II Relazione L37 I anno - Regione Marche > …agri.marche.it/Aree tematiche/ricerca e...
49
L.R. N. 37/99: USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE Seconda Relazione sull’attività svolta e risultati ottenuti I anno di progetto (giugno 2007 / maggio 2008)
Transcript of II Relazione L37 I anno - Regione Marche > …agri.marche.it/Aree tematiche/ricerca e...
L.R. N. 37/99:
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E
DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE
Seconda Relazione
sull’attività svolta e risultati ottenuti I anno di progetto (giugno 2007 / maggio 2008)
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
1
Indice
1.
2.
3.
4.
5.
6.
2.1
2.2
2.3
3.1
3.2
3.3
3.4
4.1
4.2
6.1
3.2.1
3.3.1
3.3.2
3.3.3
4.1.1
4.1.2
4.1.3
4.1.4
4.1.5
4.1.6
4.1.7
4.1.8
4.2.1
6.1.1
6.1.2
6.1.3
6.1.4
6.1.5
6.1.6
PREMESSA
I REFLUI E I SOTTOPRODOTTI DEL FRANTOIO OLEARIO
Problematiche generali
Caratteristiche chimiche fisiche delle acque di vegetazione
Caratteristiche chimiche fisiche delle sanse vergini
TECNOLOGIE INNOVATIVE A BASSO IMPATTO AMBIENTALE PER IL
TRATTAMENTO DELLE SANSE
Smaltimento sul terreno.
Trattamento
Compostaggio
Utilizzo Energetico
Incenerimento/Combustione
Pirolisi/Gassificazione
Digestione anaerobica
Indagine conoscitiva del sansificio operante nelle province di Ascoli Piceno e Fermo
TRATTAMENTO DEI REFLUI
Trattamento delle acque di vegetazione.
Filtrazione
Separazione su membrana
Trattamento a fanghi attivi
Trattamento anaerobico
Precipitazione
Flocculazione
Incenerimento
Distillazione/Evaporazione
Utilizzo agronomico delle acque di vegetazione
Compostaggio delle A.V.
REIMPIEGO E APPLICAZIONE DEI SOTTOPRODOTTI
RECUPERO DEI COMPOSTI DI PREGIO
Differenti metodi di applicazione
Bio-ammendamento e compostaggio
Fermentazione allo stato solido
Essiccamento
Disoleazione
Gassificazione
Monitoraggio e Controllo
Pag. 3
Pag. 5
Pag. 5
Pag. 8
Pag. 11
Pag. 14
Pag. 14
Pag. 15
Pag. 15
Pag. 16
Pag. 19
Pag. 20
Pag. 20
Pag. 21
Pag. 24
Pag. 25
Pag. 26
Pag. 26
Pag. 27
Pag. 27
Pag. 28
Pag. 28
Pag. 28
Pag. 29
Pag. 30
Pag. 32
Pag. 33
Pag. 34
Pag. 36
Pag. 36
Pag. 37
Pag. 37
Pag. 37
Pag. 37
Pag. 38

USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
2
7.
8.
7.1
7.2
7.3
7.4
7.5
6.1.7 Catalogo e Database
MERCATO DEI NUOVI PRODOTTI
Costi di incenerimento
Costi di gassificazione-pirolisi
Costi di trattamenti meccanici
Costi di compostaggio
Costi della digestione anaerobica (AD)
BIBLIOGRAFIA
Pag. 38
Pag. 39
Pag. 40
Pag. 41
Pag. 42
Pag. 42
Pag. 44
Pag. 46
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
3
1. PREMESSA I sottoprodotti dell’industria olearia sono costituiti da acqua di vegetazione, sansa vergine, sansa
esausta e nocciolino. Tali sottoprodotti si rendono disponibili, annualmente, nell’arco di un
ristretto lasso di tempo tra la metà di ottobre e la fine di febbraio.
L’attività molitoria nelle provincie Ascoli Piceno e Fermo ha prodotto nell’anno 2007/2008 circa
66.000 q di sansa e 73.678 q di acque di vegetazione. L’introduzione delle nuove tecnologie di
molitura a basso consumo di acqua sta cambiando la tipologia dei sottoprodotti; dal processo di
molitura si ottiene una mistura semisolida che contiene le sanse, le acque inerenti le drupe ed
eventuale acqua di rete. Il principale residuo è la sansa, che ha caratteristiche ed umidità
differenti a seconda del processo di spremitura adottato.
L’attività di indagine ha rilevato (I Relazione) che il 47% delle aziende possiede impianti
tradizionali, il 44% impianti continui di cui 24% a risparmio d’acqua e 9% sia tradizionali che
continui. Le sanse vergini, sia quelle provenienti dai sistemi continui che tradizionali, vengono
principalmente destinate (67%) ai sansifici ad una lavorazione che, mediante l’uso di esano,
permette di estrarre l’olio in esse ancora contenuto.
La struttura di questo segmento della filiera ha subito negli ultimi decenni un consistente
processo di ristrutturazione che ha ridotto il numero di impianti attivi, infatti, nelle province di
Ascoli Piceno e Fermo, vi è un unico sansificio sito in località Valtesino. La produzione di olio
di sansa, sta diventando sempre meno renumerativa, soprattutto per via dei recenti regolamenti
nazionali e comunitari, più restrittivi nei confronti della commercializzazione dell’olio di sansa.
Il processo produttivo dell’olio di sansa prevede una fase di essicazione, che porta l’umidità
residua della sansa all’8-12%, una fase di estrazione dell’olio mediante solvente seguita dalla
distillazione, per recuperare il solvente, ed una raffinazione dell’olio estratto per farlo divenire
commestibile. La sansa inoltre è sparsa al suolo ai fini agronomici (11%), venduta ai privati e/o
Az. Agricole (11%) e solo il 2% è utilizzata come combustibile. Pertanto, è importante
un’opportuna rivalutazione di questi scarti, in termini energetici, sia per la produzione di
elettricità e/o calore, sia per la trasformazione in biogas e fertilizzante per i campi, può
concentrare in ambiti locali l’offerta di questo tipo di biomassa e la relativa domanda, creando la
possibilità di innescare una filiera agro-energetica con risvolti positivi per le utenze del
comprensorio di riferimento. L’acqua di vegetazione, invece, è sparsa al suolo per fini
agronomici dall’87% delle aziende, mentre il restante 13% è smaltita come rifiuto,
rispettivamente 8% attraverso il depuratore comunale e il 5% mediante un sito di depurazione
privato. Lo smaltimento dei reflui è stato ed è tuttora oggetto di Leggi e Normative, in continua
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
4
evoluzione, tenuto conto del loro carico potenzialmente inquinante. I reflui oleari, considerati
reflui industriali, dovevano essere sottoposti a depurazione prima del loro rilascio nei corpi idrici
e sottostare ai parametri imposti dalla Legge Merli. Nonostante le ricerche teoriche ed
applicative svolte soprattutto negli anni ’80, non sempre esiste una tecnologia che, da sola, possa
risolvere il problema. Occorre, quindi, sottoporre il refluo a trattamenti successivi, con
conseguente innalzamento dei costi di smaltimento. In questo quadro è da sottolineare il fatto che
i reflui oleari, se considerati sotto l’aspetto della sostanza organica e degli elementi nutritivi in
essi contenuti, costituiscono una materia prima dalla quale possono ottenersi ammendanti,
biomasse e composti ad alto valore aggiunto. Nella filosofia che sia meglio recuperare piuttosto
che distruggere e che solo il completo recupero possa salvaguardare l’ambiente, sono state
proposte diverse soluzioni per il riciclo dei reflui di frantoio, alcune delle quali ancora bisognose
di studio e/o di verifica. Tali soluzioni, prospettate dalla letteratura internazionale, possono
essere riassunte come:
- impiego agronomico diretto del refluo tal quale come fertirrigante o ammendante;
- uso come ammendante dopo compostaggio od altri trattamenti;
- utilizzo come substrato per la produzione di biomasse microbiche, algali e fungine;
- recupero e/o produzione di composti ad alto valore aggiunto per l’industria
alimentare, farmaceutica e cosmetica.
Tenuto conto delle quantità di refluo disponibili, lo spandimento diretto in campo e l’eventuale
compostaggio sono le alternative che presentano maggiori possibilità di successo per la
soluzione del problema, anche se non sono da sottovalutare le tecnologie mirate all’ottenimento
di prodotti da impiegare in altri settori produttivi. Nello specifico, nel Capitolo 2 dopo un
inquadramento delle problematiche generali del settore oleario, sono state analizzate le tipologie
dei sottoprodotti e le loro caratteristiche chimiche-fisiche. Nei Cap. 3 e 4, sono riportati i
possibili riutilizzi, rispettivamente per le sanse e le acque di vegetazione (AV), attraverso
l’analisi della letteratura esistente e in linea con la normativa vigente. Si evidenzia anche un
quadro interessante per l’utilizzo energetico sia delle sanse vergini, provenienti da processi di
spremitura tradizionale (con umidità del 27% circa), che esausta. Nel capitolo 3 è riportata
anche un’indagine conoscitiva dei principali processi di riutilizzo della sansa presso il’unico
sansificio operante sul territorio delle province di Ascoli Piceno e Fermo. Nel capitolo 6,
l’interesse è rivolto verso gli estratti di acque di vegetazione che hanno una potente attività
antiossidante e potrebbero, pertanto, rappresentare una fonte poco costosa, ma ancora non
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
5
sfruttata, di antiossidanti naturali. Nel capitolo 7, sono riportati i costi dei principali processi di
reimpiego/riciclo dei sottoprodotti dell’industria olearia.
2. I REFLUI E I SOTTOPRODOTTI DEL FRANTOIO OLEARIO
2.1 Problematiche generali
Il processo di estrazione degli oli vergini d’oliva si avvale di diverse tipologie di impianti
riconducibili a tre sistemi: pressione, centrifugazione e percolamento-centrifugazione.
Gli impianti di estrazione per pressione, di tipo discontinuo, sono stati estesamente utilizzati fino
agli anni settanta, quando iniziarono a diffondersi gli impianti di tipo continuo con sistema
estrazione per centrifugazione o misto percolamento-centrifugazione.
Il maggio impiego di manodopera, la minore capacità lavorativa oraria e, in generale, la più
difficile gestione del processo di estrazione negli impianti a pressione, hanno portato in questi
ultimi anni a una graduale sostituzione degli impianti tradizionali con quelli a ciclo continuo, e
su di essi si è concentrato, prioritariamente se non esclusivamente, l’interesse all’innovazione da
parte delle principali industrie del settore.
Le acquisizioni scientifiche e la valorizzazione dell’olio extravergine d’oliva nell’alimentazione,
in riferimento alla particolare composizione in acidi grassi e alla presenza di importanti
componenti minori (tocoferoli, polifenoli) hanno fatto si che anche l’evoluzione della tecnologia
di estrazione a ciclo continuo si orientasse verso la realizzazione di sistemi di lavorazione in
grado di preservare il più possibile nell’olio d’oliva i componenti che lo rendono unico rispetto
agli altri oli.
L’esigenza di migliorare la qualità dell’olio ha spinto, dunque, le industrie a realizzare decanter
(estrattori centrifughi ad asse orizzontale) funzionanti con bassa o nulla quantità di acqua di
processo (acqua di rete aggiunta) e a introdurre sistemi basati sul riciclo delle acque di
vegetazione, con lo scopo di limitare la perdita delle sostanze fenoliche nelle acque di
vegetazione e di ridurre il volume di reflui da smaltire.
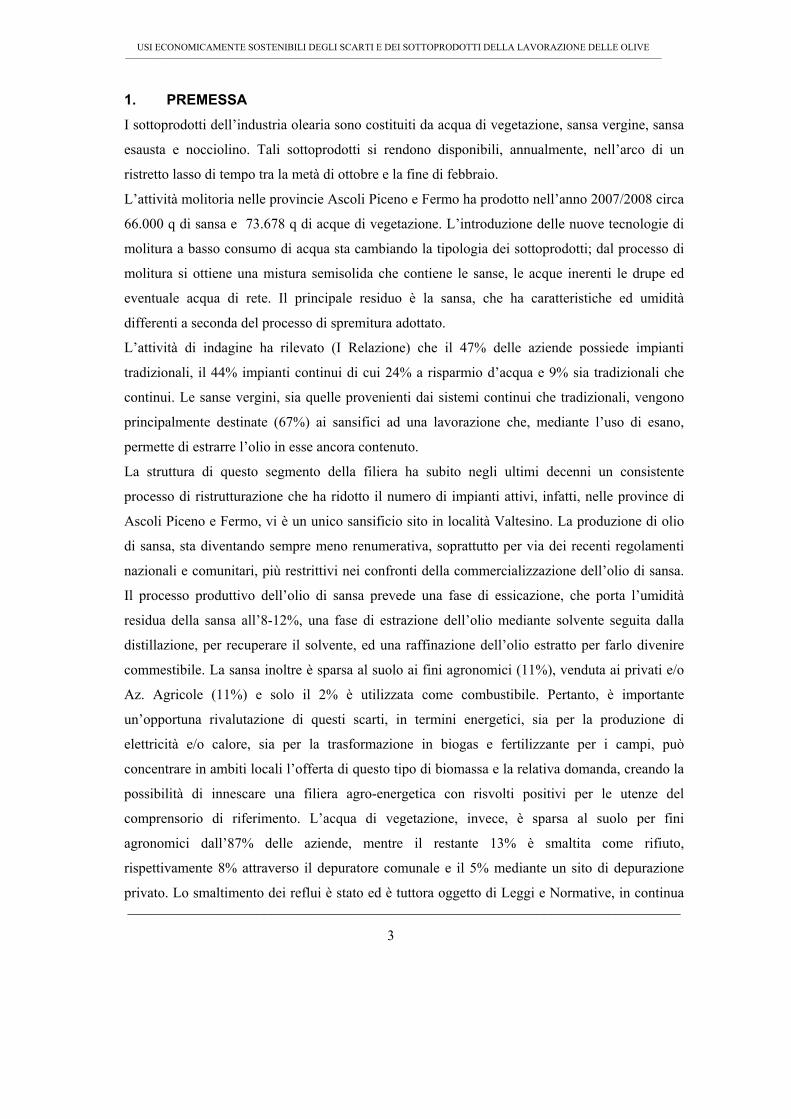
Tali innovazioni tecnologiche hanno portato a un cambiamento nella tipologia dei reflui del
frantoio oleario. Dal processo di estrazione si possono, infatti, ottenere acque di vegetazione e
sanse vergini più o meno umide in funzione del sistema di estrazione adottato (pressione,
centrifugazione con decanter a tre fasi o a risparmio d’acqua), oppure, solo sanse vergini molto
umide (centrifugazione con decanter a due fasi) (Fig. 1).
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
6
Fig. 1. Reflui prodotti nel processo di estrazione degli oli vergini d’oliva.
Le caratteristiche dei sottoprodotti e dei reflui variano in funzione del tipo di impianto. Le
differenze tra i diversi sistemi di estrazione sono sostanzialmente relative alla quantità di acqua
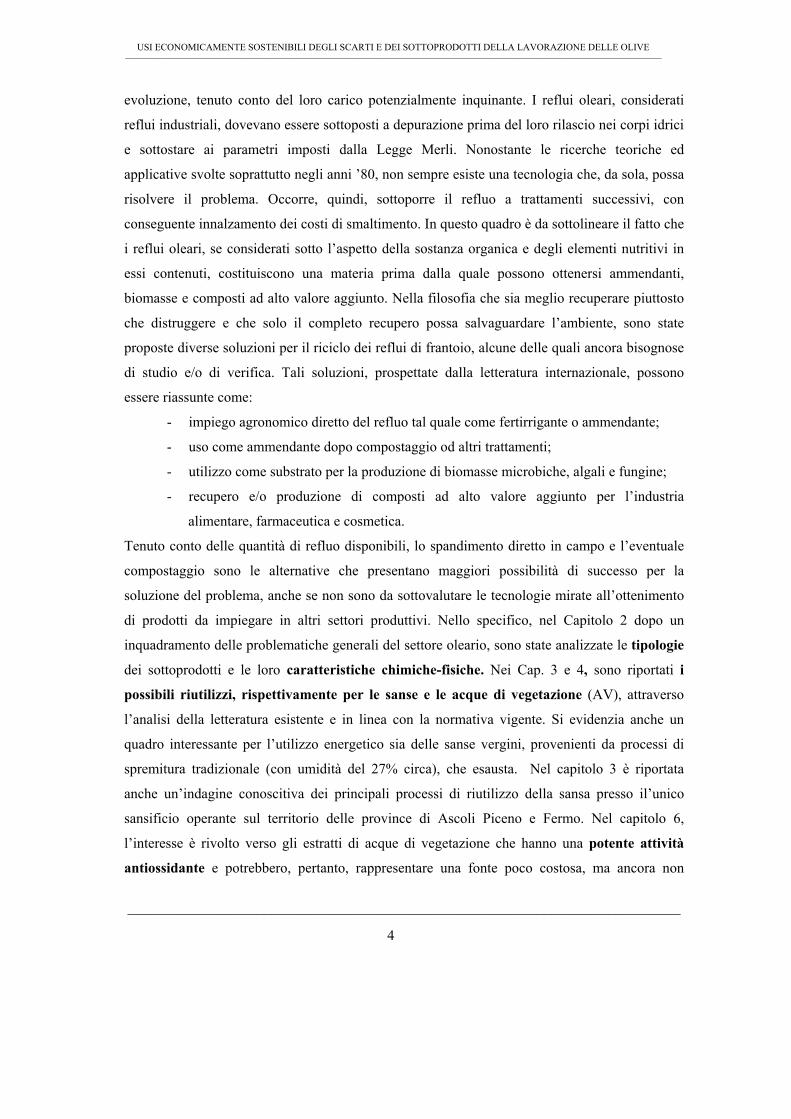
di vegetazione prodotta e al contenuto in umidità delle sanse vergini. Nel sistema tradizionale per
pressione, l’estrazione avviene senza aggiunta di acqua di processo (ad eccezione di una piccola
quantità utilizzata alla fine della fase di pressione. Pertanto, l’acqua di vegetazione che si ottiene
è rappresentata essenzialmente dall’acqua di costituzione dell’olive stesse. La quantità che se ne
ottiene risulta contenuta mentre, la sansa vergine presenta un’umidità del 25 – 30%. La
valutazione della quantità dei reflui prodotti con impianto a pressione è riportata nella Fig. 2.
Acqua di rete
Olive 100
Pasta di
Olive
Ricevimento
Stoccaggio
Lavaggio
Molitura
Gramolazione
Estrazione per pressione
Olio
Mosto
Separazione centrifuga
Olio
Grezzo 20
Foglie
Azione di lavaggio
Sansa
Vergine 35
Acqua di
vegetazione 45
Defogliazione

USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
7
Fig 2. Bilancio di massa medio del sistema di estrazione per pressione.
Nei sistemi di estrazione per centrifugazione la quantità di acqua aggiunta durante l’invio della
pasta al decanter varia entro limiti molto ampi in funzione al tipo di decanter e della umidità
della pasta olearia.
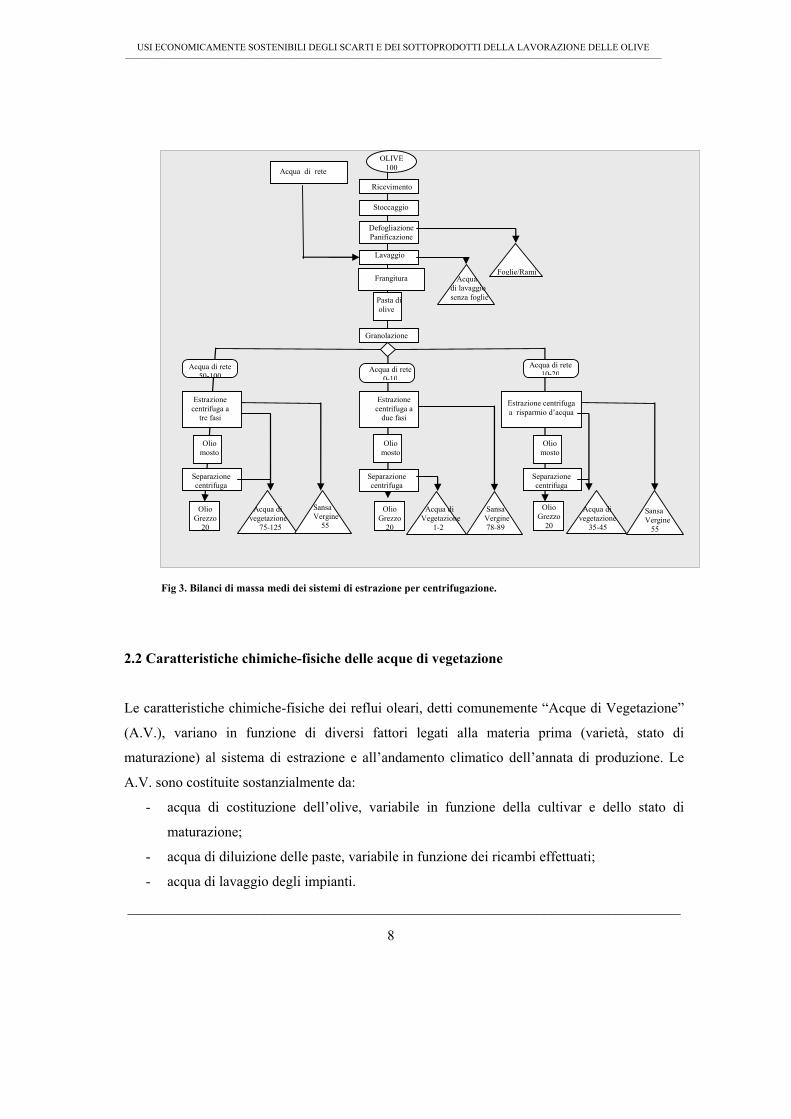
In Fig 3 sono riportati i bilanci di massa relativi ai tre sistemi di estrazione per centrifugazione
(tre fasi, due fasi e risparmio d’acqua). I decanter attualmente utilizzati nel ciclo continuo
vengono distinti, in base al tipo di separazione effettuata, in decanter funzionanti a tre fasi e
decanter 2 fasi. Nel primo caso la pasta olearia immessa nel decanter subisce una separazione in
tre frazioni (impropriamente dette fasi): l’olio-mosto che sarà avviato al separatore (estrattore
centrifugo ad asse verticale), l’acqua di vegetazione, anche essa avviata al separatore, e la sansa
più o meno umida. Nel secondo caso, invece, il decanter separa la pasta olearia in “due fasi“:
l’olio-mosto e la sansa molto umida contenente anche l’acqua di vegetazione. Negli ultimi anni
sono stati introdotti sistemi di estrazione a “tre fasi a risparmio acqua”, detti anche a “due fasi e
mezzo”, che danno luogo comunque a tre fasi in uscita ma che utilizzano volumi di acqua ridotti
rispetto ai tradizionali sistemi a tre fasi. Il sistema a “tre fasi” tradizionale è quello che produce
il maggior quantitativo di acqua di vegetazione, poiché sono elevati i volumi di acqua di
processo utilizzata per la fluidificazione della pasta durante l’estrazione centrifuga.
Talvolta, il rapporto pasta di olive/acqua di processo può essere anche 1:1. Le sanse che si
ottengono con questo sistema presentano un contenuto in umidità che può raggiungere il 48 –
54%, più elevato rispetto a quelle ottenute con sistema per pressione. Nel sistema a “tre fasi a
risparmio di acqua” la quantità di acqua di vegetazione si riduce notevolmente poiché si adottano
rapporti pasta di olive/acqua di processo più elevati.
Il contenuto in umidità della sansa risulta essere del 50- 52 %. Nel sistema di estrazione a “due
fasi” non si produce acqua di vegetazioni ma sansa con umidità elevata, variabile dal 58 al 70 %.
Nel sistema di estrazione misto (percolamento-centrifugazione) l’olio estratto per percolamento
in genere non supera l’80% del totale, pertanto, la pasta di olive contiene almeno 20% di olive
residuo che deve essere estratto per centrifugazione. La quantità di a qua di processo aggiunta e
quindi di A.V. prodotta varierà, dunque, in funzione della umidità della pasta e dal tipo di
decanter.
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
8
Fig 3. Bilanci di massa medi dei sistemi di estrazione per centrifugazione.
2.2 Caratteristiche chimiche-fisiche delle acque di vegetazione
Le caratteristiche chimiche-fisiche dei reflui oleari, detti comunemente “Acque di Vegetazione”
(A.V.), variano in funzione di diversi fattori legati alla materia prima (varietà, stato di
maturazione) al sistema di estrazione e all’andamento climatico dell’annata di produzione. Le
A.V. sono costituite sostanzialmente da:
- acqua di costituzione dell’olive, variabile in funzione della cultivar e dello stato di
maturazione;
- acqua di diluizione delle paste, variabile in funzione dei ricambi effettuati;
- acqua di lavaggio degli impianti.
OLIVE 100
Frangitura
Ricevimento
Stoccaggio
Defogliazione Panificazione
Lavaggio
Pasta di olive
Granolazione
Acqua di lavaggio senza foglie
Foglie/Rami
Acqua di rete 0-10
Estrazione centrifuga a
due fasi
Separazione centrifuga
Olio mosto
Sansa Vergine 78-89
Acqua di rete 10-20
Olio mosto
Olio mosto
Separazione centrifuga
Separazione centrifuga
Olio Grezzo
20
Olio Grezzo
20
Acqua di Vegetazione 1-2
Acqua di vegetazione 35-45
Estrazione centrifuga a
tre fasi
Olio Grezzo
20
Acqua di rete 50-100
Acqua di vegetazione 75-125
Acqua di rete
Sansa Vergine 55
Estrazione centrifuga a risparmio d’acqua
Sansa Vergine 55
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
9
Le A.V. contengono numerosi composti organici e inorganici di origine vegetale naturale, non
contengono additivi né sostanze chimiche estranee essendo ottenute da un processo di estrazione
esclusivamente meccanico.
I composti organici presenti sono zuccheri, polialcoli, tannini, polifenoli, acidi organici, lipidi.
Oltre a cellulosa e pectine che costituiscono i solidi totali in sospensione, le A.V. contengono
numerosi zuccheri semplici come raffinosio, mannosio, saccarosio, glucosio, arabinosio, xilosio.
Tra gli acidi organici quelli maggiormente presenti sono l’acido siringico, il vanilico, il
protocatechico, il p-idrossifenilacetico, il p-cumarico, il cinnamico, mentre gli alcoli fenolici
sono rappresentati principalmente dal 4-idrossifeniletanolo (tirosolo), dal 3,4-diidrossifeniletano
(idrossitirosolo), dal catecolo e dal 4-metilcatecolo. Il contenuto in lipidi, riferibile all’olio
residuo, varia in funzione del sistema di estrazione utilizzato da 0,5 g/l a 50 g/l.
I composti inorganici sono rappresentati principalmente da fosfati, sali di potassio, magnesio,
calcio e sodio.
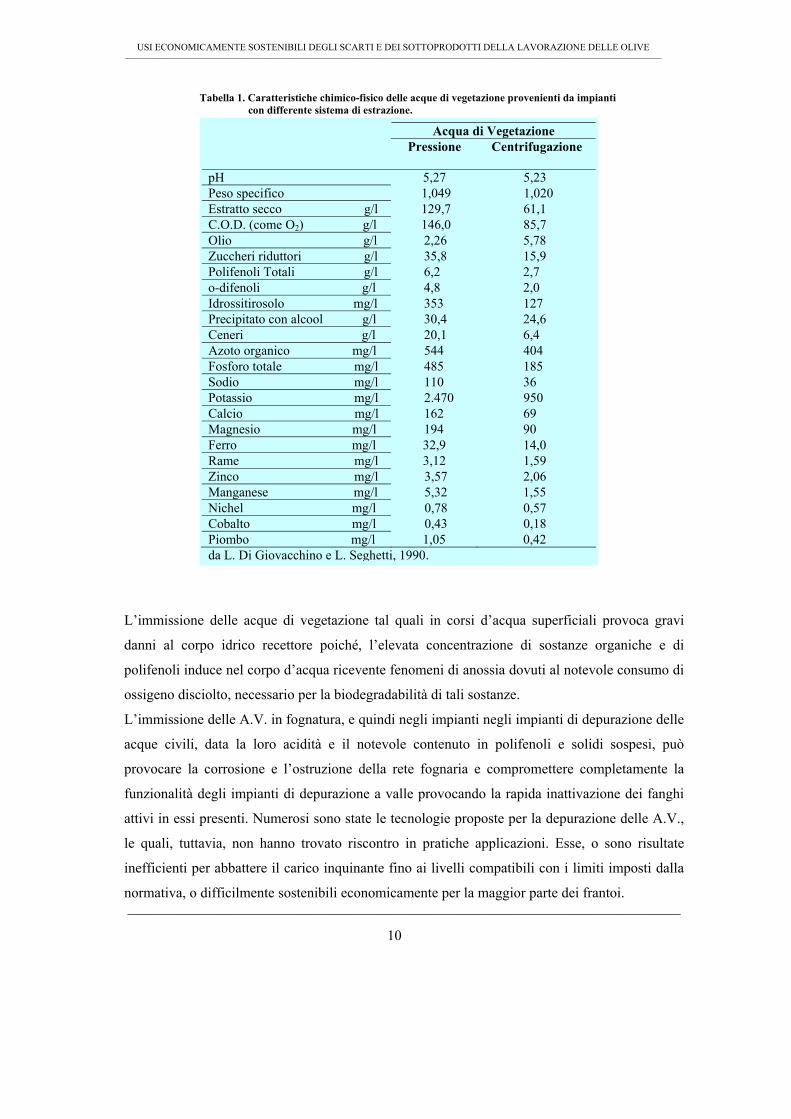
Nella tabella 1 sono riportati i valori di alcuni parametri determinati su acque di vegetazione
provenienti da impianti con differenti sistema di estrazione. Qualitativamente i composti delle A.
V. non mostrano grosse variazioni, essendo identica la loro origine ma, quantitativamente,
possono variare entro limiti molto ampi a causa del variare dei volumi di acqua di processo
utilizzati in frantoio. Risulta evidente che i valori di concentrazione della maggior parte dei
parametri sono più bassi nelle acque di vegetazione provenienti da impianti di estrazione per
centrifugazione rispetto a quelle ottenute da impianto a pressione.
Il potere inquinante delle A.V. è attribuito principalmente all’elevato contenuto in sostanza
organica e alla presenza di composti fenolici che ne rallentano la biodegradazione.
L’alto valore C.O.D. (Domanda Chimica di Ossigeno), che può superare 140.000 mg/l,
impedisce lo scarico diretto di tali reflui in corsi d’acqua superficiale o in fognatura. I valori
riscontrati superano, infatti, abbondantemente i limiti imposti dalla normativa vigente, limiti di
160 mg/l e 500 mg/l, rispettivamente, per lo scarico in corso d’acqua superficiale o in fognatura.
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
10
Tabella 1. Caratteristiche chimico-fisico delle acque di vegetazione provenienti da impianti con differente sistema di estrazione.
L’immissione delle acque di vegetazione tal quali in corsi d’acqua superficiali provoca gravi
danni al corpo idrico recettore poiché, l’elevata concentrazione di sostanze organiche e di
polifenoli induce nel corpo d’acqua ricevente fenomeni di anossia dovuti al notevole consumo di
ossigeno disciolto, necessario per la biodegradabilità di tali sostanze.
L’immissione delle A.V. in fognatura, e quindi negli impianti negli impianti di depurazione delle
acque civili, data la loro acidità e il notevole contenuto in polifenoli e solidi sospesi, può
provocare la corrosione e l’ostruzione della rete fognaria e compromettere completamente la
funzionalità degli impianti di depurazione a valle provocando la rapida inattivazione dei fanghi
attivi in essi presenti. Numerosi sono state le tecnologie proposte per la depurazione delle A.V.,
le quali, tuttavia, non hanno trovato riscontro in pratiche applicazioni. Esse, o sono risultate
inefficienti per abbattere il carico inquinante fino ai livelli compatibili con i limiti imposti dalla
normativa, o difficilmente sostenibili economicamente per la maggior parte dei frantoi.
Acqua di Vegetazione Pressione Centrifugazione
pH 5,27 5,23 Peso specifico 1,049 1,020 Estratto secco g/l 129,7 61,1 C.O.D. (come O2) g/l 146,0 85,7 Olio g/l 2,26 5,78 Zuccheri riduttori g/l 35,8 15,9 Polifenoli Totali g/l 6,2 2,7 o-difenoli g/l 4,8 2,0 Idrossitirosolo mg/l 353 127 Precipitato con alcool g/l 30,4 24,6 Ceneri g/l 20,1 6,4 Azoto organico mg/l 544 404 Fosforo totale mg/l 485 185 Sodio mg/l 110 36 Potassio mg/l 2.470 950 Calcio mg/l 162 69 Magnesio mg/l 194 90 Ferro mg/l 32,9 14,0 Rame mg/l 3,12 1,59 Zinco mg/l 3,57 2,06 Manganese mg/l 5,32 1,55 Nichel mg/l 0,78 0,57 Cobalto mg/l 0,43 0,18 Piombo mg/l 1,05 0,42 da L. Di Giovacchino e L. Seghetti, 1990.
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
11
da L. Di Giovacchino, 2001.
Pertanto, la complessità della normativa esistente, la necessità di tutelare, l’attività agricola
connessa all’olivicoltura nonché i risultati della ricerca scientifica, hanno spinto il legislatore a
introdurre, con la legge 11 Novembre 1996 n. 574 (nuove norme in materia di utilizzazione
agronomica delle acque di vegetazione e di scarichi dei frantoi oleari), un regime derogatorio alla
depurazione che consente lo spargimento controllato dei reflui oleari sui terreni adibiti ad uso
agricolo. Infatti è consentito lo spargimento controllato delle A.V. su terreno agricolo nelle
quantità di 50 e 80 m3/ettaro, a seconda del sistema (Tradizionale o Continuo).
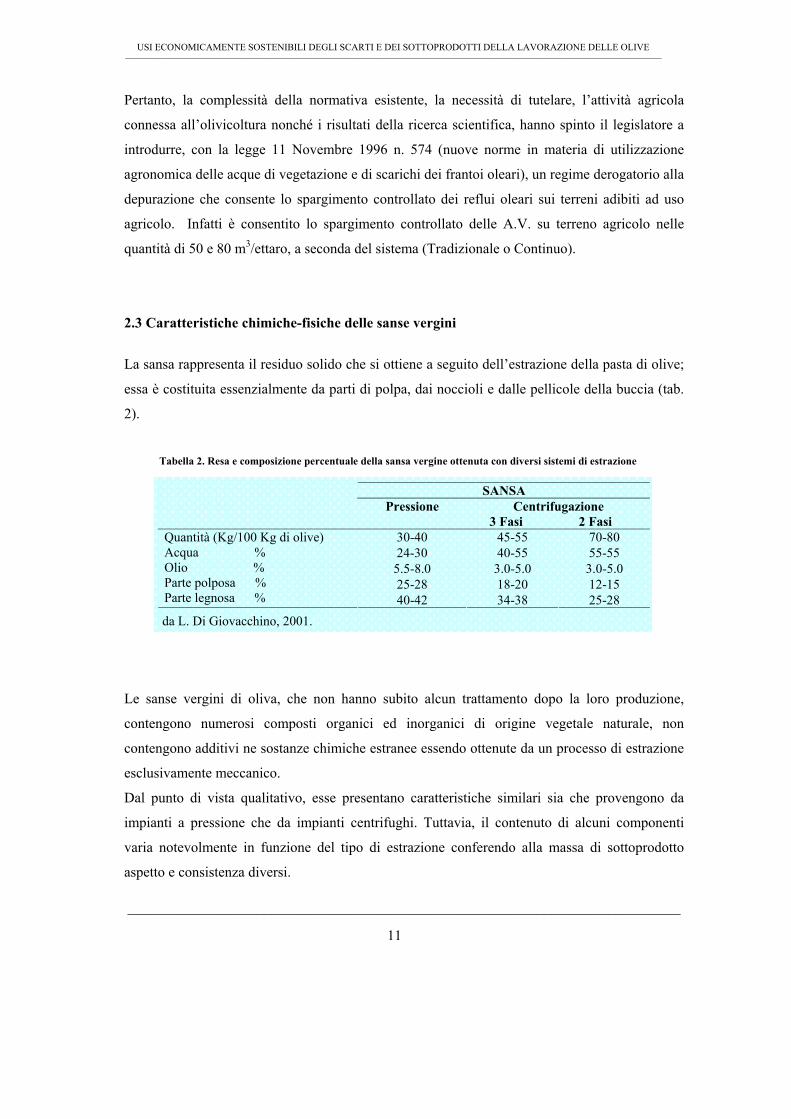
2.3 Caratteristiche chimiche-fisiche delle sanse vergini
La sansa rappresenta il residuo solido che si ottiene a seguito dell’estrazione della pasta di olive;
essa è costituita essenzialmente da parti di polpa, dai noccioli e dalle pellicole della buccia (tab.
2).
Tabella 2. Resa e composizione percentuale della sansa vergine ottenuta con diversi sistemi di estrazione
Le sanse vergini di oliva, che non hanno subito alcun trattamento dopo la loro produzione,
contengono numerosi composti organici ed inorganici di origine vegetale naturale, non
contengono additivi ne sostanze chimiche estranee essendo ottenute da un processo di estrazione
esclusivamente meccanico.
Dal punto di vista qualitativo, esse presentano caratteristiche similari sia che provengono da
impianti a pressione che da impianti centrifughi. Tuttavia, il contenuto di alcuni componenti
varia notevolmente in funzione del tipo di estrazione conferendo alla massa di sottoprodotto
aspetto e consistenza diversi.
SANSA Pressione Centrifugazione
3 Fasi 2 Fasi 30-40 45-55 70-80 24-30 40-55 55-55 5.5-8.0 3.0-5.0 3.0-5.0 25-28 18-20 12-15
Quantità (Kg/100 Kg di olive) Acqua % Olio % Parte polposa % Parte legnosa % 40-42 34-38 25-28
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
12
L’umidità passa da valori minimi del 24-30% nella sansa ottenuta da impianti a pressione a
valori che possono raggiungere l’80% negli impianti centrifughi a due fasi. Anche il tenore in
olio residuo varia a secondo della tecnologia estrattiva utilizzata: dagli impianti a pressione si
ottengono sanse con percentuale di olio residuo che può arrivare a circa l’8% sul tal quale
rispetto al 3-5% riscontrabile nelle sanse da impianti continui.
Per quanto riguarda il contenuto in polifenoli, le sanse ottenute da impianti a due fasi risultano
più ricche di polifenoli, poiché sono costituite da pasta integrale di olive semplicemente disoleata
e non lavata, a differenza degli impianti a tre fasi in cui l’impiego di acqua di processo in fase di
estrazione centrifuga fa si che parte dei polifenoli vengano allontanati dalla pasta di olive e di
conseguenza dalle sanse (oltre che dall’olio-mosto) con evidente diminuzione della loro
concentrazione.
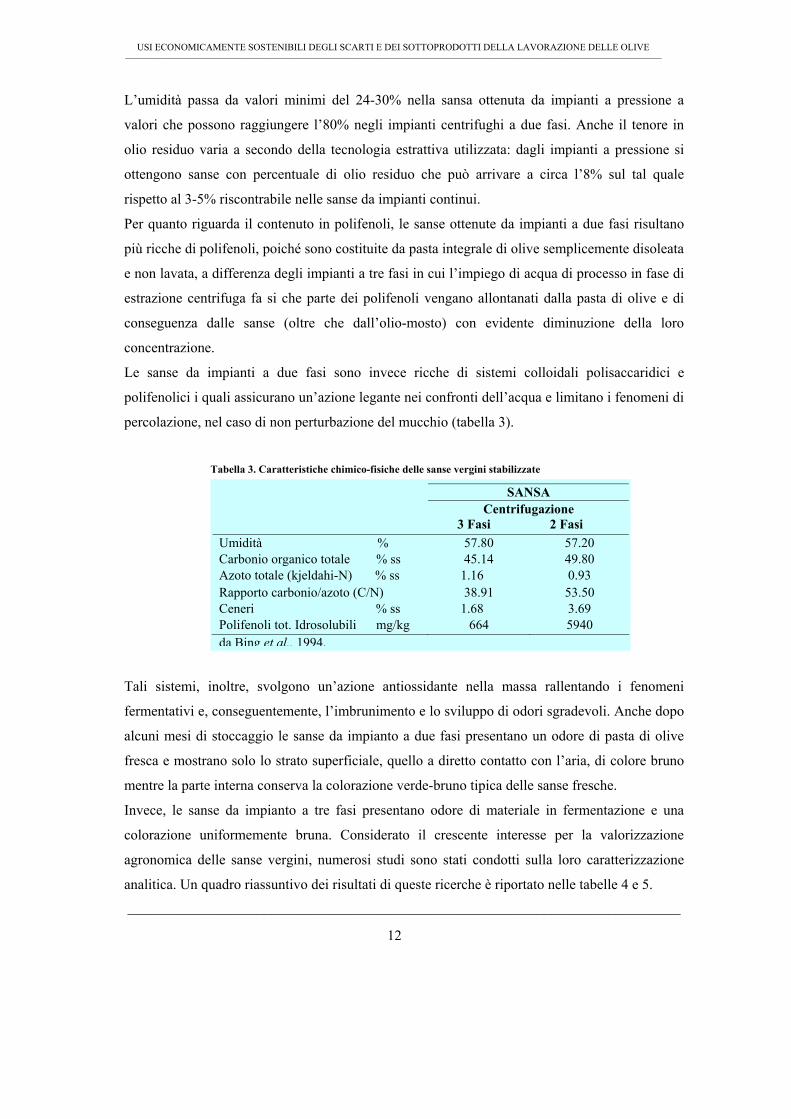
Le sanse da impianti a due fasi sono invece ricche di sistemi colloidali polisaccaridici e
polifenolici i quali assicurano un’azione legante nei confronti dell’acqua e limitano i fenomeni di
percolazione, nel caso di non perturbazione del mucchio (tabella 3).
Tabella 3. Caratteristiche chimico-fisiche delle sanse vergini stabilizzate
Tali sistemi, inoltre, svolgono un’azione antiossidante nella massa rallentando i fenomeni
fermentativi e, conseguentemente, l’imbrunimento e lo sviluppo di odori sgradevoli. Anche dopo
alcuni mesi di stoccaggio le sanse da impianto a due fasi presentano un odore di pasta di olive
fresca e mostrano solo lo strato superficiale, quello a diretto contatto con l’aria, di colore bruno
mentre la parte interna conserva la colorazione verde-bruno tipica delle sanse fresche.
Invece, le sanse da impianto a tre fasi presentano odore di materiale in fermentazione e una
colorazione uniformemente bruna. Considerato il crescente interesse per la valorizzazione
agronomica delle sanse vergini, numerosi studi sono stati condotti sulla loro caratterizzazione
analitica. Un quadro riassuntivo dei risultati di queste ricerche è riportato nelle tabelle 4 e 5.
SANSA Centrifugazione
3 Fasi 2 Fasi Umidità % 57.80 57.20 Carbonio organico totale % ss 45.14 49.80 Azoto totale (kjeldahi-N) % ss 1.16 0.93 Rapporto carbonio/azoto (C/N) 38.91 53.50 Ceneri % ss 1.68 3.69 Polifenoli tot. Idrosolubili mg/kg 664 5940 da Bing et al., 1994.
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
13
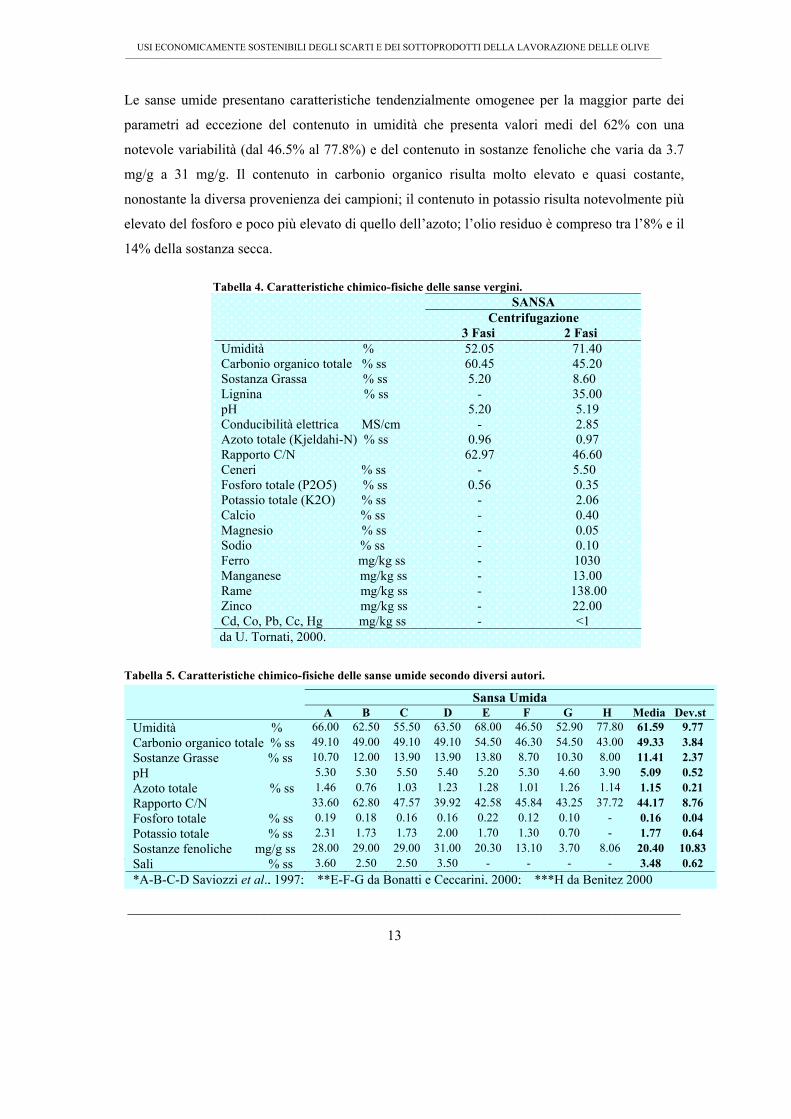
Le sanse umide presentano caratteristiche tendenzialmente omogenee per la maggior parte dei
parametri ad eccezione del contenuto in umidità che presenta valori medi del 62% con una
notevole variabilità (dal 46.5% al 77.8%) e del contenuto in sostanze fenoliche che varia da 3.7
mg/g a 31 mg/g. Il contenuto in carbonio organico risulta molto elevato e quasi costante,
nonostante la diversa provenienza dei campioni; il contenuto in potassio risulta notevolmente più
elevato del fosforo e poco più elevato di quello dell’azoto; l’olio residuo è compreso tra l’8% e il
14% della sostanza secca.
Tabella 4. Caratteristiche chimico-fisiche delle sanse vergini.
SANSA Centrifugazione
3 Fasi 2 Fasi Umidità % 52.05 71.40 Carbonio organico totale % ss 60.45 45.20 Sostanza Grassa % ss 5.20 8.60 Lignina % ss - 35.00 pH 5.20 5.19 Conducibilità elettrica MS/cm - 2.85 Azoto totale (Kjeldahi-N) % ss 0.96 0.97 Rapporto C/N 62.97 46.60 Ceneri % ss - 5.50 Fosforo totale (P2O5) % ss 0.56 0.35 Potassio totale (K2O) % ss - 2.06 Calcio % ss - 0.40 Magnesio % ss - 0.05 Sodio % ss - 0.10 Ferro mg/kg ss - 1030 Manganese mg/kg ss - 13.00 Rame mg/kg ss - 138.00 Zinco mg/kg ss - 22.00 Cd, Co, Pb, Cc, Hg mg/kg ss - <1
da U. Tornati, 2000.
Tabella 5. Caratteristiche chimico-fisiche delle sanse umide secondo diversi autori. 3. TECNOLOGIE INNOVATIVE A BASSO IMPATTO AMBIENTALE PER IL TRATTAMENTO DELLE SANSE
Sansa Umida A B C D E F G H Media Dev.st
Umidità % 66.00 62.50 55.50 63.50 68.00 46.50 52.90 77.80 61.59 9.77 Carbonio organico totale % ss 49.10 49.00 49.10 49.10 54.50 46.30 54.50 43.00 49.33 3.84 Sostanze Grasse % ss 10.70 12.00 13.90 13.90 13.80 8.70 10.30 8.00 11.41 2.37 pH 5.30 5.30 5.50 5.40 5.20 5.30 4.60 3.90 5.09 0.52 Azoto totale % ss 1.46 0.76 1.03 1.23 1.28 1.01 1.26 1.14 1.15 0.21 Rapporto C/N 33.60 62.80 47.57 39.92 42.58 45.84 43.25 37.72 44.17 8.76 Fosforo totale % ss 0.19 0.18 0.16 0.16 0.22 0.12 0.10 - 0.16 0.04 Potassio totale % ss 2.31 1.73 1.73 2.00 1.70 1.30 0.70 - 1.77 0.64 Sostanze fenoliche mg/g ss 28.00 29.00 29.00 31.00 20.30 13.10 3.70 8.06 20.40 10.83 Sali % ss 3.60 2.50 2.50 3.50 - - - - 3.48 0.62 *A-B-C-D Saviozzi et al., 1997; **E-F-G da Bonatti e Ceccarini, 2000; ***H da Benitez 2000

USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
14
3. TECNOLOGIE INNOVATIVE A BASSO IMPATTO AMBIENTALE PER IL
TRATTAMENTO DELLE SANSE
3.1 Smaltimento sul terreno.
Lo spargimento sul terreno delle sanse tal quali o con altri sottoprodotti (come letame, residui
melmosi e altri scarti dell’industria alimentare) è spesso una valida alternativa per l’industria.
Questo trattamento ha il vantaggio di apportare al terreno nutrienti per la produzione vegetale e
di agire come ammendante del terreno. Gli obiettivi sono di massimizzare l’uso dei nutrienti e
minimizzare i rischi da inquinamento. I metodi più comuni di applicazione sono lo spargimento
in superficie sul terreno o l’interramento ad una profondità di 10-25 cm.
Lo spargimento controllato (tempi, quantità, ecc.) o l’interramento delle sanse possono apportare
nutrienti al terreno limitando gli odori e proteggendone la superficie. Questo metodo ha il
vantaggio di essere altamente efficiente e a basso consumo energetico, mentre gli svantaggi sono
riconducibili a una eventuale presenza di parassiti animali e vegetali e alla possibile
acidificazione del terreno (Brenes et al., 1993).
Dal punto di vista normativo, il problema interpretativo che si pone è se le sanse derivanti dagli
impianti centrifughi innovativi "a due fasi" possano essere ascritte alla categoria "sanse umide"
ex lege n. 574/1996. Se effettivamente così fosse, deve essere ricordato che la legge n. 574/1996
prevede l’applicazione al terreno delle S.V se e solo quando l’applicazione medesima è
finalizzata all’utilizzazione agronomica (più precisamente come ammendanti) di tali reflui, dal
momento che "Ai fini dell’applicazione della presente legge le sanse umide provenienti dalla
lavorazione delle olive e costituite dalle acque e dalla parte fibrosa di frutto e dai frammenti di
nocciolo possono essere utilizzate come ammendanti in deroga alle caratteristiche stabilite dalla
legge 19 ottobre 1984, n. 748, e successive modificazioni. Rimane comunque da stabilire il
discriminate tra:
• utilizzazione agronomica delle S.V. (o spandimento sul suolo a beneficio
dell’agricoltura);
• scarico o smaltimento illecito delle S.V. sul suolo.

USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
15
In altre parole il problema che si pone è quello di determinare l’incidenza del D. Lgs. n. 22/1997
e succ. modif. e integraz. sulle applicazioni di S.V. al terreno non conformi alle finalità, ai limiti
e/o alle modalità previste dalla legge n. 574/1996.
3.2 - Trattamento
Il problema interpretativo che si pone sulla fase di trattamento delle S.V., è se le sanse derivanti
dagli impianti centrifughi innovativi "a due fasi" possano essere ascritte alla categoria "sanse
umide" ex lege n. 574/1996. Se effettivamente così fosse, deve essere ricordato che la legge n.
574/1996 non prevede alcun intervento preventivo rispetto all’utilizzazione agronomica delle
S.V., dal momento che: "Ai fini dell’applicazione della presente legge le sanse umide
provenienti dalla lavorazione delle olive e costituite dalle acque e dalla parte fibrosa di frutto e
dai frammenti di nocciolo possono essere utilizzate come ammendanti in deroga alle
caratteristiche stabilite dalla legge 19 ottobre 1984, n. 748, e successive modificazioni".
Rimane tuttavia da verificare quanto definito a proposito della precedente fase di stoccaggio
delle S.V., cioè la possibilità ex d.m. 05.02.1998 del Ministero dell’Ambiente, di iscrivere le
S.V. nella categoria dei rifiuti non pericolosi che possono essere sottoposti alle procedure
semplificate di recupero ai sensi degli articoli 214 e 216 decreto legislativo 3 aprile 2006, n 152
e succ. modif. ed integraz. Tali procedure semplificate di recupero potrebbero implicare, per
quanto riguarda la fase di trattamento delle S.V., sia il compostaggio attraverso processo di
“trasformazione biologica aerobica “, sia la produzione di biogas mediante processo di
“digestione anaerobica” delle S.V.
3.2.1 Compostaggio
Il compostaggio è la trasformazione aerobica della sostanza organica in un materiale simile al
terreno chiamato humus. La degradazione avviene attraverso la digestione enzimatica dei
sottoprodotti, operata da microrganismi del suolo che utilizzano la sostanza organica quale
substrato. La degradazione aerobica della sostanza organica ne determina la mineralizzazione a
CO2 (anidride carbonica), acqua e sali inorganici con una riduzione della massa del 40-50% e la
produzione di bio-massa (humus).
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
16
Reazioni esotermiche, conseguenti all’intensa attività batterica nella prima fase del processo,
causano l’innalzamento della temperatura all’interno della massa fino a 70-80°C con un
conseguente effetto di pastorizzazione del sottoprodotto.
Va comunque assicurata un’aerazione attiva o passiva della massa per garantire una completa
degradazione aerobica del materiale organico biodegradabile.
Il processo di compostaggio si completa nel giro di tre-quattro mesi. Il principale problema
dell’applicazione del compostaggio ai sottoprodotti delle olive è rappresentato dall’emissione di
odori sgradevoli. Si può ovviare a ciò ricorrendo all’applicazione di bio-filtri che trattengono i
gas dal materiale in via di decomposizione, il cui impiego tuttavia comporta un aumento dei costi
di processo. Il compost è un prodotto di un certo valore economico che può essere usato per
diversi scopi come:
- ammendante per migliorare la tessitura del terreno e promuovere l’attività biologica per il
recupero dei suoli contaminati;
- controllo dei parassiti animali e vegetali;
- fertilizzante per le colture, per il controllo dell’erosione e la conservazione del paesaggio;
- riforestazione, bonifica dei terreni eccessivamente umidi;
- revitalizzazione dell’habitat.
Gli svantaggi di questo metodo sono la possibile presenza di cattivi odori e l’acqua di scolo che
deve essere trattata (Brenes et al., 1993).
3.3 Utilizzo energetico
La sansa e le acque di vegetazione rappresentano, come si è detto, i principali sottoprodotti
dell’industria olearia.
Le acque di vegetazione sono caratterizzate da un elevato contenuto di sostanza organica ed il
loro smaltimento costituisce un importante problema ambientale per l’elevato carico inquinante
che ne deriva. Possono tuttavia essere impiegate, in miscela con altri prodotti, in impianti di
digestione anaerobica per la produzione di biogas.
La sansa, sia essa umida che esausta, può essere invece utilizzata senza particolari problemi
come fonte alternativa per la produzione di energia e calore (cogenerazione), assumendo un
ruolo importante nell’attuale contesto socio-economico (Riva, 2001).
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
17
Per quanto riguarda la sansa, si ritiene opportuno, almeno in prima ipotesi, prendere in
considerazione soprattutto quella vergine, cioè prodotta a valle del processo di estrazione e che
risulta immediatamente disponibile presso i frantoi. Nell’ipotesi di sviluppo di una filiera
bioenergetica locale è infatti da escludere l’invio di tali biomasse presso i sansifici per una
ulteriore estrazione con solventi dell’olio residuo e un successivo ritorno in azienda, per la
evidente necessità di ridurre al minimo i costi legati alla movimentazione.
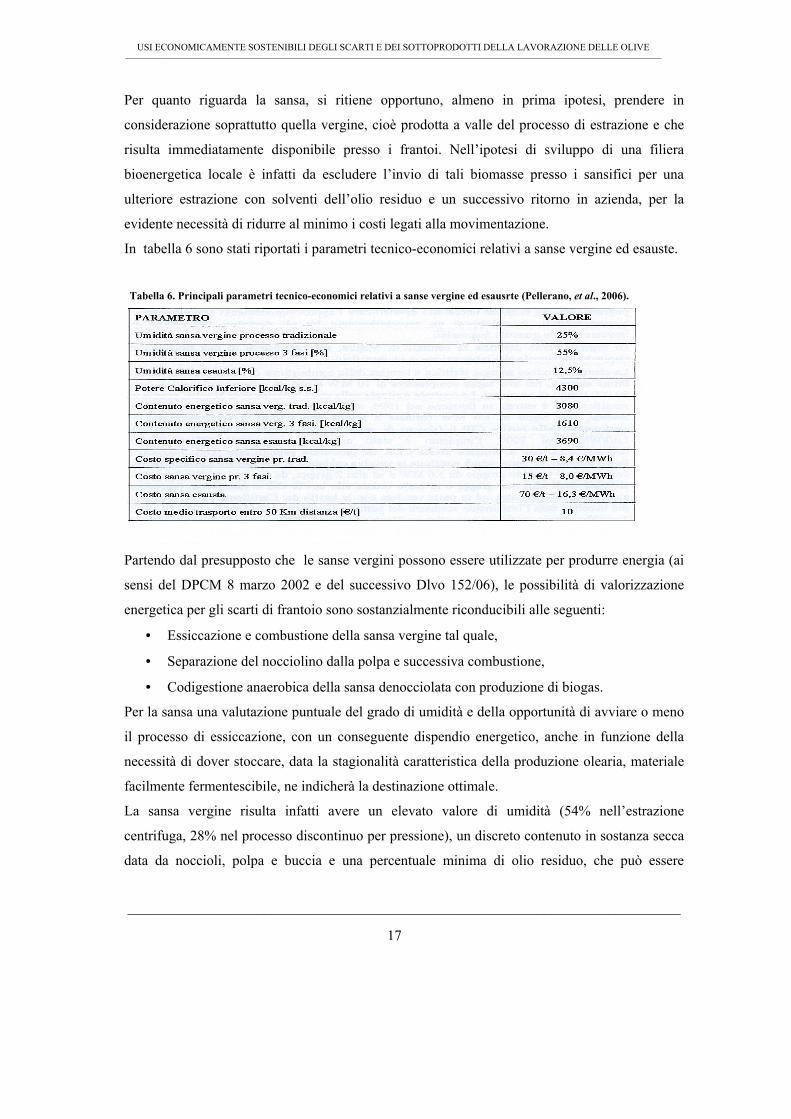
In tabella 6 sono stati riportati i parametri tecnico-economici relativi a sanse vergine ed esauste.
Tabella 6. Principali parametri tecnico-economici relativi a sanse vergine ed esausrte (Pellerano, et al., 2006).
Partendo dal presupposto che le sanse vergini possono essere utilizzate per produrre energia (ai
sensi del DPCM 8 marzo 2002 e del successivo Dlvo 152/06), le possibilità di valorizzazione
energetica per gli scarti di frantoio sono sostanzialmente riconducibili alle seguenti:
• Essiccazione e combustione della sansa vergine tal quale,
• Separazione del nocciolino dalla polpa e successiva combustione,
• Codigestione anaerobica della sansa denocciolata con produzione di biogas.
Per la sansa una valutazione puntuale del grado di umidità e della opportunità di avviare o meno
il processo di essiccazione, con un conseguente dispendio energetico, anche in funzione della
necessità di dover stoccare, data la stagionalità caratteristica della produzione olearia, materiale
facilmente fermentescibile, ne indicherà la destinazione ottimale.
La sansa vergine risulta infatti avere un elevato valore di umidità (54% nell’estrazione
centrifuga, 28% nel processo discontinuo per pressione), un discreto contenuto in sostanza secca
data da noccioli, polpa e buccia e una percentuale minima di olio residuo, che può essere
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
18
ulteriormente reso disponibile nei processi di estrazione con solventi originando la sansa esausta
(disoleata) con PCI di circa 3.500–4.000 kcal/kg.
In alternativa all’essiccazione e combustione diretta, esiste la possibilità di separare la frazione
secca presente nella sansa vergine, il cosiddetto nocciolino, dalla polpa con appositi macchinari
istallabili presso gli stessi oleifici. Il nocciolino, con un elevato potere calorifico, rappresenta un
ottimo combustibile, la polpa può essere utilizzata in impianti di digestione anaerobica per la
produzione di biogas o, dopo compostaggio, può essere impiegata quale ammendante.
La produzione di sansa è fortemente stagionale (invernale) e, secondo le annate, si rende
disponibile nel periodo che va dalla metà di ottobre – inizio novembre alla fine di gennaio –
febbraio. Tradizionalmente il picco di produzione si ha nel mese di novembre per poi decrescere
sino alla primavera. Date le caratteristiche e l’alto contenuto di umidità la sansa non può essere
stoccata a lungo a meno che non si abbiano a disposizione aree coperte e si provveda alla sua
parziale essiccazione o, tramite macchine specifiche, alla separazione del nocciolino dal
polverino (residui di polpa e buccia). In caso contrario i processi fermentativi possono portare a
significative perdite di prodotto.
Il pregio di questo potenziale energetico rispetto ai residui di potatura prodotti dalla medesima
coltura è che si trova concentrato in un numero limitato di frantoi e può essere oggetto di azioni
mirate alla sua raccolta, commercializzazione ed impiego.
E’ noto che la sansa viene parzialmente reimpiegata dai frantoi stessi per le proprie esigenze di
riscaldamento (locali e acqua calda per la gramolatura) o ceduta a terzi. Negli ultimi anni, dato il
crescente costo dei combustibili fossili e anche di combustibili alternativi quali il pellet, la sansa
ha visto il suo prezzo salire a livelli interessanti (6–7 €c/kg) per il crescere della domanda.
Nelle regioni del paese, a forte tradizione olivicola, la produzione di energia da sansa è praticata
da anni con successo, dalla Puglia ad esempio la sansa viene anche esportata o destinata
localmente alla combustione in grandi impianti termoelettrici. I prezzi di vendita della sansa
oscillano moltissimo da stagione a stagione e da luogo a luogo ma data la crescita degli impianti
a biomassa i prezzi sono destinati a salire per aumento della domanda a fronte di una offerta
sostanzialmente non espandibile. L’uso termico in impianti medio–piccoli è in grado di
remunerare il prodotto a un prezzo più elevato dei grandi impianti termoelettrici.
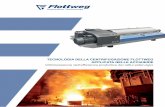
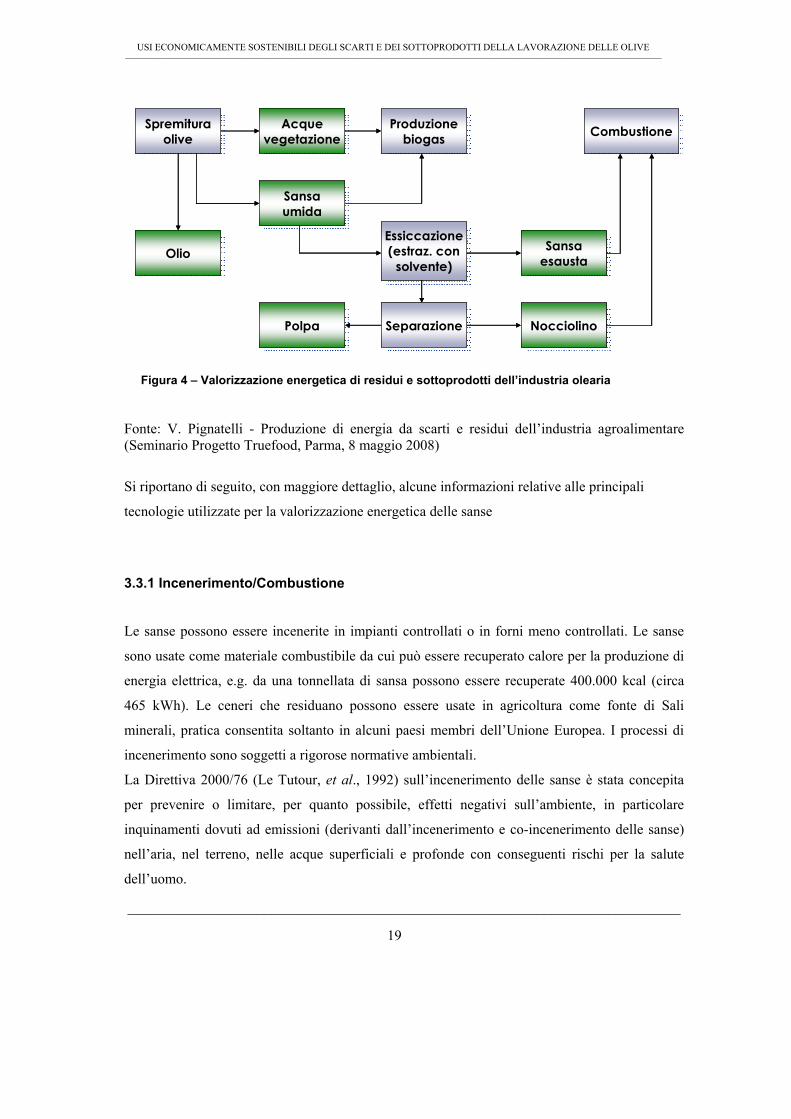
Una rappresentazione grafica delle possibili utilizzazioni energetiche dei residui e sottoprodotti
dell’industria olearia è riportata in Figura 4.
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
19
Figura 4 – Valorizzazione energetica di residui e sottoprodotti dell’industria olearia Fonte: V. Pignatelli - Produzione di energia da scarti e residui dell’industria agroalimentare (Seminario Progetto Truefood, Parma, 8 maggio 2008)
Si riportano di seguito, con maggiore dettaglio, alcune informazioni relative alle principali
tecnologie utilizzate per la valorizzazione energetica delle sanse
3.3.1 Incenerimento/Combustione
Le sanse possono essere incenerite in impianti controllati o in forni meno controllati. Le sanse
sono usate come materiale combustibile da cui può essere recuperato calore per la produzione di
energia elettrica, e.g. da una tonnellata di sansa possono essere recuperate 400.000 kcal (circa
465 kWh). Le ceneri che residuano possono essere usate in agricoltura come fonte di Sali
minerali, pratica consentita soltanto in alcuni paesi membri dell’Unione Europea. I processi di
incenerimento sono soggetti a rigorose normative ambientali.
La Direttiva 2000/76 (Le Tutour, et al., 1992) sull’incenerimento delle sanse è stata concepita
per prevenire o limitare, per quanto possibile, effetti negativi sull’ambiente, in particolare
inquinamenti dovuti ad emissioni (derivanti dall’incenerimento e co-incenerimento delle sanse)
nell’aria, nel terreno, nelle acque superficiali e profonde con conseguenti rischi per la salute
dell’uomo.
Spremituraolive
Spremituraolive
Acquevegetazione
Acquevegetazione
SansaumidaSansaumida
SansaesaustaSansa
esausta
CombustioneCombustione
Essiccazione(estraz. con
solvente)
Essiccazione(estraz. con
solvente)
PolpaPolpa NocciolinoNocciolinoSeparazioneSeparazione
Produzionebiogas
Produzionebiogas
OlioOlio
Spremituraolive
Spremituraolive
Acquevegetazione
Acquevegetazione
SansaumidaSansaumida
SansaesaustaSansa
esausta
CombustioneCombustione
Essiccazione(estraz. con
solvente)
Essiccazione(estraz. con
solvente)
PolpaPolpa NocciolinoNocciolinoSeparazioneSeparazione
Produzionebiogas
Produzionebiogas
OlioOlio
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
20
Quest’obiettivo sarà raggiunto in ambito comunitario fissando condizioni operative e requisiti
tecnici rigorosi, anche in accordo con quanto previsto dalla Direttiva 75/442/EEC relativamente
ai valori limiti per le emissioni da incenerimento e co-incenerimento (Anonymous, 2000).
Questa Direttiva riguarda gli impianti di incenerimento e co-incenerimento.
La maggior parte dei sottoprodotti dell’industria alimentare presenta problemi di combustione
dovuti all’alto contenuto in acqua. Se il contenuto energetico del sottoprodotto è basso, è
necessario utilizzare un altro combustibile per sostenere il processo di incenerimento.
Gli impianti industriali di incenerimento di sottoprodotti posseggono dispositivi per
l’eliminazione delle ceneri e per il trattamento dei gas esausti. L’incenerimento non è un buon
metodo di smaltimento poiché l’energia di recupero è bassa e non sono valorizzati i contenuti
energetici e nutritivi delle ceneri (Brenes et al., 1993).
3.3.2 Pirolisi/Gassificazione
Questo processo è applicato raramente e trasforma ogni materiale contenente carbonio in gas
(syngas) composto principalmente di monossido di carbonio e idrogeno. Il syngas può essere
usato come combustibile per generare elettricità o vapore o come reagente chimico di base.
Le sanse alimentano il gassificatore come sanse allo stato secco o molto umide, e quindi
reagiscono con il vapore in atmosfera riducente ad alte temperature e pressioni. I prodotti di
questo processo sono inoltre gas di sintesi condensati con acqua e residui solidi e liquidi.
Se il syngas è utilizzato per produrre elettricità, esso costituisce il combustibile di un impianto
che genera energia in combinazione con un ciclo di gassificazione integrato (IGCC).
Inoltre può essere processato per ottenere una serie di prodotti commerciabili come
combustibili, olio di catrame e gas chimici o industriali (Alcaide and Nefzaoui, 1996). Alcuni
effetti collaterali sono costituiti da residui di pirolisi solidi e liquidi e acqua di condensa da
trattare (Brenes et al., 1993).
3.3.3 Digestione anaerobica
La fermentazione o digestione anaerobica della sansa è un processo tecnologico largamente
applicato. Una prima soluzione tecnologica è quella di portare il contenuto di acqua della sansa
ad almeno al 90% (fermentazione umida) e trattarla in un bireattore sotto continua agitazione
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
21
(studiato per deiezioni liquide). La seconda soluzione è rappresentata dal trattamento della sansa
con un contenuto di acqua del 60-70% in un bireattore a letto fisso.
Il primo stadio della trasformazione anaerobica è costituito dall’acidificazione, fase in cui
avviene l’idrolisi delle sostanze organiche. Il secondo stadio, strettamente anaerobico, porta alla
formazione di metano. Esistono differenti soluzioni tecnologiche: i due stadi possono essere
realizzati in un unico reattore (processo ad uno stadio) o in due reattori separati (processo a due
stadi). Approssimativamente dal 40 al 50% della sostanza organica è trasformato in biogas che
può essere usato per produrre energia elettrica e per riscaldamento. Il principale svantaggio è la
produzione di piccole quantità di melme (Brenes et al., 1993).
3.4. Indagine conoscitiva del sansificio operante nelle province di Ascoli Piceno e Fermo
L’attività di indagine ha rilevato che le sanse vergini (SV), sia quelle provenienti dai sistemi
continui che tradizionali, vengono principalmente destinate (67%) ai santifici. In particolare,
nelle province di Ascoli Piceno e Fermo, vi è un unico sansificio, o per meglio dire una unità
operativa di un sansificio avente sede legale fuori regione, sito nell’area industriale della località
Valtesino.
L’analisi conoscitiva dell’unico sansificio operante sul territorio, oggetto di analisi, è stata
effettuata tramite visite tecniche e sottoponendo un questionario al fine di raccogliere
informazioni relative ai seguenti aspetti:
• Tipologia e capacità produttiva dei singoli impianti e sistema di lavorazione;
• Effettiva produzione di sansa esausta potenzialmente disponibile per la conversione
energetica e caratteristiche fisiche;
• Costi di acquisto della sansa vergine.
L’indagine ha permesso di evidenziare come il sansificio operante sul territorio abbia una
capacità lavorativa compresa tra i 4000 e i 5000 q di sansa vergine al giorno da cui si ricava olio
di sansa di oliva greggio, sansa esausta disoleata e nocciolino. L’olio di sansa viene, totalmente,
destinato ad una raffineria di proprietà del sansificio presente fuori regione.
In base ai dati raccolti, il sansificio operante in Valtesino, ritirerebbe circa da un minimo di
100.000 q annui ad un massimo di 200.000 q annui di sansa vergine, rendendo disponibile come
sottoprodotti olio di sansa che va circa da un minimo di 4.250 q annui ad un massimo di 9.500 q
annui e , al netto dell’autoconsumo che è di circa il 20% del lavorato, sansa esausta che va circa
da un minimo di 20.000 q annui ad un massimo di 40.000 q annui.
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
22
La sansa vergine in ingresso proviene generalmente per il 30% dalle province di Ascoli Piceno e
Fermo, per il 70% dalla regione Marche. La campagna molitoria 2007-2008 è stata alquanto
scarsa quindi il sansificio indagato ha provveduto ad importare sansa vergine dalla Grecia
(12.000 q), dalla Tunisia (20.000 q) e dalla Puglia (10.000 q).
Dall’indagine è emerso che, la sansa vergine in ingresso, proviene per il 70% da frantoi con
impianti continui e per il resto da frantoi con impianti tradizionali. In particolare la sansa vergine
in entrata proveniente dalle province di Ascoli Piceno e Fermo, per il 70% è prodotta da frantoi
con impianti tradizionali. Si ricorda che l’umidità del materiale varia tra il 28-30% (impianti
tradizionali) e il 50-55% (impianti continui).
In alcuni casi il sansificio analizzato accetta sansa vergine con umidità superiore a quella
prodotta dagli impianti continui e tradizionali, purché proveniente da frantoi conosciuti.
I costi di acquisto della sansa vergine variano da circa euro 3.500 al quintale, se proveniente da
frantoi con impianti tradizionali, a circa euro 2.500 al quintale, se proveniente da frantoi con
impianti continui.
La sansa vergine in entrata viene stoccata sul piazzale al coperto e i costi riguardano
sostanzialmente il movimento del trattore.
Come si è detto in precedenza il sansificio indagato produce:
• olio di sansa di oliva greggio(4 – 4,20% per ogni q di sansa vergine lavorata);
• sansa esausta disoleata (40% per ogni q di sansa vergine lavorata) con umidità del 10%;
• nocciolino di oliva (10 – 12% per ogni q di sansa vergine lavorata).
All’interno dell’impianto la sansa vergine viene sottoposta ad un processo di essiccazione (con
forni rotanti) e successiva estrazione con esano e distillazione. La raffinazione e
l’imbottigliamento dell’olio di sansa avviene nella unità operativa operante fuori regione.
Per quanto riguarda il sistema di stoccaggio, l’olio di sansa greggio viene stoccato in serbatoi e
poi trasportato in raffineria tramite cisterne proprie; la sansa esausta viene ammucchiata
all’aperto e il nocciolino viene stoccato in sacchi “big-bag”, il cui costo è di euro 1 al q.
Per quanto riguarda il mercato dei prodotti del sansificio indagato si rileva che la sansa esausta
per il 70% viene riutilizzata per scopi energetici all’interno del sansificio stesso, più
precisamente essa costituisce il combustibile per alimentare la caldaia del processo di
essiccazione della sansa umida e la parte restante viene venduta a privati e alle utenze agricole
come combustibile e fino alla campagna molitoria 2006-2007 ad una centrale elettrica localizzata
fuori regione.

USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
23
La sansa esausta viene venduta per il 60% (del fatturato) nel mercato locale, cioè nelle province
di Ascoli Piceno e Fermo, per il 40% (del fatturato) all’interno della regione.
Il nocciolino è venduto a privati come combustibile per le “caldaie a combustibili poveri”. Il
mercato è per il 60% (del fatturato) locale e per il 40% (del fatturato) regionale.
L’olio di sansa greggio viene trasferito alla raffineria localizzata nell’unità operativa fuori
regione che provvede anche all’imbottigliamento e alla vendita.
Il sansificio analizzato negli ultimi anni ha effettuato investimenti in impianti più innovativi al
fine di abbattere i fumi e i vapori derivanti dalla lavorazione, ma nessun tipo di investimento in
sistemi di stoccaggio più innovativi in quanto non se ne riscontra l’utilità e in tecnologie nuove
per l’utilizzo a fini energetici di sansa umida tal quale.

USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
24
4. TRATTAMENTO DEI REFLUI
Le acque di vegetazione delle olive, pur non contenendo sostanze tossiche, sono considerate
refluo a tasso inquinante fra i più elevati nell’ambito dell’industria agro-alimentare per la
presenza di composti ad attività biostatica, quali in particolare i polifenoli, inoltre il trattamento
delle acque di vegetazione delle olive è molto difficoltoso a causa dell’alto contenuto di
materiale organico (COD, BOD) e del fatto che la loro produzione è concentrata nel periodo
della raccolta dei frutti (dalla metà di ottobre fino a gennaio/fine febbraio) e non è distribuita
nell’arco dell’anno.
I polifenoli sono inibenti dei microorganismi gram +, inibiscono l’attività delle cellulasi e di altri
enzimi e inibiscono l’attività di microorganismi responsabili della degradazione anaerobia delle
acque di vegetazione. Oltre alla tradizionale decantazione sono stati fino ad ora proposti vari
sistemi di depurazione e smaltimento del refluo, quali ad esempio, interventi chimico-fisici
(decantazione con calce e/o ossidazione totale; concentrazione ed incenerimento; ultrafiltrazione
ed osmosi inversa), di tipo “agronomico” (lagunaggio verde; spandimento superficiale), di tipo
zootecnico (utilizzo diretto nell’alimentazione del bestiame e/o previo arricchimento, anche con
interventi fermentativi) e di tipo “biotecnologico”. In quest’ultimo gruppo si possono annoverare
tutta la serie di approcci microbiologici al problema: trattamenti di depurazione di tipo aerobio
ed anaerobio, che hanno, comunque, trovato difficoltà di realizzazione a causa dei residui oleosi
e dell’azione antimicrobica della frazione fenolica, fermentazioni con produzione di etanolo o
metano e fermentazioni con produzione di biomasse microbiche e fungine o la possibilità di far
crescere sule A.V., eventualmente pretrattate, un lievito in grado di ridurre il tasso inquinante del
refluo e, nel contempo, rilasciare nel mezzo colturale un enzima pectolitico di potenziale
interesse nell’estrazione meccanica dell’olio di oliva. Alcuni metodi sono usati per trattare queste
acque, ma fino ad oggi non c’è un metodo per il loro completo smaltimento, per cui le A.V.
rappresentano ancora un grosso problema per il settore oleario e l’ambiente. Per quanto riguarda
la fase di trattamento delle A.V., sulla base della normativa sono possibili due diverse
destinazioni di tale refluo: utilizzazione agronomica oppure scarico. Nel caso di una
successiva utilizzazione agronomica, la normativa di riferimento è costituita dalla legge n.
574/1996. Tale legge non prevede alcun intervento preventivo rispetto all’utilizzazione
agronomica delle A.V.
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
25
Per questa ragione essa non sembra disciplinare e neppure prevedere alcuna forma di
trattamento, sia pure estremamente semplice quale la diluizione delle A.V. con acqua.
Il problema che si pone è quello di verificare la conferma o meno della necessità o opportunità di
interventi di trattamento delle A.V. prima della loro utilizzazione agronomica, alla luce di quanto
stabilito dal recente decreto del Ministero dell’Ambiente, recante norme relative alla
"Individuazione dei rifiuti non pericolosi sottoposti alle procedure semplificate di recupero ai
sensi degli articoli 214 e 216 decreto legislativo 3 aprile 2006, n 152”. Secondo tali norme le
A.V. possono essere recuperate mediante la: "Produzione di fertilizzante allo stato fluido
conforme alla L. 19 ottobre 1984, n. 748", cioè la legge il cui titolo recita: "Nuove norme per la
disciplina dei fertilizzanti".
Se le A.V. non sono, ovvero non possono essere, utilizzate agronomicamente, è necessario
ricorrere al preventivo trattamento. I prodotti risultanti dal processo di depurazione (e la relativa
disciplina) possono essere così schematizzati:
• fase liquida. La normativa di riferimento è la cosiddetta legge Merli e succ. modif. ed
integraz. In particolare la Tabella A stabilisce i limiti di accettabilità per gli scarichi
aventi recapito in corpi d’acqua superficiali o sul suolo, anche adibito ad usi agricoli, o
nel sottosuolo .
• Fase solida (fanghi di risulta). La normativa di riferimento, relativa alle fasi di
trattamento e di scarico che risultano in questo caso funzionalmente connesse tra loro, è
costituita dal D. Lgs. 27 gennaio 1992, n. 99 (avente come titolo: "Attuazione della
direttiva 86/278/CEE concernente la protezione dell’ambiente, in particolare del suolo,
nell’utilizzazione dei fanghi di depurazione in agricoltura"), da leggersi unitamente alla
Legge 19 ottobre 1984, n. 748 e succ. modif. (avente come titolo: "Nuove norme per la
disciplina dei fertilizzanti").
4.1 Trattamento delle acque di vegetazione.
Qui di seguito sono indicati alcuni metodi per il trattamento delle A.V. con le principali
limitazioni.
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
26
4.1.1 Filtrazione
La filtrazione è usata per rimuovere i solidi contenuti nel refluo, argilla, limo, materiale organico
naturale, precipitati derivanti da altri trattamenti, Fe (Ferro), Mn (Manganese) e microrganismi.
La separazione è realizzata con l’aiuto di mezzi porosi, setti o filtri, che trattengono i solidi e
consentono al liquido di defluire. I filtri possono essere costituiti da strati di sabbia, ghiaia o
carbone o carbone attivo che aiutano a rimuovere anche le particelle più piccole. La filtrazione
chiarifica l’acqua e aumenta l’efficacia delle disinfezioni (Israilides et al., 1996). Essa può
essere applicata da sola o come pre-trattamento, prima dell’applicazione di un’altra tecnologia.
La filtrazione può essere naturale o forzata con l’applicazione di pressione (pressione di
filtrazione) dal lato dell’alimentazione o di vuoto (vuoto di filtrazione) dal lato del filtrato. Si
ottiene un residuo solido che deve essere smaltito o riciclato (Brenes et al., 1993).
4.1.2 Separazione su membrana
I processi di separazione su membrana sono applicati per separare, da sostanze solubili e
disperse, soluti sospesi, colloidali e disciolti.Tutti i processi di separazione su membrana usano
una membrana porosa o semipermeabile, capace di resistere ad una forte differenza di pressione
mediante idonei dispositivi. La membrana è una barriera fisica sottile, attraverso cui le sostanze
possono passare (il permeato) o restare trattenute (materiale solido). Il tipo di separazione è
determinato sulla base della struttura e delle caratteristiche dello strato membranoso.In generale
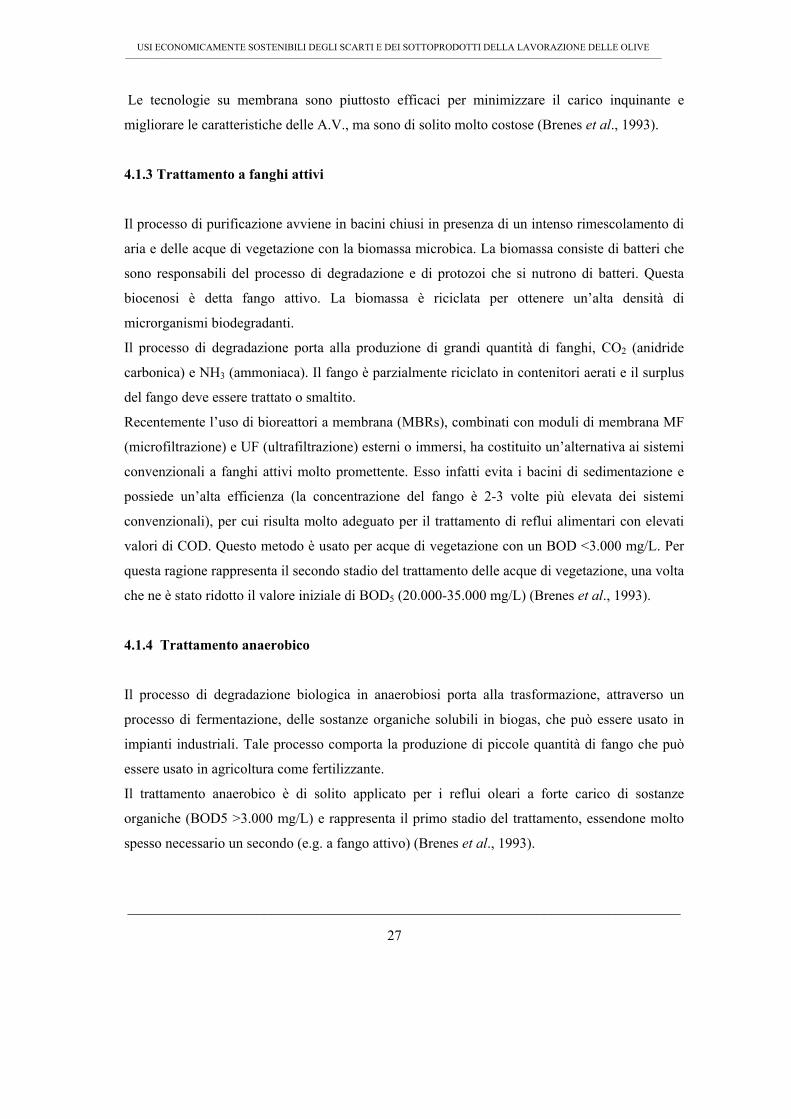
le separazioni su membrana sono classificate in accordo con la porosità come segue:
- Microfiltrazione (trattiene i batteri)
- Ultrafiltrazione (trattiene proteine e solidi sospesi)
- Nanofiltrazione (trattiene gli zuccheri)
- Osmosi inversa (trattiene i sali)
Prima della separazione su membrana è necessario uno stadio di pre-filtrazione per rimuovere i
solidi sospesi più grossolani. Questo metodo non è adatto per acque di vegetazione con elevati
contenuti di residui grossolani, però consente il recupero dei prodotti derivanti dalla lavorazione
delle olive nella loro forma chimica originaria.
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
27
Le tecnologie su membrana sono piuttosto efficaci per minimizzare il carico inquinante e
migliorare le caratteristiche delle A.V., ma sono di solito molto costose (Brenes et al., 1993).
4.1.3 Trattamento a fanghi attivi
Il processo di purificazione avviene in bacini chiusi in presenza di un intenso rimescolamento di
aria e delle acque di vegetazione con la biomassa microbica. La biomassa consiste di batteri che
sono responsabili del processo di degradazione e di protozoi che si nutrono di batteri. Questa
biocenosi è detta fango attivo. La biomassa è riciclata per ottenere un’alta densità di
microrganismi biodegradanti.
Il processo di degradazione porta alla produzione di grandi quantità di fanghi, CO2 (anidride
carbonica) e NH3 (ammoniaca). Il fango è parzialmente riciclato in contenitori aerati e il surplus
del fango deve essere trattato o smaltito.
Recentemente l’uso di bioreattori a membrana (MBRs), combinati con moduli di membrana MF
(microfiltrazione) e UF (ultrafiltrazione) esterni o immersi, ha costituito un’alternativa ai sistemi
convenzionali a fanghi attivi molto promettente. Esso infatti evita i bacini di sedimentazione e
possiede un’alta efficienza (la concentrazione del fango è 2-3 volte più elevata dei sistemi
convenzionali), per cui risulta molto adeguato per il trattamento di reflui alimentari con elevati
valori di COD. Questo metodo è usato per acque di vegetazione con un BOD <3.000 mg/L. Per
questa ragione rappresenta il secondo stadio del trattamento delle acque di vegetazione, una volta
che ne è stato ridotto il valore iniziale di BOD5 (20.000-35.000 mg/L) (Brenes et al., 1993).
4.1.4 Trattamento anaerobico
Il processo di degradazione biologica in anaerobiosi porta alla trasformazione, attraverso un
processo di fermentazione, delle sostanze organiche solubili in biogas, che può essere usato in
impianti industriali. Tale processo comporta la produzione di piccole quantità di fango che può
essere usato in agricoltura come fertilizzante.
Il trattamento anaerobico è di solito applicato per i reflui oleari a forte carico di sostanze
organiche (BOD5 >3.000 mg/L) e rappresenta il primo stadio del trattamento, essendone molto
spesso necessario un secondo (e.g. a fango attivo) (Brenes et al., 1993).
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
28
4.1.5 Precipitazione
La precipitazione è impiegata per eliminare dalla soluzione le sostanze disciolte mediante
aggiunta di agenti chimici che, inibendo le forze elettrostatiche che tendono a tenerle separate,
facilitano l’adesione tra le particelle. Ci sono quattro fasi fondamentali nel processo:
ottimizzazione del pH, coagulazione, chiarificazione e filtrazione. La precipitazione è
principalmente applicata ad acque reflue che contengono sostanze non biodegradabili (Brenes et
al., 1993).
4.1.6 Flocculazione
La flocculazione combina o “coagula” particelle colloidali da piccole (< 1mm) a grandi, che
sedimentano o possono fluttuare o essere filtrate. In alcuni casi le sostanze colloidali solubili
sono rimosse per azione combinata di agenti chimici flocculanti e coagulanti. Sali di alluminio e
ferro (Al2(SO4)3, FeCl3) e la calce sono i più comuni coagulanti, mentre polimeri organici
sintetici come polielettroliti sono generalmente usati per promuovere la coagulazione. Cattivi
odori derivanti dal residuo solido rappresentano spesso un effetto collaterale (Brenes et al.,
1993).
4.1.7 Incenerimento
L’incenerimento è la distruzione ad alta temperatura dei componenti organici delle acque di
vegetazione in presenza di ossigeno, accompagnata dalla completa evaporazione dell’acqua.
Questo processo è molto adatto al trattamento delle A.V. perché queste contengono un’alta
percentuale di sostanze organiche. Maggiore è il carico inquinante delle acque più vantaggiosa
risulta la tecnologia di incenerimento rispetto al trattamento meccanico-biologico. Forni a
scorrimento o camere di incenerimento statico sono generalmente impiegati per l’incenerimento
delle acque reflue, mentre forni a tubo rotante sono applicati per l’incenerimento combinato di
solidi e reflui.
Il problema principale è rappresentato dalla produzione di ceneri e gas esausti. Lo smaltimento
delle acque di vegetazione comporta un elevato consumo di energia (Brenes et al., 1993).
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
29
4.1.8 Distillazione/Evaporazione
L’evaporazione usa una sorgente di calore per evaporare o rimuovere uno o più componenti dai
reflui. Essa ne riduce i volumi e concentra le sostanze non volatili in esso disciolti.
Talvolta può avvenire a pressione ridotta, e.g. sotto vuoto. La distillazione è principalmente
applicata alle A.V. a causa del loro alto carico inquinante. Il metodo è valido, ma molto costoso e
ad alto consumo energetico (Brenes et al., 1993).
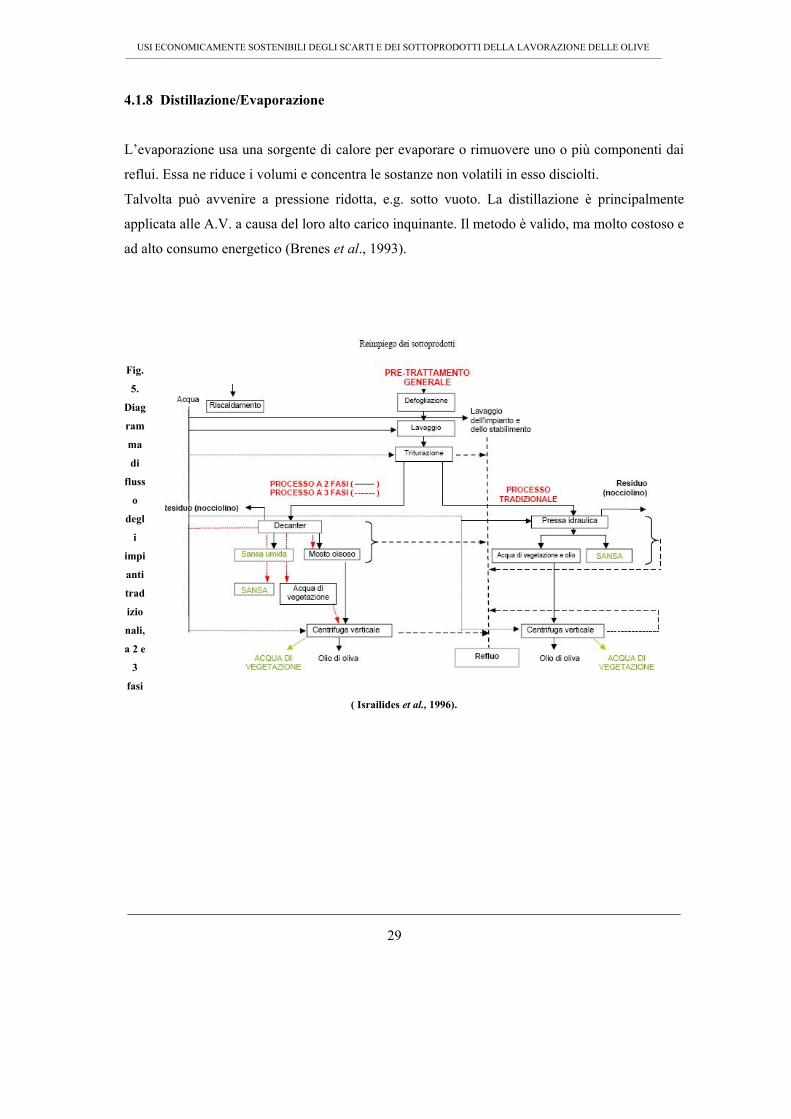
Fig.
5.
Diag
ram
ma
di
fluss
o
degl
i
impi
anti
trad
izio
nali,
a 2 e
3
fasi
( Israilides et al., 1996).
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
30
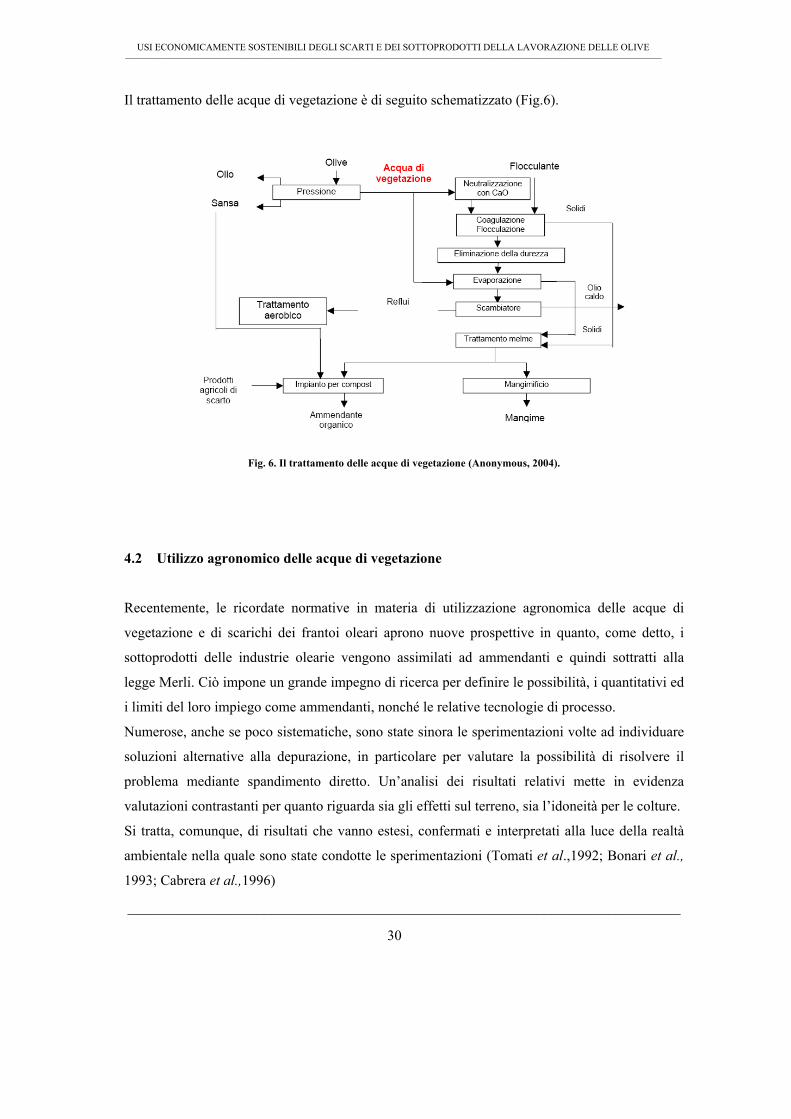
Il trattamento delle acque di vegetazione è di seguito schematizzato (Fig.6).
Fig. 6. Il trattamento delle acque di vegetazione (Anonymous, 2004).
4.2 Utilizzo agronomico delle acque di vegetazione
Recentemente, le ricordate normative in materia di utilizzazione agronomica delle acque di
vegetazione e di scarichi dei frantoi oleari aprono nuove prospettive in quanto, come detto, i
sottoprodotti delle industrie olearie vengono assimilati ad ammendanti e quindi sottratti alla
legge Merli. Ciò impone un grande impegno di ricerca per definire le possibilità, i quantitativi ed
i limiti del loro impiego come ammendanti, nonché le relative tecnologie di processo.
Numerose, anche se poco sistematiche, sono state sinora le sperimentazioni volte ad individuare
soluzioni alternative alla depurazione, in particolare per valutare la possibilità di risolvere il
problema mediante spandimento diretto. Un’analisi dei risultati relativi mette in evidenza
valutazioni contrastanti per quanto riguarda sia gli effetti sul terreno, sia l’idoneità per le colture.
Si tratta, comunque, di risultati che vanno estesi, confermati e interpretati alla luce della realtà
ambientale nella quale sono state condotte le sperimentazioni (Tomati et al.,1992; Bonari et al.,
1993; Cabrera et al.,1996)
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
31
In sintesi, lo stato dell’arte, italiano ed internazionale, mette in evidenza che:
- le colture, possono trarre giovamento dall’apporto dei reflui, purché questi vengano
distribuiti in pre-impianto almeno 60-90 giorni prima della semina. Tale periodo è
necessario al terreno per eliminare l’effetto fitotossico legato alla presenza di agenti
inibenti. In particolare, possono trarre beneficio le colture arboree, tra cui l’olivo e la vite;
- l’effetto benefico è principalmente dovuto ai nutrienti apportati, all’umificazione della
sostanza organica ed all’incremento delle attività microbiche che vengono esaltate dopo
un primo breve periodo di sofferenza;
- le proprietà del suolo vengono migliorate per quanto riguarda la struttura, fattore
fondamentale per la fertilità;
- si riscontra, talvolta, un incremento della salinità ed un abbassamento del pH, ma tali
eventi hanno carattere transitorio;
- anche se i dati relativi sono scarsi, i reflui di frantoio sembrano avere un effetto inibente
su alcuni patogeni del suolo;
particolare attenzione, infine, deve essere osservata al fine di evitare l’inquinamento delle acque.
In questo quadro, però, molte sono ancora le incertezze (es. interazioni, dosi ottimali, dosi
tollerabili, effetto nel medio e lungo periodo) che richiedono un serio approfondimento
sperimentale.
E’ necessario, pertanto, ridisegnare il panorama italiano dei processi utilizzabili, identificando
l’impatto delle tecnologie innovative alla luce delle nuove normative in relazione a:
- tipologia dei terreni ;
- quantità e tipologia dei reflui realmente disponibili nelle varie aree olivicole;
- tecniche di spandimento e influenza che tale sottoprodotto può esercitare sui diversi
terreni,
- sulle acque superficiali e profonde, sulla vegetazione agraria , quindi, sull’ambiente;
- possibili soluzioni atte a consentire una più sicura utilizzazione dei reflui.

USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
32
4.2.1 Compostaggio delle A. V.
Il compostaggio delle acque di vegetazione è stato considerato solo recentemente come una
pratica utile per umificare la sostanza organica in essa contenuta; tenuto conto del suo stato
liquido, durante il processo di compostaggio l’acqua di vegetazione deve essere distribuita nel
tempo su un substrato solido. Dall’insieme dei risultati disponibili si evince che le acque di
vegetazione, se miscelate con substrati ricchi di composti cellulosici e con un rapporto C/N
adeguato (25-30), possono facilmente unificarsi (Tomati et al., 2007).
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
33
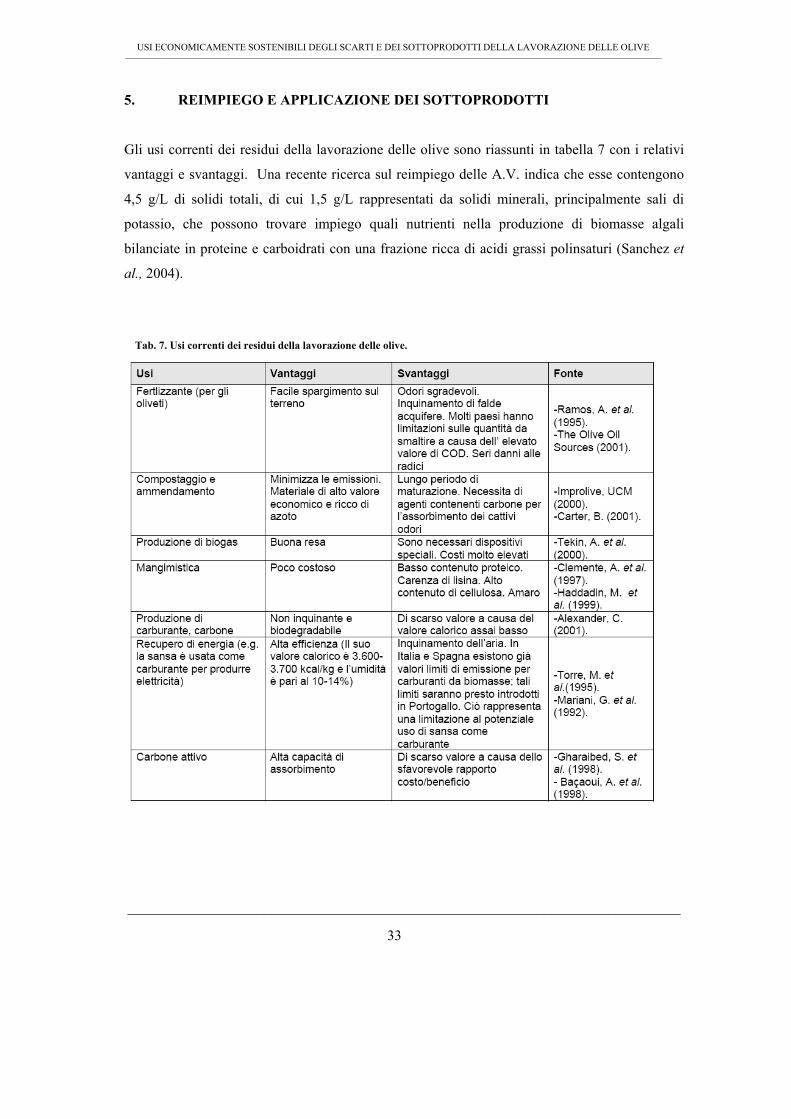
5. REIMPIEGO E APPLICAZIONE DEI SOTTOPRODOTTI
Gli usi correnti dei residui della lavorazione delle olive sono riassunti in tabella 7 con i relativi
vantaggi e svantaggi. Una recente ricerca sul reimpiego delle A.V. indica che esse contengono
4,5 g/L di solidi totali, di cui 1,5 g/L rappresentati da solidi minerali, principalmente sali di
potassio, che possono trovare impiego quali nutrienti nella produzione di biomasse algali
bilanciate in proteine e carboidrati con una frazione ricca di acidi grassi polinsaturi (Sanchez et
al., 2004).
Tab. 7. Usi correnti dei residui della lavorazione delle olive.
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
34
6. RECUPERO DEI COMPOSTI DI PREGIO
La filosofia di considerare i reflui oleari come “materia prima” seconda ha dato origine a
numerose ricerche volte alla utilizzazione e valorizzazione del refluo per vie biologiche e
chimiche, al fine di ottenere prodotti e, al contempo, l’abbattimento del potere inquinante.
La utilizzazione di detti reflui, costituiti oltre che da cellulosa, emicellulose e lignine insolubili in
acqua, anche da molecole a basso peso molecolare solubili in acqua va effettuata con
bioconversioni in fase solida e in fase sommersa nonché mediante reattivi ecocompatibili per la
produzione di intermedi per l’industria e di fine-chemicals. Ciò è reso possibile dalla presenza di
sostane aromatiche con un ampio spettro di pesi molecolari (fenoli e polifenoli) che possono
essere considerati precursori di molecole antiossidanti e coloranti nonché di composti
farmacologicamente attivi quali i chinoni. Alcuni di questi composti, quali i flavonoidi, si
prestano ad essere convertiti con processi ossidativi selettivi, in flavonoidi bioattivi e coloranti
cianici (antocianidine).
Infatti è noto che eventi mediati da radicali liberi sono coinvolti in diverse patologie, come
cancro e malattie cardiovascolari e ciò ha destato un interesse crescente verso gli antiossidanti
naturali. Alcuni di questi come tocoferoli, carotenoidi, fosfolipidi e composti fenolici presenti
nell’olio di oliva contribuiscono, unitamente al favorevole profilo in acidi grassi, al suo effetto
benefico sulla salute (Sanchez, 2004).
Questi composti si ritrovano anche nei sottoprodotti della lavorazione delle olive.
I composti fenolici sono fitonutrienti ad elevato potere antiossidante che contrastano
l’ossidazione lipidica nelle arterie e pertanto l’accumulo di LDL (lipoproteine a bassa densità)
nelle pareti arteriose, causa primariadelle malattie cardiovascolari. Molti di essi contribuiscono al
sapore amaro (Soler et al., 2000).
L’oleuropeina è responsabile del sapore amaro delle olive e possiede attività antiossidante e
antinfiammatoria. E’ presente in elevate quantità nelle foglie di olivo (90 mg/g sul secco) e in
tutte le parti costitutive del frutto: epidermide, polpa, seme ( Servilli, et al., 1996).
L’idrossitirosolo è un composto fenolico ad attività antiossidante ottenuto per idrolisi
enzimatica dell’oleuropeina. Il potere antiossidante (quale radical scavenger) è più elevato
rispetto a quello di antiossidanti commerciali quali 3,5-di-tert-butil-4- idrossitoluene (BHT) e
vitamina C (Visioli et al., 1995)
I flavonoidi e composti fenolici semplici come tirosolo e idrossitirosolo e i ripettivi agliconi sono
antiossidanti più potenti rispetto alla combinazione delle vitamine C ed E. Nel frutto oliva è stata
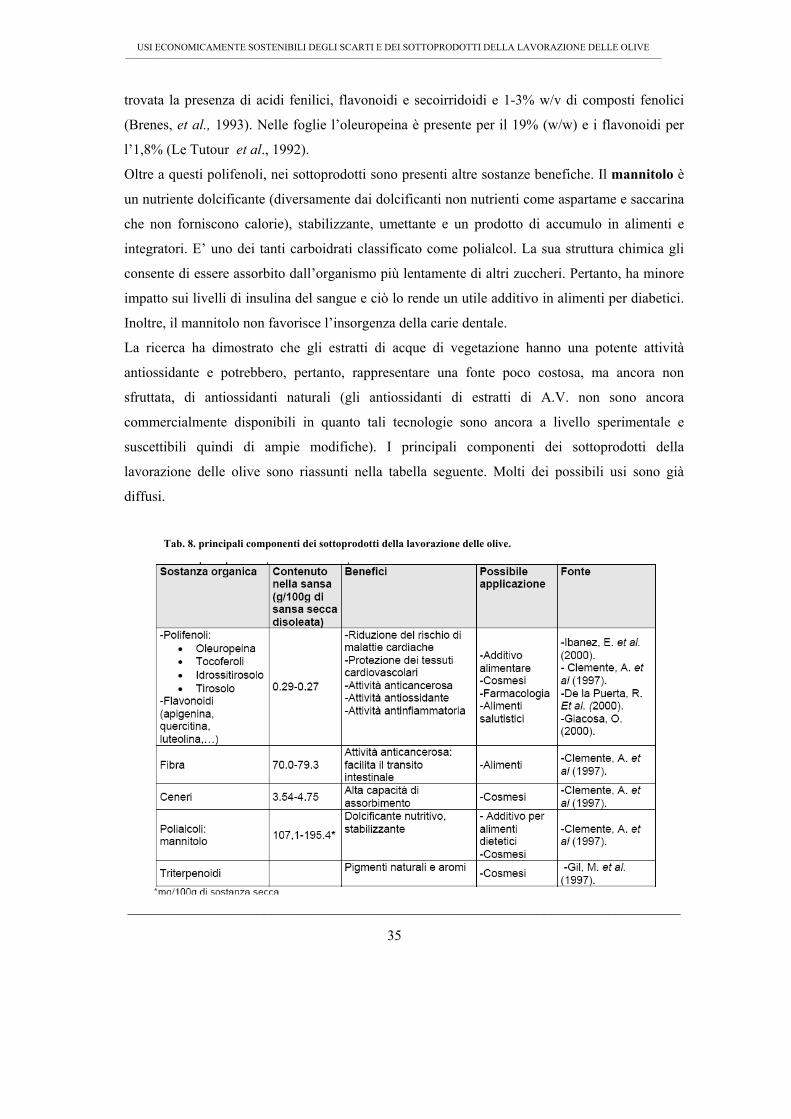
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
35
trovata la presenza di acidi fenilici, flavonoidi e secoirridoidi e 1-3% w/v di composti fenolici
(Brenes, et al., 1993). Nelle foglie l’oleuropeina è presente per il 19% (w/w) e i flavonoidi per
l’1,8% (Le Tutour et al., 1992).
Oltre a questi polifenoli, nei sottoprodotti sono presenti altre sostanze benefiche. Il mannitolo è
un nutriente dolcificante (diversamente dai dolcificanti non nutrienti come aspartame e saccarina
che non forniscono calorie), stabilizzante, umettante e un prodotto di accumulo in alimenti e
integratori. E’ uno dei tanti carboidrati classificato come polialcol. La sua struttura chimica gli
consente di essere assorbito dall’organismo più lentamente di altri zuccheri. Pertanto, ha minore
impatto sui livelli di insulina del sangue e ciò lo rende un utile additivo in alimenti per diabetici.
Inoltre, il mannitolo non favorisce l’insorgenza della carie dentale.
La ricerca ha dimostrato che gli estratti di acque di vegetazione hanno una potente attività
antiossidante e potrebbero, pertanto, rappresentare una fonte poco costosa, ma ancora non
sfruttata, di antiossidanti naturali (gli antiossidanti di estratti di A.V. non sono ancora
commercialmente disponibili in quanto tali tecnologie sono ancora a livello sperimentale e
suscettibili quindi di ampie modifiche). I principali componenti dei sottoprodotti della
lavorazione delle olive sono riassunti nella tabella seguente. Molti dei possibili usi sono già
diffusi.
Tab. 8. principali componenti dei sottoprodotti della lavorazione delle olive.
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
36
6.1 Differenti metodi di applicazione
La grande varietà dei composti presenti nei sottoprodotti richiede diversi tipi di tecnologie per la
rimozione dei contaminanti ambientali. La maggior parte dei metodi, di seguito indicati, è stata
testata in laboratorio e soltanto alcuni di essi su scala industriale. Nel caso della sansa umida i
trattamenti più utilizzati sono la disidratazione/evaporazione, il trattamento termico, quello
biologico e il trattamento con funghi. La produzione di compost e di mangimi potrebbe seguire
questo trattamento. Per le acque di vegetazione i possibili metodi, singoli o combinati, sono il
trattamento aerobico (bio-ammendante), il lagunaggio, il trattamento anaerobico, la filtrazione,
l’ultrafiltrazione, la filtrazione su membrana, l’ossidazione in ambiente umido, la
precipitazione/flocculazione, l’assorbimento, l’evaporazione, l’elettrolisi. Una tecnologia
emergente, il co-compostaggio di diverse miscele di differenti reflui, potrebbe rappresentare una
promettente area di ricerca.
6.1.1 Bio-ammendamento e compostaggio
Il compostaggio e la successiva utilizzazione in agricoltura si è rivelato la procedura più idonea
per il trattamento delle sanse umide. Sono stati studiati l’isolamento, l’identificazione e le
relative risposte fisiologiche dei batteri presenti nelle sanse fresche e coinvolti nei processi di
compostaggio. L’acqua di vegetazione è un ottimo substrato per trattamenti anaerobici, ma
dovrebbe essere sottoposto a un ulteriore trattamento aerobico in un impianto a fango attivo.
Un nuovo processo termofilo di compostaggio, basato sull’uso di acqua ossigenata, consente la
trasformazione della sansa, come tale o in combinazione con altri scarti agricoli, in un substrato
organico umificato adatto per scopi agricoli.
Nel primo caso il processo si auto sostiene, i.e. la sansa umida fresca è aggiunta in frazioni con
parziale riciclo per tempi praticamente illimitati. In entrambi i casi, dopo il periodo necessario
alla maturazione, i processi forniscono un prodotto finale (compost) di buona qualità.
La composizione chimica della sansa umida è adatta per il compostaggio, ma la sua struttura
fisica e la mancanza di porosità non consente questo tipo di trattamento. Il problema può essere
superato attraverso l’aggiunta di materiale legnoso o di paglia, che, tuttavia, in molti casi non
sono facilmente disponibili nelle vicinanze degli impianti di trasformazione (Anonymous, 2000).
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
37
6.1.2 Fermentazione allo stato solido
Consiste nell’arricchimento del substrato con proteine di origine microbica per il conseguimento
della produzione di amminoacidi da utilizzare per l’alimentazione animale (Anonymous, 2000).
6.1.3 Essiccamento
E’ stato progettato un nuovo ed innovativo dispositivo basato su letti fluidificati/mobili. Sono
stati studiati il comportamento e la dinamica del fluido durante l’essiccamento e ne sono state
ottimizzate le condizioni operative. L’operazione sembra praticabile su scala industriale, ma
sono necessari ulteriori test da effettuarsi con più grossi impianti industriali. Utilizzando un
essiccatore circolare l’umidità della sansa umida viene ridotta a circa il 10-15%. Il materiale
essiccato è costituito da una polvere le cui frazioni sono: frammenti di nocciolo (presenti anche
quando viene previamente utilizzato un separatore di noccioli), bucce, particelle o agglomerati di
polpa (Anonymous, 2000).
6.1.4 Disoleazione
La disoleazione della sansa umida fresca può essere realizzata con un ulteriore decanter a due
fasi o con uno ecologico, e anche direttamente dopo lo stadio di prima disoleazione, per mezzo
di una normale linea di estrazione dell’olio. In un impianto pilota di una tonnellata metrica sono
stati oggetto di studio diversi processi o differenti parametri, da soli o in combinazione, e g.
separazione o non del nocciolo, tempo di gramolazione, aggiunta di enzimi, aggiunta di acqua,
molitura. La sansa umida disoleata direttamente produce un olio che potrebbe essere classificato
come “olio vergine di oliva”, tuttavia il contenuto di dialcoli triterpenici e di cere superiori ai
limiti previsti per tale categoria lo declassa ad olio di sansa (Anonymous, 2000).
6.1.5 Gassificazione
Sono stati studiati i trattamenti chimico-fisici delle sanse umide disoleate e noccioli in nuovi
sistemi basati su letti fluidificati/mobili, in cui il materiale viene bruciato e gassificato.
Tale apparecchiatura non serve per la sola combustione, ma è utile per la gassificazione della
sansa disoleata e dei noccioli in presenza di aria/acqua.

USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
38
Il gas ottenuto ha una composizione tipica e, attraverso ulteriori idonei test, può essere utilizzato
per alimentare macchine generatrici di elettricità (Anonymous, 2000).
6.1.6 Monitoraggio e Controllo
E’ stato progettato e utilizzato con successo un nuovo dispositivo per controllare il flusso dei
solidi granulari. Il dispositivo può essere migliorato operando con cicli continui controllati. Sono
stati sviluppati, a livello industriale, un Sensore che misura il grado di Umidità e una tecnologia
di Controllo del Pannello (Anonymous, 2000).
6.1.7 Catalogo e Database
La raccolta dei dati riguarda principalmente 13 trattamenti di reflui provenienti da processi a tre
fasi. Dalla ricerca è risultato che il processo a due fasi mostra vantaggi inequivocabili. Sono state
infine identificate cinque principali procedure disponibili per il trattamento delle sanse umide:
essiccamento (naturale, forzato), combustione, trasformazione aerobica (compostaggio),
trasformazione anaerobica e trasformazione mediante funghi.
Una indagine effettuata a livello locale ha individuato 11 dati records in Grecia e 18 in Spagna.
La sansa umida è trattata principalmente in larghi bacini di evaporazione e/o usata come
combustibile. Ciò non è compatibile con i principi ecologici dell’Unione Europea e dei Paesi ad
essa associati. Un terzo modo per raccogliere i dati è quello di scaricarli dalla rete informatica
(Anonymous, 2000).
C’è una mancanza di informazione sui limiti di applicabilità e validità economica di ciascuna
soluzione per valorizzare i sottoprodotti di lavorazione delle olive. Ciò implica che le decisioni
sono prese in un’atmosfera di crescente difficoltà e con scarsa accuratezza.
La scelta delle soluzioni migliori per la gestione e valorizzazione dei sottoprodotti di lavorazione
delle olive e la progettazione di un’attività economica dovrebbero essere fatte caso per caso. Esse
dovrebbero tener conto di diversi fattori quali capacità produttiva, specificità regionali,
industriali, ambiente ecologico - agronomico, leggi locali, ecc..
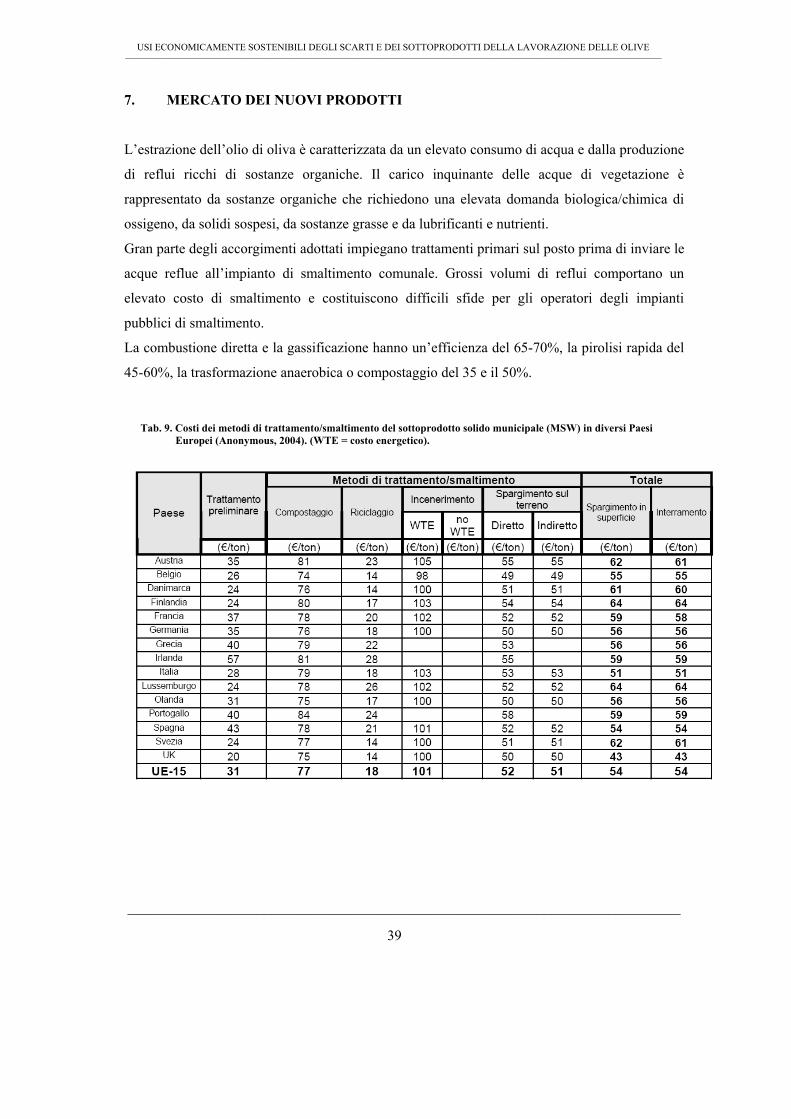
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
39
7. MERCATO DEI NUOVI PRODOTTI
L’estrazione dell’olio di oliva è caratterizzata da un elevato consumo di acqua e dalla produzione
di reflui ricchi di sostanze organiche. Il carico inquinante delle acque di vegetazione è
rappresentato da sostanze organiche che richiedono una elevata domanda biologica/chimica di
ossigeno, da solidi sospesi, da sostanze grasse e da lubrificanti e nutrienti.
Gran parte degli accorgimenti adottati impiegano trattamenti primari sul posto prima di inviare le
acque reflue all’impianto di smaltimento comunale. Grossi volumi di reflui comportano un
elevato costo di smaltimento e costituiscono difficili sfide per gli operatori degli impianti
pubblici di smaltimento.
La combustione diretta e la gassificazione hanno un’efficienza del 65-70%, la pirolisi rapida del
45-60%, la trasformazione anaerobica o compostaggio del 35 e il 50%.
Tab. 9. Costi dei metodi di trattamento/smaltimento del sottoprodotto solido municipale (MSW) in diversi Paesi Europei (Anonymous, 2004). (WTE = costo energetico).
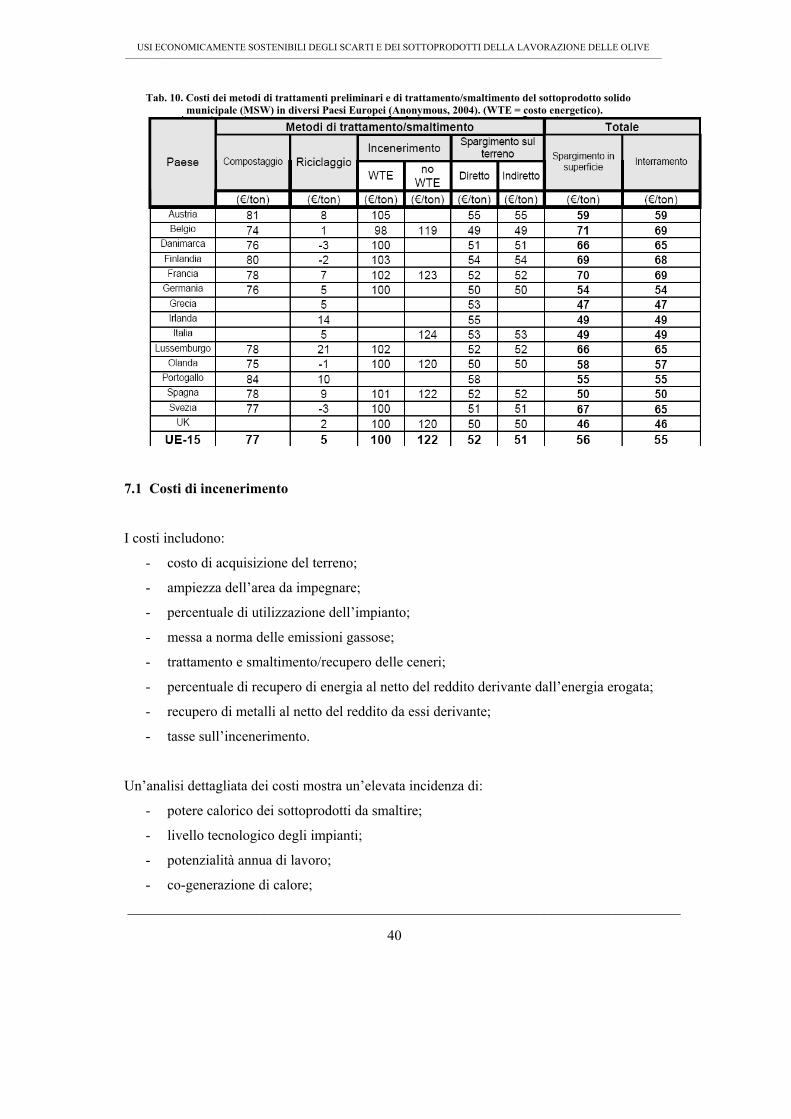
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
40
Tab. 10. Costi dei metodi di trattamenti preliminari e di trattamento/smaltimento del sottoprodotto solido municipale (MSW) in diversi Paesi Europei (Anonymous, 2004). (WTE = costo energetico).
7.1 Costi di incenerimento
I costi includono:
- costo di acquisizione del terreno;
- ampiezza dell’area da impegnare;
- percentuale di utilizzazione dell’impianto;
- messa a norma delle emissioni gassose;
- trattamento e smaltimento/recupero delle ceneri;
- percentuale di recupero di energia al netto del reddito derivante dall’energia erogata;
- recupero di metalli al netto del reddito da essi derivante;
- tasse sull’incenerimento.
Un’analisi dettagliata dei costi mostra un’elevata incidenza di:
- potere calorico dei sottoprodotti da smaltire;
- livello tecnologico degli impianti;
- potenzialità annua di lavoro;
- co-generazione di calore;
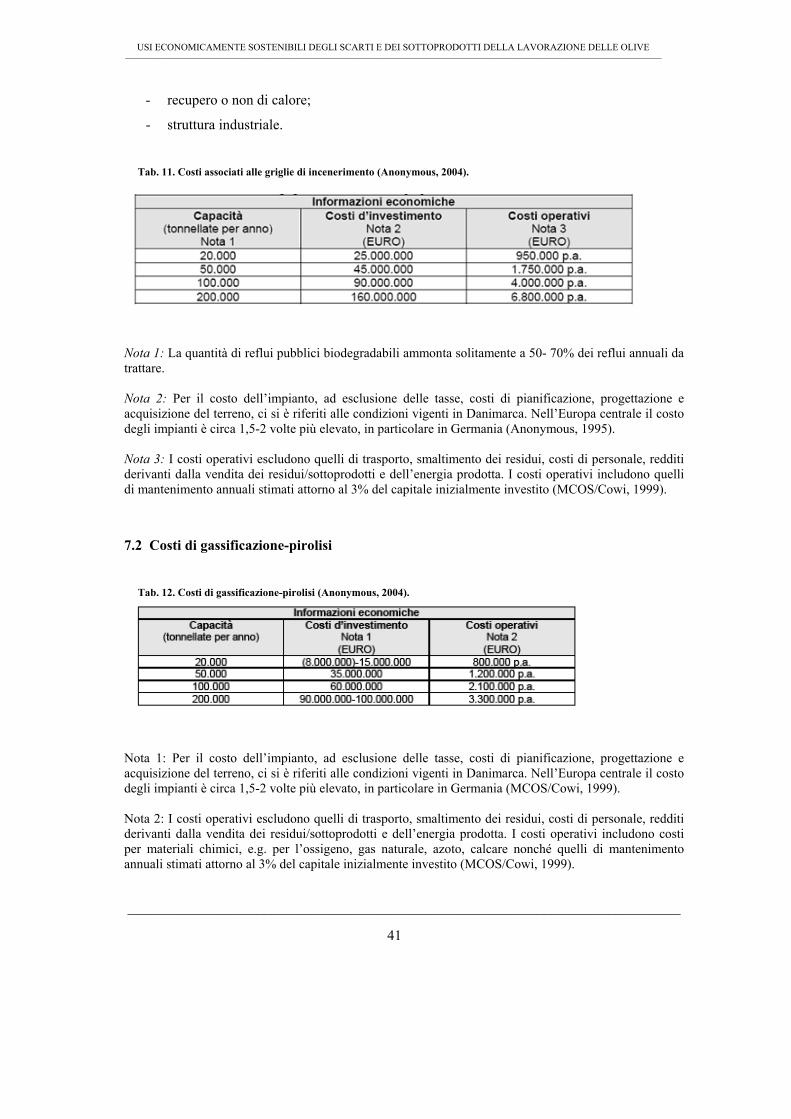
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
41
- recupero o non di calore;
- struttura industriale.
Tab. 11. Costi associati alle griglie di incenerimento (Anonymous, 2004).
Nota 1: La quantità di reflui pubblici biodegradabili ammonta solitamente a 50- 70% dei reflui annuali da trattare. Nota 2: Per il costo dell’impianto, ad esclusione delle tasse, costi di pianificazione, progettazione e acquisizione del terreno, ci si è riferiti alle condizioni vigenti in Danimarca. Nell’Europa centrale il costo degli impianti è circa 1,5-2 volte più elevato, in particolare in Germania (Anonymous, 1995). Nota 3: I costi operativi escludono quelli di trasporto, smaltimento dei residui, costi di personale, redditi derivanti dalla vendita dei residui/sottoprodotti e dell’energia prodotta. I costi operativi includono quelli di mantenimento annuali stimati attorno al 3% del capitale inizialmente investito (MCOS/Cowi, 1999).
7.2 Costi di gassificazione-pirolisi
Tab. 12. Costi di gassificazione-pirolisi (Anonymous, 2004).
Nota 1: Per il costo dell’impianto, ad esclusione delle tasse, costi di pianificazione, progettazione e acquisizione del terreno, ci si è riferiti alle condizioni vigenti in Danimarca. Nell’Europa centrale il costo degli impianti è circa 1,5-2 volte più elevato, in particolare in Germania (MCOS/Cowi, 1999). Nota 2: I costi operativi escludono quelli di trasporto, smaltimento dei residui, costi di personale, redditi derivanti dalla vendita dei residui/sottoprodotti e dell’energia prodotta. I costi operativi includono costi per materiali chimici, e.g. per l’ossigeno, gas naturale, azoto, calcare nonché quelli di mantenimento annuali stimati attorno al 3% del capitale inizialmente investito (MCOS/Cowi, 1999).
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
42
Il numero di persone richieste va da 25 a 40 a seconda del processo, del luogo, della grandezza e
del numero del personale amministrativo dell’impianto.
I costi per un semplice impianto di gassificazione a biomasse per sottoprodotti legnosi è di circa
1.000.000 di euro per 1.000 kW di sottoprodotto con un’umidità del 45% in peso (Tsotsos, 2001)
Uno studio mostra i dati tecnici ed economici di tre ipotetici impianti di combustione situati in
Castiglia e Leon con una potenza elettrica compresa tra 10 e 22 MWe (Mega Watt elettrici), e
un rendimento elettrico del 22- 25%. I costi di utilizzazione sono risultati di 75euro/MWh per un
impianto di 10 MWe e 58 euro/MWh per un impianto di 22 MWe. Questa tecnologia è
ampiamente perfezionata e può essere considerata come una tecnologia matura.
7.3 Costi di trattamenti meccanici
Molto spesso i sottoprodotti, prima di poterli trattare in un impianto di incenerimento, in un
impianto biologico o in un altro tipo di impianto, debbono essere sottoposti ad un pre-trattamento
meccanico come linee di selezione, trattamenti fisici, trasporto, stabilizzazione, pellettizzazione,
ecc. (Oetjen-Dehne, et al. 2000). I costi di trasporto dipendono normalmente dalla distanza. Di
solito si aggirano intorno a 7-20 euro per tonnellata di sottoprodotto. I costi di trattamento
meccanico sono dello stesso ordine di grandezza dei costi di altri tipi di trattamento (digestione,
compostaggio) e variano da 50 a100 euro per tonnellata a seconda della capacità dell’impianto. I
costi di investimento sono di solito più alti di quelli operativi.
7.4 Costi di compostaggio
- costi di acquisizione del terreno;
- costi di sistemazione del terreno riferita alla potenzialità dell’impianto;
- dimensioni dell’impianto;
- percentuale di utilizzazione dell’impianto;
- scelta della tecnologia, specialmente del grado di controllo (in termini di disponibilità di
congegni tecnologicamente sofisticati) del processo;
- grado di efficienza di separazione dei materiali;
- natura e durata dei contratti e tipologia dei sottoprodotti;
- redditi per vendita di prodotti correlati con la qualità del materiale da trattare e della
maturazione del prodotto finito.
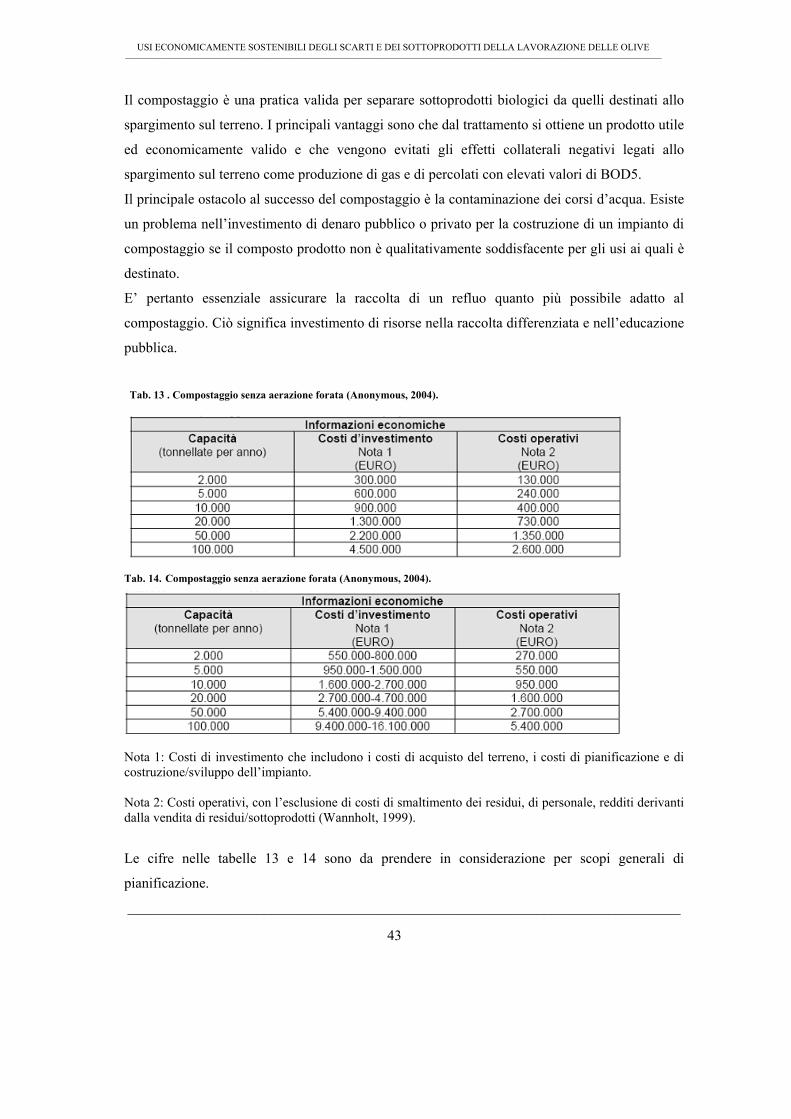
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
43
Il compostaggio è una pratica valida per separare sottoprodotti biologici da quelli destinati allo
spargimento sul terreno. I principali vantaggi sono che dal trattamento si ottiene un prodotto utile
ed economicamente valido e che vengono evitati gli effetti collaterali negativi legati allo
spargimento sul terreno come produzione di gas e di percolati con elevati valori di BOD5.
Il principale ostacolo al successo del compostaggio è la contaminazione dei corsi d’acqua. Esiste
un problema nell’investimento di denaro pubblico o privato per la costruzione di un impianto di
compostaggio se il composto prodotto non è qualitativamente soddisfacente per gli usi ai quali è
destinato.
E’ pertanto essenziale assicurare la raccolta di un refluo quanto più possibile adatto al
compostaggio. Ciò significa investimento di risorse nella raccolta differenziata e nell’educazione
pubblica.
Tab. 13 . Compostaggio senza aerazione forata (Anonymous, 2004).
Tab. 14. Compostaggio senza aerazione forata (Anonymous, 2004).
Nota 1: Costi di investimento che includono i costi di acquisto del terreno, i costi di pianificazione e di costruzione/sviluppo dell’impianto. Nota 2: Costi operativi, con l’esclusione di costi di smaltimento dei residui, di personale, redditi derivanti dalla vendita di residui/sottoprodotti (Wannholt, 1999).
Le cifre nelle tabelle 13 e 14 sono da prendere in considerazione per scopi generali di
pianificazione.
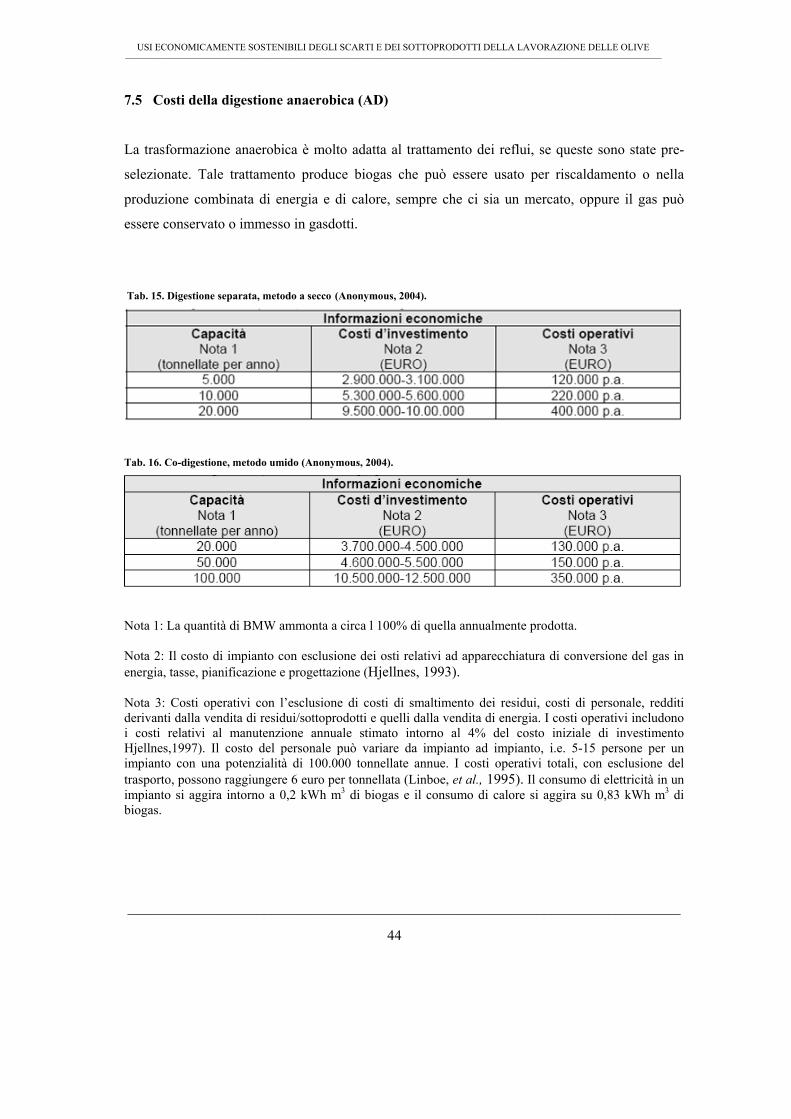
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
44
7.5 Costi della digestione anaerobica (AD)
La trasformazione anaerobica è molto adatta al trattamento dei reflui, se queste sono state pre-
selezionate. Tale trattamento produce biogas che può essere usato per riscaldamento o nella
produzione combinata di energia e di calore, sempre che ci sia un mercato, oppure il gas può
essere conservato o immesso in gasdotti.
Tab. 15. Digestione separata, metodo a secco (Anonymous, 2004).
Tab. 16. Co-digestione, metodo umido (Anonymous, 2004).
Nota 1: La quantità di BMW ammonta a circa l 100% di quella annualmente prodotta. Nota 2: Il costo di impianto con esclusione dei osti relativi ad apparecchiatura di conversione del gas in energia, tasse, pianificazione e progettazione (Hjellnes, 1993). Nota 3: Costi operativi con l’esclusione di costi di smaltimento dei residui, costi di personale, redditi derivanti dalla vendita di residui/sottoprodotti e quelli dalla vendita di energia. I costi operativi includono i costi relativi al manutenzione annuale stimato intorno al 4% del costo iniziale di investimento Hjellnes,1997). Il costo del personale può variare da impianto ad impianto, i.e. 5-15 persone per un impianto con una potenzialità di 100.000 tonnellate annue. I costi operativi totali, con esclusione del trasporto, possono raggiungere 6 euro per tonnellata (Linboe, et al., 1995). Il consumo di elettricità in un impianto si aggira intorno a 0,2 kWh m3 di biogas e il consumo di calore si aggira su 0,83 kWh m3 di biogas.
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
45
I costi dipendono da:
- acquisto del terreno;
- scelta del tipo di processo (ci sono molte varianti);
- tipo del materiale da trattare;
- efficienza di produzione del biogas e redditi provenienti dalla sua vendita;
- contributo per la produzione di energia;
- normalizzazione degli impianti per l’utilizzazione dei residui della digestione anaerobica
(AD);
- redditi provenienti dai residui di AD.
In Europa la digestione anaerobica è generalmente utilizzata in Germania, Olanda e Danimarca,
in corso di sviluppo in Spagna e Portogallo e poco usata in altri paesi come Svezia, UK e
Francia. Il costo del trattamento al netto dei profitti, riferito ad un numero limitato di impianti in
Europa (rispetto a quelli che praticano lo spargimento sul terreno, l’incenerimento e il
compostaggio), sembra variare tra 60 e 150 euro per tonnellata.
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
46
8. BIBLIOGRAFIA
Alcaide E.M. and Nefzaoui A. (1996). Recycling of Olive Oil by-Products: Possibilities of utilization in Animal nutrition, International Biodeteriotation & Biodegradation, p. 227-235, Elsevier Science Limited, UK. Anonymous, (2004), Handbook for the prevention and minimisation of waste and valorisation of by-products in European agro-food industries, Agro food wastes minimisation and reduction network - AWARENET, p. 349. Anonymous, (2000): IMPROLIVE - Improvements of treatments and validation of the liquid solid waste from the two-phases olive oil extraction. Anonymous, European Commission, Directive 2000/76/EC of the European parliament and of the council of 4 December 2000 on the incineration of waste - Official Journal of the European Communities (28.12.2000).Disponibile online: http://europa.eu.int/comm/environment/wasteinc/newdir/2000-76_en.pdf Anonymous, (1995) Danish Energy Agency, Progress report on the Economy of Centralised Biogas Plants, Danish Energy Agency. Anonymous, Council of the European Communities, Council Directive on Waste 75/442/EEC (15 07 1975). Disponibile online: http://europa.eu.int/smartapi/cgi/sga_doc?smartapi!celexplus!prod!DocNumber&lg=en&type_doc=Directive&an_doc=1975&nu_doc=442. Bing, U., E. Cini, A. Cloni, V. Laurendi, (1994). Smaltimento – recupero delle sanse di oliva provenienti da un “due fasi” mediante distribuzione in campo. L’informatore agrario, 47, 5-7. Bonari E., L. Ceccarini, N. Silvestri, M. Tonini, T. Sabbatini, (2000). Effetti della distribuzione di dosi crescenti di sanse umide sul terreno. Smaltimento e riutilizzo dei reflui di frantoio. ARSIA, Regione Toscana, 30-5. Bonari E., Ceccarini L., (1993). Effetti dello spargimento delle acque di vegetazione sul terreno agrario. L’informatore Agrario, 13. Brenes, G. et al., (1999). Phenolic compounds in Spanish olive oils. J. Agric. Food Chem., 47, p. 3535-3540. Decreto legislativo 3 aprile 2006, n 152. "Norme in materia ambientale". Gazzetta Ufficiale n. 88 del 14 aprile 2006 - Supplemento Ordinario n. 96. Decreto Ministeriale 5 febbraio 1998 (Ministero dell’Ambiente). Individuazione dei rifiuti non pericolosi sottoposti alle procedure semplificate di recupero. Suppl. ord. n. 72 Gazzetta Ufficiale, Serie generale - n. 88.
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
47
Decreto Ministeriale 6 luglio 2006 (Ministero delle politiche Agricole). Criteri e norme tecniche generali per la disciplina regionale dell’utilizzazione agronomica delle A.V. e degli scarichi frantoi. Gazzetta Ufficiale, Serie generale - n. 166 del 19 luglio 2005. Di Giovacchino L., (2001). I sottoprodotti della lavorazione delle olive. Caratteristiche qualitative e quantitative. I sottoprodotti dei frantoi oleari. Progetto editoriale Panda, L’informatore agrario, vol. 3., 29-40. Di Giovacchino L., Seghetti, L., (1990). Lo smaltimento delle acque di vegetazione delle olive su terreno agrario destinato alla coltivazione di grano e mais. L’informatore agrario, 45, 58-62. Hjellnes, (1997). Evaluation of cost data on alternative treatment concepts. Internal project report, prepared for Oslo Renholdsverk (waste company), Norway, on treatment facilities for biodegradable waste. Cowi AS and Cowi AS. Hjellnes, (1993). Evaluation of cost data on alternative treatment concepts. Internal project report, prepared for Bergen Municipality, Norway, on treatment facilities for biodegradable waste. References and reading list 2 Cowi AS and Cowi AS,. Israilides C.J., Vlyssides A. G., et al. (1996). Olive oil Waste treatment with the use of an electrolysis system, Proc. 2nd Specialized Conference on Pretreatment of Industrial Wastewaters, 16-18/10/1996, IAWQ Greek National Committee, Athens, Greece, p. 840- 843. Legge 9 dicembre 1998, n. 426. Nuovi interventi in campo ambientale. Gazzetta Ufficiale, Serie generaDecreto Legislativo 27 gennaio 1992, n. 99. Attuazione della direttiva 86/278/CEE concernente la protezione dell’ambiente, in particolare del suolo, nell’utilizzazione dei fanghi di depurazione in agricoltura. Suppl. ord. alla "Gazzetta Ufficiale", Serie generale – n. 38 febbraio . Legge 11 novembre 1996, n. 574. Nuove norme in materia di utilizzazione agronomica delle acque di vegetazione e di scarico dei frantoi oleari. G.U. 265 del 12 novembre 1996. Le Tutour, B. et al., (1992). Antioxidative activities of Olea europaea leaves and related phenolic compounds. Phytochem 31 (4), 1173-1178. Linboe, H.H. et al., (1995). Progress report on the economy of centralised biogas plants, Editedby J. Christensen. Publisher: Danish Energy Agency, Copenhagen. 34 pp. MCOS/Cowi, (1999). “Waste management, a strategy for Dublin. Feasibility study of thermal treatment of waste for the Dublin region, report on siting and environmental issues”, report by M. C. O’Sullivan and CO Ltd. Consulting Engineers, Dublin and Cowi Consulting Engineers and Planners A/A, Copenhagen. In collaboration with Vestforbrandingen WTE Plant, Copenhagen, A. Beenackers, Univerity of Groningen, Netherlands, J. Petts, University of Birmingham, M. Murphy, Murphy and Associates, Dublin. Oetjen-Dehne, R., and Winkler, B. (2000). Kostenseitiger Vergleich verschiedener Entsorgungsoptionen mit thermischer Behandlung und Verwertung, Berlin.
USI ECONOMICAMENTE SOSTENIBILI DEGLI SCARTI E DEI SOTTOPRODOTTI DELLA LAVORAZIONE DELLE OLIVE ________________________________________________________________________________________________________________
_____________________________________________________________________________
48
Pellerano, A., Pantaleo, A., Tenerelli, P., Carone, M. T. (2006). Produzione di energia dai residui della filiera olivicola in Puglia: potenzialità e scenari di valorizzazione energetica. Relazione conclusiva, Università degli studi di Bari. Pignatelli, V. (2008) - Produzione di energia da scarti e residui dell’industria agroalimentare. Seminario Progetto Truefood, Parma, 8 maggio 2008 Riva, G. (2001).”Analisi delle filiere di media potena per la produzione di energia elettrica da biomassa”. Comitato termotecnico Italiano- Energia e Ambiente. Sanchez, S. et al., (2004), Use of Industrial waste waters from olive-oil extraction in the biomass production of Scenedesmus Obliquus. 2nd World Conference on Biomass for Energy, Industry and Climate protection, 10-14 May 2004, Rome, Italy, 1, p.342. Saviozzi A., R. Levi – Minzi, R. Riffaldi, R. Cardelli, (1997). Caratteristiche analitiche delle sanse umide stoccate. L’informatore agrario, 38, 44-46. Servilli, M. et al., (1996): Antioxidant activity of tocopherols and phenolic compounds of virgin olive oil. J. Am. Oil Chem. Soc., 73, 1589-1593. Soler- Rivas, C. et al., (2000): Oleuropein and related compounds. J. Sci.Food Agric. 80, p. 1013-1023. Tomati U. (2000). Stato dell’arte sul problema dell’utilizzazione dei rifiuti oleari – Programma Nazionale di Ricerca “Reflui del sistema agricolo- industriale” – Legge 95/95 – Settore Ambiente, sottoprogetto “Reflui oleari”. CNR – MURST Roma. Tsotsos, D. (2001). Biodegradable municipal waste management in Europe. European Environment Agency, Topic report 15/2001 Visioli, F. et al., (1995). Waste waters from olive oil production are rich in natural antioxidants, Experientia, 51, p. 32-34.
Wannholt, (1999).Biological treatment of domestic waste in closed plants in Europe – Plant visit reports”. RVF Report 98:8. ISSN 1103-4092. RVF – The Swedish Association of Waste Management and RFV Service AB, Malmö. 321 pp