
MM 1 prefazione 5a ok -...
76
casa s tile In collaborazione con ART Arti della Tavola e del Regalo La competenza dei materiali VETRO - CRISTALLO CERAMICA - PORCELLANA ACCIAIO RIVESTIMENTO ANTIADERENTE ARGENTO a cura di Rossella Conte
Transcript of MM 1 prefazione 5a ok -...
casastile
In collaborazione con ART Arti della Tavola e del Regalo
La competenzadei materiali
V E T R O - C R I S T A L L O
C E R A M I C A - P O R C E L L A N A
A C C I A I O
R I V E S T I M E N T O A N T I A D E R E N T E
A R G E N T O
a cura di Rossella Conte
MM 1 copertina2 6a 29-09-2010 16:50 Pagina 1
PREFAZIONE 3
Capitolo primo IL VETRO 5
1.1 Le origini del vetro 1.2 Che cos’è il vetro?1.3 La lavorazione manuale vs la lavorazine industriale1.4 L’arte del decorare1.5 Il vetro rispetta l’ambiente e non solo
Capitolo secondo LA CERAMICA 21
2.1 Le origini della ceramica2.2 Che cosa è la ceramica?2.3 Le tecniche di lavorazione2.4 Le tecniche di decorazione2.5 Curiosità
Capitolo terzo L’ACCIAIO 39
3.1 Le origini dell’acciaio3.2 Che cos’è l’acciaio? 3.3 Come nasce la pentola?3.4 E le posate?3.5 La cultura del recupero
Capitolo quarto L’ANTIADERENTE 53
4.1 Le origini dell’antiaderente4.2 Che cos’è l’antiaderente?4.3 Come scegliere la pentola antiaderente4.4 La manutenzione delle pentole antiaderenti
Capitolo quinto L’ARGENTO 62
5.1 Le origini dell’argento5.2 Che cos’è l’argento?5.3 Come nasce un oggetto in argento5.4 Come riconoscere l’argento5.5 Come conservare l’argento
COME APPARECCHIARE LA TAVOLA 69
GLOSSARIO 71
Editore: Il Sole 24Ore spa - Gruppo 24OreDirettore responsabile: Antonio GrecoDirettore di redazione: Laura TarroniProgetto grafico e impaginazione: Fabio Anselmo / studiofansStampa: Faenza Industrie Grafiche
Supplemento a Casastile 352Registr. al Trib. di Milano n. 394 del 20-X-72R.O.C. n° 6357 del 10 dicembre 2001
Associato ANES
02_indice 3a 27-09-2010 15:51 Pagina 1
La competenza dei materiali
La terra, l’acqua il fuoco… Gli oggetti che ornano le nostrecase hanno origini ancestrali, che derivano dagli elementi dai quali scaturisce la vita stessa. La materie prime con cui sono realizzate sono puri e preziosi elementi della natura che la maestria e l’ingegnodell’uomo hanno saputo interpretare e trasformare.Raccontano storie affascinanti le cui parole chiave sono“arte”, “innovazione”, “ricerca”, “estetica”, “qualità”.Nelle pagine che seguono vi raccontiamo alcune di questestorie. Sfogliando questa agile pubblicazione trovereteinformazioni, curiosità, annotazioni storiche, consigli perl’utilizzo e la manutenzione degli oggetti e suggerimenti perla tavola e la cucina. Un modo nuovo e coinvolgente perconoscere in maniera più approfondita i materiali con cuiquesti oggetti così familiari vengono realizzati attraversoprocedimenti antichissimi o innovativi. Questo volumetto, fortemente voluto da ART (Arti dellaTavola e del Regalo, l’Associazione delle aziende diproduzione e distribuzione di articoli per la tavola, la cucinae il regalo), è una guida per aiutarvi a valorizzare questiprodotti, a comprenderne i contenuti estetici, funzionali,sociali e culturali, in qualche misura, ad amarli. Si tratta diun invito ad acquisire una competenza che diventa sinonimodi buon gusto, di capacità di scelta, di ricerca del bello (che si manifesta nelle forme più semplici così come nelleelaborazioni più complesse e originali). Buona lettura!
Donatella GalliPresidente ARTArti della Tavola e del Regalowww.art-tavolaregalo.it
materiali PREFAZIONE 3
MM 1 prefazione 5a_ok 22-09-2010 9:48 Pagina 1
FADE S.p.A.
Strada Cardio 5247899 Serravalle
Repubblica di San Marino
Telefono (+378) 0549 900255Fax (+378) 0549 900719
www.fade.sm
© Ra
Mstu
dio
- RS
M
Collezione Brenda

materiali VETRO 5
VETRO
MM 1 ape vetro 1a 22-09-2010 9:55 Pagina 1
6 materiali VETRO
1.1 Le origini del vetro
Un’antica leggenda
Secondo una antica leggenda una nave di mercan-ti fenici, trasportante un carico di soda, approdòalla foce del fiume Belo in Siria. Per caso questimarinai stanchi ed affamati per il loro viaggiare,utilizzarono i blocchi di soda naturale come sup-porti per cucinare. Questi con il calore del fuoco sifusero e si mescolarono con la sabbia del litorale,dando origine al primo materiale vetroso.Una leggenda, ma che contiene comunque delleverità sulla composizione del vetro e sulla diffusio-ne di questo materiale ad opera dei Fenici. Il vetro infatti nasce dalla combinazione della silice,minerale contenuto nelle sabbie dolci, combinatacon la calce (carbonato di calcio); la fusione è favo-rita da una sostanza alcalina, la soda che venivaricavata nell'antichità dalle ceneri delle alghe o dipiante costiere. La sabbia del fiume Belo, in Feni-cia, era molto adatta e ricercata per la fabbricazio-
Capitolo primoIL VETRO
M 14 vetro 4a_mod 22-09-2010 9:57 Pagina 1
ne del vetro. Inoltre quasi sicuramente, furono imercanti e i navigatori Fenici a diffondere gli ogget-ti e le tecniche del vetro nel bacino del Mediterra-neo.
In realtà
La scoperta vera e propria della materia vetrosa, informa di faïence o di pasta vitrea, si data alla metàdel III millennio a.C. in Mesopotamia (Iraq e Si-ria), preceduta solo dall’uso dell’invetriatura nel-l’Alto Egitto. Durante il II millennio a.C., grazie alle navigazio-ni dei fenici, il vetro si è diffuso lungo tutto ilMediterraneo. Successivamente poi, intorno al Isecolo a.C., i siriani introdussero la tecnica dellasoffiatura con canna. Solo in epoca romana ebbe il via la produzionedelle prime bottiglie a forma geometrica, mentre inOriente i vetrai si specializzarono nella lavorazionedel vetro soffiato. Venezia in questo periodo divenne il massimo cen-tro di produzione vetraria e nel 1291 le vetrerie cit-tadine furono trasferite nell’isola di Murano, perproteggerla dagli incendi. La produzione artigianale continuò fino al 1800quando nacque e si sviluppò l’attività industriale,che oggi affianca quella manuale con nuove tecni-che di produzione sempre più efficienti.
1.2 Che cos’è il vetro?
Il mix del vetro
Il vetro è un materiale solido amorfo formatosi perprogressiva solidificazione di un liquido viscoso,ottenuto per fusione di minerali cristallini.Il vetro è composto da una miscela omogenea diossidi in proporzioni variabili, distinti in formatorie modificatori del reticolo vetroso. I principali for-matori di reticolo (per questo detti anche vetrifican-
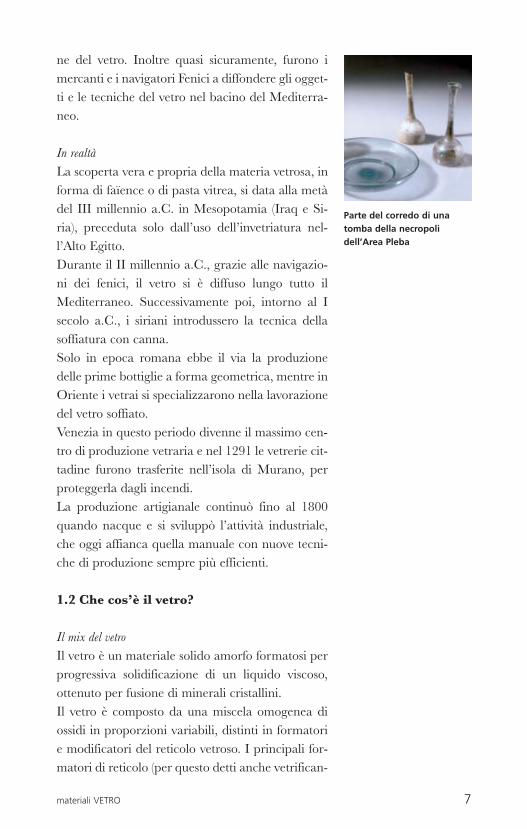
Parte del corredo di unatomba della necropolidell’Area Pleba
materiali VETRO 7
M 14 vetro 4a_mod 22-09-2010 9:57 Pagina 2
8 materiali VETRO
ti) sono la silice (SiO2) e l’anidride borica (B2O3).I modificatori si distinguono in fondenti (ossidi al-calini, principalmente di sodio e potassio) e stabiliz-zanti (ossidi alcalino-terrosi di calcio, magnesio,bario, ..).Le diverse sostanze che compongono il vetro sonomiscelate tra loro secondo le seguenti percentuali:72% di silice (sotto forma di quarzo o sabbia); 15% di soda (carbonato di sodio e potassio); 10% di carbonato di calcio e magnesio; 2% di allumina; 1% di altri ossidi (che servono come coloranti).
Le caratteristiche del vetro
La miscela di elementi che compongono il vetro gliconferiscono:• bassi valori di elasticità con conseguente fragilità; • elevata trasparenza (la trasmissione della lucedipendente in modo sensibile dalla lunghezza del-l’onda incidente) e durezza (5-7 nella scala diMohs); • resistenza agli agenti chimici con l’esclusione del-l’acido fluoridrico che aggredisce la silice (la corro-sione in presenza di acidi è di 0,05 mm/anno e di0,3 in presenza di basi); • indice di rifrazione 1,5-1,8 con specifici valori per
CuriositàIl MIT ha realizzato un
rivoluzionario sistema per
per produrre energia solare
utilizzando comuni vetri
al posto delle costose celle
fotovoltaiche al silicio.
(Andrea Porta, 21 luglio
2008)
Un semplice vetro ricoperto
con una pellicola colorata
permetterà di catturare
i raggi solari per produrre
energia elettrica con una
maggior efficienza rispetto
al passato
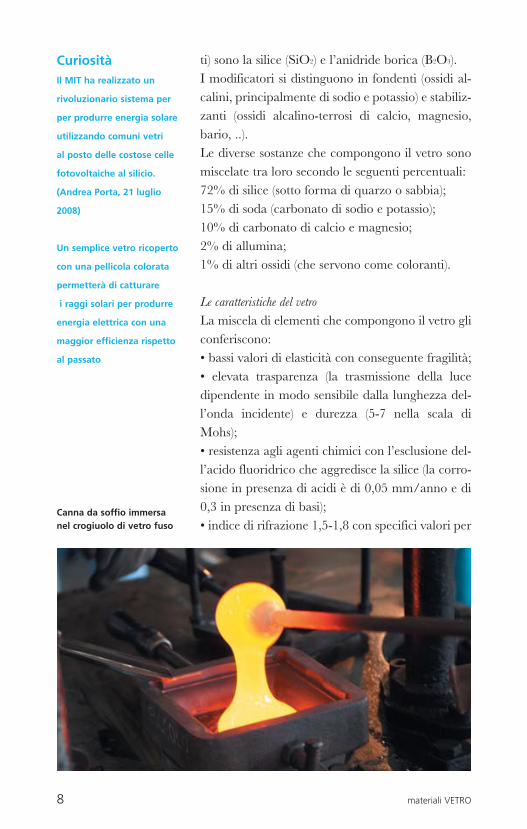
Canna da soffio immersa nel crogiuolo di vetro fuso
M 14 vetro 4a_mod 22-09-2010 9:57 Pagina 3
materiali VETRO 9
ogni tipo di vetro; • coefficiente di dilatazione termica compreso tra5-100 x 10 alla - 70 °C e resistenza agli sbalzi ter-mici inversamente proporzionale al coefficiente didilatazione);• bassa conducibilità elettrica (alta resistività elettri-ca superficiale, fino a 10 alla 17 ohm/cm al qua-drato che ne fa un prodotto isolante) e termica.Inoltre:• è un buon isolante e, nel vetro in silice, la condu-cibilità termica è di 1,3 W/m°C; • nei vetri normali non avviene alcuna deformazio-ne prima della frattura (resistenza meccanica com-presa tra 100-10.000 kg/cm al quadrato);
Diversi impieghi diversi tipi
Esistono numerosi tipi di vetro che possono essereclassificati in diversi modi, di seguito viene riporta-ta la suddivisione più comune, che classifica il vetroin base al suo impiego. - Vetro comune è trasparente ed è usato per fine-stre, specchi e servizi da tavola. Il vetro per bottiglieviene spesso colorato con ossidi di ferro o altre so-stanze. - Vetro neutro viene impiegato nell’industria far-maceutica. - Vetro atermico o Pyrex è resistente al calore, vieneimpiegato nella vetreria domestica e per recipientiusati nei laboratori chimici. - Vetro ottico limpidissimo e trasparente, viene usa-to per lenti, occhiali, apparecchi scientifici. - Cristallo è formato da silicati di piombo e dipotassio ed è caratterizzato da una notevole brillan-tezza e sonorità metallica. Si presta per la molatu-ra e l’incisione ed è utilizzato per articoli di elevataqualità. È stata concordata una classificazione dei diversitipi di vetro cristallo in funzione delle differenti per-centuali di ossido di piombo contenute.
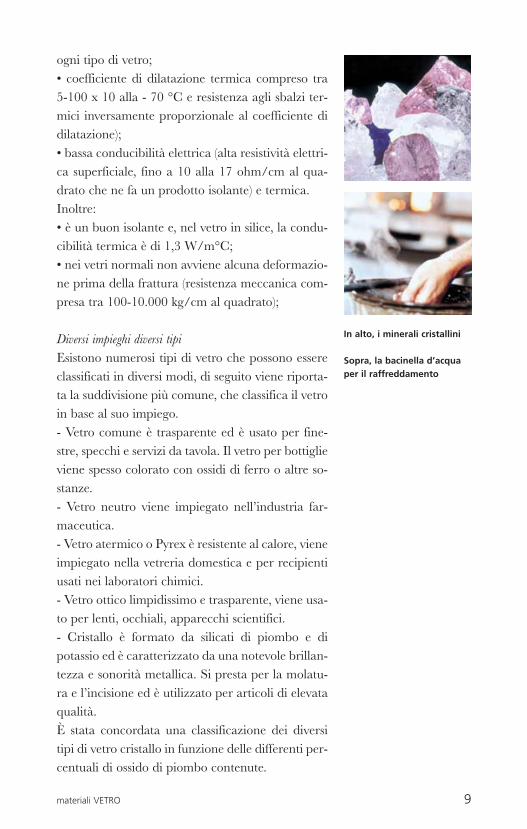
In alto, i minerali cristallini
Sopra, la bacinella d’acquaper il raffreddamento
M 14 vetro 4a_mod 22-09-2010 9:57 Pagina 4
Chi ha inventato la bottiglia?Nel corso dei secoli l’uomo
ha utilizzato ogni tipo
di oggetti come contenitori
di liquidi, ma furono gli
egiziani a creare il primo
esemplare di bottiglia
di vetro. Erano recipienti
primitivi, fabbricati
modellando uno stampo di
terra o d’argilla attorno a un
cilindro di legno, spalmando
poi lo stampo con vetro
polverizzato misto a
sostanze adesive e quindi
immergendolo in un forno
pieno di vetro fuso.
Niente tappi. I recipienti
in vetro soffiato, invece,
non apparvero fino all’anno
200 avanti Cristo.
Un particolare curioso: le
prime bottiglie non erano
fornite di tappo e potevano
quindi essere impiegate
soltanto per servire le
bevande in tavola, ma non
per conservarle a lungo.
10 materiali VETRO
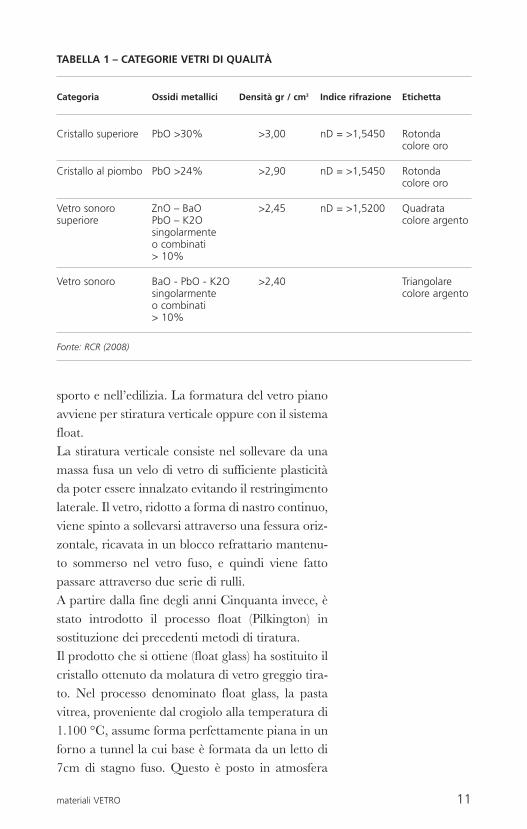
La tabella in alto ne spiega le caratteristiche e le de-nominazioni.
- Specchio viene utilizzato per fabbricare gli spec-chi. Si parte da lastre di vetro perfettamente paral-lele, senza difetti. Per ottenere la superficie riflettente si fa depositaresul vetro uno strato sottile di argento per gli specchipregiati, di stagno e alluminio per gli specchi comu-ni, di piombo per gli specchi scuri. Gli strati metallici vengono poi protetti con vernici.
1.3 La lavorazione manuale vs la lavorazine industriale
Vetro piano e vetro cavo.
Un’ulteriore classificazione dei vetri basata sui me-todi di produzione distingue il vetro piano da quel-lo cavo.Il vetro piano è costituito dall’insieme di produzio-ne delle lastre piane ed è utilizzato nei mezzi di tra-
Sabbia di silicio, soda e carbonato di calcio e magnesio
M 14 vetro 4a_mod 22-09-2010 9:57 Pagina 5
materiali VETRO 11
TABELLA 1 – CATEGORIE VETRI DI QUALITÀ
Categoria Ossidi metallici Densità gr / cm3 Indice rifrazione Etichetta
Cristallo superiore PbO >30% >3,00 nD = >1,5450 Rotonda colore oro
Cristallo al piombo PbO >24% >2,90 nD = >1,5450 Rotonda colore oro
Vetro sonoro ZnO – BaO >2,45 nD = >1,5200 Quadrata superiore PbO – K2O colore argento
singolarmenteo combinati > 10%
Vetro sonoro BaO - PbO - K2O >2,40 Triangolare singolarmente colore argentoo combinati > 10%
Fonte: RCR (2008)
sporto e nell’edilizia. La formatura del vetro pianoavviene per stiratura verticale oppure con il sistemafloat.La stiratura verticale consiste nel sollevare da unamassa fusa un velo di vetro di sufficiente plasticitàda poter essere innalzato evitando il restringimentolaterale. Il vetro, ridotto a forma di nastro continuo,viene spinto a sollevarsi attraverso una fessura oriz-zontale, ricavata in un blocco refrattario mantenu-to sommerso nel vetro fuso, e quindi viene fattopassare attraverso due serie di rulli. A partire dalla fine degli anni Cinquanta invece, èstato introdotto il processo float (Pilkington) insostituzione dei precedenti metodi di tiratura.Il prodotto che si ottiene (float glass) ha sostituito ilcristallo ottenuto da molatura di vetro greggio tira-to. Nel processo denominato float glass, la pastavitrea, proveniente dal crogiolo alla temperatura di1.100 °C, assume forma perfettamente piana in unforno a tunnel la cui base è formata da un letto di7cm di stagno fuso. Questo è posto in atmosfera
M 14 vetro 4a_mod 22-09-2010 9:57 Pagina 6
12 materiali VETRO
condizionata debolmente riducente, contenenteazoto e idrogeno, in modo da non essere ossidato.Lo stagno leviga la superficie inferiore del vetro perdiretto contatto, mentre la parte superiore siappiattisce per gravità essendo ancora allo statosemifuso. Il vetro cavo invece è quello tipico di tutti i conteni-tori e, in particolar modo, delle bottiglie. Due sonoi tipi di lavorazione: manuale e industriale.
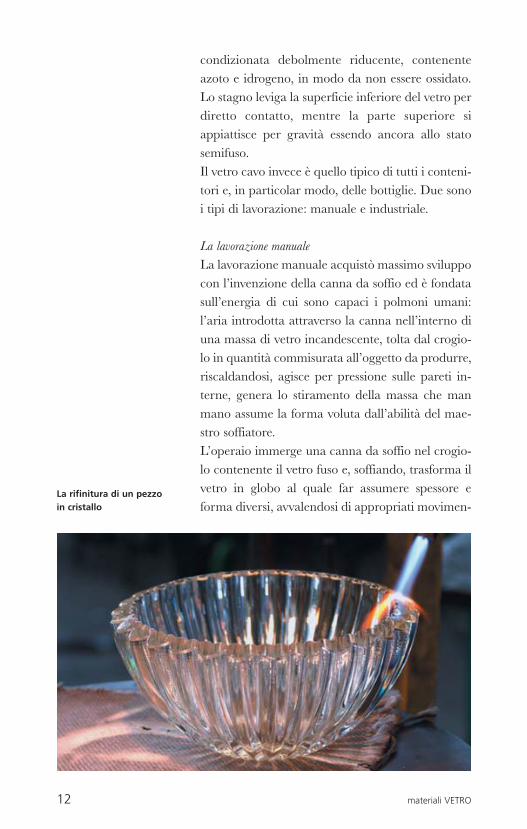
La lavorazione manuale
La lavorazione manuale acquistò massimo sviluppocon l’invenzione della canna da soffio ed è fondatasull’energia di cui sono capaci i polmoni umani:l’aria introdotta attraverso la canna nell’interno diuna massa di vetro incandescente, tolta dal crogio-lo in quantità commisurata all’oggetto da produrre,riscaldandosi, agisce per pressione sulle pareti in-terne, genera lo stiramento della massa che manmano assume la forma voluta dall’abilità del mae-stro soffiatore.L’operaio immerge una canna da soffio nel crogio-lo contenente il vetro fuso e, soffiando, trasforma ilvetro in globo al quale far assumere spessore eforma diversi, avvalendosi di appropriati movimen-
La rifinitura di un pezzo in cristallo
M 14 vetro 4a_mod 22-09-2010 9:57 Pagina 7
J&JJ
esur
um
“Non ci può essere un buonmodo di vivere dove nonc’è un buon modo di bere”
Benjamin Franklin
Distribuito da Corrado Corradi – ww.corrado-corradi.it
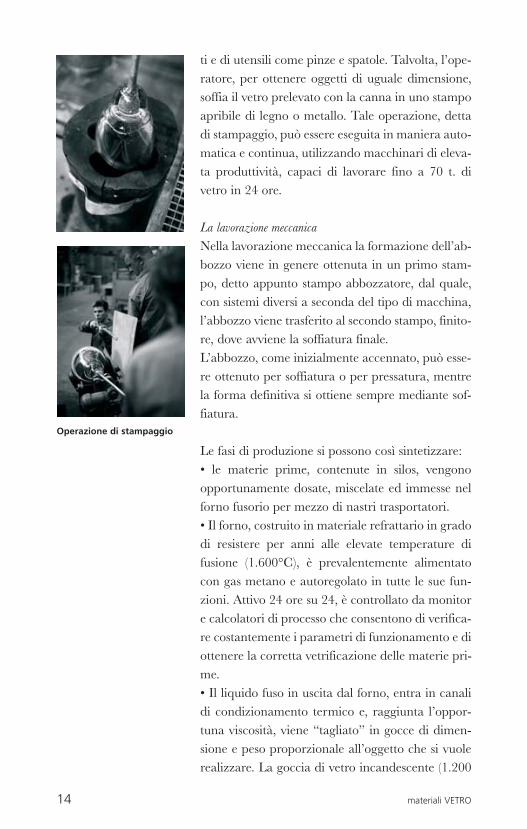
ti e di utensili come pinze e spatole. Talvolta, l’ope-ratore, per ottenere oggetti di uguale dimensione,soffia il vetro prelevato con la canna in uno stampoapribile di legno o metallo. Tale operazione, dettadi stampaggio, può essere eseguita in maniera auto-matica e continua, utilizzando macchinari di eleva-ta produttività, capaci di lavorare fino a 70 t. divetro in 24 ore.
La lavorazione meccanica
Nella lavorazione meccanica la formazione dell’ab-bozzo viene in genere ottenuta in un primo stam-po, detto appunto stampo abbozzatore, dal quale,con sistemi diversi a seconda del tipo di macchina,l’abbozzo viene trasferito al secondo stampo, finito-re, dove avviene la soffiatura finale.L’abbozzo, come inizialmente accennato, può esse-re ottenuto per soffiatura o per pressatura, mentrela forma definitiva si ottiene sempre mediante sof-fiatura.
Le fasi di produzione si possono così sintetizzare:• le materie prime, contenute in silos, vengonoopportunamente dosate, miscelate ed immesse nelforno fusorio per mezzo di nastri trasportatori.• Il forno, costruito in materiale refrattario in gradodi resistere per anni alle elevate temperature difusione (1.600°C), è prevalentemente alimentatocon gas metano e autoregolato in tutte le sue fun-zioni. Attivo 24 ore su 24, è controllato da monitore calcolatori di processo che consentono di verifica-re costantemente i parametri di funzionamento e diottenere la corretta vetrificazione delle materie pri-me.• Il liquido fuso in uscita dal forno, entra in canalidi condizionamento termico e, raggiunta l’oppor-tuna viscosità, viene “tagliato” in gocce di dimen-sione e peso proporzionale all’oggetto che si vuolerealizzare. La goccia di vetro incandescente (1.200
Operazione di stampaggio
14 materiali VETRO
M 14 vetro 4a_mod 22-09-2010 10:01 Pagina 9
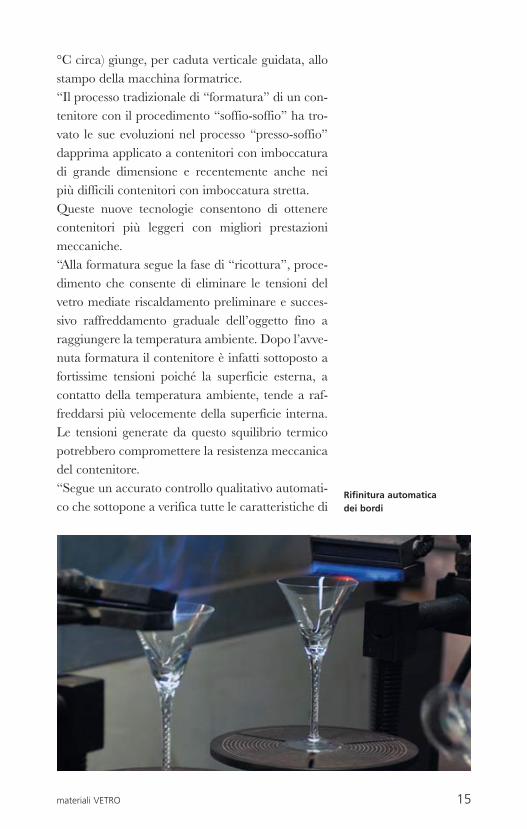
°C circa) giunge, per caduta verticale guidata, allostampo della macchina formatrice.“Il processo tradizionale di “formatura” di un con-tenitore con il procedimento “soffio-soffio” ha tro-vato le sue evoluzioni nel processo “presso-soffio”dapprima applicato a contenitori con imboccaturadi grande dimensione e recentemente anche neipiù difficili contenitori con imboccatura stretta.Queste nuove tecnologie consentono di ottenerecontenitori più leggeri con migliori prestazionimeccaniche.“Alla formatura segue la fase di “ricottura”, proce-dimento che consente di eliminare le tensioni delvetro mediate riscaldamento preliminare e succes-sivo raffreddamento graduale dell’oggetto fino araggiungere la temperatura ambiente. Dopo l’avve-nuta formatura il contenitore è infatti sottoposto afortissime tensioni poiché la superficie esterna, acontatto della temperatura ambiente, tende a raf-freddarsi più velocemente della superficie interna.Le tensioni generate da questo squilibrio termicopotrebbero compromettere la resistenza meccanicadel contenitore.“Segue un accurato controllo qualitativo automati-co che sottopone a verifica tutte le caratteristiche di
Rifinitura automatica dei bordi
materiali VETRO 15
M 14 vetro 4a_mod 22-09-2010 10:01 Pagina 10
ogni singolo pezzo prodotto: dimensioni, forma,spessore, calibratura delle bocche, integrità, resi-stenza. I contenitori non considerati idonei vengo-no espulsi automaticamente dalla linea di imballag-gio ed immediatamente riciclati nel medesimo pro-cesso produttivo per essere rifusi. L’impiego dellepiù recenti tecnologie consente la gestione e il mo-nitoraggio di tutto il ciclo produttivo per mezzo diapparecchiature computerizzate, mentre strumentialtamente sofisticati e specializzati assicurano ilcontrollo su base statistica, al fine di ottenere illivello qualitativo del prodotto finito rispondentealle esigenze degli imbottigliatori, della distribuzio-ne fino al consumatore.Con queste macchine automatiche il contenitore(bottiglia, vaso, ecc.) si forma in pochi secondi. Si èpassati così da una produzione di alcune centinaiadi pezzi in un laboratorio artigianale, a centinaia dimigliaia che escono ogni giorno da un singolo im-pianto.
1.4 L’arte del decorare
Molti lavori vetrari sono frutto dell’abilità di arti-giani che successivamente abbelliscono le superficicon tecniche cosiddette a freddo. In molti lavoril’abilità del decoratore trasforma manufatti vitreisemplici in vere e proprie opere d’arte.Vediamone alcuni:- L’incisione. Consiste in una graffiatura sottile conuna punta di un materiale più duro del vetro (accia-io vidiam, corindone, diamante) sulla superficie. Sitratta di una tecnica molto antica che è stata appli-cata al vetro come derivazione dalle pietre dure.Il solco appare opaco ed in tal modo si possonotracciare disegni o decorazioni o semplicementescrivere sul vetro.- L’acidatura. Immergendo un vetro in una misce-la di acido fluoridrico e solforico si ha la corrosione
16 materiali VETRO
M 14 vetro 4a_mod 22-09-2010 10:01 Pagina 11
JINGYANG
VERONICA
SHANGRI-LA
della superficie. Le parti dell’oggetto che non devono venire a con-tatto con l’acido sono ricoperte con materialeimpermeabile (cere o materie grasse) in modo chel’acido agisce solo sulle zone scoperte. - La sabbiatura. La superficie del vetro può essereattaccata e quindi smerigliata anche per effetto diun getto di sabbia spinta dall”aria compressa con-tro la superficie.La finezza della smerigliatura dipende dal tipo edalla violenza del getto e dalla granulometria dellasabbia. Le parti della superficie che non devonoessere smerigliate vengono protette con delle ma-schere di metallo nelle quali sono ritagliati i disegnida riprodurre sul vetro.- La pittura su vetro. Vi sono tre tecniche per la pit-tura sul vetro.1 - La tecnica tradizionale delle vetrate che utilizzalastre colorate: con il pennello vengono segnati icontorni e le ombreggiature; si usa quindi la grisa-glia che per cottura in forno viene fissata irreversi-bilmente al vetro.2 - La pittura con smalti fusibili colorati, trasparen-ti od opachi, che vengono fissati per cottura inforno.3 - La pittura a freddo con colori che si fissano peressiccamento del legante e senza cottura. Quest’ul-tima può essere facilmente rimossa per abrasione.- La serigrafia. Con questa tecnica, la decorazioneviene impressa attraverso un cliché appoggiatosulla superficie del vetro. Per fare questo si utilizzaun telaio metallico sul quale viene teso un tessutosintetico (in origine era di seta da cui deriva il nomedella tecnica ). Il cliché si ottiene con un sistemafoto-meccanico che permette di aprire le maglie deltessuto nelle parti del disegno che deve essere ripro-dotto. Un vetro bassofondente, polverizzato emescolato ad un pigmento, viene messo sopra iltelaio e fatto passare attraverso le maglie aperte del
Produzione seriale
18 materiali VETRO
M 14 vetro 4a_mod 22-09-2010 10:02 Pagina 18
tessuto con una spatola di gomma.- Gli smalti. Sono vetri facilmente fusibili, conte-nenti per questo molti ossidi bassofondenti comequelli di piombo,boro e bismuto. Essi sono coloraticon gli stessi ossidi e composti usati per i vetri, main concentrazioni molto più elevate, dato il sottilespessore con cui vengono applicati. Possono esseresia opachi che trasparenti.I colori per la pittura si compongono quindi di unvetro facilmente fusibile (fondente), che serve adancorare il colore alla superficie dell’oggetto e daun preparato colorante. Il miscuglio dei due com-ponenti in polvere finissima, sospesi in un leganteorganico oleoso, sono applicati sul vetro a pennelloo a spruzzo, lasciati essiccare e quindi scaldati inuna muffola a temperatura relativamente bassa(circa 500°C) per evitare la deformazione del ma-nufatto, fino alla fusione del fondente.
1.5 Il vetro rispetta l’ambiente e non solo
Numerose sono le qualità del vetro
Il vetro è innanzitutto un materiale inerte, cioè noncontamina l’ambiente dal quale viene lentamentetrasformato in silicati ed è anche un materiale idea-le per bloccare componenti pericolosi che possonoessere fusi nel vetro e inertizzati nella sua struttura.Non solo, il contenitore in vetro è anche il più adat-to per confezionare alimenti e bevande in quantonon determina reazione con le sostanze con cuiviene a contatto, conservandone meglio caratteri-stiche chimiche ed organolettiche (gusto e profu-mo).
Il vetro oltre il risparmio energetico.
A differenza di altri materiali, il vetro può essererifuso infinite volte conservando le sue proprietà. Ilsuo riciclo è un processo ecologico in tutti i suoiaspetti. Esso riduce la quantità di rifiuti da trattare
Decorazione con la tecnicadell’incisione
materiali VETRO 19
M 14 vetro 4a_mod 22-09-2010 10:02 Pagina 19
20 materiali VETRO
o gettare in discarica, consentendo, oltre a ridurreil danno ambientale, un risparmio sui costi di tra-sporto e smaltimento dei rifiuti.Il rottame riduce l’inquinamento dovuto ai fumi dicombustione. Milioni di quintali di olio combustibi-le sono risparmiati ogni anno in Europa grazie alriciclo del vetro; alcuni forni, usati per la produzio-ne di contenitori colorati, utilizzano oltre il 90% dirottame nella miscela vetrificabile. Inoltre è ridottal’emissione di CO2, il gas che provoca l’effettoserra, in quanto viene eliminato il contributo dianidride carbonica derivante dalla decomposizionedei carbonati presenti nelle materie prime.Il vetro che non può essere completamente ricicla-to per fusione (ad esempio gli schermi TV, il vetrocolorato dei finestrini delle auto...) trova altri impie-ghi, per esempio viene utilizzato nella produzionedi fibre di vetro per l’isolamento termico, comeadditivo nella produzione di asfalti, ecc.La ricerca è oggi orientata a studi finalizzati al rici-clo totale: nel prossimo futuro in Europa tutto ilvetro prodotto sarà interamente riciclato.
Ottimizzazione del lavaggio
Il lavaggio manuale è sempre preferito.
Nel caso dell’utilizzo di una lavastoviglie:
• Scegliere detergenti possibilmente liquidi a bassa alcalinità;
• evitare il più possibile i multidetergenti solidi;
• scegliere un programma di lavaggio idoneo:
1. Tempi brevi di lavaggio (max.20-30 min.)
2. Basse Temperature di lavaggio (max.50°C)
3. Evitare di mettere il vetro assieme a vasellame e pentole con residui di grasso
• evitare possibilmente il Brillantante se il tempo di risciacquo è breve;
• controllare che non manchi mai il sale nella lavastoviglie;
• durezza H2O ideale (10-14°F);
• aggiungere 1 bicchiere di aceto di vino durante il ciclo di lavaggio;
• togliere i bicchieri solamente dopo che sono completamente asciutti.
Decorazione con la tecnicadell’incisione
M 14 vetro 4a_mod 22-09-2010 10:02 Pagina 20
materiali CERAMICA 21
CERAMICA
MM 1 ape ceramica 1a 22-09-2010 10:03 Pagina 1
22 materiali CERAMICA
2.1 Le origini della ceramica
Una scoperta casuale
Il termine ceramica deriva dal greco kéramos, ar-gilla, e comprende una vastissima gamma di pro-dotti ottenuti modellando impasti di argilla e di al-tre terre. Successivamente questi sono cotti e, spes-so, ricoperti di un rivestimento impermeabile dismalto o vernice.Si tratta di una delle maggiori conquiste dell’etàneolitica, la cui scoperta è stata del tutto casuale:una volta compreso che l’argilla, impastata e lavo-rata, sotto l’azione del fuoco si consolidava, si capìche era comodo foggiarla prima della cottura perpoi poterla sfruttare come recipiente e contenitore.La pasta era di solito argilla naturale non decanta-ta; le forme si ricavavano dalla manipolazione delblocco di pasta, oppure con la sovrapposizione aspirale di cilindretti di terra che poi venivano livel-lati: in ogni caso, il fondo veniva essiccato a tempe-ratura ambiente e poi cotto vicino al fuoco.
Dal Neolitico ai giorni nostri
I primi manufatti quindi risalgono al Neolitico, e sicompongono di vasellame cotto direttamente sulfuoco. In seguito l’arte vide l’introduzione del tor-
Capitolo secondoLA CERAMICA
Argille del periodo Neozoico
M 12 ceramica_mod 22-09-2010 10:06 Pagina 22
materiali CERAMICA 23
nio, che consentì di ottenere facilmente oggetti ag-graziati e di perfetta simmetria rispetto all’asse dirotazione. L’introduzione della verniciatura vetro-sa, in uso dal II millennio a.C. in Mesopotamia,migliorò ulteriormente la resistenza all’usura e lecaratteristiche estetiche. Una vera rivoluzione siebbe, tuttavia, con la scoperta della lavorazionedella porcellana, che si fa risalire all’VIII secolo d.c.in Cina.Verso la fine del 1800 poi, la produzione diceramica prende corpo, grazie all’introduzione dialcune tecniche industrializzate. Ma è solo neglianni 60 e 70 del secolo scorso che il mercato dellaceramica in Italia vide una vera impennata. La pro-duzione viene completamente automatizzata in tut-te le sue fasi e vede l’introduzione di un nuovo mac-chinario: l’atomizzatore. Questo consentì di sostitui-re i filtri pressa usati nella preparazione ad umidodegli impasti. Dagli anni 80 in poi, ci si è concentra-ti soprattutto sulle tecniche di cottura veloce e sullariduzione dell’impatto ambientale della produzione.
2.2 Che cosa è la ceramica?
La composizione della ceramica
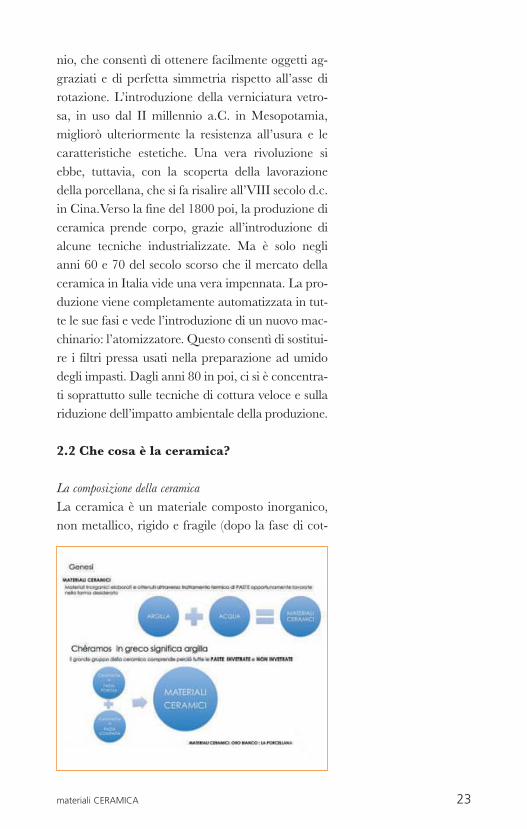
La ceramica è un materiale composto inorganico,non metallico, rigido e fragile (dopo la fase di cot-
M 12 ceramica_mod 22-09-2010 10:06 Pagina 23
24 materiali CERAMICA
tura), molto duttile allo stato naturale, con cui siproducono diversi oggetti, quali vasellame e statui-ne decorative. È inoltre usato nei rivestimenti adalta resistenza al calore per le sue proprietà chimi-co-fisiche e il suo alto punto di fusione. Solitamentedi colore bianco, può venire variamente colorata esmaltata. La ceramica moderna è usualmente com-posta di diversi materiali: argilla, feldspato, sabbia,ossido di ferro, allumina e quarzo.Una composizione così articolata determina la pre-senza di strutture molecolari appiattite dette fillosi-licati. La forma di questi, in presenza di acqua,conferisce all’argilla una certa plasticità e ne rendela lavorazione più facile e proficua.
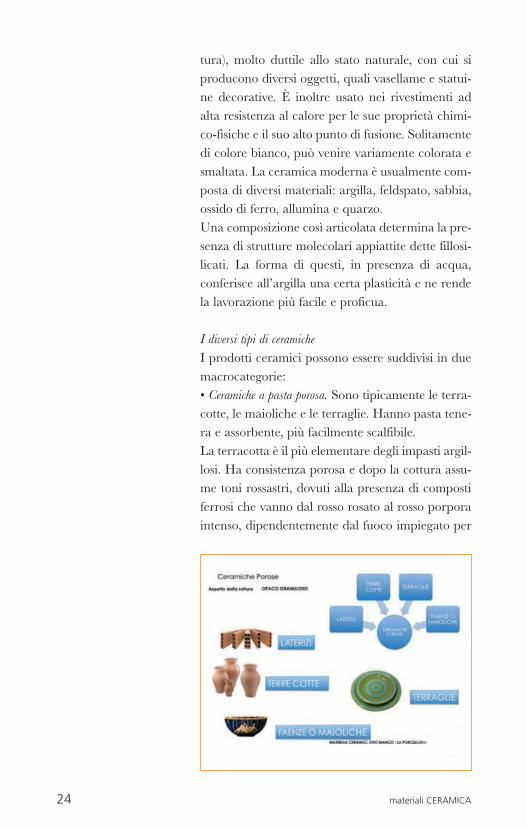
I diversi tipi di ceramiche
I prodotti ceramici possono essere suddivisi in duemacrocategorie:• Ceramiche a pasta porosa. Sono tipicamente le terra-cotte, le maioliche e le terraglie. Hanno pasta tene-ra e assorbente, più facilmente scalfibile. La terracotta è il più elementare degli impasti argil-losi. Ha consistenza porosa e dopo la cottura assu-me toni rossastri, dovuti alla presenza di compostiferrosi che vanno dal rosso rosato al rosso porporaintenso, dipendentemente dal fuoco impiegato per
M 12 ceramica_mod 22-09-2010 10:06 Pagina 24
materiali CERAMICA 25
la cottura e dal tipo di argilla. Sono utilizzate siacon che senza rivestimento superficiale. Le primecome ceramica strutturale e ornamentale: mattoni,tegole, coppi, vasi, brocche, ecc. Le seconde soprat-tutto come vasellame da cucina: tazze, piatti, pen-tole. Un perfezionamento di questo sistema consi-steva nella cosiddetta ceramica a freddo, in cui laterracotta veniva ricoperta con colori o patinaturedi varia specie. Il metodo, molto usato dagli antichigreci, è oggi praticamente abbandonato e sostituitocon la rivestitura a fuoco.Nella maiolica (nome derivato da Maiorca, dove gliArabi avevano impiantato una vasta produzione)l’impasto sottoposto a una prima cottura e chiama-to biscotto, viene ricoperto da vernici solitamente abase di stagno (bianche) interamente coprenti inmodo da mutare totalmente l’aspetto e il pregio delprodotto. La decorazione è effettuata sopra tale ri-vestitura e s’incorpora alla maiolica durante la se-conda cottura.La maiolica è detta anche faenza dal nome dellanotissima città italiana che nel Rinascimento fuuno dei più importanti centri di produzione e an-che oggi, le cosiddette ceramiche di Faenza sonoconosciute e apprezzate in tutto il mondo. Di impiego più recente è la terraglia. Si tratta di un
CuriositàCosa può accumunare un
piatto decorato a mano con
i freni di un’auto sportiva?
La composizione fisica della
materia. La ceramica,
infatti quest’ultima è
utilizzata da alcuni
costruttori come Porsche per
costruire i dischi dei freni.
Da qui, in occasione del
“Meissen Porcelain
Exhibition” organizzata
nel giugno 2008 per
celebrare il 300esimo
anniversario dalla scoperta
della porcellana, l’idea di
affiancare antiche stoviglie
in porcellana che per tre
secoli hanno imbandito le
tavole delle famiglie più
nobili d'Europa ai freni di
alcune Porsche.
M 12 ceramica_mod 22-09-2010 10:06 Pagina 25
26 materiali CERAMICA
tipico prodotto inglese che vide il nascere della pro-pria diffusione nel primo quarto del XVIII secolo,principalmente grazie alle creazioni di J. Wedg-wood.Sotto il nome terraglia è compresa una grandissimaquantità di prodotti che vanno dalle classiche pen-tole e tegami ricoperti di vernice al piombo, fino aicaratteristici orci per l’acqua di produzione paesa-na. Questo tipo di stoviglie di basso costo è general-mente costituito di terra bianca verniciata ed èdetto anche terraglia tenera. Di maggior pregio è laterraglia dura, sempre bianca o in tinta avorio,raramente di pasta colorata artificialmente, piùresistente perché cotta a temperature più alte ericoperta con smalto più fine.
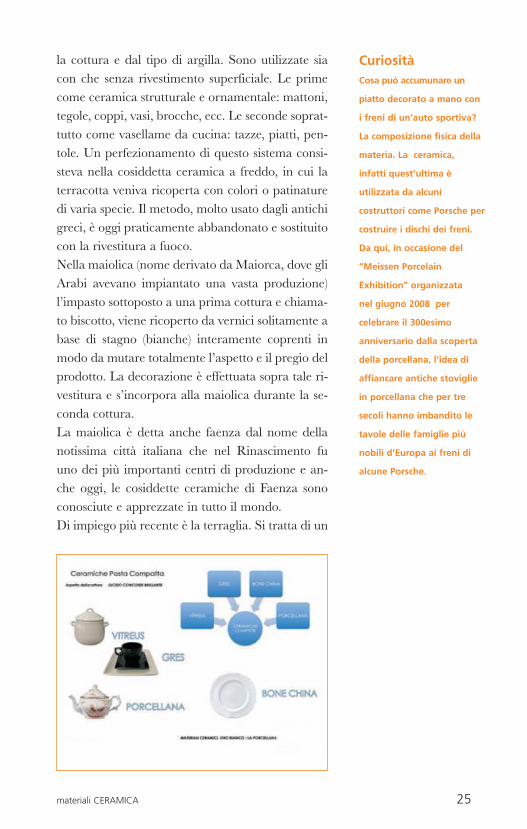
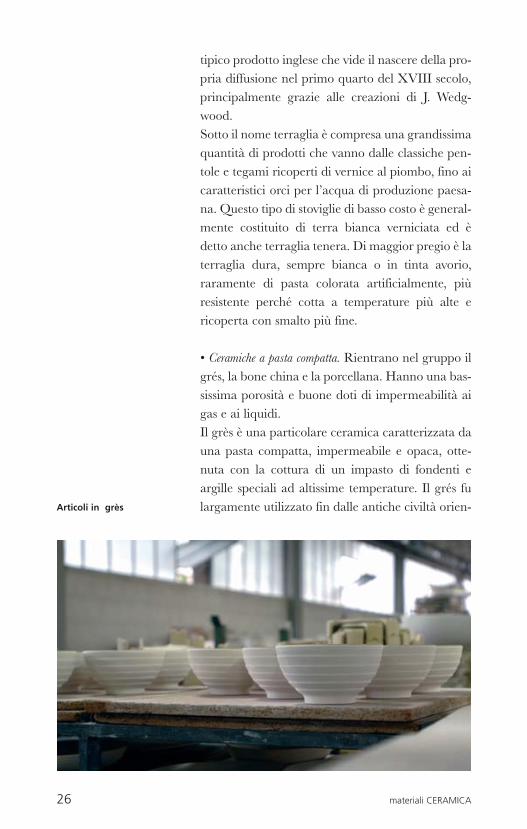
• Ceramiche a pasta compatta. Rientrano nel gruppo ilgrés, la bone china e la porcellana. Hanno una bas-sissima porosità e buone doti di impermeabilità aigas e ai liquidi. Il grès è una particolare ceramica caratterizzata dauna pasta compatta, impermeabile e opaca, otte-nuta con la cottura di un impasto di fondenti eargille speciali ad altissime temperature. Il grés fulargamente utilizzato fin dalle antiche civiltà orien-Articoli in grès
M 12 ceramica_mod 22-09-2010 10:06 Pagina 26

distribuito da Luigi Galli - tel. 02 6691011 - www.galliluigi.com
L’eccellenza in tavola dal 1775
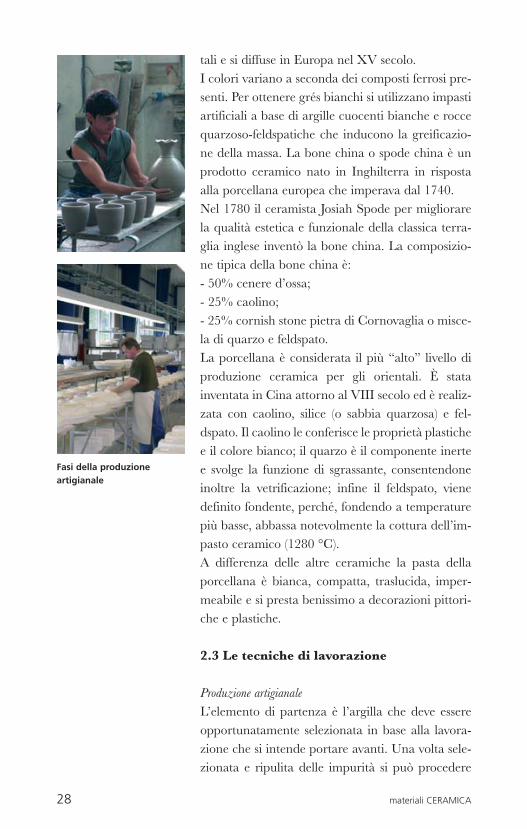
Fasi della produzioneartigianale
tali e si diffuse in Europa nel XV secolo.I colori variano a seconda dei composti ferrosi pre-senti. Per ottenere grés bianchi si utilizzano impastiartificiali a base di argille cuocenti bianche e roccequarzoso-feldspatiche che inducono la greificazio-ne della massa. La bone china o spode china è unprodotto ceramico nato in Inghilterra in rispostaalla porcellana europea che imperava dal 1740.Nel 1780 il ceramista Josiah Spode per migliorarela qualità estetica e funzionale della classica terra-glia inglese inventò la bone china. La composizio-ne tipica della bone china è:- 50% cenere d’ossa; - 25% caolino;- 25% cornish stone pietra di Cornovaglia o misce-la di quarzo e feldspato.La porcellana è considerata il più “alto” livello diproduzione ceramica per gli orientali. È statainventata in Cina attorno al VIII secolo ed è realiz-zata con caolino, silice (o sabbia quarzosa) e fel-dspato. Il caolino le conferisce le proprietà plastichee il colore bianco; il quarzo è il componente inertee svolge la funzione di sgrassante, consentendoneinoltre la vetrificazione; infine il feldspato, vienedefinito fondente, perché, fondendo a temperaturepiù basse, abbassa notevolmente la cottura dell’im-pasto ceramico (1280 °C). A differenza delle altre ceramiche la pasta dellaporcellana è bianca, compatta, traslucida, imper-meabile e si presta benissimo a decorazioni pittori-che e plastiche.
2.3 Le tecniche di lavorazione
Produzione artigianale
L’elemento di partenza è l’argilla che deve essereopportunatamente selezionata in base alla lavora-zione che si intende portare avanti. Una volta sele-zionata e ripulita delle impurità si può procedere
28 materiali CERAMICA
M 12 ceramica_mod 22-09-2010 10:06 Pagina 28

www.unitable.it - www.dominotavola.itUnitable srl Carpiano (MI) - [email protected]
Morbide volute dai colori evanescenti appoggiano sul-la bianca bone china, deco-rando con lievi toni argentei e dorati tutti i pezzi dalle forme armoniose e moderne. Par-ticolari i coperchi che sono anche decorativi e intriganti pezzi a servire.
volute pagina pubb3.indd 1 07/09/2010 12:31:46
30 materiali CERAMICA
con l’impasto che tende ad eliminare eventualibolle d’aria e a rendere l’argilla compatta, in mododa prevenire il formarsi di crepe nel prodotto fini-to.
La modellazione
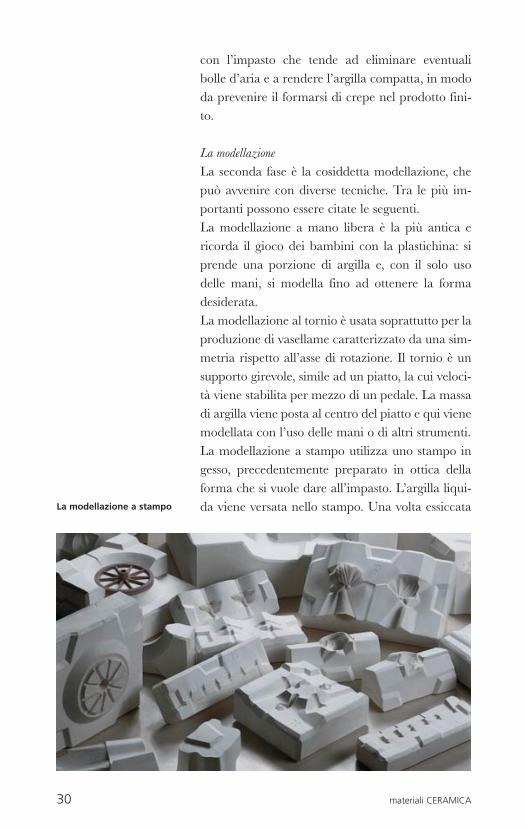
La seconda fase è la cosiddetta modellazione, chepuò avvenire con diverse tecniche. Tra le più im-portanti possono essere citate le seguenti.La modellazione a mano libera è la più antica ericorda il gioco dei bambini con la plastichina: siprende una porzione di argilla e, con il solo usodelle mani, si modella fino ad ottenere la formadesiderata. La modellazione al tornio è usata soprattutto per laproduzione di vasellame caratterizzato da una sim-metria rispetto all’asse di rotazione. Il tornio è unsupporto girevole, simile ad un piatto, la cui veloci-tà viene stabilita per mezzo di un pedale. La massadi argilla viene posta al centro del piatto e qui vienemodellata con l’uso delle mani o di altri strumenti.La modellazione a stampo utilizza uno stampo ingesso, precedentemente preparato in ottica dellaforma che si vuole dare all’impasto. L’argilla liqui-da viene versata nello stampo. Una volta essiccataLa modellazione a stampo
M 12 ceramica_mod 22-09-2010 10:07 Pagina 30
Cristallerie Livellara srl Via Bovisasca, 59 - 20157 Milano - tel.+39/0239322741 - fax +39/0239311600 www.livellara.it [email protected]
Royal Bone China è distribuito in esclusiva da:
Presenta
A P P L E
viene estratta e rifinita a mano. È molto importante che i manufatti in argilla essic-chino completamente all’aria. Attraverso l’essicca-zione l’oggetto perde l’umidità residua e la sua pla-sticità. L’ultima fase è la cottura che modifica la strutturadel prodotto finale. In base alla temperatura adot-tata si possono ottenere risultati diversi:• terracotta - si ottiene tra 960 e 1030 °C ;• terraglia tenera - si ottiene tra 960 e 1070 °C; • terraglia dura - si ottiene tra 1050 e 1150 °C; • grés - si ottiene tra 1200 e 1300 °C; • porcellana tenera - si ottiene tra 1200 e 1300 °C,previo utilizzo di caolino; • porcellana dura - si ottiene tra 1300 e 1400 °C; è di solito di uso industriale.
La produzione industriale
Il manufatto prende il via dalla preparazione dellematerie prime: la composizione dell’impasto deveessere omogenea, con una distribuzione granulo-metrica e forma dei grani appropriata. La granulo-metria fine permette una giusta velocità di essicca-mento e una corretta reattività in fase di cottura.La forma dei grani e l’umidità dell’impasto influen-zano l’uniformità del pressato.L’impasto deve inoltre presentare un contenutod’acqua adatto al sistema di formatura che si è scel-to. I sistemi di formatura sono:• pressatura - interessa soprattutto il settore dellepiastrelle e comporta un 5-6% di acqua;• estrusione - è in uso soprattutto per i laterizi ecomporta un 20 % di acqua; • colaggio - è il sistema adottato per i sanitari e pre-senta un contenuto di acqua del 40%.Dopo la formatura ha luogo il processo di essicca-
zione e successivamente quello di cottura, che con-ferisce maggiore resistenza meccanica ai manufattied elimina l’acqua residua.
La modellazione a stampo
32 materiali CERAMICA
M 12 ceramica_mod 22-09-2010 10:07 Pagina 32

Qualità, eleganza, attualità
distribuito da Luigi Gallitel. 02 6691011 - www.galliluigi.com
34 materiali CERAMICA
2.4 Le tecniche di decorazioneEsistono diversi modi di decorare e colorare laceramica in base al tipo di risultato che si desideraottenere ed alla cottura cui si sottoporrà il pezzo. Icolori da ceramica sono essenzialmente di tre tipi:- Ingobbio: sono specifici colori per la decorazionedella ceramica composti da argille già cotte e finis-simamente triturate, caolino, sostanze minerali eossidi. Si tratta di smalti adatti ad essere applicatisull’oggetto essiccato, ma ancora da cuocere.L’oggetto è cotto una sola volta, dal momento chequesto tipo di colori tollera l’alta temperatura cui sisottopone la ceramica. Gli ingobbi non sono moltodiffusi, essendo costosi e di tonalità piuttosto tenui. - Cristalline: sono smalti di tipo vetroso, impermea-bili e lucidi. Usualmente trasparenti (solo occasio-nalmente sono colorati) lasciano intravedere l’argil-la sottostante. Alle cristalline si aggiungono i fon-denti, quali il germano, gli alcali o i borati con loscopo di abbassare il punto di fusione. - Smalti: sono anch’essi di tipo vetroso ma, a diffe-renza delle cristalline, non sono trasparenti bensìcoprenti. Ciò è determinato dalla presenza di com-ponenti quali il feldspato potassico o sodico, bento-nite, stagno, e altri ancora.
Modellazione manuale dei dettagli
M 12 ceramica_mod 22-09-2010 10:07 Pagina 34

Flow:freschezza su tutta la linea.Villeroy & Boch, Arti della Tavolavia S. Sandri 2, 20121 Milanotel. 02 655 849.1
www.villeroy-boch.com
La smaltatura di un pezzo in ceramica ha lo scopodi proteggere il pezzo dall’usura, di facilitarne lapulitura e la manutenzione e di decorarlo.Se il pezzo non viene colorato all’ingobbio la smal-tatura avviene dopo la cottura ed è definita in gergo“applicata al biscotto”, ovvero all’oggetto già passa-to in cottura. Anche per la smaltatura vi sono sva-riate tecniche, tra le quali ricordiamo:• smaltatura ad aerografo; • smaltatura per immersione; • pittura a smalto; • smaltatura a campana; • smaltatura elettrostatica. Una volta smaltata la superficie dell’oggetto sipassa alla decorazione pittorica che è usualmentefatta a mano con pennello e colori ceramici ottenu-ti da ossidi minerali oppure da ossidi metalliciarricchiti di fondenti o indurenti. Dopo la smaltatura e la decorazione si procede conuna seconda cottura, il cui scopo è quello di fissarelo smalto all’oggetto.
2.5 Curiosità
La porcellana e la pietra filosofale
La prima porcellana europea fu fabbricata aDresda, nel principato di Sassonia, nell’anno 1709.Questa invenzione ebbe una strana origine. II prin-cipe Federico Augusto, appassionato cultore d’arte,possedeva una ricca collezione di porcellane cinesiche acquistava attraverso la Compagnia delleIndie.Al pari di molti altri sovrani europei avrebbe volu-to strappare ai cinesi il segreto della loro mirabileporcellana dura; e vi riuscì nel modo più impensa-to.Nel 1701 si era rifugiato in Sassonia un tale JohanFriedrich Bóttger, fuggito dalla Prussia dove il reFederico Guglielmo l’aveva incarcerato per assicu-
Preparazione degli smalticolorati
36 materiali CERAMICA
M 12 ceramica_mod 22-09-2010 10:07 Pagina 36
38 materiali CERAMICA
rarsi la sua opera di scienziato. Infatti il Bòttger,esperto chimico, assieme a un alchimista greco,stava compiendo una serie di esperimenti per laricerca della famosa “pietra filosofale” che dovevatrasformare in oro gli altri metalli. Federico Augusto, venuto a conoscenza di questasua attività, si affrettò a sua volta a imprigionarlo.Questa era la consuetudine di allora: in mancanzadi brevetti industriali ci si assicurava il possesso del-l’inventore! Finalmente nel 1708, invece della fantomatica pie-tra filosofale, egli otteneva un materiale dall’impa-sto durissimo, tipo grès, di colore rosso scuro: era ilprimo antenato della porcellana. Ma Bòttger, in-soddisfatto, continuava gli esperimenti per arrivarealla famosa porcellana dura e candida di tipo cine-se.Un giorno, esaminando un nuovo tipo di cipria perla parrucca portatogli dal cameriere, s’accorse chequella polvere finissima aveva l’apparenza di unminerale: era infatti caolino purissimo, di cui nellevicinanze esistevano delle vaste giacenze. Con quel-la preziosissima materia prima Bòttger il 28 marzo1709 presentava alla Cancelleria di Corte la primaporcellana dura fabbricata in Europa.
In Italia
II nome deriva dall’italiano “porcella”, denomina-zione di una conchiglia dall’aspetto traslucido tra-sparente; e probabilmente fu Marco Polo il primo ausare questo termine per indicare i prodotti cinesidi tale tipo.
M 12 ceramica_mod 22-09-2010 10:08 Pagina 38

materiali ACCIAIO 39
ACCIAIO
MM 1 ape acciaio 1a 22-09-2010 10:09 Pagina 1

40 materiali ACCIAIO
3.1 Le origini dell’acciaio
L’acciaio alle sue origini
L’acciaio affonda le sue radici nell’antica India. Ilprimo metodo per produrre acciaio propriamentedetto, ovvero quello di alta qualità, è stato il sistema“Wootz”, simile al moderno sistema a crogiolo,usato nell'India meridionale almeno dal 300 d.C.,anche se alcuni lo fanno risalire addirittura al 200a.C..Veniva preparato in crogioli chiusi sigillati, checontenevano minerale di ferro ad alta purezza, car-bone e vetro. I crogioli venivano poi messi alla fiamma e riscalda-ti fino ad avere la fusione del miscuglio, per cui ilferro si arricchiva di carbonio, e il vetro assorbiva leimpurità man mano che fondeva, galleggiandosulla superficie. Il risultato era un acciaio ad altotenore di carbonio e di elevata purezza, chiamatopoi acciaio di Damasco, famoso per la sua resisten-za e la capacità di mantenere il filo. La tecnica indiana mise molto tempo a giungere inEuropa. Solo dal XVII secolo gli olandesi portaro-no l’acciaio di Damasco dall’India nel sud al-l’Europa, dove in seguito si avviò la sua produzionein larga scala, con il nome di tecnica del crogiolo.
Capitolo terzoL’ACCIAIO
Acciaieria a due archi di fornace
M 11 acciaio 5a_mod 22-09-2010 10:10 Pagina 40
materiali ACCIAIO 41
Dall’acciaio di Damasco all’acciaio inox
Per la scoperta dell’acciaio inossidabile bisogna aspet-tare il 1913 quando l’inglese Harry Brearley diSheffield sperimentando acciai per canne di armi dafuoco, scoprì che un suo provino di acciaio con il 13-14% di cromo e con un tenore di carbonio relativa-mente alto (0,25%) non arrugginiva se esposto all’at-mosfera. Successivamente questa proprietà vennespiegata con la passivazione del cromo, che formasulla superficie una pellicola di ossido estremamentesottile, continua e stabile. I successivi progressi dellametallurgia fra gli anni ’40 e ’60 hanno ampliato illoro sviluppo e le loro applicazioni. Tuttora sono per-fezionati e adattati alle richieste dei vari settori indu-striali, come il petrolifero/petrolchimico, minerario,energetico, nucleare ed alimentare.
3.2 Che cos’è l’acciaio?
La composizione dell’acciaio
L’acciaio è una lega di ferro e carbonio che contie-ne una percentuale di carbonio inferiore al 2% epiù piccole quantità di altri elementi come il silicio,il manganese, lo zolfo e il fosforo. Le materie primeper la produzione dell’acciaio sono:
Harry Brearley (1871 – 1948)
M 11 acciaio 5a_mod 22-09-2010 10:10 Pagina 41
42 materiali ACCIAIO
• la ghisa greggia, proveniente dall’altoforno, cheviene affinata (riduzione della percentuale del car-bonio e delle impurità) e che è la materia primaprincipale;• il rottame di ferro, derivato da recuperi civili eindustriali;• le ferroleghe, che sono leghe di ferro particolari,che non hanno impiego autonomo, ma sonoappunto preparate per essere usate nella produzio-ne di acciai e ghise speciali; contengono una per-centuale di carbonio generalmente molto bassa(dallo 0,1% all’1%), con massiccia presenza (chepuò superare l’80%) di altri elementi come silicio,manganese, cromo, nichel, cobalto ecc... che ven-gono aggiunte agli acciai per migliorarne le carat-teristiche.
Le caratteristiche
Le proprietà dei vari tipi di acciaio dipendono prin-cipalmente dalla quantità di carbonio presente edalla sua distribuzione nel ferro, dalle ferrolegheaggiunte e dai trattamenti termici subiti. Le carat-teristiche principali dei contenitori in acciaio sonole seguenti:• robustezza; • totale riciclabilità; • protezione dagli agenti esterni tra cui la luce.
M 11 acciaio 5a_mod 22-09-2010 10:10 Pagina 42
Le cinque macro categorie dell’acciaio
L’acciaio è commercializzato in una gran varietà ditipi, ciascuno con caratteristiche diverse, classifica-bili secondo la composizione chimica, la struttura,il processo di produzione, l’impiego prevalente.Una classificazione molto comune distingue cinquegrandi categorie.
Acciai al carbonio
Costituiscono oltre il 90% di tutti gli acciai e con-tengono una quantità variabile, generalmente infe-riore all’1,5%, di carbonio, un massimo di 1,65%di manganese, lo 0,60% di silicio e lo 0,60% di rame.
Acciai legati
Sono caratterizzati dalla presenza di quantità va-riabili di uno o più elementi, quali vanadio, molib-deno, manganese, silicio, rame, in percentuali supe-riori a quelle contenute negli acciai al carbonio. Gliacciai legati sono usati nella produzione di moltielementi meccanici: bielle, alberi, perni, sterzi, as-sali dei veicoli, ecc.
Acciai debolmente legati ad alta resistenza
Sono la più recente categoria di acciai, noti con lasigla HSLA (acronimo di high-strength low-alloy).Contengono solo piccole quantità di altri elementiquali, ad esempio, vanadio, e dunque sono in gene-rale più economici dei normali acciai legati.
Acciai da utensili
Si usano per produrre la maggior parte degli uten-sili per lavorazioni meccaniche. In particolare, sonodetti acciai rapidi quelli che contengono tungsteno,molibdeno e altri elementi leganti che ne aumenta-no la resistenza all’usura in lavorazioni ad alta velo-cità; extrarapidi o super-rapidi quelli che contengo-no anche cromo.
Da sapere…È accertato che i primi
laminati di ferro ricoperti
di stagno erano impiegati
per gli usi più vari fin dal
medioevo. Ma il primo ad
intuire che l’accoppiamento
tra la robustezza dell’acciaio
e la duttilità e purezza dello
stagno poteva garantire
un’ottima conservazione
dei cibi, fu un francese,
Nicolas Appert, che nel 1810
brevetto un metodo di
sterilizzazione sotto vuoto
che prese il suo nome.
44 materiali ACCIAIO
M 11 acciaio 5a_mod 22-09-2010 10:11 Pagina 44

visu
al c
omm
unic
atio
n: s
tars
net.d
e -
pho
tos:
leo
torr
i.it

46 materiali ACCIAIO
Acciai inossidabili
Contengono cromo (in quantità variabile tra il 12%e il 30%), nichel (fino al 35%) e altri elementi le-ganti, che li rendono brillanti e li proteggono dal-l’attacco degli agenti atmosferici e di gas e acidicorrosivi. Presentano una resistenza meccanicanon comune, che possono mantenere anche perlunghi periodi a temperature molto alte o basse. Labrillantezza della loro superficie li rende utilizzabi-li anche per scopi puramente decorativi. Trovanoimpiego nella realizzazione di tubature e serbatoidi raffinerie petrolifere e impianti chimici, di aereia reazione e capsule spaziali, di apparecchiature estrumenti chirurgici, di protesi dentarie e chirurgi-che. Molto diffuso l’impiego nella produzione dipentolame, posate e utensili da cucina.
3.3 Come nasce la pentola?
Le fasi produzione
Per la produzione di pentole in acciaio l’elementodi partenza è il disco con caratteristiche qualitative(purezza del metallo) e dimensionali (diametro espessore) predefinite. Nel caso di recipienti di for-ma rettangolare invece, si parte dal quadro ed è
Le fasi di imbutitura
M 11 acciaio 5a_mod 22-09-2010 10:13 Pagina 46

48 materiali ACCIAIO
richiesta durante la lavorazione, la tranciatura delleparti in eccedenza. Per il corpo della pentola vieneimpiegato acciaio inox 18/10 (AISI 304), in dischicon spessore da 1,5 mm, specifico per profondostampaggio, per il fondo, rame con spessore da 1mm e per il coprifondo acciaio inox 18/C (AISI 430).Tutte le deformazioni plastiche per ottenere ilcorpo cilindrico della pentola vengono eseguite,come per il vasellame, a freddo, esercitando unapressione statica e interponendo tra gli stampi e idischi da stampare una pellicola di lubrificante perevitare rigature sulla superficie. Le principali fasi diproduzione possono essere così sintetizzate:• imbutitura per dare la profondità al corpo pentola;• laminatura con tornio a lastra per allungare ilcorpo pentola fino all’altezza desiderata;• calibratura del corpo pentola per creare uno sca-lino uniforme sotto il bordo e poter dare nel mo-mento della pulitura l’effetto lucido e satinato;• imbutitura bordo per creare il bordo della pentola;• rifilatura e bordatura per dare rotondità ed uni-formità al bordo e al fondo;• sgrassaggio, per togliere gli oli di lavorazione;• saldobrasatura per creare il triplo fondo dellapentola. Consiste nell’inserire il disco di rame sotto
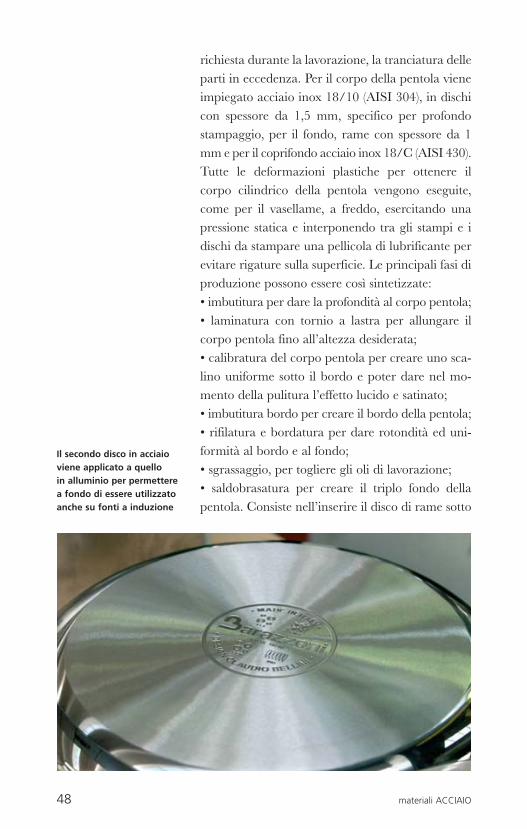
Il secondo disco in acciaioviene applicato a quello in alluminio per permetterea fondo di essere utilizzatoanche su fonti a induzione
M 11 acciaio 5a_mod 22-09-2010 10:13 Pagina 48
materiali ACCIAIO 49
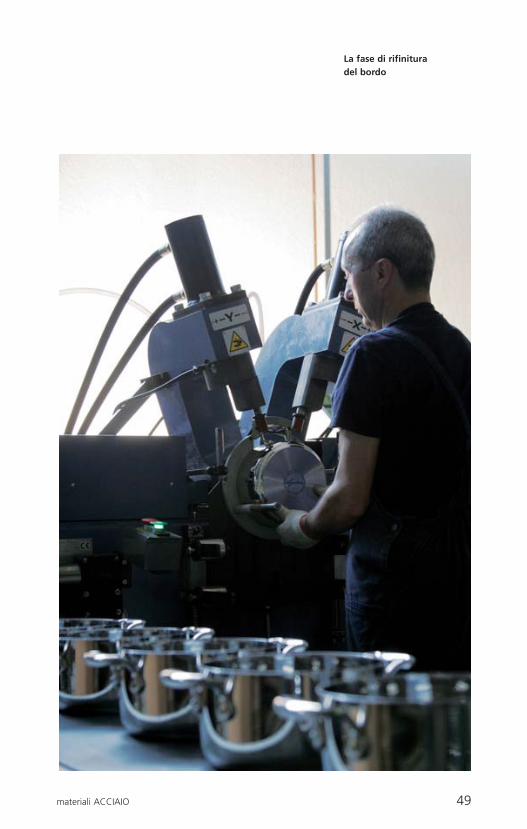
La fase di rifinitura del bordo
M 11 acciaio 5a_mod 30-09-2010 14:30 Pagina 49
il corpo pentola e incapsularlo ad esso con il copri-fondo tramite saldobrasatura con lega d’argento;• lucidatura del corpo pentola;• saldatura dei manici in acciaio inox 18/10.
Il fondo
Le pentole in acciaio sono provviste di un fondodetto “termodiffusore” in grado di sopperire allascarsa conduttività di calore di questo metallo.Il procedimento per la sua produzione consiste nel-l’applicazione di un disco di alluminio di forte spes-sore (6-7 mm.) sul fondo della pentola facendoloaderire con un processo di saldo-brasatura.A questo viene applicato un secondo disco, questavolta in acciaio, sul quale viene esercitata una fortepressione ad alta temperatura che ne facilita l’ade-renza; di qui il nome di “sandwich bottom”. La composizione ferritica di tale disco supplemen-tare fa sì che la pentola sia utilizzabile anche per lacottura ad induzione.
3.4 E le posate?
Le fasi di produzione
Per la lavorazione delle posate viene impiegato nor-malmente acciaio inossidabile AISI 304 con unapercentuale di nichel del 10% e di cromo del 18%.Le acciaierie lo forniscono alle aziende in coil o inlastre (fogli) da 1x3 metri, in spessori variabili da0,8 a 4 mm. Le fasi di lavorazione a freddo delleposate da lastra o da coil possono essere sintetizza-te nel modo seguente:• tranciatura degli sviluppi, cioè del profilo del pez-zo;• laminatura, per assottigliare la tazza del cucchia-io o la spina della forchetta;• tranciatura della tazza del cucchiaio o della spinadella forchetta;• sgrassaggio, per togliere gli oli di tranciatura;
Lo sapevate che…Lo spessore più alto dà più
valore all’oggetto, sia
perché la lavorazione è più
complessa, sia perché il peso
e, di conseguenza, il costo
della materia prima
aumentano notevolmente
a vantaggio dell’estetica
e della robustezza.
È importante perciò
verificare al momento
dell’acquisto lo spessore
delle posate.
50 materiali ACCIAIO
M 11 acciaio 5a_mod 22-09-2010 10:14 Pagina 50


52 materiali ACCIAIO
• coniatura, per dare la forma e il disegno finale;• lucidatura, con l’impiego di paste abrasive;• lavaggio, per toglierei residui delle paste abrasive • eventuale doratura.
3.5 La cultura del recupero
Riprodurre l’acciaio
L’acciaio, per le sue caratteristiche, è il materialepiù riciclabile per eccellenza: in Italia ogni annovengono prodotte circa 400.000 tonnellate di rifiu-ti di imballaggi in acciaio e il 40% della produzio-ne mondiale di acciaio è costituita da materiali diriciclo. Per la maggior parte provengono da rifiutisolidi urbani, mentre all’incirca 60.000 tonnellatesono costituite da imballaggi ad uso in-dustriale.Notevoli sono i benefici economici ed ambientali.La raccolta differenziata degli imballaggi di acciaiooltre a sottrarre rifiuti alla discarica, costituisceanche un notevole risparmio di materie prime.L’innovazione tecnologica ha inoltre consentito didiminuire in modo rilevante il peso dei contenitoriin acciaio e banda stagnata riducendone lo spesso-re delle lamiere utilizzate, ottenendo conseguente-mente una riduzione nell’utilizzo di materie prime.
Una fase della coniatura del cucchiaio
Lo sapevate che…• Il peso di 19.000 barattoli
in acciaio per conserve è la
quantità necessaria per
produrre un’automobile;
• 7 scatolette da 50 g
potrebbero diventare un
vassoio;
• con l’acciaio riciclato da
2.600.000 scatolette da 50 g
si può realizzare 1 km
di binario ferroviario.
M 11 acciaio 5a_mod 22-09-2010 10:14 Pagina 52
materiali ANTIADERENTE 53
ANTIADE
RENTE
MM 1 ape antiaderente 1a 22-09-2010 10:15 Pagina 1
4.1 Le origini dell’antiaderente
Il PTFE
Le origini dell’antiaderente risalgono al 1938, annoin cui fu scoperto il PTFE, registrato poi con il mar-chio commerciale di Teflon. Si tratta di una gran-de scoperta destinata a rivoluzionare le tecniche dicottura. Infatti, solo qualche anno più tardi, esatta-mente agli inizi degli Anni '60, il Teflon fu impie-gato per la produzione di rivestimenti per pentole.Nel 1976 e nel 1986 vengono sperimentati duenuovi materiali con caratteristiche di antiaderenzamaggiori: il Silver Stone e il Silver Stone Supra. Daallora la ricerca nel settore è continuata e oggi pos-siamo usufruire in cucina di strumenti particolar-mente resistenti all'usura e con proprietà di antia-derenza ancora più elevate. Un grande aiuto perchi ama alimentarsi in modo sano, col minimodispendio di tempo e sapendo di avere una buonaresa dai cibi. In Italia la produzione industriale del PTFE iniziònel 1954 ad opera della Montecatini, che lo com-mercializzò con il nome di Algoflon. Oggi i rivesti-
Capitolo quartoANTIADERENTE
54 materiali ANTIADERENTE
M 7 antiaderente 2a_mod 22-09-2010 10:17 Pagina 54
materiali ANTIADERENTE 55
menti antiaderenti vengono prodotti da differentiaziende chimiche che ne controllano anche la cor-retta applicazione.
4.2 Che cos’è l’antiaderente?
La qualità delle vernici
L’antiaderente è un materiale inerte, molto igieni-co e non tossico che può venire tranquillamente incontatto con i cibi. Esistono diverse tipologie chehanno prestazioni diverse e rispondono a specificheesigenze. Le vernici antiaderenti, come detto, sonobasate sulla chimica del PTFE, un composto inor-ganico che dona la caratteristica “scivolosità” e laproprietà di “non attaccare”.In linea generale, la qualità si differenzia in base alnumero degli strati del sistema:• vernici “a due strati”, composte da una “base”,che si attacca bene al substrato metallico e una“finitura” non-stick;• vernici “a tre strati” composte da una base, dauno strato intermedio, il cui ruolo è quello di incre-mentare l’adesione tra i due strati estremi, e unafinitura.Le vernici possono essere ulteriormente rinforzatedai cosiddetti “rinforzi”: sistemi che servono ad au-mentare la durabilità dei manufatti verniciati.I rinforzi esterni sono procedimenti in cui particel-le metalliche o di altra natura vengono spruzzatesul manufatto prima della verniciatura, in modo daaumentarne la durezza e creare rugosità.I rinforzi interni sono invece, sistemi dati dalla pre-senza di particelle ceramiche o di altra natura(molto dure) nella vernice; anch’esse creando aspe-rità, contrastano l’azione abrasiva e di taglio degliutensili metallici.
I metodi di applicazione
Oggi si utilizzano due distinte metodologie d’appli-
M 7 antiaderente 2a_mod 22-09-2010 10:17 Pagina 55
56 materiali ANTIADERENTE
cazione del PTFE, con risultati molto differenti intermini di qualità.Il rullato consiste nell’applicazione del rivestimentodirettamente tramite passaggi a rullo sul disco, pri-ma che la pentola abbia assunto la sua forma defi-nitiva. Si tratta di un tipo di lavorazione che viene impie-gato unicamente per la realizzazione di prodottidestinati all’uso domestico. È facilmente riconosci-bile da striature orizzontali presenti sulla superficie.Lo spruzzato consiste nell’applicazione del mate-riale, tramite appositi apparecchi, direttamente sul-la parte interna del corpo già stampato nella suaforma definitiva, evitando in questo modo che ulte-riori lavorazioni sul pezzo ne compromettano l’at-taccatura. I prodotti che si ottengono presentanouna migliore qualità, infatti è un tipo di lavorazio-ne che viene utilizzata per la produzione di articolidestinati anche ad un utilizzo professionale.L’uniformità della superficie, quasi granulare, necontraddistingue l’aspetto.
Le caratteristiche
Le pentole antiaderenti presentano una serie divantaggi.Innanzitutto i cibi cuociono in tempi brevi, senzaattaccarsi. Anche i cuochi meno esperti riescono a
M 7 antiaderente 2a_mod 22-09-2010 10:17 Pagina 56

tra mare e fuoco nascono grandi miti.Taormina,
Le pentole Taormina sfidano il fuoco e non temono il trascorrere del tempo, perché sono costruite per resistere agli attacchi dell’usura. Insieme alle alte prestazioni, de-sign e raffinatezza entrano in scena da protagonisti e regalano effetti gastronomici spettacolari. Il successo è nella qualità dell’antiaderente, che non può essere intaccato nemmeno dagli utensili in metallo. Progettate per tutti i metodi di cottura, compresi quelli a induzione, le pentole Taormina sorprendono anche in forno, grazie ai manici in silicone resistenti alle alte temperature. Qualità sublime garantita dieci anni.
www.ballarini.it10
58 materiali ANTIADERENTE
preparare pietanze difficili, senza pericolo di com-mettere sbagli. Inoltre, la quantità di grasso da usa-re è veramente minima, anzi se ne può fare del tut-to a meno e l’aggiunta di olio o burro ai cibi è solouna questione di gusto e non più un mezzo indi-spensabile per portare a cottura gli alimenti. Ma soprattutto i materiali antiaderenti sono inerti,quindi non esercitano alcuna azione negativa sulnostro organismo: i cibi con cui vengono a contat-to non possono subire contaminazioni.
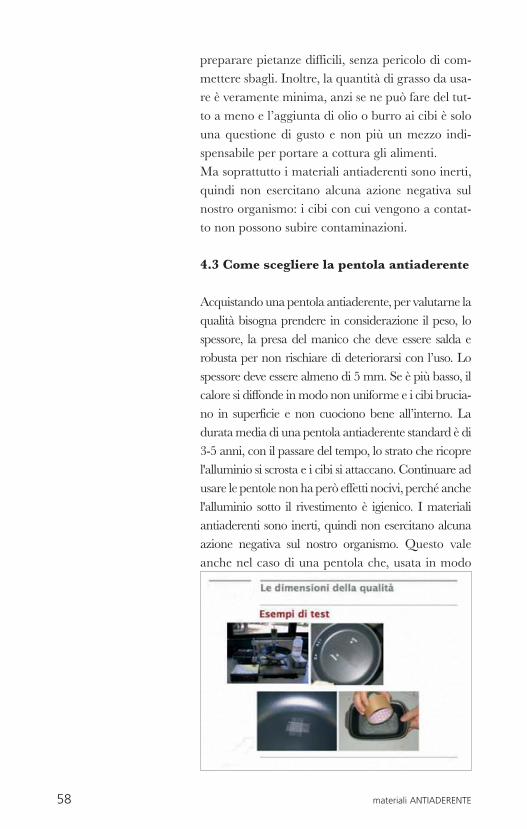
4.3 Come scegliere la pentola antiaderente
Acquistando una pentola antiaderente, per valutarne laqualità bisogna prendere in considerazione il peso, lospessore, la presa del manico che deve essere salda erobusta per non rischiare di deteriorarsi con l’uso. Lospessore deve essere almeno di 5 mm. Se è più basso, ilcalore si diffonde in modo non uniforme e i cibi brucia-no in superficie e non cuociono bene all’interno. Ladurata media di una pentola antiaderente standard è di3-5 anni, con il passare del tempo, lo strato che ricoprel'alluminio si scrosta e i cibi si attaccano. Continuare adusare le pentole non ha però effetti nocivi, perché anchel'alluminio sotto il rivestimento è igienico. I materialiantiaderenti sono inerti, quindi non esercitano alcunaazione negativa sul nostro organismo. Questo valeanche nel caso di una pentola che, usata in modo
M 7 antiaderente 2a_mod 22-09-2010 10:17 Pagina 58

60 materiali ANTIADERENTE
improprio o per troppo tempo, cominci a sfaldarsiall’interno. Naturalmente è opportuno non usare u-tensili troppo logorati: anche se non sono nocivi, nonforniscono più prestazioni di antiaderenza adeguate.
4.4 La manutenzione
Come usare al meglio una pentola antiaderente?Le regole da seguire sono poche e facili. Prima ditutto è necessario “condizionare” la pentola, cioèungerla, prima di usarla la prima volta, con un filodi olio o di burro fuso e lavarla poi con acqua esapone. Non si devono mai pulire queste pentolecon spugnette abrasive, che sono, del resto, super-flue: se i tegami sono stati usati correttamente ilcibo non rimane attaccato. È vietato utilizzareutensili graffianti per mescolare i cibi: niente for-chette o cucchiai in metallo, ma solo posate di le-gno o spatole di materiale plastico speciale. Le su-perfici antiaderenti resistono benissimo alle tempe-rature molto elevate, fino a 300°C, non è tuttavia ilcaso di dimenticarsele sul fuoco. Anzi se ne racco-manda l’impiego su fonti di calore moderate.Le pentole antiaderenti possono essere lavate nellalavastoviglie senza subire alcun danno.
Il rivestimento ceramicoUn rivestimento interno di nuova generazione è ilceramico. È uno speciale rivestimento nanotecno-logico che crea sulla pentola (con il corpo in allumi-nio o in acciaio) una pellicola fittissima e compatta,sempre liscia, assolutamente non porosa. Lo stru-mento di cottura risulta così resistente agli shocktermici, ai graffi, alle abrasioni e alle alte tempera-ture (450°C). È facile da pulire e garantisce unacottura croccante e dorata senza grassi. Inoltre laproduzione è a basso impatto ambientale: il suo ci-clo produttivo, infatti, consente un notevole rispar-mio energetico e quindi ridotte emissioni di CO2.
M 7 antiaderente 2a_mod 22-09-2010 10:17 Pagina 60


ARGE
NTO
62 materiali ARGENTO
MM 6 argento 2a 29-09-2010 16:13 Pagina 1

materiali ARGENTO 63
5.1 Le origini dell’argento
L’argento affonda le sue origini fin dall’antichità. Iltermine deriva dal latino argentum e dal grecoÚÁ‡ÚÈÔÓ, “splendente, candido, bianco”. È men-zionato già in testi cuneiformi del III millennio, nellibro della Genesi e l’analisi di resti nei siti archeo-logici dell’Asia Minore, delle isole del Mar Egeo edel Vicino Oriente, indica che l’argento già nel IVmillennio a.C. veniva separato dal piombo e cheerano note le tecniche di cesello, sbalzo e ageminarimaste sino all’età moderna. Insieme all’oro fuconiato per la prima volta in Lidia intorno al 600a.C. Poi dalla metà del VI secolo, Atene ebbe il pri-mato nella coniazione di monete d’argento grazieal controllo delle miniere del Laurio, in Attica. Permillenni è stato considerato il secondo metallo piùprezioso, dopo l’oro. Nel Buddhismo è il secondodei sette tesori e simboleggia la virtù. In molte teo-logie l’argento è associato alla luna e a divinitàlunari e femminili
5.2 Che cos’è l’argento?
L’argento è un elemento molto raro in natura. Isuoi principali minerali sono il solfuro (Ag2S argen-tite e acantite), il cloruro (AgCl cerargirite) e alcunisolfuri doppi come AgCuS (stromeverite), Ag3SbS3(pirargirite) e Ag3AsS3 (proustite). L’argento è unmetallo dalla tipica lucentezza, abbastanza tenero,duttile e malleabile, ed è il migliore conduttore ter-mico ed elettrico conosciuto. È un metallo nobile,come è dimostrato dall’elevato valore del potenzia-le standard di riduzione, e non è attaccato dall’ossi-geno neppure a temperature superiori a quella difusione. Inoltre reagisce anche a freddo con lo zolfoo con il solfuro di idrogeno in presenza di ossigenodando il solfuro Ag2S nero: questo è il motivo del-l’imbrunimento dell’argento all’aria.
Capitolo quintoARGENTO
MM 6 argento 2a 29-09-2010 16:13 Pagina 2
Come viene utilizzato?
L’argento trova principalmente impiego come me-tallo prezioso e i suoi alogenuri, in special modo ilcloruro d’argento, sono impiegati in fotografia, maoltre che per realizzare oggetti per la casa, per latavola e gioielli, l’argento trova applicazione neisistemi di trasporto dell’energia elettrica e nelcampo dell’elettronica (conduttori, contatti, accu-mulatori e pile), nella realizzazione di lingotti dispessore variabile; nell’industria alimentare, comecolorante in medicina.
5.3 Come nasce un oggetto in argento?
Il processo di produzione dell’argento è lungo earticolato in fasi diverse. Alcune comuni a tutti iprodottti, altre specifiche a seconda della tipologia.Fusione: all’interno del forno fusorio la coppellaviene unita in lega con il rame, in percentualevariabile secondo il titolo, per realizzare dei lingot-ti di spessore due centimetri; laminazione: i lingot-ti d’argento vengono trasformati in lamine sottili;modellazione plastica: le lamine d’argento a questopunto seguono strade differenti per subire, a secon-da dell’oggetto che si vuole realizzare, una delle fasidi stampaggio, tornitura o martellatura; stampag-gio: sfruttando la forza delle macchine e per mezzodi stampi in acciaio viene data alla lamina d’argen-to la forma desiderata. In questa fase vengono pro-dotte soprattutto le posate; tornitura: le lamine giàtagliate in forma ovale o circolare vengono lavora-te al tornio per la realizzazione di vassoi e centro-tavola; martellatura: la lamina viene lavorata inte-ramente a mano tramite un martello; cesellatura:l’interno dell’oggetto viene riempito con un impa-sto di pece e altre sostanze per conferire una mag-giore elasticità e resistenza alla sua superficie. Suquesta viene tracciato a matita il disegno che sidesidera realizzare e con degli scalpelli in acciaio,
64 materiali ARGENTO
MM 6 argento 2a 29-09-2010 16:13 Pagina 3
www.greggio.it
detti ceselli, viene battuta delicatamente sino ariprodurre in bassorilievo il decoro iniziale; incisio-ne: la superficie dell’oggetto viene incisa con unapunta di acciaio che asportando parte dell’argentotraccia il disegno desiderato; assemblaggio: lediverse parti che compongono il manufatto vengo-no saldate tra loro; pulimetatura: in questa fasel’oggetto viene pulito da tutti i residui lasciati conl’uso di spazzole speciali attaccate a un asse rotan-te; argentatura: il manufatto viene immerso in unbagno galvanico e ricoperto da uno strato di argen-to puro; lucidatura: tramite spazzole morbide eimbevute di apposite sostanze, l’argento assume ilsuo aspetto brillante e lunare.
5.4 Come riconoscere l’argento
I titoli
Innanzitutto per titolo si intende la percentualeminima d’argento puro contenuta nella lega metal-lica che compone l’oggetto. In virtù della bellezza elucentezza di questo metallo prezioso, sin dai tempiantichi, è stato utilizzato per monete, posate, vasel-lame, monili e altro. I lingotti d’argento che sono incommercio hanno normalmente titolo 999/1000:la lega è quindi composta del 99,9 per cento d’ar-gento puro. La maggior parte di gioielli e di ogget-ti per la casa hanno invece titolo 800, 835 e 925.Questi numeri indicano la percentuale minima diargento puro che, combinato con altri metalli,compone l’oggetto. In Italia, il titolo minimo dellalega d’argento è di 800 millesimi mentre quellosuperiore è 925.
I marchi
È molto importante anche, ai fini dell’identificazio-ne, che i titoli impressi sugli oggetti siano contenu-ti in un ovale. In ogni paese esiste una disciplinalegale sui marchi che devono essere riportati sugli
66 materiali ARGENTO
MM 6 argento 2a 29-09-2010 16:14 Pagina 4
materiali ARGENTO 67
DaÈ ac
nati
gno
usi p
Ma
l’acc
stez
tà e
pote
cons
fran
nel
di st
che
oggetti d’argento, a garanzia degli acquirenti. InItalia vige la legge del 30 gennaio 1968 che preve-de un doppio punzone: l’ovale contenente il titolo equello del produttore: un rettangolo in cui devecomparire una stella (simbolo della Repubblica), ilnumero e la provincia dell’argentiere. Poi la leggedel 22 maggio 1999 ha introdotto un nuovo punzo-ne per i casi in cui l’argento sia esterno e a coper-tura di altro materiale. Immaginiamo un coltellod’argento. Di solito la lama e l’interno del manicosono di acciaio. Quindi l’argento è limitato a unalamina esterna al manico. L’interno può ancheessere riempito di resina o altro materiale. In que-sto caso il nuovo punzone, una lettera [R] racchiu-sa in un quadrato, ci indica che il manico è “riem-pito” di altro materiale non prezioso. Vicino alla Rdeve essere indicata la quantità d’argento minima emassima seguita dai grammi di argento presenti.Quindi [R] 3-5 g sta ad indicare che l’oggetto“riempito” ha da 3 a 5 grammi d’argento. Nullavieta di aggiungere loghi o simboli dell’argentiere.Con il termine silverplate o sheffield si indicanoinvece gli oggetti in ottone nichelato argentati gal-vanicamente
5.5 Come conservare l’argento
I metodi “della nonna”
Il metodo tra i più noti per pulire l’argento ossida-to è quello del dentifricio. Bracciali, anelli, cateni-ne, si strofinano con uno spazzolino e un po’ dicomune dentifricio, si sciacquano con acqua tiepi-da e si asciugano poi con un panno morbido dicotone. O ancora, si può lasciare l’argenteria perun’ora in un bagno di latte acido, si sciacqua inacqua calda e si asciuga accuratamente.In caso di macchie nerastre si usa l’aceto di vinocaldo, mentre le macchie di cibo vanno via istanta-neamente con una pezza imbevuta di aceto.
MM 6 argento 2a 29-09-2010 16:14 Pagina 5

68 materiali ARGENTO
Ottima per pulire l’argento è l’acqua di cotturadegli spinaci. Si lascia riposare l’argenteria per unquarto d’ora circa e si asciuga poi con un panno dicotone. Molto importante è la conservazione del-l’argento: non avvolgetelo né nella carta, né nellagomma, né tantomeno lasciatelo in sacchetti di pla-stica, si ossiderebbe molto facilmente. Invece è be-ne utilizzare sacchetti di tela o fogli di alluminio.
I metodi tradizionali
Premettendo che il modo migliore di salvaguarda-re la propria argenteria è quello di utilizzarla quo-tidianamente, esistono comunque alcuni accorgi-menti che andrebbero osservati. Per ottenere lamigliore lucidatura occorre in primo luogo lavarel’argento in saponata calda, poi dopo averlo asciu-gato per bene, si può lucidare con uno degli appo-siti prodotti sul mercato aiutandosi con un pannomorbido (meglio una spugna o una pelle scamo-sciata) e strofinando non troppo energicamente emai di traverso o in senso rotatorio. A questo puntolavatelo una seconda volta in saponata calda, sciac-quatelo e infine asciugatelo per bene. Per lucidarloè ottimo anche il bicarbonato di sodio o il bianco diSpagna addizionato con poche gocce di ammonia-ca o di alcol, da stendere con un panno umido. Perpulire l’argento cesellato o lavorato a sbalzo esisto-no speciali e particolari spazzole. È importante pro-teggere l’argento dall’aria avvolgendo ogni singolopezzo in un panno morbido (le custodie per leposate si acquistano belle e pronte) o in fogli dicarta velina nera, se possibile trattati al nitrato d’ar-gento (li troverete dagli argentieri e dagli orefici). Il consiglio più importante? Non abbiate paura diusare le poste d’argento anche tutti i giorni e poilavatele tranquillamente in lavastoviglie.
MM 6 argento 2a 29-09-2010 16:14 Pagina 6
materiali APPARECCHIARE LA TAVOLA 69
Tutti a tavola! Il bon-ton nell’apparecchiatura della tavola non èun argomento d’altri tempi legato a usi desueti, tut-t’altro. Una tavola arredata con gusto e stile è undono che si fa ai propri ospiti, una modalità peresprimere la propria personalità, esattamente comegli abiti che indossiamo. È un dettaglio fondamen-tale quindi negli appuntamenti formali, ma nonsolo. Una maggiore attenzione all’apparecchiaturadella tavola nel quotidiano è sintomatica di unaattenzione alla qualità della vita, di un volersi bene,di cultura.Ma cosa significa apparecchiare una tavola constile? Certamente oggi sono considerate glamour lecosiddette tavole destrutturate, ovvero realizzatemixando servizi differenti, utilizzando pezzi tradi-zionali per nuove funzioni e creando veri e propripaesaggi architettonici per differenti occasioni. Vi sono però alcune regole base che possono aiu-tarvi a realizzare un messa in scena elegante, armo-niosa e di grande impatto.Iniziamo dalla tovaglia: se si vuole puntare suuna sobria eleganza si può scegliere una tovagliabianca, mentre, per creare atmosfere differenti, sipuò puntare su tessuti colorati purché poi vi siarmonizzino i colori del servizio. Oggi vanno molto di moda i sottopiatti, da sce-gliere però solo se vi è spazio sufficiente in tavola(andrebbero calcolati circa 50 cm per commensale)che possono essere parte del servizio di piatti maanche di colore contrastante o in argento: in questocaso vi abbineranno anche posate d’argento. Sul sottopiatto andrà messo il piatto della primaportata, sempre piano (i fondi si usano solo per leminestre o i cibi liquidi) ma oggi sono ammesseanche variazioni sul tema come ciotole e ciotoline.Alla destra del piatto vanno posti il coltello con lalama rivolta all’interno e il cucchiaio.
Come apparecchiare
MM 2 tavola 69-70 2a 29-09-2010 16:27 Pagina 1
70 materiali APPARECCHIARE LA TAVOLA
Le forchette vanno posizionate alla sinistra delpiatto con questo ordine: forchetta da insalata, dapasto e poi da pesce. All’estrema sinistra va messoil tovagliolo (anche se c’è chi non disdegna di posi-zionarlo a destra o, nel caso non ci sia molto spazio,direttamente sul piatto).Sopra il piatto vanno le posate da dessert, laforchettina con l’impugnatura verso sinistra e ilcucchiaino vero destra. Le posate da frutta andreb-bero portate in tavola al momento di servirla. Sopra le posate di sinistra va sempre posizionato ilpiattino per il pane con il rispettivo coltellino.Sopra le posate di destra metteremo invece i bic-chieri partendo da sinistra: prima quello dell’ac-qua, poi quello del vino e, in alto al centro tra i due,il bicchiere per lo spumante. I bicchieri per il vinopossono essere due, uno per il rosso e uno per ilbianco (in questo caso va messo prima quello per ilrosso). Infine due regole base per il centro tavola: vadisposto in tavola solo se c’è spazio e la sua altezzanon deve essere eccessiva. Per quanto riguardal’estetica si possono utilizzare fiori freschi non trop-po profumati, mai i fiori di plastica, sì (purché bellie raffinati) i fiori di seta, magari creando composi-zioni con stecche di cannella, bambù, pietre colora-te, agrumi disidratati... Le candele possono essere usate purché non troppoinvasive e profumate (ad esempio possono risultared’atmosfera quelle galleggianti). Come supporti sipossono utilizzare anche pezzi del servizio, antichezuppiere, centro tavola in argento. A questo punto tutto è pronto, non resta che rilas-sarsi e godersi il pranzo con gli ospiti.
DaÈ ac
nati
gno
usi p
Ma
l’acc
stez
tà e
pote
cons
fran
nel
di st
che
MM 2 tavola 69-70 2a 29-09-2010 16:27 Pagina 2
materiali GLOSSARIO 71
Le parole del vetro
CANNA DA SOFFIO tubo di materiale ferroso, cavo,con il quale si attinge nel crogiolo del forno per toglierela parte di vetro fuso che verrà successivamente lavorato.
FILIGRANA consiste nell’inserimento in una canna divetro trasparente (cristallo) di un’anima colorata, spessobianca, che risulta immersa, nella parte centrale, dellacanna. Questa è la base di tutta una serie di particolarilavorazioni, dal reticello allo zanfirico. Quando più can-ne vengono attorcigliate assieme si ottengono forme par-ticolari che sembrano dei ricami all’interno del vetro.
FORMA è il modello nel quale la massa vischiosa, sottol’aspetto di pallina, viene insufflata per essere trasforma-ta in vetro cavo. Questa forma è solitamente di legno edeve essere mantenuta umida. La forma può essere an-che metallica, e il maggior costo è compensato dal mag-gior numero di pezzi che si possono produrre.
INCALMO tecnica di accostamento di diversi colori divetro saldati assieme a caldo, così da creare un unicopezzo soffiato con distinti colori. Solo alcuni colori pos-sono essere uniti con questa tecnica, in quanto ogni colo-re ha proprie caratteristiche di raffreddamento che, ov-viamente, debbono essere compatibili, altrimenti le ten-sioni diverse finirebbero per rompere l’oggetto creato.
INCISIONE è la tecnica più pregiata di decorazione delvetro. L'incisione si effettua per mezzo di piccole rotelli-ne di rame di diverso diametro.
MESCOLA indica quella miscela fatta in base alla ricet-ta che stabilisce la quantità delle diverse materie primenecessarie per la produzione di un determinato tipo divetro. È ovvio che ogni vetro, a seconda degli scopi cui èdestinato, richiede una particolare ricetta e quindi unaspeciale mescola.
MOLATURA è un’operazione con cui si toglie alla su-perficie dell’oggetto in vetro, con un determinato crite-rio, parte della sua massa con l’aiuto di mezzi meccanici.Gli attrezzi principali per l’esecuzione del processo dimolatura sono dei dischi, che possono essere di ghisa o di
GLOSSARIO
71-73_M 4 glossario 2a 22-09-2010 10:19 Pagina 71
72 materiali GLOSSARIO
acciaio, di carborundum, di pietra arenaria, di legno o disughero pressato, talvolta anche di feltro. Essi possonoessere disposti sia verticalmente sia orizzontalmente, esono dotati di un rapido movimento di rotazione intornoal proprio asse.
MURRINA è un pezzo di canna tagliata. Di solito la siottiene con l’accostamento di vari tipi di colori in pastavetrosa accostati per formare il disegno voluto e portati afusione. Il risultato è una lunga canna la cui sezione ha laforma e i colori voluti. Tagliata in dischi della lunghezzavariabile (da pochi millimetri a 3-4 centimetri) la formaottenuta è la murrina. L’accostamento di più murrine suuna piastra permette la lavorazione della murrina stessasia per la preparazione di vari oggetti, sia per la decora-zione con l’attaccatura a caldo di oggetti più grandi.
SABBIATURA è un sistema di decoro che si effettua nelmodo seguente: le parti di vetro che non devono esseresabbiate vengono ricoperte da sagome di gomma; le partiscoperte rimangono colpite da minuscoli granellini insuf-flati con aria compressa, e in tal modo vengono opaciz-zate.
Le parole della ceramica
ARGILLA materia prima della ceramica, costituita daminerali di vari tipi, rientra nel gruppo delle rocce sedi-mentarie.
BISCOTTO il termine indica un prodotto smaltato nelmomento in cui non ha ancora nessun tipo di rivestimen-to, ma ha già subito una prima cottura ad alta tempera-tura.
COMPOSIZIONE PORCELLANA è costituita da circa50 parti di caolino, 25 di quarzo e 25 di feldspato, chevengono legate mediante un’adeguata lavorazione. II caolino è un’argilla bianca il cui nome ha origine cine-se e significa “alta cresta” (con evidente derivazione dailuoghi d’origine). È l’elemento che conferisce la plastici-tà alla porcellana. II quarzo è un minerale di colore bian-co latte, definito scientificamente ossido di silicio (SiO2),che viene aggiunto all’impasto sotto forma di macinatooppure di sabbia. II feldspato è un minerale che si pre-
71-73_M 4 glossario 2a 22-09-2010 10:19 Pagina 72
materiali GLOSSARIO 73
senta sotto vari colori: biancastro o giallognolo, verdo-gnolo o rossastro. serve da fondente.
FORNACE struttura fabbricata per la cottura dei manu-fatti. Può essere strutturata con due camere separate, unaper il combustibile e una per i manufatti da cuocere(camera di cottura) oppure con una camera sola, nellaquale si inseriscono entrambi i prodotti. Del primo tipose ne trovano svariate differenziazioni (fornace verticaleoppure orizzontale).
MAIOLICA nome dato alla ceramica italiana con rive-stimento a base di smalto stannifero, cotta a 950-1050°C.
MASSA s’intende il prodotto, allo stato plastico o fluido,proveniente dall’impasto delle singole materie prime.
VETRINA rivestimento a base di silice ed ossidi di piom-bo od alcali (vetrine piombifere oppure alcaline) applica-to sui prodotti solo essiccati (vetrine in monocottura) op-pure sui biscotti (invetriate). La vetrina è trasparente e im-permeabile. Può essere colorata aggiungendo ossidi metallici.
Le parole dell’acciaio
ACCIAIO è il nome dato ad una lega composta princi-palmente da ferro e carbonio.
ACCIAIO INOX O ACCIAIO INOSSIDABILE è ilnome dato correntemente agli acciai con un tenore dicromo indicativamente superiore al 13%, per la loro pro-prietà di non arrugginire se esposti all’aria e all’acqua: ilcromo, ossidandosi a contatto con l’ossigeno, si trasformain ossido di cromo (CrO2) che crea uno strato aderente emolto resistente, impedendo un’ulteriore ossidazione.
ACCIAIO INOX 18/10 è composto da ferro, carbonio,18% cromo (per la durezza) e 10% nichel (per la brillan-tezza una volta effettuato il processo di lucidatura).
IMBUTITURA è un processo tecnologico attraverso ilquale una lamiera viene deformata plasticamente edassume una forma scatolare, cilindrica o a coppa.Consente di realizzare oggetti aventi profonde cavitàcome ad esempio pentole e altri contenitori.
DaÈ ac
nati
gno
usi p
Ma
l’acc
stez
tà e
pote
cons
fran
nel
di st
che
71-73_M 4 glossario 2a 22-09-2010 10:19 Pagina 73
DaÈ ac
nati
gno
usi p
Ma
l’acc
stez
tà e
pote
cons
fran
nel
di st
che
74 materiali GLOSSARIO
FORGIATURA è un processo di produzione industrialedi trasformazione plastica di pezzi metallici a sezionevaria, solitamente portati allo stato rovente in corrispon-denza del cambiamento di forma del cristallo di ferro daalfa a gamma e lavorati quindi con ripetute scosse di unmaglio, una pressa per forgiatura ecc.Una variante della forgiatura è la forgiatura a stampo,detta anche stampaggio. Consiste nella trasformazione dipezzi mediante una pressa, il cui utensile è costituito dadue stampi che, oltre a malleare il metallo, imprimonouna determinata geometria al pezzo lavorato.
Le parole dell’argento
ARGENTATURA è il metodo di elettrodeposizione gal-vanica dell’argento su un altro metallo.
CESELLATURA è la tecnica di lavorazione praticatamediante specifici strumenti, i ceselli, per ottenere moti-vi ornamentali a bassissimo rilievo.
MARCHIO è l’ncisione a mezzo di un punzone del tito-lo della lega e del marchio di identificazione del produt-tore. La loro apposizione è obbligatoria per legge.
MARTELLATURA è una tecnica di lavorazione consi-stente nel battere con un piccolo martello una superficiefino a conferirle la foggia e lo spessore desiderato.
STERLING è il termine con cui viene indicato in GranBretagna e in altri paesi di tradizione anglosassone l’ar-gento a titolo 925 millesimi.
Si ringraziano per le immagini
Akzo Nobel, Alessi, Arnolfo Di Cambio, Baccarat, Barazzoni,
Bugatti, Ceramiche Virginia, Colle Vilca, Gino Cenedese,
Greggio Argento, Iittala, Kosta Boda, Laboratorio Pesaro,
Lagostina, Lladrò, Piral, RCR Cristalleria Italiana,
Reichenbach Porzellanmanufaktur, Richard Ginori, TVS,
Waterford.
74_MM 1 glossario 2a 22-09-2010 10:20 Pagina 1
I professionisti del fiore al servizio delle aziende
-
-
Per informazioni:Federfiori – Confcommercio Imprese per l’ItaliaCorso Vittorio Emanuele II, 7427029 Vigevano (PV)Tel 038170800Fax 038172110Email [email protected]
Pubb Federfiori.indd 48 11-05-2010 23:26:27
ART Arti della Tavola e del RegaloCorso Venezia, 4720121 Milanotelefono 02 7750254/5fax 02 [email protected]
casastile
Hanno partecipato
ALESSItel. 0323 868611www.alessi.it
AYNSLEYdistribuito da Luigi Galli tel. 02 6691011www.galliluigi.com
BALLARINItel. 0376 9901www.ballarini.it
BUGATTItel. 030 89280www.casabugatti.it
CRISTAL DE SEVRES distr. da Corrado Corradi tel. 02 5099421www.corrado-corradi.it
DOMINOdistribuitoda Unitable tel. 02 9850961www.unitable.it
FADEtel. 0549 900255www.fade.sm
GREGGIOtel. 049 8686299 www.greggio.it
LAGOSTINAtel. 800-014122www.lagostina.it
MONETAtel. 0721 9801www.moneta.it
NORITAKEdistribuito da Luigi Galli tel. 02 6691011www.galliluigi.com
RISOLÌtel. 030 8925944www.risoli.com
ROGASKA CRISTALLOtel. 0521 538805www.rogaskacristallo.it
SAMBONET-ROSENTHALtel. 0321 879711www.rosenthal.dewww.sambonet.it
ROYAL BONE CHINA distribuito da Livellaratel. 02 39322741 www.livellara.com
VILLEROY&BOCH02 6558491www.villeroy-boch.com
WALDtel. 075 919621www.wald.it
Promosso da
MM 1 IV copertina 4a 29-09-2010 16:28 Pagina 1











!['LHFL WHQGHQ]H GD RVVHUYDUH - multimedia.b2b24.itmultimedia.b2b24.it/Flipit/gdo_gdo_1209140857/megazine/pdf/gdo_gdo... · Tra libri e cibo, nasce Red di Librerie Feltrinelli Auchan:](https://static.fdocumenti.com/doc/165x107/5c69915b09d3f27a7e8b51bf/lhfl-whqghqh-gd-rvvhuyduh-multimediab2b24itmultimediab2b24itflipitgdogdo1209140857megazinepdfgdogdo.jpg)





