9.6 Industria chimica e sviluppo...
34
9.6.1 Sostenibilità La problematica della sostenibilità ha ormai assunto rile- vanza a livello mondiale da oltre 15 anni ed è stata l’og- getto di due summit internazionali di grande importan- za (Earth Summit, Rio de Janeiro, 1992; World Summit on Sustainable Development, Johannesburg, 2002). Essa balzò all’attenzione dell’opinione pubblica mondiale nel 1987, con la presentazione da parte della World Com- mission on Environment and Development del rapporto Our common future (WCED, 1987). È in tale rapporto che si trova la definizione di sostenibilità spesso asso- ciata al nome del Primo ministro norvegese Gro Harlem Brundtland, presidente della Commissione, e che è anco- ra oggi la più comunemente citata: «sostenibilità è la capacità di soddisfare le esigenze della generazione attua- le, preservando nel contempo la capacità delle genera- zioni future di soddisfare le loro necessità». Gli aspetti più direttamente coinvolti nelle proble- matiche della sostenibilità riguardano la crescita della popolazione, la disponibilità del cibo per l’alimentazio- ne, le problematiche energetiche, la distruzione delle risorse naturali, il cambiamento climatico globale, l’u- tilizzazione delle risorse idriche, la generazione e la dis- seminazione delle sostanze tossiche e dei rifiuti. Essi rappresentano delle vere e proprie sfide. Sviluppo sostenibile e progresso tecnologico Benché a prima vista una sostenibilità senza svilup- po possa apparire una soluzione relativamente semplice, tale opzione appare in realtà improponibile, in quanto a un esame più attento essa non può portare a quel grado di sostenibilità che vorrebbe invece garantire. È difficile per esempio non tenere in considerazione la già menzio- nata correlazione tra una crescita sostenibile della popo- lazione mondiale e un miglioramento della qualità della vita nelle nazioni in via di sviluppo. Il concetto di soste- nibilità non può non risultare perciò inscindibilmente legato al concetto di sviluppo, coniugandosi nella ben nota espressione sviluppo sostenibile. L’utilizzazione ai fini pratici della conoscenza scien- tifica attraverso l’impiego della tecnologia ha visto un’e- norme crescita durante le varie rivoluzioni industriali che si sono succedute a partire dal 18° secolo, fino ad arri- vare ai nostri tempi a una vera e propria esplosione dello sviluppo tecnologico. Accanto agli innegabili benefici, è così divenuta evidente tutta una serie di problemi con- seguenti allo sfruttamento incontrollato delle risorse del pianeta e agli effetti prodotti sul clima, sull’ambiente e sull’uomo. Ne è derivata un’accresciuta sensibilità, svi- luppatasi negli ultimi decenni, verso le tematiche di sal- vaguardia delle risorse ambientali. Ci si è resi conto che l’ambiente è diventata una risorsa critica, cioè, rara e pre- ziosa e, in quanto tale, da proteggere, da difendere, da maneggiare e da conservare con cura. Come i problemi, anche le soluzioni di tali problemi legati allo sviluppo dovranno provenire dalla conoscen- za scientifica e dalla sua applicazione in nuove tecnolo- gie rese disponibili. Sistema industriale e sviluppo sostenibile Per vincere la sfida della sostenibilità, occorre che le nuove tecnologie sviluppate grazie alla innovazione si inquadrino in un nuovo modello di progresso industria- le che riesca a coniugare la crescita economica con la responsabilità sociale e ambientale. In realtà vi è oggi una crescente consapevolezza che molte delle preoccu- pazioni di natura non finanziaria legate alla problemati- ca della sostenibilità hanno un impatto diretto sul valo- re a lungo termine per gli azionisti. Un numero crescente di grandi compagnie internazionali avverte la necessità di focalizzare la propria azione e costruire i propri rendi- conti non solo sul profitto economico, ma anche sulla pro- duzione (o minor distruzione) di valore ambientale e so- ciale. Questo approccio è comunemente noto come TBL (Triple Bottom Line): le tre linee, che rappresentano la 879 VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ 9.6 Industria chimica e sviluppo sostenibile
Transcript of 9.6 Industria chimica e sviluppo...

9.6.1 Sostenibilità
La problematica della sostenibilità ha ormai assunto rile-vanza a livello mondiale da oltre 15 anni ed è stata l’og-getto di due summit internazionali di grande importan-za (Earth Summit, Rio de Janeiro, 1992; World Summiton Sustainable Development, Johannesburg, 2002). Essabalzò all’attenzione dell’opinione pubblica mondiale nel1987, con la presentazione da parte della World Com-mission on Environment and Development del rapportoOur common future (WCED, 1987). È in tale rapportoche si trova la definizione di sostenibilità spesso asso-ciata al nome del Primo ministro norvegese Gro HarlemBrundtland, presidente della Commissione, e che è anco-ra oggi la più comunemente citata: «sostenibilità è lacapacità di soddisfare le esigenze della generazione attua-le, preservando nel contempo la capacità delle genera-zioni future di soddisfare le loro necessità».
Gli aspetti più direttamente coinvolti nelle proble-matiche della sostenibilità riguardano la crescita dellapopolazione, la disponibilità del cibo per l’alimentazio-ne, le problematiche energetiche, la distruzione dellerisorse naturali, il cambiamento climatico globale, l’u-tilizzazione delle risorse idriche, la generazione e la dis-seminazione delle sostanze tossiche e dei rifiuti. Essirappresentano delle vere e proprie sfide.
Sviluppo sostenibile e progresso tecnologicoBenché a prima vista una sostenibilità senza svilup-
po possa apparire una soluzione relativamente semplice,tale opzione appare in realtà improponibile, in quanto aun esame più attento essa non può portare a quel gradodi sostenibilità che vorrebbe invece garantire. È difficileper esempio non tenere in considerazione la già menzio-nata correlazione tra una crescita sostenibile della popo-lazione mondiale e un miglioramento della qualità dellavita nelle nazioni in via di sviluppo. Il concetto di soste-nibilità non può non risultare perciò inscindibilmente
legato al concetto di sviluppo, coniugandosi nella bennota espressione sviluppo sostenibile.
L’utilizzazione ai fini pratici della conoscenza scien-tifica attraverso l’impiego della tecnologia ha visto un’e-norme crescita durante le varie rivoluzioni industriali chesi sono succedute a partire dal 18° secolo, fino ad arri-vare ai nostri tempi a una vera e propria esplosione dellosviluppo tecnologico. Accanto agli innegabili benefici,è così divenuta evidente tutta una serie di problemi con-seguenti allo sfruttamento incontrollato delle risorse delpianeta e agli effetti prodotti sul clima, sull’ambiente esull’uomo. Ne è derivata un’accresciuta sensibilità, svi-luppatasi negli ultimi decenni, verso le tematiche di sal-vaguardia delle risorse ambientali. Ci si è resi conto chel’ambiente è diventata una risorsa critica, cioè, rara e pre-ziosa e, in quanto tale, da proteggere, da difendere, damaneggiare e da conservare con cura.
Come i problemi, anche le soluzioni di tali problemilegati allo sviluppo dovranno provenire dalla conoscen-za scientifica e dalla sua applicazione in nuove tecnolo-gie rese disponibili.
Sistema industriale e sviluppo sostenibilePer vincere la sfida della sostenibilità, occorre che
le nuove tecnologie sviluppate grazie alla innovazione siinquadrino in un nuovo modello di progresso industria-le che riesca a coniugare la crescita economica con laresponsabilità sociale e ambientale. In realtà vi è oggiuna crescente consapevolezza che molte delle preoccu-pazioni di natura non finanziaria legate alla problemati-ca della sostenibilità hanno un impatto diretto sul valo-re a lungo termine per gli azionisti. Un numero crescentedi grandi compagnie internazionali avverte la necessitàdi focalizzare la propria azione e costruire i propri rendi-conti non solo sul profitto economico, ma anche sulla pro-duzione (o minor distruzione) di valore ambientale e so-ciale. Questo approccio è comunemente noto come TBL(Triple Bottom Line): le tre linee, che rappresentano la
879VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ
9.6
Industria chimicae sviluppo sostenibile

società, l’economia e l’ambiente, sono in continuo movi-mento a causa di cicli e contrasti economici, sociali eambientali e si muovono indipendentemente l’una dal-l’altra creando zone di frizione da cui emergono conflitti(Elkington, 1997).
Un esempio significativo di questa nuova consape-volezza è rappresentato dal World Business Council forSustainable Development (WBCSD), fondato nel 1990,che riunisce oltre 150 primarie società di tutto il mondo,appartenenti a 34 paesi e presenti in oltre 20 settori indu-striali. Il WBCSD, in una serie di studi e manifesti pub-blicati nel corso della sua attività, ha inteso e intendeagire da catalizzatore verso uno sviluppo sostenibile edimostrare che il mondo degli affari, in quanto utilizza-tore primario di risorse naturali e di nuove tecnologie,ha molto da guadagnare dalla protezione dell’ecosiste-ma globale (Schmidheiny, 1992). Azioni improntate allasostenibilità possono direttamente contribuire sia al valo-re finanziario tangibile delle imprese favorendo la cre-scita, riducendo i costi e diminuendo i rischi, sia al miglio-ramento degli asset intangibili, come l’immagine, le rela-zioni strategiche, il capitale umano e l’innovazione.
Il sistema dei Dow Jones Sustainability World Indexes,creato nel 1999, che comprende oltre 300 società di 60gruppi industriali in 34 nazioni diverse, con una capita-lizzazione di mercato (febbraio 2004) di circa 6.500miliardi di dollari, rappresenta il primo esempio di moni-toraggio globale delle performance delle principali com-pagnie mondiali quotate che operano con attenzione alleproblematiche della sostenibilità. Gli aspetti della soste-nibilità vengono valutati secondo una serie di criteri chevanno dalla capacità di generare utili nel lungo periodoalla cultura del management e dell’organizzazione azien-dale, dalla capacità di innovare i processi produttivi e iprodotti all’immagine e alla reputazione che l’aziendasi è conquistata. Più in generale, quella che viene valu-tata è la capacità dell’azienda di creare valore per tuttol’insieme dei suoi stakeholder, i portatori di interessi,intesi in senso lato e progressivamente più ampio: gliazionisti, gli impiegati, i clienti, fino alla comunità loca-le e globale. Un’azienda leader nel settore della soste-nibilità deve avere una strategia capace di integrare unareale ed efficace capacità di competere e di creare pro-fitto con gli aspetti sociali, ambientali ed economici dilungo periodo. Deve generare prodotti e servizi innova-tivi, focalizzati su tecnologie e sistemi che utilizzino inmodo efficace, efficiente ed economico anche nel lungotermine le risorse naturali, sociali e finanziarie globali.Deve perseguire una comunicazione corretta, aperta etrasparente verso gli azionisti e il pubblico e una politi-ca leale nelle relazioni con i clienti.
Poiché la sostenibilità è una proprietà del sistemanella sua globalità, la riprogettazione del sistema in-dustriale deve essere attuata in una prospettiva estre-mamente ampia, al di là del singolo processo preso in
considerazione e anche al di là della singola azienda,nello stesso modo in cui l’analisi economica deve supe-rare i concetti classici di costo e prestazione per include-re la salvaguardia ambientale e socioeconomica (Bakshie Fiksel, 2004). Una visione olistica dell’intero sistemaè essenziale per comprendere e modellare le comples-se interazioni tra industria, società ed ecosistema. Essacoinvolge l’intervento di discipline diverse, dalle disci-pline tecniche di riferimento quali l’ingegneria, la chi-mica e la biologia, alla medicina, l’economia, il diritto,l’etica e le scienze sociali. La progettazione di un siste-ma industriale sostenibile deve prendere sistematica-mente in considerazione la sostenibilità relativa all’in-tero ciclo di vita del prodotto o del processo; produrrein maniera ecoefficiente, riducendo il più possibile l’im-patto ambientale lasciato dall’attività produttiva; pro-muovere il passaggio da un modello lineare di sistemaindustriale a un modello ciclico che si avvicini ai flus-si degli ecosistemi naturali, dove gli scarti hanno unvalore come bionutrienti.
Naturalmente tutto questo dovrà avvenire per picco-li passi, e l’approccio alla sostenibilità industriale puòessere considerato ancora largamente nella sua infanzia,ben lontano da quel ripensamento globale del modocomunemente accettato di ‘fare business’ che assumel’aspetto – così è stato definito – di una vera e propria‘distruzione creativa’. L’interpretazione più comune è aoggi quella che vede l’approccio a uno sviluppo soste-nibile ristretto alla messa a punto di singoli processi valu-tati dal punto di vista tecnologico più ecocompatibili equindi in grado di ottenere un maggior consenso. Si trat-ta di una interpretazione piuttosto limitativa, ben lontanadalla visione planetaria e multigenerazionale insita nelladefinizione di sostenibilità citata all’inizio e dall’im-piego di tecniche di valutazione come un’approfonditaanalisi del ciclo di vita, ma, nonostante ciò, rappresen-ta un passo importante per avviare il percorso.
Misura della sostenibilitàSi è visto in precedenza come la sostenibilità si
inquadri in uno spazio a tre dimensioni: ecologico, eco-nomico e sociale. Lo sviluppo sostenibile è quindi unaottimizzazione in queste tre dimensioni. Per passare dalpiano della visione al piano operativo occorre dispor-re degli strumenti per quantificare la riduzione del-l’impatto ambientale e il beneficio economico e socia-le generato dalla transizione a un nuovo prodotto, pro-cesso o sistema.
L’aspetto sociale della sostenibilità è il più difficileda quantificare, e questa problematica risulta la menodefinita. La quantificazione degli aspetti economici eambientali è stata invece oggetto di un’attività signifi-cativa ed è generalmente nota come analisi della ecoef-ficienza. Il già citato WBCSD ha pubblicizzato nel corsodella sua attività il concetto di ecoefficienza (WBCSD,
880 ENCICLOPEDIA DEGLI IDROCARBURI
SOSTENIBILITÀ

2000) incarnato nel principio delle 3 R: Ridurre, Riusa-re, Riciclare (Reduce, Reuse, Recycle), che intende coniu-gare l’aspetto ambientale e quello economico nella pro-duzione economicamente percorribile di beni e servizia ridotto impatto ecologico (creating more value withless impact). L’intento della ecoefficienza è quindi quel-lo di massimizzare il valore minimizzando nel contem-po l’impatto negativo sull’ambiente. Viene così defini-to un indice di ecoefficienza, che tiene conto degli aspet-ti economici ed ecologici:
valore del prodotto o servizioindice di ecoefficienza�11121111111244
impatto ambientale
L’ecoefficienza può essere quantificata attraverso l’a-nalisi di sette indicatori chiave: a) la riduzione dell’im-piego delle materie prime; b) la riduzione dell’impiegodi energia; c) la riduzione della dispersione di sostanzetossiche; d) il miglioramento della riciclabilità; e) la mas-simizzazione dell’uso sostenibile delle risorse; f ) l’e-stensione della durata; g) la crescita delle prestazioni diservizio. Come detto, l’indice di ecoefficienza non tieneconto di tutti e tre i pilastri dello sviluppo sostenibile inquanto si basa sull’efficienza economica e ambientale enon tiene in considerazione gli aspetti sociali. Nondi-meno, è un indicatore chiave per indirizzare le decisio-ni del mondo finanziario e governativo.
Gli strumenti più noti di quantificazione della ecoef-ficienza sono l’analisi del ciclo di vita (LCA, Life CycleAssessment, per quanto riguarda la quantificazione degliaspetti di impatto ambientale, e l’analisi del costo tota-le (TCA, Total Cost Assessment) per quanto riguarda laquantificazione del valore. Nell’analisi del ciclo di vitatutti gli aspetti di impatto ambientale vengono presi inconsiderazione in maniera quantitativa mediante unesame ‘dalla culla alla tomba’ ( from cradle to grave).Questo approccio tiene conto di tutto il ciclo di vita diun prodotto o sistema (e di ogni parte del relativo pro-cesso produttivo) dalle materie prime allo smaltimentofinale, distribuzione, impiego, riutilizzo e riciclo inclu-si. In tutti questi stadi vengono impiegati energia, mate-riali, acqua. Ogni stadio può generare rifiuti. Quando ilprodotto diventa obsoleto esso può essere ripristinato,rifabbricato o riciclato. È da notare che si tratta di unapproccio molto diverso da quello di dieci o venti annifa, quando il solo interesse dei produttori e dei legisla-tori era rivolto agli scarti e rifiuti di produzione. L’im-patto ambientale della produzione può in realtà non esse-re il più importante.
All’analisi LCA occorre poi associare un’analisi delcosto totale (TCA), una metodologia di analisi finan-ziaria che integra l’analisi finanziaria convenzionale eassocia un valore monetario agli impatti ambientali duran-te i singoli stadi del ciclo di vita. In questo modo l’ana-lisi TCA evidenzia e tiene conto di tutta una serie di costie risparmi che non vengono presi in considerazione in
un approccio tradizionale, inclusi futuri costi contingentiassociati a potenziali responsabilità e costi intangibiliinterni o esterni. Per una corretta analisi TCA sono oggidisponibili metodologie standardizzate sviluppate e imple-mentate in software.
9.6.2 Sostenibilità nell’industriachimica
L’industria chimica ha un ruolo di estrema importanzanel settore industriale globale. Su scala mondiale essaproduce un fatturato annuo superiore a 1.700 miliardi dieuro, generando il 9% del commercio internazionale edando lavoro a oltre 10 milioni di persone. Nella catenadi generazione del valore l’industria chimica si pone amonte di molteplici settori quali l’edilizia, i trasporti,l’alimentare, la salute, la pulizia personale e domestica,l’abbigliamento, l’elettronica, ecc., fornendo intermediper le industrie a valle e contribuendo anche direttamentea creare materiali per il mercato dei consumatori. Si puòaffermare che la società come la conosciamo e viviamooggi non esisterebbe senza l’industria chimica.
A causa del suo carattere così strategico, collegato amolteplici settori vitali per la società odierna, e poichési caratterizza come una industria manifatturiera cheessenzialmente trasforma materie prime in prodotti, l’in-dustria chimica è pienamente coinvolta nelle problema-tiche di sostenibilità industriale precedentemente deli-neate (Jenk et al., 2004). In effetti essa è stata ed è spes-so considerata dall’opinione pubblica come uno deimaggiori responsabili delle problematiche di degradoambientale e le conseguenze negative della produzione,della disseminazione e dell’uso dei prodotti chimici sonodivenute oggetto di crescente preoccupazione sociale.
Proprio perché si colloca a monte di settori molte-plici producendo sia intermedi industriali sia prodottifinali per il consumatore, l’industria chimica presentauna struttura assai variegata, che comprende settori chevanno dalla petrolchimica, al confine tra chimica e raf-finazione, alla chimica di base per la produzione deigrandi intermedi industriali, ai prodotti inorganici e agliintermedi organici, ai polimeri, fino alle specialità dellachimica fine, ai coloranti, ai farmaci e ai prodotti per l’a-gricoltura. Una realtà così variegata moltiplica eviden-temente le problematiche poste dalla sostenibilità, ma alcontempo esalta le opportunità di sviluppo che da essepossono derivare.
Queste problematiche possono essere così riassunte:inquinamento provocato dai processi e prodotti chimici;rischi generati dai prodotti chimici pericolosi; esauri-mento delle fonti di materie prime (Mestres, 2004). Pro-dotti chimici vengono rilasciati nell’ambiente in modopiù o meno continuo durante i processi produttivi comeperdite dagli impianti, emissioni gassose, rifiuti inviati
881VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ
INDUSTRIA CHIMICA E SVILUPPO SOSTENIBILE

a smaltimento o reflui acquosi. Una quota significativadei prodotti finali dell’industria chimica è disseminatanell’ambiente, non solo dall’industria chimica che li hacreati ma anche dalle industrie che li impiegano nei varisettori applicativi e dai consumatori finali. Occorre inol-tre sottolineare la differenza tra gli effetti negativi chederivano da prodotti inquinanti e quelli derivanti da pro-dotti pericolosi. Prodotti altamente tossici, infiamma-bili, esplosivi possono essere la causa di eventi dram-matici che coinvolgono persone e cose in misura rile-vante ma sempre su scala locale. I prodotti inquinantisono certamente nocivi e pericolosi per l’ambiente epossono anche agire in modo particolarmente subdoloesplicando i loro effetti nel lungo periodo (effetti chenon sono così facilmente e inequivocabilmente ricono-scibili) e su scala globale. La prevenzione degli effettidell’inquinamento e la protezione degli incidenti cau-sati dal rilascio di prodotti chimici devono quindi esse-re tenute ben distinte. Il terzo problema identificato èlegato all’impoverimento, o esaurimento, delle fonti dellematerie prime utilizzate, siano esse di natura mineraleo organica fossile, anche limitatamente a un ambito loca-le, con conseguenti modifiche dello scenario dei prez-zi e del bilancio economico dell’attività produttiva ecommerciale. Ciò indurrà allo sviluppo e all’utilizza-zione di processi e prodotti nuovi oppure modificati, perconsentire uno spostamento verso l’uso di fonti rinno-vabili come materie prime.
Gli obiettivi che il sistema industriale chimico deveporsi a fronte di queste problematiche possono perciòessere così riassunti: a) riduzione dell’uso e della gene-razione di prodotti chimici inquinanti nei processi chi-mici; b) riduzione dell’uso di prodotti chimici pericolo-si nei processi chimici; c) riduzione degli effetti nocividei prodotti finali; d ) riduzione dell’uso delle materieprime scarse e non rinnovabili.
L’accresciuta urgenza delle problematiche coinvolte,unita a una consapevolezza e una sensibilità verso lemedesime in continuo aumento, si è tradotta negli ulti-mi decenni nell’introduzione di normative intese a rego-lare in modo sempre più severo e stringente le procedu-re delle lavorazioni industriali e le caratteristiche dei pro-dotti utilizzati e messi in commercio, la qualità e quantitàdelle emissioni, dei reflui e dei rifiuti generati (Gaertneret al., 2003). Contemporaneamente, i produttori più reat-tivi e ricettivi, nell’ambito di politiche di responsiblecare, hanno subito risposto adottando volontariamen-te misure tecniche spesso anche più severe per il con-tenimento delle emissioni, il trattamento dei rifiuti e,ove possibile, il riciclo dei manufatti al termine del lorouso. I limiti di questo approccio, che possiamo definire(auto)regolamentato, sono evidenti. Innanzitutto essorisponde solo alle prime due categorie di problemi sopradelineati, legati all’inquinamento e alla sicurezza, senzaaffrontare per nulla il problema dell’esaurimento delle
fonti di materie prime. Inoltre, partendo sostanzialmen-te dal presupposto di conservazione, per quanto possi-bile, dello status quo chimico esistente, non può che per-venire a miglioramenti il più delle volte parziali e limi-tati, a costo di spese spesso formidabili e largamenteimproduttive.
Non a caso tante polemiche ha suscitato, e tuttorasuscita, la ventilata introduzione, nell’ambito della Unio-ne Europea, del cosiddetto sistema REACH (Registra-tion, Evaluation and Authorization of CHemicals), che,da un lato, a molti appare troppo ambizioso e comples-so, e soprattutto troppo oneroso, se visto come un ulte-riore e più avanzato tentativo di regolamentazione; dal-l’altro, invece, sembra troppo timido e insufficiente percontribuire a rappresentare quel vero e proprio salto diqualità atteso da più parti per la costruzione di una societàindustriale sostenibile. Il sistema REACH è stato deli-neato (2001) nel Libro Bianco della Commissione Euro-pea che illustra la nuova strategia in materia di sostanzechimiche, con l’obiettivo di uno sviluppo sostenibile. Lacaratteristica essenziale del nuovo sistema consiste nelfatto che l’industria sarà chiamata ad assumere un ruoloattivo, e a sopportare i costi relativi, nel fornire infor-mazioni essenziali per valutare la pericolosità dei propriprodotti, sia esistenti sia nuovi, assumendosene la respon-sabilità e l’onere della prova. In altre parole le impresedovranno assumersi il compito di effettuare i test di carat-terizzazione (proprietà fisiche, chimiche, tossicologiche,ecotossicologiche) dei prodotti e di fornire informazio-ni dettagliate a una banca dati centrale e agli utilizzato-ri a valle, compresi i consumatori. L’obiettivo è di com-pletare questa operazione entro il 2012, cominciandodalle sostanze più diffuse o più pericolose (ma le tem-pistiche sono tuttora in discussione).
Green chemistryUna soluzione più radicale ai problemi sopra espo-
sti è costituita dall’impiego di processi intrinsecamentepiù puliti e di prodotti intrinsecamente più sicuri (Anastase Williamson, 1998; Tundo et al., 2000). È noto che ilrischio può essere definito come il prodotto del perico-lo di un determinato agente, per esempio una sostanzachimica, per l’esposizione all’agente medesimo:
rischio �pericolo �esposizione
L’approccio regolativo (command and control) det-tato da leggi e regolamenti è essenzialmente rivolto aminimizzare il fattore esposizione, per esempio con-trollando le emissioni o imponendo l’uso di mezzi pro-tettivi. Ma il rischio può essere ridotto in modo più radi-cale diminuendo, o eliminando, l’altro fattore dell’e-spressione, cioè il pericolo: se un agente non rappresentaun pericolo, non può ovviamente dare origine a un rischiosignificativo. Questo approccio innovativo è conosciutocon il nome di green chemistry (o chimica verde).
882 ENCICLOPEDIA DEGLI IDROCARBURI
SOSTENIBILITÀ

La green chemistry nasce da considerazioni sempli-ci, come il fatto che è meglio evitare la formazione dirifiuti che doverli trattare e smaltire dopo che sono statiprodotti e che è meglio non usare prodotti e processi peri-colosi o potenzialmente inquinanti che adottare onero-se misure per contenere rischi ed emissioni. La strate-gia della green chemistry è focalizzata su concetti quali:a) eliminare l’uso di materie prime, intermedi e prodot-ti tossici e pericolosi; b) ridurre il più possibile la quan-tità e la pericolosità delle emissioni e dei rifiuti che fuo-riescono dai processi produttivi, anche con il riutilizzodi eventuali sottoprodotti; c) ridurre il più possibile ilconsumo energetico; d) eliminare l’uso dei solventi, spe-cialmente di quelli più dannosi per l’ambiente; e) in-crementare l’impiego di materie prime rinnovabili.
La green chemistry denota un approccio essenzial-mente innovativo, in quanto si propone di sfruttare lapropensione all’innovazione che ha caratterizzato l’in-dustria chimica fin dalle origini. Fare green chemistrysignifica essenzialmente usare la chimica per prevenirerischi e inquinamento. Oltre che innovativo, l’approcciodella green chemistry è allo stesso tempo di caratterenon regolativo e attento agli aspetti economici, nella con-sapevolezza che l’utilizzazione di nuovi processi che nondevono sopportare, o subiscono in misura inferiore, ilpeso di costi associati a crescenti misure di sicurezza,di protezione dai rischi, di controllo delle emissioni e dismaltimento dei rifiuti, o che non sono legati all’impie-go di materie prime in via di esaurimento, rappresenta,se correttamente progettato, un ottimo affare. È impor-tante tenere presente che i vantaggi economici sono visticome la spinta principale alla sua affermazione.
I concetti fondanti della green chemistry sono staticodificati in 12 principi (Anastas e Warner, 1998), cheidentificano le principali linee guida in cui si inquadra-no lo sviluppo e la definizione dei nuovi processi e pro-dotti puliti. Tra di essi si ritrovano concetti già ampia-mente discussi in precedenza, a partire dal primo e fon-damentale, che prescrive di evitare la formazione di rifiutianziché doverli trattare e smaltire dopo che sono stati
prodotti. Alla base sta il concetto che i parametri di giu-dizio di una nuova tecnologia chimica non si fermanoalla resa di produzione e alle proprietà ed efficacia delprodotto o di un particolare reagente nelle applicazioniper cui è progettato, ma si deve considerare che la chi-mica che stiamo costruendo avrà un impatto sulla genteche verrà in contatto con i materiali prodotti e i proces-si produttivi utilizzati e sull’ambiente in cui essi saran-no presenti. In altre parole la valutazione di un processoo prodotto non può non rientrare appieno in quelle meto-dologie allargate di valutazione della sostenibilità già inprecedenza descritte, facendo cioè uso dei concetti dianalisi del ciclo totale di vita (LCA) e di analisi del costototale (TCA). Da questo punto di vista la green chemi-stry si inquadra, rappresentandone un aspetto, nel con-testo della ecologia industriale, di cui utilizza strumentie linee guida (Graedel, 1999). Ne emergono i seguentiobiettivi: a) adottare per prodotti e processi chimici unaprospettiva di valutazione allargata all’intero ciclo di vita;b) tenere presente nella valutazione l’impatto ambienta-le delle attività dei propri fornitori e clienti; c) in caso diprodotti durevoli, tenere in considerazione anche la rici-clabilità; d ) nel caso di prodotti dissipativi (quelli chevengono consumati nell’esplicare la loro funzione d’uso),tenere in considerazione le fasi di distribuzione, disse-minazione e uso, al pari della produzione; e) progettaresia processi che prodotti a basso impatto ambientale.
Nel quadro delle tecniche e strumenti generali dimisura della sostenibilità sono stati sviluppati alcuni indi-catori specifici (Curzons et al., 2001; Constable et al.,2002), illustrati in tab. 1.
Questi parametri non sono indirizzati alle grandi pro-blematiche della sostenibilità globale e non intendonoessere strumenti per la identificazione delle grandi stra-tegie societarie. Essi sono piuttosto concepiti come ausi-li alla definizione delle politiche di ricerca e sviluppo,mirate alla creazione di nuovi processi e al miglioramentodi quelli esistenti in un quadro di breve-medio periodo.
La resa efficace di massa (effective mass yield) misu-ra in termini percentuali la proporzione della massa di
883VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ
INDUSTRIA CHIMICA E SVILUPPO SOSTENIBILE
tab. 1. Parametri di misura della sostenibilità di un processo chimico
Indicatore Definizione
Resa efficace di massa (%) Massa di prodotto �100/massa di materiali non benigni impiegati
Fattore E Massa di rifiuti/massa di prodotto
Economia atomica (%) Peso molecolare prodotto utile �100/somma pesi molecolari reagenti
Intensità di massa Massa totale usata nel processo/massa del prodotto
Efficienza sul carbonio (%) Quantità di carbonio nel prodotto �100/quantità di carbonio totale nei reagenti
Efficienza di massa della reazione (%) Massa di prodotto �100/massa dei reagenti

prodotto desiderato ottenuto rispetto alla massa di tuttii materiali non benigni coinvolti nella sua sintesi. Que-sto indicatore è assai interessante poiché pone l’enfasisulla pericolosità dei reagenti, considerazione che è nor-malmente assente nella valutazione delle rese. Per beni-gni si intendono quei reagenti, solventi o sottoprodotticui non sono associati rischi per la salute o l’ambiente.La definizione soffre di una ovvia mancanza di chia-rezza, specie in casi di limitata pericolosità, e questo,unito al fatto che l’informazione relativa alla pericolo-sità non è sempre facilmente disponibile, rende spessodifficile l’utilizzazione di tale indicatore.
Il fattore E (E-factor) ha invece il dono della sem-plicità, focalizzandosi sulla produzione di rifiuti che siaccompagna a una data quantità del prodotto desidera-to (Sheldon, 2000). Il fattore E teorico, legato alla ste-chiometria della reazione, rappresenta ovviamente ilvalore minimo, mentre il valore reale, legato alla resaeffettiva di reazione, sarà di norma largamente supe-riore in quanto la resa agisce sia sul numeratore, aumen-tandolo, sia sul denominatore, diminuendolo. È ancheevidente che il metro di valutazione del fattore E puòvariare in misura sorprendente quando si passa dallavalutazione di un processo petrolchimico alla sintesi diun prodotto farmaceutico, come evidenziato in tab. 2:per un derivato petrolchimico prodotto in quantità del-l’ordine di milioni di tonnellate il fattore E vale meno,anche molto meno di 0,1, mentre può superare il valo-re di 100 per un prodotto farmaceutico. Ciò è dovuto alfatto che nel settore farmaceutico di norma le vie di sin-tesi sono costituite da stadi plurimi e utilizzano reagentiin quantità stechiometriche (quelle prescritte dai rap-porti molari tra i vari reagenti nella espressione di rea-zione) anziché catalitiche (significativamente inferiorialle precedenti, grazie al fatto che il catalizzatore, dopoaver interagito con i reagenti facilitando l’evento reat-tivo, è nuovamente utilizzato nel ciclo di reazione). Tal-volta il fattore E viene moltiplicato per un quoziente dipericolosità ambientale (unfriendliness quotient), la cuidefinizione risente di una certa arbitrarietà, che vuoletenere conto della pericolosità dei rifiuti prodotti. Ilrisultato assume il nome di quoziente ambientale (EQ,Environmental Quotient).
L’economia atomica (AE, Atom Economy), altrimentidefinita con i nomi di utilizzazione o efficienza atomi-ca (atom utilization, atom efficiency), è un altro indica-tore dal significato estremamente semplice e intuitivo,che indica quanta parte dei reagenti, sulla base della ste-chiometria della reazione, rimane nel prodotto deside-rato (Trost, 1991). La definizione di economia atomicasi basa sulla stechiometria ignorando volutamente la resae l’eccesso di un reagente rispetto agli altri, così comela presenza di catalizzatori e solventi. Nel quadro delconcetto di economia atomica un reagente è una sostan-za che viene incorporata almeno in parte nel prodotto (oin un intermedio di reazione).
A differenza dell’economia atomica, l’intensità dimassa (MI, Mass Intensity) considera non solo la ste-chiometria, ma anche la resa, i solventi e gli ausiliariimpiegati in reazione e purificazione, cioè la massatotale impiegata nel processo, tranne quella dell’acqua,e la confronta con la massa di prodotto ottenuto. Traintensità di massa e fattore E vale la relazione:
fattore E �MI �1
(nella misura in cui solventi e ausiliari considerati costi-tuiscono un rifiuto). Talvolta l’intensità di massa vienetrasformata in produttività di massa, espressa in formaomogenea alla resa efficace e alla economia atomica:
massa del prodotto �100 100produttività �1112111331111244�12di massa massa totale usata nel processo MI
L’efficienza sul carbonio (CE, Carbon Efficiency) èla percentuale di carbonio nei reagenti che rimane nelprodotto. Essa tiene conto della resa e dei rapporti ste-chiometrici dei reagenti impiegati in reazione.
Infine, l’efficienza di massa della reazione (RME,Reaction Mass Efficiency) corrisponde all’economia ato-mica ma, come l’efficienza sul carbonio, include anch’es-sa nel calcolo la resa e i rapporti effettivi tra i reagenti.In buona sostanza essa rappresenta la percentuale in pesodi prodotto ottenuto sul peso dei reagenti impiegati.
Vi è una differenza sostanziale tra gli indicatori diefficienza e gli indicatori di intensità o produttività, poi-ché questi ultimi tengono conto non solo dei reagenti madi tutta la massa impiegata nel processo, evidenziando
884 ENCICLOPEDIA DEGLI IDROCARBURI
SOSTENIBILITÀ
tab. 2. Il fattore E nei vari segmenti dell’industria chimica (Sheldon, 2000)
Segmento industriale Quantità prodotte nel mondo (t/a) kgrifiuti/kgprodotto
Petrolchimica e raffinazione 106-108 �0,1
Chimica di base 104-106 �0,1-5
Chimica fine 102-104 5-�50
Farmaceutica 10-103 25-�100

in questo modo in particolare l’uso di solventi. In que-sto senso, e nella misura in cui i solventi e quant’altroimpiegato nel processo costituiscono un rifiuto, sus-siste un’affinità tra gli indicatori di intensità e il fat-tore E, legato a sua volta essenzialmente alla produ-zione di rifiuti.
Oltre a questi indicatori, più noti e più comunemen-te utilizzati, che si possono definire ‘di massa’, sono statiintrodotti analoghi parametri di valutazione quantitativasia in relazione all’aspetto energetico, come l’energiatotale impiegata nel processo per la produzione di unaunità ponderale di prodotto o, più in particolare, l’ener-gia impiegata nel recupero dei solventi (anche in termi-ni di gas serra, CO2, equivalente) sia in relazione ad aspet-ti specifici legati ai rischi ambientali, come la produ-zione, per unità di prodotto, di materiali persistenti e ingrado di provocare bioaccumulazione, o il contributorelativo del processo alla formazione fotochimica diozono, per esempio:
massa solv. �POCP � tensione di vapore11111411111111121111111244
massa prodotto �POCPtoluene� tensione di vaporetoluene
dove POCP è il potenziale di creazione dell’ozono foto-chimico relativo al solvente impiegato.
L’impiego degli indicatori energetici mette in lucequanto gli aspetti di ingegneria e di processo siano impor-tanti, al pari degli aspetti chimici, per la costruzione diuna vera chimica sostenibile.
Strumenti per una chimica sostenibileSi è visto come individuare gli obiettivi del sistema
industriale per una chimica sostenibile faccia emergerela descrizione di un processo ideale, progettato per otte-nere un prodotto sicuro e innocuo, che parte da materieprime non pericolose e non inquinanti, possibilmenterinnovabili, che non forma coprodotti o sottoprodotti,che presenta una bassa intensità energetica e che nonrichiede l’uso di solventi nella fase di reazione e nellefasi di separazione e purificazione.
Un grande aiuto proviene dalla massa di informa-zioni disponibile sui rischi e la tossicità dei prodotti, cosìda poter valutare pienamente l’impatto positivo o nega-tivo della chimica che si sta costruendo. Negli anni pas-sati questa conoscenza non era così approfondita ed este-sa e ciò può essere stato in parte la causa delle proble-matiche ambientali allora prodotte e della cattiva famache l’industria chimica si è procurata. Di converso dallaattuale maggiore disponibilità di informazioni deriva unamaggiore responsabilità per la comunità chimica.
Tra i mezzi più potenti per concretizzare l’obiettivodi una chimica sostenibile un ruolo assolutamente pre-dominante è occupato dalla catalisi, che a buon titoloè stata indicata come il pilastro portante di una chimi-ca sostenibile (Anastas et al., 2001). La messa a puntodi nuovi catalizzatori e sistemi catalitici consente di
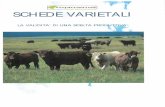
raggiungere simultaneamente il doppio obiettivo dellasalvaguardia ambientale e del beneficio economico. Par-lando in generale, l’utilizzazione di un opportuno cata-lizzatore può rappresentare un potente strumento di soste-nibilità nell’industria chimica in quanto consente di pro-gettare e realizzare percorsi sintetici interamente nuovi,altrimenti impossibili o percorribili solo con efficienzaminima o scarsa, puntati sugli obiettivi e con le caratte-ristiche di processo e prodotto che abbiamo prima indi-viduato. La catalisi è in grado di fornire numerosi bene-fici, come illustrato in fig. 1.
Essa offre la chiave d’accesso a materie prime alter-native, come quelle derivanti da fonti rinnovabili. Le rea-zioni possono essere condotte in condizioni più blande,che si accompagnano a minori problematiche di sicu-rezza e a una minore richiesta energetica. Possono esse-re utilizzati reagenti di per sé meno reattivi, che attra-verso il catalizzatore vengono opportunamente attivatisolo quando è necessario e in modo mirato e selettivo,risultando quindi intrinsecamente meno pericolosi e spes-so meno tossici. Attraverso la catalisi è possibile nonricorrere a reagenti stechiometrici, tipicamente caratte-rizzati dalla formazione di coprodotti, spesso in formadi reflui inorganici, migliorando in questo modo l’eco-nomia atomica. Inoltre si può raggiungere una selettivitàpiù elevata verso il prodotto desiderato, con rese più altee con riduzione dei sottoprodotti. La migliore selettivitàsi traduce anche in una maggiore semplicità di separa-zione e purificazione, con risparmio energetico da unlato e riduzione dell’uso di solventi e agenti ausiliari dal-l’altro, e in una maggiore purezza del prodotto, le cuicaratteristiche tossicologiche possono variare in modosignificativo per l’assenza di impurezze tossiche anchein minima concentrazione.
Nella pratica industriale molti catalizzatori hannouna durata di utilizzazione estremamente elevata, ancheper ragioni legate al loro costo, soprattutto nell’ambitodelle grandi lavorazioni petrolchimiche e della chimicadi base, cosicché il loro impiego non pone problemi signi-ficativi di smaltimento. Con l’impiego di catalizzatorieterogenei inoltre, molti dei quali particolarmente beni-gni dal punto di vista tossicologico e ambientale, risul-ta anche piuttosto semplice la separazione del cataliz-zatore dal prodotto di reazione.
A loro volta le biotecnologie sono considerate unostrumento estremamente promettente per il perseguimentodella sostenibilità industriale (Webster et al., 1996), gua-dagnando terreno anche per la realizzazione di prodottichimici di base (le cosiddette commodities), man manoche le nuove tecniche di manipolazione genetica ne mol-tiplicano le possibilità e viene superato lo scoglio eco-nomico che ne ha lungamente limitato l’applicazione almondo farmaceutico e delle specialità. Questa applica-zione delle biotecnologie sembra porre meno problemiall’opinione pubblica che non l’impiego in agricoltura.
885VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ
INDUSTRIA CHIMICA E SVILUPPO SOSTENIBILE

Le biotecnologie aprono il campo all’utilizzazionedelle biomasse (amido, cellulosa) e degli zuccheri daesse derivati come materie prime rinnovabili anche perla produzione chimica e non solo come vettori energe-tici. Nel concetto emergente di bioraffineria (v. oltre), lebiomasse vengono usate per la produzione combinata diprodotti chimici a più o meno alto valore aggiunto insie-me a vettori energetici, in maniera sostanzialmente ana-loga rispetto a quelle di una raffineria tradizionale cheparte da combustibile/materia prima fossile. L’impiegodelle biomasse consente di mitigare l’andamento delbiossido di carbonio nell’atmosfera: poiché la biomas-sa usa CO2 per la propria crescita attraverso la fotosin-tesi, il suo impiego come materia prima non dà originea un incremento netto del contenuto di CO2 nell’atmo-sfera quando i prodotti raggiungono il loro destino fina-le nell’ambiente.
Al di là delle produzioni convenzionali, nuove uti-lizzazioni delle biomasse sono rese possibili dall’inter-vento di microrganismi modificati ed enzimi che agi-scono da biocatalizzatori e inducono specifiche trasfor-mazioni chimiche. Attraverso tecniche di ingegneriametabolica si modifica il metabolismo normale di unacellula in modo che essa contribuisca alla produzionedel prodotto chimico desiderato. Inoltre, tecniche inno-vative di ingegneria biochimica possono essere usate peruna più efficace separazione dei prodotti.
La biotecnologia industriale (white biotechnology)non può certo essere considerata di per sé immuneda problematiche di sostenibilità, legate da un lato alla
generazione di fanghi e reflui acquosi da depurare daipotenziali inquinanti (fosfati, metalli pesanti), dall’altroagli elevati consumi energetici dovuti alla diluizione dellecorrenti di processo. Tuttavia l’uso preferenziale di mate-rie prime rinnovabili, l’impiego e la generazione di sub-strati e prodotti largamente biodegradabili o riutilizza-bili e scarsamente tossici, l’utilizzazione di procedimentisemplici, altamente selettivi e condotti in condizioni blan-de anche nella produzione di molecole complesse, il fortepotenziale di innovazione ancora non sfruttato, fannoprevedere che essa assumerà una importanza sempre piùrilevante nella riduzione del carico ambientale indottodai processi chimici.
La process intensification, espressione intraducibi-le che grosso modo significa ‘fare di più con meno’nell’ottica di una ottimizzazione dei processi industrialidi produzione, venne concepita inizialmente come unastrategia per ridurre in modo significativo le dimen-sioni degli impianti e quindi il capitale investito, e bensi adatta all’ideazione di processi di produzione soste-nibile, caratterizzati da ottimizzazione dell’efficienzadi massa, riduzione del consumo energetico, maggio-re controllo e sicurezza, migliore qualità dei prodotti(Jenk et al., 2004).
Il concetto alla base della process intensification stanell’adeguamento del processo alla reazione e non vice-versa, modulando le operazioni unitarie nel modo piùconsono alle caratteristiche chimico-fisiche dei singo-li stadi di processo. Si mira anche a riunire, quando pos-sibile, più operazioni in una sola apparecchiatura. Si
886 ENCICLOPEDIA DEGLI IDROCARBURI
SOSTENIBILITÀ
CATALISI
più facileseparazione epurificazione
prodottipiù benigni
minoriconsumi
energetici
condizionipiù blande
minoriproblemi dismaltimento
reagenti menopericolosi
reattività controllata e mirata
elevata selettività
fig. 1. La catalisi: uno degli strumenti più potenti per una chimica sostenibile.

comprende quindi come la process intensification fac-cia largo uso dello sviluppo di idee innovative quali ilreattore a membrana, il reattore scambiatore, i reattoria letto o a disco rotante, la distillazione reattiva e cata-litica, i miscelatori statici ad alta efficienza, le appa-recchiature microstrutturate (reattori, scambiatori, sepa-ratori, estrattori, ecc.). L’impiego di componenti micro-strutturati, che possono oggi essere fabbricati a bassocosto in una varietà di materiali metallici, polimerici eceramici, consente il trasferimento di materia ed ener-gia in maniera estremamente efficiente. Lo sviluppoindustriale di apparecchiature microstrutturate non èpensato in termini di scale-up convenzionale, ma piut-tosto secondo criteri biomimetici, attraverso la replicadi migliaia di microstrutture assemblate e interconnes-se in unità macroproduttive di larga scala, con l’ausiliodi una progettazione integrata multiscala (integratedmultiscale design).
Altri cavalli di battaglia legati alla process intensifi-cation sono i metodi alternativi di attivazione energeti-ca come quelli della sonochimica, della fotochimica,quelli basati sull’impiego di microonde, ecc.
9.6.3 Aree di innovazione per una chimica sostenibile
Le aree in cui si opera per una chimica sostenibile sononumerose e possono essere suddivise in categorie. Adot-tiamo qui la distinzione più comunemente usata che fariferimento alle componenti base di una reazione chi-mica (Anastas e Williamson, 1996): a) materie primealternative; b) vie alternative di sintesi o reagenti alter-nativi; c) condizioni alternative di reazione; d ) prodottialternativi.
È chiaro che queste quattro componenti sono stret-tamente correlate tra loro e con gli obiettivi in modovariegato e complesso, a volte anche inestricabilmente.Una nuova via di sintesi primariamente mirata a miglio-rare la selettività o l’economia atomica, con riduzionedei sottoprodotti, attraverso per esempio un minor nume-ro di stadi, potrà prevedere anche materie prime diffe-renti, e condizioni di reazioni differenti, possibilmentepiù benigne, come il minor uso o l’assenza di solventi.Non è perciò facile inquadrare su basi oggettive un casoreale in una specifica categoria, salvo quando una dellecomponenti presenti una rilevanza talmente predomi-nante da rendere la scelta semplice e per sé evidente.
Materie prime alternative
La ricerca di materie prime alternative ha lo scopodi impiegare materie prime più benigne, che siano rin-novabili o che riducano il rischio per l’uomo e per l’am-biente. In molti casi la selezione della materia prima può
rappresentare un fattore di estrema importanza nel deter-minare l’impatto dell’attività sull’uomo e sull’ambiente.
La maggior parte delle produzioni chimiche derivaoggi direttamente o indirettamente dal petrolio. Nellascelta di materie prime alternative possiamo evidenzia-re alcuni filoni principali: a) l’impiego del gas naturalecome fonte fossile primaria alternativa al petrolio;b) l’impiego di materie prime da fonti rinnovabili, di ori-gine agricola e vegetale (biomasse); c) il reimpiego disottoprodotti e scarti di produzione di altre lavorazionio attività; d ) il reimpiego del biossido di carbonio.
Gas naturaleL’impiego del gas naturale, il cui costituente princi-
pale è il metano, rappresenta una prima alternativa piùsostenibile all’utilizzo del petrolio (Rostrup-Nielsen,2004). Le riserve accertate di gas naturale ne garanti-scono l’impiego per un periodo largamente maggiore. Apartire dal gas naturale possono essere costruiti percor-si efficacemente integrati per la produzione diretta dienergia termica ed elettrica e, attraverso processi di con-versione diretta o indiretta, di altri combustibili sinteti-ci e delle principali commodities dell’industria chimica.L’utilizzazione del gas naturale in turbine a gas in ciclicombinati consente la generazione di energia elettricacon elevato rendimento. Processi di conversione direttadel metano sono oggetto di intensi studi, ma a tutt’oggilo stadio chiave nell’utilizzazione del gas naturale rima-ne la produzione del gas di sintesi (syngas), una misce-la di CO e H2 ottenuta mediante ossidazione parziale(con ossigeno) o steam reforming (con vapor d’acqua):
CH4�0,5O2�� CO �2H2
CH4�H2O�� CO �3H2
Il gas di sintesi costituisce una fonte di idroge-no, anche attraverso la conversione del CO a CO2 me-diante il cosiddetto shift del gas d’acqua (WGS, WaterGas Shift):
CO �H2O�� CO2�H2
o può essere convertito in combustibili liquidi sinteti-ci come metanolo, dimetiletere o i carburanti sintetici(synfuel) per diesel e gli altri tagli idrocarburici otteni-bili dalla reazione Fischer-Tropsch. Oltre a rendere piùagevole lo sfruttamento del ‘gas remoto’, cioè i grandigiacimenti di gas naturale localizzati in zone lontanedalle aree sviluppate, grazie alla maggiore facilità di tra-sporto, questi combustibili sintetici contenenti ossigenoe privi (a differenza di molti tagli petroliferi) di conta-minanti quali lo zolfo, sono caratterizzati da basse emis-sioni inquinanti in fase di impiego e rappresentano unavalida risposta alle nuove esigenze e normative relati-ve ai carburanti. Come il gas di sintesi, il metanolo è asua volta un intermedio fondamentale e molto versati-le: può essere trasformato su zeoliti acide in olefine
887VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ
INDUSTRIA CHIMICA E SVILUPPO SOSTENIBILE

come etilene e propilene (processo MTO, MethanolTo Olefins), ma anche in benzina (processo MTG,Methanol To Gasoline), oltre a essere il progenitore dialtri importanti prodotti chimici di base, come per esem-pio la formaldeide e l’acido acetico. Una mappa dellemolteplici possibilità di impiego del gas naturale comefonte alternativa è schematizzata in fig. 2.
BiomasseIn generale le biomasse di origine vegetale possono
rappresentare materie prime rinnovabili per tutta unaserie di prodotti chimici ossigenati (si pensi in primisall’etanolo) ma anche per il metano o il gas di sintesi,attraverso i classici procedimenti di gassificazione, difermentazione o di pirolisi ad alta temperatura, o attra-verso nuovi procedimenti catalitici in corso di studio,per esempio mediante l’impiego di catalizzatori omo-genei a base di metalli di transizione. In questa ottical’impiego delle biomasse ben si integra con le poten-zialità di utilizzazione del gas naturale come materiaprima alternativa.
L’impiego di materie prime di origine vegetale costi-tuisce a buon titolo il nocciolo duro della green chemi-stry, una sorta di rivoluzione verde che ne rappresentail settore in più forte sviluppo (Stevens e Verhé, 2004).Tipici esempi dell’impiego di materie prime rinnovabi-li di origine agricola sono rappresentati dalla sostitu-zione di materie prime derivanti da fonti fossili con zuc-cheri (prodotti a partire da amido o cellulosa) o con olie grassi, spesso, ma non sempre, attraverso l’utilizza-zione di processi biosintetici. In taluni casi il prodottoche si ottiene dalle materie prime di origine vegetale è
solo funzionalmente simile ma chimicamente diversodal prodotto attualmente ottenuto da fonte petrolchimi-ca: un esempio è il biodiesel, costituito da una misceladi esteri metilici di acidi grassi prodotta a partire da olivegetali, utilizzato al posto o in miscela con il gasolio.In altri casi invece è possibile ottenere a partire da bio-masse proprio gli stessi prodotti attualmente ottenuti dafonte petrolchimica. Accanto a produzioni ben consoli-date, come quelle dell’etanolo/etilene e dell’acido ace-tico, il ventaglio dei prodotti ottenibili si va ampliando.L’acido adipico, per esempio, che è il principale inter-medio per la produzione del nylon, viene tradizional-mente prodotto a partire da benzene, un derivato dellaraffinazione del petrolio:
Una materia prima alternativa potrebbe essere il glu-cosio, come è stato dimostrato in un percorso biosin-tetico che non esiste in natura, attraverso l’impiego diun biocatalizzatore microbico geneticamente modifi-cato che trasforma il glucosio in acido muconico; que-st’ultimo viene poi idrogenato ad acido adipico (Dratse Frost, 1998):
�
OH
OH
( )O
O O
HOC(CH2)4COH
888 ENCICLOPEDIA DEGLI IDROCARBURI
SOSTENIBILITÀ
prodotti diraffineria
gas to hydrogen
gas to liquids
gas to chemicals
carburantisintetici
(FT diesel)
gasdi sintesi
energiaelettrica
combustibilialternativi
combustibilialternativi
dimetiletere
gasnaturale(metano)
Fischer-Tropsch
turbinea gas
ossidazioneparziale
steamreforming
WGS
MTO
MTG
ammoniaca
benzina
olefine
idrogeno
petrolchimica
metanolo
fig. 2. Impiego del gas naturale come materia prima alternativa.

In questo percorso biosintetico può essere prodottoanche il pirocatecolo, un altro intermedio industriale dirilevante interesse. La biosintesi dell’acido adipico, ecla-tante e ampiamente citata, non rappresenta che una pos-sibilità, dimostrata solo in laboratorio, e sussistono dubbisulla effettiva compatibilità economica attuale di un talepercorso sintetico. Un caso analogo, ma che sembra pre-sentare già oggi effettive potenzialità applicative, è rap-presentato dalla sintesi del 1,3-propandiolo, un inter-medio per un nuovo poliestere il cui sviluppo è stato fino-ra ostacolato dall’eccessivo costo della produzionecondotta per via tradizionale, che coinvolge tra l’altro lamanipolazione di sostanze a elevata tossicità come l’os-sido di etilene e l’acroleina:
In questo caso la via biosintetica alternativa, che uti-lizza un batterio geneticamente modificato, consente la pro-duzione di 1,3-propandiolo da glucosio a un costo diproduzione più competitivo (Nakamura e Whited, 2003):
Impiego di sottoprodottiL’utilizzazione di sottoprodotti e scarti di produzio-
ne di altre lavorazioni è una tematica di grande attualitàai fini di uno sviluppo sostenibile. Nel settore petrolife-ro e della raffinazione si assiste da un lato allo sposta-mento della domanda verso carburanti di qualità via viamigliore, soggetti a specifiche sempre più severe, comequella riguardante la limitazione del contenuto di zolfo,in grado di garantire prestazioni superiori e minori emis-sioni inquinanti durante l’uso; dall’altro alla crescita del-l’utilizzazione di greggi sempre più pesanti e di sabbiebituminose. Ne deriva un’aumentata disponibilità di fra-zioni idrocarburiche pesanti con ridotte ed economica-mente sempre più svantaggiate possibilità di utilizza-zione come oli combustibili, quando non sia addiritturanecessario procedere a un loro oneroso smaltimento.
Al di là dei procedimenti tradizionali di upgrading,nuove tecnologie in fase di sviluppo sono in grado dioffrire una migliore risposta a questi problemi. Per esem-pio mediante la tecnologia EST (Eni Slurry Technology;Panariti et al., 2000), basata sull’idrogenazione in pre-senza di catalizzatori di molibdeno in slurry e attual-mente alla scala di impianto dimostrativo, si ottiene laconversione pressoché completa di residui e di greggipesanti non convenzionali in tagli idrocarburici di qua-lità più elevata (fig. 3).
A loro volta nuove tecnologie di desolforazione con-sentono la desolforazione esaustiva di distillati medi adalto tenore di zolfo resistenti a trattamenti di HDS (Hydro-desulphurization) convenzionali, che non sarebbero altri-menti in grado di soddisfare le nuove specifiche relati-ve al tenore di zolfo volte alla riduzione delle emissioniinquinanti, rendendone possibile l’impiego come car-buranti pregiati (Song e Ma, 2003). La desolforazionepuò essere ottenuta per via ossidativa (ODS, OxidativeDeSulphurization) ossidando le componenti solforatecon peracidi, con acqua ossigenata in presenza di ultra-suoni o con idroperossidi, generati convenientemente pertrattamento con aria di opportuni tagli di raffineria: siottengono così delle molecole solforate a polarità diffe-renziata (solfoni) che possono essere agevolmente sepa-rate dal gasolio (processo ULSD, Ultra Low SulphurDiesel; fig. 4). Anche procedimenti di biodesolforazio-ne mediante ceppi batterici opportunamente potenziatiallo scopo con tecniche di ingegneria genetica si stannorivelando molto promettenti (D’Addario et al., 2000).
Un altro processo di grande interesse attualmente insviluppo riguarda la produzione con catalizzatore zeoli-tico di 2,6-dimetilnaftalene, intermedio chiave del PEN(polietilene naftalato), un poliestere a elevate prestazio-ni, a partire da tagli naftalenici di frazioni idrocarbu-riche pesanti a basso valore di origine petrolchimica odi raffineria (Millini et al., 2003). Attraverso una serie direazioni successive di alchilazione, dealchilazione e iso-merizzazione e una cristallizzazione selettiva, il processo
OH
OH
OH
OHHOCH2
O
OH
HOCH2CHCH2OH
HOCH2CH2CH2OH
O
HOCH2CH2CH
HOCH2CH2CH2OH
O
CH2 CO,H2 H2CH2
H2
�
OH
OH
OH
OH
OH
OH
O
HOC(CH2)4COH
OO
HOCCH CHCH CHCOH
OHO
HH2O3PO
OPO3H2
COOH
HOCH2
COOH
OHOHO
COOH
OHHO
OH
O
O
889VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ
INDUSTRIA CHIMICA E SVILUPPO SOSTENIBILE

consente la trasformazione praticamente quantitativa nelprodotto desiderato di tutti i composti a struttura nafta-lenica presenti nel materiale di partenza.
È anche possibile ottenere cariche pregiate per steamcracking, costituite da alcani lineari C2-C5, per laproduzione di olefine leggere (etilene, propilene), pro-cessando con idrogeno in condizioni di cracking fra-zioni pesanti simili a quelle precedenti, ma anche lecomponenti meno pregiate della benzina di pirolisi aelevato contenuto di aromatici, che troveranno cre-scenti difficoltà di collocazione in vista della riduzio-ne del contenuto di aromatici nelle benzine (Ringelhanet al., 2004).
Riutilizzazione di CO2La riutilizzazione del biossido di carbonio costituisce
una problematica di tale attualità e importanza da poter esse-re considerata un vero e proprio filone a sé stante per quan-to riguarda l’impiego di sottoprodotti come materie primealternative (Aresta, 2003). La prima e principale opportu-nità di riutilizzazione di CO2 è costituita in generale dal-l’impiego delle biomasse di origine vegetale (v. cap. 6.5) inquanto la biomassa attraverso la sintesi clorofilliana usaCO2 per la propria crescita, consentendo l’instaurarsi di unciclo virtuoso sostenibile a emissione nulla di CO2.
Non mancano esempi importanti di utilizzazione diCO2 già nell’ambito dei grandi processi classici della
890 ENCICLOPEDIA DEGLI IDROCARBURI
SOSTENIBILITÀ
reintegro dicatalizzatore
residuoidrocarburico
distillazionereattoreslurry
deasphalting(SDA)
gas
benzina
gasolio
VGO
solvente (propano)
idrogeno
DAO
spurgoriciclo (asfalteni�catalizzatore)
fig. 3. Il processo EST. DAO, DeAsphalted Oil; SDA, Solvent DeAsphalting; VGO, Vacuum Gas Oil.
perossidazione
aria (SOx)
ossidazionea solfoni
separazione(DeSOx)
corrente diraffineria
gasolio desolforatoS�10 ppm
gasolio da HDSS�300 ppm
fig. 4. Il processo ULSD.

chimica industriale tradizionale. In realtà il biossido dicarbonio viene da molti anni usato nella produzionedi urea (impiegata come fertilizzante) e acido acetilsa-licilico (più noto come aspirina), oltre a partecipare allasintesi del metanolo e ad altri processi che coinvolgonogli equilibri degli ossidi di carbonio. Più recentementea questi impieghi si è aggiunto quello di CO2 per la sin-tesi dei carbonati organici, considerati, come si vedràanche in seguito, pietre di costruzione di grande inte-resse per l’edificazione di una chimica sostenibile, gra-zie alle loro caratteristiche di benignità verso l’uomo el’ambiente. Carbonati di alchilene (etilene, propilene)vengono prodotti industrialmente per reazione dei cor-rispondenti ossidi con CO2:
In presenza di un diverso sistema catalitico la rea-zione evolve verso la formazione di policarbonati ali-fatici ad alto peso molecolare, caratterizzati da eleva-ta biodegradabilità. La stupefacente regolarità dell’al-ternanza dell’inserzione di unità epossido e CO2
consente il raggiungimento di pesi molecolari estre-mamente elevati:
L’omologa reazione tra CO2 e alcoli porta alla for-mazione di carbonati alchilici. Così da metanolo e bios-sido di carbonio si può ottenere il dimetilcarbonato(DMC):
La fattibilità di questa reazione è stata recentemen-te dimostrata, ma non si è ancora pervenuti a un’appli-cazione industriale, principalmente a causa delle diffi-coltà legate all’equilibrio termodinamico sfavorevole. Èinvece in fase di sviluppo più avanzato la sintesi dei car-bonati alchilici per reazione degli alcoli con l’urea, cherappresenta anch’essa una via (indiretta) di utilizzazio-ne di CO2 come materia prima.
Straordinario interesse presenta il reforming del meta-no con CO2, il cosiddetto dry reforming, in quanto offreuna strada per la conversione diretta di grandi quantitàdi CO2 in gas di sintesi, anche se i benefici devono esse-re attentamente valutati alla luce del bilancio energeticoglobale, data la endotermicità della reazione:
CH4�CO2�� 2CO �2H2
Vie alternative di sintesi e reagenti alternativi
La messa a punto di nuove vie di sintesi e l’impiegodi reagenti alternativi rappresentano sicuramente alcu-ne tra le più interessanti aree di investigazione con l’o-biettivo di soddisfare molti dei 12 principi della greenchemistry. Una sintesi alternativa che comprenda unminor numero di passaggi è sicuramente un buon viati-co verso una più elevata resa globale, con conseguenteminor formazione di sottoprodotti e miglioramento delfattore E. Oppure una sintesi alternativa può prevederelo sfruttamento di una reazione caratterizzata da unamigliore efficienza atomica, per esempio, in particola-re, uno stadio catalitico in sostituzione dell’uso di rea-genti stechiometrici, causa di reflui e sottoprodotti. Infi-ne, un primario filone di scelta di vie alternative riguar-da la riduzione della pericolosità intrinseca per l’uomoe per l’ambiente dei reagenti coinvolti nel procedimen-to di sintesi.
Sostituzione di reagenti pericolosiSostanze di estrema tossicità e pericolosità ambien-
tale sono largamente impiegate nell’industria chimica:un esempio particolarmente significativo riguarda l’usodel fosgene, un gas derivato del cloro, nella produzionesu elevatissima scala di commodities come gli isociana-ti, intermedi per la produzione dei poliuretani, e i poli-carbonati, materiali polimerici di vasto impiego. La pro-duzione di fosgene su scala mondiale può essere stima-ta nell’ordine di 6-7 milioni di t/a.
L’impiego degli esteri carbonici, quali il dimetil-carbonato (DMC) e i suoi omologhi, reagenti a bassatossicità, consente non solo l’affrancamento dall’usodi questo prodotto estremamente tossico e pericolo-so, ma anche dagli altri inconvenienti che l’uso delfosgene reca con sé: la dipendenza dal ciclo del cloro,l’impiego di solventi alogenati come il cloruro di meti-lene e i clorobenzeni, la formazione di sottoprodottie reflui salini clorurati. La sostituzione nella praticaindustriale dell’impiego del fosgene con quello dei car-bonati organici, rappresenta indubbiamente uno deisuccessi della green chemistry, oltre che della ricer-ca del gruppo Eni, per molti anni in prima fila nel pro-muoverne l’utilizzazione industriale (Rivetti, 2000a,2000b).
Poiché la produzione dei carbonati era essa stessa tra-dizionalmente legata all’uso del fosgene, è stato innan-zitutto giocoforza mettere a punto vie di sintesi alterna-tive che non ne prevedessero l’impiego (Delledonneet al., 2001). Tra le vie individuate, oltre a quelle a par-tire da CO2 illustrate in precedenza, spicca per impor-tanza industriale la carbonilazione ossidativa del meta-nolo a dimetilcarbonato, che utilizza monossido di car-bonio e ossigeno e dà come coprodotto acqua:
O
CH3OCOCH3 � H2O2CH3OH � CO2
OR
H OCH2CHOC� n CO2O
CH2
n
CHRn
� CO2O
CH2 CHRR
R � H, CH3, C2H5
O
OO
891VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ
INDUSTRIA CHIMICA E SVILUPPO SOSTENIBILE

Nel processo industrializzato da EniChem per la pro-duzione del dimetilcarbonato la carbonilazione ossida-tiva è condotta sul metanolo liquido utilizzando aloge-nuri di rame come catalizzatori. In fig. 5 è illustrato unoschema semplificato del processo.
Il dimetilcarbonato può poi essere facilmente tra-sformato nei suoi omologhi superiori mediante reazionidi transesterificazione. Così per esempio da dimetilcar-bonato e fenolo si ottiene difenilcarbonato (DFC), piùreattivo come agente carbonilante e quindi scelto comereagente di elezione in specifiche reazioni:
Quando un dialchil- o diarilcarbonato viene impie-gato come agente carbonilante in sostituzione del fosge-ne, il gruppo carbonile (�C�O) viene incorporato nel
substrato, mentre si libera l’alcol o il fenolo corrispon-dente al carbonato. È importante apprezzare come nellaintera sequenza di reazioni coinvolte l’alcol o il fenolodi risulta possano venire riciclati alla sintesi del carbo-nato utilizzato come reagente. Ne deriva per le carboni-lazioni condotte con carbonati organici un percorso disintesi che consuma solo CO e O2 (o CO2) e dà comecoprodotto solo acqua. Nella produzione dei policarbo-nati aromatici, per esempio, il difenilcarbonato, pro-dotto a partire da dimetilcarbonato, viene fatto reagirecon bisfenolo A in massa fusa per produrre il policar-bonato. Il metanolo coprodotto nella sintesi del difenil-carbonato può essere riciclato nella sintesi del DMC.Analogamente, il fenolo coprodotto nella sintesi del poli-carbonato viene riciclato alla sintesi del DFC (fig. 6). Èanche interessante notare che l’intero ciclo rappresentaun brillante esempio di processo condotto in totale assen-za di solventi. Questa via di sintesi ha assunto una note-vole importanza industriale: attraverso di essa viene otte-nuto circa un sesto della produzione mondiale di poli-carbonato.
In modo analogo, attraverso la produzione come inter-medio del diallilcarbonato, è stata realizzata la sintesisenza fosgene del dietilenglicole bis(allilcarbonato), il mo-nomero (commercialmente noto come CR-39 o RAV-7)
O
CH3OCOCH3 � 2
� 2CH3OH
O
OCO
OH
O
2CH3OCOCH3 � 2H2O4CH3OH � 2CO � O2
892 ENCICLOPEDIA DEGLI IDROCARBURI
SOSTENIBILITÀ
condensatorerecuperoprodotto
recuperoazeotropo
DMC/CH3OH
a unità generazione CO
reattore
purificazionegas
purificazioneDMC
riciclo CO
riciclo DMC, CH3OH
DMC, CH3OH, H2O
CO, CO2, leggeri
spurgo
O2
CO2
DMCCO CH3OH
H2O
DMC, H2O
fig. 5. Il processo EniChem per la produzione del dimetilcarbonato (Rivetti e Delledonne, 2003).

tradizionalmente più utilizzato nella produzione di lentiottiche e oftalmiche di qualità (Romano et al., 1985).
Il dimetilcarbonato, oltre a consentire di evitare l’im-piego del fosgene nelle reazioni sopra accennate, è altre-sì una ottima alternativa all’impiego di altri reagenti estre-mamente tossici e inquinanti, quali il dimetilsolfato e ilcloruro di metile, in reazioni di alchilazione: in questomodo è possibile metilare selettivamente eteroatomi (O,N, S) in ammine alifatiche e aromatiche, fenoli, solfuri,così come atomi di carbonio recanti idrogeni attivati inposizione a a nitrili, chetoni, esteri, solfoni, ecc.
Sostituzione di reagenti stechiometriciL’impiego dei carbonati organici rappresenta un esem-
pio di successo del modo in cui reagenti di grande peri-colosità possano essere sostituiti da reagenti più beni-gni che adempiano la stessa funzione. Altrettanto ecla-tante è l’eliminazione di reagenti stechiometrici, anch’essispesso pericolosi e soprattutto causa di reflui, di sotto-prodotti inquinanti e nel migliore dei casi di coprodot-ti, in favore di reazioni catalitiche caratterizzate da unamigliore efficienza atomica. Gli esempi di questa ten-denza, che testimonia la grande potenza della catalisicome strumento per una chimica più sostenibile, sonoinnumerevoli; di seguito ci si limiterà a citarne alcuni,scelti tra i più rappresentativi e di maggior interesseindustriale.
Tipici reagenti stechiometrici cui sono associate carat-teristiche di tossicità per l’uomo e problematiche di inqui-namento ambientale sono quelli impiegati nelle ossida-zioni con metalli (come i composti del cromo e del man-ganese) o, anche se in misura minore, con perossidi eperacidi organici.
Così le ossidazioni di alcoli ad aldeidi o a chetoni sonotuttora frequentemente condotte con cromo triossido obicromato sodico o potassico in presenza di acido solfo-rico, dando origine a reflui contenenti un metallo tossico,un acido e residui organici combinati insieme, che risul-tano assai impegnativi da smaltire. L’esempio qui ripor-tato riguarda l’ossidazione dell’1-ottanolo a ottanale:
Le stesse reazioni possono essere condotte con ariain presenza di una varietà di catalizzatori, come per esem-pio 2,2�,6,6�-tetrametilpiperidina-N-ossido (TEMPO) incombinazione con complessi di rutenio (Sheldon, 2000):
L’impiego di 4-idrossi-TEMPO come catalizzatore perla produzione di bisnoraldeide mediante ossidazione conipoclorito di sodio del corrispondente alcol è stato la chia-ve di volta di una nuova e più benigna via di sintesi com-merciale del progesterone (Hewitt, 1998). Questa via harimpiazzato un precedente processo basato sull’ossida-zione dello stigmasterolo in due passaggi (ossidazionesecondo Oppenhauer con alluminio ter-butossido e cicloe-sanone seguita da ozonolisi e riduzione con zinco/acido
2CH3(CH2)6CH�2H2O
CH3
H3C
CH3
CH3
2CH3(CH2)6CH2OH�O2
RuCl2(Ph3P)3
O
N
O.
3CH3(CH2)6CHO�Cr2(SO4)3�6H2O
3CH3(CH2)6CH2OH�2CrO3�3H2SO4
893VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ
INDUSTRIA CHIMICA E SVILUPPO SOSTENIBILE
CH3OH
CH3OCOCH3
CO, O2
H2O
O
OCO HO OHC
O
CH3
CH3
O O CC
CH3
CH3
OH
n
O
fig. 6. Produzione dei policarbonati aromatici senza uso del fosgene: polimerizzazione in massa fusa del bisfenolo A con il difenilcarbonato.

acetico) riducendo i reflui acquosi di 5 volte e i reflui orga-nici di 10 volte. La nuova via consente inoltre un utilizzomolto più efficace della materia prima di partenza:
Una via storica di preparazione industriale dell’i-drochinone (1,4-didrossibenzene) consiste nell’ossida-zione dell’anilina con biossido di manganese a dare chi-none, seguita dalla riduzione con ferro di quest’ultimo.Il processo dava come coprodotto solfato d’ammonio eossido di ferro in quantità stechiometrica sull’idrochi-none e solfato di manganese in quantità pari ad addirit-tura quattro volte lo stechiometrico:
Lo stesso prodotto, insieme all’isomero 1,2 (pirocate-colo), può essere ottenuto direttamente a partire da fenolo
senza impiego di metalli e senza significativa generazio-ne di sottoprodotti inorganici usando come ossidante acquaossigenata, che dà come coprodotto solo acqua:
Questo processo ha rappresentato la prima applica-zione industriale della titanio silicalite (TS-1), un cataliz-zatore della famiglia delle zeoliti a struttura MFI sinte-tizzato per la prima volta e sviluppato dai laboratori diricerca del gruppo Eni come catalizzatore di ossidazioneselettiva in numerose applicazioni (Perego et al., 2001).Tra le altre applicazioni successivamente sviluppate perla titanio silicalite va citata l’ammossimazione dei cheto-ni con NH3 e H2O2, in particolare del cicloesanone a darecicloesanonossima, intermedio nella produzione delNylon 6, recentemente pervenuta anch’essa allo sfrutta-mento industriale (Petrini et al., 1996). La tecnologia con-venzionale impiegata nella produzione della cicloesano-nossima (processo Raschig) pone il problema di una ele-vata coproduzione di solfato ammonico (circa 2,8 kg/kg),che dà origine a onerose problematiche di smaltimento:
Inoltre essa è penalizzata dalla complessità del ciclooperativo, legata alla sintesi degli intermedi coinvolti, inparticolare la idrossilammina, e alle materie prime inor-ganiche impiegate (il solfato di idrossilammina viene pro-dotto a partire da NH3, CO2 e SO2), e dai conseguentiproblemi di emissioni inquinanti (NOx, SOx). Il proces-so di ammossimazione ha rappresentato una innovazio-ne radicale nel settore. Il termine ammossimazione vuoleindicare che la produzione dell’ossima è condotta diret-tamente a partire da ammoniaca: infatti il processo è basa-to su una reazione catalitica tra cicloesanone, ammonia-ca e acqua ossigenata, che elimina completamente da unlato le criticità legate alla produzione e all’impiego del-l’idrossilammina e dall’altro la coproduzione di solfati:
Un altro processo di ammossimazione catalizzatadalla titanio silicalite di notevole importanza industria-le è utilizzato nella produzione del paracetamolo:
TS-1� NH3 � H2O2 � 2H2O
O N�OH
� NH2OH.H2SO4 � 2NH3
� (NH4)2SO4 � H2O
O
N�OH
� H2O2 � H2O�
OH
OH
TS-1 OHOHOH
O
O
� 4MnO2�5H2SO4
� (NH4)2SO4�4MnSO4�4H2O
� FeO
Fe, H2O
OH
OH
2
2
NH2
2
Al(OtBu)3
OH
OH
H
O
HO
1. O3
2. Zn/CH3COOH
O
H3C
H3C
CH3
CH3NaOCl
N
O
(15%)(100% )
cicloesanone
sterolidi soia
894 ENCICLOPEDIA DEGLI IDROCARBURI
SOSTENIBILITÀ

Di estrema rilevanza sono poi i nuovi processi in svi-luppo per la produzione dell’ossido di propilene e delfenolo. L’ossido di propilene è un intermedio base del-l’industria chimica, utilizzato per produrre una lungaserie di altri prodotti e materiali, in primis i polieteripolioli destinati alla produzione di poliuretani. Nel pro-cesso convenzionale il propilene è fatto reagire con ilcloro in soluzione acquosa, producendo una miscela dicloridrine, da cui si libera l’ossido di propilene per trat-tamento con calce o soda caustica:
Il processo via cloridrina è gravato da una serie di pro-blemi, con evidenti implicazioni di carattere ambientale,quali la formazione di sottoprodotti clorurati inorganicie organici. Si forma un refluo pari a circa 40 volte il volu-me di epossido prodotto, costituito da una soluzione dilui-ta di cloruro di sodio o di calcio e da residui organici clo-rurati. Il processo di epossidazione del propilene con H2O2
catalizzata dalla titanio silicalite invece dà come copro-dotto semplicemente acqua (Clerici et al., 1991):
Esso rappresenta un miglioramento anche rispetto aiprocessi via idroperossidi, che danno come coprodottostirene o MTBE (metil-ter-butiletere), in quanto permettedi svincolarsi dalla necessità di collocare il coprodottosul mercato o di riciclarlo:
Problematiche analoghe, relative alla collocazionesul mercato dell’acetone coprodotto o al suo riciclo comeagente alchilante del benzene, previa riduzione a iso-propanolo, sono connesse al processo corrente di pro-duzione del fenolo, via cumene (Girotti et al., 2003):
Anche in questo caso l’ossidazione diretta del ben-zene a fenolo con H2O2 catalizzata dalla titanio silicali-te, attualmente in sviluppo, consente il superamento diquesto problema (Balducci et al., 2003):
Una via alternativa per la sintesi diretta del fenolo dabenzene utilizza il protossido di azoto (N2O) come ossi-dante e una zeolite ZSM-5 contenente ferro come cata-lizzatore (Panov, 2000):
Purtroppo il costo di una produzione ad hoc di N2Oè troppo elevato e l’unico scenario plausibile per l’ap-plicazione di questo processo prevede il riutilizzo di N2Osottoprodotto dagli impianti di produzione di acido adi-pico (intermedio del nylon).
Potenzialmente assai interessante appare anche la sin-tesi del fenolo per idrodeossigenazione selettiva (HDO,Hydrodeoxygenation) di polifenoli come il catecolo,soprattutto nella prospettiva di una produzione di questiultimi da materie prime rinnovabili come le biomasselignocellulosiche:
Nuovi catalizzatoriUn filone di grande interesse e che può vantare note-
voli successi è rappresentato dalla sostituzione di cata-lizzatori che per la scarsa attività catalitica (o durata del-l’attività catalitica) e/o per la difficoltà o impossibilità diseparazione, purificazione e riciclo vengono impiegati inquantità massive e sono inoltre caratterizzati da elevatapericolosità per l’uomo e per l’ambiente. Appartengono
� H2 � H2O
OH
OH
� N2O � N2
OH
Fe-zeolite
� H2O2 � H2O
OH
TS-1
O
� CH3CCH3
CH(CH3)2
CH3CH CH2 O2
C(CH3)2
OOH
H�
OH
CH
CH3
O
O2R-H R–OOH R� C
CH3
CH3
MTBE
R–OOHCH3CH CH2 CH3CH � R–OHCH2
stirene
O
TS-1CH3CH CH2 � H2O2 CH3CH � H2OCH2
O
Cl2
NaOH
H2OCH3CH CH2
CH3CHCH2OH, CH3CHCH2Cl
CH3CH �NaClCH2
Cl OH
NaOH
O
TS-1 H�
� NH3 � H2O2
C O
CH3
NOH
OH
C
CH3
OH
NHCCH3
OH
895VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ
INDUSTRIA CHIMICA E SVILUPPO SOSTENIBILE

a questa categoria molti catalizzatori acidi di vasto impie-go industriale come l’acido solforico, l’acido fluoridri-co e il tricloruro di alluminio. Risultati eccezionali nelconsentire la loro sostituzione sono stati ottenuti attra-verso l’impiego di catalizzatori acidi solidi e in partico-lare delle zeoliti sintetiche, silico-alluminati facilmenteottenibili in forma acida dotati di strutture cristallineporose ordinate, che costituiscono matrici ideali per indi-rizzare, accelerare e rendere selettive reazioni chimiche.L’impiego delle zeoliti, in quanto catalizzatori eteroge-nei, minimizza le problematiche di separazione del cata-lizzatore dal mezzo e dai prodotti di reazione. Le zeoli-ti si configurano come solidi inerti dal punto di vista tos-sicologico e ambientale, esibiscono elevate attivitàcatalitiche e, di norma, manifestano lunga durata e faci-le rigenerabilità, cosicché i problemi legati allo smalti-mento risultano praticamente azzerati.
L’alchilazione è un processo di raffineria molto im-portante che consente di convertire isobutano e olefineC3-C5 in paraffine C7-C9 ramificate a elevato numero diottano, ideali componenti per benzine:
Questa reazione è tradizionalmente catalizzata conacido solforico concentrato o con acido fluoridrico (HF),tra i quali la capacità produttiva installata si ripartisce inmodo più o meno uguale. Si tratta di sostanze altamen-te corrosive che pongono rilevanti problematiche ambien-tali e di sicurezza in caso di spandimenti e dissemina-zione, oltre a generare grandi quantità di sottoprodottiinorganici (HF forma aerosol stabili a livello del terre-no mentre nel caso dell’H2SO4 la produzione di acidospento da smaltire raggiunge 70-100 kg per tonnellatadi alchilato).
Sono oggi disponibili processi industriali di alchila-zione competitivi con le tecnologie tradizionali, che uti-lizzano una varietà di catalizzatori acidi solidi, dalle zeo-liti a pori larghi, con struttura di tipo Y, normalmenteaddizionate con metalli a funzionalità idrogenante, agliacidi di Lewis o protici come il tricloruro di alluminio ol’acido trifluorometansolfonico supportati su substratiporosi come l’allumina (Hommeltoft, 2001). L’uso diquesti processi è in grado di eliminare molti se non tuttigli inconvenienti dei processi basati sugli acidi liquidi.
Le reazioni di Friedel-Crafts (dal nome dei loro sco-pritori), cioè le alchilazioni e acilazioni di aromatici con-dotte in presenza (prevalentemente) di tricloruro di allu-minio (AlCl3), costituiscono una classe di reazioni digrande importanza, che spaziano in ampi settori dellachimica industriale, dalla petrolchimica alle produzio-ni di chimica fine e farmaceutica. L’impiego di AlCl3
non è scevro da problemi. Nelle alchilazioni esso può
essere usato in quantità catalitica ma non può venire recu-perato al termine della reazione, cosicché lo spegnimentodel catalizzatore con acqua dà origine a consistenti refluiliquidi e solidi contenenti alluminio e cloro. Ma è soprat-tutto nelle acilazioni, dove AlCl3 deve essere addirittu-ra impiegato in quantità superiore alla quantità stechio-metrica, fino a due volte, che dopo lo spegnimento delcatalizzatore la produzione di reflui assume proporzio-ni imponenti. L’uso delle zeoliti in sostituzione dei cata-lizzatori tradizionali di alchilazione dei composti aro-matici è ormai una realtà ben consolidata e ampiamen-te diffusa nei grandi processi petrolchimici. Così, peresempio, il loro impiego è ormai prevalente nelle sinte-si industriali dell’etilbenzene, intermedio di produzionedello stirene, e del cumene, intermedio di produzione delfenolo, in cui zeoliti a pori larghi, come per esempio lazeolite beta, hanno sostituito come catalizzatori di alchi-lazione del benzene con etilene e propilene rispettiva-mente il tricloruro di alluminio e l’acido fosforico (H3PO4)supportato su silice (Perego e Ingallina, 2002). In unimpianto di etilbenzene della capacità di 500.000 t/asi evita così la produzione di un refluo acquoso di idros-sido di alluminio dell’ordine di alcune migliaia di t/a,mentre nella produzione del cumene la generazione disottoprodotti aromatici organici è diminuita di almeno20 volte e la necessità di smaltimento periodico del cata-lizzatore in discarica è praticamente azzerata:
Per quanto riguarda le reazioni di acilazione, l’im-piego della zeolite beta consente, per esempio, di sosti-tuire il tricloruro di alluminio o l’acido fluoridrico nellasintesi del 2-acetil-6-metossinaftalene, intermedio per laproduzione del naproxen (il noto antipiretico, analgesi-co e antinfiammatorio non steroideo) e nella sintesi daisobutilbenzene del 4-isobutilacetofenone, intermediodell’altrettanto noto ibuprofen (Andy et al., 2000):
� (CH3CO)2O
CH2CH(CH3)2
� CH3COOH
CH2CH(CH3)2
COCH3
zeolite beta
� (CH3CO)2O
� CH3COOHCOCH3
H3CO
H3CO
zeolite beta
� CH3CH CH2
CH(CH3)2(fenolo)
zeolite beta
� CH2 CH2
CH2CH3(stirene)
zeolite beta
CH3
CH3CH(CH3)2 � CH3CH CHCH3
(CH3)3CCHCH2CH3
896 ENCICLOPEDIA DEGLI IDROCARBURI
SOSTENIBILITÀ

Come già accennato, si evita in questo modo l’impie-go di una quantità più che stechiometrica di alluminio tri-cloruro, resa necessaria dalla forte complessazione di AlCl3con il composto carbonilico formatosi. Inoltre si evita ilprocedimento di successiva idrolisi necessario per decom-porre questo complesso intermedio che genera grandiquantità di sottoprodotto inorganico ed è la causa di one-rose procedure di separazione. A sua volta l’impiego diHF, estremamente tossico e corrosivo, richiede l’adozio-ne di stringenti misure di sicurezza e di apparecchiature emateriali molto costosi. La zeolite beta è utilizzata comecatalizzatore anche nella acilazione di altri eteri aromati-ci industrialmente importanti come l’anisolo (a p-metos-siacetofenone) e il veratrolo. L’acilazione catalizzata dallazeolite impiega anidride acetica come agente acilantein assenza di solvente e consente una resa superiore (da85-90% a oltre 95%). Per contro il procedimento classi-co impiega cloruro di acetile in combinazione con più diun equivalente di AlCl3 e un idrocarburo clorurato comesolvente. Il nuovo processo quindi evita la generazione diacido cloridrico (HCl) derivante dall’impiego sia del tri-cloruro di alluminio che del cloruro di acetile (oltrechédalla sintesi di quest’ultimo). Il processo classico genera4,5 kg di effluente acquoso per kg di prodotto, contenen-te composti dell’alluminio, HCl o suoi sali e residui diidrocarburi clorurati. L’alternativa catalitica genera solo0,035 kg di refluo acquoso per kg di prodotto (cioè oltre100 volte di meno) contenente meno dell’1% di organici,principalmente acido acetico. Il prodotto viene isolato persemplice filtrazione del catalizzatore, che è riciclabile, edistillazione, cosicché il numero delle operazioni unitariesi riduce da 12 a 2 (Sheldon, 2000).
Anche nelle reazioni di nitrazione degli aromatici,l’impiego come catalizzatori delle zeoliti, così come dialtri acidi solidi (per esempio il Nafion, un polimero per-fluorurato solfonato), costituisce una alternativa all’usodella miscela solfonitrica (HNO3/H2SO4) tradizional-mente adottata. Oltre all’eliminazione dell’uso dell’aci-do solforico e ai conseguenti problemi di smaltimento,viene significativamente ridotta la formazione di pro-dotti polinitrati e in particolare con l’impiego della zeo-lite beta si ottiene una elevata selettività verso l’isome-ro para (Bernasconi et al., 2004):
Infine uno degli esempi più eclatanti dell’impiegoindustriale di una zeolite come catalizzatore acido solido
riguarda la sostituzione dell’oleum (una miscela di acidosolforico concentrato e triossido di zolfo) impiegato ingrande quantità nella trasposizione di Beckmann della ci-cloesanonossima a caprolattame (Ichihashi e Sato, 2001):
La nuova reazione consente di evitare del tutto lacoproduzione di 1,3-1,6 kg di solfato ammonico per kgdi caprolattame prodotto, derivante dalla neutralizza-zione dell’oleum:
L’accoppiamento del processo di ammossimazionedel cicloesanone a cicloesanonossima visto in prece-denza, con il nuovo processo di trasposizione cataliticaha aperto la strada a una produzione di caprolattame com-pletamente svincolata dalla coproduzione di sali.
Sintesi a minor numero di stadiIn molti casi la messa a punto di una strategia alter-
nativa di sintesi mira, oltre che allo sfruttamento di rea-zioni caratterizzate di per sé da una miglior efficienzaatomica e dall’utilizzazione di reagenti meno pericolo-si, alla riduzione del numero degli stadi necessari perottenere il prodotto. Un minor numero di passaggi favo-risce una resa globale più elevata e una riduzione dellaquantità di sottoprodotti.
La ricerca di percorsi alternativi di sintesi ha con-dotto allo sviluppo di protocolli logici come base perprogrammi computerizzati, sulla scorta dell’osserva-zione che il numero di possibili vie di sintesi per mole-cole obiettivo di complessità anche modesta è di rego-la enorme (Hendrickson, 1996). È stato osservato chenell’ambito di questi programmi i criteri di selezionepiù affidabili della strategia sintetica sono quelli basa-ti semplicemente sul numero degli stadi, poiché pre-dire le rese risulta sovente così impreciso da risultareinutile. Le vie di sintesi migliori sono cioè di normale più brevi.
Non è sorprendente che gli esempi più significatividi riduzione del numero di stadi in procedure sintetichecomplesse si riscontrino soprattutto nel settore farma-ceutico o comunque della chimica fine e secondaria. Siè già avuto modo di menzionare l’ibuprofen come unodei più diffusi presidi farmaceutici tra gli antinfiam-matori, antidolorifici e antipiretici. La sintesi tradizio-nale dell’ibuprofen richiede sei passaggi con impiego digrandi masse di solvente e di reagenti corrosivi, impiega-ti in quantità stechiometrica. Un calcolo dell’economia
OHN
NH
O
silicalite MFI
� H2SO4 � 2NH3 � (NH4)2SO4
OHN
NH
O
� HNO3 � (CH3CO)2O
CH3
� 2CH3COOH
CH3
NO2
zeolite beta
897VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ
INDUSTRIA CHIMICA E SVILUPPO SOSTENIBILE

atomica indica che solo il 40% degli atomi presenti nellematerie prime è incorporato nel prodotto:
È stata messa a punto e utilizzata industrialmente(copre a oggi circa il 25% dell’intera produzione mon-diale di ibuprofen) una nuova sintesi che prevede solotre stadi, con raddoppio dell’efficienza atomica ad alme-no 80% e conseguente significativa riduzione della quan-tità di sottoprodotti generati (Cann e Connelly, 2000):
La nuova sintesi, che nell’esercizio industriale attua-le prevede tuttora l’impiego di HF come catalizzatoredello stadio di acilazione, potrà trarre ulteriore benefi-cio dall’utilizzo delle zeoliti descritto in precedenza.Un’altra sintesi alternativa, dimostrata valida fino allascala pilota, per l’ibuprofen, così come per gli omolo-ghi acidi arilpropionici ketoprofen e naproxen, sfruttal’utilizzazione come reagente del dimetilcarbonato conrese che arrivano a superare il 99%. In modo analogo,sempre attraverso l’impiego del dimetilcarbonato è stataelaborata una strategia sintetica che consente la produ-zione dell’antibiotico ad ampio spettro ciprofloxacina
impiegando tre stadi di reazione in meno rispetto alla viatradizionale (Rivetti, 2000b).
In generale sono numerosi e ampiamente riconosciutigli esempi da parte dell’industria farmaceutica di pro-duzioni di principi attivi che hanno beneficiato della defi-nizione e dello sviluppo di strategie di sintesi alternati-ve, caratterizzate da minore complessità, maggiore effi-cienza, eliminazione di reagenti e ausiliari tossici,riduzione dell’uso di solventi e della quantità di refluigenerati (Dunn et al., 2004).
Un ruolo di primaria importanza nella definizione disintesi caratterizzate da minor complessità e maggiore effi-cienza è svolto da un lato dall’utilizzazione di processi bio-catalitici e fermentativi, dall’altro dall’utilizzazione di cata-lizzatori chirali per la sintesi stereoselettiva dell’isomerodesiderato (catalisi asimmetrica). Sono esempi ben notia questo riguardo L-dopa, l-mentolo e (S)-metolachlor.Questi due aspetti si ritrovano spesso utilmente combina-ti nell’utilizzazione della catalisi enzimatica.
Condizioni alternative di processo
Le condizioni impiegate nei processi di sintesi deiprodotti chimici possono avere ricadute negative impor-tanti in relazione all’impatto ambientale e alla sicurez-za: rischi associati a drastiche condizioni di reazione,elevati consumi energetici, emissioni nocive. È noto chemolti solventi (i cosiddetti VOC, Volatile Organic Com-pounds), impiegati nelle reazioni e nelle operazioni diseparazione/purificazione, contribuiscono in misurasostanziale all’inquinamento dell’aria e delle acque. Esi-stono quindi ben fondate ragioni per le quali la ricercadi condizioni alternative di processo si è largamente indi-rizzata all’eliminazione dell’uso dei solventi o allo svi-luppo dell’impiego di solventi alternativi benigni. Faparte di questo filone lo studio delle reazioni in sistemiacquosi, bifasici (che includono, oltre ai tradizionali siste-mi acquoso-organici, i liquidi ionici e i solventi perfluo-rurati) e supercritici, in particolare CO2 supercritico. Unsecondo filone della ricerca di condizioni alternative diprocesso riguarda gli sforzi di process intensification,già menzionata in precedenza, che include i metodi alter-nativi di attivazione energetica come l’impiego di ultra-suoni e di microonde e una maggior attenzione a sor-genti energetiche più classiche come quelle impiegate infotochimica ed elettrochimica, con l’obiettivo di con-sentire l’utilizzazione di condizioni di reazione più blan-de e un’attivazione più selettiva. Spesso queste tecnichedi attivazione non convenzionali risultano ideali per con-sentire di condurre le reazioni in assenza di solventi.
Solventi alternativiLa soluzione radicale ai problemi generati dall’im-
piego dei solventi è ovviamente costituita dalla loro com-pleta eliminazione («il miglior solvente è quello che non
(CH3)2CHCH2
(CH3CO)2O
HF1
H2
Ni-Raney2
(CH3)2CHCH2
CCH3
O
CO
Pd(II)3
(CH3)2CHCH2
CHCH3
OH
(CH3)2CHCH2
CHCH3
COOH
(CH3)2CHCH2
(CH3CO)2O
AlCl31
ClCH2COOC2H5
NaOC2H5
2(CH3)2CHCH2
CCH3
O
(CH3)2CHCH2
H�, H2O
COOC2H5
CH3
O
3
NH2OH
4
(CH3)2CHCH2
CHCH3
CHO
5
(CH3)2CHCH2
CHCH3
CH NOH
H�, H2O
6
(CH3)2CHCH2
CHCH3
CN
(CH3)2CHCH2
CHCH3
COOH
898 ENCICLOPEDIA DEGLI IDROCARBURI
SOSTENIBILITÀ

c’è»), con notevoli benefici anche dal punto di vista eco-nomico e di semplicità dei processi. Non a caso moltiprocessi consolidati della grande industria chimica dibase operano in assenza di solvente, generalmente in fasegassosa. Questa tendenza si è andata espandendo comeben testimoniano i recenti processi per la polimerizza-zione dell’etilene e del propilene in reattore a letto flui-do in fase gas o la polimerizzazione dell’ABS (Acrilo-nitrile Butadiene Stirene) in massa fluida.
Ampio spazio esiste per la sostituzione dei solventicon altri meno tossici, volatili e infiammabili. Solventiclorurati, per esempio, possono venire sostituiti, per illavaggio di superfici metalliche, da: a) esteri come gliesteri dibasici (una miscela di adipato, glutarato e succi-nato di metile); b) esteri metilici derivati da oli vegetali(impiegati anche come combustibili per autotrazione, ilben noto biodiesel); c) dibutilcarbonato; d) terpeni repe-ribili in natura (limonene); e) formulazioni a base acquo-sa contenenti tensioattivi. Vedremo in seguito il ruolo del-l’acqua e del biossido di carbonio liquido o in condizio-ni supercritiche, solventi benigni per antonomasia, cosìcome di altri solventi innovativi quali i liquidi ionici.
Questi sono solo alcuni esempi delle imponenti tra-sformazioni in corso nel settore dei solventi, che coin-volgono non solo il settore della produzione e della lavo-razione ma anche e soprattutto la formulazione dei pro-dotti a disposizione del consumatore, dai prodotti perl’igiene personale e per la casa alle pitture e vernici (sipensi solo alle pitture a base acquosa).
Il solvente benigno ed economico per eccellenza ènaturalmente l’acqua. Tuttavia l’acqua, nonostante sia ilmezzo principe delle reazioni biochimiche nei sistemiviventi, è però tradizionalmente considerata un solventedi difficile impiego nelle reazioni chimiche. Molti rea-genti e prodotti organici, così come molti catalizzatoriomogenei a base di complessi di metalli di transizione,sono insolubili in acqua, anche se esistono notevoli eimportanti eccezioni, e il recupero dei prodotti da solu-zioni acquose è di norma particolarmente oneroso. Inol-tre l’acqua può essere piuttosto reattiva verso le moleco-le organiche ed è in grado di inibire numerose reazioni.Ciononostante sono stati riportati esempi recenti in cuiquesta visione negativa tradizionale è stata completa-mente ribaltata, come nel caso dell’uso del mezzo acquo-so nelle reazioni di Diels-Alder (Breslow, 1998) e nellesintesi organometalliche di Barbier-Grignard (Li, 1998;Paquette, 1998), un gruppo di reazioni di notevole utilitàsintetica, per esempio nella chimica dei carboidrati.
In condizioni vicine al punto critico (T�250-350 °C,P�5-10 MPa) le caratteristiche di solvenza dell’acquadiventano poi simili a quelle di solventi organici comel’alcol etilico o l’acetone. La sua costante dielettricadiminuisce da 80 a 20 e la sua densità da 1 a 0,7. Que-sto fa sì che quasi tutti i composti organici normalmen-te insolubili possano in queste condizioni essere disciolti
e fatti reagire in fase omogenea in acqua, che diventacosì un ottimo mezzo di reazione. L’abbassamento dellatemperatura e della pressione a fine reazione costituisceun semplice metodo di separazione a causa della dimi-nuzione di solubilità indotta, che consente il facile recu-pero dei prodotti. Inoltre in queste condizioni l’acqua sidissocia sensibilmente consentendo di condurre reazio-ni acido o base catalizzate senza l’addizione effettiva diacidi o basi e senza la conseguente coproduzione di salirisultanti dalla loro neutralizzazione. Esempi dell’usodell’acqua come solvente in condizioni vicine al puntocritico sono classiche reazioni base catalizzate come lacondensazione aldolica e di Claisen e la reazione di Can-nizzaro e l’acilazione di Friedel-Crafts condotta senzal’impiego di acidi di Lewis come catalizzatori (Nolenet al., 2003). Un esempio è la sintesi dell’antrachinone:
L’uso dell’acqua in condizioni supercritiche (T �374 °C,P�22 MPa) è alla base di processi in cui l’acqua agiscesia come reagente sia come solvente per la distruzionedi reflui organici mediante ossidazione totale, per l’os-sidazione selettiva con ossigeno di alchilaromatici (comep-xilene ad acido tereftalico) con MnBr2 come cataliz-zatore, che evita l’impiego di acido acetico come sol-vente, e infine per il riciclo di polimeri di condensazio-ne come i poliuretani (PU) o il polietilenetereftalato(PET) attraverso la ritrasformazione nei monomeri dipartenza. Quest’ultimo processo è applicato commer-cialmente per il recupero della toluendiammina da resi-dui della produzione del TDI (toluendiisocianato):
L’individuazione di solventi alternativi è mirata, oltreche all’obiettivo dell’utilizzazione di solventi con carat-teristiche di bassa tossicità verso l’uomo e l’ambiente,alla definizione di condizioni alternative di processo checonsentano una facile riciclabilità dei reagenti, del cata-lizzatore e del solvente e una facile separazione del pro-dotto (Keim, 2003). In questa prospettiva un ruolo dicrescente importanza è giocato dai processi multifase. Iprocessi basati sulla catalisi in trasferimento di fase inambiente bifasico eterogeneo acquoso-organico sonostati introdotti ormai da più di trent’anni e comprendo-no esempi consolidati di applicazione industriale. In que-sti processi la fase acquosa ha la funzione di riserva perla generazione di anioni inorganici od organici reattivi,
� 2H2O
CH3
NCO
NCO� 2CO2
CH3
NH2
NH2condizioni
supercritiche
O
O
OH
O
O
H2O
275 °C
899VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ
INDUSTRIA CHIMICA E SVILUPPO SOSTENIBILE

che migrano nella fase organica contenente il reagentee il catalizzatore, ove avviene la reazione (Makosza,2000). Il catalizzatore (PCT, Phase Transfer Catalyst) èdi norma un sale di ammonio o fosfonio quaternario che,in quanto fonte di cationi lipofili, è in grado di trasferi-re l’anione nella fase organica attraverso la formazionedi una coppia ionica e di consentire così il decorso dellareazione che altrimenti non potrebbe avvenire. L’utiliz-zazione di questo tipo di catalisi in sistema bifasicoacquoso-organico evita la necessità di dover ricorrereall’impiego di solventi polari aprotici spesso tossici comela dimetilformammide (DMF) o il dimetilsolfossido(DMSO) e consente migliori rese, selettività e velocitàdi reazione.
Attraverso l’impiego della catalisi in trasferimentodi fase sono state rese possibili ossidazioni selettivecon acqua ossigenata in mezzo bifasico acquoso-or-ganico, in cui l’attivazione dell’H2O2 è catalizzata dauna miscela di anioni fosfato (o arseniato) e tungstato(Kozhevnikov, 1998). Questo metodo di ossidazioneselettiva è stato applicato su scala commerciale per laproduzione dell’1,2-epossidecano e del 3,4-epossibutir-rato di isobutile, un intermedio chiave nella sintesi delfarmaco nootropico Oxiracetam:
Sull’onda dei successi della catalisi in trasferimentodi fase, sono state condotte in sistema bifasico acquoso-organico reazioni catalizzate da complessi di metalli ditransizione, in cui il catalizzatore risiede nella fase acquo-sa e in essa avviene la reazione. Una semplice separa-zione di fase è poi sufficiente per isolare il prodotto dalcatalizzatore che può essere agevolmente riciclato. L’e-sempio più eclatante di questa metodica è la idroformi-lazione del propilene a butirraldeide (Kohlpaintner et al.,2001). Il catalizzatore, un complesso fosfinico di rodio,è stato reso idrosolubile mediante l’inserimento di grup-pi solfonici nel legante fosfinico:
Più recentemente sono stati sviluppati sistemi a basedi solventi perfluorurati o altamente fluorurati (FBS,Fluorous Biphase Systems), che consentono di supera-re le limitazioni dei sistemi acquoso-organici, legate alfatto che la reazione deve necessariamente essere con-dotta in mezzo acquoso, mantenendone nel contempo lecaratteristiche che li rendono attraenti dal punto di vistadella sostenibilità, in primis la facile separazione dei pro-dotti (Horvath, 1998; Curran e Lee, 2001). I solventi diquesto tipo sono generalmente non tossici e biologica-mente compatibili. La loro miscibilità con prodotti e sol-venti organici può essere modulata in funzione della tem-peratura, cosicché in molti casi si possono ottenere solu-zioni omogenee in fase di reazione e poi, medianteraffreddamento, provocare la smiscelamento in due fasiper agevolare la separazione del prodotto e riciclare ilcatalizzatore.
In virtù di prerogative analoghe, tra i solventi neote-rici, è stato recentemente mostrato grande interesse perl’impiego dei liquidi ionici (Wilkes, 2002), anche se leloro caratteristiche di tossicità e di stabilità al riciclo ele problematiche relative al loro costo di produzione ven-gono tuttora dibattute. Un liquido ionico è un composto,generalmente un sale di un catione di ammonio o fosfo-nio quaternario con una varietà di anioni, che pur essen-do di natura ionica si presenta liquido o basso-fondentea causa della dimensione degli ioni e della bassa sim-metria molecolare (convenzionalmente un liquido ioni-co viene distinto da un sale fuso quando presenta unpunto di fusione inferiore a 100 °C). Un materiale di que-sto tipo si presenta liquido in un campo di temperatureche si può estendere fino a valori dell’ordine di 200 oanche 300 °C (per l’acqua tale campo è notoriamente di100 °C). Liquidi ionici sono oggi disponibili commer-cialmente (fig. 7).
I liquidi ionici in quanto tali sono caratterizzati datensione di vapore nulla e la loro struttura può esseredisegnata in modo da conferire spiccate proprietà siaidrofiliche sia idrofobiche. Questa caratteristica puòessere sfruttata per la generazione di sistemi bifasicisia nei confronti dell’acqua sia di fasi organiche apo-lari che favoriscono la separazione del prodotto di rea-zione.
L’impiego dei liquidi ionici è stato studiato in unagrandissima varietà di reazioni, che includono tra gliesempi più significativi reazioni di Friedel-Crafts, idro-genazioni, ossidazioni, idroformilazioni, dimerizzazio-ni e oligomerizzazioni di olefine. In generale i liquidiionici sciolgono molto bene la maggior parte dei com-plessi di metalli di transizione e possono perciò essereimpiegati facilmente in catalisi omogenea. Altri sistemisolventi alternativi, come il biossido di carbonio o i sol-venti perfluorurati, soffrono spesso di una bassa solubi-lità dei complessi metallici e richiedono la sintesi dileganti specificamente progettati.
ORhLn
H2OCH3CH CH2 � CO � H2
NaO3S SO3Na
SO3Na
PL
CH3CH2CH2CH
�
O
O
ON
HO
WO4 /PO4
PCT, H2OCH2 CHCH2COCH2CH(CH3)2 � H2O2
OCH2COCH2CH(CH3)2
CH2CONH2
2� 3�
900 ENCICLOPEDIA DEGLI IDROCARBURI
SOSTENIBILITÀ

Negli anni Ottanta e primi anni Novanta un proces-so antesignano nello studio dell’impiego di liquidi ioni-ci è stata la conversione del gas di sintesi in compostiorganici ossigenati come glicole etilenico, acido aceti-co, alcoli su un sistema catalitico fuso contenente rute-nio in cui complessi di rutenio vengono dispersi insie-me a cocatalizzatori in sali bassofondenti di ammonio efosfonio quaternario. Più recentemente (Olivier, 1999)è stato sviluppato un processo di dimerizzazione di ole-fine leggere, come propilene e buteni, catalizzato danichel condotto in doppia fase utilizzando un liquidoionico acido che agisce sia da solvente sia da cocataliz-zatore (processo Difasol). Il catalizzatore cationico dinichel risulta stabilizzato nella fase ionica senza neces-sità di legandi addizionali, mentre i prodotti di reazione(olefine C6-C10) formano una seconda fase meno densache viene agevolmente separata. In questo modo si hannouna più elevata attività del catalizzatore, un consumo dicatalizzatore ridotto e una miglior selettività ai dimeridesiderati rispetto al processo tradizionale in fase omo-genea (fig. 8).
In modo analogo l’isobutene può essere polimeriz-zato a poliisobutene ad alto peso molecolare in un liqui-do ionico acido come un alchilmetilimidazolio o N-alchil-piridinio cloroalluminato. La polimerizzazione in liqui-do ionico può offrire una serie di vantaggi rispetto alprocesso tradizionale che impiega alluminio tricloruro:il polimero forma uno strato separato e non necessita deisuccessivi lavaggi acquosi per la purificazione. Il cata-lizzatore può essere riciclato e le reazioni secondarieindesiderate, come l’isomerizzazione, sono tenute sonocontrollo senza necessità di uno spegnimento alcalinodella reazione.
I processi descritti fanno uso di liquidi ionici in formadi cloroalluminati, con caratteristiche acide, i primi a esse-re utilizzati in reazioni di Friedel-Crafts e di di/oligo/poli-merizzazione, alchilazione o isomerizzazione di olefine.Il successivo sviluppo di liquidi ionici neutri in forma dianioni BF4
�, PF6�, ecc., ha reso possibile lo sfruttamento
delle loro interessanti caratteristiche in altre reazioni delleolefine come le idrogenazioni, le idroformilazioni e lereazioni di Diels-Alder o come solventi di estrazione. Unesempio interessante riguarda l’eliminazione di compo-sti contenenti S e N da benzine, gasoli e altri prodotti diraffineria per estrazione con liquidi ionici come 1-butil-3-metilimidazolio ottilsolfato che mostrano buone pro-prietà di estrazione anche di composti solforati difficilida eliminare mediante idrodesolforazione, come il diben-zotiofene e suoi alchilderivati (Esser et al., 2004).
Anche l’uso del biossido di carbonio liquido o in con-dizioni supercritiche (Tc�31,1 °C, Pc�7,38 MPa) rap-presenta un’alternativa all’impiego di solventi tradizio-nali (Aresta, 2003). Il biossido di carbonio è disponibi-le in grandi quantità, non è tossico, non è infiammabileed è poco costoso. Le sue proprietà solventi possonoessere opportunamente modulate variando la pressionedi lavoro, cioè la densità, e influenzando in questo modosignificativamente il parametro di solubilità. Cionono-stante il CO2 come solvente mantiene sempre un carat-tere eminentemente poco polare (le sue proprietà sol-venti possono essere assimilate a quelle di un idrocar-buro come l’esano) e quindi non è in grado di dissolveresali o polimeri fortemente polari e non è indicato per rea-zioni ioniche o catalizzate da catalizzatori ionici. In que-sti casi si ricorre all’uso di agenti di trasferimento di faseo legandi e controioni lipofilici. Un’altra limitazione può
901VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ
INDUSTRIA CHIMICA E SVILUPPO SOSTENIBILE
esafluoroantimoniatoesafluorofosfatofluoborato
mesilatopiridinio
cloroalluminatiR � C3-C16
tosilato
nitrato trifluoroacetato
ANIONICATIONI
R
CF3COO�
R2
R4R3
R2
R1
R1
R2 N�
N�
�
pirazolio
pirrolidinioimidazolio
ammonio
fosfonio
H
H
N
R1
R4R3
R2
P�
R1
N
��
NNN
CH3
BF4
CF3SO3
NO3
AlCl4 Al2Cl7
SO3
PF6 SbF6� � �
� �
�
� �
fig. 7. Liquidi ionici.

venire dal fatto che il biossido di carbonio è un elettro-filo a carattere debolmente acido ed è in grado di inte-ragire con sostanze basiche. In pratica le reazioni piùindicate sono quelle che coinvolgono gas poco solubiliin solventi convenzionali, come l’idrogeno e l’ossigeno,sfruttandone la miscibilità completa con CO2 in condi-zioni supercritiche e, nel caso dell’ossigeno, anche ilfatto che, essendo la molecola di CO2 al massimo statodi ossidazione, non può essere ulteriormente ossidata(Morgenstern et al., 1996).
Un’applicazione industriale consolidata del biossi-do di carbonio in condizioni supercritiche (o liquido) èl’estrazione della caffeina (così come di altri principiattivi naturali e farmaceutici); applicazioni più recenti oin fase di precommercializzazione sono il lavaggio diparti metalliche, la verniciatura spray, la produzionedi aerogeli di silice e di polveri fini, la deposizione difilm sottili e il lavaggio a secco degli indumenti in sosti-tuzione della trielina.
È stato annunciato, ma mancano conferme della rea-lizzazione dell’impianto, l’impiego industriale del bios-sido di carbonio in condizioni supercritiche come sol-vente di reazione in sostituzione del freon nella polime-rizzazione del tetrafluoroetilene. Più recentemente ne èiniziata l’utilizzazione in luogo dell’acetone in un impian-to continuo multiscopo per l’idrogenazione dell’isofo-rone a trimetilcicloesanone con catalizzatori al palladio,dove garantisce conversione e selettività quantitative(Licence et al., 2003).
Altre reazioni utilmente studiate in CO2 supercriticosono le idroformilazioni, le eterificazioni ed esterifica-zioni, le reazioni di Friedel-Crafts e polimerizzazioni divaria natura in cui, al pari di quanto avviene per le estra-zioni, si sfruttano la bassa viscosità, l’elevata diffusività
e capacità di permeare il solido polimerico con plasti-cizzazione del polimero precipitato e la capacità di nonlasciare residui di solvente nel polimero. Ciò si traducein un miglioramento delle rese e dei pesi molecolari siain reazioni di polimerizzazione radicalica che di poli-condensazione. Un esempio rilevante è l’impiego di CO2
supercritico nella produzione dei policarbonati aroma-tici condotta in massa fusa o allo stato solido.
Il biossido di carbonio in condizioni supercriticherappresenta un potenziale sostituto dei solventi organi-ci nelle reazioni bifasiche con acqua, quali le reazioni intrasferimento di fase. Allo stesso modo, la combinazio-ne di CO2 supercritico e solventi (per)fluorurati o liqui-di ionici può offrire vantaggi speciali: il solvente neote-rico contiene il catalizzatore mentre i prodotti di reazio-ne sono estratti in CO2 supercritico.
Infine il biossido di carbonio in condizioni supercri-tiche può rappresentare un mezzo di reazione partico-larmente vantaggioso quando serve anche da reagente,come nelle già menzionate sintesi di carbonati e poli-carbonati organici a partire da CO2.
Metodi alternativi di attivazioneL’uso di metodi alternativi di attivazione delle rea-
zioni chimiche, diversi dalla consueta somministrazio-ne di calore o dall’uso di reagenti e catalizzatori tradi-zionali, è generalmente considerato uno strumento dichimica sostenibile con potenziale assai elevato, anchese non ancora adeguatamente studiato e sfruttato. Traquesti metodi di attivazione si possono citare da un latometodiche piuttosto note e consolidate, come l’uso del-l’elettricità (elettrochimica) e della luce (fotochimica);dall’altro tecniche emergenti di frontiera come l’uso dellemicroonde e degli ultrasuoni (sonochimica).
902 ENCICLOPEDIA DEGLI IDROCARBURI
SOSTENIBILITÀ
liquido ionico:
catalizzatorein liquido ionicoolefine leggere
(propilene, buteni, ecc.)
n-otteni
1-butil-3-metilimidazoliotetracloroalluminato
catalizzatore:complesso di Ni
C4H9H3C� NN
AlCl4�
fig. 8. Il processo Difasol.

Tutte queste metodiche condividono alcune caratte-ristiche comuni che le rendono potenzialmente interes-santi. Per esempio possono attivare molecole in modoestremamente specifico, facendo avvenire reazioni altri-menti impossibili, migliorando la selettività, consenten-do l’uso di condizioni più blande di reazione; possonoevitare l’impiego di reagenti e catalizzatori, eliminandoproblemi di separazione e di generazione di sottopro-dotti; possono ridurre in modo sensibile i tempi di rea-zione. Si prestano particolarmente bene a reazioni inassenza di solventi o che utilizzano solventi nuovi o beni-gni come i liquidi ionici o l’acqua. Tuttavia gli aspettieconomici e le difficoltà dello scale-up industriale, chepresenta caratteristiche differenti rispetto allo scale-updei processi convenzionali, sono stati spesso la causa diun sottoutilizzo delle tecniche di attivazione, anche lepiù consolidate.
Le tecniche elettrochimiche, per esempio, sono ingrado di apportare molti benefici dal punto di vista dellasostenibilità (Matthews, 2001). Gli elettrodi possonoessere visti come dei catalizzatori eterogenei facilmen-te separabili dai prodotti di reazione. Gli elettroni pos-sono essere considerati un reagente impiegabile con effi-cienza atomica 100% e in condizioni di impiego piut-tosto blande. Le reazioni di ossidazione e riduzione,caratterizzate dalla cessione o dall’acquisto di elettronida parte di una molecola, sono ideali per essere indot-te anche dal solo passaggio di una corrente elettrica,senza necessità di reagenti aggiuntivi. Così l’elettricitàpuò essere usata per sostituire reagenti stechiometricitossici, come nelle ossidazioni tradizionalmente con-dotte con alogeni.
Un impiego su larga scala dell’elettrochimica dovrànecessariamente passare attraverso una riduzione sensi-bile e generalizzata del costo dell’energia elettrica. Inuno scenario di questo genere si aprirebbero prospetti-ve epocali per il riutilizzo del biossido di carbonio attra-verso tecniche elettrochimiche, come nella sintesi delmetanolo (Sánchez-Sánchez et al., 2001).
Anche la fotochimica fa balenare potenziali scenarilegati all’utilizzazione della luce visibile come fonte ener-getica e di materiali, sulla scorta di processi mimeticidella fotosintesi clorofilliana. Più concretamente, la luceè un sistema di attivazione che non lascia residui darimuovere dopo la reazione. Essa è in grado di attivarele molecole in modo estremamente selettivo e di pro-muovere reattività differenti, tipicamente la reattivitàradicalica, e nuove reazioni, altrimenti molto difficili oaddirittura impossibili, come certe isomerizzazioni ecicloaddizioni delle olefine che coinvolgono stati di tran-sizione termicamente proibiti (Albini et al., 2000).
Anche l’attivazione dell’ossigeno molecolare è re-sa possibile in condizioni di gran lunga più blande e fo-riere di migliori selettività di reazione: è stato dimostra-to che la fotoossidazione catalitica con ossigeno del
cicloesano a cicloesanolo/one, importanti intermedi delnylon, in presenza di catalizzatori come il biossido dititanio, i poliossotungstati o le metalloporfirine, avvie-ne a temperatura ambiente e pressione atmosferica. L’usodella luce visibile consente un’alternativa alle acilazio-ni di Friedel-Crafts con eliminazione dell’impiego diacidi di Lewis come AlCl3:
Negli anni più recenti si è sviluppato un notevole inte-resse per tecniche di attivazione alternative quali quelleche utilizzano le microonde (in genere 2,45 GHz) e gliultrasuoni (20 kHz-1 MHz), tecniche che a tutt’oggi pos-sono essere considerate di frontiera e relativamente allequali si dibatte circa la reale applicabilità industriale.L’impiego delle microonde consente in molti casi unanetta riduzione dei tempi di reazione che risultano infe-riori di 2-3 ordini di grandezza, e si accoppia molto benecon la conduzione delle reazioni in assenza di solvente,per esempio mescolando i reagenti allo stato solido, inacqua o in solventi neoterici come i liquidi ionici che,avendo una elevata costante dielettrica, sono molto sen-sibili alle microonde. Per le loro caratteristiche le microon-de si stanno rivelando molto congeniali all’impiego nelloscreening veloce e per la definizione di protocolli sinte-tici nella sintesi parallela e combinatoriale per la costru-zione di librerie, in particolare attraverso una moltepli-cità impressionante di sintesi condotte allo stato solidoin assenza di solventi con reagenti e catalizzatori sup-portati su substrati come l’allumina, la silice o il poli-stirene (PS; Varma, 2001).
L’impiego degli ultrasuoni dà origine, in funzionedelle potenze applicate, a effetti chimici e fisici legati aifenomeni di cavitazione acustica, nell’interno e nell’in-torno delle bolle che si formano. In condizione di soni-cazione si possono così osservare frammentazioni omo-litiche a specie radicaliche (sonolisi), generazione di statieccitati e alterazione della solvatazione, così come miglio-ramenti del trasferimento di massa e degli effetti di tra-sferimento di fase. Ne possono derivare risultati benefi-ci quali: a) la riduzione dei tempi di reazione; b) reseaccresciute; c) più blande condizioni di reazione; d) cam-biamento dei meccanismi di reazione con l’instaurarsidi reattività modificate o completamente diverse;e) aumentata efficienza delle reazioni condotte in acquao in condizioni multifase.
Prodotti alternativi
Uno degli obiettivi fondamentali di una chimica soste-nibile consiste nella progettazione e nello sviluppo di
OOH
OH
O
O
CHO hn�
903VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ
INDUSTRIA CHIMICA E SVILUPPO SOSTENIBILE

prodotti, alternativi a quelli attualmente utilizzati, piùsicuri e ambientalmente benigni, da produrre con pro-cessi ‘puliti’ che mettano a frutto i concetti visti in pre-cedenza. Questo obiettivo è tanto ovvio quanto com-plesso e coinvolge in realtà aspetti che vanno ben oltrequelli più propriamente chimici per afferire a tutta lamultiforme problematica di progettazione del prodotto:dagli aspetti di impatto ambientale e di sicurezza delmateriale ai consumi energetici, all’efficienza presta-zionale fino alle relazioni tra innovazione tecnica e cam-biamento della catena di produzione e tra innovazionetecnica e cambiamento dei modelli di consumo. L’am-bizioso obiettivo di progettare nuovi prodotti si traducein prospettiva nella riprogettazione di un intero sistemaindustriale.
Si possono distinguere tre filoni principali, in partecorrelati, attraverso cui si dipana la definizione di nuoviprodotti alternativi. Il primo riguarda prodotti caratte-rizzati da più bassa tossicità e pericolosità, senza che nelcontempo ne risulti sacrificata l’efficacia funzionale. Ilsecondo aspetto è quello costituito dai nuovi prodottiderivanti da fonti rinnovabili, di norma di origine vege-tale. Il terzo filone è quello più direttamente legato agliaspetti applicativi e riguarda lo sviluppo di prodotti dota-ti di prestazioni migliori e che possono quindi essereimpiegati in minore quantità, che hanno maggiore dura-ta, che richiedono minore manutenzione, oppure che sonoin tutto o in parte riciclabili, con ovvie ricadute dal puntodi vista dell’impatto verso l’ambiente.
Prodotti meno tossiciUn obiettivo primario per una chimica sostenibile è
indirizzare la produzione verso prodotti che risultinomeno tossici, meno pericolosi e a minore impatto sul-l’ambiente pur garantendo almeno le stesse prestazioni,in termini di funzionalità, dei prodotti che si propongo-no di sostituire. La necessità di spostarsi verso prodottimeno tossici e ambientalmente innocui è una tendenzaconsolidata da alcuni decenni, con innumerevoli esem-pi anche di grande rilevanza mediatica, come nel casodei divieti all’impiego dei pesticidi clorurati (valga pertutti il DDT), dei PCB (policlorobifenili) e dei cloro-fluorocarburi. Questi sono tutti esempi in cui sostanzedi largo impiego sono state messe al bando solo dopo ilriconoscimento dei non previsti nefasti effetti ambien-tali che si sono rivelate in grado di provocare. L’obietti-vo è ben più ambizioso e riguarda l’abilità di indirizza-re fin dall’inizio la ricerca verso la progettazione e losviluppo di prodotti comparativamente benigni. La sfidaè quella di ridurre gli effetti negativi di una molecolasenza sacrificarne l’efficacia funzionale. In realtà in molticasi si rileva che la parte della molecola che fornisce l’at-tività desiderata è separata dalla parte responsabile dellatossicità o delle proprietà pericolose, per cui è possibileottenere una riduzione del rischio a parità di prestazioni
modificando opportunamente la struttura molecolare nel-l’ambito della medesima classe di composti. Più in gene-rale un’analisi della funzione che deve essere eseguitapuò consentire di ottenere una prestazione analoga impie-gando composti di natura completamente diversa e sce-vri dei rischi che accompagnano il prodotto tradiziona-le. La progettazione di prodotti più sicuri, dunque, puòessere condotta mediante strategie diverse, e la sceltadipende in misura essenziale dalla quantità di informa-zioni disponibili sul meccanismo di azione, sulle corre-lazioni attività-struttura e così via. Quando una riduzio-ne intrinseca della pericolosità della molecola risulta dif-ficoltosa, l’uso del prodotto può essere reso menopericoloso riducendone la biodisponibilità. Per esempioin ambito biologico si possono modificare le caratteri-stiche di idrofilicità e lipofilicità o il volume molecola-re, che spesso controllano la capacità di una sostanza diattraversare le membrane biologiche. In campo ambien-tale una modifica del tempo di vita o delle proprietà chi-mico-fisiche di un prodotto può evitare che esso rag-giunga o stazioni per un tempo sufficiente nelle zone oveè effettivamente in grado di esplicare i suoi effetti no-civi, per esempio la stratosfera per le sostanze con ele-vato potenziale di riduzione dell’ozono (Anastas eWilliamson, 1996).
L’obiettivo fondamentale di coniugare bassa perico-losità e tossicità con adeguate prestazioni è alla baseanche delle idee esposte in precedenza trattando di rea-genti, ausiliari e solventi impiegati nei processi indu-striali. Per quanto riguarda i prodotti finali destinati alconsumo, questo obiettivo è stato perseguito soprattut-to in settori industriali specifici come quello farmaceu-tico e nella produzione dei fitofarmaci, ma ha validitàdel tutto generale, in quanto esso viene seguito anchenell’ottenimento di altri prodotti di largo consumo, comepitture e vernici.
Nel campo dei fitofarmaci, per esempio, si assiste auno spostamento graduale dall’impiego di prodotti inor-ganici contenenti arsenico, rame, piombo o zolfo o daprodotti organici clorurati a lunga persistenza nell’am-biente verso molecole, spesso reperibili in natura o bio-mimetiche come i piretroidi e i feromoni, con azione mira-ta verso gli organismi obiettivo ma innocui verso gli altriorganismi e in grado di degradare a sottoprodotti inno-cui. Nel vasto panorama, un esempio recente: lo spino-sad (spinosyn A/D), un insetticida di origine biologicacon struttura chimica di lattone macrociclico, prodottoper fermentazione, attivo contro le larve di zanzara conalta selettività e bassa tossicità generale e che presentaun favorevole profilo ambientale (Sparks et al., 2001).
Nel campo dei biocidi si possono ritrovare esempisorprendenti delle opportunità fornite dall’introduzio-ne di prodotti alternativi. Ancora oggi il preservanteper legno di più larga utilizzazione è costituito da unamiscela di composti di rame, cromo e arsenico (CCA,
904 ENCICLOPEDIA DEGLI IDROCARBURI
SOSTENIBILITÀ

Chromated Copper Arsenate). Solo recentemente è ini-ziata l’introduzione di prodotti alternativi, come una for-mulazione a base di un complesso di rame bivalente eun composto di ammonio quaternario disciolti in ammo-niaca o etanolammina, che eliminano le problematicheindotte dalla presenza dell’arsenico e del cromo esava-lente (Award [...], 2002).
In realtà la problematica dell’eliminazione dai benidi consumo di metalli pesanti tossici e inquinanti è piut-tosto generalizzata e trasversale a parecchi settori mer-ceologici, come appunto quello delle pitture e vernici.Pigmenti a base di cromo, piombo e cadmio, come ilpiombo molibdato, il piombo cromato e il cadmio sulfo-seleniuro, sono tradizionalmente usati per coprire lagamma di colori rosso, arancio e giallo. Essi possonoessere validamente sostituiti, anche dal punto di vistaeconomico, con coloranti azoici a bassa tossicità conte-nenti metalli alcalino-terrosi innocui come il calcio, lostronzio e il bario, che possono essere impiegati senzaproblemi anche a contatto con cibi e bevande e in pro-dotti per la casa (Ritter, 2004). In modo analogo l’ittrio,un elemento più comune e molto meno tossico, può sosti-tuire egregiamente il piombo come primer nella tecno-logia di elettrodeposizione catodica (electrocoating) usatanella verniciatura degli autoveicoli per la protezione dellelamiere dalla corrosione (Cahn, 2002).
Prodotti alternativi da fonti rinnovabiliLo sviluppo di nuovi prodotti alternativi derivanti da
fonti rinnovabili rappresenta forse nel modo più genui-no il vero nocciolo duro della ‘rivoluzione verde’ nellachimica (Stevens e Verhé, 2004). L’utilizzazione dellefonti rinnovabili è un aspetto che è stato già trattato inprecedenza, sotto altra ottica, in relazione alle materieprime alternative. Da queste materie prime si possonopiù ambiziosamente trarre non solo i prodotti già con-solidati della attuale filiera industriale ma anche prodotticompletamente nuovi che, oltre alla loro derivazione dafonti rinnovabili, esibiscano altre caratteristiche benigne.La produzione di questi nuovi prodotti avviene spesso,ma non sempre, attraverso procedimenti biotecnologicie biocatalitici.
Un esempio molto noto e di grande rilievo è rappre-sentato dal cosiddetto biodiesel, carburante alternativoper motori a gasolio, costituito da una miscela di esterimetilici di acidi grassi prodotta per metanolisi a partireda trigliceridi come gli oli di soia, di colza, di palma ogli oli esausti alimentari (Knothe et al., 2004). Il bio-diesel migliora il potere lubrificante del carburante e,come la maggior parte dei carburanti ossigenati, è ingrado di ridurre le emissioni derivanti dalla combustio-ne. Gli esteri di acidi grassi trovano impiego anche comelubrificanti, oli da taglio e solventi.
In realtà sono oggi molto numerose le proposte per lavalorizzazione di materie prime rinnovabili in materiali
funzionali di nuova generazione. Tra questi spiccano ipolimeri (Gross e Kalra, 2002): si tratta di un ritorno, inquanto prima dell’avvento dell’era del petrolio a buonprezzo e dell’introduzione dei polimeri sintetici, i poli-meri derivanti da fonti rinnovabili venivano già ampia-mente utilizzati. La produzione di bioplastiche a base diamido, un prodotto abbondantemente disponibile nelmais e in altre piante, è in costante crescita di mercato.Queste bioplastiche sono utilizzate specialmente in quel-le specifiche applicazioni in cui è richiesta la biodegra-dabilità come caratteristica funzionale: borse e sacchet-ti compostabili per la raccolta differenziata del rifiutoalimentare, stoviglie ‘usa e getta’, materiali da imbal-laggio, prodotti per l’igiene personale, per l’agricolturae per la vivaistica, ma stanno emergendo anche applica-zioni a maggior contenuto tecnologico come l’impiegoin pneumatici per autovetture (Bastioli, 2002). Polisac-caridi di origine vegetale (cellulose, pectine, gomma ara-bica), marina (alginati, agar), microbica (destrano, xan-tano, scleroglucano) o animale (chitosano, glicogeno) acausa delle loro buone proprietà di biocompatibilità, bio-degradabilità e atossicità trovano un ampio prevedibileimpiego nel settore medico-farmaceutico e cosmetico,ma anche in svariati altri settori industriali (Lapasin ePricl, 1995).
Polimeri prodotti a partire da materie prime rinno-vabili e introdotti recentemente sono l’acido polilattico(PLA) e il poliaspartato (TPA). L’acido lattico si ottienedalla fermentazione degli zuccheri contenuti nella fari-na di mais e, dopo distillazione, viene trasformato primanel lattide e poi nel polimero ad alto peso molecolare.L’acido polilattico è biodegradabile o riciclabile (per idro-lisi si riottiene acido lattico) e viene impiegato nel set-tore delle fibre tessili e degli imballaggi (Vink et al.,2003). Il poliaspartato è un nuovo biopolimero idroso-lubile e biodegradabile sintetizzato a partire dall’acidoL-aspartico, un amminoacido presente in natura. Il polia-spartato viene utilizzato in alternativa ai poliacrilati, chenon sono biodegradabili, come anticorrosivo e disin-crostante per le acque e come disperdente anticalcare indetergenza (Cann e Connelly, 2000).
È interessante notare come in un settore merceo-logicamente importante, come appunto quello dei ten-sioattivi per la detergenza, anche nella filiera indu-striale tradizionale la frazione idrofoba della moleco-la di tensioattivo trova in maggioranza origine da fontirinnovabili (oli di palma o di cocco). Negli ultimi annisono stati sviluppati tensioattivi nei quali anche la parteidrofila deriva da fonti rinnovabili, sostituendo i deri-vati etossilati, prodotti a partire da ossido di etilene,con derivati di zuccheri quali il saccarosio, il glucosioo il sorbitolo (von Rybinski e Hill, 1998). Si possonocosì ottenere tensioattivi sia non ionici sia anionici,funzionalizzando opportunamente la struttura del car-boidrato.
905VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ
INDUSTRIA CHIMICA E SVILUPPO SOSTENIBILE

Prodotti a migliore prestazioneTra i materiali messi a disposizione dall’industria
chimica risalta la predominante e crescente importan-za dei polimeri, in applicazioni che possono di volta involta avere carattere di vita lunga (come nelle costru-zioni), media (autoveicoli) o breve (imballaggi). Trala-sciando gli aspetti relativi ai processi di produzione,anch’essi di grande rilevanza, ogni miglioramento nellecaratteristiche meccaniche e applicative, nella durata,nella riciclabilità, nella facilità di smaltimento dei manu-fatti a base di materiali polimerici ha ricadute enormisull’ecosistema. La crescente capacità di controllare lastruttura molecolare dei polimeri e nuove tecnologie diproduzione rendono possibile una continua espansionedelle tipologie di polimeri prodotti per venire incontroin modo più mirato e puntuale alle esigenze del mer-cato, così da garantire la produzione di manufatti miglio-ri (Romano e Garbassi, 2000): per esempio nuovi gradidi polietilene, il polimero più diffusamente utilizzato,ad alta densità (HDPE), caratterizzati da una distribu-zione bimodale dei pesi molecolari, consentono unadiminuzione dello spessore dei tubi in polietilene del33%, con corrispondente risparmio di materiale. Spes-so la maggiore versatilità delle tipologie disponibilifavorisce la sostituzione di materiali ambientalmentepiù problematici: è il caso per esempio della sostitu-zione in primis del polivinilcloruro (PVC) e dei poliu-retani (PU; fig. 9).
Le poliolefine (PE, polietilene; PP, polipropilene)presentano il grande vantaggio di essere costituite soloda carbonio e idrogeno e di essere prive di componentiaromatiche. Per le loro caratteristiche chimico-fisiche e
applicative e per le loro tecnologie di produzione sonoconsiderate tra le materie plastiche ambientalmente piùcompatibili. Così per esempio polietileni lineari a bassadensità (LLDPE) prodotti con catalizzatori metalloce-nici stanno erodendo il mercato del poliuretano e delPVC nel settore degli autoveicoli e nei rivestimenti difondo delle moquette: in quest’ultima applicazione ciòconsente, a differenza di prima, un agevole riciclo tota-le sia dello strato plastico inferiore che dello strato supe-riore in fibra di nylon, in quanto la poliolefina è com-patibile con la depolimerizzazione del nylon a capro-lattame monomero per la successiva riutilizzazione(Segars et al., 2003). Polipropilene rinforzato con fibradi vetro è in grado di competere dal punto di vista pre-stazionale con il PET e con il nylon. Il settore dei poli-meri rinforzati è in piena evoluzione: l’impiego deinanocompositi si preannuncia rivoluzionario e fa pre-vedere una ancor più marcata competizione tra i varipolimeri e materiali.
9.6.4 Verso il futuro
È stato ampiamente evidenziato come le fonti rinnova-bili rappresentino una componente essenziale di uno svi-luppo sostenibile. Produrre prodotti chimici da sorgen-ti rinnovabili non è in sé una idea nuova: infatti fino allaprima parte del 20° secolo la maggior parte dei prodot-ti chimici derivava da esse. Successivamente, a causa deltravolgente sviluppo dell’industria petrolchimica nelcorso del secolo, la situazione è mutata e oggi solo circail 5% dei prodotti chimici deriva da fonti rinnovabili diorigine biologica. Questa situazione pare destinata nuo-vamente a mutare per vari ordini di motivi (Wedin, 2004).Il primo è rappresentato dagli interrogativi circa la con-sistenza e la disponibilità delle riserve di petrolio anco-ra sfruttabili con i conseguenti effetti sui prezzi, anchein vista degli incrementi di consumo da parte dei paesiin sviluppo: è noto che alcune previsioni pongono il piccodella produzione globale di petrolio tra il 2005 e il 2010.Il secondo riguarda la produzione di biossido di carbo-nio collegata all’impiego dei combustibili fossili e ledibattute problematiche conseguenti al mutamento acce-lerato osservato nella composizione dell’atmosfera. Infi-ne, i recenti impressionanti sviluppi tecnici e scientificidella biotecnologia, dai nuovi enzimi alla biocatalisi,dalla genomica all’ingegneria metabolica, aprono pro-spettive del tutto nuove all’impiego di materie prime dafonti rinnovabili.
BioraffineriaÈ nell’ambito di questa prevista futura crescita del-
l’impiego di materiali da fonti rinnovabili che emerge ilconcetto di bioraffineria (Realff e Abbas, 2004). Lo svi-luppo del concetto di bioraffineria è collegato all’idea
906 ENCICLOPEDIA DEGLI IDROCARBURI
SOSTENIBILITÀ
BIOPOLIMERI
PE/PP
PS
PET
ABS
PU
PVC
fig. 9. Polimeri e sostenibilità.

che realizzare prodotti chimici e materiali a partire dafonti biologiche per sostituire prodotti di origine petrol-chimica dovrà fare uso di concetti largamente analoghia quelli che hanno condotto all’affermazione delle raf-finerie tradizionali a partire dal petrolio grezzo, pur inpresenza di inevitabili essenziali differenze.
È chiaro che non viene messa in discussione la pos-sibilità di sostituire completamente il petrolio quale fonteprincipale di energia con le biomasse: il consumo di greg-gio per la produzione petrolchimica non supera il 3% delconsumo totale e la sostituzione del combustibile fossi-le quale fonte energetica non potrà non prevedere il ricor-so ad altre forme alternative di energia.
Un notevole aspetto dell’industria chimica tradizio-nale è rappresentato dal fatto che un’attenta program-mazione e un’ottimale gestione dei materiali e dell’e-nergia sono vitali per il successo e che la trasformazio-ne in prodotti di valore della maggior parte possibiledella materia prima è alla base dello sviluppo di nuovetecnologie di processo. La caratteristica essenziale delleraffinerie di petrolio è che esse gestiscono miscele com-plesse. In queste miscele sono comprese, insieme a quel-le più utili, molecole che a prima vista appaiono inutilie indesiderabili e che attraverso processi opportuni, messia punto nel corso dello sviluppo tecnologico, vengonovalorizzate per ottenere prodotti utili per il mercato. Nellabioraffineria vediamo comparire lo stesso modello,accompagnato da alcuni aspetti specifici. Anche le mate-rie prime di origine biologica (agricola) sono materialicomplessi con componenti di utilizzazione non imme-diata. Sarà compito della bioraffineria trovare il mododi fare un uso il più possibile pregiato della maggior partedi queste materie prime rinnovabili.
Le operazioni per l’utilizzazione del petrolio e dellebiomasse presentano aspetti sorprendentemente similidal punto di vista concettuale. Esse comprendono: sta-bilizzazione e trasporto, separazione (si pensi alla distil-lazione), purificazione, decomposizione (un esempio èil cracking), trasformazione (come il reforming). Per laloro realizzazione una raffineria del petrolio si affidasostanzialmente ai principi della chimica o chimica-fisi-ca, mentre la bioraffineria dovrà ricorrere anche alle tec-niche agricole e biologiche.
Accanto a queste similitudini esistono delle diffe-renze. Una caratteristica del combustibile fossile è quel-la di essere altamente localizzato e facilmente traspor-tabile perché caratterizzato da alta densità di utilizza-zione. Ciò consente la realizzazione di relativamentepochi nodi di trasformazione, con conseguenti notevolieconomie di scala in fase di processo. Le problematicheambientali inerenti risultano concentrate e localizzate.Le masse di origine biologica al contrario sono di normamolto più diffuse sul territorio e il trasporto come tali alunga distanza è sovente antieconomico, anche in rela-zione alle basse densità apparenti e all’elevato contenuto
d’acqua. Inoltre la differenziazione già esistente all’ori-gine nella pianta (foglie, semi, parte legnosa, ecc.) con-sente una separazione iniziale che sfrutta l’energia mec-canica, anziché dover ricorrere a una separazione di faseo a livello molecolare che sfrutta energia termochimicacome nel caso del petrolio. Si presenta dunque la pro-spettiva di una delocalizzazione diffusa degli impianti ditrasformazione, almeno per quanto riguarda una primafase di pretrattamento atto a rendere più economico eagevole il trasporto. Tale prospettiva appare ragionevo-le anche in considerazione delle minori problematicheambientali coinvolte: eventuali materiali di scarto sonofacilmente biodegrabili e una facile modalità di smalti-mento è rappresentata dal reimpiego come nutrienti delsuolo per contribuire a garantire il rinnovo delle fonti inloco. Economie di scala suggeriscono una concentra-zione intermedia della biomassa in forma liquida per laspedizione a una bioraffineria centrale. La delocalizza-zione diffusa degli impianti di trasformazione ha ovvieimportanti implicazioni sociali.
Una volta portata a una concentrazione convenienteper le successive trasformazioni, la biomassa deve esse-re ricondotta a un numero limitato di intermedi (buildingblocks) da cui produrre i materiali di consumo. L’asseportante della raffineria petrolifera è la colonna di distil-lazione che separa gli idrocarburi presenti nel greggio,sostanzialmente contenenti carbonio e idrogeno, in baseal numero di atomi di carbonio, da 3 a circa 20-30. Altreoperazioni fisiche e chimiche, come l’estrazione, ilcracking, ecc., consentono di focalizzare la produzioneverso l’ottenimento degli intermedi più richiesti per laproduzione dei prodotti e materiali desiderati (carburanti,solventi, etilene, propilene, aromatici, ecc.). In bioraffi-neria il campo dei numeri di atomi di carbonio è assaidifferente, e va da una frazione significativa centrata tra5 e 7 atomi di carbonio (zuccheri semplici) a una fra-zione intermedia a base di zuccheri oligomeri fino amolecole contenenti centinaia di atomi di carbonio nellafrazione denominata lignocellulosica (emicellulosa, cel-lulosa e lignina). Inoltre le biomasse contengono unasignificativa quantità di ossigeno e metalli alcalini nelleloro molecole. Queste diverse caratteristiche modifica-no e in parte complicano i percorsi sintetici verso la pro-duzione dei prodotti industriali finali. Le operazioni diprocesso possono essere di natura biologica o di fer-mentazione chimica, combinate con processi estrattivi,termochimici e di idrolisi. Lo sviluppo delle bioraffine-rie dovrà vedere la cooperazione di imprese operanti nelsettore agricolo e nel settore chimico con il convolgi-mento di partner che dispongono del know-how relativoa biotecnologie innovative.
Lo sviluppo di processi più efficaci ed economici peril pretrattamento e la separazione dei principali compo-nenti delle biomasse è il primo ed essenziale passo perun effettivo sviluppo delle bioraffinerie. Questi processi,
907VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ
INDUSTRIA CHIMICA E SVILUPPO SOSTENIBILE

su cui si osserva oggi una concentrazione di sforzi, dovran-no consentire l’utilizzazione di una eterogeneità di mate-riali lignocellulosici fibrosi e altri sottoprodotti di scar-to di colture erbacee e arboree o forestali come melas-se, gusci, steli, paglia, ramaglie, ecc., per esempio derivantidalla lavorazione del mais, delle barbabietole, della soia,facilmente e ampiamente disponibili a bassissimo costo.Ci sono due tipi predominanti di biomasse, quelle costi-tuite da amidi e quelle lignocellulosiche. Ambedue con-tengono polimeri degli zuccheri che devono essere ridot-ti alle loro componenti monomeriche prima di essere sot-toposti ai processi di trasformazione chimica ofermentativa. Mentre la riduzione degli amidi a gluco-sio è relativamente agevole, il trattamento della cellulo-sa a dare zuccheri è assai più difficoltoso a causa dellasua cristallinità, della resistenza all’idrolisi e della suaintima associazione con l’emicellulosa e la lignina attra-verso legami covalenti.
Sviluppi molto promettenti a questo riguardo sem-bra riservare il trattamento mediante esplosione di vapo-re (steam explosion), per cui esiste in Italia uno dei piùimportanti impianti pilota (Zimbardi et al., 2002). Que-sto processo sottopone il materiale lignocellulosico all’a-zione del vapor d’acqua saturo ad alta pressione (15-30bar) e temperatura (180-230 °C) per un breve periodo(1-10 min), seguito da una rapida depressurizzazione allapressione atmosferica che dà origine a una decompres-sione esplosiva con sfibramento della biomassa. Il trat-tamento permette una efficace separazione delle tre dif-ferenti frazioni costituenti la biomassa vegetale (emicel-lulosa, cellulosa e lignina). Altre strategie di degradazionedei materiali lignocellulosici sono rappresentate dall’i-drolisi acida e dall’estrazione supercritica. Così separa-ta e purificata, la cellulosa può essere più facilmente tra-sformata in zuccheri attraverso l’azione di opportunimicrorganismi in grado di produrre enzimi (cellulasi)che idrolizzano e spezzano la cellulosa. Anche la ligni-na purificata può a sua volta costituire la materia primaper produrre una varietà di prodotti chimici attraversotrattamenti chimici più tradizionali.
Una volta pervenuti allo stadio di zuccheri, si passaallo stadio successivo che consiste nel convertirli nei pro-dotti desiderati, dai prodotti farmaceutici agli interme-di industriali, ai polimeri, ai solventi per arrivare fino aicombustibili (Lichtenthaler e Peters, 2004). Come la raf-fineria tradizionale, la bioraffineria dovrà essere in gradonon solo di utilizzare tutta la materia prima a disposi-zione ma anche di trasformarla in quella miriade di pro-dotti, con un ventaglio di ampiezza di utilizzazione e divalore aggiunto estremamente diversificato, che è oggiprerogativa dell’industria petrolchimica. L’industria petrol-chimica inizia con la raffineria che produce carburantie si sviluppa fino alla chimica fine e secondaria e allafarmaceutica. Allo stesso modo la bioraffineria dovràfarsi carico delle più svariate produzioni. Per esempio
l’etanolo, prodotto attraverso la tradizionale fermenta-zione del glucosio o attraverso processi fermentativi piùinnovativi che consentono l’utilizzazione di zuccheriderivati dalla lignocellulosa, rappresenta un ottimo car-burante alternativo già oggi ampiamente utilizzato perautotrazione. Per fermentazione si possono anche otte-nere fondamentali intermedi come l’acido acetico, l’a-cido lattico e l’acido succinico. L’acido acetico è giàattualmente uno dei più importanti intermedi industria-li. L’acido lattico è una base per la produzione di nuovisolventi (etile lattato) e biopolimeri (il già menzionatoPLA, acido polilattico). Anche l’acido succinico è basedi partenza per numerosi prodotti utili come solventi eintermedi per polimeri.
Si possono identificare fondamentalmente tre stra-tegie per la sostituzione dei prodotti derivati dal petro-lio con prodotti derivati dalle biomasse: la sostituzionediretta del prodotto di fonte petrolchimica con lo stessoprodotto derivato da biomassa (per esempio, etanolo, eti-lene, acido acetico); la sostituzione indiretta con un pro-dotto funzionalmente simile ma chimicamente diverso;la sostituzione con un prodotto intrinsecamente nuovo,per esempio un biopolimero degradabile al posto di unpolimero di sintesi.
Questi percorsi di trasformazione propri della bio-raffineria prevedono un ampio uso della biocatalisi attra-verso lo sfruttamento dei recenti progressi della biotec-nologia (Webster et al., 1996). Il termine biocatalisi siriferisce a una reazione chimica che è catalizzata o daun intero organismo vivente (come un microbo) o da unenzima specifico derivato da un organismo. È possibi-le, per esempio attraverso le tecniche di ingegneria meta-bolica (tecnica del DNA ricombinante), modificare partedel normale metabolismo di una cellula per orientarloverso la produzione del prodotto di interesse. Esistononumerosi esempi, per ora per lo più limitati in praticaalla chimica delle specialità ma applicabili in prospetti-va alla produzione di commodities, di prodotti ottenutiusando Escherichia coli o altri microrganismi opportu-namente modificati. Alcuni esempi sono stati forniti inprecedenza, relativamente all’utilizzazione di materieprime da fonti rinnovabili.
Il futuro riserva nuove eccitanti possibilità, comel’impiego degli enzimi estremofili, degli anticorpi cata-litici e dei ribozimi. Gli enzimi estremofili sono enzimiin grado di agire in condizioni estreme come elevata tem-peratura, elevata concentrazione salina, condizioni super-critiche, solventi organici. Gli anticorpi catalitici, otte-nuti iniettando in un animale un aptene (cioè una picco-la molecola in grado di generare una risposta immunitariaquando viene attaccata a una proteina) che rappresentaun analogo dello stato di transizione della reazione desi-derata, hanno proprietà catalitiche analoghe a quelle deglienzimi, ma possono essere generati e isolati nel giro dipoche settimane. L’ambizioso obiettivo è lo sviluppo
908 ENCICLOPEDIA DEGLI IDROCARBURI
SOSTENIBILITÀ

di anticorpi in grado di catalizzare reazioni chimichenuove, ignote alle loro controparti enzimatiche esisten-ti in natura. Infine i ribozimi sono acidi ribonucleici che,una volta opportunamente manipolati, si sono dimostratiin grado di assumere le funzioni tipiche degli enzimi pro-teici nella catalisi specifica di reazioni.
Un efficace scale-up dei processi biochimici rappre-senta un ulteriore scoglio da superare per l’affermazio-ne delle bioraffinerie. Per esempio molti processi fer-mentativi danno origine a soluzioni acquose diluite dacui recuperare i prodotti di interesse. Ciò richiede tec-nologie di separazione e purificazione diverse da quel-le più consolidate nell’industria petrolchimica, comel’impiego di membrane, di tecniche di estrazione liqui-do-liquido o di tecniche di elettrodialisi. Il problema del-l’inibizione della reazione da parte del prodotto, che èall’origine della bassa concentrazione dei prodotti fina-li, può venire superato mettendo a punto tecniche di rimo-zione continua del prodotto stesso, in modo analogo aquanto si fa nelle reazioni caratterizzate da equilibriotermodinamico sfavorevole.
Al concetto di bioraffineria basato sull’impiego deglizuccheri (ma anche dei derivati fenolici della lignina edei trigliceridi, si pensi al biodiesel) derivati dalle bio-masse, che utilizza processi di conversione largamentebiochimici, si affianca un concetto forse meno innova-tivo di bioraffineria basato su processi termochimici digassificazione delle biomasse di partenza o dei sotto-prodotti della loro conversione, seguita da operazioni etrattamenti convenzionali per la produzione di energia odi prodotti chimici derivati del gas di sintesi (fig. 10).
L’approccio industriale integrato (clustering) checaratterizza la bioraffineria e la accomuna alle raffine-rie tradizionali, di conseguenza, non è solo alla base dellaproduzione di una svariata serie di prodotti, che inclu-de combustibili, intermedi e specialità, ma anche di unaproduzione integrata di energia per la generazione, per
esempio, di elettricità e calore di processo per autocon-sumo o vendita, sempre nell’ottica della massimizza-zione del valore da un lato, ma anche dell’azzeramentodelle emissioni dall’altro (Gravitis et al., 2004).
Emissioni zeroLa bioraffineria rappresenta una delle componenti
fondamentali del concetto di sistema industriale a emis-sioni zero (zero emissions), che sostituisce il tradiziona-le modello industriale lineare in cui la produzione dirifiuti è considerata la norma, con un sistema integratoin cui ogni cosa trova la sua utilità (Pauli, 1998). Que-sto nuovo modello di sistema industriale evoca e emulai cicli sostenibili che si trovano in natura. Secondo il con-cetto di emissioni zero tutto ciò che entra in un proces-so di trasformazione industriale viene utilizzato nei pro-dotti finali o convertito in materia prima a valore aggiun-to per altre industrie o processi. A questo scopo le industriesono riorganizzate in cluster in modo tale che i rifiuti ei sottoprodotti di una industria sono compensati dallematerie prime richieste da un’altra industria, e la sommadei processi integrati non produce alcun rifiuto. L’im-piego esaustivo delle materie prime, coniugato allo spo-stamento verso materie prime provenienti da fonti rin-novabili, ha il significato di ricondurre l’utilizzazionedelle risorse mondiali verso livelli sostenibili. In un clu-ster integrato di bioraffineria anche la produzione e l’u-tilizzazione del biossido di carbonio, grazie alla foto-sintesi, rappresentano un ciclo chiuso. Questo è uno deivantaggi principali della bioraffineria in confronto all’im-piego di materie prime di origine fossile.
Il concetto di sistema industriale a emissioni zerovuole accrescere la ecoefficienza non solo eliminandocompletamente rifiuti e sottoprodotti ma al tempo stes-so massimizzando la produttività delle risorse. Esso inten-de rappresentare la terza fase storica del controllo e ridu-zione delle emissioni, dopo la prima fase caratterizzata
909VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ
INDUSTRIA CHIMICA E SVILUPPO SOSTENIBILE
COMBUSTIBILIPRODOTTI CHIMICI
MATERIALI
ZUCCHERIpiattaforma biochimica
ENERGIACALORE
SYNGASpiattaforma termochimica
BIOMASSA
fig. 10. La bioraffineria.

da una gestione dei problemi di inquinamento successi-va al loro verificarsi e la seconda fase caratterizzata dal-l’applicazione di strategie preventive per la riduzionedelle emissioni e dei rischi ambientali.
Bibliografia citata
Albini A. et al. (2000) Environment-friendly organic synthesis.The photochemical approach, «Pure and Applied Chemistry»,72, 1321-1326.
Anastas P.T., Warner J.C. (1998) Green chemistry. Theoryand practice, New York, Oxford University Press.
Anastas P.T., Williamson T.C. (1996) Green chemistry. Anoverview, in: Anastas P.T., Williamson T.C. (edited by)Green chemistry. Designing chemistry for the environment,Washington (D.C.), American Chemical Society, 1-17.
Anastas P.T., Williamson T.C. (1998) Frontiers in greenchemistry, in: Anastas P.T., Williamson T.C. (edited by)Green chemistry. Frontiers in benign chemical synthesesand processes, New York, Oxford University Press, 1-26.
Anastas P.T. et al. (2001) Catalysis as a foundational pillarof green chemistry, «Applied Catalysis A. General», 221,3-13.
Andy P. et al. (2000) Acylation of 2-methoxynaphthalene andisobutylbenzene over zeolite beta, «Journal of Catalysis»,192, 215-223.
Aresta M. (edited by) (2003) Carbon dioxide recovery andutilization, Dordrecht, Kluwer.
Award for wood preservative (2002), «Pesticide Outlook», 13,148.
Bakshi B.R., Fiksel J. (2004) The quest for sustainability:challenges for process systems engineering, «AmericanInstitute of Chemical Engineers», 49, 1350-1358.
Balducci L. et al. (2003) Direct oxidation of benzene to phenolwith hydrogen peroxide over a modified titanium silicalite,«Angewandte Chemie International Edition», 42, 4937-4940.
Bastioli C. (2002) Starch-based biodegradable products,«Chimica Industriale», 84, 52-56.
Bernasconi S. et al. (2004) Influence of the properties ofzeolite BEA on its performance in the nitration of tolueneand nitrotoluene, «Journal of Catalysis», 224, 297-303.
Breslow R. (1998) Water as a solvent for chemical reactions,in: Anastas P.T., Williamson T.C. (edited by) Greenchemistry. Frontiers in benign chemical syntheses andprocesses, New York, Oxford University Press, 225-233.
Cahn R. (2002) Red lead, white lead, or green?, «MaterialsToday», 5, 13.
Cann M.C., Connelly M.E. (2000) Real world cases in greenchemistry, Washington (D.C.), American Chemical Society.
Clerici M.G. et al. (1991) Synthesis of propylene oxide frompropylene and hydrogen peroxide catalyzed by titaniumsilicalite, «Journal of Catalysis», 129, 159-167.
Constable D.J.C. et al. (2002) Metrics to green chemistry.Which are the best?, «Green Chemistry», 4, 521-527.
Curran D., Lee Z. (2001) Fluorous techniques for the synthesisand separation of organic molecules, «Green Chemistry»,3, G3-G7.
Curzons A.D. et al. (2001) So you think your process is green,how do you know? Using principles of sustainability todetermine what is green. A corporate perspective, «GreenChemistry», 3, 1-6.
D’Addario E. et al. (2000) Microbial desulfurization ofpetroleum derivatives, in: Tundo P., Anastas P.T. (edited by)Green chemistry. Challenging perspectives, New York,Oxford University Press, 107-123.
Delledonne D. et al. (2001) Developments in the productionand application of dimethylcarbonate, «Applied CatalysisA. General», 221, 241-251.
Drats K.M., Frost J.W. (1998) Improving the environmentthrough process changes and product substitutions, in:Anastas P.T., Williamson T.C. (edited by) Green chemistry.Frontiers in benign chemical syntheses and processes, NewYork, Oxford University Press, 150-165.
Dunn P.J. et al. (2004) The development of an environmentallybenign synthesis of sildenafil citrate (ViagraTM) and itsassessment by Green Chemistry metrics, «Green Chemistry»,6, 43-48.
Elkington J. (1997) Cannibals with forks: the triple bottomline of 21st century business, Oxford, Capstone.
Esser J. et al. (2004) Deep desulphurization of oil refinerystreams by extraction with ionic liquids, «Green Chemistry»,6, 316-322.
Gaertner S. et al. (2003) Chemical safety in a vulnerableworld, «Angewandte Chemie. International Edition», 42,4456-4469.
Girotti G. et al. (2003) Alkylation of benzene with isopropanol:influence of physical state and water concentration oncatalyst performances, «Journal of Molecular Catalysis A.Chemical», 1, 204-205, 571-579.
Graedel T. (1999) Green chemistry in an industrial ecologycontext, «Green Chemistry», 1, G126-G128.
Gravitis J. et al. (2004) Clustering of bio-products technologiesfor zero emissions and eco-efficiency, «Industrial Cropsand Products», 20, 169-180.
Gross R.A., Kalra B. (2002) Biodegradable polymers for theenvironment, «Science», 5582, 803-807.
Hendrickson J.B. (1996) Teaching alternative syntheses: theSYNGEN program, in: Anastas P.T., Williamson T.C. (editedby) Green chemistry. Designing chemistry for theenvironment, Washington (D.C.), American ChemicalSociety, 198-211.
Hewitt B.D. (1998) Environmental improvements in thecommercial synthesis of progesterone, in: Anastas P.T.,Williamson T.C. (edited by) Green chemistry. Frontiers inbenign chemical syntheses and processes, New York, OxfordUniversity Press, 347-360.
Hommeltoft S.I. (2001) Isobutane alkylation: recentdevelopments and future perspectives, «Applied CatalysisA. General», 221, 421-428.
Horvath I. T. (1998) Fluorous biphase chemistry, «Accountsof Chemical Research», 31, 641-650.
Ichihashi H., Sato H. (2001) The development of newheterogeneous catalytic processes for the production ofe-caprolactam, «Applied Catalysis A. General», 221, 359-366.
Jenk J.F. et al. (2004) Products and processes for a sustainablechemical industry: a review of achievements and prospects,«Green Chemistry», 6, 544-556.
910 ENCICLOPEDIA DEGLI IDROCARBURI
SOSTENIBILITÀ

Keim W. (2003) Multiphase catalysis and its potential incatalytic processes: the story of biphasic homogeneouscatalysis, «Green Chemistry», 5, 105-111.
Knothe G. et al. (2004) (editors) The biodiesel handbook,Champaign (IL), AOCS.
Kohlpaintner C.W. et al. (2001) Aqueous biphasic catalysis:Ruhrchemie/Rhône-Poulenc oxo process, «Applied CatalysisA. General», 221, 219-225.
Kozhevnikov I.V. (1998) Catalysis by heteropoly acids andmulticomponent polyoxometalates in liquid-phase reactions,«Chemical Reviews», 98, 171-198.
Lapasin R., Pricl S. (1995) Rheology of industrialpolysaccharides: theory and applications, London, Blackie.
Li C.J. (1998) Water as a benign solvent for chemical syntheses,in: Anastas P.T., Williamson T.C. (edited by) Greenchemistry. Frontiers in benign chemical syntheses andprocesses, New York, Oxford University Press, 234-249.
Licence P. et al. (2003) Chemical reactions in supercriticalcarbon dioxide: from laboratory to commercial plant,«Green Chemistry», 5, 99-104.
Lichtenthaler F.W., Peters S. (2004) Carbohydrates asgreen raw materials for the chemical industry, «ComptesRendus Chimie», 7, 65-90.
Makosza M. (2000) Phase transfer catalysis. A general greenmethodology in organic synthesis, «Pure and AppliedChemistry», 72, 1399-1403.
Matthews M.A. (2001) Green electrochemistry: examplesand challenges, «Pure and Applied Chemistry», 73, 1305-1308.
Mestres R. (2004) A brief structured view of green chemistryissues, «Green Chemistry», 6, G10-G12.
Millini R. et al. (2003) A priori selection of shape-selectivezeolite catalysts for the synthesis of 2,6-dimethylnaphthalene,«Journal of Catalysis», 217, 298-309.
Morgenstern D.A. et al. (1996) Supercritical carbon dioxideas a substitute solvent for chemical synthesis and catalysis,in: Anastas P.T., Williamson T.C. (edited by) Greenchemistry. Designing chemistry for the environment,Washington (D.C.), American Chemical Society, 132-151.
Nakamura C.E., Whited G.M. (2003) Metabolic engineeringfor the microbial production of 1,3-propanediol, «CurrentOpinion in Biotechnology», 14, 454-459.
Nolen S.A. et al. (2003) The catalytic opportunities of near-critical water: a benign medium for conventional acid andbase catalyzed condensations for organic synthesis, «GreenChemistry», 5, 663-669.
Olivier H. (1999) Recent developments in the use of non-aqueous ionic liquids for two-phase catalysis, «Journal ofMolecular Catalysis A. Chemical», 146, 285-289.
Panariti N. et al. (2000) Petroleum residue upgrading withdispersed catalysts, «Applied Catalysis A. General», 203-222.
Panov G.I. (2000) Advances in oxidation catalysis: oxidationof benzene to phenol by nitrous oxide, «CATTECH», 4,18-32.
Paquette L.A. (1998) Opportunities offered by indium-promoted carbon-carbon bond-forming reactions in water,in: Anastas P.T., Williamson T.C. (edited by) Greenchemistry. Frontiers in benign chemical syntheses andprocesses, New York, Oxford University Press, 250-264.
Pauli G. (1998) Zero emissions: the ultimate goal of cleanerproduction, «Journal of Cleaner Production», 5, 109-113.
Perego C., Ingallina P. (2002) Recent advances in theindustrial alkylation of aromatics: new catalysts and newprocesses, «Catalysis Today», 73, 3-22.
Perego C. et al. (2001) Production of titanium containingmolecular sieves and their application in catalysis, «AppliedCatalysis A. General», 221, 63-72.
Petrini G. et al. (1996) Caprolactam via ammoximation, in:Anastas P.T., Williamson T.C. (edited by) Green chemistry.Designing chemistry for the environment, Washington(D.C.), American Chemical Society, 33-48.
Realff M.J., Abbas C. (2004) Industrial symbiosis: refiningthe biorefinery, «Journal of Industrial Ecology», 7, 5-9.
Ringelhan C. et al. (2004) Conversion of naphthenes to ahigh value steamcracker feedstock using H-ZSM-5 basedcatalysts in the second step of the ARINO® process,«Catalysis Today», 97, 277-282.
Ritter S.K. (2004) Green innovations, «Chemical andEngineering News», 82, 25-30.
Rivetti F. (2000a) The role of dimethylcarbonate in thereplacement of hazardous chemicals, «Contes Rendus del’Academie des Sciences», II C, 3, 497-503.
Rivetti F. (2000b) Dimethylcarbonate: an answer to the needfor safe chemicals, in: Tundo P., Anastas P.T. (edited by)Green chemistry. Challenging perspectives, New York,Oxford University Press, 201-219.
Rivetti F., Delledonne D. (2003) Oxidative carbonylation(heterogeneous), in: Horváth I.T. (editor in chief)Encyclopedia of catalysis, Hoboken (NJ), John Wiley.
Romano U., Garbassi F. (2000) The environmental issue: achallenge for new generation polyolefins, «Pure and AppliedChemistry», 72, 1383-2000.
Romano U. et al. (1985) Dimethylcarbonate: a new buildingblock for organic chemicals production, «Quadernidell’Ingegnere Chimico Italiano», 21, 6-11.
Rostrup-Nielsen J.R. (2004) Fuels and energy for the future:the role of catalysis, «Catalysis Reviews. Science andEngineering», 46, 247-270.
Rybinski W. von, Hill K. (1998) Alkyl polyglycosides.Properties and applications of a new class of surfactants,«Angewandte Chemie. International Edition», 37, 1328-1345.
Sánchez-Sánchez C.M. et al. (2001) Electrochemicalapproaches to alleviation of the problem of carbon dioxideaccumulation, «Pure and Applied Chemistry», 73, 1917-1927.
Schmidheiny S. (1992) Changing course: a global businessperspective on development and the environment, Cambridge(MA), MIT Press.
Segars J.W. et al. (2003) EcoWorx, green engineering principlesin practice, «Environmental Science and Technology», 37,5269-5277.
Sheldon R.A. (2000) Atom efficiency and catalysis in organicsynthesis, «Pure and Applied Chemistry», 72, 1233-1246.
Song C., Ma X. (2003) New design approaches to ultra-cleandiesel fuels by deep desulfurization and dearomatization,«Applied Catalysis B. Environmental», 207-238.
Sparks T.C. et al. (2001) Natural products as insecticides: thebiology, biochemistry and quantitative structure-activityrelationships of spinosyns and spinosoids, «PestManagement Science», 57, 896-905.
Stevens C.V., Verhé R.G. (2004) (editors) Renewablebioresources. Scope and modification for non-foodapplications, Chichester, John Wiley.
911VOLUME III / NUOVI SVILUPPI: ENERGIA, TRASPORTI, SOSTENIBILITÀ
INDUSTRIA CHIMICA E SVILUPPO SOSTENIBILE

Trost B.M. (1991) The atom economy. A search for syntheticefficiency, «Science», 254, 1471-1477.
Tundo P. et al. (2000) Synthetic pathways and processes ingreen chemistry. Introductory overview, «Pure and AppliedChemistry», 72, 1207-1228.
Varma R.S. (2001) Solvent-free accelerated organic synthesesusing microwaves, «Pure and Applied Chemistry», 73, 193-198.
Vink E.T.H. et al. (2003) Applications of life cycle assessmentto NatureWorksTM polylactide (PLA) production, «PolymerDegradation and Stability», 80, 403-419.
WBCSD (World Business Council for Sustainable Development)(2000) Eco-efficiency: creating more value with less impact,Genève, WBCSD.
WCED (World Commission on Environment and Development)(1987) Our common future. The World Commission onEnvironment and Development, Oxford, Oxford UniversityPress.
Webster L. C. et al. (1996) Environmentally benign productionof commodity chemicals through biotechnology, in: Anastas
P.T., Williamson T.C. (edited by) Green chemistry. Designingchemistry for the environment, Washington (D.C.), AmericanChemical Society, 198-211.
Wedin R. (2004) Chemistry on a high-carb diet, «Chemistry»,Spring, 23-27.
Wilkes J. S. (2002) A short history of ionic liquids from moltensalts to neoteric solvents, «Green Chemistry», 4, 73-80.
Zimbardi F. et al. (2002) Technoeconomic study on steamexplosion application in biomass processing, «AppliedBiochemistry and Biotechnology», n.98-100, 89-100.
Ugo RomanoEniTecnologie
San Donato Milanese, Milano, Italia
Franco RivettiPolimeri Europa
Novara, Italia
912 ENCICLOPEDIA DEGLI IDROCARBURI
SOSTENIBILITÀ

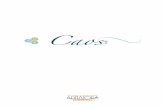



![fabriziosartoriblog.files.wordpress.com€¦ · Web viewEbrei - Capitolo 1 PROLOGO . Grandezza del Figlio di Dio incarnato [1] Dio, che aveva gia parlato nei tempi antichi molte](https://static.fdocumenti.com/doc/165x107/5afb25d07f8b9ae92b8ea8f4/web-viewebrei-capitolo-1-prologo-grandezza-del-figlio-di-dio-incarnato-1.jpg)