Bpr group - Case history: database tempi standard e preventivatore
12
DATABASE TEMPI STANDARD E PREVENTIVATORE
-
Upload
bpr-group -
Category
Economy & Finance
-
view
44 -
download
4
Transcript of Bpr group - Case history: database tempi standard e preventivatore

DATABASE TEMPI STANDARD E PREVENTIVATORE

Agenda
Premessa all’attività
Criticità iniziali
Obiettivi, benefici attesi
Attività svolte
Esempi logiche di simulazione
Interfaccia utente
Output preventivatore
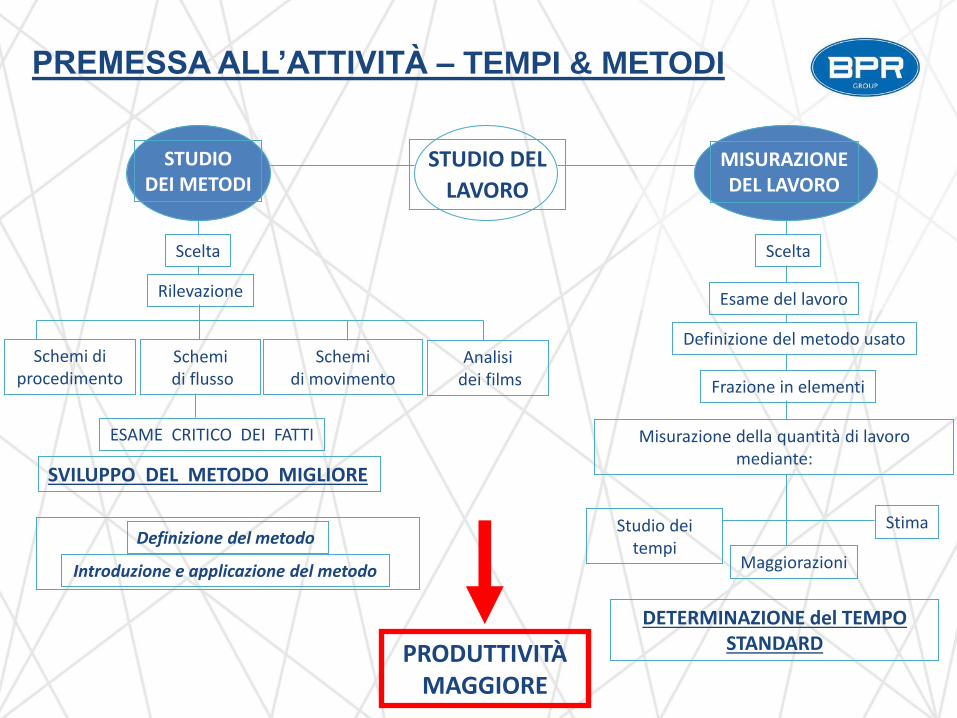
STUDIO DEL
LAVORO
STUDIODEI METODI
MISURAZIONEDEL LAVORO
Scelta Scelta
Esame del lavoro
Definizione del metodo usato
Frazione in elementi
Misurazione della quantità di lavoro mediante:
StimaStudio dei tempi
Maggiorazioni
DETERMINAZIONE del TEMPO STANDARD
Rilevazione
Schemi di procedimento
Schemidi flusso
Schemi di movimento
Analisidei films
ESAME CRITICO DEI FATTI
SVILUPPO DEL METODO MIGLIORE
Definizione del metodo
Introduzione e applicazione del metodo
PRODUTTIVITÀ MAGGIORE
PREMESSA ALL’ATTIVITÀ – TEMPI & METODI
Fondamentale per le aziende munirsi di tempi standard per
• Costi
• Pianificazione
• Monitoraggio performance
• Preventivazione
Tramite un’analisi ABC del venduto, si stabiliscono i codici e le famiglie di
prodotto prioritarie per l’analisi, arrivando così a mettere sotto controllo
rapidamente almeno l’80% del fatturato aziendale.
Dopo aver individuato i codici di classe A, si procede alla rilevazione di tutte le
fasi ciclo. E’ consigliabile, per ridurre lo sforzo e migliorare l’affidabilità della
preventivazione, strutturare un database tempi aziendale, dove poter
estendere i tempi rilevati a prodotti simili variando parametri caratteristici.
I tempi rilevati devono essere normalizzati al fine di spersonalizzarli
dall’eventuale operatore oggetto del rilievo e maggiorati, per tenere conto di
bisogni fisiologici ed effetto stancante.
PREMESSA ALL’ATTIVITÀ – TEMPI STANDARD

Tempi Standard di produzione rilevati in modo eterogeneo e spesso risalenti
ad analisi eseguite anni prima, quindi non aggiornati
Mancanza di un metodo specifico e oggettivo per la rilevazione dei Tempi
Standard
Frequentemente utilizzati i consuntivi di produzione per verificare le
performance dei reparti produttivi e non i tempi in condizioni ideali di lavoro
ANALISI KPI, PREVENTIVAZIONE,
PIANIFICAZIONE, COSTI
FUORI CONTROLLO
CRITICITÀ INIZIALI

Definizione database tempi standard per le seguenti famiglie:
Prodotti di serie
Prodotti speciali CL.A
Altri prodotti speciali
Al fine di:
PREVENTIVARE L’ESISTENTE IN MODO RAPIDO ED
EFFICIENTE
OTTIMIZZARE LA PREVENTIVAZIONE DEL NUOVO
DARE STRUMENTI PIÙ PRECISI ALLA PROGRAMMAZIONE
DELLA PRODUZIONE
VALUTARE KPI AZIENDALI IN MODO UNIVOCO
FORNIRE UNO STRUMENTO UNIVOCO PER TEMPI E COSTI
DI PRODOTTO
OBIETTIVI, BENEFICI ATTESI
PRIORITÀ DI AZIONE FORNITE DA ANALISI
ABC FAMIGLIE
1. Definizione modalità di raccolta e analisi dei dati (ufficializzazione e
condivisione metodo di rilevazione tempi standard aziendale)
2. Strutturazione modello di interpolazione dei dati per fasi e componenti, al fine
di simulare con accuratezza e precisione massime i tempi ciclo per fase
3. Definizione dell’interfaccia utente ottimale, avvalendosi del supporto
dell’ufficio preventivazione e degli altri possibili utilizzatori del sistema
ATTIVITÀ SVOLTE - Preventivatore
Ridefinizione metodo di analisi efficienze di produzione
Predisposizione gestionale per calcolo in automatico degli indicatori individuati
come prioritari per l’analisi delle performance
Strutturazione calcolo nuovi tempi standard per fasi / articoli al fine di simulare
situazione TO BE prima di importazione in gestionale
ATTIVITÀ SVOLTE – KPI

ESEMPI LOGICHE DI SIMULAZIONE
Tranciatura
Matrice di simulazione che restituisce un tempo ciclo in base a: passo, dimensioni
piastra, centro di lavoro utilizzato.
A sua volta la matrice è la somma dei tempi delle varie operazioni elementari
eseguite nel ciclo di tranciatura, mappate con le medesime variabili.
CDL
PASSO
TEMPI CICLO
Rilevati
DIMENSIONI

ESEMPI LOGICHE DI SIMULAZIONE
Troncatura
y = Ax2 - Bx + K
SUPERFICIE DI TAGLIO
TEM
PO
Simulazione che mette in relazione tempo ciclo di taglio e superficie del
componente.
Tramite l’analisi grafica, è stata individuata la funzione che approssima al meglio
i dati, la quale sarà utilizzata per il calcolo dei tempi ciclo di tutti gli articoli.

INTERFACCIA UTENTE PREVENTIVATORE
Particolari Sciolti
La maschera di interrogazione è suddivisa nei vari componenti singoli che formano
il prodotto finito (denominati «particolari sciolti»).
Selezionando le variabili richieste il sistema restituisce il tempo ciclo delle varie fasi
di lavorazione a cui il componente è sottoposto.
Al fine di poter effettuare analisi di convenienza, il tempo ciclo viene scorporato in
«setup» (variabile in base al lotto di produzione), «tempo di lavorazione» ed
eventuali «asservimenti».
VARIABILI
MAGGIORAZIONI
TEMPI CICLO PER FASE
COMPONENTE

INTERFACCIA UTENTE PREVENTIVATORE
Premontati e Catene
Premontati e Catene seguono le medesime logiche di struttura dei Particolari
Sciolti, a differenza che alcune variabili si compilano automaticamente in base
alle scelte effettuate a monte.
L’interfaccia produrrà, al termine della compilazione, tutti i tempi standard per
fasi e articoli necessari alla creazione del prodotto finito.

OUTPUT SISTEMA DI PREVENTIVAZIONE
ESTENSIONE PER COSTI E
KPI