intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
57
1 Università degli Studi di Firenze Facoltà di Architettura Corso di laurea in Design Ind ustriale Orientamento: Visual Design Anno Accademico 2006-2007 Corso di Biomateriali TITANIO
-
Upload
maurizio-cotugno -
Category
Documents
-
view
64 -
download
0
description
fdfd
Transcript of intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 1/57
1
Università degli Studi di FirenzeFacoltà di Architettura
Corso di laurea in Design Industriale
Orientamento: Visual Design Anno Accademico 2006-2007Corso di Biomateriali
TITANIO
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 2/57
2
INDICE
Sommario Pag: 3
Cenni storici Pag: 5
Proprieta’ fisiche Pag: 6
Proprieta’ meccaniche Pag:9
Introduzione al titanio ed alle sue leghe Pag:11
Generalità sulle leghe di titanio Pag:11
Leghe intermetalliche Ti-Al Pag: 14
Alluminuri di titanio Pag: 15
Utilizzo Pag: 18
Trend del mercato Pag:20
Panoramica sui nuovi utilizzi del titanio Pag: 20
Applicazioni mediche Pag: 21
Biocompatibilita’ del titanio e della lega ti6al4v Pag: 21
Ipersensibilita’ Pag: 22
Impianti cardiovascolari Pag: 23
Spinal surgey Pag: 23
Impianti ortopedici Pag: 25
Impianti intra-orali Pag: 25
Titanio sabbiato Pag: 30
Titanio plasma-spray Pag: 31
L’interfaccia titanio-osso Pag: 31
Concetti generali sull'idrossiapatite (HA) Pag: 33
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 3/57
3
Rivestimenti biocompatibili di idrossiapatite su titanio Pag: 35
Il rivestimento in idrossiapatite Pag: 36
L'interfaccia osso-idrossiapatite Pag: 37
Impianti a vite in titanio trattato Pag: 38
Impianti rivestiti in TPS Pag: 39
Altre applicazioni ortodontiche Pag: 40
Protesi avvitata Pag: 40
Protesi fissa cementata Pag: 41
Overdenture Pag: 41
Scheletrati Pag: 41
Soluzioni su impianti Pag: 42
Adesione tra titanio e ceramica Pag: 42
Lavorazioni ortodontiche del titanio Pag: 50
Fusione Pag: 50
Conclusioni Pag: 54
Bibliografia Pag: 55
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 4/57
4
SOMMARIO
Il titanio essendo stato introdotto relativamente da breve tempo nel settore
commerciale, prima era ritenuto strategico per utilizzo militare, sta mostrando una serie
di qualità che lo renderanno sempre più presente nel settore della produzione
tecnologica. In particolare le sue caratteristiche di resistenza meccanica unita alla
relativa leggerezza del materiale ne fanno un elemento di elezione per tutte le strutture
che necessitno di queste caratteristiche. Altra caratteristica molto importante è la
biocompatibiltà che ne sta facendo il metallo di elezione nel campo delle applicazioni
medicali. In questo testo andiamo, dopo avere introdotto le caratteristiche generali di
questo metallo, a prendere visione dei vari utilizzi in campo medico, con particolare
riferimento all’uso del titanio e delle sue leghe nel settore odontoiatrico. Tra le leghe più
importanti l’attenzione verterà sulla Ti6Al4V.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 5/57
5
CENNI STORICI
Il titanio, che deriva il suo nome dalla mitologia greca secondo la quale i Titani erano i
figli del cielo e della terra costretti a vivere tra le fiamme nascoste sotto terra, fu
individuato ma non isolato quasi contemporaneamente in Inghilterra ed in Germania.
Nel 1791 in Cornovaglia il parroco W. Gregor, chimico dilettante, esaminando la sabbiadel fiume locale Herford, estrasse con una calamita una polvere scura (che oggi
sappiamo essere ilmenite, FeTiO3) che trattò con HCl eliminando il Fe. Il residuo fu
sciolto, sia pure con difficoltà in acido solforico concentrato, si dimostrò essere un
ossido completamente nuovo. Le reazioni che Gregor condusse su questa nuova
sostanza sono state, fino agli anni 60, alla base del processo di ottenimento di TiO2.
Quattro anni dopo in Germania M. H. Klaproth isolò lo stesso ossido in un minerale che
oggi conosciamo come rutilo. Il titanio allo stato elementare fu isolato solo nel 1825 da
J. J. Berzelius che peraltro ottenne un campione abbastanza impuro. Solo nel 1910 M.
A. Hunter produsse quantità sufficientemente consistenti e pure per avviare gli studi
sulle proprietà di questo nuovo metallo per riduzione con sodio di TiCl4.
Le prime due tonnellate furono prodotte a San Pietroburgo nel 1937. Inizialmente fu
utilizzato nel settore militare: carri armati, aerei, sommergibili, successivamente nel
settore aerospaziale; le prime significative applicazioni industriali risalgono alla metà
degli anni 60.
Dopo le industrie automobilistiche, aeronautiche per la sua grande tollerabilità il titanio,
viene largamente impiegato nella medicina traumatologica e nella chirurgia al punto di
essere oggi impensabile poterne fare a meno.
Una forte presenza nel settore industriale si è determinata a partire dai primi anni 90,
cioè da quando non è stato più considerato materiale strategico.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 6/57
6
PROPRIETA’ FISICHE
Il Titanio, situato nel IV gruppo della tavola periodica degli elementi con il
numero atomico 22, è un metallo leggero (peso atomico 47,9) e amagnetico. É il nono
elemento più diffuso allo stato naturale (dopo ossigeno, silicio, alluminio, ferro,
magnesio, calcio, sodio, potassio) all'interno della crosta terrestre: ne costituisce infatti
lo 0,6% ed è pure il quarto metallo strutturale più abbondante dopo l’alluminio, il ferro
ed il magnesio (la sua concentrazione è circa 1/20 di quella dell’alluminio e 1/10 di
quella del ferro).Il titanio, in condizioni standard, è un metallo duro di color argento con
una bassa densità.
Tabella 1: caratteristiche fisiche del Titanio
Caratteristiche fisiche del Titanio
Densità a 25°C 4,5 g/cm3 (alta purezza)
4,51 g/cm3 (purezza commerciale)
coefficiente di espansione lineare a 25 ° 8,5´10-6 K -1
calore latente di fusione 20,9 kJmol-1
conduttività termica a 20-25°C 0,221Wcm-1K -1 (alta purezza)
0,226-0,201Wcm-1K -1(purezza com)
modulo di elasticità a 25°C 100-110 GPa
modulo di rigidezza a 25°C 411,8-431,5 GPa
Bulk modulus a 25°C 122,6 GParesistività elettrica a 25°C
a 600°C
42 mWcm
140-150 mWcm
suscettibilità magnetica di a-Ti a 25°C 3,2´10-6cm3/g
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 7/57
7
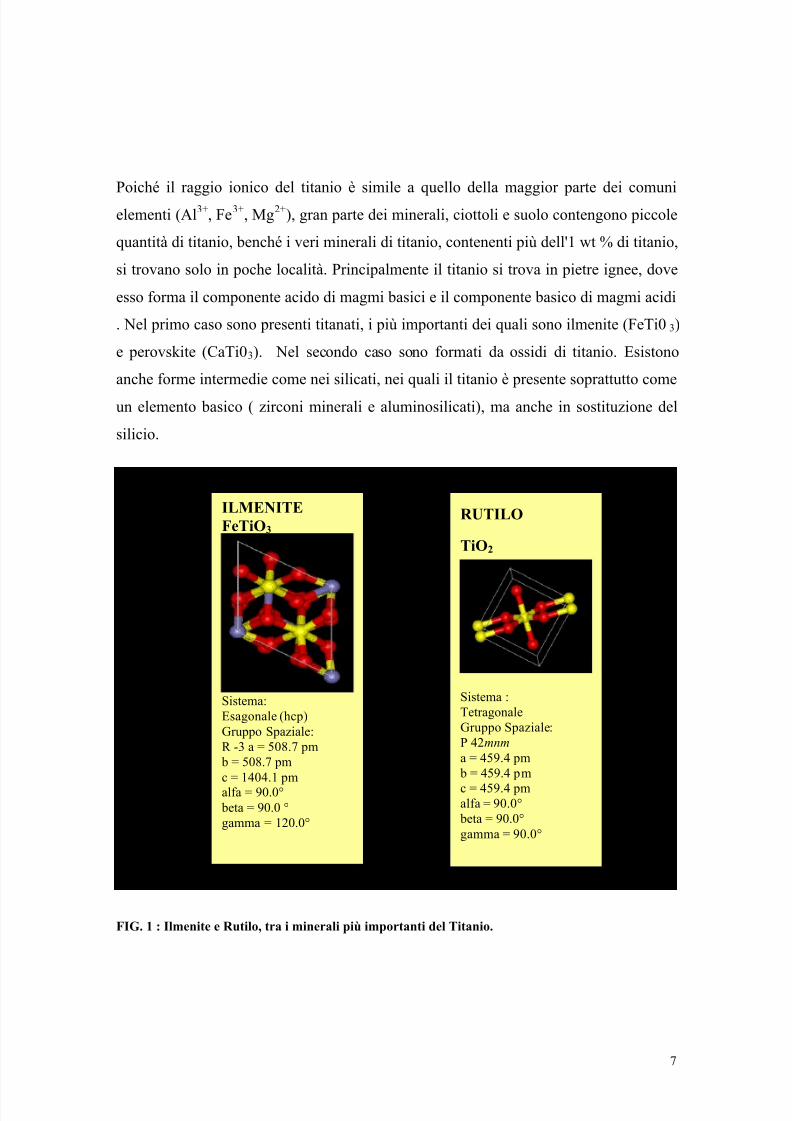
Poiché il raggio ionico del titanio è simile a quello della maggior parte dei comuni
elementi (Al3+, Fe3+, Mg2+), gran parte dei minerali, ciottoli e suolo contengono piccole
quantità di titanio, benché i veri minerali di titanio, contenenti più dell'1 wt % di titanio,
si trovano solo in poche località. Principalmente il titanio si trova in pietre ignee, dove
esso forma il componente acido di magmi basici e il componente basico di magmi acidi
. Nel primo caso sono presenti titanati, i più importanti dei quali sono ilmenite (FeTi0 3)
e perovskite (CaTi03). Nel secondo caso sono formati da ossidi di titanio. Esistono
anche forme intermedie come nei silicati, nei quali il titanio è presente soprattutto come
un elemento basico ( zirconi minerali e aluminosilicati), ma anche in sostituzione del
silicio.
FIG. 1 : Ilmenite e Rutilo, tra i minerali più importanti del Titanio.
RUTILO
TiO2
Sistema :TetragonaleGruppo Spaziale:P 42mnm a = 459.4 pm
b = 459.4 pm
c = 459.4 pmalfa = 90.0°
beta = 90.0°gamma = 90.0°
ILMENITE FeTiO3
Sistema:Esagonale (hcp) Gruppo Spaziale:R -3 a = 508.7 pm
b = 508.7 pmc = 1404.1 pmalfa = 90.0°
beta = 90.0 °gamma = 120.0°
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 8/57
8
I minerali di titanio più importanti sono anatase(TiO2); ilmenite (FeTiO3), che contiene
più del 53 % di TiO2 e il suo prodotto low-iron weathering leucoxene, perovskite
(CaTiO3), rutilo (TiO2) e sphene [CaTi(SiO4)O]. Solo ilmenite, leucoxene e rutilo sono
di importanza economica, dovuta alla facilità con la quale possono essere processati. Il
minerale maggiormente utile per l'estrazione di titanio e composti di titanio è il rutilo
(TiO2). Sebbene esso sia più raro dell'ilmenite, il suo contenuto di TiO2 è più alto. Il
rutilo contiene 90-97% di TiO2, assieme ad impurità al 10 % di silicio, ossidi di ferro,
vanadio, niobio e tantalio, e tracce di composti di stagno, cromo e molibdeno. Il
principale giacimento di rutilo si trova a Kragero nel sud est della Norvegia (albite con
il 25 % di rutilo) e in Virginia (U.S.A.). Comunque i più importanti sono i giacimenti
secondari, cioè in Brasile, Camerun, e Arkansas e le spiagge di sabbia, delle quali le più
importanti sono quelle sulla costa est dell' Australia, in Florida e in Sud Africa. Il titanio
si trova in molte stelle; è meno abbondante nelle meteoriti che nella crosta terrestre ed è
spesso associato con silicati. Le riserve di rutilo ed ilmenite, considerate come TiO2,
possono essere stimate da 423 x 106 t a 600 x 106 t. Le grandi riserve di ilmenite sono in
Sud Africa, India, U.S.A., Canada, Norvegia, Australia, Ucraina, Russia e Kazakistan, e
quelle di rutilo in Brasile. A temperatura ambiente il titanio presenta una struttura
esagonale compatta (hcp) denominata fase α: questa struttura si mantiene stabile fino a
882 °C, al di sopra della quale la struttura del titanio subisce una modificazione
allotropica presentando un sistema cubico a corpo-centrato (bcc) conosciuto come fase
β, che rimane stabile fino al punto di fusione, a 1668±50 °C.
! ! " ! °C 882
Fig. 2: Tasformazione allotropica del titanio
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 9/57
9
PROPRIETA’ MECCANICHE
Il titanio puro contiene ancora tracce di altri elementi; ciò è dovuto alla forte affinità del
metallo con i gas atmosferici. Sopra la temperatura ambiente la sua resistenza decresce
del 50% a 200°C, mentre lo sforzo a frattura rimane pressoché invariato.
L’aumento della grandezza dei grani diminuisce la resistenza a trazione e il limite di
snervamento, ma aumenta l'elongazione e la contrazione d'area a frattura.
Titanio a purezza commerciale: l’aumento del contenuto di ossigeno, azoto e idrogeno
aumenta la resistenza e diminuisce la durezza; mentre l’ossigeno è l’unico elemento che
viene aggiunto deliberatamente per dare resistenza maggiore, gli altri elementi insieme
con ferro e carbonio sono introdotti durante la produzione come impurità.
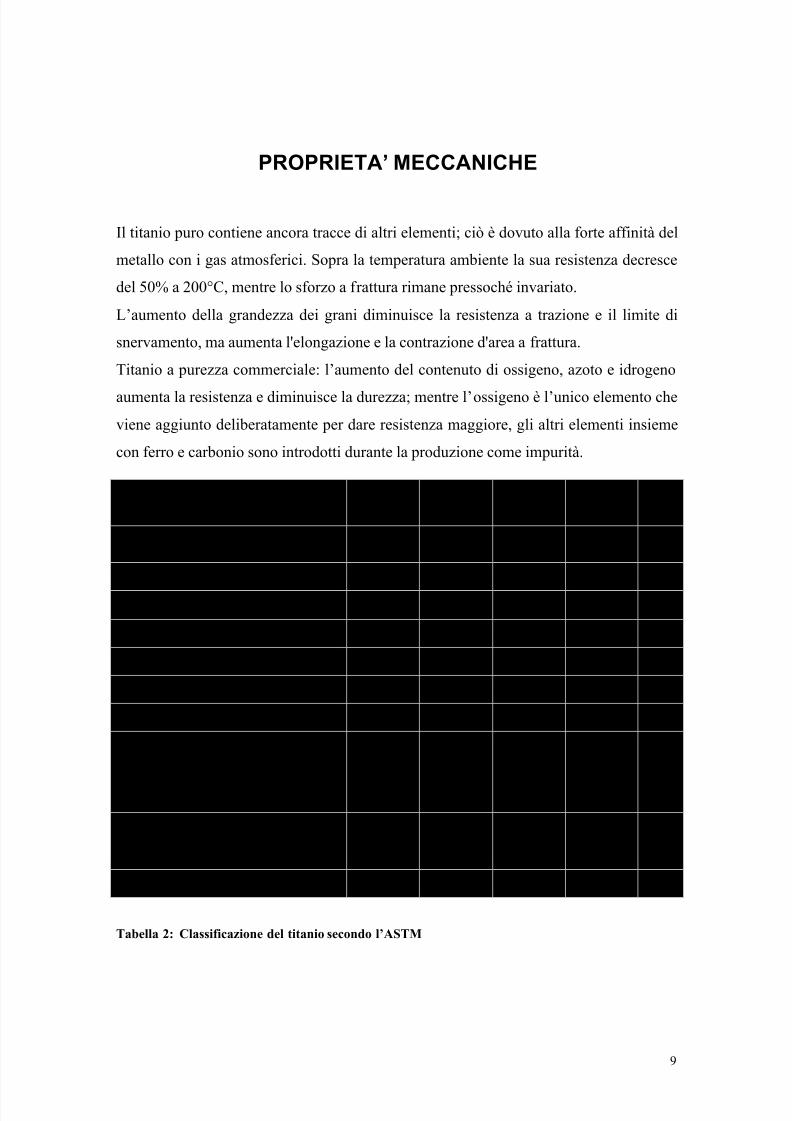
Tabella 2: Classificazione del titanio secondo l’ASTM
caratteristiche Grado Grado Grado Grado Lega
1 2 3 4Ti-6Al-
4V
Azoto max 0,03 0,03 0,05 0,05
Carbonio max 0,10 0,10 0,10 0,10
Idrogeno max 0,01 0,01 0,01 0,01
Ferro max 0,20 0,30 0,30 0,40
Ossigeno max 0,18 0,25 0,35 0,40
titanio rimanente rimanente rimanente rimanente
Carico unitario di scostamento dalla
proporzionalità σ p = N/mm2
ΔL/L = ε = σ/E
170 275 380 485 850
Resistenza alla trazione
σ = P/S0 = N/mm2 (Mpa)240 345 450 550
A %= 100 (Lu - Lo / Lo) 24 20 18 15 8
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 10/57
10
Poiché il titanio cosiddetto "commercialmente puro" contiene comunque delle impurità,
è stata creata dall’ASTM (American Society for Testing and Materials) una
classificazione in 4 gruppi detti rispettivamente grado 1, grado 2, grado 3 e grado 4.
Per ciascuno di tali gruppi è stato definito il contenuto massimo di azoto, carbonio,
idrogeno, ossigeno e ferro nonché i valori minimi di alcune caratteristiche meccaniche.
Grado 1: titanio commercialmente puro con basso contenuto di ossigeno. Questa qualità
ha basso carico di rottura ed alta duttilità, viene utilizzato per il profondo stampaggio ed
è adatto alla deformazione a freddo.
Grado 2: titanio commercialmente puro con un più alto contenuto di ossigeno ed una
maggior resistenza rispetto al grado 1. E' il titanio commercialmente puro più
largamente usato e offre il miglior compromesso di resistenza, saldabilità e formabilità.
Grado 3: titanio commercialmente puro con contenuto di ossigeno ancora maggiore del
grado 1 e 2 (maggior resistenza e minor duttilità); inoltre è ben saldabile. Viene
utilizzato per la costruzione di recipienti in pressione.
Grado 4: titanio commercialmente puro con le caratteristiche di resistenza più elevate.
Viene utilizzato per organi di trasmissione e nell'industria aeronautica
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 11/57
11
INTRODUZIONE AL TITANIO ED ALLE SUE LEGHE
Generalità sulle leghe di titanio
Lo scopo principale dell'aggiunta di elementi in lega al titanio è di migliorare le sue
proprietà meccaniche.
La temperatura di trasformazione del titanio dalla fase α a quella β può essere elevata o
abbassata con l'aggiunta di elementi che possono stabilizzare la fase α o quella β.
Ossigeno, azoto e carbonio, come interstiziali, e alluminio come sostituzionale,
stabilizzano la fase α.
Gli elementi che stabilizzano la fase β includono idrogeno, come interstiziale, vanadio,
molibdeno, ferro, cromo, rame, palladio e silicio, mentre zirconio e stagno sono
altamente solubili in entrambe le fasi.
Le leghe sono classificate come leghe α , (α+β) e β-titanio a seconda della fase presente
a temperatura ambiente.
Poiché la struttura cubica del titanio β contiene più piani di scorrimento della formaesagonale α, il titanio β è più facilmente deformabile.
Le leghe nelle regioni β e (α + β) sono perciò formate a caldo. Le leghe β e alcune leghe
(α + β) contengono, in aggiunta a molibdeno o vanadio, additivi per i quali la fase β nel
range di temperatura tra 550°C e un massimo di 860°C subisce decomposizione
eutettoidica in fase α e un composto intermetallico. Questo processo è usualmente
associato ad un infragilimento che riduce la stabilità termica e deve quindi essere evitato
durante la produzione e la lavorazione.Per sistemi che presentano decomposizione eutettoidica della fase β, il processo procede
più lentamente a più bassa temperatura.
L'indurimento delle leghe di titanio può essere ottenuto in vari modi: un composto
intermetallico può essere precipitato dalla fase α per tempra e ricottura (Ti-Cu leghe).
In leghe con elementi β-stabilizzanti, la fase ß metastabile può essere formata in
aggiunta alla fase α per solubilizzazione, tempra e ageing.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 12/57
12
Nell’ageing la lega è trasformata, attraverso una fase intermedia ω, in fase α e in fase β
stabilizzata per arricchimento di elementi in lega. Entrambi questi processi sono
utilizzati nell'industria per migliorare le proprietà meccaniche delle leghe di titanio.
Le leghe α, che hanno un range di resistenza di 830-1030 MPa, sono utilizzate come
leghe per forgiatura e anche nella produzione di fogli metallici per le loro buone
proprietà di saldatura. La Ti5Al2.5Sn ha una buona resistenza alla trazione alle alte
temperature. Le vicine leghe α fanno parte del gruppo delle leghe di titanio per alte
temperature, utilizzate nei motori di aerei.
Le leghe (α+β) includono la più comune lega di titanio Ti6Al4V. La sua resistenza di
900 MPa nello stato ricotto può essere accresciuta di ca. 200 MPa per indurimento.
La microstruttura finale è determinata da piatti di fase alfa separati tra loro da fase beta
(Reed-Hill).
Resistenze superiori ai 1000 MPa possono essere conseguite attraverso un buon
indurimento con le leghe Ti6Al6V2Sn e Ti4Al4Mo2Sn.
Leghe β con resistenza di 1000-1200 MPa nello stato ricotto includono
Ti15V3Cr3Sn3Al, Ti3Al8V6Cr4Zr4Mo e Ti15Mo3Nb3AlSi. e proprietà delle leghe
Ti6Al6V2Sn e Ti4Al4Mo2Sn dovute all'indurimento sono superiori a quelle delle usuali
leghe commerciali di titanio.
La resistenza a fatica delle leghe di titanio dipende dalla sezione dei semilavorati e dalla
loro struttura. Nello stato non intagliato, questa è del 30-50 % della resistenza a trazione
e nello stato intagliato del 30%.
La resistenza a frattura del metallo con una struttura tipo quella della Ti6Al4V arriva a
valori più alti di quella di un metallo con una struttura poligonale.
Il rate di diminuzione della resistenza a trazione alle alte temperature delle leghe, conl'aumento della temperatura sopra ai 250°C, è più basso di quella del titanio
commercialmente puro, e la resistenza al creep è più alta.
Il limite di snervamento è maggiore del 90 %. Poiché l'allungamento senza necking è
piccolo, questi materiali sono usualmente formati a caldo. Solubilizzazione e
stabilizzazione danno proprietà migliorate, come accresciuta stabilità termica e
migliorate proprietà al creep.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 13/57
13
Nelle leghe commerciali di titanio α e(α+β), la densità a 25°C è nel range di 4.37-4.56
g/cm3. Nelle leghe β di titanio, sono raggiunti valori di 4.94 g/cm3.
I moduli di elasticità e la rigidità aumentano con l'accrescimento del contenuto di
elementi interstiziali e alluminio e con temperatura di annealing; con l’addizione di
additivi β stabilizzanti decrescono rispetto al titanio puro, poiché aumenta l'indurimento;
sia nel titanio puro che nelle leghe di titanio commerciali decrescono con l'aumento
della temperatura.
A 25°C le leghe di titanio usualmente hanno resistività elettrica di ca. 150 x 10 -6 Ω cm.
Il coefficiente lineare di espansione a 25°C per le leghe α- e (α+β) di titanio è di ca. 9.5
x 10-6 K-1. Il calore specifico è simile a quello del titanio ed è piuttosto alto per le leghe
(α+β) di titanio. La conducibilità termica è solo la metà di quella del titanio.
L'addizione di metalli nobili e di altri metalli come molibdeno, zirconio, afnio, nichel,
tantalio o niobio migliorano le proprietà anticorrosive del titanio, mentre l'aggiunta di
ferro, cromo e alluminio, ossigeno a livelli piuttosto alti , azoto, e idrogeno, riducono la
resistenza alla corrosione.
Il comportamento alla corrosione delle leghe di titanio commerciali è molto simile a
quello del metallo commercialmente puro. Leghe di titanio contenenti lo 0.15 % di Pd o
2% di Ni o il 15-30% di Mo non hanno rilevanza industriale, nonostante la loro
superiore resistenza alla corrosione in condizioni riducenti.
Con l'aumento del contenuto dell'alluminio, le suscettibilità delle leghe del titanio alla
stress corrosion cracking a temperature maggiori ai 200°C aumenta.
Sono conosciuti tre composti intermetallici titanio-alluminio: Ti3Al, TiAl e TiAl3. In
particolare, le fasi α2-Ti3Al(esagonale) e γ-TiAl (tetragonale) esibiscono bassa densità e
buona resistenza alle alte temperature e sono scelte perciò per lo sviluppo di materiali dacostruzione.
I principali scopi sono accrescere la duttilità a temperatura ambiente di queste fasi
fragili e migliorare la resistenza alla corrosione nel range di temperatura di 500-900°C.
Le leghe utilizzate in ortodonzia sono leghe (α+β) e β di titanio. Vengono utilizzate tali
leghe in quanto risentono delle proprietà di biocompatibilità del titanio (loro principale
costituente), inoltre hanno ottime proprietà meccaniche quale buona elasticità abbinata a
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 14/57
14
ottima resistenza a fatica. Schematicamente possiamo riassumere i trattamenti termici
per ottenere tali leghe nello schema seguente:
Leghe intermetalliche
Sono conosciuti tre composti intermetallici titanio-alluminio: Ti3Al, TiAl e TiAl3. In
particolare, le fasi α2-Ti3Al(esagonale) e γ-TiAl (tetragonale) esibiscono bassa densità e
buona resistenza alle alte temperature e sono scelte perciò per lo sviluppo di materiali da
costruzione.
I principali scopi sono accrescere la duttilità a temperatura ambiente di queste fasi
fragili e migliorare la resistenza alla corrosione nel range di temperatura di 500-900°C.
Le leghe α2-Ti3Al sono state sviluppate negli U.S.A. e utilizzate commercialmente negli
anni '90.
Queste hanno rimpiazzato nella maggior parte dei casi le convenzionali leghe di titanio,
permettendo applicazioni sopra i 500°C. La duttilità è accresciuta con l'aggiunta di
8¸18wt% di Nb. Gli altri possibili elementi in lega sono Mo, V, Ta, e Ni.
In aggiunta a Ti3Al, possono anche essere presenti le fasi β-NiAl (cubica) e Ti2AlNb.
α2-Ti3Al è prodotta fondendo in vuoto in forni ad arco.
Possono essere adoperate sopra agli 850 °C e con la loro densità di 3.9 g/cm3 possono
potenzialmente rimpiazzare le superleghe di nichel negli aerei e nelle turbine.
Un'altra potenziale applicazione è come materiale per valvole di combustione nei
motori.
Le leghe γ-TiAl leghe consistono di due fasi: γ-TiAl (tetragonale a facce centrate) e una
piccola quantità di α2-Ti3Al (struttura esagonale). Il contenuto di alluminio è del 45-48
%; Cr H, Mn e V sono aggiunti per aumentare la duttilità a temperatura ambiente,
mentre Nb, Ta, Mo e W migliorano la resistenza a creep alle alte temperature e la
resistenza alla corrosione.
Si, B e C possono essere utilizzati come raffinatori di grano. Il contenuto totale di
elementi in lega è usualmente nel range del 2¸7%.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 15/57
15
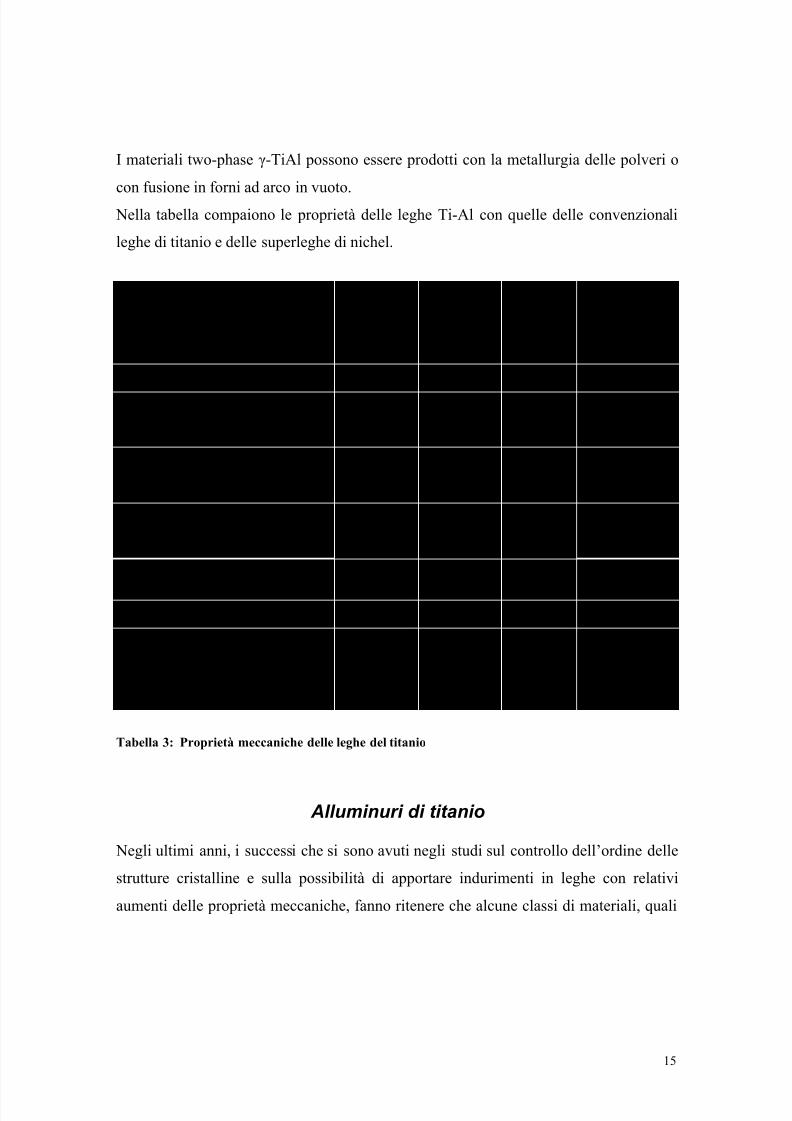
I materiali two-phase γ-TiAl possono essere prodotti con la metallurgia delle polveri o
con fusione in forni ad arco in vuoto.
Nella tabella compaiono le proprietà delle leghe Ti-Al con quelle delle convenzionali
leghe di titanio e delle superleghe di nichel.
Tabella 3: Proprietà meccaniche delle leghe del titanio
Alluminuri di titanio
Negli ultimi anni, i successi che si sono avuti negli studi sul controllo dell’ordine delle
strutture cristalline e sulla possibilità di apportare indurimenti in leghe con relativi
aumenti delle proprietà meccaniche, fanno ritenere che alcune classi di materiali, quali
Proprietà
Leghe
di
titanio
Ti3Al TiAlSuperleghe
a base Ni
Densità g/cm3 4,5 4,1-4,7 3,7-3,9 8,3
Modulo elastico GPa 96-117 100-145160-
176206
Resistenza allo snervamento
MPa
380-
1150700-990
400-
450
Tensile strength MPa480-
1200
800-
1140
450-
800
Creep limit °C 600 760 1000 1090
Limite di ossidazione 600 650 900 1090
Duttilità
a temp. ambiente
a alta temp.
20
high
2-10
10-20
1-4
10-60
3-5
10-20
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 16/57
16
gli alluminuri di nichel, acciaio e titanio possano avere degli ottimi sviluppi in campi
con applicazioni ad alta temperatura.
Questi materiali hanno bassa densità, un alto punto di fusione, buona resistenza alle alte
temperature e contengono un sufficiente quantitativo di Al da formare allumina (Al2O3)
che offre un rivestimento compatto e protettivo.
Gli alluminuri di titanio basati su Ti3Al e TiAl sono considerate ottime candidati per
diventare tra i più importanti materiali per applicazioni strutturali in campo aeronautico,
creazione di componenti motoristici, e per gli impieghi ad alta temperatura in genere.
Questo in virtù d’alcune importanti proprietà quali: bassa densità, buona resistenza
meccanica ad elevata temperatura, alta resistenza all’ossidazione, basso assorbimento
d’idrogeno ed eccellente resistenza al creep.
Le tradizionali leghe a base di titanio sono utilizzabili a temperature non superiori ai
600°C, sia per decadimento delle proprietà meccaniche, in particolare resistenza a
"creep", sia per fenomeni ossidativi.
Queste leghe innovative del titanio sono basate sulle fasi intermetalliche TiAl (γ ) e
Ti3Al (α 2).
Tali leghe intermetalliche fanno dunque riferimento a precise zone del diagramma
bifasico Ti-Al
Le leghe del Ti basate sulle fasi TiAl e Ti3Al possono essere in generale classificate
come leghe monofasiche (γ ) o bifasiche (α 2+γ ) in relazione alle composizioni:
• leghe monofasiche:
• Ti-(50¸ 58)Al-(1¸ 2)X1
X1=W,Nb,Ta
• leghe bifasiche:
• Ti(44¸ 49)Al-(1¸ 3)X1-(1¸ 4)X2-(0.1¸ 1)X3
X1=V,Mn,Cr X2=Nb,W,Ta,Mo
X3=Si,B,NP,ScTcNiFe
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 17/57
17
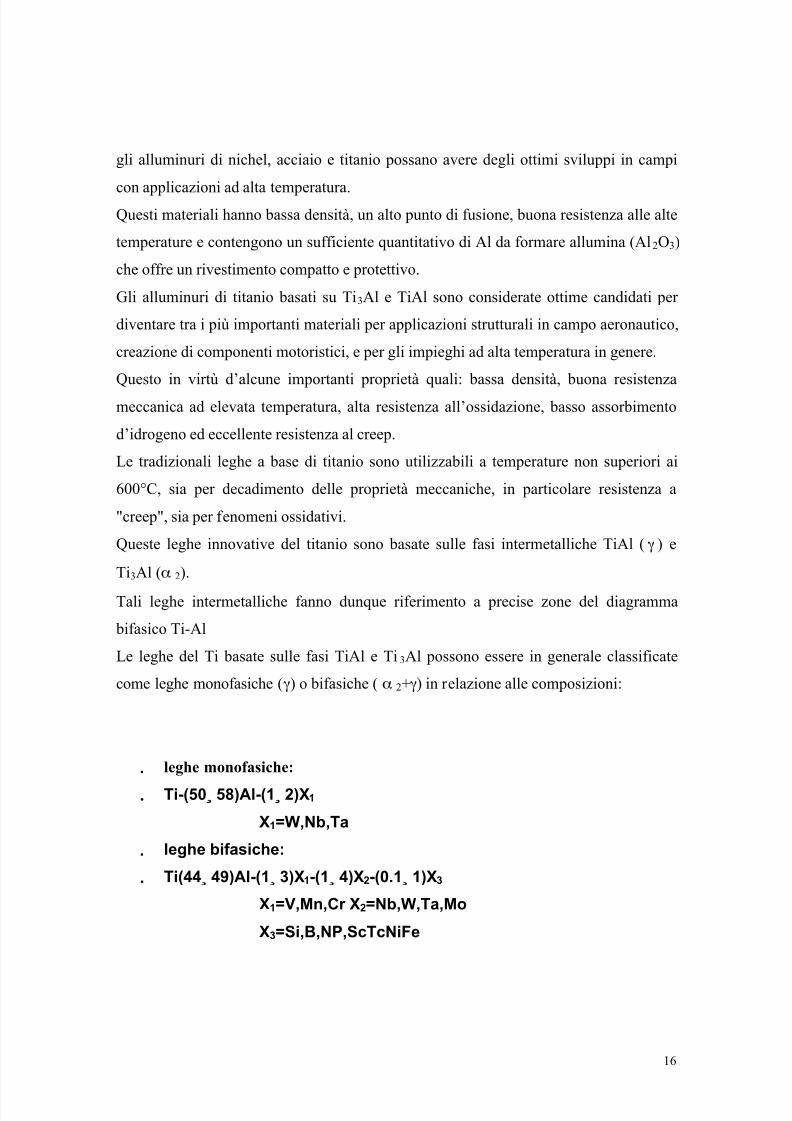
L’attività di ricerca si sta di recente concentrando sulle leghe bifasiche , in cui sono
presenti sia TiAl sia Ti3Al, avendo queste mostrato migliori proprietà meccaniche
rispetto alle leghe basate sulla sola fase γ .
Parametri fisiciTi3Al – Base
Leghe Alpha-2
TiAl – Base
Leghe Gamma
Densità (g/cm
3
)Modulo RT (GPa)
Carico di snervamento
(MPa)
Resistenza tensile (MPa)
Limite a creep (°C)
Ossidazione (°C)
Duttilità (%) a RT
Duttilità (%) a HT
Struttura
4.1 – 4.7120 – 145
700 – 990
800 – 1140
750
650
2 – 7
10 – 20
DO 19
3.7 – 3.9160 - 176
400 - 630
450 - 700
1000
900 - 1000
1 - 3
10 – 90
L 1
Tabella 6: Principali proprietà di leghe basate sulle fasi Ti3Al e TiAl.
Originariamente le leghe γ -TiAl presentavano applicabilità ristretta a causa dei bassi
valori a temperatura ambiente di resistenza a frattura e duttilità.
Studi recenti hanno mostrato come si possano raggiungere significativi miglioramenti di
tali proprietà attraverso modificazioni chimiche, principalmente tramite l’aggiunta
d’elementi β -stabilizzanti, la selezione d’appropriati metodi di processo e trattamenti
termici.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 18/57
18
E’ così possibile, ad esempio, promuovere la formazione di una struttura "fully
lamellar" a scapito di una equiassica, con un incremento nelle proprietà meccaniche ed
in particolare nella resistenza a frattura, a creep e nel comportamento a fatica.
Un trattamento termico che promuove una struttura di questo tipo è accompagnato da
una crescita delle dimensioni del grano con conseguente riduzione di duttilità.
Recenti ricerche hanno mostrato come si possa incrementare la resistenza a frattura,
tramite la formazione di microstruttura lamellare, senza una conseguente riduzione di
duttilità, mediante l’aggiunta di boruri di titanio del tipo TiB2 o di boro nel fuso.
Ulteriori osservazioni hanno indicato come l’aggiunta di TiB2 abbia altri effetti benefici:
riduzione delle dimensioni delle colonie di grani delle fasi 2 e , localizzate lungo i
bordi di grano, e delle dimensioni del grano, aumento della resistenza ad alta
temperatura e a creep.
L’introduzione di fase ceramica dispersa nella matrice può influenzare la deformazione
in condizioni di creep in diversi modi.
Un primo beneficio si ottiene dall’indurimento della matrice dovuto alla presenza di
particelle rigide di rinforzo; a questo si aggiunge la presenza di particelle che risiedono
a bordo grano o in vicinanza dello stesso ostacolandone lo scorrimento.
UTILIZZO
Il titanio è un metallo notevolmente abbondante sulla crosta terrestre ed è contenuto in
vari minerali. Nonostante l'abbondanza, l'estrazione dai suoi minerali è stata messa a punto solo alla fine degli anni trenta dal metallurgista W. J. Kroll e la sua produzione è
tuttora complessa e costosa. Ciò è dovuto alla sua grande affinità con l'idrogeno,
ossigeno, azoto, con i quali forma soluzioni solide interstiziali molto stabili,
caratterizzate da elevata durezza e fragilità. Vengono prodotti sia titanio con vari gradi
di purezza, sia numerose leghe di titanio. I principali minerali del titanio sono il rutilo
TiO2 e l'ilmenite FeTiO3, dai quali si ricava attraverso un processo alquanto complesso
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 19/57
19
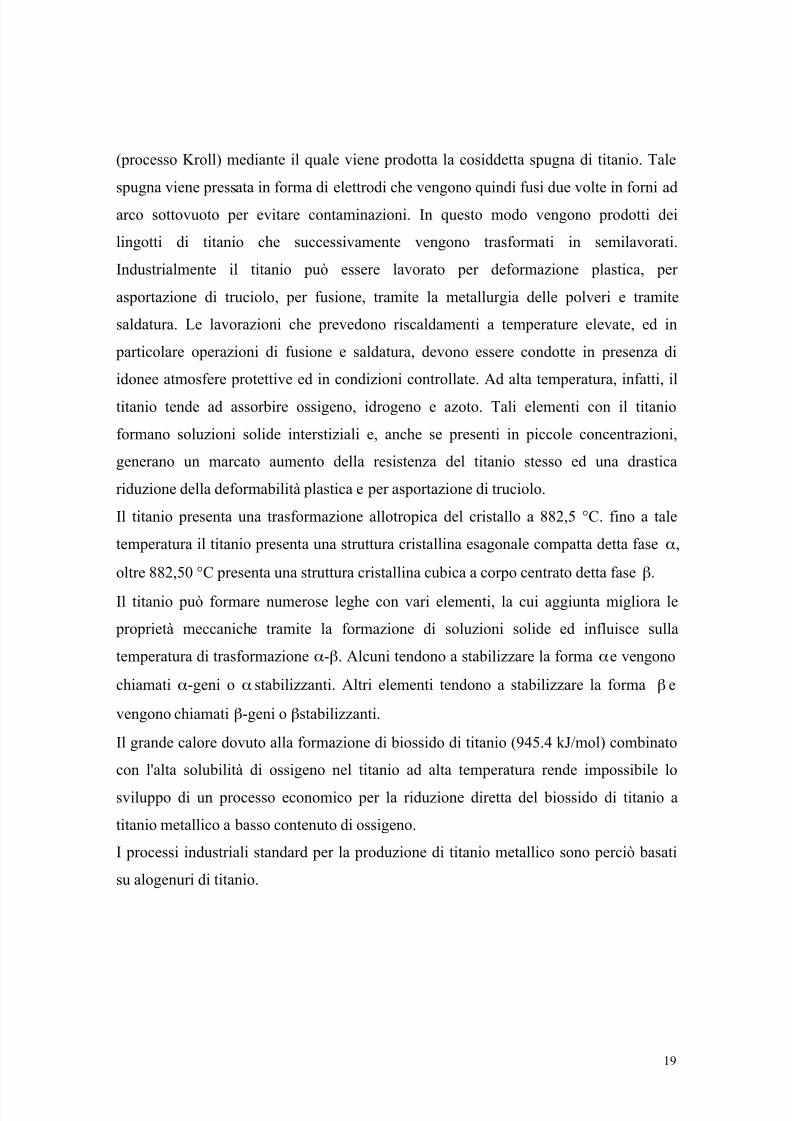
(processo Kroll) mediante il quale viene prodotta la cosiddetta spugna di titanio. Tale
spugna viene pressata in forma di elettrodi che vengono quindi fusi due volte in forni ad
arco sottovuoto per evitare contaminazioni. In questo modo vengono prodotti dei
lingotti di titanio che successivamente vengono trasformati in semilavorati.
Industrialmente il titanio può essere lavorato per deformazione plastica, per
asportazione di truciolo, per fusione, tramite la metallurgia delle polveri e tramite
saldatura. Le lavorazioni che prevedono riscaldamenti a temperature elevate, ed in
particolare operazioni di fusione e saldatura, devono essere condotte in presenza di
idonee atmosfere protettive ed in condizioni controllate. Ad alta temperatura, infatti, il
titanio tende ad assorbire ossigeno, idrogeno e azoto. Tali elementi con il titanio
formano soluzioni solide interstiziali e, anche se presenti in piccole concentrazioni,
generano un marcato aumento della resistenza del titanio stesso ed una drastica
riduzione della deformabilità plastica e per asportazione di truciolo.
Il titanio presenta una trasformazione allotropica del cristallo a 882,5 °C. fino a tale
temperatura il titanio presenta una struttura cristallina esagonale compatta detta fase α,
oltre 882,50 °C presenta una struttura cristallina cubica a corpo centrato detta fase β.
Il titanio può formare numerose leghe con vari elementi, la cui aggiunta migliora le
proprietà meccaniche tramite la formazione di soluzioni solide ed influisce sulla
temperatura di trasformazione α-β. Alcuni tendono a stabilizzare la forma α e vengono
chiamati α-geni o α stabilizzanti. Altri elementi tendono a stabilizzare la forma β e
vengono chiamati β-geni o β stabilizzanti.
Il grande calore dovuto alla formazione di biossido di titanio (945.4 kJ/mol) combinato
con l'alta solubilità di ossigeno nel titanio ad alta temperatura rende impossibile lo
sviluppo di un processo economico per la riduzione diretta del biossido di titanio a
titanio metallico a basso contenuto di ossigeno.
I processi industriali standard per la produzione di titanio metallico sono perciò basati
su alogenuri di titanio.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 20/57
20
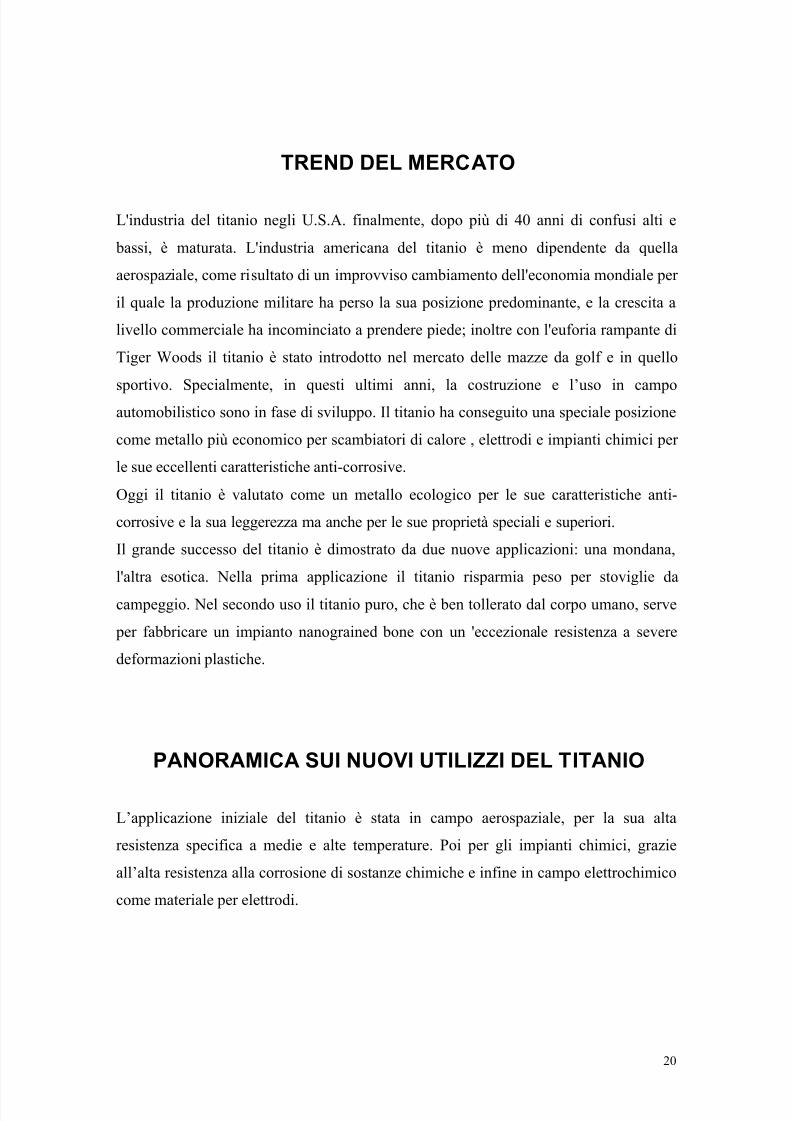
TREND DEL MERCATO
L'industria del titanio negli U.S.A. finalmente, dopo più di 40 anni di confusi alti e
bassi, è maturata. L'industria americana del titanio è meno dipendente da quella
aerospaziale, come risultato di un improvviso cambiamento dell'economia mondiale per
il quale la produzione militare ha perso la sua posizione predominante, e la crescita a
livello commerciale ha incominciato a prendere piede; inoltre con l'euforia rampante di
Tiger Woods il titanio è stato introdotto nel mercato delle mazze da golf e in quello
sportivo. Specialmente, in questi ultimi anni, la costruzione e l’uso in campo
automobilistico sono in fase di sviluppo. Il titanio ha conseguito una speciale posizione
come metallo più economico per scambiatori di calore , elettrodi e impianti chimici per
le sue eccellenti caratteristiche anti-corrosive.
Oggi il titanio è valutato come un metallo ecologico per le sue caratteristiche anti-
corrosive e la sua leggerezza ma anche per le sue proprietà speciali e superiori.
Il grande successo del titanio è dimostrato da due nuove applicazioni: una mondana,
l'altra esotica. Nella prima applicazione il titanio risparmia peso per stoviglie da
campeggio. Nel secondo uso il titanio puro, che è ben tollerato dal corpo umano, serve
per fabbricare un impianto nanograined bone con un 'eccezionale resistenza a severe
deformazioni plastiche.
PANORAMICA SUI NUOVI UTILIZZI DEL TITANIO
L’applicazione iniziale del titanio è stata in campo aerospaziale, per la sua alta
resistenza specifica a medie e alte temperature. Poi per gli impianti chimici, grazie
all’alta resistenza alla corrosione di sostanze chimiche e infine in campo elettrochimico
come materiale per elettrodi.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 21/57
21
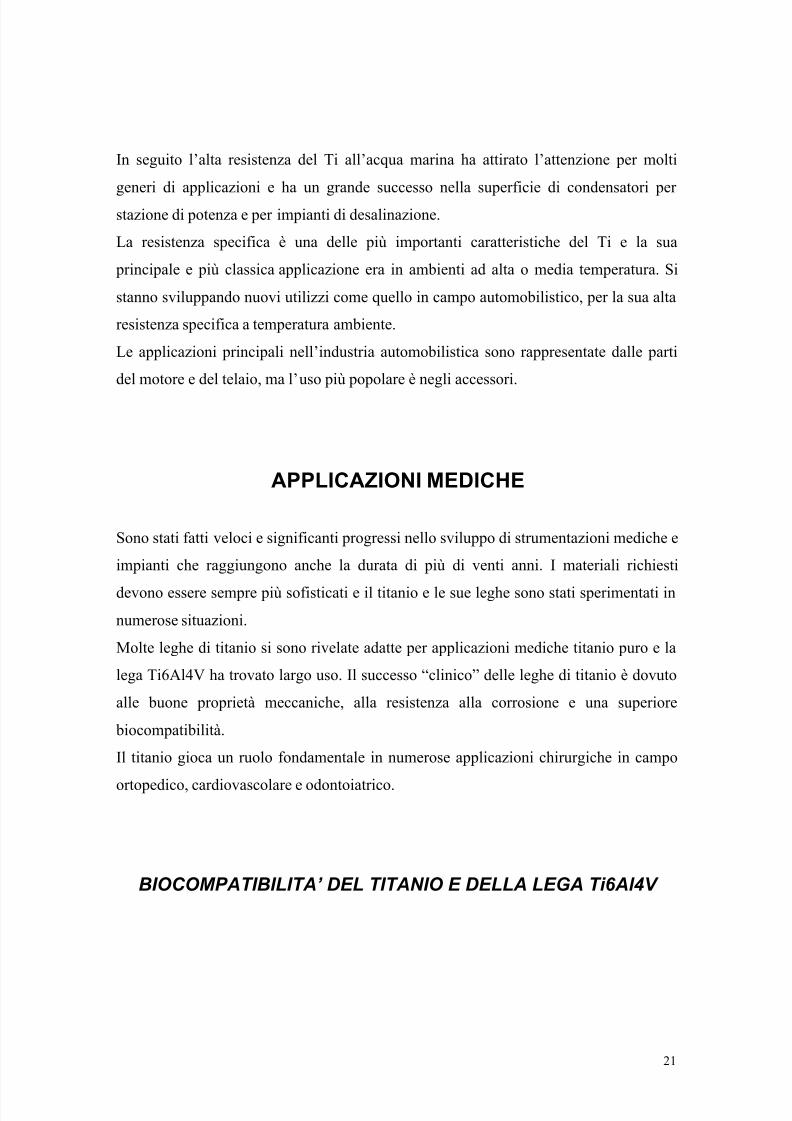
In seguito l’alta resistenza del Ti all’acqua marina ha attirato l’attenzione per molti
generi di applicazioni e ha un grande successo nella superficie di condensatori per
stazione di potenza e per impianti di desalinazione.
La resistenza specifica è una delle più importanti caratteristiche del Ti e la sua
principale e più classica applicazione era in ambienti ad alta o media temperatura. Si
stanno sviluppando nuovi utilizzi come quello in campo automobilistico, per la sua alta
resistenza specifica a temperatura ambiente.
Le applicazioni principali nell’industria automobilistica sono rappresentate dalle parti
del motore e del telaio, ma l’uso più popolare è negli accessori.
APPLICAZIONI MEDICHE
Sono stati fatti veloci e significanti progressi nello sviluppo di strumentazioni mediche e
impianti che raggiungono anche la durata di più di venti anni. I materiali richiesti
devono essere sempre più sofisticati e il titanio e le sue leghe sono stati sperimentati innumerose situazioni.
Molte leghe di titanio si sono rivelate adatte per applicazioni mediche titanio puro e la
lega Ti6Al4V ha trovato largo uso. Il successo “clinico” delle leghe di titanio è dovuto
alle buone proprietà meccaniche, alla resistenza alla corrosione e una superiore
biocompatibilità.
Il titanio gioca un ruolo fondamentale in numerose applicazioni chirurgiche in campo
ortopedico, cardiovascolare e odontoiatrico.
BIOCOMPATIBILITA’ DEL TITANIO E DELLA LEGA Ti6Al4V
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 22/57
22
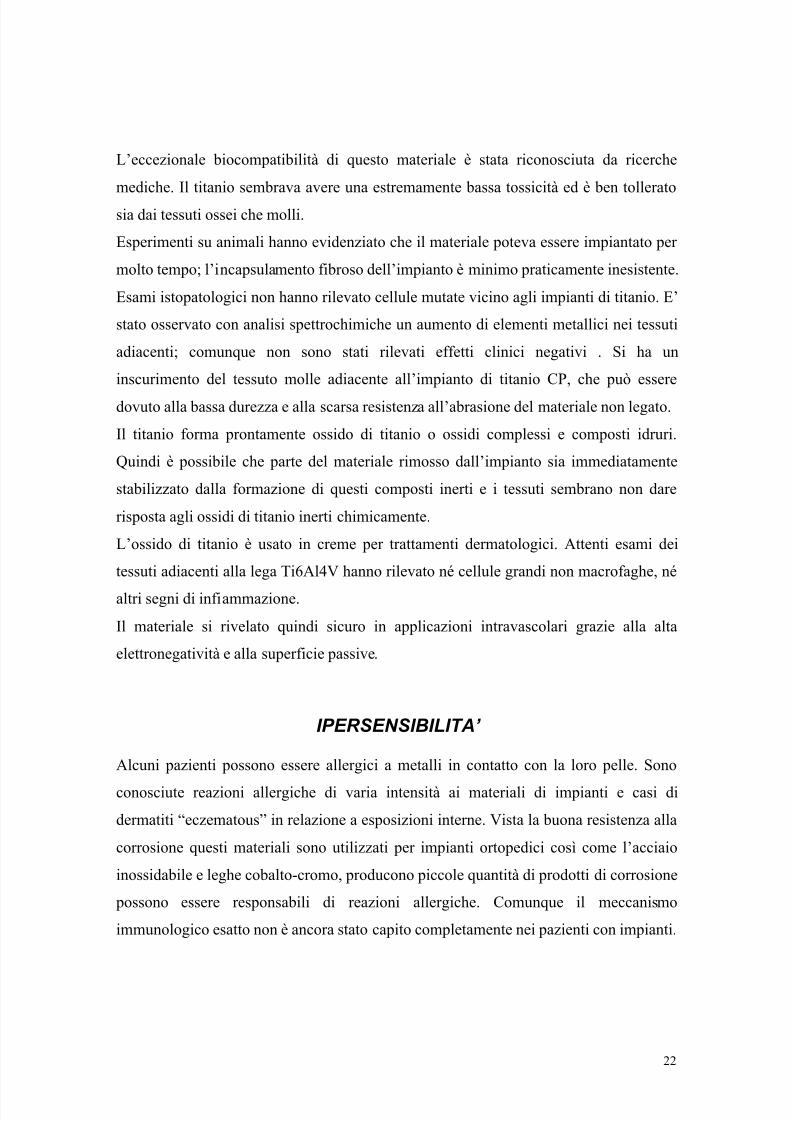
L’eccezionale biocompatibilità di questo materiale è stata riconosciuta da ricerche
mediche. Il titanio sembrava avere una estremamente bassa tossicità ed è ben tollerato
sia dai tessuti ossei che molli.
Esperimenti su animali hanno evidenziato che il materiale poteva essere impiantato per
molto tempo; l’incapsulamento fibroso dell’impianto è minimo praticamente inesistente.
Esami istopatologici non hanno rilevato cellule mutate vicino agli impianti di titanio. E’
stato osservato con analisi spettrochimiche un aumento di elementi metallici nei tessuti
adiacenti; comunque non sono stati rilevati effetti clinici negativi . Si ha un
inscurimento del tessuto molle adiacente all’impianto di titanio CP, che può essere
dovuto alla bassa durezza e alla scarsa resistenza all’abrasione del materiale non legato.
Il titanio forma prontamente ossido di titanio o ossidi complessi e composti idruri.
Quindi è possibile che parte del materiale rimosso dall’impianto sia immediatamente
stabilizzato dalla formazione di questi composti inerti e i tessuti sembrano non dare
risposta agli ossidi di titanio inerti chimicamente.
L’ossido di titanio è usato in creme per trattamenti dermatologici. Attenti esami dei
tessuti adiacenti alla lega Ti6Al4V hanno rilevato né cellule grandi non macrofaghe, né
altri segni di infiammazione.
Il materiale si rivelato quindi sicuro in applicazioni intravascolari grazie alla alta
elettronegatività e alla superficie passive.
IPERSENSIBILITA’
Alcuni pazienti possono essere allergici a metalli in contatto con la loro pelle. Sono
conosciute reazioni allergiche di varia intensità ai materiali di impianti e casi di
dermatiti “eczematous” in relazione a esposizioni interne. Vista la buona resistenza alla
corrosione questi materiali sono utilizzati per impianti ortopedici così come l’acciaio
inossidabile e leghe cobalto-cromo, producono piccole quantità di prodotti di corrosione
possono essere responsabili di reazioni allergiche. Comunque il meccanismo
immunologico esatto non è ancora stato capito completamente nei pazienti con impianti.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 23/57
23
Titanio non causa ipersensibilità e le sue leghe sono le uniche disponibili che non
contengono elementi che causano sensibilizzazione.
IMPIANTI CARDIOVASCOLARI
Il titanio è usato soddisfacentemente in dispositivi chirurgici cardiovascolari da più di
venti anni. La figura mostra la valvola aortica Starr-Edwards.
In pazienti con malattie irreparabili alle valvole del cuore è cucita una gabbia di titaniocontente un palla nella aorta.
Più di 80000 pazienti hanno ricevuto questa o una protesi simile dal 1965, con
veramente poche avarie strutturali.
Attacchi di cuore o altre cause provocano disfunzioni cardiache per le quali il paziente
può richiedere un temporaneo o permanente pacemaker; la figura mostra un generatore
di impulsi contenete un generatore di potenza litio-iodine e un circuito elettrico protetti
da un involucro ermetico di titanio.Il generatore di impulsi può essere impiantato nella cavità addominale e collegato al
muscolo cardiaco con i pacing electrodes.
Il titanio è stato scelto per questa applicazione per la sua superiore resistenza alla
corrosione, per la leggerezza e per la lavorabilità. Inoltre la sottile parete di titanio
permette radiopaque identification marking
SPINAL SURGEY
Cavi e viti in titanio sono stati usati con significativi successi medici per la correzione
chirurgica della scoliosi. Lo strumento in titanio è conosciuto come sistema Dwyer (fig.
3).In questa procedura le viti e graffette sono inserite nelle vertebre nella zona di
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 24/57
24
curvatura della spina, successivamente il cavo è infilato attraverso l’occhiello nella testa
della vite. Con l’aiuto di un tenditore, il cavo è teso dando l’effetto di raddrizzamento
del segmento della spina in questione.
Fig. 3: Sistema Dwyer
Infine, gli occhielli delle teste delle viti sono stretti per fissare il cavo nella posizione
corretta.
La duttilità del titanio CP consente di il fissaggio portare alla rottura delle teste delle
viti.
Il cavo di titanio CP di grado 2 fatto di 7*19 fili ha la flessibilità e resistenza desiderate per questa applicazione. Il titanio e le sue leghe non sono soggetti a cervice corrosion ai
vari valori di pH presenti nel corpo umano.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 25/57
25
IMPIANTI ORTOPEDICI
L’uso di impianti ortopedici di titanio sono più comunemente indicati per inabilità
artritiche usualmente di origine reumatoide o degenerative. Le protesi in lega di titanio
sono state utilizzate nelle sostituzione totale dell’anca, sostituzioni di articolazioni del
dito, sostituzione totale del ginocchio, sostituzione totale del gomito e e dispositivi di
fissaggio di fratture. Il concetto della sostituzione totale dell’anca è relativamente
semplice. Vari progetti e materiali dei tipi di ball-and-socket sono stati sperimentati con
diversi gradi di successi clinici.
Titanio CP formato in fogli forati viene utilizzato nella ricostruzione e nella plastica per
problemi di chirurgia maxillofacciale.
L’eccezionale biocompatibilità e la facilità con cui può essere formato il materiale fa del
titanio un materiale ideale per queste applicazioni. La rete può essere fissata all’osso
con piccole viti e può trattenere i frammenti di ossa.
Fig. 4: Rete in titanio
IMPIANTI INTRA-ORALI
Sono stati utilizzati vari materiali e progetti in impianti endossei con i quali strumenti
possono essere ricostruiti le dentature. Gli impianti in lega di titanio sono stati introdotti
recentemente per evitare l’insorgere di problemi di allentamento dell’impianto e di
riassorbimento dei tessuti riscontrato con altre leghe.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 26/57
26
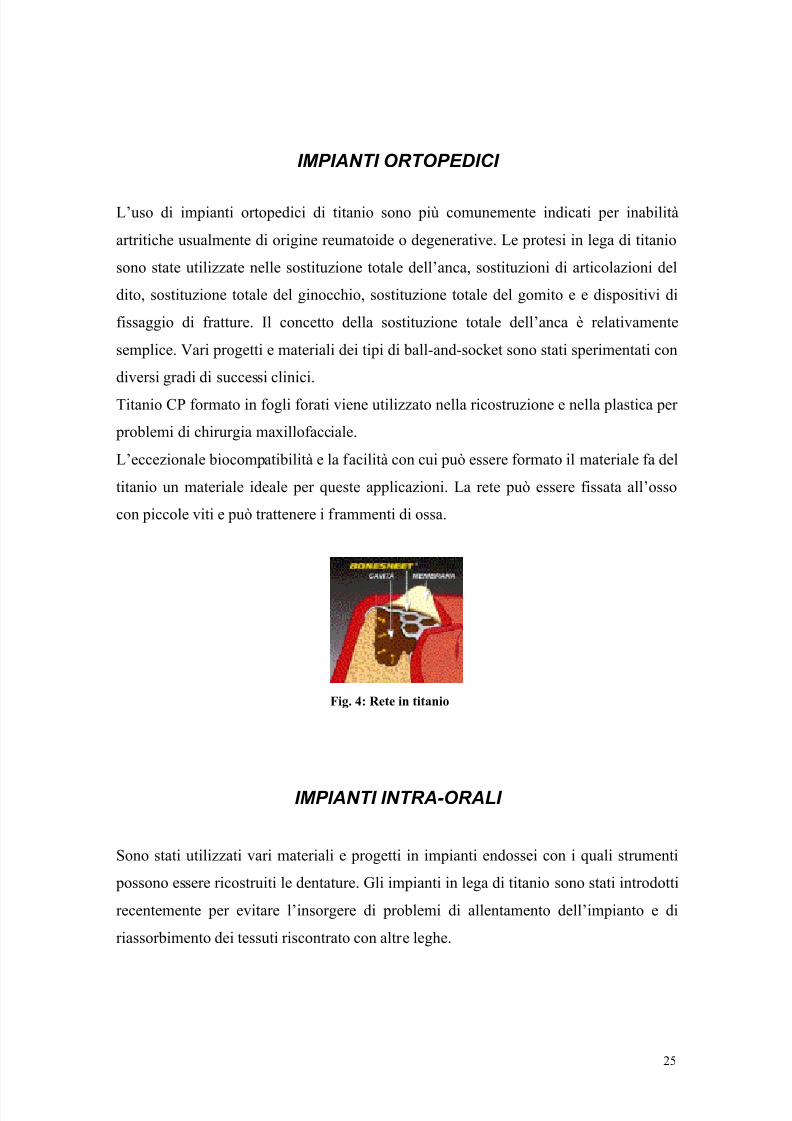
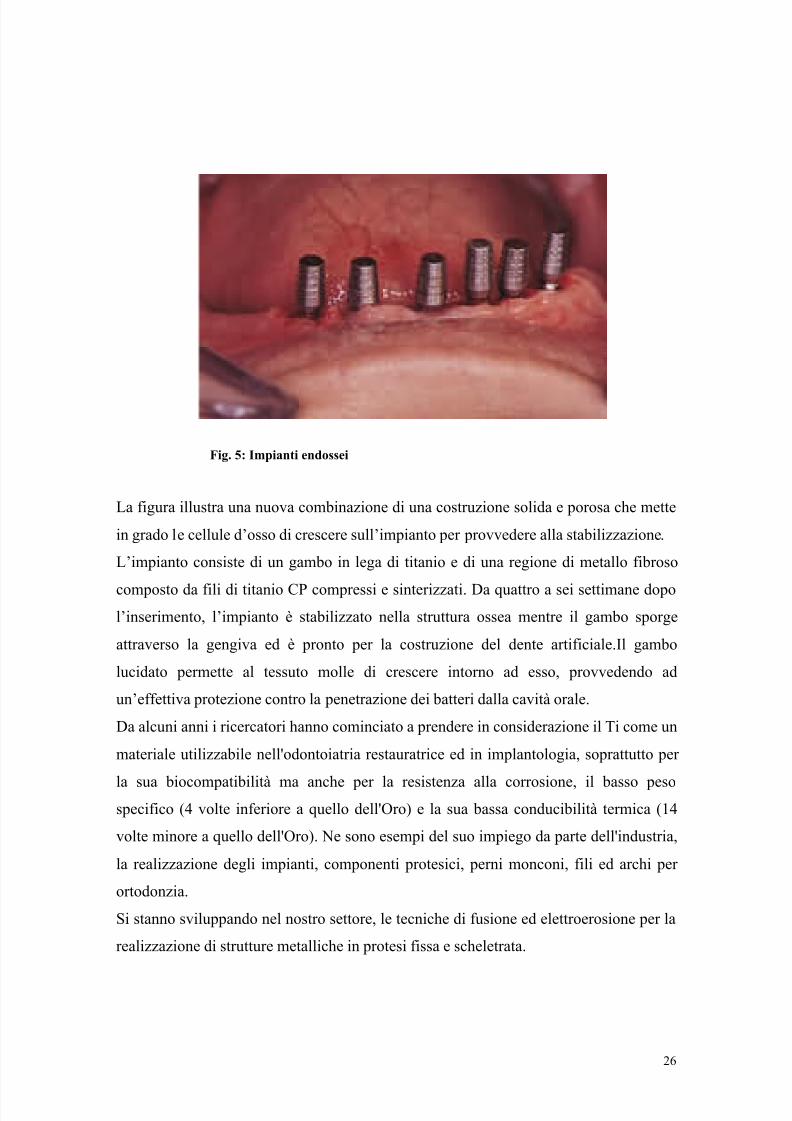
Fig. 5: Impianti endossei
La figura illustra una nuova combinazione di una costruzione solida e porosa che mette
in grado le cellule d’osso di crescere sull’impianto per provvedere alla stabilizzazione.
L’impianto consiste di un gambo in lega di titanio e di una regione di metallo fibroso
composto da fili di titanio CP compressi e sinterizzati. Da quattro a sei settimane dopol’inserimento, l’impianto è stabilizzato nella struttura ossea mentre il gambo sporge
attraverso la gengiva ed è pronto per la costruzione del dente artificiale.Il gambo
lucidato permette al tessuto molle di crescere intorno ad esso, provvedendo ad
un’effettiva protezione contro la penetrazione dei batteri dalla cavità orale.
Da alcuni anni i ricercatori hanno cominciato a prendere in considerazione il Ti come un
materiale utilizzabile nell'odontoiatria restauratrice ed in implantologia, soprattutto per
la sua biocompatibilità ma anche per la resistenza alla corrosione, il basso pesospecifico (4 volte inferiore a quello dell'Oro) e la sua bassa conducibilità termica (14
volte minore a quello dell'Oro). Ne sono esempi del suo impiego da parte dell'industria,
la realizzazione degli impianti, componenti protesici, perni monconi, fili ed archi per
ortodonzia.
Si stanno sviluppando nel nostro settore, le tecniche di fusione ed elettroerosione per la
realizzazione di strutture metalliche in protesi fissa e scheletrata.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 27/57
27
Riportiamo di seguito una tabella in cui elenchiamo i vantaggi nell'uso odontoiatrico per
la costruzione delle protesi:
biochimicamente inerte
biotellaribilità
resistenza alla corrosione
atossicità
assenza di sapore
bassa conducibilità termica
basso peso specifico
radiotrasparenza
durezza
resistenza alla masticazione
Tabella 4: Caratteristiche di un impianto in titanio
Gli odontotecnici e gli odontoiatri sono stati indotti a iniziare a utilizzarlo come
materiale per i restauri orali, soprattutto per alcune tra le sue proprietà come quelle di:
biotollerabilità, resistenza alla corrosione, atossicità, assenza di sapore, leggerezza,
durezza, resistenza alla masticazione.I principali argomenti contro il Ti possono essere così riassunti: fusione non
sufficientemente precisa; formazione di uno strato di ossido sulle superfici; distacchi del
rivestimento in ceramica; porosità interne; porosità superficiali che permettono
accumuli di placca maggiori che con leghe tradizionali.
La tecnica di fusione è il passaggio che crea più problemi durante la lavorazione del Ti,
soprattutto a causa dell'elevata tendenza del Ti a reagire con i componenti
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 28/57
28
dell'atmosfera, come Ossigeno, Idrogeno ed Azoto e con la maggior parte degli elementi
presenti in essa alla temperatura di fusione.
Le proprietà intrinseche del Ti, lo rendono un metallo difficile da fondere e da colare,
per questo motivo sono state apportate delle modifiche ai tradizionali sistemi di fusione,
immettendo nel mercato macchine fonditrici in grado di: avere una fonte di calore
sufficientemente potente da fondere il Ti; avere un completo isolamento del Ti
dall'atmosfera; sviluppare un crogiolo che possibilmente non reagisca con il Ti fuso;
avere un'alta velocità di fusione.
Inoltre, anche le caratteristiche di colabilità e solidificazione del Ti sono particolari e
richiedono una tecnica di modellazione e di messa in fusione, modificata rispetto a
quelle usate per le leghe tradizionali.
Anche per la saldatura bisogna ricorrere a sofisticati sistemi come la saldatura al plasma
o quella al laser.
Il sistema migliore è il laser, si ottengono saldature omogenee, stabili, prive di tensioni
e dì ossidazioni, in quanto il Ti non viene a contatto con l'aria ma con un gas inerte
come l'Argon. L'apparecchio funziona ad impulsi di pochi millisecondi che fondono in
modo puntiforme la struttura.
La struttura in Ti può essere rivestita esteticamente sia in ceramica che in composito.
La compatibilità tra la massa ceramica e la struttura, dipende da tre fondamentali
fenomeni fisici specifici del Ti: la modifica allotropica del reticolo cristallino a 882°C,
la capacità di ossidazione del Ti che al salire della temperatura aumenta in modo quasi
incontrollabile e il basso coefficente di espansione termica del metallo.
L'industria ha sviluppato speciali ceramiche, a basso punto di fusione, nelle quali la
cottura avviene al di sotto degli 800°C, inferiore quindi alla temperatura di modificacristallina del Ti puro. La bassa temperatura di cottura consente un'ossidazione minore
della struttura: maggiore è l'ossidazione più debole è il legame tra ceramica e travata.
Anche il coefficente di espansione termica è più basso, avvicinandosi a quello del Ti.
I compositi stanno avendo un ruolo importante nelle ricostruzioni in odontoiatria, sia
per l'estetica che per la funzionalità. Con il rivestimento estetico del Ti con essi, grazie
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 29/57
29
alla silanizzazione della superficie metallica, si ottiene una buona unione chimico-fisica
fra la struttura metallica e il materiale composito.
Tra le leghe di più largo impiego per la costruzione di impianti, la più utilizzata contiene
il 6% di Al ed il 4% di vanadio (Ti6Al4V). L'Al viene aggiunto al Ti per migliorare la
durezza e ridurre il peso specifico, ma risulta migliorato anche il modulo E. Quindi la
lega Ti6A14V presenta una elasticità maggiore permettendo una più equa distribuzione
del carico nelle zone interfaciali osso-impianto, poiché il modulo E dell'osso e del
materiale implantare sono simili. L'aggiunta al titanio dell'Al e del Va riduce del 50%
circa la conducibilità termica e ne aumenta la resistenza all'usura da fatica di circa la
meta. Sono importanti per il successo dell'impianto le proprietà di superficie del
materiale utilizzato. Durante le procedure di lavorazione meccanica il metallo è esposto
all’atmosfera e ad altre sostanze come lubrificanti e liquidi refrigeranti. Il contatto con
l’aria porterà ad una rapida formazione di uno strato di ossido di Ti di circa 10 Å in
meno di un millesimo di secondo. Nel giro di un minuto lo spessore di questo
aumenterà fino a circa 50-100 Å. Altra tappa importante nella preparazione degli
impianti è rappresentata dalla sterilizzazione agli ultrasuoni ed in autoclave. Questa
procedura contribuisce ad aumentare lo spessore dell’ossido. Gli ossidi reperibili sulla
superficie del Ti sono: il TiO, TiO2, TiO3, e tracce di ossido di Al e V.I1 TiO2 è il più
stabile ed è quindi il più frequente sulla superficie del Ti e delle sue leghe. Tale ossido
carica negativamente l'impianto aumentandone l'affinità per le differenti biomolecole.
Durante le varie fasi d’inserimento dell'impianto, l'ossido può essere danneggiato, ma si
riforma istantaneamente. I1 vero protagonista dell’osteointegrazione è l'ossido di Ti in
quanto è in grado di passivare i suddetti materiali prevenendone la corrosione a causa
della elevata stabilità chimica. L'ossido è dotato di un'altra caratteristica importante: previene la diffusione di ioni metallici all'interno dei tessuti, conferendo al titanio un
alto grado di biocompatibilità. Nonostante la ridotta diffusione di ioni di Ti all’interno
dei tessuti è possibile riscontrare, talvolta, particelle di Ti. La superficie del titanio può
essere preparata con differenti tecniche allo scopo di ottenere un grado di rugosità
superficiale ottimale. Fra le diverse metodiche vanno elencate la sabbiatura ed il plasma
spray di titanio. La preparazione di rugosità superficiali ha lo scopo di ottenere una
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 30/57
30
migliore resistenza alla torsione e trazione dell’interfaccia osso-impianto che sarebbe
assicurata dalla microritenzione. Studi istologici hanno dimostrato la crescita di osso
mineralizzato all'interno delle irregolarità superficiali del titanio, aumentando in tal
modo il legame che si viene a stabilire tra il tessuto osseo ed i biomateriali.
Titanio sabbiato
Il grado di resistenza alle forze di taglio con impianti osteointegrati in titanio dipende
dalla reazione biologica che si ha all'interfaccia. Gli impianti a vite hanno, in lineateorica, una resistenza alla trazione e compressione maggiore di un impianto cilindrico a
superficie liscia. La sabbiatura della superficie del titanio migliora le caratteristiche
biomeccaniche dell'impianto.
È tuttavia necessario che la preparazione di superficie non alteri le caratteristiche di
biocompatibilità (Bowers e coll., 1992; Cook e coll., 1992; Gotfredsen e coll., 1992).
Anche la stabilità primaria risulta migliorata in impianti a superficie sabbiata, fatto,
questo, che contribuisce ad accelerare la velocità di contatto con l'osso.L'aumento di resistenza alle forze interfacciali sembra essere legato all'aumento della
superficie disponibile per il contatto osseo, che è funzione del grado di rugosità
superficiale. Un secondo fattore cruciale nel rapporto tra impianti con superfici rugose e
tessuti biologici sembra essere legato al particolare trofismo che certe cellule, quali
macrofagi, cellule epiteliali ed osteoblasti mostrano nei confronti di certe superfici
rugose, fenomeno che può essere definito rugofilia (Brunette, 1988; Smith, 1991).
Alcuni studi in vitro hanno dimostrato che cellule osteoblastiche aderiscono a superfici
sabbiate con granuli di circa 100 C1 e non su superfici di titanio liscio. Sembra, infatti,
che i processi osteogenetici abbiano un inizio più precoce su superfici rugose rispetto al
titanio liscio.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 31/57
31
Titanio plasma-spray
Una delle tecnologie attualmente piu utilizzate allo scopo di aumentare la rugosità
superficiale degli impianti endossei orali consiste nel rivestimento di cilindri di titanio
liscio o filettato con polveri di titanio. Tale processo si attua mediante un bruciatore al
plasma ad arco voltaico che è in grado di elevare la temperatura di un gas nobile o di
N2/H2 nel quale vengono spruzzate polveri di idruro di titanio con granulometria di 50-
100 µm che, grazie alla fusione del loro strato più superficiale, aderiscono al corpo delcilindro sul quale vengono deposte. I1 plasma si produce tra un anodo di rame ed un
catodo di tungsteno raffreddati. Si ottengono, in questo modo, rivestimenti porosi di
spessori di circa 50 µm con un aumento della superficie totale disponibile per il legame
fino a circa dieci volte. Numerosi studi hanno dimostrato che la preparazione con
plasma spray di titanio, non solo permette di aumentare la superficie disponibile per
l’adesione ossea, ma induce l'aumento della quota di superficie implantare che entra in
contatto con il tessuto mineralizzato, in comparazione con impianti in titanio liscio. Intermini clinici tali fenomeni si riflettono in un più forte ancoraggio osseo dell’impianto.
Studi ultrastrutturali hanno dimostrato che una superficie di titanio plasma spray può
entrare in diretto contatto con il tessuto mineralizzato.
L’interfaccia titanio-osso
Gli studi microscopici ed ultrastrutturali della inferfacie osso-titanio sono discordanti
(Donath e Breuner, 1982; Linder, 1983; Thomsen ed Ericson, 1985; Weinlaender, 1991;
Weinlaender e coll., 1992; Stenik e coll., 1992; Linkow e coll., 1992). Alcuni autori
hanno dimostrato la presenza di uno strato amorfo parzialmente calcificato con spessore
variabile tra i 10 ed i 500 nm. Fasci ordinati di collagene sono stati osservati vicino alla
superficie dell'impianto, ma negli ultimi 100-500 nm era possibile vedere solamente
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 32/57
32
fasci disposti in maniera non organizzata; nei 20-40 nm più vicini all'impianto non
erano visibili fibre collagene e la struttura consisteva di materiale amorfo calcificato
(Sennerby e coll., 1991; Sennerby, 1991). In altri studi è stato possibile mettere in
evidenza la presenza di materiale mineralizzato direttamente a contatto con il titanio
senza spazi intermedi (Listgarten e coll., 1992).
Studi istologici eseguiti su impianti espiantati dall'uomo (Trisi e coll., 1993), dopo un
periodo variabile di carico funzionale, e su impianti inseriti nell'animale da esperimento
(coniglio, maiale) hanno evidenziato che:
1) nella maggior parte degli impianti esaminati l’osso contraeva uno stretto rapporto con
la superficie implantare ;
2) la struttura dell'osso intorno agli impianti era, nella maggior parte dei casi, di tipo
lamellare;
3) a maggior ingrandimento, in alcune zone, era presente uno spazio otticamente vuoto,
dello spessore variabile da 1 a 5 mm, mentre in altre porzioni dell'impianto il tessuto
mineralizzato terminava direttamente sulla superficie del metallo ;
4) molti osteociti erano presenti nell'osso periimplantare, ed in alcuni casi si trovavano
interposti tra l'osso mineralizzato e la superficie del metallo;
5) spesso i canalicoli osteocitari si dirigevano verso la interfaccia titanio-osso.
In microscopia ottica tradizionale gli impianti osteointegrati mostrano un rapporto
diretto tra osso e biomateriale (Quaranta e coll., 1992). Tale osservazione è, però,
relativa alle tecniche di preparazione dei campioni istologici. La preparazione di sezioni
non decalcificate ottenute per usura fornisce sezioni piuttosto spesse in cui risulta
difficile osservare i reali rapporti interfacciali, si procede quindi per microscopia TEM.
L'interfaccia titanio-osso sarebbe costituita, quindi, da zone con diversa morfologia: inalcune aree il tessuto mineralizzato sarebbe a diretto e stretto contatto con il titanio,
mentre in altre zone un sottile strato di materiale con le caratteristiche cromofile della
matrice osteoide sarebbe interposto tra le due strutture.
In conclusione l'interfaccia titanio-osso rappresenta probabilmente una struttura
biologicamente attiva anche molti anni dopo l'inserzione dell'impianto.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 33/57
33
I1 legame che i materiali «bioattivi», quali i biovetri, le vetroceramiche e le ceramiche
di fosfato di calcio, stabiliscono con il tessuto osseo è stato definito «biointegrazione».
A differenza, infatti, dell'osteointegrazione, i materiali bioattivi si connettono con il
tessuto osseo non solo spazialmente, ma anche strutturalmente (Krauser, 1989; De
Lange e coll., 1990; Van Blitterswijk e coll., 1990; Lynch e coll.., 1991; Ravaglioli e
coll., 1992).
Essi, cioè, stabiliscono un legame chimico con il tessuto osseo che è in grado di
resistere alle forze di trazione tangenti la superficie di legame; talora la resistenza di
legame può essere superiore alla resistenza della struttura ossea stessa e si possono
osservare fratture, durante la trazione, che interessano la compagine ossea, mentre
l'interfaccia rimane intatta (Figura 6.4). Inoltre i materiali bioattivi sono in grado di
raggiungere un iniziale legame osseo in tempi relativamente più brevi rispetto al titanio.
Le ceramiche di fosfato di calcio sono i materiali bioattivi che hanno incontrato il
maggior favore da parte dei ricercatori e dei clinici ed in particolare un'apatite,
l'idrossiapatite (HA), è stata ampiamente studiata ed utilizzata nella pratica clinica da
circa un decennio come rivestimento di impianti il cui core è costituito da titanio
biomedico.
La ragione iniziale per l'uso delle ceramiche in implantologia era legata alla relativa
inerzia delle ceramiche in relazione al titanio. Le ceramiche infatti, essendo molecole
totalmente ossidate, sono chimicamente più stabili dei metalli che ossidano solamente in
superficie. Biologicamente tale proprietà conferisce alle ceramiche una maggiore inerzia
chimica, cioè una minore probabilità di indurre reazioni infiammatorie (Frame e coll.,
1989).
Concetti generali sull'idrossiapatite (HA)
La componente inorganica di tutti i tessuti mineralizzati dell'organismo umano è
costituita in grande prevalenza da sali di fosfato di calcio.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 34/57
34
Sono presenti in quantità minore anche altri materiali inorganici come carbonati di
calcio e solfati. In particolare I'idrossiapatite rappresenta rispettivamente il 60-70% ed il
90% del peso dell’osso e dello smalto (Jarcho, 19X6; Donath e coll., 1987).
Nella idrossiapatite il rapporto tra Ca/P è di 1,67. Le ceramiche di fosfato di calcio
vengono prodotte industrialmente usando polveri chimiche di base sciolte in una
soluzione acquosa. Successivamente l'impasto ottenuto viene compattato ad alta
pressione e poi sintetizzato ad una temperatura variabile da 1000 a 1300 gradi
centigradi. La sinterizzazione consiste in un processo di
riscaldamento della polvere con solidificazione della polvere stessa senza però che
questa raggiunga la sua temperatura di fusione. L'HA è disponibile in una forma densa
ed una porosa; in quest’ultima i pori hanno un diametro variabile da 100 a 300 micron e
comunicano tra loro.
Le ceramiche sono materiali resistenti alla compressione, ma, come pure lo smalto
dentale, sono fragili per cui il loro impiego è limitato di notevole entità. Tra le due
forme di ceramiche, porosa e
densa, quelle porose sono molto più fragili di quelle dense. L'idrossiapatite è disponibile
in commercio sotto diverse forme: polvere granulare, e blocchetti preformati che
possono assumere qualsiasi forma desiderata.
In forma granulare l'HA viene attualmente utilizzata nella pratica clinica odontoiatrica
per la ricostruzione di difetti ossei parodontali, il riempimento di difetti ossei dopo
cistectomia, dopo apicectomia, dopo la perdita di impianti dentali, e per l'aumento dello
spessore di creste alveolari atrofiche (Kent, 1986; Carranza e coll.,1987; Donath e coll.,
1987; Minegishi e coll., 1988; Minabe e coll.,1988; Shetty ed Han, 1991;Beck-Coon e
coll., 1991).L'HA sotto forma di blocchetti sagomati viene utilizzata, invece, soprattutto in chirurgia
maxillofacciale (difetti ossei da traumi, osteotomie riduttive e di stabilizzazione,
ricostruzione del massiccio facciale, sostituzioni di porzioni ossee orbitali e mascellari).
Anche i blocchetti, come la polvere granulare, possono inoltre essere utilizzati in
chirurgia preprotesica per aumentare lo spessore della cresta alveolare.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 35/57
35
Studi recenti hanno dimostrato che I'idrossiapatite (HA) si lega chimicamente all'osso e
non induce fenomeni di tossicità o flogistici locali o sistemici (Kent, 1986; Jarcho,
1986; Orly e coll., 1989; Ohgushi e coll., 1990; Weinlaender, 1991).
Alcune ricerche (Hoogendoorn e coll., 1984; Verburg e coll..1988; Klein e coll., 1989)
dimostrerebbero che 1'HA, a differenza del TCP, non andrebbe incontro a
riassorbimento. Altri autori avrebbero invece riscontrato un riassorbimento dell'HA
(Ducheyne e Van Raemdonck, 1986; Carranza e coll., 1987; Kwong e coll.,1989;
Gregoire e coll., 1990; Piattelli e coll., 1993).
Secondo Donath (1990) non esistono ceramiche di fosfato di calcio non riassorbibili, in
quanto ciò che varia da una forma all'altra è esclusivamente la velocità di
riassorbimento. I1 riassorbimento potrebbe essere legato ad una dissoluzione
determinata da fluidi biologici oppure ad una azione legata ad una attività cellulare
(Blijdorn e coll., 1988; Orly e coll., 2989; Bauer, 1990; Muller-Mai e coll., 1990).
Rivestimenti biocompatibili di idrossiapatite su titanio
I rivestimenti in idrossiapatite [Ca10(PO4)6(OH)2] sono largamente impiegati in
medicina per protesi ortopediche e dentali (viti al titanio per impianti) per favorire la
completa integrazione del metallo con i tessuti ossei umani. Tuttavia l'applicazione di
questi rivestimenti biocompatibili richiede un ulteriore miglioramento delle loro
proprietà chimiche, biologiche e meccaniche, anche attraverso lo sviluppo di nuove
tecnologie di preparazione.
Nel presente studio è riportato un confronto tra i risultati sperimentali della
caratterizzazione chimico-fisica di rivestimenti di idrossiapatite (HA) depositati
mediante metodologie diverse (dip-coating, plasma-spray, ecc).
Gli strati di HA sono stati fatti crescere su un substrato di Ti commerciale e, al fine di
migliorare l'adesione dell' HA, il substrato è stato preventivamente ricoperto con TiO2
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 36/57
36
(in fase di rutilo) o calcio titanato (CaTiO3) usando la tecnica sol-gel. Inoltre i
rivestimenti ottenuti con il metodo dip-coating sono stati attentamente studiati.
La composizione chimica superficiale e la morfologia dei rivestimenti (TiO2, CaTiO3 e
HA) sono state studiate mediante spettroscopia a raggi X (XPS), microscopia Auger a
scansione (SAM) e microscopia elettronica secondaria (SEM). I profili di profondità
XPS sono stati ottenuti mediante "sputtering" con ioni Ar +. L'operazione di peak-fitting
dell'XPS è stata condotta allo scopo di identificare le differenti specie chimiche dei
componenti principali e dei contaminanti. I dati relativi all'analisi quantitativa XPS e le
immagini (SAM e SEM) delle superfici hanno mostrato la qualità superiore (purezza,
omogeneità, etc) dei rivestimenti di HA ottenuti per dip-coating rispetto a quelli
industriali da noi analizzati.
La valutazione della biocompatibilità in vitro e le ulteriori analisi superficiali dei
rivestimenti sono in atto.
Il rivestimento in idrossiapatite
Le ceramiche, in generale, non hanno sufficiente resistenza agli urti da poter essere
utilizzate come singoli costituenti di impianti dentali. Allo scopo di migliorare le scarse
proprietà meccaniche delle ceramiche, mantenendone le ottime caratteristiche
biologiche, si è pensato di utilizzare il titanio od una delle sue leghe come corpo di
impianti la cui superficie fosse rivestita con l'idrossiapatite. La tecnica di rivestimento
maggiormente utilizzata è il plasma spray, in modo simile a quanto avviene per ilrivestimento al plasma di titanio. Numerose, tuttavia, sono le variabili che determinano
la riuscita finale del rivestimento, quali la provenienza ed il tipo di HA utilizzata per il
processo di plasma-spray, il tipo di substrato sul quale questa viene depositata, la
temperatura ed il grado d'automatizzazione del processo, il tipo di ambiente in cui si
attua il processo. Durante tale processo, l'aumento della temperatura provoca la fusione
dello strato esterno delle particelle di HA che durante il raffreddamento possono subire
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 37/57
37
un cambiamento di fase con formazione di TCP e di fosfati di Ca amorfi. Tale
fenomeno riduce la cristallinità dell'HA, fatto questo che sembra determinare il grado di
riassorbibilità del rivestimento. Si ritiene che un maggior grado di cristallinità determini
una minore solubilità. Le idrossiapatiti in commercio presentano un grado di cristallinità
variabile compreso tra il 5% ed il 60-70%. Uno dei vantaggi biologici nell'utilizzo di
impianti rivestiti in HA, rispetto ad impianti in titanio, risiede nella maggior rapidità con
cui i primi raggiungono uno stretto legame con il tessuto osseo.
I test di trazione, infatti, dimostrano dei valori molto superiori per l’HA, rispetto al
titanio. Problemi legati all'uso di questo tipo di impianti sono il legame tra HA e titanio,
ed il destino nel tempo del rivestimento (Van Steenberghe, 1991).
L'interfaccia osso-idrossiapatite
In microscopia ottica, l'osso mineralizzato sembra strettamente aderente alla superficie
della HA (Piattelli e Trisi, 1993, Piattelli e coll., 1993) . La colorazione con il Von
Kossa mostra la presenza di zone di differente morfologia .In alcune regioni
dell’interfaccia l'osso mineralizzato si localizza direttamente sull'HA, mentre in altre
aree tra l'osso mineralizzato e l'HA si viene a disporre un materiale basofilo, non
mineralizzato.
Questa sostanza, cromaticamente simile al materiale che riveste le lacune osteocitarie,
appare di spessore maggiore nei casi in cui si ha una attiva formazione di osso sulla HA
(Piattelli e Trisi, 1993).
Con il microscopio confocale a scansione laser in fluorescenza (Pawley, 1989; Bertero e
coll., 1990; Boyde e coll., 1990) è possibile evidenziare la presenza di una sottile linea
fluorescente in molte zone dell'interfaccia, corrispondente alla struttura basofila
osservata in microscopia ottica (Piattelli e Trisi, 1993, 1994). In trasmissione è, invece,
possibile osservare uno strato di materiale di colore scuro, simile alle linee cementanti
(«reversal lines») che si osservano nel tessuto osseo (Van Blitterswik e coll., 1985).
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 38/57
38
Questa struttura potrebbe essere stata prodotta dalla deposizione di materiale organico
sulle superfici dell'osso e dell'HA.
Nello spessore dei coatings di HA è possibile osservare materiale basofilo non
mineralizzato con un aspetto granulare o lamellare; l'aspetto istologico e le proprietà
istochimiche di questo materiale sono molto simili alla matrice osteoide ed alla lamina
limitans degli osteociti (De Lange e Donath, 1989; Donath, 19C)O; Piattelli e Trisi,
1993,1994).
Come per l'interfaccia titanio-osso, anche nella HA è possibile osservare quindi
differenti aspetti microscopici che potrebbero essere spiegati con l'esistenza di un
interscambio metabolico dinamico a livello delle strutture dell'interfaccia (Sautier e
coll.l 1C)91; Okumura e coll., 1991; De Bruijn e coll., 1992).
Lo studio ultrastrutturale dell’interfacie osso-HA presenta problemi tecnici di
preparazione molto simili a quelli che si presentano nello studio del titanio. Infatti la
preparazione di sezioni fini di 500 angstrom, tali da poter essere studiate al TEM,
richiede la rimozione del titanio e la decalcificazione dell'HA. Gli studi, tuttavia
effettuati, sebbene non esenti da dubbi, hanno dimostrato la presenza di una lamina
limitans simile a quella osservabile nel titanio dello spessore di 20-100 Al riscontrabile
anche nella lacuna osteocitaria. Osso mineralizzato si osserverebbe ad una distanza di
circa 200 angstrom, mentre una struttura ossea ordinata a circa 500 angstrom dalla
superficie dell'HA (Tracy e Doremus, 1984; Van Blitterswijk e coll., 1985; Van
Blitterswijk e coll.. 1990 ; De Lange e coll., 1990). Studi effettuati su colture di
osteoblasti in ,vitro hanno dimostrato, contrariamente, che uno strato di cristalli di HA
naturale si deposita direttamente sulla superficie dell'HA naturale, senza interposizione
di alcuna matrice amorfa.
Impianti a vite in titanio trattato
Tali impianti offrono un significativo aumento dell’area di superficie rispetto agli
impianti in Ti liscio, aumentando la ritenzione meccanica e il contatto osso-impianto.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 39/57
39
Il procedimento utilizzato RBM (resorbable blast media) crea sull’impianto una
superficie ruvida priva di elementi inquinanti. Tale procedimento si avvale di una
sabbiatura a mezzo di idrossilapatite riassorbibile. L’enorme vantaggio di tale tecnica è
quello di utilizzare un materiale completamente biocompatibile.
Le caratteristiche ibride dell’impianto uniscono i vantaggi di una superficie ruvida per
una migliore osseointegrazione rispetto impianti con superficie liscia per un miglior
mantenimento dei tessuti molli. Solitamente tali impianti sono realizzati in titanio
commercialmente puro di grado 3.
Questa tipologia di impianti non presenta rivestimenti superficiali; necessita dunque una
maggiore attenzione per quanto riguarda la osseointegrazione del metallo. Per favorire
ciò la superficie della vite viene sterilizzata, prima del packaging, con raggi gamma.
Il titanio utilizzato per questa struttura è sempre del tipo commercialmente puro di
grado 3.
Impianti rivestiti in TPS
I rivestimenti in TPS (Titanio Plasma Spray) sono impiegati con successo da molti anni,
sia negli impianti ortopedici che in quelli dentali. Il rivestimento in plasma spray di
titanio puro aumenta notevolmente l’area di superficie dell’impianto, e la ritenzione
meccanica nell’osso al momento dell’inserimento.
Come si riscontra nell’immagine al SEM, le numerose asperità sulla superficie TPS
consentono un’integrazione “tridimensionale” e quindi una solida interconnessione.
Per il rivestimento in TPS si utilizza un processo avanzato in plasma spray sotto vuoto
(VPS), in grado di produrre un rivestimento metallurgicamente saldato al substrato
dell’impianto. Tale rivestimento presenta inoltre eccezionali proprietà di resistenza alla
trazione, al taglio e a fatica.
Il corpo dell’impianto è solitamente realizzato in lega di titanio Ti6Al4V.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 40/57
40
Fino da 1989 si sono commercializzati impianti rivestiti in idrosilapatite di elevata
qualità. Questo rivestimento clinicamente testato è perfettamente in regola con le
normative riguardanti lo standard di purezza FDA e ASTM.
Anche nel caso di impianti rivestiti di HA il corpo centrale è costituito di lega Ti6Al4V
per i motivi visti prima.
Esistono principalmente due tipologie di impianto rivestito: quello cilindrico e quello a
vite. Nel secondo caso abbiamo una maggiore superficie di contatto con l’osso ed una
buona ritenzione meccanica.
Un tempo si utilizzavano impianti con testa avente un foro esagonale ed inseribili
attraverso chiavi ortodontiche (vedi capitolo 4), ultimamente gli impianti sono realizzati
con teste esagonali applicabili nell’osso attraverso apposito cicchetto.
Gli strumenti ortodontici per mettere in opera gli impianti (chiavi, cicchetti, maschiatori,
alesatori, punte da trapano ,ecc.) sono realizzati quasi in toto o in acciaio inox o in
nitruro di titanio e titanio (a causa della simile, ma maggiore resistenza meccanica
rispetto agli impianti).
ALTRE APPLICAZIONI ORTODONTICHE
Vedremo ora, nelle altre applicazioni ortodontiche, i componenti realizzati in Ti o sue
leghe e ne analizzeremo,in modo conciso, la loro funzione.
Protesi avvitata
La protesi avvitata è composta da impianto, pilastro, cilindro e vite di tenuta e permette
di realizzare:
Dente singolo e ponte;
Protesi mobile con ritenzione a barra;
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 41/57
41
Protesi fissa cementata
La protesi fissa cementata è composta da impianto, pilastro e vite di fissaggio e
permette di realizzare:
Protesi cementate come nelle tradizionali tecniche di protesi fissa;
Dente singolo o ponti a più elementi;
Vediamo i componenti realizzati in Ti:
La vite di fissaggio può essere realizzata in oro o titanio; si preferisce, visto il minor
prezzo del Ti rispetto all’oro, optare per soluzioni in titanio.
Overdenture
L’overdenture è composta da impianto, pilastro e femmina ritentiva e permette di
realizzare protesi totalmente mobili.
Scheletrati
Gli scheletrati sono delle soluzioni che permettono di montare i denti su un supporto
resinoso nel quale è stato inglobato un arco di titanio puro, oro o lega Cr-Co che andrà
ancorato in maniera mobile (clips o ganci) o fissa alla bocca.
Tale arco di titanio è impropriamente detto scheletrato (anche se la parola si riferisce in
realtà a tutta la soluzione ortodontica).
Lo scheletrato in titanio è realizzato attraverso fusione e colata in forni fusori tipo
TITEC F205M e, se possibile, vengono realizzati con assenza di saldature.
L’utilizzo di un unico metallo (quale il titanio) permette di eliminare il rischio di una
corrosione di contatto galvanica nel cavo orale, solitamente data dalla presenza di
diverse leghe.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 42/57
42
Soluzioni su impianti
Per realizzare una struttura mobile, bloccata su impianti si ricorre ad una barra primaria
lamellare fresata in titanio solidale alla mandibola e ad una barra secondaria incapsulata
nella resina dell’arco dentario mobile.
Queste due strutture (superiori ed inferiori) sono realizzate completamente in titanio
puro (grado 3) ed oltre ai vantaggi di igiene-fonesi ed estetica sarà possibile non alterare
nel tempo i parametri biologici.
Strumenti ortodontici e chirurgi in titanio e nitruro di titanio
Prevalentemente gli strumenti in titanio servono per trattare e montare impianti dentali.Faremo qui di seguito una carrellata da strumenti con la relativa descrizione.
ADESIONE TRA TITANIO E CERAMICA
Le leghe in titanio e le ceramiche utilizzate per applicazioni ortodontiche, devono
presentare caratteristiche chimico-fisiche indispensabili per poter raggiungere
soddisfacenti valori delle forze di legame.
Tra le caratteristiche più importanti bisogna prestare particolare attenzione all’intervallo
di fusione e al coefficiente di dilatazione termica dei due materiali .
La caratteristica più importante riguarda l’intervallo i fusione dei due componenti. Il
titanio reagisce con l’ambiente quando le temperature sono maggiori di 800°C, infatti il
Ti a 889°C cambia il suo stato cristallino da esagonale compatto hcp (fase alfa), nella
fase cubica a corpo centrato bcc (fase beta), con seguenti variazioni volumetriche che
influenzerebbero l’interfaccia titanio-porcellana durante la sinterizzazione.
La maggior parte delle ceramiche convenzionali viene cotta a temperature comprese tra
900-1100°C, quindi non possono essere utilizzate col titanio. Per ovviare a questi gravi
inconvenienti si adottano dei particolari tipi di ceramiche, appositamente elaborate per
l’unione col Ti (come le ceramiche vetrose idrotermiche).
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 43/57
43
Esse hanno particolarità di avere una struttura costituitala una fase complementare
vetrosa, senza la presenza di fasi cristalline.
Grazie alla loro natura esse presentano temperature di transizione vetrosa di 450°C e
temperature di cottura di 600-1000°C, notevolmente più basse rispetto alle ceramiche
tradizionali come ad esempio quelle feldspatiche.
Un’altra caratteristica fondamentale del titanio e delle ceramiche per CERMET (per
manufatti metallo-ceramici), a cui bisogna prestare particolare attenzione, è il
coefficiente di dilatazione termica (c.d.t.) di ciascuno. E’ necessario infatti che quello
del titanio sia leggermente superiore a quello delle masse ceramiche.
In questo modo, durante i raffreddamenti successivi alle fasi di sinterizzazione degli
strati ceramici, questi vengono compressi dalla lega che si contrae maggiormente. Lo
stato di compressione della ceramica è fondamentale poiché essa, come tutte le sostanze
vetrose resiste bene agli sforzi di compressione, ma è estremamente instabile e si
frattura se sottoposta a sforzi di trazione.
Il coefficiente di dilatazione termica del titanio è 8.4x10-6 °C-1, e quello delle sue leghe
si discosta di poco (per la Ti6Al4V vale 8.5x10-6 °C-1). Il c.d.t. della porcellana dipende
principalmente dal suo contenuto di ossidi alcalini come quelli di potassio e di sodio.
In ogni modo è stato dimostrato che il c.d.t. cambia se si procede da 1 o 5 cotture
successive, infatti il suo incremento viene attribuito alla formazione di cristalli di
leucite, da cui è ipotizzato che la diminuzione delle forze di legame è in parte causata
dalla continua ossidazione del titanio durante le cotture. Quindi le ripetute cotture della
porcellana teoricamente inducono a una disuguaglianza della compatibilità termica nelle
combinazioni metallo-ceramica e una conseguente diminuzione delle forze di legame.
Ad ogni modo un coefficiente di espansione termica della porcellana leggermente più basso rispetto a quello del titanio, è considerato benefico per il legame dei due, è stato
stabilito che la differenza accettabile tra i coefficienti di espansione termica c.d.t. dei
due materiali deve essere 0.5x10-6 °C-1.
I possibili abbinamenti tra i coefficienti di dilatazione termica di titanio e ceramica,
possono essere riassunti in tre casi illustrati in Tabella 5.1 : nel caso A, i c.d.t. di Ti e
ceramica sono uguali. Il caso B si verifica quando il c.d.t. della ceramica è maggiore dei
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 44/57
44
quello della lega. Dopo il trattamento di sinterizzazione della ceramica questa si contrae
maggiormente, al raffreddamento caso B a destra).
Se lo strato metallico è di spessore consistente, la ceramica viene trattenuta da questo e
si frattura con crepe perpendicolari alla superficie metallica, poiché è sollecitata a
trazione (caso B a sinistra). Nel caso C il c.d.t. della ceramica è inferiore a quello del Ti;
è in tale situazione che ci si trova sotto sollecitazione di compressione e, se è
leggermente superiore a quello medio delle masse ceramiche subisce un rafforzamento
senza frantumarsi.
Se la differenza dei coefficienti è eccessiva, la ceramica può fratturarsi per eccesso di
compressione (caso C a sinistra), con distacco di scaglie parallele alla matrice metallica.
Sempre in questo caso, se il substrato metallico non ha spessore consistente, la ceramica
non si frattura ma il sistema si deforma (caso C a destra).
Analizzando a questo punto in modo più approfondito il legame che si instaura tra
titanio-ceramica, esso si considera formato da due componenti principali:
il legame meccanico; il legame chimico;
Per quanto riguarda il legame meccanico, in genere, prima dell'applicazione della
ceramica, la superficie metallica viene sottoposta ad una sabbiatura con polvere di
allumina. Tale operazione elimina le sostanze contaminanti e produce una superficie
molto irregolare dal punto di vista microscopico, con conseguente aumento della
superficie totale disponibile per l'unione con la ceramica. Quando la ceramica viene
cotta sulla superficie del titanio, essa si comporta come un liquido viscoso che bagna
tale superficie e penetra nelle piccole irregolarità presenti in essa.
Con il successivo raffreddamento ed irrigidimento della ceramica si crea quindi
un'interazione meccanica tra i due materiali, con la formazione di un legame meccanicotra di essi.
Nella maggioranza dei casi si ritiene che il principale meccanismo di unione tra titanio e
ceramica sia di natura chimica. Infatti, il titanio, ossidandosi sulla superficie in modo
spontaneo, forma una pellicola di ossidi. Dalla letteratura si evince che, tramite tale
pellicola, si potrebbe instaurare un legame chimico tra i due materiali. E' opportuno
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 45/57
45
osservare che la natura del legame chimico che si instaura tra il titanio e la ceramica e'
ancora oggetto di studio.
Si ritiene, comunque, che gli ossidi superficiali si dissolvano nella ceramica e che
quest'ultima entri in contatto atomico con la superficie del titanio. Durante la cottura
della ceramica, inoltre lungo l'interfaccia si verifica una diffusione di componenti della
ceramica nello strato superficiale del titanio e viceversa. Tale diffusione riguarda
comunque uno spessore di soli pochi micrometri.
Tutto ciò comporterebbe la formazione di legami chimici primari tra i due materiali,
grazie alla formazione di ponti di ossigeno tra gli atomi dei metalli ossidabili del titanio
e della ceramica. Inoltre contribuirebbero all'unione tra i due materiali anche legami
chimici secondari. Si ricorda, in ogni caso, che per la formazione di una soddisfacente
aderenza tra i due materiali e' necessario che la superficie del titanio sia esente il più
possibile da residue di sostanze contaminanti e che durante la cottura la fase vetrosa
della ceramica la bagni intimamente e penetri in tutte le sue irregolarità.
Se ciò non si verifica in materia soddisfacente, lungo l'interfaccia tra la ceramica e il
titanio possono formarsi numerose porosità che riducono l'adesione tra i due materiali.
Si ricorda, in particolare, che i residui di sostanze organiche presenti sulle superfici del
titanio, possono generare la formazione d prodotti gassosi durante la cottura della
ceramica, con la conseguente formazione di numerose piccole porosità tra i due
materiali; questo può favorire la formazione di incrinature che collegano le porosità
suddette e che si estendono nella ceramica.
Per questi motivi e' opportuno preparare con la massima cura le superfici destinate a
ricevere la ceramica, impiegando i metodi e gli strumenti più idonei. Il legame chimico
tra titanio e ceramica concorre con quello di compressione della ceramica, causato dalleleggere differenze dei coefficienti di dilatazione lineare, e quello meccanico dovuto alla
lavorazione ruvida della superficie del titanio, a rendere stabile l'intero sistema metallo-
ceramica.
Dalle osservazioni precedenti risulta evidente che, dopo un'accurata scelta e
preparazione dei materiali per caratterizzare il legame titanio-ceramica, bisogna
investigare all'interfaccia tra i due.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 46/57
46
Di seguito si illustreranno i risultati recentemente ottenuti dall’equipe di ricerca del
prof. B.Brevaglieri (“La Sapienza” di Roma) raggruppando gli obbiettivi nei seguenti
punti:
1. Descrivere la morfologia e le microstrutture interfacciali dopo l'applicazione della
porcellana su provini in titanio, che hanno subito diversi tipi di trattamenti superficiali.
2. Analizzare la composizione lungo l'interfaccia metallo-ceramica tramite analisi degli
spettri radiografici a dispersione di energia.
3. Valutazione dell'aderenza secondo il metodo proposto dalla prova di aderenza dettato
dalla norma ISO 9693.
Per la realizzazione della fase sperimentale, e' stato scelto del titanio commercialmente
puro di grado 2. La procedura di fusione del titanio puro e' stata eseguita con una
fonditrice ad arco voltaico sotto protezione di gas argon del tipo Orotig 201 F; prima di
passare alla fusione vera e propria e' stato realizzato un cilindro con rivestimento a
legante ceramico per evitare l'eccessiva formazione di alpha-case (pelle da fusione). Le
temperature raggiunte dal forno sono state rispettivamente di:
T° del forno di preriscaldamento: da 0°C a 870°C con velocità di salita di 5°C/min;
T° finale di fusione: 450°C;
La fusione e' stata realizzata sotto un'atmosfera controllata di gas argon. A fusione
terminata il cilindro e' stato raffreddato velocemente, quindi e' stato effettuato un
peanning del manufatto con palline di plastica/vetro per togliere eventuali rivestimenti.
In questo modo sono stati realizzati nove provini uguali di dimensioni 54x13x1,5 mm.
I provini sono stati denominati in maniera diversa, poiché hanno subito procedure
diverse per quanto riguarda la preparazione superficiale:
Provini tipo A: il primo gruppo di provini, denominati A1, A2, A3 non hanno subitoalcun trattamento superficiale. Come si e' appena visto, essi provengono da fusione e
poiché il titanio ad elevata temperatura aumenta la sua reattività con l'ossigeno e il
rivestimento, e' ricoperto dal noto alpha-case. Si e' voluto quindi mantenere per questi
primi tre provini, l'alpha case originario da fusione.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 47/57
47
Provini tipo B: i provini B1, B2, B3, hanno subito un'asportazione dell'alpha-case
mediante un trattamento superficiale con frese al nitruro di zirconio e preparazione della
superficie con sabbiatura di biossido di alluminio a 250 micron.
Provini tipo C : i provini C1, C2, C3, provenienti anch'essi da fusione sono stati
inizialmente trattati con frese al nitruro di zirconio, quindi sabbiati con biossido di
alluminio a 250 micron e subito sottoposti ad una ossidazione sotto vuoto da 500°C a
800°C.
Su tutti i 9 provini e' stato poi applicato il rivestimento ceramico. Su i provini A e B e'
applicato un rivestimento di ceramica di Tipo 1, mentre sui provini di tipo C e' stata
applicata ceramica di Tipo 2 la cui composizione e' illustrata nella Tabella 5.2.
ossido ceramica Tipo 1 ceramica Tipo 2
SiO2 53.1% 49.4%
Al2O3 14.9% 3.2%
K 2O 8% 14.2%
Na2O 6%BaO 5.8%
CaO
TiO2 3.3% 6%
ZrO2
SnO2 20.2%
Altri 9.2% 4%
Ceramica utilizzata per provini A-B
Ceramica utilizzata per provini C
Tabella 5: composizione delle ceramiche utilizzate.
Dopo la cottura degli strati di ceramica, tutti i provini sono stati sezionati con una sega
diamantata raffreddata ad acqua, asportando una parte del provino lunga 4 mm (ossia di
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 48/57
48
dimensioni 54x13x1,5 mm). Tali sezioni dei provini sono state quindi inglobate in
resina autopolimerizzante per l'analisi al microscopio elettronico. Dopo la completa
polimerizzazione della resina, gli assemblati sono stati poi puliti agli ultrasuoni per 10
minuti e quindi lucidati mediante carte abrasive al SiC 240, 320, 400, 600. La pulitura
finale dei campioni e' stata effettuata su piatti rotanti con pasta pulente di ossido di
alluminio da 1 micron e da 0,3 micron. I campioni sezionati sono stati quindi rivestiti
con un sottilissimo strato di carbonio a conduzione elettrica per l'esame SEM.
I provini ridotti a dimensioni pari a 50x13x1,5 mm dall'asportazione dei provini
destinati all'analisi al SEM, sono stati sottoposti alla prova di adesione. Per lo sviluppo
della prova di adesione si e' fatto riferimento alla norma UNI-EN-ISO 9693, tale
normativa specifica i requisiti e i metodi di prova per i prodotti metallo-ceramica
utilizzati nelle restaurazioni dentali.
Dopo aver applicato la ceramica sui provini, questi sono stati piegati a 90 gradi,
appoggiandoli con la loro parte centrale su un cilindro di 10 mm di diametro, in modo
che la ceramica si trovi sul lato opposto rispetto a quello che entra in contatto con il
cilindro, la ceramica, cioè si trova sul lato sottoposto a trazione.
Le piastrine sono state quindi raddrizzate e, dopo aver allontanato le parti in ceramica
staccatesi ma ancora aderenti, si è passati al SEM per analizzare le aree dalle quali la
ceramica si è staccata valutando la percentuale di superficie sulla quale la ceramica è
trattenuta in superficie.
Provini del tipo A : in Figura 5.1 e' rappresentata un'immagine monocromatica
ingrandita (x200) al SEM dell'interfaccia titanio-ceramica, prima della prova di
adesione. La parte scura a sinistra rappresenta la ceramica Tipo 1, la parte chiara a
destra la matrice di titanio. In Figura 5.2 è mostrata una micrografia della superficiedella matrice di titanio dopo la prova di adesione. Risultano evidenti le cricche
trasversali derivanti dalla piegatura; le aree di colore scuro rappresentano la ceramica
trattenuta sulla superficie del titanio (area chiara).
Provini del tipo B sulla superficie di titanio dopo la piegatura risultano evidenti le
cricche trasversali derivanti dalla piegatura stessa. L'area chiara rappresenta la matrice
di titanio, vi sono rare tracce di ceramica (isole scure). Si è avuta anche in questo caso,
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 49/57
49
una completa eliminazione della ceramica dal titanio per cui la superficie si presenta
piana e priva di irregolarità.
Provini del tipo C: Si nota all'interfaccia con il titanio, uno strato sottile e continuo di
colore più chiaro, dello spessore di 6-7 micron circa, che si adatta alla superficie del
titanio ricalcandone le irregolarità.
Si e' visto in questo studio che, con le procedure di fusione attualmente praticate, si
forma sulla superficie del titanio, una scoria superficiale di ossido di titanio di spessore
variabile.
Al di sotto della scoria di ossido, inoltre, esiste una regione in cui e' presente ossigeno in
soluzione solida, Ti(0), immediatamente sopra lo strato superficiale del titanio puro.
Dopo l'applicazione della ceramica, risulta evidente che qualsiasi tipo di ossido, sia
quello formato dalla grande stabilità termodinamica del titanio (provini tipo A), sia
quello proveniente solo dalla soluzione solida nel caso in cui la scoria di ossido sia stata
asportata (provini tipo B), sia quello in cui si forma un ossido sottile (provini tipo C),
reagisce con la ceramica diffondendosi nella stessa durante il trattamento termico di
cottura.
In questi casi, dopo la prova di aderenza, il distacco tra i due materiali è avvenuto
principalmente all'interfaccia titanio/ossido di titanio, generando una frattura di tipo
adesivo, che ha comportato fenomeni di delaminazione per i provini del tipo B.
Il distacco dei provini di tipo A è stato causato da una frattura di tipo misto, ma ha dato
comunque un legame insoddisfacente.
Per ottenere un legame tra i due materiali e' necessario che reazioni leganti avvengano
all'interfaccia titanio/ceramica. La stabilità termodinamica dell'ossido di titanio è
maggiore di quella dei vari ossidi di cui la ceramica è costituita; è quindi importanteanche analizzare la stabilità degli ossidi che costituiscono la ceramica per favorire lo
scambio chimico tra ceramica e ossido di titanio.
Un trattamento di sabbiatura seguito da un'ossidazione sottovuoto, così come effettuato
nella nostra metodologia (provini tipo C), fa sì che il titanio, a cottura completata, formi
il suo strato di ossido interagendo con gli ossidi della ceramica stessa contenenti Sn
formando quindi una reazione legante all'interfaccia. L'aderenza in questo caso è
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 50/57
50
maggiore del 50%, come richiesto dalle normative; particolarmente importante è che la
ceramica descritta nella Tabella 5.3 e usata per il provino C ha un alto contenuto di Sn
che avendo una minore affinità per l'ossigeno del titanio favorisce la reazione
all'interfaccia.
La stessa aderenza non si ha con il provino di tipo B in quanto, non eseguendo una
preossidazione e non essendo la ceramica composta da ossidi termodinamicamente poco
stabili, non è favorita la reazione all'interfaccia.
Conclusione: il legame titanio/porcellana dipende dal tipo di reazioni che si svolgono
all'interfaccia.
La formazione di un film d'ossido, di tipo termodinamico sulla superficie del titanio,
porta, dopo la prova di adesione, un'elevata delaminazione della porcellana.
Solo la formazione di una sottile pellicola di ossidi sulla superficie del titanio abbinata
ad una composizione della ceramica con ossidi poco stabili porta ad una unione chimica
tra titanio e ceramica con forte aderenza 60% come illustrato in Tabella 5.3.
E' da considerare inoltre che gli ossidi superficiali si dissolvono nella ceramica e
viceversa in contatto con la superficie del titanio.
LAVORAZIONI ORTODONTICHE DEL TITANIO
Fusione
Dal 1990 esistono in commercio macchine per la fusione del titanio senza che la sua
struttura cristallina possa essere alterata. Ciò nonostante i rivestimenti idonei a ricevere
una fusione così pura senza alterarla entrano in scena due anni più tardi circa.
Figura 6.1 : apparato per la fusione del titanio Orotig 200F.
Da questo momento non è difficile notare che il titanio trova un sempre più ampio uso
nelle protesi odontoiatriche.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 51/57
51
Questo è dovuto soprattutto alle sue caratteristiche vantaggiose per le ricostruzioni
odontoiatriche quali: la biocompatibilità, la resistenza alla corrosione, la bassa
conduttività termica e il basso peso specifico del materiale. Specialmente nel campo
dell'implantologia il titanio trova un uso sempre più frequente per le strutture su
impianti.
Dall'evoluzione del precedente modello a doppia camera (vedi Figura 6.1) dove la
fusione e colata avvenivano in camere separate, è nata l'ultima innovazione nella
fusione e colata del Titanio. Il sistema monocamera (brevetto Orotig) permette di
ottimizzare le caratteristiche della pressofusione nella colata del titanio.Questa nuova
configurazione monocamera, permette di fondere il Titanio, sul crogiolo di rame,
vicinissimo al cono di alimentazione del cilindro di colata così da avere un tempo di
trasferimento più breve del Titanio fuso dal crogiolo al modellato, mantenendone la
massa più calda e compatta e con tempi di riempimento del modellato molto più rapidi.
Queste caratteristiche portano ad una riproduzione estremamente fedele dei margini
delle modellazioni e l'utilizzo di tecniche più semplici da parte dell'operatore.
La stessa configurazione monocamera permette di fondere il Cromo-Cobalto con la sola
sostituzione del crogiolo.
Vantaggi principali:
Il titanio fuso è vicinissimo al cono di alimentazione del cilindro di colata ;
Il trasferimento del titanio fuso dal crogiolo al cilindro di colata, risulta molto breve e la
massa di titanio rimane molto compatta ;
Il titanio perde meno calore e viene quindi iniettato nel cilindro ad una temperatura più
elevata ;
Doppia valvola di sovra-pressione per una iniettata del titanio pressoché istantanea ;Riproduzione estremamente fedele dei margini delle modellazioni ;
Semplicità nelle operazioni di caricamento e posizionamento del cilindro di colata nella
fonditrice ;
Doppio controllo del vuoto tramite dispositivo analogico, per basso livello di vuoto, e
sonda Pirani per verifica dell'alto vuoto ;
Sistema di fusione completamente automatico;
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 52/57
52
Tecnica di laboratorio semplificata;
La saldatura laser rappresenta oggi la soluzione più veritiera e futurista
nell'assolvimento delle metodiche e delle normative che riguardano l'unione e
l'assemblaggio di componenti protesiche dentali. Saldare con il laser diventa così non
solo un sistema avanzato, ma si trasforma in una filosofia di lavoro che mira alla totale
biocompatibilità, tanto quanto alla ergonomizzazione dell'operatività e della gestione
dell'impresa. La migliore integrazione nel laboratorio è rappresentata soprattutto dalla
facilità d'installazione e di utilizzo. Tutto ciò nel totale rispetto
Elettroerosione
Il fresaggio dell’apparecchio in titanio prodotto ha la funzione di eliminare le eventuali
forze (quelle verticali verso il basso, le trasversali e le orizzontali ) che nascono nel caso
eventuale esistessero delle imprecisioni di montaggio o di sagomatura dell’eventuale
protesi o scheletrato.
Il frenaggio si esegue principalmente per elettroerosione del metallo.
L'elettroerosione è in uso da quasi 50 anni nell'industria degli utensili e degli stampi.
L'idea dell'elettroerosione venne, da parte dell'uomo, dall'osservazione del fulmine: una
forma naturale di elettroerosione. Alla fine del 1700 Sir Joseph Priestij studiò il
fenomeno della scarica elettrica e il suo effetto erosivo sui conduttori metallici.
Poco dopo la II Guerra Mondiale, i fratelli russi Lazarenko annunciarono la loro prima
macchina ad erosione elettronica. I progressi tecnologici che si sono avuti tra gli anni
1950 e gli anni 1970 hanno fatto sì che l'elettroerosione divenisse un'importante
processo di fabbricazione per l'industria.
Particolarmente importante è stata l'invenzione del transistor, perché i comandi a stato
solido hanno aumentato la velocità e l'affidabilità dell'apparecchiatura.L'applicazione della tecnologia dei computer durante gli anni '70, ha fornito maggiore
accuratezza al processo ed ha reso possibile lo sviluppo di macchine per elettroerosione
più sofisticate.
L'elettroerosione può essere definita un processo di rimozione del metallo che,
attraverso un elettrodo di polo opposto, attiva delle scintille attraverso un campo
magnetico. Tutta questa lavorazione è eseguita in mezzo liquido fluido in condizioni

7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 53/57
53
accuratamente controllate: il mezzo fluido, solitamente un olio fluido, viene chiamato
olio dielettrico.
Esso funge da isolante, conduttore e refrigerante e sciacqua via le particelle di metallo
asportate dalle scintille.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 54/57
54
Conclusioni
Il titanio grazie alle sue caratteristiche si sta imponendo sin molti settori commerciali, in
particolare abbiamo visto come le sue qualità ne facciano un elemento di elezione nel
campo medicale, non possiamo che aspettarci un suo sempre più largo impiego, anche
in unione ad altri materiali compositi.
Da alcuni anni i ricercatori hanno cominciato a prendere in considerazione il Ti come un
materiale utilizzabile nell'odontoiatria restauratrice ed in implantologia, soprattutto per
la sua biocompatibilità ma anche per la resistenza alla corrosione, il basso peso
specifico (4 volte inferiore a quello dell'Oro) e la sua bassa conducibilità termica (14
volte minore a quello dell'Oro). Ne sono esempi del suo impiego da parte dell'industria,
la realizzazione degli impianti, componenti protesici, perni monconi, fili ed archi per
ortodonzia.
Gli odontotecnici e gli odontoiatri sono stati indotti a iniziare a utilizzarlo come
materiale per i restauri orali, soprattutto per alcune tra le sue proprietà come quelle di:
biotollerabilità, resistenza alla corrosione, atossicità, assenza di sapore, leggerezza,
durezza, resistenza alla masticazione.
I principali argomenti contro il Ti possono essere così riassunti: fusione non
sufficientemente precisa; formazione di uno strato di ossido sulle superfici; distacchi del
rivestimento in ceramica; porosità interne; porosità superficiali che permettono
accumuli di placca maggiori che con leghe tradizionali.
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 55/57
55
BIBLIOGRAFIA
Titanium '92-Science and technology, Volume III, 1992, San Diego
California
Encyclopedia of Materials Science and Engineering, Vol. 7, 1986
Ull mann's Encyclopedia of Industrial Chemistry, Vol. 27, 1996
K. Youring-Wom, R. Wagner, M. Yamaguchi, Gamma Titanium
Alluminides, 1995
Titanium technology: present status and future trends, 1985, Dayton OH
J.S. Montgomery, M.G.H.Wells, B.Roopchand, J.W. Ogilvj, Low-Cost
Titanium Armors for Combat Vehicles, May 1997, Journal of Materials
(JOM), pag 45-47
R.W. Schutz, H.B. Watkins, Recent developments in titanium alloy
application in the energy industry, A243 1998, Materials Science and
Engineering, pag305-315
W.D.Brewer, R.K. Bird, T.A. Wallace, Titanium alloys and processing for
high speed aircraft, A243 1998, Materials Science and Engineering, pag
299-304
P. Bartolotta, J. Barrett, T. Kelly, R. Smashey, The Use of Cast Ti-48Al-
2Cr-2Nb in Jet Engines, May 1997, JOM, pag 48-50,76
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 56/57
56
C.S. Shira, F.H. Froes, Advanced Materials in Golf Clubs: The Titanium
Phenomenon, May 1997, JOM, pag 35-37
A.M. Sheman, C.J. Sommer, F.H. Froes, The Use of Titanium in Production
Automobiles: Potential and Challenges, May 1997 JOM, pag 38-41
M. Fidanza, Nuovi biomateriali per le protesi d'anca,
F.H. Froes, The Titanium Market: Maturing after 40 Years of Instability,
May 1997, JOM, pag 34
F.H. Froes, Titanium and Other Light Metals: Let's Do Something About
Cost, September 1998, JOM, pag 15
M.M. Keller, P.E. Jones, W.J. Poter III, D.Eylon, The Development of Low-
Cost TiAl Automotive Valves, May 1997, JOM, pag 42-44
F.H. Froes, Fifteenth International Titanium Association Applications
Conference, April 2000, Light Metal Age, pag 76-79
D. Chandley, Use of gamma titanium aluminide for automotive engine
valves, Vol. 18, 2000 Metallurgical Science and Technology, pag 8-11
L. Torrisi, Nitridation processes of titanium for biomedical protheses, Vol.
17, 1999, Metallurgical Science and Technology, pag 27-30
A.D.Hartmann, S.J.Gerdemann, J.S. Hansen, Producing Lower-Cost
Titanium for Automotive Applications, September 1998, JOM, pag 16-19
7/16/2019 intro Titanio e Leghe _ Fino a Pag 21 e Da 27 a 30
http://slidepdf.com/reader/full/intro-titanio-e-leghe-fino-a-pag-21-e-da-27-a-30 57/57
WEB
www.bonesystem.org
www.medphys.ucl.ac.uk
www.alleghenytechnologies.com/titanium
www.orotig.atfreweb.com
www.cevolini.com