INDUSTRIA DELL’ARGILLA ESPANSA - ARPA...
68
Rif. 017rel209 rev 2 dic. 2003 INDUSTRIA DELL’ARGILLA ESPANSA “Documento di riferimento sulle BAT nell’industria dell’argilla espansa” BOZZA – Rev. 2 (DICEMBRE 2003) Associazione Nazionale Produttori Argille Espanse Anpae Via Correggio, 3 20149 – Milano – Italy tel. +39 02 48011962 fax. +39 02 48012242 C.F. 08219800151
Transcript of INDUSTRIA DELL’ARGILLA ESPANSA - ARPA...
Rif. 017rel209 rev 2 dic. 2003
INDUSTRIA DELL’ARGILLA ESPANSA
“Documento di riferimento sulle BAT nell’industria dell’argilla espansa”
BOZZA – Rev. 2
(DICEMBRE 2003)
Associazione Nazionale Produttori Argille Espanse
Anpae Via Correggio, 3 20149 – Milano – Italy tel. +39 02 48011962 fax. +39 02 48012242 C.F. 08219800151
Rif. 017rel209 rev 2 dic 2003
Anpae
2
INDUSTRIA DELL’ARGILLA ESPANSA “Documento di riferimento sulle BAT nell’industria dell’argilla espansa”
Bozza Rev. 2 - (Dicembre 2003)
SOMMARIO
1 SCOPO ED OBIETTIVI............................................................................................................4
2 IDENTIFICAZIONE DELLE NORMATIVE DI RIFERIMENTO..........................................5
3 ASPETTI GENERALI DEL SETTORE..................................................................................6
3.1 L’industria dell’argilla espansa in Italia........................................................................................................................7
4 PROCESSO DI PRODUZIONE DELL’ARGILLA ESPANSA...........................................8
4.1 Estrazione della materia prima ........................................................................................................................................8
4.2 Lavorazione dell’argilla......................................................................................................................................................9
4.3 Stoccaggio e preparazione del combustibile............................................................................................................... 10
4.4 Essiccazione e cottura....................................................................................................................................................... 11 4.4.1 Alimentazione dell’impasto argilloso..........................................................................................................................11 4.4.2 Essiccazione.....................................................................................................................................................................11 4.4.3 Cottura...............................................................................................................................................................................11 4.4.4 Raffreddamento...............................................................................................................................................................13 4.4.5 Stoccaggio del prodotto..................................................................................................................................................13
4.5 Separazione del prodotto in classi granulometriche ................................................................................................ 13
4.6 Lavorazioni successive ..................................................................................................................................................... 14
4.7 Recupero di rifiuti nel ciclo di produzione dell’argilla espansa ........................................................................... 14 4.7.1 Recupero di materia ......................................................................................................................................................15 4.7.2 Recupero energetico .....................................................................................................................................................16
5 ASPETTI AMBIENTALI RILEVANTI DEL SETTORE......................................................18
5.1 Consumi di risorse naturali e di energia..................................................................................................................... 21 5.1.1 Consumo di materie prime ............................................................................................................................................21 5.1.2 Utilizzo di energia ...........................................................................................................................................................21
5.2 Le emissioni......................................................................................................................................................................... 22 5.2.1 Emissioni in aria ..............................................................................................................................................................22 5.2.2 Polveri ...............................................................................................................................................................................23 5.2.3 Metalli e loro composti ..................................................................................................................................................23 5.2.4 Ossidi di zolfo ..................................................................................................................................................................24 5.2.5 Ossidi di carbonio ...........................................................................................................................................................24 5.2.6 Sostanze organiche volatili (SOV) ...............................................................................................................................25 5.2.7 Ossidi di azoto .................................................................................................................................................................25
5.3 Scarti di processo............................................................................................................................................................... 25
5.4 Emissioni sonore ................................................................................................................................................................ 25
Rif. 017rel209 rev 2 dic 2003
Anpae
3
5.5 Odori ..................................................................................................................................................................................... 25
5.6 Contaminazione del suolo............................................................................................................................................... 26
5.7 Scarichi idrici...................................................................................................................................................................... 26
5.8 Emergenze ........................................................................................................................................................................... 26
6 LE MIGLIORI TECNICHE DISPONIBILI – BAT - PER L’INDUSTRIA DELL’ARGILLA ESPANSA..........................................................................................................27
6.1 Il consumo di materie prime .......................................................................................................................................... 27
6.2 Il consumo di energia ....................................................................................................................................................... 28
6.3 Ottimizzazione del controllo di processo..................................................................................................................... 28
6.4 Le misure primarie generali........................................................................................................................................... 28
6.5 Abbattimento polveri ....................................................................................................................................................... 29 6.5.1 Precipitatori elettrostatici...............................................................................................................................................30 6.5.2 Filtri a tessuto...................................................................................................................................................................30 6.5.3 Abbattimento delle emissioni diffuse. .........................................................................................................................30 6.5.4 Valutazioni tecnico - economiche ................................................................................................................................31
6.6 Abbattimento di metalli pesanti .................................................................................................................................... 32
6.7 Abbattimento di inquinanti organici .......................................................................................................................... 32
6.8 Abbattimento degli ossidi di zolfo e degli acidi......................................................................................................... 33 6.8.1 Iniezione di reagente basico in fiamma......................................................................................................................33 6.8.2 Scrubber a secco..............................................................................................................................................................34 6.8.3 Scrubber ad umido ..........................................................................................................................................................34 6.8.4 Valutazioni tecnico - economiche ................................................................................................................................34
6.9 Abbattimento di CO e CO2 ............................................................................................................................................ 35
6.10 Abbattimento degli ossidi di azoto NOx..................................................................................................................... 36
6.11 Abbattimento degli odori ................................................................................................................................................ 36
6.12 Abbattimento del rumore................................................................................................................................................ 36
6.13 Lo smaltimento dei rifiuti................................................................................................................................................ 39
6.14 Prospetto delle principali BAT applicabili all’industria dell’argilla espansa italiana .................................. 40
6.15 Monitoraggio delle emissioni.......................................................................................................................................... 41
7 ALLEGATI................................................................................................................................44
7.1 Allegato A: normative di riferimento....................................................................................................................... 44
7.2 Allegato B: Limiti alle emissioni e sistemi di abbattimento adottati in Europa.............................................. 65
7.3 Glossario .............................................................................................................................................................................. 67
Rif. 017rel209 rev 2 dic 2003
Anpae
4
1 SCOPO ED OBIETTIVI
Il presente documento rappresenta il risultato dell’attività svolta dal Gruppo Tecnico Ristretto “Produzione di cemento e altre attività di prodotti minerari” nominato dalla Commissione istituita con Decreto Ministeriale del 19 novembre 2002, nell’ambito della individuazione degli elementi necessari alla predisposizione delle Linee Guida di settore previste all'ex art. 3, comma 2, del Decreto Legislativo 4/08/1999 n. 372 e relative all'individuazione, utilizzazione e aggiornamento delle migliori tecniche disponibili, In particolare il documento è riferito alla produzione di argilla espansa. L’analisi del settore industriale viene affrontata in armonia con la metodologia di intervento individuata dalla Direttiva IPPC, promuovendo, cioè, l’approccio integrato alla valutazione dell'inquinamento attraverso l’applicazione di misure globali di protezione ambientale, tese al superamento dei criteri di controllo dei singoli comparti ambientali, che spesso non tengono conto dei trasferimenti dell'inquinamento da un settore all'altro. I principi fondamentali della Direttiva sono infatti l’istituzione di una nuova procedura di autorizzazione, l’Autorizzazione Integrata Ambientale (AIA), che deve prendere in considerazione l’intera prestazione degli impianti industriali nei confronti dell’ambiente (emissioni nell’aria, nell’acqua e nel suolo, produzione di rifiuti, uso delle risorse naturali, efficienza energetica, rumore, prevenzione incidenti, gestione dei rischi), ed il riferimento alle migliori tecniche disponibili - BAT (Best Available Techniques), così come definite all’art. 2, punto 11 della direttiva. L’Autorizzazione Integrata Ambientale deve basarsi sull’applicazione delle BAT nel rispetto della normativa di settore; tuttavia, ai gestori non vengono imposte BAT standard in modo da non frenare, ma, al contrario, incoraggiare lo sviluppo e l’innovazione tecnologica. Inoltre, la Direttiva stabilisce che le BAT debbano tenere in considerazione sia le caratteristiche tecniche degli impianti, sia la loro posizione geografica, le condizioni ambientali del luogo e la fattibilità economica. La prima fase dell’indagine condotta dal gruppo di lavoro descrive la situazione nazionale del settore industriale attraverso la stima sia del livello tecnologico dei cicli produttivi adottati in Italia, sia dell’attualità e dell’efficienza delle tecniche di abbattimento impiegate.
Gli sforzi vengono poi rivolti allo studio dell’applicabilità delle suddette tecniche, in considerazione dell’effettiva situazione ed eventuali criticità ambientali dell’area ove sono ubicati gli impianti, ed all’individuazione di BAT compatibili con i processi impiegati, nella prospettiva di ottenere l’adeguamento tecnologico di tutti gli impianti, senza peraltro penalizzare quelli che dispongono di minori strumenti tecnici ed economici. Infine, prima dell’individuazione delle tecniche da raccomandare come BAT, viene effettuata per ognuna la necessaria analisi costi-benefici, che rappresenta un importante criterio di valutazione nella qualificazione delle BAT. Risulta, infatti, prioritario pervenire ad un quadro autorizzatorio efficace ai fini del raggiungimento di elevati obiettivi di salvaguardia ambientale, rispettoso della situazione del tessuto industriale esistente nel nostro Paese ed, al tempo stesso, in un contesto per quanto possibile omogeneo e coordinato, che eviti o comunque minimizzi distorsioni della concorrenzialità interaziendale e intersettoriale.
Rif. 017rel209 rev 2 dic 2003
Anpae
5
2 IDENTIFICAZIONE DELLE NORMATIVE DI RIFERIMENTO Nell’Allegato A, vengono riportate le principali disposizioni normative comunitarie e nazionali applicabili all’attività di produzione cemento ed in particolare: A. 1 Gestione Integrata dell’Inquinamento e V.I.A. A. 2 Inquinamento atmosferico A. 3 Inquinamento idrico A. 4 Inquinamento acustico A. 5 Gestione dei rifiuti A. 6 Riutilizzo di rifiuti come combustibile Nell’Allegato B, sono riportati i valori limite delle emissioni in atmosfera vigenti nei principali Paesi UE ed i sistemi di abbattimento degli inquinanti adottati in Europa Prima di procedere all’analisi delle BAT applicabili all’Unità Produttiva in esame, è prioritario identificare i requisiti legislativi o regolamentari, che devono essere ottemperati dall’Impianto e valutarne lo stato di conformità. Per tale verifica, ove disponibile, possono essere utilizzate e/o richiamate le descrizioni ed i risultati della ”Analisi Ambientale Iniziale”, propedeutica all’implementazione della certificazione del sistema di gestione secondo la norma internazionale UNI EN ISO 14001 e/o il Regolamento EMAS – 761/2001/CE. Questa metodologia rappresenta, infatti, lo strumento fondamentale per la valutazione dettagliata dello scenario ambientale complessivo dell’insediamento industriale e si esplica attraverso la diagnosi straordinaria, sistematica e standardizzata nella quale si studiano le relazioni che intercorrono tra l’attività produttiva e la realtà ambientale e territoriale che la circonda, in funzione del quadro di riferimento legislativo e socio-economico e di eventuali vincoli locali.
Rif. 017rel209 rev 2 dic 2003
Anpae
6
3 ASPETTI GENERALI DEL SETTORE
Il processo di produzione dell’argilla espansa sfrutta una proprietà delle argille le quali, sottoposte ad elevate temperature, si espandono aumentando fino a 6-7 volte il proprio volume. L’espansione è causata dall’azione dei gas prodotti dalla combustione di sostanze organiche, da reazioni di riduzione degli ossidi metallici e dall’evaporazione dell’acqua di cristallizzazione. Il risultato è un prodotto che si presenta sotto forma di granuli tondeggianti, caratterizzati da una dura scorza esterna vetrificata e da una struttura interna a cellule chiuse. L’argilla espansa è un prodotto naturale, non rilascia sostanze tossiche, non disperde fibre o particelle, non necessita di trattamenti stabilizzanti, conserva le proprie caratteristiche nel tempo e viene utilizzata nel settore edilizio, stradale e laddove sono richieste prestazioni di resistenza meccanica e termica, resistenza al fuoco e potere fonoisolante e fonoassorbente.
Figura 1 – Aspetto tipico delle “palline” di argilla espansa. Nel 2000 le installazioni per la produzione di argilla espansa in Europa erano 31 . Nella seguente tabella è riportato il numero di impianti dell’argilla espansa nei paesi della UE.
Tabella 1. Tipologie di forni e di processi utilizzati in Europa.
PAESE TIPOLOGIA FORNO PROCESSO
coassiali in cascata Umido Semisecco
ITALIA 3 4 6 1 BELGIO 1 1 DANIMARCA 8 8 GERMANIA 1 3 1 3 AUSTRIA 1 1 NORVEGIA 2 2 PORTOGALLO 2 2 SPAGNA 1 1 POLONIA 1 1 ESTONIA 1 1 FINLANDIA 1 1 SVEZIA 1 1 REP CECA 1 1 TOTALE 23 8 27 4
Rif. 017rel209 rev 2 dic 2003
Anpae
7
Attualmente circa il 90 % dell’argilla espansa in Europa è prodotta con processi a umido ; un ulteriore 10 % è attribuito ai processi a via semisecca. Oltre all’argilla espansa, tali produttori si sono specializzati e diversificati nella produzione di altri materiali leggeri da costruzione, come: malte e intonaci pronti all’uso, preparati miscelando argilla espansa con cemento, gesso sabbia ed altri additivi. La produzione europea è pari a circa 5.500.000 m3/a.
3.1 L’industria dell’argilla espansa in Italia
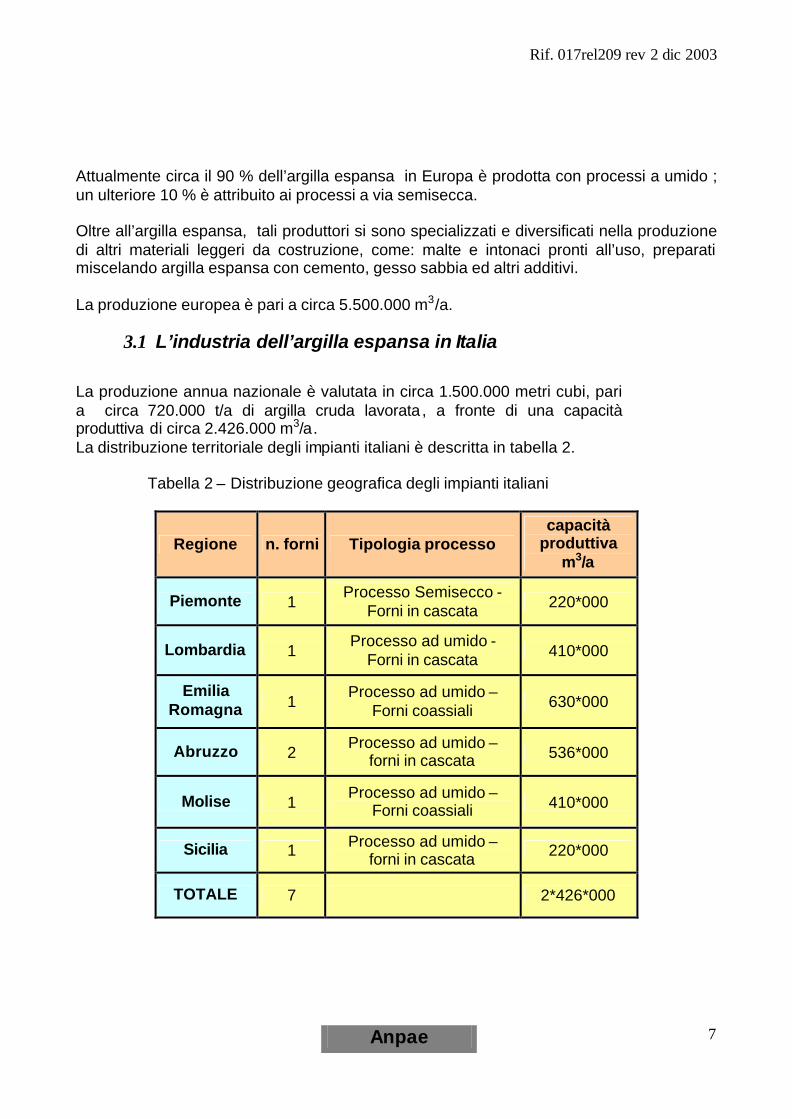
La produzione annua nazionale è valutata in circa 1.500.000 metri cubi, pari a circa 720.000 t/a di argilla cruda lavorata , a fronte di una capacità produttiva di circa 2.426.000 m3/a. La distribuzione territoriale degli impianti italiani è descritta in tabella 2.
Tabella 2 – Distribuzione geografica degli impianti italiani
Regione n. forni Tipologia processo capacità
produttiva m3/a
Piemonte 1 Processo Semisecco -
Forni in cascata 220*000
Lombardia 1 Processo ad umido -
Forni in cascata 410*000
Emilia Romagna 1
Processo ad umido – Forni coassiali 630*000
Abruzzo 2 Processo ad umido –
forni in cascata 536*000
Molise 1 Processo ad umido –
Forni coassiali 410*000
Sicilia 1 Processo ad umido – forni in cascata 220*000
TOTALE 7 2*426*000
Rif. 017rel209 rev 2 dic 2003
Anpae
8
4 PROCESSO DI PRODUZIONE DELL’ARGILLA ESPANSA L’argilla espansa deriva dalla cottura in forni rotanti a circa 1200°C di argille con peculiari caratteristiche denominate “vari colori “, che hanno la particolarità di adsorbire nel loro reticolo cristallino acqua ed altri materiali che rilasciano gas nella fase di cottura. Ad elevata temperatura la pressione interna dei prodotti gassosi ed il contemporaneo progressivo rammollimento del materiale provocano l’espansione dei singoli granuli. Il rapido raffreddamento successivo alla cottura (quenching) congela la struttura dei granuli e porta alla formazione di uno strato esterno duro, di consistenza vetrosa. Argilla espansa viene ottenuta anche per calcinazione di scisti argillosi ( in Germania). Il processo di produzione tipicamente consta delle seguenti fasi: - estrazione della materia prima - lavorazione a freddo della materia prima - stoccaggio e preparazione del combustibile - essiccazione e cottura - stoccaggio del prodotto - separazione del prodotto in classi granulometriche - lavorazioni successive
4.1 Estrazione della materia prima
Le cave sono a cielo aperto e l’escavazione avviene con le normali macchine da movimento terra. Dopo l’esaurimento la cava viene ripristinata a verde.
Figura 2 – Escavazione argilla
Rif. 017rel209 rev 2 dic 2003
Anpae
9
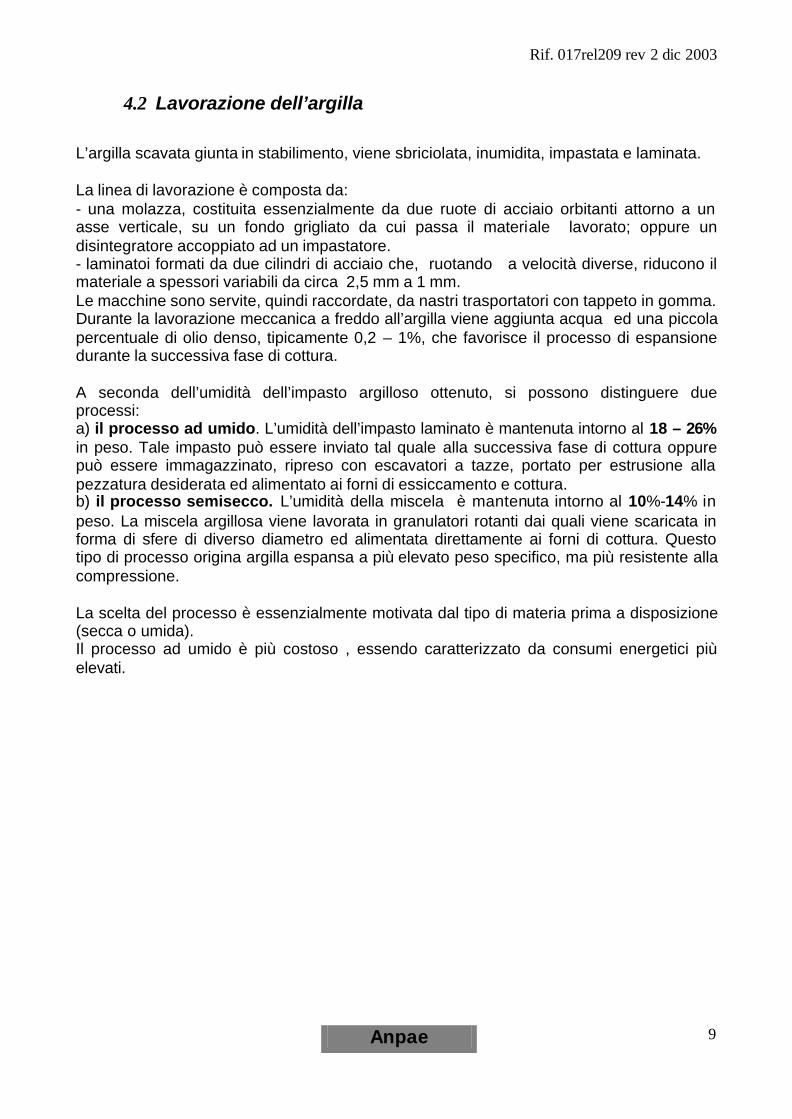
4.2 Lavorazione dell’argilla
L’argilla scavata giunta in stabilimento, viene sbriciolata, inumidita, impastata e laminata.
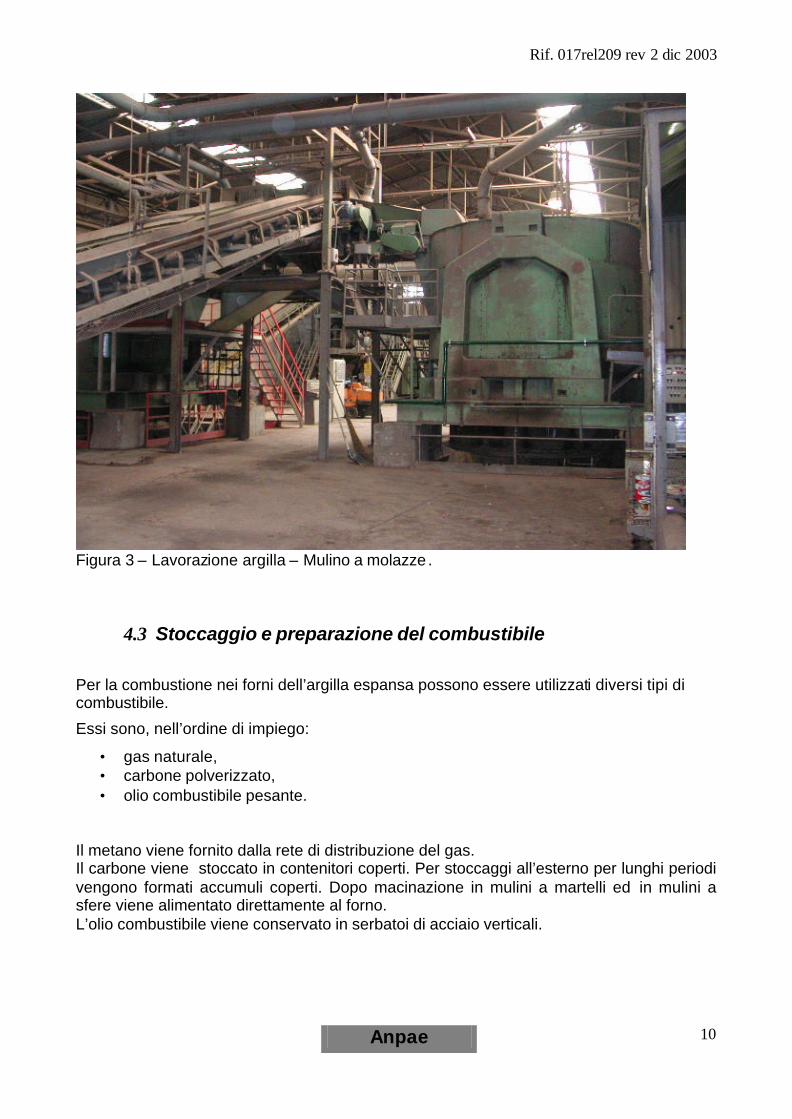
La linea di lavorazione è composta da: - una molazza, costituita essenzialmente da due ruote di acciaio orbitanti attorno a un asse verticale, su un fondo grigliato da cui passa il materiale lavorato; oppure un disintegratore accoppiato ad un impastatore. - laminatoi formati da due cilindri di acciaio che, ruotando a velocità diverse, riducono il materiale a spessori variabili da circa 2,5 mm a 1 mm. Le macchine sono servite, quindi raccordate, da nastri trasportatori con tappeto in gomma. Durante la lavorazione meccanica a freddo all’argilla viene aggiunta acqua ed una piccola percentuale di olio denso, tipicamente 0,2 – 1%, che favorisce il processo di espansione durante la successiva fase di cottura. A seconda dell’umidità dell’impasto argilloso ottenuto, si possono distinguere due processi: a) il processo ad umido. L’umidità dell’impasto laminato è mantenuta intorno al 18 – 26% in peso. Tale impasto può essere inviato tal quale alla successiva fase di cottura oppure può essere immagazzinato, ripreso con escavatori a tazze, portato per estrusione alla pezzatura desiderata ed alimentato ai forni di essiccamento e cottura. b) il processo semisecco. L’umidità della miscela è mantenuta intorno al 10%-14% in peso. La miscela argillosa viene lavorata in granulatori rotanti dai quali viene scaricata in forma di sfere di diverso diametro ed alimentata direttamente ai forni di cottura. Questo tipo di processo origina argilla espansa a più elevato peso specifico, ma più resistente alla compressione. La scelta del processo è essenzialmente motivata dal tipo di materia prima a disposizione (secca o umida). Il processo ad umido è più costoso , essendo caratterizzato da consumi energetici più elevati.
Rif. 017rel209 rev 2 dic 2003
Anpae
10
Figura 3 – Lavorazione argilla – Mulino a molazze .
4.3 Stoccaggio e preparazione del combustibile
Per la combustione nei forni dell’argilla espansa possono essere utilizzati diversi tipi di combustibile.
Essi sono, nell’ordine di impiego:
• gas naturale, • carbone polverizzato, • olio combustibile pesante.
Il metano viene fornito dalla rete di distribuzione del gas. Il carbone viene stoccato in contenitori coperti. Per stoccaggi all’esterno per lunghi periodi vengono formati accumuli coperti. Dopo macinazione in mulini a martelli ed in mulini a sfere viene alimentato direttamente al forno. L’olio combustibile viene conservato in serbatoi di acciaio verticali.
Rif. 017rel209 rev 2 dic 2003
Anpae
11
4.4 Essiccazione e cottura
Si possono individuare le seguenti fasi
- alimentazione dell’impasto argilloso - essiccazione - cottura - raffreddamento
4.4.1 Alimentazione dell’impasto argilloso L’alimentazione viene controllata con un cassone dosatore, asservito ad una bilancia, che regola le quantità inviate ai forni in modo continuo.
4.4.2 Essiccazione In questa fase l’impasto argilloso subisce un riscaldamento sino ad una temperatura di circa 600 °C mediante scambio termico con i fumi caldi provenienti dal forno cottura. L’essiccatore è un cilindro inclinato di 3-4 mt di diametro ed una lunghezza di circa 30 - 40 m. Lo scambio termico fumi/materia viene favorito installando palette metalliche (lifters) all’interno del forno. La variazione dei giri di rotazione del cilindro permette di regolare l’avanzamento del materiale all’interno, modificando così la curva di essiccazione e la portata di materiale che può essere immessa.
4.4.3 Cottura
Man mano che avanza nel forno il granulo raggiunge la zona della fiamma dove la temperatura dei fumi raggiunge o supera i 1300°C. La sua temperatura interna aumenta gradualmente per conduzione e può raggiungere i 1200°C. Il granulo di materiale passa progressivamente allo stato plasti co mentre la scorza più esterna arriva al punto di fusione. Data la bassa conducibilità termica, permane comunque un gradiente di temperatura tra lo strato esterno e la parte più interna dei granuli e ciò consente di non portare a fusione l’intera massa del materiale. In alcuni impianti viene iniettata polvere di dolomite che, disponendosi sulla superficie esterna dei granuli, impedisce la fusione dell’intera massa. Contemporaneamente a questi passaggi di stato avvengono l’evaporazione dell’acqua di cristallizzazione residua, la decomposizione dei carbonati e la combustione dell’olio combustibile aggiunto nella fase di lavorazione a freddo. La pressione interna dei prodotti gassosi ed il contemporaneo progressivo rammollimento del materiale provoca l’espansione dei singoli granuli. Il rapido raffreddamento successivo alla cottura “congela” la struttura dei granuli e porta alla formazione di uno strato esterno duro, di consistenza vetrosa,. Il forno di cottura è un cilindro inclinato di circa 3 - 4 m di diametro con una lunghezza di circa 20 - 30 m, provvisto all’interno di una serie di palettature per favorire lo scambio termico fumi/materiale. La velocità di rotazione di questo cilindro è superiore rispetto a quella del cilindro essiccante, al fine di aumentare il gradiente termico.
Rif. 017rel209 rev 2 dic 2003
Anpae
12
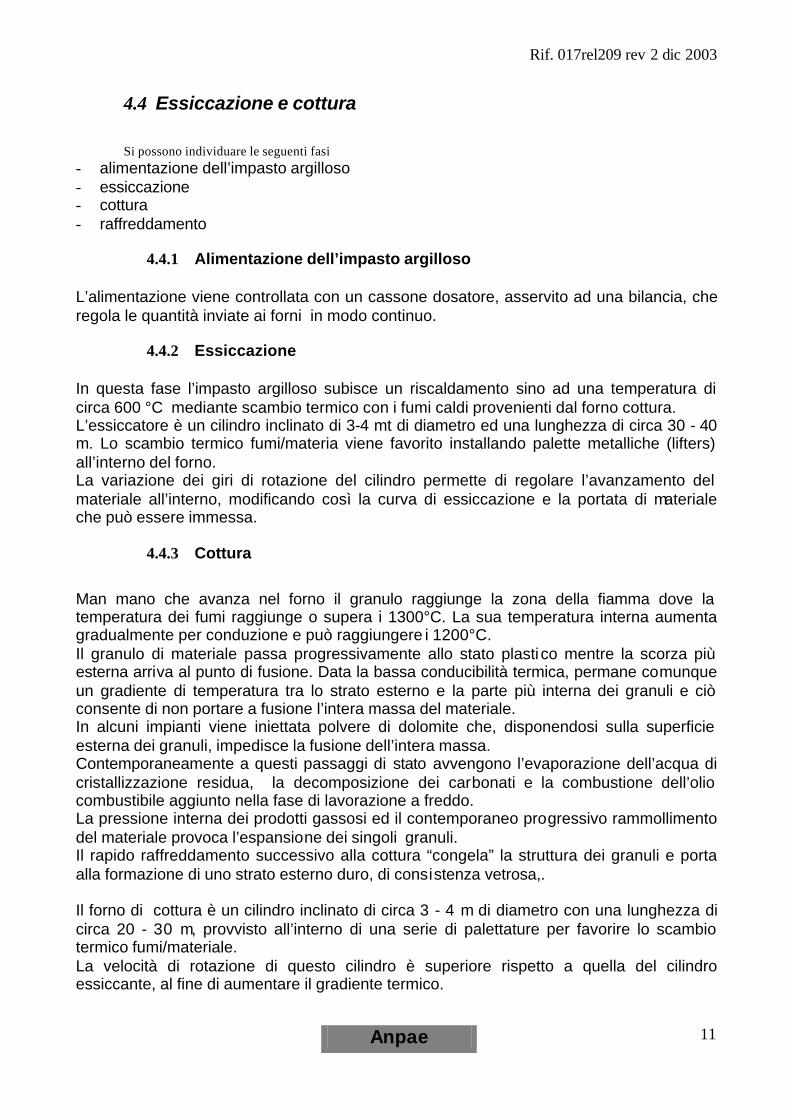
Il calore di processo è fornito dai combustibili iniettati in appositi bruciatori che consentono la regolazione della posizione di iniezione del combustibile, la lunghezza e la forma della fiamma. La linea di essiccamento e cottura può essere costituita da due forni coassiali, oppure da due tronconi disposti “in cascata”.
Figura 4 – Disposizione coassiale dei forni di essiccamento e cottura. Stabilimento Laterlite di Rubbiano (Pr).
Rif. 017rel209 rev 2 dic 2003
Anpae
13
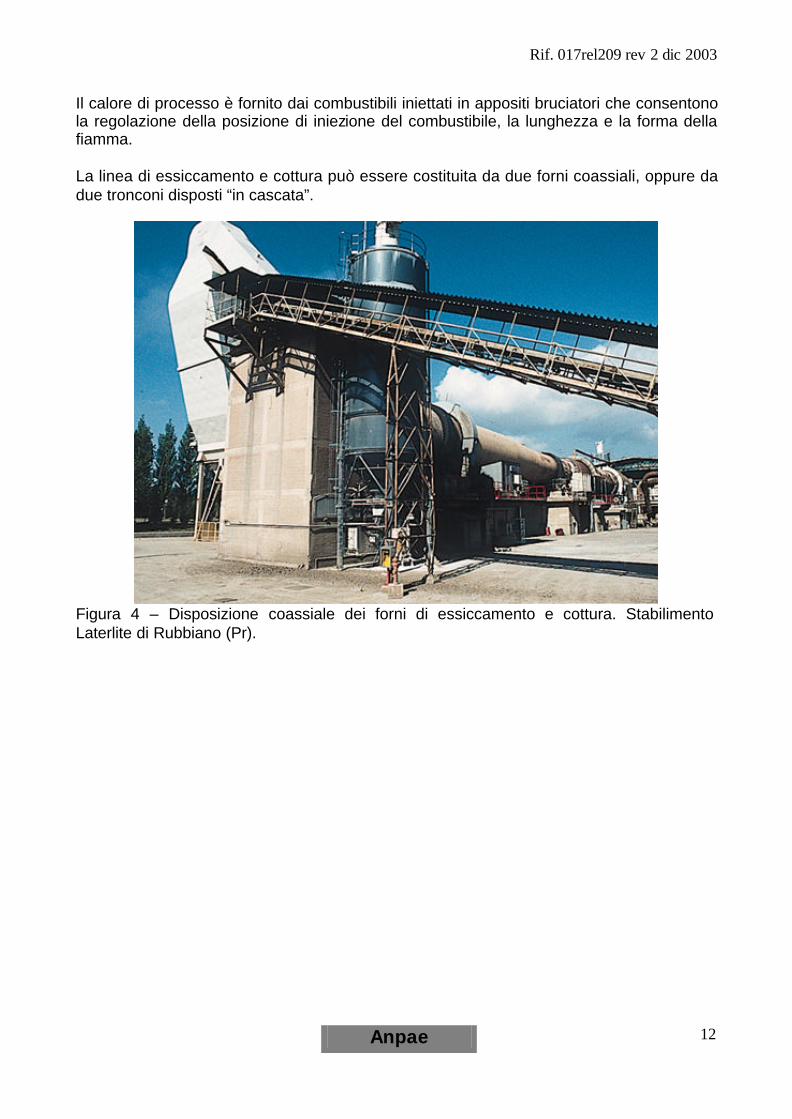
Figura 5 – Disposizione in cascata dei forni di essiccamento e cottura. Laterlite SpA. Stabilimento di Lentella (Ch).
4.4.4 Raffreddamento Il prodotto in uscita dal forno cottura viene raffreddato ad una temperatura di circa 100 °C con l’ausilio di aria ambiente. Questa viene insufflata in raffreddatori rotativi o a letto fluido. Parte dell’aria di raffreddamento viene recuperata inviandola nel fo rno di cottura per recuperare calore.
4.4.5 Stoccaggio del prodotto L’argilla espansa viene stoccata in una apposita area da cui, mediante nastri trasportatori viene ripresa e mandata alla successiva fase di vagliatura.
4.5 Separazione del prodotto in classi granulometriche
L’argilla espansa può essere commercializzata tal-quale, cioè con una granulometria 0 – 30 mm, o in classi granulometriche, secondo le esigenze dei successivi impieghi. La separazione avviene con l’ausilio di vagli a reti sovvrapposte ed il materiale viene inviato con nastri nei silos di stoccaggio. La frazione 15-30 mm può essere frantumata con cilindraie e successivamente separata in classi granulometriche .
Rif. 017rel209 rev 2 dic 2003
Anpae
14
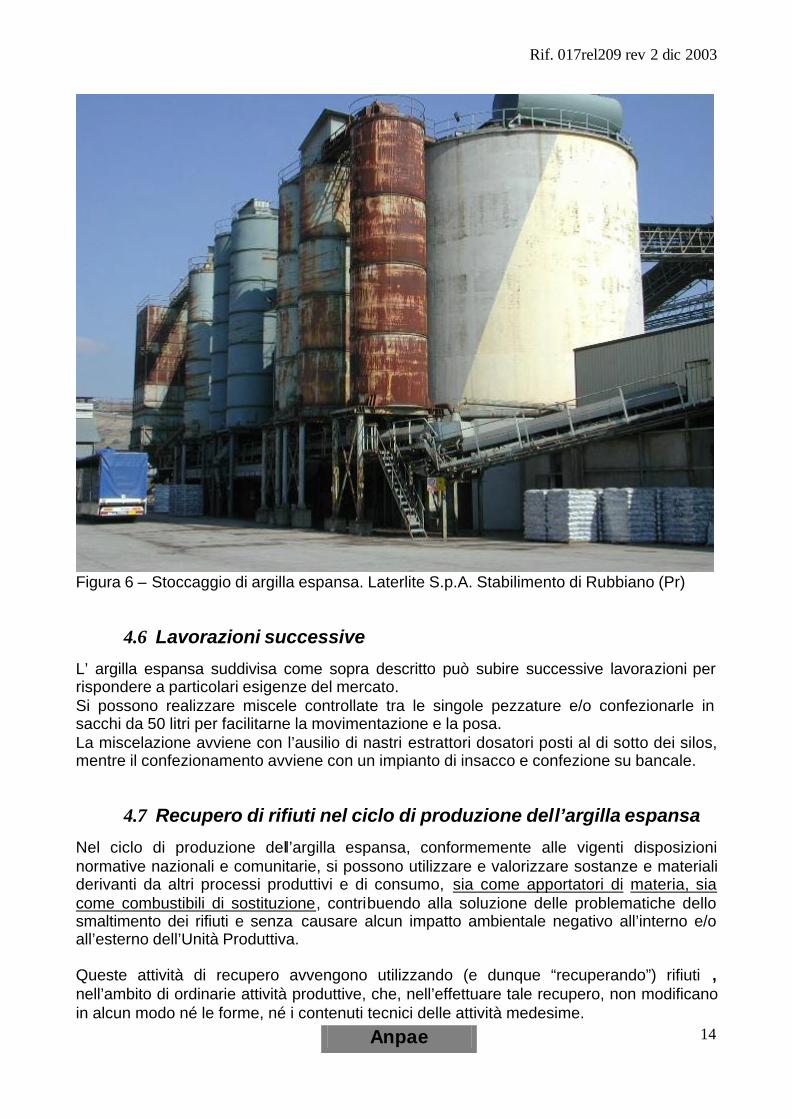
Figura 6 – Stoccaggio di argilla espansa. Laterlite S.p.A. Stabilimento di Rubbiano (Pr)
4.6 Lavorazioni successive
L’ argilla espansa suddivisa come sopra descritto può subire successive lavorazioni per rispondere a particolari esigenze del mercato. Si possono realizzare miscele controllate tra le singole pezzature e/o confezionarle in sacchi da 50 litri per facilitarne la movimentazione e la posa. La miscelazione avviene con l’ausilio di nastri estrattori dosatori posti al di sotto dei silos, mentre il confezionamento avviene con un impianto di insacco e confezione su bancale.
4.7 Recupero di rifiuti nel ciclo di produzione dell’argilla espansa
Nel ciclo di produzione dell’argilla espansa, conformemente alle vigenti disposizioni normative nazionali e comunitarie, si possono utilizzare e valorizzare sostanze e materiali derivanti da altri processi produttivi e di consumo, sia come apportatori di materia, sia come combustibili di sostituzione, contribuendo alla soluzione delle problematiche dello smaltimento dei rifiuti e senza causare alcun impatto ambientale negativo all’interno e/o all’esterno dell’Unità Produttiva. Queste attività di recupero avvengono utilizzando (e dunque “recuperando”) rifiuti , nell’ambito di ordinarie attività produttive, che, nell’effettuare tale recupero, non modificano in alcun modo né le forme, né i contenuti tecnici delle attività medesime.
Rif. 017rel209 rev 2 dic 2003
Anpae
15
Non si tratta dunque di attività che hanno per oggetto la gestione dei rifiuti, ma di ordinarie attività produttive nell’ambito delle quali viene consentito, con limiti tecnici ben determinati, di riutilizzare rifiuti Le materie prime tradizionali possono, quindi, essere parzialmente sostituite da materiali residuali, ottenendo un triplice positivo risultato: - riduzione delle quantità di rifiuti destinati allo smaltimento in discarica e/o esportati,
con costi elevati a carico della collettività e con soluzioni spesso inaccettabili sotto il profilo ambientale;
- valorizzazione dei materiali residuali con risparmio di risorse naturali, senza provocare emissioni in atmosfera diverse (in qualità e quantità) da quelle normalmente ascrivibili al ciclo di produzione dell’argilla espansa;
- riduzione dell’uso di materie prime e di combustibili di origine naturale, perseguendo nel contempo obiettivi di economia produttiva.
Si deve peraltro evidenziare che il minor costo dei rifiuti rispetto ai corrispondenti componenti tradizionali, non significa un automatico e conseguente decremento dei costi di produzione; infatti, nel bilancio economico complessivo, si deve tener conto che l’impiego di rifiuti, soprattutto se destinati al recupero energetico, comporta sia la realizzazione di idonei impianti di ricevimento, stoccaggio e movimentazione, sia l’esecuzione di sistematiche caratterizzazioni analitiche e monitoraggi delle emissioni.
Gli impianti per la produzione di argilla espansa operano in condizioni termiche e chimiche tali da garantire la completa combustione delle sostanze organiche contenute in numerose tipologie di rifiuti ( oli, solventi, acque) .
4.7.1 Recupero di materia L’attività di riutilizzo, nel ciclo di produzione dell’argilla espansa, di materiali residuali derivanti da altri processi produttivi e di consumo, viene incentivata anche con il ricorso a “procedure autorizzative semplificate” (cfr cap. V – Titolo I del DLg 22/97) nel pieno rispetto di specifiche norme tecniche, che definiscono, in modo univoco, i materiali recuperabili e, per ciascuna tipologia, le caratteristiche del rifiuto, la sua provenienza, le attività produttive in cui può avvenire il recupero, le condizioni di esercizio degli Impianti riutilizzatori, le caratteristiche merceologiche del prodotto ottenuto da questi processi produttivi. Quindi, nell’ambito dell’attività principale della produzione argilla espansa, possono essere effettuate le operazioni di “messa in riserva” (R 13) (stoccaggio provvisorio) e di recupero (R 5) di rifiuti non pericolosi (quali fanghi di cartiera, fanghi di impianti di depurazione, ecc…..) utilizzabili in miscela con argilla cruda, evitando il depauperamento delle cave e/o lo smaltimento in discarica con conseguenti impatti ambientali negativi. La quantità di materiali residuali riutilizzati è funzione della loro disponibilità e delle caratteristiche delle materie prime tradizionali; Tale impiego non deve comunque compromettere le caratteristiche di espansione dell’argilla. In relazione alle caratteristiche chimico-fisiche ed alle ridotte percentuali di impiego, il recupero come materia di questi rifiuti non pericolosi non comporta alcuna variazione quali-quantitativa delle emissioni potenzialmente inquinanti rispetto alle normali condizioni
Rif. 017rel209 rev 2 dic 2003
Anpae
16
di esercizio con le materie prime tradizionali, né variazioni delle caratteristiche merceologiche dell’argilla espansa prodotta. .
4.7.2 Recupero energetico Tenendo conto che l’energia termica rappresenta l’onere più rilevante per tutte le fasi del processo di produzione dell’argilla espansa, l’impiego di combustibili non convenzionali offre una valida alternativa, in una logica di sviluppo produttivo e di compatibilità ambientale. In questo contesto, possono infatti essere valorizzati materiali residuali con contenuto energetico importante, riducendo in modo significativo l’utilizzo di combustibili costosi, non rinnovabili e, contemporaneamente, smaltendo senza significativi impatti sull’ambiente sottoprodotti che oggi vengono in gran parte destinati alla discarica, oppure inceneriti all’estero con costi elevati. Le principali tipologie di combustibili alternativi utilizzati nei forni dell’argilla espansa sono rappresentate da olii esausti ed emulsioni oleose, solventi organici, acque solventate, pitture, vernici, colle e similari . La valorizzazione e lo smaltimento dei rifiuti, derivanti da altri processi produttivi, permette di garantire il più corretto equilibrio fra ambiente ed insediamenti produttivi ed è pienamente coerente con i principi dello sviluppo sostenibile (Agenda 21 e Conferenza di Rio – giugno 1992) e con gli obiettivi della riduzione dei gas serra (Accordo di Kyoto – dicembre 1997). L’attività in oggetto si identifica come operazione di recupero energetico di rifiuti, essendo gli stessi utilizzati come combustibili destinati a produrre energia termica in un processo industriale (forno di cottura dell’argilla espansa) in co-combustione con i combustibili tradizionali (carbone, metano, olio combustibile). Questo impiego consente, infatti, il risparmio di una quota percentuale di fonti non rinnovabili, con sostituzione del fabbisogno calorico apportato dai combustibili tradizionali. Il ciclo produttivo dell’argilla espansa, per le sue caratteristiche tecniche e termiche , recupera i rifiuti in piena sicurezza, come è riconosciuto dalla letteratura specializzata, non produce rifiuti, controlla rigorosamente le proprie emissioni atmosferiche, non usa e non inquina le acque e distrugge o ingloba, senza pericoli di rilascio, gli inquinanti eventualmente presenti nei rifiuti. Le garanzie di protezione ambientale connesse al recupero energetico di rifiuti nel forno di cottura sono basate sulle caratteristiche del forno, identificabile come un vero e proprio reattore chimico, regolato da specifiche condizioni termocinetiche e da peculiari parametri di esercizio, quali altissime temperature (> 1200 °C), elevato tenore di ossigeno ( > 11%), tempi di contatto tra materiale e gas esausti superiori a 2 secondi, elevata velocità dei fumi. Grazie alle peculiari ed intrinseche capacità del processo tecnologico precedentemente descritte ed all’efficienza ed affidabilità dei presidi tecnici di abbattimento, vengono rispettati i valori limite di emissione previsti dalla normativa oggi vigente; questi limiti, durante il recupero dei rifiuti, sono più restrittivi di quelli autorizzati ai sensi del DPR 203/88, a causa della riduzione delle concentrazioni consentite di polveri, SO2, NO2, HCl, HF, COT, …., conseguenti al calcolo dei limiti ponderali .

Rif. 017rel209 rev 2 dic 2003
Anpae
17
Inoltre, il forno di cottura è dotato dei più efficienti ed efficaci presidi tecnici previsti, quali monitoraggio continuo di temperatura, CO, O2, SO2, NO2, HCl, COT e polveri nell’effluente gassoso ed idonei sistemi di filtrazione ed abbattimento dei gas prodotti dalla combustione. Nel prossimo futuro, il recepimento della Direttiva 2000/76/CE- “Incenerimento di rifiuti” comporterà una serie di misure primarie di adeguamento ai severi limiti di emissione previsti per l’incenerimento e il coincenerimento di rifiuti.
Rif. 017rel209 rev 2 dic 2003
Anpae
18
5 ASPETTI AMBIENTALI RILEVANTI DEL SETTORE
Obiettivo della Direttiva IPPC – 96/61/CE è l’integrazione della prevenzione e del controllo dell’inquinamento provocato dalle attività elencate nell’Allegato 1, perseguendo un elevato livello di tutela dell’ambiente nel suo complesso e, nello stesso tempo, garantendo le condizioni necessarie per la competitività delle industrie della Comunità Europea.
Più specificamente, la Direttiva stabilisce una procedura di autorizzazione per certe categorie di impianti industriali (tra cui anche la produzione di argilla espansa), richiedendo ad operatori e legislatori di considerare in modo integrato e globale i potenziali inquinamenti e consumi degli impianti.
Lo scopo generale di un approccio integrato deve essere quello di migliorare la gestione ed il controllo dei processi industriali . In particolare, per il principio generale disposto nell’art. 3, gli operatori devono adottare tutte le opportune misure preventive contro l’inquinamento, attraverso l’applicazione delle migliori tecniche disponibili, che consentono di migliorare le prestazioni dal punto di vista ambientale.
Il D.Lgs. Governo n° 372 del 04/08/1999 “Attuazione della direttiva 96/61/CE relativa alla prevenzione e riduzione integrate dell'inquinamento” definisce il termine “migliori tecniche disponibili” nel seguente modo: “migliori tecniche disponibili", la piu' efficiente e avanzata fase di sviluppo di attivita' e relativi metodi di esercizio indicanti l'idoneita' pratica di determinate tecniche a costituire, in linea di massima, la base dei valori limite di emissione intesi ad evitare oppure, ove cio' si riveli impossibile, a ridurre in modo generale le emissioni e l'impatto sull'ambiente nel suo complesso. Nel determinare le migliori tecniche disponibili, occorre tenere conto in particolare degli elementi di cui all'allegato IV. In particolare si intende per: a) "tecniche", sia le tecniche impiegate sia le modalita' di progettazione, costruzione, manutenzione, esercizio e chiusura dell'impianto; b) "disponibili", le tecniche sviluppate su una scala che ne consenta l'applicazione in condizioni economicamente e tecnicamente valide nell'ambito del pertinente comparto industriale, prendendo in considerazione i costi e i vantaggi, indipendentemente dal fatto che siano o meno applicate o prodotte in ambito nazionale, purche' il gestore possa avervi accesso a condizioni ragionevoli; c) "migliori", le tecniche piu' efficaci per ottenere un elevato livello di protezione dell'ambiente nel suo complesso;
Inoltre, l’Allegato IV della Direttiva contiene l’elenco delle “considerazioni da tenere presenti in generale o in un caso particolare nella determinazione delle migliori tecniche disponibili, secondo quanto definito nell’art. 2, punto 11, tenuto conto dei costi e dei benefici che possono risultare da un’azione e del principio di precauzione e prevenzione”.
Le Autorità competenti preposte al rilascio delle autorizzazioni devono quindi tenere conto dei principi generali quando, nelle prescrizioni, devono indicare i valori limiti di emissione, integrati o sostituiti – se necessario – da parametri equivalenti o le misure tecniche.
Ai sensi dell’art. 9 della Direttiva, tali valori limite di emissione, i parametri equivalenti e le misure tecniche devono fare riferimento alle migliori tecniche disponibili, senza che ciò comporti rischi per il rispetto degli standard di qualità ambientale, senza richiedere l’uso di
Rif. 017rel209 rev 2 dic 2003
Anpae
19
una tecnica o di una tecnologia specifica, ma tenendo conto delle caratteristiche tecniche dell’impianto in esame, della sua ubicazione geografica e delle condizioni ambientali locali.
In tutti i casi, le condizioni dell’autorizzazione devono comprendere prescrizioni riguardanti la minimizzazione dell’inquinamento a lunga distanza o del trasporto transfrontaliero dell’inquinamento e devono altresì assicurare un elevato livello di tutela per l’ambiente nel suo complesso.
La determinazione di idonee condizioni di autorizzazione dovrà tenere conto di fattori locali, specifici per il sito in questione, quali le caratteristiche tecniche dell’impianto, la sua ubicazione geografica e le condizioni ambientali locali. Per quanto riguarda gli impianti esistenti, si deve considerare anche la fattibilità tecnico-economica di un loro eventuale aggiornamento. Anche il solo obiettivo di garantire un eleva to livello di tutela per l’ambiente nel suo complesso renderà spesso necessario valutare i pro e i contro di diversi tipi di impatto sull’ambiente, e su tali valutazioni influiranno spesso considerazioni legate alle condizioni locali.
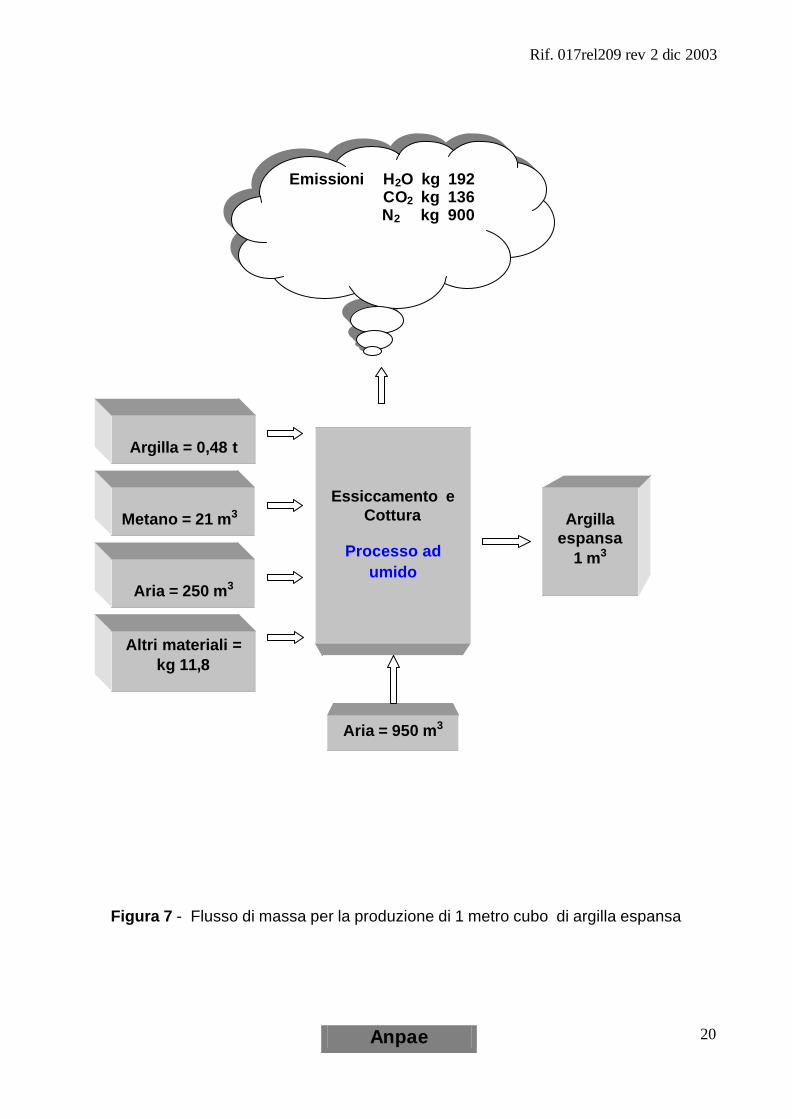
I maggiori problemi ambientali associati alla produzione dell’argilla espansa sono, oltre al consumo di argilla, le emissioni in atmosfera e il consumo di energia. Gli scarichi idrici sono di solito limitati a scoli superficiali di sole acque meteoriche e/o di raffreddamento , per cui non generano contributi sostanziali all’inquinamento delle acque, mentre lo stoccaggio e la movimentazione di combustibile (carbone) rappresentano una potenziale sorgente di contaminazione per suolo e sottosuolo. In figura 6 viene descritto il flusso di massa relativo alla produzione di 1 metro cubo di argilla espansa per un processo ad umido, utilizzando metano come combustibile. L’impatto ambientale causato dalla produzione di argilla espansa è determinato dal consumo di argilla di cava, di acqua, di combustibile e di energia elettrica. Il processo non produce acque di scarico, scorie o ceneri. Le polveri derivanti dall’abbattimento fumi sono integralmente riciclate nel processo stesso. L’industria dell’argilla espansa è caratterizzata da alti consumi energetici (tipicamente 30-40% dei costi di produzione). Il principale combustibile utilizzato è il metano, ma possono essere utilizzati anche altri combustibili, come il carbone e l’ olio combustibile. Le emissioni causate degli impianti dell’argilla espansa riguardano soprattutto ossidi di zolfo (SO2) e polveri. Altre emissioni che devono essere considerate sono ossidi di carbonio (CO e CO2), composti organici volatili (COV), ossidi di azoto (NOx), metalli e rumore. Il processo di produzione è particolarmente adatto al recupero di materia e di energia. Rifiuti solidi inorganici sotto forma di fanghi o polveri, accuratamente selezionati, possono sostituire in parte l’argilla cruda utilizzata nel processo. Acque reflue possono essere parimenti miscelate con l’argilla cruda, sostituendo l’acqua di impasto. Rifiuti combustibili liquidi, quali emulsioni oleose ed oli esausti, miscela di solventi, ecc., possono vantaggiosamente sostituire il metano o i combustibili fossili. L’elevata temperatura di fiamma, l’eccesso di ossigeno nella zona del bruciatore, l’elevato tempo di residenza dei fumi, favoriscono la combustione completa dei rifiuti utilizzati. Nel caso di impiego di rifiuti nel ciclo di produzione, i valori limite e le modalità di controllo delle emissioni sono dettate dalla legislazione di settore.
Rif. 017rel209 rev 2 dic 2003
Anpae
20
Figura 7 - Flusso di massa per la produzione di 1 metro cubo di argilla espansa
Argilla = 0,48 t
Metano = 21 m3
Aria = 250 m3
Essiccamento e Cottura
Processo ad
umido
Argilla
espansa 1 m3
Aria = 950 m3
Altri materiali = kg 11,8
Emissioni H2O kg 192 CO2 kg 136 N2 kg 900
Rif. 017rel209 rev 2 dic 2003
Anpae
21
5.1 Consumi di risorse naturali e di energia
5.1.1 Consumo di materie prime
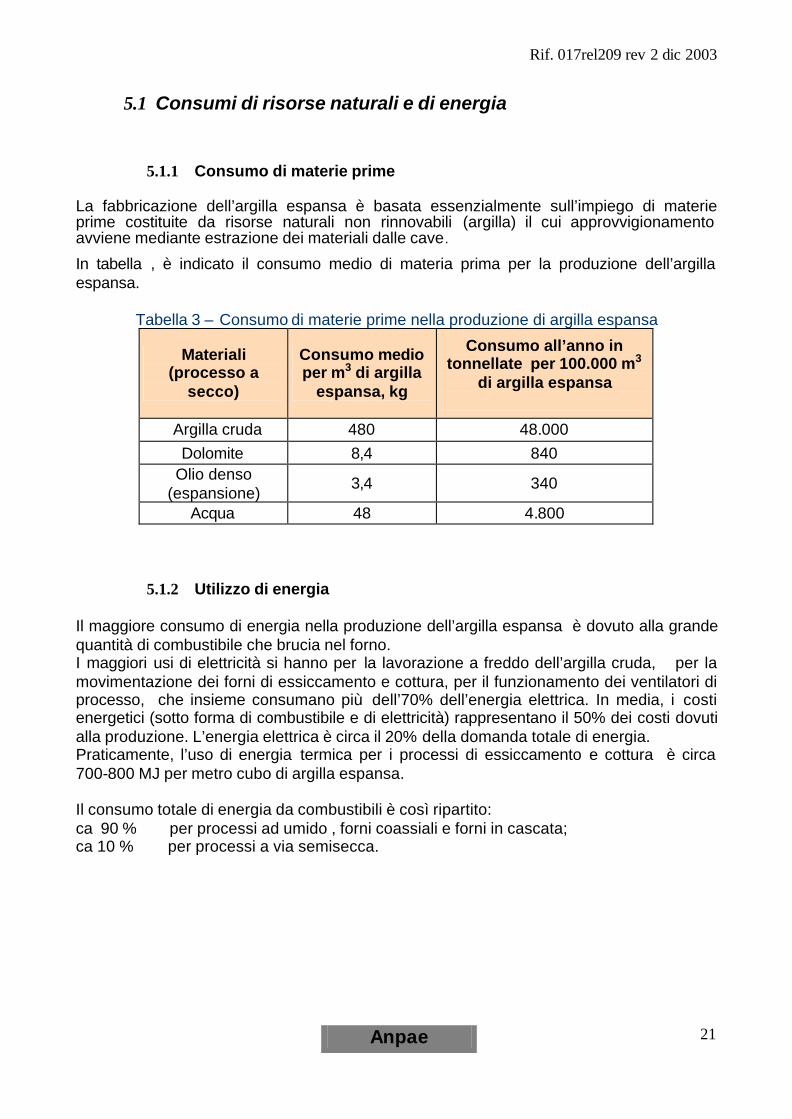
La fabbricazione dell’argilla espansa è basata essenzialmente sull’impiego di materie prime costituite da risorse naturali non rinnovabili (argilla) il cui approvvigionamento avviene mediante estrazione dei materiali dalle cave.
In tabella , è indicato il consumo medio di materia prima per la produzione dell’argilla espansa.
Tabella 3 – Consumo di materie prime nella produzione di argilla espansa
Materiali (processo a
secco)
Consumo medio per m3 di argilla
espansa, kg
Consumo all’anno in tonnellate per 100.000 m3
di argilla espansa
Argilla cruda 480 48.000 Dolomite 8,4 840
Olio denso (espansione)
3,4 340
Acqua 48 4.800
5.1.2 Utilizzo di energia
Il maggiore consumo di energia nella produzione dell’argilla espansa è dovuto alla grande quantità di combustibile che brucia nel forno. I maggiori usi di elettricità si hanno per la lavorazione a freddo dell’argilla cruda, per la movimentazione dei forni di essiccamento e cottura, per il funzionamento dei ventilatori di processo, che insieme consumano più dell’70% dell’energia elettrica. In media, i costi energetici (sotto forma di combustibile e di elettricità) rappresentano il 50% dei costi dovuti alla produzione. L’energia elettrica è circa il 20% della domanda totale di energia. Praticamente, l’uso di energia termica per i processi di essiccamento e cottura è circa 700-800 MJ per metro cubo di argilla espansa. Il consumo totale di energia da combustibili è così ripartito: ca 90 % per processi ad umido , forni coassiali e forni in cascata; ca 10 % per processi a via semisecca.
Rif. 017rel209 rev 2 dic 2003
Anpae
22
5.2 Le emissioni
Le maggiori emissioni dovute all’industria dell’argilla espansa sono le emissioni in aria provenienti dai sistemi di forni. Questi derivano dalle reazioni chimiche e fisiche che coinvolgono il materiale grezzo e i combustibili.
Le principali sostanze emesse in atmosfera che caratterizzano l’industria del l’argilla espansa sono:
• Polveri, SO2 e altri composti dello zolfo • CO e CO2 • Sostanze organiche volatili (SOV)
Altri inquinanti presi in considerazione sono:
• Metalli e loro composti; • HF • HCl • NOx
I maggiori costituenti dei gas in uscita dai forni sono gli ossidi di zolfo, provenienti da solfati e solfuri contenuti nell’argilla cruda; la CO2 proveniente dalla decomposizione dei carbonati e dalla combustione; il vapor d’acqua proveniente dalla combustione e dalla disidratazione del materiale grezzo e l’ossigeno in eccesso dovuto all’aria necessaria per la fase di essiccamento. In tutti i sistemi di forni, il materiale solido si muove in contro corrente rispetto ai gas caldi della combustione. Questo genera il rilascio in fase gassosa di inquinanti per strippaggio dalla fase solida. D’altro canto una parte dei componenti generati dalla combustione, dalla trasformazione dell’argilla cruda in argilla espansa, dalla decomposizione dell’olio combustibile aggiunto come agente di espansione, viene catturata dal flusso di materiale grezzo in controcorrente e rimane fissata nell’argilla espansa. I volumi di gas esausti sono compresi tra 1200 e 1600 Nm3/m3 di argilla espansa (gas secchi, 101.3 Kpa, 273 K) per tutti i tipi di forni.
Le operazioni di trasferimento, stoccaggio e ripresa del prodotto finito, le fasi di frantumazione e di insaccaggio determinano rilasci di particolato. L’ordine di grandezza di queste emissioni può essere significativo se alcuni aspetti non sono adeguatamente ottimizzati.
5.2.1 Emissioni in aria Come già osservato, le principali sostanze emesse in atmosfera che caratterizzano l’industria dell’argilla espansa sono: polveri, ossidi di zolfo (SO2), ossidi di carbonio (CO, CO2) e Sostanze Organiche Volatili (SOV). Altri inquinanti di una certa rilevanza sono metalli e loro composti; acido fluoridrico (HF), acido cloridrico (HCl), ed ossidi di azoto (NOx).
Rif. 017rel209 rev 2 dic 2003
Anpae
23
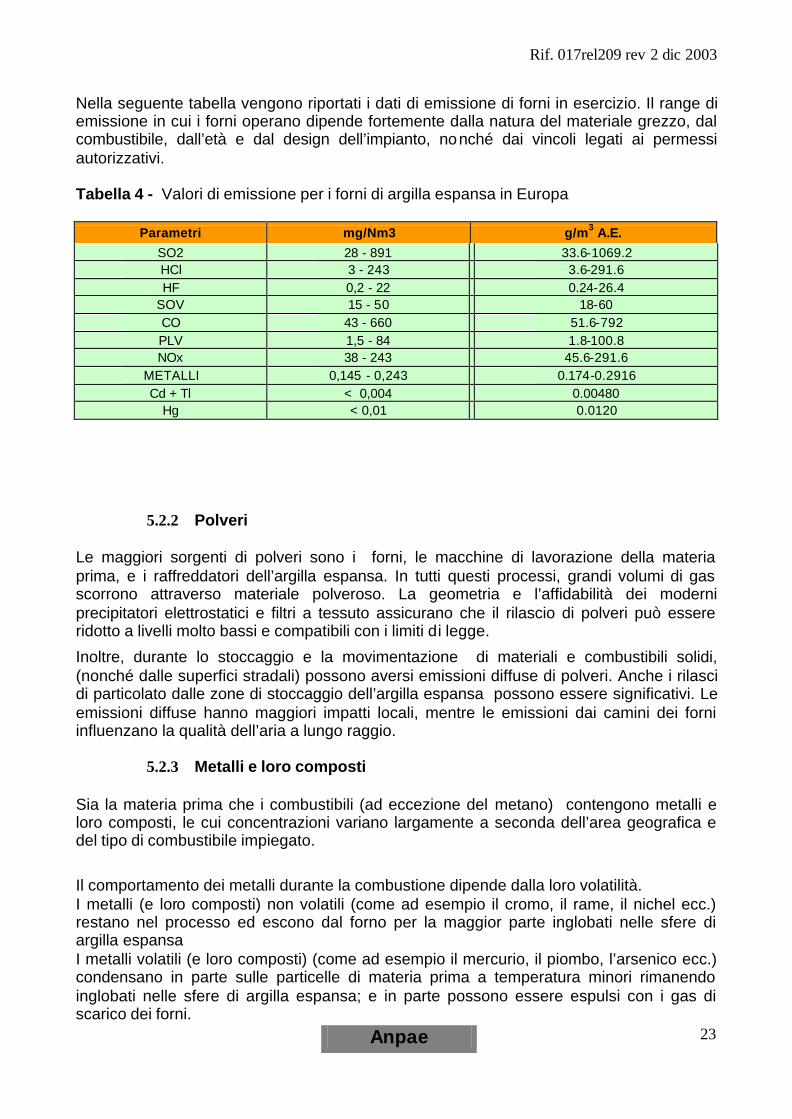
Nella seguente tabella vengono riportati i dati di emissione di forni in esercizio. Il range di emissione in cui i forni operano dipende fortemente dalla natura del materiale grezzo, dal combustibile, dall’età e dal design dell’impianto, nonché dai vincoli legati ai permessi autorizzativi. Tabella 4 - Valori di emissione per i forni di argilla espansa in Europa
Parametri mg/Nm3 g/m3 A.E.
SO2 28 - 891 33.6-1069.2 HCl 3 - 243 3.6-291.6 HF 0,2 - 22 0.24-26.4
SOV 15 - 50 18-60 CO 43 - 660 51.6-792 PLV 1,5 - 84 1.8-100.8 NOx 38 - 243 45.6-291.6
METALLI 0,145 - 0,243 0.174-0.2916 Cd + Tl < 0,004 0.00480
Hg < 0,01 0.0120
5.2.2 Polveri Le maggiori sorgenti di polveri sono i forni, le macchine di lavorazione della materia prima, e i raffreddatori dell’argilla espansa. In tutti questi processi, grandi volumi di gas scorrono attraverso materiale polveroso. La geometria e l’affidabilità dei moderni precipitatori elettrostatici e filtri a tessuto assicurano che il rilascio di polveri può essere ridotto a livelli molto bassi e compatibili con i limiti di legge.
Inoltre, durante lo stoccaggio e la movimentazione di materiali e combustibili solidi, (nonché dalle superfici stradali) possono aversi emissioni diffuse di polveri. Anche i rilasci di particolato dalle zone di stoccaggio dell’argilla espansa possono essere significativi. Le emissioni diffuse hanno maggiori impatti locali, mentre le emissioni dai camini dei forni influenzano la qualità dell’aria a lungo raggio.
5.2.3 Metalli e loro composti Sia la materia prima che i combustibili (ad eccezione del metano) contengono metalli e loro composti, le cui concentrazioni variano largamente a seconda dell’area geografica e del tipo di combustibile impiegato.
Il comportamento dei metalli durante la combustione dipende dalla loro volatilità. I metalli (e loro composti) non volatili (come ad esempio il cromo, il rame, il nichel ecc.) restano nel processo ed escono dal forno per la maggior parte inglobati nelle sfere di argilla espansa I metalli volatili (e loro composti) (come ad esempio il mercurio, il piombo, l’arsenico ecc.) condensano in parte sulle particelle di materia prima a temperatura minori rimanendo inglobati nelle sfere di argilla espansa; e in parte possono essere espulsi con i gas di scarico dei forni.
Rif. 017rel209 rev 2 dic 2003
Anpae
24
Le polveri che provengono dalla produzione dell’argilla espansa contengono piccole quantità di composti dei summenzionati metalli, in concentrazioni tra 0,0001 e 0,01 mg/Nm3.
5.2.4 Ossidi di zolfo Le emissioni di SOx dagli impianti di produzione dell’argilla espansa sono principalmente determinate dal contenuto di zolfo volatile nella materia prima. Esse sono elevate quando viene utilizzata materia prima che contiene solfuri (es. pirite) o zolfo elementare. I forni che utilizzano materia prima con piccole quantità di zolfo volatile e metano come combustibile non non si riscontrano valori elevati di questo inquinante nelle emissioni.
L’SO2 è il maggiore composto dello zolfo che viene rilasciato (rappresenta il 99% degli ossidi di zolfo totali); le condizioni altamente ossidanti esistenti all’interno dei forni (elevato tenore di ossigeno in tutte le fasi del processo), non consentono la formazione di H2S. Le complesse macchine interne, installate nei forni di essiccamento e di cottura allo scopo di migliorare lo scambio termico, consentono il parziale abbattimento degli ossidi di zolfo, che rimangono fissati nell’argilla espansa sotto forma di solfati. Nonostante il fatto che parte degli ossidi di zolfo rimanga fissata nell’argilla espansa (sotto forma di solfato alcalino e/o alcalino terroso), le emissioni di SO2 (soprattutto quelle dovute alla materia prima) possono essere elevate e sono quindi annoverate tra le emissioni inquinanti maggiori nel settore della produzione dell’argilla espansa. Quasi tutti gli impianti di produzione sono dotati di sistemi di abbattimento degli inquinanti acidi. Iniezione di dolomite in fiamma, iniezione di idrossido di calce nei fumi in uscita dal forno di cottura, torri di abbattimento a secco o ad umido (scrubber) sono i sistemi adottati nella maggior parte degli impianti di produzione dell’argilla espansa per garantire il rispetto dei limiti di emissione.
5.2.5 Ossidi di carbonio Le emissioni di CO2 sono stimate tra i 130 e i 160 kg per m3 di A.E, Il valore di emissione varia anche in funzione del tipo di combustibile. Circa il 70% delle emissioni si origina dal processo di calcinazione, e il rimanente 30% è dovuto al combustibile. Le emissioni di CO2 dovute al contenuto di carbonio nel combustibile sono direttamente proporzionali alla domanda di calore specifico.
L’impiego di rifiuti come combustibili contribuisce a ridurre le emissioni di CO2. Le emissioni di CO dipendono per la maggior parte dal contenuto di materia organica della materia prima. Minori quantità di CO possono nelle emissioni possono derivare da una combustione incompleta del combustibile, tenuto conto del grande eccesso di ossigeno presente nei forni di produzione. Negli impianti che utilizzano carbone come combustibile il tenore di CO è generalmente più elevato. Le concentrazioni di CO, normalmente comprese tra 150 e 400 mg/Nm3, possono essere anche di 1000 mg/Nm3. Un buon sistema di miscelazione dell’olio combustibile denso nell’argilla cruda è essenziale per assicurare la distribuzione dell’olio nella massa argillosa. In queste condizioni la frazione organica viene adsorbita dall’argilla, ha pertanto minore tendenza ad evaporare nel forno di essiccamento e viene combusta a più elevata
Rif. 017rel209 rev 2 dic 2003
Anpae
25
temperatura all’ingresso del forno di cottura. In pratica una buona miscelazione determina una minore concentrazione di CO e di SOV nelle emissioni.
5.2.6 Sostanze organiche volatili (SOV) Anche le emissioni di SOV, come quelle di CO, sono in gran parte determinate dall’olio combustibile miscelato all’argilla come agente di espansione. Nel forno di essiccamento, in un range di temperatura tra 300 e 450°C, i componenti dell’olio denso possono subire cracking ed ossidazione parziale. I componenti organici più leggeri possono pertanto essere strippati dalla superficie dell’argilla prima di raggiungere il forno di cottura. L’elevato tempo di residenza dei gas nel forno contribuisce all’ossidazione di queste frazioni organiche: tuttavia una parte viene condotta al camino. Il contenuto di SOV nei gas esausti dai forni dell’argilla espansa varia tipicamente tra 10 e 100 mg/Nm3.
5.2.7 Ossidi di azoto Le emissioni di ossidi di azoto nella produzione di argilla espansa rilevate su numerosi impianti sono considerate poco significative, essendo dell’ordine di 150 – 300 mg/Nm3.
5.3 Scarti di processo
Gli scarti generati durante la produzione dell’argilla espansa consistono principalmente in:
- pietre indesiderate, che vengono rimosse dalla materia prima durante la fase escavazione dell’argilla.
- polveri di abbattimento dei fumi del forno. Le polveri sono normalmente riciclate nel processo. Nel caso in cui si impieghino reagenti basici a base di sodio per la rimozione di gas acidi, le polveri vengono smaltite come rifiuti.
5.4 Emissioni sonore
La produzione di argilla espansa è contraddistinta da fasi lavorative responsabili di emissioni acustiche, caratterizzate tuttavia da potenze sonore non molto rilevanti. In linea di principio, le emissioni acustiche significative sono identificabili nella macinazione dell’argilla espansa e, in misura minore, nelle operazioni connesse all’impiego di macchine operatrici (ventilatori, compressori,…) e nelle fasi di trasporto dei materiali. L’intensità del fenomeno è legata alla dimensione dell’insediamento produttivo, alla tipologia dei macchinari utilizzati ed alla vicinanza reciproca delle varie fonti di emissione acustica.
5.5 Odori
Le emissioni di odori raramente costituiscono un problema per gli impianti di argilla espansa ben eserciti. L’argilla cruda alimentata al forno contiene componenti combustibili (olio) che possono non bruciare completamente, ma essere soggetti a parziale pirolisi: si possono così avere
Rif. 017rel209 rev 2 dic 2003
Anpae
26
emissioni di idrocarburi. Se le condizioni meteorologiche sono sfavorevoli, ciò può diffondere un odore sgradevole intorno al sito produttivo.
5.6 Contaminazione del suolo
Le potenziali sorgenti di contaminazione, legate ad attività ed azioni di natura secondaria, sono identificabili nella presenza di depositi superficiali e serbatoi interrati di olii combustibili e minerali, apparecchiature elettriche con fluidi dielettrici, deposito di rifiuti, fusti contenenti olii lubrificanti ed emulsioni. Pertanto, il rischio di contaminazione del suolo risulta contenuto ed eventualmente circoscritto ad eventi incidentali di piccola entità.
5.7 Scarichi idrici
Il ciclo tecnologico dell’argilla espansa è caratterizzato dal fabbisogno di risorse idriche: durante la preparazione dell’argilla cruda viene aggiunta acqua di impasto, in quantità pari al 7 – 10% in peso rispetto all’argilla, che viene immessa in atmosfera durante l’essiccamento e la cottura. Il processo di produzione dell’argilla espansa non produce generalmente acque tecnologiche destinate allo scarico. L’acqua meteorica, che proviene dal dilavamento dei piazzali, viene normalmente scaricata nei corpi idrici, con eventuale trattamento di decantazione e di disoleazione. L’acqua proveniente dagli scarichi civili viene depurata in fosse biologiche oppure conferita in pubblica fognatura.
5.8 Emergenze Le Unità Produttive sono caratterizzate da grossi fabbricati industriali, costruiti prevalentemente con strutture in cemento armato e con solai in cemento armato di copertura e sostegno dei vari macchinari; sono presenti tamponature e/o chiusure laterali parziali che non comportano però alcun problema di aerazione e di deflusso, essendo il numero dei dipendenti occupati nel turno e/o il numero degli addetti che possono essere contemporaneamente presenti in ogni singolo piano molto limitato (inferiore alla decina) anche in caso dei lavori di manutenzione.
Relativamente alla tipologia del processo, alle caratteristiche chimico-fisiche delle materie prime e dei combustibili utilizzati ed alle modalità di stoccaggio e movimentazione, si può affermare che il rischio incendio è statisticamente minimale e, comunque, facilmente circoscrivibile.
Le eventuali anomalie e/o le rotture dei macchinari e/o dei presidi tecnici, vengono immediatamente gestite dal personale sempre presente nello stabilimento, attraverso misure correttive definite da specifiche procedure operative, oggetto di preventiva attività di formazione ed addestramento degli addetti.
Rif. 017rel209 rev 2 dic 2003
Anpae
27
6 LE MIGLIORI TECNICHE DISPONIBILI – BAT - PER L’INDUSTRIA DELL’ARGILLA ESPANSA
Quando si parla di consumo energetico e di livelli di emissione “associati alle migliori tecniche disponibili”, significa che quei livelli sono appropriati al comparto dell’argilla espansa e rappresentano la performance ambientale prevedibile come risultato dell’applicazione delle tecniche descritte, tenendo presenti il bilancio dei costi e dei vantaggi connessi alla definizione di “BAT”. Tuttavia, tali livelli non costituiscono né valori limite di emissione, né di consumo e non devono essere intesi come tali. In alcuni casi, può essere tecnicamente possibile raggiungere livelli di emissione o di consumo migliori, ma a causa dei costi in gioco o delle condizioni di trasferimento dell’inquinamento ad altre componenti ambientali, esse non sono considerate idonee come BAT per il settore italiano dell’argilla espansa. Comunque, tali livelli possono ritenersi giustificati in casi più specifici, dove essi costituiscono particolari fattori di sollecitazione. Pertanto, il concetto di “livelli associati alle BAT” deve essere distinto dal termine “livello raggiungibile”, cioè un livello che può essere raggiunto, in un arco di tempo considerevole, in un impianto, ben progettato, ben manutenuto e ben gestito, o in un processo che applichi una determinata tecnica o una combinazione di tecniche. I dati di costo, forniti insieme con la descrizione delle tecniche BAT, danno un’indicazione, seppure approssimata, dell’entità degli investimenti richiesti. Tuttavia, il costo effettivo dell’applicazione di una tecnica dipenderà molto dalla situazione specifica e, soprattutto, dalle caratteristiche dell’impianto in questione. In mancanza dei dati relativi ai costi, le conclusioni sulla fattibilità economica delle tecniche sono desunte dalle osservazioni di impianti esistenti. Le “BAT” indicate in questo capitolo possono essere usate per giudicare l’attuale rendimento di un impianto esistente o per valutare una proposta riguardante un nuovo impianto, concorrendo in tal modo ad individuare la “BAT” appropriata che deve basarsi sulle effettive condizioni impiantistiche del sito in esame. Esse sono proposte per dare un orientamento/guida all’industria ed alle Autorità competenti relativamente ai livelli di emissione raggiungibili quando si applicano le tecniche specificate. I valori limite di emissione appropriati per ogni specifico impianto dovranno essere determinati tenendo conto degli obiettivi della Direttiva IPPC e delle effettive criticità locali. (N.B. I livelli di emissione, indicati nel seguito, sono espressi sulla base delle medie giornaliere e per condizioni standard di 273 K, 101,3 kPa, 14% di ossigeno e gas secco.)
6.1 Il consumo di materie prime
Il recupero di materiali residuali come materie prime può ridurre l’utilizzo di risorse naturali, purchè venga garantito un controllo adeguato delle sostanze introdotte nel forno. Inoltre, riciclando la polvere captata dai presidi tecnici di abbattimento, si riduce il consumo totale di materie prime naturali, come l’argilla cruda (fattore limitante è la percentuale di metalli alcalini).
Rif. 017rel209 rev 2 dic 2003
Anpae
28
6.2 Il consumo di energia
Le linee di essiccamento e cottura, costituite da forni rotanti pressoché cilindrici, sono dotate di “macchine interne” che ottimizzano lo scambio termico tra fumi caldi e materiale. Questa configurazione comporta un consumo di circa 20 – 21 kcal/m3 di argilla espansa prodotta. Il consumo di energia elettrica può essere minimizzato installando sistemi automatici di gestione dell’energia ed utilizzando macchinari efficienti dal punto di vista energetico, quali azionamenti a velocità variabile per i ventilatori. Sicuramente, i presidi tecnici di abbattimento installati a valle dei vari processi contribuiscono all’aumento del consumo energetico; peraltro, alcune delle tecniche di riduzione delle emissioni descritte nel seguito (per esempio l’ottimizzazione del controllo di processo) influiscono positivamente anche sul consumo energetico.
6.3 Ottimizzazione del controllo di processo
L’ottimizzazione del processo di cottura è usualmente applicata per ridurre il consumo termico, migliorare la qualità del prodotto e prolungare la vita utile delle attrezzature (del refrattario di rivestimento, per esempio) stabilizzando i parametri di processo. La riduzione delle emissioni, per esempio SO2 e polveri, è un effetto secondario dell’ottimizzazione. Un funzionamento del forno stabile, regolare e prossimo ai valori di progetto, influisce positivamente su tutte le emissioni del forno. Rientrano nel processo di ottimizzazione misure quali l’omogeneizzazione della miscela di argilla con olio combustibile, la garanzia del dosaggio uniforme della miscela e, ove utilizzato, del carbone. Per assicurare che il combustibile solido sia alimentato a velocità costante con variazioni minime, è essenziale che le tramogge, i nastri trasportatori e l’alimentatore siano progettati e configurati in maniera ottimale, attraverso l'impiego di un moderno sistema gravimetrico di alimentazione del combustibile solido. L’ottimizzazione del processo è applicabile a tutti i forni e può includere molti aspetti, che vanno dalla formazione e/o addestramento degli operatori fino all’installazione di nuove apparecchiature.
6.4 Le misure primarie generali Le migliori tecniche disponibili per la fabbricazione dell’argilla espansa comprendono le seguenti misure generali primarie: • Una marcia del forno stabile e costante , che avvenga secondo parametri di processo
vicini a quelli prefissati, incide positivamente su tutte le emissioni del forno e sul consumo energetico. Ciò si può ottenere attraverso: - l’ottimizzazione del controllo di processo, comprendente sistemi di controllo
automatici computerizzati - l’uso di moderni sistemi gravimetrici per l’alimentazione del combustibile solido.
• La minimizzazione del consumo di combustibile mediante: - L’ottimizzazione dello scambio termico fumi materiale all’interno dei forni di
essiccamento e cottura - l’uso di moderni raffreddatori, che consentono di massimizzare il recupero di calore - il recupero di calore dai gas esausti.
Rif. 017rel209 rev 2 dic 2003
Anpae
29
• La minimizzazione del consumo di energia elettrica mediante: - i sistemi di gestione dell’energia - l’uso di apparecchiature di macinazione e di altre apparecchiature elettriche ad
elevato rendimento energetico. • L’attenta scelta ed il controllo adeguato delle sostanze che vengono immesse nel forno
e che influenzano le emissioni; quindi, ove possibile, preferire materie prime e combustibili a basso tenore di zolfo, azoto, cloro, metalli e composti organici volatili.
• La mitigazione delle emissioni acustiche, attraverso adeguati interventi tecnici e gestionali.
6.5 Abbattimento polveri
Nel processo di produzione dell’argilla espansa ci sono diverse sorgenti di emissione di polveri
• la lavorazione dell’argilla cruda • i forni di essiccamento e cottura • il raffreddatore dell’argilla espansa • la vagliatura dell’argilla espansa • la frantumazione dell’argilla espansa
Possono essere significativi anche i rilasci di polvere durante la movimentazione e lo stoccaggio di materiale (crudo o cotto) e di combustibile solido (carbone). Per la depolverizzazione di queste unità sono attualmente installati soltanto precipitatori Elettrostatici (ESP) e Filtri a Tessuto (FT). Entrambi sono caratterizzati da un’alta efficienza di rimozione durante il normale funzionamento. In condizioni eccezionali come alte concentrazioni di CO o di SOV, avvio o spegnimento del forno, passaggio da operazioni di assestamento a operazioni dirette, l’efficienza di un ESP può essere ridotta, mentre le prestazioni di un FT non subiscono peggioramenti. I FT hanno quindi una maggiore efficienza globale; inoltre essi sono caratterizzati da una facile manutenzione e le singole maniche possono essere sostituite periodicamente. Le migliori tecniche disponibili per l’abbattimento delle emissioni di polveri derivanti dal processo comportano la combinazione delle misure generali descritte con: • rimozione efficace del particolato dalle fonti attraverso l’applicazione di:
- precipitatori elettrostatici con apparecchiature di monitoraggio. - filtri a tessuto a più compartimenti e sensori che segnalino eventuali rotture delle
maniche filtranti; - progettazione delle unità filtranti, tenendo conto dei fattori disturbanti l’efficienza
operativa, quali la periodica fluttuazione dei parametri chimico-fisici e termodinamici degli effluenti da trattare ed il decadimento qualitativo delle apparecchiature di abbattimento nell’arco della normale campagna produttiva.
- minimizzazione/prevenzione delle emissioni di polveri diffuse; • mitigazione delle fonti di polverosità secondaria sollevata dal vento e/o dalla
movimentazione dei materiali, mediante: - riduzione già alla fonte di ogni possibile inquinamento, installando apparecchiature
che siano causa di minima polverosità (trasportatori chiusi, convogliamento pneumatico …);
- adozione di accorgimenti quali asfaltatura, motospazzatura, formazione di zone verdi che limitano il diffondersi delle polveri provenienti da manifestazioni occasionali (vento, passaggio automezzi …).
- Eliminazione delle fonti di polverosità secondaria (dovute al deposito, trasporto ed al trasferimento delle materie prime e dei semilavorati), con realizzazione di tramogge e sili di stoccaggio, sistemi chiusi per la movimentazione dei materiali e l’installazione di filtri a tessuto per la captazione delle polveri alla sorgente.
Rif. 017rel209 rev 2 dic 2003
Anpae
30
La definizione di queste unità filtranti, caratterizzate da alta numerosità e piccola/media portata, è principalmente finalizzata al miglioramento dell’ambiente di lavoro. Per questi “filtri secondari” si prevede una emissione di polvere residua inferiore a 15-20 mg/Nm3. Invece, per i filtri di processo (forni, raffreddatori …), il livello di emissione di polveri, associato all’applicazione delle BAT, è di 25-30 mg/Nm3, su media giornaliera; questo livello di emissione si può raggiungere sia con i precipitatori elettrostatici, che con i filtri a tessuto.
6.5.1 Precipitatori elettrostatici
ESP sufficientemente dimensionati, possono ridurre le emissioni di polveri a livelli inferiori a 30 mg/Nm3 (media giornaliera, gas umidi a 273 °K e 14 % di ossigeno). Le installazioni esistenti di ESP possono essere migliorate con facilità senza il bisogno di una sostituzione totale, richiedendo quindi costi limitati. Ciò può essere fatto adattando elettrodi più moderni o installando un controllo automatico del voltaggio in vecchie installazioni. In più, è possibile migliorare L’abbattimento di polveri attraverso il ESP aggiungendo ulteriori stadi. La letteratura disponibile non indica restrizioni di applicabilità di ESP nei vari processi di produzione dell’argilla espansa. In ogni caso non sempre viene preferita tale tecnica a causa delle emissioni di polveri che essa non riesce ad abbattere, soprattutto in presenza di significative concentrazioni di SOV. I costi di investimento per un nuovo ESP da applicare al camino di un forno con capacità pari a 1000 metri cubi di argilla espansa al giorno, con un livello iniziale di emissione di polveri pari a 20 -30 g/Nm3 e un contenuto nei gas puliti di 10-50 mg/Nm3 è circa 1.5-2.0 milioni di euro. I costi di esercizio per lo stesso forno sono di 0.1-0.2 euro per metro cubo.
6.5.2 Filtri a tessuto L’uso di moderni filtri a tessuto può ridurre le emissioni di polveri al di sotto di 5 mg/Nm3. Anche in questo caso la letteratura disponibile non indica restrizioni all’applicabilità di tale tecnica ai processi di produzione dell’argilla espansa. Per le emissioni dal forno di cottura si deve tenere conto della temperatura elevata (170 – 180°C) e del significativo tenore di umidità. L’alta temperatura richiesta da tale applicazione porta all’impiego di tipi di FT particolari rispetto a quelli generalmente impiegati. I costi di investimento richiesti per adattare un FT nuovo ad un forno con capacità pari a 1000 metri cubi di argilla espansa al giorno, un’emissione iniziale di polveri di 20 – 50 g/Nm3 e un contenuto nei gas puliti di 10-50 mg/m3 è di circa 1.5-2.5 milioni di euro. Mentre per l’applicazione di un FT al trattamento degli effluenti da un raffreddatore di argilla espansa per un forno di capacità pari a 1000 metri cubi al giorno, un’emissione iniziale di 10 g/Nm3, un contenuto dei gas puliti di 10-50 mg/Nm3, i costi di installazione di 0.8-1.2 milioni di euro. I costi di esercizio di un FT sono di circa 0,5 – 1,2 euro per metro cubo di argilla espansa.
6.5.3 Abbattimento delle emissioni diffuse. Le polveri diffuse derivano soprattutto dallo stoccaggio e dalla movimentazione delle materie prime e dei combustibili, oltre che dalla circolazione degli automezzi all’interno del
Rif. 017rel209 rev 2 dic 2003
Anpae
31
sito produttivo. Un’adeguata e sistematica manutenzione degli impianti contribuisce sempre indirettamente a contenere le polveri diffuse, riducendo le possibili fonti di emissione, così come l’uso di dispositivi automatici di controllo e l’esercizio regolare degli impianti di processo. Alcune tecniche per l’abbattimento delle polveri diffuse sono:
• protezioni antivento dei cumuli di materiali stoccati all’aperto : evitare di stoccare all’aperto materiali polverosi, ma, qualora ciò non fosse possibile, l’emissione di polveri diffuse può essere ridotta usando opportune barriere antivento;
• nebulizzazione di acqua: quando la fonte di polverosità è ben localizzata, si può installare un sistema per la nebulizzazione dell’acqua; le particelle di polvere inumidite tendono ad agglomerare e, quindi, a depositarsi.
• pavimentazione, lavaggio e pulizia delle strade: le zone di transito degli autocarri dovrebbero essere, se possibile, pavimentate e la superficie di strade e piazzali mantenuta il più possibile pulita. Lavare le strade può abbattere l’emissione delle polveri, soprattutto in condizioni di clima secco;
• sistemi aspiranti mobili e fissi: per prevenire la formazione di polveri diffuse durante le operazioni di recupero del materiale fuoriuscito, gli interventi di manutenzione e/o per anomalie ai sistemi di trasporto, è opportuno l’uso di sistemi aspiranti mobili.
• captazione e depolverazione con filtri a tessuto : nei limiti del possibile, la movimentazione di tutti i materiali deve avvenire con sistemi chiusi in condizioni di depressione; l’aria di aspirazione utilizzata a questo fine viene, quindi, depolverata per mezzo di filtro a tessuto prima di essere immessa nell’atmosfera;
• stoccaggio al coperto con sistemi di movimentazione automatici: i sili dell’argilla espansa vagliata e gli stoccaggi automatizzati e coperti delle materie prime polverulente e del carbone sono la soluzione più efficiente al problema del contenimento delle polveri diffuse prodotte dai depositi di grossi volumi di materiali. I depositi di questo tipo sono equipaggiati con uno o più filtri a tessuto per prevenire la formazione di polveri diffuse durante le operazioni di carico e scarico.
6.5.4 Valutazioni tecnico - economiche In conclusione, in relazione alla classificazione delle BAT per l’abbattimento delle polveri, viene indicata la combinazione delle seguenti tecniche:
• misure primarie generali (ottimizzazione del controllo operativo; scelta del combustibile e della materia prima)
• tutti gli accorgimenti sopra descritti per l’abbattimento delle emissioni diffuse; • precipitatori elettrostatici equipaggiati di sistemi veloci di controllo • filtri a tessuto con rilevatori di strappi di maniche.
I livelli di emissioni associati a tali BAT sono 20-30 mg/Nm3 come media giornaliera. Nella seguente tabella sono riportati i dati relativi alle BAT sopra descritte.

Rif. 017rel209 rev 2 dic 2003
Anpae
32
Tabella 5 – Prestazioni e costi delle BAT per l’abbattimento delle polveri
Emissioni raggiungibili
BAT
Applicabilità ai diversi sistemi di
forni mg/Nm3 Kg/m3 A.E.
Costi di investimento
(Milioni di Euro)
(Per una capacità di 1000 m3 di
A.E. al giorno)
Costi di esercizio (Euro)
(Per una capacità di 1000 m3 di A.E. al
giorno)
Precipitatori elettrostatici
Tutti i sistemi di forni 25-30 0,02-0,04 1,5 – 2,0 0,1-0,2
Tutti i sistemi di forni 1,5-2,5 0,5 – 1,2 Filtri a
tessuto Raffreddatori
25-30 0,02-0,04 0,8 – 1,2 0,5 – 1,2
Abbattimento di polveri
diffuse
Si applicano generalmente
FT
15-30 0,01-0,04 - -
6.6 Abbattimento di metalli pesanti
Le emissioni di metalli pesanti dovute al processo di produzione dell’argilla espansa sono in larga misura legate alle emissioni di polveri (ad eccezione del mercurio), e i metodi di riduzione di metalli sono compresi nelle tecniche di riduzione delle polveri. Per evitare alte emissioni di metalli pesanti è innanzitutto necessario evitare l’utilizzo di materie prime con alto contenuto di metalli volatili nel sistema di forni. Gli elementi non vola tili rimangono all'interno del processo e vengono inglobati come componenti dell’argilla espansa. Per minimizzare le emissioni di mercurio, o comunque di metalli volatili, si può abbassare la temperatura di scarico dei fumi.
6.7 Abbattimento di inquinanti organici
In normali circostanze di funzionamento le emissioni di SOV sono generalmente basse. Se esistono alternative, è consigliabile non inviare nel forno materiali con alto contenuto di composti organici volatili insieme all’alimentazione di materiale grezzo, ed evitare l’uso di combustibili con alto contenuto di alogeni.
L’aggiunta di olio combustibile come agente di espansione, come illustrato al par 3.2, può determinare lo strippaggio di sostanze organiche.
Rif. 017rel209 rev 2 dic 2003
Anpae
33
Una buona catena di miscelazione ( molazza, laminatoi, impastatore) contribuisce a ridurre le emissioni in atmosfera di SOV. In alcuni impianti si sta utilizzando in via sperimentale l’iniezione di una miscela calce – carbone attivo prima del filtro elettrostatico e/o filtro a tessuto, allo scopo di ridurre inquinanti acidi ed SOV. Le polveri di abbattimento sono riciclate nel processo.
6.8 Abbattimento degli ossidi di zolfo e degli acidi.
Le migliori tecniche disponibili per la riduzione delle emissioni degli SOx prevedono la combinazione delle misure generali descritte e:
• per livelli iniziali di emissione inferiori a circa 1.200 mg SO2/Nm3 : - iniezione di reagente basico nei fumi;
• per livelli iniziali di emissione superiori a circa 1.200 mg SO2/Nm3 : - scrubber a via umida - scrubber a via secca.
Il livello di emissione associato all’uso di tali tecniche è compreso tra 200 e 400 mg/Nm3, espresso come SO2 su base media giornaliera.
Le emissioni di SO2 dagli impianti di produzione di argilla espansa italiani sono essenzialmente ascrivibili al tenore di zolfo volatile presente nelle materie prime. I forni che impiegano materie che non contengono zolfo volatile o ne hanno un tenore modesto fanno registrare livelli di emissione di SO2 ben inferiori a questo valore, senza il ricorso a tecniche di abbattimento. Le tecniche che impiegano lo scrubber a via secca o umida hanno dimostrato la loro efficienza in alcuni impianti che utilizzano materie prime ad elevato tenore di zolfo volatile. Il costo di tali tecniche è piuttosto elevato e si dovrà valutare nel singolo caso se i benefici ambientali giustificano i costi. Uno scrubber a via umida può raggiungere un livello inferiore a 200 mg SO2/Nm3, indipendentemente dalla concentrazione iniziale.
6.8.1 Iniezione di reagente basico in fiamma. L’iniezione di reagenti basici come dolomite, carbonato di calcio e magnesio, e calce spenta nelle zone di fiamma determina l’abbattimento di buona parte dei gas acidi. La resa di abbattimento dei gas è generalmente intorno al 50 - 60%. La calce e la dolomite non hanno una reattività molto elevata quindi deve essere applicato un rapporto molare di 1:6 – 1:8 tra gas acidi e reagenti. In pratica, con un livello iniziale di 1000 mg/Nm3 di SO2, si può raggiungere una concentrazione nei fumi in uscita pari a 400 – 500 mg/Nm3. L’iniezione di questi reagenti viene effettuata in forma secca, iniettando polvere di dolomite in pezzatura inferiore a 0,1 mm e calce ventilata. Il solfato di calcio che si forma rimane inglobato nelle “palline” di argilla espansa. La calce spenta non ha una reattività molto elevata, quindi deve essere applicato un rapporto molare Ca(OH)2 /SO2 tra 4 e 7. La tecnica è applicabile a tutti i tipi di forno.
Rif. 017rel209 rev 2 dic 2003
Anpae
34
L’aggiunta di assorbente è correntemente in uso in alcuni impianti per assicurare che i limiti non siano superati in situazioni di picchi. Ciò significa che in generale la tecnica non deve funzionare in maniera continua, ma solo durante specifiche circostanze. Con una concentrazione iniziale di 1000 mg/Nm3 di SO2, una riduzione del 65%, un costo di calce spenta di 85 € /tonnellata, i costi di esercizio si aggirano attorno a 0.5 -0.6 € / m3 di argilla espansa
6.8.2 Scrubber a secco Per ridurre emissioni molto alte di SO2 (maggiori di 1500 mg/Nm3), oltre all’iniezione in fiamma, si utilizza calce spenta che viene iniettata nel condotto fumo a valle del forno, prima dell’elettrofiltro. Con uno scrubber a secco dsi questo tipo è possibile raggiungere una riduzione del 60% di SO2, quindi se il contenuto di SO2 nel gas è inizialmente di 2000 mg/Nm3, esso viene ridotto a 800 mg/Nm3. Inoltre, esso riduce anche il contenuto di HF e HCl. Tale sistema può essere applicato a tutti i tipi di forni. Un tipo di scrubber a secco ad alta efficienza, installato a valle del forno di cottura dopo il precipitatore elettrostatico, utilizza bicarbonato di sodio finemente macinato. Il sistema richiede un mulino (o due) per la macinazione del reagente ed un filtro a tessuto a valle del dry scrubber. L’efficienza di abbattimento degli acidi è superiore al 95%, mentre la resa del bicarbonato è del 70% circa. Per il trattamento di gas con un contenuto di SO2 superiori a 2000 mg/Nm3 i costi di investimento, per un forno da 1000 m3 di argilla espansa al giorno, si aggirano attorno a 1,0 – 1,5 milioni di euro, a seconda del tipo di scrubber utilizzato, mentre i costi di esercizio, con un costo di bicarbonato di sodio pari a 180 euro/tonnellata, sono di 2,7 – 3,0 €/m3 di argilla espansa. In questo caso le polveri di abbattimento del filtro a tessuto, ricche di sodio, non sono riciclate nel processo e devono essere smaltite.
6.8.3 Scrubber ad umido Il reagente utilizzato può essere acqua o ,più comunemente, soluzione di soda caustica.
Con soda la riduzione di SO2 raggiungibile è superiore al 90%. Anche lo scrubber a soda riduce significativamente emissioni di HCl, HF e polveri residue. Esso può essere applicato a tutti i tipi di forni e i costi di investimento vanno dai 0,6 a 1 milioni di euro; quelli di esercizio da 1 a 1,2 € /metro cubo di argilla espansa.
6.8.4 Valutazioni tecnico - economiche In conclusione, in relazione alla classificazione delle BAT, si indicano le seguenti tecniche:
• misure primarie generali (ottimizzazione del controllo operativo; scelta del combustibile e della materia prima)
• per livelli di emissione di SO2 non superiori a 1200 mg/Nm3 : - iniezione di reagente basico;
• per livelli di emissione di SO2 superiori a 1200 mg/Nm3:
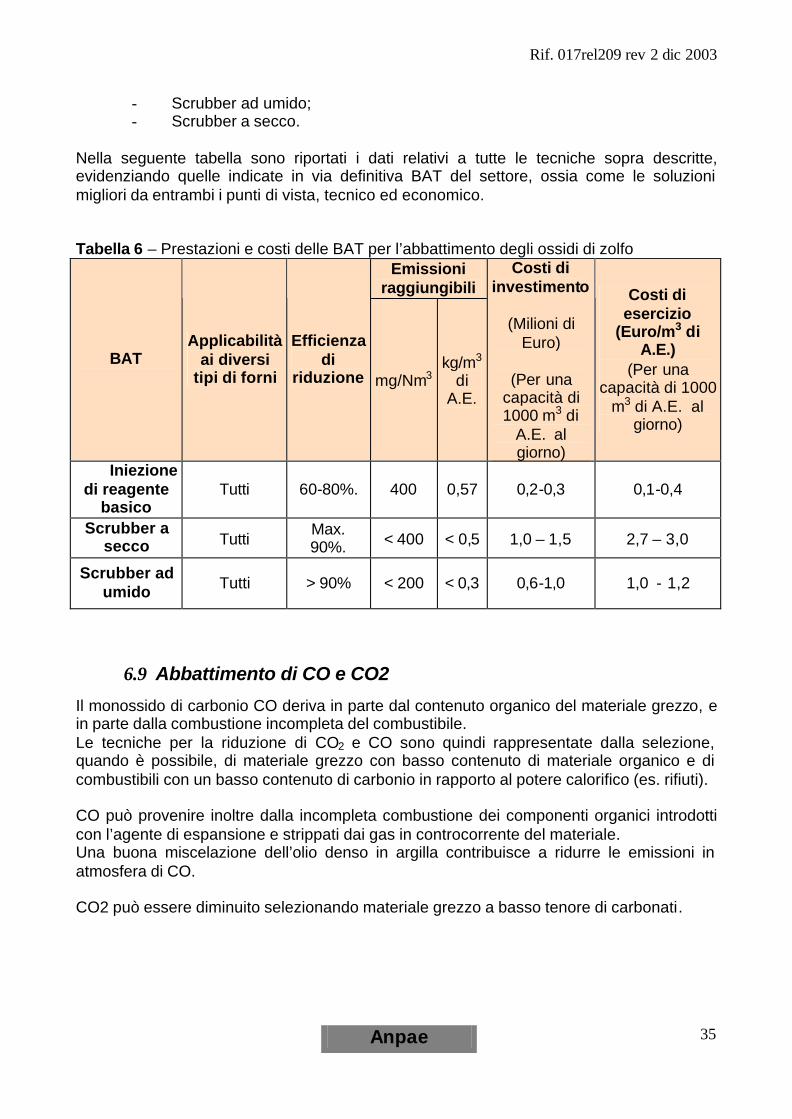
Rif. 017rel209 rev 2 dic 2003
Anpae
35
- Scrubber ad umido; - Scrubber a secco.
Nella seguente tabella sono riportati i dati relativi a tutte le tecniche sopra descritte, evidenziando quelle indicate in via definitiva BAT del settore, ossia come le soluzioni migliori da entrambi i punti di vista, tecnico ed economico. Tabella 6 – Prestazioni e costi delle BAT per l’abbattimento degli ossidi di zolfo
Emissioni raggiungibili
BAT Applicabilità
ai diversi tipi di forni
Efficienza di
riduzione mg/Nm3 kg/m3
di A.E.
Costi di investimento
(Milioni di
Euro)
(Per una capacità di 1000 m3 di
A.E. al giorno)
Costi di esercizio
(Euro/m3 di A.E.)
(Per una capacità di 1000
m3 di A.E. al giorno)
Iniezione di reagente
basico Tutti 60-80%. 400 0,57 0,2-0,3 0,1-0,4
Scrubber a secco Tutti
Max. 90%. < 400 < 0,5 1,0 – 1,5 2,7 – 3,0
Scrubber ad umido Tutti > 90% < 200 < 0,3 0,6-1,0 1,0 - 1,2
6.9 Abbattimento di CO e CO2
Il monossido di carbonio CO deriva in parte dal contenuto organico del materiale grezzo, e in parte dalla combustione incompleta del combustibile. Le tecniche per la riduzione di CO2 e CO sono quindi rappresentate dalla selezione, quando è possibile, di materiale grezzo con basso contenuto di materiale organico e di combustibili con un basso contenuto di carbonio in rapporto al potere calorifico (es. rifiuti). CO può provenire inoltre dalla incompleta combustione dei componenti organici introdotti con l’agente di espansione e strippati dai gas in controcorrente del materiale. Una buona miscelazione dell’olio denso in argilla contribuisce a ridurre le emissioni in atmosfera di CO. CO2 può essere diminuito selezionando materiale grezzo a basso tenore di carbonati.
Rif. 017rel209 rev 2 dic 2003
Anpae
36
6.10 Abbattimento degli ossidi di azoto NOx
Nella produzione di argilla espansa le emissioni di ossidi di azoto sono generalmente intorno a 200 mg/Nm3. Tale valore non richiede, nell’ attuale situazione legislativa, l’adozione di tecniche di abbattimento. In alcuni impianti è adottata la tecnica di raffreddamento della fiamma, attuata mediante iniezione di acqua. Tale accorgimento consente di aumentare il grado di espansione dell’argilla e riduce gli ossidi di azoto del 20% circa.
6.11 Abbattimento degli odori
Gli odori sgradevoli dovuti alle emissioni di idrocarburi si possono evitare con l’uso di filtri a carboni attivi.
6.12 Abbattimento del rumore
L’entrata in vigore della legge quadro 447/1995 e dei relativi decreti di attuazione impone il controllo dei livelli di rumore, che devono essere compatibili con la classificazione acustica del territorio, predisposta dai Comuni.
Gli impianti di produzione di argilla espansa, in quanto impianti a ciclo continuo, dovrebbero essere localizzati in classe VI (zona esclusivamente industriale ).
Ad essi si applica il D.M. 11 dicembre 1996 “Applicazione del criterio differenziale per gli impianti a ciclo produttivo continuo”, secondo il quale, appunto, non si applica a questi impianti il criterio differenziale.
Si deve, in ogni caso, rispettare il limite di zona che, per la classe VI, è pari a 70 dB(A) sia in periodo diurno che notturno. Qualsiasi configurazione di rumore riscontrabile nella realtà, dalla più semplice alla più complessa, è riconducibile allo schema illustrato nella Fig.1 che costituisce un utile riferimento sia per rappresentare in modo semplificato il fenomeno fisico, sia soprattutto per stabilire in modo esaustivo ed organico i criteri mediante i quali si può ridurre il livello sonoro immesso in un ambiente.
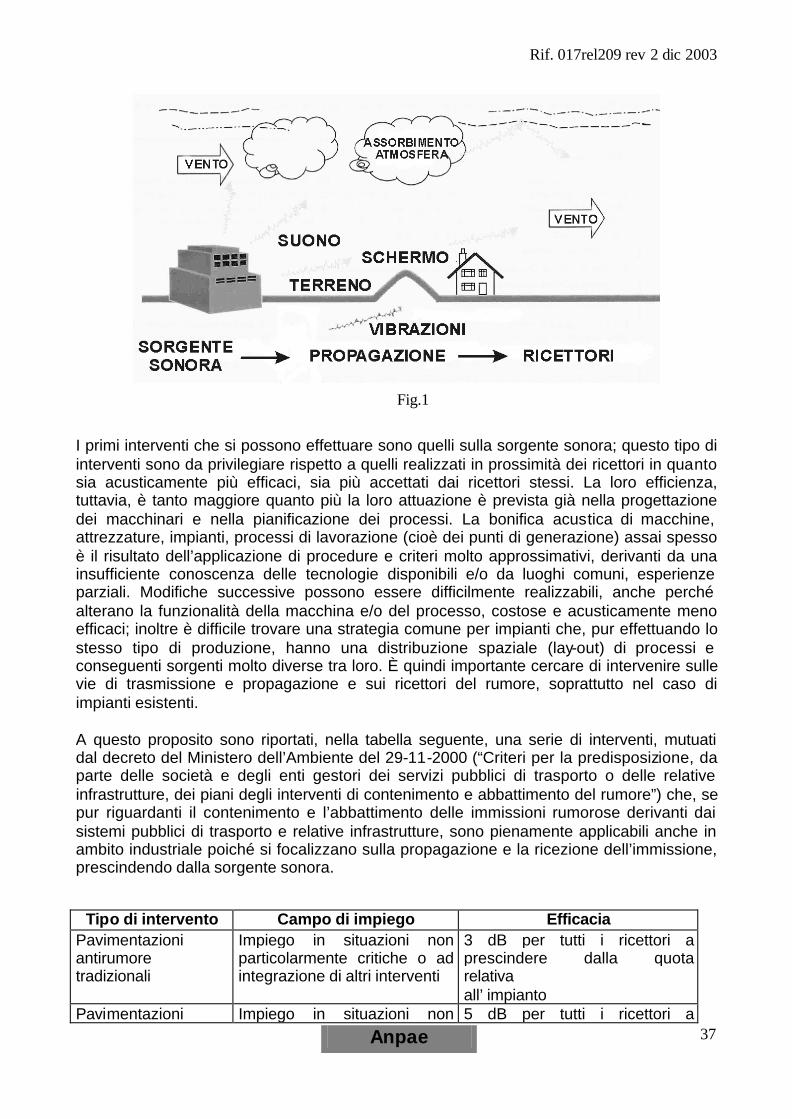
Rif. 017rel209 rev 2 dic 2003
Anpae
37
Fig.1
I primi interventi che si possono effettuare sono quelli sulla sorgente sonora; questo tipo di interventi sono da privilegiare rispetto a quelli realizzati in prossimità dei ricettori in quanto sia acusticamente più efficaci, sia più accettati dai ricettori stessi. La loro efficienza, tuttavia, è tanto maggiore quanto più la loro attuazione è prevista già nella progettazione dei macchinari e nella pianificazione dei processi. La bonifica acustica di macchine, attrezzature, impianti, processi di lavorazione (cioè dei punti di generazione) assai spesso è il risultato dell’applicazione di procedure e criteri molto approssimativi, derivanti da una insufficiente conoscenza delle tecnologie disponibili e/o da luoghi comuni, esperienze parziali. Modifiche successive possono essere difficilmente realizzabili, anche perché alterano la funzionalità della macchina e/o del processo, costose e acusticamente meno efficaci; inoltre è difficile trovare una strategia comune per impianti che, pur effettuando lo stesso tipo di produzione, hanno una distribuzione spaziale (lay-out) di processi e conseguenti sorgenti molto diverse tra loro. È quindi importante cercare di intervenire sulle vie di trasmissione e propagazione e sui ricettori del rumore, soprattutto nel caso di impianti esistenti. A questo proposito sono riportati, nella tabella seguente, una serie di interventi, mutuati dal decreto del Ministero dell’Ambiente del 29-11-2000 (“Criteri per la predisposizione, da parte delle società e degli enti gestori dei servizi pubblici di trasporto o delle relative infrastrutture, dei piani degli interventi di contenimento e abbattimento del rumore”) che, se pur riguardanti il contenimento e l’abbattimento delle immissioni rumorose derivanti dai sistemi pubblici di trasporto e relative infrastrutture, sono pienamente applicabili anche in ambito industriale poiché si focalizzano sulla propagazione e la ricezione dell’immissione, prescindendo dalla sorgente sonora.
Tipo di intervento Campo di impiego Efficacia Pavimentazioni antirumore tradizionali
Impiego in situazioni non particolarmente critiche o ad integrazione di altri interventi
3 dB per tutti i ricettori a prescindere dalla quota relativa all’ impianto
Pavimentazioni Impiego in situazioni non 5 dB per tutti i ricettori a
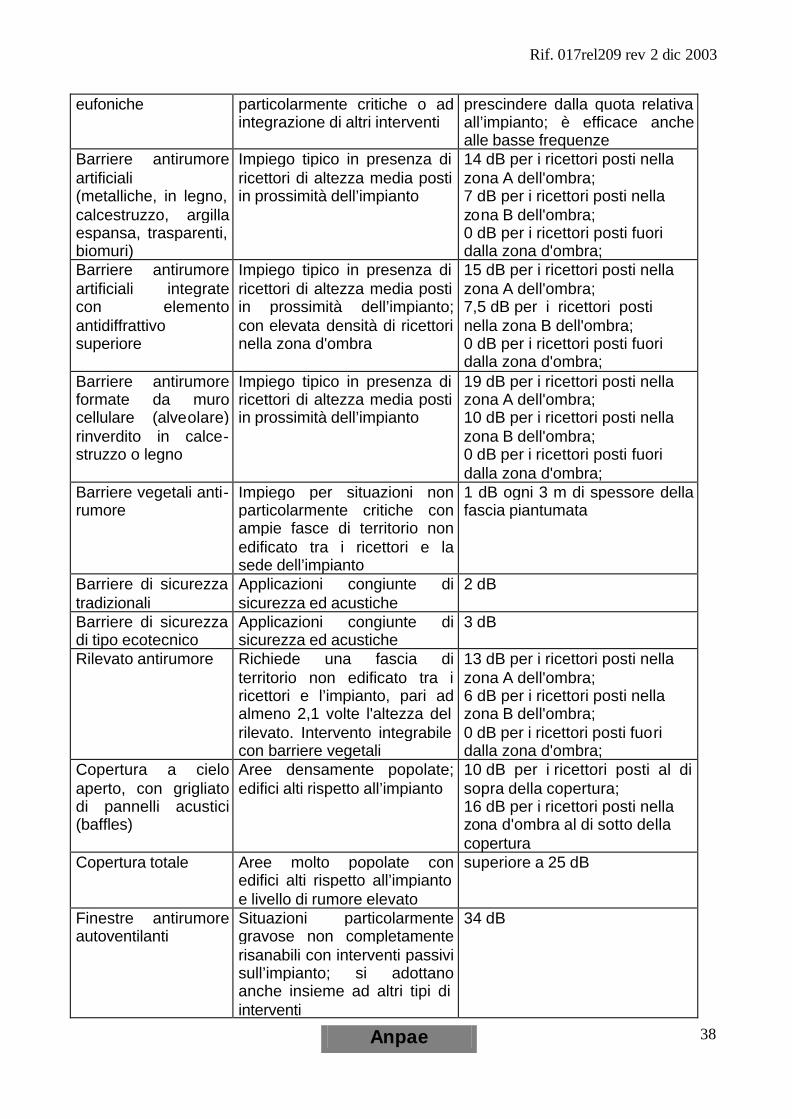
Rif. 017rel209 rev 2 dic 2003
Anpae
38
eufoniche particolarmente critiche o ad integrazione di altri interventi
prescindere dalla quota relativa all’impianto; è efficace anche alle basse frequenze
Barriere antirumore artificiali (metalliche, in legno, calcestruzzo, argilla espansa, trasparenti, biomuri)
Impiego tipico in presenza di ricettori di altezza media posti in prossimità dell’impianto
14 dB per i ricettori posti nella zona A dell'ombra; 7 dB per i ricettori posti nella zona B dell'ombra; 0 dB per i ricettori posti fuori dalla zona d'ombra;
Barriere antirumore artificiali integrate con elemento antidiffrattivo superiore
Impiego tipico in presenza di ricettori di altezza media posti in prossimità dell’impianto; con elevata densità di ricettori nella zona d'ombra
15 dB per i ricettori posti nella zona A dell'ombra; 7,5 dB per i ricettori posti nella zona B dell'ombra; 0 dB per i ricettori posti fuori dalla zona d'ombra;
Barriere antirumore formate da muro cellulare (alveolare) rinverdito in calce-struzzo o legno
Impiego tipico in presenza di ricettori di altezza media posti in prossimità dell’impianto
19 dB per i ricettori posti nella zona A dell'ombra; 10 dB per i ricettori posti nella zona B dell'ombra; 0 dB per i ricettori posti fuori dalla zona d'ombra;
Barriere vegetali anti-rumore
Impiego per situazioni non particolarmente critiche con ampie fasce di territorio non edificato tra i ricettori e la sede dell’impianto
1 dB ogni 3 m di spessore della fascia piantumata
Barriere di sicurezza tradizionali
Applicazioni congiunte di sicurezza ed acustiche
2 dB
Barriere di sicurezza di tipo ecotecnico
Applicazioni congiunte di sicurezza ed acustiche
3 dB
Rilevato antirumore Richiede una fascia di territorio non edificato tra i ricettori e l’impianto, pari ad almeno 2,1 volte l'altezza del rilevato. Intervento integrabile con barriere vegetali
13 dB per i ricettori posti nella zona A dell'ombra; 6 dB per i ricettori posti nella zona B dell'ombra; 0 dB per i ricettori posti fuori dalla zona d'ombra;
Copertura a cielo aperto, con grigliato di pannelli acustici (baffles)
Aree densamente popolate; edifici alti rispetto all’impianto
10 dB per i ricettori posti al di sopra della copertura; 16 dB per i ricettori posti nella zona d'ombra al di sotto della copertura
Copertura totale Aree molto popolate con edifici alti rispetto all’impianto e livello di rumore elevato
superiore a 25 dB
Finestre antirumore autoventilanti
Situazioni particolarmente gravose non completamente risanabili con interventi passivi sull’impianto; si adottano anche insieme ad altri tipi di interventi
34 dB
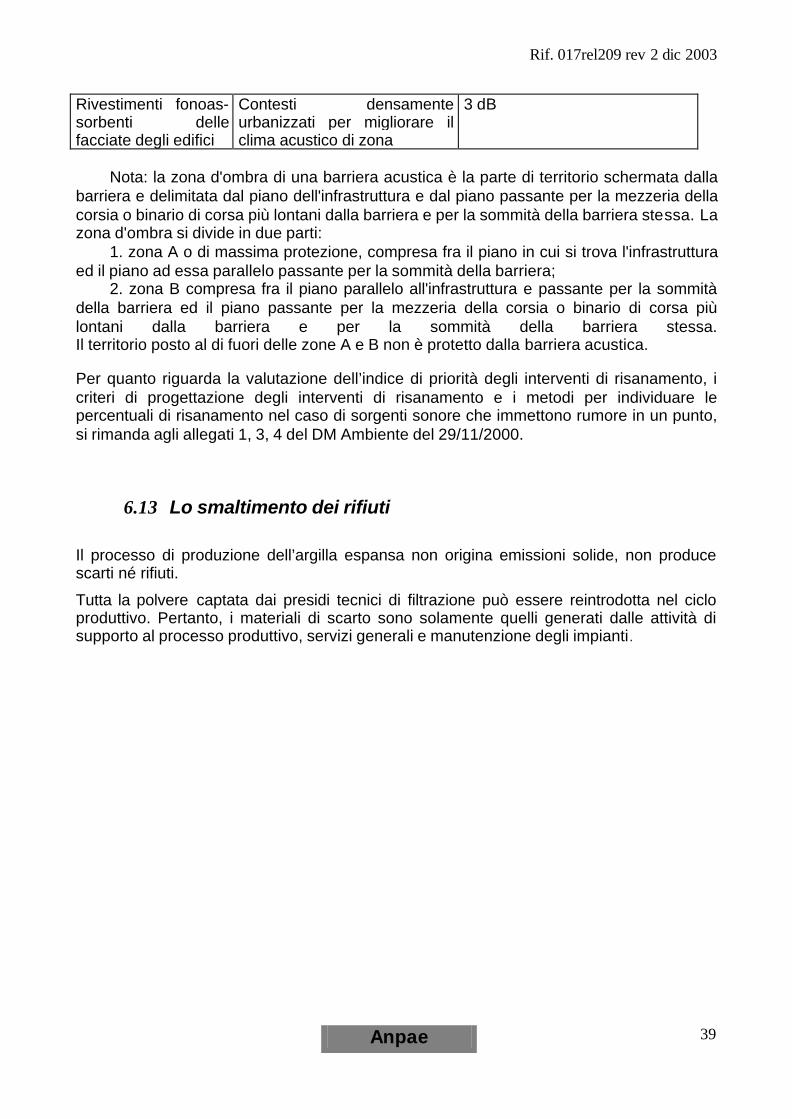
Rif. 017rel209 rev 2 dic 2003
Anpae
39
Rivestimenti fonoas-sorbenti delle facciate degli edifici
Contesti densamente urbanizzati per migliorare il clima acustico di zona
3 dB
Nota: la zona d'ombra di una barriera acustica è la parte di territorio schermata dalla
barriera e delimitata dal piano dell'infrastruttura e dal piano passante per la mezzeria della corsia o binario di corsa più lontani dalla barriera e per la sommità della barriera stessa. La zona d'ombra si divide in due parti:
1. zona A o di massima protezione, compresa fra il piano in cui si trova l'infrastruttura ed il piano ad essa parallelo passante per la sommità della barriera;
2. zona B compresa fra il piano parallelo all'infrastruttura e passante per la sommità della barriera ed il piano passante per la mezzeria della corsia o binario di corsa più lontani dalla barriera e per la sommità della barriera stessa. Il territorio posto al di fuori delle zone A e B non è protetto dalla barriera acustica. Per quanto riguarda la valutazione dell’indice di priorità degli interventi di risanamento, i criteri di progettazione degli interventi di risanamento e i metodi per individuare le percentuali di risanamento nel caso di sorgenti sonore che immettono rumore in un punto, si rimanda agli allegati 1, 3, 4 del DM Ambiente del 29/11/2000.
6.13 Lo smaltimento dei rifiuti Il processo di produzione dell’argilla espansa non origina emissioni solide, non produce scarti né rifiuti.
Tutta la polvere captata dai presidi tecnici di filtrazione può essere reintrodotta nel ciclo produttivo. Pertanto, i materiali di scarto sono solamente quelli generati dalle attività di supporto al processo produttivo, servizi generali e manutenzione degli impianti.
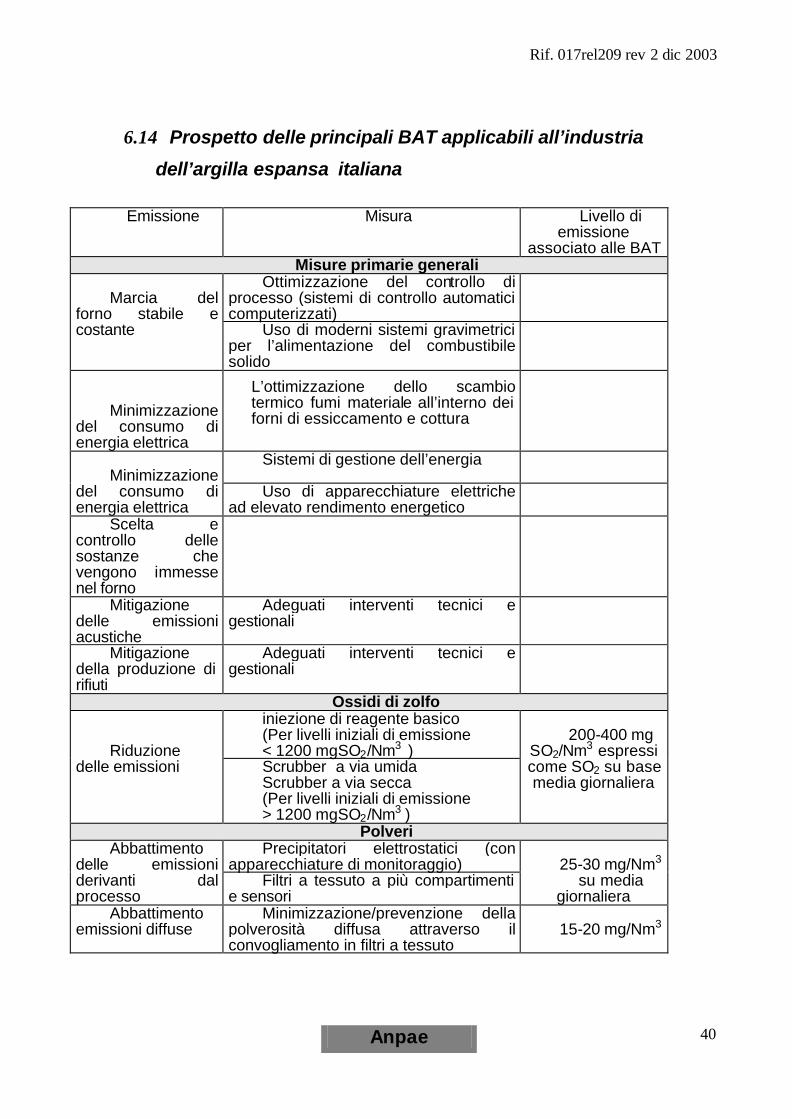
Rif. 017rel209 rev 2 dic 2003
Anpae
40
6.14 Prospetto delle principali BAT applicabili all’industria
dell’argilla espansa italiana
Emissione Misura Livello di
emissione associato alle BAT
Misure primarie generali Ottimizzazione del controllo di
processo (sistemi di controllo automatici computerizzati)
Marcia del
forno stabile e costante Uso di moderni sistemi gravimetrici
per l’alimentazione del combustibile solido
Minimizzazione
del consumo di energia elettrica
L’ottimizzazione dello scambio termico fumi materiale all’interno dei forni di essiccamento e cottura
Sistemi di gestione dell’energia
Minimizzazione
del consumo di energia elettrica
Uso di apparecchiature elettriche ad elevato rendimento energetico
Scelta e controllo delle sostanze che vengono immesse nel forno
Mitigazione delle emissioni acustiche
Adeguati interventi tecnici e gestionali
Mitigazione della produzione di rifiuti
Adeguati interventi tecnici e gestionali
Ossidi di zolfo iniezione di reagente basico (Per livelli iniziali di emissione < 1200 mgSO2/Nm3 )
Riduzione
delle emissioni Scrubber a via umida Scrubber a via secca (Per livelli iniziali di emissione > 1200 mgSO2/Nm3 )
200-400 mg
SO2/Nm3 espressi come SO2 su base media giornaliera
Polveri Precipitatori elettrostatici (con
apparecchiature di monitoraggio) Abbattimento
delle emissioni derivanti dal processo
Filtri a tessuto a più compartimenti e sensori
25-30 mg/Nm3
su media giornaliera
Abbattimento emissioni diffuse
Minimizzazione/prevenzione della polverosità diffusa attraverso il convogliamento in filtri a tessuto
15-20 mg/Nm3
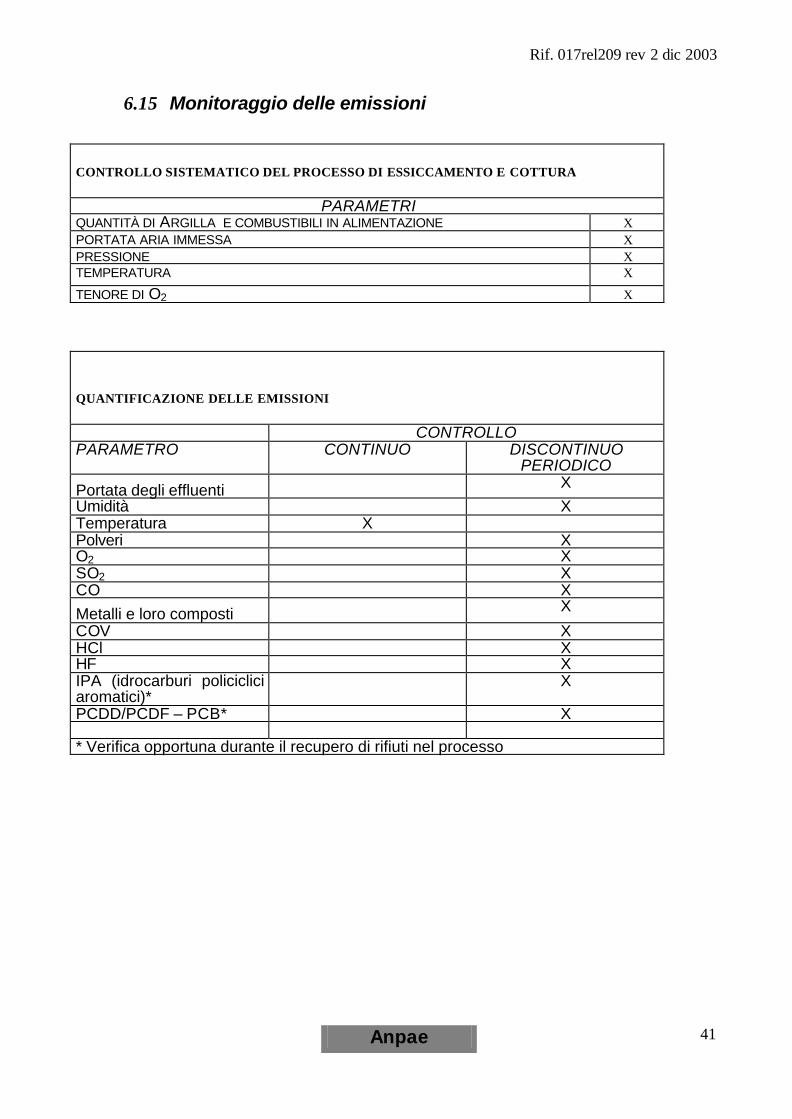
Rif. 017rel209 rev 2 dic 2003
Anpae
41
6.15 Monitoraggio delle emissioni
CONTROLLO SISTEMATICO DEL PROCESSO DI ESSICCAMENTO E COTTURA
PARAMETRI QUANTITÀ DI ARGILLA E COMBUSTIBILI IN ALIMENTAZIONE X PORTATA ARIA IMMESSA X PRESSIONE X TEMPERATURA X TENORE DI O2 X
QUANTIFICAZIONE DELLE EMISSIONI CONTROLLO PARAMETRO CONTINUO DISCONTINUO
PERIODICO
Portata degli effluenti X Umidità X Temperatura X Polveri X O2 X SO2 X CO X Metalli e loro composti X
COV X HCl X HF X IPA (idrocarburi policiclici aromatici)*
X
PCDD/PCDF – PCB* X * Verifica opportuna durante il recupero di rifiuti nel processo
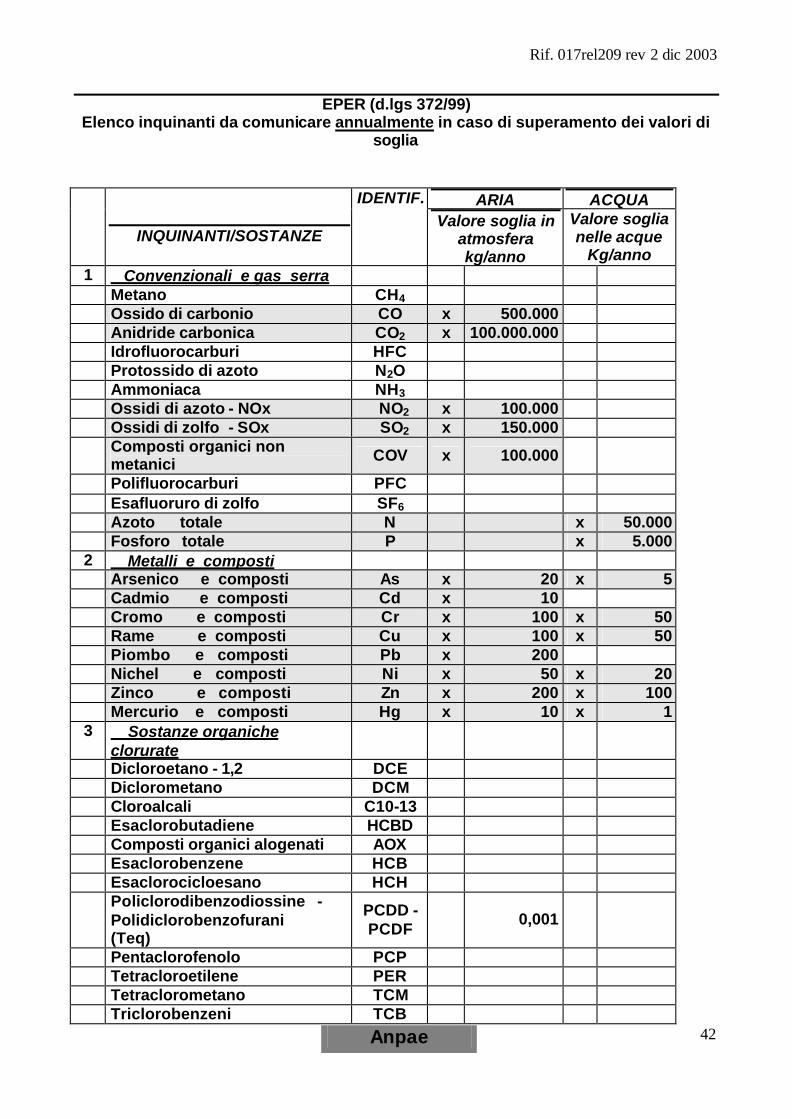
Rif. 017rel209 rev 2 dic 2003
Anpae
42
EPER (d.lgs 372/99) Elenco inquinanti da comunicare annualmente in caso di superamento dei valori di
soglia
ARIA ACQUA
INQUINANTI/SOSTANZE
IDENTIF. Valore soglia in
atmosfera kg/anno
Valore soglia nelle acque
Kg/anno 1 Convenzionali e gas serra
Metano CH4 Ossido di carbonio CO x 500.000 Anidride carbonica CO2 x 100.000.000 Idrofluorocarburi HFC Protossido di azoto N2O Ammoniaca NH3 Ossidi di azoto - NOx NO2 x 100.000 Ossidi di zolfo - SOx SO2 x 150.000 Composti organici non
metanici COV x 100.000
Polifluorocarburi PFC Esafluoruro di zolfo SF6 Azoto totale N x 50.000 Fosforo totale P x 5.000 2 Metalli e composti Arsenico e composti As x 20 x 5 Cadmio e composti Cd x 10 Cromo e composti Cr x 100 x 50 Rame e composti Cu x 100 x 50 Piombo e composti Pb x 200 Nichel e composti Ni x 50 x 20 Zinco e composti Zn x 200 x 100 Mercurio e composti Hg x 10 x 1 3 Sostanze organiche
clorurate
Dicloroetano - 1,2 DCE Diclorometano DCM Cloroalcali C10-13 Esaclorobutadiene HCBD Composti organici alogenati AOX Esaclorobenzene HCB Esaclorocicloesano HCH Policlorodibenzodiossine -
Polidiclorobenzofurani (Teq)
PCDD - PCDF
0,001
Pentaclorofenolo PCP Tetracloroetilene PER Tetraclorometano TCM Triclorobenzeni TCB
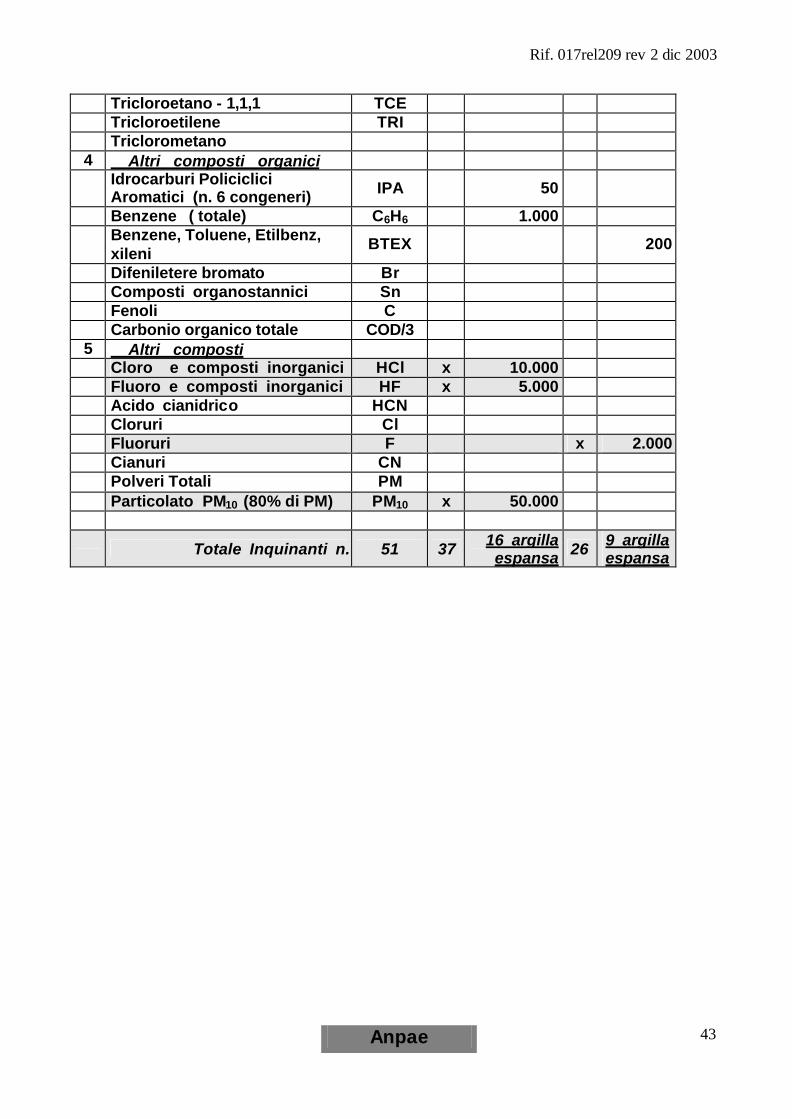
Rif. 017rel209 rev 2 dic 2003
Anpae
43
Tricloroetano - 1,1,1 TCE Tricloroetilene TRI Triclorometano 4 Altri composti organici
Idrocarburi Policiclici Aromatici (n. 6 congeneri) IPA 50
Benzene ( totale) C6H6 1.000
Benzene, Toluene, Etilbenz, xileni
BTEX 200
Difeniletere bromato Br Composti organostannici Sn Fenoli C Carbonio organico totale COD/3 5 Altri composti Cloro e composti inorganici HCl x 10.000
Fluoro e composti inorganici HF x 5.000 Acido cianidrico HCN Cloruri Cl Fluoruri F x 2.000
Cianuri CN Polveri Totali PM Particolato PM10 (80% di PM) PM10 x 50.000
Totale Inquinanti n. 51 37 16 argilla espansa 26 9 argilla
espansa
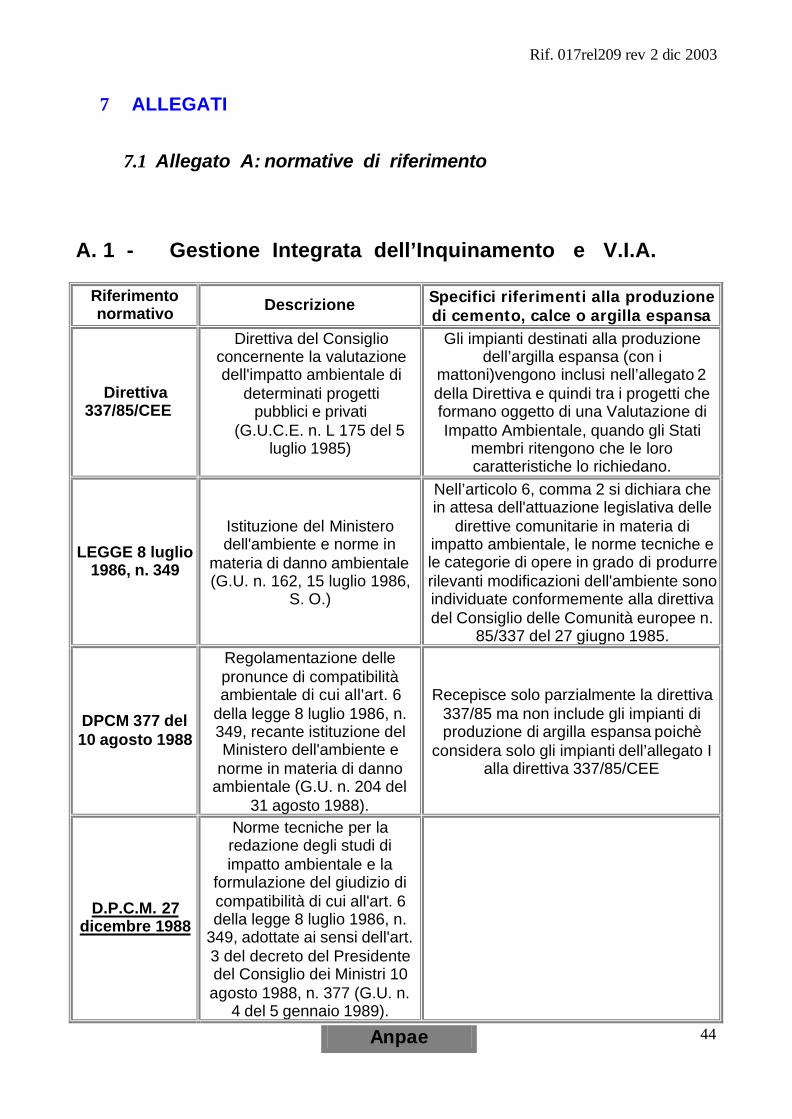
Rif. 017rel209 rev 2 dic 2003
Anpae
44
7 ALLEGATI
7.1 Allegato A: normative di riferimento
A. 1 - Gestione Integrata dell’Inquinamento e V.I.A.
Riferimento normativo Descrizione Specifici riferimenti alla produzione
di cemento, calce o argilla espansa
Direttiva 337/85/CEE
Direttiva del Consiglio concernente la valutazione dell'impatto ambientale di
determinati progetti pubblici e privati
(G.U.C.E. n. L 175 del 5 luglio 1985)
Gli impianti destinati alla produzione dell’argilla espansa (con i
mattoni)vengono inclusi nell’allegato 2 della Direttiva e quindi tra i progetti che formano oggetto di una Valutazione di Impatto Ambientale, quando gli Stati
membri ritengono che le loro caratteristiche lo richiedano.
LEGGE 8 luglio 1986, n. 349
Istituzione del Ministero dell'ambiente e norme in
materia di danno ambientale (G.U. n. 162, 15 luglio 1986,
S. O.)
Nell’articolo 6, comma 2 si dichiara che in attesa dell'attuazione legislativa delle
direttive comunitarie in materia di impatto ambientale, le norme tecniche e le categorie di opere in grado di produrre rilevanti modificazioni dell'ambiente sono individuate conformemente alla direttiva del Consiglio delle Comunità europee n.
85/337 del 27 giugno 1985.
DPCM 377 del 10 agosto 1988
Regolamentazione delle pronunce di compatibilità ambientale di cui all'art. 6
della legge 8 luglio 1986, n. 349, recante istituzione del Ministero dell'ambiente e
norme in materia di danno ambientale (G.U. n. 204 del
31 agosto 1988).
Recepisce solo parzialmente la direttiva 337/85 ma non include gli impianti di produzione di argilla espansa poichè
considera solo gli impianti dell’allegato I alla direttiva 337/85/CEE
D.P.C.M. 27 dicembre 1988
Norme tecniche per la redazione degli studi di impatto ambientale e la
formulazione del giudizio di compatibilità di cui all'art. 6 della legge 8 luglio 1986, n.
349, adottate ai sensi dell'art. 3 del decreto del Presidente del Consiglio dei Ministri 10 agosto 1988, n. 377 (G.U. n.
4 del 5 gennaio 1989).
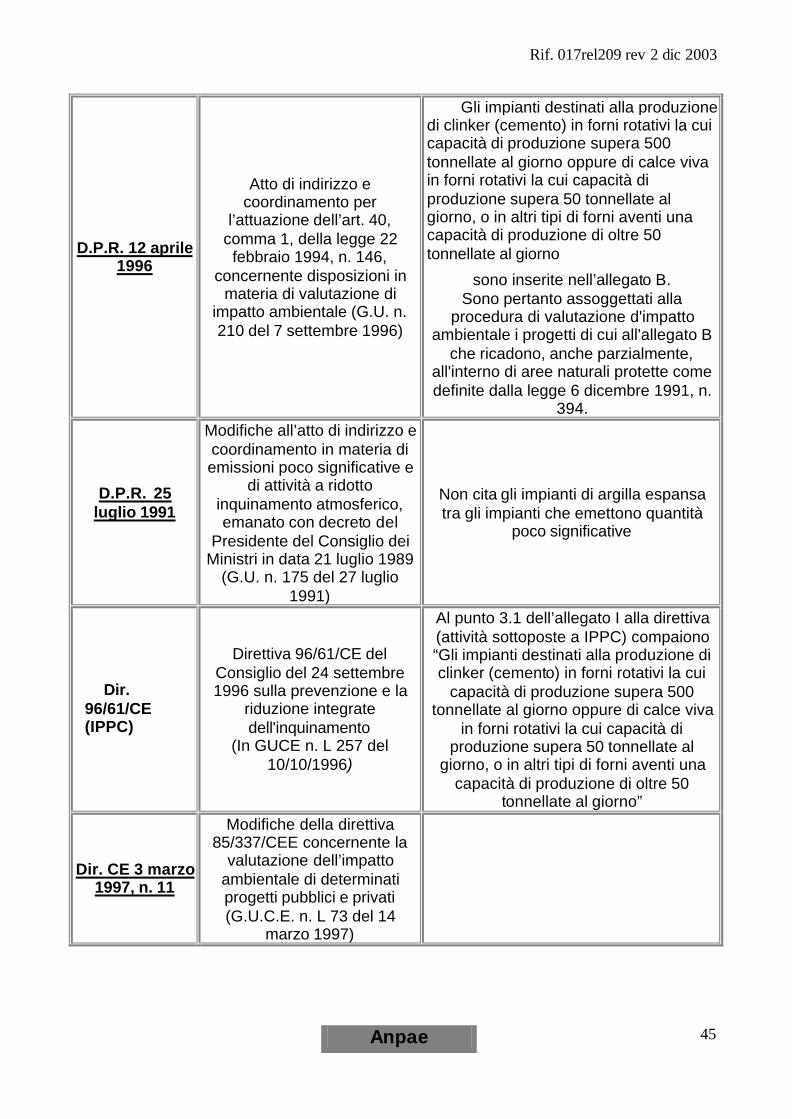
Rif. 017rel209 rev 2 dic 2003
Anpae
45
D.P.R. 12 aprile 1996
Atto di indirizzo e coordinamento per
l’attuazione dell’art. 40, comma 1, della legge 22
febbraio 1994, n. 146, concernente disposizioni in
materia di valutazione di impatto ambientale (G.U. n. 210 del 7 settembre 1996)
Gli impianti destinati alla produzione di clinker (cemento) in forni rotativi la cui capacità di produzione supera 500 tonnellate al giorno oppure di calce viva in forni rotativi la cui capacità di produzione supera 50 tonnellate al giorno, o in altri tipi di forni aventi una capacità di produzione di oltre 50 tonnellate al giorno
sono inserite nell’allegato B. Sono pertanto assoggettati alla
procedura di valutazione d'impatto ambientale i progetti di cui all'allegato B
che ricadono, anche parzialmente, all'interno di aree naturali protette come definite dalla legge 6 dicembre 1991, n.
394.
D.P.R. 25 luglio 1991
Modifiche all’atto di indirizzo e coordinamento in materia di emissioni poco significative e
di attività a ridotto inquinamento atmosferico, emanato con decreto del
Presidente del Consiglio dei Ministri in data 21 luglio 1989
(G.U. n. 175 del 27 luglio 1991)
Non cita gli impianti di argilla espansa tra gli impianti che emettono quantità
poco significative
Dir. 96/61/CE (IPPC)
Direttiva 96/61/CE del Consiglio del 24 settembre 1996 sulla prevenzione e la
riduzione integrate dell'inquinamento
(In GUCE n. L 257 del 10/10/1996)
Al punto 3.1 dell’allegato I alla direttiva (attività sottoposte a IPPC) compaiono “Gli impianti destinati alla produzione di clinker (cemento) in forni rotativi la cui
capacità di produzione supera 500 tonnellate al giorno oppure di calce viva
in forni rotativi la cui capacità di produzione supera 50 tonnellate al
giorno, o in altri tipi di forni aventi una capacità di produzione di oltre 50
tonnellate al giorno”
Dir. CE 3 marzo 1997, n. 11
Modifiche della direttiva 85/337/CEE concernente la
valutazione dell’impatto ambientale di determinati progetti pubblici e privati (G.U.C.E. n. L 73 del 14
marzo 1997)
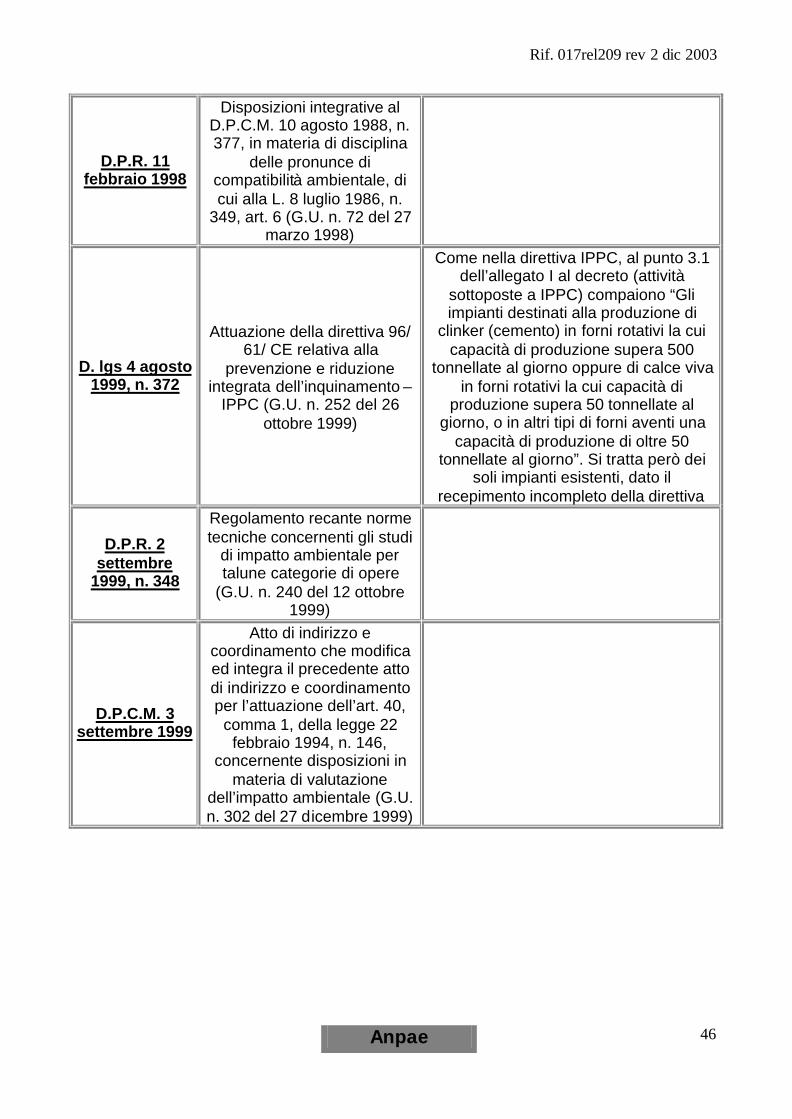
Rif. 017rel209 rev 2 dic 2003
Anpae
46
D.P.R. 11 febbraio 1998
Disposizioni integrative al D.P.C.M. 10 agosto 1988, n. 377, in materia di disciplina
delle pronunce di compatibilità ambientale, di cui alla L. 8 luglio 1986, n.
349, art. 6 (G.U. n. 72 del 27 marzo 1998)
D. lgs 4 agosto 1999, n. 372
Attuazione della direttiva 96/ 61/ CE relativa alla
prevenzione e riduzione integrata dell’inquinamento –
IPPC (G.U. n. 252 del 26 ottobre 1999)
Come nella direttiva IPPC, al punto 3.1 dell’allegato I al decreto (attività
sottoposte a IPPC) compaiono “Gli impianti destinati alla produzione di
clinker (cemento) in forni rotativi la cui capacità di produzione supera 500
tonnellate al giorno oppure di calce viva in forni rotativi la cui capacità di
produzione supera 50 tonnellate al giorno, o in altri tipi di forni aventi una
capacità di produzione di oltre 50 tonnellate al giorno”. Si tratta però dei
soli impianti esistenti, dato il recepimento incompleto della direttiva
D.P.R. 2 settembre
1999, n. 348
Regolamento recante norme tecniche concernenti gli studi
di impatto ambientale per talune categorie di opere
(G.U. n. 240 del 12 ottobre 1999)
D.P.C.M. 3 settembre 1999
Atto di indirizzo e coordinamento che modifica ed integra il precedente atto di indirizzo e coordinamento per l’attuazione dell’art. 40,
comma 1, della legge 22 febbraio 1994, n. 146,
concernente disposizioni in materia di valutazione
dell’impatto ambientale (G.U. n. 302 del 27 dicembre 1999)
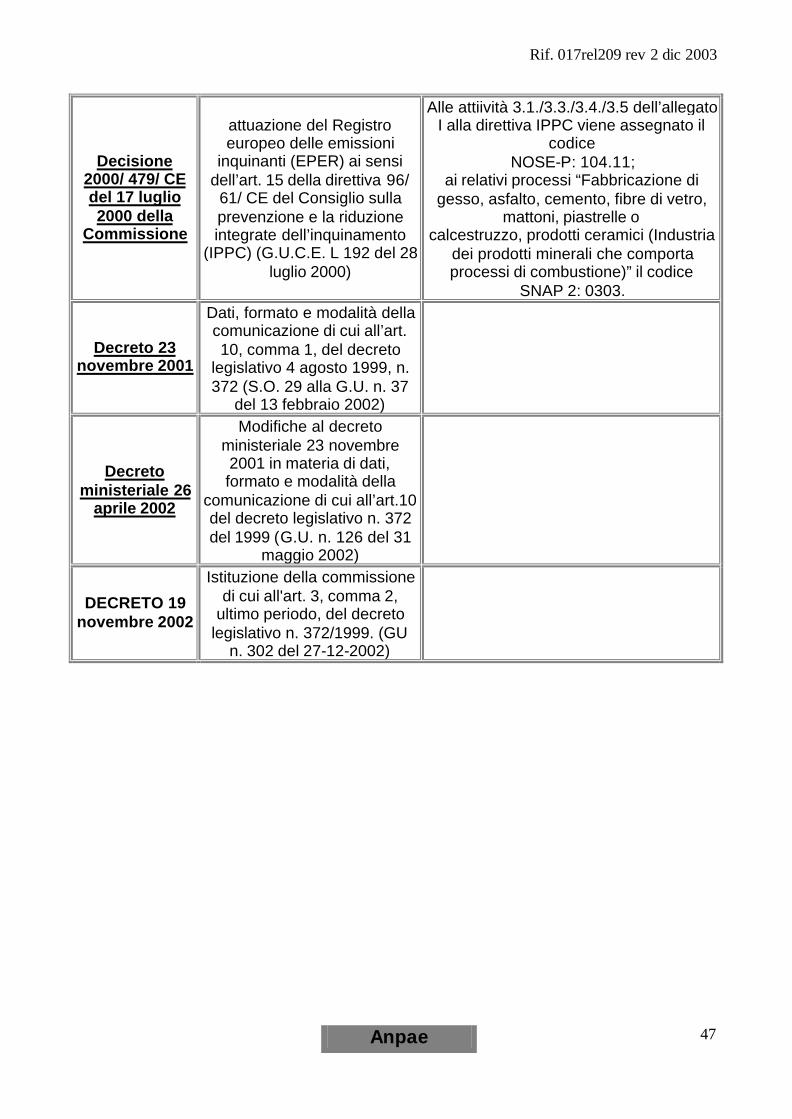
Rif. 017rel209 rev 2 dic 2003
Anpae
47
Decisione 2000/ 479/ CE del 17 luglio 2000 della
Commissione
attuazione del Registro europeo delle emissioni
inquinanti (EPER) ai sensi dell’art. 15 della direttiva 96/
61/ CE del Consiglio sulla prevenzione e la riduzione integrate dell’inquinamento
(IPPC) (G.U.C.E. L 192 del 28 luglio 2000)
Alle attiività 3.1./3.3./3.4./3.5 dell’allegato I alla direttiva IPPC viene assegnato il
codice NOSE-P: 104.11;
ai relativi processi “Fabbricazione di gesso, asfalto, cemento, fibre di vetro,
mattoni, piastrelle o calcestruzzo, prodotti ceramici (Industria
dei prodotti minerali che comporta processi di combustione)” il codice
SNAP 2: 0303.
Decreto 23 novembre 2001
Dati, formato e modalità della comunicazione di cui all’art. 10, comma 1, del decreto
legislativo 4 agosto 1999, n. 372 (S.O. 29 alla G.U. n. 37
del 13 febbraio 2002)
Decreto ministeriale 26
aprile 2002
Modifiche al decreto ministeriale 23 novembre 2001 in materia di dati, formato e modalità della
comunicazione di cui all’art.10 del decreto legislativo n. 372 del 1999 (G.U. n. 126 del 31
maggio 2002)
DECRETO 19 novembre 2002
Istituzione della commissione di cui all'art. 3, comma 2,
ultimo periodo, del decreto legislativo n. 372/1999. (GU
n. 302 del 27-12-2002)
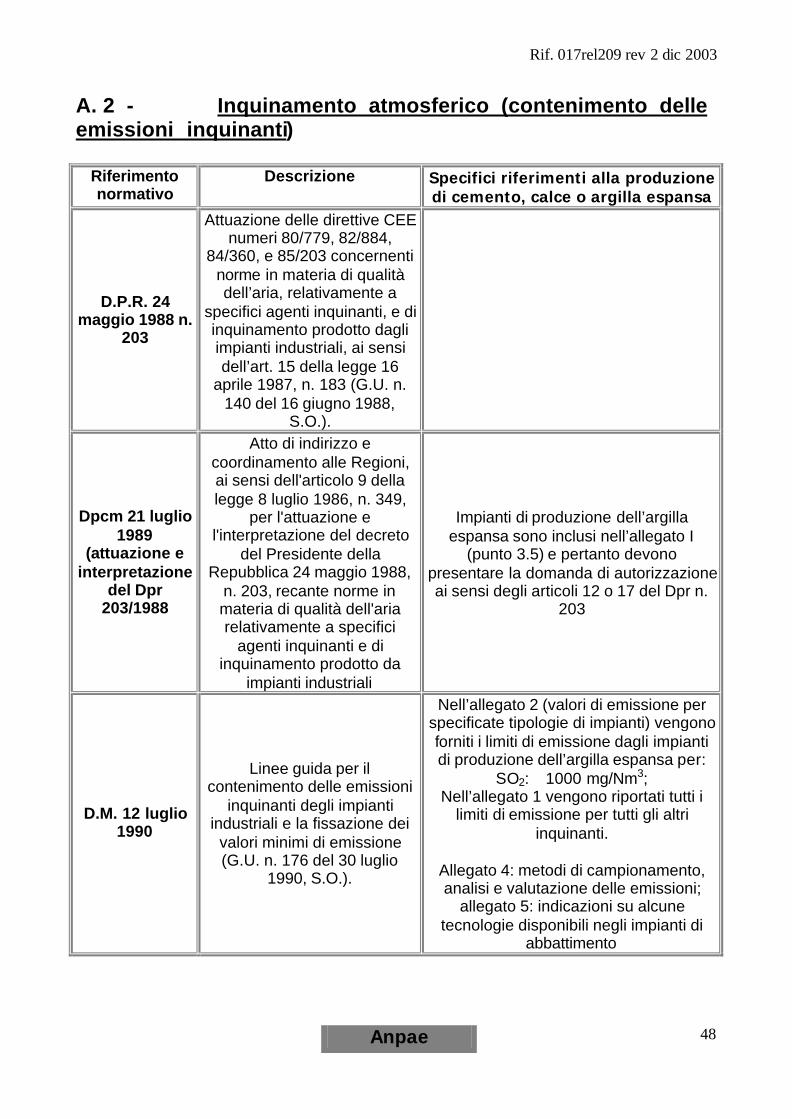
Rif. 017rel209 rev 2 dic 2003
Anpae
48
A. 2 - Inquinamento atmosferico (contenimento delle emissioni inquinanti)
Riferimento normativo
Descrizione Specifici riferimenti alla produzione di cemento, calce o argilla espansa
D.P.R. 24 maggio 1988 n.
203
Attuazione delle direttive CEE numeri 80/779, 82/884,
84/360, e 85/203 concernenti norme in materia di qualità dell’aria, relativamente a
specifici agenti inquinanti, e di inquinamento prodotto dagli impianti industriali, ai sensi dell’art. 15 della legge 16
aprile 1987, n. 183 (G.U. n. 140 del 16 giugno 1988,
S.O.).
Dpcm 21 luglio 1989
(attuazione e interpretazione
del Dpr 203/1988
Atto di indirizzo e coordinamento alle Regioni, ai sensi dell'articolo 9 della legge 8 luglio 1986, n. 349,
per l'attuazione e l'interpretazione del decreto
del Presidente della Repubblica 24 maggio 1988,
n. 203, recante norme in materia di qualità dell'aria relativamente a specifici
agenti inquinanti e di inquinamento prodotto da
impianti industriali
Impianti di produzione dell’argilla espansa sono inclusi nell’allegato I
(punto 3.5) e pertanto devono presentare la domanda di autorizzazione ai sensi degli articoli 12 o 17 del Dpr n.
203
D.M. 12 luglio 1990
Linee guida per il contenimento delle emissioni
inquinanti degli impianti industriali e la fissazione dei
valori minimi di emissione (G.U. n. 176 del 30 luglio
1990, S.O.).
Nell’allegato 2 (valori di emissione per specificate tipologie di impianti) vengono forniti i limiti di emissione dagli impianti di produzione dell’argilla espansa per:
SO2: 1000 mg/Nm3; Nell’allegato 1 vengono riportati tutti i
limiti di emissione per tutti gli altri inquinanti.
Allegato 4: metodi di campionamento, analisi e valutazione delle emissioni;
allegato 5: indicazioni su alcune tecnologie disponibili negli impianti di
abbattimento
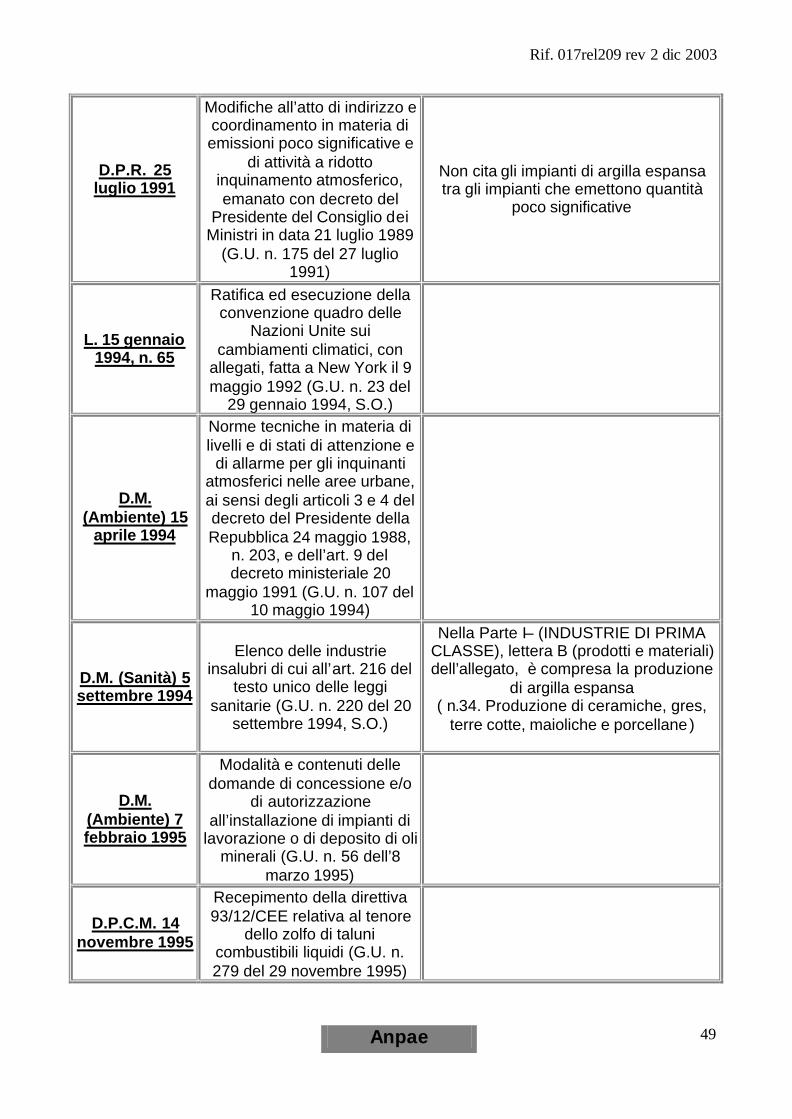
Rif. 017rel209 rev 2 dic 2003
Anpae
49
D.P.R. 25 luglio 1991
Modifiche all’atto di indirizzo e coordinamento in materia di emissioni poco significative e
di attività a ridotto inquinamento atmosferico, emanato con decreto del
Presidente del Consiglio dei Ministri in data 21 luglio 1989
(G.U. n. 175 del 27 luglio 1991)
Non cita gli impianti di argilla espansa tra gli impianti che emettono quantità
poco significative
L. 15 gennaio 1994, n. 65
Ratifica ed esecuzione della convenzione quadro delle
Nazioni Unite sui cambiamenti climatici, con
allegati, fatta a New York il 9 maggio 1992 (G.U. n. 23 del
29 gennaio 1994, S.O.)
D.M. (Ambiente) 15
aprile 1994
Norme tecniche in materia di livelli e di stati di attenzione e
di allarme per gli inquinanti atmosferici nelle aree urbane, ai sensi degli articoli 3 e 4 del decreto del Presidente della Repubblica 24 maggio 1988,
n. 203, e dell’art. 9 del decreto ministeriale 20
maggio 1991 (G.U. n. 107 del 10 maggio 1994)
D.M. (Sanità) 5 settembre 1994
Elenco delle industrie insalubri di cui all’art. 216 del
testo unico delle leggi sanitarie (G.U. n. 220 del 20
settembre 1994, S.O.)
Nella Parte I– (INDUSTRIE DI PRIMA CLASSE), lettera B (prodotti e materiali) dell’allegato, è compresa la produzione
di argilla espansa ( n.34. Produzione di ceramiche, gres,
terre cotte, maioliche e porcellane)
D.M. (Ambiente) 7 febbraio 1995
Modalità e contenuti delle domande di concessione e/o
di autorizzazione all’installazione di impianti di
lavorazione o di deposito di oli minerali (G.U. n. 56 dell’8
marzo 1995)
D.P.C.M. 14 novembre 1995
Recepimento della direttiva 93/12/CEE relativa al tenore
dello zolfo di taluni combustibili liquidi (G.U. n. 279 del 29 novembre 1995)
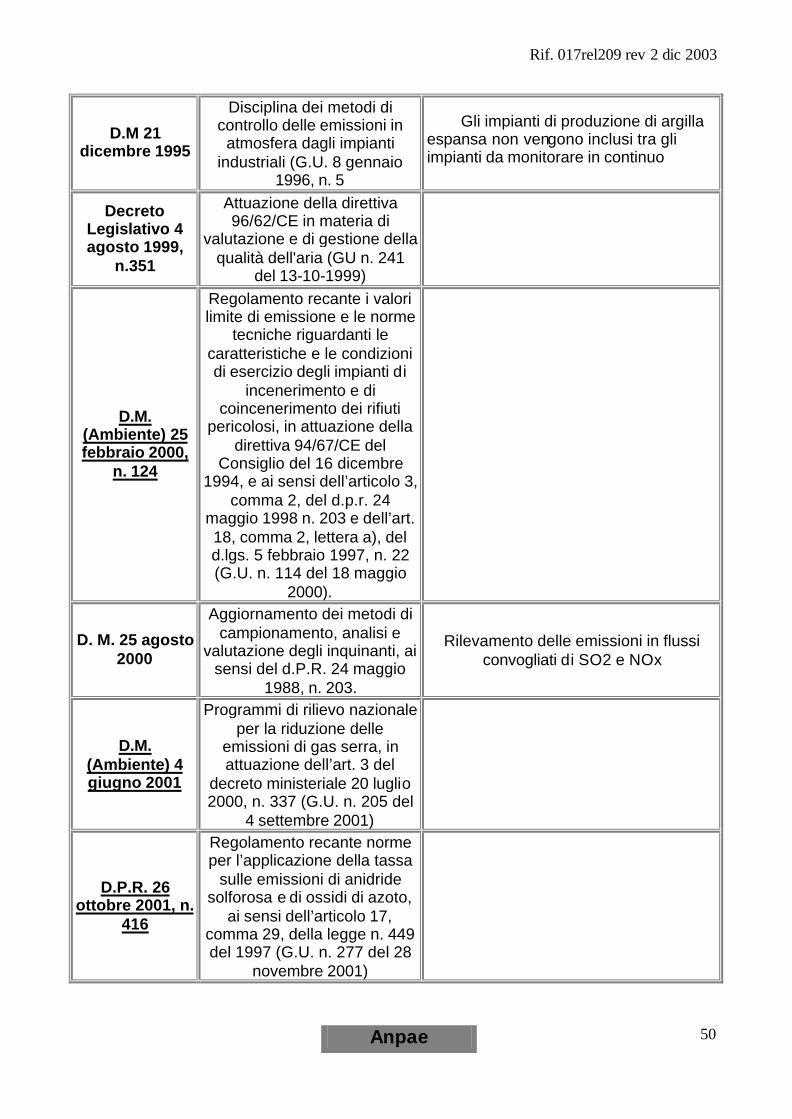
Rif. 017rel209 rev 2 dic 2003
Anpae
50
D.M 21 dicembre 1995
Disciplina dei metodi di controllo delle emissioni in
atmosfera dagli impianti industriali (G.U. 8 gennaio
1996, n. 5
Gli impianti di produzione di argilla espansa non vengono inclusi tra gli impianti da monitorare in continuo
Decreto Legislativo 4 agosto 1999,
n.351
Attuazione della direttiva 96/62/CE in materia di
valutazione e di gestione della qualità dell'aria (GU n. 241
del 13-10-1999)
D.M. (Ambiente) 25 febbraio 2000,
n. 124
Regolamento recante i valori limite di emissione e le norme
tecniche riguardanti le caratteristiche e le condizioni di esercizio degli impianti di
incenerimento e di coincenerimento dei rifiuti
pericolosi, in attuazione della direttiva 94/67/CE del
Consiglio del 16 dicembre 1994, e ai sensi dell’articolo 3,
comma 2, del d.p.r. 24 maggio 1998 n. 203 e dell’art. 18, comma 2, lettera a), del d.lgs. 5 febbraio 1997, n. 22 (G.U. n. 114 del 18 maggio
2000).
D. M. 25 agosto 2000
Aggiornamento dei metodi di campionamento, analisi e
valutazione degli inquinanti, ai sensi del d.P.R. 24 maggio
1988, n. 203.
Rilevamento delle emissioni in flussi convogliati di SO2 e NOx
D.M. (Ambiente) 4 giugno 2001
Programmi di rilievo nazionale per la riduzione delle
emissioni di gas serra, in attuazione dell’art. 3 del
decreto ministeriale 20 luglio 2000, n. 337 (G.U. n. 205 del
4 settembre 2001)
D.P.R. 26 ottobre 2001, n.
416
Regolamento recante norme per l’applicazione della tassa
sulle emissioni di anidride solforosa e di ossidi di azoto,
ai sensi dell’articolo 17, comma 29, della legge n. 449 del 1997 (G.U. n. 277 del 28
novembre 2001)
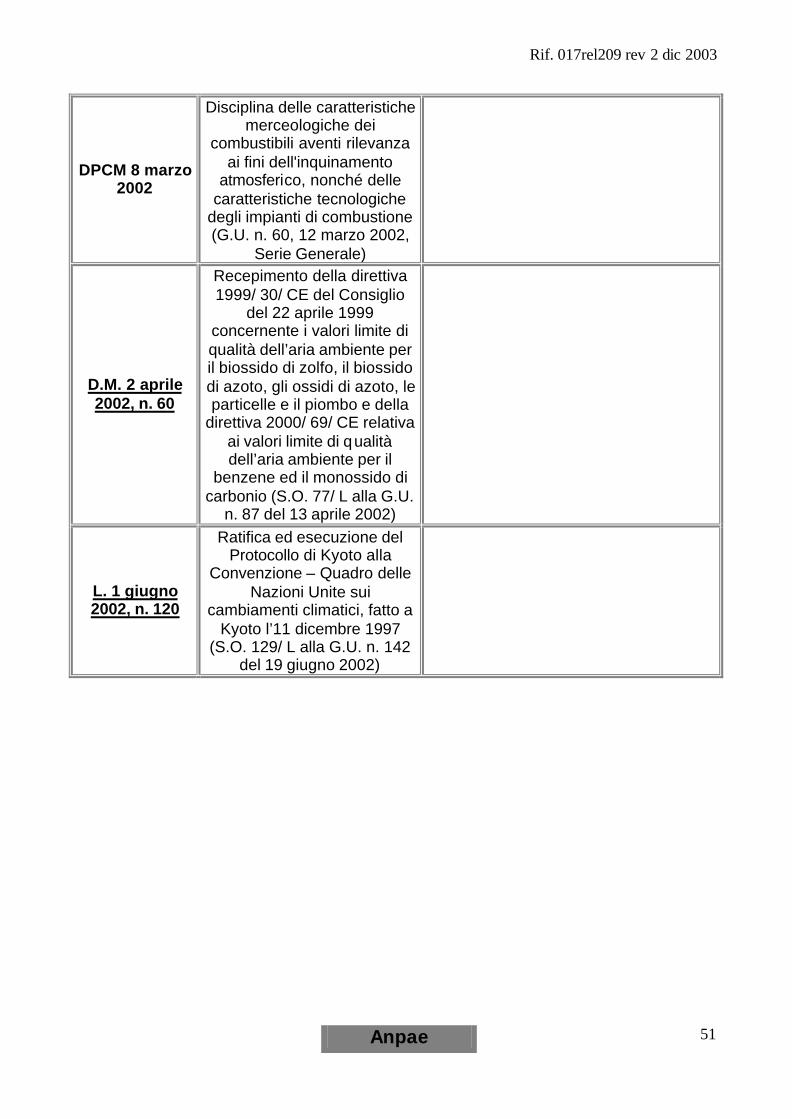
Rif. 017rel209 rev 2 dic 2003
Anpae
51
DPCM 8 marzo 2002
Disciplina delle caratteristiche merceologiche dei
combustibili aventi rilevanza ai fini dell'inquinamento
atmosferico, nonché delle caratteristiche tecnologiche
degli impianti di combustione (G.U. n. 60, 12 marzo 2002,
Serie Generale)
D.M. 2 aprile 2002, n. 60
Recepimento della direttiva 1999/ 30/ CE del Consiglio
del 22 aprile 1999 concernente i valori limite di qualità dell’aria ambiente per il biossido di zolfo, il biossido di azoto, gli ossidi di azoto, le particelle e il piombo e della
direttiva 2000/ 69/ CE relativa ai valori limite di qualità dell’aria ambiente per il
benzene ed il monossido di carbonio (S.O. 77/ L alla G.U.
n. 87 del 13 aprile 2002)
L. 1 giugno 2002, n. 120
Ratifica ed esecuzione del Protocollo di Kyoto alla
Convenzione – Quadro delle Nazioni Unite sui
cambiamenti climatici, fatto a Kyoto l’11 dicembre 1997
(S.O. 129/ L alla G.U. n. 142 del 19 giugno 2002)
Rif. 017rel209 rev 2 dic 2003
Anpae
52
Direttiva 2003/87/CE del
Parlamento europeo e del Consiglio del
13 ottobre 2003*
Istituisce una disciplina per lo scambio di quote di emissioni dei gas a effetto serra nella Comunità e che modifica la
direttiva 96/61/CE del Consiglio
(G.U.C.E n. L 275del 25
ottobre 2003)
Il sistema di scambio di quote di emissione di gas serra proposto nel
documento (applicato inizialmente solo alla CO2) verrebbe applicato alle
categorie di attività elencate nell’allegato I; si tratta delle principali attività
produttrici di gas a effetto serra, già disciplinate dalla direttiva IPPC.
Tra le categorie di atti vità elencate in allegato I, ci sono quindi anche gli impianti destinati alla produzione di
clinker (in forni rotativi con capacità di produzione maggiore di 500 t/d oppure
di calce viva in forni rotativi con capacità di produzione maggiore di 50 t/d, o in altri tipi di forni aventi una capacità di
produzione di oltre 50 t/d). La proposta consente agli Stati membri
di far proprie le procedure di autorizzazione previste dalla direttiva IPPC, ma queste devono prevedere la
concessione di un nuovo tipo di autorizzazione (l'autorizzazione di
emettere gas a effetto serra, rilasciata a norma degli articoli 5 e 6) basata sulla
presentazione di informazioni supplementari rispetto a quelli
attualmente prescritte dalla direttiva IPPC.
Rif. 017rel209 rev 2 dic 2003
Anpae
53
A. 3 - Inquinamento idrico
Riferimento normativo Descrizione Specifici riferimenti alla produzione di cemento, calce o argilla espansa
D.P.R. 18 febbraio 1999, n. 238
Regolamento recante norme per l’attuazione di talune
disposizioni della L. 5 gennaio 1994, n. 36, in
materia di risorse idriche (G.U. n. 173 del 26 luglio
1999).
D.lgs. 11 maggio 1999, n. 152
Disposizioni sulla tutela delle acque dall’inquinamento e recepimento della direttiva 91/271/CEE concernente il
trattamento delle acque reflue urbane e della direttiva
91/676/CEE relativa alla protezione delle acque
dall’inquinamento provocato dai nitrati provenienti da fonti agricole (G.U. n. 124 del 29
maggio 1999, S.O.).
Testo aggiornato del decreto legislativo 11 maggio 1999, n. 152
“Disposizioni sulla tutela delle acque
dall’inquinamento e recepimento della direttiva
91/ 271/ CEE concernente il trattamento delle acque
reflue urbane e della direttiva 91/ 676/ CEE relativa alla
protezione delle acque dall’inquinamento provocato dai nitrati provenienti da fonti
agricole”, a seguito delle disposizioni correttive ed
integrative di cui al decreto 18 agosto 2000, n. 258 (S.O.
172/ L alla G.U. n. 246 del 20 ottobre 2000)
Rif. 017rel209 rev 2 dic 2003
Anpae
54
A. 4 - Inquinamento acustico
Riferimento normativo Descrizione Specifici riferimenti alla produzione di cemento, calce o argilla espansa
D.P.C.M. 1° marzo 1991
Limiti massimi di esposizione al rumore negli ambienti abitativi e nell'ambiente
esterno (G.U. n. 57 dell'8 marzo 1991).
L. 26 ottobre 1995, n. 447
Legge quadro sull'inquinamento acustico (G.U. n. 254 del 30 ottobre
1995, S.O.).
D.M. (Ambiente) 11 dicembre 1996
Applicazione del criterio differenziale per gli impianti a
ciclo produttivo continuo (G.U. n. 52 del 4 marzo
1997)
D.P.C.M. 14 novembre 1997
Determinazione dei valori limite delle sorgenti sonore
(G.U. n. 280 del 1° dicembre 1997)
D.M (Ambiente) 16 Marzo 1998
Tecniche di rilevamento e di misurazione
dell’inquinamento acustico (G.U. n. 76 del 1° aprile
1998)
Dir. 2002/ 49/ CE
relativa alla determinazione e alla gestione del rumore
ambientale (G.U.C.E. L 189 del 18 luglio 2002)
Decreto Ministeriale del 29/11/2000
Criteri per la predisposizione, da parte delle societa' e degli
enti gestori dei servizi pubblici di trasporto o delle relative
infrastrutture, dei piani degli interventi di contenimento e
abbattimento del rumore.
Rif. 017rel209 rev 2 dic 2003
Anpae
55
A. 5 - Gestione dei rifiuti
Riferimento normativo
Descrizione Specifici riferimenti alla produzione di cemento, calce o argilla espansa
D.P.R. 10 settembre 1982,
n. 915
Attuazione delle direttive 75/442 relative a rifiuti, n. 86/403 relativa allo smaltimento dei policlorodifenili e n.
78/319 relativa ai rifiuti tossici e nocivi (G.U. n. 343 del 15 dicembre 1982)
-
Delibera comitato
interministeriale 27 giugno 1984
Disposizioni per la prima applicazione dell’articolo 4 del D.P.R. 10 settembre
1982, n. 985, concernente lo smaltimento dei rifiuti (G.U. n. 253 del
13 settembre 1984, S.O.)
-
D.l. 9 settembre 1988, n. 397,
convertito, con modificazioni,
dalla L. 9 novembre 1988,
n. 475
Disposizioni urgenti in materia di smaltimento dei rifiuti industriali (G.U. n. 213 del 10 settembre 1988; G.U. n.
264 del 10 novembre 1988) -
D.M. (Ambiente) 26 aprile 1989
Istituzione del catasto nazionale dei rifiuti speciali (G.U. n. 135 del 12
giugno 1989) -
D.M. (Ambiente) 29 maggio 1991
Indirizzi generali per la regolamentazione della raccolta
differenziata dei rifiuti solidi (G.U. n. 136 del 12 giugno 1991)
-
Dir. 91/ 156/ CEE del 18 marzo 1991
Modifica la direttiva 75/ 442/ CEE relativa ai rifiuti (G.U.C.E. L 78 del 26
marzo 1991). -
Direttiva 91/689/CEE del
12 dicembre 1991
Rifiuti pericolosi
-
D.lgs. 27 gennaio 1992,
n. 95
Attuazione delle direttive 75/439/CEE e 87/101/CEE relative alla eliminazione
degli oli usati (G.U. n. 38 del 15 febbraio 1992, S.O.).
-
Reg. CEE 1 febbraio 1993,
n. 259
Regolamento dl Consiglio relativo alla sorveglianza e al controllo delle
spedizioni di rifiuti all’interno della Comunità Europea nonché in entrata e in uscita dal suo territorio (G.U. C.E. n.
L 30 del 6 febbraio 1993)
-
Rif. 017rel209 rev 2 dic 2003
Anpae
56
L. 25 gennaio 1994, n. 70
Norme per la semplificazione degli adempimenti in materia ambientale,
sanitaria e di sicurezza pubblica, nonché per l'attuazione del sistema di
ecogestione e di audit ambientale (G.U.n. 24 del 31 gennaio 1994)
-
D.M. (Ambiente) 18 luglio 1996
Ammontare dell’imposta unitaria dovuta per i rifiuti dei settori minerario,
estrattivo, edilizio, lapideo e metallurgico smaltiti in discarica (G.U.
n. 250 del 24 ottobre 1996)
-
L. 11 novembre 1996, n. 575
Sanatoria degli effetti della mancata conversione dei decreti-legge in
materia di recupero dei rifiuti (G.U. n. 265 del 12 novembre 1996)
-
D. lgs. 5
febbraio 1997, n. 22
Attuazione delle direttive 91/156/CEE sui rifiuti, 91/689/CEE sui rifiuti
pericolosi e 94/62/CE sugli imballaggi e rifiuti di imballaggio (G.U. n. 38 del 15
febbraio 1997, S.O.).
Il decreto riporta in allegato A il Catalogo Europeo dei Rifiuti (che coincide con l’allegato alla decisione 94/3/CE), annoverando nella categoria “Rifiuti inorganici provenienti da processi termici” (codice 10 00 00 ) i “Rifiuti della fabbricazione di cemento, calce e gesso e manufatti con questi materiali” (codice 10 13 00)
D.M. (Ambiente-Industria) 29 ottobre 1997
Approvazione dello statuto del Consorzio nazionale imballaggi
(CONAI) (non pubblicato sulla G.U.) -
Rif. 017rel209 rev 2 dic 2003
Anpae
57
D.M. (Ambiente) 5 febbraio 1998
Individuazione dei rifiuti non pericolosi sottoposti alle procedure semplificate di recupero ai sensi degli articoli 31 e 33 del d.lgs. 5 febbraio 1997, n. 22 (G.U.
n. 88 del 16 aprile 1998, S.O.)
Gli impianti di argilla espansa sono elencati tra le attività di recupero delle seguenti categorie di rifiuti non pericolosi:
- fanghi di perforazione [010501] [010502]
[010599]. - terre e sabbie esauste di fonderia di seconda
fusione dei metalli ferrosi [100299]
[100904] [100901] [100902] [100206]..
- terre e farine fossili disoleate [020399].
- oli esausti vegetali ed animali [020304] [200109].
- fanghi da industria cartaria [030302] [030303] [030304] [030305] [030306] [030399].
- fanghi costituiti da inerti [010102] [010202] [010405].
- fanghi da trattamento acque di processo [070602] [070402] [070302] [070202] [070102] [061399] [070502] [060501] [070702] [100199] [190804].
- ceneri dalla combustione di carbone e lignite, anche additivati con calcare e da cocombustione con esclusione dei rifiuti urbani ed assimilati tal quali [100101] [100102] [100103].
- ceneri dalla combustione di biomasse (paglia, vinacce) ed affini legno, pannelli, fanghi di cartiere [030306] [030399] [100101] [100102].
Rif. 017rel209 rev 2 dic 2003
Anpae
58
D.M. (Ambiente) 11 marzo 1998,
n. 141
Regolamento recante norme per lo smaltimento in discarica dei rifiuti e per
la catalogazione dei rifiuti pericolosi smaltiti in discarica (G.U. n. 108 del 12
maggio 1998)
-
D.M. (Ambiente) 1° aprile 1998,
n. 145
Regolamento recante la definizione del modello e dei contenuti del formulario
di accompagnamento dei rifiuti ai sensi degli articoli 15, 18 comma 2, lettera e), e comma 4, del d.lgs. 5 febbraio 1997, n. 22 (G.U. n. 109 del 13 maggio 1998)
-
D.M. (Ambiente) 1° aprile 1998,
n. 148
Regolamento recante approvazione del modello dei registri di carico e scarico dei rifiuti ai sensi degli articoli 12, 18, comma 2, lettera m), e 18, comma 4, del d.lgs. 5 febbraio 1997, n. 22 (G.U.
n. 110 del 14 maggio 1998)
-
D.M. (Ambiente) 4 agosto 1998,
n. 372
Regolamento recante norme sulla riorganizzazione del catasto dei rifiuti (G.U. n. 252 del 28 ottobre 1998, s.o.)
-
L. 9 dicembre 1998, n. 426
Nuovi interventi in campo ambientale (G.U. n. 291 del 14 dicembre 1998,
S.O.) -
Dir. CE 26 aprile 1999, n. 31
Discariche di rifiuti (G.U.C.E. n. L 182 del 16 luglio 1999) -
D. gs. 22 maggio 1999,
n.209
Attuazione della direttiva 96/59/CE relativa allo smaltimento dei
policlorodifenili e dei policlorotrifenili (G.U. n. 151 del 30 giugno 1999)
-
D.l. 30 dicembre 1999, n. 500,
convertito, con modificazioni,
dalla L. 25 febbraio 2000,
n. 33
Disposizioni urgenti concernenti la proroga dei termini per lo smaltimento
in discarica di rifiuti e per le comunicazioni relative ai PCB, nonché
l’immediata utilizzazione di risorse finanziarie necessarie per l’attivazione del protocollo di Kyoto (G.U. n. 305 del 30 dicembre 1999; G.U. n. 48 del 28
febbraio 2000)
-
D.M. (Ambiente) 18 aprile 2000,
n. 309
Regolamento di organizzazione e funzionamento dell’Osservatorio
nazionale sui rifiuti, di cui all’articolo 26, comma 4, del decreto legislativo 5
febbraio 1997, n. 22 (G.U. n. 254 del 30 ottobre 2000)
-
Rif. 017rel209 rev 2 dic 2003
Anpae
59
Dec. CE 3 maggio 2000, n.
532
Decisione della Commissione che sostituisce la decisione 94/3/CE che
istituisce un elenco di rifiuti conformemente all’articolo 1, lettera a), della direttiva 75/442/CEE del Consiglio
relativa ai rifiuti e la decisione 94/904/CE del Consiglio che istituisce un elenco di rifiuti pericolosi ai sensi
dell’articolo 1, paragrafo 4, della direttiva 91/689/CEE del Consiglio
relativa ai rifiuti pericolosi (G.U.C.E. n. L 226 del 6 settembre 2000)
D.M. (Ambiente) 11 ottobre 2001
Condizioni per l’utilizzo dei trasformatori contenenti PCB in attesa
della decontaminazione o dello smaltimento (G.U. n. 255 del 2
novembre 2001)
-
Direttiva 9 aprile 2002 del
Ministro dell’Ambiente
Indicazioni per la corretta e piena applicazione del Regolamento
Comunitario n. 2557/ 2001 sulle spedizioni di rifiuti ed in relazione al
nuovo elenco dei rifiuti (S.O. 102 alla G.U. n. 108 del 10 maggio 2002)
-
Decreto ministeriale 12 giugno 2002, n.
161
Regolamento attuativo degli articoli 31 e 33 del decreto legislativo 5 febbraio 1997, n. 22, relativo all’individuazione
dei rifiuti pericolosi che è possibile ammettere alle procedure semplificate
(G.U. n. 177 del 30 luglio 2002)
-
Rif. 017rel209 rev 2 dic 2003
Anpae
60
A. 6 - Riutilizzo di rifiuti come combustibili
Riferimento normativo
Descrizione Specifici riferimenti alla produzione di cemento, calce o argilla espansa
D.lgs. 27 gennaio 1992,
n. 95
Attuazione delle direttive 75/439/CEE e 87/101/CEE
relative alla eliminazione degli oli usati (G.U. n. 38 del 15
febbraio 1992, S.O.).
D.Lgs. 14 dicembre 1992,
n. 508
Attuazione della direttiva 90/667/CEE del Consiglio del
27 novembre 1990, che stabilisce le norme sanitarie
per l'eliminazione, la trasformazione e l'immissione sul mercato di rifiuti di origine animale e la protezione dagli agenti patogeni degli alimenti per animali di origine animale
o a base di pesce e che modifica la direttiva
90/425/CEE (G.U. n. 305 del 30 dicembre 1992)
D.M. (Ambiente) 17 febbraio 1993
Modalità e termini di accertamento, riscossione e versamento del contributo
dovuto alle imprese partecipanti al Consorzio obbligatorio degli oli usati (G.U. n. 64 del 18 marzo
1993)
L. 25 gennaio 1994, n. 70
Norme per la semplificazione degli adempimenti in materia
ambientale, sanitaria e di sicurezza pubblica, nonché
per l'attuazione del sistema di ecogestione e di audit
ambientale (G.U.n. 24 del 31 gennaio 1994)
D.M. (Sanità) 26 marzo 1994
Raccolta e trasporto di rifiuti di origine animale (G.U. n.
101 del 3 maggio 1994)
D.M. (Industria) 16 maggio
1996, n. 392
Regolamento recante norme tecniche relative alla
eliminazione degli oli usati (G.U. n. 173 del 25 luglio
1996)
Rif. 017rel209 rev 2 dic 2003
Anpae
61
L. 11 novembre 1996, n. 575
Sanatoria degli effetti della mancata conversione dei decreti-legge in materia di recupero dei rifiuti (G.U. n. 265 del 12 novembre 1996)
D.M. (Ambiente) 5 febbraio 1998
Individuazione dei rifiuti non pericolosi sottoposti alle procedure semplificate di
recupero ai sensi degli articoli 31 e 33 del d.lgs. 5 febbraio
1997, n. 22 (G.U. n. 88 del 16 aprile 1998, S.O.)
D.M. (Ambiente) 1° aprile 1998, n.
145
Regolamento recante la definizione del modello e dei
contenuti del formulario di accompagnamento dei rifiuti ai sensi degli articoli 15, 18
comma 2, lettera e), e comma 4, del d.lgs. 5 febbraio 1997,
n. 22 (G.U. n. 109 del 13 maggio 1998)
D.M. (Ambiente) 1° aprile 1998, n.
148
Regolamento recante approvazione del modello dei registri di carico e scarico dei rifiuti ai sensi degli articoli 12, 18, comma 2, lettera m), e 18, comma 4, del d.lgs. 5 febbraio 1997, n. 22 (G.U. n. 110 del
14 maggio 1998)
D.M. (Ambiente-
Industria) 15 luglio 1998
Approvazione dello statuto del “Consorzio obbligatorio nazionale di raccolta e
trattamento degli oli e dei grassi vegetali ed animali,
esausti” (G.U. n. 187 del 12 agosto 1998, S.O.)
D. gs. 22 maggio 1999,
n.209
Attuazione della direttiva 96/59/CE relativa allo
smaltimento dei policlorodifenili e dei
policlorotrifenili (G.U. n. 151 del 30 giugno 1999)
Rif. 017rel209 rev 2 dic 2003
Anpae
62
D.M. (Ambiente) 25 febbraio 2000,
n. 124
Regolamento recante i valori limite di emissione e le norme
tecniche riguardanti le caratteristiche e le condizioni di esercizio degli impianti di
incenerimento e di coincenerimento dei rifiuti
pericolosi, in attuazione della direttiva 94/67/CE del
Consiglio del 16 dicembre 1994, e ai sensi dell’articolo 3,
comma 2, del D.P.R. 24 maggio 1988, n. 203, e
dell’articolo 18, comma 2, lettera a), del d.lgs. 5 febbraio 1997, n. 22 (G.U. n. 114 del
18 maggio 2000)
D.M. (Ambiente) 18 aprile 2000, n.
309
Regolamento di organizzazione e funzionamento
dell’Osservatorio nazionale sui rifiuti, di cui all’articolo 26,
comma 4, del decreto legislativo 5 febbraio 1997, n. 22 (G.U. n. 254 del 30 ottobre
2000)
Dir. 2000/76/CE del 4 dicembre
2000
Direttiva del Parlamento europeo e del Consiglio
sull’incenerimento dei rifiuti (G.U.C.E. L332 del 28
dicembre 2000)
Ord. Min. (Sanità) 30 marzo 2001
Misure sanitarie ed ambientali urgenti in materia di
encefalopatie spongiformi trasmissibili relative alla
gestione, al recupero energetico ed
all’incenerimento del materiale specifico a rischio e dei materiali ad alto e basso
rischio (G.U. n. 82 del 7 aprile 2001)
Rif. 017rel209 rev 2 dic 2003
Anpae
63
LEGGE 9 marzo 2001, n.
49
Conversione in legge, con modificazioni, del decreto decreto-legge 11 gennaio
2001, n. 1, recante: "Disposizioni urgenti per la
distruzione del materiale specifico a rischio per encefalopatie pongiformi
bovine e delle proteine a animali ad alto rischio, nonche' per l'ammasso
pubblico temporaneo delle proteine animali a basso
rischio.".
.
D.P.C.M. 7 settembre
2001, n. 395
Recepimento della direttiva 99/ 32/ CE relativa alla
riduzione del tenore di zolfo di alcuni combustibili liquidi (g.u.
N. 255 DEL 2 NOVEMBRE 2001)
D.l. 28 dicembre 2001,
n. 452, convertito, con modificazioni,
dalla L. 27 febbraio 2002,
n. 16
Disposizioni urgenti in tema di accise, di gasolio per
autotrazione, di smaltimento di oli usati, di giochi e
scommesse, nonché sui rimborsi IVA, sulla pubblicità effettuata con veicoli, sulle
contabilità speciali, sui generi di monopolio, sul
trasferimento di beni demaniali, sulla giustizia
tributaria, sul funzionamento del servizio nazionale della riscossione dei tributi e su
contributi ad enti ed associazioni (G.U. n. 301 del 29 dicembre 2001; G.U. n. 49
del 27 febbraio 2002)
L. 27 febbraio 2002, n. 16
Conversione in legge, con modificazioni, del decreto
legge 28 dicembre 2001 n. 452 recante disposizioni
urgenti in tema di accise, di gasolio per autotrazione, di smaltimento di oli usati, di
giochi e scommesse, nonché sui rimborsi IVA (CDR) (G.U.
n. 63 del 15 marzo 2002)
Rif. 017rel209 rev 2 dic 2003
Anpae
64
D.P.C.M. 8 marzo 2002)
Disciplina delle caratteristiche merceologiche dei
combustibili aventi rilevanza ai fini dell’inquinamento
atmosferico, nonché delle caratteristiche tecnologiche
degli impianti di combustione (G.U. n. 154 del 3 luglio 2002
Direttiva 9 aprile 2002 del
Ministro dell’Ambiente
Indicazioni per la corretta e piena applicazione del
Regolamento Comunitario n. 2557/ 2001 sulle spedizioni di rifiuti ed in relazione al nuovo elenco dei rifiuti (S.O. 102 alla
G.U. n. 108 del 10 maggio 2002)
Decreto ministeriale 12 giugno 2002, n.
161
Regolamento attuativo degli articoli 31 e 33 del decreto
legislativo 5 febbraio 1997, n. 22, relativo all’individuazione
dei rifiuti pericolosi che è possibile ammettere alle
procedure semplificate (G.U. n. 177 del 30 luglio 2002)
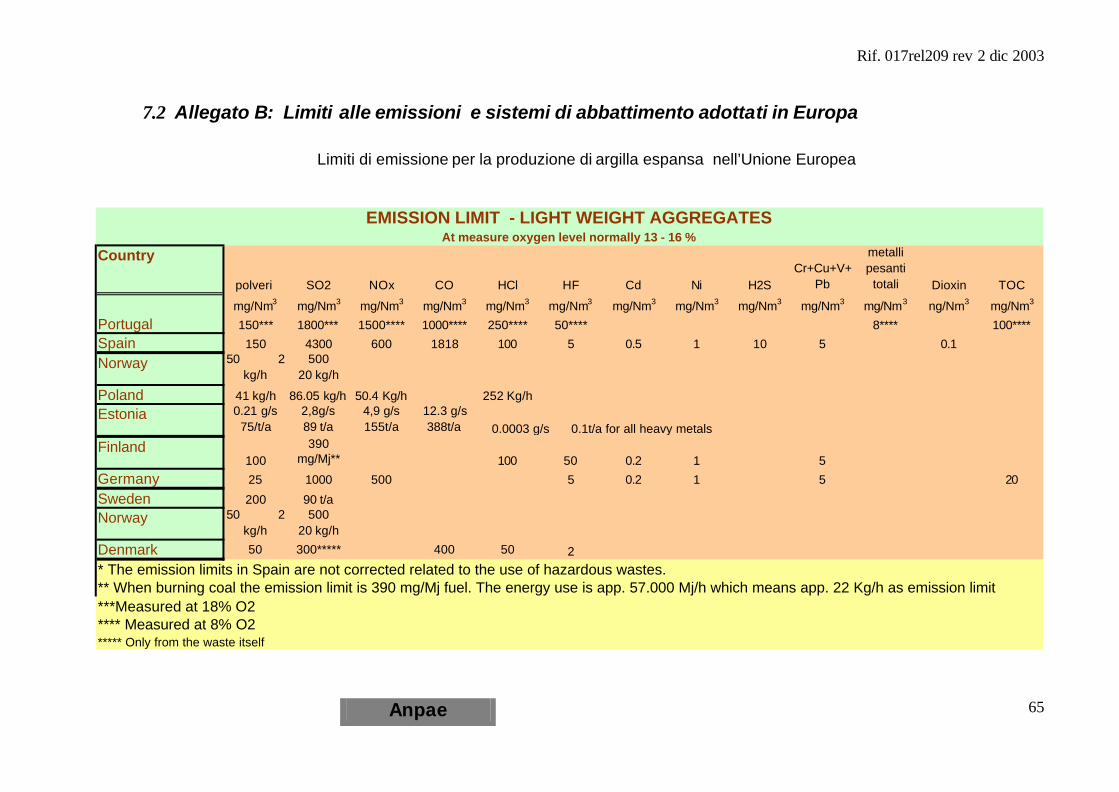
Rif. 017rel209 rev 2 dic 2003
Anpae
65
7.2 Allegato B: Limiti alle emissioni e sistemi di abbattimento adottati in Europa
Limiti di emissione per la produzione di argilla espansa nell’Unione Europea
Country
polveri SO2 NOx CO HCl HF Cd Ni H2SCr+Cu+V+
Pb
metalli pesanti
totali Dioxin TOC
mg/Nm3 mg/Nm3 mg/Nm3 mg/Nm3 mg/Nm3 mg/Nm3 mg/Nm3 mg/Nm3 mg/Nm3 mg/Nm3 mg/Nm3 ng/Nm3 mg/Nm3
Portugal 150*** 1800*** 1500**** 1000**** 250**** 50**** 8**** 100****
Spain 150 4300 600 1818 100 5 0.5 1 10 5 0.1
Norway 50 2 kg/h
500 20 kg/h
Poland 41 kg/h 86.05 kg/h 50.4 Kg/h 252 Kg/h
Estonia 0.21 g/s 75/t/a
2,8g/s 89 t/a
4,9 g/s 155t/a
12.3 g/s 388t/a
Finland100
390 mg/Mj** 100 50 0.2 1 5
Germany 25 1000 500 5 0.2 1 5 20
Sweden 200 90 t/a
Norway 50 2 kg/h
500 20 kg/h
Denmark 50 300***** 400 50 2
***Measured at 18% O2**** Measured at 8% O2***** Only from the waste itself
EMISSION LIMIT - LIGHT WEIGHT AGGREGATES
* The emission limits in Spain are not corrected related to the use of hazardous wastes.
At measure oxygen level normally 13 - 16 %
0.0003 g/s 0.1t/a for all heavy metals
** When burning coal the emission limit is 390 mg/Mj fuel. The energy use is app. 57.000 Mj/h which means app. 22 Kg/h as emission limit
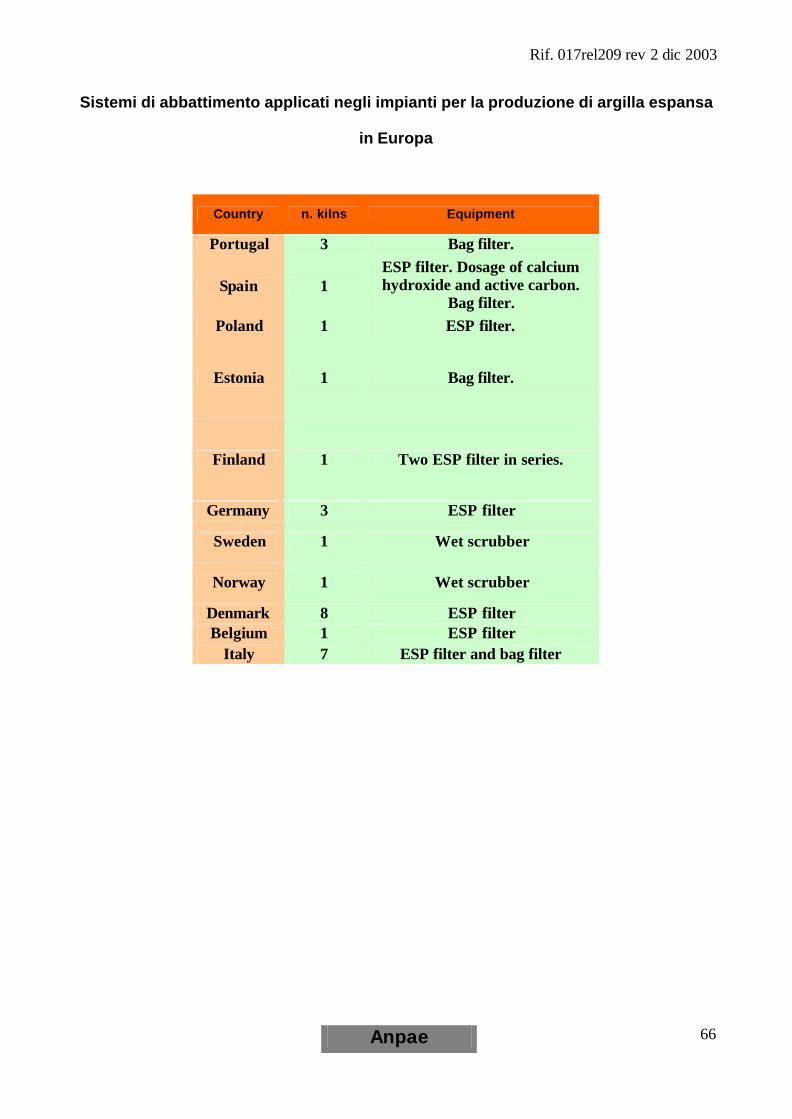
Rif. 017rel209 rev 2 dic 2003
Anpae
66
Sistemi di abbattimento applicati negli impianti per la produzione di argilla espansa
in Europa
Country n. kilns Equipment
Portugal 3 Bag filter.
Spain 1 ESP filter. Dosage of calcium hydroxide and active carbon.
Bag filter. Poland 1 ESP filter.
Estonia 1 Bag filter.
Finland 1 Two ESP filter in series.
Germany 3 ESP filter
Sweden 1 Wet scrubber
Norway 1 Wet scrubber
Denmark 8 ESP filter Belgium 1 ESP filter
Italy 7 ESP filter and bag filter
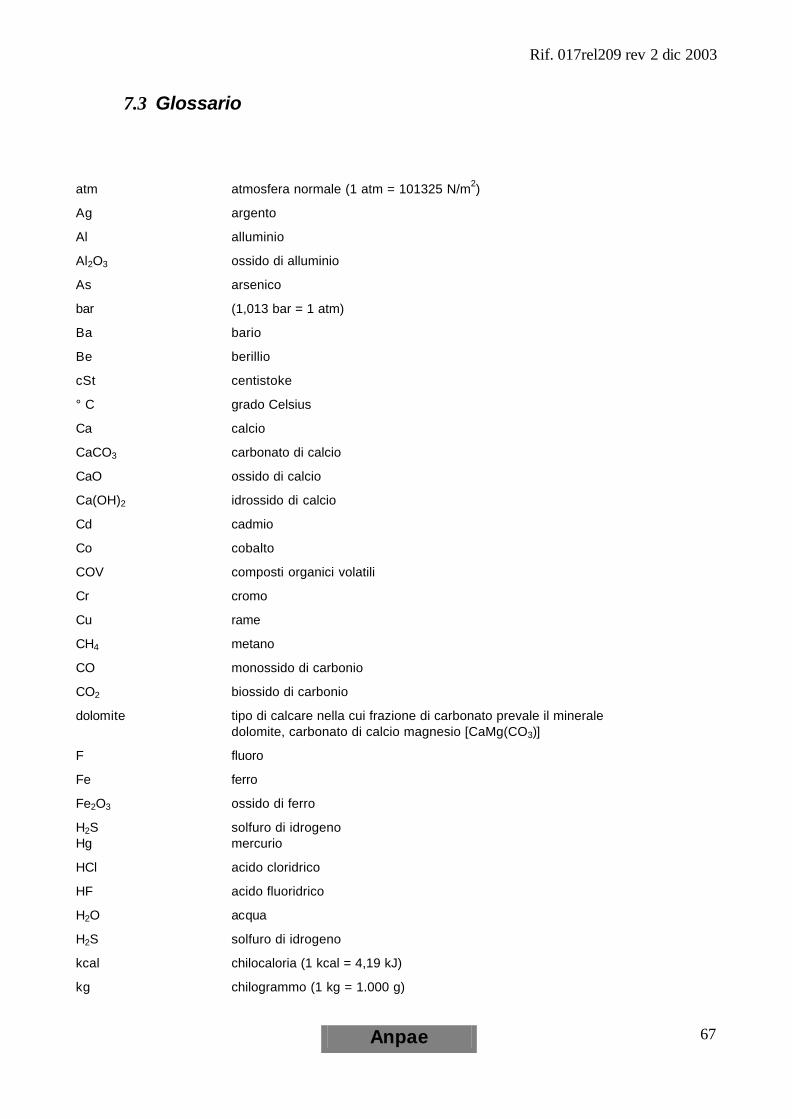
Rif. 017rel209 rev 2 dic 2003
Anpae
67
7.3 Glossario
atm atmosfera normale (1 atm = 101325 N/m2)
Ag argento
Al alluminio
Al2O3 ossido di alluminio
As arsenico
bar (1,013 bar = 1 atm)
Ba bario
Be berillio
cSt centistoke
° C grado Celsius
Ca calcio
CaCO3 carbonato di calcio
CaO ossido di calcio
Ca(OH)2 idrossido di calcio
Cd cadmio
Co cobalto
COV composti organici volatili
Cr cromo
Cu rame
CH4 metano
CO monossido di carbonio
CO2 biossido di carbonio
dolomite tipo di calcare nella cui frazione di carbonato prevale il minerale dolomite, carbonato di calcio magnesio [CaMg(CO3)]
F fluoro
Fe ferro
Fe2O3 ossido di ferro
H2S solfuro di idrogeno Hg mercurio
HCl acido cloridrico
HF acido fluoridrico
H2O acqua
H2S solfuro di idrogeno
kcal chilocaloria (1 kcal = 4,19 kJ)
kg chilogrammo (1 kg = 1.000 g)
Rif. 017rel209 rev 2 dic 2003
Anpae
68
kJ chilojoule (1 kJ = 0,24 kcal)
kWh chilowatt-ora (1 kWh = 3.600 kJ = 3,6 MJ)
K grado Kelvin (0° C = 273,15 K)
m metro
m2 metro quadrato
m3 metro cubo
µm micrometro (1 µm = 10-6 m)
mg milligrammo (1 mg = 10-3 g)
mm millimetro (1 mm = 10-3 m)
Mn manganese
MJ megajoule (1 MJ = 1000 kJ = 106 joule)
ng nanogrammo (1 ng = 10-9 g)
N2 azoto
Na sodio
Ni nichel
Nm3 normal metro cubo (101,3 kPa, 273 K)
NO monossido di azoto
NO2 biossido di azoto
NOx ossidi di azoto
O2 ossigeno
Pb piombo
SiO2 biossido di silicio
SO2 biossido di zolfo
SO3 triossido di zolfo
t tonnellata (metrica)
Tl tallio
TOC carbonio organico totale
V vanadio
Zn zinco