Rugosita Delle Superfici
7
Classe 4^ - Tecnologie mecc. di proc. e prod. - UdA n° 2 : Taglio dei metalli - Rugosità e sua misura Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano Pag. 1 RUGOSITÀ DELLE SUPERFICI Gli errori microgeometrici determinano la “rugosità” superficiale, cioè la scabrosità di un pezzo meccanico. La rugosità è una proprietà della superficie di un corpo, costituita da microimperfezioni geometriche normalmente presen ti sulla superficie o anche risultanti da lavorazioni meccaniche; tali imperfezioni si presentano generalmente in forma di solchi o scalfiture, di forma, profondità e direzione variabile. La finitura superficiale dei pezzi é molto importante, soprattutto nel caso di pezzi destinati al mutuo contatto, in quanto essa influenza sensibilmente la resistenza all’usura, la resistenza a fatica, il coefficiente d’attrito, la corrosione. Il complesso delle norme relative alla rugosità é contenuto nella tabella UNI 3963, sostituita nel 1991 dalle norme UNI ISO 468 e 4287. Tali norme definiscono varie tipologie di “superfici”. In particolare: 1) Superficie nominale (o ideale) é quella geometrica (o teorica) rappresentata dal disegno; 2) Superficie reale è quella effettivamente ottenuta con la lavorazione; 3) Superficie rilevata (o misurata) é quella rilevata con uno strumento provvisto di palpatore sferico; 4) Superficie media é quella che ha forma uguale alla superficie nominale e taglia l a superficie reale in modo che i volumi delle parti esterne siano uguali ai volumi dei vuoti tra di essa e la superficie reale. Sezionando la superficie di un pezzo con un piano ortogonale alla superficie ideale, si ottengono rispettivamente i profili ideali e quelli reali. Non essendo in pratica possibile avere il profilo reale di un pezzo, si assimila il profilo reale a quello misurato. Il valore della rugosità é funzione del tipo di lavorazione effettuata. Per esempio, nelle lavorazioni di tornitura e fresatura, i valori più frequenti della rugosità sono compresi tra 1 e 4 [ μm]. Nella trapanatura si hanno rugosità di 1÷3 [ μm]. Nella rettificatura si hanno rugosità di 0,2÷0,8 [ μm]). In un getto colato in sabbia la rugosità va oltre i 6 [ μm]. La rugosità è migliore nel caso di getti colati in conchiglia metallica (0,4÷3 [ μm]). Nella laminazione a caldo la rugosità va oltre i 6 [ μm]. Nella tabella seguente sono indicati i valori della rugosità per i vari tipi di lavorazione, evidenziando i valori più frequenti.
Transcript of Rugosita Delle Superfici
8/16/2019 Rugosita Delle Superfici
http://slidepdf.com/reader/full/rugosita-delle-superfici 1/6
Classe 4^ - Tecnologie mecc. di proc. e prod. - UdA n° 2: Taglio dei metalli - Rugosità e sua misura
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano Pag. 1
RUGOSITÀ DELLE SUPERFICI
Gli errori microgeometrici determinano la “rugosità” superficiale, cioè la scabrosità di un pezzo
meccanico.
La rugosità è una proprietà della superficie di un corpo, costituita da microimperfezioni
geometriche normalmente presenti sulla superficie o anche risultanti da lavorazioni meccaniche; taliimperfezioni si presentano generalmente in forma di solchi o scalfiture, di forma, profondità e
direzione variabile.
La finitura superficiale dei pezzi é molto importante, soprattutto nel caso di pezzi destinati al
mutuo contatto, in quanto essa influenza sensibilmente la resistenza all’usura, la resistenza a fatica,
il coefficiente d’attrito, la corrosione.
Il complesso delle norme relative alla rugosità é contenuto nella tabella UNI 3963, sostituita nel
1991 dalle norme UNI ISO 468 e 4287. Tali norme definiscono varie tipologie di “superfici”. In
particolare:
1) Superficie nominale (o ideale) é quella geometrica (o teorica) rappresentata dal disegno;
2) Superficie reale è quella effettivamente ottenuta con la lavorazione;
3) Superficie rilevata (o misurata) é quella rilevata con uno strumento provvisto di palpatoresferico;
4) Superficie media é quella che ha forma uguale alla superficie nominale e taglia la superficie
reale in modo che i volumi delle parti esterne siano uguali ai volumi dei vuoti tra di essa e la
superficie reale.
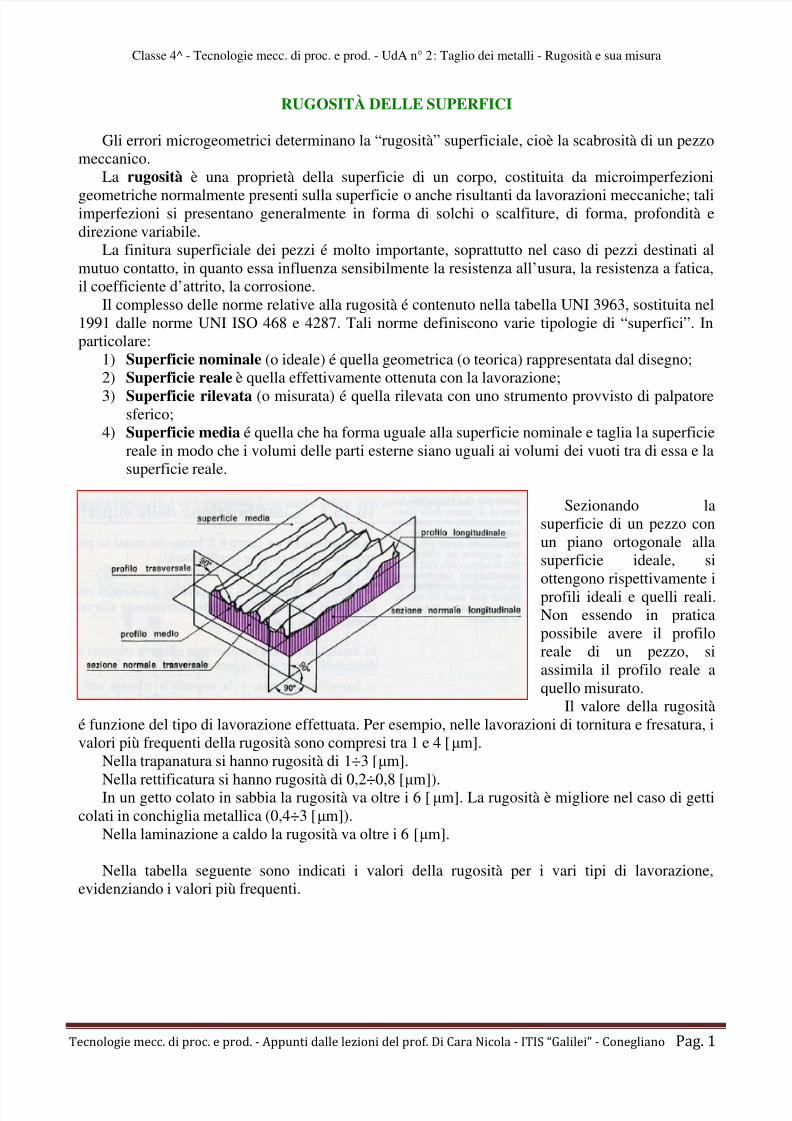
Sezionando la
superficie di un pezzo con
un piano ortogonale alla
superficie ideale, si
ottengono rispettivamente i
profili ideali e quelli reali.
Non essendo in pratica
possibile avere il profilo
reale di un pezzo, si
assimila il profilo reale a
quello misurato.
Il valore della rugosità
é funzione del tipo di lavorazione effettuata. Per esempio, nelle lavorazioni di tornitura e fresatura, i
valori più frequenti della rugosità sono compresi tra 1 e 4 [μm].
Nella trapanatura si hanno rugosità di 1÷3 [μm].
Nella rettificatura si hanno rugosità di 0,2÷0,8 [μm]).In un getto colato in sabbia la rugosità va oltre i 6 [μm]. La rugosità è migliore nel caso di getti
colati in conchiglia metallica (0,4÷3 [μm]).
Nella laminazione a caldo la rugosità va oltre i 6 [μm].
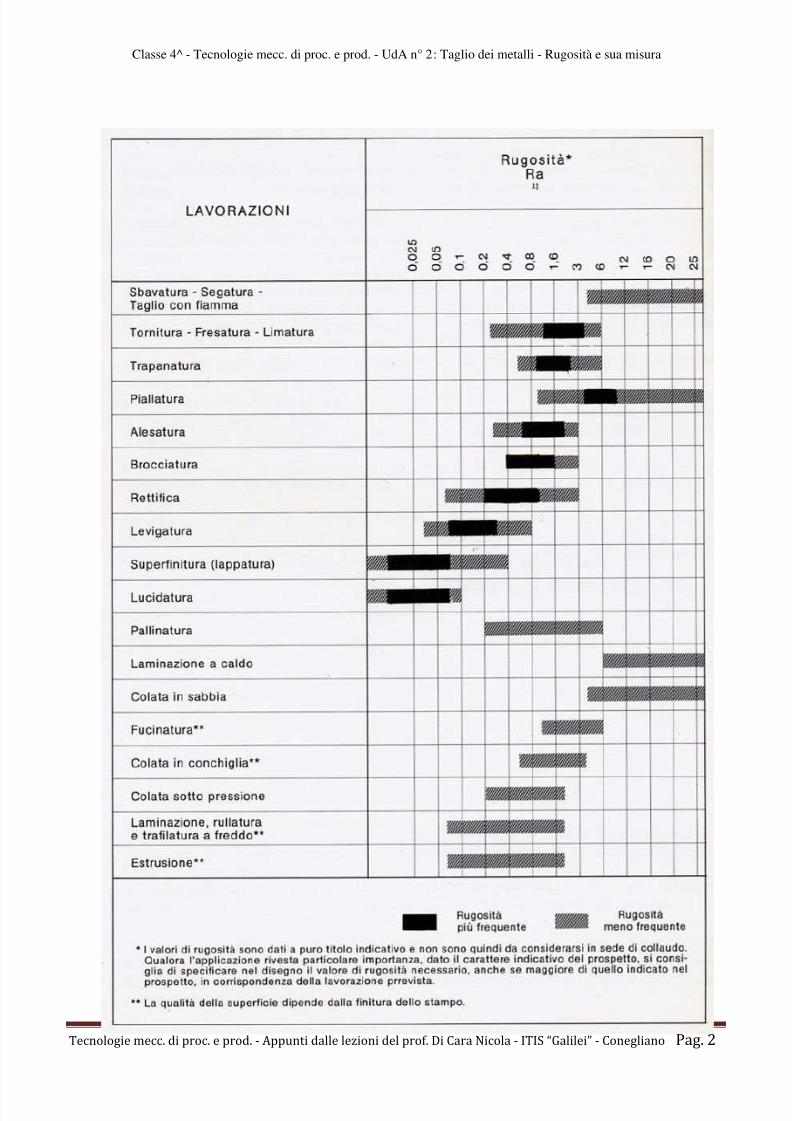
Nella tabella seguente sono indicati i valori della rugosità per i vari tipi di lavorazione,
evidenziando i valori più frequenti.
8/16/2019 Rugosita Delle Superfici
http://slidepdf.com/reader/full/rugosita-delle-superfici 2/6
Classe 4^ - Tecnologie mecc. di proc. e prod. - UdA n° 2: Taglio dei metalli - Rugosità e sua misura
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano Pag.
8/16/2019 Rugosita Delle Superfici
http://slidepdf.com/reader/full/rugosita-delle-superfici 3/6
Classe 4^ - Tecnologie mecc. di proc. e prod. - UdA n° 2: Taglio dei metalli - Rugosità e sua misura
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano Pag. !
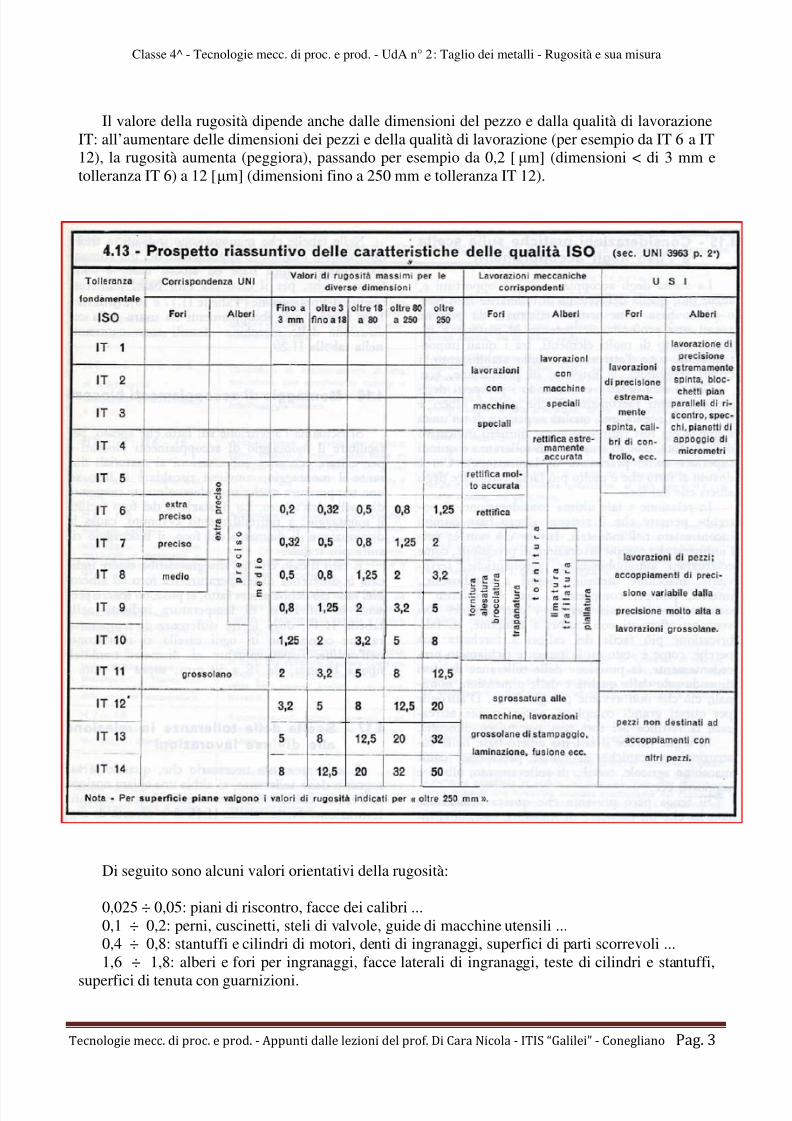
Il valore della rugosità dipende anche dalle dimensioni del pezzo e dalla qualità di lavorazione
IT: all’aumentare delle dimensioni dei pezzi e della qualità di lavorazione (per esempio da IT 6 a IT
12), la rugosità aumenta (peggiora), passando per esempio da 0,2 [μm] (dimensioni < di 3 mm e
tolleranza IT 6) a 12 [μm] (dimensioni fino a 250 mm e tolleranza IT 12).
Di seguito sono alcuni valori orientativi della rugosità:
0,025 ÷ 0,05: piani di riscontro, facce dei calibri ...
0,1 ÷ 0,2: perni, cuscinetti, steli di valvole, guide di macchine utensili ...
0,4 ÷ 0,8: stantuffi e cilindri di motori, denti di ingranaggi, superfici di parti scorrevoli ...
1,6 ÷ 1,8: alberi e fori per ingranaggi, facce laterali di ingranaggi, teste di cilindri e stantuffi,
superfici di tenuta con guarnizioni.
8/16/2019 Rugosita Delle Superfici
http://slidepdf.com/reader/full/rugosita-delle-superfici 4/6
Classe 4^ - Tecnologie mecc. di proc. e prod. - UdA n° 2: Taglio dei metalli - Rugosità e sua misura
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano Pag. "
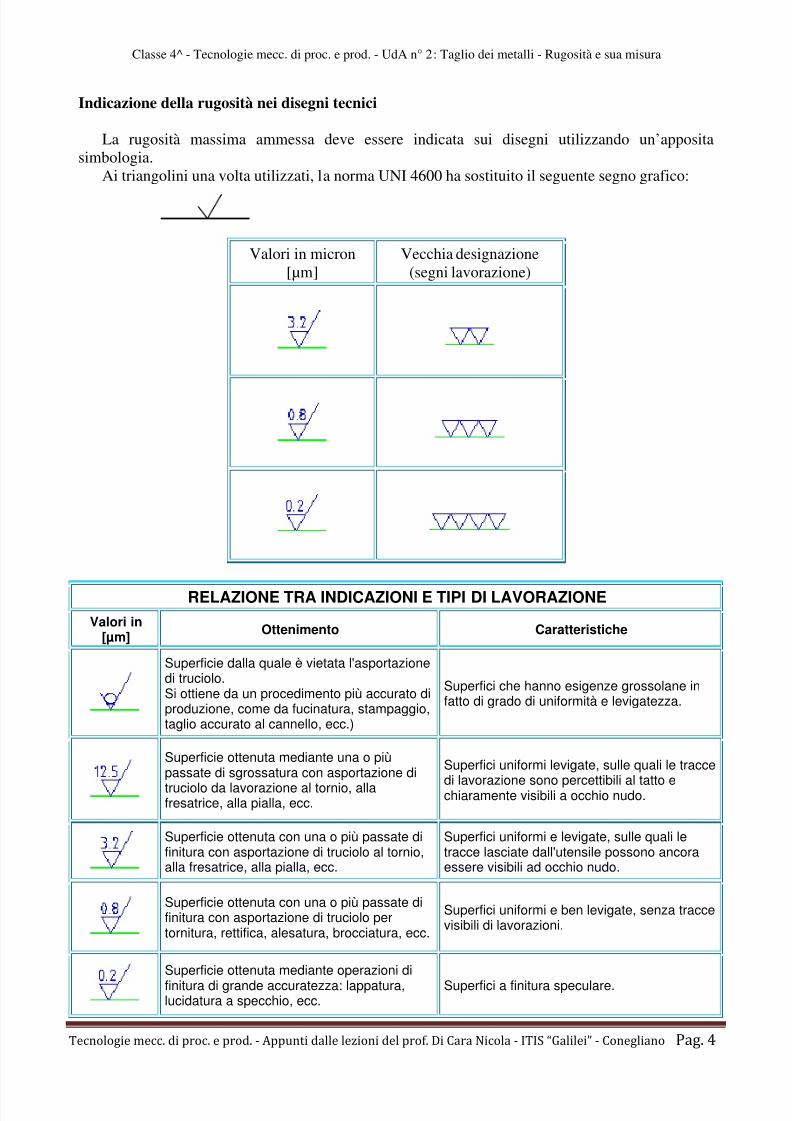
Indicazione della rugosità nei disegni tecnici
La rugosità massima ammessa deve essere indicata sui disegni utilizzando un’apposita
simbologia.
Ai triangolini una volta utilizzati, la norma UNI 4600 ha sostituito il seguente segno grafico:
Valori in micron
[µm] Vecchia designazione
(segni lavorazione)
RELAZIONE TRA INDICAZIONI E TIPI DI LAVORAZIONE
Valori in[µm] Ottenimento Caratteristiche
Superficie dalla quale è vietata l'asportazionedi truciolo.Si ottiene da un procedimento più accurato diproduzione, come da fucinatura, stampaggio,taglio accurato al cannello, ecc.)
Superfici che hanno esigenze grossolane infatto di grado di uniformità e levigatezza.
Superficie ottenuta mediante una o piùpassate di sgrossatura con asportazione di
truciolo da lavorazione al tornio, allafresatrice, alla pialla, ecc.
Superfici uniformi levigate, sulle quali le tracce
di lavorazione sono percettibili al tatto echiaramente visibili a occhio nudo.
Superficie ottenuta con una o più passate difinitura con asportazione di truciolo al tornio,alla fresatrice, alla pialla, ecc.
Superfici uniformi e levigate, sulle quali letracce lasciate dall'utensile possono ancoraessere visibili ad occhio nudo.
Superficie ottenuta con una o più passate difinitura con asportazione di truciolo pertornitura, rettifica, alesatura, brocciatura, ecc.
Superfici uniformi e ben levigate, senza traccevisibili di lavorazioni.
Superficie ottenuta mediante operazioni di
finitura di grande accuratezza: lappatura,lucidatura a specchio, ecc.
Superfici a finitura speculare.
8/16/2019 Rugosita Delle Superfici
http://slidepdf.com/reader/full/rugosita-delle-superfici 5/6
Classe 4^ - Tecnologie mecc. di proc. e prod. - UdA n° 2: Taglio dei metalli - Rugosità e sua misura
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano Pag. #
Controllo della rugosità
Per il rilevamento della rugosità di una superficie si utilizzano speciali apparecchiature dette
“Rugosimetri”. Essi sono essenzialmente costituiti da un tastatore, da un convertitore (o
trasduttore), da un amplificatore e da un registratore.I tastatori (o palpatori), provvisti di punta a cono di diamante raccordata con raggio di 1 μ,
esplorano la superficie del pezzo scorrendo in direzione perpendicolare all’orientamento della
rugosità.
A seconda del genere di convertitore, i rugosimetri possono essere a cristallo, a variazione di
induttanza ed a variazione di capacità.
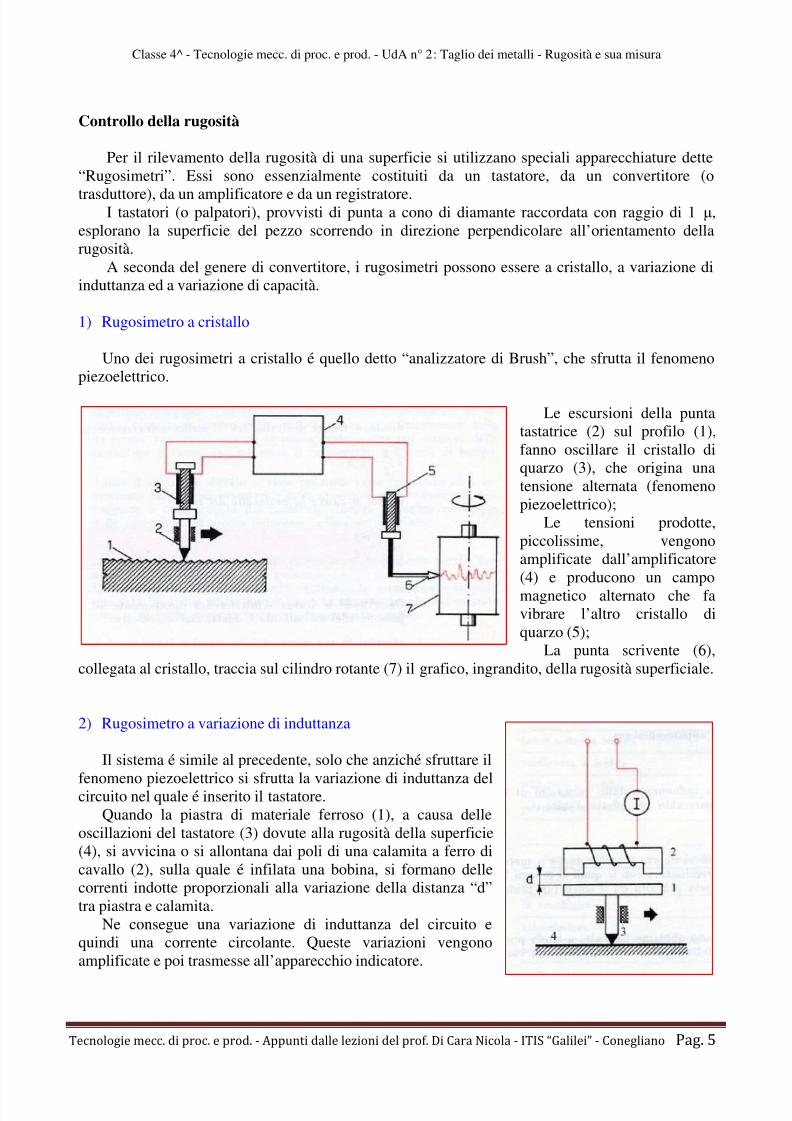
1) Rugosimetro a cristallo
Uno dei rugosimetri a cristallo é quello detto “analizzatore di Brush”, che sfrutta il fenomeno
piezoelettrico.
Le escursioni della punta
tastatrice (2) sul profilo (1),
fanno oscillare il cristallo di
quarzo (3), che origina una
tensione alternata (fenomeno
piezoelettrico);
Le tensioni prodotte,
piccolissime, vengono
amplificate dall’amplificatore
(4) e producono un campo
magnetico alternato che fa
vibrare l’altro cristallo di
quarzo (5);
La punta scrivente (6),
collegata al cristallo, traccia sul cilindro rotante (7) il grafico, ingrandito, della rugosità superficiale.
2) Rugosimetro a variazione di induttanza
Il sistema é simile al precedente, solo che anziché sfruttare il
fenomeno piezoelettrico si sfrutta la variazione di induttanza delcircuito nel quale é inserito il tastatore.
Quando la piastra di materiale ferroso (1), a causa delle
oscillazioni del tastatore (3) dovute alla rugosità della superficie
(4), si avvicina o si allontana dai poli di una calamita a ferro di
cavallo (2), sulla quale é infilata una bobina, si formano delle
correnti indotte proporzionali alla variazione della distanza “d”
tra piastra e calamita.
Ne consegue una variazione di induttanza del circuito e
quindi una corrente circolante. Queste variazioni vengono
amplificate e poi trasmesse all’apparecchio indicatore.
8/16/2019 Rugosita Delle Superfici
http://slidepdf.com/reader/full/rugosita-delle-superfici 6/6
Classe 4^ - Tecnologie mecc. di proc. e prod. - UdA n° 2: Taglio dei metalli - Rugosità e sua misura
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano Pag. $
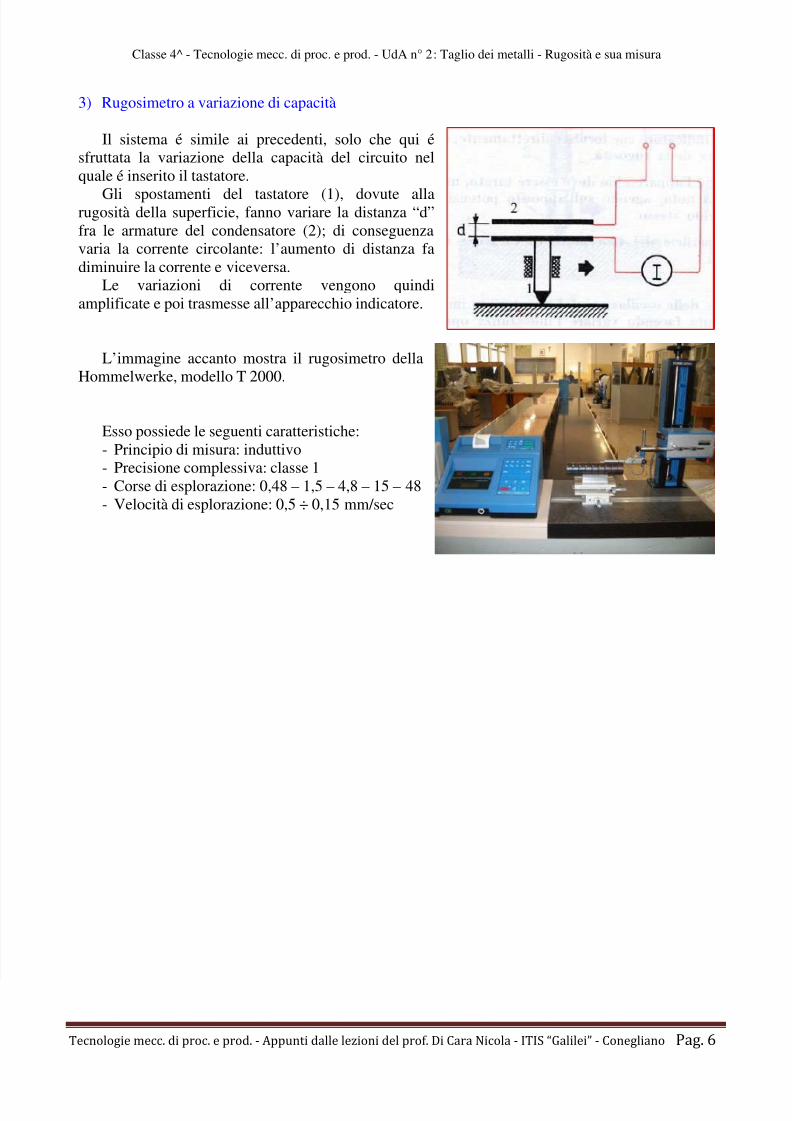
3) Rugosimetro a variazione di capacità
Il sistema é simile ai precedenti, solo che qui é
sfruttata la variazione della capacità del circuito nel
quale é inserito il tastatore.
Gli spostamenti del tastatore (1), dovute allarugosità della superficie, fanno variare la distanza “d”
fra le armature del condensatore (2); di conseguenza
varia la corrente circolante: l’aumento di distanza fa
diminuire la corrente e viceversa.
Le variazioni di corrente vengono quindi
amplificate e poi trasmesse all’apparecchio indicatore.
L’immagine accanto mostra il rugosimetro della
Hommelwerke, modello T 2000.
Esso possiede le seguenti caratteristiche:
- Principio di misura: induttivo
- Precisione complessiva: classe 1
- Corse di esplorazione: 0,48 – 1,5 – 4,8 – 15 – 48
- Velocità di esplorazione: 0,5 ÷ 0,15 mm/sec