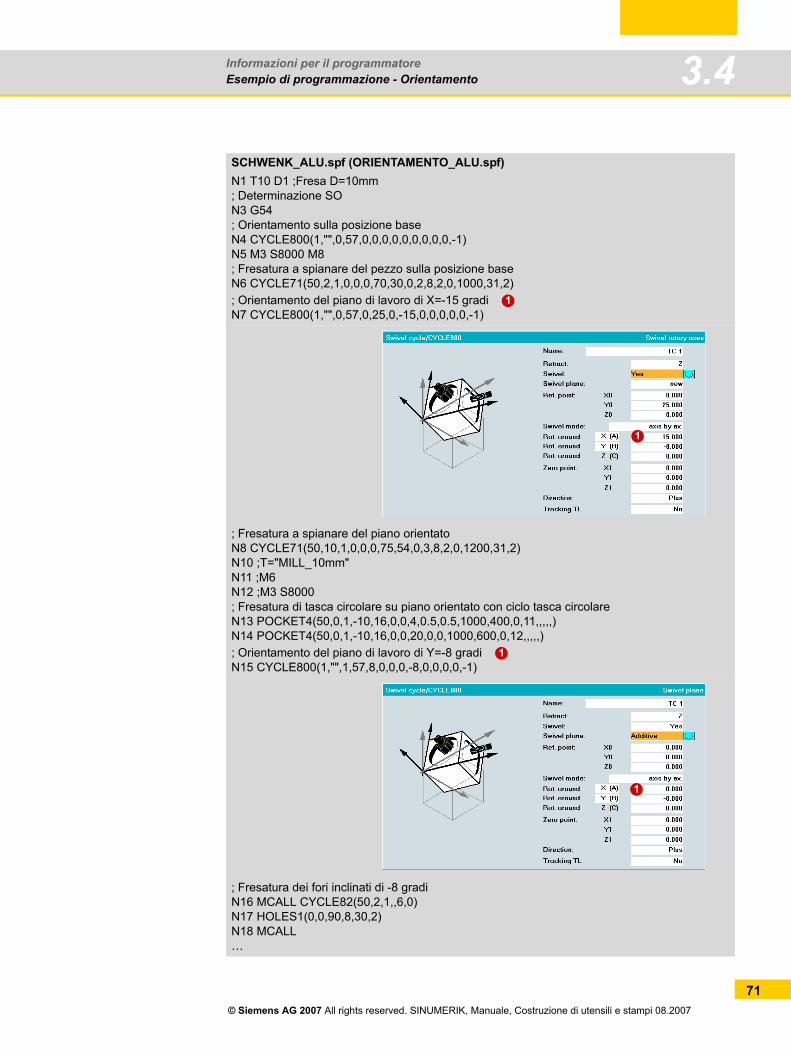
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per il programmatoreEsempio di programmazione - Orientamento 3.4
71
SCHWENK_ALU.spf (ORIENTAMENTO_ALU.spf)N1 T10 D1 ;Fresa D=10mm; Determinazione SON3 G54; Orientamento sulla posizione baseN4 CYCLE800(1,"",0,57,0,0,0,0,0,0,0,0,0,-1)N5 M3 S8000 M8; Fresatura a spianare del pezzo sulla posizione baseN6 CYCLE71(50,2,1,0,0,0,70,30,0,2,8,2,0,1000,31,2); Orientamento del piano di lavoro di X=-15 gradi N7 CYCLE800(1,"",0,57,0,25,0,-15,0,0,0,0,0,-1)
; Fresatura a spianare del piano orientatoN8 CYCLE71(50,10,1,0,0,0,75,54,0,3,8,2,0,1200,31,2)N10 ;T="MILL_10mm"N11 ;M6N12 ;M3 S8000; Fresatura di tasca circolare su piano orientato con ciclo tasca circolareN13 POCKET4(50,0,1,-10,16,0,0,4,0.5,0.5,1000,400,0,11,,,,,)N14 POCKET4(50,0,1,-10,16,0,0,20,0,0,1000,600,0,12,,,,,); Orientamento del piano di lavoro di Y=-8 gradi N15 CYCLE800(1,"",1,57,8,0,0,0,-8,0,0,0,0,-1)
; Fresatura dei fori inclinati di -8 gradiN16 MCALL CYCLE82(50,2,1,,6,0)N17 HOLES1(0,0,90,8,30,2)N18 MCALL…
1
1
1
1
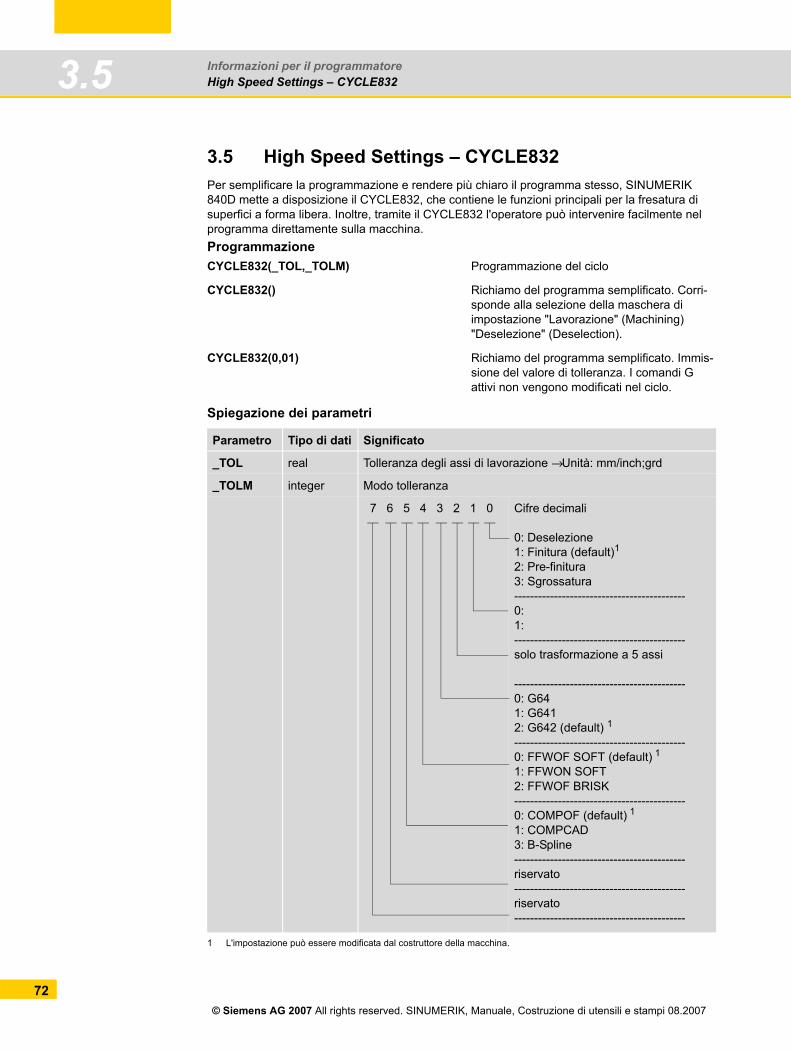
Informazioni per il programmatoreHigh Speed Settings – CYCLE8323.5
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
72
3.5 High Speed Settings – CYCLE832Per semplificare la programmazione e rendere più chiaro il programma stesso, SINUMERIK 840D mette a disposizione il CYCLE832, che contiene le funzioni principali per la fresatura di superfici a forma libera. Inoltre, tramite il CYCLE832 l'operatore può intervenire facilmente nel programma direttamente sulla macchina.Programmazione
Spiegazione dei parametri
CYCLE832(_TOL,_TOLM) Programmazione del ciclo
CYCLE832() Richiamo del programma semplificato. Corri-sponde alla selezione della maschera di impostazione "Lavorazione" (Machining) "Deselezione" (Deselection).
CYCLE832(0,01) Richiamo del programma semplificato. Immis-sione del valore di tolleranza. I comandi G attivi non vengono modificati nel ciclo.
Parametro Tipo di dati Significato
_TOL real Tolleranza degli assi di lavorazione → Unità: mm/inch;grd
_TOLM integer Modo tolleranza
7 6 5 4 3 2 1 0 Cifre decimali
0: Deselezione1: Finitura (default)12: Pre-finitura3: Sgrossatura-------------------------------------------0:1:-------------------------------------------solo trasformazione a 5 assi
-------------------------------------------0: G641: G6412: G642 (default) 1-------------------------------------------0: FFWOF SOFT (default) 11: FFWON SOFT2: FFWOF BRISK -------------------------------------------0: COMPOF (default) 11: COMPCAD 3: B-Spline-------------------------------------------riservato-------------------------------------------riservato -------------------------------------------
1 L'impostazione può essere modificata dal costruttore della macchina.
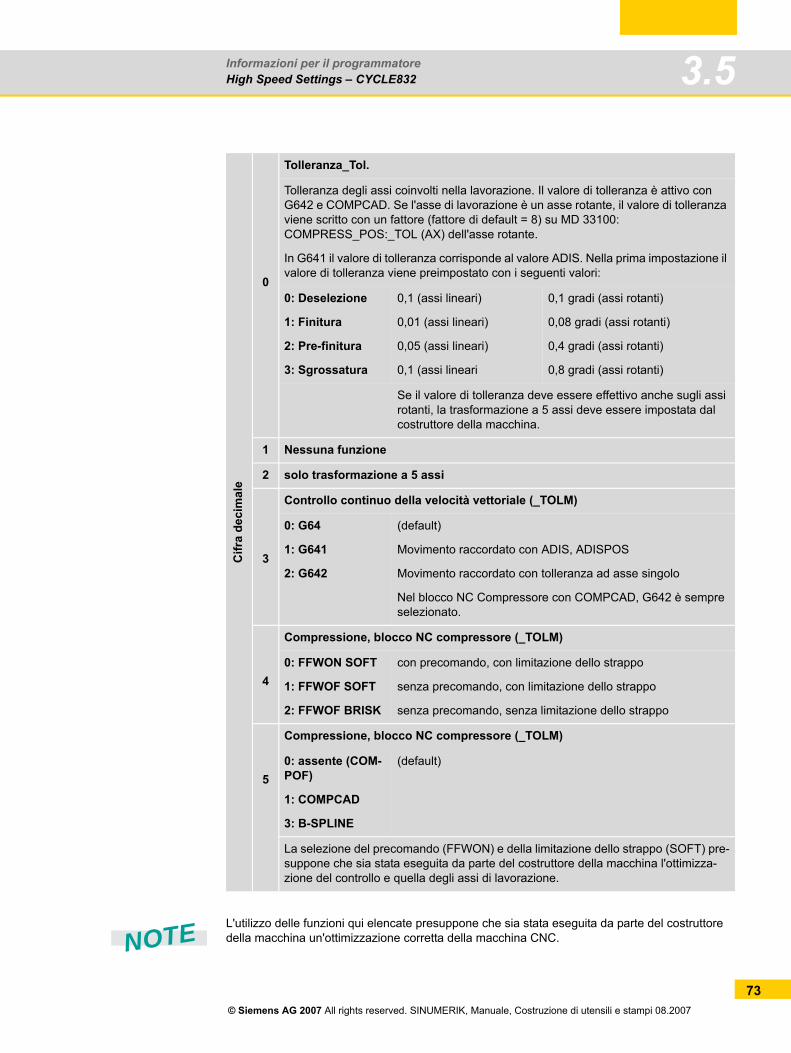
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per il programmatoreHigh Speed Settings – CYCLE832 3.5
73
L'utilizzo delle funzioni qui elencate presuppone che sia stata eseguita da parte del costruttore della macchina un'ottimizzazione corretta della macchina CNC.
Cifr
a de
cim
ale
0
Tolleranza_Tol.
Tolleranza degli assi coinvolti nella lavorazione. Il valore di tolleranza è attivo con G642 e COMPCAD. Se l'asse di lavorazione è un asse rotante, il valore di tolleranza viene scritto con un fattore (fattore di default = 8) su MD 33100: COMPRESS_POS:_TOL (AX) dell'asse rotante.
In G641 il valore di tolleranza corrisponde al valore ADIS. Nella prima impostazione il valore di tolleranza viene preimpostato con i seguenti valori:
0: Deselezione
1: Finitura
2: Pre-finitura
3: Sgrossatura
0,1 (assi lineari)
0,01 (assi lineari)
0,05 (assi lineari)
0,1 (assi lineari
0,1 gradi (assi rotanti)
0,08 gradi (assi rotanti)
0,4 gradi (assi rotanti)
0,8 gradi (assi rotanti)
Se il valore di tolleranza deve essere effettivo anche sugli assi rotanti, la trasformazione a 5 assi deve essere impostata dal costruttore della macchina.
1 Nessuna funzione
2 solo trasformazione a 5 assi
3
Controllo continuo della velocità vettoriale (_TOLM)
0: G64
1: G641
2: G642
(default)
Movimento raccordato con ADIS, ADISPOS
Movimento raccordato con tolleranza ad asse singolo
Nel blocco NC Compressore con COMPCAD, G642 è sempre selezionato.
4
Compressione, blocco NC compressore (_TOLM)
0: FFWON SOFT
1: FFWOF SOFT
2: FFWOF BRISK
con precomando, con limitazione dello strappo
senza precomando, con limitazione dello strappo
senza precomando, senza limitazione dello strappo
5
Compressione, blocco NC compressore (_TOLM)
0: assente (COM-POF)
1: COMPCAD
3: B-SPLINE
(default)
La selezione del precomando (FFWON) e della limitazione dello strappo (SOFT) pre-suppone che sia stata eseguita da parte del costruttore della macchina l'ottimizza-zione del controllo e quella degli assi di lavorazione.
NOTE

Informazioni per il programmatoreHigh Speed Settings – CYCLE8323.5
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
74
Compressore - COMPCADIl compressore viene richiamato idealmente nel CYCLE832. Se è necessario programmarlo separatamente, procedere come di seguito descritto.
Programmazione
COMPOFCOMPCAD
Descrizione dei comandi
Funzionamento del compressore spline
COMPOF Compressore OFF
COMPCAD Compressore ON, ulteriore ottimizzazione riguardante la qualità della superficie e la velocità.COMPCAD livella l'andamento del punto prima dell' approssimazione (B-Spline) ed offre la massima precisione in presenza di un' elevata velocità vettoriale con passaggi ad accele-razione costante (velocità di compressione illimitata, ma lun-ghezza max. percorso 5 mm).
Da preferirsi per la fresatura di superfici a forma libera (consi-gliato).
A seconda della banda di tolleranza impostata , il compressore sintetizza una sequenza di comandi G1 e li comprime in uno spline , eseguibile direttamente dal controllo numerico. Viene a crearsi un nuovo profilo, il cui andamento rientra nel tunnel di tolleranza indicato.
La superficie diventa estremamente più liscia, in quanto gli assi della macchina possono essere spostati in maniera più fluida, evitando così di provocare riso-nanze nella macchina.
Di conseguenza, sono possibili velocità di movimento superiori e la macchina viene sottoposta a sollecitazioni minori.
1 2 31
23
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per il programmatoreHigh Speed Settings – CYCLE832 3.5
75
Anche se il ciclo High Speed Settings CYCLE832 non è presente, è comunque possibile sfruttare le funzionalità del compressore. È necessario soltanto formulare in modo dettagliato nel pro-gramma i dati macchina e i codici G necessari. A tale proposito, osservare l'esempio seguente e l'esempio al Capitolo 3.8.
Esempio di programma per COMPCAD attraverso l'utilizzo di un sottopro-gramma
COMPCAD può essere richiamato elegantemente attraverso un sottoprogramma. Normalmente, per ogni lavorazione (sgrossatura, finitura) è necessario indicare una particolare tolleranza per tutti gli assi. Nel sottoprogramma il valore di tolleranza viene definito come variabile, mentre al richiamo viene sempre trasmesso il valore di tolleranza corrente.
Richiamo del sottoprogramma nel programma principale con trasmissione della tolleranza
Sottoprogramma che imposta il valore di tolleranza per gli assi.
NOTE
;***************************************************************
;Richiamo del programma nel programma principale
;***************************************************************...N40....N45 TOL(0,015)N50....
;***************************************************************
;Technologic program for 3 Axis HSC-MILLING
;***************************************************************PROC TOL(real tolerance)
N20 SOFTN30 COMPCADN30 G642N40 $MA_COMPRESS_POS_TOL[X]=toleranceN50 $MA_COMPRESS_POS_TOL[Y]=toleranceN60 $MA_COMPRESS_POS_TOL[Z]=toleranceN70 NEWCONFM17

Informazioni per il programmatoreHigh Speed Settings – CYCLE8323.5
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
76
Funzionamento continuo, Look ahead – G64, G642Se all'interno del CYCLE832 viene richiamato il funzionamento continuo, con G641 il valore ADIS corrisponde al valore di tolleranza TOL_. Programmando senza CYCLE832, occorre indicare anche il valore ADIS.
Programmazione della distanza di distacco tramite ADIS
G64G642 ADIS=… oppure ADISPOS=…
Descrizione dei comandi
Utilizzo di G64, G642
G64 Funzionamento continuo - Look ahead con frenatura solo sugli angoli
G642 Movimento di raccordo con tolleranza assiale (consigliato)Look ahead con molaggio angoli aggiuntivo conformemente a MD 33100 (dato macchina)Per G642 vale: Esistono due possibilità di impostazione della tolleranza:
1° Impostazione di assi singoli - ved. Esempio di programmazione alla pagina precedente oppure2° Programmazione della distanza di distacco tramite ADIS
Da preferirsi per la fresatura di superfici a forma libera
ADIS= Distanza di raccordo per funzioni vettoriali G1, G2, G3
ADISPOS= Distanza di raccordo per avanzamento rapido G0 (non adatto alle superfici a forma libera)
Obiettivo del funzionamento continuo è l'aumento della velocità e l'armonizzazione del comportamento di corsa. Ciò si ottiene con le funzionalità di controllo G64 ecc. attraverso due funzioni.
Look ahead – gestione predittiva della velocità
Il controllo numerico calcola in anticipo più blocchi NC e rileva un profilo di velocità non limitato ai blocchi. La maniera in cui viene calcolata questa gestione della velocità è impostabile attraverso le funzionalità G64 ecc..
1
G1G1 G1 G1 G1
G1
2
1
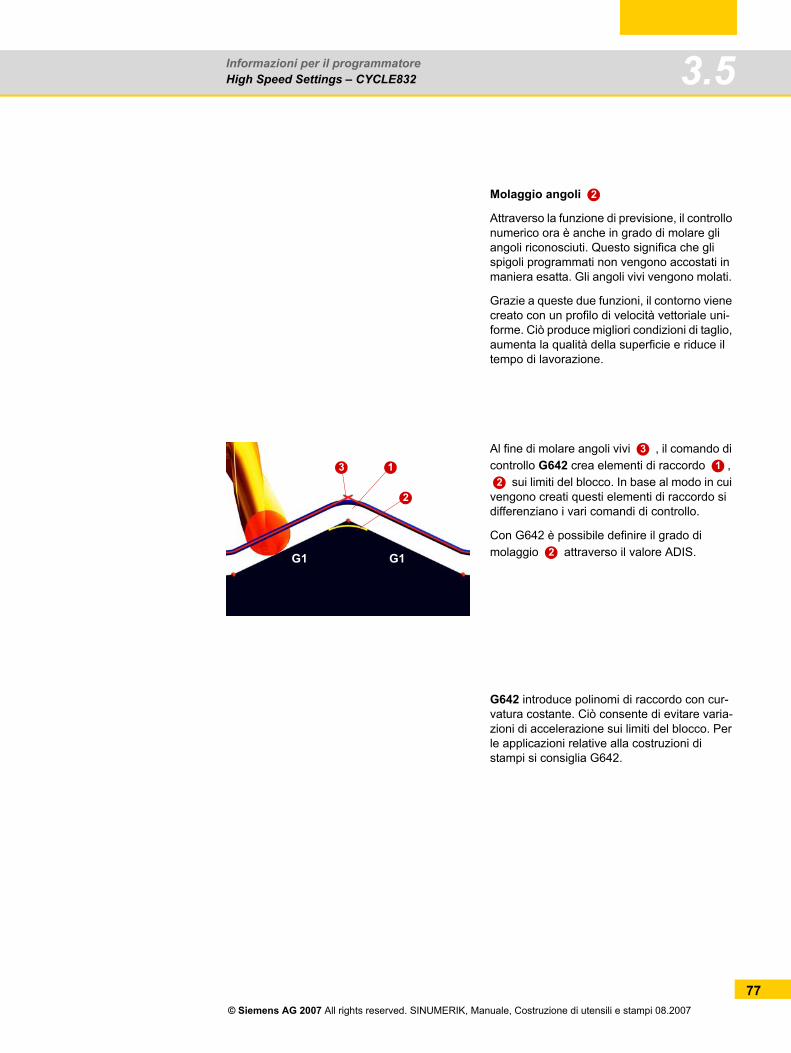
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per il programmatoreHigh Speed Settings – CYCLE832 3.5
77
Molaggio angoli
Attraverso la funzione di previsione, il controllo numerico ora è anche in grado di molare gli angoli riconosciuti. Questo significa che gli spigoli programmati non vengono accostati in maniera esatta. Gli angoli vivi vengono molati.
Grazie a queste due funzioni, il contorno viene creato con un profilo di velocità vettoriale uni-forme. Ciò produce migliori condizioni di taglio, aumenta la qualità della superficie e riduce il tempo di lavorazione.
Al fine di molare angoli vivi , il comando di controllo G642 crea elementi di raccordo ,
sui limiti del blocco. In base al modo in cui vengono creati questi elementi di raccordo si differenziano i vari comandi di controllo.
Con G642 è possibile definire il grado di molaggio attraverso il valore ADIS.
G642 introduce polinomi di raccordo con cur-vatura costante. Ciò consente di evitare varia-zioni di accelerazione sui limiti del blocco. Per le applicazioni relative alla costruzioni di stampi si consiglia G642.
2
1
2
3
G1 G1
31
2
2
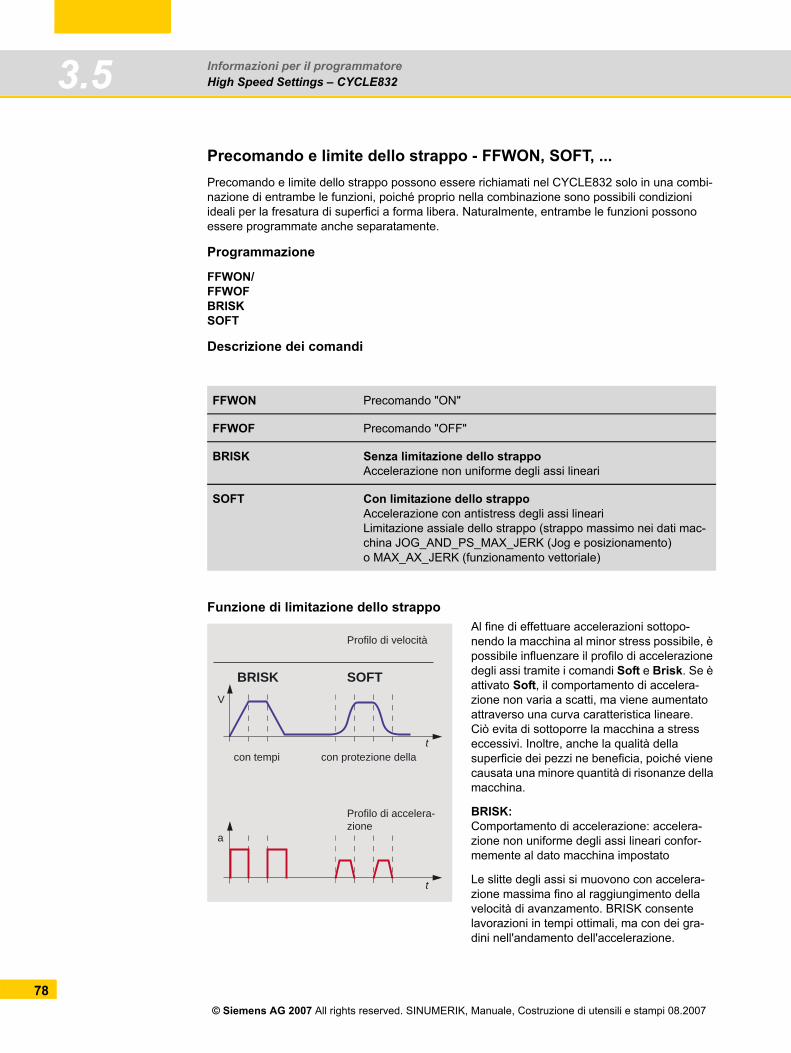
Informazioni per il programmatoreHigh Speed Settings – CYCLE8323.5
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
78
Precomando e limite dello strappo - FFWON, SOFT, ...Precomando e limite dello strappo possono essere richiamati nel CYCLE832 solo in una combi-nazione di entrambe le funzioni, poiché proprio nella combinazione sono possibili condizioni ideali per la fresatura di superfici a forma libera. Naturalmente, entrambe le funzioni possono essere programmate anche separatamente.
Programmazione
FFWON/FFWOFBRISKSOFT
Descrizione dei comandi
Funzione di limitazione dello strappo
FFWON Precomando "ON"
FFWOF Precomando "OFF"
BRISK Senza limitazione dello strappoAccelerazione non uniforme degli assi lineari
SOFT Con limitazione dello strappoAccelerazione con antistress degli assi lineariLimitazione assiale dello strappo (strappo massimo nei dati mac-china JOG_AND_PS_MAX_JERK (Jog e posizionamento) o MAX_AX_JERK (funzionamento vettoriale)
Al fine di effettuare accelerazioni sottopo-nendo la macchina al minor stress possibile, è possibile influenzare il profilo di accelerazione degli assi tramite i comandi Soft e Brisk. Se è attivato Soft, il comportamento di accelera-zione non varia a scatti, ma viene aumentato attraverso una curva caratteristica lineare. Ciò evita di sottoporre la macchina a stress eccessivi. Inoltre, anche la qualità della superficie dei pezzi ne beneficia, poiché viene causata una minore quantità di risonanze della macchina.
BRISK:Comportamento di accelerazione: accelera-zione non uniforme degli assi lineari confor-memente al dato macchina impostato
Le slitte degli assi si muovono con accelera-zione massima fino al raggiungimento della velocità di avanzamento. BRISK consente lavorazioni in tempi ottimali, ma con dei gra-dini nell'andamento dell'accelerazione.
con tempi
BRISK
con protezione della
Profilo di accelera-zione
SOFT
Profilo di velocità
t
t
V
a

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per il programmatoreHigh Speed Settings – CYCLE832 3.5
79
SOFT:Comportamento di accelerazione: accelera-zione con antistress degli assi lineari.
Le slitte degli assi si muovono con accelera-zione costante fino al raggiungimento della velocità di avanzamento. Attraverso l'anda-mento antistress dell'accelerazione, SOFT consente di ottenere un elevato livello di preci-sione con basse sollecitazioni della macchina.
Funzione di precomando
Dall'errore di inseguimento deriva l'alterazione del profilo . A causa dell'inerzia nel sistema, la fresa ha la tendenza ad allonta-narsi dal profilo di riferimento in modo tangenziale. Ciò significa che il profilo effettivo risultante si discosta da quello di riferi-mento. L'errore di inseguimento è costituito dal sistema (regolazione di posizione) e dalla velocità.
Mediante il precomando FFWON l'errore di inseguimento proporzionale alla velocità viene pressoché annullato durante la contornitura. Il movimento con precomando consente una maggiore precisione del profilo con migliori risultati della lavorazione.
Suggerimenti
Il CYCLE832 contiene le seguenti combina-zioni:
FFWON SOFTL'accento viene posto sull'elevata fedeltà al profilo. Ciò si ottiene anche attraverso una pacata gestione della velocità, completamente priva di errore di inseguimento.
FFWOF SOFTLa priorità non è ottenere un'elevata fedeltà al profilo. Un ulteriore molaggio si ottiene attraverso l'errore di inseguimento. Utilizzo con partpro-gram/macchine non di ultima generazione.
FFWON BRISKnon sensato
FFWOF BRISKUtilizzo in caso di sgrossatura e in presenza della massima velocità richiesta.
13
2
1
2
3
Precomando Accelerazione
senzaErrore di inseguimento/Tolleranza
conErrore di inseguimento/Tolleranza
Accelerazioneelevata
Accelerazioneleggera
FFWON
FFWOF
BRISK
SOFT
Informazioni per il programmatoreProfilo di avanzamento – FNORM, FLIN3.6
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
80
3.6 Profilo di avanzamento – FNORM, FLINProgrammazione
F… FNORMF… FLIN
Descrizione dei comandi
Funzione
Cos'è un profilo di avanzamento?
Per impieghi sempre più flessibili dell'avanzamento, la programmazione viene ampliata con la caratteristica lineare e cubica secondo DIN 66025. Le caratteristiche cubiche possono essere programmate direttamente o come spline interpolato. In questo modo è possibile programmare, a seconda della curvatura del pezzo in lavorazione, caratteristiche di velocità con variazione graduale continua.
Queste caratteristiche di velocità consentono variazioni di accelerazione limitate e quindi una finitura uniforme della superficie del pezzo.
FNORM Posizione base. Il valore di avanzamento viene specificato nel percorso del blocco ed ha validità modale.
FLIN Profilo di velocità vettoriale lineare:Il valore dell'avanzamento viene impostato linearmente dal valore attuale all'inizio del blocco fino alla fine dello stesso ed è valido poi come valore modale.
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per il programmatoreEsempio di programmazione con CYCLE832 3.7
81
3.7 Esempio di programmazione con CYCLE832
Figura degli scacchi (cavallo)Introduzione
Con l'aiuto del CYCLE832 di SINUMERIK 840D vengono impostati automaticamente e adattati l'uno all'altro importanti codici G e dati macchina per la lavorazione ad alta velocità. A questo punto, nel programma è necessario soltanto richiamare il CYCLE832 per la relativa lavorazione (sgrossatura, finitura) e quindi lavorare con condizioni di processo ottimali.
Pezzo
Occorre eseguire la fresatura di una figura degli scacchi (cavallo). La procedura di lavoro si compone di un processo di sgrossatura e finitura. Per ciascun processo di lavorazione viene utilizzato un programma separato.
Programma per la sgrossatura (Roughing)
N1 T1 D1N2 M6N3 G54 D1N4 S4500 M3N5 MSG( "Roughing end mill no arcs, Chord 0.05" )N6 MSG( "End Mill 8mm" )N7 CYCLE832(0.05,112003) ; Per la sgrossatura con tolleranza 0,05 ved. il ; capitolo successivoN8 G0 X-51.027 Y-60.935N9 G0 X-51.027 Y-60.935 Z8.1N10 G0 Z3.15N11 G1 Z-1.85 F1000 ; Blocchi G1 di geometriaN12 G1 X-50.131 Y-52.985 F2500N13…
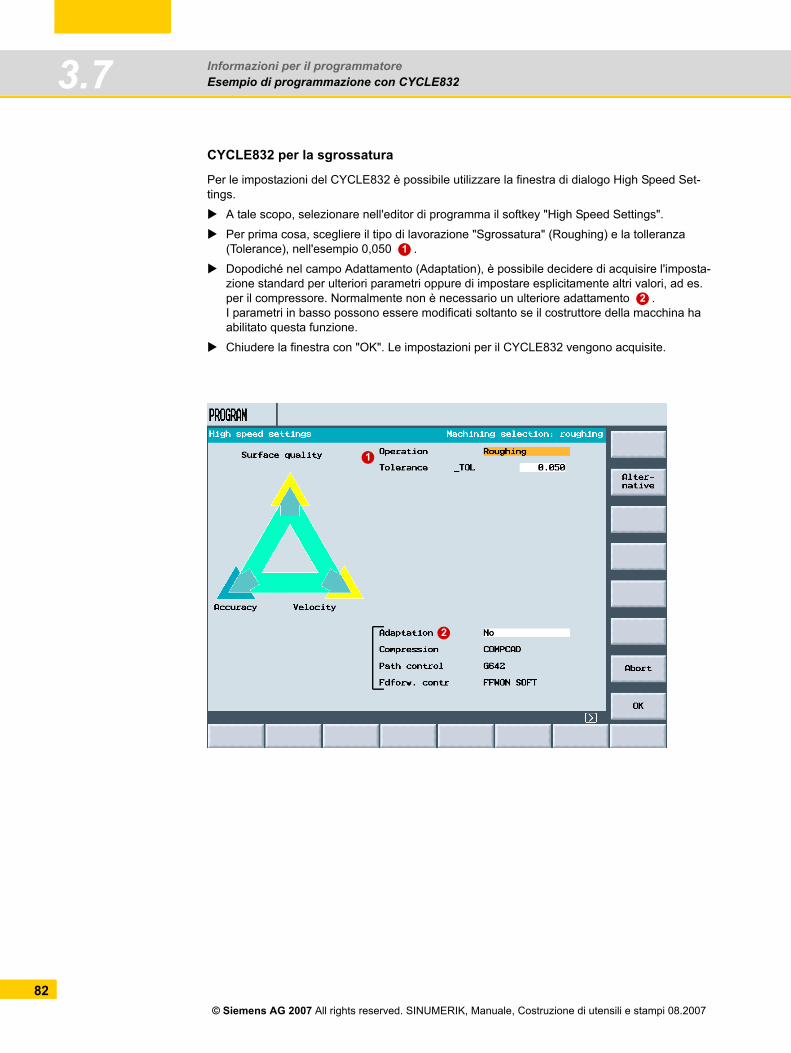
Informazioni per il programmatoreEsempio di programmazione con CYCLE8323.7
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
82
CYCLE832 per la sgrossatura
Per le impostazioni del CYCLE832 è possibile utilizzare la finestra di dialogo High Speed Set-tings.
A tale scopo, selezionare nell'editor di programma il softkey "High Speed Settings".
Per prima cosa, scegliere il tipo di lavorazione "Sgrossatura" (Roughing) e la tolleranza (Tolerance), nell'esempio 0,050 .
Dopodiché nel campo Adattamento (Adaptation), è possibile decidere di acquisire l'imposta-zione standard per ulteriori parametri oppure di impostare esplicitamente altri valori, ad es. per il compressore. Normalmente non è necessario un ulteriore adattamento .I parametri in basso possono essere modificati soltanto se il costruttore della macchina ha abilitato questa funzione.
Chiudere la finestra con "OK". Le impostazioni per il CYCLE832 vengono acquisite.
1
2
1
2
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per il programmatoreEsempio di programmazione con CYCLE832 3.7
83
Programma per la finitura
CYCLE832 per la finitura
Per le impostazioni di finitura è possibile utilizzare la finestra di dialogo High Speed Settings.
A tale scopo, selezionare nell'editor di programma il softkey "High Speed Settings".
Scegliere il tipo di lavorazione "Finitura" (Finishing) e la tolleranza (Tolerance), nell'esempio 0,005 .
Ulteriori impostazioni possono essere definite nel campo Adattamento (Adaptation) .
Chiudere la finestra con "OK". Le impostazioni per il CYCLE832 vengono acquisite.
N1 T2 D1N2 M6N3 G54 D1N4 S10500 M3N5 MSG( "Finishing Chord 0.005" )N6 MSG( "Ball Mill D3" )N7 CYCLE832(0.005,112001) ; Per la finitura con tolleranza 0,005 ved. il Capitolo successivoN8 G0 X26.499 Y-12.096N9 G0 X26.499 Y-12.096 Z10.N10 G0 Z-11.N11 G1 Z-16. F500 ; Blocchi G1 di geometriaN12 G1 Y-12.079 Z-15.666 F2000N13…
1
2
Informazioni per il programmatoreEsempio di programmazione senza CYCLE8323.8
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
84
3.8 Esempio di programmazione senza CYCLE832
Figura degli scacchi (cavallo)IntroduzioneCon l'aiuto del CYCLE832 vengono impostati automaticamente e adattati l'uno all'altro importanti codici G e dati macchina per la lavorazione ad alta velocità. Anche nei controlli numerici senza supporto CYCLE832 (ad es. 802D sl), è possibile sfruttare il vantaggio della lavorazione ad alta velocità senza utilizzare il CYCLE832. I dati macchina necessari e i comandi di programma devono essere quindi formulati in modo dettagliato nel programma.L'esempio della lavorazione di una figura degli scacchi (il cavallo) permette di mostrare la procedura.
Programma per la sgrossatura
Pezzo
Occorre eseguire la fresatura di una figura degli scacchi (cavallo). La procedura di lavoro si compone di un processo di sgrossatura e finitura. Per ciascun processo di lavorazione viene utilizzato un programma.
N1 T1 D1N2 M6N3 G54 D1N4 S4500 M3N5 MSG ("Sgrossatura con tolleranza del compressore 0,05")N8 SOFT ; Attivazione dell'accelerazione vettoriale con antistress, da cui deriva
; una migliore superficieN9 COMPCAD ; Attivazione del compressore per l'ottimizzazione delle superficiN10 G642 ; Movimento raccordato dei raccordi di profiloN11 $MA_COMPRESS_POS_TOL[X]= 0,05 ; Impostazione della tolleranza del compressore
; per gli assi x, y, zN12 $MA_COMPRESS_POS_TOL[Y]= 0,05 ; Il valore di tolleranza dovrebbe essere ; superiore del 10% - 20% circaN13 $MA_COMPRESS_POS_TOL[Z]= 0,05 ; alla tolleranza di calcolo del sistema
; CAMN14 G0 X50.899 Y-57.933 ; Posizionamento in avanzamento rapido e programmazione
; profilo per finituraN15 G0 X50.899 Y-57.933 Z10.15N16 G0 Z5.15N17 G1 Z0.15. F2500N18 G1 X49.986 Y-51N19 …
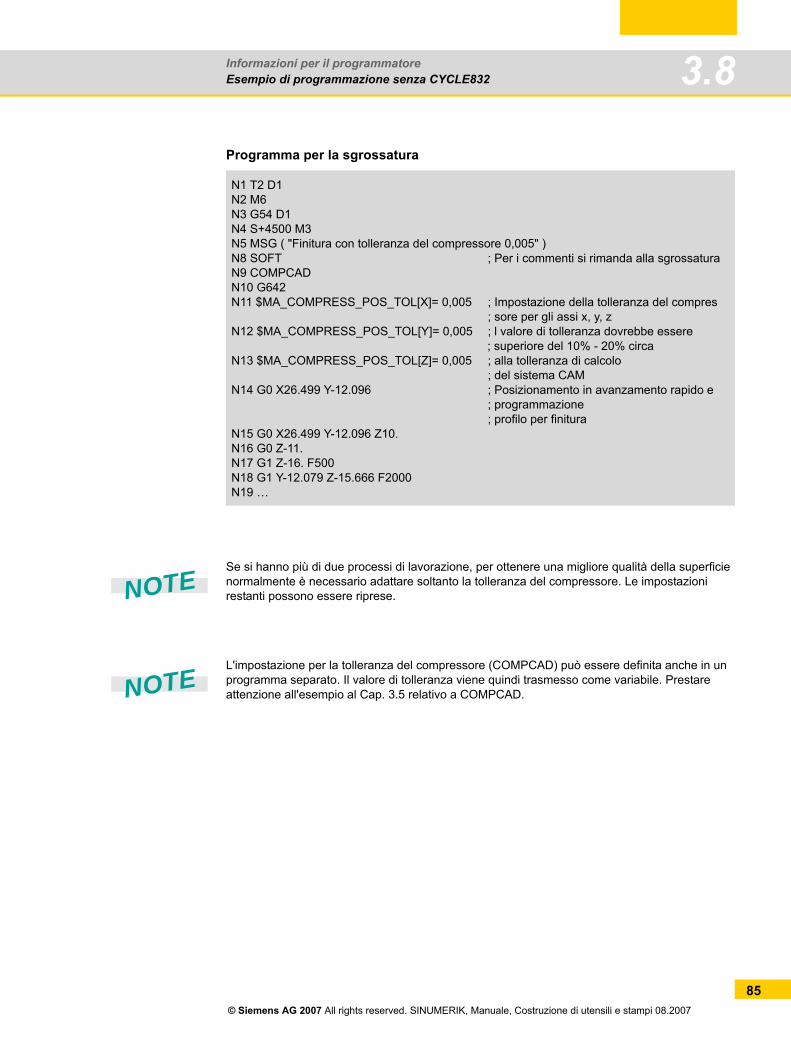
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Informazioni per il programmatoreEsempio di programmazione senza CYCLE832 3.8
85
Programma per la sgrossatura
Se si hanno più di due processi di lavorazione, per ottenere una migliore qualità della superficie normalmente è necessario adattare soltanto la tolleranza del compressore. Le impostazioni restanti possono essere riprese.
L'impostazione per la tolleranza del compressore (COMPCAD) può essere definita anche in un programma separato. Il valore di tolleranza viene quindi trasmesso come variabile. Prestare attenzione all'esempio al Cap. 3.5 relativo a COMPCAD.
N1 T2 D1N2 M6N3 G54 D1N4 S+4500 M3N5 MSG ( "Finitura con tolleranza del compressore 0,005" )N8 SOFT ; Per i commenti si rimanda alla sgrossaturaN9 COMPCADN10 G642N11 $MA_COMPRESS_POS_TOL[X]= 0,005 ; Impostazione della tolleranza del compres
; sore per gli assi x, y, zN12 $MA_COMPRESS_POS_TOL[Y]= 0,005 ; l valore di tolleranza dovrebbe essere ; superiore del 10% - 20% circa N13 $MA_COMPRESS_POS_TOL[Z]= 0,005 ; alla tolleranza di calcolo
; del sistema CAMN14 G0 X26.499 Y-12.096 ; Posizionamento in avanzamento rapido e
; programmazione ; profilo per finitura
N15 G0 X26.499 Y-12.096 Z10.N16 G0 Z-11.N17 G1 Z-16. F500N18 G1 Y-12.079 Z-15.666 F2000N19 …
NOTE
NOTE

Informazioni per il programmatoreEsempio di programmazione senza CYCLE8323.8
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
86

Consultazione
Contenuto Pagina4.1 Panoramica delle funzionalità elevate 884.2 Informazioni sulla lavorazione su 5 assi 914.3 Che cosa si muove? E in che modo? 924.4 Fresatura con 3 assi o con 3 + 2 assi? 934.5 Struttura di macchine fresatrici a 3+2 assi 944.6 Misura in JOG - Configurazione di un pezzo con due
assi rotanti nella tavola96
4.7 Stichwortverzeichnis 98
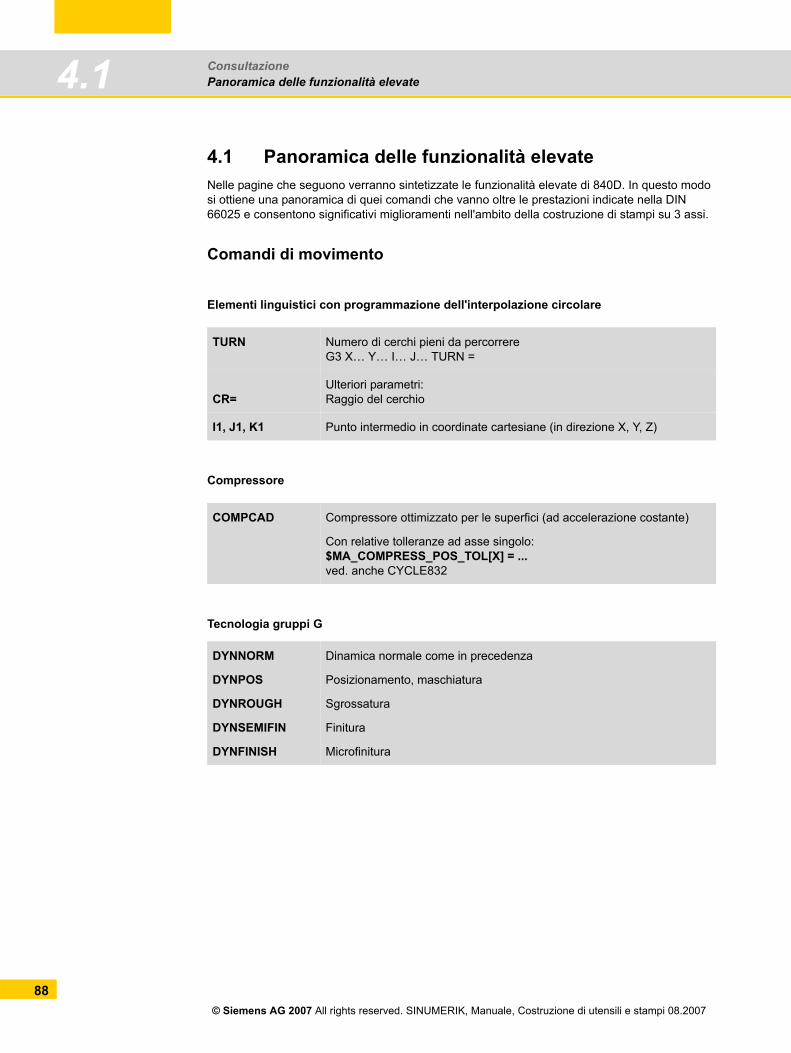
ConsultazionePanoramica delle funzionalità elevate4.1
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
88
4.1 Panoramica delle funzionalità elevate Nelle pagine che seguono verranno sintetizzate le funzionalità elevate di 840D. In questo modo si ottiene una panoramica di quei comandi che vanno oltre le prestazioni indicate nella DIN 66025 e consentono significativi miglioramenti nell'ambito della costruzione di stampi su 3 assi.
Comandi di movimento
Elementi linguistici con programmazione dell'interpolazione circolare
Compressore
Tecnologia gruppi G
TURN Numero di cerchi pieni da percorrereG3 X… Y… I… J… TURN =
CR=Ulteriori parametri:Raggio del cerchio
I1, J1, K1 Punto intermedio in coordinate cartesiane (in direzione X, Y, Z)
COMPCAD Compressore ottimizzato per le superfici (ad accelerazione costante)
Con relative tolleranze ad asse singolo: $MA_COMPRESS_POS_TOL[X] = ... ved. anche CYCLE832
DYNNORM
DYNPOS
DYNROUGH
DYNSEMIFIN
DYNFINISH
Dinamica normale come in precedenza
Posizionamento, maschiatura
Sgrossatura
Finitura
Microfinitura
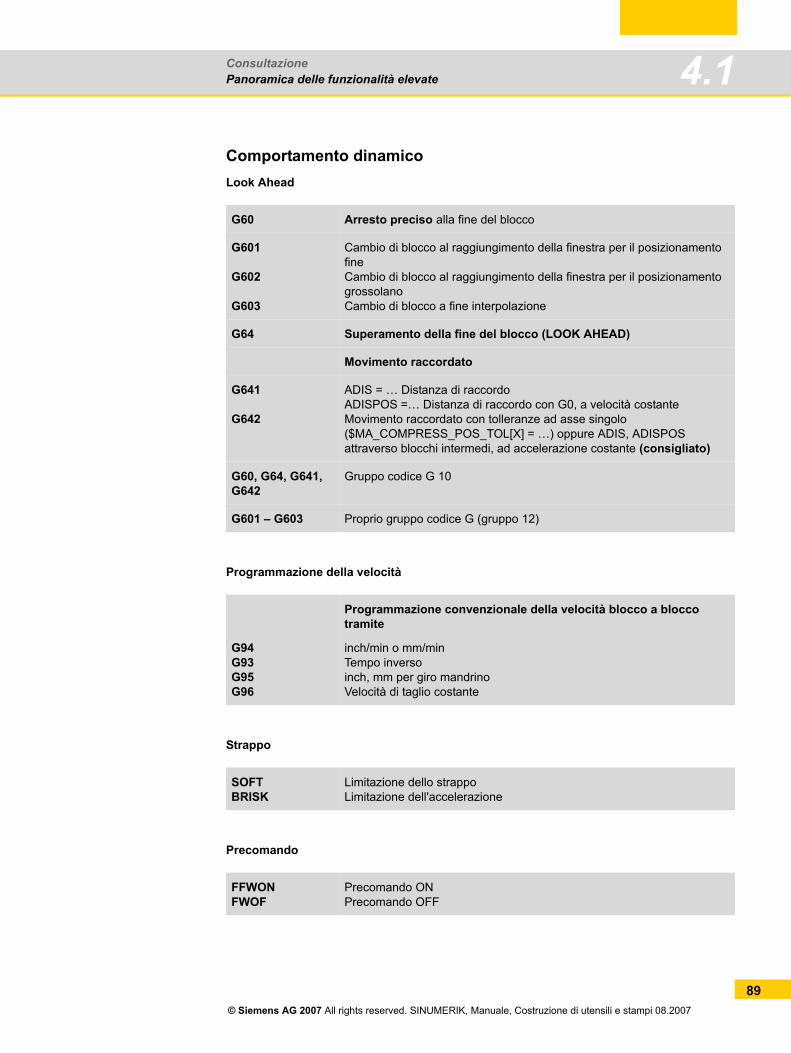
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
ConsultazionePanoramica delle funzionalità elevate 4.1
89
Comportamento dinamicoLook Ahead
Programmazione della velocità
Strappo
Precomando
G60 Arresto preciso alla fine del blocco
G601
G602
G603
Cambio di blocco al raggiungimento della finestra per il posizionamento fineCambio di blocco al raggiungimento della finestra per il posizionamento grossolanoCambio di blocco a fine interpolazione
G64 Superamento della fine del blocco (LOOK AHEAD)
Movimento raccordato
G641
G642
ADIS = … Distanza di raccordoADISPOS =… Distanza di raccordo con G0, a velocità costanteMovimento raccordato con tolleranze ad asse singolo ($MA_COMPRESS_POS_TOL[X] = …) oppure ADIS, ADISPOS attraverso blocchi intermedi, ad accelerazione costante (consigliato)
G60, G64, G641, G642
Gruppo codice G 10
G601 – G603 Proprio gruppo codice G (gruppo 12)
G94 G93 G95 G96
Programmazione convenzionale della velocità blocco a blocco tramite
inch/min o mm/minTempo inversoinch, mm per giro mandrinoVelocità di taglio costante
SOFTBRISK
Limitazione dello strappoLimitazione dell'accelerazione
FFWONFWOF
Precomando ONPrecomando OFF

ConsultazionePanoramica delle funzionalità elevate4.1
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
90
Correzione raggio utensile
2½-D
FRAMESFrame programmabili
Operatori dei frame
G40G41
G42
G450G451
Disattivazione di tutte le variantiAttivazione in caso di fresatura periferica, direzione della correzione a sinistra Attivazione in caso di fresatura periferica, direzione della correzione a destra
Cerchi su angoli esterni (tutti i tipi di correzione)Spostamento punti di intersezione sugli angoli esterni (tutti i tipi di correzione)
CUT2D CUT2DF
CORREZIONE 2 1/2 D con piano di correzione definito da G17 - G19CORREZIONE 2 1/2 D con piano di correzione definito dal frame
TRANS X… Y… Z… ATRANS X… Y… Z… ROT X… Y… Z… AROT X… Y… Z… ROTS X… Y…
Traslazione assolutaTraslazione incrementale, relativa al frame già attivoRotazione assolutaRotazione incrementale, relativa al frame già attivoRotazione assoluta, descritta da due angoli. Gli angoli sono gli angoli delle linee di intersezione del piano inclinato con i piani principali verso gli assi.
AROTS X… Y…
RPL=… MIRROR X… Y… Z… AMIRROR X… Y… Z…
SCALE X… Y… Z… ASCALE X… Y… Z…
Rotazione incrementale, relativa al frame già attivo come angolo come ROTSRotazione nel pianoRappresentazione speculare assolutaRappresentazione speculare incrementale, relativa al frame già attivoRappresentazione in scala assolutaRappresentazione in scala incrementale, relativa al frame già attivo
Attraverso gli operatori dei frame è possibile definire le variabili dei frame come concatenazione di singoli tipi di frame:
CTRANS (X… Y… Z…) CROT (X… Y… Z…) CROTS (X… Y… Z…) CMIRROR (X… Y… Z…) CSCALE (X… Y… Z…)
Traslazione assolutaRotazione assolutaRotazione assolutaRappresentazione speculare assolutaRappresentazione in scala assoluta
FRAME = CTRANS(…) : CROT (X… Y… Z…) : CMIRROR (X… Y… Z…)
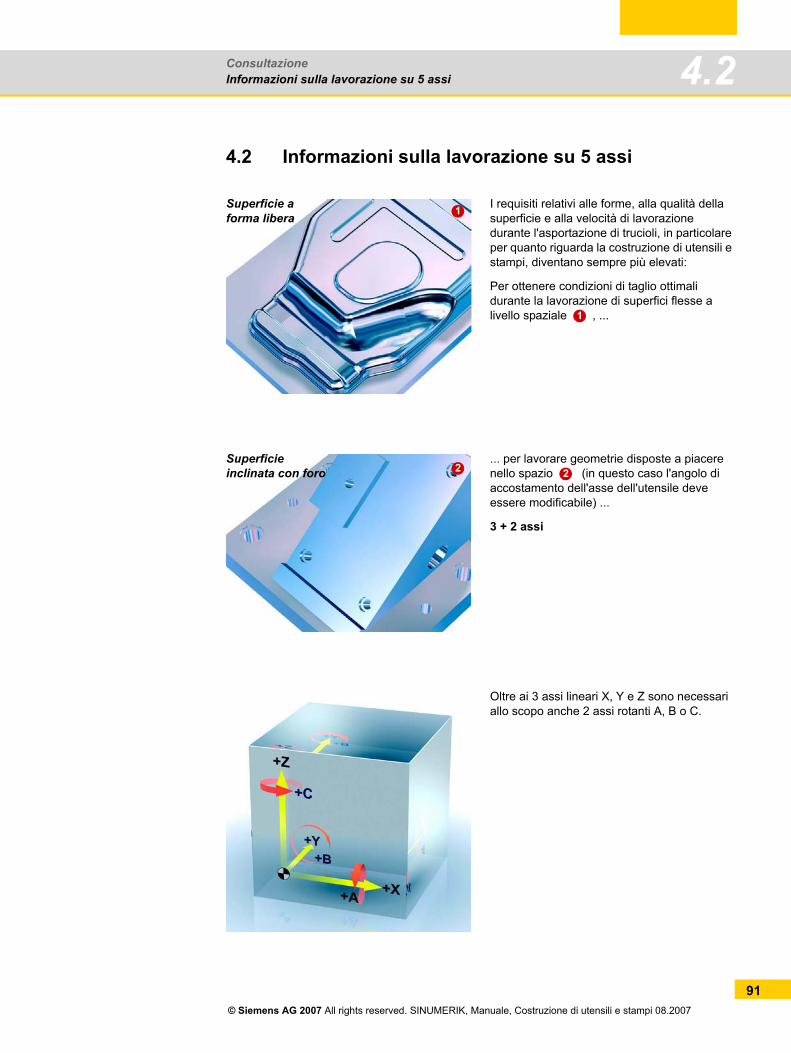
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
ConsultazioneInformazioni sulla lavorazione su 5 assi 4.2
91
4.2 Informazioni sulla lavorazione su 5 assi
I requisiti relativi alle forme, alla qualità della superficie e alla velocità di lavorazione durante l'asportazione di trucioli, in particolare per quanto riguarda la costruzione di utensili e stampi, diventano sempre più elevati:
Per ottenere condizioni di taglio ottimali durante la lavorazione di superfici flesse a livello spaziale , ...
... per lavorare geometrie disposte a piacere nello spazio (in questo caso l'angolo di accostamento dell'asse dell'utensile deve essere modificabile) ...
3 + 2 assi
Oltre ai 3 assi lineari X, Y e Z sono necessari allo scopo anche 2 assi rotanti A, B o C.
1Superficie a forma libera
1
2Superficie inclinata con foro 2
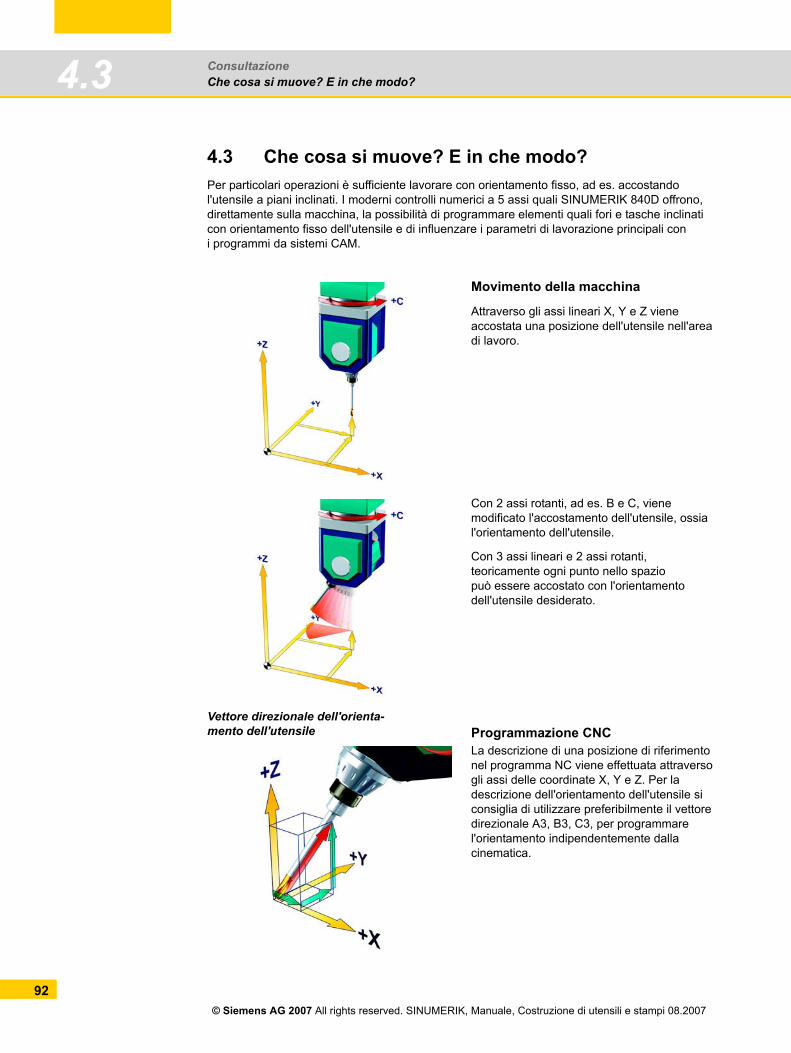
ConsultazioneChe cosa si muove? E in che modo?4.3
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
92
4.3 Che cosa si muove? E in che modo?Per particolari operazioni è sufficiente lavorare con orientamento fisso, ad es. accostando l'utensile a piani inclinati. I moderni controlli numerici a 5 assi quali SINUMERIK 840D offrono, direttamente sulla macchina, la possibilità di programmare elementi quali fori e tasche inclinati con orientamento fisso dell'utensile e di influenzare i parametri di lavorazione principali coni programmi da sistemi CAM.
Movimento della macchina
Attraverso gli assi lineari X, Y e Z viene accostata una posizione dell'utensile nell'area di lavoro.
Con 2 assi rotanti, ad es. B e C, viene modificato l'accostamento dell'utensile, ossia l'orientamento dell'utensile.
Con 3 assi lineari e 2 assi rotanti, teoricamente ogni punto nello spazio può essere accostato con l'orientamento dell'utensile desiderato.
Programmazione CNCLa descrizione di una posizione di riferimento nel programma NC viene effettuata attraverso gli assi delle coordinate X, Y e Z. Per la descrizione dell'orientamento dell'utensile si consiglia di utilizzare preferibilmente il vettore direzionale A3, B3, C3, per programmare l'orientamento indipendentemente dalla cinematica.
Vettore direzionale dell'orienta-mento dell'utensile
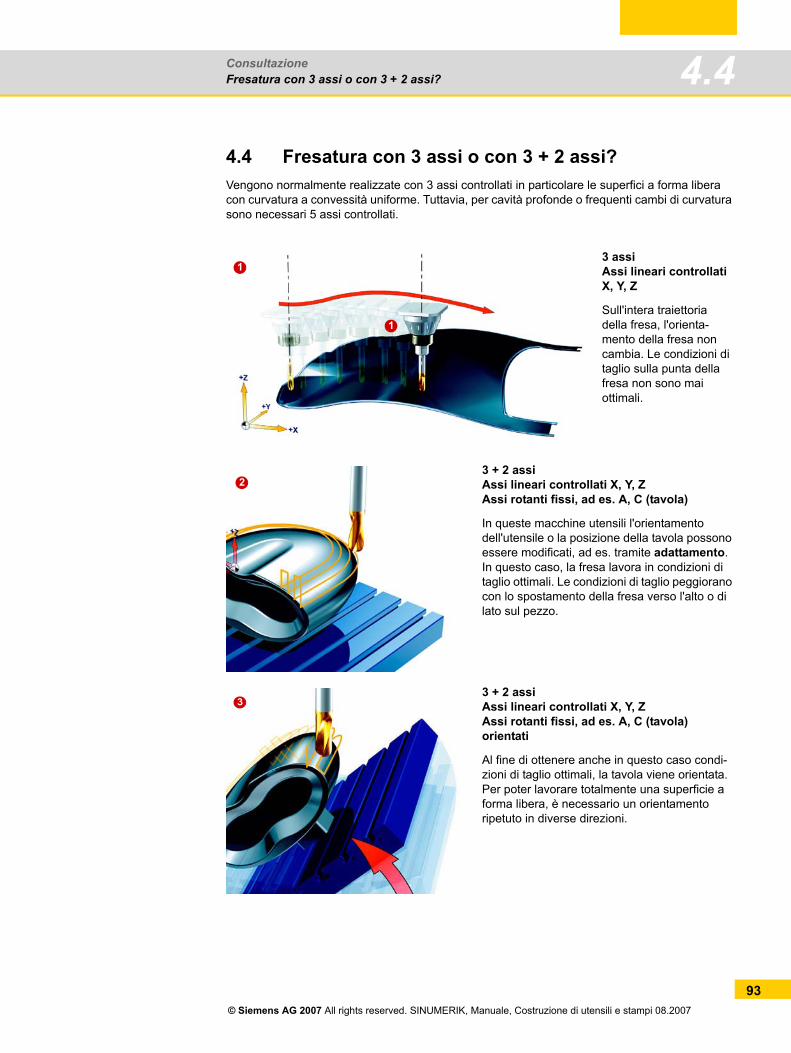
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
ConsultazioneFresatura con 3 assi o con 3 + 2 assi? 4.4
93
4.4 Fresatura con 3 assi o con 3 + 2 assi?Vengono normalmente realizzate con 3 assi controllati in particolare le superfici a forma libera con curvatura a convessità uniforme. Tuttavia, per cavità profonde o frequenti cambi di curvatura sono necessari 5 assi controllati.
3 assiAssi lineari controllati X, Y, Z
Sull'intera traiettoria della fresa, l'orienta-mento della fresa non cambia. Le condizioni di taglio sulla punta della fresa non sono mai ottimali.
3 + 2 assi Assi lineari controllati X, Y, ZAssi rotanti fissi, ad es. A, C (tavola)
In queste macchine utensili l'orientamento dell'utensile o la posizione della tavola possono essere modificati, ad es. tramite adattamento.In questo caso, la fresa lavora in condizioni di taglio ottimali. Le condizioni di taglio peggiorano con lo spostamento della fresa verso l'alto o di lato sul pezzo.
3 + 2 assi Assi lineari controllati X, Y, ZAssi rotanti fissi, ad es. A, C (tavola) orientati
Al fine di ottenere anche in questo caso condi-zioni di taglio ottimali, la tavola viene orientata. Per poter lavorare totalmente una superficie a forma libera, è necessario un orientamento ripetuto in diverse direzioni.
1
1
2
3
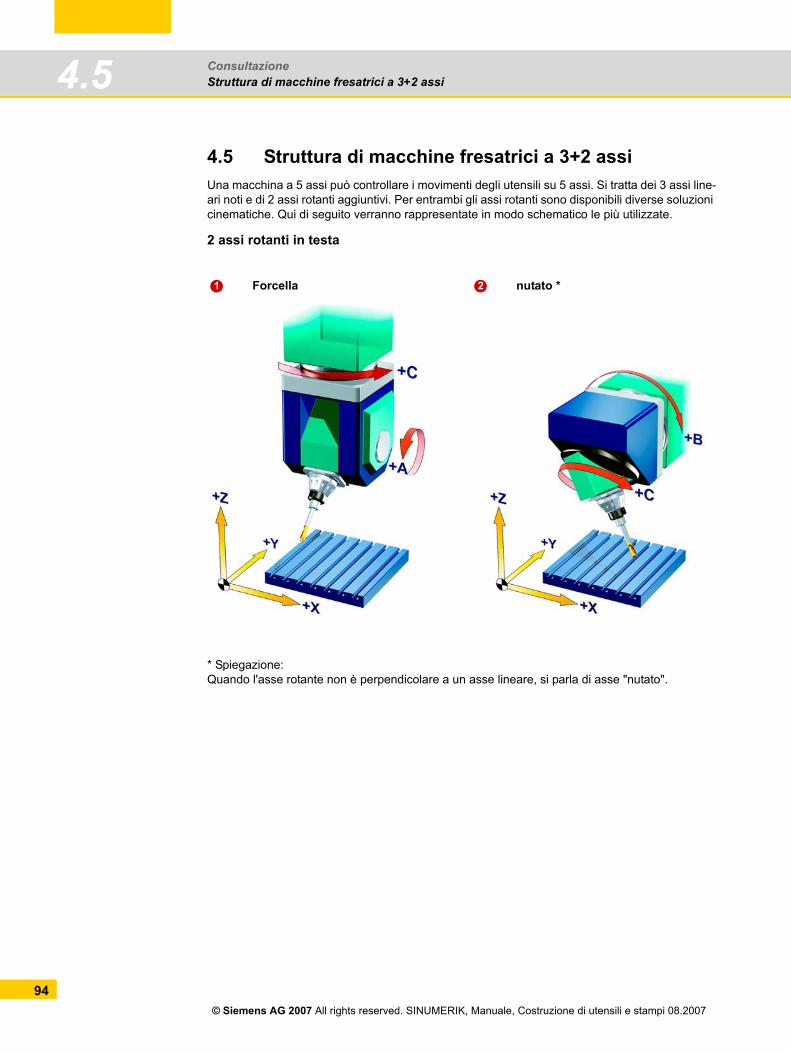
ConsultazioneStruttura di macchine fresatrici a 3+2 assi4.5
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
94
4.5 Struttura di macchine fresatrici a 3+2 assiUna macchina a 5 assi può controllare i movimenti degli utensili su 5 assi. Si tratta dei 3 assi line-ari noti e di 2 assi rotanti aggiuntivi. Per entrambi gli assi rotanti sono disponibili diverse soluzioni cinematiche. Qui di seguito verranno rappresentate in modo schematico le più utilizzate.
2 assi rotanti in testa
* Spiegazione:Quando l'asse rotante non è perpendicolare a un asse lineare, si parla di asse "nutato".
Forcella nutato *1 2
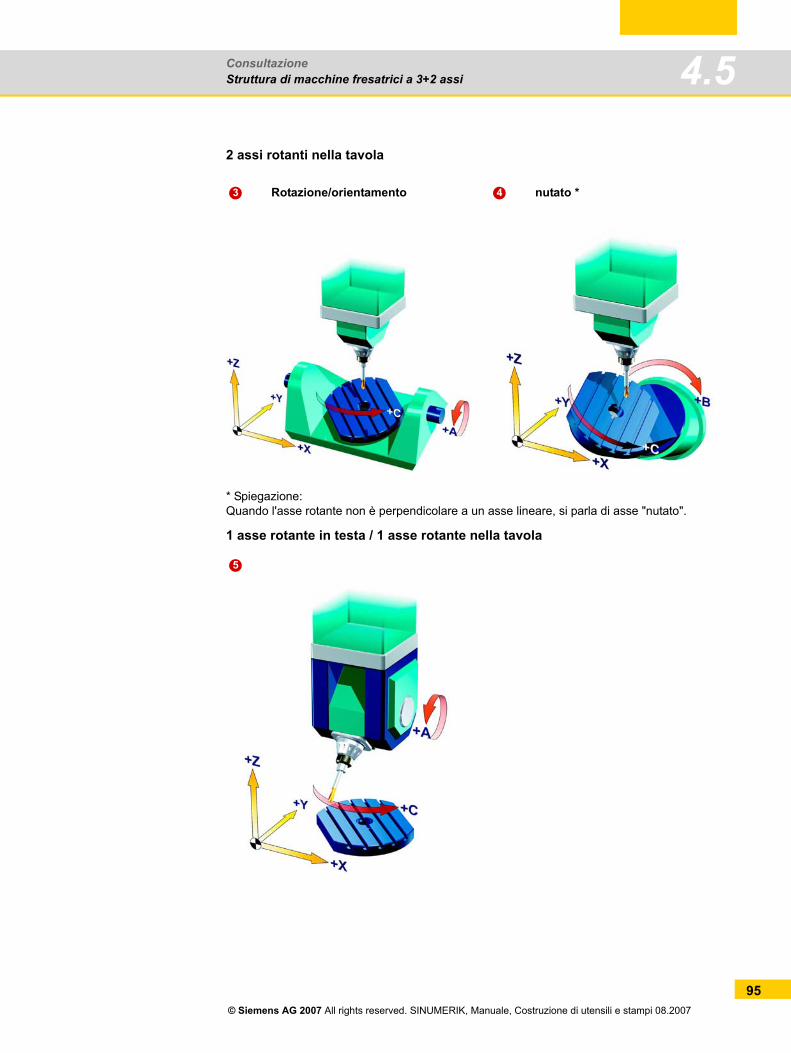
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
ConsultazioneStruttura di macchine fresatrici a 3+2 assi 4.5
95
2 assi rotanti nella tavola
* Spiegazione:Quando l'asse rotante non è perpendicolare a un asse lineare, si parla di asse "nutato".
1 asse rotante in testa / 1 asse rotante nella tavola
Rotazione/orientamento nutato *3 4
5

ConsultazioneMisura in JOG - Configurazione di un pezzo con due assi rotanti nella tavola4.6
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
96
4.6 Misura in JOG - Configurazione di un pezzo con due assi rotanti nella tavola
CompitoEsempio Per le macchine dotate di un asse A o un asse B oltre all'asse rotante della tavola (asse C) e,
quindi, in grado di orientare il pezzo in maniera tridimensionale, sussiste la seguente possibilità di correggere la superficie del pezzo (superficie di lavorazione) in una posizione orizzontale.
La suddetta possibilità può essere ottenuta nel modo operativo JOG attraverso la combinazione delle due funzionalità "Allinea piano" (Align plane) e "Orienta" (Swivel).
Allineamento piano
In primo luogo va allineato il piano.
Richiamare "Allinea piano" (Align plane).
Accostare il tastatore di misura al punto di misura P1.
Immettere i dati nella maschera di impostazione:
Selezionare lo spostamento origine (Work offs), ad es. G54, G55, G56 o G57. Nell'esempio è stato utilizzato G54.
Con "NC Start" viene automaticamente accostato il punto di misura in oggetto P1, P2 e P3, partendo dalla posizione preliminare assunta manual-mente. Ciò significa che il tastatore di misura si accosta al pezzo, si attiva, quindi ritorna alla posizione iniziale.
Dopo che tutti i punti sono stati accostati, premere "Calcola" (Calculate).
1
1

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
ConsultazioneMisura in JOG - Configurazione di un pezzo con due assi rotanti nella tavola 4.6
97
Risultato
Il piano viene allineato orizzontalmente. Se sulla macchina è impostato "Orienta" (Swivel), è possibile allineare immediatamente il pezzo agli assi. La tavola o la testa vengono allineate conformemente ai valori di correzione.
Se non è impostato l'orientamento, è possibile allineare il tastatore di misura perpendicolarmente al piano misurato. La correzione viene quindi effettuata solo negli assi delle coordinate, senza un orientamento visibile della tavola o della testa.
Dopo che il piano è stato allineato, occorre rilevare ancora lo spostamento origine (Work offs) per X, Y e Z. A tale proposito, procedere come descritto ai Capitoli 2.3 e 2.4.
Calcola

© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
Indice analitico 4.7
98
4.7 Indice analiticoNumero
Lavorazione su 5 assi 91
AADIS 77Struttura di macchine fresatrici 94Funzionamento automatico 35, 36
Misura del pezzo 36Misura dell'utensile 38Rilevamento del raggio dell'utensile 39
BFunzionamento continuo 77Controllo continuo della velocità vettoriale 44, 74Frame di base 63Ricerca blocco esterna accelerata 50Modo operativo AUTO 35
Misura dell'utensile 38
Modo operativo JOG 18BRISK 79
CCAM 10Programmazione CNC 92COMCAD
Funzione compressore 11
Compact Flash Card 40COMPCAD 75COMPCURV 44COMPOF 44, 75CYCLE800 66CYCLE832 42, 51, 73
Parametri 44Esempio di programmazione 73
DAsse rotante 95Comportamento dinamico 89
E
Allinea piano/Allineamento piano 19, 35, 96Misura angolo 19, 20, 35Imposta angolo 36Rilevamento della lunghezza utensile 38, 53
Ethernet 40EXTCALL 40, 51
F
Movimenti di corsa 63FFWOF 79, 80FFWON 79, 80FLIN 81FNORM 81Frame, Frames 63, 90
Applicazione 64Operatori dei frame 90Componenti per la programmazione 65Frame programmabili 90
Fresatura 93Lavorazione di forme libere 10
G
Forcella 94Editor codice G 58Precisione 10, 42Velocità 10, 42Programmazione della velocità 89Rotazione di base 20, 22, 25
H
Ciclo High Speed Settings 59High Speed Settings 42, 73
J
JOG 32Configurazione dell'utensile 16Misura dell'utensile 32
K
Misura spigolo 19, 25, 35Imposta spigolo 28Compressione 44, 74Compressore 11, 75, 88Funzione compressore 11Tolleranza compressore 12Sistema di coordinate 63
Consultazione
Indice analitico4.7
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
99
L
Assi lineari 94Look Ahead 89Look ahead 77
M
Macchina con due assi rotanti nella tavola 96Macchina senza asse rotante nella tavola 20Movimento della macchina 92Cinematiche della macchina 24, 66Configurazioni della macchina 18, 29Misura in JOG 17, 33
con 802D sl 33
Misura in automatico 17Tastatore di misura 18Calibra tastatore di misura/Calibrazione tasta-tore di misura 19, 35Cicli di misura 19, 35, 38
selezione 19
N
Programma NC per la costruzione di stampi 13
Struttura 13
Punto zero 18Spostamento origine 20, 28, 64Asse nutato 95
O
Qualità della superficie 10, 42
P
PCU 20 40PCU 50 40Programma
interruzione 48selezione 48prosecuzione 48avvio 48arresto 48interruzione 49
Trasmissione dei dati di programma 40Gestione programmi 40Movimento raccordato programmabile
Interpolazione spline 11
Struttura del programma 13, 46
Catena di processoCAD - CAM - CNC 9
Misura del processo 35Misura di un punto per l'asse Z 37
Q
Quick View 54, 55Misura della distanza 55
Quick Viewer 60
R
REPOS 49Reset 50Vettore direzionale 92Strappo 89Limitazione dello strappo 79Assi rotanti 25, 94, 95, 96
S
Ricerca blocco 50, 58Visualizzazione rapida 54Orientamento 96
Cycle800 66Parametri della Maschera di impostazione
68Esempio di programmazione 71
Testa orientabile 66Tavola orientabile 66Interfaccia seriale 40ShopMill 56
Superficie operativa 56Funzioni 57Gestione utensili 57Ciclo per incisioni 59
Simulazione 60SOFT 79, 80Spline 11Interpolazione spline 11Compressore spline 75Stato dei programmi esterni 52
T
Misura tasca/foro 19, 35TCU 40Tecnologia gruppi G 88Tolleranza_Tol. 44, 74
4.7
© Siemens AG 2007 All rights reserved. SINUMERIK, Manuale, Costruzione di utensili e stampi 08.2007
100
Banda di tolleranza 12
U
Movimento raccordato 11Interruzione 49Sottoprogramma 13Interfaccia USB 40
V
Profilo di avanzamento 81Precomando 44, 79, 89
W
Comandi di movimento 88Pezzo
configurazione 16, 18, 33misura 16
Utensilemisura 16misura in JOG 32
Punto di riferimento utensile 30Misura degli utensili 30Geometrie degli utensili 30Correzione utensile 31Dati di correzione utensile 31Tastatore di misura utensile
Calibrazione 32
Orientamento utensile 92Correzione raggio utensile 90Tabella utensili 30Tipo di utensile
Tipi di fresa 30
Gestione utensiliShopMill 57
Z
Misura perno 35Misura perno/foro 19Ciclo per incisioni 59

Siemens AGAutomation & DrivesMotion Control SystemsPostfach 3180 © Siemens AG 2007D-91050 Erlangen Con riserva di modificheGERMANY N. d'ordinazione: 6FC5095-0AB20-0CP0
www.siemens.com/automation/mc