
Circuito aeraulico - VIAviavas.regione.campania.it/opencms/opencms/VIAVAS/download/... · colo con...
167
Pagina 101 Circuito aeraulico Il circuito aeraulico della sezione di appassimento prevede una immissione di aria dal forno di es- siccazione in sovrappressione per apporto attraverso la foronomia esistente ed in occasione della apertura della porta per l’ingresso di bilancelle in forno e da una serranda a portata costante instal- lata sulla parete dell’area di appassimento. L’ estrazione dell’ aria sarà realizzata in parte verso il tunnel di connessione con la cabina di verni- ciatura mantenuto a pressione più bassa (attraverso la foronomia e la apertura della porta di pas- saggio delle bilancelle) ed in parte grazie ad un ventilatore di estrazione a portata variabile; la por- tata di detto ventilatore sarà pilotata da una sonda di pressione installata nel volume della zona di appassimento. Tale ventilatore sarà azionato da inverter pilotato dal processore di impianto sulla base della pres- sione instauratasi nell’area appassimento, capacità di regolazione 40 ÷ 110% portata di targa 1.000 m 3 /h prevalenza 200 Pa, tale aria aspirata sarà inviata al condotto confluente all’aspiratore da 80.000 m 3 /h comune con la cabina di verniciatura. Forno di essiccazione Nel forno di essicazione verrà realizzata gran parte della polimerizzazione delle resine delle verni- ci. Struttura Il forno di essiccazione prevede che l’unità di trattamento aria - destinata a provvedere al riscalda- mento del suo volume - sia installata in copertura dello encasing; che, nel suo basamento – par- zialmente interrato – trovi posto il plenum di immissione aria calda nel volume del forno; che la ri- presa dell’aria immessa dal fondo avvenga attraverso un plenum posto nella sua parte alta. Le dimensioni interne, utili ai fini della essiccazione della vernice, sono le seguenti: 15,00 x 3,80 m (lunghezza x larghezza). L’altezza netta interna del forno (estradosso plenum di immissione aria – intradosso plenum di ri- presa aria) è pari a 3,50 m determinando così un volume della cabina pari a ca. 200 m 2 . Le pareti laterali sono costituite da pannelli sandwich (dall’esterno verso l’interno) lamiera di accia- io zincata e verniciata, con grecatura profonda, pannelli di lana di roccia impregnata con resina di spessore pari a 100 mm, lamiera di acciaio zincata liscia o lievemente grecata. Nell’ambito di dette pareti saranno praticate le porte di accesso delle bilancelle e pedonali. Nelle pareti di testa del forno saranno presenti due porte a due battenti a scorrere ad azionamento pneumatico od elettrico, con comando remoto e locale. Nel pavimento saranno installate le bocchette di immissione aria. Il soffitto della cabina sarà costi- tuito da un plenum ove sono disposte le bocchette di ripresa aria. Sulla piattaforma in copertura troverà appoggio l’UTA. Circuito aeraulico Il circuito aeraulico del forno di essiccazione prevede una unità di trattamento aria a parziale ricir- colo con recuperatore di calore sull’aria espulsa. Sono presenti una immissione di aria nel forno, dal basso, attraverso un plenum di immissione alimentato su una testata - attraverso tre serrande di regolazione – dal canale di mandata proveniente dall’UTA ed una estrazione di aria dall’alto at- traverso bocchette di ripresa munite di setti filtranti smontabili dal basso e serrande di taratura; un sistema di scarto – controllato in portata – dell’aria ripresa dal ventilatore di ricircolazione pilotato dalla pressione che si stabilisce in forno. Il circuito aeraulico sarà pertanto così costituito: Unità di trattamento aria a parziale ricircolo avente le seguenti caratteristiche prestazionali: - Portata aria in ripresa: Q = 100.000 m 3 /h valore di picco modulabile ± 10% - Portata aria in espulsione: Q variabile nello intervallo 400 ÷ 2.000 m 2 /h
-
Upload
nguyenthuan -
Category
Documents
-
view
216 -
download
0
Transcript of Circuito aeraulico - VIAviavas.regione.campania.it/opencms/opencms/VIAVAS/download/... · colo con...

Pagina 101
Circuito aeraulicoIl circuito aeraulico della sezione di appassimento prevede una immissione di aria dal forno di es-siccazione in sovrappressione per apporto attraverso la foronomia esistente ed in occasione della apertura della porta per l’ingresso di bilancelle in forno e da una serranda a portata costante instal-lata sulla parete dell’area di appassimento. L’ estrazione dell’ aria sarà realizzata in parte verso il tunnel di connessione con la cabina di verni-ciatura mantenuto a pressione più bassa (attraverso la foronomia e la apertura della porta di pas-saggio delle bilancelle) ed in parte grazie ad un ventilatore di estrazione a portata variabile; la por-tata di detto ventilatore sarà pilotata da una sonda di pressione installata nel volume della zona di appassimento.Tale ventilatore sarà azionato da inverter pilotato dal processore di impianto sulla base della pres-sione instauratasi nell’area appassimento, capacità di regolazione 40 ÷ 110% portata di targa 1.000 m3/h prevalenza 200 Pa, tale aria aspirata sarà inviata al condotto confluente all’aspiratore da 80.000 m3/h comune con la cabina di verniciatura.
Forno di essiccazione
Nel forno di essicazione verrà realizzata gran parte della polimerizzazione delle resine delle verni-ci.
StrutturaIl forno di essiccazione prevede che l’unità di trattamento aria - destinata a provvedere al riscalda-mento del suo volume - sia installata in copertura dello encasing; che, nel suo basamento – par-zialmente interrato – trovi posto il plenum di immissione aria calda nel volume del forno; che la ri-presa dell’aria immessa dal fondo avvenga attraverso un plenum posto nella sua parte alta. Le dimensioni interne, utili ai fini della essiccazione della vernice, sono le seguenti: 15,00 x 3,80 m (lunghezza x larghezza). L’altezza netta interna del forno (estradosso plenum di immissione aria – intradosso plenum di ri-presa aria) è pari a 3,50 m determinando così un volume della cabina pari a ca. 200 m2.Le pareti laterali sono costituite da pannelli sandwich (dall’esterno verso l’interno) lamiera di accia-io zincata e verniciata, con grecatura profonda, pannelli di lana di roccia impregnata con resina di spessore pari a 100 mm, lamiera di acciaio zincata liscia o lievemente grecata. Nell’ambito di dette pareti saranno praticate le porte di accesso delle bilancelle e pedonali. Nelle pareti di testa del forno saranno presenti due porte a due battenti a scorrere ad azionamento pneumatico od elettrico, con comando remoto e locale. Nel pavimento saranno installate le bocchette di immissione aria. Il soffitto della cabina sarà costi-tuito da un plenum ove sono disposte le bocchette di ripresa aria. Sulla piattaforma in copertura troverà appoggio l’UTA.
Circuito aeraulicoIl circuito aeraulico del forno di essiccazione prevede una unità di trattamento aria a parziale ricir-colo con recuperatore di calore sull’aria espulsa. Sono presenti una immissione di aria nel forno, dal basso, attraverso un plenum di immissione alimentato su una testata - attraverso tre serrande di regolazione – dal canale di mandata proveniente dall’UTA ed una estrazione di aria dall’alto at-traverso bocchette di ripresa munite di setti filtranti smontabili dal basso e serrande di taratura; un sistema di scarto – controllato in portata – dell’aria ripresa dal ventilatore di ricircolazione pilotato dalla pressione che si stabilisce in forno.
Il circuito aeraulico sarà pertanto così costituito:
Unità di trattamento aria a parziale ricircolo avente le seguenti caratteristiche prestazionali:
- Portata aria in ripresa: Q = 100.000 m3/h valore di picco modulabile ± 10% - Portata aria in espulsione: Q variabile nello intervallo 400 ÷ 2.000 m2/h

Pagina 102
- Portata aria primaria: Q variabile nello intervallo 400 ÷ 2.000 m2/h- Capacità di scambio termico in riscaldamento: 260 kW - Capacità di umidificazione (a vapore): 75 kg/h - Portata di aria in mandata: Q = 100.000 m3/h valore di picco modulabile ± 10% - Prevalenza disponibile per il circuito utente (valori di prima istanza): - in aspirazione: 500 Pa , - in mandata: 300 Pa
La temperatura nel forno di essiccatura sarà variabile tra i 50 e gli 80°C.
La sezione di ripresa sarà dotata di ventilatore centrifugo: con motore da 55 kW, atto a sopportare senza danno la temperatura di 80°C; portata di picco 100.000 m2/h, prevalenza disponibile per il circuito di aspirazione 500 Pa.
La sezione di recupero calore, espulsione, presa aria esterna e miscelazione sarà dotata di ser-rande motorizzate sulla bocca di presa aria esterna, sulla bocca di espulsione e sul passaggio di ricircolo aria.
L’aria espulsa dalla sezione di recupero calore sarà inviata anch’essa all’impianto di aspirazione con portata pari a 80.000 m2/h asservito all’impianto di verniciatura. Sulla bocca di presa aria esterna sarà installato sistema di filtrazione in classe F 8; scambiatore di calore aria / aria atto a trattare 2.000 mc/h recuperando - con aria in espulsione a 60 °C, 20% UR ed aria in immissione a 2°C, 60% UR 15 kW.
La sezione di umidificazione sarà atta ad erogare fino a 75 kg/h.
La sezione di riscaldamento sarà munita di batteria di tubi allettati atta ad essere operata con ac-qua surriscaldata a 140°C, pressione 500 kPa, T 60 °C, rendendo 260 kW di scambio. La sezione di mandata nel cui ambito è installato ventilatore centrifugo con motore elettrico da 75 kW, in esecuzione atta a sopportare senza danno la temperatura di 80°C, sarà alimentato da in-verter con portata di picco 100.000 m3/h prevalenza 300 Pa.
Sistema di movimentazione
Il sistema di movimentazione dei pezzi da verniciare lungo l’impianto di verniciatura è basato su bi-lancelle e barre portapezzi. Le bilancelle hanno piano di lavoro costituito da un grigliato metallico ed un telaio in tubolari con, nella parte alta, una traversa munita di occhielli ai quali possono esser sospesi particolari da verni-ciare in sospensione piuttosto che non in appoggio. La movimentazione delle bilancelle avverrà grazie ad un sistema di trasporto birotaia, collegata in a catena di trasporto che opera nello ambito della cabina di verniciatura e del tunnel di raccordo di detta cabina con la zona di appassimento. La catena potrà operare ad impulsi o a velocità costante e valore assegnato, su comando dello operatore.
Opere edili accessorie - scavi
Per l’installazione delle varie sezioni impiantistiche dell’impianto di verniciatura saranno costruite opere civili fuori terra con strutture portanti in metallo. Sulla base del capitolato progettuale è stimabile la realizzazione di scavi per un volume totale pari a circa 610 m3 dato dalla somma degli scavi necessari per realizzare il sottopiano della cabina di verniciatura, la vasca di accumulo dell’acqua di abbattimento di verniciatura ed i relativi cunicoli dei servizi del circuito di abbattimento ad umido, la fossa per il forno, il collettore interrato dell’aria a-spirata dall’impianto di verniciatura ed inviata al camino esterno e le fondamenta dei pilastri metal-lici.
Pagina 103
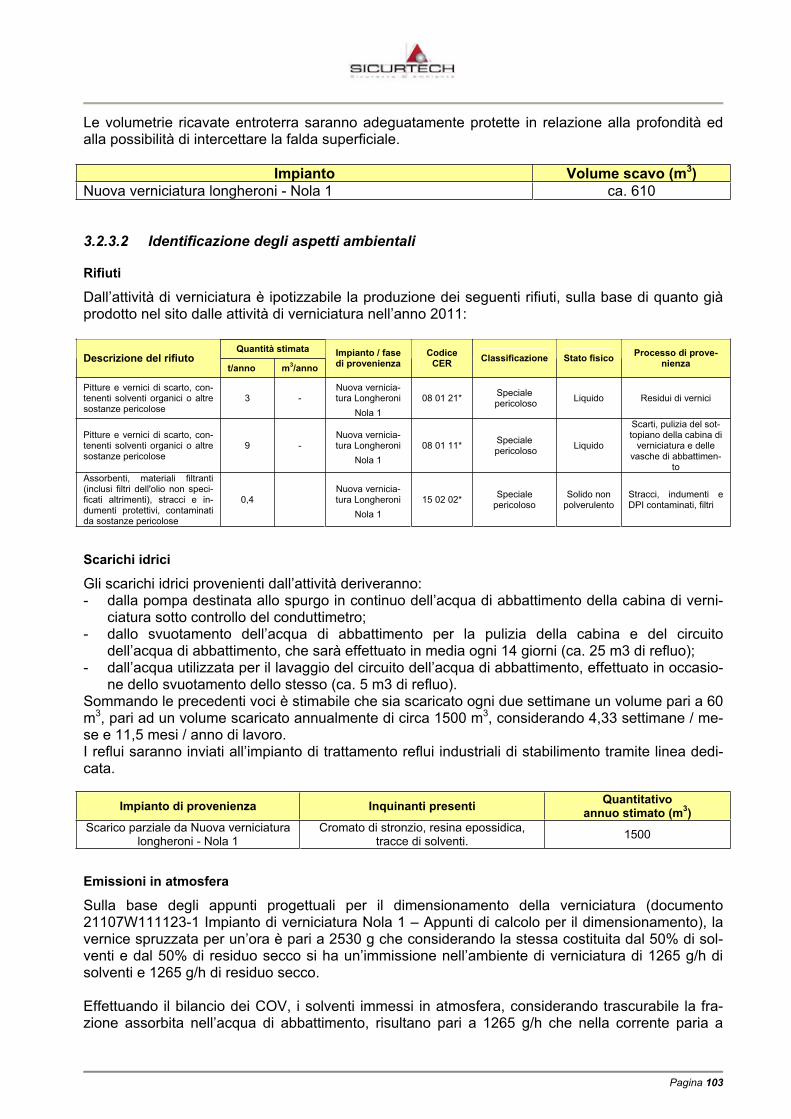
Le volumetrie ricavate entroterra saranno adeguatamente protette in relazione alla profondità ed alla possibilità di intercettare la falda superficiale.
Impianto Volume scavo (m3)Nuova verniciatura longheroni - Nola 1 ca. 610
3.2.3.2 Identificazione degli aspetti ambientali
Rifiuti
Dall’attività di verniciatura è ipotizzabile la produzione dei seguenti rifiuti, sulla base di quanto già prodotto nel sito dalle attività di verniciatura nell’anno 2011:
Quantità stimata Descrizione del rifiuto
t/anno m3/anno Impianto / fase di provenienza
Codice CER Classificazione Stato fisico Processo di prove-
nienza
Pitture e vernici di scarto, con-tenenti solventi organici o altre sostanze pericolose
3 - Nuova vernicia-tura Longheroni
Nola 1 08 01 21* Speciale
pericoloso Liquido Residui di vernici
Pitture e vernici di scarto, con-tenenti solventi organici o altre sostanze pericolose
9 - Nuova vernicia-tura Longheroni
Nola 1 08 01 11* Speciale
pericoloso Liquido
Scarti, pulizia del sot-topiano della cabina di
verniciatura e delle vasche di abbattimen-
toAssorbenti, materiali filtranti (inclusi filtri dell'olio non speci-ficati altrimenti), stracci e in-dumenti protettivi, contaminati da sostanze pericolose
0,4Nuova vernicia-tura Longheroni
Nola 1 15 02 02* Speciale
pericoloso Solido non
polverulento Stracci, indumenti e DPI contaminati, filtri
Scarichi idrici
Gli scarichi idrici provenienti dall’attività deriveranno: - dalla pompa destinata allo spurgo in continuo dell’acqua di abbattimento della cabina di verni-
ciatura sotto controllo del conduttimetro; - dallo svuotamento dell’acqua di abbattimento per la pulizia della cabina e del circuito
dell’acqua di abbattimento, che sarà effettuato in media ogni 14 giorni (ca. 25 m3 di refluo); - dall’acqua utilizzata per il lavaggio del circuito dell’acqua di abbattimento, effettuato in occasio-
ne dello svuotamento dello stesso (ca. 5 m3 di refluo). Sommando le precedenti voci è stimabile che sia scaricato ogni due settimane un volume pari a 60 m3, pari ad un volume scaricato annualmente di circa 1500 m3, considerando 4,33 settimane / me-se e 11,5 mesi / anno di lavoro. I reflui saranno inviati all’impianto di trattamento reflui industriali di stabilimento tramite linea dedi-cata.
Impianto di provenienza Inquinanti presenti Quantitativo annuo stimato (m3)
Scarico parziale da Nuova verniciatura longheroni - Nola 1
Cromato di stronzio, resina epossidica, tracce di solventi. 1500
Emissioni in atmosfera
Sulla base degli appunti progettuali per il dimensionamento della verniciatura (documento 21107W111123-1 Impianto di verniciatura Nola 1 – Appunti di calcolo per il dimensionamento), la vernice spruzzata per un’ora è pari a 2530 g che considerando la stessa costituita dal 50% di sol-venti e dal 50% di residuo secco si ha un’immissione nell’ambiente di verniciatura di 1265 g/h di solventi e 1265 g/h di residuo secco.
Effettuando il bilancio dei COV, i solventi immessi in atmosfera, considerando trascurabile la fra-zione assorbita nell’acqua di abbattimento, risultano pari a 1265 g/h che nella corrente paria a
Pagina 104
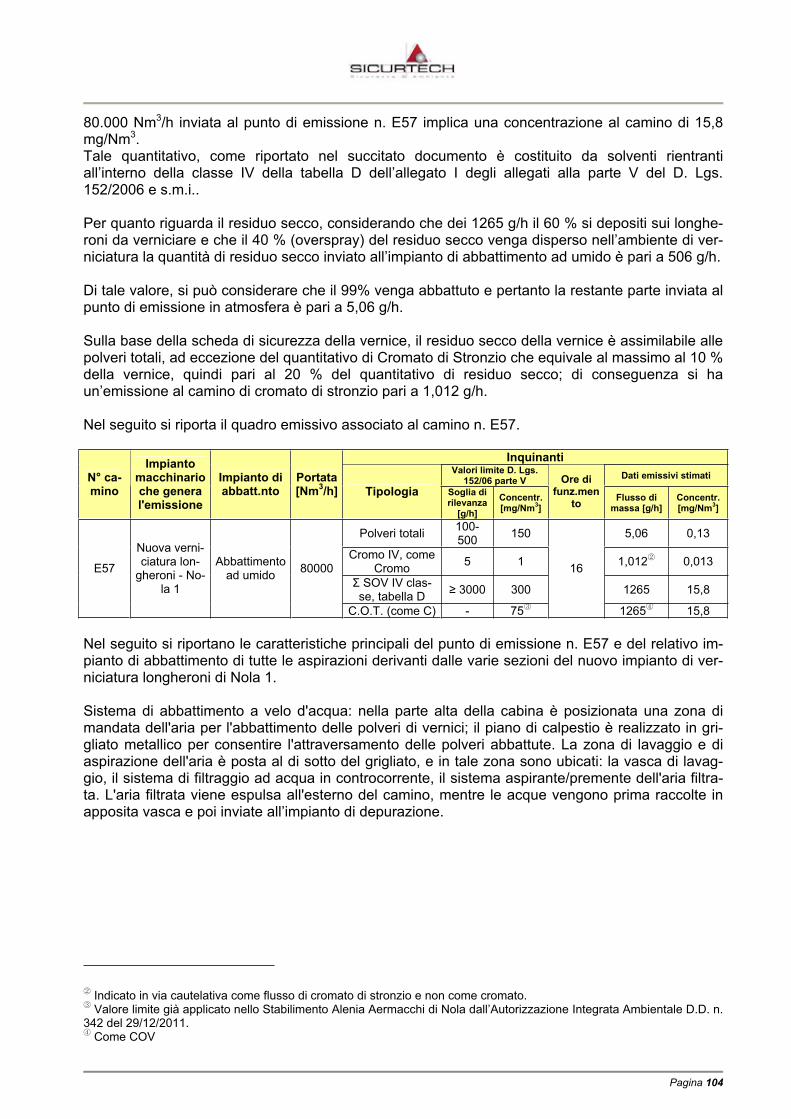
80.000 Nm3/h inviata al punto di emissione n. E57 implica una concentrazione al camino di 15,8 mg/Nm3.Tale quantitativo, come riportato nel succitato documento è costituito da solventi rientranti all’interno della classe IV della tabella D dell’allegato I degli allegati alla parte V del D. Lgs. 152/2006 e s.m.i..
Per quanto riguarda il residuo secco, considerando che dei 1265 g/h il 60 % si depositi sui longhe-roni da verniciare e che il 40 % (overspray) del residuo secco venga disperso nell’ambiente di ver-niciatura la quantità di residuo secco inviato all’impianto di abbattimento ad umido è pari a 506 g/h.
Di tale valore, si può considerare che il 99% venga abbattuto e pertanto la restante parte inviata al punto di emissione in atmosfera è pari a 5,06 g/h.
Sulla base della scheda di sicurezza della vernice, il residuo secco della vernice è assimilabile alle polveri totali, ad eccezione del quantitativo di Cromato di Stronzio che equivale al massimo al 10 % della vernice, quindi pari al 20 % del quantitativo di residuo secco; di conseguenza si ha un’emissione al camino di cromato di stronzio pari a 1,012 g/h.
Nel seguito si riporta il quadro emissivo associato al camino n. E57.
Inquinanti Valori limite D. Lgs.
152/06 parte V Dati emissivi stimati N° ca-mino
Impiantomacchinario che genera l'emissione
Impianto di abbatt.nto
Portata [Nm3/h] Tipologia Soglia di
rilevanza [g/h]
Concentr.[mg/Nm3]
Ore di funz.men
to Flusso di massa [g/h]
Concentr.[mg/Nm3]
Polveri totali 100-500 150 5,06 0,13
Cromo IV, come Cromo 5 1 1,012 0,013
SOV IV clas-se, tabella D 3000 300 1265 15,8
E57
Nuova verni-ciatura lon-
gheroni - No-la 1
Abbattimento ad umido 80000
C.O.T. (come C) - 75
16
1265 15,8
Nel seguito si riportano le caratteristiche principali del punto di emissione n. E57 e del relativo im-pianto di abbattimento di tutte le aspirazioni derivanti dalle varie sezioni del nuovo impianto di ver-niciatura longheroni di Nola 1.
Sistema di abbattimento a velo d'acqua: nella parte alta della cabina è posizionata una zona di mandata dell'aria per l'abbattimento delle polveri di vernici; il piano di calpestio è realizzato in gri-gliato metallico per consentire l'attraversamento delle polveri abbattute. La zona di lavaggio e di aspirazione dell'aria è posta al di sotto del grigliato, e in tale zona sono ubicati: la vasca di lavag-gio, il sistema di filtraggio ad acqua in controcorrente, il sistema aspirante/premente dell'aria filtra-ta. L'aria filtrata viene espulsa all'esterno del camino, mentre le acque vengono prima raccolte in apposita vasca e poi inviate all’impianto di depurazione.
Indicato in via cautelativa come flusso di cromato di stronzio e non come cromato. Valore limite già applicato nello Stabilimento Alenia Aermacchi di Nola dall’Autorizzazione Integrata Ambientale D.D. n.
342 del 29/12/2011. Come COV
Pagina 105
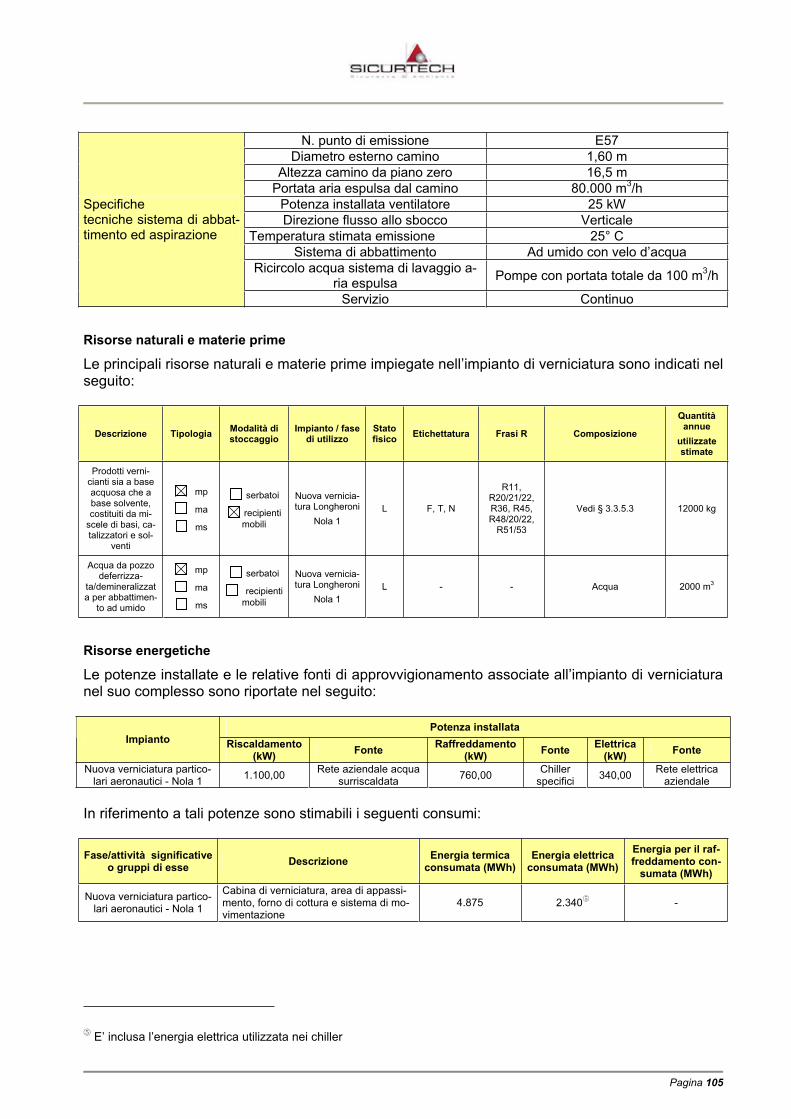
N. punto di emissione E57 Diametro esterno camino 1,60 m
Altezza camino da piano zero 16,5 m Portata aria espulsa dal camino 80.000 m3/h
Potenza installata ventilatore 25 kW Direzione flusso allo sbocco Verticale
Temperatura stimata emissione 25° C Sistema di abbattimento Ad umido con velo d’acqua
Ricircolo acqua sistema di lavaggio a-ria espulsa Pompe con portata totale da 100 m3/h
Specifichetecniche sistema di abbat-timento ed aspirazione
Servizio Continuo
Risorse naturali e materie prime
Le principali risorse naturali e materie prime impiegate nell’impianto di verniciatura sono indicati nel seguito:
Descrizione Tipologia Modalità di stoccaggio
Impianto / fase di utilizzo
Statofisico Etichettatura Frasi R Composizione
Quantitàannue
utilizzate stimate
Prodotti verni-cianti sia a base acquosa che a base solvente, costituiti da mi-
scele di basi, ca-talizzatori e sol-
venti
mp
ma
ms
serbatoi
recipienti mobili
Nuova vernicia-tura Longheroni
Nola 1 L F, T, N
R11,R20/21/22,R36, R45, R48/20/22,
R51/53
Vedi § 3.3.5.3 12000 kg
Acqua da pozzo deferrizza-
ta/demineralizzata per abbattimen-
to ad umido
mp
ma
ms
serbatoi
recipienti mobili
Nuova vernicia-tura Longheroni
Nola 1 L - - Acqua 2000 m3
Risorse energetiche
Le potenze installate e le relative fonti di approvvigionamento associate all’impianto di verniciatura nel suo complesso sono riportate nel seguito:
Potenza installata Impianto Riscaldamento
(kW) Fonte Raffreddamento(kW) Fonte Elettrica
(kW) Fonte
Nuova verniciatura partico-lari aeronautici - Nola 1 1.100,00 Rete aziendale acqua
surriscaldata 760,00 Chiller specifici 340,00 Rete elettrica
aziendale
In riferimento a tali potenze sono stimabili i seguenti consumi:
Fase/attività significative o gruppi di esse Descrizione Energia termica
consumata (MWh)Energia elettrica
consumata (MWh) Energia per il raf-freddamento con-
sumata (MWh)
Nuova verniciatura partico-lari aeronautici - Nola 1
Cabina di verniciatura, area di appassi-mento, forno di cottura e sistema di mo-vimentazione
4.875 2.340 -
E’ inclusa l’energia elettrica utilizzata nei chiller
Pagina 106
3.2.3.3 Impianto di Verniciatura A321 – Nola 1
Trattasi di nuovo impianto per eseguire la verniciatura manuale o ritocchi di parti di aeromobili in leghe in alluminio (pannelli e superpannelli lower dei velivoli Boing A321 ed A380). Le dimensioni interne utili della cabina saranno di 15 x 8 x 8 m (asse X x asse Y x asse Z). L’impianto di verniciatura sarà installato nel Fabbricato 5. L’impianto da realizzarsi sarà sostanzialmente costituito da un’unica cabina di verniciatura, dal si-stema di movimentazione, oltre ai sistemi di gestione e controllo ed alle opere civili ed allacciamen-ti delle utilities necessarie. Il funzionamento della cabina sarà basato sulla caratteristica del flusso verticale della corrente d'a-ria per l'abbattimento dell'over-spray durante la verniciatura: l'aria esterna, filtrata e climatizzata da due UTA di trattamento aria, viene inviata nel plenum sovrastante la cabina, attraversa i filtri cielo di tipo progressivo, ed entra in cabina portando verso il basso la nube di over-spray che si sviluppa durante le operazioni di verniciatura. Il pavimento della cabina sarà realizzato mediante pannelli grigliati, attraverso il quale passa l'aria carica di inquinanti, immediatamente al di sotto del grigliato, o sui canali laterali, sono presenti dei filtri raccogli vernice che realizzano il primo abbattimento dell’over-spray. In senso longitudinale della cabina, sempre al di sotto del grigliato, addossati alle pareti laterali delle vasche, saranno po-sti due canali di aspirazione lungo i quali sono installati filtri pieghettati di classe G4 per la filtrazio-ne finale dell’aria di estrazione da immettere in atmosfera. L’aria di estrazione una volta filtrata attraversa un recuperatore statico a flussi incrociati, che con-sente il recupero di circa il 56% del calore sensibile, ed infine viene immessa in atmosfera median-te un camino di espulsione. Al fine di evitare contaminazioni dell’area esterna, la cabina verrà mantenuta costantemente in de-pressione (circa 10 Pa) in maniera automatica dal sistema.
3.2.3.3.1 Descrizione istallazione
Struttura
La cabina di verniciatura, avrà le caratteristiche di un parallelepipedo con pianta utile 15 x 8 m ed altezza utile di 8 m, nella cabina saranno installate le linee di corsa dei carro ponti utilizzati per la movimentazione dei pannelli da verniciate. Sul pavimento (aspirazione del circuito aeraulico) sarà presente un grigliato tipo Orsogrill carrabile, con dimensioni pari a 15 x 7 m, atto a mantenere all’interno della cabina una depressione di 10 Pa. Le strutture portanti della cabina saranno in acciaio verniciato o zincato e pareti e tamponature in pannelli di sandwitches autoportanti lamierati con garanzia di isolamento termico. Sarà realizzata una parete mobile di separazione della cabina per consentire la suddivisione della cabina in due semicabine, al fine di impedire la distribuzione delle vernici e solventi da una semi-cabina all’altra in casi di funzionalità ridotta della cabina, e consentendo significativi risparmi ener-getici in quanto in occasione dell’utilizzo di una sola semicabina verrà parzializzando il sistema di trattamento dell’aria immessa nella cabina. Il soffitto della cabina (mandata del circuito aeraulico) sarà composto da una serie di pannelli fil-tranti smontabili, inseriti in opportuni telaietti, con classe di filtrazione F) al di sopra del quale sarà installato il plenum di immissione aria. La cabina sarà dotata di un opportuno numero di porte di uscita di emergenza e di 2 portoni a libro od a impacchettamento verticale (uno sul lato lungo ed uno sul lato corto della cabina) per l’ingresso e l’uscita dei pannelli da verniciare. La verniciatura dei pannelli verrà effettuata manualmente da operatori posti in n. 4 postazioni mobi-li di tipo a balconcino. La cabina di verniciatura sarà dotata di impianto rilevazione fumi e rilevazione concentrazione sol-venti e sarà protetta da impianto sprinkler esteso al plenum filtrante ed alla cabina stessa.
Pagina 107
Si riporta in allegato il “Progetto preliminare - Nuova cabina di verniciatura a 321” riferito all’impianto in oggetto.
Circuito aeraulico
Immissione ariaIl circuito di immissione aria sarà composto da: 1. N°2 UTA di trattamento aria di immissione, poste all’esterno del fabbricato, realizzate con inte-
laiatura portante in profilati estrusi in lega di alluminio montati senza saldatura, con giunti in nylon e pannelli sandwich in doppia lamiera zincata-preverniciata con isolamento interno in po-liuretano espanso dello spessore di 60 mm, ognu UTA sarà costituita da: - Sezione di presa aria esterna completa di serranda di intercettazione ad alette contrappo-
ste e guarnizioni di tenuta in neoprene con servocomando modulante e griglia antipioggia; - Sezione prefiltrante con celle filtranti modulari in fibra di vetro classe G4; - Sezione filtrante con filtri a tasche rigide in fibre sintetiche autoestinguenti classe F 9.
2. Pressostati differenziali per segnalazione intasamento filtri aria, manometri a colonna di liquido per la visualizzazione in loco della pressione differenziale e pressostati differenziali per segna-lazione mancanza flusso aria, con lettura della pressione differenziale su pannello operatore.
3. Sezione di recupero calore con recuperatore statico a flussi incrociati, realizzato a piastre di al-luminio, con sigillatura supplementare del pacco scambiatore per evitare miscelazioni tra aria pulita e aria viziata, con rendimento di almeno il 40%.
4. Sezione di pre-riscaldamento costituita da batteria calda realizzata con tubi in rame espansi meccanicamente e alettatura in alluminio, sezione di passaggio per una velocità di attraversa-mento batteria 2,5 m/s.
5. Sezione di raffreddamento costituita da batteria fredda realizzata con tubi in rame espansi meccanicamente e alettatura in alluminio, sezione di passaggio per una velocità di attraversa-mento batteria 2,5 m/s, alimentata con acqua refrigerata 7- 12 °C, realizzata da due circuiti fri-goriferi a servizio specifico della cabina di verniciatura.
6. Sezione di umidificazione adiabatica del tipo “air-less” con acqua ad alta pressione con rampe di distribuzione e testine atomizzatrici in acciaio inox, completi di elettrovalvole di alimentazione e parzializzazione. Cabinet di contenimento apparecchiature di controllo completa di pannello elettrico, regolatori di pressione, elettrovalvole, manometri, vasca di raccolta acqua in acciaio inox AISI 304, separatore di gocce in acciaio inox AISI 304.
7. Sezione di post-riscaldamento costituita da batteria calda realizzata con tubi in rame espansi meccanicamente e alettatura in alluminio, sezione di passaggio per una velocità di attraversa-mento batteria 2,5 m/s.
8. Sezione ventilante di mandata aria costituita da due ventilatori centrifughi a doppia aspirazione in esecuzione ATEX II 3GD realizzati in lamiera di acciaio zincato con girante a pale rovesce bilanciata staticamente e dinamicamente secondo VDI 2060 (Min Q4) cuscinetti lubrificati a vi-ta; azionato da motore elettrico trifase, classe di efficienza EFF 1 raffreddato ad aria in esecu-zione EEX II 3D, appoggiato su apposita slitta tendicinghia, trasmissione con pulegge a gole e cinghie trapezoidali, carter di protezione e supporti antivibranti in gomma. Regolazione della portata d’aria mediante inverter.
9. Collegamento della bocca premente del ventilatore alla sezione silenziatore su mandata aria mediante giunto antivibrante costituito da soffietto in tela plastica rivettata su flange in profilato d’alluminio.
10. N°1 Sezione silenziatore costituita da silenziatore in lamiera zincata con setti sp. 100 mm. rea-lizzato con materiale fonoassorbente a base fibrosa di natura minerale ad alta densità e lamie-rino forato di contenimento..
11. Condotti di immissione aria in Cabina a partire dalle Unità di trattamento, realizzati a sezione quadra in lamiera di acciaio zincato a tronchi flangiati e/o con giunzioni a nipplo, completi di pezzi speciali di raccordo, deviazione e cambio sezione.
12. Coibentazione delle canalizzazioni di mandata, con lastre di polietilene espanso con finitura in lamierino di alluminio per le parti esterne al fabbricato, con film d’alluminio per le parti interne, completi di pezzi speciali di raccordo, deviazione e cambio sezione.
Pagina 108
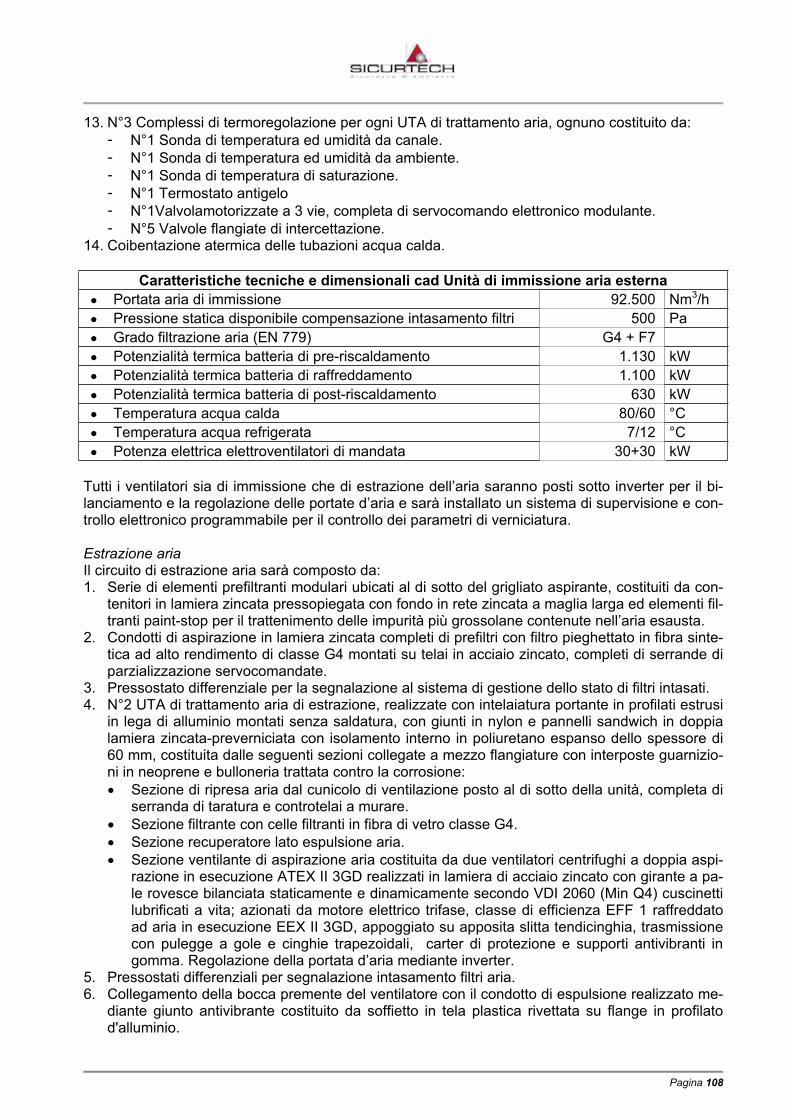
13. N°3 Complessi di termoregolazione per ogni UTA di trattamento aria, ognuno costituito da: - N°1 Sonda di temperatura ed umidità da canale. - N°1 Sonda di temperatura ed umidità da ambiente. - N°1 Sonda di temperatura di saturazione. - N°1 Termostato antigelo - N°1Valvolamotorizzate a 3 vie, completa di servocomando elettronico modulante. - N°5 Valvole flangiate di intercettazione.
14. Coibentazione atermica delle tubazioni acqua calda.
Caratteristiche tecniche e dimensionali cad Unità di immissione aria esterna Portata aria di immissione 92.500 Nm3/hPressione statica disponibile compensazione intasamento filtri 500 Pa Grado filtrazione aria (EN 779) G4 + F7 Potenzialità termica batteria di pre-riscaldamento 1.130 kW Potenzialità termica batteria di raffreddamento 1.100 kW Potenzialità termica batteria di post-riscaldamento 630 kW Temperatura acqua calda 80/60 °C Temperatura acqua refrigerata 7/12 °C Potenza elettrica elettroventilatori di mandata 30+30 kW
Tutti i ventilatori sia di immissione che di estrazione dell’aria saranno posti sotto inverter per il bi-lanciamento e la regolazione delle portate d’aria e sarà installato un sistema di supervisione e con-trollo elettronico programmabile per il controllo dei parametri di verniciatura.
Estrazione ariaIl circuito di estrazione aria sarà composto da: 1. Serie di elementi prefiltranti modulari ubicati al di sotto del grigliato aspirante, costituiti da con-
tenitori in lamiera zincata pressopiegata con fondo in rete zincata a maglia larga ed elementi fil-tranti paint-stop per il trattenimento delle impurità più grossolane contenute nell’aria esausta.
2. Condotti di aspirazione in lamiera zincata completi di prefiltri con filtro pieghettato in fibra sinte-tica ad alto rendimento di classe G4 montati su telai in acciaio zincato, completi di serrande di parzializzazione servocomandate.
3. Pressostato differenziale per la segnalazione al sistema di gestione dello stato di filtri intasati. 4. N°2 UTA di trattamento aria di estrazione, realizzate con intelaiatura portante in profilati estrusi
in lega di alluminio montati senza saldatura, con giunti in nylon e pannelli sandwich in doppia lamiera zincata-preverniciata con isolamento interno in poliuretano espanso dello spessore di 60 mm, costituita dalle seguenti sezioni collegate a mezzo flangiature con interposte guarnizio-ni in neoprene e bulloneria trattata contro la corrosione: Sezione di ripresa aria dal cunicolo di ventilazione posto al di sotto della unità, completa di
serranda di taratura e controtelai a murare. Sezione filtrante con celle filtranti in fibra di vetro classe G4. Sezione recuperatore lato espulsione aria. Sezione ventilante di aspirazione aria costituita da due ventilatori centrifughi a doppia aspi-
razione in esecuzione ATEX II 3GD realizzati in lamiera di acciaio zincato con girante a pa-le rovesce bilanciata staticamente e dinamicamente secondo VDI 2060 (Min Q4) cuscinetti lubrificati a vita; azionati da motore elettrico trifase, classe di efficienza EFF 1 raffreddato ad aria in esecuzione EEX II 3GD, appoggiato su apposita slitta tendicinghia, trasmissione con pulegge a gole e cinghie trapezoidali, carter di protezione e supporti antivibranti in gomma. Regolazione della portata d’aria mediante inverter.
5. Pressostati differenziali per segnalazione intasamento filtri aria. 6. Collegamento della bocca premente del ventilatore con il condotto di espulsione realizzato me-
diante giunto antivibrante costituito da soffietto in tela plastica rivettata su flange in profilato d'alluminio.
Pagina 109
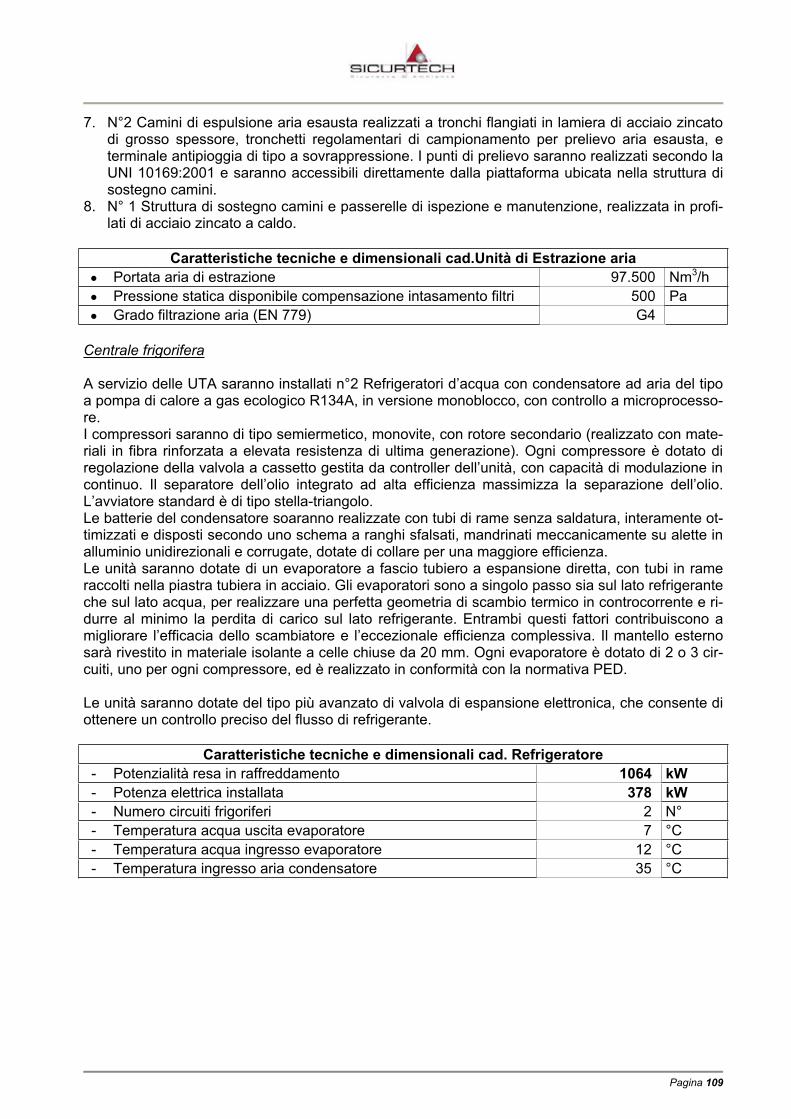
7. N°2 Camini di espulsione aria esausta realizzati a tronchi flangiati in lamiera di acciaio zincato di grosso spessore, tronchetti regolamentari di campionamento per prelievo aria esausta, e terminale antipioggia di tipo a sovrappressione. I punti di prelievo saranno realizzati secondo la UNI 10169:2001 e saranno accessibili direttamente dalla piattaforma ubicata nella struttura di sostegno camini.
8. N° 1 Struttura di sostegno camini e passerelle di ispezione e manutenzione, realizzata in profi-lati di acciaio zincato a caldo.
Caratteristiche tecniche e dimensionali cad.Unità di Estrazione aria Portata aria di estrazione 97.500 Nm3/hPressione statica disponibile compensazione intasamento filtri 500 Pa Grado filtrazione aria (EN 779) G4
Centrale frigorifera
A servizio delle UTA saranno installati n°2 Refrigeratori d’acqua con condensatore ad aria del tipo a pompa di calore a gas ecologico R134A, in versione monoblocco, con controllo a microprocesso-re.I compressori saranno di tipo semiermetico, monovite, con rotore secondario (realizzato con mate-riali in fibra rinforzata a elevata resistenza di ultima generazione). Ogni compressore è dotato di regolazione della valvola a cassetto gestita da controller dell’unità, con capacità di modulazione in continuo. Il separatore dell’olio integrato ad alta efficienza massimizza la separazione dell’olio. L’avviatore standard è di tipo stella-triangolo. Le batterie del condensatore soaranno realizzate con tubi di rame senza saldatura, interamente ot-timizzati e disposti secondo uno schema a ranghi sfalsati, mandrinati meccanicamente su alette in alluminio unidirezionali e corrugate, dotate di collare per una maggiore efficienza. Le unità saranno dotate di un evaporatore a fascio tubiero a espansione diretta, con tubi in rame raccolti nella piastra tubiera in acciaio. Gli evaporatori sono a singolo passo sia sul lato refrigerante che sul lato acqua, per realizzare una perfetta geometria di scambio termico in controcorrente e ri-durre al minimo la perdita di carico sul lato refrigerante. Entrambi questi fattori contribuiscono a migliorare l’efficacia dello scambiatore e l’eccezionale efficienza complessiva. Il mantello esterno sarà rivestito in materiale isolante a celle chiuse da 20 mm. Ogni evaporatore è dotato di 2 o 3 cir-cuiti, uno per ogni compressore, ed è realizzato in conformità con la normativa PED.
Le unità saranno dotate del tipo più avanzato di valvola di espansione elettronica, che consente di ottenere un controllo preciso del flusso di refrigerante.
Caratteristiche tecniche e dimensionali cad. Refrigeratore- Potenzialità resa in raffreddamento 1064 kW - Potenza elettrica installata 378 kW - Numero circuiti frigoriferi 2 N° - Temperatura acqua uscita evaporatore 7 °C - Temperatura acqua ingresso evaporatore 12 °C - Temperatura ingresso aria condensatore 35 °C
Pagina 110
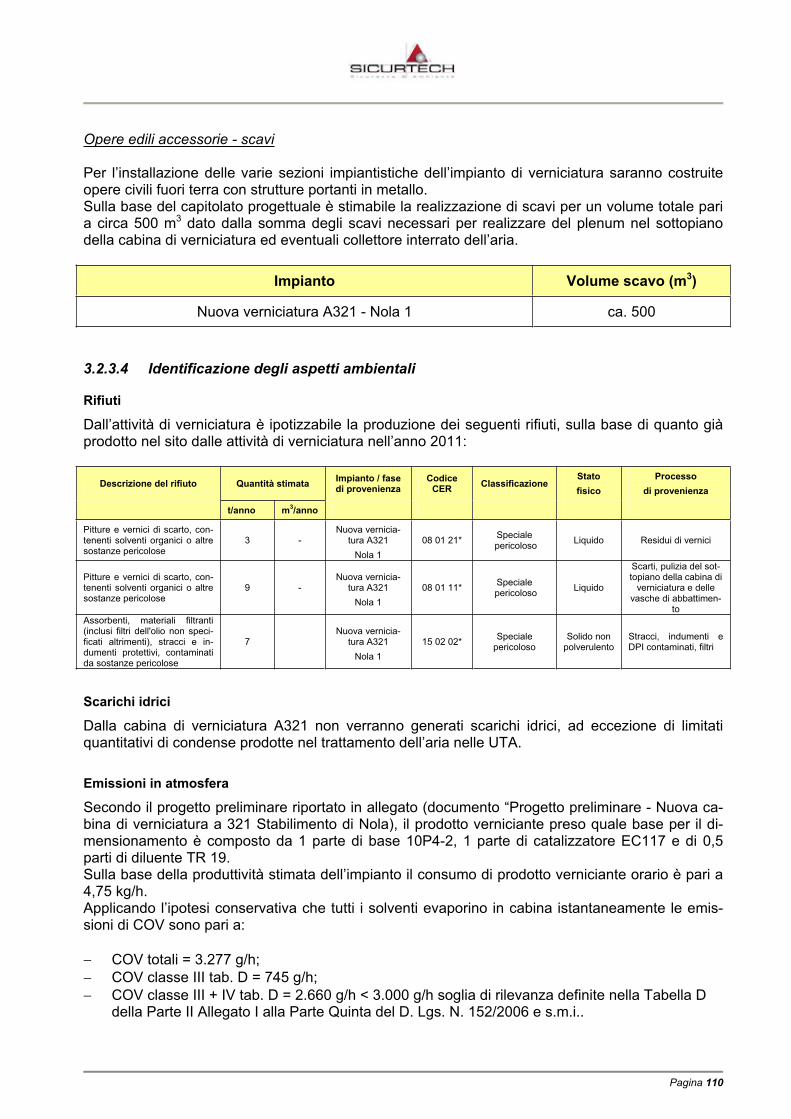
Opere edili accessorie - scavi
Per l’installazione delle varie sezioni impiantistiche dell’impianto di verniciatura saranno costruite opere civili fuori terra con strutture portanti in metallo. Sulla base del capitolato progettuale è stimabile la realizzazione di scavi per un volume totale pari a circa 500 m3 dato dalla somma degli scavi necessari per realizzare del plenum nel sottopiano della cabina di verniciatura ed eventuali collettore interrato dell’aria.
Impianto Volume scavo (m3)
Nuova verniciatura A321 - Nola 1 ca. 500
3.2.3.4 Identificazione degli aspetti ambientali
Rifiuti
Dall’attività di verniciatura è ipotizzabile la produzione dei seguenti rifiuti, sulla base di quanto già prodotto nel sito dalle attività di verniciatura nell’anno 2011:
Descrizione del rifiuto Quantità stimata Impianto / fase di provenienza
Codice CER Classificazione
Statofisico
Processodi provenienza
t/anno m3/anno
Pitture e vernici di scarto, con-tenenti solventi organici o altre sostanze pericolose
3 - Nuova vernicia-
tura A321 Nola 1
08 01 21* Speciale pericoloso Liquido Residui di vernici
Pitture e vernici di scarto, con-tenenti solventi organici o altre sostanze pericolose
9 - Nuova vernicia-
tura A321 Nola 1
08 01 11* Speciale pericoloso Liquido
Scarti, pulizia del sot-topiano della cabina di
verniciatura e delle vasche di abbattimen-
toAssorbenti, materiali filtranti (inclusi filtri dell'olio non speci-ficati altrimenti), stracci e in-dumenti protettivi, contaminati da sostanze pericolose
7Nuova vernicia-
tura A321 Nola 1
15 02 02* Speciale pericoloso
Solido non polverulento
Stracci, indumenti e DPI contaminati, filtri
Scarichi idrici
Dalla cabina di verniciatura A321 non verranno generati scarichi idrici, ad eccezione di limitati quantitativi di condense prodotte nel trattamento dell’aria nelle UTA.
Emissioni in atmosfera
Secondo il progetto preliminare riportato in allegato (documento “Progetto preliminare - Nuova ca-bina di verniciatura a 321 Stabilimento di Nola), il prodotto verniciante preso quale base per il di-mensionamento è composto da 1 parte di base 10P4-2, 1 parte di catalizzatore EC117 e di 0,5 parti di diluente TR 19. Sulla base della produttività stimata dell’impianto il consumo di prodotto verniciante orario è pari a 4,75 kg/h. Applicando l’ipotesi conservativa che tutti i solventi evaporino in cabina istantaneamente le emis-sioni di COV sono pari a:
COV totali = 3.277 g/h; COV classe III tab. D = 745 g/h; COV classe III + IV tab. D = 2.660 g/h < 3.000 g/h soglia di rilevanza definite nella Tabella D
della Parte II Allegato I alla Parte Quinta del D. Lgs. N. 152/2006 e s.m.i..
Pagina 111
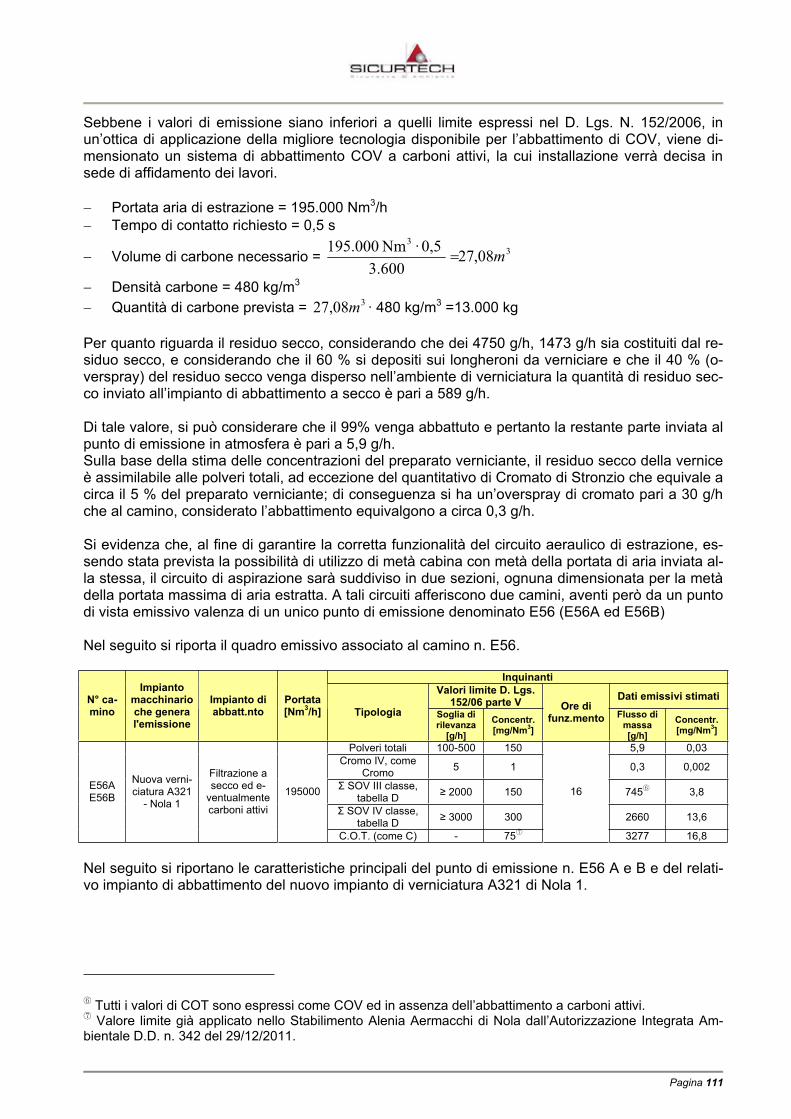
Sebbene i valori di emissione siano inferiori a quelli limite espressi nel D. Lgs. N. 152/2006, in un’ottica di applicazione della migliore tecnologia disponibile per l’abbattimento di COV, viene di-mensionato un sistema di abbattimento COV a carboni attivi, la cui installazione verrà decisa in sede di affidamento dei lavori.
Portata aria di estrazione = 195.000 Nm3/h Tempo di contatto richiesto = 0,5 s
Volume di carbone necessario = 33
08,273.600
0,5·Nm195.000 m
Densità carbone = 480 kg/m3
Quantità di carbone prevista = 308,27 m · 480 kg/m3 =13.000 kg
Per quanto riguarda il residuo secco, considerando che dei 4750 g/h, 1473 g/h sia costituiti dal re-siduo secco, e considerando che il 60 % si depositi sui longheroni da verniciare e che il 40 % (o-verspray) del residuo secco venga disperso nell’ambiente di verniciatura la quantità di residuo sec-co inviato all’impianto di abbattimento a secco è pari a 589 g/h.
Di tale valore, si può considerare che il 99% venga abbattuto e pertanto la restante parte inviata al punto di emissione in atmosfera è pari a 5,9 g/h. Sulla base della stima delle concentrazioni del preparato verniciante, il residuo secco della vernice è assimilabile alle polveri totali, ad eccezione del quantitativo di Cromato di Stronzio che equivale a circa il 5 % del preparato verniciante; di conseguenza si ha un’overspray di cromato pari a 30 g/h che al camino, considerato l’abbattimento equivalgono a circa 0,3 g/h.
Si evidenza che, al fine di garantire la corretta funzionalità del circuito aeraulico di estrazione, es-sendo stata prevista la possibilità di utilizzo di metà cabina con metà della portata di aria inviata al-la stessa, il circuito di aspirazione sarà suddiviso in due sezioni, ognuna dimensionata per la metà della portata massima di aria estratta. A tali circuiti afferiscono due camini, aventi però da un punto di vista emissivo valenza di un unico punto di emissione denominato E56 (E56A ed E56B)
Nel seguito si riporta il quadro emissivo associato al camino n. E56.
Inquinanti Valori limite D. Lgs.
152/06 parte V Dati emissivi stimati N° ca-mino
Impianto macchinario che genera l'emissione
Impianto di abbatt.nto
Portata[Nm3/h] Tipologia Soglia di
rilevanza [g/h]
Concentr.[mg/Nm3]
Ore di funz.mento Flusso di
massa[g/h]
Concentr.[mg/Nm3]
Polveri totali 100-500 150 5,9 0,03 Cromo IV, come
Cromo 5 1 0,3 0,002
SOV III classe, tabella D 2000 150 745 3,8
SOV IV classe, tabella D 3000 300 2660 13,6
E56AE56B
Nuova verni-ciatura A321
- Nola 1
Filtrazione a secco ed e-
ventualmentecarboni attivi
195000
C.O.T. (come C) - 75
16
3277 16,8
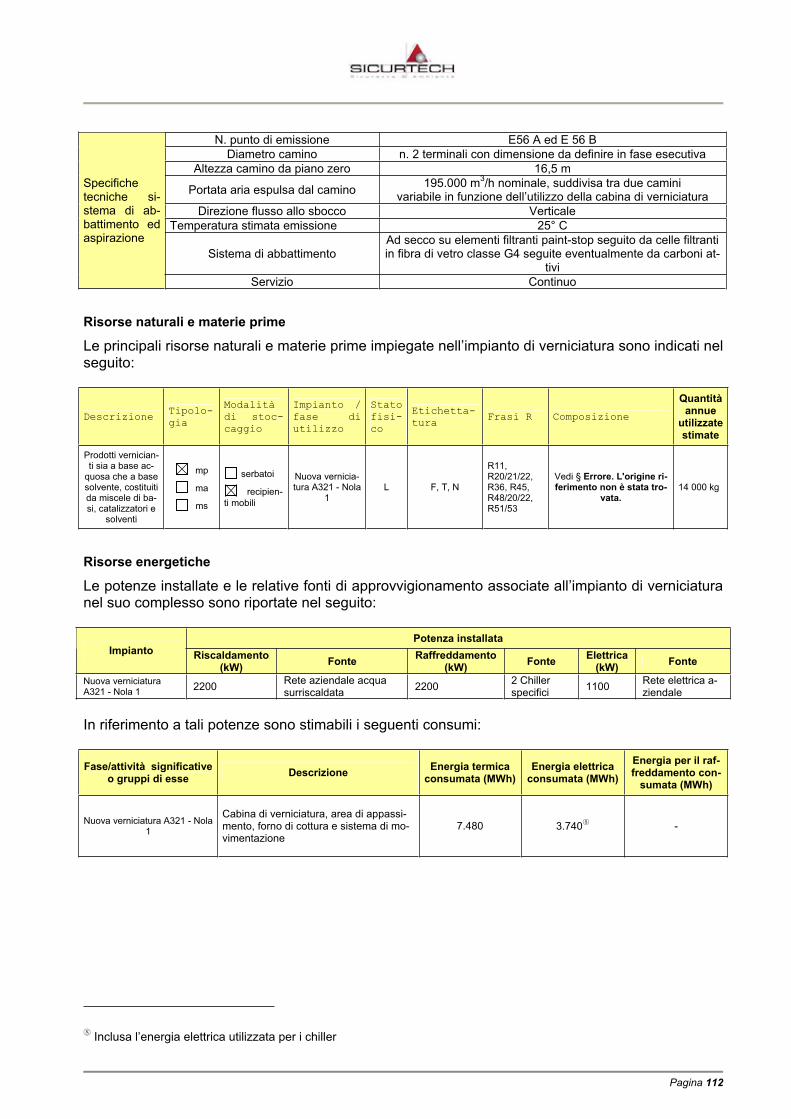
Nel seguito si riportano le caratteristiche principali del punto di emissione n. E56 A e B e del relati-vo impianto di abbattimento del nuovo impianto di verniciatura A321 di Nola 1.
Tutti i valori di COT sono espressi come COV ed in assenza dell’abbattimento a carboni attivi. Valore limite già applicato nello Stabilimento Alenia Aermacchi di Nola dall’Autorizzazione Integrata Am-
bientale D.D. n. 342 del 29/12/2011.
Pagina 112
N. punto di emissione E56 A ed E 56 B Diametro camino n. 2 terminali con dimensione da definire in fase esecutiva
Altezza camino da piano zero 16,5 m
Portata aria espulsa dal camino 195.000 m3/h nominale, suddivisa tra due camini variabile in funzione dell’utilizzo della cabina di verniciatura
Direzione flusso allo sbocco Verticale Temperatura stimata emissione 25° C
Sistema di abbattimento Ad secco su elementi filtranti paint-stop seguito da celle filtranti in fibra di vetro classe G4 seguite eventualmente da carboni at-
tivi
Specifiche tecniche si-stema di ab-battimento ed aspirazione
Servizio Continuo
Risorse naturali e materie prime
Le principali risorse naturali e materie prime impiegate nell’impianto di verniciatura sono indicati nel seguito:
Descrizione Tipolo-gia
Modalitàdi stoc-caggio
Impianto / fase di utilizzo
Statofisi-co
Etichetta-tura
Frasi R Composizione
Quantità annue
utilizzatestimate
Prodotti vernician-ti sia a base ac-
quosa che a base solvente, costituiti da miscele di ba-si, catalizzatori e
solventi
mp
ma
ms
serbatoi
recipien-ti mobili
Nuova vernicia-tura A321 - Nola
1L F, T, N
R11,R20/21/22,R36, R45, R48/20/22,R51/53
Vedi § Errore. L'origine ri-ferimento non è stata tro-
vata.14 000 kg
Risorse energetiche
Le potenze installate e le relative fonti di approvvigionamento associate all’impianto di verniciatura nel suo complesso sono riportate nel seguito:
Potenza installata Impianto Riscaldamento
(kW) Fonte Raffreddamento(kW) Fonte Elettrica
(kW) Fonte
Nuova verniciatura A321 - Nola 1 2200 Rete aziendale acqua
surriscaldata 2200 2 Chiller specifici 1100 Rete elettrica a-
ziendale
In riferimento a tali potenze sono stimabili i seguenti consumi:
Fase/attività significative o gruppi di esse Descrizione Energia termica
consumata (MWh)Energia elettrica
consumata (MWh) Energia per il raf-freddamento con-
sumata (MWh)
Nuova verniciatura A321 - Nola 1
Cabina di verniciatura, area di appassi-mento, forno di cottura e sistema di mo-vimentazione
7.480 3.740 -
Inclusa l’energia elettrica utilizzata per i chiller
Pagina 113
3.2.4 Trattamenti termici
La Cella Trattamenti Termici (CTT) sarà costituita dai seguenti nuovi impianti che saranno installati nella zona sud del fabbricato 6:
- Impianto di sgrassaggio; - Forni di trattamento; - Magazzino frigorifero automatico.
I processi svolti in tale cella saranno finalizzati al trattamento di invecchiamento, ricottura, tempra e distensione di parti di aeromobili in leghe di alluminio con variegata geometria, dai piccoli pezzi ad elementi fortemente allungati ai lamierati.
A tal fine verrà installata una linea di sgrassaggio, propedeutica al trattamento termico, due forni di trattamento termico dotati ciascuno di una vasca di spegnimento ed un magazzino frigo per lo stoccaggio dei materiali temprati per il mantenimento dello stato cristallino del materiale acquisito durante la tempra.
Per sviluppare i passi di lavorazione precedentemente descritti, l’insieme degli impianti destinati al-lo sviluppo di tutte le attività connesse ai trattamenti termici sarà inserito nell’ambito di una Cella di Trattamenti Termici (CTT) in grado di gestire tutte le attività senza soluzioni di continuità e quindi con una unica operazione di carico/scarico dei pezzi da processare su opportuno attrezzo.
Inoltre le movimentazioni tra le diverse fasi del ciclo di trattamento termico – nonché l’alimentazione delle macchine che, per deformazione meccanica, completano le lavorazioni dei pezzi assoggettati a trattamenti di tempera – avverranno in modo automatico, tramite l’ausilio di u-nità di movimentazione ove i particolari aeronautici verranno opportunamente fissati.
La necessità di coordinamento tra gli impianti, renderà necessario predisporre una specifica fossa ove installare tutti gli impianti ed i sottoservizi impiantistici della CTT. Tale fossa avrà una platea a quota – 5,5 m, sulla quale saranno costruiti gli impalcati che soster-ranno gli impianti della cella ed i solai (a quota 0 rispetto al p.c.) ove transiteranno i sistemi di mo-vimentazione dei particolari da spostare tra le varie fasi dei trattamenti termici.
3.2.4.1 Descrizione installazione
Impianto di sgrassaggio
La prima fase lavorativa della CTT, una volta caricati i pezzi sul sistema di movimentazione, pre-vede un accurato sgrassaggio delle parti da trattare, per rimuovere eventuali tracce di trucioli ed o-lii derivanti dalle lavorazioni meccaniche dei grezzi o dei semilavorati.
Si tratta di cinque vasche delle quali solo due destinate a contenere soluzioni di processo e le ri-manenti tre destinate a venire in contatto con acqua di lavaggio (acqua demineralizzata).
Le caratteristiche delle vasche sono di seguito riportate.
Vasca 1 – sgrassaggio alcalino ad immersione e a spruzzo: destinata a trattare la carica da sgrassare in due differenti condizioni: immersione e spruzzo con soluzione detergente. Essa presenta conseguentemente, due zone: quella di fondo, con altezza variabile tra 2.350 e 2.400 mm, nella quale l’unità di movimentazione sulla quale sono caricati i particolari aeronautici, verrà immersa nella soluzione detergente (sarà presente uno sfioro a 2.400 mm dal fondo); quella superiore, altezza (dal livello del bagno nella zona sottostante al bordo vasca) 2.450 mm,
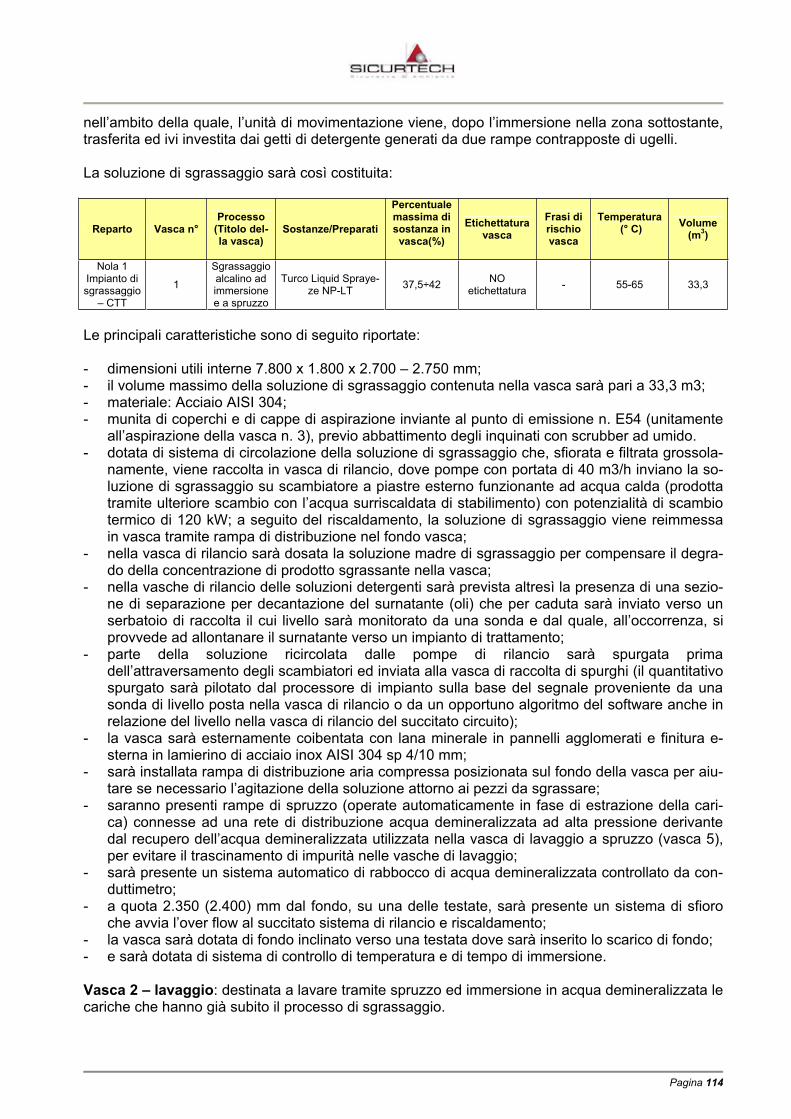
Pagina 114
nell’ambito della quale, l’unità di movimentazione viene, dopo l’immersione nella zona sottostante, trasferita ed ivi investita dai getti di detergente generati da due rampe contrapposte di ugelli.
La soluzione di sgrassaggio sarà così costituita:
Reparto Vasca n° Processo
(Titolo del-la vasca)
Sostanze/Preparati
Percentuale massima di sostanza in
vasca(%) Etichettatura
vasca Frasi dirischiovasca
Temperatura (° C) Volume
(m3)
Nola 1 Impianto di sgrassaggio
– CTT
1
Sgrassaggioalcalino ad immersionee a spruzzo
Turco Liquid Spraye-ze NP-LT 37,5÷42 NO
etichettatura - 55-65 33,3
Le principali caratteristiche sono di seguito riportate:
- dimensioni utili interne 7.800 x 1.800 x 2.700 – 2.750 mm; - il volume massimo della soluzione di sgrassaggio contenuta nella vasca sarà pari a 33,3 m3; - materiale: Acciaio AISI 304; - munita di coperchi e di cappe di aspirazione inviante al punto di emissione n. E54 (unitamente
all’aspirazione della vasca n. 3), previo abbattimento degli inquinati con scrubber ad umido. - dotata di sistema di circolazione della soluzione di sgrassaggio che, sfiorata e filtrata grossola-
namente, viene raccolta in vasca di rilancio, dove pompe con portata di 40 m3/h inviano la so-luzione di sgrassaggio su scambiatore a piastre esterno funzionante ad acqua calda (prodotta tramite ulteriore scambio con l’acqua surriscaldata di stabilimento) con potenzialità di scambio termico di 120 kW; a seguito del riscaldamento, la soluzione di sgrassaggio viene reimmessa in vasca tramite rampa di distribuzione nel fondo vasca;
- nella vasca di rilancio sarà dosata la soluzione madre di sgrassaggio per compensare il degra-do della concentrazione di prodotto sgrassante nella vasca;
- nella vasche di rilancio delle soluzioni detergenti sarà prevista altresì la presenza di una sezio-ne di separazione per decantazione del surnatante (oli) che per caduta sarà inviato verso un serbatoio di raccolta il cui livello sarà monitorato da una sonda e dal quale, all’occorrenza, si provvede ad allontanare il surnatante verso un impianto di trattamento;
- parte della soluzione ricircolata dalle pompe di rilancio sarà spurgata prima dell’attraversamento degli scambiatori ed inviata alla vasca di raccolta di spurghi (il quantitativo spurgato sarà pilotato dal processore di impianto sulla base del segnale proveniente da una sonda di livello posta nella vasca di rilancio o da un opportuno algoritmo del software anche in relazione del livello nella vasca di rilancio del succitato circuito);
- la vasca sarà esternamente coibentata con lana minerale in pannelli agglomerati e finitura e-sterna in lamierino di acciaio inox AISI 304 sp 4/10 mm;
- sarà installata rampa di distribuzione aria compressa posizionata sul fondo della vasca per aiu-tare se necessario l’agitazione della soluzione attorno ai pezzi da sgrassare;
- saranno presenti rampe di spruzzo (operate automaticamente in fase di estrazione della cari-ca) connesse ad una rete di distribuzione acqua demineralizzata ad alta pressione derivante dal recupero dell’acqua demineralizzata utilizzata nella vasca di lavaggio a spruzzo (vasca 5), per evitare il trascinamento di impurità nelle vasche di lavaggio;
- sarà presente un sistema automatico di rabbocco di acqua demineralizzata controllato da con-duttimetro;
- a quota 2.350 (2.400) mm dal fondo, su una delle testate, sarà presente un sistema di sfioro che avvia l’over flow al succitato sistema di rilancio e riscaldamento;
- la vasca sarà dotata di fondo inclinato verso una testata dove sarà inserito lo scarico di fondo; - e sarà dotata di sistema di controllo di temperatura e di tempo di immersione.
Vasca 2 – lavaggio: destinata a lavare tramite spruzzo ed immersione in acqua demineralizzata le cariche che hanno già subito il processo di sgrassaggio.
Pagina 115
Le principali caratteristiche sono di seguito riportate:
- dimensioni utili interne 7.800 x 1.800 x 2.700 – 2.750 mm; - il volume massimo dell’acqua di lavaggio contenuta nella vasca sarà pari a 33,3 m3; - materiale: Acciaio rivestito internamente con PVC; - rampa di distribuzione aria compressa posizionata sul fondo della vasca per aiutare se neces-
sario la agitazione dell’acqua di lavaggio attorno ai pezzi da sgrassare; - vasca aperta e priva di aspirazione; - sistema automatico di rabbocco di acqua demineralizzata controllato da conduttimetro; - rampe di spruzzo (operate automaticamente in fase di estrazione della carica) connesse ad
una rete di distribuzione acqua demineralizzata ad alta pressione; - a quota 2.350 (2.400) mm dal fondo, su una delle testate, sarà presente un sistema di sfioro
che avvia l’overflow alla vasca di raccolta di spurghi; - fondo inclinato verso una testata dove sarà inserito lo scarico di fondo; - dotata di sistema di controllo di tempo di immersione.
Vasca 3 – sgrassaggio alcalino: destinata a trattare la carica da sgrassare esclusivamente in immersione con soluzione detergente.
Reparto Vasca n° Processo
(Titolo del-la vasca)
Sostanze/Preparati
Percentuale massima di sostanza in
vasca(%) Etichettatura
vasca Frasi dirischiovasca
Temperatura (° C) Volume
(m3)
Nola 1 Impianto di sgrassaggio
– CTT
3 Sgrassaggioalcalino Turco 4215 NC-LT 37,5÷45 NO
etichettatura - 49-54 33,3
Le principali caratteristiche sono di seguito riportate:
- dimensioni utili interne 7.800 x 1.800 x 2.700 – 2.750 mm; - il volume massimo della soluzione di sgrassaggio contenuta nella vasca sarà pari a 33,3 m3; - materiale: Acciaio AISI 304; - munita di coperchi e di cappe di aspirazione inviante al punto di emissione n. E54 (unitamente
all’aspirazione della vasca n. 1), previo abbattimento degli inquinati con scrubber ad umido; - dotata di sistema di circolazione della soluzione di sgrassaggio che, sfiorata e filtrata grossola-
namente, viene raccolta in vasca di rilancio, dove pompe con portata di 40 m3/h inviano la so-luzione di sgrassaggio su scambiatore a piastre esterno funzionante ad acqua calda (prodotta tramite ulteriore scambio con l’acqua surriscaldata di stabilimento) con potenzialità di scambio termico di 120 kW; a seguito del riscaldamento la soluzione di sgrassaggio viene reimmessa in vasca tramite rampa di distribuzione nel fondo vasca;
- nella vasca di rilancio sarà dosata la soluzione madre di sgrassaggio per compensare il degra-do della concentrazione di prodotto sgrassante nella vasca;
- nella vasche di rilancio delle soluzioni detergenti sarà prevista altresì la presenza di una sezio-ne di separazione per decantazione del surnatante (oli) che per caduta sarà inviato verso un serbatoio di raccolta il cui livello sarà monitorato da una sonda e dal quale, all’occorrenza, si provvede ad allontanare il surnatante verso un impianto di trattamento;
- parte della soluzione ricircolata dalle pompe di rilancio sarà spurgata prima dell’attraversamento degli scambiatori ed inviata alla vasca di raccolta degli spurghi (il quantita-tivo spurgato sarà pilotato dal processore di impianto sulla base del segnale proveniente da una sonda di livello posta nella vasca di rilancio o da un opportuno algoritmo del software an-che in relazione del livello nella vasca di rilancio del succitato circuito);
- esternamente la vasca sarà coibentata con lana minerale in pannelli agglomerati e finitura e-sterna in lamierino di acciaio inox AISI 304 sp 4/10 mm;
Pagina 116
- sarà presente una rampa di distribuzione aria compressa posizionata sul fondo della vasca per aiutare se necessario la agitazione della soluzione attorno ai pezzi da sgrassare;
- saranno presenti rampe di spruzzo (operate automaticamente in fase di estrazione della cari-ca) connesse ad una rete di distribuzione acqua demineralizzata ad alta pressione derivante dal recupero dell’acqua demineralizzata utilizzata nella vasca di lavaggio a spruzzo (vasca 5), per evitare il trascinamento di impurità nelle vasche di lavaggio;
- sarà installato un sistema automatico di rabbocco di acqua demineralizzata controllato da con-duttimetro;
- a quota 2.350 (2.400) mm dal fondo, su una delle testate, sarà presente un sistema di sfioro che avvia l’over flow ad un sistema di rilancio;
- il fondo sarà inclinato verso una testata dove sarà inserito lo scarico di fondo; - la vasca sarà dotata di sistema di controllo di temperatura e di tempo di immersione.
Vasca 4 – lavaggio: destinata a lavare tramite spruzzo ed immersione in acqua demineralizzata le cariche che hanno già subito il processo di sgrassaggio.
Le principali caratteristiche sono di seguito riportate:
- dimensioni utili interne 7.800 x 1.800 x 2.700 – 2.750 mm; - il volume massimo dell’acqua di lavaggio contenuta nella vasca sarà pari a 33,3 m3; - materiale: Acciaio rivestito internamente con PVC; - rampa di distribuzione aria compressa posizionata sul fondo della vasca per aiutare se neces-
sario la agitazione dell’acqua di lavaggio attorno ai pezzi da sgrassare; - vasca aperta e priva di aspirazione; - sistema automatico di rabbocco di acqua demineralizzata controllato da conduttimetro; - rampe di spruzzo (operate automaticamente in fase di estrazione della carica) connesse ad
una rete di distribuzione acqua demineralizzata ad alta pressione; - a quota 2.350 (2.400) mm dal fondo, su una delle testate, sarà presente un sistema di sfioro
che avvia l’overflow alla vasca di raccolta di spurghi e colaticci (V3); - fondo inclinato verso una testata dove sarà inserito lo scarico di fondo; - dotata di sistema di controllo di tempo di immersione.
Vasca 5 – lavaggio a spruzzo: destinata a lavare tramite spruzzo (senza immersione) di acqua demineralizzata le cariche che hanno già subito i precedenti lavaggi. Le cariche vengono investite da getti di acqua prodotti da due rampe di ugelli, una per ciascun lato della vasca, che scorrono lungo il lato lungo della vasca stessa.
Le principali caratteristiche sono di seguito riportate:
- dimensioni utili interne 7.800 x 1.800 x 2.700 – 2.750 mm; - materiale: AISI 304; - vasca aperta e priva di aspirazione; - rampe di spruzzo connesse ad una rete di distribuzione acqua demineralizzata ad alta pressio-
ne;- fondo inclinato verso una testata dove sarà inserito lo scarico di fondo inviante al circuito
dell’acqua demineralizzata utilizzata nelle rampe di spruzzo delle vasche di sgrassaggio 1 e 3.
Le soluzioni spurgate dalle vasche 1 e 3, l’overflow delle vasche 2 e 4 il contenuto delle vasche de-rivante dagli scarichi di fondo in occasione della sostituzione delle intere soluzioni ed eventuali co-laticci sono raccolte in apposita vasca, dalla quale vengono pompate all’impianto di trattamento re-flui.
Tutte le vasche saranno installate in bacino di contenimento impermeabilizzato, con pendenza verso un vasca di raccolta colaticci di volume sufficiente per contenere completamente il volume di
Pagina 117
una vasca (40 m3), dove tramite pompa gli eventuali colaticci saranno inviati all’impianto di tratta-mento reflui.
Forni 1 e 2 – forni di essiccazione: trattasi di due forni con medesime caratteristiche destinati all’asciugatura dei particolari sottoposti al processo di lavaggio.
Il forno sarà costituito da una camera interna, dotata di coperchio, ove verranno introdotti dall’alto i particolari da asciugare tramite il sistema di movimentazione. Sui lati lunghi della camera saranno posti i canali di mandata dell’aria e le batterie di scambio termico alimentate ad acqua surriscaldata o acqua calda. Sulla struttura esterna del forno saranno posti i pannelli coibentanti in lana minerale con spessore di 120 mm. La circolazione dell’aria all’interno del forno avverrà dall’alto verso il basso e sarà assicurata da quattro ventilatori centrifughi per forno con portata totale di 4000 m3/h posti nella parte inferiore del forno, l’aria prelevata dal forno sarà così inviata nei canali di mandata ove le batterie di scambio termico, costituite da una serie di tubi metallici alettati, rilasceranno il calore all’aria in circolazione. La capacità di scambio è stata stimata in ca. 25 kW. L’aria così riscaldata verrà reimessa nella sommità del forno tramite apposite bocchette. La temperatura all’interno del forno sarà controllata da apposite sonde che controlleranno il quanti-tativo di acqua surriscaldata o calda inviata al forno.
Forni di trattamento
Trattisi di n. 2 forni a campana per i processi di ricottura, tempra/solubilizzazione ed invecchia-mento.I forni avranno dimensioni tali da trattare rispettivamente particolari aeronautici inscrivibili in un pa-rallelepipedo di dimensioni massime di 7.200 (lunghezza) x 1.500 (altezza) x 500 (spessore) mm e o di 1.700 x 1.500 x 1.200 mm. Le dimensioni esterne dei forni saranno le seguenti:
Forno “piccolo” F1: Larghezza (fronte di carico): 4.100 mm Profondità (dimensione perpendicolare alla larghezza nel piano parallelo al pavimen-to della zona di installazione: 1.800 mm Altezza (dimensione dallo intradosso della porta – chiusa – di introduzione della ca-rica e colmo (duomo) della camera di trattamento) 3.300 mm
Forno “grande” F2: Larghezza (fronte di carico): 7.800 mm Profondità (dimensione perpendicolare alla larghezza nel piano parallelo al pavimen-to della zona di installazione: 1.800 mm Altezza (dimensione dallo intradosso della porta – chiusa – di introduzione della ca-rica e colmo (duomo) della camera di trattamento) 3.300 mm
Tramite apposito sistema di movimentazione i particolari da sottoporre ai trattamenti termici, una volta effettuato il lavaggio, verranno inseriti nel forno a campana, ove l’aria verrà scaldata da resi-stenze elettriche. L’aria del forno sarà gestita integralmente in circuito chiuso.
Una volta terminato il ciclo nel forno i particolari, sempre tramite il sistema di movimentazione au-tomatizzato, verranno immersi in vasca di spegnimento per le operazioni di tempra posta a quota inferiore del piano di lavoro, in specifica fossa (sarà presente una vasca per ogni forno).
La temperatura all’interno dei forni sarà regolabile e controllabile nell’intervallo di 100÷600 °C.
Pagina 118
La temperatura dell’acqua della vasca di spegnimento sarà regolabile e controllabile nel campo 25÷85 °C.
Nel dettaglio i forni saranno costituiti, dall’interno verso l’esterno:
- camera di trattamento all’interno della quale verrà posizionata la carica da trattare che sarà in-vestita dall’aria calda, proveniente dal basso e richiamata in alto dai ventilatori di circolazione;
- camera di mandata aria al cui interno sono ubicate le resistenze elettriche di riscaldamento che fa capo, in sommità, al plenum di mandata del ventilatore di ed, alla base, al plenum comune di distribuzione aria nella camera di trattamento, le resistenze saranno comandate da opportune termocoppie;
- rivestimento protettivo interno della coibentazione al quale saranno affrancate le resistenze di riscaldamento;
- strato coibente (in materiali differenti: fibra ceramica agglomerata, allo interno, lana di roccia agglomerata allo esterno);
- shell esterno della coibentazione che rappresenta anche la carrozzeria del forno ed il sistema portante dello stesso (a questo mantello infatti verranno fissate le strutture di sostegno del for-no).
I forni saranno sostenuti da opportune strutture metalliche.
Nel dettaglio le vasche di spegnimento avranno le seguenti caratteristiche:
- capacità di ca. 50 m3 per la vasca a servizio del Forno 1 e 84 m3 per la vasca a servizio del Forno 2, il cui fondo sarà installato ad una quota di – 5,50 m per rapporto al piano di lavoro del-la zona di installazione del forno, le vasche saranno realizzate in lamiera di acciaio AISI 316 opportunamente rinforzato; la parte bassa delle vasche sarà inserita (costituirà la cassaforma interna) in un getto di c.a.;
- in tali vasche una rampa di distribuzione dell’acqua sull’intera sezione di base immette un flus-so continuo di acqua ed in sommità, lungo i lati lunghi della vasca, l’acqua viene sfiorata per poi essere avviata a vasca di ripresa e rilancio (ogni vasca avrà la sua stazione di rilancio indi-pendente).
- L’acqua viene pompata attraversa uno scambiatore di calore acqua/acqua gelida del tipo a piastre capacità di scambio 70 kW per la vasca a servizio del Forno 1 e 140 kW per la vasca a servizio del Forno 1 (l’acqua gelida sarà prodotta da un chiler da inserire a corredo dei forni di trattamento) – destinato a riportare, nell’arco di un ora (minimo periodo intercorrente tra due trattamenti di tempra), la temperatura in vasca ad un valore in accordo a quanto fissato dalle specifiche di trattamento;
- nelle vasche di rilancio sarà presente un sistema di rabbocco pilotato in sequenza dal livello in vasca e dal valore della conducibilità dell’acqua circolata; l’acqua di rabbocco sarà addolcita da un addolcitore – specifico, scarichi idrici – che, alimentato da acqua industriale deferrizzata, sa-rà atto produrre – nell’arco di 24 ore – il quantitativo necessario a rabboccare le vasche di spe-gnimento di entrambi i forni;
- nella sola vasca di rilancio a servizio del forno 1 saranno inserite resistenze elettriche atte a ri-scaldare lo intero volume di acqua del circuito a valori fino agli 85°C (richiesti per in vasca di spegnimento per alcuni trattamenti di tempra) nell’arco di 48 ore (dalla fine lavoro di un venerdì allo inizio lavoro del successivo lunedì). La potenza di scambio di tali resistenze si stima in 95 kW.
Per consentire l’asciugatura dei particolari e del sistema di movimentazione estratti dalle vasche di spegnimento saranno inviati sui pezzi getti d’aria con direzione dell’alto verso il basso. Per contenere la dispersione nell’ambiente di lavoro del vapore di spegnimento prodotto dall’introduzione della carica ad elevata temperatura nella vasca di acqua, superiormente alla va-sca di spegnimento sarà installata, sui lati lunghi, una feritoia di ripresa aria collegata ad un aspira-tore che convoglierà il vapore estratto al punto di emissione n. E 55.

Pagina 119
Magazzino frigorifero automatico
A valle dei trattamenti termici effettuati nei forni e nelle relative vasche di spegnimento, il ciclo ope-rativo prevede che i pezzi trattati vengano stoccati a bassa temperatura per un certo tempo per assicurare il mantenimento dello stato cristallino assunto dalla lega a seguito dello spegnimento. l mantenimento della lega in tale stato è necessario anche per consente le successive lavorazioni di deformazione meccaniche a cui vengono sottoposti i particolari in lega di alluminio.
Per il mantenimento a basse temperature delle leghe sarà costruito un magazzino frigorifero auto-matico, costituito da una cella coibentata, con capacità di ca. 1700 m3 e che sarà gestito ad una temperatura di -25 ÷ - 30°C garantita dalla circolazione, a circuito chiuso di aria di 60.000 m3/h su due unità di trattamento atte a scambiare con detta aria ciascuna 30 kW. L’introduzione dei carichi nella cella del magazzino frigorifero avverrà per tramite di due pozzi di in-troduzione che connetto alla bocca di accesso carico di una anticella che mette in comunicazione l’ambiente esterno al corpo del magazzino frigo. Tale anticella è costituita da un volume coibenta-to, mantenuto ad una temperatura prefissabile e compresa tra 0,0 °C e –5,0°C ed avente un volu-me di 780 m3 ca.
La batteria di scambio del corpo del magazzino frigo sarà di tipo ad espansione diretta di un gas frigorifero il cui uso è consentito dei regolamenti vigenti sulle sostanze che riducono lo stato d’ozono e sui gas fluorurati ad effetto serra (R 132 o R 410 o altro gas da definire), pressurizzato da un’unità specifica per ciascuna UTA, il cui condensatore sarà posto all’esterno del fabbricato 6.
La volumetria del magazzino frigorifero automatico sarà ricavata all’interno della Cella Trattamenti Termici, in parte nella fossa dell’area ed in parte fuori terra.
Il magazzino sarà costituito dalle seguenti unità strutturali, di seguito descritte:
Corpo cella magazzino frigo e guscio coibentato Il corpo della cella sarà realizzato con pannelli coibenti di tipo sandwich di vetroresina o lamiera grecata zincata e poliuretano espanso a cellula chiusa con densità > 40 kg/mc e spessore 250 mm (per le pareti) e 300 mm (per il fondo). Sul fondo i pannelli saranno irrigiditi da inserti in legno di ro-vere sezione 150 x 100 mm incollati alla pelle superiore del pannello ed inseriti nello spessore del coibente. Tali inserti saranno anche destinati a ripartire i carichi dei cantilever e del binario di scor-rimento del transelevatore presente nel corpo del frigo. Allo interno della cella frigorifera saranno installate – su due opposti fronti – due scaffalature di tipo cantilever aventi anche funzione di sostegno delle pannellature coibenti.
Unità di trattamento aria Per mantenere alla temperatura voluta (- 30°C) il volume della cella frigorifera verrà fatta circolare allo interno del volume refrigerato della cella una portata di aria refrigerata su due scambiatori di calore.Sulla base del dimensionamento effettuato, Il fabbisogno di potenza di scambio termico è pari a 60 kW e la portata di aria necessaria è pari a 25.000 m3/h.Per ragioni di affidabilità e per consentire gli interventi di manutenzione – saranno installate due UTA, tra di loro identiche, con portata di aria nominale di 25.000 m3/h (ciascuna) e potenza termica di 30 kW (ciascuna) di norma operanti in parallelo. Le unità di trattamento sono costituite da una batteria alettata – tubi CuAl – di scambio termico, collegata al circuito frigorifero, nel quale viene operata l’espansione diretta di gas, dotata di valvola di espansione atta a ricevere il gas caldo compresso – alle condizioni di uscita dal compressore frigorifero.Periodicamente, le batterie di scambio dovranno essere sbrinate. Per eseguire tale operazione si escluderà una batteria di scambio alla volta e l’acqua derivante dallo sbrinamento sarà raccolta in una bacinella in acciaio inox sottostante la batteria. Tale bacinella avrà fondo riscaldato (riscalda-
Pagina 120
mento funzionante esclusivamente durante l’operazione di sbrinamento) e, a mezzo di un piccolo scarico sifonato l’acqua derivante dallo sbrinamento sarà trasferita all’esterno ed inviata unitamen-te agli scarichi industriali provenienti dalla cella.. Il ventilatore centrifugo della portata di 25.000 mc/h, verrà azionato a velocità variabile sulla base del valore della temperatura rilevato allo interno della cella. Le pareti della unita di trattamento aria saranno realizzate in pannelli sandwich di adatto spessore in modo da assicurare lo isolamento termico. Dette UTA saranno disposte in copertura del corpo della cella frigorifera. Per la condensazione del gas caldo compresso in uscita dai compressori frigoriferi sarà, su cia-scuna macchina, installata una batteria di condensazione in Cu-Al a circolazione d’aria forzata. Tale sezione dell’impianto frigorifero sarà installata allo esterno del fabbricato 6. Tutti i canali dell’ aria, per i piccoli tratti che risultassero allo esterno della cella frigorifera, saranno opportunamente coibentati. Il quantitativo totale di gas refrigerante presente nei circuiti sarà pari a ca. 500 kg.
AnticellaL’introduzione dei carichi nella cella del magazzino frigorifero avviene attraverso una postazione di carico/scarico ove – un discensore – trasferisce a quota bassa l’unità di movimentazione da intro-durre nella cella del magazzino frigorifero. Una volta calato il carico nei pozzi di accesso, questi viene introdotto in un tunnel che mette in col-legamento l’anticella al magazzino. Tale anticella avrà lo scopo di contenere le rientrate di calore nella cella del magazzino frigo e sarà mantenuta ad una temperatura settabile tra lo 0 ed i – 2°C. Le pareti del tunnel e dell’anticella saranno realizzate in analogia a quelle della cella frigorifera ma, ovviamente, con spessori di coibente ridotti. Il tunnel ai due estremi (pozzo/tunnel e tunnel/cella) sarà dotato di porte a ghigliottina con verranno aperte solo in occasione della movimentazione dei carichi. All’interno del tunnel, disposti sulle pareti lunghe in posizione alta, verranno installati quattro (due per lato in posizione sfalsata) gruppi di ventilazione raffreddamento dell’aria, costituiti ciascuno da un ventilatore di circolazione a velocità variabile con portata massima di 6.000 m3/h – e da una batteria di scambio termico alettata, con tubi Cu-Al, ad espansione diretta di gas frigorigeno, con potenza di scambio termico 6,5 kW. Tali ventilconvettori saranno alimentati da una unità motocon-densante con potenza frigorifera > 26 kW con caratteristiche costruttive e di installazione simili a quella della cella della cella del magazzino frigorifero. Il quantitativo totale di gas refrigerante presente in tali circuiti sarà pari a ca. 500 kg.
Opere edili accessorie - scavi
Come precedentemente accennato, l’installazione degli impianti facenti parte la CTT avverrà in un’unica fossa, con dimensioni utili pari a 49,5 x 29,3 m in pianta e profondità di 5,5 m. La partico-larità di tale opera è che verrà a trovarsi sia nella fase di cantiere che una volta completata ad una quota interessata dalla falda acquifera superficiale, e pertanto saranno adottate le opportune cau-tele edili e cantieristiche.
Per eseguire tale fossa si procederà con l’esecuzione delle seguenti opere:
1. Scavo per un’area pari a 31,04 x 51,24 m fino ad una profondità – 2,3 m. per istallazione sul perimetro dello scavo di impianto wellpoint per il controllo del livello di falda con punta dei con-dotti di aspirazione posti a -7,5 m e posa di paratia a monte con serie di pali con punta palo a quota -12,5 m;
2. scavo a 3÷3,5 m e posa fila paratia a valle con una serie di pali con punta palo a -15,5 m e tri-vellazione a vuoto fino a -6,5 m;
3. scavo fino a -6,5 m e posa di n. 104 pali a sostegno della platea di fondo della fossa, con punta palo a -12 m;
Pagina 121
4. posa di platea in cls fibrorinforzato per uno spessore di 15 cm e posa della trave di bordo va-sca in cls;
5. posa di spritz beton sulle pareti e sulla platea; 6. posa di geomembrana impermeabilizzante lungo le pareti e la platea; 7. posa di parete e platea in cls; 8. successiva posa di impianti, impalcati e solaio.
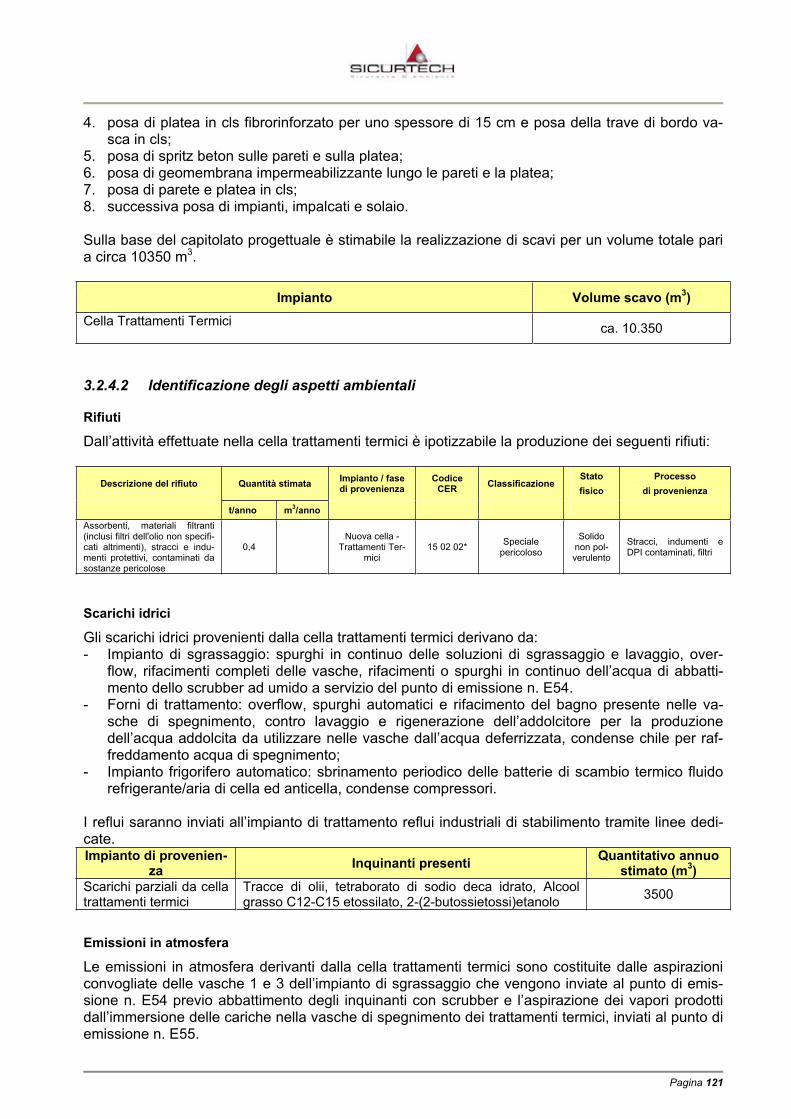
Sulla base del capitolato progettuale è stimabile la realizzazione di scavi per un volume totale pari a circa 10350 m3.
Impianto Volume scavo (m3)
Cella Trattamenti Termici ca. 10.350
3.2.4.2 Identificazione degli aspetti ambientali
Rifiuti
Dall’attività effettuate nella cella trattamenti termici è ipotizzabile la produzione dei seguenti rifiuti:
Descrizione del rifiuto Quantità stimata Impianto / fase di provenienza
Codice CER Classificazione
Statofisico
Processodi provenienza
t/anno m3/anno Assorbenti, materiali filtranti (inclusi filtri dell'olio non specifi-cati altrimenti), stracci e indu-menti protettivi, contaminati da sostanze pericolose
0,4Nuova cella -
Trattamenti Ter-mici
15 02 02* Speciale pericoloso
Solidonon pol-verulento
Stracci, indumenti e DPI contaminati, filtri
Scarichi idrici
Gli scarichi idrici provenienti dalla cella trattamenti termici derivano da: - Impianto di sgrassaggio: spurghi in continuo delle soluzioni di sgrassaggio e lavaggio, over-
flow, rifacimenti completi delle vasche, rifacimenti o spurghi in continuo dell’acqua di abbatti-mento dello scrubber ad umido a servizio del punto di emissione n. E54.
- Forni di trattamento: overflow, spurghi automatici e rifacimento del bagno presente nelle va-sche di spegnimento, contro lavaggio e rigenerazione dell’addolcitore per la produzione dell’acqua addolcita da utilizzare nelle vasche dall’acqua deferrizzata, condense chile per raf-freddamento acqua di spegnimento;
- Impianto frigorifero automatico: sbrinamento periodico delle batterie di scambio termico fluido refrigerante/aria di cella ed anticella, condense compressori.
I reflui saranno inviati all’impianto di trattamento reflui industriali di stabilimento tramite linee dedi-cate.Impianto di provenien-
za Inquinanti presenti Quantitativo annuo stimato (m3)
Scarichi parziali da cella trattamenti termici
Tracce di olii, tetraborato di sodio deca idrato, Alcool grasso C12-C15 etossilato, 2-(2-butossietossi)etanolo 3500
Emissioni in atmosfera
Le emissioni in atmosfera derivanti dalla cella trattamenti termici sono costituite dalle aspirazioni convogliate delle vasche 1 e 3 dell’impianto di sgrassaggio che vengono inviate al punto di emis-sione n. E54 previo abbattimento degli inquinanti con scrubber e l’aspirazione dei vapori prodotti dall’immersione delle cariche nella vasche di spegnimento dei trattamenti termici, inviati al punto di emissione n. E55.
Pagina 122
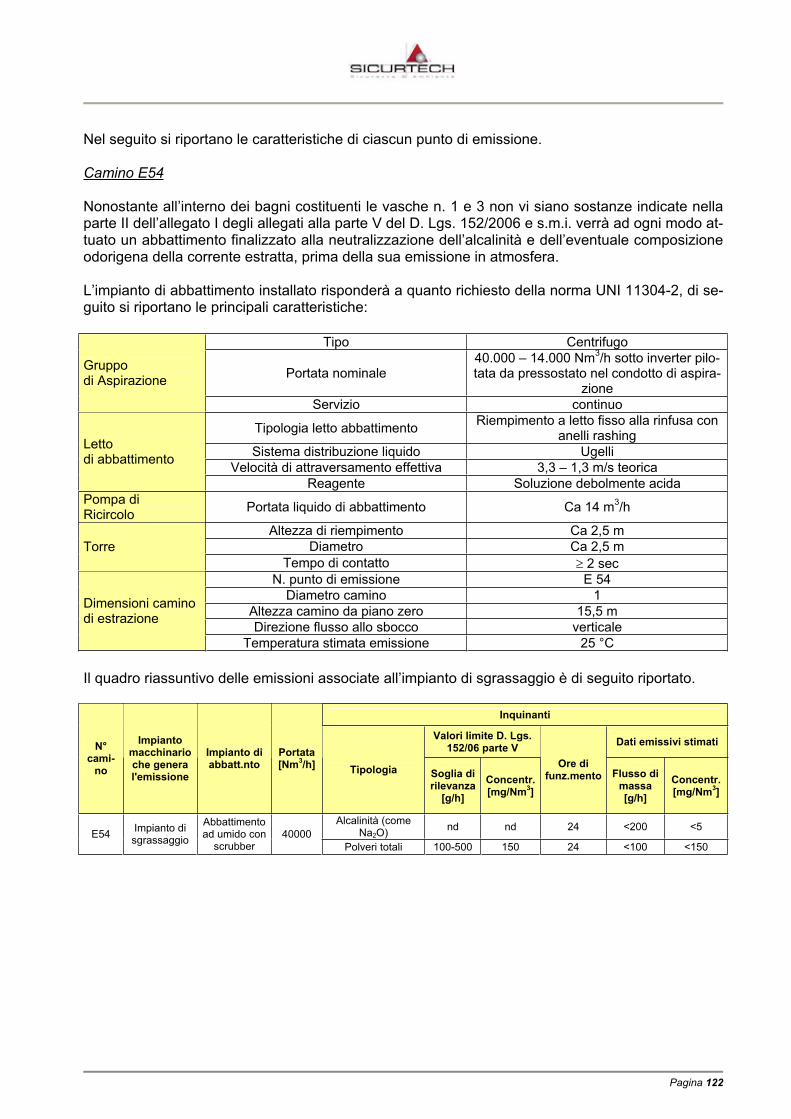
Nel seguito si riportano le caratteristiche di ciascun punto di emissione.
Camino E54
Nonostante all’interno dei bagni costituenti le vasche n. 1 e 3 non vi siano sostanze indicate nella parte II dell’allegato I degli allegati alla parte V del D. Lgs. 152/2006 e s.m.i. verrà ad ogni modo at-tuato un abbattimento finalizzato alla neutralizzazione dell’alcalinità e dell’eventuale composizione odorigena della corrente estratta, prima della sua emissione in atmosfera.
L’impianto di abbattimento installato risponderà a quanto richiesto della norma UNI 11304-2, di se-guito si riportano le principali caratteristiche:
Tipo Centrifugo
Portata nominale 40.000 – 14.000 Nm3/h sotto inverter pilo-tata da pressostato nel condotto di aspira-
zione
Gruppo di Aspirazione
Servizio continuo
Tipologia letto abbattimento Riempimento a letto fisso alla rinfusa con anelli rashing
Sistema distribuzione liquido Ugelli Velocità di attraversamento effettiva 3,3 – 1,3 m/s teorica
Lettodi abbattimento
Reagente Soluzione debolmente acida Pompa di Ricircolo Portata liquido di abbattimento Ca 14 m3/h
Altezza di riempimento Ca 2,5 m Diametro Ca 2,5 m Torre
Tempo di contatto 2 sec N. punto di emissione E 54
Diametro camino 1 Altezza camino da piano zero 15,5 m Direzione flusso allo sbocco verticale
Dimensioni camino di estrazione
Temperatura stimata emissione 25 °C
Il quadro riassuntivo delle emissioni associate all’impianto di sgrassaggio è di seguito riportato.
Inquinanti
Valori limite D. Lgs. 152/06 parte V Dati emissivi stimati N°
cami-no
Impianto macchinario che genera l'emissione
Impianto di abbatt.nto
Portata[Nm3/h] Tipologia Soglia di
rilevanza [g/h]
Concentr. [mg/Nm3]
Ore di funz.mento Flusso di
massa[g/h]
Concentr. [mg/Nm3]
Alcalinità (come Na2O) nd nd 24 <200 <5
E54 Impianto di sgrassaggio
Abbattimentoad umido con
scrubber40000
Polveri totali 100-500 150 24 <100 <150
Pagina 123
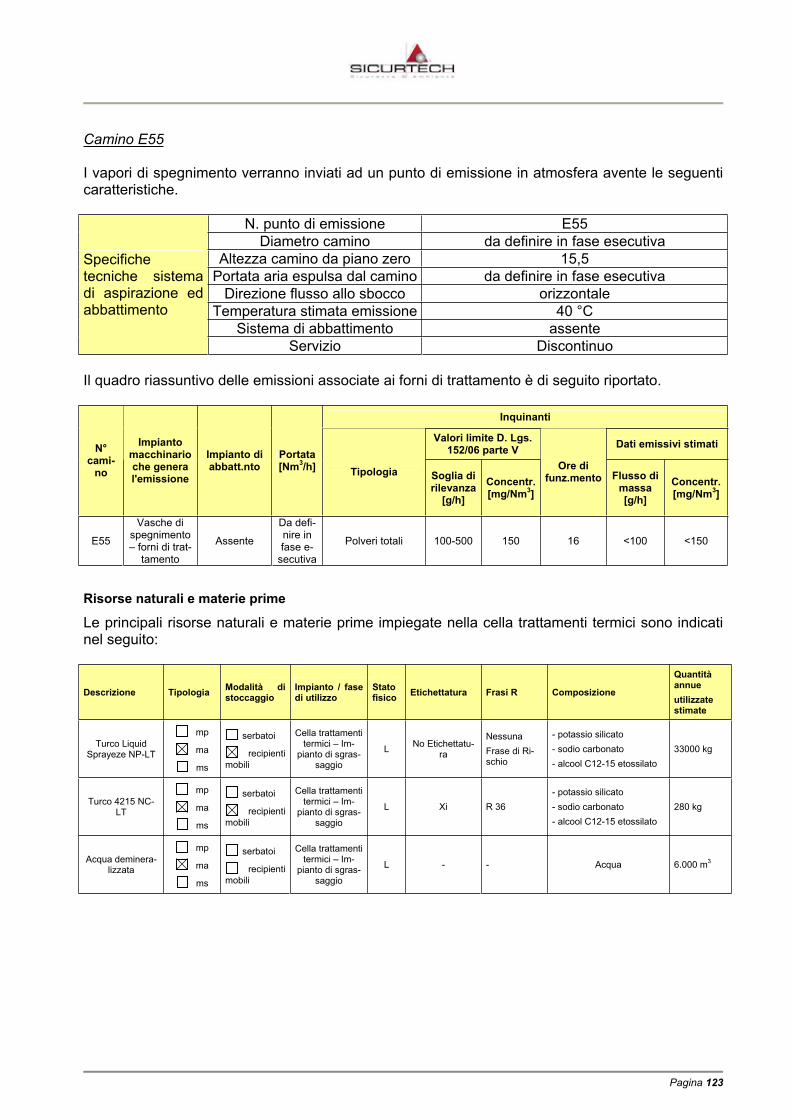
Camino E55
I vapori di spegnimento verranno inviati ad un punto di emissione in atmosfera avente le seguenti caratteristiche.
N. punto di emissione E55 Diametro camino da definire in fase esecutiva
Altezza camino da piano zero 15,5 Portata aria espulsa dal camino da definire in fase esecutiva
Direzione flusso allo sbocco orizzontale Temperatura stimata emissione 40 °C
Sistema di abbattimento assente
Specifichetecniche sistema di aspirazione ed abbattimento
Servizio Discontinuo
Il quadro riassuntivo delle emissioni associate ai forni di trattamento è di seguito riportato.
Inquinanti
Valori limite D. Lgs. 152/06 parte V Dati emissivi stimati N°
cami-no
Impianto macchinario che genera l'emissione
Impianto di abbatt.nto
Portata[Nm3/h] Tipologia Soglia di
rilevanza [g/h]
Concentr. [mg/Nm3]
Ore di funz.mento Flusso di
massa[g/h]
Concentr. [mg/Nm3]
E55
Vasche di spegnimento– forni di trat-
tamento
Assente
Da defi-nire in fase e-
secutiva
Polveri totali 100-500 150 16 <100 <150
Risorse naturali e materie prime
Le principali risorse naturali e materie prime impiegate nella cella trattamenti termici sono indicati nel seguito:
Descrizione Tipologia Modalità di stoccaggio
Impianto / fase di utilizzo
Statofisico Etichettatura Frasi R Composizione
Quantitàannueutilizzate stimate
Turco Liquid Sprayeze NP-LT
mp
ma
ms
serbatoi
recipienti mobili
Cella trattamenti termici – Im-
pianto di sgras-saggio
L No Etichettatu-ra
Nessuna Frase di Ri-schio
- potassio silicato - sodio carbonato - alcool C12-15 etossilato
33000 kg
Turco 4215 NC-LT
mp
ma
ms
serbatoi
recipienti mobili
Cella trattamenti termici – Im-
pianto di sgras-saggio
L Xi R 36 - potassio silicato - sodio carbonato - alcool C12-15 etossilato
280 kg
Acqua deminera-lizzata
mp
ma
ms
serbatoi
recipienti mobili
Cella trattamenti termici – Im-
pianto di sgras-saggio
L - - Acqua 6.000 m3
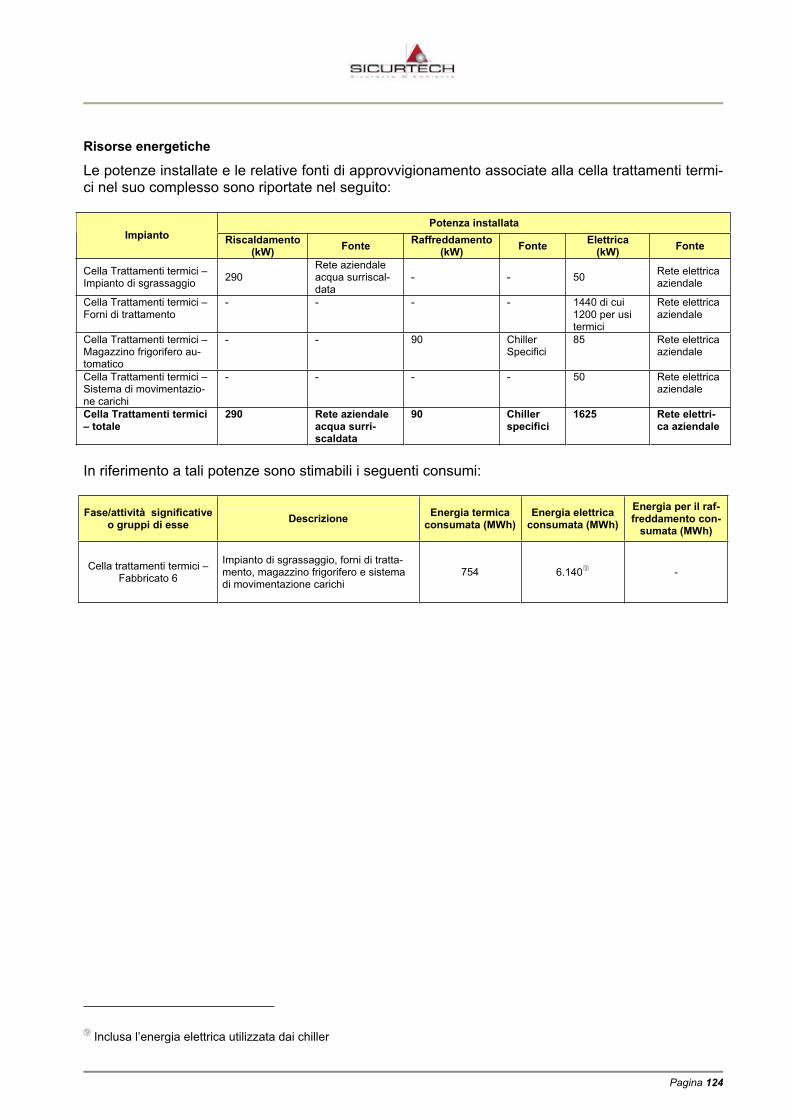
Pagina 124
Risorse energetiche
Le potenze installate e le relative fonti di approvvigionamento associate alla cella trattamenti termi-ci nel suo complesso sono riportate nel seguito:
Potenza installata Impianto Riscaldamento
(kW) Fonte Raffreddamento (kW) Fonte Elettrica
(kW) Fonte
Cella Trattamenti termici – Impianto di sgrassaggio 290
Rete aziendale acqua surriscal-data
- - 50 Rete elettrica aziendale
Cella Trattamenti termici – Forni di trattamento
- - - - 1440 di cui 1200 per usi termici
Rete elettrica aziendale
Cella Trattamenti termici – Magazzino frigorifero au-tomatico
- - 90 Chiller Specifici
85 Rete elettrica aziendale
Cella Trattamenti termici – Sistema di movimentazio-ne carichi
- - - - 50 Rete elettrica aziendale
Cella Trattamenti termici – totale
290 Rete aziendale acqua surri-scaldata
90 Chiller specifici
1625 Rete elettri-ca aziendale
In riferimento a tali potenze sono stimabili i seguenti consumi:
Fase/attività significative o gruppi di esse Descrizione Energia termica
consumata (MWh)Energia elettrica
consumata (MWh) Energia per il raf-freddamento con-
sumata (MWh)
Cella trattamenti termici – Fabbricato 6
Impianto di sgrassaggio, forni di tratta-mento, magazzino frigorifero e sistema di movimentazione carichi
754 6.140 -
Inclusa l’energia elettrica utilizzata dai chiller
Pagina 125
3.2.5 Impianti meccanici
3.2.5.1 Fresatura meccanica – Nola 1
Le lavorazioni di fresatura meccanica in progetto andranno a sostituire le attuali operazioni di fre-satura chimica svolte presso lo Stabilimento Alenia Aermacchi di Casoria. Lo scopo di tali operazioni è quello di realizzare la geometria definitiva dei pannelli in alluminio e sue leghe, mediante una serie di operazioni di fresatura di tipo meccanico, effettuate da macchine a C/N. Le principali lavorazioni sono pertanto destinate alla creazione di tasche di alleggerimento tramite l’esecuzione di operazioni di fresatura, contornatura e foratura.
L’introduzione della nuova tecnologia di fresatura meccanica per la realizzazione delle tasche di al-leggerimento sui pannelli consente di ridurre notevolmente le fasi del processo attuale di fabbrica-zione dei pannelli rendendo superflue alcune stazioni relative a lavorazioni meccaniche preceden-temente previste a compendio della fresatura chimica. Inoltre si potrà ridurre l’area di buffer, dove si prevede di collocare le nuove macchine legate alla fresatura meccanica.
La tecnologia della fresatura meccanica dei pannelli, denominata Mirror Machining System (MMS) consente partendo dal pannello formato (a semplice o doppia curvatura) di ottenere il pannello fini-to.
Il pannello formato arriva orizzontalmente ad una stazione di carico/scarico dove utilizzando un at-trezzo riconfigurabile (tipo letto di fachiro) viene vincolato ad una cornice con bracci telescopici, ove tramite proiettori laser viene vincolato nella corretta posizione. Successivamente la cornice mediante un sistema di ribaltamento viene disposta in verticale per l’ingresso nell’area di lavoro della fresatrice.
Inserito il pannello nell’area di lavoro viene avviato lo scanning laser di tutta la superficie del pan-nello, in grado di definire le variazioni della superficie rispetto al teorico (posizione di volo) per ot-tenere correttamente le geometrie di progetto.
Una volta effettuato lo scanning della superficie è possibile attivare l’operazione di fresatura a con-trollo numerico che viene svolta da un mandrino lubrorefrigerato a sei assi al quale (dalla parte op-posta del pannello) viene opposto un supporto locale per evitare deformazioni di tipo meccanico della lamiera stessa.
La macchina installata sarà il modello MMS 8228 SMALL della società Dufieux che consentirà di lavorare pannelli con dimensioni massime pari a 5,6 m X 2,3 m, spessore massimo di 12 mm e camber massimo di 1,25 m e che sopporterà il carico di lavoro proveniente dallo stabilimento di Casoria.
Inoltre, è in previsione la progressiva sostituzione della fresatura chimica con ulteriori n. 2 fresatrici meccaniche di taglia LARGE, che consentiranno di eliminare totalmente il processo chimico e di dismettere totalmente le vasche di trattamento asservite a tale processo. Tali macchine avranno caratteristiche funzionali del tutto similari alla fresatrice SMALL qui descritta ma ovviamente impie-gheranno volumi costruttivi e risorse energetiche e di materie prime maggiori.
L’impianto di tipo SMALL, di prossima installazione, sarà quindi costituito da:
- box di dimensioni in pianta di 14 x 10 m ed altezza di 7 m, costituito da una struttura in calce-struzzo armato al cui interno sarà installata la macchina fresatrice, le cui due colonne contrap-poste (sulle quali saranno installati alternativamente i bracci, uno per il sostegno del mandrino ed uno per il sostegno del supporto locale) saranno posate su binari metallici affogati nel ba-samento in cemento del box; nel pavimento del box saranno ricavare gli opportuni canali per il

Pagina 126
recupero del lubrorefrigerante, per invio dello stesso a prefiltraggio e successivo accumulo in serbatoio per invio in continuo alla testa della fresa; la macchina sarà dotata di gruppo idraulico per la circolazione dell’olio da taglio e di gruppo di refrigerazione per il raffreddamento del mandrino e delle guide ed un gruppo di refrigerazione per il raffreddamento del box;
- stazione di carico e scarico dei pannelli costituita dall’attrezzo riconfigurabile (tipo letto fachiro) e cornice ribaltabile a cui fissare il pannello;
- sistemi di movimentazione della cornice; - area buffer dei pannelli da lavorare e sistemi di movimentazione dei pannelli;
Opere edili accessorie - scavi
Come precedentemente indicato, la fresatrice sarà installata all’interno di un box in calcestruzzo armato. Questo si rende necessario per scaricare la componente orizzontale delle forze trasmesse dai bracci del mandrino e del supporto durante le operazioni di fresatura alle pareti del box ed alla guida posta all’interno della copertura del box stesso. Il box fuori terra sarà posto su una platea in CA armata con ferri trasversali e longitudinali superiori ed inferiori posta a quota 0 e di dimensioni pari a 8,6 x 13,6 m e di spessore massimo (profondità) di 2 m e posata su pali di lunghezza pari a 9 m (profondità punta palo 11 m) Le volumetrie ricavate entroterra saranno adeguatamente protette in relazione alla profondità ed alla possibilità di intercettare la falda superficiale.
La volumetria dello scavo risulta pertanto pari a circa 300 m3.
Impianto Volume scavo (m3)
Fresatrice meccanica – SMALL ca. 300
3.2.5.2 Identificazione degli aspetti ambientali
Rifiuti
I rifiuti provenienti dalle operazioni di fresatura meccanica saranno principalmente costituiti dai fanghi derivanti dalla filtrazione dell’olio lubrorefrigerante, dagli sfridi delle leghe di alluminio, e dal lubrorefrigerante esausto:
Descrizione del rifiuto Quantità stimata Impianto / fase di provenienza
Codice CER Classificazione Stato
fisicoProcesso
di provenienza t/anno m3/anno
Limatura e trucioli di materiali non ferrosi 10 -
Fresatura mec-canica Nola 1
12 01 02* Speciale pericoloso
Solidonon pol-verulento
Sfridi di lavorazione
Emulsioni e soluzioni per mac-chinari, non contenenti alogeni 20 -
Fresatura mec-canica Nola 1
12 01 09* Speciale pericoloso Liquido Lubrorefrigerante e-
sausto
Fanghi di lavorazione, diversi da quelli di cui alla voce 12 01 14
4 - Fresatura mec-
canica Nola 1
12 01 15 Speciale Non pericoloso
Fangoso palabile
Residuo di filtrazione lubrorefrigerante
Scarichi idrici
Dai processi di fresatura meccanica non è prevista la generazione di reflui.
Emissioni in atmosfera
Dalla fase di fresatura meccanica non sono previste emissioni in atmosfera.

Pagina 127
Risorse naturali e materie prime
Le principali risorse naturali e materie prime impiegate nella fresatura meccanica sono:
Descrizione Tipologia Modalità di stoccaggio
Impianto / fase di utilizzo
Statofisico Etichettatura Frasi R Composizione
Quantitàannue stimate (kg)
Lamiere in leghe di alluminio
mpmams
serbatoi recipien-
ti mobili
Fresatura mec-canica - Nola 1 S Nessuna Nessuna - alluminio e sue leghe
leggere 400000
Olio da taglio mpmams
serbatoi recipien-
ti mobili
Fresatura mec-canica- Nola 1 L Nessuna Nessuna - olio minerale di alta
raffinazione 2000
Risorse energetiche
Le potenze installate e le relative fonti di approvvigionamento associate all’impianto di verniciatura nel suo complesso sono riportate nel seguito:
Potenza installata Impianto Riscaldamento
(kW) Fonte Raffreddamento(kW) Fonte Elettrica
(kW) Fonte
Fresatura meccanica Nola 1 – Fresatrice MMS 8228 SMALL - - - - 280 Rete elettrica
aziendaleFresatura meccanica Nola 1 – Stazione di carico pan-nelli - - - - 50 Rete elettrica
aziendale
Fresatura meccanica Nola 1 – Cornice ribaltabile - - - - 50 Rete elettrica aziendale
Fresatura meccanica Nola 1 – Sistema di movimenta-zione - - - - 96 Rete elettrica
aziendaleFresatura meccanica Nola 1 – Equipaggiamenti gene-rali dell’area (illuminazione, condizionamento, ….) - - - - 200 Rete elettrica
aziendale
Fresatura meccanica Nola 1 – Totale - - - - 676 Rete elettrica aziendale
In riferimento a tali potenze sono stimabili i seguenti consumi:
Fase/attività significative o gruppi di esse Descrizione Energia termica
consumata (MWh)Energia elettrica
consumata (MWh) Energia per il raf-freddamento con-
sumata (MWh)
Fresatura meccanica - Nola 1Cabina di verniciatura, area di appassi-mento, forno di cottura e sistema di mo-vimentazione
- 1500 -
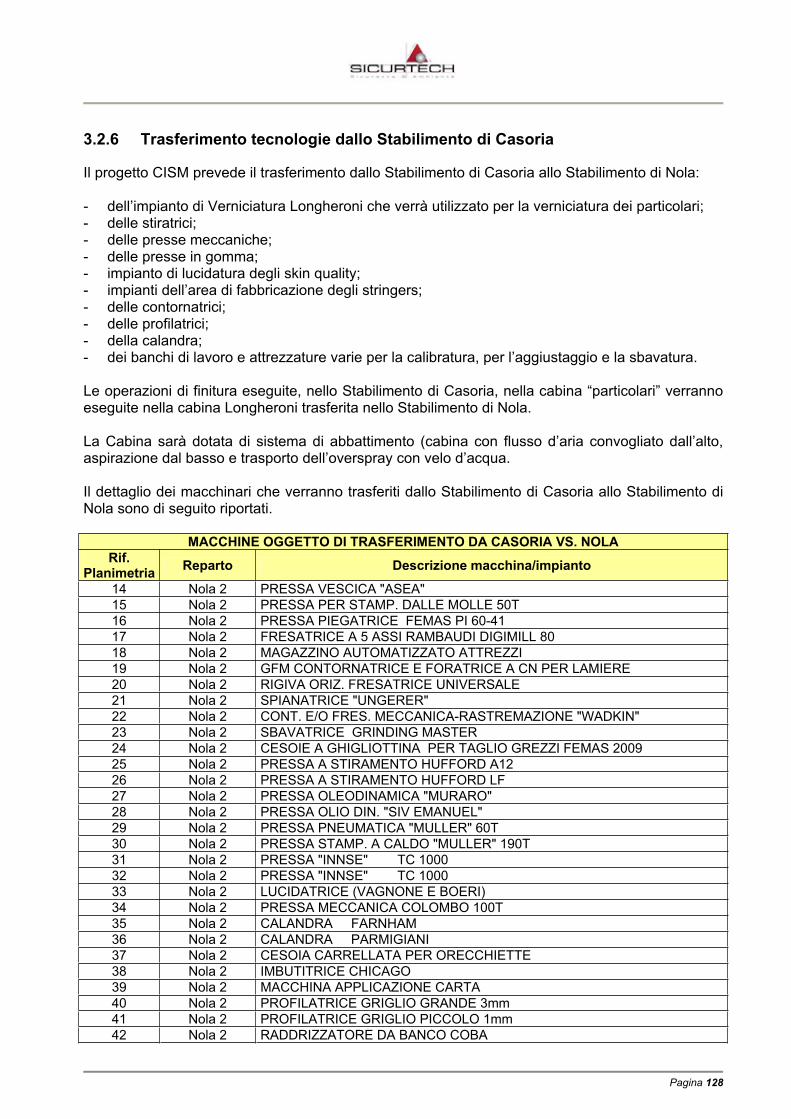
Pagina 128
3.2.6 Trasferimento tecnologie dallo Stabilimento di Casoria
Il progetto CISM prevede il trasferimento dallo Stabilimento di Casoria allo Stabilimento di Nola:
- dell’impianto di Verniciatura Longheroni che verrà utilizzato per la verniciatura dei particolari; - delle stiratrici; - delle presse meccaniche; - delle presse in gomma; - impianto di lucidatura degli skin quality; - impianti dell’area di fabbricazione degli stringers; - delle contornatrici; - delle profilatrici; - della calandra; - dei banchi di lavoro e attrezzature varie per la calibratura, per l’aggiustaggio e la sbavatura.
Le operazioni di finitura eseguite, nello Stabilimento di Casoria, nella cabina “particolari” verranno eseguite nella cabina Longheroni trasferita nello Stabilimento di Nola.
La Cabina sarà dotata di sistema di abbattimento (cabina con flusso d’aria convogliato dall’alto, aspirazione dal basso e trasporto dell’overspray con velo d’acqua.
Il dettaglio dei macchinari che verranno trasferiti dallo Stabilimento di Casoria allo Stabilimento di Nola sono di seguito riportati.
MACCHINE OGGETTO DI TRASFERIMENTO DA CASORIA VS. NOLA Rif.
Planimetria Reparto Descrizione macchina/impianto
14 Nola 2 PRESSA VESCICA "ASEA" 15 Nola 2 PRESSA PER STAMP. DALLE MOLLE 50T 16 Nola 2 PRESSA PIEGATRICE FEMAS PI 60-41 17 Nola 2 FRESATRICE A 5 ASSI RAMBAUDI DIGIMILL 80 18 Nola 2 MAGAZZINO AUTOMATIZZATO ATTREZZI 19 Nola 2 GFM CONTORNATRICE E FORATRICE A CN PER LAMIERE 20 Nola 2 RIGIVA ORIZ. FRESATRICE UNIVERSALE 21 Nola 2 SPIANATRICE "UNGERER" 22 Nola 2 CONT. E/O FRES. MECCANICA-RASTREMAZIONE "WADKIN" 23 Nola 2 SBAVATRICE GRINDING MASTER 24 Nola 2 CESOIE A GHIGLIOTTINA PER TAGLIO GREZZI FEMAS 2009 25 Nola 2 PRESSA A STIRAMENTO HUFFORD A12 26 Nola 2 PRESSA A STIRAMENTO HUFFORD LF 27 Nola 2 PRESSA OLEODINAMICA "MURARO" 28 Nola 2 PRESSA OLIO DIN. "SIV EMANUEL" 29 Nola 2 PRESSA PNEUMATICA "MULLER" 60T 30 Nola 2 PRESSA STAMP. A CALDO "MULLER" 190T 31 Nola 2 PRESSA "INNSE" TC 1000 32 Nola 2 PRESSA "INNSE" TC 1000 33 Nola 2 LUCIDATRICE (VAGNONE E BOERI) 34 Nola 2 PRESSA MECCANICA COLOMBO 100T 35 Nola 2 CALANDRA FARNHAM 36 Nola 2 CALANDRA PARMIGIANI 37 Nola 2 CESOIA CARRELLATA PER ORECCHIETTE 38 Nola 2 IMBUTITRICE CHICAGO 39 Nola 2 MACCHINA APPLICAZIONE CARTA 40 Nola 2 PROFILATRICE GRIGLIO GRANDE 3mm 41 Nola 2 PROFILATRICE GRIGLIO PICCOLO 1mm 42 Nola 2 RADDRIZZATORE DA BANCO COBA
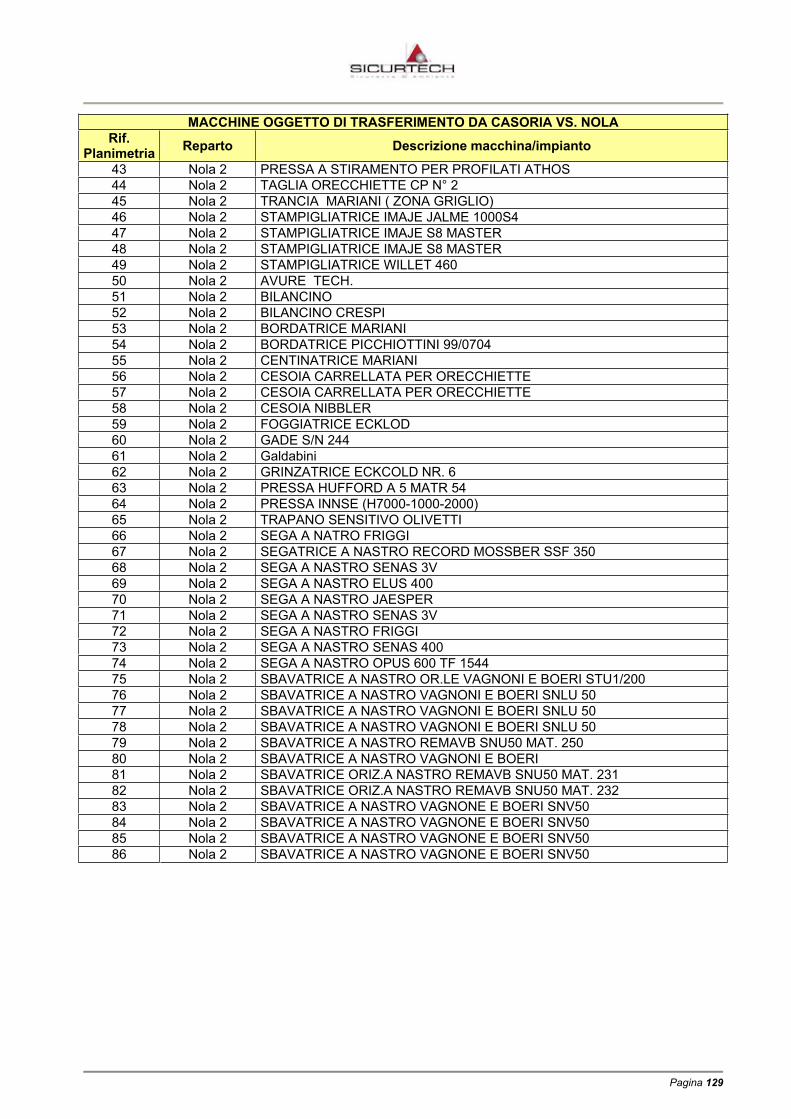
Pagina 129
MACCHINE OGGETTO DI TRASFERIMENTO DA CASORIA VS. NOLA Rif.
Planimetria Reparto Descrizione macchina/impianto
43 Nola 2 PRESSA A STIRAMENTO PER PROFILATI ATHOS 44 Nola 2 TAGLIA ORECCHIETTE CP N° 2 45 Nola 2 TRANCIA MARIANI ( ZONA GRIGLIO) 46 Nola 2 STAMPIGLIATRICE IMAJE JALME 1000S4 47 Nola 2 STAMPIGLIATRICE IMAJE S8 MASTER 48 Nola 2 STAMPIGLIATRICE IMAJE S8 MASTER 49 Nola 2 STAMPIGLIATRICE WILLET 460 50 Nola 2 AVURE TECH. 51 Nola 2 BILANCINO 52 Nola 2 BILANCINO CRESPI 53 Nola 2 BORDATRICE MARIANI 54 Nola 2 BORDATRICE PICCHIOTTINI 99/0704 55 Nola 2 CENTINATRICE MARIANI 56 Nola 2 CESOIA CARRELLATA PER ORECCHIETTE 57 Nola 2 CESOIA CARRELLATA PER ORECCHIETTE 58 Nola 2 CESOIA NIBBLER 59 Nola 2 FOGGIATRICE ECKLOD 60 Nola 2 GADE S/N 244 61 Nola 2 Galdabini62 Nola 2 GRINZATRICE ECKCOLD NR. 6 63 Nola 2 PRESSA HUFFORD A 5 MATR 54 64 Nola 2 PRESSA INNSE (H7000-1000-2000)65 Nola 2 TRAPANO SENSITIVO OLIVETTI 66 Nola 2 SEGA A NATRO FRIGGI 67 Nola 2 SEGATRICE A NASTRO RECORD MOSSBER SSF 350 68 Nola 2 SEGA A NASTRO SENAS 3V 69 Nola 2 SEGA A NASTRO ELUS 400 70 Nola 2 SEGA A NASTRO JAESPER 71 Nola 2 SEGA A NASTRO SENAS 3V 72 Nola 2 SEGA A NASTRO FRIGGI 73 Nola 2 SEGA A NASTRO SENAS 400 74 Nola 2 SEGA A NASTRO OPUS 600 TF 1544 75 Nola 2 SBAVATRICE A NASTRO OR.LE VAGNONI E BOERI STU1/200 76 Nola 2 SBAVATRICE A NASTRO VAGNONI E BOERI SNLU 50 77 Nola 2 SBAVATRICE A NASTRO VAGNONI E BOERI SNLU 50 78 Nola 2 SBAVATRICE A NASTRO VAGNONI E BOERI SNLU 50 79 Nola 2 SBAVATRICE A NASTRO REMAVB SNU50 MAT. 250 80 Nola 2 SBAVATRICE A NASTRO VAGNONI E BOERI 81 Nola 2 SBAVATRICE ORIZ.A NASTRO REMAVB SNU50 MAT. 231 82 Nola 2 SBAVATRICE ORIZ.A NASTRO REMAVB SNU50 MAT. 232 83 Nola 2 SBAVATRICE A NASTRO VAGNONE E BOERI SNV50 84 Nola 2 SBAVATRICE A NASTRO VAGNONE E BOERI SNV50 85 Nola 2 SBAVATRICE A NASTRO VAGNONE E BOERI SNV50 86 Nola 2 SBAVATRICE A NASTRO VAGNONE E BOERI SNV50
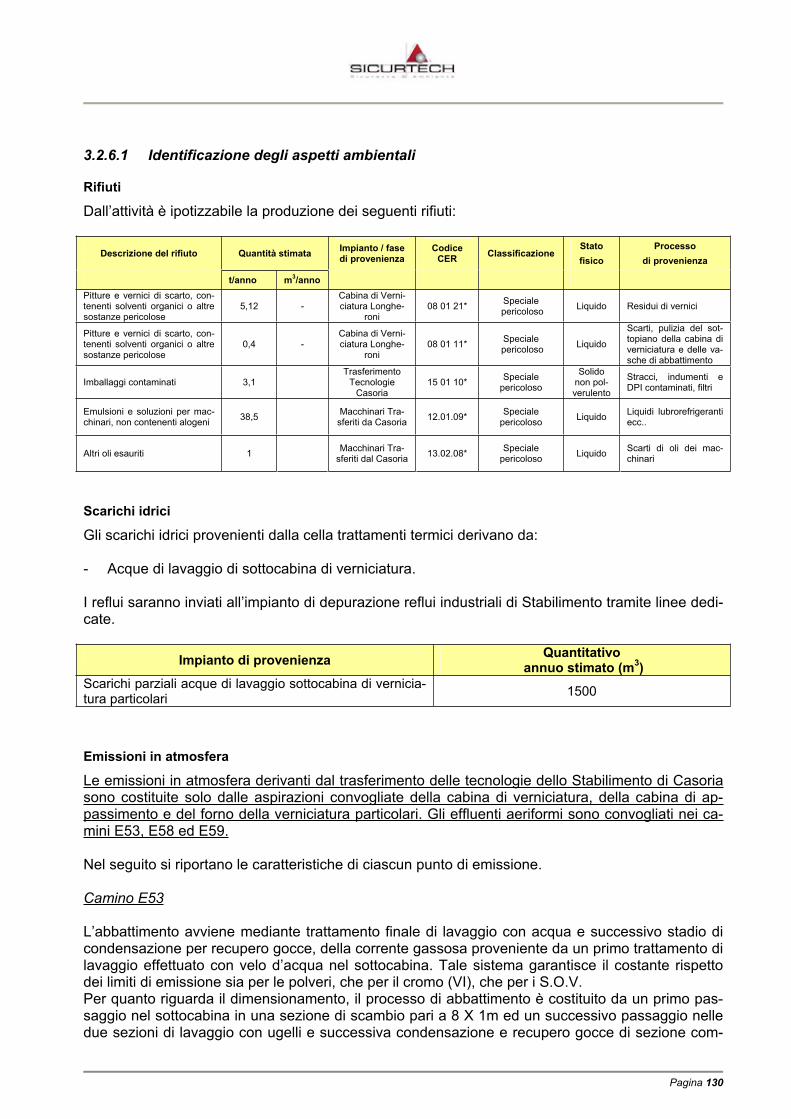
Pagina 130
3.2.6.1 Identificazione degli aspetti ambientali
Rifiuti
Dall’attività è ipotizzabile la produzione dei seguenti rifiuti:
Descrizione del rifiuto Quantità stimata Impianto / fase di provenienza
Codice CER Classificazione
Statofisico
Processodi provenienza
t/anno m3/anno Pitture e vernici di scarto, con-tenenti solventi organici o altre sostanze pericolose
5,12 - Cabina di Verni-ciatura Longhe-
roni08 01 21* Speciale
pericoloso Liquido Residui di vernici
Pitture e vernici di scarto, con-tenenti solventi organici o altre sostanze pericolose
0,4 - Cabina di Verni-ciatura Longhe-
roni08 01 11* Speciale
pericoloso Liquido
Scarti, pulizia del sot-topiano della cabina di verniciatura e delle va-sche di abbattimento
Imballaggi contaminati 3,1 Trasferimento
Tecnologie Casoria
15 01 10* Speciale pericoloso
Solidonon pol-verulento
Stracci, indumenti e DPI contaminati, filtri
Emulsioni e soluzioni per mac-chinari, non contenenti alogeni 38,5 Macchinari Tra-
sferiti da Casoria 12.01.09* Speciale pericoloso Liquido Liquidi lubrorefrigeranti
ecc..
Altri oli esauriti 1 Macchinari Tra-sferiti dal Casoria 13.02.08* Speciale
pericoloso Liquido Scarti di oli dei mac-chinari
Scarichi idrici
Gli scarichi idrici provenienti dalla cella trattamenti termici derivano da:
- Acque di lavaggio di sottocabina di verniciatura.
I reflui saranno inviati all’impianto di depurazione reflui industriali di Stabilimento tramite linee dedi-cate.
Impianto di provenienza Quantitativo annuo stimato (m3)
Scarichi parziali acque di lavaggio sottocabina di vernicia-tura particolari 1500
Emissioni in atmosfera
Le emissioni in atmosfera derivanti dal trasferimento delle tecnologie dello Stabilimento di Casoria sono costituite solo dalle aspirazioni convogliate della cabina di verniciatura, della cabina di ap-passimento e del forno della verniciatura particolari. Gli effluenti aeriformi sono convogliati nei ca-mini E53, E58 ed E59.
Nel seguito si riportano le caratteristiche di ciascun punto di emissione.
Camino E53
L’abbattimento avviene mediante trattamento finale di lavaggio con acqua e successivo stadio di condensazione per recupero gocce, della corrente gassosa proveniente da un primo trattamento di lavaggio effettuato con velo d’acqua nel sottocabina. Tale sistema garantisce il costante rispetto dei limiti di emissione sia per le polveri, che per il cromo (VI), che per i S.O.V. Per quanto riguarda il dimensionamento, il processo di abbattimento è costituito da un primo pas-saggio nel sottocabina in una sezione di scambio pari a 8 X 1m ed un successivo passaggio nelle due sezioni di lavaggio con ugelli e successiva condensazione e recupero gocce di sezione com-
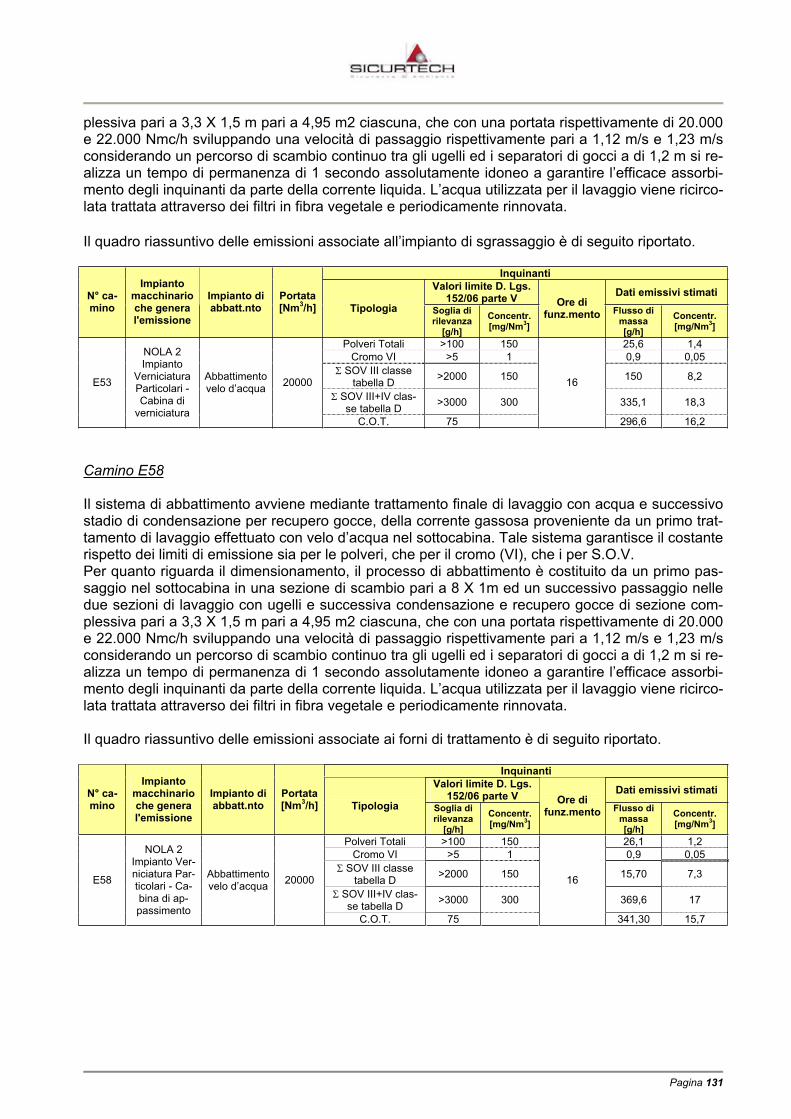
Pagina 131
plessiva pari a 3,3 X 1,5 m pari a 4,95 m2 ciascuna, che con una portata rispettivamente di 20.000 e 22.000 Nmc/h sviluppando una velocità di passaggio rispettivamente pari a 1,12 m/s e 1,23 m/s considerando un percorso di scambio continuo tra gli ugelli ed i separatori di gocci a di 1,2 m si re-alizza un tempo di permanenza di 1 secondo assolutamente idoneo a garantire l’efficace assorbi-mento degli inquinanti da parte della corrente liquida. L’acqua utilizzata per il lavaggio viene ricirco-lata trattata attraverso dei filtri in fibra vegetale e periodicamente rinnovata.
Il quadro riassuntivo delle emissioni associate all’impianto di sgrassaggio è di seguito riportato.
Inquinanti Valori limite D. Lgs.
152/06 parte V Dati emissivi stimati N° ca-mino
Impianto macchinario che genera l'emissione
Impianto di abbatt.nto
Portata[Nm3/h] Tipologia Soglia di
rilevanza [g/h]
Concentr.[mg/Nm3]
Ore di funz.mento Flusso di
massa[g/h]
Concentr.[mg/Nm3]
Polveri Totali >100 150 25,6 1,4 Cromo VI >5 1 0,9 0,05
SOV III classe tabella D >2000 150 150 8,2
SOV III+IV clas-se tabella D >3000 300 335,1 18,3
E53
NOLA 2Impianto
Verniciatura Particolari - Cabina di
verniciatura
Abbattimentovelo d’acqua 20000
C.O.T. 75
16
296,6 16,2
Camino E58
Il sistema di abbattimento avviene mediante trattamento finale di lavaggio con acqua e successivo stadio di condensazione per recupero gocce, della corrente gassosa proveniente da un primo trat-tamento di lavaggio effettuato con velo d’acqua nel sottocabina. Tale sistema garantisce il costante rispetto dei limiti di emissione sia per le polveri, che per il cromo (VI), che i per S.O.V. Per quanto riguarda il dimensionamento, il processo di abbattimento è costituito da un primo pas-saggio nel sottocabina in una sezione di scambio pari a 8 X 1m ed un successivo passaggio nelle due sezioni di lavaggio con ugelli e successiva condensazione e recupero gocce di sezione com-plessiva pari a 3,3 X 1,5 m pari a 4,95 m2 ciascuna, che con una portata rispettivamente di 20.000 e 22.000 Nmc/h sviluppando una velocità di passaggio rispettivamente pari a 1,12 m/s e 1,23 m/s considerando un percorso di scambio continuo tra gli ugelli ed i separatori di gocci a di 1,2 m si re-alizza un tempo di permanenza di 1 secondo assolutamente idoneo a garantire l’efficace assorbi-mento degli inquinanti da parte della corrente liquida. L’acqua utilizzata per il lavaggio viene ricirco-lata trattata attraverso dei filtri in fibra vegetale e periodicamente rinnovata.
Il quadro riassuntivo delle emissioni associate ai forni di trattamento è di seguito riportato.
Inquinanti Valori limite D. Lgs.
152/06 parte V Dati emissivi stimati N° ca-mino
Impianto macchinario che genera l'emissione
Impianto di abbatt.nto
Portata[Nm3/h] Tipologia Soglia di
rilevanza [g/h]
Concentr.[mg/Nm3]
Ore di funz.mento Flusso di
massa[g/h]
Concentr.[mg/Nm3]
Polveri Totali >100 150 26,1 1,2 Cromo VI >5 1 0,9 0,05
SOV III classe tabella D >2000 150 15,70 7,3
SOV III+IV clas-se tabella D >3000 300 369,6 17
E58
NOLA 2Impianto Ver-niciatura Par-ticolari - Ca-bina di ap-passimento
Abbattimentovelo d’acqua 20000
C.O.T. 75
16
341,30 15,7

Pagina 132
Camino E59
Il camino è collegato al forno annesso alla cabina di verniciatura particolari (ex. Cabina “Longhero-ni” dello Stabilimento di Casoria).
N. punto di emissione E60 Altezza camino da piano zero 15,5
Portata aria espulsa dal camino 4000 Nm3/hDirezione flusso allo sbocco Verticale
Temperatura stimata emissione 40 °C Sistema di abbattimento assente
Specifichetecniche sistema di aspirazione ed ab-battimento
Servizio Discontinuo
Il quadro riassuntivo delle emissioni associate ai forni di trattamento è di seguito riportato.
Inquinanti Valori limite D. Lgs.
152/06 parte V Dati emissivi stimati N° ca-mino
Impianto macchinario che genera l'emissione
Impianto di abbatt.nto
Portata[Nm3/h] Tipologia
Soglia di ri-levanza [g/h]
Concentr.[mg/Nm3]
Ore di funz.mento Flusso di
massa[g/h]
Concentr.[mg/Nm3]
SOV III classe tabella D >2000 150 9,1 2,9
SOV III+IV clas-se tabella D >3000 300 20,80 6,6 E59
NOLA 2Impianto Ver-niciatura Par-ticolari - Ca-bina di ap-passimento
Abbattimentovelo d’acqua 20000
C.O.T. 50
16
19,2 6,1
Risorse naturali e materie prime
Le principali risorse naturali e materie prime impiegate nella cella trattamenti termici sono indicati nel seguito:
Descrizione Tipologia Modalità di stoccaggio
Impianto / fase di utilizzo
Statofisico Etichettatura Frasi R Composizione
Quantità annue
stimate
Prodotti verni-cianti sia a base acquosa che a base solvente, costituiti da mi-
scele di basi, ca-talizzatori e sol-
venti
mp
ma
ms
serbatoi
recipien-ti mobili
NOLA 2 Verniciatura Particolari
L F, T, N
R11,R20/21/22,R36, R45, R48/20/22,R51/53
Vedi riferimento materie rime utilizzate nello stabili-
mento di Nola
6415 l (considerando
1/3 dei pro-dotti verni-
cianti utilizzati a Casoria nel
2011)
Acqua deminera-lizzata
mp ma ms
serbatoi recipienti
mobili
NOLA 2 Verniciatura Particolari
L - - Acqua 2.000 m3
Olio emulsionante mpmams
serbatoi recipien-
ti mobili
NOLA 2 Trasferimento
macchinari L Nessuna Nessuna - olio minerale di alta raffi-
nazione0,8*3170 = 2536
Olio lubrificante mpmams
serbatoi recipien-
ti mobili
NOLA 2 Trasferimento
macchinari L Nessuna Nessuna - olio minerale di alta raffi-
nazione 0,8*540 = 432
Risorse energetiche
Le potenze installate e le relative fonti di approvvigionamento associate al trasferimento delle tec-nologie dallo Stabilimento di Casoria sono di seguito riportate.
MACCHINE OGGETTO DI TRASFERIMENTO DA CASORIA VS. NOLA Alimentazione Elettrica Rif.
Planimetria Reparto Descrizione Potenza istallata (kw) 14 Nola 2 PRESSA VESCICA "ASEA" 692

Pagina 133
MACCHINE OGGETTO DI TRASFERIMENTO DA CASORIA VS. NOLA Alimentazione Elettrica
15 Nola 2 PRESSA PER STAMP. DALLE MOLLE 50T 416 Nola 2 PRESSA PIEGATRICE FEMAS PI 60-41 3217 Nola 2 FRESATRICE A 5 ASSI RAMBAUDI DIGIMILL 80 60,818 Nola 2 MAGAZZINO AUTOMATIZZATO ATTREZZI 28,819 Nola 2 GFM CONTORNATRICE E FORATRICE A CN PER LAMIERE 68,820 Nola 2 RIGIVA ORIZ.FRESATRICE UNIVERSALE 6421 Nola 2 SPIANATRICE "UNGERER" 3222 Nola 2 CONT. E/O FRES. MECCANICA-RASTREMAZIONE "WADKIN" 18,423 Nola 2 SBAVATRICE GRINDING MASTER 28,824 Nola 2 CESOIE A GHIGLIOTTINA PER TAGLIO GREZZI FEMAS 2009 30,425 Nola 2 PRESSA A STIRAMENTO HUFFORD A12 220,826 Nola 2 PRESSA A STIRAMENTO HUFFORD LF 14027 Nola 2 PRESSA OLEODINAMICA "MURARO" 34828 Nola 2 PRESSA OLIO DIN. "SIV EMANUEL" 148,829 Nola 2 PRESSA PNEUMATICA "MULLER" 60T 1230 Nola 2 PRESSA STAMP. A CALDO "MULLER" 190T 2031 Nola 2 PRESSA "INNSE" TC 1000 276,832 Nola 2 PRESSA "INNSE" TC 1000 276,833 Nola 2 LUCIDATRICE (VAGNONE E BOERI) 9634 Nola 2 PRESSA MECCANICA COLOMBO 100T 82,435 Nola 2 CALANDRA FARNHAM 33,636 Nola 2 CALANDRA PARMIGIANI 3637 Nola 2 CESOIA CARRELLATA PER ORECCHIETTE 838 Nola 2 IMBUTITRICE CHICAGO 1639 Nola 2 MACCHINA APPLICAZIONE CARTA 1640 Nola 2 PROFILATRICE GRIGLIO GRANDE 3mm 2841 Nola 2 PROFILATRICE GRIGLIO PICCOLO 1mm 2842 Nola 2 RADDRIZZATORE DA BANCO COBA 1643 Nola 2 PRESSA A STIRAMENTO PER PROFILATI ATHOS 1644 Nola 2 TAGLIA ORECCHIETTE CP N° 2 845 Nola 2 TRANCIA MARIANI ( ZONA GRIGLIO) 1646 Nola 2 STAMPIGLIATRICE IMAJE JALME 1000S4 447 Nola 2 STAMPIGLIATRICE IMAJE S8 MASTER 448 Nola 2 STAMPIGLIATRICE IMAJE S8 MASTER 449 Nola 2 STAMPIGLIATRICE WILLET 460 450 Nola 2 AVURE TECH. 8851 Nola 2 BILANCINO 452 Nola 2 BILANCINO CRESPI 453 Nola 2 BORDATRICE MARIANI 454 Nola 2 BORDATRICE PICCHIOTTINI 99/0704 455 Nola 2 CENTINATRICE MARIANI 456 Nola 2 CESOIA CARRELLATA PER ORECCHIETTE 857 Nola 2 CESOIA CARRELLATA PER ORECCHIETTE 858 Nola 2 CESOIA NIBBLER 859 Nola 2 FOGGIATRICE ECKLOD 860 Nola 2 GADE S/N 244 4,861 Nola 2 Galdabini 4462 Nola 2 GRINZATRICE ECKCOLD NR. 6 1663 Nola 2 PRESSA HUFFORD A 5 MATR 54 18,464 Nola 2 PRESSA INNSE (H7000-1000-2000) 220,865 Nola 2 TRAPANO SENSITIVO OLIVETTI 466 Nola 2 SEGA A NATRO FRIGGI 467 Nola 2 SEGATRICE A NASTRO RECORD MOSSBER SSF 350 468 Nola 2 SEGA A NASTRO SENAS 3V 469 Nola 2 SEGA A NASTRO ELUS 400 470 Nola 2 SEGA A NASTRO JAESPER 471 Nola 2 SEGA A NASTRO SENAS 3V 472 Nola 2 SEGA A NASTRO FRIGGI 473 Nola 2 SEGA A NASTRO SENAS 400 474 Nola 2 SEGA A NASTRO OPUS 600 TF 1544 475 Nola 2 SBAVATRICE A NASTRO OR.LE VAGNONI E BOERI STU1/200 4,876 Nola 2 SBAVATRICE A NASTRO VAGNONI E BOERI SNLU 50 4,8
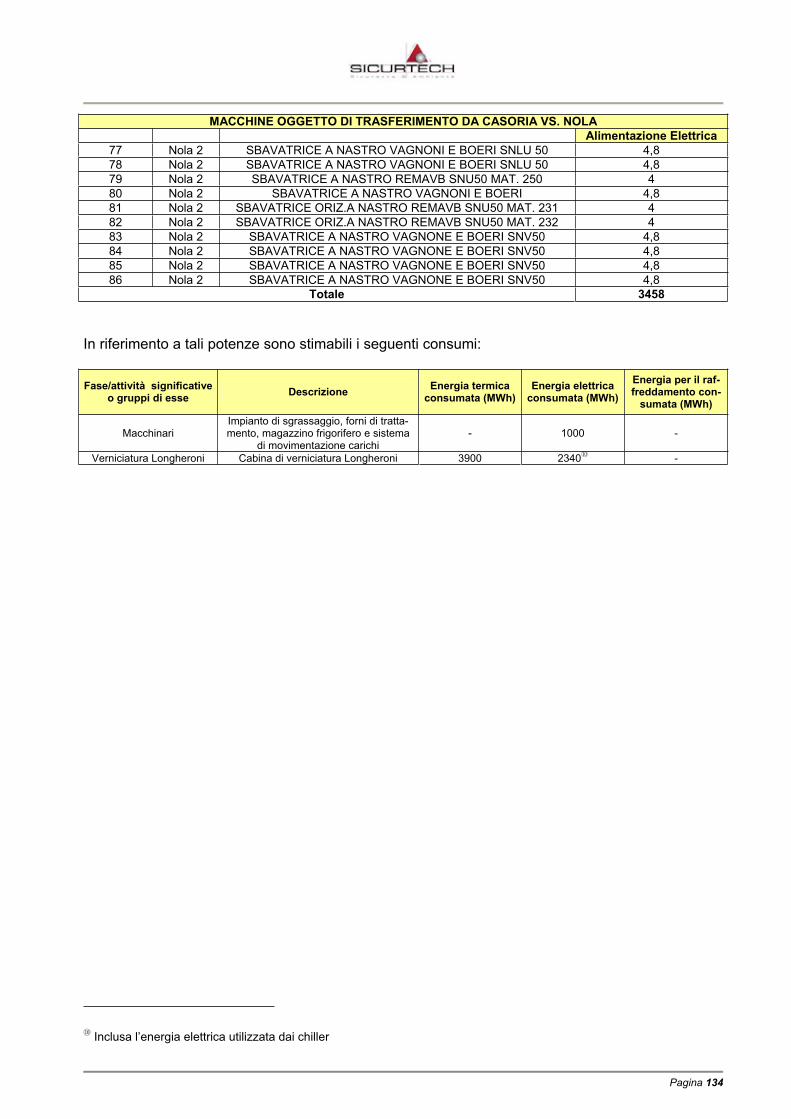
Pagina 134
MACCHINE OGGETTO DI TRASFERIMENTO DA CASORIA VS. NOLA Alimentazione Elettrica
77 Nola 2 SBAVATRICE A NASTRO VAGNONI E BOERI SNLU 50 4,878 Nola 2 SBAVATRICE A NASTRO VAGNONI E BOERI SNLU 50 4,879 Nola 2 SBAVATRICE A NASTRO REMAVB SNU50 MAT. 250 480 Nola 2 SBAVATRICE A NASTRO VAGNONI E BOERI 4,881 Nola 2 SBAVATRICE ORIZ.A NASTRO REMAVB SNU50 MAT. 231 482 Nola 2 SBAVATRICE ORIZ.A NASTRO REMAVB SNU50 MAT. 232 483 Nola 2 SBAVATRICE A NASTRO VAGNONE E BOERI SNV50 4,884 Nola 2 SBAVATRICE A NASTRO VAGNONE E BOERI SNV50 4,885 Nola 2 SBAVATRICE A NASTRO VAGNONE E BOERI SNV50 4,886 Nola 2 SBAVATRICE A NASTRO VAGNONE E BOERI SNV50 4,8
Totale 3458
In riferimento a tali potenze sono stimabili i seguenti consumi:
Fase/attività significative o gruppi di esse Descrizione Energia termica
consumata (MWh)Energia elettrica
consumata (MWh) Energia per il raf-freddamento con-
sumata (MWh)
Macchinari Impianto di sgrassaggio, forni di tratta-mento, magazzino frigorifero e sistema
di movimentazione carichi - 1000 -
Verniciatura Longheroni Cabina di verniciatura Longheroni 3900 2340 -
Inclusa l’energia elettrica utilizzata dai chiller
Pagina 135
3.2.7 Implementazione impianti generali
3.2.7.1 Implementazione impianto di depurazione scarichi idrici
Per garantire la depurazione dei nuovi reflui derivanti dalle attività trasferite dallo Stabilimento Ale-nia Aermacchi di Casoria e dall’implementazione delle attuali attività già presenti nel sito (linee di trattamenti superficiali, nuove verniciature, ..), si provvederà ad implementare l’attuale impianto di depurazione reflui tramite la razionalizzazione degli impianti attualmente presenti e l’installazioni di nuove sezioni impiantistiche specifiche. Il dettaglio degli interventi previsti è riportato nell’allegata specifica tecnica “Interventi di migliora-mento, Impianto di depurazione scarichi industriali dello Stabilimento di Nola”, nel seguito si rias-sumono le modalità di funzionamento dell’impianto attuale e le implementazioni previste.
3.2.7.1.1 Attuale impianto di depurazione scarichi idrici
L’impianto di depurazione chimico-fisico dello Stabilimento Alenia di Nola è stato progettato per trattare in continuo le diverse correnti di reflui provenienti dalle attività produttive e di supporto che vengono effettuate nello stabilimento.
In reflui industriali che necessitano di depurazione provengono dalle seguenti fasi produttive: Settore trattamento superfici presente nei reparti CAM e CASA; Settore trattamenti di verniciatura: spurghi e troppo pieni degli impianti di abbattimento ad umi-
do degli inquinanti asserviti alle cabine di verniciatura; Centrale idrica di stabilimento (reflui di rigenerazione colonne di demineralizzazione, concen-
trati osmosi ecc.); Scarichi dei troppo pieni dei circuiti di raffreddamento.
Tutti i reflui sono convogliati a monte dell’impianto di depurazione attraverso specifiche condotte aeree che si dipartono dai punti di produzione dei reflui industriali e senza soluzione di continuità giungono nelle vasche di accumulo poste a monte del processo di depurazione chimico – fisico.
Considerata la natura dei reflui che alimentano l’impianto il processo prevede le seguenti fasi:
Riduzione del cromo esavalente; Precipitazione di metalli presenti; Riduzione dei livelli di carico organico; Riduzione dei livelli di solidi grossolani.
Di seguito è riportata una descrizione delle diverse sezioni dell’impianto di depurazione chimico-fisico:
Sez. 1-1: Dosaggio e preparazione reagenti; Sez. 1-1: Sezione separazione e preparazione fanghi; Sez. 2-2: Platea impianto chimico fisico; Sez. 3-3: Platea di filtrazione; Sez. 4-4 A: Vasche di accumulo e omogeneizzazione reflui.
Le sezioni del processo di depurazione sono raffigurate nella specifica sezione relativa al Progetto Preliminare del presente studio. L’allegato 1 riporta lo schema funzionale del processo di depurazione di seguito descritto.
La vasca di accumulo dei reflui industriali provenienti dalla produzione è divisa in diverse sezioni come visibile nello schema sopra riportato:
Pagina 136
Sezione raccolta reflui diluiti VSC001; Sezione di raccolta acqua da lavaggio filtri deferrizzati VSC002; Sezione di raccolta concentrati VSC003; Vasca di stoccaggio di emergenza.
La vasca VSC001 di raccolta reflui diluiti in continuo raccoglie tutti i reflui provenienti dai reparti di trattamento superficiale “Nola1” (localizzato all’interno del Fabbricato 5 “Fabbricazione”) e “Nola2” (localizzato all’interno del Fabbricato 6 “Meccanica”) e le acque di scarico delle varie utenze industriali.La vasca è rivestita internamente con un telo in PVC dello spessore di 2 mm, ed è munita di un agitatore per favorire la completa miscelazione dei reflui al fine di inviare un omogeno al trattamento chimico fisico.Il passaggio alla prima vasca di trattamento VSC004 avviene mediante la pompa CP104A(CP104B pompa di riserva). Le dimensioni utili della vasca sono in metri: 9.00*9.30*3.20 per un volume utile di 250 m3.
La vasca VSC002 serve per la raccolta dell’acqua provenienti dal lavaggio dei filtri deferrizzatori è rivestita internamente di un telo in PVC dello spessore di 2 mm. Essa raccoglie al fine di decantare il ferro le acqua provenienti dal lavaggio dei filtri. Le dimensioni utili della vasca sono in metri: 4,30*4,10*3,20 per un volume utile di 50 m3.
La vasca VSC003 serve per la raccolta batch di reflui concentrati provenienti dai reparti di trattamento superficie che vengono trattati in maniera separata (variando le concentrazione di reagenti e modulando la quantità) dal normale processo di riduzione. E’ rivestita anch’essa internamente da un telo in PVC dello spessore di 2 mm. Le dimensioni utili della vasca sono in metri: 4.30*4.10*3.20 per un volume utile di 50 m3.
La vasca di stoccaggio di emergenza è un ulteriore vasca che serve per la raccolta di reflui concentrati provenienti dai reparti di trattamento superficie che vengono trattati in maniera separata (variando le concentrazione di reagenti e modulando la quantità) dal normale processo di riduzione. E’ rivestita anche’essa internamente da un telo in PVC dello spessore di 2 mm. Le dimensioni utili della vasca sonoin metri: 8.65*5.05*3.0 per un volume utile di 130 m3.
Tutta la sezione delle vasche di raccolta è fornita di una sottovasca. Nel caso di riempimento con reflui di tale sottovasca il refluo viene riportato in vasca di accumulo mediante la pompa di sentina SP115.
Sezione 2-2: Platea impianto chimico fisico La vasca di ossidazione VSC004 è la prima sezione della platea chimico fisico che riceve i reflui provenienti dalla vasca di omogeneizzazione. Tale vasca è fornita di un agitatore MIX202 per favorie il mescolamento dei reagenti con il refluo da trattare. La CO2 per il processo di acidificazione proveniente dal serbatoio di stoccaggio viene immessa mediante il sistema di diffusori DIF510-515 e DIF 516-521. Il gorgogliamento della CO2 favorisce ulteriormente il mescolamento dei reagenti con il refluo. Tale vasca è inoltre fornita di un sistema di rilevazione in continuo di misura del pH e del potenziale redox che comandano secondo range imposti l’aggiunta di reagenti. L’aggiunta di bisolfito avviene mediante la pompa DP110A (DP110Bpompa dosatrice di riserva) contenuto nel serbatoio di stoccaggio ST012.
La vasca VSC005 è costituita da tre sezioni e riceve alimento direttamente dalla VSC004 nellaprima sezione avviene l’aggiunta di FeCl3 contenuto nel serbatoio di stoccaggio ST013 mediante la pompa DP112A (DP112B pompa dosatrice di riserva). La sezione è fornita di un agitatore MIX203 per favorire il mescolamento del refluo ossidato con il reagente. Nella seconda sezione avviene la regolazione del pH mediante l’aggiunta di latte di calce che è regolata dalla lettura in continuo di un pHmetro. L’aggiunta avviene secondo limiti fissi impostati sul
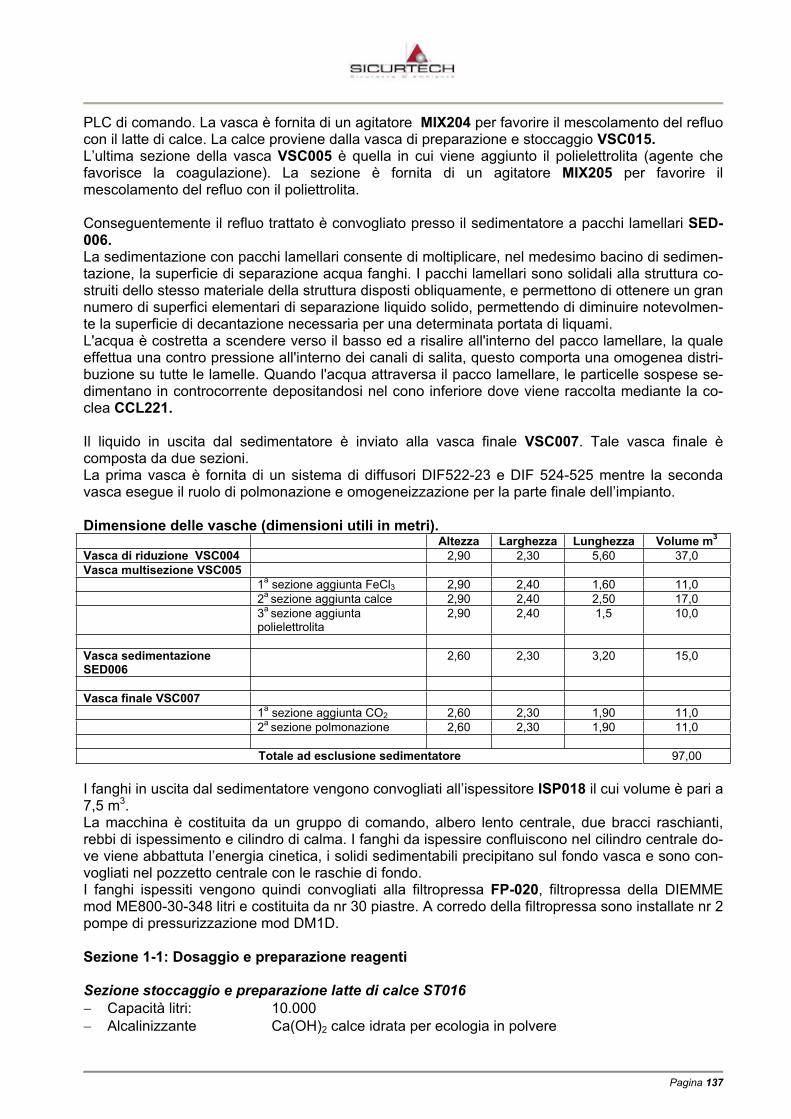
Pagina 137
PLC di comando. La vasca è fornita di un agitatore MIX204 per favorire il mescolamento del refluo con il latte di calce. La calce proviene dalla vasca di preparazione e stoccaggio VSC015.L’ultima sezione della vasca VSC005 è quella in cui viene aggiunto il polielettrolita (agente che favorisce la coagulazione). La sezione è fornita di un agitatore MIX205 per favorire il mescolamento del refluo con il poliettrolita.
Conseguentemente il refluo trattato è convogliato presso il sedimentatore a pacchi lamellari SED-006.La sedimentazione con pacchi lamellari consente di moltiplicare, nel medesimo bacino di sedimen-tazione, la superficie di separazione acqua fanghi. I pacchi lamellari sono solidali alla struttura co-struiti dello stesso materiale della struttura disposti obliquamente, e permettono di ottenere un gran numero di superfici elementari di separazione liquido solido, permettendo di diminuire notevolmen-te la superficie di decantazione necessaria per una determinata portata di liquami. L'acqua è costretta a scendere verso il basso ed a risalire all'interno del pacco lamellare, la quale effettua una contro pressione all'interno dei canali di salita, questo comporta una omogenea distri-buzione su tutte le lamelle. Quando l'acqua attraversa il pacco lamellare, le particelle sospese se-dimentano in controcorrente depositandosi nel cono inferiore dove viene raccolta mediante la co-clea CCL221.
Il liquido in uscita dal sedimentatore è inviato alla vasca finale VSC007. Tale vasca finale è composta da due sezioni. La prima vasca è fornita di un sistema di diffusori DIF522-23 e DIF 524-525 mentre la seconda vasca esegue il ruolo di polmonazione e omogeneizzazione per la parte finale dell’impianto.
Dimensione delle vasche (dimensioni utili in metri). Altezza Larghezza Lunghezza Volume m3
Vasca di riduzione VSC004 2,90 2,30 5,60 37,0 Vasca multisezione VSC005
1a sezione aggiunta FeCl3 2,90 2,40 1,60 11,0 2a sezione aggiunta calce 2,90 2,40 2,50 17,0 3a sezione aggiunta polielettrolita
2,90 2,40 1,5 10,0
Vasca sedimentazione SED006
2,60 2,30 3,20 15,0
Vasca finale VSC007
1a sezione aggiunta CO2 2,60 2,30 1,90 11,0 2a sezione polmonazione 2,60 2,30 1,90 11,0 Totale ad esclusione sedimentatore 97,00
I fanghi in uscita dal sedimentatore vengono convogliati all’ispessitore ISP018 il cui volume è pari a 7,5 m3.La macchina è costituita da un gruppo di comando, albero lento centrale, due bracci raschianti, rebbi di ispessimento e cilindro di calma. I fanghi da ispessire confluiscono nel cilindro centrale do-ve viene abbattuta l’energia cinetica, i solidi sedimentabili precipitano sul fondo vasca e sono con-vogliati nel pozzetto centrale con le raschie di fondo. I fanghi ispessiti vengono quindi convogliati alla filtropressa FP-020, filtropressa della DIEMME mod ME800-30-348 litri e costituita da nr 30 piastre. A corredo della filtropressa sono installate nr 2 pompe di pressurizzazione mod DM1D.
Sezione 1-1: Dosaggio e preparazione reagenti
Sezione stoccaggio e preparazione latte di calce ST016 Capacità litri: 10.000 Alcalinizzante Ca(OH)2 calce idrata per ecologia in polvere
Pagina 138
Questa sezione è costituita da: un serbatoio di stoccaggio della calce in polvere; una tramoggia di carico della calce dal serbatoio alla vasca di preparazione e stoccaggio; una vasca di preparazione e stoccaggio del latte di calce.
Sezione di preparazione della soluzione di polielettrolita (Polipreparatore ) PO 017 Capacità litri: 60 Adiuvante: Polielettrolita anionico in polvere Concentrazione richiesta: 1%
Questa sezione è costituita da: una tramoggia di carico per il polielettrolita in polvere; una vasca per la dissoluzione del polielettrolita; da una vasca di diluizione della soluzione concentrata e stoccaggio della soluzione che viene
inviata alla vasca di flocculazione mediante le pompe di dosaggio.
Pompa dosatrice polielettrolita DP 114 A/B Pompa a pistone tipo RCA 43°95 – corpo in AISI 316 Q=115 l/h H=10 bar KW 0,37
Serbatoio di Stoccaggio CO2 Lo stoccaggio di CO2 all’interno del serbatoio è di 12000 kg. La CO2 medianti i diffusori viene alimentata alla vasca di riduzione e alla vasca finale di correzione del pH.
Serbatoio di stoccaggio soluzione di bisolfito ST 012 Capacità litri : 5000 Riducente cromo esavalente: NaHSO3 Concentrazione richiesta: 30% w/w
Pompa dosatrice NaHSO3 DP 110 A/B Pompa a pistone tipo RCA 30P115 corpo in PVC Q= 65 l/h H=10 bar KW 0,37
Sezione 3-3: Platea di filtrazione Il liquido trattato in uscita dal sedimentatore a pacchi lamellari SED-006 viene avviata ai trattamenti finali mediante: filtrazione su filtri a sabbia; adsorbimento su filtri a carbone attivo.
La platea di filtrazione è costituita dai seguenti elementi: Nr 2 filtri a sabbia indicati con le sigle FS 008 e FS 009; Nr 2 filtri a carbone identificati con le sigle FCA 010 e FCA011.
Dimensione e Composizione dei filtri a sabbia e a carbone Filtro a sabbia (FS 008-FS 009) Diametro 1300 mm Altezza utile 1950 mm
Filtro a carbone( FCA 010 – FCA 011) Diametro 2300 mm Altezza utile 3700 mm
Filtri a sabbia (quantità per singolo filtro): Kg 250 Graniglia di quarzo pezzatura 12÷20 Kg 200 Graniglia di quarzo pezzatura 8÷12
Pagina 139
Kg 200 Graniglia di quarzo pezzatura 5÷8 Kg 200 Graniglia di quarzo pezzatura 3÷5 Kg 1300 Graniglia di quarzo pezzatura 1÷A
Filtri a carbone (quantità per singolo filtro): Kg 1500 Graniglia di quarzo pezzatura 5÷8 Kg 600 Graniglia di quarzo pezzatura 3÷5 Kg 600 Graniglia di quarzo pezzatura 1÷G Kg 3000 Carbone attivo
Sintesi tecnica del processo di depurazione
La portata influente dei reflui viene polmonata ed equalizzata nella vasca VSC001 e omoge-neizzata tramite l’elettroagitatore MIX201.
Da detta vasca il refluo viene rilanciato tramite le pompe CP 103 A/B a portata controllata (leg-gibile sul misuratore di portata FIT301) ad una prima vasca di reazione corredata di elettroagi-tatore MIX202.
In questa vasca si procede alla correzione del pH insufflando sul fondo della stessa della CO2dosaggio che viene controllato dal pHmetro pHIS303 al dosaggio del bisolfito (pompe dosatrici DP110 A/B) controllato da un rHmetro (rHI302).
Dalla prima vasca il refluo passa ad una seconda vasca divisa in tre scomparti. Nel 1° scomparto, dotato di elettroagitatore (MIX203) viene dosato il cloruro ferrico (pompe
DP112 A/B) quale agente flocculante. Nel 2° scomparto, dotato di elettroagitatore (MIX204) si procede alla neutralizzazione controlla-
ta da pH (pHIS303) dosando idrossido di calcio pompe (CP113 A/B). Nel 3° scomparto, dotato di elettroagitatore (MIX 205) si procede al dosaggio del polielettrolita
(pompe DP114 A/B) quale adiuvante di flocculazione. Sempre per gravità il refluo passa successivamente al sedimentatore (SED 006) accelerato a
pacchi lamellari fornito di coclea (CCL 221) per favorire l’allontanamento dei fanghi sedimentati e da canaletta di raccolta del fluido decantato.
Per caduta il liquido decantato è trasferito ad una vasca di raccolta finale (VSC 007) suddivisa in due scomparti di cui il 1° agitato (MIX 206).
Nel primo scomparto viene controllato il pH (pHIS 304) con dosaggio strumentale di CO2. Il secondo scomparto ha funzione di polmonazione e successiva ripresa dal gruppo pompe di
rilancio (CP 106 A/B – CP107) al trattamento di filtrazione. Il sistema di filtrazione finale è costituito da due filtri a sabbia automatici (FS 009-FS010) ope-
ranti in parallelo con lo scopo di filtrare i solidi sospesi ancora presenti al di sopra di 40-50 mi-cron.
Infine, in uscita dei filtri a sabbia, l’acqua viene fatta percolare su filtri a carboni attivi (FCA 010-FCA011) in serie.
I filtri a carbone hanno lo scopo di separare in continuo dall’acqua filtrata il carico organico (COD) ma soprattutto in tensioattivi ancora presenti dopo il trattamento chimico-fisico.
Il fango sedimentato viene prelevato dal fondo del sedimentatore SED 006 ed inviato tramite pompe mono (SCP 105 A/B) all’ispessitore dinamico (IP 018).
Dall’ispessitore a mezzo di pompe per fanghi, le melme vengono avviate la filtro-pressa (FP 020) dal quale il decantato viene convogliato nel cassone di raccolta fango “secco”, mentre il filtrato viene inviato in testa all’impianto.
Le acque di lavaggio scaricate dal filtro deferrizzatore, vengono accumulate in vasca tronco-conica (VSC002). Da qui, dopo un tempo di permanenza ( e quindi decantazione) le acqua chiarificate vengono prelevate a mezzo di pompe di estrazione (CP 101 A/B) ed inviate alla va-sca di alimento del sistema di trattamento degli scarichi di stabilimento.
Il decantato che si viene a formare, viene prelevato (nella fase successiva all’estrazione delle acqua chiarificate di cui sopra) dalle pompe mono (SCP 102 A/B) ed inviato all’ispessitore di-namico (ISP 018).
Pagina 140
Considerazioni sul dimensionamento dell’impianto
L’impianto di depurazione chimico-fisico dello Stabilimento Alenia di Nola è stato progettato per trattare in continuo una corrente di reflui di 20 m3/h contenente un carico inquinante di:
16000 g/giorno di NaCr2O7*2H2O10.000 g/giorno di Na2CrO442000 g/giorno di CrO342000 g/giorno di Cr6+
per un totale di 70.000 g/giorno di Cromo con stato di ossidazione VI e cioè 146 g/m3.
Impianto di depurazione acque reflue di stabilimento
Potenzialità nominale attuale impianto 20 m3/h
Tali inquinanti sono presenti essenzialmente nelle correnti provenienti dai trattamenti superficiali. Le correnti di reflui provenienti dalle attività produttive e di supporto che vengono effettuate nello stabilimento sono di seguito indicate:
Settore trattamento superfici; Settore verniciatura; Centrale idrica e termica (es. acque rigenerazione colonne di demineralizzazioni); Scarichi di circuiti di raffreddamento.
Reflui provenienti dai settori di trattamento superficiale
Questa corrente (continua) è costituita principalmente dalle acque di lavaggio successivi ai pro-cessi di trattamento delle superficie in particolare processi di sgrassatura chimica, fresatura chimi-ca, anodizzazione cromica e passivazione finale.
Il sistema di lavaggio è costituito da un circuito chiuso a ricircolo in cui le acque di lavaggio vengo-no riciclate e solo quelle che superano una conducibilità di 100 S/cm vengono inviate all’impianto di trattamento mentre le restanti sono rimesse in ciclo previo passaggio attraverso l’impianto di demineralizzazione.
Questo sistema di riciclo permette la riduzione dei consumi di acqua demineralizzata e la riduzione dei volumi di acqua da trattare all’impianto di trattamento chimico-fisico. Questi reflui sono caratterizzati essenzialmente costituiti da cromati e alluminati provenienti rispet-tivamente dai lavaggi successivi al trattamento di fresatura chimica e cromatazione delle superfici. In minor misura si possono contenere solfuri, fluoruri tensioattivi e nitrati. Scarsa la presenza di al-tri metalli.
Reflui provenienti dal settore verniciatura
Questa corrente è costituita dalle acque di lavaggio degli impianti di verniciatura ad umido. Le cabine sono dotate di impianto di abbattimento delle emissioni gassose a velo d’acqua. Sono pertanto munite di una vasca di raccolta delle acque e di una stazione di rilancio che ricircola le acque presso le sezioni di abbattimento posizionate, orizzontalmente o verticalmente, in controcor-rente rispetto alla direzione di flusso delle correnti delle captazioni gassose.
Le cabine pertanto determinano uno scarico di acque reflue industriali derivanti:
Pagina 141
- dal troppo pieno degli impianti di circolazione delle acque (scarico continuo); - dallo spurgo delle acque di cabina effettuato con periodicità bisettimanali.
Questi reflui sono caratterizzati essenzialmente come inquinanti da cromo, presente nei prodotti di verniciatura, sostanze organiche in forma di morchie sospese sedimentabili, solidi sospesi totali.
Reflui provenienti dalla centrale idrica e termica
Questa corrente è costituita principalmente dalle acque del processo (discontinuo) di rigenerazione delle linee di demineralizzazione, eventuali acque di spurgo dei circuiti termici, scarichi di acqua di condensa della centrale pneumatica e acque di scarico del sistema di raffreddamento a torri eva-porative. Il carico di inquinanti è principalmente dovuto alle acque del processo di rigenerazione delle linee di demineralizzazione che contengono gli inquinanti rimossi dalle acque di lavaggio ed ioni cloruro provenienti dall’acido cloridrico usato durante il processo di rigenerazione delle colonne anioniche. Eventuali residui di acidità e alcalinità dovuti ad eccessi di rigeneranti del processo do-vuti ad HCl e NaOH vengono neutralizzati nella vasca di omogeneizzazione reflui. Le acque pro-venienti dagli spurghi dei circuiti termici hanno scarso apporto di inquinanti poiché il circuito è ali-mentato mediante acqua di osmosi ed il trattamento a base di deossigenanti risulta blando. Analo-ga situazione per quanto riguarda le acque di raffreddamento del circuito a torri evaporative il qua-le risulta attivo solo nei mesi estivi essendo asservito all’utilizzo del gruppo assorbitore. Lo scarico di condensa della centrale pneumatica non apporta inquinanti significativi essendo costituito dalla condensa dell’aria raccolta dagli essiccatori.
Reflui provenienti da scarichi di circuiti di raffreddamento macchine
Questo tipo di scarichi non apporta inquinanti in quanto è costituito da acqua industriale senza al-cun tipo di trattamento. Dalla descrizione risulta evidente come sopra riportato che il maggior carico di inquinanti è legato alla corrente di reflui proveniente dai trattamenti di superficie e quelli provenienti dal processo di ri-generazione delle resine.
3.2.7.1.2 Descrizione delle modifiche dell’impianto
Le modifiche che saranno apportate all’impianto prevedono l’implementazione di due specifiche li-nee di depurazione, una per le acque di tipo organico derivanti dalle acque di abbattimento di ver-niciatura e dei fluidi derivanti dai controlli con liquidi penetranti ed una destinata alla depurazione delle acqua concentrate contenenti CrVI provenienti dagli scarichi discontinui dovuti al rifacimento parziale o totale delle vasche di trattamento superficiali contenenti tale inquinante (vasche con A-lodine 1200, triossido di cromo, ecc.). Tale modifica si rende necessaria per ridurre il carico organico e di CrVI inviato all’attuale impianto. In particolare il nuovo carico di inquinanti proverrà dai reflui dovuti all’installazione delle due nuove cabine di verniciatura con abbattimento a velo d’acqua (verniciatura longheroni presso Nola 1 e verniciatura particolari presso Nola 2) ed i nuovi reflui contenenti cromati dovuti all’implementazione delle linee dei trattamenti superficiali di Nola 1 e Nola 2.
Tali nuove linee saranno destinate pertanto a trattare:
Nella sezione delle acque di verniciatura ed organiche: tutte le acque organiche provenienti da tutti i processi di verniciatura e controlli con liquidi penetranti;
Nella sezione di depurazione dei concentrati cromici: gli scarichi si continui dovuti ai rifacimenti delle vasche di trattamento superficiale contenenti cromati.
Gli ulteriori scarichi contenenti cromati con una concentrazione inferiore (es. scarichi operativi delle vasche di trattamento superficiale), avendo una portata minore ed essendo diluiti con le ulteriori acque di processo, continueranno ad essere convogliati nella vasca VSC001 e la riduzione dei
Pagina 142
cromati continuerà ad essere effettuata nella vasca VSC004, che sarà opportunamente implemen-tata.
Le implementazioni impiantistiche prevedranno, in riferimento alla specifica tecnica relativa agli “in-terventi di miglioramento impianto di depurazione scarichi industriali dello stabilimento di Nola” ri-portata in allegato, in sintesi:
Realizzazione di stoccaggio delle acque di verniciatura e delle ulteriori acque organiche Saranno installati due serbatoi (S01 ed S02) del volume ciascuno di 40 m3 per l’accumulo delle acque provenienti dalle verniciature e dagli scarichi dei controlli con liquidi penetranti;
Realizzazione di specifica sezione di reazione per le acque organiche Sarà installato una vasca di reazione agitata (R01) batch, ove per tramite di una specifica sta-zione di pompaggio saranno inviati i reflui accumulati nei serbatoi S01 ed S02. In tale reattore, con volume di 25 m3, verrà realizzata la reazione di ossidazione chimica delle sostanze organi-che (abbattimento del COD nello scarico) e la riduzione della tossicità allo scarico (determinata dal contenuto di CrVI nei pigmenti. L’ossidazione verrà effettuata mediante la reazione di Fenton, tramite dosaggio di perossido di idrogeno (H2O2) e la riduzione dei cromati sarà effettuata grazie alla presenza di ferro II (Fe2+)derivante da dosaggio di solfato ferroso (FeSO4) in ambiente acido (con pH nell’intorno di 3,5) ottenuto mediante dosaggio di acido solforico. I reflui così trattati saranno inviati alla vasca esistente VSC004.
Realizzazione di specifica sezione di reazione per la riduzione dei concentrati cromici Tramite specifica stazione di pompaggio, i concentrati cromici derivanti dai rifacimenti delle va-sche contenenti tali soluzioni, accumulati nella vasca esistente VSC003, verranno inviati al nuovo reattore R02, ove mediante reazione con solfato ferroso (FeSO4) in ambiente acido (con pH nell’intorno di 3,5) ottenuto mediante dosaggio di acido solforico verrà effettuata la riduzio-ne del CrVI a CrIII. Il nuovo reattore agitato sarà a funzionamento batch ed avrà volume pari a 25 m3.I reflui così trattati saranno inviati alla vasca esistente VSC004.
Implementazione della sezione di acidificazione dell’impianto esistente (VSC004) La gestione dell’attuale vasca VSC004 verrà implementata tramite la sostituzione del sistema di acidificazione ad insufflazione di CO2 (e la rimozione dei sistemi di dosaggio e stoccaggio della stessa) con sistema di acidificazione funzionante ad acido solforico. Questo per garantire la creazione di un pH inferiore in tale vasca per garantire una maggiore velocità di riduzione del CrVI a CrIII presente in tracce nei reflui diluiti derivanti direttamente dalla vasca esistente VSC001.La reazione di riduzione avverrà non più tramite l’utilizzo di sodio metabisolfito, ma tramite l’utilizzo di solfato ferroso, già utilizzato nei nuovi reattori R01 ed R02. Dato il dosaggio di acido solforico l’attuale vasca dovrà essere opportunamente rivestita con PVC.Si provvederà inoltre all’installazione di nuove sonde di controllo e regolazione dei parametri di processo (elettrodo Redox e pH) e collegamento elettrico e funzionale alla nuova stazione di dosaggio di solfato ferroso ed acido solforico.
Pagina 143
Implementazione e rifacimento del parco di stoccaggio dei chemicalsVerranno realizzati i seguenti serbatoi contenenti i chemicals allo stato liquido utilizzati nell’impianto di depurazione:
Reagente Stato Serbatoio di stoccaggio Capacità (m3)
Solfato ferroso soluzione acquosa 20%peso Sd01 20
Perossido di idrogeno soluzione acquosa 35%peso Sd02 10
Acido solforico soluzione acquosa 32Bé Sd03 20
Idrossido di sodio soluzione acquosa 30%peso Sd04 10
Sarà inoltre installato un impianto per la dissoluzione del solfato ferroso in polvere in soluzione ac-quosa dotato di sistema di travaso verso il serbatoio Sd01.
Ogni serbatoio sarà dotato delle opportune linee di dosaggio verso i reattori, bacino di contenimen-to ed indicatori di livello.
Implementazione della vasca di reazione (VSC005) dell’impianto esistente L’attuale vasca VSC005 verrà implementata tramite l’installazione di nuove sonde di controllo e regolazione dei parametri di processo e tramite il collegamento elettrico e funzionale alla nuova stazione di dosaggio di solfato ferroso (da dosare nella prima sezione della vasca) ed all’esistente stazione di dosaggio di latte di calce.
Inserimento di nuova sezione di sedimentazione a pacchi L’attuale sedimentatore SED006 verrà rimosso e sostituito con un nuovo sedimentatore finale del tipo a flussi incrociati a pacchi lamellari ad elevata efficienza, con superficie di sedimenta-zione pari a 45 m2, necessario per eseguire la corretta sedimentazione della nuova corrente da trattare.
Implementazione dei sistemi di controllo e regolazione ph nella vasca finale (VSC007) Si provvederà a sostituire l’attuale sistema di neutralizzazione a CO2 con sistema di dosaggio di acido solforico ed idrossido di sodio dotato delle opportune pompe dosatrici e sistema di controllo del pH
Al fine di gestire l’aumento puntuale di portata dovuto dagli scarichi discontinui delle nuove sezioni di trattamento delle acque organiche e dei concentrati cromici, per garantire i tempi di permanenza necessari nei reattori, a valle del VSC004, verrà implementato il sistema di trasferimento dalla va-sca VSC001 alla VASCA VSC004 tramite l’installazione di n. 2 nuove pompe comandate sistema di comando e controllo sotto inverter. In merito alle portate di reflui trattate, considerando che nel 2011 il quantitativo totale di acque tra tate dall’impianto è stato pari a 119.032 m3 (ca. 13,6 m3/h), vi è il margine per garantire gli adeguati tempi di permanenza negli attuali reattori, dato che le nuove portate di reflui, provenienti dai nuovi impianti sono stimati in 16.500 m3/anno, tali da portare la portata media oraria a ca. 15,5 m3/ora.
Impianto di depurazione acque reflue di stabilimento
Potenzialità nominale impianto effettuate le modifiche 20 m3/h

Pagina 144
L’aumento del quantitativo di reflui scaricati, dati dalla somma dei reflui trattati dall’impianto e dei reflui inviati direttamente ai punti di scarico (perché privi di inquinanti, quali acque di raffreddamen-to o perché costituiti da reflui di tipo domestico) è stimato in circa 100.000 m3 annui.
Scarico finale
Aumento quantitativo di reflui domestici ed industriali sca-ricati ca 100.000 m3/anno
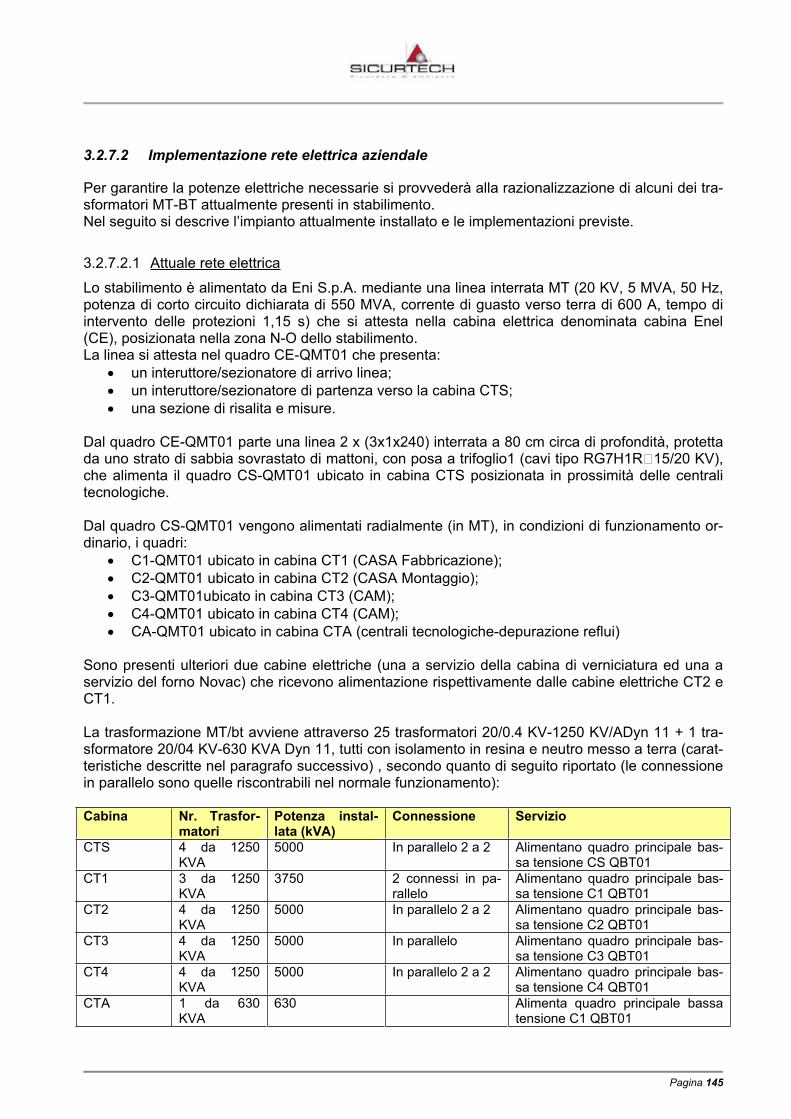
Pagina 145
3.2.7.2 Implementazione rete elettrica aziendale
Per garantire la potenze elettriche necessarie si provvederà alla razionalizzazione di alcuni dei tra-sformatori MT-BT attualmente presenti in stabilimento. Nel seguito si descrive l’impianto attualmente installato e le implementazioni previste.
3.2.7.2.1 Attuale rete elettrica
Lo stabilimento è alimentato da Eni S.p.A. mediante una linea interrata MT (20 KV, 5 MVA, 50 Hz, potenza di corto circuito dichiarata di 550 MVA, corrente di guasto verso terra di 600 A, tempo di intervento delle protezioni 1,15 s) che si attesta nella cabina elettrica denominata cabina Enel (CE), posizionata nella zona N-O dello stabilimento. La linea si attesta nel quadro CE-QMT01 che presenta:
un interuttore/sezionatore di arrivo linea; un interuttore/sezionatore di partenza verso la cabina CTS; una sezione di risalita e misure.
Dal quadro CE-QMT01 parte una linea 2 x (3x1x240) interrata a 80 cm circa di profondità, protetta da uno strato di sabbia sovrastato di mattoni, con posa a trifoglio1 (cavi tipo RG7H1R�15/20 KV), che alimenta il quadro CS-QMT01 ubicato in cabina CTS posizionata in prossimità delle centrali tecnologiche.
Dal quadro CS-QMT01 vengono alimentati radialmente (in MT), in condizioni di funzionamento or-dinario, i quadri:
C1-QMT01 ubicato in cabina CT1 (CASA Fabbricazione); C2-QMT01 ubicato in cabina CT2 (CASA Montaggio); C3-QMT01ubicato in cabina CT3 (CAM); C4-QMT01 ubicato in cabina CT4 (CAM); CA-QMT01 ubicato in cabina CTA (centrali tecnologiche-depurazione reflui)
Sono presenti ulteriori due cabine elettriche (una a servizio della cabina di verniciatura ed una a servizio del forno Novac) che ricevono alimentazione rispettivamente dalle cabine elettriche CT2 e CT1.
La trasformazione MT/bt avviene attraverso 25 trasformatori 20/0.4 KV-1250 KV/ADyn 11 + 1 tra-sformatore 20/04 KV-630 KVA Dyn 11, tutti con isolamento in resina e neutro messo a terra (carat-teristiche descritte nel paragrafo successivo) , secondo quanto di seguito riportato (le connessione in parallelo sono quelle riscontrabili nel normale funzionamento):
Cabina Nr. Trasfor-matori
Potenza instal-lata (kVA)
Connessione Servizio
CTS 4 da 1250 KVA
5000 In parallelo 2 a 2 Alimentano quadro principale bas-sa tensione CS QBT01
CT1 3 da 1250 KVA
3750 2 connessi in pa-rallelo
Alimentano quadro principale bas-sa tensione C1 QBT01
CT2 4 da 1250 KVA
5000 In parallelo 2 a 2 Alimentano quadro principale bas-sa tensione C2 QBT01
CT3 4 da 1250 KVA
5000 In parallelo Alimentano quadro principale bas-sa tensione C3 QBT01
CT4 4 da 1250 KVA
5000 In parallelo 2 a 2 Alimentano quadro principale bas-sa tensione C4 QBT01
CTA 1 da 630 KVA
630 Alimenta quadro principale bassa tensione C1 QBT01

Pagina 146
Cabina Nr. Trasfor-matori
Potenza instal-lata (kVA)
Connessione Servizio
CTN Forno 3 da 1250 KVA
3750 In parallelo Alimenta quadro principale bassa tensione CN QBT01
CE rep verni-ciatura
2 da 2000 KVA
4000 In parallelo Alimenta quadro principale bassa tensione CEV QBT01
I quadri di bassa tensione QBT alimentano con una rete di distribuzione 3F+N+PE di tipo TN-S, i quadri di distribuzione secondaria (QDS), che a loro volta vanno ad alimentare i quadri di distribu-zione terminale (QDT) e quadro di comando motori (MPS). Tale rete e definita rete normale o PN.
I Quadri QBT (escluso il quadro CA-QBT01 alimentano inoltre dei gruppi statici di continuità (UPS), che a loro volta alimentano utenze privilegiate (hardware della rete informatica, illuminazione di emergenza), e che realizzano una distribuzione a neutro isolato (IT) mediante un trasformatore di isolamento posizionato nello stesso gruppo. La rete alimentata da tali gruppi è definita Rete stabi-lizzata o PS.
I gruppi UPS sono 6 più esattamente:
CS-UPS01 (80 KVA) posizionato in cabina CTS e alimentato dal quadro CS-QBT01; UF-UPS01 (100 KVA) posizionato nella palazzina uffici (secondo piano zona centrale) e a-
limentato dal quadro CS-QBT01; C1-UPS01 (200 KVA) posizionato in cabina CT1 e alimentato dal quadro C1-QBT01; C2-UPS01 (160 KVA) posizionato in cabina CT2 e alimentato dal quadro C2-QBT01; C3-UPS01 (200 KVA) posizionato in cabina CT3 e alimentato dal quadro C3-QBT01; C4-UPS01 (250 KVA) posizionato in cabina CT4 e alimentato dal quadro C4-QBT01; Cabina elettrica a servizio cabina di verniciatura è installato un gruppo statico di continuità
avente potenza 12 KVA ed autonomia 60 minuti. Le caratteristiche sono sotto elencate: potenza nominale: 12000VA potenza attiva: 8000W Tensione d’uscita nominale: 230 V monofase Sovraccarico ammesso: 130% per 60 sec-160% per 10 sec-250% per 1 sec.
L’UPS in cabina CT2 è inoltre ridondato da un gruppo elettrogeno, azionato da un motore diesel, in quanto lo stesso alimenta utenze (zona fresatura chimica dell’impianto di trattamento superficiali) con particolari esigenze di continuità e grossa potenza in gioco.
La potenza massima a disposizione dello stabilimento a (20KV) e di 15 MW + il 25% di picco. La potenza attualmente installata nello stabilimento è di 32,1 MVA (somma algebrica delle potenze apparenti dei trasformatori).
Rete elettrica aziendale attuale
Potenza elettrica attualmente installata 32,1 MVA
Energia elettrica consumata nel 2011 36.171 MWh
Tutti i trasformatori installati sono di tipo a resina con raffreddamento naturale ad aria, che non presentano quindi liquidi ed evitano la necessità di costruzione di impianti antincendio o di fosse per la raccolta dell’olio.
Al fine di compensare l’angolo di sfasamento tra corrente e tensione, è stato effettuato un rifasa-mento di livello 1, ovvero si è installato un impianto di rifasamento direttamente a valle dei trasfor-
Pagina 147
matori MT/bt o sulle partenze dei quadri generali bt (compensazione globale) costituito da batterie di condensatori.
Caratteristiche generali delle apparecchiature di rifasamento
Caratteristiche ambientali: Temperatura ambiente : + 5°C Altitudine massima: 2000 metri s.l.m. Aria ambiente: Pulita Umidità massima 50% a 40°C e 90% a 20°C Ambiente: ventilato
Caratteristiche elettriche: Tensione nominale:440 volt Tensione di linea:400 volt Frequenza nominale:50 Hz Tensioni ausiliari (+15+10%): 400 volt Tipo di servizio:continuo
Caratteristiche costruttive dei quadri di rifasamento: Armadio metallico in lamiera d’acciaio Spessore telaio: 2 mm Spessore porte: 2mm Spessore fiancate: 1,5 mm Verniciatura: ciclo standard a polveri epossidiche – colore RAL 7032 Grado di protezione: IP31 (IP20 a porta aperta sulle parti in tensione) Entrata cavi: dal basso Sezionatore generale: con blocco porta Contattori con resistenza di precaria: per ogni gradino Fusibili a protezione delle batterie: alto potere di interruzione (NH00) Cavi: antifiamma N07-VK Ventilatori: con termostati e termostato di massima Regolatore elettronico a gradini per inserzione automatica delle batterie e controllo del fat-
tore di potenza
Caratteristiche degli induttori: Reattanza di sbarramento costruite con nucleo in lamierino magnetico di prima scelta a
grani orientati a basse perdite. Frequenza d’accordo a: 189 Hz (p=7%) Distorsione armonica in corrente ammessa in modo continuativo: 30% In a 250 Hz e 15%
In a 350Hz Linearità: 2 In Massima distorsione armonica in tensione ammessa in rete (THD%)=5%
Caratteristiche dei condensatori: Sovradimensionati di elettricamente, del tipo “a secco”, in quanto l’elemento non è impre-
gnato in olio fra le armature ma ulteriormente isolato tramite l’utilizzo di una mescola dielet-trica atossica e priva di PCB e PCT
Dotati di dispositivi di protezione a interruzione per sovrappressione che alla fine della sua vita o in caso di guasto per sovratensioni eccessive, interrompe immediatamente il circuito di alimentazione senza provocare esplosioni della custodia o bruciature, mantenendo inal-terate le caratteristiche di tenuta dielettrica verso massa e di ermeticità.
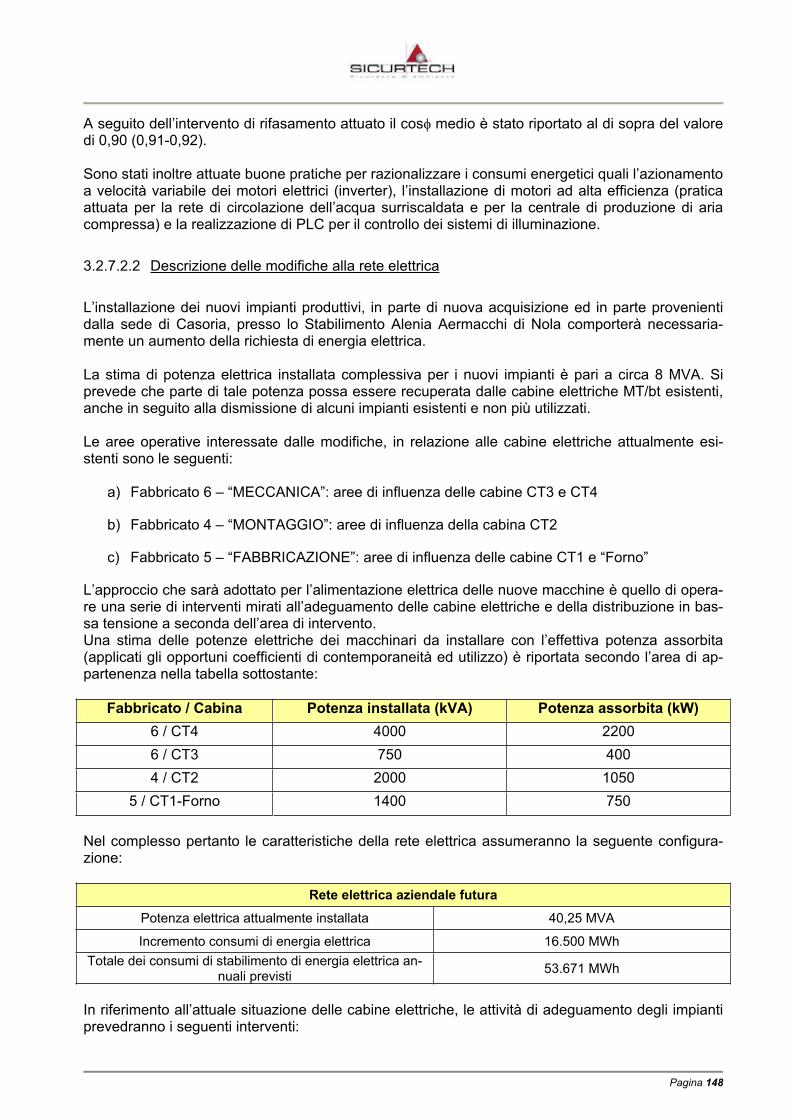
Pagina 148
A seguito dell’intervento di rifasamento attuato il cos medio è stato riportato al di sopra del valore di 0,90 (0,91-0,92).
Sono stati inoltre attuate buone pratiche per razionalizzare i consumi energetici quali l’azionamento a velocità variabile dei motori elettrici (inverter), l’installazione di motori ad alta efficienza (pratica attuata per la rete di circolazione dell’acqua surriscaldata e per la centrale di produzione di aria compressa) e la realizzazione di PLC per il controllo dei sistemi di illuminazione.
3.2.7.2.2 Descrizione delle modifiche alla rete elettrica
L’installazione dei nuovi impianti produttivi, in parte di nuova acquisizione ed in parte provenienti dalla sede di Casoria, presso lo Stabilimento Alenia Aermacchi di Nola comporterà necessaria-mente un aumento della richiesta di energia elettrica.
La stima di potenza elettrica installata complessiva per i nuovi impianti è pari a circa 8 MVA. Si prevede che parte di tale potenza possa essere recuperata dalle cabine elettriche MT/bt esistenti, anche in seguito alla dismissione di alcuni impianti esistenti e non più utilizzati.
Le aree operative interessate dalle modifiche, in relazione alle cabine elettriche attualmente esi-stenti sono le seguenti:
a) Fabbricato 6 – “MECCANICA”: aree di influenza delle cabine CT3 e CT4
b) Fabbricato 4 – “MONTAGGIO”: aree di influenza della cabina CT2
c) Fabbricato 5 – “FABBRICAZIONE”: aree di influenza delle cabine CT1 e “Forno”
L’approccio che sarà adottato per l’alimentazione elettrica delle nuove macchine è quello di opera-re una serie di interventi mirati all’adeguamento delle cabine elettriche e della distribuzione in bas-sa tensione a seconda dell’area di intervento. Una stima delle potenze elettriche dei macchinari da installare con l’effettiva potenza assorbita (applicati gli opportuni coefficienti di contemporaneità ed utilizzo) è riportata secondo l’area di ap-partenenza nella tabella sottostante:
Fabbricato / Cabina Potenza installata (kVA) Potenza assorbita (kW) 6 / CT4 4000 2200 6 / CT3 750 400 4 / CT2 2000 1050
5 / CT1-Forno 1400 750
Nel complesso pertanto le caratteristiche della rete elettrica assumeranno la seguente configura-zione:
Rete elettrica aziendale futura
Potenza elettrica attualmente installata 40,25 MVA
Incremento consumi di energia elettrica 16.500 MWh Totale dei consumi di stabilimento di energia elettrica an-
nuali previsti 53.671 MWh
In riferimento all’attuale situazione delle cabine elettriche, le attività di adeguamento degli impianti prevedranno i seguenti interventi:
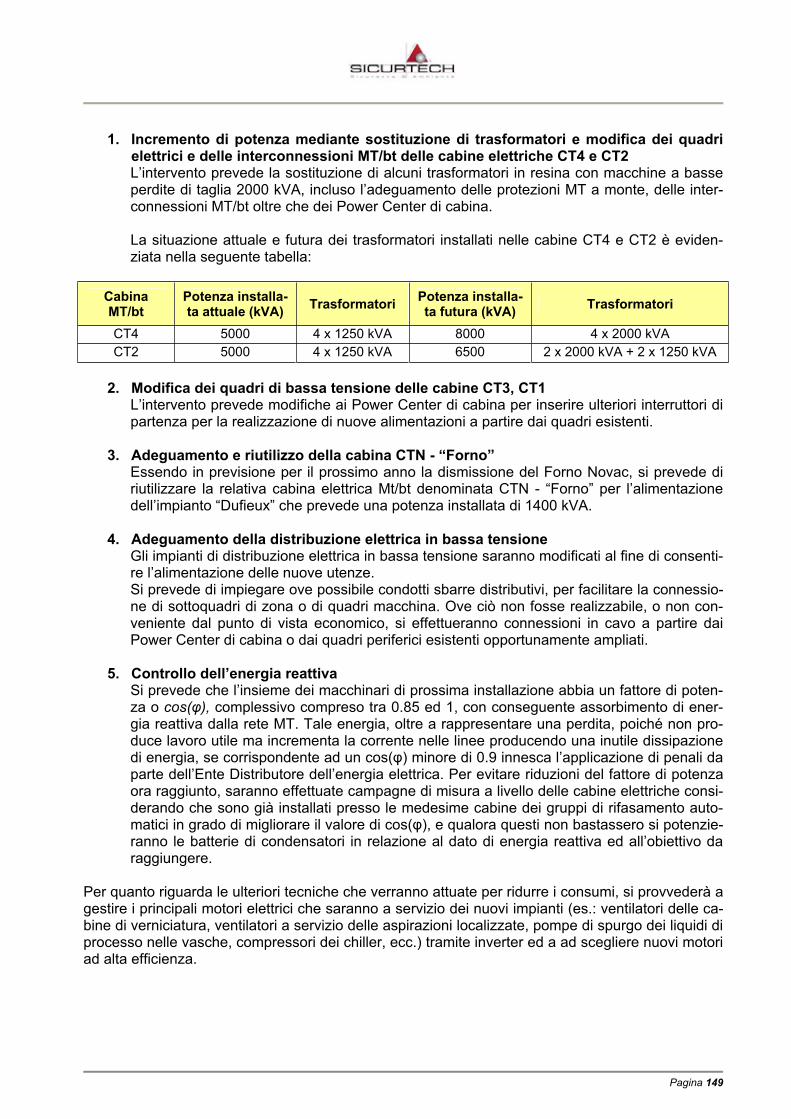
Pagina 149
1. Incremento di potenza mediante sostituzione di trasformatori e modifica dei quadri elettrici e delle interconnessioni MT/bt delle cabine elettriche CT4 e CT2 L’intervento prevede la sostituzione di alcuni trasformatori in resina con macchine a basse perdite di taglia 2000 kVA, incluso l’adeguamento delle protezioni MT a monte, delle inter-connessioni MT/bt oltre che dei Power Center di cabina.
La situazione attuale e futura dei trasformatori installati nelle cabine CT4 e CT2 è eviden-ziata nella seguente tabella:
CabinaMT/bt
Potenza installa-ta attuale (kVA) Trasformatori Potenza installa-
ta futura (kVA) Trasformatori
CT4 5000 4 x 1250 kVA 8000 4 x 2000 kVA CT2 5000 4 x 1250 kVA 6500 2 x 2000 kVA + 2 x 1250 kVA
2. Modifica dei quadri di bassa tensione delle cabine CT3, CT1 L’intervento prevede modifiche ai Power Center di cabina per inserire ulteriori interruttori di partenza per la realizzazione di nuove alimentazioni a partire dai quadri esistenti.
3. Adeguamento e riutilizzo della cabina CTN - “Forno” Essendo in previsione per il prossimo anno la dismissione del Forno Novac, si prevede di riutilizzare la relativa cabina elettrica Mt/bt denominata CTN - “Forno” per l’alimentazione dell’impianto “Dufieux” che prevede una potenza installata di 1400 kVA.
4. Adeguamento della distribuzione elettrica in bassa tensione Gli impianti di distribuzione elettrica in bassa tensione saranno modificati al fine di consenti-re l’alimentazione delle nuove utenze. Si prevede di impiegare ove possibile condotti sbarre distributivi, per facilitare la connessio-ne di sottoquadri di zona o di quadri macchina. Ove ciò non fosse realizzabile, o non con-veniente dal punto di vista economico, si effettueranno connessioni in cavo a partire dai Power Center di cabina o dai quadri periferici esistenti opportunamente ampliati.
5. Controllo dell’energia reattiva Si prevede che l’insieme dei macchinari di prossima installazione abbia un fattore di poten-za o cos( ), complessivo compreso tra 0.85 ed 1, con conseguente assorbimento di ener-gia reattiva dalla rete MT. Tale energia, oltre a rappresentare una perdita, poiché non pro-duce lavoro utile ma incrementa la corrente nelle linee producendo una inutile dissipazione di energia, se corrispondente ad un cos( ) minore di 0.9 innesca l’applicazione di penali da parte dell’Ente Distributore dell’energia elettrica. Per evitare riduzioni del fattore di potenza ora raggiunto, saranno effettuate campagne di misura a livello delle cabine elettriche consi-derando che sono già installati presso le medesime cabine dei gruppi di rifasamento auto-matici in grado di migliorare il valore di cos( ), e qualora questi non bastassero si potenzie-ranno le batterie di condensatori in relazione al dato di energia reattiva ed all’obiettivo da raggiungere.
Per quanto riguarda le ulteriori tecniche che verranno attuate per ridurre i consumi, si provvederà a gestire i principali motori elettrici che saranno a servizio dei nuovi impianti (es.: ventilatori delle ca-bine di verniciatura, ventilatori a servizio delle aspirazioni localizzate, pompe di spurgo dei liquidi di processo nelle vasche, compressori dei chiller, ecc.) tramite inverter ed a ad scegliere nuovi motori ad alta efficienza.

Pagina 150
3.2.7.3 Implementazione impianto di produzione acqua demineralizzata
Per garantire la produzione di acqua si provvederà all’implementazione dell’impianto di produzione di acqua demineralizzata attualmente presente in stabilimento. Nel seguito si descrive l’impianto attualmente installato e le implementazioni previste.
3.2.7.3.1 Attuale impianto di produzione di acqua demineralizzata
Nello stabilimento Alenia Aermacchi di Nola viene prodotta acqua ad uso industriale con le se-guenti caratteristiche:
Acqua deferrizzata;
Acqua osmotizzata per alimento circuiti termici;
Acqua miscelata per circuiti raffreddamento e preparazione emulsioni;
Acqua demineralizzata a 20 S/cm;
Acqua demineralizzata a 2 S/cm.
La produzione di acqua demineralizzata avviene attraverso diversi step che in maniera semplifica-tiva possono così descriversi:
Prelievo acqua pozzi stabilimento;
Processo intermedio di osmosi;
Processo di demineralizzazione a scambio ionico;
In dettaglio le diverse fasi della produzione prima di arrivare alla produzione di acqua demineraliz-zata a 20 S/cm possono così riassumersi:
Prelievo di acqua dai pozzi e stoccaggio in vasca acqua industriale;
Processo di deferrizzazione-demanganizzazione mediante aggiunta di ipoclorito di sodio e
passaggio su filtri a sabbia (pirolusite);
Stoccaggio in serbatoi di “Acqua deferrizzata”;
Aggiunta di Bisolfito di sodio;
Processo di Osmosi;
Stoccaggio in serbatoi “Acqua Osmotizzata”;
Passaggio su filtri a carbone attivo;
Demineralizzazione in ciclo forte mediante passaggio su resina Cationica Forte/Anionica
debole (l’alimentazione della fase a scambio ionico è costituita da acqua osmotizzata e rici-
clo delle acque provenienti dai reparti).
Stoccaggio in serbatoi “Acqua a 20 S/cm”;
Per la produzione di acqua a 2 S/cm (che viene prodotta a partire da acqua a 20 S/cm) si pro-cede tramite:
Pagina 151
Prelievo acqua dal serbatoio a 20 S/cm;
Passaggio su letti misti per produzione acqua 2 S/cm;
Stoccaggio in serbatoio.
Produzione acqua osmotizzata
ProduzioneLe acque da trattare provenienti direttamente dal pozzo, vengono inviate in pressione alla sezione di deferrizzazione articolata sulle seguenti fasi di intervento:
Sterilizzazione, con dosaggio in linea di ipoclorito di sodio a mezzo di pompa dosatrice. Ossidazione del ferro in serbatoi di contatto a pressione con introduzione di aria aspirata
tramite eiettore. Filtrazione su letto di sabbia mista con pirolusite.
L’acqua fuoriuscente dalla sezione di deferrizzazione passa direttamente allo stoccaggio in serba-toio pervia declorazione con dosaggio in linea di bisolfito di sodio a mezzo di pompa dosatrice. Dallo stoccaggio dell’acqua deferrizzata l’acqua viene prelevata ed inviata in pressione alla sezio-ne di dissalazione ad osmosi inversa (suddivisa in due linee) dove si sviluppa l’azione di riduzione della salinità.
Produzione acqua demineralizzata:
Descrizione impianto L’impianto si compone di due linee e precisamente:
Linea 1: impianto di riciclo e produzione acqua a 10-20 S/cmLinea 2: impianto riciclo e produzione acqua a 2 S/cm
Dimensionamento:
L’impianto è così dimensionato:
Linea 1: portata media 60 m3/h portata massima 75 m3/h
Linea 2: portata media 15 m3/h Portata massima 25 m3/h con scambiatori in serie Portata massima 50 m3/h con scambiatori in parallelo
La linea 2 preleva l’acqua dalla linea 1
L’impianto si compone di due linee ciascuna così composta:
Linea 1 Rilancio; Filtrazione su sabbia; Filtrazuione su carbone attivo; Trattamento su resina cationica (in doppio); Trattamento su resina anionica debole (in doppio); Rilancio agli utilizzi.
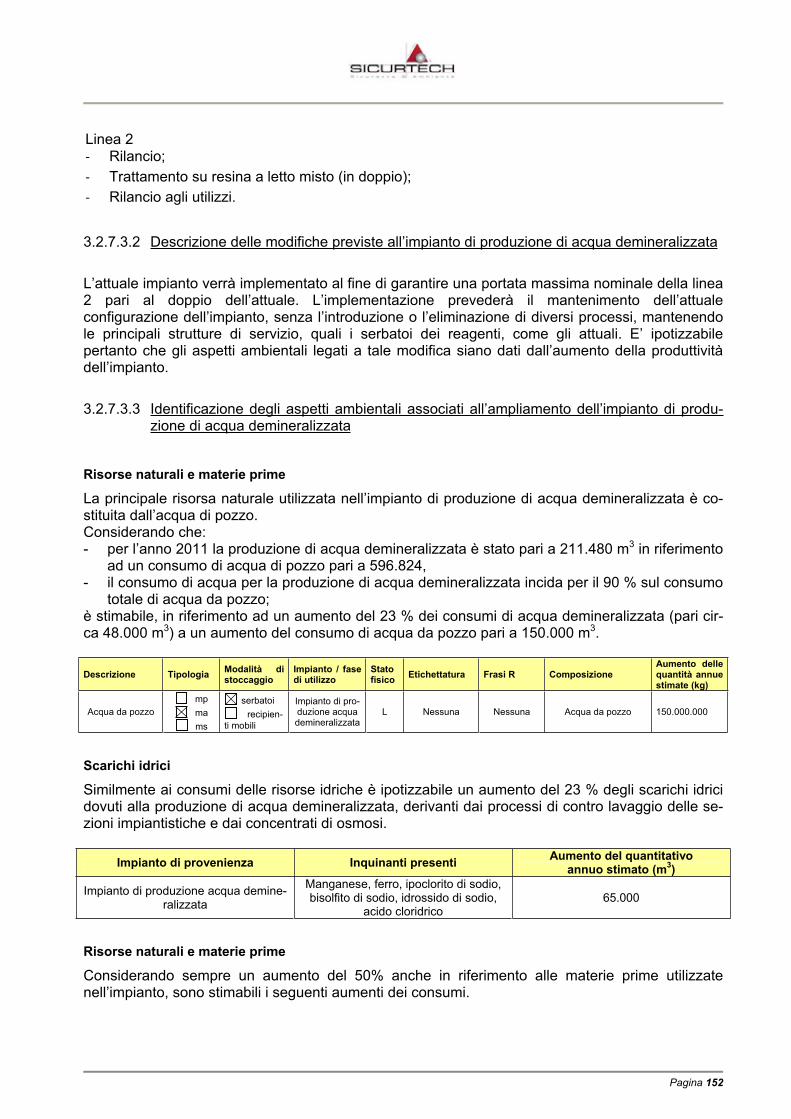
Pagina 152
Linea 2 Rilancio; Trattamento su resina a letto misto (in doppio); Rilancio agli utilizzi.
3.2.7.3.2 Descrizione delle modifiche previste all’impianto di produzione di acqua demineralizzata
L’attuale impianto verrà implementato al fine di garantire una portata massima nominale della linea 2 pari al doppio dell’attuale. L’implementazione prevederà il mantenimento dell’attuale configurazione dell’impianto, senza l’introduzione o l’eliminazione di diversi processi, mantenendo le principali strutture di servizio, quali i serbatoi dei reagenti, come gli attuali. E’ ipotizzabile pertanto che gli aspetti ambientali legati a tale modifica siano dati dall’aumento della produttività dell’impianto.
3.2.7.3.3 Identificazione degli aspetti ambientali associati all’ampliamento dell’impianto di produ-zione di acqua demineralizzata
Risorse naturali e materie prime
La principale risorsa naturale utilizzata nell’impianto di produzione di acqua demineralizzata è co-stituita dall’acqua di pozzo. Considerando che: - per l’anno 2011 la produzione di acqua demineralizzata è stato pari a 211.480 m3 in riferimento
ad un consumo di acqua di pozzo pari a 596.824, - il consumo di acqua per la produzione di acqua demineralizzata incida per il 90 % sul consumo
totale di acqua da pozzo; è stimabile, in riferimento ad un aumento del 23 % dei consumi di acqua demineralizzata (pari cir-ca 48.000 m3) a un aumento del consumo di acqua da pozzo pari a 150.000 m3.
Descrizione Tipologia Modalità di stoccaggio
Impianto / fase di utilizzo
Statofisico Etichettatura Frasi R Composizione
Aumento delle quantità annue stimate (kg)
Acqua da pozzo mpmams
serbatoi recipien-
ti mobili
Impianto di pro-duzione acqua demineralizzata
L Nessuna Nessuna Acqua da pozzo 150.000.000
Scarichi idrici
Similmente ai consumi delle risorse idriche è ipotizzabile un aumento del 23 % degli scarichi idrici dovuti alla produzione di acqua demineralizzata, derivanti dai processi di contro lavaggio delle se-zioni impiantistiche e dai concentrati di osmosi.
Impianto di provenienza Inquinanti presenti Aumento del quantitativo annuo stimato (m3)
Impianto di produzione acqua demine-ralizzata
Manganese, ferro, ipoclorito di sodio, bisolfito di sodio, idrossido di sodio,
acido cloridrico 65.000
Risorse naturali e materie prime
Considerando sempre un aumento del 50% anche in riferimento alle materie prime utilizzate nell’impianto, sono stimabili i seguenti aumenti dei consumi.

Pagina 153
Descrizione Tipologia Modalità di stoccaggio
Impianto / fase di utilizzo
Statofisico Etichettatura Frasi R Composizione
Quantitàannue stimate (kg)
Ipoclorito di sodio al 12%
mpmams
serbatoi recipienti
mobili
Impianto di pro-duzione acqua demineralizzata
L C R31, R34 Ipoclorito di sodio 300
Bisolfito di sodio al 30 %
mpmams
serbatoi recipienti
mobili
Impianto di pro-duzione acqua demineralizzata
L Xn, Xi R22, R31, R41 Bisolfito di sodio 30000
Acido cloridrico al 32%
mpmams
serbatoi recipienti
mobili
Impianto di pro-duzione acqua demineralizzata
L T, C R23, R35 Acido cloridrico 25000
Idrossido di sodio al 30%
mpmams
serbatoi recipienti
mobili
Impianto di pro-duzione acqua demineralizzata
L C R35 Idrossido di sodio 45000
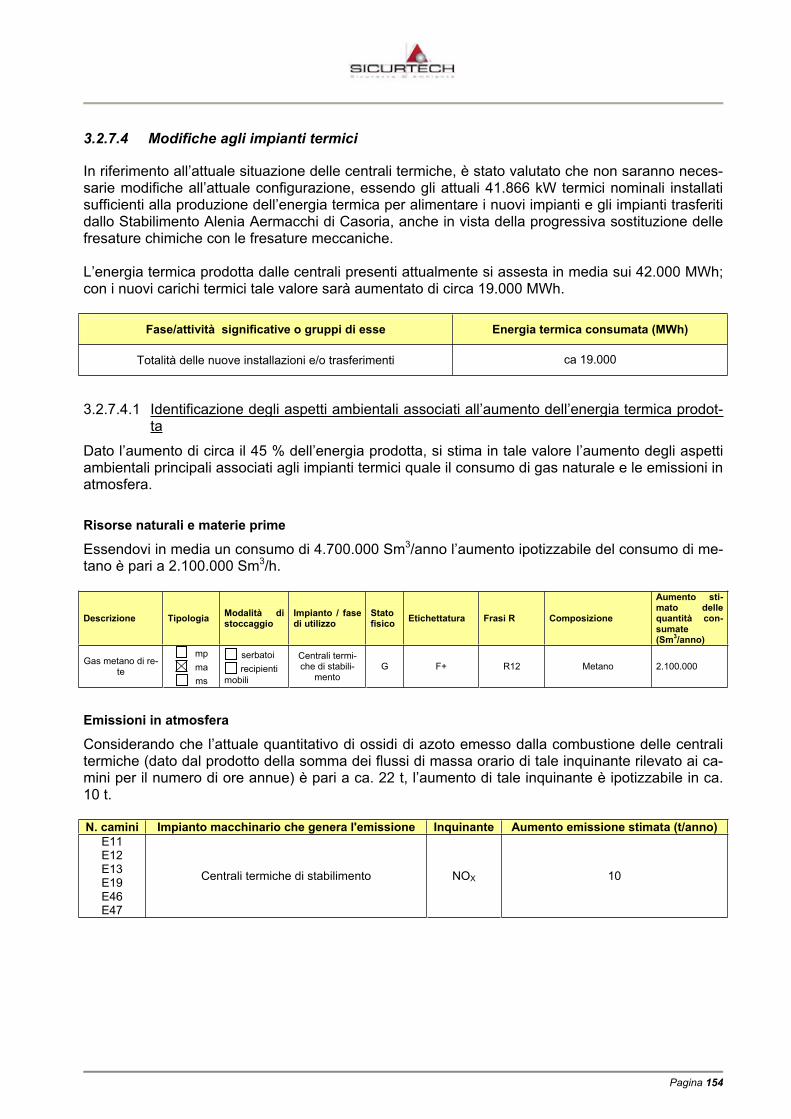
Pagina 154
3.2.7.4 Modifiche agli impianti termici
In riferimento all’attuale situazione delle centrali termiche, è stato valutato che non saranno neces-sarie modifiche all’attuale configurazione, essendo gli attuali 41.866 kW termici nominali installati sufficienti alla produzione dell’energia termica per alimentare i nuovi impianti e gli impianti trasferiti dallo Stabilimento Alenia Aermacchi di Casoria, anche in vista della progressiva sostituzione delle fresature chimiche con le fresature meccaniche.
L’energia termica prodotta dalle centrali presenti attualmente si assesta in media sui 42.000 MWh; con i nuovi carichi termici tale valore sarà aumentato di circa 19.000 MWh.
Fase/attività significative o gruppi di esse Energia termica consumata (MWh)
Totalità delle nuove installazioni e/o trasferimenti ca 19.000
3.2.7.4.1 Identificazione degli aspetti ambientali associati all’aumento dell’energia termica prodot-ta
Dato l’aumento di circa il 45 % dell’energia prodotta, si stima in tale valore l’aumento degli aspetti ambientali principali associati agli impianti termici quale il consumo di gas naturale e le emissioni in atmosfera.
Risorse naturali e materie prime
Essendovi in media un consumo di 4.700.000 Sm3/anno l’aumento ipotizzabile del consumo di me-tano è pari a 2.100.000 Sm3/h.
Descrizione Tipologia Modalità di stoccaggio
Impianto / fase di utilizzo
Statofisico Etichettatura Frasi R Composizione
Aumento sti-mato delle quantità con-sumate(Sm3/anno)
Gas metano di re-te
mpmams
serbatoi recipienti
mobili
Centrali termi-che di stabili-
mentoG F+ R12 Metano 2.100.000
Emissioni in atmosfera
Considerando che l’attuale quantitativo di ossidi di azoto emesso dalla combustione delle centrali termiche (dato dal prodotto della somma dei flussi di massa orario di tale inquinante rilevato ai ca-mini per il numero di ore annue) è pari a ca. 22 t, l’aumento di tale inquinante è ipotizzabile in ca. 10 t.
N. camini Impianto macchinario che genera l'emissione Inquinante Aumento emissione stimata (t/anno) E11E12E13E19E46E47
Centrali termiche di stabilimento NOX 10
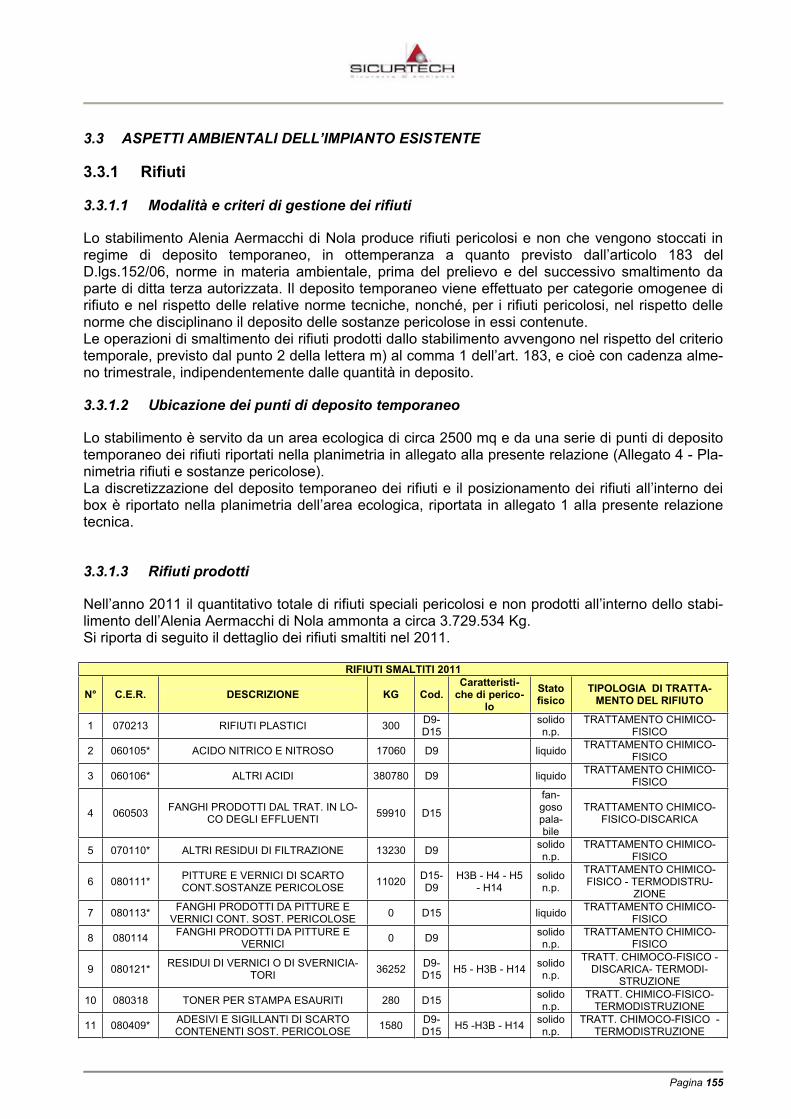
Pagina 155
3.3 ASPETTI AMBIENTALI DELL’IMPIANTO ESISTENTE
3.3.1 Rifiuti
3.3.1.1 Modalità e criteri di gestione dei rifiuti
Lo stabilimento Alenia Aermacchi di Nola produce rifiuti pericolosi e non che vengono stoccati in regime di deposito temporaneo, in ottemperanza a quanto previsto dall’articolo 183 del D.lgs.152/06, norme in materia ambientale, prima del prelievo e del successivo smaltimento da parte di ditta terza autorizzata. Il deposito temporaneo viene effettuato per categorie omogenee di rifiuto e nel rispetto delle relative norme tecniche, nonché, per i rifiuti pericolosi, nel rispetto delle norme che disciplinano il deposito delle sostanze pericolose in essi contenute. Le operazioni di smaltimento dei rifiuti prodotti dallo stabilimento avvengono nel rispetto del criterio temporale, previsto dal punto 2 della lettera m) al comma 1 dell’art. 183, e cioè con cadenza alme-no trimestrale, indipendentemente dalle quantità in deposito.
3.3.1.2 Ubicazione dei punti di deposito temporaneo
Lo stabilimento è servito da un area ecologica di circa 2500 mq e da una serie di punti di deposito temporaneo dei rifiuti riportati nella planimetria in allegato alla presente relazione (Allegato 4 - Pla-nimetria rifiuti e sostanze pericolose). La discretizzazione del deposito temporaneo dei rifiuti e il posizionamento dei rifiuti all’interno dei box è riportato nella planimetria dell’area ecologica, riportata in allegato 1 alla presente relazione tecnica.
3.3.1.3 Rifiuti prodotti
Nell’anno 2011 il quantitativo totale di rifiuti speciali pericolosi e non prodotti all’interno dello stabi-limento dell’Alenia Aermacchi di Nola ammonta a circa 3.729.534 Kg. Si riporta di seguito il dettaglio dei rifiuti smaltiti nel 2011.
RIFIUTI SMALTITI 2011
N° C.E.R. DESCRIZIONE KG Cod.Caratteristi-
che di perico-lo
Statofisico
TIPOLOGIA DI TRATTA-MENTO DEL RIFIUTO
1 070213 RIFIUTI PLASTICI 300 D9-D15
solidon.p.
TRATTAMENTO CHIMICO-FISICO
2 060105* ACIDO NITRICO E NITROSO 17060 D9 liquido TRATTAMENTO CHIMICO-FISICO
3 060106* ALTRI ACIDI 380780 D9 liquido TRATTAMENTO CHIMICO-FISICO
4 060503 FANGHI PRODOTTI DAL TRAT. IN LO-CO DEGLI EFFLUENTI 59910 D15
fan-gosopala-bile
TRATTAMENTO CHIMICO-FISICO-DISCARICA
5 070110* ALTRI RESIDUI DI FILTRAZIONE 13230 D9 solidon.p.
TRATTAMENTO CHIMICO-FISICO
6 080111* PITTURE E VERNICI DI SCARTO CONT.SOSTANZE PERICOLOSE 11020 D15-
D9H3B - H4 - H5
- H14 solidon.p.
TRATTAMENTO CHIMICO-FISICO - TERMODISTRU-
ZIONE
7 080113* FANGHI PRODOTTI DA PITTURE E VERNICI CONT. SOST. PERICOLOSE 0 D15 liquido TRATTAMENTO CHIMICO-
FISICO
8 080114 FANGHI PRODOTTI DA PITTURE E VERNICI 0 D9 solido
n.p.TRATTAMENTO CHIMICO-
FISICO
9 080121* RESIDUI DI VERNICI O DI SVERNICIA-TORI 36252 D9-
D15 H5 - H3B - H14 solidon.p.
TRATT. CHIMOCO-FISICO - DISCARICA- TERMODI-
STRUZIONE
10 080318 TONER PER STAMPA ESAURITI 280 D15 solidon.p.
TRATT. CHIMICO-FISICO-TERMODISTRUZIONE
11 080409* ADESIVI E SIGILLANTI DI SCARTO CONTENENTI SOST. PERICOLOSE 1580 D9-
D15 H5 -H3B - H14 solidon.p.
TRATT. CHIMOCO-FISICO -TERMODISTRUZIONE
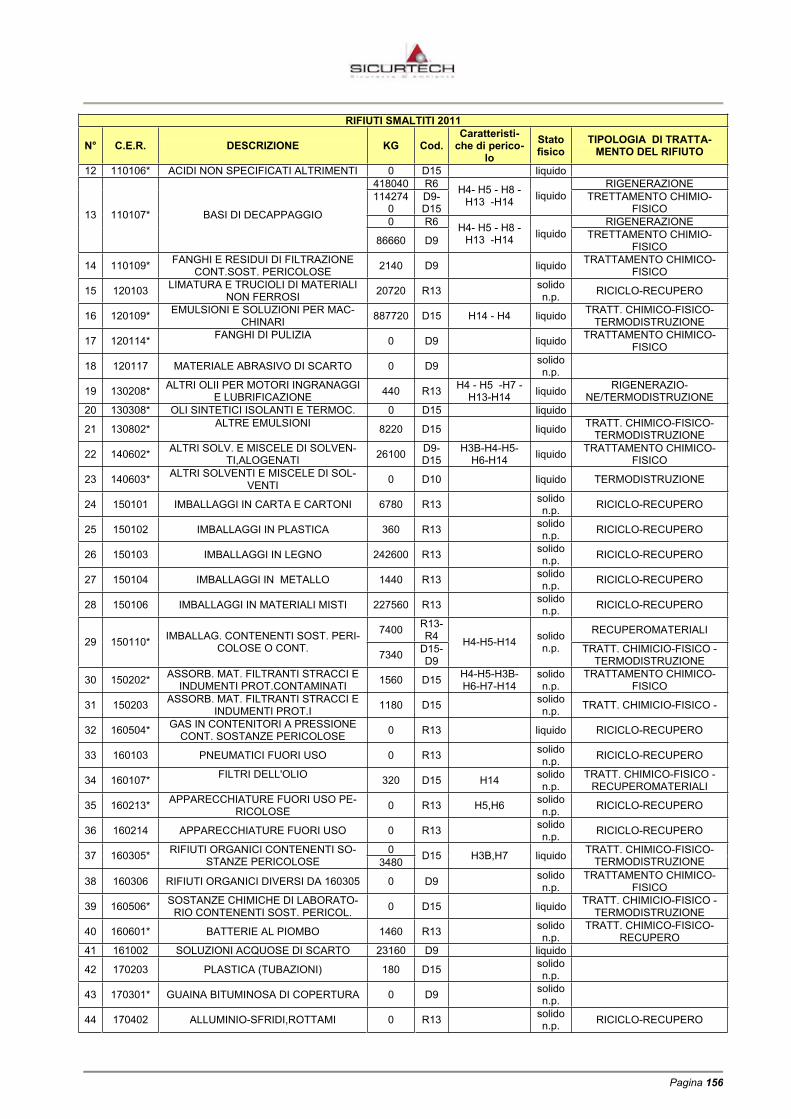
Pagina 156
RIFIUTI SMALTITI 2011
N° C.E.R. DESCRIZIONE KG Cod.Caratteristi-
che di perico-lo
Statofisico
TIPOLOGIA DI TRATTA-MENTO DEL RIFIUTO
12 110106* ACIDI NON SPECIFICATI ALTRIMENTI 0 D15 liquido 418040 R6 RIGENERAZIONE 114274
0D9-D15
H4- H5 - H8 - H13 -H14 liquido TRETTAMENTO CHIMIO-
FISICO0 R6 RIGENERAZIONE 13 110107* BASI DI DECAPPAGGIO
86660 D9 H4- H5 - H8 -
H13 -H14 liquido TRETTAMENTO CHIMIO-FISICO
14 110109* FANGHI E RESIDUI DI FILTRAZIONE CONT.SOST. PERICOLOSE 2140 D9 liquido TRATTAMENTO CHIMICO-
FISICO
15 120103 LIMATURA E TRUCIOLI DI MATERIALI NON FERROSI 20720 R13 solido
n.p. RICICLO-RECUPERO
16 120109* EMULSIONI E SOLUZIONI PER MAC-CHINARI 887720 D15 H14 - H4 liquido TRATT. CHIMICO-FISICO-
TERMODISTRUZIONE
17 120114* FANGHI DI PULIZIA 0 D9 liquido TRATTAMENTO CHIMICO-FISICO
18 120117 MATERIALE ABRASIVO DI SCARTO 0 D9 solidon.p.
19 130208* ALTRI OLII PER MOTORI INGRANAGGI E LUBRIFICAZIONE 440 R13 H4 - H5 -H7 -
H13-H14 liquido RIGENERAZIO-NE/TERMODISTRUZIONE
20 130308* OLI SINTETICI ISOLANTI E TERMOC. 0 D15 liquido
21 130802* ALTRE EMULSIONI 8220 D15 liquido TRATT. CHIMICO-FISICO-TERMODISTRUZIONE
22 140602* ALTRI SOLV. E MISCELE DI SOLVEN-TI,ALOGENATI 26100 D9-
D15H3B-H4-H5-
H6-H14 liquido TRATTAMENTO CHIMICO-FISICO
23 140603* ALTRI SOLVENTI E MISCELE DI SOL-VENTI 0 D10 liquido TERMODISTRUZIONE
24 150101 IMBALLAGGI IN CARTA E CARTONI 6780 R13 solidon.p. RICICLO-RECUPERO
25 150102 IMBALLAGGI IN PLASTICA 360 R13 solidon.p. RICICLO-RECUPERO
26 150103 IMBALLAGGI IN LEGNO 242600 R13 solidon.p. RICICLO-RECUPERO
27 150104 IMBALLAGGI IN METALLO 1440 R13 solidon.p. RICICLO-RECUPERO
28 150106 IMBALLAGGI IN MATERIALI MISTI 227560 R13 solidon.p. RICICLO-RECUPERO
7400 R13-R4 RECUPEROMATERIALI
29 150110* IMBALLAG. CONTENENTI SOST. PERI-COLOSE O CONT. 7340 D15-
D9
H4-H5-H14 solidon.p. TRATT. CHIMICIO-FISICO -
TERMODISTRUZIONE
30 150202* ASSORB. MAT. FILTRANTI STRACCI E INDUMENTI PROT.CONTAMINATI 1560 D15 H4-H5-H3B-
H6-H7-H14 solidon.p.
TRATTAMENTO CHIMICO-FISICO
31 150203 ASSORB. MAT. FILTRANTI STRACCI E INDUMENTI PROT.I 1180 D15 solido
n.p. TRATT. CHIMICIO-FISICO -
32 160504* GAS IN CONTENITORI A PRESSIONE CONT. SOSTANZE PERICOLOSE 0 R13 liquido RICICLO-RECUPERO
33 160103 PNEUMATICI FUORI USO 0 R13 solidon.p. RICICLO-RECUPERO
34 160107* FILTRI DELL'OLIO 320 D15 H14 solidon.p.
TRATT. CHIMICO-FISICO - RECUPEROMATERIALI
35 160213* APPARECCHIATURE FUORI USO PE-RICOLOSE 0 R13 H5,H6 solido
n.p. RICICLO-RECUPERO
36 160214 APPARECCHIATURE FUORI USO 0 R13 solidon.p. RICICLO-RECUPERO
037 160305* RIFIUTI ORGANICI CONTENENTI SO-STANZE PERICOLOSE 3480 D15 H3B,H7 liquido TRATT. CHIMICO-FISICO-
TERMODISTRUZIONE
38 160306 RIFIUTI ORGANICI DIVERSI DA 160305 0 D9 solidon.p.
TRATTAMENTO CHIMICO-FISICO
39 160506* SOSTANZE CHIMICHE DI LABORATO-RIO CONTENENTI SOST. PERICOL. 0 D15 liquido TRATT. CHIMICIO-FISICO -
TERMODISTRUZIONE
40 160601* BATTERIE AL PIOMBO 1460 R13 solidon.p.
TRATT. CHIMICO-FISICO- RECUPERO
41 161002 SOLUZIONI ACQUOSE DI SCARTO 23160 D9 liquido
42 170203 PLASTICA (TUBAZIONI) 180 D15 solidon.p.
43 170301* GUAINA BITUMINOSA DI COPERTURA 0 D9 solidon.p.
44 170402 ALLUMINIO-SFRIDI,ROTTAMI 0 R13 solidon.p. RICICLO-RECUPERO

Pagina 157
RIFIUTI SMALTITI 2011
N° C.E.R. DESCRIZIONE KG Cod.Caratteristi-
che di perico-lo
Statofisico
TIPOLOGIA DI TRATTA-MENTO DEL RIFIUTO
45 170405 FERRO E ACCIAIO 61180 R13 solidon.p. RICICLO-RECUPERO
46 170407 METALLI MISTI 0 R13 solidon.p. RICICLO-RECUPERO
47 170603* ALTRI MATERIALI ISOLANTI CONT. O COSTITUITI DA SOST. PERICOL. 60 D15 solido
n.p.TRATTAMENTO CHIMICO-
FISICO
48 170604 MATERIALI ISOLANTI 660 D15 solidon.p.
49 170903*
ALTRI RIFIUTI DELL'ATTIVITA' DI CO-STRUZIONE E DEMOLIZIONE CONT.
SOSTANZE PERICOLOSE (COMPRESI RIFIUTI MISTI)
0 D9-D15 H4 TRATT. CHIMICO-FISICO-
RECUPERO
50 180103*
RIFIUTI CHE DEVONO ESSERE RAC-COLTI E SMALTITI APPLICANDO PRE-
CAUZIONI PARTICOLARI PER EVITARE INFEZIONI
62 R13 H9 solidon.p.
RECUPERO-DISCARICA-TERMODSTRUZIONE
51 190110* CARBONE ATTIVO ESAURITO,IMP. PER IL TRAT. DEI FUMI 0 R13 solido
n.p. RECUPERO-RICICLO
52 190809 MISCELE DI OLI E GRAS. PRODOTTE DALLA SEPARZIONE OLIO/ACQUA 760 D9 liquido TRATTAMENTO CHIMICO-
FISICO
53 200101 CARTA E CARTONE 0
54 200102 VETRO 1300 R13 solidon.p. RICICLO-RECUPERO
55 200121* TUBI FLUORESCENTI ED ALTRI RIFIU-TI CONTENENTI MERCURIO 420 D15 solido
n.p. RECUPERO-DISCARICA
56 200301 RIFIUTI URBANI NON DIFFERENZIATI 20740 D15 solidon.p.
57 170401 RAME,BRONZO,OTTONE 6.340 R13
TOTALE 3.729.534
3.3.1.4 Caratteristiche del deposito
Lo stabilimento è servito da un’area ecologica e da punti adibiti al deposito temporaneo di alcune tipologie di rifiuti. Le aree dedicate al deposito temporaneo dei rifiuti sono:
Box-1 adibito allo stoccaggio dei trucioli di materiali non ferrosi (CER 120103). Il box, in ce-mento armato, ha dimensioni 16,15 x 13,75 m, è dotato di copertura in acciaio per la protezio-ne dagli agenti atmosferici, di pavimentazione impermeabile e di pozzetto a tenuta stagna di 1 mc circa. La pendenza della pavimentazione è tale da garantire il naturale convogliamento dei liquidi verso il pozzetto di raccolta.
Box-2 adibito, per gran parte, allo stoccaggio dei rifiuti speciali pericolosi (CER 070110* [rifiuto prodotto in maniera estemporanea], 080111*, 080113* [rifiuto prodotto in maniera estempora-nea], 080121*, 080409*, 120114* [rifiuto prodotto in maniera estemporanea], 130208*, 130308* [rifiuto prodotto in maniera estemporanea], 150110*, 150202*, 160107*, 160601*, 170301* [rifiuto prodotto in maniera estemporanea], 200121*) che vengono imballati, etichettati e sistemati all’interno del box dotato di setti mobili che consentono di dividere in maniera ordi-nata i rifiuti creando delle aree, che sono funzione della quantità di rifiuto, ben distinguibili dai cartelli, uno per CER, indicanti la pericolosità ed il codice del rifiuto in oggetto. In minima parte, come si evince dalla planimetria allegata, il box n. 2 è adibito allo stoccaggio di rifiuti non peri-colosi (CER 070213, 080318, 150102, 150104, 150203, 160103 [rifiuto prodotto in maniera e-stemporanea], 200102) ai quali sono dedicati degli spazi, riconoscibili dall’affissa cartellonisti-ca. Il box, in cemento armato, ha dimensioni 16,15 x 13,75 m, è dotato di copertura in acciaio per la protezione dagli agenti atmosferici, di pavimentazione impermeabile e di pozzetto a te-nuta stagna di 1 mc circa. La pendenza della pavimentazione è tale da garantire il naturale convogliamento dei liquidi verso il pozzetto di raccolta.
Pagina 158
Box-3 adibito allo stoccaggio dei rifiuti in carta e cartone (CER 150101), degli imballaggi in ma-teriali misti (CER 150106) e dei rifiuti urbani non differenziati (CER 200301). Il box, in cemento armato, ha dimensioni 16,15 x 13,75 m, è dotato di copertura in acciaio per la protezione dagli agenti atmosferici, di pavimentazione impermeabile e di pozzetto a tenuta stagna di 1 mc circa. La pendenza della pavimentazione è tale da garantire il naturale convogliamento dei liquidi verso il pozzetto di raccolta. All’interno del box è presente una compattatrice per operare la ri-duzione in volume dei rifiuti in carta e cartone. Gli imballaggi in materiali misti e i rifiuti urbani vengono stoccati all’interno di cassoni metallici di varie dimensioni opportunamente etichettati.
Box-4 adibito allo stoccaggio dell’alluminio (CER 170402). Il box, in cemento armato, ha di-mensioni 13,4 x 17,2 m, ed è dotato di pavimentazione impermeabile.
Box-5 adibito allo stoccaggio di ferro e acciaio (CER 170405) e, all’occorrenza, di materiale a-brasivo di scarto (CER 120117 [rifiuto prodotto in maniera estemporanea]. Il box, in cemento armato, ha dimensioni 13,4 x 17,2 m, ed è dotato di pavimentazione impermeabile.
Box-6 adibito allo stoccaggio del legno (CER 150103). Il box, in cemento armato, ha dimensio-ni 13,4 x 17,2 m, ed è dotato di pavimentazione impermeabile.
Cassone metallico a tenuta posto a valle dell’impianto di trattamento delle acque reflue adibito allo stoccaggio dei fanghi di trattamento (CER 060503). Il cassone ha dimensioni 6,5 x 2,5 x 1,5 m.
Tre cassoni metallici a tenuta adibiti allo stoccaggio delle basi di decappaggio provenienti dai processi di fresatura chimica (CER 110107*). Il cassone centrale ha una capienza di 12 mc, mentre gli altri due contengono un volume di rifiuto pari a 6 mc.
Tre serbatoi in acciaioadibiti allo stoccaggio delle emulsioni oleose (CER 120109*). Due dei tre serbatoi cilindrici sono verticali ed hanno una capienza di 5 mc ciascuno, il terzo, orizzontale, della capienza di 15 mc. I serbatoi sono dotati di idonei bacini per il contenimento di eventuali sversamenti accidentali.
La pavimentazione delle singole aree è tale da assicurare una pendenza opportuna al fine di con-vogliare le acque meteoriche verso i pozzetti di raccolta ed evitare ristagni. I punti di deposito temporaneo sono dotati di opportuna segnaletica indicante il codice CER e la pericolosità del rifiuto depositato all’interno dei singoli scomparti.
L’area è provvista di n. 2 cancelli al fine di impedire l’accesso al personale non autorizzato, di op-portuna segnaletica indicante le modalità di deposito e le precauzioni da osservare all’interno della zona in oggetto e di bilancia per la pesa dei rifiuti prima che gli stessi vengano inviati allo smalti-mento.
3.3.1.5 Gestione delle emergenze
All’insorgere di una condizione emergenziale derivante dalla rottura o dallo spandimento delle so-stanze movimentate e/o stoccate, è necessario agire utilizzando le precauzioni atte ad evitare l’inquinamento della matrice ambientale. Il rischio di sversamento accidentale riguarda, in particolare, i rifiuti liquidi. Tra questi ci sono rifiuti, corrosivi, infiammabili e tossici . Qualora si verifichi uno sversamento, il personale qualificato, interviene utilizzando materiale inerte e assorbente per circoscrivere l’area interessata dallo sversamento, e, successivamente, raccoglie i residui di materiale. L’area adibita al deposito temporaneo dei rifiuti è dotata di due kit da utilizzare in caso di situazioni emergenziali contenenti: - Materassini assorbenti; - Sacchi di materiale inerte; - Badile; - Nastro bianco – rosso per la perimetrazione dell’area interessata dallo sversamento; - Sacchi per la raccolta dei materiali di risulta.
Pagina 159
Il rifiuto prodotto dallo sversamento viene conferito in platea ecologica ed classificato. Effettuato il primo intervento di contenimento e, sostanzialmente, risolta la situazione emergenziale, i lavoratori preposti pongono in essere le operazioni necessarie all’intercettazione a valle della rete fognaria aziendale, per impedire lo scarico delle sostanze sversate, eventualmente presenti e diluite, all’interno della rete fognaria aziendale ed alla bonifica dell’area. Successivamente il personale a-ziendale provvederà a captare le sostanze sversate tramite autobotte, per il successivo e corretto smaltimento.Le modalità di intervento sono definite nel dettagliatamente nel “Piano di emergenza interno – Sta-bilimento di Nola”.
3.3.1.6 Terre e rocce da scavo
Le volumetrie ricavate al di sotto del p.c. (fosse, fondamenta, …) sono stimate in circa 12.000 m3.Per quanto riguarda le terre e rocce da scavo, prodotte nelle fasi di cantiere delle opere correlate al progetto CISM, queste saranno assoggettate ai disposti del comma 5 dell’articolo 186 del D. Lgs. 152/2006 e s.m.i., ovvero saranno sottoposte alle disposizioni in materia di rifiuti, non essen-do state individuate al momento attuale utilizzi alternativi quali reinterri, riempimenti o rimodellazio-ni.
Pagina 160
3.3.2 Scarichi idrici
3.3.2.1 Quadro generale
Gli scarichi idrici industriali di stabilimento sono rappresentati da:
- scarichi provenienti dalle linee di trattamento superficiale; - scarichi provenienti dagli impianti di verniciatura; - scarichi provenienti dagli impianti di produzione della acqua deionizzata:
o soluzioni di rigenera e lavaggio degli impianto a scambio ionico; o concentrati degli impianti ad osmosi inversa; o reflui provenienti da lavaggi impianti di filtrazione, torri a carboni attivi, impianto defer-
rizzazione ecc.. - scarichi provenienti dai circuiti di raffreddamento delle macchine.
3.3.2.2 Caratterizzazione degli scarichi
Reflui provenienti dai settori di trattamento superficiale I reflui sono costituiti principalmente dalle acque di lavaggio successivi ai processi di trattamento delle superficie in particolare processi di sgrassatura chimica, fresatura chimica, anodizzazione cromica e passivazione finale. Il sistema di lavaggio è costituito da un circuito chiuso a ricircolo in cui le acque di lavaggio ven-gono riciclate e solo quelle che superano una conducibilità di 100 �S/cm vengono inviate all’impianto di trattamento mentre le restanti sono rimesse in ciclo previo passaggio attraverso l’impianto di demineralizzazione. Questo sistema di riciclo permette la riduzione dei consumi di acqua demineralizzata e la riduzione dei volumi di acqua da trattare all’impianto di trattamento chimico-fisico. Questi reflui sono caratterizzati essenzialmente costituiti da cromati e alluminati provenienti rispet-tivamente dai lavaggi successivi al trattamento di fresatura chimica e cromatazione delle superfici. In minor misura si possono contenere solfuri, fluoruri tensioattivi e nitrati. Scarsa la presenza di al-tri metalli.
Reflui provenienti dal settore verniciaturaLe cabine di verniciatura (cabina Avio System, cabina 118, cabina 119 e cabina Technoplants), sono dotate di impianto di abbattimento ad umido degli inquinanti gassosi a velo d’acqua; l’acqua fluisce nelle cabine in controcorrente rispetto alla captazione gas e viene inviata all’impianto di de-purazione chimico – fisico attraverso specifiche pompe di rilancio. Il sistema effettua l’abbattimento completo del particolato di verniciatura (contenente inquinanti metallici e tracce di cromo esavalen-te) e l’abbattimento parziale, limitato ai solventi miscibili con l’acqua, degli SOV. Si evidenzia che alcuni solventi utilizzati nelle vernici, presentano una discreta solubilità in acqua (es. alcoli e chetoni, in particolare con basso numero di C), mentre altri una solubilità bassa o nulla (es. aromatici).Una frazione, seppur piccola, di solventi pertanto viene adsorbita dall’acqua utilizzata per l’abbattimento.Pertanto il refluo ottenuto è totalmente compatibile con il processo di depurazione effettuato: ridu-zione cromo esavalente, precipitazione chimico – fisica dei metalli, adsorbimento su carbone attivo delle sostanze organiche.
Reflui provenienti dall’impianto di produzione dell’acqua deionizzata e dalla centrale termi-caI reflui sono costituiti principalmente dalle acque del processo (discontinuo) di rigenerazione delle linee di demineralizzazione, eventuali acque di spurgo dei circuiti termici, scarichi di acqua di con-
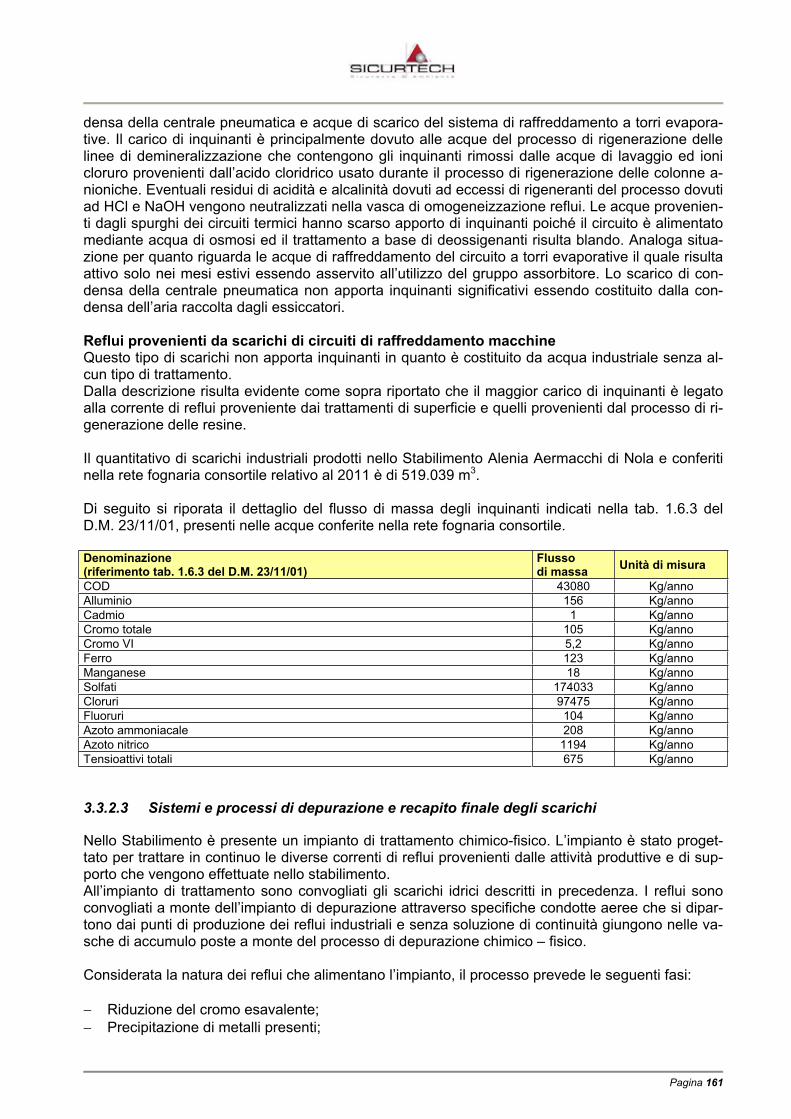
Pagina 161
densa della centrale pneumatica e acque di scarico del sistema di raffreddamento a torri evapora-tive. Il carico di inquinanti è principalmente dovuto alle acque del processo di rigenerazione delle linee di demineralizzazione che contengono gli inquinanti rimossi dalle acque di lavaggio ed ioni cloruro provenienti dall’acido cloridrico usato durante il processo di rigenerazione delle colonne a-nioniche. Eventuali residui di acidità e alcalinità dovuti ad eccessi di rigeneranti del processo dovuti ad HCl e NaOH vengono neutralizzati nella vasca di omogeneizzazione reflui. Le acque provenien-ti dagli spurghi dei circuiti termici hanno scarso apporto di inquinanti poiché il circuito è alimentato mediante acqua di osmosi ed il trattamento a base di deossigenanti risulta blando. Analoga situa-zione per quanto riguarda le acque di raffreddamento del circuito a torri evaporative il quale risulta attivo solo nei mesi estivi essendo asservito all’utilizzo del gruppo assorbitore. Lo scarico di con-densa della centrale pneumatica non apporta inquinanti significativi essendo costituito dalla con-densa dell’aria raccolta dagli essiccatori.
Reflui provenienti da scarichi di circuiti di raffreddamento macchine Questo tipo di scarichi non apporta inquinanti in quanto è costituito da acqua industriale senza al-cun tipo di trattamento. Dalla descrizione risulta evidente come sopra riportato che il maggior carico di inquinanti è legato alla corrente di reflui proveniente dai trattamenti di superficie e quelli provenienti dal processo di ri-generazione delle resine.
Il quantitativo di scarichi industriali prodotti nello Stabilimento Alenia Aermacchi di Nola e conferiti nella rete fognaria consortile relativo al 2011 è di 519.039 m3.
Di seguito si riporata il dettaglio del flusso di massa degli inquinanti indicati nella tab. 1.6.3 del D.M. 23/11/01, presenti nelle acque conferite nella rete fognaria consortile.
Denominazione (riferimento tab. 1.6.3 del D.M. 23/11/01)
Flusso di massa Unità di misura
COD 43080 Kg/anno Alluminio 156 Kg/anno Cadmio 1 Kg/anno Cromo totale 105 Kg/anno Cromo VI 5,2 Kg/anno Ferro 123 Kg/anno Manganese 18 Kg/anno Solfati 174033 Kg/anno Cloruri 97475 Kg/anno Fluoruri 104 Kg/anno Azoto ammoniacale 208 Kg/anno Azoto nitrico 1194 Kg/anno Tensioattivi totali 675 Kg/anno
3.3.2.3 Sistemi e processi di depurazione e recapito finale degli scarichi
Nello Stabilimento è presente un impianto di trattamento chimico-fisico. L’impianto è stato proget-tato per trattare in continuo le diverse correnti di reflui provenienti dalle attività produttive e di sup-porto che vengono effettuate nello stabilimento. All’impianto di trattamento sono convogliati gli scarichi idrici descritti in precedenza. I reflui sono convogliati a monte dell’impianto di depurazione attraverso specifiche condotte aeree che si dipar-tono dai punti di produzione dei reflui industriali e senza soluzione di continuità giungono nelle va-sche di accumulo poste a monte del processo di depurazione chimico – fisico.
Considerata la natura dei reflui che alimentano l’impianto, il processo prevede le seguenti fasi:
Riduzione del cromo esavalente; Precipitazione di metalli presenti;
Pagina 162
Riduzione dei livelli di carico organico; Riduzione dei livelli di solidi grossolani.
all’interno della sezione “Progetto Preliminare” è riportata descrizione dell’impianto di trattamento degli scarichi idrici dello Stabilimento di Nola.
Corpo recettore degli scarichi idrici di stabilimento
Le acque reflue di tipo industriale, a seguito del passaggio in pozzetto di prelievo campioni, sono unite alle acque di tipo domestico raccolte nello stabilimento ed inviate al corpo recettore costituito dalla fognatura nera gestita dal Consorzio ASI. Tale punto di scarico è individuato quale punto di scarico n. 1.
La acque meteoriche, raccolte anch’esse da una rete distinta, sono inviate per tramite due punti di consegna distinti (uno per l’area CASA individuato quale scarico n. 3, ed uno per l’area CAM indi-viduato quale scarico n. 3) alla fognatura gestita dal Consorzio ASI.
In merito ai punti di consegna dei reflui di stabilimento non sono in progetto modifiche.
3.3.2.4 Corpo recettore degli scarichi idrici di stabilimento
Le acque reflue di tipo industriale, a seguito del passaggio in pozzetto di prelievo campioni, sono unite alle acque di tipo domestico raccolte nello stabilimento ed inviate al corpo recettore costituito dalla fognatura nera gestita dal Consorzio ASI. Tale punto di scarico è individuato quale punto di scarico n. 1.
La acque meteoriche, raccolte anch’esse da una rete distinta, sono inviate per tramite due punti di consegna distinti (uno per l’area CASA individuato quale scarico n. 3, ed uno per l’area CAM indi-viduato quale scarico n. 3) alla fognatura gestita dal Consorzio ASI.
In merito ai punti di consegna dei reflui di stabilimento non sono in progetto modifiche.
3.3.3 Emissioni in atmosfera
3.3.3.1 Quadro generale
Principalmente rilevanti sono i seguenti impianti:
1. Impianti correlati gli impianti di verniciatura di stabilimento (Fase 14 del diagramma di flusso della attività produttiva): cabine di verniciatura, sistemi di abbattimento ad umido, sistemi di a-spirazione e convogliamento, camini di immissione in atmosfera.
2. Impianti scrubber finalizzati all’abbattimento degli inquinanti: sistemi di captazione: cappe e ca-nalizzazioni, impianti scrubber a umido di abbattimento inquinanti, sistemi di aspirazione e convogliamento, camini di immissione in atmosfera, correlati alle Fasi 4 e 12 del diagramma di flusso della attività produttiva.
3. Impianti mediante adsorbimento su carboni attivi finalizzati all’abbattimento dei solventi del processo di mascheratura.
4. Impianti di abbattimento per la separazione delle polveri (filtri a maniche, cicloni, elettrofiltri) asserviti alle lavorazioni meccaniche.

Pagina 163
La tabella di seguito evidenzia le tipologie di impianti di abbattimento riferiti ai camini di emissione.
Punto e-missione
Fase di cui al dia-gramma di flusso Reparto / Linea Impianto
Abbattimento Portata [Nm3/h]
autorizzata E1 14 Verniciatura Abbattitore ad umido a velo d’acqua 102000 E2 14 Verniciatura Abbattitore ad umido a velo d’acqua 102000 E3 4 Fresatura chimica Torre abbattimento ad umido scrubber 75000 E4 12 Forno x mascheratura Nessuno 2000
E5 12 Mascheratura Adsorbitore a carboni attivi con rigene-razione 25000
E6 12 Trattamenti superficiali Nessuno 20000 E7 12 Trattamenti superficiali Torre abbattimento ad umido scrubber 55000 E8 12 Sigillatura Torre abbattimento ad umido scrubber 55000 E9 14 Verniciatura Abbattitore ad umido a velo d’acqua 150000
E10 14 Verniciatura Abbattitore ad umido a velo d’acqua 150000 E14 12 Trattamenti superficiali Torre abbattimento ad umido scrubber 55000
E15a 14 Verniciatura manuale Abbattitore ad umido a velo d’acqua 60000 E15b 14 Verniciatura manuale Nessuno 12000 E16 9 Trattamenti termici Nessuno 10000 E17 2 Contornatrici Filtro a secco 4000 E18 7 Rettifica Filtro a maniche 1000 E20 7 Affilatura utensili Filtro a maniche 4200 E21 10 Pallinatura Filtro a maniche 15000 E22 10 Pallinatura Filtro a maniche 12000 E23 10 Pallinatura Filtro a maniche 12000 E24 2 Trattamenti termici Nessuno 8000 E25 7 F.M.S. Nessuno 8000 E26 7 F.M.S. Nessuno 12500 E27 7 F.M.S. Elettrofiltro 6000 E28 7 F.M.S. Elettrofiltro 6000 E29 7 F.M.S. Elettrofiltro 6000 E30 6/7/8 Pompe da vuoto Filtro a maglia metallica 2000 E31 6/7/8 Pompe da vuoto Filtro a maniche 5040 E45 4 Fresatura chimica Torre abbattimento ad umido scrubber 75000 E48 N Saldatura Adsorbitore a carboni attivi 1800 E49 14 Verniciatura Adsorbitore a carboni attivi 63000 E50 10 Pallinatrice Filtro a maniche 15000 E51 10 Sabbiatrice Filtro a maniche 3500
E52 12 CND - Ispezione polveri penetranti Filtro a maniche 10000
3.3.3.2 Quadro riassuntivo delle emissioni di stabilimento
InquinantiPortata[Nm3/h] Limiti Dati emissivi N° ca-mino
Fase di prove-nienza
Impianto/macchinario che genera
l’emissione autorizzata misurata Tipologia Concentr.[mg/Nm3]
Soglia ri-levanza
[g/h]
Ore di funz.to Concentr.
[mg/Nm3] Flussodi mas-sa [g/h]
Polveri 3 - 0,2 18,1 Cromo VI, come Cr 1 5 <0,01 <0,9 E1 14 Verniciatura 102000 90370,3
C.O.T. (come C) 75 -
8
12,8 1156,7 Polveri 3 - 0,2 17,6 Cromo VI, come Cr 1 5 0,01 0,90 E2 14 Verniciatura 102000 87781,9
C.O.T. (come C) 75 -
8
9,2 807,60 Cromo VI, come Cr 1 5 <0,01 <0,4
Trietanolammina 20 100 <0,1 <4,4 E3 4 Fresatura chimica 75000 43856,6
Ossidi di azoto 1500 -
24
1,1 48,2 E4 12 Forno x mascheratura 2000 1207 Tetracloroetilene 20 100 24 5,0 6,0 E5 12 Mascheratura 25000 66214 Tetracloroetilene 20 100 24 17,4 1152 E6 12 Trattamenti superficiali 20000 19749 Tetracloroetilene 20 100 24 16,8 331,8
Cromo VI, come Cr 1 5 <0,01 <0,2
Fluoruri, come HF 5 50 <0,5 <11,0 E7 12 Trattamenti superficiali 55000 21931,6
Ossidi di azoto 1500 -
24
1,8 39,5 Cromo VI, come Cr 1 5 <0,01 <0,4
Fluoruri, come HF 5 50 <0,5 <21,4 E8 12 Sigillatura 55000 42720,3
Ossidi di azoto 1500 -
24
2,8 119,6 E9 14 Verniciatura 150000 127844,3 Polveri 3 - 8 0,5 63,9
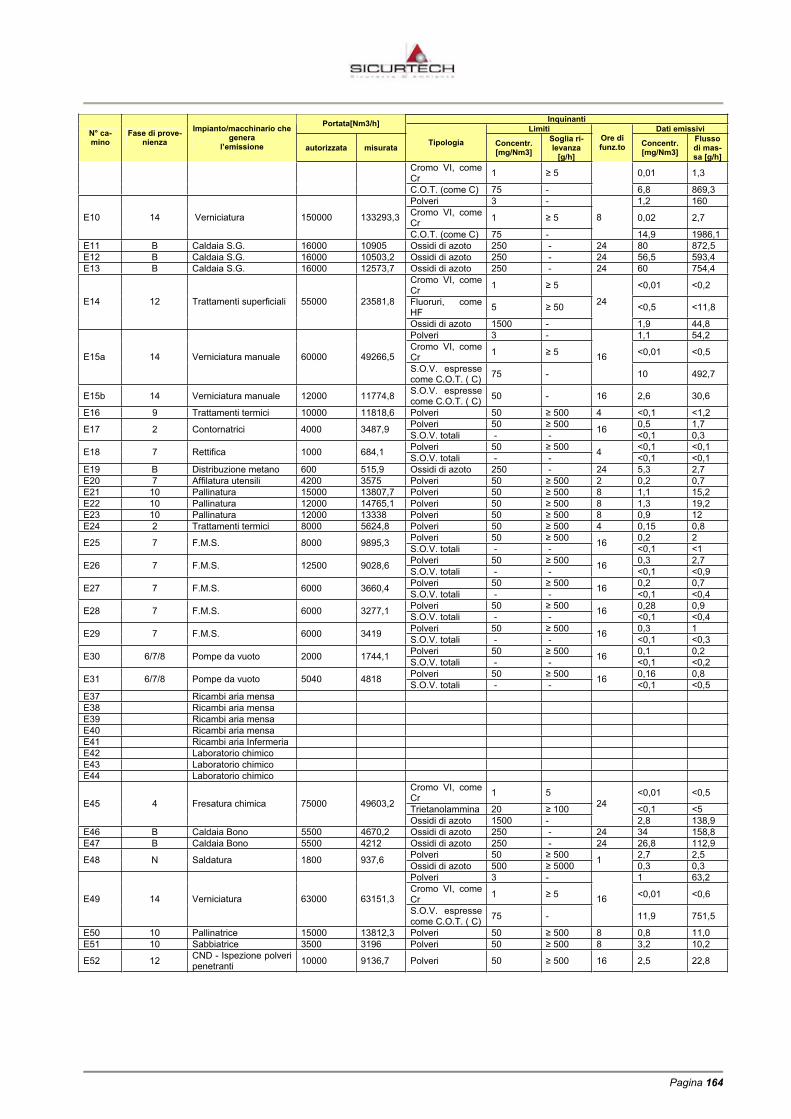
Pagina 164
InquinantiPortata[Nm3/h] Limiti Dati emissivi N° ca-mino
Fase di prove-nienza
Impianto/macchinario che genera
l’emissione autorizzata misurata Tipologia Concentr.[mg/Nm3]
Soglia ri-levanza
[g/h]
Ore di funz.to Concentr.
[mg/Nm3] Flussodi mas-sa [g/h]
Cromo VI, come Cr 1 5 0,01 1,3
C.O.T. (come C) 75 - 6,8 869,3 Polveri 3 - 1,2 160 Cromo VI, come Cr 1 5 0,02 2,7 E10 14 Verniciatura 150000 133293,3
C.O.T. (come C) 75 -
8
14,9 1986,1 E11 B Caldaia S.G. 16000 10905 Ossidi di azoto 250 - 24 80 872,5 E12 B Caldaia S.G. 16000 10503,2 Ossidi di azoto 250 - 24 56,5 593,4 E13 B Caldaia S.G. 16000 12573,7 Ossidi di azoto 250 - 24 60 754,4
Cromo VI, come Cr 1 5 <0,01 <0,2
Fluoruri, come HF 5 50 <0,5 <11,8 E14 12 Trattamenti superficiali 55000 23581,8
Ossidi di azoto 1500 -
24
1,9 44,8 Polveri 3 - 1,1 54,2 Cromo VI, come Cr 1 5 <0,01 <0,5 E15a 14 Verniciatura manuale 60000 49266,5 S.O.V. espresse come C.O.T. ( C) 75 -
16
10 492,7
E15b 14 Verniciatura manuale 12000 11774,8 S.O.V. espresse come C.O.T. ( C) 50 - 16 2,6 30,6
E16 9 Trattamenti termici 10000 11818,6 Polveri 50 500 4 <0,1 <1,2 Polveri 50 500 0,5 1,7 E17 2 Contornatrici 4000 3487,9 S.O.V. totali - - 16 <0,1 0,3 Polveri 50 500 <0,1 <0,1 E18 7 Rettifica 1000 684,1 S.O.V. totali - - 4 <0,1 <0,1
E19 B Distribuzione metano 600 515,9 Ossidi di azoto 250 - 24 5,3 2,7 E20 7 Affilatura utensili 4200 3575 Polveri 50 500 2 0,2 0,7 E21 10 Pallinatura 15000 13807,7 Polveri 50 500 8 1,1 15,2 E22 10 Pallinatura 12000 14765,1 Polveri 50 500 8 1,3 19,2 E23 10 Pallinatura 12000 13338 Polveri 50 500 8 0,9 12 E24 2 Trattamenti termici 8000 5624,8 Polveri 50 500 4 0,15 0,8
Polveri 50 500 0,2 2 E25 7 F.M.S. 8000 9895,3 S.O.V. totali - - 16 <0,1 <1 Polveri 50 500 0,3 2,7 E26 7 F.M.S. 12500 9028,6 S.O.V. totali - - 16 <0,1 <0,9 Polveri 50 500 0,2 0,7 E27 7 F.M.S. 6000 3660,4 S.O.V. totali - - 16 <0,1 <0,4 Polveri 50 500 0,28 0,9 E28 7 F.M.S. 6000 3277,1 S.O.V. totali - - 16 <0,1 <0,4 Polveri 50 500 0,3 1 E29 7 F.M.S. 6000 3419 S.O.V. totali - - 16 <0,1 <0,3 Polveri 50 500 0,1 0,2 E30 6/7/8 Pompe da vuoto 2000 1744,1 S.O.V. totali - - 16 <0,1 <0,2 Polveri 50 500 0,16 0,8 E31 6/7/8 Pompe da vuoto 5040 4818 S.O.V. totali - - 16 <0,1 <0,5
E37 Ricambi aria mensa E38 Ricambi aria mensa E39 Ricambi aria mensa E40 Ricambi aria mensa E41 Ricambi aria Infermeria E42 Laboratorio chimico E43 Laboratorio chimico E44 Laboratorio chimico
Cromo VI, come Cr 1 5 <0,01 <0,5
Trietanolammina 20 100 <0,1 <5 E45 4 Fresatura chimica 75000 49603,2
Ossidi di azoto 1500 -
24
2,8 138,9 E46 B Caldaia Bono 5500 4670,2 Ossidi di azoto 250 - 24 34 158,8 E47 B Caldaia Bono 5500 4212 Ossidi di azoto 250 - 24 26,8 112,9
Polveri 50 500 2,7 2,5 E48 N Saldatura 1800 937,6 Ossidi di azoto 500 5000 1 0,3 0,3 Polveri 3 - 1 63,2 Cromo VI, come Cr 1 5 <0,01 <0,6 E49 14 Verniciatura 63000 63151,3 S.O.V. espresse come C.O.T. ( C) 75 -
16
11,9 751,5
E50 10 Pallinatrice 15000 13812,3 Polveri 50 500 8 0,8 11,0 E51 10 Sabbiatrice 3500 3196 Polveri 50 500 8 3,2 10,2
E52 12 CND - Ispezione polveri penetranti 10000 9136,7 Polveri 50 500 16 2,5 22,8
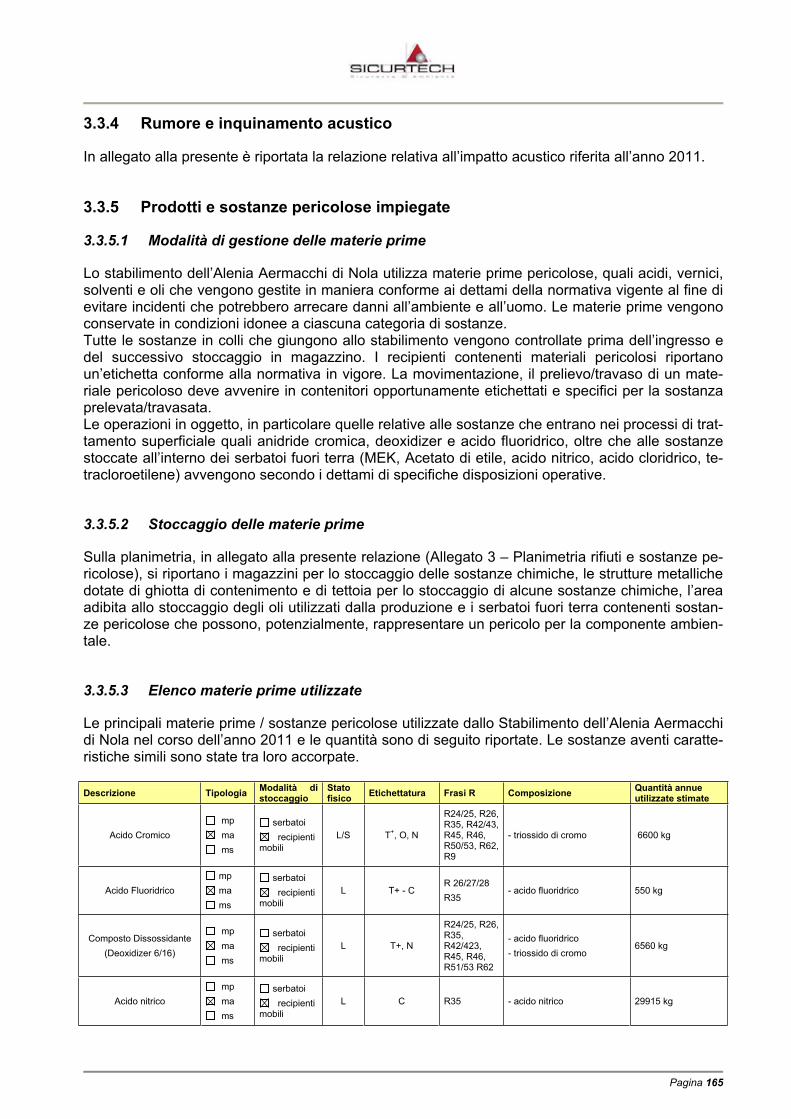
Pagina 165
3.3.4 Rumore e inquinamento acustico
In allegato alla presente è riportata la relazione relativa all’impatto acustico riferita all’anno 2011.
3.3.5 Prodotti e sostanze pericolose impiegate
3.3.5.1 Modalità di gestione delle materie prime
Lo stabilimento dell’Alenia Aermacchi di Nola utilizza materie prime pericolose, quali acidi, vernici, solventi e oli che vengono gestite in maniera conforme ai dettami della normativa vigente al fine di evitare incidenti che potrebbero arrecare danni all’ambiente e all’uomo. Le materie prime vengono conservate in condizioni idonee a ciascuna categoria di sostanze. Tutte le sostanze in colli che giungono allo stabilimento vengono controllate prima dell’ingresso e del successivo stoccaggio in magazzino. I recipienti contenenti materiali pericolosi riportano un’etichetta conforme alla normativa in vigore. La movimentazione, il prelievo/travaso di un mate-riale pericoloso deve avvenire in contenitori opportunamente etichettati e specifici per la sostanza prelevata/travasata.Le operazioni in oggetto, in particolare quelle relative alle sostanze che entrano nei processi di trat-tamento superficiale quali anidride cromica, deoxidizer e acido fluoridrico, oltre che alle sostanze stoccate all’interno dei serbatoi fuori terra (MEK, Acetato di etile, acido nitrico, acido cloridrico, te-tracloroetilene) avvengono secondo i dettami di specifiche disposizioni operative.
3.3.5.2 Stoccaggio delle materie prime
Sulla planimetria, in allegato alla presente relazione (Allegato 3 – Planimetria rifiuti e sostanze pe-ricolose), si riportano i magazzini per lo stoccaggio delle sostanze chimiche, le strutture metalliche dotate di ghiotta di contenimento e di tettoia per lo stoccaggio di alcune sostanze chimiche, l’area adibita allo stoccaggio degli oli utilizzati dalla produzione e i serbatoi fuori terra contenenti sostan-ze pericolose che possono, potenzialmente, rappresentare un pericolo per la componente ambien-tale.
3.3.5.3 Elenco materie prime utilizzate
Le principali materie prime / sostanze pericolose utilizzate dallo Stabilimento dell’Alenia Aermacchi di Nola nel corso dell’anno 2011 e le quantità sono di seguito riportate. Le sostanze aventi caratte-ristiche simili sono state tra loro accorpate.
Descrizione Tipologia Modalità di stoccaggio
Statofisico Etichettatura Frasi R Composizione Quantità annue
utilizzate stimate
Acido Cromico mp ma ms
serbatoi recipienti
mobiliL/S T+, O, N
R24/25, R26, R35, R42/43, R45, R46, R50/53, R62, R9
- triossido di cromo 6600 kg
Acido Fluoridrico mp ma ms
serbatoi recipienti
mobiliL T+ - C
R 26/27/28 R35
- acido fluoridrico 550 kg
Composto Dissossidante (Deoxidizer 6/16)
mp ma ms
serbatoi recipienti
mobiliL T+, N
R24/25, R26, R35,R42/423, R45, R46, R51/53 R62
- acido fluoridrico - triossido di cromo
6560 kg
Acido nitrico mp ma ms
serbatoi recipienti
mobiliL C R35 - acido nitrico 29915 kg
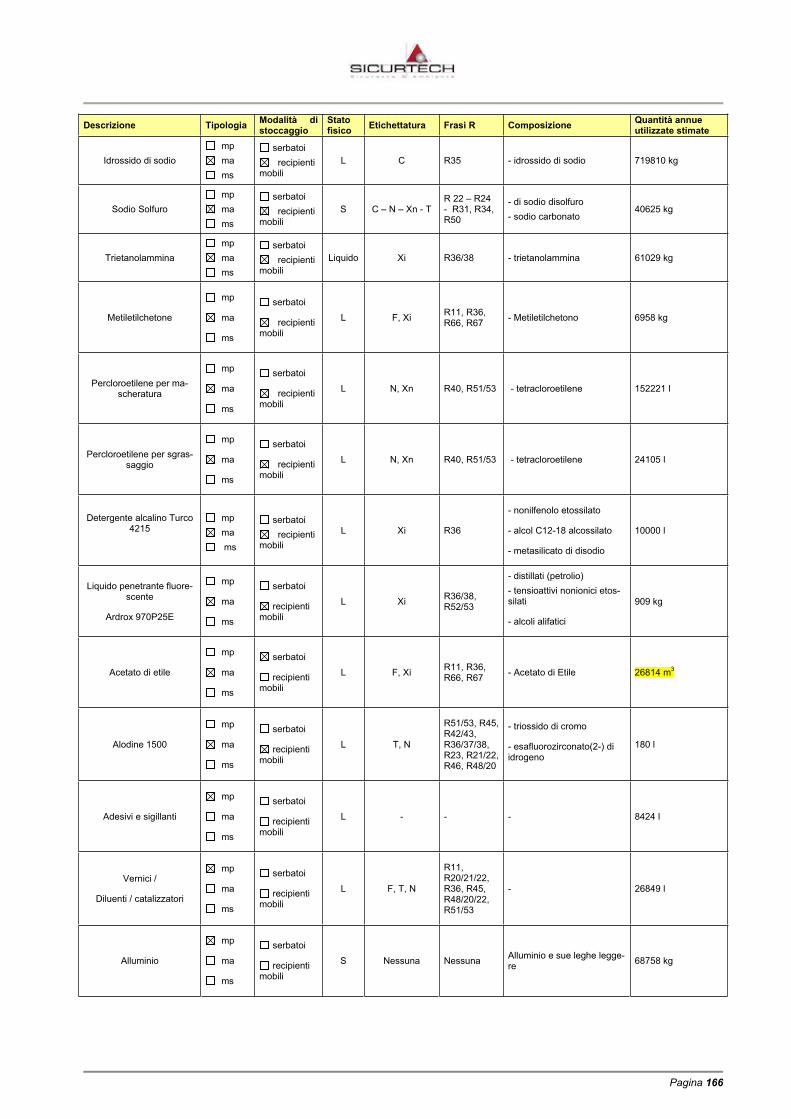
Pagina 166
Descrizione Tipologia Modalità di stoccaggio
Statofisico Etichettatura Frasi R Composizione Quantità annue
utilizzate stimate
Idrossido di sodio mp ma ms
serbatoi recipienti
mobiliL C R35 - idrossido di sodio 719810 kg
Sodio Solfuro mp ma ms
serbatoi recipienti
mobiliS C – N – Xn - T
R 22 – R24 - R31, R34, R50
- di sodio disolfuro - sodio carbonato
40625 kg
Trietanolammina mp ma ms
serbatoi recipienti
mobiliLiquido Xi R36/38 - trietanolammina 61029 kg
Metiletilchetone
mp
ma
ms
serbatoi
recipienti mobili
L F, Xi R11, R36, R66, R67 - Metiletilchetono 6958 kg
Percloroetilene per ma-scheratura
mp
ma
ms
serbatoi
recipienti mobili
L N, Xn R40, R51/53 - tetracloroetilene 152221 l
Percloroetilene per sgras-saggio
mp
ma
ms
serbatoi
recipienti mobili
L N, Xn R40, R51/53 - tetracloroetilene 24105 l
Detergente alcalino Turco 4215
mp ma ms
serbatoi recipienti
mobiliL Xi R36
- nonilfenolo etossilato
- alcol C12-18 alcossilato
- metasilicato di disodio
10000 l
Liquido penetrante fluore-scente
Ardrox 970P25E
mp
ma
ms
serbatoi
recipienti mobili
L Xi R36/38,R52/53
- distillati (petrolio) - tensioattivi nonionici etos-silati
- alcoli alifatici
909 kg
Acetato di etile
mp
ma
ms
serbatoi
recipienti mobili
L F, Xi R11, R36, R66, R67 - Acetato di Etile 26814 m3
Alodine 1500
mp
ma
ms
serbatoi
recipienti mobili
L T, N
R51/53, R45, R42/43,R36/37/38,R23, R21/22, R46, R48/20
- triossido di cromo
- esafluorozirconato(2-) di idrogeno
180 l
Adesivi e sigillanti
mp
ma
ms
serbatoi
recipienti mobili
L - - - 8424 l
Vernici /
Diluenti / catalizzatori
mp
ma
ms
serbatoi
recipienti mobili
L F, T, N
R11,R20/21/22,R36, R45, R48/20/22,R51/53
- 26849 l
Alluminio
mp
ma
ms
serbatoi
recipienti mobili
S Nessuna Nessuna Alluminio e sue leghe legge-re 68758 kg
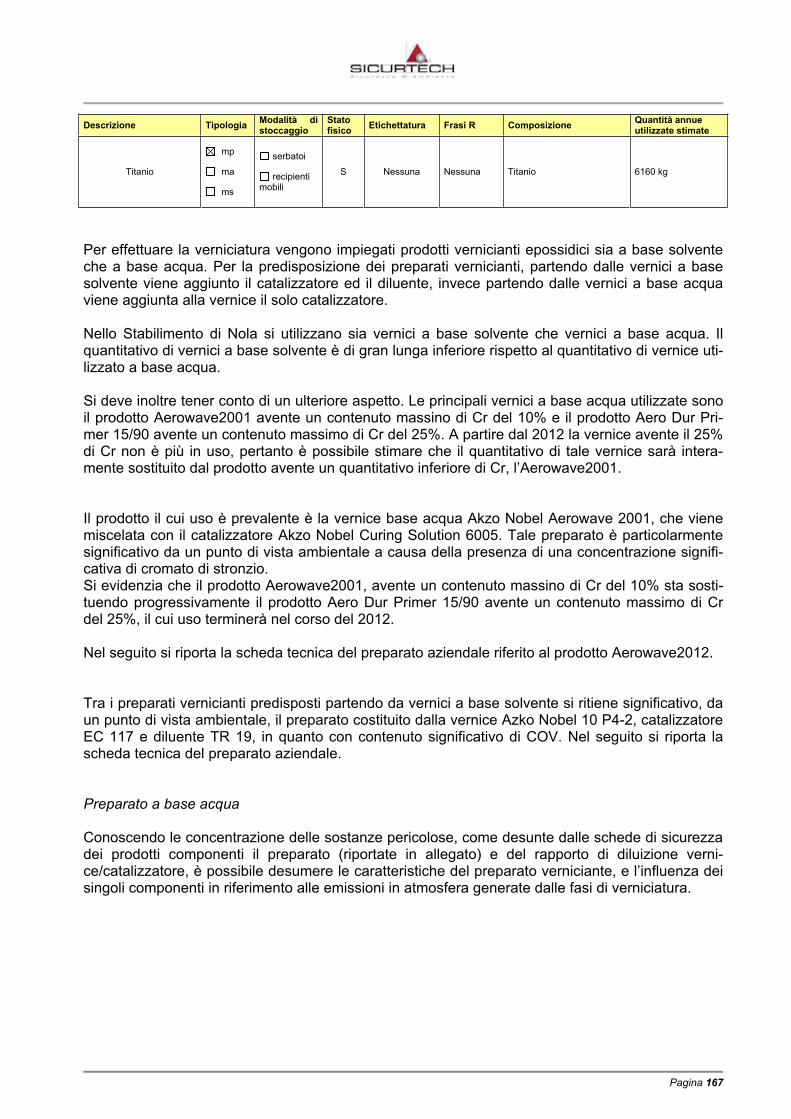
Pagina 167
Descrizione Tipologia Modalità di stoccaggio
Statofisico Etichettatura Frasi R Composizione Quantità annue
utilizzate stimate
Titanio
mp
ma
ms
serbatoi
recipienti mobili
S Nessuna Nessuna Titanio 6160 kg
Per effettuare la verniciatura vengono impiegati prodotti vernicianti epossidici sia a base solvente che a base acqua. Per la predisposizione dei preparati vernicianti, partendo dalle vernici a base solvente viene aggiunto il catalizzatore ed il diluente, invece partendo dalle vernici a base acqua viene aggiunta alla vernice il solo catalizzatore.
Nello Stabilimento di Nola si utilizzano sia vernici a base solvente che vernici a base acqua. Il quantitativo di vernici a base solvente è di gran lunga inferiore rispetto al quantitativo di vernice uti-lizzato a base acqua.
Si deve inoltre tener conto di un ulteriore aspetto. Le principali vernici a base acqua utilizzate sono il prodotto Aerowave2001 avente un contenuto massino di Cr del 10% e il prodotto Aero Dur Pri-mer 15/90 avente un contenuto massimo di Cr del 25%. A partire dal 2012 la vernice avente il 25% di Cr non è più in uso, pertanto è possibile stimare che il quantitativo di tale vernice sarà intera-mente sostituito dal prodotto avente un quantitativo inferiore di Cr, l’Aerowave2001.
Il prodotto il cui uso è prevalente è la vernice base acqua Akzo Nobel Aerowave 2001, che viene miscelata con il catalizzatore Akzo Nobel Curing Solution 6005. Tale preparato è particolarmente significativo da un punto di vista ambientale a causa della presenza di una concentrazione signifi-cativa di cromato di stronzio. Si evidenzia che il prodotto Aerowave2001, avente un contenuto massino di Cr del 10% sta sosti-tuendo progressivamente il prodotto Aero Dur Primer 15/90 avente un contenuto massimo di Cr del 25%, il cui uso terminerà nel corso del 2012.
Nel seguito si riporta la scheda tecnica del preparato aziendale riferito al prodotto Aerowave2012.
Tra i preparati vernicianti predisposti partendo da vernici a base solvente si ritiene significativo, da un punto di vista ambientale, il preparato costituito dalla vernice Azko Nobel 10 P4-2, catalizzatore EC 117 e diluente TR 19, in quanto con contenuto significativo di COV. Nel seguito si riporta la scheda tecnica del preparato aziendale.
Preparato a base acqua
Conoscendo le concentrazione delle sostanze pericolose, come desunte dalle schede di sicurezza dei prodotti componenti il preparato (riportate in allegato) e del rapporto di diluizione verni-ce/catalizzatore, è possibile desumere le caratteristiche del preparato verniciante, e l’influenza dei singoli componenti in riferimento alle emissioni in atmosfera generate dalle fasi di verniciatura.
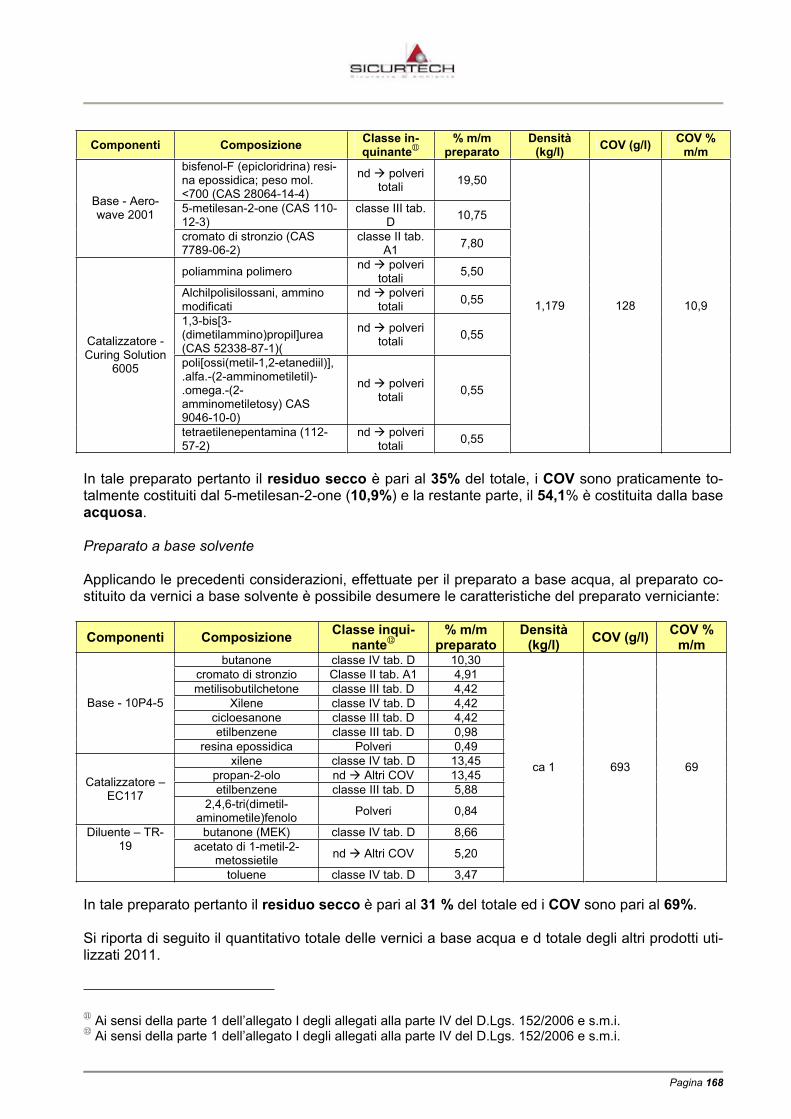
Pagina 168
Componenti Composizione Classe in-quinante
% m/m preparato
Densità(kg/l) COV (g/l) COV %
m/mbisfenol-F (epicloridrina) resi-na epossidica; peso mol. <700 (CAS 28064-14-4)
nd polveri totali 19,50
5-metilesan-2-one (CAS 110-12-3)
classe III tab. D 10,75
Base - Aero-wave 2001
cromato di stronzio (CAS 7789-06-2)
classe II tab. A1 7,80
poliammina polimero nd polveri totali 5,50
Alchilpolisilossani, ammino modificati
nd polveri totali 0,55
1,3-bis[3-(dimetilammino)propil]urea (CAS 52338-87-1)(
nd polveri totali 0,55
poli[ossi(metil-1,2-etanediil)], .alfa.-(2-amminometiletil)-.omega.-(2-amminometiletosy) CAS 9046-10-0)
nd polveri totali 0,55
Catalizzatore - Curing Solution
6005
tetraetilenepentamina (112-57-2)
nd polveri totali 0,55
1,179 128 10,9
In tale preparato pertanto il residuo secco è pari al 35% del totale, i COV sono praticamente to-talmente costituiti dal 5-metilesan-2-one (10,9%) e la restante parte, il 54,1% è costituita dalla base acquosa.
Preparato a base solvente
Applicando le precedenti considerazioni, effettuate per il preparato a base acqua, al preparato co-stituito da vernici a base solvente è possibile desumere le caratteristiche del preparato verniciante:
Componenti Composizione Classe inqui-nante
% m/m preparato
Densità (kg/l) COV (g/l) COV %
m/mbutanone classe IV tab. D 10,30
cromato di stronzio Classe II tab. A1 4,91 metilisobutilchetone classe III tab. D 4,42
Xilene classe IV tab. D 4,42 cicloesanone classe III tab. D 4,42 etilbenzene classe III tab. D 0,98
Base - 10P4-5
resina epossidica Polveri 0,49 xilene classe IV tab. D 13,45
propan-2-olo nd Altri COV 13,45 etilbenzene classe III tab. D 5,88 Catalizzatore –
EC117 2,4,6-tri(dimetil-
aminometile)fenolo Polveri 0,84
butanone (MEK) classe IV tab. D 8,66 acetato di 1-metil-2-
metossietile nd Altri COV 5,20
Diluente – TR-19
toluene classe IV tab. D 3,47
ca 1 693 69
In tale preparato pertanto il residuo secco è pari al 31 % del totale ed i COV sono pari al 69%.
Si riporta di seguito il quantitativo totale delle vernici a base acqua e d totale degli altri prodotti uti-lizzati 2011.
Ai sensi della parte 1 dell’allegato I degli allegati alla parte IV del D.Lgs. 152/2006 e s.m.i. Ai sensi della parte 1 dell’allegato I degli allegati alla parte IV del D.Lgs. 152/2006 e s.m.i.
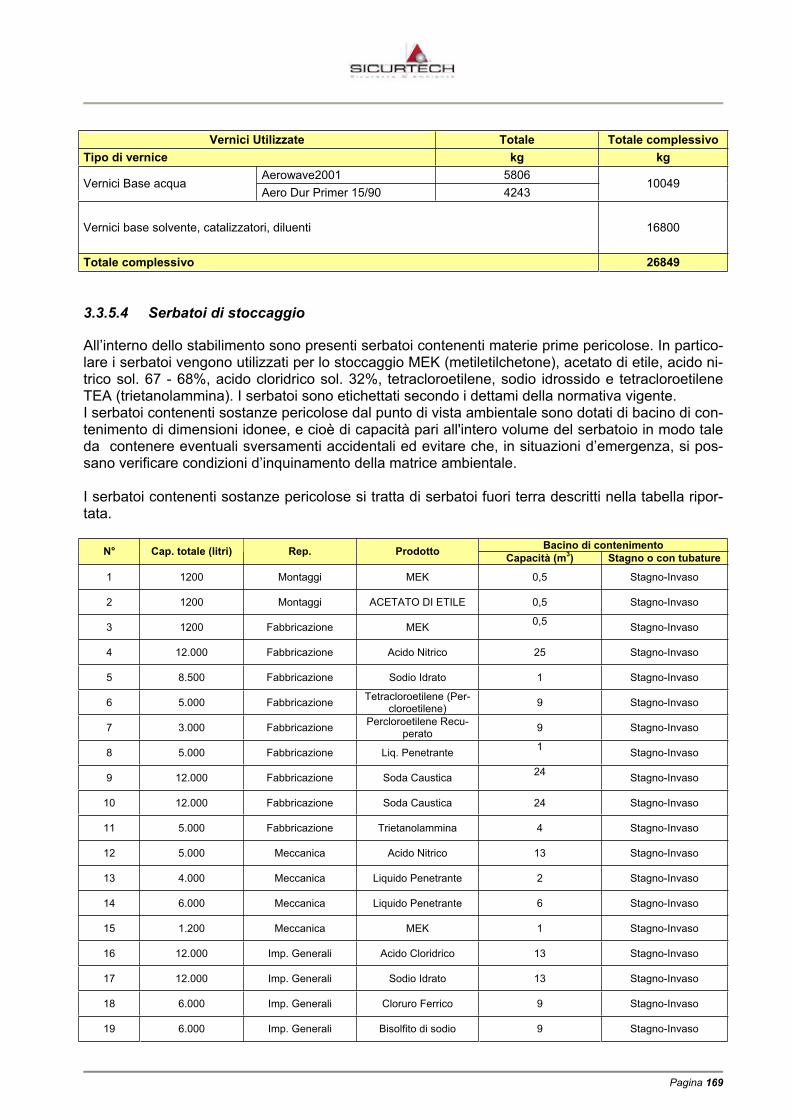
Pagina 169
Vernici Utilizzate Totale Totale complessivo Tipo di vernice kg kg
Aerowave2001 5806 Vernici Base acqua
Aero Dur Primer 15/90 4243 10049
Vernici base solvente, catalizzatori, diluenti 16800
Totale complessivo 26849
3.3.5.4 Serbatoi di stoccaggio
All’interno dello stabilimento sono presenti serbatoi contenenti materie prime pericolose. In partico-lare i serbatoi vengono utilizzati per lo stoccaggio MEK (metiletilchetone), acetato di etile, acido ni-trico sol. 67 - 68%, acido cloridrico sol. 32%, tetracloroetilene, sodio idrossido e tetracloroetilene TEA (trietanolammina). I serbatoi sono etichettati secondo i dettami della normativa vigente. I serbatoi contenenti sostanze pericolose dal punto di vista ambientale sono dotati di bacino di con-tenimento di dimensioni idonee, e cioè di capacità pari all'intero volume del serbatoio in modo tale da contenere eventuali sversamenti accidentali ed evitare che, in situazioni d’emergenza, si pos-sano verificare condizioni d’inquinamento della matrice ambientale.
I serbatoi contenenti sostanze pericolose si tratta di serbatoi fuori terra descritti nella tabella ripor-tata.
Bacino di contenimento N° Cap. totale (litri) Rep. Prodotto Capacità (m3) Stagno o con tubature
1 1200 Montaggi MEK 0,5 Stagno-Invaso
2 1200 Montaggi ACETATO DI ETILE 0,5 Stagno-Invaso
3 1200 Fabbricazione MEK 0,5 Stagno-Invaso
4 12.000 Fabbricazione Acido Nitrico 25 Stagno-Invaso
5 8.500 Fabbricazione Sodio Idrato 1 Stagno-Invaso
6 5.000 Fabbricazione Tetracloroetilene (Per-cloroetilene) 9 Stagno-Invaso
7 3.000 Fabbricazione Percloroetilene Recu-perato 9 Stagno-Invaso
8 5.000 Fabbricazione Liq. Penetrante 1 Stagno-Invaso
9 12.000 Fabbricazione Soda Caustica 24 Stagno-Invaso
10 12.000 Fabbricazione Soda Caustica 24 Stagno-Invaso
11 5.000 Fabbricazione Trietanolammina 4 Stagno-Invaso
12 5.000 Meccanica Acido Nitrico 13 Stagno-Invaso
13 4.000 Meccanica Liquido Penetrante 2 Stagno-Invaso
14 6.000 Meccanica Liquido Penetrante 6 Stagno-Invaso
15 1.200 Meccanica MEK 1 Stagno-Invaso
16 12.000 Imp. Generali Acido Cloridrico 13 Stagno-Invaso
17 12.000 Imp. Generali Sodio Idrato 13 Stagno-Invaso
18 6.000 Imp. Generali Cloruro Ferrico 9 Stagno-Invaso
19 6.000 Imp. Generali Bisolfito di sodio 9 Stagno-Invaso
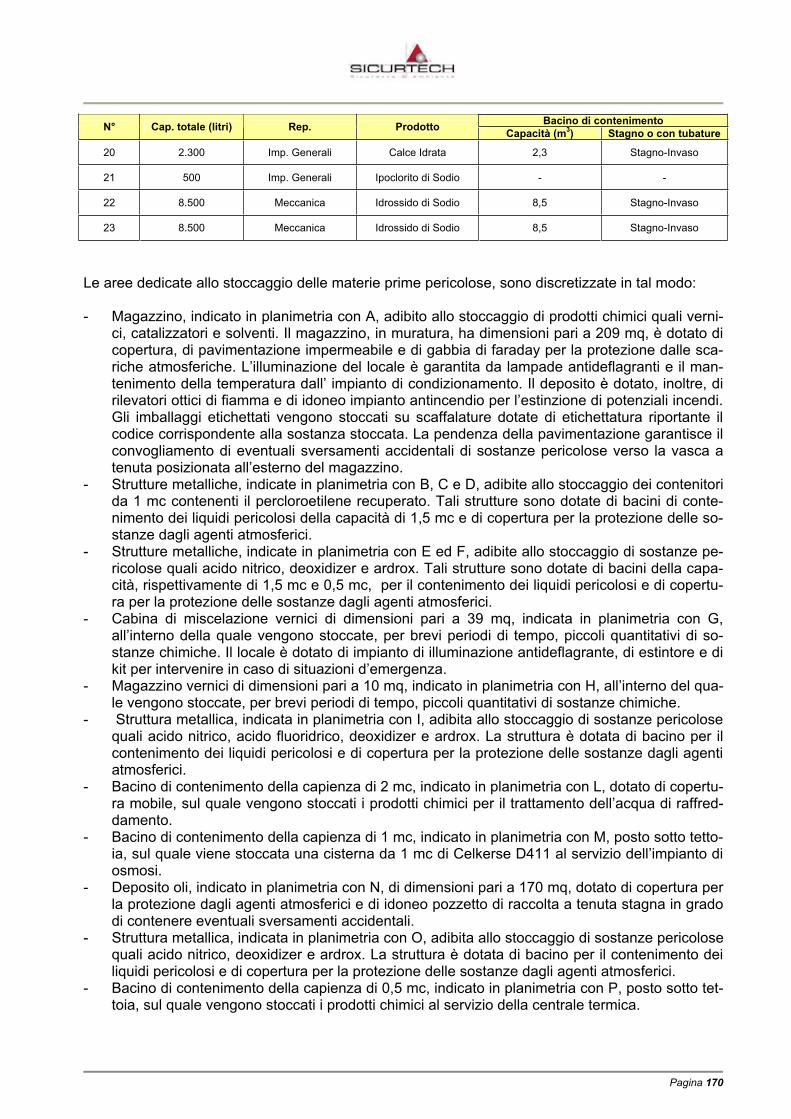
Pagina 170
Bacino di contenimento N° Cap. totale (litri) Rep. Prodotto Capacità (m3) Stagno o con tubature
20 2.300 Imp. Generali Calce Idrata 2,3 Stagno-Invaso
21 500 Imp. Generali Ipoclorito di Sodio - -
22 8.500 Meccanica Idrossido di Sodio 8,5 Stagno-Invaso
23 8.500 Meccanica Idrossido di Sodio 8,5 Stagno-Invaso
Le aree dedicate allo stoccaggio delle materie prime pericolose, sono discretizzate in tal modo:
- Magazzino, indicato in planimetria con A, adibito allo stoccaggio di prodotti chimici quali verni-ci, catalizzatori e solventi. Il magazzino, in muratura, ha dimensioni pari a 209 mq, è dotato di copertura, di pavimentazione impermeabile e di gabbia di faraday per la protezione dalle sca-riche atmosferiche. L’illuminazione del locale è garantita da lampade antideflagranti e il man-tenimento della temperatura dall’ impianto di condizionamento. Il deposito è dotato, inoltre, di rilevatori ottici di fiamma e di idoneo impianto antincendio per l’estinzione di potenziali incendi. Gli imballaggi etichettati vengono stoccati su scaffalature dotate di etichettatura riportante il codice corrispondente alla sostanza stoccata. La pendenza della pavimentazione garantisce il convogliamento di eventuali sversamenti accidentali di sostanze pericolose verso la vasca a tenuta posizionata all’esterno del magazzino.
- Strutture metalliche, indicate in planimetria con B, C e D, adibite allo stoccaggio dei contenitori da 1 mc contenenti il percloroetilene recuperato. Tali strutture sono dotate di bacini di conte-nimento dei liquidi pericolosi della capacità di 1,5 mc e di copertura per la protezione delle so-stanze dagli agenti atmosferici.
- Strutture metalliche, indicate in planimetria con E ed F, adibite allo stoccaggio di sostanze pe-ricolose quali acido nitrico, deoxidizer e ardrox. Tali strutture sono dotate di bacini della capa-cità, rispettivamente di 1,5 mc e 0,5 mc, per il contenimento dei liquidi pericolosi e di copertu-ra per la protezione delle sostanze dagli agenti atmosferici.
- Cabina di miscelazione vernici di dimensioni pari a 39 mq, indicata in planimetria con G, all’interno della quale vengono stoccate, per brevi periodi di tempo, piccoli quantitativi di so-stanze chimiche. Il locale è dotato di impianto di illuminazione antideflagrante, di estintore e di kit per intervenire in caso di situazioni d’emergenza.
- Magazzino vernici di dimensioni pari a 10 mq, indicato in planimetria con H, all’interno del qua-le vengono stoccate, per brevi periodi di tempo, piccoli quantitativi di sostanze chimiche.
- Struttura metallica, indicata in planimetria con I, adibita allo stoccaggio di sostanze pericolose quali acido nitrico, acido fluoridrico, deoxidizer e ardrox. La struttura è dotata di bacino per il contenimento dei liquidi pericolosi e di copertura per la protezione delle sostanze dagli agenti atmosferici.
- Bacino di contenimento della capienza di 2 mc, indicato in planimetria con L, dotato di copertu-ra mobile, sul quale vengono stoccati i prodotti chimici per il trattamento dell’acqua di raffred-damento.
- Bacino di contenimento della capienza di 1 mc, indicato in planimetria con M, posto sotto tetto-ia, sul quale viene stoccata una cisterna da 1 mc di Celkerse D411 al servizio dell’impianto di osmosi.
- Deposito oli, indicato in planimetria con N, di dimensioni pari a 170 mq, dotato di copertura per la protezione dagli agenti atmosferici e di idoneo pozzetto di raccolta a tenuta stagna in grado di contenere eventuali sversamenti accidentali.
- Struttura metallica, indicata in planimetria con O, adibita allo stoccaggio di sostanze pericolose quali acido nitrico, deoxidizer e ardrox. La struttura è dotata di bacino per il contenimento dei liquidi pericolosi e di copertura per la protezione delle sostanze dagli agenti atmosferici.
- Bacino di contenimento della capienza di 0,5 mc, indicato in planimetria con P, posto sotto tet-toia, sul quale vengono stoccati i prodotti chimici al servizio della centrale termica.
Pagina 171
- Serbatoio, indicato in planimetria con 1, della capienza di 1200 l, adibito allo stoccaggio del MEK e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 2, della capienza di 1200 l, adibito allo stoccaggio dell’acetato di etile e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 3, della capienza di 1200 l, adibito allo stoccaggio del MEK e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 4, della capienza di 12000 l, adibito allo stoccaggio dell’acido nitrico e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 5, della capienza di 8500 l, adibito allo stoccaggio del sodio idrato e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 6, della capienza di 5000 l, adibito allo stoccaggio del te-tracloroetilene e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 7, della capienza di 3000 l, adibito allo stoccaggio del percloroetilene recuperato e dotato di bacino di contenimento per eventuali sversamenti acci-dentali.
- Serbatoio, indicato in planimetria con 8, della capienza di 5000 l, adibito allo stoccaggio del li-quido penetrante e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 9, della capienza di 12000 l, adibito allo stoccaggio del soda caustica e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 10, della capienza di 12000 l, adibito allo stoccaggio del-la soda caustica e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 11, della capienza di 5000 l, adibito allo stoccaggio della trietanolammina e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 12, della capienza di 5000 l, adibito allo stoccaggio dell’acido nitrico e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 13, della capienza di 4000 l, adibito allo stoccaggio del liquido penetrante e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 14, della capienza di 6000 l, adibito allo stoccaggio del liquido penetrante e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 15, della capienza di 1200 l, adibito allo stoccaggio del MEK e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 16, della capienza di 12000 l, adibito allo stoccaggio di acido cloridrico e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 17, della capienza di 12000 l, adibito allo stoccaggio del sodio idrato e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 18, della capienza di 6000 l, adibito allo stoccaggio del cloruro ferrico e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 19, della capienza di 6000 l, adibito allo stoccaggio del bisolfito di sodio e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 20, della capienza di 2300 l, adibito allo stoccaggio della calce idrata e dotato di bacino di contenimento per eventuali sversamenti accidentali.
- Serbatoio, indicato in planimetria con 21, della capienza di 500 l, adibito allo stoccaggio dell’ipoclorito di sodio e dotato di bacino di contenimento per eventuali sversamenti accidenta-li.
- Serbatoio, indicato in planimetria con 22, della capienza di 8500 l, adibito allo stoccaggio dell’idrossido di sodio e dotato di bacino di contenimento per eventuali sversamenti accidenta-li.
- Serbatoio, indicato in planimetria con 23, della capienza di 8500 l, adibito allo stoccaggio dell’idrossido di sodio e dotato di bacino di contenimento per eventuali sversamenti accidenta-li.
I punti di stoccaggio delle materie prime pericolose sono dotati di opportuna segnaletica indicante il tipo di sostanza stoccata e la pericolosità della stessa.
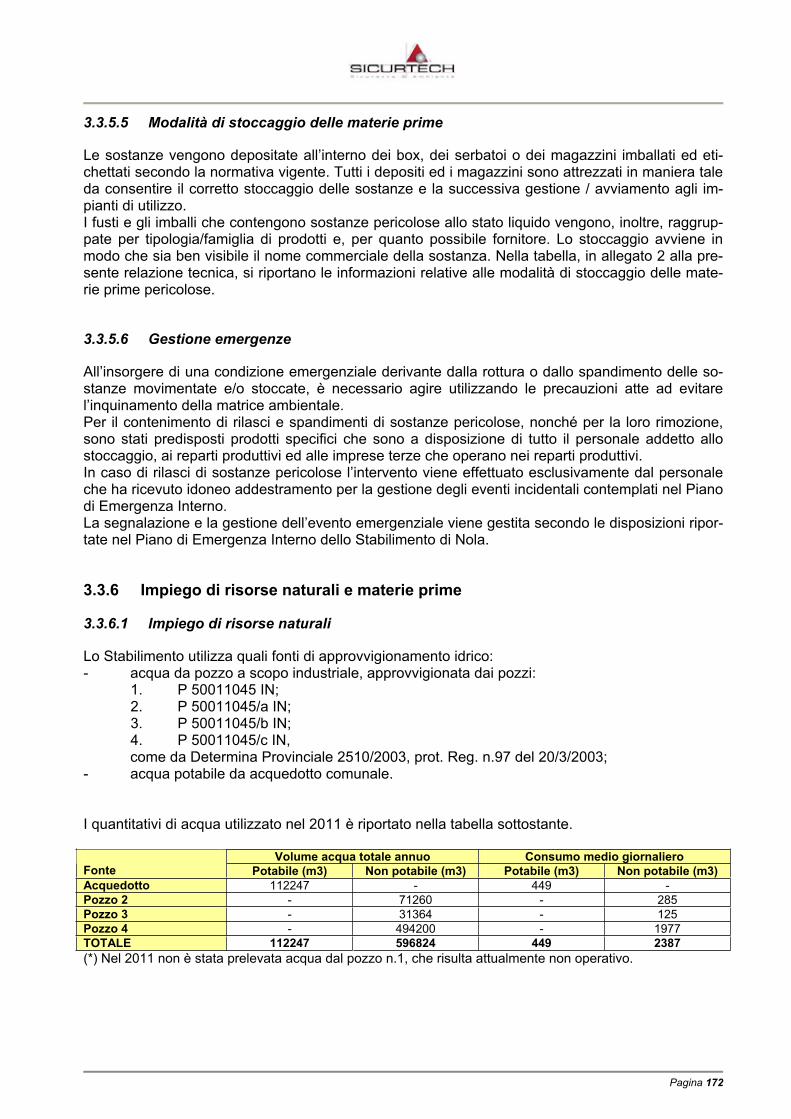
Pagina 172
3.3.5.5 Modalità di stoccaggio delle materie prime
Le sostanze vengono depositate all’interno dei box, dei serbatoi o dei magazzini imballati ed eti-chettati secondo la normativa vigente. Tutti i depositi ed i magazzini sono attrezzati in maniera tale da consentire il corretto stoccaggio delle sostanze e la successiva gestione / avviamento agli im-pianti di utilizzo. I fusti e gli imballi che contengono sostanze pericolose allo stato liquido vengono, inoltre, raggrup-pate per tipologia/famiglia di prodotti e, per quanto possibile fornitore. Lo stoccaggio avviene in modo che sia ben visibile il nome commerciale della sostanza. Nella tabella, in allegato 2 alla pre-sente relazione tecnica, si riportano le informazioni relative alle modalità di stoccaggio delle mate-rie prime pericolose.
3.3.5.6 Gestione emergenze
All’insorgere di una condizione emergenziale derivante dalla rottura o dallo spandimento delle so-stanze movimentate e/o stoccate, è necessario agire utilizzando le precauzioni atte ad evitare l’inquinamento della matrice ambientale. Per il contenimento di rilasci e spandimenti di sostanze pericolose, nonché per la loro rimozione, sono stati predisposti prodotti specifici che sono a disposizione di tutto il personale addetto allo stoccaggio, ai reparti produttivi ed alle imprese terze che operano nei reparti produttivi. In caso di rilasci di sostanze pericolose l’intervento viene effettuato esclusivamente dal personale che ha ricevuto idoneo addestramento per la gestione degli eventi incidentali contemplati nel Piano di Emergenza Interno. La segnalazione e la gestione dell’evento emergenziale viene gestita secondo le disposizioni ripor-tate nel Piano di Emergenza Interno dello Stabilimento di Nola.
3.3.6 Impiego di risorse naturali e materie prime
3.3.6.1 Impiego di risorse naturali
Lo Stabilimento utilizza quali fonti di approvvigionamento idrico: - acqua da pozzo a scopo industriale, approvvigionata dai pozzi:
1. P 50011045 IN; 2. P 50011045/a IN; 3. P 50011045/b IN; 4. P 50011045/c IN, come da Determina Provinciale 2510/2003, prot. Reg. n.97 del 20/3/2003;
- acqua potabile da acquedotto comunale.
I quantitativi di acqua utilizzato nel 2011 è riportato nella tabella sottostante.
Volume acqua totale annuo Consumo medio giornaliero Fonte Potabile (m3) Non potabile (m3) Potabile (m3) Non potabile (m3) Acquedotto 112247 - 449 - Pozzo 2 - 71260 - 285 Pozzo 3 - 31364 - 125 Pozzo 4 - 494200 - 1977 TOTALE 112247 596824 449 2387 (*) Nel 2011 non è stata prelevata acqua dal pozzo n.1, che risulta attualmente non operativo.
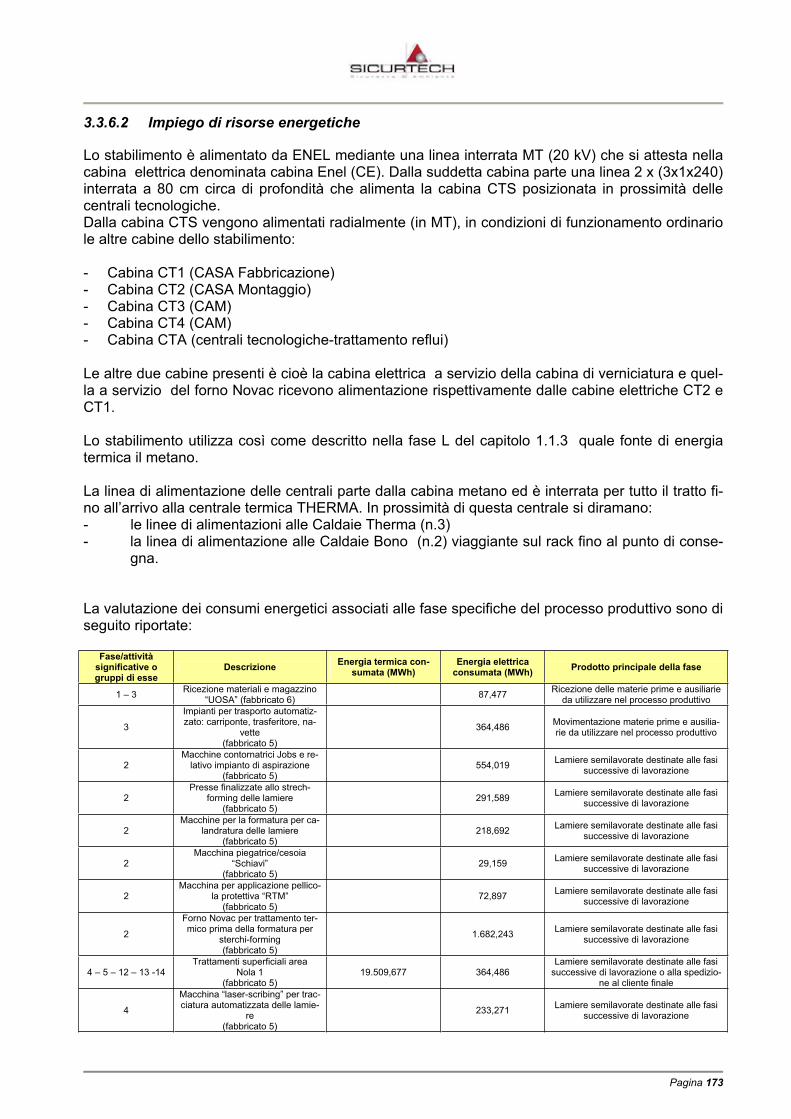
Pagina 173
3.3.6.2 Impiego di risorse energetiche
Lo stabilimento è alimentato da ENEL mediante una linea interrata MT (20 kV) che si attesta nella cabina elettrica denominata cabina Enel (CE). Dalla suddetta cabina parte una linea 2 x (3x1x240) interrata a 80 cm circa di profondità che alimenta la cabina CTS posizionata in prossimità delle centrali tecnologiche. Dalla cabina CTS vengono alimentati radialmente (in MT), in condizioni di funzionamento ordinario le altre cabine dello stabilimento:
- Cabina CT1 (CASA Fabbricazione) - Cabina CT2 (CASA Montaggio) - Cabina CT3 (CAM) - Cabina CT4 (CAM) - Cabina CTA (centrali tecnologiche-trattamento reflui)
Le altre due cabine presenti è cioè la cabina elettrica a servizio della cabina di verniciatura e quel-la a servizio del forno Novac ricevono alimentazione rispettivamente dalle cabine elettriche CT2 e CT1.
Lo stabilimento utilizza così come descritto nella fase L del capitolo 1.1.3 quale fonte di energia termica il metano.
La linea di alimentazione delle centrali parte dalla cabina metano ed è interrata per tutto il tratto fi-no all’arrivo alla centrale termica THERMA. In prossimità di questa centrale si diramano: - le linee di alimentazioni alle Caldaie Therma (n.3) - la linea di alimentazione alle Caldaie Bono (n.2) viaggiante sul rack fino al punto di conse-
gna.
La valutazione dei consumi energetici associati alle fase specifiche del processo produttivo sono di seguito riportate:
Fase/attività significative o gruppi di esse
Descrizione Energia termica con-sumata (MWh)
Energia elettrica consumata (MWh) Prodotto principale della fase
1 – 3 Ricezione materiali e magazzino “UOSA” (fabbricato 6) 87,477 Ricezione delle materie prime e ausiliarie
da utilizzare nel processo produttivo
3
Impianti per trasporto automatiz-zato: carriponte, trasferitore, na-
vette (fabbricato 5)
364,486 Movimentazione materie prime e ausilia-rie da utilizzare nel processo produttivo
2Macchine contornatrici Jobs e re-
lativo impianto di aspirazione (fabbricato 5)
554,019 Lamiere semilavorate destinate alle fasi successive di lavorazione
2Presse finalizzate allo strech-
forming delle lamiere (fabbricato 5)
291,589 Lamiere semilavorate destinate alle fasi successive di lavorazione
2Macchine per la formatura per ca-
landratura delle lamiere (fabbricato 5)
218,692 Lamiere semilavorate destinate alle fasi successive di lavorazione
2Macchina piegatrice/cesoia
“Schiavi” (fabbricato 5)
29,159 Lamiere semilavorate destinate alle fasi successive di lavorazione
2Macchina per applicazione pellico-
la protettiva “RTM” (fabbricato 5)
72,897 Lamiere semilavorate destinate alle fasi successive di lavorazione
2
Forno Novac per trattamento ter-mico prima della formatura per
sterchi-forming (fabbricato 5)
1.682,243 Lamiere semilavorate destinate alle fasi successive di lavorazione
4 – 5 – 12 – 13 -14 Trattamenti superficiali area
Nola 1 (fabbricato 5)
19.509,677 364,486Lamiere semilavorate destinate alle fasi
successive di lavorazione o alla spedizio-ne al cliente finale
4
Macchina “laser-scribing” per trac-ciatura automatizzata delle lamie-
re(fabbricato 5)
233,271 Lamiere semilavorate destinate alle fasi successive di lavorazione
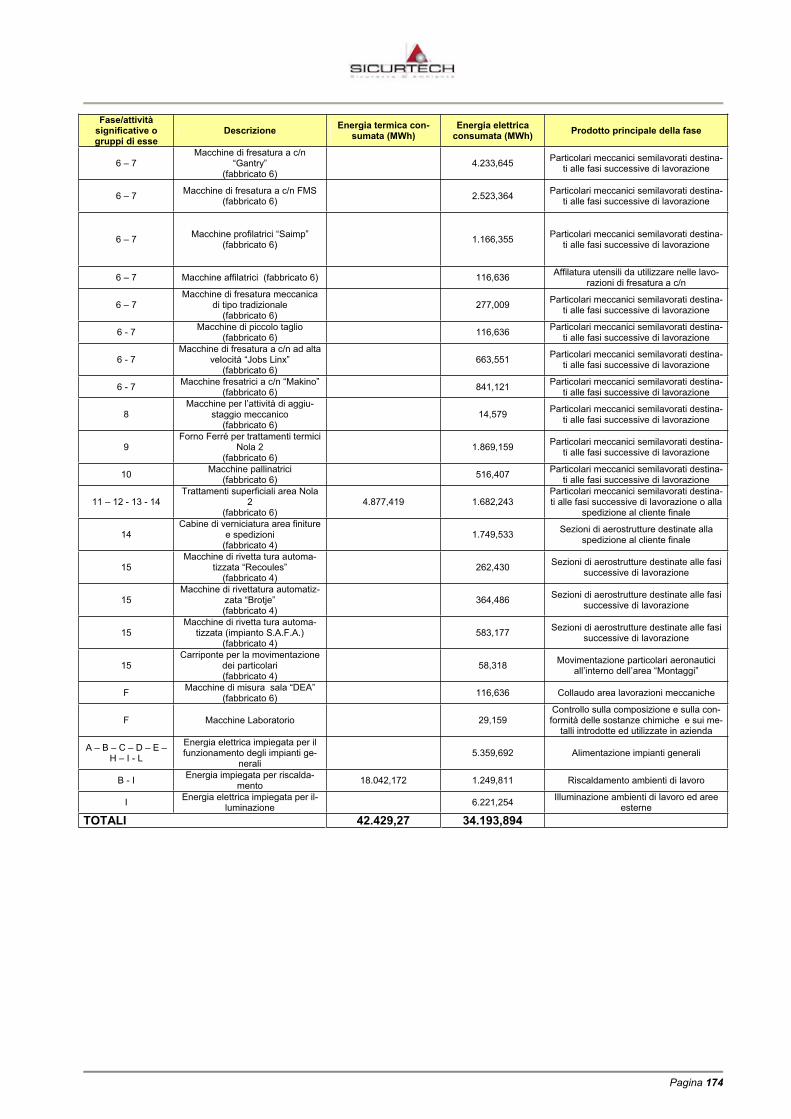
Pagina 174
Fase/attività significative o gruppi di esse
Descrizione Energia termica con-sumata (MWh)
Energia elettrica consumata (MWh) Prodotto principale della fase
6 – 7 Macchine di fresatura a c/n
“Gantry” (fabbricato 6)
4.233,645 Particolari meccanici semilavorati destina-ti alle fasi successive di lavorazione
6 – 7 Macchine di fresatura a c/n FMS (fabbricato 6) 2.523,364 Particolari meccanici semilavorati destina-
ti alle fasi successive di lavorazione
6 – 7 Macchine profilatrici “Saimp” (fabbricato 6) 1.166,355 Particolari meccanici semilavorati destina-
ti alle fasi successive di lavorazione
6 – 7 Macchine affilatrici (fabbricato 6) 116,636 Affilatura utensili da utilizzare nelle lavo-razioni di fresatura a c/n
6 – 7 Macchine di fresatura meccanica
di tipo tradizionale (fabbricato 6)
277,009 Particolari meccanici semilavorati destina-ti alle fasi successive di lavorazione
6 - 7 Macchine di piccolo taglio (fabbricato 6) 116,636 Particolari meccanici semilavorati destina-
ti alle fasi successive di lavorazione
6 - 7 Macchine di fresatura a c/n ad alta
velocità “Jobs Linx” (fabbricato 6)
663,551 Particolari meccanici semilavorati destina-ti alle fasi successive di lavorazione
6 - 7 Macchine fresatrici a c/n “Makino” (fabbricato 6) 841,121 Particolari meccanici semilavorati destina-
ti alle fasi successive di lavorazione
8Macchine per l’attività di aggiu-
staggio meccanico (fabbricato 6)
14,579 Particolari meccanici semilavorati destina-ti alle fasi successive di lavorazione
9Forno Ferré per trattamenti termici
Nola 2 (fabbricato 6)
1.869,159 Particolari meccanici semilavorati destina-ti alle fasi successive di lavorazione
10 Macchine pallinatrici (fabbricato 6) 516,407 Particolari meccanici semilavorati destina-
ti alle fasi successive di lavorazione
11 – 12 - 13 - 14 Trattamenti superficiali area Nola
2(fabbricato 6)
4.877,419 1.682,243 Particolari meccanici semilavorati destina-ti alle fasi successive di lavorazione o alla
spedizione al cliente finale
14Cabine di verniciatura area finiture
e spedizioni (fabbricato 4)
1.749,533 Sezioni di aerostrutture destinate alla spedizione al cliente finale
15Macchine di rivetta tura automa-
tizzata “Recoules” (fabbricato 4)
262,430 Sezioni di aerostrutture destinate alle fasi successive di lavorazione
15Macchine di rivettatura automatiz-
zata “Brotje” (fabbricato 4)
364,486 Sezioni di aerostrutture destinate alle fasi successive di lavorazione
15Macchine di rivetta tura automa-
tizzata (impianto S.A.F.A.) (fabbricato 4)
583,177 Sezioni di aerostrutture destinate alle fasi successive di lavorazione
15Carriponte per la movimentazione
dei particolari (fabbricato 4)
58,318 Movimentazione particolari aeronautici all’interno dell’area “Montaggi”
F Macchine di misura sala “DEA” (fabbricato 6) 116,636 Collaudo area lavorazioni meccaniche
F Macchine Laboratorio 29,159Controllo sulla composizione e sulla con-formità delle sostanze chimiche e sui me-
talli introdotte ed utilizzate in azienda
A – B – C – D – E – H – I - L
Energia elettrica impiegata per il funzionamento degli impianti ge-
nerali5.359,692 Alimentazione impianti generali
B - I Energia impiegata per riscalda-mento 18.042,172 1.249,811 Riscaldamento ambienti di lavoro
I Energia elettrica impiegata per il-luminazione 6.221,254 Illuminazione ambienti di lavoro ed aree
esterne TOTALI 42.429,27 34.193,894
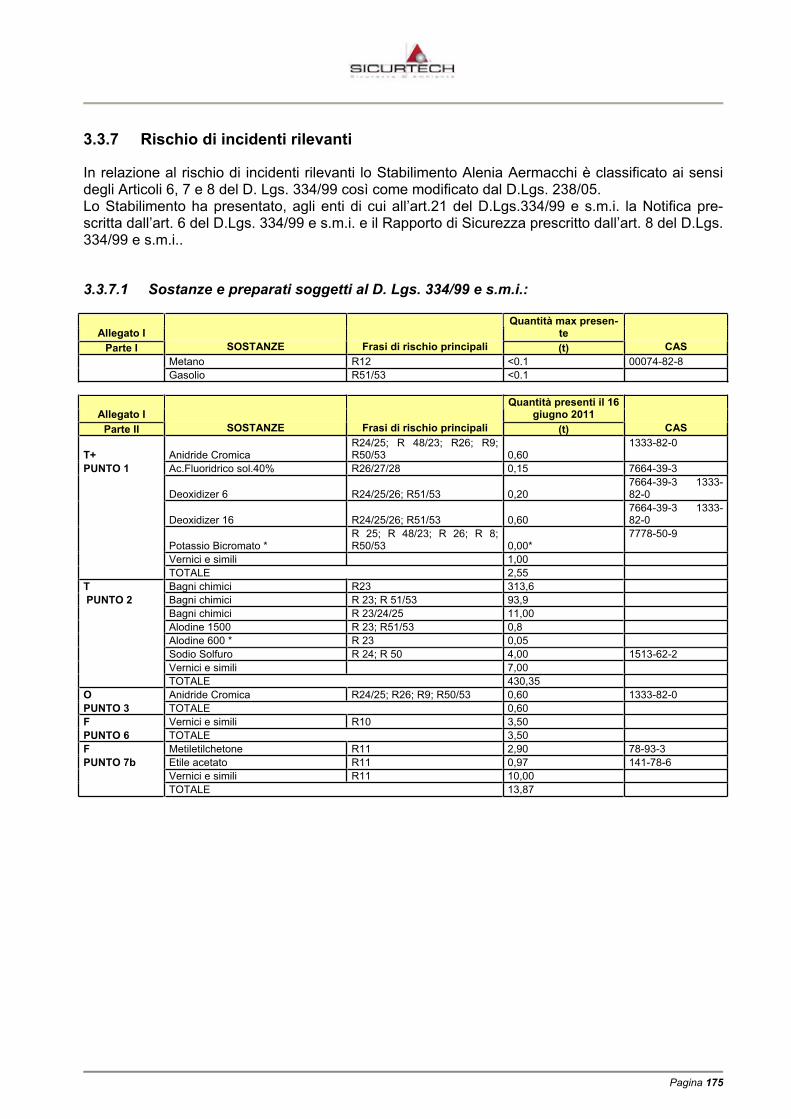
Pagina 175
3.3.7 Rischio di incidenti rilevanti
In relazione al rischio di incidenti rilevanti lo Stabilimento Alenia Aermacchi è classificato ai sensi degli Articoli 6, 7 e 8 del D. Lgs. 334/99 così come modificato dal D.Lgs. 238/05. Lo Stabilimento ha presentato, agli enti di cui all’art.21 del D.Lgs.334/99 e s.m.i. la Notifica pre-scritta dall’art. 6 del D.Lgs. 334/99 e s.m.i. e il Rapporto di Sicurezza prescritto dall’art. 8 del D.Lgs. 334/99 e s.m.i..
3.3.7.1 Sostanze e preparati soggetti al D. Lgs. 334/99 e s.m.i.:
Allegato I Quantità max presen-
teParte I SOSTANZE Frasi di rischio principali (t) CAS
Metano R12 <0.1 00074-82-8 Gasolio R51/53 <0.1
Allegato I Quantità presenti il 16
giugno 2011 Parte II SOSTANZE Frasi di rischio principali (t) CAS
T+ Anidride Cromica R24/25; R 48/23; R26; R9; R50/53 0,60
1333-82-0
PUNTO 1 Ac.Fluoridrico sol.40% R26/27/28 0,15 7664-39-3
Deoxidizer 6 R24/25/26; R51/53 0,20 7664-39-3 1333-82-0
Deoxidizer 16 R24/25/26; R51/53 0,60 7664-39-3 1333-82-0
Potassio Bicromato * R 25; R 48/23; R 26; R 8; R50/53 0,00*
7778-50-9
Vernici e simili 1,00 TOTALE 2,55
T Bagni chimici R23 313,6 PUNTO 2 Bagni chimici R 23; R 51/53 93,9
Bagni chimici R 23/24/25 11,00Alodine 1500 R 23; R51/53 0,8Alodine 600 * R 23 0,05Sodio Solfuro R 24; R 50 4,00 1513-62-2 Vernici e simili 7,00 TOTALE 430,35
O Anidride Cromica R24/25; R26; R9; R50/53 0,60 1333-82-0 PUNTO 3 TOTALE 0,60 F Vernici e simili R10 3,50 PUNTO 6 TOTALE 3,50 F Metiletilchetone R11 2,90 78-93-3 PUNTO 7b Etile acetato R11 0,97 141-78-6 Vernici e simili R11 10,00 TOTALE 13,87

Pagina 176
Allegato I Quantità presenti il 16
giugno 2011
Parte II SOSTANZE Frasi di rischio principali (t) CAS F+ Vernici e simili R12 1,50
PUNTO 8 TOTALE 1,50N Anidride Cromica R24/25/26; R9; R50/53 0,60 1333-82-0
PUNTO 9i Sodio Solfuro R 24; R 50 4,00 1513-62-2 TOTALE 4,60Percloroetilene R51/53 21,12 127-18-4
N Percloroetilene (Serbatoi) R 51/53 12,00 127-18-4
PUNTO 9ii Deoxidizer 6 R24/25/26; R51/53 0,20 7664-39-3 1333-82-0
Deoxidizer 16 R24/25/26; R51/53 0,60 7664-39-3 1333-82-0
Vernici e simili R51/53 9,00 Bagni chimici R 51/53 3,00 Bagni chimici R23; R51/53 93,90
TOTALE 139,82(*)Il Bicromato di Potassio non raggiunge i 5 kg di stoccaggio, l’Alodine 600 non raggiunge i 50 kg di stoc-caggio.
3.3.7.2 Sostanze e categorie di sostanze classificabili ai sensi dell’Allegato 1 del D. Lgs. 238/05:
SOSTANZE Numero CAS D. Lgs. 334/99 COL. 2
[ton.] COL. 3 [ton.]
QUANTITÀ [ton.]
Metano 00074-82-8 Parte 1 50 200 <0,1
Gasolio Parte 1 2500 25000 <0,1
Molto tossici Parte 2 punto 1 5 20 2,55
Tossici Parte 2 punto 2 50 200 430,35
Comburenti Parte 2 punto 3 50 200 0,60
Esplosivi Parte 2 punto 4 50 200 --------
Infiammabili Parte 2 Punto 6 5000 50000 3,5
Facilmente infiammabili Parte 2 Punto 7a 50 200 --------
Facilmente infiammabili Parte 2 Punto 7b 5000 50000 13, 87
Estremamente infiammabili Parte 2 Punto 8 10 50 1,5
Ecotossiche Parte 2 punto 9i 100 200 4,6
Ecotossiche Parte 2 punto 9ii 200 500 139,82
Sostanze che reagiscono violentemente con l’acqua Parte 2 Punto 10i 100 500 --------
Sostanze che reagiscono violentemente con l’acqua Parte 2 Punto 10ii 50 200 --------

Pagina 177
3.3.7.3 Valutazione pericoli complessivi
NOTA 4 - ALLEGATO I Parte 2 - D. Lgs. 334/99 come modificato da D. Lgs. 238/05 Categoria Sommatoria rapporti
molto tossiche + tossiche cat. 1 + 2 art. 6 e 7 (Notifica) art. 8 (Rapp. Sic.)
Dettaglio 9,12 2,28
Categoria Sommatoria rapporti
comburenti + esplosive + infiammabili + facilmente infiammabili + estremamente infiammabilicat. 3 + 4 + 5 + 6 + 7a + 7b + 8 art. 6 e 7 (Notifica) art. 8 (Rapp. Sic.)
Dettaglio 0,17 0,03
Categoria Sommatoria rapporti
pericolose per ambiente cat. 9i + 9ii art. 6 e 7 (Notifica) art. 8 (Rapp. Sic.)
Dettaglio 0,75 0,30
Dai dati su esposti risulta che lo Stabilimento Alenia Aeronautica di Nola supera la soglia indicata in Colonna 3 dell’Allegato I al D. Lgs. 238/05 per la categoria: “tossici”. Pertanto lo Stabilimento è classificabile ai sensi degli Articoli 6, 7 e 8 del D. Lgs. 334/99 così come modificato dal D. Lgs. 238/05.
OsservazioneInsieme alle sostanze direttamente classificabili come “sostanze pericolose” ai sensi dei D. Lgs. 334/99 e D. Lgs. 238/05, di cui si è data evidenza nella precedente tabella, presso lo stabilimento si trovano e vengono utilizzate sostanze corrosive che, in caso di spandimento, possono creare condizioni di criticità nelle zone limitrofe. Per una completa trasparenza anche nei confronti della popolazione e delle Autorità le seguenti sostanze :
- Acido Cloridrico sol. 32% - Acido Nitrico sol. 68%
sono state trattate, in termini di analisi di sicurezza, come equivalenti a “sostanze pericolose” e so-no stati pertanto determinati anche per esse, le caratteristiche di Rischio Incidentale Rilevante: fre-quenza attesa degli eventi incidentali e magnitudo.
Pagina 178
3.3.7.4 Natura dei rischi di incidenti rilevanti – Informazioni generali
L’esame dei possibili eventi incidentali, configurabili in relazione all’utilizzo di sostanze pericolose, ha evidenziato la casistica riportata nella Tabella di seguito riportata. Si osserva che fra le varie eventualità incidentali e per una completa trasparenza nei confronti del-le Autorità e della Popolazione, si sono esaminate e valutate, data le caratteristiche di pericolosità dei vapori potenzialmente rilasciati, anche le soluzioni acquose di Acido Cloridrico e Acido Nitrico, che di per sé, non sono classificate ai sensi del D. Lgs. 334/99 e del D. Lgs. 238/05, come sostan-ze pericolose.
Natura del rischio di incidenti rilevanti Informazioni generali Incidente (*) Sostanza coinvolta Incendio Metano, Metiletilchetone, Etilacetato
Dispersione/Rilascio Acido Fluoridrico, Acido Cloridrico, Vapori Nitri-ci, Anidride Cromica, Percloroetilene
(*) Incendio, esplosione, rilascio di sostanze pericolose
L’evento incidentale con caratteristiche di Top Event è costituito dalla dispersione di Acido Cloridri-co per evaporazione da pozza, a seguito di spandimento della soluzione acquosa durante la fase di travaso dalla autobotte di arrivo al serbatoio di stoccaggio.
Pagina 179
3.3.7.5 Tipo di effetto per la popolazione e per l’ambiente
Gli effetti per la popolazione e per l’ambiente conseguenti agli eventi incidentali considerati sono i seguenti:
1. Incendio di sostanze quali metano, metiletilchetone e etilacetato. Questo evento, che può verificarsi, per il metano: in corrispondenza ai punti di riduzione di pressione del metano, per il metiletilchetone e l’etilacetato: in corrispondenza ai serbatoi di stoccaggio degli stessi, può determinare la diffusione di radiazioni termiche che per gli scenari ipotizzati sono delimitate all’interno del perimetro dello Stabilimento e non possono interessare la popolazione e l’ambiente circostante lo Stabilimento. Sono predisposte all’interno dello Stabilimento misure di protezione e risposta all’emergenza costituite da misure tecniche (quali la predisposizione di impianti di lotta antincendio: rete idran-ti di stabilimento e collocazione di un adeguato numero di estintori di primo intervento) e misu-re organizzative (quali la presenza costante di una squadra di emergenza costituita da lavora-tori della Alenia Aeronautica), che garantiscono che l’evento in esame: innesco dell’incendio, conseguente propagazione e la diffusione di radiazioni termiche, venga prontamente affronta-no ed eliminato prima che possa determinare effetti sulla popolazione e sull’ambiente circo-stante lo Stabilimento.
2. Dispersione/rilascio di sostanze tossiche. La dispersione può avvenire in caso di incidenti che coinvolgono: i contenitori dell’acido fluori-drico o del triossido di cromo; la rottura della manichetta durante il travaso del percloroetilene; la rottura o perdita di una vasca o rottura della tubazione contenente bagni tossiche la rottura della tubazione in fase di carico dei serbatoi di acido cloridrico e acido nitrico. In caso di rottura della tubazione in fase di carico dell’acido cloridrico si determina una pozza sulla pavimentazione dalla quale si libera acido cloridrico in forma gassosa. L’area interessata da concentrazioni di sostanza tossica tale da determinare danni alla salute in questo caso ha un raggio di 88 metri dal bordo della pozza. Questo evento può avere effetti marginali sulla po-polazione esterna, interessata da possibile disagio dovuta alle caratteristiche tossiche e corro-sive della sostanza. In caso di rottura di un contenitore di acido fluoridrico (contenitore contenente 25 Kg di soluzio-ne acquosa al 40% in peso) si genera una pozza di sostanza che determina il rilascio di vapori tossici in una area che ha una estensione pari a 10 m dal bordo della pozza (area in cui vi può essere una concentrazione di sostanza tossica tale da determinare danni alla salute). Per tale scenario incidentale lo stabilimento è provvisto di mezzi e di attrezzature di pronto intervento, nonché di personale addestrato, in modo da consentire l’immediato intervento e la rimozione della sostanza dispersa prima che si possa determinare la propagazione dei vapori tossici al di fuori del perimetro dello Stabilimento. In caso di rottura di un contenitore di anidride cromica (contenitore contenente 25 Kg di anidri-de cromica solida in scaglie) si determina il rilascio del materiale solido sulla pavimentazione. Questo evento può avere effetti estremamente limitati in quanto anche in caso di condizioni meteoriche sfavorevoli (giornate molto ventose) non sussistono possibilità che il materiale in scaglie si possa diffondere oltre i confini dello stabilimento e quindi interessare la popolazione e l’ambiente circostante. Gli incidenti che coinvolgono i bagni contenuti nelle vasche di trattamento sono, invece, confi-nati alle aree interne al reparto nel quale possono verificarsi. In ogni caso lo Stabilimento è provvisto di mezzi e di attrezzature di pronto intervento, nonché di personale addestrato, in modo da consentire l’immediato intervento e la rimozione della so-stanza dispersa.
Inoltre le aree di movimentazione delle sostanze sono state definite e localizzate in modo tale da essere il meno possibile vicine ai confini dello stabilimento in modo da evitare che in caso di
Pagina 180
incidente, l’eventuale rilascio si possa propagare al di fuori dei confini dello Stabilimento con in-teressamento della popolazione e dell’ambiente circostante.
Per i casi sopra indicati, di dispersione/rilascio di sostanze tossiche e pericolose per gli organismi acquatici, lo Stabilimento dispone di sistemi di protezione, controllo e di captazio-ne/convogliamento tali da non poter determinare l’inquinamento delle reti fognarie né la possibilità di dispersione e contaminazione delle falde (quali ad esempio, adozione di vasche e bacini di con-tenimento, sistemi di movimentazione e convogliamento delle sostanze a ciclo e circuito chiuso, serrande su pozzetti terminali delle acque meteoriche).
3.3.7.6 Misure di prevenzione e sicurezza adottate
Al fine di evitare o minimizzare l’insorgenza di eventi incidentali, l’Azienda adotta le seguenti pre-cauzioni:
Dal punto di vista della sicurezza del lavoro: - adeguata presenza di dispositivi, attivi e passivi, per la protezione contro l’incendio; - procedura di esecuzione Lavori in aree con presenza di sostanze infiammabili o pericolose.
Dal punto di vista dell’igiene del lavoro: - manipolazioni effettuate nel rispetto delle precauzioni prescritte nelle schede di sicurezza; - buona aerazione dei reparti in modo da mantenere la concentrazione degli inquinanti volatili
sotto i livelli di soglia stabiliti per l’esposizione professionale (TLV); - impianti di aspirazione localizzati e generali; - uso esteso di dispositivi di protezione individuale e costante pulizia degli ambienti mediante ef-
ficaci lavaggi.
Dal punto di vista impiantistico: - dispositivi di blocco e allarme su tutte le linee che utilizzano sostanze pericolose; - utilizzo di materiali idonei agli agenti corrosivi e sistemi di rilevazione di eventuali danneggia-
menti.
Dal punto di vista procedurale sono presenti: - procedure operative dettagliate per la movimentazione di prodotti pericolosi; - Manuali Operativi con istruzioni dettagliate per la conduzione degli impianti produttivi; - registro per il passaggio delle consegne; - evidenze documentali relative alla formazione ed all’addestramento del personale operativo.
Onde evitare possibili eventi incidentali legati al trasporto interno allo Stabilimento di sostanze pe-ricolose, la circolazione è regolata in conformità Codice Stradale con limitazione della velocità massima a 10 km/h. Inoltre la disposizione di apparecchiature e tubazioni è stata studiata in modo da minimizzare la possibilità di collisioni in seguito ad urti accidentali.
Le suddette attività di prevenzione sono conseguenti sia alla attuazione del Sistema di Gestione della Sicurezza per la prevenzione degli incidenti rilevanti sia alla attuazione del Sistema di Ge-stione Ambientale certificato in conformità alla norma UNI EN ISO 14001.
Pagina 181
3.3.7.7 Gestione Emergenza
Il PEE non è stato redatto dall’Autorità competente, pertanto le informazion per la gestione delle emergenze fanno riferimento al Piano di Emergenza Interno (PEI) di cui all’art. 11. Il PEI riporta le informazioni desunte dal Rapporto di Sicurezza, ovvero dalla pianificazione di e-mergenza di cui all’allegato 3, lett. C, punto v) del D.Lgs.334/99 e s.m.i.
Mezzi di segnalazione di incidenti Le situazioni di emergenza interna sono segnalate con le modalità previste nel Piano di Emergen-za Interno, che prevede l’utilizzo di sirene e comunicazioni telefoniche.
Qualsiasi situazione di emergenza interna, fatta eccezione per gli incidenti rilevanti, che risultasse non gestibile e controllabile con mezzi propri, verrebbe immediatamente segnalata alle Autorità competenti in accordo alle modalità previste dal Piano di Emergenza Interno.
In caso di incidente rilevante vi è sempre la comunicazione alle Autorità competenti.
Comportamento da seguire In caso di emergenza tutto il personale che si trova in Stabilimento si comporterà seguendo le i-struzioni del Piano di Emergenza Interno. Non si configurano scenari incidentali di significativa cri-ticità per la popolazione esterna che in ogni caso dovrà seguire le direttive emanate dall’Autorità competente.Per la tipologia di rilascio considerata, se si avverte un senso di irritazione alla gola e agli occhi, si consiglia di proteggersi con un panno bagnato la bocca e il naso. Se ci si trova in locale con finestre o aerazione, chiudere le finestre e spegnere gli impianti aera-zione.In generale é comunque opportuno non lasciare la propria abitazione.
Presidi di pronto soccorso Lo Stabilimento è dotato di Sala medica costantemente presidiata da personale medico e/o para-medico. Nonché di squadre di personale adeguatamente formato e addestrato per gli interventi di emergenza.
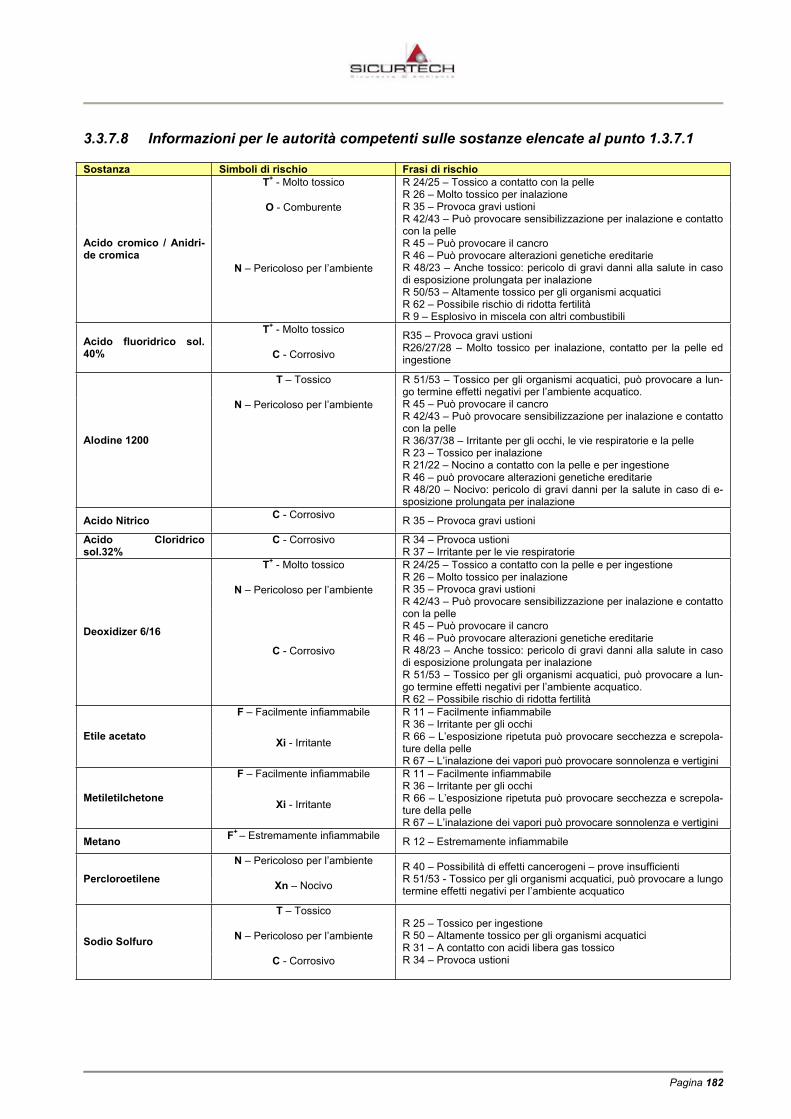
Pagina 182
3.3.7.8 Informazioni per le autorità competenti sulle sostanze elencate al punto 1.3.7.1
Sostanza Simboli di rischio Frasi di rischio T+ - Molto tossico
O - Comburente
Acido cromico / Anidri-de cromica
N – Pericoloso per l’ambiente
R 24/25 – Tossico a contatto con la pelle R 26 – Molto tossico per inalazione R 35 – Provoca gravi ustioni R 42/43 – Può provocare sensibilizzazione per inalazione e contatto con la pelle R 45 – Può provocare il cancro R 46 – Può provocare alterazioni genetiche ereditarie R 48/23 – Anche tossico: pericolo di gravi danni alla salute in caso di esposizione prolungata per inalazione R 50/53 – Altamente tossico per gli organismi acquatici R 62 – Possibile rischio di ridotta fertilità R 9 – Esplosivo in miscela con altri combustibili
T+ - Molto tossico Acido fluoridrico sol. 40% C - Corrosivo
R35 – Provoca gravi ustioni R26/27/28 – Molto tossico per inalazione, contatto per la pelle ed ingestione
T – Tossico
Alodine 1200
N – Pericoloso per l’ambiente
R 51/53 – Tossico per gli organismi acquatici, può provocare a lun-go termine effetti negativi per l’ambiente acquatico. R 45 – Può provocare il cancro R 42/43 – Può provocare sensibilizzazione per inalazione e contatto con la pelle R 36/37/38 – Irritante per gli occhi, le vie respiratorie e la pelle R 23 – Tossico per inalazione R 21/22 – Nocino a contatto con la pelle e per ingestione R 46 – può provocare alterazioni genetiche ereditarie R 48/20 – Nocivo: pericolo di gravi danni per la salute in caso di e-sposizione prolungata per inalazione
Acido Nitrico C - Corrosivo R 35 – Provoca gravi ustioni
Acido Cloridrico sol.32%
C - Corrosivo R 34 – Provoca ustioni R 37 – Irritante per le vie respiratorie
T+ - Molto tossico
N – Pericoloso per l’ambiente
Deoxidizer 6/16
C - Corrosivo
R 24/25 – Tossico a contatto con la pelle e per ingestione R 26 – Molto tossico per inalazione R 35 – Provoca gravi ustioni R 42/43 – Può provocare sensibilizzazione per inalazione e contatto con la pelle R 45 – Può provocare il cancro R 46 – Può provocare alterazioni genetiche ereditarie R 48/23 – Anche tossico: pericolo di gravi danni alla salute in caso di esposizione prolungata per inalazione R 51/53 – Tossico per gli organismi acquatici, può provocare a lun-go termine effetti negativi per l’ambiente acquatico. R 62 – Possibile rischio di ridotta fertilità
F – Facilmente infiammabile
Etile acetato Xi - Irritante
R 11 – Facilmente infiammabile R 36 – Irritante per gli occhi R 66 – L’esposizione ripetuta può provocare secchezza e screpola-ture della pelle R 67 – L’inalazione dei vapori può provocare sonnolenza e vertigini
F – Facilmente infiammabile
Metiletilchetone Xi - Irritante
R 11 – Facilmente infiammabile R 36 – Irritante per gli occhi R 66 – L’esposizione ripetuta può provocare secchezza e screpola-ture della pelle R 67 – L’inalazione dei vapori può provocare sonnolenza e vertigini
Metano F+ – Estremamente infiammabile R 12 – Estremamente infiammabile
N – Pericoloso per l’ambiente
Percloroetilene Xn – Nocivo
R 40 – Possibilità di effetti cancerogeni – prove insufficienti R 51/53 - Tossico per gli organismi acquatici, può provocare a lungo termine effetti negativi per l’ambiente acquatico
T – Tossico
N – Pericoloso per l’ambiente Sodio Solfuro
C - Corrosivo
R 25 – Tossico per ingestione R 50 – Altamente tossico per gli organismi acquatici R 31 – A contatto con acidi libera gas tossico R 34 – Provoca ustioni
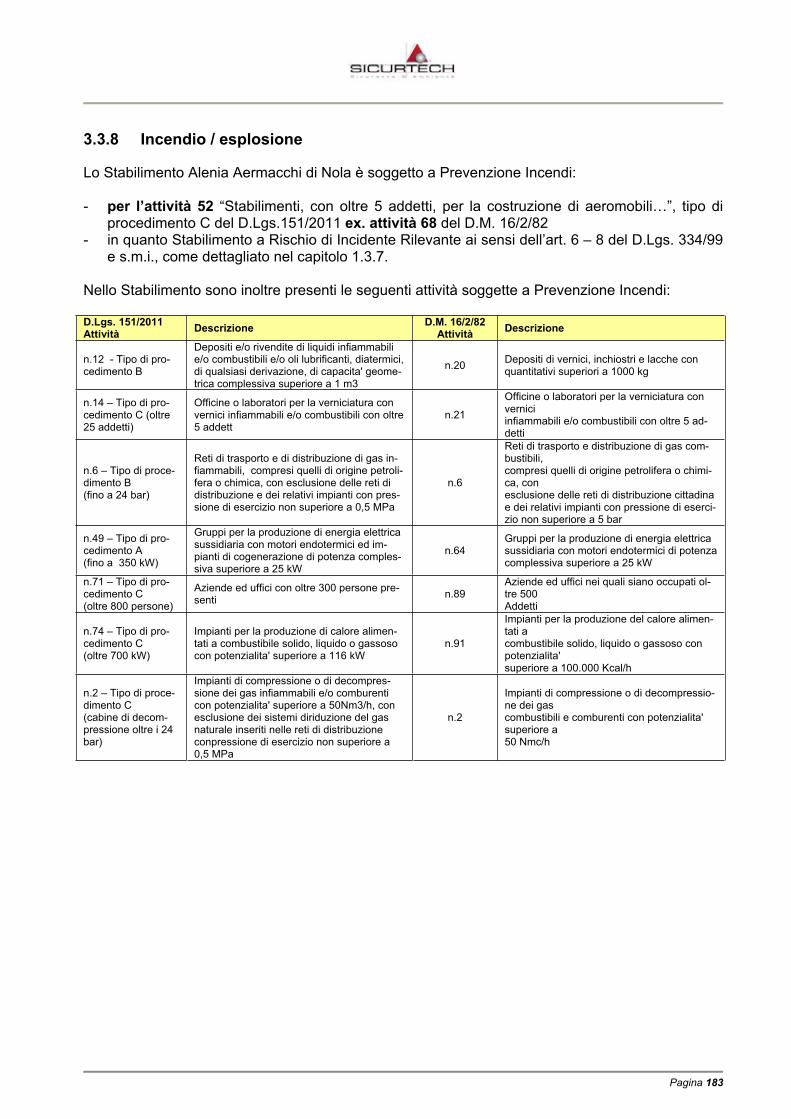
Pagina 183
3.3.8 Incendio / esplosione
Lo Stabilimento Alenia Aermacchi di Nola è soggetto a Prevenzione Incendi:
- per l’attività 52 “Stabilimenti, con oltre 5 addetti, per la costruzione di aeromobili…”, tipo di procedimento C del D.Lgs.151/2011 ex. attività 68 del D.M. 16/2/82
- in quanto Stabilimento a Rischio di Incidente Rilevante ai sensi dell’art. 6 – 8 del D.Lgs. 334/99 e s.m.i., come dettagliato nel capitolo 1.3.7.
Nello Stabilimento sono inoltre presenti le seguenti attività soggette a Prevenzione Incendi:
D.Lgs. 151/2011 Attività Descrizione D.M. 16/2/82
Attività Descrizione
n.12 - Tipo di pro-cedimento B
Depositi e/o rivendite di liquidi infiammabili e/o combustibili e/o oli lubrificanti, diatermici, di qualsiasi derivazione, di capacita' geome-trica complessiva superiore a 1 m3
n.20 Depositi di vernici, inchiostri e lacche con quantitativi superiori a 1000 kg
n.14 – Tipo di pro-cedimento C (oltre 25 addetti)
Officine o laboratori per la verniciatura con vernici infiammabili e/o combustibili con oltre 5 addett
n.21
Officine o laboratori per la verniciatura con vernici infiammabili e/o combustibili con oltre 5 ad-detti
n.6 – Tipo di proce-dimento B (fino a 24 bar)
Reti di trasporto e di distribuzione di gas in-fiammabili, compresi quelli di origine petroli-fera o chimica, con esclusione delle reti di distribuzione e dei relativi impianti con pres-sione di esercizio non superiore a 0,5 MPa
n.6
Reti di trasporto e distribuzione di gas com-bustibili,compresi quelli di origine petrolifera o chimi-ca, con esclusione delle reti di distribuzione cittadina e dei relativi impianti con pressione di eserci-zio non superiore a 5 bar
n.49 – Tipo di pro-cedimento A (fino a 350 kW)
Gruppi per la produzione di energia elettrica sussidiaria con motori endotermici ed im-pianti di cogenerazione di potenza comples-siva superiore a 25 kW
n.64Gruppi per la produzione di energia elettrica sussidiaria con motori endotermici di potenza complessiva superiore a 25 kW
n.71 – Tipo di pro-cedimento C (oltre 800 persone)
Aziende ed uffici con oltre 300 persone pre-senti n.89
Aziende ed uffici nei quali siano occupati ol-tre 500 Addetti
n.74 – Tipo di pro-cedimento C (oltre 700 kW)
Impianti per la produzione di calore alimen-tati a combustibile solido, liquido o gassoso con potenzialita' superiore a 116 kW
n.91
Impianti per la produzione del calore alimen-tati a combustibile solido, liquido o gassoso con potenzialita'superiore a 100.000 Kcal/h
n.2 – Tipo di proce-dimento C (cabine di decom-pressione oltre i 24 bar)
Impianti di compressione o di decompres-sione dei gas infiammabili e/o comburenti con potenzialita' superiore a 50Nm3/h, con esclusione dei sistemi diriduzione del gas naturale inseriti nelle reti di distribuzione conpressione di esercizio non superiore a 0,5 MPa
n.2
Impianti di compressione o di decompressio-ne dei gas combustibili e comburenti con potenzialita' superiore a 50 Nmc/h
Pagina 184
3.3.9 Aspetti associati alla eventuale dismissione e/o bonifica dell’impianto
Si riporta in allegato il Piano di Dismisione dello stabilimento approvato nell’ambito della Autorizza-zione integrata ambientale rilasciata con Decreto Dirigenziale della Regione Campania 342 del 29/12/2011.
Il Piano contiene tutte le fasi ed i tempi di attuazione concernenti le attività di dismissione dell’impianto ed in particolare provvede ad:
- identificare ed illustrare i potenziali impatti associati all'attività di chiusura; - programmare e tempificare le attività di chiusura dell'impianto comprendendo lo smantellamen-
to delle parti impiantistiche, del recupero di materiali e delle sostanze stoccate ancora even-tualmente presenti e delle parti infrastrutturali dell'insediamento;
- identificare eventuali parti dell'impianto che rimarranno in situ dopo la chiusura/smantellamento motivandone la loro presenza e l'eventuale durata successiva, nonché le procedure da adotta-re per la gestione delle parti rimaste;
- indicare gli interventi in caso si presentino condizioni di emergenza durante la fase di smantel-lamento.

Pagina 185
3.4 VALUTAZIONE ASPETTI AMBIENTALI INTRODOTTI DAL PROGETTO CISM
Nei paragrafi precedenti del quadro progettuale sono state presentate tutte le attività oggetto del progetto CISM. Per ognuna delle attività, appresso indicate, si è valutata e riportata l’incidenza de-gli aspetti ambientali:
- Produzione rifiuti; - Scarichi idrici; - Emissioni in atmosfera; - Prodotti e sostanze pericolose impiegate; - Impiego di risorse energetiche.
Attività Aspetti ambientali Presenza Produzione rifiuti SI
Scarichi idrici SI Emissioni in atmosfera SI
Prodotti e sostanze pericolose impiegate SI
Trattamenti superficiali Nola 1
Impiego di risorse energetiche SI Produzione rifiuti SI
Scarichi idrici SI Emissioni in atmosfera SI
Prodotti e sostanze pericolose impiegate SI
Trattamenti superficiali Nola 2
Impiego di risorse energetiche SI Produzione rifiuti SI
Scarichi idrici SI Emissioni in atmosfera SI
Prodotti e sostanze pericolose impiegate SI
Impianto di verniciatura Longheroni Nola1
Impiego di risorse energetiche SI Produzione rifiuti SI
Scarichi idrici NO Emissioni in atmosfera SI
Prodotti e sostanze pericolose impiegate SI
Impianto di verniciatura A321 Nola1
Impiego di risorse energetiche SI Produzione rifiuti SI
Scarichi idrici SI Emissioni in atmosfera SI
Prodotti e sostanze pericolose impiegate SI
Nuova cella Trattamenti Termici Nola 2
Impiego di risorse energetiche SI Produzione rifiuti SI
Scarichi idrici NO Emissioni in atmosfera NO
Prodotti e sostanze pericolose impiegate SI
Fresatura Meccanica Nola 1
Impiego di risorse energetiche SI Produzione rifiuti SI
Scarichi idrici SI Emissioni in atmosfera SI
Prodotti e sostanze pericolose impiegate SI
Trasferimento tecnologie Nola 1e Nola 2
Impiego di risorse energetiche SI
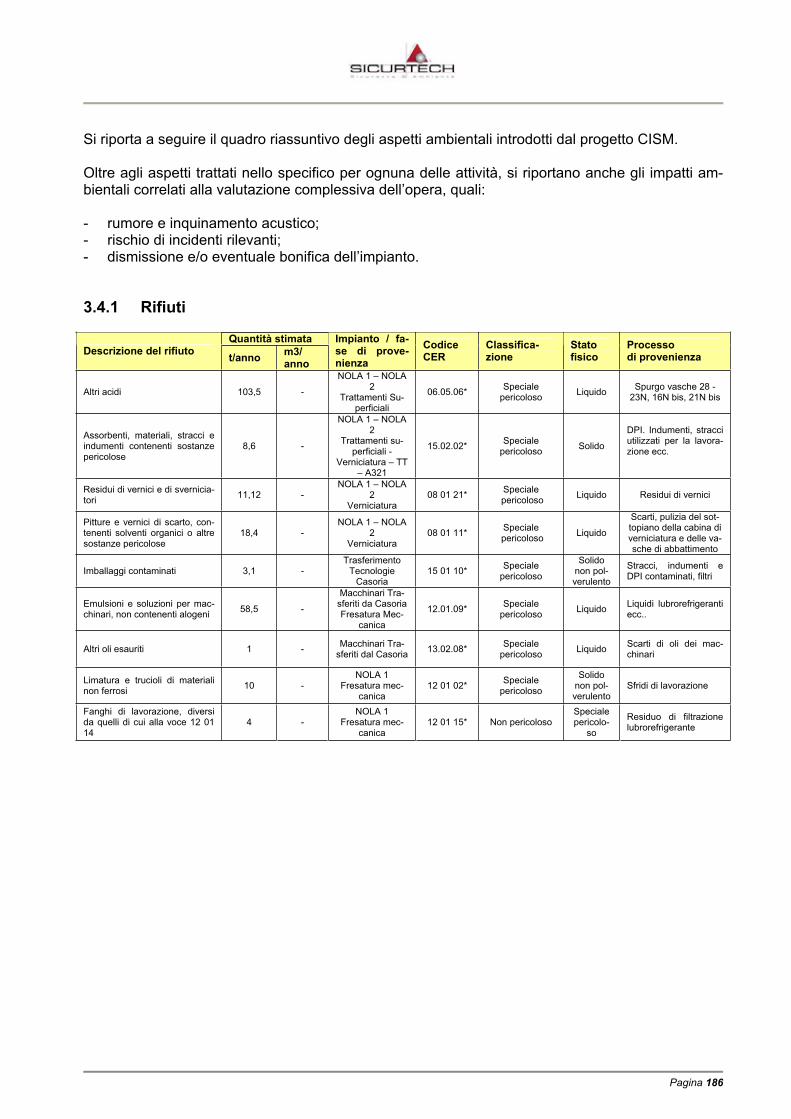
Pagina 186
Si riporta a seguire il quadro riassuntivo degli aspetti ambientali introdotti dal progetto CISM.
Oltre agli aspetti trattati nello specifico per ognuna delle attività, si riportano anche gli impatti am-bientali correlati alla valutazione complessiva dell’opera, quali:
- rumore e inquinamento acustico; - rischio di incidenti rilevanti; - dismissione e/o eventuale bonifica dell’impianto.
3.4.1 Rifiuti
Quantità stimata Descrizione del rifiuto t/anno m3/
anno
Impianto / fa-se di prove-nienza
Codice CER
Classifica-zione
Statofisico
Processodi provenienza
Altri acidi 103,5 -
NOLA 1 – NOLA 2
Trattamenti Su-perficiali
06.05.06* Speciale pericoloso Liquido Spurgo vasche 28 -
23N, 16N bis, 21N bis
Assorbenti, materiali, stracci e indumenti contenenti sostanze pericolose
8,6 -
NOLA 1 – NOLA 2
Trattamenti su-perficiali -
Verniciatura – TT – A321
15.02.02* Speciale pericoloso Solido
DPI. Indumenti, stracci utilizzati per la lavora-zione ecc.
Residui di vernici e di svernicia-tori 11,12 -
NOLA 1 – NOLA 2
Verniciatura 08 01 21* Speciale
pericoloso Liquido Residui di vernici
Pitture e vernici di scarto, con-tenenti solventi organici o altre sostanze pericolose
18,4 - NOLA 1 – NOLA
2Verniciatura
08 01 11* Speciale pericoloso Liquido
Scarti, pulizia del sot-topiano della cabina di verniciatura e delle va-sche di abbattimento
Imballaggi contaminati 3,1 - Trasferimento
Tecnologie Casoria
15 01 10* Speciale pericoloso
Solidonon pol-verulento
Stracci, indumenti e DPI contaminati, filtri
Emulsioni e soluzioni per mac-chinari, non contenenti alogeni 58,5 -
Macchinari Tra-sferiti da Casoria Fresatura Mec-
canica
12.01.09* Speciale pericoloso Liquido Liquidi lubrorefrigeranti
ecc..
Altri oli esauriti 1 - Macchinari Tra-sferiti dal Casoria 13.02.08* Speciale
pericoloso Liquido Scarti di oli dei mac-chinari
Limatura e trucioli di materiali non ferrosi 10 -
NOLA 1 Fresatura mec-
canica 12 01 02* Speciale
pericoloso
Solidonon pol-verulento
Sfridi di lavorazione
Fanghi di lavorazione, diversi da quelli di cui alla voce 12 01 14
4 - NOLA 1
Fresatura mec-canica
12 01 15* Non pericoloso Specialepericolo-
so
Residuo di filtrazione lubrorefrigerante
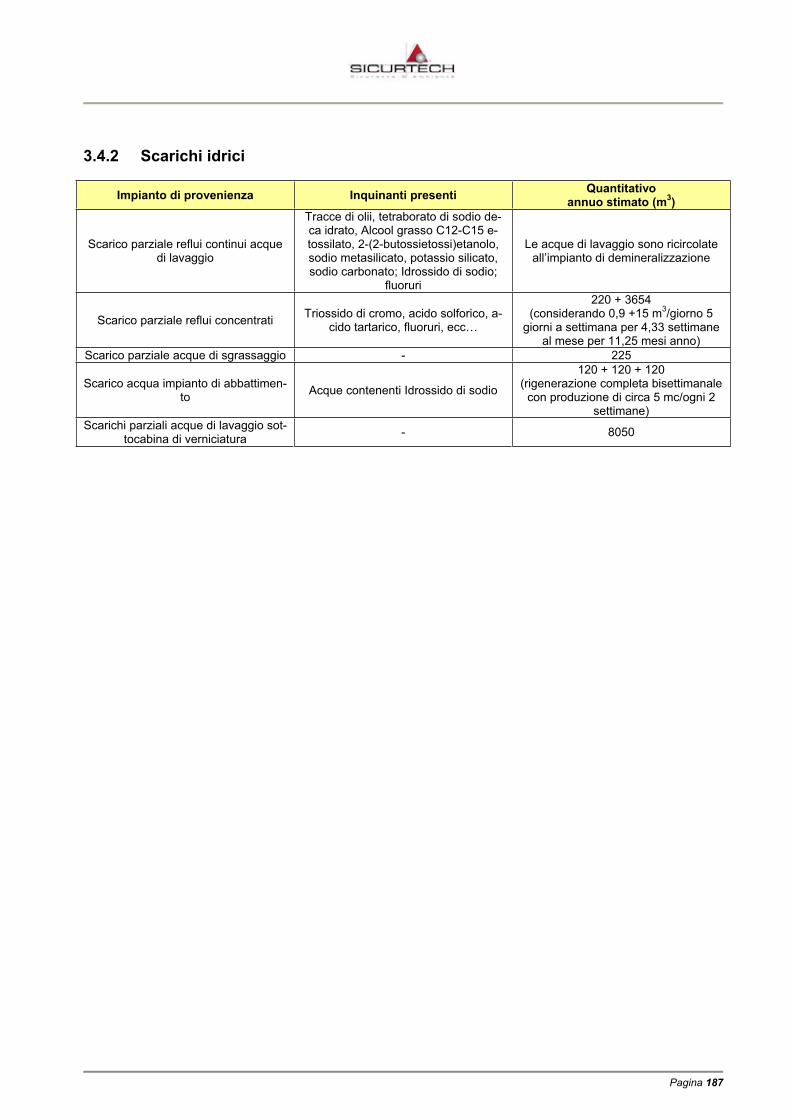
Pagina 187
3.4.2 Scarichi idrici
Impianto di provenienza Inquinanti presenti Quantitativo annuo stimato (m3)
Scarico parziale reflui continui acque di lavaggio
Tracce di olii, tetraborato di sodio de-ca idrato, Alcool grasso C12-C15 e-tossilato, 2-(2-butossietossi)etanolo, sodio metasilicato, potassio silicato, sodio carbonato; Idrossido di sodio;
fluoruri
Le acque di lavaggio sono ricircolate all’impianto di demineralizzazione
Scarico parziale reflui concentrati Triossido di cromo, acido solforico, a-cido tartarico, fluoruri, ecc…
220 + 3654 (considerando 0,9 +15 m3/giorno 5
giorni a settimana per 4,33 settimane al mese per 11,25 mesi anno)
Scarico parziale acque di sgrassaggio - 225
Scarico acqua impianto di abbattimen-to Acque contenenti Idrossido di sodio
120 + 120 + 120 (rigenerazione completa bisettimanale
con produzione di circa 5 mc/ogni 2 settimane)
Scarichi parziali acque di lavaggio sot-tocabina di verniciatura - 8050
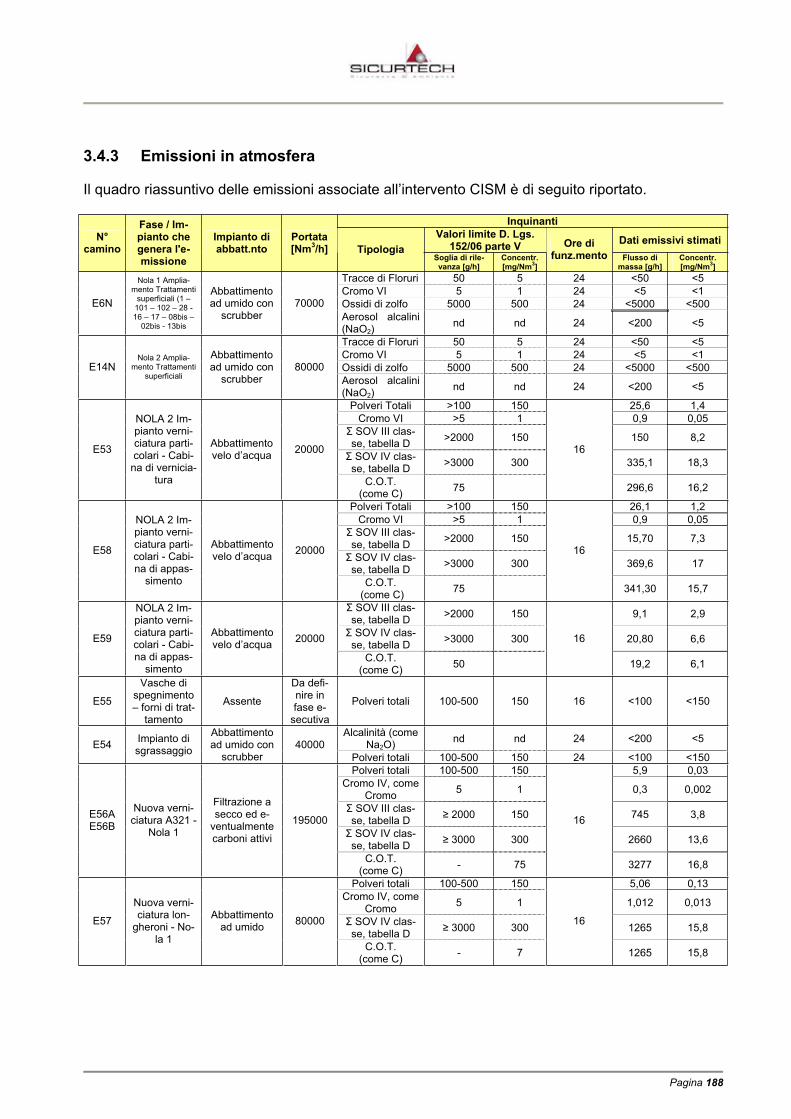
Pagina 188
3.4.3 Emissioni in atmosfera
Il quadro riassuntivo delle emissioni associate all’intervento CISM è di seguito riportato.
Inquinanti Valori limite D. Lgs.
152/06 parte V Dati emissivi stimati N°camino
Fase / Im-pianto che genera l'e-missione
Impianto di abbatt.nto
Portata[Nm3/h] Tipologia
Soglia di rile-vanza [g/h]
Concentr.[mg/Nm3]
Ore di funz.mento Flusso di
massa [g/h] Concentr. [mg/Nm3]
Tracce di Floruri 50 5 24 <50 <5 Cromo VI 5 1 24 <5 <1 Ossidi di zolfo 5000 500 24 <5000 <500 E6N
Nola 1 Amplia-mento Trattamenti
superficiali (1 – 101 – 102 – 28 - 16 – 17 – 08bis –
02bis - 13bis
Abbattimentoad umido con
scrubber70000
Aerosol alcalini (NaO2)
nd nd 24 <200 <5
Tracce di Floruri 50 5 24 <50 <5 Cromo VI 5 1 24 <5 <1 Ossidi di zolfo 5000 500 24 <5000 <500 E14N
Nola 2 Amplia-mento Trattamenti
superficiali
Abbattimentoad umido con
scrubber80000
Aerosol alcalini (NaO2)
nd nd 24 <200 <5
Polveri Totali >100 150 25,6 1,4 Cromo VI >5 1 0,9 0,05
SOV III clas-se, tabella D >2000 150 150 8,2
SOV IV clas-se, tabella D >3000 300 335,1 18,3
E53
NOLA 2 Im-pianto verni-ciatura parti-colari - Cabi-
na di vernicia-tura
Abbattimentovelo d’acqua 20000
C.O.T. (come C) 75
16
296,6 16,2
Polveri Totali >100 150 26,1 1,2 Cromo VI >5 1 0,9 0,05
SOV III clas-se, tabella D >2000 150 15,70 7,3
SOV IV clas-se, tabella D >3000 300 369,6 17
E58
NOLA 2 Im-pianto verni-ciatura parti-colari - Cabi-na di appas-
simento
Abbattimentovelo d’acqua 20000
C.O.T. (come C) 75
16
341,30 15,7
SOV III clas-se, tabella D >2000 150 9,1 2,9
SOV IV clas-se, tabella D >3000 300 20,80 6,6 E59
NOLA 2 Im-pianto verni-ciatura parti-colari - Cabi-na di appas-
simento
Abbattimentovelo d’acqua 20000
C.O.T. (come C) 50
16
19,2 6,1
E55
Vasche di spegnimento– forni di trat-
tamento
Assente
Da defi-nire in fase e-
secutiva
Polveri totali 100-500 150 16 <100 <150
Alcalinità (come Na2O) nd nd 24 <200 <5 E54 Impianto di
sgrassaggio
Abbattimentoad umido con
scrubber40000
Polveri totali 100-500 150 24 <100 <150 Polveri totali 100-500 150 5,9 0,03
Cromo IV, come Cromo 5 1 0,3 0,002
SOV III clas-se, tabella D 2000 150 745 3,8
SOV IV clas-se, tabella D 3000 300 2660 13,6
E56AE56B
Nuova verni-ciatura A321 -
Nola 1
Filtrazione a secco ed e-
ventualmentecarboni attivi
195000
C.O.T. (come C) - 75
16
3277 16,8
Polveri totali 100-500 150 5,06 0,13 Cromo IV, come
Cromo 5 1 1,012 0,013
SOV IV clas-se, tabella D 3000 300 1265 15,8 E57
Nuova verni-ciatura lon-
gheroni - No-la 1
Abbattimentoad umido 80000
C.O.T. (come C) - 7
16
1265 15,8
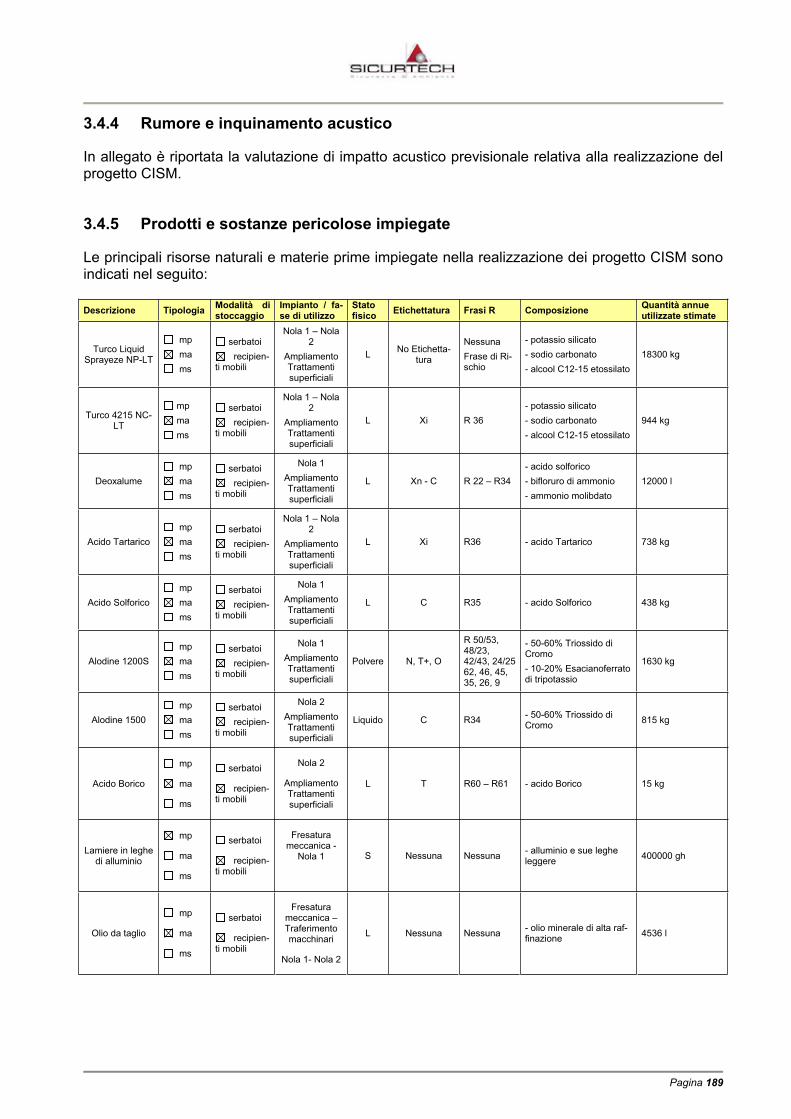
Pagina 189
3.4.4 Rumore e inquinamento acustico
In allegato è riportata la valutazione di impatto acustico previsionale relativa alla realizzazione del progetto CISM.
3.4.5 Prodotti e sostanze pericolose impiegate
Le principali risorse naturali e materie prime impiegate nella realizzazione dei progetto CISM sono indicati nel seguito:
Descrizione Tipologia Modalità di stoccaggio
Impianto / fa-se di utilizzo
Statofisico Etichettatura Frasi R Composizione Quantità annue
utilizzate stimate
Turco Liquid Sprayeze NP-LT
mp ma ms
serbatoi recipien-
ti mobili
Nola 1 – Nola 2
Ampliamento Trattamenti superficiali
L No Etichetta-tura
Nessuna Frase di Ri-schio
- potassio silicato - sodio carbonato - alcool C12-15 etossilato
18300 kg
Turco 4215 NC-LT
mp ma ms
serbatoi recipien-
ti mobili
Nola 1 – Nola 2
Ampliamento Trattamenti superficiali
L Xi R 36 - potassio silicato - sodio carbonato - alcool C12-15 etossilato
944 kg
Deoxalume mp ma ms
serbatoi recipien-
ti mobili
Nola 1 Ampliamento Trattamenti superficiali
L Xn - C R 22 – R34 - acido solforico - bifloruro di ammonio - ammonio molibdato
12000 l
Acido Tartarico mp ma ms
serbatoi recipien-
ti mobili
Nola 1 – Nola 2
Ampliamento Trattamenti superficiali
L Xi R36 - acido Tartarico 738 kg
Acido Solforico mp ma ms
serbatoi recipien-
ti mobili
Nola 1 Ampliamento Trattamenti superficiali
L C R35 - acido Solforico 438 kg
Alodine 1200S mp ma ms
serbatoi recipien-
ti mobili
Nola 1 Ampliamento Trattamenti superficiali
Polvere N, T+, O
R 50/53, 48/23, 42/43, 24/25 62, 46, 45, 35, 26, 9
- 50-60% Triossido di Cromo- 10-20% Esacianoferrato di tripotassio
1630 kg
Alodine 1500 mp ma ms
serbatoi recipien-
ti mobili
Nola 2 Ampliamento Trattamenti superficiali
Liquido C R34 - 50-60% Triossido di Cromo 815 kg
Acido Borico
mp
ma
ms
serbatoi
recipien-ti mobili
Nola 2
Ampliamento Trattamenti superficiali
L T R60 – R61 - acido Borico 15 kg
Lamiere in leghe di alluminio
mp
ma
ms
serbatoi
recipien-ti mobili
Fresatura meccanica -
Nola 1 S Nessuna Nessuna - alluminio e sue leghe leggere 400000 gh
Olio da taglio
mp
ma
ms
serbatoi
recipien-ti mobili
Fresatura meccanica – Traferimento macchinari
Nola 1- Nola 2
L Nessuna Nessuna - olio minerale di alta raf-finazione 4536 l
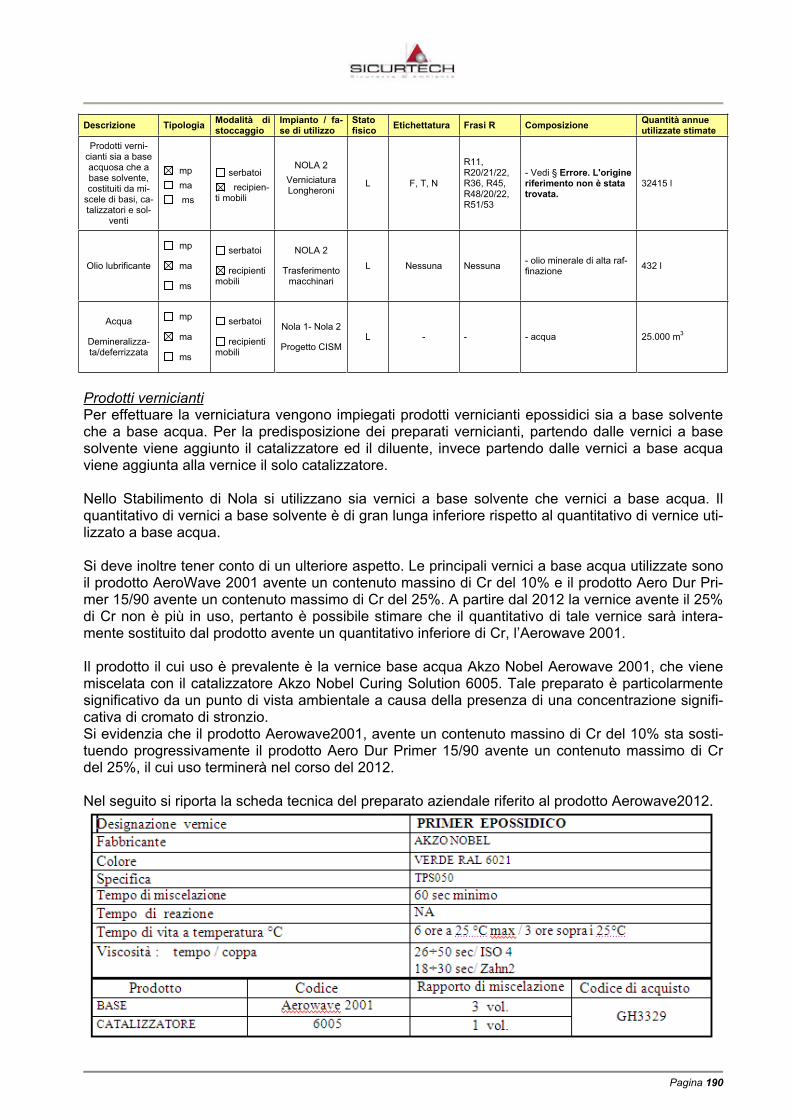
Pagina 190
Descrizione Tipologia Modalità di stoccaggio
Impianto / fa-se di utilizzo
Statofisico Etichettatura Frasi R Composizione Quantità annue
utilizzate stimate Prodotti verni-
cianti sia a base acquosa che a base solvente, costituiti da mi-
scele di basi, ca-talizzatori e sol-
venti
mp ma ms
serbatoi recipien-
ti mobili
NOLA 2 Verniciatura Longheroni
L F, T, N
R11,R20/21/22,R36, R45, R48/20/22,R51/53
- Vedi § Errore. L'origine riferimento non è stata trovata.
32415 l
Olio lubrificante
mp
ma
ms
serbatoi
recipienti mobili
NOLA 2
Trasferimento macchinari
L Nessuna Nessuna - olio minerale di alta raf-finazione 432 l
Acqua
Demineralizza-ta/deferrizzata
mp
ma
ms
serbatoi
recipienti mobili
Nola 1- Nola 2
Progetto CISM L - - - acqua 25.000 m3
Prodotti verniciantiPer effettuare la verniciatura vengono impiegati prodotti vernicianti epossidici sia a base solvente che a base acqua. Per la predisposizione dei preparati vernicianti, partendo dalle vernici a base solvente viene aggiunto il catalizzatore ed il diluente, invece partendo dalle vernici a base acqua viene aggiunta alla vernice il solo catalizzatore.
Nello Stabilimento di Nola si utilizzano sia vernici a base solvente che vernici a base acqua. Il quantitativo di vernici a base solvente è di gran lunga inferiore rispetto al quantitativo di vernice uti-lizzato a base acqua.
Si deve inoltre tener conto di un ulteriore aspetto. Le principali vernici a base acqua utilizzate sono il prodotto AeroWave 2001 avente un contenuto massino di Cr del 10% e il prodotto Aero Dur Pri-mer 15/90 avente un contenuto massimo di Cr del 25%. A partire dal 2012 la vernice avente il 25% di Cr non è più in uso, pertanto è possibile stimare che il quantitativo di tale vernice sarà intera-mente sostituito dal prodotto avente un quantitativo inferiore di Cr, l’Aerowave 2001.
Il prodotto il cui uso è prevalente è la vernice base acqua Akzo Nobel Aerowave 2001, che viene miscelata con il catalizzatore Akzo Nobel Curing Solution 6005. Tale preparato è particolarmente significativo da un punto di vista ambientale a causa della presenza di una concentrazione signifi-cativa di cromato di stronzio. Si evidenzia che il prodotto Aerowave2001, avente un contenuto massino di Cr del 10% sta sosti-tuendo progressivamente il prodotto Aero Dur Primer 15/90 avente un contenuto massimo di Cr del 25%, il cui uso terminerà nel corso del 2012.
Nel seguito si riporta la scheda tecnica del preparato aziendale riferito al prodotto Aerowave2012.

Pagina 191
Tra i preparati vernicianti predisposti partendo da vernici a base solvente si ritiene significativo, da un punto di vista ambientale, il preparato costituito dalla vernice Azko Nobel 10 P4-2, catalizzatore EC 117 e diluente TR 19, in quanto con contenuto significativo di COV. Nel seguito si riporta la scheda tecnica del preparato aziendale.
Preparato a base acqua Conoscendo le concentrazione delle sostanze pericolose, come desunte dalle schede di sicurezza dei prodotti componenti il preparato (riportate in allegato) e del rapporto di diluizione verni-ce/catalizzatore, è possibile desumere le caratteristiche del preparato verniciante, e l’influenza dei singoli componenti in riferimento alle emissioni in atmosfera generate dalle fasi di verniciatura.
Componenti Composizione Classe in-quinante
% m/m preparato
Densi-tà (kg/l)
COV(g/l)
COV % m/m
bisfenol-F (epicloridrina) re-sina epossidica; peso mol. <700 (CAS 28064-14-4)
nd polveri totali 19,50
5-metilesan-2-one (CAS 110-12-3)
classe III tab. D 10,75
Base - Aerowave 2001
cromato di stronzio (CAS 7789-06-2)
classe II tab. A1 7,80
poliammina polimero nd polveri totali 5,50
Alchilpolisilossani, ammino modificati
nd polveri totali 0,55
1,3-bis[3-(dimetilammino)propil]urea (CAS 52338-87-1)(
nd polveri totali 0,55
poli[ossi(metil-1,2-etanediil)], .alfa.-(2-amminometiletil)-.omega.-(2-amminometiletosy) CAS 9046-10-0)
nd polveri totali 0,55
Catalizzatore - Curing Solution
6005
tetraetilenepentamina (112-57-2)
nd polveri totali 0,55
1,179 128 10,9
In tale preparato pertanto il residuo secco è pari al 35% del totale, i COV sono praticamente to-talmente costituiti dal 5-metilesan-2-one (10,9%) e la restante parte, il 54,1% è costituita dalla base acquosa.
Ai sensi della parte 1 dell’allegato I degli allegati alla parte IV del D.Lgs. 152/2006 e s.m.i.
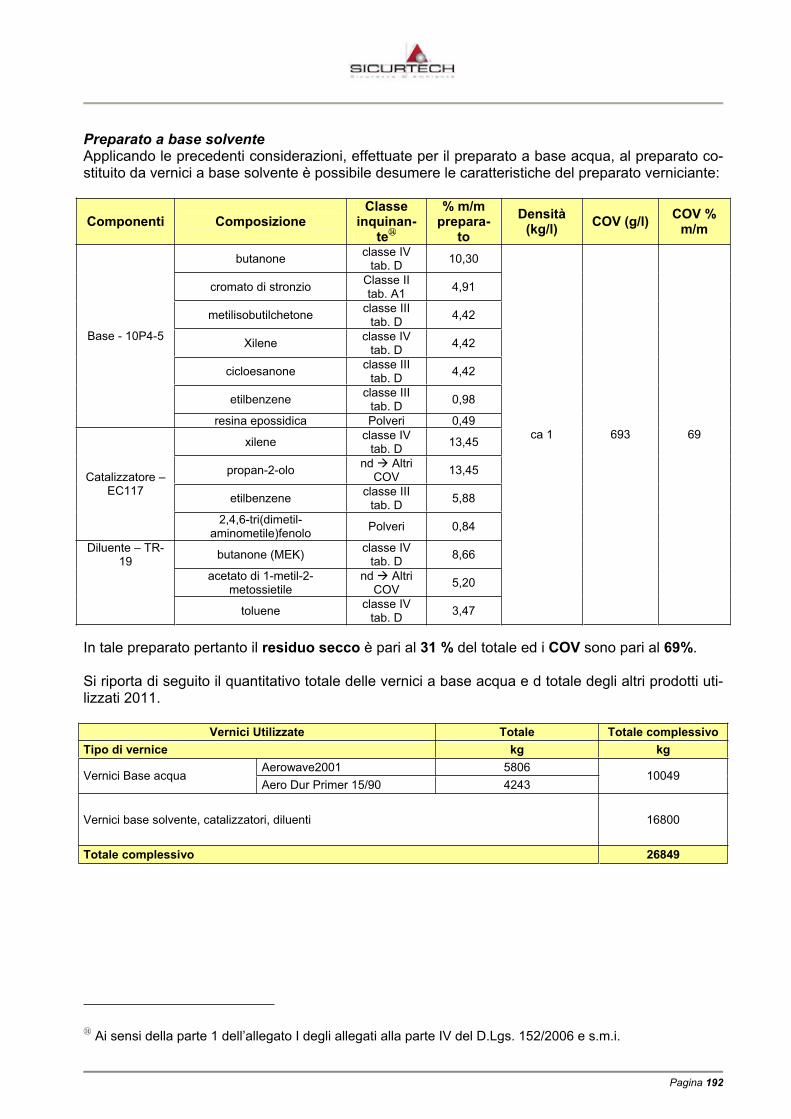
Pagina 192
Preparato a base solvente Applicando le precedenti considerazioni, effettuate per il preparato a base acqua, al preparato co-stituito da vernici a base solvente è possibile desumere le caratteristiche del preparato verniciante:
Componenti Composizione Classe
inquinan-te
% m/m prepara-
toDensità
(kg/l) COV (g/l) COV % m/m
butanone classe IV tab. D 10,30
cromato di stronzio Classe II tab. A1 4,91
metilisobutilchetone classe III tab. D 4,42
Xilene classe IV tab. D 4,42
cicloesanone classe III tab. D 4,42
etilbenzene classe III tab. D 0,98
Base - 10P4-5
resina epossidica Polveri 0,49
xilene classe IV tab. D 13,45
propan-2-olo nd Altri COV 13,45
etilbenzene classe III tab. D 5,88
Catalizzatore – EC117
2,4,6-tri(dimetil-aminometile)fenolo Polveri 0,84
butanone (MEK) classe IV tab. D 8,66
acetato di 1-metil-2-metossietile
nd Altri COV 5,20
Diluente – TR-19
toluene classe IV tab. D 3,47
ca 1 693 69
In tale preparato pertanto il residuo secco è pari al 31 % del totale ed i COV sono pari al 69%.
Si riporta di seguito il quantitativo totale delle vernici a base acqua e d totale degli altri prodotti uti-lizzati 2011.
Vernici Utilizzate Totale Totale complessivo Tipo di vernice kg kg
Aerowave2001 5806 Vernici Base acqua
Aero Dur Primer 15/90 4243 10049
Vernici base solvente, catalizzatori, diluenti 16800
Totale complessivo 26849
Ai sensi della parte 1 dell’allegato I degli allegati alla parte IV del D.Lgs. 152/2006 e s.m.i.
Pagina 193
3.4.6 Rischio di incidenti rilevanti
Gli impatti sul rischio di incidenti rilevanti riconducibili alla realizzazione del progetto CISM sono dovuti all’incremento/diminuzione delle sostanze classificate pericolose ai sensi dell’Allegato I, par-te 1 e 2 del D.Lgs. 334/99 e s.m.i..
In particolare con la realizzazione del progetto CISM è previsto: - la riduzione di sostanze classificate pericolose per l’ambiente dovuto alla sostituzione del
processo di sgrassaggio con vapori di solvente clorurato con il processo di sgrassaggio alcali-no e decapaggio. Tale intervento comporta l’eliminazione della vasca di 3m3 di percloroetilene e la riduzione del quantitativo totale di percloroetilene utilizzato nello Stabilimento.
- l’aumento delle sostanze Tossiche utilizzate, dovuto all’introduzione delle nuove vasche di conversione chimica colorata 13bis e 16N bis (Alodine 1200S), classificate tossiche ai sensi dell’Allegato 1, parte 2 del D.Lgs 334/1999 e s.m.i., e all’incremento di sostanze/preparati tos-sici da approvvigionare.
- l’aumento delle sostanze classificate Infiammabili presenti ed utilizzate nello Stabilimento do-vuto ai prodotti vernicianti da utilizzare nelle cabine di verniciatura nuove e trasferite dallo Sta-bilimento di Casoria.
- l’aumento delle sostanze classificate pericolose per l’ambiente dovuto all’aumento delle so-stanze pericolose per l’ambiente da approvvigionare per i trattamenti superficiali (Alodine 1200S) e ai prodotti vernicianti da utilizzare nelle cabine di verniciatura nuove e trasferite dallo Stabilimento di Casoria.
Lo Stabilimento Alenia Aermacchi di Nola rientra nel campo di applicazione degli Articoli 6 e 8 del D. Lgs. 334/99 così come modificato dal D. Lgs. 238/05 perché supera la soglia indicata in Colon-na 3 dell’Allegato I al D. Lgs. 238/05 per la categoria: “tossici”.
Il quantitativo massimo di sostanze tossiche presente nello Stabilimento, come da notifica del 6/7/2011 è pari a 430 tonnellate. L’introduzione delle vasche di conversione chimica colorata, comporta un aumento di 91,3 m3 (~ 91,3 ton) di prodotto tossico detenuto nello Stabilimento, cioè un incremento del 21,2 % di sostanza tossica detenuta e un aumento della sommatoria delle cate-gorie 1 e 2 (tossiche e molto tossiche) del 21 %. Tale incremento è configurabile ai sensi del D.M. 9/8/2000 quale “modifica non costituente aggravio del preesistente livello di rischio” e in quanto ta-le sarà gestita secondo specifiche disposizioni operative del Sistema di Gestione della Sicurezza aziendale.
Pagina 194
3.4.7 Aspetti associati alla eventuale dismissione e/o bonifica dell’impianto
Si riporta in allegato il Piano di Dismissione dello Stabilimento approvato nell’ambito della Autoriz-zazione integrata ambientale rilasciata con Decreto Dirigenziale della Regione Campania 314 del 1/12/2011.
Il Piano contiene tutte le fasi ed i tempi di attuazione concernenti le attività di dismissione dell’impianto ed in particolare provvede ad:
- identificare ed illustrare i potenziali impatti associati all'attività di chiusura; - programmare e tempificare le attività di chiusura dell'impianto comprendendo lo smantellamen-
to delle parti impiantistiche, del recupero di materiali e delle sostanze stoccate ancora even-tualmente presenti e delle parti infrastrutturali dell'insediamento;
- identificare eventuali parti dell'impianto che rimarranno in situ dopo la chiusura/smantellamento motivandone la loro presenza e l'eventuale durata successiva, nonché le procedure da adotta-re per la gestione delle parti rimaste;
- indicare gli interventi in caso si presentino condizioni di emergenza durante la fase di smantel-lamento.
In particolar modo nel piano sono presenti:
1. l’individuazione dei potenziali impatti ambientali associati alla dismissione dell’impianto colle-gati agli impianti di Stabilimento i quali sono classificati in relazione agli aspetti ambientali cor-relati e che possono determinare in fase di dismissione impatti ambientali;
2. identificazione delle fasi di dismissione dello Stabilimento:
- Fase A - Indagini preliminari al fine della caratterizzazione del sottosuolo e delle analisi del-le acque sotterranee per la caratterizzazione dell’eventuale stato di contaminazione della falda.
- Fase B - dismissione degli impianti: Impianto di depurazione chimico – fisico e impianto di depurazione biologico; Impianto di produzione acqua demineralizzata; Collettore fognario acque industriali; Impianti di abbattimento delle emissioni in atmosfera; Linee di trattamento superficiale; Impianti di Verniciatura; Aree deposito rifiuti e stoccaggio sostanze pericolose;
- Fase C - Ripristino delle aree oggetto di dismissione.
Pagina 195
3.5 MOTIVAZIONE DELLE SCELTE TECNOLOGICHE ED ALTERNATIVE ESAMINATE
La realizzazione del Centro Integrato Strutture Metalliche tiene conto di quanto riportato Decreto Ministeriale del 01/10/2008 “Linee guida per l'individuazione e l'utilizzazione delle migliori tecniche disponibili in materia di trattamento di superficie di metalli, per le attività elencate nell'allegato I del decreto legislativo 18 febbraio 2005, n. 59”.
In particolar modo tiene conto di quanto indicato: al punto 4.2.2.5 del D.M. 01/10/2008 “Sostituzione e Controllo di sostanze pericolose”; al punto 4.2.2.7 del D.M. 01/10/2008 “Sostituzione e scelta della sgrassatura”; al punto 4.2.2.8 del D.M. 01/10/2008 “Manutenzione delle soluzioni di sgrassaggio”; al punto 4.4.2 del D.M. 01/10/2008 “MTD per specifici processi”
3.5.1 Eliminazione del processo di sgrassaggio con solvente clorurato
La sgrassatura con vapori di solvente è realizzata nello Stabilimento di Nola con idrocarburi cloru-rati, quale il tetracloroetilene.
I vantaggi dell’utilizzo dei solventi clorurati sono legati alla buona efficienza nel pulire, l'universale applicabilità e il veloce essiccamento. L’utilizzo di tali solventi presenta dei rischi sia per l’uomo che per l’ambiente, tutti i solventi, infatti, colpiscono il sistema nervoso centrale e pertanto l'esposizione deve essere controllata.
Caratteristiche di pericolosità del solvente utilizzato – TETRACLOROETILENE
Classificazione della sostanza con criteri della Direttiva 548/67/CE e s.m.i.: N – Pericoloso per l’ambiente R40 – Possibilità di effetti cancerogeni – prove insufficienti; R51/53 – Tossico per gli organismi acquatici, può provocare a lungo termine effetti negativi per l’ambiente acquatico
Classificazione della sostanza secondo i criteri del Regolamento CE 1272/2008 CLP: AttenzioneH351 – Sospetto di provocare il cancro; H315 – Provoca irritazione cutanea; H317 – Può provocare una reazione allergica cutanea; H336 – Può provocare sonnolenza o vertigini; H411 – Tossico per gli organismi acquatici con effetti di lunga durata
La sostituzione del processo di sgrassaggio con vapori di percloroetilene con un processo di sgrassaggio a caldo con detergente alcalino è una delle MTD previste nel D.M. del 01/10/2008.
Il prodotto sgrassante da utilizzare in sostituzione del percloroetilene è il detergente alcalino Turco Sprayezee contenente: potassio silicato, sodio carbonato e alcool C12-15 etossilato.
Il prodotto non presenta frasi di rischio secondo la classificazione delle sostanze con criteri della Direttiva 548/67/CE e s.m.i. e D.Lgs. 65/2003 e s.m.i..
La sostituzione del processo di sgrassaggio con vapori di solvente con un processo di sgrassaggio con detergente alcalino risponde:
Pagina 196
a quanto richiesto al punto 4.4.2 del D.M. 1/10/2008, in cui si ritiene MTD “la possibilità di uti-lizzare, per le lavorazioni precedenti al trattamento superficiale, al fine di ridurre la presenza di olio e/o unto, prodotti sgrassanti a minimo impatto ambientale”;
a quanto indicato nella Tabella 11 delle MTD sostituzione e/o controllo di sostanze, riga 46 la sgrassatura con solventi può essere rimpiazzato con altre tecniche.
Il processo prevede che la soluzione di sgrassaggio utilizzata venga filtrata e ricircolata nelle va-sche, in conformità a quanto richiesto: al punto 4.2.2.8. del D.M. 1/10/2008, in cui si ritiene MTD “ usare una o una combinazione del-
le tecniche che estendono la vita delle soluzioni di sgrassaggio alcaline (filtrazione, separazio-ne meccanica, separazione per gravità, rottura dell'emulsione per addizione chimica, separa-zione statica, rigenerazione di sgrassatura biologiche, centrifugazione, filtrazione a membra-na...)”;
a quanto indicato nella Tabella 11 delle MTD sostituzione e/o controllo di sostanze, riga 49 u-sare una o una combinazione delle tecniche che estendono la vita delle soluzioni di sgrassag-gio alcaline.
3.5.2 Introduzione processo di decapaggio con prodotti privi di Cr(VI)
Nell’ambito della realizzazione del progetto CISM si è privilegiata la scelta di ridurre al minimo il quantitativo di sostanze contenenti Cromo Esavalente da utilizzare nei processi dei trattamenti su-perficiali. In questa ottica rientra l’introduzione di un processo di decapaggio che utilizza un prodot-to non contenente Cr(VI).
I processi di decapaggio sono svolti in bagni contenenti Deoxidizer 6/16, contenente triossido di cromo e acido fluoridrico e avente le seguenti caratteristiche di pericolosità.
Classificazione della sostanza con criteri della Direttiva 548/67/CE e s.m.i.: T – Tossico C – Corrosivo R23 Tossico per inalazione R36/37/38 Irritante per gli occhi, le vie respiratorie e la pelle R42/43 Può provocare sensibilizzazione per inalazione e a contatto con la pelle R45 Può provocare il cancro R46 Può provocare alterazioni genetiche ereditarie R48/20 Nocivo: pericolo di gravi danni per la salute in caso di esposizione prolungata per inalazio-neR52/53 Nocivo per gli organismi acquatici, può provocare a lungo termine effetti negativi per l'am-biente acquatico R34 provoca ustioni R20/21/22 Nocivo per inalazione, ingestione e contatto con la pelle
Il prodotto utilizzato nella vasca di decapaggio prevista dal progetto CISM è il Deoxalume, conte-nente acido solforico, bifluoruro di ammonio e ammonio molibdato, le cui caratteristiche di perico-losità sono: Classificazione della sostanza con criteri della Direttiva 548/67/CE e s.m.i.: Xn - Nocivo C – Corrosivo R34 provoca ustioni R22 Nocivo ingestione
Per quanto riguarda il confronto con le MTD la realizzazione di tale processo risponde a quanto ri-chiesto: al punto 4.2.2.5 del D.M. 01/10/2008 “Sostituzione e Controllo di sostanze pericolose”;
Pagina 197
nella tabella 10 riga 37 e nella tabella 11 delle MTD settoriali del D.M. 01/10/2008 in cui si ritie-ne MTD “sostituire, ove possibile, o ridurre, le concentrazioni di impiego del cromo esavalente avendo riguardo delle richieste della committenza” .
nella tabella 9 riga 26 del D.M. 01/10/2008 in cui si ritiene MTD per le emissioni delle acque di scarico “sostituire, ove possibile, e economicamente praticabile l’utilizzo di sostanze pericolo-se”
Altro fattore ambientale rilevante relativo all’implementazione del decapaggio con deoxalume è la produzione di emissioni aeriformi prive di Cr(VI).
3.5.3 Sostituzione del processo di ossidazione anodica cromica
In relazione al processo di ossidazione anodica, la realizzazione del progetto CISM prevede la rea-lizzazione di un processo di ossidazione anodica solfotartarica e di un processo di ossidazione a-nodica solfoborica in sostituzione del normale processo di ossidazione anodica cromica.
La principale criticità del processo di ossidazione anodica cromica risiede nell’utilizzo di triossido di cromo nel bagno di ossidazione anodica. Il triossido di cromo (cromo esavalente) è una sostan-za pericolosa sia per l’uomo, in quanto tossico e riconosciuto cancerogeno, che per l’ambiente. In relazione agli aspetti ambientali la sostituzione di tale processo permette:
la riduzione del consumo di triossido di cromo; la produzione di acque reflue prive di Cr(VI); la produzione di rifiuti non contenenti Cr(VI); la produzione di effluenti aeriformi non contenenti Cr(VI). La quantità di Cromo contenuta negli
effluenti aeriformi nei processi di ossidazione anodica risulta comunque piccola, in quanto è dovuta principalmente al trascinamento della soluzione in superficie da parte delle molecole di gas che si formano agli elettrodi.
Classificazione del Triossido di Cromo con criteri della Direttiva 548/67/CE e s.m.i.: T+ – Molto Tossico N – Pericoloso per l’ambiente O – Comburente R24/24 Tossico ingestione e contatto con la pelle R26 Molto tossico per inalazione R42/43 Può provocare sensibilizzazione per inalazione e a contatto con la pelle R45 Può provocare il cancro R46 Può provocare alterazioni genetiche ereditarie R48/23 Tossico: pericolo di gravi danni per la salute in caso di esposizione prolungata per inala-zioneR50/53 Altamente Tossico per gli organismi acquatici, può provocare a lungo termine effetti nega-tivi per l'ambiente acquatico R35 Provoca gravi ustioni R62 Possibile rischio di ridotta fertilità R9 Esplosivo in miscela con materie combustibili
Classificazione della sostanza secondo i criteri del Regolamento CE 1272/2008 CLP:
H271 Può provocare un incendio o un esplosione - molto comburente H350 Può provocare il cancro H340 Può provocare alterazioni genetiche H361 Sospettato di nuocere alla fertilità o al feto H372 Provoca danni agli organi in caso di esposizione prolungata o ripetuta H314 Provoca gravi ustioni cutanee e gravi lesioni oculari H334 Può provocare sintomi allergici o asmatici o difficoltà respiratorie se inalato
Pagina 198
H317 Può provocare una reazione allergica cutanea H400 Molto tossico per gli organismi acquatici H410 Molto tossico per gli organismi acquatici con effetti di lunga durata H330 Letale se inalato H301 Tossico se ingerito H311 Tossico per contatto con la pelle
I bagni di ossidazione anodica solfoborica e solfotartarica sono costituiti da acido solforico e acido tartarico o acido borico. La pericolosità di dette sostanze è di gran lunga inferiore a quella de trios-sido di cromo.
Classificazione del Acido Solforico con criteri della Direttiva 548/67/CE e s.m.i.: C – Corrosivo R35 Provoca gravi ustioni
Classificazione della sostanza secondo i criteri del Regolamento CE 1272/2008 CLP: H314 Provoca gravi ustioni cutanee e gravi lesioni oculari
Classificazione del Acido Borico con criteri della Direttiva 548/67/CE e s.m.i.: T – Tossico R60 Può ridurre la fertilità R61 Può danneggiare i bambini non ancora nati
Classificazione della sostanza secondo i criteri del Regolamento CE 1272/2008 CLP: H360 Può nuocere alla fertilità e al feto
Classificazione del Acido Tartarico con criteri della Direttiva 548/67/CE e s.m.i.: Xi – Irritante R36/37/38 Irritante a contatto con gli occhi la pelle e per inalazione
In relazione al D.M. 01/10/2008, il problema principale legato alla fresatura chimica legato ai grandi quantitativi di fango dovuto ai metalli dissolti viene eliminato e l’impatto principale risulta quello le-gato alla produzione dei rifiuti provenienti dati dalle operazioni di fresatura meccanica (
l punto 4.2.2.5 del D.M. 01/10/2008 “Sostituzione e Controllo di sostanze pericolose”;
nella tabella 9 riga 26 del D.M. 01/10/2008 in cui si ritiene MTD per le emissioni delle acque di scarico “sostituire, ove possibile, e economicamente praticabile l’utilizzo di sostanze pericolo-se”;
nella tabella 11 riga 41 del D.M. 01/10/2008 in cui si ritiene MTD “sostituire i rivestimenti a ba-se di cromo esavalente con rivestimenti alternativi”.
nella tabella 10 riga 37 e nella tabella 11 delle MTD settoriali del D.M. 01/10/2008 in cui si ritie-ne MTD “sostituire, ove possibile, o ridurre, le concentrazioni di impiego del cromo esavalente avendo riguardo delle richieste della committenza” .
Altro fattore ambientale rilevante relativo alla sostituzione del processo di ossidazione anodica cromica è la produzione di emissioni aeriformi prive di Cr(VI).

Pagina 199
3.5.4 Sostituzione del processo di fresatura chimica con il processo di fresatura meccanica
In relazione al processo di fresatura chimica, la realizzazione del progetto CISM prevede la realiz-zazione di lavorazioni meccaniche di fresatura in sostituzione del normale processo di fresatura chimica.
La principale criticità del processo di fresatura chimica risiede nell’utilizzo di un bagno contenente una soluzione acquosa di idrossido di sodio, sodio solfuro e trietanolammina, bagno classificabile quale corrosivo e pericoloso per l’ambiente. In relazione agli aspetti ambientali la sostituzione di tale processo permette:
l’eliminazione dei consumi di prodotti chimici presenti nel bagno; l’eliminazione della produzione di acque, con le caratteristiche di pericolosità sopra citate; l’eliminazione del consumo energetico (acqua surriscaldata) per il mantenimento del bagno alla
temperatura desiderata (93-105°C); l’eliminazione della produzione di effluenti aeriformi contenenti tracce delle sostanze contenute
nel bagno; la riduzione dei consumi di energia elettrica.
Oltre a quanto sopra, la scelta della sostituzione del processo di fresatura chimica è stato dato i-noltre dalla possibilità di riduzione dei costi operativi, del miglioramento della qualità del prodotto e dell’incremento dell’efficienza e miglioramento delle condizioni di salute e sicurezza sul luogo di la-voro.La valenza economica ed ambientale della sostituzione della fresatura chimica con una fresatura meccanica porterà nel corso del prossimo quadriennio, secondo le attuali ipotesi progettuali, alla progressiva eliminazione delle operazioni di fresatura chimica, tramite l’inserimento di ulteriori macchine fresatrici di diverse dimensioni, atte a trattare tutti i pannelli attualmente prodotti nello Stabilimento Alenia Aermacchi di Nola.
Gli aspetti ambientali associati alla fresatura meccanica sono riportati nel § 3.2.5.1.
Classificazione del Solfuro di Sodio con criteri della Direttiva 548/67/CE e s.m.i.: T – Tossico Xn – Nocivo C – Corrosivo N – Pericoloso per l’ambiente R22 Nocivo per ingestione R24 Tossico a contatto con la pelle R31 A contatto con acidi libera gas tossico R34 Provoca ustioni R50 Altamente tossico per gli organismi acquatici
Classificazione della sostanza secondo i criteri del Regolamento CE 1272/2008 CLP: H311 Tossico a contatto con la pelle H314 Provoca gravi ustioni cutanee e gravi lesioni oculari H400 Molto tossico per gli organismi acquatici H302 Nocivo se ingerito
Classificazione dell’idrossido di sodio con criteri della Direttiva 548/67/CE e s.m.i.: C - Corrosivo R35 Provoca grandi ustioni
Pagina 200
Classificazione della sostanza secondo i criteri del Regolamento CE 1272/2008 CLP: H314 Provoca gravi ustioni cutanee e gravi lesioni oculari
La presenza di tali sostanze pericolose verrà sostituita con l’utilizzo di comune olio lubrorefrigeran-te, non classificato quale pericoloso ai sensi delle succitate direttive.
In relazione al D.M. 01/10/2008 (Linee guida per l'individuazione e l'utilizzazione delle migliori tec-niche disponibili in materia di trattamento di superficie di metalli, per le attività elencate nell'allegato I del decreto legislativo 18 febbraio 2005, n. 59), il problema principale legato alla fresatura chimica legato ai grandi quantitativi di fango dovuto ai metalli dissolti viene eliminato e l’impatto principale risulta quello legato alla produzione dei rifiuti provenienti dati dalle operazioni di fresatura meccani-ca.
3.5.5 Introduzione del processo di verniciatura a secco
In relazione al processo di verniciatura, la realizzazione del progetto CISM prevede la realizzazio-ne di due diverse tipologie di abbattimento degli inquinanti, una a secco su setti filtranti (cabina di verniciatura A321) ed una con abbattimento ad umido (Nuova cabina Longheroni) alla quale si ag-giunge la cabina che verrà trasferita dallo Stabilimento di Casoria (sempre con abbattimento ad umido).Con la scelta dell’abbattimento ad umido, si consente il trasferimento il fase acquosa degli inqui-nanti, che vengono successivamente inviati all’impianto di depurazione dei reflui che, come prece-dentemente descritto, verrà implementato per il trattamento specifico degli inquinanti derivanti dalla verniciatura (inquinanti organici e cromati). Inoltre si opterà per tale tipo di abbattimento in quanto assicura condizioni pressorie in cabina più controllabili, pur presentando l’inconveniente di una maggiore tendenziale rumorosità.
Per quanto riguarda la cabina di verniciatura A321, data l’elevata dimensione della stessa, l’adozione di un sistema di abbattimento ad umido avrebbe causato la predisposizione di una fossa di dimensioni eccessivamente elevate, con volumi di acqua in circolo e superfici degli scivoli eleva-ti.Si è pertanto optato per un abbattimento a secco, che nel suo complesso consente caratteristiche di abbattimento del residuo secco del tutto similari ad un abbattimento ad umido, con la differenza di una produzione di rifiuti che devono essere smaltiti, a differenza degli scarichi idrici che sono depurati in sito. Inoltre un abbattimento a secco garantisce la modulabilità richiesta dalla cabina A321, in quanto la stessa sarà realizzata per effettuare la verniciatura in solo metà della stessa, escludendo dal cir-cuito aeraulico metà dell’ambiente.
3.5.6 Ricondizionamento impianti/macchine trasferiti e riduzione loro impatti am-bientali
Per quanto riguarda i macchinari che verranno trasferiti dallo Stabilimento Alenia Aermacchi di Ca-soria, si provvederà al miglioramento delle stesse tramite l’adeguamento ai requisiti previsti dalla Direttiva Macchine (D.Lgs. n° 17/2010 Attuazione della direttiva 2006/42/CE, relativa alle macchine e che modifica la direttiva 95/16/CE relativa agli ascensori).
Unitamente a tali interventi si provvederà a dotare le macchine che, tramite le lavorazioni meccani-che danno origine a polveri e/o nebbie oleose, di filtri assoluti con reimmissione in ambiente di la-voro e conseguente eliminazione delle emissioni in atmosfera e risparmio energetico nei mesi in-vernali per il riscaldamento ambientale.
Pagina 201
3.5.7 Ipotesi di non realizzazione dell’opera (opzione zero)
L’ipotesi di non realizzazione dell’opera porterebbe al mantenimento della produzione nello Stabi-limento Alenia Aermacchi di Casoria, sito ubicato in un contesto urbano che ne impedisce ogni forma di sviluppo, rappresentando un forte vincolo alla crescita ed agli ulteriori investimenti di cui un impianto produttivo necessita, inoltre, nel caso di non realizzazione dell’opera verrebbero ov-viamente mantenuti gli impatti ambientali relativi all’impianto esistente. Il confronto tra gli aspetti ambientali riferiti al mantenimento dello Stabilimento di Casoria e l’esecuzione del trasferimento delle attività presso lo Stabilimento di Nola è riportato al Capitolo 4.
3.6 PERSONALE IMPIEGATO
In relazione al personale oggetto di trasferimento a seguito della realizzazione del progetto CISM è previsto un incremento del personale dipendente operante presso lo Stabilimento di Nola pari a 200 unità, di cui:
- Operai = 120; - Impiegati/quadri = 80.
Le tempistiche di trasferimento del personale saranno strettamente legate alle tempistiche di tra-sferimento delle macchine dallo Stabilimento di Casoria.
Pertanto conseguentemente alla realizzazione del progetto CISM nello Stabilimento di Nola opere-ranno complessivamente:
- 1100 dipendenti di Alenia Aermacchi di cui circa: o Operai = 720; o Impiegati/quadri = 380.
Si precisa che all’interno dello stabilimento è attualmente presente anche personale di ditte terze residenti per circa 100 persone. Conseguentemente alla realizzazione del progetto CISM il perso-nale delle ditte terze residenti raggiungerà un massimo di 150 persone.
Pagina 202
4 COMPARAZIONE DEGLI ASPETTI AMBIENTALI CON LA DISMISSIONE DELLO STABILIMENTO DI CASORIA
Al fine di stimare l’entità degli impatti ambientali legati al progetto CISM, considerando sia gli a-spetti legati alla dismissione dello Stabilimento di Casoria che gli aspetti legati alla realizzazione del progetto presso lo Stabilimento di Nola, si provvede a identificare per ognuna delle attività og-getto del progetto gli aspetti ambientali associabili e a rapportarli alla dismissione dello Stabilimen-to di Casoria e al trasferimento presso lo Stabilimento di Nola.
In particolare si considerano i seguenti impatti ambientali:
contaminazione dell’aria; contaminazione delle acque superficiali e sotterranee; produzione di rifiuti connessi all’attività; consumo delle risorse naturali e materie prime/ausiliarie; consumo di risorse energetiche.
Ogni impatto ambientale è classificato come Positivo o Negativo a seconda dell’unità produttiva da cui proviene (Stabilimento di Nola o Casoria) e a seconda della destinazione d’uso prevista dalla realizzazione del progetto CISM.
Sulla base di quanto descritto del progetto CISM gli impianti rilevanti ai fini della comparazione e valutazione degli impatti ambientali sono:
Le linee dei Trattamenti Superficiali; Le cabine di Verniciatura; La linea di Fresatura meccanica; Le lavorazioni meccaniche; La produzione di energia termica; La produzione di acqua tecnologica.
Ad ognuno degli impatti ambientali identificati viene associato un indicatore di impatto ambientale, a sua volta collegato con l’attività i-esima oggetto del progetto.
L’indicatore Ii, legato all’attività Ai è considerato: positivo per il contesto ambientale di Casoria, in considerazione della mancata generazione di
effluenti aeriformi a seguito della dismissione o del trasferimento delle attività presso lo Stabi-limento di Nola;
negativo per il contesto ambientale di Nola, se per l’impianto legato all’attività Ai è previsto il trasferimento tal quale presso lo Stabilimento di Nola.
Per gli impianti per i quali è prevista la dismissione presso lo Stabilimento di Casoria e una nuova realizzazione o implementazione presso lo Stabilimento di Nola, il valore dell’indicatore per il con-testo ambientale di Nola (indicatore negativo) è stimato in base all’entità dell’implementazione del-le attività preesistenti nello Stabilimento di Nola secondo quanto riportato nel dettaglio nel quadro progettuale.

Pagina 203
Tabella indicatori ambientali
Aspetto ambientale Indicatore Contaminazione aria L kg inquinante/anno Produzione rifiuti R t rifiuti/anno
F kg sostanze e/o prodotti /anno Consumo di risorse naturali e materie pri-me/ausiliarie F1 m3 e/o kg risorse naturali/anno
H m3 acque reflue scaricate/anno Contaminazione delle acque superficiali e sotterra-nee H1 kg inquinante acque reflue/anno
O MWh termici O1 MWh elettrici Consumo di risorse energetiche O2 kgCO2/anno diretto
4.1 CONTAMINAZIONE ARIA
Nelle tabella di seguito riportata sono individuati i punti di emissione in atmosfera afferenti alle atti-vità indicate al punto precedente. Per ognuno dei punti di emissione è stato valutato, sulla base degli autocontrolli effettuati nel 2010, quale indicatore di impatto ambientale il quantitativo di inqui-nante rilasciato in atmosfera nell’intero anno (kg/anno).
Indicatore Emissioni = L = kg inquinante/anno
Indicatore Emissioni Totale inquinanti immessi nell’aria (kg/anno)
Tipologia di inquinante CASORIA (+) CISM (-) AMBIENTALEAcido fluoridrico 479,2 - 479,2C.O.T. 11145,6 20260,9 -9115,3S.O.V. Totali 13181,6 - 13181,6Cromo VI 56,1 70,6 -14,5Ossidi di azoto 15789,9 10000 5789,9Polveri 1435,7 1218,4 217,3S III/D (*) (4749,3) (3584,5) (1164,8)S IIII-IV/D (*) (12399,7) (18123) (-5723,3)Ossidi di zolfo 8768 8268Trietanolammina 39,5 39,5Fluoruri 584,6 -584,6Aerosol alcalini (Na2O) 3507,3 -3507,3Totale complessivo (+)42128 (-)44410 L = - 2282(*) Al fine del calcolo complessivo di inquinante immesso in atmosfera non si tiene conto dei quantitativi delle singole ca-tegorie di solventi organici volatili, in quanto ricomprese nei valori di S.O.V. Totali e C.O.T..
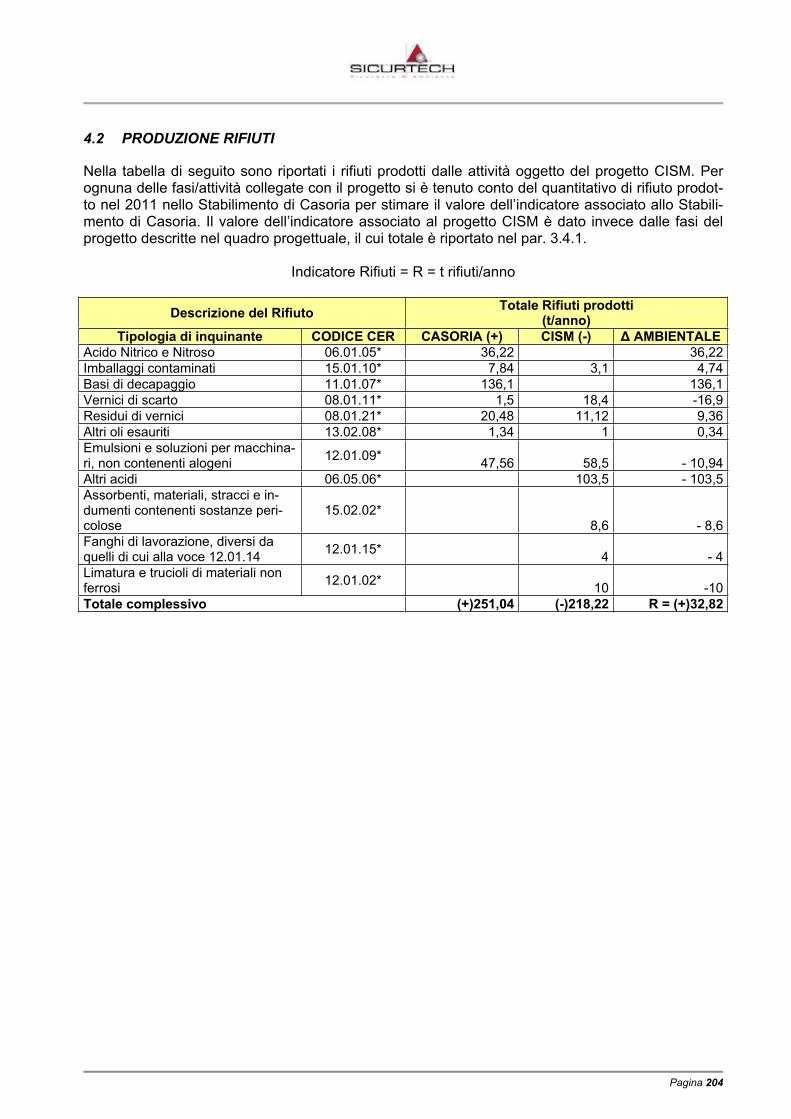
Pagina 204
4.2 PRODUZIONE RIFIUTI
Nella tabella di seguito sono riportati i rifiuti prodotti dalle attività oggetto del progetto CISM. Per ognuna delle fasi/attività collegate con il progetto si è tenuto conto del quantitativo di rifiuto prodot-to nel 2011 nello Stabilimento di Casoria per stimare il valore dell’indicatore associato allo Stabili-mento di Casoria. Il valore dell’indicatore associato al progetto CISM è dato invece dalle fasi del progetto descritte nel quadro progettuale, il cui totale è riportato nel par. 3.4.1.
Indicatore Rifiuti = R = t rifiuti/anno
Descrizione del Rifiuto Totale Rifiuti prodotti (t/anno)
Tipologia di inquinante CODICE CER CASORIA (+) CISM (-) AMBIENTALEAcido Nitrico e Nitroso 06.01.05* 36,22 36,22Imballaggi contaminati 15.01.10* 7,84 3,1 4,74Basi di decapaggio 11.01.07* 136,1 136,1Vernici di scarto 08.01.11* 1,5 18,4 -16,9Residui di vernici 08.01.21* 20,48 11,12 9,36Altri oli esauriti 13.02.08* 1,34 1 0,34Emulsioni e soluzioni per macchina-ri, non contenenti alogeni 12.01.09* 47,56 58,5 - 10,94Altri acidi 06.05.06* 103,5 - 103,5Assorbenti, materiali, stracci e in-dumenti contenenti sostanze peri-colose
15.02.02*8,6 - 8,6
Fanghi di lavorazione, diversi da quelli di cui alla voce 12.01.14 12.01.15* 4 - 4Limatura e trucioli di materiali non ferrosi 12.01.02* 10 -10Totale complessivo (+)251,04 (-)218,22 R = (+)32,82

Pagina 205
4.3 CONSUMO DI RISORSE NATURALI E MATERIE PRIME
Nelle tabelle di seguito sono riportate le materie prime/materie ausiliarie utilizzate dalle attività og-getto del progetto CISM. Per ognuna delle fasi/attività collegate con il progetto si è tenuto conto del quantitativo di consumato nel 2011 nello Stabilimento di Casoria per stimare il valore dell’indicatore associato allo Stabilimento di Casoria. Il valore dell’indicatore associato al progetto CISM è dato invece dalle fasi del progetto descritte nel quadro progettuale, il cui dettaglio è riportato nel par. 3.4.5.
Indicatore Sostanze = F = kg sostanze e/o prodotti utilizzati /anno Indicatore risorse naturali = F1 = m3/anno
Indicatore Sostanze (F) Totale sostanze e/o prodotti utilizzati/anno(kg/anno)
Tipologia di sostanza CASORIA (+) CISM (-) AMBIENTALEProdotti vernicianti sia a base acqua che a base solvente Costituiti da miscele di basi, catalizzatori e solventi 19738 32415 -12677Anidride cromica 1950 1950Alodine 1200S 220 1630 -1410Alodine 1500 70 815 -745Acido solforico 438 -438Acido Tartarico 738 -738Acido Nitrico 23998 23998Turco 4515 NC-LT 1200 -1200Turco Sprayezee 6000 18300 -12300Trietanolammina 4899 4899Deoxalume 12000 -12000Acido Borico 15 -15Olio da taglio 3170 4536 -1366Olio lubrificante 540 432 108Percloroetilene +24105(*) +24105Solfuro di Sodio 3400Idrossido di sodio 41820Totale complessivo (+) 105805 (-) 48414 F = (+)57391(*) quantitativo di percloroetilene utilizzato nel 2011 nello Stabilimento di Nola per lo sgrassaggio con solvente. Il progettoCISM prevede la sostituzione del processo di sgrassaggio con solvente con sgrassaggio con detergente alcalino, pertan-to si prevede che l’adozione di tale processo porti ad una riduzione dell’utilizzo del percloroetilene per tali attività, almenopari al quantitativo utilizzato nel corso del 2011.
Indicatore Risorsa naturale Totale consumo acqua (m3/anno)
Tipologia di sostanza CASORIA (+) CISM (-) AMBIENTALEAcqua da pozzo 290000 270000 20000Metano (sm3/anno) 3139134 2100000 1039134
Totale complessivo F1 = (+)130000 (+)1039134
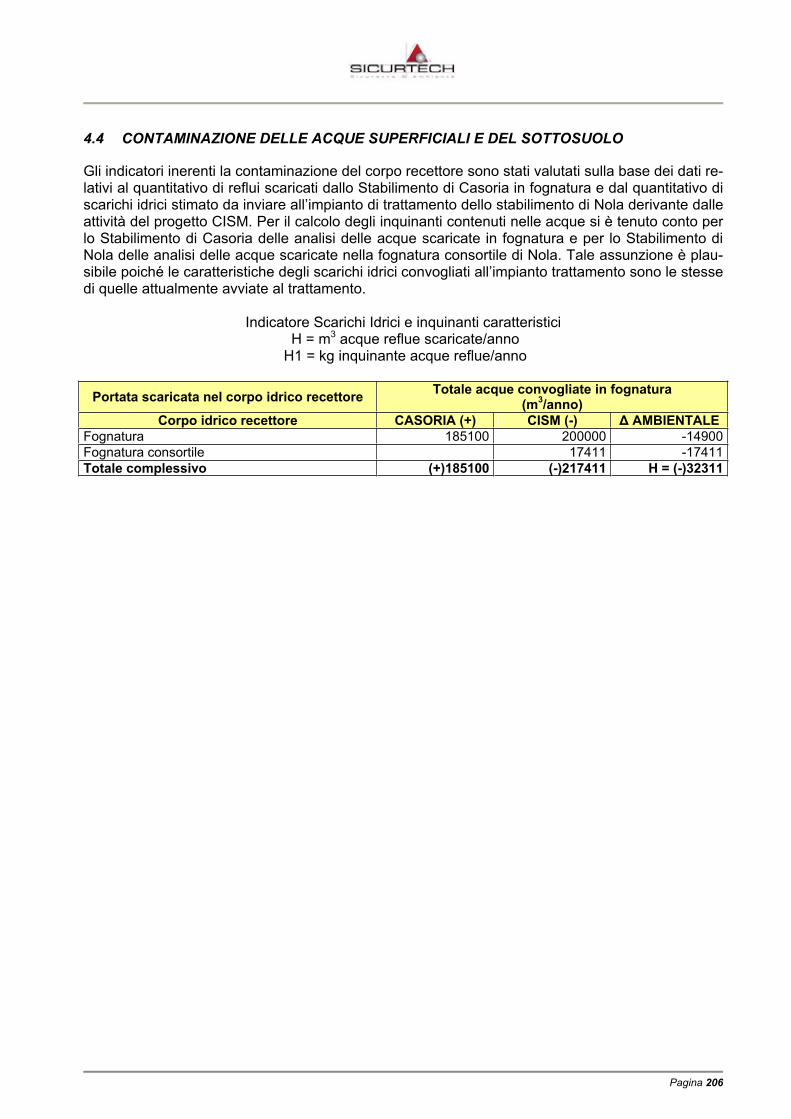
Pagina 206
4.4 CONTAMINAZIONE DELLE ACQUE SUPERFICIALI E DEL SOTTOSUOLO
Gli indicatori inerenti la contaminazione del corpo recettore sono stati valutati sulla base dei dati re-lativi al quantitativo di reflui scaricati dallo Stabilimento di Casoria in fognatura e dal quantitativo di scarichi idrici stimato da inviare all’impianto di trattamento dello stabilimento di Nola derivante dalle attività del progetto CISM. Per il calcolo degli inquinanti contenuti nelle acque si è tenuto conto per lo Stabilimento di Casoria delle analisi delle acque scaricate in fognatura e per lo Stabilimento di Nola delle analisi delle acque scaricate nella fognatura consortile di Nola. Tale assunzione è plau-sibile poiché le caratteristiche degli scarichi idrici convogliati all’impianto trattamento sono le stesse di quelle attualmente avviate al trattamento.
Indicatore Scarichi Idrici e inquinanti caratteristici H = m3 acque reflue scaricate/anno
H1 = kg inquinante acque reflue/anno
Portata scaricata nel corpo idrico recettore Totale acque convogliate in fognatura (m3/anno)
Corpo idrico recettore CASORIA (+) CISM (-) AMBIENTALE Fognatura 185100 200000 -14900Fognatura consortile 17411 -17411Totale complessivo (+)185100 (-)217411 H = (-)32311
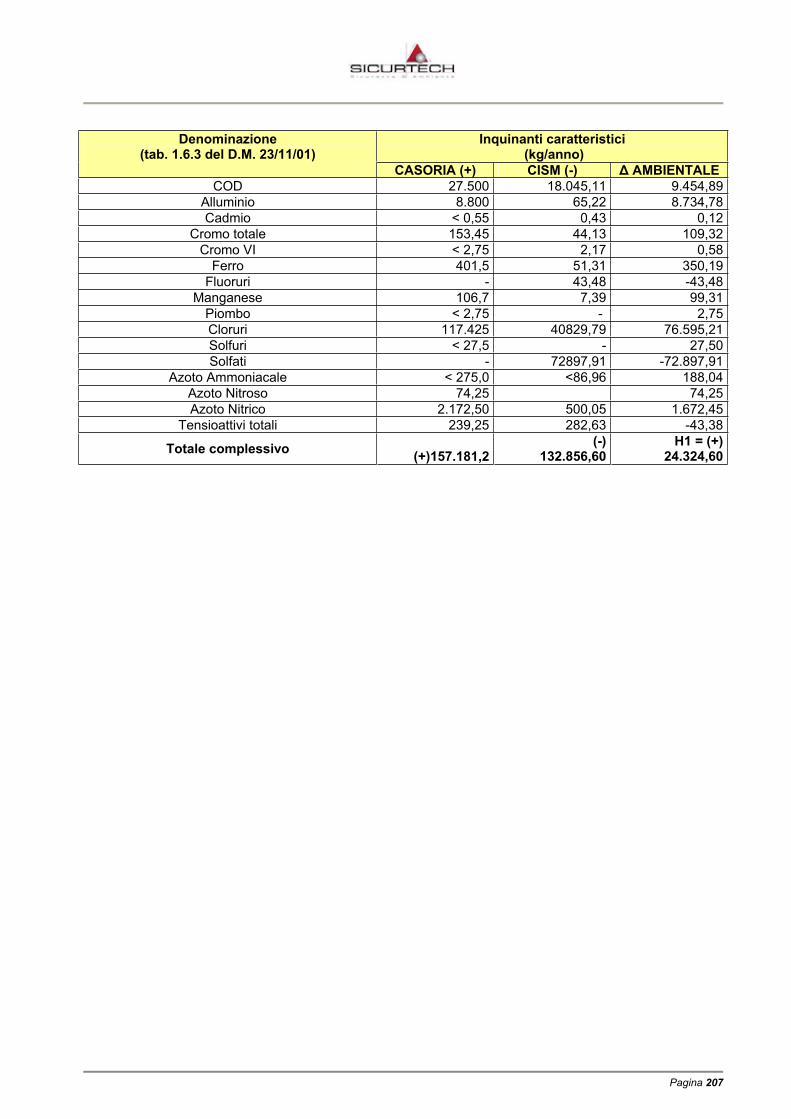
Pagina 207
Inquinanti caratteristici (kg/anno)
Denominazione (tab. 1.6.3 del D.M. 23/11/01)
CASORIA (+) CISM (-) AMBIENTALE COD 27.500 18.045,11 9.454,89
Alluminio 8.800 65,22 8.734,78Cadmio < 0,55 0,43 0,12
Cromo totale 153,45 44,13 109,32Cromo VI < 2,75 2,17 0,58
Ferro 401,5 51,31 350,19Fluoruri - 43,48 -43,48
Manganese 106,7 7,39 99,31Piombo < 2,75 - 2,75Cloruri 117.425 40829,79 76.595,21Solfuri < 27,5 - 27,50Solfati - 72897,91 -72.897,91
Azoto Ammoniacale < 275,0 <86,96 188,04Azoto Nitroso 74,25 74,25Azoto Nitrico 2.172,50 500,05 1.672,45
Tensioattivi totali 239,25 282,63 -43,38
Totale complessivo (+)157.181,2(-)
132.856,60 H1 = (+)
24.324,60
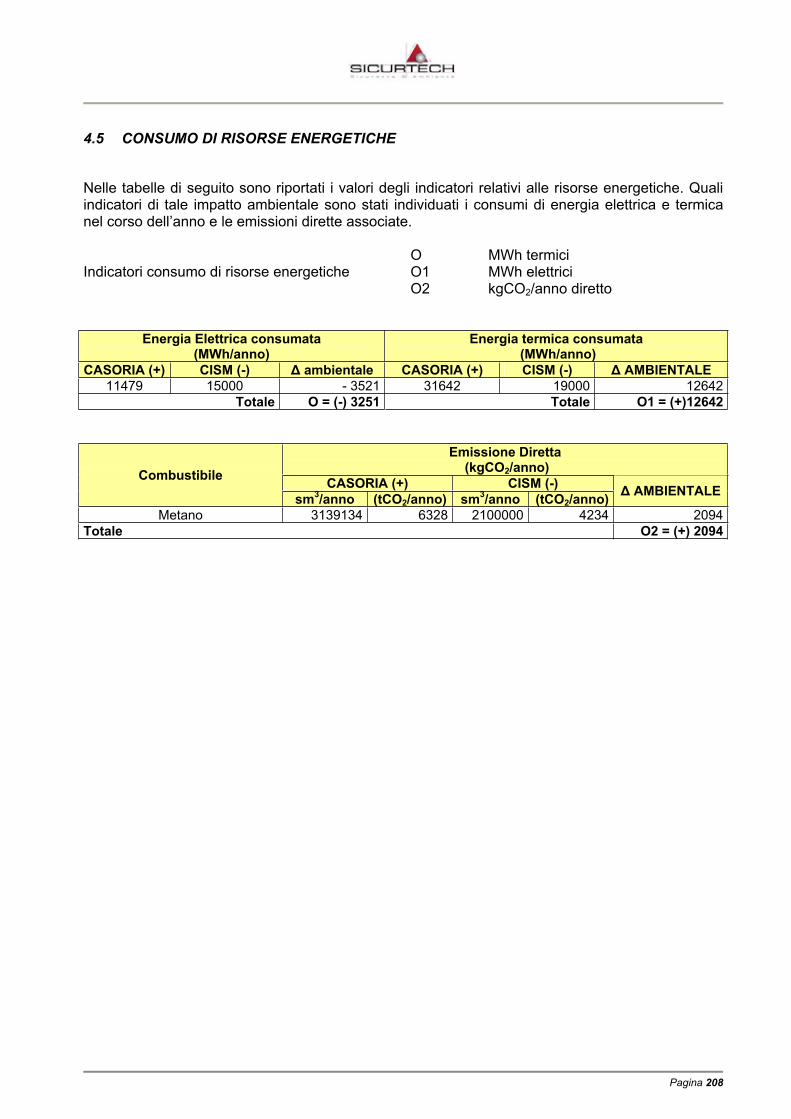
Pagina 208
4.5 CONSUMO DI RISORSE ENERGETICHE
Nelle tabelle di seguito sono riportati i valori degli indicatori relativi alle risorse energetiche. Quali indicatori di tale impatto ambientale sono stati individuati i consumi di energia elettrica e termica nel corso dell’anno e le emissioni dirette associate.
O MWh termici O1 MWh elettrici Indicatori consumo di risorse energetiche O2 kgCO2/anno diretto
Energia Elettrica consumata (MWh/anno)
Energia termica consumata (MWh/anno)
CASORIA (+) CISM (-) ambientale CASORIA (+) CISM (-) AMBIENTALE 11479 15000 - 3521 31642 19000 12642
Totale O = (-) 3251 Totale O1 = (+)12642
Emissione Diretta (kgCO2/anno)
CASORIA (+) CISM (-) Combustibile
sm3/anno (tCO2/anno) sm3/anno (tCO2/anno) AMBIENTALE
Metano 3139134 6328 2100000 4234 2094Totale O2 = (+) 2094
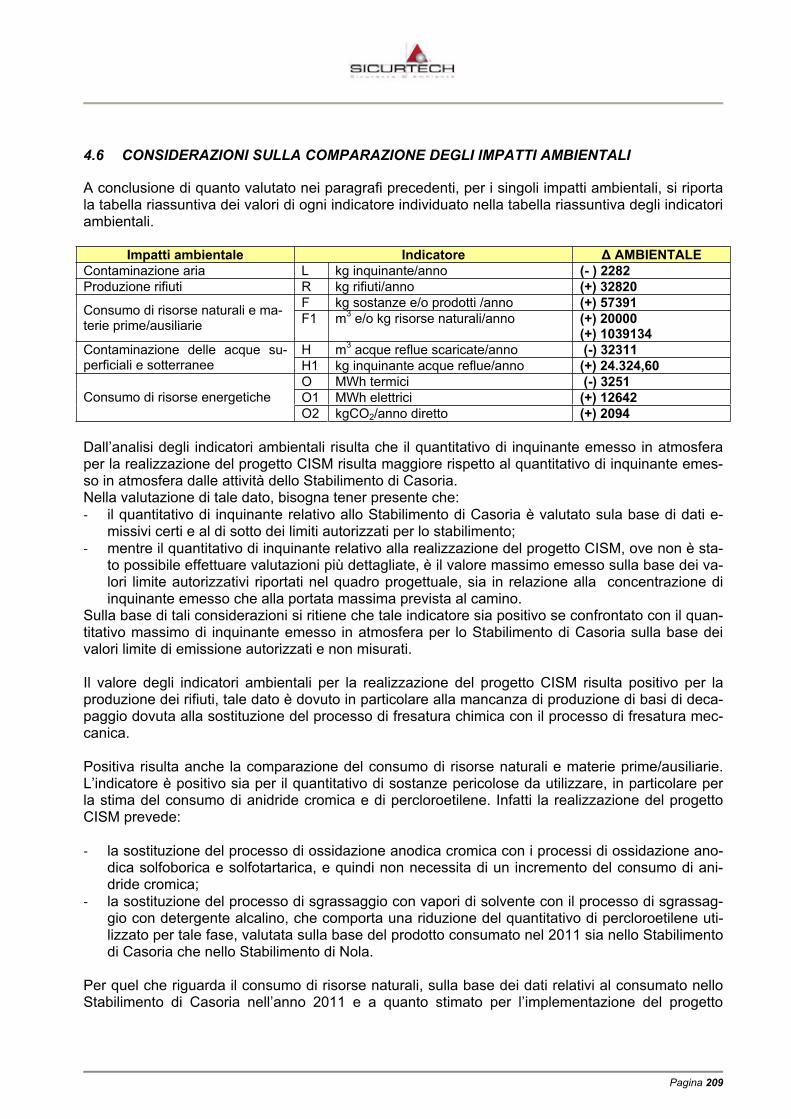
Pagina 209
4.6 CONSIDERAZIONI SULLA COMPARAZIONE DEGLI IMPATTI AMBIENTALI
A conclusione di quanto valutato nei paragrafi precedenti, per i singoli impatti ambientali, si riporta la tabella riassuntiva dei valori di ogni indicatore individuato nella tabella riassuntiva degli indicatori ambientali.
Impatti ambientale Indicatore AMBIENTALE Contaminazione aria L kg inquinante/anno (- ) 2282Produzione rifiuti R kg rifiuti/anno (+) 32820
F kg sostanze e/o prodotti /anno (+) 57391Consumo di risorse naturali e ma-terie prime/ausiliarie F1 m3 e/o kg risorse naturali/anno (+) 20000
(+) 1039134 H m3 acque reflue scaricate/anno (-) 32311Contaminazione delle acque su-
perficiali e sotterranee H1 kg inquinante acque reflue/anno (+) 24.324,60O MWh termici (-) 3251O1 MWh elettrici (+) 12642Consumo di risorse energetiche O2 kgCO2/anno diretto (+) 2094
Dall’analisi degli indicatori ambientali risulta che il quantitativo di inquinante emesso in atmosfera per la realizzazione del progetto CISM risulta maggiore rispetto al quantitativo di inquinante emes-so in atmosfera dalle attività dello Stabilimento di Casoria. Nella valutazione di tale dato, bisogna tener presente che: il quantitativo di inquinante relativo allo Stabilimento di Casoria è valutato sula base di dati e-
missivi certi e al di sotto dei limiti autorizzati per lo stabilimento; mentre il quantitativo di inquinante relativo alla realizzazione del progetto CISM, ove non è sta-
to possibile effettuare valutazioni più dettagliate, è il valore massimo emesso sulla base dei va-lori limite autorizzativi riportati nel quadro progettuale, sia in relazione alla concentrazione di inquinante emesso che alla portata massima prevista al camino.
Sulla base di tali considerazioni si ritiene che tale indicatore sia positivo se confrontato con il quan-titativo massimo di inquinante emesso in atmosfera per lo Stabilimento di Casoria sulla base dei valori limite di emissione autorizzati e non misurati.
Il valore degli indicatori ambientali per la realizzazione del progetto CISM risulta positivo per la produzione dei rifiuti, tale dato è dovuto in particolare alla mancanza di produzione di basi di deca-paggio dovuta alla sostituzione del processo di fresatura chimica con il processo di fresatura mec-canica.
Positiva risulta anche la comparazione del consumo di risorse naturali e materie prime/ausiliarie. L’indicatore è positivo sia per il quantitativo di sostanze pericolose da utilizzare, in particolare per la stima del consumo di anidride cromica e di percloroetilene. Infatti la realizzazione del progetto CISM prevede:
la sostituzione del processo di ossidazione anodica cromica con i processi di ossidazione ano-dica solfoborica e solfotartarica, e quindi non necessita di un incremento del consumo di ani-dride cromica;
la sostituzione del processo di sgrassaggio con vapori di solvente con il processo di sgrassag-gio con detergente alcalino, che comporta una riduzione del quantitativo di percloroetilene uti-lizzato per tale fase, valutata sulla base del prodotto consumato nel 2011 sia nello Stabilimento di Casoria che nello Stabilimento di Nola.
Per quel che riguarda il consumo di risorse naturali, sulla base dei dati relativi al consumato nello Stabilimento di Casoria nell’anno 2011 e a quanto stimato per l’implementazione del progetto

Pagina 210
CISM, risulta che la realizzazione dell’intervento richiede un consumo inferiore sia per quel che ri-guarda l’approvvigionamento idrico, che per quanto riguarda il consumo di gas metano.
Per quel che riguarda il consumo delle risorse energetiche e il valore emissioni dirette tale dato ri-sulta positivo per quel che riguarda il consumo di energia termica e il relativo valore di anidride carbonica prodotta, mentre è negativo in relazione all’energia elettrica richiesta per la realizzazione del progetto. Tale dato è dovuto principalmente alla scelta di utilizzare dei forni elettrici per la rea-lizzazione della nuova cella trattamenti termici e all’istallazione delle nuove cabine di verniciatura. L’aumento di energia elettrica richiesto è compensato dalla riduzione di gas metano da utilizzare e alla riduzione delle emissioni legate all’istallazione di cabine di verniciatura di nuova tecnologia.

Pagina 211
5 QUADRO AMBIENTALE
5.1 INQUADRAMENTO GEOGRAFICO ED AMBIENTALE DELL’AREA
L’area oggetto di studio è inserita nel comprensorio dell’Area di Sviluppo Industriale del Comune di Nola in Via Boscofangone frazione di Polvica Nola (NA), situata sul margine sud-orientale della Pianura Campana, ai piedi delle prime alture subappenniniche.Il sito di recente realizzazione sorge geograficamente sul margine Nord-Est del territorio comunale di Nola in provincia di Napoli e si estende su un’area complessiva di circa 54 ettari, di cui le super-fici coperte ammontano a circa 160.000 mq, mentre le restanti superfici sono rappresentate da strade, piazzali ed aree a verde.
Per inquadrare più precisamente l’area dal punto di vista geografico - ambientale ci si può riferire ai seguenti dati del comune di Nola.
ALTITUDINE 30 m. circa sul livello del mare
LATITUDINE 40,57 N
LONGITUDINE 14,36 E
TEMPERATURE MEDIE ANNUE max 39,6°c; min - 3,9°c; media 17,3°c (C.N.R: 1991)
COLTURE E VEGETAZIONE nocciole, patate, pomodori, ortaggi macchia mediterranea
IDROLOGIA ESISTENTE Regi Lagni, per i quali si veda lo studio svolto dall’Enea
5.2 ATMOSFERA
5.2.1 Aspetti Climatici
La Campania presenta delle differenze notevoli tra le condizioni meteorologiche riscontrabili lungo la costa e quelle tipiche delle zone più interne, queste ultime, infatti, essendo caratterizzate da ca-tene montuose molto alte, risentono di un clima invernale rigido e umido; l’area di interesse è più vicina alle zone costiere, dove si instaura un clima mite con temperature che difficilmente scendo-no sotto ai -6 °C, essendo il mare una continua fonte di calore,specie nei mesi più freddi. Si regi-strano temperature massime nel mese di Gennaio di circa 11-13 °C con escursioni termiche not-turne anche dell'ordine di 7-8 °C; frequenti sono le nebbie specie nella stagione fredda, in partico-lare sulle pianure e sulle vallate interne. Durante la stagione estiva le temperature massime oscil-lano tra i 28-31 °C. La regione ricade nel regime pluviometrico sublitoraneo appenninico, con un massimo periodo di piovosità in autunno-inverno La distribuzione spaziale delle precipitazioni è condizionata dalla pre-senza e dall’orientamento delle principali dorsali della catena appenninica, che si elevano fino a 2.000 m s.l.m., e dalla prossimità di queste ultime al Mar Tirreno. Nella Fig. 4 sono riportate le pre-cipitazioni medie nei periodi di riferimento 1951-1980 e 1981-1999. I valori più bassi di piogge me-die annue, circa 700 mm, si rilevano ad est dello spartiacque appenninico; quelli più elevati , circa 1.800 mm, lungo l’asse della catena.
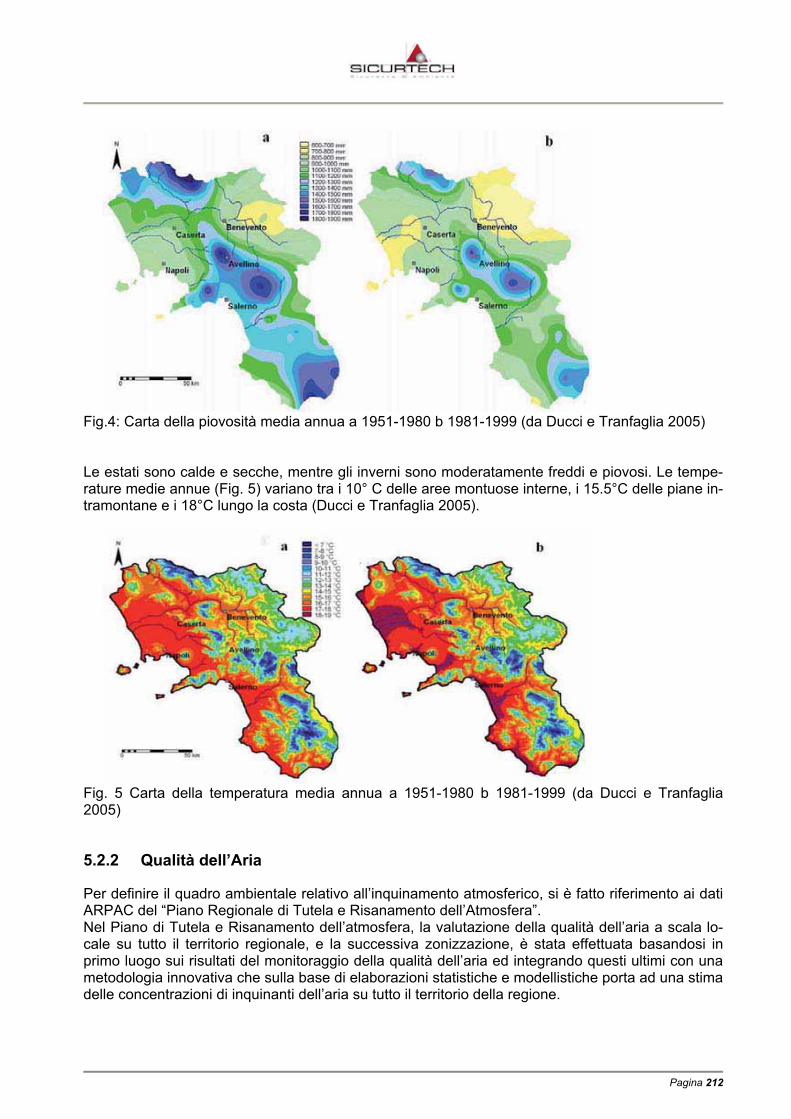
Pagina 212
Fig.4: Carta della piovosità media annua a 1951-1980 b 1981-1999 (da Ducci e Tranfaglia 2005)
Le estati sono calde e secche, mentre gli inverni sono moderatamente freddi e piovosi. Le tempe-rature medie annue (Fig. 5) variano tra i 10° C delle aree montuose interne, i 15.5°C delle piane in-tramontane e i 18°C lungo la costa (Ducci e Tranfaglia 2005).
Fig. 5 Carta della temperatura media annua a 1951-1980 b 1981-1999 (da Ducci e Tranfaglia 2005)
5.2.2 Qualità dell’Aria
Per definire il quadro ambientale relativo all’inquinamento atmosferico, si è fatto riferimento ai dati ARPAC del “Piano Regionale di Tutela e Risanamento dell’Atmosfera”. Nel Piano di Tutela e Risanamento dell’atmosfera, la valutazione della qualità dell’aria a scala lo-cale su tutto il territorio regionale, e la successiva zonizzazione, è stata effettuata basandosi in primo luogo sui risultati del monitoraggio della qualità dell’aria ed integrando questi ultimi con una metodologia innovativa che sulla base di elaborazioni statistiche e modellistiche porta ad una stima delle concentrazioni di inquinanti dell’aria su tutto il territorio della regione.
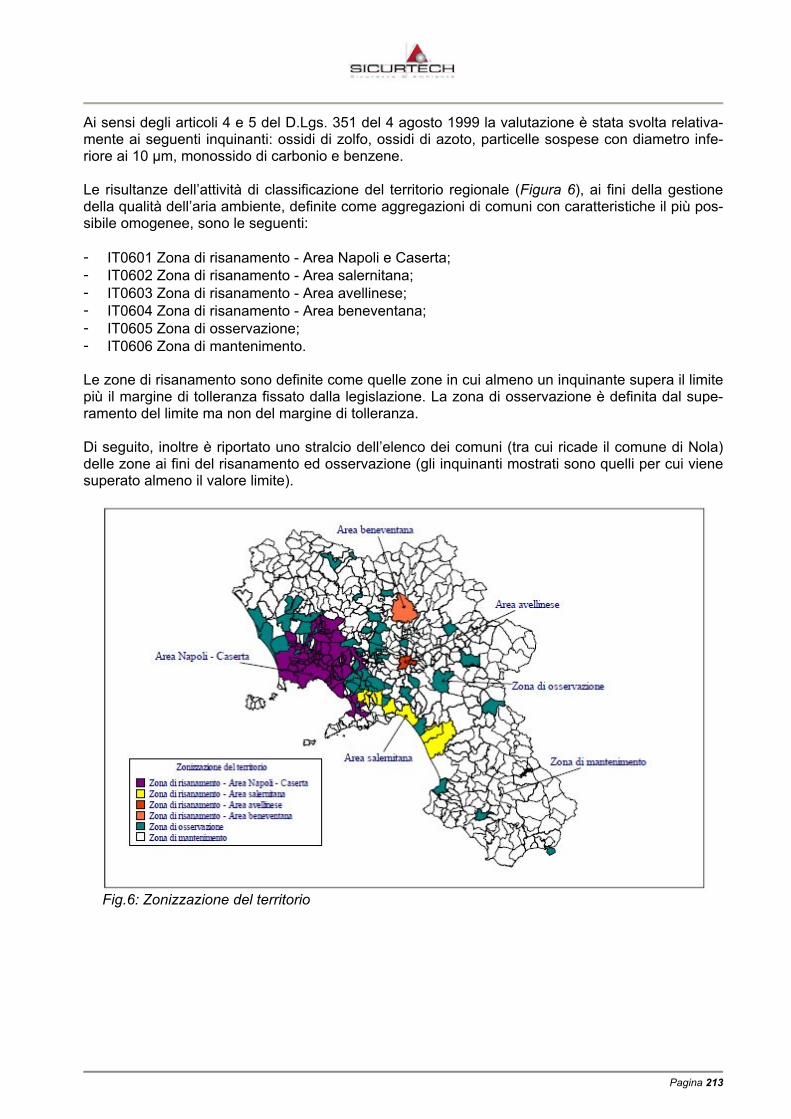
Pagina 213
Ai sensi degli articoli 4 e 5 del D.Lgs. 351 del 4 agosto 1999 la valutazione è stata svolta relativa-mente ai seguenti inquinanti: ossidi di zolfo, ossidi di azoto, particelle sospese con diametro infe-riore ai 10 m, monossido di carbonio e benzene.
Le risultanze dell’attività di classificazione del territorio regionale (Figura 6), ai fini della gestione della qualità dell’aria ambiente, definite come aggregazioni di comuni con caratteristiche il più pos-sibile omogenee, sono le seguenti:
- IT0601 Zona di risanamento - Area Napoli e Caserta; - IT0602 Zona di risanamento - Area salernitana; - IT0603 Zona di risanamento - Area avellinese; - IT0604 Zona di risanamento - Area beneventana; - IT0605 Zona di osservazione; - IT0606 Zona di mantenimento.
Le zone di risanamento sono definite come quelle zone in cui almeno un inquinante supera il limite più il margine di tolleranza fissato dalla legislazione. La zona di osservazione è definita dal supe-ramento del limite ma non del margine di tolleranza.
Di seguito, inoltre è riportato uno stralcio dell’elenco dei comuni (tra cui ricade il comune di Nola) delle zone ai fini del risanamento ed osservazione (gli inquinanti mostrati sono quelli per cui viene superato almeno il valore limite).
Fig.6: Zonizzazione del territorio
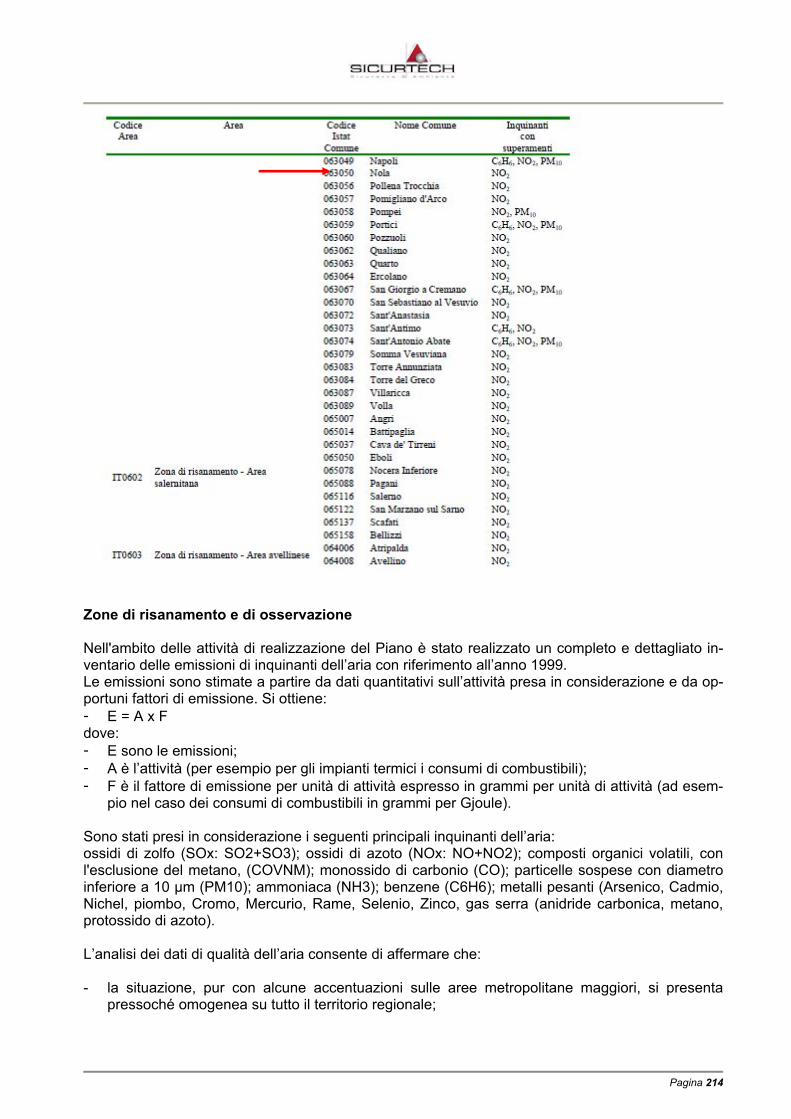
Pagina 214
Zone di risanamento e di osservazione
Nell'ambito delle attività di realizzazione del Piano è stato realizzato un completo e dettagliato in-ventario delle emissioni di inquinanti dell’aria con riferimento all’anno 1999. Le emissioni sono stimate a partire da dati quantitativi sull’attività presa in considerazione e da op-portuni fattori di emissione. Si ottiene: - E = A x F dove:- E sono le emissioni; - A è l’attività (per esempio per gli impianti termici i consumi di combustibili); - F è il fattore di emissione per unità di attività espresso in grammi per unità di attività (ad esem-
pio nel caso dei consumi di combustibili in grammi per Gjoule).
Sono stati presi in considerazione i seguenti principali inquinanti dell’aria: ossidi di zolfo (SOx: SO2+SO3); ossidi di azoto (NOx: NO+NO2); composti organici volatili, con l'esclusione del metano, (COVNM); monossido di carbonio (CO); particelle sospese con diametro inferiore a 10 m (PM10); ammoniaca (NH3); benzene (C6H6); metalli pesanti (Arsenico, Cadmio, Nichel, piombo, Cromo, Mercurio, Rame, Selenio, Zinco, gas serra (anidride carbonica, metano, protossido di azoto).
L’analisi dei dati di qualità dell’aria consente di affermare che:
- la situazione, pur con alcune accentuazioni sulle aree metropolitane maggiori, si presenta pressoché omogenea su tutto il territorio regionale;
Pagina 215
- la qualità dell'aria nelle aree urbane è in miglioramento (dal 1999 al 2003) con riferimento ai seguenti inquinanti primari principali: biossido di zolfo, monossido di carbonio; tutti i limiti legi-slativi esistenti sono rispettati;
- la qualità dell'aria con riferimento al biossido di azoto nelle aree urbane non presenta segnali ri-levanti di miglioramento né con riferimento alla media oraria né con riferimento alla media an-nuale ed è fortemente critica;
- con riferimento alle particelle sospese con diametro inferiore ai 10 m (PM10) il monitoraggio rileva una situazione critica sia in riferimento alla media annuale che al numero di superamenti della media giornaliera;
- con riferimento al Benzene l’analisi delle concentrazioni rilevate mostra una situazione da tene-re ancora sotto controllo per il rispetto del limite sulla media annuale;
- la qualità dell'aria con riferimento allo smog fotochimico (ozono) è critica sia nelle aree urbane che nelle aree suburbane e rurali.

Pagina 216
Pagina 217

Pagina 218
5.3 SUOLO E SOTTOSUOLO
5.3.1 Inquadramento Geologico dell’Area
Dal punto di vista geologico l’assetto strutturale dell’area d’interesse è conseguenza di una com-plessa serie di vicissitudini ed eventi tettogenetici succedutisi in un arco temporale compreso tra il Miocene ed il Pliocene Inferiore. Tali eventi hanno portato all’accavallamento delle imponenti “pile’’ stratigrafiche che facevano parte delle unità paleogeografiche di prevalente età Mesozoica caratte-rizzanti l’antico Oceano della Tetide.
Conseguentemente, l’Appennino Campano-Lucano può essere schematizzato come una comples-sa pila di falde embriciate, costituite da alternanze piuttosto monotone di rocce carbonatiche e de-positi terrigeni di facies tipicamente flyshioide. Successivamente, la Catena Appenninica è stata sottoposta ad intense fasi di sollevamento che, durante il Pleistocene, hanno condotto allo smem-bramento e dislocazione a più altezze delle pile precedentemente accavallate e l’occlusione delle zone di bacino. Questo processo di accavallamento, accentuato dalla continua deformazione del margine nord-africano, determina un generale orientamento della catena secondo la direttrice NW-SE e trova il suo fulcro nel cosiddetto avampaese Apulo. Durante queste fasi, l’assestamento delle stesse falde ha determinato nuove aree di deposizione, anche detti bacini di avanfossa, che spesso suturano importanti linee tettoniche. L’area in esame ricade nella piana campana. Le principali unità stratigrafico-strutturali presenti in Campania sono rappresentate dalle strutture mioceniche dell’Appennino Campano e dalle strutture plio-quaternarie della Piana Campana dove si distinguono le due aree vulcaniche del Somma-Vesuvio e dei Campi Flegrei La Piana Campana, dal punto di vista strutturale, viene definita come zona di sprofondamento limi-tata da faglie di direzione appenninica ed antiappenninica costituita da una serie di terreni sedi-mentari e vulcanici disposti in strati sub-orizzontali che hanno riempito la depressione. Le sequen-ze stratigrafiche che costituiscono la “Piana”, oltre alle rocce carbonatiche del basamento sono per lo più attribuibili ai complessi vulcanici presenti nell’ area stessa. Nell’area in esame si rinvengono depositi di piana di esondazione di fondovalle di conca endoreica e di conoide di alimentazione mista sia carbonatica che vulcanoclastica, come si evince dalla nuo-va cartografia del progetto CARG in scala 1:50.000 dove l’area in esame ricade nel foglio 448 ER-COLANO (di seguito si riporta uno stralcio dell’area in esame).
AREA IN ESAME

Pagina 219
Pagina 220
5.3.2 Aspetti stratigrafici
Dalla realizzazione di tre sondaggi geognostici effettuati precedentemente nello stabilimento (con prove SPT in foro per ogni sondaggio), è possibile rilevare che il sito in esame è caratterizzato es-senzialmente dalla presenza di due formazioni: tufo grigio campano e tufo giallo che si alternano in vari strati di diverso spessore insieme con strati di materiale piroclastico (lapilli, pomici, ecc.) inter-calati tra di loro, accumulatisi nelle varie fasi eruttive del Somma - Vesuvio.
In tali litologie sono stata realizzate prove SPT, dalla quale tramite la tabella di correlazione allega-ta si possono ricavare i seguenti parametri fisico meccanici:
Tufo grigio campano:
�= 16-18 KN/m3 Peso di volume
C = 0 KN/m2 Coesione drenata
�= 32-35° Angolo di attrito interno
Tufo giallo:
�= >20 KN/m3 Peso di volume
C = 0 KN/m2 Coesione drenata
� > 38° Angolo di attrito interno
Si riportano a titolo esemplificativo le tabelle relative alle correlazioni tra numero di colpi NSPT = N2+N3 e parametri geotecnici per terreni sabbiosi.
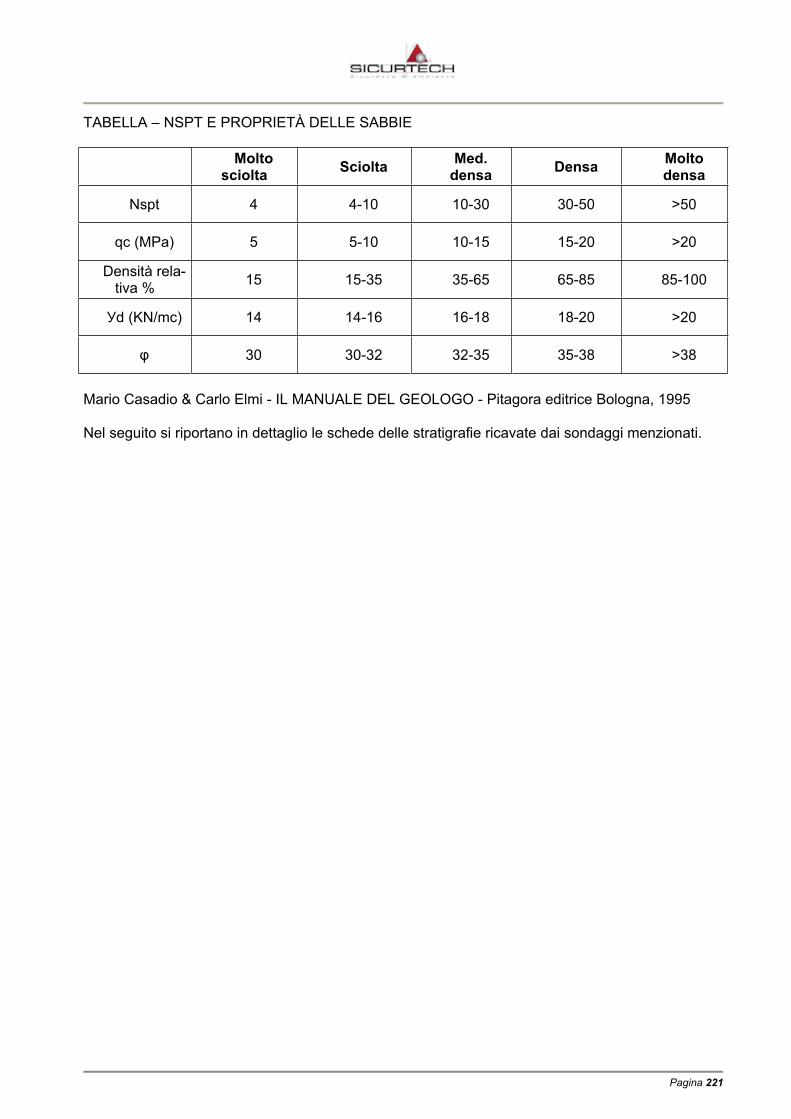
Pagina 221
TABELLA – NSPT E PROPRIETÀ DELLE SABBIE
Moltosciolta Sciolta Med.
densa Densa Moltodensa
Nspt 4 4-10 10-30 30-50 >50
qc (MPa) 5 5-10 10-15 15-20 >20
Densità rela-tiva % 15 15-35 35-65 65-85 85-100
d (KN/mc) 14 14-16 16-18 18-20 >20
30 30-32 32-35 35-38 >38
Mario Casadio & Carlo Elmi - IL MANUALE DEL GEOLOGO - Pitagora editrice Bologna, 1995
Nel seguito si riportano in dettaglio le schede delle stratigrafie ricavate dai sondaggi menzionati.
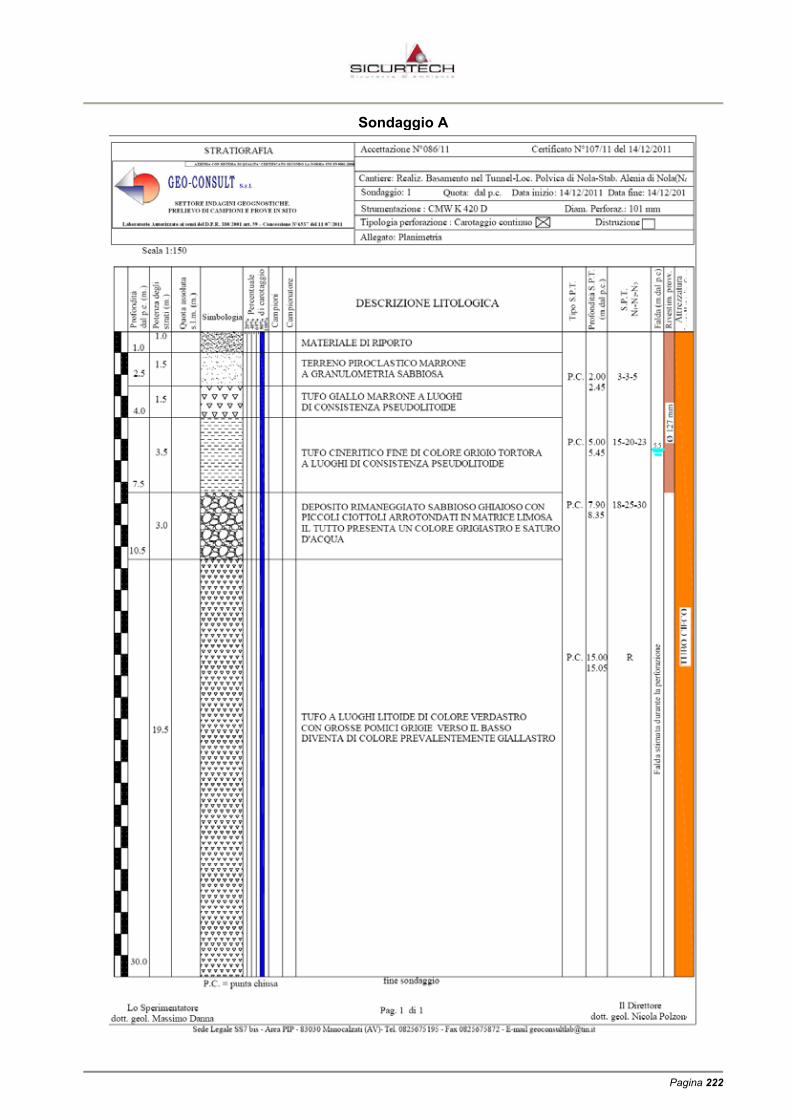
Pagina 222
Sondaggio A
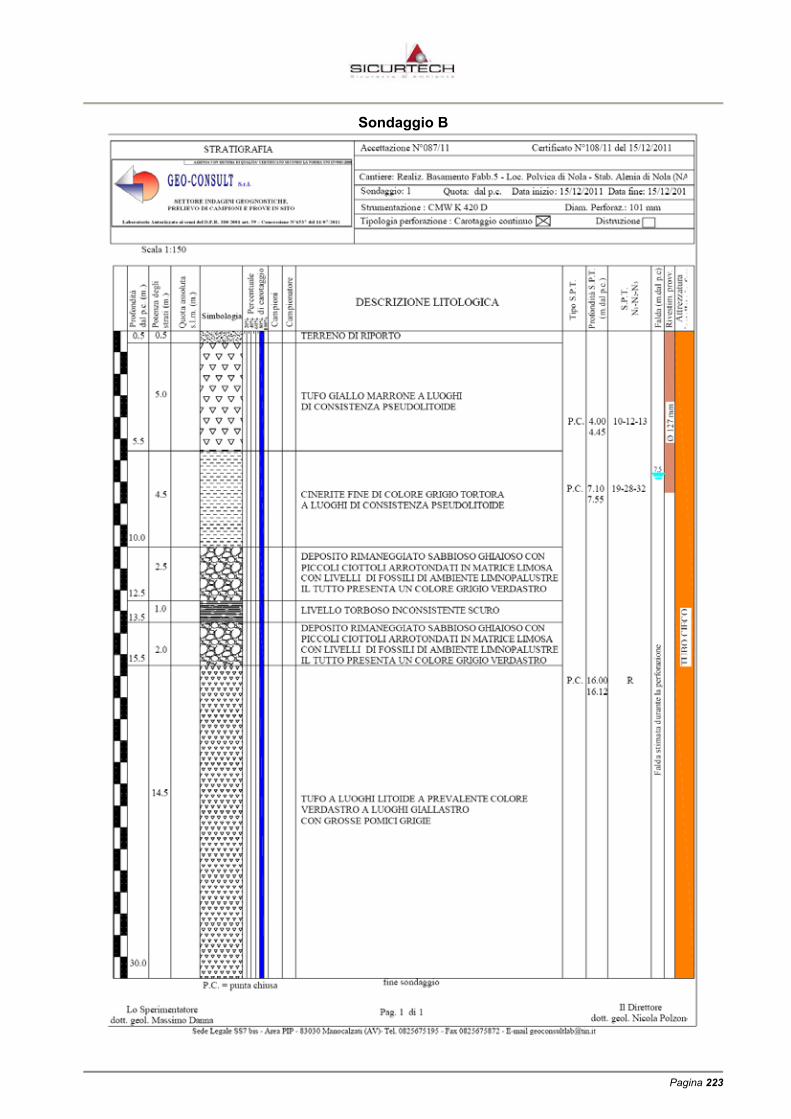
Pagina 223
Sondaggio B

Pagina 224
Sondaggio C
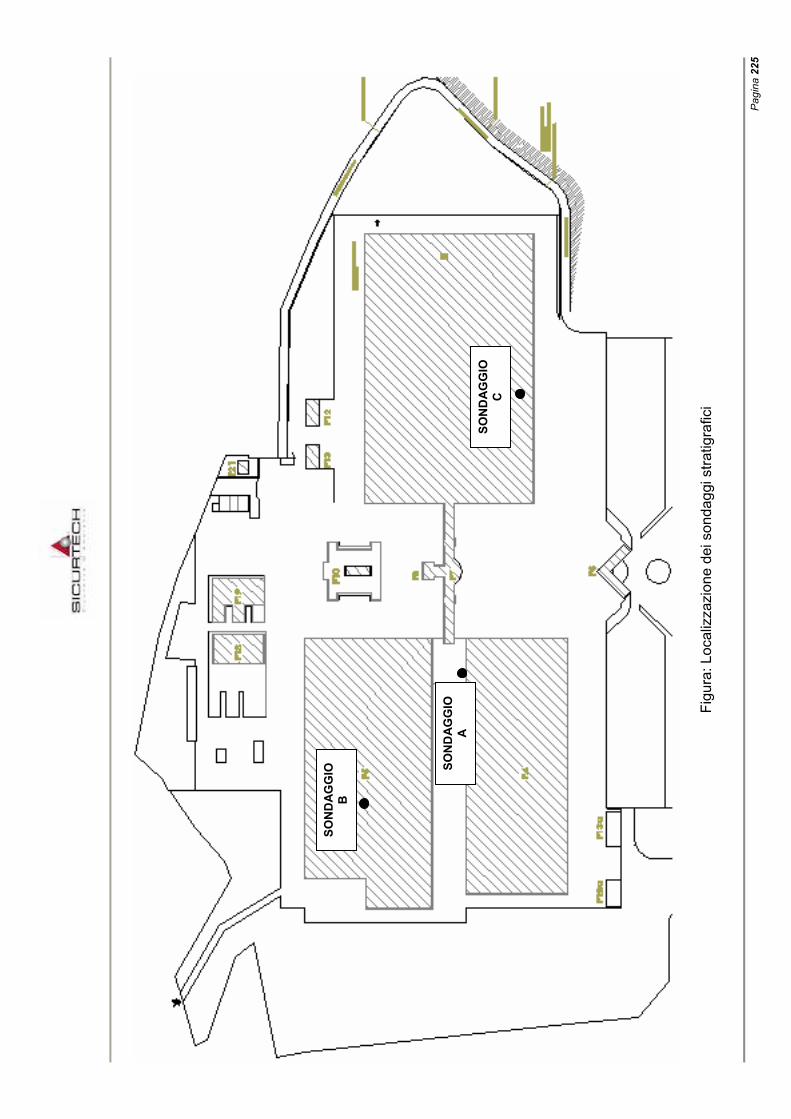
Pag
ina
225
Figu
ra: L
ocal
izza
zion
e de
i son
dagg
i stra
tigra
fici
SON
DA
GG
IOC
SON
DA
GG
IOA
SON
DA
GG
IOB

Pagina 226
5.3.3 Aspetti morfologici
Dal punto di vista morfologico l’area su cui insiste lo Stabilimento Alenia Aermacchi di Nola è situa-ta in una vasta zona pianeggiante posta ad una quota di circa 30 m. s.l.m. La zona è delimitata a nord e ad est dalle propaggini dell’Appennino Campano, a sud si estende fino alle falde dell’apparato vulcanico Somma - Vesuvio. E’ solcata da diversi canali che convogliano le acque piovane in un unico grande collettore (Regio Lagno), che attraversa tutta la piana da est verso o-vest.

Pagina 227
Fig. 11: Estratto della Carta della Struttura ambientale del P.C.P.

Pagina 228
5.3.4 Uso del Suolo
Osservando la cartina dell’uso del suolo si nota che il territorio campano presenta 44 tipologie di-verse di destinazione d’uso del suolo.
Nel complesso, si può affermare che la destinazione d’uso prevalente sia quella dei boschi a lati-foglie, che seguono la linea dei principali massicci campani (Matese, M.ti Lattari, Picentini, Albur-ni), mentre molto limitata è la presenza dei boschi di conifere, presenti soprattutto sui monti del Ci-lento e dell’Appennino Sannito – avellinese, oltre ad alcune aree costiere dove tali boschi assumo-no anche una funzione di mantenimento della duna. In realtà, se sommiamo tutte le tipologie d’uso del suolo connesse alle attività antropiche, e cioè tessuto urbano continuo, tessuto urbano discon-tinuo, aree industriali o commerciali, reti stradali e ferroviarie, aree portuali, aeroporti, aree estratti-ve, discariche, cantieri, aree verdi urbane, aree sportive e ricreative, possiamo notare come vada-no a costituire le destinazioni d’uso del suolo prevalenti. Esse sono maggiormente concentrate nel-la fascia pianeggiante che digrada verso il mare e, tra di esse, quella maggiormente presente è il tessuto urbano discontinuo.
Le aree agricole sono, ovviamente, concentrate anch’esse in misura maggiore nella zona pianeg-giante e collinare, con una prevalenza dei seminativi in aree non irrigue, e un’alta concentrazione di seminativi irrigui nella piana del Volturno. Per quanto riguarda le zone umide esse sono presenti in minima percentuale, con piccole aree sparse in tutta la regione, in corrispondenza di aree colli-nari e montuose, ma soprattutto nell’area flegrea e lungo il litorale domizio.
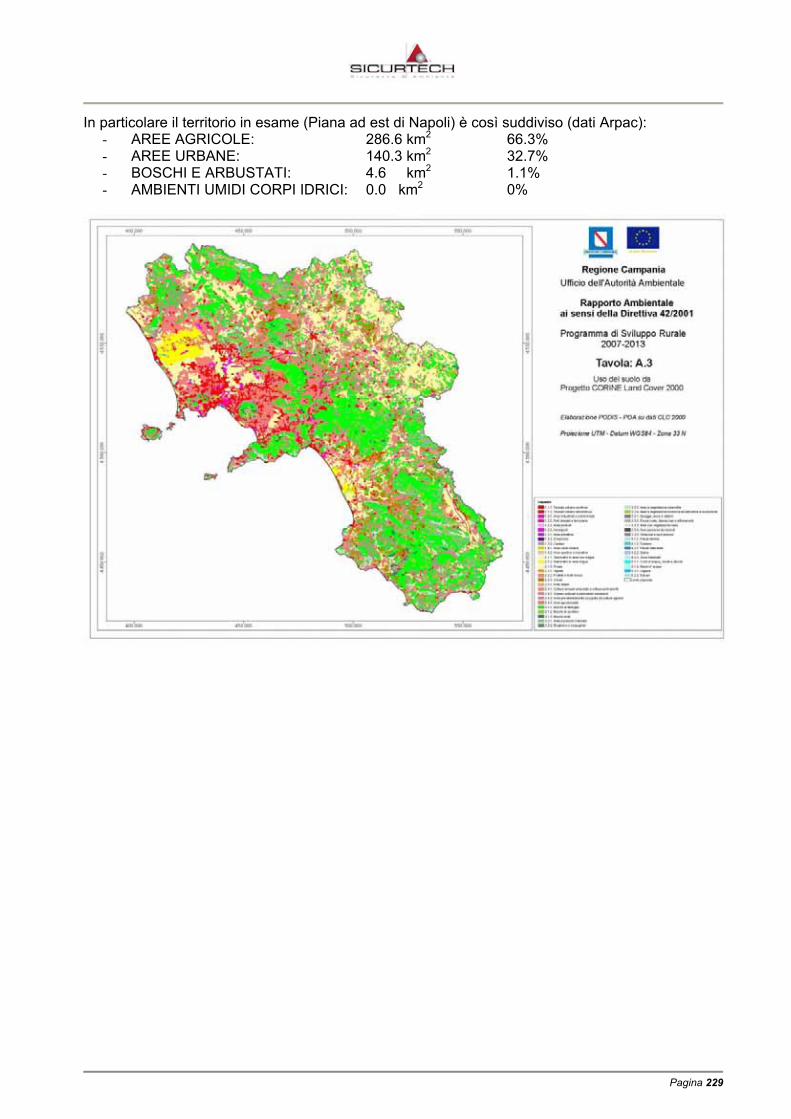
Pagina 229
In particolare il territorio in esame (Piana ad est di Napoli) è così suddiviso (dati Arpac): - AREE AGRICOLE: 286.6 km2 66.3% - AREE URBANE: 140.3 km2 32.7% - BOSCHI E ARBUSTATI: 4.6 km2 1.1% - AMBIENTI UMIDI CORPI IDRICI: 0.0 km2 0%
Pagina 230
5.4 IDROSFERA
5.4.1 Inquadramento Idrogeologico
Nella zona si riscontra la presenza di una falda acquifera superficiale che oscilla, secondo le sta-gioni, intorno ad una profondità di circa 5 m. dal piano campagna. Tale falda è alimentata, attra-verso le formazioni tufacee sottostanti fratturate e piuttosto permeabili, da una falda più profonda nella quale confluiscono le acque del retrostante bacino idrogeologico.
L’idrogeologia della zona è caratterizzata dalla vicinanza della stessa alla dorsale carbonatica pre-appenninica ricca di circolazione idrica che rappresenta poi l’alimentazione della piana stessa. La circolazione idrica della Piana è influenzata dalla geometria dei vari litotipi che presentano di-versa permeabilità relativa.
Dalla bibliografia si ricava uno schema idrodinamico sotterraneo basato su due acquiferi sovrap-posti separati dal livello di Ignimbrite Campana, che a seconda del suo spessore e della sua inte-grità litica conferisce caratteristiche generali di confinamento, ed a luoghi caratteristiche di semi-confinamento (zona di Acerra), o non confinamento (basso Volturno, Marigliano, fosso Volla) all'acquifero inferiore, che è anche l'acquifero principale. L'acquifero superiore, di modesta poten-zialità, è a superficie libera.
La base del complesso idrogeologico si situa in profondità al confine tra depositi continentali e de-positi marini.
5.4.2 Valutazione della Vulnerabilità intrinseca dell’acquifero superficiale mediante il metodo GOD
Al fine di valutare la vulnerabilità intrinseca dell’acquifero superficiale dell’area di interesse può es-sere impiegato il metodo GOD (Foster & Hirata, 1987).
Il metodo GOD (acronimo di Groundwater occurrence, Overall lithology of aquifer, Depth to groun-dwater table or strike) è stato proposto da Foster e Hirata nel 1987. (Figura 1).
Tale metodo per la valutazione della vulnerabilità intrinseca di un acquifero considera tre fattori: –G = tipologia della falda (libera, confinata, semiconfinata…); –O = tipo di acquifero, ed in particolare caratteristiche litologiche e grado di consolidazione delle
rocce della zona non satura (per gli acquiferi non confinati) e dei livelli confinanti a tetto (per gli ac-quiferi confinati);
– D = soggiacenza della falda a superficie libera nel caso di acquifero non confinato o tetto dell’acquifero per gli acquiferi confinati.
Per quanto concerne il grado di confinamento (G), è possibile scegliere tra sei classi alle quali vengono attribuiti punteggi variabili tra 0 e 1.
Alle caratteristiche litologiche e allo stato di consolidazione delle rocce della zona non satura, per gli acquiferi non confinati, o degli strati confinanti, per gli acquiferi in pressione, (O) compete un punteggio variabile tra 0,4 e 1.
Alla soggiacenza della falda a superficie libera nel caso di acquifero non confinato, e alla profondi-tà del tetto dell’acquifero, per gli acquiferi confinati (D), può essere assegnato, infine, un punteggio compreso tra 0,4 e 1. La vulnerabilità intrinseca è valutata come il prodotto dei tre indici numerici corrispondenti ai para-metri suddetti:
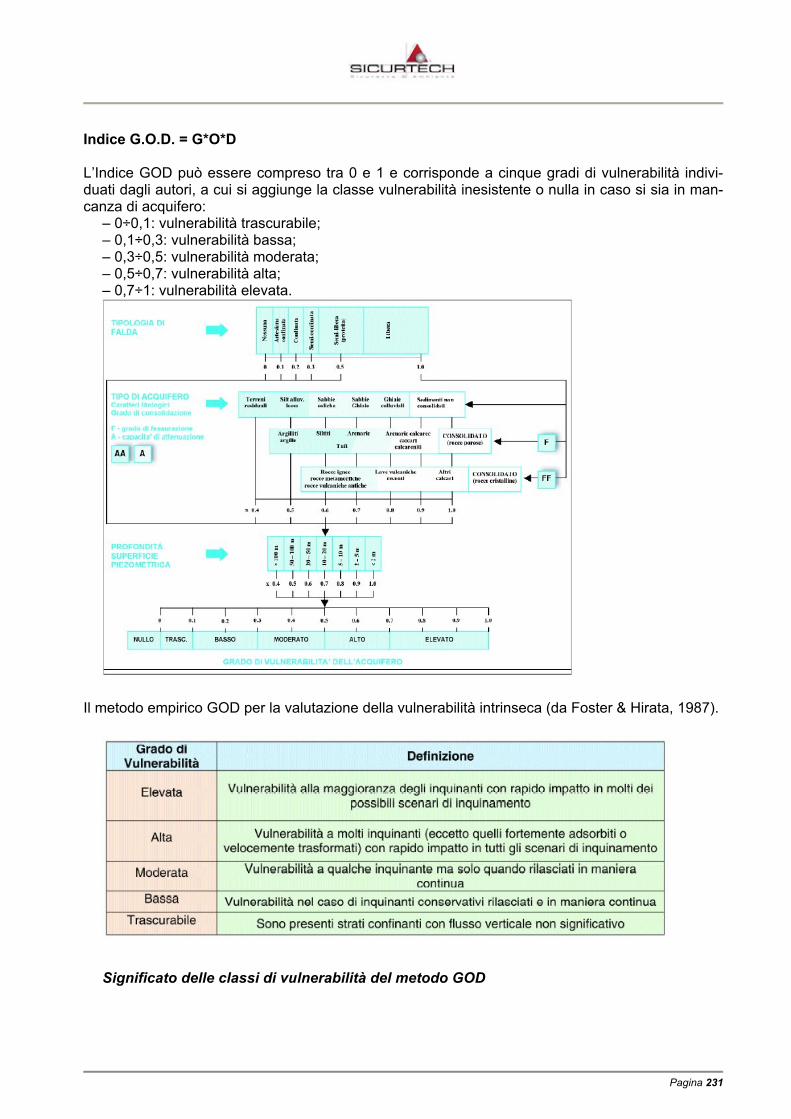
Pagina 231
Indice G.O.D. = G*O*D
L’Indice GOD può essere compreso tra 0 e 1 e corrisponde a cinque gradi di vulnerabilità indivi-duati dagli autori, a cui si aggiunge la classe vulnerabilità inesistente o nulla in caso si sia in man-canza di acquifero:
– 0÷0,1: vulnerabilità trascurabile; – 0,1÷0,3: vulnerabilità bassa; – 0,3÷0,5: vulnerabilità moderata; – 0,5÷0,7: vulnerabilità alta; – 0,7÷1: vulnerabilità elevata.
Il metodo empirico GOD per la valutazione della vulnerabilità intrinseca (da Foster & Hirata, 1987).
Significato delle classi di vulnerabilità del metodo GOD
Pagina 232
Tale metodo è stato applicato al caso in esame, ma non si può ritenere pienamente valido per in-sufficienza e scarsità di dati a disposizione; infatti il grado di vulnerabilità di un acquifero va calco-lato sulla base dell’elaborazione statistica dei risultati.
L’acquifero superficiale del sito in esame, come detto in precedenza, risulta essere, da dati biblio-grafici, a superficie libera. Per il parametro G (tipologia della falda) è stato, quindi, attribuito il valo-re 1.Per quanto concerne il parametro O (caratteristiche litologiche e grado di consolidazione delle roc-ce della zona non satura), essendo la zona vadosa essenzialmente costituita da depositi sabbioso-tufacei è stato attribuito un valore di 0.7.
Il parametro D (profondità della superficie piezometrica) è stato ricavato dai valori di soggiacenza misurati nei tre sondaggi geognostici riportati in precedenza; a tale parametro può essere quindi attribuito un valore pari a 0.9 per soggiacenze tra 2 e 5 m,
Infine è stato eseguito il prodotto dei tre parametri valutati per il sito in esame ottenendo un valore del grado di vulnerabilità dell’acquifero pari a 0.63 che corrisponde ad una vulnerabilità alta dell’acquifero essendo l’indice G.O.D. compreso tra 0.5 e 0.7.
Dunque l’acquifero superficiale contenente la falda freatica risulta avere un grado di vulnerabilità alto; ciò è dovuto sia alla bassa soggiacenza della falda sia alla natura prevalentemente grossola-na dei depositi che costituiscono il sottosuolo. La falda freatica può essere quindi facilmente con-taminata; da ciò consegue anche la necessità in futuro di dover condurre un attento monitoraggio della stessa.

Pagina 233
Stralcio della carta dei complessi idrogeologici contenuta nel Piano di Tutela delle Acque della Regione Campania, redatto in at-tuazione dell'art. 44 del D.L.vo n. 152/99 e s.m.i., ed adottato con Delibera di G.R. n. 1220 del 6 luglio 2007.
In allegato la carta dei complessi idrogeologici.
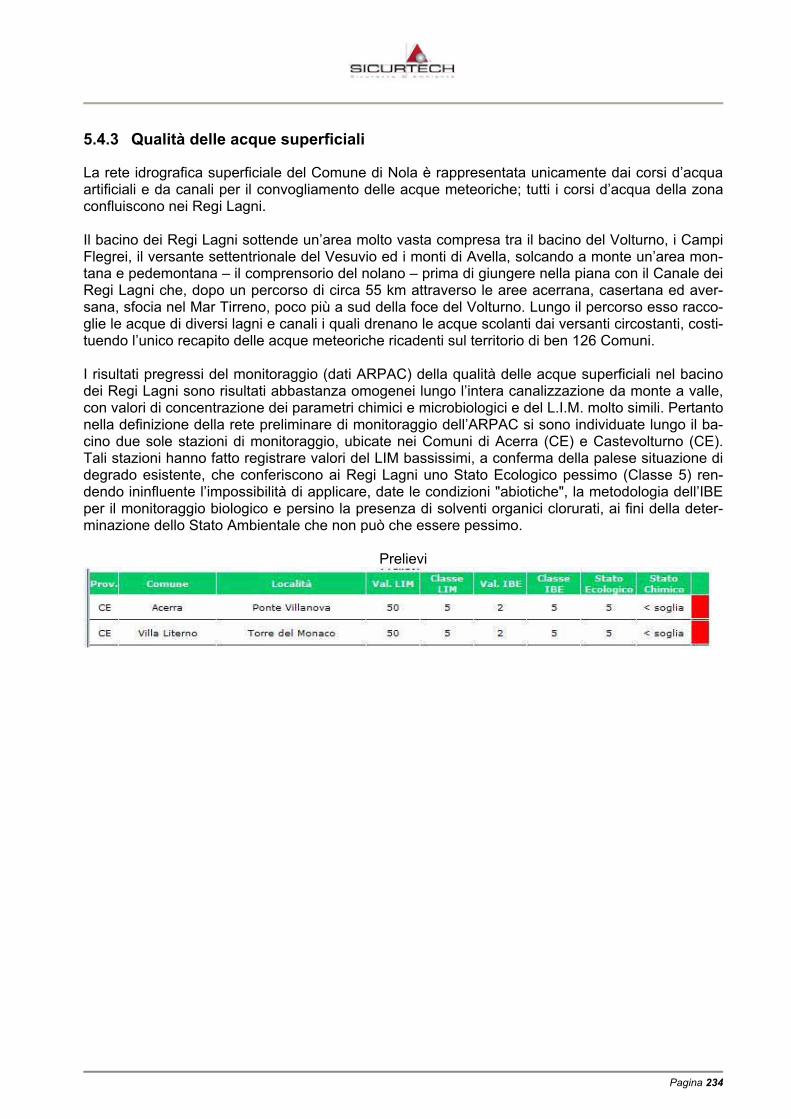
Pagina 234
5.4.3 Qualità delle acque superficiali
La rete idrografica superficiale del Comune di Nola è rappresentata unicamente dai corsi d’acqua artificiali e da canali per il convogliamento delle acque meteoriche; tutti i corsi d’acqua della zona confluiscono nei Regi Lagni.
Il bacino dei Regi Lagni sottende un’area molto vasta compresa tra il bacino del Volturno, i Campi Flegrei, il versante settentrionale del Vesuvio ed i monti di Avella, solcando a monte un’area mon-tana e pedemontana – il comprensorio del nolano – prima di giungere nella piana con il Canale dei Regi Lagni che, dopo un percorso di circa 55 km attraverso le aree acerrana, casertana ed aver-sana, sfocia nel Mar Tirreno, poco più a sud della foce del Volturno. Lungo il percorso esso racco-glie le acque di diversi lagni e canali i quali drenano le acque scolanti dai versanti circostanti, costi-tuendo l’unico recapito delle acque meteoriche ricadenti sul territorio di ben 126 Comuni.
I risultati pregressi del monitoraggio (dati ARPAC) della qualità delle acque superficiali nel bacino dei Regi Lagni sono risultati abbastanza omogenei lungo l’intera canalizzazione da monte a valle, con valori di concentrazione dei parametri chimici e microbiologici e del L.I.M. molto simili. Pertanto nella definizione della rete preliminare di monitoraggio dell’ARPAC si sono individuate lungo il ba-cino due sole stazioni di monitoraggio, ubicate nei Comuni di Acerra (CE) e Castevolturno (CE). Tali stazioni hanno fatto registrare valori del LIM bassissimi, a conferma della palese situazione di degrado esistente, che conferiscono ai Regi Lagni uno Stato Ecologico pessimo (Classe 5) ren-dendo ininfluente l’impossibilità di applicare, date le condizioni "abiotiche", la metodologia dell’IBE per il monitoraggio biologico e persino la presenza di solventi organici clorurati, ai fini della deter-minazione dello Stato Ambientale che non può che essere pessimo.
Prelievi
Pagina 235
5.4.4 Qualità delle Acque Sotterranee
Le acque sotterranee sono le acque che si trovano al di sotto della superficie del terreno, nella zo-na di saturazione e in diretto contatto con il suolo e il sottosuolo” ( art. 2 D.Lgs. 152/99 ) .
L’acqua presente nel sottosuolo è la risorsa idropotabile maggiormente utilizzata sia dagli enti ac-quedottistici sia dai singoli cittadini; purtroppo non è una risorsa inesauribile ma una “scorta d’acqua” da proteggere e tutelare come bene prezioso.
Gli acquiferi più estesi e produttivi della Campania sono costituiti dai complessi delle successioni carbonatiche mesozoiche e paleogeniche, con un'elevata infiltrazione efficace, che contribuisce al-la formazione di cospicue falde di base. Le portate in uscita dai massicci carbonatici della Regione, come sorgenti, ammontano a circa 70 m3/s, mentre i travasi sotterranei verso le piane sono di circa 27 m3/s . Quindi la Campania dispone di abbondanti risorse idriche, a seguito di una piovosità me-dia annua di circa 1000 mm, pari a un volume complessivo annuo di 13.6 miliardi di metri cubi.
Per l’individuazione dei corpi idrici sotterranei significativi a livello regionale è stato definito il mo-dello concettuale della circolazione idrica sotterranea, sulla base del quadro aggiornato delle co-noscenze sull’assetto geologico, sulla permeabilità, sui limiti fra corpi idrici, sul bilancio idrico, sull’andamento piezometrico delle falde, riportate in cartografie tematiche ed integrate con l’ausilio di GIS (Di Meo et al. 2006). Il risultato ottenuto è uno strato informativo con i limiti dei corpi idrici sotterranei significativi a livello regionale della Campania, definiti in accordo con la normativa vi-gente (Fig.) e con le elaborazioni effettuate per la stesura del Piano di Tutela delle Acque (SOGE-SID 2006). Le principali tipologie rilevate sono:
- corpi idrici sotterranei alluvionali costieri, costituiti da alternanze di depositi continentali, marini e vulcanici, con livelli ad elevata permeabilità per porosità intercalati a livelli a media permeabi-lità, ed un assetto stratigrafico con forti eteropie orizzontali e verticali, ubicati nelle piane costie-re
- corpi idrici sotterranei alluvionali interni, con livelli ad elevata permeabilità per porosità interca-lati a livelli a media permeabilità, con una o più falde idriche sovrapposte, ubicati nelle piane in-terne, in corrispondenza dei principali corsi d’acqua corpi idrici sotterranei carbonatici, ad ele-vata permeabilità per carsismo e fratturazione, che spesso convogliano le acque verso poche sorgenti estremamente cospicue, ubicati lungo tutta la dorsale appenninica con alcuni massicci in prossimità della costa (M. Massico, M. Lattari, M. Bulgheria)
- corpi idrici sotterranei flyschoidi, a media permeabilità per porosità e, talora, fatturazione, con una falda idrica principale e livelli impermeabili locali, ubicati nel Cilento
- corpi idrici sotterranei vulcanici, ad elevata permeabilità per porosità o fratturazione, intercalati a livelli a bassa permeabilità che favoriscono la formazione di piccole sorgenti , ubicati in corri-spondenza degli apparati vulcanici di Roccamonfina, Campi Flegrei e Vesuvio.
Con il supporto di esperti universitari e la collaborazione di Autorità di Bacino, Consorzi di Bonifica ed altri Enti, ed utilizzando i risultati dei rilevamenti delle campagne piezometriche, sono state defi-nite (dati Arpac) le principali direzioni di deflusso idrico sotterraneo, i limiti delle idrostrutture, gli assi di drenaggio preferenziale.
Sono state altresì acquisite le stratigrafie di pozzi e sono state redatte schede monografiche di det-taglio relative ai punti di monitoraggio della rete delle acque sotterranee.
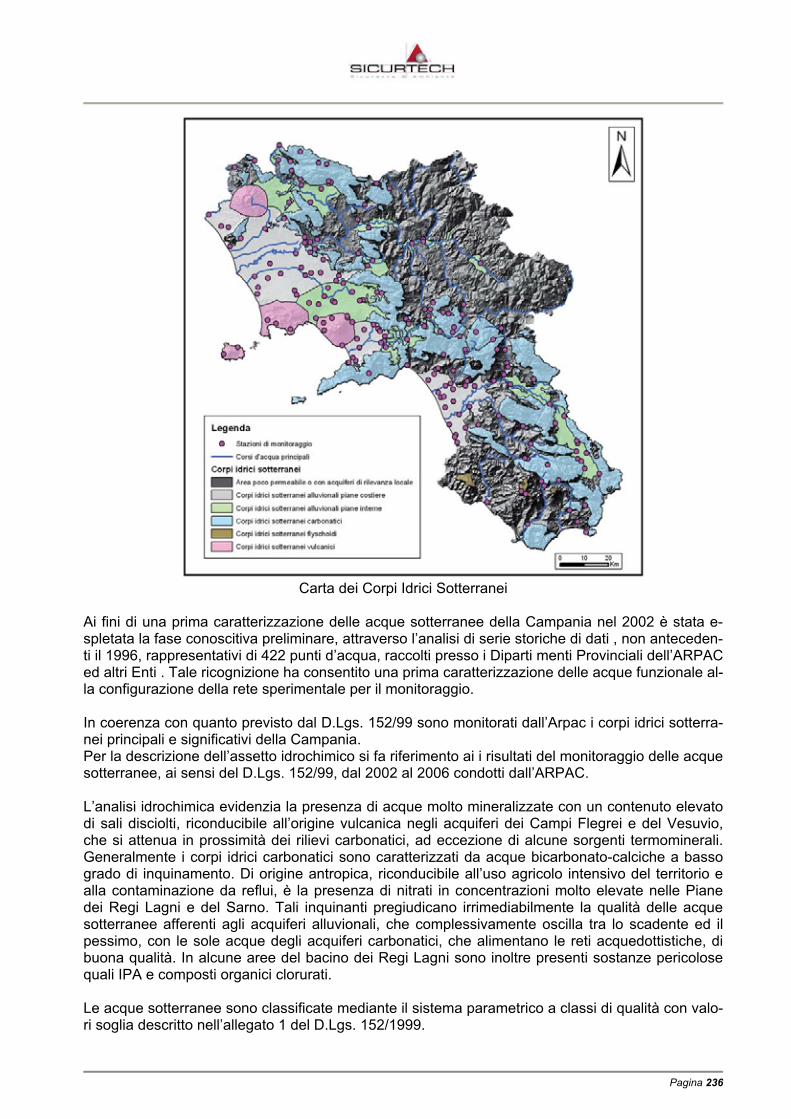
Pagina 236
Carta dei Corpi Idrici Sotterranei
Ai fini di una prima caratterizzazione delle acque sotterranee della Campania nel 2002 è stata e-spletata la fase conoscitiva preliminare, attraverso l’analisi di serie storiche di dati , non anteceden-ti il 1996, rappresentativi di 422 punti d’acqua, raccolti presso i Diparti menti Provinciali dell’ARPAC ed altri Enti . Tale ricognizione ha consentito una prima caratterizzazione delle acque funzionale al-la configurazione della rete sperimentale per il monitoraggio.
In coerenza con quanto previsto dal D.Lgs. 152/99 sono monitorati dall’Arpac i corpi idrici sotterra-nei principali e significativi della Campania. Per la descrizione dell’assetto idrochimico si fa riferimento ai i risultati del monitoraggio delle acque sotterranee, ai sensi del D.Lgs. 152/99, dal 2002 al 2006 condotti dall’ARPAC.
L’analisi idrochimica evidenzia la presenza di acque molto mineralizzate con un contenuto elevato di sali disciolti, riconducibile all’origine vulcanica negli acquiferi dei Campi Flegrei e del Vesuvio, che si attenua in prossimità dei rilievi carbonatici, ad eccezione di alcune sorgenti termominerali. Generalmente i corpi idrici carbonatici sono caratterizzati da acque bicarbonato-calciche a basso grado di inquinamento. Di origine antropica, riconducibile all’uso agricolo intensivo del territorio e alla contaminazione da reflui, è la presenza di nitrati in concentrazioni molto elevate nelle Piane dei Regi Lagni e del Sarno. Tali inquinanti pregiudicano irrimediabilmente la qualità delle acque sotterranee afferenti agli acquiferi alluvionali, che complessivamente oscilla tra lo scadente ed il pessimo, con le sole acque degli acquiferi carbonatici, che alimentano le reti acquedottistiche, di buona qualità. In alcune aree del bacino dei Regi Lagni sono inoltre presenti sostanze pericolose quali IPA e composti organici clorurati.
Le acque sotterranee sono classificate mediante il sistema parametrico a classi di qualità con valo-ri soglia descritto nell’allegato 1 del D.Lgs. 152/1999.
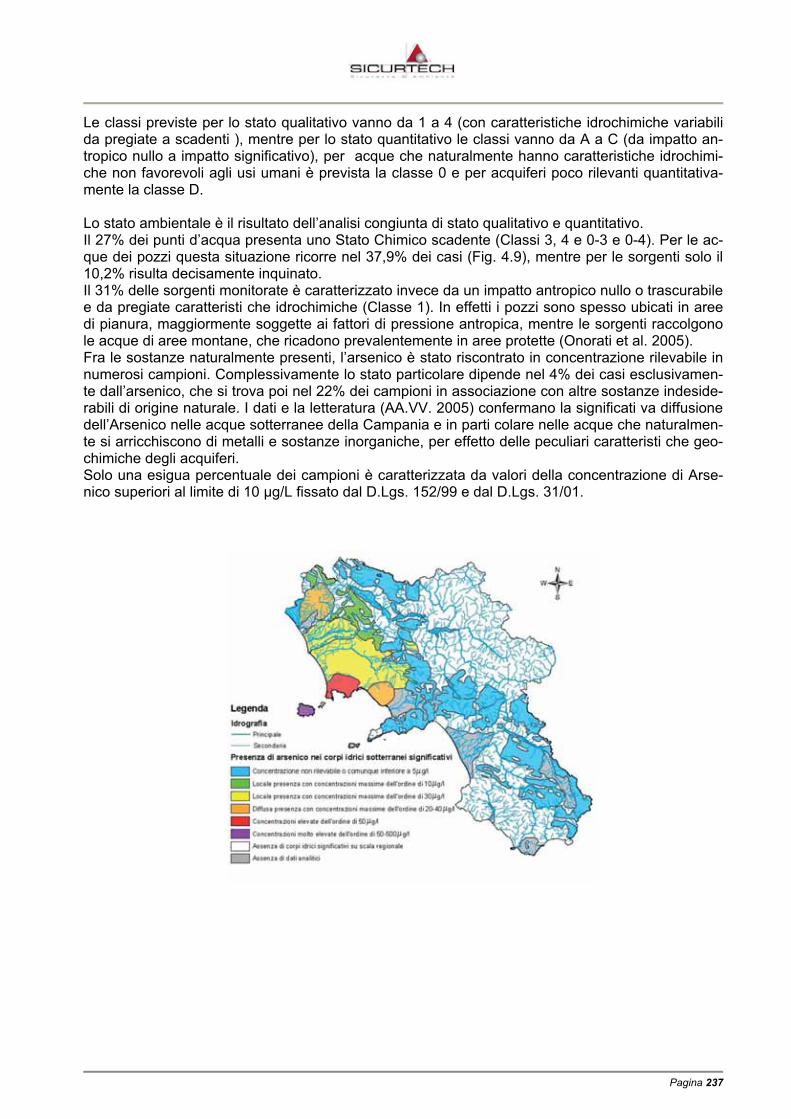
Pagina 237
Le classi previste per lo stato qualitativo vanno da 1 a 4 (con caratteristiche idrochimiche variabili da pregiate a scadenti ), mentre per lo stato quantitativo le classi vanno da A a C (da impatto an-tropico nullo a impatto significativo), per acque che naturalmente hanno caratteristiche idrochimi-che non favorevoli agli usi umani è prevista la classe 0 e per acquiferi poco rilevanti quantitativa-mente la classe D.
Lo stato ambientale è il risultato dell’analisi congiunta di stato qualitativo e quantitativo. Il 27% dei punti d’acqua presenta uno Stato Chimico scadente (Classi 3, 4 e 0-3 e 0-4). Per le ac-que dei pozzi questa situazione ricorre nel 37,9% dei casi (Fig. 4.9), mentre per le sorgenti solo il 10,2% risulta decisamente inquinato. Il 31% delle sorgenti monitorate è caratterizzato invece da un impatto antropico nullo o trascurabile e da pregiate caratteristi che idrochimiche (Classe 1). In effetti i pozzi sono spesso ubicati in aree di pianura, maggiormente soggette ai fattori di pressione antropica, mentre le sorgenti raccolgono le acque di aree montane, che ricadono prevalentemente in aree protette (Onorati et al. 2005). Fra le sostanze naturalmente presenti, l’arsenico è stato riscontrato in concentrazione rilevabile in numerosi campioni. Complessivamente lo stato particolare dipende nel 4% dei casi esclusivamen-te dall’arsenico, che si trova poi nel 22% dei campioni in associazione con altre sostanze indeside-rabili di origine naturale. I dati e la letteratura (AA.VV. 2005) confermano la significati va diffusione dell’Arsenico nelle acque sotterranee della Campania e in parti colare nelle acque che naturalmen-te si arricchiscono di metalli e sostanze inorganiche, per effetto delle peculiari caratteristi che geo-chimiche degli acquiferi. Solo una esigua percentuale dei campioni è caratterizzata da valori della concentrazione di Arse-nico superiori al limite di 10 g/L fissato dal D.Lgs. 152/99 e dal D.Lgs. 31/01.

Pagina 238
Il parametro critico più importante per la definizione dello stato particolare è rappresentato dai fluo-ruri: in molti casi è il solo tenore di F- a determinare lo stato particolare dell’acqua (Classi 0, 0-2 o 0-4). Tale presenza nelle acque sotterranee campane è largamente documentata ed è dovuta ad un naturale arricchimento delle acque confinate nelle rocce di origine vulcanica.
Per la maggior parte delle acque di sorgente e di pozzo inquinate, il parametro decisivo nella clas-sificazione è la concentrazione di nitrati (NO3-). Infatti la Regione Campania, nel febbraio 2003 (Delibera di G.R. n. 700 del 18/02/03), ha provveduto ad individuare le zone potenzialmente vulne-rabili da nitrati di origine agricola e successivamente ha definito il Piano d’Azione per la riduzione dei nitrati di origine agricola.
La concentrazione di nitrati presenta valori superiori al limite per la Classe 4 (50 mg/L) nel 12,2% dei punti d’acqua appartenenti alla rete di monitoraggio, con meno dell’1% di siti con concentrazio-ni maggiori di 100 mg/L. La situazione è più critica per le acque di pozzo, mentre per le sorgenti nel 72,6% dei casi si riscontrano valori massimi inferiori a 5 mg/L con il 97,3% dei punti al di sotto della soglia dei 50 mg/L (Fig. 4.13).
I dati brevemente presentati hanno evidenziato la presenza di numerose aree di crisi con concen-trazioni localmente molto elevate di nitrati. Le fonti di inquinamento sono esclusivamente di origine antropica.
Fra gli altri parametri presenti in concentrazioni elevate tali da portare ad uno stato chimico in clas-se 4, sono da segnalare i Composti alifatici alogenati totali presenti nella Piana ad Est di Napoli e in alcuni punti del M. Somma Vesuvio, i pesticidi talora presenti nella Piana dell’Alento. Il risultato complessivo della classificazione dello stato chimico basato sui dati 2002-2006 è abba-stanza confortante, anche se in alcune piane costiere il livello di contaminazione è elevato.
Fig.12 Classificazione dello stato qualitativo dei corpi idrici sotterranei
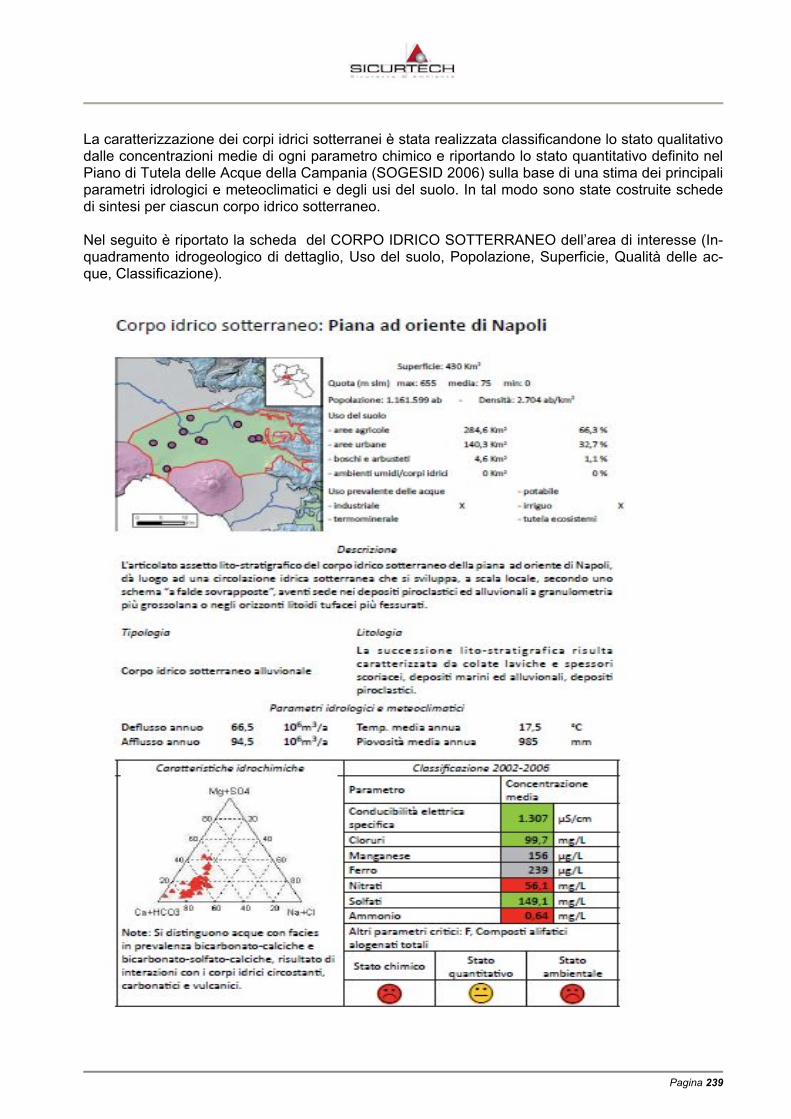
Pagina 239
La caratterizzazione dei corpi idrici sotterranei è stata realizzata classificandone lo stato qualitativo dalle concentrazioni medie di ogni parametro chimico e riportando lo stato quantitativo definito nel Piano di Tutela delle Acque della Campania (SOGESID 2006) sulla base di una stima dei principali parametri idrologici e meteoclimatici e degli usi del suolo. In tal modo sono state costruite schede di sintesi per ciascun corpo idrico sotterraneo.
Nel seguito è riportato la scheda del CORPO IDRICO SOTTERRANEO dell’area di interesse (In-quadramento idrogeologico di dettaglio, Uso del suolo, Popolazione, Superficie, Qualità delle ac-que, Classificazione).
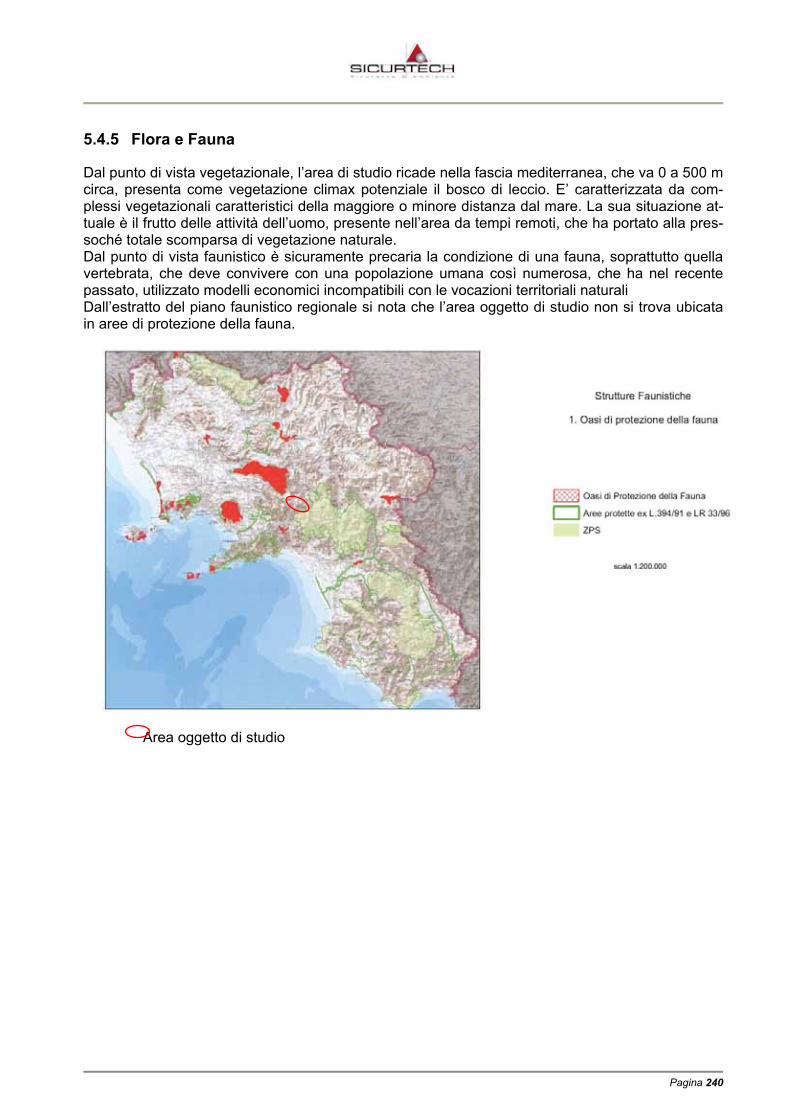
Pagina 240
5.4.5 Flora e Fauna
Dal punto di vista vegetazionale, l’area di studio ricade nella fascia mediterranea, che va 0 a 500 m circa, presenta come vegetazione climax potenziale il bosco di leccio. E’ caratterizzata da com-plessi vegetazionali caratteristici della maggiore o minore distanza dal mare. La sua situazione at-tuale è il frutto delle attività dell’uomo, presente nell’area da tempi remoti, che ha portato alla pres-soché totale scomparsa di vegetazione naturale. Dal punto di vista faunistico è sicuramente precaria la condizione di una fauna, soprattutto quella vertebrata, che deve convivere con una popolazione umana così numerosa, che ha nel recente passato, utilizzato modelli economici incompatibili con le vocazioni territoriali naturali Dall’estratto del piano faunistico regionale si nota che l’area oggetto di studio non si trova ubicata in aree di protezione della fauna.
Area oggetto di studio
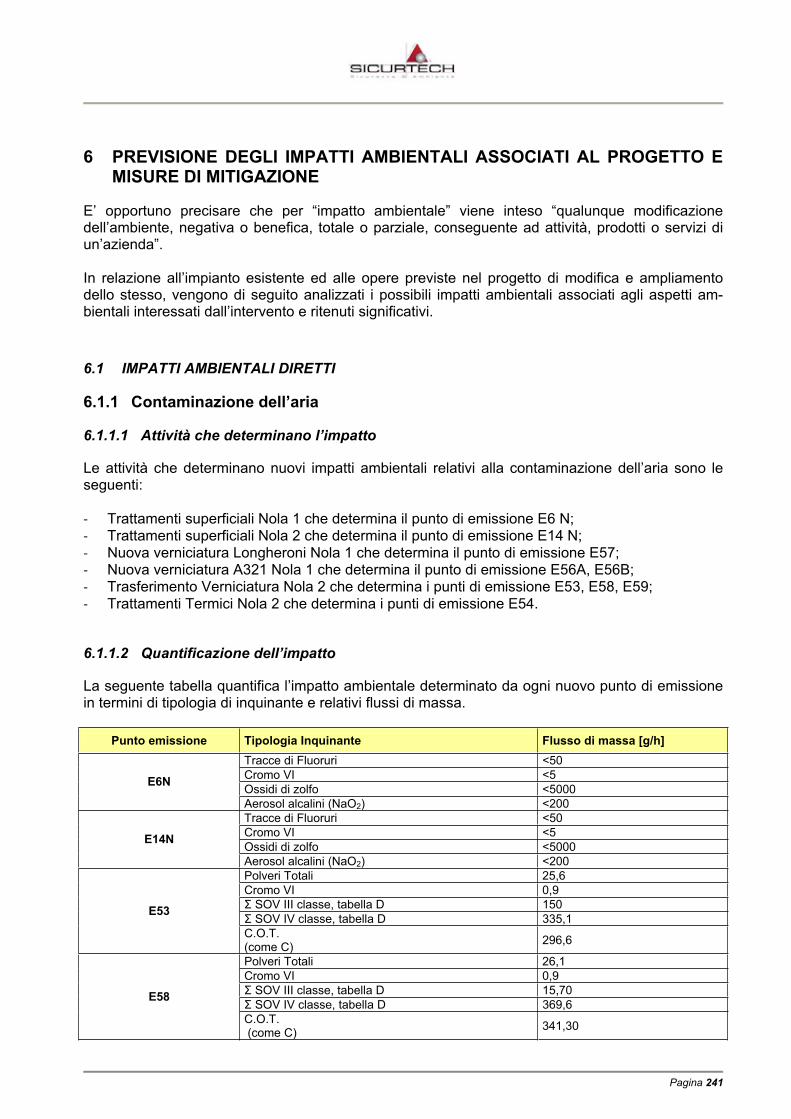
Pagina 241
6 PREVISIONE DEGLI IMPATTI AMBIENTALI ASSOCIATI AL PROGETTO E MISURE DI MITIGAZIONE
E’ opportuno precisare che per “impatto ambientale” viene inteso “qualunque modificazione dell’ambiente, negativa o benefica, totale o parziale, conseguente ad attività, prodotti o servizi di un’azienda”.
In relazione all’impianto esistente ed alle opere previste nel progetto di modifica e ampliamento dello stesso, vengono di seguito analizzati i possibili impatti ambientali associati agli aspetti am-bientali interessati dall’intervento e ritenuti significativi.
6.1 IMPATTI AMBIENTALI DIRETTI
6.1.1 Contaminazione dell’aria
6.1.1.1 Attività che determinano l’impatto
Le attività che determinano nuovi impatti ambientali relativi alla contaminazione dell’aria sono le seguenti:
Trattamenti superficiali Nola 1 che determina il punto di emissione E6 N; Trattamenti superficiali Nola 2 che determina il punto di emissione E14 N; Nuova verniciatura Longheroni Nola 1 che determina il punto di emissione E57; Nuova verniciatura A321 Nola 1 che determina il punto di emissione E56A, E56B; Trasferimento Verniciatura Nola 2 che determina i punti di emissione E53, E58, E59; Trattamenti Termici Nola 2 che determina i punti di emissione E54.
6.1.1.2 Quantificazione dell’impatto
La seguente tabella quantifica l’impatto ambientale determinato da ogni nuovo punto di emissione in termini di tipologia di inquinante e relativi flussi di massa.
Punto emissione Tipologia Inquinante Flusso di massa [g/h] Tracce di Fluoruri <50 Cromo VI <5 Ossidi di zolfo <5000 E6N
Aerosol alcalini (NaO2) <200 Tracce di Fluoruri <50 Cromo VI <5 Ossidi di zolfo <5000 E14N
Aerosol alcalini (NaO2) <200 Polveri Totali 25,6 Cromo VI 0,9
SOV III classe, tabella D 150 SOV IV classe, tabella D 335,1 E53
C.O.T. (come C) 296,6
Polveri Totali 26,1 Cromo VI 0,9
SOV III classe, tabella D 15,70 SOV IV classe, tabella D 369,6
E58
C.O.T. (come C) 341,30
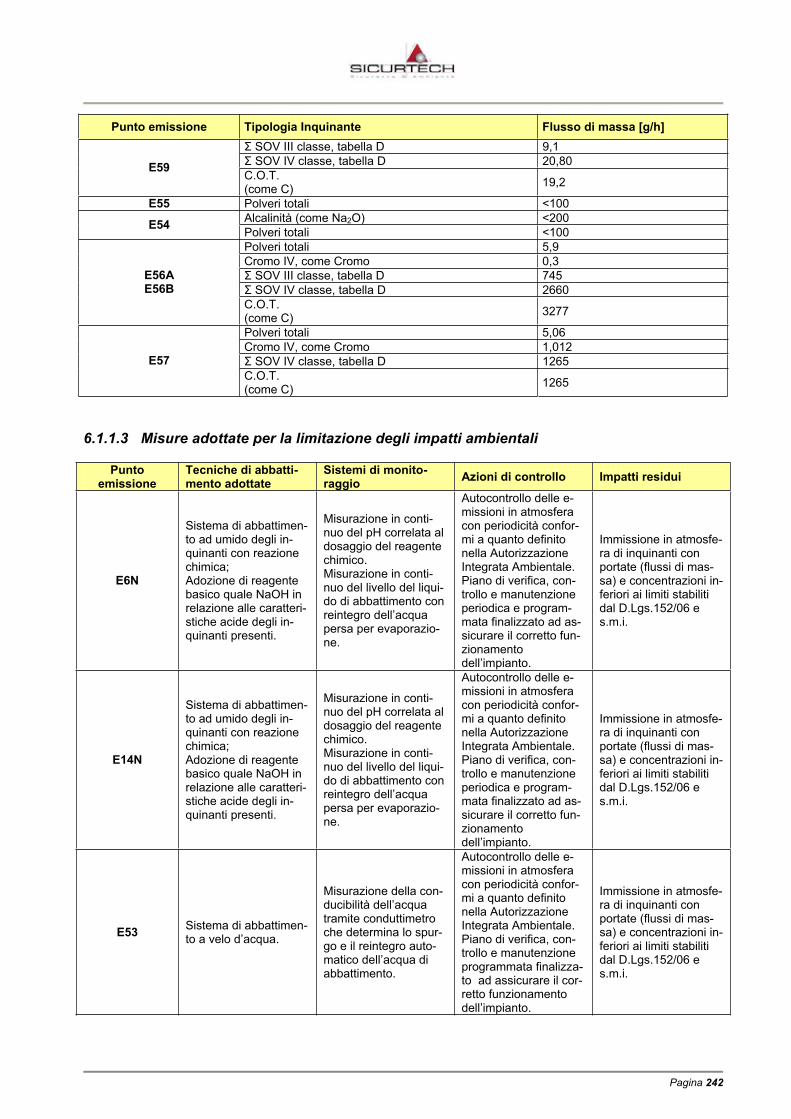
Pagina 242
Punto emissione Tipologia Inquinante Flusso di massa [g/h] SOV III classe, tabella D 9,1 SOV IV classe, tabella D 20,80 E59
C.O.T. (come C) 19,2
E55 Polveri totali <100 Alcalinità (come Na2O) <200 E54 Polveri totali <100 Polveri totali 5,9 Cromo IV, come Cromo 0,3
SOV III classe, tabella D 745 SOV IV classe, tabella D 2660
E56A E56B
C.O.T. (come C) 3277
Polveri totali 5,06 Cromo IV, come Cromo 1,012
SOV IV classe, tabella D 1265 E57C.O.T. (come C) 1265
6.1.1.3 Misure adottate per la limitazione degli impatti ambientali
Puntoemissione
Tecniche di abbatti-mento adottate
Sistemi di monito-raggio Azioni di controllo Impatti residui
E6N
Sistema di abbattimen-to ad umido degli in-quinanti con reazione chimica;Adozione di reagente basico quale NaOH in relazione alle caratteri-stiche acide degli in-quinanti presenti.
Misurazione in conti-nuo del pH correlata al dosaggio del reagente chimico.Misurazione in conti-nuo del livello del liqui-do di abbattimento con reintegro dell’acqua persa per evaporazio-ne.
Autocontrollo delle e-missioni in atmosfera con periodicità confor-mi a quanto definito nella Autorizzazione Integrata Ambientale. Piano di verifica, con-trollo e manutenzione periodica e program-mata finalizzato ad as-sicurare il corretto fun-zionamento dell’impianto.
Immissione in atmosfe-ra di inquinanti con portate (flussi di mas-sa) e concentrazioni in-feriori ai limiti stabiliti dal D.Lgs.152/06 e s.m.i.
E14N
Sistema di abbattimen-to ad umido degli in-quinanti con reazione chimica;Adozione di reagente basico quale NaOH in relazione alle caratteri-stiche acide degli in-quinanti presenti.
Misurazione in conti-nuo del pH correlata al dosaggio del reagente chimico.Misurazione in conti-nuo del livello del liqui-do di abbattimento con reintegro dell’acqua persa per evaporazio-ne.
Autocontrollo delle e-missioni in atmosfera con periodicità confor-mi a quanto definito nella Autorizzazione Integrata Ambientale. Piano di verifica, con-trollo e manutenzione periodica e program-mata finalizzato ad as-sicurare il corretto fun-zionamento dell’impianto.
Immissione in atmosfe-ra di inquinanti con portate (flussi di mas-sa) e concentrazioni in-feriori ai limiti stabiliti dal D.Lgs.152/06 e s.m.i.
E53 Sistema di abbattimen-to a velo d’acqua.
Misurazione della con-ducibilità dell’acqua tramite conduttimetro che determina lo spur-go e il reintegro auto-matico dell’acqua di abbattimento.
Autocontrollo delle e-missioni in atmosfera con periodicità confor-mi a quanto definito nella Autorizzazione Integrata Ambientale. Piano di verifica, con-trollo e manutenzione programmata finalizza-to ad assicurare il cor-retto funzionamento dell’impianto.
Immissione in atmosfe-ra di inquinanti con portate (flussi di mas-sa) e concentrazioni in-feriori ai limiti stabiliti dal D.Lgs.152/06 e s.m.i.
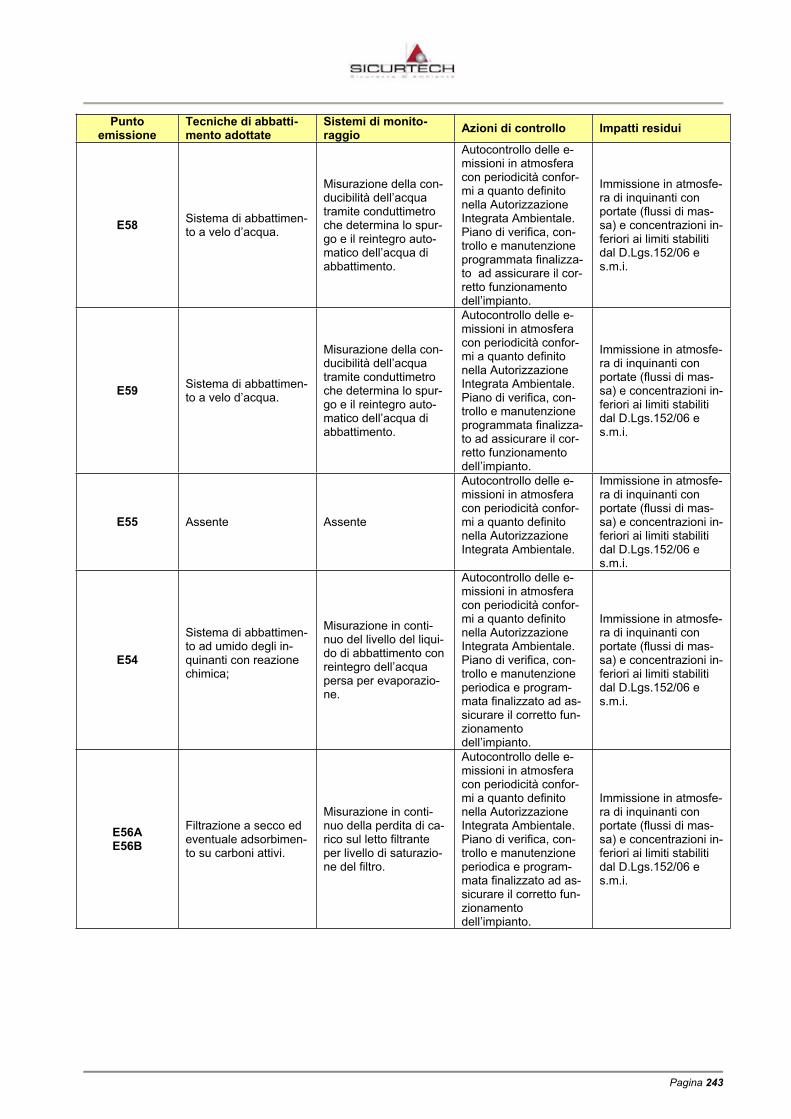
Pagina 243
Puntoemissione
Tecniche di abbatti-mento adottate
Sistemi di monito-raggio Azioni di controllo Impatti residui
E58 Sistema di abbattimen-to a velo d’acqua.
Misurazione della con-ducibilità dell’acqua tramite conduttimetro che determina lo spur-go e il reintegro auto-matico dell’acqua di abbattimento.
Autocontrollo delle e-missioni in atmosfera con periodicità confor-mi a quanto definito nella Autorizzazione Integrata Ambientale. Piano di verifica, con-trollo e manutenzione programmata finalizza-to ad assicurare il cor-retto funzionamento dell’impianto.
Immissione in atmosfe-ra di inquinanti con portate (flussi di mas-sa) e concentrazioni in-feriori ai limiti stabiliti dal D.Lgs.152/06 e s.m.i.
E59 Sistema di abbattimen-to a velo d’acqua.
Misurazione della con-ducibilità dell’acqua tramite conduttimetro che determina lo spur-go e il reintegro auto-matico dell’acqua di abbattimento.
Autocontrollo delle e-missioni in atmosfera con periodicità confor-mi a quanto definito nella Autorizzazione Integrata Ambientale. Piano di verifica, con-trollo e manutenzione programmata finalizza-to ad assicurare il cor-retto funzionamento dell’impianto.
Immissione in atmosfe-ra di inquinanti con portate (flussi di mas-sa) e concentrazioni in-feriori ai limiti stabiliti dal D.Lgs.152/06 e s.m.i.
E55 Assente Assente
Autocontrollo delle e-missioni in atmosfera con periodicità confor-mi a quanto definito nella Autorizzazione Integrata Ambientale.
Immissione in atmosfe-ra di inquinanti con portate (flussi di mas-sa) e concentrazioni in-feriori ai limiti stabiliti dal D.Lgs.152/06 e s.m.i.
E54
Sistema di abbattimen-to ad umido degli in-quinanti con reazione chimica;
Misurazione in conti-nuo del livello del liqui-do di abbattimento con reintegro dell’acqua persa per evaporazio-ne.
Autocontrollo delle e-missioni in atmosfera con periodicità confor-mi a quanto definito nella Autorizzazione Integrata Ambientale. Piano di verifica, con-trollo e manutenzione periodica e program-mata finalizzato ad as-sicurare il corretto fun-zionamento dell’impianto.
Immissione in atmosfe-ra di inquinanti con portate (flussi di mas-sa) e concentrazioni in-feriori ai limiti stabiliti dal D.Lgs.152/06 e s.m.i.
E56A E56B
Filtrazione a secco ed eventuale adsorbimen-to su carboni attivi.
Misurazione in conti-nuo della perdita di ca-rico sul letto filtrante per livello di saturazio-ne del filtro.
Autocontrollo delle e-missioni in atmosfera con periodicità confor-mi a quanto definito nella Autorizzazione Integrata Ambientale. Piano di verifica, con-trollo e manutenzione periodica e program-mata finalizzato ad as-sicurare il corretto fun-zionamento dell’impianto.
Immissione in atmosfe-ra di inquinanti con portate (flussi di mas-sa) e concentrazioni in-feriori ai limiti stabiliti dal D.Lgs.152/06 e s.m.i.

Pagina 244
Puntoemissione
Tecniche di abbatti-mento adottate
Sistemi di monito-raggio Azioni di controllo Impatti residui
E57 Sistema di abbattimen-to a velo d’acqua.
Misurazione della con-ducibilità dell’acqua tramite conduttimetro che determina lo spur-go e il reintegro auto-matico dell’acqua di abbattimento.
Autocontrollo delle e-missioni in atmosfera con periodicità confor-mi a quanto definito nella Autorizzazione Integrata Ambientale. Piano di verifica, con-trollo e manutenzione programmata finalizza-to ad assicurare il cor-retto funzionamento dell’impianto.
Immissione in atmosfe-ra di inquinanti con portate (flussi di mas-sa) e concentrazioni in-feriori ai limiti stabiliti dal D.Lgs.152/06 e s.m.i.
Pagina 245
6.1.2 Scarichi nei corpi idrici
6.1.2.1 Attività che determinano l’impatto
Le attività che determinano nuovi scarichi idrici sono le seguenti:
Trattamenti Superficiali Nola 1 e Nola 2: - Scarichi idrici continui derivanti dai troppo pieno delle vasche di trattamento e dagli stil-
licidi/perdite che vengono convogliate nei pozzetti di raccolta collocati all’interno dei ba-cini di contenimento;
- Scarichi idrici concentrati derivanti da operazioni di spurgo parziale dei bagni di tratta-mento al fine del loro rifacimento/correzione;
Questi scarichi si originano il primo in continuo ed il secondo in discontinuo e sono convogliati attraverso specifiche condotte aeree all’impianto di depurazione.
Impianti di Verniciatura Nola 1 e Nola 2: - Scarichi continui derivanti dallo spurgo dei sottocabina di verniciatura al fine di mante-
nere costanti le caratteristiche chimiche e fisiche delle acque di abbattimento (trattasi di scarichi aventi una portata estremamente limitata);
- Scarichi discontinui derivanti dalle operazioni di pulizia dei sottocabina di verniciatura effettuate con periodicità bisettimanale; le quantità di questi scarichi sono corrisponden-ti alle capacità delle vasche di raccolta delle acque di abbattimento incrementate delle quantità di acque impiegate per le operazioni di pulizia delle cabine stesse.
Trattamenti Termici Nola 2: - Scarichi idrici continui derivanti dai troppo pieno delle vasche di trattamento e dagli stil-
licidi/perdite che vengono convogliate nei pozzetti di raccolta collocati all’interno dei ba-cini di contenimento;
- Scarichi idrici concentrati derivanti da operazioni di spurgo parziale dei bagni di tratta-mento al fine del loro rifacimento/correzione.
6.1.2.2 Quantificazione dell’impatto
La quantificazione degli scarichi idrici è fatta sulla base di due componenti: 1. Scarichi idrici continui, derivanti dai processi di trattamento superficiale è stimabile come
portata massima 2 m3/h per 24 h/giorno; 2. Scarichi idrici discontinui, determinabili in 50 m3 ogni due settimane e pertanto corrispon-
denti ad una portata massima inferiore a 1 m3/h.
6.1.2.3 Misure adottate per la limitazione degli impatti ambientali
La misura adottata per la limitazione dell’impatto è l’implementazione dell’impianto di depurazione esistente nello Stabilimento di Nola. L’intervento, per la cui descrizione analitica si rimanda alla specifica sezione del presente studio, comporta essenzialmente le seguenti modifiche:
1. Introduzione di sezione specifica per lo stoccaggio delle acque di verniciatura; 2. Introduzione di nuovi processi di depurazione specifici per gli le acque di verniciatura e per
le acque con elevato contenuto di Cr(VI); 3. Introduzione reagenti chimici non pericolosi o meno pericolosi; 4. Miglioramento dei sistemi di controllo e monitoraggio dei processi e di dosaggio dei reagen-
ti chimici; 5. Miglioramento del processo di sedimentazione finale e separazione dei fanghi.
Pagina 246
Gli interventi introdotti consentono:
1. Il miglioramento dei processi di depurazione in relazione all’introduzione di trattamenti spe-cifici e selettivi per gli inquinanti maggiormente significativi;
2. Il miglioramento dei consumi dei reagenti specifici di depurazione in relazione al migliora-mento dei sistemi di monitoraggio e controllo dei processi,
e pertanto consentono il trattamento delle aliquote di scarichi idrici derivanti dalle implementazioni CISM.
Si precisa infatti che l’impianto originario è stato dimensionato con una sezione di reazione avente una portata nominale di trattamento pari a 20 m3/h. Nell’anno 2011 la portata media di trattamento dell’impianto, determinata in relazione ai quantitativi degli scarichi misurati a valle dell’impianto di trattamento, è stata pari a 13,6 m3/h.
Si conclude pertanto affermando che l’incremento degli scarichi idrici, anche in relazione alle mi-gliorie che saranno apportate sull’impianto di depurazione è ammissibile al trattamento sia in ter-mini quantitativi che qualitativi.
L’impatto residuo è pertanto determinato dall’incremento della portata degli scarichi idrici che è stimabile in 3 m3/h massimi e in un quantitativo medio pari a circa 16500 m3/annui.La portata e le concentrazioni di inquinanti sono inferiori ai limiti stabiliti dal D.Lgs. 152/06 e s.m.i..
Pagina 247
6.1.3 Produzione di rifiuti
6.1.3.1 Attività che determinano l’impatto
Tutte le attività introdotte dal progetto CISM determinano la produzione di rifiuti. La tabella di segui-to riportata identifica per ogni attività le tipologie di rifiuti.
Attività Tipologia di rifiuto Codice CER Classificazione Stato
fisico
Altri acidi 06.05.06* Speciale pericoloso Liquido
Trattamenti Superficiali NOLA 1 – NOLA 2 Assorbenti, materiali, stracci e
indumenti contenenti sostanze pericolose
15.02.02* Speciale pericoloso Solido
NOLA 2 Trattamenti Termici
Assorbenti, materiali, stracci e indumenti contenenti sostanze pericolose
15.02.02* Speciale pericoloso Solido
Assorbenti, materiali, stracci e indumenti contenenti sostanze pericolose
15.02.02* Speciale pericoloso Solido
Residui di vernici e di svernicia-tori 08 01 21* Speciale
pericoloso Liquido NOLA 1 – NOLA 2 Verniciatura - A321
Pitture e vernici di scarto, conte-nenti solventi organici o altre so-stanze pericolose
08 01 11* Speciale pericoloso Liquido
Imballaggi contaminati 15 01 10* Speciale pericoloso
Solido non polverulen-
toEmulsioni e soluzioni per mac-chinari, non contenenti alogeni 12.01.09* Speciale
pericoloso Liquido
Trasferimento Tecnologie Casoria
Altri oli esauriti 13.02.08* Speciale pericoloso Liquido
Limatura e trucioli di materiali non ferrosi 12 01 02* Speciale
pericoloso
Solido non polverulen-
toNOLA 1 Fresatura meccanica Fanghi di lavorazione, diversi da
quelli di cui alla voce 12 01 14 12 01 15* Non pericoloso Speciale pericoloso
6.1.3.2 Quantificazione dell’impatto
Il quantitativo stimato di rifiuti prodotti a seguito dell’intervento CISM è di seguito riportato.
Codice CER Tipologia di rifiuto Quantità stimata (t/anno)
06.05.06* Altri acidi 103,5
15.02.02* Assorbenti, materiali, stracci e indumenti contenenti sostanze peri-colose 8,6
08 01 21* Residui di vernici e di sverniciatori 11,12
08 01 11* Pitture e vernici di scarto, contenenti solventi organici o altre so-stanze pericolose 18,4
15 01 10* Imballaggi contaminati 3,1 12.01.09* Emulsioni e soluzioni per macchinari, non contenenti alogeni 58,5 13.02.08* Altri oli esauriti 1 12 01 02* Limatura e trucioli di materiali non ferrosi 10 12 01 15* Fanghi di lavorazione, diversi da quelli di cui alla voce 12 01 14 4
Pagina 248
6.1.3.3 Misure adottate per la limitazione degli impatti ambientali
La tipologia di rifiuti prodotti è la stessa dei rifiuti attualmente prodotti nello Stabilimento di Nola. Al fine del trattamento e della gestione di tali rifiuti non si ipotizzano modifiche da apportare all’attuale sistema di gestione dei rifiuti presente in Stabilimento. Dato l’aumento del quantitativo di rifiuti prodotti quanto determinerà comunque un minimo incre-mento delle periodicità di avvio a smaltimento nonché dei quantitativi per smaltimento. Tale incremento non richiede una modifica del deposito temporaneo, le cui dimensioni e caratteri-stiche, riportate in precedenza nella sezione specifica, sono idonee ad ospitare l’aumento di rifiuti.
Pagina 249
6.1.4 Rilasci nel suolo
6.1.4.1 Attività che determinano l’impatto
Le attività che determinano l’impatto si possono dividere nelle seguenti categorie: attività correlate agli impianti; attività correlate alla realizzazione delle opere degli impianti.
6.1.4.1.1 Attività correlate agli impianti
Le attività correlate agli impianti che possono determinare rilasci nel suolo sono rappresentate:
Trattamenti superficiali Nola 1 e Nola 2 in relazione all’implementazione delle linee di tratta-mento. Le vasche realizzate saranno localizzate all’interno di bacini di contenimento esistenti che ospitano le attuali vasche delle linee di trattamento. Tali bacini presentano idonee caratte-ristiche di impermeabilizzazione ed hanno un rivestimento superficiale con mattoni ceramici. Tale configurazione non modifica la valutazione dell’impatto rispetto all’esistente.
Verniciatura Nola 1 e Nola 2 in relazione alla protezione delle sottocabine di verniciatura. Le sottocabine saranno munite di bacini di raccolta interrati idoneamente impermeabilizzati mediante interposizione di geomembrana impermeabilizzante in HDPE.
Trattamenti termici Nola 2 in relazione alle vasche di sgrassaggio dotate di bacini di conteni-mento aventi le caratteristiche appresso dettagliate.
6.1.4.1.2 Attività correlate alla realizzazione delle opere degli impianti
La criticità è correlata alla realizzazione di opere in calcestruzzo armato e di scavi a livello della falda freatica.In particolare le opere che presentano tale rischio ambientale sono quelle correlate alla realizza-zione della fossa all’interno della quale sarà localizzato l’intero impianto dei Trattamenti Termici che presenta dimensioni utili 49,5 x 29,3 m in pianta e profondità utile pari a 5,5 m rispetto al piano di calpestio del fabbricato 6. Questo imporrà la necessità di effettuare uno scavo fino alla profondi-tà di 6,5 m rispetto al piano di calpestio e la realizzazione di n.104 pali a sostegno della platea di fondazione della fossa, con punta palo localizzata alla profondità di 12 m rispetto al piano di calpe-stio. Oltre a tali pali verranno poste due pile di paratie con punta palo localizzata alla profondità di 15,5 m rispetto al piano di calpestio. Da quanto riportato nel quadro ambientale si rileva che la massima escursione della falda freatica raggiunge una profondità di 3,5 m.
6.1.4.2 Quantificazione dell’impatto
Dal momento che l’impatto può essere solo conseguente a delle condizioni incidentali, non è pos-sibile stimarne la quantità, fermo restando che il rischio che tale evento si verifichi deve essere considerato quale impatto che necessita l’adozione di misure di protezione efficaci ad eliminare ogni rischio residuo.
6.1.4.3 Misure adottate per la limitazione degli impatti ambientali
6.1.4.3.1 Misure correlate agli impianti
Le misure adottate per le vasche dei sottocabina di verniciatura e per le vasche di raccolta delle acque di verniciatura sono di seguito riportate.
Pagina 250
Basamento / fossa sottocabina verniciatura e vasca di raccoltaTutte le superfici a contatto con il terreno, sezione di fondo e pareti della fossa, devono presentare le senti caratteristiche (a partire dal terreno):
1. Isolamento esterno realizzato con guaina bituminosa; 2. Platea di fondazione e pareti perimetrali in cemento armato realizzate mediante due getti in
cls aventi spessore 20 cm e 30 cm, con interposta guaina di materiale isolante ed imper-meabile avente spessore pari a 1 cm (geomembrana realizzata in HDPE);
3. Applicazione nei giunti di ripresa del getto di idonea guarnizione a tenuta idraulica (tipo bentonite-water stop).
Le vasche di raccolta delle acque di verniciatura saranno posate all’interno della fossa e realizzate in acciaio AISI 304.
Bacini di contenimento sottesi alle vasche di trattamento superficiale/sgrassaggio (linea Trattamen-ti Termici)
Criteri di protezione dei bacini di contenimento:
1. Platea di fondazione in cls fibrorinforzato realizzata con un getto di cls avente spessore di 15 cm e posa della trave di bordo vasca in cls;
2. Applicazione di spritz beton sulle pareti perimetrali e sulla platea di fondazione; 3. Applicazione guaina di materiale isolante ed impermeabile avente spessore pari a 1 cm
(geomembrana realizzata in HDPE) lungo le pareti perimetrali e la platea di fondazione; 4. Posa di parete e platea in cls.
6.1.4.3.2 Misure correlate alla realizzazione delle opere degli impianti
Per tutte le opere edilizie che dovranno essere realizzate sottofalda si adotteranno in fase esecuti-va criteri progettuali specifici per tali interventi.
In particolare nelle fasi di realizzazione delle opere relative alla posa della cella dei Trattamenti Termici che verrà a trovarsi sia nella fase di cantiere che una volta completata ad una quota inte-ressata dalla falda acquifera superficiale saranno adottate le seguenti misure:
1. Scavo per un’area pari a 31,04 x 51,24 m fino ad una profondità – 2,3 m. per istallazione sul perimetro dello scavo di impianto wellpoint per il controllo del livello di falda con punta dei condotti di aspirazione posti a -7,5 m e posa di paratia a monte con serie di pali con punta palo a quota -12,5 m;
2. Scavo a 3÷3,5 m e posa fila paratia a valle con una serie di pali con punta palo a -15,5 m e trivellazione a vuoto fino a -6,5 m;
3. Scavo fino a -6,5 m e posa di n. 104 pali a sostegno della platea di fondo della fossa, con punta palo a -12 m;
4. Scavo fino a -6,5 m e posa di n. 104 pali a sostegno della platea di fondo della fossa, con punta palo a -12 m.
Le opere saranno inoltre calcolate dal punto di vista strutturale considerando anche la spinta idro-statica derivante dalla falda.
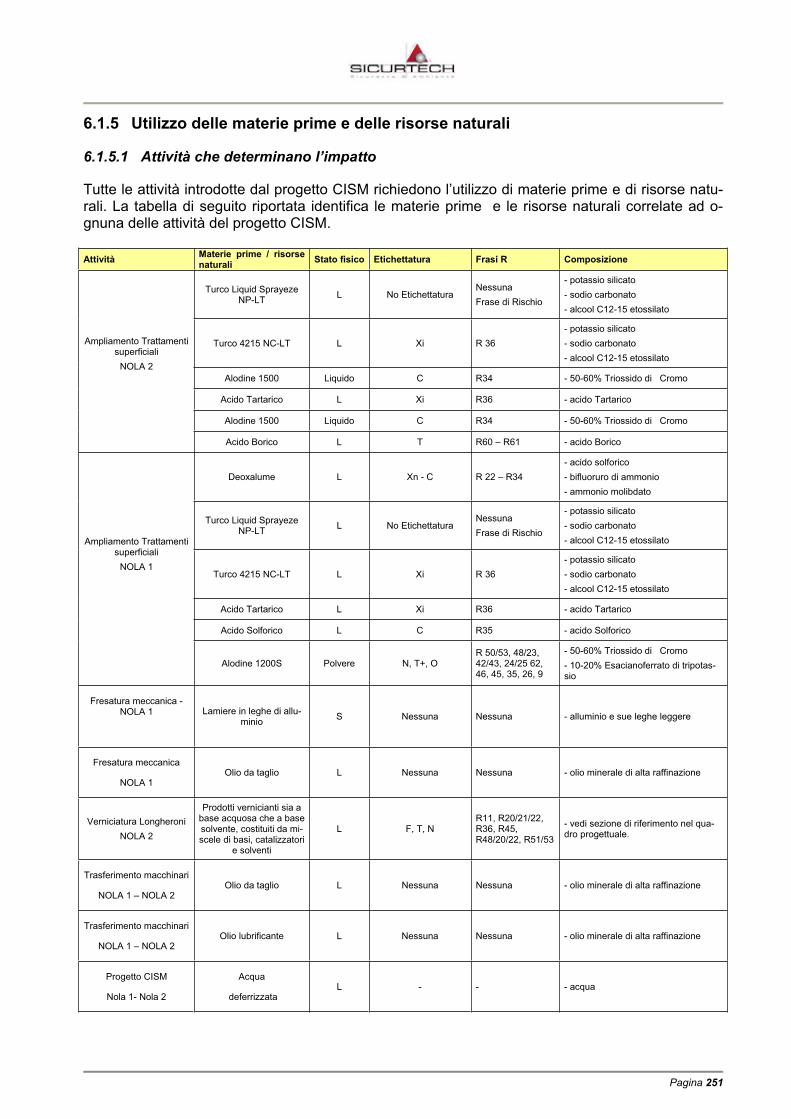
Pagina 251
6.1.5 Utilizzo delle materie prime e delle risorse naturali
6.1.5.1 Attività che determinano l’impatto
Tutte le attività introdotte dal progetto CISM richiedono l’utilizzo di materie prime e di risorse natu-rali. La tabella di seguito riportata identifica le materie prime e le risorse naturali correlate ad o-gnuna delle attività del progetto CISM.
Attività Materie prime / risorse naturali Stato fisico Etichettatura Frasi R Composizione
Turco Liquid Sprayeze NP-LT L No Etichettatura
Nessuna Frase di Rischio
- potassio silicato - sodio carbonato - alcool C12-15 etossilato
Turco 4215 NC-LT L Xi R 36 - potassio silicato - sodio carbonato - alcool C12-15 etossilato
Alodine 1500 Liquido C R34 - 50-60% Triossido di Cromo
Acido Tartarico L Xi R36 - acido Tartarico
Alodine 1500 Liquido C R34 - 50-60% Triossido di Cromo
Ampliamento Trattamenti superficiali
NOLA 2
Acido Borico L T R60 – R61 - acido Borico
Deoxalume L Xn - C R 22 – R34 - acido solforico - bifluoruro di ammonio - ammonio molibdato
Turco Liquid Sprayeze NP-LT L No Etichettatura
Nessuna Frase di Rischio
- potassio silicato - sodio carbonato - alcool C12-15 etossilato
Turco 4215 NC-LT L Xi R 36 - potassio silicato - sodio carbonato - alcool C12-15 etossilato
Acido Tartarico L Xi R36 - acido Tartarico
Acido Solforico L C R35 - acido Solforico
Ampliamento Trattamenti superficiali
NOLA 1
Alodine 1200S Polvere N, T+, O R 50/53, 48/23, 42/43, 24/25 62, 46, 45, 35, 26, 9
- 50-60% Triossido di Cromo - 10-20% Esacianoferrato di tripotas-sio
Fresatura meccanica - NOLA 1 Lamiere in leghe di allu-
minio S Nessuna Nessuna - alluminio e sue leghe leggere
Fresatura meccanica
NOLA 1 Olio da taglio L Nessuna Nessuna - olio minerale di alta raffinazione
Verniciatura Longheroni NOLA 2
Prodotti vernicianti sia a base acquosa che a base solvente, costituiti da mi-scele di basi, catalizzatori
e solventi
L F, T, N R11, R20/21/22, R36, R45, R48/20/22, R51/53
- vedi sezione di riferimento nel qua-dro progettuale.
Trasferimento macchinari
NOLA 1 – NOLA 2 Olio da taglio L Nessuna Nessuna - olio minerale di alta raffinazione
Trasferimento macchinari
NOLA 1 – NOLA 2 Olio lubrificante L Nessuna Nessuna - olio minerale di alta raffinazione
Progetto CISM
Nola 1- Nola 2
Acqua
deferrizzata L - - - acqua
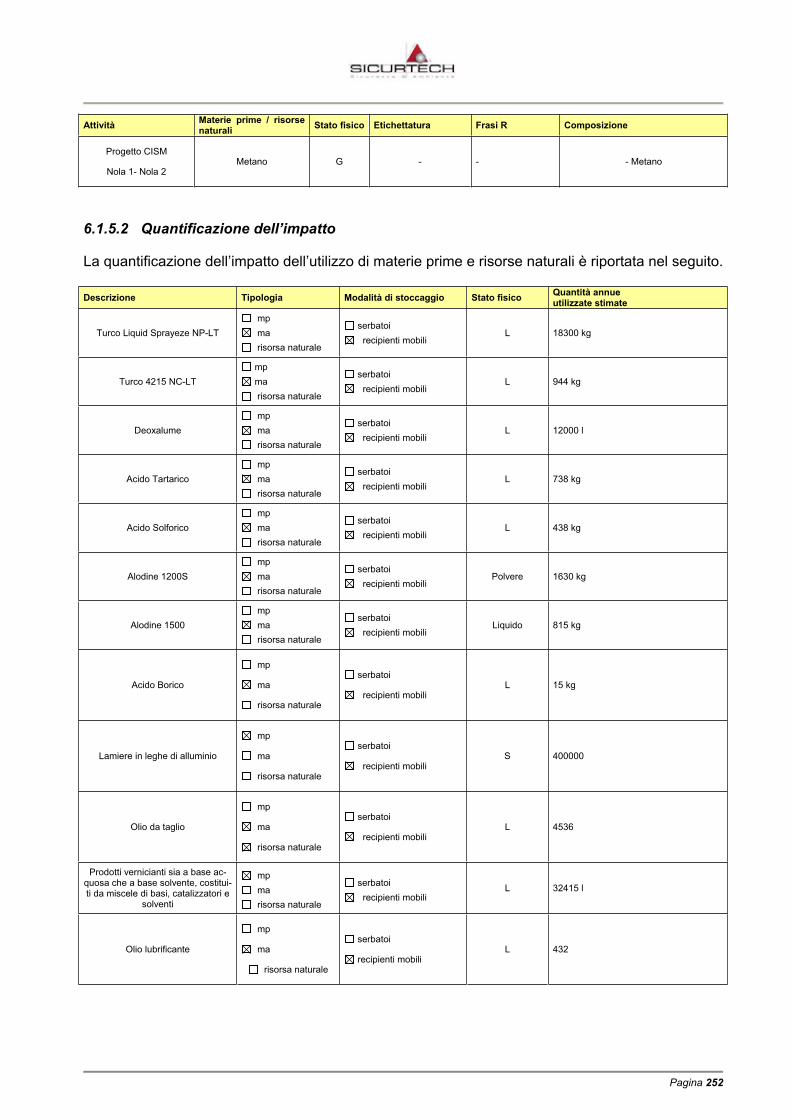
Pagina 252
Attività Materie prime / risorse naturali Stato fisico Etichettatura Frasi R Composizione
Progetto CISM
Nola 1- Nola 2 Metano G - - - Metano
6.1.5.2 Quantificazione dell’impatto
La quantificazione dell’impatto dell’utilizzo di materie prime e risorse naturali è riportata nel seguito.
Descrizione Tipologia Modalità di stoccaggio Stato fisico Quantità annue utilizzate stimate
Turco Liquid Sprayeze NP-LT mp ma risorsa naturale
serbatoi recipienti mobili
L 18300 kg
Turco 4215 NC-LT mp ma risorsa naturale
serbatoi recipienti mobili
L 944 kg
Deoxalume mp ma risorsa naturale
serbatoi recipienti mobili
L 12000 l
Acido Tartarico mp ma risorsa naturale
serbatoi recipienti mobili
L 738 kg
Acido Solforico mp ma risorsa naturale
serbatoi recipienti mobili
L 438 kg
Alodine 1200S mp ma risorsa naturale
serbatoi recipienti mobili
Polvere 1630 kg
Alodine 1500 mp ma risorsa naturale
serbatoi recipienti mobili
Liquido 815 kg
Acido Borico
mp
ma
risorsa naturale
serbatoi
recipienti mobili L 15 kg
Lamiere in leghe di alluminio
mp
ma
risorsa naturale
serbatoi
recipienti mobili S 400000
Olio da taglio
mp
ma
risorsa naturale
serbatoi
recipienti mobili L 4536
Prodotti vernicianti sia a base ac-quosa che a base solvente, costitui-ti da miscele di basi, catalizzatori e
solventi
mp ma risorsa naturale
serbatoi recipienti mobili
L 32415 l
Olio lubrificante
mp
ma
risorsa naturale
serbatoi
recipienti mobili L 432
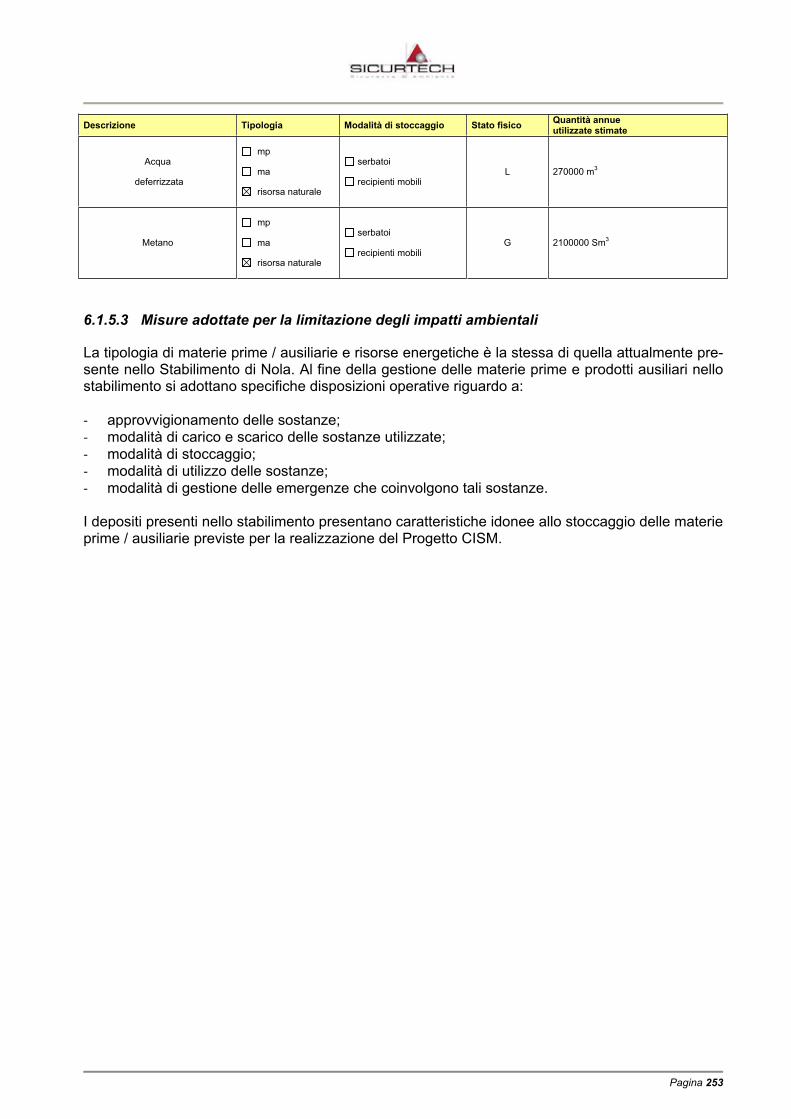
Pagina 253
Descrizione Tipologia Modalità di stoccaggio Stato fisico Quantità annue utilizzate stimate
Acqua
deferrizzata
mp
ma
risorsa naturale
serbatoi
recipienti mobili L 270000 m3
Metano
mp
ma
risorsa naturale
serbatoi
recipienti mobili G 2100000 Sm3
6.1.5.3 Misure adottate per la limitazione degli impatti ambientali
La tipologia di materie prime / ausiliarie e risorse energetiche è la stessa di quella attualmente pre-sente nello Stabilimento di Nola. Al fine della gestione delle materie prime e prodotti ausiliari nello stabilimento si adottano specifiche disposizioni operative riguardo a:
approvvigionamento delle sostanze; modalità di carico e scarico delle sostanze utilizzate; modalità di stoccaggio; modalità di utilizzo delle sostanze; modalità di gestione delle emergenze che coinvolgono tali sostanze.
I depositi presenti nello stabilimento presentano caratteristiche idonee allo stoccaggio delle materie prime / ausiliarie previste per la realizzazione del Progetto CISM.
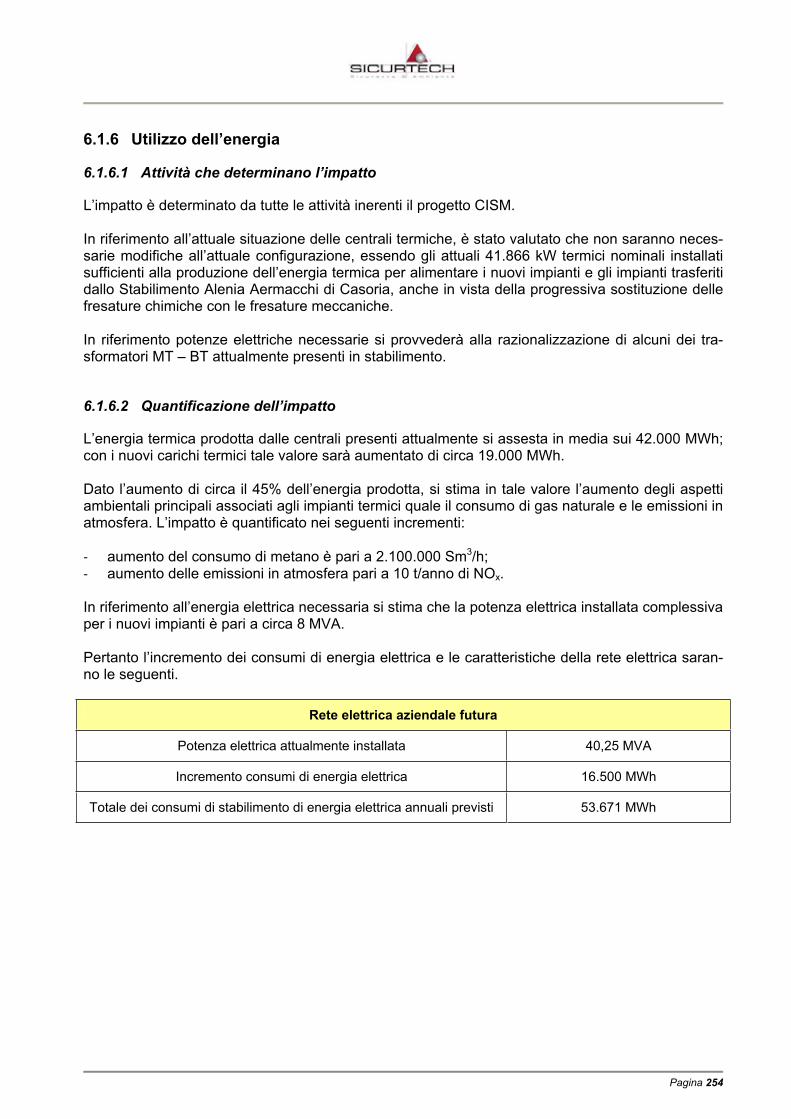
Pagina 254
6.1.6 Utilizzo dell’energia
6.1.6.1 Attività che determinano l’impatto
L’impatto è determinato da tutte le attività inerenti il progetto CISM.
In riferimento all’attuale situazione delle centrali termiche, è stato valutato che non saranno neces-sarie modifiche all’attuale configurazione, essendo gli attuali 41.866 kW termici nominali installati sufficienti alla produzione dell’energia termica per alimentare i nuovi impianti e gli impianti trasferiti dallo Stabilimento Alenia Aermacchi di Casoria, anche in vista della progressiva sostituzione delle fresature chimiche con le fresature meccaniche.
In riferimento potenze elettriche necessarie si provvederà alla razionalizzazione di alcuni dei tra-sformatori MT – BT attualmente presenti in stabilimento.
6.1.6.2 Quantificazione dell’impatto
L’energia termica prodotta dalle centrali presenti attualmente si assesta in media sui 42.000 MWh; con i nuovi carichi termici tale valore sarà aumentato di circa 19.000 MWh.
Dato l’aumento di circa il 45% dell’energia prodotta, si stima in tale valore l’aumento degli aspetti ambientali principali associati agli impianti termici quale il consumo di gas naturale e le emissioni in atmosfera. L’impatto è quantificato nei seguenti incrementi:
aumento del consumo di metano è pari a 2.100.000 Sm3/h; aumento delle emissioni in atmosfera pari a 10 t/anno di NOx.
In riferimento all’energia elettrica necessaria si stima che la potenza elettrica installata complessiva per i nuovi impianti è pari a circa 8 MVA.
Pertanto l’incremento dei consumi di energia elettrica e le caratteristiche della rete elettrica saran-no le seguenti.
Rete elettrica aziendale futura
Potenza elettrica attualmente installata 40,25 MVA
Incremento consumi di energia elettrica 16.500 MWh
Totale dei consumi di stabilimento di energia elettrica annuali previsti 53.671 MWh

Pagina 255
6.1.6.3 Misure adottate per la limitazione degli impatti ambientali
Al fine di razionalizzare l’utilizzo dell’energia elettrica saranno effettuati i seguenti interventi:
Impiego di motori ad elevata efficienza.
Controllo dell’energia reattiva, attraverso: o Installazione di macchinari fattore di potenza o cos( ), complessivo compreso tra
0.85 ed 1, con conseguente assorbimento di energia reattiva dalla rete MT. o Campagne di misura a livello delle cabine elettriche considerando che sono già in-
stallati presso le medesime cabine dei gruppi di rifasamento automatici in grado di migliorare il valore di cos( ). Qualora questi non bastassero si potenzieranno le bat-terie di condensatori in relazione al dato di energia reattiva ed all’obiettivo da rag-giungere.
- Gestione dei principali motori elettrici che saranno a servizio dei nuovi impianti (es.: ventilatori delle cabine di verniciatura, ventilatori a servizio delle aspirazioni localizzate, pompe di spurgo dei liquidi di processo nelle vasche, compressori dei refrigeratori, …) tramite inverter. La rego-lazione verrà correlata a parametri d’impianto quali temperatura, pressione, qualità dell’aria o a parametri di gestione come, ad esempio, la fascia oraria.
Pagina 256
6.2 IMPATTI AMBIENTALI INDIRETTI
6.2.1 Traffico indotto
6.2.1.1 Attività che determinano l’impatto
Le attività che determinano tale impatto sono le seguenti: incremento del personale presente nello Stabilimento, la realizzazione del progetto CISM pre-
vede un incremento del numero di personale dipendente pari a circa 200 unità; incremento delle richieste di approvvigionamento di materie prime e ausiliarie; incremento della produzione di prodotti finiti presso Stabilimento.
6.2.1.2 Quantificazione dell’impatto
La quantificazione dell’impatto dalle attività sopra individuate non è da considerarsi significativa in relazione a: ubicazione del sito, il complesso sorge nel comprensorio dell’Area di Sviluppo Industriale del
Comune di Nola in Via Boscofangone frazione Polvica di Nola (NA) a circa 10 Km a nord-ovest dal comune di Nola;
presenza vie di comunicazione, nella zona sono presenti differenti vie di comunicazione princi-pali, quali:
o Autostrada A30, 1100 m a sud; o Variante SS 7 bis a 1100 m, in direzione sud o Linea ferroviaria Nola – Cancello a circa 1000 m, in direzione sud.

Pagina 257
7 AZIONI PER IL MONITORAGGIO DELLE MATRICI AMBIENTALI
In relazione agli aspetti ambientali analizzati nei capitoli precedenti per ogni intervento in progetto, oltre a rispettare quanto già contenuto nel piano di monitoraggio e controllo allegato all’Autorizzazione Integrata Ambientale dell’impianto (AIA n. 342 del 29/12/2011), alle relative pre-scrizioni impartite dalla Regione Campania all’interno della stessa AIA ed alle misure integrative e compensative connesse agli interventi in progetto e descritte nel quadro progettuale dell’opera, la Alenia Aermacchi intende attuare delle azioni al fine di monitorare le matrici ambientali coinvolte, su più larga scala, dalle attività industriali dell’intero stabilimento di Nola.
Si sono pertanto definite delle azioni e degli interventi per il controllo delle componenti:
1. Aria; 2. Acque sotterranee; 3. Suolo e sottosuolo.
Di seguito sono descritti gli interventi e le campagne di indagine proposte dalla Alenia Aermacchi sulle matrici ambientali che saranno conformi alle disposizioni riportate all’allegato 2 al titolo V del-la parte IV del D.Lgs 152/2006 s.m.i..
Tutti i dati oggetto di rilevazione saranno resi disponibili al fine di collaborare alle previsioni del Programma di rilancio del Consorzio ASI per la realizzazione di una rete di monitoraggio ambienta-le dell’agglomerato industriale Nola-Marigliano.
A tale scopo il Programma di rilancio del Consorzio ASI prevede, oltre alla realizzazione di una re-te di monitoraggio ambientale, anche la creazione e l’implementazione di un processo di controllo on-line dei dati acquisiti, in modo da consentire una diagnosi ambientale di ogni agglomerato indu-striale.
Gli interventi oggetto di tale monitoraggio saranno realizzati entro un anno dalla approva-zione da parte delle Autorità competenti nell’ambito del presente Studio Preliminare Am-bientale.
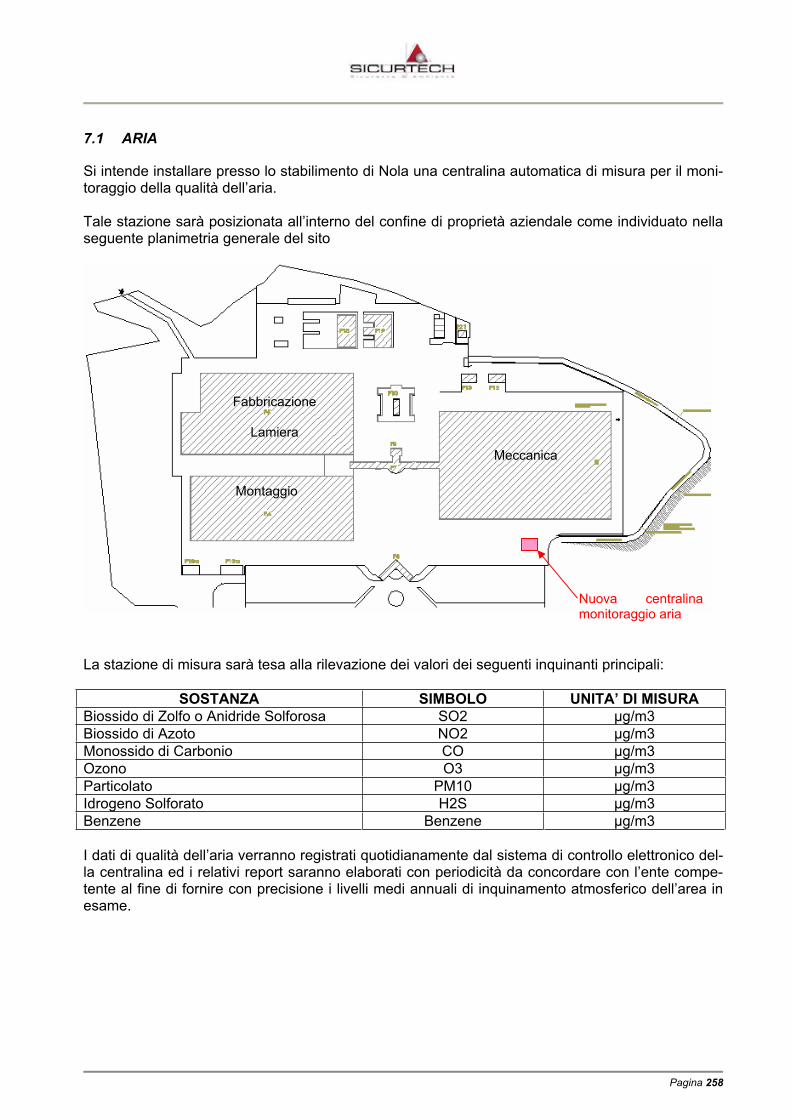
Pagina 258
7.1 ARIA
Si intende installare presso lo stabilimento di Nola una centralina automatica di misura per il moni-toraggio della qualità dell’aria.
Tale stazione sarà posizionata all’interno del confine di proprietà aziendale come individuato nella seguente planimetria generale del sito
La stazione di misura sarà tesa alla rilevazione dei valori dei seguenti inquinanti principali:
SOSTANZA SIMBOLO UNITA’ DI MISURA Biossido di Zolfo o Anidride Solforosa SO2 g/m3Biossido di Azoto NO2 g/m3Monossido di Carbonio CO g/m3Ozono O3 g/m3Particolato PM10 g/m3Idrogeno Solforato H2S g/m3Benzene Benzene g/m3
I dati di qualità dell’aria verranno registrati quotidianamente dal sistema di controllo elettronico del-la centralina ed i relativi report saranno elaborati con periodicità da concordare con l’ente compe-tente al fine di fornire con precisione i livelli medi annuali di inquinamento atmosferico dell’area in esame.
Fabbricazione
Lamiera
Montaggio
Meccanica
Nuova centralina monitoraggio aria
Pagina 259
7.2 ACQUE SOTTERRANEE
Ai fini del monitoraggio delle acque sotterranee si intendono realizzare n. 5 pozzi piezometrici iden-tificati dalle sigle da P1 a P5 i quali saranno spinti a profondità di 20 metri da p.c.
Il controllo delle falda acquifera sotterranea a superficie libera avverrà attraverso l’esecuzione di analisi chimiche delle acque prelevate dai pozzi; il monitoraggio avrà periodicità semestrale e pre-vedrà almeno la rilevazione in sito dei seguenti parametri chimico-fisici:
- soggiacenza della falda (in m s.l.m.); - temperatura delle acque di falda (°C); - potenziale redox (Eh, mV); - temperatura atmosferica (°C); - presenza di prodotto libero flottante sulla superficie.
Saranno inoltre rilevati anche i seguenti dati all’atto del campionamento:
- data e ora di campionamento; - identificazione dell’operatore che effettua il prelievo; - condizioni meteorologiche generali al momento del campionamento; - durata e portata dello spurgo preliminare del pozzo; - portata e profondità del campionamento; - aspetto del campione (colore, odore, torbidità, ecc); - metodo dettagliato di conservazione del campione.
Sui campioni prelevati nelle campagne di monitoraggio semestrali saranno effettuate le determina-zioni chimico analitiche definite alla Tabella 2 Allegato 5 al Titolo V della Parte IV del D.Lgs. 152/2006 s.m.i..
Successivamente ai campionamenti riferiti al primo anno si provvederà alla determinazione dei pa-rametri critici significativi per i quali si concentreranno le analisi successive.
Almeno una delle campagne di campionamento sarà effettuata nel periodo di massima escursione del livello piezometrico della falda che sarà opportunamente determinato.
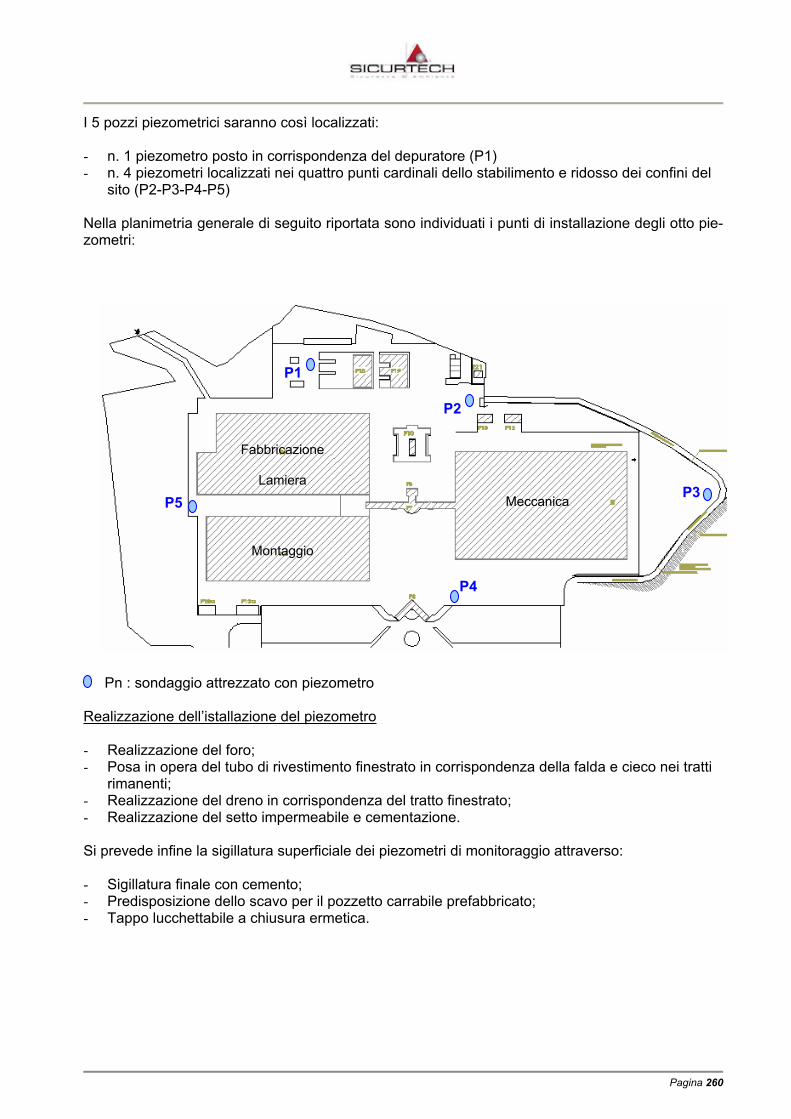
Pagina 260
I 5 pozzi piezometrici saranno così localizzati:
- n. 1 piezometro posto in corrispondenza del depuratore (P1) - n. 4 piezometri localizzati nei quattro punti cardinali dello stabilimento e ridosso dei confini del
sito (P2-P3-P4-P5)
Nella planimetria generale di seguito riportata sono individuati i punti di installazione degli otto pie-zometri:
Pn : sondaggio attrezzato con piezometro
Realizzazione dell’istallazione del piezometro
- Realizzazione del foro; - Posa in opera del tubo di rivestimento finestrato in corrispondenza della falda e cieco nei tratti
rimanenti;- Realizzazione del dreno in corrispondenza del tratto finestrato; - Realizzazione del setto impermeabile e cementazione.
Si prevede infine la sigillatura superficiale dei piezometri di monitoraggio attraverso:
- Sigillatura finale con cemento; - Predisposizione dello scavo per il pozzetto carrabile prefabbricato; - Tappo lucchettabile a chiusura ermetica.
Montaggio
Fabbricazione
Lamiera Meccanica
P1
P2
P5P3
P4
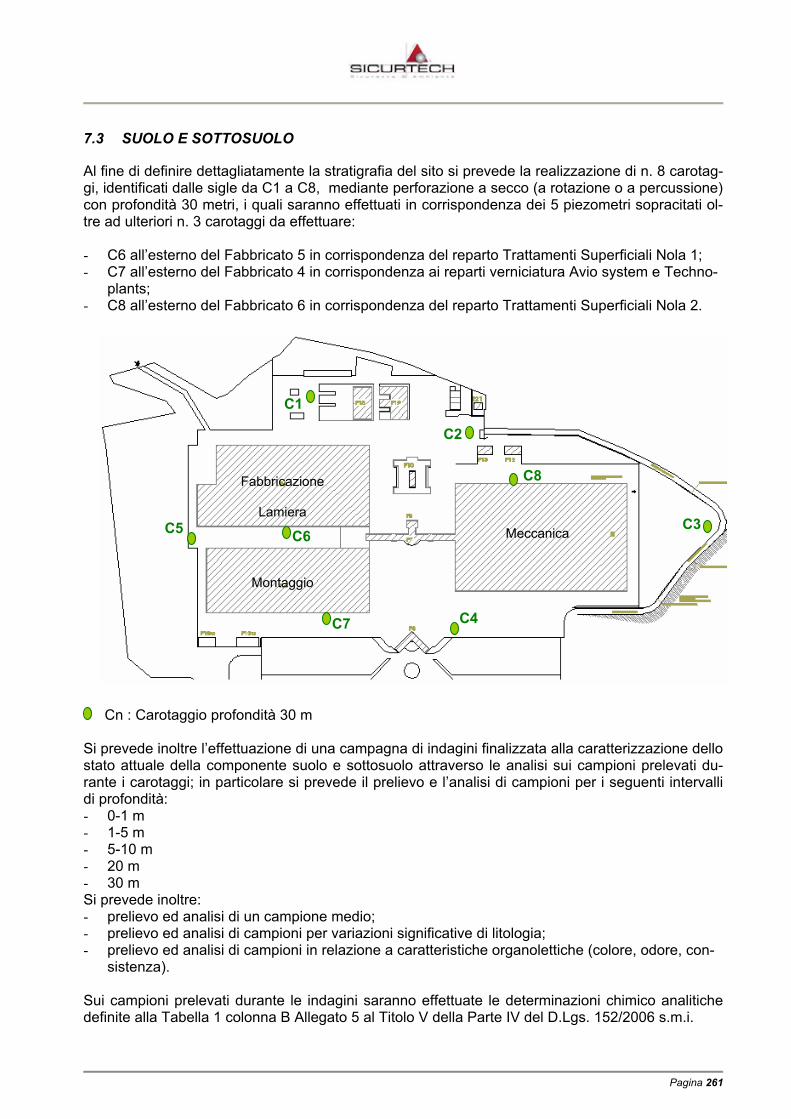
Pagina 261
7.3 SUOLO E SOTTOSUOLO
Al fine di definire dettagliatamente la stratigrafia del sito si prevede la realizzazione di n. 8 carotag-gi, identificati dalle sigle da C1 a C8, mediante perforazione a secco (a rotazione o a percussione) con profondità 30 metri, i quali saranno effettuati in corrispondenza dei 5 piezometri sopracitati ol-tre ad ulteriori n. 3 carotaggi da effettuare:
- C6 all’esterno del Fabbricato 5 in corrispondenza del reparto Trattamenti Superficiali Nola 1; - C7 all’esterno del Fabbricato 4 in corrispondenza ai reparti verniciatura Avio system e Techno-
plants;- C8 all’esterno del Fabbricato 6 in corrispondenza del reparto Trattamenti Superficiali Nola 2.
Cn : Carotaggio profondità 30 m
Si prevede inoltre l’effettuazione di una campagna di indagini finalizzata alla caratterizzazione dello stato attuale della componente suolo e sottosuolo attraverso le analisi sui campioni prelevati du-rante i carotaggi; in particolare si prevede il prelievo e l’analisi di campioni per i seguenti intervalli di profondità: - 0-1 m - 1-5 m - 5-10 m - 20 m - 30 m Si prevede inoltre: - prelievo ed analisi di un campione medio; - prelievo ed analisi di campioni per variazioni significative di litologia; - prelievo ed analisi di campioni in relazione a caratteristiche organolettiche (colore, odore, con-
sistenza).
Sui campioni prelevati durante le indagini saranno effettuate le determinazioni chimico analitiche definite alla Tabella 1 colonna B Allegato 5 al Titolo V della Parte IV del D.Lgs. 152/2006 s.m.i.
Montaggio
Fabbricazione
Lamiera Meccanica
C1
C2
C5 C3
C4
C8
C6
C7

Pag
ina
262
8 VA
LUTA
ZIO
NE
DEG
LI IM
PATT
I AM
BIE
NTA
LI R
ESID
UI
Sul
la b
ase
degl
i app
rofo
ndim
enti
effe
ttuat
i ed
alle
mis
ure
di m
itiga
zion
e ch
e ve
rran
no in
trapr
ese
in fa
se d
i rea
lizza
zion
e de
lle m
odifi
che
ed in
fase
di e
-se
rciz
io d
ell’a
ttivi
tà, s
i rip
orta
nel
la ta
bella
seg
uent
e la
val
utaz
ione
deg
li im
patti
gen
erat
i dag
li in
terv
enti
di m
odifi
ca e
am
plia
men
to o
gget
to d
el p
rese
nte
stud
io.
È o
ppor
tuno
pre
cisa
re c
he p
er “i
mpa
tto a
mbi
enta
le” v
iene
inte
so “q
ualu
nque
mod
ifica
zion
e de
ll’am
bien
te, n
egat
iva
o be
nefic
a, to
tale
o p
arzi
ale,
con
se-
guen
te a
d at
tività
, pro
dotti
o s
ervi
zi d
i un’
azie
nda”
.
Nel
la ta
bella
seg
uent
e si
ripo
rta l’
indi
cazi
one
degl
i im
patti
am
bien
tali
gene
rati
dall’
inte
rven
to o
gget
to d
el p
rese
nte
stud
io p
relim
inar
e as
soci
ati a
lle m
isur
e di
miti
gazi
one
che
verr
anno
intra
pres
e al
lo s
copo
di c
ontro
llare
e/o
ridu
rre
al m
inim
o gl
i effe
tti n
egat
ivi s
ull’a
mbi
ente
.
Ad
ogni
impa
tto a
mbi
enta
le è
sta
to a
ssoc
iato
un
para
met
ro n
umer
ico
da 1
a 3
al f
ine
di in
dica
rne
la s
igni
ficat
ività
:
1 –
sign
ifica
tività
bas
sa;
2 –
sign
ifica
tività
med
ia;
3 –
sign
ifica
tività
ele
vata
.
Tabe
lla: V
alut
azio
ne d
egli
impa
tti a
mbi
enta
li
Asp
etto
am
bien
tale
Impa
tto a
mbi
enta
le
Effe
tto
Sign
ifica
tivo
Para
met
roD
urat
a M
isur
e di
miti
gazi
one
e di
m
onito
ragg
io
Nom
e di
rif
erim
ento
AP
PR
OV
VIG
IO-
NA
ME
NTO
ID
RIC
O
RID
UZI
ON
E R
ISO
RS
E
NA
TUR
ALI
N
EG
ATI
VO
S
I 1
PE
RM
AN
EN
TEM
ON
ITO
RAG
GIO
E
R
AZI
O-
NA
LIZZ
AZI
ON
E
DE
I C
ON
-S
UM
I
D.
Lgs
152/
06
SC
AR
ICH
IID
RIC
IC
ON
TAM
INAZ
ION
E D
EI
CO
RP
I ID
RIC
I RIC
ETT
OR
I N
EG
ATI
VO
N
O
1 P
ER
MA
NE
NTE
CO
NV
OG
LIA
ME
NTO
D
ELLE
A
CQ
UE
R
EFL
UE
IN
DU
-S
TRIA
LI
AD
ID
ON
EO
IM
-P
IAN
TO
DI
TRA
TTA
MEN
TO
CH
IMIC
O-F
ISIC
OM
ON
ITO
RAG
GIO
D
EG
LI
SC
AR
ICH
I E
DE
I LI
MIT
I D
I E
MIS
SIO
NE
D.
Lgs
152/
06
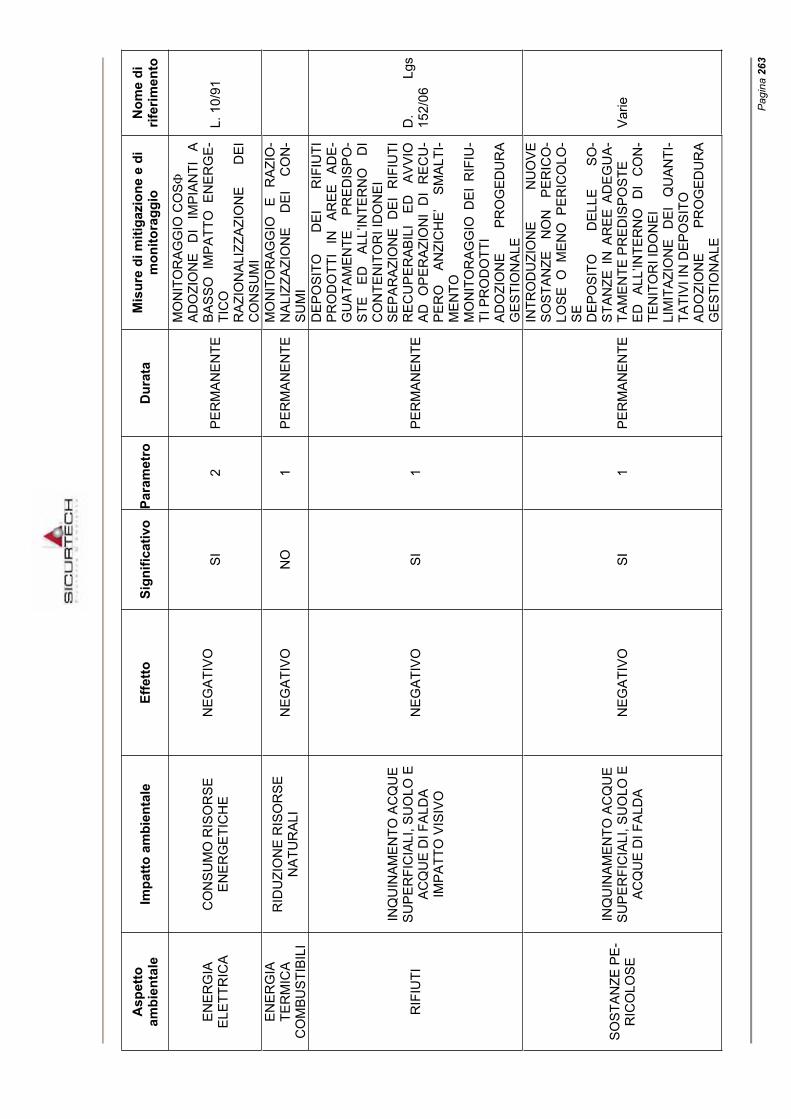
Pag
ina
263
Asp
etto
am
bien
tale
Impa
tto a
mbi
enta
le
Effe
tto
Sign
ifica
tivo
Para
met
roD
urat
a M
isur
e di
miti
gazi
one
e di
m
onito
ragg
io
Nom
e di
rif
erim
ento
EN
ER
GIA
ELE
TTR
ICA
CO
NS
UM
O R
ISO
RS
E
EN
ER
GE
TIC
HE
N
EG
ATI
VO
SI
2 P
ER
MA
NE
NTE
MO
NIT
OR
AGG
IO C
OS
AD
OZI
ON
E
DI
IMP
IAN
TI
A
BA
SS
O I
MP
ATT
O E
NE
RG
E-
TIC
OR
AZI
ON
ALIZ
ZAZI
ON
E
DE
I C
ON
SU
MI
L. 1
0/91
EN
ER
GIA
TER
MIC
AC
OM
BUS
TIB
ILI
RID
UZI
ON
E R
ISO
RS
E
NA
TUR
ALI
N
EG
ATI
VO
N
O
1 P
ER
MA
NE
NTE
MO
NIT
OR
AGG
IO
E
RA
ZIO
-N
ALI
ZZA
ZIO
NE
D
EI
CO
N-
SU
MI
RIF
IUTI
INQ
UIN
AM
ENTO
AC
QU
E S
UP
ER
FIC
IALI
, SU
OLO
E
AC
QU
E D
I FA
LDA
IM
PATT
O V
ISIV
O
NE
GA
TIV
O
SI
1 P
ER
MA
NE
NTE
DE
PO
SIT
O
DE
I R
IFIU
TI
PR
OD
OTT
I IN
A
RE
E
AD
E-
GU
ATA
MEN
TE
PR
ED
ISP
O-
STE
E
D
ALL’
INTE
RN
O
DI
CO
NTE
NIT
OR
I ID
ON
EI
SE
PA
RA
ZIO
NE
DE
I R
IFIU
TI
RE
CU
PE
RAB
ILI
ED
AV
VIO
A
D O
PE
RA
ZIO
NI
DI
REC
U-
PE
RO
A
NZI
CH
E’
SM
ALT
I-M
EN
TOM
ON
ITO
RAG
GIO
DE
I R
IFIU
-TI
PR
OD
OTT
I A
DO
ZIO
NE
PR
OG
EDU
RA
G
ES
TIO
NA
LE
D.
Lgs
152/
06
SO
STA
NZE
PE
-R
ICO
LOS
E
INQ
UIN
AM
ENTO
AC
QU
E S
UP
ER
FIC
IALI
, SU
OLO
E
AC
QU
E D
I FA
LDA
N
EG
ATI
VO
S
I 1
PE
RM
AN
EN
TE
INTR
OD
UZI
ON
E
NU
OV
E
SO
STA
NZE
N
ON
P
ER
ICO
-LO
SE
O M
ENO
PE
RIC
OLO
-SE D
EP
OS
ITO
D
ELL
E
SO
-S
TAN
ZE I
N A
RE
E A
DE
GU
A-
TAM
EN
TE P
RE
DIS
PO
STE
E
D
ALL
’INTE
RN
O
DI
CO
N-
TEN
ITO
RI I
DO
NE
I LI
MIT
AZI
ON
E
DE
I Q
UA
NTI
-TA
TIV
I IN
DE
PO
SIT
O
AD
OZI
ON
E P
RO
GED
UR
A
GE
STI
ON
ALE
Var
ie
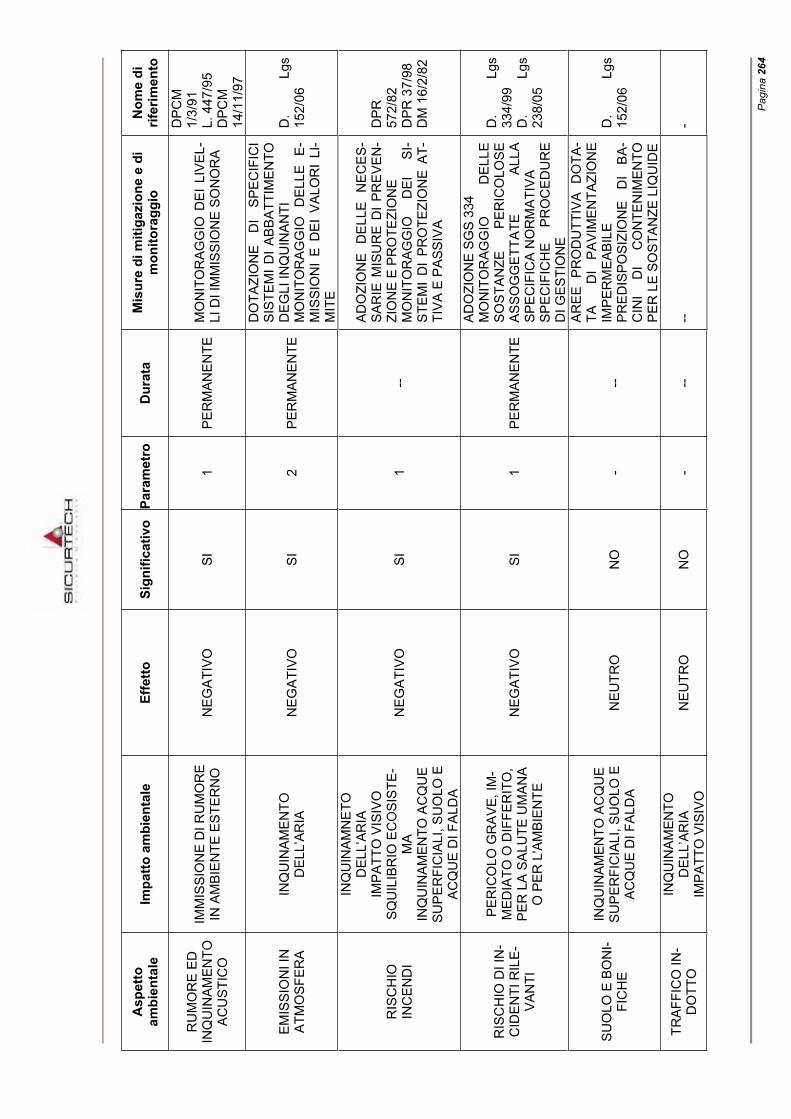
Pag
ina
264
Asp
etto
am
bien
tale
Impa
tto a
mbi
enta
le
Effe
tto
Sign
ifica
tivo
Para
met
roD
urat
a M
isur
e di
miti
gazi
one
e di
m
onito
ragg
io
Nom
e di
rif
erim
ento
RU
MO
RE
ED
IN
QU
INA
MEN
TO
AC
US
TIC
O
IMM
ISS
ION
E D
I RU
MO
RE
IN A
MB
IEN
TE E
STE
RN
O
NE
GA
TIV
O
SI
1 P
ER
MA
NE
NTE
MO
NIT
OR
AGG
IO D
EI
LIV
EL-
LI D
I IM
MIS
SIO
NE
SO
NO
RA
DP
CM
1/3/
91L.
447
/95
DP
CM
14/1
1/97
EM
ISS
ION
I IN
AT
MO
SFER
AIN
QU
INA
MEN
TO
DE
LL’A
RIA
N
EG
ATI
VO
S
I 2
PE
RM
AN
EN
TE
DO
TAZI
ON
E D
I S
PE
CIF
ICI
SIST
EMI
DI
ABBA
TTIM
EN
TO
DE
GLI
INQ
UIN
AN
TI
MO
NIT
OR
AGG
IO
DE
LLE
E
-M
ISS
ION
I E
DE
I V
ALO
RI
LI-
MIT
E
D.
Lgs
152/
06
RIS
CH
IO
INC
EN
DI
INQ
UIN
AM
NE
TO
DE
LL’A
RIA
IM
PA
TTO
VIS
IVO
S
QU
ILIB
RIO
EC
OS
ISTE
-M
AIN
QU
INA
MEN
TO A
CQ
UE
SU
PE
RFI
CIA
LI, S
UO
LO E
A
CQ
UE
DI F
ALD
A
NE
GA
TIV
O
SI
1 --
AD
OZI
ON
E
DE
LLE
N
ECE
S-
SA
RIE
MIS
UR
E D
I P
RE
VE
N-
ZIO
NE
E P
RO
TEZI
ON
E
MO
NIT
OR
AGG
IO
DE
I S
I-S
TEM
I D
I PR
OTE
ZIO
NE
AT-
TIVA
E P
ASS
IVA
DP
R57
2/82
DP
R 3
7/98
D
M 1
6/2/
82
RIS
CH
IO D
I IN
-C
IDEN
TI R
ILE-
VA
NTI
PE
RIC
OLO
GR
AV
E, I
M-
ME
DIA
TO O
DIF
FER
ITO
, P
ER
LA
SA
LUTE
UM
ANA
O P
ER
L'A
MB
IEN
TE
NE
GA
TIV
O
SI
1 P
ER
MA
NE
NTE
AD
OZI
ON
E S
GS
334
M
ON
ITO
RAG
GIO
D
ELL
E
SO
STA
NZE
P
ER
ICO
LOS
E
AS
SO
GG
ETT
ATE
A
LLA
S
PE
CIF
ICA
NO
RM
ATI
VA
SP
EC
IFIC
HE
PR
OC
ED
UR
E D
I GE
STI
ON
E
D.
Lgs
334/
99D
. Lg
s 23
8/05
SU
OLO
E B
ON
I-FI
CH
E
INQ
UIN
AM
ENTO
AC
QU
E S
UP
ER
FIC
IALI
, SU
OLO
E
AC
QU
E D
I FA
LDA
N
EU
TRO
N
O
- --
AR
EE
PR
OD
UTT
IVA
DO
TA-
TA
D
I P
AV
IME
NTA
ZIO
NE
IMP
ER
ME
AB
ILE
PR
ED
ISP
OS
IZIO
NE
D
I B
A-
CIN
I D
I C
ON
TEN
IMEN
TO
PE
R L
E S
OS
TAN
ZE L
IQU
IDE
D.
Lgs
152/
06
TRA
FFIC
O IN
-D
OTT
O
INQ
UIN
AM
ENTO
D
ELL
’AR
IA
IMPA
TTO
VIS
IVO
N
EU
TRO
N
O
- --
--
-

Pagina 265
9 ALLEGATI
1. Allegati allo Studio Preliminare Ambientale (cartella ASS_VIA_3)
a. Valutazione previsionale di impatto acustico – file: Previsionale impatto acustico
b. Determinazione del livello di inquinamento acustico Legge 447/95 Anno 2012 – file: Li-vello inquinamento acustico
c. Carte
i. Carta dei complessi idrogeologici – file: Carta 01_Complessi Idrogeologici (A4) ii. Carta della pericolosità da fenomeni di esondazione e di alluvionamento (A0) –
file: Carta 02_PAI Esondazioni Alluvionamento (A0) iii. Carta del rischio da frana – file: Carta 03_PAI Rischio frana (A0) iv. Carta del rischio idraulico – file: Carta 04_PAI Rischio idraulico (A0)
d. Tavole
i. Planimetria generale dello stabilimento con individuazione degli interventi di ampliamento – file: Tav. 01_Generale interventi
ii. Planimetria del fabbricato 4 con individuazione degli interventi di ampliamento – file: Tav. 02_Fabbricato 4 interventi
iii. Planimetria del fabbricato 5 con individuazione degli interventi di ampliamento – file: Tav. 03_Fabbricato 5 interventi
iv. Planimetria del fabbricato 4 con individuazione degli interventi di ampliamento – file: Tav. 04_Fabbricato 6 interventi
v. Planimetria dello stabilimento con indicazione delle reti di raccolta ed allonta-namento dei reflui - stato di fatto – file: Tav. 05_Reflui – Stato di fatto
vi. Planimetria dello stabilimento con indicazione delle reti di raccolta ed allonta-namento dei reflui – Prescrizioni AIA – file: Tav. 06_Reflui – Prescrizioni AIA
vii. Planimetria dello stabilimento con indicazione delle aree di deposito rifiuti e so-stanze pericolose – file: Tav. 07_Rifiuti e sostanze pericolose
viii. Planimetria dello stabilimento con indicazione dei punti di emissione in atmosfe-ra – file: Tav. 08_Emissioni in atmosfera
2. Elaborati del progetto preliminare (Cartella ASS_VIA_2)
a. Cabina di verniciatura longheroni – Nola 1
i. Capitolato per la realizzazione di un impianto di verniciatura di particolari aero-nautici di dimensioni inscrivibili in un parallelepipedo di 12.000 x 2.400 x 800 mm. – file: 3.31.0.18
ii. Disegni
b. Cella trattamenti termici
All’interno degli elaborati del progetto preliminare sono state riportate le principali tavole ed allegati dei singoli progetti,escludendo la documentazione ritenuta superflua al fine del presente studio.
Pagina 266
i. Opere civili – sezioni – particolari costruttivi ed armature – file: tav. 03 - 2012-01-13 - dis.6337 - armature paratia pali platea
ii. Impianto di sgrassaggio
a) Cella trattamenti termici – Capitolato per la fornitura ed installazione di un impianto di sgrassaggio – file: 3.30.010 rev. 1
b) Documentazione tecnica c) Disegni
iii. Forni di trattamento a) Capitolato per la fornitura ed installazione di due forni per trattamenti termici
di particolari aeronautici di dimensioni inscrivibili in un parallelepipedo di 1.700 x 1.500 x 1.200 mm o in alternativa 7.200 x 1.500 x 500 mm (misure massime normalmente non contemporaneamente presenti su unico pezzo in lavorazione) – file: 30.31.019
b) Disegni
iv. Magazzino frigorifero automatico
a) Capitolato per la realizzazione di un magazzino frigorifero automatico a ser-vizio della cella trattamenti termici – file: 3.35.029
b) Appunti per il calcolo per il dimensionamento del sistema di refrigerazione – file: 21107W120213-1
c. Fresatura meccanica
i. TECHNICAL & COMMERCIAL BUDGETARY PROPOSAL High Speed Mirror Machining System type PERFORM MMS 8228 Small, MMS 8008 Medium & Large In palletized Cell for Double curvature stretched aluminium panels – file: Offerta tecnica – Estratto
ii. Progetto opere civili
a) Piano di fondazione in c.a. per macchina Dufieux “MMS Small 5800” – Re-lazione descrittiva – file: Res11_60descrizione
b) Disegni
d. Cabina di verniciatura A321 - Nola 1
i. Progetto preliminare nuova cabina di verniciatura a 321 stabilimento di Nola – file: Progetto preliminare A321
ii. Disegni
e. Ampliamento sgrassaggio e decapaggio Nola 1
i. Progetto preliminare impianto decapaggio Deoxalume linea di trattamento su-perficiale impianti di pretrattamento lamiere Nola 1 – Fabbr 5 Stab.to Alenia di Nola – file: ST101-Relazione Tecnica impianto Deox Nola1
ii. Progetto preliminare: caratteristiche e dimensionamento sistema di aspirazione aria estratta dalla linea di trattamento impianti di preparazione lamiere area De-oxalume e Sprayeeze Nola 1 – file: ST102-RelazIone tecnica impianto di_aspirazione_deoxsprayNola 1

Pagina 267
iii. Progetto preliminare: caratteristiche e dimensionamento impianto di sgrassag-gio area mascheratura e fresatura chimica Nola 1 – file: ST103-Relazione tec-nica impianto di sgrassaggio mascheraturaNola1
iv. Progetto preliminare: caratteristiche e dimensionamento impianto di sgrassag-gio con Sprayeeze area pretrattamenti Nola 1 – file: ST104-Relazione tecnica impianto di sgrassaggio pretrattamenti Nola 1
f. Introduzione ossidazione anodica solfotartarica Nola 1 e Nola 2
i. Capitolato per lo adeguamento e la implementazione degli impianti galvanici dello insediamento di Nola – file: 3.30.011
ii. Disegni
g. Impianto di depurazione reflui
i. Specifica tecnica - Interventi di miglioramento Impianto di depurazione scarichi industriali dello Stabilimento di Nola – file: Specifica tecnica interventi di miglio-ramento
ii. Disegni


















