ESAMIDISTAT0PERL’ABILITAZIONEALLAPROFESSIONEDI ......L’azienda utilizza, questi dati per...
72
U‘NIVERSI'I‘A DEGLI STUDI DI PADOVA ESAMI DI STA T0 PER L ’ABILITAZIONE ALLA PR OFESSIONE DI INGEGNERE'IND USTRIALE Seconda sessione 2 019 Prima prova scritta del I 4 novembre 2019 IL CANDIDA T0 S VOLGA ALMENO UNO DEI TEMI PK OPOST I Esami di stato per I ‘abilitazione alla professione di Ingegnere Industriale — Prima prova sarina de! 14 novembre 2019
Transcript of ESAMIDISTAT0PERL’ABILITAZIONEALLAPROFESSIONEDI ......L’azienda utilizza, questi dati per...

U‘NIVERSI'I‘ADEGLI STUDIDI PADOVA
ESAMIDISTAT0 PER L’ABILITAZIONEALLA PROFESSIONEDI
INGEGNERE'INDUSTRIALE
Seconda sessione 2 019
Prima prova scritta del I4 novembre 2019
IL CANDIDA T0 SVOLGA ALMENO UNO DEI TEMI PKOPOSTI
Esami di stato per I ‘abilitazione alla professione di Ingegnere Industriale — Prima prova sarina de! 14 novembre 2019

UNIVERSITÀDEGLI STUDI
DI PADOVA
ESAMIDISTAT0 PER L’ABILITAZIONEALLA PROFESSIONEDIINGEGNERE INDUSTRIÀLESeconda sessiot‘iÎe 2019
Primapmva scritta del I4 novembre 2019
TEMA N. 1
La multinazionale FireCombustion Inc. commissiona il dimensionamento di un’apparecchiatura allostudio di progettazione per cui lavora il Candidato.In particolare, si richiede la progettazione di massima di una colonna di assorbimento per assorbire
in acqua il diossido di zolfo prodotto da una combustione di zolfo in aria. L’alimentazione è di 5000kg/h di un gas contenente l’8% v/v di 80;. Il gas sarà raffreddato alla temperatura di 20°C. Erichiesto di recuperare il 95% del diossido di zolfo. 'I dati di solubilità sono disponibili in Tabella l (dal manuale: Perry, Green, Maloney (1997).“Perry’s Chemical Engineers Handbook - 7-th Edition” Ed. MacGraw-Hill, p. 2-128).
Tabella 1. Tensione di vapore parziale di SO: in acqua (in mmHg).
0g 503! Temperature. C
100 g 1130 0 10 20 30 40 50 60 90 120
0.01 \ 0.02 0.04 0.07 0.12 0.19 [0.29 ().—18 1.21 2.820.05 0.38 0.56 1.07 1.68 2.53 3.69 5. 24 1 2 .0 27.00.10 1.15 1.91 3.03 4.62 6.80 9.71 13.5 31.7 63.00.15 2. lO 3.4-1 5.37 8.07 1 1.7 16.5 22.7 52.2 1040.20 4 3.17 5. 13 7.93 1 1.8 17.0 - 23.8 32.6 73.7 1415
0.23 4.31 6.93 10.6 15.7 22.5 3 1.-1 42.5 . 05.5 1860.30 5.57 S.S-l 13.5 10.8 28.2 39.2 53.3 I 18 2290.40 8.17 12.8 10.4 25.3 40.1 55.3 74.7 16—1- 3160.50 1.0.9 17.0 25.6 37.1 '23 72.0 96.8 ' 211 ‘ 4041.00 25.8 39.5 58.4 83.7, 117 159 212 454 355
2.00 55.0 55.5 129 183 253 312 1-53 9553.011 03.2 ] (19 202 285 3911 5311 7111)
4.00 120 191 277 35!) 535 7205.00 1 FE 2-15 353 406 6706.00 202 290 430 002 82-1
5.00 275 407 555 ' 51510.00 . 351 517 74115.00 542 79620.00 735 Condensed from Rnbc, :\. E. and Harris. ]. F.;] Chem. Eng. Dam, S (3).…. 1963. Copyright @ Ameflmu Chemical Society und
reproduced by permisskm of the mm'fight owner.
Esami di statoper 1 ‘abilìtazione allaprofession di Ingegnere Industriale — Primaprava scritta del I4 novembre 2019

UNIVERSITÀ
DEGLI STUDIDI PADOVA
ESAMIDISTAT0 PER L’ABILITAZIONEALLA PROFESSIONEDIINGEGNERE INDUSTRMLE
Seconda sessione 2019Primaprova scritta del 14 novembre 2019
TEMANZ
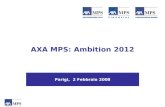
La rete rappresentata in figura è in regime sinusoidale alla pulsazione w. In tabella sono riportati gliandamenti temporali delle grandezze impresse dai generatori ideali di tensione e(t) e correntej(t), e i
parametri dgi bipoli passivi R2, R3, R4, R5, R6, R7, L;, L2, L3, L5, C1, C4, C6-
e(t) =400sen(mt+1t/4)V j(t)=‘10=12sen(cot)A °° = 10°0rad/S RF“…
R3=SOQ R4=50£2 R5=25£2 Ra=25§2 R7=25£2 L1=100mH
L2=50mH L3=50mH L5=25mH C1=10pF C4=20pF C5=40pF
Determinare:
° i parametri del circuito equivalente di Thévenìn (fasore di tensione ÉAB, impedenza interna
ZAB) della rete a sinistra della porta A—B; '
o iparametri del circùito equivalente di Thévenin (fasore di tensione Eco: impedenza interna
Zap) della rete a destra della porta C—D;
. le potenze attive e reattive entranti nel resistere R3 e nell’induttore L3;
o le potenze attive e reattive uscenti dal generatpre ideali di tensione e(t);
. le potenze attive e reattive entranti nel generatore di correntcflt);
- le potenze attive entranti nei resistori R2, R4, R5, R6, R7.
Emmi di statoper l’abilitazione allaprofession di Ingegnere Industriale — Primaprova sarina del l4 novembrg 2019

UNIVERSITÀDEGLI STUDIDI PADOVA
ESAMIDISTATOPER L’ABILITAZIONEALLA PROFESSIONEDI
INGEGNEREINDUSTRIALE 'Secam‘fa sessione 2019
Prima prova scritta del l4 novembre 2019
TEAMN. 3
Prima Qarte
L’azienda Z S.p.a produce due prodotti: il prodotto X ed il prodotto YIn tabella 1 e 2 sono riportate le previsioni di vendita per le successive settimane e gli ordini già acquisiti diciascun prodotto. L’azienda utilizza, questi dati per sviluppare iI piano principale di produzione (MasterProduction Schedule —MPS) e definire anche gli available to promise (ATP).
[1 record MPS del prodotto X si calcola utilizzando 1a tecnica lot sizing con lotto multiplo di 500 pezzi, .scorte iniziali pari a 1000 pezzi e scorta di sicureua di 350 pezzi (si lancia l’ordine se la giacenza è minoredella scorta di sicurem).
Il recòrd MPS del prodotto B si calcola utilizzando 1a tecnica con lotto multiplo di 100 pezzi, scorte inizialipari a 50 pezzi e scorta di sicurezza di 25 pezzi (si lancia l’ordine se 1a giacenza è minore o uguale dellascorta di sicurezza). ' '
Tabella 1 ——Previsìoni ed ordini acquisiti per il prodotto finito X.
PERIODI l 2 3 4 5 6 7 8 9 lO 11 12 13
Previsioni 600 1000 50 1000 0 200 350 100 300 100 600 100 100
Ordini 70 100 200 500 300 50 0 300 0 100 0 50 100
Tabella 2 — Previsioni ed ordini acquisiti per il prodotto Y.
PERIOD112 3 45 6 78910111213
Previsioni 20 50 70 85 35 50 25 25 50 70 85 45 50 Ordini 20 0 100 0 13 50 10 30 20 10
- Si calcolino i record MPS, completi anche di ATP, per i prodotti X e Y.0 Dopo che sono stati calcolati il piano principale di produzione e gli available to promise, simulare '
l’arrivo dei seguenti ordini per il prodotto X:
- ORDINB 1: richiesta di 100 pezzi nel periodo 3— ORDINE 2: richiesta di 1000 pezzi nel periodo 3— ORDINE 3: richiesta di 1000 pezzi nel periodo 5- ORDINE 4: richiesta di 1000 pezzi nel periodo 7
Si evidenzino sul record MPS i cambiamenti alla luce degli ordini accettati, aggiornando la riga degli ordini,dell’ATP e delle scorte. (non è richiesto di rilanciare nuovi ordini MPS)
. Si calcoli il carico di capacità per i centri di lavoro utilizzando il metodoo dei fattori aggregatio delle distinte di capacità.
Esami di Stamper l'abilitazione allaprofissiane di Ingegnere Industriale — Primaprova scritta del l4 Novembre 2019

Per i1 calcolo del carico di capacità nei cèntri di lavoro creare l’operation setback chans con i rispettivi centriproduttivi, i dati di lavoro, i tempi e distinta base per i prodotti A e B. I dati sopra sopra indicati sonoipoti71ati a discrezione del candidate che poi calcolerà il carico di capacità per i centri di Iavoro con i datisupposti.
Seconda garze
Si abbia un’azienda produttrice di detersivi, che ha deciso di inve_s_tire in una nuova linea _di produzione(layout per prodotto) per un nuovo prodotto. Sono noti i seguenti parametri relativi ai nove stadi produttivi.
Studiò di produzione ' p K2 K3 ' K4 t (min/pz']A — depallettizzatore 0.06 0.92 0.99 0.95 0.015
B - decassettatrice 0.09 0.95 0.99 0.95 0.0095
C - lavatrice 0.055 0.94 0.99 0.95 0.0085
D - riempitrice 0.065 0.93 0.99“ 0.95 0.009
E - tappatrice 0.03 0.87 0.95 0.95 0.01
F - etichettatrice 0.025 0.94 0.95 0.95 0.008
G - canonatrice 0.02 0.88 0.95 0.95 0.008
H — pallet‘cizzatore 0.03 0.94 0.95 0.95 0.025
I - fasciatrice 0.04 0.92 0.95 0.95 0.01 C%G{HG{P©{H}©LAYOUT l: Linea sincrona
@VG£KHHFH}W3V®V®VGLAYOUT 2: Linea asincrona
Dove p indica lo scarto, K2 i1 coeff. di disponibilità, K3 i1 coeff. di rendimento degli operatori e K4 il coeff. diutilizzo. .
Sapendo che la potenzialità oraria richiesta dalla linea è di 2500pz, è chiesto di:
]. Dimensionare Ia linea di produzione ipotizzando il layout l (linea sincrona): determinare capacitàproduttiva e numero di macchinari per ogni stadio. Quali sono il coeff. di utilizzo teorico e reale
della linea? Commentare1 risultati ottenuti.
2. Dimensionare 1a linea di produzione ipotizzando il layout 2 (linea asincrona): determinare capacità
produttiva e numero di macchinari per ogni stadio. Quali sono il coeff. di utilizzo teorico e reale
della linea? Commentare i risultati ottenuti rispetto al punto l.Volendo incrementare i1 coefficiente di utiliuo della linea asincrona senza far variare ii numero dimacchinari ottenuti, a quale Q dovrebbe "andare la linea?
4. Descrivere le caratteristiche della produzione per prodotto.
Lu
Esami di stato per l'abilitazione alla prqfessione di Ingegnere lndmtriale — Prima prova sarina del I4 Novembre 2019

UNIVERSI’I‘ADEGLI S'rum
DI PADOVA
ESAMIDISTAT0 PER L ’ABILITAZIONEALLA PROFESSIONEDIINGEGNEREINDUSTRIALE“Seconda sessione 2019
P_rinìa prova scritta del 14 novembre 2019
TEMA N. 4
Principio di funzionamento e principali proprietà delle ruote dentate ad evolvente.
Emmi di stato per I ’abill'tazione alla professione di Ingegnere Industriale — Prima prova scritta del 14 novembre 2019

UNIVERSITÀDEGLI STUDIDI PADOVA
ESAMDISTAT0PER L’ABILITAZIONEALLA PROFESSIONEDI
INGEGNERE INDUSTRIALESecanda sessioìife 2019
Primaprova scritta del 14 novembre 2019
TEMAN. 5
1) Una barra di acciaio ed una barra in lega di titanio vengono sottoposte ad una prova ditrazione.La barra in acciaio ha una lunghezza di 100 cm e un peso di 2.47 kg, mentre Ia barra inlega di titanio ha una lunghezza di 100 cm ed un diametro di 24 mm.In un certo istante durante |a_ prova, la lunghezza misurata su entrambe le barre risultaessere pari a 100.21 cm.L'acciaio in questione è caratterizzato dalle seguenti proprietà:Us: 450 MPa; UTS= 540 MPa; E= 210000 MPa; A%= 20%; e una densità di 7.85 kgldm3
Mentre Ia lega di Titanio è caratterizzata dalle seguenti proprietà:05: 793 MPa; UTS= 827 MPa; E= 110000 MPa; A%= 10%; e una densità di 4.48 kgldm3
Determinare il carico che determina tale allungamento e Ia lunghezza delle barre dopo larimozione del carico stesso, motivando opportunatamente Ia risposta e tracciando sulio
stesso diagramma le caratteristiche sforzo deformazione dei due materiali.
2) Descrivere analogie e differenze tra i rivestimenti ottenuti mediante i processi dizincatura a caldo e di zincatura elettrolitica. Descrivere inoltre il meccanismo di protezioneche il rivestimento di zinco conferisce all'acciaio.
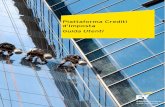
3) Spiegare cosa rappresenta Ia figura sottostante. Descrivere il fenomeno che awìene ea quale tipologia dì acciai si riferiSce.
?‘.
Hardness(H
"sms?:
As ZOO’C SOD’C 400’C: SDÒ’C- 540’0mmhm , ' ' .
Temperatura
Esami di statoper I’abilìtaziane alla professione di Ingegnere Industriaìe - Pri|na prova scritta del I4 novembre 2019

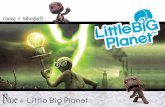
4) Nella figura sottostante sono riportate Ie curve di polarizzazione anod’ica di due metalli(A, B). Calcolare per due metalli Ia densità di corrente di corrosione Ìcorr e il potenziale dicorrosione Econ.Quale dei due metalli risulta il più resistente alla corrosione?
\-o.7 - ‘
. î
-o.a —
41.9 « ;
Currentdensity
(Alc
m‘l)
‘1 2 , ‘ ' ; v ‘ ‘ ‘ . : .
1 E-OG [EDS 1 EM 1 5-03 1 E-OZ
Potential (V) (SCE)
1E-01
Esami di statoper l'abilitazione alla projèssione di Ingegnere Industriale — Prima prova scritta del 14 novembre 2019

UNIVERSI'I‘ADEGLI STUDI
DI PADOVA
/‘\‘::Ll \\1] ‘ Q
0n" ." “®
ESAMIDISTAT0 PER L ’ABILITAZIONEALLA PROFESSIONED1
INGEGNERE INDUSTRIALESeconìÎa sessione 2019
Prima prova scritta del 14 novembre 2019
TEMA N. 6
Il candidato 'a) scelga a sua discrezione il target per una missione spaziale per lo studio di un qualsivoglia
sistema astronomico o planetario extraterrestre (ad es: esplorazione di un pianeta, mappaturadel cielo, ricerca di pianeti extrasolari, etc.), e ne‘dia adeguata motivazione descrivendonegli obiettivi scientifici.
b) definisca quindi il ‘ segmento di volo della missione e i suoi sottosistemi, considerando
requisiti e vincoli (ad es di massa, potenza, bit rate). In particolare, descriva nel dettaglio lostrumento principale del payload richiesto per raggiungere l’obiettivo primario scelto.
Esami di stato per‘ I ’abilitazìone alla profilssione di Ingegnere Industriale — Prima prova scritta del I4 navembre 2019

UNIVERSITÀ
DEGLI STUDIDI PADOVA
ESAMIDISTAT0 PER L’ABILITAZIONEALLA PROFESSIONEDI
INGEGNEREINDUSTRLALESeè'bn da sessione 2019'Î
Prima prova scritta del 14 novembre 2019
TEAIA N 7
Nella fase di progettazione di un nuovo prodotto, è previsto l’impiego di un componente in materialeplastico in grado di resistere a sforzi di trazione monoassiali. Il componente ha la forma di una barrettaa sezione quadrata (A=500 mm"). La temperatura di esercizio potrà variare nell’intervallo 23°C-60°C'ed umidità relativa stimata 50%. La deformazione massima ammissibile nella direzione diapplicazione dello sforzo è pari a1 2%. A tale scopo vengono individuati due possibili polimeritermoplastici: poliammide (PA66) e resina acctalica. I dati tecnici resi disponibili dai fornitori sonoquelli di seguito riportati.
Unità di Misura PA66 Resina Acetalica
T 70 80
Tm 270 175
Densità 1.1 1.41
di Poisson 0.4 0.35
n Inn' v - "- . I , I
PASS, T=23°C PASS, T=BO°qu _. ... ...... I’ll .
= : ' . . ! 1 1È 7 Ml —- - # -_ - —»— ---— — -—— î 5'9 _. _ .._. .. .. ...… .. ..-,-.. . __?)MPI
C : E 3 I x
% £ .5 g Ì ‘ mun g ,,. € | ____/ 1
€ . ‘ I ' ( i '/ | lom-
.e …. ' /- “[# .|qu …. l 1 ,,,/Kl],a .. "E’ ”,,/î? “Hr,” :
. ° _ , _ , _
z , i . . .,; I .’ : . ; l. . . ' I H l0" 10! IO' «‘1I w w ! * 10-: m m: m' mr m w lea
dd 0 n I! la) la: mu m nm:… îiuulhlYunnnhll rc|
Resina Acetalica
°° zu 3 o 15
/' s 93» 1 2.0
50 _ 1 f- - 2.5
. 15 / . .;
° — 1.5 :.mmm . - &tu ,/ ° & 2.0 5. E 10 y ‘è.
E ?: -.-: ".l ' 5 _. __- I î%” , / / 51°. -us 5 / [a 4.05E - 4 .: g A I n
è // E B E 5 / ‘ :2° / / ' - : fi 1.0 5 62' I … 0.5 5
/ ’ ><??? 5 /’ T=60°CI _ _ o/”&… . T—23 c . J +
"’ 7 . ‘ l l o 0.5 1.11 1.5 2.0 2.5l | 00 9.5 1.0 15 M 2,5 Total Stalin, % at Indicated Stress and Time
n > - -D 1 : 3 Total Strain, % It lndîclud Suns and Tum- mmlmm 0' mlm x 100
suum, 1L mmlmm or hlîn x 100
Esami di stato per l’abilitazione alla prafissîone di Ingegnere Industriale — Primaprova scritta del I4 novembre 2019

Sulla base dei dati forniti, i] candidato risponda ai seguenti quesiti:
a) Calcolarc lo stato di tensione @ deformazione nei due estremi di temperatura di esercizio peri due polimeri, ipotizzando che il carico applicato sia. pari a 5 kN.
b) Determinare la deformazione dopo lh dall’applicazione del carico, sia nell’ipotesi di caricopari a 5 kN che carico pari a 7.5 kN]
c) Individuare il polimero che garantisce la minima deformazione.d) Sulla base delle curve isocrone fornite per la resina acetalica, ricavare la funzione D(t)
(cedevolezza a creep) per le due temperature (23°C e 60°C).6) Calcolare la deformazione ai tempi t=2h &: t=8h nel range di temperature di esercizio, qua]
ora il compone'nte “fosse soggetto alla storia‘ di carico riportata in figura.
m 1
Forza[k
N]:-
o è 10
lempo (h)
f) In base ai risultati ottenuti, discutere il range di tempi, carichi e temperature in cui può
operare il componente.
Esami di statoper I 'abilitazione alla prajèssiane dì Ingegnere Industriale — Prima prova scrilla de! l4 novembre 2019

UNIVERSITÀDEGLI S'I‘UDID1 PADOVA
ESAMIDISTAT0 PER L’ABILITAZIONEALLA PROFESSIONEDIINGEGNEREINDUSTRIALE
Seconda sesszone 2019Primaprova scritta del 14 novembre 2019
TEMA N. 8
Si consideri un ciclo inverso a doppia compressionc che opera secondo lo schema riportato inFigura 1.11 ciclo impiega ammoniaca (NH3) come fluido operativo. All’evaporatore EV] vieneprodotta una potenza frigorifera qgw pari a 250 kW per raffreddare una portata di una miscelaacqua-glicole; l’evaporazione avviene alla temperatura [51/1— -5°C Durante i1 funzionamento delllamacchina (regime stazionario), all’evaporatore EVE la portata di ammoniaca è pari a 0.15 kg s'IL’evaporazione in EV-2 avviene a11a temperatura (51/2 = -20°C. Per entrambi gli evaporatori 11surriscaldamento del vapore all’uscita è fissato pari a 5 K. L’ammoniaca condensa“ alla temperaturata…: = 40 °C e all’uscita del condensatore il fluido di trova nello stato di liquido saturo. Tutte lecompressioni sono .adiabatiche con rendimento isoentropico 17,-; = 0.85. Si considerino inoltretrascurabili le perdite di carico negli scambiatori di calore e nelle tubazioni.
]. Tracciare in modo schematico tutte le trasformazioni nel diagramma temperatura—entropia
specifica.Trovare la portata di ammoniaca ma'; che fluisce all’evaporatore EVl [kg s].Calcolare la potenza che deve essere fornita ai compressori C1 e C2 [kW]Calcolare il coefficiente di effetto utile del ciclo, COP [-].Calcolarc i1 calore che deve essere asportato al condensatore [kW].&
":PP’P
La potenza frigorifera prodotta all’evaporatore qu1 viene utilizzata per raffreddare la portata dimiscela acqua-g-1icole etilenico mag—— 21.5 kg s‘l Questa portata di miscela mag entra allatemperatura tagJN—= 1°C'111 uno scambiatore di calore SC 21 fascio tubiero (configurazione 1/1) dovefluisce (lato fasciame) in controcorrente rispetto ad una ponata di acqua ma = 11.9 kg s"I che entra
nei tubi dello scambiatore SC alla temperatura t…… = 15°C e che deve essere raffreddata fino ad unatemperatura di uscita tau = 10°C. Lo scambiatore è costituito da 159 tubi in rame (conducibilità
termica 1101 = 390 W m'1 K") aventi diametro interno d,—= 7.74 mm e diametro esterno da= 9.52mm. I tubi sono disposti a reticolo triangolare equilatero (B= 30°) con passo tra i tubi p = 14.3 mmc lunghezza dei tubi L = 2.23 m. 11 diametro interno del fasciame è pari a sz 220 mm, il passo tra idiaframmi è s = 185 mm e il taglio dei diaframmi è pari al 25% del diametro del fasciame.
1. Si esegua la verifica termica dello scambiatore a fascio tubiero.
2. Si calcoli la temperatura effettiva di uscita dell’acqua.
Per le proprietà dell’acqua (fluido incomprimibile) si consideri 1a seguente tabella.
tro] clkag-‘ K“] p1kgm'3] ,. [uPa s1 uw m" K"]5 4.204 1000.0 1518 0.568
15 4.188 999.2 1137 0.589
Esami di stato per [ 'abilizaziane allaprofessione di Ingegnere Industriale —Primaprova scritta del I4 novembre 2019

Per le proprietà della miscela acqua e glicole etilenico (concentrazione di glicole del 20% in
volume) si consideri la seguente tabella.
: [°C] (: [kJ kg" K"] p [kg m-3] ,: [pPa s] x [w m" K“]o 3.87 1036 3110 0.50220 , 3.9 1030 1650 0.512
I dati mancanti dovranno essere opportunamente assunti dal candidato.
11
EVl
7
Separatcre
2
4 5
EV2
Figura 1. Schema del ciclo inversoa doppia compressione di vapòrc.
Esami di stata per I ’abilitazione alla professione di Ingegnere Industriale — Prima prova scritta del I4 novembre 2019

‘} .
"iu,.
_«JL
ENTROPICODIAGRAMMA
DELL' AMMONIACA
LEGENDA
___ A YlTDLO COSTANTE
___... ISDENTALPICHE
._.. [SUBARE
…... ISDCORE
u!»
.0
{.‘ .‘}5. a & ”.'/(A: 'A")
n
:;
nr
7 :
.
Am
r
..
»
.::.-5
Esami di statoper I 'abilitazione allaprofessione di Ingegnere Industriale — Prima prova scritta del I4 novembre 20!9

UNIVERSITÀDEGLI STUDIDI PADOVA
ESAMIDISTAT0 PER. L %BILITAZIONEALLA PROFESSIONEDIINGEGNERE INDUSTRIALE ’
SeEÎonda sessione 2019fPrima prova scritta del I4 novembre 2019
TEAMN.9
Si discuta il funzionamento di un convertitore dc—dc a commutazione che consenta di ottenere una ‘tensione di uscita superiore o inferiore rispetto a quella di ingresso. In particolare si evidenzino i
seguenti punti.
— 1. Si riporti il circuito elettrico e si descrivà il principio di funzionamento, analizzando le differenzetra modalità di funzionamento continuo e discontinuo.
2. Si discutano le principali fonti di perdita che limitano l’efficienza del convertitore, con
particolare riferimento ai dispositivi di commutazione e all’induttore.
Nota: Assumere eventuali informazioni mancanti.
Esami di statopar ! ’abilitazione allaprofessione di Ingegnere Industriale —Pn'maprova sarina del 14 novembre 2019

UNIVERSH‘ADEGLI S'l‘UDl _
DI PADOVA
ESAMIDISTAT0 PER L’ABILITAZIONEALLA PROFESSIONEDI
INGEGNEREINDUSTRIALESeconda sessiané 2019 .
Primaprova scritta del 14 novembre 2019
TEMAN. 10
Il candidato presenti alcuni esempi di applicazione dei biomateriali polimerici in ambito medicale,
con particolare riferimento alle proprietà chimiche e meccaniche dei materiali in relazione alla'risposta funzionale nelle condizioni di utilizzo in vivo, alle prestazioni richieste, alla stabilità‘
chimica e meccanica. Si discutano, inoltre, gli eventuali limiti all’utilizzo dei biomateriali
polimerici e’ si propongano possibili soluzioni. -
Esami di stato per I 'abilitaziane alla professione di Ingegnere Industriale — Prima prova scritta del ]4 novembre 2019

UNIVERSITÀDEGLI STUDIDI PADOVA
ESAMIDISTAT0 PER L’ABILITAZIONEALLA PROFESSIONEDIINGEGNEREINDUSTRMLE
Seconda sessione 2019Prima prova scritta del 14 novembre 2019
TEM'AN. 11
Si richiede al candidate di sviluppare i seguenti punti:a. Dcscrivcrc i contenuti della Legge 186/68. Quale correlazione esiste tra legislazione
nazionale e normativa CEI? Quali sono gli altri enti normatori operanti a livello
internazionalc nel settore elettrico?Quali sono le differenze tra i1 marchio di qualità IMQ e la marcatura CE? Quali sono irequisiti che devono essere verificati per il rilascio del marchio di qualità IMQ? È necessarioche un prodotto presente sul mercato abbia sia Ia marcatura CE e il marchio di qualità IMQ?Cos’è 1a probabilità di guasto?’Come è legata al tasso di guasto? Quali sono gli elementi che
concorrono alla definizione del rischio? Cosa' si intende per danno probabile? Cosa siintende per rischio naturale e rischio residuo? Indicare un esempio di apparecchiointrinsecamente sicuro nei confronti dell’evento sfavorevole della folgorazione.In un sistema complesso composto da m componenti, descrivere i concetti di sicurezza seriee sicurezza parallelo. Cosa è opportuno fare per migliorare la sicurezza di un sistema serie?Cosa è opportuno fare per migliorare la sicurezza di un sistema parallelo? In quale dei duesistemi è maggiore la necessità di segnalare tempestivamente il guasto di uno degli m
componenti?Confrontare i concetti di affidabilità e sicurezza. Indicare un esempio di perfettasovrapposizione tra i due concetti. Con riferimento ad un motore elettrico trifase, indicare: i)un evento che pregiudica la sola affidabilità; ii) un evento che pregiudica la sola sicurezza;iii) un evento che pregiudica congiuntamente sia affidabilità che sicurezzaSistemi TN. Rappresentare e dimostrare il modello equivalente in relazione ai contatti
‘ indiretti. È realistico garantire la protezione contro i contatti diretti senza interruzione delcircuito? Attraverso quali considerazioni si dcfiniscc il tempo limite di intervento delleprotezioni (0,4 5 in condizioni ordinarie)? A quanto corrisponde il tempo limite di interventodelle protezioni in condizioni particolari? Esiste una deroga per i circuiti di distribuzione ‘
(n'on tenninali)?Confiontare i sistemi TT e TN in relazione al potenziale sulle masse e sulle masse estranee
in caso di cedimento dell’isolamento principale. Effettuare le opportune considerazioni inrelazione alle tensioni di contatto indiretto nei due sistemi.Possibili cause di tensione sul neutro in un sistema TN: tensioni sul neutro originate
sull'impianto di terra del neutro e tensioni che hanno origine sul conduttore di neutro.Rappresentare tali cause tramite l’utilizzo di schemi circuitali. Discutere il livello dipericolosità correlato con ciascuna causa che comporta tensione sul neutro. In caso disistema TN-S alimentante due Carichi monofase (connessi su fasi diverse), cosacomporterebbe l’apertura accidentale del neutro senza contestuale interruzione deiconduttori di fase? ,Come funziona una protezione differenziale? Quale è la sua curva di intervento sul piantocorrente—tempo‘? Si chiede di discutere l’utilizzo di protezioni differenziali nei sistemi TT enei sistemi TN. Sono imprescindibili? Quando è opportuno prevederle? Esistono dei casi in
Emmi di stato per I 'abz'litazione ulla professione di Ingegnere Industriale -—Prima prova scritta del 14 novembre 2019

cui i1 loro uso è obbligato dalla normativa nei sistemi TN? Possono essere inserite neisistemi TN—C e TN-S? Come vanno inserite dal punto di vista circuitale negli apparecchi
connessi ai sistemi TN-C e TN—S?
Emmi di statoper I 'abilitaziane allaprofesyione dîIngegnere Industriale - Primaprova scritta del I4 novembre 2019

UNIVERSITÀDEGLI STUDIDI PADOVA
ESAMIDISTAT0 PER L ’ABILITAZIONEALLA'PROFESSIONEDIINGEGNERE INDUSTRIALE
Seconda sessione 2019‘ Seconda prova scritta del 14 novembre 2019
TEMA CHIMICA
Nel processo di sintesi del metanolo è possibile individuarequattro steps in cui le seguenti reazioni
hanno luogo:
STEP 1: Reformer per la produzione del syngasCH4+2H20—>C02+4H2 (reazione principale di produzione del gas di sintesi. nel
reformer)CH4+ H20—»CO+3H2 (reazione secondaria nel reformer)L’alimentazione dei reagenti è costituita da 100 kg mol di metano (stream 1—contenente un
1% di N2 come impurezza) e il vapore (stream 2) al 10% in eccesso; la conversione (X) del
metano è del 100% con una resa di C02 del 90%.
STEP 2: CO converter per la conversione del CO a C02' 2CO+Oz——>2C02 (reazione ,di conversione del C0 nel converter)
L’alimentazione è costituita dallo stream proveniente dallo STEP 1 (stream 3) e da unostream di Oz (stream 4) in quantità stechiometrica. La‘ conversione del CO a C02 è completa.STEP 3: Reattore di sintesi del metanolo . .
CO+3H2—>CH30H+H20 (reazione di sintesi del metanolo nel reattore catalitico)
L’alimentazione (stream 9) è costituita dallo stream in uscita dallo STEP 2 (stream 5), a cuisi unisce prima una certa portata di C02 (stream 6) per garantire il rapporto H2/C02=3/1 e poi lostream di riciclo proveniente dal condensatorc (in cui il rapporto Hg/C02=3/1) (stream 8)
La conversidne per passaggio (X) è del 48%STEP 4: Condensatore per la separazione della miscela metanolo-acqua dai non reagiti.
L’alimentazione (stream 10) è costituita dallo stream in uscita dallo STEP 3, mentre in uscita cisaranno la soluzione metanolo acqua (stream 11) e uno stream gassoso contenente i non reagiti(stream 12) che viene in partc riciclato allo STEP 3 (Hz/CO;=3/1, stream 8), e in parte Spurgato
(stream 13, contenente il 3% di N2).
Dopo aver disegnato lo schema di processo, a1 candidato viene richiesto di:
-calcolare tutte le composizioni delle portate nei diversi steps;. -calcolare il rapporto riciclo/spurgo (kmol/kmol)
-dire quale profilo di temperatura viene impiegato industrialmente per la sintesi del metanolo inbase a considerazioni termodinamiche e cinetiche. Indicare infine il tipo di reattore, nonche'
l’eventuale catalizzatore, giustificando la risposta.
Esami di stato per l'abilitazione alla professione di Ingegnere Industriale — Primaprova scritta del I4 navembre 2019

UNIVERSITÀ
DEGLI STUD]DI PADOVA
ESAMIDISTAT0 PER L’ABILITAZIONEALLA PROFESSIONEDI
INGEGNERE INDUSTRMLESeconda sessìune 2019
Secomla prova scritta del 14 novembre 2019
TEMA ELETTRICA
Di un trasformatore trifase (potenza nominale P,, = 630 kVA, tensioni nominali primaria V… = 20 kVsecondaria V3,, = 400 V, frequenzaf= 50 Hz) sono noti i scgucnti dati:corrente e perdite a vuoto ‘ io = 1.3 % po = 0.24 %tensione e perdite di corto circuito ' Vcc = 6.1 % Pcc = 7.24 kW
Il trasformatore alimenta un motore asincrono trifase alla tensione Vz=395 V che, ruotando alla
velocità n=741 giri/min, assorbe una corrente I…=712 A con fattore di potenza coscp…=0.834 in ritardo.
a) Determinare, con riferimento ai circuito equivalente semplificato del trasformatore concollegamento a stella:
- parametri resistivo ed induttivo R20 0 X20 delramo derivato riferiti al secondario;- parametri resistivo ed induttivo R"e X” del ramo serie riferiti al secondario;— tensione di alimentazione V|, corrente I. assorbita a1 primario e rendimento 77, del-
trasformatore nelle condizioni di carico considerate.
b) Essendo noti i seguenti dati del motore:
tensione nominale ' ‘ Vnm = 400 Vfrequenza nominale f = 50 Hzn° di poli 2p = 8
resistenza misurata in corrente continua tra due morsetti di statore Rab = 7 mQ ‘
corrente e potenza attiva assorbite nella prova a vuoto alla tensione nominale 10… = 289A 'P0!" = 7.62 kW
determinare, con riferimento al circuito equivalente semplificato del motore con collegamento a.stella:
- parametri resistivo ed induttivo Ro… eXe… del ramo derivato;- parametri resistivi di statore e rotore riportato allo statore R… e R…, ed induttivo X… del ramo
serie;
— potenza meccanica P…, coppia C… e rendimento ;;… del motore nelle condizioni di caricoconsiderate;
— coppia massima CM e di avviamento Ca del motore;— il rendimento elettromeccanico complessivo r]… dell’insieme trasformatore-motore.
Esami di stato per I 'abililazione alla profissione di Ingegnere Induxtriale —Sacandaprova scritta del l4 novembre 2019

UNIVERSITÀDEGLI STUDI
m PADOVA
ESAMIDISTAT0 PER L’ABILITAZIONEALLA PROFESSIONEDI
INGEGNERE INDUSTRIALE‘Seconda sessione 2019
Seconda prova scritta del 14 novembre 2019
TEMA GESTIONALE
Prima Qarte
Spiegare gli sprechi identificati dal lean management. Inoltre, ipotizzare un piano di eliminazione di talisprechi adottando tecniche lean in un’impresa. Si ipotizzi che
- l’impresa sia un’impresa manifatturiera interessata ad adottare il lean management nei propri
processi produttivi; ' '
' l’impresa in precedenza non ha mai riorganizzato in modo lean l’azienda.
Seconda p_arte
Si abbia una tavola rotante con 12 postazioni che lavora due sub-assemblati diversi, A e B, in logicamultimodel, (ovvero produzione a lotti, 1 lotto = num pezzi che può lavorare la tavola). Sulla tavolasono presenti due operatori, disposti come in figura. Il tempo di scatto della tavola è di 2 secondi,mentre quello di' set up è di 180 secondi (in entrambi i casi, ovvero per passare da A a B e da B aA). . ‘ -
1 due sub-assemblati sono cosi bilanciati:
Sub-assemblato A
Task Risorsa Giro tj [sec]
1 opl 1 23
2 op 2 1 43
3 op 1 2 33
4 op 2 2 48
5 op 1 3 38 ‘
Sub-assemblato B
Task Risorsa Giro tj [sec]
1 op 1 1 182 op 2 ' 1 23
3 op 1 2 38 \
4 op 2 2 13
5 op 1 3 28
6 op 2 3 48
7 up 1 4 23
Esami di Stato per I 'abiIitazianc alla prqfessione di Ingegnere Industriale — Seconda prova scritta del I 4 novembre 2019

A 'valle della tavola rotante è presente un buffer che alimenta una linea di assemblaggio a cadenza
imposta. Sono dati il diagramma delle precedenze del prodotto finito e la distinta base:
LÎNEA ASSEMBLAGGIO
l. Determinare la potenzialità produttiva della tavola rotante.2. Nota la potenzialità produttiva della tavola rotante, proporre un bilanciamento per la-linea di
assemblaggio utilizzando Petterson, tenendo conto della distinta base e dei tempi di set-up.3. Proporre un dimensionamento opportuno per il buffer intermedio affinché l’intero 'Sistema
produttivo non si arresti a causa di mancanza di pezzi o mancanza di spazio.4. Descrivere le principali funzioni del buffer, vantaggi e svantaggi.
Esami di Stato per I 'abiliraziane allaprajèsxiane di Ingegnere Industriale — Seconda prova scritta del 14 novembre: 2019

UNmmsn‘A1115011 Swm
DI PADOVA
ESAMIDISTATO PER L ’ABILITAZIONEALLA PROFESSIONEDIINGEGNERE INDUSTRIALESeconda s'èssione 2019
Seconda prova scritta del 14 novembre 2019
TEMA MECCANICA
\\\\
!4 l
!1
Il primo rotore ha un grande momento d’inerzia, per cui il primo albero può essere considerato
bloccato all’estremo di sinistra.
Le rigidezze torsionali degli alberi siano k9|=14000 Nm/rad e k62=4000 Nm/rad.Imomenti d’inerzia dei rotori e delle ruote siano: Il = 0.2, 12: 0.04, 13=0.l I4=0.3 kgmz. La ruota 3 è
solidale al rotore 4. Il rapporto di trasmissione della coppia conica vale 0.5.Scrivere le equazioni delle vibrazioni torsionali.Calcolare le frequenze naturali.Calcolare e descrivere i modi di vibrare.
Esami di stato per I 'abilitaziane allaprofizssiane di Ingegnere Industriale — Seconda prava scritta del l4 novembre 2019

UNIVERSITÀ
DEGLI STUDIDI PADOVA
ESAMIDISTAT0 PER L’ABILITAZIONEALLA PROFESSIONEDIINGEGNERE INDUSTRIALE
' Seconìfa sessione 2019Secondaprova scritta del 14 novembre 2019
TEMA MATERMLI
1 Un provino di ottone sottoposto a provardi trazione presenta la caratteris’tica curva
sforzo—deformazione illustrata in figura.Determinare:a. modulo elasticob. limite di snervamentoc. massima forza applicata a cui può essere sottoposto un provino cilindrico di diametroiniziale do=12.8 mm 'd. allungamento di un provino di lunghezza iniziale lo=254 mm sottoposto ad uno sforzo ditrazione o= 345 MPa.
70_ | | | — 501)
;‘/‘f#ffi—\\\xu
6° “ ,,f' \ — 400
.",-"'l
6‘ 50- f. ', psix103
È ., mpg“ " "'1 300 g:5 4o —, / E.E: : "
m } a>5. 30ml- - 200 :=| 20 — "’
2m}- 100'—_10— — 10.0
10 §-
; ° ' °o o 005-i J I ' | 00 0.1 0.2 0.3 0.4
Strain:
Esami di stato per l’abilitazione allaprofessione di Ingegnere Indusu'iale —Seconda prova scritta del I4 novembre 2019

2a) Descrivere con quale prova di laboratorio viene determinata la. transizione duttilefragile nei metalli.2b) Tra gli acciai inossidabili, quale è il più adatto per applicazioni a basse temperature?Motivare Ia risposta. '
33) Quali trattamenti vengono adottati per ridurre la formazione di austenite residua inacciaio?3b) Con quale—tecnica di analisi è possibile determinare la'percentuale di austenite residuain acciaio? Motivare la risposta e descrivere la tecnica.
4a) Che tipo di diagramma è quello sòtto riportato?4b) Di che tipo di acciaio si tratta (eutettoidico, ipereutettoìdico, ipoeutettoidico)?4c) Quali fasi sono presenti al termine delle curve indicate con 12,3 e 4. ‘4d) Determinare approssimativamente Ia velocità critica superiore di tempra. Cosa indica 'tale valore? .
123' 4.! ; - 1
Tempo (sec)
Esami di state per 1 ‘abilitaziane allaprofessipne di Ingegnere Industriale — Seconda prova scritta del 14 novembre 2019

UNIVERSITÀ, |)EGLÎ STUDI
m PADOVA
ESAMIDISTAT0 PER L’ABILITAZIONEALLA PROFESSIONEDIINGEGNEREINDUSTRIALESeconda sessio'n'é' 2019
Seconda prova scritta del 14 novembre 2019
TEMA AEROSPAZIALE
1) Il candidato descriva le principali soluzioni adottate per il sottosistema di controllo d’assetto diun satellite artificiale ,precisando e confrontando in modo critico le alternative concettuali, iprincipi di funzionamento, i campi di utilizzo e le prestazioni.
2) Rispetto alla missione scelta nella prova precedente applichi alla stessa il sistema di controllo diassetto più opportuno quantificando numericamente lc diverse grandezze @ giustificando le
scelte fatte anche con disegni e calcoli. ‘
Esami di stato per l’abilitazione alla projèssione di Ingegnere Indusn'iale —Sec0nda prova scritta del I4 navembre 2019

UMVERSITADEGLI STUDIDI PADOVA
ESAMDISTAT0 PER L’ABILITAZIONEALLA PROFESSIONEDIINGEGNERE INDUSTRIALESeconda sessì‘fone 2019 -
Secanda prova scritta del 14 novembre 2019
TEMA INNOVAZIONEDEL PRODOTT0
A seguito della ristrutturazione del processo produttivo relativo alla produzione di contenitori inmateriale plastico per uso alimentare, si rende disponibile un nuovo polimero termoplastico. 11prodotto verrà formato attraverso un processo di stampaggio ad iniezione.
La scheda tecnica del polimero fornisce i dati riportati in tabella
PROPRIETA‘ E VALORI MEDÌDI PORVINI STAMI'ATI AD INIEZIONEPROPRIETA ’FLS'ICHE
Densità | 0.95 g/cm3 1 ASTM TEST D792PROPRIETA' TERMICHE ‘Temperatura di transizione 110 °C ASTM TEST D3418vetrosaTemperatura di fusione 140 °C ASTM TEST D3418
PROPRIETA ’ MECCANICHE
Resistenza a trazione 62 MPa ASTM TEST D638Allungamento a rottura 15% ASTM TEST D638
Modulo E a trazione 2.1 GPa ASTM TEST D638
Resistcnza a flessione 90 MPa ASTM TEST D790
Modulo E a flessione 3.0 GPa ASTM TEST D790
CONDIZIONI GENERALIDIPROCESSO PER STAMPAGGIOAD INIEZIONE
Pressione di iniezione 20—1 10 MPa —' Temperatura de] fuso 150—180 °C -
Temperatura dello stampo 50-60 °C -
Essicamento 4hr@60°C - Rispondere ai seguenti quesiti:
a)
b)
c)
d)
8)
Noto che la viscosità dinamica del polimero a velocità di deformazione nulla è pari a 2x10S _Pa*s ad una temperatura pari a 140°C, ma che la linea di produzionc è vottimizzata perprocessare fusi ad una viscosità pari a 2x102 Pa*s, calcolare Ia temperatura di processo.Calcolare la viscosità del fuso in corrispondenza dei due valori estremi di temperatura del fuso
indicati in tabella. ‘Discutere 1a scelta della temperatura dello stampo, in relazione all’effetto sulla microstrutturadel componente, sugli effetti di ritiro e sulle proprietà meccaniche.Discutere gli effetti del numero di giri dclla vite nella fase di miscelazione sulla processabilitàdel polimero. ‘Discutere gli— effetti di un essi‘camento non opportuno del pellet sulle caratteristiche delprodotto stampato.
Esami di stato per I‘abiliwzione allaprqflzssiane di Ingegnere Industriale — Secondaprova scrim: del 14 novembre 2019

UNIVERSITÀDEGLI STUDIDI PADOVA
ESAMIDISTAT0 PER L’ABILITAZIONEALLA PROFESSIONEDIINGEGNEREINDUSTRIALESeconda sessione 2019
‘ Seconda prova scritta del I4 novembre 2019
TEMA ENERGETICA
Secondo il rapporto statistico elaborato da TERNA, la potenza efficiente lorda degli impianti
elettrici di generazione al 31 dicembre 2018 ammontava a 118.116,9 MW. Essa risultava, secondofonte energetica, cosi ripartita:
- idroelettrici: 22.910,5 MW;- termoelettrici tradizionali: 64.021,0 MW;- geotermoelettrici: 813,1 MW;— eolici: 10.264,7 MW;— fotovoltaici: 20.107,6 MW.
Se si considerano le varie tipologie di impianto con produzione combinata di energia elemica ecalore, si evince che la potenza efficiente lorda totale ammontava a 26 152,8 MW, mentre la suaripartizione, secondo tipo di impianto,risu[t21va:
- motori a combustione interna (CIC) —> 3.544,4 MW;- turbine a gas (TGC) —> 1.019,4 MW;- a vapore a contropressione (CPC) —+ 644,2 MW;- a condensazione c spillamento (CSC) —> 2.057,9 MW;— ciclo combinato (CCC) _» 18.886,7 MW;
- celle a combustibile con-cogcncrazione (CEC) -—> 0,2 MW;
Tralasciando la categoria CEC, il candidato spieghi, in maniera sintetica, che cosa si intende percogenerazione e definisca l’indice denominato PRIMARY ENERGY SAVING. Quindi, il
candidato descriva sinteticamente
, - il range di potenza elettrica e termica entro il quale è conveniente scegliere ciascuna tipologia di
impianto;
- la configurazione degli impianti suddetti e le loro caratteristiche prestazionali;- i rispettivi punti di forza e criticità considerando l’applicazione, l’occupazione di suolo e leemissioni (in aria e termiche).
Emmi dimm:per I'abilitazione allaprafixsione di Ingegnere Industriale — Seconda prova scritta del I4 novembre 2019

UNIVERSITÀDEGLI STUDIDI PADOVA
ESAMIDISTAT0 PERL’ABILITAZIONEALLA PROFESSIONEDI -
INGEGNEREINDUSTRIALE
Seconda sessione 2019Seconda pravu scritta del 14 novembre 2019
TEMA MECCATRONICA
Gli amplificatori operazionali (OPAMPS) sono' dei componenti di grande importanza nellarealizzazione di un gran numero di circuiti elettronici. Considerando tali componenti, si descriva:
1) il comportamento ai morsetti di ingresso e uscita del componente ideale,
2) 1a risposta in frequenza ingresso/uscita a polo dominante tipica di un componente reale,3) alcuni dei principali aSpetti di non idealità di un OPAMP.
Si consideri poi il circuito di Figura A. Nel circuito è impiegato un amplificatore di differenzerealizzato mediante OPAMP per acquisire l‘informazione data da un trasduttore di corrente e portarlaall'ingresso di un sistema di conversione analogico/digitale (AID) che ha un range di ingresso di[—15 V,‘ +15 V]. Il trasduttore di corrente misura la corrente assorbita da un motore in correntecontinua.
La tensione di uscita del trasduttore di corrente segue la legge:
VOUT : VREF + 0.625 "I—P‘
IPNdove Ip è il valore in ampere della corrente di picco in ingresso, VREF è il valore in volt della tensionedi riferimento, che è pari a circa 2.5 V, rispetto alla quale viene variata la tensione di uscita Vour inmodo proporzionale al valore della corrente in ingresso Ip, e I”, è un parametro costante di valore
uguale alla massima corrente di picco misurabile da] trasduttore, pari a 30A.
Ignorando i condensatori C, determinare i valori delle resistenze R1 e R2 per avere un segnale in uscita
all’amplificatore operazionale che copra tutto il range di ingresso del sistema di conversiOne A/D
(cioè, [ —15 V, +15 V]) con il variarc della corrente 1; all’interno del range nominale (cioè,[_IPN,+IPN]). Assumere Vour e VREF indipendenti dalla corrente scambiata ai rispettivi terminali.
Scegliere i valori delle tensioni di alimentazione V + e V —.
Infine, noto che il sistema di conversione A/D presenta una frequenza di campionamento di20 kSample/S e una impedenza di ingresso alta (e.g., > 10 MQ), si calcoli il valore dei condensatori
C in Figura A affinché il segnale portato all'ingresso del sistema di conversione AID (cioè, il segnale
vfn/D) presenti una banda limitata in modo da evitare aliasing. Si discutano brevemente le
conseguenze di una impedenza di ingresso del sistema di conversione A/D più bassa, in particolaredi qualche centinaio di fl.
Nota: Il candidato assuma eventuali dati mancanti.
Emmi di stato per Ibbilitaziane alla proflassione di lngegnere Industriale —-Secandaprova scritta del ‘14 novembre 2019

. Rl],, "OUT —"—"W\r"'
A|+ —— È’_. '5,
All) ~ =501—— ‘5 ,
VIN?!" COM _ %
l— o
Trasduttore Sistema di
di corrente . conversione AID
Figum A
Esami di stato per 1 ’abililazione alla professione di Ingegnere Industriale —Seconda prova scritta del I4 novembre 2019

UNIVERSI'I‘ADEGLI STUDIDI PADOVA
ESAMIDISTATO PER L ’ABILITAZIONEALLA PROFESSIONEDI
INGEGNERE INDUSTRLALESeconda sessione 2019 ,
Seconda prova scritta del 14 novembre 2019
TEMA BIOINGEGNERIA
Biomateriali per impianti dentali: il candidato descriva lc principali classi di materiali utilizzati per
la realizzazione delle diverse componenti degli impianti dentali, con particolare riferimento alleproprietà meccaniche. Si dis'cutano nel dettaglio alcuni aspetti quali la tipologia dell’impianto(forma, struttura della superficie), la natura dei materiali impiegati, le interazioni tra impianto etessuto osseo, presentando vantaggi e svantaggi delle diverse Soluzioni tradizionalmente adottate o .
di soluzioni innovative.
Esami di stato per I 'abililazione alla professione di Ingegnere Industriale — Seconda prova scritta del I4 novembre 2019

UNIVERSITÀ
DEGLI STUDIDI PADOVA
ESAMIDISTAT0 PER L ’ABILITAZIONEALLA PROFESSIONEDI -
INGEGNERE INDUSTRIALESeconda sess‘ìfone 201 9
Secondaprova scritta del 14 novembre 2019
TEMA SICUREZZ4
Il D.M. 3 agosto 2015 “Approvazione di norme tecniche di prevenzione incendi, ai sensi
dell’articolo 15 del decreto legislativo 8 marzo 2006, rappresenta una prima ed importante tappa inmateria di prevenzione incendi. Il Codice nasce all fine di semplificare e razionalizzare l’attualecorpo normativo relativo alla prevenzione degli incendi attraverso l’introduzione di un unico testo
organico e sistematico e mediante l’utilizzo di un nuovo approccio metodologico più aderente alprogressotecnologico e agli standard internazionali.Il candidato illustri, anche attraverso esempi specifici, gli obiettivi generali che l’approccioprestazionale si prefigge ovveroquelli connessi alla definizione degli aspetti procedurali, ai criteridi valutazione del rischio e alla progettazione delle conseguenti misure compensative. Discutere unatra le dieci strategie antiìncendio contemplate dal codice.
Emmi di statoper I‘abilitaziane allaprofessione di Ingegnere Induvrriule —Secondaprova scritta del I4 novembre 2019

UNIVERSITÀ
0130111 STUDI
1)1111130111
ESAMIDISTAT0 PER L’ABILITAZIONEALLA PROFESSIONEDlINGEGNERE INDUSTRMLE
Seconda sessione 2019Prova pratica del 21 novembre 2019
TEMA CHIMICA
L’ossido di etilene viene prodotto per ossidazione diretta dell’etilene con aria o ossigeno inpresenza di catalizzatori. La reazione che avviene è la seguente:
‘ CHz=CH2 + l/2 Oz _" CHz-CHZ
' \ /O
Sebbene si utilizzino catalizzatori molto selettivi, la combustione completa dell’oleflna non puòessere trascurata:
CH2:CH2 +302 _} ZCOz +2H20 ,
Si prenda in considerazione il processo di ossidazione diretta dell’ etilene con ossigeno e si
consideri un’alimentazione di 100 kmol/h costituita dal 15% molare di C2H1,' 02 (i1 rapporto
molare tra CzH4 e 02 nell’alimentazione è pari a 1,5): dal 5% di Argon, presente come impuritànello stream di 02, dal 70% di “ballast” gas (prevalentcmcnte CH4 e C02 in rapporto molare pari
a 5:1) per problemi di infiammabilità. «L’alimentazione Viene inviata al sistema alla temperatura di 560K e alla pressione di 10 bar. Laconversione totale dell’etilene è pari al 65%, la selettività a C2H4O è del 80%, mentre il restante
etilene che reagisce viene complétamente combùsto.
A. Si calcoli [a composizione del gas in uscita con la resa e la selettività date;B. si calcoli la quantità di calore da fornire/sottrarrc a1 sistema affinché la reazione proceda
isotermicamentc alla temperatura di 560K (si considerino trascurabili le variazioni dientalpia con la pressione), nel caso in ' cui l’alimentazione entri preriscaldata alla
temperatura di reazione;C. si calcoli la quantità di calore“ da fornire/sottrarre al sistema affinché la reazione proceda
isotermicamente alla temperatura di 560K (si considerino trascurabili le variazioni dientalpia con la pressione), nel caso in cui l’alimentazione entri nel reattore alla temperatura
di 298K; 'D. Calcolare la massima temperatura raggiungibile se il sistema fosse completamente
adiabatico (con a11mentaz1one preriscaldata alla temperatura di reazione)
Altri dati:Entalpie standard di formazione a 298K:
H° — 4 4 k] »A rca(g) * **7 3-0;”1101 a 298A
kAH}… (g, = 52510 km"70“ 298K
kAHÈmom = 426303——]ml“ 298K
0 “kl ,M…,: … 493509171071: 29811
. o kikiAHIHZO (g) ——Z41818 @ 298K
kmal

Calore specific(kJ/kmol) dell’osàido di etilene e dell’argon tra 298 e 1600 K. La temperatura T è
espressa in K; R è 1a costante universale dei gas.
£2: A+BT+CT2
AllegatizTabelle delle entalpie dei gas di combustione ‘
TABLE D.2 Enlhalpies of?To convert to Btu/lb mol. multi
K CI CZ
273 o
291 630 9 | 1298 879 I .277300 950 1.333400 4.740 7.305500 9.100 14.476600 14.054 22.360
700 19.585 32.342
800 25.652 4 2.71:2“
900 32.204 53.931
1.000 39.204 65.8 14
1.100 46.567 78.403
1.200 54.308 ‘J 1 .504
1.300 62.383 1115. 1 43
1.400 70.709 I 19.202
1.500 79.244 133.678
1.600 88.031
1.800 106.0642.000 124.725
2.200 143.8042.500 173.050
camo ArA = -0.385 A = 20.78613 = 23.463*1o-3 B = 2.8259*10'7C = -9.296*10'6 C = ~1 .4641*10’7
rv- "' ""“ "“‘-£
nraffinic Hydrocarbons, c,—C6 (Jlg m01)(al 1 atm) ?}ply by 043%. {’1’
C1 "‘C: ΑC4 "‘Cs ""Ca'
1.264 1.709 1.658 2.125 2.5451.771 2.394 2.323 2,976 3.5631,919 2.592 2.522 3.222 3.353
10.292 13.773 13.623 17.103 20.46320.685 27.442 27.325 34.020 40.62232,777 43.162 43.312 53.638 64.01146417 (31.151111 61.220 75.604 90.123131.33? 1111.50.11 80.767 99.495 118.53277.404 =.=.7-1. 1171 .751 125,101 148,86611.1.1.1; : 113.971 152.213 181.041112.340 141… ': 147.234 180.665 214,764101.042 1111.1' 171.418 210.246 249.8681:10.331 195.12“? 100.480 240.872 286,143170,205 221.375 222.212 272.373 323 465190.581 247.650 243,571 304595 361,539

Emmi di statoper I'abilltaziane allaprafiassione di Ingegnere & di Ingegnere Industriale - Prova brulica del 21 novembre 2019
TAiiLED.(1
'1<_ 273
291
298
300
400-
500
600
700
300
900
1.000
1.100
1.200
1.300
1.400
1.500
'1.
750
2.000
2.250
2.500
2.750
3.000
3.500
4,000
1Toconv—cr11.….:l
:;1…
111111111111311)133390.
'*P
ress
ure:
1111
11'
SOURCE):
P.,:
031
110?
P..:
1.1
.1«
119.0.13
141.4%!
13110::
111
'1'1
1111
1:D,
”?
I.nth.
111111
<01
L011
1110
5110
11Cases?“
(.I/g11101)î
Air 0
523
""15
784'
3,696
6.660
‘9.673
12.736
15.1173
19.1 1
622,367
25.698
29.078
32. 5
0135.9<3 .,
39.34
1648
’W‘—]
57.320
66,44
]
75,6
46
84.9
35
94.265
112
051
6718
763
3.655
6,589
9.518
12.459
‘ 15.413
18.3
8421.388
24.426
27.5
0930
.626
33.7
8936
.994
45.2
7553
.680
62,34
l71
.21
180
.290
89.4
53"
108.
030
127.528
CO
0525
7.28
786
3.69
96,
652
9.66
512.748
415.899
19.1
25
22.4
13
25.760
-
_29.154
32.593
36.070
39.5
7643.459
57.488
66.567
75.772
35.0
1 894.265
2.968
1 31 .
796
CO, 0
655
912
986
4.903'
9,204
15.507
18.656
23,7
1028
.936
34.3
0839.802
45.4
0451.090
56.3
6062
.676
77.445
92.4
6610
7.73
3123.
176
133.
699
154.347
185.895
212.737
H40
(103
P137
905
384-
7.752
_ 11.326
15.016
18,823
22.760
26.825
31.01
1
35.312
39.722
44.237
48.848
60.751
3.136
85.855
‘98.867
12.089
125.520
152.799
180.414

UNIVERSITÀ
DEGLI STUDIDI PADOVA
ESAMIDISTAT0 PER L’ABILITAZIONEALLA PROFESSIONEDIINGEGNEREINDUSTRLALE
Seconda sessione 2019Provapratica del 21 novembre 2019
TEAM ELETTRICAIl candidato svolga almeno uno dei temiproposti
Tema Elettrica N. 1
1) Con riferimcnto alle duc teste di palo a) c b) moslratc in figura e con i dati ivi Specificati si calcolino l'impedenza
longitudinale chilometrica c l'ammettcnza trasversale chilometrica da attribuire al circuito monofase equivalente allasequenza diretta. Si assuma per la conduttanza trasversale valore nulla in _entrambi i casi.
[a)] ‘|f=50HzJ '17)]: mduflmî purine Cuamm Cu 7WÌ9
smamm-{“W”-"+19 | |
g? *1? “i £322La linea è trasposta e si ,: EH =1
trascurano Iefimi di guardia k 0. 05 m U" 20 ”"
k'=0.04 mH/km Un=380 kV
Tutte le quote sono espresse in m
Per il caso a) si calcoli anche l‘impedenza totale alla sequenza zero considerando che: Ia linea AAT (neutro & terra) è
lunga complessivamente 200 km e la resistività del terreno è 100 Dm;
Per i1 caso b) 5i calcoli anche la reattanza capacitiva totale alla sequenza zero considerando che: la linea MTa neutroisolato (altezza media sul lcrrcno H…=9.3 m) è lunga complessivamente 5 km;
2) Con riferimento alla linea trifase di figura, in cui le sbarre di cabina primaria M e M’ si possono consideraregeneratori ideali di tensione a 20 kV, si richiede di:
Un=20 kV;f=50 Hz . _ , _
M M’ 33127652ioé‘é’ifii'in?"° ““"“ ‘“|… 4km 3km :. 2km 1 1km 1 3km /<| £:=2MW+i2Mvar;I’” ;, = 1MW+j_1 Mvar;
g; =§4 =2MW+j1 Mvar;
S| _S_2 53 £4
a) dimensionare la linea aerea della rete trifase di distribuzione (a neutro isolato) alimentata a sbalzo (interruttore] aperto), in base ai dati stabiliti in figura e considerando conduttori in rame (pm=c=0.018 flrnm7/m) ed unacaduta di tensione ammissibile del 5 % (si consideri come distanza inter-fase D = 1,5 m)
b) Calcolare la potenza reattiva di un banco di condensatori di rifasamento inserito sulla sbarra M per avere uncostp pari a 0.99, specificandone il collegamento e giustificando la scelta progettuale
c) Calcolare la massima caduta di tensione senza nessun tipo di rifasamento nel caso la rete venga alimentata aidue estremi. M e M’ (interruttore I chiuso)
Esami distato per I'abiIitaziane alla prafexsìane di Ingegnere e di Ingegnere Industriale - Prov:: pratica del 21 novembre 2019

3) Con riferimento alla linea trifase di figura, esercita a tensione nominale U,,=20 [kV], si chiede di:
a)
, h)
C)
d)
6)
upzo kV;f= 50 Hz
A M . .Potenze nchxesta dalla
|,, 1,5 km 1 cabine. di distribuzione, latoMT.:
| @ fix =6,00 MW+j6,00 Mvnr
dimensionare la linea in cavo RG7I-I ] RX sapendo che si prevede l'utilizzo di tre cavi unipolari posati amrifoglioa contatto direttamente interrati in terreno a resistività termica pari a 200 °Ccm/W e che la massima caduta ditensione ammissibile deve csscrc dcl 1 %;
dopo il dimensionamento, cal‘colare la massima caduta di tensione percentuale;
calcolare le perdite elettriche Joule complessive c quellc diclcttrichc (tan 6=0.001, c=0.25 ,uF/km);
supponendo che le protezioni della conduttura in cavo intervengano în {=2 s e che la corrente di corto circuitomassima termicamente equivalente pcr tutto il tempo ! sia 13 kA, verificare 5c la sezione scelta è adeguata
( SESGYCÌWÌ°=90°C: Sn‘lassim=250o C);
Esschdo la cabina MT/BT di proprietà del cliente (c non del distributore locale) che sistema di distribuzione inBT adotterà Io stesso considerando che l’impianto non è molto esteso? .
4) Si supponga che tutta la linea M 1-1 di figura sia costituita da conduttori in rame con induttanza chilometrica £=l,2
[mH/kmj e resistenza chilometrica r = 0,1797 [!)./km] e che 1a linea 1-2 sia costituita da due cavi identici in parallelo
ciascuno avente r=0,l68 [Q/km] e x=0,1 [(l/km]. Inoltre, la linea in cavo 2p-25 sia costituita da due cavi identici in
parallelo ciascuno avente rd = 80 [mfykm] c reattanza chilometrica. xd = 80 [mQ/km] e si abbia go=3,5 14.
A Ml UN=20 kV;f= 50 Hz, MT A NEUTRO ISOLATO
' - . lIIIIII l) km 8 km
[ccm : 18 RA Motore. asincrono
cosq)cc = 0 trifase 'c= l Potenza attiva ' 200 kW 2p
Tensione ‘nominale 400 V
Rendimentonominale 0'92 100 m
cosqn 0,82
Corrente diavviamento 5-4 '" ' Zs
Il trasformatore derivato nel punto 2 è di gruppo Dyn/ll e ha le seguenti caratteristiche:
Potenza U1 U2 “cc % cosgvcc
2500[kVA] 20m] 400w] . 6,0 , 0,22
Si Supponga inoltre che 1a sbarra MT'Ml sia alimentata da un trasformatore 132 kV/ZO kV (gruppo YNyn6;
I’ = 63 MVA; un:: 15 %; €05ch = 0,04. Si calcolino:
21)
b)e)
[a corrente di guasto nel caso di cortocircuito trifasc in 25 scnza considerare la prescnza dc] motore.
la corrente di guasto nel caso di cortocircuito monofase ìn 2s senza considerare la presenza del motore.
la corrente di guasto nel caso di cortocircuito trifase in 25 considerando la presenza del motore le cuicaratteristiche sono indicate in figura.

Per le corde aeree si usino le tabelle CEI-UNEL seguenti:
Tabella CEI-UNEL 01437 per corde di rame crudo
(Inmlvu " Innmuimm:mmwm171i v (7 Sodano …Mi… [)?-111101!" cslcmu .\l.zssr_1caric.l Carico di Rvsis‘h'nm ck:llrr't‘.l 10min.»
' ' n. 1“ """ mm" mm Lg/lun rolludeN . 3" "( «!!/L'"
1617 7 :( 1,70 15,69 5,1 144,1 664,0 1,140
25/7 7 x 2,14 ' 25,10 6,42 228,3 1033 0,719935/7 7 x252 34,91 » 7,56 316,6 1426 0,5192
, 40/7 \,, 7 :..: 2,70 «10,00, 11,1 363,4 1637 (1,4522
50/7 , 7 >< 3,00 49,48, 9 448,7, 2021 0,366365/19 19 x 2,10 65,81 10,5 602,6 2632 0,2731
70/19 19 >< 2,14 68,34 10,7 625,8 2733 0,2678
95/19 ' 19 ): 2,52 94,76 12,6 867,7 3790 0,1831120/19 19 >: 2,80 117,0 14 1071 4679 0,1564150/37 37 ): 2,30 153,7 16,1 1415 5949 0,1196
230/37 37 >< 2,80 227,11 19,6 2096 81517 0.011073
Tabella CEI-UNEL 01435 per corde di alluminio crudo
(.‘r mdun "’mi-1101"… nmm-r0 l7” " " Swimm Inni… Didlnvlmcslcnm .81un tourim Caricmli Rt‘ii‘lt'W-l (""—l"!"… ""'?11.1.!' " n. v mm mm" mm 1.14qu mHumdaN 3" L 1.91""
25/7 7 '< 2,14 25,18 6,42 68,00 431,0 1,137
_ 35/7 7 >< 2,50 34,36 7.5 94.10 575,0 11,833250/7 7 .»; 3,00 49,43 9 153,5 790.0 0,5784.70/19 19 2,1-1 615,34 111,7 180,0 1169 0,4210
95/19 19 x 2,50 93,27 12,5 256,6 1559 (),3085120/19 ' 19 >< 2,90 125,5 14,5 345,3 2003 0,2292240/37 37 :< 2,90 244,4 20,3 673,8 3900 0,1180
500/61 61 x' 3,20 490,6 23,8 1355 _ 7285 0,056901100/61 61 \: 4,00 766.5 36,0 2113 10970 (1,03770
Tabella CEl—UNEL 01436 per corde di lega di alluminio
G“…hw' l'urnI-uiwm:numcmfili — «I Selimuzgnrim UiJ/m'lmuslvnm M..…tunrim (:.uù-mli Resina…t'h'llriwu'mìc-m' ' "- """ mm‘ mm ' {;;/lun rullur.ul.|N .’" _( (.’/lm
34,91 7,50 ‘ us,… win 03-14;»49,411 L| 14111 (1,6651
611.34 111..- 19-119 0, 11411
WNW 04,75. 11,1. 37… ()…34—11
12011“ 125.5 14.5 345,2 0,261615 147.1 15,75 , 405,6 0,22511 1 114,5 1 7,64 505,15 0,179."
:… . [um us,“: 541,1) n, 1681i241, " 3,” 2.90 244,4 20.3 673.11 0.1337{1111161 (nl - 2,52 “14.2 22.651 {"y-hi,!- 1111192
41111561 ()1 2.91.1 401,9 26,1 11 1°: 11-11:“1 111111247
Tabella CEI-UNEL 01434 per corde di alluminio-acciaio
"""“lun'fi,"…"”…“h " 'I bunny (:.-ant.: R.]Mn'lrm [)h/wim Mam (un'… di mmm» Rc—is'h'lvu'k'nritn
Grantley.» ". . mm mm Irascz. «:.—(umd !curìcaluulc cm:.u‘cùin [ipn 1curù'.|.| ‘.‘(l (.'AM :10. A !! An; , lnl All v Arr ‘ mm kg/Ìun . I FU daN .E'/km
42/6 {— 1 . 6 “x. 3,00 l x 3,00 42,41 7,069 49,48 6.0 9 ‘ 171,5 1613 0,6766
68/12 -i 7 12 >. 2,68 7 :-: 2,613 67,69 39,49 107,2 1,7 13,4 496,3 6195 (1,42661211/2617 26 ): 2,50 7 x 1,95 127,6 20,90 148,5 6,1 15,115 516,2 4909 0,2261
191/26 + 7 26 >:.3,06 7 >-:_ 2,38 191.2 31.14 222,3 6,1 19.38 772,0 7122 0,1509
212/3114 7 30 :r… 3,00 7 x 3,00 212,0 49.48 261,5 4,3 21 973,7 9866 01362265/26 1 7 26 :<. 3,60 7 :»: 2,80 264,6 43,10 307,7 6,1 22,8 1068 9752 0,1090
349/30 i- 19 3O :-1 3,85 19 x 2,30 349,2 78,94 428,1 4,4 26,9 1586 15610 0,08274
382/54 ~i 7 5-1 >< 3,00 7 x 3,00 301.7 49,48 431,2 7,7 27 1443 12 710 0.07573416/301 19 30 >: 4,20 19 Ix 2,50 415,6 93,26 508,9 - 4,5 29,3 1881 18490 0,06952
434/54 + 7 54 >; 3,20 7 >: 3,20 434,22 56,29 490,5 7,7 28,8 1641 14061) "0,06656
4520/54 { 19 54 x 3,50 19 2-: 2,10 519,5 65,80 585.3 7,9 31,5 1953 161150 0,05564629/541- 19 54 »: 3,85 19 .V. 2,30 628,6 78,94 707,5 11,0 34,6 2368» 20 050 0,04598
748/54 + 19 54 >< 4,20 19 >: 2,50 748,1 93,26 841,4 8,0 37,7 2801 13 770 0,03864
1657/1501- 37 150 x 3.75 37 &. 2,68 1657 208,7 1866 7.9 56,26 6269 53 2110 0.01758 _

Per le condutture in cavo si usino i seguenti dati:
PORTATE DI CORRENTE IN REGIME PERMANENTE
. . . . posa in terraseznone posa … ananom_inalc _ R. = 100 °C cm/W R. = 200 °C chW
mm2 Cu ... Al 1 Cu .'. Al Cu ... A| Cu .'. A1 Cu ... Al Cu .’. Al.- __.-. . -..-.. - - _ .-.-..__‘ , ‘ .
1x 25 176 —— f, !57 I — 158 — ‘52 -- I23 3 — ' 18 —. ‘ 1x 3,. 213 — : L90 Ì — 189 ——w !82 — 146 … — H11 —
' 1x 50 255 200 È 228 f 177 224 174 216 168 _ 172 . 134 166 1 129n 70 320 250 1 284 i 221 274 , 214 . 265 206 209 f * 163 202 5 158
. : : 1 . 1; : ‘ : - : ‘
1x 95 390 306 ? 346 : 269 328 256 316 ‘ 246 — 249 ! 195 : 241 È 1881x120 450 i 353 ‘ 399 Ì 311 373 292 360 1 281 282 ., 221 i 273 ; 2131x150 510 ! 400 1 d5? 353 416 326 402 314 313 246 ': 304 238
* 1x185 585 461 3 520 406 471 370 456 357 354 278 344 269; 1x240 690 545 61. 4 481 54A 429 528 415 407 32' 397 31‘
1 . .; 1x300 790 630 705 552 61 1 483 595“ 458 A56 361 446 35‘-] 1x400 910 730 , 816 645 688 550 673 5311 512 :; 10 503 400‘ ‘-x500 1050 850 {JM 753 776 627 76‘ 61‘ 575 465 568 455 i
111630 . 1190 965 1087 877' 873 71.3 856 696 6115 528 637' 518
1
1_- _ .-, __ _. - . J
RESISTENZA APPARENTE DEL CONDUTTORE A 90°C (Ohm/km)
Esci.:t-snza di camper :; n'esmiscfcne defl‘energf; 150475 50 H: -_= a 901':
Gavi iaofari in metsn'eu’- elastomen'co
(“;; 1/,51
@ @ @ (Fx!) @@
(;.-w; U-wpmu 4;;- CAV! umP-J-LAFrr ““'",. “”-.: .— .....,.- ___ . TFIIFDL-‘irî.’..auc'uxare :nrame :- S'I'Jm'n-‘C uonu...a.- .n r.m_ r— , _ . .
:- an’uminic. --or.au..on.- mTuna;- ..“ t-‘lnsion: rame e e.?umim'a.
' ' ' Tutte fe tensioni
.. … . ,. . - -. 121120 .:.—v- 15/23Sezian—s 1.3-3 N:- :.:/5 51.91.10- :..-.- !5 .W 25/415M‘
" "V .19.:30 w"WT (!.)! km: {13/ka !!!/km! (.‘?! km) i'!!! km} !.‘Jfìq'mJ
Cu A! :.,u A! Cu A_I‘ Cu .:.: "u .4! A!| 2.333 3:91 2.33 2.2". - - - - 2.33 3.97 3.91
1: 1.479 2.4? 1.47 2.4? - - — - 1.4-? 2.47 . . 2.4725 0:322 1.513 12.92: 1.50 1 :‘5 - - (2.322 1.55 .9 '.55
35 E. "9 1.12 [.?-71 1.13 1.13 - - [2.3.70 1.13 .5 1.12:":- L495 13.332 .495 0.032 3.533 — - (:.-125 (2.832 .'.4‘94. 5.53273 $.5th 0.5-5? 0.3-1: 05:13 0.583 0.344 0.550 0.344 0.551: 0.243 3573
ES 0.2-3 C.-!—'.E [.249 'Z'-116 C 1'3 0.245 0.415 (3.249 C.J.~'.r'.' 0.347 0.415:23 0.229 0.333 .198 0.333 . 3 0.125 0.333 0.198 0.353 0 126 0.229
153 0.161 0.270 0.151 0.270 14.0 0.151 0.270 0.161 0.2.70 0.150 21.25318.5 0.130 0.218 0.130 0.238 0.218 0.130 0.218 0.130 0.218 0.129 0.217
240 0.0984 0.105 0.0983 0.165 0.105 0.0931 0.105 D. 100 0.108 0.100 0.168300 0.0?39 0.132 0.0783 0.132 0.132 0.0786 0.137 0.081 0.130 0.080 0.134400 0.0625 0.105- 0062-1 0.105 0.105 0.0322 0.105 0.065- 0510? 0.005 0.109
5120 0.0496 0.0533 0.0494 0.0830 0.0493 0.08213 0.0491 0.0325 0.053 0.0390 0.0536 0.0900520 0.0395 ().-9555 0.032—4 0.0562 0.0393 0.0662 0.0391 0.005: 0.04:. 0.0730 - -

REATTANZA D1 FASE A 50 Hz (Ohm/km)
::.-35:an5 JT ca via-z-r 1'5 trasmissione dEJI‘en-zfaie in MT iva!:n (::-Edi E 50 H:
—:-. .::-america
-avi i:o.’a.‘i fn maten'sf'e
51
CAW UA‘JIFCJLAF-T.’
"’ "‘ Candutforé 2'11 rame e aflummm ‘ " "‘
S-z—zisne 7.5/3 kV 3.6/6 kV 6/10 kV 8.71151-2'.’ 12320 kV ‘15“29 kV 'le/'ES kL’ 25/45 kV
mm" {!?/km) {[E/km} (:?!ka i!?/ km,? (.Q/kn‘i‘? {Q} km) (!.7/ km] (fl/‘kml
10 Ù.1-'r '115‘ 0.1'5’ — ' - - ' -- -
15 0.13 0.14 '3.15 0.15 - - ° -
'25 0.12 0.13 Ù.14 Cl.15 0.15 - - -
35 5.11 0.12 0.13 0.14 0.14 0.15 0.16 -
50 ’U.“ 0.12 l3.12 0.13 0.13 13.14 5.15 —
70 5.10 0.11 0.12 “3,12 C'.13 9.13 0.14 0.15
‘85- U.C?E C'.“ 0.11 6.12 0.12 A 9.13 9.13 0.14.
120 '.".112‘? 5.19 G.TÎ 13.11 0.12 9.12 5.13 13.14
151': 0.1192 C' 9- 5.11"! l3.11 0.11 5.12 3.12 0.13
155 0.1339 0.595 5.10 0.11 0.11 13.11 5.12 5.12
245‘ 0.1335! 5.1293 0.095 0.19 0.10 . 0.11 9.11 C‘.12
3GB 0.1.‘34 5.592 13.524 G.CQÉ 0.19 5.11 5.11 0.12
4‘30 5.032 D.CQ'Î’ G.CQZ . 5.095 5.139? “3.10 0.11 13.1'.
5013 CLUB? 0.535 0.039 0.092 9.1395 3.093 0.11} 5.11
5'30 5.079 CECB- D.CBÎ' 9.025 3.1393 0.055 5.023 [1.10
VALORI DELLA CAPACITÀ A SOHZ().1F/km)
Caw'fsalaìi in malaria.? elastomerico H
A' kv / k ' î v '
«:=/xm) firm) (uF/km) uFfiqu.. , _ _
1
".’—“mm
G1 -.1
0.19

,Tema Elettrica n. 2
Progettare un motore asincrono trifase a 4 poli con rotore a gabbia singola, per servizio
continuativo, di potenza nominale P=150kW, alimentato ad una tensione nominale Vn = 400 V, e
frequenza 100 I-Iz. 'E’ richiesta una coppia massima almeno Tmax Z 2 Tnom ed una coppia Tspunm 2 0.5 Tnom di
avviamento, oltre ad un un fattore di potenza nominale cosq: > 0.85. ' 'Presentare il progetto completo di calcoli, disegni ed avvolgimento,"compilando la seguente tabella
riassuntiva:
' Scelte progettuali ' ' ' Statore
Flusso magnetico per polo ' ' Dian'letro interno
Induzione al traferro Lunghezza assiale
Carico elettrico (A/m) - Altezza cava/dente
Densità di corrente statore Larghezza dente
Densità di corrente rotore Altezza corona
' Diametro esterno
Rotore Avvolgimenti di statore e di rotore
Spessore traferro Numero di Cave Numero di Cave
Altezza cava/dente N.oonduttori / fase Area cava
Larghezza dente Parallelo fili Dimensioni anello
Tipo conduttore Percorsi parallelo
e dimensioni Tipo conduttore
Diametro albero ' e dimensioni
Circuito magnetico (Vn) Pesi e perdite VERIFICHE
FMM (traferro) Ràme Statofe Perdite totali
FMM (denti) ' Conduttore rotore Rendimento
FMM (corona) Ferro stators ' scorrimento nom.
FMM (rotore) Ferro rotore cos (9 nominale
Corr.Magnctizz. Perditc Joule stat. Tmzm / Tnom
Reattmagnetizz. Perdite Joule rot. Tspunto / Tnom
Reatt. dispersione Perdite ferro
Perdite meccanic.

UNIVERSITÀ
DEGLI STUDIm PADOVA
. ESAMIDISTAT0 PER L’ABILITAZIONEALIA PROFESSIONEDIINGEGNERE INDUSTRIALE
S‘Îeconda sessione 2019Prova pratica del 21 novembre 2019
TE… GESTIONALE
Prima Qarte
Bianchi SpA e Neri SpA sono due imprese concorrenti. Di seguito si riportano, in ordine sparso, le vociincluse nei loro bilanci riclassificati del 2018, con i relativi valori. Sulla base di tali dati, si chiede di:
à) redigere, per ogni azienda, lo stato patrimoniale (SP) riclassificato finanziariamente e funzionalmente;b) redigere, per ogni azienda, il cohto economico (CE) riclassificato in forma scalare a ricavi e costo del
venduto e la sua versione percemualizzata;c): calcolare, per ogni azienda, esplicitando la modalità di calco1o e motivando eventuali approssimazioni.
lc scgucnti voci: capitale di temi a interesse implicito, capitale di terzi a interesse esplicito, capitaleinvestito nella gestione extra—caratteristica, reddito della gestione extra-caratterìstica;
d) calcolare, per ogni azienda, esplicitando la modalità di calcolo, motivando eventuali aggressimazioni earrotbndando alla seconda'cifra decimale i seguenti indici: ROE, ROA, ROI, ROI’, ROS, rigiro del
capitale investito netto nella gestione caratteristica, prima e seconda leva finanziaria, effetto della primae seconda leva finanziaria, quoziente dì indebitamento, quoziente di indebitamento finanziario, grado di
elasticità degli impieghi e'delle fonti, indice di disponibilità, indice di ìiquidità, indice di copenura delleimmobilizzazioni, durata media dei crediti vs clienti e dei debiti vs fornitori, spread, durata media delle
. scorte di materie prime e delle scone di prodotti finiti;e) confrontare 1a siguazione economico-finanziaria delle due imprese, toccando i seguenti punti: redditività
(globale, operativa, caratteristica, extra—caratteristica); effetto delle leve finanziarie;. struttura e solidità
patrimoniale; equilibrio tra fabbisogni e mezzi di ccpertura; ciclo finanziario.
Voci dcllo SP riclassificato finanziariamente
Bianchi SpA Neri SpA
Fondi ammortamento 27.761.697 185.172.886
Fondo svalutazione crediti 1.577.209 I2.457.2l7
Fondfipnse future 8.490.962 30.330.831Capitale proprio 21.131.392 32.652.229
Disponibilità, di cui: 26.238.920 58.104.733
materie prime, sussidiarie e di consumo 8. 867. 705 16. 768. 024
prodotti in corso di lavorazione :: semilavorati 7.091.191 4. 832. 085
prodottifiniti e merci I0.213. 672 36. 497. 674
acconti 66.352 6.950Ratei e risconti passivi a lungo 168.839 0Immobilizzazioni tecniche 37.25 1.3 83 213.133.703
Esigibilîtà 29.180.175 316.888.748
Crediti operativi a lungo termine 0 176.301
Liquidità differite 40.265.561 289.487.335Ratei e risconti passivi a breve 17.924 591.357
Immobilizzazioni finanziarie (esclusi crediti operativi a lungo) 2.194.853 134.168.406Debiti finanziari a breve ' 12.408.317 13.531.029Liquidità immediate 335.025 11.606.261
Debiti a medio-lungo temine 7.145.083 221.373 .290
Ratei e risconti attivi a lungo 0 0
Immobilizzazioni immateriali 1.500.473 105.535.659Ratei e risconti attivi a breve 95.383 785.189
Emmi di Stato per I 'abilitaziane allaprofessione di Ingegnere e di Ingegnere Industriale —}’rovapratica del 21 novembre 2019

Voci dello SP riclassificato funzionalmente Bianchi SpA Neri SpA
Ratei e risconti attivi operativi 95.383 554.81 1
Debiti finanziari (esclusi ratei e risconti) 19.553.400 234.904.319Liquidità differite operative ncttc (csclusi ratei c risconti) 38.688.352 277.206.382
Fondo TFR e fondi per rischi e oneri 8.490.962 31.802.054
Ratei e risconti attivi finanziari 0 230.378Ratci c risoonti passivi operativi 7.860 20.758Disponibilità' 26.238.920 58.104.733Ratei e risconti passivi finanziari 178.903 570.599
Immobilizzazioni tecniche nette 10.628.080 62.367.649Immobilizzazioni finanziarie (esclusi ratei e risconti) 2.194.853 134.168.443Cassa . 9.652 . 35.458
Debiti operativi (esclusi ratei e risconti) 29.180.175 315.417.525
Capitale proprio ‘ 21.131.392 32.652.229
Liquidità immediate esclusa cassa 325.373 11.570.803
Immobilizzazioni immateriali nette 3 62.079 71.128.827
Voci del CE riclassificato in forma scalare a ricavi e costo del venduto Bianchi SpA Neri SpA
Costi di struttura 14.665.037 123.348.001Variazione rimanenze di prodotti finiti (RF—RI) * 2.313.472 3.552.967Imposte sul reddito 222.675 7.477.140
Costi per capitalizzazioni internc ' 0 7.995.577
Soprawcnicnzc e insussistenza passive 0 312.318
Variazione rimanenze di materie prime e componenti (RF-RI) 87.602 1.629.772
Oneri finanziari 1.263.666 22.084.322
Variazionc rimanenze di semilavorati e prodotfi in corso di lavorazione (RF-RI) 2.532.063 345.557
Proventi gestione cxtra-caratteristica 310.036 31.721.005
Soprawenienze e insussistenza attive 0 ‘ 323.158
Costo del personale diretto 10.290.725 40.965.686
Costi di politica 2.135.259 16.860.259
Costi e oneri gestione extra-caratteristica 15.654 14.648.442
Altri costi industriali di trasformazione 9.375.724 92.754.583Acquisti di materie prime e componenti 44.766.530 177.304.346Ammortamenti industriali 2.294.100 10.905.393
Ricavi netti di vendita 79.886.132 476.906.193
*RF-Rl: rimanenze finali —- rimanenze iniziali
Seconda garze
L’azienda Alfa S.p.A. realizza quattro semilavorati (A, B, C e D) che vengono prodotti da 6 reparti. Sottosono riportati gli indici per il dimensionamento dei 6 reparti (p scam), K2 coeff. di disponibilità, K3 coeff. direndimento degli operatori e K4 coeff. di utili710), i tempi d1 lavorazione di ogni reparto per ognisemilavorato (min/pz) e le quantità giornaliere richieste. Ogni repano è disponibile 8 ore al giomo per lalavorazione di ogni semilavorato (N.; = 8h/gg). Inoltre sono riportati i cicli di lavorazione di ognisemilavorato, owero gli stadi di lavorazione che incontra (si ricorda che ireparti sono stadi disaccoppiati).A valle dei reparti sarà installato un magazzino automatico, che alimenterà poi una linea di assemblaggio.L’azienda è interessata a valutare due alternative per il magazzino automatico: la prima consiste in unmagazzino automatico più “standar ", con due trasloelevatori (e quindi due corsie), scaffalatura a doppiaprofondità con udc collocate di punta (3 udc‘sul fronte della campata, 6 udc in totale, come in figura); laseconda alternativa, invece, consiste in un DRNE—IN meccanicizzato, con 1 trasloelevatore e due satellitiche prelevano le UDC, collocate di lato con profondità 5 udc (1 udc sul fronte della campata, 5 udc'm totale,
come in figura). È richiesto di:l. Dimensionare'1 reparti di produzione, ovvero determinare la potenzialità produttiva richiesta di ogni
stadio ed 11 numero di macchinari richiesti per ogni reparto2. Calcolare i] coefficiente di utilizzo teorico e reale dei reparti. Commentare i risultati ottenuti.3. Confrontare le due ipotesi di magazzino proposte supra, tenendo conto che 1a giacenza di progetto è
. 3500 UDC (pezzi) e la potenzialità di movimentazione è pari a 20 UDC/h (IN + OUT). Commentare1a scelta (ipotizzare un ciclo semplice).
4. Rappresentare un layout dell’intero impianto, evidenziando le risorse presenti. Quali sono i principalistrumenti per lo studio del layout?

LAGGIO
Ema
Q
REPARTI LINEA ASSEMB
' DATIREPARTI
p KZ K3 K41 1.00% 98.00% 88.00% 45.00%2 200% 98.00% 88.00% 45.00% ' °3 1.00% 97.00% 88.00% 45.00% | a |4 2.50% 99.00% 88.00% 45.00% °5 3.00% 97.00% 88.00% 45.00%5 1.50% 98.00% 88.00% 45.00% °
mo o o
MAGAZZINO AUTOMATICO (per PALLET 800x1200x1400)
Alternativa 1
( 2 traslo con scaffalatura a doppiaprofondità, palleL di puma)
& anmata L 2.9 m
UDCx'camna'a 3
n campa‘e 2G
ri udc 1.4 m
HJìì-ano mN°pìani S
YIN 4 m
”:: ' 1.5 mis
a:: U 8 m/EAÈ
"y 0.8 mis
'a}. 8.6 m/s"2
xtr 20 s "EE GIE F_|| WTI
L_Jl__l _JILJ
Alternativa 2
( l traslo con 2 satelliti pcr traslo, profohdità
drive in $ UDC, pallet dì lam)
Cem :‘î': -‘_
LIDCfcem ste
nt- “.e
H udc
H ano
N’ ni
*il“!.,…
00000-
[.1
CD
l‘
|..—
!—O
\J
-l'-
u'\
lf
’)l\)
"‘3 3'
?Ir.
>|\
)
,.u
, G.Ga—
(\J
(Tl
EO…
|\)
.h-
]DDDD

UNIVERSITÀDEGLI STUDIDI PADOVA
ESAMIDISTAT0 PER L ’ABILITAZIONEALLA PROFESSIONEDIINGEGNEREINDUSTRIALE
Seconda sessione 2019
Provapratica del.21 novembre 2019
TEMA MECCANICA
Motore
||1I111114
1
Il carrello con barra oscillante scorre su dei binari inclinati di 30° verso il basso.
- Il carrello da solo ha massa M, le 4 ruote rotolano senza strisciare ed hanno raggio r, massa mr cmomento d’inerzia Jr. La barra è collegata tramite un perno al centro di massa del carrello ed hamassa mb e momento d’inerzia baricentrico Jb, h è la distanza del centro di massa dal perno.
La fune ha rigidezza k. Nella configurazione disegnata il centro di massa del carrello è all’altezzaHo.Il tamburo avente raggio R è azionato da un motore attraverso un riduttore, i numeri di denti delleruote del riduttore sono Za, Zb Zc e Zd.
M= 200 kg, mr= 2 kg, mb= 100 kg, Jr=0.012 kgmz, Jb=0.ll !(ngr= 0.07 m, h=0.4 m, k=100000 N/m, Ho=4 mR=0.2-m
Za=' 20, Zb=40, Zc=20, Zd=40
Che coppia motrice deve erogare il motore per garantire l’equilibrio del sistema nella
configurazione disegnata?Nella configurazione disegnata e con motore bloccato calcolare le frequenze naturali ed i modi di
vibrare. Valutare infine la pericolosità di una sollecitazione esterna agente lungo q ed avente una
frcqucnza pari a 20 Hz.
Eswni di stato per !‘abilitaziane allaprofessione di bagegnere e di Ingegnere Indtutriale - Pravapratxca del 21 novembre 2019

UNIVERSITÀ
DEGLI STUDI… PADOVA
ESAMIDISTAT0 PER L’ABILITAZIONEALLA PROFESSIONEDIINGEGNEREINDUSTRIALE
Seconda sessione 2019Prova pratica del 21 novembre 2019
TEMA MATERIALI
Si ricerchi, tra i seguenti materiali, quello più adatto alla costruzione di una molla a balestra leggeraper il pedale a sgancio di una bicicletta da corsa (in figura).
Figura 1. molla a balestra.
Densiîà Modulo elastico, E sneîîîìîflo o
(kg/m ) (GPa) sforzo limite (MPa)
Lega di titanio 4600 105 750
CFRP* 1550 110 800
GFRP* 1860 22 150
Acciaio armonico 7850 206 780
Nylon 1130 2.9 75
EVA 950 0.03 ' 15
[CFRPz composito con fibre di carbonio, GFRP: composito con fibre di vetro; si trascurino effetti dianisotropia e non omogeneità del materiale]
a) Sulla base dei diagrammi l e 2 allegati, è possibile effettuare una selezione del materiale miglioreper via grafica? Sulla base di quali indici (Ix e 12 rispettivamente)? Si illustrino le modalità di
lettura dei diagrammi. Si discuta l’incidenza della densità del materiale sulla scelta.b) Si calcoli l’energia elastica assorbita per unità di volume e_ per unità di massa a1 variare dcl
materialc per uno sforzo applicato di 10 MPa (almeno per i tre materiaii giudicati migliori).c) Si consideri una molla a baiestra costituita da una barra di lunghezza L= 50 mm, larghezza w——
10 mm c spessore h= 5 mm. Si calculi la rigidezza flessionale S della molla (almeno per i tremateriali giudicati migliori).
(1) A parità di materiale, come varia la rigidezza flessionale S della molla se alla barra non formatasi sostituisce un laminato formato da 10 strati di spessore t = 0.5 mm? (si trascuri l’attrito tra idiversi strati). Come ne è influenzata l’energia elastica assorbita dalla molla?
e) Un altro modo efficace per diminuire la rigidezza flessionale della molla è quello di sostituirealla sezione piena una cava. Si ricavi il fattore di forma per l’energia elastica assorbita e siricalcoli l’indice I: nel c'aso di una barra cava con le stesse dimensioni (L, w e h) c spcssore t =1 mm.
Emmi di statoper l ’abilitazione alla profusione di Ingegnere e di Ingegnere Industriale — Provapratica del' 21 novembre 2019

1000
Technical N oceramics\2:_
..||xnl
Modulus - StrengthMetals and polymefszyìeld strengthCeramics and glassesmonElastommncnsnc tear mena…Com 'le-menfi: {mime 100
10
Young'smo
dulu
s,E
(GPa
‘)
0.01
1- . . .. ., _ _ -. _.-....,__-.… _.... … ... .. ...…- ….…-_ _ .. -- ..…. -- ._.-
:f Specîf'c modulus—Specific strer|gth , . " .l'|,; ‘ ' .…‘Technîcal ,
“rub «lelx‘m-n. ‘fz'ld “mil!" * ' Sid RAC Su!“ Gefamics ' I? c.:«m'sandgzasmm ) AL,! .! _.} :- , / ”I
îlîmùmmfi lwmi‘v hm'stu-ugih AlN , '. . . .Com…. ' s...… , . » Composutes1D“- … _ _
A Yn'eklbefwu . , . ' Saonara; , CFR,”;? Duckling Non-techmcal - Sndsglass , "E ceramics ,. ' . , .. .;\ . , -‘ . . 'I
S| ~ Buck . , '— . ' .'.? \ . în? ' , .- . “' > - maaneys I’ ,“ì j finder - " 'r
D. 70'; JGCamini“ Metals II 'I.
E2, GFRPb " ,’ ,f'C. Incalllm "' ’;
l i
‘m W:!“ su.»… I,: " , 'm ._:_: ‘ %_ Polymers”":*= |"8 ma ‘ {"' \E « ; ‘\ | Demgn
. *. -. r
'u “5 Ìa | *w . 10‘3' 1
l 3
10433 :. .... i ‘
'l-|
; 10‘210—5. .,.
104
f Yield bofom.. buck ng ": ‘ Con: 9
Non-tecbnîcal , I…, ceramics \. 2 cm: Composîtèè,
?.”, [”’/l'' r ’
I Polymers ,fi’ ,"' Yìcldslmiq,"
””'". . ’
’Ei: 10-4 Foams . ’4’ 'E 0 ...... …
I MW”WL'foams '
Strength, of (MPa)
Diagramma 1
Specific strength. 0pr (MPaI(kg/m3-))
Diagramma 2

UNIVERSITÀDEGLI STUDIDI PADOVA
ESAMIDISTAT0 PER L’ABILITAZIONEALLA PROFESSIONEDIINGEGNERE INDUSTRMLE
Seconda sessione 2019
Provapratica del 21 novembre 2019
TE… AEROSPAZIÀLE
Si consideri una missione verso la Luna comprendente un satellite di 500 kg che deve esserelanciato dal Kennedy Space Center (LONG -80.65°. LAT 28.57").All'istante to la Luna si trovi nella fase di Luna nuova (owero la Luna non sia visibile da Terra) e alsito di lancio sia mezzogiorno. Per semplicità si considerino le orbite di Terra e Luna circolari eappartenenti allo stesso piano.
Fase di trasferimento :
Il candidato ha facoltà di scegiiere l'orbita finale lunare in cui verranno condotte le operazioniscientifiche ma giustifichi la scelta in funzione delle analisi che…si intendono svolgere da remoto(ricerca di acqua, analisi del campo gravitazionale, aliunaggio in zone di interesse) e fornisca unadescrizione della tipologia degli strumenti scientifici di bordo.In funzione dell'orbita scelta il mndidato consideri un'opportuna orbita di trasferimento da Terraalla sfera di influenza lunare considerando le implicazioni del tempo di volo con Io sfasamentoangolare della Luna (Wait Time).Ne! caso di immissione diretta dal lancio nell’orbita di trasferimento o nel caso di utilizzo diu_n'orbita di parcheggio per il phasing si calcoli l’azimut effettivo di iancio l3 (Nel calcolo di [3 siconsideri anche l’effetto della rotazione della Terra) verificandone Ia compatibilité‘ con gli angolipossibili dalla base (35° < B < 120°).Si quantitichino i AV necessari per il trasferimento e l'immissione in orbita Lunare e sicalcoli lavariazione di massa AM con manovre impulsive mediante lsp= 270 s
Fase operativa :Durante le fasi operative in orbita lunare il satellite sia stabilizzato a tre assi e la verifica deipuntamento sia eseguita da un sottosistema di bordo per Ia determinazione di assetto che usibersagli esterni. Si descriva a parole .il sottosistema e Ia tipoiogia di sensori necessarievidenziandone Ia complementarietà,Supponendo 'di avere pannelli solari con celle a elevata efficienza si determini la superficenecessariaper garantire una potenza al bus di 500W. Si evidenzi se esistono fasi di eclisse infunzione deil'orbita scelta e si dimensioni il sistema di batterie di bordo
Fase di trasmissione:Si descriva il sottosistema di comunicazione necessario per trasmettere a terra i datiimmagazzinati. identificando la banda utilizzata. Ia potenza richiesta. la data rate e i requisiti di
assetto per il puntamento dell'antenna considerando che una stazione di Terra sia sempre visibileall'Equatore Terrestre.
Il candidato assuma eventuali dati mancanti indicando i motivi delle scelte.
Esami di stato per l'abilitazione alla professione di Ingegnere .: di Ingegnere Indzùlriale - Provapratica del 21 novembre 2019

UNIVERSITÀ
DEGLI STUDIDI PADOVA
ESAMIDISTAT0 PER L’ABILITAZIONEALLA PROFESSIONEDI 'INGEGNEREINDUSTRIALE
Seconda sessione 2019Provapratica del 21 novembre 2019
TEMA INNOVAZIONEDEL PRODOTTO
Un sistema di sollevamento (Figura 1) è formato da una trave (B) saldata ad una piastra (A), a suavolta bullonata alla parete verticale, due piastre (D) saldate ad una piastra (C), bullonata alla trave —
stessa. Sul pe'rno (E) è alloggiata una carrucola (F) su cui scorre una fune (I) che, tramite un motoreelettrico, viene avvolta ad un tamburo (G), sollevando una massa (H) di 8 tonnellate. Sono giàdimensionate le piastre C e D e la saldatura a cordone d’angolo che le connette (Figura 2). Tutti icomponenti vanno realizzati in acciaio S355, ad eccezione 'del perno (E), da realizzare in acciaio
42CrMo4. 'Si chiede di:
l) Dimensionare la trave con sezione di tipo IPE, sceglicndola dal catalogo allegato, in modo
che risulti verificata con coefficiente di sicurezza statico pari a 3 rispetto allo snervamento.
2) Progettare e verificare staticamente l’unione saldata tra trave (B) e piastra (A) e riportarne
uno schizzo quotato; ‘ .3) Progettare e verificare staticamente l’unione bullonata tra piastra (A) e parete vexticale,
riportando uno schizzo quotato della piastra;4) Progettare e vcrificarc staticamente l’unione bullonata tra piastra (C) e trave, riportando uno
schizzo quotato della piastra;5) Dimensionarc il perno (E) in 42CrMo4 con un coefficiente statico allo snervamento pari a 3;6) Verificare a resistenm statica Ie piastre D (incluso rifollamento) e le saldature a cordone
d’angolo con la piastra (C); "'7) Calcolare il numero massimo di sollevamenti che può sopportare la saldatura tra piastra (D)
e (C) con probabilità di sopravvivenza del 97.7%, secondo la procedura da Eurocodice 3;
8) CalcoIare il numero massimo di sollevamenti che può sopportare la saldatura tra piastra (D)e (C) con probabilità di sopravvivenza del 97.7%, secondo il metodo SED (ipotizzando
rottura al piede); commentare il risultato e il confronto con il calcolo del punto 7),evidenziando i vantaggi del metodo SED.
9) Nell’ipotesi che, tramite un controllo non distruttivo, si riscontri la presenza di una cricca di3 mm sulla saldatura come in Figura 7, si calcoli la massima massa sollevabile per non averepropagazione a fatica della cricca. '
10) Si ipotizzi ora che K]; e AK]… non siano noti per il materiale utilizzato; si proponga unacampagna di test sperimentali per ottenere tali valori.
Si chiede a1 candidato di fornire una relazione di calcolo ordinata in cui siano. chiare le scelte fatte ele opportune verifiche, con schizzi quotati quando richiesto.
Esami di statoper !'abililaziane alla profissr‘ane di Ingegnere e di Ingegnere Industriale - Prova pratica del 21 novembre 2019

1000
(
Figura 1: Sistema di sollevamento da studiare
150
…;
®
150
}
—_———:=_____
‘1—
= larghezza base trave IPE
10$
2—970
75
L9,
Figura 2: Particolare piastra C e D con saldatura a cordone d’angolo
Materiale Tensione Tensione di Modulo Coeff. di ch AKI…di rottura snervamento ' elastico Poisson
S355 510 MPa 355 MPa 206 GPa 0.3 180 MPa-mo‘j 5 MPa-mo'j42CrMo4 900 MPa 650 MPa 206 GPa 0.3 - -
Tabella 1: Proprietà dei materiali

Campo
diva
riaz
ione
dell
a_i
ensh
n!At
r|nN/mmz
%.
Culegnrîa dî deflaglio
fr.
49.
1]ch purlcalcoli a fatica
m=5
‘O I’ V lllllll I I fill”! I I Illll I I I III” I lllllll
10‘: 51052 51052 5:072 510'
Figura 3: Curve di resistenza a fatica (Euròcodìce 3 - Progettazione delle strutture di acciaio)
Numana dI cicli N
. los: a pcrN ._- 10° Camp'o di variazione Campo di variazioneCmegsm _ _ __ dellc tensioni a] limite delle tensioni al limite
del _ NS 10‘ JV 2 10 di fatica ad ampiezza per i calcoli:; fatica“ME“ comm; (;‘v'= 105)
c:= m ';
(nonumîeì i'm = 3‘ U;: = i') }“5' \ ."“1 -' (}:uuu‘) (:\.mm')
so: n.551 H.535 53 3145. 11.401 14.335 29 1836 11.101 13.835 23 15
Tabella 2: Valori numerici per le curve di resistenza a fatica (Eurocodice 3 — Progettazione delle
strutture di acciaio)

Figura 4: Categorie di dettaglio (Eurocodice 3 - Progettazione delle strutture di acciaio)
Categurìa
dalminim!
Particolarino
stru
nivì
'Damizionu
Requisiti
71
SG"
Leal…mdmswnmmhpemm
Z-Gnndmnmvdodd’nngoh!…
,$
z‘cnoe"miomandano
niun
ame…ma
dall
n‘ra
fig.65.910)
hl…ommmnhdadîscmémîh
sldl
funt
ida
llemm
do_l‘anmma‘ddbfimnb’
n-9—
Uwflo
dluz
îîtà
3
zzamnfldhmdmvammdelamn
Mumm.
lecdudnallamdam'ùvdu—
numa…mumsAnmmmn-
mmrbwwmelawmammhm
seventh
Damm
alte
qaee
odal
eocd
mjvnhm‘
«mms…
nehmen…MMT]
102:JMhmmdanomd».
._I
mrk-hlnmdovo
US$61:
spessore
durntnmkymhwm
83
‘ma…
3-,Gfun'dammalano…mida…
acor
dunl
d‘angob
a-[:@de
nalT
eL-m
anh
inden
…ost
el'awoolen
aullame
doar
eamom
nor»:scum
')
vedeva
9.7.
..

—2h
A piede Cordpne: lcl =1.247 + 6.492 e°-5‘3 ‘
&;A\\
t
20' l‘ad] 'Y [mi] 1| A1 *: X\ x: !: ‘: =:Plane strain Plane strain Axis-sym.
0 :r 0.5000 05000 05000 1.000 1.000 0.13449 0.34139 0.413807716 1111/1 2 0.5014 0.598?! 05455 1.071 0.921 0.14485 0.27297 0.37929NIS SKIS 0.5122 0.7309 0.5000 1.166 0.814 0.15038 0.21530 0.3448477/2 327/4 0.5445 03085 06657 1.312 0.658 0.14621 0.16793 0.310342:113 2rr[3 0.61 57 1.1489 0.7500 1.341 0.219 0.12964 0.12922 0.2758735144 5318 0.6736 1.3021 0.8000 4.153 43.509 0.11721 0.11250 0.25863
K,=k1\-c-t""1 _ l _
Aw=—-e1 -AKÎ 41:01 ” +——e2 AK; «5“ “E E
Fìgura 5 : parametri per il calcolo di AW
Ro=0.28 mm
900 fatigue test data
Averaged
stra
inenergydensityAW
[Nmrn/mm3]
0 2D, failure from the weld toe, R=
AA-
|nverse slope k=1.5
31 Various steels
0
0-1 i A 2D, failure from the weld root, R=OE A Buttweldedjoints-1<R<0.2 P.S.97.7% »…' o 3D,-1<R<0.67 ' 0.058
l Hollow section joints. R= 0
104 I I . I l .105 CycltlastoLfailluré. N I H I I . i105
Figura 6: Curva di fatica per giunti saldati in AW

KI='1.12-F,-o-‘/u_a
E1;
)°’”-(%J”î”Figura 7: Giunto con cricca
Y \.
F, =o.ss[
TRAVI'LRE. .
rabclèa :ch cmich; m—ui
‘360
450
«v-w...
550 11‘)
mo:iso'zoo
210
220
V m
12.7
13,5
14,8‘
18,0
17,2
190
13.0
22,0
21.023,0
24,0 72.7
84.5
98.3116
135
l 56 904
um
X
' ""i—"" uniformcmtnlcrìpmzitipcr '(5 -1600 Kg/cm‘
mam .me Set. 2 w; 11 .h b a c Kg/m cm cm cm
80 l'.} …’:I 5.2 2.11 (SO ".E ’..‘J l‘.?-
lw :.:". .:.! : 7 ?,:È' 8.! 155.3 “ 12 17!
120 r.: :.:. m m _ 30,4 _ ti} 55; 31.5
1—20 2'3 f.] il“? 7H ‘Ii’fj “'l-: 1’1'3 :.:-'.,
160 32 3,0 ?,: 9,0 ‘ 35,8 m :93 w;180 “i'? 5,3 w 9.0 . 13.3 m ::a- ::mzoo;;;s.sîe.si12,o;m 235 3931343220 no ; 5,9 î 32 ; 17,0 263 33.4 252 32772.240 1 m t: 6.2 3 93 g 15.0 1,317; 39.: 324 fm!270 g :35 î ac; 10,2 2- 35,0 36.3 453 429 ; 5790;
300 ; mo 2 7,: 10,7 : 15,0 Ji??? 53.8 557 E81358;330 î 2m î 75 n.5 _ 130 49.1 62.6 713 mmì
tem?23130;
1500 ;337-:o§mo ! 48onma a 671203
…mi —. - … »
, 24D 307D
., ….cr. .… …
Tabella’4: (:mabgo~ ma IPEW1

UNIVERSITÀDEGLI STUDIDI PADOVA
ESA…DISTATOPER L’ABILITAZIONEALLA PROFESSIONEDIINGEGNERE INDUSTRMLE
Seconda sessione 2019Prova pratica del 21 novembre 2019
TEMA ENERGETICAUn edificio ad uso uffici si sviluppa su tre piani e presenta pianta rettangolare con le seguenti
dimensioni:' 30 m esposti a Sud
I 25 m esposti a Ovest
Si consideri l’ultimo piano di altezza pari a 3 m. Le superfici esposte a Sud e a Nord sonocompletamente vetrate con trasmittanza termica pari a 1.3 W/(m2 K). La superficie esposta a Ovest ,è composta da una parete opaca e da una superficie trasparente centrale di 15 In2 con trasmittanzatermica 'pari a 1.4 W/(m2 K) 6 un coefficiente di ombreggiamento pari a 0.2; la restante parete opacaè in calcestruzzo con uno strato di is‘olante termico estemo e con trasmittanza termica pari a 0.2
W/(m2 K). La superficie esposta ad Est è completamente opaca in calcestruzzo e isolante termicoesterno e con trasmittanza termica pari a 0.2 W/(m2 K). Il tetto piano è realizzato con una strutturain latero-ccmento e uno strato di isolante termico con una trasmittanza termica di 0.15 W/(m2 K).Nel piano considerato saranno presenti 25 persone con 25 computer e il carico di illuminazione saràpari a 5 W/mz, in modo continuativo dalle ore 9:00 alle ore 18:00.
Le condizioni interne di progetto sono:I Estate: temperatura dell’aria interna di 26°C e l’umidità relativa compresa tra 40 e 60%.I Invemo: temperatura dell’aria interna di 20°C e l’umidità relativa compresa tra 40 e 60%.
Le condizioni esterne di progetto sono: .I Estate: temperatura massima dell’aria di 34°C, umidità specifica 15.4 gv/kgas, escursione
termica di 11°C.I Invemo: temperatura dell’aria di -5°C, umidità relativa del 90%.
Quesiti:I Determinare la potenza di progetto invernale.
I Determinare Ia curva di carico del giorno di progetto estivo.
L’edificio sarà climatizzato tramite un impianto a tutta aria. Dimensionare la centrale trattamentodell’aria, sia per il funzionamento invernale che estivò. Riportare le trasformazioni nel diagrammadell’aria umida allegato. In estate il sistema di produzione è un refrigeratore del tipovaria—acqua la
cui efficienza in funzione della temperatura dell'aria esterna (con temperatura di mandatadell’acqua refrigerata all’edificio pari a 7°C e'ritorno a 12°C) è data dall’equazione:
EER = -0.14*t… + 7.91 (t… in °C), EER in [W/W]
Si valuti 1a potenza elettrica che dcvc essere rcsa disponibilc e, allo stesso tempo, le possibili
soluzioni impiantistiche per la riduzione della potenza impegnata.I parametri non csplicitati possono essere assunti dal candidato.
Esami di stato per ! 'abilitazione allaprofessione di Ingegnere e di Ingegnere Industriale - Pravnpratica del 2I novembre 2019
\

135 '
T‘alfbella 3.16 RadiaziOne so1are massima attraverso il vetro sempliée (1)
Ottobraa Febbraio 21 110 420 404 198 404 420 110 823 AmmoADtlloNovornbreeGonnmìo 24 100 381 436 281 213 887 100 560 Luglio ammo.
kcul/hm‘.
Lnbi- Esposizione (Lntitudjuu Nord) - Lati-tudine M e s e M e s e tudi…Nord _ - - - ' - SudN (') NE E SE E SO 0 NO 01:11:. .
Gimme 160 423 398 118 38 113 398 403 012 DicembreLuglio e mano 130 414 412 141 SB 141 412 414 631 Novembmu Germain.Agosto o Aprile 61 882 “9 9M 38 214 448 382 664 Ottobre 0 Febbraio;0" Settembre e Mano 21 320 452 420 38 320 462 320 018 Setbembre 0 Marzo 0°Ottobre e Febbraio 27 214 442 382 98 382 442 214 684 Agosto 0 AprileNovembre a Germain 21 141 41.2 414 181 414 412 141 631 Luglio :! MuggioDicembre 21 113 398 423 222 423 398 113 612 Giugno
ammo ' 103 414 £20 149 88 149 420 414 659 DicembreLuglio e Maggio 8] 401 £29 .179 98 119 428 401. 609 Novambree Gemmi!)Agosto : Aprile 35 359 412 254 '38 254 443 352 67,9 Ottobre 0 Febbraio10" Settembreeluarzo 21 210 444 344 15 344 444 219 8110 SethmhreeMuzo 10°
Dicembre 24 15 311 442 324 442 311 75 547 Giugno
Gl no 10 £11 453 198 38 199 435 417 678 D1oemhreLug o a Maggio "51 314 442 280 38 230 442 314 080 'NovambreeGeunMoAgosto e Aprils 29 320 441 308 70 308 447 320 669 Ottobre a FebbraioOttubteeFebbx-uo 24 141 .898 433 301 433 89B 141 584 AgostoeAm-lleNovembree Gennaio 21 10 841 444 382 444 541 10 488 LuglloeMagglo'
20" Settembmelflrzo 21 285 442 319 116 319 442 235 631 SebtombreeMarzo 20°
Dicembre _ 91 48 328 452 404 452 325 48 {61 GimmeGiugno 54 311 456 244 57 244 I38 311 678 chombreLuglio e Maggio £3 _355 444 271 81 271 444 855‘ 661 NwambroecennnioAmmo a Aprile . 29 292 447 349 11D 349 441 292 631 Ottobre a FebbraioOttobre: Febbraio 21 105 366 HZ 393 442 308 105 405 AgostoeAprflo-NovembrecGennalo 19 43 31.4 439 431 439 314 43 393 LuglineMBgz'lo
30° Settembre:; Marzo 24 244 428 410 284 L12 428 244 514 BenembxooMu-zo 130°
Dluombre 16 32 281 439 442 439 284 32 355 GlugnoGiugno '46 360 439 301 148 301 439 360 641! DicembreLuglio 0 Maemo 40 344 444 339 181 -339 444 344 531. Novembre 9 GennaioAgoubu !! A.Dflle 29 . 278 439 “395 216 390 439 276 580 Ottobre e FebbruluOttobreeFebbmlo 19 04 330 M2 439 443 330 94 349 . AgmbueApx-llu ;.NovembreeGenuaio 13 32 211 «123 450 “423 271 32 279 LnguneMamdo
40“ Sebtembree‘Marzo 24 151 404 439 '319 430 404 157 498 SettembrceMu-zo 40°
D1uemb1'0 13 97 233 .401 447 401. 233 21 230 Giugno
. ammo - 4.4 349 'uo asa 199 zm 4—10 349 ezo DmombteLuguo 9 Maggie 30 330 443' 363 “231 363 443 330 601 Novembre a GenuineAstuto e Aprile 29 285 433 411'- 325 “411 433 285 541 Ottobre a FebbraioOttobreeFebbx-alu 16 86 307 434 445 434 301 86 301 AgostoeÀgx-lleNovembreeGennaln 12 26 232 383 452 383 222 26 211. LuflineMà-eglo
45' Settembre: Riano 23 147 389 430 403 £39 389 141 446 SuttembrceMa-zo 45°
Dicembre 11 23 155 349 414 349 155 23 169 GiugnoGiugno 43 341 .444 386 258 366 444 341 596 Dicembre « -Luglio a Maggio .38 317 442 387 281 887 442 311 512 Novembre e Genna!Agusta : Aprils ~ 29 254 £98 425 374 425 428 254 501 Ohmbro a FebbraioOttobreoFebbmo 13 '18 284 425 452 £25 384 78 254 AmltoaAprunNovombroucexmnio 10 .24 113 344 414 344 173 24 143 LuzlloeMAzzìo
50' Subbembro eMm-zo 21 151 314 £42 428 £42 314 151 401 Settembm 9 Marzo 50“
, chauxbte :. 8 19 127 314 382 314 127 19. 1.08 Giugno
5 SE E , NE N No 0 50 013122-] .Esposìiione’ '(Ln'trltudldé‘SulÎ) . .. ‘
1980 @ Carrier Corporation. Riprodùn‘bné mafiauaù'aazàz'c'mw Corporation, sw… Nai: ‘Yérk, H.?.A.
(‘) Valori rlcauu dalla tabella 3.4. 51 :ppUeano tutte le 'uomzlnn1 dalli 'tah'efla 3.4. . ' .(') Ln rad.!azloue Iohze gm: l'wposlzJono nerd (latlcudlul nord) o per h esposizione: sud (Intltudlni'sud) e co-utltultn principalmente alla mazione dlfluu, che e mscnzlalmenw nostante no). corso della giornata; I valutidalla rmmlane Holm portala esposizione nono le med.!- del valori remuvl a. un periodo di 12 ore (dalle 6del mattino 5.110 B del pumeflgglo).’1 {attori d1 mumulo dello Tnbelle 8-11+3=81 sono‘ Basati uun'lpotestuhela. tadinione 801… per l'eanoslzione nord (a md} nl». contento: vengnno pertanto uppueabl { tatlm-Lnl nocu-mnlo temm a.!l'lllumînuluno.'

108
‘109
Thbelln
3.8
Dlflerenze
dltemperatura
equi
vale
ntiAt.
(°C)
percfllcolnre
10741010
puzMuxi
dica
loge00m-_Teqpemb1mmum
4111
1111
400.
4010
110
:14-c
_-Tun……"
-entrate
dicaloreAttraversomuri
esposu
n!sole
:muri
inombra
(1).
ambient.26°C~Escumonotomwtglomd1m
ll°O—Mendllugl10-lov
141110011110Nord…
Om
solu
teOra”hm
.:
Punto
rivo
ltaPm
dnlmum
..
1:
.Mit“)H
.,11
.,10
11…
…14
1510
1715
'10
2021
- 22
2s24
12
34
5
°
100
20
.90.
45,0
‘7.
400
0—0
.11
—1 2
11,9
1I
67
,111,9
10,8
BJ
5.3
5,8
“.‘
6.B
115
56
25
-l
412.6
Nord
-Em
’.g
7.4
0.4
5:3
350
01
_.:1
7,4
5.5
7.1
700
l.!l
"vogueanna
°…
10.4
111,1
10.7
19.2
17.4
10.11
0.4
0.0
7.4
7.4-
7.4
0.4
0.3
a2
10
1-o
.:1
11.:
10.4
10.9
10.0
10.2
7.4
0.0
’.M
9-9
7.4
6.2
0.4
a13
42
o'
:14.
27.
410.0
13.1
13.5..
12.1
10.5
9-7
9.5.
7.4
7.4
7.4
0.11
6.4
5.0
5.3
4.7
4.2
:1..3
5.3
4.7
4.2
4.7
5.7
5.1
0.7
10,2
9-7
9.2
0.5
7.4
0.4
0s
74
a
«quaSi?“…
?'
§
7.4
100
5.0
:10.
010.3
14.1
1.
15,2
14.1
13.1
10.2
°:“
s“«
1.240
000
0.2
0,2
-0,:
15.0
10.21
115.2
14.1
13,5
11.0
.9-
77-
4500
3.11
3.0
3a
700
4.7
4.2
4.2
42
:15.
57.4
11.1.
5-5
“5:
5
14,]
10,8
8,6
-14
-z.5
..
':
14.1
12.5
10.5
1 e
4.9
4.0
—o14.7
10.4
11
11.9
0.8
-0. 2
01011
101
9‘
'0,
50.7
0.7
a. a
.o
Sud
30°
"1" 3
5.3
6.9
7,4
1.1.9
a10.2
,,,],
….
21.11
22,0
23.1
10.4
13.1
100
-25
-:.5
—10
’'
:20.11
4.2
0.4
“|,
17.0
19.2
19.7
19.2
10.0
0 a
-14
4:100
0.5
02-0
.:1
—0.3
41.3
‘0.10.01…“
110
-“
3.5
4.2
0.4
.7.4
10.2
11.0
12.5
10.1
142
422,
53
1|.
a3
J3"
'442
4.7
5,3
8.1
9.7
10.
700
4.2
4.2
10.4
17.5"
21.9
24.7
20.3
15,0
11.9
7.4
4.2
2.5
0,0
0.2
100
-1.4
—1.9
—2.5
-14
—.4
4'3
'.6
5,3
…;2
14.1
15.0
21.0
20.5
19.7
15.2
11.5
5.3
:2.5
1.0
g58
'l97
0:10
0011
0.2
-0:1
~03
…o0"…
500
11:0
3.0
3's'
a' 4700
6,4
5,8
5.3
4.7
".15—497»-
5.3
5,3
_5.
35.1
10.4
7.4
8.5
{11.3
11.9
12.51133
10.8
..
0.1
0.0.
21,9
20,!
18.6
9,7
—O,8
-1,4
-I,O
'10
0-1
.0-2
—25
—.
-0.:
1.
5.3
0.4
10.2
_-13-!
02
o:1
_a
.1100
—'14
-1.
—.
.NordOven.
50°
2:6
1.3
:1700
4,2
moon
0-0.
.23
1,4
:1.2
a,5.5
5.3
4,7
1.0
0.5
—0.3
4.9
—fl,8
-0.8
—1.4
-—1.
4a
4.2
31.
00.8
-=0
.2-0
.3—o
.0—1
.40
:12.5
1.9
1.3
1.3
0.0
0.5
o.:
04.2
3.0
:1,
01.3
0.5
0,0
0.2
100
—1.9
-1.0
—2.5
-1.0
—1.4
0.2
1.04.
5.3
'.
-"‘
300
-1.0
-1,0
4.5
-1.0
—14
—0.0
-0a
1."°“
(“"‘
-’500
0.2
0.2
-o.a
-0a
-nÌa
—0.3
41.0
070
0o2
0.2
-o.:1
-o.:1
41.3
—o.a
41.3
—O.
0.8
-0.3
vi~e
&:
flnqn
IMHOMu….fltmwbflmu
ù":Can“:
(!n-
punt
ina.Mann.
Nn-ka.
17.3
.4.
|Pox
Rd'
[ni
rfl'
~-.“
hd
-d'
-.HO
111“2
115,
km…:
amm.
.di
cnlm
e.eu-uma
1muri:
q=
13111.
(clr.
(5.1))
.“
“"'
°°"""
“"""
°°°
“,"“
‘““
“"“
''
''
Per
ivnlon'
dik,
vedere
ilpmgnfn
3.9e
lu.TuvaluA-l
duÌl
'Awe
ndic
e.'
(’)I
peli
deivui
tipi
dimurmur:
nonori
port
ati}
!puggnlo
8.9a4n
Appendice
[Tav
ola
(‘)Th…
Ivn
larimo
vnli
diei
lpo
rmu
riiuol
nichepe
rmu
rinon
imlni.
'À‘
fl-Y"
““‘"
dipm
”“'-
""'
"i10
0kglm'immag…
'd'
“"1
‘7“"
‘10
°kg
/m’.

'(9'9°
9'svuoti“)
On'mwopluuna
un.…
qn-
|nmodus.
01191
[gamum
undunamdma:
ypounpnmbunuuam=WIN
(B'!0
R't…nn)
Dc‘muepg-uo:
1.10,":mqguo
uymo;“
aamm
]!nd"mundu“:
_xpn'unltmgnbanwaggp
r-"zv
-_uop010109
[epounn
(:amm"nduxmuudum
_rpowownrnbnnummr.)
.-‘:v
mmp
o.
'muanp
9'0.
("av——
"zv:——+”W
=-':v
L‘o
:ogpammalt»
gp
04:910Man
'9'0
'("tv—"W)—-+
"av—
'vv9'0
:mmo
9.10100:51
mw;
omw
'ogpmuo
omgqanolo:
gp
02191opny;
(;
‘un
azu
.'“!BldI‘u…uqunuou91391.!ongump…qmvmuxnu"W“
e'0.u
[pMoulin
9nnuoymunll
nunannao.]
r,:uougmqmomma
o93qu
IIIn“Wimp
'l09
(1
'onlpmpmp
;pananblpauaup
'non":
~uoand@;
a9-:
anaqumap
nuanmm‘baumusdun)
lv":::.:anoun[umano:]
auomi…
.“.!"qungm;
"n]
I.….
‘°
n‘",
.“an
’
'(rvulou)
nagpuaddv
ugo
5'sntufluvd
].pmodpom
Ima
[p3dr;
!nA
!ap199d
1(,)
'E"
‘Z"
'1”
'01!"W3"!
'“W
!?““!…“
“ll“WP“)?WWW“!
"’il.”&
(:)
'anno-nyc
ouigdun
nluvun}…num
(op“oupn
19“19111519019191
md
0/.“pgmuquynbounu.“
'…
)PWWW
Ifnunpgx
'°1'l°'.‘wma-
l!“”"…“"
‘1'00494081“
[!!“9
“!anaPH
(1)
'mgpufldtuupv-vunum;
u|n
B‘Ro"…
ucupa;
‘::!ppapa
!ma
‘((1'e)'Ixohvm=DMam
11…un…
uo…wmama
:mww-fia
'Y'E'fl'#“J“"N"…E'wma…a
"II'!…”…Mi?Wa
".‘MUD°MH
91°
s'o-s‘u—
z'o9‘0
9'1e
?.‘ì9'7
9'99'9
2'99‘7
9'71:9—
9‘z-9'I—
a‘o—s'o-
9'09'1
t9'9
9'99'9
"a
9'9t'o
Is—
I'v-9‘9-
9'1-9'0-
9'0—9'0
9'0'9.
9'9c'!
f's6'9
r1.
9‘0-9'0-
9‘09'0
’9'1
99'9
9'9_9'9
"a
9‘9w.
9'9Vo
9:o~9'0-
9'0—9‘0-
9'0-
9'19'9,
9‘91.“!
9'99'9
w.
mm.
a1-
9'1—7'1-
7‘1-9'0-
9‘0-3'0
9'0e
9'97‘9
"1.['E
9's
e'o-9'0
9‘09‘1
9'1E
Z‘?:'9
y's":.
1'9n'a
l'e“.
0'1—9'1—
v'r—9'0-
2'09'1
n':9's
—8'9
Vo
"L
1‘9l'a
9'9I'e—
9‘9—9'1-
9'1-9'0~
9'09‘0
n'a:
9'99'9
9‘99'9
L'B
?'LL'a
9'019'99
9'91WI
a'n
9'919'91
rat
s'e‘;9'09
'9'01
9‘91'a'!
9:99'9
Z'a6'11
9'919'91
6'6!9'9:
um
9'0:9'1;
9'099'91
[:L'ì
9'99'9
9'99'01
1'919'91
«'u9'91
9'199'99
9'199'09
n'aa.:
.:3'9
9'91'9
9'019'91
rar
:'are'm
rsa
9'9;9'99
9t-
9o-
r.o2'1
9'99'9
9'99'11
2'919'61
n'a::.‘n
9‘999'91:
9r
9z
1w.
ez::
tzoz
9191
Lt91
mm
uo
99‘1
9‘09'0-
9'0—9'1—
7'1-9'1—
9'1—‘9'1-
aos9'9
a'»9‘9
9'09'0—
{'1-9'1—
9'3-1'9-
1'9—00;
Ifqmon1
9'95‘9
L‘}9
9'09'0~
9'1—9'9—
1'9-1'9-
001
9'99'9
n'a9'0
9'0-v'l-
i'!“"I-
i'x—9'0-
009w.
9'01."
s‘:9'0
9'o-9‘0-
9'0—9‘1-
9'1-oo:
mlm
:?9'9
9'01'9
rn
9'90'1
.9'09'0—
9'1—9'z-
outmum:
9'99'9
9'9n'a
9'09'1—
9'1—i‘t-
9'1—9'0—
oo:1‘9
1‘99'9
9'99'9
9‘0—9'0-
9'0—9'1-
9‘1-ma
mi…
199‘01
9'119'01
9'92'9
9'19'0
9'0-v'x—
1'9-oo!
madam;
9‘91fit
9'11939
9'9Fa
9'99'9
9'96'9
00?9'9:
9'916'11
9'99'9
w9'9
:fl
L'ì00:
1‘919'9:
9'919'9
0'9:
E'l9'0
9'1e':
00991°-
1-1:91
9'919'91
9'99"
9'09'0—
9'1-9‘0—
9'0-001
ouodxx
9'099'9!
1'9!1'9
9'99'0-
1':-1‘9—
n'e—n'z-
—09
91fl
91n
n01
09
1.9
(«I(«“'/"l)
own
{vp0-61
““’-75amo-up
1.)pm::
“:mmm
nov—huh!
@Mam—
Do'it…on
iammoun}…
—o.sz
.mmgqm“numana;-o.fl;
041911999oqruq
[9mew:
Imauoduza‘n
:.mimp4
'111
'anno919109
'(1)uqum
u}ma;
9n°135…»mo:09.19vanum
11:manna
:;e.:uloaun:ad
(3…)':Vnuammbaammanta;
[peamon…
5-:unaqu,
011

140
Tabeun
3.19
Fatt
ori
d1accumulo
per
radl
azin
nesolare
nm'averco
vetr
o
\
con
tappnrelle
oschermi
interni.
16
ore
d1funzionamento.Temperatureemblema
costante.
(l)
141
Eupotizione
latitudine
NORD
dipavimento
I’m
perm'
0117.001m
0m
0010!»
(kelm’)
11
1314
17
20
21
Nord-Eat
'490
730
eol
tm
150
0.53
0.53
0.50
0,04
0,05
0.77
0.59
0.47
0,61
0,50
0.73
0,53
0.25
0.27
0.24
0.2.2.
0.21
0.17
0,10
0.17
0.10
0,10
0.15
0.12
0,10
0.13
0.11
0.08
0,07
0.02
0,07
0,00
0.02
1200'
730o
oltre
490
150
0.47
0.40
0.47
0.03
0,03
0,71
0,08
0.04
-0,70
0.07
0.00
0.79
0.33
0.38
0.42
0.25
0,24
0.10
0.20
0.20
0.16
0,17
0.16
0,1
1.
0,15
0,14
0.00
0.00
0.08
0.02
0,08
0,01
0,02
Snd-Ent
780
eol
tre
400
150
0.14
0.11
0,02
0.37
0.35
0,31
0.50
.0,
000.55
0,00
0,57
0.70
0.08
0,00
0.01
0.40
0,47
0.50
0.27
0.2
90.30
0,21
0,21
0,1']
0,19
0,18
0.13
0,06
'0,12
0.10
0,04
0.11
'0.09
0,00
8111
1130
a01m
400
150
0.10
0.16
0,12
0,18
0,14
0,28
0,34
0,18
0.31
0.40
0,44
0.85
0.08
0,00
0.80
0.74
0,70
0,82
0,04
0.09
0.50
0.42
0,45
0.24
0.24
0,20
0,16
0,08
0.17
0,16-
0.06
0.15
0,13
0,04
Sud-Ovost
730
ealtre
430
150
0,22
0.20
0.08
0,21
0,19
0,08
0.20
0,20
0.10
0.17
0,00
.0.00
0.82
0.31
0.24
0.60'
0,00
0,07
0,03
0,00
0.01
0.61
0.04:
0,10
0.47
0.50
0.00
0.18
0.17
0,12
0,18
O,1.5
0.08
Ovest
730
aoltre
490
150
0,23
0.22
0,12
0.20
0.21
0,10
0.21
0,21
0.19
0,19
0.10
0,10
0.19
0,10
0.10
0.00
0.25
0,23
0.19
0,30
0.30
0,42
0,03
0.00
0.01
0.05
0,68
0,85
0.10
0.20
0,19
0.17
O.17
O.13
Nord-Ovent
730
0"ohm
490
160
0,21
0,19
0,12
0.21
0,10
0.11
0,20
0,10
0.10
0.17
0,11
-0,
11
0,18
0,16
0,11
-0,
17
0,11
0,18
0.15
0.10
0.10
0,18
0,17
',o.4o
0.50
0.03
0,01
-0,05
0,80
0,17
0.15
0,18
0.15
0.12
0,12
Nord
n.11
1ombra
730o
oltre
490
150
0,23
0,25
0.07
0.58
0,40
0.22
0.70
0.79
0.70
0.70
0.00
0.00
0.80
0.32
0,03
0,81
0.83
0.94
0,02
0,04
0,95
0,83
0,85
0,07
0,80
0.88
0.98
0.07
0.00
0,00
0.35
0.84
0.23
0.31
0,29
0.16
ma00……nn.li……I…
dall
a(.
'-ni
nL'monlinn.Spam,New
York.
U.S.A.
[1)
1‘0:Mmmflo
ochemomama
l'intmduqunlunque
tipo
dinehamom‘hum
null
:pun
inte
rna
del
vetro.
Par
l'Impiego
dellntabella
3.1?
valgono
1‘calcennn
mbzlln
3.17
.eq
uazi
one
«1:
1710
10(I)
e(=)riportate
ln

142
Tabella
3.20-Fattori
diaccumulo
per
radiazione
solare
a
non
achermntn
ocon
schermi
esterni.
16ore
difunzionamento.Temperatura
ambiente
costante.
(I)
tiravano
vetro
143
Enposizione
latitudine
NOÉD
l'eauper
un'
dipavimeutn
(kein?)
0mmlm
Oramlm
1011
1213
14
10
1710
19"
2O
21
'Nard-Eut.
_730
aol
tre
450
160
0.20
0.20
0.33
0.37
0.30
0.57
0.42
0.45
0.06
0.41
0.46
0.02
0.33
0,41
0.40
0.30
0.33
0.33
0,01
0.20
0.31
0.27
0,21
0.23
0.22
0.18
0.20
0.19
0,14
0.19
0.17
0.12
0.17
0.10
0.09
0.15
0.14
0.00
0.14
0.12
.0.04.
0,12
0,10
0,03
730
aoltre
490
150
0..."9
0.27
'
0.29
0,33
0,38
0.51
0.44.
0.43
0.88
0.48
0.54
0,74
0.40
0.52
0,69
0.41
0.41
0.38
0.38
0.35
0.27
0,28
0.23
0.23
0,16
0.22
0.20
0.12
0,20
0.18
0.09
0,18
0.15
0,00
'0.
100.
140,
04
0,14
0,12
0.03
Sud—En
490
150
730
eultra
'0.24
..0.10
‘0.03
0,20
0.24
0.20
0.36
0.35
0.41
0.43
0.44
0,00
0.40
0.52
0,73
0.53
0.67
0,72
0,51
0,62
0.60
0.32
0,31
0.23
0,29
0.27
0.18
0.20
0.14
0.23
0.21
0.09
3
0.21
0.18
0,07
0,19
0,16
0.05
Sud.
730
e01m
490
160
0.33
.0.
270.00
0.3'1
0.24.
0,04
0.32
0.28
0,15
0.37
0.34
0,01
0.43
0.42
0.40
0.65
0.58
0.70
0,00
0,00
0.82
0,48
0,53
0.01
0,42
0,40
0,42
0.37
0.37
0.28
0.83
0.31
0.19
0,20
0.21
0.13
0.20
0,23
0,09
Bud-Ovem.
730
aoltre
490
150
0,35
0,31
.0,11
0.32
0.28
0.10
0.30
0.25
0.10
0,28
0.24
0.00
0.20
0.22
0,10
0.28
0.14.
0.30
0.03
0,35
0.37
0.40
0,64
0,48
0.53
0.78
0.40
0.51
0.08
0.34
0,40
0.80
0.35
0.29
0,27
0,29
0,20
0.24
0.20
0,14
Ova:
730
eoltre
490
160
0.30
0.34
0.11
.
0.34
0.31
0.14
0.32
0,28
0.13
0.28
0,26
0,11
0,20
0.23
0,11
0,26
0.22
0.10
0.23
0.21
0.10
0.25
0.21
0,15
0.36
0.40
0.67
0.42
0.“
0,70
0,44“
_ 0.51
0.76
0.38
0.43
0.53
0,33
0,35
0,33
0.29
0.22
Nord-Ovoac
7300-01…
490
150
0.33
0.30
0.13
0,30
0.28
0.14
0,28
0,26
0.12
«
0.26
0,23
0.12
0.24
0.22
0,12
0,23
0.20
0.12
0.22
0,19
0.12
0.20
0,17
0,11
0,27
0,25
0,29
0,48
0.34
0.40
0,85
0.30
0.40
0.73
"3.34
“.0.
40‘
0.49
0.29
0.32
0.81
0.26
0,28
0.21
Np'ni
0in
ombra.
-590
160 730
eOltre
. 0,81
0.30
0.04
0.57
0.47
0.07
0.64.
0.00
0.53 0.
680.67
0,70
0.72
0,72
0.78
0.73
0,14
0.84
0.73
0.71
0,00
0.74
0.78
0,01
0.74
0.79
0,98
0,76
0,80
0.95
0.78
0.81
0.97
0.78
0,82
0.98
0.70
0,83
0,09
0,50
0.60
0.02
0,52
0,51
0,34
0.40
0.44
0.24
ING@
Curb!Comando».Riu…um
um
Can't"C…lizm,Emu.Hm
York.
0.3.4.
(1)Petwhqnunmhrmnu
uiintendaogniflnoumchanonh
dmn
*“«wma
vmgnnn920003ch
coma
vetrononuchermaw
palm.ne“
nvenfi
1..,.
::lcunouhamo
diriduuana
0ombreggi-l-du
proiuioni
…;“.
Per
l'lmplego
dell-
tahellu3.20valgonol‘equuinnu:
1.note
(‘)e
P)
riportata
la
alc:nun
mbzlla
3.17
.

146
147
Tabelln
3.22
Fattori
diaccumùlo
per
Illuminazione
artificiale.
Illuminazione
artificialeInfunzione10areconimpianta
d1condizionamento
1011110100ch
12.
16
e24
ore.
'
Temperatura
ambiente
cost
ante
.(l)
Ora
diPm
'Numero
dior
eApartireda
lmomenta
innui
leluci
veng
ononeuen
N…”
‘“ur
n‘partire""
name
nto.
in““
11°
lud““8050°°…
….
Inn:..ion.
pnvim.
_impunw
kzlm
‘0
10
s4
50
70
01°
1112
1314
1510
1710
1020
.:21
22
23
700e
più
007
0,07
0.71
0.74
070
079
001
o03
004
o00
0,87
0,29
0.20
0,20
0.20
0.19
0.17
0.15
0.14
012
-0.
11010
009
0.00
24400
. .0.
010.
070.
720.
700:
700.01
0100
0:00
0:07
0:00
0.90
0.30
0.20
0.20
0,10
0,10
0,10
0.13
0.12
0:10
0.00
0:00
0:07
0.00
-10
00.20
0.74
0.00
0.00
0.01
0.04
0.00
0.90
0.00
0.00
0.99
0.28
0.17
0.12
0.00
0.05
0,04
.0.
0!0.
020.01.
0.01
0.01
oo
700
=p1
0000
0,02
0.03
004
0.04
0.04
000
o00
000
0.00
°-9°
0-32
°”
0-25
0-23
0-19
.10
400
0:00
0.70
0.04
0:00
0.07
0.00
0.00
0:00
0.00
0.00
°-°°
0.30
°9“
0.22
0-1!I
0-15
--
100
_0.20
0.77
0.00
0.00
0,02
0,00
0.00
0.00
0,00
0.00
°:“
0-“
0-"
0-12
0:03
0-05
-
7000.110
0.00
0.00
0.01
0.00
0.90
0.04
0,00
0,00
0.00
0.00
.0-
990-
3712
490
°0.57
0.89
0.01
0.92
0.04
0.04
0.00
0.00
0.00
0.00
0.9:
0.30
._
150
0.42
0.00
0.01
0.0:
0.0.
70,
970.
000.
900.
090,
99°.”
°:“
01004!“ uuulunnu lwdlui't
\.4
700
op1
1004
000
0.01
o05
0,00
071
0.74
077
0.70
0.01
"-83
"'39
.0-35
0.31
0.98
0.25
0.23
0.20
0.10
0.10
o15
0.14
012
011
2449
00204
0.00
0.00
0.00
0.70
0.75
0.70
0.00
0.92
0.04
“'"
°-‘°
0-3‘
"-29
0-25
”°
°:“
0-17
0.15
0-1‘
0:12
0.10
0:09'
0:08
100
0.17
0.05
0.77
0.04
0.00
0.92
0.94
0.05
0.07
0.00
°”
”-35
0-23
0-15
0-11
0-07
0.05
0.04
0.03
0.02
0.01
0,01
00
700o
910
0.00
075
0.79
0.00
000
0.01
000
0.00
o04
0.00
”-37
‘W‘
°.”
0.31
0.25
0.25
1049
00.40
0179
0.70
0.02
0.02
0.02
0.00
0.04
0.00
0.07
2-3:
“°
0.34
°."
0.25
0.20
.10
00.
220.
000.
000.00
009
0.90
0.04
0.00
0.07
0.00
-“-
350-
230.
"0.11
0.07
700apm
0.60
0.00
0.00
0.00
0.01
0.01
0,02
0.00
0.04
0.90
3'”:
°.“
-‘
\12
400
0.50
0.05
0.00
0.00
0.00
0.02
0,03
0.94
0.94
0.94
di..
213°
100
.0.
400.
010,
000.
010.
030,
000.
070.
070.
900.
09-
.5
011-110… 0 0311.190 u| num… :pmulqmsdn nnauàpunul
0.74
000
0,02
040
042
0s7
004
o31
00.47
0.52
057
001
0.00
009
072
«.
..
..
.27
0.25
o23
021
010
0.02
0.00
0:01
0:00
0,00
0.'74
0.77
8-3:
°-°?
"-5l
0-“
0-37
0-32
0.30
0.2.7
0.23
0.20.
0:18
0:16
0.14
0.12
070
0.00
0.07
0,01
0.03
0.05
0,07
-0.“
0.34
0.24
0.10
0.11
0.07
0,00
0.04'
0.02
0.02
0,01
0
730
apiù‘
0.23
0.30
24
490
0.17
0.33
150
00J8
50.
"0.70
0.00
0.52
0.40
0.42
0.37
—0
0.01
0.02
0.00
0,01
0,44
0,07
0.02
50,07
0,00
0,52
0.04
0.24
0.10
0.11
.-
730
epi
ù0.57
0.54
0.88
0.72
0.73
0.73
0.74
0.74
07
15i190
0.47
0.50
0.6'
]0.
720.
740.
770.
780.
790.
515
00,07
0.58
0.70
0.78
0.84
0.88
0.9]
0.93
09
700
a'piu
0,75
0.10
0,03
0,04
0,00
0.00
0.11
90,
010,
010.
93av
g:0."
12400
0.00
0.77
0,01
0.04
0.00
0,00
0.09
0.09
0.92
0.00
0'00
0.72
100
0,04
0.72
0.02
0.07
0.09
0.02
0.05
0.05
0,07
0,90
-0.
52
venum}: [p un nu umu=|d 0010: am
gonna.» lap um : niuno- nume. \" uu«mulnuuampuuul 0 “12000310“ IP‘I‘WI’I
Gufi"….
liwvdun'on»|:deau:conioOmni».:…..
Nou
link
,U.S.A.
""
(1)Par
l'impibzo
dell:
tabolls.vcd…
lapagina"guente.
9

VHDLVHEdNEL
(DJ
p
O
UMIDITA'
'S?
p
m
SFDECZIF=IC3A
'OE
NO
"(;;/kama)…
atfizoz'n
=tqu=ua='u
'SE
{
'08
PS
eci>lEZE‘
'FCI'P
."'-cl
OE
DDIHLEWDHDISd
VWWVHBVIG

UNIVERSITÀ
DEGLI STUDIDI PADOVA
ESAMIDISTAT0PER L’ABILITAZIONEALLA PROFESSIONEDIINGEGNEREINDUSTRMLE
Seconda sessione 2019
Provapratica del,21 novembre 2019
TEMÎA MECCATKONICA
Si consideri una sorgente di tensione do can valori di tensione di uscita nell'intervallo 12 V i 20% cimpedenza di uscita nulla. Si chiede di progettare un circuito di conversione che consenta di adattareil livello di tensione della sorgente ad un carico che richiede una tensione continua media costante di5 V e assorbe una corrente nel range [1 A, 10 A].
È noto inoltre che il dispositivo di commutazione da utilizzare è un power MOSFET con le seguenticaratteristiche: frequenza di lavoro 50 kHz; Rasoi, = 10 m9; tempi di commutazione t…,ff = 60 ns e
tom… = 20 ns. Il diodo presenta una tensione V.… = 0.2 V, mentre il tempo di commutazione può essereassunto trascurabile.
Si chiede di:
1) Riportare lo schema circuitale completo del sistema da realizzare e individuare il range diduty-cycle entro cui lavorerà il dispositivo di commutazione (supposto sempre infunzionamento continuo, CCM), tenendo conto delle possibili tensioni in ingresso.
2) Riportare il dimensionamento dell’induttore tale da garantire funzionamento in CCM in ognicondizione; dimensionare la capacità d’uscita affinché il ripple statico di corrente sul caricosia inferiore al 5%. Calcolare il ripple dinamico allo stacco del carico.
3) Progettare l'induttore considerando un nucleo ad E in ferrite avente densità di flusso massima
‘ di saturazione pari a B… = 0.47 T e geometrie come in Fig. 1.
4) Stimare l’efficienza del convertitore tenendo conto delle perdite nel power MOSFET (in
conduzione e commutazione), nel diodo e nell’induttore.
Nota: Il candidato assuma eventuali dati mancanti.
Esami di natoper ] 'abilitazione allaprofessione di Ingegnere e diIngegnere Industriale — Provapratica del 21 novembre 2019

(mm) Nominal: Tol. min.: Tol. max.:
A 34.2 -0.6 + 0.5B 1 4.1 -0.15 + 0.1 5
A _ .C..- . .. . ...a-3.-- ........ “9:25 …. .. . -?…QLZQ. .
E D 9.8 -0.13 + 0.1 3" L F M ° E 25.5 Mm.
"' 1 ' F 9.3 ~02 + 0.2; l 1 L 4.7 Max.1 M 8.0 Min. 1. o1 111 Eff. Paramnlars1
1 …. ———1- ——-q..-. Mmmz Amlnmm’ lomm Vomm’]
—;'—1…. _…J 1 87.0 87.0 I 69.3 5590
F1g. l Dlmenswm del nucleo
TABLE 1 "‘ ' ' " ' ' "' und ,. " ' ' Arces 01AWG 81:00 0730710 Hound When 0120': .5120 0101110101 me…!Aron Size Diamo… Crow…N00
AWG 1111': mm uni: …' AWG ml: mm ' mila mm‘
410 400.0 11.004 211 000 1072 09 11.0 0207 120 00047:un 4000 10.404 107 1100 050 30 10.0 0254 100 0.05072/0 004.11 020 m 100 07.4 :11 as 0220 702 00401110 324.9 0.25 105 000 53.5 :12 0 0 OM 54.0 0113241 2110.3 7.15 r.: 000 42.4 0:1 7.1 0.100 50.1 0.02552 57.5 6.54 56 360 310 34 6: 0.160 30.1 0.020!5 MA 5.02 52 520 20.7 15 5.11 0.142 31.4 0.01594 2040 5.10 41 740 21.1 :s 511 0.127 00.0 0.01z75 101.0 4.02 00 000 10.0 :17 45 0.114 20.2 0.01000 152.0 4.11 20 240 13.3 38 4.0 0.102 18.0 0.005"7 (44.0 0.07 20020 105 . :10 05 00000 12.2 0000210 12115 1211 10 510 0:17 40 3.1 007117 0.01 ' 000407s nu uv mm 0.110 41 an 0.0711 7.04 00000710 101.0 259 10000 0.20 42 2.5 00010 000 comm11 00.7 2.30 5 2210 4.17 43 22 0.0659 4.04 0.0014512 00.0 2.05 0 530 3.31 44 2.0 0.0500 4.00 00020010 72.0 1.00 5 100 20:1 45 1.70 00447 11.10 0.0015714 04.1 1.03 4 110 2.00 45 1.57 0.0000 2.45 0.00120
. 15 57.1 1.45 J 260 1.05 41 1.40 0.0050 1.00 - 0.0005103 .10 ' 50.5 LE 2500 1.51 48 1.24 01315 1.50 0.000771117 45.3 1.15 2050 1.04 45 1.11 0.020? 1.8 D.MGZA10 40: 1.02 1 san 002:1 00 0.110 00052 0.000 0.00040710 35.0 D.… I 290 , 0553 51 018 0.0220 0.774 D.GJOGBZ20 :120 0.010 1 020 11.519 52 0.70 0.0100 11.000 0.000.00021 29.5 0.724 012 0.412 K! 0.70 0.0178 0.490 0.111024022 25:1 0.5.13 :40 0:124 54 0.0: 011150 0.004 000010500 02.0 . 11574 511 0259 ss 050 0.0140 0.20: 0 00015324 20 1 (L511 404 0 205 56 0.45 0.0125 0.240 0.00012225 I7 9 0.455 320 0 10220 1s 0 0.404 200 0 12027 1‘1 2 0.351 201 D 10220 12.5 0.329 159 0.0604
1 0 4 MBWZ12
PV
(kW/m 3)
10 3
102
1o1 1o 102 gm, 103
Fig. 2 Grafico core-loss vs pcak-flux-dcnsity
Esami di statoper I 'abilitaziane alla prqfessione di Ingegnere e di Ingegnere Indu0triale - Provapratica del 21 novembre 2019

UNIVERSITADEGLI STUDIDI PADOVA
ESAMIDISTATO PER L’ABILITAZIONEALLA PROFESSIONEDIINGEGNERE INDUSTRIALE '
Seconda sessione 2019. Provapratica del 21 novembre 2019
TEJWA BIOINGEGNERM
Il candidato elaborî il piano progettuale di una ricerca dedicata allo sviluppo di un dispositivo
biomedicale che ritenga di interesse per uno o più aspetti innovativi riSpetto allo stato dell’arte. In
particolare, il candidato} delinei con opportuno dettaglio i seguenti punti:
I definizione del nuovo dispositivo biomedicale;
I dcscrizionc dei limiti attuali di eventuali dispositivi similari già presenti nel mercato;
I vantaggi dcrivanti dal nuovo dispositivo biomedicale;
I descrizione delle attività da sviluppare per raggiungere l’obiettivo progettuale;
I organizzazionc del gruppo di lavoro da destinare al progetto, con indicazione dei ruoli dei
singoli partecipanti;
I costi del progetto c sostenibilità economica tramite eventuali finanziamenti.
In riferimento alla descrizione delle attività, si richiede al candidato di riporre particolàre attenzione
alle problematiche'inerenti la progettazione ingegneristica del dispositivo e dei processi tecnologici
necessari per la sua manifattura.
Esami di stare per I 'abilz'tazìane alla projèssr‘one di Ingegnere e di Ingegnere Industriale - Provapratica del 21 novembre 2019

UNIVERSITÀDEGLl STUDIDI PADOVA
ESAMIDISTAT0 PER L’ABILITAZIONEALIA PROFESSIONEDI. INGEGNERE INDUSTRIALE
Seconda sessione 2019Prov:: pratica de121 novembre 2019
TEMA SICUREZZA
Il candidato applichi le metodologie richieste con lo scopo di eseguire un’analisi di sicurezza sulseguente sistema:
- esecuzione della procedura di Hazld (Hazard Identification) qualitativa'… forma di What—If
' esecuzione di un’analisi Hazop;I elencare 1 Top Event ritenuti plausibili;
' costruzione di Fault Tree (albero dei guasti) in relazione ad uno dei Tap Event individuati
I .stima della frequenza di accadimento (: del MTBF del Top Event con i valori forniti a
tabella.II candidato illustri le misure di protezione e mitigazione che si potrebbero adottare per migliorarela sicurezza di tale sistema.
Reattore per Farmaceutica e Chimica Fine
Nell’industria Farmaceutica e di Chimica Fine spesso sono necessari impianti che possanofacilmente essere utilizzati per effettuare più di una produzione o che possano facilmente essereadattati con poche modifiche per effettuare la produzione di un prodotto nuovo.Nella Figura 1 è rappresentata una tipica unità che soddisfa questi requisiti e che può facilmenteessere adattata per nuove esigenze di produziòne.Ad esempio la linea degli sfiati può essere collegata ad una pompa per vuoto per effettuare
operazioni che richiedono di andare sotto vuoto.L’unità descritta nella Figura 1 può essere utilizzata per effettuare, oltre chc rcazioni, operazioni didistillazionem discontinuo; in questo caso il reattore R-I diventa un serbatoio di carica del prodottoda distillare. Il montaggio dello scambiatore E— l in testa alla col-onna C- 1 consente di evitare lapresenzadell’accumulatore di riflusso.La quantità di riflusso viene controllata dagli strumenti FIC/l -TIC/l; la quantità di vapori sviluppatiall’interno di R-l è determinata attraverso il controllore di portata del vapore di riscaldamento
FIC/Z.In tabella 1 e 2 si riportano rispettivamente la descrizione delle apparecchiature e gli elementi dicontrollo. .
Esami di statoper ! 'abilìtazione uIIuprofessione di Ingegnere e di Ingegnere Industriale - Provapratica del 21 novembre 2019

AZOTO
@ FLUIDO FRIGORIFERO
VAPORE
ALL'ABBATÎÌMENTO SHATQÈ
FLUIDO FRIGORiFERO@
ACQUA REFRIGERANÎE @
@PRODOTTO @
TESTA
ACQUA DEMI Q)(Sf ,-@ CARICA AUTOCLAVE &
®.
I .
lf COLLEHORE " PRODOTTO
PH
I .
<> m0 <> uw ,,…
C v CONDENSA
Y Y 531 © X DRENAGGIO @ ACQUA REFRIGERAÎNITE
Figura I PFD strumentata di un reattor'e
Tabella 1 Apparecchiature
Simbolo Denominazione NoteL’autoclave R-l è un reattore agitato dotato di coils estemi nei quali potereffettuare sia il riscaldamento che il raffreddamento del liquido in essocaricato. Sono previsti tutti icollegamenti per poter drenare l’acqua dai coils
R-l Reattore tipo Autoclave se dopo una Operazione di raffreddamento co‘n acqua si vuole passare ad_ unaoperazione di riscaldamento con vapore. L’autoclavc è provvista di unagitatore interno mosso da un motore M-l. All’interno dell’autoclave sono
presenti due sistemi di lavaggio a spruzzo S-l ed S-2
. La colonna C—l, direttamente installata sull'Autoclave R—l, può funzionare
C—l ' Colonna di Distillazione sia a riflusso totale per una migliore conduzione di reazioni (ad csempioesterìficazìoni) sia può consentire la separazione di prodotti“ lcggcri di testa
Lo scambiatore E-l condensa i vaporì in arrivo dall’autoclave R—l. LoE—l Condensaxore Vapori Tcsta scambiatorc è concepito in modo da consentire il riflusso direttamente alla
Colonna colonna C-l senza bisogno di accumulatore di riflusso e di pompe essendo. montato direttamente al di sopra della colonna C-l .
E-2 Refrigerante Prodotto di Lo scambiatore E-2 raffredda i prodotti condensati in [:“-2 che vanno inviati' Testa allo stoccaggio
Lo scambiatore E—3 condensa i prodotti condensabili presenti negli sfiatiE-3 Condensatore Sfiati uscenti dal condensatore E-l in modo da recuperare il più'possibile i prodotti
condensabìli contenuti negli sfiati uscenti da E-lPC-l Pompa Invio Prodotto di La pompa PC-l invia allo stoccaggio i prodotti di fondo presenti
. Fondo nell’autoclaveMotore Agitatore interno
M-lAutoclave
VS-l Valvola di SicurezzaSpruzzatore er Lava gio
3—1 [8-2 Autoclave RE)] g
SC/l Scaricatore di Condensa
Emmi di stata per I ‘abililazione allaprafizssione di Ingegnere e di Ingegnere Industriale - Pravapratica de! 2] novembre 2019

Tabella 2 Elementi di controllo
Simbolo Denominazione Note
Fl/l _ 5 Misure PortataAcqua Refrigerante
Controllo Portata
“C“ Prodotto di Testa .
Controllo Portata FIC/Z si imposta il quantitativo di vapore di riscaldamento ai coils dell’autoclavc R-FIC/Z Vapore di 1. E’ possibile limitare l’aumento della Portata di Vapore mediante una soglia
Riscaldamento ' …comandata dalla temperatura TIC/I. ’.
Misura pH interno ‘
pH/I Autoclave R-l
Misura Pressione
Pî/l interno Autoclave
' R—lMisura Pressione-';
PIN" Testa Colonna 01Misura Pressione
PI/3 Mandata Pompa
PC-ì .. . - . PIC/l Impedisce l’aumento di portata di vapore di riscaldamento (FIC/2) al
Mlsura Perdita d1 . . . . . . .PIC/l . ragg1ung1mcnto dclla perdita dl canco mass1ma ammessa nella colonna C,—l evmmdo
Carico Colonna C-l . . .. fenomem d1 floodmg.
Scaricatore diSC” Condensa
Misura TemperaturaTI/l Interna R—l
'l‘IC/l risetta FIC/ 1 in modo da mantenere un rapporto di riflusso adeguato con il
procedere della distillazione per avere un prodotto di testa alla purezza desiderata ìnControllo . . . .
. base allo scostamento tra 11 valore d1 press1one Pl/2 ed 11 valorc della curvaTIC/l Temperatura "[ esta . d‘ . d' d d d' H d'
Colonna C-l sperimentale 1 Ècnstone 1 vapore .e] pro otto 1 testa puro a a t-en-ìperatura 1 testa
colonna TIC/I (Inserito come algoritmo matematico nella mcmona mtcrna dello
strumento TIC/ 1).
Misura Perdita diPIC/I Carico Colonna C-l

1 1.1
1.1.
11.
1.2
1.2
1.2.
11.
2.2
1.3
1.3.1
1.3.
21.4
1.4.
11.4.2
2 2.1
2.1.1
2.2
221
2;:
2.3.1
2.4
2.4.1
3 3.1
3.1.1
3.1.
23.2
3.2.1
3.2.2
3.3
3.3.1
3.3.2
3.4
3.4.1
3.4.2
3.5
3.5.1
3.5.2
3.6
3.6.1
3.6.
23.7
3.7.1
3.7.2
Componentand
lull
mamode
Sensors
Prams
Fans
taoperare
Spurlous
opemrlon
Temperature
Follyra
operare
Spurlausopemflon
Flaw Fdls
rooperate
Spammoperation
Leve! Fons
100691019
Spwiowoperation
Tronsmlflers
Pres
sure
Fd}:
toobrafn
dgnal
Tampermuo
Fdls
roobtainsignal
How Fa
t:10
obkzln
sign
al
beve
l Fa'lsla
obtainsignal
Valv
esA1
1operqhdvoNes
F005
roopemle
Spurious
aparaflon
5019
1101
6Fd
ls'to
operaie
Spurious
oper
atio
n
M0101operatedva
lves
Fcfls
fooperaie
Spurious
operanon
Cont
rolva1ve
Fal:
Iooperaie
Spwiousopemflon
CheckvoNe
Fdfs
10open
Fallsto
close
Safety
valv
e.spfingoperated
Fail
s10
open
SM…
0.09
0109
Saféîy
valve.
pactopemfed
Foil
stoopen
Spur
ious
opening
Moan
(11-1)
6.31507
6.61307
2.6E-06
1.01506
'2.71506
1.11205
6.91507
5.21307
7.31207
5.3E07
3.2506
8.9E-07
1.7E-05
1.7E-06
26E07
6.350?
6.8E
-06
9.5607
5.9606
8.3E07
1.1E-07
2.2507
6.2508
8.6507
4.8507
4.4E-06
111-11
655-
052.
9543
8.5E08
9.3508
14507
4.550?
2.0E07
8.05
-1.1
8
2.450?
9.6E-08
1.4E-06
1.2E
~07
5.5E
-06
2312-07
8.250!
1.45
0?
22506
1.6E
-07
3.75
066.5506
9.6E-09
2.4E-08
3.3E
-09
2.11
507
1 .0E-08
8.bE-07
Medan
.
(11-1)
3.2507
1.8507
6350?
5.450?
l .5E
-06
8.5507
4.6507
2.9507
5.950?
3.9E-07
2.7E-06
5.250?
12505
1.5E-06
1.9507
6.250?
5.1E
-06
7.5E
-07
5.9E06
5.3507
5.2508
115-07
3.3E
-08
1.1506
1.3507
5.6E4J6
DataAn
alys
is
UB
EF
(11-11
1.6506
4.9
1.1506
6.1
80506
9.7
32506
5.9
99506
6.4
16506
1.9
-1.2506
2.4
1.1E
—06
3.7
1.4E-06
2.4
1.6E-06
4.0
5.4506
2.0
23506
4.3
2.55
415
2.3ma
cs-6
.7
42E—
072.3
2.7E-06
4.3
12505
2.3
311506
4.6
95506
1.6
4.4E-06
8.3
2.850?
5.4
4.1507
4.1
14507
10.3
5.5E-06
5.1
15506
13.2
365-05
65
Sources
1.2.3.4
1.2.
3.4
1.7.3.4
1.2.3.4
1.2.3.4
1.2.3.4
1.23.4
1.23.4
2.3.4
2.3.4
2.3.4
2.3.4
3.4.5.7
1.23.5.6
41.
2.6
3.4
1,23
3.4
3.5
3.4.
53.4.5
1.5.7
45 1.4.5
4.5
4 4.1
4.1.
1
4.12
4.2
4.2.
1
4.2.2
'4.3
4.3.1
4.3.2
4.4
4.4.1
4.4.2
5 5.1
5.1.1
5.1.2
5.2
5.2.1
5.2.2
6 6.1
6.1.1
6.2
6.2.
1
6.3
6.3.
1
7 7.1
7.1.
17.
1.2
7.2
7.2.
172
.2
8 8.1
8.1.
18.1.2
8.2
8.2.
18.2.2
Componentand
1611
u1emode
Pumps
Pumps.oenldfugoLmotordriven
Fafls
rcston‘
F011:to
run
Pumps.redprocaflng,
1110101driven
Fallsto
fran
F0113to:…
Pump
s.turbinedr
iven
Fafls
tonan
Fallsto
run
Pumps.
diesel
drhten
F011:10
.110
1!
Fall:to
run
Compressors
Complesso;motordriven
Failsrc
5101
1FailsTo
run
Comp
less
o;tu
rbin
edriven
F6115to
$101
1
Fallsto
run
Batteries…
recm
lers
.Inveners
chedes
Fallito
providepower
Hemmer
Losor
output
1nver1e1
Los:
orouîpur
Swit
ches
Relay F0115Io
operaie
Saudati:
operation
Elecîlonìc
1m11
swilch
Fds
Iooperaie
Spurlous
operation
Brea
kers
Brea
kers
.6-
10kV
Faib
'aoperaie
Spur
ious
operation
Breakers.<
1kV
Fallsto
oper
ate
Spun“…op
erat
ion
Mean
(h-1)
2.6505
6.45
05
2.3506
4.3505
0.9506
5.6504
5.1505
2.55
03
-1.4E-05
1.0504
1.8505
NO
(7070OVO110D16
1.2506
9.9507
1.4505
3.55
08205-07
595-08
72507
25506
1.2E
-06
19507
1.65
07
(11-11
6.0506
1.7506
-5.015-06
1.2E-05
'1.2
506
5.4505
6.0506
1.0504
28506
1 .OE-GS
3251
36
2.3507
2.3507
1.5506
-2.450?
6.451!)
1 .6507
2.850?
1 .8507
8.5508
6.4508
Medkm
(11-1)
1 .7505
24505
1 .5505
3m
62506
24504
20505.
1.6503
1.45
051.01304
99506
9.507
6.7507
3.2506
29508
19507
.
2.9506
9.250?
1.1E-06
6.9507
1.8507
1 .3507
UB
(11-1)
4.7505
3.3504
4.8505
90505
3350
51.1a
n
6.85
052.
5E-0
2
7.0E-05
1 .0E-03
3.0505
3.6E
-06
20E-
06
4.35
05
3.4507
2.3E-06
1.31am
5.3E~06
4.1506
2.6E-06
3.9E07
2.850?
EF 2.8
13.8
3.1
2.8
5.3
4.4
3.4
15.9
5.0
100
3.1
4.0
2.9
5.3
11.9
12.3
4.6
5.8
3.8
3.8
2.1
2.1
Sources
3.4.
6
1.23.4.6
1.3.
6
1.3.6
2.6
1.2.6
4,6
4.6
3.4
3.4
3.4
3.4
Esamidi
stat
oper
1’abililuzione
allapr
ofiss
ione
diIn
gegn
ereedi
IngegnereIn
dust
rial
e—Provapraticadel21
novembre2019

Componentand
Mean
{unummode
(h-1)
93051301
9.1
9.1.1
9.2
9.2.1
Busb
ozé<
U<l2
0kV
mi:
iomovida
powe
r4.1507
makv
Failsra
providepower
1.75437
10
DIes
el‘d
dven
gene
rato
rs
10.1
10.2
Foil
sIo
Sfar
!1.5504
Falk
Ioru
n3.
4503
11Tr
ansf
orme
rs
11.1
11.1.1
11.2
11.2.1
12Fu
ses
12.1
12.2
Powerfr
omfo
n'ne
rsFpm
lapr
a'vl
depower
1 .7E
-Cò
lmîrumemîr
cnsf
urme
ts
Foìffaprovidepower
.b.?E-m
Fons
roopen
2.85m
Hamannop
enin
g3.
7E—3
7
13Pìplngs
13.1
13.1.1
13.1.2
_13.2
13.2.1
13.2.2
D<75mm
L_so
koge
575-
108190!!
1.1E
-10
75<D
<150
1111
1Le
akag
e.2.
32.1
0Br
eak
3.491
1
1451
9111
:MesureVessels
14.1
14.2
14.3
14.4
BasicFam
Rafa
1.1E
-10
Cafa
sfro
phlc
tàluraimimfmeow
rele
ase
5.7E-1
1
Calcstrophfc
foflwesnon‘cmflmow
release
5.754
1Leakagehomolarrmmhole
1.15
-09
15
Sîaflcsingle
.wal
led-
vess
els
15.1
Cafosfrophk:fam
1.1E4
19‘
La 111-1)
‘1va)?
1‘.1':E—08
2.65
435
’:.3':
{14
1135-12
1oReacîgrveselsandprecesve
ssel
s(e.g.he01exchmgers)
14.21
115.17
16.3
16.4
BasicPalms
Rats.
-1.1E410
Carcrsîmphlc
failurein
sfan
fane
aus
5.7E
-10
release
Cara
sìro
pìucmmemonconfinuom
5.7E-IO
rele
ase
Leakagefroma10mm
hole
1.15
-08
:135-12
1221
—12
Medion
(h-1)
.'1.1E—0
7
1.5E-07
1812-05
3.5303
1.25—06
I.'JEOÌ
7.11
!{9
111507
2.'E-1O
’:-11
6.05
'11
£11917.
1.11511
OIE-IZ
6.75
-12
J.‘é
'IO
1.3E
-1D-
1313-10
(“'E
-11
61J'F-ÌÌ
i…Ìu'w
unEF
(h— 1
)
8.6E
-07
2.3
3.01507
2.9
3515-01!
3.5
2.0‘
5-02
5.7
6.1 E—O
o5.
2
5.55
130
7.2
2115011
10.0
1.7E
-CI1
102
2115
-39
10.0
ADE-
IL)
30.0
8.65
4010
.01.2E-10300
3.9E
-IU
33.0
2.05-10
39.0
2015-13300
415-031
10.0
393-0?
30.0
395-139
30.0
2.05
0?30
!.)
2.0541?
311.
0
4.1E
-C—5
10.0
»Soumes
13.11.15
1.4.6
1.24
.5.6
Table14
-A-2
.Op
erat
orEr
rorEs
timn
lcs(c
hlz)
.
No.
Desc
ript
ion
I01
1115
3101
1nr
inco
m—cl
rxcc
utio
uof
5111
:in
afamiliar
star
tupmufim:
('l
Failureto
respondto
:111
d1b1
I::ulnnu
iuquietcontrolroom
bypa
ssin
gsingle
burd
en.
0"!
Fail
ure1°mspond
toau
dimble
11111m1
inquietco
ntro
lmom
1!)- somemoreco
mple
x:Icu'ons
such
nsgoingmn
sick
-und
selectingcorrectvu
lveamongman}:
-1Fn
ihme
tore
spon
d10
audible
1111
1:":
inbusy
cont
rolroomwithin
1011
1311
11ch
m
Fnil
uxe10mm;om
rapi
d;11
111co
mple
xactionsm
nvozdseriousincide…such
asnu
expl
osio
n
HEP
0.001
0.001
0.1
_0.5
’l‘a
hlc14
41.6
.THERP
EstimatedHEP'I
rela
tedm
failurepfzidnfinislrmivc
control.
No.
‘Description
HEP
lCauyom
nplantpolim'
m-scheduledms
kssu
chns
});-flahorn“ox
11.01
1m1ù
xtum
nc:perfuunvxl
week
ly,mo
nthl
yorm
longer
iulcn'nls
2Inflated
«sc
hedu
ledsh
ifdy
chec
king
orin
spec
tion
function
0.00!
3Use“'11!eropcmfionspmcnhuesunde:normal
opemungco
ndit
ion:
(1.01
-1Us
ewrittenoperations
ploc
cdmc
sunderalmounal
oper
atin
gconditions
0,005
Usl:
:\mln.-clmnge
list
orrestomlion
list
‘0.
01lh 6
Us:
1115
1111
11le
s:orwlibmdonprocedures
‘0.0.1
"Us
e-mine“ma
inte
nanc
eprocedun‘
.0.
3
8(‘
Se.1ch
eckl
istpr
oper
ly0.
5
'Ti-
l'ER
P:Teclmìquv
£0:Hum…
Etro:Ra
n-l'xulicu'on
HEP
:HumanEmu
Probabil
ità:
[din
muio
ndm]
E1-'
3
EF
:F.n
o:futur.EFcruled
111::pnmnrin
21m.u
nund
11!:
1011
1111
11HEP
(unc
rnai
nryin
lml)
.Th:
1111111521111upprrîmen-zl
value:
.uvnv
pecl
'u'e
lyobtained
\\ithHEPJEF
.11111HEP‘EF.When
.inun»:bo
undOI'HEPM.HEP>
1is
ob|n
i11<
d.un
-.1
log-
uonn
probabilitydi
vlzi
huli
onfu
ncti
on.

TableA1140
Outagetimesof
elec
ù'ic
alpowersupply
Io!l
owin
gaUansmissionline
failure(a
fter
Atom
icEnergy
Commission,
1975)
()u/agc[imc
(‘!)
<(1.01
0.01
—0.032
0.032—
0.1
0.1—0.3;
0.32—1.Ù
LÙ—J‘°
d.;.
32—10
TableA14.41
Durati
onofpowerfailures
inanex
p!os
:ves
plan
t(after
Ketr
on,
1980;reproducedbypemv‘ssmn
ofthe
Amen'can
Instituteof
ChemicalEngineers)
[)umfimzof
murm‘fizi’zm’!(min)
L\'l
omen
tary
!<1
1<1<10
_1(1<
!<m1
.1
1>60
h
Total
_.
TableA14.42
Fail
ureratesofelectrimlpowersupph
equipment
(aff
erKe
tron
.1980;reproducedbype
nmss
p‘on
ofmeAmerican
InstituteofChemicalEnglheers) Diese!en
gine
“:lî
1cct
ricgeneralm-
E1E—crri
cmotor
Snzmmur
bine
Sn1czmid
valves
Pneumaticvalve
(3101):;
\.‘a
1ùc
.
=1.
1151
71!u
l‘u‘
.'a1
lu‘:
‘:.
TableA1145
Failurera
resofsamemmponenrs
of
asteamsupplysystem
(aft
erColtharper
al.,
1.97
9;reproducedbypermissionoftheAmerican
Inst
itut
eof
'ChemicalEngineers)
'm.
n!RH
Î’mW
‘ulv
’(_
!ìii
ltuc
s;ll
"h)
5.41»
111ms
[nrsm
u‘ul
rrmmm:
]cc
u'i
(lrm
-0.
350 0.
5110 57 0.
30.
11 1.1
57lnrluml
1117
111
11111iv
rnln
rfm:
‘) ') .1 10
"uhm:
(EEl
),Hartford.mm
Tabl
eA
1-1.43
Failuremodes
ofemergencyen
gine
s!‘
generates
{after
13.St
even
s,19133;
reprcdmedby
_pe
rmis
sion
a!meAmerfcan
Instituteof
ChemicalEnginears)
I’m/
mrfî
nu
‘:‘Î;
)
.'ìlì
26.1 9.1
611
TableA14.44
Mean
prob
abil
fiyof
failurecf
emergency
diese!
gene
rato
rsat
63nu
clea
rpIants
from
1988—91
(Ves
eiy,
Urya
sav,
andSamanta.1994;reprcduced
m‘fh
pennission1mm
Elsevier)
D.:
su');…'
.vmfizms
FU."
01'cr
mdmm’fml
.k-Inlimf
1111
5511
?
5.0xmi‘
5.2>1
10"?
5.0
:»;113
14"9.
6x'10“
9.51
.10”
9.3
:..10‘3
un'ln
Stl“
‘1‘
urum
Inzi
d-ru
uFa
iI’m
..— ….
Table11-1
FailureHaleData
forVarious
Sele
cted
ProcessComponents' Instrument
Faults/year Cnn
lrufl
ur0.
29Cn
n!ru
lvu
lvu
0.60
Flowmeasurement
(fluids)
1.14
How
nlcusurculcnl
(sul
ids)
3.75
How
swit
ch1.
12Gu
s-li
quìd
chroumwgraph
30.6
Hand
valve:
(1.13
Indiculurlamp
(1.11:
1:1chclmcasurcmcnl
(liquids)
Levelmcusurcmcnl
(solids)
Oxygenan
alyz
erpHmeler
l’rc
mnre
measurement
Prc<
surc
relief
valve
Pres
sure
switch
Sulunnidvalve
Step
permolar
Stripclmrlre
cord
er“lurmucouplclcmpcmlurclucusurcmcnl
munnumulcrLcmpcrulurcmeasurement
Valvepu
sili
oncr
'Sclctlud
fromFrank
P.Luca.
Lu.“
I’n'vblrizn
in(ImFromm
lmiuxm'u
(bmdun:Huucrwunhs.1986].p.343.

A---——'r . ‘HradV‘. . ’ . .J.…»rH—fi—