POLITECNICO DI BARI D.U. Ingegneria Elettrica Tesi in Qualità nei Prodotti e nei Sistemi...
28
POLITECNICO DI BARI D.U. Ingegneria Elettrica Tesi in Qualità nei Prodotti e nei Sistemi MIGLIORAMENTO DEL PROCESSO DI PRODUZIONE SULLA LINEA TRAFILATURA RAME DELLO STABILIMENTO PIRELLI CAVI E SISTEMI S.p.A. DI GIOVINAZZO (BA) Anno Accademico 2001/2002 Relatore: Chiar.mo Prof. N. Giaquinto Tutor aziendale: Ing. G. De Santis Diplomando: DONATO CALIA
-
Upload
stefania-carlucci -
Category
Documents
-
view
225 -
download
3
Transcript of POLITECNICO DI BARI D.U. Ingegneria Elettrica Tesi in Qualità nei Prodotti e nei Sistemi...

POLITECNICO DI BARID.U. Ingegneria Elettrica
Tesi in Qualità nei Prodotti e nei Sistemi
MIGLIORAMENTO DEL PROCESSO DI PRODUZIONE SULLA LINEA TRAFILATURA
RAME DELLO STABILIMENTO PIRELLI CAVI E SISTEMI S.p.A. DI GIOVINAZZO (BA)
Anno Accademico 2001/2002
Relatore: Chiar.mo Prof. N. GiaquintoTutor aziendale: Ing. G. De Santis
Diplomando: DONATO CALIA

DONATO CALIA
3° livello qualitativo
2° livello qualitativo
1° livello qualitativo
KAIRYO: MIGLIORAMENTO IMPROVVISO
KAIZEN: MIGLIORAMENTO GRADUALE E CONTINUO
OBIETTIVO
MIGLIORAMENTO DI UN PROCESSO

DONATO CALIA
AZIONI NECESSARIE PER ATTUARE IL MIGLIORAMENTO CONTINUO
- Studio del processo
- Individuazione dei parametri che influenzano l’obbiettivo (nel nostro caso: riduzione dei costi di trafilatura)
- Campionamento mirato dei parametri individuati
- Analisi statistica dei dati campionati
- Azioni di miglioramento

DONATO CALIA
FASI DEL PROCESSOSBOZZATURA TRAFILATURA CORDATURA DEI FILI ELEMENTARI
PRODUZIONE DELLA MESCOLA
ISOLAMENTO DELLA CORDINA
DI RAME
CONFEZIONAMENTO DEL CAVO UNIPOLARE A SEMPLICE ISOLAMENTO
CORDATUTA DEI CAVI ELEMENTARI
INGUAINATURA
CONFEZIONAMENTO
DEL CAVO MULTIPOLARE
INGUAINATURA DEL CAVO UNIPOLARE CONFEZIONAMENTO DEL CAVO UNIPOLARE A DOPPIO ISOLAMENTO
1
2
3
4 5 6

DONATO CALIA
SBOZZATURA
Materia prima: VERGELLA DI RAME
Diametro iniziale: 8mm
Diametro finale: 2mm

DONATO CALIA
TRAFILATURA SOTTILE
La trafilatura sottile avviene nelle macchine multifilo ad 8, 12 o 24 fili
Diametro iniziale: 2mm
Diametro finale: 0.262mm – 0.5mm
Caso in esame Samp24 fili 0.262mm

DONATO CALIA
TRAFILATURA
Tranne la ricottura sono gli stessi per sbozzatura e trafilatura sottile
Trafilatura: Lavorazione per deformazione plastica atta ad ottenere una riduzione di sezione
-Forma della Filiera-Lubro-Refrigerazione-Impostazione dello Slittamento-Ricottura-Bobinatura
PARAMETRI INFLUENTI

DONATO CALIA
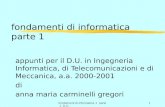
LA FILIERA
Filiera in diamante Naturale o SinteticoEntrata
Riduzione
Bearing
Back Relief
Uscita
La riduzione deve essere limitata per evitare la rottura del filo. Devo usare più filiere in serie.
La filiera si usura nel tempo!

DONATO CALIA
LUBRO-REFRIGERAZIONE
ScopiAsportare il calore prodotto per attrito
Ridurre l’attrito durante la trafilatura
Si effettua con un’emulsione di olio in acqua
Caratteristiche dell’emulsione
Temperatura: 35°C-40°CConcentrazione olio 6% - 8%Ph: 8 - 9Conducibilità <4000 μSAssenza di batteri e funghi

DONATO CALIA
SLITTAMENTO DEL FILOE VELOCITA’ DEI CABESTANI
Ad ogni riduzione di sezione corrisponde un aumento di lunghezza del filo.
Le velocità dei cabestani (che tirano il filo tra le diverse filiere) devono essere opportunamente regolate.
CABESTANO
PORTAFILIERE

DONATO CALIA
IMPOSTAZIONE DELLA VELOCITA’ DEI CABESTANI
Lo slittamento è la differenza tra l’allungamento meccanico della macchina e l’allungamento del filo tra le filiere
1
12
V
VVAm
1
2
2
d
DA
CONDIZIONE NORMALEAll. Filo < All. Macch. IL FILO SI ROMPEAll. Filo > All. Macch. IL FILO SLITTA

DONATO CALIA
LA RICOTTURA
Serve per restituire al rame le caratteristiche elettriche ( conducibilità) e meccaniche (resistenza alla trazione) perse durante la trafilatura in seguito agli sforzi meccanici
Preriscaldamento
RicotturaRaffreddamento
Asciugatura

DONATO CALIA
RICERCA DEI PARAMETRI DA ANALIZZARE
OBIETTIVO: RIDUZIONE COSTI DI TRAFILATURA
Costi relativi alla trafilatura del rame per km di filo prodotto:
MANO D’OPERAMANUTENZIONE ORDINARIALUBRO-REFRIGERANTEENERGIACOSTO RAMECOSTO FILIERE
Costi Fissi
Costi Variabili

DONATO CALIA
DATI CAMPIONATI
Il parametro più idoneo per monitorare l’andamento della quantità di rame utilizzata per km di filo prodotto e lo stato di usura delle filiere è il diametro del filo di rame.
Misuratore laser di diametro Aeroel, ad alta precisione
I diametri sono stati misurati per circa due mesi.

DONATO CALIA
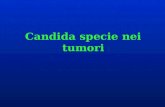
ANALISI DEI DATI
Con i dati campionati è stato costruito un istogramma:
Istogramma
0
20
40
60
80
100
120
0.25
440.
2549
0.25
540.
2560
0.25
650.
2570
0.25
750.
2581
0.25
860.
2591
0.25
960.
2602
0.26
070.
2612
0.26
170.
2622
0.26
280.
2633
0.26
380.
2643
0.26
490.
2654
Altr
o
Classe
Frequenza
Frequenza
L’andamento è a isole, infatti alcuni dati tendono a disporsi su una campana secondaria distante dalla campana principale. Questo effetto è stato attribuito alla presenza di 4 filiere tra le 24, con un diametro leggermente più grande

DONATO CALIA
RELAZIONE TRA DIAMETRO E RESISTENZA ELETTRICA
La norma pone i limiti sulla resistenza elettrica, ma si preferisce utilizzare il diametro medio. Controlliamo che queste grandezze siano legate tra loro secondo la nota legge:
S
lR
mm 310017.0con
0.257 0.258 0.259 0.26 0.261 0.26213.2
13.25
13.3
13.35
13.4
13.45
13.5
13.55
13.6
13.65
diametro medio (mm)
resi
sten
za li
near
e (o
hm/k
m)
dati campionati curva della Rid retta di interpolazione

DONATO CALIA
RELAZIONE TRA DIAMETRO E RESISTENZA ELETTRICA
Valutiamo l’errore relativo percentuale tra la resistenza lineare misurata e quella attesa con con la relazione fisica.
0.257 0.258 0.259 0.26 0.261 0.262-0.4
-0.3
-0.2
-0.1
0
0.1
0.2
0.3
0.4
0.5
0.6
Diametro medio (mm)
erro
re p
erce
ntua
le (
%)
L’errore relativo non supera lo 0.6%

DONATO CALIA
ANALISI DI CORRELAZIONE
Ho cercato un legame tra diametro del filo elementare e le tonnellate di rame lavorato
0 100 200 300 400 500 600 700 800 9000.254
0.256
0.258
0.26
0.262
0.264
0.266
0.268
tonnelate prodotte (T)
dia
metr
o m
edio
(m
m)

DONATO CALIA
0 100 200 300 400 500 600 700 800 9000.254
0.256
0.258
0.26
0.262
0.264
0.266
0.268
Tonnelate prododde (T)
diam
etro
med
io (
mm
)
ANALISI DI CORRELAZIONE
Andamento dei diametri medi del filo in funzione delle tonnellate
Alcuni dati non sono utilizzabili

DONATO CALIA
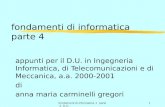
ANALISI DI CORRELAZIONE
0 100 200 300 400 500 600 700 800 9000.254
0.256
0.258
0.26
0.262
0.264
0.266
0.268
tonnellate lavorate (T)
dia
metr
o m
edio
(m
m)
0 100 200 300 400 500 600 700 800 9000.254
0.256
0.258
0.26
0.262
0.264
0.266
0.268
Tonnellate lavorate (T)
Dia
metr
o m
edio
(m
m)
dati campionati retta di regressione campioni utilizzati per la retta
Retta di regressione costruita con i dati campionati
r=88.77%
0.2590102.2435 -6 Td

DONATO CALIA
ANALISI DI CORRELAZIONE
Troviamo l’errore relativo tra diametro misurato e quello previsto con la retta di regressione
0 100 200 300 400 500 600 700 800 900-1
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
0.6
0.8
Tonnelate lavorate (T)
erro
re r
elat
ivo
(%)
L’errore relativo non supera lo 0.9%.

DONATO CALIA
ANALISI DEI COSTI IN FUNZIONE DELLE
TONNELLATE LAVORATE
Costo del rame per km di filo prodotto
SlP C=c · P
4
2dS
0.2590102.2435 -6 Td
Ho trovato il costo per km di filo in funzione delle tonnellate0 200 400 600 800 1000 1200
0.845
0.85
0.855
0.86
0.865
0.87
tonnelate lavorate (T)
cost
o lin
eare
del
ram
e (€
/km
)

DONATO CALIA
ANALISI DEI COSTI IN FUNZIONE DELLE
TONNELLATE LAVORATE
Ammortamento del costo filiereST
pF
l
pFcF
0 200 400 600 800 1000 12000
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
tonnelate lavorate
ripart
izio
ne d
el costo
fili
era
sul fil
o (
€/k
m)
L’andamento è iperbolico, più rame lavoro meno il costo filiere incide sul costo del filo

DONATO CALIA
ANALISI DEI COSTI IN FUNZIONE DELLE
TONNELLATE LAVORATE
Per avere l’andamento complessivo dei costi sommo il costo del rame e la ripartizione del costo filiere
0 200 400 600 800 1000 1200 1400 1600 1800 20000.8
0.85
0.9
0.95
tonnelate lavorate (T)
cost
o to
tale
del
filo
(€/
km)
Un cambio anticipato delle filiere è sconveniente a causa del ridotto ammortamento del costo filiere. Un cambio ritardato è sconveniente a causa dell’aumento di quantità di rame necessario a produrre 1 km di filo.

DONATO CALIA
ISTANTI OTTIMALI DI SOSTITUZIONE DELLE FILIERE
Impostando il costo massimo attribuibile al rame è possibile ottenere l’intervallo in cui effettuare la sostituzione delle filiere
0 200 400 600 800 1000 1200 1400 1600 1800 20000.8
0.85
0.9
0.95
tonnelate lavorate (T)
cost
o to
tale
del
filo
(€/
km)
La condizione ottimale è nel minimo della curva, che con i prezzi attuali è tra le 700 e le 800 tonn.

DONATO CALIA
REALIZZAZIONE DEL MODELLO GENERALE
I CALCOLI PRESENTATI SI RIFERISCONO AI PREZZI ATTUALI DEL RAME E DELLE FILIERE.
UN MODELLO GENERALE UTILIZZABILE ANCHE IN FUTURO E’ STATO IMPLEMENTATO IN AMBIENTE MATLAB.
IL PROGRAMMA RICHIEDE I PREZZI AGGIORNATI E UTILIZZANDO I DATI STORICI DISPONIBILI SULL’USURA DELLA FILIERA RESTITUISCE IL GRAFICO DEI COSTI TOTALI.

DONATO CALIA
CONCLUSIONI
Il compito di questo lavoro era trovare un modello matematico che fornisse gli intervalli di sostituzione ottimali per le filiere (sostituendo il procedimento “a occhio”).
E’ stato costruito e implementato in Matlab un modello parametrico che, in base ai costi del rame e delle filiere, individua gli istanti di sostituzione più remunerativi economicamente.
La base statistica di questo modello si basa sui dati campionati in un periodo breve. Si consiglia all’azienda di continuare a monitorare il diametro medio per migliorare la precisione del modello e verificare l’esattezza delle ipotesi statistiche utilizzate.

DONATO CALIA
Ringrazio la Pirelli Cavi e Sistemi S.p.A e i dirigenti dello stabilimento di Giovinazzo per l’opportunità offertami
Ringrazio l’Ing. De Santis per la disponibilità offertami durante il periodo di stage
Ringrazio tutti i professori del mio corso di studi, ed in particolare il mio relatore Prof. Giaquinto, per l’attenzione prestata durante questi anni.