Tutto_Misure 01/2014
84
TUTTO_MISURE- ANNO 16, N. 01 - 2014 ANNO XVI N. 01 ƒ 2014 ISSN 2038-6974 - Poste Italiane s.p.a. - Sped. in Abb. Post. - D.L. 353/2003 (conv. in L. 27/02/2004 n° 46) art. 1, comma 1, NO/ Torino - nr 1 - Anno 16 - Marzo 2014 In caso di mancato recapito, inviare al CMP di Torino R. Romoli per restituzione al mittente, previo pagamento tariffa resi AFFIDABILITÀ & TECNOLOGIA GRUPPO MISURE ELETTRICHE ED ELETTRONICHE EDITORIALE L’anno della svolta? NUOVI PARTNER Benvenuto ACCREDIA! IL TEMA: MISURE PER L’INDUSTRIA Monitoraggio saldatura laser Wireless nelle carrozze metropolitane Misure non distruttive ECT ALTRI TEMI Metrologia per l’aerospazio Il Progetto MisuraInternet - parte II ARGOMENTI Visione artificiale Metrologia legale forense in Italia Compatibilità elettromagnetica La norma 17025: La non conformità - parte X LA RIVISTA DELLE MISURE E DEL CONTROLLO QUALITÀ - PERIODICO FONDATO DA SERGIO SARTORI ORGANO UFFICIALE DELL’ASSOCIAZIONE “GMEE” E DI “METROLOGIA & QUALITÀ” TUTTO _MISURE TUTTO _MISURE
-
Upload
tuttomisure -
Category
Documents
-
view
234 -
download
7
description
L'unica Rivista Italiana interamente dedicata alle misure e al controllo di qualità - Direttore franco Docchio
Transcript of Tutto_Misure 01/2014

TUTTO_M
ISURE
- ANNO 1
6, N. 01 -
2014
ANNO XVIN. 01 ƒ
2014
ISSN
203
8-69
74 -
Post
e Ita
liane
s.p
.a.-
Spe
d.in
Abb
.Pos
t.- D
.L.3
53/2
003
(con
v.in
L.2
7/02
/200
4 n°
46) a
rt.1,
com
ma
1,NO
/ Tor
ino
- nr 1
- An
no 1
6 - M
arzo
201
4In
cas
o di
man
cato
reca
pito
,inv
iare
al C
MP
di To
rino
R.Ro
mol
i per
rest
ituzi
one
al m
itten
te,p
revi
o pa
gam
ento
tarif
fa re
si
A F F I D A B I L I T À& T E C N O L O G I A
GRUPPO MISURE ELETTRICHEED ELETTRONICHE
EDITORIALEL’anno della svolta?
NUOVI PARTNERBenvenuto ACCREDIA!
IL TEMA: MISURE PER L’INDUSTRIA
Monitoraggio saldatura laserWireless nelle carrozze metropolitane
Misure non distruttive ECT
ALTRI TEMIMetrologia per l’aerospazio
Il Progetto MisuraInternet - parte II
ARGOMENTIVisione artificiale
Metrologia legale forense in ItaliaCompatibilità elettromagnetica
La norma 17025: La non conformità - parte X
LA RIVISTA DELLE MISURE E DEL CONTROLLO QUALITÀ - PERIODICO FONDATO DA SERGIO SARTORIORGANO UFFICIALE DELL’ASSOCIAZIONE “GMEE” E DI “METROLOGIA & QUALITÀ”
TUTTO_MISURETUTTO_MISURE
COPER TM 1-2014 27-02-2014 17:09 Pagina 1

COPER TM 4-2013 19-11-2013 8:57 Pagina 3

01-34 4-03-2014 15:10 Pagina 1

01-34 4-03-2014 15:10 Pagina 2

Editoriale: L’anno della svolta? (F. Docchio) 5Comunicazioni, Ricerca e Sviluppo, dagli Enti e dalle Imprese
Notizie nel campo delle misure e della strumentazione 7Il tema: I nuovi Partner di Tutto_Misure e di T_M News
Benvenuto Accredia! L’ente italiano di accreditamento entranella nostra squadra editoriale (a cura della Redazione) 11
Il tema: Misure per l’IndustriaSistema di visione coassiale per l’inseguimento di giuntie il monitoraggio di processi di saldatura laser (M. Bino, S. Fois, P. Bellandi, G. Coffetti, G. Sansoni, A. Guerra) 17Propagazione di segnali wireless a bordo di carrozze metropolitane(N. Pasquino, A. Marrese, A. Mariscotti) 23Riferibilità dei contatori statici di energia reattiva(A. Cataliotti, V. Cosentino, A. Lipari, S. Nuccio) 27Una rete di misura e controllo per un sistema elettrico Smart(D. Di Cara, M. Luiso, G. Miele, P. Sommella) 31Le tecniche d’indagine ECT: nuovi sviluppi (A. Bernieri, G. Betta, P. Burrascano, L. Ferrigno, M. Laracca, M. Ricci) 35
Gli altri temi: Misure per le Telecomunicazioni Progetto MisuraInternet: risultati di misura e sviluppi futuri(L. Angrisani, F. Flaviano) 41
Gli altri temi: Misure per l’AerospazialeI requisiti metrologici per le aziende aerospaziali(M. Lanna) 49
Gli altri temi: Norme a confrontoMisurazione e audit: un parallelismo (M. Cibien, N. Gigante) 54
Gli altri temi: Trasferimento tecnologico e tutela del softwareCodici sorgente: esiste una tutela? (G. Celoni, P. Coppo) 59
Campi e compatibilità elettromagneticaStrumentazione di base nelle misure di CEM: Il ruolodello schermo nelle sonde di campo magnetico – Parte I(C. Carobbi, A. Bonci, M. Cati) 61
Manifestazioni, Eventi e Formazione2014: eventi in breve 64
Le Rubriche di T_M: Visione ArtificialeVisione artificiale... a colori? (a cura di G. Sansoni) 65
I Seriali di T_M: Misure e FidatezzaTecniche di analisi della fidatezza; FMEA – Casi di studio (M. Catelani, L. Cristaldi, M. Lazzaroni) 67
Le Rubriche di T_M: Metrologia legale e forenseI contatori elettrici: il caso in Parlamento (V. Scotti) 71
Spazio Associazioni Universitarie di MisuristiDalle Associazioni Universitarie di Misuristi 73
Commenti alle norme: la 17025Non conformità, azioni correttive, azioni preventive, reclami e miglioramento – Parte X (N. Dell’Arena) 75
Abbiamo letto per voi 80News 9-46-58-60-70-76-77-78-79
TUTTO_MISUREIN QUESTO NUMERO
TUTTO_MISURE ANNO XVIN. 01 ƒ
2014
Sistemi di visione coassiale perl’inseguimento di giunti e il monitoraggiodi processi di saldatura laserCoaxial vision systems for joint tracking and processmonitoring in industrial laser welding
M. Bino, S. Fois, P. Bellandi, G. Coffetti, G. Sansoni, A. Guerra
17
Codici sorgente: esiste una tutela?Una soluzione innovativa per laprotezione della proprietàintellettuale del softwareWhich protection for sourcecodes? An innovative solutionfor software intellectual property protection
G. Celoni, P. Coppo
59Tecniche di analisi della fidatezza:FMEA – Casi di studioFMEA – Case studies
M. Catelani, L. Cristaldi, M. Lazzaroni
67
Le tecniche d’indagine ECT:nuovi sviluppiThe ECT DIAGNOSIS techniques: new developments
A. Bernieri, G. Betta,P. Burrascano,L. Ferrigno, M. Laracca,M. Ricci
35
T_M N. 1/ 14 ƒ 3
01-34 4-03-2014 15:10 Pagina 3

01-34 4-03-2014 15:10 Pagina 4

EDIT
ORIA
LE
�
Fra
nc
o D
oc
ch
io
The year of the change?
L’anno della svolta?
Cari lettori!
Eccoci al nuovo anno dellaRivista (il quinto) sotto lamia Direzione. Eccoci an-che all’ennesima crisi di Go-verno, che certamente nonfa bene all’economia, eneanche all’autostima dell’I-taliano medio. In questepagine ho espresso speran-ze nei confronti di Governi
che hanno operato nel passato, stima nei Ministriche lo componevano. Siamo alle solite: sembraproprio che la politica italiana e la gestione delbene comune siano come la giostra “storica”(Historic Carousel) che ho visitato a Meridian, Mis-sissippi, la settimana scorsa. Tanti cavalli coloratiche si avvicendano alla vista del visitatore. Quan-do la Rivista andrà in stampa, ne sapremo di più,come al solito speriamo in bene. Avremo un nuovoMinistro della Ricerca? Dell’Economia? Dello Svi-luppo Economico? E, soprattutto, avremo finalmen-te una nuova legge elettorale “elector-friendly”?Nella mia visita negli USA non ho visitato sologiostre o dimore antiche (precedenti alla GuerraCivile): ho parlato a lungo con amici e colleghi dispicco in diversi settori della vita economica esociale. Dai colloqui è emersa anche là una fortepreoccupazione per la situazione economica:nonostante appaia chiaro dagli indici che la“locomotiva americana” è ripartita, questo fattopositivo sembra non riflettersi sull’occupazione, esoprattutto sull’occupazione dei giovani. La per-centuale di giovani che si accontentano di occu-pazioni al di sotto delle loro aspettative è, a diredei miei interlocutori, molto alta. Questo valesoprattutto per le classi meno abbienti. Un amicomi ha detto che c’è un vero e proprio “boom” diarruolamenti nella vicina base navale locale: gio-vani (soprattutto di colore, che rappresentano lastragrande maggioranza in quello Stato) emargi-nati dai Colleges che si rifugiano nella carrieramilitare per sopravvivere con un’occupazione“decente”. Beh, tutto il mondo è paese.Questo numero della Rivista, che avrà tra i lettorimolti partecipanti alla prossima edizione di Affi-dabilità & Tecnologie, è dedicato alle misure perl’Industria: ospita contributi di diversi ricercatori,spesso in collaborazione con Industrie o Enti dirilievo Nazionale. Comprendono argomenti diricerca applicata all’industria meccanica, alle tele-
comunicazioni, ai trasporti, al settore energetico.Seguono importanti contributi di autorevoli espertinel settore normativo, cui viene dato ampio risalto.Con questo numero inizia inoltre una nuova serie dicollaborazioni importanti per una vasta platea dilettori. La prima “New Entry” è Accredia, l’EnteUnico di Accreditamento nazionale, che collabore-rà alla Rivista con una sua presenza stabile in tuttii numeri, e che porterà le novità in termini di tara-ture e prove. È dunque il primo dei “partner strate-gici” nel settore delle misure che accompagnerà laRivista nel suo cammino verso l’accreditamentocome “casa comune delle Misure”, a favore dellavasta componente industriale ma anche di quelladella ricerca. L’inserimento di autorevoli esperti diAccredia nel nuovo Comitato Editoriale, come evi-denziato in uno dei prossimi articoli, ne è la garan-zia. Nei prossimi numeri contiamo di portare altripartner strategici di grosso calibro, che forniscanotestimonianze e contributi di rilievo per il mondodelle misure.Anche la Direzione si è aggiornata, con la nominadi un secondo Vicedirettore in aggiunta all’ottimoAlfredo Cigada: si tratta di Pasquale Daponte,Ordinario di Misure all’Università di Benevento, giàcollaboratore assiduo della Rivista, e futuro Presi-dente di IMEKO, la storica associazione interna-zionale di esperti di Misure. Da lui e dai suoi col-laboratori contiamo di ricevere preziosi contributisull’attività di IMEKO e dei suoi comitati tecnici.Infine, grandi novità sul fronte di Affidabilità & Tec-nologie, anch’essa rinvigorita dalla costituzione delMain Partners’ Board che affianca il ComitatoScientifico e Industriale nella definizione dei conte-nuti dell’edizione di quest’anno e, ne sono sicuro,anche di quelle future. Sarà l’edizione della svoltanella martoriata economia Italiana, dopo anni diPIL in calo e di Imprese che chiudono o passano inmano straniera? È l’augurio mio e dei miei collabo-ratori. E a questo augurio si aggiunge, reiterato,l’invito a tutte le imprese che fanno misure o produ-cono strumentazione, a collaborare in modo sem-pre più stretto con la Rivista e a contribuire alladivulgazione della conoscenza dei propri prodottie dei propri servizi, per aiutare la ripresa e la pro-pria collocazione nel contesto internazionale.
Buona lettura! E auguri al nuovo Governo!
Franco Docchio
T_M N. 1/ 14 ƒ 5
Buona lettura! E auguri al nuovo Governo!
Franco Docchio
01-34 4-03-2014 15:10 Pagina 5

01-34 4-03-2014 15:10 Pagina 6

Notizie nel campo delle misuree della strumentazione
La Redazione di Tutto_Misure ([email protected])CO
MUNIC
AZION
I, RICE
RCA
ESV
ILUPP
ODA
ENTI
EIM
PRES
E
�
CONVEGNI DI MISURE E METROLOGIA
Quantum 14 all’I.N.Ri.M.Presso l’I.N.Ri.M. di Torino si svol-gerà, nei giorni 26-31 Maggio2014, il Workshop “Quantum 14 –VII workshop ad memoriam of CarloNovero”. Scopo di questo workshopè favorire lo scambio d’idee e di di-scussione sui più recenti risultati tragli scienziati di spicco nei settoriinterconnessi di Informazione Quan-tistica e Fondazioni di MeccanicaQuantistica, in particolare nel conte-sto dell’ottica quantistica. Il workshop è organizzato allamemoria del Collega dell’IstitutoCarlo Novero che ha dato vita aquesta linea di ricerca nel-l’I.N.Ri.M.Il Comitato scientifico e Organizza-tore è composto da Marco Genove-se, Giorgio Brida e Maria LuisaRastello, I.N.Ri.M., e da AugustoGaruccio (Dipartimento Interateneodi Fisica, Università e Politecnico diBari).
11° Congresso Nazionale di Misure di Vibrazioni dell’Associazione A.I.Ve.La. ad Ancona
Nei giorni 24-27 Giugno 2014, pres-so l’Università Politecnica delle Mar-che di Ancona, si terrà l’11° Conve-gno Internazionale di Misure diVibrazioni. Il Congresso, come sem-pre, è organizzato dalla Associazio-ne Italiana di Velocimetria Laser(A.I.Ve.La.), e avrà come relazioni dispicco (Keynote Speakers), “SiliconPhotonics for Optical Vibration Sen-sing” del Prof. Roel Baets, Ghent Uni-versity, e “Applying Laser DopplerVibrometers to Challenging new Pro-blems in Engineering Dynamics”, delProf. Daniel J. Rixen della TechnischeUniversität München.
IMEKO TC1-TC7-TC13 Joint Symposium 2014, Madeira, Portogallo, 3–5 Settembre 2014Il Joint Symposium IMEKO TC1-TC7-TC13avrà luogo a Funchal, Madeira, Porto-
gallo, nei giorni 3-5Settembre 2014. È un evento organiz-zato dai tre Comita-ti Tecnici dell’Inter-national Measure-ment ConfederationIMEKO (www.meko.org): TC1 –
Education and Training in Measure-ment and Instrumentation, TC7 – Mea-surement Science, e TC13 – Measure-ment in Medicine and Biology. È organizzato dal Portuguese Net-work of Accredited Laboratories Asso-ciation (RELACRE), con il supportodelle Madeira Autonomous RegionalAuthorities, della Società Portoghesedi Metrologia (SPMet) e dall’IstitutoPortoghese della Qualità (IPQ).Il Simposio avrà come tema “Measu-rement Science Behind Safety andSecurity”, e costituirà un forum per loscambio delle ricerche e delle innova-zioni più recenti in questo contesto.Sono attesi contributi nei seguenti set-tori: Fundamentals of MeasurementScience; Vocabulary of MeasurementScience; Measurement Uncertainty;Measurement in Physics and Enginee-ring; Measurement in Social Sciences;Measurement in Life Sciences; Measu-rement in Everyday Life; MeasurementEducation.
PER LE IMPRESE
European Metrology Programmefor Innovation and Metrology
Nel mese di Febbraio EURAMET (as-
NEWS IN MEASUREMENT AND INSTRUMENTATIONThis section contains an overview of the most significant news from ItalianR&D groups, associations and industries, in the field of measurement scien-ce and instrumentation, at both theoretical and applied levels.
RIASSUNTOL’articolo contiene una panoramica delle principali notizie riguardanti risul-tati scientifici, collaborazioni, eventi, Start-up, dei Gruppi di R&S Italiani nelcampo della scienza delle misure e della strumentazione, a livello sia teo-rico che applicato. Le industrie sono i primi destinatari di queste notizie,poiché i risultati di ricerca riportati possono costituire stimolo per attività diTrasferimento Tecnologico.
T_M N. 1/ 14 ƒ 7
01-34 4-03-2014 15:10 Pagina 7

sociazione degli istituti metrologicieuropei) lancia un invito a sottopor-re temi di ricerca e sviluppo nell’am-bito Metrologia per l’industriadell’European Metrology Program-me for Innovation and Metrology(EMPIR).Si veda il sito: www.euramet.org/index.php?id=research_empir
Un riassunto dello “scope” dell’invitoè qui riportato:The overall strategic aim is to developmetrological methods and techniquesfor industrial applications. It is aimedat driving innovation in industrial pro-duction and facilitating new or signifi-cantly improved products throughexploiting top-level metrological tech-nology. Documented industrial needswill be of key importance. EURAMET encourages proposalsfrom industry and expects their acti-ve participation in projects. The pro-posals shall strengthen the mutualcooperation of European NMIs, lea-ding to coordinated European metro-logy infrastructures where appro-priate.Un secondo bando (estate 2014)chiederà di formulare progetti di ricer-ca e sviluppo su una selezione deitemi proposti, per un accesso compe-titivo al finanziamento. I progettiammessi al finanziamento avrannoavvio nel 2015.Il valore medio di ciascun progetto èatteso nell’intervallo 2 M€ – 3 M€
per una durata di tre anni con un cofi-nanziamento comunitario pari a circail 45%. Ciascun progetto deve inclu-dere almeno tre istituti metrologici ditre nazioni diverse, ma il 30% delcofinanziamento sarà allocato ester-namente agli istituti metrologici (adesempio, le industrie partecipanti seammissibili al finanziamento comuni-tario).L’obiettivo è individuare esigenze diricerca e sviluppo che emergano dalmondo industriale, sulle quali indiriz-zare l’attività degli istituti metrologicieuropei. Altrettanto importante è il tra-sferimento dei risultati; pertanto è atte-sa una importante partecipazioneindustriale.
ENTI E ISTITUZIONI
I.N.Ri.M. Nuovo Presidente e nuovo Consiglio di Amministrazione
Con il DM n. 1056 del 20dicembre 2013, è statonominato Presidente dell’I-stituto il Prof. MassimoInguscio. Inoltre, con ilDM n. 14 del 14 gennaio2014, è stato costituito il
Consiglio di Amministrazione.
Accredia
Accreditamento degli Organismi cheeffettuano le verifiche delle emissionidi gas a effetto serraDal sito di Accredia (www.accredia.it), segnaliamo che l’Ente ha avviatole attività di accreditamento degliOrganismi che rilasciano le dichiara-zioni di verifica delle emissioni di gasa effetto serra secondo lo schemaobbligatorio di Emission Trading del-l’Unione europea (EU ETS), il sistemadi scambio quote di emissioni.Lo schema EU ETS è basato sulla normaUNI EN ISO 14065 “Gas ad effettoserra – Requisiti per gli organismi divalidazione e verifica dei gas ad effet-to serra per l’utilizzo nell’accreditamen-to o in altre forme di riconoscimento” esul Regolamento (UE) n. 600/2012relativo alla verifica delle comunicazio-ni delle emissioni dei gas a effetto serrae delle tonnellate-chilometro e all’accre-ditamento dei verificatori a norma dellaDirettiva 2003/87/CE.ACCREDIA ha avviato il processo diaccreditamento in modo da garantireche a partire dal 2014 tutte le dichia-razioni di verifica ETS siano rilasciate
T_M ƒ 8
N.01ƒ
;2014
COMUNICAZIONI, RICERCA E SVILUPPODA ENTI E IMPRESE
�
01-34 4-03-2014 15:10 Pagina 8

T_M ƒ 9
da Organismi di verifica accreditati,come previsto dal Regolamento comu-nitario n. 600/2012.Sul sito di Accredia trovate l’elencodelle Aziende di cui l’Ente ha accettatole domande di accreditamento comeOrganismi di verifica per le emissioni diGas a effetto serra EU ETS. Trovateanche, all’indirizzo www.accredia.it/UploadDocs/4368_LS_12rev_03.pdf, il fascicolo “LS-12 Rev.03Elenco norme e documenti di riferimen-to per l’accreditamento degli Organi-smi di Verifica delle emissioni di gas adeffetto serra”.
PUBBLICATA LA NUOVA EDIZIONE DEL VOCABOLARIO INTERNAZIONALE DEI TERMINIDI METROLOGIA LEGALE
Il 9 Dicembre2013 è stata pub-blicata la nuovaversione del Vo-cabolario Inter-nazionale deiTermini di Me-trologia Legale. Il
documento è accessibile sul sito del-l’Organizzazione Internazionale diMetrologia Legale (OIML), all’indiriz-zo www.oiml.org/en/publications/vocabularies/publication_view?type=4&status=1,nelle lingue Inglese e Francese.
BREVETTO DELL’UNIVERSITÀ DI ANCONA
A non-contact measurementtechnique for the monitoring ofa physiological conditionLorenzo Scalise1, Mauro Grigioni2,Umberto Morbiducci1, Enrico PrimoTomasini1 – 1 Università Politecnica delleMarche, 2 Istituto Superiore di Sanità.Il 13 Giugno 2012 è stato ufficialmen-te concesso dall’Ufficio Europeo Bre-vetti (EPO), e pubblicato sul Bollettinoufficiale 2012/24, il brevetto: “Tecni-ca di misura senza contatto per il moni-toraggio della condizione fisiologica –A non contact measurement techniquefor the monitoring of a physiological
condition (EP 1623 667 B1)”.Il brevetto presenta una innovativa tec-nica di misura senza contatto per ilmonitoraggio delle attività fisiologiche(quella cardiaca in particolare) basatosull’uso di vibrometri laser Doppler. L’i-dea alla base del brevetto è quella dimisurare senza contatto l’attività car-diaca o quella respiratoria utilizzandole informazioni contenute nella tracciavibratoria rilevabile sul corpo e causatada alcune attività fisiologiche naturali.Dai dati misurati è poi possibile estrar-re importanti parametri fisiologici cheattualmente sono rilevabili con tecnichestandard a contatto (elettrocardiogra-fia, pulsossimetria ottica, spirometria,ecc.) e che, in taluni casi, risultano esse-re limitanti. È infatti noto che le tecnichestandard prevedono di applicare elet-trodi o trasduttori sulla pelle rendendo illoro impiego difficoltoso o non possibi-le. Esempi in tal senso sono riferibili alcaso di misura in presenza d’importan-ti campi magnetici (macchine per larisonanza magnetica nucleare) o neicasi nei quali il contatto diretto con lacute è sconsigliato (soggetti gravementeustionati) o anche nel caso di personeconfinate in ambienti terapeutici spe-ciali (camere iperbariche).Il brevetto è il frutto dell’attività di ri-cerca svolta presso l’unità di MisureMeccaniche dell’Università Politecni-ca delle Marche di Ancona e in parti-colare ha visto coinvolti Lorenzo Sca-lise e Enrico Primo Tomasini insiemeai loro colleghi Mauro Grigioni, dell’I-stituto Superiore di Sanità, e UmbertoMorbiducci, dottorando all’UniversitàPolitecnica delle Marche, oggi ricer-catore al Politecnico di Torino.La tecnica a oggi è già stata testatadal gruppo Misure Meccaniche del-l’Università Politecnica delle Marcheper la valutazione della variabilitàcardiaca (HRV), per il monitoraggiocontinuo del ritmo cardiaco e respira-torio di neonati, per la valutazionedei tempi di contrazione muscolare,per la caratterizzazione dei toni car-diaci, per la misura della velocità del-l’impulso pressorio (pulse wave velo-city) e per la sincronizzazione di sti-molatori cardiaci. Alcune di questeattività sono state svolte anche in col-laborazione con centri di ricerca e
università italiani e stranieri (IstitutoSuperiore di Sanità, Universiteit Gent,University of Washington in St. Louis,Karlsruhe Institute of Technology).Ulteriori informazioni possono essererichieste contattando:[email protected] [email protected].
N.01ƒ
; 2014 COMUNICAZIONI, RICERCA E SVILUPPO
DA ENTI E IMPRESE�
Nano9000 è un sensore di misura non acontatto Le sue caratteristi-che principali sono l’altavelocità, la misura in 3De la capacità di misu-rare contemporanea-mente la radiazio-ne riflessa (dasuperfici comevetro, specchio ecoating) e quelladiffusa (da superficimetalliche), con unasensibilità inferiore al micron ed elevata ripe-tibilità. Il Nano9000 è l’unico strumento ingrado di misurare simultaneamente entrambele superfici: riflettente e diffusiva, grazie allasua tecnologia e al sensore interno multi-cali-brato. Le sue dimensioni contenute (92X65X33 mm)permettono una facile integrazione OEM.Il sistema Nano9000 è composto da: SensorHead – Control Box – Flexible robotic cable(fino a 25 metri) e possiede le seguenti carat-teristiche e funzionalità:• Profilometria e misure di spessore con scan-sione ad alta velocità fino a 9 kHz.• Misura simultanea e automatica della radia-zione riflessa e diffusa dalla superficie, senzamodificare il setup dello strumento.• Sensibilità sub-micrometrica in profonditàper analisi 3D dello spessore e profilo disuperfici riflettenti.• Alta sensibilità e ripetibilità della misura infe-riore al 1µm.• Obiettivo con lunghezza focale da 25mm a50mm e opzionale una lente X10 o X20 permicroscopia con risoluzione nanometrica.• Software operativo incluso il controllo deiparametri del sensore e indicatore In/Out ofRange per un’interfaccia user friendly.• Software di Analisi 3D: Optimet’s Viewer for-nisce informazioni sulla distanza, ondulazio-ne, spessore e rugosità della superficie misu-rata.• Completamente integrabile con sistemi discansione X,Y.
Per ulteriori informazioni: www.optoprim.it
NEW S �
MISURE E ISPEZIONE 3DNON A CONTATTO DI ALTA PRECISIONE
01-34 4-03-2014 15:10 Pagina 9

01-34 4-03-2014 15:10 Pagina 10

T_M N. 1/ 14 ƒ 11
Benvenuto Accredia!
a cura di Massimo Mortarino
L’ente italiano di accreditamento entra nella nostra squadra editorialeINUO
VIPA
RTNE
RDI
TUTT
O_MISU
REE
T _MNE
WS
�
WELCOME ACCREDIA!The national Accreditation Organization enters the staff of TUTTO_MISURE,as a permanent strategic partner, ensuring a high added value contributionto the quality of the Magazine, in the context of the measurement andtesting sector, for the benefit of the industry.
RIASSUNTOL’Ente unico di accreditamento nazionale entra con un ruolo attivo nellasquadra di “TUTTO_MISURE”, garantendo valore aggiunto a livello conte-nutistico per quanto riguarda l’ambito delle misure e delle prove.
INTRODUZIONE DEL DIRETTORE DI TUTTO_MISURE
Franco Docchio
Nuovo Anno, nuovi collaboratori!È con immenso piacere che, conquesto articolo, diamo il benvenutoa un nuovo partner permanentedella rivista Tutto_Misure e della sua“gemella” online T_M News. Si tratta, niente meno, che di Accre-dia, l’Ente unico di AccreditamentoNazionale che ha da qualche annoaccorpato gli enti di accreditamentoesistenti e operanti sul territorio. L’ingresso di Accredia si inquadrain uno sforzo di miglioramento co-stante qualitativo e quantitativo,della Rivista, che vuole e può ambi-re al ruolo di “Casa comune delleMisure”. Accredia porta al Comita-to editoriale forze fresche e compe-tenze di assoluto livello, che sapran-no offrire alla Rivista aggiornamentipuntuali e contributi tecnico/appli-cativi su argomenti normativi, e con-divideranno con i lettori le loro con-solidate esperienze in ambito inter-nazionale sul tema delle Misure,delle Prove e delle Tarature, anchenel campo dei materiali di riferi-mento.Riportiamo qui di seguito un brevecenno di saluto da parte del Diretto-re di Accredia, Filippo Trifiletti,
che ringraziamo per aver accoltocon piacere il nostro invito, e un’in-teressante intervista a RosalbaMugno, coordinatore dell’ufficiotecnico del Dipartimento Centri diTaratura dell’Ente.Buon lavoro!
IL CONTRIBUTO DEL DIRETTORE DI ACCREDIA
Filippo Trifiletti, Direttore di Accredia
Accredia ha deciso di accoglierecon piacere l’invito del direttore edel Comitato di redazione diTUTTO_MISURE a entrare ufficial-mente a far parte della squadra che,dal 1999, sviluppa nella pratica ilprogetto, ideato dal compianto prof.Sergio Sartori, finalizzato alla diffu-sione della cultura metrologica pres-so l’utenza industriale italiana e altrasferimento tecnologico fra Ricercae Imprese riguardo all’ambito delleMisure, Prove e Controlli. Indirizziche il nostro Ente condivide e rico-nosce come fondamentali per la cre-scita competitiva del nostro Paese eper questo ci è sembrato naturaleaderire a questa proposta, con l’op-portunità di un contatto ancora piùstretto con i principali fruitori deibenefici offerti dall’accreditamento:le imprese italiane.Da quest’anno, pertanto, offriremo ilnostro contributo all’incrementodelle novità e degli approfondimentidestinati ai lettori di TUTTO_MISUREe di TUTTO_MISURE NEWS, riguar-danti i servizi di Taratura e di Provaaccreditati: a rappresentare Accre-dia nel Comitato di Redazione sa-ranno Rosalba Mugno, coordinatoredell’ufficio tecnico del nostro Dipar-timento Centri di Taratura, e PaoloBianco, responsabile del settoreProve di Accredia. Il tutto con lo scopo di fornire utili econcrete indicazioni a tutti coloro iquali, nelle singole realtà operative,sono chiamati a garantire la confor-mità dei propri prodotti a norme especifiche, scegliendo la soluzionepiù adatta a rispondere alle esigen-ze. Anche rispetto all’“obbligo” dimigliorare costantemente la qualitàe l’affidabilità dei propri prodotti eprocessi, ottimizzando le quantitàprodotte, l’efficienza aziendale eabbattendo i costi!
01-34 4-03-2014 15:10 Pagina 11

01-34 4-03-2014 15:10 Pagina 12

T_M ƒ 13
N.01ƒ
; 2014 I NUOVI PARTNER DI TUTTO_MISURE
E T_M NEW S�
LA TARATURA ACCREDITATADEGLI STRUMENTI DI MISURA:UN’ESIGENZA “ A VALOREAGGIUNTO” PER LE AZIENDEMANIFATTURIERE
Intervista di Massimo Mortarino a Rosalba Mugno,
Responsabile del Dipartimento Centridi Taratura di Accredia
D: In un contesto produttivoalla ricerca di una sempremaggiore qualità dei prodotti,si parla sempre più di “ riferibi-lità delle misure” : può illustrar-ci concretamente tale diffusaesigenza?
Lo chiediamo a Rosalba Mu-gno, Coordinatore dell’UfficioTecnico di ACCREDIA Diparti-mento Laboratori di Taratura.
Quando un prodotto subisce un pro-cesso di trasformazione, specialmentese è oggetto di transazioni commer-ciali, viene necessariamente sottopo-sto a misurazione di alcune sue carat-teristiche fisiche. La strumentazioneusata e i processi di misurazione allo-ra si vorrebbe che fossero “corretti” inmodo che tutti si possa concordare sulrisultato ottenuto. Questo obiettivo siriesce facilmente a raggiungere sel’indicazione ottenuta dalla misurazio-ne, quindi il risultato di misura, si può
confrontare con un comune riferimen-to di più alto livello e meglio noto. Aquesta esigenza risponde il concettodi riferibilità. L‘esigenza di riferibilitàdelle misure è importante ove vi sianodisposizioni volontarie verso l’affida-bilità dei processi (certificazione) oquando si eseguano transazioni com-merciali basate su dichiarazioni diconformità a specifica, si debbanorealizzare processi produttivi dislocatisu più siti o si desideri accogliererequisiti di accreditamento per i pro-pri laboratori; ma è un requisito fon-damentale ove vi sono imposizioni dilegge (sicurezza, salute, ecc.).La definizione ufficiale della Riferibili-tà Metrologica, fornita dal VIM –Vocabolario Internazionale di Metro-
logia, è la seguente: “proprietà di unrisultato di misura secondo cuiesso è posto in relazione a un riferi-mento attraverso una documentatacatena ininterrotta di tarature, cia-scuna delle quali contribuisce all’in-certezza di misura”. L’incertezza inte-sa come la quantificazione del “legit-timo dubbio” relativo al risultato diuna misurazione eseguita medianteuno strumento che deve essere tenutoin debito conto nel momento in cui siutilizza il risultato della misura stessa.La taratura, infatti, citando sempre ilVIM, è definita come l’operazione,eseguita in condizioni specificate, cheinnanzitutto stabilisce una relazio-ne tra i valori di una grandezza (conle rispettive incertezze di misura), for-
Riferibilità delle misure: il sistema ufficialeLa Convenzione del Metro è il trattato, cui aderiscono i Paesi più industrializzati,che definisce il Sistema Internazionale di Unità di Misura (SI). La responsabilità delleattività di mantenimento e aggiornamento delle Unità SI è assegnata al CGPM,(Conférence Générale des Poids et Mesures) mediante il proprio organismo tecnicoCIPM (Comité International des Poids et Mesures). L’attuale Sistema SI fu approvatoper la prima volta dalla 11a Conferenza Generale CGPM, nel 1960, e viene co-stantemente aggiornato e integrato. Ciascuno Stato membro provvede alla realiz-zazione, al mantenimento e alla disseminazione delle Unità SI a livello nazionale.In Italia tale ruolo è svolto dagli Istituti Metrologici Primari (IMP), ossia dall’I.N.Ri.M.(Istituto Nazionale di Ricerca Metrologica) e INMRI (Istituto Nazionale di Metrolo-gia delle Radiazioni Ionizzanti).Fino agli anni ’70 gli Istituti Primari gestivano direttamente nei propri laboratori lataratura della strumentazione industriale. In seguito, a livello europeo, si creò l’esi-genza di riconoscere organismi che rispondessero alla crescente domanda di tara-tura e venne sancito che questi laboratori di taratura fossero controllati dagli IMP,per assicurare attività omogenee, affidabili e confrontabili (per l’Italia, in particola-re, fu emanata la legge 11/08/1991 n. 273 che istituisce il Servizio Nazionale diTaratura).A partire dal 1979, gli Istituti metrologici primari (IMGC/CNR, IEN e INMRI/ENEA), per mezzo delle loro Strutture di Accreditamento, coordinate dalla Segrete-ria Centrale del SIT, hanno effettuato l’accreditamento dei Laboratori metrologicisecondari, detti “Centri di taratura”, costituendo così il “SIT – SERVIZIO DI TARA-TURA IN ITALIA”.Il 1° gennaio 2006, diventato operativo l’I.N.Ri.M., Istituto Nazionale di RicercaMetrologica (che ha unificato IEN e IMGC/CNR), il SIT acquisisce autonomia orga-nizzativa e funzionale, per mantenere lo stato di firmatario degli accordi di mutuoriconoscimento (MLA).Il 20 marzo 2009 viene costituita la Società Consortile a responsabilità limitatadenominata “Consorzio Pubblico per l’accreditamento (COPA Scrl)“ per assicurareal SIT la rispondenza ai requisiti previsti dalla normativa internazionale e dal Rego-lamento europeo 765/2008. In ottemperanza a tale Regolamento, il Parlamento Ita-liano approva la legge 99/2009, e il 22 dicembre 2009 il Ministero per lo Svi-luppo Economico, di concerto con gli altri Ministeri interessati, designa ACCREDIAunico Organismo di accreditamento nazionale italiano. Dal 1° luglio 2010 l’attività di accreditamento dei laboratori di taratura viene effet-tuata da parte del Dipartimento laboratori di taratura di ACCREDIA-DT.
01-34 4-03-2014 15:10 Pagina 13

T_M ƒ 14
N.01ƒ
;2014
niti da campioni di misura, e le corrispondenti indica-zioni (comprensive delle incertezze di misura associate),e quindi usa queste informazioni per stabilire una rela-zione che consente di ottenere un risultato di misura apartire da un’indicazione. Va da sé che la taratura è l’o-perazione con la quale si garantisce la riferibilità.
D: Come può gestire un’azienda manifatturie-ra la taratura periodica della propria strumen-tazione di misura normalmente impiegata pergarantire la conformità dei prodotti?Dotandosi di un laboratorio interno oppure ricorrendo aiservizi offerti da laboratori di taratura esterni, che ope-rano per conto terzi. Nel primo caso, occorre costruiree mantenere attivo un proprio sistema di gestione dellastrumentazione e del processo, impostato sui alcuniimportanti elementi:– Una catena ininterrotta di confronti, che parte dacampioni/strumenti essi stessi riferibili;– Una catena ininterrotta di tarature o confronti, che puòrealizzarsi in più fasi effettuate anche da differenti labo-ratori;– Ciascun gradino della catena ha associata l’opportu-na e corretta incertezza;– L’incertezza del risultato della misurazione tiene contodelle incertezze dei singoli componenti e li combina cor-rettamente;– Le operazioni sono rintracciabili mediante registrazio-ni ed eseguite mediante procedure validate;– È dimostrabile la competenza nell’esecuzione dellamisurazione;– È dimostrabile l’affidabilità di campioni e strumenti,ossia è opportunamente gestito un sistema di confermametrologica della strumentazione.Nel secondo caso, l’azienda può avvalersi di laboratoridi taratura esterni, i quali provvedono alla taraturaperiodica del singolo strumento; laboratori specializzati,ovviamente, a loro volta in possesso di un sistema digestione che rispetti gli elementi sopra indicati. L’oneredi valutare l’affidabilità del Laboratorio scelto è dell’a-zienda che commissiona la taratura. Le strade possibiliallora sono valutarne la competenza (mediante visiteispettive di parte seconda per esempio) o scegliere unLaboratorio di comprovata e “oggettiva” competenza.A questo punto, in entrambi i casi, entra in gioco l’a-spetto importante dell’“accreditamento”. L’azienda chedeve, in modo cogente o volontario, garantire la con-formità dei propri prodotti ha la necessità non soltantodi disporre di strumenti di misura perfettamente gestiti eaffidabili, ma anche di poterlo documentare dettagliata-mente e dimostrare, dando per scontato che, in partico-lare nel caso di aziende che esportano in Paesi stranie-ri, i clienti o gli organismi preposti ai controlli non pos-sano effettuare visite ispettive continue presso tutti i pro-pri fornitori per verificarne le capacità metrologiche.Il Laboratorio di taratura, interno all’azienda o esterno,se vuole avere la possibilità di emettere certificati di tara-
01-34 4-03-2014 15:10 Pagina 14

T_M ƒ 15
N.01ƒ
; 2014 I NUOVI PARTNER DI TUTTO_MISURE
E T_MNEW S�
tura ufficialmente riconosciuti, dev’es-sere accreditato da un organismo pre-posto a tale compito, e nel nostroPaese l’Ente unico di accreditamento èproprio Accredia. Mediante l’accredi-tamento il Laboratorio sottopone il pro-cesso di produzione dei certificati ditaratura alle diverse valutazioni daparte dei nostri ispettori: valutazionidella documentazione utilizzata, del-l’applicazione di quanto riportatonella documentazione mediante un’ac-curata visita ispettiva presso la sede e,infine, valutazione del contenuto dellatabella di accreditamento mediante unconfronto di misure con un laboratorioa incertezza inferiore. Il procedimentoconsente quindi una valutazione og-gettiva delle capacità metrologichedei laboratori accreditati e la garan-zia della competenza del laboratorio.
D: Non entriamo nel dettaglio,naturalmente, della proceduradi accreditamento dei laborato-ri di taratura (che i lettori inte-ressati possono visionare nelsito www.accredia.it): ma, insintesi, come si conclude? La procedura di accreditamento siconclude con l’emissione di un Certifi-cato di accreditamento, in cui si atte-sta la competenza del Laboratorio aeffettuare tarature che assicurano neltempo la riferibilità metrologica aicampioni nazionali o internazionalilimitatamente ai settori pubblicati sulsito e allegati al Certificato. Il Labora-torio accreditato entra a far parte delSistema Nazionale di Taratura istituitodalla legge 273/91 e diventa “Cen-tro di taratura”, autorizzato a emette-re certificati di taratura che, avendola stessa validità tecnica di quelli rila-sciati dagli Istituti Metrologici Primari,garantiscono la riferibilità metrologi-ca. Nella procedura sono previstevalutazioni periodiche per il manteni-mento dell’accreditamento, che ga-rantiscono la continuità nel tempodella competenza.I certificati sono riconosciuti validi alivello nazionale e internazionale,grazie agli accordi di mutuo ricono-scimento tra ACCREDIA e gli analo-ghi Organismi di accreditamento deiPaesi firmatari degli accordi di mutuo
riconoscimento (MLA).I Certificati di taratura accreditati, insostanza, consentono alle aziendeche producono anche per clienti este-ri di garantire ufficialmente, e in mo-do totalmente documentato, la riferibi-lità della strumentazione di misura uti-lizzata per garantire la conformità delprodotto stesso a norme cogenti e vo-lontarie e a requisiti specificati. L’im-portanza della taratura eseguita sottoaccreditamento è dimostrata, tra l’al-tro, dal numero di certificati di taratu-ra emessi dai laboratori accreditatida Accredia, in continua ascesa negliultimi anni.
D: Qual è la scelta migliore epiù conveniente per un’aziendamanifatturiera: laboratorio ditaratura interna o servizi di ta-ratura esterni?La scelta dipende da molti fattori, dicarattere tecnico, organizzativo edeconomico, che vanno attentamentevalutati. Ad esempio, il livello di com-plessità della taratura di uno specificostrumento, che potrebbe richiedereapparecchiature e competenze tecni-che non presenti in azienda e troppolaboriose e onerose da acquisire. An-che il numero di strumenti da tararerappresenta un parametro importante:nel caso di una grande azienda, conpiù sedi produttive che utilizzano ana-loghi strumenti di misura, può risultarepiù conveniente strutturare interna-mente un proprio laboratorio e accre-ditarlo, piuttosto che avvalersi di ser-vizi esterni. Così come la diversa tipo-logia di strumenti da tarare può orien-tare decisamente la scelta verso labo-ratori di taratura esterni. Pensiamo, adesempio, alle realtà che devono tara-re strumenti di misura di lunghezza,temperatura, pressione, frequenza,grandezze elettriche: ogni grandezzapresuppone diverse strutture, appa-recchiature e competenze, che difficil-mente si può pensare di svilupparepresso la sede di un’azienda manifat-turiera, soprattutto in un contesto com-petitivo caratterizzato dal contenimen-to degli investimenti… I Centri di tara-tura accreditati sono specializzati susingole grandezze e relative famigliedi strumenti, non su qualunque tipo di
strumentazione di misura, e questogarantisce ulteriormente la qualità deiservizi da essi offerti.
D: Il messaggio finale per inostri lettori, quindi, è quello diadottare sempre la taraturaaccreditata dei propri strumen-ti… ?L’azienda deve sempre scegliere, inmodo ragionato e consapevole, qualesia la soluzione ottimale per soddisfa-re gli obblighi cogenti e volontari chesi è data, rispettando nel contempo leproprie esigenze in termini di miglio-ramento e competitività. Il costo relati-vo alla taratura, comunque, dev’esse-re sempre considerato alla pari deglialtri investimenti e deve portare valo-re aggiunto all’azienda: ad esempio,abbattendo i difetti, le contestazionicon fornitori e clienti, i guasti, le ope-razioni di ripresa, individuando inter-venti correttivi sui processi e sui pro-dotti, fidelizzando il cliente e, per fini-re, i già citati importanti vantaggi, alivello di riconoscimento internaziona-le, offerti dai servizi accreditati.La mia risposta alla domanda, per-tanto, è tendenzialmente affermativa,previa attenta valutazione da partedel singolo utente. Il quale, peraltro,deve partire dalla consapevolezza (lamaggior parte dei lettori lo sa certa-mente, e vorrà scusarmi se esprimo unconcetto scontato, ma non per tutti gliimprenditori…) che non tutti gli stru-menti di misura presenti in azienda(che possono essere migliaia) devonoessere sottoposti a taratura periodicasotto accreditamento, ma soltantoquelli che devono soddisfare normecogenti o volontarie e quelli che effet-tivamente verificano caratteristiche diparticolare importanza per la qualitàdel prodotto. Quindi il mio consiglio più ragionevolealle aziende manifatturiere è quello di“gestire” al meglio la strumentazione dimisura, con la stessa attenzione e consi-derazione che rivolgono alle macchinepiò sofisticate impiegate in produzione. Questo atteggiamento le aiuterà aindividuare gli strumenti che devonogarantire la riferibilità, cioè quelli dasottoporre a taratura accreditata, daquelli che non lo richiedono.
01-34 4-03-2014 15:10 Pagina 15

01-34 4-03-2014 15:10 Pagina 16

T_M ƒ 17T_M ƒ 17T_M N. 1/ 14 ƒ 17
INTRODUZIONE
Il controllo in anello chiuso del pro-cesso di saldatura è una tappa fon-damentale per aprire rivoluzionariscenari nell’ambito della lavorazionedei metalli. Tra i vantaggi, il principa-le è quello di garantire in automaticosaldature ottimali e conformi agli stan-dard vigenti. L’obiettivo è di realizza-re sistemi di controllo in grado di:• rilevare la presenza di un giunto disaldatura e inseguirne la traiettoria [1];• controllare i parametri di saldaturabasandosi su feedback restituiti dalprocesso in modo real-time. Tali para-metri sono specifici del tipo di saldatu-ra da effettuare: nel caso della salda-tura laser sono la potenza del fascioemesso e la sua focalizzazione.Le tecniche normalmente prese in con-siderazione per questo scopo si basa-no su diversi principi di funzionamen-to. Tradizionalmente, relativamenteall’inseguimento dei giunti, in letteratu-ra vengono proposti sistemi a contatto,sistemi basati sull’impiego di sensori a
condividono il medesimo apparatohardware. Il primo consiste in un siste-ma per l’inseguimento di giunti di sal-datura di tipo butt mediante un setupdi visione coassiale rispetto alla testasaldante. L’obiettivo è misurare i para-metri caratteristici del giunto di salda-tura, ossia la sua posizione e la sualarghezza (gap), e di comunicarli aun manipolatore robot, che può cosìseguire in modo ottimale la traiettoriadi saldatura. Il secondo consiste in unsistema di visione industriale per ilmonitoraggio del processo.
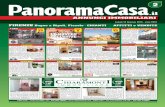
IL SETUP HARDWARE
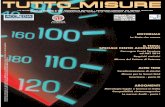
Lo schema a blocchi del sistema rea-lizzato è riportato in Fig. 1. È compo-sto da una telecamera Basler Giga-Ethernet ACE640-100GM, un PC disupervisione, un dispositivo di acqui-sizione NI-Compact-RIO modello 9075,un robot controllore ABB-IRC5 e unmanipolatore antropomorfo ABB, mo-dello IRB 4600-60/2.05.
1 Laboratorio di Optoelettronica,DII, Univ. degli Studi di [email protected] Tube Tech Machinery srlCazzago San Martino (BS)
COAXIAL VISION SYSTEM FOR JOINT TRACKING AND PROCESSMONITORING IN INDUSTRIAL LASER WELDINGWe present an industrial measurement system developed through a colla-boration between the Laboratory of Optoelectronics of the University of Bre-scia and Tube Tech Machinery srl, a company of the Province of Brescia lea-der in the development of laser-based welding and cutting machines.We describe a prototype based on artificial vision techniques, which yieldsa feedback of the welding quality, able to automatically handling thevarious phases of the laser welding process.
RIASSUNTOIn questo articolo viene presentato un sistema di misura industriale realiz-zato dalla collaborazione tra il Laboratorio di Optoelettronica dell’Univer-sità degli Studi di Brescia e Tube Tech Machinery srl, azienda brescianaspecializzata nella realizzazione di macchine per la saldatura e il tagliolaser di tubi e lamiere. Viene descritto il prototipo di un sistema integratoche sfrutta tecniche di visione artificiale per offrire informazioni di feedbackche consentono di gestire in modo automatico determinate fasi del proces-so di saldatura laser.
onde acustiche o sensori di campo ma-gnetico. Per il controllo dei parametridi saldatura, vengono proposte tecni-che basate sull’analisi delle emissionidel plasma di saldatura nel campo del-l’ultravioletto o dell’infrarosso, oppuresull’analisi delle emissioni acustiche odelle radiazioni laser riflesse. Tutti que-sti sistemi sono semplici e robusti, maanche poco flessibili, essendo in gra-do di monitorare solo aspetti specificidel processo.Per ovviare a tale situazione, si sta og-gi assistendo a un sempre maggiorimpiego di sistemi di visione, sia 2Dsia 3D, per ottenere sistemi ad anellochiuso basati sul processing d’imma-gini acquisite direttamente durante leoperazioni di saldatura. L’impiego disistemi di visione consente di realiz-zare applicazioni con un alto gradodi flessibilità, che lasciano inalteratala componente hardware e modifi-cando esclusivamente gli algoritmisoftware d’image processing.Presentiamo qui due sistemi di visionecon funzionalità differenti, ma che
MISURE PER L’INDUSTRIA
Sistema di visione coassiale
M. Bino1, S. Fois1, P. Bellandi1, G. Coffetti1, G. Sansoni1, A. Guerra2
per l’inseguimento di giunti e il monitoraggio di processi di saldatura laserIL TEM
A
�
Figura 1 – Schema a blocchi del sistema di visione
01-34 4-03-2014 15:10 Pagina 17

N.01ƒ
;2014
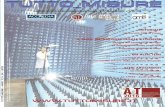
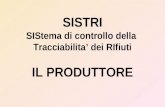
Per consentire l’inquadratura ottimale dell’area di salda-tura, la telecamera è stata installata a bordo di una testaottica Precitec “YW-52” montata sul robot. Questa hauna geometria capace di fornire un percorso ottico al fa-scio laser saldante, e di permettere alla telecamera di ac-quisire immagini lungo una direzione coassiale rispettoal fascio. Per rendere le immagini acquisite immuni dalrumore e dai disturbi derivanti dalla radiazione laseremessa è stato utilizzato un illuminatore a nanosecondimod. Cavilux HF. Poiché il laser utilizzato per la saldatu-ra è un Nd:YAG a 1.064 nm, e poiché l’illuminatoreopera invece a 690 nm, applicando un filtro a 960 nm al-l’ottica della telecamera si elimina qualsiasi influenza pro-veniente dalla radiazione saldante. In Fig. 2 sono messea confronto un’acquisizione effettuata senza illuminatorecon una effettuata con l’ausilio del Cavilux e del filtro.In quest’ultima si notano: (i) in alto, il giunto di saldaturadi cui devono essere stimate la posizione e la larghezza(gap), (ii) in basso il cosiddetto “bagno di saldatura”(weld pool), dalla cui analisi è possibile procedere allastima dei parametri per una corretta saldatura. Nella fat-tispecie, una buona saldatura può considerarsi tale quan-do avviene una piena penetrazione del fascio saldantenella regione corrispondente al giunto [2]: le immaginiche si ottengono mostrano la presenza di due fori (key-hole) ben visibili in figura, che rappresentano le apertu-re superiore e inferiore provocate dal fascio nel ma-teriale.Tutte le procedure d’image processing sono state svilup-pate in ambiente NI-Labview, che ha permesso d’interfac-ciarsi agevolmente con i dispositivi di acquisizione dati econ la telecamera.
LA CARATTERIZZAZIONE METROLOGICA DELL’APPARATO DI VISIONE
Per la taratura del sistema di visione è stato utilizzato unmaster di taratura posizionato sulla superficie di saldatu-ra. Con un algoritmo di taratura 2D sono stati ricavati iparametri intrinseci ed estrinseci della telecamera, chene descrivono la posizione e l’orientamento nello spazio[3]. Da questo è stato possibile ricavare le dimensionidell’area inquadrata dal sensore (FOV), che per l’appli-cazione in esame corrisponde a un rettangolo di dimen-sioni 11 x 8,1 mm2. Poi, dall’immagine del master acqui-sita dalla telecamera è stato possibile ricavare la corri-spondenza fra area inquadrata in millimetri e pixel. La
Figura 2 – A sx., immagine acquisita dalla telecamera senza gestionedell’illuminazione; a dx., immagine acquisita con illuminatore Cavilux
01-34 4-03-2014 15:10 Pagina 18

giunto coincide quasi sempre con lazona più scura dell’immagine), dacui è possibile ricavare il valore delgap del giunto e la posizione delsuo punto centrale. I valori ottenutidai line profile sono mediati su unapopolazione di misure ristretta [5].Infine, le informazioni di posizione egap, espresse in pixel, sono trasfor-mate in millimetri per poter essere co-municate al robot per correggere latraiettoria, applicando i parametri ditaratura stimati in fase di setup.
LA PROCEDURA DI MONITORAGGIO DELLA SALDATURA
Per la procedura di monitoraggiodella saldatura sono stati sviluppatialgoritmi ad hoc per valutare lo statodel bagno di saldatura. La catena dielaborazione predisposta è compostada tre passi principali eseguiti insequenza:a) Selezione della regione d’interes-se (ROI), a partire dal centro del fa-scio laser. La selezione è eseguitamanualmente in fase di pre-proces-sing;b) Ricerca del keyhole (apertura supe-riore), mediante il metodo della “blobanalysis” [6], previo condizionamen-to dei livelli di grigio.c) Ricerca della “piena penetrazione”(apertura inferiore), tramite un meto-do iterativo basato ancora sul metododella binarizzazione.
to del tool di saldatura, per compen-sare eventuali disallineamenti duranteil suo tragitto.La telecamera (Fig. 3) è solidalerispetto al tool di saldatura e acquisi-sce la scena in modo continuo. L’ap-plicazione stima, frame per frame, unoffset da applicare al tool di saldatu-ra lungo una direzione perpendicola-re alla direzione di avanzamento, esegue nel modo più fedele possibile latraiettoria del giunto: maggiore è lafrequenza di elaborazione, più accu-rato è il sistema nel seguire tale traiet-toria.A ogni immagine dal dispositivo diacquisizione si applica un algoritmod’image processing, che estrae lecaratteristiche peculiari del giunto(posizione e gap). Ogni frame vieneconfrontato con il frame precedente:se tale confronto evidenzia una gros-sa discrepanza in termini di posizio-ne e gap del giunto, le ultime infor-mazioni ricavate vengono ritenutenon attendibili. In caso contrario lecaratteristiche del giunto di saldaturasono attendibili, e viene prodotto unvalore di offset da inviare al disposi-tivo di movimentazione del robot cheeffettua così un movimento per man-tenere il fascio di saldatura all’inter-no del gap.Le operazioni d’image processingcomprendono la selezione della ROI(Region Of Interest), per limitare leanalisi successive alla porzione utiledell’immagine, e l’analisi mediante“LineProfile”: sono calcolati 20 lineprofile all’internodella ROI. Il risultatodi un singolo line pro-file è un vettore conte-nente i livelli di grigioassociati ai pixel inter-cettati dalla linea [4].In Fig. 4.b è riportatala distribuzione di unline profile calcolatosull’immagine riporta-ta in Fig. 4.a.Per ciascun line profi-le sono ricavati gliindici di posizione deipixel con valore digrigio sotto una so-glia predefinita (il
risoluzione spaziale RS è la spaziatu-ra fra i pixel mappati sulla scena.Definendo Ri la risoluzione della tele-camera (numero di pixel) e FOV_H lalarghezza dell’immagine (in mm), siottiene la risoluzione spaziale RS:
(1)
La feature resolution Rf è la minimadimensione del dettaglio acquisita inmodo affidabile dal sistema. Ponendoil minimo valore di pixel necessarioper il riconoscimento di una featurepari a Fp=2, si ottiene una Rf pari a:
(2)
Dalla (2) si ricava che la minimadimensione riconoscibile dal sistemaè pari a 33,4 µm.
LA PROCEDURA D’INSEGUIMENTO DEL GIUNTO
L’applicazione deve consentire allatesta ottica d’inquadrare senza inter-ruzioni il giunto durante l’avanzamen-
R R F mpixel
pixel m
f s p= ⋅ = ⋅
⋅ =
16 7
4 33 4
,
,
µ
µ
R FOV HR
mmpixel
mpixel
si
= = =
=
_
,
11659
16 7 µ
T_M ƒ 19
N.01ƒ
; 2014 IL
TEMA�
Figura 3 – Scenario tipico per la correzione di traiettoria
Figura 4 – a) selezione dei line profile all’interno della ROI; b) grafico di un line profile che evidenzia la regione
corrispondente al giunto
01-34 4-03-2014 15:10 Pagina 19

RISULTATI SPERIMENTALI
Le applicazioni realizzate sono statesottoposte a test per poterne verificarele prestazioni e valutare in questomodo la loro reale efficacia all’internodel processo di saldatura. Per la pri-ma applicazione è stata condotta unacampagna di misura per calcolare iltempo medio di elaborazione di unsingolo frame. È stato acquisito unvideo di prova composto di 120 fra-me in cui è stato inquadrato un giun-to. Il tempo medio impiegato per ilcalcolo dei parametri di posizione egap è risultato di circa 2 ms(500 frame/s). È un risultato più chesoddisfacente, tenendo conto che nelsetup utilizzato non è stato possibileeccedere i 10 frame/s per motiviimputabili alle prestazioni del proto-collo di comunicazione del sistemarobot.
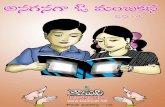
Il grado di flessibilità delle procedu-re è stato verificato sottoponendo alsistema le immagini di giunti aventivaria forma e dimensione. Sono statipresi in considerazione giunti rettili-nei aventi differente valore di gap; siè passati poi a considerare anchegiunti aventi un andamento non uni-direzionale. In Fig. 5 sono riportati irisultati ottenuti nei casi più significa-tivi.
Come si può osservare il giunto èstato individuato correttamente intutti i tre casi, anche nel caso limitedi Fig. 5.b (larghezza del gap com-parabile con la risoluzione del siste-ma di visione).Per valutare la robustezza della pro-cedura, al sistema sono state sotto-poste immagini di giunti cui è statoaggiunto rumore gaussiano a devia-zione standard crescente. Per ogni
immagine sono stati cal-colati i valori di posizio-ne e gap del giunto e lisi è messi a confrontocon i valori ottenuti conl’immagine priva di ru-more. Al crescere delladeviazione standard delrumore la capacità di sti-mare il gap ovviamentepeggiora ma si mantie-ne limitata entro un inter-
T_M ƒ 20
ILTEMA
�
N.01ƒ
;2014
Figura 5 – a) giunto rettilineo con gap da 0,730 mm; b) giunto rettilineo con gap da 0,033 mm;
c) giunto non rettilineo, lungo un tratto inclinato
01-34 4-03-2014 15:10 Pagina 20

T_M ƒ 21
N.01ƒ
; 2014 IL
TEMA�
vallo compatibile con il livello diprecisione richiesto dall’applicazio-ne. La stima della posizione è vice-versa molto meno sensibile al rumo-re.Anche per le prestazioni del monito-raggio della saldatura, sono valutati itempi di esecuzione. I tempi di elabo-razione ottenuti da alcuni video di testvanno dai 5 ms/frame ai 50 ms/frame. Ciò è dovuto alle operazioni diblob analysis che dipendono forte-mente dalla particolarità delle imma-gini che devono gestire.Successivamente si sono esaminate leprestazioni sul rilevamento dei keyho-le superiore e inferiore. A tale scoposono stati prodotti video di saldaturecon parametri operativi noti, caratte-rizzate da piena penetrazione o no.A questi sono state applicate le pro-cedure di elaborazione frame perframe.Nei grafici riportati in Fig. 6 sonomostrati i risultati dell’analisi effettuatasu un video di 220 frame. Il graficosuperiore si riferisce al keyhole supe-riore: i dati rappresentati dai cer-chietti scuri costituiscono il valore“vero” (presenza o meno del keyho-le). I dati rappresentati dai cerchiet-ti chiari indicano l’esito dell’elabo-razione software. Dalla distribuzione delle serie didati si può notare come il sistemasviluppato si comporti correttamentenel 97,3% dei casi. Il secondo grafi-co mostra invece i risultati ottenutinel rilevamento o meno della pienapenetrazione: anche in questo casole prestazioni sono comparabili, coni casi di errore che si limitano al3,2%.
CONCLUSIONI
Entrambi i sistemi di visione sviluppa-ti hanno mostrato ottime prestazioniin termini sia di flessibilità sia di robu-stezza. Si è dunque deciso di proce-dere con la messa in opera dell’inte-ro sistema. Attualmente è in fase dicollaudo la parte di applicazione re-lativa all’inseguimento del giunto, icui risultati incoraggianti hanno giàdato numerosi spunti per sviluppi futu-ri. Poiché i tempi di elaborazione perla stima dei parametri sono moltobassi, si sta valutando l’ipotesi di mi-gliorare l’apparato hardware (attualelimite delle prestazioni) ricorrendo aorgani di movimentazione più perfor-manti da installare a bordo del mani-polatore.Per quanto riguarda invece il sistemadi monitoraggio del bagno di salda-tura, è ancora in corso una fase di testdi tipo off-line in quanto l’applicazio-ne presenta un tasso di criticità mag-giore. Per ridurre i tempi di esecuzio-ne delle procedure è stato proposto diutilizzare hardware dedicato che con-senta un’elaborazione d’immagini ditipo real-time.
RIFERIMENTI BIBLIOGRAFICI
[1] British Standard Institution. BS ENISO 9692-1. “Welding and alliedprocesses – Recommendation for jointpreparation”, 2003.[2] B. Martin, A. Loredo, M. Pilloz, D.Grevey, “Characterisation of cwNd:YAG laser keyhole dynamics”,Optics & Laser Technology, 33, pp.201-207, 2001.
[3] A. Gruen, T.S.Huang, “Calibrationand Orientation ofCameras in Compu-ter Vision”, Sprin-ger-Verlag, Berlin(2001).[4] National Instru-ments IMAQ Visionfor Labview UserManual, NationalInstruments, August2004.[5] G. Arulmozhi,
Statistics For Management, 2nd Edi-tion, Tata McGraw-Hill Education,2009.[6] L.G. Shapiro, G.C. Stockman,Computer vision. Prentice Hall, 2001.
Figura 6 – Risultato dell’analisi effettuata su un video di test
Giovanna Sansoni èProfessore Ordinario diMisure Elettriche ed Elet-troniche all’Università diBrescia. È responsabiledel Laboratorio di Optoe-
lettronica, dove si occupa di visione 2De 3D per applicazioni di misura senzacontatto in ambito industriale e biome-dicale, ottica, sensoristica coerente eincoerente, reverse engineering e proto-tipazione rapida, strumentazione elet-tronica, visione per controllo di robot.
Paolo Bellandi si è lau-reato in Ingegneria Elet-tronica per l’Automazio-ne all’Università di Bre-scia nel 2009, e ha otte-nuto il titolo di Dottore di
Ricerca in Ingegneria delle Telecomuni-cazini nel 2013. Dal 2008 al 2013 hasvolto attività di ricerca presso il Labo-ratorio di Optoelettronica sullo sviluppodi sistemi di visione 2D e 3D per misuresenza contatto, e controllo di robot indu-striali mediante visione.Attualmente è dipendente di Nirox srl diBrescia.
Stefano Fois si è lau-reato in Ingegneria Elet-tronica all’Università diBrescia nel 2012. Hasvolto la sua Tesi di Lau-rea su sistemi di visione
per il controllo della saldatura pressoTTM srl, dove è attualmente impiegato.
Michele Bino si è lau-reato in Ingegneria Elet-tronica all’Università diBrescia nel 2012. Hasvolto la sua Tesi di Lau-rea su sistemi di visioneper il controllo della sal-
datura presso TTM srl, dove è attual-mente impiegato.
01-34 4-03-2014 15:10 Pagina 21

01-34 4-03-2014 15:10 Pagina 22

T_M N. 1/ 14 ƒ 23
1 Università di Napoli Federico [email protected] Università di [email protected]
INTRODUZIONE
L’uso di sistemi di trasmissione wirelessa bordo del materiale rotabile si sta dif-fondendo sempre più, non solo a scopod’intrattenimento e informazione deipasseggeri, ma anche per fornire loroun accesso Internet a uso personale. Inmisura minore si sta considerando unsupporto wireless anche per l’intercon-nessione di sensoristica a scopi diagno-stici e di monitoraggio. Quello del“bordo treno” è un ambiente elettroma-gnetico potenzialmente difficile, convariazioni di geometria considerevoli(vano salita/discesa, corridoi, spaziprincipali), presenza di pareti metalli-che, sedili, mancorrenti, e passeggeriseduti e in piedi, fermi e in movimento,oltre alla presenza di varie sorgenti diemissioni elettromagnetiche a distanzaravvicinata.La propagazione alla frequenza di2,4 GHz è caratterizzata da minore pe-netrazione delle pareti conduttive emaggiore interazione con ostacoli dipiccole dimensioni, e quindi da un mar-cato effetto multi-path, per cui la diretti-vità della sorgente influenza moltissimo
la propagazione stessa [1-2]. Il medesi-mo effetto è stato rilevato in ambientiancora più confinati e riflettenti, ma conuna similare propagazione “guidata”,quali i ponti coperti e i corridoi a bordodi navi da crociera [3].Per lo studio sperimentale del fenomenoè stato utilizzato un sistema di test checonsta di un’antenna trasmittente e diun’antenna ricevente mobile collegatea un Vector Network Analyzer, VNA.Cambiando la distanza tra le due an-tenne e la loro orientazione è possibilesimulare diverse configurazioni di cana-le wireless, coprendo una casistica mol-to vasta. Le grandezze utilizzate per ca-ratterizzare la propagazione e la quali-tà del canale tengono conto (i) dellacaratterizzazione statistica dei disturbiin banda di trasmissione; (ii) dell’atte-nuazione in funzione della distanza del-l’onda diretta principale tra l’antennatrasmittente e quella ricevente; (iii) del-l’entità delle riflessioni causate daglioggetti e strutture circostanti (multi-path),che giungono all’antenna ricevente conun certo ritardo (delay), in funzione deipercorsi di propagazione di lunghezzadifferente (dispersione del ritardo,
delay spread). Queste repliche riflessecausano non solo una sorta di eco sulcanale, ma, avendo fase arbitraria,anche una parziale cancellazione delsegnale portato dall’onda principale euna deformazione della sua formad’onda, con problemi di rivelazione esincronizzazione al ricevitore. Le diver-se grandezze sono valutabili con anali-si sempre più complesse, fino all’ado-zione di un analizzatore di protocolloper la qualità di servizio, QoS.Considerando la propagazione del se-gnale, l’attenzione è rivolta principal-mente all’attenuazione dell’onda princi-pale e al fenomeno delle riflessioni(multi-path). L’antenna ricevente sistema-ta su un treppiede è stata allontanatagradualmente dall’antenna trasmittentea passi di 10 cm, passando da 1 m a20 m, spostandola sia lungo l’asse prin-cipale della carrozza sia negli spazilaterali occupati dai sedili [4-5]. È statafatta una distinzione per le due polariz-zazioni, orizzontale e verticale, che in-teragiscono in modo differente con glielementi dell’ambiente. Le grandezzed’interesse sono state (i) le perdite dipropagazione relative (path loss) Plr e illoro andamento in funzione della di-stanza confrontato con quello tipico del-la propagazione in spazio libero (espo-nente pari a 2); (ii) il delay spread τ eil suo valore efficace τrms, che quantifi-cano la distribuzione temporale e l’in-tensità delle riflessioni dovute al multi-path; la banda di coerenza Bc, cheidentifica la banda di frequenze oltre laquale la funzione di correlazione in fre-quenza (FCF – Frequency CorrelationFunction) scende al di sotto di una certasoglia, fissata a 0,9.
WIRELESS SIGNAL PROPAGATION ON METROPOLITAN CARRIAGESWe present the results of the analysis of the propagation of wireless signals inthe 2.4 GHz band on board of rolling stock, considering in particular the mul-tiple-reflection phenomenon, the values of the path loss, of the delay spreadand of the coherence bandwidth, and the effect on them of the polarizationand of the distance between the source and the receiver. The parameter inte-raction and the model completeness were verified by means of a statistical con-sistency check.
RIASSUNTOVengono presentati i risultati dell’analisi delle misure di propagazione disegnali wireless in banda 2,4 GHz a bordo di rotabili ferroviari, consideran-do in particolare il fenomeno delle riflessioni multiple, i valori di perdita di pro-pagazione, di “delay spread” e di banda di coerenza, e l’effetto su di essidella polarizzazione e della distanza tra sorgente e ricevitore. L’interazione deiparametri e la completezza del modello scelto sono stati verificati mediantel’analisi di consistenza statistica.
MISURE PER L’INDUSTRIA
Propagazionedi segnali wireless
N. Pasquino1, A. Marrese2, A. Mariscotti2
a bordo di carrozze metropolitaneIL TEM
A
�
01-34 4-03-2014 15:10 Pagina 23

nuova
N.01ƒ
;2014
T_M ƒ 24
PERDITE DI PROPAGAZIONE
Il modello utilizzato per il calcolo del path loss, terminecon il quale viene comunemente indicata la perdita di pro-pagazione, è il seguente:
(1)
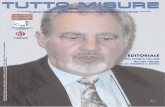
dove d0 = 1 m indica la posizione di riferimento, e X rap-presenta una variabile aleatoria con distribuzione Gaus-siana che tiene conto della variabilità dovuta al multi-path.La perdita di propagazione è mostrata in Fig. 1, dove ap-pare, per l’esponente n, un valore pari a 1,71, con inter-vallo di confidenza al 95% compreso tra 1,61 e 1,81. Perverificare le differenze tra le due direzioni di propagazio-ne, la regressione è stata applicata separatamente ai duescenari di propagazione. Nel caso della mezzeria è sta-to ottenuto un valore di n pari a 1,67 con intervallo di confidenza al 95% [1,53-1,81], mentre per le misure fuorin si è rivelato pari a 1,73 con intervallo di confidenza[1,60-1,86]. A causa della sovrapposizione tra loro e conl’intervallo di confidenza per la regressione indistinta, èpossibile considerare molto simile la propagazione nelledue configurazioni.
DELAY SPREAD
Il calcolo di τrms ha mostrato un aumento con ladistanza (dovuto al maggior numero di riflessioni) evalori più elevati nel caso di polarizzazione verticale(caratterizzata da un numero maggiore di picchinella risposta con ampiezze più rilevanti), con l’effet-to combinato delle due condizioni mostrato in Fig. 2:τrms = 12,5 – 18,5 ns e 16,5 – 22 ns passando da 5 ma 15 m, rispettivamente per la polarizzazione orizzon-tale e verticale.In merito all’identificazione dei fattori e parametri cheinfluenzano i risultati e alla sufficienza di polarizza-
PL d log d d Xrn( ) /= ( ) +10 0
Figura 1 – Valori delle perdite di propagazione in funzione della distanza rispetto a 1 m
01-34 4-03-2014 15:10 Pagina 24

zione e distanza dalla sorgentecome fattori influenzanti, occorresottolineare che non solo i fattori so-no interagenti (l’aumento di τrms èdiverso per le due polarizzazioni),ma che si necessita dell’inclusione diulteriori fattori per la completa de-scrizione del fenomeno, come dimo-strato dall’analisi della varianza(ANOVA). L’ipotesi d’interazione trai due parametri è rigettabile con unaprobabilità di errore del 20%. Inol-tre, il parametro R2
adj indica chesolo il 27% della variabilità speri-mentale osservata è riconducibile aun modello lineare della distanza,della polarizzazione e della lorointerazione.
BANDA DI COERENZA
In modo perfettamente speculare aτrms, la banda di coerenza Bc è infe-riore per la polarizzazione verticale.In Fig. 3 è mostrato l’andamento dellaFrequency Correlation Function, apartire dalla quale la banda dicoerenza viene calcolata. L’andamen-to oscillante che essa presenta è dovu-to alle riflessioni multiple del segnaletrasmesso; per tale motivo le oscilla-
zioni aumentanocon l’aumentaredella distanzadalla sorgente.L’applicazionedella soglia di0,9 alle curve diFig. 3 fissa labanda di coeren-za nell’intervallodi valori tra 4 e
8 MHz circa.Anche per la banda di coe-renza è stata effettuata unaapprofondita analisi statisti-ca. In questo caso la proba-bilità di errore nel rigettare l’ipotesi didistanza e polarizzazione interagentiè solo del 3,6%. Inoltre l’analisi dellavarianza indica che solo il 23% dellavariabilità sperimentale osservata èriconducibile a un modello linearedella distanza, della polarizzazione edella loro interazione.Infine è stata verificata l’eventuale pre-senza di una correlazione tra banda dicoerenza e delay spread. È stato riscon-trato che le due grandezze Bc e τrmssono legate da un’inversa proporziona-lità che, espressa su base logaritmicanella formulazione più generale, risulta:
(2)
Le curve (Bc, τrms) per le diverse com-binazioni di polarizzazione e distan-za sono mostrate in Fig. 4, dove sievidenzia la ridotta dispersione deidati, confermata dai ridotti intervallidi confidenza riportati in Tab. 1.
log B log a b logcrmsb rms= = −α
ττ
RIFERIMENTI BIBLIOGRAFICI
[1] S. Knorzer, M. Baldauf, T. Fugen,and W. Wiesbeck, “Channel modellingfor an OFDM train communicationssystem including different antennatypes”, IEEE 64th Vehicular TechnologyConference, Sett. 2006, pp. 1-5.[2] N. Kita, T. Ito, S. Yokoyama, M.-C.Tseng, Y. Sagawa, M. Ogasawara,and M. Nakatsugawa, “Experimentalstudy of propagation characteristics forwireless communications in high-speedtrain cars”, 3rd European Conferenceon Antennas and Propagation, Marzo2009, pp. 897-901.[3] A. Mariscotti, “Experimental deter-mination of the propagation of wirelesssignals on board a cruise ship”, Mea-surement, Elsevier, vol. 44, Maggio2011, pp. 743-749.[4] A. Mariscotti, A. Marrese, N. Pas-quino and R. Schiano Lo Moriello,“Characterization of the PropagationChannel on board Trains”, 19th ImeKoTC4 Symposium, 18-19 Luglio 2013,Barcellona.
ILTEMA
�
Figura 2 – Interazione di polarizzazione e distanza con trms
Figura 3 – Funzione di correlazione in frequenza per polarizzazione(H, V) e distanza (5, 10, 15 m)
Figura 4 – Banda di coerenza Bc [MHz] in funzione del delay spread efficace trms [ns] per polarizzazione (H, V)
e distanza (5, 10, 15 m) in scala bilogaritmica
Tabella 1 – Valori medi e intervallo di confidenza al 95% di probabilitàper i coefficienti di regressione a e b di eq. (2)
a b
value 95% C.I. value 95% C.I.
5 1,90 1,79; 2,01 1,02 0,93; 1,11
10 V 2,28 2,13; 2,43 1,28 1,16 1,39
15 2,06 1,92; 2,21 1,13 1,02 1,24
5 2,03 1,89; 2,18 1,12 0,99; 1,25
10 H 2,28 2,11; 2,45 1,27 1,13; 1,42
15 2,16 2,02; 2,30 1,20 1,08; 1,31
Overall 2,06 2,01; 2,12 1,13 1,08; 1,17
Dist. Pol.
01-34 4-03-2014 15:10 Pagina 25

T_M ƒ 26
Attilio Marrese è nato aSpilimbergo (Italia) nel 1983.Ha conseguito la LaureaSpecialistica in Ingegneriadelle Telecomunicazionipresso l’Università di Na-
poli Federico II nel 2011. È contrattistapresso il Dipartimento di Ingegneria Elet-trica e delle Tecnologie dell’Informazionedell’Università Federico II e svolge attivitàdi ricerca sulla compatibilità elettroma-gnetica applicata al settore aeronautico esulle misure di campo elettromagneticorelative all’esposizione umana.
Nicola Pasquino si èlaureato con lode in In-gegneria Elettronica al-l’Università di NapoliFederico II, dove ha con-seguito anche il Dottora-
to di Ricerca in Ingegneria dell’Infor-mazione, svolto in parte negli USAcon una Borsa di Studio Fulbright. È docente dei corsi di Misure per laQualità e di Misure per la Compatibi-lità Elettromagnetica presso il Diparti-mento di Ingegneria Elettrica e delleTecnologie dell’Informazione, del cuiLaboratorio di Compatibilità Elettro-magnetica è responsabile scientifico.La sua attività di ricerca si sviluppaprevalentemente nell’ambito dellacompatibilità elettromagnetica e dellemisure dell’esposizione umana aicampi elettromagnetici. È componente del CT-106 del CEI edel TC-106 del CENELEC come esper-to nazionale.
Andrea Mariscotti, na-to a Genova nel 1968, siè laureato con lode inIngegneria Elettronica al-l’Università di Genova nel1991 e presso la medesi-
ma ha conseguito il Dottorato in Ingegne-ria Elettrica nel 1996. Le sue attività di ri-cerca si sviluppano nell’ambito dell’anali-si e test di compatibilità elettromagnetica,applicata in particolare ai sistemi di tra-sporto, dell’analisi dei segnali di misura edella progettazione di sistemi di misura. Èmembro del CEI (CT-106 e CT-304) edella Instrumentation & Measurementsociety di IEEE. Svolge la sua opera an-che come revisore di numerose riviste in-ternazionali.
[5] P. Bifulco, A. Liccardo, A. Mari-scotti, A. Marrese, N. Pasquino, R.Schiano Lo Moriello, “Wide-band andNarrow-band Characterization of the
Propagation Channel in Trains” Inter-national Review of Electrical Enginee-ring (IREE), Vol. 8, n. 5, Oct. 2013,pp. 1467-1472
ILTEMA
�
N.01ƒ
;2014
01-34 4-03-2014 15:10 Pagina 26

1 Dipartimento di Energia, ingegneriadell’Informazione e Modelli Matematici(DIEIM), Università di [email protected]@[email protected]@unipa.it
PRINCIPI COSTRUTTIVI E COMPORTAMENTO IN PRESENZA DI ARMONICHE
I contatori statici di energia reattivapossono implementare metriche diver-se. Ad esempio, nel caso monofase lamisura della potenza e dell’energiareattiva si può ottenere attraverso unmoltiplicatore analogico o numericodei segnali di corrente e di tensione,l’uno o l’altro opportunamente sfasatodi 90°. Lo sfasamento può essere otte-nuto attraverso un circuito integratore,un filtro o uno sfasamento temporaledi un quarto di periodo. Le diversemodalità di sfasamento della tensioneo della corrente sono però progettatecon riferimento a un segnale sinusoi-dale, e hanno un diverso effetto sullecomponenti armoniche eventualmentepresenti.La misura si può anche effettuare pervia indiretta, tramite l’implementazionenumerica della definizione di potenzareattiva. A tal proposito, è noto che inpresenza di armoniche il concetto dipotenza reattiva non è univocamente
definito, e in letteratura sono state for-mulate numerose definizioni, nate daltentativo di estendere al regime distortole proprietà della potenza reattiva inregime sinusoidale. Anche in questo ca-so, in presenza di tensioni e correnti di-storte, le diverse definizioni conduconoa risultati diversi. In conclusione, contatori che implemen-tano metriche differenti conducono amisure compatibili, con scostamenti neilimiti corrispondenti alla classe di preci-sione, in presenza di tensioni e correntisinusoidali. Viceversa, in presenza diarmoniche, essi possono fornire misurediverse e non compatibili [1, 2]. Ciò èvero non solo per i contatori commer-ciali installati, ma anche per la stru-mentazione campione. Infine, se si con-sidera la finalità della misura dell’ener-gia reattiva, con l’aumento della distor-sione nei sistemi elettrici, contatori diuguale classe di precisione ma con me-triche diverse, a pari condizioni di cari-co con tensioni e correnti non sinusoi-dali, possono portare a diversi risultatidi penalizzazioni economiche per unbasso fattore di potenza.
IL QUADRO NORMATIVO
La norma CEI EN 62053-23 definisce irequisiti che i contatori di energia reatti-va (di classe 2 e 3) devono rispettaresolo in assenza di armoniche, facendoriferimento alla definizione di energiareattiva in regime sinusoidale. Nel pro-getto di norma IEC 62053-24 [3] vienefornita una definizione convenzionale dienergia reattiva, valida anche in presen-za di armoniche, che fa riferimento allesole componenti di tensione e correntealla frequenza fondamentale. Inoltre so-no definiti una prova di precisione inpresenza di armoniche e i relativi requi-siti di accuratezza, in termini di errorepercentuale rispetto a uno strumentocampione. Anche i contatori campionedovrebbero quindi misurare l’energiareattiva associata alle componenti fon-damentali di tensione e corrente.Per quanto riguarda quest’ultimo aspet-to, i contatori campione disponibili at-tualmente sul mercato, in mancanza dialcun riferimento normativo per i requi-siti in presenza di tensioni e correnti dis-torte, possono essere realizzati anch’es-si con metriche differenti, compatibilisolo in condizioni sinusoidali.
Metriche ed errore percentuale Secondo la [3] il contatore può essererealizzato implementando qualsiasi al-goritmo per il calcolo della potenzareattiva, purché nella prova in presenzadi armoniche l’errore percentuale riman-ga entro i limiti specificati. Tale provadovrebbe consentire di distinguere i con-
TRACEABILITY OF STATIC METERS FOR REACTIVE ENERGY INTHE PRESENCE OF HARMONICSThe article deals with the measurement traceability of static meters for reac-tive energy. The problem arises when the meters operate in the presence ofharmonics, which can negatively affect their performances, depending onthe implemented metrics. The paper analyzes the problem in the light of thecurrent standardization. The analysis is supported by some experimentaltests, which have been carried out on both commercial and reference stan-dard meters of various accuracy classes.
RIASSUNTOL’articolo riguarda la riferibilità delle misure effettuate dai contatori statici dienergia reattiva in presenza di tensioni e correnti non sinusoidali. In un qua-dro normativo ancora in evoluzione, il lavoro mostra come le misure in pre-senza di armoniche dipendono non solo dalla condizione di prova, maanche dalla metrica implementata dal misuratore. Inoltre l’esito delle verifi-che di taratura dipende anche dalla metrica del contatore campione utiliz-zato per la prova stessa.
T_M N. 1/ 14 ƒ 27
MISURE PER L’INDUSTRIA
Riferibilità dei contatori staticidi energia reattiva
A. Cataliotti, V. Cosentino, A. Lipari, S. Nuccio1
in presenza di armonicheIL TEM
A
�
01-34 4-03-2014 15:10 Pagina 27

T_M ƒ 28
ILTEMA
�
N.01ƒ
;2014
(1)
(2)
Q 1T
(t) i t T4
dt 1T
sin( ) sin( t ) I sin( t 90 ) I sin( t 0 )
I sin I Q , Q0
t
1 10
t
1
1 1 1 1 1
= ⋅ −
= + + +[ ]⋅{ − ° + − °[ ]}= + = + = ⋅
∫ ∫v V t V
V V sin Q
ω ϕ ω ϕ ω ω
ϕ ϕ5 5 5
5 5 5 5
5 5 45
1 04
Q 1T
= ⋅ −( ) ⋅ = ⋅ − −( )[ ] ⋅{ + + +[ ]} ⋅ =
= + = + = +
∫∫ ∫∫ω ω ω ω ω ϕ ω ϕ
ϕϕ
10
1 1 50
1 1 5 5
11 15 5 5
15
1 5 5
5 51 0 04
5
v t dt i t dtT
V sin t V sin t dt I sin t I sin t dt
V I sinV I sin
t t
( ) ( ) ( ) ( )
( , )QQ Q1 11 008= ⋅,
tatori che misurano correttamente l’energia reattiva fonda-mentale da quelli che effettuano misure diverse. Tuttavia lastessa [3] rileva che la possibilità di effettuare tale distinzionedipende dal limite ammesso per l’errore percentuale.
Ad esempio, nelle condizioni di prova previste dalla [3] (cfr.Tab 1), la potenza reattiva ottenuta tramite le metriche basa-te sullo sfasamento di 90° della tensione o di un quarto diperiodo della corrente, è rispettivamente data da1:
Nei due casi si ha quindi un errore percentuale rispetto allaQ1 rispettivamente pari a 0,8% e 4%:Viceversa, nelle stesse condizioni, la classica formulazione
della potenza reattiva derivante dal “triangolo delle poten-ze”, porta a un errore percentuale maggiore (8,2%):
(3)Q ( , ) ( , ) ,= − = = ⋅ = + ⋅ + = ⋅ ⋅ ⋅ = ⋅S P S V I V V I I U I Q2 212
52
12
52
1 1 11 005 1 077 1 082
LE PRESTAZIONI DEI CONTATORI IN PRESENZA DI ARMONICHE. PROVE SPERIMENTALI
Le prove sono state effettuate nelle condizioni previste dalla
[3] (cfr. Tab. 1). Per ciascun contatore in prova (MUT, meterunder test) è stato valutato l’errore percentuale rispetto allostrumento di riferimento.L’errore percentuale è definito come:
01-34 4-03-2014 15:10 Pagina 28

T_M ƒ 29
Le prove sono state eseguite su:– due contatori campione (SM1, SM2),con limiti di errori percentuali dichiaratipari e1% = 0,01 – 0,02% ee2% = 0,1 – 0,2% (rispettivamente perla misura di energia attiva e reattiva),con misura dell’energia reattiva tramitesfasamento numerico della corrente diun quarto di periodo;– un contatore di classe 0,5 (MUT1),con misura dell’energia reattiva tramitesfasamento di 90° della corrente trami-te circuito integratore;– due contatori di classe 2 (MUT2,MUT3); il MUT2 implementa la misuratramite la formula (4) per la potenzareattiva, mentre il MUT3 utilizza uno sfa-samento della tensione di un quarto diperiodo (tali metriche sono state dedottesperimentalmente dagli autori [2]).I risultati ottenuti sono riportati in Tab. 1e Fig. 2. Inoltre, in Fig. 3 sono riportatigli errori percentuali dei contatoriMUT1, MUT2 e MUT3 rispetto al cam-pione SM1, nelle stesse condizioni diprova di Tab. 1.I risultati ottenuti mostrano che l’errorepercentuale dei contatori dipende dallametrica implementata (sia dal contatorein prova, sia dallo strumento utilizzatocome riferimento) e dalla condizione diprova. Più in dettaglio, per una datacondizione di prova, se tali metrichesono le stesse, allora può essere possi-bile verificare se il contatore in provarispetta i requisiti di precisione previsti.Al contrario, se le due metriche sonodiverse, l’errore percentuale del conta-tore in prova rispetto al campione puòessere anche molto elevato. Inoltre, perun dato contatore in prova e con lo stes-so strumento di riferimento, l’errore per-centuale può superare o meno i limitiprevisti a seconda della condizione diprova.
AGGIORNARE LE NUOVE NORMEE LE METRICHE
La riferibilità delle misure effettuate daicontatori statici di energia reattiva inpresenza di armoniche rappresenta an-cora una problematica aperta. Allostato attuale i misuratori in commercio ei contatori campione, implementandometriche diverse, in presenza di armo-
niche possono fornire misure diverse enon compatibili, a pari condizioni dicarico. La principale causa di ciò risie-de nel quadro normativo in merito, cheè ancora in evoluzione.Il problema può essere risolto introdu-cendo nuove norme per i contatori, siacommerciali che campione, che adotti-no un’unica definizione convenzionaledi riferimento per l’energia reattiva. Intal senso il progetto di norma IEC62053-24 rappresenta un primo passoper l’uniformazione della normativa inmerito. Infatti, assumendo come riferi-mento l’energia reattiva associata allefondamentali di tensione e corrente,sarà possibile verificare, anche in pre-senza di armoniche, la compatibilitàdelle misure effettuate con contatori cheimplementano metriche diverse. Talescelta porta in particolare a risultaticompatibili con le misure effettuate coni vecchi contatori a induzione, sensibilipraticamente a tale grandezza.In tale contesto i costruttori dovrebberoquindi rivedere i criteri progettuali (siahardware che software) dei contatoricommerciali e campioni, per adeguarsiai nuovi requisiti normativi. Inoltre alcu-ni tipi di contatori elettronici attualmen-
(4)
dove Wr è l’energia misurata dal MUTe Wt è l’energia “vera” ossia quellamisurata dal contatore campione eassunta come riferimento. Secondol’approccio della [3] sarebbe Wt = W1. (NdA - Simboli utilizzati: v(t) e i(t), tensio-ne e corrente istantanee; V e I, valori effi-caci (rms) di tensione e corrente; V1, I1,j1 (V5, I5, j5), rms della fondamentale(quinta armonica) di tensione e correntee relativo sfasamento; Q1 e Q5, potenzereattive associate alla fondamentale ealla quinta armonica; S e P, potenzeapparente e attiva, W1, energia reattivaassociata alla fondamentale).Per i contatori di classe 0,5 e 1 la [3]fornisce un valore limite per e% di± 2,5%. Tale valore è stato utilizzato co-me riferimento comune, allo scopo direndere agevole il confronto tra i conta-tori in prova (se pur di classi differenti).Inoltre, per semplicità, le misure effet-tuate dagli strumenti in prova sono stateespresse in termini di potenza reattiva.Come strumento di riferimento è statoutilizzato un wattmetro-varmetro digita-le (DAQ-SW, schematizzato in Fig. 1)nella configurazione monofase, che èstato realizzato dagli autori e confron-tato con il campione nazionale del-l’I.N.Ri.M., ottenendo incertezze tipodell’ordine dello 0,01% [4]. Per leprove qui descritte, il DAQ-SW è statoconfigurato per misurare la potenzareattiva fondamentale.
e
W WWr t
t
% =−
⋅100
N.01ƒ
; 2014
Figura 1 -– Il wattmetro-varmetro realizzato (DAQ-SW)
Figura 2 – Errori percentuali dei contatori in prova rispetto al DAQ-SW
Figura 3 – Errori percentuali dei contatori MUT1, MUT2 e MUT3 rispetto al campione SM1
Tabella 1 – Condizioni di prova e potenze reattive misurate
01-34 4-03-2014 15:10 Pagina 29

te utilizzati per scopi tariffari, in condizioni non sinusoidali,potrebbero risultare non conformi ai nuovi requisiti e,soprattutto, più penalizzanti per gli utenti.
RIFERIMENTI BIBLIOGRAFICI
[1] A. Cataliotti, V. Cosentino, S. Nuccio, “The measure-ment of reactive energy in polluted distribution powersystems: an analysis of the performance of commercial stat-ic meters”, IEEE Trans. on Power Delivery, vol. 23, n. 3, pp.1296-1301, July 2008.[2] A. Cataliotti, V. Cosentino, A. Lipari, S. Nuccio, “Metro-logical characterization and operating principle identifica-tion of static meters for reactive energy: an experimentalapproach under nonsinusoidal test conditions”, IEEE Trans.on Instrumentation and Measurement, vol. 58, n. 5, pp.1427-1435, May 2009.[3] Electricity metering equipment (a.c.) – Particular Requi-rements – Part 24: Static meters for reactive energy (classes0,5 S, 0,5, 1 S and 1), Project IEC 62053-24 Ed. 1.0.[4] A. Cataliotti, V. Cosentino, A. Lipari, S. Nuccio, D. Sera-zio, “DAQs-based wattmeters for High Accuracy Measure-ments. Comparison with the Italian Power Primary Stan-dard”, Measurement 46 (2013), pp. 3460–3468.
T_M ƒ 3 0
Valentina Cosentino è Ricercatore diMisure Elettriche ed Elettroniche presso ilDEIM dell’Università di Palermo. Attualmentesi occupa di misure di potenza, energia epower quality e misure nelle smart grids.
Alessandro Lipari è Assegnista di ricer-ca nel settore delle Misure Elettriche ed Elet-troniche presso il DEIM dell’Università diPalermo. Attualmente si occupa di sviluppodi campioni di potenza ed energia e carat-terizzazione di contatori in presenza di di-
storsione armonica.
Salvatore Nuccio è Professore Ordinariodi Misure Elettriche ed Elettroniche presso ilDEIM dell’Università di Palermo. Attualmentesi occupa di digital signal processing, stru-mentazione virtuale, misure di potenza, ener-gia e power quality.
Antonio Cataliotti è Professore Associa-to di Misure Elettriche ed Elettroniche pres-so il DEIM dell’Università di Palermo.Attualmente si occupa di misure nelle smartgrids e caratterizzazione delle reti elettri-che ai fini dello sviluppo di sistemi di
comunicazione power line.
T_M ƒ 3 0
N.01ƒ
;2014
01-34 4-03-2014 15:10 Pagina 30

T_M N. 1/ 14 ƒ 3 1
1 CNR, Istituto di Studi sui SistemiIntelligenti per l’Automazione, Palermo;2 Dip. Ingegneria Industrialee dell’Informazione, Seconda Universitàdegli Studi di Napoli, Aversa (CE)[email protected] Dip. Ingegneria Elettrica e dell’Informazione, Università degli Studidi Cassino e del Lazio Meridionale,Cassino (FR)4 Dip. Ingegneria Industriale,Università degli Studi di Salerno,Salerno
A MEASUREMENT AND CONTROL NETWORK FOR A SMART ELECTRICAL SYSTEMThe electrical grid was historically created to transfer large amounts ofenergy from generating stations to a large number of consumers. With theadvent of distributed generation, this classical view must be completelyrevised. The authors propose an architecture of a smart measurement net-work, which allows the optimization of the management of a Smart Gridwith a wide presence of power generation from renewable sources anddecentralized storage systems.
RIASSUNTOLa rete elettrica storicamente nasce per trasferire grandi quantità di energiadalle centrali di produzione a un gran numero di utenti-consumatori. Conl’avvento della generazione distribuita, tale visione classica deve esserecompletamente rivista. Gli autori propongono un’architettura di rete di misu-ra e controllo, basata su smart meter, che consente l’ottimizzazione dellagestione di smart grid, con elevata presenza di generazione da fonti rin-novabili e sistemi di accumulo decentralizzati.
DA UNA RETE PASSIVA A UNA RETE SMART
La rete elettrica storicamente nascecome una rete passiva. Il suo compitoprincipale era raccogliere grandiquantità di energia dalle centrali diproduzione e distribuirla a un grannumero di utenti-consumatori. Ciò haportato allo sviluppo di un controllocentralizzato, con flussi di potenzeunidirezionali che vanno dalle centra-li di produzione verso la rete di tra-smissione ad alta tensione; da qui,attraverso le stazioni di trasformazio-ne giungono alle reti di distribuzionepassive di media e bassa tensione,dove sono connessi gli utilizzatori,permettendo quindi a essi di usufruiredella quantità di energia desiderata.Con l’avvento della generazione distri-buita, principalmente prodotta da fontidi energia rinnovabile, tale visione clas-sica di rete elettrica deve essere com-pletamente rivista. La rete di distribuzio-ne diviene, infatti, attiva: i piccoli pro-duttori (principalmente con impianti fo-tovoltaici o eolici) immettono energia
nella rete di distribuzione, invertendo ladirezione dei flussi di potenza verso lestazioni di trasformazione.Per questo motivo, le società di distri-buzione di energia elettrica devonoessere pronte a gestire flussi di poten-za provenienti dai grandi impianti diproduzione di energia (ad esempio ter-moelettrica, idroelettrica, ecc.) e quel-li provenienti dai piccoli produttoriconnessi alla rete. Per far ciò una ge-stione centralizzata della rete non èpiù adeguata: è necessario che essadiventi distribuita sul territorio. I flussidi potenza, infatti, devono essere con-trollati e monitorati localmente per po-ter garantire la stabilità della rete e,nel contempo, la massima penetrazio-ne della generazione distribuita.La rete elettrica, quindi, non è più sola-mente un canale dove trasmettere e di-stribuire energia dai grandi impianti diproduzione agli utenti, ma una reteintelligente, una “Smart Grid”, capaced’interagire con i produttori e i consu-matori per adattare prontamente laquantità di energia prodotta a quellarichiesta. Si deve evolvere verso una
rete composta da più reti di dimensioneminore interconnesse tra di loro, capacidi scambiarsi informazioni sui flussi dipotenza, di comunicare, di gestire inmodo efficiente la domanda di energia,evitando nel contempo l’interruzione diservizio anche attraverso, quando ne-cessario, la riduzione del consumo delcarico [1-3].Conseguentemente le linee, gli inter-ruttori e i trasformatori non sono piùsufficienti per la gestione della rete didistribuzione in bassa tensione. È ne-cessario un nuovo sistema di controllocomposto da: a) diversi dispositiviintelligenti, dotati di un canale di co-municazione e porte logiche per in-viare e ricevere informazioni, installa-ti nei diversi nodi della rete, come adesempio le cabine di trasformazioneprimarie o secondarie o, addirittura,presso i singoli utenti; b) un modernosistema ICT (Information and Commu-nication Technology). Tali dispositiviintelligenti possono essere sensori o,in generale, dispositivi di misura, ingrado di misurare diversi parametridella rete con l’obiettivo d’individuarel’eventuale presenza di guasti e man-tenere la rete efficiente. L’utilizzo ditali misuratori intelligenti (smartmeters) è inoltre incentivato anchedalle delibere comunitarie come ad
MISURE PER L’INDUSTRIA
Una rete di misura e controlloper un sistema elettrico Smart
D. Di Cara1, M. Luiso2, G. Miele3, P. Sommella4
Architettura, prototipi e primi risultati sperimentaliIL TEM
A
�
01-34 4-03-2014 15:10 Pagina 31

T_M ƒ 3 2
esempio la direttiva 2009/72/CE del luglio 2009 [4].Tenendo presente quindi questo contesto, è necessario losviluppo di una rete intelligente che integri funzionalità dimisura e di diagnostica per le reti di distribuzione dell’e-nergia elettrica che prevedano una generazione distribuitada sorgenti di energia rinnovabili. Cercando di risponderea questa esigenza gli autori hanno sviluppato uno smartmeter in grado di misurare l’energia, la potenza, effettua-re un’analisi della qualità della potenza ed eseguire algo-ritmi per l’analisi e l’individuazione di guasti. Hanno pro-posto un primo esempio di nodo di comunicazione basatosulla tecnologia Power Line Communication (PLC) che lavo-ra direttamente in media tensione (MV) [5].
SMART METER
Il prototipo realizzato [6], da un punto di vista funzionale,è composto dai seguenti blocchi: (i) un’unità di misura valu-ta il consumo di energia dell’utente, (ii) un’unità di comuni-cazione che implementa una comunicazione bidirezionalecon il distributore di energia, (iii) un’unità di controllo del-l’alimentazione che provvede ad attivare e disattivare l’ali-mentazione elettrica.Dal punto di vista fisico esso si compone di: 1) una sezio-ne di trasduzione composta da sensori di tensione e di cor-rente e da adattatori di ampiezza, 2) una sezione di ela-borazione che acquisisce l’uscita dei sensori ed elabora icampioni acquisiti, 3) uno schermo, 4) una memoria chememorizza i consumi di energia in una EEPROM.
La sezione di trasduzioneQuesta sezione è composta da un prototipo di trasduttorecombinato di tensione e corrente (CVCT). Una fotografia
del prototipo èriportata in Fig. 1.Le due sezioni delCVCT sono alimen-tate tramite la ten-sione d’ingresso: unsemplice raddrizza-tore a singola se-mionda e un rego-latore lineare di ten-sione permettono diottenere una tensio-ne continua di 5 Vper l’alimentazionedel circuito realizza-to. Il trasduttore ditensione è un parti-tore resistivo ad altaimpedenza con unamplificatore ope-razionale differen-ziale, mentre quellodi corrente è com-
ILTEMA
�
N.01ƒ
;2014
Figura 1 – Foto del trasduttore combinato di corrente e tensione
01-34 4-03-2014 15:10 Pagina 32

posto da uno shunt resistivo a bassaimpedenza anch’esso con un amplifi-catore operazionale differenziale. Ilcampo di misura dell’ingresso in ten-sione è compreso nell’intervallo[-460√2,460√2] V, consentendo dimisurare una tensione alternata divalore efficace pari a 460 VRMS, valo-re che può essere raggiunto in presen-za di sovratensioni. Il campo di misuradell’ingresso in corrente è compresonell’intervallo [-30√2,30√2] A, consen-tendo di misurare una corrente alterna-ta di valore efficace pari a 30 ARMS.Entrambe le uscite sono comprese nel-l’intervallo [0,3] V, che coincide con ilcampo di misura degli ingressi analogi-ci del microcontrollore; con tensione ecorrente d’ingresso nulle, le uscite delCVCT sono pari a 1,5 V continui. IlCVCT è stato simulato in ambiente Mul-tisim. In Fig. 2 vengono mostrate lerisposte in frequenza in ampiezza efase, ottenute da una simulazione “ACAnalysis”: la larghezza di banda delCVCT è praticamente piatta fino a10 kHz, ossia il range di maggiore inte-resse per la power quality.
La sezione di elaborazioneLa piattaforma hardware utilizzata perimplementare il misuratore è basata sulmicrocontrollore STM32F107VCT6, ilquale incorpora un RISC core a 32 bitARM®CortexTM-M3 operante a72 MHz. Le principali caratteristichedel microcontrollore sono: 1) memoriaflash da 256 Kbyte e 64 Kbyte dimemoria SRAM, 2) basso consumo,3) due convertitori A/D a 12 bit con
intervallo di conversione da 0 V a3,6 V e capaci di campionare fino a2 MHz nella modalità interleaved, 4)due convertitori D/A a 12 bit, 5) uncontroller DMA a 12 canali, 6) fino a80 porte I/O, 7) unità di calcolo dellaCRC, 8) fino a 4 timer a 16 bit, 9)fino a 14 interfacce di comunicazio-ne, di cui 2 I2C, 5 USART, 2 CAN con512 byte di memoria SRAM, USB2.0, 10/100 Ethernet con supportohardware IEEE 1588.
Il software di misuraLa sezione di calcolo, sviluppata in que-sto misuratore, è in grado di calcolare iseguenti parametri: a) il valore efficacedella corrente e della tensione, b) lapotenza attiva e il fattore di potenza, c)il consumo di energia, d) il profilo diconsumo di potenza, e) la frequenza direte, f) l’indice di distorsione armonicadella tensione (THDV) e della corrente(THDI) e g) i buchi di tensione.
LA RETE
Una rete di comunicazione sicura eaffidabile, capace di operare efficace-mente su aree geografiche anche digrande estensione, è un elemento es-senziale nella realizzazione di unasmart grid. Tra le tecnologie di comu-nicazione utilizzabili, l’attenzione si èrivolta alle power line communications(PLC). Questa soluzione permette latrasmissione di segnali di comunica-zione attraverso la rete di distribuzio-ne dell’energia elettrica: pertanto essa
è la sola tecnologia cablata che con-sente un basso costo d’installazione,confrontabile con le soluzioni wirelesse nel contempo consente bassi costioperativi, poiché il distributore di ener-gia diventa anche il proprietario deiservizi di comunicazione.Le PLC a banda stretta, che operanonelle bande CENELEC (3 - 148,5 kHz),sono già da tempo utilizzate in diversipaesi, tra i quali l’Italia, ad esempio peri servizi di telelettura dei contatori dienergia nelle reti di distribuzione a bas-sa tensione. Diverse tecniche di comu-nicazione sono invece attualmente im-piegate nelle reti di media tensione, co-me ad esempio il GSM, che richiede l’in-stallazione di ulteriori apparecchiaturee necessita di un accordo con l’opera-tore telefonico. La possibilità d’imple-mentare la tecnologia PLC anche nellereti di media tensione potrebbe esserequindi la chiave per la realizzazione diun sistema di comunicazione a bassocosto, affidabile e completo.In Fig. 3 è mostrata la soluzione pro-posta per la comunicazione PLC inuna linea di media tensione in cavo,che unisce due cabine secondarie.Il segnale di comunicazione è inietta-to tra l’anima del cavo e lo schermo,connesso a terra ai due capi dellalinea. Una scheda EVALST7580-1 èstata utilizzata per trasmettere e rice-vere il segnale PLC. Tale scheda è pro-gettata per essere connessa alla retedi bassa tensione. Per iniettare il se-gnale sulla media tensione è statoquindi utilizzato un accoppiatorecapacitivo CU7.C2-2, prodotto dallaADD Production Srl. Il ricetrasmettitoreST7580 consente di generare segnaliin modulazione FSK (Frequency ShiftKeying) o PSK (Phase Shift Keying).Questa soluzione è stata prima ogget-to di test in simulazione, attraversol’implementazione di un modello dellarete in Simulink, è stata poi validatasperimentalmente effettuando test inlaboratorio e sul campo, valutando leprestazioni in trasmissione in terminidi tasso di successo, inteso come lapercentuale dei pacchetti informativiricevuti correttamente rispetto quellieffettivamente trasmessi.Di seguito vengono presentati i risul-tati ottenuti in una campagna speri-
T_M ƒ 3 3Figura 2 – Risposte in frequenza in ampiezza e fase del trasduttore combinato
N.01ƒ
; 2014 IL
TEMA�
01-34 4-03-2014 15:10 Pagina 33

comunicazione e controllo. Restanoancora aperti alcuni problemi quali,ad esempio, la sicurezza dell’infor-mazione e l’integrazione, in un’unicainfrastruttura, di smart meter di pro-duttori diversi e con tecnologie di co-municazione diverse.
RIFERIMENTI BIBLIOGRAFICI
[1] K. Moslehi, R. Kumar, “A Reliabi-lity Perspective of the Smart Grid”,IEEE Transactions on Smart Grid, Vol.1, N. 1, pp. 57-64, 2010.[2] A. Ipakchi, F. Albuyeh, “Grid of thefuture”, IEEE Power and Energy Maga-zine, Vol. 7, N. 2 pp. 52-62, 2009.[3] S.M. Amin, B.F. Wollenberg,“Toward a smart grid”, IEEE Powerand Energy Magazine, Vol. 3, N. 5,pp. 34-41, 2005.[4] DIRETTIVA 2009/72/CE DEL PAR-LAMENTO EUROPEO E DEL CONSI-GLIO del 13 luglio 2009 relativa anorme comuni per il mercato internodell’energia elettrica e che abroga ladirettiva 2003/54/CE.
[5] D. Di Cara,M. Luiso, G.Miele, P. Som-mella, “A smartm e a s u r e m e n tnetwork for opti-mization of elec-trical grid opera-tion”, in proc. of19th symposiumIMEKO TC-4, Bar-cellona, Spagna,pp. 649-654.[6] G. Del Prete,D. Gallo, C.Landi, M. Luiso,
mentale effettuata su una linea di col-legamento tra due cabine di trasfor-mazione media-bassa tensione dellarete elettrica dell’isola di Ustica [7]. Lalinea è realizzata con tre cavi scher-mati RG7H1R di lunghezza 1,4 km edi sezione 25 mm2. Dall’analisi deirisultati sperimentali riportati in Tab. 1è possibile evidenziare come il siste-ma proposto consenta di ottenere untasso di successo pari al 100% quan-do vengono utilizzati schemi di modu-lazione con basse velocità di trasmis-sione. Comunque il tasso di successoè sempre stato superiore al 94%.
VERSO UNA SMART GRID
L’evoluzione e la crescente diffusionedelle tecnologie di produzione di e-nergia da fonti rinnovabili rende sem-pre più necessaria una trasformazio-ne del sistema elettrico in una “SmartGrid”. Gli autori hanno proposto unainfrastruttura di rete di misura e con-trollo del sistema elettrico, basata susmart meter aventi capacità di misura,
N.01ƒ
;2014
ILTEMA
�
“Real-Time Smart Meters Network ForEnergy Management”, ACTA IMEKO,ISSN: 2221-870X, Vol 2, No 1(2013), pp.40-48[7] G. Artale, A. Cataliotti, V. Cosenti-no, D. Di Cara, R. Fiorelli, P. Russotto,G. Tine, “Medium Voltage Smart Grid:Experimental Analysis of SecondarySubstation Narrow Band Power LineCommunication”, IEEE Transactions onInstrumentation and Measurement, vol.62, no. 9, pp. 2391-98, Sept. 2013.Figura 3 – Rappresentazione schematica della soluzione PLC
Tabella 1 – Tassi di successo a differenti frequenze e tecniche di modulazione ottenuti nei test effettuati sull’isola di Ustica
Modulation Symbol Information Center rate bits per bitrate Frequency Succees
[baud] symbol [bit/s] [kHz] rate
FSK (4800 bps) 4800 1 4800 86 100%
BPSK-coded 9600 0.5 4800 86 100%
QPSK-coded 9600 1 9600 86 100%
QPSK 9600 2 19200 86 98%
FSK (4800 bps) 4800 1 4800 110 100%
BPSK-coded 9600 0.5 4800 110 100%
QPSK-coded 9600 1 9600 110 100%
QPSK 9600 2 19200 110 94%
Dario Di Cara è ricerca-tore a tempo determinatopresso l’Istituto di Studi suiSistemi Intelligenti per l’Au-tomazione del ConsiglioNazionale delle Ricerche.
I suoi principali interessi riguardano isistemi di misura distribuiti e le tecniche dicomunicazione per le smart grid.
Mario Luiso è ricercatorea tempo determinato pres-so il Dipartimento di Inge-gneria Industriale e dell’In-formazione della SecondaUniversità degli Studi di
Napoli. I suoi principali interessi riguarda-no lo sviluppo di tecniche e di strumenta-zione innovative per la misura di gran-dezze elettriche dei sistemi di potenza.
Gianfranco Miele èricercatore a tempo deter-minato presso il Diparti-mento di Ingegneria Elet-trica e dell’Informazionedell’Università degli Studi
di Cassino e del Lazio Meridionale. Isuoi principali interessi riguardano lemisure per la caratterizzazione di siste-mi e reti di telecomunicazione.
Paolo Sommella haconseguito la Laurea inIngegneria Elettronica nel2004 e il dottorato diricerca in Ingegneria del-l’Informazione nel 2008.
Dal 2010 è Assegnista di Ricerca pressoil Dip. di Ingegneria Industriale dell’Uni-versità di Salerno. Le principali aree diricerca sono l’Instrument Fault Detection& Isolation (IFDI) e l’Image Processingper applicazioni biomedicali.
01-34 4-03-2014 15:10 Pagina 34

T_M ƒ 3 5T_M N. 1/ 14 ƒ 3 5
INTRODUZIONE
L’utilizzo di tecniche non distruttiveper la ricerca di difetti (disomogenei-tà di materiale, inclusione di gas oaria, cricche, ecc.) presenti nella lavo-razione dei materiali e per la defini-zione delle loro caratteristiche geome-triche ricopre un ruolo molto impor-tante in molti settori relativi alla pro-duzione industriale e al controllo diqualità. Quando i materiali sono con-duttori, la tecnica basata sull’utilizzodi correnti parassite (ECT) è a oggi trale più diffuse [1], grazie alla semplici-tà del principio fisico su cui si basa ei bassi costi necessari per un utilizzoin linea.
dimensione (quantification). La fase didetection è rivolta essenzialmente astabilire la presenza di un difetto. Se ildifetto è rilevato, la fase di classifica-tion consente di stabilire la sua tipolo-gia, con riferimento ai casi di difettosi-tà usuali per il materiale considerato.La fase di quantification, conclusivadell’indagine ECT, è rivolta alla stimadelle caratteristiche geometriche deldifetto, in termini di posizione all’in-terno del materiale e sua estensione;tale fase risulta particolarmente deli-cata in quanto è anche fortementedipendente dalla posizione mutua delsistema di misura rispetto al materialeesaminato (lift off), che può fortemen-te condizionare la qualità dell’indagi-ne specie in applicazioni di diagno-stica automatica in ambito industriale.È necessario pertanto sviluppare tec-niche di misura idonee per ottenere irisultati più affidabili per ciascunodegli obiettivi diagnostici descritti,approfondendo le tematiche connesseall’eccitazione delle correnti indotte,al loro rilievo e all’elaborazione delleinformazioni di misura correlate.Nel recente passato, i segnali di sti-molo delle correnti indotte sono statidi tipo sinusoidale; per tale ragione,gli sforzi compiuti sono stati rivoltiall’ottimizzazione dei sistemi di misu-ra, al fine di renderli capaci di rileva-re le grandezze elettromagneticamen-te rilevanti anche nel caso di difettimolti piccoli e “annegati” nel materia-
THE ECT DIAGNOSIS TECHNIQUES: NEW DEVELOPMENTSThe techniques of non-destructive diagnosis of conductive materials basedon eddy currents (ECT) are of particular interest for their potential appli-cations in industrial environments. Their simplicity and low cost comparedto more complex and expensive techniques are pushing research towardsthe identification of systems and methodologies capable of detectingdefects also of limited size in a fast and reliable manner. Several solutionshave been designed for this diagnostic purpose, and research has beengradually refining. At present, particular interest is devoted to the techni-ques of generation of the induced currents, namely the study of excitationsignals capable of ensuring the best diagnostic results. This paper exami-nes some of them, highlighting their peculiarity and potential for the ECTdiagnosis.
RIASSUNTOLe tecniche di diagnosi non distruttiva di materiali conduttori basate sullecorrenti indotte (ECT) rivestono particolare interesse per le loro potenzia-lità applicative anche in ambito industriale. La loro semplicità ed econo-micità rispetto a tecniche più complesse e costose stanno spingendo laricerca verso l’individuazione di sistemi e metodologie d’indagine capa-ci di rilevare difetti anche di limitata estensione in maniera rapida e affi-dabile. Molteplici sono state le soluzioni studiate per tale obiettivo dia-gnostico, e la ricerca si è andata man mano sempre più affinando. Allostato attuale, un particolare interesse è rivolto alle tecniche di generazio-ne delle correnti indotte, ovvero allo studio di segnali di eccitazione ingrado di assicurare i migliori risultati diagnostici. In questo articolo ven-gono esaminati alcuni di essi, evidenziandone le peculiarità e le poten-zialità ai fini di diagnosi ECT.
COME FUNZIONA UN’INDAGINE ECT
Uno strumento per ECT è compostoessenzialmente da un sistema di ecci-tazione capace d’indurre le correntiparassite nel materiale conduttore inesame, da una sonda di misura capa-ce di rilevare tali correnti indotte e daun sistema di elaborazione dati capa-ce di correlare la modifica del profilodelle correnti indotte alla presenza diun difetto. Al fine di realizzare unaindagine ECT completa, l’analisi deveprevedere non solo il rilievo della pre-senza del difetto (detection), ma anchela sua caratterizzazione in termini ditipologia (classification), posizione e
MISURE PER L’INDUSTRIA
Le tecniche d’ indagine ECT:nuovi sviluppi
A. Bernieri1, G. Betta1, P. Burrascano2, L. Ferrigno1, M. Laracca1, M. Ricci2
L’utilizzo di segnali di stimolo complessi per migliorare la selettività nel rilievo dei difetti in materiali conduttoriIL T
EM
A
�
1 Dipartimento di Ingegneria Elettricae dell’Informazione, Universitàdi Cassino e del Lazio Meridionale(bernieri, betta, ferrigno,m.laracca)@unicas.it2 Dipartimento di Ingegneria Industriale,Università di Perugia(pietro.burrascano, marco.ricci)@unipg.it
35-64 4-03-2014 13:10 Pagina 35

35-64 4-03-2014 13:10 Pagina 36

ra. La sezione di generazione permettela realizzazione dei segnali di stimolodi qualsiasi forma con frequenze fino a60 kHz, mentre la sezione di misura sibasa sull’utilizzo di una sonda GMR[2]. È anche presente un movimentato-re di precisione utilizzato per definiregeometricamente le mappe ECT rileva-te sui provini sotto test.Nell’analisi sperimentale condottasono stati considerati 5 provini in legadi alluminio 2024-T3 di dimensioni20x20 cm2 e di spessore pari a2 mm, nella cui parte centrale sonopresenti difetti di spessore pari a0,1 mm e le cui altre caratteristichegeometriche sono riportate in Tab. 1. Per ciascuno dei provini esaminatisono stati eseguiti test per ognunodei due segnali considerati, opportu-namente equalizzati e condizionatiin funzione della risposta in frequen-za del generatore. Uno stadio dipost-elaborazione ha poi permessol’estrazione delle informazioni d’inte-resse dai segnali acquisiti. In parti-colare, come meglio descritto in [8],per il segnale multi-frequenza unalgoritmo FFT ha permesso la realiz-zazione d’immagini bidimensionali emappe di campo tridimensionalirelative ai segnali di reazione rileva-ti per i diversi toni componenti ilsegnale. A titolo di esempio, in Fig.2 sono riportati i risultati ottenuti peril provino #4 e per il tono di segnalea 7 kHz; le immagini bidimensionalie le mappe di campo tridimensionalimostrano in maniera evidente la pre-senza e l’entità del difetto. Per ilsegnale chirp si sono considerate trediverse elaborazioni [8] dei segnalirilevati durante la scansione dei pro-vini, riferiti essenzialmente a meto-dologie classiche di analisi dei
prova, al fine di ottenere le informa-zioni per la detection, classification equantification del difetto in maniera piùagevole, immediata e affidabile anchein presenza di difetti “difficili”. Per taleragione, in luogo dei comuni segnali dieccitazione di tipo sinusoidale, staemergendo il ricorso a segnali com-plessi quali multi-frequenza, chirp,sequenze binarie pseudo-causali, se-gnali pulsati, ecc. [4-7]. Tuttavia, ognu-no di tali segnali presenta vantaggi esvantaggi, legati essenzialmente allacomplessità di progettazione, d’imple-mentazione e d’analisi, che non per-mettono ancora l’elezione di un segna-le ottimo in assoluto.Al fine di approfondire criticamente taliaspetti, in questo articolo vengono ana-lizzate sperimentalmente le potenziali-tà diagnostiche di tali segnali su uncerto numero di casi difficili, quali cric-che sottili, molto piccole e annegate nelprovino sotto test [8]. Allo stato attuale,lo studio si è concentrato su segnalimulti-frequenza e chirp; sono in corsotest di analisi anche sugli altri segnalicitati. Lo scopo della ricerca è quellod’individuare, per le diverse tipologiedi difetti, i segnali che ottimizzano ilrisultato diagnostico e, nel contempo,possano essere efficientemente imple-mentati in sistemi di misura semplici eaffidabili, gestibili anche in manieraautomatica.
LA STAZIONE DI MISURA E LE CONDIZIONI DI TEST
La stazione di misura è rappresentatain Fig. 1 dove sono evidenziati i com-ponenti di maggiore interesse [8].Essa può essere divisa in una sezionedi generazione e una sezione di misu-
le. Si è passati così dall’utilizzo di sem-plici bobine a sensori più promettentiquali fluxset, magneto-resistenza gi-gante (GMR), effetto hall, integrati siain movimentatori di precisione che insemplici dispositivi a basso costo perla scansione a mano libera [2]. Paral-lelamente, ai fini della completa carat-terizzazione dei difetti, sono state pro-poste e sviluppate diverse soluzioniper l’elaborazione dei segnali di misu-ra rilevati, passando dalla soluzioneanalitica di problemi inversi a modellinumerici, fino ad arrivare a tecniched’intelligenza artificiale [3].
LE NUOVE RICERCHE SUI SEGNALI DI ECCITAZIONE COMPLESSI
Al giorno d’oggi, la nuova frontieradella ricerca nel campo dell’utilizzodelle tecniche ECT sta, per certi versi,ripercorrendo di nuovo il processo dispeculazione scientifica, ripartendodallo studio di segnali di eccitazionediversi dalla semplice sinusoide. Infatti,l’utilizzo di semplici segnali sinusoidalipone alcune limitazioni dal punto divista delle risposte diagnostiche otteni-bili. Per ottenere una migliore penetra-zione del campo magnetico indottoall’interno del materiale è preferibile uti-lizzare segnali di eccitazione a bassafrequenza, in modo da rilevare e ana-lizzare anche difetti annegati in profon-dità. D’altra parte, per ottenere unsegnale di risposta di sufficiente am-piezza e sensibilità ai fini della defini-zione del difetto è preferibile utilizzaresegnali di eccitazione ad alta frequen-za. Tali opposte esigenze diagnostichehanno finora condizionato la sceltadelle caratteristiche del segnale di sti-molo sinusoidale, nel senso di dovernecessariamente ricercare, con riferi-mento allo specifico materiale esamina-to, il giusto compromesso fra le dimen-sioni geometriche (spessori) esplorabilie la definizione diagnostica del difettoottenibile.Per superare tale limitazione, attual-mente la ricerca va orientandosi versosegnali di eccitazione complessi ingrado di sollecitare in maniera più“ampia” e “sensibile” il materiale in
N.01ƒ
; 2014 IL
TEMA�
Figura 1 – La stazione di misura (a) e una foto (b) che mostra la sonda GMR posizionata mediante un movimentatore di precisione.
35-64 4-03-2014 13:10 Pagina 37

35-64 4-03-2014 13:10 Pagina 38

T_M ƒ 3 9
ILTEMA
�
segnali (metodo 1: funzione di tra-sferimento; metodo 2: risposta impul-siva; metodo 3: trasformata Z-Chirp).Al fine di poter operare un confrontoomogeneo, come figura di meritoglobale è stato considerato il rappor-to, espresso in decibel (SNRdB), tra ilvalore efficace dei segnali rilevaticon i due metodi in corrispondenzadel difetto e il valore efficace delsegnale rilevato in zone del provinoin assenza di difetto. Tale figura dimerito evidenzia in maniera sinteticala capacità delle tecniche utilizzatenel rilevare e dare una quantificazio-ne del difetto in funzione delledimensioni e posizione dello stesso.
I RISULTATI SPERIMENTALI
Con riferimento alla figura di meritoconsiderata, i risultati riportati in Tab. 1mostrano che, come era possibileattendersi, il valore di SNRdB è lega-to ai parametri geometrici e di posi-zione del difetto, ovvero cresce al-l’aumentare della lunghezza e altez-za dello stesso e decresce fortementeall’aumentare della sua profonditànel materiale. Inoltre, è possibilenotare che comunque non è indivi-duabile un segnale di stimolo ottimoin assoluto; infatti, all’aumentaredella lunghezza del difetto, il valoreSNRdB ottenuto per il segnale multi-frequenza è generalmente più eleva-to di quello corrispondente a quelloottenuto con il segnale chirp; d’altrocanto, per difetti di limitata estensio-ne o posizionati in profondità nelmateriale, l’analisi eseguita con ilsegnale chirp (in particolare il meto-do 1) fornisce risultati diagnosticimigliori.
CONCLUSIONI E PROSPETTIVE
Alla luce dei risultati esposti, l’utilizzodei segnali complessi esaminati (multi-frequenza e chirp) come stimolo nellemetodologie ECT appare essere diparticolare interesse per la maggiorecapacità d’indagine rispetto ai segna-li monofrequenza sinusoidali. I risulta-ti conseguiti, infatti, mostrano unamaggiore sensibilità nel rilievo e nellacaratterizzazione dei difetti anche perdifetti “difficili” da evidenziare inquanto di limitata estensione e/oannegati nel materiale in esame.Il prosieguo della ricerca prevede lostudio di ulteriori segnali complessi distimolo, al fine di ottenere una casisti-ca quanto più diversificata possibile.Infatti, l’obiettivo finale della ricerca èquello della realizzazione di sistemiECT intelligenti capaci, durante unascansione in linea all’interno del pro-cesso produttivo o di controllo, dimodificare in modo automatico il tipodi segnale di stimolo e le sue caratte-ristiche in funzione del materiale esa-minato e del difetto rilevato, al fine diottimizzare la capacità del sistemanon solo di rivelare difetti, ma anchedi localizzarli in maniera puntuale e
“GMR-based ECT Instrument forDetection and Characterization ofCrack on Planar Specimen: a Hand-held Solution”, IEEE Trans. Instrum.Meas., Vol. 61, No. 2, pp. 505-512,2012[3] A. Bernieri, L. Ferrigno, M. Larac-ca, M. Molinara, “Crack Shape Recon-struction in Eddy Current Testing UsingMachine Learning Systems for Regres-sion”, IEEE Trans. Instrum. Meas., Vol.57, n. 9, pp. 1958-1968, 2008.[4] A. Bernieri, G. Betta, L. Ferrigno,M. Laracca, “Crack Depth Estimationby Using a Multi-Frequency ECTMethod,” IEEE Transactions on Instru-mentation and Measurement, Vol. 62,Issue: 3, pp. 544-552, 2010.[5] A. Bernieri, G. Betta, L. Ferrigno,M. Laracca, S. Mastrostefano, “Multi-frequency Excitation and Support Vec-tor Machine Regressor for ECT DefectCharacterization,” IEEE Trans.Instrum. Meas., IN PRESS, DOI:10.1109/TIM.2013.2292326.[6] A. Pirani, M. Ricci, R. Specogna,A. Tamburrino, F. Trevisan, “Multi-fre-quency identification of defects in con-ducting media”, Inverse Problems,vol. 24, 035011, 2008[7] P. Burrascano, M. Carpentieri, A.
caratterizzarli accuratamente in termi-ni di caratteristiche geometriche.
RIFERIMENTI BIBLIOGRAFICI
[1] D.C. Jiles, “Review of magneticmethods for non-destructive evaluation(Part 2)” NDT Int., vol. 23, pp. 83-92,1990.[2] G. Betta, L. Ferrigno, M. Laracca,
Figura 2 – Provino #4: (a) immagine normalizzata del segnale di reazione relativoal tono a 7 kHz del segnale multi-frequenza utilizzato;
(b) mappa di campo tridimensionale per lo stesso segnale di stimolo
Tabella 1 – Caratteristiche dei provini e risultati ottenuti per la figura di merito considerata
Lunghezza/Altezza/Provino Profondità difetto Multifrequenza Chirp met. 1 Chirp met. 2 Chirp met. 3
[mm] SNRdB SNRdB SNRdB
#1 1,0 / 1,0 / 1,0 10 12 13 12#2 5,0 / 1,6 / 0,4 120 104 123 102#3 5,0 / 1,0 / 1,0 52 65 57 52#4 5,0 / 0,4 / 1,6 7 11 8 8#5 8,0 / 1,0 / 1,0 71 63 70 64
35-64 4-03-2014 13:10 Pagina 39

N.01ƒ
;2014
Pirani, M. Ricci, “Galois sequences inthe non-destructive evaluation ofmetallic materials”, Meas. Sci. Tech-nol, Vol. 17, pp.2973-2979, 2006.[8] G. Betta, P. Burrascano, L. Ferri-
gno, M. Laracca, M. Ricci, “On theUse of Complex Excitation Sequencesfor Eddy Current Testing”, atti del 19°IMEKO TC-4 Symposium, 18-19Luglio, Barcellona (ES).
Andrea Bernieri è Professore Ordinario di Misure Elettricheed Elettroniche presso il Dipartimento di Ingegneria Elettrica edell’Informazione dell’Università di Cassino e del Lazio Meridio-nale. I suoi interessi scientifici sono rivolti alla caratterizzazionemetrologica delle misure di potenza elettrica in regime deforma-to, alla diagnostica non distruttiva di materiali conduttori
mediante Eddy Current, allo sviluppo di sistemi automatici di misura per ilmonitoraggio ambientale.
Giovanni Betta è Professore Ordinario di Misure Elettriche edElettroniche presso il Dipartimento di Ingegneria Elettrica e del-l’Informazione dell’Università di Cassino e del Lazio Meridiona-le. I suoi interessi scientifici sono rivolti alla realizzazione ecaratterizzazione di sensori, alle misure di potenza elettrica inregime deformato, allo sviluppo e caratterizzazione di sistemi
intelligenti di misura basati su tecniche di soft-computing, alle tecniche diInstrument Fault Detection and Isolation.
Pietro Burrascano è Professore Ordinario presso il Diparti-mento di Ingegneria Industriale dell’Università di Perugia. I suoiinteressi scientifici sono rivolti allo sviluppo tecnologico di filtri afilm sottile, alla sintesi di circuiti digitali, alla modellazione para-metrica di sistemi fisici, alla elaborazione digitale dei segnali,alle reti neurali, alle prove non distruttive su materiali metallici.
Luigi Ferrigno è Professore Associato di Misure Elettriche edElettroniche presso il Dipartimento di Ingegneria Elettrica e del-l’Informazione dell’Università di Cassino e del Lazio Meridiona-le. I suoi interessi scientifici sono rivolti alla diagnostica nondistruttiva, ai sensori e sistemi di telecomunicazione in ambitoWSN, alla caratterizzazione di componenti e sistemi elettrici in
regime non sinusoidale. Attualmente è il responsabile del laboratorio accredi-tato di taratura Accredia LAT105.
Marco Laracca è ricercatore confermato di Misure Elettricheed Elettroniche presso il Dipartimento di Ingegneria Elettrica edell’Informazione dell’Università di Cassino e del Lazio Meridio-nale. I suoi interessi scientifici sono rivolti alla realizzazione ecaratterizzazione di sensori e sistemi di misura per la diagnosti-ca non distruttiva, alle misure di potenza elettrica in regime
deformato, alle misure di power quality.
Marco Ricci è ricercatore presso il Dipartimento di IngegneriaIndustriale dell’Università di Perugia. I suoi interessi scientificisono rivolti alla elaborazione digitale di segnali e immagini, alleprove non distruttive su materiali metallici, ai problemi inversi inelettromagnetismo.
35-64 4-03-2014 13:10 Pagina 40

T_M N. 1/ 14 ƒ 41
[email protected]@agcom.it
IL PROGETTO MISURAINTERNET
Il progetto MisuraInternet si inquadranel contesto dell’intervento regolamen-tare dell’Autorità delle Garanzie nelleComunicazioni, nell’ambito della qua-lità del servizio di connessione a Inter-net da rete fissa. Il progetto si articolasu due livelli di obiettivo:• valutare, per i principali operatoridel settore e a parità di condizionioperative, le prestazioni dell’infrastrut-tura che collega il terminale utente alnodo di accesso della rete;• offrire all’utente l’opportunità, attra-verso l’utilizzo di un software “certifi-cato” (Ne.Me.Sys.), di ottenere infor-
mazioni dettagliate sulle prestazionidel proprio servizio di accesso a Inter-net da rete fissa.Nel precedente articolo [1] sono statiillustrati gli indicatori di qualità misu-rati e l’architettura del sistema di misu-ra. In questo articolo sono presentatigli sviluppi recenti e futuri del sistema,i principali risultati ottenuti e un con-fronto con analoghe iniziative inambito europeo [2-3].
MISURAINTERNET SPEED TEST
Con l’obiettivo di fornire agli utentifinali uno strumento più semplice per
valutare la qualità del loro servizio diconnessione a Internet da rete fissa, èstato sviluppato il software MisuraInter-net SpeedTest. MisuraInternet SpeedTestconsente ai consumatori di avere unrisultato immediato. Tale risultato non ha valore “certifi-cato” ai fini dei contratti di termina-zione. I risultati di misura raccoltisono essenzialmente destinati adarricchire una base dati nazionale,finalizzata al monitoraggio della cre-scita e dell’evoluzione della bandalarga italiana. Esso fornisce, infatti, una caratterizza-zione parziale della connessione dapostazione fissa, con risultati attendi-bili solo nello slot temporale in cuisono condotte le misurazioni.MisuraInternet SpeedTest si configuracome il giusto compromesso traNe.Me.Sys., che garantisce unacompleta caratterizzazione dellaconnessione da rete fissa con lunghitempi di misura (risultati di misuraraccolti sulle 24 ore), e altre soluzio-ni di misura, che esprimono tempi dimisura inferiori ma, al contempo,risultati fortemente dipendenti dallospecifico test eseguito. Dal 15 maggio 2013 è disponibile suwww.misurainternet.it anche laversione trial del MisuraInternet Speed-Test, che consente di effettuare unasola misurazione, ma senza impegnodi registrazione al sito (è richiestosolo il CAP) [4].L’interfaccia utente del software èmostrata in Fig. 1.
THE “ MISURAINTERNET” PROJECT: MEASUREMENT RESULTSAND FUTURE DEVELOPMENTSIn the previous article of this series we introduced the “MisuraInternet” Pro-ject, launched by the Italian Authority for the Communications, for the meas-urement of the quality of the access to Internet. Two aspects have been high-lighted: the evaluation of the performances of the Internet access service atthe National level, and the introduction of self-evaluation tools by the finaluser, to test the performances of its own access to Internet.This second article presents the most significant results and compares the Ita-lian experience to similar initiatives at the European level. It finally descri-bes the future developments of this initiative.
RIASSUNTONel precedente numero è stato presentato il progetto “MisuraInternet”, avvia-to dall’Autorità per le Garanzie nelle Comunicazioni per la misurazione dellaqualità del servizio di connessione a Internet da rete fissa. Sono stati, in par-ticolare, evidenziati i due aspetti più qualificanti di tale progetto: la valuta-zione delle prestazioni del servizio di connessione a Internet sull’intero terri-torio nazionale, e l’introduzione di sistemi di valutazione da parte dell’utentefinale delle effettive prestazioni dallo stesso sperimentate, in grado di fornireuna misura “certificata” attraverso un software di misura gratuito. Tali aspettisi inquadrano in un contesto di tutela dei consumatori decisamente ampio,che consente agli utenti di utilizzare i dati di misura così ottenuti per solleva-re, se necessario, reclamo al proprio operatore, richiedendo il riallineamentodella qualità della connessione ai valori minimi contrattualmente promessi e,in caso d’inadempimento, di poter recedere gratuitamente dal contratto. In questo articolo, si presentano i risultati più rilevanti e si confronta il pro-getto italiano con analoghe iniziative europee. Si delineano, alla fine, glisviluppi futuri dell’iniziativa.
MISURE PER LE TELECOMUNICAZIONI
Progetto MisuraInternet: risultati di misura e sviluppi futuri
Leopoldo Angrisani, Federico Flaviano
Il progetto italiano per la misurazione della quallità del serviziodi connessione a Internet da rete fissa - Parte IIG
LI
ALT
RI
TEM
I
�
35-64 4-03-2014 13:10 Pagina 41

N.01ƒ
;2014
GLIALTRI TEMI
�
T_M ƒ 42
RISULTATI OTTENUTI
Grazie ai dati misurati dalle sondeinstallate presso gli Ispettorati Territo-riali del Ministero per lo Sviluppo Eco-nomico e a quelli raccolti dal softwa-
re Ne.Me.Sys. (inversione completao speed test) ese-guito dagli utentifinali, è possibiletrarre importanti in-formazioni sullo sta-to della banda lar-ga in Italia. Nel se-guito sono forniti idati statistici più si-gnificativi, con ag-giornamento al 31maggio 2013. Ildato più interessan-te, in particolare, èil confronto tra la
banda nominale in download e quel-la effettivamente misurata dalle sondee dagli utenti. In Fig. 2 è mostrato ilrelativo grafico.Ciò che emerge dal grafico è l’appa-rente mancanza di utilità per l’utente
finale delle offerte con banda nomi-nale a 20 Mbps. Sembrerebbe che,nonostante la maggiore spesa, l’uten-te non tragga alcun beneficio da taliofferte rispetto a quelle con bandanominale a 8 Mbps. Eppure, le sonderilevano che è possibile raggiungereuna banda media in download anchedi circa 14 Mbps, quasi il doppiodella velocità ottenuta con i pianirecanti una banda nominale inferiore.In realtà, non bisogna dimenticareche l’esecuzione del Ne.Me.Sys.nella versione completa è abbastanzaonerosa per l’utente finale (misurazio-ni nell’arco delle 24 ore), e che gliutenti che giungono al termine delprocesso di misurazione sono, ingenere, quelli più motivati al conse-guimento del certificato rilasciato dalsoftware. Pertanto non è difficile ipo-tizzare un’utenza particolarmentepolarizzata sul sottoinsieme di coloro
Figura 1 – MisuraInternet Speed Test: Interfaccia utente
35-64 4-03-2014 13:10 Pagina 42

T_M ƒ 43
che sono scontenti della qualità delservizio ricevuta, e non si può non ri-tenere che l’interpretazione dei dati dimisura qui presentati debba tenere indebita considerazione tale evenien-za. Lo stato della banda larga, inve-ce, è meglio rappresentato dai valoridelle sonde presso gli Ispettorati.Un altro dato interessante è la distri-buzione per regione italiana dei datimisurati dagli utenti dello SpeedTest,che si propone in Fig. 3.
Ciò che si nota è la fascia da 3 a 5Mbps, nella quale ricadono pratica-mente tutte le regioni, con punte inLazio e Basilicata e un notevole piccoin Sardegna [5].
UNA BEST PRACTICE IN EUROPA
MisuraInternet è considerata, a livelloeuropeo, una best practice nel campodella misurazione della qualità delservizio di connessione a Internet. Èstato, infatti, il primo progetto euro-peo di misurazione della qualità delservizio di connessione a bandalarga da rete fissa dell’utente finale
con certificazione delrisultato, che consenteall’utente di recederegratuitamente dal con-tratto in caso di manca-to conseguimento deglistandard minimi di qua-lità della propria con-nessione. Solo la Croa-zia ha realizzato un
progetto con caratteristiche similari,partito operativamente a novembre2012.Per comprendere i punti di forza delprogetto italiano, è utile proporre unabreve disamina delle iniziative simila-ri avviate dalle altre Autorità Nazio-nali di Regolamentazione (ANR) euro-pee:• Austria: speed test browser-basedsviluppato in Flash. Disponibile ancheuna App mobile per Android;
• Croazia: approcciosimile a quello di Misu-raInternet, basato suuna misurazione soft-ware-based con softwa-re certificato, sviluppa-to in tecnologia Java.Cambio piano o reces-so senza penali nelcaso non si riesca a for-nire la qualità promes-sa. Avviato nel novem-bre 2012;• Germania: speedtest browser-based svi-luppato in Flash. Dispo-nibile anche un tool perverifiche di “net neutra-
lity” basato su Glasnost (M-Lab);• Grecia: speed test browser-basedfruibile tramite applet Java. Gli utentisi possono registrare per verificare lostorico delle proprie misurazioni. Di-sponibile anche un tool per verifichedi “net neutrality” basato su Glasnost(M-Lab);• Inghilterra: sonde hardware,messe a disposizione di una base di2.000 utenti-campione, con una di-stribuzione di 100 utenti per ISP;• Lettonia: speed test browser-basedsviluppato in Java. Si basa su Visual-ware (www.visualware.com);• Lituania: speed test browser-basedsviluppato in Flash. Esegue upload/
download FTP dal client a un serversituato presso il principale InternetExchange Point lituano;• Norvegia: speed test browser-based basato su tecnologia Ajax. Sta-tistiche pubbliche basate su circa90.000 misurazioni;• Portogallo: sonde hardware, di-sponibili sia per reti fisse sia per retimobili, installate da un parco di uten-ti-campione. Visti gli alti costi dideployment, è prevista la migrazioneverso una soluzione software;• Spagna: sonde hardware conmisurazioni condotte dagli ISP.Le restanti ANR sono attualmente infase di definizione degli indicatori odi consultazione pubblica (ad es. Bel-gio, Francia, Polonia) o, in taluni casi(ad es. Danimarca e Malta), rinvianoa speed test di terze parti (in partico-lare, Ookla – www.speedtest.net).In sintesi, le altre ANR europee, fattaeccezione di quella croata, hannoavuto un approccio più “soft” alla pro-blematica di misurazione della quali-tà del servizio di connessione a Inter-net, adottando quasi sempre solospeed test. Il problema, però, è chespeed test diversi danno spesso risul-tati molto diversi tra loro. Nella mag-gior parte dei casi, pertanto, l’interes-se è più statistico che di tutela degliutenti. Le ANR che hanno adottatosoluzioni hardware (sonde) si sonoscontrate con alti costi di deployment,che hanno limitato notevolmente laplatea di utenti campione, e di conse-guenza il numero di test condotti. Lesoluzioni software, seppur influenza-bili dal sistema operativo, possonogarantire una distribuzione più capil-lare. L’unica ANR che offre agli utentiun tool certificato, oltre l’Italia, èattualmente quella croata.MisuraInternet si configura, pertanto,come una best practice in Europa per-ché:• misura la qualità della connessio-ne in 4 modi differenti (sonde pres-so gli Ispettorati, Ne.Me.Sys.,speed test con registrazione e speedtest trial);• consente una caratterizzazionepuntuale della connessione da retefissa;• fotografa lo stato dell’arte della qua-
GLIALTRI TEMI
�N.01ƒ
; 2014
Figura 3 – MisuraInternet Speed test:media delle bande in download per regione
Figura 2 – Banda nominale vs banda misurata
35-64 4-03-2014 13:10 Pagina 43

ESTRATTO DELL’ORDINANZA DEL TRIBUNALE DI MILANO,SEZIONE SPECIALIZZATA IN MATERIA DI IMPRESA
nel procedimento cautelare promosso da:LONOS TEST S.R.L. contro ASTRALAB S.R.L.
“Con ricorso 23/7/12, Lonos Test chiedeva inibirsi ad Astralabed a Carlo Silva l’attività di produzione, vendita e pubblicizzazione dimacchinari in imitazione servile dei prodotti della ricorrente e fruttodella sottrazione di informazioni riservate ex artt. 98 e 99 CPI, consequestro dei disegni tecnici e dossier tecnici e pubblicazione del prov-vedimento (...)”.
“(...) Il Giudice Designato verificato nel contraddittorio come leimmagini dei cataloghi, anche on line della resistente fossero identichea quelle del catalogo di Lonos Test, mentre i prodotti di terzi si diffe-renziassero per vari particolari e forma di insieme, invitava Astralabad eliminare dal proprio sito web tutte le immagini di prodotti dellaricorrente (...)”. “(...) Il CTU ha infatti confermato quanto già appari-va anche al non tecnico dalla visione comparativa dei due cataloghi,cioè che l’aspetto esteriore dei macchinari in questione non risulta stan-dardizzato nel settore (pur potendo talune realizzazioni apparire simi-li per taluni particolari, ma solo all’occhio inesperto) e che le immagi-ni utilizzate da Astralab, tranne poche, sono quelle delle corrispon-denti macchine da anni commercializzate da Lonos Test, ritoccate solonel logo sovrapposto (con banali operazioni di photoshop) (omissis)”.
“Per questi motivi, ritenuta la condotta di sleale concorrenza tenu-ta da Astralab S.r.l. e Carlo Silva, ai danni di Lonos Test S.r.l., inibiscead Astralab S.r.l. ogni attività di pubblicazione, riproduzione, e pub-blicizzazione di immagini di macchine del catalogo della ricorrente,nonché ogni attività di promozione, produzione e commercializzazio-ne di macchinari realizzati utilizzando, in tutto o in parte, disegni tec-nici, anche commissionati a terzi, di proprietà di Lonos Test (...)”
35-64 4-03-2014 13:10 Pagina 44

T_M ƒ 45
GLIALTRI TEMI
�N.01ƒ
; 2014
lità del servizio della banda larga dapostazione fissa;• fornisce misure certificate degli indi-catori di qualità;• offre uno strumento di tutela del con-sumatore;• consente il recesso gratuito in casod’inadempimento.È anche interessante osservare che laCommissione Europea ha avviato unacollaborazione con SamKnows perfornire statistiche affidabili sulle pre-stazioni della banda larga in Europa.L’approccio di SamKnows, basato susonde hardware, fa riferimento a unaplatea di utenti volontari che si regi-strano al suo sito e che ricevonoun’apposita unità di misura, denomi-nata WhiteBox, collegabile al propriomodem/router. Non tutti gli utenti,però, potrebbero ricevere la White-Box; sul sito di SamKnows si legge,infatti, che gli utenti campione saran-no circa 10.000 in tutta Europa peruna durata totale del progetto di 2anni.Lo scopo è quindi prettamente stati-stico, mentre non sono previsti stru-menti di tutela dei consumatori. Loscopo primario del progetto Misu-raInternet, nato nell’ambito dellaDirezione Tutela dei Consumatoridell’Agcom, è invece proprio quellodi fornire un valido strumento di tute-la per l’utente finale, con la possibili-tà di richiedere l’adeguamento daparte del provider dei livelli minimicontrattualmente promessi e, in casod’inadempimento entro trenta giorni,la possibilità di recedere gratuita-mente dal contratto. Questa caratte-ristica rende MisuraInternet una bestpractice europea e, con la sola ecce-zione della Croazia, è un progettounico nella sua specie.
MISURAZIONE DELLA BANDA LARGA MOBILE E SVILUPPI FUTURI
La vertiginosa crescita del numero diutenti della banda larga mobile, cuisi è assistito negli ultimi anni, hafatto sì che l’attenzione dell’Agcomsi concentrasse anche sulla qualitàdel servizio di connessione a Internet
da rete mobile. Con delibera n.154/12/CONS l’Agcom ha definitoun piano di misurazioni sul campo(drive test), con l’obiettivo di verifica-re le prestazioni delle quattro retimobili attualmente disponibili sul ter-ritorio nazionale, prevedendo duecampagne per anno, a partire dametà 2012.Per ogni campagna sono stati previstipiù di 1.000 punti di misura distribui-ti, in una fase iniziale, su venti grandicittà (una per regione). Sono previstitest in modalità nomadica e outdoor.Le elaborazioni statistiche dei risultatidelle misurazioni, per ciascuna rete,saranno pubblicate, in modo da esse-re a disposizione degli utenti.Tra i progetti futuri, è intenzione del-l’Agcom quella di consentire agliutenti mobili, al pari di quelli dellarete fissa, la possibilità di misurarela qualità della propria connessione,con un’apposita app disponibile sulproprio dispositivo mobile. Nellostudio delle possibili alternative,l’Agcom è supportata dalla FUB, da-gli operatori mobili e dal Diparti-mento di Ingegneria Elettrica e delleTecnologie dell’Informazione dell’U-niversità di Napoli Federico II, chepartecipa costantemente ai tavolitecnici.Tale attività si affianca ai già previstisviluppi del progetto MisuraInternet,che prevedono:• il rilascio della nuova versione 3.0di Ne.Me.Sys.: misurerà anche laqualità del servizio sul protocolloHTTP (Navigazione Web), come rac-comandato dal nuovo standardETSI;• la possibilità di misurare la qualitàdegli accessi wireless da postazionefissa (ad es. WiMax, Hyperlan) edegli accessi in fibra ottica con bandasuperiore ai 20 Mbps.Tra le possibili evoluzioni, non ancorapianificate ma che potrebbero rivesti-re grande interesse per i consumatorie per gli operatori del settore, occorremenzionare la misurazione di para-metri attinenti la neutralità della rete ela convergenza tra i progetti per lamisurazione della qualità del serviziodelle connessioni da rete fissa e darete mobile.
BIBLIOGRAFIA
1. L. Angrisani, F. Flaviano – ProgettoMisureInternet: indicatori di qualità earchitettura del sistema di misura.Tutto_Misure Vol. 15, no. 4, pp. 267-270 (2013).2. F. Flaviano, S. Del Grosso, D. DiNapoli – Misurainternet.it Qualità del-l’accesso a Internet da postazionefissa – I Quaderni di Telèma, Giugno2012.3. P. Talone, L. Rea – Quanto è largala banda? Oggi l’utente può misurar-la – I quaderni di Telèma, Dicembre-Gennaio 2011.4. Sito web del progetto MisuraInter-net – www.misurainternet.it5. Atti del convegno “La qualità del-l’accesso a Internet da rete fissa in Ita-lia – I risultati del progetto MisuraIn-ternet.it e lo sviluppo della bandaultralarga” -http://www.agcom.it/Default.aspx?message=contenuto&DCId=704
Federico Flaviano èDirettore della DirezioneTutela dei Consumatoridell’Autorità per le Ga-ranzie nelle Comunica-zioni. Coordina le atti-
vità di regolamentazione della quali-tà dei servizi di comunicazioni elet-troniche, della vigilanza sugli opera-tori e dei relativi procedimenti san-zionatori, nonché del contenziosoutente-gestore.
Leopoldo Angrisaniè professore Ordinariodi Misure Elettriche edElettroniche presso laFacoltà di Ingegneriadell’Università di Napo-
li. Si occupa di misure su sistemi e retidi comunicazione, misure su sistemiwireless in presenza d’interferenza,misure per la sicurezza. È General Chairman del IEEE Interna-tional Workshop on Measurements& Networking.
35-64 4-03-2014 13:10 Pagina 45

T_M ƒ 46
NEW S
�
Misurare e controllare i pezzi prodotti, conla massima precisione, rapidità e in mododocumentato, rappresenta una necessitàper la totalità delle aziende manifatturieredei principali settori, chiamate a garantirela piena conformità delle proprie produzio-ni a norme cogenti e volontarie, a specificherichieste della committenza. Dove i requisitisono più stringenti, i pezzi sono maggior-mente complessi, le tolleranze sono minimee le misure e i controlli riguardano ormai il100% della produzione (ad esempio, inambito aerospace, automotive, macchine diprecisione, ecc.), le aziende della filieradevono oggi saper soddisfare tale esigenzaa quelle, ben più “materiali”, d’incrementa-re la produttività, abbattere i costi e garan-tire la rapidità delle consegne, pena la per-dita del proprio valore competitivo.
È possibile risolvere, nella pratica,questa difficile equazione, vitaleper ogni azienda impegnata adifendere e sviluppare il propriomercato?Lo chiediamo a Piero De Santo,direttore commerciale della DeSanto srl, società torinese che dal
1952 si propone come “ problemsolver” nell’ambito delle misuremeccaniche e dimensionali per leaziende manifatturiere, specializ-zata nella fornitura di utensili,accessori di macchine utensili estrumenti di misura.Come sempre accade in presenza di par-ticolari esigenze produttive, la domandache così si genera fa muovere la ricerca esviluppo e nascono le risposte innovative.Soluzioni che vanno a soddisfare specifi-che necessità, proprie di un interessantesegmento di potenziali fruitori: in unmomento economico come quello attuale,fornire la giusta risposta a una precisaproblematica significa garantirsi lasopravvivenza e, se possibile, l’incremen-to della propria attività.
TUTTO CIÓ CHE VEDO… MISURO!Strumenti innovativi che consentono d’intensificare i controlli, aumentare la produzione e abbattere i costi
Questa è ormai, in un con-testo economico caratteriz-zato dalla concorrenza esa-sperata, dalla continua evo-luzione tecnologica e dallarincorsa a conquistare lenicchie di mercato che “tira-no”, la filosofia di tutte leaziende operanti nelle prin-cipali filiere produttive. E ditutti i loro fornitori, chedevono essere capaci diproporre sempre la soluzio-ne più avanzata, adatta alsingolo cliente ed economi-camente sostenibile. Questo è il caso, ad esempio,delle macchine di misuraottiche, che rispondono al-l’esigenza di misurare e con-trollare, con precisione, velo-cità e ripetibilità, i pezzi cilin-drici torniti, rettificati, filettati:dal raccordo all’albero motore.
Come funzionano, in parole sem-plici, le macchine di misura ottiche?Per estrema chiarezza, partiamo dalla dif-ferenza che passa tra consegnare un lottodi pezzi dopo averlo prodotto e controlla-to con il ciclo tradizionale oppure dopoaverlo controllato con una MMO, soprat-tutto per pezzi di certe dimensioni: certola prima possibilità non è proprio in lineacon le necessità competitive delle moder-ne aziende, magari alle prese con unasaturazione dei volumi produttivi. Il tempociclo è condizionato dalle operazionilegate alla movimentazione dei pezzinecessarie per la sistemazione degli stessidal momento del prelievo dalla macchinautensile al controllo finale… La macchinadi misura ottica, invece, consente il con-trollo della produzione “in process”: sipreleva il pezzo dalla macchina utensile,si controlla con la MMO e si posiziona nelcontenitore pronto per la spedizione, cor-redato del rapporto di controllo. Ciò èpossibile in quanto la misura avviene inpochi secondi, su un’immagine, acquisitada una telecamera ad alta definizione: semi si passa il paragone, la strumentazioneottica si adegua in modo simile a un flus-so di plasma, che avvolge completamenteil pezzo. La rapidità di esecuzione dellamisura mi permette di misurare un numeroelevatissimo di pezzi: aumentando la fre-quenza di campionamento e il numero deicontrolli, di conseguenza, abbatto la per-centuale degli scarti.
Diametri, lunghezze,angoli, raggi maanche filetti, coassia-lità, cilindricità, ecc.possono essere misu-rate dall’operatoredirettamente in pro-duzione senza biso-gno di recarsi in salametrologica, graziea misure statiche e/odinamiche.
Trattandosi di una soluzione tecno-logicamente avanzata, richiedeuna specifica formazione deglioperatori… ?Questo è un altro dei vantaggi offerti dallemacchine di misura ottiche, nel caso specifi-co da quelle prodotte dalla VICI (che lanostra società distribuisce in esclusiva nel-l’area Piemonte, Liguria e Valle d’Aosta): laprogrammazione e il funzionamento sonoestremamente semplici e intuitivi e nonrichiedono alcuna formazione specifica daparte degli operatori, neppure a livello d’in-terpretazione dei risultati ottenuti. Tale van-taggio è ancora più sensibile nelle aziendeche lavorano su più turni, con l’alternarsi inproduzione di diversi addetti, magari non inpossesso di adeguata cultura tecnico/infor-matica o di sufficiente conoscenza della lin-gua italiana. La MMO, quindi, elimina unodei problemi principali nelle misure e neicontrolli effettuati con strumentazione tradi-zionale, quello della soggettività dell’opera-tore nell’eseguire la misura..Naturalmente la nostra organizzazione èstrutturata in modo da fornire al clientenon solo la macchina ma anche una gros-sa componente di servizio: installazione,assistenza, consulenza sui programmi(tutti personalizzabili), ecc.Riassumendo i vantaggi offerti dalla gammadi macchine MTL Evo/Ergon della VICI: – incremento produttivo e riduzio-ne dei costi: esegue il controllo in pochisecondi e si programma in pochi minuti;– massimizzazione dell’efficienza,anche su piccoli lotti: aiuta gli attrez-
N.01ƒ
;2014
35-64 4-03-2014 13:10 Pagina 46

NOVITÀ!Macchine di misura ottiche
MTL EVO/ERGON (by VICI & C.)PRECISIONE + RAPIDITÀ + SEMPLICITÀ D’USO
= EFFICIENZA= RISPARMIO
= PRODUTTIVITÀ
• Diametri, lunghezze, angoli, raggi ma anche filetti, coassialità, cilindricità, ecc. posso-no essere misurate dall’operatore direttamente in produzione.
• Riduce i tempi e i costi di controllo, permettendo di aumentare la produzione con lagaranzia che ogni lotto consegnato è conforme al 100%.
• MTL, con l’esclusiva funzione “ FULL SCAN” , acquisisce l’intera sagoma del pezzo. Questoconsente di eseguire decine o persino centinaia di misure senza alterare il tempo ciclo.
• Aumenta la frequenza di campionatura e il numero dei controlli, abbattendo la percen-tuale degli scarti.
• Programmazione estremamente semplice. • Facile utilizzo: non richiede formazione specifica da parte degli operatori.
Scarica la brochure informativa: www.desanto.it
• La soluzione ideale per PPAP e FAI, per le campionature: effettua il controlloquote, esegue la “ pallinatura” delle stesse, stampa i report in formato PDF, ecc.
• Per i componenti di cui si deve tracciare la conformità nel tempo, inoltre, sal-vando le immagini acquisite, la MMO consente il “ Re-Check” dei pezzi già con-segnati, misurando dettagli precedentemente non presi in esame.
• Estremamente competitiva, anche su piccoli lotti.
Nata nel 1952, la De Santo srl. è una realtà affermata in Piemonte.Specializzata nella fornitura di utensili, accessori macchine utensili e strumenti di misura, dispone di un fornitomagazzino con migliaia di articoli e una sede organizzata con moderni sistemi di gestione aziendale.Oltre alla vendita, cura con particolare attenzione l’assistenza e la certificazione dei prodotti forniti.Il personale è competente e disponibile, pronto a soddisfare ogni esigenza dei clienti.
La società opera con un sistema di gestione per la qualità certificato ISO 9001:2008
DE SANTO s.r.l. – TORINO – Via Reiss Romoli, 160c Tel. 011.226.26.20 (4 linee r.a.) - Fax 011.226.26.18E-mail: [email protected] – Sito web: www.desanto.it
Per misurare e controllare in process pezzi cilindrici torniti, rettificati, filettati: dal raccordo all’albero motore
35-64 4-03-2014 13:10 Pagina 47

T_M ƒ 48
NEW S
�
zisti nel cambio produzione, permette dipassare istantaneamente da un lotto aquello successivo e può essere utilizzatada più operatori contemporaneamenteper servire più macchine;– miglioramento della produzione:rende autonomi gli operatori nell’eseguirei controlli e la misura non viene influenza-ta dalla manualità; permette di settare lecorrezioni utensili prima che i valori sianofuori tolleranza; consente di documentarela qualità prodotta senza costi aggiuntivi.Una soluzione ideale per PPAP e FAI, perle campionature: effettua il controlloquote, i report in formato PDF, ecc.Per i componenti di cui si deve tracciare laconformità nel tempo, inoltre, salvando leimmagini acquisite, la MMO consente il“Re-Check” dei pezzi già consegnati, ren-dendo possibile eseguire nuovamente ilcontrollo o persino misurare dettagli pre-cedentemente non presi in esame.
Prestazioni certamente eccellenti:ma a livello di sostenibilità econo-mica… ?Sulla base delle caratteristiche tecniche fin
qui presentate risulta evidente che lavalutazione dell’investimento deveconsiderare attentamente ivantaggi offerti dalla mac-china, in grado di produr-re ritorni estremamenteinteressanti a favore dell’a-zienda utilizzatrice. Se cilimitiamo al prezzo di ven-dita, comunque, possoaffermare che quello delleMMO da noi fornite è alcu-ne volte maggiore rispettoa componenti tradizionali,come i proiettori di profili(a fronte di prestazioni net-tamente diverse), e minorerispetto alle macchine dimisura 3D. A livello di“tempi”, posso direche, se con gli strumen-ti tradizionali occorronocirca 45 minuti per dareil benestare a un prodotto, con le MMOsono sufficienti 60/70 secondi! Queste macchine di misura ottiche nasco-no da un’attenta analisi delle esigenzeproduttive, per offrire il massimo in terminidi prestazioni, praticità di utilizzo e affi-dabilità nel tempo (la configurazione consistema di acquisizione immagini a scom-parsa protegge le ottiche da urti durantecarico e scarico pezzo), anche in ambien-ti difficili (ad esempio, caratterizzati daelevate temperature).È bene ricordare sempre che Il controlloqualità è un’operazione tanto più gravosaquanto più numerose sono le fasi e le carat-teristiche che si devono misurare. Per que-sto motivo, eseguire la maggior parte dellemisure con un unico strumento significarisparmiare tempo, manodopera e miglio-
rare l’accuratezza del controllo.Inoltre, la macchina di misura
“vede tutto” ma è fon-damentale individua-re esattamente “cosamisurare e controlla-re”.
All’inizio di questaintervista, ab-biamo definito laDe Santo srl come“ problem solver”per le misuremeccaniche edimensionali: dadove ha originetale vostro indi-rizzo?Dall’esperienza ac-quisita da mio padre
Vincenzo, prima ap-prendista sui torni “Revol-
ver” e, nel 1952, fondatore di un’officina diriparazione delle attrezzature per saldatureacetileniche, che in breve si amplia allavendita di attrezzature per saldatura e perla lavorazione di carpenterie meccaniche.L’ingresso in azienda dei tre figli (prima Raf-faele, poi il sottoscritto e, infine, nel 1990 ilterzogenito Angelo) porta a ulteriori sviluppidell’attività: prima la fornitura di utensili perlavorazioni meccaniche dei metalli, poi ladistribuzione di strumenti di misura, cheoggi rappresenta una parte importante delnostro volume d’affari. Ci sentiamo, pertan-to, “venditori di soluzioni” piuttosto che dis-tributori di strumenti: soluzioni individuate infunzione delle precise esigenze dei clienti,in possesso del giusto rapporto costo/pre-stazioni e in grado di fornire valore aggiun-to, in ottica di miglioramento competitivo.
N.01ƒ
;2014
NEW S �
I materiali “intelligenti” rappresentanoancora oggi una promessa nel campodel controllo attivo delle strutture e deimeccanismi, malgrado siano anni chese ne studiano proprietà e tipologie. Almomento purtroppo la loro applicazio-ne è limitata a campi molto specialisti-ci, se non confinata ai laboratori diricerca. Tuttavia, grazie ai recenti sviluppi nelcampo della tecnologia piezoelettrica,questo limite potrebbe essere superato.
Oggi esistono infatti nuovi materiali dotati di efficienze supe-riori, così come dispositivi molto più facilmente integrabili inqualsivoglia struttura, che consentono di ampliare enorme-mente il campo di applicazione, ma soprattutto rendono moltopiù fruibile e immediato lo sviluppo di tali sistemi.Ad Affidabilità & Tecnologie 2014, presso il nostro stand, esa-
mineremo nel dettaglio alcuni casi applicativi, incentrati su par-ticolari dispositivi piezoelettrici che consentono di realizzare,ad esempio, sistemi intelligenti multifunzione (emettitori acusti-ci, interfoni integrati, sistemi di allarme ed anti-intrusione),direttamente integrati nelle strutture da monitorare (scrivanie,vetrate, pareti o cancellate). Si analizzeranno inoltre casi disistemi per lo smorzamento attivo delle vibrazioni o ancoradispositivi per il recupero di energia dalle vibrazioni, accop-piati con sistemi di monitoraggio e trasmettitori wireless. Verràinfine fornita una rapida panoramica delle principali applica-zioni di questa tecnologia (attuatori, sensori e trasduttori), evi-denziandone pregi e difetti e cercando al contempo di fornirespunti e soluzioni per l’integrazione dei ritrovati nei principa-li settori industriali, (automotive e aeronautico), nel settore civi-le ma soprattutto nella meccanica di precisione e nell’automa-zione.
Per ulteriori informazioni: www.pionline.it
UNA SVOLTA PER LA TECNOLOGIA PIEZOELETTRICA: LE STRUTTURE INTELLIGENTI
35-64 4-03-2014 13:10 Pagina 48

T_M N. 1/ 14 ƒ 49
I requisiti metrologiciper le aziende aerospaziali
MISURE PER L’AEROSPAZIALEGLI
ALT
RI
TEM
I Michele Lanna
Applicazione al settore delle norme metrologiche esistenti
�
Studio Lanna & Associati, Roma [email protected] ringrazia per la collaborazione l’ENAC, in particolare l’ing. Pietro Barbagallo
INTRODUZIONE
I requisiti metrologici stanno assumendoimportanza crescente in tutti i settori mer-ceologici, spingendo quelli più avanzati(quello aerospaziale, soprattutto, per leelevate esigenze di sicurezza: ved. nor-me della serie AS 9100) e ricettivi a svi-luppare metodi, strumenti e tecniche ingrado di migliorare il controllo e la veri-fica della qualità del prodotto. Inoltre,nel settore aerospaziale le esigenze diqualità e di sicurezza sono fatte propriedagli Organismi di controllo e vigilan-za, che devono garantire alla collettivitài livelli di affidabilità prevista, intesacome costanza qualitativa lungo tutto ilciclo di vita del prodotto.La Nota Informativa ENAC NI 2013-003 del 18/02/2013, al par. 3, faampio riferimento alla normativa ap-plicabile in campo metrologico: in-nanzitutto quella cogente, regolatanon solo dalla stessa ENAC ma anchedalla CE (es. Regolamento CE 2042/2003; inoltre riprende il concetto, giàtrattato nelle norme ISO 9000, dellariferibilità delle misure a standard na-zionali o internazionali).
LA METROLOGIA NELLE AZIENDE AEROSPAZIALILa disciplina metrologica ha fatto no-tevoli passi avanti, arricchendosi di uncorredo normativo significativo: bastipensare all’ampio insieme di norme incampo metrologico, unito a quelleemesse dagli Organismi di Accredita-mento (ACCREDIA, ILAC, ecc.). Illu-striamo brevemente i contenuti dellenorme indicate in Fig. 1, in particolareper quanto concerne le attività deilaboratori di taratura.Innanzitutto la norma di riferimentoper l’accreditamento delle prove edelle tarature: UNI CEI EN ISO/IEC17025 – “Requisiti generali per lacompetenza dei laboratori di prova edi taratura”. È una norma volontaria,che indica i requisiti da soddisfareper assicurare la competenza dei la-boratori e si compone di due parti:
Requisiti gestionali e Requisiti tecnici.I primi sono gli stessi dell’ISO 9001,adattati alla gestione dei laboratori diprova e taratura. L’errore che alcunilaboratori hanno commesso è statoquello di ritenere che la certificazioneISO 9001 acquisita potesse assicura-re anche la conformità alla primaparte della ISO/IEC 17025 (Requisitigestionali).Questi requisiti contengono le specifi-cità riportate nella ISO/IEC 17025.Facciamo solo qualche esempio, nonpretendendo, in questa breve tratta-zione, di spiegare nel dettaglio il con-tenuto della ISO/IEC 17025. Gliesempi che riportiamo nel seguitoseguono un filo conduttore unico, cheè quello della “competenza”, così im-
portante per la gestione di un labora-torio di un’azienda aeronautica, al fi-ne di rimarcare il concetto che l’acqui-sizione di un’idonea competenza daparte del personale è l’unica premes-sa per assicurare la conformità allanorma.
METROLOGICAL REQUIREMENTS FOR THE AEROSPACEINDUSTRYTo comply to the safety and reliability required by the market and by theSupervisory Boards, the Standards for the aerospace sector (series AS9100) highlight the importance of the metrological requirements that mustbe used in the test and control of the product, in agreement with the mostrecent Standards for the management of laboratories (e.g., the ISO/IEC17025). The article gives a contribution to the optimal application of theexisting metrological Standards to the aerospace sector.
RIASSUNTOPer poter rispondere agli elevati standard di sicurezza e affidabilità imposti dalmercato e dagli Organismi di Controllo, le norme del settore aerospaziale(serie AS 9100) sottolineano l’importanza dei requisiti metrologici da utilizza-re nelle attività di prova e controllo del prodotto, in accordo con le più recen-ti norme applicabili nella gestione dei laboratori (es. ISO/IEC 17025). Lamemoria vuole portare un contributo all’ottimale applicazione al settore aero-spaziale delle normative esistenti in campo metrologico.
L’ENAC sottolinea ulteriormente l’importanzadella Nota Informativa, richiamando l’atten-zione delle aziende al suo recepimento. L’ar-ticolo fornisce un’efficace illustrazione dellanormativa e dei criteri da adottare per essereconformi alla ISO/IEC 17025.
Figura 1
35-64 4-03-2014 13:10 Pagina 49

T_M ƒ 5 0
N.01ƒ
;2014
GLIALTRI TEMI
�
Un altro esempio relativo ai Requisitigestionali è quello sul “Riesame delle ri-chieste, delle offerte e dei contratti”. Lavalutazione della fattibilità di una tara-tura dev’essere fatta considerando nonsolo tutti gli aspetti tipici di ogni riesa-me di un contratto (ad es. tempi, costi),ma anche la fattibilità tecnica, che siesprime per quanto attiene la cono-scenza e la competenza nei metodi ditaratura richiesti per soddisfare le ri-chieste dei Clienti. La nota 2 del punto4.4 della norma ISO/IEC 17025 chia-risce quali debbano essere nello speci-fico le attività di riesame da prenderein considerazione: metodi di taratura,parametri richiesti d’incertezza dimisura, prove valutative, limiti di rile-vabilità e altri parametri tecnici chedevono essere individuati di volta involta. Gli esempi riportati sono soloun piccolo “saggio” delle specificitàda considerare per i Requisiti Gestio-nali della ISO/IEC 17025, rispetto allaISO 9001.Prendendo poi in considerazione i re-quisiti tecnici notiamo tutta l’estensionedel sistema di gestione e anche le suespecificità. L’esemplificazione ripor-tata è anche l’occasione per richiama-re l’applicabilità delle altre norme ri-portate in Fig. 1 o di specifiche ENACo ACCREDIA.Il primo degli aspetti che la norma ri-chiama è il “Personale” (punto 5.2 dellanorma), il requisito “principe” per lacompetenza, che ci permette di metterea fuoco un aspetto diverso rispetto adaltre norme gestionali già esistenti e con-solidate. Mentre le norme della serieISO 9000 o ISO 14000 o OHSAS18000 trattano l’aspetto ineludibile del-l’addestramento e della sua efficacia,l’ISO/IEC 17025 vuole che l’adde-stramento, l’apprendimento e l’efficaciacostituiscano le basi per la competenza.Quindi deve essere attuato un circolovirtuoso, come riportato nella Fig. 2.La sequenza ci fa capire che non ba-sta pianificare e realizzare un effica-ce addestramento, ma esso deve for-
Un primo esempio che vogliamo illustra-re è quello della struttura organizzativa,che la norma individua in almeno trefigure: responsabile legale, responsa-bile tecnico, responsabile qualità dellaboratorio. Queste figure, secondo lanorma, devono assolvere a compiti di-versi. In particolare viene ribadito che ilresponsabile legale del laboratorio de-ve avere autonomia finanziaria ade-guata ad assicurare risorse utili allagestione del laboratorio. L’assicurazionedi questo requisito può risultare criticanei laboratori che fanno parte di un’or-ganizzazione più grande, dove l’auto-nomia e l’indipendenza del responsabi-le legale non sempre sono assicurate inmaniera completa. L’altro aspetto critico(in particolare nei piccoli laboratori) èquello d’individuare le tre figure indica-te al punto 4.1.5 della norma. L’adozio-ne di opportune misure atte ad assicu-rare l’indipendenza e l’interdipendenzadei responsabili dev’essere valutatacaso per caso; non può quindi essere in-dicata un’univoca soluzione che possasoddisfare tutte le possibili situazioni.L’altro aspetto relativo alla struttura orga-nizzativa (prescritto dalla norma) è chesiano individuati i sostituti per le tre figu-re, in grado di assicurare la continuitàdelle attività del laboratorio anche in as-senza dei titolari.Un secondo esempio è quello relativo alpunto 4.2 “Sistema di gestione”, in par-ticolare dove si parla di Politica per laqualità. Apparentemente sembra chenon vi siano significative differenze conanaloghi requisiti dell’ISO 9001, ma auna lettura più attenta ne emergonoimmediatamente alcune. Innanzitutto ilpersonale deve avere “familiarità con ladocumentazione per la qualità e attuarele politiche e le procedure nel propriolavoro”. La familiarità con la documen-tazione, stante il contenuto delle proce-dure (che si caratterizzano non solo peri requisiti gestionali ma anche per quellitecnici, in linea con i metodi di prova etaratura), si concretizza nel fatto che ilpersonale dev’essere “competente”,cioè non solo addestrato ma anche ingrado di gestire le attività assegnate inmaniera adeguata alle necessità dellaboratorio (norme da applicare, speci-fiche dei clienti, ecc.). Ritorneremo suquesto aspetto, parlando del punto 5.2.
nire valore aggiunto al laboratorio,che deve finalizzare la crescita delpersonale in esso impiegato o daimpiegare a un miglioramento dellecompetenze del personale, uniche apoter consentire al laboratorio di sod-disfare le sempre crescenti esigenzenormative e le specifiche dei clienti.Quali sono le esigenze di competenzadel personale di un laboratorio, re-lativamente alla metrologia? Nelloschema riportato in Fig. 3 si riportanole principali aree di competenza me-trologica da sviluppare all’interno di unlaboratorio, che illustriamo brevemente.
Figura 2
I REQUISITI METROLOGICINELLE AZIENDE AEROSPAZIALI
Seminario proposto dallo Studio Lanna
ad Affidabilità & TecnologieTorino, 16 aprile 2014
Per poter rispondere agli elevati standard disicurezza e affidabilità imposti dal mercato edagli Organismi di Controllo, le norme delsettore aerospaziale (serie AS 9100) sottoli-neano l’importanza dei requisiti metrologicida utilizzare nelle attività di prova e controllodel prodotto, in accordo alle più recentinorme applicabili nella gestione dei laborato-ri (es. ISO/IEC 17025).La memoria vuole portare un contributo all’ot-timale applicazione al settore aerospazialedelle normative esistenti in campo metrologi-co. Sarà presentata anche una testimonianzaapplicativa di una primaria azienda aerospa-ziale italiana che ha già realizzato importan-ti applicazioni in campo metrologico.
Innanzitutto i concetti generali di me-trologia. Il metrologo che opera all’in-terno di un laboratorio deve conoscerebene il sistema di misura internazionale(sia per quanto concerne le unità basedel SI, sia per quanto riguarda i multi-pli, i sottomultipli, le costanti, i fattori diconversione dal sistema inglese a quel-lo internazionale e viceversa, ecc.).Certamente oggi si è molto aiutati daicomputer, che convertono immediata-mente un’unità di misura espressa in unsistema nell’altro, ma al metrologo sono
35-64 4-03-2014 13:10 Pagina 50

T_M ƒ 5 1
r i c h i e s t ecompeten-ze relativea saper ri-conoscereuna misura,in modo dapoterla e-s p r i m e r ecorrettamente in un rapporto di prova(es. attribuzione di un numero correttodi cifre significative, come riportato nelDT 04 DT di Accredia: “Regole di scrit-tura applicate dai laboratori accreditatidi taratura”). Inoltre la conoscenza e lacompetenza nel calcolo e nell’interpre-tazione dei principali parametri metro-logici che caratterizzano una misura(ripetibilità, riproducibilità, stabilità,scostamento, linearità e metriche di cal-colo e d’interpretazione dei valori),nonché la conoscenza dei principalierrori di misura, della loro genesi e l’in-dividuazione degli errori in tutto il pro-cesso di misura e nel sistema di misura.E, ancora, la competenza nei Sistemi diTaratura, che significa padronanza del-le relative tecniche ma anche, essen-zialmente, dell’elaborazione, lettura einterpretazione di una procedura e diun rapporto di taratura, secondo i crite-ri della ISO/IEC 17025.La conoscenza e l’applicazione dei re-quisiti della ISO 10012 “Sistemi digestione della misurazione - Requisitiper i processi e le apparecchiature dimisurazione” rappresentano parte in-tegrante della competenza di un me-trologo, che deve saper valutare, misu-rare e adattare, quando possibile,un’apparecchiatura di misura alle spe-cifiche esigenze di un Cliente, nel casoin cui le specifiche siano da questiespresse in maniera chiara. La co-noscenza dei criteri da adottare perstabilire gli intervalli di taratura, in fun-zione delle variabili da considerareall’interno di un laboratorio di taraturae dei dati di cui si necessita per effet-tuare i calcoli e le valutazioni relative,diventano parte integrante della com-petenza di un metrologo.Il DT 03 DT di Accredia “Guida per lastesura delle procedure tecniche deilaboratori accreditati di taratura” illu-stra i criteri per l’elaborazione di pro-cedure tecniche di taratura. Il par. 5 del
DT riporta in dettaglio come scrivereuna procedura tecnica, e il par. 6 comescrivere una procedura gestionale.Prendiamo in considerazione dueulteriori requisiti della ISO/IEC17025: “Apparecchiature” e “Incer-tezza di Misura”.Innanzitutto dev’essere predisposta unaprocedura necessaria a gestire inmaniera controllata le apparecchiature,ivi inclusi i software necessari al lorofunzionamento. In secondo luogo, lecaratteristiche metrologiche devonoessere adeguate a soddisfare le esigen-ze dei Clienti. Inoltre, le caratteristichemetrologiche che caratterizzano un’ap-parecchiatura (campo di misura, fondoscala, accuratezza, precisione, ecc.)devono essere puntualmente definite erisultare idonee ad assicurare il rispettodelle specifiche del Cliente. I controlliintermedi rappresentano le verificheassolutamente necessarie ad assicurareche le caratteristiche dell’apparecchia-tura continuino a rispondere alle esi-genze d’uso previste.La manutenzione e il nesso con i criteridi taratura (in particolare la scelta perstabilire l’intervallo ottimale usando ilmetodo della carta di controllo) devonoessere pianificate e gestite in manieracoerente. La manutenzione dev’essereprogrammata e non “a guasto” affin-ché possa essere conforme ai criteridella ISO/IEC 17025. Ma una correttagestione della manutenzione delle ap-parecchiature, potendosi avvalere di unsignificativo insieme di dati, può segui-re anche i criteri della manutenzionepredittiva, che significa poter prevedereil comportamento al guasto di un’ap-parecchiatura e prevenire quindi iproblemi di cattivo funzionamento,basandosi sui dati espressi dal pro-cesso di misura, anche attraverso dia-gnosi programmate.Altro aspetto è quello dell’incertezza dimisura, trattato nella norma UNI
13005 “Guida all’espressione dell’in-certezza di misura” e declinato, per letarature, nel DT 05 DT di Accredia“Introduzione ai criteri di valutazionedell’incertezza di misura nelle tarature”.Questo concetto può risultare osticoall’apparenza, ma risulta invece moltointuitivo. Accenniamo ai principi su cuisi basa una corretta trattazione dell’in-certezza di misura, partendo dal risul-tato di una misura. Innanzitutto bisognatener conto del fatto che un numero dasolo non può essere considerato unrisultato di una misura, per due ragio-ni: una misura, per essere tale, dev’es-sere sempre accompagnata da un’unitàdi misura, espressa nel SI di misura onel sistema inglese; inoltre, una misura èun risultato probabilistico di un proces-so, quindi è una stima.Per poter parlare di una misura cheabbia una percentuale di attendibili-tà, bisogna esprimere questa misuracon un livello probabilistico di errore,quindi legato a un livello di confiden-za statistico.La norma UNI 13005 aiuta a familia-rizzare con le due tipologie di erroriche si possono commettere durante unamisura, suddividendoli in “casuali e“sistematici”. Essa indica, inoltre, i cri-teri di gestione degli errori e illustra i cri-teri d’identificazione delle due compo-nenti, che si esprimono come compo-nenti di tipo A e di tipo B dell’incertez-za. Queste permettono di calcolare l’in-certezza di tipo composto, data dallasomma delle due componenti. I limiti diquesto calcolo (che è comunque unastima, non potendosi presumere di cal-colare completamente tutti gli apporti)sono relativi al fatto che comunque sista considerando un campione di datisui quali effettuare la stima. All’utilizza-tore del valore che esprime l’incertezzainteressa, invece, che esso possa repli-carsi in ogni situazione possibile. Quin-di bisogna calcolare l’incertezza este-sa, e ciò sta a significare che la stimafatta si possa replicare sempre, anchese si considera l’intera popolazione didati. Il calcolo dell’incertezza estesa èmolto semplice; basta moltiplicare ilvalore dell’incertezza composta per unvalore (detto fattore di copertura k) cheè tabulato in funzione del livello di con-fidenza statistico.
Figura 3
GLIALTRI TEMI
�N.01ƒ
; 2014
35-64 4-03-2014 13:10 Pagina 51

Il DT 05 DT di Accredia “Introduzioneai criteri di valutazione dell’incertez-za di misura nelle tarature” riportainnanzitutto un ampio riferimento nor-mativo, emesso sia da EA (EuropeanAccreditation) sia a livello ISO. Essoriporta inoltre in modo dettagliato qualidebbano essere i contributi all’incertez-za da prendere in considerazione, perla stima sia dell’incertezza di categoriaA sia di quella di categoria B. In Fig. 4si riporta un flusso di attività da svolge-re per la stima dell’incertezza di misu-ra, applicabile sia alle prove sia alletarature.In un laboratorio di un’azienda aero-nautica che esegua tarature, è indispen-sabile considerare i requisiti da soddi-sfare per assicurare la conferma metro-logica. La UNI EN ISO 10012:2004tratta dei “Requisiti per i processi e leapparecchiature di misurazione”. Il dia-gramma di flusso riportato in Fig. 5 illu-stra le macrofasi da seguire per effet-tuare una conferma metrologica. La UNI10127-1 riporta in modo puntuale imetodi da seguire per scegliere gli inter-valli di taratura, a seconda delle diversesituazioni. Il DAP TM 08 dell’Ente di Ac-creditamento tedesco “Deutsches Ak-kreditierungssystem Prufwesen”, oltre aillustrare i diversi metodi (già riportatinella norma UNI 10127 del 1992),propone un’efficace sintesi dei diversimetodi, considerando i seguenti pa-rametri: Affidabilità del metodo – Sforzodi applicazione del metodo – Carico dilavoro per il laboratorio nell’applicazio-ne dei vari metodi – Disponibilità delle
apparecchiature per misurazione – Ver-satilità del metodo rispetto a diversetipologie di apparecchiature.Riuscire ad avere una buona dime-stichezza con i diversi metodi usati perla scelta degli intervalli di taratura e perla conferma metrologica rappresenta,per il metrologo operante in un’aziendaaeronautica, un’evidenza significativadella competenza posseduta. NellaFig. 5 si riporta il diagramma di flusso,tratto dalla UNI EN ISO 10012, daseguire per effettuare la confermametrologica di un’apparecchiatura.Finora sono state considerate soltantoalcune tra le principali norme appli-cabili all’interno dei laboratori di tara-tura, partendo dalla norma UNI CEIEN ISO/IEC 17025 che guida all’ap-plicazione di norme specifiche, quan-do applicabili; tuttavia il metrologodeve anche considerare la notevoledisponibilità, offerta da Accredia, diDT (Documenti Tecnici), RT (Regola-menti Tecnici), Procedure o IstruzioniOperative. Si rimanda al sito di Ac-credia (www.accredia.it) per tuttala documentazione applicabile ai la-boratori di taratura.Le altre norme indicate in Fig. 1 servo-no a supporto dell’applicazione dellaISO/IEC 17025, per quanto riguarda ilglossario (UNI CEI 70099), le unità dimisura (UNI CEI ISO 80000-1), la Valu-tazione della conformità – Requisitigenerali per le prove valutative interla-boratorio (UNI CEI EN ISO/IEC17043), il calcolo dell’Accuratezza,Esattezza e Precisione dei risultati e dei
metodi di misurazio-ne (UNI ISO 5725),la serie relative alleTolleranze geometri-che dei prodotti (UNI14253).
CONCLUSIONI
La normativa richia-mata dall’ENAC eda ACCREDIA de-v’essere fatta pro-pria dai responsabi-li dei laboratori ditaratura e prova edè indispensabile per
assicurare la conformità del laborato-rio alla ISO/IEC 17025. Le compe-tenze richieste sono diverse e non silimitano alla pura acquisizione o per-fezionamento del linguaggio metro-logico in possesso di chi esercita conprofessionalità il proprio lavoro al-l’interno delle aziende aeronautiche,quindi non perseguibili attraversointerventi formativi/applicativi “amacchia di leopardo”; è necessarioun approccio sistemico, che si concre-tizzi in una reale acquisizione di com-petenza specifica, necessaria a gesti-re sempre più impegnative sfide com-petitive.La formazione assume quindi un ruolodeterminante, come leva per favorireun accrescimento organico delle com-petenze, in funzione delle esigenzedei Clienti e della normativa applica-bile. Un possibile approccio struttura-to è esemplificato di seguito in Fig. 6.Il percorso formativo (quello esposto èsolo esemplificativo) deve consentiredi misurare la competenza acquisita.È bene quindi partire dall’ultimo corso“Valutazione della competenza”, chedeve fornire una misura quantitativadel livello di competenza possedutodal personale. Le aziende devono es-sere in grado non solo di misurare lacompetenza metrologica del persona-le, ma anche di dimostrarla, in manie-ra oggettiva, a Clienti o Autorità diControllo.La misura deve basarsi su unacompetenza acquisita durante il per-corso di formazione, e quindi valuta-bile attraverso test di apprendimen-to, ma anche e soprattutto maturata“sul campo”, quindi efficace e misu-rabile attraverso i risultati prodottinell’attività operativa di gestione diprove o tarature. Correlare i risultatia valori di riferimento che esprimanoi livelli “the best” del laboratorioserve non solo a misurare le compe-tenze del personale, ma anche a for-nire una misura reale delle potenzia-lità del laboratorio.Le competenze devono essere conti-nuamente misurate, in relazione sia anuovi metodi di prova o taratura ap-plicabili sia a un naturale turn-over delpersonale che si avvicendi nello svolgi-mento delle attività del laboratorio.
N.01ƒ
;2014
GLIALTRI TEMI
�
Figura 4
35-64 4-03-2014 13:10 Pagina 52

T_M ƒ 5 3
GLIALTRI TEMI
�
BIBLIOGRAFIA
Si propone di seguito una breve bibliogra-fia, certamente non esaustiva ma solo esem-plificativa, di libri e documenti necessariall’approfondimento di tutti gli aspetti metro-logici, con un breve commento.Innanzitutto si consiglia di leggere la Listadegli Standard di riferimento di Accredia(LS 09 – Elenco norme e documenti di rife-rimento per l’accreditamento dei laborato-ri di taratura), le RT, LS, ecc., utili per l’ef-ficace applicazione della ISO/IEC 17025all’interno di un laboratorio di taratura.
Tra i libri si consigliano:1. G. Malagola e A. Ponterio “La metro-logia dimensionale per l’industria mecca-nica” – Ed. Augusta. Compendio comple-to di tutti i principali concetti di metrologiariferiti all’industria meccanica. È un puntodi riferimento importante per impostare leattività di laboratorio in modo conforme airequisiti della ISO/IEC 17025.2. G. Miglio “Processi di misurazione egestione delle misure” – Ed. Augusta. For-nisce una trattazione delle principali nor-me applicabili in metrologia, con un ri-chiamo efficace alla terminologia statisticaapplicabile alla metrologia. È un compen-dio di tutti i principali aspetti di gestione diun processo di misura e di un sistema dimisura.
3. G. Colella “Manuale di metrologia e stru-mentazione elettronica” – Ed. Hoepli. IlManuale fornisce un quadro completo digestione dei diversi aspetti metrologici, conparticolare riferimento alle apparecchiaturedi misura e alla loro taratura e confermametrologica, in funzione degli usi previsti.4. S.K. Kimothi “The Uncertainty of Mea-surements” – Ed. ASQ Quality Press Mil-waukee, Wisconsin. È un trattato comple-to e di facile comprensione sull’incertezzadi misura, sia per le prove meccaniche siaper quelle chimiche, applicabile ai labo-ratori di prova e di taratura.5. J.L. Bucher “The Metrology Handbook” –Ed. ASQ Quality Press Milwaukee, Wiscon-sin. È un trattato completo di tutti gli aspettida assicurare in un laboratorio. Aiuta sianella progettazione di un sistema qualità diun laboratorio, sia nella tenuta in conto dellespecificità di un laboratorio di taratura.6. J.L. Bucher “The Quality CalibrationHandbook” – Ed. ASQ Quality Press Mil-waukee, Wisconsin. Aiuta a sviluppare egestire in modo efficace un programma ditaratura e di conferma metrologica, con ri-ferimento ai requisiti della normativa ap-plicabile (es. ISO 10012).7. Si consigliano anche le “MeasurementGood Practice Guides” – Ed. NationalPhysical Laboratory. Forniscono, in brevicompendi, trattazioni semplici e di facilecomprensione, relative ai diversi aspetti
della disciplinamet ro logica.Sono molto utilinon solo per ineofiti, maanche per chivolesse dispor-re di trattazionisintetiche macomplete suspecifici argo-menti attinentialla metrolo-gia.8. C.R. Pennel-la “Managingthe MetrologySystem” – Ed.ASQ QualityPress Milwau-kee, Wisconsin.Il libro (e-book),rivolto ad ap-profondire inparticolare tuttigli aspetti relati-vi alla gestionedelle apparec-
chiature, alla loro taratura e confermametrologica, è molto utile per il vasto nume-ro di test di autovalutazione in esso riporta-to.9. CCT (“The Certified Calibration Techni-cian Primer”) – Ed. Quality Council ofIndiana. È utile per la preparazione all’e-same di CCT dell’ASQ (American Societyfor Quality). Fornisce un compendio com-pleto di tutte le principali tematiche metro-logiche, con ampio numero di test diesame al termine di ogni capitolo. A parteè possibile acquistare anche l’Examina-tion Book, in formato elettronico o carta-ceo. Utile per una completa autovalutazio-ne e una misura quantitativa delle cono-scenze possedute.10. “Il linguaggio delle misure” – INRIM.Fornisce un’illustrazione completa dellegrandezze base del SI, dei multipli, sotto-multipli, unità derivate, costanti, ecc., ri-portate anche nella norma UNI CEI ISO80000-1.
Figura 5
Figura 6
Michele Lanna Consu-lente senior, opera inmolti laboratori di prima-rie aziende italiane. Hasviluppato diversi sistemiqualità in accordo alla
norma UNI CEI EN ISO/IEC 17025 eha svolto attività di formazione in cam-po metrologico. È titolare dello StudioLanna & Associati di Roma.
35-64 4-03-2014 13:10 Pagina 53

che possono essere ragionevolmenteattribuiti a una grandezza [UNI CEI70099:2008, definizione 2.1].
Audit: processo sistematico, indipen-dente e documentato per ottenere leevidenze dell’audit e valutarle conobiettività, al fine di stabilire inquale misura i criteri dell’audit sonostati soddisfatti [UNI EN ISO19011:2012, definizione 3.1].
Le due definizioni portano immediata-mente alle seguenti considerazioni:1. “misurazione” e “audit” sono due“processi” (nell’accezione estensiva in-trodotta dalla ISO 9000) che mirano aottenere “informazioni” circa specifici“oggetti” d’indagine;2. entrambi i processi implicano atti-vità empiriche strutturate per giungereallo scopo.Entrambe potrebbero quindi esseredefinite “attività empiriche strutturate,finalizzate all’ottenimento d’informazio-ni circa un dato oggetto d’indagine”. Si può, ancora, affermare che in tutti edue i casi:• l’ottenimento d’informazioni è fun-zionale a “prendere decisioni” circal’“oggetto d’indagine”;• il processo decisionale implica l’esi-stenza di “requisiti specificati” relativiall’oggetto stesso.Una definizione comune per entrambii termini potrebbe in definitiva esserela seguente: “attività empiriche struttu-rate, finalizzate all’ottenimento d’in-formazioni circa un dato oggetto d’in-dagine e alla decisione informatasulla sua conformità a requisiti specifi-cati”.
MEASUREMENT AND AUDIT: A PARALLELISMUNI CEI ENV 13005, “Guide to the expression of the uncertainty of meas-urement” (alias GUM) and UNI EN ISO 19011 (in the following, 19011),“ Guidelines for audits of management systems”: apparently they may seemtwo standards with little or nothing in common. But, in reality, is it really so?In this article we will try to demonstrate that two standards having markedlydifferent application fields, have much more in common than what one canderive from a superficial reading. We will try to convince the reader thatwhat the two standards have in common is the basic conceptual structure.
RIASSUNTOUNI CEI ENV 13005, “Guida all’espressione dell’incertezza di misura”(alias GUM) e UNI EN ISO 19011 (nel seguito 19011), “Linee guida peraudit di sistemi di gestione”: apparentemente due norme con poco in comu-ne. Ma, in realtà, è proprio così? Si cercherà nel seguito di dimostrare chedue norme, dal campo di applicazione così differente, condividono in real-tà molto di più di quanto si sia disposti a scommettere a una prima lettura.Tra l’altro, si tenterà di convincere il lettore che, in larga misura, ciò che piùle accomuna è proprio la struttura concettuale di base.
T_M N. 1/ 14 ƒ 5 4
LE NORME: DUE RIFERIMENTITRASVERSALI PER METROLOGIAE VALUTAZIONE DELLA CONFORMITÀ
UNI CEI ENV 13005, “Guida all’e-spressione dell’incertezza di misura”(alias GUM) e UNI EN ISO 19011 (nelseguito 19011), “Linee guida per auditdi sistemi di gestione”: apparentementedue norme con poco in comune. Ma, inrealtà, è proprio così? Già a un primoesame le due norme presentano unmacroscopico punto di contatto: en-trambe costituiscono un riferimento tra-sversale per i rispettivi domini di cono-scenza, ossia la metrologia (GUM) e lavalutazione della conformità. Entrambesono inoltre espresse in forma di lineeguida. In altre parole, esse non conten-gono requisiti univoci, bensì un insiemed’indicazioni tecniche, espresse in for-ma non prescrittiva, utili agli operatoridei rispettivi settori per meglio affronta-re i due temi fondamentali, rispettiva-mente della corretta espressione dell’in-certezza di misura e delle buone prassi
per l’esecuzione di attività di audit di si-stemi di gestione (nel seguito SG). Que-stioni d’indubbia rilevanza tecnica edeconomica.La forma di pubblicazione non ha pe-raltro precluso loro il conseguimento neltempo (la prima edizione della ISO19011 è datata 2002, mentre il conte-nuto tecnico della GUM fu fissato sulfinire degli Anni Novanta) di uno statusdi primissimo piano nei rispettivi ambitinormativi, come testimoniano la loroampia diffusione e l’esteso utilizzo.Le analogie tuttavia non si fermano qui,e una lettura più approfondita rivelamolti altri punti di contatto, che cer-cheremo di mettere in evidenza nel se-guito. A tal fine è opportuno richia-mare alcuni concetti riguardanti i pro-cessi di misurazione e di audit, a par-tire dalle rispettive definizioni.
Misurazione e audit: definizione e punti di contatto
Misurazione: processo volto a ottene-re sperimentalmente uno o più valori
Misurazione e audit:un parallelismo
NORME A CONFRONTOGLI
ALT
RI
TEM
IMarco CIbien - Nicola Gigante
GUM e 19011: campi d’applicazione diversi, ma molti punti in comune
�
UNI - [email protected]
35-64 4-03-2014 13:10 Pagina 54

IL QUADRO RIASSUNTIVO DI RIFERIMENTO
Se si condivide il ragionamento espresso al punto precedente, è possibile sviluppare il seguente quadro riassuntivo,coinvolgendo altri concetti fondamentali propri dei processi in esame.
GUM 19011 RAZIONALE
(*) Per “regola decisionale” s’intende: “la regola documentata che descrive come l’incertezza di misura debba essere collocata, rispetto all’accettazione o al rifiuto di un prodotto, in relazione allespecifiche del prodotto stesso e al risultato di una misurazione” (rif. ASME B89.7.3.1-2001).
È opportuno ribadire che una fonda-mentale differenza tra i processi inesame risiede nel prevalere dei fat-tori umani e relazionali nell’attivitàdi audit. Tale aspetto limita forte-mente la possibilità di svilupparemodelli analitici per il piano/pro-gramma di audit. È pur vero che,anche nei processi di misurazione,in particolare al crescere della lorocomplessità, il fattore umano è pre-sente e significativo (dunque fonted’incertezza), a partire dai concetti,già ampiamente normalizzati, di ri-petibilità intermedia e riproducibilità
di misura, fino alle già citate diffi-coltà di modellizzazione dei proces-si di campionamento del misurandoper matrici particolarmente comples-se (ossia matrici scarsamente omo-genee). In generale, mentre l’“arte della misu-razione” vanta maggiori caratteristi-che di “scientificità” e robustezza delmetodo (del resto è da secoli che taledisciplina fornisce evidenze sperimen-tali alla fisica e alla tecnica per corro-borare ipotesi o valutare le prestazio-ni e la conformità di manufatti allespecifiche di progetto, avvalendosi a
tale scopo di modelli matematici an-che assai raffinati), le attività di auditsi affidano tipicamente alla capacitàdi giudizio e all’esperienza in campodell’auditor, allo scopo di produrre legià citate risultanze (analoghe a valu-tazioni di categoria B nel parallelismoproposto).Ciò detto, tornando agli elementi di as-sonanza metodologica tra i due pro-cessi, tenteremo nel seguito d’indaga-re, con riferimento al tema dell’incer-tezza, come essa può presentarsi e ma-nifestare i propri effetti, nei rispettiviprocessi in esame.
I processi di misurazione e di audit hanno l’obiettivo comune di ottenere informazioni circa uno specifico ogget-to d’indagine, al fine di prendere opportune decisioni circa la conformità dello stesso a determinati requisiti spe-cificati.
Il misurando è definito come “la grandezza che si intende misurare”.Una delle differenze fondamentali tra i processi di misurazione e di audit consiste nel fatto che nella valutazio-ne di processi/sistemi intervengono rilevanti fattori organizzativi e di relazioni umane anche assai complessi edifficilmente modellizzabili a priori. Nel parallelismo proposto, l’audit potrebbe essere assimilato a una misurazione effettuata su di una “matrice”particolarmente complessa dalla quale estrarre il misurando. In ambito metrologico, in tali casi, è noto che pro-prio l’attività di campionamento (del misurando) può comportare componenti d’incertezza anche predominanti.
È importante notare che il risultato di misura, di per sé, non porta a una decisione sul processo di misurazione,così come la risultanza può diventare conclusione solo a seguito di un opportuno riesame da parte del gruppodi audit.
Per condizioni ideali s’intende un’attività di audit esente dagli effetti derivanti dal rischio (in tutte le sue possibi-li declinazioni) associato all’attività di audit stessa, che comporta scostamenti tra il giudizio dell’auditor e l’ef-fettivo stato di conformità del processo/sistema oggetto dell’audit.
Come le grandezze si compongono per pervenire al risultato di misura, così le evidenze raccolte – attraversocampionamento – consentono di pervenire alle risultanze a seguito di un confronto con i criteri di audit.
L’ottenimento delle stime delle grandezze d’ingresso implica osservazioni ripetute sul misurando (tipicamente indeterminate condizioni di misura, ad esempio di ripetibilità o riproducibilità) ovvero un giudizio esperto, in ana-logia a quanto avviene per la stima delle evidenze (valutazioni di categoria A e B).
Il piano di audit dovrebbe specificare quali informazioni relative a processi, prodotti, servizi, persone, sottoporread audit (ossia esaminare in base a un opportuno campionamento) per ottenere evidenze (ei) che, a loro volta,opportunamente processate/combinate, diventano risultanze (r).
Nel caso della GUM è bene ricordare che il modello di misura è previsto essere espresso in forma analitica (fun-zione f), cosa assai difficilmente ipotizzabile per il piano di audit.
L’incertezza di misura è definita nella GUM (punto 2.2.3) come “parametro, associato al risultato di una misu-razione, che caratterizza la dispersione dei valori ragionevolmente attribuibili al misurando”.L’incertezza nel processo di audit è invece correlata al rischio significativo che le valutazioni possano non cor-rispondere all’effettivo stato di conformità del “misurando”, ossia il processo/sistema e, in definitiva, al manca-to raggiungimento degli obiettivi del piano di audit.
Vedi sopra.
Vedi sopra.
Nel parallelismo proposto i criteri di audit, prevalentemente rappresentati da specifici documenti prescrittivi, sonoequivalenti ai valori di riferimento (talvolta anche detti valori nominali) associati al misurando, sulla base della docu-mentazione tecnica pertinente (ad esempio, la verifica dimensionale di un pezzo lavorato, in sala metrologica).
La decisione di misura è il risultato dell’applicazione di una regola decisionale (*) (per esempio quella definitadalla EN ISO 14253-1) a uno specifico processo di misurazione, a fronte di determinate specifiche di misura,così come la conclusione di audit implica un riesame, da parte del gruppo di audit, circa le risultanze ottenute,a fronte di obiettivi di audit stabiliti.
Audit
Processo/sistemasottoposto ad audit
Risultanza di audit R
Risultanza di auditin condizioni ideali
Evidenza ei
Stima dell’evidenza ei
Piano di audit
Modello del pianodi audit
Incertezza associataal processo di audit
Campionamento statistico
Campionamentobasato sul giudizio
Criteri di audit
Conclusione di audit
Misurazione
Misurando
Risultato di misura Y
Valor vero
Grandezzad’ingresso xi
Stima della grandezzad’ingresso xi
Procedura di misura
Modello(funzione)di misura
Incertezza di misura
Valutazionedi categoria A
Valutazionedi categoria B
Valore di riferimento
Decisione di misura
T_M ƒ 5 5
35-64 4-03-2014 13:10 Pagina 55

INCERTEZZA DI MISURA E INCERTEZZA ASSOCIATA AL PROCESSO DI AUDIT
Uno degli aspetti centrali in un proces-so di misurazione è la gestione dell’in-certezza di misura. Anche in tal caso èpossibile tracciare un’analogia tra misu-razione e audit, benché vadano consi-derate differenze, anche rilevanti, dalpunto di vista della natura e delle formeche l’incertezza assume nei due casi.Nel caso della GUM l’incertezza dimisura è definita al punto 2.2.3 come“parametro, associato al risultato diuna misurazione, che caratterizza ladispersione dei valori ragionevolmen-te attribuibili al misurando”. Nella suadeclinazione metrologica l’incertezzaha dunque una espressione esclusiva-mente quantitativa e la GUM fornisceun modello matematico di base attra-verso il quale è possibile valutarla(non stimarla!) (NdA: La stima presup-porrebbe infatti l’esistenza di “valorvero” per l’incertezza, mentre essa,essendo il frutto di una modellizzazio-ne che prevede un certo grado di sog-gettività (da parte di colui che svilup-pa il modello di misura) non è intrin-secamente associabile a un qualsivo-glia valor vero, tanto meno unico).Nel caso dell’audit, il concetto d’in-certezza non è esplicitamente definitoe gli si può assegnare un significatopiù generale, comunque associabileal rischio significativo che le valuta-zioni possano non corrispondere al-l’effettivo stato di conformità del “mi-surando”, tipicamente un SG, che inquesto caso è costituito da un’entità lecui caratteristiche principali, dal puntodi vista della “misura”, sono:1. la complessità;2. la continua variabilità nel tempo;3. l’intangibilità (NdA: Il termine intan-gibilità sottende, in tal caso, la non rigo-rosa definizione della “metrica”).Dunque, cogliendo l’analogia con ilcampo metrologico, indicheremo come“incertezza di audit” tale “margine dierrore”, associato alle valutazioni diaudit.Con la dovuta cautela, l’analogia me-trologica può servire a condurre un’a-nalisi strutturata del processo di audit,dal punto di vista della sua affidabilità.
attraverso una lettura dei concetti fon-damentali loro associati, come tali pro-cessi siano riconducibili alla stessa logi-ca. Si è inoltre declinato il concettod’incertezza – fattore intrinsecamentepresente e spesso preponderante inqualsiasi processo di valutazione – pro-ponendo una macro-categorizzazionedelle sue principali componenti, al finedi dimostrare che, anche in tal caso, sus-sistono significative analogie.Avendo constatato che i processi di mi-surazione e di audit condividono lamedesima impostazione concettuale, èragionevole affermare che i metodi ele tecniche applicabili all’uno possonoessere applicati – quanto meno in lineadi principio e con i debiti adattamenti –anche all’altro. La questione sembra peraltro esseregeneralizzabile a ogni processo divalutazione, ossia a tutti i casi in cui sisia in presenza di una “attività empi-rica strutturata, finalizzata all’otteni-mento d’informazioni circa un datooggetto d’indagine e alla decisioneinformata sulla sua conformità a re-quisiti specificati”.L’analisi proposta porta, in definitiva,a due considerazioni fondamentali:– è possibile e auspicabile un approc-cio sempre più scientifico/quantitativoalla valutazione della conformità e,nello specifico, ai processi di audit;– in tale ottica, è fondamentale valoriz-zare la correlazione tra varie norme,principalmente afferenti ai domini diconoscenza contigui della metrologia edella statistica, in un’ottica di comple-mentarità con l’ambito della valutazio-ne della conformità.Del resto, la richiesta di crescente“scientificità” dei processi di audit nonè certo una novità, ma piuttosto unorientamento complessivo da parte del-le numerose parti interessate alla valu-tazione della conformità (dagli enti re-golatori al singolo cittadino), nelle suemolteplici declinazioni. Il percorso sopra delineato pare inol-tre coerente non solo con l’approcciocomunitario alla normazione e allosviluppo del mercato unico, ma ancheal processo di miglioramento continuoe di visione trasversale verso cui si vaorientando il mondo della normazio-ne tecnico-volontaria.
In particolare, il concetto d’incertezzapuò essere utile come riferimento perindividuare, anche nel processo di audit– come per un classico processo di mi-surazione – le componenti che potreb-bero pregiudicare la validità del giudi-zio, dunque per definire accorgimentiidonei a contenere l’effetto di tali com-ponenti entro limiti tollerabili. Sebbenela 19011 non fornisca strumenti model-listici per la valutazione dell’incertezza,occorre sottolineare che il concetto di“incertezza associata al processo diaudit” è stato introdotto proprio nell’e-dizione 2012 della norma e ne rap-presenta uno dei principali punti d’in-novazione.Ribadendo che l’espressione dell’incer-tezza associata all’audit è di tipo pre-valentemente qualitativo, è bene ricor-dare che la definizione di audit implicache il risultato (di audit) non debba limi-tarsi a una determinazione di tipo “pas-sa/non passa”, ma comporti l’espres-sione di un “livello” della conformità ri-spetto ai criteri considerati. Volendo estendere il significato dell’in-certezza, per ricomprenderne sia l’ap-plicazione in campo metrologico chein riferimento all’audit, essa può esse-re intesa in generale come “il parame-tro che genera uno stato di conoscen-za incompleta circa il risultato di undeterminato processo di valutazione”.Al di là di quali siano l’oggetto dellavalutazione e la modalità di espres-sione dell’incertezza, è evidente cheuna conoscenza incompleta può por-tare a scostamenti nella valutazionerispetto al caso ideale di completezzad’informazione, e dunque condurre adecisioni non corrette sull’oggetto del-la valutazione.Nell’ottica di tale generalizzazione, èpossibile analizzare le componentid’incertezza, mettendo in luce altre inte-ressanti analogie tra i due processi inesame. A tale scopo, proponiamo le se-guenti 5 macro-componenti d’incertez-za (vedi pagina successiva).
CONCLUSIONI E PROSPETTIVE
Si è cercato di dimostrare, partendodalle definizioni stesse dei termini “mi-surazione” e “audit” e proseguendo
T_M ƒ 5 6
GLIALTRI TEMI
�N.01ƒ
; 2014
35-64 4-03-2014 13:10 Pagina 56

T_M ƒ 5 7
N.01ƒ
;2014
GLIALTRI TEMI
�
GUM 19011
componenti di tipo modellistico
componenti di tipo procedurale e tecnologico-strumentale
componenti di tipo ambientale
componenti di tipo umano
La GUM prevede la definizione di un modello di misura, ovvero diuna funzione (analitica) di misura. Ciò implica necessariamente uncompromesso tra la complessità di modello e gli obiettivi del proces-so di misurazione, non per ultimo in termini di costi/benefici.È dunque evidente che, in funzione delle semplificazioni adottate,possono essere previste componenti d’incertezza derivanti dai limi-ti della modellizzazione, nonché da eventuali assunzioni circa ladefinizione stessa del misurando (la cosiddetta “incertezza di defi-nizione” o “incertezza intrinseca”).
La nuova edizione della 19011 insiste molto sull’importanza dielaborare il piano di audit (così come l’eventuale programma diaudit, nel caso di più audit coordinati). Al di là della difficoltà dimodellizzare il piano in forma pseudo-analitica, la sua definizio-ne implica, di fatto, un’attività di tipo modellistico e conseguentiscelte di compromesso in termini di costi/benefici.Tutte le limitazioni scientemente adottate in termini di obiettivi,risorse (compreso il fattore tempo), selezione di metodi e tecni-che, selezione del gruppo e criteri di audit, implicano l’introdu-zione di componenti d’incertezza.
È noto che anche il fattore umano, sia indivi-duale che collettivo (nel caso in cui una misu-razione richieda, per via della sua complessità,l’intervento di più persone) può avere unainfluenza – anche significativa – sul processo dimisurazione.In ambito metrologico, non a caso, sono defi-nite tre condizioni normalizzate di misura: ripe-tibilità, ripetibilità intermedia e riproducibilità.Le componenti di tipo umano hanno primaria-mente a che vedere con le caratteristiche psico-fisiche della/e persona/e addette alla misura-zione e la relativa competenza specifica. Essepresentano conseguentemente un certo gradodi variabilità nel tempo e nello spazio (ad es.,luogo di lavoro e condizioni al contorno) esono inoltre funzione del grado di automazionepresente nella catena di misura.
Il fattore umano è ancor più critico nel caso dell’audit, dove prevalgono due componenti,relative alla figura dell’auditor:1. competenza: è la combinazione di:
a) conoscenze (acquisite in primo luogo nel processo di formazione-addestramento, siainiziale che continuo);b) abilità (conseguite soprattutto attraverso l’esperienza lavorativa);c) aspetti comportamentali.
2. integrità: riguarda il rispetto dei principi etici e deontologici. A tale aspetto afferi-scono i rischi per l’imparzialità, che potrebbero manifestarsi nelle seguenti forme prin-cipali:
a) interessi personali;b) autovalutazione;c) eccessiva familiarità;d) intimidazione;e) coinvolgimenti di natura diversa, fra auditor e oggetto dell’audit (per esempio inpresenza di azioni legali);f) concorrenza (competizione commerciale fra l’auditor e l’oggetto dell’audit).
L’adozione di una determinata procedura di misu-ra presuppone ineludibili componenti d’incertezza,correlate, ad esempio, all’accuratezza (ISO 50725)del metodo di misura impiegato.Allo stesso modo, l’adozione di una specificaapparecchiatura o sistema di misura comportacomponenti d’incertezza correlate, in primaapprossimazione, alle caratteristiche metrologichedell’apparecchiatura o sistema, inclusi i processidi conferma metrologica a cui esso è stato sotto-posto (taratura, regolazione, verifica periodica,ecc.), la cosiddetta “incertezza strumentale”.
Tra le componenti di tipo procedurale si possono citare:– metodi di audit applicabili (ad esempio in campo o a distanza, con o senza inte-razione umana, ecc.); – tecniche di conduzione dell’audit (ad esempio osservazione diretta, esame docu-mentale, audit per processi, audit di tipo “verticale”, ecc.).Le componenti tecnologico-strumentali relative a un audit possono invece essere sin-tetizzate in:– strumenti di supporto documentale (ad esempio, checklist, modulistica, tipizzazio-ne dei rilievi, ecc.);– disponibilità di apparecchiature e tecnologie specifiche per l’attività di audit (adesempio sistemi informatici/telematici, sistemi di monitoraggio remoto, ecc.);– regole di formalizzazione (formulazione dei rilievi ed eventuale grading, elabora-zione del rapporto di audit, ecc.).
Un altro fattore determinante inun processo di misurazione èl’insieme (spesso non sempliceda tenere sotto controllo) deifattori d’influenza di tipoambientale, ossia di tutti queiparametri fisici che possonoavere influenza tanto sul misu-rando, quanto sull’apparec-chiatura/sistema di misura.Tra essi si possono citare, a tito-lo di esempio: – temperatura;– pressione atmosferica;– umidità;– presenza di vibrazioni;– presenza di radiazioni elet-tromagnetiche.
Le componenti d’incertezza dovute a fattori ambientali (sia ambiente fisico che relazionale) possonoessere classificate in:– possibili distorsioni derivanti dall’interferenza dell’auditor con l’ambiente nel quale si svolgono i pro-cessi oggetto dell’audit, le quali possono produrre effetti sui comportamenti delle persone e sulle moda-lità di conduzione dei processi, provocando situazioni “innaturali”, come tali non rappresentative del-l’effettivo stato del sistema/processo sottoposto ad audit;– fattori climatici: la presenza di condizioni climatiche sfavorevoli (o singolarmente favorevoli) potreb-be incidere sulla rappresentatività dei fenomeni osservati;– condizioni dell’ambiente culturale: strettamente connessi alla componente “comunicazione”, i fattoriculturali vanno attentamente considerati per evitare due possibili errori di segno opposto, ossia: pre-scindere da essi, pretendendo o aspettandosi dal sistema sottoposto ad audit comportamenti non perti-nenti al contesto; ovvero, attribuire ai fattori culturali un valore eccessivo, tale da sottostimare situazio-ni di non conformità, ritenendole (erroneamente) accettabili;– condizionamenti derivanti da soggezione psicologica o pregiudizio negativo (ad esempio, determi-nati dall’immagine e/o dalla reputazione dell’organizzazione sottoposta ad audit);– condizionamenti derivanti da interferenza di soggetti interessati esterni al processo di audit (per esem-pio compresenza di osservatori da parte dell’ente di accreditamento, o di committenti dell’organizza-zione sottoposta ad audit, o di autorità legislative, o del top management dell’organizzazione, o diosservatori del committente dell’audit, o di auditor in training, ecc.).
NOTA Anche in ambito metrologico, è noto che le componenti d’incertezza di tipo modellistico sono difficilmente stimabili. La stessa GUM(punto D.3.4) afferma che “ogni misurando ha un’incertezza intrinseca che, almeno in linea di principio, può essere stimata in qualchemodo. Questa è la più piccola incertezza con cui si può determinare un misurando, e ogni misurazione che raggiunga tale incertezza puòessere interpretata come la miglior misurazione possibile del misurando”. In altre parole, una volta fissato un determinato modello di misu-ra, esiste - almeno in linea teorica - un limite inferiore per l’incertezza (valutata a partire da detta funzione-modello), che andrebbe appun-to stimata e tenuta in considerazione, non fosse altro per evitare valutazioni troppo ottimistiche dell’incertezza stessa.
a) È ivi adottato il noto modello EQF (European Qualification Framework), specificato nella Raccomandazione comunitaria C111/2008/01,che definisce appunto il Quadro Europeo per il riconoscimento delle Qualifiche. Tale impostazione è peraltro condivisa dalla 19011 (punto7.2.2 e relativi sotto-punti).b) Nella 19011 è ben definito (punto 7.6) il concetto di “sviluppo professionale continuo” (CPD - Continual Professional Development).c) Nella 19011, al punto 7.2.2, sono specificati i “comportamenti personali attesi” tipicamente richiesti a un auditor.
35-64 4-03-2014 13:10 Pagina 57

GLIALTRI TEMI
�N.01ƒ
; 2014
Nicola Gigante è consulente e formatore neisettori del Management System e ConformityAssessment, Ispettore ACCREDIA, Coordinato-re del Gruppo di Lavoro UNI – “Sistemi digestione per la qualità” – Commissione Tecni-ca “Gestione per la qualità e metodi statistici”.Dal 2009 è Capo Delegazione Italiana nei
lavori dell’ISO/TC 176. È esperto nel Gruppo di Lavoro ISOTC 176/SC2/WG24 (futura ISO 9001:2015), e Coordina-tore del Gruppo di Lavoro ISO TC 176/SC2/WG22 (ISO9001 Interpretation), nonché Peer Assessor CEN-CENELEC.È Autore di numerosi articoli sul tema della gestione per laQualità, e coautore del testo: Organizzazioni di successo -Comprendere e applicare la ISO 9004:2009 per raggiun-gere il successo e mantenerlo nel tempo – Ed. UNI - 2011.
Marco Cibien si è laureato in IngegneriaMeccanica presso il Politecnico di Milano nel2001. Dopo una esperienza come ricercatorepresso l’Istituto di Tecnologie Industriali edAutomazione (ITIA-CNR) di Milano, incentratasulla metrologia applicata ai manipolatoriindustriali, dal settembre 2004 è funzionario
tecnico UNI per le Commissioni in ambito metrologico, stati-stico, della valutazione della conformità e gestione per laqualità.
Rientrano in talecategoria tuttequelle componen-ti d’incertezzariconducibili a fat-tori casuali/alea-tori, dunque nonprevedibili emodellizzabili apriori.Un tipico casosono la presenzadi valori anomali(outlier), cosìcome ogni tipod’imprevisto chepuò avere influen-za sui risultati dimisura e la relati-va gestione.
Anche nel caso dell’audit sussiste la medesima possibilità d’imbattersi in situazioni anomale/inattese che sono fonted’incertezza nella valutazione e che perciò richiedono prontezza, oltre che capacità di gestione e di adattamento daparte dell’auditor.Fra tali imprevisti ricadono tipicamente quelli che attengono al tema dell’”auditabilità”, ossia alla disponibilità di unsistema di gestione a essere sottoposto ad audit, nella sequenza e con il grado di accuratezza necessari; tale dispo-nibilità può essere condizionata da vari elementi, fra cui:– la collaborazione e trasparenza dell’organizzazione sottoposta ad audit (auditee) nel mettere prontamente a di-sposizione del team di audit le evidenze di applicazione del Sistema;– la leggibilità/comprensibilità dei dati e delle informazioni;– l’accessibilità dei luoghi e delle attrezzature (determinati luoghi potrebbero risultare scarsamente o per nulla acces-sibili all’auditor, per motivi climatici, di sicurezza, di segretezza, di conformazione, ecc.).Altre situazioni impreviste, e che dunque il team di audit dovrà essere in grado di fronteggiare allo scopo di mitigareil rischio che esse possano pregiudicare la validità dell’indagine e delle risultanze di audit, riguardano l’interazione fraauditor e oggetto dell’audit; a tale livello, infatti, possono emergere fraintendimenti, perdite d’informazioni o acquisi-zione di dati e informazioni errati a causa di:– indisponibilità d’interlocutori appropriati, per ruolo, competenza, posizione gerarchica, ecc.;– criticità relative ai processi comunicativi (inclusa la conoscenza della lingua con cui viene condotto l’audit);– manifestazioni (inaspettate) di ostilità.Naturalmente, la prima misura da intraprendere a fronte di tali rischi è quella di minimizzarne l’occorrenza, cioè diridurre al minimo le possibilità stessa d’imprevisti, attraverso un’adeguata pianificazione dell’audit.
GUM 19011
componenti di tipo incidentale
PROSEGUE LA CRESCITADEL GRUPPO KISTLER Nel 2013 il Gruppo Kistler ha registrato unfatturato di 285 milioni di franchi svizzeri, inleggera crescita rispetto 2012, e superiorealle previsioni d’inizio anno. Si muovono conlo stesso trend anche gli ordini, che toccano i284 milioni di franchi svizzeri e aprono il2014 con un buon portafoglio. Rolf Sonderegger, amministratore delegatodel Gruppo (a destra nella foto, di fianco aRoberto Gorlero, responsabile Sud Europa diKistler), ha dichiarato la sua soddisfazioneper “il consolidamento verso l’alto” dell’a-zienda. Il risultato non è solo una logica con-seguenza del grande piano di riorganizza-zione completato a fine 2013. La nuova arti-colazione in divisioni si è rivelata una grandesfida che ha impegnato sia la dirigenza sia idipendenti di Kistler nel corso degli ultimi treanni. Secondo l’AD, grazie a questo sforzo di
NEW S �
riorganizzazioneil Gruppo ora po-trà affrontare le fu-ture sfide da unaposizione di for-za: “Faremo im-portanti investi-menti nella ricercae sviluppo al finedi porre le basiper una campa-gna di prodottopro-attiva”, ha di-chiarato.Oltre alfatturato e agli or-
dini è cresciuta anche l’occupazione: nel corsodel 2013, infatti, sono stati assunti 81 dipen-denti nel mondo, 15 dei quali nel sito di Win-terthur che con 520 persone ha esaurito ognispazio disponibile. Come necessaria premes-sa, affinché Kistler possa continuare a espan-dere il sito, Sonderegger auspica di poter tro-vare una valida soluzione insieme con le auto-rità cittadine, anche se: “Alla luce dei nuoviregolamenti edilizi non sarà una questione faci-le da risolvere”. Per quanto riguarda l’anno incorso, l’AD di Kistler è ottimista, grazie anchealle positive dinamiche del comparto automo-
bilistico: “La moltitudine di progetti in corso cirende fiduciosi sul buon andamento del2014”.
Per ulteriori informazioni:www.kistler.com
Il Gruppo KistlerIl Gruppo, con sede in Svizzera, è uno deifornitori leader di tecnologie dinamiche permisurazioni di pressione, forza, coppia eaccelerazione. La tecnologia Kistler viene uti-lizzata per analizzare i processi fisici, con-trollare i processi industriali e ottimizzare laqualità del prodotto. Kistler offre una gamma completa di sensori,elettronica e sistemi per lo sviluppo di motori,l’ingegneria automobilistica, la lavorazionedelle materie plastiche, la lavorazione deimetalli, l’assemblaggio e la biomeccanica. Il Gruppo è ben rappresentato a livello inter-nazionale, grazie alle sue 26 società di di-stribuzione e di produzione, centri tecnologi-ci in ogni continente e oltre 30 agenzie. Ciòconsente ai clienti di beneficiare di contattilocali e di supporto applicativo calzato sulleproprie specifiche esigenze.
35-64 4-03-2014 13:10 Pagina 58

T_M N. 1/ 14 ƒ 5 9
Codici sorgente:esiste una tutela?
TRASFERIMENTO TECNOLOGICO E TUTELA DEL SOFTWAREGLI
ALT
RI
TEM
I Guido Celoni, Paolo Coppo
Soluzione innovativa per la protezione della proprietà intellettuale del software
�
[email protected]@coppo.biz
IL PRESENTE E IL FUTURO DELLA TECNOLOGIA APPLICATAALLE MISURE SONO FONDATISUL SOFTWARE
Sviluppare un prodotto software inno-vativo è alla portata di molti, ma spes-so non è sufficiente per avere successosul mercato. Infatti, anche avendo adot-tato la corretta strategia di marketing,una volta giunti alle fasi finali della trat-tativa con il potenziale cliente, spesso cisi trova di fronte ad un ostacolo: il clien-te chiede di avere accesso ai codici sor-gente del software, anziché acconten-tarsi della libreria in codice oggetto chevorremmo fornirgli.Il motivo di questa richiesta derivadalla necessità per il cliente di tutelar-si il più possibile nei confronti del for-nitore. Infatti, poiché il cliente dovràintegrare la componente all’interno diun suo prodotto più complesso, inun’ottica di riduzione del rischio indu-striale, egli dovrà assicurarsi la facol-tà di poter intervenire sul software inquestione in caso di necessità (tipica-mente quando il fornitore non fosse ingrado di rispettare i propri obblighi
contrattuali di manutenzione del pro-dotto o in caso di fallimento). L’acces-so al codice sorgente diviene quindiuna necessità vitale, in quanto il codi-ce oggetto non consente modifiche.Il problema per il fornitore è che l’ac-cesso al codice sorgente rivela al clien-te tutti i segreti industriali del prodotto,esponendolo ai numerosi e gravi rischiche derivano dal dare a terzi accessoal cuore dell’innovazione. Anche unaprotezione di tipo brevettuale, lunga ecostosa da ottenere e dall’esito incertoa priori, non è una soluzione adatta agarantire in tempi brevi una sufficienteprotezione del prodotto.
CHE FARE, ALLORA? CORRERE IL RISCHIO O RINUNCIARE AL CONTRATTO?
Spesso molti inventori hanno visto il frut-to del loro duro e geniale lavoro con-traffatto da aziende senza scrupoli. Mavi sono anche acquirenti che, rinun-ciando ai codici sorgente, sono staticostretti a far riscrivere un software exnovo, con enormi perdite economiche,
dovute all’interruzione della produzio-ne, in attesa che il nuovo software fossepronto. La risoluzione del contenziosotramite le attuali procedure della giusti-zia ordinaria, infatti, richiede tempi lun-ghi e non compatibili con le odierne esi-genze di business.
LA SOLUZIONE ESISTE!
La soluzione dei citati problemi esiste,e consiste nell’affidare a una terzaparte, neutrale e affidabile, la custodiadei codici sorgente. È una soluzioneche tutela in egual misura sia chi acqui-sta, sia chi concede in licenza il soft-ware: questa formula viene denomina-ta “deposito a garanzia di codice sor-gente” (Source Code Escrow). Questotipo di contratto, diffuso da tempo neipaesi anglosassoni, è agli albori in Ita-lia e nel prossimo futuro costituirà unvero asso nella manica per molteaziende e per molti inventori.Infatti, per gli inventori garantire l’acces-sibilità ai codici sorgente senza doverlisvelare consentirà di poter soddisfare lerichieste dei clienti più esigenti, con lagaranzia che la proprietà intellettualerimanga al sicuro, e di incrementare altempo stesso il proprio business. Sipotrà inoltre contare sulle entrate future,derivanti dagli sviluppi del software cheil cliente potrà richiedere nel tempo eche potrà far eseguire solo dal fornitoreoriginario del software.Dall’altro lato, per le aziende acquiren-ti, la garanzia di poter accedere aicodici sorgente in caso di chiusura del-l’attività del fornitore o di altri eventifunesti che possano colpirlo consente ditrattare in tutta sicurezza anche conrealtà finanziariamente più piccole (enon per questo meno “geniali”), con la
WHICH PROTECTION FOR SOURCE CODES? AN INNOVATIVESOLUTION FOR SOFTWARE INTELLECTUAL PROPERTY PROTEC-TIONIn today’s business, protection of intellectual property is a key to success. Inparticular, properly managing access to source codes in a commercial rela-tionship is fundamental for both software developers and customers. SourceCode Escrow equally protects the licensor and the licensee from their spe-cific risks: the source code is deposited with a mutually trusted Third Party,the Software Escrow Agent, who is responsible for storing it in a safe placeand managing its release according to the agreed terms.
RIASSUNTOUna corretta gestione dell’accesso ai codici sorgente in un contratto commercialeè fondamentale per la riduzione del rischio sia per lo sviluppatore che per il clien-te. Il servizio di Source Code Escrow tutela entrambi dai loro rischi specifici: lacustodia del codice sorgente viene affidata a una terza parte, neutrale e affidabi-le, l’Escrow Agent per il Software, un professionista responsabile della custodiadei codici in un luogo sicuro e della loro gestione secondo le condizioni pattuite.
35-64 4-03-2014 13:10 Pagina 59

GLIALTRI TEMI
�
T_M ƒ 60
medesima affidabilità d’imprese di piùgrandi dimensioni, che spesso hannolistini prezzi più costosi.Anche per gli Istituti di Ricerca, talvoltapoco attenti alle tematiche di sfruttamen-to industriale, questa soluzione può risul-tare efficace, economica e tempestiva.
IL CONTRATTO DI SOURCE CODE ESCROW HA UNA STRUTTURA DI BASE MOLTO SEMPLICE
L’autore del software e l’acquirente con-segnano al depositario (Escrow Agentper Software) i codici sorgente (Fig. 1).Il depositario si impegna a custodire icodici in un luogo sicuro. Le parti stabi-liscono preventivamente nel contratto lecondizioni in base alle quali l’acquiren-te può ottenere dal depositario i codicisorgente del programma acquistato.Il contratto di base può essere integra-to con clausole che prevengano i rischispecifici del fornitore e dell’acquirentee, se l’Escrow Agent per Software è unprofessionista competente, si può intro-durre una clausola arbitrale che lo
incarichi di risolvere eventualicontroversie in modo rapido enel rispetto delle leggi.
I VANTAGGI
Solo con un contratto di SourceCode Escrow entrambe le partidell’accordo risultano totalmente tutela-te. È una soluzione che va a vantaggiosia di chi sviluppa sia di chi acquistacomponenti software applicativi legatialla strumentazione. Scegliere di affida-
CONTROL 2014 – BUSINESS AND SHOWTIMEIN QUALITY ASSURANCE
Dal 6 al 9 maggio prossimi,presso il Centro Fieristico di Stoccarda, si svolgerà la 28a edizione di CONTROL,fiera internazionale per l’assicurazione della qualità
Industry meeting place as information, com-munication, business, and event platform – theControl international trade fair for qualityassurance (www.control-messe.de) offersall of this and more to the wide world of QA!Taking place for the 28th time in 2014 as theworld’s leading QA event, Control is onceagain in top shape and is distinguished bystrong growth rates for exhibition floor space,as well as domestic and foreign exhibitornumbers. Where technologies, processes,products and systems are concerned, signifi-cant growth is apparent above all in the areas
NEW S �
of image processing and vision systems, as wellas test equipment for automotive componentsand assemblies. Control project manager GittaSchlaak recently made the following statementin this respect: “In light of the fact that processorientation is sustaining its advance, and sincesome events which might be considered com-petition for Control, although in some cases toa limited extent only, are demonstrating signs ofweakness, manufacturers and distributors whoare active in the market are looking for, as itwere, a safe harbour. Due to the fact that wehave always had adequate expertise in thefields of image processing and vision systems,it was a logical consequence for numerousmanufacturers and distributors to turn to Control– a situation with which we are naturally quitepleased”.The same applies to manufacturers and distri-butors of end-of-the-line test systems for mass-produced modules from the automotive andconsumer goods industries, which nowadays arerequired to become involved with all aspects ofinline quality assurance. Due to the bare neces-sity of understanding the complex subject mat-ter of quality assurance as an overriding keyfunction within the company, end-of-the-line testsystems can no longer be viewed as more orless isolated units, and must be integrated intoproduction strategies right from the very start.Control provides precisely the setting requiredto this end – from QA technologies and pro-
cesses, as well as products and assemblies,right on up to the presentation of completesystem solutions.However, the Control international trade fair forquality assurance sees itself as a high-perform-ance, reliable partner not only to manufacturersand distributors of QA products covering bothhardware and software, but to other relevantplayers as well. This is substantiated by nume-rous collaborations, some of which are quitelongstanding, for example with the FraunhoferVision Alliance (Erlangen) at the annual specialshow for “Contactless Measuring Technology”and the Event Forum (Fraunhofer IPA Stuttgart),as well as conceptual sponsors including theDGQ (German Society for Quality in Frankfurt)with their highly popular workshops. TheBaden-Württemberg Award for Competence inInnovation and Quality (TQU Group, Ulm),which will be pre-sented for the 7thtime in 2014 at Con-trol, as well as thebrand new “Networ-king is Quality” the-me park held by theMechatronics Net-work BW (Göppin-gen) and the VisionAcademy (Erfurt),could be mentionedin this respect as well.
Guido Celoni è avvocato civilista presso il Foro di Torino dal1999 e patrocinante in Cassazione. Scrive articoli su tematiche giu-ridiche e su progetti di legge in discussione alle Camere, pubblica-ti su diversi periodici piemontesi. Ha promosso al Senato dellaRepubblica alcune petizioni in materia previdenziale, di diritto inter-nazionale, di religione, di diritto del lavoro e sul testamento biolo-
gico. Esperto di Source Code Escrow ed Escrow Agent per Software.
Paolo Coppo è ingegnere elettronico dal 1988, iscritto all’Albo dellaProvincia di Torino. Da oltre 15 anni ricopre ruoli manageriali nell’am-bito del Product Management, del Marketing e del Business Develop-ment in aziende nazionali ed internazionali che producono softwareper il riconoscimento e la sintesi della voce. Ha negoziato numerosi con-tratti di fornitura comprensivi di clausole di Escrow. È autore di due bre-
vetti relativi alla sintesi vocale.
Figura 1 – Schema del Contratto Escrow
re il frutto del proprio lavoro ad unEscrow Agent per Software garantisceuna maggiore tranquillità e una totalesicurezza e rende chiaro e trasparente ilrapporto tra sviluppatore e cliente.
35-64 4-03-2014 13:10 Pagina 60

T_M ƒ 61
LA COMPATIBILITÀ ELETTROMAGNETICACA
MPI
ECOM
PATI
BILIT
ÀEL
ETTR
OM
AGNET
ICA
Strumentazione di base nelle misuredi Compatibilità Elettromagnetica
Carlo Carobbi 1, Alessio Bonci 1, Marco Cati 2
Il Ruolo dello schermo nelle sonde di campo magnetico. Parte I
�
1 Università di Firenze, Dipartimentodi Ingegneria dell’Informazione 2 Elettra srl – Calenzano, [email protected]
tore interno allo schermo e che, a suavolta, è la stessa (ma opposta) di quel-la che scorre sulla superficie internadello schermo. La chiave per l’inter-pretazione di questo fenomeno è ilfatto che, ad alta frequenza (sopraalcuni Megahertz), lo spessore delloschermo è grande rispetto alla pro-fondità di penetrazione, e quindi l’in-terno e l’esterno dello schermo si com-portano come due conduttori separatiche sono uniti solo tra loro attraversoi bordi del taglio dello schermo.In questo articolo presenteremo lediverse tipologie costruttive di sondeper campo magnetico e ne descrive-remo il comportamento in terminid’impedenza d’ingresso. Nel prossi-mo numero di Tutto_Misure ne descri-veremo il comportamento in termini dicaratteristiche di trasmissione e rice-zione.
TIPOLOGIE DI SONDE PER CAMPO MAGNETICO SCHER-MATE E RUOLO DELLO SCHERMO
Dal punto di vista costruttivo, le confi-gurazioni di base delle sonde dicampo magnetico sono riportate inFig. 2 dove sono rappresentate quat-tro differenti tipologie: “nuda” (Fig.2.a), a taglio laterale (Fig. 2.b), ataglio centrale con conduttore delloop cortocircuitato allo schermo sulcollo (Fig. 2.c), a taglio centrale conconduttore del loop cortocircuitato altaglio (Fig. 2.d).
THE ROLE OF THE SHIELD IN MAGNETIC FIELD PROBES. PART IIn this first 2014-issue of Tutto_Misure we focus our attention on what is therole of the shield in the probes used for the measurement (or generation) of theradio-frequency magnetic field. Is the shield a simple electric shield? Theanswer is negative. In particular it will be shown that the shield plays an impor-tant role in the reception (and in the generation) of the magnetic field and,when the frequency increases, it represents the actual structure of couplingwith the magnetic field. This unexpected (but well known) property results indifferent behaviours in terms of both input impedance characteristics and oftransmission and reception properties.
RIASSUNTOInauguriamo questo primo numero del 2014 di Tutto_Misure affrontando iltema di quale sia il ruolo dello schermo nelle sonde utilizzate per la misura (ola generazione) del campo magnetico a radiofrequenza. Si tratta di un sem-plice schermo elettrico? La risposta è negativa. In particolare verrà mostratoche lo schermo riveste un ruolo importante nella ricezione (e nella generazio-ne) del campo magnetico e, al crescere della frequenza, rappresenta la realestruttura di accoppiamento con il campo magnetico. Questa inaspettata (maben conosciuta) proprietà si traduce in differenti comportamenti in termini siad’impedenza d’ingresso, sia di caratteristiche di trasmissione e ricezione.
INTRODUZIONE
È noto che la misurazione (e la gene-razione) di un campo magnetico aradiofrequenza, H, viene convenien-temente effettuata mediante l’impiegodi una sonda (loop) dedicata, del tipodi quelle illustrate in Fig. 1. Un requi-sito fondamentale delle sonde percampo magnetico è rappresentatodalla reiezione al campo elettrico, E,cioè, immaginando la sonda immersain un campo elettromagnetico, dallacapacità di fornire una risposta tra-scurabile al campo elettrico rispetto aquella fornita al campo magnetico.Dal punto di vista costruttivo, la capa-cità di discriminare tra campo magne-tico e campo elettrico implica primadi tutto che le dimensioni geometrichedella sonda siano piccole rispetto allalunghezza d’onda. In questa condi-zione il loop approssima il comporta-mento di un dipolo magnetico ele-mentare. La reiezione al campo elet-
trico E è inoltre solitamente miglioratadisponendo uno schermo attorno alconduttore che realizza la sonda: siparla in questo caso di sonda percampo magnetico schermata.
Per quanto sorprendente possa sem-brare a prima vista, sullo schermo diun loop schermato scorre una corren-te non trascurabile. Effettivamente, lacorrente che scorre lungo la superficieesterna dello schermo è, nei progettitipici dei loop schermati, la stessa diquella che scorre attraverso il condut-
T_M N. 1/ 14 ƒ 61
Figura 1 – Esempi di sonde per campo magnetico
35-64 4-03-2014 13:10 Pagina 61

colare le equazioni di campo richiedo-no che la corrente ISi che scorre sulla“pelle” interna dello schermo sia identi-ca (e opposta) alla corrente IA che scor-re sul conduttore interno allo schermo.Analogamente, considerando la conti-nuità al taglio tra la “pelle” interna equella esterna, la corrente ISe che simanifesta sulla “pelle” esterna delloschermo sarà tale per cui ISe=ISi e quin-di ISe=IA, cioè la corrente sullo schermoripiega su se stessa ai bordi del taglio,come schematizzato in Fig. 3 per ilcaso di Fig. 2.c.Il ruolo dello schermo, e in particolaredella posizione del taglio, ha impattosia nella determinazione dell’impe-denza del loop sia nella capacità direiezione del campo elettrico.
IMPEDENZA D’INGRESSO
La conseguenza più evidente dellospostamento della struttura di accop-piamento dal conduttore interno delloop verso la superficie esterna delloschermo quando si passa dalle basse(f<f δ ) alle alte frequenze (f>fδ ) è chel’induttanza del loop, LSe, cambia inquanto si modifica il raggio dal con-duttore interno (raggio aA) alla super-ficie esterna dello schermo (raggioaSe). L’impedenza d’ingresso del looptiene in conto sia delle considerazioniin termini d’induttanza di cui soprasia (nel caso di loop schermati) del-l’effetto della linea di trasmissione(coassiale) costituita dal conduttoreinterno del loop e dalla superficieinterna dello schermo.Il comportamento complessivo può
Ragionando in termini quasi-statici(basse frequenze), il ruolo dello scher-mo è quello di una “gabbia di Fara-day”, che non prevede quindi alcuntrasporto di corrente sia derivante daun accoppiamento elettrico, sia deri-vante da un accoppiamento magneti-co. Con l’aumentare della frequenza,tuttavia, la corrente inizia a scorrerelungo la superficie esterna dello scher-mo: in questa situazione l’esternodello schermo rappresenta quindi lareale struttura di accoppiamento conil campo magnetico H in luogo delconduttore interno al loop.Il differente comportamento dello scher-mo dipende quindi dalla frequenza,cioè dallo spessore dello schermo, t, inrelazione alla profondità di penetrazio-ne, δ . Per frequenze tali che t>4δ (o,equivalentemente, f>fδ =7 ⋅ 10-2/t2 per ilrame) le correnti interna ISi ed esternaISe sullo schermo si separano. In parti-
T_M ƒ 62
includere effetti inattesi e importanti.Come esempio si consideri qui l’impe-denza d’ingresso nel caso di loopschermato di raggio b con taglio late-rale (Fig. 2.b). Il circuito equivalente èriportato in Fig. 4, dove β =2π /λ c, λ cè la lunghezza d’onda all’internodello schermo, cioè λ c= λ /n, con nindice di rifrazione del materiale iso-lante interno (polietilene solido, in que-sto esempio n = 1,52, t = 0,175 mm, fδ = 2,3 MHz) e l = 2π b.L’espressione dell’impedenza d’in-gresso risulta (Z0 è l’impedenza carat-teristica della linea di trasmissionecostituita dal conduttore interno delloop e dalla superficie interna delloschermo):
(1)
L’impedenza Z( ω ) può essere facil-
Z Zj L jZ lZ L lin
Se
Se
( )tan( )tan( )
ωω β
ω β= ⋅
+−0
0
0
CAMPI E COMPATIB ILITÀELETTROMAGNETICA
�
N.01ƒ
;2014
Figura 2 – Configurazioni di base delle antenne a loop: “ nuda” (a),taglio laterale (b), taglio centrale con conduttore del loop cortocircuitato allo schermo sul collo (c),
taglio centrale con conduttore del loop cortocircuitato al taglio (d)
Figura 4 – Circuito equivalente per l’impedenza d’ingresso della configurazione con taglio laterale (conduttore del loop
messo a terra sul collo della sonda, l = 2π b) o taglio centrale (conduttore del loop
messo a terra sul taglio, l = π b)
Figura 5 – Impedenza d’ingresso di un loop schermato (taglio laterale). Calcolata (linea) e misurata (crocette)
Figura 3 – Corrente esterna e internaal taglio di una sonda
per campo magnetico alle alte frequenze
35-64 4-03-2014 13:10 Pagina 62

N.01ƒ
; 2014 CAMPI E COMPATIB ILITÀ
ELETTROMAGNETICA�
T_M ƒ 63
mente misurata utilizzando un analizzatore di reti. Un esempio realistico conconferma sperimentale è riportato in Fig. 5 (aSe = 1,65 mm, b = 10 cm).Lo stesso circuito equivalente di quello riportato in Fig. 4 descrive anche ilcaso di loop schermato a taglio centrale con il conduttore interno cortocircui-tato al taglio (Fig. 2.d). L’andamento dell’impedenza d’ingresso è la stessa alcaso precedente con l’unica differenza che la lunghezza della linea coassia-le è ridotta alla metà (l = π b).Nel caso della Fig. 2.c, taglio centrale con conduttore del loop cortocircuita-to allo schermo sul collo, il circuito equivalente è riportato in Fig. 6, e l’impe-denza d’ingresso è data dall’espressione (l = 2π b, Z0 è l’impedenza caratte-ristica della linea di trasmissione costituita dal conduttore interno del loop edalla superficie interna dello schermo):
(2)
È possibile dimostrare che, sebbene l’espressione sia più complicata dell’e-spressione (1), il comportamento dell’impedenza d’ingresso delle tre configura-zioni è praticamente lo stesso a bassa frequenza (loop piccoli rispetto alla lun-ghezza d’onda) mentre al crescere della frequenza la prima risonanza tende adaumentare nel passaggio delle configurazioni dalla Fig. 2.b alla Fig. 2.d.
RIFERIMENTI BIBLIOGRAFICI
[1] L. L. Libby, “Special Aspects of Balanced Shielded Loops”, Proceedings ofthe I.R.E. and Waves and Electrons, Vol. 34, issue 9, pp. 641-646, 1946.[2] R. W. P. King, The loop antenna for transmission and reception, in R. E.Collin, F. J. Zucker, Antenna Theory, Part 1, Chapter 11, McGraw-Hill, NewYork, 1969.[3] C.F.M. Carobbi, L. M. Millanta, L. Chiosi, “The High-Frequency Behaviorof the Shield in the Magnetic-Field Probes”, in Proc. 2000 IEEE Intern. Symp.on EMC, pp. 35-40, Washington, DC, August 21-25, 2000.[4] C.F.M. Carobbi, L.M. Millanta, “Analysis of the Common-Mode Rejectionin the Measurement and Generation of Magnetic Fields Using Loop Probes”,IEEE Transactions on Instrumentation and Measurement, Vol. 53, no. 2, pp.514-523, Apr. 2004.
Z Z
j L jZ lZ l L lin
Se
Se
( )tan( / )
tan ( / ) tan( / )ω
ω ββ ω β
= ⋅+
−[ ] −00
02
2 21 2 2
Carlo Carobbi si è lau-reato con lode in Ingegne-ria Elettronica nel 1994presso l’Università di Firen-ze. Dal 2000 è Dottore diRicerca in Telematica. Dal2001 è ricercatore presso
il Dipartimento di Elettronica e Telecomu-nicazioni dell’Università di Firenze dove èdocente di Misure Elettroniche e di Com-patibilità Elettromagnetica. Collaboracome ispettore tecnico con l’ente unico diaccreditamento Accredia. È presidentedel SC 210/77B (Compatibilità Elettro-magnetica, Fenomeni in alta frequenza)del CEI.
Marco Cati si è laureatocon lode ed encomio so-lenne in Ingegneria Elettro-nica all’Università di Firen-ze nel 2001. Dal 2013 èresponsabile tecnico dellaboratorio prove e misure
Elettra srl. Dal 2005 fa parte del repartoR&S di Esaote dove è responsabile delleverifiche di Compatibilità Elettromagneti-ca su dispositivi ecografici. Collaboracome ispettore tecnico con l’ente unico diaccreditamento Accredia. Svolge attivitàdi consulente nel campo della compatibi-lità elettromagnetica e della sicurezzaelettrica.
Alessio Bonci si è lau-reato in Ingegneria delleTelecomunicazioni pressol’Università di Firenze nel1999. Lo stesso anno èpassato a Magnetek spa,dove è stato coinvolto nel
progetto e sviluppo di alimentatori a com-mutazione. Dal 2002 è insegnante delcorso di sistemi elettrici presso l’“IstitutoProfessionale Statale Francesco Buitoni”di Sansepolcro. Attualmente svolge il Dot-torato di Ricerca in Ingegneria Industrialee dell’Affidabilità presso l’Università diFirenze.
Figura 6 – Circuito equivalente per l’impedenza d’ingresso della configurazione con taglio centrale con conduttore del loop cortocircuitato allo schermo sul collo (l = 2π b)
35-64 4-03-2014 13:10 Pagina 63

2014eventi in breve
MANIF
ESTA
ZION
IEV
ENTI
EFO
RMAZI
ONE
�
T_M N. 1/ 14 ƒ 64
201410-11 APRILE
13-14 APRILE
16-17 APRILE
16-18 APRILE
17-18 APRILE
20-24 APRILE
26-27 APRILE
1-2 MAGGIO
5-6 MAGGIO
12-15 MAGGIO
12-14 MAGGIO
13-16 MAGGIO
27-30 MAGGIO
27-31 MAGGIO
29-30 MAGGIO
8-13 GIUGNO
11-12 GIUGNO
12-15 GIUGNO
18-20 GIUGNO
24-27 GIUGNO
26-27 GIUGNO
26-27 GIUGNO
28-29 GIUGNO
20-24 LUGLIO
24-28 AGOSTO
29-31 AGOSTO
1-3 SETTEMBRE
8-10 SETTEMBRE
8-10 SETTEMBRE
15-17 SETTEMBRE
16-19 SETTEMBRE
22-27 SETTEMBRE
13-16 OTTOBRE
1-3 NOVEMBRE
3-6 NOVEMBRE
Singapore
Bangkok, Thailand
Torino, Italy
Shanghai, China
Lecce, Italy
Chamonix, France
Hong Kong
Hong Kong, China
Torino, Italy
Montevideo, Uruguay
Napoli, Italia
Dubrovnik, Croatia
Odessa, Ukraine
Torino, Italy
Benevento, Italy
Montecatini T., Italy
Lisbon, Portugal
Chicago, USA
Ischia, Italy
Ancona, Italy
Kohala Coast, Hawaii, USA
Warsaw, Poland
Shanghai, China
Paris, France
Roma, Italy
Vienna, Austria
Vienna, Austria
Ancona, Italy
Ancona, Italy
Benevento, Italy
St. Louis, USA
Lemgo, Germany
Roma, Italy
Qingdao, Shandong, China
Venezia, Italy
2014 4th Intl. Conference on Materials, Mechatronics and Automation(ICMMA 2014)
2014 International Conference on Aerospace and Mechanical Engineering (AME 2014)
8a Edizione Affidabilità e Tecnologie
2014 Spring International Conference on Biomedical Engineering and Biotechnology (BEB-S)
3rd Imeko TC13 Symposium on Measurements in Biology and Medicine
BIOTECHNO 2014
The International Conference on Information Technology and Management Engineering (ITME2014)
2014 Int’l Conference on Information Technology and Management Science (ICITMS 2014)
8th Workshop on Analysis of Dynamic Measurements
2014 IEEE Int’l Instrumentation and Measurement Technology Conference (I2MTC)
Fotonica AEIT - Convegno Italiano delle Tecnologie Fotoniche
IEEE EnergyCon 2014
Second International Black Sea Conference on Communications and Networking
Advances in Foundations of Quantum Mechanics and Quantum Information with atoms and photons
IEEE International Workshop on Metrology for Aerospace
13th International Ceramics Congress
IEEE 9th International Symposium on Medical Measurement and Applications (MeMeA 2014)
2014 IEEE International Technology Management Conference (ITMC2014)
International Symposium on Power Electronics, Electrical Drives,Automation and Motion (SPEEDAM 2014)
AIVELA 2014 - International Congress on Vibration Mearsurement
ASPE/ASPEN Summer Topical Meeting
IMEKO TC10 2014
2014 International Conference on Materials Science and Engineering Technology (MSET 2014)
INFOCOMP 2014, The Fourth International Conference on Advanced Communications and Computation
DATA ANALYTICS 2014, The Third International Conference on Data Analytics
9th International Joint Conference on Software Technologies
11th International Conference on Informatics in Control, Automation and Robotics
Congresso GMEE 2014
Congresso GMMT 2014
20th IMEKO TC-4 Symposium
IEEE Autotest 2014
ISCPS 2014 - IEEE Int. Symposium on Precision Clock Synchronization for Measurement, Control and Communications
48th IEEE International Carnahan Conference on Security Technology
The 2nd International Conference on Photonics and Optoelectronics
5th IEEE International Conference on Smart Grid Communications(SmartGridComm 2014)
www.icmma-conf.com
www.ame-conf.com
www.affidabilita.eu
www.engii.org/scet2014
http://imekotc13.2014.unisalento.it
www.iaria.org/conferences2014/BIOTECHNO14.html
www.itme2014.com
www.icitms-conf.org
www.inrim.it/ADM2014
http://imtc.ieee-ims.org
www.fotonica2014.it
www.energycon2014.org
www.ieee-blackseacom.org/2014/index.html
www.inrim.it/~brida/Quantum_2014
www.metroaerospace.org
www.cimtec-congress.org/2014/abstract_submission.asp
http://memea2014.ieee-ims.org
http://ieee-tmc.org/itmc2014
www.speedam.org
www.aivela.org/11th_Conference/index.html
www.aspe.org
http://imekotc10-2014.org
www.icmset.org
www.iaria.org/conferences2014/INFOCOMP14.html
www.iaria.org/conferences2014/DATAANALYTICS14.html
www.icsoft.org
www.icinco.org
www.gmee.org
http://conferences.imeko.org/index.php/tc4/tc4_2014
www.ieee-autotest.com
www.ispcs.org/2013/index.html
www.iccst2014.org
www.icopo.org/2014
http://sgc2014.ieee-smartgridcomm.org
35-64 4-03-2014 13:10 Pagina 64

un meccanismo di correzione delcolore che utilizza coefficienti dicolore pre-tarati per operare in pre-senza di diverse sorgenti luminose(LED, alogena, a incandescenza,ecc.) e di temperature di colore dif-ferenti. Con l’appropriata correzio-ne di colore le telecamere sono ingrado di fornire in uscita valori disegnale che rendono i colori moltosimili a quelli percepiti nella vitareale.La correzione del colore può ancheessere tarata in campo per mezzo diun apposito chart di taratura, comu-nemente noto come chart di taraturadi Gretag-Macbeth. Il suo utilizzogarantisce una misura precisa delsegnale prodotto dalla telecamera inpresenza di una sorgente luminosaspecifica.Il sistema di visione umano è intrinse-camente relativo, ha bassa risoluzio-ne (un fatto utilizzato per trasmetterecolore in televisione con pochissimalarghezza di banda) ed è soggettivo.Invece, la visione del colore nei siste-mi artificiali non è influenzata daicolori “del vicinato”, può avere altarisoluzione, non varia significativa-mente da sistema a sistema, e quindipresenta ovvi vantaggi in applicazio-ni automatiche di riconoscimento delcolore.
QUANDO UTILIZZARE COLORI
Il colore deve essere utilizzato in tuttele applicazioni di visione? Nonnecessariamente. Questo perché cisono alcuni compiti che le telecame-re monocromatiche sono in grado disvolgere meglio rispetto a quelle acolori. Ad esempio, in applicazioni incui i difetti da rilevare sono crepe ograffi, l’uso del colore non è assolu-tamente necessario perché l’obiettivoè quello d’individuare una differenza
COME I SISTEMI DI VISIONE VEDONO A COLORI
Un sistema di visione non può effetti-vamente vedere a colori. I dispositivipresenti sul mercato utilizzano mo-delli matematici per approssimare ilmeccanismo di rilevamento del colo-re dell’essere umano. Il concetto dicolore è una questione di percezio-ne. Gli occhi umani sono dotati dicostanza di colore, a differenzadella telecamere. La costanza dicolore è la capacità di percepire lostesso colore indipendentementedalla sorgente luminosa. Il sistema divisione umano si è evoluto in modoaffidabile per estrarre informazionisulle “proprietà materiali” deglioggetti in presenza di grandi varia-zioni d’illuminazione e al variaredella direzione di osservazione. Adesempio, ci consente di determinareil colore della frutta in modo attendi-bile e indipendentemente dall’illumi-nazione, in modo da poter discerne-re il frutto maturo da quello acerbo eda quello guasto.Questi meccanismi di scomposizio-ne dalle variazioni d’illuminazionenon sono presenti nei sistemi artifi-ciali. A parziale compensazione, letelecamere a colori sono dotate di
VIS
IONE
ARTIF
ICIA
LE
Visione artificiale...a colori?Possono le telecamere a colori migliorare i risultati nelle applicazioni di Visione?
� A cura di Giovanna Sansoni ([email protected])
T_M N. 1/ 14 ƒ 65
ABSTRACTThe section on Artificial Vision is intended to be a “forum” for Tutto_Misurereaders who wish to explore the world of components, systems, solutions forindustrial vision and their applications (automation, robotics, food&beverage,quality control, biomedical). Write to Giovanna Sansoni and stimulate discussion on your favorite topics.
RIASSUNTOLa rubrica sulla visione artificiale vuole essere un “forum” per tutti i lettoridella rivista Tutto_Misure interessati a componenti, sistemi, soluzioni per lavisione artificiale in tutti i settori applicativi (automazione, robotica, agroali-mentare, controllo di qualità, biomedicale). Scrivete alla Prof. Sansoni e sot-toponetele argomenti e stimoli.
La visione si èevoluta per diven-tare uno strumen-to veloce e affida-bile per molte ap-plicazioni, quali,
ad esempio, quelle di controllo diqualità, sorveglianza del traffico, in-seguimento di oggetti, ecc. In molticasi un sistema di visione può effet-tuare molti compiti più rapidamente eaccuratamente dell’operatore umano,a costi inferiori. Tuttavia, può una te-lecamera vedere a colori? E l’intro-durre il colore nell’equazione aiuta amigliorare la qualità dei risultati?In passato il colore non è stato utilizza-to in modo significativo a causa deicosti dell’hardware necessario alla suaacquisizione ed elaborazione. Tuttavia,con il progredire della tecnologia, ilpotere di calcolo è aumentato, mentresono diminuiti i costi: il colore è statoquindi introdotto nei sistemi di visione eil suo utilizzo si è talmente diffuso che,a oggi, è frequente riscontrare l’opinio-ne che il colore sia più “avanzato” delbianco e nero e che quindi debba esse-re migliore.In questa rubrica cercherò di darealcuni elementi per valutare, situazio-ne per situazione, quale sia la sceltapiù appropriata.
65-80 4-03-2014 13:17 Pagina 65

di luminosità sulla superficie dell’og-getto. Altri tipici esempi sono il rico-noscimento ottico dei caratteri(OCR), la lettura di codici a barre, leapplicazioni di misura, che necessi-tano di alta risoluzione spaziale,mentre la presenza dell’informazionedi colore non offre un vantaggiosignificativo.Di fronte a un’applicazione chegenera qualche dubbio, le domandealle quali rispondere sono le seguen-ti:1. La misura del suo colore rappre-senta un fattore chiave nella qualitàdel prodotto? La risposta è ‘certa-mente sì’ se il prodotto è un semafo-ro!2. Può il colore facilitare l’individua-zione e la separazione di oggetti?Una semplice immagine monocroma-tica può portare ad ambiguità nelloro riconoscimento, in presenza dilivelli di grigio e/o di caratteristichesuperficiali simili. 3. Può il colore contribuire adaumentare la qualità del prodotto?Ad esempio, l’utilizzo di barre colo-rate può aumentare il tasso di suc-cesso nell’operazione di lettura? Se la risposta a una di questedomande è sì, allora l’utilizzo delcolore è da prendere in considerazio-ne.
APPLICAZIONI
Diamo un’occhiata ad alcune appli-cazioni del mondo reale che possonoessere di aiuto a decidere se utilizza-re o no il colore. Il cibo è probabil-mente l’area applicativa che ciascunodi noi meglio comprende, essendoneconsumatori (e quindi valutatori diqualità) giornalieri. Nel caso dellafrutta, il colore è indice del grado dimaturazione e qualità del prodotto(nessuno acquista un’arancia mac-chiata o un lime giallo a metà). Nelcaso di cereali e legumi, il colore con-tribuisce a catalogare la qualità delprodotto e permette di distinguerecorpi estranei. Nella lavorazionedella carne il colore può essere utiliz-zato per rilevarne il grado di frollatu-ra, e per discriminare i grasso dalle
ossa e dalla cartilagine per le opera-zioni di taglio automatico.Un’altra area in cui viene utilizzatala visione del colore è quella deisistemi intelligenti di trasporto (Intel-ligent Transport Systems – ITS).Applicazioni tipiche sono il ricono-scimento di targhe automobilistiche,la gestione dei pedaggi, il controllodel traffico, la gestione di vagoniferroviari in applicazioni di control-lo complesse. In molti casi il coloreè utilizzato ai fini della visualizza-zione, mentre opportuni algoritmi dicalcolo sono applicati alla compo-nente monocromatica soltanto. Adesempio, in alcuni Paesi, l’identifi-cazione della targa viene spessoeseguita utilizzando le informazioniin bianco e nero, mentre ai finilegali è obbligatoria l’informazionedi colore.
TIPI DI SISTEMI DI VISIONE A COLORI
La maggior parte dei sistemi di visio-ne a colori utilizza un mix di hard-ware e software appositamente stu-diati per rilevare i colori. Per misure di colore puntuali, la solasoluzione hardware va bene; invece,qualora l’applicazione richieda fles-sibilità, sia ai progettisti sia agli uten-ti, è necessario ricorrere a softwareadeguato. I principali tipi di teleca-mere a colori sono le telecamere a 3CCD, le telecamere tri-lineari e quel-le a filtro di colore (CFA). Le primeutilizzano un filtro interferenziale chesuddivide la luce incidente nelle trecomponenti: Rossa (R), Verde (G) eblu (B). Ciascuna illumina un CCD dedicato,e l’immagine di colore risultante èottenuta ricombinando le tre compo-nenti. In una telecamera tri-lineareinvece, tre array lineari sono fabbri-cati su un singolo colorante e vengo-no ricoperti con i filtri colore R-G-Brispettivamente. I tre array linearirilevano un campo di vista legger-mente diverso e si rende necessariaun’opportuna correzione spazialeper ricostruire correttamente l’imma-gine a colori. Infine, in una teleca-
mera CFA il sensore è rivestito conun filtro RGB, in modo simile ai di-spositivi tri-lineari, ma il filtro è com-posto da un pattern a colori alternatiadiacenti, con un solo colore perpixel: tipico è il filtro di Bayer.Le telecamere a 3 CCD hanno un’ot-tima resa del colore; tuttavia, sono dicosto elevato, data la loro strutturainterna. Le telecamere in tecnologiatri-lineare forniscono alte prestazionie offrono vantaggi in termini di mi-nor costo. Con le loro alte risoluzionipossono essere utilizzate in molteapplicazioni che richiedono precisio-ne, come l’ispezione di superficipiane. Tuttavia, la correzione spa-ziale non può essere fatta corretta-mente in applicazioni che comporta-no rotazione o movimento casualedegli oggetti. Le telecamere CFA offrono la solu-zione economicamente più conve-niente. Queste telecamere tendono aessere utilizzate in applicazioni pococritiche e presentano un livello diprecisione del colore significativa-mente ridotto rispetto ai dispositivi a3 CCD e tri-lineari. Questo aspetto è tuttavia bilanciatodalla disponibilità di algoritmi soft-ware appositamente studiati per otti-mizzarne le prestazioni. I sensori a 3CCD e CFA possono essere sia area-scan (2-D) o line-scan (1-D), mentre isensori tri-lineari possono solo essereline-scan.
FUTURO DELLA VISIONE A COLORI
Studi di mercato da parte della Auto-mated Imaging Association (AIA)mostrano che circa il 20% delle tele-camere vendute per applicazioni d’i-maging entro la fine del 2011 era ditelecamere a colori. La maggior parte degli esperti delsettore ritiene che l’uso di colore siespanderà nel vicino futuro. Migliore fedeltà del colore, bassocosto e semplicità d’uso sono i driverprimari del mercato e le tecnologiein fase di sviluppo nel prossimo futu-ro dovranno rispondere a queste esi-genze al fine di soddisfare la cre-scente domanda di questi prodotti.
T_M ƒ 66
VISIONEARTIFICIALE
�
N.01ƒ
;2014
65-80 4-03-2014 13:17 Pagina 66

MISURE E FIDATEZZAI
SERIA
LI
MIS
URE
EFI
DATE
ZZA
Tecniche di analisidella fidatezza
M. Catelani 1, L. Cristaldi 2, M. Lazzaroni 3
FMEA – Casi di Studio
1 Università degli Studi di [email protected] Politecnico di [email protected] Università degli Studi di Milanoe INFN [email protected]
�
INTRODUZIONE
In precedenti lavori è stata fornita unabreve panoramica delle tecniche più inuso per la valutazione delle prestazionidi fidatezza [1] di sistema sofferman-doci, in particolare, su un metodo dianalisi particolarmente utilizzato inambito industriale: l’analisi dei modi edegli effetti dei guasti (FMEA) [2]. Inquesta memoria verranno illustrati, suc-cintamente, alcuni casi di studio cheben illustrano come, all’atto pratico, siapossibile utilizzare l’analisi FMEA.Ricordiamo a tale scopo che l’analisidei modi e degli effetti di guasto èuna procedura sistematica per l’anali-si di un sistema, condotta allo scopod’individuare i potenziali modi diguasto (o le condizioni di non corret-to funzionamento), le loro cause e glieffetti sulle prestazioni del sistemastesso, ed eventualmente sulla sicurez-za delle persone e dell’ambiente [2].Se impiegata in fase di avanzata pro-gettazione, questa tecnica è in gradodi evidenziare le eventuali carenzedel sistema, in modo tale da suggeri-re le modifiche necessarie per ilmiglioramento dell’affidabilità e, piùin generale, della disponibilità [3-8].
CASO DI STUDIO 1: SISTEMA DI CONTROLLO A MICROCONTROLLOREViene qui brevemente sviluppato unesempio di analisi FMEA su un sistemadi controllo industriale a microcontrollo-re costituito da schede elettroniche divario tipo. Per brevità non è qui discus-sa la parte iniziale dell’analisi ovvero ladefinizione del sistema, la stesura deglischemi a blocchi e la definizione deiprincipi di base, cosa che peraltro im-pegna solitamente i tecnici che meglioconoscono il sistema, di norma i pro-gettisti. In Fig. 1 è riportato uno schemaa blocchi esemplificativo.L’analisi, condotta per lo più a livellodi singolo componente, ha come prin-cipale obiettivo l’analisi dei modi diguasto che possono instaurare situa-zioni pericolose per le persone. A talescopo le parti con funzioni di sicurez-za sono convalidate dimostrando laloro conformità ai principi base disicurezza e dimostrando che le speci-fiche, il progetto, l’implementazione ela scelta dei componenti è in accordocon la normativa applicabile. Il com-portamento nei confronti delle influen-ze ambientali è stato verificato ancheper mezzo di opportune prove di
compatibilità elettromagnetica (EMC).I criteri di analisi sono:1) non si studiano gli effetti dei guastiin sequenza, ovvero se in conseguen-za di un guasto altri componenti ces-sano di funzionare, il primo e tutti iguasti successivi sono consideraticome un unico evento;2) i guasti di modo comune sono consi-derati come guasti singoli (si ricordache i guasti di modo comune sono iguasti originati da un avvenimento cheprovoca contemporaneamente stati diguasto in due o più componenti);3) si verifica un solo guasto indipen-dente alla volta.
FMEA – CASE STUDIESFMEA, acronym of Failure Mode and Effect Analysis, represents a methodthat allows to analyze the effect of a fault of a component on the system towhich it belongs. This method, to be successfully applied, requires a deepknowledge of the system and allows to evaluate how a fault (or the non-cor-rect behaviour of a component or of a subsystem), influences the performancesof the entire system under test. The method will be analyzed through theanalysis of two case studies.
RIASSUNTOIl lavoro mostra, attraverso l’analisi di due casi di studio, i criteri per unacorretta applicazione della procedura FMEA. La tecnica – Analisi dei modie degli effetti di guasto – richiede la conoscenza del sistema e consente dieffettuare una valutazione di come un guasto, o il non corretto funziona-mento di un componente o di un sottosistema, condizioni le prestazioni delsistema preso in considerazione.
T_M N. 1/ 14 ƒ 67
Figura 1 – Schema di principio semplificato per il caso di studio 1 (sono riportati solo i blocchi
relativi alle tipiche funzioni fondamentali)
65-80 4-03-2014 13:17 Pagina 67

T_M ƒ 68
DISCUSSIONE ED ESCLUSIONI
Nei sistemi a microprocessore e/o amicrocontrollore deve essere sempretenuta in considerazione la possibilità diessere in presenza di un blocco del di-spositivo. Il team di progettazione valutase attivare la funzione di watch-dog soft-ware per il blocco delle uscite nel casodi loop infinito nel ciclo di programma o,addirittura, la necessità di utilizzare uncircuito di watch-dog esterno, quindi unwatch-dog hardware. La memoria, chepuò essere interna (come solitamenteaccade mei microcontrollori) o esterna aldispositivo (come tipicamente è per imicroprocessori e come illustrato, peresempio, in Fig. 1), deve essere oppor-tunamente monitorata se un suo guastopuò portare il sistema a lavorare in unacondizione non sicura o tale che possadanneggiare il sistema e/o il pezzo inlavorazione. Generalmente si tende aprogettare il sistema in modo tale che laperdita di dati non comporti l’instaurarsidi situazioni pericolose: sia perché i datiin essa memorizzati non influenzano lasicurezza, sia perché in caso di guasto ilsistema risponde (o non risponde) inmodo previsto. Vista la criticità del di-spositivo si ricorre, inoltre, a monitorarela tensione di alimentazione per mezzodi un circuito di supervisione.Sulla base di un’attenta analisi si posso-no escludere alcuni modi di guasto per:1) probabilità che si verifichi l’eventoestremamente bassa;2) esperienza tecnica comunementeaccettata;3) requisiti tecnici derivanti dall’applica-zione e dagli specifici rischi considerati.Viene quindi predisposto un elenco deiguasti esclusi a priori. Alcuni esempi atal proposito possono rivelarsi assai utiliper capire più in dettaglio l’approccio.Per i relé di sicurezza (talvolta detti acontatti legati) sono, generalmente,esclusi i seguenti guasti:i) il corto circuito tra i tre terminali di uncontatto di scambio;ii) il corto circuito tra due coppie di con-tatti e tra i contatti e la bobina;iii) la chiusura simultanea di contatti nor-malmente aperti e normalmente chiusi;iv) l’esclusione di tali guasti si evince,ad esempio, dalla documentazionefornita dal costruttore.
Per i contattori sono esclusi i seguentiguasti:1) i contatti normalmente apertirimangono chiusi anche dopo esserestati diseccitati: il guasto è evitabile, oquanto meno reso assai improbabile,grazie a criteri di progettazione im-prontati, per esempio, sul sovradi-mensionamento. A tal proposito, nelcaso in esame, viene ad esempioimpiegato un componente con corren-te nominale pari al doppio della cor-rente nel circuito, con frequenza dicommutazione assai superiore a quel-la prevista e un numero totale di com-mutazioni garantite dieci volte supe-riori a quelle previste. Il circuito su cuiopera il contattore è opportunamenteprotetto contro i corto-circuiti. Sonoinoltre presi provvedimenti affinchél’elettronica di controllo comandi l’a-pertura del contattore solo quando lacorrente è assai ridotta, idealmentenulla. Dal punto di vista delle solleci-tazioni meccaniche, l’installazione ètale per cui le vibrazioni e gli urti pre-visti sono ben al di sotto dei valorimassimi indicati dal costruttore;2) La possibilità di corto circuito tra itre terminali di un contatto di scambioe tra i contatti e la bobina è da esclu-dersi sulla base di quanto dichiaratodal costruttore; si ipotizza che il cir-cuito stampato sia ben realizzato e icomponenti saldati in maniera ade-guata;3) Infine, la chiusura simultanea dicontatti normalmente aperti e normal-mente chiusi è da escludersi qualorasi utilizzi un componente che, per
come è stato realizzato, non presentaquesto tipo di eventualità (si veda atal proposito e come esempio il casodei relé appena citati).Un altro tipico caso di modi di guastoche, sotto alcune ipotesi, possono ge-neralmente essere esclusi sono quelliin capo ai circuiti stampati. Infatti, ilcircuito stampato (sempre nel caso inesame, a doppia faccia realizzatocon materiale FR-4 con uno spessoredi 1,6 mm) è realizzato con materialedi base conforme alla norma IEC61249 e le distanze superficiali e inaria sono dimensionate in accordoalla norma IEC 60664 con gradod’inquinamento 2. Il circuito è rico-perto con un opportuno strato protetti-vo e l’involucro che contiene i circuitiha un grado minimo di protezionepari a IP 54. Si noti infine che uncorto circuito fra piste limitrofe potreb-be comunque verificarsi quando leschede elettroniche sono chiamate aoperare in ambienti polverosi, conelevato grado di umidità e in presen-za di stillicidio, e infine quando nonviene effettuata la opportuna manu-tenzione (eventualità abbastanzaricorrente in alcuni ambiti industriali).Le saldature non ben eseguite, inoltre,possono dar luogo sia a corto-circuitosia a circuito aperto.Infine si deve tener presente che nonsempre tutti i modi di guasto sono pos-sibili: alcuni componenti guastandosipossono solo andare in corto-circuitoo in circuito aperto. Nell’analisi con-dotta non si è tenuto conto di questoaspetto.
I SERIALIMISURE E FIDATEZZA
�
N.01ƒ
;2014
Figura 2 – Estratto dell’analisi FMEA per il caso di studio 1
65-80 4-03-2014 13:17 Pagina 68

T_M ƒ 69
I SERIALIMISURE E FIDATEZZA
�N.01ƒ
; 2014
parte diversa dalla precedente aconferma del fatto che non esiste unformato unico e, quindi, un modo dicondurre l’analisi completamentedefinito dalla normativa [2]. A seconda dell’ambito in cui ci sitrova a operare è possibile predi-sporre differenti tabelle di analisi. Siveda a tal proposito la semplice ma,nel caso specifico per cui è stataredatta, sufficiente tabella riportatain Fig. 4 [9] o, infine, la tabellaFMEA di Fig. 5 [9].
CONCLUSIONI
In questo articolo si è cercato d’in-quadrare, attraverso due casi di stu-
dio, la tecnica FMEA.Seguendo la proce-dura operativa giàdiscussa nel prece-dente articolo del
seriale, si è mostrato come tale tec-nica consenta di analizzare glieffetti sul sistema dei modi di guastorelativi agli elementi presenti nelsistema. Tali esempi non sonoovviamente esaustivi delle potenzia-lità di un metodo che può comunqueessere utilmente utilizzato sia infase di progettazione (come benillustrato, in particolare, dal primocaso di studio) sia in fase di verificadi sistema.
BIBLIOGRAFIA
[1] M. Catelani, L. Ciani, L. Cristaldi,M. Lazzaroni, “Fidatezza: considera-zioni generali e un approccio allavalutazione”, Tutto_Misure Anno 15,N° 3, settembre 2013, pp. 217-219,ISSN 2038-6974.[2] M. Catelani, L. Cristaldi, M. Laz-zaroni, “Tecniche di Analisi della fida-tezza: FMEA – Analisi dei modi edeffetto dei guasti”, Tutto_Misure Anno15, N° 4, Dicembre 2013, pp. 281-286, ISSN 2038-6974.[3] IEC 60812:2006 – Analysis tech-niques for system reliability – Proce-dure for Failure mode and effectsanalysis (FMEA).[4] SAE J1739, Potential FailureMode and Effects Analysis in Design(Design FMEA), Potential FailureMode and Effects Analysis in Manu-facturing and Assembly Processes(Process FMEA), and Potential Failu-re Mode and Effects Analysis forMachinery (Machinery FMEA),(revision June 2000) (1a ed., July1994).[5] AIAG, Potential Failure Mode And
Figura 3 – Estratto dell’analisi FMEA per il caso di studio 2
Figura 4 – Esempio di tabella FMEA [9] Figura 5 – Esempio di tabella FMEA [9]
REDAZIONE DELLA TABELLA FMEA
In Fig. 2 è riportato un estratto dellatabella FMEA. Si intende che è ripor-tato solo lo studio relativo ai modi diguasto di un numero assai limitato dicomponenti.
CASO DI STUDIO 2:ANALISI DI SISTEMA
In Fig. 3 è riportato un secondoesempio, questa volta non commen-tato, di analisi FMEA dove, fra i varicomponenti del sistema in esame,c’è un motore elettrico. Si noti comela tabella che raccoglie l’analisi è in
65-80 4-03-2014 13:17 Pagina 69

T_M ƒ 7 0
I SERIALIMISURE E FIDATEZZA
�
N.01ƒ
;2014
Effects Analysis (FMEA), 3a edn. (July2001)[6] A.N.F.I.A., FMEA – Linee Guida perl’applicazione della FMEA, ANFIAQUALITÀ 009, Edizione N° 2 (2006).[7] M. Lazzaroni, L. Cristaldi, L. Peret-to, P. Rinaldi and M. Catelani, Relia-bility Engineering: Basic Conceptsand Applications in ICT, Springer,ISBN 978-3-642-20982-6, e-ISBN978-3-642-20983-3, DOI 10.1007/978-3-642-20983-3, 2011 Springer-Verlag, Berlin Heidelberg.[8] M. Catelani, L. Cristaldi, M. Lazza-roni, L. Peretto, P. Rinaldi, “L’affidabilitànella moderna progettazione: un ele-mento competitivo che collega sicurez-za e certificazione”, Collana I quader-ni del GMEE, Vol. 1 Editore: A&T, Tori-no, 2008, ISBN 88-90314907, ISBN-13: 9788890314902.[9] Prof. M. Catelani, Università degliStudi di Firenze, Lucidi delle lezionidisponibili: www.det.unifi.it
Marcantonio Catelani è Professore Ordinario di Misure Elettri-che ed Elettroniche presso il Dipartimento di Ingegneria dell’Infor-mazione dell’Università di Firenze. La sua attività di ricerca si svol-ge prevalentemente nei settori dell’Affidabilità, della diagnostica equalificazione di componenti e sistemi, del controllo della qualità edel miglioramento dei processi. Fa parte del CT 56 – Affidabilità –del CEI ed è coordinatore di gruppi di ricerca, anche applicata,
delle tematiche citate.
Loredana Cristaldi è Professore Associato di Misure Elettriche edElettroniche presso il Dipartimento di Elettrotecnica del Politecnico diMilano. La sua attività di ricerca è svolta principalmente nei campidelle misure di grandezze elettriche in regime distorto e dei metodidi misura per l’affidabilità, il monitoraggio e la diagnosi di sistemiindustriali. Fa parte del CT 56 – Affidabilità – del CEI.
Massimo Lazzaroni è Professore Associato di Misure Elettriche edElettroniche presso il Dipartimento di Fisica dell’Università degli Studidi Milano. La sua attività di ricerca è rivolta alle misure per le appli-cazioni industriali, per la diagnostica dei sistemi industriali, per l’Affi-dabilità e il Controllo della Qualità. Fa parte del CT 85/66 – Strumentidi misura delle grandezze elettromagnetiche Strumentazione di misu-ra, di controllo e di laboratorio e del CT 56 – Affidabilità del CEI.
SIMULAZIONI ANCORA PIÙ RAPIDE ED EFFICACI CON COMSOL MULTIPHYSICS®
VERSIONE 4.4
COMSOL lancia la Versione 4.4 delsoftware di modellazione COMSOL Mul-tiphysics®, la potente piattaforma disimulazione usata da aziende, centri diricerca e università di tutto il mondo perprogettare un’ampia gamma di applica-zioni in ambito meccanico, fluidodinami-co, chimico, elettromagnetico e nonsolo. Grazie alle novità introdotte in questanuova versione, lavorare con COMSOLMultiphysics diventa ancora più sempli-ce e immediato:- La nuova interfaccia COMSOL Desktoppresenta una barra multifunzione cheagevola la ricerca e l’utilizzo degli stru-menti di simulazione e rende più rapidele operazioni di modellazione. In essa icomandi sono associati e ordinati secon-
NEW S �
do le principali operazioni di modellazio-ne, a loro volta raggruppate in appositeschede secondo definizione, geometria,fisica, mesh, studio e risultati.– La struttura ad albero per il settaggio deimodelli multifisici contiene ora un nuovonodo denominato Multiphysics, che sem-plifica la definizione dei modelli poichéconsente di combinare in modo immedia-to interfacce fisiche diverse per creare gliaccoppiamenti multifisici desiderati. – Il nuovo Mixer Module, add-on del CFD
Module, è destinato alla progettazione eall’ottimizzazione di agitatori e mixer uti-lizzati nella lavorazione di prodotti far-maceutici, alimentari, chimici e di consu-mo. La Versione 4.4 potenzia inoltre numero-se funzionalità già presenti nel software,per rendere le simulazioni ancora piùefficaci e accurate. Per esplorare tutte le novità di COMSOLMultiphysics 4.4:www.COMSOL.it/release/4.4
65-80 4-03-2014 13:17 Pagina 70

METR
OLO
GIA
LEGALE
EFO
RENSE
I contatori elettrici:il caso in ParlamentoIn attesa di specifiche norme di riferimento
�
T_M N. 1/ 14 ƒ 7 1
A cura dell’Avv. Veronica Scotti ([email protected]) www.avvocatoscotti.com
LEGAL AND FORENSIC METROLOGYThis section intends to discuss the great changes on LegalMetrology after the application of the Dlgs 22/2007, the so-called MID directive. In particular, it provides information,tips and warnings to all “metric users” in need of organiza-tions that can certify their metric instruments according to theDirective. This section is also devoted to enlighting aspects of
ethical codes during forensic activities where measurements are involved.Please send all your inquiries to Ms. Scotti or to the Director!
RIASSUNTOQuesta rubrica intende discutere i significativi cambiamenti in tema di Metro-logia Legale a seguito dell’entrata in vigore del Dlgs 22/2007, altrimenti dettoDirettiva MID. In particolare, vuole fornire utili informazioni, consigli e ammo-nimenti a tutti gli “utenti Metrici” che si rivolgono per reperire informazioni suEnti e organizzazioni notificate per la certificazione del loro prodotto/stru-mento secondo la Direttiva. La rubrica tratta anche di aspetti etici correlati allosvolgimento di misurazioni legate ad attività in ambito forense (CTU, CTP). Scri-vete all’Avv. Scotti o al Direttore, e verrete accontentati!
LA DIRETTIVA MID E IL SUO RECEPIMENTO
Come è a tutti noto, la direttiva MID(direttiva 2004/22/CE) è stata recepitain Italia mediante un decreto legislativoemanato nel 2007 (Decreto legislativon. 22/2007). Al riguardo si rendeopportuno precisare, come già in altricommenti qui pubblicati, che il decretolegislativo rappresenta uno strumento dilegiferazione atipico in quanto il proce-dimento non è direttamente gestito dalParlamento (come avviene per le leggiordinarie), ma l’organismo parlamenta-re incarica il Governo, mediante unalegge delega che definisce limiti e con-tenuti del successivo atto normativodemandato all’esecutivo, di provvederea emanare un provvedimento aventeforza di legge denominato appuntodecreto legislativo.Ora, trascurando valutazioni circa icasi di opportunità o meno di un simileprocedimento legislativo, va evidenzia-to che, nel caso in cui il Governo inclu-da nel provvedimento elementi e aspet-ti non puntualmente disciplinati e con-
templati nella legge delega, ovveroecceda nel potere conferitogli dal Par-lamento, il decreto così emanato nonpuò ritenersi legittimo e si presta a cen-sure circa la sua validità. Tale circo-stanza è ricollegabile al fatto che ilGoverno, in tale sede, esercita un pote-re che la Costituzione demanda, in viapressoché esclusiva, all’assemblea par-lamentare e non all’organo esecutivo.Si evitano così situazioni in cui i prov-vedimenti legislativi risultino dettati piùda esigenze contingenti (che sono dadisciplinarsi mediante decreti leggetemporanei sottoposti poi al vaglio delParlamento per la loro conversione inlegge) che da interessi generali di piùampio respiro, meglio tutelati e soddi-sfatti mediante il procedimento legislati-vo tipico.Specificatamente in ordine al decretolegislativo n 22/2007, va rilevato che,con la legge delega (Legge 18/04/2005 n 62), il Parlamento ha deman-dato al Governo il recepimento delladirettiva MID indicando i principi di rife-rimento e i criteri direttivi che il provve-dimento avrebbe dovuto rispettare, in
osservanza di quanto stabilito dalladirettiva e ripercorrendone il contenuto.In particolare, per quanto concerne glistrumenti di misura non conformi allanormativa, la legge delega stabilivache il provvedimento del Governoavrebbe dovuto:“e) prevedere che gli strumenti dimisura, soggetti a controlli metrologicilegali, non conformi alle prescrizionidella direttiva, non possono esserecommercializzati né utilizzati per lefunzioni di cui alla lettera c) (NdA: Lefunzioni indicate dalla legge delegaper gli strumenti di misura sono le stes-se indicate nella direttiva MID, ovveronel caso la funzione della misurainvesta motivi d’interesse pubblico,sanità pubblica, sicurezza pubblica,ordine pubblico, protezione dell’am-biente, tutela dei consumatori, imposi-zione di tasse e diritti, lealtà delletransazioni commerciali);f) prevedere che, qualora venga accer-tata l’indebita apposizione della mar-catura “CE”, nel rispetto delle disposi-zioni previste dall’articolo 21 delladirettiva, vengano introdotte misurefinalizzate a stabilire l’obbligo di:1) conformarsi alle disposizioni comu-nitarie in materia di marcatura “CE”;2) limitare o vietare l’utilizzo o la com-mercializzazione dello strumento dimisura non conforme;3) ritirare dal mercato, ove necessa-rio, lo strumento non conforme;g) prevedere sanzioni amministrativevolte a dissuadere la commercializza-zione e la messa in servizio di stru-menti di misura non conformi alle di-sposizioni della direttiva;h) prevedere l’armonizzazione delladisciplina dei controlli metrologicilegali intesi a verificare che uno stru-mento di misura sia in grado di svol-gere le funzioni cui è destinato”.Il testo licenziato come decreto legislati-vo 22/2007 corrisponde in larga partea quanto sopra indicato e riporta fedel-
65-80 4-03-2014 13:17 Pagina 71

METROLOGIALEGALE E FORENSE
�
T_M ƒ 7 2
mente le disposizioni della direttiva. Tut-tavia il provvedimento in oggetto pre-senta alcune peculiarità, non contem-plate né nella legge delega né nelladirettiva (quanto meno non espressa-mente contemplate). Tra queste, in spe-cie, quanto previsto all’art 22 comma 3che testualmente stabilisce che “I dispo-sitivi e i sistemi di misura di cui all’arti-colo 1, comma 1, se utilizzati per lefunzioni di misura previste al comma 2del medesimo articolo e per i quali lanormativa in vigore fino al 30 ottobre2006 non prevede i controlli metrologi-ci legali, qualora già messi in servizioalla data di entrata in vigore del pre-sente decreto, potranno continuare aessere utilizzati anche senza esseresottoposti a detti controlli, purchénon rimossi dal luogo di utilizzazione”.Tale previsione, oltre che presentareproblemi di legittimità in quanto adotta-ta oltre i limiti definiti nella legge dele-ga che, se non rispettati, consentono ladeclaratoria d’illegittimità della normacosì emanata, confligge apertamentecon lo scopo della direttiva e, conse-guentemente, del recepimento. Infattinon si comprende come possano con-temporaneamente coesistere norme cheimpongano controlli dell’attendibilitàdelle misure effettuate da determinatistrumenti, e al contempo disposizioniche consentano l’utilizzo dei medesimistrumenti di misura (anche se mai disci-plinati con norme “metrologiche”) pur-chè non rimossi dalla loro sedeoriginaria.Alla luce di quanto sopra riportato,nonché in considerazione delle dispo-sizioni contenute nella direttiva MID,appare (alla scrivente) dubbia la legit-timità della previsione contenutaall’art. 22, c. 3 del dlgs 22/2007,anche in ragione del titolo assegnatoa tale disposto normativo. Trattasi,infatti, di disposizioni transitorie (??)che, evidentemente e in aperto con-trasto con l’asserita loro natura (desu-mibile dalla denominazione), hannoinvece effetto sanante e definitivo.In aggiunta, mentre per gli altri stru-menti di misura sono stati emanati (osono in corso di emanazione) i decre-ti ministeriali relativi a requisiti proveecc. (di cui ai vari allegati della diret-tiva MID), i contatori di energia
elettrica sono ancora privi dispecifiche norme di riferimento.Data la numerosità di detti strumentidi misura, con il conseguente rischiod’importanti non conformità, la pro-blematica è stata portata all’attenzio-ne del Parlamento mediante un’appo-sita interrogazione a risposta scritta.
L’INTERROGAZIONE PARLAMENTARE
Nella seduta n. 98/2013 del 16/10/2013 alla Camera, alcuni deputatihanno sollevato la questione relativaalla carenza normativa per i contatorielettronici di elettricità, sottolineando,oltre alla delicatezza del settore (vitaleper usi domestici e industriali), la neces-sità di un intervento normativo urgenteche consenta di disciplinare compiuta-mente tale ambito.Secondo quanto prospettato nell’inter-rogazione “di fatto i cosiddetti contato-ri “intelligenti” sono apparecchi nonomologati scrupolosamente, mai verifi-cati da un ente terzo incaricato dalloStato, certificati solo su base volontariadall’“IMQ” (Istituto italiano del Marchiodi Qualità), e, come di nuovo segnala-to da riviste di settore, spesso marchiaticon un “CE” identico nella grafica almarchio “China Export” che solleva piùdi un dubbio sulla loro conformità allalegislazione europea”. Inoltre si eviden-zia come, nonostante nel dlgs22/2007 sia stato assegnato il compi-to di vigilare al Ministero per lo Svilup-po Economico, non siano state definitele modalità per le verifiche.La commissione della Camera per leattività produttive ha provveduto a for-nire risposta al quesito posto, ricono-scendo l’esistenza della lamentatalacuna e giustificandola, in primis,sulla scorta della natura pubblica diEnel fino ad anni recenti e, seconda-riamente, evidenziando la generaleassenza nel panorama norma-tivo di apposite norme metrolo-giche riguardanti i contatorielettronici i quali, ai fini della loroliceità, dovevano essere conformi aisoli requisiti definiti dal CEI senza ulte-riori verifiche od omologazioni disorta. Dopo una digressione sulla
legittimità dei contatori elettronici prividi marcatura metrologica e privi dicontrolli, all’interno della quale si evi-denzia il ruolo anche dell’AEEG qualeorganismo normativo, la Commissio-ne precisa, nella propria risposta, chesono in corso i lavori per l’adegua-mento della normativa e sono in fasedi studio le apposite disposizioni tec-niche per i contatori di energia elettri-ca, fermo restando, comunque e inogni caso, il limite temporale delladisciplina transitoria posta nel decre-to, che consente la commercializza-zione di contatori non verificati fino al30 ottobre 2016, nonché fatto salvo(NdR) quanto stabilito con riguardo aicontatori installati prima del 2006(art. 22 comma 3 bis dlgs. 22/2007).La (comprensibile) preoccupazioneprincipale che ha dato origine a taleinterrogazione è stata principalmentequella di tutelare la trasparenza eliceità sul mercato “visto che il sistemaattuale presenta una serie di criticitàtali da rischiare l’aggravio ingiustifi-cato delle bollette degli utenti”. Riten-go tuttavia opportuno evidenziare,contrariamente a quanto sostenutonella suddetta interrogazione, che lamancanza di conformità dei contatorielettronici alle pertinenti norme metro-logiche non significa automaticamen-te difformità dannosa per gli utenti; vanecessariamente ricordato che l’erro-re, ipoteticamente rilevabile medianteuna verifica metrologica sullo stru-mento, potrebbe presentare aspettifavorevoli per l’utente (a.e.: misura-zione inferiore a quanto consumato)e, pertanto, in danno al distributore ovenditore di energia, con sorprenden-ti (in senso negativo) risultati per colo-ro i quali cavalcano la tesi della natu-ra truffaldina dei contatori.Certamente tale asserzione non giusti-fica il totale disinteresse e tra-scuratezza con cui sono attual-mente gestiti i contatori elettro-nici (privi totalmente di controlli), siaper carenze dell’ente proprietario,installatore e utilizzatore, sia a causadell’importante lacuna normativa.Restiamo in attesa dei decreti attuati-vi, secondo le rigorose tempistichelegislative che, per tradizione, hannosempre caratterizzato il nostro Paese.
N.01ƒ
;2014
65-80 4-03-2014 13:17 Pagina 72

Rubrica a cura di Franco Docchio, Alfredo Cigada, Anna Spalla e Stefano Agosteo
Dalle Associazioni Universitariedi Misuristi
SPAZ
IOAS
SOCI
AZIO
NIUN
IVER
SITA
RIE
MIS
URIS
TI
�
THE ITALIAN UNIVERSITY ASSOCIATIONS FOR MEASUREMENTThis section groups all the significant information from the main UniversityAssociations in Measurement Science and Technology: GMEE (Electrical andElectronic Measurement), GMMT (Mechanical and Thermal Measurements),AUTEC (Cartography and Topography), and Nuclear Measurements.
RIASSUNTOQuesta rubrica riassume i contributi e le notizie che provengono dalle mag-giori Associazioni Universitarie che si occupano di scienza e tecnologia dellemisure: il GMEE (Associazione Gruppo Misure Elettriche ed Elettroniche), ilGMMT (Gruppo Misure Meccaniche e Termiche), l’AUTEC (Associazione Uni-versitari di Topografia e Cartografia) e il Gruppo di Misure Nucleari.
direttamente al mondo accademico,ritengo che i punti più significativi pos-sano essere così riassunti:Congressi AnnualiIl Congresso Annuale del 2013 (Tren-to) ha visto una buona partecipazione(anche in termini di sponsorizzazioniindustriali) e si è chiuso con un utile dicirca 8.000 € (da dividere tra GMEEe Università di Trento). Il Convegnodel 2014 si terrà ad Ancona, nelmese di Settembre probabilmente neigiorni da 11 a 13 (da confermare), ilConvegno del 2015 sarà probabil-mente sostenuto dal Politecnico diMilano, con la collaborazione delGruppo di Misure Meccaniche e Ter-miche, e si terrà a Lecco, mentre per il2016 vi è l’ipotesi, da confermare, diBenevento.Scuola di Dottorato “Gorini”L’edizione del 2013 si è conclusapositivamente, assicurando anche unadeguato margine di utile, e l’edizio-ne del 2014 si terrà a Lecce (1-5 Set-tembre) con il titolo “Misure e disposi-tivi per l’innovazione e il trasferimen-to tecnologico”.Giornata della Misurazione 2014L’edizione del 2014 si terrà, come diconsueto, a Roma nella settimana dal16 al 20 Giugno (probabilmente lune-dì 16 al mattino si terrà il CD e le atti-vità della Giornata della Misurazionepartiranno il pomeriggio e si conclu-
deranno martedì 17 Giugno, ma que-ste date dovranno essere confermate).Rivista Tutto MisureFranco Docchio, confermato comeDirettore Responsabile, ha fornitoinformazioni sull’andamento economi-co (praticamente in linea con il trenddegli ultimi anni) e ha sottolineato ladisponibilità della rivista per presen-tare articoli e informazioni dal mondoindustriale (anche notizie su brevetti,nuovi prodotti, presentazioni, anda-menti economici aziendali ecc.).Borsa di Studio e Premio per DottoratoSi confermano anche per il 2014(notando come debba essere incre-mentata la diffusione dell’informazio-ne per assicurare una più adeguatapartecipazione).QuoteVengono confermate le quote che, peri Soci Ordinari, sono pari a 40 Euro(al momento attuale risultano solo 7Soci Ordinari in regola con il paga-mento). La partecipazione di questacategoria di Soci è molto ridotta edovrà essere posta attenzione perassicurare una corretta presenza nellanostra Associazione da parte delmondo non accademico.Libro di Sergio Sartori sulla Storia delle MisureSi procederà alla stampa e alla pub-blicazione informatica con un Editoreda selezionare.Ricerche finanziateUn punto particolarmente significativoriguarda un bando che verrà emessoda EURAMET a metà Febbraio 2014per le Misure per l’Industria nell’ambi-to dell’European Metrology Program-me for Innovation and Metrology
T_M N. 1/ 14 ƒ 7 3
GMEE: GRUPPO MISURE ELETTRI-CHE ED ELETTRONICHE
Dal Rappresen-tante dei SociOrdinari delGMEE, Rober-to Buccianti,riceviamo e
pubblichiamo l’estratto del ConsiglioDirettivo del GMEE del 12.12.2013.
Cari Soci Ordinari del GMEE,come probabilmentesapete, nel corso del-l’ultima Assembleasono stato confermatocome vostro Rappre-sentante nel ConsiglioDirettivo e sono quindia vostra disposizioneper potere riportare
ogni eventuale vostro pensiero o sug-gerimento in Consiglio. Nell’ultimariunione del Consiglio (tenutasi il 12Dicembre a Milano) sono stati toccatimolti argomenti che hanno riguardatola vita della nostra Associazione e lasituazione universitaria nazionale.In estrema sintesi e pensando di evi-denziare le tematiche che maggior-mente possono interessarci come SociOrdinari con particolare attenzione almondo industriale e trascurando quin-di in questa sede gli aspetti legati più
65-80 4-03-2014 13:17 Pagina 73

T_M ƒ 7 4
N.01ƒ
;2014
SPAZIO ASSOCIAZIONIUNIVERSITARIE MISURISTI
�
(EMPIR). La gestione è da parte degliIstituti Metrologici Nazionali ma èaperta la collaborazione del mondoindustriale sia per mettere a punto gliobiettivi delle ricerche sia, ovviamente,per partecipare attivamente alle ricer-che (maggiori dettagli organizzativi etemporali sono disponibili sul sitohttp://www.euramet.org/index.php?id=research_empir). Un se-condo bando EURAMET (estate 2014)chiederà di formulare progetti di ricer-ca e sviluppo su una selezione deitemi proposti per un accesso compe-titivo al finanziamento. È attesaun’importante partecipazione indu-striale, con relativa assunzioned’impegni finanziari e contrattuali. Iprogetti finanziati avranno avvio nelcorso del 2015.Credo che gli argomenti che ho sinte-tizzato siano di reale interesse per ilmondo industriale (in particolare perla formazione permanente dei colla-boratori con la partecipazione aiConvegni e alla Scuola Gorini, per lapubblicizzazione dei risultati azien-dali tramite la nostra rivista e per lapartecipazione alle attività di ricercafinanziate) e resto quindi a vostra di-sposizione per gli approfondimentiche potete ritenere utili.Con l’occasione, formulo a tutti i mieimigliori auguri per queste festività e perun sereno e proficuo anno nuovo.Roberto BucciantiMilano, 24 Dicembre 2013
GMMT: GRUPPO MISURE MECCANICHE E TERMICHE
Congresso di Misure Meccaniche e Termiche 2014 adAnconaIl congresso di Misure Meccaniche eTermiche si terrà i prossimi 11-13 set-tembre 2014 ad Ancona. Si ricordala scadenza del 28 marzo per lapresentazione di abstract. Gli exten-ded abstract da due pagine vannoinviati alla Segreteria del Gruppo:[email protected] lavori più interessanti saranno selezio-nati per pubblicazione su una rivistainternazionale prestigiosa per il mondodelle Misure.
Lanciato il progetto Marie Curie-People del 7° Programma QuadroENHANCED coordinato dall’Università Politecnica delle MarcheIl progetto ENHANCED (joined Expe-rimental and Numerical methods forHumAN CEntered interior noiseDesign) è un European Industrial Doc-torate (EID) finanziato nell’ambitodelle azioni Marie Curie-People del7° Programma Quadro per la mobili-tà dei ricercatori. Prevede l’arruola-mento di tre dottorandi che svolganoil 50% della loro attività in ambitoaccademico e il 50% in ambito indu-striale.Il progetto, di durata di 48 mesi, halo scopo di sviluppare procedure esoluzioni per la caratterizzazione el’ottimizzazione del design dell’acu-stica interna degli autoveicoli per ilmiglioramento della percezione deipasseggeri. Il consorzio è costituitodall’Università Politecnica delle Mar-che che ha il ruolo di coordinatore,dal partner industriale LMS, da Sie-mens Business del Belgio e da AIVE-LA, partner associato che si occuperàdelle azioni di disseminazione e trai-ning.
Coordinamento Scientifico:• UNVIPM/DIISM:Paolo Castellini• LMS International:Karl JanssensResponsabile AIVELA:Prof. Enrico PrimoTomasiniIl 16 Gennaio 2014
è stato organizzato presso la sededella Facoltà di Ingegneria dell’Uni-versità Politecnica delle Marche ilWelcome Day del progetto per dareil benvenuto ai 3 Dottoranti diEnhanced: Mateusz Matuszewski(Polonia) – Master Degree in Acou-stics @ Adam Mickiewicz University,Poznan, Claudio Colangeli (Italia) –Laurea in Ingegneria Meccanica @Università Politecnica delle Marche,Giampiero Accardo (Italia) – Laureain Ingengeria Aerospaziale @ Uni-versità degli Studi di Roma “LaSapienza”.
ABILITAZIONI SCIENTIFICHENAZIONALI – ELENCHI DEGLI ABILITATI NEL SETTORECONCORSUALE MISURE
Si sono con-clusi, per mol-ti settori con-corsuali delMIUR, i la-
vori delle Commissioni per le Abilita-zioni Scientifiche Nazionali (ASN),prima tornata 2012. Pubblichiamoqui i nominativi dei candidati abilitatialla seconda Fascia (Professore Asso-ciato) e alla Prima Fascia (ProfessoreOrdinario) nel settore concorsualeMISURE (09/E4) che raggruppa, co-me è noto, i Settori Scientifico Disci-plinari ING-INF/07 (Misure Elettricheed Elettroniche) e ING-IND/12 (Misu-re Meccaniche e Termiche). A tutti ineoabilitati le felicitazioni da partedel Comitato Editoriale della Rivista!
Abilitazioni alla Seconda FasciaCAPRIGLIONE Domenico, CATALDOAndrea Maria, COSENTINO Valentina,DE VITO Luca, DEPARI Alessandro, FER-RARI Paolo, GALLO Daniele, GAVIOSORoberto Maria, GIANNONE Pietro,MACII David, MANZONI Stefano,MARTARELLI Milena, MONTANINIRoberto, MOSCHITTA Antonio, NOR-GIA Michele, PAOLILLO Alfredo, PATA-NE Fabrizio, PERTILE Marco, PIUZZIEmanuele, SALICONE Simona, SCALISELorenzo, SISINNI Emiliano, SULIS Sara,TEPPATI Valeria, TINARELLI Roberto, TRA-VERSO Pier Andrea, VADURSI Michele,VALLAN Alberto, ZAPPA Emanuele.
Abilitazioni alla Prima FasciaANDÓ Bruno, ARPAIA Pasquale, ATTI-VISSIMO Filippo, BAGLIO Salvatore,CALLEGARO Luca, CASTELLINI Paolo,CATALIOTTI Antonio, D’ACQUISTO Leo-nardo, D’ANTONA Gabriele, DECECCO Mariolino, DEBEI Stefano,FLAMMINI Alessandra, FORT Ada,GRAZIANI Salvatore, MALCOVATIPiero, MUSCAS Carlo, PERETTO Loren-zo, RAPUANO Sergio, REVEL GianMarco, RIZZO Piervincenzo, ROVATILuigi, SILVESTRI Sergio, TAVELLA Patri-zia, TELLINI Bernardo.
65-80 4-03-2014 13:17 Pagina 74

Non conformità, azioni correttive, azioni preventive,reclami e miglioramento - Parte decimaMiglioramento e azioni preventiveC
OM
MENTI
ALLE
NORM
E
�
A great success has been attributed to this interesting series of comments byNicola Dell’Arena to the Standard UNI CEI EN ISO/IEC 17025.
RIASSUNTOSi conclude con questo numero l’ampia e interessante serie di commenti diNicola Dell’Arena alla norma UNI CEI EN ISO/IEC 17025. I temi trattatisono: La struttura della documentazione (n.4/2000); Controllo dei documentie delle registrazioni (n. 1/2001 e n. 2/2001); Rapporto tra cliente e labora-torio (n. 3/2001 e n. 4/2001); Approvvigionamento e subappalto (n.3/2002 e n.1/2003); Metodi di prova e taratura (n. 4/2003, n. 2/2004 en. 3/2004); Il Controllo dei dati (n. 1/2005); Gestione delle Apparecchiatu-re (n. 3/2005, n. 4/2005, n. 3/2006, n. 3/2006, n. 4/2006, n. 1/2007 en. 3/2007); Luogo di lavoro e condizioni ambientali (n. 3/2007, n. 2/2008 en. 3/2008); il Campionamento (n. 4/2008 e n. 1/2009); Manipolazionedegli oggetti (n. 4/2009 e n. 2/2010), Assicurazione della qualità parte 1.a(n. 4/2010); Assicurazione della qualità parte 2.a (n. 1/2011); Assicurazio-ne della qualità parte 3.a (n. 2/2011). Non conformità, azioni correttive, ecc.parte 1.a (n. 4 /2011), parte 2.a (n. 1/2012), parte 3.a (n. 2/2012), parte4.a (n. 3/2012), parte 5.a (n. 4/2012), parte 6.a (n. 1/2013), parte 7.a (n. 2/2013), parte 8.a (n. 3/2013), parte 9.a (n. 4/2013).
PROCEDURE E AZIONI PREVENTIVE
Al punto 4.12.2 la norma prescrive che“le procedure per le azioni preventivedevono comprendere l’inizio di taliazioni e l’attuazione dei controlli perassicurare che esse siano efficaci”.Come al solito, la norma parla al plu-rale (procedure), ma in realtà il labo-ratorio ha bisogno di emettere un solaprocedura gestionale e nessuna pro-cedura tecnica. Si ricorda che, nellaISO 9001, tra le poche procedurerichieste c’è quella sulle azioni pre-ventive. Inoltre c’è da far notare, che
a differenza degli altri requisiti, nonprescrive una politica.Vediamo in dettaglio che cosa, secon-do la norma, deve contenere la pro-cedura:1) l’inizio delle azioni;2) l’attuazione dei controlli.È, a mio parere, un contenuto since-ramente misero rispetto a quello chedeve contenere una procedura gestio-nale, e tra l’altro non so cosa sia sug-geribile inserire per quanto riguardal’inizio delle azioni.Una procedura sulle azioni preventivedeve contenere gli stessi criteri e le stes-se modalità delle azioni correttive, eprecisamente (i) individuazione dellapotenziale non conformità e obiettivi dimiglioramento, (ii) analisi delle cause,(iii) proposte di soluzione e loro appro-vazione, (iv) attuazione delle azioni,(v) verifica dell’attuazione e dell’effica-cia delle azioni. Le responsabilità pos-sono essere uguali o diverse (anche senon lo consiglio) rispetto a quelle delleazioni correttive soprattutto nell’appro-vazione delle soluzioni.
La norma al punto 4.12.2. riporta duenote. La prima è “l’azione preventivaè un processo pro-attivo utile per iden-tificare opportunità di miglioramento,anziché un processo di reazione aseguito dell’identificazione di proble-mi o reclami”. Essa non aggiungenulla alle prescrizioni della norma ealla qualità del laboratorio. Secondoil normatore doveva servire a far capi-re meglio la differenza con l’azionecorrettiva, ma non era necessaria.Introduce il termine reclamo la cuisoluzione può derivare anche daazioni correttive. La seconda è “oltreil riesame delle procedure operative,l’azione preventiva può comportarel’analisi dei dati, compresa l’analisidelle tendenze e dei rischi e di risulta-ti di prove valutative”. Anche questaseconda nota non aggiunge nulla allanorma, ma precisa tutti gli argomentiche riguardano azioni preventive dicarattere tecnico, e tutti gli strumentiche si utilizzano raramente in un labo-ratorio. Per le azioni preventive dicarattere gestionale si usano altri stru-menti più semplici di quelli elencati.
POSIZIONE DI ACCREDIA SULLE AZIONI PREVENTIVE
Accredia, sia per i laboratori di tara-tura, sia per quelli di prova riporta,per i due requisiti sulle azioni preven-tive, la frase “si applica quanto previ-sto dalla norma”. Sinceramente sipoteva aggiungere qualcosa sul con-tenuto della procedura gestionale mava bene anche così.
RECLAMO
Al punto 4.8 la norma prescrive “illaboratorio deve possedere una politi-ca e una procedura per la risoluzionedei reclami ricevuti dai cliente o da
T_M N. 1/ 14 ƒ 7 5
65-80 4-03-2014 13:17 Pagina 75

T_M ƒ 7 6
COMMENTIALLE NORME
�
N.01ƒ
;2014
altre parti”. Come si vede la normaprescrive politica e procedura, ma inquesto caso, vista la semplicità delrequisito, basta riportare sul Manualedella Qualità come si agisce perrispettare il requisito e la politicaaziendale, senza emettere nessunaprocedura gestionale.La norma non porta la definizione direclamo ma tutti conosciamo il suosignificato. Il reclamo può essere fattodal cliente o da una organizzazioneo persona che utilizza il servizio e idati forniti dal cliente. Il reclamo puòessere fatto su tutto il servizio (e quin-di può riguardare argomenti ammini-strativi, temporali, tecnici e gestionali)e su tutti i requisiti della 17025.Generalmente il reclamo inizia conuna segnalazione scritta da parte delricorrente. In questo contesto, la poli-tica del laboratorio deve essere quel-la di accettare solo reclami scritti enon quelli orali. Poi all’interno dellaboratorio deve seguire lo stesso iterdelle non conformità: analisi dellecause, proposta di soluzione, attua-zione delle azioni correttive o preven-tive, verifica dell’attuazione, e allafine la risposta scritta al ricorrente. Leresponsabilità generalmente sono lestesse di quelle delle azioni correttive,
ma in questo caso la massima dire-zione deve essere maggiormentecoinvolta in prima persona.Il secondo capoverso prescrive che illaboratorio “deve conservare le regi-strazioni di tutti i reclami, così comedelle indagini e delle azioni correttiveeffettuate”. L’esistenza di questo requi-sito è naturale, lavorando con i siste-mi qualità, ed esso è semplice daapplicare, ricordando che deve esse-re conservata tutta la documentazioneemessa al riguardo.
POSIZIONE DI ACCREDIA SUL RECLAMO
Per i laboratori di prova Accredia pre-scrive la laconica frase “si applica ilrequisito di norma” e ciò va bene vistala semplicità del requisito e la suacompletezza nella norma. Per i labo-ratori di taratura Accredia aggiunge ilseguente requisito: “nell’applicazionedei requisiti della norma, il Laborato-rio/Centro deve distinguere i reclamidi carattere tecnico da quelli di carat-tere gestionale e attribuire la respon-sabilità per la risoluzione alla funzionecompetente”. Nell’applicazione delleazioni correttive è prevista la diversa
responsabilità della risoluzione per cuiil requisito aggiunto non serve anchese fa bene precisarlo.Sempre per i laboratori di taratura,Accredia ha emesso un appositomodulo (la sigla è MD-10-01-DT) perreclami e segnalazioni che il recla-mante deve utilizzare per reclamiverso Accredia e verso i laboratoriaccreditati. È uno strumento utile cheunifica il comportamento di tutti ireclamanti. Nella mia esperienza nonho mai suggerito una registrazione (iltermine “modulo” non mi piace pernulla) per i reclami e ho lasciato libe-ra la società. Naturalmente il labora-torio dovrà utilizzare, oltre a questo,la registrazione adottata per le azionicorrettive o preventive.
CONCLUSIONE
Sono arrivato alla fine di una serie diarticoli in cui sono state messe in evi-denza luci e ombre di 5 requisiti della17025 e dove ho riportato modalitàed esempi di applicazione. Alla fineposso dire, visto che l’applicazione èuguale per tutti, che i requisiti poteva-no ridursi a 2: Non conformità e azio-ni correttive.
SOLUZIONI EFFICACI DI CONTROLLO, PORTATA E REGOLAZIONE DI PROCESSO
Sin dal 1984, ASIT INSTRUMENTS srl diOrbassano (TO) si pone al servizio del-l’industria, con efficaci soluzioni di con-trollo, portata e regolazione di processo.L’esperienza acquisita in questi 30 anniha consentito all’azienda torinese diampliare la gamma di strumentazionetrattata, attraverso una propria produ-zione di sensori di temperatura, cometermoresistenze e termocoppie, destinatisia ai laboratori che all’industria, inregime di qualità ISO 9001:2008 e concertificazione di tipo ATEX per le aree dirischio dove è essenziale ottenere le
NEW S
�
misure di temperatura in piena sicurezza.Asit Instruments non si limita alla fornituradi strumenti di misura e controllo e dellarelativa assistenza, ma offre anche servi-zi di taratura, nell’ambito della Tempe-ratura, Umidità Relativa dell’Aria, Gran-dezze Elettriche e Pressione. Il laboratorio di taratura interno è accre-ditato da ACCREDIA (Centro LAT N°150), in conformità alla norma UNI CEIEN ISO/IEC 17025, per lataratura dei seguenti strumen-ti: – Temperatura– Umidità Relativa e Tempe-ratura dell’Aria– Pressione assoluta o amezzo gas (-1 ÷ 70) bar.– Pressione relativa mezzoliquido (4 ÷ 1400) bar- Vuoto e riferimenti di pres-sione assoluta (0,005 ÷ 10)bar– Grandezze elettriche inbassa frequenza
Per l’anno corrente, a conferma dei 30anni di crescita costante, Asit Instru-ments ha come obiettivo l’integrazionenella propria tabella di accreditamentodelle seguenti grandezze, in fase di pre-parazione: Taratura di Massa eBilance – Tempo e Frequenza.
Per ulteriori informazioni:www.asitinstruments.it
65-80 4-03-2014 13:17 Pagina 76

T_M ƒ 7 7
Forti di un’esperienza applicativa di 40 anni e di oltre 70.000 stru-menti venduti nel mondo, ATEQ ha sviluppato un nuovo strumento di
prova di tenuta per sod-disfare le vostre aspetta-tive: F620. Nuovomodulo pneumaticodifferenziale, nuovaelettronica, nuova inter-faccia, nuovi accessori,....Tutto è stato progettato
per rendere il test di tenuta industriale, rapido, sicuro e facile da usare,garantendo prestazioni e affidabilità della misura. Con l’ F620 si di-spone di un dispositivo con il miglior rapporto qualità / prezzo / ser-vizio, ideale per applicazioni nei settori automotive, elettrodomestico,medicale, aeronautico, armamenti, componenti fluidici ed elettrici, pac-kaging, alimentare, cosmetico, ecc.Misura la perdita in modo differenziale, con trasduttore ATEQ; funzio-na in pressione e in vuoto. Diverse gamme di misura - ( ∆ P) F.S.: 50 Pa,500 Pa o 5000 PaDimensioni dello strumento: (LxHxP) 250x150x360 mm3. Peso: 5 kg.Per ulteriori informazioni: www.ateq.it
HBM ha sviluppato un estensimetro incapsulato conquattro fili di collegamento che, grazie alla sua robu-stezza, semplicità di montaggio ed elevata precisione,offre possibilità di impiego completamente nuove.
Nei test strutturali in ambienti critici la protezione meccanica affidabi-le degli estensimetri rappresenta un fattore determinante per l’efficaciadella misurazione. Né gli agenti atmosferici né la lunghezza dei cavipossono influenzare e compromettere il risultato di misura.A questo scopo HBM Test and Measurement ha concepito e realizza-to un estensimetro incapsulato con quattro fili di collegamento: l‘incap-sulamento offre una protezione ottimale dell’estensimetro (Serie V diHBM) contro urti e umidità. La struttura dell’estensimetro è concepitaper rendere più semplice e veloce la sua installazione, senza doverprovvedere ad alcuna copertura. I quattro fili di collegamento da 3metri dell’estensimetro sono ideali per il collegamento agli amplificato-ri di misura HBM con il circuito esteso di Kreuzer (brevettato). Questotipo di collegamento permette di compensare al meglio le perdite ditensione dovute alla lunghezza dei fili o agli influssi atmosferici sul
cavo, consentendo quindi una misurazione a elevata precisione. Lemisurazioni all’aperto, ad esempio sui binari ferroviari, sulle navi e neicamini, diventano in questo modo molto più semplici. La Serie V di HBM con quattro fili di collegamento è disponibileanche con una resistenza di 120 Ohm, nonché nella variante a 350Ohm, e offre all’utente la massima flessibilità nell’esecuzione di test
strutturali.
Per ulteriori informazioni: www.hbm.com/it/menu/prodotti/estensimetri-ed-accessori/estensimetri-er-per-analisi-delle-sollecitazioni/serie-v-incapsulati
NEW S�
N.01ƒ
; 2014
ESTENSIMETRI A ELEVATA PRECISIONE PER AMBIENTI DI MISURAZIONE CRITICI
STRUMENTO DI PROVA TENUTA DIFFERENZIALE COMPATTO
Il Boonton serie 4540 (distribuito in Italia da Aviatronik di Samara-te – VA) è lo strumento ideale per catturare, visualizzare e analiz-zare la potenza RF sia nel dominio del tempo sia in quello statisti-co. Le sue applicazioni vanno da quelle impulsive classiche, comequelle radar, TDMA e GSM, a quelle statistiche (pseudorandom),come CDMA, WLA e WiMAX. La serie 4540 comprende misurato-ri di potenza, sia monocanale sia bicanale, in grado di misuraresegnali in CW e modulati usando gli appositi sensori di potenza. Inquesta sede discuteremo dell’impiego della serie 4540 nel test enello sviluppo di avanzati sistemi radar, come quelli secondari perapplicazioni avioniche comunemente chiamati “Transponder”.
Cos’è il TransponderIl transponder è un radar secondario installato a bordo degli aero-
mobili che, una volta interrogato da un radar secondario di terrachiamato “Interrogator”, risponde allo stesso con un apposito codi-ce che consente il riconoscimento del velivolo su cui è installato.“Transponder” e “Interrogator” fanno parte del sistema di controllodel traffico aereo dove il radar secondario di terra può interrogarequello di bordo in diversi modi i quali, ovviamente, presuppongo-no diverse repliche da parte del transponder di bordo.Il modo di interrogazione maggiormente usato, comune in ambito civi-le e militare, è il modo 3/A. In questo modo la replica del transpon-der consiste in un codice ottale che va da 0000 a 7777, contenutoentro due impulsi posti a 20.3 µ s chiamati “frames”.
Quali misure si possono effettuare con l’RFPower Meter serie 4540Il transponder, quando interrogato, emette un segnaleRF di replica in banda L modulato a impulsi secondo uncodice conseguente al tipo di interrogazione. A livellodi R&D, produzione e manutenzione è richiesto effet-tuare la misura di importanti parametri, quali la poten-za di picco del segnale, la durata dei singoli impulsi delcodice, i tempi di salita e discesa e il PRF.Tutte queste misure sono di facile portata del RF PowerMeter serie 4540, che consente anche di verificare lacorrispondenza del codice di trasmissione del transpon-
der con quello di interrogazionePer ulteriori informazioni: www.aviatronik.com
LO STRUMENTO IDEALE PER CATTURARE, VISUALIZZARE E ANALIZZARE LA POTENZA RF
Il nuovo estensimetro della Serie V di HBM offre lepremesse ideali per l’esecuzione di test strutturaliin ambienti critici
65-80 4-03-2014 13:17 Pagina 77

T_M ƒ 7 8
NEW S
�
N.01ƒ
;2014
Instrumentation Devices Srl, specializzata nelle soluzioni di misura e analisi per la sperimentazione scientifica e indu-
striale, pro-pone un’am-pia gammadi trasduttoridi pressionea elevateprestazioni.Questi tra-sduttori sonoconcepiti se-condo i piùseveri requi-siti di preci-
sione e stabilità nel tempo per applicazioni automotive, aero-spaziali, civili, militari e industriali e sono customizzabili aseconda delle specifiche esigenze del cliente; disponibili anchein versioni miniatura, possono lavorare in ambienti ostili e contemperature da -55 °C a +250 °C. I range di misura offerti variano da 25 mbar a 3.000 bar fondoscala; a seconda del range di pressione e dell’accuratezzarichiesta, utilizzano tecnologia thin-film o piezoresistiva. Grazie alla capacità di soddisfare anche le più stringenti esi-genze, le applicazioni spaziano dal semplice monitoraggio diprocessi produttivi alla sperimentazioni su motori, veicoli stra-dali e non, turbine e compressori, banchi di collaudo, flight-testing o come componenti di serie su velivoli civili e militari.
Per ulteriori informazioni: www.instrumentation.it
PCB Piezotronics Inc. annuncia il nuovo prodottosonda microfonica ad alta temperatura, modello 377B26utilissima per gli ingegneri di R & S che hanno bisogno dimisurare la pressione sonora in spazi ristretti.Il diametro alla punta della sonda è estremamente picco-lo (misura 0,050”, pari a 1,3 mm) e consente di effettua-re misurazioni in piccole e confinate aree aventi accessodifficile e comunque impossibile per i microfoni tradizio-nali, che sono in genere più grandi. Ideale per impiego su elettrodomestici, telefoni, cuffie,altoparlanti e raccomandato anche ai produttori di stru-menti musicali. Le piccole dimensioni alla punta della sonda consento-no anche di effettuare misurazioni in prossimità dei campi,con il minimo disturbo del campo sonoro; in questo modoi risultati dei test sono più accurati.e il costo totale dell’insieme sonda/preamplificatore siriduce anche grazie al design prepolarizzato, che è ali-mentabile con tecnologia ICP® (2-20 mA corrente costan-
te). Questo permette agli ingegneri di utilizzare alimenta-tori a basso costo con tecnologia ICP® e cavi coassiali. Iltutto sicuramente a un costo inferiore rispetto a una solu-zione con alimentatori a 200 V necessari per microfonipolarizzati esternamente. Anche questo è un ulteriore vantaggio, vista l’intercam-
biabilità degli alimentatoristessi per chi già utilizza sen-soristica ICP®, quali accele-rometri, trasduttori di forza esensori di pressione, microfo-ni e sensori di deformazio-ne.La tecnologia ICP® è un mar-chio registrato di Pcb Piezo-tronics Inc.
Per ulteriori informazioni:ww.pcbpiezotronics.it
NUOVA SONDA MICROFONICA AD ALTA TEMPERATURA
TRASDUTTORI DI PRESSIONE A ELEVATE PRESTAZIONI
Luchsinger presenta l’accelerometro triassiale VibraScout conUSB: ora disponibile con software Wintek, un applicativo peracquisizione e analisi di segnali di vibrazione molto simile aquello dei sistemi più evoluti VBA PLUS che commercializziamoda anni con grande soddisfazione della clientela.Le caratteristiche principali del software Wintek fornito conVibrascout sono:– Funzioni Real-time: grafico nel tempo dei valori RMS di acce-lerazione X, Y e Z – visualizzazione oscilloscopio – visualizza-zione FFT.– Funzioni di Post-processamento: preview scope: time historydell’intero segnale in una sola finestra – grandezze caratteristi-che in funzione del tempo (rms, max, min, pk-pk, Leq) – analisitemporali – analisi spettrale (FFT, Potenza Spettrale, DensitàSpettrale) – medie lineari o logaritmiche, oppure picchi di spet-tri – analisi CPB (ottave e terzi d’ottava) – filtraggio segnali confiltri impostabili dall’utente – singola o doppia integrazione
(velocità e spostamento) –grafico multi-canale perun confronto diretto trasegnali – esportazione infile testo (.txt) – stampagrafici per reportistica –possibilità di fornituradriver per LabView.Caratteristiche hardwaredi Vibrascout: interfacciadiretta USB al PC – acce-lerometro triassiale conrange 0-16 g – rispostadalla DC a 1.100 Hz – misura anche rollio, beccheggio e tem-peratura – custodia in titanio sigillata ermeticamente.
Per ulteriori informazioni: www.luchsinger.it
VIBRASCOUT ORA CON SOFTWARE WINTEK
65-80 4-03-2014 13:17 Pagina 78

La DOSS VISUAL SOLUTION di Erbusco (BS – www.doss.it) nascecome società dedicata al software industriale di controlli numerici permacchine utensili e centri di lavoro, e alla robotica. Poi, con il passaredel tempo il know-how dell’azienda si amplia, fino ad arrivare a com-pletare il servizio offerto alla clientela con la progettazione e costruzio-ne di macchinari per il controllo qualitativo di articoli in gomma, inmetallo, in plastica, proponendo sempre soluzioni estremamente inno-vative: un vero e proprio centro di controllo ottico, in grado di supervi-sionare differenti caratteristiche fisiche (dimensionali, d’aspetto, forma ecomposizione) dei prodotti realizzati. L’azienda è in grado di proporresia prodotti in serie sia prodotti personalizzati, e per questo vanta unanumerosa clientela in Italia e all’estero.
In un mercato così frenetico, come quello attua-le, un’azienda innovativa come la Vostra, cosadeve offrire alle aziende che hanno bisogno dicontinui strumenti, soluzioni e tecnologie innova-tive per competere? Lo chiediamo a Daniel Oscar Salvà, fondatore eattuale Direttore generale della DOSS.Sicuramente soluzioni innovative a livello tecnologico,
caratterizzate da elevate performance ma anche calzate sulle concreteesigenze delle aziende che dovranno applicarle nella loro specificarealtà, e a prezzi competitivi. Il nostro scopo è quello di puntare alla rea-lizzazione di prodotti che portino con sé tutto il know how di 25 anni diservizio, in un mercato che ha come input l’eccellenza. Alcuni dei nostrimacchinari, che definiamo “standard”, in realtà sono in grado di sod-disfare le più svariate richieste, tra cui quella di “vedere a volte l’invisi-bile e farlo molto velocemente”.Abbiamo anche brevettato diverse soluzioni, quali ad esempio la macchi-na Fly, capace di controllare “al volo” O-ring in gomma, separando i pezzinon conformi da quelli conformi e svolgendo tale compito in poche frazio-ni di secondo: processiamo 10 pezzi al secondo, in funzione della criticitàe della dimensione dei pezzi.Oppure Squeezer, macchina per il controllodinamico (anch’essa brevettata e a marchiodepositato) dei difetti che senza un contattonon verrebbero individuati: anche qui conproduttività interessanti, intorno ai 3 pezzial secondo.E che dire della macchina MiCRO, permicro items 0,5 mm di diametro interno? Odi MOR, per guarnizioni giganti fino a5.000 mm di diametro esterno?MIGL II per cornici e guarnizioni irregolaridi diverse dimensioni, e le nostre “princi-pesse” LD HD e Mistral che ormai sono iprodotti più venduti e richiesti negli ultimi 3anni. Durante il nostro open day che si èappena svolto dall’11 al 13 febbraio, moltedi queste soluzioni sono state rese disponi-
bili e funzionanti, per mostrarle ai nostri clienti ea chi necessita di soluzioni di questo genere.L’ambito metrologico rappresenta un fat-tore importante e strategico per le azien-de manifatturiere, impegnate non solo agarantire la conformità dei propri pro-dotti a norme cogenti e volontarie e arequisiti espressi dai committenti, maanche a migliorare costantemente laqualità e affidabilità di prodotti e pro-cessi, aumentando la propria efficienzae, al contempo, abbattendo i costi. Comerisponde DOSS a tali esigenze? Con qualispecifiche soluzioni?Il mercato della metrologia è ricco di proposte e,devo dire, tutte interessanti. Noi ci siamo limitati a creare soluzioni chesiano innanzitutto veloci e easy to use. ET4 ed ET6, per il controllodimensionale di O-ring e guarnizioni irregolari fino a 125 mm dicampo, e MIGG, che consente in meno di 6 secondi e in modo del tuttoautomatico la misurazioni di guarnizioni fino a 480 mm di OD. Le solu-zioni sono legate all’utilizzo di materiali di prima qualità, telecamere adalta risoluzione, obbiettivi di prim’ordine, illuminazioni LED studiateinternamente e che assicurano la minima dispersione e all’impiego dilaser ad alta prestazione, grazie ai quali raggiungiamo accuratezze talida permetterci di utilizzare lo stesso macchinario per diversi mercati.Anche questi macchinari sono stati resi disponibili durante l’Open Daye molti partecipanti si sono divertiti a provarli direttamente, com’era giàsuccesso nell’edizione del 2011.Anche nel 2014 sarete espositori ad Affidabilità & Tecnolo-gie: quali novità pensate di presentare?Quest’anno abbiamo deciso di portare alla manifestazione un banchet-to interattivo, che riproduce parte di una macchina standard montandouna telecamera superficiale e una telecamera per il controllo laterale.Faremo girare pezzi in continuo di diversi generi, ma soprattutto sare-mo disponibili e aperti a chiunque voglia testare il nostro software e inostri hardware. Spiegheremo i principi base della visione e vaglieremocon chi ne sia interessato le ipotesi di controllo disponibili e attuabili infunzione dei diversi pezzi che ci verranno proposti.Riteniamo, infatti, che mostrare una specifica soluzione sia limitativo perchi, come noi, investe almeno il 5%del proprio fatturato in ricerca e svi-luppo e coglie l’occasione delle“sfide industriali” per spingersi oltrenel mercato della visione. Ad A&Tporteremo il nostro software, ilnostro hardware e invitiamo tutti ivisitatori a portare le loro richieste, iloro pezzi. Li analizzeremo insiemee proporremo una precisa soluzioneper ognuno di essi!
WIKA ha lanciato una nuova serie di unità di calcolo e calibrazioneper le bilance a pesi. La gamma CPU6000 utilizza la tecnologia deitablet, la comunicazione Bluetooth e il nuovo software di calibrazioneWIKA-CAL. Ora è quindi possibile migliorare la qualità e l’efficienzadelle tarature, dall’acquisizione dati fino alla generazione del certifi-cato.La nuova serie di strumenti comprende tre varianti. Il modello CPU6000-W fornisce le misure dei parametri ambientali del laboratorio (pressio-ne atmosferica, umidità e temperatura). Questa speciale “stazionemeteo” rende pertanto non necessari eventuali riferimenti barometriciaggiuntivi.Il modello CPU6000-S (sensor box) determina la temperatura dell’accop-piamento pistone-cilindro e la posizione di galleggiamento delle massedelle bilance a pesi. Il calcolo della masse richieste per generare la pres-sione è ottimizzato tramite un iPad con l’applicazione WIKA “CPB-CLA”.Tramite la connessione Bluetooth, l’iPad riceve i valori misurati dalla sta-zione meteo e dal sensor box, mentre i parametri fissi dello strumento sono
scaricati da un database web-based. Questo sistema è ingrado di funzionare in modoindipendentemente dal costrut-tore della bilancia a pesi.Questa famiglia di prodotti ècompletata dal multimetrodigitale CPU6000-M. Questostrumento provvede ad ali-mentare a 24 Vcc i dispositiviin prova e a misurare i valori di tensione e corrente.Tutti i dati misurati dall’unità di calcolo e calibrazione che sono rilevanti perla generazione del certificato vengono memorizzati sul PC per mezzo delsoftware WIKA-CAL. È quindi possibile usare questi dati simultaneamenteper diverse tarature.
Per ulteriori informazioni: www.wika.it
NEW S�
N.01ƒ
; 2014
TARATURE PIÙ EFFICIENTI CON TABLET E BLUETOOTH
VEDERE ANCHE L’INVISIBILE E … MOLTO VELOCEMENTE!
T_M ƒ 7 9
65-80 4-03-2014 13:17 Pagina 79

T_M ƒ 8 0T_M N. 1/ 14 ƒ 8 0
T U T T O _ M I S U R EAnno XVI - n. 1 - Marzo 2014ISSN: 2038-6974Sped. in A.P. - 45% - art. 2 comma 20/b legge 662/96 - Filiale di TorinoDirettore responsabile: Franco DocchioVice Direttori: Alfredo Cigada, Pasuale Daponte
Comitato di Redazione: Filippo Attivissimo, Salvo Baglio, Paolo Bianco, Marco Cati, Luciano Malgaroli, Massimo Mortarino, Rosalba Mugno,Carmelo Pollio, Lorenzo Scalise
Redazioni per:Storia: Emilio Borchi, Riccardo Nicoletti, Mario F. TschinkeLe pagine delle Associazioni Universitarie di Misuristi:Bruno Andò, Alfredo Cigada, Domenico Grimaldi,Lo spazio delle altre Associazioni: Franco Docchio, Alfredo CigadaLe pagine degli IMP: Maria PimpinellaLo spazio delle CMM: Alberto Zaffagnini, Alessandro Balsamo
Comitato Scientifico: ACISM-ANIMA (Roberto Cattaneo); AEI-GMTS (Claudio Narduzzi);AIPnD (Giuseppe Nardoni); AIPT (Paolo Coppa)AIS-ISA (Piergiuseppe Zani); ALATI (Paolo Giardina);ALPI (Lorenzo Thione); ANIE (Marco Vecchi);ANIPLA (Marco Banti, Alessandro Ferrero);AUTEC (Anna Spalla),CNR (Ruggero Jappelli);GISI (Abramo Monari); GMEE (Giovanni Betta);GMMT (Paolo Cappa, Michele Gasparetto);GRUPPO MISURISTI NUCLEARI (Stefano Agosteo)INMRI – ENEA (Pierino De Felice, Maria Pimpinella);INRIM (Massimo Inguscio, Paolo Vigo, Franco Pavese);ISPRA (Maria Belli); OMECO (Clemente Marelli);ACCREDIA (Paolo Bianco, Rosalba Mugno, Alberto Musa, Paolo Soardo
Videoimpaginazione e Stampa:la fotocomposizione - Torino
Autorizzazione del Tribunale di Casale Monferrato n. 204del 3/3/1999.I testi firmati impegnano gli autori.A&T - sasDirezione, Redazione,Pubblicità e PianificazioneVia Palmieri, 63 - 10138 TorinoTel. 011 0266700 - Fax 011 5363244E-mail: [email protected]: www.affidabilita.euDirezione Editoriale: Luciano MalgaroliMassimo MortarinoÈ vietata e perseguibile per legge la riproduzione totale oparziale di testi, articoli, pubblicità e immagini pubblicatesu questa rivista sia in forma scritta sia su supporti ma-gnetici, digitali, ecc.
ABBONAMENTO ANNUALE: 40 EURO(4 numeri cartacei + 4 numeri telematici) ABBONAMENTO BIENNALE: 70 EURO (8 numeri cartacei + 8 numeri telematici) Abbonamenti on-line su: www.tuttomisure.itL’IMPORTO DELL’ABBONAMENTO ALLA PRESENTE PUB-BLICAZIONE È INTERAMENTE DEDUCIBILE. Per la deduci-bilità del costo ai fini fiscali fa fede la ricevuta del versamentoeffettuato (a norma DPR 22/12/86 n. 917 Art. 50 e Art. 75). Ilpresente abbonamento rappresenta uno strumento ricono-sciuto di aggiornamento per il miglioramento documentatodella formazione alla Qualità aziendale.
La Redazione di Tutto_Misure ([email protected])
We have read for you
IL TEMPO È ATOMICOBREVE STORIA DELLA MISURA DEL TEMPO
Davide Calonico, Riccardo Oldani250 pp. – Hoepli Editore (2013)ISBN 978-88-20358-94-5Prezzo: € 15,00A
BBIA
MO
LETTO
PER
VOI
�
NEL PROSSIMO NUMERO• Il tema: Misure per la smart grid • Metodi di calcolo del fattore di potenza• Metrologia fondamentale:
incertezza di misura - parte 3E molto altro ancora...
Misurare il tempo è qualcosa di innato per l’uomo: il nostro stesso organismo funzionasecondo cicli scanditi dalla rotazione della Terra intorno al Sole. Ma se un tempo bastava-no i calendari a segnalare l’arrivo delle stagioni e a indicare quando iniziare i lavori neicampi, oggi le cose sono cambiate: i nostri ritmi sono scanditi da orologi atomici dissemi-nati nei laboratori di ricerca, nelle aziende e in decine di satelliti artificiali in orbita costan-te sopra di noi. Da un lato, la loro funzione è sincronizzare tutte le attività in corso sul pia-neta, dal trasporto dei passeggeri alle operazioni in borsa, dalla ricerca scientifica alle tra-smissioni tv e radio. Dall’altro, la loro enorme precisione è importante per rispondere alledomande ancora aperte della fisica fondamentale o per scrutare l’ignoto dell’universo coni radiotelescopi. Le clessidre degli Egizi avevano uno scarto di qualche minuto ogni ora, gliorologi più precisi di oggi perdono un secondo ogni 4,5 miliardi di anni. Perché l’uomocerca una precisione sempre più ossessiva nella misurazione del tempo? Come è possibiletrovare nell’atomo questa precisione e trasferirla alla scienza o alla vita di tutti i giorni? Dalcalendario Maya a quello gregoriano, dal GPS agli orologi ottici, dal raffreddamento laseralla velocità del neutrino, il volume di Davide Calonico e Riccardo Oldani risponde a que-ste domande, ripercorrendo tutta la storia della metrologia del tempo e descrivendo sia letecnologie sviluppate dall’uomo nel corso dei secoli in un intenso rapporto con la fisica, siale ricadute e i miglioramenti costantemente generati sulla nostra vita.
Gli autoriDavide Calonico, fisico e dottore di ricerca in Metrologia, è ricercatore presso l’IstitutoNazionale di Ricerca Metrologica (INRIM) di Torino, dove sviluppa orologi atomici basa-ti sul raffreddamento laser e si occupa di misure di tempo e frequenza ad altissima preci-sione per la metrologia primaria e per lo studio della fisica fondamentale. Ha co-realizzatoil primo orologio atomico italiano, una fontana di cesio raffreddato a laser, contribuendoalla generazione del Tempo Atomico Internazionale; lavora su un orologio ottico all’itter-bio per la ridefinizione dell’unità di tempo e sulle tecniche innovative di sincronizzazionein fibra ottica. È docente presso il Politecnico di Torino e rappresentante italiano per iltempo e la frequenza nell’Associazione Europea di Metrologia.
Riccardo Oldani, giornalista, membro dell’associazione italiana dei giornalisti scientifi-ci (Swit), ha iniziato a occuparsi di divulgazione nel 1986 a Torino. È stato caporedatto-re della rivista di natura e fotografia Oasis, prima di trasferirsi nel 2000 a Milano, comefree-lance. Ha pubblicato centinaia di articoli sulle più importanti riviste italiane di divul-gazione scientifica: Quark, Airone, Focus, Newton, La macchina del Tempo, NationalGeographic Italia e Geo, e ha scritto, sempre di scienza e tecnologia, su Tuttoscienze deLa Stampa, Vogue Italia, Panorama e sul sito focus.it. È anche giornalista enogastronomi-co ed esperto di energie rinnovabili ed efficienza energetica.
LE AZIENDE INSERZIONISTE DI QUESTO NUMEROAnalisi e Calcolo p. 38Asit Instruments pp. 26-76Astralab p. 44Ateq pp. 10-77Aviatronik 4a di cop.-77Bocchi p. 12Cibe p. 42Comsol pp. 6-70Control pp. 8-60De Santo pp. 46-47Delta Ohm p. 16DL Europa p. 2Doss p. 79HBM pp. 14-77
Hexagon Metrology p. 4IC&M p. 28Instrumentation Devices pp. 24-78Keyence p. 1Kistler Italia pp. 20-58Labcert p. 22LTTS p. 36Luchsinger pp. 18-78Optoprim pp. 9-32PCB Piezotronics pp. 30-78Physik Instrumente pp. 40-63Renishaw 3a di cop.Rupac 2a di cop.WiKA p. 79
65-80 4-03-2014 13:17 Pagina 80

C
M
Y
CM
MY
CY
CMY
K
005.T Misure_C1.pdf 1 13/02/14 10:59

TUTTO_M
ISURE
- ANNO 1
5, N. 04 -
2013
ANNO XVN. 04 ƒ
2013
ISSN
203
8-69
74 -
Post
e Ita
liane
s.p
.a.-
Spe
d.in
Abb
.Pos
t.- D
.L.3
53/2
003
(con
v.in
L.2
7/02
/200
4 n°
46) a
rt.1,
com
ma
1,NO
/ Tor
ino
- nr 4
- An
no 1
5 - D
icem
bre
2013
In c
aso
di m
anca
to re
capi
to,i
nvia
re a
l CM
P di
Torin
o R.
Rom
oli p
er re
stitu
zion
e al
mitt
ente
,pre
vio
paga
men
to ta
riffa
resi
A F F I D A B I L I T À& T E C N O L O G I A
GRUPPO MISURE ELETTRICHEED ELETTRONICHE
EDITORIALE??????????
IL TEMA: IL FUTURO DELLE MISURE
Intervista ai Presidenti GMEE e GMMT
ALTRI TEMIVibrometri Laser
Metrologia fondamentale:l’incertezza - parte 2
Progetto MisuraInternet - parte 1
ARGOMENTIMetrologia legale in Italia
Compatibilità elettromagneticaLa norma 17025:
Non conformità - parte IX
LA RIVISTA DELLE MISURE E DEL CONTROLLO QUALITÀ - PERIODICO FONDATO DA SERGIO SARTORIORGANO UFFICIALE DELL’ASSOCIAZIONE “GMEE” E DI “METROLOGIA & QUALITÀ”
TUTTO_MISURETUTTO_MISURE
COPER TM 4-2013 19-11-2013 8:53 Pagina 1