
OLIO DI OLIVA PARTE 2°: produzione - andytonini.com · componente liquida oleosa. La parte solida...
17
OLIO DI OLIVA – PARTE 2°: produzione – elaborazioni e appunti del Prof.A.Tonini – vers.#B6– www.andytonini.com – INDICE : OLIVA - OLIO - ESTRAZIONE - FRANTOI - T.FINALI -T.REFLUI - APPENDICI - MACCHINARI - SVILUPPI [► vedi CD area di progetto OLIO EXTRAVERGINE DI OLIVA – nel sito] 1 – GENERALITA’: l’oliva - composizione: acqua 50% olio 20% C-idrati 20% cellulosa e ceneri 7,5% proteine 1,5% 2 – l’OLIO - caratteristiche chimiche dell'olio: L’olio d’oliva è un grasso liquido a temperatura ambiente. L’olio ha una densità di circa 916 grammi/litro, esso è costituito per quasi il 98% da una miscela di trigliceridi (principalmente è un prodotto grasso ), il rimanente 2% viene definito come frazione insaponificabile, cioè la parte delle sostanze che non subiscono alcuna alterazione se sottoposte all’azione di alcali concentrati. La composizione chimica dell’olio è influenzata da numerosi fattori: la varietà delle olive (cultivar), le condizioni dell’ ambiente e del clima, le tecniche di allevamento della pianta, la fase di raccolta, stoccaggio del prodotto e lavorazioni del frutto (estrazione...). STRUTTURA DELL' OLIVA (drupa) media: Buccia (Epicarpo-membrana esterna cerosa): 1% Polpa (Mesocarpo): 70% Nocciolo (Endocarpo): 29% (l'endocarpo è l'involucro legnoso che racchiude il seme contenente l'embrione) PRODUZIONE DI UN ALBERO: da 15 a 40 Kg. di Olive ; da 3 a 8 Kg. di Olio; resa media ≤20% CRESCITA: la drupa verde si accresce; avviene la fotosintesi con la sintesi di zuccheri e acidi organici; INVAIATURA: il colore esterno della drupa cambia dal verde a giallo, rossastro, violaceo fino a colore scuro: inizia l'inoliazione (formazione e accumulo di olio); MATURAZIONE: cresce nella drupa la quantità di olio, contemporanea all'invaiatura, fino a un valore massimo, compatibile col tipo di cultivar e le condizioni climatiche, dopo il quale la drupa comincia a raggrinzire perdendo acqua e cominciando a consumare le sostanze antiossidanti [INIZIO ] BUCCIA
Transcript of OLIO DI OLIVA PARTE 2°: produzione - andytonini.com · componente liquida oleosa. La parte solida...

OLIO DI OLIVA – PARTE 2°: produzione –
elaborazioni e appunti del Prof.A.Tonini – vers.#B6– www.andytonini.com –
INDICE : OLIVA - OLIO - ESTRAZIONE - FRANTOI - T.FINALI -T.REFLUI - APPENDICI - MACCHINARI- SVILUPPI [► vedi CD area di progetto OLIO EXTRAVERGINE DI OLIVA – nel sito]
1 – GENERALITA’: l’oliva - composizione: acqua 50% olio 20% C-idrati 20% cellulosa e ceneri 7,5% proteine 1,5%
2 – l’OLIO -
caratteristiche chimiche dell'olio: L’olio d’oliva è un grasso liquido a temperatura ambiente.
L’olio ha una densità di circa 916 grammi/litro, esso è costituito per quasi il 98% da una miscela di trigliceridi
(principalmente è un prodotto grasso ), il rimanente 2% viene definito come frazione insaponificabile, cioè la parte
delle sostanze che non subiscono alcuna alterazione se sottoposte all’azione di alcali concentrati. La composizione
chimica dell’olio è influenzata da numerosi fattori: la varietà delle olive (cultivar), le condizioni dell’ ambiente e del
clima, le tecniche di allevamento della pianta, la fase di raccolta, stoccaggio del prodotto e lavorazioni del frutto
(estrazione...).
STRUTTURA DELL' OLIVA (drupa) media:
Buccia (Epicarpo-membrana esterna cerosa): 1% Polpa (Mesocarpo): 70% Nocciolo (Endocarpo): 29% (l'endocarpo è l'involucro legnoso che racchiude il seme contenente l'embrione)
PRODUZIONE DI UN ALBERO: da 15 a 40 Kg. di Olive ; da 3 a 8 Kg. di Olio; resa media ≤20%
CRESCITA: la drupa verde si accresce; avviene la fotosintesi con la sintesi
di zuccheri e acidi organici;
INVAIATURA: il colore esterno della drupa cambia dal verde a giallo,
rossastro, violaceo fino a colore scuro: inizia l'inoliazione (formazione e
accumulo di olio);
MATURAZIONE: cresce nella drupa la quantità di olio, contemporanea
all'invaiatura, fino a un valore massimo, compatibile col tipo di cultivar e
le condizioni climatiche, dopo il quale la drupa comincia a raggrinzire
perdendo acqua e cominciando a consumare le sostanze antiossidanti [INIZIO]
BUCCIA

Prof.A.Tonini SOSTANZE PRESENTI NEGLI OLI:
►vedi APPENDICE
classificazione degli oli:
● OLI OTTENUTI PER SPREMITURA MECCANICA: OLI VERGINI
estratti dall'oliva esclusivamente per pressione o centrifugazione (mezzi meccanici e fisici), esclusi quelli
ottenuti con solvente, coadiuvanti chimici o biochimici, con processi di riesterificazione e miscelazione con
oli di natura diversa;
olio d'oliva extravergine: è l'olio migliore che può essere prodotto, ottenuto dalle olive per sola spremitura
meccanica; nella lavorazione non sono presenti trattamenti industriali, né raffinazione; ha un livello di acidità
(libera come ac.oleico) inferiore all'1% (inferiore a. 0,8% dal 1/11/03); gusto perfetto, privo di difetti;
olio d'oliva vergine (sopraffino): il grado di acidità di questo olio è inferiore al 1,5% e come l'extra vergine non è
raffinato;
olio d'oliva vergine corrente: è composto da olio di oliva; il grado di acidità massimo è del 3%;
olio d'oliva vergine lampante: ha un livello di acidità massimo superiore al 3%, quindi con caratteristiche non
alimentari;
questo tipo di lavorazione (per spremitura) differenzia nettamente gli oli anche da un punto di vista chimico:
attraverso le analisi chimiche viene stabilito come primo obiettivo di riconoscere la genuinità del prodotto. Altre
analisi chimiche hanno come obiettivo quello di mettere in evidenza la qualità del prodotto, in base alle sostanze
contenute: vitamine, sostanze antiossidanti, polifenoli, acidi grassi, ecc...[vedi a parte]
● OLI OTTENUTI DA LAVORAZIONI CHIMICHE O DA SCARTI DI LAVORAZIONE
olio di oliva raffinato: si ottiene per rettifica di oli lampanti (deacidificazione, decolorazione, deodorazione,...); è
un olio incolore inodore insapore, e quindi viene miscelato con olio vergine;
olio di oliva: ottenuto da miscele di oli raffinati e vergini, con acidità inferiore a a 1%;
olio di sansa greggio: ottenuto da sanse di oliva per estrazione con solventi (esano), lavaggi e distillazioni; i
solventi portano via componenti pregiati dell'olio, lasciando scadenti proprietà organolettiche: necessitano di
trattamenti successivi di rettifica;
olio di sansa raffinato: ottenuto a seguito di processi di rettifica dei grezzi; viene in seguito miscelato con oli
vergini prima del commercio; acidità non superiore a 0,3%;
olio di sansa e di oliva: ottenuto miscelando olio di sansa raffinato con oli vergini, con acidità inferiore a 1% [INIZIO]
3 – LAVORAZIONE DELLE OLIVE = l’OLIO –
3.1 - TRATTAMENTI INIZIALI: [►vedi parte 1° - ►vedi CD OLIO] RACCOLTA – STOCCAGGIO – PESATURA – DEFOGLIATURA – LAVAGGIO –
dopo la raccolta delle olive dalla pianta e la conservazione in cassette e cassoni, si effettua la defogliatura e il
lavaggio; quindi le olive sono pronte per essere avviate ai procedimenti più impegnativi che da tempo si
ripetono con poche variazioni.
3.2 – ESTRAZIONE = lavorazione dell’oliva -
[►apparecchiature in appendice]
Prof.A.Tonini
MOLAZZE
MULINI
GRAMOLA
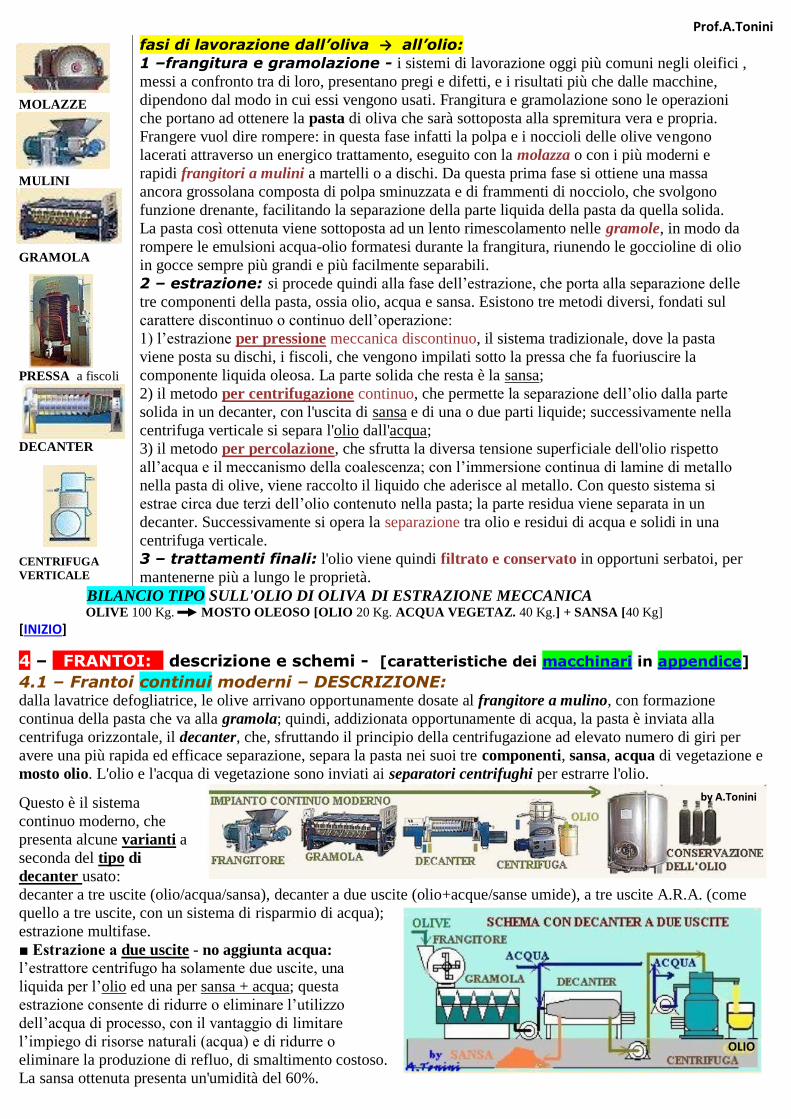
fasi di lavorazione dall’oliva → all’olio:
1 –frangitura e gramolazione - i sistemi di lavorazione oggi più comuni negli oleifici ,
messi a confronto tra di loro, presentano pregi e difetti, e i risultati più che dalle macchine,
dipendono dal modo in cui essi vengono usati. Frangitura e gramolazione sono le operazioni
che portano ad ottenere la pasta di oliva che sarà sottoposta alla spremitura vera e propria.
Frangere vuol dire rompere: in questa fase infatti la polpa e i noccioli delle olive vengono
lacerati attraverso un energico trattamento, eseguito con la molazza o con i più moderni e
rapidi frangitori a mulini a martelli o a dischi. Da questa prima fase si ottiene una massa
ancora grossolana composta di polpa sminuzzata e di frammenti di nocciolo, che svolgono
funzione drenante, facilitando la separazione della parte liquida della pasta da quella solida.
La pasta così ottenuta viene sottoposta ad un lento rimescolamento nelle gramole, in modo da
rompere le emulsioni acqua-olio formatesi durante la frangitura, riunendo le goccioline di olio
in gocce sempre più grandi e più facilmente separabili.
PRESSA a fiscoli
DECANTER
CENTRIFUGA
VERTICALE
2 – estrazione: si procede quindi alla fase dell’estrazione, che porta alla separazione delle
tre componenti della pasta, ossia olio, acqua e sansa. Esistono tre metodi diversi, fondati sul
carattere discontinuo o continuo dell’operazione:
1) l’estrazione per pressione meccanica discontinuo, il sistema tradizionale, dove la pasta
viene posta su dischi, i fiscoli, che vengono impilati sotto la pressa che fa fuoriuscire la
componente liquida oleosa. La parte solida che resta è la sansa;
2) il metodo per centrifugazione continuo, che permette la separazione dell’olio dalla parte
solida in un decanter, con l'uscita di sansa e di una o due parti liquide; successivamente nella
centrifuga verticale si separa l'olio dall'acqua;
3) il metodo per percolazione, che sfrutta la diversa tensione superficiale dell'olio rispetto
all’acqua e il meccanismo della coalescenza; con l’immersione continua di lamine di metallo
nella pasta di olive, viene raccolto il liquido che aderisce al metallo. Con questo sistema si
estrae circa due terzi dell’olio contenuto nella pasta; la parte residua viene separata in un
decanter. Successivamente si opera la separazione tra olio e residui di acqua e solidi in una
centrifuga verticale.
3 – trattamenti finali: l'olio viene quindi filtrato e conservato in opportuni serbatoi, per
mantenerne più a lungo le proprietà.
BILANCIO TIPO SULL'OLIO DI OLIVA DI ESTRAZIONE MECCANICA OLIVE 100 Kg. MOSTO OLEOSO [OLIO 20 Kg. ACQUA VEGETAZ. 40 Kg.] + SANSA [40 Kg] [INIZIO]
4 – FFRANTOI: : descrizione e schemi - [caratteristiche dei macchinari in appendice]
4.1 – Frantoi continui moderni – DESCRIZIONE: dalla lavatrice defogliatrice, le olive arrivano opportunamente dosate al frangitore a mulino, con formazione
continua della pasta che va alla gramola; quindi, addizionata opportunamente di acqua, la pasta è inviata alla
centrifuga orizzontale, il decanter, che, sfruttando il principio della centrifugazione ad elevato numero di giri per
avere una più rapida ed efficace separazione, separa la pasta nei suoi tre componenti, sansa, acqua di vegetazione e
mosto olio. L'olio e l'acqua di vegetazione sono inviati ai separatori centrifughi per estrarre l'olio.
Questo è il sistema
continuo moderno, che
presenta alcune varianti a
seconda del tipo di
decanter usato:
decanter a tre uscite (olio/acqua/sansa), decanter a due uscite (olio+acque/sanse umide), a tre uscite A.R.A. (come
quello a tre uscite, con un sistema di risparmio di acqua);
estrazione multifase.
■ Estrazione a due uscite - no aggiunta acqua:
l’estrattore centrifugo ha solamente due uscite, una
liquida per l’olio ed una per sansa + acqua; questa
estrazione consente di ridurre o eliminare l’utilizzo
dell’acqua di processo, con il vantaggio di limitare
l’impiego di risorse naturali (acqua) e di ridurre o
eliminare la produzione di refluo, di smaltimento costoso.
La sansa ottenuta presenta un'umidità del 60%.
OLIO
by A.Tonini

Prof.A.Tonini CARATTERISTICHE: sanse molto umide [difficile lavorazione, meno degradabili nel terreno]; capacità di lavorazione ridotta del 10-25 % e una maggiore difficoltà di controllo del rendimento di estrazione; la minore aggiunta d’acqua porta ad ottenere oli più ricchi di costituenti minori, come i polifenoli, e più amari.
■ Estrazione a tre uscite – aggiunta acqua calda:
la pasta di olive viene immessa nel decanter tramite pompa
monovite a portata variabile; l’estrattore è predisposto per
separare tre uscite: 1°-olio; 2°-acqua di vegetazione;
3°-sansa. Questo è possibile con opportuna aggiunta di
acqua calda alla pasta in ingresso, producendo così una
quantità notevole di acqua di vegetazione da smaltire. La
sansa ottenuta ha una umidità che si aggira intorno al 50%. CARATTERISTICHE: svantaggio di una diluizione e perdita degli importantissimi costituenti minori idrosolubili, causa immissione d’acqua in macchina e la produzione di ingenti quantità di acque di vegetazione da smaltire.
■ Estrazione a tre uscite – A.R.A.(a risparmio d'acqua)
decanter a tre uscite che prevede l'uscita di sanse olio e acque, ma si attua un risparmio sull'acqua di processo (e
quindi un risparmio sui costi di smaltimento delle acque reflue): questo è possibile grazie a diversi accorgimenti di
cui si deve occupare l'operatore. Può lavorare con un'aggiunta di acqua, direttamente nel decanter, del 10-20% in peso
rispetto al peso di olive trattate, e in casi particolari anche con nessuna aggiunta di acqua esterna, (tanti più colloidi
sono presenti nella pasta di olive, tanta più acqua si deve aggiungere per disgregarli). L'aggiunta dell'acqua permette
anche un controllo del sapore amaro dell'olio: meno acqua, più amaro. Il controllo della velocità della coclea, grazie
al sistema VPD (pressione differenziale variabile), in base al tipo di pasta, nel decanter a 3 uscite, permette di
ottenere la resa maggiore sfruttando l'effetto centrifugo al meglio. Le uscite sono: sanse 56-60 kg/100 kg di olive (con umidità del 50-55% e con 8-12% di olio), olio (che contiene il 2-5% di acqua con solidi in sospensione), e acque di vegetazione 33-35 kg/100 kg di olive (con il 10-15% di solidi in sospensione e tracce di olio).
■ Estrazione multifase – no aggiunta acqua:
[metodo Pieralisi e altri]
l’estrattore centrifugo è predisposto per avere tre
uscite: 1°-olio+ acque; 2°-sansa; 3°-intermedia, per il
pâté.
Questo tipo di estrazione possiede i pregi della
lavorazione senza aggiunta di acqua (due fasi) con in
più la versatilità di un estrattore centrifugo che si
adatta tanto alla lavorazione in continuo come alla
lavorazione partitaria [per partite di olive].
L’estrazione multifase permette di recuperare,
direttamente dall’interno del tamburo, una parte della
sansa denominata “pâté”, costituita dalla polpa e
dall’umidità dell’oliva senza tracce di nocciolino. La
lavorazione multifase produce una sansa disidratata simile a quella proveniente dall’impianto a tre fasi.
■ decanter a due zone – a doppia estrazione:
la OMT ha sviluppato la macchina decanter in grado di fare a
meno della centrifugazione finale (tipo Euro X15 D).
Questo grazie al rinnovato ed esclusivo disegno della coclea e
del sistema di prelievo dell’olio. L’olio in uscita, infatti, è
perfettamente pulito e privo di ogni impurità e nell’acqua di
vegetazione non vi è traccia di olio. I decanter serie EURO
sono dotati di un nuovo e brevettato sistema di prelievo
dell’olio mediante una “pompa centripeta” che ne permette un
“prelievo dolce” ed una fuoriuscita senza sbattimenti, con un conseguente miglioramento qualitativo. Altra
caratteristica è la “doppia estrazione” che si realizza quando la fase solida (sansa) si avvicina verso lo scarico.
Attraverso un sistema (brevettato) di rotazione inversa, questa viene convogliata verso il centro del tamburo (seconda
camera di separazione) dove subisce un’ulteriore espansione con conseguente seconda estrazione. Attraverso questo
sistema si riesce a recuperare una percentuale superiore di olio che oscilla tra 1 - 1,8 %.
OLIO OLIO
gramole
decanter
centrifuga
by A.Tonini

Prof.A.Tonini
Risulta chiaro che eliminando una macchina, come il separatore, dal processo il prodotto finale risulti superiore
qualitativamente. Questo si traduce in un maggior contenuto in tutti quei composti che danno qualità a un olio e gli
consentono di mantenere inalterate nel tempo tutte le sue caratteristiche.
IMPIANTI CONTINUI:
VANTAGGI - i vantaggi offerti dagli impianti continui nei confronti di un impianto tradizionale ad unica pressione
della medesima capacità lavorativa sono:
1) occupa una superficie nettamente minore, circa il 60%;
2) richiede manodopera ridotta, in considerazione del suo elevato automatismo;
3) ha alta produttività, macchinari più puliti, con produzione di olio di qualità complessiva migliore.
Da un ciclo continuo, a parità di qualità delle olive molite, si ottiene spesso un olio dal sapore più piccante, dotato di
una maggiore carica clorofilliana, maggior dotazione quindi di antiossidanti naturali, più facilmente conservabile. SVANTAGGI: 1) forte incremento del consumo di acqua (circa triplo), con problemi di impatto ambientale dovuti alla necessità di
smaltimento delle acque di vegetazione e allo smaltimento delle sanse più umide (essiccamento preliminare da
effettuare nei sansifici);
2) aumento considerevole dei consumi elettrici.
3) consumo dell'apparecchiatura dopo 2/3 campagne e riduzione conseguente della capacità produttiva.
N.B.: il sistema è continuo, tranne la gramola che lavora “in batch”, discontinua.
4.2 - Frantoi tradizionali discontinui e moderni semicontinui ● gli impianti tradizionali o discontinui sono quelli che utilizzano per la frangitura le antiche ruote di pietra, le
molazze, che schiacciano le olive per pressione meccanica; dalla molazza la pasta veniva un tempo inviata alla
macchina riempifiscoli e
quindi alla pressa per ottenere
l'olio per spremitura
meccanica. Dopo la pressatura
si ha la separazione centrifuga
dell'olio dal liquido acquoso.
● in tempi recenti [tipo moderno semicontinuo], si
lavora la pasta proveniente dalle molazze con una
gramola, per migliorare l'estrazione dell'olio. La pasta
ottenuta dalla frangitura delle olive con le molazze
viene gramolata, cioè a lungo agitata da una vite senza fine, successivamente una macchina dispone la pasta
su particolari dischi filtranti, i fiscoli, che, impilati uno
sull'altro e schiacciati in particolari presse idrauliche, lasceranno fuoriuscire l'olio; segue la pressatura e la
separazione centrifuga dell'olio dal liquido acquoso.
Da un frantoio tradizionale sarà più facile ottenere un olio meno carico in colore, dal sapore meno piccante e più
dolce, ma nello stesso tempo meno protetto naturalmente, quindi di minor conservabilità.
● un altro possibile frantoio che impiega le molazze per frangere le olive, di tipo semicontinuo, differisce dal
continuo unicamente per il fatto che il frangitore è un frantoio a molazze con subito accanto un frangitore a dischi;
questo tipo di impianto, oltre a permettere una produzione maggiore della semplice molazza, fornisce un olio da
caratteristiche vicine a quello di un frantoio tradizionale, e diminuisce la formazione di emulsione fra olio e acqua,
con migliore resa in
olio. VANTAGGI [rispetto
al sist. continuo]
1) bassi costi energetici
(energia elettrica);
2) basso consumo di acqua, con formazione di sanse a bassa umidità e di limitate quantità di acque di vegetazione, o acque
residue, da smaltire (maggiore presenza nell'olio di polifenoli e sostanze che danno sapore gusto e fragranza);
3) bassi tempi di gramolazione, senza uso nelle gramole di acqua calda (con diminuzione di antiossidanti);
4) pasta contenente residui di noccioli di giuste dimensioni, che facilitano il drenaggio successivo del mosto oleoso; minore
sollecitazione meccanica delle olive, quindi basse temperature di lavoro; ridotta capacità emulsionante;
SVANTAGGI 1) elevato ingombro dei macchinari;
2) funzionamento discontinuo: maggiori tempi di lavorazione con minori quantitativi di olive lavorate, con maggiore impiego di
manodopera; consumo di fiscoli alto;
by A.Tonini OLIO ACQUA
SANSA
tipo moderno semicontinuo
by A.Tonini
by A.Tonini

Prof.A.Tonini 3) scadenti possibilità di pulizia del macchinario e degli ambienti, con pericolo di inquinamento e ossidazione dei residui di
pasta rimasti sui fiscoli tra una partita di olive e l’altra (odori e sapori sgradevoli);
4) olio di qualità non particolarmente elevata: i lunghi tempi di esposizione della pasta all’aria e alla luce, durante tutta la
lavorazione, porta a fenomeni di ossidazione e ad un inizio di decomposizione dei polifenoli, generalmente presenti già in minor
quantità negli oli ottenuti con questo metodo di estrazione, rispetto ad un sistema continuo; conseguenze sono l’aumento di
acidità, del numero dei perossidi, irrancidimento, perdite di colore ecc..
4.3 – altri tipi di Frantoio: ● Frantoio continuo con denocciolatore: dopo il lavaggio, le olive vengono denocciolate in una macchina ad aspi rotanti che comprime le drupe contro una griglia fissa
cilindrica con diametro dei fori prefissato, a bassa velocità di rotazione (920 giri/min nella macchina Alfa Laval), separando la
pasta dal nocciolo che viene recuperato intero;
l'azione è meno violenta e con riscaldamento della pasta inferiore (4 - 5°C) rispetto agli
altri frangitori; vengono lavorate circa 2500 Kg/h di olive; il denocciolatore sostituisce il
frangitore del processo moderno continuo che produce paste integrali, ma può lavorare
anche in parallelo con esso; di seguito opera una gramola, e un decanter di tipo avanzato
(p.es. Alfa Laval VDP) a pressione dinamica variabile, con velocità differenziale
opportuna e barriera interna, in grado di migliorare la separazione della fase solida da
quelle liquide, influendo sulle altezze di sedimentazione delle varie fasi all'interno.
RISULTATI: 1) LA RESA DI ESTRAZIONE: è inferiore al processo moderno continuo, con paste
integrali, di circa 1 - 1,5Kg di olio per 100 Kg di olive, migliorabile con tempi di
gramolatura maggiori ma con peggioramento della qualità dell'olio; le rese inferiori sono dovute al minore apporto di olio (0,3
Kg/100Kg olive nel nocciolo) e minor capacità drenante nella gramola;
2) LE SOSTANZE PRESENTI: gli oli prodotti contengono un numero minore di perossidi, maggiore resistenza all'ossidazione,
anche nel tempo, con contenuto maggiore di antiossidanti fenolici e minore di acidi poliinsaturi; mancano i componenti del
nocciolo e della mandorla che possono provocare fenomeni di lipolisi e ossidazione;
3) LA QUALITA' DEL DENOCCIOLATO: le qualità dell'olio denocciolato prodotto sono migliori, minore acidità libera, minore
intensità di amaro, di gusto astringente e di legno; oli armonici equilibrati tendenti al dolce, anche per varietà di olive che
producono oli squilibrati;
4) L'IMPIANTO: minore ingombro, minore usura dei macchinari (decanter) per minore azione di abrasione della pasta;
5) PROSPETTIVE: migliori risultati si ottengono con l'impiego di olive ad uno stato di maturazione non elevato; comunque il
prezzo di produzione attuale di questo tipo di olio ne consiglia l'uso come prodotto altamente tipico, spesso associato a
produzioni vinicole di qualità.
● frantoio con Sinolea percolatrice Altro metodo, moderno, di separazione
dell'olio dalla pasta di olive impiega la
macchina SINOLEA dopo la gramolatura.
Questa macchina separa acqua e olio
sfruttando il principio della coalescenza
dell'olio, ovvero la capacità di rimanere
attaccato ai metalli.
Una serie di lame di acciaio inossidabile
disposte a pettine, entrano ed escono
alternativamente dalla pasta di olive,
mantenuta in agitazione, scorrendo nelle guide ricavate nella parete filtrante: sfruttando la diversa adesività e tensione
superficiale di acqua e olio, le lame che escono si portano via solo l'olio, che si deposita in una vasca di raccolta gocciolando per
gravità; le finissime lamine di acciaio uscendo evitano di portarsi dietro residui di pasta e di acque con particolari sistemi di
pulizia. L'olio così estratto non subisce sollecitazioni nocive e possibili ossidazioni all'aria.
La superficie di adesione risulta molto elevata: oltre 5100 lamine, per una superfice complessiva di 1,18 m quadrati (con
apparecchi di capacità di circa 300 Kg di pasta). I tempi di trattamento sono mediamente di circa 30 min.
Si ripete questa azione centinaia di volte e si arriva a estrarre fino al 60% di olio. La quantità di olio che rimane nella pasta verrà
estratta successivamente da essa con un separatore centrifugo decanter, senza aggiunta di acqua. Il processo si può quindi
assimilare a un sistema discontinuo o semicontinuo col vantaggio di consentire l’estrazione di gran parte dell’olio contenuto
nella pasta in un modo quasi naturale, senza aggiunte di acqua e a temperatura ambiente. RISULTATI e CONFRONTI: 1) gli oli così ottenuti hanno più bassi indici di acidità (0,14/0,17), perossidi, assorbimento U.V.; maggiori quantità di polifenoli
(>400) e maggiore quantità di antiossidanti, che diminuiscono durante le lavorazioni tradizionali a causa di sollecitazioni
termiche e/o meccaniche, e migliore resistenza all'ossidazione (rispetto all' uso di decanter a due fasi);
2) l'acqua residua da smaltire risulta decisamente limitata;.
3) questo sistema abbassa in parte i costi di esercizio dell'impianto in quanto si evita di aggiungere acqua ( non si aggiunge
acqua calda durante il processo), anche se necessita del separatore decanter per aumentare la percentuale di olio ottenuta. [INIZIO]
by A.Tonini

Prof.A.Tonini
5 - LAVORAZIONI FINALI – [oli ottenuti per via meccanica]
5.1 – CHIARIFICAZIONE: L'olio estratto dalla pasta contiene ancora acqua in emulsione e particelle del frutto e mucillagini in
sospensione: è un olio ancora grezzo (mosto), torbido ed opalescente per le impurità. La chiarificazione
consente di allontanare dall'olio queste sostanze che nel tempo ne compromettono la qualità favorendo
fenomeni di ossidazione, di idrolisi e di fermentazione. La chiarificazione tradizionalmente si otteneva
mediante sedimentazione, ovvero lasciando depositare a lungo l'olio al riparo da sbalzi di temperatura ed
eliminando i residui mediante il prelievo con mestoli da travaso in contenitori opportuni (antico sottino).
Per raccogliere le ultime goccie d'olio galleggianti sull'acqua di vegetazione o sulla feccia veniva usato una sorta di cucchiaio
largo e piatto con impugnatura: la lecca. Oggi si preferisce operare una filtrazione.
5.2 – FILTRAZIONE: E' un ulteriore metodo per eliminare le impurità;
i sistemi principali sono:
FILTRO A FIBRE VEGETALI - l'olio viene
fatto passare in recipienti sul cui fondo sono
inserite fibre vegetali che catturano le impurità.
FILTRO A MANICHE - l'olio, versato in una
apposita vasca nella parte superiore, scende
attraverso maniche in tela di cotone e cola in una vasca sul basso;
FILTRO A CELLULOSA (COTONE IDROFILO) - trattiene molto bene impurezze e anche eventuali gocce
d'acqua, inoltre è molto economico;
FILTRO a CARTUCCIA METALLICA - primo sistema di filtrazione grossolano negli impianti di grandi
dimensioni;
FILTRO a FARINA FOSSILE - filtrazione che segue quella grossolana, per migliorare la purificazione dell'olio.
FILTRO PRESSA - apparecchiatura che usa come sistema filtrante dei pannelli di cartone appositi; spesso usato
come filtrazione finale, o brillantante, prima dell'imbottigliamento;
5.3 – CONSERVAZIONE E STOCCAGGIO: L'olio è un alimento facilmente deperibile: in buone condizioni di conservazione può
mantenere a lungo invariate le proprie caratteristiche chimiche ed organolettiche. La perfetta
conservazione dell'olio deve preservarlo nel tempo dai suoi nemici che possono danneggiarlo
irrimediabilmente: la luce, il calore, l'ossigeno dell'aria, il materiale dei contenitori.
I contenitori per lo stoccaggio dell'olio appena prodotto sono attualmente i serbatoi inox,
spesso in atmosfera di azoto inerte; dopo un tempo opportuno l'olio viene
travasato da un serbatoio a un'altro pulito. Importante è localizzarli in
ambienti freschi e aerati. I contenitori ideali per la vendita al dettaglio che
riparino l'olio da luce, aria ed alte temperature sono le bottiglie di vetro
scuro o le confezioni in banda stagnata. Prima di immettere l'olio fresco
nei recipienti finali spesso viene eseguita una ulteriore lavorazione di
chiarificazione o filtrazione dell'olio.
LAVORAZIONI SUCCESSIVE: RETTIFICA -
Gli oli che presentano un livello di acidità compresa tra il 3,3% ed il 10% espressa come acidità libera oppure che
hanno difetti organolettici gravi come:• sapore di rancido • odori sgradevoli • colore marcato possono essere resi
commestibili attraverso processi di rettifica o raffinazione: lavaggio o demucillaginazione - deacidificazione o
neutralizzazione - decolorazione - deodorazione – demargarinazione; l’olio che si ottiene è addizionato di una certa
quantità di olio vergine per dare colore e qualità organolettiche.
[►vedi in altro documento: industria di grassi-oli]
[INIZIO]
6 – REFLUI di lavorazione == ● ACQUE DI VEGETAZIONE ● SANSA DI OLIVA – lo smaltimento dei reflui è soggetto a normative molto rigide che impongono accorgimenti tali da evitare ogni danneggiamento dell'ambiente. I principali reflui sono: ● acque di vegetazione ● sanse [►per trattazione completa vedi CD OLIO]

Prof.A.Tonini
6.1 ● ACQUE DI VEGETAZIONE [A.V.]: sono costituite dalle acque della drupa, dalle sostanze organiche presenti nel succo della
polpa della oliva, ed inoltre dalle acque aggiunte durante la lavorazione:
- acqua delle olive (40-50 Kg/q.le di olive)
- acqua di lavaggio delle olive (5 Kg/q.le)
- acque di lavaggio dei macchinari (5-10 Kg/q.le)
- acque di diluizione della pasta (variabile da 10 a 50 Kg/q.le).
Le A.V. corrispondono al 50-65% del peso delle drupe lavorate con metodi tradizionali e al
90-120% del peso delle drupe lavorate in impianti moderni.
L'impianto di frangitura continuo presenta delle gravi carenze in termini di impatto ambientale, in quanto il grande
incremento delle acque reflue (circa il triplo) appesantisce in maniera considerevole il problema del loro smaltimento.
In pratica, quindi, tale processo ha innovato e migliorato l'attività del frantoio creando, però, seri problemi ambientali. NOTA: negli impianti continui per olive con 50% di acqua non si hanno aggiunte, per olive con 40-45% di acqua si aggiunge
circa 10-20 Kg acqua/q.le per mantenere fluide le paste. Le caratteristiche delle A. V. possono variare durante il
normale periodo di stoccaggio, anche se si tratta sempre delle
stesse sostanze presenti in ogni tipo di oliva. Esse contengono
sostanze organiche, disciolte, in forma colloidale e sospesa, di
origine vegetale che non hanno subito processi chimici,
possono essere quindi considerate non dannose per
l'ambiente. Secondo la quantità di acqua che viene aggiunta nel processo la
concentrazione di queste sostanze può variare.
6.2 ● SANSA DI OLIVA Le sanse sono la parte solida dello scarto composta dai noccioli,
dalle bucce e dai residui di polpa delle olive. Le caratteristiche della
sansa vergine non risentono del tipo di lavorazione, eccezion fatta
per l'umidità in quanto quelle uscenti dai decanter a due uscite sono
sanse molto umide (con mancanza di A.V.), quelle da decanter a tre
uscite sono meno umide (con produzione di alte quantità di A.V.);
contengono elevate quantità di polifenoli, sostanze grasse, hanno
reazione acida, una massa abbastanza solida che provoca grumi.
UTILIZZAZIONE :
1) come SOTTOPRODOTTI - I sansifici recuperano quel 3% di olio
nella sansa (da 100 Kg di olive si ottiene circa 50 Kg di sansa) per
estrazione con solvente; segue la raffinazione;le sanse vergini,
provenienti dagli impianti continui, specie quelli a due uscite, sono caratterizzate da un livello di umidità di gran
lunga superiore con notevole incremento dei costi di essiccazione nel sansificio, quindi con possibilità di rifiuto di
accoglimento.
olio di sansa grezzo: ottenuto da sanse di oliva per estrazione con solventi (esano), lavaggi e distillazioni; i solventi
portano via componenti pregiati dell'olio, lasciando scadenti proprietà organolettiche: necessitano di trattamenti
successivi di rettifica;
SCHEMA DI RIUTILIZZO DEI REFLUI DA FRANTOIO:
by A.Tonini

Prof.A.Tonini
olio di sansa di oliva: olio ottenuto dal taglio di olio di sansa di oliva raffinato e di olio di oliva vergine diverso dal
lampante; acidità non superiore all’1%; ha composizione simile a quella dell’olio di oliva: aumenta la percentuale di
ac.linoleico (9,5 - 15,5 %) ed è presente ac.elaidinico in quantità inferiori allo 0,2 % (isomero trans dell’ac.oleico).
2) come REFLUI - si può effettuare lo smaltimento delle sanse tali quali o compostate per uso agricolo; le sanse si
possono smaltire su terreno purchè entro 30 giorni dalla produzione: sono ricche di zuccheri che fermentano e danno
muffa; hanno una certa capacità concimante ma contengono piccoli pezzi solidi difficilmente degradabili;
3) come COMPOST –
Alcune ditte propongono un impianto di compostaggio progettato su ricerca sperimentale del CNR di Perugia, che
consente il recupero integrale di sanse prodotte da frantoi a 2 o 3 uscite.
[INIZIO]
7 - ANALISI DEGLI OLI: [►vedi documento parte 3°- vedi CD OLIO] le analisi a carico degli oli di oliva hanno tre diversi scopi:
● verificarne la genuinità e la classificazione
● appurarne la qualità
● evidenziarne le rispondenze alle disposizioni particolari per i prodotti tipici
APPENDICI: -------------------------------------------------------------------------------- sostanze –macchinari – bilanci – controlli –sicurezza – novità – metodo HACCP
A1 –SOSTANZE PRESENTI NEGLI OLI DI OLIVA -
■ FRAZIONE SAPONIFICABILE =TRIGLICERIDI DI ACIDI GRASSI - 98÷99% del totale olio ;
● acidi grassi: sono presenti nell’olio come costituenti dei trigliceridi e gliceridi, esteri della glicerina, (pochi sono gli acidi
grassi liberi: quando sono in grandi quantità fanno aumentare il valore dell’acidità, quindi la possibilità degli oli di
ossidarsi, a partire dai radicali liberi, rendendo un olio sgradevole), esteri con altri grassi, oppure esteri misti. Gli
ac. grassi sono formati da molecole contenenti atomi di carbonio legati tra loro da legami semplici (saturi, forma
cis in quelli naturali: palmitico 7/15 %, stearico 1,5/3,5 %)o uno o più doppi legami (monoinsaturi, oleico
70/80%, e poliinsaturi, linoleico 10%, e altri). La composizione % varia secondo le condizioni climatiche e
agronomiche, si può comunque riscontrare alcune differenziazioni e similitudini tra oli di regioni diverse.
I trigliceridi, che in origine si trovano quasi esclusivamente nella polpa delle olive, sono fonte di energia per
l'organismo, apportano ac. grassi essenziali (non riproducibili dall'organismo), favoriscono l'assorbimento di
vitamine liposolubili, hanno azione plastica nella strutturazione delle membrane cellulari, azione funzionale come
precursori delle prostaglandine, protettiva (quelli insaturi) per l'azione verso i radicali liberi e il colesterolo
nell'organismo. CARATTERISTICHE DEGLI AC.GRASSI NATURALI: [vedi anche docum.OLI E GRASSI nel sito]
1) numero pari di atomo di C (C14 C16 C18...); 2) doppi legami non coniugati; 3) isomeria CIS e no trans del
doppio legame; 4) gli ac.grassi insaturi occupano di preferenza la posizione 2 della molecola del glicerolo.
■ FRAZIONE INSAPONIFICABILE = 1 ÷ 2% del totale dell'olio Queste sostanze sono responsabili di proprietà importanti degli oli: le proprietà organolettiche quali i profumi
(fruttato), gli odori (mela carciofo mandorla pinolo carciofo erba foglia), i gusti tipici (amaro piccante dolce...), le
proprietà biologiche quali le capacità antiossidanti conservanti e salutari; sono anche marker (sostanze guida) per
evidenziare la presenza di eventuali frodi.
● alcoli - 20÷35 %
sono molecole generalmente molto volatili, infatti evaporando a basse temperature sono proprio esse che
caratterizzano l'odore di un olio (anche se tenui: si riconoscono a fatica). Sono sostanze inoltre molto labili
chimicamente, per cui man mano che le olive arrivano a un periodo sempre più lungo di maturazione l'olio tende a
perdere odori; questo avviene anche per l'olio che inevitabilmente invecchia.
Tra gli alcoli vanno distinti alcune specie:
-triterpenici: come il cicloartenolo, il metilen-cicloartenolo, il citrostadienolo ecc. che costituiscono la più vasta
parte di alcoli; il b-sitosterolo predominante della frazione sterolica; ostacolano l'assorbimento del colesterolo
nell'intestino, e sono precursori biogenetici degli steroli.
-biterpenici: fra questi eritrodiolo, uvaolo,ecc.; alcuni sono presi come riferimento per smascherare frodi.
-alifatici:tra cui l'etanolo,il pentacolo,l'esanolo,il 3 metil-pentene-1olo,fino ad arrivare fino ad alcoli con catene di
circa 20 carboni;

Prof.A.Tonini
● polifenoli - composti minori polari (CMP) - 18÷35% - sostanze antiossidanti:
sono macromolecole contenenti nuclei fenolici legati a radicali di varia natura: oleuropeina (principio amaro)
idrossitirosolo (da decomposizione del precedente; più attivo della vit.E, ha attività antiossidanti anche nel corpo
umano, attività antiherpes, antiradicali liberi, ipotensivo, antiaggregante piastrinico) luteolina ac. elenoico
flavoni; a queste sostanze si deve la capacità di un olio a resistere all'ossidazione (irrancidimento), cioè il loro
effetto è quello di ossidarsi al posto dei grassi consumandosi nel tempo: hanno quindi azione protettiva (sia
sull'olio che come attività biologica sulle cellule del corpo umano); la loro quantità è indice del grado di
invecchiamento di un olio e della sua conservabilità. La loro quantità dipende anche dal tipo di cultivar e dal
periodo di raccolta: maggiori nelle olive verdi (all'inizio dello scurimento), diminuiscono con la maturazione e
iniziano a consumarsi. L'olio di oliva non vergine non contiene CMP e tocoferoli.
N.B.: l'oleocantale è un derivato polifenolico, naturalmente presente in percentuale molto elevata nell'oliva in
maturazione, per poi diminuire drasticamente, ed è la sostanza principalmente responsabile del "bruciore in gola"
tipico degli oli extra vergini di oliva.[importanza del periodo di raccolta delle olive come fattore di qualità]
● tocoferoli - 2÷3 % - sostanze antiossidanti:
tra questi composti quello con un'attività biologica maggiore è alfa-tocoferolo costituente della vitamina E, (circa
150-300 mg/Kg di olio), lipofilo, dotato di un forte potere antiossidante soprattutto verso gli acidi grassi
polinsaturi che sono i più propensi ad ossidarsi . Queste sostanze sono facilmente ossidabili, catturando i radicali
liberi che si formano durante l'ossidazione all'aria dei composti insaturi, ed hanno le stesse funzioni sia nei cibi che
nel tessuto cellulare. I processi tecnici di lavorazione (specie la raffinazione) dell'olio riducono inevitabilmente la
quantità di questa sostanza, con perdite nelle acque di vegetazione durante l'estrazione.
● steroli - 2 ÷ 3%
alcoli ciclici monovalenti insaturi (C27/C29), chiamati fitosteroli, presenti negli oli come esteri di ac.grassi, liberi
o esterificati; es. beta-sitosterolo stigmasterolo campesterolo brassicasterolo, anche colesterolo (la cui presenza
è indice di contaminazione da mosca olearia). Per saponificazione dell'olio si ritrovano liberi con
l'insaponificabile. Ogni specie oleosa ha caratteristica composizione sterolica (importanti quindi per azione marker
nelle analisi degli oli: sono come l'impronta digitale per identificare sostanze grasse di origine diversa).
● ac. fenolici: La loro presenza è avvertita in un olio dal gusto amaro e anche piccante , ma anche da un gusto fruttato; in
quanto molecole termolabili risentono delle lavorazioni meccaniche (in un olio sottoposto a raffinazione queste
sostanze non sono presenti).
Nell'oliva le sostanze fenoliche si trovano sotto forma di glucosidi, esteri e sostanze varie complesse non solubili
nell'olio; nella frangitura e gramolatura l'idrolisi enzimatica libera sostanze fenoliche semplici solubili nell'olio, a
seconda del tempo e della temperatura di lavorazione.
● idrocarburi - 50 ÷ 60%
squalene (insat.) - C30, presente al 30% della frazione, intermedio nella biosintesi di steroidi (precursore del
colesterolo), con azione fisiologica nel ricambio umano (crescita); terpeni e politerpeni (insaturi);
idroc.saturi (paraffine)- C10 - C35; cere;
alcuni idrocarburi, come gli IPA (policiclici aromatici) possono essere presenti in tracce e sono indice di
inquinamento ambientale, a causa della vicinanza degli oliveti a insediamenti industriali o autostrade.
● altre sostanze
vitamine - liposolubili: A D(derivati steroidi) E (antiossidante); la vit.A, direttamente non presente nell'olio, si forma
per scissione del b-carotene ad opera dell'enzime carotenasi presente nel fegato; il b-carotene per questo è definito
provitamina A.
pigmenti –,
◊ clorofille: hanno az.antiossidante, anche se solo al buio, insieme alla
vit.E; conferiscono all'olio la
colorazione gialla i primi, verde le
seconde (maggiore per olive poco
mature); le clorofille in presenza di
luce si degradano, cambiando il
colore dell'olio a giallo, e hanno
effetto dannoso sugli ac.grassi
permettendone l'ossidazione; in
assenza di luce invece si comportano
da antiossidanti insieme ai polifenoli.
M= massimo, ≤

Prof.A.Tonini
◊ carotenoidi (tra cui b-carotene); i caroteni agiscono sulle molecole di
ossigeno, in presenza di luce,
disattivandone l'azione di produzione a
catena di radicali (azione antiossidante). TABELLE DEI PRINCIPALI INDICI CHIMICO-FISICI DI VALUTAZIONE DEGLI OLI DI OLIVA: [vedi sopra e a lato] Altre TABELLE nel documento ANALISI [INIZIO]
N.B.: 1 - AZIONE ANTIOSSIDANTE dell’OLIO - A) polifenoli = meccanismo di azione antiossidante descritto nello schema: il radicale perossidico viene bloccato dall' ortodifenolo, che si trasforma in una specie chinonica. In presenza di luce le clorofille hanno un effetto dannoso sugli acidi grassi, poiché portano l' ossigeno allo stato di massima reattività, pronto a scatenare fenomeni ossidativi. In assenza di luce tale azione è inibita e i pigmenti suddetti lavorano in sinergia con le sostanze polifenoliche al fine di bloccare i fenomeni ossidativi.
B) tocoferoli = meccanismo di azione antiossidante descritto nello schema a lato: queste sostanze sono facilmente ossidabili, catturando i radicali liberi che si formano durante l'ossidazione all'aria dei composti insaturi, ed hanno le stesse funzioni sia nei cibi che nel tessuto cellulare. I processi tecnici di lavorazione (specie la raffinazione) dell'olio riducono inevitabilmente la quantità di questa sostanza, con perdite nelle acque di vegetazione durante l'estrazione.
2 – IRRANCIDIMENTO e antiossidanti nell’OLIO – L’irrancidimento è dovuto ad enzimi (lipossidasi), favorito da luce e calore, ed avviene nell'olio; questo processo per effetto di un catalizzatore induce alla formazione di un radicale libero che porta la molecola (in presenza di O2 ) a formare un radicale perossidico, il quale, attaccandosi ad un altro acido grasso forma l’idroperossido. Questo meccanismo di reazioni a catena portano ad ottenere oli rancidi e contenenti prodotti dannosi alla salute [radicali liberi];
RH [ac. grasso polinsaturo] + iniziatore [enzimi] → R* + H*; R* + O2 → ROO* [radicale perossidato];
RH + ROO* → R* + ROOH [rad.idroperossido]; AnOH [antiossidante] + ROO*→ AnO + ROOH;
[INIZIO]
A2 – MACCHINARI del FRANTOIO – [►vedi CD OLIO per trattazione completa]
1 – frangitori moderni – I frangitori meccanici sono costituiti da appositi contenitori, di forma cilindrica, nei quali le olive sono frantumate da parti meccaniche in acciaio che si muovono ad una velocità elevata (1.400-2900 giri al minuto). Eventuali camere ad acqua intorno all'apparecchiatura contribuiscono a mantenere ottimale la temperatura della pasta: un surriscaldamento potrebbe danneggiare la qualità dell'olio estratto. TIPI DI FRANGITORI:
a) A MARTELLI -griglia forata diam. fori 5/6 mm. + girante con ferodi: questi effettuano l'estrusione a forza dell'oliva attraverso i fori con rottura dei noccioli e della polpa: frangitura rapida e fine; -grande capacità (60/70 q.li /h 2900 rpm 50 Kg/min di olive); -buona resistenza all'usura; vel.di rotazione alta (2900 rpm) con riscaldamento della pasta (sino a +7/10 °C);
-effetto ventilazione: si ha possibilità di ossidazione, perdita di profumi ed aromi; elevata estrazione delle sostanze amare ed astringenti (rottura mandorla) e sostanze colorate; rischio formazione di emulsione; -economicità dei ricambi: la griglia è sostituita ogni 15000/20000 q.li di olive con costi minori;
b) A DISCHI DENTATI Sono costituiti da due dischi metallici di stesso diametro, uno fisso e l'altro ruotante, dotati di una serie di denti con spigoli vivi: durante il funzionamento le olive cadono violentemente tra i denti e sono frantumate. Le sue caratteristiche salienti sono: -elevata capacità lavorativa e velocità di rotazione media (30 q.li/h, a 1400 rpm, 25CV…); -facile regolazione della distanza dei denti rotanti da quelli fissi (una piccola distanza dà pezzi più fini, olio verde, più sostanze aromatiche e amare presenti nella mandorla);

Prof.A.Tonini -dà rottura per taglio dell'oliva con formazione della pasta e demolizione dei noccioli fino a dimensioni di un chicco di grano; alimentazione al centro, uscita radiale dal basso; -assenza di emulsioni (non emulsiona con acqua e aria e non dà ossidazione spinta); -produce olio con gusto rotondo, macina bene i noccioli e la polpa ma non la buccia, dando oli meno verdi e piccanti (limitata estrazione di sostanze amare, buona estrazione di sostanze aromatiche e coloranti) -a causa del materiale con cui è costruito i denti sono sensibili a corpi estranei (fatti in ghisa che è resistente all'usura ma fragile), questo tipo di frangitore è sensibile alla presenza di corpi estranei come sassi e pezzi di ferro che possono dare la rottura dei denti. (costosi)
2 – estrattori a gramola – Questa apparecchiatura ha lo scopo, per azione meccanica e biochimica, di effettuare l'estrazione dell'olio dalla pasta per mezzo del rimescolamento e dell'azione degli enzimi presenti nell'oliva. Nella gramola si ha rottura (meccanica e enzimatica) delle membrane cellulari (lisi delle membrane lipoproteiche che avvolgono le minute gocce di olio nei vacuoli), con fuoriuscita di olio acqua e altri componenti (p.es. polifenolici),che vengono dispersi nella massa mentre le gocce d'olio si ingrandiscono e si aggregano per coalescenza. Il rimescolamento non deve creare emulsione. Per ottenere una buona gramolatura è importante sia il tempo di lavorazione che la temperatura della pasta oleosa, che può variare a seconda del tipo di olive che dobbiamo trattare. Durante questa operazione l'olio si aromatizza con l'odore e il sapore delle olive.La gramolatura è ultimata quando la pasta, toccata con mano, la unge senza macchiarla di violaceo. Le più recenti gramole sono a forma cilindrica, per migliore scambio termico e minori tempi riscaldamento. FATTORI di gramolazione: tempo ottimale 30-40 minuti (max 60-75 min); temperatura pasta ottimale 28°-30°C (max 35°C); temperatura acqua nella camicia esterna 35°C (max 40°C), superficie di scambio circa 1 m2 per 100 Kg/h olive; questi fattori influiscono sulla qualità dell'olio. In base a queste considerazioni bisogna effettuare una scelta tra resa qualità e costi: maggior olio, di qualità inferiore, oppure minor quantità d'olio, ma di maggior qualità. [nuove tecnologie: vedi oltre]
3 – separatore decanter – separatore centrifugo ad asse orizzontale; questi permette di separare tra loro le tre fasi presenti nella pasta, olio acqua sansa, con diverso peso specifico, per mezzo della forza centrifuga (3600 rpm tamburo, 3600 - 11 rpm coclea). La macchina è di forma troncoconica cilindrica, con una coclea interna a vite sensa fine (responsabile della spinta della sansa verso l'uscita ) e coassiale con un tamburo esterno e un carter che racchiude il tutto; la parte conica migliora la separazione del solido dal liquido, la parte cilindrica permette la separazione dell'olio dall'acqua, all'estremità, con un sistema a labirinto e sifone. All'estremità opposta all'introduzione di pasta e acqua c'è il motore, con un sistema di collegamento a coclea e tamburo, e un regolatore di giri differenziale che permette di intervenire sul grado di separazione e sui tempi di ritenzione della pasta all'interno dell'apparecchiatura, a seconda del tipo di olive e di pasta lavorate. Il mosto oleoso, in uscita dal decanter, viene pompato all’interno di un separatore centrifugo che provvede a completare la separazione dell’olio dalle acque di vegetazione (A.V.). Durante il funzionamento viene aggiunta acqua (10/20%), con rapporti pasta/acqua da 1/0,7 a 1/1,2, per abbassare la viscosità della pasta e favorire la separazione, anche se dilava i composti idrosolubili. Esistono tre tipi diversi di decanter: 1)a tre uscite; 2)a due uscite; 3)a tre uscite A.R.A.[a risparmio acqua]; il decanter spesso è erroneamente detto a 2 o 3 fasi: questo è un errore perché il decanter, che sia a 2 o 3 uscite, lavora comunque una pasta composta da tre fasi (acqua, sansa e olio). Recenti studi hanno evidenziato i danni derivati dall'aggiunta di acqua nel processo, per la perdita di parte di polifenoli (antiossidanti) solubilizzati e dispersi dall'azione del decanter, insieme ad altre sostanze che danno il sapore, il gusto e la fragranza dell'olio prodotto. Il decanter a tre uscite A.R.A.(a risparmio d'acqua) è una delle risposte a questi inconvenienti.
by A.Tonini

Prof.A.Tonini
4 – separatore centrifuga verticale – La separazione dell'olio dal mosto oleoso viene effettuata per mezzo di separatori centrifughi ad asse verticale, che funzionano sul principio della separazione di sostanze diverse per peso specifico diverso, in un campo di forze centrifughe. Hanno lo scopo di separare le acque di vegetazione dall’olio, e anche quello di allontanare le parti più grossolane residue presenti nel mosto olio (residui di pasta o mucillagini); la velocità di rotazione è di circa 6500 rpm (6 kw); Il tamburo, i dischi, le coperture, le tubazioni e il filtro a setaccio, posto all'entrata dell'apparecchiatura, sono in acciaio inossidabile, per garantire perfette condizioni igieniche e corretta pulizia e manutenzione. RISULTATI sulla qualità: permette di ottenere le quantità maggiori di olio possibile, prive in gran parte di residui di acqua e mucillaggini: essendo una ulteriore fase di lavorazione dell'olio, contribuisce a diminuire il contenuto di sostanze nutritive nel prodotto finale, quindi la sua conservabilità nel tempo. SVILUPPI: vengono impiegate separatrici centrifughe a più basso possibile numero di giri, per diminuire le perdite in polifenoli e antiossidanti.
5 – frangitori a molazza – La molazza è costituita da una vasca, una volta in pietra dura, oggi in acciaio, dove vengono versate le olive; in essa 2-4 ruote di granito (macelli), poste verticalmente e a distanza diversa dal centro della vasca, corrono sul fondo schiacciando le olive. Le ruote sono cilindriche, a volte tronco coniche (Spagna...). Molto importante per una completa frangitura è il dispositivo dei servitori (palette rimescolatrici) che mentre riportano ad ogni giro la pasta sotto lo scalzo delle macine, la rimescolano delicatamente; sono presenti anche dei raschiatori sulle molazze.
ACCORGIMENTI DI FUNZIONAMENTO: per il moto piuttosto lento della mole (12-14 giri al minuto), e per il rivolgimento della pasta ad opera dei servitori, la quantità di olio che si trova sotto forma di emulsione nella pasta, alla fine della molazzatura, è modesta; onde evitare una rottura molto spinta dei frammenti del guscio, lo scalzo delle molazze non poggia direttamente sul fondo della vasca, ma è distanziato di 0,002-0,003 m; ciò per impedire che i frammenti del guscio vengano meno alle loro funzioni di favorire la rottura delle cellule della polpa, durante la molitura, e di drenaggio nella successiva fase di spremitura. Il funzionamento è discontinuo: la quantità di olive che ogni volta riceve la molazza è di 250/500 Kg di olive, cioè il quantitativo di pasta massimo che può essere sottoposto poi all'azione di una pressa, con assorbimento di circa 5/8 kW, e la frangitura dura per circa 15/30 minuti. CONFRONTI: la frangitura avviene senza eccessive sollecitazioni meccaniche, senza eccessivo aumento di temperatura della pasta, senza pregiudizievoli emulsionamenti e inquinamento da metalli; l'olio ha sapore meno amaro; lavorazione indicata per olive acerbe, ricche di sostanze aromatiche amare ed aggressive (frangitura leggera); l'inconveniente principale è di tenere all'aria per 20-30 minuti la pasta in rivolgimento, per cui nell'olio si verificano aumenti di acidità e fenomeni ossidativi; processo discontinuo e lento, con bassa produttività e necessità di maggiore manodopera; necessità di accurata difficile pulizia.
6 – estrattore a pressa con fiscoli – tramite macchine dosatrici opportune, la pasta uscente dalla molazza ( o dalla gramola) viene distribuita (con spessore circa 0,03 m) su dischi di fibra (oggi sintetica, una volta di fibra vegetale, in genere di cocco) chiamati fiscoli, che vengono messi in pila su un carrello che viene poi portato sotto la pressa per l'operazione di spremitura; ogni 4 o 5 dischi (di diametro 0,75 m) viene posto un disco pieno di metallo che agevola l'operazione; i dischi sono forati al centro per poterli inserire nel tubo centrale (foratina) del carrello, che risulta forato per permettere la fuoriuscita dell'olio; presse idrauliche a piatti (fig.3),a gabbia (fig.4); Le presse oggi usate (superpresse) presentano un pistone di 35/40 cm di diametro e possono sottoporre a pressatura torri con 250/320 kg di pasta, fino a p=450bar, rese maggiori ma maggior contenuto mucillagginoso; il tempo di durata della pressione oscilla fra i 60 ed i 120 minuti. Le fibre dei fiscoli, così come le parti solide (frammenti di nociolo), servono da filtro, e permettono il passaggio unicamente delle parti liquide. Le parti solide, che costituiscono la sansa, sono trasferite fuori dalla sala di lavorazione, per essere stoccate all’esterno del frantoio e avviate al sansificio; la fase liquida ottenuta dalla spremitura della pasta è avviata ai separatori centrifughi che provvedono alla separazione dell'olio dall'acqua di vegetazione.
fiscoli

Prof.A.Tonini CARATTERISTICHE: il funzionamento è discontinuo: maggiori tempi di lavorazione, con impiego di manodopera;peggiore possibilità di pulizia del macchinario, con rischi di inquinamento tra una partita di olive e l’altra, specie con l'impiego di fiscoli non lavati con frequenza; ridotta sollecitazione meccanica a carico del frutto, del contenimento dell’emulsione, la riduzione dei tempi di gramolazione, olio di qualità non particolarmente elevata, non provoca riscaldamento della pasta, e si ottiene una sansa a bassa umidità. [INIZIO]
A3 – BILANCI DI MATERIA
[INIZIO]
A4 - CONTROLLI AUTOMATICI NELLA PRODUZIONE OLEARIA
SCHEMA DI CONTROLLO
AUTOMATICO E DIAGRAMMA DI
FLUSSO [DITTA PIERALISI]: impiega sensori, controllori ed attuatori per
"sentire" "controllare" e "regolare" il
funzionamento dell'impianto secondo le
esigenze produttive, in automatico
semiautomatico o manuale.
Cuore del sistema è un PC supervisore, e
uno o più PLC per il controllo e il comando
di operazioni ripetitive. Il PC, oltre a
intervenire sulle varie parti del sistema,
raccoglie i dati di lavorazione, visualizza lo
stato di funzionamento, la strumentazione e
i parametri di processo.
Di fianco sono visibili le sottosezioni di
lavoro dell'impianto controllato, i controlli
e gli strumenti di misura principali.
[INIZIO]
A5 - SICUREZZA NEI FRANTOI i maggiori fattori di rischio che devono essere sottoposti a controllo sono:
-Il livello de esposizione al rumore.
-L'uso di sostanze corrosive e irritanti.
-Le caratteristiche degli ambienti di lavoro.
-Le caratteristiche delle macchine e degli impianti.
-Le caratteristiche dell'impianto elettrico.
-La movimentazione dei carichi.
by A.Tonini

Prof.A.Tonini
RUMORE. In un frantoio i macchinari che sono la causa maggiore di rumore sono: il defogliatore, il frangitore, il
decanter, il separatore, il vibrovaglio delle lavatrice. Spesso nei frantoi questi macchinari vengono posti in ambienti
con soffitti bassi,o negli angoli o peggio ancora vicino le une alle altre e questo fa aumentare il rumore. Secondo
alcuni studi però il rumore è causato dalle vibrazioni, quindi se noi diminuiamo le vibrazioni diminuisce anche il
rumore. Questo può avvenire:
-posizionando i macchinari distanti almeno 3 m dalle pareti.
-con una costante manutenzione dei macchinari. -con panelli fonoassorbenti nella sala macchine.
Tutto questo è regolato dal Marchio CE in cui rientra la dichiarazione di conformità della "CE" dove bisogna
certificare li livello di rumorosità; essa impone che le macchine e gli impianti devono essere costruiti e installati
rispettando le disposizioni di legge che impongono l'adozione del Marchio "CE".
MACCHINARI. IL datore di lavoro deve fornire protezione contro l'accesso accidentale alle macchine da parte degli
operatori. Mentre i quadri elettrici e le connessioni devono essere almeno di classe IP 55.
AMBIENTE DI LAVORO. Il frantoio deve essere attrezzato per la sicurezzza e normativa CE di servizi igienici,uscite di
sicurezza,segnaletica di sicurezza e opportuna sistemazione della pavimentazione, con pareti lavabili antisdrucciolo e
con rivestimento antimuffa.
MOVIMENTAZIONE. Gli apparecchi di sollevamento per portate superiori a 200kg non devono essere manuali.Le funi,
cavi e apparati di sollevamento devono essere omologati.
IMPIANTO ELETTRICO. Il frantoio è considerato un'ambiente umido, quindi bisogna porre attewnzione al grado di
isolamento dei cavi, dei quadri e dei motori.Estemamente importante è la messa a terra delle macchine e dell'impianto
elettrico generale.
SOSTANZE CORROSIVE E IRRITANTI. Nel frantoio vengono utilizzati delle sostanze pericolose per gli operatori come:
detergenti emolsionanti, disincrostanti acidi, detergenti alcalini, soda caustica.
Il datore di lavoro deve predisporre per la protezione degli operatori:
-cartelli indicativi del rischio; -uso di guanti, occhiali e stivali;-recipienti contrassegnati con etichette; [INIZIO]
A6 - MIGLIORAMENTI E INNOVAZIONE –
6.1 – miglioramenti di frantoio: - gramole operanti in atmosfera di gas inerti (azoto): [Alfa Laval-fig.1]
per migliorare le rese di estrazione, ed evitare il più possibile contatti tra aria e pasta di
olive e diminuire l'ossidazione delle paste: in questo modo risulta possibile controllare i
tempi di gramolatura, con rese maggiori in olio e maggiore quantità di antiossidanti
(CMP) recuperate nell'olio; inconvenienti sono il maggiore costo iniziale, una attenta gestione, l'impossibilità di
aprire per controllare visivamente la pasta, una pulizia più complessa, la possibilità di formazione di emulsioni
acqua/olio che diminuiscono successivamente la resa: si può comunque ottenere rese e qualità
maggiori significative.
- gramole verticali – più macchine in
parallelo: processo più continuo; maggiori
potenzialità, minori tempi di
trattamento.[fig.2]
- pre-condizionatore termico [Alfa Laval-
fig.3]:
la pasta raggiunge in modo quasi istantaneo
la temperatura ottimale in uno scambiatore
per poi essere inviata alla gramola con la conseguenza di ridurre le successive operazioni di mescolamento in cui
avvengono i fenomeni enzimatici e della coalescenza e di accelerare il processo estrattivo.
- coadiuvanti tecnologici:
in alcuni frantoi (p.es. quelli spagnoli), per facilitare la separazione dell’olio dalla pasta, aumentando il rendimento
dell’estrazione senza incidere sulle caratteristiche fisico-chimiche ed organolettiche dell’olio, durante la fase di
frangitura, si aggiungono: a) microtalco naturale (silicato di magnesio idratato); b) enzimi. Il microtalco è un prodotto
inorganico che aumenta la resa e viene aggiunto in percentuale dallo 0,5% al 3%. Gli enzimi hanno un effetto di
rendere più fluide le paste agendo sulla membrana cellulare e lipoproteica e liberando così più facilmente l’olio nelle
paste troppo dense.
- centrifughe verticali particolari:
vengono impiegate separatrici centrifughe a più basso possibile numero di giri, per diminuire le perdite in polifenoli e
antiossidanti;
fig.3
fig.1
fig.2

Prof.A.Tonini
6.2 – tecnologie innovative: aumento di resa e qualità, riduzione dei tempi - [elaborazioni da documenti Univ.Foggia – Univ.Bari – Soc. EMitech – Univ.Pisa....]
● campi elettrici pulsanti:
problema: la gramola è estrattore scambiatore di
calore (camicia esterna- T=27°÷32°C) a bassa
efficienza di scambio, e di grande influenza sulla
qualità dell’olio finale;
soluzione: uso di campi elettrici pulsanti; brevi
impulsi di alta tensione, per rompere le cellule
nella pasta con formazione di pori permanenti e/o
temporanei;il risultato è la fuoriuscita del
contenuto cellulare e la lisi citoplasmatica;questo
metodo è stato usato nella industria alimentare per la sterilizzazione, e il recupero di succhi di frutta; sulle olive
risulta una maggiore resa di 1,7Kg olio/100Kg olive, maggiore estrazione di tocoferoli e fitosteroli.
● ultrasuoni:
= onde sonore a frequenza >16kHz; hanno azione meccanica
(cavitazione: onde di pressione-depressione veloci che creano
cavità o bolle che collassano = rottura di cellule della pasta,
diffusione del contenuto cellulare) e termica (cessione di energia);
risultati: minori tempi di gramolazione, maggiore qualità, nessuna
aggiunta di difetti organolettici, migliore quantità antiossidanti,
riduzione note di amaro e piccante.
● microonde:
= onde elettromagnetiche non ionizzanti (freq.300MHz÷300GHz),
che provocano riscaldamento all’intero volume del materiale, senza gradienti di T; hanno anche effetto meccanico per
aumento di volume del tessuto vegetale con esplosione delle cellule; i dati analitici raccolti nel corso di
sperimentazione affermano:
-non ci sono differenze in termini di resa di estrazione tra la gramolazione convenzionale in gramola (40 minuti a
28°C) e il condizionamento in continuo con l’impianto a microonde (17
secondi a 28 °C); il passaggio continuo della pasta nell’impianto a
microonde, per 17 secondi, è sufficiente a garantire sia l’azione di
riscaldamento (effetto termico) che le modifiche strutturali della pasta di
olive (effetto non-termico), effetti responsabili della coalescenza delle
goccioline di olio; inoltre riduzione dei tempi di condizionamento e
contatto della pasta con l’ossigeno atmosferico.
- i vantaggi sono la continuità dell’operazione di gramolazione e di conseguenza dell’intero processo di estrazione, la
riduzione di circa il 50% del tempo totale necessario alla trasformazione delle olive in olio, l’uniformità di
riscaldamento della pasta di olive, l’assenza di tempi morti necessari per il lavaggio delle gramole e la riduzione delle
acque di lavaggio, la riduzione dello spazio occupato dall’impianto e la semplificazione dell’impianto di produzione
di acqua calda necessaria alle operazioni di estrazione tradizionale.
L’uso dell’impianto a microonde ha determinato una riduzione dei fenomeni ossidativi a carico dei diversi substrati,
tradottasi in una significativa riduzione del numero di perossidi, una riduzione del contenuto totale dei fenoli e
proporzionalmente di quelli responsabili delle note di amaro e piccante.
● metodo “neve carbonica”: [brevetto Univ.Pisa-Scienze Agrarie]
permette di estrarre l'extravergine di oliva grazie all'utilizzo della "neve carbonica",
cioè dell'anidride carbonica allo stato solido.
I vantaggi dell'innovativa tecnica sono molti: maggiore resa (in media 9% in più),
migliore qualità nutrizionale dell'olio (che contiene in media il 6% in più di vitamina
E), una maggiore resistenza ai processi ossidativi (conservazione più a lungo).
L'anidride carbonica solida viene addizionata alle olive prima della frangitura: essa
provoca il congelamento dell'acqua presente all'interno dei frutti e la formazione di
cristalli di ghiaccio che a loro volta determinano il collasso della struttura cellulare
della polpa, facilitando la fuoriuscita delle sostanze e il loro trasferimento nell'olio, che si arricchisce così in
metaboliti cellulari ad elevato valore biologico.Inoltre l'anidride carbonica gassosa è più pesante dell'aria per cui
tende a restare al di sopra della pasta delle olive in lavorazione, creando uno strato gassoso in grado di evitare il
contatto diretto con l'ossigeno dell'aria e quindi di preservare i costituenti cellulari dalla degradazione ossidativa.

Prof.A.Tonini
I vantaggi di questa nuova tecnica sono per i produttori: aumento della resa; possibile raccolta precoce delle olive,
che essendo meno mature saranno più ricche in acqua e in componenti bioattivi (polifenoli, tocoferoli), limitando allo
stesso tempo i danni derivanti dagli attacchi della Bactrocera oleae (la mosca dell'olivo).
DITTE DEL SETTORE: Alfa Laval – Pieralisi – OMT SpA – Rapanelli –TECNOLIVA - Ferri Srl ....
[INIZIO]
6.3 - METODO HACCP e QUALITÀ dell’olio - Finalità del metodo di controllo, o di analisi, HACCP [giugno 1998] è quello della tutela della salute garantendo sicurezza igiene e qualità dei prodotti alimentari, quindi viene applicato anche nelle aziende olivicole. Non esiste un differente grado di applicazione delle norme: sono tenute all'applicazione tutte le aziende che operano nel settore alimentare e che prevedano anche una delle seguenti attività: preparazione fabbricazione confezionamento trasporto somministrazione vendita trasformazione manipolazione immagazzinamento distribuzione importazione. Con la metodologia HACCP inizialmente si identificano i potenziali rischi (analisi dei rischi), e in seguito si effettua il controllo dei punti critici nel processo di trasformazione. I principali punti critici sono: le varie fasi di lavorazione (molitura) delle olive, gli scarti di processo, e in minor misura lo stoccaggio e l'imbottigliamento dell'olio (contatto dell'olio con l'aria e i materiali, con effetti negativi sulla qualità dell'olio). Per gli oli di elevata qualità, come gli extravergini, i processi di lavorazione presentano maggior numero di punti critici rispetto ad altre categorie merceologiche.
Diagramma di flusso dei fattori
di RISCHIO nella produzione di olio d'oliva: [INIZIO]
gramole
decanter
frangitore
centrifughe















![ESERCIZI su EVAPORATORI CHIMICI - andytonini.com · ESERCIZI su EVAPORATORI CHIMICI [anche con uso programma EVAP_1_2EFF.xls su CD 4CHIMICA] -versione#C1 Prof.A.Tonini ... stato del](https://static.fdocumenti.com/doc/165x107/5c672c6409d3f2e33b8d2f86/esercizi-su-evaporatori-chimici-esercizi-su-evaporatori-chimici-anche-con.jpg)

