ASS. AMBIENTE REGIONE CALABRIA PROVINCIA DI...
24
Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l. Relazione Tecnica Ambientale 1 ASS. AMBIENTE REGIONE CALABRIA PROVINCIA DI CATANZARO COMUNE DI CATANZARO DITTA: LASOLPRE S.R.L. Via Caduti sul lavoro n° 7 88100 S. Maria di Catanzaro PROCEDURA DI VERIFICA DI ASSOGGETTABILITA’ AL V.I.A. RELAZIONE TECNICA AMBIENTALE DATA 18 11 2008 LA DITTA IL TECNICO
Transcript of ASS. AMBIENTE REGIONE CALABRIA PROVINCIA DI...

Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 1
ASS. AMBIENTE REGIONE CALABRIA
PROVINCIA DI CATANZARO
COMUNE DI CATANZARO
DITTA:
LASOLPRE S.R.L. Via Caduti sul lavoro n° 7
88100 S. Maria di Catanzaro
PROCEDURA DI VERIFICA DI ASSOGGETTABILITA’ AL V.I.A.
RELAZIONE TECNICA AMBIENTALE
DATA 18 11 2008 LA DITTA IL TECNICO
Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 2
INDICE
1 DESCRIZIONE GENERALE DEL PROCESSO DI PRODUZIONE LATERIZI 3
2 RISORSE IDRICHE 7
3 RISORSE ENERGETICHE 8
4 EMISSIONI IN ATMOSFERA 10
5 EMISSIONI SONORE 14
6 EMISSIONI IN ACQUA 16
7 RIFIUTI 17
8 SISTEMI DI CONTENIMENTO/ABBATTIMENTO 20
9 CONSIDERAZIONI SU INTRODUZIONE COMBUSTIBILE AUSILIARIO 23

Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 3
1.DESCRIZIONE GENERALE DEL PROCESSO DI PRODUZIONE LATERIZI Impatto ambientale del settore Il ciclo produttivo dei laterizi si articola in una serie di fasi, per ognuna delle quali è associata un’interazione con l’ambiente circostante, in termini sia di consumi di risorse naturali, che di emissioni in atmosfera, scarichi idrici e produzioni di rifiuti. In particolare, è possibile distinguere i flussi di input (consumi di risorse e materiali) necessari per la realizzazione del prodotto, dai flussi di output (emissioni inquinanti) derivanti dalle lavorazioni ed attività richieste dal processo. Durante le fasi di pre-lavorazione e formatura del processo, all’impasto argilloso possono essere aggiunte sostanze di varia natura, tali da conferire al laterizio le caratteristiche proprie di un prodotto di elevata qualità. I principali materiali impiegati sono rappresentati da: § additivi alleggerenti (polistirolo, segatura di legno, perlite e fanghi di cartiera, polverino
di carbone, ecc.), utilizzati per migliorare le caratteristiche termiche ed acustiche del prodotto;
§ additivi minerali (aggregati inerti, scorie d’altoforno, ecc.), utilizzati principalmente per migliorare la struttura minerale del laterizio e variarne la plasticità;
§ additivi chimici (carbonato di bario, ossidi di manganese, ecc.), utilizzati per limitare il fenomeno dell’efflorescenza;
§ rifiuti “recuperati” (fanghi di cartiera, fanghi dal trattamento delle acque reflue industriali, fanghi ceramici, ecc.).
Relativamente al recupero dei rifiuti, tale tecnica permette di realizzare un equivalente risparmio di argilla, con il duplice effetto di ridurre il consumo di una risorsa naturale e di attuare la corretta gestione dei rifiuti, sottraendoli, presumibilmente, allo smaltimento in discarica. LA.SOL.PRE. aggiunge all’impasto di argilla attualmente sabbia, polistirolo e pet coke tal quale. DESCRIZIONE CICLO PRODUTTIVO: escavazione dell’argilla nella cava adiacente al complesso produttivo con l’impiego di idonei mezzi meccanici quali ruspe ed escavatori; carico dell’argilla scavata su camion ed ammasso della stessa in cumuli di almeno 20.000 mc da lasciare a svernare per almeno un anno. Ripresa dell’argilla svernata con una pala gommata e trasportata all’interno dell’impianto di produzione per il carico del primo cassone dosatore. Miscelazione dell’argilla con sabbia silicea fornita da terzi in quantità programmate in funzione del formato di laterizio da produrre. Dal dosatore fino al prodotto finito il ciclo produttivo passa attraverso le seguenti fasi: prelavorazione-1-frantumazione argilla in pezzature max 3 cm; 2- laminatoio sgrossatore; 3-impastatore ed umidificazione; 4 - insilaggio dell’impasto; formatura laterizi -1 ripresa dell’impasto d’argilla con pala meccanica e carica del cassone dosatore; 2-laminatoio raffinatore con spessore max 2mm; 3- impasto con vapore ;4-degasaggio dell’impasto umido;4- trafilatura con mattoniera e stampo; 5-taglio a misura del filone trafilato; 6-carico automatizzato dei laterizi verdi sugli scaffali del’essiccatoio; 7- trasferimento automatizzato degli scaffali pieni nell’essiccatoio; 8- essiccazione di almeno 36 ore; 9- ripresa degli scaffali con prodotto secco, scarico ed impilaggio dei laterizi sui carri del forno; 10- trasferimento dei carri carichi di prodotto secco sula linea di movimentazione del forno e successivo inoltro nel forno di cottura;

Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 4
11- cottura dei carri inseriti nel forno; 12- estrazione dal forno dei carri con il prodotto cotto;13- trasferimento dei carri di prodotto cotto sulle linee di scarico; 14- scarico automatizzato dei laterizi cotti; 15- formatura automatizzata dei pacchi di laterizio da trasferire ai piazzali di stoccaggio; 15- trasferimento dei pacchi confezionati, con legature di reggia di prolipropilene ad alta resistenza al carico di rottura, al piazzale di stoccaggio con sollevatori idraulici di adeguata portata. Il prodotto stoccato in piazzale viene ripreso dai carrelli elevatori nel momento del carico degli autocarri preposti al trasporto e consegna dei laterizi ai clienti . L’Azienda LA.SOL.PRE. opera da da quasi cinquantenni nel settore della produzione di laterizi per solai e murature speciali da utilizzare nell’edilizia. La produzione ha subito nel corso degli ultimi decenni una sostanziale modifica tecnologica, abbandonando i sistemi a combustibile liquido per introdurre il metano, ottenendo enormi benefici sia in termini di risparmio di risorse che di impatti sull’ambiente.
acqua sabbia
energia
Sfridi
emissioni polveri
argil la escavata
emissioni atmosfer iche energia
E S S I C C A Z I O N E
F O R M A T U R A
energia emissioni atmosfer iche
C O T T U R A acque per eventuali trattamenti f inal i reggette pallets termoretraibile
I M B A L L A G G I O E T R A T T A M E N T I F I N A L I additivi trattamenti f inali
emissioni polver i
energia additivi eventuali
rumore
vapore
Sfridi
rif iuti di imballaggi acqua di scarico da trattamenti f inal i
addit iv i eventual i
sfr id i di laterizio
T R A S P O R T O L A T E R I Z I
energia emissioni atmosfer iche
T R A S P O R T O A R G I L L A
energia emissioni atmosfer iche
E S C A V A Z I O N E
P R E L A V O R A Z I O N E
acqua
sabbia energia
Sfridi
emissioni polveri
argil la escavata argil la escavata
emissioni atmosfer iche energia
E S S I C C A Z I O N E
F O R M A T U R A
S T O C C A G G I O
energia emissioni atmosfer iche
C O T T U R A acque per eventuali trattamenti f inal i reggette pallets termoretraibile
I M B A L L A G G I O E T R A T T A M E N T I F I N A L I additivi trattamenti f inali
acqua
emissioni polver i
energia additivi eventuali
rumore
vapore
Sfridi
rif iuti di imballaggi acqua di scarico da trattamenti f inal i
addit iv i eventual i addit iv i eventual i
sfridi di laterizio sfridi di laterizio
T R A S P O R T O L A T E R I Z I
energia emissioni atmosfer iche emissio ni atmosfer iche emissioni atmosfer iche
T R A S P O R T O A R G I L L A
energia emissioni atmosfer iche energia emissioni atmosfer iche emissioni atmosfer iche
E S C A V A Z I O N E
P R E L A V O R A Z I O N E P R E L A V O R A Z I O N E
Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 5
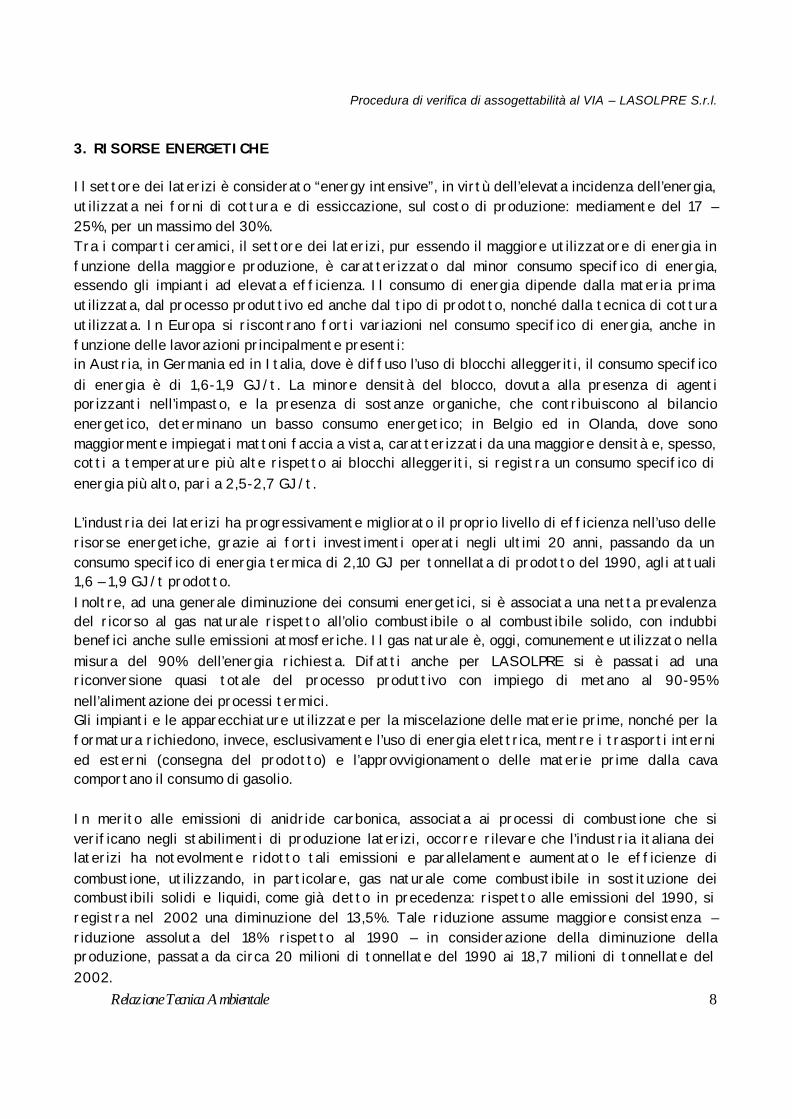
Le principali materie prime impiegate in produzione sono: argilla ed eventuali additivi (sabbie, polistirolo e scarti di laterizi), acqua, metano, plastiche di imballaggio, energia elettrica. In particolare per le argille, la LA.SOL.PRE. effettua approvvigionamenti dalla coltivazione della cava adiacente al sito produttivo e destina apposite aree di stoccaggio sulla parte pianeggiante della cava ed all’interno del capannone industriale. Il ciclo produttivo prevede le fasi riepilogate nella tabella che segue, successive a quelle di coltivazione cava : Scheda A
FASE ATTIVITA’ RISORSE IN EMISSIONI
OUT Alimentazione Argilla – Acqua - Miscelazione - DOSATORE - Polveri Frantumazione - ROMPIZOLLE - Rumore – Polveri
Preparazione dell’argilla
Omogeinizzazione - LAMINATORE - Rumore - Polveri RAFFINATORE – IMPASTATRICE A CALDO Formatura per estrusione a caldo
Metano – Acqua Emissioni atmosfera Rifiuti
Produzione
TAGLIATORE Taglio a misura - -
Essiccazione Carico materiale verde su scaffali in ferro carrellati su binari e passaggio in Essiccatoio
Metano Emissioni atmosfera
Scarico materiale essiccato dagli scaffali e impilaggio dello stesso sui carri del forno Preriscaldamento
Metano
Cottura in Forno Metano
Cottura
Raffreddamento -
Emissioni atmosfera Rifiuti
Imballaggio Area confezionamento Plastiche Rifiuti
In riferimento alle caratteristiche di stoccaggio delle materie prime imballaggi, polistirolo e sabbia vi è uno stoccaggio al coperto delle stesse. Considerate le caratteristiche delle materie prime no suscettibili di pericolosità in riferimento a sversamenti e/o contaminazioni del suolo non sono sviluppati particolari metodi di controllo e sconfinamento delle materie prime. Circa lo stoccaggio dell’argilla, si rende necessario in quanto la stessa non è direttamente utilizzabile nel processo e deve essere sottoposta a maturazione. Allo stoccaggio seguono alcune operazioni preliminari che conferiscono all’argilla le caratteristiche richieste per l’ottenimento di un prodotto finale di elevata qualità. Nel dettaglio tali operazioni consistono in miscelazione, frantumazione, raffinazione, bagnatura. Durante questa fase l’organizzazione ha recentemente installato una aspirazioni localizzate sui macchinari di prima lavorazione argille per l’abbattimento di polveri diffuse. La scheda B “Materie prime ed ausiliare utilizzate” descrive in riferimento all’anno 2006 l’impiego delle materie caratterizzanti in ingresso al processo di cottura laterizi.

Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 6
SCHEDA B: MATERIE PRIME ED AUSILIARIE UTILIZZATE (i conteggi sono riferiti ad uno degli anni di massima capacità produttiva degli ultimi 5) Tipo di materia prima
Impianto/fase di
utilizzo
Modalità di stoccaggio
Etichettatura (tipologia di rischio)
Quantità annue
utilizzate
Anno quantità
ARGILLA
tutto il processo di prelavorazione e di formatura
laterizi
IN CAVA A CUMULI ALL’APERTO DOPO ESCAVAZIONE- AL COPERTO PER
PERIODI PIOVOSI- ALL’INTERNO DI SILO
DOPO LA PRELAVORAZIONE
Nessuna 2006 73.587 t
POLISTIROLO (AUSILIARIA)
formatura laterizi speciali
alleggeriti
IN SILO Nessuna 2006 4,5 t
SABBIA prelavorazione
argilla
IN CUMULI INTERNO SILO Nessuna 2006 10.414 m3
IMBALLAGGI (REGGETTA)
imballaggio e successivo stoccaggio
prodotti finiti
SU PALLETS INTERNO CAPANNONE
IMMBALLAGGI Nessuna 2006 49,5 t

Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 7
2. RISORSE IDRICHE Scheda C
L’approvvigionamento idrico per usi igienici è realizzato tramite allaccio alla rete dell’acquedotto comunale (richiesta iniziale del 12.11.1965 per conto della Ditta LASOL); il successivo cambio di denominazione societaria ha determinato la necessità di volturare l’allaccio per la Ditta LA.SOL.PRE. su foglio identificativo del Comune n. blocco 17835, libretto 234, pagina 8300. L’annuale invio delle bollette di consumo da parte dell’Ufficio Tributi del Comune e il regolare pagamento delle stesse attestano la conforme posizione dell’Azienda rispetto all’aspetto approvvigionamento idrico per usi civili quantificabile in 500 metricubi/anno. In area esterna, prossima al letto del torrente Fiumarella, è ubicato un pozzo per l’approvvigionamento idrico necessario al processo produttivo, che l’Azienda ha provveduto a denunciare, ai sensi del D. Lgs. 12.07.1993 N° 275, al competente ufficio territoriale facente capo all’Assessorato ai Lavori Pubblici e Acque della Regione Calabria in data 11.08.94 e successiva 20.07.95 (prot. 10655 del 31.7.95 dell’Ufficio del Genio Civile CATANZARO). Attualmente il pozzo è stato autorizzato annualmente con successive proroghe ai sensi del R.D. n. 1775/33, è stata presentata idonea domanda di concessione trentennale all’Assessorato ai Lavori Pubblici e Acque della Regione Calabria – Ufficio di Catanzaro dapprima, poi (ottobre 2006) al competente Ufficio della Amministrazione Provinciale di Catanzaro a cui sono passate le competenze per il rilascio dell’autorizzazione trentennale all’emungimento da pozzo per conteggiati 6.000 mc annui. Circa le caratteristiche del pozzo si sottolinea che: l’ubicazione è foglio catastale 86 part.lla 692 – uso industriale – profondità 18 metri – diametro 270 mm e portata meno di 3 mc/h – 0,83 l/sec in continuo, sollevamento con elettropompa sommersa Franklin Elettric D54516, potenza 4 kW su tubazioni di mandata di Φ = 2” – volume giornaliero emunto 10 mc – falda rinvenuta a 12 metri dal suolo. E’ presente contatore volumetrico per come prescritto dalla Regione Calabria. Entro la fine del 2008 è previsto l’entrata a regime delle attività di recupero acque meteoriche per la bagnatura delle argille e contestuale riduzione degli emungimenti da pozzo.
Prelievo annuo acque industriali usi domestici Fonte processo m3
raffreddamento m3
m3
Acquedotto -- -- 500 Pozzo 6.000 -- -- Corso d’acqua -- -- -- Recupero acqua da decantazione
100 -- --
Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 8
3. RISORSE ENERGETICHE Il settore dei laterizi è considerato “energy intensive”, in virtù dell’elevata incidenza dell’energia, utilizzata nei forni di cottura e di essiccazione, sul costo di produzione: mediamente del 17 – 25%, per un massimo del 30%. Tra i comparti ceramici, il settore dei laterizi, pur essendo il maggiore utilizzatore di energia in funzione della maggiore produzione, è caratterizzato dal minor consumo specifico di energia, essendo gli impianti ad elevata efficienza. Il consumo di energia dipende dalla materia prima utilizzata, dal processo produttivo ed anche dal tipo di prodotto, nonché dalla tecnica di cottura utilizzata. In Europa si riscontrano forti variazioni nel consumo specifico di energia, anche in funzione delle lavorazioni principalmente presenti: in Austria, in Germania ed in Italia, dove è diffuso l’uso di blocchi alleggeriti, il consumo specifico di energia è di 1,6-1,9 GJ/t. La minore densità del blocco, dovuta alla presenza di agenti porizzanti nell’impasto, e la presenza di sostanze organiche, che contribuiscono al bilancio energetico, determinano un basso consumo energetico; in Belgio ed in Olanda, dove sono maggiormente impiegati mattoni faccia a vista, caratterizzati da una maggiore densità e, spesso, cotti a temperature più alte rispetto ai blocchi alleggeriti, si registra un consumo specifico di energia più alto, pari a 2,5-2,7 GJ/t. L’industria dei laterizi ha progressivamente migliorato il proprio livello di efficienza nell’uso delle risorse energetiche, grazie ai forti investimenti operati negli ultimi 20 anni, passando da un consumo specifico di energia termica di 2,10 GJ per tonnellata di prodotto del 1990, agli attuali 1,6 – 1,9 GJ/t prodotto. Inoltre, ad una generale diminuzione dei consumi energetici, si è associata una netta prevalenza del ricorso al gas naturale rispetto all’olio combustibile o al combustibile solido, con indubbi benefici anche sulle emissioni atmosferiche. Il gas naturale è, oggi, comunemente utilizzato nella misura del 90% dell’energia richiesta. Difatti anche per LASOLPRE si è passati ad una riconversione quasi totale del processo produttivo con impiego di metano al 90-95% nell’alimentazione dei processi termici. Gli impianti e le apparecchiature utilizzate per la miscelazione delle materie prime, nonché per la formatura richiedono, invece, esclusivamente l’uso di energia elettrica, mentre i trasporti interni ed esterni (consegna del prodotto) e l’approvvigionamento delle materie prime dalla cava comportano il consumo di gasolio. In merito alle emissioni di anidride carbonica, associata ai processi di combustione che si verificano negli stabilimenti di produzione laterizi, occorre rilevare che l’industria italiana dei laterizi ha notevolmente ridotto tali emissioni e parallelamente aumentato le efficienze di combustione, utilizzando, in particolare, gas naturale come combustibile in sostituzione dei combustibili solidi e liquidi, come già detto in precedenza: rispetto alle emissioni del 1990, si registra nel 2002 una diminuzione del 13,5%. Tale riduzione assume maggiore consistenza – riduzione assoluta del 18% rispetto al 1990 – in considerazione della diminuzione della produzione, passata da circa 20 milioni di tonnellate del 1990 ai 18,7 milioni di tonnellate del 2002.

Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 9
Dalla valutazione dei soli consumi energetici, i circa 220 stabilimenti operativi immettono nell’atmosfera poco più di 2 milioni di tonnellate di CO2 all’anno, con un fattore di produzione medio di 116 kg di CO2 per tonnellata di prodotto. Ne consegue, quindi, che l’industria del laterizio emette, mediamente, circa 10.000 t CO2 per anno (LASOLPRE si colloca a 14.000-16.000 t CO2 per anno), pari al 10% del valore di soglia definito dall’inventario delle emissioni (EPER – INES): 100.000 t CO2/anno. Con riferimento al consumo di energia per l’attività IPPC le informazioni sui consumi energetici sia termici che elettrici sono di seguito riportati. Scheda D/1
Consumi termici ed elettrici massimi
previsionali Consumi combustibile
Termica Termica Elettrica Elettrica Gas metano Produzione
laterizi 2.777 21.000 416 3.000 158,38
Oraria (Kwh)
Annua (MWh)
Oraria (Kwh)
Annua (MWh)
Oraria (mc)
Non necessita la nomina di Energy Manager in LASOLPRE perché il dato relativo ai consumi energetici annui conteggiati per gli anni passati è inferiore a 2.500 tep, ampiamente al di sotto dei 10.000 tep anno, limite che implica nel settore industriale l’obbligo ai sensi dell’art. 19 della Legge 10/91. Prevista su una produzione media annua di 60.000 t di laterizi i consumi energetici specifici sono tabellati di seguito: Scheda D/2
Consumi energetici specifici Termica Elettrica Totale
Produzione laterizi
350 50 400
Consumi per unità di
prodotto
kWh/tonn kWh/tonn kWh/tonn

Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 10
4. EMISSIONI IN ATMOSFERA Le emissioni atmosferiche della produzione dei laterizi derivano essenzialmente dalle fasi di cottura e di essiccazione. Altre fonti di emissione sono connesse al trasporto dell’argilla dalla cava allo stabilimento, in particolare, per quanto riguarda le emissioni diffuse di polveri; tuttavia la vicinanza tra cava e sito produttivo tende a limitare tale impatto. Durante il processo di cottura avvengono delle reazioni chimico-fisiche nelle materie prime che possono portare all’emissione di diverse sostanze inquinanti. I punti di emissione in atmosfera risultano n. 5 e le caratteristiche di ciascun punto di emissione sono riepilogate nella tabella che segue: Scheda E1 Caratteristiche dei punti di emissione in atmosfera per l’intero complesso IPPC
Centrale Termica a metano – Zona Laminazione Argille Punto di emissione
denominato E1 Tempi di funzionamento: 16 ore/giorno
Sezione condotto -- 30 cm -- Altezza camino -- 15,00 m -- Temperatura fumi -- 230 °C -- Parametri da monitorare con continuità
Ossidi di azoto, Polveri totali, Monossido di carbonio
Forno di cottura Punto di emissione denominato E2 Tempi di funzionamento: 24 ore/giorno
Sezione condotto -- 140 cm -- Altezza camino -- 13,00 m -- Temperatura fumi -- 117 °C -- Parametri da monitorare con continuità
Ossidi di azoto, Ossidi di zolfo (dovuti a polverino di carbone nella miscela), Polveri totali, Fenoli e Aldeidi, Sostanze organiche, Fluoro e Cloro Essiccatoio semicontinuo a metano
Punti di emissione denominati E3(1)-E3(2)-E3(3) Tempi di funzionamento: 16 ore/giorno
Sezione condotto 100 cm 100 cm 100 cm Altezza camino 10,00 m 10,00 m 10,00 m Temperatura fumi 34 °C 34 °C 34 °C Parametri da monitorare con continuità
Ossidi di azoto, Polveri totali, Monossido di carbonio

Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 11
Nello stabilimento sono presenti n. 5 punti di emissione in atmosfera, derivanti dall’attività di essiccazione laterizi (n. 3), camino a servizio del forno di cottura (n. 1) e caldaia termica a servizio dell’attività di trafilatura (n. 1). L’Azienda ha effettuato fino al 2007 periodiche analisi delle emissioni in atmosfera dai camini scarico fumi di produzione: i valori rilevati risultano al di sotto dei limite disposti ex D.M. 12.07.1990 e succ. D. Lgs. 152/2006 parte V. E’ stata presentata al Settore Ambiente della Regione Calabria richiesta di autorizzazione agli scarichi in atmosfera ai sensi del D.P.R. 203/1988, in data 04.07.1989 prot. 10159. A seguito di successivi solleciti (vedi richiesta integrativa del 01.07.03 inoltrata tramite raccomandata A.R. con allegati certificati di analisi periodo anni 1999-2003) è stata rilasciata dapprima autorizzazione provvisoria alle emissioni in atmosfera ex DPR 203/88, dalla Regione Calabria con notifica Prot. 19677 del 18.12.2003. La LA.SOL.PRE ha pianificato annualmente come da autorizzazione n. 3 campionamenti analitici nel periodo di osservazione dell’impianto (180 gg). I campionamenti effettuati sono stati regolarmente trasmessi al Settore Ambiente della Regione Calabria e hanno attestano il non superamento dei limiti di cui alla normativa vigente. In data 20 ottobre 2004 è stata acquisita autorizzazione definitiva emissioni in atmosfera ex DPR 203/88, dalla Regione Calabria registro n. 15584 del 29 settembre 2004. Si è proceduto alla nomina del responsabile tecnico degli impianti nella figura del responsabile di produzione sig. Aurelio Guarneri e alla comunicazione all’ufficio regionale preposto dei campionamenti quadrimestrali E’ presente gruppo elettrogeno rifornito dalla GENCO modello DDT6 potenza 164kVA che è stato denunciato alla Regione Calabria con raccomandata A.R. come inquinamento poco significativo (all. 1 DPR 25.7.1991) in data 11 ottobre 2004. Circa la salubrità dei luoghi di lavoro da emissioni di polveri diffuse in area laminazione sono state installate barriere di protezione per evitare la diffusione delle polveri nell’area formatura laterizi. Si segnala a partire dall’anno 2007 l’assenza di olio combustibile ad integrazione della cottura in bruciatori a metano, per tal motivo il combustibile attualmente utilizzato è rappresentato dal metano più l’ausilio di polverino di carbone per n. 3 bruciatori al forno di cottura laterizi. Per l’industria dei laterizi sono previsti limiti nazionali di emissione di seguito riportati:
Ossido di zolfo 1.500 mg/Nm3 Ossido di azoto 1.500 mg/Nm3 Fenoli e aldeidi 40 mg/Nm3
50 mg/Nm3, per flusso di massa = 0,5 kg/h Polveri totali 150 mg/Nm3, per flusso di massa = 0,1 kg/h e < 0,5 kg/h
Composti inorganici del cloro, espressi come acido cloridrico
30 mg/Nm3, per flusso di massa = 0,3 kg/h
Fluoro e suoi composti, espressi come acido fluoridrico
5 mg/Nm3, per flusso di massa = 50 g/h
Di seguito si riportano alcune considerazioni sugli inquinanti maggiormente presenti nel sito: Particolato solido. La lavorazione delle materia prime comporta inevitabilmente la formazione di
Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 12
polveri, in maggior misure nel caso di lavorazioni a secco. Le attività di essiccazione, vagliatura e miscelazione delle materie prime possono determinare il rilascio di polveri fini, richiedendo idonee apparecchiature di captazione, anche per assicurare una bassa esposizione dei lavoratori (igiene ambientale). Polveri possono derivare, anche, dalle attività di essiccazione, di cottura, in particolare per il forno LASOLPRE le concentrazioni di polveri totali rilevate anche se sotto il limite di 50 mg/Nm3 hanno fatto registrare valori compresi tra 37 e 48 mg/Nm3. L’installazione di filtro di abbattimento al camino forno porterà le polveri a valori inferiori a 10 mg/Nm3 Anidride solforosa e altri composti dello zolfo. La concentrazione di SOx nei fumi (principalmente anidride solforosa, SO2) è strettamente correlata al contenuto di zolfo nella materia prima e nei combustibili utilizzati (tale contributo è nullo nel caso di utilizzo di gas naturale). Lo zolfo è presente nelle argille in forma di pirite (FeS2) ed in alcuni casi in forma di pirite bianca. Ai fini del contenimento delle emissioni di zolfo, risulta rilevante la presenza del carbonato di calcio (CaCO3) nelle materie prime: l’ossido di calcio (CaO), che ne deriva per calcinazione durante la fase di cottura, reagisce con l’anidride solforosa con formazione di solfato di calcio che rimane nel prodotto. Difatti dai campionamenti effettuati per il camino forno di LASOLPRE e l’essiccatoio si evidenziano valori marcatamente bassi. Ossidi di azoto ed altri composti dell’azoto. La formazione di NOx è principalmente dovuta alla ossidazione dell’azoto e dell’ossigeno presenti nell’aria di combustione. Questa reazione è favorita alle alte temperature (superiori a 1200°C), sicuramente non raggiunte nel sito LASOLPRE (la temperatura di cottura è inferiore a 1000°C). Monossido di carbonio ed anidride carbonica. La produzione di monossido di carbonio (CO) è dovuta alla combustione della eventuale materia organica presente nel corpo ceramico ed è favorita da un’atmosfera riducente o prodotta durante la fase di combustione in condizioni non ottimali. L’anidride carbonica è fortemente presente nei fumi, essendo un prodotto della combustione dei combustibili e della calcinazione dei carbonati. Composti Organici Volatili (COV). L’eventuale emissione di COV può essere attribuita sia ai composti già presenti nelle argille e negli additivi utilizzati che alla formazione degli stessi nella fase di cottura, in particolare nella sezione iniziale del forno. La carenza di tali sostanze nelle argille LASOLPRE comporta emissioni non significative. Metalli e composti. Il contenuto di metalli pesanti nelle materie prime è generalmente sufficientemente basso da non indurre emissioni significative, anche in considerazione di possibili reazioni nel prodotto. Dalle analisi svolte per lo stabilimento LASOLPRE risultano irrilevanti le emissioni di metalli quali arsenico, cadmio e piombo. Cloro e composti. Le materie prime possono contenere tracce di cloro, tali da determinare, in cottura, il rilascio di composti inorganici, principalmente acido cloridrico (HCl), in concentrazioni, generalmente, poco significative. Il cloro contenuto nelle argille viene ceduto in larga misura durante il processo di cottura. La cessione è intorno al 40%. In termini assoluti, le cessioni sono generalmente inferiori a 100 mg di cloro per kg di prodotto cotto. Fluoro e composti. Il fluoro, presente nelle materie prime, viene parzialmente rilasciato a temperature superiori a 800°C, principalmente in forma acida (HF). La presenza di calcare nelle materie prime o, eventualmente, aggiunto nell’impasto comporta una significativa riduzione delle

Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 13
emissioni di acido fluoridrico. Nella maggior parte dei casi, le cessioni di fluoro si mantengono al di sotto del 40% del contenuto di fluoro nell’argilla; in termini assoluti, il rilascio di fluoro risulta, generalmente, inferiore a 400 mg per kg di prodotto –I moderati livelli di cessione del fluoro riscontrati sono, probabilmente, dovuti all’impiego di argille ricche di carbonato di calcio, avente un effetto “sequestrante” sul fluoro, ed alla temperatura massima di cottura, che è sempre inferiore a 1.000°C. Scheda E2 Quadro riepilogativo delle emissioni in atmosfera in uscita dal forno prodotte
Concentrazioni medie rilevate durante le campagne di monitoraggio fino ad oggi condotte
Linea produttiva
CALDAIA ESSICCAZIONE FORNO
Denominazione del punto di emissione
E1 E3 E2
Portata massima di progetto (Nm3/h)
3000 115.000 80.000
Portata effettiva dell’effluente (Nm3/h)
2.600 75.000 45.000
Portata massima autorizzata (Nm3/h)
3.000 115.000 80.000
Tipo di sistema di abbattimento
Controllo ottimale della combustione con
strumentazione digitale computerizzata e
bruciatori a metano ad alta velocità, materie
prime a basso contenuto zolfo
Controllo ottimale della combustione con
strumentazione digitale computerizzata e
bruciatori a metano ad alta velocità, materie
prime a basso contenuto zolfo
Controllo ottimale della combustione con
strumentazione digitale computerizzata e
bruciatori a metano ad alta velocità, materie
prime a basso contenuto zolfo, filtro
a maniche a valle Concentrazione degli inquinanti (mg/Nm3)
Limiti A valle Limiti A valle Limiti A valle
POLVERI - 1,80 50 2,00 50 32,3 NOx - 64,63 1.500 3,90 1.500 < 200 SOx - - 1.500 0,10 1.500 ~ 139 Piombo - - - <0,01 - <0,01 Arsenico - - - <0,01 - <0,01
CAMINO DISCONTINUO E4 Per il camino di stoccaggio polverino di carbone si controllerà l’emissione di polvere come sfiato dal silo di stoccaggio con concentrazioni limite di 50 mg/Nmc.
Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 14
5. EMISSIONI SONORE Circa le sorgenti rumorose presenti in LA.SOL.PRE. si fa riferimento ai CAMINI DI USCITA ESSICCATORI (lato ovest), al CAMINO USCITA FORNO (lato nord-est), alle ATTREZZATURE PER IMBALAGGIO e alla SORGENTE DI CAPTAZIONE ARIA ESTERNA PER ESSICCATOIO (lato ovest), ai COMPRESSORI, CALDAIA TERMICA, AREA D’IMPASTO (lato sud-est, zona interna capannoni). E’ stato condotto nell’anno 2004 Studio di Impatto Acustico ai sensi della legge 447/95, le cui determinazioni si riportano di seguito. Le postazioni di misura monitorate sono le seguenti (si veda l’Elaborato grafico Studio di Impatto Acustico): § Postazione n° 1: zona adiacente l’area d’ingresso lato sud in corrispondenza del confine
aziendale e abitazione come indicato in planimetria con rumore prevalente da scarico essiccatore
§ Postazione n° 2: zona adiacente l’area d’ingresso lato sud in corrispondenza del confine aziendale e abitazione come indicato in planimetria maggiormente vicina alla fonte di rumore prevalente (scarico essiccatore)
§ Postazione n° 3: zona adiacente l’area d’ingresso lato sud in corrispondenza del confine aziendale e abitazione come indicato in planimetria in posizione maggiormente ad ovest rispetto alla postazione 1-2 con rumore prevalente rappresentato sempre da scarico essiccatore e postazione adeguatamente protetta da barriera verde aziendale
§ Postazione n° 4 zona situata su piazzale aziendale lato ovest vicino area parcheggio automezzi vicino lo scarico essiccatore e officina
§ Postazione n° 5: zona situata su piazzale aziendale lato nord ovest vicino area d’imballaggio e movimentazione con carrelli elevatori
§ Postazione n° 6: zona situata su piazzale aziendale lato nord vicino area d’imballaggio e movimentazione con carrelli elevatori e scarico camino forno
Postazioni aggiuntive sono rappresentate da Post. 7 e Post. 8 rispettivamente su lato nord est fronte cava e su lato sud-est fronte piazzale dismesso che intercettano prevalentemente i rumori provenienti da movimentazione mezzi per carico materiale in ingresso al ciclo produttivo e area lavorazione argille. Dai presenti dati è emerso un livello sonoro ambientale, durante il tempo di riferimento diurno e notturno in ambiente esterno, nella norma delle disposizioni, relativamente alle disposizioni per Comuni dotati di Piano Regolatore e in presenza di Piano di zonizzazione acustica. È da osservare che le rilevazioni strumentali, espresse in termini di rilevamento dei livelli massimi con costanti di tempo slow ed impulse e di analisi spettrale per bande normalizzate di 1/3 di ottava come definite ai punti 8, 9, 10 dell’allegato B “Norme tecniche per l’esecuzione delle misure” del D. Min. Ambiente 16/03/98 – Tecniche di rilevamento e misurazione dell’inquinamento acustico, non hanno evidenziato componenti impulsive del rumore, né componenti tonali. Le attività produttive sono a ciclo continuo su impianto esistente al 1996 e pertanto non soggette a criterio differenziale quantunque in classe V (rif. DM Ambiente11.12.1996) Lo Studio di Impatto Acustico condotto in LASOLPRE S.r.l. nell’anno 2005 non prescrive la presentazione di un Piano di risanamento.

Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 15
Scheda F - Quadro riepilogativo monitoraggio acustico
Da Piano di Zonizzazione Acustica del Comune di Catanzaro
Limite
D.P.C.M. 14.11.97 LAeq
Valori LAeq
Periodo di riferimento
06:00-22:00 diurno
Periodo di riferimento
22:00-06:00 notturno
Post. 1 57,0 dB 51,0 dB
Post. 2 59,5 dB 55,0 dB
Post. 3 56,5 dB 51,5 dB
Post. 4 58,5 dB 52,5 dB
Post. 5 63,5 dB 54,0 dB
Post. 6 64,0 dB 53,0 dB
Post. 7 53,5 dB --
CLASSE V – AREE PREVALENTEMENTE INDUSTRIALI
70 dB diurno
60 dB notturno
Post. 8 57,5 dB --
Vedi Planimetria allegata con la postazione dei recettori e i valori monitorati (Allegato 10 al Progetto).

Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 16
6. EMISSIONI IN ACQUA Gli scarichi nei corpi idrici derivano esclusivamente dalle acque dilavamento piazzali e dai reflui civili. I reflui civili dalle acque nere dei servizi sono convogliati in rete fognaria comunale. Sono stati effettuati campionamenti da parte dell’Unità Operativa Ambientale della ASL n° 7 di Catanzaro sul pozzetto di confluenza alla rete comunale, non si sono rilevati superamenti dai limiti di cui al D. Lvo. 152/06 Tab. 3 Allegato 5. Gli apporti inquinanti non sono significativi vista la presenza di n° 40 addetti su tre turni di lavoro che cadenzano gli scarichi idrici nelle intere 24 ore di lavoro. Vi è assenza di acque di processo date le modalità e le tecniche di lavorazione effettuate. LA.SOL.PRE. Srl convoglia tutte le acque di piazzale in n. 2 canali artificiali che confluiscono nel torrente Fiumarella. I canali pluviali raccolgono acque meteoriche dalle caditoie delle coperture dei capannoni e dai piazzali dove si verifica il deposito del solo prodotto finito. L’organizzazione opera un’attenta gestione affinché le acque dilavanti le superficie aziendali siano non suscettibili di essere contaminate da agenti tossici e nocivi degli organismi acquatici. Si allega alla presente relazione planimetria dettagliata delle reti di scarico acque. Per la risoluzione della problematica acque di prima pioggia l’organizzazione ha progettato ed è in via di installazione sistema di decantazione e disoleazione per complessivi 125 m3 trattabili che fanno riferimento ai dilavamenti dei piazzali di 25.000 m2 scoperti e suscettibili di inquinamento. Le acque di seconda pioggia confluiranno ad ultimo nel torrente Fiumarella.

Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 17
7. RIFIUTI Con riferimento alla Tabella G si descrive dettagliatamente la gestione dei rifiuti prodotti all’interno del complesso LA.SOL.PRE. indicando le operazioni di smaltimento o recupero degli stessi, la procedura adottata finalizzata ad individuare ed a rispondere a potenziali incidenti e situazioni di emergenza nonché a prevenire ed attenuare l’impatto ambientale che ne può conseguire è attiva in Azienda ed operativa con il codice P_CO-01 Gestione Rifiuti che si allega di seguito. Scheda G - Tipologia dei rifiuti prodotti (rif. anno 2006)
Attività di provenienza
C.E.R Descrizione rifiuto Stato Fisico
Quantità prodotte Destinazione
kg /anno m3/anno
Confezionamento 15 01 01 15 01 02
Imballaggi Solido Variabile Variabile Recupero
Cottura 10 12 08
Scarti di mattoni sottoposti a trattamento termico
Solido 12.660 20 Recupero
Manutenzioni
13 02 08 Altri oli per motori ingranaggi lubrificazioni
Liquido 300 0,3 Recupero
Manutenzioni 13 08 02 Altre emulsioni Liquido 130 0,15 Smaltimento Manutenzioni
15 02 02 Assorbenti e materiali filtranti stracci pericolosi
Solido 45 0,2 Smaltimento
Manutenzioni 17 04 05 Ferro e acciaio Solido 9.660 10 Recupero Manutenzioni 17 04 07 Metalli misti Solido 5.600 10 Recupero -- 20 01 12 Tubi fluorescenti Solido 8 0,1 Smaltimento -- -- TOTALE -- 43.473 60,85 --
Modalità operative di cui alla procedura di gestione ambientale P_CO-01 Gestione Rifiuti del Sistema di Gestione Ambientale LA.SOL.PRE. certificato ISO14001 Identificazione e stoccaggio I rifiuti prodotti da LASOLPRE sono identificati nel modulo ”Elenco Rifiuti” (ELR), compilato e costantemente aggiornato dal Responsabile Ambientale (REM), in cui sono riportati i relativi codici CER, le caratteristiche del rifiuto prodotto, le modalità di smaltimento ed i cessionari del rifiuto.

Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 18
LASOLPRE produce principalmente i seguenti rifiuti: § Sfridi della lavorazione di tegole e laterizi § Contenitori metallici contenenti sostanze inquinanti § Cascami di Officina § Filtri, materiali assorbenti e stracci.
Dall’attività di ufficio si producono rifiuti assimilabili ai solidi urbani. Dall’attività produttiva e/o dalla manutenzione potranno residuarsi altri rifiuti che saranno da REM prontamente individuati, classificati e inseriti nell’ ”Elenco Rifiuti”. La evidenza di tale attività si ha dalla compilazione dello specifico campo del modulo ”Elenco Rifiuti” (ELR) e dalla apposizione della firma di REM. Sulla base dell’identificazione dei rifiuti prodotti, REM svolge le seguenti attività: individua le aree idonee ad ospitare lo stoccaggio provvisorio dei rifiuti, per ciascun tipo di rifiuto; istruisce adeguatamente ciascun Ente che produce rifiuti sulle modalità di raccolta e localizzazione aree di stoccaggio: la raccolta differenziata dei rifiuti dell’attività produttiva è attuata secondo i seguenti criteri: l’eventuale pericolosità, lo stato fisico, le eventuali possibilità di attivare il riutilizzo o il riciclaggio. La raccolta e lo stoccaggio dei rifiuti sono effettuati dall’Ente produttore: lo stoccaggio avviene impiegando contenitori appositi o aree esterne disponibili. I contenitori e le aree sono identificati, e recano l’indicazione della tipologia di rifiuto cui sono destinati. definisce a chi compete l’onere dello smaltimento di ciascun rifiuto prodotto (Ditte di gestione rifiuti); richiede eventualmente di ricercare un fornitore del servizio di smaltimento per i particolari rifiuti che lo richiedano, secondo le procedure di valutazione fornitore. Controllo dello stoccaggio e conferimento periodico Periodicamente (in funzione del quantitativo stoccato e del rischio di superamento limiti di deposito temporaneo di cui al D. Lgs. 152/06, riguardo i rifiuti particolarmente critici comunicati agli Enti responsabili tramite apposito modulo di comunicazione interna) REM in collaborazione con i responsabili di produzione verifica le quantità di rifiuto prodotto nell’area di produzione, e attua un controllo sullo stato dei contenitori e delle aree; l’esito di tale controllo è trascritto sul modulo “Controllo Stoccaggio Rifiuti” (CSR), attivo per ogni rifiuto. In esso sono contenute le generalità del rifiuto, la periodicità del controllo, la data, le evidenze e la firma per ciascun sopralluogo. In caso di esito negativo (situazioni di irregolarità legate allo stato dei contenitori e dei luoghi per lo stoccaggio) verrà aperta una procedura di non conformità compilando lo specifico modulo (Rapporto di non conformità RNC). I rifiuti non pericolosi possono essere stoccati massimo 3 mesi o in alternativa quando si raggiunge il quantitativo in deposito di 20 mc; se il deposito temporaneo nell’anno non supera i 20 mc deve comunque essere assicurato almeno un prelievo annuale. I rifiuti pericolosi possono essere stoccati massimo 2 mesi o in alternativa quando si raggiunge il quantitativo in deposito di 10 mc; se il deposito temporaneo nell’anno non supera i 10 mc deve comunque essere assicurato almeno un prelievo annuale. REM in collaborazione con i responsabili di produzione compila inoltre il modulo CSR nei campi relativi allo
Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 19
scarico rifiuti (barrare “Operazione scarico”), dopo aver presenziato all’operazione di prelievo dei rifiuti da parte del trasportatore. Verifica in particolare il possesso delle dovute autorizzazioni non scadute e l’idoneità dei mezzi impiegati per la raccolta del rifiuto, confrontando il numero di targa dell’automezzo con quello previsto dalle autorizzazioni o dalla iscrizione all’Albo Gestori Rifiuti. Gli adempimenti obbligatori e le modalità di registrazione del quantitativo di rifiuti prodotto e scaricato sono descritti nel successivo paragrafo. Adempimenti obbligatori sulla gestione dei rifiuti LASOLPRE per adempiere ai requisiti normativi in tema di smaltimento dei rifiuti, provvede a svolgere le seguenti attività: tiene un Registro di carico e scarico, che documenti le informazioni sulle caratteristiche qualitative e quantitative dei rifiuti prodotti e smaltiti nel proprio impianto. DIR effettua le annotazioni previste sul Registro entro 10 gg dalla produzione, dal conferimento e dallo scarico dei rifiuti e provvede a conservare il registro per cinque anni dall’ultima registrazione. gestisce un formulario di identificazione che accompagni i rifiuti conferiti durante il trasporto. Il formulario, redatto dal trasportatore in quattro esemplari, deve essere controfirmato da Ufficio amministrativo. Una copia del formulario, controfirmata dal destinatario del rifiuto al momento dell’arrivo, deve essere ritrasmessa, nei 90 giorni successivi al conferimento, a Ufficio amministrativo che prende nota del ricevimento nel campo Altre Note del modulo CSR. Le copie ricevute, allegate al Registro di carico e scarico, devono essere conservate per cinque anni dall’ultima registrazione. Qualora entro il termine previsto non riceva la copia del formulario, Ufficio amministrativo provvede a dare immediata comunicazione della mancata ricezione alla Provincia. sulla base dei dati riportati sul Registro di carico e scarico dei rifiuti e dei relativi formulari, Ufficio amministrativo provvede annualmente alla presentazione del Modello Unico di Dichiarazione Ambientale (MUD) presso la Camera di Commercio, Industria, Artigianato territorialmente competente (scadenza 30 aprile se diversamente prorogata). annualmente, in sede di valutazione preventiva o periodica del/i fornitore/i del servizio di trasporto e smaltimento dei rifiuti, Ufficio amministrativo provvede a verificare il possesso e la validità dell’iscrizione del fornitore all’Albo nazionale gestori rifiuti, con riferimento alla tipologia di rifiuti conferiti ed alle attività svolte e l’autorizzazione regionale allo stoccaggio da parte dello smaltitore.
Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 20
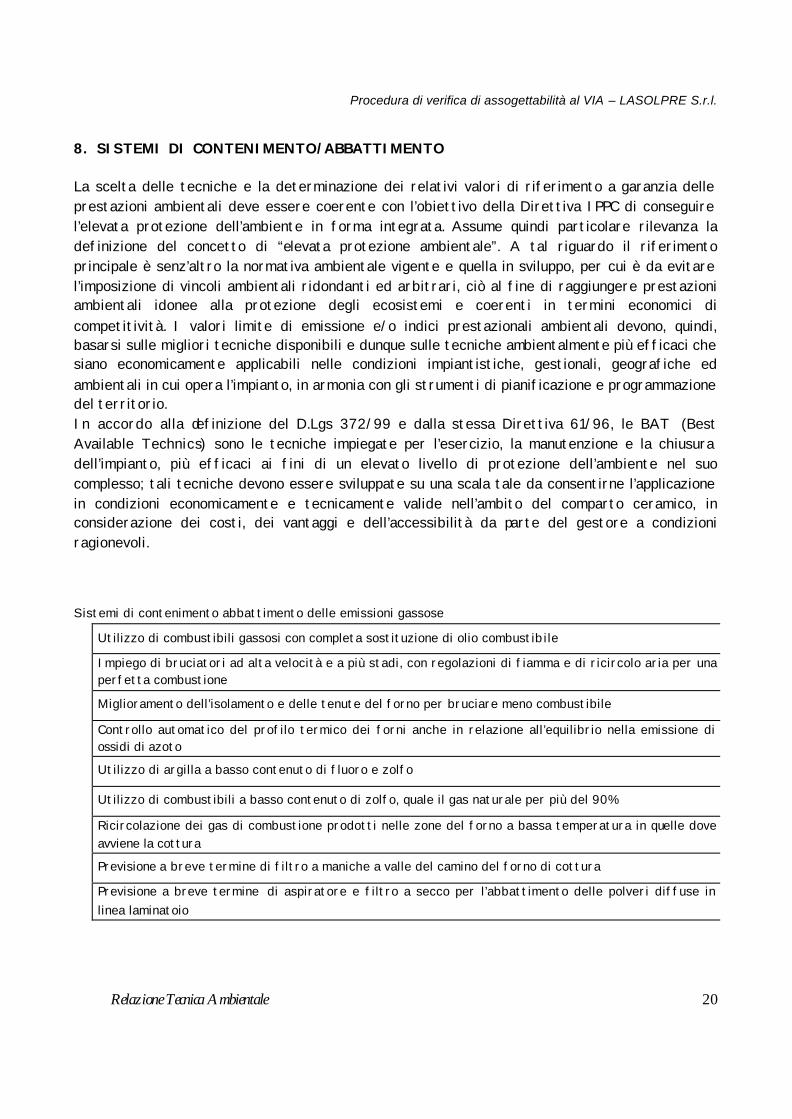
8. SISTEMI DI CONTENIMENTO/ABBATTIMENTO La scelta delle tecniche e la determinazione dei relativi valori di riferimento a garanzia delle prestazioni ambientali deve essere coerente con l’obiettivo della Direttiva IPPC di conseguire l’elevata protezione dell’ambiente in forma integrata. Assume quindi particolare rilevanza la definizione del concetto di “elevata protezione ambientale”. A tal riguardo il riferimento principale è senz’altro la normativa ambientale vigente e quella in sviluppo, per cui è da evitare l’imposizione di vincoli ambientali ridondanti ed arbitrari, ciò al fine di raggiungere prestazioni ambientali idonee alla protezione degli ecosistemi e coerenti in termini economici di competitività. I valori limite di emissione e/o indici prestazionali ambientali devono, quindi, basarsi sulle migliori tecniche disponibili e dunque sulle tecniche ambientalmente più efficaci che siano economicamente applicabili nelle condizioni impiantistiche, gestionali, geografiche ed ambientali in cui opera l’impianto, in armonia con gli strumenti di pianificazione e programmazione del territorio. In accordo alla definizione del D.Lgs 372/99 e dalla stessa Direttiva 61/96, le BAT (Best Available Technics) sono le tecniche impiegate per l’esercizio, la manutenzione e la chiusura dell’impianto, più efficaci ai fini di un elevato livello di protezione dell’ambiente nel suo complesso; tali tecniche devono essere sviluppate su una scala tale da consentirne l’applicazione in condizioni economicamente e tecnicamente valide nell’ambito del comparto ceramico, in considerazione dei costi, dei vantaggi e dell’accessibilità da parte del gestore a condizioni ragionevoli. Sistemi di contenimento abbattimento delle emissioni gassose
Utilizzo di combustibili gassosi con completa sostituzione di olio combustibile
Impiego di bruciatori ad alta velocità e a più stadi, con regolazioni di fiamma e di ricircolo aria per una perfetta combustione
Miglioramento dell’isolamento e delle tenute del forno per bruciare meno combustibile
Controllo automatico del profilo termico dei forni anche in relazione all’equilibrio nella emissione di ossidi di azoto
Utilizzo di argilla a basso contenuto di fluoro e zolfo
Utilizzo di combustibili a basso contenuto di zolfo, quale il gas naturale per più del 90%
Ricircolazione dei gas di combustione prodotti nelle zone del forno a bassa temperatura in quelle dove avviene la cottura
Previsione a breve termine di filtro a maniche a valle del camino del forno di cottura
Previsione a breve termine di aspiratore e filtro a secco per l’abbattimento delle polveri diffuse in linea laminatoio
Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 21
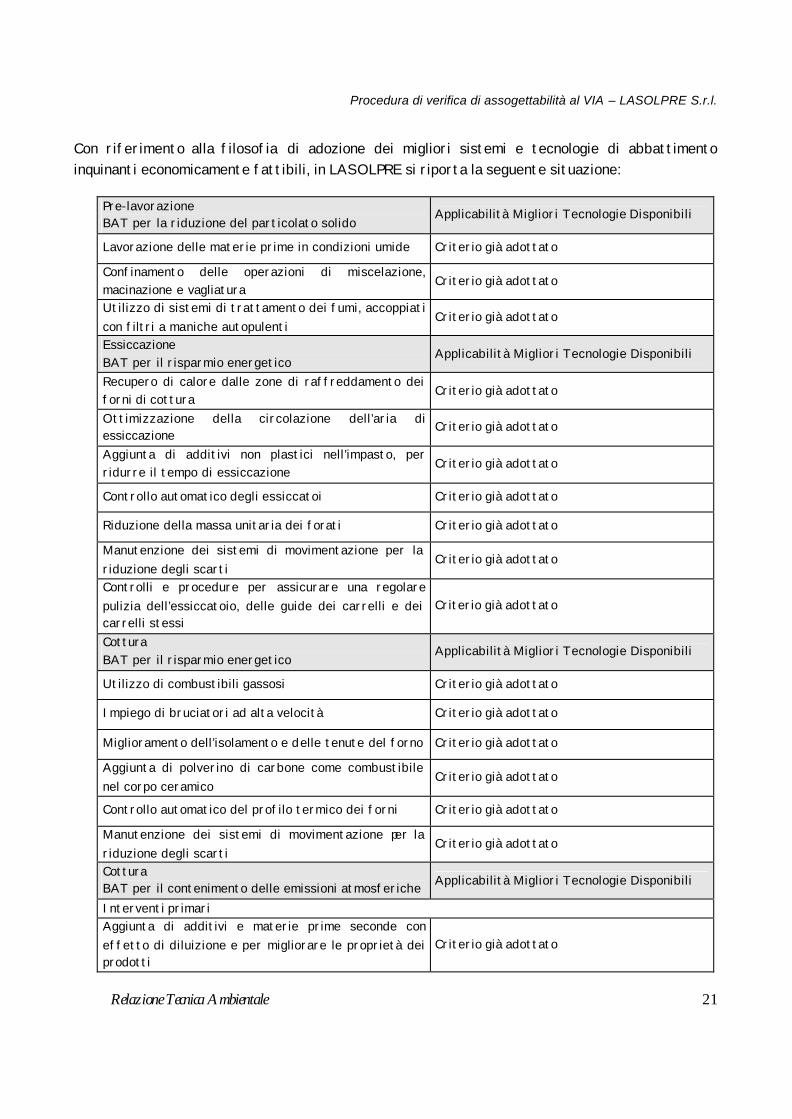
Con riferimento alla filosofia di adozione dei migliori sistemi e tecnologie di abbattimento inquinanti economicamente fattibili, in LASOLPRE si riporta la seguente situazione:
Pre-lavorazione BAT per la riduzione del particolato solido
Applicabilità Migliori Tecnologie Disponibili
Lavorazione delle materie prime in condizioni umide Criterio già adottato
Confinamento delle operazioni di miscelazione, macinazione e vagliatura
Criterio già adottato
Utilizzo di sistemi di trattamento dei fumi, accoppiati con filtri a maniche autopulenti
Criterio già adottato
Essiccazione BAT per il risparmio energetico
Applicabilità Migliori Tecnologie Disponibili
Recupero di calore dalle zone di raffreddamento dei forni di cottura
Criterio già adottato
Ottimizzazione della circolazione dell’aria di essiccazione
Criterio già adottato
Aggiunta di additivi non plastici nell’impasto, per ridurre il tempo di essiccazione
Criterio già adottato
Controllo automatico degli essiccatoi Criterio già adottato
Riduzione della massa unitaria dei forati Criterio già adottato
Manutenzione dei sistemi di movimentazione per la riduzione degli scarti
Criterio già adottato
Controlli e procedure per assicurare una regolare pulizia dell’essiccatoio, delle guide dei carrelli e dei carrelli stessi
Criterio già adottato
Cottura BAT per il risparmio energetico
Applicabilità Migliori Tecnologie Disponibili
Utilizzo di combustibili gassosi Criterio già adottato
Impiego di bruciatori ad alta velocità Criterio già adottato
Miglioramento dell’isolamento e delle tenute del forno Criterio già adottato
Aggiunta di polverino di carbone come combustibile nel corpo ceramico
Criterio già adottato
Controllo automatico del profilo termico dei forni Criterio già adottato
Manutenzione dei sistemi di movimentazione per la riduzione degli scarti
Criterio già adottato
Cottura BAT per il contenimento delle emissioni atmosferiche Applicabilità Migliori Tecnologie Disponibili
Interventi primari Aggiunta di additivi e materie prime seconde con effetto di diluizione e per migliorare le proprietà dei prodotti
Criterio già adottato

Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 22
Impiego di argilla ad elevato contenuto di calcare, o aggiunta all’impasto di gesso e calcare in polvere, per la rimozione del fluoro e dello zolfo
Dall’analisi chimico fisico l’argilla risulta ad alto contenuto di calcare e basso contenuto di fluoro
Utilizzo di argilla a basso contenuto di fluoro e zolfo, se disponibile
Criterio già adottato
Utilizzo di combustibili a basso contenuto di zolfo, quale il gas naturale
Criterio già adottato con completa dismissione dei bruciatori ad olio combustibile utilizzati fino al 2006
Ricircolazione dei gas di combustione prodotti nelle zone del forno a bassa temperatura in quelle dove avviene la cottura
Criterio già adottato

Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 23
9. CONSIDERAZIONI SU INTRODUZIONE COMBUSTIBILE AUSILIARIO
I sistemi di abbattimento da impiegare sono:
ü per i gas di scarico provenienti dal forno di cottura laterizi: installazione di filtro antipolvere
ü per il punto discontinuo di emissione da silo carbone è presente filtro antipolvere.
Per la valutazione delle emissioni inquinanti connesse all’utilizzo di polveri di carbone si consideri in massima parte che subiranno modificazioni nell’effluente gassoso in uscita le concentrazioni di NOx, SOx, Polveri Totali. Gli ossidi di azoto non subiranno significative variazioni dall’introduzione del polverino di carbone.
Per ciò che riguarda gli SOx, data la bassa concentrazione di tenore di zolfo nel polverino di carbone (stimabile nel 4% circa come da scheda tecnica pet coke) non si prefigurano aumenti significativi e comunque abbondantemente inferiori al limite prescritto di 1.500 mg/Nmc. Secondo i valori caratteristici di SOx ad oggi rilevati con il solo combustibile a metano i valori sono 138,62 mg/Nmc (valore medio dei dati misurati). Si può stimare con l’introduzione del carbone un fattore di emissione aggiuntivo di 90 g/kg (comb) x 360 kg/h (flusso di massa di carbone massimo avviato a combustione) = 32.400 g/h. In relazione ad una portata caratteristica di 80.000 Nmc/h, la concentrazione aggiuntiva di SOx risulta 405 mg/Nmc, attestandosi complessivamente in uscita dal camino forno a valori pari a circa 544 mg/Nmc nettamente inferiore al valore limite di 1.500 mg/Nmc.
Per quanto riguarda le Poveri Totali il valore caratteristico attuale con il solo utilizzo del combustibile metano è pari a 32,3 mg/Nmc (valore medio dei dati misurati). Si consideri un fattore emissivo di polveri dell’ordine del 1% in peso, ovvero 10 g/kg combustibile (il fattore emissivo delle ceneri volatili per il pet coke è risultato pari a 0,54 %, in ragione di sicurezza si considera l’1%). Si può stimare con l’introduzione del carbone un fattore di emissione di 10 g/kg (comb) x 360 kg/h (flusso di massa di carbone massimo avviato a combustione) = 3.600 g/h di polveri prodotte. In relazione ad una portata caratteristica di 80.000 Nmc/h, la concentrazione aggiuntiva di Polveri Totali risulta 45 mg/Nmc, attestandosi complessivamente in uscita dal camino forno a valori massimi pari a circa 77 mg/Nmc.
Con l’introduzione del sistema di abbattimento polveri, in condizioni di rendimenti di abbattimento del 90%, si garantiranno (da schede tecniche sistemi di abbattimento) valori di concentrazione di polveri tra 10 e 20 mg/Nmc contro un limite normativo di 50 mg/Nmc se il flusso di massa come è nel nostro caso risulta superiore a 0,5 kg/h.
Approvvigionamento idrico e scarichi ed Emissioni Sonore
L’introduzione della tecnica ausiliaria del polverino di carbone in fase di cottura laterizi non comporta scarichi idrici diretti in fognatura e/o acque superficiali e non modifica le schede presentate in sede di autorizzazione AIA.
L’introduzione del silo di stivaggio polverino di carbone non comporta emissioni acustiche di rilevante entità in relazione a quanto già monitorato e studiato nello Studio Impatto Acustico
Procedura di verifica di assogettabilità al VIA – LASOLPRE S.r.l.
Relazione Tecnica Ambientale 24
descritto nella Relazione Tecnica.
Rifiuti
L’impianto di produzione LA.SOL.PRE. è concepito per limitare al minimo la produzione di rifiuti dalle attività produttive. Gli scarti della selezione delle materie prime, gli scarti delle attività di macinazione, le polveri raccolte, sono tutte reimmesse nel ciclo produttivo.
Periodicamente (in funzione del quantitativo stoccato e del rischio di superamento limiti di deposito temporaneo di cui al D. Lgs. 152/06) i responsabili di processo verificano le quantità di rifiuto stoccato, e attuano un controllo sullo stato dei contenitori e delle aree.
I rifiuti non pericolosi possono essere stoccati fino a massimo 3 mesi indipendentemente dal volume ovvero secondo il criterio del quantitativo in deposito fino a 20 mc; se il deposito temporaneo nell’anno non supera i 20 mc deve comunque essere assicurato almeno un prelievo annuale.
I rifiuti pericolosi possono essere fino a massimo 2 mesi indipendentemente dal volume ovvero secondo il criterio del quantitativo in deposito fino a 10 mc; se il deposito temporaneo nell’anno non supera i 10 mc deve comunque essere assicurato almeno un prelievo annuale.
Per l’introduzione della tecnica della combustione con polverino di carbone si prevede periodicamente la produzione di ceneri in fase di manutenzione attrezzature e pulizia generale delle stesse classificate con codice CER 10 01 02 in aggiunta alla classificazione dei rifiuti già operata nella scheda K . Si stima una produzione massima di 0,5 tonn/anno per questa tipologia di codice CER.
L’organizzazione si sta comunque attrezzando affinché i residui solidi della combustione possano essere sistematicamente raccolti e riutilizzati nel medesimo ciclo produttivo per la produzione di laterizi classificati come inerti addizionati alle sabbie per l’impasto delle argille. In tale contesto il riempiego nello stesso ciclo produttivo non implica per lo sfrido in questione la gestione come rifiuto speciale da scaricare in esterno in centro di recupero/smaltimento autorizzato.
Energia e Stabilimenti a rischio d’incidente rilevante
Lo stabilimento LA.SOL.PRE. non rientra tra gli impianti soggetti al D. L.vo 334/1999 per l’introduzione del sistema ausiliario con polverino di carbone.