Tutto_Misure 01/2016
85
ANNO XVIII N. 01 ƒ 2016 ISSN 2038-6974 - Poste Italiane s.p.a. - Sped. in Abb. Post. - D.L. 353/2003 (conv. in L. 27/02/2004 n° 46) art. 1, comma 1, NO/ Torino - nr 1 - Anno 18- Marzo 2016 In caso di mancato recapito, inviare al CMP di Torino R. Romoli per restituzione al mittente, previo pagamento tariffa resi AFFIDABILITÀ & TECNOLOGIA LA RIVISTA DELLE MISURE E DEL CONTROLLO QUALITÀ - PERIODICO FONDATO DA SERGIO SARTORI ORGANO UFFICIALE DELL’ASSOCIAZIONE “GMEE” E DI “METROLOGIA & QUALITÀ” TUTTO _MISURE TUTTO _MISURE EDITORIALE 2016: un tributo a Einstein IL TEMA A&T 2016: Misure e Prove in primo piano! GLI ALTRI TEMI Misurare l’innovazione Misure di rumore ambientale Nuovo approccio all’incertezza Truffe con i contatori ALTRI ARGOMENTI La 17025 - Riesame della Direzione - parte I Tecnologie in campo Metrologia... per tutti! WWW .TUTTOMISURE.IT
-
Upload
tuttomisure -
Category
Documents
-
view
269 -
download
7
description
L'unica rivista Italiana nel settore delle misure e del controllo di qualità - Direttore Franco Docchio
Transcript of Tutto_Misure 01/2016

TUTTO_M
ISURE - A
NNO 18, N. 01 - 2
016
ANNO XVIIIN. 01 ƒ
2016
ISS
N 2
038-
6974
- P
ost
e It
alia
ne
s.p
.a. -
Sp
ed. i
n A
bb
. Po
st. -
D.L
. 353
/200
3 (c
on
v. in
L. 2
7/02
/200
4 n
° 46
) ar
t. 1
, co
mm
a 1,
NO
/ To
rin
o -
nr
1 - A
nn
o 1
8- M
arzo
201
6In
cas
o d
i man
cato
rec
apit
o, i
nvi
are
al C
MP
di T
ori
no
R. R
om
oli
per
res
titu
zio
ne
al m
itte
nte
, pre
vio
pag
amen
to t
arif
fa r
esi
A F F I D A B I L I T À& T E C N O L O G I A
LA RIVISTA DELLE MISURE E DEL CONTROLLO QUALITÀ - PERIODICO FONDATO DA SERGIO SARTORIORGANO UFFICIALE DELL’ASSOCIAZIONE “GMEE” E DI “METROLOGIA & QUALITÀ”
TUTTO_MISURETUTTO_MISURE
EDITORIALE2016: un tributo a Einstein
IL TEMAA&T 2016: Misure e Prove in primo piano!
GLI ALTRI TEMIMisurare l’innovazione
Misure di rumore ambientale
Nuovo approccio all’incertezza
Truffe con i contatori
ALTRI ARGOMENTILa 17025 - Riesame della Direzione - parte I
Tecnologie in campo
Metrologia... per tutti!
WWW.TUTTOMISURE.IT


Editoriale: 2016: tributo a Einstein (F. Docchio) 5Comunicazioni, Ricerca e Sviluppo, dagli Enti e dalle Imprese
Notizie nel campo delle misure e della strumentazione 7Il tema: A&T 2016 - X edizione
Misure e prove in primo piano (M. Mortarino) 11Gli altri temi: Misure per l’industria
Misurare l’innovazione – Parte I (L. Angrisani, S. De Falco) 17Gli altri temi: Misure per l’ambiente
L’incertezza nelle misure di rumore ambientale(C. Liguori, A. Paolillo, A. Ruggiero, D. Russo) 21
Gli altri temi: Premio di Dottorato “C. Offelli”Un nuovo approccio all’espressione dell’incertezza di misura(M. Prioli) 25
Gli altri temi: Misure per il biomedicale Misure di foto-danneggiamento di spermatozoi umani(M.A. Ferrara, A. De Angelis, S. Managò, A.C. De Luca, G. Coppola) 29
Gli altri temi: Misure per il consumatore Truffe con i contatori di energia elettrica (A. Ferrero) 35
Gli altri temi: Soluzioni di metrologia per l’industria Nasce Delta Mu Italia srl (F. Docchio) 39
La pagina di ACCREDIANotizie dall’Ente di Accreditamento(a cura di R. Mugno, S. Tramontin, F. Nizzero) 41
La pagina di IMEKOCongressi e Workshop 2016 (a cura di P. Carbone) 45
Campi e compatibilità elettromagneticaAccreditamento dei Laboratori di provaoperanti nel settore EMC – Parte I (C. Carobbi) 47
Misure e FidatezzaI fattori umani nell’analisi dell’affidabilita e del rischio – Parte II(a cura di M. Catelani, L. Cristaldi, M. Lazzaroni) 51
Tecnologie in campoMisure di flusso mediante ultrasuoni(a cura di M. Mortarino) 55
Metrologia generaleAncora sul nuovo SI (a cura di L. Mari) 57
Lettere al DirettoreSugli Autovelox (a cura di F. Docchio) 61
Metrologia legale e forenseUn dispositivo che trasmette dati di misura a distanza...(a cura di V. Scotti) 63
Spazio Associazioni Universitarie di MisuristiDalle Associazioni Universitarie di Misuristi 67
Metrologia per tuttiQualità e competenza nei Laboratori medici(a cura di M. Lanna) 71
Commenti alle norme: la 17025Riesame della Direzione – Parte I (a cura di N. Dell’Arena) 77
Abbiamo letto per voi 80News 16-24-38-44-56-60-62-65-66-74-75-76-79
TUTTO_MISUREIN QUESTO NUMERO
TUTTO_MISURE ANNO XVIIIN. 01 ƒ
2016
Misurare l’innovazioneMeasuringinnovation
L. Angrisani, S. De Falco
17
Un nuovo approccio all’espressionedell’incertezza di misuraQuando l’incertezza non è una probabilitàA new approach to the expression of measurementuncertaintyM. Prioli
25Misure di foto-danneggiamentodi spermatozoi umanibasate su microscopiaolografica e spettroscopiaRamanMeasurements of photodamage of human sperm cells based onholographic microscopy and Raman spectroscopyM.A. Ferrara, A. De Angelis,S. Managò, A.C. De Luca,G. Coppola
29
L’incertezza nelle misure di rumore ambientaleRilievo di outlierUncertainty associated with environmental noise measurementsC. Liguori, A. Paolillo,A. Ruggiero, D. Russo
21
T_M N. 1/16 ƒ 3

EDITORIALE
�
Fra
nco D
occhio
2016: a tribute to Einstein
2016: tributo a Einstein
Cari lettori!Quando, nel 1887, i FisiciAlbert Abraham Michel -son ed Edward Morleymisero a punto il primo inter-ferometro ottico, nell’intentodi dimostrare l’esistenza omeno dell’”Etere luminifero”,che era stata postulata perraccordare le Equazioni diMaxwell con la RelativitàGalileiana, non si aspetta-
vano forse quale popolarità l’interferometria avreb-be ottenuto nei due secoli seguenti, entrando inogni casa attraverso i lettori di CD e DVD, oltrechécostituendo la base per innumerevoli strumenti dimisura di precisione in tutti i settori.Quando, il 15 maggio 1960, il Fisico e Inge-gnere Elettronico Theodore Harold Maimanrealizzò il primo laser funzionante al mondo, lacomunità scientifica e l’opinione pubblica reagi-rono “bollando” questo dispositivo come “unasoluzione alla ricerca di un problema”. Sappia-mo oggi tutti quanto il laser permei di sé la vitadi tutti i giorni (dagli esperimenti scientifici aglistrumenti di misura, dai dispositivi biomedicali aisistemi di lavorazione di materiali, e così via) equante soluzioni abbia portato ai nostri problemi.Ora, l’esperimento di Michelson e Morley (equindi l’interferometro) e la dimostrazione dellanon-esistenza dell’etere hanno costituito la basedi partenza per Albert Einstein, per la formu-lazione della Teoria della Relatività Specialeprima, e Generale poi. Dall’altra parte, il succes-so del funzionamento del primo laser ha consen-tito di dimostrare la Teoria dell’Emissione Stimo-lata di Einstein. E il laser è oggi il dispositivo inso-stituibile per alimentare gli interferometri.Appena un mese fa, laser e interferometria sonostati fondamentali per fornire un ulteriore tasselloalla dimostrazione della correttezza della Teoriadella Relatività Generale di Einstein, consentendol’intercettazione di un impulso di onde gravita-zionali proveniente dalla fusione di due buchineri che oscillavano vorticosamente a più di unmiliardo di anni luce da noi, grazie ai rivelatoriVirgo e LIGO. È stato un evento epocale, una pie-tra miliare nella storia della scienza (da unaparte) e della tecnologia umana (dall’altra), cheha permesso di realizzare strumenti così avanza-
ti da permettere il rilevamento di deformazioni spa-zio-temporali dell’ordine di un milionesimo delledimensioni di un atomo d’idrogeno. Ed Einstein èil protagonista, diretto e indiretto, di tutto ciò, condietro gli innumerevoli scienziati e tecnologi chehanno contribuito ai successi delle scienze e aglisviluppi della strumentazione di misura.Venendo a questioni di carattere economico e socia-le, è di pochi giorni fa la notizia, divulgata dal-l’INPS, di un significativo aumento delle assunzionidi lavoratori attivate da datori di lavoro privati nel2015 rispetto agli anni precedenti. Si tratta di pocomeno di 5,5 milioni di nuovi assunti, corrispondentia +11% e +15% rispetto al 2014 e al 2013. Que-sta crescita è trainata dalle assunzioni a tempo inde-terminato, mentre quelle a tempo determinato sonorimaste stabili e i contratti di formazione sono signi-ficativamente diminuiti. Anche i rapporti a t.d. tra-sformati in rapporti a t.i. sono aumentati in manieracospicua, specialmente nella fascia giovanile. Segnodi una ripresa che comincia ad affacciarsi, e spe-ranza di una decisa inversione di tendenza nellalotta contro il precariato e contro la disoccupazionegiovanile, che tutti auspichiamo.Ripresa, occupazione, nuove tecnologie sono gliargomenti di questo Editoriale, che forse molti legge-ranno durante l’evento Affidabilità & Tecnologie.Quest’anno abbiamo voluto fare un piccolo strappoal contenuto editoriale della Rivista, dedicando all’e-vento il Tema di questo numero. Mi perdonino i Do -centi, i Ricercatori e gli addetti alle misure, affezio-nati lettori della Rivista, se diamo la priorità, per unavolta, alle anticipazioni riguardanti un evento. Si trat-ta, tuttavia, di un appuntamento sempre più impor-tante per tutti gli utenti di misure, ricco d’informazio-ni e proposte applicative, frutto di ricerca e sviluppoe pronte per il mercato, che ritengo importanti dapromuovere e da raccontare.Per concludere, è doveroso un riconoscimento al -l’Associazione GMEE, proprietaria della Rivista, eal suo desiderio di entrare nel business della metro-logia industriale, con la joint venture con Delta Muper la creazione di Delta Mu Italia srl (leggete lanotizia e l’intervista al Presidente di Delta Mu Fran-cia Jean-Michel Pou a pag. 39).
Buona lettura! E buona A&T!
T_M N. 1/16 ƒ 5

Notizie nel campo delle Misuree della Strumentazione
La Redazione di Tutto_Misure ([email protected])
da Laboratori, Enti e ImpreseCOMU
NICAZION
I, RICE
RCAESVILUPPO
DAENTIEIMPRESE
�
LA POLIEDRICITÀ DELLE MISURESENZA CONTATTO:XXIII A.I.VE.LA. ANNUAL MEETING
Gloria Cosoli, Università Politecnica delle Marche
Le misure senzacontatto sonosempre più rile-vanti nel settoreindustriale e inquello della ri-cerca. Per pre-sentare le novità
in quest’ultimo settore, il 12-13 novem-bre si è tenuto a Perugia l’incontroannuale A.I.VE.LA. (Associazione Ita-liana di VElocimetria LAser e diagno-stica non invasiva), organizzato in col-laborazione con l’Università di Perugiae con il centro TUCEP (Tiber Um briaComett Education Programme).L’occasione ha visto la partecipazionedi ricercatori operanti in vari ambitidelle misure senza contatto, che tro-vano applicazione nei campi più di -sparati, dalla meccanica alla termodi-namica, dalla biomedica all’architet-tura. I ricercatori provenivano dalle
Università di Ancona, Trento, Bolo-gna, Perugia, dal Politecnico di Mila-no, di Roma Tor Vergata e di Brescia,nonché dagli istituti di ricerca ENEAC.R. Casaccia e CNR Istituto Motori.I lavori presentati hanno prestato parti-colare attenzione alle tecniche ottiche,come LDV (Vibrometria Laser Doppler),LDA (Anemometria Laser Doppler), PIV(Velocimetria a Immagini di Particelle),tecniche olografiche e shearografia,ma anche ad altri metodi di misurasenza contatto, come DIC (Correlazio-ne Digitale d’Immagini), fotoelasticità,termografia e tecniche acustiche.Dato il vasto campo di applicazionedelle misure senza contatto e delle mi -sure in generale, come sottolineato du -rante la conferenza dal Prof. EnricoPrimo Tomasini, sarebbe fonda-mentale l’introduzione di un Insegna-mento di Misure in ogni Corso di Lau-rea, così che i ricercatori di domanisiano preparati e possano ottenere imigliori risultati possibili qualora si tro-vino a dover misurare una grandezza,qualunque sia il loro settore di ricercae la loro estrazione universitaria.I lavori presentati hanno riguardato:misura sen za contatto di parametrifisiologici, analisi dell’incertezza neisistemi di eye tracking, monitoraggiodi campioni di muratura sottoposti aca richi meccanici, misura senza con-tatto su tra vi di edifici storici, caratte-
rizzazione di bruciatori, test su mate-riali compositi e termoplastici, caratte-rizzazione di flussi, sviluppo di algo-ritmi per misure tridimensionali, analisidi turbine per energia rinnovabile (ma -ree), test a fatica, ecc.Al termine dell’incontro è stato asse-gnato il premio di Laurea “GiulioGuj” (istituito nel 2009 in memoriadel socio fondatore dell’A.I.VE.LA.) alneo Dottore in Ingegneria, del Politec-nico di Milano, E. Canciani, per latesi “Algorithms for Point Cloud Ela-boration and 3D Re construction of Yacht Sails During Na vigation”. La prossima conferenza nazionaledell’A.I.VE.LA. (autunno 2016, XXIVConvegno Nazionale) si terrà a Bre-scia, con la collaborazione del Dip.di Ingegneria dell’Informazione e inparticolare dei Proff. Franco Doc-chio e Giovanna Sansoni.La prossima conferenza internaziona-le organizzata dall’A.I.VE.LA. si terràinvece ad Ancona nei giorni 28 giu-gno-1 luglio 2016 e sarà nuovamenteoccasione di condivisione d’idee diricerca e scambio di opinioni tra gliesperti delle misure senza contatto. Sitratterà in particolare della XII Interna-tional Conference on Vibration Mea-surements by Laser and NoncontactTechniques & Short Course organiz-zata dalla società e in tale occasionesaranno previsti anche corsi brevi inmerito alle misure di vibrazione.
TRASFERIMENTO TECNOLOGICO A UNISALENTO: SMART_APP
Andrea Cataldo, Università del Salento
NEWS IN MEASUREMENT AND INSTRUMENTATIONThis section contains an overview of the most significant news from ItalianR&D groups, associations and industries, in the field of measurement scienceand instrumentation, at both theoretical and applied levels.
RIASSUNTOL’articolo contiene una panoramica delle principali notizie riguardanti risul-tati scientifici, collaborazioni, eventi, Start-up, dei Gruppi di R&S Italiani nelcampo della scienza delle misure e della strumentazione, a livello sia teo-rico sia applicato. Le industrie sono i primi destinatari di queste notizie, poi-ché i risultati di ricerca riportati possono costituire stimolo per attività di Tra-sferimento Tecnologico.
T_M N. 1/16 ƒ 7

T_M ƒ 9
“Systems and Monitoring Apparatabased on Reflectometric Techniques forAgricultural aPPlications (SMART_APP)”è il titolo dell’attività di trasferimentotecnologico dell’Università del Salento- Dip. d’Ingegneria dell’Innovazione(sotto il coordinamento del Prof.Andrea Cataldo) a favore dell’a-zienda SysMan srl, finanziato nel-l’ambito di call competitive pubblicatein seno alla Coordination Action FP7“TETRACOM - Partial Funding for Aca-demia-Industry Technology Transfer Pro-jects in Computing Systems”.SMART_APP, che riguarda l’imple-mentazione di un sistema innovativobasato sulla riflettometria a microon-de per il monitoraggio diffuso del con-tenuto d’acqua dei terreni in agricol-tura, sarà integrato con i sistemi di ge -stione e controllo dell’azienda Sys -Man srl al fine di rendere più efficien-te l’utilizzo della risorsa idrica in am -bito agricolo. SMART_APP è il quartoprogetto di attività di trasferimentotecnologico, nell’ambito del progettoTETRACOM, che vede coinvolto ilDipartimento d’In ge gneria dell’Innova-zione dell’Università del Salento, ren-dendo que st’ultima l’Università che haricevuto il finanziamento maggiorenell’ambito delle call competitive pub-blicate in seno al progetto.
1ST INTL. CONFERENCE ON METROLOGY FOR ARCHAEOLOGY - BENEVENTO, 22-23 OTTOBRE 2015
Pasquale Daponte, UniSannioLa crescente e ormai consolidata aper-tura delle scienze archeologiche versonuove tecnologie e tecniche di analisiha sviluppato in modo sostanziale lacondivisione di metodi, programmi eobiettivi tra una disciplina tipica dei
saperi umanistici e l’ambito delle scien-ze “dure”. I progressi nelle scienze infor-matiche, l’acquisizione dei dati e lamodellazione, le nuove tecniche spettro-metriche, di analisi e di telerilevamentohanno favorito una sempre più efficaceinterazione scientifica con i metodi d’in-terpretazione archeologica a partire daun uso controllato e condiviso delledeterminazioni numeriche fondate sudati di misura, secondo un approcciomultidisciplinare che si riverbera positi-vamente sulle analisi quantitative e qua-litative degli studi archeologici.La 1st International Conference onMetrology for Archaeology ha coinvol-to ricercatori e operatori interessati allavalorizzazione, caratterizzazione econservazione del patrimonio archeo-logico, con l’obiettivo di focalizzare ladiscussione sulla produzione, l’inter-pretazione e l’affidabilità dei dati misu-rati. L’incontro è stato progettato perapprofondire le potenzialità metodolo-giche e applicative delle pratiche di“misura” del patrimonio archeologico,con l’intento di superare, in un piùavanzato quadro di sperimentazionecondivisa, i limiti connessi a un approc-cio limitato e settoriale.L’evento, promosso dall’Università delSannio, dall’Università di Salerno,dalla Soprintendenza Archeologiadella Campania e dall’AssociazioneItaliana di Archeometria, si è tenuto aBe nevento il 22-23 ottobre 2015,presso l’Università del Sannio.
LE MISURE MECCANICHE NEL GRANDE PROGETTO POMPEI“PIANO DELLA CONOSCENZA”
I Gruppi di ricerca di Misure Mecca-niche, rappresentati dalla Prof.ssaMilena Martarelli dell’Università e-Campus di Novedrate e dal Prof.Paolo Castellini dell’Università Poli-tecnica delle Marche, hanno partecipa-to a una campagna di misure per l’a-nalisi dello stato di conservazione dialcuni importanti af freschi presenti inalcune famose do mus del sito archeolo-gico di Pompei, che è un’imponentecampagna per la conservazione e valo-rizzazione del patrimonio culturale.Il Gruppo sta portando a termine la va -
lutazione dello stato di salute del Lotto 3del Grande Progetto Pompei – “Pianodella Conoscenza”, messo a punto dalMinistero dei Beni e delle Attività Cultu-rali e del Turismo, con finanziamentidalla Comunità Europea, che prevedela mappatura complessiva del sito perrilevare nel dettaglio il suo stato di con-servazione e le sue vulnerabilità. In par-ticolare, l’Ateneo dorico ha visto impe-gnati sul campo i Proff. StefanoLenci, Enrico Quagliarini e Fran-cesco Clementi del Dip. d’IngegneriaCivile, Edile e Architettura, che hannoprovveduto all’analisi del lo stato di con-servazione e dissesto strutturale dellemurature e delle do mus presenti nellotto in questione. I docenti anconetanisono stati affiancati anche da giovani evalidi Ingegneri formatisi nello stessoAteneo, come gli Ingg. Sara Vallucci,Par do Antonio Mezzapelle eAlessio Pierdicca, e in particolaredallo spin-off universitario AhRTE srl,nella persona dell’Ing. FrancescoMonni.L’esperienza dell’Ateneo sulle indagininon distruttive applicate ai beni cultura-li e sulla valorizzazione digitale deglistessi è stata anche messa al serviziodell’analisi dello stato di conservazionedi alcuni importanti affreschi presenti inalcune famose domus, e della restitu-zione e ricostruzione virtuale in 3D dialcuni importanti manufatti, grazie all’o-pera del Prof. Paolo Clini, del Dip.d’Ingegneria Civile, Edile e Architettu-ra, e dell’Ing. Ro mi na Nespeca, for-matasi anche lei nell’Ateneo dorico. IlGruppo di Misure Meccaniche ha ef -fettuato analisi dello stato di conserva-zione delle opere con la TermografiaAttiva eseguita su affreschi, tra i qua lispiccano quelli presso la casa dei CastiAmanti e la casa di Giulio Po libio.Questa campagna di misura permet-terà, da un lato, di programmare glieventuali interventi conservativi sugliaffreschi in questione; dall’altro, dipoter iniziare un percorso di memoriae fruizione digitale, che garantisca lasopravvivenza e la valorizzazione deidati raccolti.
N.01ƒ
; 2016

T_M ƒ 11T_M ƒ 11T_M N. 1/16 ƒ 11
UN’EDIZIONE PIENA DI SORPRESE
È in fase di completamento il programmadella decima edizione di A&T (TorinoLingotto, 20-21 aprile 2016 –www.affidabilita.eu), la manifestazio-ne specialistica dedicata alle Soluzioni e Tec-nologie Innovative per le Aziende Competiti-ve. Come ogni “decennale” che si rispetti, laprossima edizione offrirà ai visitatori molteimportanti novità a livello contenutistico edespositivo, a partire da una novità assoluta,rappresentata da A&T-Robotic World(www.roboticworld.it), la prima fieraitaliana della Robotica industriale, chevede coinvolti i principali costruttori dirobot industriali, macchine utensili e uten-sili per lavorazioni speciali e difficili, iricercatori e i system integrator operantinell’ambito delle soluzioni innovative perl’industria manifatturiera. Anche le ses-sioni specialistiche costituiranno un’ul-teriore forte attrattiva per i visitatori, chepotranno integrare le informazioni tecni-co-commerciali, ottenute presso gli standespositivi, con quelle più operative pre-sentate da responsabili di aziende mani-fatturiere e ricercatori, riguardanti concre-ti casi applicativi di successo, mirati allasoluzione di specifiche problematiche o alsoddisfacimento di precise esigenze.Per quanto riguarda il settore MISURE,PRO VE e CONTROLLI, il programma sipreannuncia di assoluto rilievo, con ACCRE-DIA protagonista assoluto e sempre più mainpartner della manifestazione. Ecco alcunebrevi anticipazioni a livello contenutistico:• Taratura di strumenti: anche que-st’anno A&T ospiterà l’incontro annualedei Laboratori di Taratura Accredi-
servizi di misura e prova: sono benoltre 120, infatti, gli espositori della mani-festazione riguardanti questo focus.Proponiamo, di seguito, le anticipazionidi alcune società espositrici su quanto pre-senteranno ad A&T 2016.Gianni Lombardi (ASITA – Coordinatore vendite)
Negli ultimi anni la ricerca diASITA si è concentrata sul com-parto legato all’efficienza ener-getica, con soluzioni tecniche in -novative sia per la gamma distrumentazione portatile, sia per
i sistemi di monitoraggio fisso. Nella gam -ma degli strumenti portatili ha focalizzato l’at -tenzione sulla sicurezza: PW3365/20,primo e unico strumento al mondo a misu-rare la tensione sul cavo isolato, che s’in-stalla in pochi secondi sull’interruttore ma -gnetotermico e trasmette tutte le informazio-ni relative ai consumi in tempo reale su un“cloud”, consultabile attraverso un semplicecollegamento a Internet.Giovanni Martoccia (ATEQ Italia - Responsabile comunicazione e marketing)
ATEQ, leader negli strumentidi controllo tenuta e portata,nell’edizione 2016 di A&T (difatto, in Italia la fiera di riferi-mento nel settore testing)esporrà la propria rinnovata
gamma di strumenti per controlli dedicatialle più importanti filiere industriali, tra lequali: automotive, meccanica, pneumati-ca, oleodinamica, idraulica, elettrodome-stici, elettronica, componenti gas, medica-le, packaging, aerospaziale, difesa. Dare-mo inoltre risalto al nostro Laboratorio diTaratura, divenuto nel 2015 centro LAT nelcampo delle pressioni.Marco Milioni (ATT - Sales Area Manager)
Anche nel 2016 AngelantoniTest Technologies conferma lapropria presenza ad A&T perpresentare le novità relativealle camere climatiche dellostorico brand ACS. Presentere-
mo il nuovo all-in-one software MyKratos™,
FOCUS ON MEASUREMENT AND TESTING AT A&T 2016, 10TH EDITIONPreview of the tenth edition of A&T – Affidabilità & Tecnologie (Torino Lin-gotto Fair, April 20th–21st), the Italian event on Innovative Solutions andTechnologies for the Competitive Manufacturing Companies.
RIASSUNTOAnticipazioni sulla decima edizione di A&T – Affidabilità & Tecnologie: lamanifestazione italiana delle Soluzioni e Tecnologie Innovative per leAziende Competitive.
tati (21 aprile), la cui sessione plenaria delmattino sarà aperta a tutti i visitatori, mentrele riunioni tecniche del pomeriggio sarannoriservate ai responsabili dei Centri LAT;• Testing e prove accreditate: il pro-gramma sarà particolarmente intenso, inparticolare il 20 aprile, con due articolaticonvegni organizzati in partnership conACCREDIA. Al mattino: “L’Accredita-mento delle prove nel settore mec-canico ed elettrico: requisiti e criti-cità”. Al pomeriggio: “Testing: stru-mento per le aziende competitive”.Un altro interessante convegno in pro-gramma, anch’esso con la partecipazionedi ACCREDIA e di I.N.Ri.M., sarà “Effi-cienza energetica: parametro com-petitivo per le aziende innovative”(20 aprile), che tratterà gli aspetti normati-vi e certificativi della diagnosi energetica,la riferibilità delle misure e i vantaggi otte-nibili a livello economico e ambientale.Si stanno completando inoltre le sessionispecialistiche dedicate al focus“Misure e Prove”, con una massicciapresenza di relatori dell’I.N.Ri.M., concontributi innovativi riguardanti la taraturain vari ambiti (contatori di gas, campiona-tori d’aria, encoder angolari, metrologiatermica, software per analisi dei dati), lemisure elettriche, di umidità, di temperatu-ra, ecc. Segnaliamo, infine, la sessionededicata ai “Metodi termici per lacaratterizzazione meccanica deimateriali e della loro integrità” equella che tratterà le “Misure d’ingra-naggi: problemi e prospettive”.Tutto questo senza dimenticare che A&Tospita la più completa esposizioneitaliana di soluzioni, tecnologie e
A&T 2016 - X EDIZIONE
Misure e prove in primo piano
Massimo Mortarino
Affidabilità & Tecnologie: Torino Lingotto, 20-21 aprileIL TEMA
�

duttivo, così da poter ottenere una produ-zione rispondente agli standard qualitativirichiesti. La nuova elettronica di valutazioneQUADRA-CHEK 3000 consente misurazio-ni semplici e rapide su macchine di elevataaccuratezza. Di grande interesse sono i si -stemi modulari di misura angolare serie SRP5000 con motore torque integrato, che inun unico sistema compatto combinano siste-mi di misura angolari molto accurati concuscinetti di precisione, anche questi madein HEIDENHAIN e personalizzabili: una va -lida alternativa agli assi con cuscinetti pneu-matici e il raffreddamento ad aria del moto-re lo rende idoneo all’utilizzo in ambito me -trologico.Levio Valetti (HEXAGON MANUFACTURING INTELLIGENCE - Marketing & Communications Manager,Commercial Operations Italy)
HEXAGON METROLOGY pre-senterà ad A&T 2016 GlobalEVO, l’ultima nata della lineadi macchine di misura a coor-dinate prodotte negli stabili-menti torinesi. Disegnata in col-
laborazione con Pininfarina, la CMM èstata progettata per offrire maggior velocità(la più elevata nella sua classe di prodotto)ed efficienza in scansione continua. Ele-mento fondamentale del progetto è Com-pass, una tecnologia hardware/firmwareche consente di ridurre le vibrazioni autoin-dotte, ottenendo in tal modo una scansionead alta velocità senza perdite di precisione.Si aggiungono le funzioni Scan Pilot, chepermette di misurare con rapidità e affida-bilità anche profili sconosciuti complessi, eFly2 Mode, per la generazione automaticadel percorso più efficiente tra i punti di svin-colo dei programmi di misura.KEYENCE ITALIA
Anche quest’annoKEYENCE ITALIA con-
ferma la propria presenza espositiva adA&T, dove proporrà diverse importanti novi-tà nell’ambito delle soluzioni di misura, ispe-zione, visione, e marcatura, a cominciaredalla Serie IM-6225, il nuovo sistema dimisurazione istantanea tramite immagini,con unità d’illuminazione anulare program-mabile, con cui KEYENCE ha deciso di ri -scrivere la storia delle misurazioni dimen-sionali, offrendo uno strumento in grado dirisolvere i problemi che rendevano altamen-te complesso questo genere di operazioni.Le novità proseguono con la Serie TM-3000, il primo comparatore ottico in lineaal mondo, progettato per rispondere alleesigenze della misurazione dimensionale inlinea eseguita con alta precisione per rag-giungere il 100% delle ispezioni. Innova-
rantisce un approccio non invasivo, senzamodifiche meccaniche e variazioni dimen-sionali. Essere sempre alla ricerca di tecno-logie di misura e soluzioni innovative èparte della nostra politica aziendale: A&T èun’occasione per mostrarle.Novo Umberto Maerna (HAMAMATSU PHOTONICS ITALIA -Amministratore delegato)
HAMAMATSU PHOTONICS,leader nello sviluppo e produ-zione di dispositivi optoelettro-nici, è alla sua quinta parteci-pazione ad A&T, sia con unostand sia con un seminario di
carattere tecnico-informativo. Abbiamo scel-to di partecipare ad A&T in quanto eventospecialistico, dedicato all’incontro tra glioperatori del settore industriale, e comeopportunità per introdurre i nostri sensorioptoelettronici (sensori d’immagine, Pho-toIC, MEMS-micromirrors, minispettrome-tri, ecc.) per automazione industriale,testing, misura e molte altre applicazioni.La scorsa edizione è stata per noi un suc-cesso, in termini di quantità e qualità divisitatori e di contatti registrati. Siamo inol-tre soddisfatti che il tema della fotonica ab -bia avuto maggiore risalto all’interno dellamanifestazione.Gianluca Marengo (HBM Italia -Responsabile commerciale)
Siamo espositori di A&T sindalla prima edizione e abbia-mo constatato direttamente ilsuo costante trend evolutivo,che l’ha portata a diventare, atutti gli effetti, la manifestazio-
ne di riferimento in Italia per le aziendemanifatturiere. HBM Italia, leader nel set-tore testing, misure e acquisizione dati,presenterà anche molte novità: il trasdut-tore di forza C10 e i trasduttori di forzamulticomponenti; i nuovi torsiometri intelli-genti con alte prestazioni e interfaccia-menti con bus di campo; i moduli di acqui-sizione per ambienti ostili Somat XR; ilsistema di acquisizione dati universaleQuantumX; gli amplificatori, sempre piùrobusti e resistenti; la nuova macchina ditaratura, fino a 1 MNm per la coppia tor-cente e fino a 5 MN per la misura diforze; i sensori ottici e relativi sistemi DAQbasati sul principio della fibra di Bragg.Oscar Arienti (HEIDENHAIN ITALIA -Sales manager - Automation division)
HEIDENHAIN fa il suo debuttoad A&T con un’ampia gammadi soluzioni tecnologiche, idea-li per la misurazione altamenteprecisa di componenti durantee al termine del processo pro-
l’unico sul mercato a permettere supervisio-ne, gestione e assistenza della camera inqualsiasi momento e da qualunque luogo,mediante dispositivi desktop e “mobile”(Wi-Fi). MyKratos™ include il sistema diassistenza MyAngel24™, grazie al quale lecamere restano connesse al server remoto24 ore su 24, monitorandone l’operativitàed eventuali anomalie. Daniele Panfiglio (COMSOL - Managing director)
Abbiamo già partecipato adA&T in passato e ne abbiamoseguito la crescita in questiultimi anni. Un’occasione im -portante per promuovere laricerca d’innovazioni tecnolo-
giche e, nel nostro caso, l’uso della simu-lazione multifisica per la progettazione inogni ambito industriale. In occasione del-l’edizione 2016 presenteremo l’ultima ver-sione del nostro software di simulazione,COMSOL Multiphysics, ma anche l’Appli-cation Builder e COMSOL Server, i duetool di COMSOL che permettono ai pro-gettisti di trasformare le simulazioni in Appe di condividerle con chiunque, an che chinon è esperto di simulazione.Umberto Galietti (DES – DIAGNOSTIC ENGINEERINGSOLUTIONS - Presidente)
Anche quest’anno DES confer-ma la sua partecipazione adA&T. Il successo degli annipassati, la visibilità in un ambi-to altamente specializzato e lenumerose opportunità di busi-
ness rendono A&T il contesto ottimale perpresentare al mercato “Composite DefectFinder”, l’ultimo nato in casa DES. Il sistemaconsente di rilevare e caratterizzare i difet-ti su diversi tipi di materiale composito,attraverso un cuore tecnologico basatosulla termografia all’infrarosso. DES ha pro-gettato l’intero prodotto, concepito in un’ot-tica di funzionalità, compattezza e mobili-tà, caratteristiche che agevolano l’utilizza-tore nelle operazioni ispettive.Aldo Romanelli (DSPM INDUSTRIA - Amministratore)
A&T è la manifestazione chemeglio rappresenta il settoredelle misure e collaudi esoprattutto per questo motivoabbiamo sempre partecipatocome espositori, fin dalla
prima edizione, assistendo alla sua cresci-ta continua negli anni, in termini sia diespositori sia di visitatori. Ad A&T 2016presenteremo una nuova tecnologia per lamisura di coppia e torsione, alternativa aitorsiometri e ai sistemi telemetrici, che ga -
T_M ƒ 13
N.01ƒ
; 2016 IL
TEMA�

Marcatura con raggio laserEtichette incise con raggio laserTaglio con raggio laser
ETICHETTE DI VERIFICA PERIODICAETICHETTE METROLOGICHEETICHETTE TECNICHESIGILLI DI GARANZIADATARI
LASER LAB azienda specializzata in marcatura, incisione etaglio con raggio laser offre:
�Etichette adesive distruttibili incise con raggio laser adalta resistenza per le verifiche periodiche di distributoricarburanti.
�Etichette adesive stampate distruttibili per misuratorifiscali, registratori di cassa, bilance.
�Etichette sigillo distruttibili ad alta resistenza. �Etichette datari ed etichette per inventari.
La tecnologia laser permette una completa personalizzazionedelle etichette.LASER LAB completa la sua produzione con la fornitura di
�Targhe metalliche e plastiche incise con raggio laser.� Marcatura diretta per conto terzi di componenti finiti. �Taglio con raggio laser.
LASER LAB SRL – Via Cremona, 1 - 20025 LEGNANO (MI) - TEL. 0331-595483 FAX 0331-442172
E-mail [email protected] sito web www.laser-lab.it
Etichette incise laser Irremovibili
Indelebili
Anticontraffazione
Semplici da applicare
Totalmente personalizzabili
Adesive con collante ad alta resistenza
Resistenti alle sollecitazioni chimico fisiche
Resistenti a basse e alte temperature
Costruite a norma CE UL

N.01ƒ
; 2016 IL
TEMA�
zioni importanti anche nei sistemi di visione,con la nuova funzione LumiTrax, che integrala nuovissima telecamera ad altissima veloci-tà CV-X 200 e l’illuminazione a segmenti adalta velocità. Infine, il nuovo marcatore laseribrido a 3 assi, Serie MD-X1000/X1500.Roberto Gorlero (KISTLER - ManagingDirector - Regional Manager SouthernEurope & Middle East Region)
Lo sviluppo di KISTLER negliultimi anni si è basato su unastruttura in costante crescita eprodotti e sempre più perfor-manti e all’avanguardia. An -che tra i partner la scelta è
stata rivolta verso i migliori, e A&T si è ri -velata tale per eccellenza organizzativa equalità di proposte. Nell’edizione 2016KISTLER Italia proporrà ai visitatori di A&Tnovità sui prodotti e sulle soluzioni dedi-cate alle misure di forza, coppia, pressio-ne, vibrazione nei vari campi di applica-zione, come lo sviluppo motori, veicoli,assemblaggio industriale, ricerca e svilup-po. Presenteremo anche i nuovi sensoriKISTLER per lo sviluppo di motori e veico-li, sulla nuova gamma di torsiometri fino a100 kNm, le nuove presse rotanti, le pres-se high-speed e il nuovo LabAmp per misu-re di Laboratorio.Roberto Scanu (METTLER TOLEDO -Responsabile marketing)
METTLER TOLEDO, leader nellacommercializzazione e assisten-za tecnica di sistemi di pesaturae strumenti analitici, è alla suaseconda partecipazione adA&T e presenta le novità 2016.
Per il settore ricerca e sviluppo, la nuova lineaPremium Excellence di Analisi Termica, connuovi modelli DSC per l’identificazione e lacaratterizzazione di materiali. Per il controlloqualità nell’Automotive e produzioni mecca-niche in genere presenteremo le soluzioni dipesatura automatica, con le innovative celledi carico digitali (APW) integrabili diretta-mente nelle linee di produzione.Mirko Bombelli (MICROLEASE - Sales Manager Italia)
MICROLEASE, in collabora-zione con KEYSIGHT TECH-NOLOGIES, di cui è PartnerTecnologico Autorizzato ePremium Distributor, confermala propria partecipazione ad
A&T 2016. Un’ottima vetrina per presen-tare la nuova generazione di Analizzatoridi Segnali Keysight X-Series, che vantauna nuova interfaccia multi-touch, bandadi analisi fino a 1 GHz, la più ampiabanda real-time fino a 510 MHz e lamigliore performance di rumore. MICRO-
LEASE e KEYSIGHT vi invitano anche apartecipare allo speech sull’AC poweranalyzer 3 Phase. La “soluzione Integra-Vision” di KEYSIGHT, arricchita del model-lo a 4 canali per misure anche su sistemitrifase, permette di eseguire caratterizza-zioni di potenza AC e DC in modo accu-rato, veloce e intuitivo.Laura Tartaglino (MYCROS Verso la Fabbrica 4.0 – Marketing Manager)
Il futuro è la fabbrica 4.0, do -ve tutto comunica, si coordinae si autocontrolla. Con softwa-re innovativi e sistemi avan-zati, la fabbrica si evolve aun livello superiore di nuova
generazione. È il valore aggiunto dei pro-dotti che creiamo in 4.0, dove il monito-raggio dei consumi e il controllo dell’effi-cienza energetica portano a ottenere, gra-zie alla flessibilità e all’innovazione, mag-giori competitività e redditività. Il nostrosistema Main Energy è quindi strumentoindispensabile “Verso la Fabbrica 4.0”, eA&T, quale esposizione d’innovazioni etecnologie digitali, rappresenta il palco-scenico ideale per presentarne l’innova-zione alle aziende in evoluzione.Gilberto Romboli (NANOLEVER –Amministratore delegato)
Abbiamo partecipato nel2014 ad A&T presentando lenostre innovative celle di cari-co digitali “plug and play” ba -sate su sensori capacitivi e in -duttivi, riscuotendo un ottimo
interesse. La tecnologia NANOLEVERmigliora le caratteristiche tecniche delleattuali celle di carico; inoltre i trasduttorisono altamente personalizzabili, così comedimostra la trasformazione di un piano cot-tura in una bilancia per pesare gli ingre-dienti, e gestire la preparazione dei cibitramite la misura delle variazioni del pesoin cottura. Ad A&T esporremo due novitàassolute: il piano cottura intelligente e lecelle digitali a compensazione delle vibra-zioni, capaci di effettuare misure delleforze senza errori dovuti a cause esterne. Gianluca Poli (PHYSIK INSTRUMENTE (PI) – Sales Engineer)
Anche nel 2016 PI Italia con-ferma la propria presenza adA&T, un evento fisso nel calen-dario delle manifestazioni,visti i risultati ottenuti e l’am-pia visibilità di cui gode. Pre-
senteremo alcune tecnologie di forte im -patto, come i nuovi attuatori con tecnolo-gia voice-coil PIMag® e i nuovi assi pie-zoelettrici miniaturizzati Q-Motion®, esoluzioni specifiche per il posizionamento
di precisione, così come componenti e di -spositivi piezoelettrici, con innumerevoliricadute nell’automazione e robotica, nelbiomedicale, nei controlli non distruttivi emacchine utensili.Violeta Vlaykova(QFP - Marketing & Comunicazione)
QFP è tra le aziende leadernella fornitura di servizi discansione ottica tridimensiona-le per la misura e il reverseengineering e nella distribuzio-ne di dispositivi tecnologica-
mente avanzati per la metrologia tridimen-sionale senza contatto (Zeiss OptotechnickGmbH, AICON 3D System, ecc.). QFP par-tecipa sin dalle prime edizioni ad A&T,evento con contenuti molto affini alla nostraproposta d’innovazione tecnologica per ilmondo dell’industria, in particolare nel con-trollo del prodotto. A&T è anche un’impor-tantissima piattaforma d’incontro tra l’indu-stria manifatturiera e le società di serviziinnovativi, come QFP, favorendo contatticon visitatori importanti, interessati e inte-ressanti. Spazi espositivi di dimensionecontenuta, breve durata e soddisfacentirisultati (quantitativi e qualitativi). QFP pre-senterà in anteprima “QBOX”, un’innovati-va soluzione di misura 3D, automatica,veloce e affidabile, che integra l’eccellentesistema di scansione laser T-SCAN CS+ inun prodotto standard. Un ulteriore passoavanti per la metrologia 3D senza contatto.Enrico Orsi (RENISHAW - AdditiveManufacturing Products Manager)
A&T è un evento particolar-mente adatto a mostrare lenostre tecnologie per il con-trollo dimensionale, la stampa3D, i controlli non distruttivi.Quest’anno presenteremo ag -
giornamenti che rendono il nostro calibroflessibile Equator ancora più facile e rapi-do da utilizzare, concrete novità sugliimpianti per la produzione additiva in me -tallo e soluzioni hardware e software peraumentare efficienza e flessibilità dei pro-cessi. Un portafoglio di prodotti che cipermette di avere una soluzione per ogniospite di A&T: partecipiamo fin dallaprima edizione e abbiamo sempre ottenu-to un buon riscontro, per quantità e soprat-tutto per qualità dei contatti realizzati.Andrea Gibelli (REPCOM – Amministratore)
REPCOM da oltre 40 anni sidistingue nel mercato dellasensoristica per l’industriaelettronica per la qualità e latecnologia dei prodotti propo-sti: lavoriamo ogni giorno per
T_M ƒ 15

ILTEMA
�
N.01ƒ
;2016
T_M ƒ 16
individuare e proporre prodotti innovativi eaffidabili. In quest’ottica A&T, alla qualepartecipiamo fin dalle prime edizioni, è pernoi una vetrina importante. L’edizione del2015 è stata un successo in termini diquantità e soprattutto qualità dei contattiraccolti. Nell’edizione 2016 non manche-ranno le novità: sensori a infrarossi per l’a-nalisi dei gas, micropompe con aziona-mento piezoelettrico e sensori di umidità etemperatura di ultimissima generazione.Giorgio Friso(RUPAC – Chief Executive Officer)
RUPAC, azienda italiana leadernel settore metrologia e control-lo, sarà presente ad A&T 2016con alcune importanti novità.L’innovativo durometro Micro eMacro Vickers CNC “Falcon” di
INNOVATEST, contraddistinto da caratteristi-che rivoluzionarie, come la possibilità di sce-gliere dove effettuare le misurazioni diretta-mente dall’immagine reale del campione,permettendo rilevazioni rapide su saldature etrattamenti superficiali con precisioni elevatis-sime, anche su particolari molto piccoli. Verràinoltre presentata la nuova macchina di misu-ra multisensore CNC “InspecVista”, nonchéla nuova macchina ottica “One Shot”, il siste-ma rivoluzionario di misura senza contattoper un istantaneo dimensionamento multi-quote dei pezzi in esame.Ilaria Pellacani (TECNA - Sales and Marketing)
TECNA srl fin dai primi sviluppidel settore testing in Italia, neiprimi anni ’80, si dedica allaprogettazione e realizzazionedi strumenti e soluzioni di col-laudo, di tenuta e flusso in aria.
Ad A&T 2016 presenteremo nuove soluzio-ni di collaudo, rivolte in maniera particolareal settore Automotive che, dovendo rispetta-re precise e stringenti specifiche di produ-zione e collaudo, necessita di strumenti dedi-cati alla misura diretta in cc/min delle micro-perdite verificate durante il tipico collaudo ditenuta. La disponibilità e il costante impegnonei servizi di consulenza e di personalizza-zione ci consentono d’integrare le nostreapparecchiature alle più moderne automa-zioni, ai più innovativi sistemi informatici edi completare il collaudo con la raccolta e lagestione dei relativi dati.Fabio Rosi (VEA - Responsabile ricerca e sviluppo)
Il settore del manifatturieroavanzato è sempre più allaricerca di strumenti che per-mettano un controllo affidabi-le sul 100% della loro produ-zione. Per questa ragione
quest’anno abbiamo scelto A&T per pre-sentare in anteprima la nuova serie dimacchine veloci di misura e controllo qua-lità sul 100% dei pezzi. La particolare tec-nologia utilizzata, per buona parte italia-na, permette a queste macchine di lavora-re in ambienti di produzione consentendodi mantenere livelli di precisione parago-nabili a strumenti di misura da Laborato-rio. È la settima volta che partecipiamo adA&T, i cui seminari sono ideali per co -municare i vantaggi che questa nuova tec-nologia può portare all’industria italiana.Michelangelo Prendin (VISION ENGINEERING ITALY – General Manager)
A&T è per noi una manifesta-zione importante, sia per la pre-senza di visitatori qualificatisia perché offre ampio spazioagli strumenti per il controlloqualità, settore in cui VISION
ENGINEERING è presente da oltre 50anni con i suoi sistemi. Ad A&T 2016 pro-porremo due nuovi strumenti per il con-trollo qualità di precisione: Lynx EVO edEVOCAM, entrambi in grado di semplifi-care le ispezioni, i collaudi e i controlli,incrementando la produttività e la qualitàdelle lavorazioni. Lo stereomicroscopioLynx EVO, attraverso una visione senzaoculari brevettata che offre un’impareg-giabile ergonomia; EVOCAM con imma-gini digitali in HD e la possibilità di acqui-sire immagini velocemente premendo unsolo tasto.Massimo Beatrice (WIKA Italia - Marketing & Communication)
Il nostro stand, completamenterinnovato, permetterà di mo -strare i prodotti e i servizi diCalibrazione WIKA. Tra leprincipali novità presenteremoil nuovo controllore di pressio-
ne industriale CPC4000, che offre unampio campo di pressione e può disporredi un massimo di due sensori di pressionedi riferimento e di un barometro opziona-le. Il nuovo controllore di pressione modu-lare di precisione, modello CPC6050,invece, offre la massima flessibilità e puòessere dotato fino a due canali di regola-zione di pressione separati che possonofunzionare simultaneamente. Ad A&T2016 presenteremo, inoltre, l’estensionedell’accreditamento del nostro LaboratorioACCREDIA alle alte pressioni e l’accredi-tamento del nuovo Laboratorio di tempe-ratura e segnali elettrici.Per consultare il programma di Affidabilità& Tecnologie e pre-registrarsi gratuitamen-te: www.affidabilita.eu
ETICHETTE PER METROLOGIA...E NON SOLO!
Laser Lab, azienda specializzata nelle mar-cature e incisioni con raggio laser, presentale proprie etichette destinate al campo dellametrologia, delle verifiche periodiche e ditutti i settori in cui è necessaria un’identifica-zione permanente. La ventennale esperien-za e il continuo aggiornamento dello staffhanno permesso all’azienda di posizionarsisul mercato con prodotti di alta qualità, pro-gettando etichette che rispondono alle piùsvariate esigenze degli operatori.Laser Lab è in grado di realizzare diversetipologie di prodotti. Accanto alla tradizio-nale produzione di etichette di verificaperiodica e sigilli di garanzia stampati sumateriale ultradistruttibile, indicati per bilan-ce, registratori di cassa e misuratori gas, daoltre 15 anni Laser Lab produce etichettedi verifica periodica e sigilli di ga -ranzia adesivi tagliati e incisi conraggio laser, che presentano caratteristi-che tecniche di alto livello e sono realizzatesu un materiale di ultima generazione, resi-stente a temperature comprese tra -40 °C e+200 °C. I dati che compongono l’etichettasono incisi nel materiale e risultano comple-tamente inalterabili, indelebili e resistenti asollecitazioni chimico/fisiche di vario tipo,quali intemperie, acidi, solventi. Il layout ètotalmente personalizzabile. Distruttibiliquando rimossi, e pertanto anticontraffazio-ne come da normativa, queste etichettesono state progettate per i distributori di car-burante o altri misuratori posti all’esterno esoggetti a stress elevato. Medesime caratte-ristiche contraddistinguono le etichettemetrologiche, tecniche e datari, total-mente personalizzabili e in grado di adat-tarsi a molteplici usi.Laser Lab, grazie a macchinari di ultimagenerazione, completa la sua produzionecon la fornitura di targhe metalliche e pla-stiche tagliate e incise con raggio laser,marcatura diretta per conto terzi di partico-lari finiti. Prodotti di elevato livello qualitati-vo, ma economicamente competitivi, anchein piccole serie.
Per maggiori informazioni:www.laser-lab.it
NEWS
�

1 Dip. Ing. Elettrica e Tecnologie dell’Informazione, CeSMA - Centro Servizi Metrologici Avanzati -Università di Napoli Federico [email protected] CeRITT - Centro di Ricerca sull’Innovazione e il Trasferimento Tecnologico - Università di Napoli Federico [email protected]
NATURA DEL PROBLEMA E MOTIVAZIONI
L’importanza dell’innovazione è ab -bastanza chiara e definita, ma al di làdi contesti mediatici che ne mettono inluce gli aspetti qualitativi, una que-stione che resta ancora aperta, dinatura più squisitamente quantitativa,è: come è possibile misurarla? Per l’e-levata incertezza che caratterizza levariabili che influenzano l’innovazio-ne e, soprattutto, per la difficoltà d’i-dentificare una modellistica in gradodi stabilire una relazione biunivocafra le risorse impiegate e i risultati ot -tenuti, le attività d’innovazione sonodefinite “fuori controllo”. Questo è ilmotivo per cui, nonostante già moltistudi abbiano posto l’attenzione suquesto problema, non esiste ancoraun metodo di misurazione del gradod’innovazione chiaro, standardizzatoe concettualmente semplice da appli-care alle realtà aziendali e più ingenerale a intere aree territoriali.Molti studi hanno affrontato il proble -ma ma gli approcci di misura propostispesso confondono tra loro le caratte-ristiche innovative, i tipi d’innovazione
e la posizione gerarchica dell’innova-zione, con conseguente generazione diun vasto numero di attività concettualicaratterizzate da aspetti parzialmentesovrapposti [1]. In tale scenario s’inseri-sce la collaborazione tra l’Università diNapoli Federico II e l’AICTT – Associa-zione Italiana per la Cultura del Trasfe-rimento Tecnologico – che pone il suopresupposto, data la particolare e com-plessa natura del “misurando” in que-stione, rispetto a uno scenario metrolo-gico tradizionale, nella necessità dipartire, come prima milestone di riferi-mento e secondo un approccio bottom-up, dalle buone e cattive pratiche rela-tive a casi reali analizzati.L’approccio proposto vede il rilascio diuna certificazione volontaria per leimprese e i territori, orientata a misura-re la capacità d’innovare, con riferi-mento alla misurazione degli asset siatangibili sia intangibili, mediante l’uti-lizzo di una particolare figura di meri-to, l’RTA – Rendimento Tecnologico A -ziendale, che consente confronti imme-diati anche tra realtà profondamentediverse. L’RTA si propone di valutare lecapacità delle aziende di generareinnovazione e di misurare la loro com-
petitività facendo uso di metriche alter-native a quelle maggiormente impiega-te (ad es. il numero di brevetti possedu-ti e gli investimenti sostenuti in ambito diFormazione, Ricerca & Sviluppo).
METRICHE PER L’INNOVAZIONE
Il tema della misurazione dell’innova-zione risulta essere alquanto dibattutonella letteratura di settore, e tuttoraavido di contributi scientifici che met-tano sempre più in risalto aspetti ditipo quantitativo e qualitativo. Negliultimi anni infatti si è registrato unnotevole incremento d’indagini (pre-valentemente attraverso la sommini-strazione di questionari) tese a rileva-re il livello della capacità innovativa[2]. Sebbene le procedure di auto-valutazione risultano inclini a de rive,sono gli strumenti più comunementeutilizzati per stabilire le prestazioniaziendali, in quanto procedure basa-te su metriche più oggettive e quanti-tative, di natura contabile, risultanomolto spesso affette da derive ancoramaggiori [3]. Queste valutazioni ba -sate sulla percezione, inoltre, si sonori velate nel tempo affidabili.Tutte le iniziative volte, in passato, a mi -gliorare l’innovazione all’interno delleorganizzazioni hanno affrontato ilproblema del miglioramento del pro-cesso d’innovazione attraverso unampio spettro di metodi, di tecniche e
MEASURING INNOVATION: A METHODOLOGIC FRAMEWe investigate the measurement of the innovation capacity of a system, beit a firm or a whole geographic area. More specifically, we present a newmodel, based on RTA – Firm’s Technological Performance Index, whichstems from the collaboration between the Federico II University of Naplesand the AICTT – Italian Association for Technology Transfer Culture. The RTAmodel is conceived by considering good and bad practices of real cases,thus following a typical bottom-up approach.
RIASSUNTOViene affrontato il tema della misurazione della capacità innovativa di unsistema, sia esso un’impresa o un’intera area geografica. È, in particolare,presentato un nuovo approccio, scaturito dalla collaborazione tra l’Univer-sità di Napoli Federico II e l’AICTT – Associazione Italiana per la Culturadel Trasferimento Tecnologico, che pone il suo presupposto nella necessitàdi partire dalle buone e cattive pratiche concernenti casi reali, in accordoa un tipico scenario bottom-up.
T_M N. 3/15 ƒ 17T_M N. 1/16 ƒ 17
MISURE PER L’INDUSTRIALeopoldo Angrisani1, Stefano De Falco2
Parte I: un frame metodologicoGLI
ALTRITEMI
�
Misurare l’innovazione

T_M ƒ 19
N.01ƒ
; 2016 GLI
ALTRI TEMI�
di strumenti, senza però riuscire aquantificare il grado di cambiamentoda essi apportato. Per riferirsi, poi, aun miglioramento del livello d’innova-zione, occorre tenere conto delle inte-razioni tra le diverse caratteristichedella stessa innovazione: l’innovazio-ne di processo può innescare innova-zione di prodotto e, allo stesso modo,l’innovazione di prodotto può rivelar-si causa trainante dell’innovazione diprocesso. L’innovazione organizzati-va segue queste due dimensioni. I son-daggi orientati a rilevare il livello d’in-novazione spesso sottovalutano l’im-portanza del ruolo del fattore-orga-nizzazione nei processi legati all’in-novazione [4], ritenuto da altri, inve-ce, necessario. Si concentrano piutto-sto sul processo dell’acquisizione dellatecnologia. Attualmente, le metrichepiù comunemente usate per le attivitàinnovative sono:• spesa per ricerca e sviluppo (R&S);• numero di brevetti;• benchmarking.
IL RENDIMENTO TECNOLOGICOAZIENDALE (RTA)
Il concetto di rendimento tecnologicoè, per molti versi, affine a quello di ren -dimento energetico, rappresentatodal rapporto tra l’energia ottenuta informa utile rispetto a quella utilizzata:questo, infatti, esprime la sostenibilitàdella prestazione (rapporto tra ener-gia prodotta ed energia assorbita),non la prestazione in termini assoluti(energia prodotta).Il Rendimento Tecnologico Aziendale(RTA) è dato dal rapporto tra energiatrasformata in forma utile (innovazio-ne) ed energia utilizzata. In quest’otti-ca, misurare e valutare il rendimentotecnologico di un’azienda può rap-presentare una chiave per la valuta-zione della sostenibilità di scelte tatti-che e strategiche per il consolidamen-to, o la possibile crescita, della pro-pria posizione di mercato.Così definito, infatti, il rendimento tec-nologico non è una grandezza stati-ca, bensì dinamica, che non si limitaa fotografare lo stato attuale dell’or-ganizzazione, conseguenza delle
strategie adottate in passato, ma for-nisce un’anteprima di come l’organiz-zazione sarà in futuro a valle dei pro-cessi d’innovazione in atto. A questoindicatore si può associare un ulterio-re originale concetto di “isteresi del-l’innovazione”, inteso come il ciclo ditracciabilità del processo innovativoin corso, con un’analogia presa inprestito dalla disciplina elettrotecnicacon riferimento alla ciclicità tempora-le delle proprietà magnetiche di alcu-ni materiali. Questo paradigma mo -stra come gli effetti di ogni cambia-mento introdotto dall’innovazione siriflettano su tutti i piani operativi del-l’organizzazione (quello economico-finanziario, quello dei processi, quel-lo delle risorse umane) che, inoltre, so -no tra loro collegati per mezzo dinessi causa-effetto.Con riferimento a un’impresa, la valu-tazione del suo rendimento tecnologi-co è sicuramente un’attività complessae delicata. Il rendimento tecnologico,infatti, è testimone della capacità del-l’impresa d’incrementare, valorizza-re, conservare e sviluppare il propriocapitale intellettuale, nonché di utiliz-zarlo per il conseguimento di risultatieconomici e l’accesso a numerosi van-taggi pratici e finanziari. Per capitaleintellettuale s’intende il patrimonio in -tangibile composto dall’insieme dellerisorse e delle conoscenze a disposi-zione dell’impresa e rilevanti per lasua capacità competitiva. La cono-scenza, in quest’ambito, rappresentatutto il sistema di competenze, abilità,esperienze, processi, proprietà intel-lettuali, capacità produttive strutturalie infrastrutturali, relazioni esterne conclienti e fornitori che caratterizzanol’organizzazione. Il valore di questarisorsa è rappresentato dall’utile e dalvalore patrimoniale che essa è ingrado di produrre nel tempo. In questitermini, l’RTA diventa lo strumento perla valutazione della capacità di gesti-re il know how aziendale nel tempo,al fine di mantenerlo costantementeallineato alla vision e alla strategiad’impresa e, al contempo, attivo intutte le aree operative d’impresa.Questo approccio permette anchealle aziende giovani o poco struttura-te, quali le PMI, di portare avanti
innovazioni complesse e di lungoperiodo, in quanto le porta a cresceregradualmente sul piano organizzativoe dei sistemi di gestione, guidandole,appunto, nel processo di gestione del-l’innovazione.La valutazione oggettiva della gestio-ne del know how lungo le diversedimensioni operative determina unatensione verso un miglioramento orga-nizzativo e può contribuire a far dive-nire il cambiamento “desiderabile”oltre che “necessario”. Ma come sipossono valutare e misurare questiasset intangibili? L’approccio prevedeun apposito strumento, strutturato co -me una griglia d’indicatori chiave diprestazione, nell’ottica in cui la misu-razione delle prestazioni è ormai co -munemente considerata un fattore in -dispensabile per il miglioramento del-l’efficienza complessiva dei settorid’interesse.Questa modalità di audit prevede unapre-analisi della situazione aziendale,nella quale il valutatore certificatoAICTT-RTA ne verifica lo stato dell’ar-te, osserva gli aspetti sia intangibilisia materiali e s’interfaccia con i re -sponsabili di processo. Successiva-mente viene effettuata la valutazionedel rendimento tecnologico secondoquattro direttrici fondamentali:– Economia della Conoscenza: capa-cità di convertire la conoscenzaaziendale in risultati economici;– Ingegneria della Conoscenza:capacità di gestire in maniera virtuo-sa il capitale intellettuale aziendale inun ciclo continuo e permanente, cheprevede di estrarlo, ripulirlo, struttu-rarlo, codificarlo, conservarlo, distri-buirlo, fruirlo e rigenerarlo produttiva-mente;– Finanza della Conoscenza: capaci-tà di strutturare, misurare, documenta-re e convertire la conoscenza azien-dale in valore patrimoniale, utilizzan-dola come leva finanziaria. Vieneesaminata la capacità dell’impresa ditradurre il capitale intellettuale, che èfatto di relazioni, risorse strumentali erisorse umane, in valore del ciclo pro-duttivo, tanto in ambito manifatturieroquanto nei servizi;– Organizzazione della Conoscenza:capacità della cultura organizzativa

T_M ƒ 20
GLIALTRI TEMI
�
Leopoldo Angrisani èProfessore Ordinario pres -so l’Università di NapoliFederico II. La sua attivitàdi ricerca è focalizzatasulla definizione di meto-
di e tecnologie di misura per applica-zioni concernenti temi sia verticali,quali il “compressive sampling”, l’incer-tezza di misura, e l’alimentazione sen -za fili di sensori e apparecchiature dimi sura, sia orizzontali, quali l’Home-land Security, l’Innovazione e il Trasfe-rimento Tecnologico.
Stefano De Falco, Inge-gnere, Dottore di Ricercain Ingegneria Elettrotecni-ca, è responsabile dell’Uf-ficio “Trasferimento Tecno-logico di Ateneo” dell’Uni-
versità degli Studi di Napoli Federico II,Direttore del CeRITT, Centro di Ricercaper l’Innovazione e il Trasferimento Tec-nologico, Presidente della AICTT, Asso-ciazione Italiana Cultura per il Trasferi-mento Tecnologico, docente di Trasferi-mento Tecnologico e Geografia dellaInnovazione, ed è autore di numerosepubblicazioni scientifiche nazionali einternazionali.
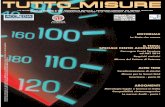
di utilizzare la conoscenza come ri -sorsa condivisa tra tutti i componenti ei livelli dell’organizzazione, al fine dimassimizzare i “contributi energetici”e la loro sostenibilità, raggiungendo emantenendo l’innovazione.La misura del rendimento tecnologicopassa attraverso la valorizzazione diuna griglia di indicatori chiave di pre-stazione (KPI) oggettivi, verificabiliattraverso item propri dell’azienda, perciascuna direttrice, come ampiamentedescritto in [5] e [6]. La particolaritàdell’approccio risiede proprio in questiindicatori: nella conduzione dell’auditsi passa per la valutazione oggettiva diparametri e la verifica dell’adozione dicomportamenti che si sono dimostrati,sulla base di esperienze pregresse, fon-damentali e necessari per alimentare ilprocesso innovativo.Valorizzati tutti gli indicatori, infatti, èpossibile ottenere una visione comple-ta dell’azienda ed effettuarne il posi-zionamento sulla scala del rendimentotecnologico in termini di punteggioglobale, o di punteggio relativo agliindicatori di una specifica direttrice,individuando le lacune emergenti e lerelative azioni correttive. Il punteggioRTA ottenuto si distribuisce all’internodi uno score caratterizzato da ottoclassi di rendimento (dalla G alla A+),in cui ogni impresa è collocata a se -conda della propria capacità d’inno-vare. In analogia con il rendimentoenergetico, è stata ideata una rappre-sentazione sintetica che permette unafacile e intuitiva localizzazione dellivello raggiunto dall’impresa in esamein termini di rendimento tecnologico eclasse di appartenenza (Fig. 1). I datiche emergono dall’audit sono poi sot-toposti ad analisi statistica. Le elabo-razioni statistiche possono essere divario tipo in funzione del dettagliodella reportistica da produrre; media evarianza sono, però, sempre valutate.Si considera, nello specifico, la mediapesata: ogni indicatore dell’RTA ha unpeso diverso in funzione della rilevan-za che riveste per la particolare azien-da analizzata. Ciò consente, in fase dibenchmarking, di poter comparareaziende dello stesso settore ma etero-genee per “disegno organizzativo”dei propri processi interni.
DALL’AZIENDA AL TERRITORIO
Quanto descritto è riferito all’analisipuntuale di ciascuna azienda, ma èpossibile un’estensione sia a un siste-ma d’imprese sia a un intero territorio.La misura “integrale” della capacitàinnovativa di un intero territorio, nelmodello proposto, avviene mediante ilmacroindicatore RTT, Rendimento Tec-nologico Territoriale, il quale puòessere espresso come funzione di trevariabili:
RTT = f(E[RTA], S, BD) (1)dove:a) E[RTA] rappresenta il valore mediodell’indicatore RTA, Rendimento Tec-nologico Aziendale, che caratterizzale imprese del territorio in analisi;b) S rappresenta l’insieme di servizierogati dal territorio da sottoporre adanalisi di valutazione;c) BD rappresenta l’insieme dei datirelativi alla curva di risposta di utentie fruitori del territorio. L’intercettazio-ne e profilazione di tali utenti e fruito-ri avviene attraverso algoritmi di bigdata (BD), operanti in monitoraggiocontinuo sui principali portali e forumdi opinione classificati per ambito diapplicazione (pazienti per la sanità,cittadini per i servizi di trasporto, stu-denti per scuola e Università, turistiper i beni culturali e ambientali, ecc.).L’approccio proposto è stato applica-to alla zona orientale della città diNapoli, dove è già operativo un Cen-tro Servizi della Federico II rivolto allemisurazioni avanzate, denominatoCeSMA – Centro di Servizi Metrolo-gici Avanzati. La descrizione e l’ana-lisi dei risultati ottenuti è lasciata allaseconda parte di questo articolo.
RIFERIMENTI BIBLIOGRAFICI
1. Gatignon H., Tushman M., SmithW., Anderson P. (2002), A structuralapproach to assessing innovation.Manage. Sci., vol. 48, n. 9, pp.1103-1122.2. Brusoni S., Prencipe A., Salter A.(1998), Mapping and MeasuringInnovation in Project-based Firms(Complex Product Systems Innovation
Center (CoPs) Publications: Brighton).3. Doyle P., Saunders J., Wright L.(1989), A comparative study of USand Japanese marketing strategies inBritish market. Int. J. Res. Market., vol.5, n. 3, pp. 171-184.4. Sirilli G. (2005), Ricerca e svilup-po. Il futuro del nostro paese: numeri,sfide, politiche, Il Mulino, Bologna.5. De Falco S., Di Marino F., Tappi A.(2015), Lo standard AICTT-RTA per lamisura della capacità innovativa d’im-presa, Franco Angeli.6. De Falco S. (2015), Measuring theregional dimension of innovationthrough an economic model based onrectifying technology audits accordingto the AICTT-RTA protocol, vol. 2, No.6 (2014): Archives of BusinessResearch ISSN 2054-7404.
Figura 1 – Rappresentazione sintetica del Rendimento Tecnologico Aziendale

T_M N. 1/16 ƒ 21
Dip. Ingegneria Industriale (DIIn)Università di [email protected]
UNCERTAINTY ASSOCIATED WITH ENVIRONMENTAL NOISE MEASUREMENTSThe paper presents a contribution to the evaluation of the environmentalnoise measurements uncertainty. In this first phase, the authors considered theinfluence of the occurrence of spot events on the measurement uncertainty,implementing an algorithm which purifies the measured signal from anyabnormal contribution, and experimentally verifying it with real traffic noisedata. The test results show that this procedure allows a reduction of theuncertainty of this kind of measurements.
RIASSUNTONegli ultimi anni ha assunto un ruolo di particolare importanza la quantifi-cazione dell’incertezza associata alle misure di rumore ambientale. Gliautori, a tal fine, si sono concentrati sulla variabilità del misurando, imple-mentando un algoritmo volto all’eliminazione di eventuali valori non stret-tamente connessi al fenomeno oggetto della misura, gli outlier. Dai risultaticonseguiti è lecito ritenere che la procedura proposta di rilievo e rimozio-ne di outlier riduce in modo significativo l’incertezza di misura del rumoreambientale.
PERCHÉ TANTO INTERESSE NEI CONFRONTI DEL RUMORE?
Oggigiorno c’è una particolare atten-zione nei confronti del problema del-l’inquinamento acustico, in quanto ilrumore è considerato il rischio piùsignificativo per la salute della popola-zione, in riferimento al numero di per-sone esposte [1]. Molteplici studi dimo-strano che livelli di pressione sonoraelevati possono danneggiare la salutedell’uomo in diversi modi, e pertantoha un ruolo di primaria importanzal’attività volta al controllo del rumore. Atal fine, le vigenti cogenze legislativestabiliscono limiti massimi di accettabi-lità in riferimento al livello equivalentedi rumore (Leq) ambientale ponderatoin curva A, che rappresenta la gran-dezza di riferimento principale:
Questo livello di rumore continuo sta-
zionario ha lo stesso contenuto di ener-gia acustica del rumore variabile inesame, rapportato alla curva di sensi-bilità percettiva media in frequenzadell’apparato uditivo umano. Tuttavia,il confronto tra un valore misurato e i li -miti riportati nella normativa non è ba -nale, in quanto non si riferisce a duesemplici valori numerici: qualsiasi misu-ra, infatti, è solamente un’approssima-zione o una stima del valore del misu-rando. Ciò detto, risulta indispensabiletener conto dell’incertezza associataalla misurazione, come prevede, tral’altro, l’attuale standard tecnico inter-nazionale [2].A tal proposito, negli ultimi anni si èregistrato un interesse crescente dellacomunità scientifica e degli esperti delsettore circa la quantificazione dell’in-determinazione associata alle misuredi rumore ambientale. In particolareessi hanno esaminato le possibili fontid’incertezza associabili a questa attivi-tà: (i) le caratteristiche della strumenta-zione di misura, (ii) il posizionamentodella strumentazione, (iii) la taraturadella strumentazione. Tuttavia, per for-
nire un’adeguata stima dell’incertezzaassociata alla misura del livello equi-valente di rumore ambientale, non sipuò prescindere dall’intrinseca variabi-lità del misurando [3]. Il rumore am -bientale è per sua natura composto danumerosi segnali indipendenti, genera-ti da diverse sorgenti acustiche, maoccasionalmente possono verificarsiparticolari eventi che non sono caratte-ristici dell’ambiente in esame, ma chealterano la misura eseguita.
ALGORITMO DI OUTLIER DETECTION: PRINCIPI E FINALITÀ
Gli eventi sonori non strettamente con-nessi al fenomeno oggetto della misu-razione possono essere definiti comeoutlier presenti sui valori misurati. Glioutlier modificano il risultato atteso dellamisurazione, ma per poter correggeregli effetti di tali eventi occorre innanzi-tutto identificarli. Sulla base di un’anali-si della letteratura, gli autori propongo-no l’impiego della “tecnica della distan-za”, utilizzata nell’ambito delle reti disensori [4], per la definizione di un al -goritmo di outlier detection [5].Applicando la “tecnica della distan-za”, un punto p è considerato un outlierse:
Dk(p)≥d,in cui Dk(p) = |pk - p| rappresenta ladistanza tra un punto p e il suo k-esimo punto più vicino pk. La sceltadel parametro k è correlata alla dura-ta dell’evento rispetto al periodo diosservazione. Nell’algoritmo in esa -me il valore assegnato al parametro
MISURE PER L’AMBIENTEConsolatina Liguori, Alfredo Paolillo, Alessandro Ruggiero, Domenico Russo
Rilievo di outlierGLI
ALTRITEMI
�
L’incertezza nelle misuredi rumore ambientale

k è molto importante, perché influen-za direttamente le prestazioni dell’al-goritmo stesso.La procedura è stata impiegata conriferimento a una popolazione di datireali, relativi a misure di rumore ditraffico veicolare, che è il risultato diuna sessione di misurazione condottanei pressi di un’autostrada. NellaFig. 1 sono riportati, come esempio,due diversi outlier e le corrispondentidistanze k-esime, Dk.
Nel caso A l’evento consiste di unsolo dato ed è chiaro che l’outlierpossa essere rilevato solo per k≥2 conun’opportuna soglia d. Nel caso B l’e-vento consiste di sei dati e, in corri-spondenza dello stesso valore dellasoglia del caso precedente, l’outlierpuò essere rilevato solo per k≥7.Per stabilire un criterio di scelta delparametro k, al fine di fornire all’u-tente la possibilità di decidere se can-cellare un evento o meno, gli autoripropongono di considerare un eventocome outlier o come un elemento ca -ratterizzante il fenomeno in base prin-cipalmente alla sua durata rispetto altempo di misurazione [6]. Pertanto,studiando la funzione di autocorrela-zione (ACF) per ogni misura effettua-ta, il valore al quale l’autocorrelazio-ne diventa trascurabile è risultatoessere un valore di riferimento valido[7]. Per esempio, nella Fig. 2.a, in cuiviene mostrata la funzione di autocor-relazione di tutte le 16 acquisizionicon un tempo di misurazione uguale a1 s, gli eventi che caratterizzano il fe -nomeno in esame hanno un tempome dio di persistenza dell’ordine dicirca 10 s: così, per caratterizzare unevento come outlier da eliminare, l’u-tente deve scegliere un valore di
k<10. Nella Fig. 2.b, invece, in cui èriportata la funzione di autocorrela-zione per le 16 sequenze con unperiodo di misurazione di 30 s, glioutlier possono essere identificati perk=1, poiché la durata del fenomeno èconfrontabile con il tempo di misura-zione.
ALCUNI RISULTATI
Per convalidare sperimentalmentel’approccio proposto, sono state ese-guite alcune prove su 16 acquisizionidi dati, ciascuna di durata TM=15’con livelli equivalenti di rumore misu-rati ogni 30 secondi. In una primaanalisi è stato considerato k=1 e unasoglia d pari a 2, determinata speri-mentalmente con l’aggiunta di outlierfittizi nelle acquisizioni e il raggiungi-mento del miglior compromesso traTPR (100%) e FPR (0,04%).Per valutare l’affidabilità del modello,sono stati aggiunti outlier fittizi susegnali opportunamente acquisiti in as -senza di fenomeni spot e sono statecalcolate la media e la deviazionestandard della differenza delle misurerispetto ai valori nominali in assenza dioutlier. In Fig. 3 sono riportati gli isto-grammi delle misure ottenute su tutte leacquisizioni in presenza degli outlierfittizi (rossi) e dopo che gli outlier sonostati individuati ed eliminati (azzurri).La differenza tra i livelli equivalentidopo la rimozione degli outlier è pros-sima allo zero per circa il 70% deidati, con un valore peggiore di0,37 dB. Senza l’algoritmo di rimo-zione, il Leq può essere sovrastimatofino a 1 dB. L’analisi delle deviazionistandard mostra che l’algoritmo pro-duce un valore residuo della devia-zione standard di 0,1 dB, che contri-buisce all’incertezza globale, mentre
c’era una sovrastima della deviazionestandard prima della rimozione fino a4 dB. È evidente che la correzione hauna maggiore influenza sulla devia-zione standard rispetto al valoremedio.Una seconda serie di prove è stataeffettuata considerando valori diversi
dei parametri: TM=5’, k=11 evalore di soglia d=3,5, ottenutocome miglior compromesso traTPR (58%) e FPR (0,5%).Si può osservare che in questocaso la differenza tra i livelliequivalenti dopo la rimozionedegli outlier è prossima allozero per quasi il 45% dei dati,nel 95% dei casi la differenza èinferiore a 0,3 dB e nel casopeggiore c’è una sovrastima di
circa 0,5 dB (Fig. 4). Viceversa senzal’algoritmo di outlier detection vi èuna sovrastima media di circa 0,7 dB,e nel caso peggiore si raggiunge unvalore di circa 1,2 dB. L’analisi deivalori della deviazione standardmostra che la sovrastima di circa 3 dBviene ridotta dall’algoritmo a 0,5 dB.
PROSPETTIVE: STIMA DELL’INCERTEZZA
L’algoritmo di rilievo e rimozione dioutlier rappresenta un contributo aun’attività di ricerca più ampia, voltaalla valutazione dell’incertezza asso-ciata alla misura dei livelli di rumoreambientale. In particolare è stata stu-diata e stimata l’influenza di eventispot sull’incertezza di misura in riferi-mento a una popolazione di datireali, relativi a misure di rumore di
N.01ƒ
; 2016 GLI
ALTRI TEMI�
Figura 1 – Esempi di outlier
Figura 3 – Istogrammi normalizzati nel caso TM=15’, k=1, d=2: a) delle medie delle differenze;
b) delle deviazioni standard delle differenze
Figura 2 – Funzione di Autocorrelazione relativa alle 16 acquisizioni

T_M ƒ 24
Consolatina Liguori èProfessore Ordinario diMisure Elettriche ed Elet-troniche presso il DIIn del-l’Università di Salerno. Sioccupa di sistemi di misu-
ra basati sull’immagine, elaborazionedei segnali digitali, caratterizzazione dimisura, rilevamento dei guasti di unostrumento.
Alfredo Paolillo è Pro-fessore Associato di Misu-re Elettriche ed Elettroni-che presso il DIIn dell’U-niversità di Salerno. Sioccupa di sistemi di misu-
ra basati sulla visione e sul DSP, carat-terizzazione dei sensori e valutazionedell’incertezza.
Alessandro Ruggieroè Professore Associato diMeccanica applicata allemacchine presso il DIIndell’Università di Salerno.Si occupa di dinamica
dei sistemi meccanici, tribologia, con-trollo delle vibrazioni e del rumore.
Domenico Russo èDottorando di Ricercapresso il DIIn dell’Univer-sità di Salerno. In passatoha ricoperto ruoli mana-geriali in ambito Acquisti
e Vendite in diverse aziende. Si occupadi acustica, controllo del rumore e valu-tazione dell’incertezza di misura.
N.01ƒ
;2016
traffico veicolare. I risultati mostranoche l’outlier detection consente unamigliore stima del livello di rumore edella sua variabilità. I risultati conse-guiti rappresentano, dunque, una baseimportante per il futuro lavoro di ricer-ca, finalizzato alla valutazione analiti-ca dell’incertezza, che tiene contodella presenza di valori anomali suilivelli misurati di rumore ambientale.
RIFERIMENTI BIBLIOGRAFICI
1. Colin Hansen, “Noise Control”,2010.2. JCGM 100:2008, “Evaluation ofmeasurement data – Guide to theexpression of uncertainty in measure-ment”.3. C. Liguori, A. Paolillo, D. Russo,“Un primo approccio alla valutazionedell’incertezza nelle misure di rumoreambientale”, in Atti del XXXII Con-gresso Nazionale GMEE, Lecco, Ita-lia, 10-12 Settembre 2015, pp. 13-14, ISBN 9-788891-6-12144.4. Y. Zhang, N. Meratnia, P. Havinga“Outlier detection techniques forWireless Sensor Networks: a Survey”– IEEE Communications Surveys &Tutorials, vol. 12, N. 2, 2010.5. C. Liguori, A. Paolillo, A. Ruggiero,D. Russo, “Towards the Evaluation ofthe Measurement Uncertainty of Envi-ronmental Acoustic Noise”, Proceed-ings of 2015 IEEE (I2MTC 2015), Pi sa,Italy, May 11-14, 2015, pp. 1238-1242, ISBN: 978-1-4799-6113-9.6. C. Liguori, A. Paolillo, A. Ruggiero,D. Russo, “Outlier Detection for theEvaluation of the Measurement Uncer-tainty of Environmental AcousticNoise”, IEEE TRANSACTIONS ONINSTRUMENTATION AND MEASURE-MENT, pp. 1-9, ISSN: 0018-9456. Inpress.
7. C. Liguori, A. Paolillo, A. Ruggiero,D. Russo, “A Preliminary Study on theEstimation of the Uncertainty of TrafficNoise Measurements”, in Proceedingsof 2016 IEEE (I2MTC 2016), Taipei,Taiwan, May 23-26, 2016. Acceptedfor publication.8. C. Guarnaccia, J. Quartieri, A.Ruggiero, “Acoustical Noise Study ofa Factory: Indoor and Outdoor Simu-lations Integration Procedure”, INTER-NATIONAL JOURNAL OF MECHAN-ICS, vol. 8, pp. 298-306, ISSN:1998-4448.
Figura 4 – Istogrammi normalizzati nel caso TM=5’, k=11, d=3,5: a) delle medie delle differenze;
b) delle deviazioni standard delle differenze
LE ULTIME NOVITÀKEYENCE ESPOSTE AD A&T 2016
KEYENCE sarà presente (stand n° D35/C36) alla decima edizione di A&T – Affi-dabilità & Tecnologie, il 20 e 21 aprileprossimi a Torino, dove presenterà ai visi-tatori le sue più recenti novità nel campodell’automazione industriale e della misu-razione dimensionale: sensori, sistemi dimisura, sistemi di visione, marcatori laser,e numerosi altri strumenti di ultima gene-razione.A&T è la manifestazione di riferimento inItalia per le prove, misure e controlli indu-striali. Filo conduttore dell’esposizione, lapiù ampia e specialistica a livello nazio-nale, è l’affidabilità, primario fattore com-petitivo per tutte le filiere industriali: auto-motive, aerospace, ferroviario, navale,meccanica, meccatronica, elettronica.KEYENCE, leader mondiale nel settoredell’automazione industriale e della misu-razione dimensionale, è in grado di offri-re un’ampia gamma di prodotti e di di -spositivi ad alta precisione, utilizzabili siasu linee di produzione automatizzate sianei Laboratori degli istituti di ricerca. Iprodotti KEYENCE sono pensati apposita-mente per aggiungere valore ai processidi ricerca e produzione dei nostri clienti.Il nostro team di ricerca e sviluppo ècostantemente al lavoro per migliorare lanostra offerta, e non si accontenta di sod-disfare al meglio le aspettative dei clienti,ma arriva addirittura a superarle.I prodotti KEYENCE sono progettati peressere versatili e utilizzabili nel settoremanifatturiero e in qualsiasi altro settoreindustriale. Il nostro obiettivo è offrire imigliori prodotti al mondo in funzionedelle esigenze originate dalle applicazio-ni di oggi e di domani.
Per ulteriori informazioni: www.keyence.it
NEWS
�

T_M N. 1/16 ƒ 25
PREMIO DI DOTTORATO “C. OFFELLI”Marco Prioli
Quando l’incertezza non è una probabilitàGLI
ALTRITEMI
�
Un nuovo approccio all’espressionedell’incertezza di misura
CERN, [email protected]
gettiva. Si possono infatti trovare termi-ni quali “realizzazione imperfetta”,“conoscenza incompleta o inadegua-ta”, “polarizzazione personale”, “espe-rienza”, ecc., che dimostrano in modoevidente il riconoscimento della presen-za di una fonte d’incertezza completa-mente diversa dall’aleatorietà. Uno deipunti più controversi della GUM è che,anche per questo secondo tipo d’incer-tezza, viene definito un metodo di valu-tazione inquadrato nella probabilità. Inaltri termini, la guida assume, senza for-nirne alcuna giustificazione, che lamancanza di conoscenza sia rappre-sentabile nel quadro della probabilità,così come accade per l’aleatorietà. Lavalidità di tale ipotesi viene discussa nelseguente paragrafo.
IL VASO MING E L’EVIDENZA
L’esempio del vaso Ming fu proposto daG. Shafer nel 1976 nel libro [2] cheproponeva, per la prima volta, una teo-ria dell’evidenza. Si tratta di un esem-pio molto semplice ma altrettanto effi-cace nel mostrare l’esigenza di genera-lizzare l’approccio probabilista. Loscopo dell’esempio è quello di valutarel’autenticità o meno di un vaso Ming apartire dall’informazione soggettiva di -sponibile. Si supponga allora che l’e-vento A rappresenti la conclusione “ilvaso è autentico” mentre B=A– l’eventocomplementare “il vaso è un falso”. Sipossono presentare quattro diversesituazioni: è possibile che sia disponi-bile evidenza a supporto di A (casouno), a supporto di B (caso due), a sup-porto sia di A sia di B (caso tre), ed èinoltre possibile che ci sia scarsa evi-denza disponibile a supporto sia di Asia di B (caso quattro). Uno degli assio-
I LIMITI DELLA PROBABILITÀ NELL’ESPRESSIONE DELL’INCERTEZZA
In termini generali, il termine “incertezzadi misura” identifica il dubbio circa lavalidità di un risultato di misura. Il dub-bio non è nient’altro che il risultato del-l’informazione incompleta che caratte-rizza qualsiasi processo di misura e chepuò riguardare tutti i suoi attori: la defi-nizione del misurando stesso, la formu-lazione di un modello di misura, la pre-senza di grandezze d’influenza, soloper citarne alcuni.La scienza della misurazione è la bran-ca che si occupa di definire il metodoper la rappresentazione dell’effetto del-l’incertezza sul risultato di misura. Que-sto metodo è definito in una pubblica-zione ufficiale del “Bureau Internationaldes Poids et Mesures” (BIPM): la“Guida all’Espressione dell’Incertezzadi Misura” (GUM) [1]. Prima però didiscutere del metodo, è necessario ana-lizzare quale sia l’origine, e quindi lanatura stessa, di questa informazioneincompleta. Tutte le possibili fonti d’in-formazione incompleta possono essere
raggruppate in due macro-categorie. Laprima include i contributi aleatori, origi-nati dalla variazione imprevedibile estocastica di grandezze d’influenza,per valutare i quali la guida definisceun rigoroso metodo matematico forma-lizzato nella probabilità. La secondacategoria, spesso trascurata, include in -vece contributi non aleatori, incerti pervia di una semplice ignoranza, che traeorigine dall’impossibilità stessa di cono-scere una data grandezza, oppure dauna conoscenza incompleta di un certofenomeno. È importante sottolineareche in questa seconda categoria si pos-sono trovare anche grandezze del tuttodeterministiche, ma che sono in ognicaso soggette a incertezza per via diuna indisponibilità d’informazioni.Anche la GUM identifica diverse sor-genti d’incertezza di misura, e la ragio-ne di questo approccio risiede nell’e-spressa volontà di definire un metodo diespressione dell’incertezza che miraall’universalità e alla trasversalità attra-verso diverse discipline. Oltre all’alea-torietà, si trovano in questo documentonumerosi riferimenti a sorgenti d’incer-tezza tipiche di una conoscenza sog-
A NEW APPROACH TO THE EXPRESSION OF MEASUREMENTUNCERTAINTYSince the introduction of the uncertainty concept as doubt about the validity ofa measurement result, it has been always identified as a feature of the proba-bility domain. According to recent studies, the uncertainty concept belongs toa more general mathematical framework than probability: the evidence theo-ry. In this paper, the fundamentals of the evidence theory are recalled and anew and more general definition of uncertainty is proposed.
RIASSUNTOFin dall’introduzione del concetto d’incertezza come dubbio circa la vali-dità di un risultato di misura, questo è stato sempre identificato come pro-prio del dominio della probabilità. Recenti studi indicano invece che l’in-certezza appartiene a un quadro matematico più generale rispetto alla pro-babilità: la teoria dell’evidenza. Questo articolo, oltre a richiamare alcunifondamenti della teoria dell’evidenza, propone una nuova e più generaleinterpretazione del concetto d’incertezza.

T_M ƒ 27
N.01ƒ
; 2016
mi di Kolmogorov sulla probabilitàimpone la cosiddetta σ-additività, cheper l’esempio considerato comporta:
P(A) = 1 – P(B).In altri termini, questa condizione impo-ne di assegnare una bassa probabilitàa un evento quando all’evento comple-mentare è assegnata un’alta probabili-tà. Si deduce quindi che, mentre la pro-babilità è in grado di rappresentarecorrettamente i casi uno e due conside-rati, essa non è in grado di rappresen-tare in modo altrettanto efficace i casitre e quattro, in quanto non è possibileassegnare un’alta probabilità sia ad Asia a B (come richiederebbe il caso tre)e una bassa probabilità a entrambicome ri chiederebbe il caso quattro.Seguendo questo semplice esempio,che rappresenta soltanto una delle diver-se motivazioni fornite da Shafer, è pos-sibile quindi concludere che la proba-bilità non è sufficientemente generaleda permettere una corretta rappresen-tazione dell’incertezza che deriva dauna semplice mancanza di conoscen-za, come accade per il caso quattro.Partendo da queste considerazioni,Shafer propone di rappresentare laconoscenza soggettiva di un dato even-to con due distinte misure, al posto diuna singola misura di probabilità: unamisura di fiducia (“belief”) e una misuradi plausibilità (“plausibility”). La misuradi fiducia di un evento A, detta anchecredibilità, è basata sull’evidenza di -sponibile direttamente a supporto di A.La misura di plausibilità, invece, espri-me quanto margine l’evidenza disponi-bile a supporto dell’evento complemen-tare B lasci al credere in A. Fiducia eplausibilità rappresentano, rispettiva-mente, l’estremo inferiore e superiore ditutte le misure di probabilità P(A) chepossono essere associate ad A:
Bel(A) ≤ P(A) ≤ Pl(A).Per la misura di fiducia, la σ-additivitàviene sostituita dalla sub-additività:
Bel(A) ≤1 – Bel(B) = Pl(A).La sub-additività permette dunque dirappresentare correttamente nel quadrodell’evidenza l’incertezza dovuta ascarsa disponibilità d’informazionimediante bassi livelli di fiducia sia perA sia per B. Inoltre, anche l’aleatorietàpuò essere rappresentata mediantequesta teoria poiché, come provato da
Shafer [2], l’evidenza non è nient’altroche una generalizzazione della proba-bilità. Senza entrare nei dettagli mate-matici, la probabilità risulta un casoparticolare dell’evidenza nel quale cisia sufficiente informazione per asse-gnare a un evento lo stesso grado difiducia e plausibilità. In queste circo-stanze, le due misure citate degeneranoin una misura di probabilità.
L’APPLICAZIONE ALLE MISURE:DALL’EVIDENZA ALLA POSSIBILITÀ
Nel campo delle misure, la teoria dell’e-videnza è stata recentemente applicata[3, 4] alla modellazione dei contributisistematici. Questo tipo di contributisono totalmente trascurati nell’approcciocorrente all’incertezza, poiché nellaGUM s’immagina di applicare semprela migliore procedura di misura possibi-le, che richiede di compensare tali effet-ti. Tuttavia, è necessario considerare chel’obiettivo di una misurazione non èsempre quello di portare all’incertezzapiù piccola possibile. In molti casi, l’in-certezza obiettivo viene impostata inbase a vincoli economici, e si deve quin-di valutare se il beneficio della compen-sazione degli effetti sistematici è supe-riore al suo costo oppure no, includen-doli nella stima dell’incertezza finale. Lacompensazione degli effetti sistematicivale il suo costo se, e solo se, in assen-za di compensazione, gli effetti sistema-tici portano a un valore d’incertezzafinale che supera l’incertezza obiettivo.Per poter includere nel bilancio dell’in-certezza i contributi sistematici sui qualiè disponibile una conoscenza limitata,come ad esempio un singolo intervallodi possibili valori, sono necessari glistrumenti forniti dall’evidenza. Questoquadro matematico si pone quindi co -me un ottimo candidato allo sviluppo diun approccio all’incertezza di misurache possa soddisfare il requisito di uni-versalità, menzionato nella stessa GUM[1]. Fornendo tali motivazioni, neglianni 2000 fu originariamente propostol’approccio RFV (“random-fuzzy varia-bles”) [3, 5] basato sulle teorie di evi-denza [2] e possibilità [6].Il concetto di possibilità è stato introdot-to poiché nel campo delle misure è d’in-
teresse valutare la fiducia associata adeterminati intervalli di confidenza,ovvero la fiducia con la quale si puòritenere che il misurando cada in uncerto intervallo di valori. In questo caso,i gradi di fiducia e plausibilità godonodi particolari proprietà [3] e assumonoi nomi di necessità e possibilità. Neldominio del continuo, la misura di pos-sibilità è espressa da una distribuzione,la distribuzione di possibilità (PD) [3],duale rispetto alla funzione densità diprobabilità (PDF). Due esempi di PDsono mostrati nel grafico superiore e inquello centrale di Fig. 1.Il significato di una PD è di facile inter-pretazione: il valore che essa assumeper un dato punto sulle ascisse esprimela possibilità che il misurando cada inquel punto per via di contributi aleatorio anche non aleatori all’incertezza. Perpoter distinguere l’effetto dei due diffe-renti contributi, due diverse PD vengo-no definite nell’approccio RFV: una“PD interna” rXint (grafico superiore inFig. 1), che rappresenta tutti i contribu-ti non aleatori all’incertezza (come, adesempio, il contributo di effetti sistema-tici non compensati), e una “PD ran-dom” rXran (grafico centrale in Fig. 1),che rappresenta i contributi aleatoriall’incertezza. Combinando queste duedistribuzioni, si ottiene la “PD esterna”rXext (traccia magenta in Fig. 1), cherappresenta tutti i contributi all’incertez-za. Infine rXint e rXext vengono accorpa-te in un’unica distribuzione chiamata“random-fuzzy variable” (grafico infe-riore in Fig. 1). I contributi aleatori enon aleatori vengono dunque rappre-sentati in un’unica variabile, pur mante-nendo la possibilità di distinguere i lorosingoli effetti.
Figura 1 – PD interna rXint (superiore),
PD random rXran (centrale), RFV risultante (inferiore)

T_M ƒ 28
GLIALTRI TEMI
�
N.01ƒ
;2016
LA PROPAGAZIONE DELL’INCERTEZZA NELL’APPROCCIO RFV
Nell’approccio RFV, l’incertezza dimisura viene propagata mediante lacombinazione delle PD. In generale,le PD possono essere combinate se -guendo un principio matematico chia-mato “principio di estensione di Zadeh” (ZEP), definito dal fondato-re della teoria delle possibilità [6]:
r(z) = supz=f(x,y) r(x,y).Dal punto di vista metrologico, questoprincipio può essere interpretato comesegue: a partire dalla PD congiunta rX,Yassociata alle grandezze misurate X eY, lo ZEP fornisce la PD rZ associata almisurando Z = f(X,Y), dove f rappre-senta una generica funzione di misura.La disponibilità dello ZEP rappresentaquindi un punto di forza per la propa-gazione dell’incertezza nel dominiodelle possibilità, poiché fornisce unaespressione in forma chiusa della rZ perqualunque funzione di misura conside-rata, sia essa lineare o non lineare [7].Tuttavia, per poter applicare lo ZEP, sideve innanzitutto costruire la PD con-giunta rX,Y a partire dalle informazionimetrologiche disponibili [4, 8]. Nellamaggior parte dei casi, le informazionimetrologiche disponibili riguardano ipossibili valori delle grandezze misura-te e la loro correlazione e portano allacostruzione della PD marginale rX edella PD condizionale rY|X [9]. Unavolta ottenute queste distribuzioni, la PDcongiunta può essere trovata con unprocesso simile al condizionamentoBayesiano:
rx,y = T[rX, rY|X], dove T è un particolare operatore mate-matico chiamato t-norma [10]. Il risulta-to di questa operazione è mostrato inFig. 2 per le differenti distribuzioni con-giunte interna (grafico superiore), ran-dom (grafico centrale) e RFV (graficoinferiore).La scelta della specifica t-norma da uti-lizzare rappresenta il punto più criticonella definizione del metodo di combi-nazione dell’incertezza nell’approccioRFV. Infatti, due diverse t-norme posso-no portare a due PD congiunte rX,Ymolto diverse e, di conseguenza, a duediverse PD rZ associate al misurando Z.
Per questo motivo sono stati definiti cri-teri rigorosi per la selezione della t-norma. Questi criteri sono ampiamen-te discussi in [4, 8] e non vengono quiriportati poiché esulano dallo scopo diquesto articolo.L’efficacia di questo approccio è stataprovata attraverso la sua applicazionea svariati problemi metrologici, tra cuila misura dei fattori di distorsione armo-nica totale (THD) [7], la stima della tem-peratura fornita da una termoresistenzain presenza d’informazioni a priori [9]e una semplice caratterizzazione di unpartitore di tensione resistivo [11]. Que-sti esempi hanno mostrato che gli ap -procci RFV e GUM forniscono risultaticompatibili in presenza di soli contribu-ti aleatori all’incertezza, ma che l’ap-proccio RFV è in grado di rappresenta-re e propagare anche i contributi siste-matici non compensati sui quali sonodisponibili scarse informazioni metrolo-giche. I lettori interessati sono invitatiall’approfondimento delle tematichetrattate in questo articolo mediante iriferimenti bibliografici disponibili.
RIFERIMENTI BIBLIOGRAFICI
1. JCGM 100:2008. Evaluation ofMeasurement Data – Guide to theExpression of Uncertainty in Measure-ment, (GUM 1995 with minor correc-tions). Joint Committee for Guides inMetrology, 2008.2. G. Shafer. A Mathematical Theory ofEvidence. Princeton Univ. Press, Prince-ton, NJ, USA, 1976.3. S. Salicone. Measurement Uncertain-ty: an approach via the mathematical
theory of evidence. Springer seriesin reliability engineering. Springer,New York, NY, USA, 2007.4. A. Ferrero, M. Prioli, and S.Salicone. Processing dependentsystematic contributions to meas-urement uncertainty. IEEE Trans.Instrum. Meas., 62(4):720-731,2013.5. A. Ferrero and S. Salicone. Aninnovative approach to the deter-mination of uncertainty in measure-ments based on fuzzy variables.IEEE Trans. Instrum. Meas.,52(4):1174–1181, 2003.
6. L.A. Zadeh. Fuzzy sets as a basis fora theory of possibility. Fuzzy Sets andSystems, 1(1):3–28, 1978.7. A. Ferrero, M. Prioli, and S. Salico-ne. Joint Random-Fuzzy Variables: ATool for Propagating UncertaintyThrough Nonlinear Measurement Func-tions. IEEE Trans. Instrum. Meas., onlineavailable, 65(5), 2016.8. A. Ferrero, M. Prioli, and S. Salico-ne. The construction of joint possibilitydistributions of random contributions touncertainty. IEEE Trans. Instrum. Meas.,63(1):80-88, 2014.9. A. Ferrero, M. Prioli, and S. Salicone.Conditional random-fuzzy variables repre-senting measurement results. IEEE Trans.Instrum. Meas., 64(5):1170–1178, 2015.10. E.P. Klement, R. Mesiar, and E.Pap. Triangular norms. Position paper I:basic analytical and algebraic proper-ties. Fuzzy Sets and Systems,143(1):5–26, 2004.11. A. Ferrero, M. Prioli, and S. Sali-cone. Uncertainty evaluation by meansof joint possibility distributions. In 16International Congress of Metrology,Paris, France, 2013.
Figura 2 – PD congiunta interna rX,Yint (superiore),
PD congiunta random rX,Yran (centrale),
RFV congiunta risultante (inferiore)
Marco Prioli ha ottenutoil titolo di Dottore di Ricer-ca in Ingegneria Elettricapresso il Politecnico di Mi -lano nel 2014 con una tesidal titolo “A new approach
to uncertainty evaluation in complex mea-surement systems”. Svolge attualmenteattività di ricerca presso l’organizzazioneeuropea per la ricerca nucleare (CERN) aGinevra sulla protezione dei magneti asuperconduttore in caso di rapide transi-zioni resistive.

T_M N. 1/16 ƒ 29
MISURE PER IL BIOMEDICALEMaria Antonietta Ferrara1, Annalisa De Angelis2, Stefano Managò2, AnnaChiara De Luca2, Giuseppe Coppola1
basate su microscopia olografica e spettroscopia Raman:approccio label-free per misure su celluleG
LI
ALTRITEMI
�
Misure di foto-danneggiamentodi spermatozoi umani
1 CNR - Istituto per la Microelettronicae Microsistemi, [email protected] CNR - Istituto di Biochimicadelle Proteine, Napoli
re e dall’indice di rifrazione della cel-lula. Questo contrasto di fase si puòmisurare con alta risoluzione median-te MO [2], consentendo l’analisi deglispermatozoi nel loro ambiente nativo.Quando l’analisi morfologica dev’es-sere integrata con informazioni bio-chimiche, si può considerare la SRche risulta una tecnica sensibile, noninvasiva con risoluzione sub-microme-trica e che permette l’analisi chimicadi singole cellule [3]. Inoltre, è parti-colarmente adatta per misure in vivo,perché le lunghezze d’onda di eccita-zione utilizzate non danneggiano ilcampione biologico (con opportuniparametri di misura) e non richiedel’impiego di marcatori.Il nostro gruppo di ricerca ha giàdimostrato l’efficacia di un approcciocombinato MO-SR per lo studio dellaqualità di spermatozoi [4]. In questolavoro quantifichiamo gli effetti dellaradiazione laser con lunghezza d’on-da nel visibile (532 nm) su singolispermatozoi e misuriamo la potenzadi soglia che consente una correttacaratterizzazione del campione biolo-gico evitando l’effetto di foto-danneg-giamento.
MICROSCOPIO COMBINATO OLOGRAFICO E RAMAN
Il microscopio combinato MO-SR èmostrato in Fig. 1. Il fascio laser uti-lizzato per la MO (λ=660 nm, Poten-za max = 200 mW, lunghezza di coe-renza >100 m) è iniettato attraversoun obiettivo (OBJ1, 10X, 0,22 NA) inuna fibra ottica monomodo (YF) e divi-
INTRODUZIONE
Informazioni morfologiche e biochimi-che risultano molto importanti quandosi procede all’iniezione intracitopla-smatica dello spermatozoo (ICSI),dove è necessario selezionare in mo -do non distruttivo e non invasivo glispermatozoi “migliori” da iniettarenegli ovociti. Attualmente, i parametrichiave per stabilire la normalità delseme sono la morfologia, la motilità ela concentrazione. Tuttavia, gli sper-matozoi potrebbero presentare unavarietà di difetti biochimici che dimi-nuiscono la capacità riproduttivamaschile [1]. Gli attuali metodi di va -lutazione del DNA, basati sulla micro-scopia a fluorescenza, sono però discarsa utilità clinica in quanto rendo-no il campione inutilizzabile [1]. Noiproponiamo un approccio ottico “la -
bel-free” basato sull’impiego combi-nato di microscopia olografica (MO)e spettroscopia Raman (SR), per forni-re simultaneamente informazioni sullamorfologia e la composizione chimicadi spermatozoi.La MO può essere applicata in modonon distruttivo, “label-free” e consentela visualizzazione di mappe 3D disingole cellule, la misura del loro volu-me/spessore e il rilevamento di spo-stamenti e movimenti [2], aprendonuove prospettive per applicazionibiomediche. Inoltre, sebbene le pro-prietà ottiche dello spermatozoosiano poco diverse dal liquido circo-stante rendendolo quasi trasparente aun microscopio in campo chiaro, unfascio di luce che lo attraversa subisceun cambiamento di fase rispetto almezzo vicino, il cui valore dipendedalla sorgente luminosa, dallo spesso-
MEASUREMENTS OF PHOTODAMAGE OF HUMAN SPERM CELLS BASED ON HOLOGRAPHICMICROSCOPY AND RAMAN SPECTROSCOPYMeasurements of power threshold on human spermatozoa before their photodamage were carried out by means of a combined holographicmicroscopy and Raman spectroscopy approach, allowing identifying bothmorphological and biochemical alterations due to a visible laser irradiation.Based on our results, fluences lower than 30 MJ/cm2 can be consideredsafe for the spermatozoa structure. Exceeding this value (30-40 MJ/cm2), aphoto-oxidative DNA and protein damage can be observed even if no morphological changes were detected. At laser fluences >40 MJ/cm2, thespermatozoon reveals biochemical and morphological alterations up to thefinal explosion achieved for values >165 MJ/cm2.
RIASSUNTOMisure della potenza di soglia su spermatozoi umani prima del loro foto-danneggiamento sono state eseguite tramite un approccio combinato basa-to su microscopia olografica e spettroscopia Raman, consentendo il riscon-tro di alterazioni morfologiche e biochimiche causate da una radiazionelaser visibile. In base ai nostri risultati, fluenze laser inferiori a 30 MJ/cm2
si possono considerare non-dannose. Appena sopra tale valore (30-40 MJ/cm2), si osservano danni foto-ossidativi sia al DNA sia alle protei-ne, sebbene non siano ancora visibili cambiamenti morfologici. Per fluenzelaser >40 MJ/cm2 lo spermatozoo subisce danni sia biochimici sia morfo-logici fino alla completa esplosione per valori >165 MJ/cm2.

T_M ƒ 31
N.01ƒ
; 2016 GLI
ALTRI TEMI�
so attraverso un accoppiatore in fibraottica (1x2, 70/30) nei fasci oggettoe di riferimento. Il fascio oggetto colli-mato (C1) illumina il campione e laluce trasmessa è raccolta da un obiet-tivo da microscopio (OBJ2, 60X,1,2 NA, immersione ad acqua). Ilfascio di riferimento è collimato (C2),aggiustato d’intensità (A), dimensioni(L1) e polarizzazione (λ/2) al fine direalizzare il massimo contrasto difrange. I due fasci sono poi ricombi-nati da un beam splitter (BS), filtratida un filtro passa-alto (LPF, λ ditaglio = 610 nm), bloccando ognipossibile radiazione proveniente dalsistema Raman, e inviati a una came-ra CCD (CCD1, 1.392×1.040 pixel;dimensioni del pixel Δx=Δy=4,7 µm).Il fascio laser impiegato per la SR(λ=532 nm, Potenza max = 1 W) èallargato attraverso un sistema tele-scopico (L2 e L3) e focalizzato sulcampione dallo stesso obiettivo(OBJ2) utilizzato per la MO. La radia-zione retrodiffusa è raccolta dall’o-biettivo (OBJ2) e segue lo stesso per-corso del raggio oggetto dell’interfe-rometro. Uno specchio dicroico passaalto (DM, λ di taglio = 600 nm, riflet-te radiazioni a 532 nm e trasmetteradiazioni >600 nm) separa i duesegnali laser. Un beam splitter dicroi-co (BS45) e un filtro (NF0) seleziona-no la luce diffusa Raman e taglianoquella Rayleigh. La radiazione Ramanè focalizzata sulla fenditura d’ingressodel monocromatore, fissata a 200 µm.Il monocromatore (S) è dotato di un reti-colo olografico di 1.200 righe/mm cheassicura una risoluzione spettrale dicirca 2 cm-1. Il segnale Raman vieneinfine rilevato tramite una camera CCDretro-illuminata (CCD2), raffreddata ter-moelettricamente a -70 °C.
Le informazioni morfologiche delseme vengono ottenute mediante MO.A partire dall’ologramma acquisito èpossibile ricostruire numericamenteuna versione discreta del fronte d’on-da ottico complesso trasmesso dal-l’oggetto, consentendo la ricostruzio-ne delle sue mappe di ampiezza e difase. Il processo di ricostruzione èdescritto accuratamente in [4].Riguardo la SR, la potenza del lasersul campione è stata fissata a0,5 mW. Gli spettri Raman sonoacquisiti nell’intervallo spettrale 600-1.800 cm-1 usando un tempo d’inte-grazione di 20 s. Tutti gli spettri sonostati corretti sottraendo lo spettro delfondo e successivamente normalizzatial massimo picco Raman (banda cen-trata a 1.335 cm-1).La preparazione del seme è stataeffettuata seguendo il protocollo indi-cato in [4].
RISULTATI E DISCUSSIONI
Per ottimizzare il segnale Raman ènecessario mettere a fuoco la sondaa 532 nm. A causa dell’aberrazionecromatica, l’immagine olografica,acquisita a 660 nm, risulta “fuorifuoco”. Tuttavia, sfruttando la pro-prietà dell’olografia digitale della rie-laborazione delle immagini, è possi-bile compensare numericamente equindi ricostruire “a fuoco” l’immagi-ne 3D dell’oggetto acquisendo ununico ologramma simultaneamenteagli spettri Raman, evitando la scan-sione meccanica del campione [4].Nel nostro approccio sfruttiamo ilvantaggio di gestire informazioniquantitative che permettono di effet-tuare analisi numeriche, come adesempio la stima dell’area o del pro-filo lungo una particolare direzione,consentendo di mettere in relazionele variazioni della mappa di fase conle fluenze d’irradiamento a luce laserverde.Una tipica mappa a falsi colori delcontrasto di fase di uno spermatozooè illustrata in Fig. 2(a), mentre in Fig. 2(b) è mostrato il profilo dellospermatozoo lungo la linea AA’, evi-denziata in Fig. 2(a). La Fig. 2(c)
mostra lo spettro Raman acquisito con-temporaneamente all’ologramma nellaparte centrale del nucleo dello sperma-tozoo (indicato con * in Fig. 2(a)). Talespettro presenta un ottimo rapportosegnale-rumore (SNR); l’assegnazionecompleta dei picchi Raman è riporta-ta in Fig. 2(d).Lo spermatozoo è stato esposto aradiazione laser verde (diametro spotsul campione ≈ 0,36 μm) per 3 s apotenze nel range 4,4-55 mW checorrispondono a fluenze laser di 13-165 MJ/cm2. Al termine di ogniesposizione, sono stati acquisiti contempo-raneamente uno spettro Raman (fluenza a532 nm = 10 MJ/cm2) e un ologramma(fluenza a 660 nm = 100 MJ/cm2). Per lecondizioni sperimentali scelte con illaser rosso, si può trascurare il suoeffetto di deterioramento [5]. L’esposi-zione a 532 nm, invece, è accompa-gnata da una graduale diminuzionedell’intensità del segnale Raman (Fig. 3(a) e (b)), e da un "rimodellamen-to" della cellula (Fig. 3(c)). In particola-re, il SNR a ciascuna fluenza del laser èstato misurato come il rapporto tra l’in-tensità del picco Raman a 1.335 cm-1 ela deviazione standard della regionespettrale tra 1.800 e 1.850 cm-1.Misure di variazioni morfologiche sonostate condotte monitorando il profilod’intensità lungo le linee mostrate in Fig. 2(a). Per fluenze da 0 a 40 MJ/cm2,
Figura 1 – Sistema combinato che permette misuresimultanee d’imaging di fase e Raman,
per una caratterizzazione completa (morfologica e biochimica) di spermatozoi [4]
Figura 2 – (a) Mappa di fase della regione d’interesse ricostruita nel piano focale;
è evidenziata la linea lungo cui è monitorato il profilo durante l’esposizione laser. L’asterisco (*) indica il punto in cui è acquisito lo spettro Raman. (b) Profilo dell’intensità di fase lungo la linea A’A.
(c) Spettro Raman acquisito dal nucleo dello spermatozoo (*). (d) Assegnazione delle bande Raman

T_M ƒ 33
N.01ƒ
; 2016 GLI
ALTRI TEMI�
il SNR rimane costante e non si riscon-trano variazioni morfologiche deglispermatozoi. Per fluenze >40 MJ/cm2,il SNR diminuisce linearmente al cresce-re della fluenza e gli spermatozoi pre-sentano una lieve riduzione dell’intensi-tà del profilo di fase (Fig. 3(c)), corri-spondente a una variazione di altezza equindi di volume della cellula. A unafluenza di 61 MJ/cm2 si osserva unariduzione dell’intera altezza, in partico-lare nella regione irradiata indicatadalla freccia. Questo effetto è più chiaronel profilo d’intensità di fase lungo lalinea BB’ (Fig. 3(d)).L’aumento della parte sinistra del pro-filo per fluenze >40 MJ/cm2 si potreb-be spiegare con l’esternalizzazionedi materiale biologico attraverso la
zione del fuoco del laser per fluenze≈165 MJ/cm2 [5].Per fluenze comprese tra 30 e40 MJ/cm2, sebbene non vi sianomodifiche morfologiche, si osservauna variazione delle bande Ramanassociate al DNA (1.095 cm-1) e alleproteine (1.200-1.400 cm-1). Taleeffetto è dovuto alla foto-ossidazioneche tali molecole subiscono a causadell’interazione con il laser. Infatti,l’intensità del picco Raman a1.095 cm-1 diminuisce man mano chesi rompe la struttura a doppia elicaper effetto dell’interazione con il laser(Fig. 4 (a) e (c)). Inoltre le bandeRaman a 1.250 e 1.375 cm-1, asso-ciate alle proteine, diminuiscono inintensità quando esposte a un fortestress ossidativo (Fig. 4 (b) e (d)).Considerando la riduzione delle
fluenze inferiori a 30 MJ/cm2 posso-no essere considerate non dannoseper la struttura degli spermatozoi. Perfluenze comprese tra 30 e 40 MJ/cm2
si osservano i primi segni di stressossidativo seguendo la variazionedelle bande Raman associate al DNAe alle proteine. Solo a fluenze>40 MJ/cm2 l’alterazione biochimicaè associata a una variazione morfolo-gica: lo spermatozoo prima si buca(fluenze laser >40 MJ/cm2), poi sigonfia (fluenze ≈150 MJ/cm2) fino aesplodere (fluenze >165 MJ/cm2).Tuttavia, sono necessari ulteriori studiper capire l’interazione luce-cellula,in particolare per gli esemplari invivo. Capendo tali meccanismi sipotrà ottenere una migliore caratte-rizzazione, con la conseguente sele-zione diretta degli spermatozoi “mi -
gliori” da usare per la fe -condazione in vitro, consenten-do il potenziamento della ca -pacità fecondante.
RIFERIMENTI BIBLIOGRAFICI
1. V. Sánchez, J. Wistuba, C.Mallidis. Semen analysis:update on clinical value, currentneeds and future perspectives.Reproduction. 146, R249-58(2013).2. G. Di Caprio, M.A. Ferrara,L. Miccio, F. Merola, P. Memmo-lo, P. Ferraro, G. Coppola.Holographic imaging of unla-belled sperm cells for semenanalysis: A review. J. Biophoto-
nics 9999, 1–11 (2014).3. M.A. Ferrara, G. Di Caprio, S.Managò, A. De Angelis, L. Sirleto, G.Coppola, A.C. De Luca. Label-FreeImaging and Biochemical Characteri-zation of Bovine Sperm Cells. Biosen-sors 5(2), 141-157 (2015).4. M.A. Ferrara, A. De Angelis, A.C.De Luca, G. Coppola, B. Dale, G. Coppo-la. Simultaneous holographic microscopyand Raman spectroscopy monitoring ofhuman spermatozoa photodegrada-tion. IEEE Journal of Selected Topics inQuantum Electronics. DOI 10.1109/JSTQE.2015.2496265 (2015).5. G.J. Puppels, J.H. Olminkhof,
Figura 3 – (a) Spettro Raman della cellula a tre diverse fluenze laser selezionate.
Onde permettere un confronto, ogni spettroè stato normalizzato sia al massimo valoresia alla deviazione standard del rumore.
(b) SNR Raman dello spermatozoo in funzione dell’esposizione al laser verde
tra 0 e 165 MJ/cm2. Profilo di fase della stessa cellula alle tre fluenze laserselezionate lungo le linee AA’ (c) e BB’ (d)
Figura 4 – Bande Raman associate (a) al DNA(1.095 cm-1) e (b) alle proteine (1.200-1.400 cm-1) in assenza di esposizione (0 MJ/cm2) e a tre diversefluenze laser selezionate. Andamento dell’altezzarelativa delle bande Raman associate (c) al DNA
e (d) alle proteine in funzione della fluenza
membrana plasmatica. A fluenzeancora più elevate (>150 MJ/cm2), ilSNR diminuisce drasticamente e siosserva un rigonfiamento della testadello spermatozoo. Per valori di fluen-ze >165 MJ/cm2 gli spermatozoi ven-gono completamente distrutti, proba-bilmente per effetto del riscaldamentolocale del campione [5]. Infatti, ilseme ha un assorbimento residuo a532 nm che darebbe luogo a un au -mento di temperatura di circa100 °C in corrispondenza della posi-
bande Raman associate al DNA e alleproteine come una misura della de -gradazione del campione, dai risulta-ti risulta che per valori di fluenza<30 MJ/cm2 non è stato osservatonessun danno alla cellula, né biochi-mico né morfologico.
CONCLUSIONI
Abbiamo misurato la potenza di so -glia di spermatozoi umani seguendole alterazioni morfologiche e biochi-miche con un microscopio olografi-co/Raman. Sulla base dei risultati,

T_M ƒ 34
GLIALTRI TEMI
�
N.01ƒ
;2016
G.M.J. Segers-Nolten, C. Otto, F.F.M.De Mul, J. Greeve. Laser irradiationand Raman spectroscopy of single liv-ing cells and chromosomes: sampledegradation occurs with 514.5 nmbut not with 660 nm laser light. Exp.Cell Research 195, 361-367 (1991).
Maria Antonietta Fer -rara è laureata magi-strale e Dottore di Ricer-ca in Ingegneria Elettroni-ca, titoli conseguiti pres sol’Università di Napoli
“Federico II” e l’Università “Mediterra-nea” di Reggio Calabria. Lavora comericercatrice presso l’Istituto per laMicroelettronica e Microsistemi (CNR).I suoi interessi di ricerca sono neicampi dell’ottica non lineare, la spet-troscopia Raman coerente e l’olografiadigitale.
Stefano Managò èlaureato magistrale inFisica presso l’Universitàdi Napoli “Federico II”.Attualmente sta conse-guendo il titolo di Dottore
di Ricerca in Fisica e lavora presso l’I-stituto di Biochimica delle Proteine(CNR).
Annalisa De Angelisè laureata magistrale inIngegneria Biomedicapresso l’Università “LaSapienza” e Dottore diRicerca in Ingegneria
Elettronica all’Università di Limoges. Lesue ricerche sono nel campo del Bioe-lettromagnetismo, e ha compiuto studisul rilevamento della permeabilizzazio-ne della membrana cellulare elettro-indotta utilizzando approcci ottici nonlineari.
Anna Chiara De Luca èlaureata magistrale e Dotto-re di Ricerca in Fisica pres-so l’Università di Napoli“Federico II”. Ha svolto unperiodo di post-doc presso
l’Università St Andrews, UK. Lavora comericercatrice presso l’Istituto di Biochimicadelle Proteine (CNR). I suoi interessi di ricer-ca sono nei campi della diagnostica trami-te spettroscopia Raman e l’imaging Raman.
Giuseppe Coppola èlaureato magistrale e Dotto-re di Ricerca in IngegneriaElettronica presso l’Universi-tà di Napoli “Federico II”. Èprimo ricercatore presso l’I-
stituto per la Microelettronica e Microsistemi(CNR). I suoi principali interessi di ricercariguardano la progettazione, fabbricazionee caratterizzazione di dispositivi optoelet-tronici basati su silicio, e tecniche di carat-terizzazione interferometriche.

T_M N. 1/16 ƒ 35
MISURE PER IL CONSUMATOREAlessandro Ferrero
È vera truffa?GLI
ALTRITEMI
�
Truffe con i contatoridi energia elettrica
DEIB - Politecnico di [email protected]
gnete e l’induzione residua necessa-ria per avere un’azione frenante de -cente. La conclusione era che ne ser-viva una “troppo grande”. Poi arrivòl’esame e, una volta superato, la cu -riosità di sapere se il trucco potevafunzionare svanì.Il dubbio che funzionasse realmentemi è rimasto tutt’ora. Ma pensavoche, con il pensionamento dei conta-tori a induzione e la loro sostituzionecon i nuovi contatori elettronici, ancheil libro sui 100 modi per manomettereil contatore fosse finito per sempre trale simpatiche e curiose leggende me -tropolitane di cui, poco a poco, sva-nisce la memoria. Per fortuna dellenuove generazioni di studenti, i con-tatori elettronici elaborano i segnali informa numerica e non ci sono più flus-si magnetici e correnti indotte da po -ter modificare con magneti esterni.
I FALSI MITI NON MUOIONO MAI
Immaginate la sorpresa quando misono imbattuto in un recente articolodel Messaggero di Roma dall’elo-quente titolo: “Roma, ruba 24 milaeuro di energia elettrica con una cala-mita sul contatore: arrestato” (lo tro-vate qui: www.ilmessaggero.it/roma/cronaca/roma_ruba_t ru f fa _ene r g ia _e l e t t r i ca -1253592.html). Al momento hopensato che si trattasse ancora di unvecchio contatore a induzione. Inveceno: le foto a corredo dell’articolo mo -stravano un contatore elettronico conun magnete appoggiato sopra.Pensando a un caso isolato, ho cer-cato “magneti e contatori” su un moto-re di ricerca Internet. Alla quarta pa -gina di risultati relativi ad altre de -
LA PROBABILE ORIGINE: UNALEGGENDA METROPOLITANA
Quando tanti (ahimè) anni fa ero gio-vane studente del corso di Misure Elet-triche, la famiglia di strumenti più osti-ca da studiare era quella degli stru-menti a induzione, di cui il contatoredi energia elettrica attiva era il cam-pione. Tra correnti che generavanoflussi magnetici, correnti indotte nel di -sco dai flussi stessi (per non parlaredel magnete di freno), interazioni tracorrenti indotte e flussi, sagomaturedel nucleo di uno degli elettromagne-ti, c’era di che farsi venire più di unmal di testa.Per fortuna di noi studenti, circolava lavoce – credo leggendaria (perché nes-suno, almeno nessuno della mia gene-razione, lo aveva mai visto) – di unmitico libricino sui “100 modi permanomettere il contatore e farlo se -gnare di meno”. Qualcuna era talmen-te esilarante che ci ripagava al meno inparte dei mal di testa causati dallo stu-dio delle interazioni di cui sopra. Per laverità, essendo sparito il sacro testo(sempre che fosse esistito), quanto tra-
mandato oralmente da una generazio-ne (di studenti) all’altra si limitava acervellotiche manomissioni che si pote-vano contare sulle dita di una solamano. Quella meno divertente, ma chesuscitava più interesse tra noi studentid’Ingegneria elettrotecnica, era quellache prevedeva di mettere un grossomagnete sopra al contatore.In linea di principio, la cosa avevasenso. In uno strumento il cui principiodi funzionamento era basato sull’equi-librio tra le diverse coppie generatedalle interazioni elettromagnetiche traflussi magnetici e correnti elettriche,modificare questi equilibri con un ro -busto campo magnetico esterno face-va supporre che anche la velocità dirotazione del disco potesse esseremodificata.Le nostre discussioni di allora tentava-no di chiarire, prima di tutto, se l’a-zione del magnete fosse sempre ecomunque frenante. Visto che un ma -gnete di freno, nel cui traferro passa-va il bordo del disco, c’era, l’azionefrenante ci convinceva. Quello che, loconfesso, non siamo mai riusciti a cal-colare, era la forma da dare al ma -
FRAUDS WITH THE ENERGY METERS. IS IT A REAL FRAUD?An increasing number of alleged frauds, supposedly committed by posinga magnet on the electronic energy meter, are reported. This article is aimedat proving, both theoretically and experimentally, that a magnet cannotmodify the energy measured by the meter. The real question is who is com-mitting a fraud: he who ignores the operating principle of an energy meterand is “cheated” by swindlers aimed at selling magnets, or the utilities whosew him, although knowing that magnets are harmless?
RIASSUNTOUn crescente numero di presunte frodi, apparentemente commesse appog-giando un magnete sui contatori elettronici di energia elettrica, vienedenunciato. Questo articolo vuole provare, teoricamente e sperimentalmen-te, che un magnete non altera, né può farlo, i valori di energia misurati. Lavera domanda da porsi è quindi chi truffa: coloro che, all’oscuro del prin-cipio di funzionamento di un contatore, sono “imbrogliati” da chi vuole solovendere magneti, o i fornitori di energia che li denunciano, ben sapendoche i magneti sono innocui?

T_M ƒ 36
GLIALTRI TEMI
�
N.01ƒ
;2016
nunce per lo stesso motivo, mi sonoarreso in preda alla più nera crisi esi-stenziale. Credevo, dopo una vita pas-sata a studiare metodi e strumenti dimisura basati sull’elaborazione numeri-ca di segnali, di conoscerli a sufficien-za per poter escludere che un magne-te, per quanto potente, potesse alterarei risultati di misura. Invece la rete eracontro di me. E, di questi tempi, averecontro la rete son dolori!Rete o no, scienza e tecnica sono unacosa seria. E richiedono che ogni ipo-tesi venga verificata sia attraverso unadeguato modello teorico, sia attraver-so una seria indagine sperimentale. Èquello che intendo fare brevemente nelseguito, perché ritengo che anche lareputazione e la libertà dei singolisiano una cosa seria, e non possanoessere messe a repentaglio da qualchefalso mito privo di riscontri oggettivi.È doverosa tuttavia una premessa. Ladefinizione di un modello e una indagi-ne sperimentale compiuta richiedonouna conoscenza per quanto possibilecompleta dell’oggetto in prova. In que-sto caso sarebbe necessario avere adisposizione gli schemi elettrici del con-tatore e uno o più esemplari sui cui ese-guire, in un Laboratorio adeguatamen-te attrezzato, misure effettuate nelle stes-se condizioni di misura, in presenza eassenza di magnete, per verificarne glieffetti. Avrei voluto poterlo fare, ma glischemi dei contatori elettronici sono topsecret e non è possibile acquistarne unoper provarlo. Quindi ho dovuto fare dinecessità virtù e sopperire con l’espe-rienza alla mancanza d’informazionipiù accurate. Come vedrete, i risultatisono significativi.
CONSIDERAZIONI TEORICHE
I contatori elettronici di energia attivacampionano e convertono in formatonumerico i segnali di tensione e cor-rente. La potenza istantanea, la poten-za media e l’energia transitante nellasezione di misura sono ottenute ela-borando numericamente i campioni ditensione e corrente. Il cuore del con-tatore elettronico è quindi un disposi-tivo di elaborazione numerica di se -gnali, totalmente statico, e quindi im -
mune, per sua stessa natura, ai campimagnetici stazionari quali quelli gene-rati da un magnete posto nelle vici-nanze del contatore stesso.I segnali di corrente e tensione in in -gresso al contatore hanno livelli noncompatibili con le dinamiche dei di -spositivi elettronici. Sono quindi neces-sari opportuni trasduttori d’ingressoper ridurne il livello e garantire l’iso-lamento. Il tipo di trasduttori impiega-ti non è noto, ma due sole sono le so -luzioni praticabili, anche dal punto divista del costo: piccoli TA e TV, oppu-re partitori di tensione e shunt, segui-ti, se necessario, da un amplificatored’isolamento. La seconda soluzione,la più probabile (non foss’altro cheper motivi di minor costo e ingombro),è per sua natura immune ai campimagnetici stazionari. Viceversa TA eTV potrebbero, almeno teoricamente,essere influenzati da un campo magne-tico stazionario. Infatti, un campomagnetico stazionario potrebbe porta-re a saturazione il nucleo ferromagne-tico dei trasformatori di misura e, diconseguenza, ridurre l’ampiezza deisegnali in uscita. Effetti significativi,però, anche utilizzando magneti adalta induzione residua, si possonoavere solo se il magnete è posizionatoin prossimità di TA e TV. Altrimenti ilcampo è talmente debole da non darealcun effetto apprezzabile.Anche qui, non conoscendo comesono realmente assemblati i contatori,si possono fare solo ipotesi. In tutte lefoto e descrizioni delle truffe denun-ciate, il magnete risultava appoggiatosulla parte superiore del contatore,dove sono posizionati il display e,verosimilmente, i circuiti d’interfacciacon il display stesso. È assai pocoverosimile che i trasduttori di tensionee corrente siano posizionati nellaparte alta del contatore, anche consi-derato che i morsetti d’ingresso e usci-ta sono posizionati nella parte bassadel contatore. Regole di buona pro-gettazione suggeriscono di posiziona-re i trasduttori il più vicino possibile aimorsetti d’ingresso, ed è quindi ragio-nevole supporre che essi si trovinorealmente nella parte del contatoredove diventa praticamente impossibi-le appoggiare magneti delle dimen-
sioni di quelli visti nelle foto degli arti-coli sopra citati.Sembra quindi lecito affermare, sullabase delle considerazioni su esposte,che anche nel caso (peraltro pocoprobabile) di trasduttori realizzati conTA e TV tradizionali, la presenza di unmagnete appoggiato sul contatoreabbia effetti del tutto trascurabili.
CONFERMA SPERIMENTALE
Visto che le considerazioni teorichelasciano qualche margine di dubbio,s’impone una qualche verifica speri-mentale. Come già detto, non è possi-bile prendere un contatore elettronicodi quelli impiegati dai distributori e por-tarlo in Laboratorio. Bisogna quindiinventarsi un esperimento sufficiente-mente accurato e significativo da effet-tuare in campo. Per fortuna i nuovi con-tatori hanno un LED che lampeggia aogni wattora conteggiato. Il LED sosti-tuisce, di fatto, la funzione che aveva latacca rossa del disco dei vecchi conta-tori a induzione, e permette di valutarel’energia misurata in un intervallo datoda un prefissato numero di lampeggi.Misurando il tempo trascorso tra ilprimo e l’ultimo lampeggio contato èpossibile misurare la potenza medianell’intervallo di tempo considerato. Seil carico alimentato a valle del contato-re è noto e costante, è possibile valuta-re eventuali differenze tra valori misura-ti in presenza o meno di un magnete.Basta dunque disporre di un contatore,di un magnete e di un carico costante enoto. Il magnete mi è stato prestato dalcollega Mario Ubaldini, da sempre mioriferimento per tutto ciò che ha a chefare con i campi magnetici. È un magne-te al neodimio-ferro-boro, di dimensioni60 x 20 x 15 mm3, con induzione resi-dua di 1,2 T. Quanto al contatore, hodeciso di far fare da cavia a quello dicasa. Lo vedete in Fig. 1, senza magne-te (a) e con il magnete (b) nella tipicaposizione in cui è stato rinvenuto neicasi denunciati di truffa.In via preliminare ho misurato il con-sumo di background al momentodella prova, consumo che è risultatoessere intorno ai 200 W. Ho quindicollegato una stufetta a resistenza, di

T_M ƒ 37
GLIALTRI TEMI
�
potenza nominale pari a 2.000 W.Ho cronometrato gli intervalli ditempo corrispondenti a 30, 60 e 90lampeggi del LED. Ho poi posizionatoil magnete e ripetuto le misure.La Fig. 2 mostra i valori misurati dipotenza media assorbita per ognunadelle prove. L’unica sorgente d’incertez-za, oltre all’incertezza del contatoreche, non variando nel tempo di provanon viene considerata nel confronto, èquella legata ai tempi di reazione del-l’operatore nel far partire e arrestare ilcronometro (decisamente prevalente ri -spetto a quella del cronometro al quar-zo utilizzato). Ho considerato un’incer-tezza (abbastanza cautelativa) di 0,5 s.Considerando che agisce in modocasuale su avvio e arresto del cronome-tro, l’incertezza tipo sulla valutazionedell’intervallo di tempo risulta essere di0,5 s √2 = 0,71 s. Ho quindi valutatola potenza media misurata e l’intervallodi possibile variazione dovuto all’incer-tezza estesa (K=2) nella misura deltempo.I valori in rosso in Fig. 2 mostrano irisultati in assenza di magnete e quel-li in blu i risultati in presenza di m a -gnete. Come si vede, i risultati sonofra loro compatibili e tali da non giu-stificare differenze nei valori misuratinelle due condizioni.Per chi volesse verificare la proceduraseguita, mi sono divertito a filmarla ea renderla disponibile su YouTube:https://youtu.be/QsHEwuwOU1s.
Per completezza d’indagine, ho ripe-tuto le misure spostando il magnete indiversi punti lungo l’involucro del con-tatore, e in particolare in prossimitàdell’interruttore generale dove, vero-similmente, si trovano i trasduttori. Intutti i casi ho ottenuto risultati simili aquelli di Fig. 2. Appare quindi lecitoconcludere che anche la verifica spe-rimentale ha confermato l’insensibili-tà dei contatori elettronici ai campimagnetici stazionari.
DOV’È LA TRUFFA?
Finora ho affrontato il problema conun tono volutamente “leggero” per-ché, affrontata da un punto di vistastrettamente tecnico, tutta la faccendasembra degna dei “soliti noti”. Pur-troppo però l’intera questione è tut-t’altro che comica, dal momento checi sono decine, se non centinaia d’in-dagati per una truffa e un furto che,nonostante tutta la volontà di commet-terli, non potevano tecnicamente esse-re commessi, come sopra argomenta-to. Non sorprende che in un Paesesommamente ignorante di questionimetrologiche, qualche centinaio disprovveduti si facciano abbindolareda chi gli vende a caro prezzo unmagnete promettendogli miracolosirisparmi in bolletta. Sorprende inveceche i distributori, che dovrebberoavere ben altre competenze, credanopossibile alterare le misure appoggian-do un magnete sopra lo strumento, esorprendono ancora di più i provvedi-menti, anche restrittivi, presi dalla ma -gistratura inquirente senza alcun ri -scontro sperimentale condotto da Labo-ratori accreditati e indipendenti.Lascia anche perplessi il fatto che laRaccomandazione R46-1-2013 del-l’OIML [1] richiede che, per contatoridi classe B, le variazioni di erroremassimo ammissibile siano contenutenel ±1,5% in presenza di un campomagnetico stazionario esterno fino a200 mT a una distanza di 30 mmdalla superficie del nucleo, per i con-tatori che abbiano al loro interno nu -clei di materiale ferromagnetico. Inol-tre la MID [2] prescrive, sempre per icontatori di classe B, variazioni di
errore massimo ammissibili entro il2% in presenza di campi magnetici dicui non si precisa natura e valore.Sembrerebbe quindi che sia compitodi chi produce, commercializza e uti-lizza lo strumento garantire che que-sto funzioni correttamente anche inpresenza di campi magnetici esterni.Se così fosse, la presenza di magnetiappoggiati al contatore non dovrebbeavere alcun effetto e quindi, tecnica-mente, non sembrerebbero esserci ipresupposti per la truffa.A chi scrive, con qualche competenzatecnica, ma nessuna competenza giu-ridica, viene il dubbio che la vera truf-fa non sia commessa dagli sprovve-duti creduloni che inseguono falsimiti. Spero che l’Avv. Scotti, che curala rubrica di Metrologia Legale suquesta rivista, trovi il tempo, in unodei suoi prossimi interventi, per dircise il dubbio ha un minimo di fonda-mento, o è altrettanto campato in ariadella pretesa di “rallentare” il conta-tore con un magnete.
BIBLIOGRAFIA
1. International recommendationOIML R46-1-2013 “Active electricalenergy meters. Part 1: Metrologicaland technical requirements”.2. Direttiva 2014/32/UE del Parlamen-to Europeo e del Consiglio del 26 feb-braio 2014 concernente l’armonizza-zione delle legislazioni degli Stati mem-bri relative alla messa a disposizione sulmercato di strumenti di misura.
Figura 1 – Foto del contatore utilizzato nelle prove, inassenza di magnete (a) e in presenza di magnete (b)
Figura 2 – Valori misurati di potenza media in assenza di magnete (o rosse) e in presenza di magnete (x blu)
Alessandro Ferrero èProfessore Ordinario diMisure Elettriche ed Elet-troniche presso il Politec-nico di Milano. Si occupadi misure sui sistemi elet-
trici di potenza, di elaborazione nume-rica di segnali, di metodi di valutazioneed espressione dell’incertezza di misurae di metrologia forense. Ha presieduto ilGMEE nel triennio 2004-2007 e laInstrumentation and Measurement So -ciety dell’IEEE nel biennio 2008-2009.Attualmente è Editor in Chief delle IEEETransactions on Instrumentation andMeasurement.

T_M ƒ 38
NEWS
�
N.01ƒ
;2016
Control, la fiera internazionale per l’assicura-zione della qualità, festeggia nel 2016 il suo30° compleanno! Nata come piccola manifesta-zione, è cresciuta nel corso degli anni fino adaffermarsi come evento leader per il settore alivello mondiale. 1.000 espositori, provenientida oltre 30 Paesi, su una superficie espositivalorda di oltre 50.000 mq, rappresentano ilpunto di riferimento globale in fatto di tecnolo-
gie, processi, componenti, prodotti, sottosistemi e soluzioni comple-te di hardware e software. Control ha contribuito in maniera note-vole a sviluppare il mercato dell’assicurazione della qualità, findalla sua nascita, e oggi è considerata non solo una vetrina doveinformarsi, comunicare, fare acquisti e, quindi, business, ma anche
il principale barometro della situazione congiunturale del settore.Questo costante successo ci concede l’opportunità, e nello stessotempo ci obbliga, a offrire al pubblico specializzato qualcosa in piùrispetto allo “stato dell’arte” dell’assicurazione della qualità: stabili-re le tendenze a livello di prassi e, quindi, di catena di processo. Le nuove strategie di produzione, come ad esempio l’industria 4.0,non sono pensabili senza un’assicurazione della qualità completa-mente integrata: la 30a Control tratta esplicitamente questo temacomplesso e mette alla prova la capacità di fare rete di componen-ti e sistemi AQ. La 30a Control si terrà dal 26 al 29 aprile 2016presso il quartiere fieristico di Stoccarda, a due passi dall’aeropor-to internazionale.
Per ulteriori informazioni: www.control-messe.de
Il modello MT06000A (AR Multistar™ Multi-tone tester) è un sistemadi prova d’immunità radiata EMC progettato con particolare atten-zione ai dispositivi medici. Questo rivoluzionario tester consente diridurre drasticamente i tempi di prova di un fattore equivalente aitoni selezionati. Il sistema, che comprende un software integrato, èin grado di operare da 65 MHz a 6 GHz e soddisfa i requisiti dellenorme: EN/IEC60601-1-2, EN50130-4, EN61000-6-1-2, EN55024 ed EN 55024. Analizzando simultaneamente frequenzemultiple, oltre a velocizzare le operazioni e a ridurre il carico di
lavoro della sala prove, siaccorcia nettamente iltempo necessario perchéil prodotto possa arrivarealla fase di commercializ-zazione.
Per maggiori informazioni:www.arworld.us/html/18200.asp?id=1109
NUOVO TESTER MULTI-FREQUENZA
CONTROL 2016: 30 ANNI DI ASSICURAZIONE QUALITÀ PER L’INDUSTRIA

T_M N. 1/16 ƒ 39
SOLUZIONI DI METROLOGIA PER L’INDUSTRIAFranco Docchio
Importante accordo tra Delta Mu Francia e il GMEE - Intervista a Jean-MichelPou, Presidente e fondatore di Delta Mu FranciaG
LI
ALTRITEMI
�
Nasce Delta Mu Italia srl
della nascita di una nuovaSocietà in Italia, e quali sono ivantaggi che pensa di otteneredall’apertura di un mercato Ita-liano della metrolo gia?
Jean-Michel Pou,Presidente-Fondatore della Società Delta Mu, Membro delle Commissioni Francesi di Normalizzazione, Presidente del Clusterdi Eccellenza “Auvergne Efficienzaindustriale”
R.: La creazione di Delta Mu Italia nonè soltanto il frutto di una strategia pura-mente economica. È piuttosto la storia diun incontro tra metrologi innamorati diquesta materia, che sognano d’innovarele pratiche metrologiche industriali peraumentarne l’efficienza. Dopo quasivent’anni di attività in Francia, sappia-mo che sono ancora rari i metrologi chela pensano come noi. Abituati a parlaresoltanto in termini di “strumenti di misu-ra”, spesso i metrologi dimenticano (esicuramente lo fanno perché è compli-cato) gli altri fattori che contribuisconoalla qualità di una misura. Sono preoc-cupati di rispettare progetti le cui sca-denze sono, di fatto, arbitrarie, e nonportano, di per sé stesse, a garantire lemisure. Con i nostri amici italiani delGMEE, in particolare Dario Petri,Alessandro Ferrero e tutti gli altrimembri del suo Consiglio Direttivo, si èda subito stabilita un’intesa forte. Abbia-mo le stesse idee, la stessa volontà diveder evolvere le pratiche della pro-fessione che amiamo, lo stesso obiet-tivo di servire l’eccellenza industriale.Molto presto siamo arrivati alla con-clusione che abbiamo molto da fareinsieme, in Italia poiché è il loro terri-
INTRODUZIONE DEL PRESIDENTEDELL’ASSOCIAZIONE GMEE,DARIO PETRI
Il GMEE è principalmente un’Associa-zione di Ricercatori accademici. Tuttaviail suo obiettivo è di contribuire non soloalla crescita culturale del Paese, maanche alla sua crescita economica. Perquesto l’Associazione ha da semprededicato una particolare attenzione allerichieste provenienti dal mondo indu-striale. Ispirandosi a questa mission, eprofondamente convinti che la metrolo-gia rappresenti un elemento fondamen-tale per la competitività delle imprese, iSoci del GMEE hanno quindi deciso diattivare una partnership strategica conDelta Mu, azienda francese del settoreche ha già ottenuto significativi successinel contesto industriale del proprioPaese. I due Partner hanno quindi deci-so di dar vita a Delta Mu Italia srl.La validità di questa decisione è statasostenuta da un’approfondita indaginedi mercato, i cui risultati hanno permes-so di confermare le conclusioni derivan-ti dall’esperienza di molti Soci del
GMEE, ossia che in Italia vi sono ampimargini di miglioramento nell’ambitodella metrologia industriale, e che il mer-cato italiano ha esigenze molto simili aquello francese.Fondamentale per l’avvio dell’iniziativaè stata la perfetta intesa tra Delta Mu eGMEE. Entrambe le organizzazionisono infatti convinte della rilevanza stra-tegica della metrologia nell’attuale com-petizione globale, ed entrambe condivi-dono il desiderio di promuovere l’utiliz-zo delle migliori pratiche internazionaliin questo settore. Delta Mu Italia srl noncostituisce quindi solo un ponte tra ilmondo accademico e quello industriale,ma rappresenta anche la concretizza-zione di una missione condivisa dalGMEE e da Delta Mu Francia: promuo-vere lo sviluppo della metrologia indu-striale a beneficio dell’intera società.
L’INTERVISTA DEL DIRETTORE DI T_M
D.: Monsieur Pou, quali sonostate per Delta Mu le ragioni
A NEW COMPANY IS BORN: DELTA MU ITALIA SRL, A COOPERATION BETWEEN DELTA MU FRANCE AND THE GMEEOn february 8th a new Company has been established in Italy: Delta MuItalia srl. The Company is a joint venture between the French CompanyDelta Mu, provider of metrological services and software for industries, andthe Italian Association of Electrical and Electronic Measurements GMEE.Tutto_Misure has interviewed Jean-Michel Pou, the President of Delta MuFrance, who explains the reasons for investing in Italy and for choosing hispartner, together with his goals and expectations.
RIASSUNTOL’8 febbraio u.s. è nata una nuova Società: il suo nome è Delta Mu Italiasrl. La Società è il frutto di una collaborazione tra la Società francese DeltaMu, fornitrice di servizi e software metrologico per l’industria, e l’Associa-zione Gruppo Misure Elettriche ed Elettroniche GMEE. La Società è opera-tiva dai primi di marzo. Tutto_Misure ha intervistato Jean-Michel Pou,Presidente di Delta Mu Francia, che spiega le ragioni per questo suo inve-stimento in Italia, per la scelta del GMEE come partner dell’iniziativa, non-ché le sue aspettative per il futuro.

T_M ƒ 40
GLIALTRI TEMI
�
N.01ƒ
;2016
torio, e in questo settore poiché DeltaMu ha già sviluppato in Francia stra-tegie di successo (Piano di formazio-ne, software, consulenze, affianca-menti). Delta Mu è già un attore di ri -ferimento in Francia, non si vede laragione perché Delta Mu Italia nonpossa diventarlo anche in Italia.D.: Qual è, secondo Lei, il biso-gno di formazione e di softwa-re metrologico industriale nelsettore della metrologia? Pen -sa che la domanda sarà pro-porzionata alle aspettativedella nuova Società?
R.: Abbiamo commissionato un’inda-gine di mercato (ad A&T, N.d.R.) cheha mostrato che le problematichedella “Metrologia” sono sostanzial-mente le stesse in Italia e in Francia.Spesso si tratta di rispondere alledomande degli ispettori sulla confor-mità degli strumenti di misura alle pro-cedure del sistema qualità mentrebisognerebbe andare oltre, e cioèfino alla capacità dei processi di misu-ra di consentire di prendere buonedecisioni. Delta Mu conosce benequesto contesto, e come farlo evolve-re. La formazione è essenziale per farcrescere il settore. Per esempio, ab -biamo piani di formazione per spie-gare come calcolare una periodicitàche non sia arbitraria, seguendo me -todi che abbiamo noi stessi messo apunto e proposti all’AFNOR (Associa-zione Francese di Normazione,N.d.R.) che ne ha fatto una norma (FDX 07-014). Abbiamo anche program-mi di formazione sulla messa in operadi un servizio metrologico “pragmati-co”, che risponda alle esigenze dellanormativa di qualità (ISO 9001 e lealtre) pur restando economicamenteragionevole, cioè il giusto necessario.Delta Mu è conosciuta in Francia peril suo software di gestione dei parchistrumenti, Opti Mu, software leadersul mercato. Opti Mu non si accon-tenta di pianificare: permette di cal-colare periodicità, realizzare taratu-re, dichiarare conformità, eseguirestudi di R&R (Ripetibilità & Riproduci-bilità, N.d.R). È utilizzato da più di500 industrie (in Francia, Svizzera,Belgio, Polonia, Romania, Turchia,Africa) e 40 Laboratori, praticamente
tutti quelli accreditati dal COFRAC odal SCS per la Svizzera. Ed evolve dianno in anno, per aggiungere conti-nuamente tools di gestione sempre piùperformanti a disposizione dei suoiutilizzatori. Inseriamo vere funzionali-tà che fanno la differenza rispetto ametodi di gestione meno elaborati(Excel, per esempio). Abbiamo con-vinto il mercato francese, siamo moltoottimisti riguardo alla possibilità difare lo stesso in Italia.D.: Qual è la ragione dellascelta del GMEE come vostropartner strategico per questaimpresa?
R.: Il cuore! Siamo innanzitutto sullastessa lunghezza d’onda, abbiamo lestesse aspirazioni e gli stessi obiettivi,come ho già detto. Il GMEE è al centrodella formazione iniziale in metrologiain forza del suo statuto di Associazionedi Universitari. Il prestigio dell’Associa-zione in Italia è incontestabile, e ci sia -mo sentiti onorati per essere stati sceltidal GMEE per uscire dall’ambito pura-mente accademico e offrire alle indu-strie soluzioni che si configurano siacome soluzioni di affiancamento e disoftware, sia come attività di formazio-ne continua. Ma c’è di più: il GMEEsvolge attività di ricerca che Delta Munon può svolgere. Anche qui la com-plementarietà è evidente. Non c’è pro-gresso senza ricerca, ma il progressonon serve a nulla se non è indirizzatoall’industria. GMEE e Delta Mu hannodunque molto da dire, insieme, all’in-dustria, da entrambi i lati delle Alpi (epiù lontano ancora)!D.: Come vede il ruolo dellemisure e della metrologia nelcontesto del controllo di qua-lità industriale e dell’espan-sione dell’industria nel mer-cato globalizzato di oggi e didomani?
R.: La metrologia non può limitarsi alcontrollo della qualità. Deve parteci-pare all’ottenimento della qualità,vale a dire “fare” in modo che si arri-vi a “produrre in conformità”, e nonsolo verificare che si è “prodotto inconformità”. La metrologia può (e de -ve!) partecipare alla definizione delb isogno reale, funzionale: in altre pa -role: “al giusto necessario”.
Ho avuto la fortuna di poter scrivere unlibro che descrive la metrologia comespero che diventi. Questo libro (SmartMetrology: Dalla metrologia degli stru-menti alla metrologia delle decisioni)sarà pubblicato il prossimo 9 giugnodall’AFNOR. Organizzeremo, per que-sta occasione, una grande manifesta-zione di lancio a Clermont-Ferrand, dasempre sede di Delta Mu. È possibileche se ne organizzi anche una in Italiaper chiarire che cosa s’intende perSmart Metrology e ciò che essa può for-nire agli industriali nel contesto dellacompetizione ormai mondiale. Ci sononotevoli margini di miglioramento gra-zie alla metrologia, ma questa profes-sione deve evolvere per poterli sfruttare.La conclusione comincia dalla seguentefrase introduttiva: “La metrologia po -trebbe nuovamente cambiare il mondo.Per farlo dovrà cambiare le persone”.La nostra sfida è partecipare a questocambiamento e faremo, in Italia comein Francia, ogni giorno un piccolo trat-to di cammino per progredire versoquesto obiettivo nuovo ed esaltante!D.: Come avete affrontato lagestione di questa nuova im -presa franco-italiana?
R.: Dall’origine di questo progetto,GMEE ha considerato opportuno chela direzione della Società venisse affi-data a Delta Mu, dal momento chenoi abbiamo esperienza di gestioned’impresa. Rapidamente abbiamoraggiunto l’accordo che porta NunoDos Reis alla Presidenza di DeltaMu Italia. Dos Reis ricopre dal 2010,con notevole successo, il ruolo di Di -rettore operativo di Delta Mu Francia.Abbiamo appena terminato il 5° annoconsecutivo di crescita, e la nostraredditività migliora di anno in anno,fino a superare il 10% quest’anno. Ègrazie al raggiungimento di questirisultati che possiamo oggi impegnar-ci in questo nuovo progetto. Quindimi è parso naturale proporgli la Presi-denza, chiedendogli comunque dimantenere le sue funzioni in Francia.Dos Reis avrà sicuramente molto lavo-ro, ma sarà molto presto coadiuvatoda collaboratori italiani. L’obiettivo èl’assunzione a breve di due persone ela speranza è di assumerne molto pre-sto altre.

T_M N. 1/16 ƒ 41
La pagina di ACCREDIA
Rubrica a cura di Rosalba Mugno1, Silvia Tramontin 2 e Francesca Nizzero 3
Notizie dall’Ente di AccreditamentoLAPAGINA
DIACCREDIA
�
THE PAGE OF ACCREDIAACCREDIA, The Italian National AccreditationBody plays an active role in “TUTTO_MISURE”, asa permanent strategic partner, ensuring a highadded-value contribution to the quality of the Mag-azine, in the context of the measurement and test-ing sector, for the benefit of the industry.
RIASSUNTOACCREDIA, L’Ente unico di Accreditamento Nazio-nale gioca un ruolo attivo nella squadra di
“TUTTO_MISURE”, garantendo valore aggiunto a livello contenutistico perquanto riguarda l’ambito delle misure e delle prove.
REGOLE PER I CONFRONTI INTERLABORATORIO
È iniziato il conto alla rovescia: dal 31marzo 2016 sarà in vigore il Regola-mento tecnico ACCREDIA RT-36 “ProveValutative Interlaboratorio (PT) e Con-fronti Interlaboratorio (ILC) per il Dipar-timento Laboratori di taratura”. Con lasua entrata in vigore si chiude un’era,quella in cui i Laboratori di taratura nondovevano preoccuparsi dei confronti dimisura e il Dipartimento Laboratori ditaratura di ACCREDIA annoverava l’or-ganizzazione dei confronti interlabora-torio tra le attività di mantenimento. Sene apre un’altra, in cui il Laboratoriodeve dimostrare la propria competenzaanche mediante i confronti di misura.Il passaggio non è banale, dal momen-to che i Laboratori di taratura devonosciogliere ancora qualche dubbio e inalcuni casi superare alcune preoccupa-zioni. Certo è che nel momento in cui inEuropa e in Italia si stanno accreditandogli Organizzatori di prove valutativeinterlaboratorio (PTP – ProficiencyTesting Providers), i Laboratori non pos-sono esimersi dal dimostrare la lorocompetenza nella scelta del fornitore piùidoneo, analogamente a quanto fannoper selezionare il fornitore competente atarare i loro campioni di riferimento.
Come in altre occasioni, per favorireil processo di transizione, il Diparti-mento Laboratori di taratura diACCREDIA ha messo a disposizionetutte le proprie risorse.
DOCUMENTI DEL DIPARTIMENTOLABORATORI DI TARATURA
Nel 2016 entrano in vigore le nuoveedizioni di una serie di Regolamentigenerali e tecnici applicati dal Dipar-timento Laboratori di taratura diACCREDIA.In vigore dal 1° gennaio 2016:• RT-26 rev. 04 “Prescrizioni per l’ac-creditamento con campo di accredita-mento flessibile”;• RT-35 rev. 00 “Prescrizioni per l’ac-creditamento dei Laboratori medici”.In vigore dal 31 marzo 2016:• RG-13 rev. 05 “Regolamento perl’accreditamento dei Laboratori ditaratura e dei Produttori di Materialidi Riferimento”;• RG-13-01 rev. 02 “Regolamento perl’accreditamento di tarature esterne edi Laboratori di taratura multisito”;• RT-25 rev. 04 “Prescrizioni per l’ac-creditamento dei Laboratori di taratura”;• RT-36 rev. 00 “Prove Valutative Inter-laboratorio (PT) e Confronti Interlabo-
ratorio (ILC) per il Dipartimento Labo-ratori di taratura”.I documenti sono pubblicati sul sito diACCREDIA, www.accredia.it nellasezione Documenti – DipartimentoLaboratori di taratura – Regolamentigenerali/Regolamenti tecnici.
DOCUMENTI DEL DIPARTIMENTOLABORATORI PROVA
Nel 2016 entrano in vigore le nuoveedizioni di una serie di Regolamentigenerali e tecnici applicati dal Dipar-timento Laboratori di prova diACCREDIA.In vigore dal 1° gennaio 2016:• RG-02 rev. 06 “Regolamento perl’accreditamento dei Laboratori diprova e dei Laboratori medici”;• RG-02-01 rev. 03 “Regolamentoper l’accreditamento dei Laboratorimultisito”;• RT-08 rev. 03 “Prescrizioni per l’Ac-creditamento dei Laboratori di prova”;• RT-23 rev. 04 “Prescrizioni per la defi-nizione del campo di Accreditamento”;• RT-24 rev. 02 “Prove valutative”;• RT-26 rev. 04 “Prescrizioni per l’ac-creditamento con campo di accredita-mento flessibile”;• RT-35 rev. 00 “Prescrizioni per l’ac-creditamento dei Laboratori medici”.I documenti sono pubblicati sul sito diACCREDIA, www.accredia.it nellasezione Documenti – DipartimentoLaboratori di prova – Regolamentigenerali/Regolamenti tecnici.
1 Direttore Dipartimento Laboratori di Taratura, ACCREDIA [email protected] Direttore Dipartimento Laboratori di Prova, ACCREDIA [email protected] Relazioni Esterne, ACCREDIA [email protected]

GUIDA ALL’ESPRESSIONE DELL’INCERTEZZA DI MISURA
La “storica” GUM del 1995, ovvero la norma UNI CEIENV 13005:2000 “Guida all’espressione dell’incertez-za di misura“, è stata ritirata da UNI il 14 ottobre 2015,facendo seguito al ritiro della stessa da parte di CEN.Il 15 dicembre 2015, la Commissione Tecnica (CT) 27“Metrologia“ (organo tecnico misto UNI/CEI), riunitain riunione plenaria, ha quindi deciso di adottare contraduzione la Guida ISO/IEC 98-3:2008 “Uncertaintyof measurement – Part 3: Guide to the expression ofuncertainty in measurement”, che rappresenta la riedi-zione in vigore della GUM:1995 in ambito ISO/IEC.La Guida è attualmente in fase di trasposizione nellanorma tecnica nazionale UNI CEI 70098-3, in analo-gia con quanto fatto a suo tempo per la terza edizio-ne del Vocabolario Internazionale di Metrologia(VIM), inserita a catalogo nazionale come UNI CEI70099:2008.La Guida ISO/IEC 98-3:2008, pubblicata in linguainglese sul sito www.bipm.org del BIPM (BureauInternational des Poids et Mesures) come JCGM Guide100, è disponibile sul sito di ACCREDIA www.accredia.it nella sezione Documenti – DipartimentoLaboratori di taratura – Guide di applicazione.
GUIDA ALL'INDIVIDUAZIONE E ALL'UTILIZZO DEL-L'INCERTEZZA TARGET NELLE MISURE CHIMICHE
È stata pubblicata a fine 2015 la nuova Guida EURA-CHEM/CITAC STMU 2015 “Setting and Using TargetUncertainty in Chemical Measurement“, sviluppata dalGruppo di Lavoro EURACHEM/CITAC “Measurementuncertainty and traceability“, con l’obiettivo di fornireindicazioni uniformi sull’impostazione e sull’uso dell’in-certezza “target“ nelle misure chimiche. Negli ultimianni si è diffusa la consapevolezza, da parte degli uten-ti dei servizi di prova (industria, Enti di controllo, Pub-blica Amministrazione, magistratura) circa l’esistenzadell’incertezza di misura. In particolare, c’è una cre-scente sensibilità sul ruolo che tale incertezza assumenel momento in cui si confronta il risultato di una provadi Laboratorio con un valore di riferimento, rispetto alquale si deve rilasciare la dichiarazione di conformitào non conformità di un campione. Nella pratica, quin-di, sono state definite regole per ridurre l’incertezza ditali dichiarazioni di conformità.Una volta compresa l’importanza dell’incertezza asso-ciata al risultato della prova effettuata dal Laboratorio,il problema si sposta sulla definizione del valore massi-mo d’incertezza con cui la prova stessa deve esseresvolta. Tutti i Laboratori dovrebbero effettuare misura-zioni affette da un’incertezza appropriata. Proprio perprendere in considerazione tale aspetto, recentementein metrologia è stato introdotto il concetto di “incertez-
N.
01
ƒ;
20
16

T_M ƒ 43
N.01ƒ
; 2016 LA PAGINA
DI ACCREDIA�
za target“, definita dal VocabolarioInternazionale di Metrologia comeuna:“Incertezza di misura, specificatacome limite superiore, scelta in baseall’utilizzo che sarà fatto dei risultatidelle misure“.A questo punto, sorgono interrogativirelativi a “Qual è l’incertezza target‘giusta’ con cui fare le misure?“ “È lastessa per tutti i tipi di valutazione diconformità o cambia?“ “Quantodev’essere grande, per poter garanti-re risultati sufficientemente attendibi-li?“ “Quanto dev’essere piccola, pernon diventare impraticabile dal puntodi vista dei costi?“.La nuova Guida EURACHEM/CITAC“Setting and Using Target Uncertaintyin Chemical Measurement“ cercaquindi di rispondere a tali domande,trattando 3 punti fondamentali: “Sco -po delle misure“, “Requisiti delle misu-re“ e “Assegnazione incertezza mas-sima ammessa“.La Guida può essere applicata nei set-tori di analisi in cui l’incertezza “target“non sia stata fissata dal cliente delLaboratorio o dall’Ente di controllo, odove la differenza minima del para-metro studiato in uno stesso campioneo in differenti campioni debba essererilevata dal Laboratorio “Ricerca eSviluppo“. Il documento può essere disupporto anche per le Autorità e glistakeholder che nelle loro attivitàabbiano l’esigenza di definire o incre-mentare i criteri di qualità applicatiper l’esecuzione delle misure.Lo scopo delle Guide EURACHEM èinfatti promuovere la produzione dirisultati di misura che siano tracciabilia un riferimento adeguato e sianoriportati con un livello d’incertezzasufficientemente basso per lo scopodella misura stessa. Queste sono pro-prietà essenziali per un’adeguatainterpretazione dei risultati delle misu-re, a beneficio di tutte le categorie diutenza dei servizi di prova e analisiforniti dai Laboratori.La Guida EURACHEM/CITAC STMU2015, pubblicata sul sito di EURACHEMwww.eurachem.org nella sezio-ne Publications – Guides, è di spo -nibile sul sito di ACCREDIAwww.accredia.it nella sezione Do -
cumenti – Dipartimento Laboratori diprova – Guide di applicazione.
NORMATIVA PER I PRODUTTORIDI MATERIALI DI RIFERIMENTO
Il 12 gennaio 2016 si è riunito ilGruppo di lavoro dell’UNI relativo aiMateriali di riferimento (Commissionetecnica UNI CT027 – Gruppo di lavo-ro GL2) per discutere i commenti pro-posti da ACCREDIA alla bozza dellafutura norma ISO 17034 “Generalrequirements for the competence ofreference material producers”, attual-mente in fase DIS. I commenti diACCREDIA, accolti dal Gruppo dilavoro e integrati nel DIS, riguardanole richieste di allineamento della ISODIS 17034 rispetto alle ISO Guide 30(2015), ISO Guide 31 (2015) e ISOGuide 35 (2006) e a esigenze d’inte-grazione dei requisiti relativi alla rife-ribilità metrologica.Il 24 gennaio 2016 si è concluso conesito positivo il ballott internazionalesul documento, che ha registrato ilvoto a favore di 64 membri e il votonegativo di 3 membri. Per esaminarei commenti ricevuti dalle parti interes-sate, sono previste in sede ISO due riu -nioni a cui parteciperà anche AC -CREDIA, una ristretta dal 24 al 26 feb-braio 2016 e la plenaria ad aprile.
GUIDA PER I LABORATORI DEICONTROLLI UFFICIALI
È stato pubblicato a dicembre 2015 ildocumento SANTE/11945/2015“Guidance document on analyticalquality control and method validationprocedures for pesticides residuesanalysis in food and feed“ per i Labo-ratori di riferimento dell’Unione Euro-pea (EURL) che svolgono controlli uffi-ciali sugli alimenti e sui mangimi, invirtù di quanto prescritto dal Regola-mento (CE) n. 882 del 2004.La Guida, rivolta ai Laboratori di provanell’ambito delle procedure di controlloqualità dei dati e di validazione deimetodi per i residui di pesticidi in ali-menti e mangimi, entra in vigore il 1°gennaio 2016, in sostituzione del docu-
mento SANCO/12571/2013. Il docu-mento pubblicato sul sito dei Laboratoridi riferimento comunitari www.eurl-pesticides.eu nella se zione DGSANCO, è disponibile sul sito di AC -CREDIA www.accredia.it nella se -zione Documenti – Dipartimento Labora-tori di prova – Guide di applicazione.
BROCHURE PER I LABORATORI
ILAC – International Laboratory Accre-ditation Cooperation – ha pubblicatosul suo sito www.ilac.org le nuoveedizioni delle brochure informativeper i Laboratori di prova e di taraturae per gli utenti dei servizi accreditati:• “The advantages of being Accredit-ed”;• “Why become an Accredited Refer-ence Material Producer”;• “Why use an Accredited Laborato-ry?”;• “How does an Accredited Laborato-ry benefit Government and Regula-tors?”.ILAC e IAF – International Accredita-tion Forum – sono costantemente im -pegnate nell’attività di promozionedei servizi di valutazione della con-formità, attraverso varie iniziative dicomunicazione volte a valorizzarel’accreditamento come strumento tec-nico, sociale ed economico, a sup-porto del mondo delle imprese, deiconsumatori e delle istituzioni.Un’altra iniziativa è il sito www.publicsectorassurance.orgfrutto della collaborazione di IAF eILAC, insieme agli Enti mondiali dinormazione ISO – International Orga-nization for Standardization – e IEC –International Electrotechnical Commis-sion – con il supporto dell’Associazio-ne internazionale degli Organismi dicertificazione IIOC – IndependentInternational Organization for Certifi-cation.Il sito fornisce una panoramica inter-nazionale sull’utilizzo dell’accredita-mento specificamente da parte dellaPubblica Amministrazione e sui relati-vi risultati nei vari ambiti della produ-zione di beni ed erogazione di servi-zi e presenta case studies, ricerche edesperienze applicative.

LA PAGINADI ACCREDIA
�
N.01ƒ
;2016
EA HA FESTEGGIATO 15 ANNI
A novembre 2015, EA – European co-operation for accreditation – ha cele-brato 15 anni di attività al serviziodell’accreditamento in Europa. “LaCommissione aveva un sogno e l’EAha risposto: si può fare!“ Con questeparole Jacques McMillan, ex diri-gente della DG “Enterprise andIndustry“ della Commissione Europea,ha esordito durante l’ultima Assem-blea Generale tenutasi a Budapest il25 e il 26 novembre 2015.Thomas Facklam, attuale Presi-dente EA, durante il suo discorso diapertura ha voluto ricordare i succes-si dell’associazione, mettendo in evi-denza i principi che ne hanno ispira-to la missione e l’attività, i risultatiraggiunti e le prospettive future. Inparticolare, nel 2015 è stato lanciatoil nuovo logo “con lo scopo di conso-lidare l’identità di EA e promuovere ilmiglioramento della comunicazionecon i suoi membri e stakeholder“, haaffermato Facklam. Il 9 giugno, inol-tre, è stata realizzata una campa-gna promozionale ad hoc per cele-brare la giornata mondiale dell’ac-creditamento, il World AccreditationDay, “dimostrando come EA siaimpegnata a promuovere l’accredi-tamento europeo quale carta vincen-te per l’obiettivo dell’eccellenza nelsettore sanitario e sociale, e a coo-perare con la Commissione europeaper assicurare una crescente qualitàdei servizi di assistenza sociale esanitaria“.Per i festeggiamenti del 15° anniver-sario sono stati invitati anche diversiex dirigenti EA, tra cui Jacques McMil-lan, e alcuni Past President comeDaniel Pierre e Graham Talbot,a cui sono state affidate le conclusio-ni: “Negli ultimi 15 anni, EA è cre-sciuta fino a diventare un’istituzionefondamentale in Europa. Il suo rico-noscimento come leader del sistemadi accreditamento europeo durantequesti 15 anni testimonia il costanteimpegno e la dedizione di tutti i suoiMembri“.Durante l’evento è stata anche pre-sentata la video intervista realizzatada Martine Blum, Segretaria di EA,
a Randy Dougherty, PresidenteIAF, Peter Unger, Presidente ILAC, eThomas Facklam, pubblicata sul cana-le YouTube di EA.
L’ENTE UNGHERESE HA CESSATO LE ATTIVITÀ
L’Ente di accreditamento ungherese“NAT“, in virtù della decisione delproprio Governo, ha cessato l’attivitàil 31 dicembre 2015. Lo ha comuni-cato ufficialmente EA che gestisce larete europea degli Accordi di mutuoriconoscimento EA MLA – MultilateralAgreements, come previsto dal Rego-lamento comunitario n. 765 del 2008.
T_M ƒ 44
L’appartenenza di NAT a EA è quindiformalmente decaduta, così come ilsuo ruolo di Ente firmatario degliAccordi MLA. Ne consegue che levalutazioni di conformità rilasciatedagli Organismi e dai Laboratoriaccreditati dall’Ente non sono piùcoperte dagli Accordi EA MLA. Ciòsignifica che le imprese italiane inpossesso di certificati di conformità,rapporti d’ispezione, rapporti diprova o certificati di taratura emessida Organismi e Laboratori accreditatida NAT potrebbero vedersi non rico-nosciuti tali documenti sul mercatocomunitario, nell’ambito della com-mercializzazione dei loro prodotti eservizi.
RIVOLUZIONE TECNOLOGICA NELLEMISURE DI DUREZZA
RUPAC srl, distributore esclusivo in Italiadi Innovatest, la casa produttrice olande-se con la più ampia gamma di tester didurezza, presenta il nuovissi-mo FALCON 5000, il duro-metro da laboratorio piùrivoluzionario, potente etecnologicamente avanza-to at tualmente di sponibilea livello mondiale, per mi -surazioni in Mi cro-MacroVickers, Knoop, Brinell,Rockwell, Super-Rock-well, KiC (analisi dei pa -rametri di stress e rotturadel ma te riale), HVT, HBT,e ISO 2039 1&2 perplastica, con ca richi da 1 gffino a 250 Kgf.Nella sua configurazione piùcompleta, il FALCON 5000offre un evoluto sistema au -tomatico a coordinate eassoluta libertà di misu-razione su materialimetallici e plastici nel -le più comuni scale didurezza. Il funziona-mento è completa-mente automaticoed elimina qualsiasi
NEWS �
influenza dell’operatore sui risultati dimisura.Tra le proprie caratteristiche annovera:Testa di misura motorizzata CNC contorretta girevole a 8 posizioni (riconosci-mento automatico altezza pezzo e siste-ma anticollisione) - Tavola motorizzata X-Y a controllo numerico computerizzato -Movimentazione assi con tecnologiaServo Drive - Celle di carico multiple -Zoom digitale con controllo automaticodel sistema messa a fuoco - Seconda
telecamera zoom di supervisione alargo campo visivo (da 15x12 mmfino a 200x160 mm) per imposta-zione misure singole o multiple -Sistema di messa a fuoco auto-matica (con modalità “super-velo-ce”) - Sistema di posizionamento
laser - Nuovo software “Im -pression Advanced” con fun-zione “Click&Go” per misurerapide con punto di parten-za a scelta - Microcomputer
incorporato adaltissime pre-stazioni, moni-tor LCD touchscreen - “Pat-tern testing”con CHD,
Nht, Rht. Pro-gramma conpassi di misura
pre-memorizzati, punto sin-golo, linea, zig-zag, quadroe circolare, grafico “cucitura”.
Per maggiori informazioni:www.rupac.com

T_M N. 1/16 ƒ 45
Congressi e Workshop 2016Aggiornamenti sulle attività IMEKOL
APAGINA
DIIMEKO
�Rubrica a cura di Paolo Carbone ([email protected])
THE PAGE OF IMEKOIMEKO, International Measurement Confederation, isamong the permanent collaborations to the Journal.This section contains information about the Associa-tion, publications, events and news of interest to ourreaders.
RIASSUNTOIMEKO, International Measurement Confederation, ètra i collaboratori stabili della Rivista. Questa rubricacontiene informazioni sull’Associazione, pubblicazio-
ni, eventi, e notizie di utilità per i nostri lettori.
Lo scorso anno ha avuto luogo a Pragal’IMEKO World Congress. Come è con-sueto, alcuni dei lavori scientifici saran-no selezionati e, dopo che gli autori liavranno estesi con nuovi risultati, saran-no pubblicati in ACTA IMEKO e nellarivista Measurement Journal a seguitodi un normale processo di revisione frapari. Il lavoro è già cominciato e ciattendiamo di pubblicare i primi lavoridal secondo numero di ACTA IMEKOdel 2016.Negli anni in cui IMEKO organizza ilWorld Congress, non sono organizzaticongressi tematici da parte delle com-missioni tecniche, sia perché il Con-gresso Mondiale già include tutti i temidi ricerca trattati da IMEKO, sia perchési vuole concentrare la partecipazionedei ricercatori verso l’evento collettivo. Quest’anno invece è già stato pianifi-cato un certo numero di Congressi eWorkshop che elenco qui di seguito:-– 1st IMEKO TC4 International Work-shop on Metrology for Geotechnics –Benevento, ITALY, March 17-18, 2016;-– TEMPMEKO 2016 – 13th Symposiumon Temperature and Thermal Measure-ments in Industry and Science –Zakopane, POLAND, June 26-July 01,2016;-– 14th IMEKO TC10 – Workshop onTechnical Diagnostics – “New Perspec-tives in Measurements, Tools and Tech-niques for system’s reliability, maintain-
ability and safety” – Milan, ITALY, June27-28, 2016;-– TC1 Symposium 2016 – Joint Inter-national IMEKO TC1+TC7+TC13 Sym-posium – Berkeley, USA, August 03-05,2016;-– 21th IMEKO TC4 – International Sym-posium on Understanding the Worldthrough Electrical and Electronic Meas-urements and 21th IMEKO TC4 Sympo-sium on Measurements of ElectricalQuantities (together with 19th IWADC2016, TC4 International Workshop onADC and DAC Modeling and Testing,IWADC) – Budapest, HUNGARY, Sep-tember 07-09, 2016;-– TC23 – 2nd Imekofoods InternationalConference 2016 – Metrology promot-ing objective and measurable food qual-ity and safety – University of Sannio,Bene vento ITALY, October 03-05, 2016.Per i dettagli si facciariferimento ai siti corri-spondenti, i cui linksono disponibili sul sitoIMEKO:www.imeko.org.
È GIA ATTIVO IL SITOWEB DEL WORLDCONGRESS DEL 2018
Il prossimo CongressoMondiale IMEKO (il
XXII) si terrà a Belfast, Nord Irlanda, nel2018 (03-07 settembre). Un’anticipa-zione del sito web è disponibile al linkhttp://imeko2018.org. I keynote speaker saranno il Prof.Klaus von Klitzing e il Prof. Wil-liam D. Phillips, entrambi insigniti delpremio Nobel. Il prossimo congresso mondiale IMEKOsi preannuncia quindi come un eventodi forte richiamo e interesse.
USCITO IL QUARTO NUMERO DI ACTA IMEKO DEL 2015
All’indirizzo: https://ac ta . imeko .org/index .php/ac ta -imeko/issue/view/13/showToc potete tro-vare il quarto numero
della rivista open-access ACTA IMEKOdel 2015. Si tratta del numero che rac-coglie i migliori lavori, presentati al con-gresso IMEKO TC-21 “MathematicalTools in Measurements” e completaticon nuovi risultati che li estendono, ealtri lavori estesi presentati ai congressiTC1 e TC12. In questo numero di ACTAIMEKO è anche pubblicata la versioneestesa di un lavoro presentato al con-gresso del Gruppo Misure Meccanichee Termiche nel 2015.Buona lettura!
TUTTO_MISURETUTTO_MISURELA RIVISTA DELLE MISURE E DEL CONTROLLO QUALITÀ - PERIODICO FONDATO DA SERGIO SARTORI
ORGANO UFFICIALE DELL’ASSOCIAZIONE “GMEE” E DI “METROLOGIA & QUALITÀ”
Abbonarsi ORA per 2 anni a
CONVIENE!!!70 euro (anziché 80)
L’abbonamento biennale Vi offre 8 numeri cartacei + 8 sfogliabili + 8 telematici (Tutto_Misure News)
Per richiedere le modalità di abbonamento, telefonare al n° 011/0266700
o inviare una e-mail a: [email protected]

APPARECCHIATURE DI MISURA,LORO MANUTENZIONE E TARATURA
RT-08, p.to 5.5.1: “Per le apparec-chiature principali utilizzate nell’ese-cuzione della prova verificare la con-gruenza con l’elenco della sezioneopportuna della DA-02 (solo in casodi accreditamento/estensione).”In caso di accreditamento, ri-accredita-mento ed estensione dello scopo, ilLaboratorio è tenuto a inviare adACCREDIA l’Allegato 1 alla domandadi accreditamento, modulo DA-02, indi-cando, fra l’altro, l’elenco delle appa-recchiature impiegate per le prove, sud-diviso fra apparecchiature soggette ataratura interna, esterna, apparecchia-ture non soggette a taratura. Il requisitonon si applica nelle verifiche di sorve-glianza. Durante la visita ispettiva l’i-spettore tecnico è tenuto a verificare e a
riportare in questo punto della checklistl’evidenza che le apparecchiature effet-tivamente usate per la prova corrispon-dano a quelle elencate nella checklist eche si trovino nella sezione corretta (ta -rature interne, esterne, apparecchiaturenon soggette a taratura). Non è un ri -scontro certamente critico: quello checonta senza dubbio è che il Laboratoriodisponga delle apparecchiature neces-sarie per l’esecuzione della prova. Inmolti casi gli elenchi apparecchiaturecontengono svariate decine, se noncentinaia, di unità. Una dimenticanzanon è un fatto grave e può capitare: adesempio quando un’apparecchiatura èstata sostituita da un’altra di recente ac -quisto, magari nel tempo intercorso fral’invio dell’All. 1 DA-02 e il giorno dellaverifica.A proposito della disponibilità/indi-sponibilità delle apparecchiature. Seun’apparecchiatura impiegata in pro -
ve accreditate si guasta, il Laboratoriodeve segnalare il fatto al funzionariotecnico ACCREDIA di riferimento che,assieme all’ispettore tecnico compe-tente e sulla base delle notizie fornitedal Laboratorio, valuterà se procedereo meno alla sospensione dell’accredi-tamento per tali prove. Analogamenteper la taratura: se, ricevuto il pianovisita, il Laboratorio si rende conto cheper una prova campionata al livello 1o 3 un’apparecchiatura non è disponi-bile perché inviata a un Laboratorioesterno per taratura, allora la provanon può essere eseguita. Di conse-guenza il Laboratorio deve contattareimmediatamente il funzionario tecnicoACCREDIA di riferimento. Sentito l’i-spettore tecnico competente, il funzio-nario potrà procedere a modificare ilcampionamento prove, anche in tempistretti.Insomma: se c’è un problema parlate-ne con il funzionario tecnico ACCRE-DIA prima della verifica. Trovareun’apparecchiatura guasta duranteuna verifica su una prova comunicatain anticipo non dà evidentemente unabuona impressione circa la gestionedelle apparecchiature da parte delLaboratorio e l’interesse verso l’accre-ditamento. È anche per questo motivoche, come ispettore, chiedo ad AC -CREDIA di comunicare quasi sistema-ticamente al Laboratorio, attraverso ilpiano visita, le prove a livello 1 e 3,soprattutto se sono prove svolte pocofrequentemente dai Laboratori.RT-08, p.to 5.5.1: “Le apparecchiatureimpiegate corrispondono a quelle pre-viste dal metodo e risultano adeguate?”Evidentemente le apparecchiature dimisura impiegate devono soddisfaretutti i requisiti pertinenti stabiliti dai me -
T_M N. 1/16 ƒ 47
ACCREDITATION OF TEST LABORATORIES OPERATING IN THE EMC FIELD – PART IThe subject of this article of the column on “Fields and Electromagnetic Com-patibility” is to suggest an interpretation of the requirements set in the checklistof the national accreditation body ACCREDIA, when used for the assessmentof the electromagnetic compatibility test Laboratories. What is here reported isthe result of the knowledge and experience of the author, and it is not, noris intended to represent the official position of the national accreditationbody ACCREDIA. This fourth and last article (in two parts) deals with therequirements concerning measuring equipment, its maintenance and calibrationand test reports (the previous three ones dealt with personnel, test methods,environmental conditions and quality assurance of the test results).
RIASSUNTOLo scopo di questo articolo della rubrica “Campi e Compatibilità Elettroma-gnetica” è suggerire una interpretazione delle verifiche previste dalla lista diriscontro (checklist) ACCREDIA quando applicata ai Laboratori di prova cheoperano nel settore della Compatibilità Elettromagnetica. Quanto qui ripor-tato è una sintesi della conoscenza e dell’esperienza dello scrivente, non èné intende rappresentare la posizione ufficiale dell’Ente nazionale di accre-ditamento ACCREDIA. Questo quarto e ultimo articolo (in due parti) trattadelle apparecchiature di misura, della loro manutenzione e taratura, dei rap-porti di prova (i precedenti tre articoli riguardavano il personale, i metodi diprova, le condizioni ambientali e l’assicurazione qualità).
CAMPI
ECOMPATIBILITÀ
ELETTROMAGNETICA
Accreditamento dei Laboratoridi prova operanti nel settore EMC
Carlo Carobbi
Interpretazione Lista di Riscontro ACCREDIA – Apparecchiature di misura,manutenzione, tarature, rapporti di prova – Parte I
�
Università di Firenze, Dip. Ingegneria dell’Informazione [email protected]

N.01ƒ
;2016
todi di prova. È impossibile qui elencare le decine edecine di requisiti che si applicano alle apparecchiatu-re di misura EMC. Ad esempio per le misure di emis-sione regolate dagli standard IEC gran parte dei requi-siti sulle apparecchiature e i siti di misura sono riportatinelle norme di base CISPR 16-1-1, CISPR 16-1-2, CISPR16-1-3, CISPR 16-1-4. Per le prove d’immunità i requisi-ti sulle apparecchiature sono riportati nelle norme dibase IEC 61000-4-2, IEC 61000-4-3, IEC 61000-4-4,IEC 61000-4-5, IEC 61000-4-6. Ci sono poi eccezioni:ad esempio le apparecchiature di misura delle armoni-che di corrente sono specificate in una norma dellaserie IEC 61000 (IEC 61000-4-7), lo stesso per il flicker(IEC 61000-4-15). Ci sono poi requisiti sulle apparec-chiature di misura EMC che non sono definite da meto-di IEC (es. da ISO, ANSI-IEEE, ETSI, MIL-STD, …).Concentriamo però adesso la nostra attenzione su unaspetto più generale. Immaginiamo di avere nella manosinistra la norma che stabilisce il requisito che dev’esse-re soddisfatto dall’apparecchiatura di misura: ad esem-pio la norma CISPR 16-1-2 stabilisce che la fase dell’im-pedenza della rete artificiale alla frequenza di 30 MHzdeve essere 0,3° ± 11,5°. Nella mano destra abbiamoinvece un certificato emesso da un Laboratorio di taratu-ra accreditato dal quale si evince che, con un livello dicopertura del 95%, la fase dell’impedenza della nostrarete artificiale a 30 MHz, rete che abbiamo davanti agliocchi e nel cuore, sta nell’intervallo 7,8° ± 6,0°. È chia-ro che non è possibile stabilire la conformità al requisitocon un livello di copertura del 95% perché l’intervallo7,8° ± 6,0° non sta interamente dentro all’intervallo0,3° ± 11,5°. Allora che si fa? Si cambia il fornitore delservizio di taratura? Beh, sì, senz’altro conviene fare unaricerca del Laboratorio di taratura che offra il servizio colmiglior rapporto prezzo/incertezza di taratura! Ma, pur-troppo, i Laboratori di taratura accreditati che hannonello scopo la taratura dell’impedenza delle reti artificialinon abbondano (in Italia non mi risulta che ce ne siano)per cui non abbiamo a disposizione un’ampia scelta.Inoltre, andando più nel merito tecnico, non è facile rea-lizzare una transizione da coassiale a spina monofase otrifase che consenta un controllo sui parassiti e sulle cor-renti di modo comune tale da ridurre l’incertezza di tara-tura da 6,0° a 4,0° a 30 MHz.Possiamo anche cercare una nuova rete artificiale, lacui fase dell’impedenza sia più centrata rispetto allafascia di tolleranza ammessa dalla norma ma, pur pre-scindendo dal costo dell’operazione (confrontato poicol vantaggio tecnico/pratico che ne deriva), anchequesta ricerca darà molto probabilmente esito negati-vo. Non rimane che una via d’uscita: concludere posi-tivamente circa l’adeguatezza della rete artificiale macon un livello di copertura inferiore al 95%. Come giàho fatto nel secondo di questa serie di quattro articoli(quello dedicato ai metodi di prova e pubblicato nelnumero 3/2015 di T_M) raccomando di ricorrere allanorma IEC 115 e quindi ritenere ammissibile un livello
T_M ƒ 48

T_M ƒ 49
si affida ad altri documenti (es. ma -nuali d’uso)?Ove esistenti, prevedono i seguentipunti?a. responsabilità;b. adeguata formazione del persona-le o qualifica del fornitore in caso disocietà esterna;c. intervalli di manutenzione e taratura;d. descrizione delle attività da effet-tuare;e. identificazione delle parti da verifi-care;f. registrazioni da produrre”.Per la manutenzione delle apparec-chiature di misura elettroniche, comequelle EMC, ci si affida solitamente aimanuali d’uso. In genere è richiestaperiodicamente una pulizia esterna eun’ispezione a vista. Un elemento cri-tico degli strumenti è il connettored’ingresso/uscita del segnale RF. Veri-ficatene periodicamente l’integrità avista. Fra le apparecchiature di misu-ra critiche da sottoporre a manuten-zione e verifica includete i cavi coas-siali e i loro connettori: sono un ele-mento critico delle catene di misura,spesso sottoposti a ripetuti stress mec-canici. Un’ispezione periodica a vistadei connettori dei cavi e una verificadell’attenuazione di tratta con analiz-zatore di spettro e tracking generatorsono operazioni veloci e mettono alriparo da brutte sorprese.Più complessa è la manutenzioneperiodica di una camera anecoica. Laraccomandazione è di affidarsi al fab-bricante per la manutenzione del mec-canismo di apertura e chiusura dellaporta e l’eventuale sostituzione di “fingers” danneggiati. Il Laboratoriopuò verificare l’efficacia di schermaturacontrollando che all’interno non sia pre-sente campo elettromagnetico dovutoalle sorgenti più comuni (radio OM eOC, FM, TV, reti cellulari, Wi-Fi) a livel-li apprezzabili rispetto ai limiti di emis-sione irradiata più restrittivi. Per la veri-fica si userà la stessa configurazione dimisura impiegata per le misure di emis-sione irradiata. In pratica si registra il“fondo”. Sarà anche verificato, se lacamera viene allestita anche per proved’immunità, che i campi relativamenteintensi generati internamente non dianoluogo a campi elettromagnetici d’in-
tensità apprezzabile all’esterno. De -vono infine essere misurati periodica-mente (ad esempio ogni due anni, co -me raccomandato dalla guida SINALDT-0004) l’attenuazione normalizzata(NSA) e il rapporto d’onda stazionariadel sito (SVSWR) per la verifica dell’ef-ficacia di assorbimento del materialeanecoico e d’idoneità del sito ai requi-siti di uniformità del campo elettroma-gnetico. Dovrà essere anche verificataperiodicamente l’uniformità del campoelettromagnetico secondo la tecnicadescritta dalla norma IEC 61000-4-3.RT-08, p.to 5.5.8: “Verificare che esi-stano procedure di taratura che pre-vedano responsabilità e intervalli ditaratura”.Eccoci alle tarature! Come ispettore houn debito di riconoscenza nei confrontidegli amici Michele Borsero, GiuseppeVizio, Bruno Audone e Vittorio Ormez-zano, personalità conosciutissime all’in-terno della comunità EMC italiana. Ègrazie a loro infatti se esiste la guidaSINAL DT-0004. La guida fornisce indi-cazioni specifiche, per ciascuna appa-recchiatura di misura EMC e per lamisura dei campi elettromagnetici am -bientali, sugli aspetti più critici e dibat-tuti in ambito tarature: taratura ester-na/interna? Quale intervallo di taratu-ra? La taratura del fabbricante non ac -creditato è accettabile? Verifiche inter-medie di taratura sì/no? Quali verificheintermedie e ogni quanto? Come ispet-tore avrei un compito molto più difficilesenza la guida, e credo che anche iLaboratori accreditati ne traggano van-taggio, come minimo per il fatto di po -ter contare su un comportamento omo-geneo da parte di ACCREDIA nel valu-tare la riferibilità delle loro misure.Posso comunicare una buona notizia: èstata avviata la revisione della guida, enon solo per sostituire SINAL conACCREDIA nell’intestazione del docu-mento. Uno dei principali motivi allabase della revisione è sicuramente rece-pire, nel contesto delle prove EMC edella misura dei campi elettromagneticiambientali, le indicazioni del documen-to ILAC P10:2013 sulla riferibilità dellemisure. Assai recentemente (dicembre2015 - gennaio 2016) è circolato unquestionario presso Laboratori e ispet-tori operanti in ambito EMC, predispo-
di copertura del 50%. Molto pragma-ticamente raccomando di stabilire laconformità quando il valore misuratosta nella fascia di tolleranza (nell’e-sempio il valore misurato della fase di7,8° è nella fascia di tolleranza stabi-lita dalla norma di 0,3° ± 11,5°) el’incertezza estesa di taratura (6,0°) èinferiore alla tolleranza (11,5°).Approcci più raffinati (che tenganoconto ad esempio del rischio di pren-dere una decisione sbagliata) sonosicuramente possibili e disponibili manon credo possano essere adottatiunilateralmente, devono cioè essereconcertati da tutte le parti in gioco(chi norma, chi tara, chi prova, chiproduce, chi consuma).RT-08, p.to 5.5.1: “Sono disponibili eaggiornate le istruzioni per il funzio-namento delle apparecchiature?”Le istruzioni per il funzionamentodelle apparecchiature sono costituitedai manuali forniti dai fabbricantidelle apparecchiature stesse, manualiche non sono di solito oggetto di ag -giornamenti.RT-08, p.to 5.5.5: “Verificare che ladocumentazione relativa alle appa-recchiature impiegate nella provacomprenda un documento o una seriedi documenti che riportino:a. nome e descrizione dell’apparec-chiatura e del suo software;b. nome del fabbricante;c. modello/tipo, numero di serie e/ocodice identificativo del Laboratorio;d. data di ricevimento e data dimessa in servizio;e. collocazione, se del caso;f. procedura di manutenzione omanuale d’uso e manutenzione delcostruttore;g. annotazione cronologica degliinconvenienti riscontrati e degli inter-venti adottati;h. servizio interno o società esterne in -caricati della manutenzione, frequen-za della manutenzione, data di ese-cuzione, data della successiva manu-tenzione”.L’archivio informatico delle apparec-chiature di misura del Laboratorio devecontenere, per ciascuna apparecchiatu-ra, almeno le informazioni elencate.RT-08, p.to 5.5.5: “Il Laboratorio haemesso procedure di manutenzione o
N.01ƒ
; 2016 CAMPI E COMPATIBILITÀ
ELETTROMAGNETICA�

T_M ƒ 50T_M ƒ 50
va”, rev. 3.[3] RT-25, “Prescrizioni per l’accredita-mento dei Laboratori di taratura”, rev. 4.[4] IEC GUIDE 115:2007, “Applica-tion of uncertainty of measurement toconformity assessment activities in theelectrotechnical sector”.[5] ILAC P10:2013, “ILAC Policy onthe Traceability of MeasurementResults”.
prevista entro la prossima estate 2016.Continua nel prossimo numero!
RIFERIMENTI
[1] MD-09-01-DL/DS, “Lista di riscon-tro per la valutazione dei Laboratori(parte tecnica livello 1)”, rev. 2.[2] RT-08, “Requisiti generali per l’ac-creditamento dei Laboratori di pro -
sto dal gruppo di lavoro che si occupadella revisione della guida (e di cui hol’onere e l’onore di far parte), con cuisono stati raccolti suggerimenti utili edi cui tener conto per l’aggiornamentodel documento. Nello stesso periodo èstata condotta anche un’estesa ricercaper individuare guide analoghe al DT-0004 (sempre nel settore EMC) pub-blicate da altri Enti di accreditamento,organismi di normazione, associazioniprofessionali. Dai risultati dell’indaginesi evince che, pur esistendo guide simi-li da cui si potranno sicuramente estrar-re spunti interessanti, quella italianaappare essere tutt’oggi la guida piùcompleta e “ragionata”, sebbene ne -cessiti degli aggiornamenti necessariper adeguarsi all’evoluzione tecnicadegli ultimi otto anni. Al momento nonposso fare anticipazioni sui contenutidella nuova guida che vogliamo rende-re più completa e moderna. Dico soloche l’uscita del documento revisionato è
CAMPI E COMPATIBILITÀELETTROMAGNETICA
�
N.01ƒ
;2016
Carlo Carobbi è Ricercatore presso il Dipartimento di Ingegneriadell’Informazione dell’Università di Firenze dove insegna MisureElettroniche. Collabora come ispettore tecnico con l’Ente unico diaccreditamento ACCREDIA, sia per il Dipartimento La boratori diprova sia per il Dipartimento Laboratori di taratura. È Presidente delSC 210/77B del CEI (Compatibilità Elettromagnetica, Fenomeni in
alta frequenza) e membro di gruppi di lavoro internazionali (IEC) che sviluppanoe aggiornano norme di Compatibilità Elettromagnetica (EMC). Organizza e gesti-sce, in collaborazione con altri esperti, prove valutative di misure di Compatibili-tà Elettromagnetica. Nel 2015 ha ricevuto dalla IEC il 1906 Award per il suo con-tributo allo sviluppo delle norme EMC.

MISURE
EFIDATEZZA
I fattori umani
Rubrica a cura di Marcantonio Catelani1, Loredana Cristaldi2, Massimo Lazzaroni3
nell’analisi dell’affidabilità e del rischio – Parte II
1 Università degli Studi di [email protected] Politecnico di [email protected] Università degli Studi di Milanoe INFN - Sezione di [email protected]
Alcuni degli argomenti trattatidiscorsivamente in questa Rubricapossono essere ulteriormenteapprofonditi in [1]
�
Nel precedente numero di T_M [1] si èarrivati a introdurre una disciplina e unconcetto particolarmente importantiper quanto concerne i fattori umani nel-l’analisi dell’affidabilità e del rischio: laHuman Reliability Analysis(HRA) e il Performance ShapingFactor (PSF) [2] (NdA: Alcuni degliargomenti trattati discorsivamente inquesta breve memoria possono essereulteriormente approfonditi in [2] e [3] acui gli autori rimandano il lettore). Que-sti concetti, insieme agli altri che illu-streremo in questo numero, hannoormai sulle spalle una lunga storia indiversi ambiti applicativi. Uno di que-sti, peraltro molto importante, è quellodei sistemi e degli impianti nucleari do -ve, va da sé, è assai importante valu-tare con quale probabilità un erroreumano può verificarsi, e anche in chemodo questo errore può minare l’affi-dabilità, la disponibilità e la sicurezza(nel senso di safety) di questi impian-ti che, per loro natura, richiedono diessere gestiti al meglio. Uno dei primie spesso citati documenti è il cosiddet-to Handbook of human Reliabi-lity Analysis with Emphasis onNuclear Power Plants Applica-
tions del lontano 1983 [3] a cui, al -meno in parte, ci rifaremo.È cosa ben nota e documentata in lette-ratura che, in sistemi molto complessidove è prevista l’interfaccia uomo-mac-china (man-machine systems), l’er-rore umano è il fattore che porta mag-gior contributo ai fallimenti reali opotenziali. Lo studio dei grandi inciden-ti in impianti complessi evidenzia comel’essere umano (l’operatore), con unasua azione (o mancata azione), possaessere una causa importante nell’instau-rarsi e nella propagazione di un inci-dente ma anche, fortunatamente, unacausa di mitigazione dello stesso. Con-viene quindi, in questa sede, riprendereil discorso già iniziato in precedenza,dare definizioni puntuali, ed estendere ilcampo di analisi anche facendo ricorsoalla normativa internazionale, alla lette-ratura scientifica, e alle prassi che si so -no affermate nel tempo. La letteratura èmolto vasta, quella citata può comunqueservire come valida traccia [2-16].La HRA, ribadiamo, è il metodo concui viene valutata “l’affidabilità” del-l’uomo in quanto “operatore”: persvolgere l’analisi è quindi necessarioidentificare le azioni umane che pos-sono avere effetti sull’affidabilità, sulladisponibilità e sulla sicurezza delsistema (NdA: La sicurezza a cui ci siriferisce in questo caso è prevalente-mente quella che gli anglosassoniidentificano con il termine “safety”. Èperò del tutto evidente che i compor-
tamenti umani possono minare anchela sicurezza che s’identifica con il ter-mine inglese “security”).Si possono per esempio studiare leazioni richieste in uno specifico con-testo. In tale contesto si possono evi-denziare due situazioni: un’azionenon compiuta o compiuta in modoerrato, quando dovrebbe invece esse-re compiuta e compiuta correttamen-te, ma anche la situazione per cui siha un’azione estranea alle attese eche tuttavia può generare un degradodelle prestazioni del sistema stesso.Quest’ultima tipologia di azione, pe -raltro, è assai difficile da studiare, senon per il fatto che risulta praticamen-te impossibile prevedere e/o anticipa-re tutte le possibili azioni. Si può, alpiù, tentare d’individuare quali sonole azioni non volute che possono por-tare maggior detrimento all’affidabili-tà e alla disponibilità del sistema. Alcontempo, è anche arduo associare aquesta categoria di azioni una proba-bilità di accadimento, anche se va co -munque riconosciuto che queste azio-ni sono generalmente rare (accadonocioè con bassa probabilità).Molti autori hanno sviluppato tecnicheper affrontare analisi di questo tipo. Aogni buon conto la HRA è descrittanel contesto di una valutazione dei ri -
MEASUREMENT & DEPENDABILITYIn this section we continue the analysis, started in the previous issue, of themethods that have been defined to take into account human factors in theevaluation of reliability and risk.
RIASSUNTOIn questo numero prosegue l’analisi, già avviata nel numero precedente,relativa ai metodi utilizzati per tener conto dei fattori umani nelle valuta-zioni dell’affidabilità e del rischio.
T_M N. 1/16 ƒ 51

MISUREE FIDATEZZA
�
N.01ƒ
;2016
schi di tipo probabilistico (Probabilistic Risk Asses-sment – PRA): una rigorosa e sistematica identifica-zione dei livelli di danno che possono risultare da un’o-perazione non corretta e da una valutazione quantitati-va della verosimiglianza di tale accadimento.Lo Human Performance Model (HPM) è un’astra-zione che simula il modo in cui il sistema funziona ope-rativamente. In particolare, con questo concetto si vuoleindicare una rappresentazione schematica di un com-portamento umano nel contesto in esame.Lo scopo di questo modello nell’ambito della PRA è arri-vare a predire quanto bene le persone siano in grado disvolgere i compiti a loro assegnati, in condizioni sia nor-mali sia anomale.Nel fare tutto ciò è spesso necessario individuare qualisono i fattori che hanno maggior effetto sulle prestazio-ni del sistema (Performance Shaping Factors -PSF). Questi possono, a priori, essere di origine internao esterna. I PSF interni rappresentano le caratteristicheindividuali della persona, ad esempio le sue capacità,competenze, motivazioni e aspirazioni che, tutte, posso-no influenzarne le prestazioni. I PSF esterni possono in -vece essere l’ambiente di lavoro, la presenza o meno diprocedure ben fatte scritte o trasmesse oralmente, ecc.L’estensore dell’analisi deve individuare fra tutti i PSF pos-sibili quali sono quelli che effettivamente influenzano inmodo rilevante il sistema in studio. Fra i PSF sono da se -gnalare anche le sollecitazioni psicologiche (distrazioni,lavoro monotono, tempi ristretti, minacce, situazioni diemergenza, ecc.) e fisiologiche (fatica, scomodità, costri-zione nei movimenti, caldo o freddo eccessivi, ecc.). È be -ne sottolineare il fatto che non solo l’eccesso di stress, maanche la mancanza di sollecitazioni, possono essere dan-nosi. Si è infatti constatato che le prestazioni umane risen-tono dello stress in modo inaspettato: sia l’eccesso di sol-lecitazioni sia la loro mancanza comportano prestazioniumane non ottimali. Un livello di sollecitazioni moderato èinfatti sempre necessario per garantire un’“eccitazione”sufficiente per avere risposte affidabili.Come anticipato nel precedente numero di T_M [1], percatturare l’intera gamma di quelli che vengono definiti“Performance Shaping Factors” (PSF) umanidurante lo svolgimento di un determinato compito, si èsoliti affidarsi a prove ripetute dove si cerca di forzarel’occorrenza di situazioni favorevoli all’errore. Restaperò poco chiaro come tali procedure possano influen-zare la verosimiglianza dello scenario creato rispettoall’ipotetico scenario reale.Sempre nell’ambito dei PSF va ricordato che esistono con-venzioni spesso assimilabili ad abitudini (PopulationalStereotypes) di cui è necessario tener conto (ad esempioci si aspetta che per aumentare il flusso d’acqua si debbaagire sulla valvola girando in una certa direzione conven-zionalmente nota a tutti). È chiaro che un sistema già di persé complesso, dove non dovessero essere rispettate questeconvenzioni/stereotipi, complica (forse inutilmente) la situa-zione, in quanto l’operatore è chiamato a inibire le sue nor-

T_M ƒ 53
MISUREE FIDATEZZA
�N.01ƒ
; 2016
mali aspettative e/o comportamenti.Ciò è molto difficile e, anche a segui-to di opportuni percorsi d’istruzione,in caso di emergenza o di stress, l’o-peratore tende a ritornare, quasisenza accorgersene, ai comporta-menti dettati dai Populational Ste-reotypes.La dipendenza (Dependance) è unaltro PSF di grande importanza. Si haquesta dipendenza quando la proba-bilità di guasto (errore) in un compitoè influenzata dal successo o dal falli-mento di un altro compito. Questo ti -po di dipendenza è peraltro subdolo,in quanto si manifesta sia quando idue (o più) compiti sono affidati allastessa persona, sia quando sono affi-dati a persone diverse. Si possonoprevedere diversi livelli di dipendenzache variano dall’indipendenza (ZeroDependance – ZD) alla dipenden-za completa (Complete Depen-dance – CD). Fra i due estremi è pos-sibile essere in presenza di una dipen-denza limitata (Low Dependance –LD), di una dipendenza moderata(Moderate Dependance – MD) e,infine, di una dipendenza elevata(High Dependance - HD).Quanto sopra è propedeutico (anchese non esaustivo) al concetto di erroreumano (Human Error) che model-lizza l’insieme delle azioni umane(dell’operatore) che eccedono i limitidi accettabilità e che possono portarea conseguenze indesiderate. Questoè un concetto che riteniamo di sicurointeresse e, a tal proposito, ci piace-rebbe conoscere il parere e le even-tuali esperienze dei nostri lettori.
RIFERIMENTI BIBLIOGRAFICI
1. M. Catelani, L. Cristaldi, M. Lazzaro-ni, I fattori umani nell’analisi dell’affida-bilità e del rischio - Parte I, Tutto_Misurevol. 17, N. 4 (Dicembre 2015), ISSN:2038-6974, pp. 291-293.2. E. Zio, Reliability engineering: Oldproblems and new challenges. Relia-bility Engineering & System Safety,ISSN:0951-8320, Volume 94, Issue2, Pages 125-141 (February 2009),doi:10.1016/j.ress.2008.06.002.3. Handbook of human Reliability
Analysis with Emphasis on NuclearPower Plants Applications, NUREG/CR-1278, 1983. Available on line:http://pbadupws.nrc.gov/docs/ML0712/ML071210299.pdf4. J. Engell et al. Coleridge S.T.Biographia Literaria. In: Engell J.,Bate W.J., editors. The collectedworks of Samuel Taylor Coleridge.New Jersey, USA: Princeton UniversityPress; 1983.5. J.H. Saleh, K. Marais, Highlightsfrom the early (and pre-) history of reli-ability engineering. Reliab Eng SystSaf 2006;91:249-56.6. M. Lazzaroni, L. Cristaldi, L. Peretto,P. Rinaldi and M. Catelani, ReliabilityEngineering: Basic Concepts andApplications in ICT, Springer, ISBN:978-3-642-20982-6, e-ISBN:978-3-642-20983-3, DOI 10.1007/978-3-642-20983-3, 2011 Springer-Verlag,Berlin Heidelberg.7. A. Coppola, Reliability engineeringof electronic equipment: an historicalperspective. IEEE Trans Reliab1984;R-33(1):29-35.8. C. Duval, A. Leger, P. Weber, E. Lev-rat, B. Lung, R. Farret, Choice of a riskanalysis method for complex socio-technical systems. In: Proceedings ofESREL 2007, Stavanger, Norway, vol.1, 25-27 June 2007. p. 17-25.9. A. Gregoriades, A. Sutcliffe, J.E.Shin, Assessing the reliability of socio-technical systems. Syst Eng 2003;6(3):210-2310. J. Reason, Managing the risks oforganisational accidents. Aldershot:Ashgate Publishing Ltd.; 1998.11. T. Aven, S. Sklet, J.E. Vinnem, Bar-rier and operational risk analysis ofhydrocarbon release (Bora Release)part I. Method description. J HazardMater 2006;A137:681-91. 12. N.W. Hurst, L.J. Bellamy, T.A.Geyer, J.A. Astley, A classificationscheme for pipework failures toinclude human and socio-technicalerrors and their contribution topipework failure frequencies. J Haz-ard Mater 1991;26:159-86.13. D.M. Murphy, M.E. Pate-Cornell,The SAM framework: modelling theeffects of management factors onhuman behaviour in risk analysis. RiskAnal 1996;16:501-15.
14. J.I.H. Oh, W.G.J. Brouwer, L.J.Bellamy, A.R. Hale, B. Ale, I.A. Papa-zoglou, The I-risk project: develop-ment of an integrated technical andmanagement risk control and monitor-ing methodology for managing andquantifying on-site and off-site risks.In: A. Mosleh, R. Bari, editors. Pro-ceedings of the international confer-ence on probabilistic safety assess-ment and management 4 (PSAM 4).Springer: New York; 1998. p.2485–91.15. K. Oien, A framework for theestablishment of organisational riskindicators. Reliab Eng Syst Saf2001;74:147-67.16. J. Wreathall, D.L. Schurman, M.Modarres, N. Anderson, M.L. Roush,A. Mosleh, US regulatory commis-sion: a framework and method for theamalgamation of performance indica-tors at nuclear power plants. ReportNUREG-5610, vols. 1 and 2, USNuclear Regulatory Commission,Washington, DC, USA, 1992.
AD A&T 2016 ROBOTIC WORLDLA FIERA ITALIANADELLA ROBOTICA
www.affidabilita.euIl primo evento
espositivo italiano dedicato alla robotica
industrialeLa decima edizione di A&T (Torino, 20-21 aprile 2015) si am plierà ulte-riormente ospitando A&T – ROBO-TIC WORLD, la prin cipale vetrinaitaliana per il mon -do della robotica,grazie alla qualitàdella sua offertaespositiva e conte-nutistica.

ne e il cosiddetto effetto Doppler(misura della differenza di fase) sonodue tecniche fondamentali per misu-rare il flusso.I trasduttori piezoelettrici generano
onde ultrasoniche, che s’inseriscononel liquido diagonalmente rispettoalla direzione del flusso. La misuradel tempo di propagazione si basasulla trasmissione e ricezione alter-nata d’impulsi ultrasonici, verso econtro la direzione del flusso. In que-sto caso due trasduttori piezoelettri-ci, operanti rispettivamente come tra-smettitore e come ricevitore, sono di -sposti diagonalmente rispetto alla di -rezione del flusso in un percorso acu-stico (Fig. 2).
TECNOLOGIE
INCAMPO Misure di flusso
mediante ultrasuoninell’edilizia, nell’ingegneria e nell’industria
� Rubrica a cura di Massimo Mortarino ([email protected])
T_M N. 1/16 ƒ 55
TECHNOLOGIES IN ACTIONThe section “Technologies in action” presents a number of recent casestudies of industries or institutions gaining profit from the latest innovationin measuring instruments and systems.
RIASSUNTOLa Rubrica “Tecnologie in campo” presenta un compendio di casi di studiodi Aziende e/o istituzioni che hanno tratto valore aggiunto dalla modernastrumentazione di misura.
MISURE DI FLUSSO MEDIANTEULTRASUONI NELL’EDILIZIA,INGEGNERIA E INDUSTRIA
di Gianluca Poli – Physik Instrumente –[email protected] cosiddetti "misuratori di flusso statici"realizzati con trasduttori a ultrasuonisono utilizzati sempre più di frequentenei moderni impianti civili, per misura-re il consumo d’acqua (Fig. 1). Ancheil consumo di gas può essere registratosfruttando il medesimo principio. Mol-teplici tipologie di componenti piezoe-lettrici, come piastrine, dischi o anelli,possono essere utilizzate come trasdut-tori a ultrasuoni. Esistono due differenti metodi checonsentono di misurare un flusso: la
misura del tempo di propagazione el’effetto Doppler.In molti settori misurare la portata è fon-damentale per il controllo dei processi.Un esempio può essere riscontrato neimoderni impianti civili, dove viene co -stantemente registrato il consumo d’ac-qua calda o d’acqua per riscaldamen-to domestico. Questo permette di fattu-rare la giusta quantità d’acqua consu-mata e, nello stesso tempo, di garantir-ne sempre una sufficiente quantità.Anche i processi di misura nei settoridell’automazione industriale, in parti-colare dell’industria chimica, sono mol -to complessi. In questo caso i trasdutto-ri a ultrasuoni sono utilizzati per misu-rare la portata volumetrica: invece dipesare la quantità di una sostanza, vie -ne effettuata una misura continua delvolume per un controllo più generaledel processo. Possono essere rilevatenon solo la velocità del flusso, ma an -che la concentrazione di determinatesostanze, aspetto molto importante pertracciare le reazioni chimiche.In linea di principio, è possibile misu-rare anche la quantità di gas, ma que-sto procedimento è tecnicamenteancora più complesso rispetto ai pre-cedenti, in particolar modo vista lanatura del mezzo.
Misura di flusso mediante ultrasuoni
La misura del tempo di propagazio-
Figura 1 – Misuratore di flusso convenzionale che registra la quantità d’acqua consumata
da una famiglia. Oggi la misura del consumo e della portata è sempre più spesso
effettuata da sensori a ultrasuoni
Figura 2 – Principio di misura del tempodi propagazione mediante ultrasuoni
Il movimento del pacchetto d’ondanel mezzo (liquido o gassoso) causauna sovrapposizione fra la velocitàdi propagazione del suono e quelladel flusso. La velocità del flusso èproporzionale al reciproco della dif-ferenza fra i tempi di propagazione,verso e contro la direzione del flus-so. L’effetto Doppler viene invece uti-lizzato per valutare lo spostamentodi fase e di frequenza delle ondeultrasoniche che vengono disperse oriflesse dalle particelle di liquido(Fig. 3). Lo spostamento di frequen-za tra il fronte d’onda riflesso, emes-so e ricevuto dallo stesso trasduttorepiezoelettrico, è proporzionale allavelocità del flusso.

Sensori a ultrasuoni di PI Ceramic
PI Ceramic GmbH è leader a livellomondiale nel campo delle ceramichepiezoelettriche personalizzate. Il clien-te viene coinvolto fin dalle fasi inizialidella progettazione del componente,avendo a disposizione un’ampia va -rietà di geometrie, tra cui piastrine, di -schi, tubi, anelli o qualsiasi altra for -ma arbitraria. In questo contesto icomponenti piezoelettrici possonoessere utilizzati sia come sensori siacome attuatori. PI Ceramic realizzagrandi quantità di elementi piezoelet-trici specifici per la produzione di mi -suratori di portata.
TECNOLOGIEIN CAMPO
�
N.01ƒ
;2016
T_M ƒ 56
Semplicità d’installazioneanche su dispositivi esistenti
I sensori piezoelettrici possono essereapplicati a un sistema esistente, in mo -do molto semplice e senza alcun tipod’interferenza (Fig. 4). Il sensore, in -fatti, non ha alcuna influenza sul flus-so e non entra in contatto con il mez -zo fluente, pertanto tutti i tubi esistentirimangono intatti. Questo è importan-te, ad esempio, quando i liquidi scor-rono ad alta pressione, quando sonoaggressivi o quando esistono restri-zioni igieniche particolari. Inoltre con-sente di evitare effetti abrasivi sulleapparecchiature di misura. I sensoriinstallati successivamente rappresen-tano la scelta ideale per il monitorag-gio d’impianti esistenti o per effettua-re misure limitate nel tempo e con ilminimo sforzo.In alternativa, per applicazioni speci-fiche, questi trasduttori possono esse-re integrati anche direttamente all’in-terno del flusso (Fig. 5). Ciò è parti-colarmente adatto per misure per lequali il materiale della parete ha unatrasmissione del suono molto bassa.La precisione di misura di un trasdut-tore integrato è infatti superiore aquella della misurazione del flussodall’esterno.
Figura 3 – Effetto Doppler(misura della differenza di fase)
Figura 4 – Differenti trasduttori piezoelettrici a ultrasuoni OEM, con ceramica
piezo integrata nel sensore e dotati di contatti elettrici
Figura 5 – Celle di misura per calcolare la portata mediante ultrasuoni
LA MULTIFISICA ÈACCESSIBILE A TUTTI
La versione 5.2 del software di simulazio-ne COMSOL Multiphysics® e di COM-SOL Server™ introduce nuove funzionalità,maggiore stabilità, robustezza e rapidità diesecuzione e favorisce la collaborazioneall’interno delle organizzazioni, offrendo agliesperti di simulazione gli strumenti per condi-videre il proprio lavoro con gli altri reparti,dai dipartimenti di progettazione e sviluppo aquelli di produzione e collaudo. Ecco alcunedelle principali novità introdotte.Nell’Application Builder i nuovi Editor Tool ren-dono facile e veloce la creazione di compo-nenti per l’interfaccia utente. Ora è possibileintrodurre con pochi clic, nell’interfaccia utentedelle App, qualsiasi parametro di modellazio-ne, impostazione fisica o risultato, come datinu merici e grafici. Tra le nuove funzionalitàsuggerite dagli utenti vi è la possibilità di ag -giornare i grafici mentre le App sono in esecu-zione. Il progettista della App può mostrareagli utenti i grafici delle variabili d’interesse du -rante il processo di soluzione, aiutandoli aseguire la progressione del processo di solu-zione, e permette loro di avere grafici sullageo metria, la mesh, la soluzione. Nella versione 5.2 di COMSOL Server™,una nuova funzione di caching permette dilanciare le App cinque volte più rapidamen-te. Inoltre, gli amministratori possono fare inmodo che una singola App venga lanciataistantaneamente al login degli utenti.Le Application Library sono state ampliate concirca 50 nuove App, che includono simulazio-ni di processi di dialisi a membrana, tratta-mento acque, raffreddamento termoelettrico,scambiatori di calore, progettazione di dispo-sitivi touchscreen, magnetic prospecting, tra-sduttori piezoacustici, progettazione di silen-ziatori, sensori MEMS, recipienti in pressione emolto altro. Lo scopo di queste App è di offrireagli utenti esempi che possano facilmente esse-re analizzati, modificati e utilizzati come puntodi partenza per le proprie App.Sono state infine introdotte novità anche nellefunzionalità di base del software e nei suoimoduli aggiuntivi.
Per maggiori informazioni: www.comsol.it/release/5.2
NEWS
�

– da stabilità come problema in prati-ca ingegneristico (prima strategia:metro come lunghezza di un certo og -getto, che quindi deve essere mante-nuto stabile);– a stabilità come problema di fisicasperimentale (seconda strategia: me -tro come lunghezza di un certo tipo dioggetti, che si è accertato sperimen-talmente essere stabile);– a stabilità come problema di fisicateorica (terza strategia: metro comelunghezza funzione di una certa gran-dezza fondamentale, che si è teoriz-zato essere costante).In riferimento alla terza strategia,quella che ha ispirato il “nuovo SI”, ilpunto critico è se i cambiamenti, cheprima o poi dobbiamo aspettarci, sa -ranno solo adattamenti a parità distruttura o comporteranno cambia-menti strutturali. Concretamente, po -trebbe accadere che si identifichinonuove equazioni tra grandezze, chesono indipendenti dalle unità e allabase della struttura della teoria fisica(è il caso delle equazioni relativisti-che, che hanno modificato le equa-zioni della meccanica galileiana-new-toniana), oppure si accerti che unagrandezza ritenuta costante non lo è.Si tratterebbe plausibilmente di uncambiamento rivoluzionario, e che ri -chiederebbe una revisione strutturaledel SI a seguito della nuova teoria fisi-ca. Ma appunto potrebbe presentarsi,e forse con maggiore probabilità,anche la necessità di cambiamentinon così radicali. Dell’importanza dipoterli gestire appropriatamente, sen -za dover ristrutturare il SI, si è già ac -cennato nell’articolo e la lettera diFranco Pavese (T_M 4/2015, Lettereal Direttore, pp. 303-304) argomentaal proposito.Consideriamo dunque la versione piùcoerente e sistematica della terza stra-tegia, che è stata chiamata “GlobalExplicit Constant Definition” (GCD).
METROLOGIA
GENERALE
Ancora sul nuovo SIIn risposta alla lettera di Franco Pavese: un lavoro a quattro mani!
�Rubrica a cura di Luca Mari ([email protected])
T_M N. 1/16 ƒ 57
GENERAL METROLOGYIn this permanent section of the Journal our colleague and friend Luca Mari,world-recognized expert in fundamental metrology and member of severalInternational Committees, informs the readers on the new development ofthe fundamental norms and documents of interest for all metrologists andmeasurement experts. Do not hesitate to contact him!
RIASSUNTOIn questa Rubrica permanente il collega e amico Luca Mari, internazional-mente riconosciuto quale esperto di metrologia fondamentale e membro dinumerosi tavoli di lavoro per la redazione di Norme, informa i lettori sui piùrecenti temi d’interesse e sugli sviluppi di Norme e Documenti. Scrivete a Lucaper commentare i suoi articoli e per proporre ulteriori temi di discussione!
Caro Direttore,eccomi a rispon-dere alla tua ri -chiesta di una ri -sposta alla letteradi Franco Pavese,pubblicata nel nu -mero 4/2015 di
T_M. Ho fatto in effetti un poco di più:con Franco abbiamo dialogato in mo -do costruttivo, ed essendoci trovatifacilmente in accordo praticamente sututto è stato ovvio proporgli di scrive-re insieme. Sono contento che Francoab bia accettato, e il risultato è quantosegue.Grazie dunque per la sollecitazione,e per lo spazio che ci concedi.
Luca Mari
La metrologia opera costitutivamentecreando relazioni: tra conoscenzaempirica e matematica, e tra cono-scenza empirica e Società. Questoruolo è evidentemente cruciale, e lo sipuò sottovalutare – come purtroppoaccade spesso – solo dandolo perscontato, anche quando scontato nonlo è affatto. Il cosiddetto “nuovo Siste-ma Internazionale” di unità di misura,presentato su Tutto_Misure nei numeri2/2015 e 3/2015 in due articoli poicommentati da Franco Pavese nel nu -mero 4/2015, pone interessanti pro-
blemi proprio a questo proposito: co -me conciliare il requisito sociale distabilità nel tempo del sistema metro-logico con la condizione di aperturaal cambiamento, imprescindibile peruna scienza che intenda mantenersivitale?Infatti, una rottura sensibile della con-tinuità del sistema metrologico, comequella che si manifesterebbe per esem-pio cambiando l’unità di lunghezzapur mantenendone il nome (comefosse, in modo drammatico: da doma-ni il metro è il doppio di quanto è og -gi), comporterebbe costi sociali note-voli, in particolare dovuti alla ne ces -sità di rimisurare o almeno di riasse-gnare i valori di grandezza (un og get -to lungo un metro oggi sarebbe lungomezzo metro domani). D’altra partenon possiamo garantire che la cono-scenza di cui disponiamo attualmentesi manterrà stabile, e anzi la storiadello sviluppo scientifico e tecnologi-co ci insegna che è probabile che laconoscenza continuerà a modificarsi.La conciliabilità di stabilità e possibili-tà di cambiamento è dunque un pro-blema fondamentale, e le tre strategieper la definizione delle unità accen-nate nell’articolo (in particolare nellaparte pubblicata nel numero 3/2015di T_M) hanno progressivamente spo-stato l’enfasi al proposito:

T_M ƒ 58
METROLOGIAGENERALE
�
N.01ƒ
;2016
In un sistema GCD le unità sono defi-nite prendendo come riferimento uninsieme {Ci} di grandezze che sonomodellizzate come costanti (che unagrandezza sia una costante non èinfatti “un dato”, ma comunque il risul-tato dell’assunzione di un modello) estabilendo un certo valore numerico kiper ogni Ci. Ogni unità [Q] è alloradefinita come:
[Q] = ∏i(Ci/ki)ni
così che un sistema GCD è caratteriz-zabile come un sistema di unità in cui lecostanti Ci hanno valore ki. Se le Ci chesi scelgono sono costanti fondamentali,quindi assunte come universali e inva-rianti in accordo alla teoria corrente, ilsistema di unità è definito al meglio,data la conoscenza disponibile. Rima-ne d’altra parte un punto delicato inquesta definizione, proprio dovuto allasua dipendenza dall’insieme {ki}.
Per chiarire in che senso sia proble-matica la scelta di vincolare la defini-zione all’insieme {ki}, notiamo che legrandezze Ci modellizzate come co -stanti hanno in effetti due ruoli: sonosia connettori tra le grandezze checompaiono in leggi fisiche sia essestesse appunto grandezze di tipi dioggetti. Per esempio, la grandezza c èsia il connettore tra energia e massanell’equazione E = mc2, sia la velocitàdella luce nel vuoto. Questa secondafunzione rende di principio le gran-dezze Ci misurabili, attraverso un’inte-razione empirica con il loro tipo dioggetti, la luce nel vuoto nel caso di c,ed è infatti proprio attraverso misura-zioni che si è stabilito un valore nume-rico ki per Ci nel contesto di un sistemadi unità definito a partire da grandez-ze di oggetti (prima strategia) o di tipidi oggetti (seconda strategia), valorenumerico che, con la nuova definizio-
ne basata sulla terza strategia, giusta-mente si mantiene in accordo al prin-cipio di continuità richiamato sopra.Il fatto che le grandezze Ci possanoessere oggetto d’interazione empiri-ca, e quindi di misurazione in pre-senza di unità e campioni preceden-temente definiti, rende concettual-mente e operativamente possibileche nell’interazione o misurazione sisiano commessi errori sistematici. Hadunque senso un’affermazione peresempio come “le nuove evidenzesperimentali mostrano che la velocitàdella luce nel vuoto è diversa daquella che avevamo assunto finora”.In una situazione in cui le unità sonodefinite indipendentemente da talegrandezza, la condizione è struttu-ralmente non problematica e richie-de solo di correggere il valore nume-rico (nell’unità appropriata) associa-to alla grandezza, da ki a ki
*. Ma

T_M ƒ 59
N.01ƒ
; 2016
N.01ƒ
; 2016 METROLOGIA
GENERALE�
che fare nel caso in cui questa richie-sta di cambiamento si presenti unavolta che il sistema di unità è di tipoGCD ed è stato definito a partireanche da Ci? Si può:– mantenere comunque il sistema co -m’è, ammettendo dunque che in effet-ti non è basato su costanti fondamen-tali, e dunque in particolare ipotizza-te come invarianti nello spazio e neltempo, oppure– cambiare l’intera definizione, pas-sando a un nuovo sistema in cui inparticolare il valore numerico asso-ciato a Ci è ki
*.Con qualche cambiamento nella stra-tegia di definizione del sistema diunità si potrebbe fare di meglio: sitratta evidentemente di un problemastrutturale, che non riguarda questio-ni di fisica, e perciò ne discutiamo inriferimento a un sistema semplificato,in cui solo le unità di durata, lunghez-za e massa sono definite (una piccolanota: la grandezza di cui il secondo èl’unità è la durata, non il tempo, perla stessa ragione per cui il metro è l’u-nità della lunghezza e non dello spa-zio). Al proposito il “nuovo SI” scrive-rebbe qualcosa del tipo:“Il SI è il sistema di unità tale che lafrequenza di transizione DnCs dell’a-tomo di cesio […] è 9 192 631 770hertz, la velocità c della luce […] è299 792 458 metri al secondo, e la co -stante di Planck h è 6,626 069 3 × 10−34
joule secondo”.Si noti che questa definizione fa rife-rimento a una certa frequenza di uncerto atomo, che non è certo unacostante fondamentale, e quindi inquesta parte la definizione si basasulla seconda strategia: non è peròquesto il problema di cui ci occupia-mo qui. Possiamo anzi astrarre daquesti aspetti non strutturali riscri-vendo:“Il SI è il sistema di unità tale che la fre-quenza C1 è 9 192 631 770 hertz, lave locità C2 è 299 792 458 metri al se -condo, e l’azione C3è 6,626 069 3 × 10−34
joule secondo”.Si evidenzia qui un primo problema:questa definizione contiene il riferi-mento a unità (hertz, metro, secondo,joule) che in effetti sono l’oggettodella definizione stessa, e quindi pos-
sono essere date per conosciute soloin una logica di transizione (comefosse: “caro lettore, definiamo l’hertz,il metro, ... sfruttando il fatto che tu nehai comunque già una definizioneprecedente”). L’ovvia soluzione è per-ciò di riformulare:“Il SI è il sistema di unità tale che la frequenza C1 è 9 192 631 770 unitàdi frequenza, la velocità C2 è299 792 458 unità di velocità, e l’a-zione C3 è 6,626 069 3 × 10−34
unità di azione”.Interessante in questa definizione ètra l’altro che le grandezze a cui sifa riferimento, e che dunque si po -trebbero considerare la “base fon-damentale” del sistema, sono fre-quenza, velocità e azione, e nondurata, lunghezza e massa, chesono comunque ricostruibili dalleprime grazie alle equazioni tragrandezze (che non dipendono daunità...) della fisica.Si completa il percorso di decostru-zione della definizione riconoscendoche i valori numerici ki non hanno unruolo strutturale, e quindi la definizio-ne davvero fondamentale è:“Il SI-fondamentale è il sistema coe-rente di unità tale che C1 è l’unità-fon-damentale di frequenza, C2 è l’unità-fondamentale di velocità, e C3 è l’uni-tà-fondamentale di azione”.Così, in accordo a questa definizione,per esempio la costante di Planck havalore 1 unità-fondamentale di azione.Da qui si può ricostruire il sistema,passando dal SI-fondamentale al SI-convenzionale (cioè il SI come intesoattualmente), definito allo scopo disalvaguardare il principio di conti-nuità:Il SI è il sistema coerente di unità taleche:
(A) l’unità di durata si chiama“secondo”, simbolo “s”, l’unità di lun-ghezza si chiama “metro”, simbolo“m”, e l’unità di massa si chiama“kilogrammo”, simbolo “kg”;
(B) la frequenza DnCs è k1 s–1, lavelocità c è k2 m s–1, e l’azione h è k3kg m2 s–2;
(C) i valori numerici sonok1 = 9,192 631 770 × 10−10,k2 = 2,997 924 58 × 10−9,k3 = 6,626 069 3 × 10−34.
(La clausola (C) specifica valori stipu-lati come esatti, benché essi derivinoda conoscenza ottenuta sperimental-mente e quindi incerta).Un sistema di unità è dunque definitosecondo questa logica:– si assumono un sistema di equazio-ni tra grandezze e un insieme di gran-dezze costanti {Ci} in numero corri-spondente alla dimensione della basedel sistema; – su questa base si definisce innanzi-tutto un sistema fondamentale in cuiogni Ci ha valore numerico 1;– se ne deriva quindi un sistema con-venzionale in cui, per consentire lacontinuità con il sistema adottato inprecedenza, si ammette che ogni Cipossa avere un valore numerico kidiverso da 1;– in accordo alla miglior conoscenzadisponibile si assegnano infine i valo-ri ki, che sono in effetti quelli del siste-ma precedente (la migliore conoscen-za possibile è infatti quella che prece-de immediatamente la formulazionedel nuovo sistema: questo è il pilastrodella continuità).Questa logica produce l’evidentebeneficio che garantisce:– sia la stabilità strutturale del siste-ma, che infatti deve essere modifica-to solo in seguito a una novità radi-cale come la riformulazione di un’e-quazione tra grandezze, e dunquenella clausola (A), o l’identificazioneche una grandezza ritenuta costantenon è tale, e dunque nella clausola(B);– sia la sua parziale modularità, gra-zie alla parametrizzazione della strut-tura stessa, così che la correzione alvalore di una costante richiederebbesolo di aggiornare la clausola (C)della definizione. Un ulteriore interessante punto afavore di questa logica di definizio-ne è che distingue con chiarezza lecomponenti della definizione chesono basate sulla teoria assunta equelle che sono invece convenziona-li: in questo modo anche la com-prensibilità della definizione paremigliorare, una caratteristica impor-tante dato il ruolo critico che il SI hanella Società.
Luca Mari, Franco Pavese

NEWS
�
N.01ƒ
;2016
Vic-3D HSVA (High Speed VibrationAnalysis) è un sistema di misura dellevibrazioni senza contatto della fami-glia Vic-3D, prodotti che utilizzano latecnologia dell’analisi delle immaginimediante correlazione digitale. Gra-zie all’utilizzo di due telecamere digi-tali veloci con il software di analisiVic-3D, consente di vedere a tuttocampo in 3D, misurare e analizzaregli eventi transienti. Si possono osser-
vare nel dominio della frequenza le deformazioni strutturali indotte da forzeoperative nella forma di ODS (Full-field Operational Deflection Shape) econfrontarle con livelli di precisione dell’ordine del nanometro. L’immagine, qui proposta, mostra una ODS (Operational DeflectionShape) ottenuta con VIC-3D High Speed Vibration Analysis System™.Spostamenti 3D, deformazioni, spostamenti, velocità e accelerazionipossono essere calcolate dal software. Il risultato non è solo visivo, maconsente l’esportazione di dati quantitativi sul comportamento dell’og-getto. È possibile generare un’animazione 3D della ODS a frequenza di441 Hz con un’ampiezza di spostamento di soli 6 mm. Le forme ODS,create tramite prove transienti, individuano in un campione di prova irre-golarità di superficie, non-uniformità di spessore, punti deboli e presen-za di cricche e difetti. Il sistema può essere usato per vedere, confrontare, animare, estrarre edesportare dati per un confronto con i modelli FEA; misurare campi 3D,modi ad alta frequenza con la risoluzione del nanometro; misurare bas-sissime ampiezze con elevate accelerazioni; misurare deformazioni atutto campo. Una valida alternativa ai sistemi tradizionali con accelero-metri o al vibrometro laser.
Per ulteriori informazioni: www.luchsinger.it
ANALISI DELLE VIBRAZIONI
L'acquisizione di letture di tem-peratura di oggetti in rapidomovimento rappresenta un’im-portante sfida per i ricercatorinella comunità scientifica. È oradisponibile lo strumento di misu-razione adatto, in grado di offri-re la velocità e la risoluzionenecessarie: FLIR ha infatti recen-temente annunciato la sua inno-vativa termocamera X6900sc,progettata proprio per soddisfa-re queste esigenze. Si tratta di una termocamera MWIR (infrarossi eonde medie) ad alta velocità, con il frame rate più elevato e una risolu-zione di 640 x 512 px. È la combinazione perfetta di possibilità di uti-lizzo ad alte velocità e del meglio della tecnologia termografica. La X6900sc offre ai ricercatori le seguenti caratteristiche: risoluzione 640 x 512 px per immagini nitide; 1.000 fps (fotogrammi al secondo) peracquisire gli oggetti con la massima facilità; fino a 26 secondi di registra-zione a piena risoluzione sulla RAM integrata nella termocamera, per sem-plificare l'acquisizione e l'elaborazione delle immagini; sistema di filtriautomatico con ruota portafiltri motorizzata a quattro posizioni, facilmenteaccessibile. Con una sensibilità inferiore ai 20 mK e letture di temperaturaaccurate fino a 2000 °C, la X6900sc offre i vantaggi di un frame rate ele-vato e di una risoluzione superiore, senza compromettere la sensibilità. FLIRX6900sc è la soluzione termografica più adatta, sia per misurare le tem-perature di oggetti in rapido movimento, sia per caratterizzare il transientetermico di oggetti che si stanno raffreddando.
Per maggiori informazioni: www.flir.com/x6900sc
ACQUISIRE TEMPERATURE DI OGGETTIIN RAPIDO MOVIMENTO

T_M ƒ 61T_M ƒ 61T_M N. 1/16 ƒ 61
LETTERE
ALDIRETTORE
�
Sugli Autovelox
Rubrica a cura di Franco Docchio ([email protected])
Si può fare di più...?
LETTERS TO THE DIRECTORThis section contains letters, comments and opinions of the readers. Pleasewrite to Tutto_Misure!
RIASSUNTOIn questa rubrica vengono pubblicate lettere dei lettori della Rivista. Conti-nuate a scrivere e a dire la vostra sui principali temi della ricerca, delladidattica delle misure, e dello sviluppo industriale!
Caro Direttore,da lettore e da autore di alcuni articolipubblicati dalla Vs. Rivista (T_M1/2006 e T_M 4/2008), esprimo ungiudizio non perfettamente in linea conquanto pubblicato sul n. 04/2015(nella sezione della metrologia foren-se coordinata dall’Avv. Veronica Scot-ti). Tale giudizio muove solo ed esclu-sivamente per aspetti strumentali, enon intende assolutamente addentrar-si in ambiti diversi. Riprendo pertantosolo alcune considerazioni pubblicatesia con l’articolo del 2006 sia conquello del 2008 (epoca in cui nonerano ancora presenti Centri accredi-tati per la misura della velocità deiveicoli):– Confusione dell’Organo competente(già dei Lavori Pubblici, ora delle Infra-strutture e dei Trasporti) nell’assimilarea omologazione (di cui è cennoall’art. 142/6° del D.Lgs. 285/92 no -to come Nuovo Codice della Strada)l’approvazione (di cui è stato inve-stito il medesimo organo dall’art.345/2° del Regolamento di esecuzio-ne approvato con D.P.R. 495/92: Ap -parecchiature Approvate dal Ministerodei Lavori Pubblici – aggiungo: e nonda questo Omologate);– Nel seguito dell’articolo si traccia ilpercorso che avrebbe dovuto fare lostrumento per essere elevato a strumen-to con funzioni di misura di tipo legale;– In assenza di normativa cogente acui far riferimento, suggerivo di forni-re quanto meno evidenza sullo statodi conformità metrologica, attraverso
operazioni di tarature, non ancorapurtroppo fruibili attraverso il SNTdelle tarature dell’epoca, attive vice-versa in Svizzera.Nel secondo articolo, atteso che i sog-getti utilizzatori (in particolare opera-zioni di comodato a ciò dedicate),ponevano nel format della contesta-zione tale condizione (apparecchiosottoposto a taratura da Centro SIT, inmaniera da farlo ritenere al riparo dasuccessive contestazioni), facevo os -servare che lo stato di uno strumentotarato è ben diverso da quello distrumento legalizzato (da chi ne hala competenza istituzionale), laddovelo stesso è chiamato a tutelare labuona fede pubblica, e in particolarequando lo strumento viene gestito eutilizzato in assenza dell’utente (ac -quirente ignaro: insisto su “acquiren-te” in quanto è costretto suo malgradoad “acquistare” una rilevazione cheviene venduta da un altro soggetto,potenzialmente con interessi diversida quelli connessi con le condizioni disicurezza a cui l’utilizzo dovrebbe es -sere destinato).Vorrei pertanto puntualizzare taleaspetto da già responsabile di un Uffi-cio di metrologia legale nonché di unCentro di taratura accreditato e, per-tanto, quello che segue non è un invitoalle contestazioni che alimentano già ilsettore, ma è un invito al confronto.Nella fattispecie non può pertanto nonessere posta l’attenzione sullo stato distrumento tarato e sulla condizione diassoluta certezza della rilevazione,
atteso che i risultati espressi in ognicertificazione LAT (in ossequio al for-mat del certificato previsto dall’Orga-nismo di Accreditamento), risultanovalidi solo nelle condizioni osservatein occasione della taratura, sicura-mente diverse da quelle nelle quali lastessa è condotta, come sarà agevoleverificare attraverso copia integraledel certificato medesimo. Inoltre l’inter-venuta taratura non inibisce l’apparec-chiatura nei confronti di dati d’ingres-so (operazioni da tastiera) necessariper informare l’apparecchiatura mede-sima sul limite imposto, anche a mez -zo d’inserimento dati relativi a gran-dezze indirette (spazi e tempi nel trat-to della rilevazione), attraverso le qua -li il programma residente nell’appa-recchiatura (che andrebbe comparatocon una sorgente qualora omologatonei modi prescritti), esprime risultanzedella rilevazione, secondo algoritmiche il Costruttore avrà preventivamen-te sottoposto a validazione.In questo processo di misurazione lostrumento non è chiamato a condurrealcun tipo d’indagine sulla natura deidati d’ingresso, attraverso i quali l’al-goritmo di calcolo genera le risultanzedell’intervenuta rilevazione, anche nel-l’eventualità che le informazioni ven-gano introdotte in maniera tale da farriconoscere valori “appena” diversida quelli di riferimento. Inoltre, anchein condizioni d’inserimento accurate eriferibili, per le notizie in possesso,non appare che l’Organo Accertatoreriporti i dati calcolati a condizioni d’u -so diverse da quelle per le quali il Cen-tro LAT fornisce una tabella degli sco-stamenti con associata un’incertezzaestesa, fatta eccezione per una merasomma algebrica riferita all’applica-zione dell’aliquota del 5%. Questadovrebbe comprendere anche le tolle-ranze strumentali, le quali andrebberoviceversa determinate prima di proce-dere con l’applicazione della predetta

T_M ƒ 62
LETTEREAL DIRETTORE
�
N.01ƒ
;2016
percentuale al fine di prendere in con-siderazione condizioni al con torno di -verse da quelle alle quali un Centro ditaratura riferisce le proprie risultanze,valide solo nelle condizioni osservatenel corso della taratura (rif. format delcertificato LAT).Sotto tale aspetto preme sottolinearel’incompetenza del Certificato di tara-tura “a conoscere” rispetto alla possi-bilità che lo strumento possa o menoessere utilizzato per un’attività di tipolegale, atteso che il Certificato di tara-tura fa emergere semplicemente il com-portamento dello strumento nelle con-dizioni in cui lo stesso risulta osservato(mi permetto aggiungere come consi-derazione personale “senza interventodella componente umana” che purtrop-po deve esserci per informare l’appa-recchiatura sulle grandezze fisiche daconfrontare con il valore “ritenuto ve -ro”, variabile anche in funzione di si -tuazioni diverse, a meno che, a impu-tazione intervenuta, non intervenga unsoggetto terzo, riconosciuto dalla nor-mativa applicabile, che proceda a unalegalizzazione, secondo un piano dilegalizzazione previsto da un provvedi-mento di ammissione a verifica o da uncertificato di approvazione del tipo,mediante sigilli fisici o virtuali, la cui as -senza dovrebbe essere ricondotta a ma -nomissione, penalmente perseguibile).Di ben diversa portata è pertanto la
competenza metrologico-legale che, afronte di una intervenuta taratura (ma -gari condotta alla presenza dell’ufficiodi metrologia legale competente per ilterritorio in cui il centro LAT ha la suasede operativa), appone marcature ebolli legali di sigilli attraverso i qualiimpedire la modifica di parametri me -trologicamente rilevanti e concorrentialla formazione della misura.Purtroppo allo stato ciò non risulta pos-sibile, atteso che i misuratori di velocitànon risultano inseriti tra gli strumenti peri quali la metrologia legale prevedeuna verifica successiva e la Direttiva2004/22/CE (meglio nota come Diret-tiva MID) non ha inserito tali strumentitra quelli per i quali risulta approvato unallegato specifico. Ne consegue che talistrumenti risultano elevati a strumenticon funzioni di misura da una serie dinote, circolari, sentenze, tarature e altro.Si potrebbe fare di più?
Ing. Domenico Cariati([email protected])
Risposta dell’Avv. Veronica ScottiEgregio Ing. Cariati,intendo ringraziarLa per il Suo interes-sante commento e le Sue precisazioniche condivido pienamente. Purtroppoqueste situazioni, come la vicendaautovelox, che vedono l’uso di disposi-tivi che sono strumenti di misura ma, in
quanto sottratti a norme di più elevatorango (mi riferisco in particolare aquelle comunitarie che obbligano ilnostro Paese all’adeguamento), nonhanno una disciplina specifica in ordi-ne alla loro gestione successiva allamessa in commercio, so no piuttosto fre-quenti nel nostro ordinamento. Certa-mente la risposta alla Sua domandafinale non può che es sere positiva datoche, di sicuro, si po trebbe fare di più;si tratta però di una scelta a cura dellegislatore.Esistono certamente alcuni strumentigiuridici che consentono d’instillarequanto meno un dubbio sull’opportu-nità di una regolamentazione specifi-ca per circostanze ove lo strumento dimisura risulta determinante, ma si trat-ta sempre e comunque di meccanismiche possono essere attivati solo in se -de processuale e sono assoggettatialla valutazione filtro del giudice cui èdemandata la soluzione di una con-troversia concreta. Pertanto non ci re -sta che attendere norme di legge na -zionali più adeguate oppure, comenel caso della direttiva MID, provve-dimenti sovranazionali di natura co -munitaria che impongano l’adozionedi discipline (tecniche) specifiche co -me quelle che tutti auspichiamo.Sua
Avv. Veronica Scotti([email protected])
KISTLER: CRESCITA ATTRAVERSO L’INNOVAZIONE
Il Gruppo Kistler è in piena corsa, con una cre-scita del 10% dopo i riallineamenti valutariintercorsi. Rolf Sonderegger, CEO delGruppo, anticipa ulteriori successi nel 2016:“Kistler continuerà a crescere, grazie alle no -stre tecnologie uniche e al nostro solido posi-
NEWS �
zionamento globale. Il nostro obiettivo è quellodi realizzare una parte di questa crescita attra-verso nuovi prodotti e applicazioni, ma unaparte fondamentale sarà anche giocata dall’e-spansione mirata della nostra offerta di servizi,insieme ad alcune acquisizioni strategiche”.Offerta di servizi e sviluppo del prodottoKistler intende espandere la propria offerta diservizi attraverso l’introduzione di soluzioni perapplicazioni specifiche a getto continuo, fino al2020. Nel portafoglio del Gruppo, durante il2016, si aggiungeranno diversi prodotti inno-vativi, comprese le nuove applicazioni e i rela-tivi servizi, mirati ad esempio al nuovo settorestrategico della Termoacustica. Commentando l’orientamento strategico delGruppo per i prossimi anni, Sonderegger sot-tolinea: “Insieme ai nostri clienti, operiamo allimite di ciò che è tecnicamente possibile e,mano nella mano, faremo un ulteriore passo inavanti. Attualmente, in quanto partner dello svi-luppo dei nostri clienti, siamo sempre più partedei loro processo di innovazione e di migliora-mento”.
Gli investimenti in innovazioneLe nostre strutture in Germania, Giappone eCina sono state sistematicamente ampliate, perospitare e gestire in modo più adeguato lanuova offerta di servizi. Due nuovi centri di tec-nologia sono in costruzione a Tokyo e presso lanuova sede centrale europea di Kistler a Böblin-gen-Sindelfingen, in Germania. “Circa il 10%del nostro fatturato annuo è dedicato alla ricer-ca e sviluppo. Nel 2016, il Gruppo Kistler con-tinuerà a investire nello sviluppo di prodotti eservizi innovativi in tutto il mondo” – concludeSonderegger – “Gli importanti riconoscimentiottenuti, come lo svizzero ASCO Gold Award,per la migliore trasformazione aziendale, ilTOP 100 Award, che ci pone tra le più innova-tive medie imprese della Germania, e l’Hand-ling Award, per una delle nostre innovazioni diprodotto, dimostrano che abbiamo pienamenteil polso degli sviluppi tecnologici e siamo total-mente consapevoli delle necessità dei settori incui operano i nostri clienti”.
Per ulteriori informazioni: www.kistler.com

METROLOGIA
LEGALE
EFORENSE
Un dispositivo che trasmettedati di misura a distanza...è un sistema di misura ai sensi della direttiva MID?
�
T_M N. 1/16 ƒ 63
Rubrica a cura dell’Avv. Veronica Scotti ([email protected] www.avvocatoscotti.com)
LEGAL AND FORENSIC METROLOGYThis section intends to discuss the great changes on LegalMetrology after the application of the D.lgs 22/2007, theso-called MID Directive. In particular, it provides information,tips and warnings to all “metric users” in need of organiza-tions that can certify their metric instruments according to theDirective. This section is also devoted to enlightening aspects
of ethical codes during forensic activities where measurements are involved.Please send all your inquiries to Ms. Scotti or to the Director!
RIASSUNTOQuesta rubrica intende discutere i significativi cambiamenti in tema diMetrologia Legale a seguito dell’entrata in vigore del D.lgs 22/2007, altri-menti detto Direttiva MID. In particolare, vuole fornire utili informazioni,consigli e ammonimenti a tutti gli “utenti Metrici” che si rivolgono per repe-rire informazioni su Enti e organizzazioni notificate per la certificazione delloro prodotto/strumento secondo la Direttiva. La rubrica tratta anche diaspetti etici correlati allo svolgimento di misurazioni legate ad attività inambito forense (CTU, CTP). Scrivete all’Avv. Scotti o al Direttore, e verreteaccontentati!
IL CASO
Con questo breve articolo intendocommentare sinteticamente una sen-tenza della Corte di Giustizia UE del10/09/2014 segnalatami gentilmenteda due amici lettori, molto attenti allamateria, che ringrazio. La pronunciaverte sull’interpretazione di una norma-tiva nazionale specifica in ambito me -trologico, per un settore disciplinatodalla Direttiva MID, alla luce delle di -sposizioni europee (in specie il TFUE1 ela Direttiva MID). Sul punto ritengo op -portuno precisare che la Direttiva MIDnon fornisce una definizione positiva disistema di misura limitandosi a delimi-tare il proprio campo di applicazionecon riferimento generico agli strumentidi misura identificati come ogni disposi-tivo o sistema con funzioni di misurarientrante nel novero delle categorie in -dicate e disciplinate nei singoli allegatialla direttiva medesima.In specie, all’interno della direttiva, vi èun unico riferimento a sistemi di misuraespressamente regolamentati, contenu-
to nell’allegato MI 005 che concerne isistemi di misura per la misurazionecontinua e dinamica di quantità di liqui-di diversi dall’acqua. Per il resto, si trat-ta d’individuare caso per caso le singo-le ipotesi concrete che possano consen-tire di qualificare uno strumento di misu-ra come dispositivo o come sistema dimisura.Il caso riguarda una vicenda concer-nente un contatore di acqua, regolar-mente sottoposto alle verifiche MID(marcatura CE e marcatura metrologicasupplementare), al quale era stato col-legato “un dispositivo automatico per laregolazione del riscaldamento e la tra-smissione di dati remota, mediante ilquale i dati delle letture del contatoreerano trasmessi a distanza e utilizzati alfine di predisporre le fatture”. Secondole disposizioni adottate dallo StatoMembro in cui si è svolta la vicenda(Li tuania), comprensive tanto della nor-mativa di legge (Legge sulla metrolo-gia 22/06/2006 n. 77/2966) quan-to dei provvedimenti adottati in osser-vanza della medesima dal Servizio
statale di metrologia (Decreto V. 107del 15/11/2010), la connessione tra ilcontatore di acqua e il dispositivo di tra-smissione dei dati dev’essere conside-rata come sistema di misura e, come ta -le, sottoposto, nel suo complesso, a unaverifica metrologica. In particolare, ilcontrollo da condursi sul sistema di mi -surazione così considerato dev’es sereteso ad accertare che “i dati trasmessimediante il canale telemetrico corri-spondano pienamente a quanto indica-to dallo strumento di misura”.Da tale scenario è derivato un provvedi-mento sanzionatorio volto a vietare l’usodei dati di misurazione trasmessi adistanza per la predisposizione delle fat-ture di consumo con conseguente obbli-go di utilizzare esclusivamente i datidella lettura del contatore “metrologica-mente certificato”, ovvero lo strumentoin loco. A seguito dell’impugnazione delprovvedimento inibitorio adottato dalServizio statale di metrologia, da partedell’azienda privata fornitrice del servi-zio di riscaldamento e acqua calda perla città di Vilnius, il giudice del primogrado si è pronunciato a favore delledisposizioni nazionali che qualificavanotale collegamento (contatore dell’acquae dispositivo di trasmissione dei dati)come sistema di misura, confermando ilprovvedimento contestato.Successivamente, nel corso del giudiziodi II grado, il giudice, ritenendo sussi-stente un potenziale conflitto tra le di -sposizioni nazionali e le norme UE, hasollevato la questione dinanzi alla Cor -te di Giustizia UE, al fine di valutare lacompatibilità delle norme nazionali conquanto previsto dall’art. 34 del TFUE edalla Direttiva 2004/22/CE. In parti-colare, sulla scorta di quanto stabilitodall’art. 34 TFUE (sono vietate fra gliStati membri le restrizioni quantitativeall’importazione nonché qualsiasi misu-ra di effetto equivalente), nonché inbase ai requisiti fissati dalla DirettivaMID per i contatori di acqua, il giudice

METROLOGIALEGALE E FORENSE
�
N.01ƒ
;2016
bro adotti regolamentazioni in deroga,così come previste ai sensi della Diret-tiva MID (art. 8.3 e 8.4)2. L’illegittimitàdi una norma nazionale di simile con-tenuto deriva dall’applicazione di duedistinte normative comunitarie, di cuiuna di natura generale e l’altra dinatura speciale, ovvero dettata perregolamentare una specifica area (lametrologia legale). In ordine a que-st’ultima specifica disciplina, rappre-sentata dalla Direttiva MID, i requisitiindicati per ciascuna classe di strumen-ti di misura, di cui ai singoli allegati,possono essere modificati, in senso piùrigoroso e re strittivo, da ciascuno StatoMembro, ma al solo fine di consentirea ciascun Pae se di tenere conto delledifferenze delle condizioni climatichee/o dei diversi livelli di protezione delconsumatore.Peraltro non si può disattendere, se -condo l’impostazione assunta dallaCorte di Giustizia UE, la norma di ca -rattere generale, di cui al TFUE, cheim pone a ciascuno Stato Membro ildivieto di prevedere disposizioni cheabbiano per effetto o per scopo quellodi determinare restrizioni quantitativeall’importazione. Secondo l’interpreta-zione fornita dalla Corte, nel caso dispecie, risulta pertinente il rinvio al -l’art. 34 TFUE in quanto le norme dilegge che qualificano il contatore e ildispositivo di trasmissione dati comesistema di misura, che impone una ve -rifica metrologica supplementare ri -spetto a quella già effettuata sul con-tatore (assoggettato a controlli MID), sipongono come disposizioni volte aostacolare la libera commercializza-zione, all’interno dello Stato Membro,di merci legalmente autorizzate nelresto dell’Unione Europea. Ora, taliprevisioni potrebbero essere conside-rate legittime solo nei seguenti casi(vedi art. 36 TFUE):a) motivi di moralità pubblica, di ordinepubblico, di pubblica sicurezza;b) motivi di tutela della salute e dellavita delle persone e degli animali o dipreservazione dei vegetali;c) motivi di protezione del patrimonioartistico, storico o archeologico nazio-nale;d) motivi di tutela della proprietà indu-striale e commerciale.
nazionale si interroga sulla liceità diuna norma nazionale che consideri uncontatore conforme alla Direttiva2004/22/CE, e il collegato dispositivodi trasmissione dei dati come sistema dimisura che, come tale, necessiti di unaverifica metrologica in mancanza dellaquale debba esserne vietato l’uso.
LA PRONUNCIA DELLA CORTE
La Corte di Giustizia, tenuto conto dialcune (tra le altre) disposizioni conte-nute nella Direttiva MID che stabilisco-no, a tutela degli utenti (in specie deiconsumatori), che “le caratteristichemetrologiche dello strumento di misuranon debbono essere influenzate in mo -do inammissibile dal collegamento ditale strumento ad altro dispositivo” e im -pongono, inoltre, che “gli strumenti uti-lizzati nelle transazioni commerciali divendita diretta debbono essere proget-tati in modo da indicare a entrambe leparti il risultato della misurazione” hadichiarato l’illegittimità della normanazionale lituana in quanto:1. Il dispositivo utilizzato per la trasmis-sione dei dati misurati collegato allostrumento di misura assoggettato alledisposizioni della Direttiva MID non èqualificabile come sistema di misura, aisensi della normativa europea. Infatti lafunzione svolta da tale dispositivo non èper nulla assimilabile a un’attività di mi -sura, bensì trattasi solamente di un let-tore di dati. Quindi, purché sia, da unlato, garantita la corrispondenza tra ildato rilevato in loco dallo strumento dimisura con il dato trasmesso dal dispo-sitivo e, dall’altro, lo strumento di misu-ra rientrante nel novero degli strumentisottoposti a norma MID abbia ottenutola debita marcatura CE e marcaturametrologica supplementare (in questocaso il contatore di acqua), il sistemacosì congegnato non necessita di ulte-riori controlli o verifiche metrologiche;2. Una previsione normativa nazionale,che imponga l’assoggettamento a con-trolli e verifiche metrologiche supple-mentari e ulteriori di strumenti già disci-plinati, determina un onere eccessivo acarico di chi intenda utilizzare tali stru-menti, penalizzandolo ingiustamente,fatto salvo il caso in cui lo Stato Mem-

T_M ƒ 65
METROLOGIALEGALE E FORENSE
�N.01ƒ
; 2016
Considerato che, nel caso in oggetto, loStato Membro era intenzionato a pro-teggere il consumatore mediante le pre-visioni contenute nella contestata nor-mativa e tenuto conto del fatto che,astrattamente, la tutela del consumatorerappresenta, secondo costante giuri-sprudenza della Corte di Giustizia, unbene di elevato rango, tale da giustifi-care la restrizione della libera circola-zione delle merci in territorio UE, lenorme adottate nel caso di specie po -trebbero apparire legittime.In realtà, sebbene lo scopo perseguitodal legislatore nazionale apparissemeritevole di tutela, le misure contenutenei provvedimenti legislativi in oggettosono eccessive e incompatibili sia conle previsioni contenute nel TFUE sia conle disposizioni della Direttiva MID. Infat-ti, dato che il contatore è già sottoposto(in base alla Direttiva 2004/22/CE) averifiche metrologiche, che garantisco-no l’attendibilità dei dati misurati unita-mente al fatto che il dispositivo di lettu-ra dei dati non è uno strumento di misu-ra, dato che non svolge funzioni di m i -sura, non si può ritenere che i due ele-menti insieme costituiscano un sistemadi misura che necessiti di ulteriore con-trollo metrologico nel complesso. Diver-so, secondo la Corte, potrebbe essere ilcaso in cui le disposizioni nazionaliprevedessero un controllo metrologicoseparato e individuale riguardante ilsolo dispositivo di trasmissione dei dati.In tale ipotesi la norma potrebbe essereconsiderata legittima purché (e qui laCorte, nella propria pronuncia, indivi-dua anticipatamente profili d’illegittimi-tà di una norma in deroga così struttu-rata) non imponesse controlli già con-dotti sul medesimo dispositivo in altroPaese UE.Alla luce delle argomentazioni espressedalla Corte di Giustizia UE sul punto, sipuò quindi affermare che la definizionedi sistema di misura3, come contempla-to dalla MID, da assoggettare quindi aeventuale verifica metrologica secondolo schema previsto nella direttiva comu-nitaria, è da intendersi in senso stretto,ovvero possono essere considerati talisolo sistemi nei quali tutti i dispositivisvolgono funzioni di misura o sono con-siderati come elementi essenziali ai finidella misura. Diversamente, ovvero nel
caso in cui una disposizione nazionaleconsiderasse come sistema di misura(ai sensi e per gli effetti della DirettivaMID) un complesso di dispositivi nontutti funzionalmente orientati a svolgereattività di misura, il contrasto tra normenazionali e norme europee si risolve-rebbe, con elevata probabilità, a favo-re di queste ultime, fatta comunquesalva la deroga autorizzata per motivispecifici riconducibili all’interno di quel-li elencati nell’art. 36 TFUE.
NOTE
1 Trattato sul funzionamento dell’UnioneEuropea.2 Art. 8.3. Uno Stato membro può esi-gere che uno strumento di misura siaconforme a disposizioni per la suamessa in servizio giustificate dalle con-dizioni climatiche locali. In tal caso loStato membro sceglie i limiti di tempe-ratura superiore e inferiore appropriatitra quelli riportati nella tabella n. 1 del-l’allegato I e può inoltre precisare lecondizioni di umidità (condensazione oassenza di condensazione) e se sia pre-vista un’utilizzazione in luogo aperto ochiuso.Art. 8.4. Laddove siano definite classidi accuratezza diverse per gli strumentidi misura: a) gli allegati specifici dellostrumento possono indicare, nella rubri-ca «Messa in servizio», le classi diaccuratezza da utilizzare per applica-zioni specifiche; b) in tutti gli altri casiuno Stato membro può stabilire le clas-si di accuratezza da utilizzare per ap -plicazioni specifiche nell’ambito delleclassi definite, fatta salva l’autorizza-zione a utilizzare tutte le classi di accu-ratezza nel suo territorio. Sia nel casoa) che nel caso b) possono essere uti-lizzati, a scelta del proprietario, stru-menti di misura appartenenti a una clas-se di accuratezza migliore.3 Come anticipato nella Direttiva non sirinviene una definizione espressa di si -stema di misura fatta eccezione per l’al-legato MI 005 ove è individuato comesistema di misurazione quel sistema cheinclude il misuratore stesso e tutti i di -spositivi necessari a garantire una cor-retta misurazione o intesi ad agevolarele operazioni di misurazione.
STRUMENTAZIONE PER IL CONTROLLO DI TENUTA E PORTATA
ATEQ è un gruppo multinazionale lea-der nella strumentazione per ilcontrollo di tenuta e portata, fon-dato nel 1975 e con sede centrale alleporte di Parigi. Nel 1985 la prima filia-le: ATEQ Italia; poi nel 1989 USA eBrasile e, negli anni successivi, tutte lealtre. Oggi ATEQ è presente in 37Paesi nel mondo; una realtà leader neicontrolli di tenuta e portata, compostada 26 filiali dirette, 14 agenzie, 7unità produttive, con oltre 350 addettie oltre 85.000 strumenti venduti.ATEQ Italia si trova a San Donato Mila-nese e fornisce servizi di: Vendita; Sup-porto tecnico prevendita; Studi di fat-tibilità; Test funzionali; Assistenza tecni-ca post vendita; Corsi di formazione;Laboratorio Accreditato di taratura.Gli strumenti ATEQ si pongono inmaniera trasversale nel panorama indu-striale, ovunque esista la necessità dicontrollare l’ermeticità di un componen-te. I nostri principali settori d’interessesono: Automotive; Rubinetterie; Valvola-me; Riscaldamento; Idraulica; Compo-nenti Gas; Meccanica; Fonderie; Pneu-matica; Oleodinamico; Elettrodomesti-ci; Elettronico; Packaging; Medicale, -Farmaceutico; Aerospaziale.Da maggio 2015 ATEQ Italia è diven-tato Centro di taratura ACCREDIA LATN° 245. Il Laboratorio, situato all’interno dellasede di ATEQ Italia a San Donato Mila-nese, è accreditato per le tarature dipressione in mezzo gassoso: – in condizione relativa da -1 a 25 bar; – in condizione differenziale da 5 Pa a25 KPa (unico centro in Italia). Con questo prestigioso traguardo,ATEQ Italia è ora in grado di fornire aipropri clienti un servizio diretto e com-pleto a 360°.
Per maggiori informazioni: www.ateq.it
NEWS
�

T_M ƒ 66
NEWS
�
Il leader industriale globale Hexagon Metrology ha rinnovato ilproprio marchio ed è ora Hexagon Manufacturing Intel-ligence. Un cambiamento che, secondo il comunicato ufficialedella direzione, sottintende una profonda evoluzione delle stra-tegie della multinazionale, da fornitore di strumenti e servizimetrologici a vero e proprio “problem solver” per l’aziendamanifatturiera. “Sensing, Thinking, Acting”, recita lo slogan chesintetizza il nuovo progetto aziendale: vediamo di approfondir-ne i dettagli con la collaborazione dei responsabili italiani diHexagon, protagonisti di spicco dei cambiamenti in atto.
“Il percorso che ci ha portato alla nuova denomi-nazione è frutto di un piano meditato con la mas-sima attenzione”, – afferma Francesco Steno,Vice President Software Solutions EMEA – “duran-te un periodo caratterizzato da una notevole cre-scita e da una serie d’importanti acquisizioni chehanno contribuito a estendere e incrementare ilnostro know-how. Mi riferisco ad aziende di varie
dimensioni, ma tutte rilevanti nel proprio segmento d’attività: ci -to, ad esempio, Q-Das (software statistico per il controllo di pro-cesso) e il gruppo VERO (CAD-CAM). Semplificando, possiamoaffermare che prima ci occupavamo “solo” di metrologia men-tre ora, grazie alle nuove competenze, miriamo a renderla piùfruibile in produzione, fornendo informazioni intelligenti al ser-vizio della produttività. La strategia generale di Hexagon è oraquella di offrire soluzioni d’Information Technology sviluppateintorno ad applicazioni software e volte al miglioramento dellaqualità e della produttività nell’intero ciclo manifatturiero. E que-sto non significa abbandonare ciò che abbiamo fatto per anni,bensì aumentare il raggio della nostra attività e della nostraofferta”.
Qualche dato, utile per inquadrare meglio il contesto in cuiavviene questo cambiamento societario.
“I clienti del gruppo Hexagon appartengono avari settori, – continua Levio Valetti, responsa-bile marketing e comunicazione Italia – principal-mente automotive, aerospace, meccanica di pre-cisione, elettronica e oil&gas. Nel settore auto-motive forniamo il 75% delle aziende della filieraautomotive, che globalmente produce 89 milionidi veicoli annui; il 98% delle aziende aerospace
(2.900 aerei annui prodotti); l’85% delle aziende elettroniche(soprattutto in Cina e particolarmente nell’ambito della telefo-nia, filiera che produce oltre un miliardo di smartphone all’an-no); il 90% delle aziende della filiera oil&gas. A livello Italiaabbiamo chiuso il 2015 con numeri da record: il fatturato, infat-ti, è cresciuto del 30% rispetto all’anno precedente, a fronte diuna ripresa degli investimenti da parte non soltanto del settoreautomotive, ma anche di quello energetico, medicale, costru-zione di grandi impianti”.
“Va rilevato, tuttavia, – riprende Francesco Steno – che i nostripotenziali margini d’incremento sono elevatissimi. Basti pensa-re che la nostra quota di fatturato nel settore automotive, puravendo come clienti il 75% dei costruttori mondiali, non rap-presenta una percentuale così significativa rispetto al fatturatoglobale Hexagon. La “nuova” Hexagon punta a fornire al clien-te non più semplici prodotti, ma soluzioni e servizi evoluti, ingrado di soddisfare esattamente le sue precise esigenze pro-
duttive, adattandosialle infinite tipolo-gie di processi e di prodotti. Una notevole estensione del campod’azione, che richiede uno stretto rapporto di partnership con ilcliente. “Speed & Confidence”, così Hexagon ManufacturingIntelligence dichiara i propri intenti verso una clientela semprepiù alla ricerca di un servizio rapido, puntuale ed estremamen-te collaborativo. Sarà compito della nostra rete commerciale,anch’essa sottoposta a un importante processo evolutivo, assu-mere il ruolo di “consulenti”, in grado di ascoltare il cliente,recepirne le esigenze e individuare le migliori soluzioni amal-gamando prodotti e competenze disponibili all’interno delGruppo”.
“Questa caratteristica ‘consulenziale’ – diceBruno Rolle, direttore vendite Italia – è semprestata implicita nei nostri commerciali, ma oradeve diventare primaria nel loro approccio alcliente. Il commerciale deve essere in grado dicapire esattamente cosa fa il cliente e quali sonole sue esigenze e i suoi problemi, non solo in salametrologica ma all’interno dell’intero ciclo produt-
tivo. Stiamo effettuando interventi formativi ad hoc sulle nostrerisorse commerciali e, parallelamente, è in corso la selezione dinuove figure da dedicare espressamente alla commercializza-zione di alcuni servizi e soluzioni, che si concluderà entro l’an-no. Un’evoluzione commerciale e un cambiamento del modo diproporci, che risponde ai cambiamenti intercorsi negli ultimianni nella clientela industriale: la crisi degli anni scorsi ha fattopiazza pulita delle aziende che non erano in possesso di pro-cessi eccellenti e le realtà che oggi sono presenti sul mercatohanno esigenze molto più complesse, che riguardano l’interociclo di prodotto, a partire dalla progettazione”.
“Stiamo lavorando sulla nostra organizzazione – continua Fran-cesco Steno – per unire le competenze delle nuove aziende chesono entrate a far parte del Gruppo in un insieme omogeneo elogico in grado di operare in tutti gli aspetti del processo pro-duttivo, che si estende dalla progettazione alla produzione, allaverifica della qualità e alle conseguenti azioni correttive. Leinfrastrutture informatiche devono sovrintendere a queste logi-che, raccogliendo dati dagli strumenti di misura, elaborandoliopportunamente e rendendoli interpretabili e fruibili attraversol’intera organizzazione, per consentire azioni di regolazionedei processi rapide e mirate.”
“Quality drives producti-vity” è un altro dei nuoviconcetti che Hexagon Ma -nufacturing Intelligence haposto alla base del suonuovo approccio all’indu-stria: non più il controlloqualità come un collo dibottiglia obbligato ma co -me strumento di analisi eottimizzazione della pro-duttività, condizione essen-ziale per la competitivitàdelle moderne aziende ma -nifatturiere.
MISURE AL SERVIZIO DELLA PRODUZIONEHexagon Metrology diventa Hexagon Manufacturing Intelligence: nuovo nome, nuove strategie, nuove soluzioni a misura della produzione

Rubrica a cura di Franco Docchio, Dario Petri e Alfredo Cigada
Dalle Associazioni Universitariedi MisuristiNotizie da GMEE e GMMT
SPAZ
IOAS
SOCIAZ
IONI
UNIVERSITARIEMISURISTI
�
THE ITALIAN UNIVERSITY ASSOCIATIONS FOR MEASUREMENTThis section groups all the significant information from the main UniversityAssociations in Measurement Science and Technology.
RIASSUNTOQuesta rubrica riassume i contributi e le notizie che provengono dalle mag-giori Associazioni Universitarie che si occupano di scienza e tecnologiadelle misure.
nuova o già definita. L’obiettivo dellenuove presentazioni è promuovere laraccolta di disponibilità alla collabo-razione. La presentazione delle proposte giàdefinite è invece d’illustrare i conte-nuti del white paper e del piano dipubblicazione.Carlo Muscas presenta il bilan -cio dell’ultima edizione della scuoladi Dottorato “Gorini”. Le entrate, al netto delle quote GMEE, sono statedi € 10.850,00 e le uscite di€ 9.204,18, con un utile di€ 1.645,82, che sarà suddiviso al50% tra il GMEE e l’Università diCatania. Un ringraziamento partico-lare è rivolto a Pasquale Arpaia eai colleghi del CERN che hanno rinun-ciato al rimborso delle spese di viag-gio.Il Consiglio ringrazia i colleghi diCatania e di Cagliari per l’ottimo la -voro svolto. Muscas relaziona poi sul-l’organizzazione dell’edizione delprossimo anno, che si terrà a Caglia-ri, dal 5 al 9 settembre 2016.Franco Docchio illustra al Consigliola nuova versione online della rivista.Viene presentato il bilancio e alcunestatistiche sui principali indicatori diaccesso alla rivista. Si evidenzia cheper la prima volta il bilancio della rivi-sta è positivo. Il Consiglio approva il bilancio all’u-nanimità. Illustra poi il piano edito-riale e l’organizzazione dei prossimitre numeri; i coordinatori delle primetre linee di ricerca saranno re -sponsabili della produzione dei con-tenuti di questi tre numeri. Il Consi-glio ap prova il piano editoriale all’u-nanimità.
T_M N. 1/16 ƒ 67
GMEE: GRUPPO MISURE ELETTRICHE ED ELETTRONICHE
Consiglio Direttivo dell’Associazione GMEE
Il Consiglio Diretti-vo del GMEE si èriunito il giorno 27novembre 2015,presso la Sala con-
ferenze del Dipartimento di Elettroni-ca, Informazione e Bioingegneria,Edificio 20, Via Ponzio 34/5, Mila-no. Di seguito riportiamo un riassuntodei lavori.Il Presidente Dario Petri informa ilConsiglio che sono stati pubblicati icriteri relativi alla VQR 2011-2014 esono state avviate le procedure divalutazione. Al termine, i criteri ven-gono ampiamente discussi. Informapoi che è stato pubblicato il pareredel CUN sul “Regolamento recantecriteri e parametri per la valutazionedei Candidati ai fini dell’attribuzionedell’Abilitazione Scientifica Naziona-le”, 30 settembre 2015; il link è:https://www.cun.it/attivita/sessione/175/parere/parere-del-30-09-2015. Il regolamentodovrà essere approvato dalle Com-missioni cultura di Camera e Senatodopo l’analisi del CUN. Si prevedeche possa essere pubblicato, nellamigliore delle ipotesi, nella primaveradel 2016.Il Presidente illustra un documentosugli indicatori bibliometrici dei Ricer-
catori afferenti ai SSD ING-INF/07 eING-IND/12 predisposto da PaoloCarbone. Segue breve discussionesui risultati riportati nel documento. IlConsiglio ringrazia Carbone per l’ot-timo lavoro svolto.Alessandro Ferrero presenta larelazione a consuntivo del Congres-so GMEE 2015. Le entrate sono statepari a € 48.957 (di cui € 10.874dagli sponsor) e le uscite € 37.788,con un utile di € 11.169. Gli utilisaranno suddivisi al 50% tra ilGMEE e l’Unità del Politecnico diMilano. Il Consiglio approva il bilan-cio consuntivo e ringrazia i colleghidel Politecnico di Milano per l’ottimolavoro svolto.In seguito Pasquale Daponte illu-stra al Consiglio l’organizzazionedel Congresso GMEE 2016 che siterrà a Benevento dal 19 al 21 set-tembre 2016. Petri ricorda cheoccorre definire i contenuti della ses-sione congiunta con il GMMT, anchesulla base di quanto organizzato aLecco. Ricorda inoltre che è previsto unospazio riservato per la presentazionedi nuove proposte di white papers suspecifici ambiti di ricerca, oltre allapresentazione delle due propostepervenute al Congresso GMEE diquest’anno, una dall’Unità di Caglia-ri (tematica smart grids) e una dal-l’Unità di Catania (tematica sensori).Ricorda agli organizzatori di riserva-re un’ora circa a ciascuna proposta,

N.01ƒ
;2016
SPAZIO ASSOCIAZIONIUNIVERSITARIE MISURISTI
�
Il Presidente ricorda che nel 2015 sono state presentate2 domande per la Borsa di ricerca all’estero. Dopobreve discussione il Consiglio, all’unanimità, decide dibandire una Borsa di ricerca anche per il 2016.Il Presidente ricorda che nel 2014 e nel 2013 sono statepresentate quattro domande al Premio di Dottorato“Carlo Offelli” ma che nel 2015 è stata presentata unasola domanda. Dopo breve discussione il Consiglio,all’unanimità, decide di ribandire per il 2016 un’unicaposizione.Petri ricorda che nell’ambito dell’ultima GdM è statoproposto di organizzare l’edizione 2016 in concomi-tanza con la riunione annuale di Benevento, congiun-tamente con i colleghi del GMMT, probabilmente il 20settembre, coinvolgendo anche la Rivista Tutto_Misuree il suo Direttore. Per i prossimi anni, si auspica il ritor-no a giugno della GdM come evento a sé stante, perattirare maggiore interesse, e conservando argomentiriguardanti l’incertezza, la GUM e il VIM. Dopoun’ampia e approfondita discussione, il Consiglio ap -prova all’unanimità che la prima mezza giornata siaorganizzata come nel passato, su tematiche suggeriteda Docchio e Savino; l’altra mezza giornata sia inve-ce finalizzata a favorire la conoscenza reciproca traGMEE e GMMT. Il sito della GdM resterà comunquecompletamente autonomo.Il Presidente invita Ferrero a relazionare sullo stato del-l'iniziativa di creazione della Società Delta Mu Italiasrl e a presentare il business plan già inviato ai com-ponenti del CD, come da delibera dell'assemblea tenu-ta a Lecco il 12 settembre. Segue una discussione incui intervengono Luigino Benetazzo, RobertoBuccianti, Mario Savino e altri, al termine dellaquale il Consiglio approva unanime il business planpresentato.Con il supporto tecnico dell’Avv. Veronica Scotti, Fer-rero passa quindi a illustrare al Consiglio lo statuto dellacostituenda Società dandone lettura dettagliata in tutte lesue parti. Ferrero fa presente che la bozza di statuto por-tata in discussione re cepisce quanto più volte discusso inseno al Consiglio e all'Assemblea. Viene anche fattopresente che lo statuto potrebbe subire qualche ulterioremodifica nei dettagli, in quanto non sono stati ancoraricevuti eventuali commenti da parte di Delta Mu e nonè ancora stato preso contatto con il notaio che redigeràl'atto costitutivo, il quale potrebbe suggerire alcunemodifiche allo statuto stesso.Al termine il Consiglio approva di considerare comeatto conclusivo dell’approvazione l’invio per email aimembri del Consiglio, a cura del Presidente, della ver-sione finale dello statuto. In tale documento dovrannoessere evidenziate eventuali variazioni richieste daDelta Mu o dal notaio, in modo da renderle facilmen-te visibili a tutti i componenti del Consiglio. Al termine,Il Consiglio approva all’unanimità sia lo statuto, sia lacostituzione della Società, e autorizza Petri a interve-nire all’atto di costituzione della stessa quale rappre-

T_M ƒ 69
N.01ƒ
; 2016 SPAZIO ASSOCIAZIONI
UNIVERSITARIE MISURISTI�
sentante legale, autorizzandolo afarsi sostituire da un altro socio GMEEa sua scelta. Petri chiede poi la dis-ponibilità di Ferrero e Benetazzo a farparte del CdA della costituendaSocietà. Avuta la loro disponibilità,dopo breve discussione il Presidentepone in votazione la proposta. Il Con-siglio approva all’unanimità.Petri invita Daponte a relazionare suirisultati dell’analisi nazionale richie-sta dal Consiglio Direttivo in meritoallo stato dei soci giovani nelle Unitàdel GMEE.Daponte illustra che dall’analisi in og -getto emergono:– una diminuzione degli allievi deicorsi di dottorato con curricula nel set-tore delle misure;– 7 posizioni di RTDA e la previsionedi 3 ulteriori posizioni da attivare neiprossimi anni;– 6 posizioni di RTDB e la previsionedi ulteriori 3 posizioni da attivare neiprossimi anni.Segue un’approfondita discussione acui prendono parte diversi membri delConsiglio. Al termine, il Consiglio deci-de di proseguire nell’indagine, preve-dendone un aggiornamento periodico.
Nuova presa di servizio di Professore di I.a fascia nel settore GMEE a Brescia
Il Gruppo GMEEdà il benvenutonel novero deiProfessori di I.afa scia ad Ales-sandra Flam-mini, già Profes-sore Associatodel settore ING-INF/07 presso ilDipartimento d’In-gegneria dell’In-
formazione dell’Università di Brescia.Alessandra Flammini si è laureata(con lode) in Fisica all’Università diRoma nel 1985. Dal 1985 al 1995ha svolto attività di ricerca industrialenel campo degli azionamenti digitali.Dal 1995 al 2002 ha lavorato pressoil Dipartimento d’Ingegneria dell’Infor-mazione dell’Università di Brescia inqualità di Ricercatore. Dal 2002 èstata Professore Associato presso la
stessa Università. Le sue principali atti-vità di ricerca riguardano il progettodi algoritmi e metodi per la strumen-tazione digitale, l’elaborazione delsegnale da sensori, gli smart sensor, ibus di campo e le reti di sensori wire-less. È autrice di oltre 150 lavori inter-nazionali. Ha scritto numerosi contri-buti alla Rivista. È nel Consiglio diAmministrazione dell’Instrumentationand Measurement Society dell’IEEEper il quadriennio dal 1 Gennaio2013 al 31 Dicembre 2016.
MISURE MECCANICHE E TERMICHE
Nuova presa di servizio di Professore nel settore MMT
Il Gruppo di Misu-re Meccaniche eTermiche dà ilbenvenuto al Prof.Dott. LorenzoScalise che harecentemente pre -so servizio comeProfessore nelnostro raggruppa-mento presso l’U-niversità Politecni-
ca delle Marche. Lorenzo Scalise è lau-reato in Ingegneria Elettronica ed è Dot-tore di Ricerca in Misure Meccanicheper l’Ingegneria. Dal 2000 lavora pres-so l’Università Politecnica delle Marchein qualità di Tecnico Laureato.Si occupa dello studio di metodi dimisura per l’uomo, sensori ottici, stru-mentazione biomedica, tecnologie assi-stive e caratterizzazione di sistemi emateriali. È membro della IEEE Instrumentationand Measurement Society (IEEE I&M),della Society for Optics and Photonics(SPIE) e della Society of ExperimentalMechanics (SEM).
Numerosa e qualificata presenza del Gruppo di MisureMeccaniche e Termiche allaconferenza IMAC-InternationalModal Analysis Conference -XXXIV tenutasi a Orlando(USA, Florida) dal 25 al 28 gennaio 2016Il Gruppo è stato rappresentato da
ben 3 sedi (Ancona, Milano e Parma)che hanno presentato 6 memorie eorganizzato e moderato la sessione“Laser Vibrometry in Practice”. Hannoinoltre animato 2 focus group su“Laser Doppler Vibrometry” e “Dyna-mics of Civil Structures”.La presenza testimonia il riconosciutoe rilevante ruolo delle tecniche dimisura nei numerosi campi applicativioggetto di questa importante confe-renza internazionale che copre ilvasto mondo della dinamica struttura-le, sia civile, sia meccanica, ed èdivenuta nel corso degli anni, grazieanche all’esposizione collegata, ilmomento di riferimento, ritrovo escambio di opinioni tra i primi gruppimondiali che ricercano nel mondodelle vibrazioni, dell’analisi modale edel monitoraggio strutturale. Quest’anno il numero d’iscritti era dioltre 540 persone oltre alle ditte espo-sitrici.Le diverse sedi di Misure italiane sonoassai attive all’interno della Societàche organizza l’evento, la Society ofExperimental Mechanics, da oltre undecennio, animando la discussionenelle diverse sessioni, alcune dellequali strettamente legate al mondodelle misure, come quelle su Sensori eStrumentazione e sull’Incertezza.
Nuovi Ricercatori del Gruppo MMTFortunatamente, a dispetto della diffi-cile situazione dell’Università moltoben descritta dal nostro Direttore nel-l’ultimo Editoriale, possiamo vantarequalche dato contro l’attuale tenden-za generale, che porta un minimo diottimismo sul futuro del Gruppo. Inparticolare diamo il benvenuto a duecolleghi già da anni attivi all’internodel Gruppo di Misure, nel nuovoruolo di Ricercatore a tempo determi-nato di tipo B.

T_M ƒ 70
N.01ƒ
;2016
SPAZIO ASSOCIAZIONIUNIVERSITARIE MISURISTI
�
Stefano Rossi Si è laureato con lode in IngegneriaMeccanica presso l’Università degliStudi “La Sapienza” di Roma nel2004. Nel 2008 ha conseguito il tito-lo di Dottore di ricerca in “Misure Mec-caniche per l’Ingegneria” presso l’Uni-versità degli Studi di Padova. Dal2008 al 2010 è stato Ricercatorepresso l’Ospedale Pediatrico BambinoGesù. Da novembre 2008 ad aprile
2009 ha svolto attività di ricerca come Research Scholarpresso il Department of Mechanical Engineering del Mas-sachusetts Institute of Technology (MIT). Dal 2012 è Ricer-catore RTD nel medesimo settore scientifico disciplinarepresso il Dipartimento di Economia e Impresa dell’Uni-versità degli Studi della Tuscia passando da RTDA a RTDBnel gennaio 2016. Attualmente è docente dei corsi di“Misure Meccaniche e Termiche” e “Sensori e Sistemi diAcquisizione Dati” presso l’Università della Tuscia. Leprincipali attività di ricerca sono lo studio delle caratteri-stiche metrologiche di sensori inerziali e sistemi optoelet-tronici per il rilievo della cinematica articolare, l’indivi-
duazione di parametri oggettivi per la valutazione dellecapacità motorie in ambito neuro-riabilitativo, lo sviluppodi dispositivi robotici per la riabilitazione dei giunti arti-colari, la posturografia dinamica e l’analisi del cammino.
Marco TarabiniHa conseguito la Laurea e il Dottora-to di Ricerca presso il Politecnico diMilano, dove è stato assegnista (dal2007 al 2013) e Ricercatore (dal2013 a oggi). L’attività di ricercariguarda la realizzazione di stru-menti di misura utilizzando comemetodo di ottimizzazione la minimiz-zazione dell’incertezza. Questa me -todologia di lavoro è stata applicatain campi diversi che vanno dall’acu-
stica alla spettrometria infrarossa. Ha analizzato le gran-dezze d’influenza nelle misure di vibrazione di tipo mano-braccio, creando modelli a parametri concentrati dell’in-terazione tra sorgente, operatore e catena di misura. Èautore di oltre 100 pubblicazioni scientifiche.

T_M N. 1/16 ƒ 71
PREMESSA
La norma UNI EN ISO 15189:2013“Laboratori medici - Requisiti riguardantila qualità e la competenza” rappresentaun ottimo battistrada per l’applicazionedegli aspetti metrologici alla gestione deiLaboratori medici. Innanzitutto è unanorma volontaria che si rifà ai requisitigestionali e tecnici della UNI CEI ENISO/IEC 17025, (d’ora in avanti indica-ta per brevità ISO/IEC 17025) decli-nandoli all’interno delle strutture medi-che. Si sta formando in molti Laboratorimedici, accreditati in base ai requisitiemessi dal SSN (Servizio SanitarioNazionale), la convinzione che si possacompletare il percorso di qualità, rece-pendo i requisiti metrologici necessari eindispensabili in ogni tipo di Laborato-rio. La ISO 15189 coniuga sia i requisi-ti della ISO 9001:2015, sia quelli dellaISO/IEC 17025 (en trambe norme volon-tarie). Nel 2009, ACCREDIA – Diparti-mento Laboratori di prova ha accredita-to il primo Laboratorio medico, con rife-rimento alla UNI EN ISO 15189.La “Joint IAF-ILAC-ISO Communiqué onthe Management system requirementsof ISO 15189 - Medical Laboratories –Particular requirements for quality andcompetence” riporta: “A medical Labo-ratory’s fulfilment of the requirements ofISO 15189 means the Laboratory meets
plicazione nei Laboratori medici.
REQUISITI E CRITERI DI ADOZIONE DELLA NORMA
L’illustrazione dei requisiti terrà conto diquanto contenuto nella ISO/IEC 17025individuandone le principali peculiari-tà. Ci siamo basati sui requisiti dellanorma (attualmente solo in lingua ingle-se) e sulle checklist (gestionale e tecni-ca) di ACCREDIA, nonché sull’RT-35 diACCREDIA: “Prescrizioni per l’accredita-mento dei Laboratori medici”.Partiamo dalla cross reference con laISO/IEC 17025 riportata nell’allegatoA della norma. Già da questo sinteticoconfronto si chiariscono le specificitàdella ISO 15189 rispetto alla ISO/IEC17025. Si tiene inoltre conto dei requi-siti aggiuntivi riportati nell’RT-35 diACCREDIA, che specificano i re qui sitiaggiuntivi rispetto alla ISO 15189.Nella checklist di sistema di ACCREDIAsono evidenziati gli aspetti caratteriz-zanti della norma, che dà importanzaalla condotta etica come presuppostoper una gestione im parziale e scevrada conflitti d’interessi, mettendo in evi-denza il rispetto dei requisiti legali darispettare nella ge stione – ad esempio –di campioni di tessuti umani. Ciò impli-ca il rispetto non solo dei requisiti (giàISO/IEC 17025 e anche ISO 9001) d’i-dentificazione e rintracciabilità, maanche di riservatezza delle informazioniacquisite e della loro corretta gestione.L’identificazione dei processi e la lorointerazione, i criteri per la corretta gestio-ne, il loro monitoraggio, nonché il miglio-ramento continuo sono ampiamente defi-niti nella ISO 9001:2015.Altro aspetto importante riguarda lapotenziale “esternalizzazione” dei ser-vizi e l’utilizzo di consulenti esterni.Questo requisito è adottato anche inottica ISO/IEC 17025, nonché nell’ISO9001. Il Laboratorio può utilizzare strut-ture esterne per effettuare in toto o in
both the technical competence require-ments and the management systemrequirements that are necessary for it toconsistently deliver technically valid testresults. The management system require-ments in ISO 15189 (Section 4) are writ-ten in a language relevant to medicalLaboratories operations and meet theprinciples of ISO 9001 Quality manage-ment systems - Requirements and arealigned with its pertinent requirements”.Ciò chiarisce il dubbio di molti Labora-tori medici che pensano sia necessarioconformarsi a entrambe le norme: UNIEN ISO 9001:2015 “Sistemi di gestio-ne Qualità – Requisiti” e UNI EN ISO15189:2013. Inoltre, con i requisiti siagestionali sia tecnici, la norma ISO15189 risponde anche ai requisiti dellaISO/IEC 17025 (peraltro gli stessi,declinati all’interno dei Laboratori medi-ci). Questo chiarimento iniziale ci sem-bra importante per potenziali utenti dellanorma, anche alla luce degli accredita-menti regionali conseguiti da tutti i Labo-ratori medici per poter operare in Italia.Se si pensa alla vasta popolazione dipossibili utenti della norma e ai vantag-gi che possono derivarne alle strutturestesse ci rendiamo conto dell’interesseda parte dei possibili utenti. Lo scopo diquesto scritto è quello di mettere afuoco i requisiti delle due norme e for-nire spunti di riflessione per la sua ap -
Qualità e competenzanei Laboratori mediciI criteri di applicazione della norma UNI EN ISO 15189M
ETROLOGIA...
PERTUTTI
�
METROLOGY FOR EVERYONEIn this permanent section of the Journal our colleague and friendMichele Lanna, leading expert in metrology, calibration,accreditation of companies, will discuss topics of interest for themajority of industrial measurement users, in simple and immedi-ate terms, with reference to the most recent Norms. Write toMichele to comment his articles and to propose other subjects!
RIASSUNTOIn questa Rubrica il collega e amico Michele Lanna, esperto di metrologia,taratura, accreditamento industriale discute aspetti d’interesse per la mag-gior parte degli utenti industriali delle misure, con terminologia semplice eimmediata, e facendo riferimento alle più importanti e recenti Norme. Scri-vete per commentare gli articoli e per proporre ulteriori temi di discussione!
Rubrica a cura di Michele Lanna ([email protected])

T_M ƒ 72
METROLOGIA...PER TUTTI
�
parte le analisi sui misurandi, ma hal’obbligo d’informarne il cliente. Il p.to4.5 descrive i criteri da soddisfare pergli esami esterni, che devono assicura-re i seguenti requisiti: Identificazione;Criteri di qualifica; Criteri di affidamen-to dei misurandi e precauzioni da adot-tare per trasporto, immagazzinamentoe gestione; Criteri di trasmissione deidati dal Laboratorio al Cliente o alle strut-ture mediche; Monitoraggio dei fornito-ri in outsourcing e indicatori specifici daadottare.Il p.to 4.7 tratta dei ”servizi di consu-lenza”, anziché “servizi al cliente”come nell’ISO/IEC 17025, e dei relati-vi criteri di gestione. La “consulenza” èda intendersi nei confronti del cliente,come supporto tecnico e guida nellascelta e nell’effettuazione delle analisiincluse le informazioni al cliente relativealle modalità di presentazione dei cam-pioni da analizzare e del loro tratta-mento.Altri aspetti caratterizzanti la normasono quelli relativi all’analisi del rischio,prevista nella Nota alla fine del par.4.11. La UNI ISO 31000 “Gestionedel rischio – Principi guida” – a nostroavviso può essere consultata, ma non ènecessario conformarsi a essa. La Notaindicata richiede che le azioni preventi-ve siano valutate alla luce del rischiopotenziale. Senza voler adottare neces-sariamente metodologie di analisi egestione del rischio, specifiche per alcu-ni settori merceologici quali la FMEA oaltre metodologie preventive, il Labora-torio deve adottare tutti gli strumenti attia conoscere e identificare i rischi chepossano assumere valenza significativanella sua realtà.Nel p.to 4.14 “Valutazione e audit” (inparticolare nel p.to 4.14.2) si richiedeal Laboratorio di riesaminare e valutarei volumi di campione richiesti, le attrez-zature per il prelievo utilizzate, i requi-siti di conservazione dei campioni.Il p.to 4.16 indica il rischio come ele-mento significativo su cui il Laboratoriodeve basarsi, in tutte le fasi dei proces-si di gestione del Laboratorio: Pre-esame; Esame; Post-esame.Il punto tratta anche dei criteri di valu-tazione della Customer satisfaction,tenendo presente che l’utilizzatore degliesami effettuati dal Laboratorio nonpossiede alcuna capacità tecnica divalutazione. I riscontri oggettivi che può
utilizzare per esprimere un giudizio sulservizio sono: di carattere generale(accoglienza, gentilezza, disponibilitàdel personale a fornire informazioni e arassicurare il paziente, rispetto di requi-siti cogenti – es. pulizia, ecc.) o speci-fico (il paziente può valutare la qualitàdel servizio solo a posteriori, attraversol’efficacia e la validità degli esiti degliesami effettuati, in relazione allo scopoper cui questi sono stati richiesti). Il Riesame della Direzione permette dimettere in evidenza e correlare i vari ele-menti del sistema qualità, raccogliendotutti i dati utili per esprimere un giudiziocomplessivo. Sono oggetto del riesametutti gli elementi non solo di sistema qua-lità, descritti nei “Requisiti gestionali”,ma anche i “Re quisiti tecnici” che sonooggetto di considerazione ai fini dell’ef-ficacia del si stema qualità. Uno dei punticaratterizzanti del riesame è quello dellacorrelazione tra la potenzialità tecnica dianalisi del Laboratorio (considerandotutte le risorse: uomini, apparecchiature,reagenti, am biente di lavoro, ecc.) e ilvolume di attività svolta. Ovviamente nontutta la potenzialità tecnica del Laborato-rio deve essere saturata.La seconda parte dei requisiti segue lostesso schema della ISO/IEC 17025 ecioè tratta dei “Requisiti tecnici” delLaboratorio.
PersonalePer inquadrare correttamente i requisitiespressi nella norma, è bene tenere pre-sente la sequenza della Figura in alto.Le esigenze di addestramento devonoessere definite in relazione a: Requisitidi legge – Esigenze dei metodi – Politi-ca del Laboratorio – Esigenze specifi-che del cliente – Esigenze etiche – Siste-ma informativo del Laboratorio – Salutee sicurezza nel luogo di lavoro.In particolare l’ultimo punto deve consi-derare se l’attività di prelievo dei cam-pioni si svolge nel Laboratorio o presso ilcliente (es. reparto ospedaliero o pressol’abitazione del cliente/paziente). Inquesto caso possono essere presi in con-siderazione i vincoli dell’ambiente nelquale si svolge il prelievo dei campioni.L’addestramento del personale va codifi-cato tenendo conto delle specificità del-l’attività da svolgere, anche “sul campo”(es. affiancamento). Le attività di valuta-zione dell’attività formativa completa l’i-ter di addestramento e costituisce il giu-
sto viatico per l’acquisizione della com-petenza. Inoltre devono essere definiti irequisiti minimi di competenza per svol-gere il ruolo assegnato, tenendo contodei requisiti di legge e normativi:– Esigenze di legge;– Competenze di base da assicurare(es. effettuazione corretta delle attivitàche possono svolgersi a contatto con ilpaziente o nell’area destinata alleanalisi);– Attività necessarie per lo svolgimentospecifico del ruolo (es. nell’attività di pre-esame l’RT-35 richiede che siano svolteattività d’informazione per pa zienti e uti-lizzatori, richiesta d’informazioni, raccol-ta e manipolazione dei campioni prima-ri, attività di preparazione alla raccoltadel campione, raccolta, trasporto, rice-zione, manipolazione, preparazione econservazione dei campioni prima del-l’esecuzione degli esami. Lo stesso valeper i processi di esame e per l’assicura-zione della qualità del dato e per la fasepost-esame);– Competenze trasversali (es. raccoltadati, registrazioni, valutazione e inter-pretazione dei dati raccolti);– Responsabilità e autorità definite nellastruttura organizzativa del Laboratorio;– Requisiti per la valutazione di tutti glielementi atti a prendere decisioni (soloper chi deve approvare i risultati).Considerando tali aspetti si possonodefinire i requisiti minimi per svolgere ilruolo.Aspetto importante per l’assicurazionecontinua delle competenze è il processodi “ri-valutazione” di esse, che dev’esse-re assicurato attraverso dati oggettivi,per mettere a regime un processo divalutazione permanente e assicuraresempre l’adeguatezza delle risorseumane (parte rilevante del processocomplessivo di assicurazione della com-

T_M ƒ 73
METROLOGIA...PER TUTTI
�N.01ƒ
; 2016
petenza del Laboratorio). È estrema-mente significativo valutare le compe-tenze in maniera periodica. Il processodev’essere progettato attentamente, perpoter dimostrare la sua adeguatezzaagli obiettivi. La scelta dei criteri di valu-tazione periodica delle competenze puòessere effettuata con diverse modalità:1. La considerazione dei risultati conse-guiti, desunta dall’osservazione direttadel lavoro di routine svolto, tenendoconto anche dei requisiti di sicurezza;2. L’analisi e la valutazione delle attivitàdi manutenzione delle apparecchiature,l’esame dei risultati prodotti, espressi inguasti accaduti e interruzione del pro-cesso di analisi (sarebbe auspicabile uti-lizzare modelli d’intervento manutentivo“prima del guasto”, per non causareinquinamento o falsificazione dei datianalitici relativi all’esame);3. Monitoraggio e registrazione dati;4. Scostamento da target stabiliti dalLaboratorio (se esistenti);5. Riesame di specifici campioni giàesaminati in precedenza e confrontocon i target del Laboratorio.
Ambiente di lavoro e condizioni ambientaliIn un Laboratorio medico le condizio-ni di effettuazione delle prove, perquanto riguarda sia i parametriambientali, sia eventuali situazioni di“cross contamination”, rappresentanoelemento de terminante per la qualitàdelle prove e l’affidabilità dei risultati.Trattandosi infatti di prove chimiche (enon meccaniche o di altro tipo), sia lecondizioni am bientali (temperatura,pressione, gra do igrometrico, assen-za di “inquinanti esterni”), sia la“qualità” dell’ambiente di lavoro, inte-sa come pulizia e rigidi protocollirelativi alla sequenza delle operazio-ni, risultano determinanti.I parametri specifici da rispettare sonocodificati nei metodi normati adottati dalLaboratorio. Tutti i parametri ambientalisignificativi vanno tenuti sotto controllo epuntualmente monitorati. Le attrezzatureutilizzate dal Laboratorio devono esseretenute in corretto stato manutentivo,secondo appositi programmi.
Apparecchiature e reagenti consumabiliS'intendono come apparecchiaturenon solo gli strumenti utilizzati per l’ef-
fettuazione delle analisi di Laboratorio,ma anche: Hardware; Software; Siste-mi di misura; Sistema informativo delLaboratorio.I reagenti devono possedere requisitispecificati dal produttore o dalla nor-mativa applicabile. Innanzitutto de -v’essere assicurata la rintracciabilità,la data di produzione e quella di sca-denza, nonché la data di primo uti-lizzo. Ma anche le condizioni ottima-li di accettazione, i possibili pericoliderivanti dal loro errato utilizzo, leregistrazioni ne confermano l'uso otti-male.Per le apparecchiature devono essereoggetto di verifica i seguenti aspetti:– Identificazione (modello, numero dimatricola, nome e dati del produttore,ubicazione all’interno del Laboratorio);– Data di ricevimento e data di messain servizio;– Stato (nuovo, usato o ricondizionato) elibretto d’uso, prestazioni e manutenzioni;– Collaudo iniziale;– Pianificazione delle manutenzionipreventive;– Conferma metrologica che attesti larispondenza all’uso dell’apparecchia-tura, nonché verifiche intermedie,aggiustamenti, criteri di accettabilitàdelle misure;– Eventuali danneggiamenti, malfunzio-namenti, modifiche e riparazioni.Per introdurre nuovi kit diagnostici, rea-genti, ecc., dev’essere prevista una veri-fica prima della loro introduzione nelprocesso di analisi, che consiste in:– Verifica dello stato;– Controllo dell’inventario dei reagenti(possibile adozione del metodo FIFO);– Titolazione dei reagenti;– Criteri di conservazione e scadenze;– Quantità immagazzinate in relazioneagli usi previsti.Inoltre la norma distingue i processi tra:– Pre-esame, che include tutte le infor-mazioni da fornire al paziente (orari,condizioni di presentazione del pazien-te, quantità da prelevare per le analisi)e i criteri di raccolta e trasporto delcampione prelevato nell’area di analisi,ma anche i criteri seguiti per accettareo respingere i campioni, ecc.;-– Processi di esame che implicano lapianificazione delle attività di selezionee verifica, stima dell’incertezza (da con-frontare con i target normativi e con gliobiettivi del Laboratorio);
– Post-esame, che deve considerare unprocesso di verifica e approvazionedei risultati, per consentire a persona-le esterno al Laboratorio (medici, strut-ture diagnostiche) di comprendere tuttigli aspetti relativi alle analisi fornite(es. confronto con i target, cifre signifi-cative utilizzate per i risultati in lineacon i requisiti normativi, incertezzaestesa stimata in base ai criteri dellaUNI 13005, ecc.). Inoltre dev’essereprevisto un criterio per lo stoccaggio elo smaltimento dei misurandi in sicu-rezza e nel rispetto dei requisitiambientali applicabili.I report, da compilare in modo chiaro,devono essere sostanzialmente conformiai criteri del p.to 5.10 della ISO/IEC17025, declinati nelle specificità di unLaboratorio medico. Devono quindiriportare l’identificazione chiara e nonambigua dell’esame, compresa (oveappropriato) la procedura di esame uti-lizzata, nonché l’identificazione dellapersona che ha riesaminato e approvatoi risultati e ne ha autorizzato il rilascio.Per quanto concerne il rilascio deirisultati, devono essere indicati i crite-ri di accettazione, con l’indicazioneunivoca delle zone di conformità, diquelle di allerta o critiche (analogiacon la metrologia industriale, in parti-colare con le ISO 14253 e i criteri diaccettazione dei risultati nelle “zonedi ambiguità”).Si applicano inoltre tutti i requisiti spe-cifici riportati nella ISO/IEC 17025.Va ricordato che il risultato di unamisura, perché sia tale, deve riporta-re: l’unità di misura che deve sempreseguire la misura; l’evidenza dellanatura probabilistica della misura,che significa connotarla con la stimadell’incertezza a un determinato livel-lo di confidenza statistica (di solito al95%).
AVVISO AI LETTORIPer esigenze editoriali, in questo numero èstata eliminata la pagina dedicata agli“EVENTI 2016 NEL MONDO”. Infor-miamo i lettori che verrà pubblicata sia nel-l’edizione sfogliabile sia nel numero di Apri-le dell’edizione telematica “TUTTO_MISU-RE NEWS”. La rubrica riprenderà regolar-mente nella prossima edizione cartacea diGiugno.

T_M ƒ 74
N.01ƒ
;2016
METROLOGIA...PER TUTTI
�
COME CONSEGUIRE L’ACCREDITAMENTO?
Per poter conseguire l’accreditamento [ri -petiamo volontario] da parte di ACCRE-DIA (da non confondere con quello con-ferito ai Laboratori medici dalle Regioni),bisogna prepararsi in modo soddisfa-cente ad assicurare il risultato! I passi dacompiere possono essere:1. Valutazione iniziale del sistema qua-lità del Laboratorio – Può essere effet-tuata utilizzando le checklist di ACCRE-DIA (di sistema e tecniche);2. Definizione della politica della qualità– Consiste nel prendere in considerazio-ne gli aspetti riportati nella norma, allaluce delle specificità del Laboratorio;3. Addestramento/formazione di tutto ilpersonale – Va pianificato ed eseguitoun addestramento che recuperi cono-scenze normative specifiche in metrolo-gia (in tal senso la vasta normativa asupporto della ISO/IEC 17025, non-ché tutte le norme, regolamenti e proto-colli cogenti costituiscono un ottimopunto di riferimento);4. Elaborazione della struttura documen-tale, necessaria ad attuare il semplicedetto: “Say what you do, do what yousay, record what you did, check theresults, and act on the difference” (J.L.Bucher). Il Manuale e le procedure di sup-
porto (sia gestionali sia tecniche) costitui-scono l’ossatura del sistema qualità;5. Implementazione del sistema – Con-sente di applicare quanto descritto neidocumenti del sistema qualità;6. Monitoraggio del sistema – Consistenell’attuazione di un piano di auditinterni che misurino l'efficacia del siste-ma e i risultati raggiunti;7. Avvio dell’iter di accreditamento –Contatti con ACCREDIA, messa a di -sposizione della documentazione egestione del processo che consentirà –una volta concluso – di conseguire l’ac-creditamento;8. Risoluzione delle eventuali non con-formità riscontrate da ACCREDIA e raf-forzamento delle eventuali aree debolidel sistema di gestione.Le fasi qui esemplificate possono essereampliate o ridotte, se la "distanza" delLaboratorio dalla conformità ai requisitiè minima. Vale la pena ripetere che lanorma UNI EN ISO 15189 rappresen-ta un’efficace sintesi dei requisiti ISO9001 (certificazione già posseduta damolti Laboratori medici) e dellaISO/IEC 17025.
CONCLUSIONI
La norma UNI EN ISO 15189:2013 è
ancora molto giovane e non è stataapplicata completamente da moltiLaboratori medici. Ne è prova il fattoche i Laboratori accreditati da ACCRE-DIA si contano a tutt’oggi sulla puntadelle dita di una mano! Sono peraltronumerosi i requisiti da soddisfare, chegià prevedono l’adozione di disciplina-ri di gestione molto vincolanti e spessoin linea con i requisiti della norma. Cio-nonostante l’adozione dei requisitidella norma può rappresentare unsignificativo passo avanti verso l’ingres-so – a pieno titolo – dei Laboratorimedici in una sorta di “club dei metro-logi”, che in Italia è in continua crescitain tutti i settori.
RIFERIMENTI BIBLIOGRAFICI
– UNI EN ISO 15189:2013 – “Laboratori medi-ci – Requisiti riguardanti la qualità e la compe-tenza”.– ACCREDIA – “Checklist Ispettore di sistema”.– ACCREDIA – “Checklist Ispettore tecnico”.– RT-35 – ACCREDIA “Prescrizioni per l’accredi-tamento dei Laboratori medici”.– UNI CEI EN ISO/IEC 17025:2005 “Requisitigenerali per la competenza dei Laboratori diprova e taratura”.– UNI EN ISO 9001:2015 “Sistemi di gestioneper la qualità: Requisiti”.– J.L. Bucher “The Quality Calibration Hand-book”.
DATALOGGER PERMONITORAGGIOTEMPERATUREI nuovi datalogger della serie HD208
di Delta Ohmsono strumenticompatti per ilmoni toraggiodella temperatu-ra, dell’umiditàrelativa (UR) edella temperatu-ra del punto dirugiada, partico-
larmente adatti per il monitoraggiodelle merci (alimentari, farmaci, pian-te e fiori, prodotti deperibili in gene-re), durante il trasporto e il magazzi-naggio, ma anche per Laboratori,sale museali e archivi documentali.Sono disponibili in vari modelli, con1 o 2 canali (il sensore può essere
interno, esterno fisso o esterno concavo), con o senza display LCD. Il logging può essere avviato e arre-stato manualmente, tramite pulsantifrontali, oppure si può programmarela data e l’ora di partenza e arrestodell’acquisizione. La funzionalità diavvio ritardato consente di far partireil logging con un tempo di ritardo,dopo aver premuto il pulsante perl’avvio manuale. Per ogni grandez-za rilevata, due soglie di allarmeconfigurabili permettono di avvisarel’utente se la misura esce dai para-metri configurati. Lo strumento gene-ra automaticamente, al termine dellogging, un rapporto in formato PDFcon i grafici delle va riabili rilevate.La versione PLUS per mette l’utilizzodi funzionalità di protezione deidati registrati e della configurazio-ne dello strumento in ottemperanzaalle raccomandazioni FDA 21CFR parte 11. Tutte le versionisono certificabili ACCREDIA.
Per ulteriori informazioni: www.deltaohm.com
NEWS �
AIR BEARING E SISTEMI DI POSIZIONAMENTO
Per la prima volta in Europa, PI (PhysikInstrumente) ha presentato al La serWorld di Monaco i nuovi sistemi diposizionamento con tecnologia airbearing, frutto dell‘acquisizione diNelson Air, avvenuta a fine 2014.Ora il Gruppo PI vanta un’ampiaofferta di assi lineari, planari orotativi dotati di tecnologia airbearing (cuscinetti ad aria), chepossono essere impiegati sia nel
campo dell’industria sia in quellodella ricerca. I cuscinetti ad aria sono fonda-mentali per la movimentazione diprecisione a livello nanometrico,poiché in grado di garantire ele-vata stabilità anche ad alte veloci-tà su lunghe corse. La tecnologiaair bearing consente alla piattafor-ma mobile di spostarsi scivolandosu uno strato d’aria, eliminando qua -si completamente la forza d‘attritoed evitando contraccolpi o isteresi;inoltre, in combinazione con imotori lineari, è possibile raggiun-gere velocità molto elevate. La tec-nologia air bearing assicura un’ec-cellente precisione di guida, conconseguenti linearità e planarità dimovimento ben al di sotto delmicrometro, caratteristica idealenell’ambito dell’automazione diprecisione o in fase produttiva.
Per ulteriori informazioni:www.physikinstrumente.com/technology/air-bearing-technology.html
NEWS �

2016eventi in breveSegnalazione di manifestazioni ed eventi d’interesseM
ANIF
ESTA
ZION
IEV
ENTI
EFO
RMAZI
ONE
�
T_M N. 1/16 ƒ 75
2016Saint Julian, Malta
Limassol, Greece
Torino, Italy
Catania, Italy
Roma, Italy
Madrid, Spain
Istanbul, Turkey
Benevento, Italy
Okinawa, Japan
Budapest, Hungary
Nottingham, UK
Perugia, Italy
San Jose, USA
Chongqing, China
Roma, Italy
Gotheborg, Sweden
Varna, Bulgaria
Firenze, Italy
Zakopane, Poland
Milano, Italy
Ancona, Italy
Thessaloniki, Greece
Las Palmas, Gran Canaria
Trento, Italy
Newport Beach, USA
Hamburg, Germany
Shanghai, China
Miedzyzdroje, Poland
Budapest, Hungary
Torino, Italy
Benevento, Italy
Benevento, Italy
Edinburgh, Scotland
Kenting, Taiwan
Benevento, Italy
Rio de Janeiro, Brazil
Venezia, Italy
6-8 aprile
18-20 aprile
20-21 aprile
20-22 aprile
3-5 maggio
4-6 maggio
10-13 maggio
15-18 maggio
28 maggio-1 giugno
30 maggio-2 giugno
30 maggio-3 giugno
5-9 giugno
5-10 giugno
6-8 giugno
15-17 giugno
19-22 giugno
20-23 giugno
22-23 giugno
26 giugno-1 luglio
27-28 giugno
28 giugno-1 luglio
5-8 luglio
6-8 luglio
10-14 luglio
11-13 luglio
19-22 luglio
8-11 agosto
29 agosto-1 settembre
7-9 settembre
8-9 settembre
19-21 settembre
19-21 settembre
29-30 settembre
30 settembre-3 ottobre
2-5 ottobre
2-5 ottobre
9-13 ottobre
3rd International Conference on Control, Decision and Information Technologies (CoDIT 2016)
18th IEEE Mediterranean Electrotechnical Conference Intelligent & Efficient Technologies & Services for the Citizen (MELECON 16)
Affidabilità & Tecnologie - 10a edizione
2016 IEEE Sensors Applications Symposium (SAS)
IFPUG-ISMA12
International Conference on Renewable Energies and Power Quality (ICREPQ'16)
International Conference on Advanced Mechanical Engineering - ICAME2016
11th IEEE International Symposium on Medical Measurements and Applications
2016 IEEE International Conference on Applied System Innovation (ICASI 2016)
DTIP 2016 - Design, test, integration and packaging of MEMS-MOEMS
EUSPEN’s 16th International Conference & Exhibition
CIMTEC 2016 - 7th Forum on New Materials
Laser Science to Photonic Applications
5th Annual World Congress of Advanced Materials-2016 (WCAM-2016)
3rd International Conference on “Nanogenerators and Piezotronics (NGPT)”
2016 IEEE Intelligent Vehicle Symposium
II International Scientific Congress “Innovations in Engineering 2016”
3rd International Workshop on Metrology for Aerospace
TEMPMEKO 2016 13th Symposium on Temperature and Thermal Measurements in Industry and Science
14th IMEKO TC10 Workshop on Technical Diagnostics “New Perspectives in Measurements, Tools and Techniques for system’s reliability, maintainability and safety”
12th Intl. Conference on Vibration Measurements by Laser and Noncontact Techniques
13th international Conference on Nanosciences & Nanotechnologies
International Conference on Modern Electrical Power Engineering - ICMEPE 2016
18th International Conference on Transparent Optical Networks (ICTON 2016)
2016 IEEE Summer Topical Meeting Series
ISEAC-39 ENVIRONMENTAL & FOOD MONITORING
37th Progress in Electromagnetics Research Symposium (PIERS)
Methods and models in Automation and Robotics (MMAR 2016)
21st IMEKO TC4 International Symposium on Understanding the World through Electrical and Electronic Measurement
12a Conferenza del Colore
XXXIII Congresso del Gruppo Misure Elettriche ed Elettroniche (GMEE 2016)
XV Congresso del Gruppo Misure Meccaniche e Termiche (GMMT 2016)
2nd (con nd in apice) IEEE International
2nd International Conference on Computing and Precision Engineering (ICCPE)
2nd IMEKOFOODS “Metrology Promoting Objective and Measurable Food Quality and Safety
19th IEEE Intelligent Transportation Systems Conference
AMBIENT 2016, The Sixth International Conference on Ambient Computing, Applications, Services and Technologies
www.codit2016.com
http://www.melecon2016.org
www.affidabilita.eu
http://sensorapps.org
http://isma12it.wordpress.com
www.icrepq.com
http://icame2016conference.com
http://memea2016.ieee-ims.org
http://2016.icasi.asia
www.dtip-mems.org
www.euspen.eu/OurEvents/Nottingham2016.aspx
http://2016.cimtec-congress.org
www.cleoconference.org
www.bitcongress.com/wcam2016/default.asp
www.ngpt.uniroma2.it
http://iv2016.org
www.innova-eng.eu
www.metroaerospace.org
www.tempmeko2016.pl
www.imekotc10-2016.deib.polimi.it
www.aivela.org/12th_Conference/index.html
www.nanotexnology.com/index.php/nn
www.aedie.org
http://icton2016.fbk.eu
www.photonicstopics.org
www.iaeac.com/iseac39-hamburg
www.piers.org/piers2016Shanghai
www.mmar.edu.pl
www.imeko-tc4-2016.hu
www.gruppodelcolore.it/index.php?option=com_content&view=article&id=50&Itemid=57&lang=it
www.misure2016.unisannio.it/index.php/gmee/home
www.misure2016.unisannio.it/index.php/gmmt/home
http://ieeeisse.org
www.apsiii.org/ICCPE2016/index.html
http://www.imekofoods.org
web.fe.up.pt/~ieeeitsc2016
www.iaria.org/conferences2016/AMBIENT16.html

T_M ƒ 75
Fin dalla sua istituzione nel 1998, Delta Mu supporta e consi-glia i metrologi e tutti coloro che si occupano di misure, offren-do loro strumenti “ufficiali” ed efficaci per migliorare la pro-duttività: un software per la gestione dei dispositivi di misura eper il calcolo degli intervalli di taratura (Opti Mu®), normesugli intervalli di taratura (la norma francese AFNOR FD X 07-014 è stata proposta da Delta Mu), consulenza per la sorve-glianza, formazione, ecc.Oggi Delta Mu arriva in Italia per difendere il concetto di Metro-logia Efficiente: Periodicità, Monitoraggio, Riferibilità, Incertezza,
Conformità… Delta Mu è presente in tutte le applicazioni diMetrologia e contribuisce al progresso della professione propo-nendo dispositivi e servizi al passo con la sua evoluzione.Scoprite Opti Mu®, il software dei metrologi creato da metro-logi per i metrologi. Questo strumento vi consentirà di gestiretutti i vostri strumenti di misura in modo informatizzato e cen-tralizzato.
Per ulteriori informazioni: www.deltamu.com
NUOVO SOFTWARE PER I METROLOGI
Instrumentation Devices Srl, specializzata nelle soluzioni di misurae analisi di segnali e dati, per la sperimentazione scientifica e indu-striale propone RM1100, un acquisitore/registratore dati portatileunico nel suo genere. Robusto, compatto, leggero, versatile; dispo-ne di 4 o 8 ingressi per segnali discreti, impulsivi e in frequenza e4 o 8 ingressi isolati per tensioni, correnti, temperature. Medianteappositi adattatori è possibile collegare diversi tipi di trasduttori:accelerometri, estensimetri e sensori a ponte di misura.RM1100 è particolarmente adatto per impieghi portatili e mobi-li, include un display ad alta risoluzione per la visualizzazionegrafica in tempo reale dei segnali di misura, offre campiona-mento programmabile fino a 1 MS/s per canale e può esserealimentato tra 8,5 e 24 VDC oppure provvisto di batterie rica-ricabili incorporate. Resiste a urti, cadute e vibrazioni continuesecondo le specifiche MIL-STD-810G 514.5C-1, e può operare
nel range di tempera-tura -20 ÷ +60 °C ein am bienti umidi epolverosi.È possibile sceglieretre diverse modalità diacquisizione: “Me mo -ry mode” (per regi-strare segnali ad altafrequenza), “Filing mo de” per memorizzare dati su memoria SD,anche per lunghi periodi di tempo), “Real-time mode” (per stam-pa grafica diretta su carta continua, sia in forma “Yt”, secondovari modi di rappresentazione, sia in “XY”).
Per ulteriori informazioni: www.instrumentation.it
REGISTRATORE MULTIFUNZIONALE COMPATTO
In produzione le macchine di misura a coordinate con tecnologiaottica e a contatto vengono sempre più preferite alle apparecchia-ture manuali, quali goniometri, calibri e proiettori di profili, il cui uti-lizzo è molto influenzato dai possibili errori dell’operatore. Grazieal nuovo proiettore di misura digitale intelligente O-SELECT di Zeiss,tale influenza è ridotta al minimo: l’elevato livello di automazione ela facilità d’uso che lo caratterizzano, consentono misurazioni com-plesse, che possono essere completate in modo rapido, tracciabilee riproducibile. Con la semplice pressione di un pulsante, O-SELECTvaluta le caratteristiche e documenta i risultati che, se necessario,possono essere stampati in un report professionale.
Il proiettore di misura digitale garantiscel’elevata affidabilità richiesta dai moder-ni ambienti industriali (automotive, elet-tronica, plastica, ecc.) ed è particolar-mente adatto al controllo dell’accuratez-za dimensionale di distanze, raggi oangoli, prevalentemente su componentiforati o curvati, pezzi realizzati tramitestampaggio a iniezione o taglio laser.
Per ulteriori informazioni: www.zeiss.it
NUOVO PROIETTORE DI MISURA DIGITALE INTELLIGENTE
Con i moduli interfaccia flessi-bili TIM-EC per EtherCAT eTIM-PN per PROFINET, HBMoffre due strumenti per il tra -sferimento digitale di segnalidi velocità di rotazione emomento torcente, con i qualiè possibile interconnettere retidiverse in modo semplice.I due moduli si contraddistin-guono per il rapido trasferi-mento di dati con ridottotempo di ritardo e pertantooffrono ottime prestazioni nelle
misure molto dinamiche. Momento torcente, velocità di rotazione,
angolo di rotazione e potenza possono essere registrati con preci-sione e integrati digitalmente, in tempo reale, nei sistemi di automa-zione e comando, senza perdita di dati. Analogamente a quantoavviene con il modulo interfaccia coppia TIM-EC per reti EtherCAT,il TIM-PN per PROFINET supporta la funzionalità di accoppiamento,chiamata anche intercomunicazione o comunicazione, TIM-to-TIM.Ciò permette l'integrazione del trasduttore di coppia in reti Ethernetindustriali autonome, per garantire la comunicazione in tempo realeall'interno di reti diverse. I moduli trovano impiego in sistemi di auto-mazione e regolazione basati su bus di campo, quali banchi provaper motori elettrici e a combustione interna, ingranaggi, pompe ecompressori.
Per ulteriori informazioni: www.hbm.com/it/0264/torsiometri-sensori-e-trasduttori-di-coppia
MISURA DELLA VELOCITÀ DI ROTAZIONE E DEL MOMENTO TORCENTE
NEWS�
N.01ƒ
; 2016
Configurazione di sistema di moduliinterfaccia TIM-PN/TIM-E

T_M ƒ 76
NEWS
�
Forte della favorevole accoglienza riservata dagli espertinel settore della metrologia, LTF presenta a livello mon-diale MICROgenius, la nuova serie ulteriormenteampliata di SISTEMI OTTICI BI-DI MENSIONALI per lamisurazione automatica in tempo reale di pezzi e compo-nenti, fiore all’occhiello della rinomata linea MICROTEC-NICA.Tutti gli utenti di misure industriali potranno constatare di -rettamente le caratteristiche vincenti di MICROgenius pres solo stand di LTF alle prossime fiere,
CONTROL (Stoccarda, 26-29 aprile)
e AFFIDABILITÀ & TECNOLOGIE(Torino, 20-21 aprile,presso lo stand della società distributrice DE SANTO).
Di nuovissima ideazione, MICROgenius è il risultato dell’in-novazione del tradizionale concetto alla base del proiettoredi profili e degli ordinari strumenti ottici di misura e consen-te una misurazione precisa, immediata e completamenteautomatica di una svariata gamma di componenti nei varisettori industriali. La struttura modulare flessibile, il campo dimisura in funzione delle diverse esigenze, la facilità e l’in-tuitività dei programmi di misura e la possibilità di ottenererisultati istantanei hanno conquistato l’entusiasmo degli ope-ratori del controllo qualità.
Settori di utilizzo: MICROgenius è rivolto principalmenteal controllo bidimensionale di particolari utilizzati nell’indu-stria aeronautica, automobilistica, meccano-tessile, elettrica-elettronica, elettrodomestica, della gomma e in tutti i casi incui si richieda un controllo rapido e accurato del pezzo,oltre che di serie di pezzi. Le prestazioni si personalizzanointercambiando i componenti principali: obiettivi, condensa-tori, telecamera, parti meccaniche.
Il principio di funzionamento sibasa su un obiettivo telecentrico diassoluta precisione e di una teleca-mera ad alta definizione, per laripresa del pezzo in esame. Dopoaver creato il programma di misura,è sufficiente posizionare il pezzo sulvetro della tavola d’appoggio e ilsoftware dedicato rileva automatica-mente le quote richieste. Il risultatoottenuto diventa istantaneamente di -sponibile per ulteriori elaborazionidi statistica.
È possibile memorizzare “n” programmi di misura, da richia-marsi all’occorrenza senza necessità di ricorrere alla ricercamanuale. A differenza della maggior parte di apparecchia-ture simili, MICROgenius si distingue per un programma dimisura user friendly, adattabile alle specifiche esigenze del-l’utilizzatore.
Caratteristiche principali: Misure senza contatto in 2D;Controllo in tempo reale;Nessuna necessità di allineamento dei pezzi;Grande profondità di campo dell’immagine;Altissima flessibilità e modularità del sistema;Possibilità di posizionare attrezzature sulla tavola d’appoggio;Possibilità d’installare lo strumento direttamente in linea diproduzione;Non richiede personale specializzato per l’utilizzo.
MODELLI E OPZIONI TAILOR-MADEMICROgenius è disponibile in 4 MODELLI, di dimensionidiverse in relazione all’obiettivo e al campo di misura:SMALL, MEDIUM, LARGE e MAXI nelle versionistandard o DUAL OPTIC.
La nuova versione DUAL OPTIC presenta, come novitàassoluta, un obiettivoa due uscite collegabi-le a doppia telecame-ra: l’utilizzatore avràpertanto a disposizio-ne due campi di misu-ra per pezzi di dimen-sioni diverse, fruendodel vantaggio di poterlavorare con un unicostrumento, ma condoppia performance.Diverse opzioni di telecamera in alternativa al modello indotazione standard consentono, inoltre, di poter selezionareil dispositivo con il campo di misura più adatto in funzionedelle specifiche esigenze di utilizzo.
Per ulteriori informazioni: www.ltf.it
NUOVE SOLUZIONI PER IL CONTROLLO BIDIMENSIONALE DI COMPONENTI

T_M ƒ 77
Riesame della DirezioneParte primaPiano e procedura, periodicità, metodiC
OMMENTI
ALLENORME
�
COMMENTS ON STANDARDS: UNI CEI EN ISO/IEC 17025A great success has been attributed to this interesting series of comments byNicola Dell’Arena to the Standard UNI CEI EN ISO/IEC 17025.
RIASSUNTOProsegue con successo l’ampia e interessante serie di commenti di NicolaDell’Arena alla norma UNI CEI EN ISO/IEC 17025. I temi trattati sono: Lastruttura della documentazione (n. 4/2000); Controllo dei documenti edelle registrazioni (n. 1/2001 e n. 2/2001); Rapporto tra cliente e Labo-ratorio (n. 3/2001 e n. 4/2001); Approvvigionamento e subappalto(n. 3/2002 e n. 1/2003); Metodi di prova e taratura (n. 4/2003,n. 2/2004 e n. 3/2004); Il Controllo dei dati (n. 1/2005); Gestione delleApparecchiature (n. 3/2005, n. 4/2005, n. 3/2006, n. 4/2006,n. 1/2007 e n. 3/2007); Luogo di lavoro e condizioni ambientali(n. 3/2007, n. 2/2008 e n. 3/2008); il Campionamento (n. 4/2008 en. 1/2009); Manipolazione degli oggetti (n. 4/2009 e n. 2/2010), Assi-curazione della qualità parte 1.a (n. 4/2010), parte 2.a (n. 1/2011),parte 3.a (n. 2/2011); Non conformità, azioni correttive, ecc. parte 1.a(n. 4/2011), parte 2.a (n. 1/2012), parte 3.a (n. 2/2012), parte 4.a(n. 3/2012), parte 5.a (n. 4/2012), parte 6.a (n. 1/2013), parte 7.a(n. 2/2013), parte 8.a (n. 3/2013), parte 9.a (n. 4/2013), parte 10.a(n. 1/2014); Audit interno parte 1.a (n. 2/2014), parte 2.a (n. 3/2014),parte 3.a (n. 4/2014), parte 4.a (n. 1/2015), parte 5.a (n. 2/2015),parte 6.a (n. 3/2015), Parte 7.a (n. 4/2015).
GENERALITÀ
Nel punto4.15 la17025 pre-scrive che bi -sogna ef -fettuare i rie - sami dellaDi rezione (re -views in in -glese). Ri -
spetto alle prime norme, questo è unrequisito nuovo e per me la sua introdu -zione non sarebbe stata strettamentenecessaria.La ISO 9001, punto 3.8.7, definisceil riesame come “attività effettuata perriscontrare l’idoneità, l’adeguatezzae l’efficacia di qualcosa a conseguiregli obiettivi stabiliti”, e inoltre con lanota aggiunge “il riesame può ancheattenere alla determinazione dell’effi-
cienza”. Secondo la definizione dellaISO bisogna effettuare attività perverificare l’idoneità, l’adeguatezza,l’efficacia e l’efficienza per raggiun-gere determinati obiettivi.La ISO 9001 non porta le definizionid’idoneità e adeguatezza (per cuibisogna ricorrere allo Zingarelli),mentre porta le definizioni di efficaciaed efficienza. L’idoneità (suitability) è“qualità di chi, di ciò che è idoneo ao per qualcosa”. L’adeguatezza è“qualità di ciò che è adeguato (giustoe proporzionato)”. La ISO 9001 defi-nisce efficienza (effectiveness) nelpunto 3.2.14 come “grado di realiz-zazione delle attività pianificate e diconseguimento dei risultati pianificati”e nel punto 3.2.15 “rapporto tra irisultati ottenuti e le risorse utilizzateper ottenerli”.I due termini idoneità e adeguatezzasono simili e dicono la stessa cosa,
per cui ha fatto bene la 17025 a par-lare solo d’idoneità anche se, nellenorme precedenti, veniva usato il ter-mine adeguatezza. I due termini effi-cacia ed efficienza sono molto simili,ma hanno una leggera differenza. Ilprimo dice che l’attività effettuataraggiunge lo scopo mentre il secondodice che lo scopo si può raggiungerecon differenti attività ma quello che lofa raggiungere con minori risorse(soprattutto quelle economiche) è effi-ciente.
PIANO E PROCEDURA
Vediamo cosa chiede la 17025. Alparagrafo 4.14.1 prescrive che “ladirezione al vertice del Laboratorio,secondo un piano e una proceduraprefissati, deve condurre periodica-mente un riesame del sistema qualitàdel Laboratorio e delle attività diprova e/o taratura per garantire ilmantenimento, in modo continuo,della loro idoneità e efficacia e perintrodurre i necessari cambiamenti omiglioramenti”.La prima cosa da capire è: chi è laDirezione. La risposta è semplice,anche se nelle organizzazioni vaste emultidisciplinari la risposta diventacomplicata. Una volta che l’organizza-zione ha effettuato la scelta, per questoargomento la Direzione è colui che hafirmato il manuale della qualità.La seconda cosa è la prescrizione: sichiedono un piano e una proceduraprefissati. La ISO 9001, tra le sue pre-scrizioni, richiede poche procedure, equella del riesame è compresa traquelle richieste. Essa è una proceduragestionale nella quale bisogna ripor-tare le solite cose: responsabilità diogni singolo atto, modalità di attua-zione, tempi e registrazioni da utiliz-zare. Per quanto attiene al piano, aseconda di come si organizza il rie-
T_M N. 1/16 ƒ 77
Rubrica a cura di Nicola Dell’Arena ([email protected])

T_M ƒ 78
COMMENTIALLE NORME
�N.01ƒ
; 2016
same, non è strettamente necessarioprepararlo. Se si effettua la scelta dipreparare il piano a inizio anno, biso-gna preparare un documento in cui siriporta cosa riesaminare, chi devecompiere l’azione, i tempi ed even-tualmente i costi.
PERIODICITÀ
La norma prescrive di “condurreperiodicamente un riesame”. Questaprescrizione va legata insieme allaNota 1 che afferma “la periodicitàtipica del riesame da parte della Dire-zione è una volta ogni dodici mesi”.Con la Nota 1, la prima cosa che sicapisce è che il riesame deve perforza essere effettuato anche se nonc’è nulla da portare all’attenzionedella Direzione. La seconda cosa èche esso deve essere fatto una volta
all’anno. Legando insieme la periodi-cità con la richiesta del piano si vedeche, se dev’essere fatto una volta al -l’anno, il documento di pianificazionenon è strettamente necessario.
METODI
Il riesame si può effettuare in duemodi. Il primo modo è che, all’iniziodell’anno, il responsabile della quali-tà prepari un Rapporto sullo statodella qualità che viene esaminato eapprovato dalla Direzione. La Dire-zione può decidere da sola oppurefar decidere da un’apposita riunionealla quale partecipano tutti i settoridel Laboratorio (naturalmente questasoluzione va bene per i grandi Labo-ratori). Il secondo modo è di deciderevolta per volta a seconda del proble-ma, dalla Direzione o con una riunio-
ne, con l’avvertenza però che entrol’anno bisogna trattare tutti i requisiti.In questo secondo metodo nasce lanecessità di un documento di pianifi-cazione (per non dimenticare qualcherequisito). Questo secondo metodo vabene anche quando la necessità sipresenta all’improvviso e non puòessere pianificata. Devo ricordare chel’ultima decisione spetta sempre allaDirezione.La norma richiede che sia riesaminato“il sistema qualità del Laboratorio edelle attività di prova e/o taratura”.Ci risiamo: il normatore si dimenticache le attività di prova e taratura sonotutte comprese nel Capitolo 5 della17025 per cui è pleonastico ripetersi.A questo punto preciso che il Labora-torio deve praticamente verificaresolo che il sistema qualità organizza-to secondo la 17025 sia idoneo edefficace.

T_M ƒ 79
NEWS
�
Lo shaker inerziale elettrodinamico miniaturizzato, mod. 2002E,ultimo arrivato nella famiglia The Modal Shop, è capace di produr-re un picco di 9 N di forza sinusoidale, attraverso un’ampia gammadi frequenze comprese tra i 20 e i 3.000 Hz. Grazie al foro pas-sante del diametro di 3,58 mm, lo shaker può essere collegato allastruttura test direttamente, tramite una testa d’impedenza PCB mod.288D01, o tramite un trasduttore di forza PCB della serie 208C (vitidi montaggio incluse). Può essere montato in entrambi gli orienta-menti, eliminando i requisiti di montaggio del dispositivo di provanella maggior parte delle applicazioni.Con le sue dimensioni compatte (50,8 mm di diametro per 250 g di
peso), e conseguente costo ridotto, il2002E è ideale per una varietà di applicazioni e permette agli inge-gneri NVH automotive di far vibrare strutture in punti tipicamente nonaccessibili con un classico shaker o martello modale. Questo lo rendeun prezioso strumento per l’analisi del trasferimento della forza o pergli studi di cancellazione attiva delle vibrazioni e dei rumori nell’indu-stria automobilistica. Lo shaker può inoltre essere utilizzato negli studitradizionali della trasmissione delle vibrazioni e nei test strutturali, sunumerosi componenti, come pannelli aerospaziali in composito e telai.
Per ulteriori informazioni: www.pcbpiezotronics.it
NUOVO SHAKER INERZIALE
L’associazione Torsiometro rotante - Misura di Coppia è radicatanella cultura tecnica; così come la necessità d’interporre il torsiome-tro mediante giunti, curare l’allineamento e prevedere limitatori disicurezza per non danneggiarlo in caso di grippaggi o rotture delcomponente sotto test. Nelle misure su impianto, su macchine auto-matiche, nei controlli in produzione e su quasi tutti i materiali metal-lici (es. acciai da costruzione) ora questo non è più necessario. Dspm Industria presenta TAM, la nuova soluzione che misura, senzacontatto, la coppia rilevando le alterazioni del comportamentomagnetico dei materiali sottoposti a sollecitazioni meccaniche. Ilsistema, che non richiede alcuna modifica all’impianto, né aggiun-ta di componenti meccanici, né variazioni delle rigidezze e deimomenti d’inerzia, effettua misure su alberi pieni e cavi. Con un
solo strumento è possibile misurarecoppie da 1 Nm a 5 kNm.Il sistema è Plug & Play: è necessa-rio posizionare il sensore a una distanza di 1-3 mm dall’albero, pre-mere un tasto di allineamento e si è pronti per eseguire la misura.L’uscita amplificata 0-5 V è programmabile in corrispondenza delcampo di misura desiderato.
Per ulteriori informazioni: http://goo.gl/aQOz2a
Contattaci per discutere la tua applicazione: [email protected]
NUOVO CONCETTO DI MISURA DELLA COPPIA
TEC Eurolab mette a disposizione un team di esperti che, grazieanche alla dotazione delle apparecchiature più avanzate, può assi-stere progettisti, collaudatori, responsabili di produzione e respon-sabili qualità nelle attività legate al controllo,al miglioramento e all’innovazione di prodot-to. TEC Eurolab continua a implementare nuovestrumentazioni, che permettono applicazionie analisi avanzate su materiali compositi:nella fattispecie, in ambito CND, proponia-mo il sistema a ultrasuoni Phased Array che,applicato su componenti di vari diametri e spessori, ha lo scopo diricercare difettologie longitudinali e trasversali interne, poste a sva-riate profondità. Tale controllo può essere utilizzato con sondeArray sagomate e fascio focalizzato oppure con sonde specialicave e tecniche a immersione: quest’ultima, che consente di mante-nere un accoppiamento costante anche durante la movimentazione
della scansione, utilizza Encoder che registrano gli spostamentidella sonda e le mappe di scansione ricavate. Come in ogni tecnica a ultrasuoni, è opportuno costruire, in fase di
progettazione del controllo, blocchi campio-ne di riferimento, che dovranno conteneredifetti artificiali con dimensione e orienta-mento noto, il più possibile similare alle di -scontinuità rilevabili sui manufatti inesame. Tra le varie applicazioni delle tecnicaa ultrasuoni Phased Array è possibile effet-tuare scansioni mirate a ricercare variazioni
di spessore sulla lunghezza oppure corrosione diffusa. Le rappre-sentazioni di tipo C-SCAN e S-SCAN risultano molto efficaci perquantificare in modo preciso la dimensione e l’estensione di talidifettologie.
Per ulteriori informazioni: www.tec-eurolab.com
PHASED ARRAY A ULTRASUONI: APPLICAZIONE SU TUBI IN FIBRA DI CARBONIO
La società austriaca EMCO-TEST (rappre-sentata in Italia da CRASE srl – Burago diMolgora) ha recentemente lanciato sulmercato DuraScan G5, innovativodurometro per prove Vickers/Knoop/Brinell, utilizzabile per una ampia gammadi misurazioni, grazie all’intervallo di cari-co da 10 g a 62,5 kg (estendibile a 0,25g - 62,5 kg). Il carico di prova è monitora-to in continuo elettronicamente, da unacella di carico di alta precisione in abbi-namento a sensori di forza; la velocità di
salita e discesa testa di prova, grazie al suo brevetto, può essereregolata fino a 10x la sua velocità, consentendo ingenti risparmidi tempo quando si passa ai campioni a diverse altezze.Il durometro è dotato di una fotocamera 10 MP, che permette all'u-tente di coprire più applicazioni con ogni singolo obiettivo e quindirichiedendo minori posizionamenti dello stesso. L'interfaccia delsoftware ecos Workflow è intuitiva e riduce il tempo di familiariz-zazione e il numero di errori durante le operazioni di misura, gui-dando l’operatore, passo dopo passo, attraverso il processo dimisurazione, fino al back-up dei dati.
Per maggiori informazioni: www.crase.com
NUOVO DUROMETRO PER PROVE VICKERS/KNOOP/BRINELL

T_M ƒ 80T_M ƒ 80T_M N. 1/16 ƒ 80
T U T T O _ M I S U r EAnno XVIII - n. 1 - Marzo 2016
ISSN: 2038-6974Sped. in A.P. - 45% - art. 2 comma 20/b legge 662/96 - Filiale di Torino
Direttore responsabile: Franco Docchio
Vice Direttori: Dario Petri, Nicola Paone
Comitato di redazione: Nicola Giaquinto, Claudio Narduzzi,Loredana Cristaldi, Pasquale Arpaia, Bernardo Tellini, Bruno Andò, Lorenzo Scalise, Gaetano Vacca,Rosalba Mugno, Carmelo Pollio, Michele Lanna,Luciano Malgaroli, Massimo Mortarino
redazioni per:Storia: Emilio Borchi, Riccardo Nicoletti, Mario F. Tschinke, Aldo RomanelliLe pagine delle Associazioni Universitarie di Misuristi: Franco Docchio, Dario Petri, Alfredo CigadaLe pagine degli IMP: Maria Pimpinella
Comitato Scientifico: ACCREDIA (Filippo Trifiletti, Rosalba Mugno, Emanuele Riva, Silvia Tramontin); ACISM-ANIMA (Roberto Cattaneo); AEIT-ASTRI (Roberto Buccianti); AIPT (Paolo Coppa); AIS-ISA (Piergiuseppe Zani); ALATI (Paolo Giardina); ALPI (Lorenzo Thione); ANIE (Marco Vecchio); ANIPLA (Marco Banti, Alessandro Ferrero); AUTEC (Gabriele Bitelli), CNR (Ruggero Jappelli); GISI (Sebastian Fabio Agnello, Renato Uggeri); GMEE (Dario Petri); GMMT (Nicola Paone); Gruppo Misuristi Nucleari (Stefano Agosteo); GUFPI-ISMA (Luigi Buglione); IMEKO (Paolo Carbone);INMRI – ENEA (Pierino De Felice, Maria Pimpinella); INRIM (Massimo Inguscio, Paolo Vigo, Franco Pavese);ISPRA (Maria Belli)
Videoimpaginazione e Stampa: la fotocomposizione - Torino
Autorizzazione del Tribunale di Casale Monferrato n. 204del 3/3/1999.I testi firmati impegnano gli autori.
A&T - sasDirezione, redazione,Pubblicità e PianificazioneVia Palmieri, 63 - 10138 TorinoTel. 011 0266700 - Fax 011 5363244E-mail: [email protected]: www.affidabilita.eu
Direzione Editoriale: Luciano Malgaroli,Massimo Mortarino
È vietata e perseguibile per legge la riproduzione totale oparziale di testi, articoli, pubblicità e immagini pubblicatesu questa rivista sia in forma scritta sia su supporti ma -gne tici, digitali, ecc.
ABBONAMENTO ANNUALE: 40 EUrO(4 numeri cartacei + 4 sfogliabili + 4 numeri telematici)ABBONAMENTO BIENNALE: 70 EUrO (8 numeri cartacei + 8 sfogliabili + 8 numeri telematici)Abbonamenti on-line su: www.tuttomisure.itL’IMPOrTO DELL’ABBONAMENTO AL LA PrESENTE PUB-BLICAZIONE È INTErAMENTE DEDUCIBILE. Per la deduci-bilità del costo ai fini fiscali fa fede la ricevuta del versamentoeffettuato (a norma DPR 22/12/86 n. 917 Art. 50 e Art. 75). Ilpresente abbonamento rappresenta uno strumento ricono-sciuto di aggiornamento per il mi glioramento documentatodella formazione al la Qualità aziendale.
La Redazione di Tutto_Misure ([email protected])
We have read for you
MANUALE DI STRUMENTAZIONEVOLUME I: INTRODUZIONE E MISURA
Alessandro Brunelli490 pp. – Editoriale Delfino (2015)ISBN: 978-88-97323-47-1Prezzo: € 40,00 (copertina rigida)
ABBIAMO
LETTOPERVOI
�
NEL PROSSIMO NUMERO• Quant’è grande un requisito• Visione Artificiale• Confronto su calibratoreE molto altro ancora...
Questo primo volume tratta gli aspetti generali relativi alla strumenta-zione e gli argomenti topici della misura nei processi industriali, quali:(i) i concetti basilari fondanti della strumentazione di misura e control-lo inerenti le alimentazioni, i segnali standardizzati analogici, i proto-colli di comunicazione digitali; (ii) la simbologia della strumentazioneanalogica e digitale, degli elementi primari di misura e degli elementifinali di regolazione e di sicurezza, nonché dei collegamenti al pro-cesso; (iii) la terminologia inerente alle caratteristiche statiche e dina-miche della strumentazione, nonché alla taratura iniziale e verificaperiodica della strumentazione; (iv) il funzionamento della strumenta-zione in condizioni normali ed estreme, in atmosfere di processo conpericolo di esplosione e incendio; (v) gli strumenti e i sistemi di misuradelle principali grandezze fisiche e chimiche relative ai diversi proces-si industriali con criteri di scelta e selezione nelle applicazioni.
L’autore
Alessandro Brunelli è molto attivo nell’insegnamento e nella divul-gazione della cultura delle Misure, e prosegue il suo lavoro con questonuovo manuale sulle misure, cui seguirà un secondo volume.
LE AZIENDE INSERZIONISTE DI QUESTO NUMEROAR Europe 3a di cop.-38ATEQ Italia pp. 26-65Aviatronik 4a di cop.Bocchi p. 32Carl Zeiss pp. 4-75Cibe p. 60Comsol pp. 30-56Contro Messe pp. 38-64Crase pp. 50-79Delta Mu pp. 12-75Delta Ohm pp. 18-74De Santo p. 10DSPM pp. 58-79FLIR pp. 20-60HBM Italia pp. 38-75
Hexagon Manufact. Intelligence pp. 2-66IC&M p. 70Instrumentation Devices pp. 48-75Keyence pp. 1-24Kistler Italia pp. 34-62Labcert p. 54Laser Lab pp. 14-16LTF pp. 76-78LTTS p. 46Luchsinger pp. 42-60PCB Piezotronics pp. 52-79Physik Instrumente pp. 55-68-74Renishaw p. 6Rupac 2a di cop.-44Tec Eurolab pp. 8-79

TUTTO_M
ISURE - A
NNO 18, N. 01 - 2
016
ANNO XVIIIN. 01 ƒ
2016
ISS
N 2
038-
6974
- P
ost
e It
alia
ne
s.p
.a. -
Sp
ed. i
n A
bb
. Po
st. -
D.L
. 353
/200
3 (c
on
v. in
L. 2
7/02
/200
4 n
° 46
) ar
t. 1
, co
mm
a 1,
NO
/ To
rin
o -
nr
1 - A
nn
o 1
8- M
arzo
201
6In
cas
o d
i man
cato
rec
apit
o, i
nvi
are
al C
MP
di T
ori
no
R. R
om
oli
per
res
titu
zio
ne
al m
itte
nte
, pre
vio
pag
amen
to t
arif
fa r
esi
A F F I D A B I L I T À& T E C N O L O G I A
LA RIVISTA DELLE MISURE E DEL CONTROLLO QUALITÀ - PERIODICO FONDATO DA SERGIO SARTORIORGANO UFFICIALE DELL’ASSOCIAZIONE “GMEE” E DI “METROLOGIA & QUALITÀ”
TUTTO_MISURETUTTO_MISURE
EDITORIALE2016: un tributo a Einstein
IL TEMAA&T 2016: Misure e Prove in primo piano!
GLI ALTRI TEMIMisurare l’innovazione
Misure di rumore ambientale
Nuovo approccio all’incertezza
Truffe con i contatori
ALTRI ARGOMENTILa 17025 - Riesame della Direzione - parte I
Tecnologie in campo
Metrologia... per tutti!
WWW.TUTTOMISURE.IT