Tutto_Misure 02/2015
84
TUTTO_MISURE - ANNO 17, N. 02 - 2015 ANNO XVII N. 02 ƒ 2015 ISSN 2038-6974 - Poste Italiane s.p.a. - Sped. in Abb. Post. - D.L. 353/2003 (conv. in L. 27/02/2004 n° 46) art. 1, comma 1, NO/ Torino - nr 2 - Anno 17- Giugno 2015 In caso di mancato recapito, inviare al CMP di Torino R. Romoli per restituzione al mittente, previo pagamento tariffa resi –C0ntiene I.P. AFFIDABILITÀ & TECNOLOGIA LA RIVISTA DELLE MISURE E DEL CONTROLLO QUALITÀ - PERIODICO FONDATO DA SERGIO SARTORI ORGANO UFFICIALE DELL’ASSOCIAZIONE “GMEE” E DI “METROLOGIA & QUALITÀ” TUTTO _MISURE TUTTO _MISURE EDITORIALE A&T OK, innovazione di casa nostra... meno IL TEMA: SENSORI E RETI DI SENSORI Sensori per il monitoraggio di pazienti Camicia sensorizzata Misure colorimetriche Naso elettronico GLI ALTRI TEMI Diagnostica di assili ferroviari Odometria con sistemi di visione Misura delle ceneri dell’Etna Misura del Flicker ALTRI ARGOMENTI Metrologia legale e forense Il nuovo SI La 17025 - Audit parte V Il Convegno annuale dei Centri ACCREDIA WWW .TUTTOMISURE.IT
-
Upload
tuttomisure -
Category
Documents
-
view
290 -
download
15
description
L'unica Rivista italiana interamente dedicata alle misure e al controllo qualità - Direttore Franco Docchio
Transcript of Tutto_Misure 02/2015

TUTTO_M
ISURE - A
NNO 17, N. 02 - 2
015
ANNO XVIIN. 02 ƒ
2015
ISSN
2038-6974 - Po
ste Ita
liane
s.p.a. - Spe
d. in
Abb
. Pos
t. - D
.L. 353/2003 (con
v. in L. 27/02/2004 n° 46) art. 1, com
ma 1, N
O/ Torino - n
r 2 - An
no 17- Giugn
o 2015
In caso di m
ancato re
capito, inv
iare al C
MP di To
rino R. Rom
oli p
er re
stitu
zion
e al m
itten
te, p
revio pa
gamen
to ta
riffa re
si –C0
ntiene
I.P.
A F F I D A B I L I T À& T E C N O L O G I A
LA RIVISTA DELLE MISURE E DEL CONTROLLO QUALITÀ - PERIODICO FONDATO DA SERGIO SARTORIORGANO UFFICIALE DELL’ASSOCIAZIONE “GMEE” E DI “METROLOGIA & QUALITÀ”
TUTTO_MISURETUTTO_MISURE
EDITORIALEA&T OK, innovazione di casa nostra... meno
IL TEMA: SENSORI E RETI DI SENSORISensori per il monitoraggio di pazienti
Camicia sensorizzata
Misure colorimetriche
Naso elettronico
GLI ALTRI TEMIDiagnostica di assili ferroviari
Odometria con sistemi di visione
Misura delle ceneri dell’Etna
Misura del Flicker
ALTRI ARGOMENTIMetrologia legale e forense
Il nuovo SI
La 17025 - Audit parte V
Il Convegno annuale dei Centri ACCREDIA
WWW.TUTTOMISURE.IT



Editoriale: A&T OK, innovazione di casa nostra... meno(F. Docchio) 85
Comunicazioni, Ricerca e Sviluppo, dagli Enti e dalle Imprese
Notizie nel campo delle misure e della strumentazione 87Il tema: Sensori e reti di sensori
Sensori colorimetrici (D. Aloisio, S.G. Leonardi,G. Neri, N. Donato) 93Rete di sensori indossabili (E. Piuzzi, S. Pisa, E. Pittella) 97Dispositivo indossabile autonomo(A. Dionisi, E. Sardini, M. Serpelloni) 101Naso elettronico basato su sensori YCoO3 (T. Addabbo, F. Bertocci, A. Fort, M. Mugnaini, V. Vignoli, R. Spinicci) 105
Gli altri temi: Misure per la sicurezza Monitoraggio distribuito delle ceneri vulcaniche per la sicurezzadel trasporto aereo (B. Andò, S. Baglio, V. Marletta) 111
Gli altri temi: Misure per il settore ferroviarioDiagnostica mediante laser-ultrasonicssu assili ferroviari (A. Cavuto, M. Martarelli, G. Pandarese, G.M. Revel, E.P. Tommasini) 115
Gli altri temi: Misure per il settore aerospazialeOdometria per veicoli autonomi con sistemidi visione (M. Pertile, S. Chiodini, S. Debei, E. Lorenzini) 119
La pagina di AccrediaNotizie dall’Ente di accreditamento(a cura di R. Mugno, S. Tramontin, F. Nizzero) 123
La pagina di A.L.A.T.I.Associazione dei Laboratori Italiani di Taratura (a cura di P. Giardina) 127
La pagina di IMEKOIl nuovo sito web di IMEKO (a cura di P. Carbone) 129
Campi e compatibilità elettromagneticaAccreditamento dei Laboratori di provaoperanti nel settore EMC (C. Carobbi) 131
I Seriali di T_M: Misure e FidatezzaRiflessioni e considerazioni conclusive (M. Catelani, L. Cristaldi, M. Lazzaroni) 135
Le Rubriche di T_M: Tecnologie in campoElementi piezoelettrici a ultrasuoni (a cura di M. Mortarino) 139Armoniche e Flicker... i soliti ignoti (C. Stazzone) 141
Manifestazioni, Eventi e Formazione2015: eventi in breve 144
Le Rubriche di T_M: Metrologia generaleIl nuovo SI (a cura di L. Mari) 145
Le Rubriche di T_M: La misura del softwareQuanto è grande un requisito? Parte II (L. Buglione) 147
Spazio Associazioni Universitarie di MisuristiDalle Associazioni Universitarie di Misuristi 150
Le Rubriche di T_M: Metrologia legale e forenseIl difetto presunto dei prodotti (a cura di V. Scotti) 153
Le Rubriche di T_M: Metrologia per tuttiParliamo ancora di competenza (a cura di M. Lanna) 155
Commenti alle norme: la 17025Audit interno – Parte V (a cura di N. Dell’Arena) 157
Abbiamo letto per voi 160News 91-118-124-128-130-132-134-136-138-149-159
TUTTO_MISUREIN QUESTO NUMERO
TUTTO_MISURE ANNO XVIIN. 02 ƒ
2015
Dispositivo indossabile autonomoper la misura dei parametri vitalicon modulo di power harvestingWearable sensorized T-Shirt with power harvestingmodule
A. Dionisi, E. Sardini, M. Serpelloni
101Diagnostica mediante laser-ultrasonicssu assili ferroviariTrain axle diagnostics by laser ultrasonics
A. Cavuto, M. Martarelli, G. Pandarese, G.M. Revel, E.P. Tomasini
115
Accreditamento dei Laboratori di provaoperanti nel settore EMCAccreditation of test laboratories operatingin the EMC fieldC. Carobbi
131
Odometria per veicoli autonomi consistemi di visione - Confrontosperimentale di tre obiettiviVisual odometry for autonomous vehicles: experimentalcomparison among three lenses
M. Pertile,S. Chiodini, S. Debei,E. Lorenzini
119
T_M N. 2/15 ƒ 83
EDITORIALE
�
Fra
nc
o D
oc
ch
io
A&T OK, Italian innovation not quite OK
A&T bene, innovazione di casa nostra... meno
Cari lettori!L’incipit di questo Editoriale èdei migliori. Le cifre dell’e-vento Affidabilità & Tecnolo-gie (A&T) 2015 sono estre-mamente positive: 310 espo-sitori (+15% rispetto all’edi-zione 2014), più di 7.600visitatori (+14%) e una par-tecipazione ai Convegni aldi là delle aspettative piùrosee. Molti lettori di
Tutto_Misure interessati al mondo delle Tarature eProve si sono ritrovati al Lingotto per il ConvegnoAnnuale dei Centri LAT e per le riunioni tecnichepomeridiane, consolidando il rapporto di favore tri-butato da Accredia all’Evento (e alla Rivista che neè organo ufficiale), come manifestazione nazionaledi riferimento per il settore Test, Misure e Prove.Il Leitmotiv dell’Evento (La Fabbrica intelligente, o“Industria 4.0”) è stato quanto mai azzeccato: inesso si è riconosciuta la gran parte dei Convegni. Laquarta Rivoluzione Industriale (da qui il nome), chesegue le tre precedenti (macchine a vapore, elettri-cità, automazione ed elettronica), si contraddistin-gue, come è noto, con il dirompente ingresso diInternet nei sistemi di produzione, che si “demate-rializzano” fino a diventare veri e propri sistemi“ciber-fisici”, in grado d’interagire con gli operatoriumani attraverso l’”Internet delle cose e dei servizi”.Interattività, decentralizzazione, operatività “Realtime”, modularità, flessibilità sono tra gli attributiessenziali della Fabbrica Intelligente che della quar-ta rivoluzione è figlia.Le misure, la sensoristica e la visione sono, in questoampio contesto, di vitale importanza. I sistemi dimisura non solo trasmettono informazioni agli utenti,ma diventano parte integrante dei processi produtti-vi. I Robot industriali acquisiscono indipendenzaoperativa (oltre a incrementare la loro sicurezzaintrinseca) dall’uso massivo di sensori di forza aigiunti: non a caso un noto produttore di Robot espo-neva l’ultimo modello di braccio robotico “sensibile”alla presenza di ostacoli sul percorso di lavoro, chesi ferma docilmente in presenza di una forza agen-te su di esso.La visione in Industria 4.0, in particolare, è stataoggetto di un convegno che ho avuto il compito dimoderare, dove l’impatto di sistemi di visione, con-trollo e monitoraggio, sia bi- che tridimensionali,sulla produzione flessibile e sull’automazione è stato
adeguatamente dimostrato in numerosi e diversi set-tori produttivi.Un indice significativo dell’accresciuto gradimentodegli stakeholders di A&T è l’interesse per la Rivista,sia cartacea sia sfogliabile in rete (www.issuu.com/tutto_misure), che è stata distribuita durante lamanifestazione, e dall’aumentato numero e livelloqualitativo degli inserzionisti che, di questi tempi, faparticolarmente piacere.Il costante e significativo progresso di A&T è segnodella volontà delle imprese e degli operatori dei Test,Misure e Prove di innovare prodotti e processi, peruscire con forza dalla crisi. Questo è un quadro deci-samente positivo, cui peraltro fanno da contraltare irisultati, appena divulgati, contenuti nel documento“Stato dell’Unione dell’Innovazione” (IUS 2014) cheho sulla scrivania. Un’indagine che ha valutato, alivello Europeo, venticinque indicatori raggruppati intre dimensioni: i Facilitatori (driver dell’innovazionedelle imprese), le Attività delle Imprese e i Risultati.Tornerò nel dettaglio sull’argomento nel prossimonumero telematico della Rivista, ma riassumo qui ilrisultato importante per noi: come negli anni scorsi ciattestiamo nella categoria (terza di quattro) degli“Innovatori Moderati” aumentando sì la nostra per-formance, ma rimanendo sempre ben al di sotto dellamedia Europea (i migliori? Svezia, Danimarca, Fin-landia, Germania) e venendo scavalcati dalla Repub-blica Ceca. Nel complesso, c’è da dire che un incre-mento c’è stato, ma non così marcato come negli anniprecedenti (segno della Crisi che ha continuato a col-pire nel 2014).Il numero che state leggendo ha come tema “Sensorie Reti di Sensori”: raccogliendo il testimone da A&T,presenta una serie di casi di successo di Ricerca e Svi-luppo Universitaria e Industriale nel settore dell’auto-mazione, delle misure per la salute e il benessere, delmonitoraggio chimico. Raccoglie tuttavia anchenumerosi contributi, sotto forma di articoli e di rubri-che, di particolare interesse per gli operatori dellemisure, della taratura e delle certificazioni. Terminaqui la serie di Articoli sulle Misure e la Fidatezza, chenel prossimo numero verrà sostituita da una Rubrica.Si conclude anche la serie di interventi sulla 17025dedicati all’Audit. Spero che i contenuti siano divostro interesse (e se mi leggerete in vacanza, viauguro giornate rilassanti e proficue).Buona lettura!
Franco Docchio
T_M N. 2/15 ƒ 85


Notizie nel campo delle misuree della strumentazione
La Redazione di Tutto_Misure ([email protected])
da Laboratori, Enti e ImpreseCOMU
NICAZ
IONI, R
ICERCAESV
ILUPPO
DAENTI
EIMPRESE
�
TESTING, INSPECTION & CERTIFICATION: LA SITUAZIONE IN ITALIA – UNO STUDIO CONGIUNTO ALPI(ASSOCIAZIONE ITALIANA LABORATORI E ORGANISMI D’ISPEZIONE E CERTIFICAZIONE)E CRIBIS D&B, SOCIETÀ DEL GRUPPO CRIF, PRESENTATONELL’AMBITO DI UN CONVEGNOTENUTOSI LO SCORSO 6 MAGGIO A BOLOGNA
La situazione del comparto dell’atte-stazione di conformità in Italia è stataoggetto di uno studio congiunto ALPI(Associazione Italiana Laboratori eorganismi d’ispezione e Certificazio-ne) e CRIBIS D&B, società del GruppoCRIF, presentato nell’ambito del con-vegno “Testing Inspection Certification(TIC): La situazione in Italia” tenutosi loscorso 6 maggio a Bologna. Il conve-gno ha potuto contare sugli interventidel Dott. Bruno Panieri, Direttore Poli-tiche Economiche di Confartigianato,dell’Ing. Luigi Perrisich, Direttore Ge -
nerale Confindustria Servizi Innovativie Tecnologici e del Dott. Filippo Trifi-letti, Direttore Generale di ACCREDIA.L’indagine, con riferimento agli anni2011, 2012 e 2013, si poneva loscopo di una prima fotografia delcomparto, necessaria a definire unmodello d’analisi da utilizzarsi perio-dicamente al fine di ottenere informa-zioni sulla numerosità, tipologia e an -damento economico del complessodelle aziende operanti nel settore del -l’attestazione di conformità.L’analisi dei dati raccolti da CRIBIS esintetizzati dall’Ing. Rodolfo Trippo-do, Presidente di ALPI, ha evidenzia-to la grande difficoltà di definire l’am-bito stesso del comparto TIC in Italia.Le imprese operanti in questo settoreso no inserite in numerosissimi e im -preve dibili codici ATECO e solo attra-verso una accurata selezione manua-le, che tuttavia non può essere privadi omissioni, si è riusciti a definire unpanel de gli operatori del settore. In definitiva sono state prese in esame3.228 aziende, 2.771 delle qualinon sono accreditate, 2.007 Labora-tori e 764 Organismi di Certificazio-ne e Ispezione, e 457 accreditate,344 Laboratori e 113 Organismi diCertificazione e ispezione (qui diseguito definiti OCI).La distribuzione di queste imprese sul
territorio nazionale, ricalca la diversaindustrializzazione delle regioni Italia-ne, quindi le regioni con il maggiornumero di operatori del settore TICsono la Lombardia, l’Emilia Romagna,il Veneto, seguite da Piemonte, Cam-pania e Toscana. Interessante anchenotare come la maggior parte degliorganismi abbia la data di fondazio-ne dell’impresa tra la fine degli anni80 e l’inizio degli anni 90 del secoloscorso, anni nei quali le esigenze diattestazione di conformità, e di mutuoriconoscimento, iniziavano a farsi piùpressanti sull’onda degli eventi chehanno portato alla nascita della Co -munità Europea e, successivamente,del l’Unione Europea. Negli anni suc-cessivi il mercato ha comunque regi-strato un incremento degli operatoridel settore, con un altro picco, seppurdi minore entità, proprio in questi an -ni di crisi o, se vogliamo, di grandecambiamento. Questo dato fa ben spe -rare sulla vitalità di un settore che è difondamentale supporto alla competiti-vità delle nostre aziende.Tra i tanti dati presentati, riteniamoparticolarmente interessante soffer-marci su sue aspetti: la dimensioned’impresa e la redditività.Relativamente alla dimensione d’im-presa il comparto ricalca la dimensio-ne media delle imprese italiane equindi una grande frammentazione: – fino a 5 dipendenti = 77% – tra 6 e 50 dipendenti = 21%– oltre i 50 dipendenti = 2%A questa distribuzione fa eco analogaframmentazione dei fatturati (€):– Inferiore a 1 milione = 79%– Tra 1 e 5 milioni = 17%– Tra 5 e 10 milioni = 2%– Oltre i 10 milioni = 2%Da notare che gli organismi accredi-tati, tanto i laboratori quanto gli OCI,presentano fatturati mediamente piùelevati rispetto ai soggetti non accre-ditati.
NEWS IN MEASUREMENT AND INSTRUMENTATIONThis section contains an overview of the most significant news from ItalianR&D groups, associations and industries, in the field of measurement scienceand instrumentation, at both theoretical and applied levels.
RIASSUNTOL’articolo contiene una panoramica delle principali notizie riguardanti risul-tati scientifici, collaborazioni, eventi, Start-up, dei Gruppi di R&S Italiani nelcampo della scienza delle misure e della strumentazione, a livello sia teo-rico che applicato. Le industrie sono i primi destinatari di queste notizie,poiché i risultati di ricerca riportati possono costituire stimolo per attività diTrasferimento Tecnologico.
T_M N. 2/15 ƒ 87


T_M ƒ 89
getti accreditati.Infine, a fronte di un rating che defini-sce di rischiosità inferiore alla media il56% delle imprese del settore, con un“solo” 8% d’imprese a rischio elevato,si registra purtroppo un progressivocalo del Margine Operativo Lordodelle imprese del settore. Il dato sareb-be certo da indagare con maggior pro-fondità ma lo rileviamo con una certapreoccupazione per il suo riflesso sullecapacità d’investimento che, soprattut-to nei Laboratori, costituiscono elemen-to essenziale per la competitività e lacrescita e dell’impresa.Questa indagine, come premesso,rappresenta il primo passo di un ten-tativo di caratterizzazione del settoreTIC che, pur contribuendo per oltre il2% al PIL Italiano, a oggi sfugge aogni analisi settoriale. I dati raccolti
sono disponibili nel Watch ReportALPI aggiornato a di cembre 2013 eper ogni informazione al riguardo èpossibile contattare la segreteria del-l’associazione all’indirizzo mail [email protected] o colle-gandosi sul sito web dell’Associa-zione www.alpiassociazione.it.
Paolo Moscatti
IMPLEMENTATO SU NUOVI IMPIANTI IDRICI S.I.M.P.Le., L’INNOVATIVO SISTEMA PER IL MONITORAGGIO DELLE PERDITE IN RETE, FRUTTODI UNA SINERGIA FRA SPIN-OFF,UNIVERSITÀ E INDUSTRIA
Lo scorso gennaio Acquedotto Puglie-se ha presentato l’implementazionefinale di S.I.M.P.Le. (System for Iden-tifying and Monitoring Pipe Leaks), uninnovativo sistema per la ricerca per-dite in condotte idriche e fognarieinterrate, brevettato e sviluppato daMoniTech srl, azienda spin off del-l’Università del Salento, guidatadal Prof. Andrea Cataldo. S.I.M.P.Le.si basa su una tecnica di misura amicroonde (la riflettometria nel domi-nio del tempo, TDR) e consente di mo -nitorare e localizzare le perdite inrete, fornendo un valido ausilio all’ef-ficientamento idrico e al controllo del -
lo stato di salutedelle condotte.Lo sviluppo e l’imple-mentazione praticadel sistema (a cui hacollaborato attiva-mente anche il Prof.Nicola Giaquintodel Politecnico di Ba -ri), oltre a costituireun’esperienza d’in -novazione unica almondo (per la pri mavolta e attraverso
N.02ƒ
; 2015 COMUNICAZIONI, RICERCA E SVILUPPO
DA ENTI E IMPRESE�
Ad esempio il 42% dei Laboratoriaccreditati ha fatturato superiore almilione di euro, contro il 18% dei labo-ratori non accreditati. Tra gli Or ganismidi Certificazione e ispezione, quelli confatturato superiore al milione di eurosono rispettivamente il 58% degli accre-ditati e il 20% dei non ac creditati.Un dato curioso è rappresentato dalfatturato medio per dipendente. Sa -rebbe lecito attendersi una certa va -lorizzazione dell’accreditamento,ovvero un fatturato medio per dipen-dente superiore nei soggetti accredi-tati. Questo è verificato per gli OCImentre è stranamente in controtenden-za per i Laboratori dove sono i sog-getti non accreditati a spuntare unmaggior fatturato per dipendente.Pare quindi che il mercato riconosca ilvalore dell’accreditamento più neiconfronti degli OCI che dei Laborato-ri. Questi ultimi, mediamente, sembra-no non riuscire a recuperare sul mer-cato i maggiori costi do vuti al perso-nale dedicato alle attività di otteni-mento e mantenimento dell’accredita-mento. Questo dato ri propone, inmodo oggettivo, il tema della valoriz-zazione dell’accreditamento dei Labo-ratori di prova e di taratura.I trend di fatturato sono in leggera cre-scita tanto per i Laboratori quanto pergli OCI, con uno spunto maggiore, trail 2012 e il 2013, a favore dei sog-

N.02ƒ
;2015
COMUNICAZIONI, RICERCA E SVILUPPODA ENTI E IMPRESE
�
l’uso di una tecnica non convenzionale si è dotata unarete idrica di un sistema integrato per il monitoraggiodelle perdite), co stituisce anche un esempio concreto dicollaborazione sinergica fra mon do dell’industria, startup e Università.
CONTROLLO DELLE VIBRAZIONI DEL BASAMENTO DELLA “PIETÀ”
Il giorno 2 maggio è stato inaugurato il nuovo museodella Pietà Rondanini presso l’Ospedale Spagnolo al Ca -stello Sforzesco di Milano. Alfredo Ci gada ed Ema-nuele Zappa, del grup po di Misure Meccaniche e Ter-miche del Politecnico di Milano hanno avuto un ruolo
importante di guida e coordinamento delle attività d’in-gegneria legate alla progettazione di un basamento ingrado di mitigare le vibrazioni ambientali provenientidalla metropolitana e le scosse di un eventuale sisma. Si è trattato di un progetto imponente, multidisciplina-re, durato oltre tre anni, che ha riunito competenzeassai diverse e ha posto le basi per un approccio inno-vativo alla conservazione dei beni culturali. Il progetto,sostenuto da Comune di Milano e Fondazione Cariplo,ha visto quali attori principali, oltre al centro per la con-

T_M ƒ 91
N.02ƒ
; 2015 COMUNICAZIONI, RICERCA E SVILUPPO
DA ENTI E IMPRESE�
servazione dei beni culturali del Poli-tecnico di Milano, l’Istituto Superioreper la Conservazione e il Restauro, lasocietà Conservazione Beni Culturali,la THK, Miyamoto International, Arte-ria e Goppion.
UNIVERSITÀ DEL SALENTO EDEDIL GE.O.S. SRL SPERIMENTANOUN NUOVO SISTEMA PER IL MONITORAGGIO DIFFUSO DELL’UMIDITÀ NELLE STRUTTURE EDILI
Il Gruppo di Ricerca di Misure Elettri-che ed Elettroniche dell’Università delSalento, coordinato dal Prof. An -drea Cataldo, è stato di recenteimpegnato nel trasferimento tecnologi-co all’azienda Edil GE.O.S. srl (ope-rante nel settore delle costruzioni eristrutturazioni), di un sistema di moni-toraggio diffuso dell’umidità in mate-riali e strutture edili.Tale sistema sfrutta elementi sensibilipassivi filiformi (installati permanente-mente all’interno della struttura damonitorare) da connettere a strumen-tazione di riflettometria a microonde,tramite appositi punti accessibili dal-l’esterno (al pari di normali prese elet-triche).Grazie alla permanenza degli ele-menti sensibili all’interno della strut-tura, il sistema è in grado di effettua-re controlli periodici dello stato di
salute dei materiali, rivelandone iprofili di umidità, le relative varia-zioni nel tempo e localizzando ipunti interessati da eventuali fenome-ni d’infiltrazioni, risalita o altri tipi didegrado.
IMPORTANTE RICONOSCIMENTOPER UNA STARTUP DEL POLITECNICO DI MILANO
ISS, Innovative Security Solutions,società spin off nata dal Gruppo diMisure Meccaniche del Politecnico diMilano, è nel gruppo di aziende indi-viduate dalla rivista Vision SystemDesign come creatrici dei migliori pro-
dotti d’innovazione per il 2015, nellacategoria Gold.
Il prodotto premiato è il 3DCPS, unsistema rivoluzionario di bin picking,altamente flessibile e in grado dilavorare per mezzo di semplici adat-tamenti con diversi tipi di robot econ pezzi di geometrie e pesi as saidiversi. Vision System Design è sicuramenteuna delle riviste di riferimento per l’in-novazione nella visione a livello inter-nazionale.
In occasione della fiera MecSpe, svoltasia Parma dal 26 al 28 marzo scorsi, laRivista Macchine Utensili e il gruppoSenaf-Tecniche Nuove hanno indetto laprima edizione del Premio Innovazionenei Sistemi Produttivi.Il primo premio all’innovazione assoluta èstato assegnato ad Hexagon Metrologyper 360° SIMS, una soluzione per il con-trollo qualità dimensionale e di processointeramente automatizzato, dedicata aglistabilimenti di produzione di carrozzerieautomobilistiche.Una tipica installazione 360° SIMS ècostituita da sensori per fotogrammetria aluce bianca montati a bordo di robotindustriali, a loro volta collocati lungo lalinea di assemblaggio delle scocche. Unaprocedura di calibrazione eseguita su
appositi calibri e riferimenti, unita a di -spositivi di posizionamento ripetibile del -la scocca, permette di attribuire al siste-ma la precisione necessaria per eseguireil collaudo dimensionale. La rapidità conla quale l’insieme robot-sensori esegue leoperazioni di misura è compatibile con itempi tipici delle linee di assemblaggio econsente, quindi, un controllo di processoin tempo reale fino al 100% della produ-zione.A ricevere il premio Bruno Rolle eLevio Valetti, rispettivamente DirettoreGenerale e Marketing Manager dellaDivisione Commerciale Italia.
Per ulteriori informazioni: www.hexagonmetrology.com
NEWS �
HEXAGON METROLOGYPREMIATA A MECSPE 2015 PER L’INNOVAZIONENEI SISTEMI PRODUTTIVI


T_M ƒ 93T_M ƒ 93T_M N. 2/15 ƒ 93
I SENSORI COLORIMETRICI: ECONOMICITÀ E FACILITÀ D’IMPIEGO
I sensori chimici a risposta ottica svol-gono un ruolo importante in ambitoindustriale, ambientale e clinico gra-zie alle caratteristiche di basso costo,possibilità di miniaturizzazione egrande flessibilità [1,2]. Tra le varietipologie di sensori ottici, quelli colo-rimetrici sono particolarmente at -traenti perché riconoscono le sostan-ze target associando alla concentra-zione un cambiamento di colore, ga -rantendo una risposta analitica fa -cilmente misurabile [3]. Tali dispositi-vi utilizzano reagenti immobilizzatiin una matrice solida, realizzata disolito sotto forma di un film spesso osottile. Tramite la tecnica di stampa a gettod’inchiostro (inkjet printing) è possibi-le ottenere una deposizione di filmomogenea e affidabile e utilizzaremateriali in modo più efficiente, evi-tando l’impiego di sistemi costosi.Inoltre, evitando l’uso di maschere, èpossibile erogare volumi specifici di
COLORI CHE “PARLANO”
Per la realizzazione dei dispositivi sucarta si è impiegato il sistema di stam-pa a getto d’inchiostro raffigurato inFig. 1. Esso è stato realizzato modifi-cando una comune stampante(HP720C), al fine di consentire lastampa d’inchiostri a base acquosa oidroalcolica. Tali modifiche hannoreso il sistema regolabile in altezza eautonomo per la stampa continuativadei campioni, i quali vengono allog-giati su un apposito carrello mobileadattabile ai più svariati tipi di sub-strati e di dispositivi. Al fine di modu-lare lo spessore degli strati stampati,tramite successive sovrascritture, èstata realizzata un’elettronica basatasu microcontrollore ATMEL ATME-GA2560 che, interfacciata con il si -stema di controllo preesistente, per-mette di utilizzare i driver della stam-pante. In tal modo è possibile realiz-zare i campioni utilizzando tutti i soft-ware applicativi normalmente compa-tibili con stampanti commerciali.Il sistema è stato inoltre dotato di unacustodia d’isolamento in plexiglass,che, oltre ad avere funzioni di prote-zione contro urti e polveri, attraversoun sistema di filtraggio e ventilazione,fornisce un’atmosfera controllata al -l’interno della camera, contribuendoefficacemente al processo di evapora-zione del solvente contenuto negli“inchiostri”.
Dip. Ingegneria Elettronica, Chimicae Ingegneria IndustrialeUniversità di [email protected] presentata al Convegno dell’Associazione GMEEGruppo Misure Elettriche ed ElettronicheAncona, 11-13/09/2014
INKJET PRINTED STRIPS FOR THE COLORIMETRIC EVALUATION OF FE(II)Ink-jet printing has been used to fabricate paper strips for the measurementof Fe(II) ions by means of a solid-state colorimetric assay. 2,2’�-bipyridyl(bipy) dye entrapped in a Nafion® matrix was deposited on the strips. Asimple readout system for RGB (Red Green Blue) colors, and a software fordata elaboration, have also been developed. The sensors have been testedfor the evaluation of Fe(II) in pharmaceutical formulations.
RIASSUNTOSono stati sviluppati sensori colorimetrici per la rilevazione d’ioni Fe (II)stampando il reattivo colorante, 2,2’-bipiridile (bipy) disperso in Nafion®,su supporto cartaceo. Lo spot reattivo, incolore appena depositato, in pre-senza della sostanza target si colora fino a rosso intenso. L’intensità delcolore aumenta con la concentrazione di Fe (II), rendendo possibile laquantificazione di questi ioni in formulazioni farmaceutiche utilizzando unsemplice sistema di misurazione home-made.
sostanze chimiche in modo rapido epreciso.I sensori colorimetrici su carta o pla-stica sono stati sviluppati come alter-nativa, a basso costo e user-friendly,alle strumentazioni analitiche conven-zionali [4]. La carta stessa sembrapreferibile rispetto ai substrati plasticiperché economica e di facili disponi-bilità e utilizzo. Tali caratteristicherendono i sensori su carta i miglioricandidati per la diffusione nei Paesiin via di sviluppo. In particolare, isensori colorimetrici su strisce dicarta sono ampiamente utilizzati perla determinazione di molti ioni metal-lici, tossici e non [3-5]. Tra questi, l’analisi d’ioni Fe è di fon-damentale importanza in quanto ele-mento es senziale per piante e anima-li, che gioca un ruolo vitale in unavarietà di processi biochimici e costi-tuisce uno dei micronutrienti piùimportanti. Il rilevamento colorimetri-co d’ioni ferro (II) e ferro (III) è statoampiamente investigato, grazie allecaratteristiche di rapidità di rispostaed elevata sensibilità, impiegandodiversi coloranti [6].
SENSORI E RETI DI SENSORI
Sensori colorimetrici
Davide Aloisio, Salvatore Gianluca Leonardi, Giovanni Neri, Nicola Donato
per il monitoraggio di ioni Fe (II)IL TEMA
�

Il layout del sensore è mostrato inFig. 2. Il sensore realizzato ha unospot di riferimento, usato nella pro-cedura di calibrazione come puntodi zero e al fine di diminuire il rumo-re ambientale e di stabilizzare lalinea di base, e uno spot con il mate-
riale sensibile che, espostoalla sostanza target, cambiacolore. Per la rilevazionedegli ioni Fe (II) è stato utiliz-zato come materiale sensibileil colorante 2,2’-bipiridile(bipy). Prove preliminari han -no mostrato la scarsa qualitàdella semplice stampa di unasoluzione acquosa dicolorante bipy, acausa della diffusionedella soluzione nellastruttura porosa dellacarta. Si è procedutoquindi all’immobiliz-zazione del colorante
sulla superficie preparandouna soluzione contenenteNafion®, una sostanza idro-foba.Lo spot sensibile depositatosulle strip prestampate è bian-co, ma in presenza della
sostanza target si osserva un nettocambiamento di colore da bianco arosso intenso (Fig. 2). Il colore sviluppato è quindi analiz-zato per mezzo di un dispositivo dilettura ottica, acquisendo singoleistantanee attraverso una telecameraCMOS ad alta definizione. Taliimmagini vengono trasferite in real-
ILTEMA
�
N.02ƒ
;2015
T_M ƒ 94
Figura 1 – Sistema di stampa
Figura 2 – Layout del sensore
testati con successo su preparazionifarmaceutiche commerciali venduteco me integratori alimentari e conte-nenti ferro.
STAMPA = PROTOTIPO
La stampa a getto d’inchiostro, e piùin generale i sistemi di prototipazionerapida, stanno permettendo il diffon-dersi di dispositivi di nuova concezio-ne sempre più economici e di facileutilizzo. In tale ambito, la realizzazio-ne di sensori colorimetrici come “car-tine al tornasole” per molteplici so -stanze può essere auspicabile inapplicazioni che fanno della diffusio-ne su larga scala, facilità d’impiego edi lettura i loro punti cardine. In virtùdi queste prospettive, è in corso larealizzazione di un prototipo di sen-sore colorimetrico facilmente interfac-ciabile a tablet e smartphone, corre-dato di un software ottimizzato perl’impiego quale rilevatore ottico.Questi dispositivi “portatili”, supporta-ti da sensori multipli colorimetrici, pos-sono quindi essere utilizzati per appli-cazioni sul campo, quali la rivelazio-ne a basso costo di contaminanti (ioniFe e non solo, soprattutto di metallipesanti altamente tossici) presenti inacque reflue e utilizzati come trac-cianti di contaminazione chimica.
RIFERIMENTI BIBLIOGRAFICI
1. C. McDonagh, C.S. Burke, B.D.MacCraith, “Optical Chemical Sen-sors”, Chem. Rev., 400-422, 108(2008).
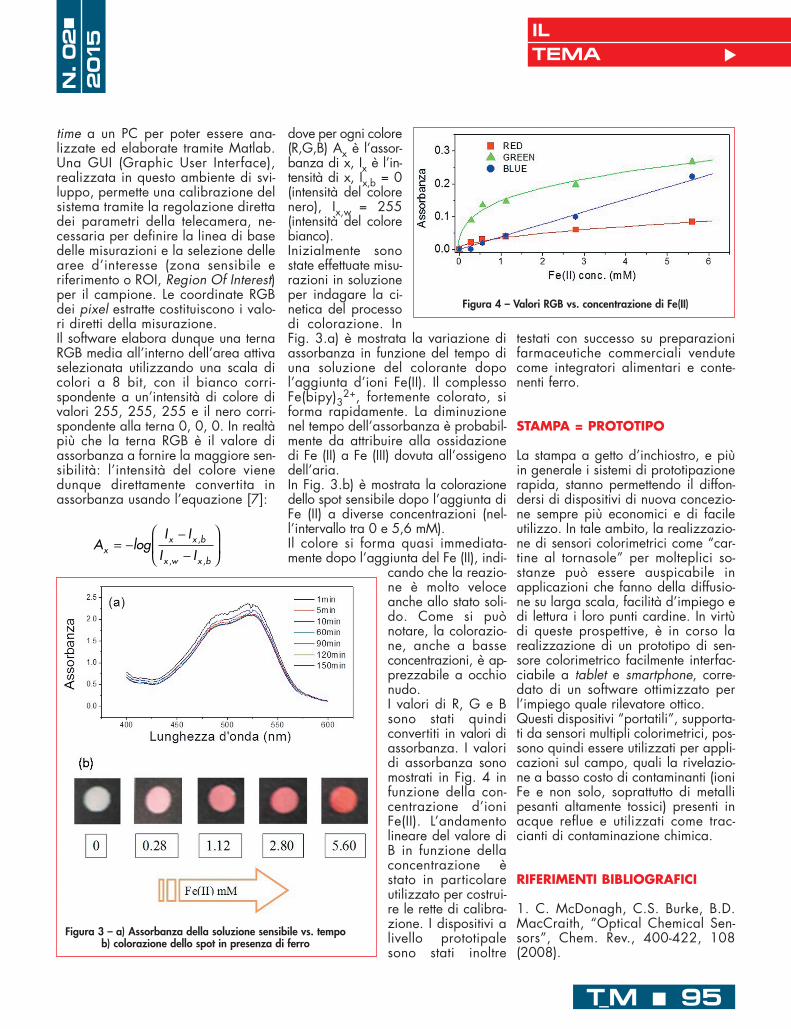
dove per ogni colore(R,G,B) Ax è l’assor-banza di x, Ix è l’in-tensità di x, Ix,b = 0(intensità del colorenero), Ix,w = 255(intensità del colorebianco).Inizialmente sonostate effettuate misu-razioni in soluzioneper indagare la ci -netica del processodi colorazione. InFig. 3.a) è mostrata la variazione diassorbanza in funzione del tempo diuna soluzione del colorante dopol’aggiunta d’ioni Fe(II). Il complessoFe(bipy)32+, fortemente colorato, siforma rapidamente. La diminuzionenel tempo dell’assorbanza è probabil-mente da attribuire alla ossidazionedi Fe (II) a Fe (III) dovuta all’ossigenodell’aria.In Fig. 3.b) è mostrata la colorazionedello spot sensibile dopo l’aggiunta diFe (II) a diverse concentrazioni (nel-l’intervallo tra 0 e 5,6 mM).Il colore si forma quasi immediata-mente dopo l’aggiunta del Fe (II), indi-
cando che la reazio-ne è molto veloceanche allo stato soli-do. Come si puònotare, la colorazio-ne, anche a basseconcentrazioni, è ap -prezzabile a occhionudo.I valori di R, G e Bsono stati quindiconvertiti in valori diassorbanza. I va loridi assorbanza sonomostrati in Fig. 4 infunzione della con-centrazione d’ioniFe(II). L’andamentolineare del va lore diB in funzione dellaconcentrazione èstato in particolareutilizzato per costrui-re le rette di calibra-zione. I dispositivi alivello prototipalesono stati inoltre
time a un PC per poter essere ana-lizzate ed elaborate tramite Matlab.Una GUI (Graphic User Interface),realizzata in questo ambiente di svi-luppo, permette una calibrazione delsistema tramite la regolazione direttadei parametri della telecamera, ne -cessaria per definire la linea di basedelle misurazioni e la selezione dellearee d’interesse (zona sensibile eriferimento o ROI, Region Of Interest)per il campione. Le coordinate RGBdei pixel estratte costituiscono i valo-ri diretti della misurazione.Il software elabora dunque una ternaRGB media all’interno dell’area attivaselezionata utilizzando una scala dicolori a 8 bit, con il bianco corri-spondente a un’intensità di colore divalori 255, 255, 255 e il nero corri-spondente alla terna 0, 0, 0. In realtàpiù che la terna RGB è il valore diassorbanza a fornire la maggiore sen-sibilità: l’intensità del colore vienedunque direttamente convertita inassorbanza usando l’equazione [7]:
T_M ƒ 95
N.02ƒ
; 2015 IL
TEMA�
A log
I I
I Ixx x b
x w x b
= −−−
,
, ,
Figura 3 – a) Assorbanza della soluzione sensibile vs. tempob) colorazione dello spot in presenza di ferro
Figura 4 – Valori RGB vs. concentrazione di Fe(II)

2. R. Narayanaswamy, O.S. Wolfbeis (Eds.), Opticalsensors. Industrial, Environmental and Diagnosticapplications, Springer, 2004.3. N. Kaur, S. Kumar, “Colorimetric metal ion sen-sors”, Tetrahedron, 9233-9264, 67 (2011).4. K. Abe, K. Suzuki, D. Citterio, Inkjet-printedmicrofluidic multianalyte chemical sensing paper,Analytical Chemistry 09/2008; 80(18):6928-6934.5. C. Xing, L. Liu, X. Zhang, H. Kuang, C. Xu Colori-metric detection of mercury based on a strip sensor,Anal. Methods, 2014, doi: 10.1039/C3AY42002G.6. A. Abbaspour, M. A. Mehrgardi, A. Noori, M.A.Kamyabi, A.Khalafi-Nezhad, M. N. Soltani Rad,Speciation of iron(II), iron(III) and full-range pH moni-toring using paptode: A simple colorimetric methodas an appropriate alternative for optodes, Sens. Actu-ators B, 2006, 113, 857-862.7. A. Choodum, N.N. Daied, Digital image-basedcolourimetric tests for amphetamine and methyl amphet-amine. Drugs Testing and Analysis, 3: 277-282, 2011.
ILTEMA
�
N.02ƒ
;2015
Davide Aloisio si è laureato in Ingegne-ria Elettronica e ha conseguito il Dottoratodi Ricerca presso l’Università di Messina. Isuoi interessi di ricerca riguardano lo svi-luppo di elettronica d’interfacciamento emisura basata su sistemi embedded.
Salvatore Gianluca Leonardi si èlaureato in Ingegneria Industriale, ed èattualmente Dottorando di Ricerca pressol’Università di Messina. I suoi interessi diricerca sono rivolti allo sviluppo e allacaratterizzazione di sensori chimici.
Giovanni Neri è Professore Ordinariodi Chimica presso il Dipartimento di Inge-gneria Elettronica, Chimica e IngegneriaIndustriale dell’Università di Messina. Sioccupa della sintesi e caratterizzazionedi materiali sensibili finalizzati alla svi-
luppo di sensori chimici per applicazioni nei settoriambientale, automobilistico e biomedicale.
Nicola Donato è Professore Associatodi Elettronica presso il Dipartimento diIngegneria Elettronica, Chimica e Inge-gneria Industriale dell’Università di Mes-sina. Si occupa di misure a RF e amicroonde, strumentazione elettronica
d’interfacciamento e misura, sviluppo e caratterizzazio-ne di sensori con diversi meccanismi di trasduzione. Èattualmente responsabile del laboratorio di Elettronicadei Sensori e dei Sistemi di Trasduzione (LESST).

T_M N. 2/15 ƒ 97
Dip. Ingegneria dell’Informazione,Elettronica e TelecomunicazioniUniversità di Roma “La Sapienza”[email protected] presentata al Convegno dell’Associazione GMEEGruppo Misure Elettriche ed ElettronicheAncona, 11-13/09/2014
INTRODUZIONE
Le esigenze del sistema sanitario, inambito sia nazionale sia internazio-nale sono aumentate a tal punto darendere il costo delle cure medicheun problema critico per i Paesi piùsviluppati. L’aumento della popola-zione sopra i 65 anni di età, asso-ciato a uno stile di vita sempre piùsedentario, ha portato all’aumentodi pazienti con una o più malattiecroniche. I dati sulla situazioneattuale a livello mondiale indicanoche più di 300 milioni di personesoffrono di obesità e 600 milioni dimalattie croniche [1]. Si può quindifacilmente ipotizzare che le richiesteaddizionali che il progressivo invec-chiamento della popolazione impor-rà non saranno sostenibili se si con-tinuerà a utilizzare le pratiche con-venzionali. Per questi motivi, l’effi-cienza dei servizi di assistenza è lachiave per controllare i costi e au -mentare la qualità del servizio sani-tario. L’utilizzo di nuove tecnologie
può consentire scambi più velocid’informazioni relative alla salutedel paziente con il medico, riducen-do così le spese sanitarie e fornendol’opportunità di migliorare la qualitàdell’assistenza domiciliare.I recenti progressi tecnologici nelcampo dei sensori, della microelet-tronica di bassa potenza, della mi -niaturizzazione e delle reti wirelesshanno permesso l’avvio di progettirelativi alla realizzazione di reti disensori senza fili capaci di monito-rare e controllare l’ambiente circo-stante in maniera completamenteautonoma [2]. Una delle più promet-tenti applicazioni delle reti di senso-ri è proprio quella relativa al moni-toraggio della salute dell’uomo.Attraverso il posizionamento oppor-tuno sul corpo umano di molteplicisensori wireless miniaturizzati è pos-sibile creare una Wireless BodyArea Network (WBAN) in grado dimonitorare vari segnali vitali, for-nendo informazioni in tempo realesia all’utente, sia all’eventuale per-
sonale medico collegato in remoto[2] (Fig. 1). Il controllo remoto deiparametri vitali dei pazienti, infatti,sta diventando un’esigenza semprepiù sentita, considerati i suoi diversicampi di applicazione, quali il moni-toraggio di persone anziane (o nonautosufficienti) in ambiente domesti-co, ovvero in contesto ospedaliero,per consentire una maggior autono-mia al paziente ricoverato e una so -stanziale diminuzione dei tempi diricovero.Nel seguito sarà descritta una reteWBAN di sensori indossabili per ilmonitoraggio da remoto dei principa-li parametri vitali di un paziente. Inparticolare il sistema utilizza sensoriindossabili per il monitoraggio dellatemperatura, dell’attività respiratoria,dell’attività cardiaca, della saturazio-ne dell’ossigeno e della pressionearteriosa.I sensori sono integrati, tramite l’utiliz-zo di un microcontrollore della TexasInstruments (MSP430) con interfacciawireless (CC2500) [3], in una rete ingrado di trasmettere i parametri moni-torati a una stazione di raccolta dati.I dati sono poi acquisiti, elaborati eimmagazzinati tramite uno strumentovirtuale sviluppato in ambiente Lab-VIEW, che consente di fornire unavisione immediata d’insieme dei para-metri monitorati e offre la possibilitàd’inoltro automatico di allarmi.
WEARABLE SENSOR NETWORK TO MONITOR PATIENTS’ PARAMETERSThe development of a wireless network of wearable sensors for monitoringtemperature, respiratory and cardiac activity, oxygen saturation and bloodpressure in a patient is presented. The wireless network is implemented withthe Texas Instruments eZ430-RF2500 board, based on the MSP430F2274microcontroller and the CC2500 wireless transceiver. The detected signalsare acquired, processed and displayed by a virtual instrument developedusing the LabVIEW software.
RIASSUNTOIn questo lavoro è presentato lo sviluppo di una rete di sensori indossabiliper il monitoraggio della temperatura, dell’attività respiratoria, dell’attivitàcardiaca, della saturazione dell’ossigeno e della pressione arteriosa di unpaziente. L’implementazione della rete wireless è realizzata con la schedaeZ430-RF2500 della Texas Instruments, basata sul microcontrolloreMSP430F2274 e sul ricetrasmettitore wireless CC2500. I segnali registratisul paziente sono acquisiti, elaborati e visualizzati attraverso uno strumen-to virtuale sviluppato in ambiente LabVIEW.
SENSORI E RETI DI SENSORI
Rete di sensori indossabili
Emanuele Piuzzi, Stefano Pisa, Erika Pittella
per il monitoraggio da remoto di parametri vitali di pazientiIL TEMA
�

T_M ƒ 99
REALIZZAZIONE DEI SENSORI INDOSSABILI
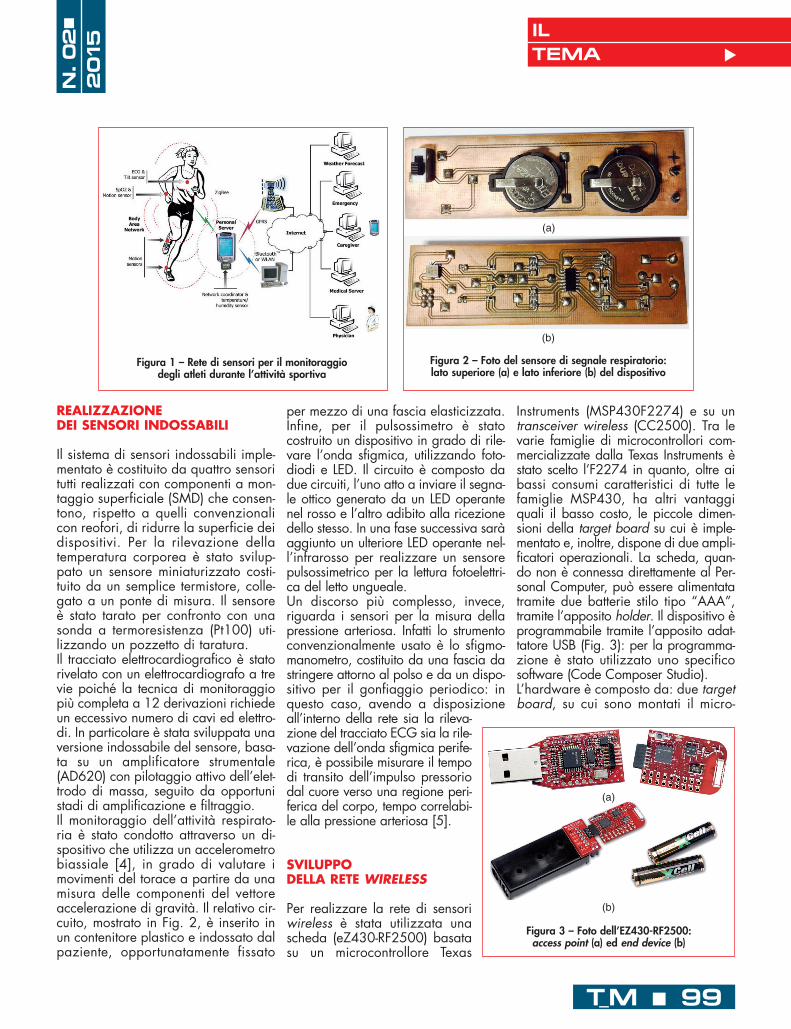
Il sistema di sensori indossabili imple-mentato è costituito da quattro sensoritutti realizzati con componenti a mon-taggio superficiale (SMD) che consen-tono, rispetto a quelli convenzionalicon reofori, di ridurre la superficie deidispositivi. Per la rilevazione dellatemperatura corporea è stato svilup-pato un sensore miniaturizzato costi-tuito da un semplice termistore, colle-gato a un ponte di misura. Il sensoreè stato tarato per confronto con unasonda a termoresistenza (Pt100) uti-lizzando un pozzetto di taratura.Il tracciato elettrocardiografico è statorivelato con un elettrocardiografo a trevie poiché la tecnica di monitoraggiopiù completa a 12 derivazioni ri chiedeun eccessivo numero di cavi ed elettro-di. In particolare è stata sviluppata unaversione indossabile del sensore, basa-ta su un amplificatore strumentale(AD620) con pilotaggio attivo dell’elet-trodo di massa, seguito da opportunistadi di amplificazione e filtraggio.Il monitoraggio dell’attività respirato-ria è stato condotto attraverso un di -spositivo che utilizza un accelerometrobiassiale [4], in grado di valutare imovimenti del torace a partire da unamisura delle componenti del vettoreaccelerazione di gravità. Il relativo cir-cuito, mostrato in Fig. 2, è inserito inun contenitore plastico e indossato dalpaziente, opportunatamente fissato
per mezzo di una fascia elasticizzata.Infine, per il pulsossimetro è statocostruito un dispositivo in grado di rile-vare l’onda sfigmica, utilizzando foto-diodi e LED. Il circuito è composto dadue circuiti, l’uno atto a inviare il segna-le ottico generato da un LED operantenel rosso e l’altro adibito alla ricezionedello stesso. In una fase successiva saràaggiunto un ulteriore LED operante nel-l’infrarosso per realizzare un sensorepulsossimetrico per la lettura fotoelettri-ca del letto ungueale. Un discorso più complesso, invece,riguarda i sensori per la misura dellapressione arteriosa. Infatti lo strumentoconvenzionalmente usato è lo sfigmo-manometro, costituito da una fa scia dastringere attorno al polso e da un dispo-sitivo per il gonfiaggio periodico: inquesto caso, avendo a disposizioneall’interno della rete sia la rileva-zione del tracciato ECG sia la rile-vazione dell’onda sfigmica perife-rica, è possibile misurare il tempodi transito dell’impulso pressoriodal cuore verso una regione peri-ferica del corpo, tempo correlabi-le alla pressione arteriosa [5].
SVILUPPO DELLA RETE WIRELESS
Per realizzare la rete di sensoriwireless è stata utilizzata unascheda (eZ430-RF2500) basatasu un microcontrollore Texas
Instruments (MSP430F2274) e su untransceiver wireless (CC2500). Tra levarie famiglie di microcontrollori com-mercializzate dalla Texas Instruments èstato scelto l’F2274 in quanto, oltre aibassi consumi caratteristici di tutte lefamiglie MSP430, ha altri vantaggiquali il basso costo, le piccole dimen-sioni della target board su cui è imple-mentato e, inoltre, dispone di due ampli-ficatori operazionali. La scheda, quan-do non è connessa direttamente al Per-sonal Computer, può essere alimentatatramite due batterie stilo tipo “AAA”,tramite l’apposito holder. Il dispositivo èprogrammabile tramite l’apposito adat-tatore USB (Fig. 3): per la programma-zione è stato utilizzato uno specificosoftware (Code Composer Studio).L’hardware è composto da: due targetboard, su cui sono montati il micro-
N.02ƒ
; 2015 IL
TEMA�
Figura 1 – Rete di sensori per il monitoraggio degli atleti durante l’attività sportiva
Figura 2 – Foto del sensore di segnale respiratorio: lato superiore (a) e lato inferiore (b) del dispositivo
(a)
(b)
Figura 3 – Foto dell’EZ430-RF2500: access point (a) ed end device (b)
(a)
(b)

T_M ƒ 100
Stefano Pisa è Profes-sore Associato presso ilDipartimento d’Ingegne-ria dell’Informazione,Elettronica e Telecomuni-cazioni dell’Università La
Sapienza di Roma. Le sue attività diricerca riguardano gli effetti biologicidei campi EM, le applicazioni diagno-stiche e terapeutiche dei campi EM, lamodellistica e il progetto di circuiti amicroonde.
Emanuele Piuzzi èRicercatore di MisureElettriche ed Elettronichepresso il Dipartimentod’Ingegneria dell’Infor-mazione, Elettronica e
Telecomunicazioni dell’Università LaSapienza di Roma. I suoi principali inte-ressi di ricerca riguardano le misure dipermettività complessa, la strumentazio-ne biomedica, la riflettometria nel domi-nio del tempo e la valutazione dell’e-sposizione ai campi elettromagnetici.
Erika Pittella ha conse-guito il Dottorato di Ricer-ca in Ingegneria Elettroni-ca presso il Dipartimentod’Ingegneria dell’Infor-mazione, Elettronica e
Telecomunicazioni dell’Università LaSapienza di Roma. Le sue principali atti-vità di ricerca riguardano la modellisti-ca e la progettazione di radar UWB peril monitoraggio remoto dell’attività car-dio-respiratoria e gli aspetti dosimetricidell’interazione tra campi EM irradiatidai radar UWB e soggetti esposti
controllore e il transceiver wireless,che garantisce le funzionalità radiograzie alla presenza di un’antenna a2,4 GHz integrata nel circuito stam-pato; un’interfaccia USB (Fig. 3.a),attraverso la quale, oltre a essere ali-mentato, il dispositivo può essere pro-grammato con un computer, comuni-cando con esso tramite porta seriale;un modulo per le batterie, collegabilealla target board, che ha il compito dialimentare il chip quando non è colle-gato al computer (Fig. 3.b).
INTERFACCIA LABVIEWE RISULTATI SPERIMENTALI
Per elaborare, presentare graficamentein tempo reale e salvare i dati ac quisitiè stato utilizzato uno strumento virtualesviluppato in ambiente LabVIEW. Ildato, composto dal segnale respirato-rio, dal segnale cardiaco, dal segnaledi temperatura e dal segnale che misu-ra l’onda sfigmica, viene trasferito alcomputer di controllo tramite portaUSB. I segnali vengono poi opportuna-tamente elaborati e filtrati prima dellaloro visualizzazione grafica.Il software, oltre alla visualizzazionegrafica dei segnali, fornisce sul pan-nello frontale anche i valori della fre-quenza respiratoria (respiri al minuto),
della frequenza cardiaca (battiti perminuto), della temperatura e del tempodi transito dell’impulso pressorio.I relativi tracciati acquisiti sono visibili inFig. 4, dove è mostrata l’interfaccia Lab-VIEW implementata. Si possono notare,in particolare, i LED di allarme che siattivano se la frequenza cardiaca, respi-ratoria e/o il valore della temperaturasono al di fuori di un intervallo fisiologi-co impostabile dall’operatore.
VERSO LA SPERIMENTAZIONE SU PAZIENTI
Una volta completato l’intero progettodel sistema di sensori, è prevista unafase d’ingegnerizzazione dei sensorirealizzati. Successivamente sarà con-dotta una campagna di prova su volon-tari, effettuando test in ambiente siadomestico sia ospedaliero, con il sup-porto di personale medico. In partico-lare è prevista una collaborazione conl’ospedale S. Andrea di Roma, ancheal fine d’individuare i dati salienti damemorizzare per una loro successivatrasmissione e/o visualizzazione daparte del personale sanitario.
RIFERIMENTI BIBLIOGRAFICI1. A. Darwish and A.E. Hassanien,
“Wearable andimplantable wirelesssensor network solu-tions for healthcaremonitoring”, Sensors,vol. 11, pp. 5561-5595,2011.2. E. Jovanov, A. Mi -lenkovic, C. Otto andP.C. de Groen, “A wire-less body area networkof intelligent motion sen-sors for computer assist-ed physical rehabilita-tion”, Journal of NeuroEngineering and Reha-bilitation, March 2005.3. Texas Instruments,eZ430-RF2500 Devel-opment Tool – User’sGuide.4. P.D. Hung, S. Bon-net, R. Guillemaud, E.
ILTEMA
�
N.02ƒ
;2015
Castelli, P.T.N. Yen, “Estimation of res-piratory waveform using anaccelerometer”, 5th IEEE InternationalSymposium on Biomedical Imaging,pp. 1493-1496, 2008.5. J.Y.A. Foo, C.S. Lim, and P. Wang,“Evaluation of blood pressurechanges using vascular transit time”,Physiological Measurement, vol. 27,pp. 685-694, 2006.
Figura 4 – Interfaccia grafica realizzata con LabVIEW
tà continua, alimentati da batteriericaricabili, e spesso il consumo dienergia non è indicato [1-3]. In [2],gli autori sottolineano l’importanza diprogettare un sistema non invasivoper il paziente: la non invasività sem-bra essere una caratteristica moltoimportante per l’accettabilità da partedel paziente. I dispositivi precedenti,anche se numerosi, non hanno anco-ra avuto uno sviluppo maturo, proba-bilmente a causa di alcuni aspetti tec-nologici che incidono sull’accettabili-tà. Ad esempio, le batterie influisconosia per il loro peso che per il loro volu-me, richiedono ricarica periodica ecostituiscono un problema per l’am-biente, in quanto creano problemi disostituzione e smaltimento.Infatti un sistema di monitoraggioindossato da persone durante tuttol’arco della giornata, in particolaredagli anziani, richiede: (i) una comu-nicazione wireless per trasferire i datigrezzi dai sensori al ricevitore evitan-do soluzioni cablate che possono vin-colare i movimenti; (ii) dispositivi aridotto ingombro e peso, dotati di cir-cuiti elettronici a bassa potenza; (iii)
integrazione in capi di abbigliamen-to, come abiti, cinture e polsini o al -tro. A tal proposito i tessuti elettronici(e-tessile) applicati a dispositivi indos-sabili hanno recentemente fatto moltiprogressi nel campo del monitoraggiosanitario [4]. Pertanto, tali sistemi pos-sono sì essere incorporati sui capi in -dossabili in modi diversi, ma devonoessere progettati considerando le di -mensioni, il comfort, la portabilità e,ancora più importante, la dissipazio-ne di potenza.Questo articolo descrive una magliet-ta autonoma sensorizzata alimentatada una cella solare flessibile, applica-ta direttamente sul tessuto. La magliet-ta è in grado di misurare la frequenzarespiratoria, la frequenza cardiaca eil movimento del corpo, inviando al -larmi se necessario. In particolare èstata sviluppata una scheda elettroni-ca a bassa potenza per migliorarel’acquisizione dei dati, il consumo dipotenza, gli ingombri e la portabilità.Due elettrodi ECG realizzati su tessu-to sono utilizzati per migliorare il com-fort per il paziente. Il consumo dienergia è ridotto tramite circuiti low-power. Inoltre, la nostra proposta èquella di utilizzare la tecnologia dipower harvesting per alimentare que-sti sistemi indossabili. Il nucleo del di -spositivo proposto è la sostituzionedella batteria con un sistema di ali-mentazione che sfrutta una cella sola-re flessibile.
WEARABLE SENSORIZED T-SHIRT WITH POWER HARVESTING MODULEThis work describes an instrumented autonomous T-shirt powered by a flexiblesolar cell directly applied on the T-shirt. The instrumented T-shirt is capableof measuring respiration rate, heart rate and body movement, sendingalarms if necessary. The methodology adopted, the design choices and theexperimental results are reported and discussed. The experimental resultsshow its use even in poor outdoor lighting conditions.
RIASSUNTOIl lavoro descrive una maglietta autonoma sensorizzata alimentata da unacella solare flessibile applicata direttamente sul tessuto. La maglietta senso-rizzata è in grado di misurare la frequenza respiratoria, la frequenza car-diaca e il movimento del corpo inviando allarmi, se necessario. La meto-dologia adottata, le scelte progettuali e i risultati sperimentali sono riporta-ti e discussi. I risultati sperimentali mostrano il suo utilizzo anche in condi-zioni di scarsa illuminazione esterna.
T_M N. 2/15 ƒ 101
SENSORI E RETI DI SENSORI
Dispositivo indossabile autonomo
Alessandro Dionisi, Emilio Sardini, Mauro Serpelloni
per la misura dei parametri vitali con modulo di power harvestingIL TEMA
�
Dip. Ingegneria dell’Informazione,Università di [email protected] presentata al Convegno dell’Associazione GMEEGruppo Misure Elettriche ed ElettronicheAncona, 11-13/09/2014
MAGLIETTE INTELLIGENTI – OVERVIEW
I sistemi indossabili sono ormai unarealtà, permettendo il monitoraggiodei principali parametri vitali di unapersona durante le attività quotidianeper una varietà di applicazioni incampo sportivo e medico. In quest’ul-timo settore uno dei problemi piùimportanti è il monitoraggio dellapopolazione anziana, destinata a cre-scere nei prossimi anni. In particolare,la disponibilità di dispositivi in gradodi monitorare autonomamente perso-ne anziane durante la vita quotidianagarantisce una costante assistenza efornisce una risposta primaria allepossibili emergenze [1-2]. Un altrocampo di applicazione è quello spor-tivo; in questo contesto i sistemi indos-sabili possono monitorare le presta-zioni di un atleta e fornire informazio-ni sulle sue performance in temporeale in modo da migliorare costante-mente la preparazione fisica.In letteratura sono riportate diverse ti -po logie di sistemi indossabili biome-dicali. Tali sistemi operano in modali-

T_M ƒ 102
N.02ƒ
;2015
DESCRIZIONE DELLA MAGLIETTA SENSORIZZATA AUTONOMA
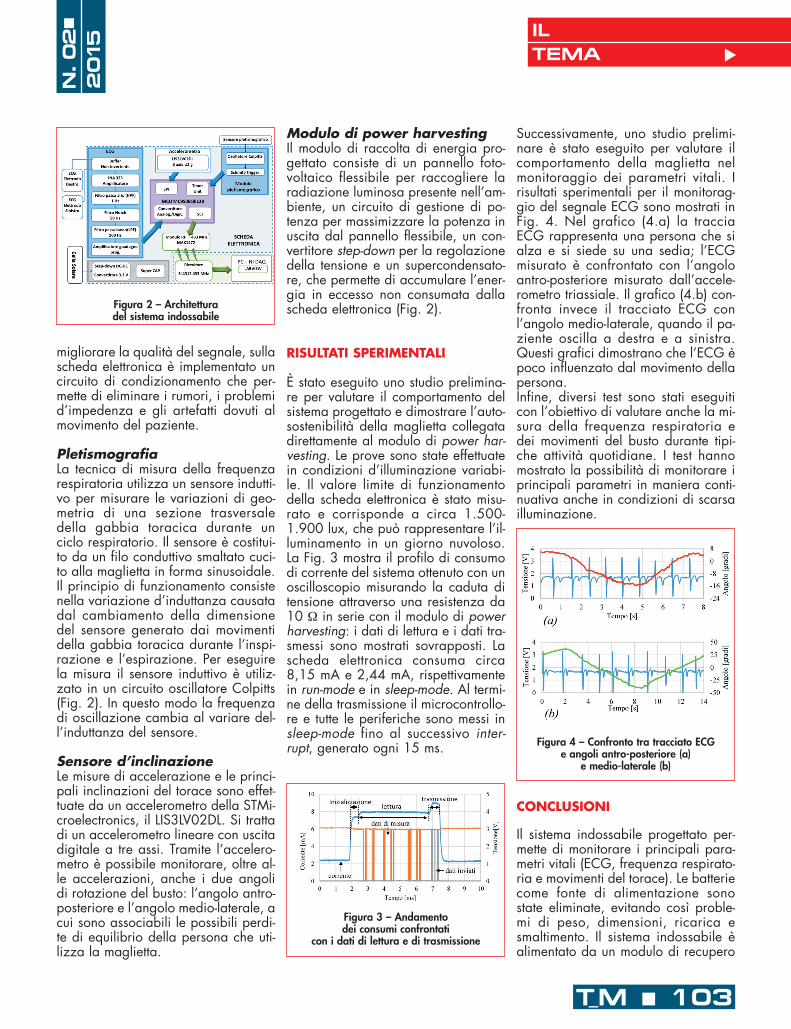
Il sistema in-dossabile è rap-presentato sche-maticamente inFig. 1. Il siste-ma può esseresuddiviso in piùblocchi: (i) lascheda elettro-nica che com-prende i circuitidi condiziona-mento dei sen-sori, l’accelero-metro per misu-
rare i movimenti del busto e il modulo di trasmissionewireless, (ii) i sensori conduttivi tessili per la misuradelle attività cardiache e respiratorie (elettrodi ECG esensore a pletismografia induttiva), (iii) la cella solareutilizzata per alimentare la scheda elettronica e (iv) l’u-nità di lettura, che riceve i dati dalla scheda elettronicatramite comunicazione wireless.
La scheda elettronicaIn Fig. 2 è mo strato lo schema a blocchi della schedae lettronica del sistema indossabile. La scheda elettroni-ca è collegata agli elettrodi ECG, al sensore pletismo-grafico e alla cella solare. Un microcontrollore a 8 bitgestisce l’acquisizione dei segnali dei sensori e la tra-smissione dati all’unità di lettura. Il microcontrollore èprogrammato per campionare, convertire e inviare idati alla frequenza di 66,23 Hz. È stata selezionataquesta frequenza allo scopo di consentire di monitora-re i parametri vitali anche quando le frequenze car-diaca e respiratoria sono molto elevate. Il microcon-trollore è anche responsabile dell’invio dei dati di misu-ra all’unità di lettura utilizzando un modulo RF a bassapotenza (MAX1472, Texas Instruments). La frequenzadi trasmissione per questo tipo di trasmettitore è di433 MHz e la modalità di modulazione ASK è con90 dB di profondità di modulazione, che garantisconoalcuni metri di distanza di trasmissione. I dati vengonoinviati al ricevitore collegato a un PC. Pertanto un pro-gramma dedicato è stato sviluppato in LabVIEW.
Misura di ECGLa misura dell’attività cardiaca è effettuata utilizzandodue elettrodi tessuti direttamente sulla maglietta, comeillustrato in Fig. 1. Gli elettrodi sono realizzati con untessuto di nylon metallizzato con dimensioni di7 x 7 cm2 e sono situati all’interno della maglietta, adestra e a sinistra del torace, utilizzando la configura-zione II del Triangolo di Einthoven, che garantisce unarilevazione massima del complesso QRS. Al fine di
Figura 1 – Vista generale del sistema indossabile
T_M ƒ 103
Modulo di power harvestingIl modulo di raccolta di energia pro-gettato consiste di un pannello foto-voltaico flessibile per raccogliere laradiazione luminosa presente nell’am-biente, un circuito di gestione di po -tenza per massimizzare la potenza inuscita dal pannello flessibile, un con-vertitore step-down per la regolazionedella tensione e un supercondensato-re, che permette di accumulare l’ener-gia in eccesso non consumata dallascheda elettronica (Fig. 2).
RISULTATI SPERIMENTALI
È stato eseguito uno studio prelimina-re per valutare il comportamento delsistema progettato e dimostrare l’auto-sostenibilità della maglietta collegatadirettamente al modulo di power har-vesting. Le prove sono state effettuatein condizioni d’illuminazione variabi-le. Il valore limite di funzionamentodella scheda elettronica è stato misu-rato e corrisponde a circa 1.500-1.900 lux, che può rappresentare l’il-luminamento in un giorno nuvoloso.La Fig. 3 mostra il profilo di consumodi corrente del sistema ottenuto con unoscilloscopio misurando la caduta ditensione attraverso una resistenza da10 Ω in serie con il modulo di powerharvesting: i dati di lettura e i dati tra-smessi sono mostrati sovrapposti. Lascheda elettronica consuma circa8,15 mA e 2,44 mA, rispettivamentein run-mode e in sleep-mode. Al termi-ne della trasmissione il microcontrollo-re e tutte le periferiche sono messi insleep-mode fino al successivo inter-rupt, generato ogni 15 ms.
Successivamente, uno studio prelimi-nare è stato eseguito per valutare ilcomportamento della maglietta nelmonitoraggio dei parametri vitali. Irisultati sperimentali per il monitorag-gio del segnale ECG sono mostrati inFig. 4. Nel grafico (4.a) la tracciaECG rappresenta una persona che sialza e si siede su una sedia; l’ECGmisurato è confrontato con l’angoloantro-posteriore misurato dall’accele-rometro triassiale. Il grafico (4.b) con-fronta invece il tracciato ECG conl’angolo medio-laterale, quando il pa -ziente oscilla a destra e a sinistra.Questi grafici dimostrano che l’ECG èpoco influenzato dal movimento dellapersona.Infine, diversi test sono stati eseguiticon l’obiettivo di valutare anche la mi -sura della frequenza respiratoria edei movimenti del busto durante tipi-che attività quotidiane. I test hannomostrato la possibilità di monitorare iprincipali parametri in maniera conti-nuativa anche in condizioni di scarsailluminazione.
CONCLUSIONI
Il sistema indossabile progettato per-mette di monitorare i principali para-metri vitali (ECG, frequenza respirato-ria e movimenti del torace). Le batteriecome fonte di alimentazione sonostate eliminate, evitando così proble-mi di peso, dimensioni, ricarica esmaltimento. Il sistema indossabile èalimentato da un modulo di recupero
migliorare la qualità del segnale, sullascheda elettronica è implementato uncircuito di condizionamento che per-mette di eliminare i rumori, i problemid’impedenza e gli artefatti dovuti almovimento del paziente.
PletismografiaLa tecnica di misura della frequenzarespiratoria utilizza un sensore indutti-vo per misurare le variazioni di geo-metria di una sezione trasversaledella gabbia toracica durante unciclo respiratorio. Il sensore è costitui-to da un filo conduttivo smaltato cuci-to alla maglietta in forma sinusoidale.Il principio di funzionamento consistenella variazione d’induttanza causatadal cambiamento della dimensionedel sensore generato dai movimentidella gabbia toracica durante l’inspi-razione e l’espirazione. Per eseguirela misura il sensore induttivo è utiliz-zato in un circuito oscillatore Colpitts(Fig. 2). In questo modo la frequenzadi oscillazione cambia al variare del-l’induttanza del sensore.
Sensore d’inclinazioneLe misure di accelerazione e le princi-pali inclinazioni del torace sono effet-tuate da un accelerometro della STMi-croelectronics, il LIS3LV02DL. Si trattadi un accelerometro lineare con uscitadigitale a tre assi. Tramite l’accelero-metro è possibile monitorare, oltre al -le accelerazioni, anche i due angolidi rotazione del busto: l’angolo an tro-posteriore e l’angolo medio-laterale, acui sono associabili le possibili perdi-te di equilibrio della persona che uti-lizza la maglietta.
N.02ƒ
; 2015 IL
TEMA�
Figura 3 – Andamento dei consumi confrontati
con i dati di lettura e di trasmissione
Figura 4 – Confronto tra tracciato ECG e angoli antro-posteriore (a)
e medio-laterale (b)
Figura 2 – Architettura del sistema indossabile

T_M ƒ 104T_M ƒ 104
ILTEMA
�
N.02ƒ
;2015
energetico che utilizza una cella sola-re flessibile per generare l’energia peril corretto funzionamento. I risultatisperimentali mostrano la possibilità diutilizzo del sistema sia in campo aper-to sia in condizioni di scarsa illumina-zione. Il sistema indossabile con ilmodulo di power harvesting consentequindi di migliorare sia la non-invasi-vità sia l’utilizzo in applicazionisenza batterie.
RIFERIMENTI BIBLIOGRAFICI
1. E. Campo et al. – Sensors, wear-able devices, intelligent networks andsmart homecare for health. IRBM2013, 34, 11-13.2. M. Chana et al. – E. Smart wear-able systems: current status and futurechallenges. Artificial Intelligence inMedicine 2012, 56, 137-156.
3. D. Teichmann et al. – The MAINShirt: A Textile-integrated magneticinduction sensor array. Sensors 2014,14, 1039-1056.4. M. Stoppa et al. – Wearable elec-tronics and smart textiles: a criticalreview. Sensors 2014, 14, 11957-11992.
Alessandro Dionisi èstudente di Dottorato in“Technology for Health”presso il Dipartimento diInformazione dell’Univer-sità degli Studi di Bre-
scia. Le sue attività di ricerca sono foca-lizzate sullo studio e progettazione disensori autonomi indossabili.
Emilio Sardini è Profes-sore Ordinario presso ilDipartimento di Ingegne-ria dell’Informazione, U -niversità degli Stu di diBrescia. È il Coordinatore
del Dottorato in Technology for Health eDirettore del Dipartimento di Ingegneriadell’Informazione. I suoi interessi di ricer-ca sono recentemente rivolti allo sviluppodi sensori autonomi per applicazioni bio-mediche.
Mauro Serpelloni èRicercatore di misure elet-triche ed elettroniche nelDipartimento di In ge gne -ria dell’Informa zione, U -niversità degli Studi di
Brescia. I suoi interessi di ri cerca inclu-dono modellazione e realizzazione disistemi di misura per applicazioni indu-striali e biomediche.
T_M N. 2/15 ƒ 105
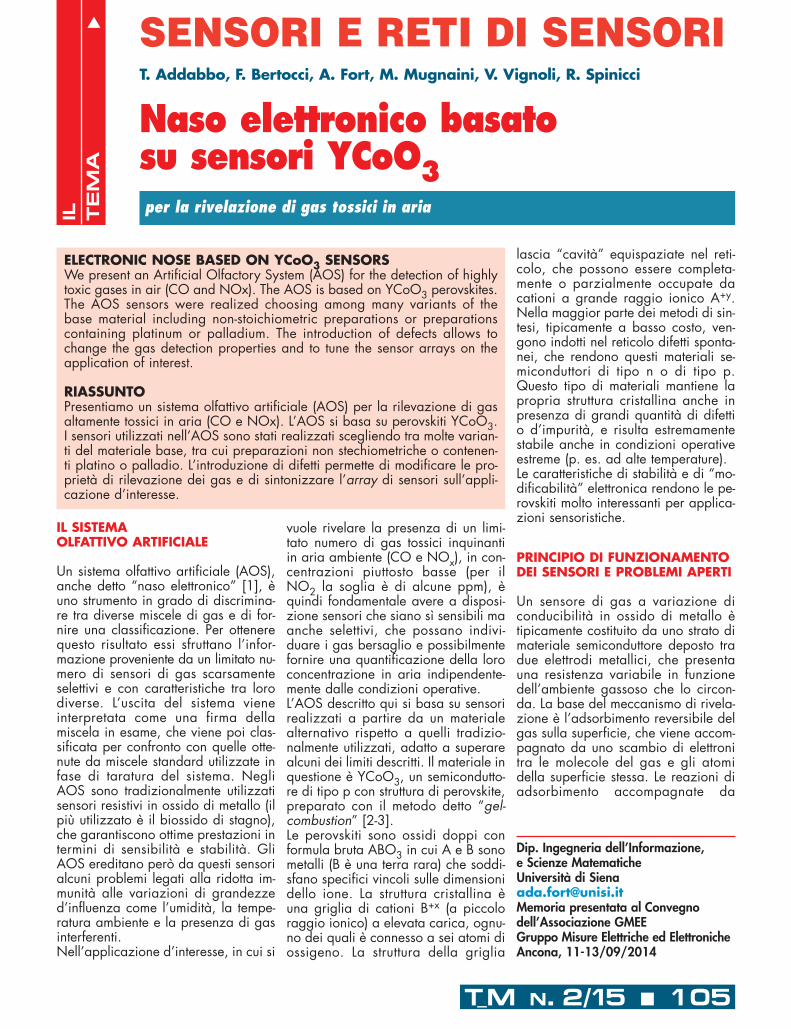
ELECTRONIC NOSE BASED ON YCoO3 SENSORSWe present an Artificial Olfactory System (AOS) for the detection of highlytoxic gases in air (CO and NOx). The AOS is based on YCoO3 perovskites.The AOS sensors were realized choosing among many variants of the base material including non-stoichiometric preparations or preparationscontaining platinum or palladium. The introduction of defects allows tochange the gas detection properties and to tune the sensor arrays on theapplication of interest.
RIASSUNTOPresentiamo un sistema olfattivo artificiale (AOS) per la rilevazione di gasaltamente tossici in aria (CO e NOx). L’AOS si basa su perovskiti YCoO3.I sensori utilizzati nell’AOS sono stati realizzati scegliendo tra molte varian-ti del materiale base, tra cui preparazioni non stechiometriche o contenen-ti platino o palladio. L’introduzione di difetti permette di modificare le pro-prietà di rilevazione dei gas e di sintonizzare l’array di sensori sull’appli-cazione d’interesse.
IL SISTEMA OLFATTIVO ARTIFICIALE
Un sistema olfattivo artificiale (AOS),anche detto “naso elettronico” [1], èuno strumento in grado di discrimina-re tra diverse miscele di gas e di for-nire una classificazione. Per ottenerequesto risultato essi sfruttano l’infor-mazione proveniente da un limitato nu -mero di sensori di gas scarsamenteselettivi e con caratteristiche tra lorodiverse. L’uscita del sistema vieneinterpretata come una firma dellamiscela in esame, che viene poi clas-sificata per confronto con quelle otte-nute da miscele standard utilizzate infase di taratura del sistema. NegliAOS sono tradizionalmente utilizzatisensori resistivi in ossido di metallo (ilpiù utilizzato è il biossido di stagno),che garantiscono ottime prestazioni intermini di sensibilità e stabilità. GliAOS ereditano però da questi sensorialcuni problemi legati alla ridotta im -munità alle variazioni di grandezzed’influenza come l’umidità, la tempe-ratura ambiente e la presenza di gasinterferenti.Nell’applicazione d’interesse, in cui si
vuole rivelare la presenza di un limi-tato numero di gas tossici inquinantiin aria ambiente (CO e NOx), in con-centrazioni piuttosto basse (per ilNO2 la soglia è di alcune ppm), èquindi fondamentale avere a disposi-zione sensori che siano sì sensibili maanche selettivi, che possano indivi-duare i gas bersaglio e possibilmentefornire una quantificazione della loroconcentrazione in aria indipendente-mente dalle condizioni operative.L’AOS descritto qui si basa su sensorirealizzati a partire da un materialealternativo rispetto a quelli tradizio-nalmente utilizzati, adatto a superarealcuni dei limiti descritti. Il materiale inquestione è YCoO3, un semicondutto-re di tipo p con struttura di perovskite,preparato con il metodo detto “gel-combustion” [2-3].Le perovskiti sono ossidi doppi conformula bruta ABO3 in cui A e B sonometalli (B è una terra rara) che soddi-sfano specifici vincoli sulle dimensionidello ione. La struttura cristallina èuna griglia di cationi B+x (a piccoloraggio ionico) a elevata carica, ognu-no dei quali è connesso a sei atomi diossigeno. La struttura della griglia
lascia “cavità” equispaziate nel reti-colo, che possono essere completa-mente o parzialmente occupate dacationi a grande raggio ionico A+y.Nella maggior parte dei metodi di sin-tesi, tipicamente a basso costo, ven-gono indotti nel reticolo difetti sponta-nei, che rendono questi materiali se -miconduttori di tipo n o di tipo p.Questo tipo di materiali mantiene lapropria struttura cristallina anche inpresenza di grandi quantità di difettio d’impurità, e risulta estremamentestabile anche in condizioni operativeestreme (p. es. ad alte temperature).Le caratteristiche di stabilità e di “mo -dificabilità” elettronica rendono le pe -rovskiti molto interessanti per applica-zioni sensoristiche.
PRINCIPIO DI FUNZIONAMENTODEI SENSORI E PROBLEMI APERTI
Un sensore di gas a variazione diconducibilità in ossido di metallo ètipicamente costituito da uno strato dimateriale semiconduttore deposto tradue elettrodi metallici, che presentauna resistenza variabile in funzionedell’ambiente gassoso che lo circon-da. La base del meccanismo di rivela-zione è l’adsorbimento reversibile delgas sulla superficie, che viene accom-pagnato da uno scambio di elettronitra le molecole del gas e gli atomidella superficie stessa. Le reazioni diadsorbimento accompagnate da
SENSORI E RETI DI SENSORI
Naso elettronico basatosu sensori YCoO3
T. Addabbo, F. Bertocci, A. Fort, M. Mugnaini, V. Vignoli, R. Spinicci
per la rivelazione di gas tossici in ariaIL TEMA
�
Dip. Ingegneria dell’Informazione,e Scienze MatematicheUniversità di [email protected] presentata al Convegno dell’Associazione GMEEGruppo Misure Elettriche ed ElettronicheAncona, 11-13/09/2014

scambio di carica sono dette chemi-sorbimenti. Le diverse reazioni di che-misorbimento sono attivate in specificiintervalli di temperatura in funzionedel materiale e del gas, tipicamentetra 150 °C e 500 °C.La sensibilità del sensore in ossido dimetallo è legata anche al meccanismosecondo il quale la carica accumulatasulla superficie per effetto del chemi-sorbimento modifica la conducibilitàdello strato sensibile. Uno dei meccani-smi più vantaggiosi si ha quando lostrato è poroso e costituito da graniaccostati. In tal caso le molecole che-misorbite circondano completamenteciascun grano, dando luogo a uncampo elettrico sulla superficie e ingenere (in condizioni di svuotamento,ovvero quando carica superficiale che-misorbita e carica dei portatori liberidel materiale hanno lo stesso segno) auna barriera di potenziale che si oppo-ne al movimento di deriva dei portato-ri da un grano all’altro. Alla frontieradi ogni grano si crea una barrieraSchottky, e il legame tra la densitàdelle molecole adsorbite e la conduci-bilità del film diventa esponenzialegarantendo una sensibilità elevata.In genere in condizioni di svuotamen-to la resistenza del film R è legata alladensità di molecole cariche sullasuperficie, NS, dalla seguente legge(NdR: Questa formula vale per semi-conduttori drogati di tipo n in cui iportatori liberi siano solamente elet-troni e la carica netta sulla superficiein ogni condizione di utilizzo sianegativa, oppure per semiconduttoridi tipo p in cui la carica netta sullasuperficie sia positiva):
INSERIRE FORMULA (1)
In (1) k è la costante di Boltzmann, R0è un fattore pre-esponenziale condebole dipendenza dalla temperatu-ra, e è la costante dielettrica, T è latemperatura assoluta e NC è la densi-tà dei portatori liberi. Nel caso di unmateriale di tipo p (come quello utiliz-zato), in cui si abbia un accumulo dicarica positiva sulla superficie, l’au-mento di concentrazione di un gas
riducente provoca un aumento di Ns eun conseguente aumento della resi-stenza. D’altra parte l’iniezione di ungas ossidante, che tende a catturareelettroni quando si lega alla superfi-cie, fa diminuire la densità di caricanetta Ns provocando una diminuzionedella resistenza.Quando il sensore opera in condizio-ni di arricchimento (carica superficia-le e dei portatori liberi di segno oppo-sto) non c’è accordo tra i ricercatorisu un legame semplice tra carica lega-ta in superficie e resistenza, ma ingenerale è riconosciuto che la sensi-bilità possa essere molto ridotta rispet-to al caso descritto in eq. (1).In realtà la forma della risposta del sen-sore in eq. (1) è valida solo per granidi diametro di almeno alcuni micron.Al di sotto di questi valori il comporta-mento del sensore potrebbe diventaremolto diverso. Sebbene sia complessotrattare il problema in modo univoco,poiché la piccola dimensione dei graniporta con sé una dipendenza del com-portamento del sensore dalla geome-tria dei grani stessi [4-5], viene quasiunanimemente riconosciuto il beneficoeffetto della riduzione della dimensio-ne del grano. Questa provoca infattil’aumento del rapporto tra area dellasuperficie e volume, e conseguente-mente esalta l’influenza dei fenomenisuperficiali d’interesse.
I SENSORI SVILUPPATI E IL SISTEMA DI MISURA
Per ottenere un sistema di rilevazionedi gas per CO e NOx sono stati sele-zionati materialicon risposte diver-se ai diversi gasbersaglio tra moltevarianti del compo-sto base che è unapolvere di YCoO3nano-s t ru t tu ra tapreparata con latecnica detta “gel-combustion” par-tendo da una so lu -zione acquosa disali di Yttrio e Co -balto e acido citri-
co. La Fig. 1 (a sinistra) mostra un’im-magine SEM della polvere tipo che ècaratterizzata da una superficie di0,9 m2/g e da una dimensione mediadei domini cristallini di 300 nm. Sonostate sintetizzate e successivamentecaratterizzate perovskiti difettose (di -fetti di bulk e superficiali modificano le proprietà elettroniche del materia -le, e quindi anche le sue proprietàcome sensore di gas) del tipo YCo1-XO3o Y1-xCoO3, selezionando le concen-trazioni dei sali per ottenere un rappor-to molare Y:Co pari a 1:(1-x) o (1-x):1,con x nell’intervallo 0,01-0,1. Inoltresono state testate polveri YCo1-xPdxO3ottenute aggiungendo nitrato di Pdnella preparazione della soluzione dipartenza, con rapporto molare Co:Pdnell’intervallo 0,03-0,1. Infine la su -perficie è stata modificata per impre-gnazione con Pd immergendo le pol-veri in una soluzione con nitrato di Pdin varie concentrazioni.Le polveri sintetizzate sono state ana-lizzate con SEM e XRD, rivelando siache la struttura rimane perovskite intutte le varianti, sia che la microstrut-tura rimane invariata.Le polveri ottenute sono state mesco-late con un solvente organico e parti-celle di vetro ottenendo una pastache viene deposta su substrati di allu-mina e portata a una temperatura dicirca 600 °C per ottenerne l’adesio-ne al substrato. Sull’allumina sonostampati in precedenza, con tecnicaserigrafica, da un lato sia gli elettro-di che permettono il contatto dellostrato sensibile sia un sensore resisti-vo di temperatura, dall’altro un riscal-datore (Fig. 1).
T_M ƒ 107
N.02ƒ
; 2015 IL
TEMA�
R R
q Nk TN
S
C
=
0
2 2
2exp
ε
Figura 1 – A sx: immagini SEM della polvere base. A dx: struttura del sensore completo:
a) lato riscaldatore; b) lato sensore di temperaturain platino (1) e strato sensibile (2)

N.02ƒ
;2015
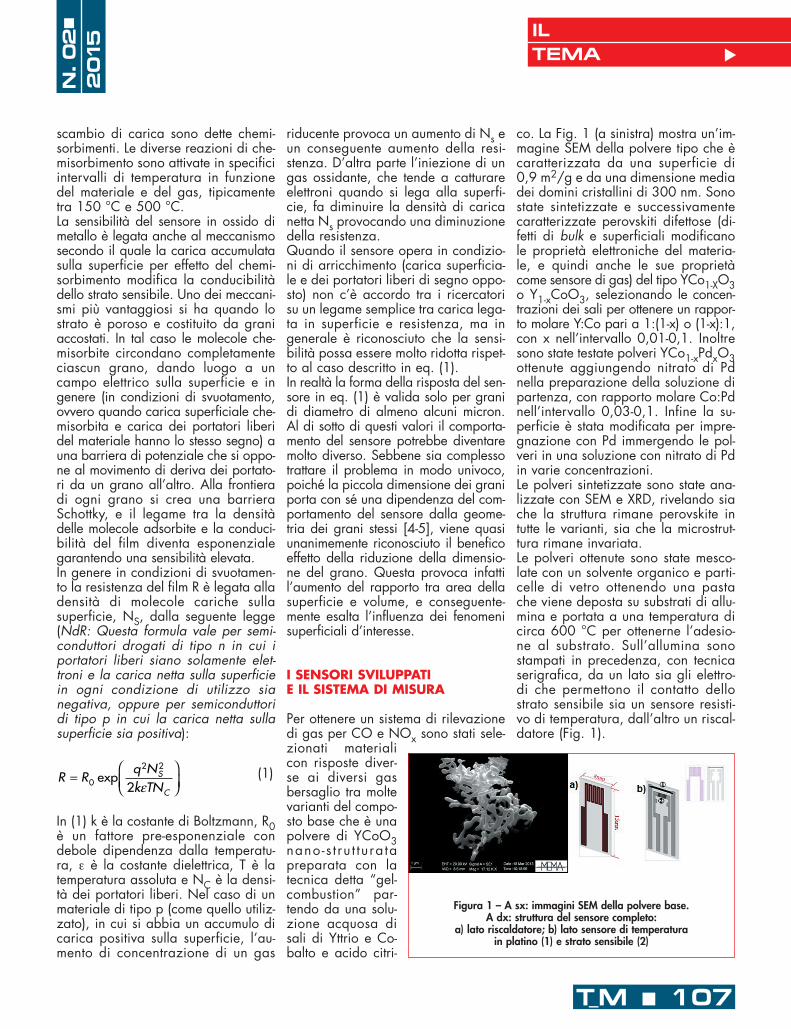
In Fig. 2 sono riportate le resistenze di diversi sensoriin funzione della temperatura in azoto, in presenzadel 21% di ossigeno (aria secca) e in presenza del40% di umidità relativa (a 40 °C): le caratteristicheelettriche dei materiali modificati sono effettivamentediverse, come pure la sensibilità all’ossigeno e all’u-midità.L’AOS si basa su un array circolare di 8 sensori (Fig. 3).Il sistema di condizionamento prevede un sistema dicontrollo in retroazione per mantenere constante, entromeno di un grado, la temperatura del film.
Figura 2 – Resistenza dei sensori ottenuti da diversi materiali in vari ambienti chimici
Figura 3 – Array di sensori dell’AOS e relativa elettronica di condizionamento
T_M ƒ 108
T_M ƒ 109
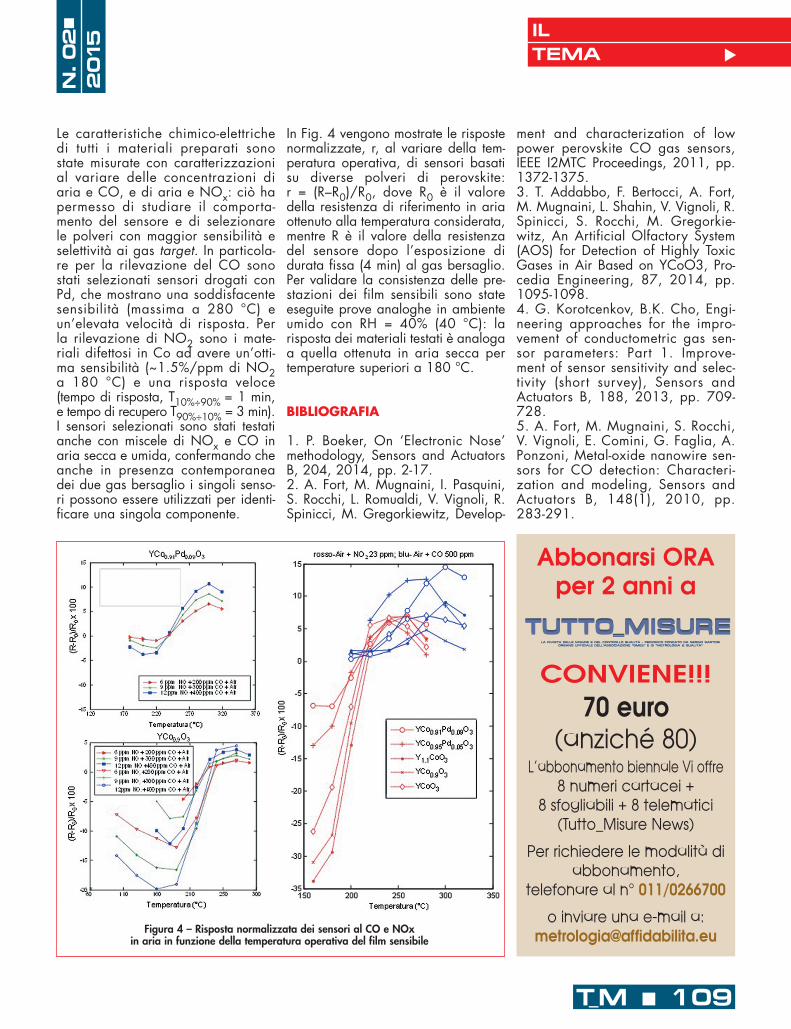
Le caratteristiche chimico-elettrichedi tutti i materiali preparati sonostate misurate con caratterizzazionial variare delle concentrazioni diaria e CO, e di aria e NOx: ciò hapermesso di studiare il comporta-mento del sensore e di selezionarele polveri con maggior sensibilità eselettività ai gas target. In particola-re per la rilevazione del CO sonostati selezionati sensori drogati conPd, che mostrano una soddisfacentesensibilità (massima a 280 °C) eun’elevata velocità di risposta. Perla rilevazione di NO2 sono i mate-riali difettosi in Co ad avere un’otti-ma sensibilità (~1.5%/ppm di NO2a 180 °C) e una risposta veloce(tempo di risposta, T10%÷90% = 1 min,e tempo di recupero T90%÷10% = 3 min).I sensori selezionati sono stati testatianche con miscele di NOx e CO inaria secca e umida, confermando cheanche in presenza contemporaneadei due gas bersaglio i singoli senso-ri possono essere utilizzati per identi-ficare una singola componente.
In Fig. 4 vengono mostrate le rispostenormalizzate, r, al variare della tem-peratura operativa, di sensori basatisu diverse polveri di perovskite:r = (R–R0)/R0, dove R0 è il valoredella resistenza di riferimento in ariaottenuto alla temperatura considerata,mentre R è il valore della resistenzadel sensore dopo l’esposizione didurata fissa (4 min) al gas bersaglio.Per validare la consistenza delle pre-stazioni dei film sensibili sono stateeseguite prove analoghe in ambienteumido con RH = 40% (40 °C): larisposta dei materiali testati è analogaa quella ottenuta in aria secca pertemperature superiori a 180 °C.
BIBLIOGRAFIA
1. P. Boeker, On ‘Electronic Nose’methodology, Sensors and ActuatorsB, 204, 2014, pp. 2-17.2. A. Fort, M. Mugnaini, I. Pasquini,S. Rocchi, L. Romualdi, V. Vignoli, R.Spinicci, M. Gregorkiewitz, Develop-
N.02ƒ
; 2015 IL
TEMA�
Figura 4 – Risposta normalizzata dei sensori al CO e NOx in aria in funzione della temperatura operativa del film sensibile
ment and characterization of lowpower perovskite CO gas sensors,IEEE I2MTC Proceedings, 2011, pp.1372-1375.3. T. Addabbo, F. Bertocci, A. Fort,M. Mugnaini, L. Shahin, V. Vignoli, R.Spinicci, S. Rocchi, M. Gregorkie-witz, An Artificial Olfactory System(AOS) for Detection of Highly ToxicGases in Air Based on YCoO3, Pro-cedia Engineering, 87, 2014, pp.1095-1098.4. G. Korotcenkov, B.K. Cho, Engi-neering approaches for the impro-vement of conductometric gas sen-sor parameters: Part 1. Improve-ment of sensor sensitivity and selec-tivity (short survey), Sensors andActuators B, 188, 2013, pp. 709-728.5. A. Fort, M. Mugnaini, S. Rocchi,V. Vignoli, E. Comini, G. Faglia, A.Ponzoni, Metal-oxide nanowire sen-sors for CO detection: Characteri-zation and modeling, Sensors andActuators B, 148(1), 2010, pp.283-291.
TUTTO_MISURETUTTO_MISURELA RIVISTA DELLE MISURE E DEL CONTROLLO QUALITÀ - PERIODICO FONDATO DA SERGIO SARTORI
ORGANO UFFICIALE DELL’ASSOCIAZIONE “GMEE” E DI “METROLOGIA & QUALITÀ”
Abbonarsi ORA per 2 anni a
CONVIENE!!!70 euro
(anziché 80) L’abbonamento biennale Vi offre
8 numeri cartacei + 8 sfogliabili + 8 telematici
(Tutto_Misure News)
Per richiedere le modalità diabbonamento,
telefonare al n° 011/0266700
o inviare una e-mail a: [email protected]

T_M ƒ 110
N.02ƒ
;2015
ILTEMA
�
Tommaso Addabbo siè laureato in Ingegneriadelle Telecomunicazioninel 2003. È Assegnista diRicerca presso l’Universi-tà di Siena. I suoi interes-
si di ricerca principali riguardano l’ana-lisi di sistemi non-lineari, la progettazio-ne di sistemi embedded e lo sviluppo dielettronica integrata.
Ada Fort dal 2002 èProfessore Associato diMisure Elettriche ed Elet-troniche presso l’Universi-tà di Siena. I suoi interes-si di ricerca riguardano
lo sviluppo di sistemi di misura basati susensori.
Marco Mugnaini dal2005 è Ricercatore diMisure Elettriche ed Elet-troniche presso l’Universi-tà di Siena. I suoi interes-si di ricerca riguardano
lo sviluppo di sistemi di misura basati susensori e di sistemi di misura avanzati.
Valerio Vignoli dal2005 è Professore Asso-ciato di Elettronica pressol’Università di Siena. Isuoi interessi di ricercariguardano lo sviluppo di
sistemi di misura basati su sensori, losviluppo di elettronica integrata e lo stu-dio di sistemi non lineari.
Roberto Spinicci, orain pensione, è stato Pro-fessore Associato di Chi-mica presso l’Universitàdi Firenze. Si è prevalen-temente occupato di rea-
zioni catalitiche eterogenee.
Francesco Bertocci siè laureato in IngegneriaElettronica nel 2007. ÈAssegnista di Ricercapresso l’Università di Sie -na. I suoi interessi di
ricerca riguardano la progettazione ela realizzazione di sensori chimici el’implementazione di sistemi di misura.
Dip. Ingegneria Elettrica, Elettronica e Informatica, DIEEI, Universtà di [email protected]
Memoria presentata al Convegno dell’Associazione GMEEGruppo Misure Elettriche ed ElettronicheAncona, 11-13/09/2014
MONITORAGGIO DISTRIBUITODELLA RICADUTA DI CENERI VULCANICHE
Le ceneri vulcaniche rappresentano unfattore di rischio per la salute delle per-sone e possono causare danni alle infra-strutture. Inoltre costituiscono un seriopericolo per la sicurezza del trafficoaereo [1], specialmente quando l’aero-porto è posizionato vicino al vulcanoattivo, come nel caso dell’aeroportointernazionale Fontanarossa di Cataniasituato ai piedi del vulcano Etna.Le ceneri vulcaniche possono produrrenumerosi danni alle parti esterne delvelivolo, alla strumentazione di bordo ealle parti interne dei motori causandonel’arresto [2]. Anche l’operatività del-l’aeroporto viene compromessa: lacenere vulcanica riduce infatti la visibi-lità, rende le piste scivolose, s’infiltranegli apparati elettrici e di comunica-zione causando una interruzione deiservizi a terra, danneggia gli aerei par-cheggiati. Ne conseguono la cancella-zione di voli e/o la chiusura tempora-nea dell’aeroporto per ore o giorni, connotevoli disagi per i passeggeri e per-dite di profitto.
vulcano e delle nubi di cenere rilascia-te dall’attività esplosiva. I dati rilevativengono forniti in ingresso a specificimodelli analitici per la previsione del-l’evoluzione spazio-temporale dellanube di cenere vulcanica [3]. Tali previ-sioni vengono comunicate alle autoritàaeronautiche, a supporto delle attivitàdecisionali.Le soluzioni tradizionali per il monito-raggio delle ceneri impiegano strumen-tazione pregiata ad alto costo, tipica-mente basata su satelliti, radar, teleca-mere a infrarosso o sensori sismici einfrasonici. Tali sistemi richiedono instal-lazioni complesse e costi di manuten-zione elevati. Inoltre consentono dieffettuare misure discrete in un numeroristretto di stazioni di monitoraggio, for-nendo quindi un’informazione a bassarisoluzione spaziale.L’affidabilità delle previsioni fornite alleautorità aeronautiche risulterebbe note-volmente migliorata se ai modelli previ-sionali venissero forniti in ingresso datisu parametri caratteristici quali la gra-nulometria e il flusso provenienti da piùpunti dell’area monitorata. In questocontesto, le reti di stazioni multisenso-riali distribuite a basso costo potrebbe-ro svolgere un ruolo fondamentale alfine di garantire un monitoraggio conti-nuo ed efficace del fenomeno di rica-duta delle ceneri.
T_M N. 2/15 ƒ 111
MISURE PER LA SICUREZZABruno Andò, Salvatore Baglio, Vincenzo Marletta
per la sicurezza del trasporto aereo - Il progetto SECESTAGLI
ALTRITEMI
�
Monitoraggio distribuito delle ceneri vulcaniche
VOLCANIC ASH MONITORING FOR THE AIR TRANSPORT SAFETYThe ash fall-out following explosion activity of volcanoes like the Mount Etna,represents a serious hazard for the air traffic safety. Researchers at DIEEI of theUniversity of Catania, in the framework of the SECESTA Project, have develo-ped a low-cost smart multisensor system to be integrated into a sensor networkmeant to provide an early warning approach and a distributed information use-ful to predict the temporal and spatial evolution of the phenomenon.
RIASSUNTOLa ricaduta di cenere vulcanica a seguito dell’attività esplosiva di un vulca-no attivo come l’Etna rappresenta un fattore di rischio per la sicurezza deltraffico aereo. I ricercatori del DIEEI dell’Università degli Studi di Catania,nell’ambito del Progetto SECESTA, hanno sviluppato un sistema multisenso-riale intelligente a basso costo che sarà integrato in una rete di early war-ning che fornirà informazioni utili per la predizione dell’evoluzione spazio-temporale del fenomeno.
In passato le autorità aeroportuali deci-devano di mantenere operativo o chiu-dere l’aeroporto secondo valutazionisoggettive. Per ridurre i rischi legatiall’arbitrarietà delle decisioni, l’Orga-nizzazione Internazionale dell’Aviazio-ne Civile (ICAO) ha emanato unaguida alla gestione delle operazioni divolo in presenza di nubi di cenere vul-canica [1].Per mitigare gli effetti delle ceneri vul-caniche si possono implementare diver-se contromisure, come ad esempio pro-cedere rapidamente con le operazionidi pulizia delle piste per ridurre i tempidi chiusura e modificare i piani di volo.L’efficacia di tali operazioni è legataalla presenza di un piano operativospecifico dell’aeroporto, e migliora senelle operazioni decisionali vengonoprese in considerazione informazioniaggiornate sull’evoluzione del fenome-no di ricaduta della cenere vulcanica. Ilmonitoraggio di tale fenomeno risultaquindi di grande interesse non solo perragioni scientifiche, ma anche pernecessità logistiche. Per tale motivo l’I-stituto Nazionale di Geofisica e Vulca-nologia (INGV) di Catania adoperasistemi costosi per il monitoraggio del

I ricercatori del DIEEI dell’Università di Catania, nel-l’ambito del progetto SECESTA, “reti di SEnsori per ilmonitoraggio delle CEneri vulcaniche nella Sicurezzadel Trasporto Aereo” [4], finanziato con i fondi PORFESR Sicilia 2007-2013, hanno sviluppato un nodomultisensoriale intelligente a basso costo che consenti-rà la sintesi di un sistema di early warning distribuitoper la misura dei parametri tipici del fenomeno di rica-duta delle ceneri vulcaniche (flusso e granulometria),sistema volto a integrare la rete di monitoraggio del-l’attività vulcanica gestita dall’INGV. SECESTA coinvol-ge due centri di ricerca, il DIEEI e l’INGV, sezione diCatania, e piccole-medie imprese locali. La rete moni-torerà l’area che si estende dai crateri principali finoall’aeroporto come mostrato in Fig. 1.L’approccio proposto nell’ambito del monitoraggiodella ricaduta delle ceneri vulcaniche è innovativo, inparticolare se si considera la sua capacità di fornireagli esperti informazioni continue sul fenomeno conelevata risoluzione spaziale.
N.02ƒ
;2015
T_M ƒ 112
Figura 1 – L’area che verrà monitorata dalla rete di nodi multisensoriali (©OpenStreetMap contributors) e una schematizzazione del nodo multisensoriale
IL NODO MULTISENSORIALE
Una schematizzazione del prototipo del nodo multisenso-riale sviluppato presso il Sensor Lab del DIEEI è mostrata inFig. 1. Il sistema è costituito da una struttura a imbuto per ilconvogliamento delle ceneri verso un serbatoio strumenta-to dove avvengono il riconoscimento delle ceneri vulcani-che e la misura del flusso [5]. Per fornire al sistema la neces-saria selettività rispetto alle ceneri vulcaniche è stato utiliz-zato un sensore di campo magnetico digitale per rilevarele variazioni prodotte dalla cenere vulcanica sul campomagnetico generato da un magnete permanente.Un array di coppie diodo-fototransistor a infrarosso (IR)permette di monitorare il livello di cenere raccolto all’in-terno del contenitore e i tempi di riempimento. Tale infor-mazione consente una stima indiretta del flusso e di auto-matizzare la procedura di svuotamento del contenitoreogniqualvolta si dovesse riempire. A tal fine alla base delcontenitore è stato realizzato un sistema meccanico auto-matico di svuotamento.
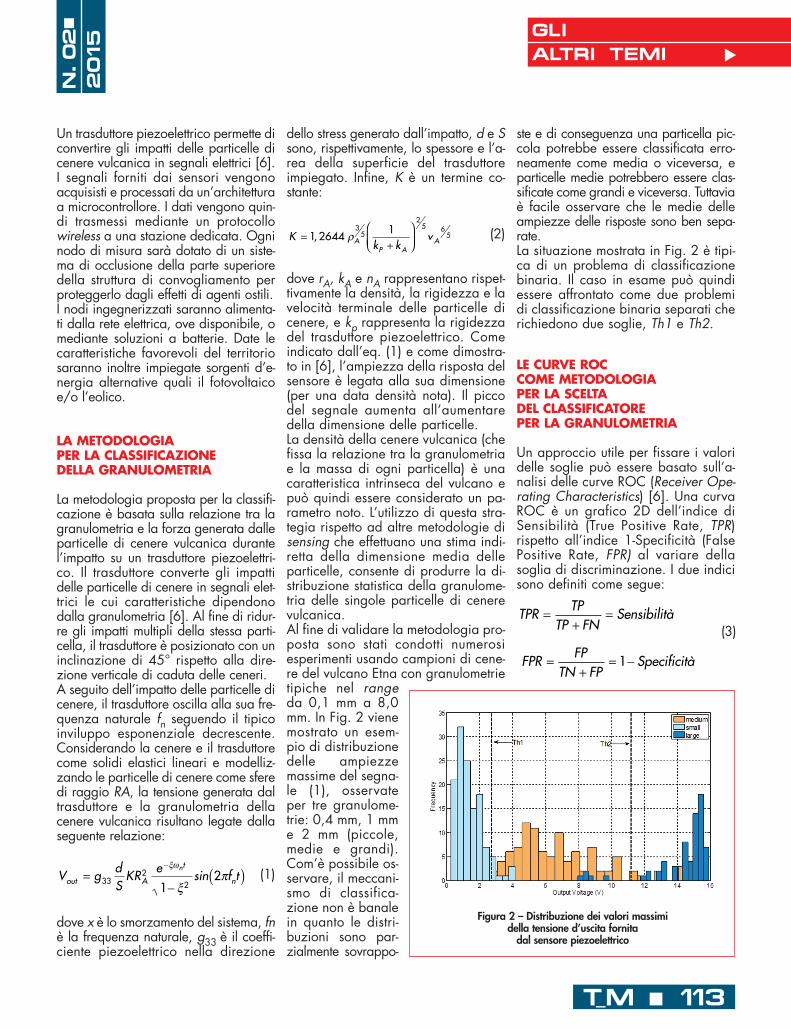
T_M ƒ 113
dello stress generato dall’impatto, d e Ssono, rispettivamente, lo spessore e l’a-rea della superficie del trasduttoreimpiegato. Infine, K è un termine co -stante:
(2)
dove rA, kA e nA rappresentano rispet-tivamente la densità, la rigidezza e lavelocità terminale delle particelle dicenere, e kp rappresenta la rigidezzadel trasduttore piezoelettrico. Comeindicato dall’eq. (1) e come dimostra-to in [6], l’ampiezza della risposta delsensore è legata alla sua dimensione(per una data densità nota). Il piccodel segnale aumenta all’aumentaredella dimensione delle particelle.La densità della cenere vulcanica (chefissa la relazione tra la granulometriae la massa di ogni particella) è unacaratteristica intrinseca del vulcano epuò quindi essere considerato un pa -rametro noto. L’utilizzo di questa stra-tegia rispetto ad altre metodologie disensing che effettuano una stima indi-retta della dimensione media delleparticelle, consente di produrre la di -stribuzione statistica della granulome-tria delle singole particelle di cenerevulcanica.Al fine di validare la metodologia pro-posta sono stati condotti numerosiesperimenti usando campioni di cene-re del vulcano Etna con granulometrietipiche nel rangeda 0,1 mm a 8,0mm. In Fig. 2 vienemostrato un esem-pio di distribuzionedelle ampiezzemas sime del segna-le (1), osservateper tre granulome-trie: 0,4 mm, 1 mme 2 mm (piccole,medie e grandi).Com’è possibile os -servare, il meccani-smo di classifica-zione non è banalein quanto le distri-buzioni sono par-zialmente sovrappo-
ste e di conseguenza una particella pic-cola potrebbe essere classificata erro-neamente come media o viceversa, eparticelle medie potrebbero essere clas-sificate come grandi e viceversa. Tuttaviaè facile osservare che le medie delleampiezze delle risposte sono ben sepa-rate.La situazione mostrata in Fig. 2 è tipi-ca di un problema di classificazionebinaria. Il caso in esame può quindiessere affrontato come due problemidi classificazione binaria separati cherichiedono due soglie, Th1 e Th2.
LE CURVE ROC COME METODOLOGIA PER LA SCELTA DEL CLASSIFICATORE PER LA GRANULOMETRIA
Un approccio utile per fissare i valoridelle soglie può essere basato sull’a-nalisi delle curve ROC (Receiver Ope-rating Characteristics) [6]. Una curvaROC è un grafico 2D dell’indice diSensibilità (True Positive Rate, TPR)rispetto all’indice 1-Specificità (FalsePositive Rate, FPR) al variare dellasoglia di discriminazione. I due indicisono definiti come segue:
N.02ƒ
; 2015 GLI
ALTRI TEMI�
Figura 2 – Distribuzione dei valori massimi della tensione d’uscita fornita dal sensore piezoelettrico
V g d
SKR e sin f tout A
t
n
n=
−( )
−
332
212
ξω
ξπ
K
k kvA
P AA=
+
1 2644 13
5
25 6
5, ρ
TPR TP
TP FNSensibilità=
+=
FPR FP
TN FPSpecificità=
+= −1
Un trasduttore piezoelettrico permette diconvertire gli impatti delle particelle dicenere vulcanica in segnali elettrici [6].I segnali forniti dai sensori vengonoacquisisti e processati da un’architetturaa microcontrollore. I dati vengono quin-di trasmessi mediante un protocollowireless a una stazione dedicata. Ogninodo di misura sarà dotato di un siste-ma di occlusione della parte superioredella struttura di convogliamento perproteggerlo dagli effetti di agenti ostili.I nodi ingegnerizzati saranno alimenta-ti dalla rete elettrica, ove disponibile, omediante soluzioni a batterie. Date lecaratteristiche favorevoli del territoriosaranno inoltre impiegate sorgenti d’e-nergia alternative quali il fotovoltaicoe/o l’eolico.
LA METODOLOGIA PER LA CLASSIFICAZIONE DELLA GRANULOMETRIA
La metodologia proposta per la classifi-cazione è basata sulla relazione tra lagranulometria e la forza generata dalleparticelle di cenere vulcanica durantel’impatto su un trasduttore piezoelettri-co. Il trasduttore converte gli impattidelle particelle di cenere in segnali elet-trici le cui caratteristiche dipendonodalla granulometria [6]. Al fine di ridur-re gli impatti multipli della stessa parti-cella, il trasduttore è posizionato con uninclinazione di 45° rispetto alla dire-zione verticale di caduta delle ceneri.A seguito dell’impatto delle particelle dicenere, il trasduttore oscilla alla sua fre-quenza naturale fn seguendo il tipicoinviluppo esponenziale decrescente.Considerando la cenere e il trasduttorecome solidi elastici lineari e modelliz-zando le particelle di cenere come sferedi raggio RA, la tensione generata daltrasduttore e la granulometria dellacenere vulcanica risultano legate dallaseguente relazione:
(1)
dove x è lo smorzamento del sistema, fnè la frequenza naturale, g33 è il coeffi-ciente piezoelettrico nella direzione
(3)
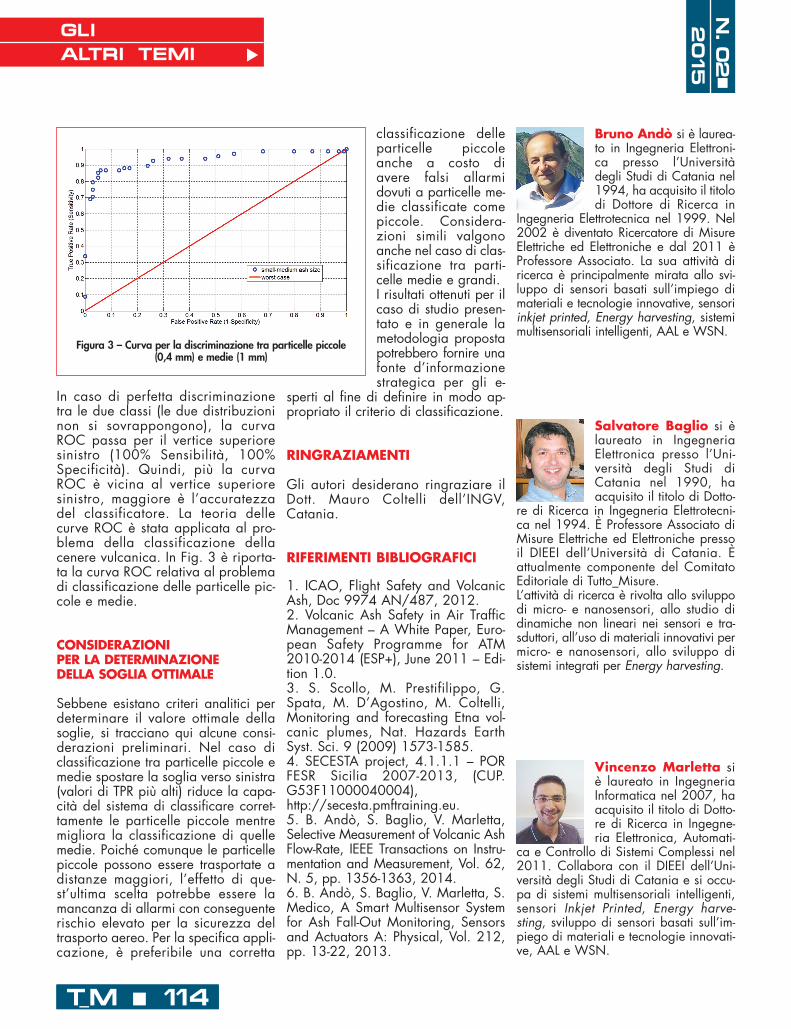
T_M ƒ 114T_M ƒ 114T_M ƒ 114
classificazione delleparticelle piccoleanche a costo diavere falsi allarmidovuti a particelle me -die classificate co mepiccole. Considera-zioni simili valgonoanche nel caso di clas-sificazione tra parti-celle medie e grandi.I risultati ottenuti per ilcaso di studio presen-tato e in generale lametodologia propostapotrebbero fornire unafonte d’informazionestrategica per gli e -
sperti al fine di definire in modo ap -propriato il criterio di classificazione.
RINGRAZIAMENTI
Gli autori desiderano ringraziare ilDott. Mauro Coltelli dell’INGV,Catania.
RIFERIMENTI BIBLIOGRAFICI
1. ICAO, Flight Safety and VolcanicAsh, Doc 9974 AN/487, 2012.2. Volcanic Ash Safety in Air TrafficManagement – A White Paper, Euro-pean Safety Programme for ATM2010-2014 (ESP+), June 2011 – Edi-tion 1.0.3. S. Scollo, M. Prestifilippo, G.Spata, M. D’Agostino, M. Coltelli,Monitoring and forecasting Etna vol-canic plumes, Nat. Hazards EarthSyst. Sci. 9 (2009) 1573-1585.4. SECESTA project, 4.1.1.1 – PORFESR Sicilia 2007-2013, (CUP.G53F11000040004), http://secesta.pmftraining.eu.5. B. Andò, S. Baglio, V. Marletta,Selective Measurement of Volcanic AshFlow-Rate, IEEE Transactions on Instru-mentation and Measurement, Vol. 62,N. 5, pp. 1356-1363, 2014.6. B. Andò, S. Baglio, V. Marletta, S.Medico, A Smart Multisensor Systemfor Ash Fall-Out Monitoring, Sensorsand Actuators A: Physical, Vol. 212,pp. 13-22, 2013.
N.02ƒ
;2015
GLIALTRI TEMI
�
Bruno Andò si è laurea-to in Ingegneria Elettroni-ca presso l’Universitàdegli Studi di Catania nel1994, ha acquisito il titolodi Dottore di Ricerca in
Ingegneria Elettrotecnica nel 1999. Nel2002 è diventato Ricercatore di MisureElettriche ed Elettroniche e dal 2011 èProfessore Associato. La sua attività diricerca è principalmente mirata allo svi-luppo di sensori basati sull’impiego dimateriali e tecnologie innovative, sensoriinkjet printed, Energy harvesting, sistemimultisensoriali intelligenti, AAL e WSN.
Salvatore Baglio si èlaureato in IngegneriaElettronica presso l’Uni-versità degli Studi diCatania nel 1990, haacquisito il titolo di Dotto-
re di Ricerca in Ingegneria Elettrotecni-ca nel 1994. È Professore Associato diMisure Elettriche ed Elettroniche pressoil DIEEI dell’Università di Catania. Èattualmente componente del ComitatoEditoriale di Tutto_Misure.L’attività di ricerca è rivolta allo sviluppodi micro- e nanosensori, allo studio didinamiche non lineari nei sensori e tra-sduttori, all’uso di materiali innovativi permicro- e nanosensori, allo sviluppo disistemi integrati per Energy harvesting.
Vincenzo Marletta siè laureato in IngegneriaInformatica nel 2007, haacquisito il titolo di Dotto-re di Ricerca in Ingegne-ria Elettronica, Automati-
ca e Controllo di Sistemi Complessi nel2011. Collabora con il DIEEI dell’Uni-versità degli Studi di Catania e si occu-pa di sistemi multisensoriali intelligenti,sensori Inkjet Printed, Energy harve-sting, sviluppo di sensori basati sull’im-piego di materiali e tecnologie innovati-ve, AAL e WSN.
Figura 3 – Curva per la discriminazione tra particelle piccole(0,4 mm) e medie (1 mm)
In caso di perfetta discriminazionetra le due classi (le due distribuzioninon si sovrappongono), la curvaROC passa per il vertice superioresinistro (100% Sensibilità, 100%Specificità). Quindi, più la curvaROC è vicina al vertice superioresinistro, maggiore è l’accuratezzadel classificatore. La teoria dellecurve ROC è stata applicata al pro-blema della classificazione dellacenere vulcanica. In Fig. 3 è riporta-ta la curva ROC relativa al problemadi classificazione delle particelle pic-cole e medie.
CONSIDERAZIONI PER LA DETERMINAZIONE DELLA SOGLIA OTTIMALE
Sebbene esistano criteri analitici perdeterminare il valore ottimale dellasoglie, si tracciano qui alcune consi-derazioni preliminari. Nel caso diclassificazione tra particelle piccole emedie spostare la soglia verso sinistra(valori di TPR più alti) riduce la capa-cità del sistema di classificare corret-tamente le particelle piccole mentremigliora la classificazione di quellemedie. Poiché comunque le particellepiccole possono essere trasportate adistanze maggiori, l’effetto di que-st’ultima scelta potrebbe essere lamancanza di allarmi con conseguenterischio elevato per la sicurezza deltrasporto aereo. Per la specifica appli-cazione, è preferibile una corretta
1 Università Politecnica delle Marche,Ancona - [email protected] Università degli Studi e-CampusNovedrate
Memoria presentata al Convegno del GruppoMisure Meccaniche e TermicheAncona, 11-13/09/2014
T_M N. 2/15 ƒ 115
MISURE PER IL SETTORE FERROVIARIOA. Cavuto 1, M. Martarelli 2, G. Pandarese 1, G.M. Revel 1, E.P. Tommasini 1
su assili ferroviariGLI
ALTRITEMI
�
Diagnostica mediante laser-ultrasonics
TRAIN AXLE DIAGNOSTICS BY LASER ULTRASONICSThe paper presents the results of the project PRIN 2009 2009PSJW8Z“Development of a laser ultrasonic system for non-destructive-testing aimingat improving railway safety”. A non-contact method exploiting an air-coupledultrasonic probe that detects the ultrasonic waves generated by a high-power pulsed laser has been developed and applied for the inspection ofa real high-speed train axle provided by Trenitalia.
RIASSUNTOL’articolo mostra i risultati ottenuti durante l’attività di ricerca svolta nel-l’ambito del progetto PRIN 2009 2009PSJW8Z “Sviluppo di un sistemalaser-ultrasonics per i controlli non distruttivi ai fini della sicurezza in ambi-to ferroviario”. L’obiettivo del progetto è stato quello di sviluppare un meto-do di diagnostica senza contatto per la rilevazione di difetti su assili ferro-viari di treni ad alta velocità. Il metodo basato sulla laser-ultrasonics preve-de l’utilizzo di un laser impulsato ad alta potenza per la generazione dionde ultrasonore nel materiale e una sonda a ultrasuoni accoppiata in ariaper la ricezione.
LA TECNICA LASER-ULTRASONICSNEI CONTROLLI NON DISTRUTTIVI
In ambito ferroviario l’esecuzione dicontrolli non distruttivi (CND) costitui-sce uno dei presupposti primari suiquali si basa la sicurezza dell’eserci-zio. Tali controlli sono principalmentefinalizzati alla verifica dell’integritàstrutturale di ruote e assili, principalicomponenti della sala montata. Attual-mente l’ispezione periodica di salemontate viene effettuata utilizzandotecniche a ultrasuoni, quali: sondephased array, sonde rotanti configura-te con trasduttori diversamente ango-lati in grado d’ispezionare le zone cri-tiche degli assili, borosonde per il con-trollo di assili cavi di ultima genera-zione. La scelta di utilizzare la tecnica laser-ultrasonics in ambito ferroviario nascedall’esigenza di migliorare la qualità ei tempi dei controlli non distruttivi daeseguire sulle sale montate e sugli altricomponenti dei rotabili.Le tecniche a ultrasuoni hanno lo svan-taggio di richiedere il contatto delle
sonde con l’oggetto da ispezionare edi utilizzare un mezzo di accoppia-mento. Tuttavia i problemi tipici delletecniche convenzionali possono esse-re superati mediante un sistema laser-ultrasonics basato sul rilevamento dionde ultrasonore generate da un laserimpulsato ad alta potenza, tramite tra-sduttori a ultrasuoni accoppiati inaria. Il sistema di controllo proposto ècompletamente non invasivo e per-mette di (i) superare i problemi di for -ma e di accessibilità, (ii) evitare l’ap-plicazione del mezzo di accoppia-mento, (iii) ridurre il tempo d’ispezio-ne per grandi superfici.Negli ultimi anni diversi lavori di ricer-ca sono stati finalizzati all’implemen-tazione di tale tecnica nel settore fer-roviario per il controllo dei binari [1],delle ruote [2] e degli assili [3], utiliz-zando un regime ablativo per la gene-razione delle onde elastiche e sfrut-tando le onde di Rayleigh riflesse daldifetto. La necessità di operare in regi-me ablativo compromette tuttavia l’in-tegrità superficiale e non consente diconsiderare la tecnica come non di -
struttiva. Inoltre l’uso dell’onda di Rayleighriflessa dal difetto rende estremamen-te difficile lavorare con geometriecomplesse, come assili cavi con fortivariazioni di sezione: infatti le rifles-sioni delle onde dovute alla geometriapossono sovrapporsi con quelle indot-te dal difetto.In questa sede è stata dimostrata l’ap-plicabilità della tecnica laser-ultrasonicsin regime termoelastico per il controllodi un assile cavo con geometria com-plessa, utilizzando l’onda di Rayleighdiretta e non quella riflessa.
MODELLO FEM DI SUPPORTOALLA SPERIMENTAZIONE
Per disporre di un valido strumento disupporto alla sperimentazione, è statosviluppato un modello numerico aglielementi finiti, con l’obiettivo di simu-lare la propagazione delle onde ela-stiche che si generano in regime ter-moelastico in seguito all’interazionetra l’impulso laser e il materiale costi-tuente l’assile ferroviario. Il modelloFEM permette di approfondire e ana-lizzare in maniera più accurata i per-corsi di propagazione delle onde, siadelle onde di corpo sia delle onde diRayleigh, che risulterebbero di diffici-le interpretazione data la complessageometria dell’assile. È stato sviluppa-to e validato sperimentalmente un
N.02ƒ
;2015
modello 2D che accoppia un modello termico per lagenerazione termoelastica a un modello d’interazioneacustico-strutturale per la simulazione della propaga-zione delle onde elastiche.La Fig. 1 mostra la propagazione delle onde ultraso-nore in una sezione longitudinale dell’assile ferroviarioe la loro interazione con un difetto posto nelle vicinan-ze della sorgente laser.
La Fig. 2 mostra i segnali ultrasonori che potrebberoessere acquisiti in corrispondenza delle sedi di caletta-mento da un trasduttore posizionato sul lato opposto(freccia rossa a sinistra in Fig. 1) rispetto al punto in cuiil laser colpisce il materiale (freccia rossa a destra inFig. 1). Le forme d’onda sono state filtrate nella bandadi lavoro della sonda a ultrasuoni utilizzata nelle provesperimentali (1 MHz ± 200 kHz) e sono state riportatecon ampiezza normalizzata. Mentre le onde di corponon subiscono deviazioni per la presenza del difetto, leonde di Rayleigh vengono attenuate in quanto il difettoè superficiale.
SET-UP SPERIMENTALE
Sull’assile analizzato mostrato in Fig. 3.a sono statirealizzati quattro difetti superficiali, che simulano cric-che da fretting-fatica riscontrabili nelle sedi dei caletta-menti forzati (D1 e D3) e cricche di fatica osservabilinelle sezioni di transizione geometrica (D2 e D4).L’assile ferroviario è stato montato su una struttura dedi-cata che permette di controllare la sua rotazione, al
Figura 1 – Propagazione delle onde elastiche in una sezione 2Ddell’assile e loro interazione con il difetto
Figura 2 – Onde ultrasonore con e senza difetto in prossimità del punto di ricezione
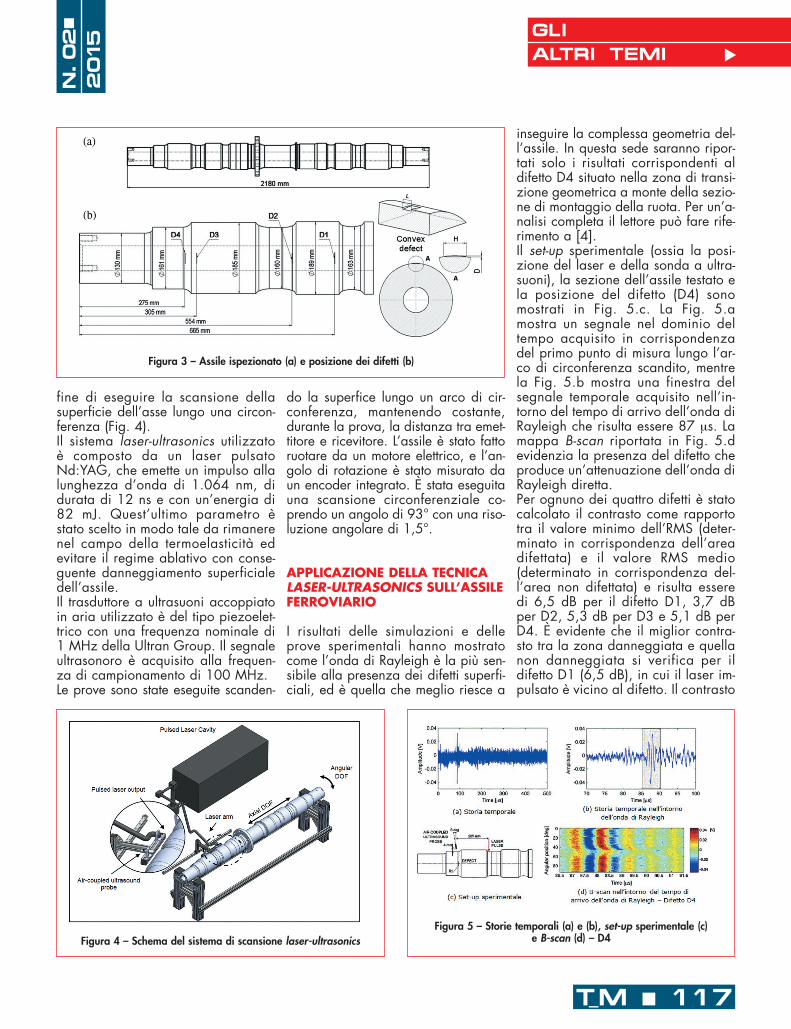
T_M ƒ 117
N.02ƒ
; 2015 GLI
ALTRI TEMI�
inseguire la complessa geometria del-l’assile. In questa sede saranno ripor-tati solo i risultati corrispondenti aldifetto D4 situato nella zona di transi-zione geometrica a monte della sezio-ne di montaggio della ruota. Per un’a-nalisi completa il lettore può fare rife-rimento a [4].Il set-up sperimentale (ossia la posi-zione del laser e della sonda a ultra-suoni), la sezione dell’assile testato ela posizione del difetto (D4) sonomostrati in Fig. 5.c. La Fig. 5.amostra un segnale nel dominio deltempo acquisito in corrispondenzadel primo punto di misura lungo l’ar-co di circonferenza scandito, mentrela Fig. 5.b mostra una finestra delsegnale temporale acquisito nell’in-torno del tempo di arrivo dell’onda diRayleigh che risulta essere 87 μs. Lamappa B-scan riportata in Fig. 5.devidenzia la presenza del difetto cheproduce un’attenuazione dell’onda diRayleigh diretta.Per ognuno dei quattro difetti è statocalcolato il contrasto come rapportotra il valore minimo dell’RMS (deter-minato in corrispondenza dell’areadifettata) e il valore RMS medio(determinato in corrispondenza del-l’area non difettata) e risulta esseredi 6,5 dB per il difetto D1, 3,7 dBper D2, 5,3 dB per D3 e 5,1 dB perD4. È evidente che il miglior contra-sto tra la zona danneggiata e quellanon danneggiata si verifica per ildifetto D1 (6,5 dB), in cui il laser im -pulsato è vicino al difetto. Il contrasto
Figura 5 – Storie temporali (a) e (b), set-up sperimentale (c) e B-scan (d) – D4
Figura 3 – Assile ispezionato (a) e posizione dei difetti (b)
fine di eseguire la scansione dellasuperficie dell’asse lungo una circon-ferenza (Fig. 4).Il sistema laser-ultrasonics utilizzato è composto da un laser pulsatoNd:YAG, che emette un impulso allalunghezza d’onda di 1.064 nm, didurata di 12 ns e con un’energia di82 mJ. Quest’ultimo parametro èstato scelto in modo tale da rimanerenel campo della termoelasticità edevitare il regime ablativo con conse-guente danneggiamento superficialedell’assile.Il trasduttore a ultrasuoni accoppiatoin aria utilizzato è del tipo piezoelet-trico con una frequenza nominale di1 MHz della Ultran Group. Il segnaleultrasonoro è acquisito alla frequen-za di campionamento di 100 MHz.Le prove sono state eseguite scanden-
Figura 4 – Schema del sistema di scansione laser-ultrasonics
do la superfice lungo un arco di cir-conferenza, mantenendo co stante,durante la prova, la distanza tra emet-titore e ricevitore. L’assile è stato fattoruotare da un motore elettrico, e l’an-golo di rotazione è stato misurato daun encoder integrato. È stata eseguitauna scansione circonferenziale co -prendo un angolo di 93° con una riso-luzione angolare di 1,5°.
APPLICAZIONE DELLA TECNICALASER-ULTRASONICS SULL’ASSILEFERROVIARIO
I risultati delle simulazioni e delleprove sperimentali hanno mostratocome l’onda di Rayleigh è la più sen-sibile alla presenza dei difetti superfi-ciali, ed è quella che meglio riesce a

T_M ƒ 118
N.02ƒ
;2015
GLIALTRI TEMI
�
tra la zona integra e quella danneg-giata ha permesso d’identificare tuttii difetti simulati.Sulla base dei risultati ottenuti in Labo-ratorio si prevede di estendere l’ap-plicazione del metodo laser-ultraso-nics sviluppato a un assile di una salamontata, con lo scopo di dimostrarela sua efficienza diagnostica per ilcontrollo da remoto di assili ferroviariin servizio.
RIFERIMENTI BIBLIOGRAFICI
1. S. Kenderian, B.B. Djordjevic, Jr.R.E. Green, “Laser-based and air-cou-pled ultrasound as noncontact andremote techniques for testing railroadtracks”, Materials Evaluation 60 (1)(2002) 65-70.2. Kenderian, S., Djordjevic, B.B.,Cerniglia, D., Garcia, G., “Dynamicrailroad inspection using the laser-airhybrid ultrasonic technique”, Insight:Non-Destructive Testing and ConditionMonitoring, 48 (6) (2006), pp. 336-341.3. K. Gonzales, S. Kendarian, D. Car-ter, A. Smith, R. Morgan, “Non-con-tact interrogation of railroad axlesusing laser-based ultrasonic inspec-tion”, Proceedings of JRC2005, Pue-blo, Colorado.4. A. Cavuto, M. Martarelli, G. Pan-darese, G.M. Revel, E.P. Tomasini,“Experimental investigation by laserultrasonics for high speed train axlediagnostics”, Ultrasonics 55 (2015)48-57.
Alfonso Cavuto è As -segnista di Ricerca pres-so il Dipartimento di In -gegneria Industriale eScienze Matematichedell’Università Politecni-
ca delle Marche. La sua attività scien-tifica è incentrata sullo sviluppo dinuove metodologie per il controllo nondistruttivo di componenti meccanicinel campo dei trasporti, aeronautico ecivile.
Milena Martarelli èProfessore Associato diMisure Meccaniche e Ter-miche presso la Facoltàdi Ingegneria dell’Univer-sità Telematica e-Cam-
pus. La sua attività di ricerca è incentra-ta principalmente nello sviluppo e appli-cazione di tecniche senza contatto emetodi di analisi modale per la diagno-stica industriale.
Giuseppe Pandareseè Assegnista di Ricercapresso il Dipartimento diIngegneria Industriale eScienze Matematiche del-l’Università Politecnica
delle Marche. La sua attività di ricerca èrivolta allo sviluppo di tecniche di misu-ra senza contatto per la diagnosticaindustriale.
Gian Marco Revel èProfessore Associato diMisure Meccaniche e Ter-miche presso il Diparti-mento di Ingegneria Indu-striale e Scienze Matema-
tiche dell’Università Politecnica delleMarche. La sua attività di ricerca è rivol-ta alle misure per le applicazioni indu-striali, in particolare la domotica, i con-trolli non-distruttivi, la vibro-acustica.
Enrico Primo Tomasi-ni è Professore Ordinariodi Misure Meccaniche eTermiche presso il Diparti-mento di Ingegneria Indu-striale e Scienze Matema-
tiche dell’Università Politecnica delleMarche. L’attività scientifica svolta neinumerosi anni della sua carriera ha toc-cato numerosi temi e filoni di ricerca nelsettore delle misure e dei collaudi.
NUOVO ACCELERATORE DI MISURE PER IL COLLAUDO DEGLI AMPLIFICATORI DI POTENZAKeysight Technologies ha recentemente pre-sentato l’Acceleratore di Misure PXIeM9451A, una scheda di elaborazione adalta velocità che velocizza le misure di inse-guimento dell’inviluppo (Envelop Tracking)e di caratterizzazione della predistorsionedigitale (DPD) nel collaudo di amplificatoridi potenza. Grazie alla scheda M9451A,è possibile eseguire le misure DPD e Enve-lope Tracking con open/close loop in deci-ne di millisecondi, ossia con un aumentodella velocità anche di un fattore 100. La scheda M9451A è ora parte integrantedella Soluzione di Riferimento per il collau-do e la caratterizzazione di amplificatori dipotenza e moduli front end a radiofre-quenza (PA/FEM RF), in modo da velociz-zare ulteriormente, pur mantenendo la ne -cessaria accuratezza, tutte le misure suparametri S, distorsione armonica, potenzae demodulazione. La Soluzione di Riferimento permette lacaratterizzazione completa dei moduliamplificatori di potenza di nuova genera-zione, come i moduli duplexer-amplificato-ri di potenza, o PAD (Power Amplifier-Duplexer).
NEWS
� Gli affidabi-li algoritmiper le misu-re DPD adot -tati nella So - lu zione di R ife ri -mento sono il frutto dian ni di stretta collabo -razione con i clienti impegnati nel la pro-duzione di dispositivi wireless e dall’espe -rienza maturata con il software di simula -zione SystemVue e con il pacchetto appli-cativo N7614B Signal Studio for PowerAmplifier Test di Keysight. Ciò rende que-sta soluzione l’unica capace di garantirerisultati di misura coerenti durante l’interociclo di sviluppo della nuova generazio-ne di moduli di amplificatori di potenza,dalla simulazione alla produzione ingrande serie. “Continuiamo a potenziare la nostra Solu-zione di Riferimento dedicata agli amplifi-catori di potenza per offrire ai clienti tec-nologie che garantiscono prestazioni sen -za rivali nell’esecuzione dei test”, affermaMario Narduzzi, Marketing Managerdella divisione Software and Modular Solu-tions di Keysight. “La scheda M9451A mostra cosa sia pos-sibile ottenere quando si combina la com -petenza nelle mi su re di Keysight con lacapacità di trasferimento dati ad alta velo-cità del bus PXIe e le più potenti FPGAattualmente disponibili sul mercato”.
Per ulteriori informazioni: www.keysight.com/find/solution-padvt
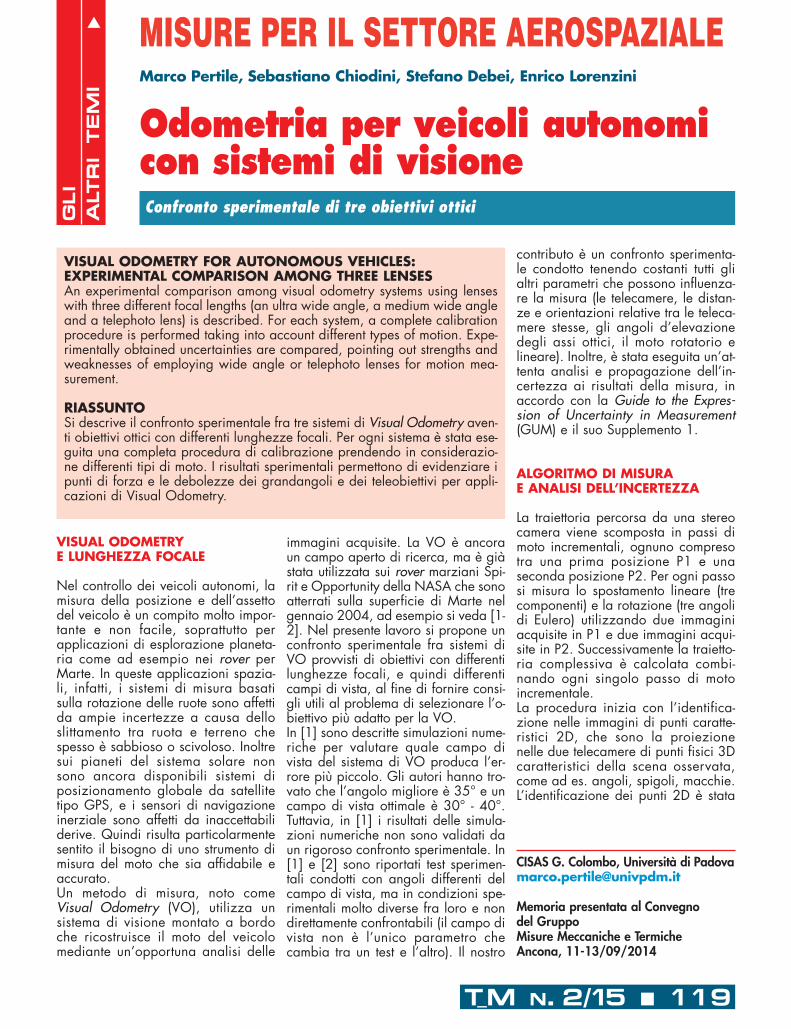
T_M N. 2/15 ƒ 119
MISURE PER IL SETTORE AEROSPAZIALEMarco Pertile, Sebastiano Chiodini, Stefano Debei, Enrico Lorenzini
Confronto sperimentale di tre obiettivi otticiGLI
ALTRITEMI
�
Odometria per veicoli autonomi con sistemi di visione
VISUAL ODOMETRY FOR AUTONOMOUS VEHICLES: EXPERIMENTAL COMPARISON AMONG THREE LENSESAn experimental comparison among visual odometry systems using lenseswith three different focal lengths (an ultra wide angle, a medium wide angleand a telephoto lens) is described. For each system, a complete calibrationprocedure is performed taking into account different types of motion. Expe-rimentally obtained uncertainties are compared, pointing out strengths andweaknesses of employing wide angle or telephoto lenses for motion mea-surement.
RIASSUNTOSi descrive il confronto sperimentale fra tre sistemi di Visual Odometry aven-ti obiettivi ottici con differenti lunghezze focali. Per ogni sistema è stata ese-guita una completa procedura di calibrazione prendendo in considerazio-ne differenti tipi di moto. I risultati sperimentali permettono di evidenziare ipunti di forza e le debolezze dei grandangoli e dei teleobiettivi per appli-cazioni di Visual Odometry.
VISUAL ODOMETRY E LUNGHEZZA FOCALE
Nel controllo dei veicoli autonomi, lamisura della posizione e dell’assettodel veicolo è un compito molto impor-tante e non facile, soprattutto perapplicazioni di esplorazione planeta-ria come ad esempio nei rover perMarte. In queste applicazioni spazia-li, infatti, i sistemi di misura basatisulla rotazione delle ruote sono affettida ampie incertezze a causa delloslittamento tra ruota e terreno chespesso è sabbioso o scivoloso. Inoltresui pianeti del sistema solare nonsono ancora disponibili sistemi diposizionamento globale da satellitetipo GPS, e i sensori di navigazioneinerziale sono affetti da inaccettabiliderive. Quindi risulta particolarmentesentito il bisogno di uno strumento dimisura del moto che sia affidabile eaccurato.Un metodo di misura, noto comeVisual Odometry (VO), utilizza unsistema di visione montato a bordoche ricostruisce il moto del veicolomediante un’opportuna analisi delle
immagini acquisite. La VO è ancoraun campo aperto di ricerca, ma è giàstata utilizzata sui rover marziani Spi-rit e Opportunity della NASA che sonoatterrati sulla superficie di Marte nelgennaio 2004, ad esempio si veda [1-2]. Nel presente lavoro si propone unconfronto sperimentale fra sistemi diVO provvisti di obiettivi con differentilunghezze focali, e quindi differenticampi di vista, al fine di fornire consi-gli utili al problema di selezionare l’o-biettivo più adatto per la VO.In [1] sono descritte simulazioni nume-riche per valutare quale campo divista del sistema di VO produca l’er-rore più piccolo. Gli autori hanno tro-vato che l’angolo migliore è 35° e uncampo di vista ottimale è 30° - 40°.Tuttavia, in [1] i risultati delle simula-zioni numeriche non sono validati daun rigoroso confronto sperimentale. In[1] e [2] sono riportati test sperimen-tali condotti con angoli differenti delcampo di vista, ma in condizioni spe-rimentali molto diverse fra loro e nondirettamente confrontabili (il campo divista non è l’unico parametro checambia tra un test e l’altro). Il nostro
contributo è un confronto sperimenta-le condotto tenendo costanti tutti glialtri parametri che possono influenza-re la misura (le telecamere, le distan-ze e orientazioni relative tra le teleca-mere stesse, gli angoli d’elevazionedegli assi ottici, il moto rotatorio elineare). Inoltre, è stata eseguita un’at-tenta analisi e propagazione dell’in-certezza ai risultati della misura, inaccordo con la Guide to the Expres-sion of Uncertainty in Measurement(GUM) e il suo Supplemento 1.
ALGORITMO DI MISURA E ANALISI DELL’INCERTEZZA
La traiettoria percorsa da una stereocamera viene scomposta in passi dimoto incrementali, ognuno compresotra una prima posizione P1 e unaseconda posizione P2. Per ogni passosi misura lo spostamento lineare (trecomponenti) e la rotazione (tre angolidi Eulero) utilizzando due immaginiacquisite in P1 e due immagini acqui-site in P2. Successivamente la traietto-ria complessiva è calcolata combi-nando ogni singolo passo di motoincrementale.La procedura inizia con l’identifica-zione nelle immagini di punti caratte-ristici 2D, che sono la proiezionenelle due telecamere di punti fisici 3Dcaratteristici della scena osservata,come ad es. angoli, spigoli, macchie.L’identificazione dei punti 2D è stata
CISAS G. Colombo, Università di [email protected]
Memoria presentata al Convegno del GruppoMisure Meccaniche e TermicheAncona, 11-13/09/2014

T_M ƒ 120T_M ƒ 120
una funzione costo che pesa nellostesso modo le tre componenti deglierrori 3D. Invece, nel secondo passodi ottimizzazione non lineare si mini-mizza una funzione costo che pesaogni componente dell’errore 3D inmodo inversamente proporzionalealla propria incertezza lungo la dire-zione desiderata.Quest’ultima caratteristica è essenzia-le per il buon funzionamento del meto-do, poiché nei sistemi stereo, a causadella distanza ridotta fra le telecame-re, l’incertezza dei punti 3D triango-lati è molto maggiore parallelamenteall’asse ottico che nelle direzioni tra-sversali. Quindi, è importante pesaremeno le componenti di errore 3Dparallele agli assi ottici delle teleca-mere. Inoltre, il primo passo in formachiusa è stato inglobato nella proce-dura Random Sample Consensus(RANSAC) per cercare di eliminare i
vata in P1 e la stessa nuvola di punti3D osservata in P2.L’algoritmo di misura deve stimare lamatrice di rotazione o i tre angoli diEulero e il vettore di traslazione chefanno sovrapporre in modo ottimo ledue nuvole di punti 3D. In particolare,viene minimizzata una funzione costoottenuta sommando gli errori 3D disovrapposizione di ogni punto 3Ddella nuvola in P1 con il corrispon-dente punto 3D dell’altra nuvola in P2roto-traslato. Questa stima, come fattoper i rover marziani [1-2], è eseguitain due fasi: in un primo passo unastima approssimata della roto-trasla-zione è calcolata con il metodo informa chiusa di Horn [3], e in unsecondo passo si utilizza un metodoiterativo di ottimizzazione non lineare(tipo Levenberg-Marquardt) per affina-re la soluzione trovata. Nel primopasso in forma chiusa si minimizza
eseguita con una combinazione delmetodo di Harris [4] e del metodoScale Invariant Feature Transform(SIFT) [5].Dopo aver trovato i punti caratteristici2D sulle quattro immagini (due in P1e due in P2), si devono trovare le cor-rispondenze tra essi. Quattro punti 2D(uno per ogni immagine) sono fra lorocorrispondenti se sono la proiezionedi uno stesso punto fisico 3D dellascena. Queste corrispondenze si tro-vano descrivendo l’intorno di ognipunto 2D sulle immagini con unopportuno descrittore. In questo lavo-ro sono state seguite le indicazioni di[6], che indica il descrittore di SIFTcome uno dei due migliori. Dopo avertrovato i punti 2D corrispondenti èpossibile, mediante il metodo di trian-golazione del punto medio, trovare ipunti 3D osservati. In questo modo siottiene una nuvola di punti 3D osser-
N.02ƒ
;2015
GLIALTRI TEMI
�
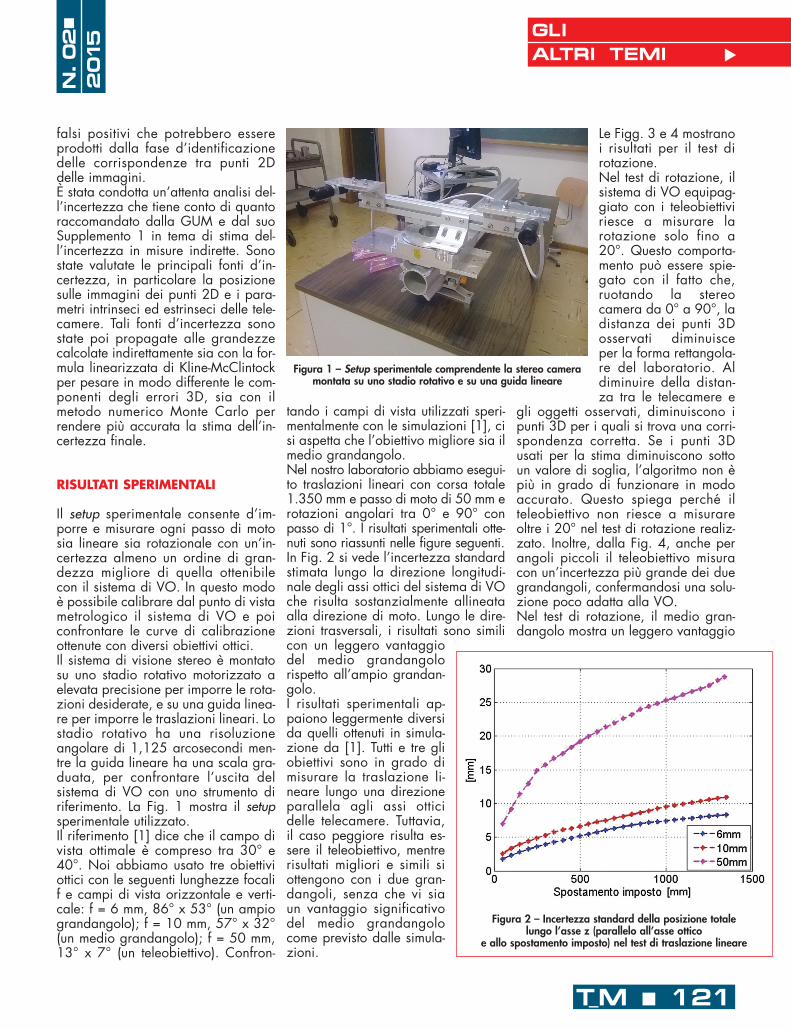
T_M ƒ 121
falsi positivi che potrebbero essereprodotti dalla fase d’identificazionedelle corrispondenze tra punti 2Ddelle immagini.È stata condotta un’attenta analisi del-l’incertezza che tiene conto di quantoraccomandato dalla GUM e dal suoSupplemento 1 in tema di stima del-l’incertezza in misure indirette. Sonostate valutate le principali fonti d’in-certezza, in particolare la posizionesulle immagini dei punti 2D e i para-metri intrinseci ed estrinseci delle tele-camere. Tali fonti d’incertezza sonostate poi propagate alle grandezzecalcolate indirettamente sia con la for-mula linearizzata di Kline-McClintockper pesare in modo differente le com-ponenti degli errori 3D, sia con ilmetodo numerico Monte Carlo perrendere più accurata la stima dell’in-certezza finale.
RISULTATI SPERIMENTALI
Il setup sperimentale consente d’im-porre e misurare ogni passo di motosia lineare sia rotazionale con un’in-certezza almeno un ordine di gran-dezza migliore di quella ottenibilecon il sistema di VO. In questo modoè possibile calibrare dal punto di vistametrologico il sistema di VO e poiconfrontare le curve di calibrazioneottenute con diversi obiettivi ottici.Il sistema di visione stereo è montatosu uno stadio rotativo motorizzato aelevata precisione per imporre le rota-zioni desiderate, e su una guida linea-re per imporre le traslazioni lineari. Lostadio rotativo ha una risoluzioneangolare di 1,125 arcosecondi men-tre la guida lineare ha una scala gra-duata, per confrontare l’uscita delsistema di VO con uno strumento diriferimento. La Fig. 1 mostra il setupsperimentale utilizzato.Il riferimento [1] dice che il campo divista ottimale è compreso tra 30° e40°. Noi abbiamo usato tre obiettiviottici con le seguenti lunghezze focalif e campi di vista orizzontale e verti-cale: f = 6 mm, 86° x 53° (un ampiograndangolo); f = 10 mm, 57° x 32°(un medio grandangolo); f = 50 mm,13° x 7° (un teleobiettivo). Confron-
tando i campi di vista utilizzati speri-mentalmente con le simulazioni [1], cisi aspetta che l’obiettivo migliore sia ilmedio grandangolo.Nel nostro laboratorio abbiamo esegui-to traslazioni lineari con corsa totale1.350 mm e passo di moto di 50 mm erotazioni angolari tra 0° e 90° conpasso di 1°. I risultati sperimentali otte-nuti sono riassunti nelle figure seguenti.In Fig. 2 si vede l’incertezza standardstimata lungo la direzione longitudi-nale degli assi ottici del sistema di VOche risulta sostanzialmente allineataalla direzione di moto. Lungo le dire-zioni trasversali, i risultati sono similicon un leggero vantaggiodel medio grandangolorispetto all’ampio grandan-golo.I risultati sperimentali ap -paiono leggermente diversida quelli ottenuti in simula-zione da [1]. Tutti e tre gliobiettivi sono in grado dimisurare la traslazione li -neare lungo una direzioneparallela agli assi otticidelle telecamere. Tuttavia,il caso peggiore risulta es -sere il teleobiettivo, mentrerisultati migliori e simili siottengono con i due gran-dangoli, senza che vi siaun vantaggio significativodel medio grandangolocome previsto dalle simula-zioni.
Le Figg. 3 e 4 mostranoi risultati per il test dirotazione.Nel test di rotazione, ilsistema di VO equipag-giato con i teleobiettiviriesce a misurare larotazione solo fino a20°. Questo comporta-mento può essere spie-gato con il fatto che,ruotando la stereocamera da 0° a 90°, ladistanza dei punti 3Dosservati diminuisceper la forma rettangola-re del laboratorio. Aldiminuire della distan-za tra le telecamere e
gli oggetti osservati, diminuiscono ipunti 3D per i quali si trova una corri-spondenza corretta. Se i punti 3Dusati per la stima diminuiscono sottoun valore di soglia, l’algoritmo non èpiù in grado di funzionare in modoaccurato. Questo spiega perché ilteleobiettivo non riesce a misurareoltre i 20° nel test di rotazione realiz-zato. Inoltre, dalla Fig. 4, anche perangoli piccoli il teleobiettivo misuracon un’incertezza più grande dei duegrandangoli, confermandosi una solu-zione poco adatta alla VO.Nel test di rotazione, il medio gran-dangolo mostra un leggero vantaggio
N.02ƒ
; 2015 GLI
ALTRI TEMI�
Figura 1 – Setup sperimentale comprendente la stereo camera montata su uno stadio rotativo e su una guida lineare
Figura 2 – Incertezza standard della posizione totalelungo l’asse z (parallelo all’asse ottico
e allo spostamento imposto) nel test di traslazione lineare
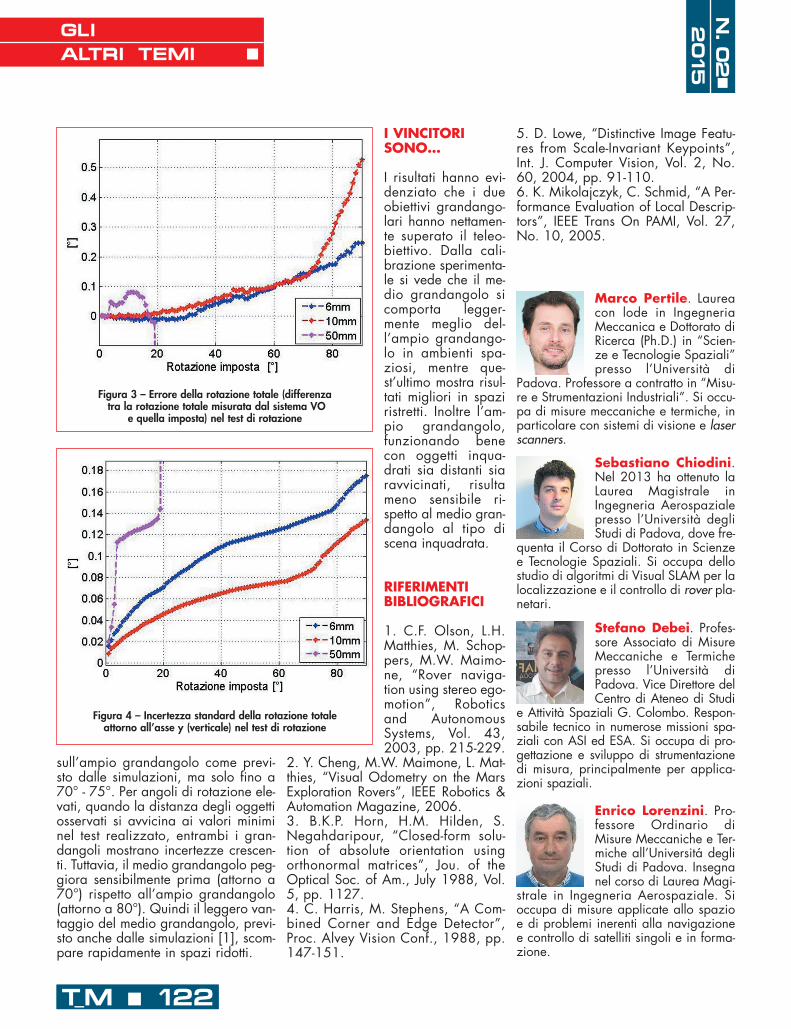
T_M ƒ 122T_M ƒ 122
N.02ƒ
;2015
GLIALTRI TEMI
�
Marco Pertile. Laureacon lode in IngegneriaMeccanica e Dottorato diRicerca (Ph.D.) in “Scien-ze e Tecnologie Spaziali”presso l’Università di
Padova. Professore a contratto in “Misu-re e Strumentazioni Industriali”. Si occu-pa di misure meccaniche e termiche, inparticolare con sistemi di visione e laserscanners.
Sebastiano Chiodini.Nel 2013 ha ottenuto laLaurea Magistrale inIngegneria Aerospazialepresso l’Università degliStudi di Padova, dove fre-
quenta il Corso di Dottorato in Scienzee Tecnologie Spaziali. Si occupa dellostudio di algoritmi di Visual SLAM per lalocalizzazione e il controllo di rover pla-netari.
Stefano Debei. Profes-sore Associato di MisureMeccaniche e Termichepresso l’Università diPadova. Vice Direttore delCentro di Ateneo di Studi
e Attività Spaziali G. Colombo. Respon-sabile tecnico in numerose missioni spa-ziali con ASI ed ESA. Si occupa di pro-gettazione e sviluppo di strumentazionedi misura, principalmente per applica-zioni spaziali.
Enrico Lorenzini. Pro-fessore Ordinario diMisure Meccaniche e Ter-miche all’Universitá degliStudi di Padova. Insegnanel corso di Laurea Magi-
strale in Ingegneria Aerospaziale. Sioccupa di misure applicate allo spazioe di problemi inerenti alla navigazionee controllo di satelliti singoli e in forma-zione.
sull’ampio grandangolo come previ-sto dalle simulazioni, ma solo fino a70° - 75°. Per angoli di rotazione ele-vati, quando la distanza degli oggettiosservati si avvicina ai valori miniminel test realizzato, entrambi i gran-dangoli mostrano incertezze crescen-ti. Tuttavia, il medio grandangolo peg-giora sensibilmente prima (attorno a70°) rispetto all’ampio grandangolo(attorno a 80°). Quindi il leggero van-taggio del medio grandangolo, previ-sto anche dalle simulazioni [1], scom-pare rapidamente in spazi ridotti.
I VINCITORISONO…
I risultati hanno evi-denziato che i dueobiettivi grandango-lari hanno nettamen-te superato il teleo-biettivo. Dalla cali-brazione sperimenta-le si vede che il me -dio grandangolo sicomporta legger-mente meglio del-l’ampio grandango-lo in ambienti spa-ziosi, mentre que-st’ultimo mostra risul-tati migliori in spaziristretti. Inoltre l’am-pio grandangolo,funzionando benecon oggetti inqua-drati sia distanti siaravvicinati, risultameno sensibile ri -spetto al medio gran-dangolo al tipo discena inquadrata.
RIFERIMENTIBIBLIOGRAFICI
1. C.F. Olson, L.H.Matthies, M. Schop-pers, M.W. Maimo-ne, “Rover naviga-tion using stereo ego-motion”, Roboticsand AutonomousSystems, Vol. 43,2003, pp. 215-229.
2. Y. Cheng, M.W. Maimone, L. Mat-thies, “Visual Odometry on the MarsExploration Rovers”, IEEE Robotics &Automation Magazine, 2006.3. B.K.P. Horn, H.M. Hilden, S.Negahdaripour, “Closed-form solu-tion of absolute orientation usingorthonormal matrices”, Jou. of theOptical Soc. of Am., July 1988, Vol.5, pp. 1127.4. C. Harris, M. Stephens, “A Com-bined Corner and Edge Detector”,Proc. Alvey Vision Conf., 1988, pp.147-151.
Figura 3 – Errore della rotazione totale (differenzatra la rotazione totale misurata dal sistema VO
e quella imposta) nel test di rotazione
Figura 4 – Incertezza standard della rotazione totale attorno all’asse y (verticale) nel test di rotazione
5. D. Lowe, “Distinctive Image Featu-res from Scale-Invariant Keypoints”,Int. J. Computer Vision, Vol. 2, No.60, 2004, pp. 91-110.6. K. Mikolajczyk, C. Schmid, “A Per-formance Evaluation of Local Descrip-tors”, IEEE Trans On PAMI, Vol. 27,No. 10, 2005.

T_M N. 2/15 ƒ 123
La pagina di Accredia
A cura di Rosalba Mugno 1, Silvia Tramontin 2 e Francesca Nizzero 3
Notizie dall’Ente di accreditamentoLAPAGINA
DIACCREDIA
�
THE PAGE OF ACCREDIAACCREDIA, The Italian National AccreditationBody, plays an active role in “TUTTO_MISURE”, asa permanent strategic partner, ensuring a highadded-value contribution to the quality of theMagazine, in the context of the measurement andtesting sector, for the benefit of the industry.
RIASSUNTOACCREDIA, L’Ente unico di Accreditamento Nazio-nale, gioca un ruolo attivo nella squadra di
“TUTTO_MISURE”, garantendo valore aggiunto a livello contenutistico perquanto riguarda l’ambito delle misure e delle prove.
DIPARTIMENTO LABORATORI DI TARATURA
Dal 1° maggio scorso, RosalbaMugno è il nuovo Direttore delDipartimento Laboratori di Taratura,una delle tre unità in cui si strutturaACCREDIA, accanto alle funzioni perl’accreditamento dei Laboratori diprova e degli Organismi di certifica-zione e ispezione. Rosalba Mugno, laureata in Ingegne-ria Elettronica e Dottore di Ricerca in“Metrologia Scienza e Tecnica delleMisurazioni”, si occupa di metrologiae taratura degli strumenti sin dalla finedegli anni ’90. Nel 2007 è entrata afar parte dell’I.N.Ri.M. – l’IstitutoNazionale di Ricerca Metrologica –come Funzionario Tecnico e IspettoreTecnico e di Sistema dell’allora SIT –Servizio di Taratura in Italia – e nel2010 è stata nominata Responsabiledel Servizio Accreditamento Labora-tori. Nel gennaio 2014 è entrata inACCREDIA come coordinatrice del-l’Ufficio Tecnico e responsabile del-l’Attività di Monitoraggio Ispettori delDipartimento Laboratori di taratura,per essere nominata Vice Direttricedel Dipartimento nel luglio dello stes-so anno.
XXIX CONVEGNO DEI CENTRI DI TARATURA ACCREDITATI
Il 23 aprile scorso, nell’ambito dell’e-vento “Affidabilità & Tecnologie” diTorino, si è svolto il XXIX Convegnodei Centri di taratura accreditati, ini-ziativa aperta al grande pubblicodella manifestazione, che ha visto lapartecipazione di oltre 300 persone.I lavori sono stati avviati dal Vice Pre-sidente di ACCREDIA Paolo Vigo,che ha consegnato una targa aMario Mosca, a riconoscimento del-l’impegno, della serietà e dell’affida-bilità con cui a partire dal 1999 egliha diretto prima il SIT e poi il Diparti-mento Laboratori di taratura. Lasciatala carica di Direttore del Dipartimen-to, Mario Mosca rimane nella struttu-ra con funzioni di consulenza.In apertura, lo stesso Mosca ha illu-strato i dati principali delle attività diaccreditamento e ha ricordato la com-posizione dell’attuale staff del Diparti-mento, che consta di cinque funziona-ri tecnici, di cui uno part time e nondipendente ACCREDIA, di due unitàin segreteria e di un consulente stabi-le. Il Dipartimento, inoltre, conta su 72ispettori, di cui 52 tecnici, 6 di siste-ma e 14 con la doppia qualifica, tec-
nica e di sistema, e su 17 esperti disettore, che nel 2014 hanno svolto593 giornate di verifica, distribuite travisite ispettive in Laboratorio ed esamidocumentali, in aumento del 5% sul2013.A dicembre 2014 sono stati registrati170 Centri di taratura accreditati (conuna crescita positiva del 4,5% in 5anni). Considerando i gruppi di gran-dezze oggetto delle tarature effettuatesotto accreditamento (Fig. 1), nel2014 la maggior parte dei Laborato-ri – 42, corrispondenti al 16% – haoperato per la grandezza “lunghezzae angoli”. Queste tarature, insieme aquelle per le “grandezze elettriche”(34 accreditamenti), per “temperaturae umidità” e “pressione” (rispettiva-mente, 33 e 24 Laboratori) hannocoperto il 50% delle tarature accredi-tate. Sopra le 20 unità sono state regi-strate anche le attività per la taraturadei Laboratori per le grandezze“massa” (9%), “forza, deformazione,momento torcente”, e “accelerazionee durezza” (entrambe 8%). Sopra il5% si sono attestate le attività di 18Laboratori per la taratura di “tempo efrequenza”, 14 per la grandezza “acu-stica” e 12 per “volume, portata”.I certificati di taratura rilasciati sulmercato sotto accreditamento sonostati 109.020, 4% in più sul 2013(105.296). In termini di diffusioneregionale (Fig. 2), la Lombardia si è
1 Direttore Dipartimento Laboratori di Taratura, [email protected] Direttore Dipartimento Laboratori di Prova, [email protected] Relazioni Esterne, Accredia [email protected]

SENSORE OTTICO PER CMM: ORA ANCHE PER MISURE DI RUGOSITÀ
Hexagon Metrology ha recentemente annunciato ilpotenziamento delle funzionalità del sensore otticoPrecitec LR per sistemi di misura a coordinate (CMM)ad alta precisione, che ora può essere usato ancheper misure di rugosità su una varietà di pezzi.Progettato per misure precise anche sui pezzi piùimpegnativi, Precitec LR utilizza la luce bianca con-centrata per eseguire misurazioni ad altissima preci-sione, al di sotto del micron. Con l’ampio angolo dimisura e l’alta risoluzione assiale, il sensore consen-
te di misurare pezzi complessi, con superfici inclinate, curve e asferiche,su materiali riflettenti e a riflessione diffusa. Disponibile per i modelli LeitzPMM-C, Leitz Ultra e Leitz Infinity, il sensore è automaticamente inter-cambiabile con i sensori tattili nell’ambito di un programma di misura,trasformando la macchina di misura in una soluzione multi-sensore persvariate applicazioni. La funzionalità di misura della rugosità richiede ilmodulo software Quindos per la rugosità.“Precitec LR è davvero versatile e si integra in modo facile e veloce, mi -gliorando significativamente il potenziale delle macchine di misura”,ha affermato Micha Neininger, Product Manager per i sensori diHexagon Metrology. “Il diametro molto piccolo dello spot consente diutilizzare questa soluzione per eseguire misure ottiche di rugosità, conla possibilità di rilevare variazioni della superficie anche su pezzi fra-gili o soffici, sui quali l'ispezione tattile non è possibile”.
NEWS
�
N.02ƒ
;2015
NOVITÀ IN CASA ROHDE & SCHWARZ:L’APPROCCIO FOCALIZZATO AL CLIENTECHE GARANTISCE IL SUCCESSO
Daniele Sciarra, Sales Engineer della Div.Strumenti di Misura Rohde & Schwarz Italia peril mercato Aerospazio e Difesa, è stato recente-mente nominato Microwave Sales Specia-list per il Sud Europa.Daniele entra nella struttura italiana nel 1999,come Sales engineer, dedicandosi con slancioed entusiasmo al mercato di base e, successi-vamente, al mercato degli operatori di rete nel-l’ambito T&M. Nel 2005 diventa Account
Manager per il mercato Aerospazio e Difesa. Da allora ha conti-nuato ad applicarsi con successo ai prodotti specifici nell’ambitodelle microonde, in particolare Analizzatori di reti vettoriali, Ana-lizzatori di spettro e di segnali, sviluppando anche nuovi sistemi perle misure automatiche dei moduli T/R, utilizzati ancor‘oggi con suc-cesso. Daniele descrive in poche righe la sintesi dell’impegno che R&S Italiae la sua organizzazione sono in grado di offrire: “Ho accettato questanuova sfida con entusiasmo; ritengo che oggi effettuare misure a radiofrequenze non sia più un problema relegato alla strumentazione utiliz-zata, ma sia la soluzione specifica a fare la differenza”.
Per ulteriori informazioni, scrivere a: [email protected]
T_M ƒ 124
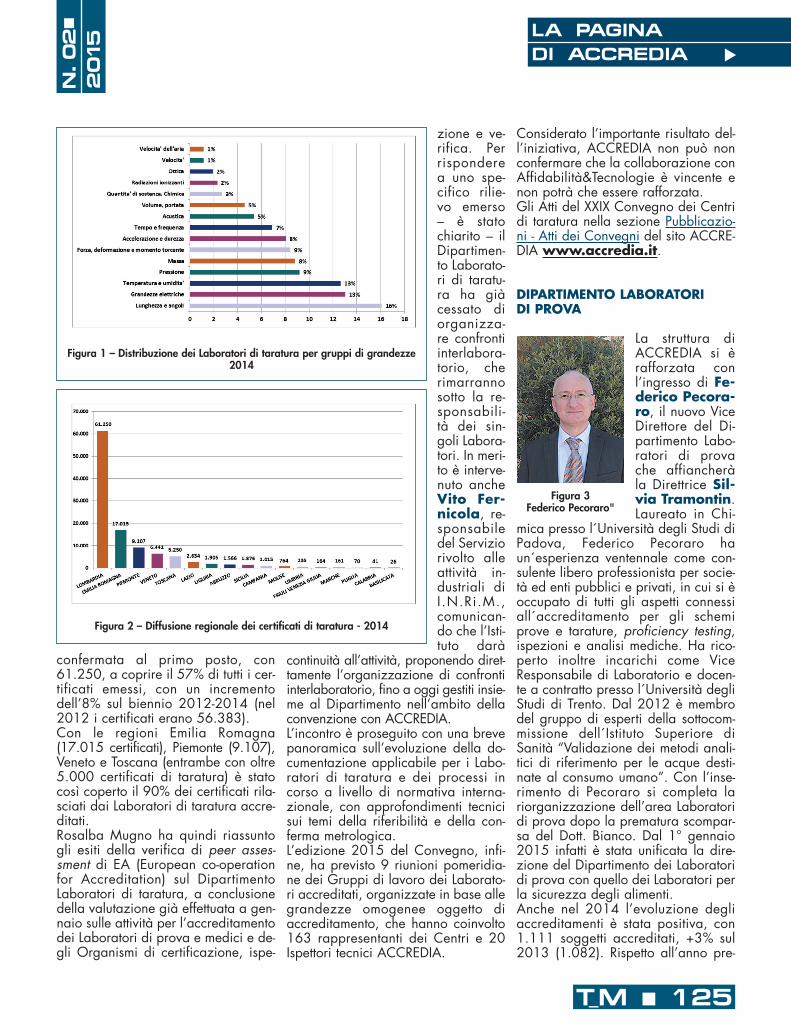
T_M ƒ 125
N.02ƒ
; 2015 LA PAGINA
DI ACCREDIA�
confermata al primo posto, con61.250, a coprire il 57% di tutti i cer-tificati emessi, con un incrementodell’8% sul biennio 2012-2014 (nel2012 i certificati erano 56.383).Con le regioni Emilia Romagna(17.015 certificati), Piemonte (9.107),Veneto e Toscana (entrambe con oltre5.000 certificati di taratura) è statocosì coperto il 90% dei certificati rila-sciati dai Laboratori di taratura accre-ditati.Rosalba Mugno ha quindi riassuntogli esiti della verifica di peer asses-sment di EA (European co-operationfor Accreditation) sul DipartimentoLaboratori di taratura, a conclusionedella valutazione già effettuata a gen-naio sulle attività per l’accreditamentodei Laboratori di prova e medici e de -gli Organismi di certificazione, ispe-
zione e ve -rifica. Perri sponderea uno spe-cifico rilie-vo emerso– è statochiarito – ilDipartimen-to Laborato-ri di taratu-ra ha giàcessato diorganizza-re confrontiinterlabora-torio, cherimarrannosotto la re -sponsabili-tà dei sin-goli Labora-tori. In meri-to è interve-nuto ancheVito Fer-nicola, re -sponsabiledel Serviziorivolto alleattività in -du striali diI.N.Ri.M.,comunican-do che l’Isti-tuto darà
continuità all’attività, proponendo diret-tamente l’organizzazione di confrontiinterlaboratorio, fino a oggi gestiti insie-me al Dipartimento nell’ambito dellaconvenzione con ACCREDIA.L’incontro è proseguito con una brevepanoramica sull’evoluzione della do -cumentazione applicabile per i Labo-ratori di taratura e dei processi incorso a livello di normativa interna-zionale, con approfondimenti tecnicisui temi della riferibilità e della con-ferma metrologica.L’edizione 2015 del Convegno, infi-ne, ha previsto 9 riunioni pomeridia-ne dei Gruppi di lavoro dei Laborato-ri accreditati, organizzate in base allegrandezze omogenee oggetto diaccreditamento, che hanno coinvolto163 rappresentanti dei Centri e 20Ispettori tecnici ACCREDIA.
Considerato l’importante risultato del-l’iniziativa, ACCREDIA non può nonconfermare che la collaborazione conAffidabilità&Tecnologie è vincente enon potrà che essere rafforzata.Gli Atti del XXIX Convegno dei Centridi taratura nella sezione Pubblicazio-ni - Atti dei Convegni del sito ACCRE-DIA www.accredia.it.
DIPARTIMENTO LABORATORIDI PROVA
La struttura diACCREDIA si èrafforzata conl’ingresso di Fe -derico Pecora-ro, il nuovo ViceDirettore del Di -partimento Labo-ratori di provache affiancheràla Direttrice Sil-via Tramontin.Laureato in Chi-
mica presso l´Università degli Studi diPadova, Federico Pecoraro haun´esperienza ventennale come con-sulente libero professionista per socie-tà ed enti pubblici e privati, in cui si èoccupato di tutti gli aspetti connessiall´accreditamento per gli schemiprove e tarature, proficiency testing,ispezioni e analisi mediche. Ha rico-perto inoltre incarichi come ViceResponsabile di Laboratorio e docen-te a contratto presso l´Università degliStudi di Trento. Dal 2012 è membrodel gruppo di esperti della sottocom-missione dell´Istituto Superiore diSanità “Validazione dei metodi anali-tici di riferimento per le acque desti-nate al consumo umano”. Con l’inse-rimento di Pecoraro si completa lariorganizzazione dell’area Laboratoridi prova dopo la prematura scompar-sa del Dott. Bianco. Dal 1° gennaio2015 infatti è stata unificata la dire-zione del Dipartimento dei La boratoridi prova con quello dei Laboratori perla sicurezza degli alimenti.Anche nel 2014 l’evoluzione degliaccreditamenti è stata positiva, con1.111 soggetti accreditati, +3% sul2013 (1.082). Rispetto all’anno pre-
Figura 1 – Distribuzione dei Laboratori di taratura per gruppi di grandezze2014
Figura 2 – Diffusione regionale dei certificati di taratura - 2014
Figura 3 Federico Pecoraro"
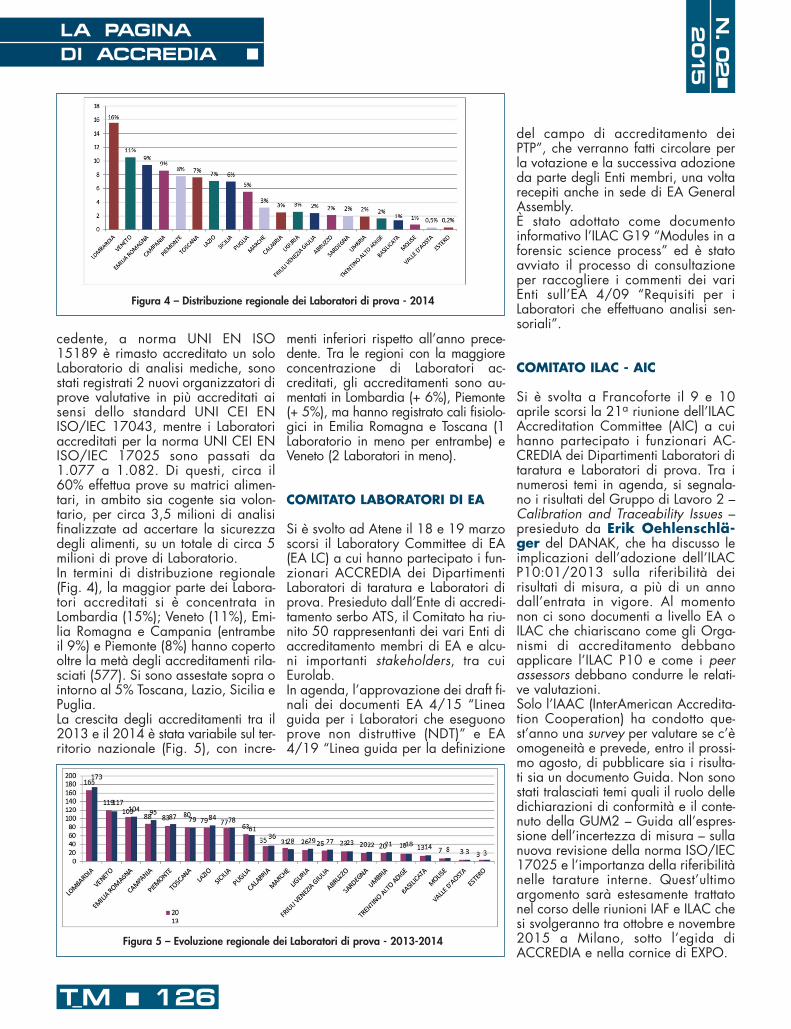
T_M ƒ 126
LA PAGINADI ACCREDIA
�
N.02ƒ
;2015
cedente, a norma UNI EN ISO15189 è rimasto accreditato un soloLaboratorio di analisi mediche, sonostati registrati 2 nuovi organizzatori diprove valutative in più accreditati aisensi dello standard UNI CEI ENISO/IEC 17043, mentre i Laboratoriaccreditati per la norma UNI CEI ENISO/IEC 17025 sono passati da1.077 a 1.082. Di questi, circa il60% effettua prove su matrici alimen-tari, in ambito sia cogente sia volon-tario, per circa 3,5 milioni di analisifinalizzate ad accertare la sicurezzadegli alimenti, su un totale di circa 5milioni di prove di Laboratorio.In termini di distribuzione regionale(Fig. 4), la maggior parte dei Labora-tori accreditati si è concentrata inLombardia (15%); Veneto (11%), Emi-lia Romagna e Campania (entrambeil 9%) e Piemonte (8%) hanno copertooltre la metà degli accreditamenti rila-sciati (577). Si sono assestate sopra ointorno al 5% Toscana, Lazio, Sicilia ePuglia.La crescita degli accreditamenti tra il2013 e il 2014 è stata variabile sul ter-ritorio nazionale (Fig. 5), con incre-
menti inferiori ri spetto all’anno prece-dente. Tra le re gioni con la maggioreconcentrazione di Laboratori ac -creditati, gli accreditamenti sono au -mentati in Lombardia (+ 6%), Piemonte(+ 5%), ma hanno registrato cali fisiolo-gici in Emilia Romagna e Toscana (1Laboratorio in meno per entrambe) eVeneto (2 Laboratori in meno).
COMITATO LABORATORI DI EA
Si è svolto ad Atene il 18 e 19 marzoscorsi il Laboratory Committee di EA(EA LC) a cui hanno partecipato i fun-zionari ACCREDIA dei DipartimentiLaboratori di taratura e Laboratori diprova. Presieduto dall’Ente di accredi-tamento serbo ATS, il Comitato ha riu-nito 50 rappresentanti dei vari Enti diaccreditamento membri di EA e alcu-ni importanti stakeholders, tra cuiEurolab. In agenda, l’approvazione dei draft fi -nali dei documenti EA 4/15 “Lineagui da per i Laboratori che eseguonopro ve non distruttive (NDT)” e EA4/19 “Linea guida per la definizione
del cam po di accreditamento deiPTP”, che verranno fatti circolare perla votazione e la successiva adozioneda parte degli Enti membri, una voltarecepiti anche in sede di EA GeneralAssembly.È stato adottato come documentoinformativo l’ILAC G19 “Modules in aforensic science process” ed è statoavviato il processo di consultazioneper raccogliere i commenti dei variEnti sull’EA 4/09 “Requisiti per iLaboratori che effettuano analisi sen-soriali”.
COMITATO ILAC - AIC
Si è svolta a Francoforte il 9 e 10aprile scorsi la 21a riunione dell’ILACAccreditation Committee (AIC) a cuihanno partecipato i funzionari AC -CREDIA dei Dipartimenti Laboratori ditaratura e Laboratori di prova. Tra inumerosi temi in agenda, si segnala-no i risultati del Gruppo di Lavoro 2 –Calibration and Traceability Issues –presieduto da Erik Oehlenschlä-ger del DANAK, che ha discusso leimplicazioni dell’adozione dell’ILACP10:01/2013 sulla riferibilità deirisultati di misura, a più di un annodall’entrata in vigore. Al momentonon ci sono documenti a livello EA oILAC che chiariscano come gli Orga-nismi di accreditamento debbanoapplicare l’ILAC P10 e come i peerassessors debbano condurre le relati-ve valutazioni.Solo l’IAAC (InterAmerican Accredita-tion Cooperation) ha condotto que-st’anno una survey per valutare se c’èomogeneità e prevede, entro il prossi-mo agosto, di pubblicare sia i risulta-ti sia un documento Guida. Non sonostati tralasciati temi quali il ruolo delledichiarazioni di conformità e il conte-nuto della GUM2 – Guida all’espres-sione dell’incertezza di misura – sullanuova revisione della norma ISO/IEC17025 e l’importanza della riferibilitànelle tarature interne. Quest’ultimoargomento sarà estesamente trattatonel corso delle riunioni IAF e ILAC chesi svolgeranno tra ottobre e novembre2015 a Milano, sotto l’egida diACCREDIA e nella cornice di EXPO.
Figura 5 – Evoluzione regionale dei Laboratori di prova - 2013-2014
Figura 4 – Distribuzione regionale dei Laboratori di prova - 2014

T_M N. 2/15 ƒ 127
Associazione dei LaboratoriItaliani di Taratura - A.L.A.T.I.
a cura di Massimo Mortarino
Le competenze tecniche degli operatoriLAPAGINA
DIA.L.A.T.I.
�
A.L.A.T.I. - THE ASSOCIATION OF THE ITALIAN CALIBRATION LABORATORIESThis page is devoted to the discussion of associativeand technical aspects, the collection of contributionsfrom the Members of the Association, and the for-mulation of proposals in the framework of the colla-boration between the Association and the Accredi-tation Institution ACCREDIA.
RIASSUNTOQuesta rubrica è uno spazio permanente dedicato
all’Associazione per discutere temi, raccogliere contributi dagli associati, por-tare avanti proposte nell’ambito della collaborazione con l’Ente di Accredita-mento ACCREDIA.
L’INCERTEZZA “DELL’OPERATORE CERTO”
Cari lettori!In queste pagine affronteremo unargomento a volte trascurato o quan-tomeno sottovalutato dagli addetti ailavori che operano nei Laboratorimetrologici. Le considerazioni diseguito fatte, con i dovuti distinguodel caso, valgono in generale, pertutte le tipologie di personale impie-gato all’interno di un Laboratoriometrologico, a partire dal responsabi-le, al suo sostituto, nonché agli opera-tori che poi eseguiranno le tarature.La qualifica di tipo tecnico e il mante-nimento nel tempo del personale cheopera nei Laboratori di metrologia èsovente dettata, forse ingenuamente,da presunzione di autoreferenzialità,in quanto l’operatore incaricato dieffettuare le tarature (provenendospesso da ambienti attigui a quellodella strumentazione) ha acquisito neltempo un’esperienza talmente appro-fondita delle metodologie di taraturada essere considerato all’interno delLaboratorio metrologico quasi un guruo addirittura uno stregone in quantounico depositario dei “trucchi” per farfunzionare il tutto.
Fatto salvo che personalmente hoconosciuto molti operatori del settoreche effettivamente avevano o mostra-vano di avere capacità tecniche ecompetenze all’altezza dell’incarico aloro assegnato, è ancor più vero chespesso alla richiesta di dare evidenzaoggettiva delle modalità con cui ilLaboratorio teneva sotto controllo que-ste capacità, dandone ovviamentedimostrazione tramite registrazioni diLaboratorio, le risposte risultavanovaghe, spesso generiche o comericordato prima autoreferenziali. Adesempio l’operatore oggetto dellavalutazione faceva questo lavoro damolto tempo, e quindi nessuno comelui era in grado di avere le competen-ze, la sensibilità e la precisione nel-l’espletare quell’incarico.Parafrasando un motto adottato dagliispettori della FDA (Food and DrugAdministration) americana, che dice“Credo solo in Dio, il resto deve esse-re dimostrato e documentato”, io ealtri soci di A.L.A.T.I., condividendo lenostre esperienze maturate in seno aiLaboratori metrologici, ci siamo datil’obiettivo di dare un contributo suquanto necessario e utile, o quanto-meno sufficiente, alla dimostrazionedelle competenze tecniche del perso-
nale che effettua le tarature e al man-tenimento nel tempo delle stesse.L’analisi fatta si basa sul presuppostoche le competenze e le capacità del-l’operatore del Laboratorio metrologi-co, facendo parte a pieno titolo dellacatena della riferibilità al SI di cui ilLaboratorio è portatore nel SNT, devo-no essere gestite alla stessa streguacon cui sono gestite le apparecchiatu-re e i campioni utilizzati, le condizio-ni ambientali (se influenzano in modosignificativo il risultato della taratura),e i metodi e le procedure di taraturautilizzate per tarare uno strumento.Quindi, così come la strumentazioneè sottoposta a taratura e controlloperiodico nel tempo, anche le compe-tenze e le capacità dell’operatore(seppur esperto) dovrebbero esseregestite non solo in fase di prima valu-tazione (analisi curricolare) o neltempo tramite verifica dell’efficaciadei piani di formazione, ma ancheattraverso vere e proprie sessioni disimulazione tecnico/pratica nellaquale il personale svolge le normaliattività di taratura. Tale valutazionepotrebbe essere fatta con l’obiettivo diverificare l’efficacia ad esempio del-l’applicazione di una nuova procedu-ra, oppure semplicemente per confer-mare nel tempo l’utilizzo della stessa,ecc.Vi riporto qui di seguito alcuni requi-siti che ad esempio ACCREDIA-DTrichiede in fase di valutazione sucampo sulle competenze tecniche diun Laboratorio metrologico, dove ilfattore umano non è escluso a priori:– Il Centro tiene conto dell’influenzasui risultati delle misure eseguite di fat-tori umani, postazioni di lavoro e con-dizioni ambientali, metodi di taratura,apparecchiatura, riferibilità dellemisure, campionamento, manipola-zione dei dispositivi?– Il Centro tiene conto dei parametriprecedenti nella stima dell’incertez-
Rubrica a cura di Paolo Giardina ([email protected] [email protected])

N.02ƒ
;2015
T_M ƒ 128
LA PAGINADI A.L.A.T.I. �
N.02ƒ
;2015
za? In particolare dell’effetto dell’ope-ratore?– L’efficacia delle azioni di formazio-ne e addestramento è valutata dalpunto di vista tecnico?– Vengono applicati metodi oggettividi valutazione delle prestazioni tecni-che previste per il personale (confron-ti, verifiche effettuate da terzi…)?– Durante le VII (verifiche ispettiveinterne) gli aspetti tecnici sono statiadeguatamente valutati?– Il personale che esegue le VII è ido-neo?Come si nota, il normatore, o comun-que l’Ente di accreditamento, pone unaccento particolare sull’importanzadel fattore umano nell’esecuzionedella tarature.Ad esempio la richiesta di stima del-l’incertezza dovuta all’operatore, dainserire eventualmente nel budget del-l’incertezza da associare al misuran-do, è richiesta a salvaguardia delcliente, che in questo modo è garanti-to dal fatto che, indipendentementedall’operatore che esegue la taratura(dando per scontato che lo stesso siainserito nel sistema interno di control-lo del Laboratorio), si ritroverà unvalore d’incertezza estesa che con-templa già eventuali riproducibilità trai vari operatori.È pur vero che un operatore espertodarà un contributo minimo della sua“ripetibilità” rispetto alla ripetibilitàdello strumento in taratura (si veda adesempio quello che succede per labilance o per le macchine prova mate-riali), ma è altrettanto vero che spes-so, per strumenti di misura tecnologi-camente più avanzati, la fa da padro-ne il contributo umano.Alla stessa stregua di ciò che avvieneper gli ILC (confronti interlaboratorio),ai quali i Laboratori metrologici parte-cipano per dimostrare la garanziadella qualità dei risultati delle taratu-re, una possibile metodologia perdeterminare il contributo dell’incertez-za dell’operatore potrebbe esserequella di valutare in termini statistici la“riproducibilità” di più tarature dellostesso strumento fatte da operatori dif-ferenti. Se poi lo strumento in oggettoè addirittura lo stesso utilizzato per unILC, per il quale in linea di principio il
Laboratorio ha fatto eseguire le tara-ture all’operatore “più esperto”, aven-do così un valore di riferimento chesarà o meno validato dall’ILC tramitel’indice di compatibilità En (vedi UNIEN ISO/IEC 17043), il confronto diquest’ultimo con gli altri operatoripotrebbe fungere da validazione edimostrazione delle capacità di questiultimi.In generale la metodologia propostapotrebbe assolvere a un duplice com-pito, ovvero permettere una valutazio-ne dell’incertezza dovuta all’operatore(o agli operatori) tramite analisi diriproducibilità, e contemporaneamen-te garantire il mantenimento nel tempodelle capacità di ogni operatore tra-mite confronto reciproco di compatibi-lità delle tarature effettuate sullo stessostrumento, secondo la medesima pro-cedura e con gli stessi campioni.Come già detto, un’eventuale parteci-pazione con esito positivo a un ILCfungerebbe da validazione internadell’operatore che ha effettuato lataratura, che potrebbe a questo puntofare da “operatore di riferimento” peruna valutazione successiva degli altrioperatori.Senza avere pretesa di esaustività,
come si può notare, quanto breve-mente esposto è un semplice tentativodi dare uno strumento in più a coloroche si dovessero trovare nella condi-zione di dimostrare, con dati oggetti-vi e sperimentali (perché in ogni casosiamo tecnici e come tali ci dobbiamocomportare) la validità dell’operatodel proprio personale incaricato aeseguire le tarature.L’implementazione di una metodolo-gia così fatta permetterebbe, a paritàdi operazioni eseguite, di ottenereuna doppio risultato con un notevolerisparmio di tempo che altrimentiandrebbe sottratto alle normali attivi-tà, con un aumento quindi della pro-duttività del Laboratorio stesso.Soprattutto avrebbe il grosso vantag-gio di consentire a tutto il personaledel Laboratorio di dimostrare neltempo le indubbie competenze acqui-site che gli consentono di operare nelsettore delle tarature a garanzia delleriferibilità delle misure eseguite.Un caro saluto a tutti, alla prossima ebuona lettura.
Paolo Giardina
“Qualità è la caratteristica più vicinaall’attesa del soggetto” - Aristotele
SENSORI MULTIASSIALICRIOGENICI… SU MARTE!FUTEK Advanced Sensor TechnologyInc, azienda leader mondiale nelle solu-zioni di misura di forza, torsione, coppiamediante celle di carico estensimetriche, èstata selezionata dalla NASA per la pro-gettazione e fornitura di speciali sensorimultiassiali criogenici che equipaggiano ilveicolo MSL Mars Rover Curiosity. Una specifica unità controlla il braccioche aziona il sistema di perforazione delsuolo di Marte, una seconda misura laspinta assiale e la coppia necessaria perprelevare dalla superficie i sedimenti daanalizzare. I sensori lavorano in condi-zioni estreme con cicli termici giornalierida -98 °C a 0 °C.Recentemente le ricerche hanno evidenzia-to la presenza di tracce di azoto a confer-ma che sul pianeta Marte le condizioni
NEWS
� erano compa-tibili con lapresenza dior ganismi vi -venti.Ogni giornoaf frontiamo leesigenze di mi -sura in svariatisettori dell’in-dustria, della ri -cerca, fornen-do le so luzionepiù performan-ti in termini diqualità, accu-ratezza e af fi -dabilità con co - sti realmente competitivi.Le caratteristiche uniche delle celle di cari-co Futek mostrano una costante attenzioneper l’innovazione volta al miglioramentodel risultato delle misure.
Per maggiori informazioniwww.dspmindustria.it/tool/download.php?id=8649&idst=2302

T_M N. 2/15 ƒ 129
Il nuovo sito web di IMEKOAccesso alle informazioni più semplice e immediatoL
APAGINA
DIIMEKO
�A cura del Prof. Paolo Carbone ([email protected])Dip. di Ingegneria, Università di Perugia
AN INTRODUCTION TO IMEKOIMEKO, International Measurement Confederation,is among the permanent collaborators of the Jour-nal. This section contains information about theAssociation, publications, events and news of inter -est to our readers.
RIASSUNTOIMEKO, International Measurement Confederation,è tra i collaboratori stabili della Rivista a partire
dall’inizio del 2014. Questa rubrica contiene informazioni sull’Associazio-ne, pubblicazioni, eventi, e notizie di utilità per i nostri lettori.
È online il nuovo sito web di IMEKO!A gennaio di quest’anno è stata rila -sciata la nuova versione del sito webdi IMEKO raggiungibile all’indirizzo:www.imeko.org. Oltre a unanuova veste grafica, l’accesso alleinformazioni è diventato più semplicee immediato.Dalla homepage (vedi Fig. 1) si puòaccedere ai principali servizi del sito: iprossimi eventi scientifici organizzati daIMEKO, le informazioni sul prossimoWorld Congress che si terrà a Praga dal30 agosto al 4 settembre 2015, le news-letter pubblicate da IMEKO, i premi attri-buiti a persone che si sono distinte neglianni per il loro contributo all’associazio-ne o alla disciplina delle misure.Il sito ha anche una funzione di memo-ria storica della successione dei WorldCongress e di raccolta delle pubblica-zioni presentate agli svariati congressiorganizzati dalle 23 Commissioni Tec-niche (TC). Si tratta di un patrimonio diconoscenze accessibile pubblicamenteche contiene migliaia di articoli scienti-fici presentati ai congressi IMEKO dal-l’anno 2000 in poi. Ad esempio, sipossono trovare 482 articoli pubblica-ti all’ultimo World Congress che si ètenuto a Busan, in Corea, nel 2012,oppure 551 articoli pubblicati alWorld Congress precedente che si ètenuto a Lisbona, nel 2009.Nella sezione “coming events“ si tro-
vano informazioni sui nuovi eventiorganizzati dalle TC. È usuale perIMEKO che le varie TC non orga-nizzino eventi scientifici negli anni incui ha luogo il World Congress, comequest’anno. In questa sezione trovia-mo però i riferimenti alla “15th Sum-
mer School on Distributed data acqui-sition systems” che si terrà in Spagnadal 29 giugno al 3 luglio 2015.Dalla homepage è possibile raggiunge-re le pagine del sito dedicate alle 23TC. In ognuna di queste pagine si tro-vano informazioni relative agli officerdella TC, ai membri, agli obiettivi scien-tifici e agli eventi organizzati dalla TC.Leggendo queste pagine si trovanoinformazioni molto interessanti. Adesempio la pagina della TC23 (Metro-logy in Food and Nutrition) riporta leattività scientifiche di questa TC che,come è noto per via dell’Expo, sono digrande attualità. Un’altra TC che direcente ha intensificato le proprie attivi-tà scientifiche è la TC13 (Measurementsin Biology and Medicine). Tra gli even-ti organizzati da questa TC citiamo il
Figura 1 – La nuova homepage del sito di IMEKO

N.02ƒ
;2015
LA PAGINAIMEKO
�
recente congresso su “New Frontiers inBiomedical Measurements” i cui attisono scaricabili dal sito IMEKO.Buona consultazione a tutti!
USCITO IL PRIMO NUMERO DI ACTA IMEKO DEL 2015
All’indirizzo http://acta.imeko.org/index.php/acta-i m e k o / i s s u e /view/10/showTocpotete trovare il primonumero della rivistaopen-access ACTA
IMEKO del 2015. Si tratta di una issueche contiene la versione estesa di 17articoli presentati al “19th Symposiumon Measurement of Electrical Quanti-ties” e al “17th Workshop onADC/DAC Modelling and Testing”.
BANCO PROVA PER LA SCATOLA “NAV SELECTOR” IN AMBITO AVIONICOIn ambito avionico, la scatola “Nav Selec-tor” smista i segnali degli apparati di navi-gazione (VOR1, VOR2, ILS, ADF, DF,HOMING) ai relativi strumenti di visualiz-zazione presenti sul cockpit del pilota e/odel co-pilota. Attraverso di essa, il pilota eil co-pilota selezionano gli apparati davisualizzare. Il sistema è composto da un’u-nità centrale di commutazione e due pan-nelli di comando, posizionati sul cockpit.La verifica dell’unità di commutazione pre-vede il controllo dell’efficienza di tutti icommutatori presenti nell’unità e della logi-ca di commutazione. L’esecuzione manua-le di tale verifica è relativamente semplice,
NEWS
� ma si presenta lunga e soggetta a errori,dovuti a distrazione dell’operatore.Aviatronik ha realizzato il banco provaAVK-1206N/S che, automatizzando ognioperazione, velocizza la procedura diverifica e annulla gli errori introdotti dal-l’operatore. Il banco è completamenteindipendente e dotato di tutto l’hardwarenecessario per il funzionamento del NavSelector, comprensivo dell’alimentatore115 VAC/400 Hz @ +28 VDC.Il softwa-re appli-cativo gi -ra su unPanel PCdi tipo in -dustriale,dotato dischermotouch screen da 15”, ed è sviluppato supiattaforma LabVIEW.
Per ulteriori informazioni: www.aviatronik.it
T_M ƒ 130

LA COMPATIBILITÀ ELETTROMAGNETICACAMPIECOMPATIBILITÀ
ELETTROMAGNETICA
Accreditamento dei Laboratori di prova operanti nel settore EMC
Carlo Carobbi
Interpretazione Lista di Riscontro Accredia nel Settore Prove EMC - Personale
�
T_M N. 2/15 ƒ 131
Università di Firenze, Dip. Ingegneria dell’Informazione [email protected]
conformità ai requisiti della ISO/IEC17025 (la Norma) e gli “eventuali”rilievi.Per inciso, non ho mai terminato unaverifica, né ho mai conosciuto unispettore che la terminasse, senza ri -lievi. Di solito evidenzio i rilievi ingiallo sulla checklist. Più giallo il Labo-ratorio vede sulla mia checklist piùtende ad andare in ansia. Vale peròla legge del contrappasso. La chec-klist tiene a volte l’ispettore svegliofino a tardi la notte: infatti maggiore èil numero dei rilievi, maggiore è iltempo necessario per scriverli in unaforma chiara al Laboratorio e al rela-tore che riferisce dell’esito della verifi-ca al comitato di accreditamento.Nella camera d’albergo si ripensapoi a quanto visto durante la verifica,si riguardano le norme dei metodicampionati, altri possibili rilievi, dacondividere con il Laboratorio il gior-no dopo, vengono in mente. Tuttaviaoccorre tenere sempre presente cheall’ispettore è richiesta sì competenzama anche equilibrio, non certo acca-nimento.La checklist Accredia (il modulo MD-09-01-DL/DS, adesso in rev. 2) èunica per i vari settori di accredita-mento dei Laboratori di prova (chimi-co, microbiologico, meccanico, elettri-co, enologico, ecc.). Non è disponi-bile cioè una checklist specifica perogni settore di accreditamento, tanto-meno per la compatibilità elettroma-gnetica (EMC). Ecco che allora riten-go utile, sia per gli aspiranti ispettorisia per i Laboratori accreditati o cheaspirino all’accreditamento, riflettere
ACCREDITATION OF TEST LABORATORIES OPERATING IN THE EMC FIELDThe subject of this and the next articles of the column on “Fields and Elec-tromagnetic Compatibility” is to suggest an interpretation of the require-ments set in the checklist of the national accreditation body Accredia, whenused for the assessment of the electromagnetic compatibility (EMC) testLaboratories. What is here reported is the result of the knowledge and expe-rience of the author, and it is not, nor is intended to represent the officialposition of the national accreditation body Accredia. This first article dealswith the requirements applicable to personnel.
RIASSUNTOLo scopo di questo e di successivi articoli della rubrica “Campi e Compati-bilità Elettromagnetica” è suggerire una interpretazione delle verifiche pre-viste dalla lista di riscontro (checklist) Accredia quando applicata ai Labo-ratori di prova che operano nel settore della Compatibilità Elettromagneti-ca (CEM). Quanto qui riportato è una sintesi della conoscenza e dell’espe-rienza dello scrivente, non è né intende rappresentare la posizione ufficia-le dell’Ente nazionale di accreditamento Accredia. Questo primo articolotratta dei requisiti applicabili al personale.
I WANT TO BE AN ASSESSOR
Se siete in qualche modo coinvolti nelsettore dell’accreditamento allora gu -statevi su Youtube “I want to be anassessor”. Assisterete a un dialogo sur-reale, ma allo stesso tempo anche as -sai verosimile, fra un funzionario del-l’ente di accreditamento e un aspiran-te ispettore tecnico. Il dialogo toccadiversi aspetti della vita degli ispettori(il viaggiare, la frequentazione dihotel e ristoranti, le notti trascorse acompilare documenti, …) e del lororapporto con i Laboratori (l’ispettorevuole impressionare il Laboratorio conle sue conoscenze tecniche ma al La -boratorio, più che le questioni tecni-che, interessa che l’ispettore compili lasua checklist e se ne vada il prima pos-sibile …). Lo scambio finale (“You area real jerk” - “Then I will be a goodassessor”) è impietoso ma … il video èstato creato da un collega ispettore ecredo che sia bene che l’ispettore nonsi prenda troppo sul serio.
La lista di riscontro (checklist) è lospauracchio del Laboratorio e la penadell’ispettore. Sono numerosi gliaspetti tecnici da prendere in consi-derazione, e… numerose le checklist.Una verifica di due giorni richiede,solitamente, la compilazione di cin-que checklist, corrispondenti ad altret-tante prove nello scopo dell’accredita-mento del Laboratorio. Sulle checklistsono annotate dall’ispettore le eviden-ze fornite dal Laboratorio circa la sua
Figura 1 – Il funzionario tecnico e l’aspirante ispettore

T_M ƒ 132
CAMPI E COMPATIBILITÀELETTROMAGNETICA
�
N.02ƒ
;2015
su come le varie verifiche previstedella checklist si declinano nel casodella EMC.
PERSONALE
RT-08, p.to 5.2.1: “Operatore: nomee cognome, qualifica e titolo di stu-dio. L’operatore ha sufficiente scolari-tà ed esperienza per i compiti asse-gnati?”L’operatore, usualmente ma non ne -cessariamente un perito elettronico olaureato o laureato magistrale in disci-pline dell’ingegneria (elettronica,delle telecomunicazioni, elettrica, bio-medica…) deve essere qualificato dalLaboratorio stesso, per eseguire leprove. La qualifica deve essere for-malizzata da un documento datatoche attesta che l’operatore è abilitatoall’esecuzione di specifiche prove.
Dev’esserci evidenza (ad esempio daspecifica registrazione o dal curricu-lum dell’operatore) che l’operatoreper raggiungere la qualifica ha segui-to un percorso di formazione e diaddestramento, generalmente in af -fiancamento con un operatore qualifi-cato per eseguire l’addestramentoe/o dal responsabile del settore EMC.Dalla qualifica si deve evincere se l’o-peratore è in grado di eseguire laprova in autonomia (ad esempio qua-lifica di livello 2), oppure può esegui-re la prova solo se affiancato da altrocon qualifica di livello superiore (adesempio qualifica di livello 1). Unoperatore addestratore deve possede-re la corrispondente qualifica (adesempio qualifica di livello 3).La corrispondenza fra operatori eprove per cui sono qualificati e livellodi qualifica deve essere formalizzatada una tabella (matrice) degli opera-
tori e delle corrispondenti qualifiche.L’ispettore deve fare una sintesi men-tale di queste informazioni, tenendoconto anche della successione tempo-rale degli eventi che si evince daidocumenti. Per formare un tecnico ingrado di eseguire in modo autonomouna prova EMC, anche la più sempli-ce, occorre tempo (e impegno). Unneo-laureato magistrale in Ingegneriaelettronica generalmente non ha se -guito un corso specifico sulle misureEMC, e comunque… dalla teoria allaprassi c’è il mar dei Sargassi! Daidocumenti del Laboratorio si devepoter evincere che l’operatore ha rice-vuto adeguata formazione, in terminisia di contenuti sia di durata, e adde-stramento.RT-08, p.to 5.2.5: “Il metodo prevedeesplicitamente una qualifica del per-sonale addetto all’esecuzione dellaprova?”
SENSORI DI SPOSTAMENTOA CORRENTI PARASSITE PER USO OEM
Micro-Epsilon occupa da molti anni unaposizione leader nella misura dello sposta-mento senza contatto con tecnologia a cor-renti parassite, sistema In grado di offrirenumerosi benefici nelle applicazioni cherichiedono la misura senza contatto di di -stanze, spessori, spostamenti, vibrazioni edeformazioni in ambienti in presenza diolio, pressione, sporco. Il nuovo eddyNCDT 3001 rende ora que-sta tecnologia accessibile alle applicazioniOEM (Original Equipment Manufacturer)che richiedono prestazioni, facilità di utiliz-
NEWS �
zo e prezzi competitivi. Si tratta di un sen-sore a correnti parassite, con un packagingfino a ora riservato solo ai sensori induttivi ea quelli di prossimità. Questo sensore com-patto è dotato di elettronica integrata nellatesta di misura con compensazione dellatemperatura e offre un ottimo rapporto prez-zo/prestazioni abbinato a un facile utilizzo.L’elevata precisione di misura e linearità,nonché la risposta veloce alla frequenza di5 kHz, sono caratteristiche eccezionali rispet-to ad altri sensori della stessa fascia di prez-zo. I sensori sono tarati in fabbrica per mate-riali ferromagnetici e non, nel campo dimisura di 4 mm, hanno gra do di protezioneIP67 e sono quindi universalmente ap pli ca -bili in au to mazione, progettazione e co -struzione di macchine. Grazie al la facilità diutilizzo e alla convenienza, la nuova serieeddyNCDT 3001 apre nuovi scenari nel-l’applicazione dei prodotti Micro-Epsilonbasati sul principio delle correnti parassite.
Per ulteriori informazioni: www.luchsinger.it
NUOVE CELLE DI CARICOA TECNOLOGIA ESTENSIMETRICAInstrumentation Devices srl, specializzatanelle soluzioni di misura e analisi per la spe-rimentazione scientifica e industriale, propo-ne una nuova famiglia di celle di carico atecnologia estensimetrica con range di misu-
ra da 50 grammi fino a 300 tonnellate.Le nuove celle, impiegate per misure diforza, sia a trazione sia a compressione;sono precise, accurate, compatte e affida-bili. Realizzate secondo differenti tipologiee in varie configurazioni meccaniche, sonocostruite in alluminio o in acciaio.Basso profilo, Fatica e per ambientigravosi, Miniatura e sub miniatura,Tipo S, Multiassiali a 3 o 6 assi.Oltre alle celle di carico è disponibile un’am-pia gamma di condizionatori di segnale condiverso numero di canali, uscite analogiche,interfacce digitali e display integrato.Tutti i modelli proposti sono progettati ecostruiti in Germania.
Per ulteriori informazioni: www.instrumentation.it

T_M ƒ 133
N.02ƒ
; 2015 CAMPI E COMPATIBILITÀ
ELETTROMAGNETICA�
Carlo Carobbi è Ricer-catore presso il Diparti-mento di Ingegneria del-l’Informazione dell’Uni-versità di Firenze doveinsegna Misure Elettroni-che. Collabora come
ispettore tecnico con l’Ente unico di ac -creditamento Accredia, sia per il Dipar-timento Laboratori di Prova sia per ilDipartimento Laboratori di Taratura. Èpresidente del SC 210/77B del CEI(Compatibilità Elettromagnetica, Feno-meni in alta frequenza) e membro digruppi di lavoro internazionali (IEC) chesviluppano e aggiornano norme diCompatibilità Elettromagnetica. Orga-nizza e gestisce, in collaborazione conaltri esperti, prove valutative di misuredi Compatibilità Elettromagnetica.
In base alla conoscenza dell’autorenessun metodo di prova EMC prevedeesplicitamente una qualifica del per-sonale addetto all’esecuzione dellaprova. Quindi questo requisito non èapplicabile al settore EMC.RT-08, p.to 5.2.4: “L’operatore è statoaddestrato e abilitato per l’esecuzio-ne della prova? Sono stabiliti criteriper il mantenimento della qualifica?Sono accettabili (es. esattezza, ripeti-bilità)? Esistono registrazioni delleverifiche periodiche del mantenimentodella qualifica? Verificare criteri diqualifica e registrazioni degli addettialle tarature e al campionamento oveapplicabile.Vale in parte quanto già detto sopracon le seguenti importanti aggiunte. IlLaboratorio deve aver stabilito criterioggettivi che diano evidenza che l’o-peratore mantiene nel tempo le com-petenze/abilità corrispondenti al livel-lo di qualifica posseduto per la speci-fica prova. L’aver previsto, ad esem-pio, che l’operatore per mantenere laqualifica deve eseguire la prova alme-no una volta l’anno e che il rapportodi prova corrispondente sia verificatoe approvato non costituisce evidenzasufficiente del mantenimento dellaqualifica. Occorre affiancare un’evi-denza oggettiva, cioè quantitativa.Il Laboratorio, come vedremo più ap -profonditamente in seguito, deve avervalutato la ripetibilità con cui è ingrado di eseguire le prove e verifica-re di mantenerla nel tempo, anche seil metodo di prova non lo prevede (èun requisito specifico di Accredia,vedi RT-08, p.to 5.4.2). Quindi se ilLaboratorio ha due operatori qualifi-cati per eseguire lo stesso metodo diprova un modo per dare evidenzache entrambi mantengono la qualificaè far eseguire periodicamente (es.una volta l’anno) ai due operatori lastessa prova e verificare se lo scartofra i risultati è compatibile con la ripe-tibilità che il Laboratorio ha valutatoper quello stesso metodo di prova. Seun solo operatore è qualificato puòessere sufficiente una sola misurazio-ne, e del corrispondente valore misu-rato si valuta la compatibilità conquelli precedentemente ottenuti per ilcalcolo della ripetibilità. Se la prova è
di emissioni, la prova sarà effettuatasu una sorgente di disturbo stabile, ingenere un generatore di pettine oppu-re un apparecchio in prova che si sa,per precedente esperienza, essereadeguatamente stabile. Se la prova èd’immunità il ragionamento è lo stes-so ma si applica alla grandezza di sti-molo (ad esempio intensità di campoelettromagnetico, picco e durata di unimpulso).È importante tenere presente che leverifiche del mantenimento della qua-lifica possono utilmente sovrapporsicon altre verifiche. In particolare alcu-ni metodi di prova prevedono l’esecu-zione di verifiche preliminari del ban -co di prova (è il caso, ad esempio,delle prove d’immunità IEC 61000-4-4 e IEC 61000-4-5) ogni volta che laprova è eseguita. Inoltre per l’assicu-razione qualità dei risultati di prova èraccomandabile che il Laboratorioesegua in modo rapido, ma efficace,verifiche preliminari pe riodiche sulletecniche di prova EMC. Quindi, adesempio, è opportuno prevedere pe -riodicamente la misura dell’emissioneradiata/condotta di un generatore dipettine e che si registri il va lore misu-rato. Se il valore misurato oggi è com-patibile col valore registrato un meseprima allora si dà evidenza di aververificato che la ripetibilità si mantie-ne nel tempo, che l’operatore ha l’a-bilità/competenza necessaria per ese-guire la prova (perlomeno in relazionealla gestione delle apparecchiature dimisura, scelta e introduzione dei fattoricorrettivi, uso del software di gestionedella prova, ecc.), che le apparec-chiature che costituiscono la catena dimisura hanno funzionato correttamen-te in passato.Un altro aspetto da verificare riguar-da la qualifica del personale addettoalle tarature. Ci si attende che se ilLaboratorio (di prova) fa internamentetarature, ad esempio cavi, attenuatori,ma anche reti artificiali, generatorid’impulso, ecc., dia evidenza di pos-sedere le adeguate competenze. Ci siattende che l’addetto alle taratureconosca: (i) i fondamenti del calcolodell’incertezza di misura, delle tecni-che di misura a radiofrequenza (es.perdita d’inserzione, coefficiente di
riflessione), (ii) le insidie connesse conle tecniche di misura a radiofrequen-za (fenomeni parassiti, accoppiamen-ti indesiderati, correnti di modo comu-ne, ecc.), (iii) sappia usare gli stru-menti di misura (ad esempio una com-binazione di analizzatore di spettropiù generatore tracking, oppure unanalizzatore vettoriale di reti, un oscil-loscopio a campionamento veloce) e ilimiti d’impiego delle apparecchiature(banda limitata, adattamento imper-fetto, reiezione di modo comune limi-tata, direttività limitata, non linearità,ecc.). Su questi argomenti ritorneremopiù ampiamente quando tratteremo laparte di checklist dedicata alle taratu-re interne.Infine osserviamo che i LaboratoriEMC non si occupano del campiona-mento, che è a carico del cliente.Quindi il requisito circa la qualificadegli operatori addetti al campiona-mento non è applicabile al settoreEMC.
RIFERIMENTI BIBLIOGRAFICI
1. MD-09-01-DL/DS, “Lista di riscon-tro per la valutazione dei Laboratori(parte tecnica livello 1)”, rev. 2.2. RT-08, “Requisiti generali per l’ac-creditamento dei Laboratori di pro -va”, rev. 2.

T_M ƒ 134
NEWS
�
N.02ƒ
;2015
Crase srl, con i suoi 25 anni di esperienza, si posiziona come real-tà dinamica e giovane nel settore della strumentazione di misura eoffre una gamma molto competitiva e completa di Macchine diProva Trazione, che comprende Macchine di Prova Univer-sali, dotate di un ottimo rapporto qualità/prezzo. Prodotti dialta qualità, precisi ed efficienti e a prezzi competitivi, progettatiper prove rapide e affidabili per controlli in trazione, compressione,flessione, taglio e prove di carico costanti su svariati materiali, comemetalli, compositi, leghe, plastiche, elastomeri e prodotti finiti. Le Macchine Universali di Prova sono elettromeccaniche e computeriz-zate, a doppio o singolo vano di prova, sviluppate per la misura dellaresistenza meccanica dei materiali sotto carico. A seconda delle neces-sità e delle tipologie dei materiali, si possono effettuare test di resisten-za a trazione, compressione, flessione, prove di rottura, piega, esten-sione, tensione, limite di forza, limite di deformazione, imbutitura, man-tenimento del carico, prove cicliche a bassa frequenza, ecc., secondole più comuni normative internazionali ISO, ASTM, EN e UNI. Tutte lestrutture sono costituite da un robusto telaio a due colonne e traversamobile, guidate da viti a ricircolo di sfere precaricate con assenza digioco per garantire la massima precisione di movimento, mentre lo
spostamento e la velocità della traversa vengo-no controllate elettronicamente mediante micro-processore a 24 bit. La macchina è gestitaattraverso software in ambiente MS® Win-dows, in tutte le fasi di diagnostica, taratura edesecuzione test.Siamo specializzati nei servizi d’instal-lazione, calibrazione, manutenzionee revisione, offerti nel post vendita ed ese-guiti direttamente da personale tecnico alta-mente qualificato, garantendo:– Servizi di vendita e assistenza tecni-ca per strumenti di misura;– Certificazione con garanzia di pre-cisione e qualità;– Riduzione dei costi di manuten-zione.
Per maggiori informazioni: www.crase.com
MACCHINE DI PROVA TRAZIONE
PCB Piezotronics Inc., leader globale per i sensori di acustica, vibra-zioni, pressioni, forza e torsione, è lieta di annunciare la realizza-zione di una nuova famiglia di accelerometri ad alta temperatura:UHT-12TM.UHT-12TM è una nuova tecnologia dei cristalli usata in applicazioniad alta temperatura, denominata Ultra High Temperature 1200 ˚F(650 ˚C) o semplicemente UHT-12TM. Gli accelerometri progettaticon questa tecnologia sono capaci di eseguire misure con miglioreaccuratezza e minore rumore nel corso di ampie variazioni di tem-peratura.“Questo nuovo sviluppo risolve il problema dei produttori di turbinea gas dovuto al rumore dei sensori a base ceramica conosciuto co -me rumore piroelettrico” dichiara Bob Metz, Direttore della Divi-sione Aerospace & Defense della PCB. “Il nuovo materiale cerami-co possiede anche l’abilità di operare a “taglio”, cosa che isola l’ac -celerometro da influenze termiche ed errori da deformazione dellabase dell’accelerometro”.La tecnologia UHT-12TM consente agli accelerometri un’insensibilitàalle variazioni termiche, ideale per applicazioni di test e monito-
raggio della vibrazione di tur-bine a gas, turbocompressori,sistemi di scarico e bilancia-mento di motori.La famiglia UHT-12TM consistenei modelli PCB 320C52,357D90, 357D91, EX611,Serie 339, ed è stata adottata anche nei sensori di pressione dellaPCB Serie 115 e 176.In conclusione, i vantaggi offerti dalla nuova tecnologia includono:– eliminazione dei picchi di rumore piroelettrico fino a 650 ˚C;– sensibilità costante su un’ampia gamma di cambi di temperatura;– cristallo piezoelettrico isolato dalla deformazione della base edagli errori da misure trasversali.
Per ogni informazione aggiuntiva relativa agli accelerometri PCB adalta temperatura, contattare Carmine Salzano, PCB InternationalAerospace Defense Manager, [email protected] o visitare il sito www.pcbpiezotronics.it.
NUOVA FAMIGLIA DI SENSORI AD ALTISSIMA TEMPERATURA
QuantumX MX840B ha un im -piego universale, indipendente-mente dal tipo di grandezza cheoccorre misurare: dalle grandez-ze meccaniche, termiche, elettri-che, fino a quelle idrauliche, co -me forza, estensione, accelera-zione, coppia, numero di giri,tem peratura, tensione, corrente,
pressione e portata. L’amplificatore di misura universale elaboraogni segnale e fornisce un‘idonea risposta per quasi tutti i compitidi misurazione e di test. La sua completezza risulta ulteriormente evi-dente nei suoi ingressi universali con parametrizzazione automaticadei canali (TEDS).Il nuovo modulo supporta inoltre, su ogni canale, trasduttori pie-zoelettrici ad alimentazione di corrente (IEPE/ICP). Con una fre-quenza di misurazione di 40 kS/s e una larghezza di banda del
segnale di 7 kHz, si rende adatto anche per la misurazione e l’a-nalisi di oscillazioni elettriche, vibrazioni meccaniche e rumorositàin termini di tempo, frequenza e angolo. Così come tutti gli altrimoduli QuantumX, grazie a ethernet e PTP il nuovo MX840B puòcoprire una distanza fino a 100 m ed è impiegabile in modo sin-crono. In questo modo la tecnica di misura si avvicina al punto dimisurazione e può essere facilmente integrata nelle reti. Grazie allasua flessibilità, l’amplificatore di misura universale può essere impie-gato, in versione mobile o fissa, in diverse applicazioni: ad esem-pio, per il montaggio, nella fase di verifica del funzionamento edella resistenza operativa, oppure per test prestazionali e di effi-cienza degli elementi di propulsione.
Per ulteriori informazioni: www.hbm.com/it/menu/prodotti/elettronica-e-software-di-misura/sistema-di-acquisizione-dati-compatto-universale/quantumx-mx840b
AMPLIFICATORE DI MISURA UNIVERSALE E PRECISO

MISURE E FIDATEZZAISERIALI
MISUREEFIDATEZZA
Riflessionie considerazioni conclusive
M. Catelani 1, L. Cristaldi 2, M. Lazzaroni 3
relative ai temi trattati nel seriale
1 Università degli Studi di [email protected] Politecnico di [email protected] Università degli Studi di Milanoe INFN - Sezione di [email protected]
�
INTRODUZIONE
Il termine fidatezza, che in questo arti-colo richiamiamo per comodità di trat-tazione, è stato il filo conduttore cheha spinto gli autori a redigere gli arti-coli che hanno caratterizzato il Seria-le “Misure e Fidatezza” proposto nel-l’ambito della Rivista Tutto_Misure.Tuttavia la complessità dell’argomentoe la possibilità di applicare le diversemetodologie nei vari contesti, siadella ricerca che applicativi, rendonoassai difficoltosa la trattazione che,evidentemente, non può esaurirsiattraverso la pubblicazione di unseriale, anche se strutturato in unamolteplicità di lavori che hanno vistogli autori coinvolti in diverse edizionidella Rivista. Molti sarebbero stati glielementi da approfondire e le compa-razioni da fare ma si è preferito forni-re, attraverso questo seriale, pur con-sapevoli di una trattazione non esau-stiva, una panoramica di concetti,metodologie e misure tali da fornirealcuni elementi di base. Scopo di que-sto lavoro, che potremmo definire rie-pilogativo di quanto a oggi scritto, èquello di ripercorre la struttura delSeriale cercando di mettere in eviden-za alcuni aspetti che, secondo gliautori, meritano attenzione.
FIDATEZZA: FACCIAMO IL PUNTOSUGLI ARGOMENTI TRATTATI
Per “fare il punto” sul concetto dellafidatezza richiamiamo, per comodità,la definizione data in [1] (Chiariamo-ci sul concetto di Fidatezza). Con iltermine Fidatezza s’intende la caratte-ristica di un’entità (item) – sia essa uncomponente, un dispositivo o un ap -parato – cioè quell’insieme di pro-prietà che descrivono la Disponibilitàe i fattori che la condizionano: l’Affi-dabilità, la Manutenibilità e la Logisti-ca della manutenzione. Dalla defini-zione appare subito evidente la com-plessità dell’argomento e il fatto chegli articoli proposti fino a oggi nelSeriale hanno trattato solo alcuniaspetti della fidatezza, ancorchéimportanti, prevalentemente concen-trati su affidabilità e disponibilità.In tutti gli ambiti dell’Ingegneria è fon-damentale e imprescindibile un usoappropriato dei termini, aspetto peral-tro non scontato. Si pensi, a titolo d’e-sempio, alle implicazioni negative chepotrebbero derivare dal non correttouso dei termini in sede contrattuale e infase di definizione delle prestazioni difidatezza o, ancor peggio, in un conte-sto in cui vi è un’attribuzione di respon-sabilità per il non rispetto dei corri-
spondenti parametri, sempre di fidatez-za. Pertanto, in un contesto tecnico-scientifico, il corretto uso della termino-logia deve riferirsi a documenti norma-tivi, spesso internazionali. Per questomotivo si è ritenuto opportuno iniziare ilSeriale ponendo attenzione, prima ditutto, a questi aspetti. In [1] (Chiaria-moci sul concetto di Fidatezza), oltre ariportare le definizioni dei termini sopramenzionati, si è fornita una classifica-zione dei guasti e delle avarie, nonchédei concetti base della diagnosi di gua-sto. Il lavoro termina con il significato ditasso di guasto e il relativo andamentotemporale (bath-tube plot).Proseguendo nell’analisi della termino-logia, in [2] (Misure e Fidatezza: leparole della fidatezza. Guasti, avarie estati dei sistemi) si focalizza l’attenzionesul concetto di guasto, ovvero dell’inter-vallo di tempo durante il quale un’entitàfunziona correttamente in accordo aquanto specificato in fase di progetto. Illavoro ha messo in evidenza che con-seguenza necessaria nel processo dianalisi delle occorrenze di guasto è larevisione progettuale o di miglioramen-to delle prestazioni di fidatezza: ciònon può non richiedere la classificazio-ne dei guasti a partire dalle cause e daifattori che li hanno innescati.Alcuni modelli matematici relativi alle“funzioni di affidabilità” sono stati pre-sentati in [3] (Le funzioni di affidabilità,alcuni modelli). La trattazione teoricadi questo argomento è molto comples-sa poiché, a partire da approcci speri-
CONCLUDING THOUGHTS AND REMARKSAs a conclusion of the set of papers concerning “Measurements and Depen-dability”, the Authors make a synthesis of the concepts an topics proposedin such works, starting from the terms and related definitions to techniquesand approaches for reliability and availability evaluation and assessment.
RIASSUNTOA chiusura di questo Seriale dal titolo “Misure e Fidatezza”, proposto nel-l’ambito della rivista, il presente lavoro ripercorre i vari passaggi che gliautori hanno seguito a partire dall’individuazione della terminologia e dellerelative definizioni, secondo norma, fino ad arrivare alle tecniche mag-giormente impiegate in ambito industriale per effettuare valutazioni di affi-dabilità e disponibilità.
T_M N. 2/15 ƒ 135

T_M ƒ 136
NEWS
�
N.02ƒ
;2015
echoRD ha partecipato ad ARABLAB 2015, la fiera tenutasi a Dubaidal 23 al 26 marzo 2015, che ha registrato un’ampia partecipa-zione di visitatori provenienti da oltre 100 Paesi.I prodotti esposti erano quelli riuniti sotto i marchi echoLAB ed echo-CONTROL. echoLAB identifica strumenti e soluzioni per l’industriachimica, metallurgica e laboratori fisici (come microscopi, durome-tri, macchine per test fisici, attrezzature per la preparazione di cam-pioni e arredi tecnici per il laboratorio). echoCONTROL è il marchioche raggruppa la strumentazione del laboratorio industriale, percontrollo di processo, NDT e ispezioni. Tra le macchine e gli stru-menti esposti, particolare interesse hanno suscitato: – microscopi metallografici invertiti della serie IM 500, stru-menti impiegati per l’osservazione e l’identificazione della struttura divari metalli e leghe, ampiamente usati nella ricerca universitaria masoprattutto in laboratorio di metallografia. Il modello IM 500 BDmonta, nel suo equipaggiamento standard, unità di polarizzazione,unità di campo scuro e DIC, oltre a una gamma completa di filtri (gial-lo, verde, blu, neutro, trasmissione). Inoltre è munito di revolver a cin-que posizioni, per raggiungere un ingrandimento massimo di 1000X.Come tutti i nostri microscopi metallografici, Sull’IM 500 BD, come sututti i microscopi metallografici di echoRD, è possibile montare una foto-camera e utilizzare il software echoMET, per l’analisi dei campioni
metallografici, che raggiunge un’accuratezzadei risultati di alto livello, in accordo con i prin-cipali standard internazionali, come ASTM eISO. Il software, che è user-frendly e includeoltre 70 moduli d'esame metallografici, con-sente la raccolta e l’archiviazione delle imma-gini e offre svariati moduli di misurazione (area, misure lineari e deci-ne di altre funzioni): è particolarmente indicato nell’analisi del grano,nelle inclusioni, in granulometria, contenuto di perlite e ferrite, grafitesferoidale, grado di decarbonizzazione.– Stereo Microscopio SM 502 con zoom, modello versatile e conun ottimo rapporto qualità/prezzo. Dotato di un robusto supporto inacciaio per la movimentazione della testa, permette l’osservazione dicampioni di grandi dimensioni. L’SM 502 monta un sistema di illumi-nazione anulare a LED, per l’analisi dei campioni opachi. La testamonta un obiettivo con ingrandimento 1x, oculare WF 10x e un obiet-tivo con una gamma zoom da 0,7x a 4,5x con un rapporto di 1: 6,5per un ingrandimento totale da 7x a 45x. Grazie al controllo laterale,è possibile cambiare il rapporto di zoom.
Per ulteriori informazioni: http://echord.it/index.php/products/echo-lab/microscopes
SUCCESSO PER LE PROPOSTE ECHORD AD ARABLAB 2015
Renishaw ha proposto, nell’ambito della nona edizione di Affidabilità& Tecnologie (22-23 Aprile, Torino Lingotto), alcune soluzioni innovati-ve per la Fabbrica Intelligente.Tra queste spicca senza dubbio Equator™, un calibro flessibile estre-mamente leggero, rapido, con elevatissima ripetibilità che può essereutilizzato semplicemente premendo un pulsante. Equator™ opera,direttamente in produzione, per comparazione tra un pezzo campionevalidato in sala metrologica e quelli di produzione: il risultato è unresponso immediato sulla conformità di quanto prodotto.Equator™ può facilmente essere ricalibrato in caso di variazioni ter-miche anche notevoli, può passare in pochi secondi da un pezzo aun altro ed è perfetto per processi di lavorazione flessibili e per ispe-zionare anche pezzi provenienti da macchine diverse.Per quanto concerne l’area di misura in sala metrologica, sono statiesposti due prodotti Renishaw di grande notorietà: la te sta PH20,che sfrutta la tecnologia sviluppata per il noto sistema di misu -ra REVO® e offre un esclusivo metodo di misura rapida a contatto, conposizionamenti veloci e continui su 5 assi; il sistema SPRINT™, basa-to sulla rivoluzionaria sonda di scansione OSP60, dotata di sensore in
continuo con una risoluzione tridimensionale di 0,1 m,in grado di fornire altissima accuratezza e informa-zioni dettagliate sulla forma del pezzo. La novità che sta raccogliendo il maggiore interesseè però la tecnologia di produzione addi ti vaRenishaw, che consente di produrre pezzi in metal-lo direttamente da disegni CAD 3D a partire da diversi tipi di polve-re metallica, stratificate con spessori che variano tra 20 e 100 microne fuse per mezzo di un laser a fibra ottica di alta potenza in atmosfe -ra controllata. Questa tecnologia consente di produrre particolariassolutamente non realizzabili con tecniche tradizionali. La macchi-na AM250 garantisce facilità di utilizzo all’interno di un ambienteproduttivo e ha una interfaccia touch screen semplice e intuitiva. I costiper i materiali di consumo sono ridotti al minimo grazie a un esclusi-vo sistema che permette il recupero delle poveri fino al 95%.La AM250 presente ad A&T era corredata con il nuovo PlusPac™,che migliora ulteriormente le performance.
Per ulteriori informazioni: www.renishaw.it
NUOVE SOLUZIONI RENISHAW AD A&T 2015
Il sistema di datalogging wirelessDelta OHM serie HD35xx permette dimonitorare una molteplicità di gran-dezze fisiche nei più svariati campi diapplicazione. Sono disponibili data-logger per il monitoraggio di: Tempe-ratura - Umidità relativa - Pressioneatmosferica - Pressione differenziale -Illuminamento (lux) e irradiamento(UV) - Monossido di carbonio (CO) -Biossido di carbonio (CO2) - Accele-razione - Corrente 4 ÷ 20 mA - Ten-
sione 0 ÷ 1 V o 0 ÷ 50 mV - Pt100 / Pt1000 - Termocoppie K, J, T, N,E. Alcuni modelli calcolano anche grandezze derivate: temperaturadel punto di rugiada, di bulbo umido, umidità assoluta, rapporto dimescolanza, pressione di vapore parziale.Il sistema è composto da unità base, sensori con datalogger (fino a255 per ogni unità base), eventuali ripetitori (coprendo così distanzefino a 1.500 metri in campo aperto) e unità di controllo (permette il
controllo in uscita a contatto pulito a relay o potenziometrica). Il segnale è anche gestibile in rete Ethernet, anche via WiFi, con pro-tocollo Modbus o può comunicare via GPRS inviando anche messag-gi SMS e Mail di allarme. La batteria permette un utilizzo senza ali-mentazione fino a 3 anni. I datalogger sono conformi alla normativaEN 12830 e il software PLUS opera in accordo alle raccomandazionidel FDA 21 CFR parte 11.Tra i campi di applicazione del sistema, ricordiamo: settore alimen-tare (contenitori refrigerati, banchi frigo, celle frigorifere, produzio-ne e trasporto alimenti), strutture sanitarie e farmaceutiche (salebianche, laboratori, conservazione farmaci, monitoraggio incuba-tori, EN 12830), serre, analisi ambientali (qualità dell’aria, fotovol-taico, meteorologia, idrologia), sale museali e archivi, trasporto dimerci deperibili e fragili (monitoraggio degli urti subiti mediantemisura dell’accelerazione), condizionamento dell’aria e BuildingIntelligence, luoghi pubblici in generale (scuole, enti, fiere, sale con-vegni, grande distribuzione).
Per ulteriori informazioni: www.deltaohm.com
NUOVO DATALOGGER WIRELESS PER MONITORAGGIO DI GRANDEZZE FISICHE

I SERIALIMISURE E FIDATEZZA
�
attraverso le pubblicazioni di questoSeriale, di fornirne alcuni concetti dibase su Misure e Fidatezza. È sicura-mente una versione estremamente sin-tetica e non esaustiva di un temamolto ampio che merita uno spazioassai maggiore. Crediamo comunqueutile aver fornito alcuni elementi diriflessione per comprendere l’impor-tanza dell’argomento e, punto essen-ziale, per rendere consapevoli gliinteressati che gli aspetti “affidabilisti-ci” non possono assolutamenteessere presi in considerazione etrattati, come purtroppo sovente acca-de, a prodotto realizzato. I requi-siti di affidabilità e, in termini piùampi di disponibilità e fidatezza,devono assolutamente essere conside-rati come “specifiche di progetto” perla definizione della configurazione disistema e della scelta dei componentie del loro utilizzo. Tali prestazioni, seconsiderate preventivamente, rappre-sentano un aspetto essenziale per unacorretta progettazione.Gli Autori, in accordo con la Direzio-ne della Rivista, proporranno per ilfuturo nuovi contributi in cui illustrareuna estensione dei concetti fin qui trat-tati prendendo in considerazioneanche le tecniche di valutazione delrischio e le prestazioni di sicurezza.
RIFERIMENTI BIBLIOGRAFICI
1. M. Trotta, M. Pignotti, M. Catelani, Chia-riamoci sul concetto di Fidatezza. Un primocontributo, Tutto misure. Editore: A&T sasTorino – ISSN 2038-6974. – Anno 12, N°4, Dicembre 2010, pagg. 293-295.2. M. Catelani, L. Cristaldi, M. Lazzaroni, L.Peretto, P. Rinaldi, Le parole della fidatezza,Tutto misure. Editore: A&T sas Torino – ISSN2038-6974. – Anno 13, N° 1, Marzo2011, pagg. 49-53.3. M. Catelani, L. Cristaldi, M. Lazzaroni, Lefunzioni di affidabilità, Tutto misure. Editore:A&T sas Torino – ISSN 2038-6974. – Anno13, N° 2, Giugno 2011, pagg. 131-134 (4pagine).4. M. Catelani, L. Cristaldi, M. Lazzaroni,L’affidabilità come requisito di progetto dicomponenti e sistemi: Le strutture Serie eParallelo, Tutto misure, Editore: A&T sas Tori-no – ISSN 2038-6974. – Anno 13, N° 3,Settembre 2011, pagg. 213-216.5. M. Catelani, L. Cristaldi, M. Lazzaroni,L’affidabilità come requisito di progetto dicomponenti e sistemi: Le strutture avanzate,
mentali sulla base di prove di labora-torio (le cosiddette prove di affidabili-tà), si perviene ai modelli matematicicon l’ausilio della teoria della probabi-lità e della statistica. In particolare, si èparlato della relazione tra funzioni diaffidabilità e dati sperimentali, propo-nendo esempi di prove e presentando-ne i relativi risultati.Le prestazioni di affidabilità e dispo-nibilità di un sistema dipendono dallecaratteristiche delle parti che lo com-pongono e di come tali parti sono traloro funzionalmente interconnesse. Siè visto che il Diagramma a Blocchi diAffidabilità (RBD, Reliability BlockDiagram) consente di rappresentaree analizzare sistemi aventi struttureanche complesse, in condizioni sia difunzionamento sia di guasto, studian-done le relazioni funzionali. Nei lavo-ri [4] (Le strutture serie e parallelo) e[5] (Le strutture avanzate) si presenta-no le principali configurazioni (serie,parallelo, koon, miste, a ponte) checonsentono di determinare sia ilmodello matematico dell’affidabilitàdi sistema sia i principali parametrioperativi (per es. MTBF).Parlando di affidabilità come requisi-to di progetto è importante conoscere,attraverso le misure di affidabilità, larelazione tra la sollecitazione appli-cata esternamente a un dispositivo, oa un materiale, e il comportamentodel materiale stesso. È questo unpunto di estrema importanza se pen-siamo al fatto che, indipendentementedalle prestazioni funzionali, un siste-ma può guastarsi se le condizionid’impiego non sono corrette (si facciaattenzione a come è definito il termineAffidabilità secondo la norma [1]). Ilavori [6] (Misure di affidabilità, Sol-lecitazione e degrado) e [7] (Misuredi affidabilità, l’importanza di cono-scere il processo di degrado) mettonoin evidenza questo aspetto, in parti-colare come la risposta del materialealla sollecitazione esterna determinail processo di degrado del componen-te e quindi la condizione di guasto.Enfasi sulla classificazione delle provedi laboratorio, su come definire unprofilo di prova e la relativa severità,finalizzata al calcolo del tasso di gua-sto è posta in [8] (Le prove di labora-
torio, prove su componenti e sistemi).Già in [4] e [5] è emerso che l’affida-bilità del sistema dipende dall’affida-bilità e quindi dal tasso di guastodelle parti costituenti. L’approccio pre-visionale all’affidabilità visto in [9](Approccio previsionale all’affidabili-tà, modelli e banche dati) e [10](Esempi di calcolo del tasso di guastoin ambito ICT) consente di effettuarela giusta scelta dei componenti in fun-zione delle condizioni di lavoro e del-l’ambiente operativo. A questo propo-sito, di grande utilità sono le banchedati, universalmente riconosciute siain ambito ICT che industriale.Per i dispositivi riparabili (sistemi, sotto-sistemi, ecc.), a integrazione dell’affi-dabilità, occorre definire anche i requi-siti di disponibilità [11] (Sistemi ripara-bili, alcune definizioni). La funzione didisponibilità, infatti, non solo prende inconsiderazione il concetto di affidabili-tà di cui abbiamo ampiamente parlatonegli articoli citati, ma integra tale con-cetto con le informazioni sulla ripara-zione e il ripristino delle funzioni svolte,con le attività a esse associate.In [12] (Fidatezza: considerazionigenerali e un approccio alla valutazio-ne) viene proposta una panoramicadelle metodologie, sia qualitative chequantitative, impiegate per la valutazio-ne di disponibilità e fidatezza. Dell’am-pia panoramica di tecniche alcunesono state trattate in dettaglio per ilricorrente uso che di queste si fa inambito industriale. In particolare, in[13] (FMEA, Failure Modes and EffectsAnalysis), [14] (FMEA, studio di casi),[15] FMECA, Failure Mode, Effects andCriticality Analysis – Parte 1) e [16](FMECA, Parte 2) vengono presentate,con esempi applicativi, l’analisi deimodi e degli effetti di guasto (FMEA) el’analisi dei modi, degli effetti e dellecriticità di guasto (FMECA). L’analisidell’albero delle avarie (Fault TreeAnalysis), sempre con esempi applicati-vi, è trattato, infine, nei lavori [17 – 18](FTA - Parte 1 e 2).
CONSIDERAZIONI CONCLUSIVE E SVILUPPI
Nei limiti del possibile si è cercato,
N.02ƒ
; 2015
T_M ƒ 137

T_M ƒ 138
Marcantonio Catelaniè Professore Ordinario diMisure Elettriche ed Elettro-niche presso il Dipartimen-to di Ingegneria dell’Infor-mazione dell’Università diFirenze. La sua attività di
ricerca si svolge prevalentemente nei set-tori dell’Affidabilità, della diagnostica equalificazione di componenti e sistemi,del controllo della qualità e del migliora-mento dei processi. Fa parte del CT 56 –Affidabilità – del CEI ed è coordinatore digruppi di ricerca, anche applicata, nelletematiche citate.
Loredana Cristaldi èProfessore Associato diMisure Elettriche ed Elettro-niche presso il Dipartimen-to di Elettrotecnica del Poli-tecnico di Milano. La suaattività di ricerca è svolta
principalmente nei campi delle misure digrandezze elettriche in regime distorto edei metodi di misura per l’affidabilità, ilmonitoraggio e la diagnosi di sistemiindustriali. Fa parte del CT 56 – Affidabi-lità – del CEI.
Massimo Lazzaroni èProfessore Associato diMisure Elettriche ed Elettro-niche presso il Dipartimen-to di Fisica dell’Universitàdegli Studi di Milano. Lasua attività di ricerca è
rivolta alle misure per le applicazioniindustriali, per la diagnostica dei sistemiindustriali, per l’Affidabilità e il Controllodella Qualità. Fa parte del CT 85/66 –Strumenti di misura delle grandezze elet-tromagnetiche Strumentazione di misura,di controllo e di laboratorio e del CT 56– Affidabilità del CEI.
Tutto misure, Editore: A&T sas Torino – ISSN2038-6974. – Anno 13, N° 4, Dicembre2011, pagg. 293-295.6. L. Cristaldi, M. Lazzaroni, Misurare l’affi-dabilità. Sollecitazioni e degrado. – In: Tuttomisure. Editore: A&T sas Torino – ISSN 2038-6974. – 14:1(2012), pp. 55-58. 2012.7. M. Catelani, L. Cristaldi, M. Lazzaroni,Misurare l’affidabilità: l’importanza di cono-scere il processo di degradazione. In: Tuttomisure. Editore: A&T sas Torino – ISSN2038-6974. – 14:2 (2012 June), pp. 142-144. Giugno 2012.8. M. Catelani, L. Cristaldi, M. Lazzaroni, Leprove di Laboratorio: prove su componenti esistemi. In: Tutto misure. Editore: A&T sasTorino – ISSN 2038-6974. – 14:3 (2012Settembre), pp. 205-210. Settembre 2012.9. M. Catelani, L. Cristaldi, M. Lazzaroni,L’approccio previsionale all’affidabilità:Modelli e banche dati. In: Tutto misure. Edi-tore: A&T sas Torino – ISSN 2038-6974. –14:4 (2012 Dicembre).10. M. Catelani, L. Cristaldi, M. Lazzaroni,L’approccio previsionale all’affidabilità:Esempi di calcolo del tasso di guasto inambito ICT. In: Tutto misure. Editore: A&T sasTorino – ISSN 2038-6974. – 15:1 (2013Febbraio), pp. 57-60, Editore: A&T sas.11. M. Catelani, L. Cristaldi, M. Lazzaroni, L.Peretto, P. Rinaldi, Sistemi riparabili: alcunedefinizioni. In: Tutto misure. Editore: A&T sasTorino – ISSN 2038-6974. – 15:2 (2013Giugno), pp. 127-130, Editore: A&T sas.12. Catelani M., Ciani L., Cristaldi L., Laz-zaroni M. Fidatezza: considerazioni genera-li e un approccio alla valutazione. TUTTOMISURE, Vol. 15, N° 3 (September 2013),Editore: A&T sas Torino – ISSN: 2038-6974,pp. 217-219.13. Catelani M., Cristaldi L., Lazzaroni M.Tecniche di analisi della fidatezza: FMEA -Failure Modes and Effects Analysis. TUTTOMISURE, Vol. 15, N° 4 (Dicembre 2013),Editore: A&T sas Torino – ISSN: 2038-6974,pp. 281-286, A&T. www.francodocchio.com/Documenti/tm/2013%2004.pdf.14. Catelani M., Cristaldi L., Lazzaroni M.TECNICHE DI ANALISI DELLA FIDATEZZA:FMEA – Casi di studio. TUTTO MISURE, Vol.16, N° 1 (Marzo 2014), Editore: A&T sasTorino – ISSN: 2038-6974, pp. 67-70,www.francodocchio.com/wpcontent/uploads/2014/09/2014-01.pdf.15. M. Catelani, L. Cristaldi, M. Lazzaroni,Tecniche di analisi della fidatezza: FMECA -Failure Mode, Effects and Criticality Analy-sis – Parte I, TUTTO MISURE, Vol. 16, N° 2(Giugno 2014), Editore: A&T sas Torino –ISSN: 2038-6974, pagg. 137-140.16. Catelani M., Cristaldi L., Lazzaroni M.TECNICHE DI ANALISI DELLA FIDATEZZA:FMECA – Failure Mode, Effects and CriticalityAnalysis – Parte II. TUTTO MISURE, Vol. 16,
N° 3 (Settembre 2014), Editore: A&T sas Tori-no - ISSN: 2038-6974, pp. 205-208.17. Catelani M., Cristaldi L., Lazzaroni M.TECNICHE DI ANALISI DELLA FIDATEZZA:FTA – L’albero delle Avarie – Parte 1. TUTTOMISURE, Vol. 16, N° 4 (Dicembre 2014),Editore: A&T sas Torino – ISSN: 2038-6974,pp. 297-300.18. Catelani M., Cristaldi L., Lazzaroni M.TECNICHE DI ANALISI DELLA FIDATEZZA:FTA – L’albero delle Avarie – Parte II. TUTTOMISURE, Vol. 17, N° 1 (Marzo 2015), Edi-tore: A&T sas Torino – ISSN: 2038-6974,pp. 53-54.
NUOVA TERMOCAMERACON SENSORE RAFFREDDATO
La termocamera FLIR A6700sc è ideale perle attività di ricerca e sviluppo in ambito in -dustriale, per quelle applicazioni che ri -chiedono una migliore qualità d’immagine,maggior sensibilità e un frame rate più ele-vato rispetto a quello ottenibile con una ter-mocamera dotata di un sensore non raf-freddato.FLIR A6700sc incorpora un sensore raf-
NEWS
�
freddato all’antimoniuro di indio (InSb) cheopera nella lunghezza d’onda compresatra 3 e 5 micron. Entrambe le versioni produ-cono immagini nitide da 640x512 pixel.Con elevata sensibilità termica (<20 mK!),FLIR A6700sc è in grado di evidenziare idettagli sull’immagine e dare con precisio-ne le informazioni sulla differenza di tem-peratura. Operando in modalità SNAPS-HOT, la FLIR A6700sc registra contempo-raneamente tutti i pixel di una scena: ciò è particolarmente importante quandosi monitorano oggetti in rapido movimen-to, contesto nel quale una termocamerastandard produrrebbe sfocature. La ter-mocamera supporta fino a 480 frame alsecondo quando si opera in modalitàwindowing.Utilizzando un’interfaccia GigE Vision™standard per trasmettere sia i comandi siavideo digitali dinamici, FLIR A6700sc èuna termocamera realmente “plug andplay”. FLIR Systems, per consentire a unmaggior numero di ricercatori di usufruiredei benefici della tecnologia a sensoreraffreddato, offre oggi la nuova FLIRA6700sc completa di software FLIRResearchIR a un prezzo estremamenteconveniente.
Per ulteriori informazioni: www.flir.it
I SERIALIMISURE E FIDATEZZA
�
N.02ƒ
;2015

variando la forma e la geometria e diconseguenza anche la frequenza dirisonanza dell’intera struttura (Fig. 2). Anche la composizione chimica puòessere scelta in funzione delle condizio-ni di lavoro.A ogni modo, in funzione dell’applica-zione, standard qualitativi molto elevatidevono essere garantiti durante la produ-zione dei componenti. Questo è a mag-gior ragione vero nel caso di trasduttoriper cardiotocografi (monitor fetali o CTGusati per tenere sotto controllo la frequen-za cardiaca del feto), per i quali le richie-ste tecniche sono molto elevate.
Monitoraggio Fetale: identico monitoraggio wirelessanche per parti multipliPhilips Medizin Systeme BöblingenGmbH è considerato il leader di mercatonei sistemi di monitoraggio dei pazienti.Quest’azienda ha recentemente sviluppa-to un nuovo cardiotocografo wireless(v. Fig. 1). Con l’aiuto di questo dispositi-vo tutte le frequenze cardiache fetali pos-sono essere registrate in sincrono, cioècon la medesima densità d’impulsi, fino agravidanze triplici. Tutti i feti ricevonoquindi la stessa qualità d’indagine, ognu-no monitorato con 3.000 impulsi alsecondo. Sette identici elementi piezoe-lettrici sono disposti simmetricamente eoperano indistintamente come trasmettito-re e ricevitore di ultrasuoni (Fig. 3). Ilsegnale ricevuto è separato dalla portan-te in un’unità di elaborazione, filtrato eriprodotto acusticamente per facilitare ilposizionamento del trasduttore.Il medesimo segnale viene anche invia-to a una seconda unità di elaborazioneche lo rettifica, lo filtra e ne riduce la fre-quenza. Con l’aiuto dell’autocorrelazio-ne, la frequenza cardiaca del feto vienecalcolata, idealmente in corrisponden-za di ogni battito. La base per questaelaborata analisi è garantita dal cosid-detto effetto Doppler: viene misurato ilritardo fra la fase del segnale emesso e
TECNOLOGIE
INCAMPO Elementi piezoelettrici
a ultrasuoninelle tecnologie medicali
� Rubrica a cura di Massimo Mortarino ([email protected])
T_M N. 2/15 ƒ 139
TECHNOLOGIES IN ACTIONThe section “Technologies in action” presents a number of recent case studiesof industries or institutions gaining profit from the latest innovation in measuringinstruments and systems.
RIASSUNTOLa Rubrica “Tecnologie in campo” presenta un compendio di casi di studio diAziende e/o istituzioni che hanno tratto valore aggiunto dalla moderna stru-mentazione di misura.
Gli ultrasuoni, onde sonore al di sopradel limite udibile dall’uomo fissato a16 kHz circa, trovano largo impego inmolti settori dell’ingegneria medica enella ricerca. Alcune applicazioni ricor-renti sono ad esempio i rilevatori diposizione a distanza, i misuratori dilivello e di flusso, i sistemi diagnostici eterapeutici. In tutte queste strutture glielementi piezoelettrici giocano spessoun ruolo chiave, come nel caso deinuovi sistemi wireless per il monitorag-gio fetale e della madre durante la gra-vidanza e il parto (Fig. 1).La generazione e ricezione di ondeultrasonore è una classica applicazionedei componenti piezoelettrici in quantotali elementi vibrano quando una ten-sione alternata viene applicata ai lorocapi (effetto piezoelettrico inverso).Viceversa, forniscono una tensionequando il componente viene sottopostoa una forza (effetto diretto). In altre parole, il medesimo elementopiezoelettrico è in grado di convertireenergia meccanica in energia elettricae viceversa, rappresentando la soluzio-ne ideale per applicazioni a ultrasuoni.L’effetto piezoelettrico si basa esclusiva-mente su deformazioni a livello cristalli-no, pertanto concetti di attrito e usuranon si applicano.La sensibilità è molto elevata in quantoil componente è in grado di percepireanche deformazioni infinitesimali, con-vertendole in una carica elettrica pro-porzionale, così come deformarsi di
quote nanometriche se alimentato datensioni molto contenute. Gli elementipiezoelettrici possono quindi essereusati non solo come generatori o ricevi-tori a ultrasuoni, ma anche come sen-sori e attuatori. Il breve tempo di rispo-sta e l’elevata dinamica che caratteriz-zano questi elementi incentivano lagenerazione di ultrasuoni.In aggiunta, i componenti piezoelettricipossono essere facilmente adattati allespecifiche richieste dall’applicazione,
Figura 1 – Questo sistema di monitoraggiofetale wireless può registrare il battito
in modalità sincrona, cioè con la medesima intensità anche in caso di triplette (Immagine: Philips)

quello riflesso ricevuto dal trasmettitore.Una riflessione può essere causata dacorpi in movimento quali ad esempio ilmuscolo cardiaco dei feti. In questomodo il battito cardiaco può essereindividuato e monitorato.
Garanzia di Qualità: parametri ultrasonici, pulizia della superficie e incollaggio ottimaliAnalisi accurate vengono effettuatedurante la selezione dei componentipiezoelettrici. Solo se gli elementi ri -spondono a specifici criteri il sistema dicontrollo può pilotarli al meglio e glialgoritmi di controllo possono elabora-re efficacemente i dati raccolti. Questosi tradurrà in risultati precisi che rendo-no il monitoraggio più trasparente pos-sibile, anche per le triplette. Prerequisitiim portanti includono pertanto presta-zioni costanti degli elementi piezoelet-trici come trasmettitori e ricevitori, cosìcome la qualità dell’incollaggio.Il vincolo deve essere da un lato suffi-cientemente forte da consentire il pas-saggio inalterato delle onde ultrasonoreverso la superfice del trasduttore, madeve anche risultare sufficientementeelastico da assorbire impatti. Inoltre, iltrasduttore deve essere nel suo com-
plesso robusto e non essere danneg-giato da cadute accidentali durante laroutine clinica giornaliera. Gli elementipiezo a forma di disco, prodotti da PICeramic GmbH, parte del gruppo PIhanno dimostrato di essere ideali perl’applicazione.I piezo “Made in Germany” hanno con-vinto per le strette tolleranze dei para-metri piezoelettrici, rilevanti per le pre-stazioni a ultrasuoni, come la frequenzadi risonanza, la capacità elettrica e il fat-tore di accoppiamento. In aggiunta, icomponenti di PI Ceramic hanno eviden-ziato una pulizia della superfice estre-mamente alta. Questo consente un incol-laggio solido ma allo stesso tempo ela-stico. Se lasciati cadere da un’altezza di1,5 m, la cosa peggiore che può acca-dere al trasduttore è un danno estetico.
Prestazioni omogenee degli ultrasuoniDurante il processo di produzione, laqualità dell’incollaggio viene continua-mente monitorata da appositi sistemiche valutano la forza di tenuta del vin-colo. Ovviamente, anche l’intensità delsegnale viene accuratamente esamina-ta, per assicurare che tutti e sette ipiezo, elementi del trasduttore finito,operino con valori equivalenti e rispon-dano nel medesimo istante quandoricevono il segnale. Il campo acusticoviene misurato nello spazio usando unsistema triassiale per ottimizzare ilcampo sonoro. L’obiettivo è quello diottenerne idealmente uno a forma dicilindro (Figg. 4 e 5).Il risultato di un simile processo di produ-zione “quality-oriented” è una performan-ce sostanzialmente omogenea del tra-sduttore, che garantisce anche una pene-trazione delle onde ultrasonore adeguatain ogni situazione. Quest’ultimo aspetto èmolto importante soprattutto in casi diobesità, per i quali un maggiore spesso-re di tessuto dev’essere penetrato dalleonde. Allo stesso tempo, questo assicurache il trasferimento di energia nel tessutovenga mantenuto il più basso possibile.Si trova infatti molto al di sotto dei valorispecificati nelle nor me pertinenti.La produzione dei componenti piezoe-lettrici as seconda anche specifiche ne -cessità di as semblaggio del cliente.Infatti, l’indicazione della polarità vie ne
Figura 2 – Molte tipologie di elementi piezoelettricisono disponibili, come ad esempio tubi, dischi,
piastrine a flessione o elementi di taglio,rendendo facile adattarli
alla specifica applicazione (Immagine: PI)
Figura 3 – Parte interna del trasduttore a ultrasuoni. Sette identici elementi piezo sono disposti simmetricamente e operano sia come trasmettitori che come ricevitori
di ultrasuoni (Immagine: Philips)
Figura 4 – Sezione orizzontale del camposonoro del trasduttore, montato alla base
di un contenitore d’acqua e misurato con un idrofono ad alta sensibilità
a circa 20 mm di distanza dalla faccia del trasduttore (Immagine: Philips)
Figura 5 – Illustrazione spaziale del camposonoro dei trasmettitori a ultrasuoni. I segnali dei singoli trasmettitori
si sovrappongono e conducono a una concentrazione del segnale complessivo
(Immagine: Philips)
effettuata in maniera speciale al fine dievitare che si possa confondere duran-te il processo di pulizia che è indispen-sabile prima dell’assemblaggio del tra-sduttore. La gestione dei componenti daparte del cliente è stata considerevol-mente semplificata grazie all’elevatavisibilità della marcatura. Gli elementipiezo prodotti da PI Ceramic sono risul-tati quindi convincenti per il nuovo siste-ma di monitoraggio fetale wireless, nonsolo da un punto di vista tecnico, maanche in termini di praticità.
Per ulteriori informazioni contattarel’Ing. Gianluca Poli: [email protected]

Teseo spa, Gruppo ClemessyDruento (TO)[email protected]
LA CAUSA DELLE ARMONICHE… I DIABOLICI ALIMENTATORIA COMMUTAZIONE
Tutto nasce dallo stadio di alimenta-zione degli alimentatori a commuta-zione, chiamati comunemente swit-ching (acronimo inglese SMPS, switchmode power supply). Bisogna intro-durre il concetto di PF, power factor,definito come il rapporto tra lapotenza reale (detta anche poten-za attiva) e la potenza apparen-te. La potenza reale è definita comela media del prodotto di corrente etensione su un ciclo. La potenza appa-rente è invece il prodotto dei valoriefficaci di tensione e corrente.
Se la corrente e la tensione sono infase e di forma sinusoidale si ottieneun PF pari a 1 (Fig. 1): nella figura èmostrato anche il contenuto armonico,ovviamente l’unica componente rile-vante è la fondamentale, il 50 Hz. Peccato che la forma d’onda della
molto comuni in apparati elettrici/elet-tronici: infatti dopo il ponte raddriz-zatore c’è una capacità che serve amantenere la tensione di picco ai capidello switching, quando la sinusoidesi avvicina allo zero. Quindi, per “sostenere” il carico,viene richiesta molta corrente solo incorrispondenza dei picchi della sinu-soide di tensione: i picchi di correntedella Fig. 2 possono durare fino al20% dell’intero ciclo, che porta a unvalore impulsivo di corrente pari acirca 5-10 volte il valore medio di cor-rente.A prima vista le due onde sono infase, e quindi si può erroneamentestabilire che il PF di questo di spositivo
è uguale a 1. Inrealtà non è cosìperché, come ac -cennato prima,l’unica compo-nente di potenzareale è quellafondamentale. Le altre armoni-che, tutte dispariper la simmetriadella forma d’on-da, sono poten-za apparente.Da questo ne
consegue che il PF dell’EUT (Equip-ment Under Test) con le caratteristichedi Fig. 2 è minore di 1 (da [2] valecirca 0,6).
T_M N. 2/15 ƒ 141
Claudio Stazzone
CURRENT HARMONICS AND VOLTAGE FLICKERS… THESE UNKNOWN PERPETRATORSIn the list of tests required for CE marking of products connected to single-phaseand 3-phase mains, there are two measurements, which are not generally well-known by customers, who very often raise questions and manifestcuriosity about. Scope of this article is to introduce these two measurements,explaining the background and the connection with electromagnetic com-patibility.
RIASSUNTONell’elenco delle prove necessarie alla marcatura CE dei prodotti alimen-tati con tensione monofase e trifase, sono previste due misure che general-mente non sono molto conosciute, e che suscitano domande e curiosità daparte dei clienti di un laboratorio di compatibilità. Questo articolo vuoleintrodurre le due misure, spiegarne i retroscena e i collegamenti al mondodell’EMC.
PF
PotenzaVA
= [ ][ ]
Reale WattPotenza Apparente
corrente, nella dura e cruda realtà,sia invece quella raffigurata nella Fig.2. Il suo contenuto armonico è moltoesteso, sia in ampiezza sia in fre-quenza: tutti questi contributi in fre-quenza sono immessi nella rete di ali-mentazione e possono generare mal-funzionamenti agli apparati connessialla stessa rete. Inoltre viene richiestaalla rete tanta corrente che però nonporta potenza reale (quest’ultimoaspetto è legato all’efficienza energe-tica degli utilizzatori). Perché accadeciò? Tutto dipende dallo stadio d’in-gresso di tipo diodo/ca pacità deglialimentatori a commutazione, ormai
TECNOLOGIE
INCAMPO Armoniche e Flicker...
i soliti ignotiDue misure insolite, nel panorama del marchio CE
�
Figura 1 – Caratteristica della tensione e corrente all’ingresso di un SMPS con PF unitario e suo contenuto armonico
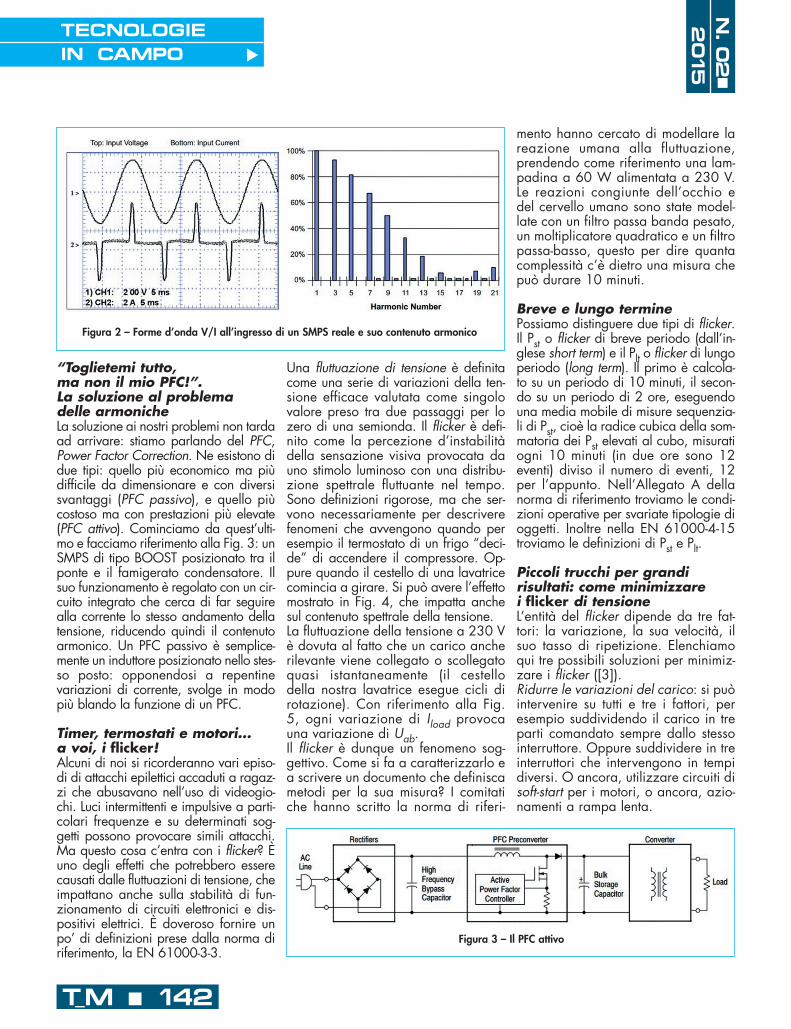
mento hanno cercato di modellare lareazione umana al la fluttuazione,prendendo come riferimento una lam-padina a 60 W alimentata a 230 V.Le reazioni congiunte dell’occhio edel cervello umano sono state model-late con un filtro passa banda pesato,un moltiplicatore quadratico e un filtropassa-basso, questo per dire quantacomplessità c’è dietro una misura chepuò durare 10 minuti.
Breve e lungo terminePossiamo distinguere due tipi di flicker.Il Pst o flicker di breve periodo (dall’in-glese short term) e il Plt o flicker di lungoperiodo (long term). Il primo è calcola-to su un periodo di 10 minuti, il secon-do su un periodo di 2 ore, eseguendouna media mobile di misure sequenzia-li di Pst, cioè la radice cubica della som-matoria dei Pst elevati al cubo, misuratiogni 10 minuti (in due ore sono 12eventi) diviso il numero di eventi, 12per l’appunto. Nell’Allegato A dellanorma di riferimento troviamo le condi-zioni operative per svariate tipologie dioggetti. Inoltre nella EN 61000-4-15troviamo le definizioni di Pst e Plt.
Piccoli trucchi per grandi risultati: come minimizzare i flicker di tensioneL’entità del flicker dipende da tre fat-tori: la variazione, la sua velocità, ilsuo tasso di ripetizione. Elenchiamoqui tre possibili soluzioni per minimiz-zare i flicker ([3]).Ridurre le variazioni del carico: si puòintervenire su tutti e tre i fattori, peresempio suddividendo il carico in treparti comandato sempre dallo stessointerruttore. Oppure suddividere in treinterruttori che intervengono in tempidiversi. O ancora, utilizzare circuiti disoft-start per i motori, o ancora, azio-namenti a rampa lenta.
T_M ƒ 142
“Toglietemi tutto, ma non il mio PFC!”. La soluzione al problema delle armonicheLa soluzione ai nostri problemi non tardaad arrivare: stiamo parlando del PFC,Power Factor Correction. Ne esistono didue tipi: quello più economico ma piùdifficile da dimensionare e con diversisvantaggi (PFC passivo), e quello piùcostoso ma con prestazioni più elevate(PFC attivo). Cominciamo da quest’ulti-mo e facciamo riferimento alla Fig. 3: unSMPS di tipo BOOST posizionato tra ilponte e il famigerato condensatore. Ilsuo funzionamento è regolato con un cir-cuito integrato che cerca di far seguirealla corrente lo stesso andamento dellatensione, riducendo quindi il contenutoarmonico. Un PFC passivo è semplice-mente un induttore posizionato nello stes-so posto: opponendosi a repentinevariazioni di corrente, svolge in modopiù blando la funzione di un PFC.
Timer, termostati e motori... a voi, i flicker!Alcuni di noi si ricorderanno vari episo-di di attacchi epilettici accaduti a ragaz-zi che abusavano nell’uso di videogio-chi. Luci intermittenti e impulsive a parti-colari frequenze e su determinati sog-getti possono provocare simili attacchi.Ma questo cosa c’entra con i flicker? Èuno degli effetti che potrebbero esserecausati dalle fluttuazioni di tensione, cheimpattano anche sulla stabilità di fun-zionamento di circuiti elettronici e dis-positivi elettrici. È doveroso fornire unpo’ di definizioni prese dalla norma diriferimento, la EN 61000-3-3.
Una fluttuazione di tensione è definitacome una serie di variazioni della ten-sione efficace valutata come singolovalore preso tra due passaggi per lozero di una semionda. Il flicker è defi-nito come la percezione d’instabilitàdella sensazione visiva provocata dauno stimolo luminoso con una distribu-zione spettrale fluttuante nel tempo.Sono definizioni rigorose, ma che ser-vono necessariamente per descriverefenomeni che avvengono quando peresempio il termostato di un frigo “deci-de” di accendere il compressore. Op -pure quando il cestello di una lavatricecomincia a girare. Si può avere l’effettomostrato in Fig. 4, che impatta anchesul contenuto spettrale della tensione.La fluttuazione della tensione a 230 Vè dovuta al fatto che un carico ancherilevante viene collegato o scollegatoquasi istantaneamente (il cestellodella nostra lavatrice esegue cicli dirotazione). Con riferimento alla Fig.5, ogni variazione di Iload provocauna variazione di Uab.Il flicker è dunque un fenomeno sog-gettivo. Come si fa a caratterizzarlo ea scrivere un documento che definiscametodi per la sua misura? I comitatiche hanno scritto la norma di riferi-
Figura 2 – Forme d’onda V/I all’ingresso di un SMPS reale e suo contenuto armonico
Figura 3 – Il PFC attivo
TECNOLOGIEIN CAMPO
�
N.02ƒ
;2015
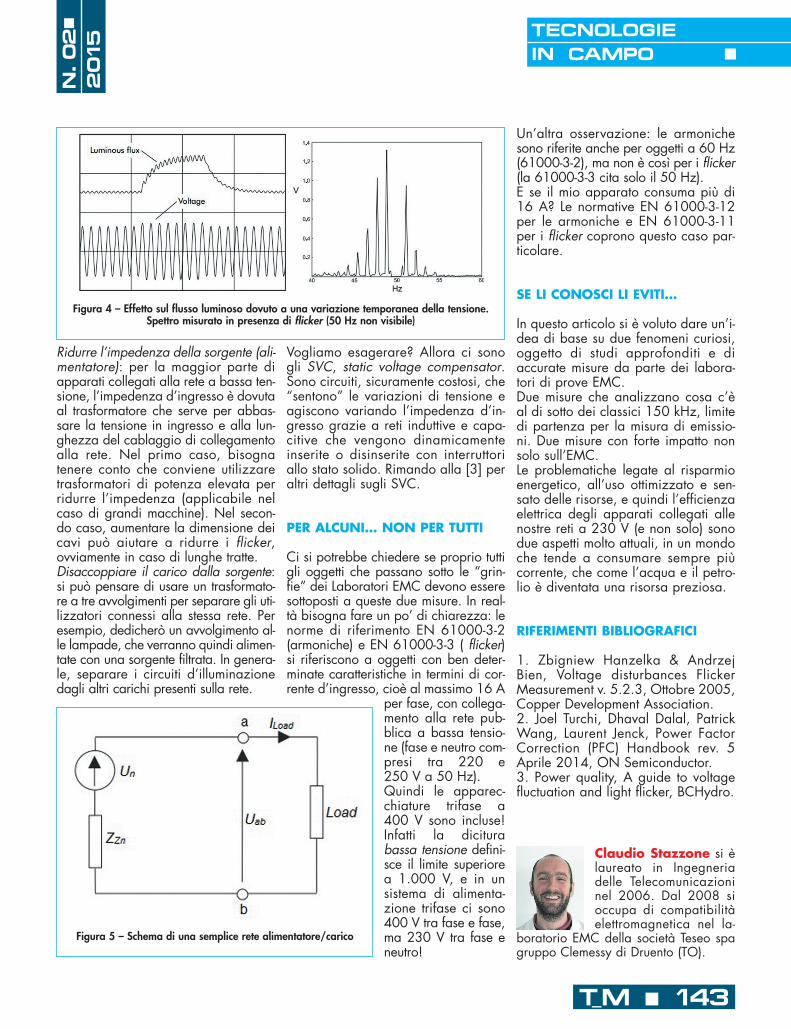
T_M ƒ 143
Un’altra osservazione: le armonichesono riferite anche per oggetti a 60 Hz(61000-3-2), ma non è così per i flicker(la 61000-3-3 cita solo il 50 Hz).E se il mio apparato consuma più di16 A? Le normative EN 61000-3-12per le armoniche e EN 61000-3-11per i flicker coprono questo caso par-ticolare.
SE LI CONOSCI LI EVITI…
In questo articolo si è voluto dare un’i-dea di base su due fenomeni curiosi,oggetto di studi approfonditi e diaccurate misure da parte dei labora-tori di prove EMC. Due misure che analizzano cosa c’èal di sotto dei classici 150 kHz, limitedi partenza per la misura di emissio-ni. Due misure con forte impatto nonsolo sull’EMC. Le problematiche legate al risparmioenergetico, all’uso ottimizzato e sen-sato delle risorse, e quindi l’efficienzaelettrica degli apparati collegati allenostre reti a 230 V (e non solo) sonodue aspetti molto attuali, in un mondoche tende a consumare sempre piùcorrente, che come l’acqua e il petro-lio è diventata una risorsa preziosa.
RIFERIMENTI BIBLIOGRAFICI
1. Zbigniew Hanzelka & AndrzejBien, Voltage disturbances FlickerMeasurement v. 5.2.3, Ottobre 2005,Copper Development Association.2. Joel Turchi, Dhaval Dalal, PatrickWang, Laurent Jenck, Power FactorCorrection (PFC) Handbook rev. 5Aprile 2014, ON Semiconductor.3. Power quality, A guide to voltagefluctuation and light flicker, BCHydro.
Figura 4 – Effetto sul flusso luminoso dovuto a una variazione temporanea della tensione. Spettro misurato in presenza di flicker (50 Hz non visibile)
Vogliamo esagerare? Allora ci sonogli SVC, static voltage compensator.Sono circuiti, sicuramente costosi, che“sentono” le variazioni di tensione eagiscono variando l’impedenza d’in-gresso grazie a reti induttive e capa-citive che vengono dinamicamenteinserite o disinserite con interruttoriallo stato solido. Rimando alla [3] peraltri dettagli sugli SVC.
PER ALCUNI… NON PER TUTTI
Ci si potrebbe chiedere se proprio tuttigli oggetti che passano sotto le “grin-fie” dei Laboratori EMC devono esseresottoposti a queste due misure. In real-tà bisogna fare un po’ di chiarezza: lenorme di riferimento EN 61000-3-2(armo niche) e EN 61000-3-3 ( flicker)si riferiscono a oggetti con ben deter-minate caratteristiche in termini di cor-rente d’ingresso, cioè al massimo 16 A
per fase, con collega-mento al la rete pub-blica a bassa tensio-ne (fase e neutro com-presi tra 220 e250 V a 50 Hz). Quindi le apparec-chiature trifase a400 V sono incluse!Infatti la diciturabassa tensione defini-sce il limite superiorea 1.000 V, e in unsistema di alimenta-zione trifase ci sono400 V tra fase e fase,ma 230 V tra fase eneutro!
Ridurre l’impedenza della sorgente (ali-mentatore): per la maggior parte diapparati collegati alla rete a bassa ten-sione, l’impedenza d’ingresso è dovutaal trasformatore che serve per abbas-sare la tensione in ingresso e alla lun-ghezza del cablaggio di collegamentoalla rete. Nel primo caso, bisognatenere conto che conviene utilizzaretrasformatori di potenza elevata perridurre l’impedenza (applicabile nelcaso di grandi macchine). Nel secon-do caso, aumentare la dimensione deicavi può aiutare a ridurre i flicker,ovviamente in caso di lunghe tratte.Disaccoppiare il carico dalla sorgente:si può pensare di usare un trasformato-re a tre avvolgimenti per separare gli uti-lizzatori connessi alla stessa rete. Peresempio, dedicherò un avvolgimento al -le lampade, che verranno quindi alimen -tate con una sorgente filtrata. In genera-le, separare i circuiti d’illuminazionedagli altri carichi presenti sulla rete.
Figura 5 – Schema di una semplice rete alimentatore/carico
N.02ƒ
; 2015 TECNOLOGIE
IN CAMPO�
Claudio Stazzone si èlaureato in Ingegneriadelle Telecomunicazioninel 2006. Dal 2008 sioccupa di compatibilitàelettromagnetica nel la -
boratorio EMC della società Teseo spagruppo Clemessy di Druento (TO).

2015eventi in breveSegnalazione di manifestazioni ed eventi d’interesseM
ANIFESTAZIONI
EVENTIEFORM
AZIONE
�
20156-9 luglio
7-10 luglio
8-10 luglio
9-10 luglio
13-15 luglio
19-24 luglio
20-22 luglio
21-23 luglio
22-24 luglio
2-6 agosto
18-22 agosto
23-26 agosto
23-28 agosto
23-28 agosto
23-29 agosto
24-27 agosto
7-11 settembre
10-12 settembre
10-12 settembre
15-18 settembre
16-18 settembre
16-23 settembre
17-19 settembre
21-24 settembre
26-27 settembre
29-30 settembre
4-8 ottobre
22-23 ottobre
26-28 ottobre
30 ottobre-3 novembre
1-4 novembre
1-6 novembre
2-4 novembre
2-5 novembre
10-12 novembre
12-14 novembre
Prague, Czech Republic
Thessaloniki, Greece
Golden, Colorado - USA
Trento, Italy
Basel, Switzerland
Nice, France
Colmar, France
Colmar, France
Cambridge, UK
Jerusalem, Israel
Daejon, South Korea
Incheon,Korea
Venezia, Italy
Venezia, Italy
Incheon, South Korea
Miedzyzdroje, Poland
Taipei, Taiwan
Lecco, Italy
Lecco, Italy
Las Palmas, Gran Canaria
Torino, Italy
Lviv, Ukraine
Capri, Italy
Paris, France
KL City, Malaysia
Roma, Italy
Reston, USA
Benevento, Italy
Tampa, USA
Kaohsiung, Taiwan
Busan, Korea
Austin, USA
Tel Aviv, Israel
Miami, USA
Santa Barbara, USA
Lisbon, Portugal
36th Progress in Electromagnetics Research Symposium (PIERS)
12th International Conference on Nanosciences & Nanotechnologies (NN15)
ASPE 2015 Summer Topical Meeting Precision Interferometric Metrology
Environmental, Energy, and Structural Monitoring Systems"(EESMS)
4th International Symposium on Sensor Science (I3S2015)
The Fifth International Conference on Ambient Computing, Applications, Services and Technologies
10th International Joint Conference on Software Technologies ICSOFT
12th International Conference on Informatics in Control, Automation and Robotics (ICINCO)
IEEE International Conference on Industrial Informatics (INDIN 2015)
2015 International Conference on Optical MEMS and Nanophotonics (OMN)
Advances in Aeronautics, Nano, Bio, Robotics and Energy (ANBRE15)
Advances in Aeronautics, Nano, Bio, and Energy (ANBRE15)
CENICS 2015, The Eighth International Conference on Advances in Circuits, Electronics and Micro-electronics
SENSORDEVICES 2015, The Sixth International Conference on Sensor Device Technologies and Applications
Advances in Structural Engineering and Mechanics (ASEM15)
MMAR - Methods and Models in Automation and Robotics
15th NUSOD Conference
Congresso GMEE 2015
Congresso GMMT 2015
18th IEEE International Conference on Intelligent Transportation Systems (IEEE ITSC 2015)
1st International Forum on Research and Technologies for Society and Industry: Leveraging a better Tomorrow
Nanomaterials: Applications & Properties’ 2015 (NAP-2015)
6th EOS Topical Meeting on Optical Microsystems (OµS’15)
17th International Congress of Metrology (CIM 2015)
Third International Conference On Advances in Mechanical, Aeronautical and Production Techniques - MAPT 2015
FIRST IEEE INTERNATIONAL SYMPOSIUM ON SYSTEMS ENGINEERING
IEEE Photonics Conference
1st Workshop on Metrology for Archaeology
Milcom 2015 -Military Communications Conference
The International Multi-Conference on Engineering and Technology Innovation 2015 (IMETI2015)
IEEE Sensors 2015
30th ASPE Annual Meeting
IEEE COMCAS 2015 The 2015 IEEE International Conference on Microwaves, Communications,Antennas, and Electronic Systems
6th IEEE International Conference on Smart Grid Communications (SmartGridComm 2015)
Avionics and Vehicle Fiber-Optics and Photonics Conference 2015 (AVFOP)
7th International Joint Conference on Computational Intelligence IJCCI
www.piers.org/piers2015Prague
http://nnconf.physics.auth.gr
http://aspe.net/technical-meetings/aspe-summer-2015
http://events.unitn.it/en/eesms2015
www.sciforum.net/conference/I3S2015
www.iaria.org/conferences2015/AMBIENT15.html
www.icsoft.org
www.icinco.org
www.INDIN2015.org
www.omn2015.org
http://anbre.cti3.com/anbre15.htm
http://anbre.cti3.com/anbre15.htm
www.iariajournals.org
www.iaria.org/conferences2015/SENSORDEVICES15.html
http://asem.cti3.com/asem15.htm
www.mmar.edu.pl
www.nusod.org/2015
www.misure2015.polimi.it
www.misure2015.polimi.it
www.itsc2015.org
http://rtsi2015.tr.unipg.it
www.nap.sumdu.edu.ua/data/NAP-2015/NAP-2015_First_Announcement.pdf
www.myeos.org/events/capri2015
www.metrologie2015.com/index-en.html
www.mapt2015.theired.org
http://ieeeisse.org
www.IPC-IEEE.org
www.metroarcheo.com
www.magnetmail.net/actions/email_web_version.cfm?recipient_id=300255473&message_id=9641594&user_id=IEEECOMSOC&group_id=708378&jobid=26791288
http://www.imeti.org
http://ieee-sensors2015.org
www.aspe.net
www.comcas.org
http://sgc2015.ieee-smartgridcomm.org
http://avfop-ieee.org
www.ijcci.org
T_M N. 2/15 ƒ 144
come una “possibile ridefinizione dialcune unità” [CGPM 2007], è quindistata riconosciuta come una “possibilefutura revisione del SI” [CGPM 2011],e più recentemente come la “futurarevisione del SI” [CGPM 2014], in cuii titoli non nascondono il progressivoimpegno assunto. Il fatto che il BureauInternational des Poids et Mesures(BIPM) stesso presenti questo come il“nuovo SI” [nuovo SI BIPM] mostra ilgrado d’importanza attribuito a que-sta “revisione”, che, in accordo agliauspici dichiarati, dovrebbe essereadottata dalla prossima ConferenzaGenerale dei Pesi e delle Misure, pre-vista nel 2018.Non presenterò qui in dettaglio leragioni di questo relativamente lungoperiodo di sviluppo, ma è interessanteleggere, nemmeno tanto tra le righe,le ragioni specificate dalla recenteCGPM per la non adozione nel 2014del nuovo SI. Ci sono, certamente,motivi di carattere tecnico (“i dati nonappaiono ancora sufficientemente ro -busti perché si adotti il SI revisionatoin questa 25a conferenza”), ma insie-me a questi la CGPM ha sollecitatotutti i soggetti in qualche modo sotto lasua supervisione (“il Comitato Consul-tivo per le Unità (CCU), il CIPM, ilBIPM, gli Istituti Metrologici Naziona-li, e tutti i Comitati Consultivi”) ad ado-perarsi in una “campagna di sensibi-lizzazione rivolta alle diverse comuni-tà di utenti e al pubblico generale” eper far sì che la nuova edizione dellaBrochure SI “presenti il SI revisionatoin modo che possa essere compresodai diversi possibili lettori senza com-prometterne il rigore scientifico”.Questa attenzione a un contesto socia-le allargato è davvero apprezzabile,e trova realizzazione concreta peresempio nel fatto che il sito web delBIPM ospita un’intera sezione dedica-ta al nuovo SI, con tanto di logo del SIrinnovato per l’occasione, e un’ampia
METROLOGIA
GENERALE
Il nuovo SIParliamone! Parte I
�Rubrica a cura di Luca Mari ([email protected])
T_M N. 2/15 ƒ 145
GENERAL METROLOGYThe new permanent section of the Journal continues in this issue: our colleagueand friend Luca Mari, world-recognized expert in fundamental metrology andmember of several International Committees, informs the readers on the newdevelopment of the fundamental norms and documents of interest for all metro-logists and measurement experts. Do not hesitate to contact him!
RIASSUNTOUn’altra Rubrica permanente si è aggiunta alle Rubriche della Rivista a partireda questo numero. Il collega e amico Luca Mari, internazionalmente ricono-sciuto quale esperto di metrologia fondamentale e membro di numerosi tavoli dilavoro per la redazione di Norme, informa i lettori sui più recenti temi d’inte-resse e sugli sviluppi delle più recenti Norme e Documenti. Scrivete a Luca percommentare i suoi articoli e per proporre ulteriori temi di discussione!
Cari Lettori diTutto Misure!Il Sistema Interna-zionale di unità –in breve, e anchein lingua inglese,“SI” – ha unruolo strategico
per la metrologia, essendo il suopunto di contatto più esplicito e direttocon la fisica (e la chimica, attraversola mole, e la fotometria, attraverso lacandela). Attraverso le equivalenzeinsegnate alle scuole primarie (aquanti cm2 corrispondono 3 m2?), ladifferenza tra grandezze e unità dimisura (a partire dalla considerazioneche le leggi della fisica sono indipen-denti dalle unità), e forse qualchecenno di analisi dimensionale (perchése X è una lunghezza l’equazioneX+X2 è errata?), l’esistenza del SIpotrebbe essere l’unica conoscenza dimetrologia almeno un poco diffusasocialmente.Se le potessimo sensatamente personi-ficare, ne concluderemmo che le unitàdi misura hanno il compito di mante-nere una relazione tra “la teoria” e “lapratica”, e quindi, meno generica-mente, tra matematica e sperimenta-zione. È infatti solo attraverso le unitàdi misura che i valori numerici nelle
equazioni che descrivono leggi fisichemantengono un significato empirico,che poi passano anche all’uso quoti-diano delle unità stesse, nelle transa-zioni commerciali e altro. Il ruolo delSI è dunque delicato: non tutto è teo-ria, e la misurazione è un processosperimentale [VIM 2.1], e in questo èdiversa dal calcolo. In un’epoca di“diluvio informazionale” (consiglio alproposito l’interessante, anche se unpo’ confuso, [Gleick]), in cui si tendea ridurre la distinzione tra simulazioneed entità simulata, il ruolo della metro-logia, “scienza della misurazione edelle sue applicazioni” [VIM 2.2], ècritico e in questo si fonda appuntoanche sul SI.La presentazione ufficiale del SI è pub-blica e liberamente accessibile viaweb [Brochure SI], ed è un documen-to con apprezzabili esplicite finalità dicomunicazione, a partire dal titolocon cui viene anche quasi formalmen-te proposto, la “Brochure SI”: è unbuon riferimento.Da qualche anno è allo studio una re -visione strutturale del SI, politicamentein carico alla Conferenza Generaledei Pesi e delle Misure (CGPM) e svi-luppata operativamente dal ComitatoInternazionale dei Pesi e delle Misure(CIPM). Presentata inizialmente solo

T_M ƒ 146
METROLOGIAGENERALE
�
N.02ƒ
;2015
pagina di Frequently Asked Questions[nuovo SI BIPM], e perfino wikipediacontiene già una pagina sul tema[nuovo SI wikipedia].A sua volta, la rivista Tutto_Misure hagià contribuito a questa opera d’infor-mazione, ospitando in particolare duearticoli nel numero 3 del 2010: “Il rias-setto del Sistema Internazionale diUnità”, di Walter Bich, e “Cambiaretutto affinché niente cambi - Nel SistemaInternazionale di Unità come nella Sici-lia del Gattopardo”, di Sergio Sartori. Ilprimo articolo propone una chiara sin-tesi della situazione del SI, anche in ter-mini storici, e delle prospettive offertedal nuovo SI, presentandolo come “unamodifica epocale, di gran lunga la piùimportante dalla nascita non solo del SI,ma dall’introduzione del sistema metri-co decimale” e commentando, a pro-posito dei tempi di attuazione di talecambiamento, che “questi sono legati alsuperamento di una serie di resistenzeparticolaristiche che si stanno dimo-strando più forti del previsto”. Il secon-do articolo pare innestarsi su quest’ulti-ma annotazione e, con lo stile diretto etalvolta ironico che i lettori diTutto_Misure hanno visto tante volte inazione nel fondatore di questa rivista,discute a sua volta dei meriti ma anchedei problemi del nuovo SI, presentaticome non poi così “particolaristici”: “èsolo molto più complesso, più difficileda spiegare e da comprendere”, e pro-durrà “una sorta di neocolonialismometrologico, conseguenza del neocolo-nialismo scientifico e tecnologico” (i dueautori hanno dialogato nuovamente nel2012, questa volta a partire da un arti-colo di Sartori a cui Bich ha risposto; ilpunto di vista di Sergio Sartori è statopoi meglio sviluppato in [Sartori 2014],purtroppo pubblicato postumo).Quanto è radicale, e quanto radical-mente inconciliabile, questa diversitàdi opinioni a proposito del nuovo SI?E possiamo supporre che la citata“campagna di sensibilizzazione” rac-comandata dalla CGPM abbia anche(se non principalmente) lo scopo diridurre questa diversità (di cui i lettoripiù interessati possono trovare altretracce nella recente letteratura scienti-fica, con alcuni articoli critici elencatiper esempio nella già citata pagina di
wikipedia [nuovo SI wikipedia])?È decisamente apprezzabile che sulsito del BIPM sia stata resa disponibileuna bozza (datata 16 dicembre 2013)dei primi tre capitoli della prospettatanuova versione della Brochure SI[nuova Brochure SI], da cui ci si puòdunque formare un’idea “di primamano” della situazione. Tale bozza èpresentata al pubblico con un invitochiaro: “allo scopo d’incoraggiare lacomunicazione, l’informazione e ildibattito sulla futura revisione del SI, sidà accesso a questo documento chia-ve, attualmente in bozza e che saràaggiornato nei prossimi anni”.Offro qui una brevissima sintesi deicontenuti che mi sembrano più rile-vanti di questa bozza, riservando aun secondo articolo un’analisi solo unpoco più approfondita.Mi pare appropriato notare prima ditutto che ciò che la revisione del SI pro-pone è un cambiamento soprattutto ditipo strutturale, e non legato alla fisicadelle grandezze in considerazione. Einfatti, se finora “il SI è stato definitoattraverso espressioni che definisconoesplicitamente sette unità di base”, lanuova versione prevede che “le unitàSI sono definite attraverso espressioniche specificano esplicitamente i valorinumerici esatti di ognuna di settecostanti di riferimento quando questisono in unità SI” (nell’originale ingle-se, “the SI units are defined by a set ofstatements that explicitly specify theexact numerical values for each ofseven reference constants when they areexpressed in SI units”).Prendiamo il caso dell’unità di tempo,in cui la fisica sottostante non cambia,così che le differenze tra attuale enuovo SI sono appunto solo strutturali.Oggi il secondo è definito come ladurata di un certo numero di periodi diuna certa radiazione. Nella nuova ver-sione occorrono due passaggi: uno, sifissa il valore numerico della grandez-za in considerazione, cioè del periododi quella certa radiazione; due, si defi-nisce il secondo come la durata che siottiene quando la grandezza in consi-derazione ha proprio quel valorenumerico in secondi.Dato che ciò non è esattamente ovvio(e dato che – ricordando la sollecita-
zione della CGPM – vorremmo esseretra coloro che capiscono...) ripartia-mo dai testi originali.La definizione attuale:“the second is the duration of9 192 631 770 periods of the radiationcorresponding to the transition betweenthe two hyperfine levels of the groundstate of the caesium 133 atom”.La nuova definizione, uno:“the unperturbed ground state hyperfinesplitting frequency of the caesium 133atom is exactly 9 192 631 770 hertz”,e due:“the second, symbol s, is the SI unit oftime; its magnitude is set by fixing thenumerical value of the unperturbedground state hyperfine splitting fre-quency of the caesium 133 atom to beexactly 9 192 631 770 when it isexpressed in the SI unit s–1, which forperiodic phenomena is equal to Hz”.Proviamo a parafrasare mantenendosolo la struttura.La definizione attuale: il secondo è ladurata di k periodi di z.La nuova definizione, uno: il periododi z è k–1 s, e due: il secondo è ladurata che si ottiene fissando k–1
come valore numerico in secondi delperiodo di z.In questa “versione strutturale” ho sem-plificato, tralasciando i dettagli nonnecessari, e ho mantenuto il riferimen-to al periodo invece che passare allafrequenza, che tanto del periodo èsolo l’inverso (una volta fissata l’unitàdi tempo...).A dispetto di quello che parrebbe, lecitate FAQ sul sito del BIPM ci assicura-no che questa definizione non è circo-lare: “Una definizione circolare fa usodei risultati della definizione nel formu-lare la definizione stessa. Nelle defini-zioni delle unità di base del nuovo SI sispecifica il valore numerico di ognicostante di riferimento scelta per defini-re l’unità corrispondente, ma ciò non fauso del risultato per formulare la defini-zione”. Ancora non molto chiaro? Neriparleremo, dunque...
Per esigenze di spazio, la Bibliografiadi riferimento per questo numero dellaRubrica verrà inserita in calce allaprossima Rubrica (T_M no. 3/2015)che di questa è continuazione.
GUFPI-ISMAISERIALI
LAMISURADELSOFTWARE
Quanto è grande un requisito?
Luigi Buglione
Parte II – Requisiti funzionali - I metodi FSM
GUFPI-ISMA - Gruppo UtentiFunction Point ItaliaItalian Software Metrics [email protected]
�
INTRODUZIONE
Nello scorso numero abbiamo parlatodi come poter quantificare i FUR(Functional User Requirements) [1],attraverso una delle tecniche mag-giormente conosciute e usate nel set-tore ICT, la FPA (Function Point Analy-sis). La tecnica, presentata da AllanAlbrecht nel 1979 [4] e con modifi-che nel 1984 [5], successivamenteereditata e gestita dall’IFPUG (Interna-tional Function Point Users Group –www.ifpug.org) è praticamente lastessa metodologia applicata oggi,con lievi modifiche e aggiustamenti,ma sempre mantenendo la stessa strut-tura, principi e sistemi di pesatura.Come illustrato, gli elementi conside-rati per valutare una soluzione soft-ware sono essenzialmente dati e pro-cessi.Nella IFPUG FPA i dati possono esse-re interni (ILF – Internal Logical File),ovverosia gestiti internamente al con-fine applicativo del sistema in esame,oppure esterni (EIF – External InterfaceFile), ovverosia gestiti da un altrosistema con cui s’interfaccia quello in
corso di analisi. Per i processi, inveceabbiamo elencato gli EI (ExternalInput), per l’inserimento di dati in unsistema, tipicamente per registrareinformazioni, gli EQ (ExternalinQuiry), per effettuare interrogazioni“semplici” a basi dati senza ulteriorielaborazioni, ed EO (External Out-put), per effettuare infine presentazio-ni dati con elaborazioni (da intender-si sia come calcoli aritmetici sia comealtre forme di trattamento logico, es:una trim su stringhe per calcolo delcodice fiscale o trasformazioni di undato tabellare in grafico).Nel corso degli anni l’applicazionedel metodo IFPUG ha dato luogo auna serie di varianti, alcune dellequali riconosciute anche quali stan-dard “de jure” dall’ISO, l’associazio-ne mondiale degli standard, alla lucedi una compliance a principi comunidefiniti dalla famiglia di standardISO/IEC 14143. Tali varianti, riporta-te in Fig. 1, sono attualmente quattro(Mark-II, NESMA, FISMA, COSMIC). Ogni metodo definisce la propria spe-cifica fsu (functional sizing unit) che –a prescindere dalla tecnica adottata –
risiede nel valorizzare gli aspetti “visi-bili” di un’entità d’interesse, le funzio-nalità, in questo modo più facilmenteindividuabili da ambedue le parti con-trattuali. Come già riportato, il “limi-te” intrinseco di ogni misura, e quindianche per le fsu, rimane quello dipoter misurare “solo” un aspetto diun’entità d’interesse (“one size doe-sn’t fit all”). Sebbene il principale limi-te spesso riscontrabile nell’applicazio-ne della FPA risieda nel considerare ilFP quale “unità dimensionale di pro-getto” e non correttamente di prodot-to, e solo per la parte funzionale, sicu-ramente il conoscere e padroneggiaretali tecniche rappresenta un validostrumento (sebbene non l’unico) peruna migliore approssimazione e defi-nizione della “quantità” di lavoro dagestire. Nel seguito dell’articolo pro-veremo a riepilogare brevemente ori-gine, motivazioni e caratteristiche perun confronto degli attuali metodi FSM.
MARK-II: LA VARIANTE INGLESE
Nella seconda metà degli anni ’80,Charles Symons sviluppò in Inghilterrauna variante denominata “Mark-II”nella quale, partendo dal metodo diAlbrecht, considerava i tipici elementidi un processo (input, elaborazione,output) da valutare per ciascuna delletransazioni richieste da un requisitoutente. Il numero di DET (Data ElementType) relativo alle tre viste andava poimoltiplicato per un peso prestabilito, ela somma dei tre valori pesati per ognitransazione restituiva il FPI (FunctionPoint Index). Diversamente da IFPUG,
WHICH IS THE SIZE OF A REQUIREMENT? PART II – FUNCTIONAL REQUIREMENTS - FSM METHODSQuantifying FURs (Functional User Requirements) is the first step to get a bet-ter estimate of effort and cost for a project. In the last issue we presentedthe IFPUG (International Function Point Users Group) FPA method, the oneevolving the original technique by Albrecht. In this issue we shall discuss theother FSM (Functional Size Measurement) standard methods approved byISO, presenting their main characteristics and commonalities.
RIASSUNTOLa quantificazione dei FUR (Functional User Requirements) rappresenta ilprimo passo per stimare sempre meglio l’impegno e i costi di un’attività pro-gettuale. Nello scorso numero abbiamo parlato del metodo IFPUG (Inter-national Function Point User Group) FPA, ripresa ed evoluzione della tecni-ca originaria di Albrecht. In questo numero illustreremo gli altri metodi FSM(Functional Size Measurement) standard, approvati dall’ISO, presentando-ne le caratteristiche principali e i punti in comune.
T_M N. 2/15 ƒ 147

T_M ƒ 148
N.02ƒ
;2015
Mark-II aveva un proprio fattore diaggiustamento, il TCA (Technical Com-plexity Adjustment) factor, con 20 (non14) elementi, ampliando pertanto lapresenza di elementi non-funzionali.Negli anni ’90 il metodo è stato presoin carico dall’associazione Inglese(UKSMA - UK Software Metrics Asso-ciation – www.uksma.co.uk) e iprincipi del metodo sono confluiti nellav2.0+ del metodo COSMIC, in cui unodei due fondatori è per l’appuntoSymons, con Alain Abran (Univ. Mon-tréal, Canada).
NESMA: Il METODO OLANDESE
La variante Olandese proposta dallaNetherlands Software Measurement Asso-ciation (NESMA – www.nesma.org)all’inizio degli anni ’90 invece èalquanto allineata con il metodo ori-ginale IFPUG, stesse BFC (Base Func-tional Component) e relativi pesi, cosìcome il VAF, aggiungendo informa-zioni su produttività, conteggi “early”(i c.d. “indicative/estimated FP count”)e linee guida di conteggio diretta-mente nel manuale di conteggio e nonin documenti separati. Pertanto, conlievi differenze applicative, il numerodi NESMA FP è molto vicino a quellod’iFPUG FP. La comunità Olandese hainvece investito maggiori energie nelraffinare una guida separata relativaagli aspetti di manutenzione (enhan-cement), ripresa e referenziata anchenelle versioni 4.x del manuale IFPUG.
FISMA: il METODO FINLANDESE
Il metodo Finlandese, gestito dal FISMA(Finnish Software Measurement Asso-ciation – www.fisma.fi) invece si di -scosta in termini d’approccio conside-rando un maggior numero di BFC (7),con 28 casistiche di dettaglio, di cuialcune relative a c.d. “servizi”. Il nume-ro alto di BFC e di componenti si spie-ga con un dettaglio spinto nella descri-zione di quanto – in una logica di pro-
cesso – è stato invece riassunto in“input-processing-output” dagli altrimetodi. Altro aspetto interessante è laprevisione con anticipo di casistiche for-temente legate al tema dei device mobi-li (ricordando ad esempio l’origine dicompagnie quali Nokia). Anche in que-sto caso il metodo FISMA, che generadei FFP (FISMA FP), adotta un sistemadi pesatura con una formula specificaper ognuna delle 7 BFC.
COSMIC: DALLE ESTENSIONI REAL/TIME A METODO AUTONOMO
Ultimo in ordine di “ingresso” in questalista il metodo COSMIC, nato nellaseconda metà degli anni ’90 inizial-mente come estensione della IFPUGFPA, aggiungendo a essa componentilegate a progetti tipicamente real/time(RT), ritenuti non sufficientemente “co -perti” dalla tecnica IFPUG, e successi-vamente divenuto invece un metodoautonomo prima con il titolo di “FullFunction Point” (FFP) e poi di COSMICFPA. Da quel momento, il cambio prin-cipale è stato di non applicare, comeper gli altri metodi FSM, un sistema dipesi per le singole BFC ma – per esse-re sempre più allineato con regole eprincipi di metrologia – di consideraresolo i “data movement”, i flussi appar-tenenti a un dato sistema. Riprendendoda una logica di processo i movimenti-base e diversamente dagli altri metodiFSM, COSMIC FPA non misura diretta-mente la componente dati, né determi-na complessità per i processi elemen-tari (numero di DET, numero di FTR).COSMIC considera invece quattro“data movement”: Entry (E), eXit (X),Read (R) e Write (W). Il numero totaledi CFP (COSMIC FP) per un dato requi-sito sarà pertanto uguale alla sommadei “data movement” evidenziati.
CONFRONTARE METODI FSM:ALCUNI ESEMPI
Essendo tutti i metodi tesi a misuraregli stessi aspetti, ovverosia la dimen-sione funzionale di un prodotto soft-ware (cfr. Analisi EAM [2]), un aspet-
to di sicuro interesse è comprenderele relazioni numeriche, pertanto leconversioni, tra sizing unit diverse.Esistono diversi studi che in particola-re comparano il metodo IFPUG aquello COSMIC (ad esempio [13], idue metodi verso i quali il mercatopone una maggiore attenzione, marimandiamo a due casi di studio che– effettuando conteggi di esempioconfrontati – possono permettere diapprezzare altresì le caratteristiche diciascun metodo redatti da Fetcke [11]e da Bundshuh e Dekkers [12]. Que-st’ultimo propone un caso valutato emisurato usando tutti e cinque i meto-di FSM nelle loro versioni “unadju-sted” per un confronto omogeneo.
METODI FSM: UN RIEPILOGO
Con la tabella a pagina seguente rie-piloghiamo brevemente quanto di -scusso in questo numero.Nei prossimi numeri della Rivista pro-seguiremo l’analisi parlando dell’altrolato della medaglia, ovverosia deirequisiti non-funzionali (NFR) e delladifficoltà nel tempo a poterli misurarein modo “standard”.“Price is what you pay. Value is whatyou get” (Warren Buffett)
RIFERIMENTI BIBLIOGRAFICI
1. Buglione L., Quanto è grande un requisi-to? Parte 1: Requisiti Funzionali, Tutto Misure,#02/2015, URL: http://goo.gl/MsFZsl2. Buglione L., Ebert C., Estimation, Encyclo-pedia of Software Engineering, Taylor &Francis Publisher, June 2012, ISBN: 978-1-4200-5977-93. BIPM, VIM – International Vocabulary ofMetrology – Basic and General Conceptsand Associated Terms, 3rd Ed., 2008 (rev.2012), Bureau International des Poids etMesures, URL: http://goo.gl/ZN3Tbf4. Albrecht A., Measuring Application Deve-lopment Productivity, Proceedings of the IBMApplications Development Symp., Monterey,CA (USA), Oct. 14-17, 1979, URL:http://goo.gl/wu7UFT5. Albrecht A. & Gaffney J.E., SoftwareFunctions, Source Lines of Code, and Deve-lopment Effort Prediction: A Software Scien-ce Validation, IEEE Transactions on SoftwareEngineering, Vol. 9, no. 6, Nov. 1983, URL:http://goo.gl/dBZ90U6. ISO/IEC 20926:2009, Software and
Figura 1 – Metodi FSM: cronigramma

T_M ƒ 149
I SERIALILA MISURA DEL SOFTWARE
�N.02ƒ
; 2015
systems engineering – Software measure-ment – IFPUG functional size measurementmethod 20097. ISO/IEC 20968:2002, Software engi-neering – Mk II Function Point Analysis –Counting Practices Manual8. ISO/IEC 24570:2005 (R2012), Softwareengineering – NESMA functional size mea-surement method version 2.1 – Definitionsand counting guidelines for the applicationof Function Point Analysis9. ISO/IEC 29881:2010, Information tech-nology – Systems and software engineering– FiSMA 1.1 functional size measurementmethod10. ISO/IEC 19761:2011, Software engi-neering – COSMIC: a functional size measu-rement method
11. Fetcke T., The Warehouse Software Port-folio. A Case Study in Functional Size Mea-surement, Report n. 1999-20, 1999, URL:http://goo.gl/Mtb24412. Bundshuh M., Dekkers C., The IT Mea-surement Compendium: Estimating andBenchmarking Success with Functional SizeMeasurement, Springer, 2008, URL:http://goo.gl/GG81dm13. Cuadrado-Gallego J.J., Buglione L.,Dominguez-Alda M.J., Fernandez de SevillaM., Gutierrez de Mesa A., Demirors O., Anexperimental study on the conversion bet-ween IFPUG and COSMIC functional sizemeasurement units, Information and Softwa-re Technology, Vol. 52, No. 3, March 2010,pp. 347-357, URL:http://goo.gl/mMIw9a
Luigi Buglione è il Pre-sidente di GUFPI-ISMA(Gruppo Utenti FunctionPoint Italia - Italian Soft-ware Metrics Association)e Direttore IFPUG Confe-rence & Education. At -
tualmente lavora in qualità di ProcessImprovement and Measurement Specia-list presso Engineering Ingegneria Infor-matica spa. È Associate Professor pres-so l’École de Technologie Supérieure(ETS) di Montréal. Per ulteriori info:www.gufpi-isma.org
Tabella 1 – Metodo FSM: un riepilogo
ISPEZIONE 3D PER QUALSIASI TARGETKeyence Italia ha rilasciato un innovativosistema di ispezione 3D che, grazie allesue caratteristiche uniche nel settore, rendepossibili ispezioni dettagliate per qualun-que tipo di applicazione, anche in quellepiù com plicate, impossibili da ispezionareac curatamente con l’elaborazione tradi-zionale delle immagini. La Serie LJ-V, infat-ti, offre un rilevamento stabile di varipezzi con l’acquisizione ad altissima velo-cità di 64.000 profili al secondo. Con l’e-laborazione di questi dati dei profili resa
possibile dallaSerie CV-X, o -gni pezzo puòessere sottopo-sto all’elabora-zione delle im -magini 3D.
Una combinazione vincenteLo scanner laser di profili LJ-V, combina-to con il sistema di ispezione di immagi-ni CV-X, rende possibile il rilevamento di
NEWS �
altezza, larghezza, posizione, sezione or -togonale e volume di qualunque tipo ditarget e consentono l’ispezioni di caratterisu materiali difficili come ad esempio lagomma nera. Questo tipo di ispezioni ri -sultavano altamente complicate con i siste-mi tradizionali quali telecamere matricialie telecamere a scansione lineare, facendoaumentare tempi e costi della produzionee del controllo qualità a causa delle trop-pe variabili che non permettevano unacorretta ispezione del target selezionato.La tecnologia 3D introdotta da Keyence èin grado di rendere queste variabili inin-fluenti ai fini dell’ispezione, che verrà ef -fettuata ad altissima velocità e in mododettagliato.Il 3D rende possibile l’impossibileÈ proprio la tecnologia 3D introdotta daKeyence a consentire misurazioni che nonsarebbero possibili con le telecamere tradizio-nali; è il caso, ad esempio, dell’ispezionedella forma della saldatura, che senza il siste-ma di misurazione 3D Keyence risultava estre-mamente complicata a causa delle condizionisuperficiali dei pezzi. Con le telecamere tradi-zionali era inoltre impossibile ottenere un rico-noscimento stabile dei caratteri su componentistampati poiché lo sfondo cambia e le superfi-ci dei bordi stampati non sono chiari, ma uti-lizzando le informazioni sull’altezza 3D, è
possibile distinguere chiaramente lo sfondodai caratteri. An che l’individuazio ne di am -maccature su uno stampo di plastica non creaproblemi al sistema di misurazione 3D Keyen-ce, poiché riesce aeseguire una scan-sione accurata no -no stante le om breg - giature pro dotte dasu per fici cur ve ocomplesse, che ren -dono inv e ce i ne f -ficaci le telecameretradizionali.Misurazionistabili, veloci e sempliciIl sistema di elaborazione delle immaginiin linea tramite ispezione 3D Keyence èsemplice da utilizzare e consente di misu-rare dimensioni quali le altezze mini me/massime, le aree convesse/concave e ivolumi sulla base dei dati 3D. La misurazione flessibile è assicurata, inquanto è possibile specificare qualsiasipiano entro lo schermo come “pianozero”, avendo così la garanzia di misura-zioni stabili e veloci anche se i pezzi cam-biano orientamento.
Per ulteriori informazioni: www.keyence.it
Gestore URL Ultima versione BFC Pesi Standard ISO Certificazioni
IFPUG www.ifpug.org 4.3.1 (2010) 5 Si 20926:2009 [6] CFPS/CFPP
UKSMA www.uksma.co.uk 1.3.1 (1998) 3 Si 20968:2002 [7] –
NESMA www.nesma.org 2.1 (2004) 5 Si 24570:2005 (R2012) [8] CFPA
FISMA www.fisma.fi 1.1 (2010) 7 Si 29881:2010 [9] –
COSMIC www.cosmicon.com 4.0 (2014) 4 No 19761:2011 [10] CCFL

Rubrica a cura di Franco Docchio, Alfredo Cigada, Gabriele Bitelli e Stefano Agosteo
Dalle Associazioni Universitariedi MisuristiNotizie da GMEE e GMMT
SPAZIOASSOCIAZIONI
UNIVERSITARIEMISURISTI
�
THE ITALIAN UNIVERSITY ASSOCIATIONS FOR MEASUREMENTThis section groups all the significant information from the main UniversityAssociations in Measurement Science and Technology: GMEE (Electricaland Electronic Measurement), GMMT (Mechanical and Thermal Measure-ments), AUTEC (Cartography and Topography), and Nuclear Measure-ments.
RIASSUNTOQuesta rubrica riassume i contributi e le notizie che provengono dalle mag-giori Associazioni Universitarie che si occupano di scienza e tecnologiadelle misure: il GMEE (Associazione Gruppo Misure Elettriche ed Elettroni-che), il GMMT (Gruppo Misure meccaniche e Termiche), l’AUTEC (Asso-ciazione Universitari di Topografia e Cartografia) e il Gruppo di MisureNucleari.
dotti della VQR. È stato pubblica-to sul quotidiano La Repubblica uninteressante articolo: www.repubblica.it/scuola/2015/0 4 / 1 7 / n e w s / b a s t a _ricercatori_precari_e_largo_ai_giovani_in_cattedra_il_jobs_act_ d e l l _ u n i v e r s i t a _-112148640/?ref=HREC1-8
Situazione Soci GMEEPetri ha aggiornato il Consiglio sullasituazione soci alla data odierna.Risultano 162 soci, di cui 58 socijuniores e 90 soci ordinari di diritto, 5soci ordinari e 9 soci onorari. Il nume-ro dei soci è purtroppo in calo, segna-tamente con rispetto ai Soci Juniores,anche come conseguenza della chiu-sura di alcuni Corsi di Dottorato dipertinenza con le Misure.
Costituzione di nuove unitàÈ pervenuta la richiesta di costituireuna nuova Unità GMEE presso l’Uni-versità Parthenope di Napoli. Larichiesta è stata firmata dai tre sociVadursi, Scarpato e Santoro. IlConsiglio ha approvato all’unanimitàla costituzione.
Rendiconto consuntivo 2014 Petri ha illustrato il rendiconto consun-tivo del 2014, che è stato approvatoall’unanimità.
Stato delle iniziative Massimo Lazzaroni ha informatosulle iniziative pubblicate sul sito del-l’Associazione e in particolare evi-denzia lo stato del sito web per la Riu-nione Annuale, www.misure2015.polimi.it
T_M N. 2/15 ƒ 150
GMEE: GRUPPO MISURE ELETTRICHE ED ELETTRONICHE
Consiglio Direttivo dell’Associazione GMEE
Il Consiglio Direttivodel GMEE si è riuni-to in data 6.12.2015presso il Dipartimen-to di Elettronica del-l’Università di Roma
“La Sapienza". Di seguito riportiamoun riassunto dei lavori.In apertura il Presidente Dario Petriha comunicato che i colleghi Giu-seppe Zingales ed Elio Bavasono recentemente mancati. È seguitauna breve pausa di silenzio in memo-ria dei colleghi mancati. Altre comu-nicazioni: (i) Le votazioni per il rinno-vo delle cariche (Chair, Vice-chair,Secretary) del Chapter IEEE I&Mdella Italy Section si sono concluse il15 aprile. (ii) È stato pubblicato illibro di Sergio Sartori “Storia dellemisure nella società dal 1875”, acura dei colleghi Docchio, Gaspa-retto, Mari; (iii) A seguito del pen-sionamento di Umberto Pogliano,Luca Callegaro è il nuovo rappre-sentante di sede dell’Unità I.N.Ri.M.;(iv) Gaetano Pasini è il nuovo rap-presentante per l’Unità GMEE di
Bologna, (v) Franco Ferraris hainformato che il Dottorato in Metrolo-gia riparte con l‘organizzazione affi-data all’I.N.Ri.M.
Situazione nazionale alla luce delleiniziative ministeriali, ANVUR eCUN: Petri informa che sono stati eletticome i rappresentanti al CUN perl’area 9 i seguenti colleghi: Anto-nio Vicino dell’Università di Siena,Annalisa Fregolent dell’Universi-tà di Roma “La Sapienza", StefanoAcierno dell’Università del Sannio;per interagire in maniera più efficacecon i rappresentanti al CUN i SSDdell’area 9 si sono organizzati conun rappresentante per ciascuno degli8 macro settori; il rappresentante delmacro settore 09/E “Ingegneria Elet-trica, Elettronica e Misure” è FabioVillone, ssd ING-IND/31, dell’Uni-versità di Cassino; la durata del man-dato è di un anno e sarà successiva-mente sostituito da Andrea Lacai-ta, ssd ING-INF/01, del Politecnicodi Milano. È intervenuto GiovanniBetta evidenziando che l’ANVUR èin fase di ristrutturazione e tutto ciòrinvia le attività di valutazione(VQR). È pronto un bando per aspi-ranti GEV per la valutazione dei pro-

T_M ƒ 151
Petri ha riferito che è pervenuta una sola domanda per ilpremio di dottorato Carlo Offelli. La Commissione, com-posta come previsto dal regolamento, ha iniziato le ope-razioni di valutazione. Ha informato anche che sono per-venute due domande per le borse di ricerca all’estero.Sentiti il Segretario e il Past President, il Presidente hanominato come membri della commissione di valutazionei soci Leopoldo Angrisani, Mario Savino e Gio-vanna Sansoni. Franco Docchio, in collegamento remoto, ha illustrato alConsiglio lo stato di avanzamento della rivista T_M, conparticolare riferimento alla nuova versione on-line dellarivista e al restyling grafico ed editoriale di T_MNews. Hafornito dati statistici sull’accessibilità della versione on-linee i dati di bilancio, e ha ricordato che il numero 2/2015della rivista sarà l’ultimo inviato in formato cartaceo aisoci del GMEE. Il Consiglio ha approvato il piano edito-riale e ha ringraziato Docchio per l’impegno profuso e irisultati ottenuti.
Rendiconto previsionale 2015 Petri ha illustrato il rendiconto previsionale per il 2015,che è stato approvato all’unanimità.
Riunione annuale 2015 Roberto Ottoboni ha illustrato l’organizzazione dellariunione annuale dell’Associazione che si terrà a Lecconei giorni 10-12 settembre, organizzata congiuntamentecon i colleghi del GMMT del Politecnico di Milano.
Scuola di dottorato “Italo Gorini” 2015 Bruno Andò ha illustrato il programma dell’edizione2015 della Scuola Gorini, che si terrà a Catania, anchein collaborazione con il colleghi del GMMT in qualità direlatori. Il sito sarà in lingua inglese.
Giornata della Misurazione 2015 Mario Savino ha illustrato l’organizzazione della Gior-nata della Misurazione, che si terrà nei giorni 22-23 giu-gno a Roma III, come di consuetudine. Il sito internet dellapagina riguardante la Giornata della Misurazione e con-tenente il riassunto delle relazioni è il seguente: www.affidabilita.eu/tuttomisure/articolo.aspx?idArt=1338
Progetto RIDITT Pasquale Daponte ha illustrato lo stato di avanzamen-to delle attività del progetto RIDITT.
Varie ed eventuali Petri ha informato il Consiglio che, a fine marzo, la Socie-tà francese Delta Mu ha trovato un finanziamento con rim-borso a 24 mesi, per costituire la srl in Italia con il GMEE(con l’accordo che DeltaMu finanzi il progetto economi-camente, mentre il GMEE fornisca lavoro intellettuale). Abreve la Società francese dovrebbe fornire dati quantitati-vi sui testi in francese (pagine del software OptiMu e slide
dei corsi) da tradurre in italiano. Occorrerà valorizzareeconomicamente questa attività. Inoltre, DeltaMu sta pre-parando un’indagine di mercato per capire che spazi cisono in Italia per un’attività simile a quella svolta in Fran-cia. I risultati dell’indagine saranno determinanti per capi-re se la collaborazione potrà partire o no.
GMMT
I nuovi Professori Associati in Misure meccaniche e TermichePubblichiamo qui un breve curriculum dei nuovi ProfessoriAssociati nel Settore Scientifico Disciplinare ING-IND/12(Misure Meccaniche e Termiche), ai quali, a nome dellaRivista, porgiamo nel nostre felicitazioni e i migliori augu-ri di buon lavoro.
Prof. Federico Patanè - UNICUSANOLaureato in Ingegneria Meccanicanel 2000 e PhD in Misure Mecca-niche per l’Ingegneria nel 2004,ha svolto fino al 2014 attività dididattica e di ricerca prevalente-mente presso l’Università di Roma“La Sapienza”. Attualmente è Pro-fessore Associato presso l’Universi-tà degli studi Niccolò Cusano,sede di Roma, dove è responsabiledel laboratorio di Misure Meccani-che, e Microelettronica (M3-Lab).Il settore di ricerca principale ri -
guarda la misura e il tracciamento del movimento umano, elo sviluppo di di spositivi robotici per diagnostica e terapia inambito neuro-riabilitativo. In particolare, dal 2013 si occupadi gestire la Technical Quality Assurance tra i laboratori diAnalisi del Movimento dei partner afferenti al progetto qua-driennale Europeo MD-PAEDIGREE.(www.md-paedigree.eu)
Prof. Stefano Manzoni – POLITECNICO DI MILANOStefano Manzoni, nato nel 1977,ha conseguito il titolo di dottoratoeuropeo presso il Politecnico diMilano nel 2006 in Ingegneria deisistemi meccanici. È stato ricercato-re presso il Politecnico di Milanoper il settore scientifico disciplinareMisure Meccaniche e TermicheING-IND/12 dal dicembre 2008al novembre 2014, momento in cuiha preso servizio in qualità di Pro-fessore Associato nel medesimoateneo. I principali interessi di ri -cerca sono il controllo delle vibra-
zioni con smart materials, l’interazione uomo struttura e ilmonitoraggio strutturale.
N.02ƒ
; 2015 SPAZIO ASSOCIAZIONI
UNIVERSITARIE MISURISTI�

T_M ƒ 152
Prof. Milena Martarelli - UNIeCAMPUSSi occupa di sviluppo e applicazionedi tecniche di misura senza contattoper la diagnostica industriale, vibro-acustica, caratterizzazione speri-mentale di flussi fluidi e determina-zione di proprietà ottiche, quali lariflettanza e la trasmittanza dei mate-riali da costruzione. Ha ottenuto ilPhD all’Imperial College di Londradove ha progettato e realizzato unaprocedura sperimentale per misurare
la risposta strutturale di oggetti vibranti con alta densità spa-ziale e tramite tecniche innovative di vibrometria laser a scan-sione continua.
Prof. Emanuele Zappa – POLITECNICO DI MILANODottorato di Ricerca in MeccanicaApplicata nel 2002, dal 2001 faparte della Giunta del Dipartimentodi Meccanica del Politecnico di Mila-no. La principale attività scientificariguarda le misure basate su immagi-ni: i principali contributi riguardano losviluppo di nuove tecniche di misurae le applicazioni in ambito dinamico
e ambienti ostili. I nuovi approcci trovano impiego in unagrande varietà di applicazioni: dall’analisi strutturale dinami-ca, all’inseguimento e misura del movimento delle pale di eli-cottero, alla biometria facciale, all’interazione uomo struttura,alla scansione 3D e alla caratterizzazione dei materiali.
Prof Roberto Montanini – Università degli Studi di MessinaLaureatosi in Ingegneria Meccanicapresso l’Università “La Sapienza” diRoma, si è successivamente specia-lizzato al Politecnico di Torino doveha conseguito il Dottorato di Ricerca.Nel 1999 ha vinto il concorso diricercatore bandito dall’Universitàdegli Studi di Messina nel settorescientifico disciplinare ING-IND/12(Misure meccaniche e termiche). Hacoordinato l’istituzione di tre Masteruniversitari di II livello nell’ambito
delle energie rinnovabili e del risparmio energetico ed èmembro del Collegio dei Docenti del Dottorato di Ricerca inIngegneria e Chimica dei Materiali e delle Costruzioni. Nelbiennio 2013-14 è stato eletto nel Senato Accademico del-l’Università degli Studi di Messina in rappresentanza delleAree 08 (Ingegneria Civile e Architettura) e 09 (IngegneriaIndustriale e dell’Informazione). È responsabile del laborato-rio di Misure Meccaniche e Termiche dell’Università di Mes-sina. Ha partecipato, in qualità di responsabile scientifico ocomponente, a diversi progetti di ricerca ammessi al finan-ziamento a valere su fondi a carattere nazionale e interna-zionale. I suoi principali interessi di ricerca riguardano ilmonitoraggio e la diagnostica strutturale, la termografia ainfrarossi, i controlli non distruttivi e le misure vibro-acustiche.
N.02ƒ
;2015
SPAZIO ASSOCIAZIONIUNIVERSITARIE MISURISTI
�

METROLOGIA
LEGALEEFORENSE
Il difetto presunto dei prodottie la Direttiva 85/374/CEE
�
T_M N. 2/15 ƒ 153
A cura dell’Avv. Veronica Scotti ([email protected]) www.avvocatoscotti.com
LEGAL AND FORENSIC METROLOGYThis section intends to discuss the great changes on LegalMetrology after the application of the Dlgs 22/2007, the so-called MID directive. In particular, it provides information,tips and warnings to all “metric users” in need of organiza-tions that can certify their metric instruments according to theDirective. This section is also devoted to enlightening aspects
of ethical codes during forensic activities where measurements are involved.Please send all your inquiries to Ms. Scotti or to the Director!
RIASSUNTOQuesta rubrica intende discutere i significativi cambiamenti in tema diMetrologia Legale a seguito dell’entrata in vigore del Dlgs 22/2007, altri-menti detto Direttiva MID. In particolare, vuole fornire utili informazioni,consigli e ammonimenti a tutti gli “utenti Metrici” che si rivolgono per repe-rire informazioni su Enti e organizzazioni notificate per la certificazione delloro prodotto/strumento secondo la Direttiva. La rubrica tratta anche diaspetti etici correlati allo svolgimento di misurazioni legate ad attività inambito forense (CTU, CTP). Scrivete all’Avv. Scotti o al Direttore, e verreteaccontentati!
LA DIRETTIVA 85/374/CEE
In ambito europeo è stata introdotta,mediante la direttiva 85/374/CEE1,la c.d. responsabilità oggettivadel fabbricante di un prodotto qua-lora da un difetto riscontrato sul mede-simo derivi, quale conseguenza diret-ta e immediata, un danno a una per-sona fisica (morte o lesioni) oppure auna cosa (danno o distruzione di unacosa normalmente utilizzata a scopiprivati).Tale disposizione comunitaria preve-deva che, ai fini del risarcimento, ilsoggetto danneggiato dovesse fornireprova:– del danno;– del difetto del prodotto;– del nesso causale tra difetto edanno.Nell’ipotesi in cui il danneggiato fossein grado di dare dimostrazione dellasussistenza di tutti gli elementi sopraindicati, questo risulterebbe sufficienteai fini dell’obbligo di risarcimentoposto in capo al fabbricante.
Va doverosamente sottolineato che,secondo la direttiva, il fabbricantenon è solo colui il quale realizzamaterialmente il prodotto ma, in talecategoria, sono inclusi, oltre all’im-portatore in UE, tutti coloro i quali ap -pongono il proprio marchio o altri se -gni distintivi sul prodotto, in modo taleda indurre i consumatori a ritenereche detto prodotto sia riconducibile atali soggetti.Cosa significa esattamente prodottodifettoso? Secondo le disposizionicomunitarie di cui all’art. 6 delladirettiva 85/374/CEE, il prodotto èdifettoso quando non offre la sicurez-za che ci si può legittimamente atten-dere tenuto conto di tutte le circostan-ze, tra cui:a) la presentazione del prodotto;b) l’uso al quale il prodotto può esse-re ragionevolmente destinato;c) il momento della messa in circola-zione del prodotto.In sostanza, ai fini della stretta appli-cazione della norma comunitaria,deve trattarsi di un prodotto pericolo-
so che abbia determinato un dannocontemplato dalla direttiva.Tuttavia una recente pronuncia dellaCorte di Giustizia UE del 05/03/2015sulle cause riunite C-503/2013 e C-504/2013 ha esteso il campo di ap -plicazione della normativa in esameintroducendo surrettiziamente, me -diante un’interpretazione delle disposi-zioni orientata alla massima tutela eprotezione per i consumatori, un con-cetto di difettosità del prodotto primasconosciuto, con l’effetto di consentireil ricorso alla disciplina ivi previstaanche per casi in precedenza esclusi.In particolare, la Corte di Giustizia èstata investita di una richiesta daparte della Corte Tedesca di fornireun’interpretazione specifica delle di -sposizioni della direttiva per la solu-zione a un caso concreto. Nella fatti-specie si trattava di due vicende con-cernenti una medesima aziendaimportatrice in UE (indi produttrice) diapparecchiature biomedicali impian-tabili. In specie, per quanto riguarda-va i pacemaker, l’azienda informavai medici che, a seguito di controlliqualità, aveva rilevato che un compo-nente utilizzato per sigillare ermetica-mente i pacemaker da essa commer-cializzati poteva essere soggetto a uneventuale progressivo guasto. Taleguasto avrebbe potuto avere comeconseguenza l’esaurimento precocedella pila con arresto della telemetriae/o della terapia per stimolazionecardiaca, senza preavviso.Suggeriva la sostituzione dell’appa-recchio: inoltre, in ordine a un defi-brillatore, la medesima azienda co -municava ai medici che il funziona-mento dei defibrillatori impiantabili ditipo “G. Contak Renewal 4 AVT 6”poteva essere compromesso dal difet-to di un componente di costruzione, ilquale poteva limitarne gli effetti tera-peutici. Dall’analisi tecnica effettuatarisultava che un interruttore magnetico

T_M ƒ 154
METROLOGIALEGALE E FORENSE
�
N.02ƒ
;2015
di tali defibrillatori poteva rimanerebloccato in posizione chiusa. L’azien-da, al riguardo, raccomandava aimedici di provvedere alla disattiva-zione dell’interruttore magnetico.A seguito di tali comunicazioni, alcu-ni pazienti hanno proceduto alla sosti-tuzione del defibrillatore anticipata-mente, mentre i pazienti portatori dipacemaker hanno proceduto allasostituzione con nuovi apparecchimessi a disposizione, in forma gratui-ta, dalla stessa azienda importatrice:per entrambe le ipotesi non vi è statomodo di verificare se, in concreto, ipacemaker e i defibrillatori sostituitipresentassero effettivamente il difettoriscontrato dall’azienda su alcuni pro-dotti del tipo di quelli messi in com-mercio. Ovviamente le sostituzionihanno richiesto interventi chirurgici icui costi sono stati sostenuti da com-pagnie di assicurazione che, a segui-to del pagamento dei vari interventi,hanno provveduto a intrapren-dere una causa avverso dettaazienda per ottenere il rimborsodelle somme versate per la cura deipazienti interessati da tale vicenda.In considerazione del fatto che ladirettiva 85/374/CEE disciplinadanni da prodotti difettosi e che, aifini del risarcimento, il danno deveconsistere nella morte o in una lesio-ne, il Giudice tedesco si è interrogatosulla legittimità di un’interpretazionedella norma che consenta di ravvisarela suddetta responsabilità, così comeconfigurata dal legislatore comunita-rio, anche nella ipotesi in esame. Haquindi posto la questione all’esamedella Corte di Giustizia UE, la qualeha confermato l’applicabilità delladirettiva sulla responsabilità da pro-dotto difettoso anche nel caso di spe-cie, limitandosi però a enunciaredetto principio solo con riguardo alcaso in cui l’intervento chirurgico sianecessario per eliminare i difetti(escludendo quindi il caso dei defi-brillatori ove non si rendeva necessa-ria la sostituzione ma sarebbe statasufficiente la disattivazione dell’inter-ruttore magnetico2), in ragione dellaparticolare materia oggetto della pro-nuncia, che coinvolge direttamente lavita e la salute dei consumatori i quali
si aspettano legittimamente, da pro-dotti biomedicali, un grado di sicu-rezza molto elevato.In sintesi, secondo la Corte di Giusti-zia UE che, con la sentenza indicata,fornisce la chiave interpretativa dellenorme di cui alla direttiva 85/374/CEE,l’accertamento di un potenzialedifetto dei prodotti appartenenti almedesimo gruppo o alla medesimaserie di produzione, quali i pacema-ker e i defibrillatori automatici impian-tabili, consente di qualificare comedifettoso un siffatto prodotto senzache occorra riscontrare il suddettodifetto in tale prodotto. Risulta eviden-te che, ai fini della sussistenza deldiritto al risarcimento del danno, pur-ché esso sia riconducibile a quellicontemplati dalla norma, il difetto nondeve necessariamente essere provatorigorosamente dal preteso danneg-giato, come sembrerebbe suggerire ladirettiva, ma appare sufficiente e ido-nea la potenzialità del difetto, purchéoggettivamente dimostrabile (comenel caso di specie dove prodotti delmedesimo tipo presentavano un datodifetto rilevato in sede di controlloqualità aziendale). Infine, nel caso dispecie, la Corte ha ritenuto che sussi-stesse il danno configurato dalla diret-tiva in quanto ha identificato le lesio-ni con l’intervento chirurgico resosinecessario per porre rimedio al difet-to del prodotto, ricorrendo a una inter-pretazione estensiva del concetto dilesione effettuata alla luce degli obiet-tivi di protezione della sicurezza edella salute dei consumatori, perse-guiti dalla direttiva conformemente aisuoi considerando introduttivi.Tale interpretazione risulta evidente-mente orientata a tutelare nella formapiù estesa possibile i soggetti consuma-tori, notoriamente considerati comesoggetti deboli, con una sorta d’inver-sione dell’onere della prova, sotto ilprofilo processuale, che viene posto acarico del produttore il quale, al fine diescludere la propria responsabilità peril danno procurato dal prodotto (pre-sunto) difettoso (presunto difettoso pereffetto di una verifica di prodotti di ana-logo tipo) può solamente dimostrare:a) che non ha messo il prodotto in cir-colazione;
b) che, tenuto conto delle circostanze,è lecito ritenere che il difetto che hacausato il danno non esistesse quan-do l’aveva messo in circolazione o siasorto successivamente;c) che non ha fabbricato il prodottoper la vendita o qualsiasi altraforma di distribuzione a scopo eco-nomico, né l’ha fabbricato o distri-buito nel quadro della sua attivitàprofessionale;d) che il difetto è dovuto alla confor-mità del prodotto a regole imperativeemanate dai poteri pubblici;e) che lo stato delle conoscenze scien-tifiche e tecniche al momento in cui hamesso in circolazione il prodotto nonpermetteva di scoprire l’esistenza deldifetto;f) nel caso del produttore di unaparte componente, che il difetto èdovuto alla concezione del prodottoin cui è stata incorporata la parte oalle istruzione date dal produttoredel prodotto.Nel caso in cui il produttore non sia ingrado di fornire prova (di una) dellesopra indicate circostanze potrà esse-re considerato responsabile deldanno anche nell’ipotesi in cui il difet-to del prodotto non sia stato dimostra-to effettivamente e concretamente daldanneggiato ma sia meramente po -tenziale, così come avvenuto nellecause poste all’esame della Corte diGiustizia UE.
NOTE
1 Direttiva 85/374/CEE del Consiglio del25 luglio 1985 relativa al ravvicinamentodelle disposizioni legislative, regolamentarie amministrative degli Stati Membri in mate-ria di responsabilità per danno da prodottidifettosi. La direttiva è stata recepita in Italiamediante il DPR 224/1988, oggi abrogatodal Codice del consumo dlgs 206/2005.2 In particolare per i defibrillatori la Corte diGiustizia UE ha demandato al giudice delmerito la soluzione della vicenda afferman-do che “spetta al giudice del rinvio valutarese, tenuto conto della situazione di partico-lare vulnerabilità dei pazienti che utilizzanoun defibrillatore automatico impiantabile,una siffatta disattivazione sia atta a elimina-re il difetto di tale prodotto dovuto al rischioanomalo di danno che fa correre ai pazien-ti interessati o se una sostituzione di taleprodotto sia necessaria per eliminare taledifetto”.

T_M N. 2/15 ƒ 155
Parliamo ancora di competenzadel Personale di LaboratorioM
ETROLOGIA...
PERTUTTI
�
METROLOGY FOR EVERYONEThis permanent section of the Journal is fully active: our col-league and friend Michele Lanna, leading expert in metro-logy, calibration, accreditation of companies, will discusstopics of interest for the majority of industrial measurementusers, in simple and immediate term, with reference to themost recent Norms. Write to Michele to comment his arti-cles and to propose other subjects!
RIASSUNTOLa Rubrica permanente “Metrologia… per tutti” è attiva. Il collega e amicoMichele Lanna, esperto di metrologia, taratura, accreditamento industriale (giàapprezzato autore di numerosi articoli negli scorsi numeri della Rivista), discu-te aspetti d’interesse per la maggior parte degli utenti industriali delle misure,con terminologia semplice e immediata, e facendo riferimento alle più impor-tanti e recenti Norme. Scrivete a Michele per commentare i suoi articoli e perproporre ulteriori temi di discussione!
Di competenza del personale di labora-torio abbiamo parlato più volte in que-sta rivista, mettendo a fuoco i criteri e imetodi che possono essere consideratiper la valutazione della competenza.L’interesse suscitato nei lettori e le richie-ste specifiche che ci sono state rivolte ciconvincono della necessità di doverriprendere l’argomento. In particolareabbiamo ricevuto una domanda moltointeressante dal responsabile di un labo-ratorio del Sud Italia operante nel setto-re meccanico, il quale ci chiede:“Come si possono monetizzarele competenze del personale dilaboratorio?”Innanzitutto, quando si parla di risorseumane, risulta alquanto atipico espri-mere le competenze del personale ineuro, come se anche queste risorse pos-sano essere soggette a quote di ammor-tamento, alla stessa stregua delle appa-recchiature o degli immobili. Essefanno, invece, parte del patrimonioimmateriale del laboratorio che è l’uni-co che possa garantire la capacità disoddisfare le esigenze dei Clienti edare valore aggiunto.La competenza posseduta dal personaleè visibile solo nei risultati che produce:
risorse molto competenti assicurano risul-tati di prova e taratura uniformi e collo-cati ai massimi livelli per accuratezza eprecisione; viceversa, risorse o pococompetenti o che esprimono una compe-tenza “a macchia di leopardo” costrin-gono molto spesso il cliente a fare conti-nue verifiche per avere certezza circal’affidabilità delle prove effettuate e deiloro risultati. Quindi possiamo dire chela competenza e la sua monetizzazionenon sono così immediate.Fatta questa premessa, comprendiamomolto bene il perché della domanda.Innanzitutto le risorse umane operantiall’interno di un laboratorio sono sem-pre più preziose, sia per le tipologie diprove/tarature che il laboratorio ese-gue, sia per il costo di esse (formare emantenere una risorsa qualificata, infunzione del mutare di metodi di provao taratura, oppure delle apparecchiatu-re utilizzate, risulta sempre più impe-gnativo), necessario per far fronte auna gestione delle prove o tarature. Delresto la formazione e il mantenimentodi queste competenze richiede ai labo-ratori un impegno e un costo non indif-ferente. È quindi giusto che il responsa-bile di un laboratorio si ponga la
domanda di monetizzare le competen-ze del personale. Riflettendo quindi sulsignificato di questa domanda mipongo alcune domande e cercherò didare alcune risposte:a) Monetizzare il know-how di un’a-zienda o di un laboratorio è possibile?– Certamente sì , anche se dire quantoesso vale richiede l’adozione di una me -todica di calcolo particolare, più indiret-ta che diretta. Innanzitutto devono esse-re misurate le occasioni perse, le proveo le tarature eseguite male e ripetuteprima di essere inviate al Cliente permancanza di un’adeguata competenza.Poi i reclami e il loro costo. Inoltre laripetizione – ove possibile – di un pro-cesso di prova, necessario per acquisiremaggiore certezza dei risultati.b) Quanto costa addestrare, qualificaree mantenere in qualifica un operatore?– Quando si considera il processo diaddestramento bisogna considerareche non sempre si riesce a trovare unaddetto di laboratorio già competenteper le tipologie di prove o tarature cheil laboratorio effettua. Spesso la com-petenza deve essere costruita attraversoun percorso che partendo dalla forma-zione, permetta al laboratorio di svilup-pare risorse adeguate agli scopi. InFig. 1 sono riportati i diversi apportiche contribuiscono alla costruzionedella competenza. L’apporto scolarerappresenta solo una delle precondi-zioni – la soglia minima – perché unarisorsa possa essere presa in conside-razione. Ma sempre più spesso sono glialtri apporti quelli determinanti per otte-nere risorse “fitness for use”. Intendiamoparlare sia dell’apporto di conoscenzaderivante dall’esperienza e sia di quelΔ mancante che può essere recuperatosolo attraverso l’addestramento, miratoalle esigenze delle risorse da addestra-re. Discorso a parte è quello del man-tenimento di un adeguato livello di com-petenza. Sappiamo che mentre i mec-canismi di apprendimento possono
A cura di Michele Lanna ([email protected])

T_M ƒ 156
N.02ƒ
;2015
mostrare la loro efficacia – se ben pro-gettati e strutturati – in tempi rapidi, nonè lo stesso per il mantenimento neltempo del sapere acquisito, special-mente se in presenza di un utilizzo delknow-how discontinuo, dovuto alle con-dizioni di lavoro o alle specificità ope-rative del laboratorio. Da quanto dettoin precedenza, si comprende che ilcosto da sostenere per avere risorseaddestrate è la premessa per assicurarela loro competenza. Non vogliamo quifare un puro e semplice calcolo analiti-co che ci porti a una cifra complessivada sostenere: sarebbe fortemente ridutti-vo anche degli sforzi che un’organizza-zione compie per la sua ottimale ope-ratività. Tutto il processo in precedenzadescritto richiede tempo, impegno,costanza e messa in atto di una politicaadeguata che abbia un unico punto diriferimento: la competenza.c) Quanto tempo richiede la completamessa in atto di una politica che assicurila competenza? – I tempi da impiegareper poter creare la competenza sono infunzione del punto di partenza e delpunto di arrivo definiti dal laboratorio.Non si possono identificare tempi stan-dard validi per tutti. Solo un audit miratopuò fornire l’esatto punto di riferimento econsentire d’individuare il gap da rico-prire per rendere operativa una politicache faccia della competenza del perso-nale un elemento valoriale significativo.A conferma di quanto detto vale lapena rileggere alcuni punti della normaISO/IEC 17025.ll punto 5.2 dice: “La direzione dellaboratorio deve garantire la compe-tenza di tutti coloro che utilizzanoapparecchiature specifiche, eseguonoprove, valutano i risultati, e firmano irapporti di prova. Il laboratorio deveutilizzare personale dipendente, o concontratto formalizzato”.La norma richiede inoltre che, a frontedel mansionario, dovranno esistere regi-strazioni relative al personale che dianoevidenza della competenza per lo svol-gimento dei compiti assegnati (peresempio una matrice delle prove con
indicate le persone abilitate a eseguirle,attestati di partecipazione a corsi, ver-bali di addestramento), ma anche evi-denze oggettive della competenza di -mostrata in specifiche attività svolte.E ancora: “Il laboratorio deve effettuarevalutazioni e mantenere registrazioni del-l’efficacia della formazione erogata. Lanorma richiede inoltre il mantenimentodelle registrazioni relative alla confermadelle autorizzazioni e/o competenze,quindi il laboratorio deve definire i criterie le frequenze delle verifiche per il man-tenimento della qualifica del personale”.Quindi ci sono molti buoni motivi perdover assicurare la competenza.Esaminiamone alcuni:1. Norme e regolamenti (volontari ecogenti) da adottare, che descrivonometodiche di prova o taratura, ecc.;2. Necessità di conoscenza di statisticadi base, utile per impostare l’applica-zione delle metodiche di prova o tara-tura e per processare i dati, al fine di ot -tenere i risultati delle prove e tarature;3. Abilità e competenza nell’interpreta-re i risultati;4. Capacità di comprendere e applica-re le procedure di prova o taratura;5. Conoscenza e applicazione deirequisiti del Cliente o emessi daACCREDIA (es. DT, IO, ecc.).Le conseguenze derivanti, invece, dalla“non” competenza sono diverse ed han -no un costo significativo. Non saper eser-citare la propria competenza nell’attivitàdi prova o di taratura può causare:1. Perdite di tempo;2. Costi aggiuntivi;3. Costi di non qualità;4. Perdita d’immagine del laboratorio;5. Contribuire a formare l’immagine di“inaffidabilità” del laboratorio.Descriviamo brevemente i suddetti punti.1. Norme e regolamenti – La non com-pleta conoscenza dei metodi di prova etaratura può causare il non soddisfaci-mento di requisiti cogenti, oltre all’ovviainsoddisfazione del Cliente.2. Conoscenza della statistica di base –Troppo spesso constato all’interno deilaboratori una conoscenza della statisti-ca di base maturata più attraverso glistrumenti elaborativi (es. fogli excel eloro impostazione e calcolo), che nonnella comprensione delle finalità diquanto viene fatto.
3. Abilità e competenza nell’interpretarei risultati – Ciò presuppone una cono-scenza completa da parte di chi svolgequesto ruolo, di tutto il know-how metro-logico (es. unità di misura, sistemi dimisura, sistemi di taratura, statistica dibase, incertezza di misura, conoscenzadel sistema qualità del laboratorio, ecc.).4. Capacità d’interpretare le proceduredi prova o taratura – La ISO/IEC17025 alla nota al punto 5.4 riporta ilcontenuto di un metodo di prova. Riu-scire a comprendere, esaminare, valu-tare correttamente una procedura diprova è fondamentale per lo svolgi-mento corretto del lavoro assegnato.5. Requisiti del Cliente e di ACCREDIA– Bisogna far sì che esista una coeren-za ottimale tra il sistema qualità dellaboratorio e i requisiti del Cliente, oltrea quelli normativi (e non solo quellidella ISO/IEC 17025 e delle norme aessa collegate).
CONCLUSIONI
Da quanto detto si possono trarre leseguenti conclusioni:1. La competenza del personale dilaboratorio può essere valutata. Le con-dizioni da rispettare sono legate all’a-dozione di un sistema di gestione dellaqualità del laboratorio che permetta diesprimere non solo gli errori o le incom-petenze, ma anche e soprattutto gliaspetti positivi che caratterizzano lagestione del laboratorio.2. La competenza del personale deveessere progettata e realizzata attraver-so l’adozione di una politica e di obiet-tivi per la qualità, in relazione alleprove o tarature da effettuare.3. La valutazione della competenzadeve essere effettuata in varie fasi, chevanno dal reclutamento del personale,all’identificazione delle esigenze dicompetenza, alla definizione di unamappa delle competenze, ai requisitiminimi di competenza, all’addestra-mento e valutazione dell’efficacia del-l’addestramento, al mantenimento inqualifica. Se un laboratorio vuole gesti-re le competenze e monetizzarle, deveassicurare un’adeguata gestione dellesuddette fasi, che non possono essereconsiderate ognuna a sé stante, macostituiscono componenti di un insieme.
Figura 1
Audit interno - Parte QuintaAzioni che devono seguire i risultati degli AuditC
OMMENTI
ALLENORME
�
COMMENTS ON STANDARDS: UNI CEI EN ISO/IEC 17025A great success has been attributed to this interesting series of comments byNicola Dell’Arena to the Standard UNI CEI EN ISO/IEC 17025.
RIASSUNTOProsegue con successo l’ampia e interessante serie di commenti di NicolaDell’Arena alla norma UNI CEI EN ISO/IEC 17025. I temi trattati sono: Lastruttura della documentazione (n. 4/2000); Controllo dei documenti edelle registrazioni (n. 1/2001 e n. 2/2001); Rapporto tra cliente e Labo-ratorio (n. 3/2001 e n. 4/2001); Approvvigionamento e subappalto (n.3/2002 e n. 1/2003); Metodi di prova e taratura (n. 4/2003, n. 2/2004e n. 3/2004); Il Controllo dei dati (n. 1/2005); Gestione delle Apparec-chiature (n. 3/2005, n. 4/2005, n. 3/2006, n. 3/2006, n. 4/2006, n.1/2007 e n. 3/2007); Luogo di lavoro e condizioni ambientali (n.3/2007, n. 2/2008 e n. 3/2008); il Campionamento (n. 4/2008 e n.1/2009); Manipolazione degli oggetti (n. 4/2009 e n. 2/2010), Assicu-razione della qualità parte 1.a (n. 4/2010); Assicurazione della qualitàparte 2.a (n. 1/2011); Assicurazione della qualità parte 3.a (n. 2/2011).Non conformità, azioni correttive, ecc. parte 1.a (n. 4/2011), parte 2.a (n.1/2012), parte 3.a (n. 2/2012), parte 4.a (n. 3/2012), parte 5.a (n.4/2012), parte 6.a (n. 1/2013), parte 7.a (n. 2/2013), parte 8.a (n.3/2013), parte 9.a (n. 4/2013), parte 10.a (n. 1/2014); Audit internoparte 1.a(n. 2/2014), parte 2.a (n. 3/2014), parte 3.a (n. 4/2014), parte4.a (n. 1/2015).
AZIONI DEL LABORATORIO
Il paragra-fo 4.14.2prescrive ils e g u e n t ere quis i to :“quando irisultati de -gli audit met -tono in dub-bio l’effica-
cia delle operazioni o l’esattezza o lavalidità dei risultati di prova o di tara-tura del laboratorio, lo stesso labora-torio deve adottare, in modo tempe-stivo, delle azioni correttive e deveinformare per iscritto i clienti qualora,a seguito dell’indagine, si sia rilevatoche i risultati del laboratorio possanoessere stati influenzati”.La norma prevede tre casi per i quali
bisogna agire: (i) dubbi sull’efficaciadelle operazioni; (ii) dubbi sull’esattez-za dei risultati; (iii) dubbi sulla validitàdei risultati. Tutti e tre i casi rientrano trale attività tecniche e non tra quellegestionali, e solo per il primo dubbio sipuò timidamente dire che esso potreb-be essere generato da attività gestiona-li. Come ho detto sin dall’inizio, par-lando delle non conformità, questorequisito conferma a pieno che anchel’audit odierno mischia e crea confusio-ne tra parte gestionale e parte tecnica.Un breve commento sul termine dub-bio (doubt in inglese). Lo Zingarelli ri -porta “che è privo di certezza, di sicu-rezza, che non si può conoscere, defi-nire e affermare con esattezza”. L’usodi un termine così sbagliato in unanorma sui sistemi qualità non l’ho maivisto. Per agire ed effettuare azionicorrettive ci vuole la certezza dell’esi-
stenza di una non conformità e non ildubbio che possa esistere. Tutte lenorme precedenti e tutte le applica-zioni ci parlano di un termine cadutoin disuso, “evidenza oggettiva”, cioèdi prove, documenti e atti certi dell’e-sistenza della non conformità.Tralascio la critica sulla troppa enfasidata dalla norma all’audit sulla partetecnica perché il povero Laboratoriodeve applicare tutto il capitolo sull’as-sicurazione della qualità (paragrafo5.9) e deve subire tutte le verificheintermedie (paragrafo 5.5).Effettuato l’audit e riscontrato che esi-stono non conformità, sia di caratteretecnico che gestionale, la norma pre-cisa che cosa deve fare il laboratorio:(i) adottare azioni correttive; (ii) infor-mare per iscritto i clienti.Sulle azioni correttive non dico nullain quanto ne ho già scritto diffusa-mente in molti articoli. Sull’argomentola norma aggiunge “in modo tempe-stivo”, e qui bisogna precisare che cisono azioni correttive d’immediatasoluzione e altre che richiedono moltotempo. La norma va applicata e inter-pretata nel senso che l’iter sia avviatoimmediatamente.Sull’informazione al cliente c’è dadire che essa risente moltissimo dellafilosofia giapponese dell’attenzionefocalizzata al cliente. Ma intantovediamo cosa deve fare il Laborato-rio. Il requisito cita “a seguito dell’in-dagine”: già in altri articoli ho parla-to della valutazione da effettuare perdeterminare le cause che hanno por-tato alla non conformità e dell’influen-za che la non conformità ha sullaprova/taratura e sulle quelle prece-denti. Orbene bisogna effettuare que-sta valutazione e solo se la non con-formità ha influenzato la prova biso-gna scrivere al cliente. Quindi, atten-zione, il cliente non deve essere infor-mato per qualsiasi cosa accada. Que-sto requisito mi fa inorridire quando
T_M N. 2/15 ƒ 157
COMMENTI ALLE NORMEA cura di Nicola Dell’Arena ([email protected])
T_M ƒ 158
COMMENTIALLE NORME
�
N.02ƒ
;2015
penso a un laboratorio di analisi cli-niche, con centinaia di pazienti algiorno, che deve scrivere a tutti i clien-ti di quel giorno e di quelli delle gior-nate precedenti.
POSIZIONE ACCREDIA SUL PUNTO 4.14.2
Sia per le prove che per le taratureAccredia riporta la solita frase “siapplica il requisito di norma” e since-ramente non c’è nulla da aggiungere,tutto il capoverso è facile da applica-re e da capire.
REGISTRAZIONE
Il paragrafo 4.14.3 prescrive “l’areadell’attività sottoposta ad audit, i rela-tivi risultati e le azioni correttive devo-no essere registrate”. Nulla da com-
mentare, in quanto per modalità,tempi e responsabilità ho già scrittotutto in articoli precedenti sulle nonconformità e azioni correttive. L’unicacosa da ricordare è che la registra-zione è l’essenza dei sistemi qualità.
POSIZIONE ACCREDIA SUL PUNTO 4.14.3
Sia per le prove che per le taratureAccredia riporta la solita frase “siapplica il requisito di norma” e since-ramente non c’è nulla da aggiungere,tutto il capoverso è facile da applica-re e da capire.
ATTUAZIONE ED EFFICACIA
Il paragrafo 4.14.4 prescrive “le atti-vità susseguenti all’audit devono veri-ficare l’attuazione e l’efficacia delle
azioni correttive adottate”. Anche perquesto punto non c’è nulla da aggiun-gere rispetto a quanto già scritto.
POSIZIONE ACCREDIA SUL PUNTO 4.14.4
Sia per le prove che per le taratureAccredia riporta la solita frase “siapplica il requisito di norma” e since-ramente non c’è nulla da aggiungere,tutto il capoverso è facile da applica-re e da capire.
CONCLUSIONE
Come si vede tutto il paragrafo è sem-plice da capire e da applicare, anchese fa nascere una complicazione sul-l’addestramento del personale,soprattutto per quello tecnico, nei pic-coli Laboratori.

T_M ƒ 159
Il PIC700 è la prima composizione piezo-ceramica senza piombodella divisione PI Ceramic ad avere ottenuto positivi riscontri a livel-lo industriale.Basato su una versione modificata del titanato di bismuto e sodio(BST), il PIC700 risulta essere particolarmente indicato per applica-zioni industriali nel campo degli ultrasuoni (MHz), così come perapplicazioni quali sonar o idrofoni. La temperatura massima di eser-cizio è di 200 °C.PI Ceramic può produrre una quantità di materiale per ciclo pari acirca 50 kg, dal quale si possono ricavare fino ad alcune decine dimigliaia di componenti, considerando le dimensioni tipiche otteni-bili dai processi di pressatura standard. “L’ulteriore sviluppo del materiale deve ora essere condotto in stret-ta collaborazione con i clienti. Abbiamo già ottenuto primi riscontripositivi usandolo come trasduttore a ultrasuoni di potenza commer-ciale e ci aspettiamo che il PIC700 si dimostri altrettanto utile anche
in altre applicazioni. Ab -biamo però notato chequesto nuovo materiale sicomporta in modo diffe-rente rispetto a quantosolitamente otteniamo conquelli PZT. Considerandociò, è preferibile che l’esatta collocazione dei materiali piezoelettri-ci senza piombo venga individuata in stretta collaborazione con gliutenti finali”, afferma Eberhard Hennig, responsabile dello svi-luppo di questi materiali in PI Ceramic.
Per ulteriori informazioni, contattare l’Ing. Gianluca Poli:[email protected] fare riferimento all’indirizzo web:http://piceramic.com/products/piezoelectric-materials.html
Massima accuratezza nella misura delciclo indicato del motore sul banco prova
Kistler amplia ulteriormente la sua gamma di sensori di pressione pie-zoelettrici non raffreddati per motori a combustione, introducendo il Tipo6045B con connessione a file M8. Il compatto e completamente rivolu-zionato successore del collaudato Tipo 6045A garantisce estrema stabi-lità di temperatura e bassa deviazione lineare. Ciò rende il Tipo 6045Bideale per le analisi di combustione su banchi prova, quando sia richie-sta elevata accuratezza. Tramite Kistler KiBox, sistema di analisi dellacombustione per applicazioni su veicoli o in sala prova, o mediante unapiattaforma di condizionamento dei segnali (SCP), Kistler facilita la tra-smissione flessibile dei risultati di misura ad altri sistemi, al fine di otti-mizzare efficienza energetica, emissioni, attrito e comfort dei motori. Misure accurate nonostante le oscillazioni di temperatura Le misurazioni accurate della pressione del cilindro sono fondamentalinello sviluppo di motori a combustione. Con il sensore di pressione pie-zoelettrico Tipo 6045B, Kistler ha ottenuto uno strumento particolar-mente adatto nelle condizioni estreme che circondano un motore, gra-
zie alla sua stabilità alla temperatura.Confrontato con il precedente modello,esso ha significativamente minimizzato ilcambiamento di sensibilità sull’interagamma di temperature. In combinazionecon un errore di shock termico inferiore euna ridotta deviazione di linearità, essogarantisce un’elevata accuratezza dimisura del sensore per le analisi di com-bustione. Utilizzando un cristallo partico-larmente resistente alla pressione, il Tipo 6045B può anche essereimpiegato per picchi di pressione più elevati (pre-iniezioni).Sistema completo per lo sviluppo del motore Il Tipo 6045B può essere montato nella testa, direttamente o con l’im-piego di un manicotto di montaggio. I segnali vengono acquisiti trami-te il sistema KiBox e, grazie a un’ampia gamma d’interfacce, i risulta-ti di misura vengono facilmente trasmessi ad altre applicazioni.
Per ulteriori informazioni: www.kistler.com/engine-testbench
NEWS�
N.02ƒ
; 2015
PRIMI SUCCESSI A LIVELLO INDUSTRIALE PER I MATERIALI PIEZOELETTRICI LEAD-FREE DI PI CERAMIC
NUOVA GENERAZIONE DI SENSORI DI PRESSIONE PIEZOELETTRICI NON RAFFREDDATI
La misurazione precisa diforze particolarmente bas sein un dato ambiente di mi -sura impone requisiti eleva-ti a un trasduttore di forza.Con il nuovo trasduttore diforza CFT-25 kN sviluppatoda HBM questa sfida èrisolta. Il fosfato di gallio uti-lizzato nella sua produzio-ne ge nera un segnale inuscita di altezza doppia ri -spetto a quella ottenibilecon il quarzo utilizzato co -munemente sul mercato, in
pari condizioni di carico, permettendo così di misurare in modo sicuro
anche forze minime. È dimezzato anche l’effetto della deriva che spessointerferisce con la misurazione, permettendo così di ottenere risultati pre-cisi. Queste proprietà sono vantaggiose ad esempio nelle verifiche ditasti o interruttori, oppure nei controlli di forze di saldatura. I clienti i cui prodotti sono soggetti a condizioni climatiche estreme, adesempio nei processi di sigillatura e deformazione, ma anche nei testdi componentistica, si avvantaggiano dell’ampio range di temperatu-ra da -40 °C a +120 °C. Con un’altezza di soli 26 mm e un diame-tro di 20 mm, il trasduttore di forza può essere integrato senza pro-blemi in svariate applicazioni. Il collegamento meccanico si effettuasemplicemente mediante un avvitamento flangiato, mentre quello elet-trico è affidato a un comune connettore MicroDot standard.
Per ulteriori informazioni: www.hbm.com/en/menu/products/transducers-sensors/force/paceline-cft
TRASDUTTORE DI FORZA PIEZOELETTRICO COMPATTO CON ELEVATA SENSIBILITÀE AMPIO CAMPO DI TEMPERATURA

T_M ƒ 160T_M N. 2/15 ƒ 160
T U T T O _ M I S U R EAnno XVII - n. 2 - Giugno 2015ISSN: 2038-6974Sped. in A.P. - 45% - art. 2 comma 20/b legge 662/96 - Filiale di TorinoDirettore responsabile: Franco DocchioVice Direttori: Alfredo Cigada, Dario PetriComitato di Redazione: Luca Mari, Roberto Ottoboni, Aldo Baccigalupi, Salvo Baglio, Lorenzo Peretto, Carmine Landi, Lorenzo Scalise, Gaetano Vacca,Rosalba Mugno, Carmelo Pollio, Michele Lanna,Luciano Malgaroli, Massimo Mortarino
Redazioni per:Storia: Emilio Borchi, Riccardo Nicoletti, Mario F. Tschinke, Aldo RomanelliLe pagine delle Associazioni Universitarie di Misuristi: Franco Docchio, Dario Petri, Alfredo Cigada, Gabriele Bitelli, Stefano AgosteoLe pagine degli IMP: Maria Pimpinella
Comitato Scientifico: ACCREDIA (Filippo Trifiletti, Rosalba Mugno, Emanuele Riva, Silvia Tramontin); ACISM-ANIMA (Roberto Cattaneo); AEIT-ASTRI (Roberto Buccianti); AIPT (Paolo Coppa); AIS-ISA (Piergiuseppe Zani); ALATI (Paolo Giardina); ALPI (Lorenzo Thione); ANIE (Marco Vecchi); ANIPLA (Marco Banti, Alessandro Ferrero); AUTEC (Gabriele Bitelli), CNR (Ruggero Jappelli); GISI (Sebastian Fabio Agnello, Renato Uggeri); GMEE (Dario Petri); GMMT (Michele Gasparetto); Gruppo Misuristi Nucleari (Stefano Agosteo); GUFPI-ISMA (Luigi Buglione); IMEKO (Paolo Carbone);INMRI – ENEA (Pierino De Felice, Maria Pimpinella); INRIM (Massimo Inguscio, Paolo Vigo, Franco Pavese);ISPRA (Maria Belli)
Videoimpaginazione e Stampa: la fotocomposizione - Torino
Autorizzazione del Tribunale di Casale Monferrato n. 204del 3/3/1999.I testi firmati impegnano gli autori.A&T - sasDirezione, Redazione,Pubblicità e PianificazioneVia Palmieri, 63 - 10138 TorinoTel. 011 0266700 - Fax 011 5363244E-mail: [email protected]: www.affidabilita.euDirezione Editoriale: Luciano Malgaroli,Massimo MortarinoÈ vietata e perseguibile per legge la riproduzione totale oparziale di testi, articoli, pubblicità e immagini pubblicatesu questa rivista sia in forma scritta sia su supporti ma -gne tici, digitali, ecc.
ABBONAMENTO ANNUALE: 40 EURO(4 numeri cartacei + 4 sfogliabili + 4 numeri telematici)ABBONAMENTO BIENNALE: 70 EURO (8 numeri cartacei + 8 sfogliabili + 8 numeri telematici)Abbonamenti on-line su: www.tuttomisure.itL’IMPORTO DELL’ABBONAMENTO AL LA PRESENTE PUB-BLICAZIONE È INTERAMENTE DEDUCIBILE. Per la deduci-bilità del costo ai fini fiscali fa fede la ricevuta del versamentoeffettuato (a norma DPR 22/12/86 n. 917 Art. 50 e Art. 75). Ilpresente abbonamento rappresenta uno strumento ricono-sciuto di aggiornamento per il mi glioramento documentatodella formazione al la Qualità aziendale.
La Redazione di Tutto_Misure ([email protected])
We have read for you
MEASUREMENT AND PROBABILITY -A PROBABILISTIC THEORY OF MEASUREMENT AND APPLICATIONSGiovanni Battista Rossi286 pp. – Springer Verlag (2014)ISBN: 978-94-017-8824-3Prezzo: € 83,00 – € 29,00 online
ABBIAMO
LETTOPERVOI
�
NEL PROSSIMO NUMERO• Misure della qualità dell’acqua• Il “tempo campione” italiano• Da “Affidabilità & Tecnologie 2015”• La Visione IndustrialeE molto altro ancora...
Il libro ha lo scopo di proporre una teoria generale delle misure basa-ta sulla teoria della probabilità, e di derivare le regole universali perla valutazione ed espressione dell’incertezza di misura direttamente daquesta teoria, anziché, come lui stesso dice nel cap. 2, su “accordipragmatici all’interno di un gruppo di lavoro”. Non mancano, ovvia-mente, nella terza parte del libro, le applicazioni pratiche dei modellida lui proposti. Questo libro dovrebbe essere letto e meditato da tutti iricercatori che si occupano di misure, vogliono trovare nella probabili-tà un supporto matematico per la loro rappresentazione e, soprattutto,vogliono insegnare a “far misure” in modo scientificamente rigoroso,basandosi su un modello matematicamente valido e universale, e nonsu consuetudini più o meno condivise o su quegli accordi che sono giu-stamente stigmatizzati da Rossi nel suo libro.
L’autore
Giovanni Battista Rossi è un nome ben noto all’interno della comu-nità di chi, in Italia e non solo, lavora alacremente a sviluppare cono-scenza nell’ambito delle misure. Da anni Rossi si occupa di modelli dimisure, con l’obiettivo di trovarne uno che sia sufficientemente genera-le da poter descrivere compiutamente un processo di misura, anche inambiti non immediatamente riconducibili alle classiche misure di gran-dezze fisiche. Con lui si parla allora di misure psicofisiche, di misurelegali e, ovviamente, della loro incertezza di misura.
LE AZIENDE INSERZIONISTE DI QUESTO NUMEROAR Europe 3a di cop.Aviatronik 4a di cop.-p. 130Cibe p. 124Crase pp. 110-134Delta Ohm pp. 92-136DSPM pp. 94-128Echo R&S pp. 136FLIR pp. 98-138GISI pp. 106HBM Italia pp. 102-134-159Hexagon Metrology p. 91-96-124IC&M p. 120Instrumentation Devices pp. 132
Keyence pp. 81-149Kistler Italia pp. 104-159Labcert p. 86LTF p. 130LTTS p. 82Luchsinger pp. 116-132Microlease-Keysight Techn. pp. 84-118PCB Piezotronics pp. 134-152Physik Instrumente pp. 108-159Renishaw pp. 88-136Rohde & Schwarz pp. 90-124Rupac 2a di cop.Tec Eurolab pp. 158

TUTTO_M
ISURE - A
NNO 17, N. 02 - 2
015
ANNO XVIIN. 02 ƒ
2015
ISSN
2038-6974 - Po
ste Ita
liane
s.p.a. - Spe
d. in
Abb
. Pos
t. - D
.L. 353/2003 (con
v. in L. 27/02/2004 n° 46) art. 1, com
ma 1, N
O/ Torino - n
r 2 - An
no 17- Giugn
o 2015
In caso di m
ancato re
capito, inv
iare al C
MP di To
rino R. Rom
oli p
er re
stitu
zion
e al m
itten
te, p
revio pa
gamen
to ta
riffa re
si –C0
ntiene
I.P.
A F F I D A B I L I T À& T E C N O L O G I A
LA RIVISTA DELLE MISURE E DEL CONTROLLO QUALITÀ - PERIODICO FONDATO DA SERGIO SARTORIORGANO UFFICIALE DELL’ASSOCIAZIONE “GMEE” E DI “METROLOGIA & QUALITÀ”
TUTTO_MISURETUTTO_MISURE
EDITORIALEA&T OK, innovazione di casa nostra... meno
IL TEMA: SENSORI E RETI DI SENSORISensori per il monitoraggio di pazienti
Camicia sensorizzata
Misure colorimetriche
Naso elettronico
GLI ALTRI TEMIDiagnostica di assili ferroviari
Odometria con sistemi di visione
Misura delle ceneri dell’Etna
Misura del Flicker
ALTRI ARGOMENTIMetrologia legale e forense
Il nuovo SI
La 17025 - Audit parte V
Il Convegno annuale dei Centri ACCREDIA
WWW.TUTTOMISURE.IT