Tutto_Misure 03/2011
82
TUTTO_MISURE- ANNO 13, N. 03 - 2011 TUTTO _MISURE TUTTO _MISURE ANNO XIII N. 03 ƒ 2011 ISSN 2038-6974 - Poste Italiane s.p.a. - Sped. in Abb. Post. - D.L. 353/2003 (conv. in L. 27/02/2004 n° 46) art. 1, comma 1, DCB Torino - nr 3 - Anno 13 - Settembre 2011 In caso di mancato recapito, inviare al CMP di Torino R. Romoli per restituzione al mittente, previo pagamento tariffa resi LA RIVISTA DELLE MISURE E DEL CONTROLLO QUALITÀ - PERIODICO FONDATO DA SERGIO SARTORI ORGANO UFFICIALE DELL’ASSOCIAZIONE “GMEE” E DI “METROLOGIA & QUALITÀ” AFFIDABILITÀ & TECNOLOGIA GRUPPO MISURE ELETTRICHE ED ELETTRONICHE EDITORIALE Meditazioni di mezza estate IL TEMA: VISIONE INDUSTRIALE La guida robot come sistema di misura Profilometro ottico 3D Verifica di conformità nell’assemblaggio con sistemi di visione ALTRI TEMI Il venture capital Sensori autonomi Progetti con RFId ARGOMENTI Metrologia legale e forense: Controlli successivi su sistemi di misurazione di liquidi diversi dall’acqua Visione artificiale: Visione e taratura IMP: Nanometrologia per caratterizzazione di nanoparticelle Metrologia per capillarità
-
Upload
tuttomisure -
Category
Documents
-
view
254 -
download
5
description
L'unica Rivista italiana interamente dedicata alle misure e al controllo qualità - Direttore Franco Docchio
Transcript of Tutto_Misure 03/2011
TUTTO_M
ISURE
- ANNO 1
3, N. 03 -
2011
TUTTO_MISURETUTTO_MISUREANNO XIIIN. 03 ƒ
2011
ISSN
203
8-69
74 -
Post
e Ita
liane
s.p
.a.-
Spe
d.in
Abb
.Pos
t.- D
.L.3
53/2
003
(con
v.in
L.2
7/02
/200
4 n°
46) a
rt.1,
com
ma
1,DC
B To
rino
- nr 3
- An
no 1
3 - S
ette
mbr
e 20
11In
cas
o di
man
cato
reca
pito
,inv
iare
al C
MP
di To
rino
R.Ro
mol
i per
rest
ituzi
one
al m
itten
te,p
revi
o pa
gam
ento
tarif
fa re
si
LA RIVISTA DELLE MISURE E DEL CONTROLLO QUALITÀ - PERIODICO FONDATO DA SERGIO SARTORIORGANO UFFICIALE DELL’ASSOCIAZIONE “GMEE” E DI “METROLOGIA & QUALITÀ”
A F F I D A B I L I T À& T E C N O L O G I A
GRUPPO MISURE ELETTRICHEED ELETTRONICHE
EDITORIALEMeditazioni di mezza estate
IL TEMA: VISIONE INDUSTRIALELa guida robot come sistema di misura
Profilometro ottico 3DVerifica di conformità
nell’assemblaggiocon sistemi di visione
ALTRI TEMIIl venture capital
Sensori autonomiProgetti con RFId
ARGOMENTIMetrologia legale e forense:
Controlli successivi su sistemi di misurazione di liquidi diversi dall’acqua
Visione artificiale: Visione e taratura
IMP: Nanometrologia per caratterizzazione di nanoparticelle
Metrologia per capillarità

www.rupac.comVia Alamanni, 14 - 20141 Milano - tel 02.53.92.212 r.a. - fax 02.56.95.321 - [email protected]
... da oltre 50 anni la soluzione giustaDal micrometro alle Macchine di Misura Ottiche e Multisensore 3D
Azienda leader di strumenti e sistemi di misura...
Azienda leader di strumenti e sistemi di misura...
43. verticale


Editoriale: Meditazioni di mezza estate (F. Docchio) 165Comunicazioni, Ricerca e Sviluppo, dagli Enti e dalle Imprese
Notizie nel campo delle misure e della strumentazione 167Il tema: Visione industriale
La guida Robot come sistema di misura affidabile (F. Rosi) 171Spotsurf: un profilometro ottico 3D per la caratterizzazionedimensionale di pezzi meccanici(A. Bandera, M. Donini, A. Pasquali) 177Verifica di conformità nell’assemblaggio con sistemidi visione (G. Bassi, A. Basso, M. Galimberti, R. Sala) 181
Gli altri temi: Trasferimento tecnologicoLo sviluppo dell’innovazione tecnologica: come intervengonoi fondi di venture capital, gli incubatorie i business angels? (M. De Paolis) 187
Gli altri temi: Il meglio di Metrologia & QualitàNanometrologia per la caratterizzazione di nanoparticelle(G. Zappa, C. Zoani) 189
Gli altri temi: SensoriUn sensore autonomo per misure di forza in protesidel ginocchio (E. Sardini, M. Serpelloni) 195
Gli altri temi: Metrologia fondamentaleConfronti remoti di frequenze campione tramite link in fibra ottica (C. Clivati, D. Calonico, F. Levi, A. Mura, G.A. Costanzo, A. Godone) 199
Gli altri temi: Misure per il settore ferroviarioThe Power Quality of DC and AC Railways:spectral and temporal characterization(A. Mariscotti, P. Pinceti) 203
Campi e compatibilità elettromagneticaIl comportamento a radiofrequenza dei componenti circuitali passivi. L’induttore - parte seconda(C. Carobbi, M. Cati, C. Panconi) 207
Le Rubriche di T_M: Visione ArtificialeVisione e taratura: il back stage della visione industriale(G. Sansoni) 211
I Seriali di T_M: Misure e FidatezzaL’affidabilità come requisito di progetto di componenti e sistemi.Le strutture Serie e Parallelo (M. Catelani, L. Cristaldi, M. Lazzaroni) 213
I Seriali di T_M: I sistemi RFIdCome si realizza un sistema RFId (L. Cremona) 217
Le Rubriche di T_M: Metrologia legaleLe verifiche periodiche degli strumenti: un “work in progress“(V. Scotti) 221I controlli successivi sui sistemi di misurazione di liquididiversi dall’acqua (M.C. Sestini) 222
Spazio Associazioni Universitarie di MisuristiDalle Associazioni Universitarie di Misuristi (F. Docchio, A. Cigada, A. Spalla, S. Agosteo) 225
Le Rubriche di T_M: Metrologia per CapillaritàSul concetto di Precisione: il significato di un terminedi cui spesso si abusa (G. Miglio) 227
Lo spazio degli IMPIl sistema di taratura dell’INMRI-ENEAper le misure di Radon (F. Cardellini) 229
Manifestazioni, eventi e formazione2011-2012: eventi in breve 235
Le Rubriche di T_M: Storia e curiositàLa collezione degli antichi strumenti di Ottica dell’Osservatorio Valerio di Pesaro. Parte 3a – gli strumenti per il magnetismo terrestre(E. Borchi, R. Macii, R. Nicoletti, A. Nobili) 237
Abbiamo letto per voi 240News 208-218-226-228-230-232-234-236-239
TUTTO_MISUREIN QUESTO NUMERO
TUTTO_MISURE ANNO XIIIN. 03 ƒ
2011
La guida Robot come sistemadi misura affidabileRobot guide as a reliablemeasurement systemF. Rosi
171
Come si realizza un progetto RFId
How to make a RFId projeectL. Cremona
217
Storia e curiosità: l’Osservatorio di Pesaro - Parte III The collection of ancient measurement instruments of the “Valerio” observatory in Pesaro - part 3E. BorchiR. MaciiR. NicolettiA. Nobili
237
Confronti remoti di frequenze campioneRemote comparisons of frequency standards through optical fiber linksC. Clivati, D. Calonico,F. Levi, A. Mura,G.A. Costanzoe A. Godone
199
T_M N. 3/11 ƒ 163

EDIT
ORIA
LE
�
Fra
nc
o D
oc
ch
io
Midsummer meditations
Meditazioni di mezza estate
Cari lettori!Scrivo quest’editoriale dallaSardegna dove resterò ancoraqualche giorno. In questo pe-riodo, e dall’ultima volta che viho scritto (Editoriale di Tut-to_Misure News n. 2/2011),si sono succeduti numerosieventi significativi, quasi tuttinegativi. Innanzitutto è stata approva-ta la manovra finanziaria,che per i prossimi tre anni
prevede sacrifici alle famiglie e tagli indiscriminatialle spese della pubblica amministrazione. Ciò avràsicuramente ripercussioni negative sul finanziamentodell’Università e della Ricerca. Prepariamoci al peg-gio, anche perché non c’è, nella manovra, alcunincentivo alla ripresa economica. Ormai sono rasse-gnato al fatto che difficilmente nei prossimi annivedrò una manovra finanziaria coraggiosa e con unaspiccata propensione allo sviluppo del nostroPaese…A questo scenario prossimo futuro corrisponde, per laricerca, uno scenario presente altrettanto cupo edesolante. I progetti del Ministero dello Sviluppo Eco-nomico Industria 2015, così come quelli del Ministe-ro della Ricerca Eurostar sono al palo: chi ha già ini-ziato i lavori (anche due anni fa) si ritrova con credi-ti verso lo Stato che non sa se riuscirà a riscuotere.Spesso per avere informazioni sullo stato dei finan-ziamenti è necessario andare al Ministero, come que-stuanti, e ci si sente rispondere frasi del tipo “voi par-tite pure con i lavori, poi speriamo che i fondi primao poi vengano erogati e soprattutto non venganotagliati dalla manovra”. Questa è la ricerca in Italia,proprio quella ricerca che dovrebbe (sulla carta)rilanciare la competitività del sistema Italia nelmondo.A livello internazionale, siamo (quasi) tutti sotto shockper l’incredibile tragedia di Oslo. Come genitori eformatori, restiamo allibiti per questa crudeltà neiconfronti di ragazzi nel fiore della loro adolescenzae che, come tutti i loro coetanei, erano in quell’isolapieni d’ideali e d’idee per un mondo migliore. Inmolti degli ambienti che frequento c’è il solito diffusotimore per il dilagare del “fondamentalismo islami-co”. Ora non possiamo disconoscere che siamodavanti a un fatto nuovo, ed è il farsi avanti di un“fondamentalismo cristiano” altrettanto pericolosoche ha armato le mani del pluriomicida. Non mi illu-do che questo resterà un caso isolato, specie se vienein qualche modo giustificato da esponenti politici(anche italiani) che affermano che le idee di fondodell’omicida sono corrette (questo giustifica il “quasi”di poc’anzi). Una canzone dei miei diciott’anni
aveva il titolo “silence is golden”: come vorrei che alcu-ni politici la ascoltassero bene!Per venire alle vicende della nostra comunità di misuri-sti, la rivista arriverà nei vostri uffici o nelle vostre casedopo che si saranno svolti, in parallelo, i Congressinazionali delle Associazioni Italiane del Misuristi Mec-canici (GMMT) ed Elettrico-Elettronici (GMEE) a Geno-va, in vista della convergenza in un’unica Associazio-ne di Misuristi. Nel frattempo il Ministero della Ricercaha approvato i Progetti di Rilevante Importanza Nazio-nale (PRIN): un numero consistente di coordinatori diProgetto afferenti alle due associazioni è risultato vin-citore, come si evince dalla comunicazione nella rubri-ca delle Associazioni dei Misuristi. Complimenti ebuon lavoro (e, come dicevo sopra, incrociamo le ditaperché i finanziamenti restino disponibili)!Come i lettori della rivista telematica hanno potuto leg-gere in anteprima, A&T, organizzatore dell’evento“Affidabilità e Tecnologie”, che si svolge con crescen-te successo ogni anno al Lingotto di Torino, intendedotarsi di un Comitato Scientifico Industriale che dettile linee d’indirizzo per l’iniziativa e fornisca indica-zioni su contenuti, convegni, ecc.. Mi sembra un’ini-ziativa che consolida un evento sempre più di succes-so, che sta affermandosi come valido concorrente d’i-niziative più “blasonate”. È dunque un mio dovere epiacere stimolare chi, tra voi miei lettori, è interessatoa collaborare con l’iniziativa, di farsi avanti e propor-si per l’inserimento tra i membri del Comitato.A proposito di lettori, segnalo che da un paio di mesila rivista ha un “fan” di prestigio. Si tratta nientedime-no che il quotidiano della mia città, il “Giornale di Bre-scia”, che avendo letto alcuni dei miei editoriali suT_M e T_M News e avendo “curiosato” all’evento tragli stand degli espositori bresciani, si è reso disponibi-le a ospitare editoriali, contributi e “impressioni” in unblog che, giocando ironicamente (come da quandosono piccolo) sul mio nome, ho chiamato “A vista…Docchio”. Vi invito a visitare il sito www.sitoi.it,leggere l’archivio degli editoriali, soprattutto perché suquel blog è possibile depositare commenti e suggeri-menti e divulgare a conoscenti, colleghi e amici gli arti-coli contenuti, mediante gli ormai classici tastini deiprincipali network sociali (Facebook, LinkedIn, Twitter).Aspetto vostri commenti! E, soprattutto, fate pubblicitàalla rivista (se vi piace)!Il tema principale di questo numero è la Visione Indu-striale. Per un tema di così grande importanza abbiamoricevuto proposte di contributi in eccesso rispetto alla di-sponibilità di spazio sul numero e dunque distribuiremo icontributi restanti sui prossimi numeri. Il connubio robot-visione 2D e 3D sta veramente prendendo il volo!A tutti, buona lettura!
Franco Docchio
T_M N. 3/11 ƒ 165


Notizie nel campo delle misuree della strumentazione
La Redazione di Tutto_Misure ([email protected])CO
MUNIC
AZION
I, RICE
RCA
ESV
ILUPP
ODA
ENTI
EIM
PRES
E
�
COLLABORAZIONE TRA IL GRUPPO GMEE DELL’UNIVERSITÀ DELL’AQUILA E BTICINO PER LA CARATTERIZZAZIONE INFREQUENZA DI TRASFORMATORIISOLATI IN RESINA
I trasformatori sono macchine elettri-che fondamentali ai fini della produ-zione, del trasporto e della distribu-zione dell’energia elettrica; per avereuna maggiore affidabilità e ridurre icosti di manutenzione, negli ultimianni si va sempre maggiormente dif-fondendo un approccio predittivo inmanutenzione, con attenzione cre-scente verso la diagnostica. Il gruppo BTicino Legrand, presso lostabilimento Castellalto (TE) (ex Elet-tromeccanica di Marnate) per pro-duzione di trasformatori MT-BT isola-ti in resina, ha avviato una collabo-razione con i docenti dell’UnitàGMEE della Facoltà di Ingegneriadell’Università dell’Aquila per quan-to concerne le tematiche di collaudoe di diagnostica sui propri trasfor-matori, nello sviluppo delle quali sisono impegnati laureandi in inge-
gneria elettronica ed elettrica in pos-sesso della certificazione NI CLADconseguita presso la NI LabVIEWAcademy della stessa Facoltà.È stato sviluppato un sistema automa-tico di misura per l’implementazionedella caratterizzazione in frequenzadegli avvolgimenti dei trasformatori,di seguito descritta; a partire da Giu-gno 2012, la normativa IEC 60076-18 imporrà ai costruttori di trasforma-tori di aggiungere al bollettino di col-laudo anche i risultati di detta caratte-rizzazione. In dettaglio, la caratterizzazione infrequenza degli avvolgimenti deitrasformatori, denominata SweepFrequency Response Analysis(SFRA) consente di ottenere indica-zioni sulle condizioni delle partiattive, cioè del nucleo e degli av-volgimenti, che compongono il tra-sformatore.La misura viene eseguita mediantel’applicazione di un segnale sinusoi-dale, di ampiezza dell’ordine dipochi volt, su ogni avvolgimento deltrasformatore; viene mantenuta inalte-rata l’ampiezza del segnale, facendo-ne variare la frequenza da 20 Hz a 2 MHz almeno, e viene misurata larisposta in frequenza dell’avvolgimen-to in modulo e fase, così da vederecome esso si comporta alle diverse
frequenze. I trasformatori, infatti, pos-sono essere schematizzati con retielettriche in cui sono presenti parame-tri capacitivi, induttivi e resistivi chesono dipendenti dalla caratteristichedei materiali e dalle specifiche geo-metriche di progetto; quando vi è unavariazione di un parametro di unaqualsiasi parte della macchina, vi èanche una variazione della risposta infrequenza del trasformatore. Sullabase di questo principio, tramite laSFRA, è possibile effettuare una dia-gnostica del trasformatore, così daaccertarsi delle condizioni dei varicomponenti, della vita residua dellamacchina e, nel caso di forti altera-zioni, intervenire prima che si verifichiil guasto. Il vantaggio dell’utilizzo di questatecnica risiede nel poter effettuareanalisi ripetute nel tempo, idonee aindividuare eventuali deterioramentidella macchina, così da prevenire iguasti, limitando così i fermi di pro-duzione e i danni che si verifiche-rebbero in seguito al guasto della
NEWS IN MEASUREMENT AND INSTRUMENTATIONThis section contains an overview of relevant news of Italian R&D groups,associations and industries, in the field of measurement science and instru-mentation, at both theoretical and applied levels.
RIASSUNTOL’articolo contiene una panoramica delle principali notizie riguardanti risul-tati scientifici, collaborazioni, eventi, start-up, dei Gruppi di R&S Italiani nelcampo della scienza delle misure e della strumentazione, a livello sia teo-rico che applicato. Le industrie sono i primi destinatari di queste notizie,poiché i risultati di ricerca riportati possono costituire stimolo per attività diTrasferimento Tecnologico.
T_M N. 3/11 ƒ 167
Figura 1 – Il sistema automatico di misura in sala prove duranteil test di un trasformatore isolato
in resina MT/BT da 1 MVA

stessa. Le verifiche attualmente inuso, come ad esempio l’analisi deigas disciolti (nei trasformatori inolio), il fattore di perdita e la provaalle scariche parziali, rilevano ilguasto solo quando si è verificato undeterioramento della macchina spes-so non più recuperabile. La tecnicaSFRA consente di ottenere diagram-mi che possono essere interpretaticome impronta digitale di ogni tra-sformatore.
A causa della recente applicazione ditale tecnica diagnostica, che non èancora obbligatoria, vi è la mancan-za dei dati di riferimento per la quasitotalità dei trasformatori già entrati infunzione. Per rimediare a questa situa-zione si vanno a confrontare gli spet-tri ricavati sulle macchine installatecon quelli ricavati su trasformatorigemelli o in alternativa confrontando-li con quelli ricavati sulle diverse fasidello stesso trasformatore, così da
vedere la presenza di alterazionedella fase guasta rispetto alle fasisane.La collaborazione attiva tra BTicino ei docenti dell’Unità GMEE della Facol-tà di Ingegneria dell’Università dell’A-quila è volta inoltre ad acquisire cono-scenze interpretative sulla correlazio-ne tra deterioramento dei trasformato-ri isolati in resina e risultati dellaSFRA. Vi è difficoltà di reperire dia-grammi SFRA per trasformatori ad iso-
Figura 2 – Confronto tra i risultati della SFRA sulle 3 fasi Lato BT di un trasformatore MT/BT
Figura 3 – Confronto tra i risultati della SFRA sulle 3 fasi Lato MT di un trasformatore MT/BT
T_M ƒ 168

T_M ƒ 169
N.03ƒ
; 2011
lamento solido, poiché la quasi totali-tà della documentazione presente inletteratura sulla SFRA è riferita a tra-sformatori in olio, le cui caratteristichedifferiscono da quelli a isolamentosolido; la rapida diffusione odierna diquesti ultimi, tra cui quelli isolati inresina prodotti da BTicino, pone quin-di nuovi problemi sull’interpretazionedelle risposte in frequenza a causadell’assenza di diagrammi di riferi-mento associati alle diverse tipologiedi guasto. Il sistema automatico di misura è statosviluppato dall’Ing. M. D’Andrea inambiente NI LabVIEW come lavoro ditesi di Laurea Magistrale in Ingegne-ria Elettrica, sotto la supervisione delProf. E. Fiorucci e dell’Ing. A. Di Pa-squale (Analista Progetto Lean Manu-facturing) di BTicino.Contatti: Prof. E. Fiorucci, Dipar-timento di Ingegneria Elettrica e del-l’Informazione, Università dell’Aquila,Via G. Gronchi 18, Campo di Pile,67040 L’Aquila, tel. +39-0862-434464, fax +39-0862-434403,email: [email protected]: www.diei.univaq.it
NASCE A NAPOLI L’AICTT, ASSOCIAZIONE ITALIANA CULTURA TRASFERIMENTOTECNOLOGICO – PRIMA RIVISTANAZIONALE SUL TT
A riprova dell’accresciuto interesseper tutte le ini-ziative di trasfe-rimento tecnolo-gico, è stata co-stituita a Napo-li, come primasede nazionale(ci saranno poialtre sedi fede-rate in tutta Ita-lia, a comin-ciare da Pu-
glia, Calabria e Sicilia per il Sud)dell’Associazione AICTT, Associa-zione Italiana Cultura TrasferimentoTecnologico.Si è concretizzato anche un progettoeditoriale che ha dato luogo alla rea-lizzazione della prima rivista nazio-
nale sul trasferimento tecnologico, daltitolo appunto TT-Trasferimento Tecno-logico, animata dall’obiettivo di crea-re un matching tra il mondo dellaricerca (Centri di Ricerca, Università,Laboratori, ecc.), il mondo industriale(medie e grandi aziende) e quellodelle PMI.La presentazione della rivista si ètenuta il giorno 29 maggio 2009presso la stazione marittima a Napolinell’ambito dell’evento librario Galas-sia Gutenberg 2009. La copia digita-le della rivista è disponibile on line sulsito web al seguente URL: www.trasferimentotecnologico.itLa diffusione della rivista è sul territo-rio nazionale in quanto ha coinvoltogià in questa prima fase di start up,Università, Centri di Ricerca, Enti eImprese presenti in tutto il territorio.
DALLA NEWSLETTER LUGLIO-AGOSTO DI ACCREDIA:RICHIESTE DI ACCREDITAMENTO
Sono stati firmati gli accordi con iMinisteri competenti per le notifiche:per gli Organismi interessati, che pos-sono già inoltrare domanda di accre-ditamento, Accredia ha avviato unprogramma informativo.
1. 2009/48/CESicurezza giocattoli;
2. 2004/22/CE - MID Strumenti di misura;
3. 1992/42/CECaldaie ad acqua calda;
4. 1997/23/CE - PEDAttrezzature a pressione;
5. 1994/09/CE - ATEXApparecchi e sistemi di protezio-ne destinati a essere utilizzati inatmosfera potenzialmente esplo-siva;
6. 2004/108/CECompatibilità elettromagnetica;
7. 2006/42/CE
Macchine;8. 1995/16/CE
Ascensori;9. 2006/95/CE
Bassa tensione;10. 1989/686/CEE
dispositivi di protezione indivi-duali;
11. 2004/52/CE Servizio Europeo di Telepedag-gio.
Per gli Organismi di certificazioneoperanti per tali direttive l’accredita-mento costituisce pre-requisito obbli-gatorio per il rilascio dell’autorizza-zione da parte dei Ministeri compe-tenti e conseguente notifica alla Com-missione Europea da parte del Mini-stero dello Sviluppo Economico. Conl’accreditamento Accredia, gli Orga-nismi di certificazione autorizzatisaranno regolarmente iscritti nellabanca dati NANDO (New ApproachNotified and Designated Organiza-tions)Gli Organismi interessati possono pre-sentare domanda di accreditamentoutilizzando i documenti allegati DA-00 e DA-04. Il 25 luglio Accredia haavviato un programma informativopresso le sedi di Milano e di Romaper venire incontro alle esigenze degliOrganismi notificati.
E-LEARNING SU METROLOGIA E MISURA DAL SITO DEL NPL
Il National Physical Laboratory, giàall’avanguardia nella ricerca scientifi-ca e nell’erogazione di servizi alleimprese, lancia un programma edu-cazionale e informativo per aiutarechiunque desideri apprendere in temadi scienza della metrologia o svilup-pare nuove competenze e tecniche dimisura.Visita il sito www.npl.co.uk/learning-zone
COMUNICAZIONI, RICERCA E SVILUPPODA ENTI E IMPRESE
�

VISIONE INDUSTRIALE
T_M ƒ 171T_M N. 3/11 ƒ 171
La guida RobotFabio Rosi
come sistema di misura affidabile
INTRODUZIONE
In questi ultimi anni, se osserviamogli impianti industriali, non possiamofare a meno di notare che ai robotstanno decisamente “spuntando gliocchi”. I robot prendono pezzi spar-pagliati da nastri, scatole o cassoni,li manipolano, alcune volte li analiz-zano e li ripongono con cura. Chiutilizza questa tecnologia è abituatoa dare a questi occhi nomi diversi:sistema di visione, sensore di visio-ne, telecamera oppure guida robot;penso che quest’ultima definizionesia preferibile alle altre, se non altroperché identifica la funzione piutto-sto che l’oggetto che la esegue. Leguide robot portano sugli impianti diautomazione innumerevoli vantaggi,come la flessibilità nel cambio pro-dotto, la semplicità costruttiva, e di
PERCHÉ POSSIAMO TROVAREPROBLEMI NELLA GUIDA ROBOT
Ho accennato alla guida robot comeun sistema di misura percepito comecomplesso. Tuttavia, come capitafrequentemente, è necessario consi-derare in quale ambito questo siste-ma è inserito. Infatti la guida robot èuno strumento di discreto livello, uti-lizzato in ambiti industriali comuni,spesso da personale non particolar-mente qualificato, più preparato dalpunto di vista meccanico che noninformatico-matematico. Mi è capita-to, in alcune occasioni, di dover fareaddirittura un corso sull’uso delmouse. Quindi è opportuno tenerconto che questo scenario sicura-mente non aiuta allo sviluppo delprodotto, anche se gli spazi di mi-glioramento esistono.Le problematiche legate alla guidarobot sono molte ed eterogenee. Civiene in aiuto il fatto che alcune diqueste sono più frequenti di altre, esono direttamente collegate all’al-goritmo di visione utilizzato. Adesempio, la variazione della luceambientale può sicuramente influen-zare un algoritmo di template mat-ching o pattern matching, a menoche, nell’algoritmo stesso, non siaprevista l’invarianza luminosa (adesempio utilizzando una correlazio-ne normalizzata al posto di una cor-relazione ordinaria). L’uso di unacorrelazione normalizzata può risol-vere un problema di variazione diluce lineare, ma inizia a dare pro-blemi quando la variazione di lucenon è lineare (come quasi sempreaccade nel modo reale), quando
VEA srl - Canegrate (MI)
ROBOT GUIDE AS A RELIABLE MEASUREMENT SYSTEMIn recent times there is an increase in the use of vision systems in industry,with the aim of guiding robots for piece gripping and manipulation. I willcall “robot guide” these vision systems. Robot guide systems can be con-sidered real measurement systems, capable of determining the position ofobjects in plane and space. With robot guide, robot automation systemsgain flexibility, simplicity and thus greater reliability and low maintenance.From surveys it appears how robot guide sometimes create problems forusers and for installers, and is often considered as a product generally unre-liable and complex to use. I will try to discuss common problems and theirsolutions.
RIASSUNTOUltimamente si nota un incremento dell’uso dei sistemi di visione nell’indu-stria con lo scopo di guidare robot per la presa e manipolazione dei pezzi.Per comodità chiamerò “guide robot” questi sistemi di visione. Le guiderobot si possono considerare veri e propri sistemi di misura atti a determi-nare la posizione nel piano e nello spazio di oggetti. Con le guide robotgli impianti di automazione acquisiscono flessibilità, semplicità costruttiva edi conseguenza maggiore affidabilità e bassa manutenzione.Da sondaggi effettuati emerge anche che le guide robot alcune volte gene-rano problemi a chi le installa o a chi le utilizza, e spesso vengono consi-derate un prodotto poco affidabile e generalmente complesso da usare.Cercherò d’illustrare quali sono i problemi più frequenti e le loro soluzioni.
IL TEM
A
�
conseguenza una maggiore affidabi-lità meccanica e una bassa manuten-zione.È vero d’altronde che, in alcune occa-sioni, le guide robot generano proble-mi a chi le installa o a chi le utilizza,tanto che, da sondaggi effettuati, sinota che mentre i robot sono conside-rati prodotti generalmente affidabili,la visione viene percepita come unprodotto poco affidabile e general-mente complesso da usare.Queste considerazioni hanno porta-to nel corso degli anni a trovare solu-zioni che possano dare una pienafiducia nello strumento di visione,facendo dimenticare quello che spes-so molti hanno vissuto come unasorta di percorso ad ostacoli, e, dache mondo è mondo, gli ostacoli sirimuovono o si trova qualcosa chepossa superarli.

N.03ƒ
;2011
questa è dovuta alla generazione di ombre sulpezzo a causa della sua diversa posizione, o allaluce che proviene da una finestra, o altro ancora.Di questo passo si può andare avanti all’infinito.Ma allora cosa bisogna fare? Come accennatonell’introduzione, o viene rimosso l’ostacolo, oviene trovato un mezzo che lo possa superare, o,ancora, entrambe le soluzioni, perché spesso èdifficile rimuovere definitivamente un ostacolooppure non si riesce a trovare il mezzo perfettoper superarlo.La soluzione tipica di chi lavora nel mondo dellavisione è spesso un mix tra le due soluzioni, anchese spesso è più facile rimuovere l’ostacolo che nonsviluppare un algoritmo ad hoc capace di supe-rarlo. Per questo spesso siamo abituati a vedere“camere oscure” che chiudono la luce esterna,oppure costosi illuminatori che generano luce o-mogenea. Tuttavia esistono casi in cui queste solu-zioni non possono essere adottate perché difficol-tose o particolarmente onerose. In tal caso ènecessario puntare sugli algoritmi di visione, sulsoftware, sull’intelligenza della macchina. Questoè proprio il punto debole della catena della visio-ne artificiale: l’intelligenza del sistema di vi-sione. Se provassimo a paragonare un sistema di visione aun essere umano, e a dare pesi ad ogni componen-te (vedi Fig. 1), risulta evidente che il punto deboledi un sistema robotizzato risiede nell’unità designataall’elaborazione. Infatti una telecamera può esserepiù sensibile o precisa di un occhio umano, un robotpuò essere più forte e ripetitivo, ma un computer,anche se può essere più preciso, difficilmente potràavere (almeno per il momento secondo alcuni) l’ela-sticità mentale di un essere umano.
ANALIZZIAMO LE PRINCIPALI PROBLEMATICHE
Nel paragrafo precedente abbiamo accennato allevariazioni di luce ambientale, che è sicuramente
Figura 1

che. In questa analisi mi sof-fermerò sulla prima tipologia,anche perché l’altra è sicura-mente meno frequente.Anche quando si tratta dipezzi riproduzioni di unostesso modello, non è dettoche questi si possano definireuguali. La colorazione di unpezzo grezzo non è sempreripetitiva, così come puòvariare la riflettività dellasuperficie del pezzo. Un altroesempio tipico sono i pezzipressofusi, con evidenti baveai bordi che li rendono etero-genei tra loro. Le bave assu-mono spesso aree così impor-tanti da rendere una classifi-cazione geometrica inutilizza-bile per definire il punto dipresa del pezzo. A questopunto non resta che analizza-re il pezzo partendo da un
campione. Ma se il campione èdiverso rispetto agli oggetti che tro-veremo in seguito come è possibileidentificarlo con sicurezza?Anche qui ci vengono in aiuto le logi-che ibride che riescono ad estrapola-re la forma di base dell’oggetto fil-trando tutto quello che non è ripetiti-vo, come nella Fig. 4.A colpo d’occhio gli oggetti dell’im-magine sembrano molto simili traloro, tuttavia è necessario pensareche un sistema di visione ragiona conlogiche di punti luminosi e punti scuri,e se si fa attenzione all’immagine, i
temente dalla luminosità dell’oggettoe dalla presenza di emulsione sul tap-peto. Queste logiche sono così poten-ti da correggere tutti gli effetti dellariflessione, anche quando raggiungo-no intensità tali da trasformare unnastro da nero a bianco.
Pezzi con forma eterogeneaNon è sempre detto che i pezzisiano tutti uguali tra loro. Esistonofondamentalmente due tipologie dipezzi: quelli simili e quelli chehanno forme diverse per natura. Ipezzi simili sono quelli che catalo-ghiamo come “uguali”,ossia riproduzioni di unostesso modello: per esem-pio un rubinetto, unpezzo plastico ecc.. Pos-sono esistere pezzi chepossono assumere formediverse, perché magaridi origine naturale: isassi di una cava, alcuneproduzioni dolciarie, ifunghi secchi tagliati,ecc. Mentre i primi ven-gono normalmente indivi-duati basandosi su unmodello, i secondi ven-gono individuati tramitecaratteristiche geometri-
uno dei problemi che più assillanogli operatori nel campo. In generalequalunque cosa sia dissimile dalcampione originale genera proble-mi. Variazioni luminose, differenzetra i pezzi, sporco, o liquidi che sidepositano sugli stessi, vibrazionidel macchinario, il supporto o ilnastro che porta i pezzi che cambiacolore per usura o perché è bagna-to, sono le principali problematicheche si possono trovare. Nel seguitole esaminiamo.
Variazione luminosaPer risolvere il problema delle varia-zioni luminose abbiamo utilizzatologiche di tipo ibrido. “Logica ibrida”è un termine generico usato per clas-sificare una serie di algoritmi compo-sti da una miscellanea di logiche.Non si tratta di un termine propria-mente “esatto”, e spesso è classificatocon nomi diversi per cui è difficileidentificarlo. Reputo più interessante ilsignificato che si nasconde dietro que-sto termine: per risolvere problemati-che reali con un alto indice di affida-bilità, logiche di tipo classico (mate-matico e statistico) e logiche neuralisono state “mescolate” tra loro, daqui il termine “ibrido”. I risultati pro-dotti rispetto alla tecnologia classicasono sicuramente soddisfacenti, e unesempio della loro funzionalità si puòvedere dal test riportato in Fig. 2. Il vantaggio di trovare uno strumentoche compensi le variazioni luminoseanche quando queste siano visibil-mente marcate porta a evitare di rea-lizzare strutture di schermatura dellaluce particolarmente costose ed in-gombranti. Inoltre questi tipi di algo-ritmi hanno il vantaggio di poter lavo-rare con comuni lampade a fluore-scenza, spesso chiamate impropria-mente “al neon” al posto di costosiilluminatori per visione artificiale.
Tappeti sporchi o bagnatiAnche per risolvere questo problemaabbiamo utilizzato lo stesso tipo dilogiche. La Fig. 3 è un collage divideate che illustra come questi algo-ritmi agiscano in pratica.Si vede chiaramente come le coordi-nate vengano individuate indipenden-
T_M ƒ 173
N.03ƒ
; 2011
ILTEMA
�
Figura 3
Figura 2

T_M ƒ 175
più complesse di quel-le 2D, e per questo si èvisto un po’ di tutto,alcuni progetti interes-santi e funzionali, altriun po’ meno: sembraquasi di rivedere gliesperimenti agli alboridel volo con macchinevolanti che sbattono leali e velivoli a pedali.Come è naturale, alcu-ne tecnologie si sonoaffermate più di altre.Tra queste ricorderei (i)la tecnologia stereo-scopica composta daun gruppo ottico di
due o più camere montate su un sup-porto fisso o in polso al robot, (ii) latecnologia laser, quest’ultima montatasoprattutto su polso robot. Ultimamen-te si vedono le prime applicazionifatte con telecamere a “tempo divolo”.Ho seguito progetti sia con tecnolo-gia stereoscopica, sia con laser,ognuna con i suoi pro e contro. Horiscontrato che, a differenza del 2D,difficilmente si riesce a trova-re nel 3D un sistema unico chepossa andare be-ne per ogni appli-cazione.La soluzione con grup-po di visione stereo-scopico 3D fisso, mon-tato sopra il contenito-re, permette di esegui-re una movimentazio-ne con l’ausilio di soletre componenti: un ro-bot, un sistema di vi-sione e una pinza. Ilvantaggio di questa ti-pologia d’impianto stanella grande semplici-tà che porta a flessibi-lità elevate con costi dimanutenzione decisa-mente bassi. L’uso ditelecamere fisse rispet-to a quelle mobili mon-tate sul polso del robotporta ulteriori vantag-gi di robustezza e affi-dabilità dell’applica-
zione evitando problematiche di per-dita di taratura e rottura dei cavi tipi-che dei sistemi montati a bordorobot.Per far fronte alla complessità dell’im-magine e alla piccola dimensionedegli oggetti rispetto al campo inqua-drato, si è fatto anche qui un gran usodi varie tipologie di algoritmi. L’interocassone viene ricostruito spazialmentein modo digitale tenendo conto dellevariazioni prospettiche, inoltre ancheogni modello viene ricostruito digital-mente in modo da adattarsi al pezzoreale, in qualunque posizione dellospazio all’interno del contenitore. InFig. 5 viene illustrata l’analisi deipezzi all’interno di un cassone.Le soluzioni con laser 3D si basano suuna ricostruzione geometrica di una“lama laser”, ossia una linea proietta-ta da un laser su un oggetto, vista dauna telecamera. La telecamera tra-sforma la linea vista in coordinate X-Z, mentre la coordinata Y viene rile-vata muovendo tutto il gruppo laser-telecamera. Al pari della soluzionestereoscopica si riescono a rilevare lecoordinate spaziali X,Y,Z, tuttaviaquesta soluzione è più performantenella rilevazione degli angoli di rota-
ILTEMA
�
gambi degli oggetti alcune voltehanno il bordo luminoso, altre volteno. Da un’analisi dettagliata deipezzi risulta che la distribuzione deichiaroscuri non è uniforme, almenonon così come sembrerebbe a primavista. Questa è un’altra dimostrazionedi come il ragionamento umanoriesca istintivamente a riconoscere glioggetti malgrado le loro diversità, edi quante variabili possono influenza-re gli algoritmi dei sistemi di visione.Prendo spunto per segnalare chealcune volte si affrontano le applica-zioni di visione pensando che il siste-ma di visione agisca pressappococome la mente umana; questo generauna sottovalutazione del problemacon conseguenze spesso negative.Alcuni casi di perdita di fiducia nellavisione artificiale sono dovuti a que-sta causa.
GUIDA ROBOT 3D
Guidare un robot per prendere ogget-ti “alla rinfusa” da un contenitore è unpo’ il sogno di tutti coloro che hannoa che fare con la robotica e la visio-ne. Un’altra applicazione della visio-ne 3D con i robot ha come scopo lamisura di grossi oggetti più che lapresa degli stessi. Un’altra applica-zione 3D ancora è la guida di robotsemoventi su un percorso.Illustrerò la prima applicazione, ossiala presa di oggetti. Come è facileimmaginare le applicazioni 3D sono
Figura 4
Figura 5

T_M ƒ 176
zione del pezzo sul proprio asse.Come svantaggio si ha una maggiorlentezza operativa della scansione,e la perdita d’informazioni sull’im-magine dovute a problematiche lega-te alla tecnologia laser. Per questaragione solitamente si hanno buonirisultati se i pezzi sono geometrica-mente semplici.Anche nell’applicazione laser, l’uso dilogiche evolute ci ha permesso dirisolvere condizioni reali particolar-mente problematiche, quali ad esem-pio la ruggine sui pezzi che trasfor-mava in modo casuale superfici luci-de e speculari in superfici opache ebutterate.
CONCLUSIONI
La guida robot non sta soltanto cre-scendo, ma sta diventando adulta.
Ciononostante è anche vero che l’of-ferta è variegata, e che si tratta diapplicazioni da non prendere “sottogamba” né da affrontare in mododisinvolto. Fondamentale è scegliereun partner affidabile con comprova-ta esperienza nel settore, con cuidiscutere tecnicamente, e non farsiabbagliare da proposte economica-mente allettanti che spesso si “paga-no” abbondantemente con la neces-sità di adeguamenti posteriori e conscarsa affidabilità.
RINGRAZIAMENTI
Ringrazio i miei clienti e i miei collabo-ratori che mi hanno dato l’opportunitàdi crescere e sviluppare la tecnologiache ho illustrato, e di nuovo i miei clien-ti che mi hanno permesso di divulgarefoto eseguite con i loro pezzi.
N.03ƒ
;2011
ILTEMA
�
Fabio Rosi è nato il24/1/65 a Milano. Nel1985, dopo la maturitàscientifica, inizia a lavora-re nel campo dell’informa-tica e nel 1989 intrapren-de i primi passi nella visio-
ne artificiale. A 26 anni è inventore desi-gnato del primo brevetto su un impianto ditaglio laser comandato da un sistema divisione. Contemporaneamente dal 1990lavora al progetto del sistema di audiencetelevisivo noto in Italia come Auditel e, dal1992 al 1994, diviene responsabile dellaprogettazione software. Attualmente que-sto progetto è il pacchetto di rilevazionitelevisive più venduto al mondo.Nel 1992 crea la prima azienda di visioneartificiale “Visione e Automazione” che nel2003 diventa “VEA S.R.L.”. Attualmente haun bagaglio di più di 600 impianti di visio-ne progettati e un’esperienza ventennalenel campo della visione [email protected]

T_M N. 3/11 ƒ 177
IL CONTROLLO DIMENSIONALEDEI PEZZI
Il controllo dimensionale di pezzilavorati a macchina è un settore nelquale, nel corso degli ultimi anni, si èpotuto assistere a una vera e propriarivoluzione copernicana. Accanto aisistemi di misura più tradizionali qualile CMM (coordinate measuringmachine), hanno fatto la loro compar-sa sul mercato sistemi di visione adaltissime prestazioni di misura. I moti-vi fondamentali del loro successosono l’assenza di contatto tra il siste-ma di misura e il misurando, nonchéla possibilità di effettuare le misuredimensionali anche su particolari altri-menti non accessibili per via delledimensioni finite dello stilo di tastaturautilizzato sulle CMM. Nirox, in seguito a esigenze di misu-ra riscontrate nell’ambito del controllodimensionale di precisione di pezzimeccanici destinati al settore aero-spaziale, ha progettato, sviluppato edingegnerizzato SpotSurf, un profilo-metro ottico tridimensionale. Tale siste-ma di misura, visibile in Fig. 1, sibasa sull’approccio noto come shapefrom focus [1, 2].Si tratta di un sistema ottico permicroscopia dotato di obiettivo conprofondità di fuoco molto ridotta (infe-riore a 15 µm); questa caratteristica sitraduce nella possibilità di riprendere
a fuoco (mediante un’opportunacamera CCD) tutte e sole le parti delpezzo in esame che si trovano a unadistanza dall’obiettivo pari alla di-stanza di lavoro. Facendo variare la
distanza tra il sistema ottico e il pezzoin analisi è possibile ricostruire unamappa della quota alla quale ciascunpixel della camera di ripresa fornisceuna porzione del pezzo meccanico inanalisi correttamente a fuoco. Talemappa rappresenta l’informazionecercata, ossia l’insieme delle terne dipunti (x,y,z) appartenenti alla su-perficie del pezzo in esame.Il campo inquadrato dal sistema otticodipende dall’ingrandimento fornitodall’obiettivo utilizzato. Per consentirela ricostruzione di particolari mecca-nici le cui dimensioni nel piano ogget-to sono superiori a quelle del campoinquadrato, è stato implementato unsistema di acquisizione e di movimen-tazione automatizzata del pezzo(stitch). Lo stitch consente di effettuareuna serie di scansioni verticali, cia-scuna delle quali fornisce una diversaporzione del pezzo in analisi. Dopoaver adeguatamente unito le informa-zioni derivanti da ciascuna scansioneverticale, si ottiene una mappa com-plessiva del pezzo in analisi. In que-sto modo le dimensioni massime delcuboide che contiene il pezzo da ana-lizzare sono incrementate fino a100x100x50 mm3.
SPOTSURF: IL SISTEMA FLESSIBILEDI ANALISI DI PEZZI MECCANICI
Le prestazioni di misura del profilome-tro ottico SpotSurf dipendono, in granparte, dalle caratteristiche ottiche del-l’obiettivo utilizzato nel sistema diimaging. Per soddisfare le diverse esi-genze della propria clientela, Nirox hapertanto previsto la possibilità di dota-re SpotSurf di un revolver per obiettivi,
ABSTRACTWe present Spotsurf, a 3D optical profilometer based on microscopy optics.This measuring system reconstructs shape and roughness of mechanicalparts and microstructures down to sub-micron accuracy.
RIASSUNTONirox presenta il profilometro ottico 3D SpotSurf. Spotsurf è stato progetta-to e sviluppato per il controllo dimensionale di pezzi meccanici nel settoreaerospaziale e consente la misura di dimensioni e l’analisi di pezzi senzacontatto con precisioni sub-micrometriche.
Nirox srl, [email protected]
VISIONE INDUSTRIALE
SpotSurf: un profilometroottico 3D
A. Bandera, M. Donini, A. Pasquali
per la caratterizzazione dimensionale di pezzi meccaniciIL TEM
A
�
Figura 1 – Vista d’insieme del sistema Nirox SpotSurf. È visibile il sistema di imaging,
il sistema di movimentazione dell’ottica e la meccanica di movimentazione
del pezzo da analizzare. Il supporto del sistema è in granito
T_M ƒ 179
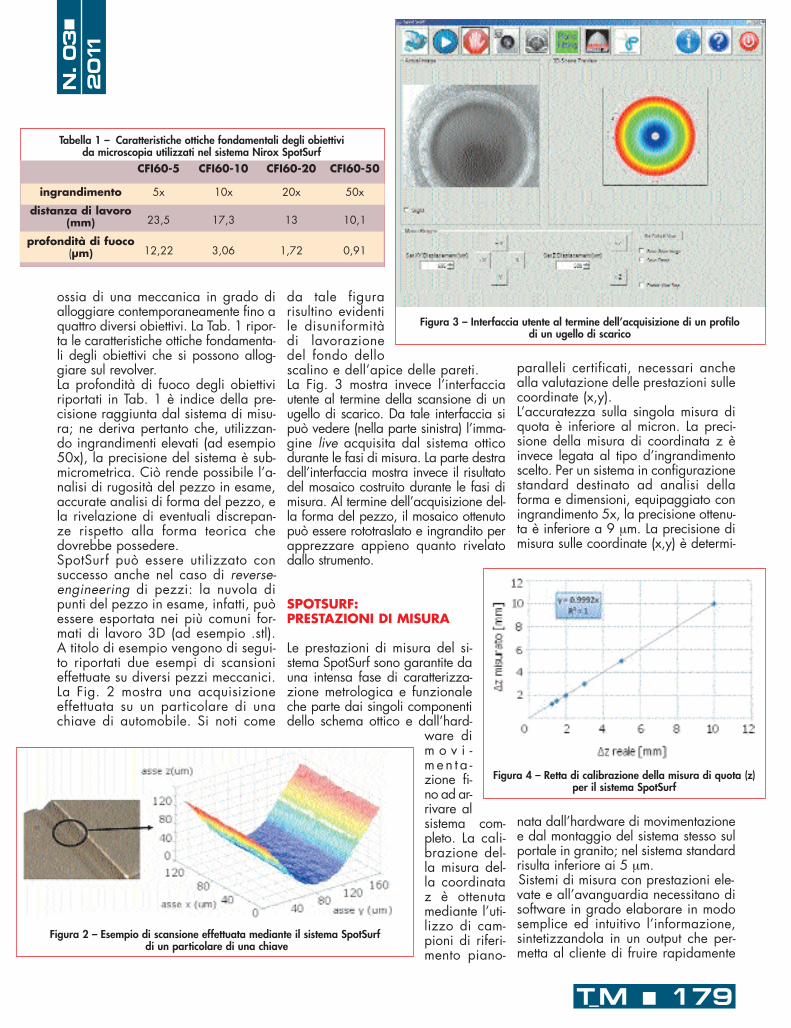
ossia di una meccanica in grado dialloggiare contemporaneamente fino aquattro diversi obiettivi. La Tab. 1 ripor-ta le caratteristiche ottiche fondamenta-li degli obiettivi che si possono allog-giare sul revolver.La profondità di fuoco degli obiettiviriportati in Tab. 1 è indice della pre-cisione raggiunta dal sistema di misu-ra; ne deriva pertanto che, utilizzan-do ingrandimenti elevati (ad esempio50x), la precisione del sistema è sub-micrometrica. Ciò rende possibile l’a-nalisi di rugosità del pezzo in esame,accurate analisi di forma del pezzo, ela rivelazione di eventuali discrepan-ze rispetto alla forma teorica chedovrebbe possedere.SpotSurf può essere utilizzato consuccesso anche nel caso di reverse-engineering di pezzi: la nuvola dipunti del pezzo in esame, infatti, puòessere esportata nei più comuni for-mati di lavoro 3D (ad esempio .stl).A titolo di esempio vengono di segui-to riportati due esempi di scansionieffettuate su diversi pezzi meccanici.La Fig. 2 mostra una acquisizioneeffettuata su un particolare di unachiave di automobile. Si noti come
da tale figurarisultino evidentile disuniformitàdi lavorazionedel fondo delloscalino e dell’apice delle pareti.La Fig. 3 mostra invece l’interfacciautente al termine della scansione di unugello di scarico. Da tale interfaccia sipuò vedere (nella parte sinistra) l’imma-gine live acquisita dal sistema otticodurante le fasi di misura. La parte destradell’interfaccia mostra invece il risultatodel mosaico costruito durante le fasi dimisura. Al termine dell’acquisizione del-la forma del pezzo, il mosaico ottenutopuò essere rototraslato e ingrandito perapprezzare appieno quanto rivelatodallo strumento.
SPOTSURF: PRESTAZIONI DI MISURA
Le prestazioni di misura del si-stema SpotSurf sono garantite dauna intensa fase di caratterizza-zione metrologica e funzionaleche parte dai singoli componentidello schema ottico e dall’hard-
ware dim o v i -men t a -zione fi-no ad ar-rivare alsistema com-pleto. La cali-brazione del-la misura del-la coordinataz è ottenutamediante l’uti-lizzo di cam-pioni di riferi-mento piano-
paralleli certificati, necessari anchealla valutazione delle prestazioni sullecoordinate (x,y).L’accuratezza sulla singola misura diquota è inferiore al micron. La preci-sione della misura di coordinata z èinvece legata al tipo d’ingrandimentoscelto. Per un sistema in configurazionestandard destinato ad analisi dellaforma e dimensioni, equipaggiato coningrandimento 5x, la precisione ottenu-ta è inferiore a 9 µm. La precisione dimisura sulle coordinate (x,y) è determi-
nata dall’hardware di movimentazionee dal montaggio del sistema stesso sulportale in granito; nel sistema standardrisulta inferiore ai 5 µm.Sistemi di misura con prestazioni ele-vate e all’avanguardia necessitano disoftware in grado elaborare in modosemplice ed intuitivo l’informazione,sintetizzandola in un output che per-metta al cliente di fruire rapidamente
N.03ƒ
; 2011
Tabella 1 – Caratteristiche ottiche fondamentali degli obiettivi da microscopia utilizzati nel sistema Nirox SpotSurf
Figura 2 – Esempio di scansione effettuata mediante il sistema SpotSurfdi un particolare di una chiave
Figura 3 – Interfaccia utente al termine dell’acquisizione di un profilo di un ugello di scarico
Figura 4 – Retta di calibrazione della misura di quota (z) per il sistema SpotSurf
CFI60-5 CFI60-10 CFI60-20 CFI60-50
ingrandimento 5x 10x 20x 50x
distanza di lavoro23,5 17,3 13 10,1(mm)
profondità di fuoco12,22 3,06 1,72 0,91(µm)

T_M ƒ 180
N.03ƒ
;2011
del valore aggiunto che ogni strumen-to di misura offre.La collaborazione con il Laboratoriodi Optoelettronica (Optolab) dell’Uni-versità di Brescia ha permesso d’inte-grare nell’interfaccia software delsistema una serie di algoritmi di fittingdi superfici 3D standard e complesse;tali algoritmi, sviluppati dal Laborato-rio, consentono l’analisi delle scansio-ni effettuate dal sistema in modo com-pletamente automatizzato.
RIFERIMENTI BIBLIOGRAFICI
[1] S.K.Nayar, “Shape from focussystem”, IEEE proceedings, 1992.[2] S.K.Nayar, Y.Nakagawa, “Shapefrom focus: an effective approach forrough surfaces”, IEEE proceedings,1990.
ILTEMA
�
Andrea Bandera è partner di Nirox srl. Svolge attività di consu-lenza e si occupa dello sviluppo di sistemi di misura per il settore ditrasformazione delle materie plastiche per applicazioni industriali ealimentari.
Maurizio Donini è partner di Nirox srl. È responsabile delle atti-vità connesse all’utilizzo della spettroscopia NIRS per applicazionibiomedicali.
Andrea Pasquali è partner di Nirox srl. Si occupa dello sviluppodi sistemi di misura per il settore di trasformazione del vetro e dellematerie plastiche per applicazioni medicali e farmaceutiche.
VISIONE INDUSTRIALE
T_M ƒ 181T_M N. 3/11 ƒ 181
Verifica di conformitàG. Bassi, A. Basso, M. Galimberti, R. Sala
nell’assemblaggio con sistemi di visione
ASSEMBLAGGIO AUTOMATICO E VERIFICA DI CONFORMITÀ NEL MONDO INDUSTRIALE
L’ambito di riferimento è quello del-l’assemblaggio di piccole parti, inpratica tutto quello che può esseremontato in modo manuale da unoperatore. L’assemblaggio manualedelle parti presenta l’enorme vantag-gio che per l’operatore è molto sem-plice riconoscere eventuali non con-formità macroscopiche nelle partiche sta assemblando, così come veri-ficare la correttezza dell’assemblag-gio finale.L’introduzione delle macchine di as-semblaggio, notoriamente molto piùproduttive, ha introdotto uno scenariocompletamente nuovo: infatti allamaggiore velocità e ripetibilità opera-tiva del sistema faceva da contraltarela quasi totale scomparsa delle capa-cità di verifica in linea della produ-zione. Storicamente il primo approc-cio al problema fu quello di richiede-re che tutti i componenti da assembla-re fossero privi di difettosità; ben pre-sto però ci si accorse che tale soluzio-ne migliorava le prestazioni dell’im-pianto riducendo il numero di fermi,
messa a punto lunghi e incerti con laconseguente crescita incontrollatadei costi totali dovuti all’introduzionedel sistema. Fortunatamente questa situazionenon è dovuta a una tecnologia imma-tura, ma è il risultato di un approcciotroppo superficiale alle singole appli-cazioni che, purtroppo, per i piùsvariati motivi da ascriversi sia all’u-tente che all’integratore, non vengo-no analizzate nella loro completez-za. Tale approccio deriva dall’ideache il sistema di visione sia un sem-plice sensore, come i tanti che si uti-lizzano negli impianti automatici,che possa essere installato e configu-rato semplicemente; secondo questopensiero il sistema di visione è costi-tuito da un sistema d’illuminazioneche evidenzia gli oggetti da analiz-zare, da una telecamera dotata del-l’ottica opportuna per riprendere lascena e da un software di analisidelle immagini per eseguire le verifi-che di non conformità. Tale modo di pensare è estremamen-te riduttivo, in quanto dimentica dueaspetti fondamentali per realizzareuna applicazione di verifica di con-formità basata su sistema di visioneche sono (i) lo studio della variabilitàdel processo industriale nel tempo e(ii) la necessità di una collaborazio-ne aperta tra l’integratore (chi realiz-za il sistema di visione) e l’utilizzato-re (chi lo utilizza quotidianamentesul campo).
I.S.S. srl – Spin Off del Politecnicodi Milano
VISION-ASSISTED CONFORMITY VERIFICATION DURINGASSEMBLY PROCESSESThe paper describes the general problem of conformity verification inassembling plants through the use of vision systems. It shows an applicativeexample “in field”. Due to the paper length required, algorithms are notdescribed in detail, emphasis being given on the philosophy used to definethe elaboration algorithm.
RIASSUNTOL’articolo descrive in generale la problematica della verifica di conformitànegli impianti di assemblaggio mediante l’utilizzo di sistemi di visione equindi presenta un esempio applicativo di successo. Per scelta non vengo-no descritti gli algoritmi di analisi dell’immagine utilizzati ma si preferiscesoffermarsi sulla logica con la quale viene definito l’algoritmo di elabora-zione.
IL TEM
A
�
ma non era sufficiente a garantire laconformità degli assemblati prodotti. La soluzione ancora oggi più comu-nemente diffusa in ambito manifattu-riero è quella di automatizzare il pro-cesso mantenendo stazioni di verificadi conformità manuali, il cosiddettocontrollo visivo.
LA VERIFICA DI CONFORMITÀ E LA VISIONE
L’introduzione dei sistemi di visionerappresenta, almeno sulla carta, lasoluzione ideale al problema delcontrollo visivo; tuttavia tale approc-cio incontra tutt’ora difficoltà a esse-re applicato in modo massiccio, inquanto spesso gli utenti lamentanouna bassa affidabilità dei sistemi.Tale modesta affidabilità è quasisempre riconducibile all’incapacitàdei sistemi di visione di funzionarecorrettamente a fronte della “norma-le” variabilità delle caratteristichedei componenti da analizzare e diriconoscere tutte le situazioni di nonconformità che possono presentarsidurante la produzione. Agli occhidegli utenti questo significa tempi di


T_M ƒ 183
N.03ƒ
; 2011
ILTEMA
�
Lo studio della variabilità del processoÈ un elemento fondamentale nellarealizzazione di un sistema di visio-ne, in quanto solo conoscendo afondo il processo l’integratore potràdefinire e sviluppare la sequenza dialgoritmi opportuna affinché il siste-ma sia in grado di gestire tutte lepossibili combinazioni che possonopresentarsi durante l’utilizzo quoti-diano del sistema. Se alcune di que-ste sono ignorate durante lo studio,ne consegue inevitabilmente che l’al-goritmo implementato non sarà ingrado di analizzarle correttamentein produzione, generando quellesituazioni di malfunzionamenti spo-radici che portano gli utenti finali adichiarare il sistema di visione comescarsamente affidabile.
La collaborazione tra l’integratore e l’utenteLa collaborazione tra l’integratore el’utente risulta altrettanto fondamen-tale in quanto permette di mettere inatto quei piccoli cambiamenti al pro-cesso produttivo che permettono disemplificare, ma soprattutto di ren-dere affidabile il sistema di visionedurante il suo normale funzionamen-to in produzione. Questi cambia-menti possono riguardare le modali-tà operative della linea automaticadi assemblaggio quali velocità esequenza operativa, ma sicuramen-te devono riguardare la variabilitàdelle caratteristiche dei componentitra i diversi lotti produttivi con parti-colare riferimento al loro aspettosuperficiale (grado di finitura e colo-re).Quanto sopra affermato è di validi-tà generale quando si intende inse-rire un sensore di verifica di confor-mità basato su sistema di visione,sia questo realizzato con una sem-plice smart camera sia con un sofi-sticato sistema di visione tridimen-sionale.
UN ESEMPIO DI SUCCESSO
Il controllo richiesto riguarda la verifi-ca del corretto assemblaggio di moto-
ventilatori elettrici utilizzati per la rea-lizzazione di cappe aspiranti in ambi-to domestico (Fig. 1).In dettaglio il sistema è chiamato acontrollare il corretto montaggio del-l’anello seeger che blocca assial-mente il perno attorno al quale ruotail motore; da questo si capisce l’im-portanza della presenza, e del cor-retto assemblaggio, di tale anello:da questo dipende la tenuta assialedel motoventilatore che, in caso con-trario, potrebbe, durante il funziona-mento, smontarsi. Il sistema di bloc-co è costituito da tre elementi: unamolla, un anello e il seeger stesso(Fig. 2).Lo studio della variabilità del proces-so ha rappresentato la chiave per larealizzazione di un sistema di control-lo efficace che ha raggiunto la pienafunzionalità con una fase di messa apunto praticamente nulla. La variabili-
Figura 1 – Esempio di motoventilatore da controllare
Figura 2 – Schema di montaggio del motore da controllare con evidenziati i tre componenti
tà del processo è stata analizza-ta a diversi livelli raggruppandole situazioni anomale in diversecategorie, per impostare l’algo-ritmo in modo da rilevare tutte lenon conformità possibili.Le categorie ipotizzate sonostate: (i) assenza di uno a piùcomponenti; (ii) non correttoposizionamento di uno o piùcomponenti; (iii) presenza divariabilità nell’illuminazione;(iv) presenza d’immagini ano-male dovute alla presenza disporco e/o di vibrazioni; (v)assemblaggio non corretto delle parti.
Assenza di uno o più componentiL’assenza di componenti è stata rite-nuta la condizione base da verifica-re in primo luogo in modo da scre-mare dalle immagini i casi in cui ilsistema automatico palesemente nonmonta un componente; nello specifi-co si è considerata la possibile as-senza di uno o più dei tre compo-nenti considerati. Nel seguito si ri-portano le immagini relative allequattro condizioni base, corrispon-denti alla corretta presenza di tutti icomponenti, alla assenza del com-ponente superiore (seeger) che por-ta alla visione dell’anello, dei duecomponenti superiori (seeger e anel-lo) che porta alla visione dellamolla e di tutti e tre i componenti(seeger, anello e molla) che portaalla visione del cuscinetto sottostan-te (Fig. 3).

T_M ƒ 184
N.03ƒ
;2011
Le immagini sopra riportate sono state utilizzate comebase per la definizione di un algoritmo capace d’identifi-care nell’immagine la tipologia di particolare visibile; inpratica se si riconosce il cuscinetto si conclude che man-cano tutte le parti sopra, se si riconosce la molla manca-no l’anello e il seeger, se si riconosce il seeger si è inpresenza di una situazione di potenziale conformità (nelsenso che tutti i componenti sono presenti ma non si è veri-ficato che gli stessi siano correttamente assemblati).
Non corretto posizionamento di uno o più componentiL’algoritmo per il riconoscimento dei singoli componenti(Fig. 4.a) è quindi stato adattato alla gestione delle situa-zioni in cui, a causa dell’errato posizionamento di alcunicomponenti, non è possibile vedere interamente nessunodei componenti sopra citati.
Variabilità nell’illuminazioneLa variabilità della luce ambientale è stata affrontatafacendo in modo che quella artificiale fornita dall’illumi-natore fosse decisamente più importante; solo in talmodo è infatti possibile garantire che le variazioni dellaluce ambiente abbiano un impatto moderato e tollerabi-le sul sistema di visione. Si dà ovviamente per scontatoche la posizione della telecamera e il posaggio dellaparte da analizzare siano stati progettati e realizzati inmodo da rendere impossibile una illuminazione direttada parte della luce ambientale. La variabilità nell’illumi-nazione è stata raggiunta utilizzando un illuminatore aLED con banda di emissione monocromatica molto stret-ta accoppiato a un filtro interferenziale centrato sullabanda di emissione del LED e montato sull’ottica dellatelecamera.
Presenza d’immagini anomaleLe immagini anomale considerate sono quelle in cui i com-ponenti appaiono significativamente diversi rispetto almodello ideale a causa della presenza di parti estranee,come ad esempio dello sporco (Fig. 4.b).Nella stessa categoria abbiamo fatto rientrare quelleimmagini che appaiono molto sfuocate (Fig. 4.c) a causadell’innescarsi di vibrazione nel supporto durante il tra-sporto o l’assemblaggio. Tale fenomeno è dovuta al fattoche, durante il tempo di esposizione della telecamera,l’oggetto si sposta e quindi i suoi bordi risultano sfuoca-ti. Il problema è stato risolto riducendo l’ampiezza delle
Figura 3 – Da sinistra: assieme con seeger correttamente montato;privo del seeger;
privo sia del seeger che dell’anello; e da ultimo privo anche della molla
T_M ƒ 185
N.03ƒ
; 2011
ILTEMA
�
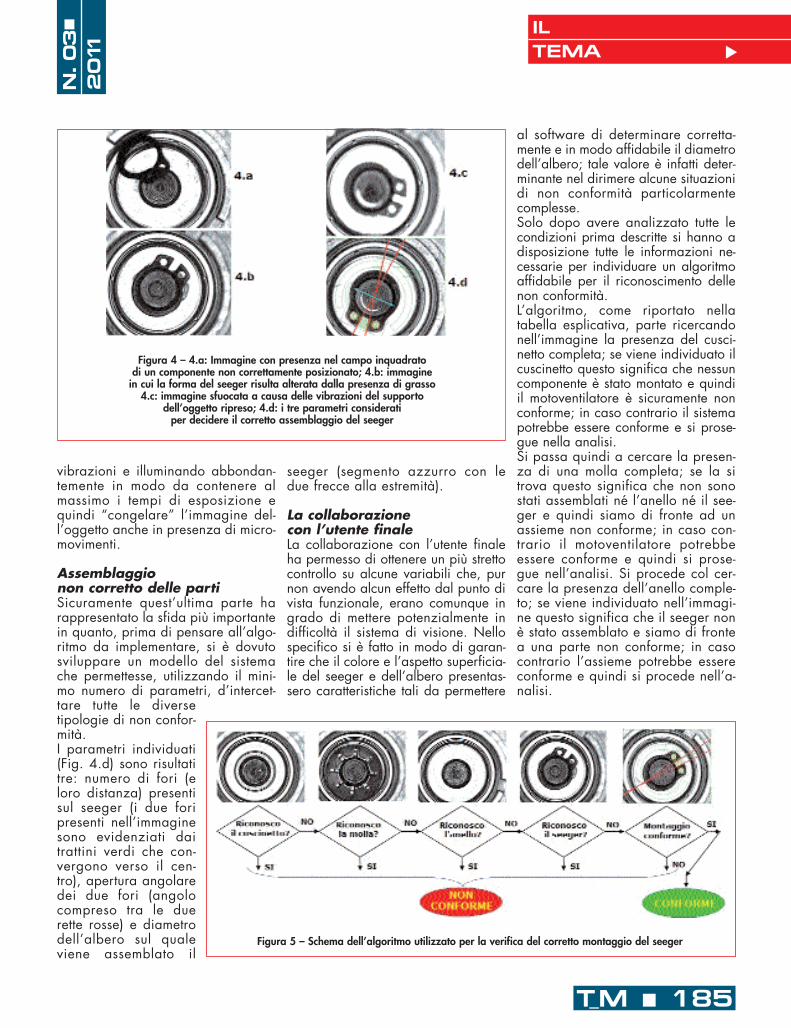
vibrazioni e illuminando abbondan-temente in modo da contenere almassimo i tempi di esposizione equindi “congelare” l’immagine del-l’oggetto anche in presenza di micro-movimenti.
Assemblaggio non corretto delle partiSicuramente quest’ultima parte harappresentato la sfida più importantein quanto, prima di pensare all’algo-ritmo da implementare, si è dovutosviluppare un modello del sistemache permettesse, utilizzando il mini-mo numero di parametri, d’intercet-tare tutte le diversetipologie di non confor-mità.I parametri individuati(Fig. 4.d) sono risultatitre: numero di fori (eloro distanza) presentisul seeger (i due foripresenti nell’immaginesono evidenziati daitrattini verdi che con-vergono verso il cen-tro), apertura angolaredei due fori (angolocompreso tra le duerette rosse) e diametrodell’albero sul qualeviene assemblato il
seeger (segmento azzurro con ledue frecce alla estremità).
La collaborazione con l’utente finaleLa collaborazione con l’utente finaleha permesso di ottenere un più strettocontrollo su alcune variabili che, purnon avendo alcun effetto dal punto divista funzionale, erano comunque ingrado di mettere potenzialmente indifficoltà il sistema di visione. Nellospecifico si è fatto in modo di garan-tire che il colore e l’aspetto superficia-le del seeger e dell’albero presentas-sero caratteristiche tali da permettere
al software di determinare corretta-mente e in modo affidabile il diametrodell’albero; tale valore è infatti deter-minante nel dirimere alcune situazionidi non conformità particolarmentecomplesse.Solo dopo avere analizzato tutte lecondizioni prima descritte si hanno adisposizione tutte le informazioni ne-cessarie per individuare un algoritmoaffidabile per il riconoscimento dellenon conformità.L’algoritmo, come riportato nellatabella esplicativa, parte ricercandonell’immagine la presenza del cusci-netto completa; se viene individuato ilcuscinetto questo significa che nessuncomponente è stato montato e quindiil motoventilatore è sicuramente nonconforme; in caso contrario il sistemapotrebbe essere conforme e si prose-gue nella analisi.Si passa quindi a cercare la presen-za di una molla completa; se la sitrova questo significa che non sonostati assemblati né l’anello né il see-ger e quindi siamo di fronte ad unassieme non conforme; in caso con-trario il motoventilatore potrebbeessere conforme e quindi si prose-gue nell’analisi. Si procede col cer-care la presenza dell’anello comple-to; se viene individuato nell’immagi-ne questo significa che il seeger nonè stato assemblato e siamo di frontea una parte non conforme; in casocontrario l’assieme potrebbe essereconforme e quindi si procede nell’a-nalisi.
Figura 5 – Schema dell’algoritmo utilizzato per la verifica del corretto montaggio del seeger
Figura 4 – 4.a: Immagine con presenza nel campo inquadrato di un componente non correttamente posizionato; 4.b: immagine
in cui la forma del seeger risulta alterata dalla presenza di grasso 4.c: immagine sfuocata a causa delle vibrazioni del supporto
dell’oggetto ripreso; 4.d: i tre parametri considerati per decidere il corretto assemblaggio del seeger
T_M ƒ 186
N.03ƒ
;2011
Giovanni Bassi si è laureato nel 2010 inIngegneria Meccanica presso il Politecnicodi Milano. Ha collaborato con il Politecnicodi Milano e I.S.S. Srl nell’ambito della visio-ne artificiale applicata al settore industrialee medicale. Attualmente collabora con ilCentro Interdipartimentale per la Ricerca
Applicata e i Servizi alla Meccanica Avanzata e nellaMotoristica INTEMECH-MO.RE. dell’Università degli Studidi Modena e Reggio Emilia.
Remo Sala si è laureato in IngegneriaMeccanica presso il Politecnico di Milano.Attualmente afferisce alla sezione di Misuree Tecniche Sperimentali del Dipartimento diMeccanica del Politecnico di Milano dovecoordina le attività del Laboratorio di Visio-ne (www.vblab.it) che si occupa di ela-
borazione di immagini finalizzate all’esecuzione di misu-re senza contatto in ambito industriale, medicale e foren-se. Al fine di valorizzare i risultati della ricerca ha cofon-dato la società I.S.S. srl, Spin Off Accademico del Poli-tecnico di Milano (www.issweb.it).
Si prosegue col cercare la presenza di un seeger com-pleto; se lo si trova allora il pezzo potrebbe essere con-forme e si prosegue nell’analisi dimensionale di detta-gli; in caso contrario la parte è sicuramente non con-forme. L’analisi viene completata con la parte più com-plessa che è quella relativa al corretto assemblaggiodel seeger; il primo controllo riguarda il suo posizio-namento che deve essere attorno all’albero; verificataquesta condizione, analizzando la posizione dei fori,il diametro dell’albero e l’apertura angolare del seegerstesso è possibile verificare la correttezza del suo as-semblaggio.
CONCLUSIONI
La visione industriale dispone oggi di enormi potenzia-lità applicative nel settore del manifatturiero ed in par-ticolare in quello della verifica di conformità, ma la rea-lizzazione di soluzioni efficaci comporta una totale col-laborazione tra chi realizza il sistema e chi lo utilizzain modo che tutta la variabilità del processo produttivopossa essere conosciuta ed analizzata a fondo primache l’applicazione venga completata. Questa situazione deriva dalla complessità degli algo-ritmi di elaborazione delle immagini che sono in gradodi analizzare in modo efficace solo le situazioni note estudiate in fase di realizzazione del sistema.

TRASFERIMENTO TECNOLOGICO
T_M N. 3/11 ƒ 187
GLI
ALT
RI
TEM
I
Lo sviluppo dell’innovazione tecnologica
Marco De Paolis
Come intervengono i fondi di venture capital, gli incubatori e i business angels?
Avvocato in [email protected]
�
Nuove forme di imprenditorialitànascono e si sviluppano frequentementeattraverso l’attività di ricerca di personele quali elaborano idee che potrebberotrasformarsi in business ad altopotenziale di crescita. Il percorsodiretto alla creazione di queste attività(cd. start up) si presenta particolarmentecomplesso e rischioso sotto diversiaspetti. Si possono infatti individuare:a) un rischio di prodotto, dipenden-te dai costi elevati legati allo svi-luppo di nuovi ricavati o di tecnologieinnovative,b) un rischio di mercato, ossia l’in-certezza inerente alla capacità delprodotto/servizio di risponderealla domanda del mercato di rife-rimento e conquistare nuovi clienti conun tasso di crescita sostenuto,c) un rischio finanziario dovuto allanecessità di reperire i capitali ne-cessari per l’avvio dell’impresa, situa-zione complessa a causa della ritro-sia degli intermediari tradiziona-li a finanziare soggetti capaci di offrirebasse garanzie reali.I potenziali neo imprenditori devonoquindi individuare interlocutori spe-cializzati che a vario titolo possonoassisterli nella fase di avvio e sviluppodell’impresa. I principali tra questi sog-
getti sono gli investitori istituziona-li nel capitale di rischio (i venturecapital): essi intervengono acquisendouna partecipazione di minoran-za, mettendo così a disposizione lerisorse necessarie all’avvio e al-lo sviluppo di progetti di prodottie/o servizi altamente innovativi con unelevato potenziale di crescita.L’approccio del venture capital all’impre-sa finanziata può essere di tipo handson se non si limita a fornire risorse finan-ziarie, ma è coinvolto nella gestione del-l’impresa, o di tipo hands off qualorametta a disposizione semplicemente ilcapitale. Altresì, si possono distinguereinterventi di seed financing che consi-stono nell’investimento nella pri-missima fase di sperimentazionedell’idea, quando è ancora da verifi-care la validità tecnica del prodotto e/oservizio, da altri di start-up finan-cing, effettuati in coincidenza dell’av-vio dell’attività produttiva, pur nonconoscendo ancora la validità economi-ca del ricavato.In entrambi i casi, l’imprenditore apportala propria idea e un ridotto ammontaredi capitali, mentre l’investitore finan-zia le sperimentazioni nonchél’organizzazione della strutturaproduttiva, organizzativa e com-
merciale. È chiaro che sono interventicon un elevato grado di rischio, ilcui finanziamento rappresenta una sortadi scommessa da parte dell’inve-stitore, il quale, puntando su quel ri-cavato innovativo, ritiene, nel medio ter-mine, di realizzare un guadagno dicapitale (capital gain) attraverso lacessione della partecipazione ac-quisita nella società.Tale guadagno di capitale rappresental’incremento di valore della par-tecipazione maturato dal momentodella sua assunzione a quello della ces-sione. Quali sono i criteri che determi-nano la loro scelta di investimento? Ilbusiness plan, ovvero il piano nelquale il progetto imprenditoriale vienesviluppato in termini economico-finan-ziari, costituisce il primo documentocon cui il potenziale imprenditore puòpresentarsi dall’investitore istituzionale.È quindi necessario redigerlo conparticolare cura in modo tale chesia in grado di esplicitare, in terminiquantitativi, gli obiettivi da raggiungeree la loro compatibilità con le risorsefinanziarie, tecnologiche, conoscitiveattuali e future dell’impresa, tenendoconto del mercato al quale si rivolge.Se si riscontra la disponibilità dell’investi-tore cui è stata presentata una primabozza del business plan, gli si può met-tere a disposizione il documentonella sua completezza. In questafase, in cui l’investitore condurrà unesame più approfondito per pervenirealla decisione di finanziamento, va sot-toscritto un accordo di riservatezzain base al quale le parti si impegnano anon divulgare le informazioni aziendali.Una volta che l’investitore si è espressofavorevolmente sull’intervento nel proget-to imprenditoriale, si procede alla predi-sposizione di una lettera di intenti
THE DEVELOPMENT OF TECHNOLOGICAL INNOVATIONThis second article of Mr. De Paolis series on Technology Transfer describes thecorrect approach to Venture Capital investments for start-ups or young entre-preneurs who wish to make the highest profit from their technological ideas.Write to Mr. De Paolis for further support and for suggestions in the prepara-tion of a business plan!
RIASSUNTOQuesto secondo articolo della serie sul Trasferimento Tecnologico dell’Avv. DePaolis illustra il corretto approccio ai fondi di Venture Capital per il finanzia-mento di idee imprenditoriali da parte di giovani imprenditori e di società diStart up che vogliano trovare il massimo beneficio dalle loro idee high-tech.Scrivete all’Avv. De Paolis per ulteriore assistenza e per suggerimenti riguardoal business plan e all’accesso ai fondi di Venture Capital!

per definire i principali aspetti economi-ci, legali e societari che saranno detta-gliati nel contratto d’investimento. È undocumento in cui si condiziona inoltre ilcontratto definitivo a una serie di ana-lisi (due diligence) condotte dall’inve-stitore, necessarie per giungere a unavalutazione finale dell’azienda edelle sue potenzialità future.Se le verifiche hanno determinato unesito positivo, si procede alla firma delcontratto con il dettaglio dei termini del-l’accordo tra la società e l’investitore.Una volta perfezionato il contratto siprocede con il trasferimento delle par-tecipazioni, il pagamento del prezzo, ilrilascio delle garanzie, l’eventuale indi-cazione degli amministratori e la firmadi eventuali contratti accessori (es. pattiparasociali diretti a regolare i rapportitra i fondatori dell’impresa e l’investito-re in merito alla corporate governancee/o alle regole di disinvestimento e sul-l’esercizio dei diritti di opzione). Abbiamo indicato che i venture capitalagiscono nella fase di avvio dell’attivitàproduttiva (cd. start up), ma esistonoaltri soggetti, gli incubatori, i qualioperano prevalentemente nell’ambito delseed financing, investendo, essenzial-mente, nella sperimentazione dell’ideainnovativa quando, come sopra esposto,la validità tecnica ed economica dell’i-dea è ancora tutta da dimostrare. Essiagiscono in contesto ad elevato rischio.Nel ruolo di incubatori d’impresa inter-vengono spesso le università. I businessangels o personal venture capita-list sono un’ulteriore categoria di sogget-ti che partecipano al sostegno della neoimprese. Si tratta di titolari d’impresa,manager, liberi professionisti, che metto-no a disposizione, oltre a risorse econo-miche, conoscenze tecniche in nuovi pro-getti imprenditoriali mediante la parteci-pazione al capitale di rischio.La centralità dell’azione del venture capi-tal nel sostegno alla neo imprenditorialitàviene riconosciuta dal Governo che, nellaManovra economica1 appena varata,ha previsto incentivi fiscali per glioperatori che investono in questatipologia di fondi. Nello specifico l’ar-ticolo 31 prevede un’esenzione d’impo-sta (esenzione o non applicazione dellaritenuta d’acconto del 12,5%) dei pro-venti da partecipazione in fondi di ventu-
re capital che investono almeno il 75% inimprese innovative costituite da non piùdi 36 mesi e con un fatturato inferiore ai50 milioni di euro.A sostegno dell’imprenditoria giovani-le, che è protagonista nell’ambitodelle neo imprese ad elevata innova-zione, il medesimo decreto (art. 27)introduce un forfettone del 5% su red-diti e addizionali comunali e regiona-li per i nuovi imprenditori o per lesocietà nate dal 2008 ad oggi.Avviare una nuova attività im-prenditoriale è complesso: i neoimprenditori che hanno la businessidea mancano frequentemente dei ca-pitali necessari per farla nascere e svi-lupparla ma anche competenze econo-miche e manageriali per renderla ap-petibile e competitiva sul mercato didestinazione nonché di quelle legaliper tutelarla mediante brevetti.Si è così ritenuto opportuno, al fine dipermettere di implementare le idee inmodo efficiente, di creare un teamdi professionisti per supportare ineo imprenditori mediante unservizio funzionale e completo,a un costo accessibile, nella definizio-ne del mercato di riferimento e dellemodalità migliori per accedervi, nelrapporto con gli enti pubblici e con gliistituti di credito, nella partecipazionealle associazioni di categoria, nellatutela della proprietà intellettuale insitanei loro ricavati, così da renderli piùcompetitivi e più incisivi nel garantirealla loro attività una buona riuscita.
1 Decreto legge 6 luglio 2011, n. 98
GLIALTRI TEMI
�
T_M ƒ 188
Marco De Paolis haconseguito la laurea inGiurisprudenza nel 2004.Ha specifiche competenzeche interessano maggior-mente l’attività d’impresa(contrattualistica nazionale
e internazionale, diritto societario, dirittodei brevetti, dei marchi e dei segreti indu-striali, diritto tributario). La sua attivitàcomprende assistenza alle pratiche diprotezione delle invenzioni e dei progettidi ricerca, e la cura delle operazioni dicostituzione e sviluppo di un’impresa (cd.start up), in cui sono richieste l’analisi diquestioni finanziarie e giuridiche.
IL MEGLIO DI METROLOGIA & QUALITÀ
T_M N. 3/11 ƒ 189
GLI
ALT
RI
TEM
I
NanometrologiaGiovanna Zappa, Claudia Zoani
per la caratterizzazione di nanoparticelle
ENEA – Unità Tecnica SviluppoSostenibile e Innovazione del SistemaAgroindustriale (UTAGRI)C.R. Casaccia, [email protected]@enea.it
�
INTRODUZIONE
Nella scala “nano” le proprietà dellesostanze e i fenomeni che si verifica-no dalla loro interazione con le radia-zioni e la materia sono così peculiariche l’applicazione delle conoscenzescientifiche e delle tecnologie hannorichiesto quasi sempre nuovi studi evalutazioni, quasi si trattasse di un’al-tra realtà, da indagare daccapo.Sono nate così le nanotecnologie etutte le nanoscienze, tra cui la nano-metrologia. Il problema delle misurenella scala nano è particolarmentepressante e può essere inquadratonella problematica più generale di“standardizzazione” in questo setto-re, ossia nella necessità di uniformareil linguaggio, le specifiche tecniche, imetodi di analisi, i criteri di scelta eutilizzo dei Materiali di Riferimento,ecc.. Le necessità di misura per questosettore sono estremamente diversifica-te (dimensioni, forma, volume, densi-tà, massa, area superficiale, porosità,composizione chimica e speciazione,individuazione di gruppi funzionali,studio delle superfici, carica superfi-
ciale, stato di agglo-merazione/aggre-gazione, reattività,tossicità) e sono con-nesse alla produzio-ne di nanomateriali eapplicazione di na-notecnologie, alle at-tività di monitoraggioambientale e di valu-tazione dell’esposi-zione negli ambientidi vita e di lavoro,alla sicurezza alimen-tare, alla conduzionedi studi e ricerche ditossicologia, eziolo-gia ed epidemiologia.
LA STANDARDIZZAZIONE PER LA SCALA “NANO”
Il primo passo per consentire un rapi-do ed efficace sviluppo della nano-metrologia è la standardizzazione.Considerando infatti la multidiscipli-narietà e l’ampia diversificazionedelle applicazioni è necessario favori-
re la comunicazione e la comprensio-ne tra le parti uniformando linguaggi,metodologie di analisi, specifiche tec-niche, criteri di valutazione dei meto-di e dell’affidabilità dei risultati. InTab. 1 si riportano le CommissioniTecniche impegnate nella standardiz-zazione per la scala “nano”.
La Commissione Tecnica ISO TC24 èstata istituita nel 1947 e ha attual-mente in vigore 53 norme tecnicheche, sebbene non siano state specifi-catamente prodotte per la scala “na-no”, affrontano approfonditamente leproblematiche di campionamento, mi-sura e rappresentazione dei risultatilegate alla determinazione delle di-
NANOMETROLOGY FOR NANOPARTICLE CHARACTERIZATIONIn this work we report a review of Reference Materials and methods fordimensional, chemical, physico-chemical and toxicological characterizationof nanoparticles (NPs), particularly referring to main needs arising fromapplication and development of regulations for health and safety. Weunderline main metrological issues and we report about ENEA activities onchemical and toxicological characterization of NPs.
RIASSUNTOIl presente lavoro prende in rassegna i Materiali di Riferimento (RM) e i prin-cipali metodi di analisi sviluppati per la caratterizzazione dimensionale,chimica, chimico-fisica e tossicologica di nanoparticelle (NP), con partico-lare riguardo alle necessità connesse all’applicazione e allo sviluppo dellanormativa per la sicurezza e la salute. Vengono poi evidenziate le princi-pali problematiche metrologiche in questo settore e brevemente descritte leattività portate avanti da ENEA per la realizzazione di nuovi RM e la carat-terizzazione chimica e tossicologica di NP.
Tabella 1 – Commissioni tecniche per la standardizzazione nella scala “nano”

GLIALTRI TEMI
�N.03ƒ
; 2011
T_M ƒ 191
mensioni delle particelle, della distri-buzione granulometrica e della poro-sità.La Commissione Tecnica ISO TC229è invece di recente istituzione eaffronta in maniera trasversale tutte leproblematiche di standardizzazionederivanti dalla produzione e utilizzodi nanomateriali, applicazione e svi-luppo di nanotecnologie e analisi dirischio per il settore delle nanotecno-logie. Ha prodotto – tra il 2008 e il2010 – 11 norme tecniche, dellequali: 5 riguardano terminologia, de-finizioni e classificazione, condizionidi lavoro; 2 i test di tossicità per ina-lazione; 2 la caratterizzazione deinanotubi di carbonio; 1 le pratichecomportamentali negli ambienti di la-voro; 1 i test in vitro per la rilevazio-ne di endotossine.Per gli aspetti di standardizzazionenelle misure di caratterizzazione delparticolato, è necessario prendere inconsiderazione anche la Commissio-ne Tecnica ISO TC146. A partealcune norme di carattere generaleprodotte dalla SC4 (su termini, unitàdi misura, incertezza di misura, ade-guatezza dei metodi, rappresentazio-ne dei dati), possono essere d’interes-se tutte le norme riguardanti la carat-terizzazione del particolato in atmo-sfera (indoor e outdoor) e delle emis-sioni.
TERMINOLOGIA, DEFINIZIONI E CLASSIFICAZIONI
La Commissione ISO TC229 “Nano-technologies” ha prodotto le normeISO/TS 27687:2008 Terminologyand definitions for nano-objects.Nanoparticle, nanofibre and nano-plate, e ISO/TS 80004 Vocabulary,che è composta di 8 parti delle qualisolo 2 pubblicate: Part 1 – Coreterms; Part 3 – Carbon nano-objects.Per i termini e le definizioni riguar-danti nano-oggetti, nanoparticelle,nanofibre e nanolastre si sta proce-dendo alla revisione della normaISO/TS 27687:2008, che verràpubblicata come parte 2. La normaISO/TS 27687:2008 è stata recepi-ta dal CEN TC352 “Nanotechnolo-
gies” come CEN ISO/TS 27687:2009 e dalla Commissione UNI“Nanotecnologie” come UNI CENISO/TS 27687:2010 Terminologia edefinizioni relative a nano-oggetti.Nanoparticelle, nanofibre e nanola-stre. Questo documento specifica laterminologia e le definizioni d’inte-resse per il settore e, al fine di porsicome norma unitaria, comprende itermini utilizzati sia nelle nanoscien-ze che nelle nanotecnologie [1,2],oltre a nuovi termini coniati per con-sentire lo sviluppo di un sistemagerarchico di definizioni razionale.In Fig. 1 si riporta uno schema dellagerarchia dei principali termini uti-lizzati per definire i nanomateriali[3,4,5]. Tutte le definizioni si basa-no sul concetto di nanoscala, defini-ta come la “gamma di dimensionida approssimativamente 1 nm a100 nm” [3].
METODI DI ANALISI PER LA CARATTERIZZAZIONE DI NANOPARTICELLE
Le necessità di misura per questo set-tore sono estremamente diversificate epertanto sono stati sviluppati unagrande varietà di metodi per la deter-minazione di molti parametri. In Tab. 2si riportano le principali tecnicheimpiegate per la caratterizzazione dinanoparticelle (NP) e la valutazionedel rischio ambientale e tossicologico[6,7,8]. La prima problematica metrologica
nella caratterizzazione delle NP ècollegata alla difficoltà di definire ilmisurando. Un tipico esempio diquesta problematica è la misuradelle dimensioni delle particelle (sucui si basa tutta la normativa per lasicurezza degli ambienti di vita e dilavoro), in quanto le NP hanno il piùdelle volte forme irregolari che nonconsentono la determinazione dellaloro dimensione attraverso la misuradel diametro, come comunementeavviene per le particelle di formasferica. Le tecniche di analisi d’im-magine possono inoltre essere in-fluenzate dalla disposizione delleparticelle nello spazio, e in ogni ca-so è necessario considerare i feno-meni di aggregazione e agglomera-zione.L’ISO TC24 ha prodotto, oltre anorme riguardanti il campionamentoe la preparazione dei campioni(ISO 1448, 14887), numerosi me-
todi di riferimento(Tab. 3).L’ISO TC229 haprodotto metodi diriferimento per laprova di rilevazionedi endotossine sucampioni di nanoma-teriali per sistemi invitro Prova LymulusAmebociyte Lysate-LAL (ISO 29701), eper la caratteriz-zazione di single-wall carbon nanotu-bes using near in-frared photolumine-
Figura 1 – Gerarchia dei termini utilizzati per definire i nanomateriali [1,2,3]
Tabella 2 – Principali tecniche per la caratterizzazione di nanoparticelle

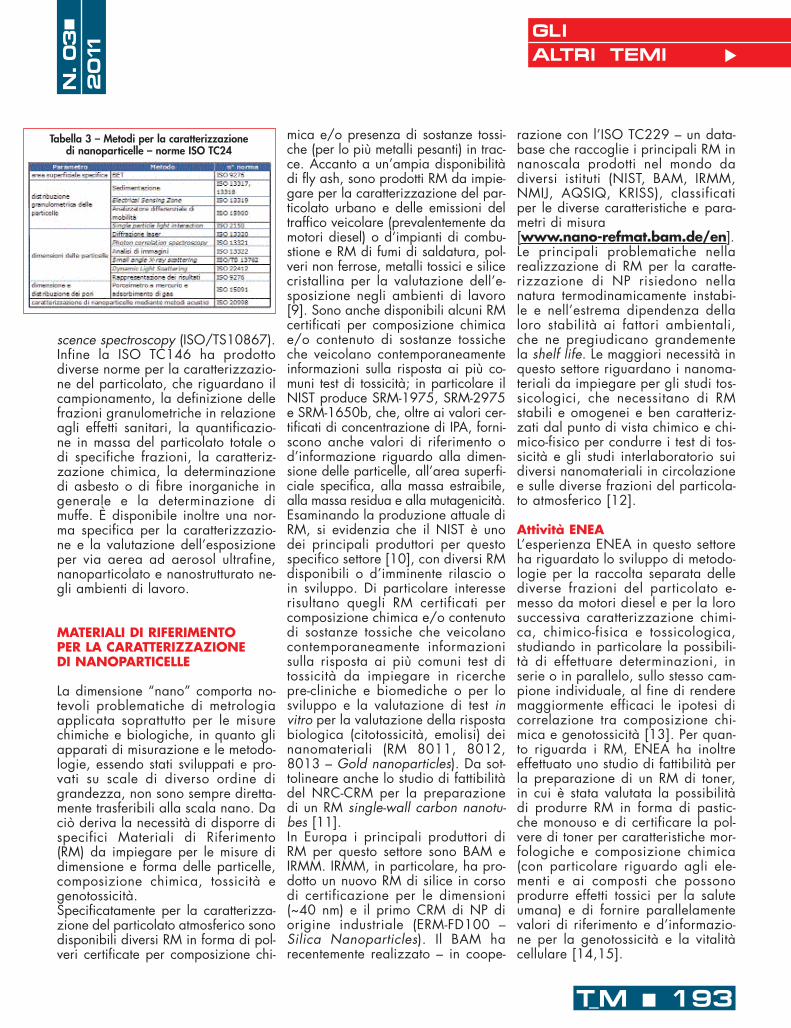
GLIALTRI TEMI
�N.03ƒ
; 2011
T_M ƒ 193
scence spectroscopy (ISO/TS10867).Infine la ISO TC146 ha prodottodiverse norme per la caratterizzazio-ne del particolato, che riguardano ilcampionamento, la definizione dellefrazioni granulometriche in relazioneagli effetti sanitari, la quantificazio-ne in massa del particolato totale odi specifiche frazioni, la caratteriz-zazione chimica, la determinazionedi asbesto o di fibre inorganiche ingenerale e la determinazione dimuffe. È disponibile inoltre una nor-ma specifica per la caratterizzazio-ne e la valutazione dell’esposizioneper via aerea ad aerosol ultrafine,nanoparticolato e nanostrutturato ne-gli ambienti di lavoro.
MATERIALI DI RIFERIMENTO PER LA CARATTERIZZAZIONE DI NANOPARTICELLE
La dimensione “nano” comporta no-tevoli problematiche di metrologiaapplicata soprattutto per le misurechimiche e biologiche, in quanto gliapparati di misurazione e le metodo-logie, essendo stati sviluppati e pro-vati su scale di diverso ordine digrandezza, non sono sempre diretta-mente trasferibili alla scala nano. Daciò deriva la necessità di disporre dispecifici Materiali di Riferimento(RM) da impiegare per le misure didimensione e forma delle particelle,composizione chimica, tossicità egenotossicità. Specificatamente per la caratterizza-zione del particolato atmosferico sonodisponibili diversi RM in forma di pol-veri certificate per composizione chi-
mica e/o presenza di sostanze tossi-che (per lo più metalli pesanti) in trac-ce. Accanto a un’ampia disponibilitàdi fly ash, sono prodotti RM da impie-gare per la caratterizzazione del par-ticolato urbano e delle emissioni deltraffico veicolare (prevalentemente damotori diesel) o d‘impianti di combu-stione e RM di fumi di saldatura, pol-veri non ferrose, metalli tossici e silicecristallina per la valutazione dell’e-sposizione negli ambienti di lavoro[9]. Sono anche disponibili alcuni RMcertificati per composizione chimicae/o contenuto di sostanze tossicheche veicolano contemporaneamenteinformazioni sulla risposta ai più co-muni test di tossicità; in particolare ilNIST produce SRM-1975, SRM-2975e SRM-1650b, che, oltre ai valori cer-tificati di concentrazione di IPA, forni-scono anche valori di riferimento od’informazione riguardo alla dimen-sione delle particelle, all’area superfi-ciale specifica, alla massa estraibile,alla massa residua e alla mutagenicità.Esaminando la produzione attuale diRM, si evidenzia che il NIST è unodei principali produttori per questospecifico settore [10], con diversi RMdisponibili o d’imminente rilascio oin sviluppo. Di particolare interesserisultano quegli RM certificati percomposizione chimica e/o contenutodi sostanze tossiche che veicolanocontemporaneamente informazionisulla risposta ai più comuni test ditossicità da impiegare in ricerchepre-cliniche e biomediche o per losviluppo e la valutazione di test invitro per la valutazione della rispostabiologica (citotossicità, emolisi) deinanomateriali (RM 8011, 8012,8013 – Gold nanoparticles). Da sot-tolineare anche lo studio di fattibilitàdel NRC-CRM per la preparazionedi un RM single-wall carbon nanotu-bes [11].In Europa i principali produttori diRM per questo settore sono BAM eIRMM. IRMM, in particolare, ha pro-dotto un nuovo RM di silice in corsodi certificazione per le dimensioni(~40 nm) e il primo CRM di NP diorigine industriale (ERM-FD100 –Silica Nanoparticles). Il BAM harecentemente realizzato – in coope-
razione con l’ISO TC229 – un data-base che raccoglie i principali RM innanoscala prodotti nel mondo dadiversi istituti (NIST, BAM, IRMM,NMIJ, AQSIQ, KRISS), classificatiper le diverse caratteristiche e para-metri di misura[www.nano-refmat.bam.de/en].Le principali problematiche nellarealizzazione di RM per la caratte-rizzazione di NP risiedono nellanatura termodinamicamente instabi-le e nell’estrema dipendenza dellaloro stabilità ai fattori ambientali,che ne pregiudicano grandementela shelf life. Le maggiori necessità inquesto settore riguardano i nanoma-teriali da impiegare per gli studi tos-sicologici, che necessitano di RMstabili e omogenei e ben caratteriz-zati dal punto di vista chimico e chi-mico-fisico per condurre i test di tos-sicità e gli studi interlaboratorio suidiversi nanomateriali in circolazionee sulle diverse frazioni del particola-to atmosferico [12].
Attività ENEAL’esperienza ENEA in questo settoreha riguardato lo sviluppo di metodo-logie per la raccolta separata dellediverse frazioni del particolato e-messo da motori diesel e per la lorosuccessiva caratterizzazione chimi-ca, chimico-fisica e tossicologica,studiando in particolare la possibili-tà di effettuare determinazioni, inserie o in parallelo, sullo stesso cam-pione individuale, al fine di renderemaggiormente efficaci le ipotesi dicorrelazione tra composizione chi-mica e genotossicità [13]. Per quan-to riguarda i RM, ENEA ha inoltreeffettuato uno studio di fattibilità perla preparazione di un RM di toner,in cui è stata valutata la possibilitàdi produrre RM in forma di pastic-che monouso e di certificare la pol-vere di toner per caratteristiche mor-fologiche e composizione chimica(con particolare riguardo agli ele-menti e ai composti che possonoprodurre effetti tossici per la saluteumana) e di fornire parallelamentevalori di riferimento e d’informazio-ne per la genotossicità e la vitalitàcellulare [14,15].
Tabella 3 – Metodi per la caratterizzazione di nanoparticelle – norme ISO TC24

RIFERIMENTI BIBLIOGRAFICI
[1] ASTM, E 2456-06. Terminologyfor Nanotechnology[2] BS PAS 71:2005. Vocabulary –Nanoparticles[3] UNI – Commissione “Nanotecno-logie”. UNI CEN ISO/TS 27687:2010 Terminologia e definizioni rela-tive a nano-oggetti. Nanoparticelle,nanofibre e nanolastre[4] M. Stintz. General aspects of par-ticle sizing. EU Co-Nanomet Works-hop “Instruments, standard methodsand reference materials for traceablenanoparticle characterization”, Nu-remberg, Germany, 28-29 April2010[5] G. Lovestam et al. Considerationson a Definition of Nanomaterial forRegulatory Purposes. JRC ReferenceReports – EUR 24403 EN, 2010[6] M. Hassellöv et al. Nanoparticleanalysis and characterization metho-dology in environmental risk asses-sment of engineered nanoparticles.Ecotoxicology 2008. Vol.17, p. 344-361[7] K. Tiede et al. Detection and cha-racterization of engineered nanoparti-cles in food and the environment – areview. Food Additives and Contami-nants 2008, Vol. 25, p. 1-27[8] M. Hassellöv, R. Kaegi. Analysisand Characterization of Manufactu-red Nanoparticles in Aquatic Environ-ments. In: Nanoscience and Nano-technology: Environmental andhuman health implications. (Eds. LeadJ.R. and Smith E.) Wiley 2009, p.211-266[9] G. Zappa et al. Metrologia appli-cata alla quantificazione e qualifica-zione del particolato atmosferico. VICongresso “Metrologia & Qualità”,Torino, 7-9 Aprile 2009 [10] V. Kackley. Experiences in theDevelopment of Nanoparticle Referen-ce Materials at NIST. EU Co-NanometWorkshop “Instruments, standard me-thods and reference materials for tra-ceable nanoparticle characteriza-tion”, Nuremberg, Germany, 28-29April 2010[11] J. McLaren. Certified ReferenceMaterials for environmental measure-ment – Think globally, act locally. The
N.03ƒ
;2011
Future of Reference Materials – Scien-ce and Innovation. November 23-252010, Geel, Belgium[12] M. Hassellöv. Reference Materialneeds to support nanometrology andrisk assessment of engineered nano-particles. The Future of ReferenceMaterials – Science and Innovation.November 23-25 2010, Geel, Bel-gium[13] G. Zappa et al. Progetto di atti-vità di ricerca ISPESL 02/B/DIL/05.Nanoparticelle prodotte nei processidi combustione: caratterizzazione chi-mica e valutazione della genotossici-tà. 8/06/2008[14] L. Mosiello et al. Toxicity of TonerNanoparticles on RT112 Cell Cultu-res. 9th Nanotechnology ConferenceIEEE NANO 2009, Genoa (Italy), July26-30 2009[15] G. Zappa et al. Feasibility studyfor the development of a toner-Refe-rence Material. Measurement 42(2009), pp. 1491-1496.
Giovanna Zappa –Responsabile del Coordi-namento “Qualità dei TestChimici e Biologici”ENEA-UTAGRI. Membrodi commissioni tecniche ecomitati consultivi nazio-
nali ed internazionali per la metrologiae la standardizzazione, la sicurezzaalimentare e la salute dei consumatori.Svolge attività di ricerca e di docenza eformazione universitaria e post-universi-taria.
Claudia Zoani –Dotto-re di Ricerca in ChimicaAnalitica (La Qualitàdelle Misure Chimicheper la Sicurezza Alimen-tare e negli Ambienti diVita e di Lavoro). Asse-
gnista di Ricerca ENEA. Svolge attivitàdi ricerca sullo sviluppo di metodi emateriali di riferimento per le misure chi-miche e biologiche.
SENSORIGLI
ALT
RI
TEM
I
Un sensore autonomoper misure di forza
Emilio Sardini, Mauro Serpelloni
in protesi del ginocchio
�
Dip. Ingegneria dell’Informazione,Università di [email protected]
SENSORE AUTONOMO
I sensori autonomi sono dispositiviche eseguono autonomamente lefunzioni di misura, elaborazione etrasmissione delle informazioni;sono infatti caratterizzati da un’ali-mentazione indipendente, che li ren-de autonomi da batterie o collega-menti cablati. Possono essere effica-cemente utilizzati in applicazioni di
misura all’interno del corpo umanoevitando così il rischio d’infezioni odanni alla pelle, poiché non richie-dono collegamenti transcutanei. Pos-sono quindi rappresentare una vali-da soluzione in molti campi dellamedicina.Nella scienza ortopedica, per esem-pio, durante un’operazione chirurgi-ca di artroplastica totale del ginoc-chio, dispositivi di misura della for-
za di contatto tibio-femorale posso-no dare una precisa conoscenza delmovimento articolare e delle condi-zioni di carico a cui le articolazioniumane sono soggette durante le atti-vità quotidiane. In questi anni sinota un crescente interesse riguar-dante lo studio del comportamentomeccanico del ginocchio umano,atto a quantificare le forze trasmes-se tra il femore e la tibia [1-3]. All’Università di Brescia, da alcunianni, si sta sviluppando un sensoreautonomo che esegue misure diforza in protesi totali al ginocchio, etrasmette in modo wireless i dati di-rettamente a un’unità di lettura ester-na senza l’ausilio di batterie. Il siste-ma di misura autonomo è inserito er-meticamente nell’inserto in polieti-lene, evitando in questo modo i pro-blemi di biocompatibilità e di modi-fiche di forma e dimensione dell’im-pianto tradizionale. Nel sensore au-tonomo progettato, le batterie sonostate eliminate: utilizzando una bo-bina all’interno dell’impianto, il sen-sore autonomo “raccoglie” energiada un campo magnetico applicatodall’esterno. La stessa bobina è utilizzata anche per la comunicazio-ne dei dati all’unità di lettura, evi-tando quindi l’utilizzo di un’altraantenna. In [3] è riportata la descri-zione più accurata del sensore auto-nomo e i risultati preliminari che nedimostrano il funzionamento durantele operazioni di misurazione, salva-taggio dei dati e comunicazionewireless.
AN AUTONOMOUS SENSOR FOR FORCE MEASUREMENTS IN HUMAN KNEE IMPLANTS In-vivo monitoring of human knee implants after total arthroplastyincreases information concerning articular motion and load conditions.The autonomous sensor proposed performs force measurements in a pro-tected environment, and wirelessly transmits data from the implant to anexternal readout unit. The sensor is fully contained in the polyethyleneinsert. Batteries are eliminated; the system obtains energy from an exter-nal magnetic field, using a miniature coil inside the implant. Forces trans-mitted across the knee joint during normal human activities such as walk-ing, running or climbing can be directly measured. Furthermore, thedevice can be used to improve design, refine surgical instrumentation,guide post-operative physical therapy and detect human activities thatcan overload the implant.
RIASSUNTOIl monitoraggio in vivo delle forze cui sono soggette le protesi del ginoc-chio dopo un intervento di artroplastica totale permette di ottenere infor-mazioni relative al movimento articolare e alle condizioni di carico utiliper la terapia postoperatoria. Il sensore autonomo progettato è in gradodi eseguire la misura di forza all’interno del corpo umano e di trasmet-te i dati raccolti in modo wireless direttamente dall’interno dell’impiantoa un’unità di lettura esterna alla gamba operata. Il sensore è completa-mente autonomo ed è inserito ermeticamente nell’inserto in polietilene.Le batterie sono completamente eliminate: il sistema “raccoglie” l’ener-gia da un campo magnetico applicato dall’esterno utilizzando una bobi-na in miniatura posta all’interno dell’impianto. I dati di misura ottenibilidal sensore progettato possono fornire utili informazioni per nuovi pro-getti, tecniche e implementazioni di protesi articolari all’interno delcorpo umano. Infatti, le forze trasmesse attraverso l’articolazione delginocchio durante le normali attività umane come camminare, correre osalire, possono essere misurate direttamente in-vivo all’interno del corpoumano. Inoltre, il dispositivo può essere utilizzato per migliorare la pro-gettazione, affinare la strumentazione chirurgica e come ausilio per laterapia post-operatoria.
T_M N. 3/11 ƒ 195


GLIALTRI TEMI
�N.03ƒ
; 2011
T_M ƒ 197
DESCRIZIONE DEL SISTEMA
La Fig. 1 mostra sul lato destro unaprotesi di ginocchio umano compostada un inserto in UHMWPE (Ultra HighMolecular Weight Polyethylene), unacomponente femorale e una compo-nente tibiale, entrambe in titanio. Sullato sinistro, la Fig. 1 mostra unasezione interna dell’inserto in polieti-lene, in cui il sensore autonomo èalloggiato, mentre in basso a sinistraè visibile la scheda elettronica con imagnetoresistori. Il sistema autonomoè schematicamente composto da tretrasduttori di forza magnetoresistiva eda una elettronica a bassa potenzaper il condizionamento e la comuni-cazione RF. L’elettronica, l’antenna e isensori sono contenuti all’interno del-l’inserto in polietilene, che può esserechiuso ermeticamente con tecniche disaldatura laser.
Il trasduttore di forza è costituito da unmagnetoresistore e da un magnetepermanente. Il magnetoresistore èfabbricato con materiale magnetoresi-stivo drogato con stagno e depositatotramite tecnologia a film sottile su sub-strato in allumina (Ashai Kasei Corpo-ration). I magneti permanenti sono inSm2Co17 (samario-cobalto) di dia-metro 4 mm e lunghezza di 3 mm.Due strisce di materiale con elevatapermeabilità magnetica relativa (legaNi-Fe-Mo) indirizzano il campo ma-gnetico lungo un percorso predefinito
per evitare accoppiamentiesterni. Quando è applicatauna forza sulla componentefemorale, la forza è trasmes-sa all’inserto in polietilene,generando una deformazio-ne dell’inserto stesso. Que-sta deformazione determinauna variazione della distan-za tra il magnetoresistore eil magnete permanente,modificando così il campomagnetico accoppiato con l’area sen-sibile del magnetoresistore. Dunque laforza applicata alla struttura produceuna variazione di resistenza in uscitadal sensore.Tre magnetoresistori sono inseriti nel-l’inserto in polietilene, come mostratonella Fig. 1. Il loro posizionamento èstato scelto considerando la particola-re forma geometrica della protesi:due sensori sono posti nelle aree di
contatto dei duecondili femorali,attraverso cui sicomunicano leforze, e un terzoè stato collocatonella parte cen-trale, equidi-stante ai duecondili.In Fig. 2 èmostrato il dia-gramma a bloc-chi del sensoreautonomo e del-l’unità di lettura.Il sensore auto-nomo è schema-ticamente com-posto da tre
magnetoresistori, R_left, R_central,R_right (RL, RC, RR), da un microcon-trollore a basso consumo e da un tra-smettitore. Il microcontrollore a bassoconsumo è il 9S08QB8, commercia-lizzato da Freescale, che include unADC a 12 bit, e una memoria flash di128 kB. Il trasmettitore (U3280M) èprodotto da Atmel, la sua frequenzadi lavoro è di 125 kHz. L’unità di let-tura è composta da un ricevitore(U2270B) prodotto da Atmel. Il rice-trasmettitore è collegato a un micro-controllore (Freescale 9S08AW60)
Figura 1 – Configurazione schematica di un impianto protesico tipico di ginocchio umano e immagini del sensore autonomo realizzato
Figura 2 – Schema a blocchi del sensore autonomo impian-tabile all’interno della protesi e dell’unità di lettura esterna
per la gestione delle operazioni diricezione ed elaborazione dei dati.L’unità di lettura è collegata a un ali-mentatore esterno; un campo elettro-magnetico è generato dall’unità di let-tura e utilizzato dal sensore autonomoper la trasmissione dei dati e comefonte di alimentazione. Il vantaggio ditrasmettere un campo elettromagneti-co a frequenza relativamente bassa èdato dalla possibilità di trasferire inmodo più efficace i dati e l’energia at-traverso il corpo umano. Per una futu-ra fase di misurazioni in vivo, si èpensato di utilizzare una bobina ester-na attorno alla gamba del paziente efissata con un tutore elastico.La relazione tra la forza applicata al-l’inserto e la deformazione della strut-tura misurata dai magnetoresistori èstata valutata sperimentalmente. A talfine, è stato predisposto un sistemaper la caratterizzazione dei magneto-resistori al variare delle forze applica-te alla struttura. È stata utilizzata unamacchina (Instron 8501) per l’appli-cazione del carico sulla protesi; il con-trollo è ottenuto utilizzando il softwareLabVIEW e un hardware specifico(Instron 8800). Tramite una strutturameccanica costruita ad hoc, le forzesono state applicate al componentefemorale che agisce a sua volta sul-l’inserto in polietilene (Fig. 1). Il con-trollo di forza e la misura della varia-zione della distanza sono stati ottenu-ti utilizzando una cella di carico e unLVDT integrato nella Instron. Sono statieffettuati due diversi studi sperimenta-li: il primo simula il carico sull’impian-to causato da una pesante attività fisi-ca come il salto, mentre il secondosimula una normale deambulazione.Nel primo caso si presume che leforze applicate possano variare nel
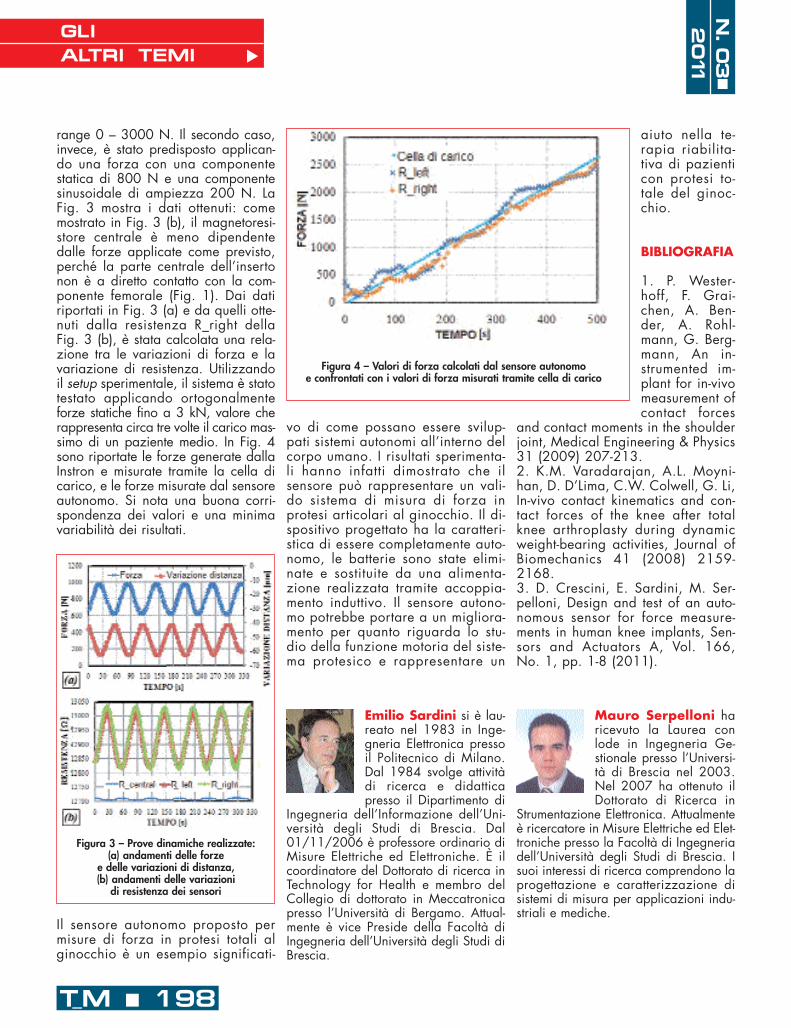
N.03ƒ
;2011
GLIALTRI TEMI
�
T_M ƒ 198
range 0 – 3000 N. Il secondo caso,invece, è stato predisposto applican-do una forza con una componentestatica di 800 N e una componentesinusoidale di ampiezza 200 N. LaFig. 3 mostra i dati ottenuti: comemostrato in Fig. 3 (b), il magnetoresi-store centrale è meno dipendentedalle forze applicate come previsto,perché la parte centrale dell’insertonon è a diretto contatto con la com-ponente femorale (Fig. 1). Dai datiriportati in Fig. 3 (a) e da quelli otte-nuti dalla resistenza R_right dellaFig. 3 (b), è stata calcolata una rela-zione tra le variazioni di forza e lavariazione di resistenza. Utilizzandoil setup sperimentale, il sistema è statotestato applicando ortogonalmenteforze statiche fino a 3 kN, valore cherappresenta circa tre volte il carico mas-simo di un paziente medio. In Fig. 4sono riportate le forze generate dallaInstron e misurate tramite la cella dicarico, e le forze misurate dal sensoreautonomo. Si nota una buona corri-spondenza dei valori e una minimavariabilità dei risultati.
Il sensore autonomo proposto permisure di forza in protesi totali alginocchio è un esempio significati-
aiuto nella te-rapia riabilita-tiva di pazienticon protesi to-tale del ginoc-chio.
BIBLIOGRAFIA
1. P. Wester-hoff, F. Grai-chen, A. Ben-der, A. Rohl-mann, G. Berg-mann, An in-strumented im-plant for in-vivomeasurement ofcontact forces
and contact moments in the shoulderjoint, Medical Engineering & Physics31 (2009) 207-213.2. K.M. Varadarajan, A.L. Moyni-han, D. D’Lima, C.W. Colwell, G. Li,In-vivo contact kinematics and con-tact forces of the knee after totalknee arthroplasty during dynamicweight-bearing activities, Journal ofBiomechanics 41 (2008) 2159-2168.3. D. Crescini, E. Sardini, M. Ser-pelloni, Design and test of an auto-nomous sensor for force measure-ments in human knee implants, Sen-sors and Actuators A, Vol. 166, No. 1, pp. 1-8 (2011).
Figura 3 – Prove dinamiche realizzate: (a) andamenti delle forze
e delle variazioni di distanza, (b) andamenti delle variazioni
di resistenza dei sensori
Figura 4 – Valori di forza calcolati dal sensore autonomo e confrontati con i valori di forza misurati tramite cella di carico
Emilio Sardini si è lau-reato nel 1983 in Inge-gneria Elettronica pressoil Politecnico di Milano.Dal 1984 svolge attivitàdi ricerca e didatticapresso il Dipartimento di
Ingegneria dell’Informazione dell’Uni-versità degli Studi di Brescia. Dal01/11/2006 è professore ordinario diMisure Elettriche ed Elettroniche. È ilcoordinatore del Dottorato di ricerca inTechnology for Health e membro delCollegio di dottorato in Meccatronicapresso l’Università di Bergamo. Attual-mente è vice Preside della Facoltà diIngegneria dell’Università degli Studi diBrescia.
Mauro Serpelloni haricevuto la Laurea conlode in Ingegneria Ge-stionale presso l’Universi-tà di Brescia nel 2003.Nel 2007 ha ottenuto ilDottorato di Ricerca in
Strumentazione Elettronica. Attualmenteè ricercatore in Misure Elettriche ed Elet-troniche presso la Facoltà di Ingegneriadell’Università degli Studi di Brescia. Isuoi interessi di ricerca comprendono laprogettazione e caratterizzazione disistemi di misura per applicazioni indu-striali e mediche.
vo di come possano essere svilup-pati sistemi autonomi all’interno delcorpo umano. I risultati sperimenta-li hanno infatti dimostrato che ilsensore può rappresentare un vali-do sistema di misura di forza inprotesi articolari al ginocchio. Il di-spositivo progettato ha la caratteri-stica di essere completamente auto-nomo, le batterie sono state elimi-nate e sostituite da una alimenta-zione realizzata tramite accoppia-mento induttivo. Il sensore autono-mo potrebbe portare a un migliora-mento per quanto riguarda lo stu-dio della funzione motoria del siste-ma protesico e rappresentare un
Confronti remotidi frequenze campione
METROLOGIA FONDAMENTALEGLI
ALT
RI
TEM
I C. Clivati1,2, D. Calonico1, F. Levi1, A. Mura1, G.A. Costanzo2, A. Godone1
tramite link in fibra ottica
�
1 I.N.Ri.M. – Divisione di Ottica, Torino2 Politecnico di [email protected]
INTRODUZIONE
Svariate applicazioni scientifiche etecnologiche richiedono accurati rife-rimenti di tempo e frequenza, in parti-colare in aree come le telecomunica-zioni (velocità/capacità di trasmissio-ne dati) o la navigazione satellitare(GPS, Galileo) e ovviamente la fisicafondamentale. Pertanto ogni migliora-mento nella realizzazione e nella dis-seminazione di frequenze campioneha un impatto a largo spettro sull’in-novazione scientifica e tecnologica.Inoltre si tenga presente che la dispo-nibilità remota di sorgenti ottiche cam-pione rende disponibile, seppur indi-rettamente, campioni di lunghezzacon accuratezze inimmaginabili finoa pochi anni fa.Gli orologi ottici di nuova generazio-ne, basati sulle transizioni di atomineutri, quali Yb o Sr, e di ioni hanno
ampiamente dimostrato la capacità discendere sotto la soglia di accuratez-za raggiungibile mediante i miglioricampioni primari a fontana di cesio,operanti nella regione delle microon-de. Per esempio l’accuratezza deidue campioni primari operanti al-l’I.N.Ri.M. è dell’ordine di alcuneparti in 1016, mentre i migliori cam-pioni ottici in attività dichiarano valo-ri inferiori di almeno un ordine digrandezza [1]. Le caratteristiche deicampioni ottici di nuova generazionehanno posto alla comunità scientificainternazionale un pesante quesito:quali metodi saranno utilizzati in futu-ro per il confronto di frequenza fra ilaboratori metrologici internazionali?In effetti, ad oggi, lo stato dell’arte ri-guardo alla sincronizzazione remotadi segnali di frequenze campione è co-stituito dai metodi satellitari a due vie(in particolare il Two Way Satellite
Time and Frequency Transfer-TWSTFT)con i quali è possibile ottenere con-fronti a livello di 4x10-16 dopo oltre 20giorni di misura. La necessità di sviluppo di nuovi meto-di di sincronizzazione e confrontoremoto che raggiungano adeguatirisultati in termini d’incertezza è statoriconosciuto quale obiettivo primarioai più alti livelli metrologici interna-zionali: il solo metodo finora in gradodi raggiungere gli obiettivi prefissati èil link ottico di frequenza su fibra otti-ca.Progetti pionieri hanno dimostratoeccellenti risultati in Francia, U.S.A.,Germania [2,3]. Lo sviluppo di net-work in fibra per il confronto di fre-quenza tra Istituti di Metrologia eLaboratori di Spettroscopia atomicasarà una priorità per gli Istituti Metro-logici nel prossimo futuro, come giàriconosciuto dall’Associazione Euro-pea degli Istituti Metrologici Naziona-li (EURAMET) anche a seguito di con-crete proposte per la costituzione dinetwork transnazionali basati su fibrecommerciali [4]. L’I.N.Ri.M. ha avviato di recente l’e-sperimento LinkO, finalizzato a realiz-zare la disseminazione di frequenzabasata sull’uso d’infrastrutture in fibraottica.
IL LINK OTTICO
Il sistema di link ottico è compostoprincipalmente da tre unità: una sta-zione laser trasmittente, l’infrastrutturain fibra ottica e, infine, la stazione diricezione. Nella stazione trasmittente
OPTICAL FIBER LINKWe describe LinkO, an experimental set up at the Italian National Metro-logical Laboratory (I.N.Ri.M.), Torino, in cooperation with the Politecnico diTorino with the aim to perform the frequency dissemination on optical fibersof ultrastable frequency signals at a European scale. This system allows thefrequency comparisons of optical clocks at the relative level of some partsin 1015 with a 1 s integration time, overcoming the capabilities of the satel-lite based techniques. Up to now the relative stability of the optical link is atthe level of 2x10-15 on a prototype system based on 50-km fiber spoolsinside the lab.
RIASSUNTODi seguito si descrive l’esperimento LinkO dell’Istituto Nazionale di RicercaMetrologica (I.N.Ri.M.) di Torino, sviluppato in collaborazione col Politec-nico di Torino. L’esperimento è volto a realizzare una struttura in fibra otti-ca per il trasferimento e la disseminazione di segnali ultrastabili di fre-quenza su scala europea. Il sistema in oggetto consente il confronto remo-to di orologi ottici al livello relativo di alcune parti in 1015 su tempi di misu-ra di 1s, migliore di almeno un ordine di grandezza rispetto alle tecnichedi confronto satellitare abitualmente utilizzate. A oggi, la stabilità relativadel link a 1 s di tempo di misura è infatti al livello di 2x10-15, ottenuta permezzo di un primo prototipo sperimentale che utilizza bobine di fibra otti-ca di 50 km poste all’interno del laboratorio.
T_M N. 3/11 ƒ 199

T_M ƒ 200
N.03ƒ
;2011
GLIALTRI TEMI
�
si genera una radiazione laser ultra-stabile, la cui frequenza è confronta-ta e quindi agganciata a quella di unorologio atomico campione attraver-so un pettine ottico di frequenza [5].Successivamente la frequenza dellaser ultrastabile è inviata al labora-torio remoto mediante collegamentoin fibra.Per ottenere il trasferimento di fre-quenze ottiche in fibra a distanza dicentinaia di km senza degradare illivello di stabilità iniziale, è necessa-rio compensare il rumore di faseaggiunto dalla fibra stessa sulla por-tante ottica. A seguito di vibrazionimeccaniche, variazioni di temperatu-ra e pressione lungo il percorso com-piuto dalla fibra, la portante otticasubisce un aumento del rumore difase. Per ridurre gli effetti di tali con-tributi di rumore si utilizza un sistemadi compensazione basato sulla rifles-
sione di parte del segnale ottico cheha raggiunto il laboratorio di destina-zione. Nel doppio passaggio in fibrala radiazione accumula un rumore difase la cui entità è determinata con-frontando il segnale rientrato in labo-ratorio con quello originario e, infine,compensato intervenendo sulla fre-quenza della radiazione inviata.Questo sistema di controllo permettedi compensare il rumore introdottodalla fibra ottica ottenendo, nella sta-zione di ricezione, frequenze otticheche riproducono la stabilità relativapresente nel laboratorio metrologico.Le richieste di stabilità sulla frequenzadella sorgente diventano tanto piùstringenti quanto maggiore è la di-stanza a cui si intende trasferire il se-gnale. Ciò è dovuto al fatto che il tem-po di coerenza del laser, inversamen-te proporzionale alla sua larghezzadi riga, deve essere comunque sem-
pre superiore al tempo che intercorrefra andata e ritorno del segnale lungola fibra. Pertanto, un passo fonda-mentale del progetto LinkO è la rea-lizzazione della sorgente laser concaratteristiche di larghezza di rigamolto spinte.
LA CAVITÀ ULTRASTABILE
La sorgente ottica utilizzata per il linkè un laser in fibra a 1542 nm con lar-ghezza di riga di circa 10 kHz. Perottenere un ulteriore restringimentodella riga di emissione è necessarioeffettuare una stabilizzazione dellafrequenza del laser sul modo fonda-mentale di una cavità ottica di tipoFabry-Pérot (FP), mediante la tecnicadi modulazione del segnale incidentesulla cavità (metodo di Pound-Drever-Hall [6]). Il segnale riflesso, rivelato
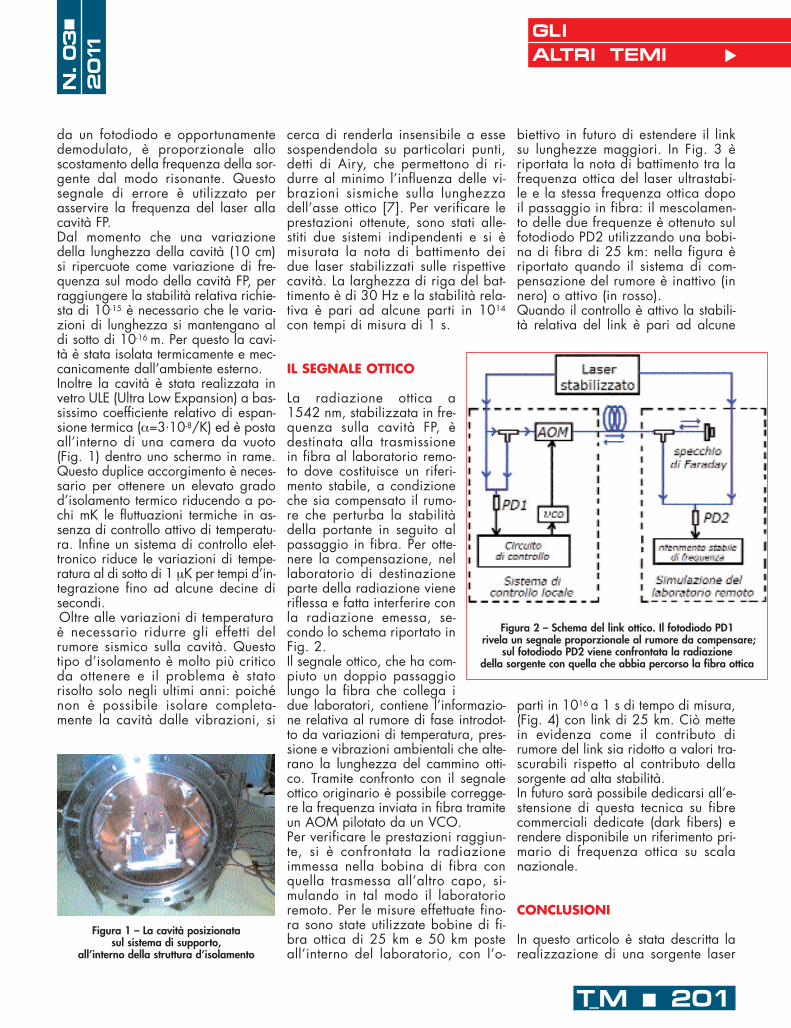
T_M ƒ 201
GLIALTRI TEMI
�N.03ƒ
; 2011
da un fotodiodo e opportunamentedemodulato, è proporzionale alloscostamento della frequenza della sor-gente dal modo risonante. Questosegnale di errore è utilizzato perasservire la frequenza del laser allacavità FP.Dal momento che una variazionedella lunghezza della cavità (10 cm)si ripercuote come variazione di fre-quenza sul modo della cavità FP, perraggiungere la stabilità relativa richie-sta di 10-15 è necessario che le varia-zioni di lunghezza si mantengano aldi sotto di 10-16 m. Per questo la cavi-tà è stata isolata termicamente e mec-canicamente dall’ambiente esterno.Inoltre la cavità è stata realizzata invetro ULE (Ultra Low Expansion) a bas-sissimo coefficiente relativo di espan-sione termica (α=3⋅10-8/K) ed è postaall’interno di una camera da vuoto(Fig. 1) dentro uno schermo in rame.Questo duplice accorgimento è neces-sario per ottenere un elevato gradod’isolamento termico riducendo a po-chi mK le fluttuazioni termiche in as-senza di controllo attivo di temperatu-ra. Infine un sistema di controllo elet-tronico riduce le variazioni di tempe-ratura al di sotto di 1 µK per tempi d’in-tegrazione fino ad alcune decine disecondi.Oltre alle variazioni di temperaturaè necessario ridurre gli effetti delrumore sismico sulla cavità. Questotipo d’isolamento è molto più criticoda ottenere e il problema è statorisolto solo negli ultimi anni: poichénon è possibile isolare completa-mente la cavità dalle vibrazioni, si
cerca di renderla insensibile a essesospendendola su particolari punti,detti di Airy, che permettono di ri-durre al minimo l’influenza delle vi-brazioni sismiche sulla lunghezzadell’asse ottico [7]. Per verificare leprestazioni ottenute, sono stati alle-stiti due sistemi indipendenti e si èmisurata la nota di battimento deidue laser stabilizzati sulle rispettivecavità. La larghezza di riga del bat-timento è di 30 Hz e la stabilità rela-tiva è pari ad alcune parti in 1014
con tempi di misura di 1 s.
IL SEGNALE OTTICO
La radiazione ottica a1542 nm, stabilizzata in fre-quenza sulla cavità FP, èdestinata alla trasmissionein fibra al laboratorio remo-to dove costituisce un riferi-mento stabile, a condizioneche sia compensato il rumo-re che perturba la stabilitàdella portante in seguito alpassaggio in fibra. Per otte-nere la compensazione, nellaboratorio di destinazioneparte della radiazione vieneriflessa e fatta interferire conla radiazione emessa, se-condo lo schema riportato inFig. 2.Il segnale ottico, che ha com-piuto un doppio passaggiolungo la fibra che collega idue laboratori, contiene l’informazio-ne relativa al rumore di fase introdot-to da variazioni di temperatura, pres-sione e vibrazioni ambientali che alte-rano la lunghezza del cammino otti-co. Tramite confronto con il segnaleottico originario è possibile corregge-re la frequenza inviata in fibra tramiteun AOM pilotato da un VCO.Per verificare le prestazioni raggiun-te, si è confrontata la radiazioneimmessa nella bobina di fibra conquella trasmessa all’altro capo, si-mulando in tal modo il laboratorioremoto. Per le misure effettuate fino-ra sono state utilizzate bobine di fi-bra ottica di 25 km e 50 km posteall’interno del laboratorio, con l’o-
biettivo in futuro di estendere il linksu lunghezze maggiori. In Fig. 3 èriportata la nota di battimento tra lafrequenza ottica del laser ultrastabi-le e la stessa frequenza ottica dopoil passaggio in fibra: il mescolamen-to delle due frequenze è ottenuto sulfotodiodo PD2 utilizzando una bobi-na di fibra di 25 km: nella figura èriportato quando il sistema di com-pensazione del rumore è inattivo (innero) o attivo (in rosso).Quando il controllo è attivo la stabili-tà relativa del link è pari ad alcune
parti in 1016 a 1 s di tempo di misura,(Fig. 4) con link di 25 km. Ciò mettein evidenza come il contributo dirumore del link sia ridotto a valori tra-scurabili rispetto al contributo dellasorgente ad alta stabilità.In futuro sarà possibile dedicarsi all’e-stensione di questa tecnica su fibrecommerciali dedicate (dark fibers) erendere disponibile un riferimento pri-mario di frequenza ottica su scalanazionale.
CONCLUSIONI
In questo articolo è stata descritta larealizzazione di una sorgente laser
Figura 1 – La cavità posizionata sul sistema di supporto,
all’interno della struttura d’isolamento
Figura 2 – Schema del link ottico. Il fotodiodo PD1rivela un segnale proporzionale al rumore da compensare;
sul fotodiodo PD2 viene confrontata la radiazione della sorgente con quella che abbia percorso la fibra ottica
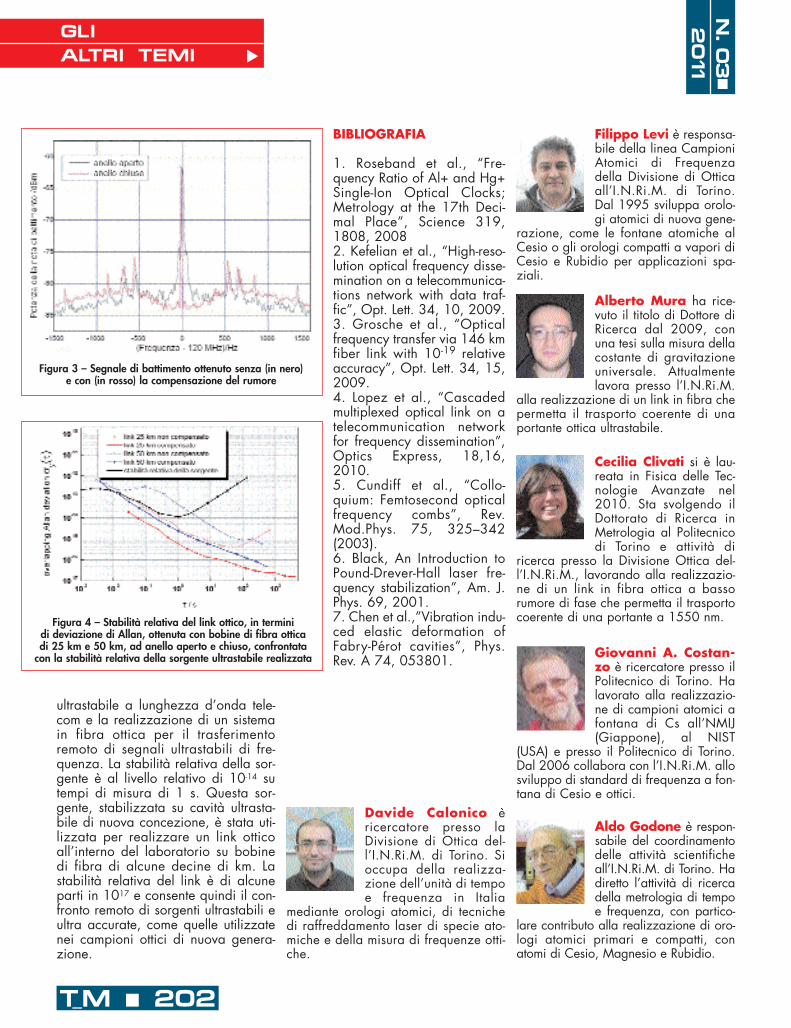
T_M ƒ 202
N.03ƒ
;2011
GLIALTRI TEMI
�
ultrastabile a lunghezza d’onda tele-com e la realizzazione di un sistemain fibra ottica per il trasferimentoremoto di segnali ultrastabili di fre-quenza. La stabilità relativa della sor-gente è al livello relativo di 10-14 sutempi di misura di 1 s. Questa sor-gente, stabilizzata su cavità ultrasta-bile di nuova concezione, è stata uti-lizzata per realizzare un link otticoall’interno del laboratorio su bobinedi fibra di alcune decine di km. Lastabilità relativa del link è di alcuneparti in 1017 e consente quindi il con-fronto remoto di sorgenti ultrastabili eultra accurate, come quelle utilizzatenei campioni ottici di nuova genera-zione.
BIBLIOGRAFIA
1. Roseband et al., “Fre-quency Ratio of Al+ and Hg+Single-Ion Optical Clocks;Metrology at the 17th Deci-mal Place”, Science 319,1808, 20082. Kefelian et al., “High-reso-lution optical frequency disse-mination on a telecommunica-tions network with data traf-fic”, Opt. Lett. 34, 10, 2009.3. Grosche et al., “Opticalfrequency transfer via 146 kmfiber link with 10-19 relativeaccuracy”, Opt. Lett. 34, 15,2009. 4. Lopez et al., “Cascadedmultiplexed optical link on atelecommunication networkfor frequency dissemination”,Optics Express, 18,16,2010.5. Cundiff et al., “Collo-quium: Femtosecond opticalfrequency combs”, Rev.Mod.Phys. 75, 325–342(2003).6. Black, An Introduction toPound-Drever-Hall laser fre-quency stabilization”, Am. J.Phys. 69, 2001.7. Chen et al.,”Vibration indu-ced elastic deformation ofFabry-Pérot cavities”, Phys.Rev. A 74, 053801.
Cecilia Clivati si è lau-reata in Fisica delle Tec-nologie Avanzate nel2010. Sta svolgendo ilDottorato di Ricerca inMetrologia al Politecnicodi Torino e attività di
ricerca presso la Divisione Ottica del-l’I.N.Ri.M., lavorando alla realizzazio-ne di un link in fibra ottica a bassorumore di fase che permetta il trasportocoerente di una portante a 1550 nm.
Giovanni A. Costan-zo è ricercatore presso ilPolitecnico di Torino. Halavorato alla realizzazio-ne di campioni atomici afontana di Cs all’NMIJ(Giappone), al NIST
(USA) e presso il Politecnico di Torino.Dal 2006 collabora con l’I.N.Ri.M. allosviluppo di standard di frequenza a fon-tana di Cesio e ottici.
Aldo Godone è respon-sabile del coordinamentodelle attività scientificheall’I.N.Ri.M. di Torino. Hadiretto l’attività di ricercadella metrologia di tempoe frequenza, con partico-
lare contributo alla realizzazione di oro-logi atomici primari e compatti, conatomi di Cesio, Magnesio e Rubidio.
Alberto Mura ha rice-vuto il titolo di Dottore diRicerca dal 2009, conuna tesi sulla misura dellacostante di gravitazioneuniversale. Attualmentelavora presso l’I.N.Ri.M.
alla realizzazione di un link in fibra chepermetta il trasporto coerente di unaportante ottica ultrastabile.
Filippo Levi è responsa-bile della linea CampioniAtomici di Frequenzadella Divisione di Otticaall’I.N.Ri.M. di Torino.Dal 1995 sviluppa orolo-gi atomici di nuova gene-
razione, come le fontane atomiche alCesio o gli orologi compatti a vapori diCesio e Rubidio per applicazioni spa-ziali.
Davide Calonico èricercatore presso laDivisione di Ottica del-l’I.N.Ri.M. di Torino. Sioccupa della realizza-zione dell’unità di tempoe frequenza in Italia
mediante orologi atomici, di tecnichedi raffreddamento laser di specie ato-miche e della misura di frequenze otti-che.
Figura 3 – Segnale di battimento ottenuto senza (in nero) e con (in rosso) la compensazione del rumore
Figura 4 – Stabilità relativa del link ottico, in termini di deviazione di Allan, ottenuta con bobine di fibra ottica di 25 km e 50 km, ad anello aperto e chiuso, confrontata
con la stabilità relativa della sorgente ultrastabile realizzata
MISURE PER IL SETTORE FERROVIARIO
T_M N. 3/11 ƒ 203
GLI
ALT
RI
TEM
I
The Power Qualityof DC and AC Railways
Andrea Mariscotti, Paolo Pinceti
spectral and temporal characterization
Dip. Ingegneria Navale ed Elettrica,Università di [email protected]
�
LA QUALITÀ DELLA POTENZA NELLE FERROVIE IN CC E CALa misura e il monitoraggio della qualità di potenza su reti ferroviarie è unproblema complesso con numerosi condizionamenti pratici. È stato proget-tato e realizzato un sistema di misura digitale che effettua il monitoraggiosu diverse locomotive attraverso numerosi Paesi UE. Tra i vantaggi del siste-ma sono la facilità d’installazione e d’uso, e la robustezza. Vengono pre-sentati risultati sullo spettro di tensione al pantografo, le sue proprietà stati-stiche e il comportamento nel tempo e nella frequenza e la sua relazionecon la corrente assorbita, riferiti alle reti svizzera AC 16,7 Hz e italiana DC3 KV per illustrare i metodi di post-processing possibili e le caratteristichesostanziali delle reti esaminate.
SUMMARYThe measurement and monitoring of power quality on electric railway net-works is a complex problem with several practical constraints. A digitalmeasurement system was designed and implemented to perform therequired task on-board of different locomotives across several EU countries.Ease of installation and operation and robustness are the main require-ments. The pantograph voltage spectrum, its statistical properties, and jointtime-frequency behavior and relationship with the absorbed current areshown for the Swiss AC 16.7 Hz and Italian DC 3 kV networks to illustratethe possible post-processing methods and the main characteristics of theexamined networks.
CHALLENGES RELATED TO THE MONITORING OF POWERQUALITY ON RAILWAYS
A railway network is quite an extend-ed electrical supply system that com-prises active elements (the ElectricSub-Stations (ESSs) and the RollingStock (RS)), by different manufactur-ers, with various architectures and dif-ferent operating conditions), intercon-nected by the traction line (TL), thatrepresents a far from ideal propaga-tion medium, with several connectedpassive elements, such as autotrans-formers, booster transformers, impe-dance bonds, high voltage cables ofvarious lengths [1]. The active ele-ments are the sources of disturbances,located both at the characteristic har-monics of the specific supply system(for DC systems, the reference funda-mental frequency is that of the high
voltage network, namely 50 or60 Hz) and at other frequencies, origi-nated by several mechanisms: thecommutation of on-board traction con-verters and auxiliary converters, theleakage of the on-board supply fre-quency for lighting and auxiliaries,the non-characteristic harmonics dueto supply non-idealities and the spec-tra associated with various transients(wheel slip and slide, pantographbounce, transformers and filters inrushcurrents). The TL is an articulatedpropagation and coupling medium,featuring several modes of propaga-tion between the different conductorswith variable damping factors andpropagation constants, various crosssections (for open air, viaducts andtunnel sections) and shunt parametersrelated to the passive elements. Evenin ideal conditions the perceived TLimpedance at RS pantographs
changes with its position in respect tothe power supply elements, as it canbe readily conceived when thinking ofthe standing wave pattern on a simplestraight transmission line terminated atboth ends [2].Recently, CENELEC highlighted theproblem of power quality (PQ) forrailway networks, and started theprocess of definition of common pro-cedures and rules for train interopera-bility across Europe. The technicalinteroperability aims at ensuring thesafe and efficient circulation of trainsacross different railway networks indifferent countries and considersmechanical and electrical interfaces.PQ defines the characteristics of thepantograph voltage experienced bycirculating RS, but is also useful to rec-ognize any impact on signaling cir-cuits, in terms of coupled distur-bances; the examination ofEN 50163 and EN 50388 standardsidentifies the following quantities andindices [3,4]:• changes of the amplitude of the fun-damental component of the panto-graph voltage in normal service con-ditions, called “useful voltage”; anadequate useful voltage ensures thatthe RS is able to attain the contractualperformances;• voltage distortion due to RS con-ducted emissions and pantographimpedance, extended in principle toall the trains circulating on a givensection;• possible distortion amplification andovervoltages due to line resonances;• overvoltages produced by possibleinstabilities of modern on-board con-

T_M ƒ 204
N.03ƒ
;2011
GLIALTRI TEMI
�
verters and control systems under par-ticular circumstances.Even if adequate modeling of TL, PSand RS can give valid and reliableresults, experimental confirmation isalways required; moreover, due to thevariability of network conditions, theproblem arises of the evaluation of thespread of network response and net-work properties, such as damping atline resonances, distribution of thereturn current in the return circuit, com-position of the emissions from differentRS. Whenever a test campaign forsupply or signaling interoperabilityassessment is performed, it is usuallylimited to a single test line or a fewlines, selected by the infrastructureowner for several reasons: favorabletraffic conditions, past knowledge ofline behavior or simply “practice”.The interest of manufacturers and rail-way operators on the representative-ness of the test line of the real networkconditions justified the UE projectRAILCOM measurement campaigns in2007 and 2008.A successful and accepted measuringsystem must be non-invasive, and sup-ported by an analysis of the conse-quences of possible faults. In a top-down approach, robustness, reliabili-ty and simplicity were considered asprimary requirements for acceptabilityto the involved parties, then, metro-logical requirements (dynamic range,frequency range, sensitivity, uncertain-ty) were identified and optimized.
THE MEASUREMENT SYSTEM
The measurements of the whole testcampaign were carried on using twodifferent measurement systems, one(described in [5]) used for CzechRepublic, Germany, Switzerland,France and Poland, the other fromTrenitalia used for Italy. The first is a“classical” Data Acquisition System(DAS), with current and voltage sen-sors connected to a multi-channel dig-ital acquisition board, able to operateunattended, switching on (after an ini-tial software reset) and off, followingthe locomotive on-board supply andstoring to a local hard disk automati-
cally and periodically, every 5’, sothat data are safe in any circum-stances up to the last five minutes anddata records are kept at a handy size(200 MB). The DAS was also backedup by an UPS unit. A major require-ment was that data download had tobe easy and fast, and that no special-ists were needed to disassemble andre-assemble the system while movingfrom the old to the new locomotive:the different operations were simulatedseveral times by different operatorsbefore delivering on a sample loco-motive at the test ring of 13.3 kmlength in Velim, VUZ Test Center,Czech Republic; the metrologicalaspects and the quality of the resultswere also tested for two days on trialruns. This measurement system hasthen travelled across Europe fromCzech Republic to Germany, Poland,Switzerland and France, operating onnormal lines; the tested railway sys-tems are both AC and DC, at 25 kV50 Hz, 15 kV 16.7 Hz and 1.5/3 kVDC.The pantograph voltage Vp and cur-rent Ip are accessible in principle withdifferent methods, depending on thesupply frequency, on the on-boardapparatus, on specific requirementsfrom the operator or infrastructuremanager. All voltage and current sen-sors must be of the clamp-on type forincreased reliability, consequences incase of fault, time required for instal-lation, and impact on the vehicle(since they do not require the discon-nection of the conductor or bar undermeasurement).Faults to ground and loss of electricalinsulation are avoided if a contactlesscapacitive voltage sensor is adopted[5], capacitively coupled to a nakedsection of the incoming voltage line,inside the loco (on a terminal of thetransformer primary winding) or onloco roof (at the pantograph base).The sensor is highly linear and is cali-brated at each installation by apply-ing a known voltage and by annotat-ing the resulting gain factor(43,222 V/V and 19,710 V/V forCzech and Swiss vehicles); repeatedcalibrations may compensate forsmall geometrical variations.
The current sensors are two Rogowskicoils, with gain factors of 100 A/Vand 93.57 A/V. Rogowski coils havean inherent inaccuracy related to theeccentricity with respect to the centralconductor and to its size [5], account-ing for 1-1.5% uncertainty; howeverthey are very attractive for their lin-earity and absence of saturation, andfor their light weight and ease ofinstallation. Power consumption was acritical factor: Rog1 was operatedsuccessfully with small AA batteries,while Rog2 was supplied by its ownDC power supply (connected to theon-board loco supply through theUPS).The used sensors ensured more thanfive decades of dynamic range, toaccommodate for widely variableoperating conditions; the accuracymainly influenced by sensor position-ing and geometry is better than 1.5%.Since most of the power qualityindices are relative quantities, system-atic errors contribution may be ruledout. A resolution of 16 Bit was need-ed to cope with the sensor dynamicrange. The sampling rate of 50 kS/swas a trade-off between different fac-tors: storage requirements, analogbandwidth of probes, observed fre-quency interval of 10 kHz and noneed for oversampling.At the end of the measurement cam-paign, lasted for almost one year,alternating busy and idle days, whilemoving the measurement systembetween the involved countries, thedata amounted to more than 250 GB.
POWER QUALITY ANALYSIS
Vp and Ip are the RS input voltage andcurrent (the latter used to identify theoverall RS operating conditions, suchas acceleration, braking, coasting);the pantograph impedance Zp=Vp/Ip(which really corresponds neither tothe impedance of the PS, nor to theinput impedance of the test train) isrelevant to evaluate line stiffness. Thepost-processing results of the 3 kV DCItalian and 15 kV 16.7 Hz Swiss net-works are shown: a Short Time Fou-rier Transform and Hanning window
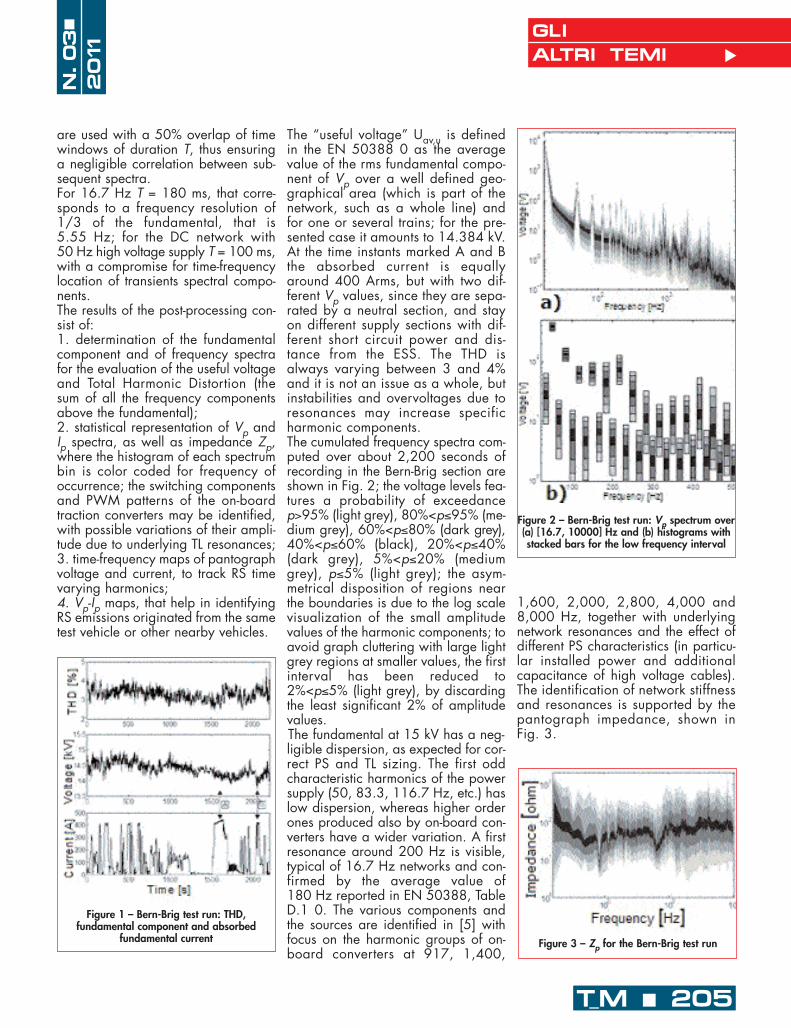
T_M ƒ 205
N.03ƒ
; 2011
GLIALTRI TEMI
�N.03ƒ
; 2011
are used with a 50% overlap of timewindows of duration T, thus ensuringa negligible correlation between sub-sequent spectra. For 16.7 Hz T = 180 ms, that corre-sponds to a frequency resolution of1/3 of the fundamental, that is5.55 Hz; for the DC network with50 Hz high voltage supply T = 100 ms,with a compromise for time-frequencylocation of transients spectral compo-nents.The results of the post-processing con-sist of:1. determination of the fundamentalcomponent and of frequency spectrafor the evaluation of the useful voltageand Total Harmonic Distortion (thesum of all the frequency componentsabove the fundamental);2. statistical representation of Vp andIp spectra, as well as impedance Zp,where the histogram of each spectrumbin is color coded for frequency ofoccurrence; the switching componentsand PWM patterns of the on-boardtraction converters may be identified,with possible variations of their ampli-tude due to underlying TL resonances;3. time-frequency maps of pantographvoltage and current, to track RS timevarying harmonics;4. Vp-Ip maps, that help in identifyingRS emissions originated from the sametest vehicle or other nearby vehicles.
The “useful voltage” Uav,u is definedin the EN 50388 0 as the averagevalue of the rms fundamental compo-nent of Vp over a well defined geo-graphical area (which is part of thenetwork, such as a whole line) andfor one or several trains; for the pre-sented case it amounts to 14.384 kV.At the time instants marked A and Bthe absorbed current is equallyaround 400 Arms, but with two dif-ferent Vp values, since they are sepa-rated by a neutral section, and stayon different supply sections with dif-ferent short circuit power and dis-tance from the ESS. The THD isalways varying between 3 and 4%and it is not an issue as a whole, butinstabilities and overvoltages due toresonances may increase specificharmonic components.The cumulated frequency spectra com-puted over about 2,200 seconds ofrecording in the Bern-Brig section areshown in Fig. 2; the voltage levels fea-tures a probability of exceedancep>95% (light grey), 80%<p≤95% (me-dium grey), 60%<p≤80% (dark grey),40%<p≤60% (black), 20%<p≤40%(dark grey), 5%<p≤20% (mediumgrey), p≤5% (light grey); the asym-metrical disposition of regions nearthe boundaries is due to the log scalevisualization of the small amplitudevalues of the harmonic components; toavoid graph cluttering with large lightgrey regions at smaller values, the firstinterval has been reduced to2%<p≤5% (light grey), by discardingthe least significant 2% of amplitudevalues.The fundamental at 15 kV has a neg-ligible dispersion, as expected for cor-rect PS and TL sizing. The first oddcharacteristic harmonics of the powersupply (50, 83.3, 116.7 Hz, etc.) haslow dispersion, whereas higher orderones produced also by on-board con-verters have a wider variation. A firstresonance around 200 Hz is visible,typical of 16.7 Hz networks and con-firmed by the average value of180 Hz reported in EN 50388, TableD.1 0. The various components andthe sources are identified in [5] withfocus on the harmonic groups of on-board converters at 917, 1,400,
1,600, 2,000, 2,800, 4,000 and8,000 Hz, together with underlyingnetwork resonances and the effect ofdifferent PS characteristics (in particu-lar installed power and additionalcapacitance of high voltage cables).The identification of network stiffnessand resonances is supported by thepantograph impedance, shown inFig. 3.
T_M ƒ 205
Figure 1 – Bern-Brig test run: THD, fundamental component and absorbed
fundamental current
Figure 2 – Bern-Brig test run: Vp spectrum over(a) [16.7, 10000] Hz and (b) histograms withstacked bars for the low frequency interval
Figure 3 – Zp for the Bern-Brig test run
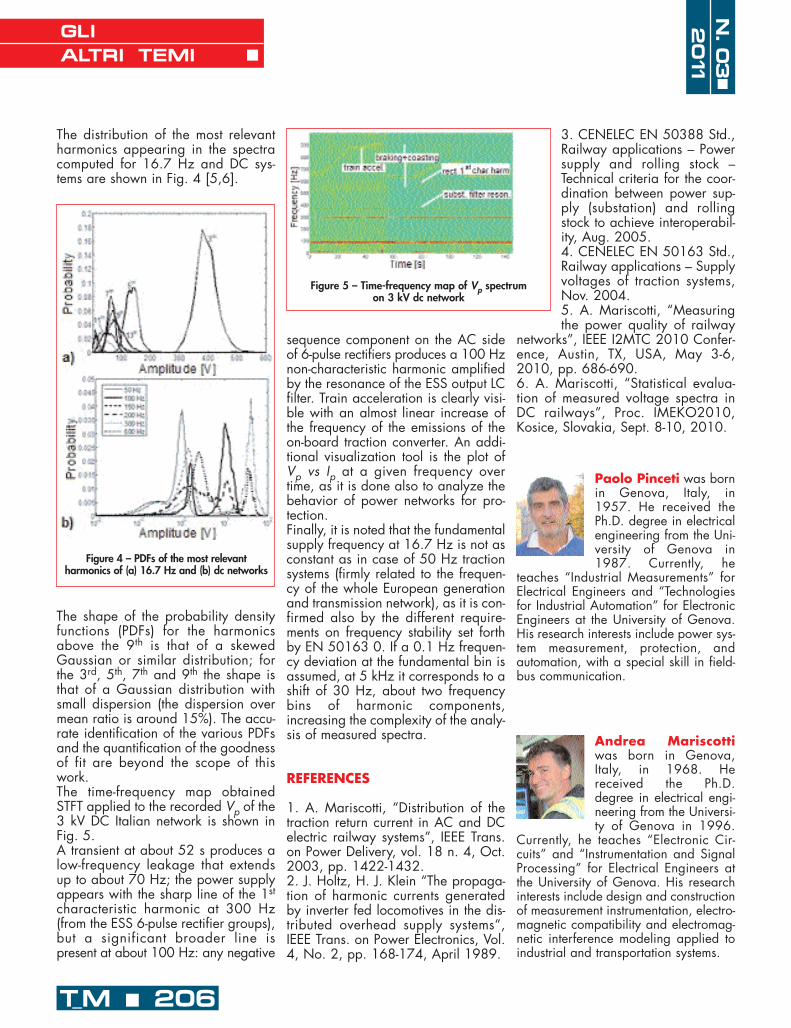
N.03ƒ
;2011
GLIALTRI TEMI
�
T_M ƒ 206
The distribution of the most relevantharmonics appearing in the spectracomputed for 16.7 Hz and DC sys-tems are shown in Fig. 4 [5,6].
sequence component on the AC sideof 6-pulse rectifiers produces a 100 Hznon-characteristic harmonic amplifiedby the resonance of the ESS output LCfilter. Train acceleration is clearly visi-ble with an almost linear increase ofthe frequency of the emissions of theon-board traction converter. An addi-tional visualization tool is the plot ofVp vs Ip at a given frequency overtime, as it is done also to analyze thebehavior of power networks for pro-tection.Finally, it is noted that the fundamentalsupply frequency at 16.7 Hz is not asconstant as in case of 50 Hz tractionsystems (firmly related to the frequen-cy of the whole European generationand transmission network), as it is con-firmed also by the different require-ments on frequency stability set forthby EN 50163 0. If a 0.1 Hz frequen-cy deviation at the fundamental bin isassumed, at 5 kHz it corresponds to ashift of 30 Hz, about two frequencybins of harmonic components,increasing the complexity of the analy-sis of measured spectra.
REFERENCES
1. A. Mariscotti, “Distribution of thetraction return current in AC and DCelectric railway systems”, IEEE Trans.on Power Delivery, vol. 18 n. 4, Oct.2003, pp. 1422-1432.2. J. Holtz, H. J. Klein “The propaga-tion of harmonic currents generatedby inverter fed locomotives in the dis-tributed overhead supply systems”,IEEE Trans. on Power Electronics, Vol.4, No. 2, pp. 168-174, April 1989.
3. CENELEC EN 50388 Std.,Railway applications – Powersupply and rolling stock –Technical criteria for the coor-dination between power sup-ply (substation) and rollingstock to achieve interoperabil-ity, Aug. 2005.4. CENELEC EN 50163 Std.,Railway applications – Supplyvoltages of traction systems,Nov. 2004.5. A. Mariscotti, “Measuringthe power quality of railway
networks”, IEEE I2MTC 2010 Confer-ence, Austin, TX, USA, May 3-6,2010, pp. 686-690.6. A. Mariscotti, “Statistical evalua-tion of measured voltage spectra inDC railways”, Proc. IMEKO2010,Kosice, Slovakia, Sept. 8-10, 2010.
Figure 4 – PDFs of the most relevant harmonics of (a) 16.7 Hz and (b) dc networks
The shape of the probability densityfunctions (PDFs) for the harmonicsabove the 9th is that of a skewedGaussian or similar distribution; forthe 3rd, 5th, 7th and 9th the shape isthat of a Gaussian distribution withsmall dispersion (the dispersion overmean ratio is around 15%). The accu-rate identification of the various PDFsand the quantification of the goodnessof fit are beyond the scope of thiswork.The time-frequency map obtainedSTFT applied to the recorded Vp of the3 kV DC Italian network is shown inFig. 5.A transient at about 52 s produces alow-frequency leakage that extendsup to about 70 Hz; the power supplyappears with the sharp line of the 1st
characteristic harmonic at 300 Hz(from the ESS 6-pulse rectifier groups),but a significant broader line is present at about 100 Hz: any negative
Figure 5 – Time-frequency map of Vp spectrum on 3 kV dc network
Paolo Pinceti was bornin Genova, Italy, in1957. He received thePh.D. degree in electricalengineering from the Uni-versity of Genova in1987. Currently, he
teaches “Industrial Measurements” forElectrical Engineers and “Technologiesfor Industrial Automation” for ElectronicEngineers at the University of Genova.His research interests include power sys-tem measurement, protection, andautomation, with a special skill in field-bus communication.
Andrea Mariscottiwas born in Genova,Italy, in 1968. Hereceived the Ph.D.degree in electrical engi-neering from the Universi-ty of Genova in 1996.
Currently, he teaches “Electronic Cir-cuits” and “Instrumentation and SignalProcessing” for Electrical Engineers atthe University of Genova. His researchinterests include design and constructionof measurement instrumentation, electro-magnetic compatibility and electromag-netic interference modeling applied toindustrial and transportation systems.
allineamento dei domini magneticinella direzione del campo esterno. Inquesto caso il campo magnetico nettointerno al materiale tende ad aumen-tare proprio per il contributo costrutti-vo fornito dai singoli domini. Questofenomeno è chiamato magnetizzazio-ne. In generale, maggiore è il numerodi domini allineati con il campo ester-no, maggiore sarà il campo magneticointerno al materiale. Va osservato chequando tutti i domini sono allineati unulteriore incremento del campo ma-gnetico esterno non produce alcun in-cremento del campo magnetico inter-no: questo fenomeno è chiamato satu-razione.Il ferromagnetismo è la proprietà dialcuni materiali di magnetizzarsi moltointensamente sotto l’azione di un cam-po magnetico esterno e di restare alungo magnetizzati quando il campomagnetico esterno si annulla. Sono ma-teriali ferromagnetici la magnetite e ilferro (da cui il termine ferromagneti-smo), cobalto, nichel, numerosi metallidi transizione e le loro rispettive leghe.Quando viene applicato un campo ma-gnetico esterno variabile nel tempo, l’o-rientamento di tutti i domini di Weisstende a seguire le variazioni del campomagnetico. Tutto questo è possibile finquando la frequenza del campo ma-gnetico esterno non risulta troppo ele-vata: oltre una data frequenza i domininon riescono più a seguire le variazionidel campo magnetico esterno determi-nando di fatto il rilassamento del mate-riale ferromagnetico.Matematicamente le caratteristiche di
THE RADIOFREQUENCY BEHAVIOR OF PASSIVE CIRCUIT COMPONENTS: THE INDUCTOR PART 2The RF behaviour of the inductor is complex. This is essentially due to tworeasons. First, the inductor is rarely realized through an empty coil. Indeedpractical realizations usually employ ferromagnetic materials, such as fer-rites, whose electrical properties are: a) frequency dependent, b) mayexhibit a non-linear behaviour and c) have non-negligible (frequencydependent) losses. Second, the impedance of the inductor increases whenfrequency increases, thus it tends to unintentionally couple to the surround-ing metallic structures; the maximum coupling being at resonance where theinductor impedance is maximum. The basic (intentional) behaviour of theinductor is here first introduced. Then the non-ideal (unintentional) behaviourat RF is described (namely spurious electric field coupling, losses, relax-ation, temperature dependence and saturation). Examples of practicalinductor realizations are offered.
RIASSUNTOIl comportamento a radiofrequenza degli induttori è complesso. Questo èessenzialmente dovuto a due ragioni. In primo luogo, l’induttore è rara-mente realizzato su una bobina vuota. Infatti le realizzazioni pratiche disolito impiegano materiali ferromagnetici, come le ferriti, le cui proprietàelettriche sono: a) dipendenti dalla frequenza, b) possono esibire un com-portamento non lineare ed c) avere perdite (dipendenti dalla frequenza)non trascurabili. In secondo luogo, l’impedenza degli induttori cresce alcrescere della frequenza, facilitando l’accoppiamento non intenzionalmen-te con le strutture metalliche circostanti; il massimo accoppiamento si verifi-ca alla risonanza dove l’impedenza è massima. Il comportamento ideale(intenzionale) dell’induttore è qui introdotto. Successivamente il comporta-mento non ideale (non intenzionale) a radio frequenza è descritto (vale adire l’accoppiamento spurio del campo elettrico, le perdite, il rilassamento,la dipendenza della temperatura e la saturazione). Esempi di realizzazionipratiche dell’induttori sono offerti.
LA COMPATIBILITÀ ELETTROMAGNETICACA
MPI
ECOM
PATI
BILIT
ÀEL
ETTR
OM
AGNET
ICA
Il comportamento a radiofrequenzadei componenti circuitali passivi
Carlo Carobbi1, Marco Cati2,3, Carlo Panconi3
L’induttore - Parte seconda
1 Università di Firenze2 Ricerca e Sviluppo, Esaote S.p.A.,Firenze3 Elettroingegneria, [email protected]
�
T_M N. 3/11 ƒ 207
IL FERROMAGNETISMO E I MATERIALI FERROMAGNETICI
Come precedentemente ricordato uninduttore si ottiene avvolgendo un certonumero di spire attorno a un nucleo dimateriale ferromagnetico. Ma cos’è unmateriale ferromagnetico? In generalepossiamo dire che tutti i materialimagnetici, a livello microscopico, sonoformati da domini magnetici (domini diWeiss) che si comportano in manieramolto simile a piccole calamite (ma-gneti permanenti) con un polo Nord ed
un polo Sud. Per ciascun dominio ilmagnete permanente può assumereun orientamento (momento magneti-co) più o meno differente rispetto aquanto avviene per il dominio conti-guo (Fig. 7).In assenza di un campo magneticoesterno i domini sono orientati in ma-niera casuale non privilegiando quin-di nessuna direzione: il campo ma-gnetico netto interno al materiale risul-ta cioè pari a zero. Al contrario, uncampo magnetico esterno penetra nelmateriale causando la rotazione e un
T_M ƒ 208
un materiale ferromagnetico sonodescritte in termini di un parametrocomplesso chiamato permeabilitàmagnetica, µs. Per introdurre questoconcetto trascuriamo per un momen-to l’effetto della capacità parassitache compare nel circuito di Fig. 4. Inquesto caso l’impedenza vista ai ter-
minali dell’induttore vale:
(5)
Indicando con L0 l’induttanza dell’in-duttore in assenza di materiale ferro-magnetico risulta:
Z R j LL = + ω
(6)
Sostituendo la (6) nella (5) si ottiene:
(7)
dove:
(8)
Per quanto sopra dimostrato, la pre-senza della resistenza R nella formuladella parte immaginaria della per-meabilità magnetica, permette di con-cludere che quest’ultima rende conto
µ µω
δω
µµs s
s
s
LL
RL
RL
‘ ””
‘tan= = = =
0 0
Z R j L
j L Rj L
j L j j L
L s
s
s s s
= + =
= +
=
= −( ) =
ω µ
ωω
µ
ω µ µ ω µ
0
00
0 0
‘
‘
‘ ”
L L s= 0µ‘
CAMPI E COMPATIBILITÀ
ELETTROMAGNETICA
�
N.03ƒ
;2011
Figura 7 – Domini magnetici (domini di Weiss)
NUOVA VISIONE 3DCON L’ULTIMA VERSIONEDI VISIONPROCognex annuncia l’implementazione dellavisione 3D nella nuova versione di Vision-Pro®, il software che definisce lo standard diprestazioni nel settore della visione industria-le. VisionPro 3D garantisce informazioni diposizionamento nello spazio accurate e intempo reale e rappresenta lo strumento idea-le per l’automazione di complesse applica-zioni robotizzate, logistiche e di verifica del-l’assemblaggio. Essendo in grado di control-lare molteplici telecamere fisse o robotizzate,il software offre massima flessibilità. Markku Jaaskelainen, Vice Presidente e Bu-siness Unit Manager di VisionPro, ha affer-mato: “Abbiamo inserito i nostri avanzatis-simi strumenti 3D in VisionPro, il principaleambiente programmatico per gli integrato-ri di sistemi e i produttori OEM. I nostripartner utilizzano regolarmente gli stru-menti VisionPro 2D per una vasta gammadi applicazioni di visione robotizzate eVisionPro 3D apre le porte a nuove possi-bilità in termini di soluzioni per complesseapplicazioni di allineamento. Inoltre, gra-zie alla completa integrazione nella libre-ria esistente, garantisce libero accesso a unampio ventaglio di strumenti d’ispezione e
NEWS �
vata precisione. VisionPro 3D offre unostarter kit immediato e di semplice appren-dimento che include il software e un’appli-cazione completa per la formazione dell’o-peratore. Quest’ultima include il codice sor-gente nonché tutto l’hardware necessarioper iniziare da subito: telecamere, treppie-de e piastre di calibrazione di precisione.
Per ulteriori informazioni, visitarewww.cognex.com/visionpro3d
identificazione, incrementando sensibil-mente il valore aggiunto di ogni progetto”.VisionPro 3D utilizza molteplici set di fun-zionalità bidimensionali già integrate neirinomati strumenti di allineamento di Co-gnex, tra cui PatMax, PatFlex™ e altri stru-menti di rilevamento di modelli geometrici.Tali strumenti gestiscono alla perfezionecondizioni di illuminazione poco uniformigarantendo la massima affidabilità anchein caso di modelli parzialmente nascosti eassicurando un’accurata localizzazionedei componenti persino nelle applicazionipiù complesse.Gli strumenti di calibrazione ad alta preci-sione di Cognex migliorano sensibilmente leprestazioni delle applicazioni grazie allaloro capacità di adattarsi alla distorsione otti-ca e alla posizione della telecamera, nonchédi sincronizzare le telecamere con i robot,vero nodo cruciale nella determinazione del-l’efficacia di qualsiasi applicazione 3D. David Michael, direttore di Core Vision Tech-nology, ha affermato: “VisionPro 3D è idea-to per condizioni di utilizzo reali e garantisceprestazioni eccezionali anche qualora alcuniparametri del componente non siano visibili.Riesce persino a compensare l’eventuale di-sallineamento di una telecamera, garanten-do continuità alla produzione”.VisionPro 3D è progettato per un’infinità diapplicazioni fisse e robotizzate, quali adesempio carico o scarico di merce da scaf-falature o pallet, verifica dell’assemblaggioe dell’equipaggiamento nel settore automo-bilistico o in altri ambiti che richiedono ele-
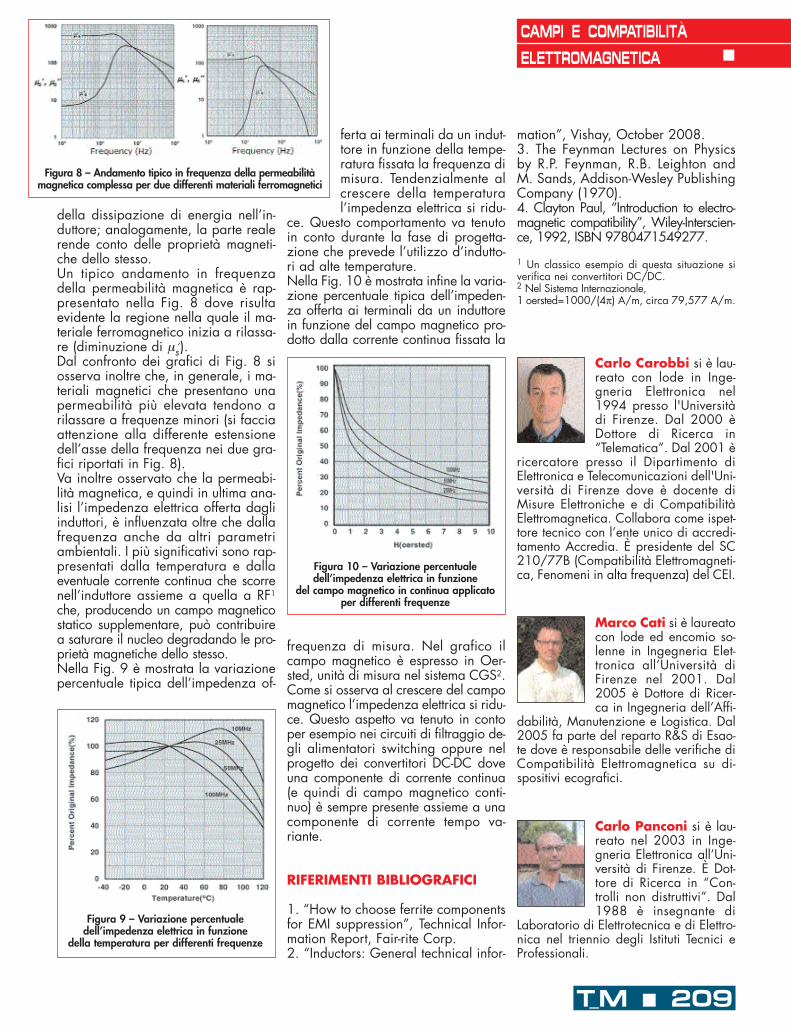
T_M ƒ 209
CAMPI E COMPATIBILITÀ
ELETTROMAGNETICA�
della dissipazione di energia nell’in-duttore; analogamente, la parte realerende conto delle proprietà magneti-che dello stesso.Un tipico andamento in frequenzadella permeabilità magnetica è rap-presentato nella Fig. 8 dove risultaevidente la regione nella quale il ma-teriale ferromagnetico inizia a rilassa-re (diminuzione di µs‘).Dal confronto dei grafici di Fig. 8 siosserva inoltre che, in generale, i ma-teriali magnetici che presentano unapermeabilità più elevata tendono arilassare a frequenze minori (si facciaattenzione alla differente estensionedell’asse della frequenza nei due gra-fici riportati in Fig. 8). Va inoltre osservato che la permeabi-lità magnetica, e quindi in ultima ana-lisi l’impedenza elettrica offerta dagliinduttori, è influenzata oltre che dallafrequenza anche da altri parametriambientali. I più significativi sono rap-presentati dalla temperatura e dallaeventuale corrente continua che scorrenell’induttore assieme a quella a RF1
che, producendo un campo magneticostatico supplementare, può contribuirea saturare il nucleo degradando le pro-prietà magnetiche dello stesso.Nella Fig. 9 è mostrata la variazionepercentuale tipica dell’impedenza of-
ferta ai terminali da un indut-tore in funzione della tempe-ratura fissata la frequenza dimisura. Tendenzialmente alcrescere della temperatural’impedenza elettrica si ridu-
ce. Questo comportamento va tenutoin conto durante la fase di progetta-zione che prevede l’utilizzo d’indutto-ri ad alte temperature. Nella Fig. 10 è mostrata infine la varia-zione percentuale tipica dell’impeden-za offerta ai terminali da un induttorein funzione del campo magnetico pro-dotto dalla corrente continua fissata la
mation”, Vishay, October 2008.3. The Feynman Lectures on Physicsby R.P. Feynman, R.B. Leighton andM. Sands, Addison-Wesley PublishingCompany (1970).4. Clayton Paul, “Introduction to electro-magnetic compatibility”, Wiley-Interscien-ce, 1992, ISBN 9780471549277.
1 Un classico esempio di questa situazione siverifica nei convertitori DC/DC.2 Nel Sistema Internazionale, 1 oersted=1000/(4π) A/m, circa 79,577 A/m.
Carlo Carobbi si è lau-reato con lode in Inge-gneria Elettronica nel1994 presso l'Universitàdi Firenze. Dal 2000 èDottore di Ricerca in“Telematica”. Dal 2001 è
ricercatore presso il Dipartimento diElettronica e Telecomunicazioni dell'Uni-versità di Firenze dove è docente diMisure Elettroniche e di CompatibilitàElettromagnetica. Collabora come ispet-tore tecnico con l’ente unico di accredi-tamento Accredia. È presidente del SC210/77B (Compatibilità Elettromagneti-ca, Fenomeni in alta frequenza) del CEI.
Marco Cati si è laureatocon lode ed encomio so-lenne in Ingegneria Elet-tronica all’Università diFirenze nel 2001. Dal2005 è Dottore di Ricer-ca in Ingegneria dell’Affi-
dabilità, Manutenzione e Logistica. Dal2005 fa parte del reparto R&S di Esao-te dove è responsabile delle verifiche diCompatibilità Elettromagnetica su di-spositivi ecografici.
Carlo Panconi si è lau-reato nel 2003 in Inge-gneria Elettronica all’Uni-versità di Firenze. È Dot-tore di Ricerca in “Con-trolli non distruttivi”. Dal1988 è insegnante di
Laboratorio di Elettrotecnica e di Elettro-nica nel triennio degli Istituti Tecnici eProfessionali.
Figura 8 – Andamento tipico in frequenza della permeabilitàmagnetica complessa per due differenti materiali ferromagnetici
Figura 9 – Variazione percentuale dell’impedenza elettrica in funzione
della temperatura per differenti frequenze
Figura 10 – Variazione percentuale dell’impedenza elettrica in funzione
del campo magnetico in continua applicatoper differenti frequenze
frequenza di misura. Nel grafico ilcampo magnetico è espresso in Oer-sted, unità di misura nel sistema CGS2.Come si osserva al crescere del campomagnetico l’impedenza elettrica si ridu-ce. Questo aspetto va tenuto in contoper esempio nei circuiti di filtraggio de-gli alimentatori switching oppure nelprogetto dei convertitori DC-DC doveuna componente di corrente continua(e quindi di campo magnetico conti-nuo) è sempre presente assieme a unacomponente di corrente tempo va-riante.
RIFERIMENTI BIBLIOGRAFICI
1. “How to choose ferrite componentsfor EMI suppression”, Technical Infor-mation Report, Fair-rite Corp.2. “Inductors: General technical infor-

VIS
IONE
ARTIF
ICIA
LE
Visione e taraturaIl back stage della visione industriale
� A cura di Giovanna Sansoni ([email protected])
VISION AND CALIBRATION THE BACKSTAGE OF INDUSTRIAL VISION
The section on Artificial Vision is intended to be a “forum”for Tutto_Misure readers who wish to explore the world ofcomponents, systems, solutions for industrial vision andtheir applications (automation, robotics, food&beverage,quality control, biomedical). Write to Giovanna Sansoniand stimulate discussion on your favorite topics.
RIASSUNTOLa rubrica sulla visione artificiale vuole essere un “forum” per tutti i lettori dellarivista Tutto_Misure interessata a componenti, sistemi, soluzioni per la visioneartificiale in tutti i settori applicativi (automazione, robotica, agroalimentare,controllo di qualità, biomedicale). Scrivete alla Prof. Sansoni e sottoponeteleargomenti e stimoli.
In una rivista incentrata sul tema dellemisure, sulla taratura e la calibrazionedegli strumenti e sulla valutazione dellerelative incertezze di misura, non pote-vo esimermi dal dare il mio contributoin materia di taratura e calibrazione disistemi di visione.Con il termine camera calibration siidentifica tutto l’insieme di operazioniche fanno di un sensore, quale è la tele-camera, un sistema di misura. Che sitratti di una singola telecamera, di unset di telecamere, che si abbia a chefare con un sistema 2D o con un siste-ma 3D, il nocciolo della questione èstabilire una relazione che consenta ditrasformare i valori contenuti in unamatrice (immagine) in misure espressenel mondo reale, corredate del propriodato d’incertezza.Anche con le telecamere dunque, biso-gna tarare e calibrare. La taraturaimplica che si osservi il dato di preci-sione, mentre la calibrazione serve permigliorare le prestazioni di accuratez-za. Si deve comunque adottare un ap-proccio per confronto e far cooperarele due fasi fino all’ottenimento delle pre-stazioni desiderate. Per fare questo, bisogna approcciareil problema in modo tipicamente
matematico: si cerca cioè di ricon-durre il funzionamento del dispositivoad alcune equazioni che tengono contodi tutti i processi che intervengono nel-l’acquisizione di un’immagine; cono-scendo la struttura di questo modellomatematico, eseguire la calibrazione diun particolare dispositivo reale significastimare i valori dei coefficienti che nedescrivono il funzionamento nel modopiù accurato possibile. Scrivere il modello di funzionamento diuna telecamera significa stabilire illegame che esiste fra il mondo reale (etridimensionale) in cui è espressa lascena e la matrice di livelli di grigio chela rappresenta. Non è un passaggiobanale questo, poiché implica (i) che sidefinisca un sistema di riferimento soli-dale con la scena, (ii) che lo si metta inrelazione con il sistema di riferimentosolidale con la telecamera, (iii) che siscelga il livello di sofisticazione con ilquale modellizzare il sistema ottico iningresso alla telecamera, (iv) che sidescriva la matrice sensore al suo inter-no, e, infine, (v) che si ponga in rela-zione la matrice immagine con la matri-ce sensore.Vengono quindi presi in considerazionequattro sistemi di riferimento, due tridi-
mensionali, esterni al dispositivo, e duebidimensionali, interni ad esso; inoltrebisogna decidere come modellizza-re il sistema di lenti: limitarsi a‘scommettere’ che l’influenza di distor-sioni ottiche sia trascurabile semplificaenormemente il problema, perché neconsente la formulazione in termini li-neari; viceversa, la compensazione dierrori legati a effetti di distorsione otticarichiede la scrittura di modelli che coin-volgono un maggior numero di para-metri, inevitabilmente in relazione nonlineare con gli altri.Uno dei modelli più utilizzati per effet-tuare la ‘Camera Calibration’ è il cosìdetto modello Pin-hole [1]. Esso utiliz-za 3 parametri di rotazione e 3 di tra-slazione, che servono per istruire la tele-camera sulla sua posizione e orienta-mento rispetto alla scena reale (para-metri estrinseci). Questo modello utiliz-za un solo parametro per descrivere ilsistema di lenti in ingresso alla teleca-mera, ed è la lunghezza focale; essodefinisce il piano sensore mediante dueopportuni fattori di scala, che lo metto-no in relazione all’immagine. Questa,infine, è descritta dalla sua risoluzione,e dalle coordinate dell’elemento centra-le. Dunque in tutto sono 11 parametri,organizzati in un sistema lineare, cheha come termini noti le coordinate diciascun elemento dell’immagine. Quando invece si voglia tenere in con-siderazione l’elemento distorsione lecose si complicano. Infatti la distorsionepuò essere semplicemente geometrica,oppure ottica, e anche qui c’è una bellacasistica. Distorsione tangenziale? Di-storsione radiale? Ambedue? Fino ache punto sofisticare il problema e ren-derne complessa la soluzione?Fra i modelli sviluppati particolare impor-tanza hanno quelli che compensano ilcontributo di distorsione radiale. Laletteratura è ricchissima di proposte,metodi e soluzioni [2]. La versione base,che è stata proposta alla fine degli anni
T_M N. 3/11 ƒ 211

T_M ƒ 212
‘80, aggiunge ai parametri già espostiin precedenza un solo parametro di di-storsione e formula il legame in modonon lineare, il che significa che, se nonbene condizionato, il sistema può nonconvergere alla soluzione ottima.Che il modello sia lineare o meno, essoè espresso da un sistema di equazionisottodimensionato rispetto al numerodei parametri da stimare. Di ciascunaequazione è necessario fornire il termi-ne noto e i coefficienti relativi a ciascunparametro incognito.Questa operazione viene effettuatamediante l’utilizzo di master di ca-librazione, le cui caratteristiche di-mensionali sono note con adeguata in-certezza di misura. Essi riportano ele-menti di tessitura (marker) di posizionenota sul master, pensati per una sempli-ce identificazione da parte della teleca-mera. L’idea è quella di far apprenderealla telecamera informazioni sul mondoreale note a priori. In tal modo si pos-sono mettere in relazione le coordinatedei marker presenti sui master, cosìcome visti dal sensore, con le loro effet-tive posizioni nel modo reale: le primefungono da termini noti nelle equazio-ni, le seconde vanno a comporre i coef-ficienti dei parametri da stimare. L’approccio più sensato alla stima èquello di utilizzare un criterio dimassima verosimiglianza, che, dinuovo, assume una forma lineare inassenza di distorsioni, mentre richiedepassi iterativi, ben condizionati in quel-li non lineari. Va da sé che la possibili-tà di risolvere un sistema sovradimen-sionato rispetto al numero dei parame-tri è condizione necessaria all’otteni-mento di una stima di buona qualità deiparametri stessi: l’aspetto caratterizzan-te è il rapporto fra il numero dei markerdel master e il numero di equazioni chesono necessarie a ottenere una buonastima. La procedura che passa attraver-so l’utilizzo di master può richiederetempi alti, ad esempio se il master deveessere posto su una slitta micrometrica,in modo da controllarne la posizionenel sistema di riferimento reale. Inoltre,la qualità del master assume particola-re rilevanza, specialmente in relazionealla sua planarità, e alla precisione conla quale vengono ‘incisi’ su di esso glielementi di tessitura (Feature) che devo-
no essere riconosciuti dalla telecamera.La delicatezza di questi aspetti ha avutocome effetto lo studio e lo sviluppo dimetodi che differiscono fra loro a se-conda dell’aspetto che vogliono otti-mizzare. Ad esempio, vi sono procedu-re che richiedono l’utilizzo di masterlow-cost, fatti di pochi marker chevengono semplicemente stampati sucarta e fissati su un supporto di cartone;in altri casi, si ricorre all’utilizzo di pia-stre metalliche con planaritàcontrollata, sulle quali è richiesto diapporre appositi target di calibrazione;in alternativa, lo spazio tridimensionalereale viene acquisito dalla telecameramuovendo manualmente il ma-ster in posizioni arbitrarie; in altri inve-ce, il master deve essere posizionato suuna guida micrometrica, in modo dafornire con ripetibilità nota la posizionedi ogni marker nello spazio reale.Dal punto di vista pratico questo aspet-to è importantissimo: non a caso i siste-mi software per la visione presentano unnotevole numero di funzioni dedicatealla procedura di acquisizione del ma-ster, che consentono l’utilizzo di masterlow-cost, e la ripresa di un numero d’im-magini da acquisire inferiore a 10. A valle di questa fase, non resta che la-sciar lavorare lo specifico algoritmo distima e ottenere i parametri del modellotelecamera. A questo punto, il sistemadi relazioni utilizzate per stimare i pa-rametri del modello viene sfruttato pereffettuare la misura: le informazioni pro-venienti dall’immagine acquisita dallascena formano i termini noti, e le inco-gnite diventano le coordinate nello spa-zio cartesiano definite nel mondo reale.La misura è bidimensionale? Una coor-dinata sarà non necessaria alla suaespressione. La misura è tridimensiona-le? Serviranno almeno due telecameree l’intersezione fra i loro assi ottici.Con quale ripetibilità viene identificatala distanza fra due feature in una scenaincognita? Con quale risoluzione ilsistema di visione è in grado di apprez-zare il diametro di un foro, o il profilodi un certo oggetto? A queste domandenon può che rispondere la taratura delsistema: dati i parametri stimati perla/le telecamera/e, si devono confron-tare le misure ottenute dal sistema divisione in corrispondenza a una scena
VISIONEARTIFICIALE
�
nota a priori con quelle dichiarate pertale scena. L’ottenimento del dato d’in-certezza finale dirà se la calibrazioneeffettuata è sufficiente o se la stimadebba essere ulteriormente raffinata.Procedura complessa? Si, ma indispen-sabile, se l’obiettivo del sistema di visio-ne è la misura.
BIBLIOGRAFIA
[1] E. Trucco and A. Verri, Prentice-Hall,1998, ISBN 0-13-261108-2.[2] C. Steger, M. Ulrich, C. Wiede-mann, Machine Vision Algorithms andApplications, Wiley-VCH, Weinheim,2009.[3] R.Y. Tsai, IEEE Journal of Roboticsand Automation, RA-3, 323 (1987).
N.03ƒ
;2011
TUTTO_MISURETUTTO_MISURELA RIVISTA DELLE MISURE E DEL CONTROLLO QUALITÀ - PERIODICO FONDATO DA SERGIO SARTORI
ORGANO UFFICIALE DELL’ASSOCIAZIONE “GMEE” E DI “METROLOGIA & QUALITÀ”
Abbonarsi ORA per 2 anni a
CONVIENE!!!
66 euro (anziché 72) e 30 euro di sconto
sulla quota d’iscrizione alla 8a edizione
del Congresso Nazionale “METROLOGIA & QUALITÀ”L’abbonamento biennale Vi offre 8 numeri cartacei
+ 8 telematici (Tutto_Misure News)
Per richiedere le modalità di abbonamento,
telefonare al n° 011/0266700
o inviare una e-mail a: [email protected]
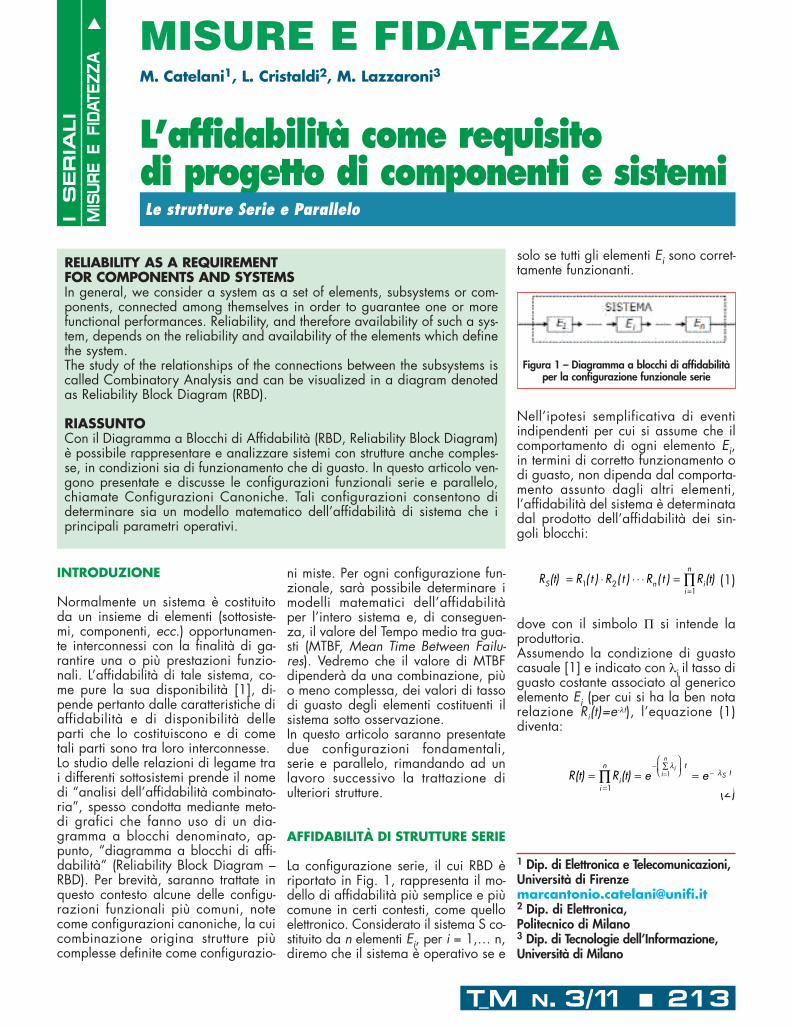
MISURE E FIDATEZZA
T_M N. 3/11 ƒ 213
ISERIA
LI
MIS
URE
EFI
DATE
ZZA
L’affidabilità come requisitodi progetto di componenti e sistemi
M. Catelani1, L. Cristaldi2, M. Lazzaroni3
Le strutture Serie e Parallelo
1 Dip. di Elettronica e Telecomunicazioni,Università di [email protected] Dip. di Elettronica, Politecnico di Milano3 Dip. di Tecnologie dell’Informazione,Università di Milano
�
INTRODUZIONE
Normalmente un sistema è costituitoda un insieme di elementi (sottosiste-mi, componenti, ecc.) opportunamen-te interconnessi con la finalità di ga-rantire una o più prestazioni funzio-nali. L’affidabilità di tale sistema, co-me pure la sua disponibilità [1], di-pende pertanto dalle caratteristiche diaffidabilità e di disponibilità delleparti che lo costituiscono e di cometali parti sono tra loro interconnesse. Lo studio delle relazioni di legame trai differenti sottosistemi prende il nomedi “analisi dell’affidabilità combinato-ria”, spesso condotta mediante meto-di grafici che fanno uso di un dia-gramma a blocchi denominato, ap-punto, “diagramma a blocchi di affi-dabilità” (Reliability Block Diagram –RBD). Per brevità, saranno trattate inquesto contesto alcune delle configu-razioni funzionali più comuni, notecome configurazioni canoniche, la cuicombinazione origina strutture piùcomplesse definite come configurazio-
ni miste. Per ogni configurazione fun-zionale, sarà possibile determinare imodelli matematici dell’affidabilitàper l’intero sistema e, di conseguen-za, il valore del Tempo medio tra gua-sti (MTBF, Mean Time Between Failu-res). Vedremo che il valore di MTBFdipenderà da una combinazione, piùo meno complessa, dei valori di tassodi guasto degli elementi costituenti ilsistema sotto osservazione.In questo articolo saranno presentatedue configurazioni fondamentali,serie e parallelo, rimandando ad unlavoro successivo la trattazione diulteriori strutture.
AFFIDABILITÀ DI STRUTTURE SERIE
La configurazione serie, il cui RBD èriportato in Fig. 1, rappresenta il mo-dello di affidabilità più semplice e piùcomune in certi contesti, come quelloelettronico. Considerato il sistema S co-stituito da n elementi Ei, per i = 1,… n,diremo che il sistema è operativo se e
solo se tutti gli elementi Ei sono corret-tamente funzionanti.
Nell’ipotesi semplificativa di eventiindipendenti per cui si assume che ilcomportamento di ogni elemento Ei,in termini di corretto funzionamento odi guasto, non dipenda dal comporta-mento assunto dagli altri elementi,l’affidabilità del sistema è determinatadal prodotto dell’affidabilità dei sin-goli blocchi:
(1)
dove con il simbolo Π si intende laproduttoria.Assumendo la condizione di guastocasuale [1] e indicato con λi il tasso diguasto costante associato al genericoelemento Ei (per cui si ha la ben notarelazione Ri(t)=e-λt), l’equazione (1)diventa:
(2) R(t) R (t) e ei
t t
i
n ii
n
S= = =−
−
=
=∑
∏λ
λ1
1
R (t) R t R t R t R (t)S n ii
n= ⋅ ⋅ ⋅ ⋅ =
=∏1 2
1( ) ( ) ( )
RELIABILITY AS A REQUIREMENT FOR COMPONENTS AND SYSTEMSIn general, we consider a system as a set of elements, subsystems or com-ponents, connected among themselves in order to guarantee one or morefunctional performances. Reliability, and therefore availability of such a sys-tem, depends on the reliability and availability of the elements which definethe system.The study of the relationships of the connections between the subsystems iscalled Combinatory Analysis and can be visualized in a diagram denotedas Reliability Block Diagram (RBD).
RIASSUNTOCon il Diagramma a Blocchi di Affidabilità (RBD, Reliability Block Diagram)è possibile rappresentare e analizzare sistemi con strutture anche comples-se, in condizioni sia di funzionamento che di guasto. In questo articolo ven-gono presentate e discusse le configurazioni funzionali serie e parallelo,chiamate Configurazioni Canoniche. Tali configurazioni consentono dideterminare sia un modello matematico dell’affidabilità di sistema che iprincipali parametri operativi.
Figura 1 – Diagramma a blocchi di affidabilitàper la configurazione funzionale serie
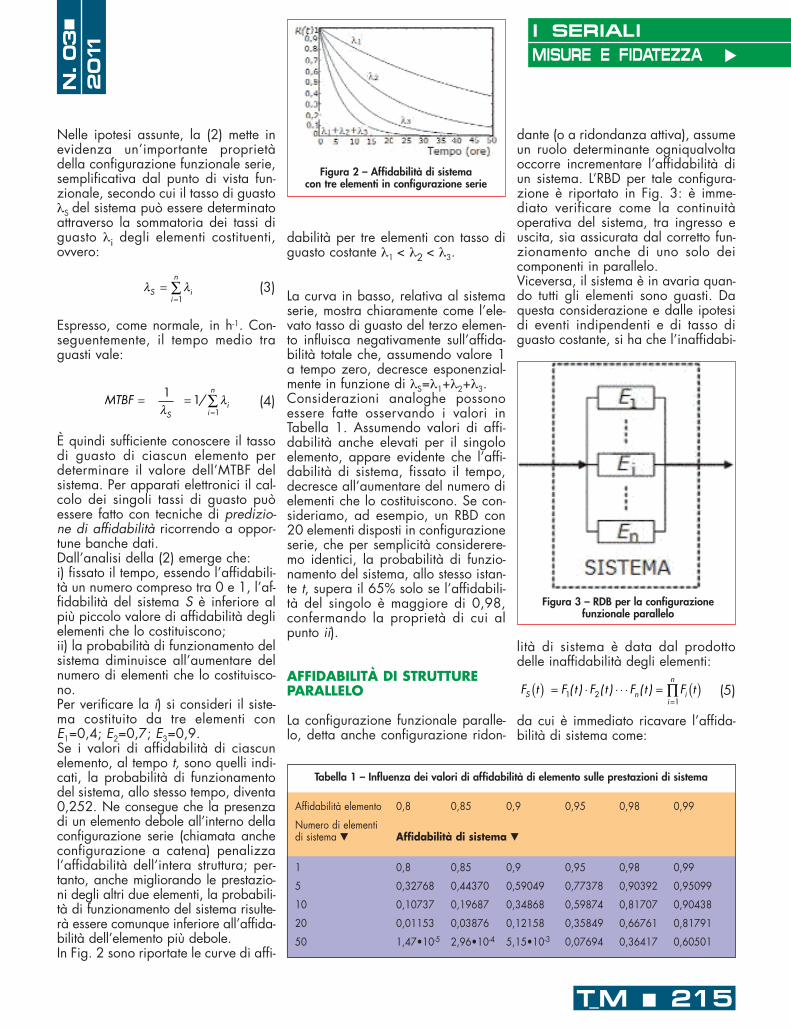
T_M ƒ 215
I SERIALIMISURE E FIDATEZZA
�N.03ƒ
; 2011
Nelle ipotesi assunte, la (2) mette inevidenza un’importante proprietàdella configurazione funzionale serie,semplificativa dal punto di vista fun-zionale, secondo cui il tasso di guastoλS del sistema può essere determinatoattraverso la sommatoria dei tassi diguasto λi degli elementi costituenti,ovvero:
(3)
Espresso, come normale, in h-1. Con-seguentemente, il tempo medio traguasti vale:
(4)
È quindi sufficiente conoscere il tassodi guasto di ciascun elemento perdeterminare il valore dell’MTBF delsistema. Per apparati elettronici il cal-colo dei singoli tassi di guasto puòessere fatto con tecniche di predizio-ne di affidabilità ricorrendo a oppor-tune banche dati. Dall’analisi della (2) emerge che:i) fissato il tempo, essendo l’affidabili-tà un numero compreso tra 0 e 1, l’af-fidabilità del sistema S è inferiore alpiù piccolo valore di affidabilità deglielementi che lo costituiscono;ii) la probabilità di funzionamento delsistema diminuisce all’aumentare delnumero di elementi che lo costituisco-no. Per verificare la i) si consideri il siste-ma costituito da tre elementi conE1=0,4; E2=0,7; E3=0,9.Se i valori di affidabilità di ciascunelemento, al tempo t, sono quelli indi-cati, la probabilità di funzionamentodel sistema, allo stesso tempo, diventa0,252. Ne consegue che la presenzadi un elemento debole all’interno dellaconfigurazione serie (chiamata ancheconfigurazione a catena) penalizzal’affidabilità dell’intera struttura; per-tanto, anche migliorando le prestazio-ni degli altri due elementi, la probabili-tà di funzionamento del sistema risulte-rà essere comunque inferiore all’affida-bilità dell’elemento più debole.In Fig. 2 sono riportate le curve di affi-
MTBF /S
ii
n= =
=∑1 1
1λλ
λ λS i
i
n=
=∑
1
dabilità per tre elementi con tasso diguasto costante λ1 < λ2 < λ3.
La curva in basso, relativa al sistemaserie, mostra chiaramente come l’ele-vato tasso di guasto del terzo elemen-to influisca negativamente sull’affida-bilità totale che, assumendo valore 1a tempo zero, decresce esponenzial-mente in funzione di λS=λ1+λ2+λ3. Considerazioni analoghe possonoessere fatte osservando i valori inTabella 1. Assumendo valori di affi-dabilità anche elevati per il singoloelemento, appare evidente che l’affi-dabilità di sistema, fissato il tempo,decresce all’aumentare del numero dielementi che lo costituiscono. Se con-sideriamo, ad esempio, un RBD con20 elementi disposti in configurazioneserie, che per semplicità considerere-mo identici, la probabilità di funzio-namento del sistema, allo stesso istan-te t, supera il 65% solo se l’affidabili-tà del singolo è maggiore di 0,98,confermando la proprietà di cui alpunto ii).
AFFIDABILITÀ DI STRUTTUREPARALLELO
La configurazione funzionale paralle-lo, detta anche configurazione ridon-
dante (o a ridondanza attiva), assumeun ruolo determinante ogniqualvoltaoccorre incrementare l’affidabilità diun sistema. L’RBD per tale configura-zione è riportato in Fig. 3: è imme-diato verificare come la continuitàoperativa del sistema, tra ingresso euscita, sia assicurata dal corretto fun-zionamento anche di uno solo deicomponenti in parallelo. Viceversa, il sistema è in avaria quan-do tutti gli elementi sono guasti. Daquesta considerazione e dalle ipotesidi eventi indipendenti e di tasso diguasto costante, si ha che l’inaffidabi-
lità di sistema è data dal prodottodelle inaffidabilità degli elementi:
(5)
da cui è immediato ricavare l’affida-bilità di sistema come:
F t F t F t F t F tS n i
i
n
( ) = ⋅ ⋅ ⋅ ⋅ = ( )=
∏1 21
( ) ( ) ( )
Figura 2 – Affidabilità di sistema con tre elementi in configurazione serie
Figura 3 – RDB per la configurazione funzionale parallelo
Tabella 1 – Influenza dei valori di affidabilità di elemento sulle prestazioni di sistema
Affidabilità elemento 0,8 0,85 0,9 0,95 0,98 0,99
Numero di elementidi sistema � Affidabilità di sistema �
1 0,8 0,85 0,9 0,95 0,98 0,99
5 0,32768 0,44370 0,59049 0,77378 0,90392 0,95099
10 0,10737 0,19687 0,34868 0,59874 0,81707 0,90438
20 0,01153 0,03876 0,12158 0,35849 0,66761 0,81791
50 1,47•10-5 2,96•10-4 5,15•10-3 0,07694 0,36417 0,60501
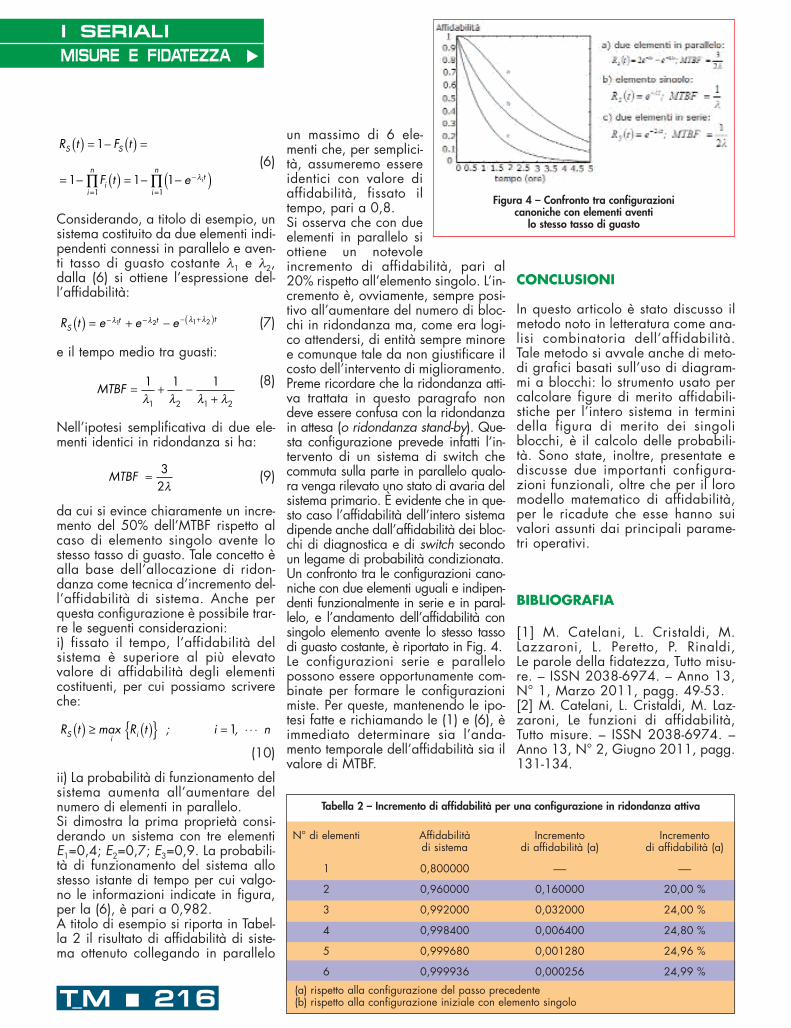
T_M ƒ 216
(6)
Considerando, a titolo di esempio, unsistema costituito da due elementi indi-pendenti connessi in parallelo e aven-ti tasso di guasto costante λ1 e λ2,dalla (6) si ottiene l’espressione del-l’affidabilità:
(7)
e il tempo medio tra guasti:
(8)
Nell’ipotesi semplificativa di due ele-menti identici in ridondanza si ha:
(9)
da cui si evince chiaramente un incre-mento del 50% dell’MTBF rispetto alcaso di elemento singolo avente lostesso tasso di guasto. Tale concetto èalla base dell’allocazione di ridon-danza come tecnica d’incremento del-l’affidabilità di sistema. Anche perquesta configurazione è possibile trar-re le seguenti considerazioni:i) fissato il tempo, l’affidabilità delsistema è superiore al più elevatovalore di affidabilità degli elementicostituenti, per cui possiamo scrivereche:
(10)
ii) La probabilità di funzionamento delsistema aumenta all’aumentare delnumero di elementi in parallelo. Si dimostra la prima proprietà consi-derando un sistema con tre elementiE1=0,4; E2=0,7; E3=0,9. La probabili-tà di funzionamento del sistema allostesso istante di tempo per cui valgo-no le informazioni indicate in figura,per la (6), è pari a 0,982.A titolo di esempio si riporta in Tabel-la 2 il risultato di affidabilità di siste-ma ottenuto collegando in parallelo
R t max R t ; i , nS i i( ) ≥ ( ){ } = ⋅ ⋅ ⋅1
MTBF = 3
2λ
MTBF = + −+
1 1 1
1 2 1 2λ λ λ λ
R t e e eSt t t( ) = + −− − − +( )λ λ λ λ1 2 1 2
un massimo di 6 ele-menti che, per semplici-tà, assumeremo essereidentici con valore diaffidabilità, fissato iltempo, pari a 0,8.Si osserva che con dueelementi in parallelo siottiene un notevoleincremento di affidabilità, pari al20% rispetto all’elemento singolo. L’in-cremento è, ovviamente, sempre posi-tivo all’aumentare del numero di bloc-chi in ridondanza ma, come era logi-co attendersi, di entità sempre minoree comunque tale da non giustificare ilcosto dell’intervento di miglioramento. Preme ricordare che la ridondanza atti-va trattata in questo paragrafo nondeve essere confusa con la ridondanzain attesa (o ridondanza stand-by). Que-sta configurazione prevede infatti l’in-tervento di un sistema di switch checommuta sulla parte in parallelo qualo-ra venga rilevato uno stato di avaria delsistema primario. È evidente che in que-sto caso l’affidabilità dell’intero sistemadipende anche dall’affidabilità dei bloc-chi di diagnostica e di switch secondoun legame di probabilità condizionata. Un confronto tra le configurazioni cano-niche con due elementi uguali e indipen-denti funzionalmente in serie e in paral-lelo, e l’andamento dell’affidabilità consingolo elemento avente lo stesso tassodi guasto costante, è riportato in Fig. 4. Le configurazioni serie e parallelopossono essere opportunamente com-binate per formare le configurazionimiste. Per queste, mantenendo le ipo-tesi fatte e richiamando le (1) e (6), èimmediato determinare sia l’anda-mento temporale dell’affidabilità sia ilvalore di MTBF.
CONCLUSIONI
In questo articolo è stato discusso ilmetodo noto in letteratura come ana-lisi combinatoria dell’affidabilità.Tale metodo si avvale anche di meto-di grafici basati sull’uso di diagram-mi a blocchi: lo strumento usato percalcolare figure di merito affidabili-stiche per l’intero sistema in terminidella figura di merito dei singoliblocchi, è il calcolo delle probabili-tà. Sono state, inoltre, presentate ediscusse due importanti configura-zioni funzionali, oltre che per il loromodello matematico di affidabilità,per le ricadute che esse hanno suivalori assunti dai principali parame-tri operativi.
BIBLIOGRAFIA
[1] M. Catelani, L. Cristaldi, M. Lazzaroni, L. Peretto, P. Rinaldi, Le parole della fidatezza, Tutto misu-re. – ISSN 2038-6974. – Anno 13,N° 1, Marzo 2011, pagg. 49-53.[2] M. Catelani, L. Cristaldi, M. Laz-zaroni, Le funzioni di affidabilità,Tutto misure. – ISSN 2038-6974. –Anno 13, N° 2, Giugno 2011, pagg.131-134.
R t F tS S( ) = − ( ) =1
F t eii
nt
i
ni= − ( ) = − −( )
=
−
=∏ ∏1 1 1
1 1
λ
Tabella 2 – Incremento di affidabilità per una configurazione in ridondanza attiva
N° di elementi Affidabilità Incremento Incrementodi sistema di affidabilità (a) di affidabilità (a)
1 0,800000 —- —-
2 0,960000 0,160000 20,00 %
3 0,992000 0,032000 24,00 %
4 0,998400 0,006400 24,80 %
5 0,999680 0,001280 24,96 %
6 0,999936 0,000256 24,99 %
(a) rispetto alla configurazione del passo precedente(b) rispetto alla configurazione iniziale con elemento singolo
Figura 4 – Confronto tra configurazioni canoniche con elementi aventi
lo stesso tasso di guasto
I SERIALIMISURE E FIDATEZZA
�

I SISTEMI RFID
T_M N. 3/11 ƒ 217
ISERIA
LI
ISIS
TEM
IRFI
D
Come si realizza un progettoRFId
Luca Cremona
Le fasi di uno studio di fattibilità
�
HOW TO MAKE AN RFID PROJECTThe feasibility study and the pilot project are the fundamental preliminarysteps for a successful implementation of an RFId system. The paper outlinesthe phases of a feasibility study, according to the methodology developedby the Lab#ID and applied in the projects it has accomplished.
RIASSUNTOLo studio di fattibilità e il progetto pilota sono passi fondamentali preliminariper la buona implementazione di un sistema RFId. L’articolo presenta in parti-colare le fasi in cui si articola uno studio di fattibilità, nella metodologia svi-luppata dal Lab#ID e messa alla prova nei progetti da questo realizzati.
VERSO L’ADOZIONE DI UN SISTEMA RFID
I sistemi basati sulla tecnologia RFId(Radio Frequency Identification) costi-tuiscono una modalità di risposta effi-cace a numerose esigenze di aziendee di organizzazioni in genere (v. T_M1/2011 e 2/2011), e hanno pro-gressivamente assunto una valenzasempre più strategica, tanto da essereutilizzati, per esempio, come una verae propria leva di marketing nei puntivendita, per tracciare i clienti, acqui-sire dati sulle loro preferenze di acqui-sto, fare azioni di cross selling, incre-mentare la fidelizzazione, semplifica-re il pagamento degli acquisti.Introdurre con successo questi sistemi inuna qualsiasi realtà aziendale presup-pone d’individuare preliminarmente lecondizioni di adozione operativamenteattuabili e i miglioramenti effettivamenteconseguibili, e quantificare i beneficiottenibili anche alla luce degli investi-menti richiesti. Infatti se da un lato i si-stemi RFId hanno grandi potenzialità ap-plicative, dall’altro non sono quasi maidisponibili “a scaffale”. Inoltre si tratta diuna tecnologia sistemica, che moltiplicai suoi benefici quante più sono le entitàche possono giungere a fruirne, e ciòproduce l’ulteriore vantaggio di consen-tire di suddividerne i costi.Di conseguenza è spesso appropriato
Lab#ID, Università di [email protected]
Questo articolo è il terzo di una mini-serie, a cura dei ricercatori del Lab#ID,che mira a proporre un’introduzione aisistemi RFId e alle loro applicazioni,ma anche a testimoniare il modo concui il laboratorio attua processi di tra-sferimento tecnologico, mettendo inevidenza i fattori critici per conseguiregli obiettivi di progetto e portando l’e-sperienza di alcuni casi concreti.
Lab#ID (Luca Mari)
introdurre un sistema RFId con un pro-cesso per passi successivi, per chiari-re progressivamente obiettivi e condi-zioni di adozione, secondo le quattromacro-fasi di Fig. 1.
Sulla base di queste ultime considera-zioni opera da quattro anni il Lab#ID.Per poter operare concretamente perl’applicazione di questi sistemi nelleaziende, il laboratorio ha sviluppatouna propria metodologia per la rea-lizzazione del momento cruciale dellostudio di fattibilità.Da subito è emersa chiara la necessi-tà di trasferire conoscenza alle azien-de, e di offrire loro un supporto con-creto per adattare le tecnologie piùinnovative ai bisogni aziendali e nonviceversa, secondo una logica de-mand pull invece che, come spessoaccade, technology push. Quindi,nella metodologia impiegata dalLab#ID, l’implementazione si realizza
solo a seguito di una puntuale attivitàdi analisi della situazione di partenza(As-Is) e di definizione della situazio-ne a tendere (To-Be), anche per stima-re gli effettivi benefici conseguibili e icosti da sostenere. Deve essere inoltredimostrata la fattibilità realizzativadella soluzione prospettata, attraversoopportuni test tecnologici condotti inloco, acquisendo le informazioni suglispecifici dispositivi e sulla loro confi-gurazione, da cui ripartire nell’even-tuale successivo progetto pilota.
Figura 1 – Macro-fasi nel processo di adozione di un sistema RFId
Figura 2 – Le fasi dello studio di fattibilità

T_M ƒ 218
N.03ƒ
;2011
I SERIALII SISTEMI RFID
�
LE FASI DEL PROCESSO
Fase 1: formazione del gruppodi lavoro e definizione degli obiettivi di progettoLa prima fase dello studio di fattibilitàintende definire il gruppo di lavoroche collaborerà nella realizzazionedel progetto, costituito da un teammisto di risorse interne e, nel nostrocaso, di personale del laboratorio. Lepersone dell’organizzazione dovreb-bero comprendere referenti/responsa-bili dei processi interessati (direttoredi stabilimento, gestore di magazzi-no..., e nel caso di progetti interorga-nizzativi, direttore acquisti…), concompetenze specifiche nelle aree cheappaiono coinvolte dal progetto, pergli aspetti organizzativi/logistici e digestione dei sistemi informativi. Nellanostra esperienza, il coinvolgimentodel middle management è essenziale
da subito, anche perché garantiscel’allineamento strategico del progettoverso il top management.Il compito di questo team misto di pro-getto è quello di favorire il trasferi-mento tecnologico e lo scambio infor-mativo all’interno dell’azienda. Lad-dove il progetto è considerato parti-colarmente strategico, si procede an-che alla creazione di uno steeringcommittee, che supervisioni periodi-camente la validità scientifica dei ri-sultati ottenuti.Si procede quindi alla definizione de-gli obiettivi da conseguire, che per unsistema RFId si manifestano a più livel-li: (i) innovazione tecnologica nell’or-ganizzazione, (ii) miglioramento del-la qualità e dell’efficienza dei proces-si e (iii) ottenimento di dati di proces-so più affidabili e maggiormente det-tagliati. La distinzione tra obiettivi irri-nunciabili e obiettivi solo auspicabili,
ordinati dunque in base alla priorità,consente di operare su diversi livelli diprofondità. Ciò consente tra l’altro dimantenere la focalizzazione sul mi-glioramento dei processi aziendali, intermini di efficienza ed efficacia, con-seguibile talvolta anche senza la tec-nologia RFId. Anche a questo propo-sito, è una logica demand pull cheorienta la scelta delle soluzioni miglio-ri caso per caso, siano esse basate susistemi RFId, barcode, o sistemi misti.
Fase 2: analisi As-Is e To-Be dei processi aziendali L’introduzione di nuovi sistemi a sup-porto delle attività operative comportaper le aziende un cambiamento neiprocessi in atto e nelle relative proce-dure: i sistemi di auto-identificazione,data la loro connotazione pervasiva,necessitano di una profonda com-prensione delle modifiche e delle inte-
LA PIÙ COMPLETA MANIFESTAZIONE ITALIANADEDICATA ALLE SOLUZIONI TECNOLOGICHE, ALL’INNOVAZIONEE ALL’AFFIDABILITÀ CRESCE ANCORA!
AFFIDABILITÀ & TECNOLOGIE rappresen-ta un innovativo modello di evento, un’op-portunità concreta per migliaia di Visitatorid’individuare soluzioni applicative innova-tive e attuabili, per abbattere i costi e incre-mentare produttività e affidabilità.La manifestazione è diventata nel tempo un
NEWS �
ACQUISIZIONE DATI. ACUSTICA -STRESS - VIBRAZIONI. CERTIFICA-ZIONI, SICUREZZA e OMOLOGA-ZIONI. MISURE DI GRANDEZZE MEC-CANICHE e DIMENSIONALI. MISUREDI GRANDEZZE ELETTRICHE ed ELET-TRONICHE. MISURE OTTICHE -NANOMISURE. SENSORI. SERVIZI DITARATURA STRUMENTI. TESTINGMECCANICO E DIMENSIONALE. TE-STING ELETTRICO ed ELETTRONICO. VIRTUAL TESTING.
PRODUZIONE: SERVIZI - SOLUZIONI - TECNOLOGIE(dedicata ai responsabili della produzione,stabilimento, ingegnerizzazione della pro-duzione, ufficio tecnico, controllo qualità)APPARECCHIATURE - SENSORI - SI-STEMI. ASSEMBLAGGIO e PRODU-ZIONE. LASER. MACCHINE UTENSI-LI PER MATERIALI DIFFICILI. MACCHI-NE UTENSILI MULTIFUNZIONE. MAR-CATURA E TRACCIABILITÁ. ROBOTI-CA. SIMULAZIONE DELLA PRODU-ZIONE. VISIONE ARTIFICIALE.
Anticipazioni e novità sul sitowww.affidabilita.eu.
Per ulteriori informazioni: Segreteria Organizzativa A&TVia Palmieri 63 - 10138 TorinoTel: 011/0266700E-mail: [email protected]
appuntamento fisso nel quale si svolgonoincontri che favoriscono reali opportunitàdi business tra i vari “attori” delle filiereproduttive: aziende manifatturiere, OEM,centri di ricerca e fornitori di strumenti, ser-vizi e tecnologie innovative.
Contenuti espositivi e testimonianze – 3 aree dedicate
PROGETTAZIONE: SERVIZI - SOLUZIONI - TECNOLOGIE(dedicata ai responsabili della progetta-zione, ingegnerizzazione della produzio-ne, affidabilità, ufficio tecnico, ricerca esviluppo)AUTOMAZIONE DEI PROCESSI: PLM,FMEA, WORKFLOW, BUSINESS IN-TELLIGENCE. CAD-CAM-CAE. CRASHed ELEMENTI FINITI. ELETTROMA-GNETISMO. FABBRICAZIONE ADDI-TIVA - REVERSE ENGINEERING. FLUI-DODINAMICA e MULTIFISICA. FOR-MATURA - TAGLIO METALLI - SALDA-TURA. FUSIONE. MATERIALI COM-POSITI. NANOTECNOLOGIE - PLA-SMA. VIBROACUSTICA.
TESTING E MISURE: APPARECCHIATURE - MACCHINE - SENSORI - SERVIZI - SOLUZIONI - STRUMENTI - TECNOLOGIE(dedicata ai responsabili delle misure, affi-dabilità, manutenzione, controllo, prove,laboratorio, ufficio tecnico)
Sesta Edizione
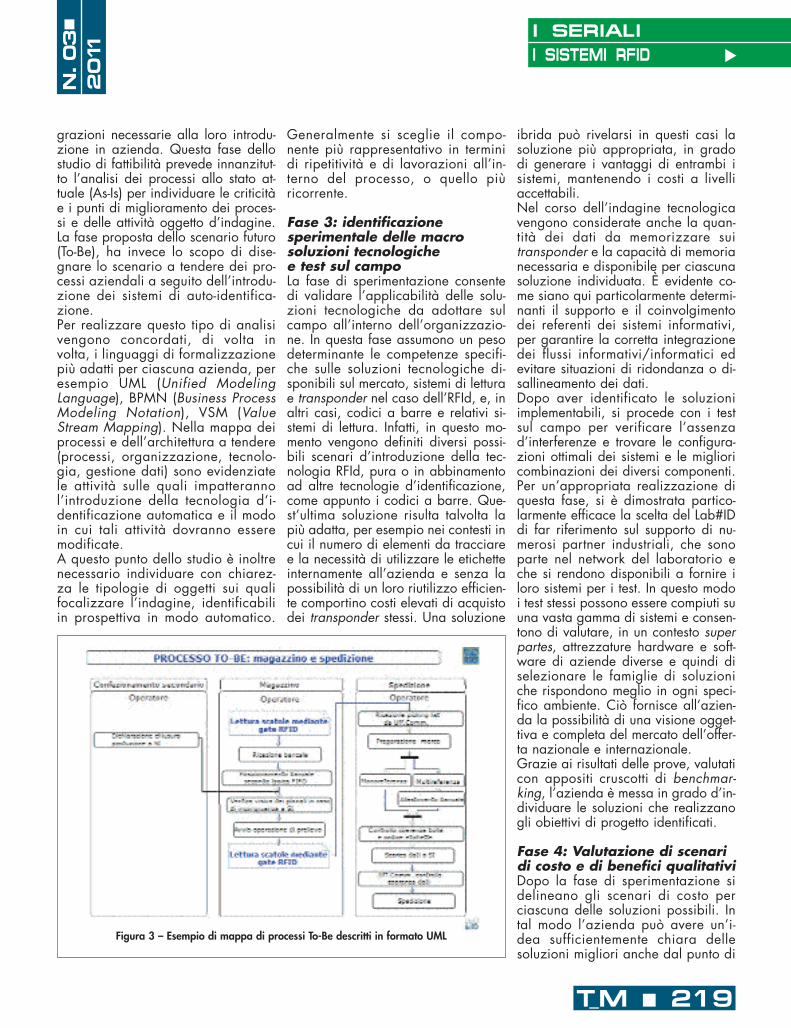
T_M ƒ 219
grazioni necessarie alla loro introdu-zione in azienda. Questa fase dellostudio di fattibilità prevede innanzitut-to l’analisi dei processi allo stato at-tuale (As-Is) per individuare le criticitàe i punti di miglioramento dei proces-si e delle attività oggetto d’indagine.La fase proposta dello scenario futuro(To-Be), ha invece lo scopo di dise-gnare lo scenario a tendere dei pro-cessi aziendali a seguito dell’introdu-zione dei sistemi di auto-identifica-zione.Per realizzare questo tipo di analisivengono concordati, di volta involta, i linguaggi di formalizzazionepiù adatti per ciascuna azienda, peresempio UML (Unified ModelingLanguage), BPMN (Business ProcessModeling Notation), VSM (ValueStream Mapping). Nella mappa deiprocessi e dell’architettura a tendere(processi, organizzazione, tecnolo-gia, gestione dati) sono evidenziatele attività sulle quali impatterannol’introduzione della tecnologia d‘i-dentificazione automatica e il modoin cui tali attività dovranno esseremodificate.A questo punto dello studio è inoltrenecessario individuare con chiarez-za le tipologie di oggetti sui qualifocalizzare l’indagine, identificabiliin prospettiva in modo automatico.
Generalmente si sceglie il compo-nente più rappresentativo in terminidi ripetitività e di lavorazioni all’in-terno del processo, o quello piùricorrente.
Fase 3: identificazione sperimentale delle macro soluzioni tecnologiche e test sul campoLa fase di sperimentazione consentedi validare l’applicabilità delle solu-zioni tecnologiche da adottare sulcampo all’interno dell’organizzazio-ne. In questa fase assumono un pesodeterminante le competenze specifi-che sulle soluzioni tecnologiche di-sponibili sul mercato, sistemi di letturae transponder nel caso dell’RFId, e, inaltri casi, codici a barre e relativi si-stemi di lettura. Infatti, in questo mo-mento vengono definiti diversi possi-bili scenari d’introduzione della tec-nologia RFId, pura o in abbinamentoad altre tecnologie d’identificazione,come appunto i codici a barre. Que-st’ultima soluzione risulta talvolta lapiù adatta, per esempio nei contesti incui il numero di elementi da tracciaree la necessità di utilizzare le etichetteinternamente all’azienda e senza lapossibilità di un loro riutilizzo efficien-te comportino costi elevati di acquistodei transponder stessi. Una soluzione
ibrida può rivelarsi in questi casi lasoluzione più appropriata, in gradodi generare i vantaggi di entrambi isistemi, mantenendo i costi a livelliaccettabili.Nel corso dell’indagine tecnologicavengono considerate anche la quan-tità dei dati da memorizzare suitransponder e la capacità di memorianecessaria e disponibile per ciascunasoluzione individuata. È evidente co-me siano qui particolarmente determi-nanti il supporto e il coinvolgimentodei referenti dei sistemi informativi,per garantire la corretta integrazionedei flussi informativi/informatici edevitare situazioni di ridondanza o di-sallineamento dei dati.Dopo aver identificato le soluzioniimplementabili, si procede con i testsul campo per verificare l’assenzad’interferenze e trovare le configura-zioni ottimali dei sistemi e le miglioricombinazioni dei diversi componenti.Per un’appropriata realizzazione diquesta fase, si è dimostrata partico-larmente efficace la scelta del Lab#IDdi far riferimento sul supporto di nu-merosi partner industriali, che sonoparte nel network del laboratorio eche si rendono disponibili a fornire iloro sistemi per i test. In questo modoi test stessi possono essere compiuti suuna vasta gamma di sistemi e consen-tono di valutare, in un contesto superpartes, attrezzature hardware e soft-ware di aziende diverse e quindi diselezionare le famiglie di soluzioniche rispondono meglio in ogni speci-fico ambiente. Ciò fornisce all’azien-da la possibilità di una visione ogget-tiva e completa del mercato dell’offer-ta nazionale e internazionale.Grazie ai risultati delle prove, valutaticon appositi cruscotti di benchmar-king, l’azienda è messa in grado d’in-dividuare le soluzioni che realizzanogli obiettivi di progetto identificati.
Fase 4: Valutazione di scenaridi costo e di benefici qualitativiDopo la fase di sperimentazione sidelineano gli scenari di costo perciascuna delle soluzioni possibili. Intal modo l’azienda può avere un’i-dea sufficientemente chiara dellesoluzioni migliori anche dal punto di
I SERIALII SISTEMI RFID
�N.03ƒ
; 2011
Figura 3 – Esempio di mappa di processi To-Be descritti in formato UML

T_M ƒ 220
N.03ƒ
;2011
I SERIALII SISTEMI RFID
�
vista del rapporto tra benefici e costi.I costi sono quelli dei dispositivi di cuil’azienda deve dotarsi per ottimizzare ipropri processi, e quelli eventuali relati-vi alla gestione del processo di cam-biamento (definizione di nuove proce-dure, formazione del personale, ...), daconfrontare con i miglioramenti pro-spettati nelle diverse aree coinvolte nelprogetto (magazzino, produzione, spe-dizione, ecc.). È da notare che unastima affidabile dei benefici è spesso dinotevole complessità in questa fase, acausa della trasversalità e pervasivitàdei processi direttamente o indiretta-mente coinvolti: cambiamenti operativipossono avere implicazioni perfino dinatura strategica, per esempio nellaridefinizione delle relazioni con clienti efornitori, nelle logiche di gestione deimagazzini, ecc..Le analisi economiche condotte in que-sta fase dedicano dunque particolareattenzione ai benefici, per lo più quali-tativi, derivanti dall’introduzione deisistemi d’identificazione automatica.Oltre ai benefici immediati per la sin-gola azienda sono individuati anchequelli a tendere, e quelli che possonoessere condivisi tra aree aziendali ocon altre aziende. Nei progetti inter-organizzativi è opportuno integrare lostudio di fattibilità con un’ulteriore atti-vità finalizzata a stimare quantitativa-mente benefici e costi complessivi, peracquisire e rendere disponibili i dati coiquali si possano decidere le logiche disuddivisione dei costi tra i partner.
DOPO LO STUDIO DI FATTIBILITÀ
Ottenute indicazioni positive circa lafattibilità organizzativa e tecnologia delprogetto, si passa al progetto pilota,che riproduce l’implementazione com-pleta in un ambito delimitato, ma incondizioni reali. Anche qui un supportoqualificato e super partes può svolgereun ruolo utile nel validare le soluzioniintrodotte e collaborare al loro finetuning. Sin dall’inizio, infatti, la selezio-ne dei fornitori, e la corretta gestionedel rapporto con questi ultimi nel pro-sieguo hanno un peso fondamentale.Individuato il partner tecnologicomigliore, il team di lavoro, insieme ad
esso, procede alla definizione dellespecifiche software e dei protocolli dicomunicazione fra il gestionale azien-dale e il sistema di auto-identificazione.Questa attività congiunta, che evita per-dite o ridondanza di dati, coinvolge siai responsabili e il personale operativoafferenti ai sistemi informativi, sia iresponsabili delle aree coinvolte nelprogetto al per definire le specificherelative alle modalità di funzionamentoe d’integrazione del nuovo sistema.A conclusione della fase precedente, siprocede all’avvio del pilota per fornireun supporto costante all’azienda simu-lando la normale attività lavorativa,quando il sistema sarà a regime. In pa-rallelo viene fornito supporto formativoal personale per facilitare il processodi adozione della tecnologia. L’esecu-zione di un progetto pilota prevedeinfatti la possibilità di progressivi adat-tamenti del sistema, anche per eviden-ziare eventuali criticità da risolvere efunzionalità da sviluppare ulteriormen-te. A tal fine si definisce l’ambito e laserie delle campagne di test. L’aziendapuò così entrare gradualmente in con-tatto con il nuovo sistema, individuan-do una serie d’indicatori di prestazioneutili a realizzare una più precisa valu-tazione dei miglioramenti dei processie del ritorno dell’investimento. La con-clusione positiva del progetto pilota dàil via all’implementazione del sistema diauto-identificazione all’intera azienda.
ALCUNE CONSIDERAZIONI FINALI
Introdurre in azienda i sistemi di auto-identificazione, come i sistemi RFId,non è semplice. Farlo senza un pre-ventivo studio di fattibilità espone anumerosi rischi, primo fra tutti quellodi non ottenere risultati in linea con gliobiettivi prefissati e, a seguire, quellodi dover affrontare e risolvere, in cor-so d’opera, problemi imprevisti. Lostudio di fattibilità serve proprio perevitare o almeno a ridurre la probabi-lità di queste situazioni, e, perché ciòaccada, sembra opportuno seguirepasso per passo le fasi descritte:– individuare le aree di processo poten-zialmente interessate dai nuovi sistemi
e, su di esse, realizzare una serie dianalisi di processo dello scenario a ten-dere per ottenere il quadro complessivodell’impatto dei nuovi sistemi all’internodell’organizzazione;– creare un team di lavoro misto, contutte le competenze necessarie a con-durre le analisi secondo punti di vistamolteplici e per coinvolgere già nellaprogettazione del sistema tutti i sog-getti che dovranno poi utilizzarlo;– realizzare i test tecnologici diretta-mente sul campo, per individuare lamigliore soluzione da adottare nelcontesto specifico e garantirsi così unappropriato punto di partenza per lesuccessive attività da condurre nelprogetto pilota.
QUALCHE RIFERIMENTO, PER APPROFONDIRE
Lab#ID: http://labid.liuc.itA proposito di BPMN:http://en.wikipedia.org/wiki/Business_Process_Modeling_Notationhttp://en.wikipedia.org/wiki/Compar i son_of_Bus iness_Process_Modeling_Notation_toolshttp://www.omg.org/spec/BPMN/2.0A proposito di UML:http://en.wikipedia.org/wiki/Unified_Modeling_Languagehttp://www.uml.orgA proposito di VSM:http://en.wikipedia.org/wikiValue_stream_mapping
Luca Cremona ha con-seguito la Laurea Speciali-stica in Ingegneria Gestio-nale presso l’UniversitàCarlo Cattaneo – LIUC diCastellanza, dove attual-
mente frequenta il corso di Dottorato diricerca in Gestione Integrata d’Azienda. Isuoi interessi di ricerca riguardano i te-mi della Collective Intelligence e del So-cial Computing. Come collaboratore diLab#ID ha coordinato e condotto numero-si studi di fattibilità e implementazioni disistemi d’identificazione automatica.

Il legislatore comunitario, per quantoattento all’importanza del mantenimentodelle caratteristiche metrologiche deglistrumenti di misura disciplinati dalladirettiva MID, ha omesso di men-zionare, nel provvedimento normativo,le modalità (e la necessità) di svol-gimento di controlli periodicisugli strumenti. Infatti in nessunadella disposizioni previste dalla MID sirinviene alcun riferimento specificoalle verifiche successive allaprima – che, come noto, deve avveni-re antecedentemente alla immissione incommercio o messa in servizio dellostrumento – che consentano di garantirel’attendibilità o, comunque, di determi-nare il livello di confidenza da ricono-scere ai valori misurati dallo strumento.Parzialmente il tema viene (implicita-mente) considerato dalla norma nell’al-legato I, punto 5, ove si fa riferimentoalla c.d. durabilità dello strumen-to. Tuttavia tale concetto, come espres-samente definito dalla direttiva1, si pre-sta a due differenti interpretazio-ni, in egual misura ammissibili. Infatti illegislatore comunitario, prescrivendo ilcostante mantenimento delle caratteristi-
compito specifico, ovvero la previsionedi norme attuative in materia, a succes-sivi decreti ministeriali.Il legislatore nazionale, forse sulla scor-ta della consapevolezza (tecnica) chegli strumenti di misura necessita-no di un controllo ciclico delle“prestazioni”, oppure in base all’ap-plicazione, in via analogica, della tradi-zionale prassi prevista nel campo dellametrologia legale strictu sensu intesa eteleologicamente orientata alla tuteladella trasparenza nelle transazioni com-merciali (la normativa disposta dallaMID non è altro che un ampliamentodella consolidata metrologia legale), haopportunamente stabilito (sebbeneomettendo qualsiasi termine perentoriodi emanazione dei decreti attuativi) cheogni strumento, di cui all’elenco con-tenuto nell’art. 1 (e quindi nei vari alle-gati), fosse sottoposto a controllisuccessivi rispetto a quelli inizialiprevisti per l’apposizione della marcatu-ra metrologica supplementare.In osservanza di tale disposizione nor-mativa, il legislatore sta progressiva-mente predisponendo i diversidecreti che si rendono necessariper l’attuazione del provvedi-mento. In specie si intende qui focaliz-zare l’attenzione sul settore deglistrumenti di misura dei liquididiversi dall’acqua che trovano orauna specifica disciplina, per quanto con-cerne i controlli periodici, nel decretoministeriale di recente emanazione cheverrà illustrato dalla Dott. ssa Maria Cri-stina Sestini nel contributo che segue.
NOTE
1 Lo strumento di misura deve essere pro-gettato in modo da mantenere un’adeguatastabilità delle proprie caratteristiche metro-logiche in un periodo di tempo stabilito dalfabbricante, a patto che la sua installazio-ne, manutenzione e impiego siano effettuatiin modo corretto conformemente alle istru-zioni del fabbricante, nelle condizioni am-bientali cui lo strumento stesso è destinato.
METROLOGIA
LEGALE
Le verifiche periodichedegli strumentiUn “work in progress”
�
T_M N. 3/11 ƒ 221
A cura dell’Avv. Veronica Scotti ([email protected])
LEGAL AND FORENSIC METROLOGYThis section intends to discuss the great changes on LegalMetrology after the application of the Dlgs 22/2007, theso-called MID directive. In particular, it provides informa-tion, tips and warnings to all “metric users” in need oforganizations that can certify their metric instrumentsaccording to the Directive. This section is also devoted toenlighting aspects of ethical codes during forensic activi-ties where measurements are involved. Please send allyour inquiries to Ms. Scotti or to the Director!
RIASSUNTOQuesta rubrica intende discutere i significativi cambiamenti in tema di Metro-logia Legale a seguito dell’entrata in vigore del Dlgs 22/2007, altrimenti dettoDirettiva MID. In particolare, vuole fornire utili informazioni, consigli e ammo-nimenti a tutti gli “utenti Metrici” che si rivolgono per reperire informazioni suEnti e organizzazioni notificate per la certificazione del loro prodotto/stru-mento secondo la Direttiva. La rubrica tratta anche di aspetti etici correlati allosvolgimento di misurazioni legate ad attività in abmito forense (CTU, CTP). Scri-vete all’Avv. Scotti o al Direttore, e verrete accontentati!
che metrologiche dello strumento in undato intervallo temporale, consente didare ingresso alle verifiche periodiche,che dovrebbero essere, astrattamente,effettuate dopo il termine indica-to dal fabbricante quale “scadenza”dell’attendibilità delle misure effettuatedallo strumento stesso. Diversamente,secondo un’ottica interpretativa più ri-stretta e aderente al tenore letteraledella norma, la disciplina prevista dal le-gislatore comunitario potrebbe apparirevolta a imporre meramente uncerto rigore nella fase di proget-tazione dello strumento, senza pre-scrivere obbligatoriamente alcuna verifi-ca successiva alla prima, svolta per l’ac-certamento iniziale della rispondenzadello strumento ai requisiti definiti.La doppia interpretazione a cui si prestala normativa comunitaria risulta peròtrascurabile alla luce del testo del decre-to nazionale di recepimento della diret-tiva, che all’art. 19 stabilisce, in manie-ra espressa, la necessità di sotto-porre a verifiche periodiche glistrumenti di misura ricompresi inquelli disciplinati dalla norma inesame, nonostante demandi poi il

Camera di Commercio di Prato
T_M N. 3/11 ƒ 222
THE SUBSEQUENT CONTROLS ON MEASUREMENT SYSTEM FORLIQUIDS DIFFERENT FROM WATERThis article deals with the harmonization of the national regulation of Italy withthe UE 2004/22/CE Directive in terms of the controls (following the first one) ofmeasurement systems for the measurement of liquids different from water (withparticular emphasis on fuel pumps). Controls can be of two types: periodic andrandom (the latter being particularly beneficial for customers). The main activi-ties on a national and local level are in the two directions: (i) programming thecontrol strategies, and (ii) adopting a strategy for the promotion of these strategyin a framework of transparency and efficiency promotion.
RIASSUNTOL’articolo tratta l’armonizzazione, su scala nazionale, alla direttiva 2004/22/CE riguardante i controlli (successivi al primo) sui sistemi di misura dei liqui-di diversi dall’acqua (con particolare enfasi sui distributori di carburanti). I con-trolli possono essere di due tipi: periodici e casuali (quest’ultima tipologia parti-colarmente gradita agli utenti per evitare frodi). Le principali attività a livellolocale e nazionale sono nelle due direzioni di (i) programmare le attività di con-trollo e (ii) promuovere queste attività e pubblicizzarle nell’ottica della promo-zione della trasparenza e dell’efficienza del servizio.
La prospettiva di un’Europa completa-mente unificata ha indotto la Commis-sione Europea ad adottare la direttiva2004/22/CE, il cui scopo è la discipli-na dei requisiti di alcune tra le più dif-fuse categorie di strumenti di misura e ladefinizione di univoche procedure perla valutazione della conformità deglistrumenti a detti requisiti. A seguito delrecepimento di questa direttiva, median-te il decreto legislativo 2 febbraio 2007,n. 22, restava tuttavia da mettere a puntoun’organica regolamentazione, in appli-cazione dell’articolo 19 del decreto. Si palesa dunque l’esigenza di sintetiz-zare compiutamente ed efficacemente iprincipi e le norme di matrice europeacon un impianto giuridico tradizionale.Infatti, dopo che una serie importante didieci tipologie di strumenti ha trovatonuova regolamentazione nella suddettadirettiva, il nostro Paese si avvia adessoa disciplinare nuovi criteri e procedureper quanto attiene l’assicurazione delmantenimento nel tempo dei requisitimetrologici.
investe direttamente e pesantemente lasfera degli interessi di una grande quan-tità di consumatori.Una lettura attenta del testo del decreton. 32 conduce a mettere in rilievo l’im-portanza e la delicatezza della funzio-ne cui assolve, con la necessità di nonconfliggere con gli interessi e i principidell’Unione. Inoltre, vanno messe in rilie-vo le specifiche scelte adottate proprioallo scopo di rendere i controlli più agilie più efficienti, senza affliggere l’ambitopubblico di ulteriori oneri e alla luce deinuovi principi informanti le scelte dellaPubblica Amministrazione.Proprio qui si ravvisano le più importan-ti innovazioni, in un settore in cui tra l’al-tro è molto alta l’attenzione dei consu-matori e delle imprese.La novità che caratterizza questo rego-lamento consiste in primis nella distin-zione dei controlli successivi in (i) con-trolli che hanno la natura cadenzatadella verificazione periodica e (ii) con-trolli casuali, tanto inaspettati quantoauspicabili da parte dei consumatori.Tale distinzione è prioritaria alla qualifi-cazione e riqualificazione sia dei sog-getti privati che effettuano la verificazio-ne periodica, sia dei soggetti pubblici,preordinati alla garanzia della certezzadella misura e della correttezza dellatransazione.Non usando a caso il termine qualifica-zione, è evidente come la distinzione didiverse competenze, ruoli e finalità siafinalizzata a dare nuova dignità al set-tore privato. Questo assume un compitoimportante con le connesse responsabi-lità, acquisisce adeguate competenze eprofessionalità, certifica la propriacapacità attraverso l’applicazione diprocedure della qualità e la dimostra-zione di specifichi requisiti. Altra finalitàe ricostituire in capo al sistema pubblicoun insieme di competenze, poteri e stru-
Gli strumenti di misura vanno incontro aun lento deterioramento e necessitano dimanutenzioni e riparazioni fino a per-dere le loro qualità e a divenire inadattia compiere correttamente la loro funzio-ne. Per evitare i deteriori effetti di unamisurazione errata, il Ministro dello Svi-luppo economico ha recentemente adot-tato un regolamento (decreto n. 32 del18/01/2011) per disciplinare la verifi-cazione periodica e i controlli casualisulle diverse tipologie di sistemi di misu-razione di liquidi diversi dall’acqua,disciplinati nell’allegato MI-005 delladirettiva 2004/22/CE. Risulta inoltregià in fase di avanzata predisposizioneun ulteriore testo normativo recante leprocedure tecniche per l’effettuazionedei suddetti controlli.In questo contesto appare doverosoinformare il lettore che, insieme al decre-to n. 32, veniva pubblicato anche ildecreto n. 31: esso reca la disciplinarelativa ai controlli successivi sugli stru-menti per pesare a funzionamento auto-matico, altra categoria di strumenti che
METROLOGIA
LEGALE I controlli successivi sui sistemi
di misurazione di liquidi diversi dall’acqua
Maria Cristina Sestini
In conformità alla direttiva Europea
�

T_M ƒ 223
METROLOGIALEGALE
�N.03ƒ
; 2011
menti per offrire all’intero Paese efficien-za, autorevolezza e autorità insieme.Il sistema insomma, diversamente daquanto è accaduto fino a oggi, muove iprimi passi su due diversi binari. L’uno èdedito a controlli programmati e internial sistema privato, quasi un’autotutela dinatura privatistica sulla qualità del servi-zio prestato. L’altro è pubblicistico, pro-prio di ogni stato moderno, e ha loscopo di promuovere trasparenza e leal-tà nei commerci, di prevenire le devia-zioni, e colpire le eventuali violazioni aregole statuite a livello cogente.Queste funzioni in passato afferivanoalla competenza di uffici periferici delMinistero dell’Industria e sino a ora sonorientrate in quelle delle Camere di Com-mercio. La loro separazione è la pre-messa logica per procedere ad affidarele attività di verificazione periodica ailaboratori, stabilendo così un’indubbiaperformance di governance e integra-zione delle competenze tra l’intero siste-ma camerale e il ruolo di guida delMinistero.Il legislatore introduce dunque una sepa-razione a seguito della distinta defini-zione di controlli periodici attribuiti ailaboratori e di controlli casuali esplicatidalle Camere di Commercio. Tuttavia ununico criterio obbliga gli uni e le altre aun’analoga disciplina della riferibilitàmetrologica. Volendo autenticamentegarantire i diritti delle parti nella trans-azione commerciale, sono stati stabilitiesplicitamente requisiti inderogabili peri campioni di misura utilizzati dai labo-ratori e dalle Camere di Commercio neicontrolli successivi.Il regolamento rende necessaria l’appli-cazione di procedure in conformità allaUNI CEI EN ISO/IEC 17025:2005.Esso introduce di fatto una maggioreattenzione alla qualità della misura tra-mite l’applicazione concreta dei principidella riferibilità in definite procedure perla gestione e il confronto dei campioni:tali procedure comportano anche lapuntuale registrazione delle operazionia queste connesse. Il citato regolamentoimpone anche criteri cogenti per l’accet-tazione dei campioni e la necessità diun piano di controlli che assicuri concontinuità la riferibilità tra campioni diriferimento certificati e campioni dalavoro.
In relazione all’errore massimo ammes-so in una prova, sia i campioni di riferi-mento sia i campioni da lavoro nonpotranno superare, per quanto riguardal’errore, un terzo dell’errore ammessosullo strumento in prova e, per quantoattiene l’incertezza, un terzo dell’erroreammesso sul campione stesso.Oltre all’introduzione di novità nellacostellazione dei soggetti coinvolti nel-l’attività di garanzia della misura, è danotarsi anche la specifica definizione distrategie attuative che denotano unaparticolare attenzione alla tutela delconsumatore. Infatti, nel settore dei com-plessi di misura di liquidi diversi dall’ac-qua, soprattutto utilizzati per la distribu-zione di carburanti stradali, l’UnioneEuropea confermava nella già citatadirettiva l’errore massimo tollerato previ-sto nella precedente direttiva del vec-chio approccio n. 71/319/CEE (il 5per mille sia in più che in meno). La stes-sa Unione ha ritenuto tale determinazio-ne sufficiente a orientare correttamente ilmercato. Successivamente, la Commis-sione ha provveduto a vietare lo sfrutta-mento sistematico delle suddette tolle-ranze con altra direttiva (direttiva2009/37/CE recepita dal nostro Paesecon D.M. 12/05/2010). La finalità èimpedire un approfittamento indiscrimi-nato da parte dei contraenti più fortinelle transazioni, imponendo quindiappropriate regole a tal fine orientate emostrando sensibilità verso il problemadella tutela della fede pubblica.In tal senso, con la regolamentazioneintrodotta ai fini dei controlli successivi,si è inteso riproporre nei controlli perio-dici gli stessi limiti previsti dall’Unione aifini della prima messa in servizio dellostrumento, esigendo il completo mante-nimento nel tempo degli standard pre-stazionali.Ai soli fini dei controlli casuali esperitidalle Camere di Commercio, come d’al-tro canto previsto nella normale logicadei controlli successivi (adottata ancheda altri Paesi membri), è stato diversa-mente individuato un limite di tolleranzasuperiore del 50% a quello prescritto.Esso viene adottato sia in sede di accer-tamento della conformità, sia in occa-sione della verifica periodica, fermorestando l’obbligo di aggiustare e sotto-porre nuovamente a verifica periodica
quegli strumenti il cui errore risulti supe-riore al 5 per mille.Si delinea quindi una modalità operati-va che, rispettando i principi dell’Unio-ne, assicura un livello di protezionemolto elevato dei consumatori. Esso inol-tre conduce il sistema della verificazioneperiodica sotto un unitario ambito, con-formato e omogeneo. Riportare a livellocentrale l’accertamento dei requisiti deilaboratori, lungi dall’essere anacronisti-co, è stato ampiamente motivato dalleesigenze di uniformità sul territorio. Lamodalità di abilitazione già prevista peri laboratori dal decreto ministeriale182/2000 aveva compiutamentemesso in rilievo tali esigenze in quanto,attraverso le diverse interpretazioni deldecreto e le conseguenti discriminazioniterritoriali degli operatori economici, siera determinata un’offerta di opportuni-tà disomogenea.Tra i requisiti che i laboratori dovrannodimostrare di possedere, vi è il rispettodi quanto previsto dalla citata 17025.La finalità è voler assicurare (i) il profilodella responsabilità all’interno del labo-ratorio, (ii) la qualificazione professio-nale del personale e (iii) i sistemi di rife-ribilità della misura con criteri d’indi-scussa validità e anche tramite l’introdu-zione dell’obbligo della certificazionedei campioni di prova da parte di unorganismo nazionale di accreditamento(ai sensi del regolamento comunitario765/2008). Non ultima vi è la preoc-cupazione di assicurare la qualità inogni attività del laboratorio autorizzatoai sensi del decreto.Questo nuovo assetto ambizioso, viste lerichieste di serietà, professionalità e indi-pendenza. Esse si assommano a quellache oserei definire una sfida al sistemadella virtuosità privata per il rilanciodella qualità generalizzata, là dove ilpubblico, nello specifico il sistemacamerale, resta sostanzialmente in atte-sa d’intervenire per correggere le dis-funzioni che questo eventualmente mani-festerà.Controlli casuali sugli strumenti e vigi-lanza sui laboratori costituiscono lachiave di volta del sistema. I primi com-petono alle Camere nella loro autono-mia, i secondi rientrano nella competen-za di Unioncamere. Questa si avvale sulterritorio delle stesse Camere, le quali

T_M ƒ 224
N.03ƒ
;2011
METROLOGIALEGALE
�
da sempre mostrano di ottemperare conefficienza ai compiti delegati. Il sistemacamerale, potenziato dalla recente rifor-ma di cui al decreto legislativo 15 feb-braio 2010, n. 23, resta in tal mododepositario dell’esercizio delle competen-ze in materia di metrologia. Inoltre costi-tuisce anche perno importante ai fini del-l’accesso alle attività di verificazioneperiodica, secondo quanto previsto dallaprocedura di cui all’articolo 19 dellaLegge 241/90, e protagonista della suc-cessiva vigilanza (Unioncamere).L’importanza del ruolo camerale si ampli-fica sotto la guida di Unioncamere, gra-zie al continuo e coerente processo diformazione del personale, in grado dipreparare gli attenti operatori di un qua-lificato sistema metrologia, sempre piùorientato a controllare e monitorare ilaboratori e sempre meno a verificaredirettamente strumenti di misura.Senza sostanziali modifiche rimane ladisciplina degli utenti metrici (D.M.
182/2000). Essa prevede obblighi dicomunicazione dell’utilizzo dei com-plessi di misura, di mantenimento delcorretto funzionamento e di conserva-zione dei documenti a corredo deglistessi. L’elenco degli utenti metrici costi-tuisce un importante ausilio per le fun-zioni di sorveglianza e vigilanza, e simostra irrinunciabile ai fini della corret-ta attuazione delle norme del decreto.Risulterà in ciò preziosa l’implementa-zione dell’applicativo Eureka, che Info-camere provvederà a integrare dellenuove funzioni e modalità.Altre novità procedurali e strumentali dirilievo sono (i) un adeguato sistema dipubblicità dei laboratori autorizzati,concretamente disponibile e fruibile dalpubblico e consultabile anche per viatelematica, (ii) l’obbligo a carico deilaboratori di comunicare alle Camere eall’Unioncamere gli estremi delle verifi-cazioni periodiche eseguite, e infine (iii)il libretto metrologico la “storia metrolo-
gica” dello strumento.Resta doveroso annunciare un periodotransitorio, in attesa che i laboratori sianooperativi. Durante esso le Camere diCommercio continueranno a effettuare laverificazione periodica, per assicurare lafunzione di tutela della garanzia dellequantità nelle transazioni e la trasparen-za del mercato, per ancora due anni.
Maria Cristina Sestinilaureata in Scienze Politi-che, è responsabile nellaCamera di Commercio diPrato dei “Servizi di Metro-logia”, del “Laboratorio di
taratura” per volumi accreditato da Accre-dia e dell’Organismo Notificato allaCommissione Europea per la valutazionedella conformità delle misure di capacitàdi cui all’allegato MI-008 della DirettivaMID. Dal 2010 collabora con il Ministerodello Sviluppo Economico.

Si è recentemente chiuso il progettoSIGMA – Soluzioni InteGrate per ilManifatturiero Avanzato – , finanziatodalla Regione Lombardia, che ha svi-luppato ritrovati sensoriali innovativi,utilizzabili come componenti configu-rabili, che introducono aspetti d’avan-guardia nell’ambito della sensoristicadi controllo e di processo delle mac-chine automatiche. SIGMA ha realizzato tre dimostratoriSistema robotizzato per presada cassetta, Sistema robotizza-to per verifica di conformità,Sistema per la misurazione dimappe termiche: gli aspetti dimisura hanno riguardato una partesignificativa del progetto, che ha vistola guida scientifica del Gruppo diMisure Meccaniche del Politecnico di
Milano, alla guida di una quindicinad’imprese.Lo scorso 27 aprile il Dott ClaudioCapozza, responsabile dell’ufficiometrico della Camera di Commercio diMilano ha tenuto presso il Politecnico di
SPAZ
OAS
SOCI
AZIO
NIUN
IVER
SITA
RIE
MIS
URIS
TI
� Rubrica a cura di Franco Docchio, Alfredo Cigada, Anna Spalla e Stefano Agosteo
Dalle Associazioni Universitariedi Misuristi
THE ITALIAN UNIVERSITY ASSOCIATIONS FOR MEASUREMENTThis section groups all the relevant information from the main Universityassociations in Measurement Science and Technology: GMEE (Electricaland Electronic Measurement), GMMT (Mechanical and Thermal Measure-ments), AUTEC (Cartography and Topography), and Nuclear Measure-ments.
RIASSUNTOQuesta rubrica riassume i contributi e le notizie che provengono dallemaggiori Associazioni Universitarie che si occupano di scienza e tecno-logia delle misure: il GMEE (Associazione Gruppo Misure Elettriche edElettroniche), il GMMT (Gruppo Misure meccaniche e Termiche), l’AU-TEC (Associazione Universitari di Topografia e Cartografia) e il Gruppodi Misure Nucleari.
GMEE – ASSOCIAZIONE GRUPPO MISURE ELETTRICHE ED ELETTRONICHE
Progetti PRIN con coordinatorie/o partner GMEEapprovati dal MIUR per ilfinanziamento
È stata pubblicata dal MIUR la gra-duatoria dei progetti PRIN (Progettidi Rilevante Importanza Nazionale).I PRIN son progetti multisede con-traddistinti da un elevato interessescientifico e applicativo, della dura-ta di due anni, cofinanziati dalMIUR e dalle sedi con anche il con-tributo d’imprese.I ricercatori del GMEE hanno ottenu-to un significativo successo, conquattro progetti approvati con coor-dinatore dell’Associazione. Data lavalenza applicativa dei progetti, siinvitano partner aziendali eventual-mente interessati ad approfondire letematiche dei progetti con il lorocoordinatore a contattare gli interes-sati agli indirizzi di posta elettronicaqui sotto riportati!1. Soluzioni innovative inmicrosistemi per il recupero dienergia da vibrazioni ad am-pio spettro ed in bassa fre-
quenza – Resp. Nazionale SalvatoreBAGLIO, Università di Catania,[email protected]. Realizzazione e caratteriz-zazione di sistemi di misuracon riferibilità metrologica alivello primario per energia epotenza elettrica in regimenon sinusoidale – Resp. Nazio-nale Carmine LANDI, Seconda Uni-versità di Napoli,[email protected]. Reti ibride di nuova genera-zione per applicazioni di misu-ra ed automazione industriale– Caratterizzazione e misure diprestazioni wired/wireless –Resp. Nazionale Claudio NARDUZZI,Università di Padova, [email protected]. Sensori innovativi in fibraottica polimerica Resp. NazionaleAlberto VALLAN, Politecnico di Torino,[email protected] si aggiunge il progetto:Un sistema innovativo basatosulla tomografia ad impeden-za elettrica (EIT) per l’imaging“in vitro” dell’emostasi – Part-ner di Progetto: Antonio AFFANNI,Università di Udine, GiovanniCHIORBOLI, Università di Parma,[email protected]
GMMT – GRUPPO MISUREMECCANICHE E TERMICHE
T_M N. 3/11 ƒ 225
T_M ƒ 226
Milano una interessante conferenzasulla metrologia legale, il suo impattosulla vita di tutti i giorni e i suoi rappor-ti con la metrologia scientifica. Davantia un’aula gremita, per oltre due ore ilDott. Capozza con grande competenzae capacità comunicativa ha condotto glistudenti in un percorso affascinante e
N.03ƒ
;2011
SPAZO ASSOCIAZIONIUNIVERSITARIE MISURISTI
�
ricco di esempi. Si auspica che similiinterventi possano essere replicatianche in altre sedi.
Il 1-7-2010 è partito il progetto europeoGRACE – “Integration of process andquality control using multi-agent techno-logy” (www.grace-project.org), didurata triennale, finanziato dalla Com-missione UE e coordinato dalla Uni-versità Politecnica delle Marche, conresponsabile scientifico il Prof. NicolaPaone. Obiettivo del progetto è l’inte-grazione dei processi produttivi con iprocessi di controllo di qualità tramitele tecnologie multi-agente. Un impor-tante spazio è occupato dallo svilup-po di sistemi di misura che manifesti-no capacità di auto-ottimizzazione,
ovvero che implementino una gestio-ne di parametri d’influenza del pro-cesso di misura finalizzata alla mini-mizzazione dell’incertezza e/o allasua ottimizzazione, in relazione al-l’uso che poi il sistema di controlloqualità farà del risultato della misura.Tali sistemi di misura sono trattaticome “Quality Control Agents”. Part-ner del progetto sono Sintef (N), Istitu-to Politecnico de Braganca (P), AEA(I), Whirlpool Europe (I), Siemens (D).
Ci congratuliamo con i colleghi Ga-sparetto e Revel che risultano coordi-natori nazionali di due progetti PRIN2009 recentemente finanziati. Neiprossimi numeri forniremo dettagli inmerito ai contenuti dei due progetti.
NOVITÀ RENISHAWPER IL CONTROLLODI PROCESSO
Alla recente edizione della fiera EMO diHannover, Renishaw ha presentato unagamma di soluzioni per il controllo di pro-cesso che aiutano a sostenere la costantetendenza delle aziende verso la produzio-ne snella: dalle nuove tecnologie per lacalibrazione pre-processo delle macchinealla misura on-line e off-line. Completano ilquadro una nuova gamma di tecnologieper la produzione con tecniche additive e ipiù recenti encoder incrementali e assoluti.Di seguito, alcune brevi presentazioni.
Calibro flessibile Equator™: unanuova, radicale alternativa ai calibri rigidi
tradizionali che riempieun vuoto di applicazionefinora non colmato. Ildesign brevettato, esclusi-vo per costruzione emodo di operare, rendequesto prodotto capacedi effettuare operazionidi calibratura ad altavelocità per ispezione di
componenti prodotti in volumi consistenti.Equator è stato concepito e sviluppato lavo-rando a contatto con utilizzatori di calibriche operano nell’automotive, nell’aerospa-ziale e nel medicale.
NEWS �
Tastatore a cinque assi per macchi-ne di misuraPH20: sistema ditastatura a contattopunto-punto che au-menta la produttivi-tà delle macchinefino a tre volte, sfrut-tando i due assi dipo s i z i onamen torotativo continuo el’esclusivo metodo
di “tocco di testa” per l’acquisizione dipunti ad alta velocità con il minimo movi-mento degli assi macchina.
Nuovo software per la tastatu-ra mul-tiasse inmacchi-na uten-sile: inclu-de più fun-zioni simi-li a quellesu macchi-na di mi-
sura con un’ampia gamma di tolleranzedimensionali e geometriche, oltre all’abili-tà di lavorare con allineamenti multipli inun singolo programma. Il software includela capacità di simulazioni, un’intuitivainterfaccia grafica e un chiaro formato dipresentazione dei risultati che rende il suoutilizzo accessibile agli operatori di offici-na.
Per maggiori dettagli visitate www.renishaw.it
Ballbar senza fili QC20-W: il primodispositivodi calibra-zione a for-nire datidiagnosticisu tre pianicoordinat ia t t raversoun unicopunto di ri-fe r imento.
Un unico, semplice, piazzamento pereffettuare un test più rapido e ottenereuna misura volumetrica rappresentativadell’accuratezza di posizionamentodella macchina.
Encoder ottici assoluti ed encodercon risoluzio-ne di 1 nanome-tro: RESOLUTE™, ilprimo encoderassoluto al mondocapace di risoluzio-ne di 27 bit a36000 RPM; lagamma di encoderottici incrementaliTONiC™, che offreaccuratezza pari a
quella di encoder a passo finissimo con larobustezza tipica del passo medioInoltre: Dispositivo per prove rapide eautomatiche di macchine utensili multias-se; SLM250, macchina per la fusionelaser selettiva; Retrofit e software permacchine di misura; e molte altre nuoveproposte.
T_M N. 3/11 ƒ 227
Sul concetto di PrecisioneIl significato di un termine di cui spesso si abusaM
ETROLO
GIA
PER
CAPILLA
RIT
À
�
METROLOGY FOR EVERYONEThis section is open to questions and curiosity by allthe measurement operators, both in industry and incalibration analysis and test laboratories, who donot have the time to search for answers in the Stan-dards. The section gives answers and tips in a sim-ple language, yet complete and worth adequate ref-erence to rigorous metrological criteria.
RIASSUNTOQuesta rubrica è aperta alle domande e ai dubbi formulati da chi sioccupa di processi di misurazione o di affidabilità e qualità delle misu-re sia in azienda sia nei laboratori di taratura, di prova o di analisi eche non ha il tempo o l’opportunità di cercare spiegazioni nella norma-tiva. La rubrica offre risposte e delucidazioni con un linguaggio che puòpeccare di eccessiva semplicità, ma non di disallineamento dai criterimetrologici ortodossi.
DOMANDA
Nella mia azienda manifatturierasento citare nei reparti e nel labora-torio prove il termine “precisione” aproposito sia di misurazioni sia distrumentazione; anche nei documen-ti di lavoro (istruzioni, procedure,ecc.) vedo che spesso compare que-sto termine.Purtroppo non sono “ferrato” incampo metrologico e dagli operato-ri da me interpellati circa il signifi-cato di questo termine ho ottenutorisposte vaghe e, in alcuni casi, con-tradditorie. Insospettito, e anche percautelarmi da brutte figure nei con-tatti con clienti e fornitori (che purecitano spesso questo termine), hodato incarico al mio uomo dellaqualità di scegliere a catalogo e diacquistare una norma adatta a farchiarezza su questo concetto: la suascelta è ricaduta su quella dal titolo“Misure e misurazioni – Termini edefinizioni fondamentali” (UNI4546 ).Con grande stupore ho visto che il
termine precisione non solo noncompare nel suo sommario, ma nep-pure nel suo indice analitico! Primadi sollevare di peso i miei dipen-denti per il fatto di riempirsi labocca di un termine non citato nellenorme e, per di più, d’inserirlo neidocumenti aziendali senza cono-scerne il vero significato, le chiedose è normale ciò che capita nellamia azienda e che cosa significaquesto termine.
RISPOSTA
Mi congratulo per la sua determina-zione nel fare chiarezza intorno aquesto termine e nel voler dissipare ilpressapochismo dei suoi collaboratorinel maneggiarlo in modo così disin-volto senza conoscerne i contenuti. Ineffetti è vero, nella sua azienda cosìcome in tante altre, del termine “pre-cisione” si fa abuso, probabilmenteperché produce l’impressione di misu-re poco affette da errori. La sua definizione non compare nel
documento da lei fatto acquistare(UNI 4546), che è del 1984: il ter-mine “precisione” comincia a esseredefinito nella normativa di base apartire dagli anni ’90 (ISO 3534-1:1993; ISO 10012-2:1997; ecc.):suggerisco di fare riferimento oggialla 3a edizione del V.I.M., tradottain lingua italiana nel 2010 e dispo-nibile come CEI UNI 70099.Il termine, in pratica, si riferisce allavariabilità che si riscontra nei risul-tati che si ottengono ripetendo piùvolte la misurazione di una stessagrandezza (oggetto, parametro, ca-ratteristica), naturalmente in condi-zioni operative specificate: è impor-tante osservare da subito che il ter-mine precisione sta in un contesto diripetibilità e/o riproducibilità, quin-di ci si trova di fronte a una mediadelle misure e a degli scostamenti diogni singolo risultato da questamedia. Essendo una misura di varia-bilità, la precisione si esprime in ter-mini di scarto tipo (di ripetibilità o diriproducibilità), di varianza (scartotipo elevato al quadrato), di coeffi-
A cura di Giorgio Miglio ([email protected])
Cari Lettori!Questo che leggete è l’ultimo contri-buto di Giorgio Miglio alla Rubrica“Metrologia per Capillarità”. Mentreil numero era in composizione Gior-gio è prematuramente scomparso,dopo brevissima e implacabile malat-tia. Lascia la moglie e due figli intenera età, cui vanno le condoglian-ze di tutto lo staff editoriale. Lasciaun grande vuoto in tutti noi e la con-sapevolezza di aver perso un insosti-tuibile collaboratore di lunghi anni divita della rivista: acuto, sagace epronto ad aiutare gli operatori dellametrologia industriale a districarsinelle pieghe delle norme con consiglisemplici, intuitivi, preziosi.

T_M ƒ 228
N.03ƒ
;2011
METROLOGIAPER CAPILLARITÀ �
ciente di variazione (CV assoluto opercentuale), eccetera. In altre paro-le, esso esprime il grado di disper-sione dei dati rilevati individualmen-te rispetto al valore medio dellaserie cui essi appartengono: tutto ciòindipendentemente dal fatto chequesta media sia “sbagliata”, cioèaffetta da un errore sistematico più omeno significativo.A questo proposito va sottolineato cheil concetto di precisione è completa-mente diverso da quello di accuratez-za, che esprime invece di quanto unvalore misurato si scosta da un valore“cosiddetto vero” o di riferimento.Malauguratamente i due concetti ven-gono spesso usati in modo indistinto ocome alternativi: una delle cause diquesta confusione si può far risalireall’espressione “classe di precisione”utilizzata dai costruttori di strumenti di
misura e riportata anche in normeoggi superate.I due concetti, precisione e accuratez-za, vanno a ricucirsi nella definizionedi “giustezza di misura”, che è ilgrado di concordanza tra la mediadel numero di valori misurati e unvalore di riferimento. Attenzione:nella giustezza compare la media(quindi misurazioni sullo stesso misu-rando, da cui la precisione) e ladistanza della media dal riferimento. Ricordo che una corretta valutazionedel valore di precisione richiede ilrispetto di svariate condizioni dimisurazione. Qui ne cito due a tito-lo esemplificativo:
• l’indipendenza dei risultati,cioè ciascun risultato nondev’essere influenzato dalprecedente ottenuto sullo stes-so misurando o suo similare;
• l’applicazione di un testsulla presenza di valori ano-mali, cioè non facenti partedel campione estratto.
RIFERIMENTI A NORME E GUIDE
Ritengo che i migliori riferimenti perquanto riguarda il termine e il concet-to di “precisione” siano la norma CEIUNI 70099 dal titolo “Vocabolariointernazionale di Metrologia – Con-cetti fondamentali e generali e terminicorrelati”, disponibile dall’aprile2010 come traduzione della terzaedizione del V.I.M., e la norma UNIISO 5725 - 1/6 edita nell’anno 2004con il titolo “Accuratezza (esattezza eprecisione) dei risultati e dei metodi dimisurazione”.
MISURE DI VELOCITÀE LUNGHEZZASENZA CONTATTO
Il sensore di velocità senza contatto ASCO-speed 5500 offre nuove possibilità nell’au-tomazione delle line di processo dell’indu-stria siderurgica in particolare, e manifattu-riera in generale. Si tratta di un sistemacompatto con una robusta custodia chegarantisce un funzionamento affidabile“trouble-free” in vaste applicazioni convelocità massima dei materiali fino a3000 m/min.Il sensore opera in piena autonomia, ha unconsumo di corrente molto basso e richiedeunicamente un’alimentazione di 24 Vdc.Una risposta dinamica elevata e un’elevataprecisione sono le caratteristiche principalidi questa nuova generazione di sensori dimisura della velocità e lunghezza. Questatecnica si basa su una esperienza di oltre15 anni.L’uso di strutture di elaborazione delsegnale all’avanguardia garantisconoche ogni variazione di velocità del mate-riale venga acquisita con precisione. Unhardware potente e ultra-veloce effettua icontrolli di plausibilità e comprime itempi di misura nel campo dei microse-
NEWS �
mento sincronooffre significativivantaggi. Usan-do un impulsodall’unità di con-trollo del proces-so, 2 o più sen-sori ASCOspeed5500 possonofunzionare inmaniera perfet-tamente sincro-na sotto control-lo hardware, eperciò fornirerisultati precisinelle fasi di ac-celerazione. Lastruttura della su-perficie, il colore
o la variazione di colore, la presenza dirivestimenti, la variazione delle proprietàriflettive del materiale non influenzano lamisura. In contrasto alle convenzionali lam-pade alogene, l’uso di un illuminatore aLED garantisce un funzionamento continuocon manutenzione ridotta.Applicazioni: laminatoi a freddo, laminatoi“skin pass”, linee di allungamento e rad-drizzatura, impianti di rivestimento, lineed’ispezione, linee di taglio, linee avvolgi-mento coil, linee di saldatura e piegatura,linee di trafilatura e profilatura.
Per ulteriori informazioni: www.luchsinger.it
condi. Solo in questo modo si può otte-nere la migliore precisione durante le fasidi accelerazione. Il sensore fornisce unvalore mediato ogni 500 µs ed è quindiperfettamente adatto alle applicazioni incontrollo ad anello chiuso degli impiantipiù sofisticati.I sistemi convenzionali con encoder mec-canici possono essere sostituiti senza pro-blemi con ASCOspeed 5500. Il sensorepossiede uscite scalabili a impulsi e puòdunque essere usato in alternativa agliencoder ad albero con un massimo di 3uscite scalabili a impulsi. Durante la misuradi velocità differenziali, come per controlli“mass flow” o “skin pass“, un funziona-
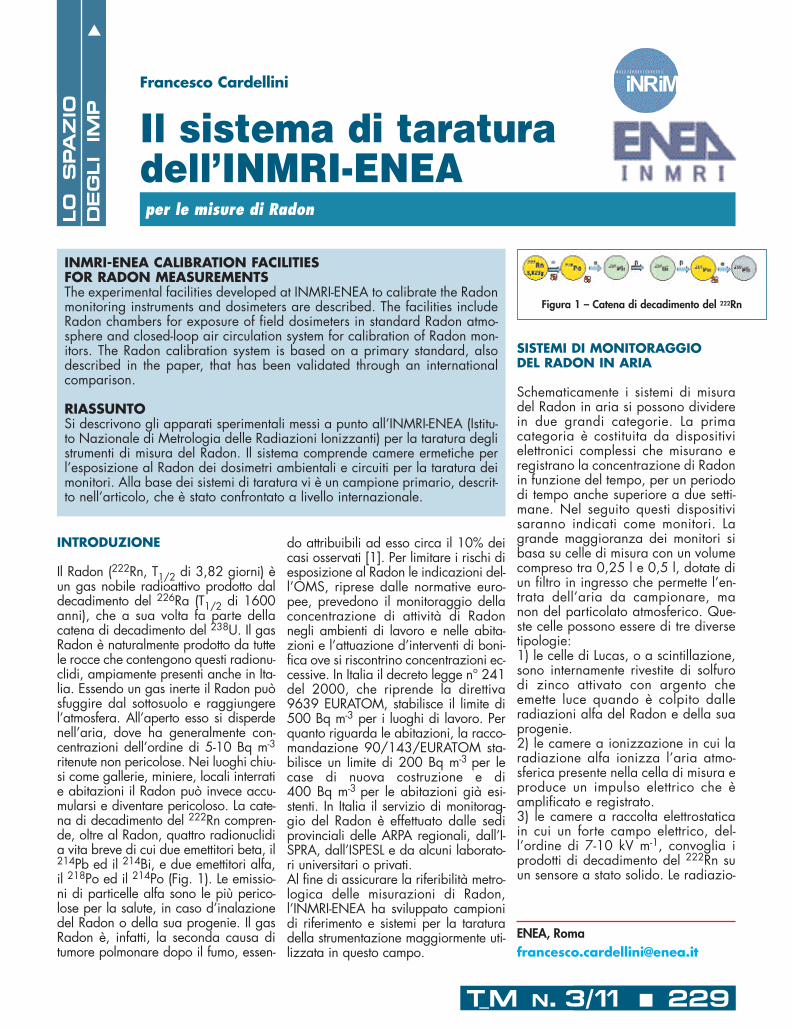
T_M ƒ 229T_M N. 3/11 ƒ 229
LO
SPAZIO
DEGLI
IMP
�
Il sistema di taraturadell’INMRI-ENEA
Francesco Cardellini
ENEA, [email protected]
per le misure di Radon
INMRI-ENEA CALIBRATION FACILITIES FOR RADON MEASUREMENTSThe experimental facilities developed at INMRI-ENEA to calibrate the Radonmonitoring instruments and dosimeters are described. The facilities includeRadon chambers for exposure of field dosimeters in standard Radon atmo-sphere and closed-loop air circulation system for calibration of Radon mon-itors. The Radon calibration system is based on a primary standard, alsodescribed in the paper, that has been validated through an internationalcomparison.
RIASSUNTOSi descrivono gli apparati sperimentali messi a punto all’INMRI-ENEA (Istitu-to Nazionale di Metrologia delle Radiazioni Ionizzanti) per la taratura deglistrumenti di misura del Radon. Il sistema comprende camere ermetiche perl’esposizione al Radon dei dosimetri ambientali e circuiti per la taratura deimonitori. Alla base dei sistemi di taratura vi è un campione primario, descrit-to nell’articolo, che è stato confrontato a livello internazionale.
INTRODUZIONE
Il Radon (222Rn, T1/2 di 3,82 giorni) èun gas nobile radioattivo prodotto daldecadimento del 226Ra (T1/2 di 1600anni), che a sua volta fa parte dellacatena di decadimento del 238U. Il gasRadon è naturalmente prodotto da tuttele rocce che contengono questi radionu-clidi, ampiamente presenti anche in Ita-lia. Essendo un gas inerte il Radon puòsfuggire dal sottosuolo e raggiungerel’atmosfera. All’aperto esso si disperdenell’aria, dove ha generalmente con-centrazioni dell’ordine di 5-10 Bq m-3
ritenute non pericolose. Nei luoghi chiu-si come gallerie, miniere, locali interratie abitazioni il Radon può invece accu-mularsi e diventare pericoloso. La cate-na di decadimento del 222Rn compren-de, oltre al Radon, quattro radionuclidia vita breve di cui due emettitori beta, il214Pb ed il 214Bi, e due emettitori alfa,il 218Po ed il 214Po (Fig. 1). Le emissio-ni di particelle alfa sono le più perico-lose per la salute, in caso d’inalazionedel Radon o della sua progenie. Il gasRadon è, infatti, la seconda causa ditumore polmonare dopo il fumo, essen-
do attribuibili ad esso circa il 10% deicasi osservati [1]. Per limitare i rischi diesposizione al Radon le indicazioni del-l’OMS, riprese dalle normative euro-pee, prevedono il monitoraggio dellaconcentrazione di attività di Radonnegli ambienti di lavoro e nelle abita-zioni e l’attuazione d’interventi di boni-fica ove si riscontrino concentrazioni ec-cessive. In Italia il decreto legge n° 241del 2000, che riprende la direttiva9639 EURATOM, stabilisce il limite di500 Bq m-3 per i luoghi di lavoro. Perquanto riguarda le abitazioni, la racco-mandazione 90/143/EURATOM sta-bilisce un limite di 200 Bq m-3 per lecase di nuova costruzione e di400 Bq m-3 per le abitazioni già esi-stenti. In Italia il servizio di monitorag-gio del Radon è effettuato dalle sediprovinciali delle ARPA regionali, dall’I-SPRA, dall’ISPESL e da alcuni laborato-ri universitari o privati. Al fine di assicurare la riferibilità metro-logica delle misurazioni di Radon,l’INMRI-ENEA ha sviluppato campionidi riferimento e sistemi per la taraturadella strumentazione maggiormente uti-lizzata in questo campo.
SISTEMI DI MONITORAGGIO DEL RADON IN ARIA
Schematicamente i sistemi di misuradel Radon in aria si possono dividerein due grandi categorie. La primacategoria è costituita da dispositivielettronici complessi che misurano eregistrano la concentrazione di Radonin funzione del tempo, per un periododi tempo anche superiore a due setti-mane. Nel seguito questi dispositivisaranno indicati come monitori. Lagrande maggioranza dei monitori sibasa su celle di misura con un volumecompreso tra 0,25 l e 0,5 l, dotate diun filtro in ingresso che permette l’en-trata dell’aria da campionare, manon del particolato atmosferico. Que-ste celle possono essere di tre diversetipologie:1) le celle di Lucas, o a scintillazione,sono internamente rivestite di solfurodi zinco attivato con argento cheemette luce quando è colpito dalleradiazioni alfa del Radon e della suaprogenie. 2) le camere a ionizzazione in cui laradiazione alfa ionizza l’aria atmo-sferica presente nella cella di misura eproduce un impulso elettrico che èamplificato e registrato.3) le camere a raccolta elettrostaticain cui un forte campo elettrico, del-l’ordine di 7-10 kV m-1, convoglia iprodotti di decadimento del 222Rn suun sensore a stato solido. Le radiazio-
Figura 1 – Catena di decadimento del 222Rn

T_M ƒ 230
N.03ƒ
;2011
LO SPAZIODEGLI IMP
�
ni α emesse dal 218Po e dal 214Posono rilevate da questo sensore.La seconda categoria di strumenti dimisura del Radon comprende vari tipidi dispositivi passivi a integrazione,comunemente detti dosimetri, che misu-rano il valore medio della concentra-zione di Radon in un ambiente per unlungo periodo di tempo, generalmentecompreso fra tre e sei mesi. L’integraledella concentrazione di attività diRadon nel tempo è detto “esposizioneal Radon” e si misura in kBq h m-3.Nella maggioranza dei casi questi di-spositivi sono costituiti da un rivelatorea tracce nucleari protetto da un conte-nitore esterno del volume di qualchedecina di centimetri cubi. L’elementosensibile è un polimero trasparente(area 1÷2 cm2) in cui le radiazioni aprodotte dal Radon e dalla sua proge-nie lasciano delle microscopiche tracce.Dopo l’esposizione al Radon il dosime-
tro è sottoposto a un attacco chimico(sviluppo) che evidenzia le traccenucleari e ne permette la lettura median-te un microscopio a bassi ingrandimen-ti. La densità di tracce osservata è pro-porzionale all’esposizione subita.I monitori sono adeguati a individuarecon misure di breve durata le aree e ilocali maggiormente esposti al rischioRadon, mentre i dosimetri a traccenucleari sono indicati per le campagnedi misura di lungo periodo su un grannumero di locali. Sia i dosimetri sia imonitori devono in ogni caso essere sot-toposti a operazioni di taratura affinchéle loro misure siano affidabili.
IL CAMPIONE PRIMARIO DELL’INMRI-ENEA PER LE MISURE DI RADON
Lo scopo principale di questo sistema
è la realizzazione di un’atmosferacampione di Radon in aria con cuitarare i monitori primari per la misuradi concentrazione di attività di Radonin aria.Il Radon necessario viene prelevatoda gorgogliatori contenenti una solu-zione stabilizzata di 226Ra la cui atti-vità è riferibile a campioni NIST [2]. Ilcircuito primario, schematicamenterappresentato in Fig. 2, è costituito daun gruppo sorgenti (gorgogliatori), daun cilindro di alluminio della capacitàdi circa 112 l dove si realizza l’atmo-sfera di riferimento e dal monitore pri-mario. Questi elementi sono collegatitra loro da un circuito chiuso, in cuil’aria contenente Radon è fatta circo-lare da una pompa con portata dicirca 0,2 l/min.La procedura di taratura del monitoreprimario è concettualmente molto sem-plice:
NUOVI ACCELEROMETRIPER L’ANALISISTRUTTURALE E NVH
Kistler, fornitore leader mondiale di sensoridi precisione, sistemi e strumenti per lamisura dinamica di pressione, forza, cop-pia e accelerazione, presenta la serie diaccelerometri capacitivi MEMS a singoloasse 8315A, caratterizzati da elevata sen-sibilità e basso rumore. I nuovi accelerome-tri, che incorporano il know-how di Kistlerper quanto riguarda la tecnologia K-Beam,sono progettati per misure d’accelerazionee vibrazioni a bassa e media frequenza,ideali per le applicazioni in ambito auto-motive, aerospace, OEM, R&S, e prove dilaboratorio. La serie 8315A comprende seidifferenti modelli, con range di misura da±2 a ±200 g e una risposta in frequenza di0 – 1000 Hz (5%). Il design compatto for-nisce un ingombro di 1” (25,4 mm) e inte-gra un elemento sensibile a capacità varia-bile MEMS, che consiste di una piccolamassa inerziale tra due piatti paralleli.Quando la massa deflette per l’accelera-zione, la distanza fra l’elemento e i piattivaria, modificando la capacità. Il condizio-natore interno converte la variazione dicapacità in una variazione di tensione in
NEWS �
saldato con, a scelta, connettori standard a4-pin, connettore 1/4-28 o cavo integralerivestito in Teflon®, per un design completa-mente ermetico con isolamento a terra inte-grale. La temperatura operativa massima suqueste unità è di 125 °C. I formati disponi-
bili dei segnali d’uscita sonobipolari a 0 ±4 V, a singola usci-ta 2,5 V ±2 V (è opzionale l’u-scita in temperatura) e differen-ziali 0 ±8 V. Per le opzioni TA eTB è prevista una temperatured’uscita qualora sia desiderata lacompensazione esterna del se-gnale d’uscita. Fra gli accessoriopzionali raccomandati con laserie 8315° vi sono: basi magne-tiche, adesive, isolanti o viti dimontaggio; anche un cubo dimontaggio triassiale.I nuovi accelerometri sono utiliz-zabili in una varietà di applica-zioni di R&S e OEM, in partico-lare quando è assolutamente ri-
chiesto l’impiego di strumenti con elevataprecisione a basse frequenze e affidabilitànel tempo. Fra le applicazioni tipiche: provedi vibrazione a terra a bassa frequenza(aerospace); laboratori di prova automotive,handling, test su strada e valutazioni diguida veicolo; prove strutturali su ponti e al-tre strutture civili; applicazioni di R&S, bio-medicali, piattaforme inerziali; ecc.
Per ulteriori informazioni:www.kistler.com
uscita. La serie 8315 offre un’eccellente sta-bilità termica e prestazioni affidabili in unrange di temperature elevato da –55 a 125°C. Lo strumento può essere alimentato datensioni comprese tra 6 e 50 V e puòsopravvivere a shock fino a 6000 g pk.
I modelli della serie 8315A sono offerti contre diversi case e altrettante opzioni di usci-ta in tensione (AC, TA, TB). L’opzione AC ècaratterizzata da un peso ridotto, custodiain alluminio duro anodizzato con saldaturalaser, ground isolated, cavo integrale inPVC, con una temperatura operativa massi-ma di 85 °C. I formati dei segnali d’uscitadisponibili per l’opzione AC sono bipolaria 0 ±4 V, a singola uscita a 2,5 V ±2 V odifferenziali 0 ±8 V. Le opzioni TA e TBhanno peso ridotto, contenitore in titanio
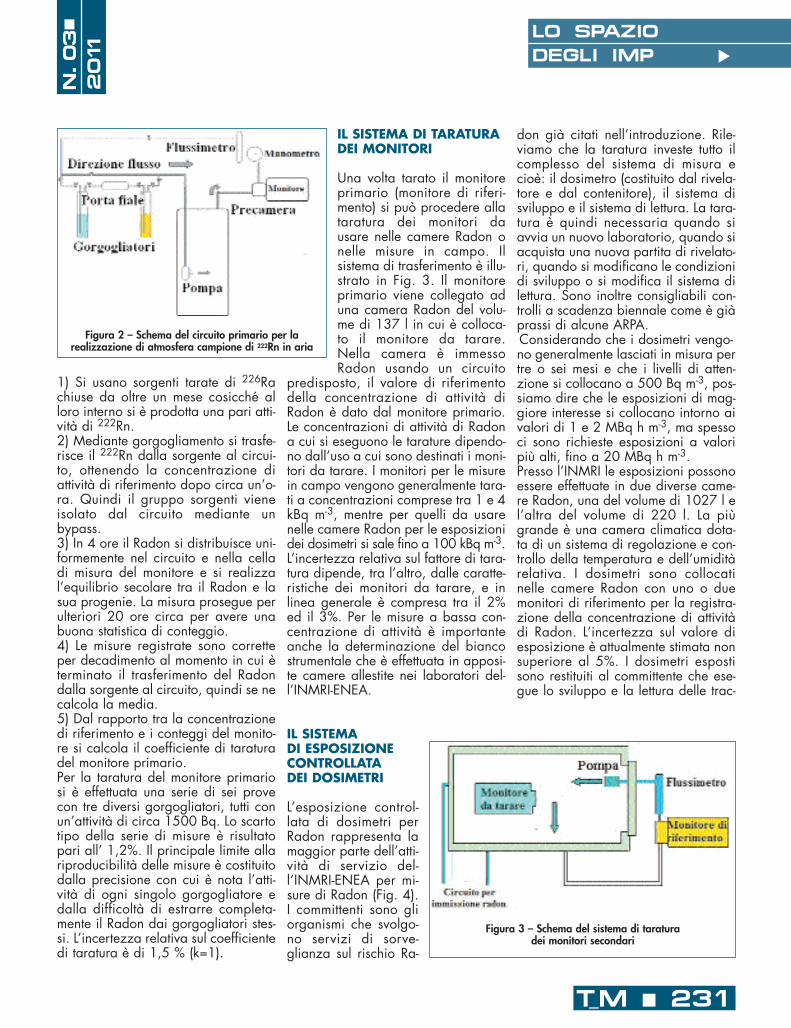
T_M ƒ 231
LO SPAZIODEGLI IMP
�N.03ƒ
; 2011
1) Si usano sorgenti tarate di 226Rachiuse da oltre un mese cosicché alloro interno si è prodotta una pari atti-vità di 222Rn.2) Mediante gorgogliamento si trasfe-risce il 222Rn dalla sorgente al circui-to, ottenendo la concentrazione diattività di riferimento dopo circa un’o-ra. Quindi il gruppo sorgenti vieneisolato dal circuito mediante unbypass.3) In 4 ore il Radon si distribuisce uni-formemente nel circuito e nella celladi misura del monitore e si realizzal’equilibrio secolare tra il Radon e lasua progenie. La misura prosegue perulteriori 20 ore circa per avere unabuona statistica di conteggio.4) Le misure registrate sono corretteper decadimento al momento in cui èterminato il trasferimento del Radondalla sorgente al circuito, quindi se necalcola la media.5) Dal rapporto tra la concentrazionedi riferimento e i conteggi del monito-re si calcola il coefficiente di taraturadel monitore primario. Per la taratura del monitore primariosi è effettuata una serie di sei provecon tre diversi gorgogliatori, tutti conun’attività di circa 1500 Bq. Lo scartotipo della serie di misure è risultatopari all’ 1,2%. Il principale limite allariproducibilità delle misure è costituitodalla precisione con cui è nota l’atti-vità di ogni singolo gorgogliatore edalla difficoltà di estrarre completa-mente il Radon dai gorgogliatori stes-si. L’incertezza relativa sul coefficientedi taratura è di 1,5 % (k=1).
IL SISTEMA DI TARATURADEI MONITORI
Una volta tarato il monitoreprimario (monitore di riferi-mento) si può procedere allataratura dei monitori dausare nelle camere Radon onelle misure in campo. Ilsistema di trasferimento è illu-strato in Fig. 3. Il monitoreprimario viene collegato aduna camera Radon del volu-me di 137 l in cui è colloca-to il monitore da tarare.Nella camera è immessoRadon usando un circuito
predisposto, il valore di riferimentodella concentrazione di attività diRadon è dato dal monitore primario.Le concentrazioni di attività di Radona cui si eseguono le tarature dipendo-no dall’uso a cui sono destinati i moni-tori da tarare. I monitori per le misurein campo vengono generalmente tara-ti a concentrazioni comprese tra 1 e 4kBq m-3, mentre per quelli da usarenelle camere Radon per le esposizionidei dosimetri si sale fino a 100 kBq m-3.L’incertezza relativa sul fattore di tara-tura dipende, tra l’altro, dalle caratte-ristiche dei monitori da tarare, e inlinea generale è compresa tra il 2%ed il 3%. Per le misure a bassa con-centrazione di attività è importanteanche la determinazione del biancostrumentale che è effettuata in apposi-te camere allestite nei laboratori del-l’INMRI-ENEA.
IL SISTEMA DI ESPOSIZIONECONTROLLATA DEI DOSIMETRI
L’esposizione control-lata di dosimetri perRadon rappresenta lamaggior parte dell’atti-vità di servizio del-l’INMRI-ENEA per mi-sure di Radon (Fig. 4).I committenti sono gliorganismi che svolgo-no servizi di sorve-glianza sul rischio Ra-
don già citati nell’introduzione. Rile-viamo che la taratura investe tutto ilcomplesso del sistema di misura ecioè: il dosimetro (costituito dal rivela-tore e dal contenitore), il sistema disviluppo e il sistema di lettura. La tara-tura è quindi necessaria quando siavvia un nuovo laboratorio, quando siacquista una nuova partita di rivelato-ri, quando si modificano le condizionidi sviluppo o si modifica il sistema dilettura. Sono inoltre consigliabili con-trolli a scadenza biennale come è giàprassi di alcune ARPA. Considerando che i dosimetri vengo-no generalmente lasciati in misura pertre o sei mesi e che i livelli di atten-zione si collocano a 500 Bq m-3, pos-siamo dire che le esposizioni di mag-giore interesse si collocano intorno aivalori di 1 e 2 MBq h m-3, ma spessoci sono richieste esposizioni a valoripiù alti, fino a 20 MBq h m-3. Presso l’INMRI le esposizioni possonoessere effettuate in due diverse came-re Radon, una del volume di 1027 l el’altra del volume di 220 l. La piùgrande è una camera climatica dota-ta di un sistema di regolazione e con-trollo della temperatura e dell’umiditàrelativa. I dosimetri sono collocatinelle camere Radon con uno o duemonitori di riferimento per la registra-zione della concentrazione di attivitàdi Radon. L’incertezza sul valore diesposizione è attualmente stimata nonsuperiore al 5%. I dosimetri espostisono restituiti al committente che ese-gue lo sviluppo e la lettura delle trac-
Figura 2 – Schema del circuito primario per la realizzazione di atmosfera campione di 222Rn in aria
Figura 3 – Schema del sistema di taratura dei monitori secondari

NEWS
�
Con espressoDAQ, HBM lanciasul mercato una nuova serie diamplificatori di misura basati sutecnologia USB. Nonostante ledimensioni ridotte e i prezzi con-venienti, i moduli di HBM, spe-cialista in tecnica di misura, offro-no come sempre qualità elevatae capacità di prestazioni: nelcaso specifico vanno segnalate,ad esempio, la tecnologia di fre-quenza portante eil convertitore A/Dcon risoluzione a24 bit. I singolimoduli possonoessere alimentatidirettamente trami-te l’interfacciaUSB, eliminandola necessità di uncavo di rete sepa-rato.È possibile attivarepiù amplificatoridi misura tramiteun hub USB e ciòrende possibile impiegare sistemidi misura completamente sincro-nizzati. Gli amplificatori di misu-ra funzionano in base al princi-pio “plug & measure”, consen-tendo all’utente di ottenere velo-cemente il risultato della misura-zione. A ciò contribuisconoanche i connettori RJ45 configu-rabili direttamente in loco per ilcollegamento dei trasduttori. Inol-tre, gli amplificatori di misuraespressoDAQ supportano i TEDS(Transducer Electronic DataSheet), che consentono una facilee rapida configurazione dei piùdiversi tipi di trasduttore.
NUOVI AMPLIFICATORI DI MISURABASATI SU TECNICA DI MISURA USB
Il calibratore portatile 7012SS di ASITA, pratico e compatto, rac-coglie le funzioni di generazione, simulazione e misura tipicamen-te utilizzate per il controllo dei processi industriali. Lo strumento per-mette di generare segnali di corrente fino a ± 25mA, segnali di ten-sione fino a ± 25V, genera una resistenza di 100 Ohm e simulasegnali termoelettrici equivalenti alle corrispondenti temperature diben 8 diverse termocoppie (K, E, J, T, R, S, B e N). La sezione di mi-sura permette accurati rilievi di corrente (± 28mA) e tensione (± 28V).Lo strumento è dotato di uscite separate e isolate dai terminali diingresso per poter simultaneamente generare e misurare, visualiz-zando contemporaneamente i due valori sul grande display LCD.
Dotato di memoria interna per la registra-zione di 20 valori di uscita, attribuendo aciascuno di essi la durata nel tempo, consuccessiva attivazione in sequenza auto-matica o con comando manuale per simu-lare le caratteristiche di funzionamentoproprie dell’apparecchio in prova. Predi-sposto al controllo tramite il computer uti-lizzando l’interfaccia seriale USB in dota-zione.
Per ulteriori informazioni:www.asita.com
La misurazione precisa di coppie è sempre più importante, ad esempionelle applicazioni che utilizzano banchi prova. Di conseguenza anchela taratura dei trasduttori di coppia utilizzati in questi banchi prova staassumendo sempre maggiore rilevanza. L’affermata famiglia di tra-sduttori di riferimento di coppia TB2 oggi può contare su un comple-mento che permette di eseguire misurazioni precise e riproducibili connotevole risparmio di tempo: infatti le misurazioni possono essere ese-guite direttamente, non come nella comune taratura tramite leva a brac-cio, applicando o rilevando i pesi manualmente.I trasduttori di riferimento di coppia del tipo TB2, offerti da HBM, per-
mettono la riconducibilità anormative nazionali e, per-tanto, una taratura assoluta-mente sicura delle grandezzedi coppia, oggi disponibileanche nei campi di misura di100 Nm e 200 Nm. Il tra-sduttore di riferimento è ido-neo per impiego non rotantein laboratorio o in campoindustriale. È disponibilecome opzione anche una ver-sione IP67, che permette l’im-piego anche in ambienteindustriale critico. I trasduttoriTB2 raggiungono normal-mente, già per i valori inizia-li del campo di misura dal
2%, la miglior classe 0,5 secondo DIN 51309 o EA-10/14, mentre disolito per questa classe è richiesto solo un range dal 20 al 100%.Gli estensimetri installati nel TB2 consentono l’utilizzo di tutti gli ampli-ficatori di misura che supportano gli ER a ponte pieno. Tra questi, adesempio, l’inserto/modulo amplificatore di misura di precisione ML38Bper il sistema MGCplus di HBM.
Ulteriori informazioni sono reperibili all’indirizzo webwww.hbm.com.
HBM Test and MeasurementFin dalla sua fondazione, in Germania nel 1950, Hottinger BaldwinMesstechnik (HBM Test and Measurement) si è costruita una solidareputazione come leader mondiale di tecnologia e del mercato nell’in-dustria delle misurazioni e prove. HBM offre prodotti per la catena dimisurazione completa, dalle prove virtuali a quelle fisiche. Le sedi diproduzione sono situate in Germania, USA e Cina; HBM è presente inpiù di 80 paesi nel mondo.
TARATURA DI COPPIA DI MASSIMA PRECISIONE CON TRASDUTTORI DI RIFRIMENTO
NUOVO CALIBRATORE PORTATILE:GENERA, SIMULA E MISURA!
I moduli vengono forniti insieme aun software di facile utilizzo, pro-gettato appositamente per espres-soDAQ, per la configurazione,raccolta dei dati e visualizzazio-ne. L’utente ottiene il risultatodella misurazione in pochi pas-saggi. È anche possibile esporta-re i dati misurati nei formati piùcomuni.Con i diversi moduli della serieespressoDAQ è possibile acqui-sire, in modo sicuro, praticamen-te tutte le grandezze di misurapiù rilevanti. Oltre a ingressi dicorrente o tensione configurabiliindividualmente, è anche possi-bile eseguire misurazioni conestensimetri (DMS) (con configu-razione sia a ponte intero sia a
semiponte) e col-legamento di ter-mocoppie del tipopreferito. Gliingressi dei modu-li (quattro oppureotto, in base altipo) sono tutti sin-goli e separatigalvanicamentel’uno dall’altro.Poiché tutti i cana-li possiedono cia-scuno un proprioconvertitore AD, èpossibile eseguire
misurazioni assolutamente sin-crone. Tipiche applicazioni per imoduli compatti di espresso-DAQ possono riguardare, adesempio, l’ambito dell’assisten-za, dove con un laptop e un pic-colo modulo è possibile eseguirefacilmente e velocemente unamisurazione. I nuovi modulicostituiscono la soluzione idealeproprio per le applicazioni in cuiun sistema di misura di grandidimensioni sarebbe troppo di-spendioso.
Per ulteriori informazioni: www.hbm.com
N.03ƒ
;2011
T_M ƒ 232
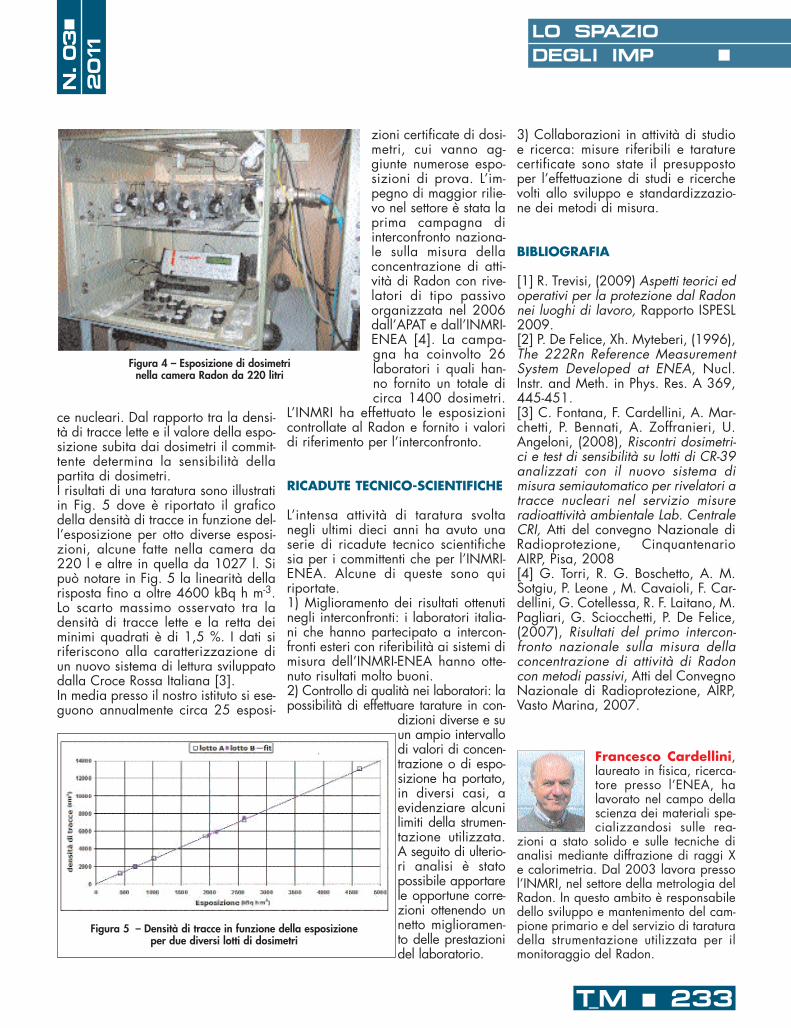
T_M ƒ 233
LO SPAZIODEGLI IMP
�N.03ƒ
; 2011
ce nucleari. Dal rapporto tra la densi-tà di tracce lette e il valore della espo-sizione subita dai dosimetri il commit-tente determina la sensibilità dellapartita di dosimetri. I risultati di una taratura sono illustratiin Fig. 5 dove è riportato il graficodella densità di tracce in funzione del-l’esposizione per otto diverse esposi-zioni, alcune fatte nella camera da220 l e altre in quella da 1027 l. Sipuò notare in Fig. 5 la linearità dellarisposta fino a oltre 4600 kBq h m-3.Lo scarto massimo osservato tra ladensità di tracce lette e la retta deiminimi quadrati è di 1,5 %. I dati siriferiscono alla caratterizzazione diun nuovo sistema di lettura sviluppatodalla Croce Rossa Italiana [3].In media presso il nostro istituto si ese-guono annualmente circa 25 esposi-
zioni certificate di dosi-metri, cui vanno ag-giunte numerose espo-sizioni di prova. L’im-pegno di maggior rilie-vo nel settore è stata laprima campagna diinterconfronto naziona-le sulla misura dellaconcentrazione di atti-vità di Radon con rive-latori di tipo passivoorganizzata nel 2006dall’APAT e dall’INMRI-ENEA [4]. La campa-gna ha coinvolto 26laboratori i quali han-no fornito un totale dicirca 1400 dosimetri.
L’INMRI ha effettuato le esposizionicontrollate al Radon e fornito i valoridi riferimento per l’interconfronto.
RICADUTE TECNICO-SCIENTIFICHE
L’intensa attività di taratura svoltanegli ultimi dieci anni ha avuto unaserie di ricadute tecnico scientifichesia per i committenti che per l’INMRI-ENEA. Alcune di queste sono quiriportate.1) Miglioramento dei risultati ottenutinegli interconfronti: i laboratori italia-ni che hanno partecipato a intercon-fronti esteri con riferibilità ai sistemi dimisura dell’INMRI-ENEA hanno otte-nuto risultati molto buoni.2) Controllo di qualità nei laboratori: lapossibilità di effettuare tarature in con-
dizioni diverse e suun ampio intervallodi valori di concen-trazione o di espo-sizione ha portato,in diversi casi, aevidenziare alcunilimiti della strumen-tazione utilizzata.A seguito di ulterio-ri analisi è statopossibile apportarele opportune corre-zioni ottenendo unnetto miglioramen-to delle prestazionidel laboratorio.
3) Collaborazioni in attività di studioe ricerca: misure riferibili e taraturecertificate sono state il presuppostoper l’effettuazione di studi e ricerchevolti allo sviluppo e standardizzazio-ne dei metodi di misura.
BIBLIOGRAFIA
[1] R. Trevisi, (2009) Aspetti teorici edoperativi per la protezione dal Radonnei luoghi di lavoro, Rapporto ISPESL2009.[2] P. De Felice, Xh. Myteberi, (1996),The 222Rn Reference MeasurementSystem Developed at ENEA, Nucl.Instr. and Meth. in Phys. Res. A 369,445-451.[3] C. Fontana, F. Cardellini, A. Mar-chetti, P. Bennati, A. Zoffranieri, U.Angeloni, (2008), Riscontri dosimetri-ci e test di sensibilità su lotti di CR-39analizzati con il nuovo sistema dimisura semiautomatico per rivelatori atracce nucleari nel servizio misureradioattività ambientale Lab. CentraleCRI, Atti del convegno Nazionale diRadioprotezione, CinquantenarioAIRP, Pisa, 2008 [4] G. Torri, R. G. Boschetto, A. M.Sotgiu, P. Leone , M. Cavaioli, F. Car-dellini, G. Cotellessa, R. F. Laitano, M.Pagliari, G. Sciocchetti, P. De Felice,(2007), Risultati del primo intercon-fronto nazionale sulla misura dellaconcentrazione di attività di Radoncon metodi passivi, Atti del ConvegnoNazionale di Radioprotezione, AIRP,Vasto Marina, 2007.
Figura 4 – Esposizione di dosimetri nella camera Radon da 220 litri
Figura 5 – Densità di tracce in funzione della esposizione per due diversi lotti di dosimetri
Francesco Cardellini,laureato in fisica, ricerca-tore presso l’ENEA, halavorato nel campo dellascienza dei materiali spe-cializzandosi sulle rea-
zioni a stato solido e sulle tecniche dianalisi mediante diffrazione di raggi Xe calorimetria. Dal 2003 lavora pressol’INMRI, nel settore della metrologia delRadon. In questo ambito è responsabiledello sviluppo e mantenimento del cam-pione primario e del servizio di taraturadella strumentazione utilizzata per ilmonitoraggio del Radon.

NEWS
�
Il 7 maggio scorso la SIAD haaperto il proprio stabilimento diOsio Sopra (BG) a oltre 260persone, tra studenti, familiaridei dipendenti, giornalisti eautorità, consentendo loroun’immersione nell’affascinantemondo dei gas: l’imbombola-mento dei gas tecnici, la massaporosa, il laboratorio di ricerca,il laboratorio Nuvera Fuel Cellse il reparto di FrazionamentoAria.Come ha dichiarato RobertoSestini, presidente SIAD, inapertura della giornata:“Abbiamo aderito all’iniziativadi Federchimica perché in lineacon la scelta di trasparenza,apertura e confronto che SIADsta portando avanti da anni perconsolidare il rapporto di fidu-cia con i suoi stakeholders. Lachimica è uno dei settori piùimportanti per la vita dell’uomo.Pervade ogni aspetto dellanostra esistenza e aumenta ilnostro tenore di vita. È dallo svi-luppo della chimica che nasco-no i farmaci, e quindi l’aspetta-
FABBRICHE APERTENEL MONDODEI GAS
Il catalogo generale 2011 della RUPAC è disponi-bile on-line e in versione CDRom: nell’ampiagamma dei prodotti presentati spiccano i nuovi stru-menti per il controllo tridimensionale integrato (otti-co, con fibra ottica, con laser, a contatto e a raggiX - tomografia) che combinano una misura completae accurata con una straordinaria velocità di esecuzio-ne, rendendo possibile la soluzione di qualsiasi proble-matica di misura dimensionale. Una copia omaggio delcatalogo può essere richiesta sul sito web www.rupac.comnel quale è possibile, con un semplice click, aggiornarsi in temporeale su tutte le novità presentate, consultare le offerte promoziona-li aggiornate per poter meglio fruire delle migliori condizioni diacquisto, conoscere tutte le date delle manifestazioni fieristiche acui la società partecipa nel corso dell’anno e, per finire, reperire gliindirizzi commerciali utili nelle varie regioni italiane.
La Rupac, Rappresentanze Utensili Precisione ApparecchiControllo, fondata nel 1949 dall’Ing. Bruno Friso, offre
da sempre, per far fronte ad un settore in continuaevoluzione, un’ampia gamma di strumentazione edapparecchiature di controllo a livelli qualitativi moltoelevati e con un costante impegno verso il progres-so tecnologico.Lo staff tecnico di Rupac è costantemente disponibi-le per individuare la soluzione ottimale per le esi-
genze dei clienti, offrendo una consulenza globale,sia presso le nuove show rooms, sia presso la sede del
cliente. Il servizio non si limita alla consulenza pre-ven-dita, ma continua con l’installazione e certificazione in
loco, i corsi d’istruzione e assistenza post-vendita e la possibili-tà di stipulare contratti di manutenzione programmata. Le ripara-zioni e il controllo pre-vendita degli strumenti vengono effettuati nellaboratorio interno. Grazie a tutto questo il marchio Rupac si pone tra i leader, a livellonazionale ed europeo, nel settore della strumentazione di misura econtrollo.
IMI sensor, una divisione diPCB Piezotronics Inc., annun-cia la commercializzazionemondiale di kit accelerometrici“alta temperatura” modelli600B13 e 600B14 per lamisurazione di vibrazioni nelleturbine a gas. Questi kit com-prendono (i) accelerometro adalta temperatura con uscitalaterale, (ii) cavo integraleermetico di lunghezza 3 metri,(iii) amplificatore integraleICP®. Sono ideali per moltepli-ci applicazioni relative allagenerazione di energia qualimonitoraggio, posizionamentosu turbine, sistemi di scarico,tubazioni in ambienti estremidove la temperatura può anda-re fino a 482 °C.
La modalità costruttiva delnuovo elemento interno all’ac-celerometro presente nei kit600B13/B14 costituisce unmiglioramento significativo nelgestire i risultati di misura, dovei cambiamenti di temperatura egli “spike” transitori sono unacondizione comune nel mondo
delle turbine a gas. Inoltre, l’in-tegrazione del sensore concavo e amplificatore di caricaICP®, rende unico questo kitaccelerometrico ad alta tempe-ratura.Esso rappresenta per gli opera-tori del settore una soluzionemolto pratica. La catena com-pleta di misura elimina la conta-minazione dovuta all’ambientedi misura nonché i comuni pro-blemi di scarsa immunità alrumore. L’amplificatore integra-le ICP® è una soluzione che con-sente inoltre l’utilizzo con attrez-zature standard di acquisizio-ne dati. I kit IMI 600B13 e600B14 sono progettati comesostituzioni drop-in per gli attua-li accelerometri con basi a trepunti di fissaggio del tipoARINC®; inoltre essi hanno unatemperatura di esercizio piùalta rispetto a molti sensori con-correnti.Il modello 600B13 dispone diuna sensibilità di 100 mV/g(10,2 mV/(m/s2)), e il modello600B14 dispone di una sensibi-lità di 10 mV/g (1,02 mV/(m/s2)). La vasta gamma di fre-quenze per 600B13/B14 (± 5%)282-240 cpm (da 4,7 a 4000Hz) li rende ideali come accele-rometri ad alta temperatura perla misurazione delle vibrazioniall’interno di turbine a gas.
Per ulteriori informazioni: www.pcbpiezotronics.it
KIT ACCELEROMETRICI “ALTATEMPERATURA” PER LA MISURAZIONEDI VIBRAZIONI NELLE TURBINE A GAS
IL CATALOGO GENERALE RUPACORA ANCHE SU CD ROM
tiva di una vita più lunga. Ventianni fa però la chimica era con-siderata la “bestia nera” dellaproduzione industriale, per isuoi supposti effetti deleteri sullasalute umana. E da 20 anniFederchimica svolge azione dipromozione per correggerequesta percezione. Lo testimo-nia il suo programma “Respon-sible Care”, un decalogo dicomportamenti in tema di sicu-rezza, salute dei dipendenti eprotezione ambientale, adottatodalle aziende associate, che hacontribuito a fare della chimicail settore con i più elevati stan-dard di sicurezza, tra i menoinquinanti, nonchée l’interpretepiù fedele del Protocollo diKioto. La giornata di oggi, volu-ta da Federchimica, intendedunque sfatare un pregiudizio,facendo entrare la gente indiretto contatto con il mondodella chimica, perché solo cono-scendolo da vicino lo si può giu-dicare senza preconcetti. Maanche affermare un primato,che fa dell’Italia il terzo produt-tore chimico in Europa e dellachimica uno dei settori che piùinveste in ricerca e sviluppo”. Il tour ha privilegiato gli aspettipiù rappresentativi dell’attivitàaziendale, coerentemente congli assunti stessi dell’iniziativa: igas e le loro modalità produtti-ve, la ricerca e sviluppo dinuovi prodotti come driver del-l’attività, e l’importanza dell’ap-plicazione del sistema gestionesicurezza e ambiente in tutti gliaspetti operativi.
Per ulteriori informazioni:www.siad.it
N.03ƒ
;2011
T_M ƒ 234

MANIF
ESTA
ZION
IEV
ENTI
EFO
RMAZI
ONE
2011-2012eventi in breve
�
T_M N. 3/11 ƒ 235
26 - 28 SETTEMBRE
26 - 29 SETTEMBRE
27 - 29 SETTEMBRE
28 - 30 SETTEMBRE
30 SETT - 1 OTT
3 - 7 OTTOBRE
9 - 13 OTTOBRE
12 - 14 OTTOBRE
17 - 19 OTTOBRE
17 - 20 OTTOBRE
20 - 21 OTTOBRE
24 - 26 OTTOBRE
28 - 30 OTTOBRE
28 - 30 OTTOBRE
28 - 31 OTTOBRE
30 - 31 OTTOBRE
7 - 10 NOVEMBRE
14 - 16 NOVEMBRE
24 - 25 NOVEMBRE
28 NOV - 2 DIC
29 NOV - 2 DIC
9 - 11 DICEMBRE
12 - 14 FEBBRAIO
4 - 8 MARZO
27 - 30 MARZO
28 - 30 MARZO
18 - 19 APRILE
23 - 27 APRILE
11 - 13 LUGLIO
9- 14 SETTEMBRE
22 - 24 NOVEMBRE
Capri, Italy
Online
Paris, France
Aachen, Germany
Bangkok, Thailand
Villa Olmo, Como, Italy
Arlington, VA, USA
Olhao, Portugal
Lisbona, Portugal
Brussels, Belgium
Nice, France
Paris, France
Shangai, China
Shanghai, China
Limerick, Ireland
Guangzhou, China
Melbourne, Australia
Bologna, Italy
Roma, Italy - Ing., La Sapienza
Xcaret, Mexico
Orlando, USA
Wuhan China
Kauai, Hawaii
Los Angeses, USA
Kuala Lumpur, Malaysia
Santiago de Compostela, Spain
Torino, Italy
Marrakech
Brussels, Belgium
Bexco, Republic of Korea
Belgrade, Serbia
4th EOS Topical Meeting on Optical Microsystems (OMS2011)
IEEE Online Conference on Green Communications (IEEE GreenCom’11)
Thermal investigations of ICs and Systems
IEEE AMPS 2011 (Applied Measurements for Power Systems)
_AMMO2011_ - International Conference on Advanced Materials in Microwaves and Optics (EI Compendex)
13th ICATPP Conference on Astroparticle, Particle, Space Physics and Detectors for Physics Applications
IEEE Photonics 2011 Conference (IPC11)
VIPIMAGE: III Eccomas Thematic Conference on Computational Vision and Medical Image Processing
IEEE EPQU - Electrical Power Quality and Utilization Conference
2nd IEEE International Conference on Smart Grid Communications (SmartGridComm)
JOURNEES DE LA TELEMETRIE LASER 2011
3rd Int’l Joint Conf. on Computational Intelligence
2011 International Conference on Computer Science and Engineering CSE 2011
2011 Int’l Conf. on Signal and Information Processing (CSIP 2011)
IEEE SENSORS 2011
2011 International Conference on Photonics, 3D-imaging, and Visualization
ECON 2011 - 7th Annual Conference of the IEEE Industrial Electronics Society
Smart Measurements for Future Grids SMFG 2011
4th Mediterranean Conference on Nano-Photonics, MediNano-4
Nanomaterials conference
Conference on Education, Informatics and Cybernetics: icEIC 2011
4th Int’l Conf. on Information Technology in Education(CITE 2011)
Pan-Pacific Microelectronics Symposium
OFCNFOEC 2012
31th Progress in Electromagnetics Research Symposium (PIERS)
International Conference on Renewable Energies and Power Quality (ICREPQ’12)
Affidabilità & Tecnologie - Sesta edizione - Strumenti, soluzioni e tecnologie per l’Innovazione Competitiva
CAFMET 2012 - African Committee of Metrology
16th IFAC Symposium on System Identification, SYSID 2012
XX IMEKO World Congress
2012 Telecommunications Forum TELFOR2012
www.myeos.org/events/capri2011
www.ieee-greencom.org/submit.html
http://cmp.imag.fr/conferences/therminic/therminic2011
http://amps2011.ieee-ims.org
www.ited.org.cn/ammo
http://villaolmo.mib.infn.it/Conference_Posters/Preliminary_Programme_2011v0.4.pdf
www.photonicsconferences.org/PHOTONICS2011/index.php
http://paginas.fe.up.pt/~vipimage/index.html
www.epqu2011.org
www.ieee-smartgridcomm.org
www.ijcci.org
www.engii.org/cet2011/CSE2011.aspx
www.engii.org/cet2011/csip2011.aspx
http://ieee-sensors2011.org
www.cas-association.org/icp3v2011/index.htm
www.iecon2011.org
http://smfg2011.ieee-ims.org
www.myeos.org/events/MediNano-4
www.zingconferences.com/z.cfm?c=62
www.2011conferences.org/iceic
www.ciseng.org/cite2011
www.smta.org/panpac/call_for_papers.cfm
www.ofcnfoec.org/home.aspx
http://piers.org/piers/submit/survey.php
www.icrepq.com
www.affidabilita.eu
www.npl.co.uk/events/23-27-apr-2012-cafmet-2012
www.sysid2012.org/
http://imeko2012.kriss.re.kr
www.telfor.rs/?lang=en
2011
2012

NEWS
�
Le prove comparative sulle apparecchiatu-re di acquisizione dati da usare nei treniad alta velocità, effettuate dall’UniversitàBeijing Jiaotong in Cina, hanno dimostra-to l’efficacia della strumentazione SoMateDAQ della HBM operante in condizioniestreme.Le prove sono state effettuate per determi-
nare la miglior apparecchiatura di acqui-sizione dati per monitorare e analizzarela fatica, e quindi per determinare il dan-neggiamento potenziale di parti meccani-che critiche, quali il telaio dello sterzo egli assi di connessione del treno ad altavelocità da 350 km/h CHRIII. L’obiettivo èquello di dotare il nuovo treno ad altavelocità di un sistema eDAQ durante l’as-semblaggio iniziale, in modo che sianoraccolti i dati lungo la vita operativa deltreno con il continuo monitoraggio dellecondizioni. La specifica apparecchiaturadeve essere in grado di funzionare ade-guatamente in tutte le condizioni climati-che e operative.Le specifiche richiedono che il treno inprova sia equipaggiato con due o treeDAQs con 32 canali per unità, utilizzatiper una grande varietà d’ingressi, sebbenel’impiego principale sia il monitoraggio dideformazioni, spostamenti e pressioni.
Condizioni di prova Le prove sono state condotte usando leapparecchiature di sei fornitori diversi: traquesti HBM, che inizialmente non era inbuona posizione in quanto alcuni concor-renti erano già fornitori di strumenti peracquisizione dati.Le condizioni di prova sono state moltosevere: ad esempio, i trasduttori di spo-stamento posizionati sotto il treno doveva-no poter operare per molti giorni senzaalcuna possibilità di essere verificati. Le
LE SOLUZIONI DI ACQUISIZIONE DATI HBMVINCONO LE PROVE COMPARATIVE IN CINA
sistema. I canali del bus veicolo non con-sumano alcuno degli ingressi analogici,essendo l’ingresso di tutti i 254 canalieffettuato direttamente mediante un singo-lo connettore. Infine, il SoMat eDAQ Bridge Layer(EBRG) dispone di 16 ingressi analogici abasso livello, differenziali, campionatisimultaneamente mediante connettori indi-pendenti. Lo EBRG opera con trasduttoriamplificati e non, compresi estensimetri,
accelerometri tra-sduttori di pressio-ne, celle di caricoe altri segnali ana-logici generici.L’EBRG disponeanche di un eccel-lente condiziona-mento di estensi-metri con il suppor-to di configurazio-ni a 1/4, 1/2 eponte intero.Qian Xu, Ingegne-re Venditore dellaHBM, afferma:“Fra le ragioniprincipali per cuiabbiamo ottenutoquest’ordine, sono
particolarmente rilevanti la robustezzadell’eDAQ e la sua capacità di registrarein modo affidabile tutti i dati, anche nellepiù dure condizioni di prova”.Sebbene queste prove siano state condot-te dalla Università Beijing Jiaotong, i trenivengono gestiti dalla China CNR Corpo-ration Limited (CNR). Le mansioni dellaCNR comprendono la progettazione,costruzione, ristrutturazione, revisione emanutenzione di locomotive elettriche eDiesel, carrozze passeggeri e vagonimerci, unità multiple elettriche e Diesel,motori di trazione e materiale rotabile. LaCNR provvede a oltre la metà delle500000 locomotive e materiale rotabilelungo i 70000 chilometri delle ferroviecinesi.
condizioni ambientali comprendevanotemperature da -20°C a 60°C, con eleva-ti livelli di vibrazione, umidità, polvere einterferenze elettriche e magnetiche. L’apparecchiatura HBM è stata l’unica ingrado di funzionare efficacemente duran-te la prova finale di due giorni.
Sistema integrato L’apparecchiatura HBM scelta comprendeil SoMat eDAQ combinato con un SoMateDAQ Vehicle Network CommunicationsLayer (ECOM) e un SoMat eDAQ BridgeLayer (EBRG), per ottenere un sistema inte-grato completo e robusto. Il SoMat eDAQdella HBM, progettato specificamentecome robusto sistema mobile di acquisi-zione dati, è dotato di condizionamentosegnali all’avanguardia, ed è capace dieffettuare un’ampia gamma di elabora-zione dati a bordo, funzioni di trigger,salvataggio intelligente dei dati e calcolicomplessi. Si può usare sia come sistemacablato sia senza fili, dato che utilizza lacomunicazione Ethernet e ospita il proprioserver Web. Non abbisogna di softwarePC per lanciare/arrestare leprove o per caricare i dati.Il SoMat eDAQ Vehicle NetworkCommunications Layer (ECOM)completa l’eDAQ munendolo ditre dispositivi interfaccia CAN,di un’interfaccia Vehicle BusModule (VBM) e della porta dicomunicazione GPS. Ciò rendel’ECOM estremamente versatile,provvedendo alla correlazionefra i canali del bus del veicolo aidati fisici e al GPS. Si possonoregistrare fino a 254 canali perogni ingresso del bus del veico-lo, rendendo virtualmente illimi-tato il numero totale di canali del
N.03ƒ
;2011
T_M ƒ 236
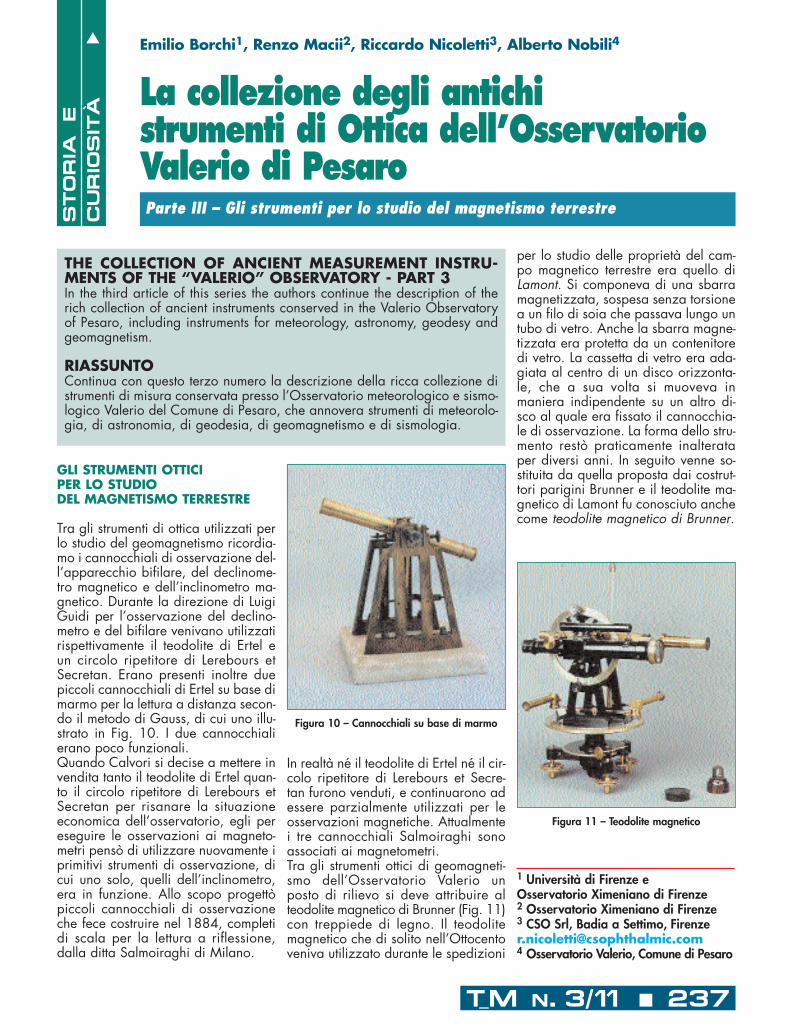
La collezione degli antichi strumenti di Ottica dell’OsservatorioValerio di Pesaro
Emilio Borchi1, Renzo Macii2, Riccardo Nicoletti3, Alberto Nobili4
Parte III – Gli strumenti per lo studio del magnetismo terrestre
1 Università di Firenze e Osservatorio Ximeniano di Firenze2 Osservatorio Ximeniano di Firenze3 CSO Srl, Badia a Settimo, [email protected] Osservatorio Valerio, Comune di Pesaro
T_M N. 3/11 ƒ 237
THE COLLECTION OF ANCIENT MEASUREMENT INSTRU-MENTS OF THE “VALERIO” OBSERVATORY - PART 3In the third article of this series the authors continue the description of therich collection of ancient instruments conserved in the Valerio Observatoryof Pesaro, including instruments for meteorology, astronomy, geodesy andgeomagnetism.
RIASSUNTOContinua con questo terzo numero la descrizione della ricca collezione distrumenti di misura conservata presso l’Osservatorio meteorologico e sismo-logico Valerio del Comune di Pesaro, che annovera strumenti di meteorolo-gia, di astronomia, di geodesia, di geomagnetismo e di sismologia.
GLI STRUMENTI OTTICI PER LO STUDIO DEL MAGNETISMO TERRESTRE
Tra gli strumenti di ottica utilizzati perlo studio del geomagnetismo ricordia-mo i cannocchiali di osservazione del-l’apparecchio bifilare, del declinome-tro magnetico e dell’inclinometro ma-gnetico. Durante la direzione di LuigiGuidi per l’osservazione del declino-metro e del bifilare venivano utilizzatirispettivamente il teodolite di Ertel eun circolo ripetitore di Lerebours etSecretan. Erano presenti inoltre duepiccoli cannocchiali di Ertel su base dimarmo per la lettura a distanza secon-do il metodo di Gauss, di cui uno illu-strato in Fig. 10. I due cannocchialierano poco funzionali.Quando Calvori si decise a mettere invendita tanto il teodolite di Ertel quan-to il circolo ripetitore di Lerebours etSecretan per risanare la situazioneeconomica dell’osservatorio, egli pereseguire le osservazioni ai magneto-metri pensò di utilizzare nuovamente iprimitivi strumenti di osservazione, dicui uno solo, quelli dell’inclinometro,era in funzione. Allo scopo progettòpiccoli cannocchiali di osservazioneche fece costruire nel 1884, completidi scala per la lettura a riflessione,dalla ditta Salmoiraghi di Milano.
per lo studio delle proprietà del cam-po magnetico terrestre era quello diLamont. Si componeva di una sbarramagnetizzata, sospesa senza torsionea un filo di soia che passava lungo untubo di vetro. Anche la sbarra magne-tizzata era protetta da un contenitoredi vetro. La cassetta di vetro era ada-giata al centro di un disco orizzonta-le, che a sua volta si muoveva inmaniera indipendente su un altro di-sco al quale era fissato il cannocchia-le di osservazione. La forma dello stru-mento restò praticamente inalterataper diversi anni. In seguito venne so-stituita da quella proposta dai costrut-tori parigini Brunner e il teodolite ma-gnetico di Lamont fu conosciuto anchecome teodolite magnetico di Brunner.
In realtà né il teodolite di Ertel né il cir-colo ripetitore di Lerebours et Secre-tan furono venduti, e continuarono adessere parzialmente utilizzati per leosservazioni magnetiche. Attualmentei tre cannocchiali Salmoiraghi sonoassociati ai magnetometri.Tra gli strumenti ottici di geomagneti-smo dell’Osservatorio Valerio unposto di rilievo si deve attribuire alteodolite magnetico di Brunner (Fig. 11)con treppiede di legno. Il teodolitemagnetico che di solito nell’Ottocentoveniva utilizzato durante le spedizioni
Figura 10 – Cannocchiali su base di marmo
Figura 11 – Teodolite magnetico
STORIA
ECURIO
SIT
À
�

N.03ƒ
;2011
STORIA ECURIOSITÀ
�
Il teodolite magnetico dell’Osserva-torio fu acquistato da Luigi Guidiverso il 1880 dalla ditta TecnomasioItaliano di Milano. Si tratta di unostrumento molto simile nella forma aiteodoliti magnetici costruiti a Parigiin quegli anni dai fratelli Brunner eper questo motivo nella corrispon-denza tra Calvori e Tacchini deglianni 1883 – 84 è indicato come“teodolite Brunner”. Il Calvori avreb-be voluto utilizzarlo per misure asso-lute di magnetismo. Nonostante nonavesse potuto acquistare le aste de-stinate a sostenere il magnete duran-te gli esperimenti di deviazione e lacassetta per la misura del periodo dioscillazione del magnete, secondo ilmetodo di Gauss, il Calvori sembraaver utilizzato con una certa conti-nuità lo strumento.
GLI STRUMENTI DI OTTICA METEOROLOGICA
Il polariscopio di Arago (1786-1853)per la misura della purezza dell’ariadei costruttori francesi Lerebours etSecretan (Fig. 12) venne acquistato
naturale, l’occhio vede attraverso lospato due immagini incolori del forodel diaframma; se invece la luce èpolarizzata, le immagini appaionocolorate con colori complementari,che cambiano girando l’apparecchioattorno al proprio asse. La lamina diquarzo, spessa 8,5 mm e indicatacon la lettera Q, è situata immediata-mente dietro all’obbiettivo. Essa ha laproprietà di ruotare il piano di pola-rizzazione della luce trasmessa di unangolo che è funzione della lunghez-za d’onda. Dall’altra parte rispettoall’oculare si trova il prisma di Wolla-ston di spato d’Islanda. Il tubo delpolariscopio è lungo 180 mm e ha ildiametro di 29 mm. La lunghezza deltubo è di 210 mm, l’analizzatore èformato da due cristalli di calciteincollati con balsamo del Canada, lalamina è di quarzo.Terminiamo questa sezione accennan-do agli strumenti utilizzati nell’Osser-vatorio per la misura della velocitàdelle nubi e della forza del ventosuperiore. L’apparecchio per la misu-ra della velocità delle nubi ha valoretipicamente didattico. La velocità siricavava in modo molto approssimato
osservando per riflessio-ne il moto delle nubisopra uno specchio sud-diviso in piccoli settori ret-tangolari (Fig. 13). Ilcostruttore era ancora laditta di Lerebours et Se-cretan da cui il Guidil’acquistò verso il 1870.
La direzione e la velocità apparentedel vento superiore, cioè del ventoche soffia nelle regioni elevate del-l’atmosfera, si ricava approssimati-vamente dal movimento delle nuvoletutte le volte che lo stato del cielo lopermette, cioè quando questo non èinteramente sereno ne è coperto dauno strato uniforme di nuvole. Lo stru-mento che serviva a questo scopoera, nella seconda metà dell’Otto-cento, il nefoscopio (Fig. 14). Esisto-no due versioni principali del nefo-scopio, la prima dovuta al P. FilippoCecchi dell’Osservatorio Ximenianodi Firenze e costruita dalle OfficineGalileo, la seconda dovuta P. Braundell’Osservatorio del Collegio Roma-no e costruita dal Tecnomasio Italia-no di Milano. Entrambe le versionifurono utilizzate negli osservatorimeteorologici italiani. L’OsservatorioValerio, benché possedesse entrambigli strumenti, utilizzò prevalentemen-te il nefoscopio di Braun, acquistatodal Guidi nel 1880.
Fig. 12 – Polariscopio di Arago
Fig. 13 – Apparecchio per la misura della forza del vento Fig. 14 – Nefoscopio Braun
da Luigi Guidi verso il 1860. “Lalunette polariscope” è fondata sullapolarizzazione cromatica, fenomenoscoperto da Arago nel 1811.Tale apparecchio serve per riconosce-re la presenza della luce polarizzataanche in quantità estremamente pic-cola. Esso consiste di un analizzatorebirifrangente costituito di spato d’I-slanda, davanti al quale è posta unalamina di cristallo di rocca, di quarzoo di mica. Lo spato e il cristallo dirocca sono situati alle estremità di untubo metallico chiuso da un diafram-ma portante un piccolo foro circolare.Se la luce che cade sulla lamina è
T_M ƒ 238

STORIA ECURIOSITÀ
�N.03ƒ
; 2011
Per la misura della qualità dell’aria e deipollini il Guidi, oltre ai consueti forni,setacci, provette e reagenti chimici del-l’epoca, utilizzava un eccellente micro-scopio composto grande modello diNachet, acquistato a Parigi nel 1875(Fig. 15). Il microscopio, contenuto inuna bella cassetta di mogano, è corre-dato di alcuni accessori tra cui sei obbiet-tivi di differente ingrandimento disposti inuna scatolina rivestita esternamente dipelle nera ed all’interno di velluto rosso.Un oculare con prisma a 45° per rad-drizzare l’immagine veniva utilizzato ori-ginariamente per studi anatomici.Per ottenere le dimensioni reali di unoggetto il microscopio di Nachet face-va ricorso a due micrometri, non piùpresenti tra gli accessori; il primo,diviso in centesimi di millimetro, veni-va posato nel portaoggetti, il secon-do, a divisioni arbitrarie era introdot-to tra le due lenti dell’oculare di Cam-pani e serviva per fissare la posizionequando i due micrometri erano dispo-sti parallelamente.Infine un altro accessorio andato per-duto è la camera chiara che servivaper riprodurre fedelmente con unamatita le immagini osservate al micro-scopio.
APPARECCHI DI SISMOLOGIA
Tra gli strumenti di sismologia presentiall’Oservatorio Valerio, solo il tromome-
tro è dotato di un microscopio di osser-vazione (Fig. 16). L’Osservatorio Valerio fu uno dei primiin Italia ad intraprendere una strettacollaborazione scientifica con Timo-teo Bertelli, il famoso scienziato bar-nabita ideatore delle osservazionirivolte allo studio dei lenti movimentidella crosta terrestre, che si pensavafossero in relazione diretta con l’iniziodei terremoti. Il tromometro normale nacque verso il1873 dalla collaborazione tra Bertellie De Rossi, direttore dell’Osservatoriodi Rocca di Papa, allo scopo di pro-gettare uno strumento standard e dibasso costo per gli Osservatori italiani. Si tratta semplicemente di un lungo tubodi latta leggermente conico all’internodel quale è sospeso un filo di rame chesostiene una massa dal peso di 100 g.Al di sotto è fissato un ago la cui puntaviene osservata con un microscopiogirevole con oculare munito di scalamicrometrica.
Fig. 15 – Microscopio di Nachet
Fig. 16 – Tromometro Bertelli
NUOVA GENERAZIONEDI ACCELEROMETRITRIASSIALI PIEZO-BEAM®
Il Gruppo Kistler ha recentemente annun-ciato il lancio sul mercato del modello8688A(x), accelerometro triassiale Piezo-Beam®, progettato per misure accurate afrequenze da 0,5 a 5000 Hz. Disponibilein tre diverse gamme per 5, 10 e 50 g, lostrumento incorpora un elemento sensorepiezoceramico bimorfo, con convertitoredi carica interno Piezotron® compatibilecon tutti i front end disponibili sul merca-to. Sono impiegati metodi bre-vettati per compensare termi-camente l’elemento di rileva-mento.Il tipo 8688A(x) offre inoltreTEDS IEEE1451.4 quale opzio-ne per semplificare e renderepiù preciso e accurato il lavorodi misura. I livelli di rumore e diinterferenza ridotti consentonorisoluzioni molto elevate, fino a140 µg. Questo accelerometro a treassi con cassa cubica in titanioè ermeticamente sigillato e puòessere installato in diversi mo-
di: tramite colla, cera, vite e nastro adesi-vo. Inoltre sono disponibili tecnologie“clip” e “stud”, in quanto il sensore ha unforo filettato 10-32UNF per ogni lato.Con la sua eccezionale ampiezza dibanda, accuratezza di fase e resistenzaallo shock, il modello 8688A(x) è idealeper un utilizzo nelle analisi modali SIMO oMIMO, nelle analisi modali operative enelle applicazioni di monitoraggio sismico.Fra gli specifici accessori: il cavo a eleva-ta schermatura rivestito di silicone tipo1734 e numerosi accessori di montaggio,a clip (800M155), magnetici (800M159),prigionieri adesivi isolati (800M157) eprigionieri di montaggio (8400K03).
Per ulteriori informazioni: www.kistler.com
NEWS �
T_M ƒ 239

T_M N. 3/11 ƒ 240
T U T T O _ M I S U R EAnno XIII - n. 3 - Settembre 2011
ISSN: 2038-6974Sped. in A.P. - 45% - art. 2 comma 20/b legge 662/96 - Filiale di Torino
Direttore responsabile: Franco Docchio
Vice Direttore: Alfredo Cigada
Comitato di Redazione: Salvatore Baglio, Antonio Boscolo, Marcantonio Catelani, Marco Cati, Pasquale Daponte, Gianbartolo Picotto, Luciano Malgaroli, Gianfranco Molinar, Massimo Mortarino
Redazioni per:Storia: Emilio Borchi, Sigfrido Leschiutta, Riccardo Nicoletti, Mario F. TschinkeLe pagine delle Associazioni Universitarie di Misuristi:Stefano Agosteo, Paolo Carbone, Carlo Carobbi, Alfredo Cigala, Domenico Grimaldi, Claudio Narduzzi, Marco Parvis, Anna SpallaLo spazio delle altre Associazioni: Franco Docchio,Giuseppe NardoniLe pagine degli IMP: Domenico Andreone,Gianfranco Molinar, Maria PimpinellaLo spazio delle CMM: Alberto Zaffagnini
Comitato Scientifico: ACISM-ANIMA (Roberto Cattaneo); AICQ (Giorgio Miglio); AEI-GMTS (Claudio Narduzzi); AIPnD (Giuseppe Nardoni);AIS-ISA (Piergiuseppe Zani); ALPI (Lorenzo Thione);ANIE (Marco Vecchi); ANIPLA (Marco Banti, Alessandro Ferrero); AUTEC (Anna Spalla),CNR (Ruggero Jappelli); GISI (Abramo Monari);GMEE (Giovanni Betta); GMMT (Paolo Cappa,Michele Gasparetto); GRUPPO MISURISTINUCLEARI (Stefano Agosteo)INMRI – ENEA (Pierino De Felice, Maria Pimpinella);INRIM (Elio Bava, Flavio Galliana, Franco Pavese);ISPRA (Maria Belli); OMECO (Clemente Marelli);SINAL (Paolo Bianco); SINCERT-ACCREDIA (Alberto Musa); SIT (Paolo Soardo);UNIONCAMERE (Enrico De Micheli)
Videoimpaginazione: la fotocomposizione - Torino
Stampa: La Grafica Nuova - Torino
Autorizzazione del Tribunale di Casale Monferraton. 204 del 3/5/1999.I testi firmati impegnano gli autori.
A&T - sasDirezione, Redazione,Pubblicità e PianificazioneVia Palmieri, 63 - 10138 TorinoTel. 011 0266700 - Fax 011 5363244E-mail: [email protected]: www.affidabilita.eu
Direzione Editoriale: Luciano MalgaroliMassimo Mortarino
È vietata e perseguibile per legge la riproduzionetotale o parziale di testi, articoli, pubblicità e imma-gini pubblicate su questa rivista sia in forma scrittasia su supporti magnetici, digitali, ecc.
L’IMPORTO DELL’ABBONAMENTO ALLA PRESENTE PUB-BLICAZIONE È INTERAMENTE DEDUCIBILE. Per la deduci-bilità del costo ai fini fiscali fa fede la ricevuta del versamentoeffettuato (a norma DPR 22/12/86 n. 917 Art. 50 e Art. 75). Ilpresente abbonamento rappresenta uno strumento ricono-sciuto di aggiornamento per il miglioramento documentatodella formazione alla Qualità aziendale.
La Redazione di Tutto_Misure([email protected])
INTELLIGENT INSTRUMENTATIONPRINCIPLES AND APPLICATIONS
di Manabendra BhuyanCRC Press
547 pagineISBN 1420089536: $ 99,45 (amazon.com), 2010
ABBIA
MO
LETTO
PER
VOI
�
NEL PROSSIMO NUMERO• Il meglio di Metrologia & Qualità 2011
• Sicurezza sui luoghi di lavoro
E molto altro ancora
L’IT ha trasformato i sensori, da dispositivi in grado di semplice condizionamentodi segnali, in dispositivi con funzioni più specializzate, quali la validazione, lacompensazione e la classificazione. Il testo si pone l’obiettivo di diventare unasorgente completa e autorevole della strumentazione intelligente. Con linguaggiosemplice, il testo offre numerosi esempi pratici, e fornisce applicazioni su 14 casidi studio per una comprensiva comprensione della materia Partendo da una breve introduzione sui concetti base, il Prof. Bhuyan illustra lecaratteristiche statiche e dinamiche dei dispositivi di misura, con riferimento ai varitipi di sensori, quali i sensori smart, i sensori soft, i sensori autovalidanti, e i sen-sori neurali. Vengono descritte, per i sensori intelligenti, la taratura, la linearizza-zione e la compensazione. Particolare attenzione è fornita alle tecniche neurali eai protocolli d’interfacciamento nelle piattaforme wireless.L’autore è professore al Dept. of Electronics and Communication Engineering pres-so la Tezpur University (India).
LE AZIENDE INSERZIONISTE DI QUESTO NUMEROAEP Transducers p. 162Affidabilità & Tecnologie
4a di cop, p. 218Asita p. 232Bocchi p. 164CCIAA di Prato p. 224Cibe p. 168Cognex p. 182-208Delta Ohm p. 178DGTS p. 200F.lli Galli p. 188Festo p. 170Fluke-CalPower p. 190HBM Italia p. 186-232-236Hexagon Metrology p. 214
Kistler Italia p. 180-230-239Kuka p. 172IC&M p. 176Labcert p. 192LMS Italiana p. 161LTTS p. 210Luchsinger p. 184Mitutoyo Italiana p. 174PCB Piezotronics p. 234Physik Instrumente p. 194Renishaw p. 166-226Rupac 2a di cop, p. 234Scandura 3a di copSiad p. 234Soc. Bilanciai Porro p. 196