54 TECNICHE DI PROTOTIPAZIONE RAPIDA · e senza l’uso di utensili, di oggetti di geometria...
24
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633. G. Sala, L. Di Landro, A. Airoldi, P. Bettini 1 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano CAPITOLO 54 54 TECNICHE DI PROTOTIPAZIONE RAPIDA Sinossi urante lo sviluppo di un nuovo prodotto, si presenta invariabilmente la necessità di realizzarne un singolo esemplare (il prototipo) prima di allocare grandi risorse per la produzione definitiva (eventualmente su larga scala). Il prototipo consente di valutare il progetto, di individuare eventuali errori e effettuare test preliminari. Nel caso vengano messe in luce manchevolezze o possibilità di miglioramento, il processo di sviluppo del prodotto può comportare più iterazioni. Se affrontato con un approccio tradizionale, ciò implica costi elevati/tempi lunghi: infatti la produzione di un singolo componente complicato con tecniche produttive convenzionali può risultare molto difficoltosa. Un ulteriore aspetto, talvolta ancor più rilevante, risiede nella velocità con cui un prodotto evolve dalla fase concettuale a quella di vendibilità commerciale (time-to-market): in un contesto competitivo come quello dell’aerospazio, i prodotti che vengono introdotti prima dei loro concorrenti, in genere conquistano una quota di mercato maggiore e risultano più profittevoli Per queste ragioni è necessario portare sul mercato i prodotti (specie se di elevato contenuto tecnologico) il più velocemente possibile. In questo giocano un ruolo fondamentale le tecniche di prototipazione rapida, che sono in grado di produrre, in poche ore e senza l’uso di utensili, oggetti anche complessi, direttamente a partire dal loro modello matematico realizzato con sistema CAD tridimensionale. 54.1 La prototipazione rapida a prototipazione rapida o, più correttamente, la prototipizzazione rapida (RP) è una tecnologia innovativa che rende possibile la produzione, in poche ore e senza l’uso di utensili, di oggetti di geometria comunque complessa, direttamente dal modello matematico dell’oggetto stesso, realizzato con un sistema CAD tridimensionale. Tecnicamente, il prototipo è il primo esemplare di una serie, sebbene il termine possa assumere significati diversi a seconda della tipologia del prodotto e del settore produttivo dell’azienda: per un’azienda che produce satelliti, il prototipo costituisce il prodotto finale (esemplare di volo o esemplare da sottoporre ai test); per un’azienda che produce piccoli componenti per l’allestimento interno della cabina di un velivolo commerciale, lo sviluppo del prodotto può richiedere alcune decine di prototipi prima che il progetto venga considerato definitivo. Dal punto di vista dell’impiego, il prototipo può essere usato per effettuare: prove funzionali prove di integrazione o montaggio verifiche estetiche e di stile. D L
Transcript of 54 TECNICHE DI PROTOTIPAZIONE RAPIDA · e senza l’uso di utensili, di oggetti di geometria...

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 1 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
CAPITOLO
54
54 TECNICHE DI PROTOTIPAZIONE RAPIDA
Sinossi
urante lo sviluppo di un nuovo prodotto, si
presenta invariabilmente la necessità di
realizzarne un singolo esemplare (il prototipo) prima di
allocare grandi risorse per la produzione definitiva
(eventualmente su larga scala). Il prototipo consente di
valutare il progetto, di individuare eventuali errori e
effettuare test preliminari. Nel caso vengano messe in
luce manchevolezze o possibilità di miglioramento, il
processo di sviluppo del prodotto può comportare più
iterazioni. Se affrontato con un approccio tradizionale,
ciò implica costi elevati/tempi lunghi: infatti la
produzione di un singolo componente complicato con
tecniche produttive convenzionali può risultare molto
difficoltosa. Un ulteriore aspetto, talvolta ancor più
rilevante, risiede nella velocità con cui un prodotto
evolve dalla fase concettuale a quella di vendibilità
commerciale (time-to-market): in un contesto
competitivo come quello dell’aerospazio, i prodotti
che vengono introdotti prima dei loro concorrenti, in
genere conquistano una quota di mercato maggiore e
risultano più profittevoli Per queste ragioni è
necessario portare sul mercato i prodotti (specie se di
elevato contenuto tecnologico) il più velocemente
possibile. In questo giocano un ruolo fondamentale le
tecniche di prototipazione rapida, che sono in grado di
produrre, in poche ore e senza l’uso di utensili, oggetti
anche complessi, direttamente a partire dal loro
modello matematico realizzato con sistema CAD
tridimensionale.
54.1 La prototipazione rapida
a prototipazione rapida o, più correttamente, la
prototipizzazione rapida (RP) è una tecnologia
innovativa che rende possibile la produzione, in poche ore
e senza l’uso di utensili, di oggetti di geometria comunque
complessa, direttamente dal modello matematico
dell’oggetto stesso, realizzato con un sistema CAD
tridimensionale. Tecnicamente, il prototipo è il primo
esemplare di una serie, sebbene il termine possa assumere
significati diversi a seconda della tipologia del prodotto e
del settore produttivo dell’azienda:
per un’azienda che produce satelliti, il prototipo
costituisce il prodotto finale (esemplare di volo o
esemplare da sottoporre ai test);
per un’azienda che produce piccoli componenti per
l’allestimento interno della cabina di un velivolo
commerciale, lo sviluppo del prodotto può richiedere
alcune decine di prototipi prima che il progetto venga
considerato definitivo.
Dal punto di vista dell’impiego, il prototipo può essere
usato per effettuare:
prove funzionali
prove di integrazione o montaggio
verifiche estetiche e di stile.
D
L

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 2 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Dal punto di vista dell’uso, il prototipo può servire per:
verificare un’idea (progettazione)
saggiare la risposta del mercato (marketing)
verificare un ciclo di fabbricazione (produzione)
Durante la fase di sviluppo di un prodotto, vengono
realizzate le seguenti tipologie di prototipi:
concettuali (per verificare l’idea)
funzionali (per valutare ingombri, montaggi)
tecnici (p.e. per effettuare prove di galleria)
pre-serie (per l’allestimento della produzione).
La tecnologia per la fabbricazione dei prototipi era
tradizionalmente affidata ai modellisti i quali, sulla
base delle indicazioni dei progettisti, li realizzavano
con costi e tempi incompatibili con le odierne esigenze
di time-to-market (tempo di immissione del prodotto
sul mercato). La prototipazione rapida consente di
ridurre i tempi/costi di fabbricazione dei prototipi,
grazie al fatto che ha come punto di partenza il
modello matematico dell’oggetto da realizzare. La
tecnologia parte dal presupposto che qualsiasi oggetto
può essere pensato come l’insieme di numerose
sezioni di spessore molto piccolo. Il prototipo viene
così realizzato sezione dopo sezione, trasformando il
problema tridimensionale in problema bidimensionale.
Il processo consta di tre fasi principali:
determinazione, dal modello CAD, di un numero di
sezioni aventi spessore finito s;
realizzazione della prima sezione;
costruzione delle sezioni successive, le quali
vengono fatte aderire alla precedente.
L’oggetto viene quindi ottenuto per progressiva
aggiunta di materiale (tecnologia additiva)
contrariamente a quanto avviene nelle tecnologie
convenzionali per deformazione, asportazione o
solidificazione a partire dal liquido.
La possibilità di materializzare un prototipo disegnato
con il CAD costituisce un aspetto chiave della
concurrent engineeering1 e permette di ottenere
numerosi vantaggi:
possibilità di ridurre tempi/costi di produzione;
possibilità di realizzare forme molto complesse;
possibilità di correggere errori di disegnazione;
possibilità di valutare funzionalmente l’oggetto.
Le fasi di passaggio dalla descrizione matematica
dell’oggetto alla realizzazione tangibile sono (Figura
54.1):
1 La concurrent engineering è quell’insieme organico di
metodologie, tecniche e strumenti che consente un approccio alla
progettazione integrata di un prodotto e del relativo processo produttivo.
Figura 54.1 - Realizzazione del prototipo a partire dal
modello CAD
1. trasformazione del file CAD in un formato
compatibile con il software di gestione della
macchina RP. Attualmente tale standard grafico è
l’.STL (solid-to-layer). Ciò consiste (Figura 54.2)
nella rappresentazione semplificata di tutte le
superfici tramite faccette triangolari piane;
Figura 54.2 - Triangolarizzazione delle superfici
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 3 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
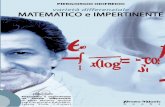
2. lettura del file .STL per consentire la generazione
dei supporti e l’ottimizzazione dell’orientazione
(Figura 54.3) dell’oggetto;
Figura 54.3 - Supporti per sostenere le parti sporgenti
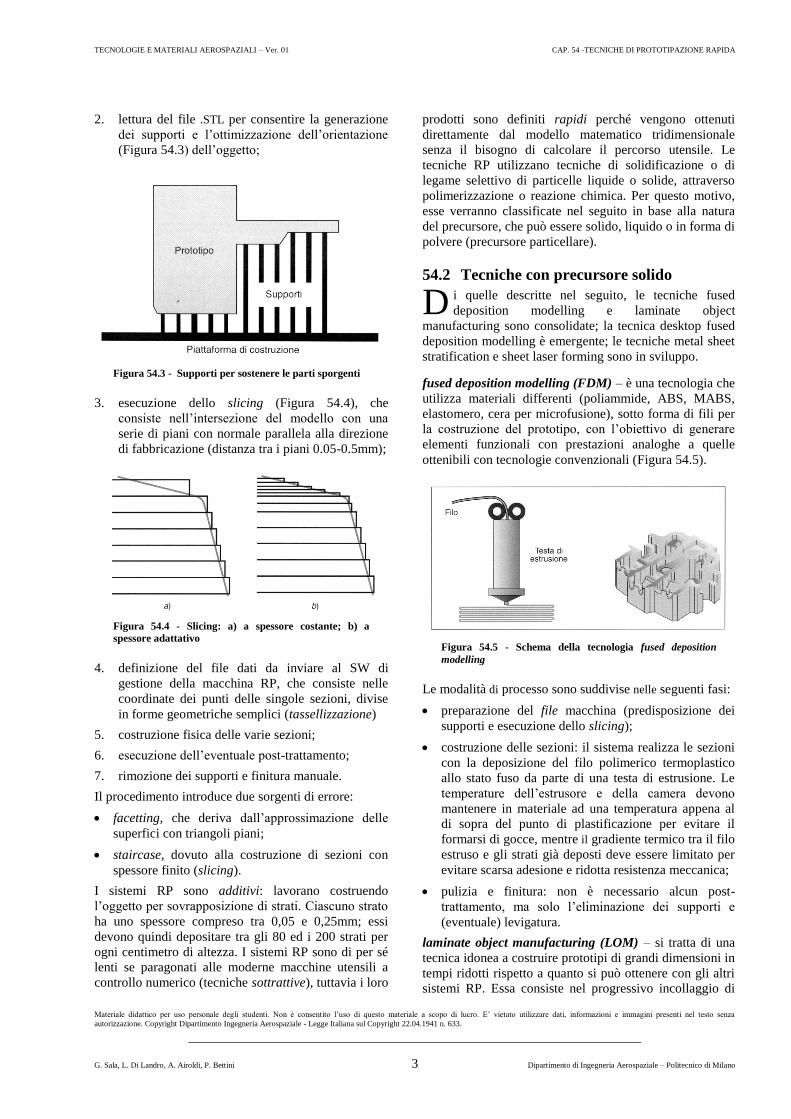
3. esecuzione dello slicing (Figura 54.4), che
consiste nell’intersezione del modello con una
serie di piani con normale parallela alla direzione
di fabbricazione (distanza tra i piani 0.05-0.5mm);
Figura 54.4 - Slicing: a) a spessore costante; b) a
spessore adattativo
4. definizione del file dati da inviare al SW di
gestione della macchina RP, che consiste nelle
coordinate dei punti delle singole sezioni, divise
in forme geometriche semplici (tassellizzazione)
5. costruzione fisica delle varie sezioni;
6. esecuzione dell’eventuale post-trattamento;
7. rimozione dei supporti e finitura manuale.
Il procedimento introduce due sorgenti di errore:
facetting, che deriva dall’approssimazione delle
superfici con triangoli piani;
staircase, dovuto alla costruzione di sezioni con
spessore finito (slicing).
I sistemi RP sono additivi: lavorano costruendo
l’oggetto per sovrapposizione di strati. Ciascuno strato
ha uno spessore compreso tra 0,05 e 0,25mm; essi
devono quindi depositare tra gli 80 ed i 200 strati per
ogni centimetro di altezza. I sistemi RP sono di per sé
lenti se paragonati alle moderne macchine utensili a
controllo numerico (tecniche sottrattive), tuttavia i loro
prodotti sono definiti rapidi perché vengono ottenuti
direttamente dal modello matematico tridimensionale
senza il bisogno di calcolare il percorso utensile. Le
tecniche RP utilizzano tecniche di solidificazione o di
legame selettivo di particelle liquide o solide, attraverso
polimerizzazione o reazione chimica. Per questo motivo,
esse verranno classificate nel seguito in base alla natura
del precursore, che può essere solido, liquido o in forma di
polvere (precursore particellare).
54.2 Tecniche con precursore solido
i quelle descritte nel seguito, le tecniche fused
deposition modelling e laminate object
manufacturing sono consolidate; la tecnica desktop fused
deposition modelling è emergente; le tecniche metal sheet
stratification e sheet laser forming sono in sviluppo.
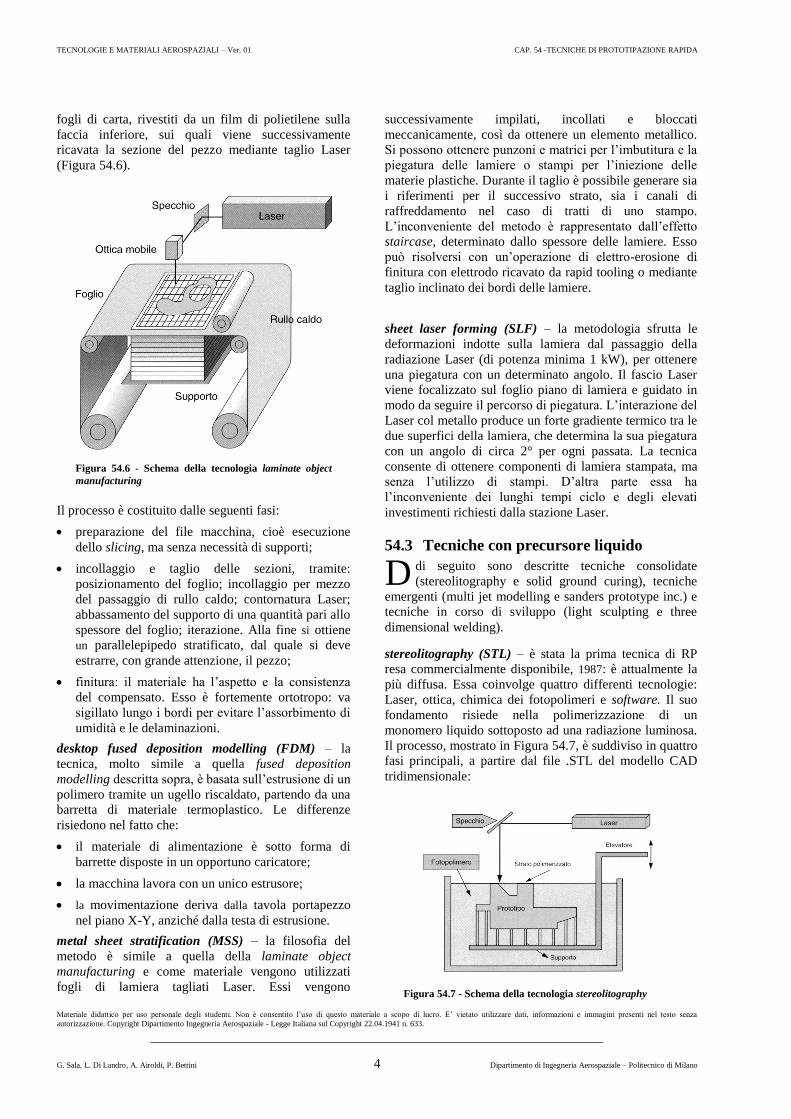
fused deposition modelling (FDM) – è una tecnologia che
utilizza materiali differenti (poliammide, ABS, MABS,
elastomero, cera per microfusione), sotto forma di fili per
la costruzione del prototipo, con l’obiettivo di generare
elementi funzionali con prestazioni analoghe a quelle
ottenibili con tecnologie convenzionali (Figura 54.5).
Figura 54.5 - Schema della tecnologia fused deposition
modelling
Le modalità di processo sono suddivise nelle seguenti fasi:
preparazione del file macchina (predisposizione dei
supporti e esecuzione dello slicing);
costruzione delle sezioni: il sistema realizza le sezioni
con la deposizione del filo polimerico termoplastico
allo stato fuso da parte di una testa di estrusione. Le
temperature dell’estrusore e della camera devono
mantenere in materiale ad una temperatura appena al
di sopra del punto di plastificazione per evitare il
formarsi di gocce, mentre il gradiente termico tra il filo
estruso e gli strati già deposti deve essere limitato per
evitare scarsa adesione e ridotta resistenza meccanica;
pulizia e finitura: non è necessario alcun post-
trattamento, ma solo l’eliminazione dei supporti e
(eventuale) levigatura.
laminate object manufacturing (LOM) – si tratta di una
tecnica idonea a costruire prototipi di grandi dimensioni in
tempi ridotti rispetto a quanto si può ottenere con gli altri
sistemi RP. Essa consiste nel progressivo incollaggio di
D
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 4 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
fogli di carta, rivestiti da un film di polietilene sulla
faccia inferiore, sui quali viene successivamente
ricavata la sezione del pezzo mediante taglio Laser
(Figura 54.6).
Figura 54.6 - Schema della tecnologia laminate object
manufacturing
Il processo è costituito dalle seguenti fasi:
preparazione del file macchina, cioè esecuzione
dello slicing, ma senza necessità di supporti;
incollaggio e taglio delle sezioni, tramite:
posizionamento del foglio; incollaggio per mezzo
del passaggio di rullo caldo; contornatura Laser;
abbassamento del supporto di una quantità pari allo
spessore del foglio; iterazione. Alla fine si ottiene
un parallelepipedo stratificato, dal quale si deve
estrarre, con grande attenzione, il pezzo;
finitura: il materiale ha l’aspetto e la consistenza
del compensato. Esso è fortemente ortotropo: va
sigillato lungo i bordi per evitare l’assorbimento di
umidità e le delaminazioni.
desktop fused deposition modelling (FDM) – la
tecnica, molto simile a quella fused deposition
modelling descritta sopra, è basata sull’estrusione di un
polimero tramite un ugello riscaldato, partendo da una
barretta di materiale termoplastico. Le differenze
risiedono nel fatto che:
il materiale di alimentazione è sotto forma di
barrette disposte in un opportuno caricatore;
la macchina lavora con un unico estrusore;
la movimentazione deriva dalla tavola portapezzo
nel piano X-Y, anziché dalla testa di estrusione.
metal sheet stratification (MSS) – la filosofia del
metodo è simile a quella della laminate object
manufacturing e come materiale vengono utilizzati
fogli di lamiera tagliati Laser. Essi vengono
successivamente impilati, incollati e bloccati
meccanicamente, così da ottenere un elemento metallico.
Si possono ottenere punzoni e matrici per l’imbutitura e la
piegatura delle lamiere o stampi per l’iniezione delle
materie plastiche. Durante il taglio è possibile generare sia
i riferimenti per il successivo strato, sia i canali di
raffreddamento nel caso di tratti di uno stampo.
L’inconveniente del metodo è rappresentato dall’effetto
staircase, determinato dallo spessore delle lamiere. Esso
può risolversi con un’operazione di elettro-erosione di
finitura con elettrodo ricavato da rapid tooling o mediante
taglio inclinato dei bordi delle lamiere.
sheet laser forming (SLF) – la metodologia sfrutta le
deformazioni indotte sulla lamiera dal passaggio della
radiazione Laser (di potenza minima 1 kW), per ottenere
una piegatura con un determinato angolo. Il fascio Laser
viene focalizzato sul foglio piano di lamiera e guidato in
modo da seguire il percorso di piegatura. L’interazione del
Laser col metallo produce un forte gradiente termico tra le
due superfici della lamiera, che determina la sua piegatura
con un angolo di circa 2° per ogni passata. La tecnica
consente di ottenere componenti di lamiera stampata, ma
senza l’utilizzo di stampi. D’altra parte essa ha
l’inconveniente dei lunghi tempi ciclo e degli elevati
investimenti richiesti dalla stazione Laser.
54.3 Tecniche con precursore liquido
di seguito sono descritte tecniche consolidate
(stereolitography e solid ground curing), tecniche
emergenti (multi jet modelling e sanders prototype inc.) e
tecniche in corso di sviluppo (light sculpting e three
dimensional welding).
stereolitography (STL) – è stata la prima tecnica di RP
resa commercialmente disponibile, 1987: è attualmente la
più diffusa. Essa coinvolge quattro differenti tecnologie:
Laser, ottica, chimica dei fotopolimeri e software. Il suo
fondamento risiede nella polimerizzazione di un
monomero liquido sottoposto ad una radiazione luminosa.
Il processo, mostrato in Figura 54.7, è suddiviso in quattro
fasi principali, a partire dal file .STL del modello CAD
tridimensionale:
Figura 54.7 - Schema della tecnologia stereolitography
D

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 5 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
preparazione del file macchina: esecuzione dello
slicing e generazione dei supporti;
fotopolimerizzazione: il fascio di una sorgente
Laser a gas o allo stato solido (potenze: qualche
centinaio di mW) viene focalizzato, mediante un
sistema di ottiche sulla superficie della vasca che
contiene il monomero allo stato liquido. Questo si
reticola e solidifica. Il movimento del fascio nel
piano X-Y consente la realizzazione della prima
sezione del pezzo su una piastra di acciaio forata
(elevatore). A questo punto l’elevatore trasla verso
il basso, per consentire che un film di monomero
liquido ricopra la sezione appena realizzata.
Ottenuto il corretto livellamento, il processo si
ripete, in modo da ottenere un nuovo strato
aderente a quello sottostante. Per ragioni di tempo,
il Laser non solidifica integralmente le sezioni, ma
solo i loro perimetri interni e esterni, nonché alcune
linee che li congiungono. Perciò, al termine di
questa fase, la parte prodotta (green part) contiene
ancora liquido intrappolato: per tal motivo, la sua
consistenza meccanica viene migliorata con un
post-trattamento ultravioletto;
post-trattamento: esso completa la reazione di
fotopolimerizzazione delle parti già solidificate dal
Laser e reticola il monomero liquido rimasto
intrappolato all’interno. Il post-trattamento consiste
nell’esposizione alla luce ultravioletta per un
tempo dipendente dalla complessità della parte e
dal tipo di resina. Al termine si ottiene la cosiddetta
red part.
pulizia e finitura: consiste nell’asportazione dei
supporti e nella finitura manuale della superficie.
L’impianto di stereolitografia è costituito da:
calcolatore per la generazione dei dati-macchina;
calcolatore di controllo
camera di produzione
I principali fattori che possono influenzare la qualità
del pezzo sono legati:
al materiale
○ viscosità
○ tensione superficiale
○ uniformità e stabilità
alla macchina
○ potenza del Laser
○ dimensioni dello spot del Laser
○ precisione dell’elevatore
○ uniformità del ricoprimento
ai parametri di processo
○ spessore dello strato
○ velocità di scansione
○ strategia di scansione
○ tecnica di tassellizzazione (hatch)
○ compensazione del ritiro volumetrico
ai parametri di post-processo
○ pulizia
○ post-trattamento
○ finitura
I tipici difetti di prototipi prodotti con questa tecnica sono:
curl distortion: deflessione delle parti sporgenti dovute
al ritiro di solidificazione;
swelling: incremento di volume dei primi strati
depositati (che rimangono immersi a lungo) a causa
della migrazione di monomero entro il materiale già
solidificato.
I fotopolimeri usati nella tecnica stereolitografica sono di
tipo acrilico, epossidico, vinilico ed elastomerico, ma in
ogni caso devono comprendere i seguenti componenti:
monomeri a basso peso molecolare controllo
viscosità;
monomeri a alto peso molecolare prestazioni
meccaniche;
fotoiniziatori catalizzatori della reazione;
stabilizzatori conferiscono la stabilità finale.
Infine, è necessario poter calcolare lo spessore di resina
reticolabile dal Laser, tramite la curva di lavoro del Laser:
Cp = Dpln(E/Ec)
dove:
Cp = spessore di resina reticolata [mm]
Dp = coefficiente di penetrazione [mm]
E = energia specifica del Laser [mJ/mm2]
Ec = energia di attivazione [mJ/mm2]
solid ground curing (SGC) – è una tecnica che intende
ovviare ai due inconvenienti della stereolitografia: la
necessità di predisporre dei supporti e di eseguire un post-
trattamento. Il materiale utilizzato è un fotopolimero, ma a
differenza della stereolitografia, l’intera sezione viene
reticolata e solidificata con una lampada ultravioletta ad
alta potenza. Le fasi del processo (Figura 54.8) sono:
sull’elevatore (tavola porta-pezzo) viene deposto un
sottile strato di polimero liquido;
la geometria della sezione, ricavata dal processo di
slicing, viene utilizzata per generare, su una lastra di
vetro, una maschera del negativo della sezione stessa;

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 6 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
la lastra viene posizionata sopra l’elevatore e la
successiva esposizione a radiazioni ultraviolette
comporta la solidificazione dell’intera sezione;
l’elevatore trasla sotto la stazione di aspirazione
per eliminare la resina non reticolata;
l’elevatore si sposta sotto una stazione dove
avviene, sull’intera sezione, la deposizione di uno
strato di cera liquida. Tale strato viene poi
solidificato tramite la piastra raffreddante posta
nella stazione successiva;
la sezione inglobata nella cera viene posizionata sotto
la stazione di lavorazione, dove viene fresata per
uniformarne lo spessore;
infine, l’elevatore viene abbassato di una quantità pari
allo spessore della sezione e riportato nella stazione
dove avverrà una nuova deposizione di cera liquida.
Contemporaneamente, la lastra di vetro viene ripulita
ed il processo viene iterato.
Figura 54.8 - Schema della tecnologia solid ground curing
Al termine si ottiene un blocco compatto di resina e
cera solidificate: il lavaggio finale con una soluzione
di acqua e acido citrico a 60 °C permette l’evacuazione
della cera e l’estrazione del prototipo. I vantaggi
rispetto alla stereolitografia sono:
assenza dei supporti;
solidificazione contemporanea della sezione;
assenza del post-trattamento;
spessore uniforme delle sezioni;
assenza di problemi di livellamento;
basso costo della sorgente ultravioletta
Per contro, rispetto alla stereolitografia sussistono
degli svantaggi:
inclinazione del profilo della sezione a causa della
divergenza delle radiazioni ultraviolette;
poiché il blocco di cera ha sempre le stesse
dimensioni, per ridurre lo spreco di cera, vanno
prodotti più prototipi contemporaneamente;
esistono problemi di smaltimento della cera;
il sistema di aspirazione genera bolle d’aria;
il sistema è meccanicamente più complesso rispetto
alle altre tecniche RP (due sistemi di movimentazione
+ stazione di fresatura).
multi jet modelling (MJM) – è una tecnica adatta alla
costruzione di modelli concettuali di ausilio al progettista
durante lo sviluppo del prodotto. I modelli vengono
generati tramite una tecnica simile a quella della stampa a
getto d’inchiostro, la terza dimensione derivante dallo
spostamento in Z della piattaforma di lavoro
Figura 54.9).

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 7 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 54.9 - Schema della tecnologia multi jet
modelling
Il cuore del sistema risiede in una testina stampante ad
ugelli multipli e indipendenti, che eiettano un polimero
liquido. Il materiale rilasciato dagli ugelli solidifica ed
aderisce allo strato precedentemente deposto. Le fasi
del processo sono le seguenti:
posizionamento della testina sopra la piattaforma di
lavoro;
generazione del primo strato, con la testina che
trasla in direzione X;
riposizionamento della piattaforma sull’asse Y; la
testina continua a muoversi lungo l’asse X;
traslazione verso il basso della piattaforma ed
inizio della deposizione dello strato successivo;
iterazione, fino al completamento del prototipo;
eliminazione dei supporti.
Lo spessore del singolo strato deposto è di circa
0,033mm depositato 3 volte per ottenere la risoluzione
finale lungo Z di 1mm. Il materiale utilizzato è un
termo-polimero basso-fondente con una contrazione
lineare di circa il 2%. I modelli generati non
possiedono proprietà meccaniche tali da sopportare
l’applicazione di carichi rilevanti.
sanders prototype inc (SPI) – la tecnica è
un’evoluzione del plotter a getto d’inchiostro, con
l’aggiunta dell’asse verticale e la sostituzione
dell’inchiostro con polimero termoplastico. Il sistema
è adatto per applicazioni entro l’ufficio tecnico, ma
non per applicazioni RP industriali. La filosofia di
funzionamento, esemplificata in Figura 54.10, è quella
del plotter a getto d’inchiostro liquido-solido con asse
Z separato. L’oggetto è costruito su una piattaforma
che scende di una quantità pari allo spessore di uno
strato.
Figura 54.10 - Schema della tecnologia sanders prototype inc
Il processo impiega due testine a getto movimentate nel
piano X-Y: la prima deposita il polimero termoplastico, la
seconda la cera di supporto. Il polimero, liquido in uscita
dalla testina, solidifica e aderisce allo strato deposto in
precedenza. A questo punto, la seconda testina deposita,
ove richiesto, la cera di supporto per sostenere le parti a
sbalzo e le cavità del modello durante la costruzione. Una
volta completato lo strato, un dispositivo di spianatura
(fresa elicoidale) elimina il materiale in eccesso e regola la
dimensione in Z, per preparare la deposizione dello strato
successivo. La prima testina deposita prima i perimetri
interni ed esterni e poi il materiale per riempire l’interno.
Il tempo di costruzione di uno strato dipende dalla
dimensione e dalla complessità della sezione e varia da 2 a
8 minuti. Al termine dell’operazione, la cera di supporto
viene evacuata mediante immersione in solvente
light sculpting (LS) – è una metodologia basata sulla
polimerizzazione di un fotopolimero tramite una lampada
fluorescente e si colloca in un settore alternativo sia alla
stereolitografia che al solid ground curing. Il processo,
illustrato in Figura 54.11, necessita di una maschera che
ricopi in negativo la sezione da realizzare. Tale maschera
viene interposta tra la lampada ed una lastra di vetro sulla
cui superficie inferiore viene depositato il fotopolimero.
Figura 54.11 - Schema della tecnologia light sculpting
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 8 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
A questo punto una prima esposizione provoca la
parziale polimerizzazione della sezione, poi l’elevatore
si porta a contatto con questa e la polimerizzazione
viene completata da una seconda esposizione. Il
processo continua sino alla completa costruzione del
prototipo, senza che questo rimanga immerso nella
resina liquida: viene così limitato lo swelling. Inoltre la
polimerizzazione contemporanea di tutta la sezione
riduce la presenza di tensioni interne. Uno strato di
PTFE interposto tra la lastra di vetro e la resina liquida
impedisce l’adesione durante l’esposizione.
La costruzione di uno strato avviene in 30 secondi
circa.
three dimensional welding (3DW) – il metodo
consente la costruzione di corpi cavi di forma anche
complessa mediante la deposizione di materiale
metallico tramite il processo di saldatura MIG (cfr.
Cap.16). La testa di una saldatrice MIG installata sul
polso di un robot, genera per strati successivi
l’elemento desiderato. Il risultato è un elemento
costituito da un materiale metallurgicamente simile al
definitivo, sul quale è possibile effettuare lavorazioni
meccaniche di finitura. Il metodo non ha ancora
trovato applicazioni industriali soprattutto per la scarsa
risoluzione, tolleranza e rugosità superficiale. Una
volta risolti questi problemi, i componenti prodotti con
questa tecnica potrebbero essere usati come prototipi
per prove funzionali, punzoni per la lavorazione delle
lamiere e stampi per l’iniezione dei polimeri
termoplastici.
54.4 Tecniche con precursore particellare
ra le tecniche che utilizzano come precursore una
polvere, una è consolidata (selective laser
sintering), altre due sono emergenti (ballistic particle
manufacturing e three dimensional printing), mentre
laser generating e multiphase jet solidification sono in
corso di sviluppo.
selective laser sintering (SLS) – è una tecnologia che
usa le polveri di materiali differenti (polimeri
termoplastici, metalli, cera, sabbia) per la costruzione
del prototipo, con l’obiettivo di generare elementi
funzionali caratterizzati da prestazioni analoghe a
quelle ottenute con le tecnologie tradizionali. Le
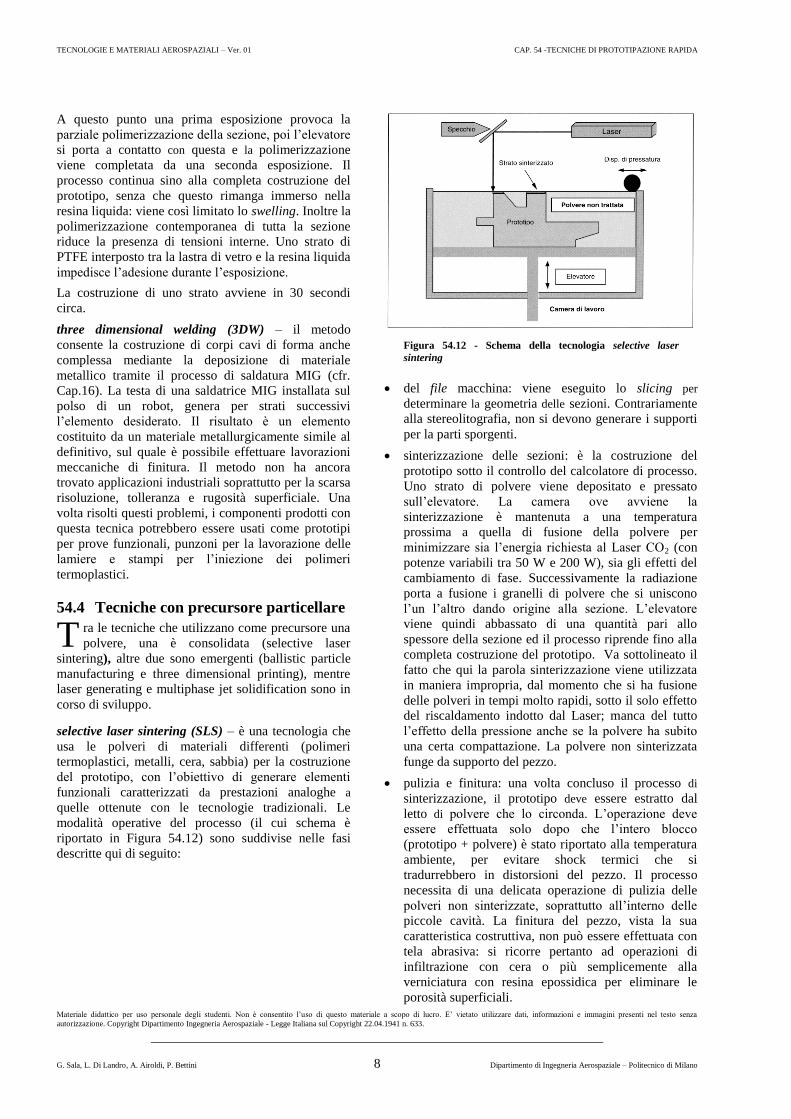
modalità operative del processo (il cui schema è
riportato in Figura 54.12) sono suddivise nelle fasi
descritte qui di seguito:
Figura 54.12 - Schema della tecnologia selective laser
sintering
del file macchina: viene eseguito lo slicing per
determinare la geometria delle sezioni. Contrariamente
alla stereolitografia, non si devono generare i supporti
per la parti sporgenti.
sinterizzazione delle sezioni: è la costruzione del
prototipo sotto il controllo del calcolatore di processo.
Uno strato di polvere viene depositato e pressato
sull’elevatore. La camera ove avviene la
sinterizzazione è mantenuta a una temperatura
prossima a quella di fusione della polvere per
minimizzare sia l’energia richiesta al Laser CO2 (con
potenze variabili tra 50 W e 200 W), sia gli effetti del
cambiamento di fase. Successivamente la radiazione
porta a fusione i granelli di polvere che si uniscono
l’un l’altro dando origine alla sezione. L’elevatore
viene quindi abbassato di una quantità pari allo
spessore della sezione ed il processo riprende fino alla
completa costruzione del prototipo. Va sottolineato il
fatto che qui la parola sinterizzazione viene utilizzata
in maniera impropria, dal momento che si ha fusione
delle polveri in tempi molto rapidi, sotto il solo effetto
del riscaldamento indotto dal Laser; manca del tutto
l’effetto della pressione anche se la polvere ha subito
una certa compattazione. La polvere non sinterizzata
funge da supporto del pezzo.
pulizia e finitura: una volta concluso il processo di
sinterizzazione, il prototipo deve essere estratto dal
letto di polvere che lo circonda. L’operazione deve
essere effettuata solo dopo che l’intero blocco
(prototipo + polvere) è stato riportato alla temperatura
ambiente, per evitare shock termici che si
tradurrebbero in distorsioni del pezzo. Il processo
necessita di una delicata operazione di pulizia delle
polveri non sinterizzate, soprattutto all’interno delle
piccole cavità. La finitura del pezzo, vista la sua
caratteristica costruttiva, non può essere effettuata con
tela abrasiva: si ricorre pertanto ad operazioni di
infiltrazione con cera o più semplicemente alla
verniciatura con resina epossidica per eliminare le
porosità superficiali.
T
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 9 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Tecnica simile al selective laser sintering SLS è quella
dell’electron beam melting (EBM), che si differenzia
per il fatto che il fascio energetico non è costituito da
un raggio laser, bensì da un flusso di elettroni
accelerato e focalizzato da un cannone elettronico
(electron beam). Le diverse peculiarità delle due
tecniche fanno sì che esse siano adatte a metalli e
leghe metalliche diverse (acciai inossidabili per il SLS
e leghe di titanio per l’EBM).
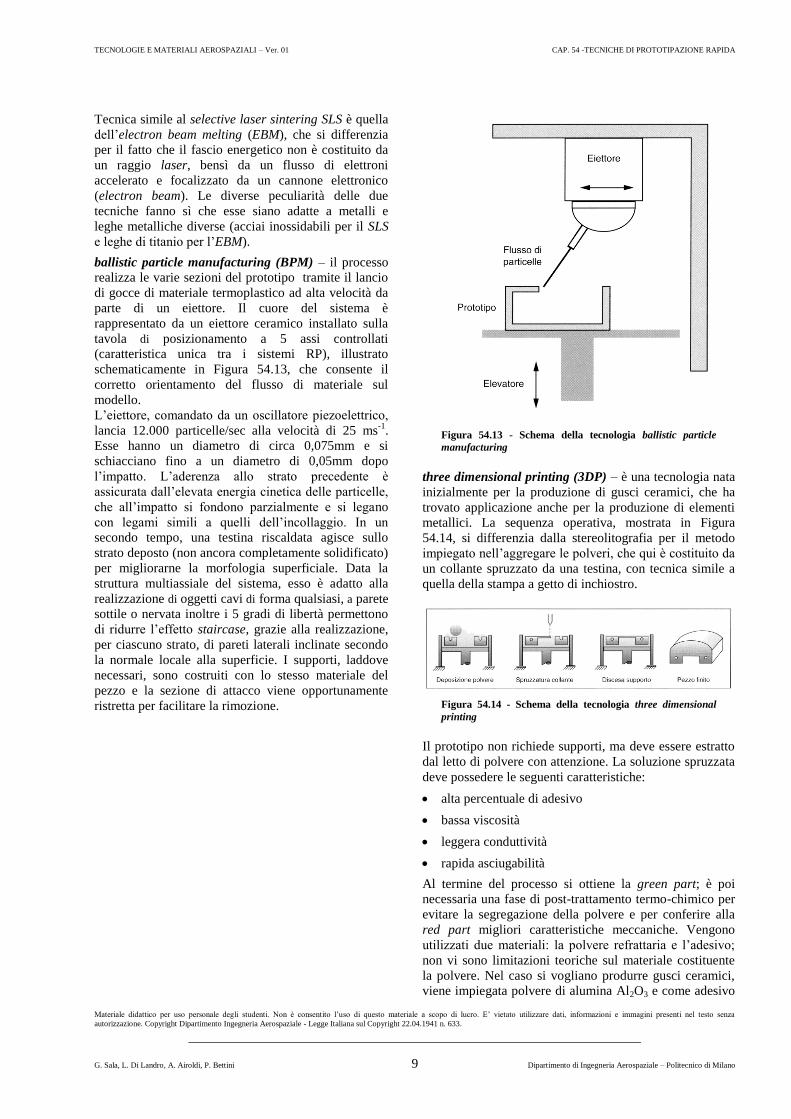
ballistic particle manufacturing (BPM) – il processo
realizza le varie sezioni del prototipo tramite il lancio
di gocce di materiale termoplastico ad alta velocità da
parte di un eiettore. Il cuore del sistema è
rappresentato da un eiettore ceramico installato sulla
tavola di posizionamento a 5 assi controllati
(caratteristica unica tra i sistemi RP), illustrato
schematicamente in Figura 54.13, che consente il
corretto orientamento del flusso di materiale sul
modello.
L’eiettore, comandato da un oscillatore piezoelettrico,
lancia 12.000 particelle/sec alla velocità di 25 ms-1
.
Esse hanno un diametro di circa 0,075mm e si
schiacciano fino a un diametro di 0,05mm dopo
l’impatto. L’aderenza allo strato precedente è
assicurata dall’elevata energia cinetica delle particelle,
che all’impatto si fondono parzialmente e si legano
con legami simili a quelli dell’incollaggio. In un
secondo tempo, una testina riscaldata agisce sullo
strato deposto (non ancora completamente solidificato)
per migliorarne la morfologia superficiale. Data la
struttura multiassiale del sistema, esso è adatto alla
realizzazione di oggetti cavi di forma qualsiasi, a parete
sottile o nervata inoltre i 5 gradi di libertà permettono
di ridurre l’effetto staircase, grazie alla realizzazione,
per ciascuno strato, di pareti laterali inclinate secondo
la normale locale alla superficie. I supporti, laddove
necessari, sono costruiti con lo stesso materiale del
pezzo e la sezione di attacco viene opportunamente
ristretta per facilitare la rimozione.
Figura 54.13 - Schema della tecnologia ballistic particle
manufacturing
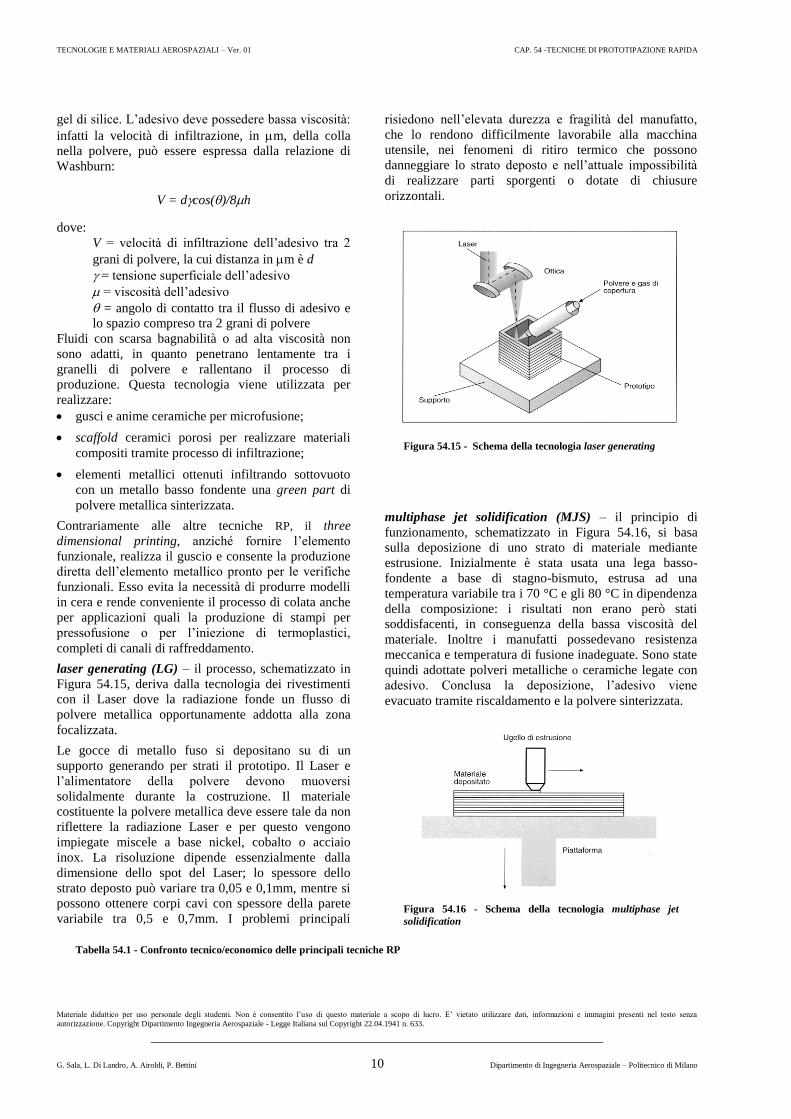
three dimensional printing (3DP) – è una tecnologia nata
inizialmente per la produzione di gusci ceramici, che ha
trovato applicazione anche per la produzione di elementi
metallici. La sequenza operativa, mostrata in Figura
54.14, si differenzia dalla stereolitografia per il metodo
impiegato nell’aggregare le polveri, che qui è costituito da
un collante spruzzato da una testina, con tecnica simile a
quella della stampa a getto di inchiostro.
Figura 54.14 - Schema della tecnologia three dimensional
printing
Il prototipo non richiede supporti, ma deve essere estratto
dal letto di polvere con attenzione. La soluzione spruzzata
deve possedere le seguenti caratteristiche:
alta percentuale di adesivo
bassa viscosità
leggera conduttività
rapida asciugabilità
Al termine del processo si ottiene la green part; è poi
necessaria una fase di post-trattamento termo-chimico per
evitare la segregazione della polvere e per conferire alla
red part migliori caratteristiche meccaniche. Vengono
utilizzati due materiali: la polvere refrattaria e l’adesivo;
non vi sono limitazioni teoriche sul materiale costituente
la polvere. Nel caso si vogliano produrre gusci ceramici,
viene impiegata polvere di alumina Al2O3 e come adesivo
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 10 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
gel di silice. L’adesivo deve possedere bassa viscosità:
infatti la velocità di infiltrazione, in m, della colla
nella polvere, può essere espressa dalla relazione di
Washburn:
V = dcos()/8h
dove:
V = velocità di infiltrazione dell’adesivo tra 2
grani di polvere, la cui distanza in m è d
= tensione superficiale dell’adesivo
= viscosità dell’adesivo
= angolo di contatto tra il flusso di adesivo e
lo spazio compreso tra 2 grani di polvere
Fluidi con scarsa bagnabilità o ad alta viscosità non
sono adatti, in quanto penetrano lentamente tra i
granelli di polvere e rallentano il processo di
produzione. Questa tecnologia viene utilizzata per
realizzare:
gusci e anime ceramiche per microfusione;
scaffold ceramici porosi per realizzare materiali
compositi tramite processo di infiltrazione;
elementi metallici ottenuti infiltrando sottovuoto
con un metallo basso fondente una green part di
polvere metallica sinterizzata.
Contrariamente alle altre tecniche RP, il three
dimensional printing, anziché fornire l’elemento
funzionale, realizza il guscio e consente la produzione
diretta dell’elemento metallico pronto per le verifiche
funzionali. Esso evita la necessità di produrre modelli
in cera e rende conveniente il processo di colata anche
per applicazioni quali la produzione di stampi per
pressofusione o per l’iniezione di termoplastici,
completi di canali di raffreddamento.
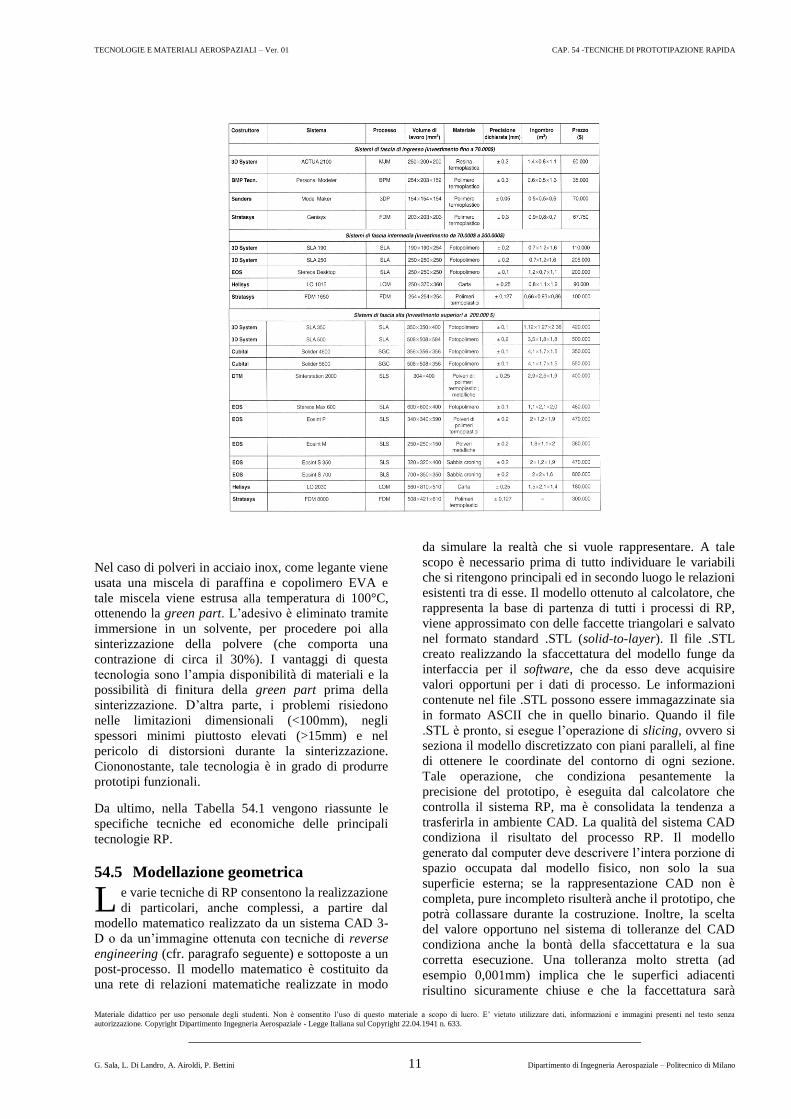
laser generating (LG) – il processo, schematizzato in
Figura 54.15, deriva dalla tecnologia dei rivestimenti
con il Laser dove la radiazione fonde un flusso di
polvere metallica opportunamente addotta alla zona
focalizzata.
Le gocce di metallo fuso si depositano su di un
supporto generando per strati il prototipo. Il Laser e
l’alimentatore della polvere devono muoversi
solidalmente durante la costruzione. Il materiale
costituente la polvere metallica deve essere tale da non
riflettere la radiazione Laser e per questo vengono
impiegate miscele a base nickel, cobalto o acciaio
inox. La risoluzione dipende essenzialmente dalla
dimensione dello spot del Laser; lo spessore dello
strato deposto può variare tra 0,05 e 0,1mm, mentre si
possono ottenere corpi cavi con spessore della parete
variabile tra 0,5 e 0,7mm. I problemi principali
risiedono nell’elevata durezza e fragilità del manufatto,
che lo rendono difficilmente lavorabile alla macchina
utensile, nei fenomeni di ritiro termico che possono
danneggiare lo strato deposto e nell’attuale impossibilità
di realizzare parti sporgenti o dotate di chiusure
orizzontali.
Figura 54.15 - Schema della tecnologia laser generating
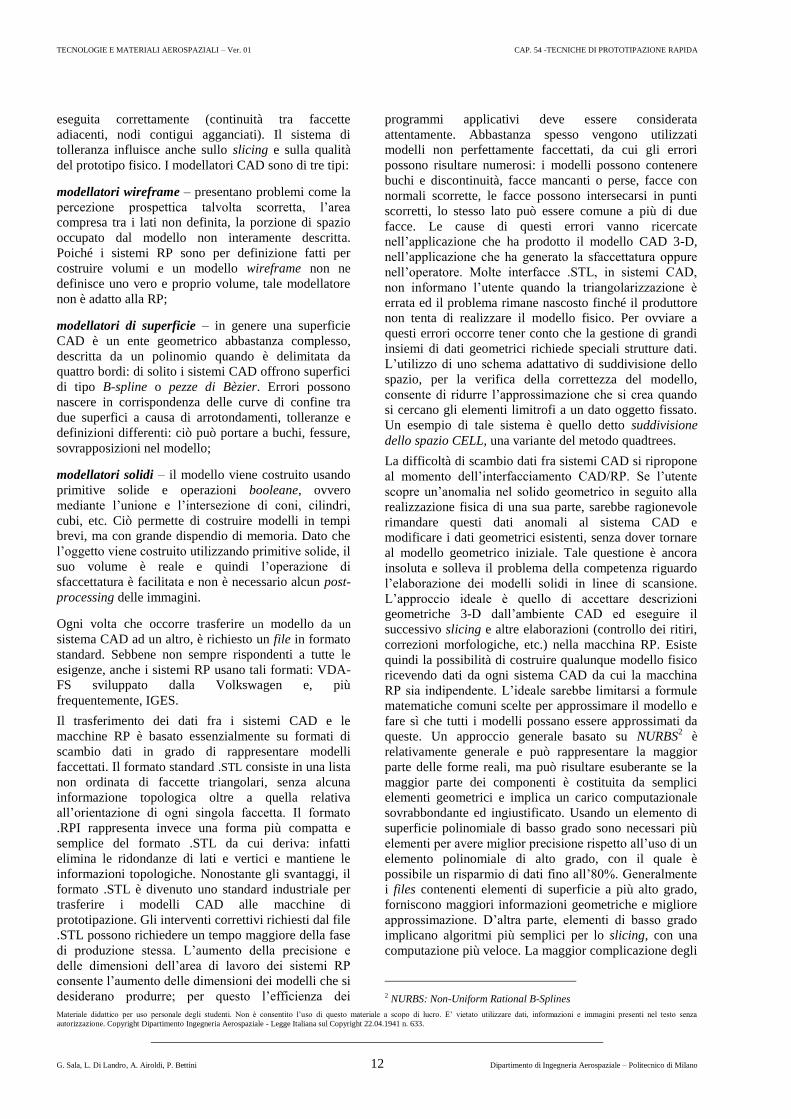
multiphase jet solidification (MJS) – il principio di
funzionamento, schematizzato in Figura 54.16, si basa
sulla deposizione di uno strato di materiale mediante
estrusione. Inizialmente è stata usata una lega basso-
fondente a base di stagno-bismuto, estrusa ad una
temperatura variabile tra i 70 °C e gli 80 °C in dipendenza
della composizione: i risultati non erano però stati
soddisfacenti, in conseguenza della bassa viscosità del
materiale. Inoltre i manufatti possedevano resistenza
meccanica e temperatura di fusione inadeguate. Sono state
quindi adottate polveri metalliche o ceramiche legate con
adesivo. Conclusa la deposizione, l’adesivo viene
evacuato tramite riscaldamento e la polvere sinterizzata.
Figura 54.16 - Schema della tecnologia multiphase jet
solidification
Tabella 54.1 - Confronto tecnico/economico delle principali tecniche RP
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 11 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Nel caso di polveri in acciaio inox, come legante viene
usata una miscela di paraffina e copolimero EVA e
tale miscela viene estrusa alla temperatura di 100°C,
ottenendo la green part. L’adesivo è eliminato tramite
immersione in un solvente, per procedere poi alla
sinterizzazione della polvere (che comporta una
contrazione di circa il 30%). I vantaggi di questa
tecnologia sono l’ampia disponibilità di materiali e la
possibilità di finitura della green part prima della
sinterizzazione. D’altra parte, i problemi risiedono
nelle limitazioni dimensionali (<100mm), negli
spessori minimi piuttosto elevati (>15mm) e nel
pericolo di distorsioni durante la sinterizzazione.
Ciononostante, tale tecnologia è in grado di produrre
prototipi funzionali.
Da ultimo, nella Tabella 54.1 vengono riassunte le
specifiche tecniche ed economiche delle principali
tecnologie RP.
54.5 Modellazione geometrica
e varie tecniche di RP consentono la realizzazione
di particolari, anche complessi, a partire dal
modello matematico realizzato da un sistema CAD 3-
D o da un’immagine ottenuta con tecniche di reverse
engineering (cfr. paragrafo seguente) e sottoposte a un
post-processo. Il modello matematico è costituito da
una rete di relazioni matematiche realizzate in modo
da simulare la realtà che si vuole rappresentare. A tale
scopo è necessario prima di tutto individuare le variabili
che si ritengono principali ed in secondo luogo le relazioni
esistenti tra di esse. Il modello ottenuto al calcolatore, che
rappresenta la base di partenza di tutti i processi di RP,
viene approssimato con delle faccette triangolari e salvato
nel formato standard .STL (solid-to-layer). Il file .STL
creato realizzando la sfaccettatura del modello funge da
interfaccia per il software, che da esso deve acquisire
valori opportuni per i dati di processo. Le informazioni
contenute nel file .STL possono essere immagazzinate sia
in formato ASCII che in quello binario. Quando il file
.STL è pronto, si esegue l’operazione di slicing, ovvero si
seziona il modello discretizzato con piani paralleli, al fine
di ottenere le coordinate del contorno di ogni sezione.
Tale operazione, che condiziona pesantemente la
precisione del prototipo, è eseguita dal calcolatore che
controlla il sistema RP, ma è consolidata la tendenza a
trasferirla in ambiente CAD. La qualità del sistema CAD
condiziona il risultato del processo RP. Il modello
generato dal computer deve descrivere l’intera porzione di
spazio occupata dal modello fisico, non solo la sua
superficie esterna; se la rappresentazione CAD non è
completa, pure incompleto risulterà anche il prototipo, che
potrà collassare durante la costruzione. Inoltre, la scelta
del valore opportuno nel sistema di tolleranze del CAD
condiziona anche la bontà della sfaccettatura e la sua
corretta esecuzione. Una tolleranza molto stretta (ad
esempio 0,001mm) implica che le superfici adiacenti
risultino sicuramente chiuse e che la faccettatura sarà
L
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 12 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
eseguita correttamente (continuità tra faccette
adiacenti, nodi contigui agganciati). Il sistema di
tolleranza influisce anche sullo slicing e sulla qualità
del prototipo fisico. I modellatori CAD sono di tre tipi:
modellatori wireframe – presentano problemi come la
percezione prospettica talvolta scorretta, l’area
compresa tra i lati non definita, la porzione di spazio
occupato dal modello non interamente descritta.
Poiché i sistemi RP sono per definizione fatti per
costruire volumi e un modello wireframe non ne
definisce uno vero e proprio volume, tale modellatore
non è adatto alla RP;
modellatori di superficie – in genere una superficie
CAD è un ente geometrico abbastanza complesso,
descritta da un polinomio quando è delimitata da
quattro bordi: di solito i sistemi CAD offrono superfici
di tipo B-spline o pezze di Bèzier. Errori possono
nascere in corrispondenza delle curve di confine tra
due superfici a causa di arrotondamenti, tolleranze e
definizioni differenti: ciò può portare a buchi, fessure,
sovrapposizioni nel modello;
modellatori solidi – il modello viene costruito usando
primitive solide e operazioni booleane, ovvero
mediante l’unione e l’intersezione di coni, cilindri,
cubi, etc. Ciò permette di costruire modelli in tempi
brevi, ma con grande dispendio di memoria. Dato che
l’oggetto viene costruito utilizzando primitive solide, il
suo volume è reale e quindi l’operazione di
sfaccettatura è facilitata e non è necessario alcun post-
processing delle immagini.
Ogni volta che occorre trasferire un modello da un
sistema CAD ad un altro, è richiesto un file in formato
standard. Sebbene non sempre rispondenti a tutte le
esigenze, anche i sistemi RP usano tali formati: VDA-
FS sviluppato dalla Volkswagen e, più
frequentemente, IGES.
Il trasferimento dei dati fra i sistemi CAD e le
macchine RP è basato essenzialmente su formati di
scambio dati in grado di rappresentare modelli
faccettati. Il formato standard .STL consiste in una lista
non ordinata di faccette triangolari, senza alcuna
informazione topologica oltre a quella relativa
all’orientazione di ogni singola faccetta. Il formato
.RPI rappresenta invece una forma più compatta e
semplice del formato .STL da cui deriva: infatti
elimina le ridondanze di lati e vertici e mantiene le
informazioni topologiche. Nonostante gli svantaggi, il
formato .STL è divenuto uno standard industriale per
trasferire i modelli CAD alle macchine di
prototipazione. Gli interventi correttivi richiesti dal file
.STL possono richiedere un tempo maggiore della fase
di produzione stessa. L’aumento della precisione e
delle dimensioni dell’area di lavoro dei sistemi RP
consente l’aumento delle dimensioni dei modelli che si
desiderano produrre; per questo l’efficienza dei
programmi applicativi deve essere considerata
attentamente. Abbastanza spesso vengono utilizzati
modelli non perfettamente faccettati, da cui gli errori
possono risultare numerosi: i modelli possono contenere
buchi e discontinuità, facce mancanti o perse, facce con
normali scorrette, le facce possono intersecarsi in punti
scorretti, lo stesso lato può essere comune a più di due
facce. Le cause di questi errori vanno ricercate
nell’applicazione che ha prodotto il modello CAD 3-D,
nell’applicazione che ha generato la sfaccettatura oppure
nell’operatore. Molte interfacce .STL, in sistemi CAD,
non informano l’utente quando la triangolarizzazione è
errata ed il problema rimane nascosto finché il produttore
non tenta di realizzare il modello fisico. Per ovviare a
questi errori occorre tener conto che la gestione di grandi
insiemi di dati geometrici richiede speciali strutture dati.
L’utilizzo di uno schema adattativo di suddivisione dello
spazio, per la verifica della correttezza del modello,
consente di ridurre l’approssimazione che si crea quando
si cercano gli elementi limitrofi a un dato oggetto fissato.
Un esempio di tale sistema è quello detto suddivisione
dello spazio CELL, una variante del metodo quadtrees.
La difficoltà di scambio dati fra sistemi CAD si ripropone
al momento dell’interfacciamento CAD/RP. Se l’utente
scopre un’anomalia nel solido geometrico in seguito alla
realizzazione fisica di una sua parte, sarebbe ragionevole
rimandare questi dati anomali al sistema CAD e
modificare i dati geometrici esistenti, senza dover tornare
al modello geometrico iniziale. Tale questione è ancora
insoluta e solleva il problema della competenza riguardo
l’elaborazione dei modelli solidi in linee di scansione.
L’approccio ideale è quello di accettare descrizioni
geometriche 3-D dall’ambiente CAD ed eseguire il
successivo slicing e altre elaborazioni (controllo dei ritiri,
correzioni morfologiche, etc.) nella macchina RP. Esiste
quindi la possibilità di costruire qualunque modello fisico
ricevendo dati da ogni sistema CAD da cui la macchina
RP sia indipendente. L’ideale sarebbe limitarsi a formule
matematiche comuni scelte per approssimare il modello e
fare sì che tutti i modelli possano essere approssimati da
queste. Un approccio generale basato su NURBS2 è
relativamente generale e può rappresentare la maggior
parte delle forme reali, ma può risultare esuberante se la
maggior parte dei componenti è costituita da semplici
elementi geometrici e implica un carico computazionale
sovrabbondante ed ingiustificato. Usando un elemento di
superficie polinomiale di basso grado sono necessari più
elementi per avere miglior precisione rispetto all’uso di un
elemento polinomiale di alto grado, con il quale è
possibile un risparmio di dati fino all’80%. Generalmente
i files contenenti elementi di superficie a più alto grado,
forniscono maggiori informazioni geometriche e migliore
approssimazione. D’altra parte, elementi di basso grado
implicano algoritmi più semplici per lo slicing, con una
computazione più veloce. La maggior complicazione degli
2 NURBS: Non-Uniform Rational B-Splines

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 13 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
algoritmi deriva dal fatto che gli input geometrici sono
più complessi e non esiste una singola forma
geometrica che soddisfi diverse esigenze. Di fatto,
oggi l’industria ha scelto come standard le
rappresentazioni faccettate, ovvero l’approssimazione
a triangolo planare. Sfortunatamente, quando è
richiesta un’alta precisione, le facce triangolari
diventano molto numerose.
54.6 Reverse engineering
alvolta la macchina RP non deve allestire un
nuovo progetto, bensì una copia accurata di un
oggetto esistente. In questo caso, i dati da fornire alla
macchina possono essere preparati da uno speciale
dispositivo che legge la sagoma tridimensionale
dell’oggetto e la traduce in una rappresentazione
computerizzata (tecnica di reverse engineering), che
può essere in un formato pronto per la macchina
(codice CN o STL) o in un formato leggibile da un
programma CAD, che lo controlla ed elabora prima di
mandarlo in macchina. Il campo della digitalizzazione
geometrica è altrettanto vasto e complesso quanto
quello del RP. I suoi aspetti più importanti sono:
i livelli di dettaglio ottenibili dal digitalizzatore;
i tre elementi del digitalizzatore 3-D: sensore di
materia, scanner e software interpretazione dati;
tipi di sensori disponibili.
livelli di digitalizzazione – in dipendenza del grado di
sofisticazione del metodo usato per raccogliere i dati, i
livelli disponibili sono quattro: rilievo in piano o nello
spazio e dettagli superficiali o spaziali.
rilievo in piano: è il caso più semplice, quando la
forma dell’oggetto è determinata rispetto ad un
certo piano (come in topografia, quando si misura
la quota di un monte dal livello del mare);
rilievo nello spazio: quando la forma si determina
rispetto ad una superficie di riferimento non piana,
come nella misurazione topografica del globo
terrestre rispetto allo sferoide immaginario a livello
del mare;
dettagli superficiali: oltre a leggere la quota
rispetto a ogni punto della superficie di riferimento
(come nel caso del rilievo spaziale), può essere
necessaria la determinazione della forma della
superficie più dettagliatamente, tenendo conto di
cavità aperte e di convoluzioni;
dettagli nello spazio: anziché misurare soltanto la
superficie dell’oggetto, lo si mappa totalmente,
all’esterno ed all’interno. Si identificano e si
rappresentano le cavità chiuse interne
elementi dei digitalizzatori – gli elementi principali
dei digitalizzatori 3-D sono tre:
sensore di materia: è il cuore del sistema, che rivela la
presenza o l’assenza di materia in una zona. Esso può
lavorare su un solo punto alla volta (sonde, sensori
LiDAR), su una serie di punti allineati (sensori per
linee continue), su di una schiera di punti nel piano
(interferometro piano) o su di una schiera di punti
nello spazio (sensori CT e NMR);
scanner: nell’interferometria piana, una sola lettura del
sensore può fornire tutti i dati necessari, di solito
servono invece più letture. Il sensore deve quindi
spostarsi sull’oggetto per raccogliere dati in aree o con
angolazioni diverse. Per esplorare oggetti di forme e
dimensioni varie, lo scanner deve possedere una sua
intelligenza o deve essere comandato dall’uomo;
software di interpretazione dati: i dati raccolti dal
sensore sono di solito in una forma costituita da punti
discreti nello spazio, non direttamente utilizzabili da
programmi CAD o dalle macchine RP. Serve un
programma di interpretazione dati che colleghi i punti
e formi una rappresentazione leggibile delle superfici
così definite. Il software deve essere in grado di
individuare e di gestire il rumore, i dati ridondanti,
quelli con insufficiente risoluzione.
tipi di sensori disponibili – il sensore del digitalizzatore è
un dispositivo che rivela la presenza/assenza di materia
nello spazio. Qui di seguito se ne descrivono i più comuni:
sensori a contatto: reagiscono alla resistenza opposta a
un’astina. Il metodo è lento, ma può essere più preciso
(1m) di metodi concorrenti. Il contatto fisico è
problematico con materiali cedevoli o instabili. I
sensori a contatto possono fare misure discrete o
continue. L’esplorazione può essere automatizzata
(montando il sensore su una macchina di misura a co-
ordinate o su un centro di lavoro CNC) o guidata
manualmente (montando il sensore su un braccio che
registri la posizione). La velocità tipica delle misure
discrete è molto bassa (3-5 letture/sec) per avere un
grado di risoluzione accettabile;
sensori comandati: funzionano come i sensori a
contatto, perché esplorano un punto alla volta. Però,
anziché avere un sensore che reagisce alla resistenza
della superficie, in questo caso un operatore guida il
sensore nel punto voluto e ne comanda l’azione, in
modo meccanico/elettrico. In tal modo, la tecnica
consente di misurare superfici cedevoli. Inoltre,
diverse tecniche di posizionamento consentono di
misurare oggetti di notevoli dimensioni, quali aerei
full-scale. L’inconveniente principale risiede nel fatto
che la tecnica, per sua natura, non è automatizzabile.
sensori ottici: i tre tipi descritti qui di seguito si basano
sul principio di triangolazione. Se un raggio di luce
arriva su una superficie da una data direzione e si
osserva il raggio riflesso da un’altra direzione, la
posizione della superficie è deducibile dalla direzione
T

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 14 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
con cui la luce riflessa viene percepita
dall’osservatore (Figura 54.17):
Figura 54.17 - Schema di funzionamento di un sensore
punto-a-punto
I due primi tipi di sensori a triangolazione, punto a
punto e per linee continue, sono oggi tra i più
comunemente usati per i digitalizzatori 3-D. La
semplice triangolazione può servire a calcolare un
rilievo nel piano perché consente di misurare le
variazioni di altezza da punto a punto. Spostando il
sensore sull’oggetto o con diversi sensori orientati
diversamente e correlati, si può rilevare tutta la
superficie. Tutte e tre le tecniche richiedono una
superficie opaca, in modo da diffondere e non
riflettere la luce. Per evitare che taluni dettagli
restino in ombra, si usano sensori bioculari per
catturare la luce riflessa dai due lati.
I sensori punto-a-punto emettono un raggio laser e
misurano la direzione della luce riflessa. Il
procedimento viene ripetuto esplorando tutta la
superficie e misurando tutti i punti necessari per
avere la risoluzione voluta (50-200 punti/sec, pari a
1-3min per cm2 con risoluzione 0,1mm). Nei
sensori per linee continue, il fascio luminoso
emesso dal sensore si espande in una direzione,
così da proiettare una linea retta sulla superficie da
misurare. Come risultato della triangolazione, la
retta viene deformata dall’andamento della
superficie. La deformazione viene registrata con
calcoli di triangolazione su ogni punto della retta.
Questo tipo di sensore equivale dunque a più
sensori punto-a-punto in tandem. La velocità
aumenta a spese della precisione (Figura 54.18).
Figura 54.18 - Schema di funzionamento del sensore a linee
continue
Se la linea è abbastanza lunga, si può esplorare
l’oggetto spostando il sensore in una sola direzione,
altrimenti occorre lavorare per fasce. Da ultimo, il
metodo dell’interferometria piana combina la
triangolazione con l’effetto Moirè: il sensore invia una
griglia bidimensionale di luce coerente sulla superficie
da misurare, le cui irregolarità deformano le righe della
griglia come nel caso del sensore lineare.
L’interferenza tra la griglia deformata e la griglia
originaria fornisce un’immagine a frange di Moirè che
consente di ricostruire la superficie. Se l’area della
griglia è sufficientemente grande e la curvatura della
superficie modesta, basta una lettura, altrimenti
servono diverse letture con diverse angolazioni, che
devono poi essere correlate.
sensori spaziali: i sensori spaziali leggono tanto
l’esterno quanto l’interno dell’oggetto. Gli esempi più
significativi sono la risonanza nucleare-magnetica
(RNM), usata in medicina come metodo radio-
diagnostico, e la tomografia computerizzata (TAC o
CT scan), usata sia in medicina che nelle discipline
tecniche. Nella RNM, un magnete oscillante genera
un’onda elettromagnetica che attraversa l’oggetto.
Essa viene sintonizzata sulla frequenza di risonanza
dei nuclei di un particolare atomo. Allorché l’onda
colpisce quel tipo d’atomo, il nucleo ne assorbe
l’energia e diventa opaco. Le armoniche che
attraversano l’oggetto senza essere assorbite vengono
registrate e consentono di calcolare la distribuzione di
quel tipo di atomi. La tecnica non funziona con i
metalli perché essi dissipano le onde magnetiche
attraverso correnti elettriche. Nella TAC o CT scan, un
fascio espanso di raggi X viene diretto sull’oggetto e
viene assorbito in ragione dello spessore e della natura
fisica del materiale che costituisce l’oggetto. Un
rilevatore posto dietro l’oggetto registra i raggi che
l’hanno attraversata. L’oggetto (o l’emettitore) ruota e
la procedura si ripete più volte, ottenendo profili di
opacità dell’oggetto presi da diverse orientazioni. Sulla
base di questi dati è possibile ricostruire la mappa

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 15 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
tridimensionale dell’oggetto in base alla resistenza
mostrata alla penetrazione dei raggi-X.
54.7 Meccanismi chimico-fisici
due procedimenti additivi di più comune utilizzo
nel settore del RP sono la fotopolimerizzazione e la
sinterizzazione selettiva. Nel seguito ne vengono
descritti i fondamenti scientifici ed i modelli
matematici.
fotopolimerizzazione – la polimerizzazione è il
processo chimico mediante il quale molecole
organiche, monomeri, si aggregano, per rottura del
doppio legame carbonio, dando origina a
macromolecole, polimeri. La reazione può essere
innescata, secondo i casi, dalla temperatura, dalla
pressione, da radiazioni con l’ausilio di catalizzatori. Si
parla di fotopolimerizzazione se il fattore scatenante
sono i fotoni della luce (spesso la reazione è
esotermica, cosicché la luce costituisce solo un
acceleratore della cinetica chimica). Il complesso delle
reazioni chimiche si può dividere in tre fasi evolutive
ben distinte:
1. inizio: l’energia del fotone crea radicali liberi;
2. propagazione: si genera la macromolecola;
3. terminazione: la reazione si completa e conclude.
Si deve altresì osservare che:
la temperatura ha un ruolo marginale;
il processo è spazialmente non omogeneo;
la diffusione delle specie chimiche all’interno del
film costituisce il meccanismo di controllo della
velocità del processo che non può essere omesso
nel modello.
La scrittura del modello analitico del processo deve
portare ad un sistema di equazioni differenziali non
lineari alle derivate parziali che descrive la dinamica di
un continuo, ove specie differenti sono in
competizione tra loro e variano le proprie
concentrazioni nel tempo e nello spazio. Pertanto, le
variabili indipendenti sono tempo t e spazio x,y,z,
mentre le funzioni incognite, cioè le variabili di stato
del sistema, sono:
S = concentrazione del fotoiniziatore
M = concentrazione del monomero
P = concentrazione del polimero
Ti = concentrazione dei terminatori di catena
R* = concentrazione dei gruppi radicali
J = intensità luminosa
Si fanno inoltre due assunzioni generali:
la capacità diffusiva è attribuita al monomero ed ai
terminatori di catena;
il meccanismo prevalente di terminazione consiste
nella reazione con i terminatori.
Si considera una sorgente luminosa che irradia lungo
l’asse z con una distribuzione arbitraria Io = I(x,y,z = 0; t)
dell’intensità luminosa sulla superficie superiore di uno
strato fluido quadrato di lato L e spessore w (Figura
54.19).
Figura 54.19 - Schema del processo di fotopolimerizzazione
Il consumo di fotoiniziatore in un punto è proporzionale al
prodotto tra il numero dei fotoni incidenti ed il numero di
molecole di fotoiniziatore rimaste nel punto considerato
S/t = -sSI
c.i. : S(x,y,z,; t=0) = So
essendo s il coefficiente di estinzione del fotoiniziatore.
La variazione nel tempo di concentrazione di monomero
contiene, oltre al termine che rappresenta il consumo di
monomero che incrementa le catene polimeriche, il
termine di diffusione:
M/t = - KpMR* + Dm2M
c.i. : M(x,y,z; t = 0) = Mo
c.c.: M/x(x=L,y,z,t) = M/y(x,y=L,z,t)=
= M/z(x,y,z=0,t) = M/z(x,y,z=w,t)
dove Kp rappresenta la costante cinetica chimica e Dm la
costante di diffusività molecolare del monomero nel
mezzo. Le condizioni al contorno impongono l’azzerarsi
della derivata in direzione normale per tutte le superfici di
frontiera dello strato fluido. Ogni monomero che
interviene nella reazione va a incrementare la formazione
di polimero, per il quale si può scrivere:
P/t = KpMR*
c.i. = P(x,y,z,t=0) = 0
Per i terminatori si possono scrivere equazioni nella stessa
forma di quella relativa al monomero:
Ti /t = - K Ti Ti R* + DTi2Ti
c.i. : Ti (x,y,z; t = 0) = Ti o
c.c.: Ti /x(x=L,y,z,t) = Ti /y(x,y=L,z,t)=
I

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 16 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
= Ti /z(x,y,z=0,t) = Ti /z(x,y,z=w,t
KTi e DTi sono le costanti di velocità di terminazione
della catena e la diffusività nel film per ciascun
terminatore.
Per i gruppi radicalici, il bilancio è semplice: il loro
numero aumenta per la reazione di iniziazione e
diminuisce per le reazioni di terminazione. Non si
considera la diffusione perché le catene che
contengono i gruppi radicalici hanno in media un peso
molecolare alto.
Pertanto si ha:
R*/t = -2S/t – iKTiTiR*
c.i. : R*(x,y,x,t=0) = 0
dove R* = r*j, essendo r*j la concentrazione di
radicali appartenenti a catene con j unità
monomeriche. Si noti che per ogni molecola di
fotoiniziatore che viene eccitata si formano due
radicali M (inizio fotopolimerizzazione).
Per quanto riguarda l’intensità luminosa, non si può
scrivere come nei casi precedenti la derivata rispetto al
tempo, bensì la derivata rispetto alla coordinata z, cioè
la variazione lungo la direzione di propagazione, vale
a dire:
I/z = -I[iS + m(M + P)]
c.i. : I(x,y,z;t=0) = I0(x,y;t)
tuttavia, di solito, l’assorbimento di luce da parte di
monomero e polimero è trascurabile rispetto a quello
dell’iniziatore.
sinterizzazione selettiva – nel processo di
sinterizzazione con il Laser delle polveri di materiali
termoplastici, i fenomeni fisici-chimici differiscono
dalla sinterizzazione tradizionale delle polveri, infatti:
si ha solo l’effetto del riscaldamento indotto dal
Laser e manca l’effetto della compattazione
isostatica;
le polveri sono mantenute ad una temperatura
prossima a quella di fusione, per ridurre l’energia
richiesta al Laser;
le polveri vengono portate alla loro reale
temperatura di fusione;
il tempo disponibile per fondere ogni coppia di
particelle è una frazione di secondo, contro le
decine di minuti della sinterizzazione di massa.
Le variabili di ingresso sono la potenza del Laser e la
velocità di scansione, mentre la variabile di uscita è la
qualità del sinterizzato. Il processo è influenzato da:
temperatura iniziale delle polveri;
condizioni di ventilazione;
proprietà termo-ottiche reologiche della polvere;
morfologia e granulometria della polvere.
In Figura 54.20 è rappresentato il modello concettuale
della sinterizzazione selettiva; esso è costituito da tre
blocchi:
Figura 54.20 - Modello concettuale della sinterizzazione
selettiva
blocco ottico, che riceve in input la potenza del Laser
e, attraverso le proprietà della polvere, determina la
quantità di calore in input al blocco termico;
blocco termico, dove viene applicata l’equazione di
trasmissione del calore per valutare l’incremento di
temperatura della polvere;
blocco di sinterizzazione, che valuta le caratteristiche
reologiche della polvere una volta nota la variazione di
temperatura. Tali caratteristiche vengono impiegate
nell’equazione di sinterizzazione per calcolare la
densità del materiale finale.
Nel modello matematico presentato qui di seguito non si
considera il modello ottico, ipotizzando di conoscere la
quantità di calore introdotta dal Laser nel blocco termico.
Nel modello termico il problema della trasmissione del
calore è descritto dalla consueta equazione alle derivate
parziali:
Cp(T/t) =(KT) + g(x,t) [1]
dove :
T = incremento di temperatura nella posizione x
= densità apparente
Cp = calore specifico
K = conducibilità apparente polvere nel punto x
g (x,t) = sorgente interna di calore
L’effetto della radiazione Laser viene considerata come
condizione al contorno, mentre viene posta a 0 la sorgente
interna. L’equazione [1] affronta il problema
tridimensionale, ma può essere semplificata in 2
dimensioni a simmetria radiale. L’andamento della densità
nella direzione z può essere ricavata da un’equazione
mono-dimensionale, a patto che:
N = vb/2> 3 [2]
dove:

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 17 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
v = velocità di scansione del Laser
b = dimensione dello spot del Laser
= diffusività termica apparente della
polvere
Nella sinterizzazione Laser, il valore di N è
tipicamente
> 1000, così l’equazione [1] diventa mono-
dimensionale:
Cp(T/t) =zz
con le seguenti condizioni al contorno:
-K(T(0,t)/z) = q(t) per 0<t<oppure 0 per t>T(z,t) 0 per z infinito, t > 0 [4]
Le grandezze , Cp e K variano durante la
sinterizzazione a causa della variazione della porosità
del materiale. Cp della polvere è uguale a quello del
materiale massivo se la massa d’aria presente nella
polvere è trascurabile, mentre e K possono essere
calcolate dalle espressioni:
K )[Ks/(1+Ks/Kg)] =s(1-) [5]
dove:
= percentuale di vuoti nella polvere
Ks = conducibilità termica del metallo
massivo
Kg = conducibilità termica dell’aria
s = densità del metallo massivo
sperimentalmente si verifica che:
= 1,0 = 0,02 102(-0,3)
[6]
Il modello di sinterizzazione considera il
riscaldamento della polvere, la sua fusione, l’unione
delle particelle per tensione superficiale, il
raffreddamento, la solidificazione.
Il modello matematico della sinterizzazione viscosa di
materiali porosi, approssimata con una struttura
cilindrica, fornisce un legame di tipo esplicito tra la
variazione della porosità , la tensione superficiale ,
la viscosità e la geometria della zona sinterizzata:
/t = -(M/cdcd
s
/t = -(M/s/ s
M = /a0[3/4]1/3
[7]
dove:
a0 = raggio della particella (sferica) di polvere
c = costante pari a 1,2
d = fattore geometrico dato dal rapporto tra
raggio e lunghezza del cilindro che approssima il
collare di giunzione tra le particelle
La percentuale dei vuoti può essere legata alla variazione
di porosità ed al fattore geometrico tramite le relazioni:
= 1 – 3d2 + 8(2d
3)1/2
= 1 – (1 – 0)-3e
[8]
Il modello fornisce dunque un legame tra la geometria e la
temperatura che influenza le caratteristiche reologiche
della polvere e l’effetto principale è la variazione della
viscosità, valutabile con la formula di Arrhenius:
= AeE/RT
[9]
Dove il coefficiente A e l’energia di attivazione E
possono essere valutati con un test standard di viscosità.
Infine, questo modello matematico può essere risolto
numericamente con il metodo delle differenze finite.
54.8 Rapid tooling
e applicazioni industriali della prototipazione rapida
(RP), altresì conosciute come rapid tooling (RT), o
attrezzaggio rapido, sono un insieme di tecniche mirate
alla costruzione in tempi brevi di attrezzature destinate
alla realizzazione della pre-serie. Si può facilmente
comprendere la loro importanza: in primo luogo la
realizzazione di attrezzature per la produzione rappresenta
una delle fasi più lunghe e costose nello sviluppo di un
nuovo prodotto, per cui qualunque passo in avanti nel
settore comporta consistenti risparmi sia in termini di
tempo che di costi. Inoltre, molti tra i metodi correnti,
utilizzati per produrre componenti sia metallici che
polimerici, sono stati pensati per grandi volumi di
produzione; tali tecniche tradizionali risultano poco
appropriate per la maggior parte degli attuali prodotti che,
per soddisfare le esigenze della committenza, dovrebbero
essere continuamente aggiornati. Questo stato di fatto ha
determinato un crollo nella durata del ciclo-vita dei
prodotti e nella consistenza quantitativa dei lotti di
produzione (produzione just-in-time). Per essere più
competitivi, sono dunque necessari processi più
economici e rapidi per la realizzazione di attrezzature per
la produzione, processi da applicarsi sia nella fase di
prototipazione rapida che in quella di produzione vera e
propria. Ovviamente l’attrezzatura prototipale non potrà
essere sottoposta alle identiche sollecitazioni meccaniche
e termiche delle attrezzature definitive (p.e. stampi di
colata) ed assolveranno al loro compito solo se adoperati
con precauzione e per serie limitate. Questi metodi
esistono già, ma dipendono inevitabilmente dalla
disponibilità di un modello campione (master) del
prodotto, sulla cui disponibilità e accuratezza non sempre
è possibile contare. Una potenziale soluzione a tale
L
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 18 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
problema è offerta dalle tecniche RP, che sono in
grado di fornire il modello con i requisiti richiesti.
L’azione combinata dei vantaggi derivanti
dall’applicazione delle tecniche RP sia in fase di
sviluppo del prodotto che in quella della produzione
degli utensili può assicurare consistenti risparmi nei
costi e nei tempi di consegna (fino al 70%). Oltre a
questi vantaggi, l’adozione dei processi di RP/RT è
divenuto un requisito indispensabile per adottare
tecniche di concurrent engineering: infatti la
continuità del processo di sviluppo del prodotto
ottenuta applicando la tecnologia RP, dal progetto
iniziale fino alla realizzazione ultima, permette di
vedere il complesso delle fasi come un unicum. I
prototipi rapidi non sono propriamente idonei ad
essere impiegati come master nell’applicazione delle
tecnologie di attrezzaggio rapido per i motivi elencati
nei paragrafi precedenti. Qualora fossero destinati ad
un tale utilizzo, ad essi dovrebbero essere apportate
alcune modifiche, come per esempio:
diminuzione della rugosità superficiale;
conferimento di caratteristiche indispensabili per il
successivo utilizzo, quali inserimento di angoli di
spoglia, maggiorazione delle dimensioni per tener
conto dei ritiri, etc.
Garantendo tali attributi già ai prototipi viene
scongiurato il rischio dell’insorgere di problemi
durante la fase di fabbricazione. È opportuno ricordare
che i master ottenuti per RP devono essere utilizzati
immediatamente dopo la loro produzione, stante la
loro scarsa stabilità nel tempo. Le tecniche
dell’attrezzaggio rapido possono essere classificate in:
tecniche dirette, ove il processo RP produce
direttamente l’attrezzatura;
tecniche indirette, che combinano il RP con
processi tradizionali per ottenere l’attrezzatura.
Un secondo criterio di classificazione è il seguente:
tecniche per la produzione di stampi leggeri (tempi
ridotti di costruzione, serie produttiva limitata al
centinaio di esemplari);
tecniche per la produzione di stampi rigidi (tempi
di approntamento più lunghi, possibilità di
realizzare fino a 10.000 esemplari).
tecniche dirette di rapid tooling – sono in grado di
produrre attrezzature idonee a garantire prestazioni
quali:
inserti per stampi per l’iniezione di cera per
microfusione;
inserti per stampi da iniezione, soffiaggio,
termoformatura dei polimeri termoplastici;
stampi per l’imbutitura delle lamiere;
gusci per microfusione;
forme ed anime per la colata in sabbia.
Alcuni processi industriali di prototipazione rapida, come
SLA, SLS, SGC e LOM possono generare inserti per
stampi di iniezione della cera (50-100 esemplari).
tecniche indirette di rapid tooling – questi processi sono
precedenti alla diffusione delle macchine di RP veloce,
tuttavia l’interesse è divenuto più generale e le tecniche
sono state migliorate grazie alla disponibilità di modelli
realizzati a strati. I modelli RP da usare come master di
partenza , possono essere più ricchi di dettagli, e tanto più
il modello è dettagliato, tanto più è interessante realizzarlo
con le tecniche a strati piuttosto che con le tecniche
tradizionali. La possibilità poi di fabbricare per addizione
di materiale, partendo dal modello matematico, modelli
limitati alla linea di divisione, semi-modelli con i relativi
piani di chiusura stampi e da questi gli attrezzaggi relativi,
rende più semplice e quindi più veloce il ciclo di
fabbricazione rapida di più pezzi prototipali. I metodi
indiretti, per il rapid tooling indiretto, industrialmente più
utilizzati sono i seguenti:
stampi in silicone: è una delle tecniche più utilizzate
nella costruzione rapida di attrezzature che
garantiscano la produzione di un limitato numero di
particolari (5-50) in un materiale prossimo a quello
definitivo da destinare alle prime verifiche funzionali.
Gli stampi sono realizzati in elastomero siliconico
flessibile e permettono di contenere i costi di gestione,
manodopera, materiale e i tempi di esecuzione.
L’attrezzatura per realizzarli è costituita da una
macchina sottovuoto, una camera adiabatica, un
miscelatore meccanico, un forno d’essicazione e un
sistema computerizzato di controllo. Gli stampi
vengono realizzati colando attorno ad un master la
resina siliconica (ad elevata resistenza termica,
chimica, meccanica -durezza Shore 30-) Tali stampi
possono poi essere utilizzati con materiali aggressivi,
come poliuretani, resine epossidiche, poliestere,
acriliche, calcestruzzo, cera, gesso e leghe
bassofondenti. In Figura 54.21 è mostrata la sequenza
di costruzione di uno stampo di silicone e della
successiva colata della resina per la realizzazione di
una piastra per calcolatrice tascabile

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 19 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 54.21 - Esempio di costruzione di uno stampo in silicone: 1. master, 2. cassetta, 3. colata silicone, 4. vulcanizzazione, 5.
sformatura stampo, 6. miscelazione/degasaggio resina, 7. colata resina sotto vuoto, 8. reticolazione resina, 9. sformatura pezzo
Una tecnica alternativa è quella dello spin casting.
La sequenza operativa (cfr. Figura 54.22) è
Figura 54.22 - Fasi del processo spin casting
costituita dall’impilamento di dischi di silicone non
vulcanizzato, in cui si ricava l’alloggiamento del
master. Completata la vulcanizzazione in una
pressa a piani caldi, lo stampo in silicone è pronto
per essere utilizzato con una tecnica di colata
centrifuga (Figura 54.23) descritta nel Cap.X.
Figura 54.23 - Spin casting: schema del processo di colata
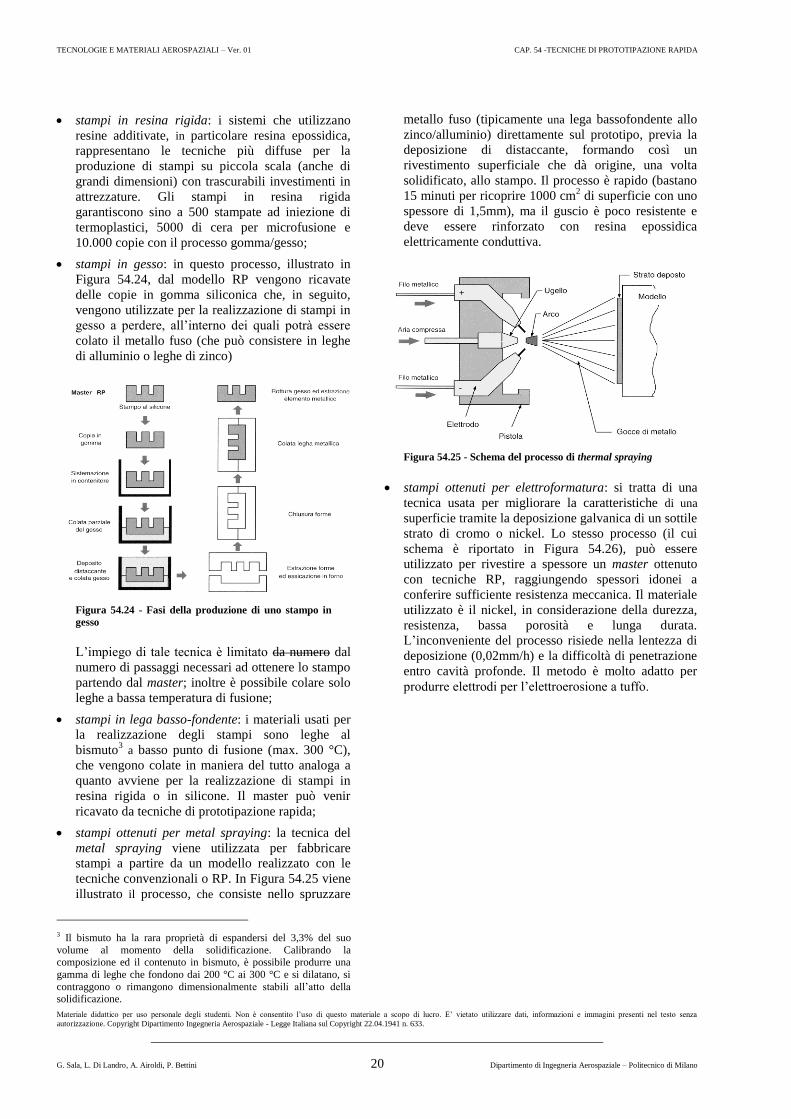
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 20 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
stampi in resina rigida: i sistemi che utilizzano
resine additivate, in particolare resina epossidica,
rappresentano le tecniche più diffuse per la
produzione di stampi su piccola scala (anche di
grandi dimensioni) con trascurabili investimenti in
attrezzature. Gli stampi in resina rigida
garantiscono sino a 500 stampate ad iniezione di
termoplastici, 5000 di cera per microfusione e
10.000 copie con il processo gomma/gesso;
stampi in gesso: in questo processo, illustrato in
Figura 54.24, dal modello RP vengono ricavate
delle copie in gomma siliconica che, in seguito,
vengono utilizzate per la realizzazione di stampi in
gesso a perdere, all’interno dei quali potrà essere
colato il metallo fuso (che può consistere in leghe
di alluminio o leghe di zinco)
Figura 54.24 - Fasi della produzione di uno stampo in
gesso
L’impiego di tale tecnica è limitato da numero dal
numero di passaggi necessari ad ottenere lo stampo
partendo dal master; inoltre è possibile colare solo
leghe a bassa temperatura di fusione;
stampi in lega basso-fondente: i materiali usati per
la realizzazione degli stampi sono leghe al
bismuto3 a basso punto di fusione (max. 300 °C),
che vengono colate in maniera del tutto analoga a
quanto avviene per la realizzazione di stampi in
resina rigida o in silicone. Il master può venir
ricavato da tecniche di prototipazione rapida;
stampi ottenuti per metal spraying: la tecnica del
metal spraying viene utilizzata per fabbricare
stampi a partire da un modello realizzato con le
tecniche convenzionali o RP. In Figura 54.25 viene
illustrato il processo, che consiste nello spruzzare
3 Il bismuto ha la rara proprietà di espandersi del 3,3% del suo
volume al momento della solidificazione. Calibrando la composizione ed il contenuto in bismuto, è possibile produrre una
gamma di leghe che fondono dai 200 °C ai 300 °C e si dilatano, si
contraggono o rimangono dimensionalmente stabili all’atto della solidificazione.
metallo fuso (tipicamente una lega bassofondente allo
zinco/alluminio) direttamente sul prototipo, previa la
deposizione di distaccante, formando così un
rivestimento superficiale che dà origine, una volta
solidificato, allo stampo. Il processo è rapido (bastano
15 minuti per ricoprire 1000 cm2 di superficie con uno
spessore di 1,5mm), ma il guscio è poco resistente e
deve essere rinforzato con resina epossidica
elettricamente conduttiva.
Figura 54.25 - Schema del processo di thermal spraying
stampi ottenuti per elettroformatura: si tratta di una
tecnica usata per migliorare la caratteristiche di una
superficie tramite la deposizione galvanica di un sottile
strato di cromo o nickel. Lo stesso processo (il cui
schema è riportato in Figura 54.26), può essere
utilizzato per rivestire a spessore un master ottenuto
con tecniche RP, raggiungendo spessori idonei a
conferire sufficiente resistenza meccanica. Il materiale
utilizzato è il nickel, in considerazione della durezza,
resistenza, bassa porosità e lunga durata.
L’inconveniente del processo risiede nella lentezza di
deposizione (0,02mm/h) e la difficoltà di penetrazione
entro cavità profonde. Il metodo è molto adatto per
produrre elettrodi per l’elettroerosione a tuffo.

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 21 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 54.26 - Schema del processo di elettrodeposizione
modelli e anime per la colata in sabbia: possono
essere realizzati per RP e poi utilizzati come
descritto nel Cap.X, relativo ai metodi colata.
elementi per microfusione: la tecnologia, detta pure
“fusione in cera persa”, anch’essa descritta nel
Cap.X, è un procedimento antico e necessita di un
modello sacrificale in cera identico all’oggetto
finale che si intende ottenere. L’uso del RP (con le
tecniche STL, FDM, SLS, LOM) consente la
fabbricazione diretta dei modelli sacrificali non
richiedendo lo stampo d’alluminio.
54.9 Aspetti economici e produttivi
a tecnologia della prototipazione rapida può
essere considerata a pieno titolo insieme ad altre
tecniche come la reverse engineering, la concurrent
engineering e il quality function development un
mezzo per lo sviluppo rapido del prodotto (rapid
product development). Ciò è dovuto a diversi fattori:
crescita del numero di varianti, riduzione del ciclo
vita, incremento della complessità e contenimento
dei tempi di consegna del prodotto;
crescita esponenziale del costo delle varianti al
procedere dello sviluppo del progetto;
un ritardo di alcuni mesi nell’immissione del
prodotto sul mercato determina una perdita degli
utili di circa il 30%, mentre un incremento del 50%
dei costi di sviluppo causa una perdita trascurabile
(circa il 3-5%);
i tempi di sviluppo degli stampi (5-15 mesi) e dei
prototipi convenzionali (20-30 mesi) sono troppo
elevati.
Nonostante non siano ancora in grado di garantire tutte
le specifiche in termini di tolleranze, rugosità,
caratteristiche meccaniche, le tecniche RP sono molto
promettenti, se si tiene conto che la realizzazione del
modello matematico è finalizzata anche all’analisi FEM,
alla determinazione del percorso utensile ed alla
progettazione degli stampi. Le tecniche RP consentono di
ridurre il time-to-market e di velocizzare lo sviluppo del
prodotto in quanto:
riducono tempi e costi della fase di costruzione del
prototipo;
velocizzano altri stadi di sviluppo;
riducono costose sequenze di iterazioni;
ottimizzano la sequenza delle fasi di sviluppo.
riduzione tempi e costi di prototipazione – la riduzione
dei tempi per la costruzione del prototipo riduce l’intero
tempo di sviluppo. Naturalmente ciò vale solo se la fase di
prototipazione è un fattore critico di sviluppo: se la
fabbricazione del modello richiedesse alcuni mesi,
l’opportunità di risparmiare poche ore sarebbe poco
significativa. La Tabella 54.2 confronta le tempistiche dei
sistemi di prototipazione convenzionale e rapida.
Tabella 54.2 - Confronto tra le tempistiche di produzione
convenzionale (lavorazione CNC) e rapida (stereolitografia)
velocizzazione altre fasi di sviluppo – l’impiego della RP
in alcuni casi può accelerare lo sviluppo di un’operazione
successiva, per esempio se la disponibilità di un modello
fisico permette al progettista di definire più velocemente
gli stampi per la produzione finale (Figura 54.27).
L
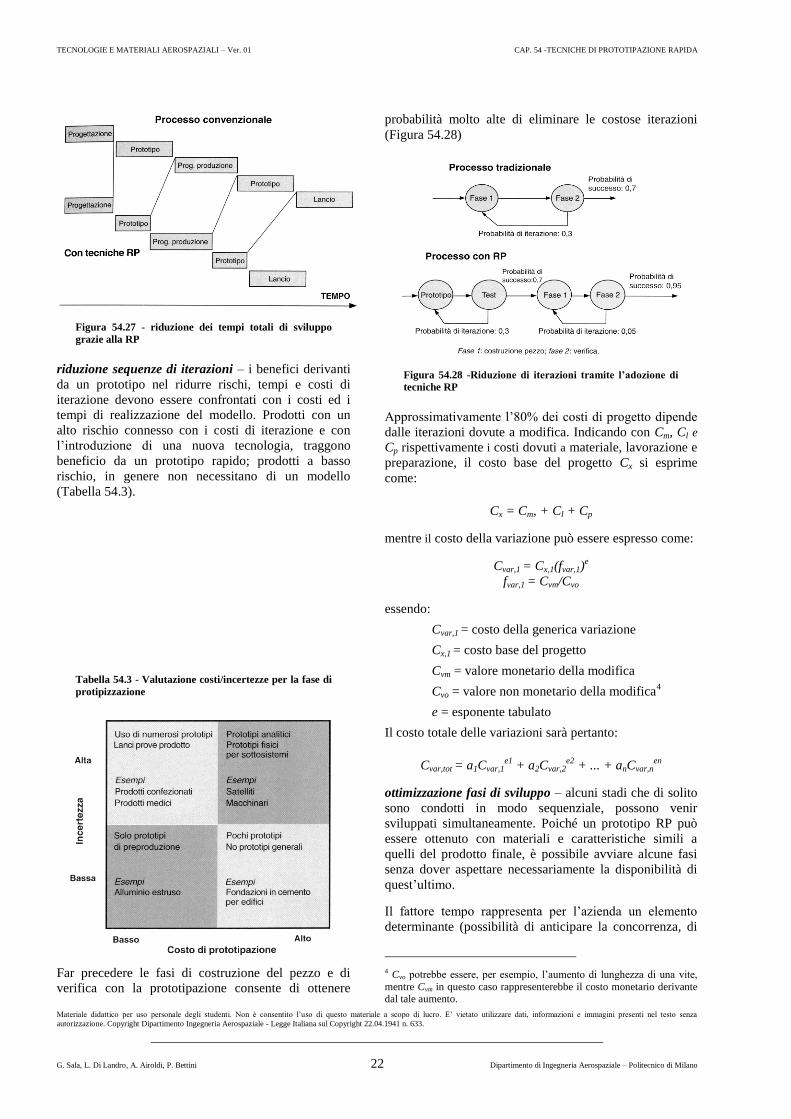
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 22 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 54.27 - riduzione dei tempi totali di sviluppo
grazie alla RP
riduzione sequenze di iterazioni – i benefici derivanti
da un prototipo nel ridurre rischi, tempi e costi di
iterazione devono essere confrontati con i costi ed i
tempi di realizzazione del modello. Prodotti con un
alto rischio connesso con i costi di iterazione e con
l’introduzione di una nuova tecnologia, traggono
beneficio da un prototipo rapido; prodotti a basso
rischio, in genere non necessitano di un modello
(Tabella 54.3).
Tabella 54.3 - Valutazione costi/incertezze per la fase di
protipizzazione
Far precedere le fasi di costruzione del pezzo e di
verifica con la prototipazione consente di ottenere
probabilità molto alte di eliminare le costose iterazioni
(Figura 54.28)
Figura 54.28 -Riduzione di iterazioni tramite l’adozione di
tecniche RP
Approssimativamente l’80% dei costi di progetto dipende
dalle iterazioni dovute a modifica. Indicando con Cm, Cl e
Cp rispettivamente i costi dovuti a materiale, lavorazione e
preparazione, il costo base del progetto Cx si esprime
come:
Cx = Cm, + Cl + Cp
mentre il costo della variazione può essere espresso come:
Cvar,1 = Cx,1(fvar,1)e
fvar,1 = Cvm/Cvo
essendo:
Cvar,1 = costo della generica variazione
Cx,1 = costo base del progetto
Cvm = valore monetario della modifica
Cvo = valore non monetario della modifica4
e = esponente tabulato
Il costo totale delle variazioni sarà pertanto:
Cvar,tot = a1Cvar,1e1
+ a2Cvar,2e2
+ ... + anCvar,nen
ottimizzazione fasi di sviluppo – alcuni stadi che di solito
sono condotti in modo sequenziale, possono venir
sviluppati simultaneamente. Poiché un prototipo RP può
essere ottenuto con materiali e caratteristiche simili a
quelli del prodotto finale, è possibile avviare alcune fasi
senza dover aspettare necessariamente la disponibilità di
quest’ultimo.
Il fattore tempo rappresenta per l’azienda un elemento
determinante (possibilità di anticipare la concorrenza, di
4 Cvo potrebbe essere, per esempio, l’aumento di lunghezza di una vite,
mentre Cvm in questo caso rappresenterebbe il costo monetario derivante dal tale aumento.

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 23 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
non incorrere in penali, etc.). Per questo è conveniente
dividere i vantaggi della RP in strategici e produttivi:
- vantaggi strategici:
riduzione tempi/costi di realizzazione modelli
riduzione dei tempi di lancio del prodotto
possibilità di produzione simultanea
rapidità di gestione delle modifiche
capacità di individuare precocemente gli errori
maggior flessibilità
superiore soddisfazione del cliente
maggior competitività
- vantaggi produttivi:
individuazione errori prima di produrre stampi
modelli utilizzabili per fusione in cera persa
riduzione numero attrezzature di prova
modello CAD interfacciabile con CAE e CAM
miglioramento qualità finale del prodotto.
La RP consente di ottenere prodotti più rapidamente ed
economicamente, come mostrato nel grafico di Figura
54.29.
Quando si tende ad uno sviluppo rapido del prodotto,
le correzioni ed i cambiamenti non possono essere
apportati in qualsiasi momento, ma devono essere
concentrati nelle fasi iniziali del processo di sviluppo,
che consiste in:
ideazione
concettualizzazione
progettazione
prototipazione
sperimentazione
ingegnerizzazione,
produzione
commercializzazione
Figura 54.29 - Possibile riduzione di tempi e costi grazie alla
RP
Sul grafico di Figura 54.30, che riporta sia l’impatto dei
cambiamenti sui costi di produzione, sia i costi derivanti
dai cambiamenti, si deve definire il punto di equilibrio A,
oltre il quale non è più conveniente apportare modifiche.
Figura 54.30 - Andamento dell’impatto dei cambiamenti e
dei costi derivanti dai cambiamenti rispetto al ciclo di
sviluppo prodotto
Le tecniche RP dovrebbero quindi essere posizionate alla
sinistra del punto A per sfruttarne appieno le potenzialità.
Bibliografia
[1] Armillotta, A., Bonhoeffer, P.; Dubini, G., Ferragina, S.,
Migliavacca, F., Sala, G., Schievano, S.:
“Use of Rapid Prototyping Models in the Planning of Percutaneous Pulmunary Valved Stent Implantation”
Atti Institution of Mechanical Engineers, Part H: Journal of
Engineering in Medicine, Vol.221, N.4, 2007, pagg.407-416..

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 54 -TECNICHE DI PROTOTIPAZIONE RAPIDA
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 24 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
[2] Armillotta, A., Ferragina, S.:
“Nuove Applicazioni Biomedicali della Prototipizzazione Rapida”
Atti I Workshop Rapid Prototyping for Biomedical
Application – From Implants to Organ Printing, Friburgo, 31
Maggio 2002.
[3] Bertoldi, M., Yardimici, M.A., Pistor, C.M., Guçeri, S.I., Sala,
G.:
“Mechanical Characterization of Parts Processed via Fused
Deposition”
Atti IX Annual Solid Freeform Fabrication Symposium, Austin, 10-12 Agosto 1998.
[4] Bertoldi, M., Yardimici, M.A., Pistor, C.M., Guçeri, S.I., Sala,
G.:
“Mechanical Characterization of Parts Processed via Fused Deposition”
Atti IX Annual Solid Freeform Fabrication Symposium,
Austin, 10-12 Agosto 1998.
[5] Bertoldi, M., Yardimici, M.A.., Pistor, C.M., Guçeri, S.I.:
“Domain Decomposition and Space Filling Curves in Toolpath Planning and Generation”
Atti IX Annual Solid Freeform Fabrication Symposium,
Austin, 10-12 Agosto 1998.
[6] Bertoldi, M., Yardimici, M.A., Pistor, C.M., Guçeri, S.I., Danforth, S.C.:
“Generation of Porous Structures with Fused Deposition”
Atti IX Annual Solid Freeform Fabrication Symposium,
Austin, 10-12 Agosto 1998.
[7] Bertoldi, M.:
“La Prototipazione Rapida Tramite Fused Deposition”
Tesi di Laurea DIA – Politecnico di Milano, 1998.
[8] Burns, M.:
“Dal Virtuale al Concreto: Modellazione Automatica e
Prototipazione Rapida”
Tecniche Nuove – Milano, 1995.
[9] Galvani, A.:
“Investment Casting and Rapid Prototyping”
Alluminio e leghe, Gennaio 2004, Pagg.61-64.
[10] Gatto, A., Iuliano, L.:
“Prototipazione Rapida: la Tecnologia per la Competizione
Globale”
Tecniche Nuove – Milano, 1998.
[11] Groover, M.P.:
“Fundamentals of Modern Manufacturing”
John Wiley & Sons, Inc., Hoboken – New Jersey, 2007.
[12] Guidi, G., Beraldin, J.A.:
“Acquisizione 3D e Modellazione Poligonale”
Edizioni POLI.design, Milano, 2004.
[13] Kalpakijan, S., Schmid, S.R.:
“Manufacturing Engineering and Technology”
Prentice-Hall, Inc., Upper Saddle River – New Jersey, 2001.
[14] Polieri, A.:
“Tecniche di Prototipazione Rapida per Applicazioni
Biomeccaniche”
Tesi di Laurea DIA – Politecnico di Milano, 2005.



![17 Prototipazione Rapida Roma 3 [Sola lettura] [modalit ... · Università degli Studi di Roma 3 Corso di Complementi di Tecnologia Meccanica Prototipazione Rapida ... Tecnologia](https://static.fdocumenti.com/doc/165x107/5c668abe09d3f230488c4afa/17-prototipazione-rapida-roma-3-sola-lettura-modalit-universita-degli.jpg)