a cura di - epmresearch.org · primo livello: arti superiori e/o rachide e/o posture in generale 6....
44
1 A.P. E . Esperienze applicative nel comparto produttivo delle ceramiche artistiche a cura di: Giorgio Di Leone - ASL Bari - Società Nazionale degli Operatori della Prevenzione Sergio Nicoletti – Medico competente Leonardo Monopoli - Igienista industriale
Transcript of a cura di - epmresearch.org · primo livello: arti superiori e/o rachide e/o posture in generale 6....

1
A.P.
E
.
Esperienze applicative nel comparto produttivo delle
ceramiche artistiche a cura di:
Giorgio Di Leone - ASL Bari - Società Nazionale degli Operatori della Prevenzione
Sergio Nicoletti – Medico competente
Leonardo Monopoli - Igienista industriale

2
A.P.
E
.
1. INTRODUZIONE principali dati di produzione e forza lavoro in
Italia e nel mondo
2. ANALISI ORGANIZZATIVA descrizione delle fasi lavorative e delle tipologie di
imprese analizzate
3. METODI DI INDAGINE descrizione del piano di analisi e indicazione degli
strumenti utilizzati
4. RISULTATI DELLA PREMAPPATURA descrizione degli indicatori di rischio e delle priorità di
intervento per tutti i fattori di rischio
5. IL SOVRACCARICO BIOMECCANICO
Descrizione dei risultati di analisi con strumenti di
primo livello: arti superiori e/o rachide e/o posture in
generale
6. IL RISCHIO CHIMICO Descrizione dei risultati di analisi con strumenti di
primo livello
7. CONCLUSIONI

3
A.P.
E
.
1. Introduzione
Aziende artistico tradizionali: il mercato di
riferimento è quasi esclusivamente locale. Si tratta
di laboratori con produzioni di altissima qualità e
che fanno innovazione di prodotto.
Imprese produttrici di semilavorati ceramici:
ci sono due segmenti di mercato che vanno
consolidandosi: uno è quello delle terrecotte da
giardino e l’altro è quello dei semilavorati di qualità
per il mercato degli hobbysti (aree principali ITALIA,
USA e UE).
Aziende artistico/commerciali:
comprende le attività più strutturate, in grado di acquisire partite di lavoro significative,
spesso da evadere in tempi molto rapidi.
Imprese artigianali/artistiche: occupano fino a 15 addetti e realizzano produzioni
di qualità. Possiedono una rete distributiva più diffusa, attraverso l’acquisizione di
partite di lavoro anche piccole. Forniscono un prodotto di alta gamma ed un servizio
estremamente efficiente.
Fonte Confartigianato imprese – Conferenza
nazionale sulla ceramica artistica

4
CONFERENZA NAZIONALE SULLA CERAMICA ARTISTICA
CONSISTENZA
DEL SETTORE
L'Italia è leader nel commercio
internazionale della ceramica con una
quota del 40% in termini di volumi e di
valori
Le imprese al 2006 2.669
+ 10-15% di scarto
_______________
Circa 3.000
Gli addetti al 2006 9.447
+ 10-15% di scarto
_______________
Oltre 10.000
1. Introduzione

5
CONFERENZA NAZIONALE SULLA CERAMICA ARTISTICA
Differenze regionali per dimensione aziendale
1. Introduzione

6
Un settore in crisi ….
La riduzione di imprese
nel periodo 2004 – 2006:
CIRCA 200
La perdita di addetti nel
periodo 2004 – 2006:
CIRCA 1.700
CONFERENZA NAZIONALE SULLA CERAMICA ARTISTICA
1. Introduzione

7
CONFERENZA NAZIONALE SULLA CERAMICA ARTISTICA
…. la cui impresa
si restringe
La dimensione media di impresa
per numero di addetti passa nel
periodo 2004 – 2006:
da 4 a 3,5
Un fatturato aziendale limitato che
non offre grandi opportunità di
slancio:
circa 220.000 Euro per impresa
Circa 55.000 Euro per addetto

8
CONFERENZA NAZIONALE SULLA CERAMICA ARTISTICA
I fattori rilevanti: la dimensione aziendale
Il variare della dimensione aziendale si associa a differenti:
• filosofie di prodotto
• estensioni geografiche dei mercati

9
A.P.
E
.
1. Introduzione
MALATTIE DEL SISTEMA OSTEO-
ARTICOLARE, DEI MUSCOLI E DEL
TESSUTO CONNETTIVO. Codice di tariffa '7281' . Anni 1992 - 2008
Distribuzione per anno manifestazione e
conseguenze.
Archivio Flussi, Malattie definite
2 1 14
7 7 15
33
63 71
51
55
82
107
82
70
75

10
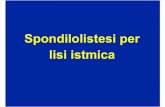
Malattie del sistema osteo-articolare, dei muscoli e del tessuto connettivo.
Codice di tariffa '7281' - Anni 1992 - 2008
Distribuzione per Codice 'M' e conseguenze. Archivio Flussi, Malattie definite
Temporanea Permanente Reg. senza indenn. Negativa Totale
Artrosi ed affezioni correlate 2 11 1 40 54
Altre lesioni e manifestazioni
articolari - 3 4 2 9
Affezione dei dischi
intervertebrali - 20 3 46 69
Malattie dei tendini ed
affezioni delle sinoviali,
tendini e borse
50 82 36 172 340
Affezioni dei muscoli,
legamenti, aponeurosi e
tessuti molli
37 49 34 80 200
Osteocondropatie 1 - - - 1
Piede piatto e deformazioni
acquisite delle dita del piede - - - 1 1
Altre affezioni osteo-
muscolari 1 4 2 14 21
TOTALE 91 169 80 355 695
1. Introduzione

11
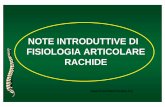
8% 1%
10%
49%
29%
0% 3% 0%
Malattie del sistema osteo-articolare, dei muscoli e del tessuto connettivo.
Codice di tariffa '7281' - Anni 1992 - 2008
Artrosi ed affezioni correlate
Altre lesioni e manifestazioniarticolari
Affezione dei dischi intervertebrali
Malattie dei tendini ed affezioni dellesinoviali, tendini e borse
Affezioni dei muscoli, legamenti,aponeurosi e tessuti molli
Osteocondropatie
Altre affezioni osteo-muscolari
Piede piatto e deformazioniacquisite delle dita del piede
Tot. N. 695

12
A.P.
E
.
1. INTRODUZIONE principali dati di produzione e forza lavoro in Italia e
nel mondo
2. ANALISI ORGANIZZATIVA descrizione delle fasi lavorative e delle
tipologie di imprese analizzate
3. METODI DI INDAGINE descrizione del piano di analisi e indicazione degli
strumenti utilizzati
4. RISULTATI DELLA PREMAPPATURA descrizione degli indicatori di rischio e delle priorità di
intervento per tutti i fattori di rischio
5. IL SOVRACCARICO BIOMECCANICO
Descrizione dei risultati di analisi con strumenti di
primo livello: arti superiori e/o rachide e/o posture in
generale
6. IL RISCHIO CHIMICO Descrizione dei risultati di analisi con strumenti di
primo livello
7. CONCLUSIONI

13
A.P.
E
.
2. Analisi organizzativa
prodotti intermedi

14
A.P.
E
.
La materia prima per la produzione della ceramica è l’argilla, che viene
fornita (umida) in sacchetti di 25 Kg di peso, organizzati in un’unica pedana,
scaricata con trans pallet dal camion e depositata all’ingresso dell’officina di
produzione. Alcuni o tutti gli addetti provvedono allo stivaggio dei sacchetti
all’interno del laboratorio. Al di fuori di circostanze eccezionali (produzione di
manufatti di notevoli dimensioni) è l’unica circostanza in cui si delinea una
esposizione al rischio MMC, ma data l’occasionalità dell’operazione (circa 1
volta al mese e per ca. un’ora), non sembra opportuna una stima analitica
del rischio
2. Analisi organizzativa
Foggiatura a tornio
Nei laboratori più tradizionali il tornio è mosso dal piede
dell’operatore, che così ne governa la velocità in funzione
della spinta data al volano inferiore. In molti laboratori, i
torni tradizionali sono stati sostituiti da torni motorizzati
comandati da un pedale frizione che ne governa la velocità.

15
A.P.
E
.
2. Analisi organizzativa
Foggiatura a tornio
Nei laboratori più tradizionali il tornio è mosso dal piede
dell’operatore, che così ne governa la velocità in funzione
della spinta data al volano inferiore. In molti laboratori, i
torni tradizionali sono stati sostituiti da torni motorizzati
comandati da un pedale frizione che ne governa la velocità.
Foggiatura a tornio
La parte più delicata della lavorazione è svolta dagli arti superiori,
impegnati globalmente (dalla spalla alle dita) a dare all’argilla la forma
voluta. Il maggiore sovraccarico biomeccanico è a carico della spalla,
soprattutto nella fase iniziale, durante le quale il figulo applica la
maggiore pressione sull’argilla per iniziare a modellarla e a ridurne lo
spessore.

16
A.P.
E
.
2. Analisi organizzativa
Foggiatura a tornio
La pressione esercitata dalle mani consente di dare all’argilla (in rotazione) la forma
caratteristica che si vuole imprimere all’oggetto: si combinano in questa fase precisione
di movimenti, forza (non eccessiva, ma determinante) e sensibilità dell’operatore, che
consentono di dare all’argilla la forma e lo spessore ricercati. Infine una spatola di
adeguata forma (a semiluna, con raggio di diverse misure a seconda dell’oggetto che si
sta lavorando) viene utilizzata per “lisciare” la superficie del manufatto e togliere tutte le
increspature generate dalla lavorazione manuale.
Foggiatura a tornio
Un filo di acciaio consente di tagliare alla base il manufatto (la maestria dell’operatore è
tale che sul tornio rimane una sottilissima pellicola di argilla) e liberarlo dal contatto con la
macchina. A questo punto il manufatto (denominato “verde”) può essere spostato dal
tornio e posizionata su un piano di essicazione.
Foggiatura a tornio
Se necessario, il manufatto (ancora umido) viene completato con varie decorazioni o
altre appendici (sempre in argilla), in modo da assicurarne l’aspetto definitivo: questa
attività complementare può occupare, in alcuni casi, una parte significativa del tempo
lavoro, considerato il tipo di produzione molto differenziato (dalla semplice brocca alla
bambola, ad oggetti quanto mai complessi come veri e propri gruppi scultorei).

17
A.P.
E
.
2. Analisi organizzativa
Incastellamento
I manufatti, dopo una adeguata fase di essiccazione (di durata variabile a
seconda delle stagioni e degli ambienti in cui viene effettuata), vengono avviati
alla cottura: il fornaciante è l’operatore addetto a questa fase. Diversi strati di
materiali inerti, opportunamente distanziati in virtù delle dimensioni e delle
forme degli oggetti da cuocere, vanno a costruire un “castello” di cottura che
sostiene e contiene gli oggetti da cuocere. La cottura avviene in forno elettrico
o a gas, con temperature mediamente pari ai 1000 C°.

18
A.P.
E
.
2. Analisi organizzativa
Smaltatura
I manufatti (“biscotti”) vengono avviati alla successiva fase di
smaltatura. Dopo avere adeguatamente miscelato e omogeneizzato lo
smalto situato in appositi contenitori, “conche” (operazione che nei
laboratori artigianali viene effettuata a mani libere, per consentire
all’operatore di valutare con il tatto la corretta consistenza dello
smalto), un apposito set di pinze consente di prendere i singoli pezzi ed
immergerli manualmente in un bagno di smalto per rivestirli con uno
strato molto sottile di materiale coprente (“coperta”).

19
A.P.
E
.
2. Analisi organizzativa
Ritocco
In questa fase si eliminano i difetti di smaltatura dovuti ad errore dell’operatore (effetti di
colatura) e l’impronta lasciata dalla pinza (che, in singoli punti, ha impedito il rivestimento
totale del prodotto con lo smalto). Queste correzioni vengono effettuate con spatola e
pennello, e devono essere effettuate quando il prodotto è ancora umido (per quanto già
maneggiabile dall’operatore), perché una eccessiva essiccazione dello smalto
impedirebbe di dare al prodotto finito il tipico aspetto di “vetratura” continua e senza
increspature o interruzioni che caratterizza la ceramica.
Ritocco
I pezzi “verdi” prodotti alla pressa vengono successivamente rifiniti dallo stesso
operatore, che li posizione su una superficie girevole che gli consente, con pochi tocchi
sul bordo, di ammorbidirne e rifinirne la superficie; successivamente, con una spugna
inumidita, l’argilla viene ulteriormente “lisciata” per essere infine posizionata sul carrello di
essiccazione.
Dopo la rifinitura, i pezzi vengono completati apponendo il marchio della ditta produttrice.

20
A.P.
E
.
2. Analisi organizzativa
DECORO
In posizione seduta l’operatore provvede con il pennello a decorare il singolo pezzo:
ovviamente il gesto lavorativo deve essere in questa fase estremamente determinato e
preciso, perché non sono ammessi errori. Ciascun pezzo richiede mediamente da 10 a
30 minuti. ed il decoratore può trascorrere un’intera giornata nella stessa posizione a
decorare in successione pezzi diversi con decori simili o completamente diversi.
Infine il prodotto decorato viene nuovamente infornato (dal fornaciante) per la
seconda cottura, che dà l’effetto vetrato alla ceramica.
DECORO Il decoratore può trascorrere un’intera giornata nella stessa posizione a decorare
in successione pezzi diversi con decori simili o completamente diversi.
Infine il prodotto decorato viene nuovamente infornato (dal fornaciante)
per la seconda cottura, che dà l’effetto vetrato alla ceramica.

21
A.P.
E
.
1. INTRODUZIONE principali dati di produzione e forza lavoro in Italia e
nel mondo
2. ANALISI ORGANIZZATIVA descrizione delle fasi lavorative e delle tipologie di
imprese analizzate
3. METODI DI INDAGINE descrizione del piano di analisi e indicazione
degli strumenti utilizzati
4. RISULTATI DELLA PREMAPPATURA descrizione degli indicatori di rischio e delle priorità di
intervento per tutti i fattori di rischio
5. IL SOVRACCARICO BIOMECCANICO
Descrizione dei risultati di analisi con strumenti di
primo livello: arti superiori e/o rachide e/o posture in
generale
6. IL RISCHIO CHIMICO Descrizione dei risultati di analisi con strumenti di
primo livello
7. CONCLUSIONI

22
A.P.
E
.
Il ciclo di lavoro descritto viene rispettato nella sua
completezza in circa il 30% dei laboratori
artigianali; nella maggior parte dei casi viene
saltata la prima fase di lavorazione
(movimentazione sacchi di argilla, foggiatura al
tornio, essiccazione e prima cottura) in quanto
vengono utilizzati semilavorati prodotti in aziende
artigiane all’uopo attrezzate. In tali casi il ciclo
lavorativo prevede solo l’attività di decorazione,
seconda cottura e immagazzinamento
3. Metodi di indagine
Nelle aziende oggetto di approfondimento il
carattere artigianale della lavorazione (che per
molti aspetti ha le peculiarità più della
lavorazione artistica che artigianale) non
consente di distinguere delle vere e proprie
“mansioni”. Le attività più “professionalizzate
sono quelle del torniante (o figulo) e del
decoratore.

23
A.P.
E
.
1. INTRODUZIONE principali dati di produzione e forza lavoro in Italia e
nel mondo
2. ANALISI ORGANIZZATIVA descrizione delle fasi lavorative e delle tipologie di
imprese analizzate
3. METODI DI INDAGINE descrizione del piano di analisi e indicazione degli
strumenti utilizzati
4. RISULTATI DELLA
PREMAPPATURA descrizione degli indicatori di rischio e delle
priorità di intervento per tutti i fattori di rischio
5. IL SOVRACCARICO BIOMECCANICO
Descrizione dei risultati di analisi con strumenti di
primo livello: arti superiori e/o rachide e/o posture in
generale
6. IL RISCHIO CHIMICO Descrizione dei risultati di analisi con strumenti di
primo livello
7. CONCLUSIONI

A.P.
E
.
Le principali fasi lavorative e fattori di rischio TORNIANTE O FIGULO
Nei laboratori più tradizionali il tornio è mosso dal piede dell’operatore.
Presente sovraccarico biomeccanico della spalla nella fase iniziale, durante
le quale si applica la maggiore pressione sull’argilla per iniziare a
modellarla e a ridurne lo spessore.
In aziende a maggiore impronta “artistica” prevale la componente di rischio
relativa ai movimenti ripetitivi e alla postura.
MO
V. R
IPE
TIT
IVI
SO
LLE
VA
ME
NT
I
TR
AS
PO
RT
I
TR
AIN
I-S
PIN
TE
PO
ST
UR
E
OR
GA
NIZ
ZA
ZIO
NE
ILLU
MIN
AZ
ION
E
RA
DIA
ZIO
NI U
V
RU
MO
RE
MIC
RO
CLIM
A
VIB
RA
ZIO
NI
AT
TR
EZ
ZI
MA
CC
HIN
AR
I
INQ
UIN
AN
TI
S1
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
BIOMECCANICI FISICI CHIMICIORGANIZZATIVI

25
Le principali fasi lavorative e fattori di rischio TORNIANTE O FIGULO
In aziende con un’organizzazione più improntata alla produzione semi-industriale ai movimenti
ripetitivi e alla postura si aggiungono anche rischi di tipo organizzativo e collegati alla
movimentazione manuale di carichi. L’utilizzo di torni elettrici con frizione determina anche la
potenziale presenza di vibrazioni.

A.P.
E
.
I principali lavorazioni e rischi DECORAZIONE MANUALE CERAMICHE
MO
V. R
IPE
TIT
IVI
SO
LLE
VA
ME
NT
I
TR
AS
PO
RT
I
TR
AIN
I-S
PIN
TE
PO
ST
UR
E
OR
GA
NIZ
ZA
ZIO
NE
ILLU
MIN
AZ
ION
E
RA
DIA
ZIO
NI U
V
RU
MO
RE
MIC
RO
CLIM
A
VIB
RA
ZIO
NI
AT
TR
EZ
ZI
MA
CC
HIN
AR
I
INQ
UIN
AN
TI
S1
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
BIOMECCANICI FISICI CHIMICIORGANIZZATIVI
SMALTATURA . Con un set di pinze
si immergono manualmente nello
smalto le ceramiche cotte
L’operatore in posizione seduta, decora con il pennello il singolo
pezzo: il gesto lavorativo deve essere determinato e preciso, perché
non sono ammessi errori.

27
I principali lavorazioni e rischi DECORAZIONE MANUALE CERAMICHE
Nelle aziende semi
– industriali
incidono anche i
fattori
organizzazione e
sollevamento
manuale.

28
A.P.
E
.
1. INTRODUZIONE principali dati di produzione e forza lavoro in Italia e
nel mondo
2. ANALISI ORGANIZZATIVA descrizione delle fasi lavorative e delle tipologie di
imprese analizzate
3. METODI DI INDAGINE descrizione del piano di analisi e indicazione degli
strumenti utilizzati
4. RISULTATI DELLA PREMAPPATURA descrizione degli indicatori di rischio e delle priorità di
intervento per tutti i fattori di rischio
5. IL SOVRACCARICO
BIOMECCANICO
Descrizione dei risultati di analisi con
strumenti di primo livello: arti superiori e/o
rachide e/o posture in generale
6. IL RISCHIO CHIMICO Descrizione dei risultati di analisi con strumenti di
primo livello
7. CONCLUSIONI

29
A.P.
E
.
MOVIMENTAZIONE MANUALE CARICHI
Al di fuori di circostanze eccezionali (produzione
di manufatti di notevoli dimensioni) l’unica
circostanza in cui si delinea una esposizione al
rischio MMC è rappresentata dalle operazioni di
immagazzinamento dell’argilla. Data
l’occasionalità dell’operazione (circa 1 volta al
mese e per ca. un’ora), non sembra opportuna
una stima analitica del rischio.
5. Il sovraccarico biomeccanico
Viene inoltre descritta un’operazione di
movimentazione di carichi e di “traino e spinta”
in occasione dell’incastellamento e del
posizionamento del castello nel forno.
La saltuarietà di queste mansioni e lo
scarso peso del materiale movimentato
escludono l’opportunità di un
approfondimento del rischio.

30
A.P.
E
.
SOVRACCARICO BIOMECCANICO DEGLI
ARTI SUPERIORI.
La risposta affermativa alla Key enter per il
sovraccarico biomeccanico degli arti superiori
nella scheda di prevalutazione determina un
successivo approfondimento per le mansioni di
torniante e di decoratore. Per la valutazione
del rischio è stata utilizzata la Check List
OCRA.
La scelta di utilizzare la Check List deriva dalle
caratteristiche della lavorazione che non si
presta ad una vera e propria
standardizzazione dei compiti e delle mansioni
5. Il sovraccarico biomeccanico

31
A.P.
E
.
A) Tempi di recupero
• Le interviste effettuate con gli operatori hanno permesso di rilevare due pause
“organizzate” oltre la pausa mensa (una nella mattinata ed una nel pomeriggio);
• l’osservazione della attività e le stesse interviste hanno evidenziato una completa
libertà degli operatori nella gestione dei tempi di lavoro. Nessuno degli operatori
intervistati ha ritenuto inadeguati i tempi di recupero rispetto a quelli di operatività.
• Solo per l’attività di decorazione, gli operatori hanno riferito che spesso la stessa
viene gestita in forma pressoché continuata (con l’esclusione della pausa mensa e
delle pause organizzate) nel corso della giornata, in virtù della tipologia di oggetti da
produrre.
5. Il sovraccarico biomeccanico
Mansione Descrizione dello scenario Punteggio
Ditta A Ditta B Ditta A Ditta B
Torniante Una interruzione ogni ora (di
8-10 min) o tempo di recupero
interno al ciclo
Una interruzione ogni ora
(di 8-10 min) o tempo di
recupero interno al ciclo
0 0
Decoratore Pausa Mensa + 3 interruzioni
(di 8 – 10 min.)
Pausa Mensa + 2
interruzioni (di 8 – 10
min.)
3 4

32
A.P.
E
.
B) Frequenza d’azione (valori sovrapponibili per entrambe le aziende)
È stato rilevato un solo compito con frequenza di azione molto elevata (nella ditta
A): si tratta della lavorazione preliminare dell’argilla, prima della foggiatura al tornio
(che, comunque, permette interruzioni auto-gestite, non essendovi tempi
predeterminati o imposti da una macchina).
5. Il sovraccarico biomeccanico
Mansione Compito
Frequenza d’azione
Descrizione dello scenario
Azioni
dinamiche Azioni statiche
Dx Sin Dx sin
TORNIANTE
Lavorazione
argilla 10 10 0 0 Frequenze elevate (70 az./min. o più)
Tornio 0 0 4.5 4.5 Presa statica sup. a 5 sec. pari a 3/3 del tempo di
osservazione
Altre
lavorazioni 1 1 0 0 Movimenti non veloci – possibili interruzioni
DECORATORE
Copertura 0 0 0 0 Movimenti lenti – possibili interruzioni
Rifinitura
coperta 1 1 0 0 Movimenti non veloci – possibili interruzioni
Decorazione 2 0 0 4.5 Presa statica sup. a 5 sec. pari a 3/3 del tempo di
osservazione

33
A.P.
E
.
C) Fattore forza
Le interviste con gli operatori e l’osservazione della attività hanno
permesso di attribuire i seguenti punteggi ai diversi compiti
5. Il sovraccarico biomeccanico
Mansione Compito Punteggio
forza Descrizione dello scenario
A B
TORNIANTE
Lavorazione
argilla 6 0
Forza moderata (scala di Borg: 3-4) per più della
metà del tempo
Tornio 6 2 Forza moderata (scala di Borg: 3-4) per più della
metà del tempo (A) o circa 1/3 del tempo (B)
Altre lavorazioni
1 0 Occasionale forza moderata (scala di Borg: 3-4)
DECORATORE
Copertura 2 0 Forza moderata (scala di Borg: 3-4) per circa 1/3
del tempo
Rifinitura coperta 0 0
Decorazione 0 0

34
A.P.
E
.
D) Postura e Stereotipia
La notevole variabilità della tipologia di produzione e la notevole variabilità nella
successione dei compiti, fa ritenere opportuno un punteggio minimo per la stereotipia
solo per quei compiti caratterizzati da una certa ripetitività di azione.
5. Il sovraccarico biomeccanico
Mansione
Compito dx sx dx sx dx sx dx sx stereot. dx sx Descrizione dello scenario
Torniantetornio 6 2 2 3 3 1,5 4,5 7,5 Braccia ad altezza spalle per ca. 1/3 del
tempo
altre lavorazioni 6 2 0 6 2 Braccia ad altezza spalle per ca. 1/3 del
tempo
Decoratoredecorazione 2 1,5 3,5 1,5 Mano dx presa in pinch.
Punteggio postura - DITTA Aspalla gomito polso mano-dita globale
Mansione
Compito dx sx dx sx dx sx dx sx stereot. dx sx Descrizione dello scenario
Torniantetornio 6 0 0 0 2 2 3 3 1,5 7,5 4,5 Braccia ad altezza spalle per ca. 1/3 del
tempo
altre lavorazioni 6 2 0 0 0 0 0 0 0 6 2 Braccia ad altezza spalle per ca. 1/3 del
tempo
Decoratoredecorazione 0 0 0 0 0 0 2 0 1,5 3,5 1,5 Mano dx presa in pinch.
Punteggio postura - DITTA Bspalla gomito polso mano-dita globale

35
A.P.
E
.
E) Fattori complementari
I fattori organizzativi sono completamente assenti nella fattispecie in
esame. Gli altri fattori complementari di natura fisico-chimica sono
riassunti nella tabella seguente
5. Il sovraccarico biomeccanico
Mansione Compito
Punteggio
fattori
complementari
Descrizione dello scenario
A B
TORNIANTE
Lavorazione
argilla 3 0
Più di un fattore: impatti ripetuti, movimenti
bruschi, ecc.
Tornio 3 2 Più di un fattore: lavori di precisione, vibrazioni
Altre lavorazioni
2 2 Lavori di precisione
DECORATORE Rifinitura coperta 0 2
Decorazione 2 0 Lavori di precisione

36
A.P.
E
.
Valutazione globale dei singoli compiti e della mansione
La valutazione globale per la mansione è espressa in termini di
intervallo, non essendo possibile una definizione netta dei tempi dei
singoli compiti (per le caratteristiche intrinseche del ciclo produttivo in
questa realtà aziendale).
5. Il sovraccarico biomeccanico
MANSIONE VALUTAZIONE GLOBALE
DITTA A
GIUDIZIO
SINTETICO
DITTA A
VALUTAZIONE
GLOBALE
DITTA B
GIUDIZIO
SINTETIC
O DITTA B
DX SIN DX SIN
TORNIANTE 13.6 – 13.7 12.9 – 14.0 LIEVE 14.5 – 15.8 8.5 – 10.8 MEDIO
DECORATORE 7.6 – 9.4 7.6 – 9.7 MOLTO LIEVE 13.3 – 14.0 7.1 – 7.5 LIEVE

37
A.P.
E
.
Valutazione globale dei singoli compiti e della
mansione
La tabella precedente permette alcune considerazioni:
in linea di massima il rischio, per l’azienda A si può ritenere accettabile
(poiché si colloca fra i livelli lieve e molto lieve); nell’azienda B il rischio è
superiore (tra medio e lieve) in virtù del maggiore carico di lavoro.
È peraltro evidente che vi sono attività con un elevato valore intrinseco di
pericolosità che, nella azienda A, è attenuato dalla breve durata del compito
stesso e dalla particolare organizzazione lavorativa.
In altri contesti più “industrializzati” (ditta B), in cui la separazione dei compiti
fra le varie mansioni è più netta, si delineano condizioni di rischio medio (per
l’attività al tornio).
5. Il sovraccarico biomeccanico

38
A.P.
E
.
1. INTRODUZIONE principali dati di produzione e forza lavoro in Italia e
nel mondo
2. ANALISI ORGANIZZATIVA descrizione delle fasi lavorative e delle tipologie di
imprese analizzate
3. METODI DI INDAGINE descrizione del piano di analisi e indicazione degli
strumenti utilizzati
4. RISULTATI DELLA PREMAPPATURA descrizione degli indicatori di rischio e delle priorità di
intervento per tutti i fattori di rischio
5. IL SOVRACCARICO BIOMECCANICO
Descrizione dei risultati di analisi con strumenti di
primo livello: arti superiori e/o rachide e/o posture in
generale
6. IL RISCHIO CHIMICO Descrizione dei risultati di analisi con
strumenti di primo livello
7. CONCLUSIONI

39
A.P.
E
.
Pur in presenza di modalità di
lavoro non sempre conformi alla
corretta prassi (vedi ad esempio
la miscelazione manuale dello
smalto che avviene nella Ditta
A), smalti e coloranti utilizzati
per le fasi di decorazione delle
ceramiche sono risultate esenti
da sostanze nocive. Va peraltro
ricordato che queste ceramiche
sono spesse volte autorizzate
per l’alimentazione umana, e
devono pertanto rispettare
anche gli specifici requisiti
normativi.
6. Il rischio chimico

40
A.P.
E
.
I colori da ceramica sono essenzialmente di tre tipi:
Ingobbio - sono specifici colori per la decorazione della ceramica composti da argille
già cotte e finissimamente triturate, caolino, sostanze minerali e ossidi. Sono, di fatto,
smalti adatti a poter venire applicati sull'oggetto essiccato, ma ancora crudo e da cuocere.
Questo permette di saltare un passaggio e cuocere l'oggetto una sola volta, dal momento
che questi colori particolari tollerano l'alta temperatura cui si sottopone la ceramica. Gli
ingobbi non sono tanto largamente diffusi, essendo costosi e dalle tinte tenui. Perché
raggiungano la vetrificazione, inoltre, è necessario portare l'oggetto alla medesima
temperatura dell'argilla che si ritrova nella composizione dell'ingobbio.
Cristalline, dette anche Vetrine. Sono smalti di tipo vetroso, impermeabili e lucidi.
Usualmente trasparenti, solo occasionalmente sono colorate. Lasciano intravedere l'argilla
sottostante. Alle cristalline si aggiungono fondenti, quali il germano (che sostituisce il
tossico ossido di piombo), gli alcali o i borati. Questo allo scopo di abbassare il punto di
fusione.
Smalti - anch'essi di tipo vetroso. A differenza delle cristalline non sono trasparenti, ma
coprenti. Ciò è determinato dalla presenza di componenti quali il feldspato potassico o
sodico, bentonite, stagno, e altri ancora.
6. Il rischio chimico

41
A.P.
E
.
1. INTRODUZIONE principali dati di produzione e forza lavoro in Italia e
nel mondo
2. ANALISI ORGANIZZATIVA descrizione delle fasi lavorative e delle tipologie di
imprese analizzate
3. METODI DI INDAGINE descrizione del piano di analisi e indicazione degli
strumenti utilizzati
4. RISULTATI DELLA PREMAPPATURA descrizione degli indicatori di rischio e delle priorità di
intervento per tutti i fattori di rischio
5. IL SOVRACCARICO BIOMECCANICO
Descrizione dei risultati di analisi con strumenti di
primo livello: arti superiori e/o rachide e/o posture in
generale
6. IL RISCHIO CHIMICO Descrizione dei risultati di analisi con strumenti di
primo livello
7. CONCLUSIONI

42
Il comparto delle ceramiche artistiche presenta peculiarità che inducono alcune
riflessioni:
tra le varie mansioni quelle che meritano il maggiore livello di approfondimento sono
quelle del torniante e del decoratore.
Quanto più prevale il carattere “artistico” del produzione tanto maggiore è la possibilità
di determinare autonomamente il ritmo del lavoro e ridurre le stereotipie.
i rischi lavorativi si riducono drasticamente nelle aziende che si occupano
esclusivamente del decoro di semilavorati prodotti altrove. Questa lavorazione,
solitamente di minore qualità, fa spesse volte utilizzo di decalcomanie per cui anche la
mansione di decoratore modifica radicalmente le proprie tipologie di rischio.
Nelle ditte produttrici di semilavorati, con una organizzazione del lavoro nella quale la
componente “artistica” è meno pregnante, i ritmi e i carichi di lavoro possono essere
maggiormente significativi. In queste aziende gli indici di rischio per le mansioni di
torniante e di decoratore sono più significativi.
lo strumento della scheda di premappatura si mostra sufficientemente sensibile per
percepire le differenze in ciascuna realtà produttiva, aprendo poi la finestra per i
successivi livelli di approfondimento.
7. Conclusioni

44
“Voi tutti conoscerete la storia del soldato che scoprì che il suo battaglione (a parte lui) non marciava al passo”.
Logica della scoperta scientifica