GMT - magnaboscolame.com · Analizzare l’applicazione di taglio (tipologia materiale) 3...
16
GMT Lame a nastro Magnabosco Guido Srl Via dell’Industria 56, 36071 Arzignano (VI) tel. 0444 450404 fax 0444 450462 www.magnabosco.it e-mail: [email protected] NUMERO 1
Transcript of GMT - magnaboscolame.com · Analizzare l’applicazione di taglio (tipologia materiale) 3...
www.magnabosco.ite-mail: [email protected] Guido Srl Via dell’Industria 56,
36071 Arzignano (VI)tel. 0444 450404fax 0444 450462
GMT
1
GMT
Lame a nastro
Magnabosco Guido SrlVia dell’Industria 56,36071 Arzignano (VI)
tel. 0444 450404 fax 0444 450462www.magnabosco.it e-mail: [email protected]
NUMERO 1

www.magnabosco.ite-mail: [email protected] Guido Srl Via dell’Industria 56,
36071 Arzignano (VI)tel. 0444 450404fax 0444 450462
GMT
2
MAGNABOSCOVELOCITÀ
Entro 24 ore dall’ordine le vostre lame sono pronte per la spedizione
ASSISTENZA6 tecnici di vendita per il nostro servizio di assistenza
tecnica e prove sempre a vostra disposizione per ottimizzare le condizioni di taglio
AFFIDABILITÀLa percentuale di difetti sulle saldature
nel 2011 è stata inferiore allo 0,1%.La percentuale degli ordini evasi,
entro i termini confermati, superiore al 97%.
TECNOLOGIAImpianti di produzione all’avanguardia con macchine di taglio CNC e saldatrici
con cicli di rinvenimento multipli computerizzati.
CONVENIENZAPorto Franco per ordini superiori ai 500 euro netti.
Consegna con corriere espresso in tutta Italia.
Assistenza Tecnica e Ufficio commercialeorario continuato dalle 8.00 alle 18.30
tel 0444 450404 24 ore su 24 ordine e richieste
e.mail: [email protected] fax 0444 450462
4.500 metri coperti, impianti e macchine di ultima generazio-
ne, informatizzazione totale dei processi, magazzino elettro-
nico: questa è la nostra dotazione tecnica governata da 30
persone motivate e appassionate. Il taglio è la prima operazio-
ne in tutte le lavorazioni meccaniche ed è fondamentale partire
nel modo giusto per arrivare ai migliori risultati: dal 1966
siamo a fianco dei nostri clienti perché ciò succeda.
Magnabosco Guido SrlViale dell’Industria 56
36071 Arzignano (VI)
Tel 0444 450404 fax 0444 450462
www.magnabosco.it
Efficienza e cortesia
INFORMAZIONI: ASSISTENZA TECNICA:RICHIESTE D’OFFERTA:
ORDINI:MARKETING:
AMMINISTRAZIONE:
[email protected]@[email protected]@[email protected]@magnabosco.it
www.magnabosco.ite-mail: [email protected] Guido Srl Via dell’Industria 56,
36071 Arzignano (VI)tel. 0444 450404fax 0444 450462
GMT
3
LINEA DI PRODOTTI BIMETALLICI
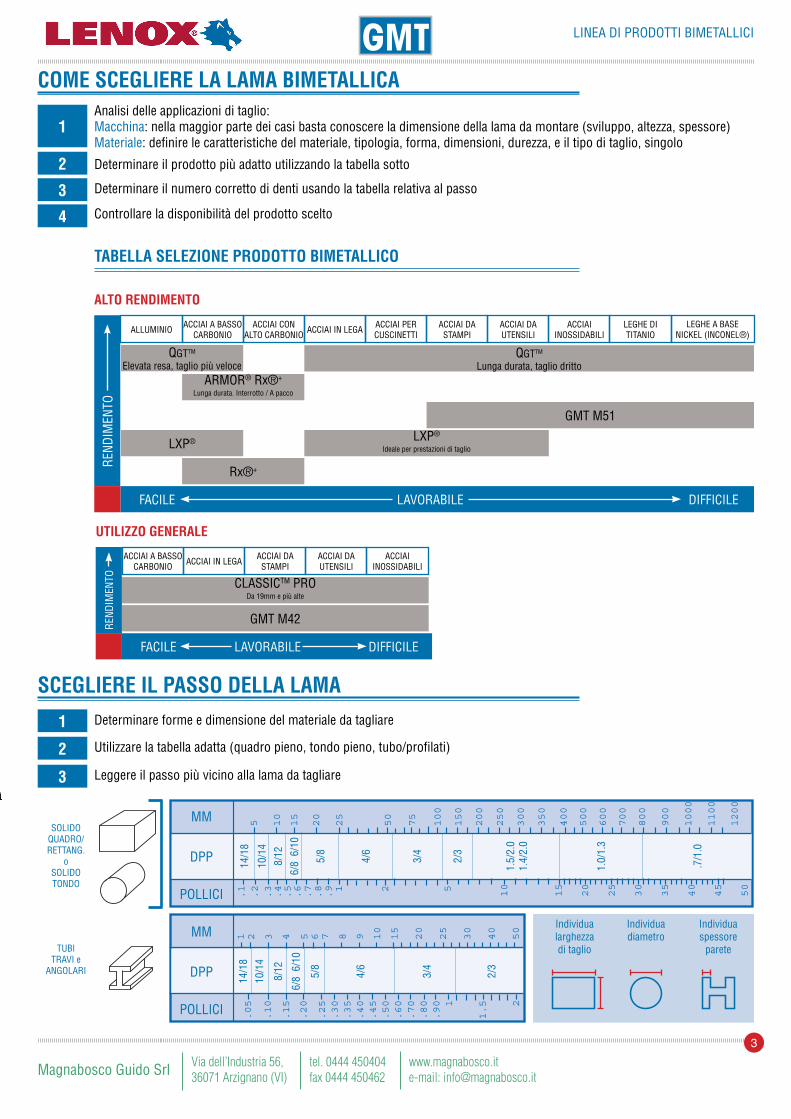
COME SCEGLIERE LA LAMA BIMETALLICA
1
2
3
4
Analisi delle applicazioni di taglio:Macchina: nella maggior parte dei casi basta conoscere la dimensione della lama da montare (sviluppo, altezza, spessore)Materiale: definire le caratteristiche del materiale, tipologia, forma, dimensioni, durezza, e il tipo di taglio, singolo
Determinare il prodotto più adatto utilizzando la tabella sotto
Determinare il numero corretto di denti usando la tabella relativa al passo
Controllare la disponibilità del prodotto scelto
TABELLA SELEZIONE PRODOTTO BIMETALLICO
ALLUMINIO ACCIAI A BASSO CARBONIO
ACCIAI CON ALTO CARBONIO
ACCIAI DA STAMPI
ACCIAI PER CUSCINETTIACCIAI IN LEGA ACCIAI DA
UTENSILILEGHE A BASE
NICKEL (INCONEL®)LEGHE DI TITANIO
ACCIAI INOSSIDABILI
QGTTM Lunga durata, taglio dritto
QGTTM Elevata resa, taglio più veloce
ARMOR® Rx®+
Lunga durata. Interrotto / A pacco
GMT M51
LXP® Ideale per prestazioni di taglioLXP®
Rx®+
REND
IMEN
TO
FACILE LAVORABILE DIFFICILE
ALTO RENDIMENTO
ACCIAI A BASSO CARBONIO ACCIAI IN LEGA ACCIAI DA
STAMPIACCIAI
INOSSIDABILIACCIAI DA UTENSILI
CLASSICTM PRODa 19mm e più alte
GMT M42REND
IMEN
TO
FACILE LAVORABILE DIFFICILE
UTILIZZO GENERALE
SCEGLIERE IL PASSO DELLA LAMA
1
2
3
Determinare forme e dimensione del materiale da tagliare
Utilizzare la tabella adatta (quadro pieno, tondo pieno, tubo/profilati)
Leggere il passo più vicino alla lama da tagliare
.1.2.3.4.5.6.7.8.9 1 2 5 10
15
20
25
30
35
40
45
50
5 10
15
20
25
50
75
100
150
200
250
300
350
400
500
600
700
800
900
1000
1100
1200
MM
POLLICI
DPP
14/1
8
10/1
48/
126/
8 6
/10
5/8
4/6
3/4
2/3
1.5/
2.0
1.4/
2.0
1.0/
1.3
.7/1
.0
.05
.10
.15
.20
.25
.30
.35
.40
.45
.50
.60
.70
.80
.90 1
1.5 2
1 2 3 4 5 6 7 8 9 10
15
20
25
30
40
50
MM
POLLICI
DPP
14/1
810
/14
8/12
6/8
6/1
0
5/8
4/6
3/4
2/3
SOLIDOQUADRO/RETTANG.
o SOLIDOTONDO
TUBITRAVI e
ANGOLARI
Individua larghezza di taglio
Individua diametro
Individua spessore
parete
www.magnabosco.ite-mail: [email protected] Guido Srl Via dell’Industria 56,
36071 Arzignano (VI)tel. 0444 450404fax 0444 450462
GMT
4
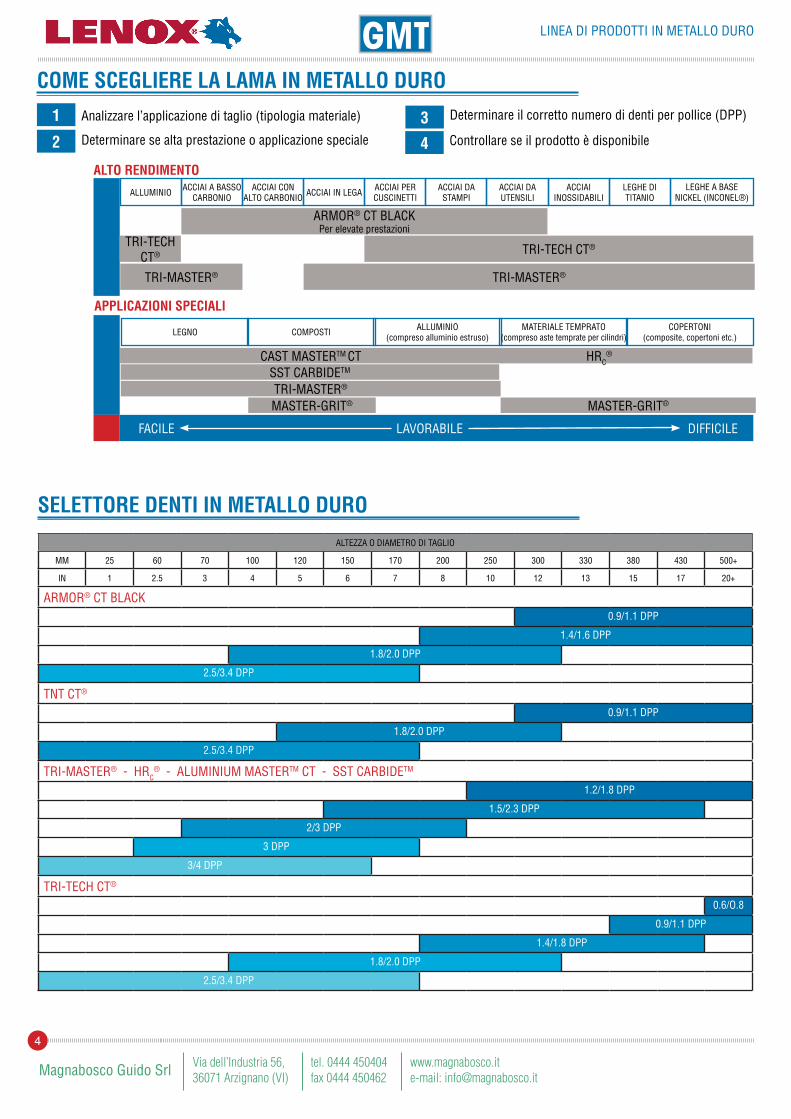
COME SCEGLIERE LA LAMA IN METALLO DURO
1
23Analizzare l’applicazione di taglio (tipologia materiale)
Determinare se alta prestazione o applicazione speciale
Determinare il corretto numero di denti per pollice (DPP)
ALLUMINIO ACCIAI A BASSO CARBONIO
ACCIAI CON ALTO CARBONIO
ACCIAI DA STAMPI
ACCIAI PER CUSCINETTIACCIAI IN LEGA ACCIAI DA
UTENSILILEGHE A BASE
NICKEL (INCONEL®)LEGHE DI TITANIO
ACCIAI INOSSIDABILI
ARMOR® CT BLACKPer elevate prestazioni
TRI-TECH CT®
TRI-MASTER®TRI-MASTER®
FACILE LAVORABILE DIFFICILE
ALTO RENDIMENTO
4 Controllare se il prodotto è disponibile
TRI-TECH CT®
LEGNO COMPOSTI ALLUMINIO(compreso alluminio estruso)
COPERTONI(composite, copertoni etc.)
MATERIALE TEMPRATO(compreso aste temprate per cilindri)
CAST MASTERTM CT HRC®
SST CARBIDETM
MASTER-GRIT®MASTER-GRIT®
APPLICAZIONI SPECIALI
TRI-MASTER®
SELETTORE DENTI IN METALLO DURO
ALTEZZA O DIAMETRO DI TAGLIO
MM 25 60 70 100 120 150 170 200 250 300 330 380 430 500+
IN 1 2.5 3 4 5 6 7 8 10 12 13 15 17 20+
ARMOR® CT BLACK0.9/1.1 DPP
1.4/1.6 DPP
1.8/2.0 DPP
2.5/3.4 DPP
TNT CT®
0.9/1.1 DPP
1.8/2.0 DPP
2.5/3.4 DPP
TRI-MASTER® - HRC® - ALUMINIUM MASTERTM CT - SST CARBIDETM
1.2/1.8 DPP
1.5/2.3 DPP
2/3 DPP
3 DPP
3/4 DPP
TRI-TECH CT®
0.6/O.8
0.9/1.1 DPP
1.4/1.8 DPP
1.8/2.0 DPP
2.5/3.4 DPP
LINEA DI PRODOTTI IN METALLO DURO
www.magnabosco.ite-mail: [email protected] Guido Srl Via dell’Industria 56,
36071 Arzignano (VI)tel. 0444 450404fax 0444 450462
GMT
5
LINEA DI PRODOTTI IN METALLO DURO
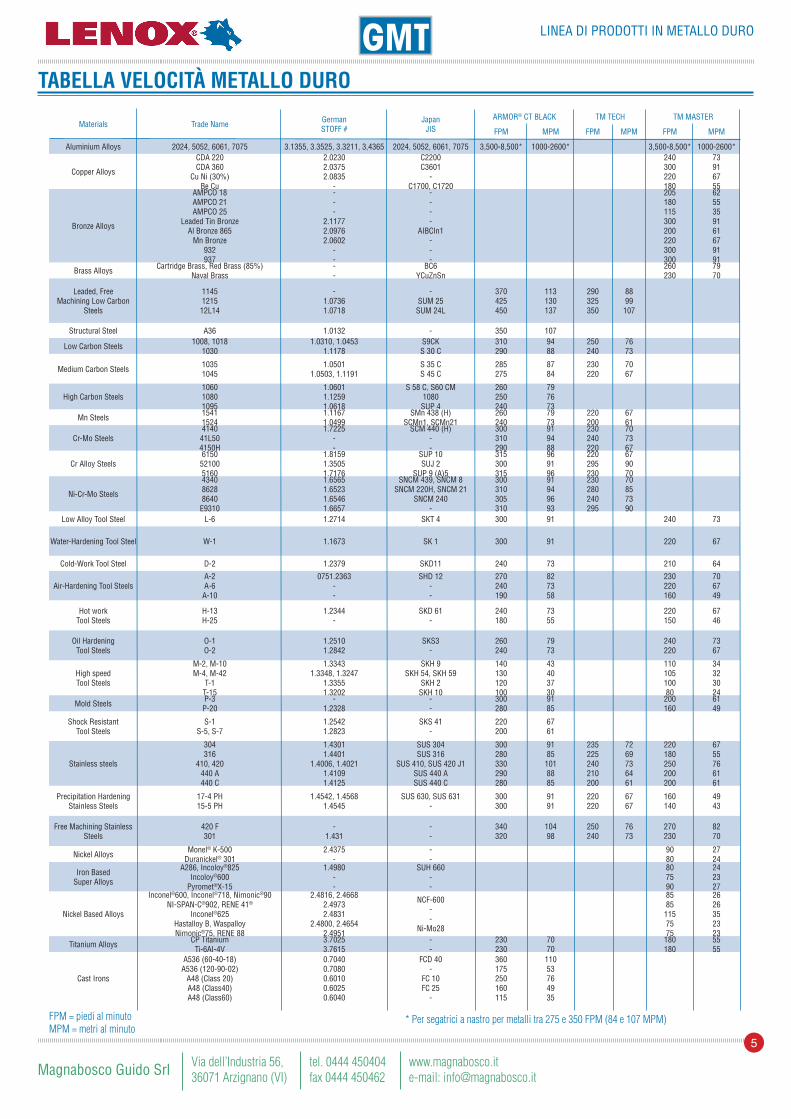
TABELLA VELOCITÀ METALLO DURO
* Per segatrici a nastro per metalli tra 275 e 350 FPM (84 e 107 MPM)
Materials Trade Name GermanSTOFF #
JapanJIS
ARMOR® CT BLACK TM TECH TM MASTER
FPM MPM FPM MPM FPM MPM
Aluminium Alloys 2024, 5052, 6061, 7075 3.1355, 3.3525, 3.3211, 3,4365 2024, 5052, 6061, 7075 3,500-8,500* 1000-2600* 3,500-8,500* 1000-2600*
Copper Alloys
CDA 220CDA 360
Cu Ni (30%)Be Cu
2.02302.03752.0835
-
C2200C3601
-C1700, C1720
240300220180
73916755
Bronze Alloys
AMPCO 18AMPCO 21AMPCO 25
Leaded Tin BronzeAl Bronze 865
Mn Bronze932937
---
2.11772.09762.0602
--
----
AIBCIn1---
205180115300200220300300
6255359161679191
Brass Alloys Cartridge Brass, Red Brass (85%)Naval Brass
--
BC6YCuZnSn
260230
7970
Leaded, Free Machining Low Carbon
Steels
1145121512L14
-1.07361.0718
-SUM 25SUM 24L
370425450
113130137
290325350
8899107
Structural Steel A36 1.0132 - 350 107
Low Carbon Steels 1008, 10181030
1.0310, 1.04531.1178
S9CKS 30 C
310290
9488
250240
7673
Medium Carbon Steels 10351045
1.05011.0503, 1.1191
S 35 CS 45 C
285275
8784
230220
7067
High Carbon Steels106010801095
1.06011.12591.0618
S 58 C, S60 CM1080SUP 4
260250240
797673
Mn Steels 15411524
1.11671.0499
SMn 438 (H)SCMn1, SCMn21
260240
7973
220200
6761
Cr-Mo Steels414041L504150H
1.7225--
SCM 440 (H)--
300310290
919488
230240220
707367
Cr Alloy Steels6150521005160
1.81591.35051.7176
SUP 10SUJ 2
SUP 9 (A)5
315300315
969196
220295230
679070
Ni-Cr-Mo Steels
434086288640E9310
1.65651.65231.65461.6657
SNCM 439, SNCM 8SNCM 220H, SNCM 21
SNCM 240-
300310305310
91949693
230280240295
70857390
Low Alloy Tool Steel L-6 1.2714 SKT 4 300 91 240 73
Water-Hardening Tool Steel W-1 1.1673 SK 1 300 91 220 67
Cold-Work Tool Steel D-2 1.2379 SKD11 240 73 210 64
Air-Hardening Tool SteelsA-2A-6A-10
0751.2363--
SHD 12--
270240190
827358
230220160
706749
Hot workTool Steels
H-13H-25
1.2344-
SKD 61-
240180
7355
220150
6746
Oil HardeningTool Steels
O-1O-2
1.25101.2842
SKS3-
260240
7973
240220
7367
High speedTool Steels
M-2, M-10M-4, M-42
T-1T-15
1.33431.3348, 1.3247
1.33551.3202
SKH 9SKH 54, SKH 59
SKH 2SKH 10
140130120100
43403730
11010510080
34323024
Mold Steels P-3P-20
-1.2328
--
300280
9185
200160
6149
Shock ResistantTool Steels
S-1S-5, S-7
1.25421.2823
SKS 41-
220200
6761
Stainless steels
304316
410, 420440 A440 C
1.43011.4401
1.4006, 1.40211.41091.4125
SUS 304SUS 316
SUS 410, SUS 420 J1SUS 440 ASUS 440 C
300280330290280
91851018885
235225240210200
7269736461
220180250200200
6755766161
Precipitation Hardening Stainless Steels
17-4 PH15-5 PH
1.4542, 1.45681.4545
SUS 630, SUS 631-
300300
9191
220220
6767
160140
4943
Free Machining Stainless Steels
420 F301
-1.431
--
340320
10498
250240
7673
270230
8270
Nickel Alloys Monel® K-500Duranickel® 301
2.4375-
--
9080
2724
Iron BasedSuper Alloys
A286, Incoloy®825Incoloy®600
Pyromet®X-15
1.4980--
SUH 660--
807590
242327
Nickel Based Alloys
Inconel®600, Inconel®718, Nimonic®90NI-SPAN-C®902, RENE 41®
Inconel®625Hastalloy B, WaspalloyNimonic®75, RENE 88
2.4816, 2.46682.49732.4831
2.4800, 2.46542.4951
NCF-600--
Ni-Mo28
85851157575
2626352323
Titanium Alloys CP TitaniumTi-6AI-4V
3.70253.7615
--
230230
7070
180180
5555
Cast Irons
A536 (60-40-18)A536 (120-90-02)
A48 (Class 20)A48 (Class40)A48 (Class60)
0.70400.70800.60100.60250.6040
FCD 40-
FC 10FC 25
-
360175250160115
11053764935
FPM = piedi al minutoMPM = metri al minuto
www.magnabosco.ite-mail: [email protected] Guido Srl Via dell’Industria 56,
36071 Arzignano (VI)tel. 0444 450404fax 0444 450462
GMT
6
FPM = piedi al minutoMPM = metri al minuto
* Queste velocità si riferiscono al taglio di alluminio su segatrici per metalli. Le case specializzate in ta-glio dell'alluminio per produzione in genere utilizzano segatrici per produ-zioni ad alta velocità che tagliano a velocità pari a 3.500-8.500 FPM.(1000-2600 MPM)
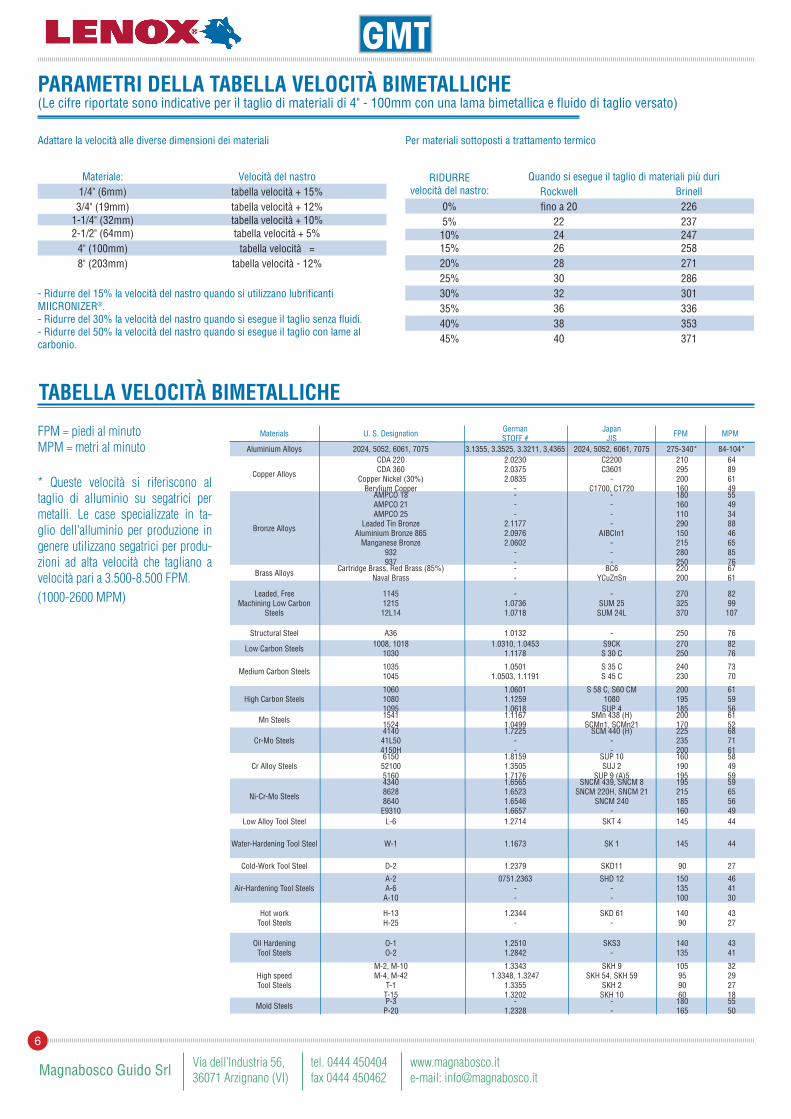
PARAMETRI DELLA TABELLA VELOCITÀ BIMETALLICHE(Le cifre riportate sono indicative per il taglio di materiali di 4" - 100mm con una lama bimetallica e fluido di taglio versato)
Adattare la velocità alle diverse dimensioni dei materiali
Materiale: Velocità del nastro1/4" (6mm) tabella velocità + 15%3/4" (19mm) tabella velocità + 12%
1-1/4" (32mm) tabella velocità + 10%2-1/2" (64mm) tabella velocità + 5%
4" (100mm) tabella velocità =8" (203mm) tabella velocità - 12%
- Ridurre del 15% la velocità del nastro quando si utilizzano lubrificantiMIICRONIZER®.- Ridurre del 30% la velocità del nastro quando si esegue il taglio senza fluidi.- Ridurre del 50% la velocità del nastro quando si esegue il taglio con lame al carbonio.
Per materiali sottoposti a trattamento termico
RIDURREvelocità del nastro:
Quando si esegue il taglio di materiali più duriRockwell Brinell
0% fino a 20 2265% 22 23710% 24 24715% 26 25820% 28 27125% 30 28630% 32 30135% 36 33640% 38 35345% 40 371
TABELLA VELOCITÀ BIMETALLICHE
Materials U. S. Designation GermanSTOFF #
JapanJIS FPM MPM
Aluminium Alloys 2024, 5052, 6061, 7075 3.1355, 3.3525, 3.3211, 3,4365 2024, 5052, 6061, 7075 275-340* 84-104*
Copper Alloys
CDA 220CDA 360
Copper Nickel (30%)Berylium Copper
2.02302.03752.0835
-
C2200C3601
-C1700, C1720
210295200160
64896149
Bronze Alloys
AMPCO 18AMPCO 21AMPCO 25
Leaded Tin BronzeAluminium Bronze 865
Manganese Bronze932937
---
2.11772.09762.0602
--
----
AIBCIn1---
180160110290150215280250
5549348846658576
Brass Alloys Cartridge Brass, Red Brass (85%)Naval Brass
--
BC6YCuZnSn
220200
6761
Leaded, Free Machining Low Carbon
Steels
1145121512L14
-1.07361.0718
-SUM 25SUM 24L
270325370
8299107
Structural Steel A36 1.0132 - 250 76
Low Carbon Steels 1008, 10181030
1.0310, 1.04531.1178
S9CKS 30 C
270250
8276
Medium Carbon Steels 10351045
1.05011.0503, 1.1191
S 35 CS 45 C
240230
7370
High Carbon Steels106010801095
1.06011.12591.0618
S 58 C, S60 CM1080SUP 4
200195185
615956
Mn Steels 15411524
1.11671.0499
SMn 438 (H)SCMn1, SCMn21
200170
6152
Cr-Mo Steels414041L504150H
1.7225--
SCM 440 (H)--
225235200
687161
Cr Alloy Steels6150521005160
1.81591.35051.7176
SUP 10SUJ 2
SUP 9 (A)5
160190195
584959
Ni-Cr-Mo Steels
434086288640E9310
1.65651.65231.65461.6657
SNCM 439, SNCM 8SNCM 220H, SNCM 21
SNCM 240-
195215185160
59655649
Low Alloy Tool Steel L-6 1.2714 SKT 4 145 44
Water-Hardening Tool Steel W-1 1.1673 SK 1 145 44
Cold-Work Tool Steel D-2 1.2379 SKD11 90 27
Air-Hardening Tool SteelsA-2A-6A-10
0751.2363--
SHD 12--
150135100
464130
Hot workTool Steels
H-13H-25
1.2344-
SKD 61-
14090
4327
Oil HardeningTool Steels
O-1O-2
1.25101.2842
SKS3-
140135
4341
High speedTool Steels
M-2, M-10M-4, M-42
T-1T-15
1.33431.3348, 1.3247
1.33551.3202
SKH 9SKH 54, SKH 59
SKH 2SKH 10
105959060
32292718
Mold Steels P-3P-20
-1.2328
--
180165
5550
www.magnabosco.ite-mail: [email protected] Guido Srl Via dell’Industria 56,
36071 Arzignano (VI)tel. 0444 450404fax 0444 450462
GMT
7
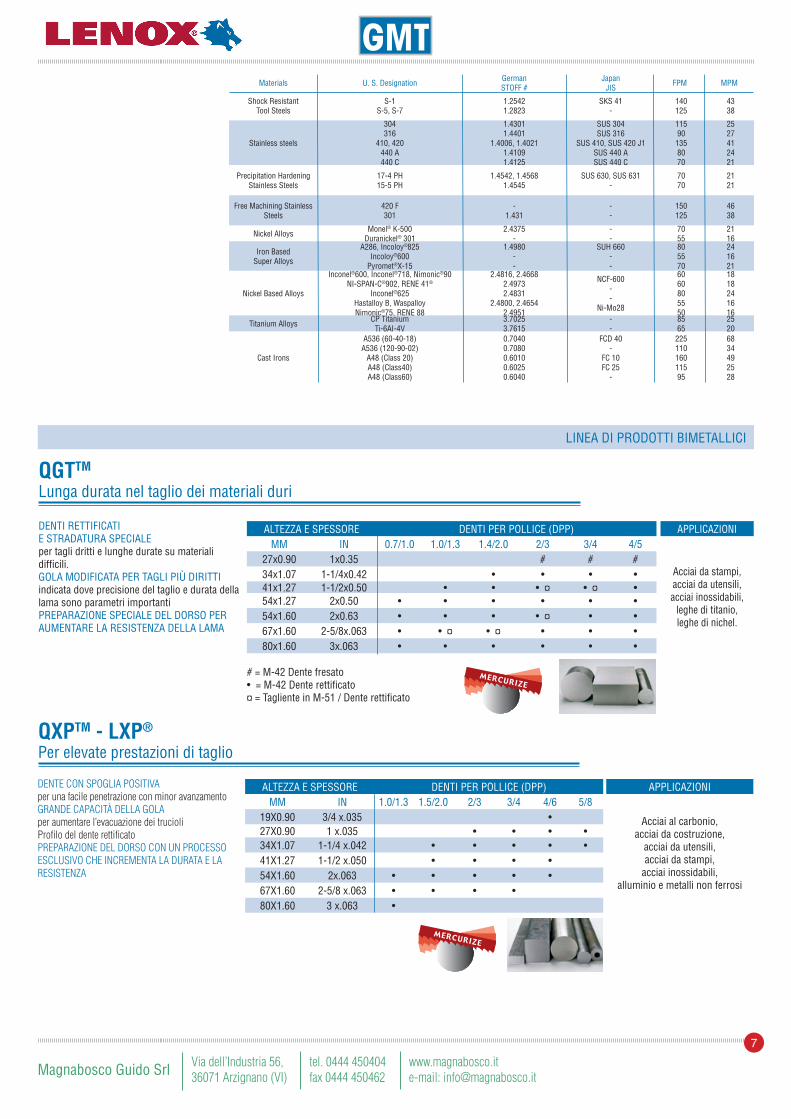
Materials U. S. Designation GermanSTOFF #
JapanJIS FPM MPM
Shock ResistantTool Steels
S-1S-5, S-7
1.25421.2823
SKS 41-
140125
4338
Stainless steels
304316
410, 420440 A440 C
1.43011.4401
1.4006, 1.40211.41091.4125
SUS 304SUS 316
SUS 410, SUS 420 J1SUS 440 ASUS 440 C
115901358070
2527412421
Precipitation Hardening Stainless Steels
17-4 PH15-5 PH
1.4542, 1.45681.4545
SUS 630, SUS 631-
7070
2121
Free Machining Stainless Steels
420 F301
-1.431
--
150125
4638
Nickel Alloys Monel® K-500Duranickel® 301
2.4375-
--
7055
2116
Iron BasedSuper Alloys
A286, Incoloy®825Incoloy®600
Pyromet®X-15
1.4980--
SUH 660--
805570
241621
Nickel Based Alloys
Inconel®600, Inconel®718, Nimonic®90NI-SPAN-C®902, RENE 41®
Inconel®625Hastalloy B, WaspalloyNimonic®75, RENE 88
2.4816, 2.46682.49732.4831
2.4800, 2.46542.4951
NCF-600--
Ni-Mo28
6060805550
1818241616
Titanium Alloys CP TitaniumTi-6AI-4V
3.70253.7615
--
8565
2520
Cast Irons
A536 (60-40-18)A536 (120-90-02)
A48 (Class 20)A48 (Class40)A48 (Class60)
0.70400.70800.60100.60250.6040
FCD 40-
FC 10FC 25
-
22511016011595
6834492528
QGTTM
Lunga durata nel taglio dei materiali duri
DENTI RETTIFICATI E STRADATURA SPECIALE per tagli dritti e lunghe durate su materiali difficili.GOLA MODIFICATA PER TAGLI PIù DIRITTIindicata dove precisione del taglio e durata della lama sono parametri importantiPREPARAZIONE SPECIALE DEL DORSO PER AUMENTARE LA RESISTENZA DELLA LAMA
ALTEZZA E SPESSORE DENTI PER POLLICE (DPP)MM IN 0.7/1.0 1.0/1.3 1.4/2.0 2/3 3/4 4/5
27x0.90 1x0.35 # # #34x1.07 1-1/4x0.42 • • • •41x1.27 1-1/2x0.50 • • • ¤ • ¤ •54x1.27 2x0.50 • • • • • •54x1.60 2x0.63 • • • • ¤ • •67x1.60 2-5/8x.063 • • ¤ • ¤ • • •80x1.60 3x.063 • • • • • •
APPLICAZIONI
Acciai da stampi,acciai da utensili,acciai inossidabili,
leghe di titanio,leghe di nichel.
# = M-42 Dente fresato• = M-42 Dente rettificato¤ = Tagliente in M-51 / Dente rettificato
LINEA DI PRODOTTI BIMETALLICI
QXPTM - LXP®
Per elevate prestazioni di taglio
DENTE cON SPOGLIA POSITIVAper una facile penetrazione con minor avanzamentoGRANDE cAPAcITà DELLA GOLAper aumentare l’evacuazione dei trucioliProfilo del dente rettificatoPREPARAzIONE DEL DORSO cON UN PROcESSO EScLUSIVO chE INcREMENTA LA DURATA E LA RESISTENzA
ALTEZZA E SPESSORE DENTI PER POLLICE (DPP)MM IN 1.0/1.3 1.5/2.0 2/3 3/4 4/6 5/8
19X0.90 3/4 x.035 •27X0.90 1 x.035 • • • •34X1.07 1-1/4 x.042 • • • • •41X1.27 1-1/2 x.050 • • • •54X1.60 2x.063 • • • • •67X1.60 2-5/8 x.063 • • • •80X1.60 3 x.063 •
APPLICAZIONI
Acciai al carbonio,acciai da costruzione,
acciai da utensili,acciai da stampi,
acciai inossidabili,alluminio e metalli non ferrosi

www.magnabosco.ite-mail: [email protected] Guido Srl Via dell’Industria 56,
36071 Arzignano (VI)tel. 0444 450404fax 0444 450462
GMT
8
LINEA DI PRODOTTI BIMETALLICI
DIEMASTER 2®
Appositamente studiata per il taglio di sagome e contorni
TAGLIENTE IN M42per elevate velocità di taglioDisegnata per applicazioni generiche con avanzamento manualeGRANDE RESISTENZA E DURATA
ALTEZZA E SPESSORE VARI-TOOTH® DPP STANDARD DPP HOOK DPPMM IN 6/10 8/12 10/14 14/18 10 14 18 24 3 4 6
6.4x0.64 1/4 x0.25 • • •6.4x0.90 1/4 x0.35 • • •9.5x0.64 3/8 x0.25 • •9.5x0.90 3/8 x0.35 • • •12.7x0.50 1/2 x0.20 ~ ~ ~ ~12.7x0.64 1/2 x0.25 • • • • • • • •12.7x0.90 1/2 x0.35 • • • • •
APPLICAZIONI
Acciai al carbonio, acciai bassolegati, acciai per stampi, acciai per utensili, acciai inossidabili,
lamiere
~ = Taglente in acciaio Matrix
Rx®+ E ARMOR® Rx®+
Con dente rinforzato ideale per tagli di profilati, tubi e materiale a pacco
IL PROFILO DEL DENTE BREVETTATO garantisce una lunga durata, minimizza la risonanza riducendo rumore e vibrazioniLA VERSIONE ARMOR HA UN RIVESTIMENTO DEL DENTE TIALN - NITRURO DI TITANIO ALLUMINIO che garantisce una eccezionale durata della lama
ALTEZZA E SPESSORE DENTI PER POLLICE (DPP)MM IN 2/3 3/4 4/6 5/8 10/14
ARMOR® Rx®+
34x1.07 1-1/4 x.042 • • × • ×41x1.27 1-1/2 x.050 • • × • ×54x1.60 2 x.063 • × • ×
Rx®+
16x0.80 5/8 x.032 ~19x0.90 3/4 x.035 • •27x0.90 1 x.035 • • • •34x1.07 1-1/4 x.042 • × • × • × •41x1.27 1-1/2 x.050 • × • × • × •54x1.27 2 x.050 • × • × • × •54x1.60 2 x.063 • × • × •67x1.60 2-5/8 x.063 • × • × •
APPLICAZIONI
Profili ad ampia sezionetrasversale, elementi strutturali
in acciaio, matasse e tubi
× = Disponibile in Stradature maggiorate per evitare il bloccaggio del corpo della lama~ = Tagliente Matrix
CLASSIC PROLa lama multiuso con la tecnologia più avanzata
ALTEZZA E SPESSORE DENTI PER POLLICE (DPP)MM IN 1.0/1.3 1.5/2.0 2/3 3/4
27x0.90 1 x.035 • • • •34x1.07 1-1/4 x.042 • • • •41x1.27 1-1/2 x.050 • • § • •54x1.27 2 x.050 • • •54X1.60 2x.063 • § • § •
APPLICAZIONI
Acciai al carbonio,acciai da costruzione,
acciai per utensili,acciai inossidabili,
acciai legati,alluminio e metalli non ferrosi
DURATA EccEzIONALE D’USO DELLA LAMA Estremamente versatile per taglio di materiali molto diversiANGOLO DI SPOGLIA POSITIVO per una maggior penetrazione con avanzamento limitatoDISEGNO DEL PROFILO DEL DENTE E DELLA GOLA PER LA MASSIMA RIDUzIONE DI VIbRAzIONI E RUMORETagli lisci e diritti anche con sezioni larghe o tagli a paccoDENTE RINFORzATO E GOLA DISEGNATA PEROTTIMIzzARE LA RIGIDITà
§ = Serie extra pesante disponibile per evitare il blocco della lama
www.magnabosco.ite-mail: [email protected] Guido Srl Via dell’Industria 56,
36071 Arzignano (VI)tel. 0444 450404fax 0444 450462
GMT
9
LINEA DI PRODOTTI IN METALLO DURO
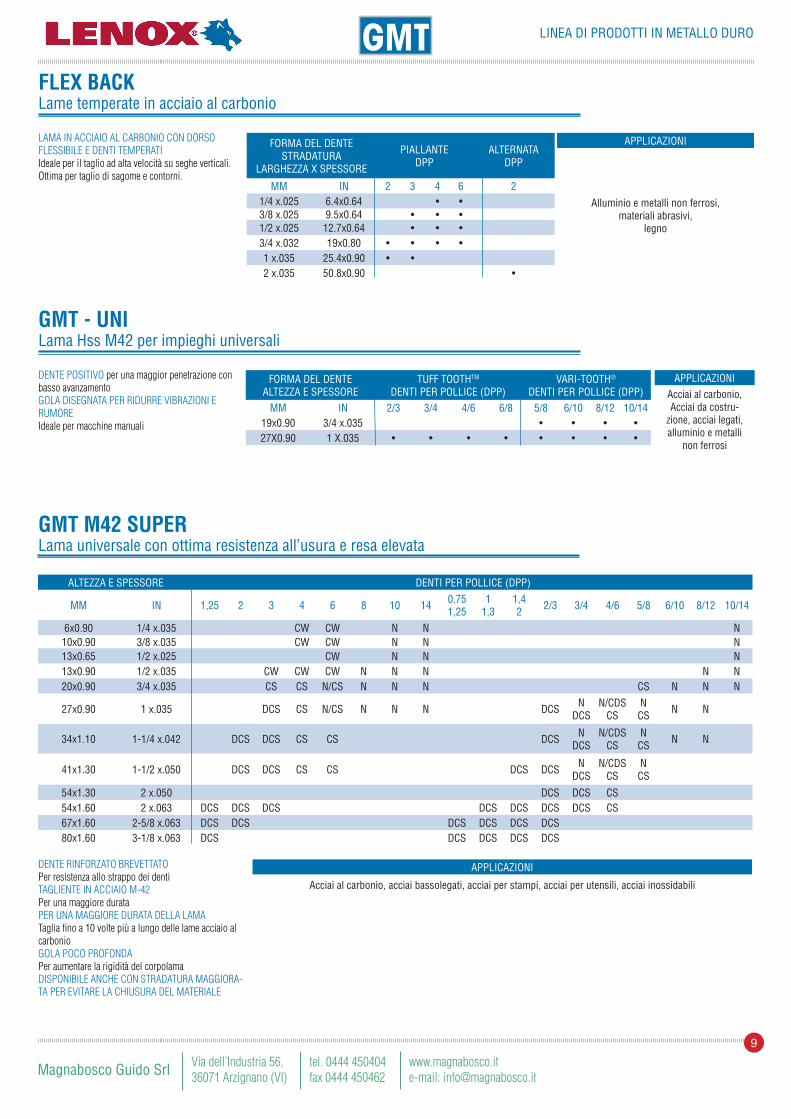
FLEX BACKLame temperate in acciaio al carbonio
LAMA IN AccIAIO AL cARbONIO cON DORSO FLESSIbILE E DENTI TEMPERATIIdeale per il taglio ad alta velocità su seghe verticali.Ottima per taglio di sagome e contorni.
FORMA DEL DENTESTRADATURA
LARGHEZZA X SPESSORE
PIALLANTEDPP
ALTERNATADPP
MM IN 2 3 4 6 21/4 x.025 6.4x0.64 • •3/8 x.025 9.5x0.64 • • •1/2 x.025 12.7x0.64 • • •3/4 x.032 19x0.80 • • • •1 x.035 25.4x0.90 • •2 x.035 50.8x0.90 •
APPLICAZIONI
Alluminio e metalli non ferrosi,materiali abrasivi,
legno
GMT - UNILama Hss M42 per impieghi universali
DENTE POSITIVO per una maggior penetrazione con basso avanzamentoGOLA DISEGNATA PER RIDURRE VIbRAzIONI E RUMOREIdeale per macchine manuali
FORMA DEL DENTEALTEZZA E SPESSORE
TUFF TOOTHTM
DENTI PER POLLICE (DPP)VARI-TOOTH®
DENTI PER POLLICE (DPP)MM IN 2/3 3/4 4/6 6/8 5/8 6/10 8/12 10/14
19x0.90 3/4 x.035 • • • •27X0.90 1 X.035 • • • • • • • •
APPLICAZIONIAcciai al carbonio, Acciai da costru-
zione, acciai legati, alluminio e metalli
non ferrosi
GMT M42 SUPERLama universale con ottima resistenza all’usura e resa elevata
ALTEZZA E SPESSORE DENTI PER POLLICE (DPP)
MM IN 1,25 2 3 4 6 8 10 14 0,751,25
11,3
1,42 2/3 3/4 4/6 5/8 6/10 8/12 10/14
6x0.90 1/4 x.035 CW CW N N N10x0.90 3/8 x.035 CW CW N N N13x0.65 1/2 x.025 CW N N N13x0.90 1/2 x.035 CW CW CW N N N N N20x0.90 3/4 x.035 CS CS N/CS N N N CS N N N
27x0.90 1 x.035 DCS CS N/CS N N N DCS NDCS
N/CDSCS
NCS N N
34x1.10 1-1/4 x.042 DCS DCS CS CS DCS NDCS
N/CDSCS
NCS N N
41x1.30 1-1/2 x.050 DCS DCS CS CS DCS DCS NDCS
N/CDSCS
NCS
54x1.30 2 x.050 DCS DCS CS54x1.60 2 x.063 DCS DCS DCS DCS DCS DCS DCS CS67x1.60 2-5/8 x.063 DCS DCS DCS DCS DCS DCS80x1.60 3-1/8 x.063 DCS DCS DCS DCS DCS
APPLICAZIONI
Acciai al carbonio, acciai bassolegati, acciai per stampi, acciai per utensili, acciai inossidabili
DENTE RINFORzATO bREVETTATOPer resistenza allo strappo dei dentiTAGLIENTE IN AccIAIO M-42Per una maggiore durataPER UNA MAGGIORE DURATA DELLA LAMATaglia fino a 10 volte più a lungo delle lame acciaio al carbonioGOLA POcO PROFONDAPer aumentare la rigidità del corpolamaDISPONIbILE ANchE cON STRADATURA MAGGIORA-TA PER EVITARE LA chIUSURA DEL MATERIALE
www.magnabosco.ite-mail: [email protected] Guido Srl Via dell’Industria 56,
36071 Arzignano (VI)tel. 0444 450404fax 0444 450462
GMT
10
LINEA DI PRODOTTI BIMETALLICI
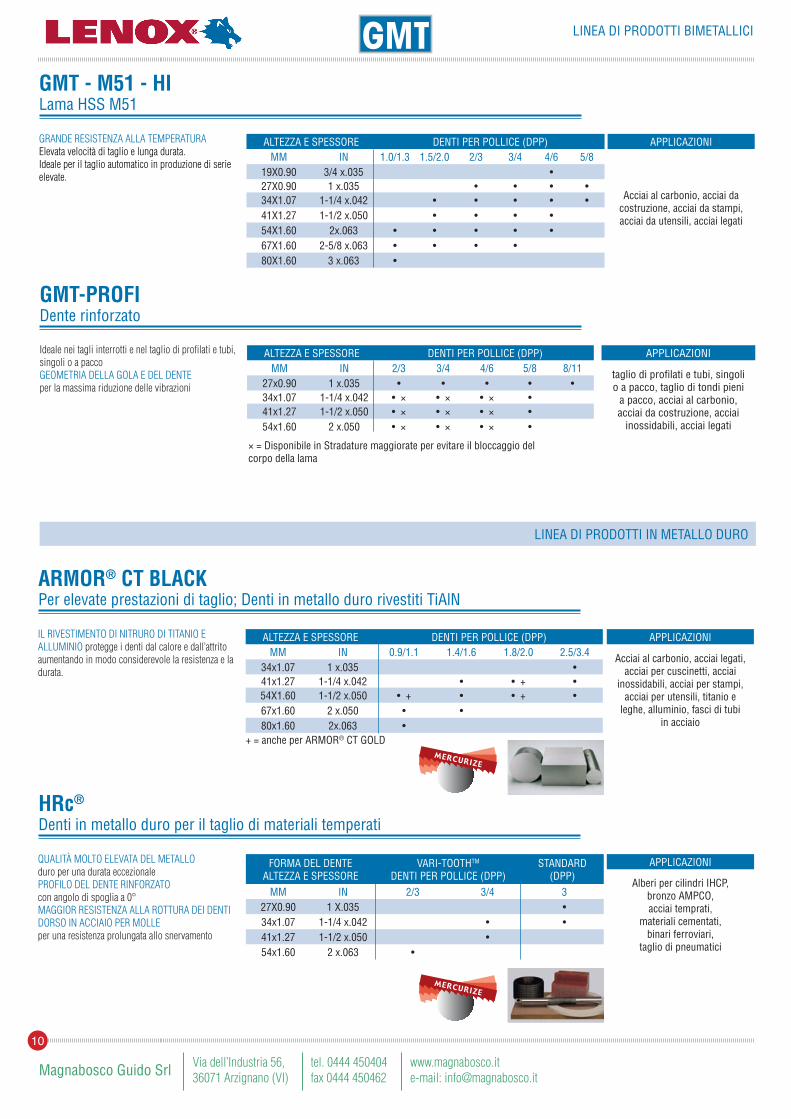
ARMOR® CT BLACKPer elevate prestazioni di taglio; Denti in metallo duro rivestiti TiAlN
ALTEZZA E SPESSORE DENTI PER POLLICE (DPP)MM IN 0.9/1.1 1.4/1.6 1.8/2.0 2.5/3.4
34x1.07 1 x.035 •41x1.27 1-1/4 x.042 • • + •54X1.60 1-1/2 x.050 • + • • + •67x1.60 2 x.050 • •80x1.60 2x.063 •
APPLICAZIONI
Acciai al carbonio, acciai legati, acciai per cuscinetti, acciai
inossidabili, acciai per stampi, acciai per utensili, titanio e
leghe, alluminio, fasci di tubi in acciaio
IL RIVESTIMENTO DI NITRURO DI TITANIO EALLUMINIO protegge i denti dal calore e dall’attrito aumentando in modo considerevole la resistenza e la durata.
+ = anche per ARMOR® CT GOLD
HRc®
Denti in metallo duro per il taglio di materiali temperati
FORMA DEL DENTEALTEZZA E SPESSORE
VARI-TOOTHTM
DENTI PER POLLICE (DPP)STANDARD
(DPP)MM IN 2/3 3/4 3
27X0.90 1 X.035 •34x1.07 1-1/4 x.042 • •41x1.27 1-1/2 x.050 •54x1.60 2 x.063 •
APPLICAZIONI
Alberi per cilindri IHCP,bronzo AMPCO,acciai temprati,
materiali cementati,binari ferroviari,
taglio di pneumatici
QUALITà MOLTO ELEVATA DEL METALLOduro per una durata eccezionalePROFILO DEL DENTE RINFORzATOcon angolo di spoglia a 0°MAGGIOR RESISTENzA ALLA ROTTURA DEI DENTIDORSO IN AccIAIO PER MOLLEper una resistenza prolungata allo snervamento
LINEA DI PRODOTTI IN METALLO DURO
GMT - M51 - HILama HSS M51
GRANDE RESISTENzA ALLA TEMPERATURAElevata velocità di taglio e lunga durata.Ideale per il taglio automatico in produzione di serie elevate.
ALTEZZA E SPESSORE DENTI PER POLLICE (DPP)MM IN 1.0/1.3 1.5/2.0 2/3 3/4 4/6 5/8
19X0.90 3/4 x.035 •27X0.90 1 x.035 • • • •34X1.07 1-1/4 x.042 • • • • •41X1.27 1-1/2 x.050 • • • •54X1.60 2x.063 • • • • •67X1.60 2-5/8 x.063 • • • •80X1.60 3 x.063 •
APPLICAZIONI
Acciai al carbonio, acciai da costruzione, acciai da stampi, acciai da utensili, acciai legati
GMT-PROFIDente rinforzato
ALTEZZA E SPESSORE DENTI PER POLLICE (DPP)MM IN 2/3 3/4 4/6 5/8 8/11
27x0.90 1 x.035 • • • • •34x1.07 1-1/4 x.042 • × • × • × •41x1.27 1-1/2 x.050 • × • × • × •54x1.60 2 x.050 • × • × • × •
APPLICAZIONI
taglio di profilati e tubi, singoli o a pacco, taglio di tondi pieni
a pacco, acciai al carbonio, acciai da costruzione, acciai
inossidabili, acciai legati
Ideale nei tagli interrotti e nel taglio di profilati e tubi, singoli o a paccoGEOMETRIA DELLA GOLA E DEL DENTEper la massima riduzione delle vibrazioni
× = Disponibile in Stradature maggiorate per evitare il bloccaggio del corpo della lama
www.magnabosco.ite-mail: [email protected] Guido Srl Via dell’Industria 56,
36071 Arzignano (VI)tel. 0444 450404fax 0444 450462
GMT
11
LINEA DI PRODOTTI IN CARBURO DI TUNGSTENO
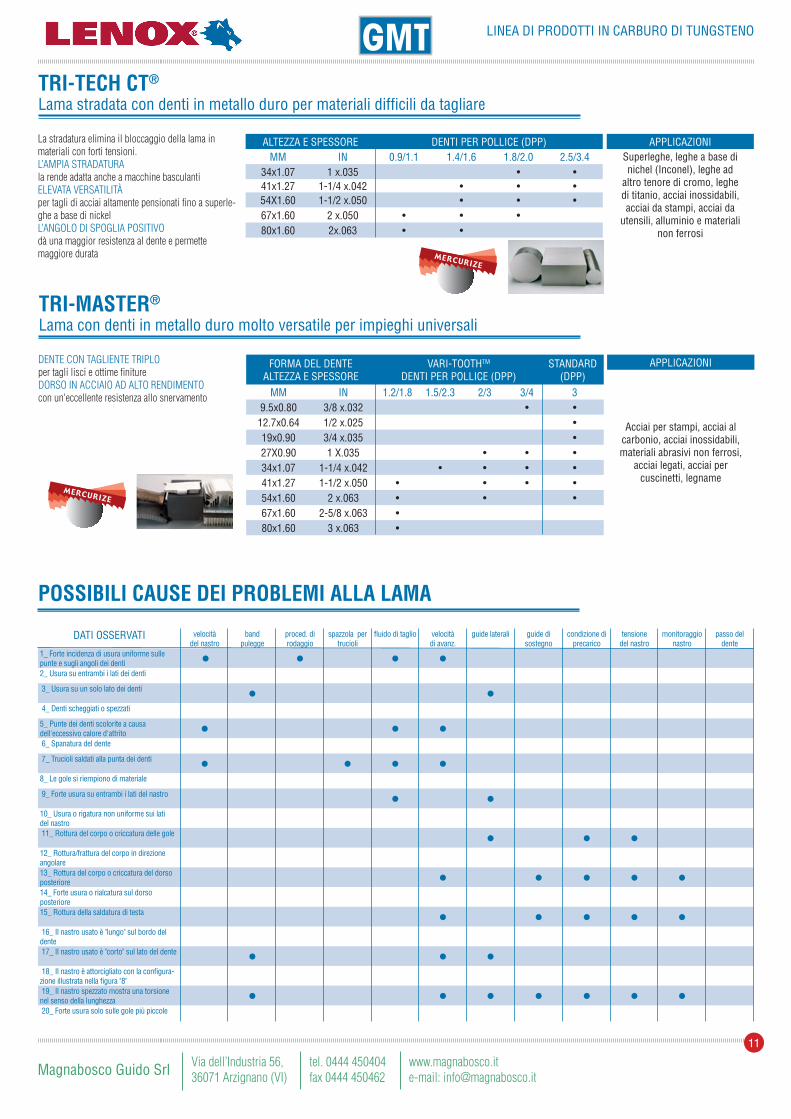
TRI-TECH CT®
Lama stradata con denti in metallo duro per materiali difficili da tagliare
ALTEZZA E SPESSORE DENTI PER POLLICE (DPP)MM IN 0.9/1.1 1.4/1.6 1.8/2.0 2.5/3.4
34x1.07 1 x.035 • •41x1.27 1-1/4 x.042 • • •54X1.60 1-1/2 x.050 • • •67x1.60 2 x.050 • • •80x1.60 2x.063 • •
APPLICAZIONISuperleghe, leghe a base di nichel (Inconel), leghe ad
altro tenore di cromo, leghe di titanio, acciai inossidabili, acciai da stampi, acciai da
utensili, alluminio e materiali non ferrosi
La stradatura elimina il bloccaggio della lama in materiali con forti tensioni.L’AMPIA STRADATURA la rende adatta anche a macchine basculantiELEVATA VERSATILITà per tagli di acciai altamente pensionati fino a superle-ghe a base di nickelL’ANGOLO DI SPOGLIA POSITIVO dà una maggior resistenza al dente e permette maggiore durata
TRI-MASTER®
Lama con denti in metallo duro molto versatile per impieghi universali
FORMA DEL DENTEALTEZZA E SPESSORE
VARI-TOOTHTM
DENTI PER POLLICE (DPP)STANDARD
(DPP)MM IN 1.2/1.8 1.5/2.3 2/3 3/4 3
9.5x0.80 3/8 x.032 • •12.7x0.64 1/2 x.025 •19x0.90 3/4 x.035 •27X0.90 1 X.035 • • •34x1.07 1-1/4 x.042 • • • •41x1.27 1-1/2 x.050 • • • •54x1.60 2 x.063 • • •67x1.60 2-5/8 x.063 •80x1.60 3 x.063 •
APPLICAZIONI
Acciai per stampi, acciai al carbonio, acciai inossidabili, materiali abrasivi non ferrosi,
acciai legati, acciai per cuscinetti, legname
DENTE cON TAGLIENTE TRIPLOper tagli lisci e ottime finitureDORSO IN AccIAIO AD ALTO RENDIMENTOcon un'eccellente resistenza allo snervamento
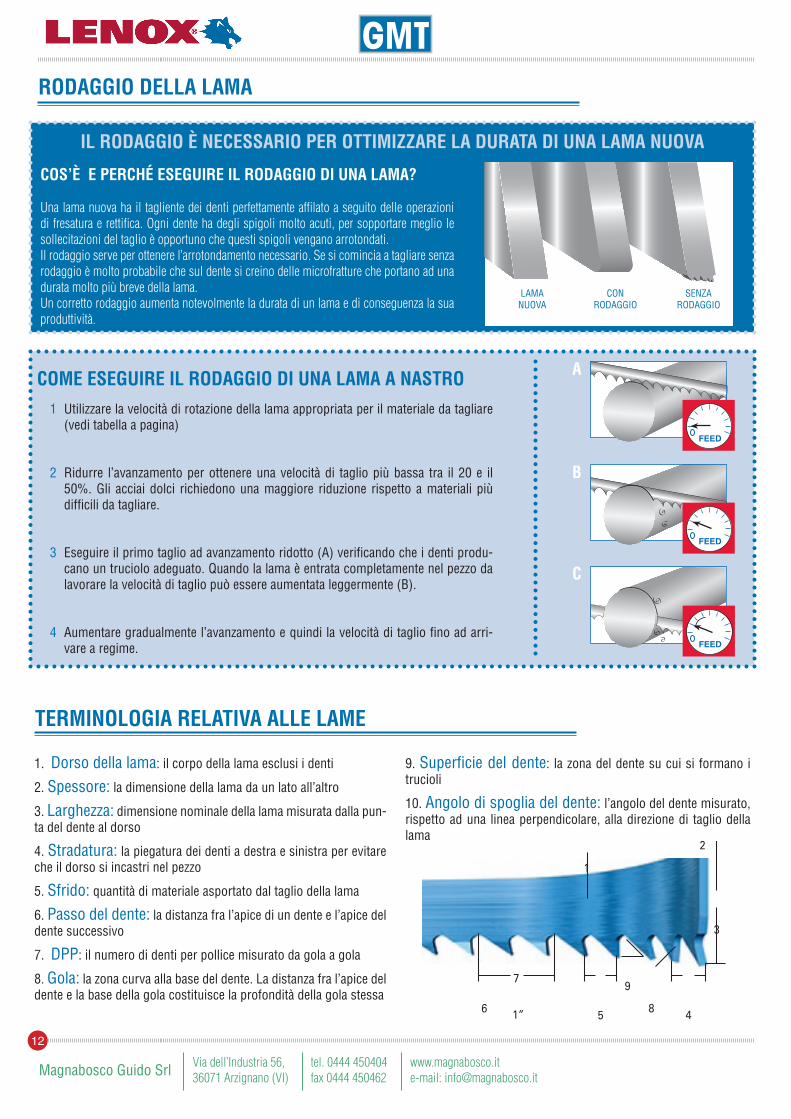
POSSIBILI CAUSE DEI PROBLEMI ALLA LAMA
DATI OSSERVATI velocitàdel nastro
bandpulegge
proced. dirodaggio
spazzola per trucioli
fluido di taglio velocitàdi avanz.
guide laterali guide disostegno
condizione di precarico
tensionedel nastro
monitoraggio nastro
passo deldente
1_ Forte incidenza di usura uniforme sulle punte e sugli angoli dei denti • • • •2_ Usura su entrambi i lati dei denti
3_ Usura su un solo lato dei denti • • 4_ Denti scheggiati o spezzati
5_ Punte dei denti scolorite a causa dell'eccessivo calore d'attrito • • • 6_ Spanatura del dente
7_ Trucioli saldati alla punta dei denti • • • •8_ Le gole si riempiono di materiale
9_ Forte usura su entrambi i lati del nastro • •10_ Usura o rigatura non uniforme sui lati del nastro 11_ Rottura del corpo o criccatura delle gole • • •12_ Rottura/frattura del corpo in direzione angolare13_ Rottura del corpo o criccatura del dorso posteriore • • • • •14_ Forte usura o rialcatura sul dorso posteriore15_ Rottura della saldatura di testa • • • • • 16_ Il nastro usato è "lungo" sul bordo del dente 17_ Il nastro usato è "corto" sul lato del dente • • • 18_ Il nastro è attorcigliato con la configura-zione illustrata nella figura "8" 19_ Il nastro spezzato mostra una torsione nel senso della lunghezza • • • • • • • 20_ Forte usura solo sulle gole più piccole
www.magnabosco.ite-mail: [email protected] Guido Srl Via dell’Industria 56,
36071 Arzignano (VI)tel. 0444 450404fax 0444 450462
GMT
12
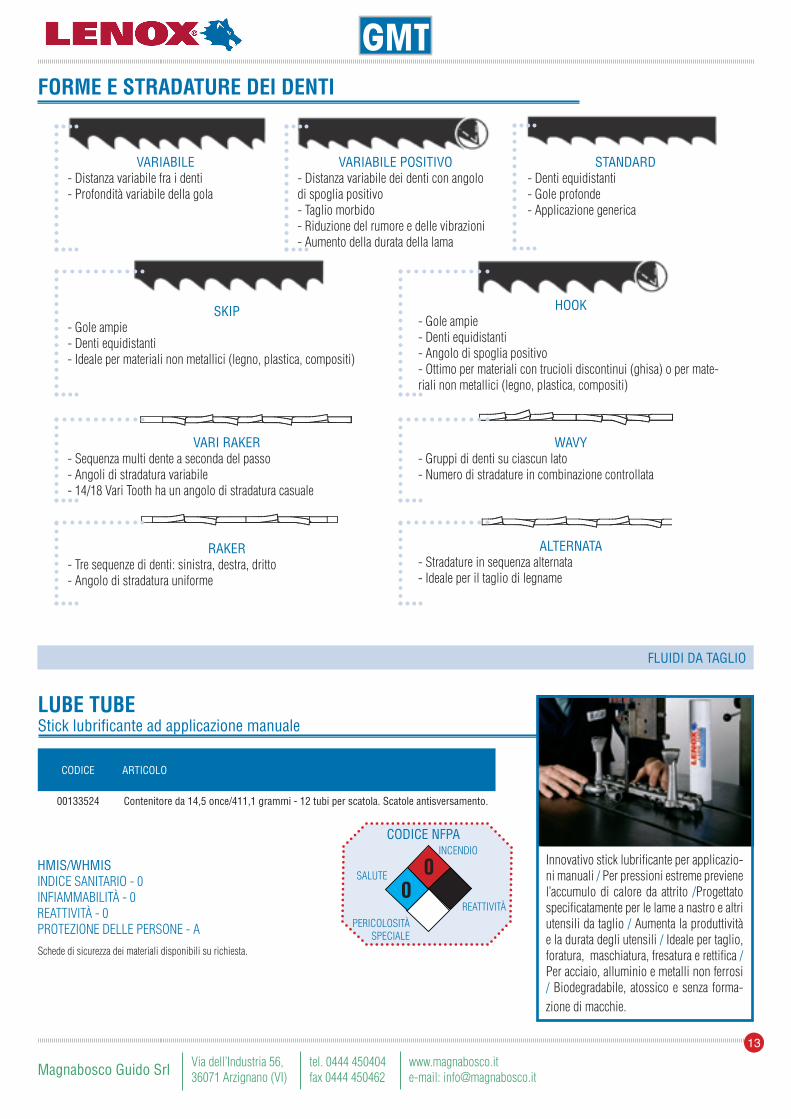
IL RODAGGIO è NECESSARIO PER OTTIMIZZARE LA DURATA DI UNA LAMA NUOVA
COS’è E PERCHé ESEGUIRE IL RODAGGIO DI UNA LAMA?
Una lama nuova ha il tagliente dei denti perfettamente affilato a seguito delle operazioni di fresatura e rettifica. Ogni dente ha degli spigoli molto acuti, per sopportare meglio le sollecitazioni del taglio è opportuno che questi spigoli vengano arrotondati.Il rodaggio serve per ottenere l’arrotondamento necessario. Se si comincia a tagliare senza rodaggio è molto probabile che sul dente si creino delle microfratture che portano ad una durata molto più breve della lama.Un corretto rodaggio aumenta notevolmente la durata di un lama e di conseguenza la sua produttività.
RODAGGIO DELLA LAMA
LAMANUOVA
CONRODAGGIO
SENZARODAGGIO
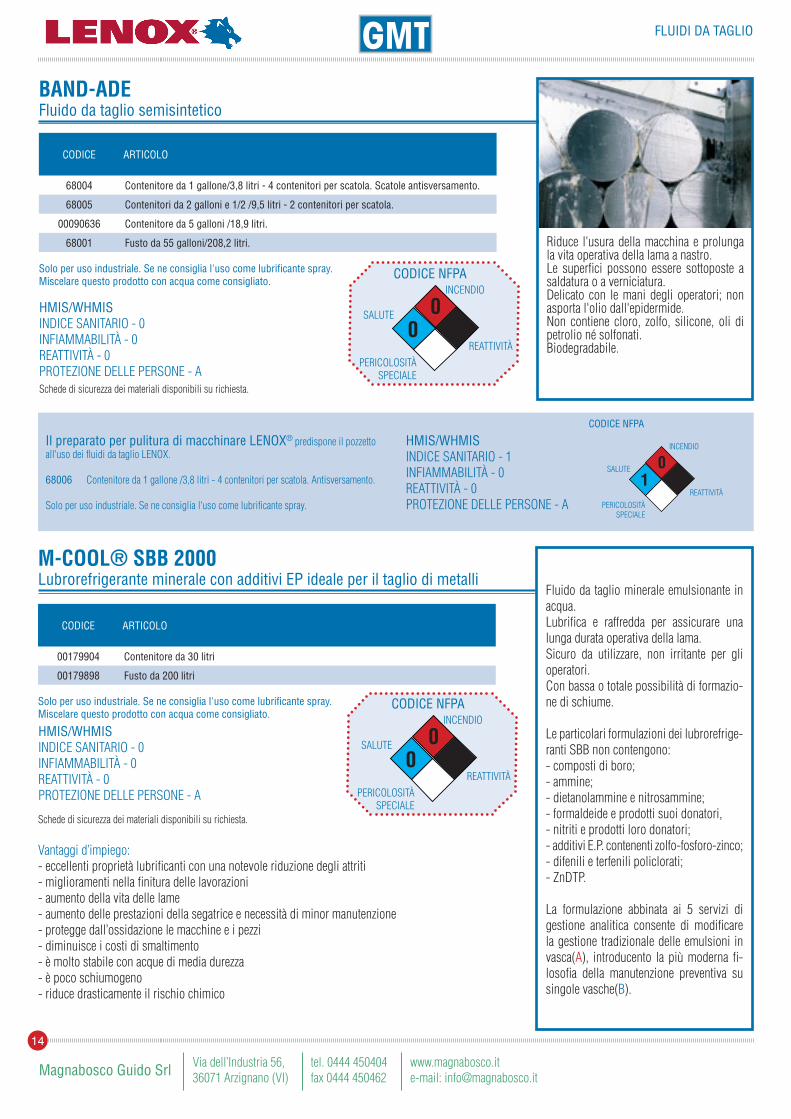
COME ESEGUIRE IL RODAGGIO DI UNA LAMA A NASTROUtilizzare la velocità di rotazione della lama appropriata per il materiale da tagliare (vedi tabella a pagina)
Ridurre l’avanzamento per ottenere una velocità di taglio più bassa tra il 20 e il 50%. Gli acciai dolci richiedono una maggiore riduzione rispetto a materiali più difficili da tagliare.
Eseguire il primo taglio ad avanzamento ridotto (A) verificando che i denti produ-cano un truciolo adeguato. Quando la lama è entrata completamente nel pezzo da lavorare la velocità di taglio può essere aumentata leggermente (B).
Aumentare gradualmente l’avanzamento e quindi la velocità di taglio fino ad arri-vare a regime.
1
2
3
4
A
B
C
TERMINOLOGIA RELATIVA ALLE LAME
1. Dorso della lama: il corpo della lama esclusi i denti
2. Spessore: la dimensione della lama da un lato all’altro
3. Larghezza: dimensione nominale della lama misurata dalla pun-ta del dente al dorso
4. Stradatura: la piegatura dei denti a destra e sinistra per evitare che il dorso si incastri nel pezzo
5. Sfrido: quantità di materiale asportato dal taglio della lama
6. Passo del dente: la distanza fra l’apice di un dente e l’apice del dente successivo
7. DPP: il numero di denti per pollice misurato da gola a gola
8. Gola: la zona curva alla base del dente. La distanza fra l’apice del dente e la base della gola costituisce la profondità della gola stessa
9. Superficie del dente: la zona del dente su cui si formano i trucioli
10. Angolo di spoglia del dente: l’angolo del dente misurato, rispetto ad una linea perpendicolare, alla direzione di taglio della lama
www.magnabosco.ite-mail: [email protected] Guido Srl Via dell’Industria 56,
36071 Arzignano (VI)tel. 0444 450404fax 0444 450462
GMT
13
FORME E STRADATURE DEI DENTI
VARIABILE- Distanza variabile fra i denti- Profondità variabile della gola
VARIABILE POSITIVO- Distanza variabile dei denti con angolo di spoglia positivo- Taglio morbido- Riduzione del rumore e delle vibrazioni- Aumento della durata della lama
STANDARD- Denti equidistanti- Gole profonde- Applicazione generica
SKIP- Gole ampie- Denti equidistanti- Ideale per materiali non metallici (legno, plastica, compositi)
HOOK- Gole ampie- Denti equidistanti- Angolo di spoglia positivo- Ottimo per materiali con trucioli discontinui (ghisa) o per mate-riali non metallici (legno, plastica, compositi)
VARI RAKER- Sequenza multi dente a seconda del passo- Angoli di stradatura variabile- 14/18 Vari Tooth ha un angolo di stradatura casuale
WAVY- Gruppi di denti su ciascun lato- Numero di stradature in combinazione controllata
RAKER- Tre sequenze di denti: sinistra, destra, dritto- Angolo di stradatura uniforme
ALTERNATA- Stradature in sequenza alternata- Ideale per il taglio di legname
FLUIDI DA TAGLIO
LUBE TUBEStick lubrificante ad applicazione manuale
CODICE ARTICOLO
00133524 Contenitore da 14,5 once/411,1 grammi - 12 tubi per scatola. Scatole antisversamento.
HMIS/WHMISINDIcE SANITARIO - 0INFIAMMAbILITà - 0REATTIVITà - 0PROTEzIONE DELLE PERSONE - A
Schede di sicurezza dei materiali disponibili su richiesta.
Innovativo stick lubrificante per applicazio-ni manuali / Per pressioni estreme previene l’accumulo di calore da attrito /Progettato specificatamente per le lame a nastro e altri utensili da taglio / Aumenta la produttività e la durata degli utensili / Ideale per taglio, foratura, maschiatura, fresatura e rettifica / Per acciaio, alluminio e metalli non ferrosi / biodegradabile, atossico e senza forma-zione di macchie.
CODICE NFPA
00
INcENDIO
SALUTE
REATTIVITà
PERIcOLOSITàSPEcIALE
www.magnabosco.ite-mail: [email protected] Guido Srl Via dell’Industria 56,
36071 Arzignano (VI)tel. 0444 450404fax 0444 450462
GMT
14
FLUIDI DA TAGLIO
BAND-ADEFluido da taglio semisintetico
CODICE ARTICOLO
68004 Contenitore da 1 gallone/3,8 litri - 4 contenitori per scatola. Scatole antisversamento.
68005 Contenitori da 2 galloni e 1/2 /9,5 litri - 2 contenitori per scatola.
00090636 Contenitore da 5 galloni /18,9 litri.
68001 Fusto da 55 galloni/208,2 litri.
Solo per uso industriale. Se ne consiglia l'uso come lubrificante spray.Miscelare questo prodotto con acqua come consigliato.
HMIS/WHMISINDIcE SANITARIO - 0INFIAMMAbILITà - 0REATTIVITà - 0PROTEzIONE DELLE PERSONE - ASchede di sicurezza dei materiali disponibili su richiesta.
Il preparato per pulitura di macchinare LENOX® predispone il pozzetto all'uso dei fluidi da taglio LENOX.
68006 contenitore da 1 gallone /3,8 litri - 4 contenitori per scatola. Antisversamento.
Solo per uso industriale. Se ne consiglia l'uso come lubrificante spray.
HMIS/WHMISINDIcE SANITARIO - 1INFIAMMAbILITà - 0REATTIVITà - 0PROTEzIONE DELLE PERSONE - A
CODICE NFPA
01
INcENDIO
SALUTE
REATTIVITà
PERIcOLOSITàSPEcIALE
M-COOL® SBB 2000Lubrorefrigerante minerale con additivi EP ideale per il taglio di metalli
CODICE ARTICOLO
00179904 Contenitore da 30 litri
00179898 Fusto da 200 litri
Solo per uso industriale. Se ne consiglia l'uso come lubrificante spray.Miscelare questo prodotto con acqua come consigliato.
HMIS/WHMISINDIcE SANITARIO - 0INFIAMMAbILITà - 0REATTIVITà - 0PROTEzIONE DELLE PERSONE - A
Schede di sicurezza dei materiali disponibili su richiesta.
Fluido da taglio minerale emulsionante in acqua.Lubrifica e raffredda per assicurare una lunga durata operativa della lama.Sicuro da utilizzare, non irritante per gli operatori.con bassa o totale possibilità di formazio-ne di schiume.
Le particolari formulazioni dei lubrorefrige-ranti Sbb non contengono:- composti di boro;- ammine;- dietanolammine e nitrosammine;- formaldeide e prodotti suoi donatori,- nitriti e prodotti loro donatori;- additivi E.P. contenenti zolfo-fosforo-zinco;- difenili e terfenili policlorati;- znDTP.
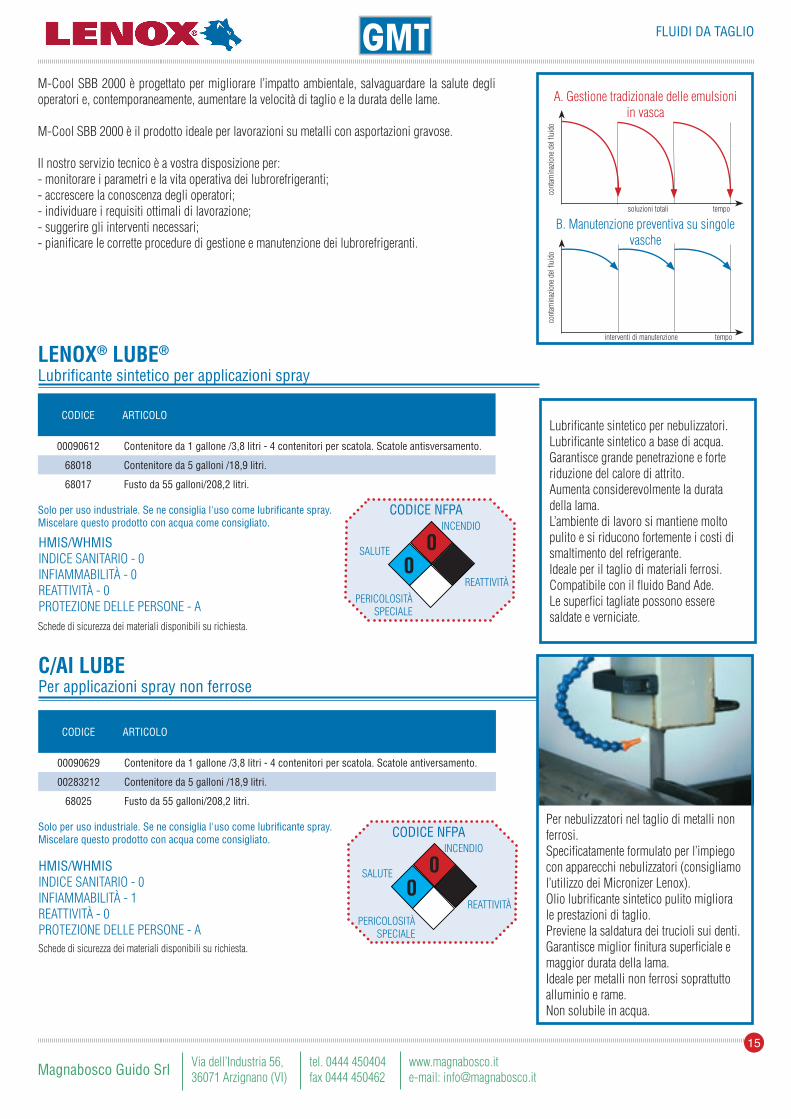
La formulazione abbinata ai 5 servizi di gestione analitica consente di modificare la gestione tradizionale delle emulsioni in vasca(A), introducento la più moderna fi-losofia della manutenzione preventiva su singole vasche(b).
Riduce l'usura della macchina e prolunga la vita operativa della lama a nastro.Le superfici possono essere sottoposte a saldatura o a verniciatura.Delicato con le mani degli operatori; non asporta l'olio dall'epidermide.Non contiene cloro, zolfo, silicone, oli di petrolio né solfonati.biodegradabile.
CODICE NFPA
00
INcENDIO
SALUTE
REATTIVITà
PERIcOLOSITàSPEcIALE
CODICE NFPA
00
INcENDIO
SALUTE
REATTIVITà
PERIcOLOSITàSPEcIALE
Vantaggi d’impiego:- eccellenti proprietà lubrificanti con una notevole riduzione degli attriti- miglioramenti nella finitura delle lavorazioni- aumento della vita delle lame- aumento delle prestazioni della segatrice e necessità di minor manutenzione- protegge dall’ossidazione le macchine e i pezzi- diminuisce i costi di smaltimento- è molto stabile con acque di media durezza- è poco schiumogeno- riduce drasticamente il rischio chimico
www.magnabosco.ite-mail: [email protected] Guido Srl Via dell’Industria 56,
36071 Arzignano (VI)tel. 0444 450404fax 0444 450462
GMT
15
LENOX® LUBE®
Lubrificante sintetico per applicazioni spray
CODICE ARTICOLO
00090612 Contenitore da 1 gallone /3,8 litri - 4 contenitori per scatola. Scatole antisversamento.
68018 Contenitore da 5 galloni /18,9 litri.
68017 Fusto da 55 galloni/208,2 litri.
Solo per uso industriale. Se ne consiglia l'uso come lubrificante spray.Miscelare questo prodotto con acqua come consigliato.
HMIS/WHMISINDIcE SANITARIO - 0INFIAMMAbILITà - 0REATTIVITà - 0PROTEzIONE DELLE PERSONE - ASchede di sicurezza dei materiali disponibili su richiesta.
C/AI LUBEPer applicazioni spray non ferrose
CODICE ARTICOLO
00090629 Contenitore da 1 gallone /3,8 litri - 4 contenitori per scatola. Scatole antiversamento.
00283212 Contenitore da 5 galloni /18,9 litri.
68025 Fusto da 55 galloni/208,2 litri.
Solo per uso industriale. Se ne consiglia l'uso come lubrificante spray.Miscelare questo prodotto con acqua come consigliato.
HMIS/WHMISINDIcE SANITARIO - 0INFIAMMAbILITà - 1REATTIVITà - 0PROTEzIONE DELLE PERSONE - ASchede di sicurezza dei materiali disponibili su richiesta.
Lubrificante sintetico per nebulizzatori.Lubrificante sintetico a base di acqua.Garantisce grande penetrazione e forte riduzione del calore di attrito.Aumenta considerevolmente la durata della lama.L’ambiente di lavoro si mantiene molto pulito e si riducono fortemente i costi di smaltimento del refrigerante.Ideale per il taglio di materiali ferrosi.compatibile con il fluido band Ade.Le superfici tagliate possono essere saldate e verniciate.
Per nebulizzatori nel taglio di metalli non ferrosi.Specificatamente formulato per l’impiego con apparecchi nebulizzatori (consigliamo l’utilizzo dei Micronizer Lenox).Olio lubrificante sintetico pulito migliora le prestazioni di taglio.Previene la saldatura dei trucioli sui denti.Garantisce miglior finitura superficiale e maggior durata della lama.Ideale per metalli non ferrosi soprattutto alluminio e rame.Non solubile in acqua.
FLUIDI DA TAGLIO
CODICE NFPA
00
INcENDIO
SALUTE
REATTIVITà
PERIcOLOSITàSPEcIALE
CODICE NFPA
00
INcENDIO
SALUTE
REATTIVITà
PERIcOLOSITàSPEcIALE
M-cool Sbb 2000 è progettato per migliorare l’impatto ambientale, salvaguardare la salute degli operatori e, contemporaneamente, aumentare la velocità di taglio e la durata delle lame.
M-cool Sbb 2000 è il prodotto ideale per lavorazioni su metalli con asportazioni gravose.
Il nostro servizio tecnico è a vostra disposizione per:- monitorare i parametri e la vita operativa dei lubrorefrigeranti;- accrescere la conoscenza degli operatori;- individuare i requisiti ottimali di lavorazione;- suggerire gli interventi necessari;- pianificare le corrette procedure di gestione e manutenzione dei lubrorefrigeranti.
A. Gestione tradizionale delle emulsioni in vasca
b. Manutenzione preventiva su singole vasche
cont
amin
azio
ne d
el flu
ido
soluzioni totali tempo
cont
amin
azio
ne d
el flu
ido
interventi di manutenzione tempo
www.magnabosco.ite-mail: [email protected] Guido Srl Via dell’Industria 56,
36071 Arzignano (VI)tel. 0444 450404fax 0444 450462
GMT
16
LAME A NASTRO
TENSIONE DELLA LAMA PER SEGHE A NASTROLe lame per seghe a nastro devono essere tensionate con una forza da 250 a 300 N/mm2 .La corretta tensione contribuisce notevolmente a ottenere un ta-glio diritto. Nell'utilizzo di macchine segatrici con avanzamento manuale è consigliabile verificare ed eventualmente correggere la tensione dopo la fase di rodaggio. Con l'utilizzo del tensiometro si è in grado di impostare la tensione ottimale.
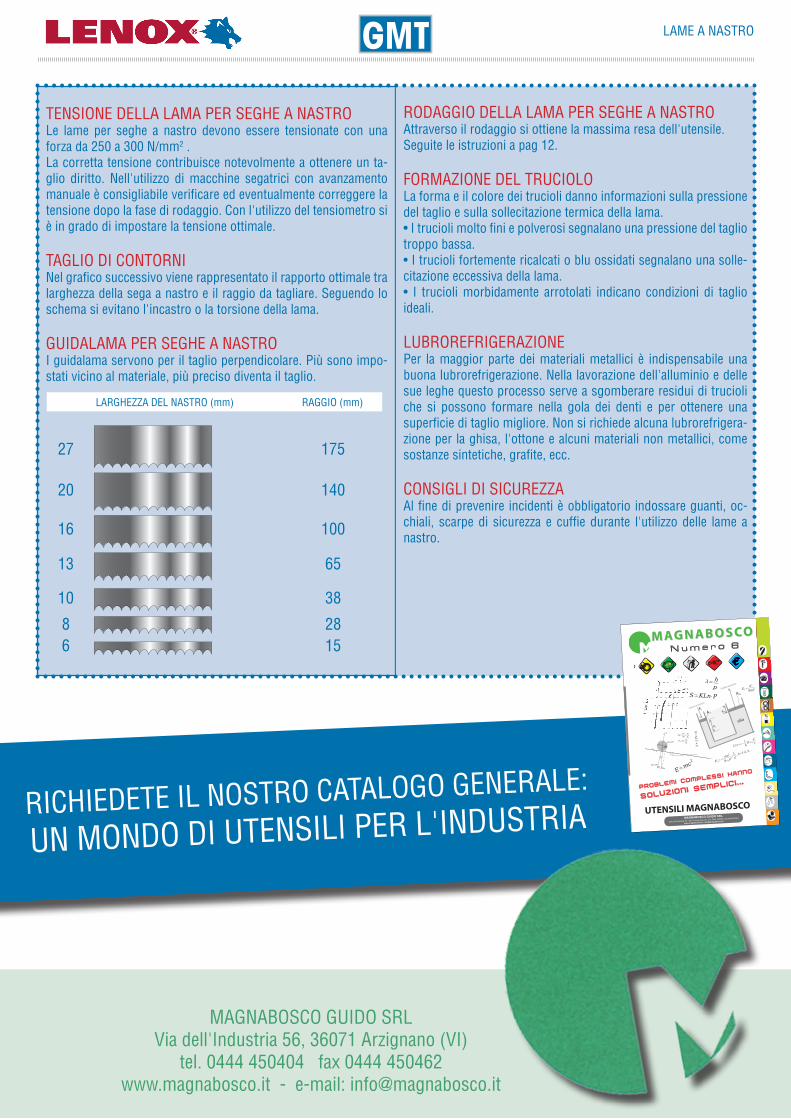
TAGLIO DI CONTORNINel grafico successivo viene rappresentato il rapporto ottimale tra larghezza della sega a nastro e il raggio da tagliare. Seguendo lo schema si evitano l'incastro o la torsione della lama.
GUIDALAMA PER SEGHE A NASTROI guidalama servono per il taglio perpendicolare. Più sono impo-stati vicino al materiale, più preciso diventa il taglio.
RODAGGIO DELLA LAMA PER SEGHE A NASTROAttraverso il rodaggio si ottiene la massima resa dell'utensile.Seguite le istruzioni a pag 12.
FORMAZIONE DEL TRUCIOLOLa forma e il colore dei trucioli danno informazioni sulla pressione del taglio e sulla sollecitazione termica della lama.• I trucioli molto fini e polverosi segnalano una pressione del taglio troppo bassa.• I trucioli fortemente ricalcati o blu ossidati segnalano una solle-citazione eccessiva della lama.• I trucioli morbidamente arrotolati indicano condizioni di taglio ideali.
LUBROREFRIGERAZIONEPer la maggior parte dei materiali metallici è indispensabile una buona lubrorefrigerazione. Nella lavorazione dell'alluminio e delle sue leghe questo processo serve a sgomberare residui di trucioli che si possono formare nella gola dei denti e per ottenere una superficie di taglio migliore. Non si richiede alcuna lubrorefrigera-zione per la ghisa, l'ottone e alcuni materiali non metallici, come sostanze sintetiche, grafite, ecc.
CONSIGLI DI SICUREZZAAl fine di prevenire incidenti è obbligatorio indossare guanti, oc-chiali, scarpe di sicurezza e cuffie durante l'utilizzo delle lame a nastro.
LARGHEZZA DEL NASTRO (mm) RAGGIO (mm)
27
20
16
13
10
86
175
140
100
65
38
2815
RICHIEDETE IL NOSTRO CATALOGO GENERALE:
UN MONDO DI UTENSILI PER L'INDUSTRIA
MAGNABOSCO GUIDO SRLVia dell'Industria 56, 36071 Arzignano (VI)
tel. 0444 450404 fax 0444 450462www.magnabosco.it - e-mail: [email protected]
N
RMg senO
f
O
Mg cosO
Mg
P
s
O
olio
Azionam
ento
Sollevam
ento
Fi
iA d
di
o
oA€€€€€€€€€€€€ €€€€€€€€€€€€
€€€€€€€€€€€€
€€€€€€€€€€€€
€€€€€€€€€€€€
�����
���
�������
�����
�������
�
UTENSILI MAGNABOSCO
����
�
��������
�������
���
��
����
� �� ����
��� �
��
�
PROBLEMI COMPLESSI HANNO
PROBLEMI COMPLESSI HANNO
SOLUZIONI SEMPLICI...
SOLUZIONI SEMPLICI...
�����
���
��
��
�����
��
��
�� �
�
M AG N A B O S COM AG N A B O S CON u m e r o 6
MAGNABOSCO GUIDO SRL
Viale dell’Industria 56 - 36071 Arzignano (VI) - Tel. 0444 450404 Fax 0444 450462
www.magnabosco.it - [email protected]
M AG N A B O S COM AG N A B O S CO
M AG N A B O S CO G U I D O S R LM AG N A B O S CO G U I D O S R L
Vi a l e d e l l ’ I n d u s t r i a 5 6 - 3 6 0 7 1 A r z i g n a n o ( V I )
Tel . 0444 450404 Fax 0444 450462
www.magnabosco.it [email protected]