G-G ( 0,60 : 1 ) B B H ( 2 : 1 ) · 2008-11-12 · rugosita' al meglio di 0,4 ra 2. le superfici...
1
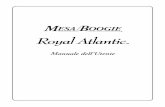
A-A ( 0,60 : 1 ) B-B ( 0,60 : 1 ) C-C ( 0,60 : 1 ) F-F ( 0,60 : 1 ) G-G ( 0,60 : 1 ) H ( 2 : 1 ) 1 1 2 2 3 3 4 4 5 5 6 6 7 7 8 8 9 9 10 10 11 11 12 12 13 13 14 14 15 15 16 16 A A B B C C D D E E F F G G H H I I J J K K L L NATIONAL INSTITUTE OF NUCLEAR PHYSICS FRASCATI NATIONAL LABORATORY DRAFTER DESIGNER ENGINEER APPROVAL DRAWING N. REV QUALITY ASSURANCE VACUUM DIAGNOSTIC ACC.PHY. ELEC. ENG. DATE MATERIAL WEIGHT SCALE GENERAL TOLERANCES UNI EN 22768/1-MEDIUM FINISH NEXT ASSY DWG QUANT. NOTE Foglio N. A0 DAFNE STORAGE RING SHORT PULSE KICKERS SHELL ASSEMBLY SENSOLINI 07/01/2006 AL 6082 T6 6.5 DaN 1:2 DAFNE-007-000 1 ACCELERATOR DIVISION DAFNEUP-008-001 D 1/1 A A B B C C F F G G H R5-tipico R1 R1 18,4 n A j n0.05 B A 25,5 25,5 51 ( ) c 0,05 A c 0,05 A (2,46°) (2,46°) 57 ( ) 51 ( ) n6 - 0 0,02 + j n0.05 A B 33,1 (66,2) 16,4 27,6 16,4 27,6 49 49 37,1 74,2 12 29,2 11 92,2 92,2 184,4 ( ) 11 29,2 47 8 20 16X M5X10 2,46° 2,46° 2,46° 2,46° 63 270 370 270 63 ( ) 1036 `0,5 3 3 3 104 57 2,5 2,5 3 R1 Saldare al TIG a tenuta di vuoto 30° 28 28 33,3 33,3 52 52 104 ( ) 21,5 7 57 j n0.1 B A C 0.2 C 0.2 NOTA: 1. TUTTE LE SUPERFICI DA VUOTO DEVONO AVERE UNA RUGOSITA' AL MEGLIO DI 0,4 Ra 2. LE SUPERFICI ESTERNE DEVONO AVERE UNA RUGOSITA' MIGLIORE DI 1.6 Ra 3. I DUE SEMUGUSCI DEVONO ESSERE SALDATI ASSIEME SOLO DOPO AVER ASSEMBLATO LE PARTI INTERNE 4. LE PROCEDURE DI PULIZIA PE RIL VUOTO SONO ELENCATE SPECIFICHE TECNICHE 44 ( ) 44 ( ) c 0,1 A B c 0,1 A B 30° 60° 6x 58,7 n 6 n - 0 0,02 + B 94 848 94 (46) 48 944 48,3 n - 0 0,1 + -tipico 896 C M6-tipico j n0.1 C A 119 26 - 0 0,1 + 4x n 34 n 70 n - 0 0,1 + 4x -tipico 26,44 26,44 33,91 33,91 12 10x45~-tipico 0,5x45~-tipico 23 23 26,85 249 424 599 821,15 144 748 (144) 20 61 - 0 0,03 + -TIPICA 51,2 `0,02 63,2 51,2 `0,02 63,2 50 50 50 R2-tipico 0,5x45~-tipico 32 15 10 + 0,01 0,03 + R2 16 j 0,04 A B 30 15 10 + 0,01 0,03 + (22) 11 - 0 0,05 + R2 32 15 10 + 0,01 0,03 + 16 30 15,01 10 10 20 6 + 0,01 0,03 + j 0,04 A B j 0,04 A B j 0,04 A B j 0,04 A B 11 - 0 0,05 + 30 15,01 10 20 10 6 + 0,01 0,03 + 12,5 25 R5-tipico 33,1 d 0.1 B A R8 R8 (43) (57) 21,5 (43) 7 44 16x45~-tipico 2,5 8 2,5 8 d 0.1 B A 19 38 18 36 19 38 15 30 15 30 n20 foro M3x8 (98) 98 40 N.8 foro M5X10 44 16 1 - 0,1 0 - 1,2 1,2 49 - 0,03 0 + -TIPICA (22) 19,5 15,8 1,1 - 0,05 0 + 1,1 - 0,05 0 + N.2 n4,5 -6 PROFONDITÀ
Transcript of G-G ( 0,60 : 1 ) B B H ( 2 : 1 ) · 2008-11-12 · rugosita' al meglio di 0,4 ra 2. le superfici...

A-A ( 0,60 : 1 )
B-B ( 0,60 : 1 )
C-C ( 0,60 : 1 )F-F ( 0,60 : 1 )
G-G ( 0,60 : 1 )
H ( 2 : 1 )
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
11
11
12
12
13
13
14
14
15
15
16
16
A A
B B
C C
D D
E E
F F
G G
H H
I I
J J
K K
L L
NATIONAL INSTITUTE OF NUCLEAR PHYSICS
FRASCATI NATIONAL LABORATORY
DRAFTER DESIGNER ENGINEER APPROVAL
DRAWING N. REVQUALITY ASSURANCE
VACUUM DIAGNOSTIC ACC.PHY. ELEC. ENG.
DATE MATERIAL WEIGHT SCALE
GENERAL TOLERANCES UNI EN 22768/1-MEDIUM
FINISH NEXT ASSY DWG QUANT. NOTE
Foglio N.A0
DAFNE
STORAGE RING
SHORT PULSE KICKERS
SHELL ASSEMBLY
SENSOLINI
07/01/2006 AL 6082 T6 6.5 DaN 1:2
DAFNE-007-000 1
ACCELERATOR DIVISION
DAFNEUP-008-001 D1/1
A
A
B B
C
C
F
F
G
G
H
R5-tipico
R1
R1
18,4n
A
j n0.05 B A
25,5
25,5
51( )
c 0,05 A
c 0,05 A
(2,46°)
(2,46°)
57( )51( )
n6 - 00,02+
j n0.05 A B
33,1
(66,2)
16,427,6
16,4 27,6
49 49
37,1
74,2
1229,2
11
92,2
92,2
184,4( )
11
29,2
47
8
2016X M5X10
2,46°
2,46°
2,46°
2,46°
63 270 370 270 63( )
1036`0,5
3
33
104
57
2,5
2,5
3
R1
Saldare al TIG a tenuta di vuoto
30°
28
28
33,3
33,3
52
52
104( )
21,5
7
57
j n0.1 B A
C0.2
C0.2
NOTA:
1. TUTTE LE SUPERFICI DA VUOTO DEVONO AVERE UNA
RUGOSITA' AL MEGLIO DI 0,4 Ra
2. LE SUPERFICI ESTERNE DEVONO AVERE UNA RUGOSITA'
MIGLIORE DI 1.6 Ra
3. I DUE SEMUGUSCI DEVONO ESSERE SALDATI ASSIEME
SOLO DOPO AVER ASSEMBLATO LE PARTI INTERNE
4. LE PROCEDURE DI PULIZIA PE RIL VUOTO SONO ELENCATE
SPECIFICHE TECNICHE
44( ) 44( )
c 0,1 A B
c 0,1 A B
30°
60°6x
58,7n
6n - 00,02+ B
94 848 94
(46)
48
944
48,3n - 00,1+ -tipico
896
CM6-tipico
j n0.1 C A
119
26 - 00,1+4x n
34n
70n - 00,1+4x -tipico
26,44
26,44
33,91
33,91
12
10x45~-tipico0,5x45~-tipico
23
2326,85
249
424
599
821,15
144 748 (144)
20
61 - 00,03+ -TIPICA
51,2`0,02
63,2
51,2`0,02
63,2
50 50 50
R2-tipico
0,5x45~-tipico
3215
10 + 0,010,03+
R216
j 0,04 A B
30
15
10 + 0,010,03+
(22)
11 - 00,05+
R2
3215
10 + 0,010,03+
16
30
15,01
10
10
206 + 0,010,03+
j 0,04 A B j 0,04 A B j 0,04 A Bj 0,04 A B
11 - 00,05+
30
15,01
10
20
10
6 + 0,010,03+
12,5
25
R5-tipico
33,1
d 0.1 B A
R8
R8
(43)(57)
21,5
(43) 7
44
16x45~-tipico
2,5
82,5
8
d 0.1 B A19
38
18
36
19
38
15
30
1530
n20 foro M3x8
(98)
98
40
N.8 foro M5X10
44
16
1 - 0,10-
1,21,2 49 - 0,030+ -TIPICA
(22)
19,5 15,8
1,1 - 0,050+ 1,1 - 0,05
0+
N.2 n4,5 -6 PROFONDITÀ