
FATICAdidattica.uniroma2.it/assets/uploads/corsi/144515/FATICA_HC_2013.pdf · Fatica Elementi...
100
FATICA TEORIA E APPLICAZIONI Fatica Elementi Costruttivi delle Macchine 1
Transcript of FATICAdidattica.uniroma2.it/assets/uploads/corsi/144515/FATICA_HC_2013.pdf · Fatica Elementi...

FATICA
TEORIA E APPLICAZIONI
Fatica Elementi Costruttivi delle Macchine
1
Fatica Elementi Costruttivi delle Macchine
2
Definizioni
La fatica è il complesso dei fenomeni per cui un elemento strutturale, soggetto a sollecitazioni cicliche, mostra una resistenza inferiore a quella rilevata nelle prove con sollecitazioni statiche.
Il carico che provoca la rottura dipende da molti parametri:finitura superficiale, forma dimensione, ambiente, tipo di sollecitazio-ne, forma del ciclo e numero di cicli

Fatica Elementi Costruttivi delle Macchine
3
Tipi di Fatica
1) Fatica meccanica (dovuta alle fluattuazioni degli sforzi e delle deformazioni applicate)
2) Fatica termo-meccanica (dovuta alle fluattuazioni di temperatura e degli sforzi e delle
deformazioni applicate) 3) Fatica per creep (carichi ciclici ad alte
temperature) 4) Fatica-corrosione (carichi ciclici in ambienti
chimicamente aggressivi o ambienti in grado di indurre infragilimento per basse temperature) 5) Fatica per carichi di contatto tipo
sliding/rolling/fretting (carichi ripetuti in presenza di slittamento, rotolamento, ecc. tra materiali)
Fatica Elementi Costruttivi delle Macchine
4
Cronologia
Primi studi sperimentali sulla fatica dei metalli (Albert, 1829)
Studi sperimentali sistematici sulla fatica negli assi di vagoncini ferroviari e introduzione del diagramma S-N(Wöhler, 1852-1869)
Studio dell’influenza dello sforzo medio (Gerber, 1874, Goodman, 1899; Moore, 1915; Kommers, 1926)
Prime interpretazioni del meccanismo di generazione ed evoluzione delle rotture per fatica (Ewing, 1900-1903)

Fatica Elementi Costruttivi delle Macchine
5
Cronologia
Studio della frattura nei materiali fragili (Griffith, 1921) Modelli per lo studio del cumulo di fatica (Palmgren, 1924;
Miner, 1945) Effetto di integlio (Neuber, 1946) Studio della fatica in presenza di deformazioni plastiche
(Coffin, 1954; Manson, 1954) Formulazione sistematica della meccanica della frattura
(Irwin, 1957) Relazione tra crescita delle cricche vita a fatica (Paris,
1961; Erdogan, 1963) Studio del problema della crescita delle microcricche di
fatica (Pearson, 1975) Modelli per lo studio sistematico della fatica multiassiale
(oggi)

Fatica Elementi Costruttivi delle Macchine
6
Esempio di sollecitazione di fatica
Fatica Elementi Costruttivi delle Macchine
7
Cenno storico
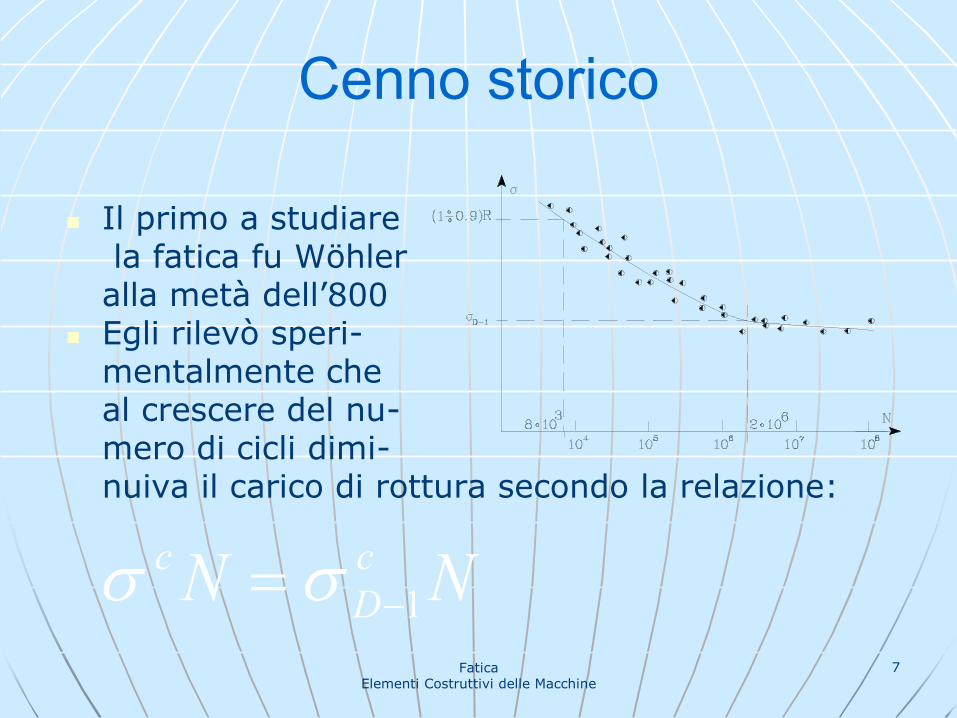
Il primo a studiare la fatica fu Wöhler alla metà dell’800 Egli rilevò speri- mentalmente che al crescere del nu- mero di cicli dimi- nuiva il carico di rottura secondo la relazione:
NN c
D
c
1
Fatica Elementi Costruttivi delle Macchine
8
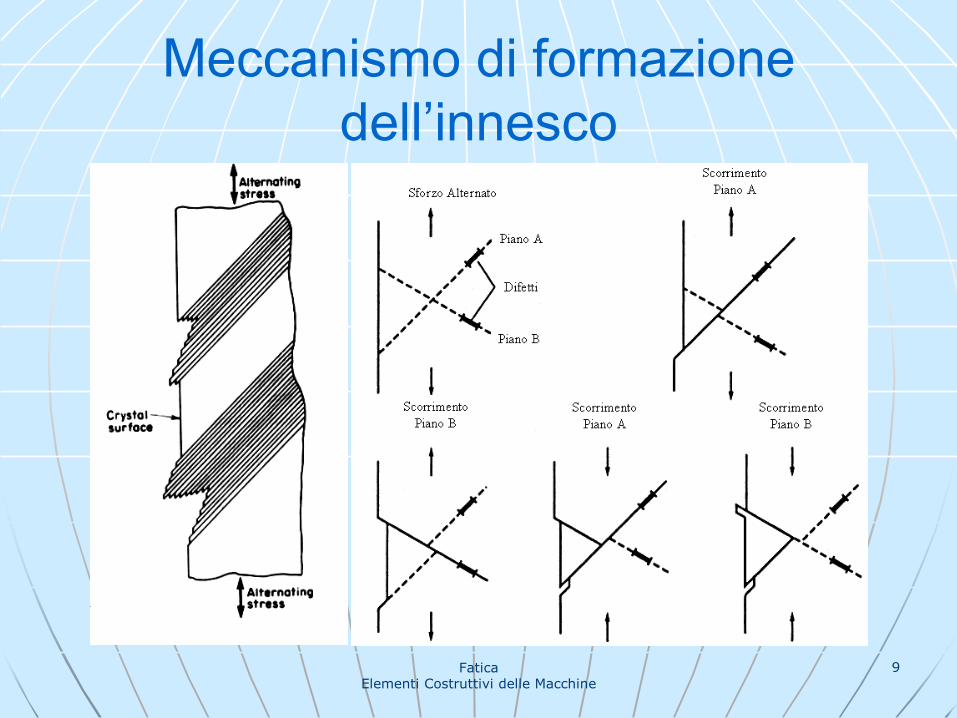
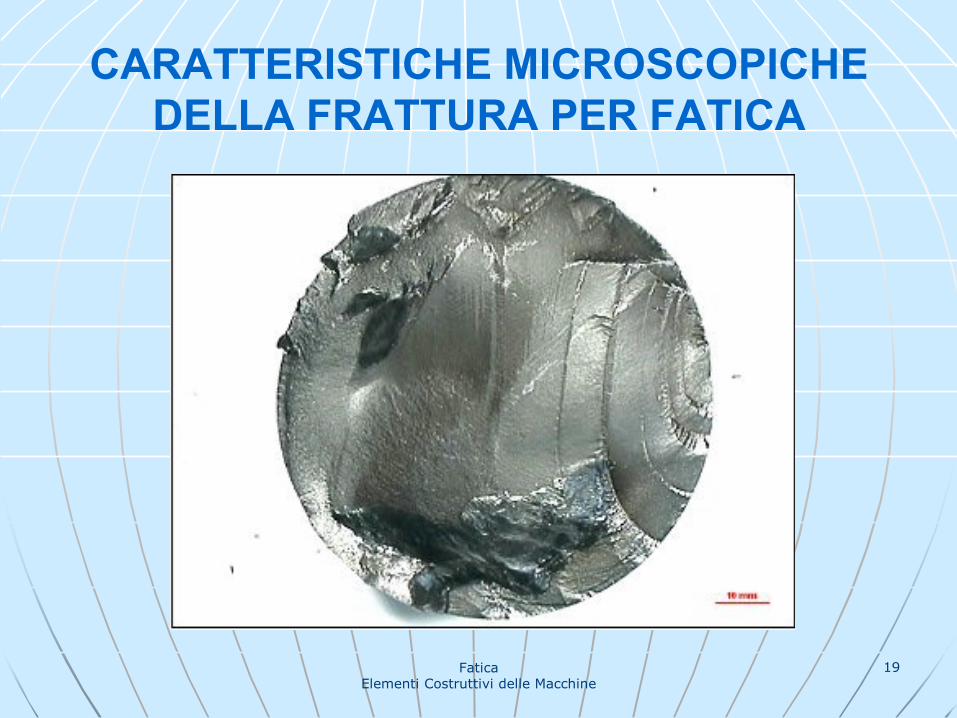
Evoluzione delle rotture
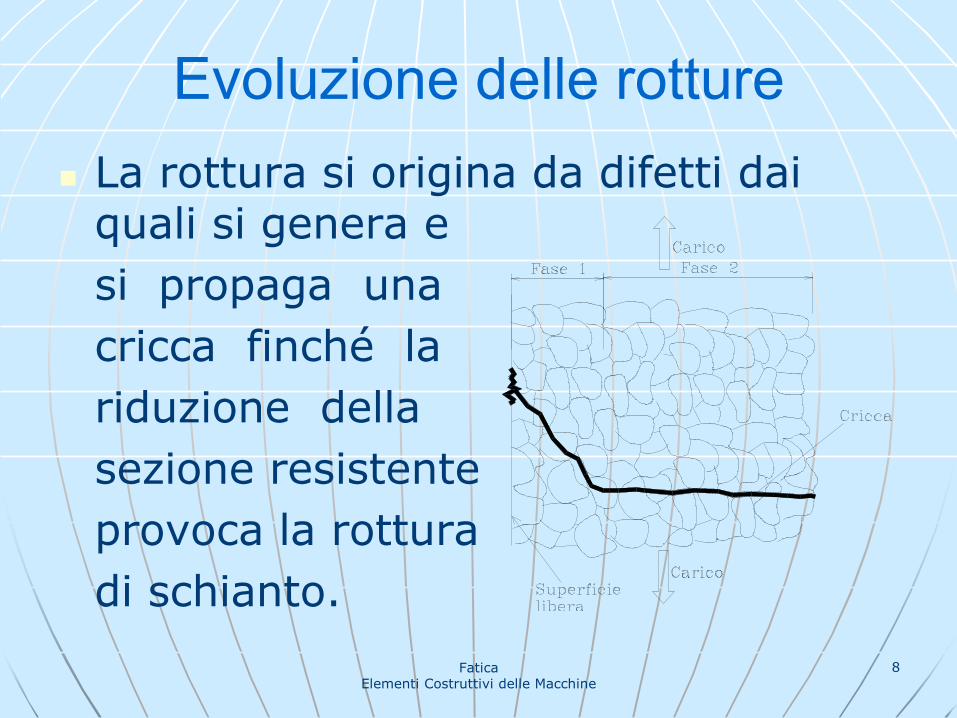
La rottura si origina da difetti dai quali si genera e
si propaga una
cricca finché la
riduzione della
sezione resistente
provoca la rottura
di schianto.
Fatica Elementi Costruttivi delle Macchine
9
Meccanismo di formazione
dell’innesco

Fatica Elementi Costruttivi delle Macchine
10
La formazione e lo sviluppo delle
rotture per fatica Nucleazione
Propagazione
Rottura di schianto
Fatica Elementi Costruttivi delle Macchine
11
La formazione e lo sviluppo delle
rotture per fatica Fase 1-Nucleazione: è la fase più critica della
frattura per fatica ed è la fase attualmente più studiata, in quanto interessa circa l'80% della vita totale del componente.
La nucleazione della cricca avviene per effetto delle variazioni delle tensioni applicate, che applicate a difetti della struttura interna determinano la comparsa di microdiscontinuità che provocano un "danno" locale. L'accumulo di questi micro cambiamenti in seguito ad un più o meno elevato numero di applicazioni di carico, crea un danno cumulativo che genera macro discontinuità le cui dimensioni sono tali da poter dar vita ad una cricca che poi è in condizioni di propagarsi.
Fatica Elementi Costruttivi delle Macchine
12
La formazione e lo sviluppo delle
rotture per fatica Fase 2 - Propagazione. La stadio di
propagazione di fatica è la fase in cui la cricca si propaga nel materiale, generalmente lungo una direzione differente rispetto al piano di nucleazione e perpendicolarmente alla direzione della tensione applicata.
E' solitamente la parte meglio leggibile ed identificabile.
Esistono leggi (Paris) che consentono di calcolare, conoscendo la dimensione iniziale della cricca e le caratteristiche del materiale, il numero di cicli per giungere a rottura
Fatica Elementi Costruttivi delle Macchine
13
La formazione e lo sviluppo delle
rotture per fatica Fase 3 - Rottura di Schianto. Quando la
propagazione indebolisce la sezione resistente al punto che la superficie residua non è più sufficiente a sopportare il carico massimo applicato , il componente cede di schianto.
La modalità di frattura può essere sia duttile che fragile, dipendentemente dal materiale, dal livello di stress, l'ambiente circostante ecc.
La dimensione, la forma e la localizzazione della rottura sono elementi fondamentali per l'analisi delle cause che hanno portato al collasso l’elemento. “Leggere” una rottura di fatica è essenziale per evitare il ripetersi del fenomeno.
Fatica Elementi Costruttivi delle Macchine
14
CARATTERISTICHE DELLA FRATTURA
PER FATICA
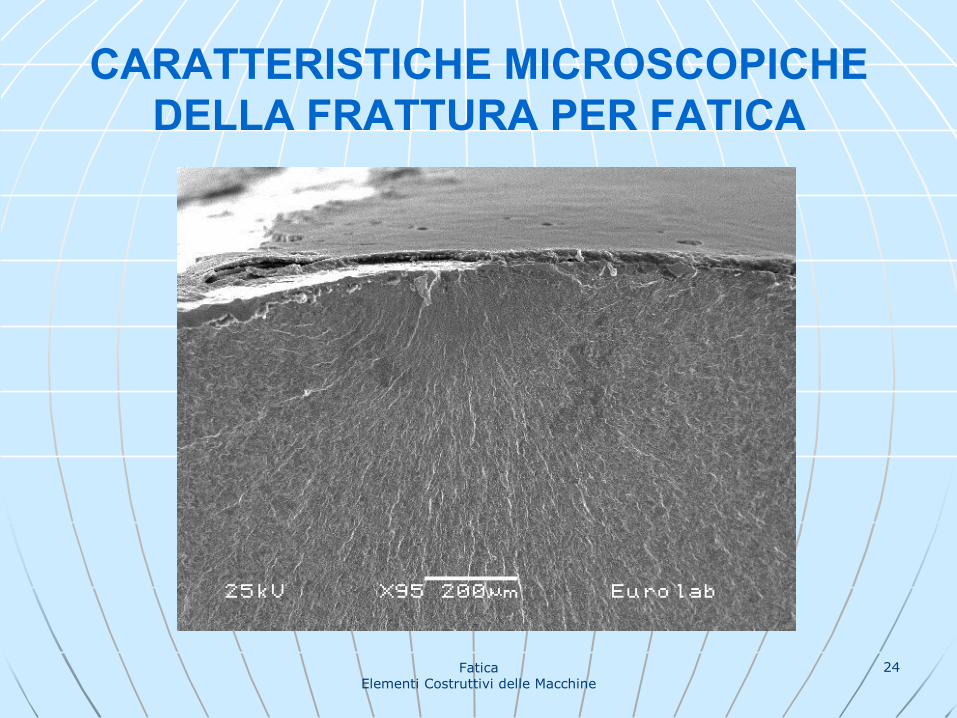
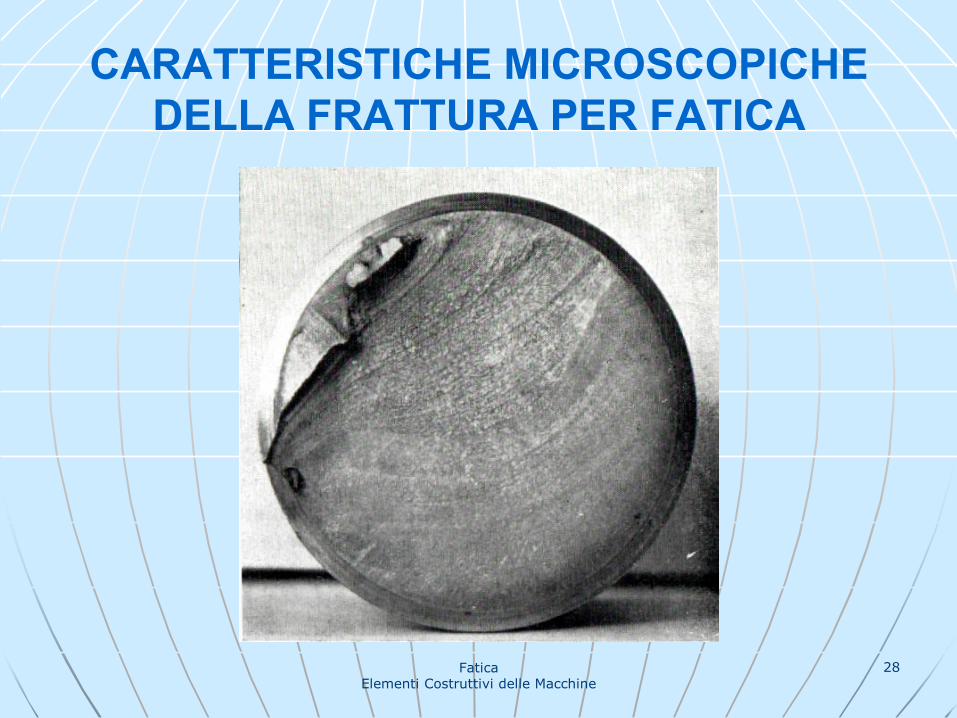
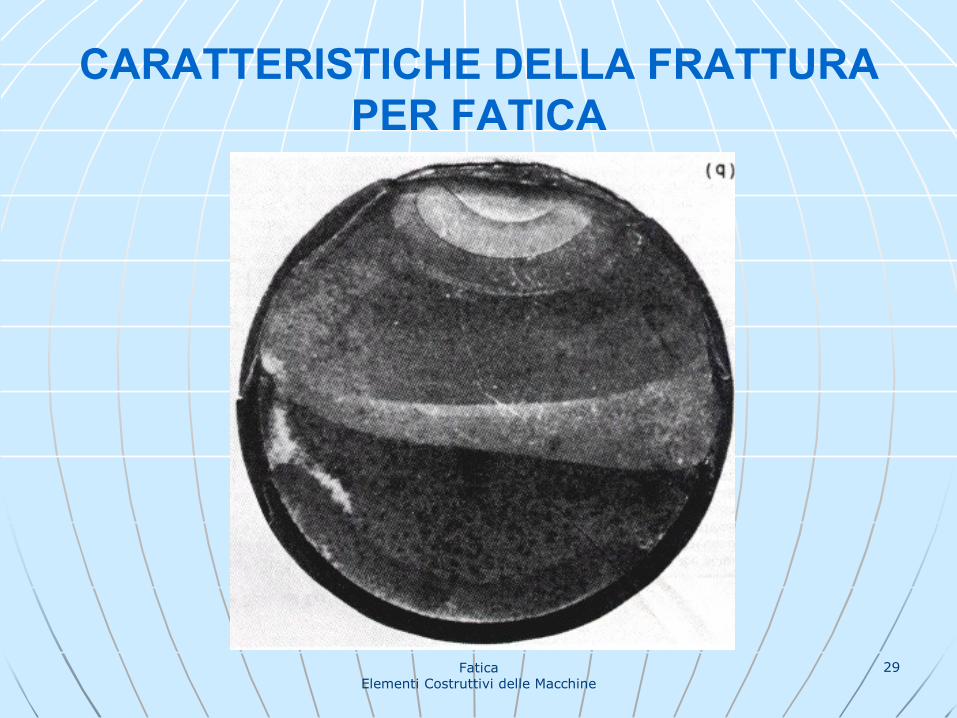
L'aspetto microscopico di una frattura è transgranulare ed è a livello macroscopico piatta e regolare.
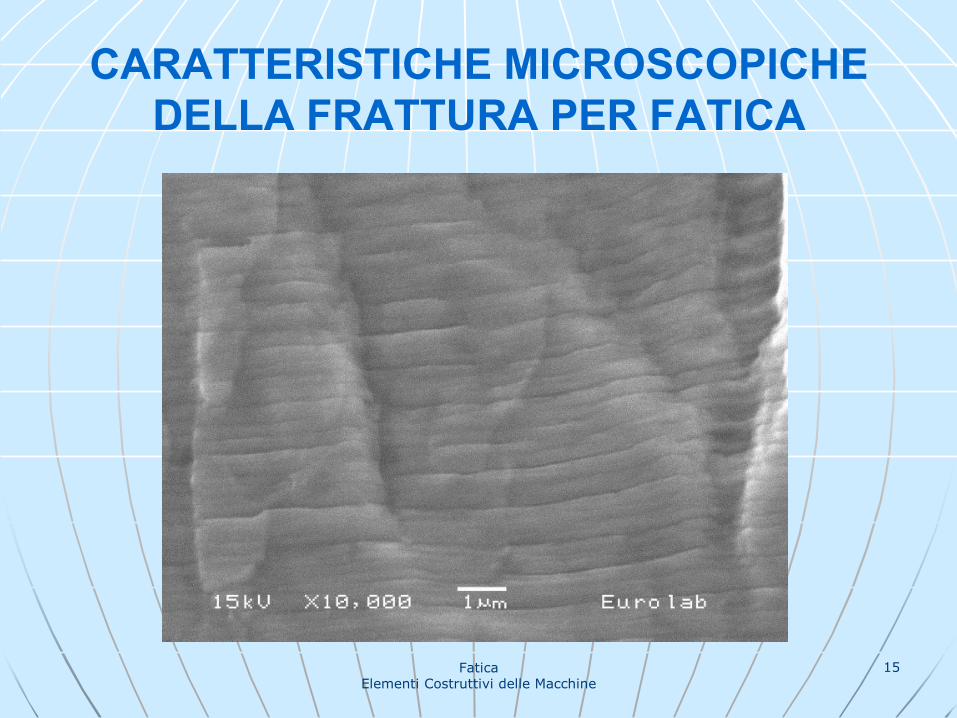
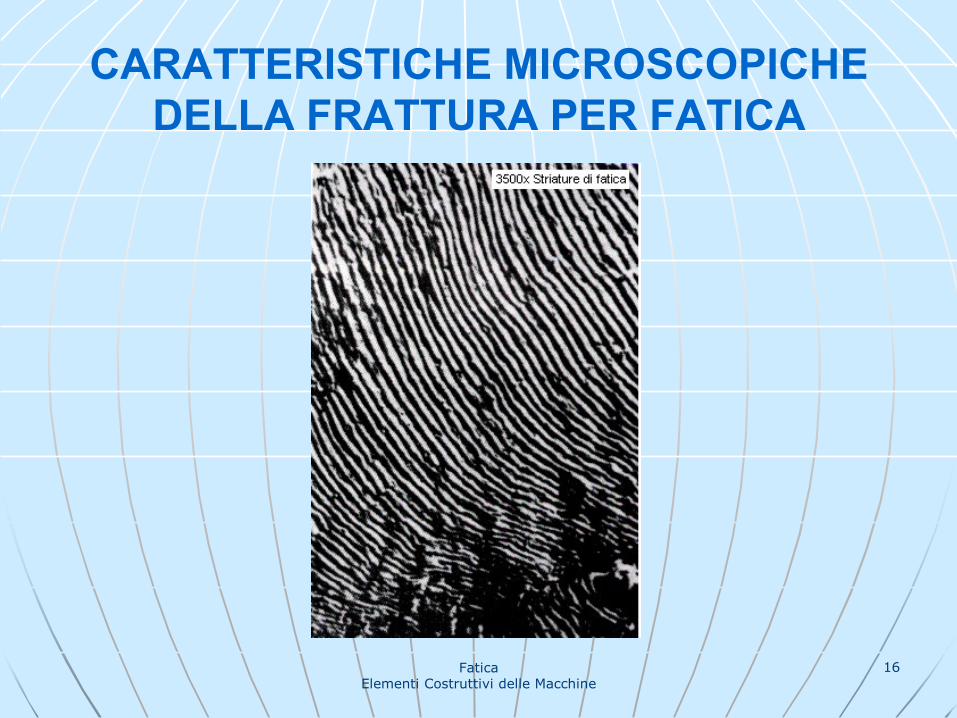
Nella porzione di sezione sede della propagazione vi è la presenza di una serie di striature. Infatti, ad ogni ciclo, per effetto della trazione, la cricca si propaga generando al suo apice una zona, di modeste dimensioni, di deformazioni plastiche. Queste sono la causa, sulle superfici di frattura, di piccole rughe o avvallamenti. Il passo tra due striature consecutive è piccolo nella fase iniziale (la cricca si propaga lentamente) e aumenta quando la riduzione dell’area resistente fa aumentare lo sforzo applicato (la cricca si propaga velocemente).
Le striature sono anche dette “linee di arresto” della frattura quando coincidono con una fase di arresto nella propagazione; in tal caso le deformazioni plastiche sono più rilevanti in quanto il materiale per continuare la propagazione ha accumulato più energia.
Fatica Elementi Costruttivi delle Macchine
15
CARATTERISTICHE MICROSCOPICHE
DELLA FRATTURA PER FATICA
Fatica Elementi Costruttivi delle Macchine
16
CARATTERISTICHE MICROSCOPICHE
DELLA FRATTURA PER FATICA
Fatica Elementi Costruttivi delle Macchine
17
CARATTERISTICHE DELLA FRATTURA
PER FATICA
Mancanza di deformazione plastica nella zona di propagazione.
Dato che l'innesco di una frattura per fatica non richiede uno sforzo elevato, la deformazione plastica è presente solo all’apice della cricca in una zona di estensione modesta.
Le deformazioni plastiche sono quindi presenti solo nella zona di rottura finale di schianto, dove il meccanismo di rottura è analogo a quello che si verifica nella parte finale di una prova statica. In questa zona l’entità delle deformazioni dipende dalla duttilità o fragilità del materiale.

Fatica Elementi Costruttivi delle Macchine
18
CARATTERISTICHE MICROSCOPICHE
DELLA FRATTURA PER FATICA
Fatica Elementi Costruttivi delle Macchine
19
CARATTERISTICHE MICROSCOPICHE
DELLA FRATTURA PER FATICA
Fatica Elementi Costruttivi delle Macchine
20
CARATTERISTICHE MICROSCOPICHE
DELLA FRATTURA PER FATICA
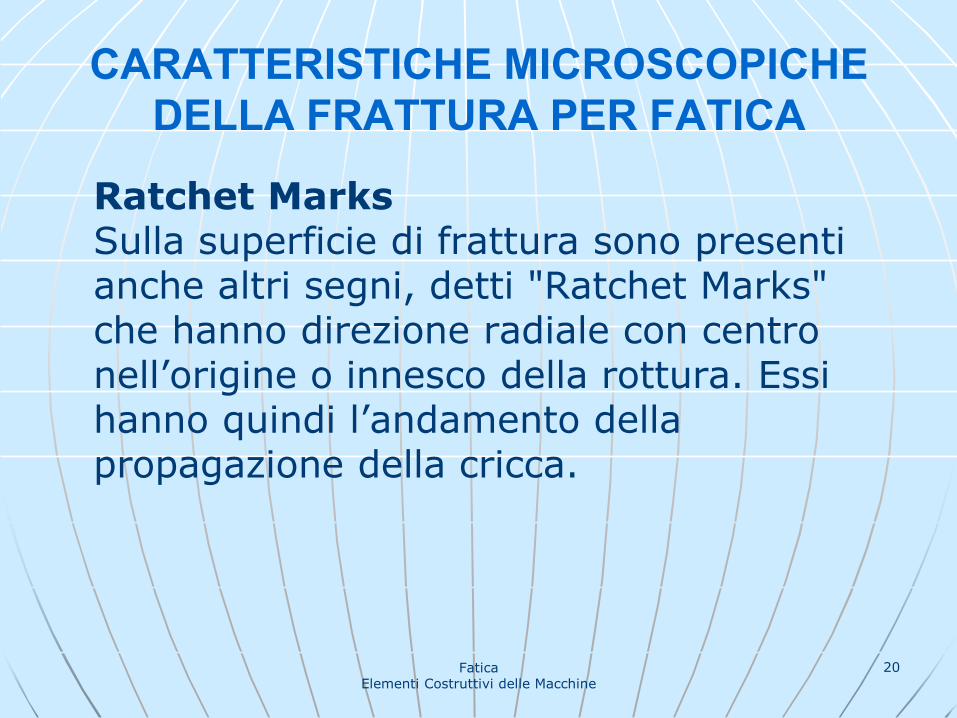
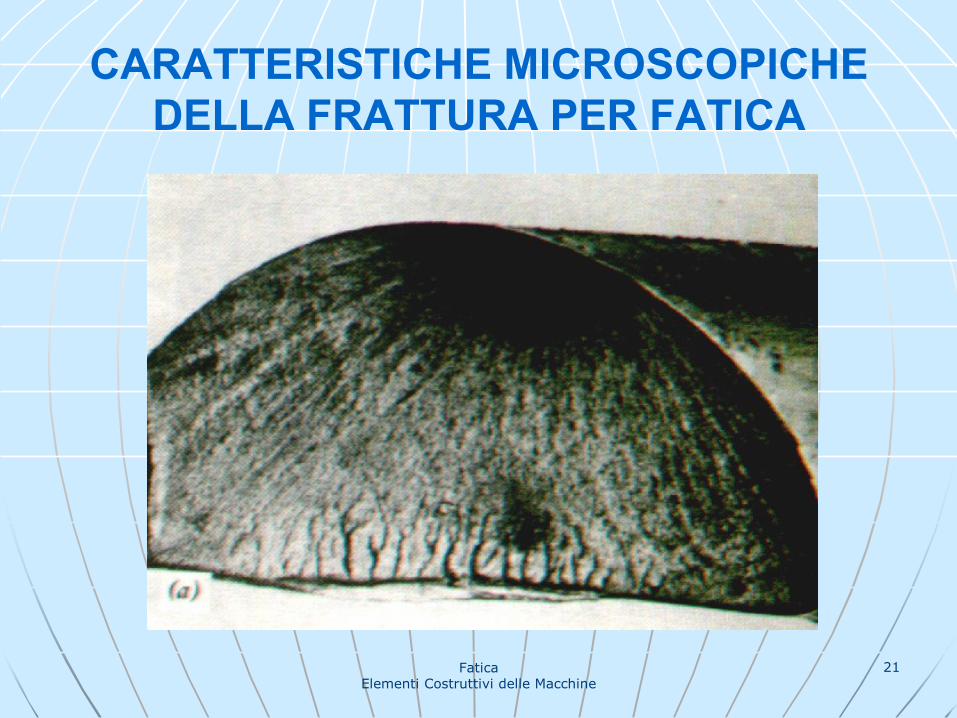
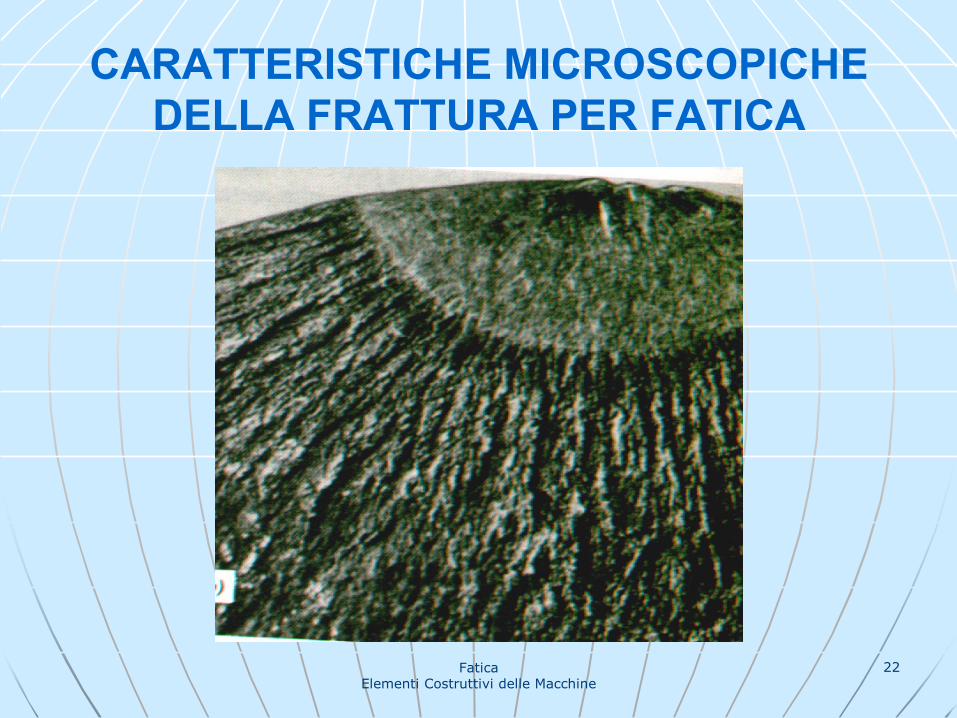
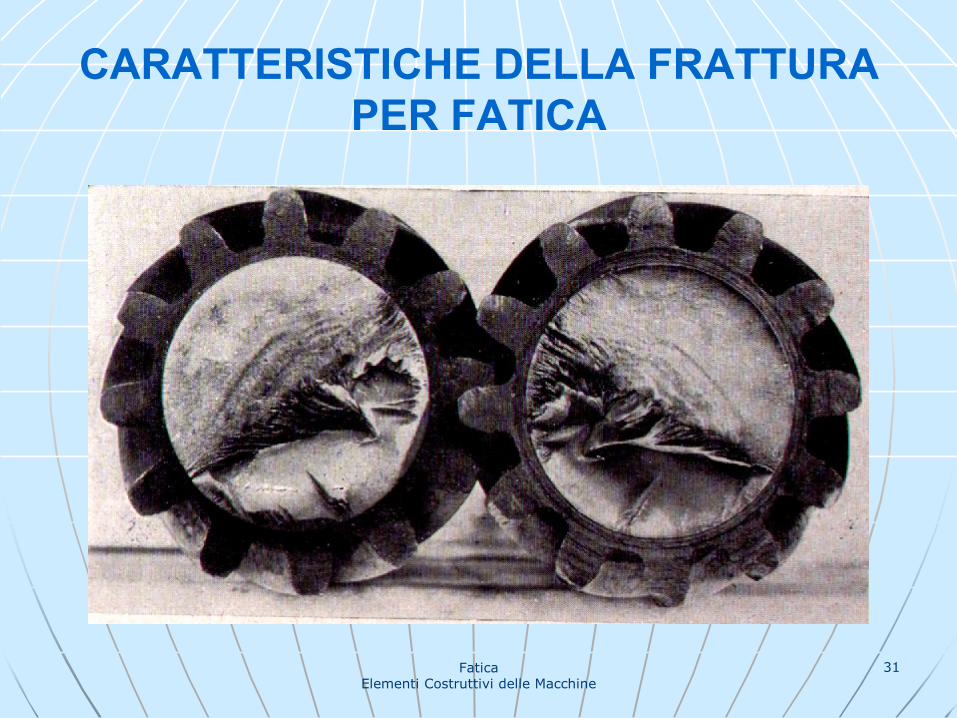
Ratchet Marks Sulla superficie di frattura sono presenti anche altri segni, detti "Ratchet Marks" che hanno direzione radiale con centro nell’origine o innesco della rottura. Essi hanno quindi l’andamento della propagazione della cricca.
Fatica Elementi Costruttivi delle Macchine
21
CARATTERISTICHE MICROSCOPICHE
DELLA FRATTURA PER FATICA
Fatica Elementi Costruttivi delle Macchine
22
CARATTERISTICHE MICROSCOPICHE
DELLA FRATTURA PER FATICA

Fatica Elementi Costruttivi delle Macchine
23
CARATTERISTICHE MICROSCOPICHE
DELLA FRATTURA PER FATICA
Fatica Elementi Costruttivi delle Macchine
24
CARATTERISTICHE MICROSCOPICHE
DELLA FRATTURA PER FATICA
Fatica Elementi Costruttivi delle Macchine
25
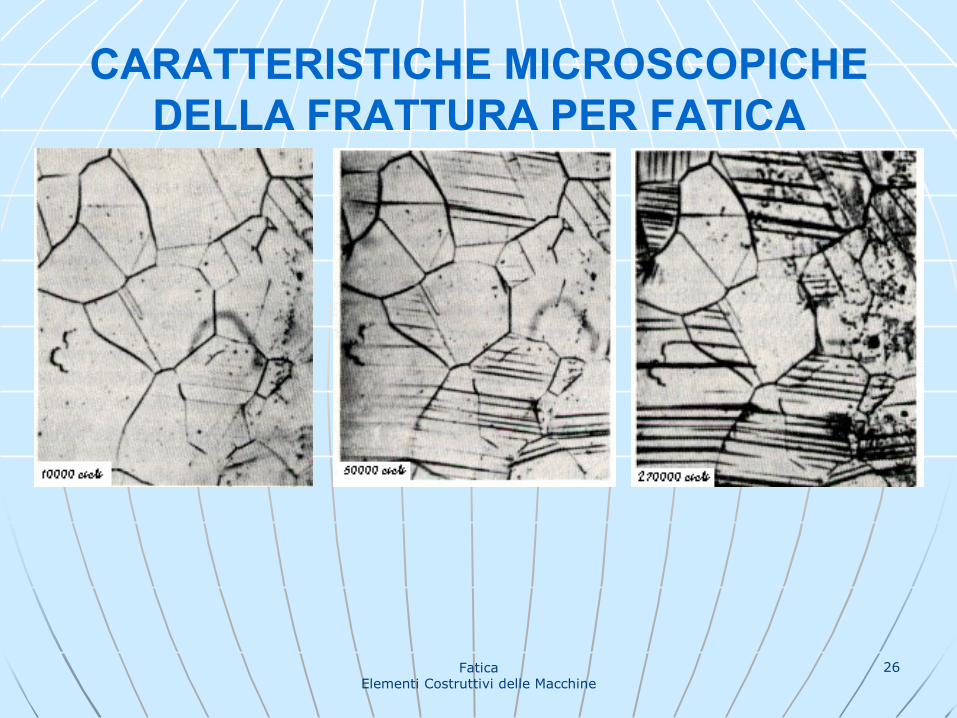
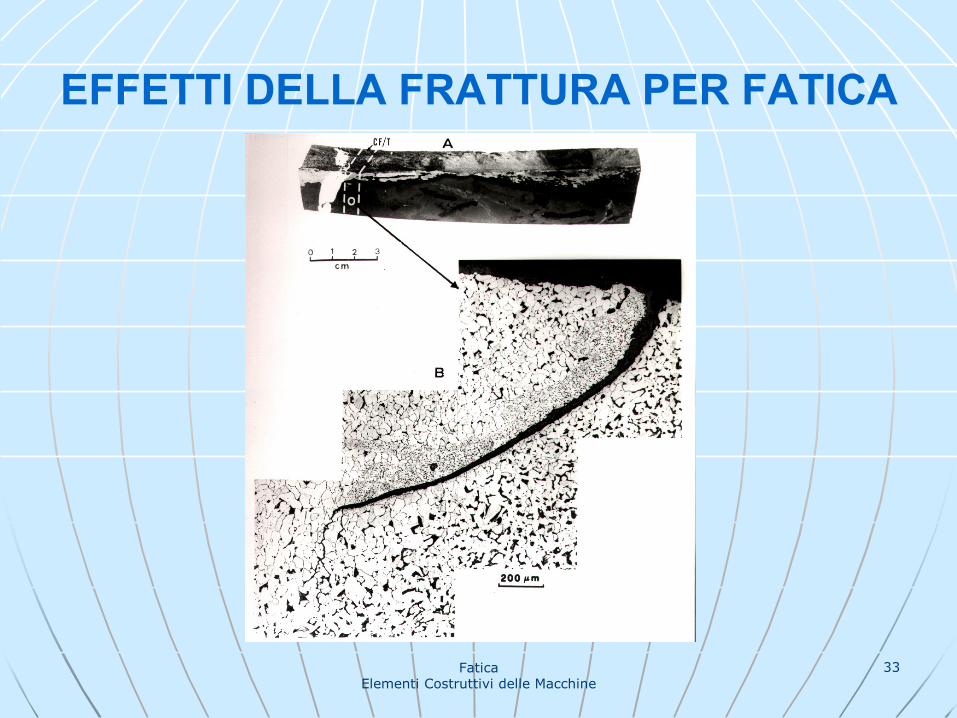
Danneggiamento progressivo
E’ possibile evidenziare il danneggiamento progressivo della struttura interna del materiale rilevando le linee di scorrimento presenti nei grani cristallini all’aumentare dei cicli.
Fatica Elementi Costruttivi delle Macchine
26
CARATTERISTICHE MICROSCOPICHE
DELLA FRATTURA PER FATICA
Fatica Elementi Costruttivi delle Macchine
27
CARATTERISTICHE MICROSCOPICHE
DELLA FRATTURA PER FATICA
Fatica Elementi Costruttivi delle Macchine
28
CARATTERISTICHE MICROSCOPICHE
DELLA FRATTURA PER FATICA
Fatica Elementi Costruttivi delle Macchine
29
CARATTERISTICHE DELLA FRATTURA
PER FATICA

Fatica Elementi Costruttivi delle Macchine
30
CARATTERISTICHE DELLA FRATTURA
PER FATICA
Fatica Elementi Costruttivi delle Macchine
31
CARATTERISTICHE DELLA FRATTURA
PER FATICA

Fatica Elementi Costruttivi delle Macchine
32
EFFETTI DELLA FRATTURA PER FATICA
Fatica Elementi Costruttivi delle Macchine
33
EFFETTI DELLA FRATTURA PER FATICA
Fatica Elementi Costruttivi delle Macchine
34
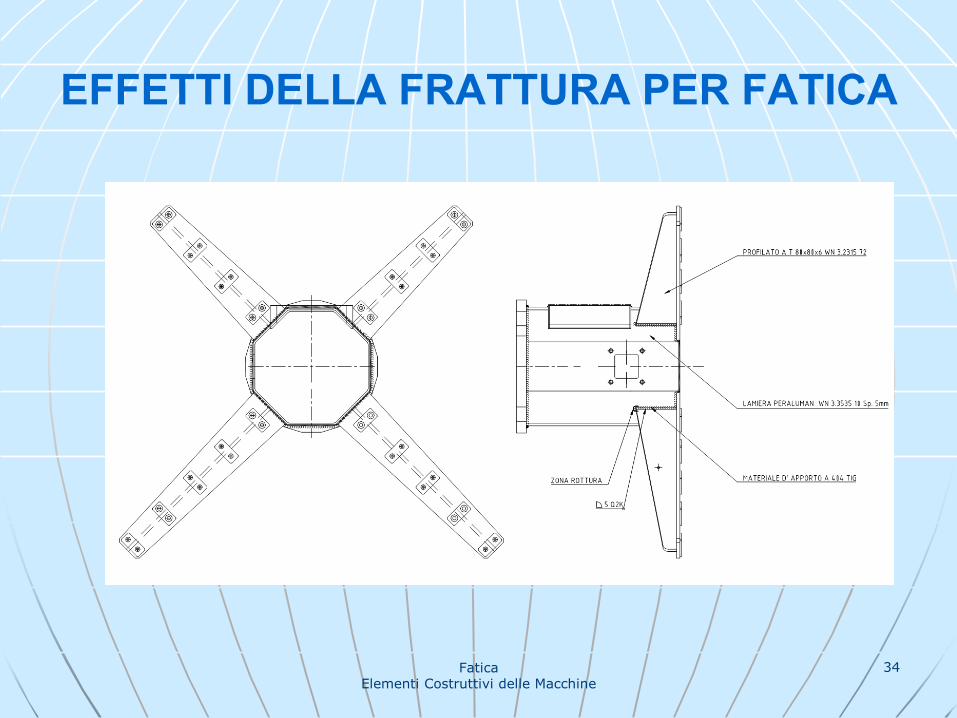
EFFETTI DELLA FRATTURA PER FATICA

Fatica Elementi Costruttivi delle Macchine
35
EFFETTI DELLA FRATTURA PER FATICA

Fatica Elementi Costruttivi delle Macchine
36
EFFETTI DELLA FRATTURA PER FATICA

Fatica Elementi Costruttivi delle Macchine
37
EFFETTI DELLA FRATTURA PER FATICA
Fatica Elementi Costruttivi delle Macchine
38
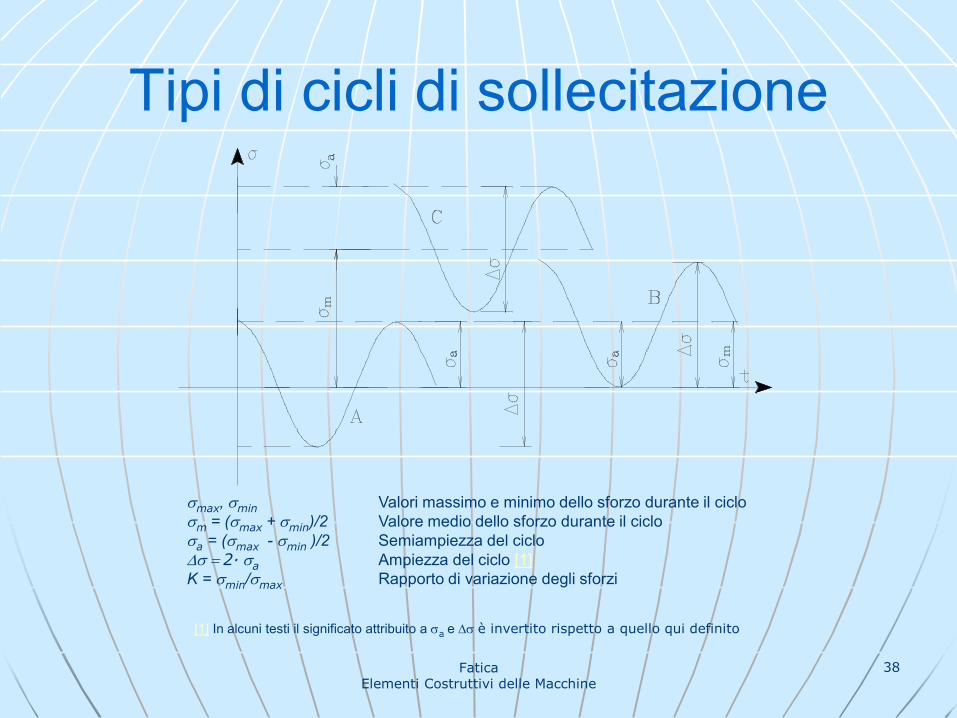
Tipi di cicli di sollecitazione
max, min Valori massimo e minimo dello sforzo durante il ciclo
m = (max + min)/2 Valore medio dello sforzo durante il ciclo
a = (max - min )/2 Semiampiezza del ciclo
D 2· a Ampiezza del ciclo [1]
K = min/max Rapporto di variazione degli sforzi
[1] In alcuni testi il significato attribuito a a e D è invertito rispetto a quello qui definito
Fatica Elementi Costruttivi delle Macchine
39
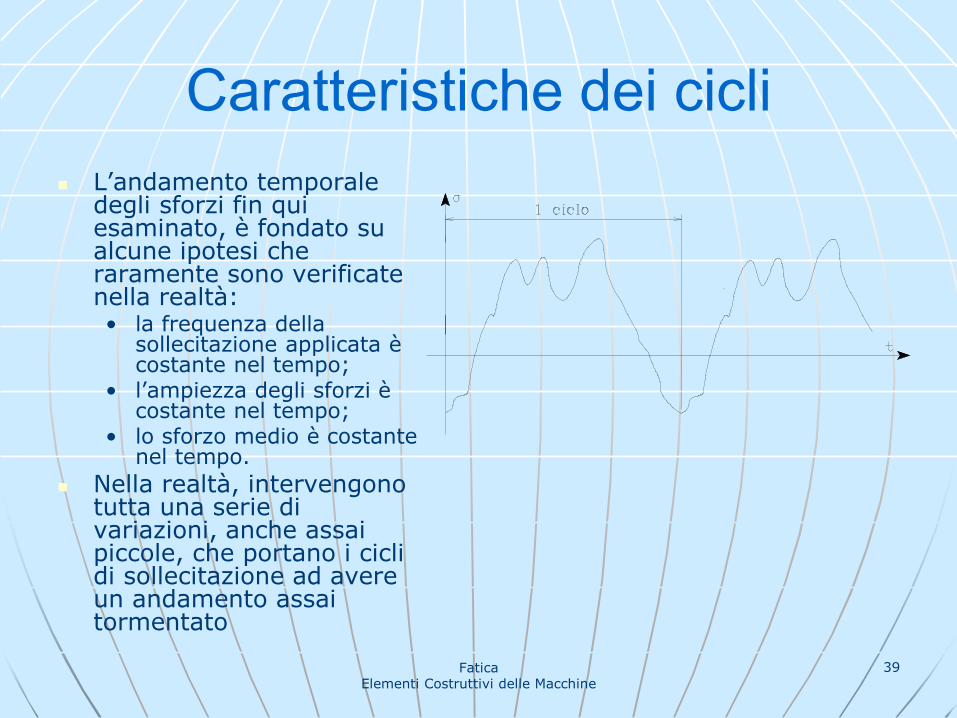
Caratteristiche dei cicli
L’andamento temporale degli sforzi fin qui esaminato, è fondato su alcune ipotesi che raramente sono verificate nella realtà: • la frequenza della
sollecitazione applicata è costante nel tempo;
• l’ampiezza degli sforzi è costante nel tempo;
• lo sforzo medio è costante nel tempo.
Nella realtà, intervengono tutta una serie di variazioni, anche assai piccole, che portano i cicli di sollecitazione ad avere un andamento assai tormentato
Fatica Elementi Costruttivi delle Macchine
40
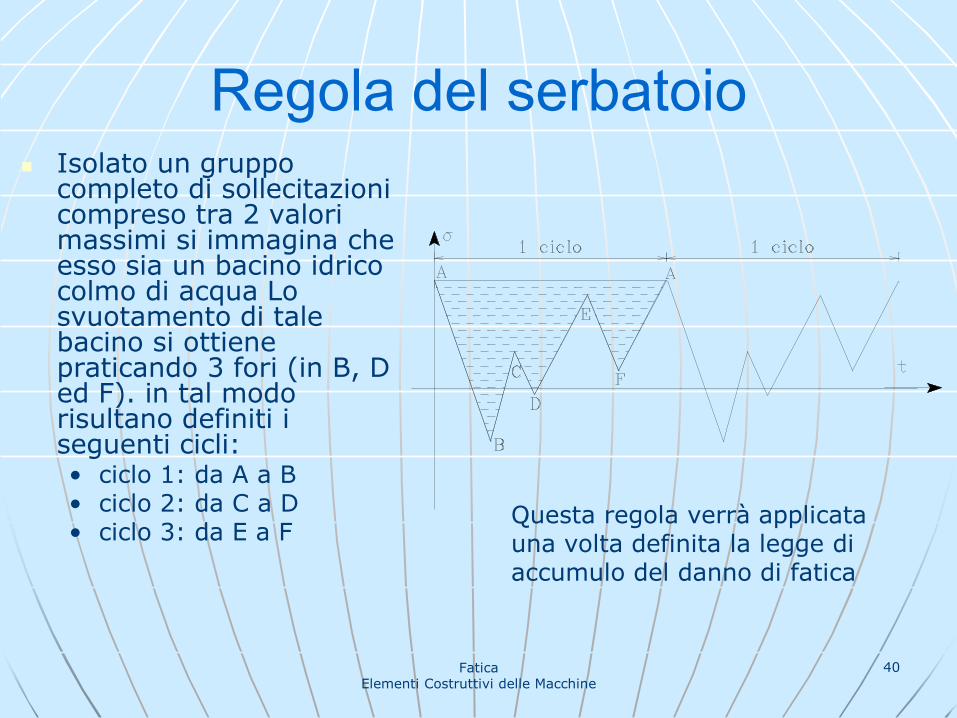
Regola del serbatoio Isolato un gruppo
completo di sollecitazioni compreso tra 2 valori massimi si immagina che esso sia un bacino idrico colmo di acqua Lo svuotamento di tale bacino si ottiene praticando 3 fori (in B, D ed F). in tal modo risultano definiti i seguenti cicli: • ciclo 1: da A a B • ciclo 2: da C a D • ciclo 3: da E a F
Questa regola verrà applicata una volta definita la legge di accumulo del danno di fatica
Fatica Elementi Costruttivi delle Macchine
41
PROVE DI FATICA
La resistenza a fatica deve essere determinata mediante prove.
Per quanto riguarda le macchine di prova esse possono essere classificate in base alla sollecitazione, che può essere, di solito:
a) Flessione
b) Forza Normale
c) Torsione
d) Sollecitazione multiassiale
Fatica Elementi Costruttivi delle Macchine
42
PROVE DI FATICA

Fatica Elementi Costruttivi delle Macchine
43
Macchine per prove di fatica
Fatica Elementi Costruttivi delle Macchine
44
PROVE DI FATICA
Fatica Elementi Costruttivi delle Macchine
45
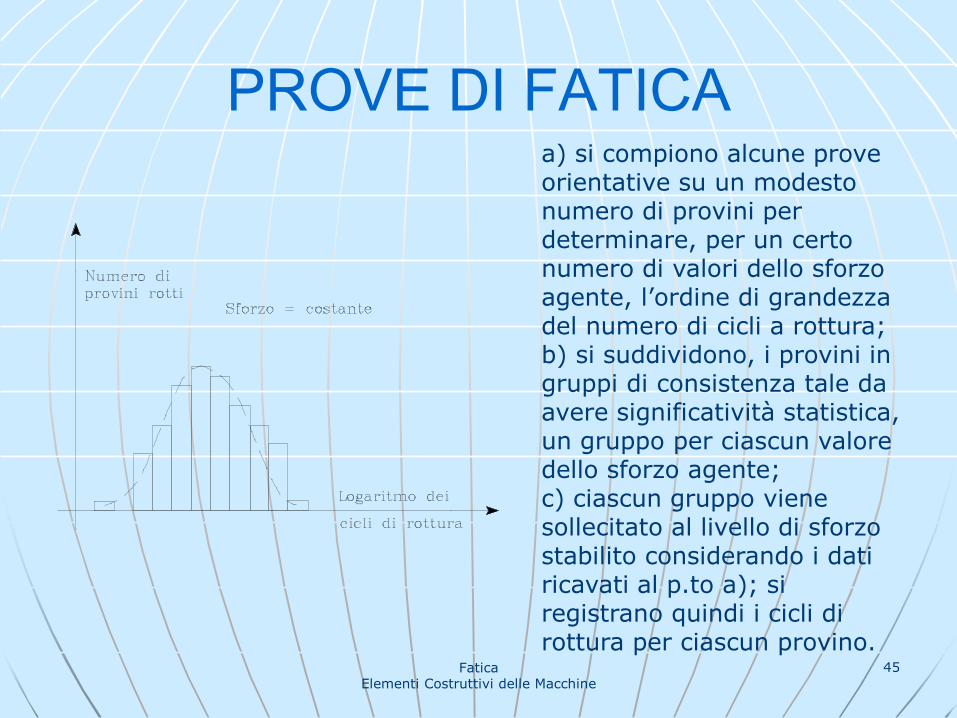
PROVE DI FATICA a) si compiono alcune prove orientative su un modesto numero di provini per determinare, per un certo numero di valori dello sforzo agente, l’ordine di grandezza del numero di cicli a rottura; b) si suddividono, i provini in gruppi di consistenza tale da avere significatività statistica, un gruppo per ciascun valore dello sforzo agente; c) ciascun gruppo viene sollecitato al livello di sforzo stabilito considerando i dati ricavati al p.to a); si registrano quindi i cicli di rottura per ciascun provino.
Fatica Elementi Costruttivi delle Macchine
46
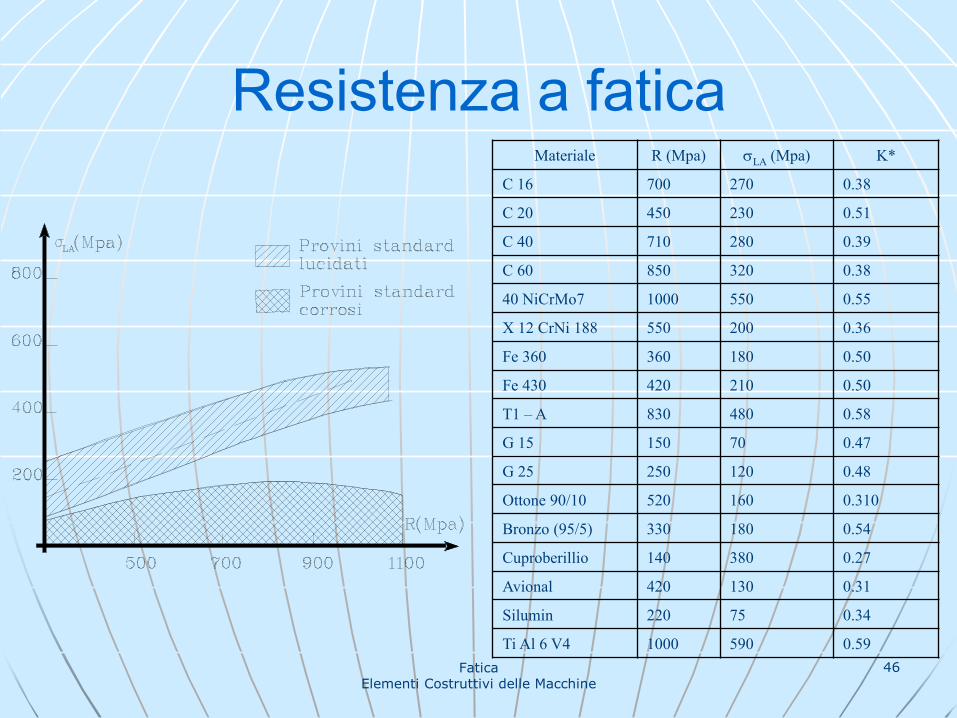
Resistenza a fatica Materiale R (Mpa) LA (Mpa) K*
C 16 700 270 0.38
C 20 450 230 0.51
C 40 710 280 0.39
C 60 850 320 0.38
40 NiCrMo7 1000 550 0.55
X 12 CrNi 188 550 200 0.36
Fe 360 360 180 0.50
Fe 430 420 210 0.50
T1 – A 830 480 0.58
G 15 150 70 0.47
G 25 250 120 0.48
Ottone 90/10 520 160 0.310
Bronzo (95/5) 330 180 0.54
Cuproberillio 140 380 0.27
Avional 420 130 0.31
Silumin 220 75 0.34
Ti Al 6 V4 1000 590 0.59
Fatica Elementi Costruttivi delle Macchine
47
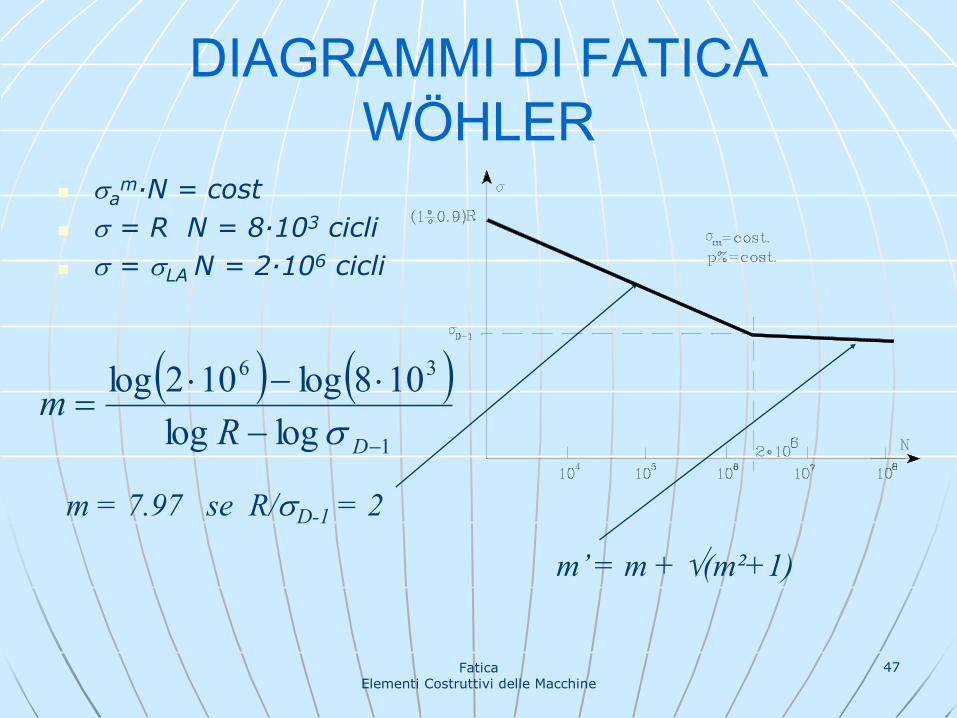
DIAGRAMMI DI FATICA
WÖHLER a
m·N = cost
= R N = 8·103 cicli
= LA N = 2·106 cicli
1
36
loglog
108log102log
DRm
m = 7.97 se R/D-1 = 2
m’ = m + (m²+1)
Fatica Elementi Costruttivi delle Macchine
48
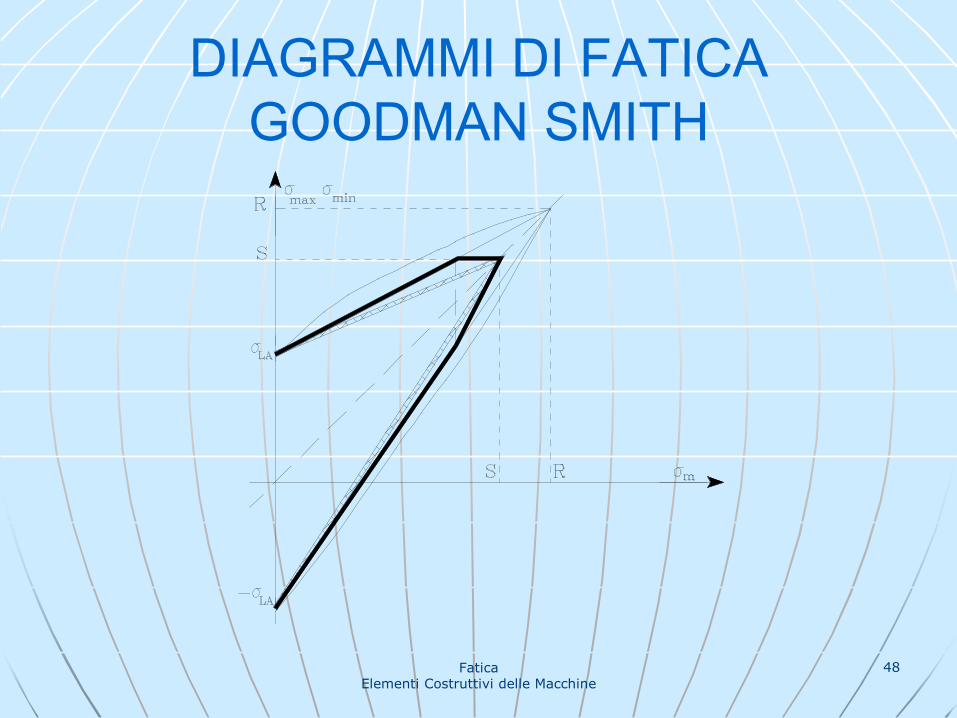
DIAGRAMMI DI FATICA
GOODMAN SMITH
Fatica Elementi Costruttivi delle Macchine
49
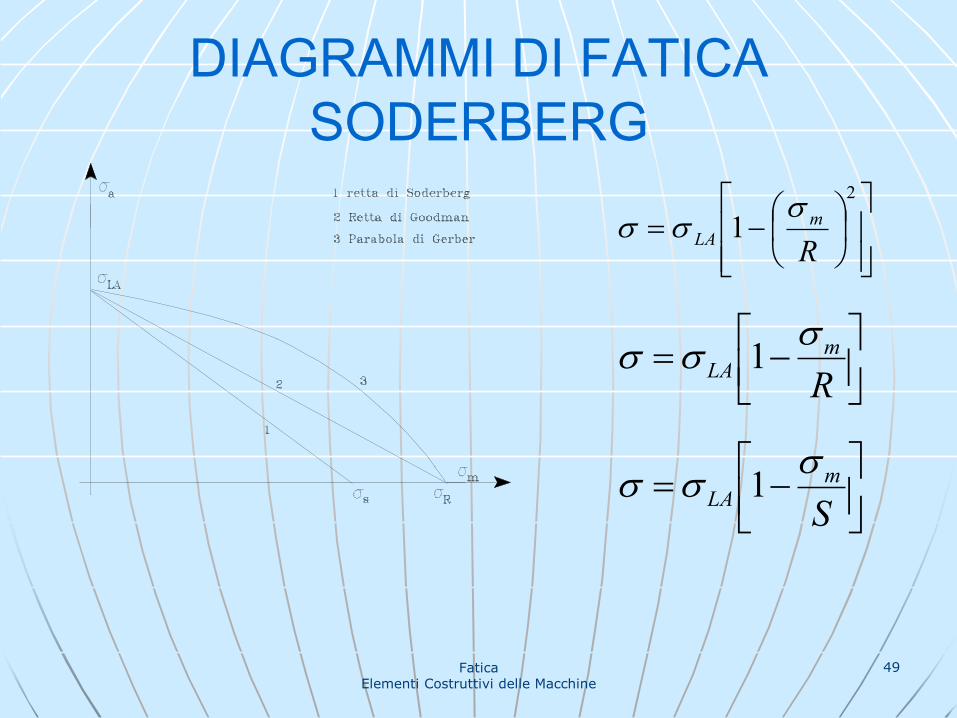
DIAGRAMMI DI FATICA
SODERBERG
S
mLA
1
R
mLA
1
2
1R
mLA
Fatica Elementi Costruttivi delle Macchine
50
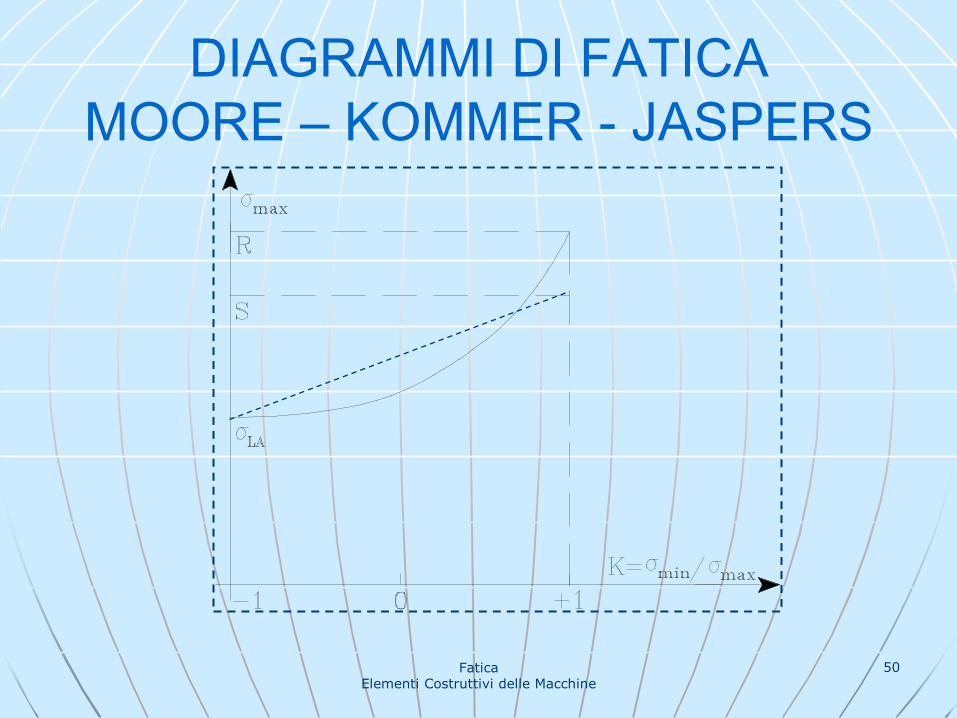
DIAGRAMMI DI FATICA
MOORE – KOMMER - JASPERS
Fatica Elementi Costruttivi delle Macchine
51
CUMULO DI FATICA
Il ciclo di sollecitazione fin qui impiegato è quello sinusoidale caratterizzato da un unico valore di m e a . Le sollecitazioni reali sono di natura più complessa. Con la regola del serbatoio si è definita una metodologia semplificata per associare ad una certa storia temporale del carico un certo numero di cicli elementari.
E’ necessario ora sviluppare una teoria che consenta di valutare il processo di accumulazione del danneggiamento conseguente a cicli di sollecitazione diversi ovvero un criterio di sommabilità.
Fatica Elementi Costruttivi delle Macchine
52
CUMULO DI FATICA
La teoria di Palmgren-Miner si basa sull’ipotesi dell’accumulazione lineare degli effetti della fatica.
Definiamo: 1 N1 2 N2
N numero di cicli limite
n numero di cicli applicati
Si definisce il danneggiamento come il rapporto n/N
Fatica Elementi Costruttivi delle Macchine
53
CUMULO DI FATICA
(N1-n1)/N1 = n2/N2
n1/N1 + n2/N2 = 1
ni/Ni = 1
Sperimentalmente si ha
ni/Ni = 0.72.2
Resistenza residua Danneggiamento del secondo ciclo
Regola di Miner per 2 cicli
Regola di Miner generalizzata
Fatica Elementi Costruttivi delle Macchine
54
CUMULO DI FATICA
Detti quindi i, ni, Ni le caratteristiche dell’-iesimo ciclo e pi la sua percentuale di applicazione rispetto al totale è possibile definire un ciclo di sollecitazione equivalente tale che sia e, ne, Ne e pe=1 (cioè applicazione per il 100% della vita.
Utilizzando l’ipotesi di Miner e l’espressione della curva di Wöhler è possibile scrivere, qualora il rapporto K= min/max sia lo stesso per tutti i cicli,
m·N = C ni· i
m /C = ne· em /C
dove C è la costante della curva di Wöhler.
Fatica Elementi Costruttivi delle Macchine
55
CUMULO DI FATICA Assumendo che ni = ne e ricordando che pi = ni / ni = ni/ ne
si ottiene in definitiva e = [ pi· i
m]1/m
che consente di calcolare lo sforzo equivalente al sistema di carichi complesso effettivamente agente. L’ espressione trovata non può essere utilizzata qualora il rapporto K= min/max sia diverso per i vari i cicli, in quanto, in tal caso, l’ esponente della curva di Wöhler non è lo stesso per tutti i cicli.
Fatica Elementi Costruttivi delle Macchine
56
Parametri che influenzano la fatica
I parametri di cui è necessario tener conto sono: • finitura superficiale • dimensioni • corrosione • forma • tipo di sollecitazione agente • ciclo di sollecitazione • frequenza del carico • temperatura • effetto delle tensioni residue • presenza di saldature • stati di sollecitazione multiassiali
Fatica Elementi Costruttivi delle Macchine
57
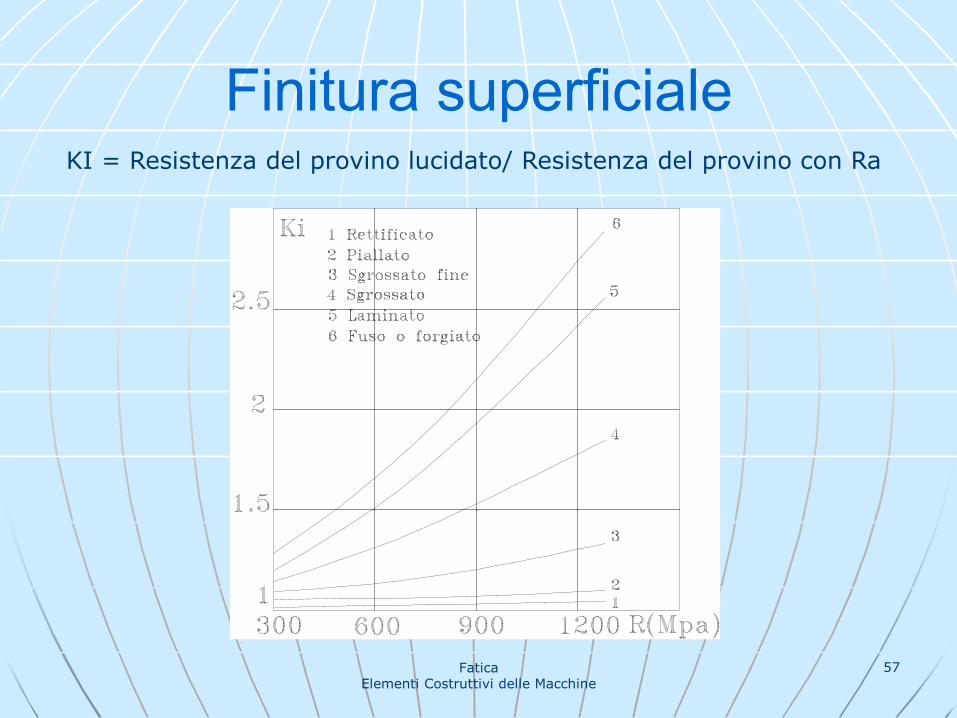
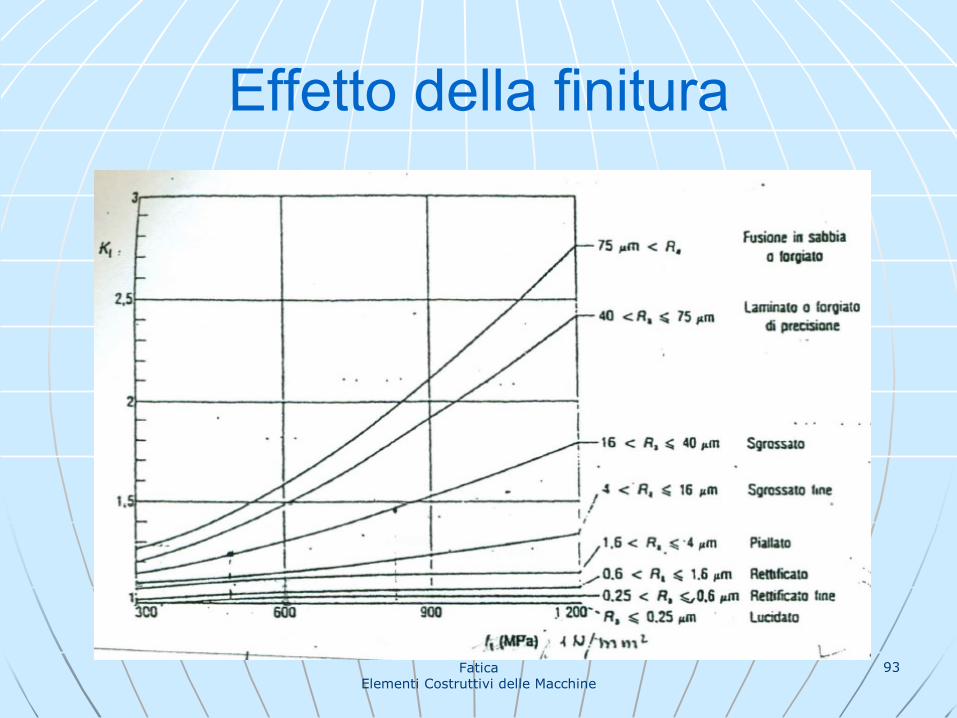
Finitura superficiale KI = Resistenza del provino lucidato/ Resistenza del provino con Ra

Fatica Elementi Costruttivi delle Macchine
58
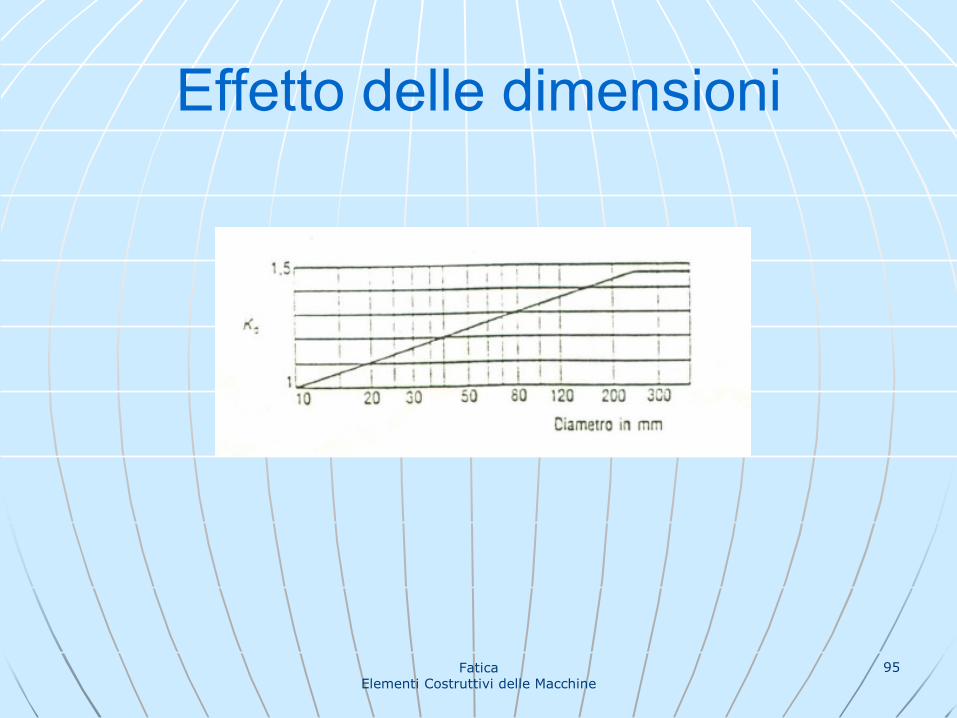
Effetto scala Kd = Resistenza del provino con d= 10 mm/Resistenza del pezzo reale
Fatica Elementi Costruttivi delle Macchine
59
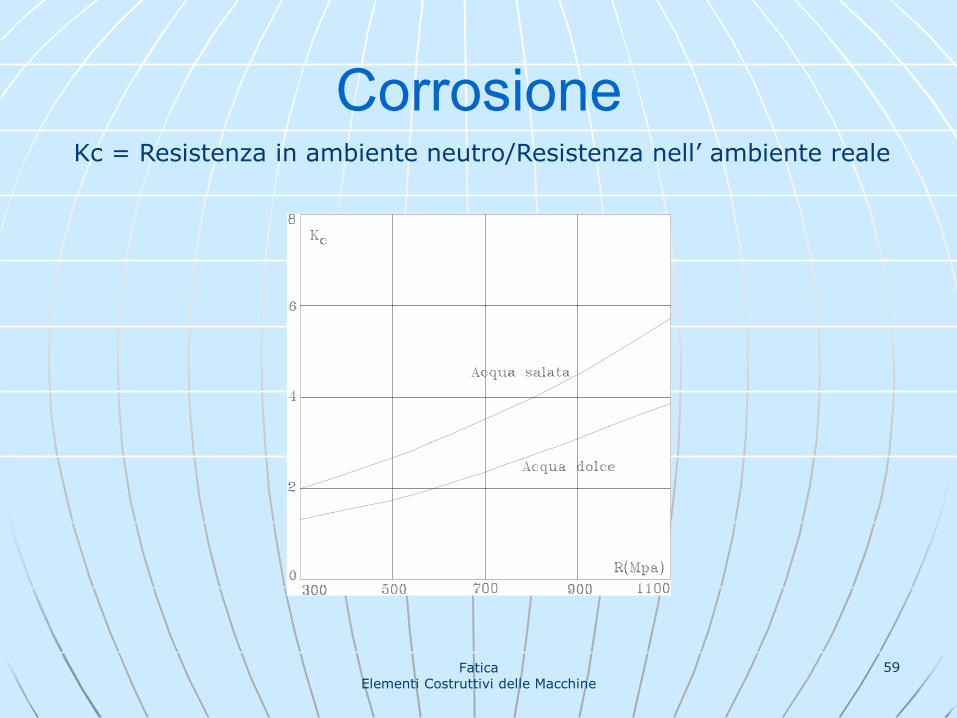
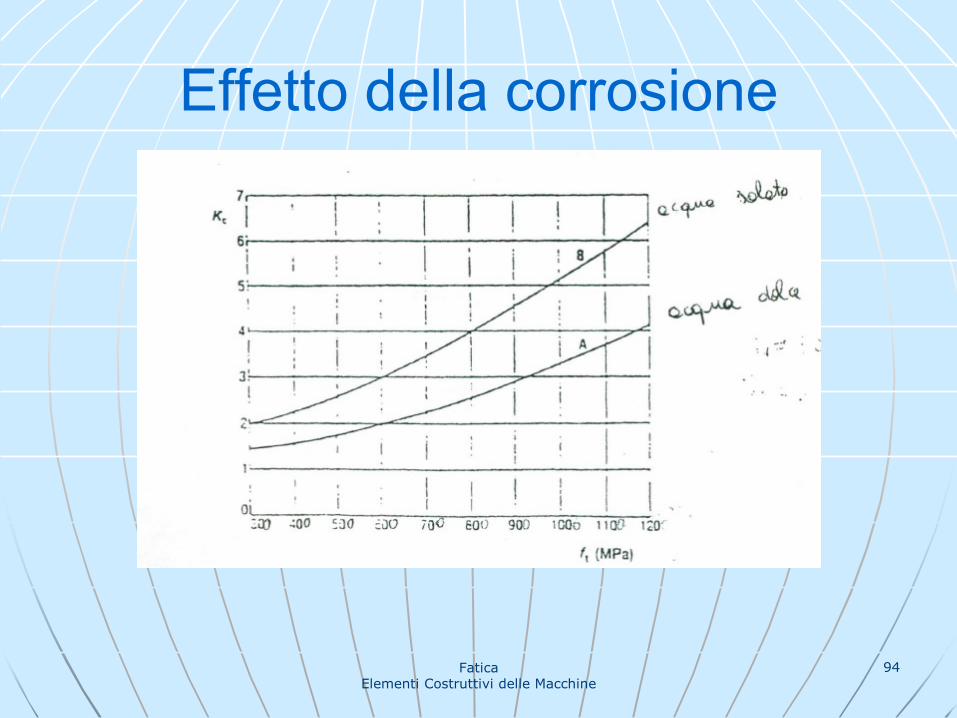
Corrosione Kc = Resistenza in ambiente neutro/Resistenza nell’ ambiente reale
Fatica Elementi Costruttivi delle Macchine
60
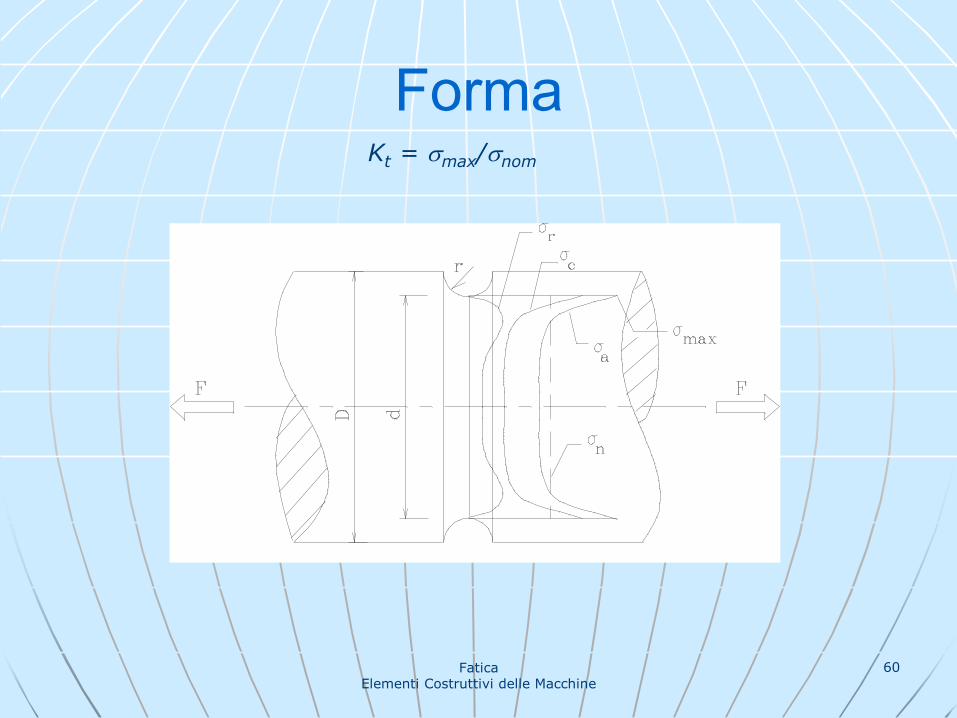
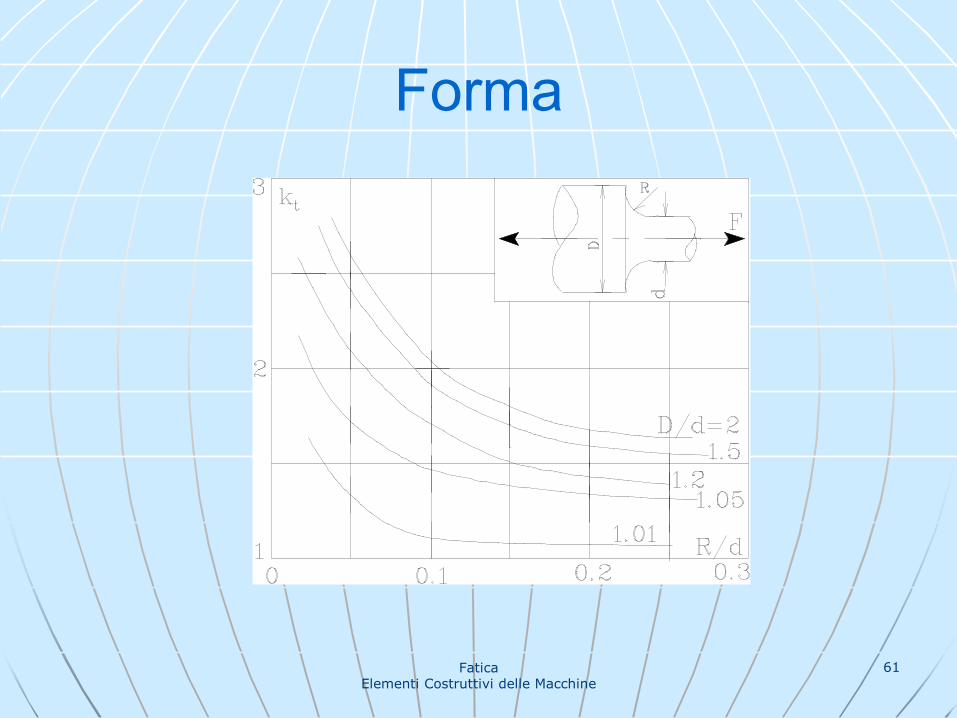
Forma Kt = max/nom
Fatica Elementi Costruttivi delle Macchine
61
Forma
Fatica Elementi Costruttivi delle Macchine
62
Forma e Fatica
Il meccanismo di ridistribuzione delle tensioni, efficace nelle sollecitazioni statiche, non avviene completamente per la sollecitazione di fatica su materiali duttili; ciò porta ad un apparente “infragilimento” del materiale, tanto che per molto tempo si è parlato di rottura fragile per quanto riguarda la fatica.
b) La vita a fatica è influenzata dalla velocità di crescita della cricca iniziale; quest’ultima è sicuramente governata anche dal gradiente delle tensioni presenti; tale fatto fornisce, almeno dal punto di vista qualitativo, una spiegazione al risultato per cui Kf < Kt
In altri termini è sempre verificato che 1 < Kf < Kt
Kf = Resistenza senza intaglio/Resistenza con intaglio.
Fatica Elementi Costruttivi delle Macchine
63
Forma e Fatica
La metodologia più diffusa per il calcolo di Kf è fondata sulla definizione di un ulteriore parametro, detto “fattore di sensibilità all’intaglio”, pari a
q = (Kf - 1)/( Kt –1)
Per le considerazioni prima svolte tale parametro risulta compreso tra 0 e 1
Fatica Elementi Costruttivi delle Macchine
64
Forma e Fatica
Fatica Elementi Costruttivi delle Macchine
65
Forma e Fatica
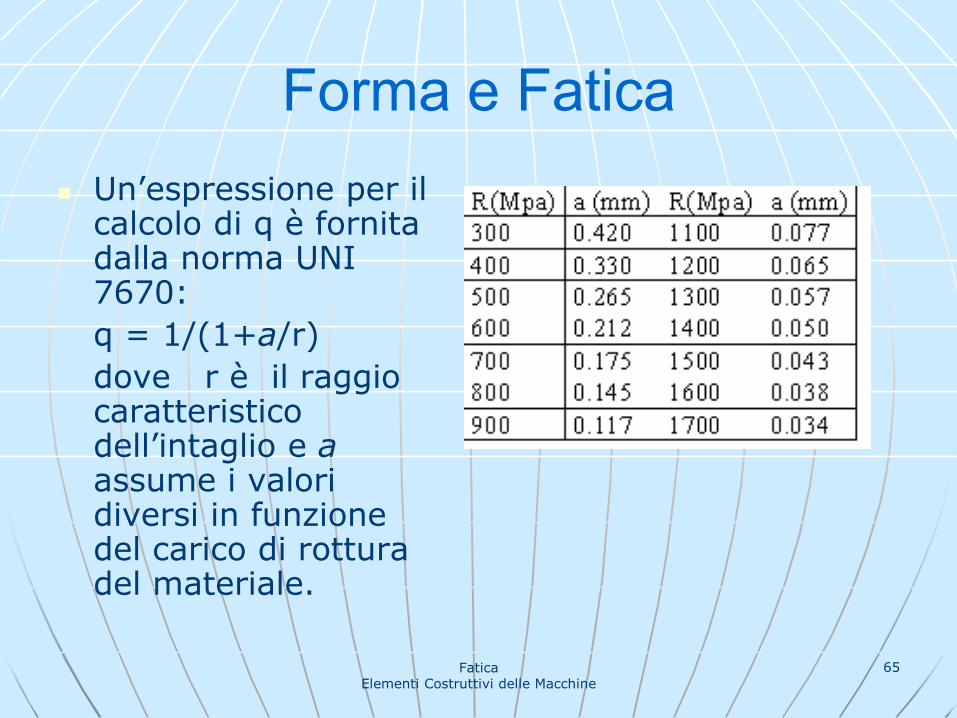
Un’espressione per il calcolo di q è fornita dalla norma UNI 7670:
q = 1/(1+a/r)
dove r è il raggio caratteristico dell’intaglio e a assume i valori diversi in funzione del carico di rottura del materiale.
Fatica Elementi Costruttivi delle Macchine
66
Forma e Fatica
La formulazione riportata è stata introdotta da Neuber ed è adatta per gli acciai.
Per ogni tipo di materiale si può utilizzare q = 1 + p/(p-a)·(rn/r) dove è a è l’angolo dell’intaglio al fondo
gola e rn = 0.2·(1-R/S)³·(1-0.05/d) essendo d la dimensione minima del
provino e R, S rispettivamente il carico di rottura e di snervamento del materiale.
Fatica Elementi Costruttivi delle Macchine
67
Forma e Fatica
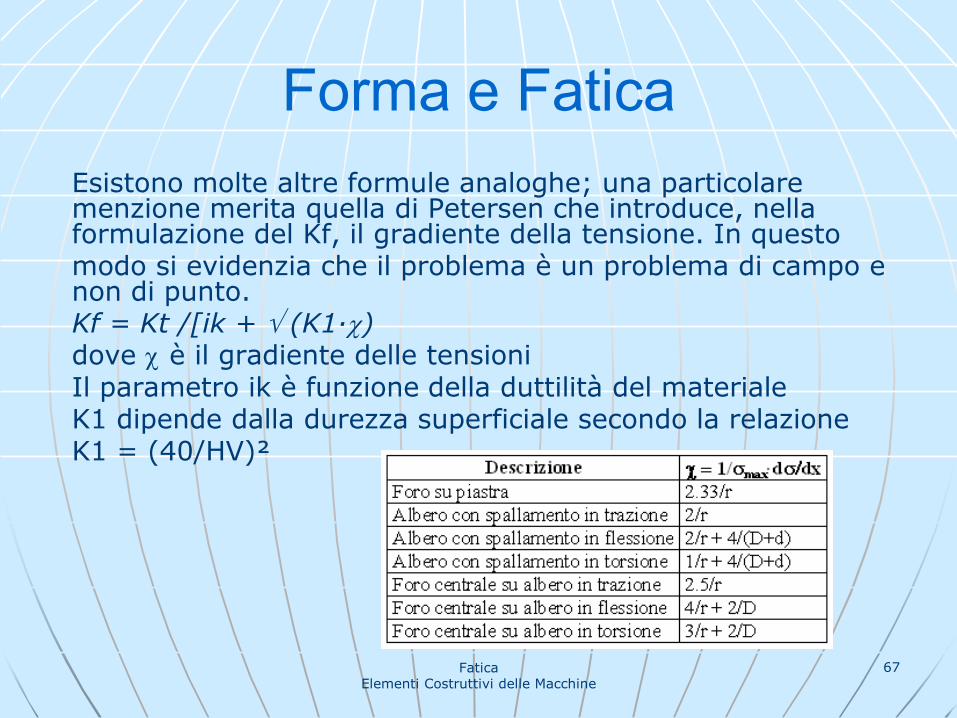
Esistono molte altre formule analoghe; una particolare menzione merita quella di Petersen che introduce, nella formulazione del Kf, il gradiente della tensione. In questo
modo si evidenzia che il problema è un problema di campo e non di punto.
Kf = Kt /[ik + (K1·c) dove c è il gradiente delle tensioni Il parametro ik è funzione della duttilità del materiale K1 dipende dalla durezza superficiale secondo la relazione K1 = (40/HV)²
Fatica Elementi Costruttivi delle Macchine
68
Tipo di sollecitazione
La resistenza a fatica dipende fortemente dal tipo di sollecitazione agente sul pezzo e che provoca una determinata distribuzione di sforzi nel materiale.
Si definisce di solito il parametro
KT = Resistenza alla sollecitazione agente/resistenza alla flessione rotante
Esso assume i seguenti valori
KT = 0.8 per trazione/compressione
KT = 0.577 per sforzo tangenziale
Fatica Elementi Costruttivi delle Macchine
69
Influenza della tensione media
Sulla base dei risultati sperimentali a parità di sforzo alternato, una tensione media di compressione ostacola la propagazione delle fessure.
Una tensione media di trazione, invece, facilita la propagazione delle fratture e abbrevia, quindi, la vita utile del pezzo, diminuendone la resistenza.
Se le stesse considerazioni vengono svolte a parità di tensione massima (max = m + A) è evidente che una variazione della tensione media deve essere accompagnata da una variazione uguale e contraria della componente alternata.
I risultati sperimentali mettono in evidenza che il caso peggiore, dal punto di vista della resistenza, è quello con tensione media nulla e sforzo puramente alternato. Infatti partendo da questa condizione e aumentando la tensione media, sia nel verso della compressione e sia nel verso della trazione, la resistenza aumenta.
Fatica Elementi Costruttivi delle Macchine
70
Influenza della tensione media
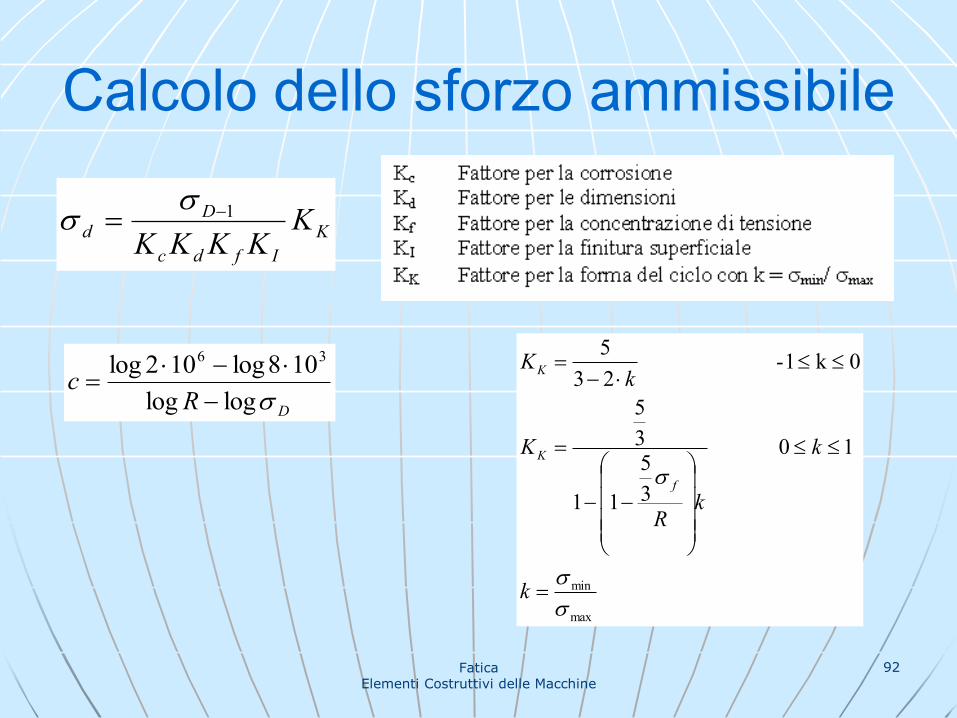
La norma UNI 7670 suggerisce di utilizzare il fattore Kk definito come
Kk = Resistenza al ciclo reale/Resistenza al ciclo alterno simmetrico
Kk = 5/(3-2·k) per -1 k <0 Kk = 5/3/[1-(1-5/3·sf/R)·k] per 0 k 1 k = min/ max f = D-1/(Kf· Kd· KI· KC) Tensione limite del pezzo reale al
ciclo alterno, tenendo conto di forma, dimensioni, finitura superficiale e corrosione.
E’ da notare che la tensione corretta mediante il fattore Kk è quella che deve essere impiegata per il calcolo dell’ esponente m della curva di fatica sul diagramma di Wohler.
Fatica Elementi Costruttivi delle Macchine
71
Influenza della frequenza del carico
La frequenza del ciclo di carico agente influenza la resistenza a fatica.
Si passa infatti dal caso quasi statico che evidenzia risultati simili a quelli ottenibili per le prove statiche, ad una prima forte riduzione della resistenza per frequenze basse.
Poi la resistenza si stabilizza rimanendo costante nel campo 1-80 Hz.
Successivamente si ha il manifestarsi progressivo del fenomeno dell’isteresi del materiale(omportamento viscoelastico), che provoca un riscaldamento con la riduzione della resistenza del materiale nel campo di frequenze superiore a 80 Hz.
Nel campo di frequenze superiore a 150 Hz si ha viceversa il manifestarsi del fenomeno per cui le tensioni interne del materiale seguono con un certo ritardo la sollecitazione esterna causando un apparente aumento della resistenza a fatica.
Fatica Elementi Costruttivi delle Macchine
72
Influenza della temperatura
La temperatura influenza in modo variabile la resistenza a fatica a seconda del materiale e del campo di temperatura.
Per un materiale duttile la diminuzione della temperatura al di sotto di quella ambiente provoca un aumento della resistenza finché non si giunge alla temperatura di transizione tra comportamento duttile e fragile, al di sotto della quale la resistenza a fatica diminuisce.
L’aumento della temperatura al di sopra di quella ambiente provoca invece una diminuzione della resistenza a fatica.
E’ da notare che al di sopra della temperatura pari a circa 0,4 della temperatura di fusione, diventano significativi i fenomeni di scorrimento viscoso e quindi si deve parlare non solo di fatica ma di sovrapposizione dei due fenomeni.
Per conoscere la resistenza a fatica si deve fare riferimento a risultati sperimentali. Si è soliti, inoltre, assumere che nel campo 0-200°C, per gli acciai, non vi siano effetti importanti della temperatura sulla resistenza a fatica.
Fatica Elementi Costruttivi delle Macchine
73
Influenza delle tensioni residue
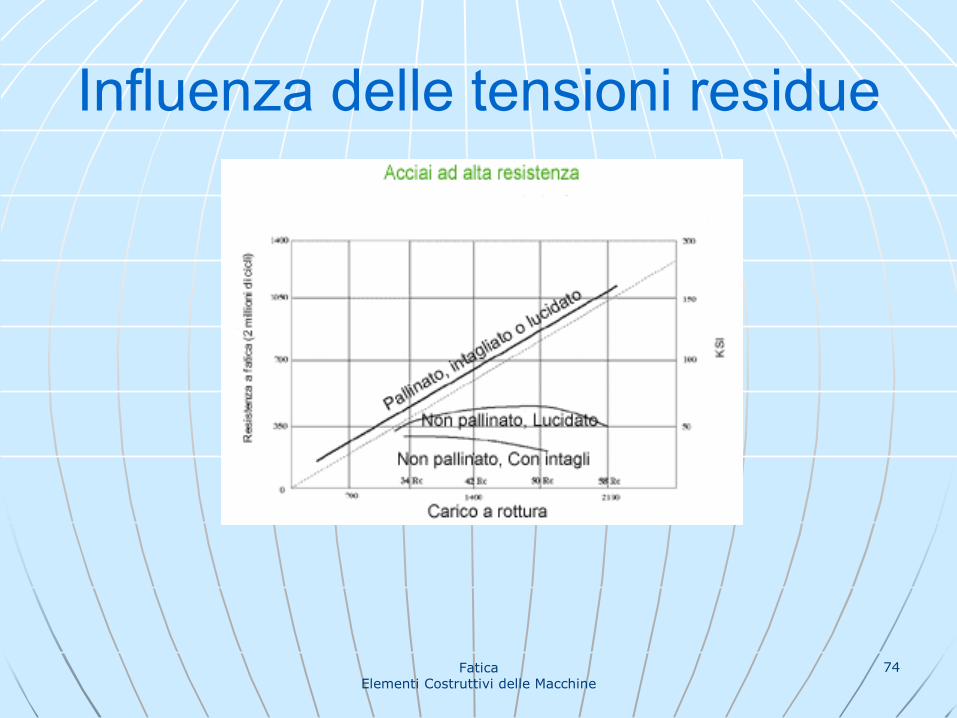
In generale gli stati residui di tensione di trazione peggiorano la resistenza in quanto provocano l’apertura delle fessure e ne accelerano la propagazione. Quelli di compressione, provocano la chiusura delle fratture e migliorano la resistenza a fatica.
Quest’ultimo fatto può essere vantaggiosamente utilizzato per migliorare la resistenza specie, ad esempio, in corrispondenza di concentrazioni di tensioni. Si usano a tale scopo i trattamenti di pallinatura o di rullatura
Fatica Elementi Costruttivi delle Macchine
74
Influenza delle tensioni residue
Fatica Elementi Costruttivi delle Macchine
75
Influenza delle saldature
La presenza di un giunto saldato, come per le sollecitazioni statiche, provoca in generale alcuni effetti non trascurabili sulla resistenza a fatica di un elemento:
a) il giunto saldato è una discontinuità nelle proprietà metallurgiche del materiale;
b) il giunto è, senza dubbio, una discontinuità di forma che genera concentrazioni di tensione nel campo tensionale presente;
c) il giunto può essere, per la presenza di difetti strutturali, l’innesco per la generazione e propagazione di una fessura di fatica.
Fatica Elementi Costruttivi delle Macchine
76
Influenza delle saldature
La discontinuità delle proprietà metallurgiche deriva dal fatto che queste variano passando dalla zona non perturbata dal processo di saldatura alla zona termicamente alterata (ZTA) e alla zona saldata.
Il riscaldamento differenziale del giunto, durante la fase di deposito del materiale d’apporto o di generazione della zona fusa, provoca un campo di tensione residue che si somma a quello proveniente dai carichi esterni.
In certi casi un trattamento termico, opportunamente eseguito, può ridurre la differenziazione.
Fatica Elementi Costruttivi delle Macchine
77
Influenza delle saldature
Il giunto è comunque una singolarità di forma che provoca concentrazioni di tensione.
Si possono definire due contributi fondamentali uno locale ed uno globale.
Il primo deriva dalla forma effettiva del cordone di saldatura e corrisponde, di solito, ad un intaglio acuto con raggio di fondo gola molto piccolo e angolo di apertura dell’intaglio generalmente ampio.
Il secondo contributo deriva dalla posizione del giunto saldato nella struttura nel suo insieme e corrisponde alla variazione nelle linee di forza conseguenti al fatto che il collegamento non è esteso a tutti gli elementi ma è circoscritto ad una piccola zona di essi. (si pensi al caso di un giunto a semplice sovrapposizione o quello di un giunto saldato a tratti).
Fatica Elementi Costruttivi delle Macchine
78
Influenza delle saldature
I difetti interni sono particolarmente pericolosi perché si verificano in una zona di concentrazione delle tensioni e costituiscono dei veri e propri inneschi a rottura, là dove l’arresto della propagazione della fessura di fatica è assai improbabile.
La presenza di difetti quali soffiature, inclusioni, cavità, zone di mancata fusione, costituisce quindi un possibile innesco per la rottura per fatica e va quindi accuratamente evitata utilizzando la maggior cura possibile riguardo all’uso di procedimenti di saldatura controllati e qualificati, l’impiego di saldatori qualificati e l’uso di sistemi di controllo precisi ed estensivi.
Fatica Elementi Costruttivi delle Macchine
79
Influenza delle saldature
La resistenza a fatica dipende essenzialmente dalla forma del giunto, definendo in tal modo una riduzione di resistenza rispetto al materiale base distinta per ogni tipo di giunto. Essa dipende, inoltre, fortemente dalle dimensioni del giunto.
Il primo effetto può essere spiegato in termini di diversa concentrazione delle tensioni di tipo globale. Infatti se la concentrazione delle tensioni locale altera il campo tensionale e quindi il valore massimo della tensione presente, la concentrazione globale esprime il “modo di lavorare” dell’elemento strutturale e perciò influenza il calcolo della tensione nominale.
Il primo effetto è praticamente costante per tutti i tipi di giunto saldato mentre il secondo permette di distinguere la resistenza dei diversi tipi di giunto.
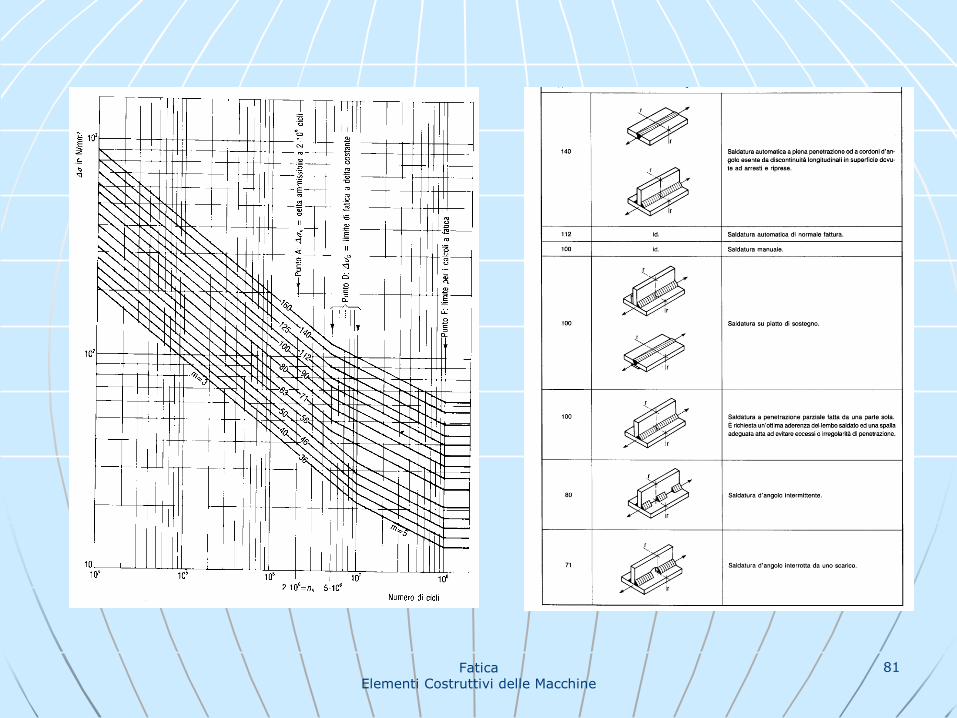
La prova che questa interpretazione è corretta risiede nella constatazione sperimentale che, sul diagramma di Wöhler, le curve relative a diversi tipi di giunto sono tutte parallele senza convergere in un unico punto, come deve essere per elementi soggetti a diverso valore della tensione nominale e affetti dalla stessa concentrazione di tensione.
Fatica Elementi Costruttivi delle Macchine
80
Influenza delle saldature
L’effetto della dimensione è spiegabile invece, oltre che con le usuali motivazioni già evidenziate nello studio generale della fatica, anche con il fatto che essendo il raggio di fondo gola dell’intaglio costituito dal giunto, praticamente costante, il rapporto dimensionale caratteristico, raggio/spessore, diminuisce e quindi peggiora all’aumentare dello spessore.
Fatica Elementi Costruttivi delle Macchine
81
Fatica Elementi Costruttivi delle Macchine
82
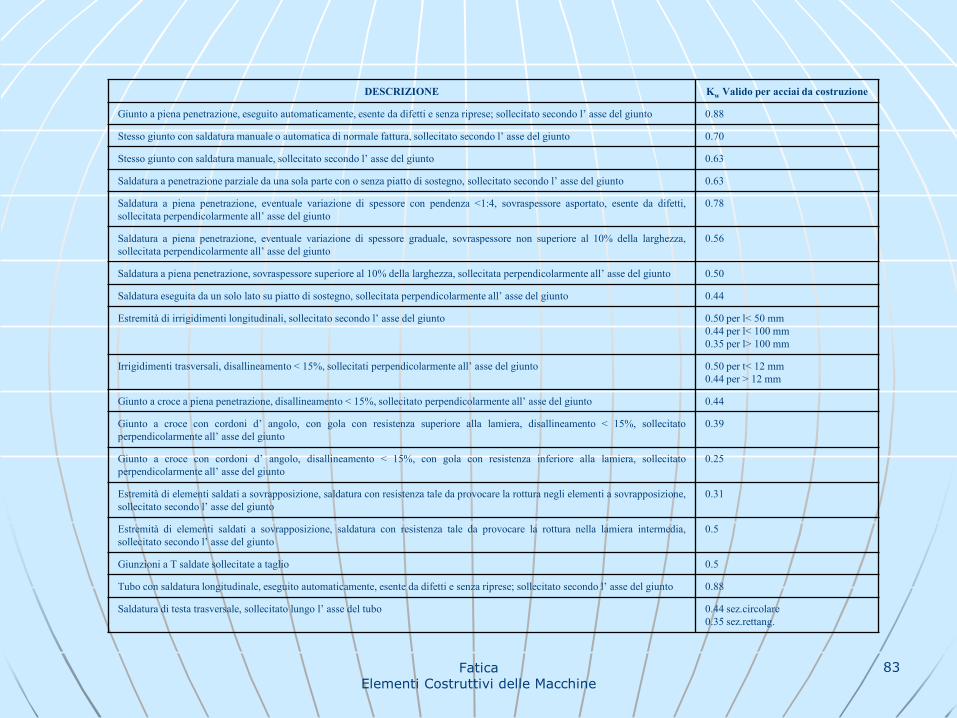
Influenza delle saldature
Si può quindi proporre, in stretta analogia con quanto fatto per gli altri parametri fin qui esaminati, l’ introduzione di un fattore riduttivo definito come
Kw = Resistenza della saldatura/Resistenza del materiale base
Da un punto di vista teorico si dovrebbero introdurre due fattori: uno per la diminuzione di resistenza dovuto alla variazione di proprietà metallurgiche e uno dovuto alla concentrazione di tensione. In realtà non è possibile dividere agevolmente i due effetti e quindi si preferisce usare un solo fattore che ingloba entrambi gli effetti.
Fatica Elementi Costruttivi delle Macchine
83
DESCRIZIONE Kw Valido per acciai da costruzione
Giunto a piena penetrazione, eseguito automaticamente, esente da difetti e senza riprese; sollecitato secondo l’ asse del giunto 0.88
Stesso giunto con saldatura manuale o automatica di normale fattura, sollecitato secondo l’ asse del giunto 0.70
Stesso giunto con saldatura manuale, sollecitato secondo l’ asse del giunto 0.63
Saldatura a penetrazione parziale da una sola parte con o senza piatto di sostegno, sollecitato secondo l’ asse del giunto 0.63
Saldatura a piena penetrazione, eventuale variazione di spessore con pendenza <1:4, sovraspessore asportato, esente da difetti,
sollecitata perpendicolarmente all’ asse del giunto
0.78
Saldatura a piena penetrazione, eventuale variazione di spessore graduale, sovraspessore non superiore al 10% della larghezza,
sollecitata perpendicolarmente all’ asse del giunto
0.56
Saldatura a piena penetrazione, sovraspessore superiore al 10% della larghezza, sollecitata perpendicolarmente all’ asse del giunto 0.50
Saldatura eseguita da un solo lato su piatto di sostegno, sollecitata perpendicolarmente all’ asse del giunto 0.44
Estremità di irrigidimenti longitudinali, sollecitato secondo l’ asse del giunto 0.50 per l< 50 mm
0.44 per l< 100 mm
0.35 per l> 100 mm
Irrigidimenti trasversali, disallineamento < 15%, sollecitati perpendicolarmente all’ asse del giunto 0.50 per t< 12 mm
0.44 per > 12 mm
Giunto a croce a piena penetrazione, disallineamento < 15%, sollecitato perpendicolarmente all’ asse del giunto 0.44
Giunto a croce con cordoni d’ angolo, con gola con resistenza superiore alla lamiera, disallineamento < 15%, sollecitato
perpendicolarmente all’ asse del giunto
0.39
Giunto a croce con cordoni d’ angolo, disallineamento < 15%, con gola con resistenza inferiore alla lamiera, sollecitato
perpendicolarmente all’ asse del giunto
0.25
Estremità di elementi saldati a sovrapposizione, saldatura con resistenza tale da provocare la rottura negli elementi a sovrapposizione,
sollecitato secondo l’ asse del giunto
0.31
Estremità di elementi saldati a sovrapposizione, saldatura con resistenza tale da provocare la rottura nella lamiera intermedia,
sollecitato secondo l’ asse del giunto
0.5
Giunzioni a T saldate sollecitate a taglio 0.5
Tubo con saldatura longitudinale, eseguito automaticamente, esente da difetti e senza riprese; sollecitato secondo l’ asse del giunto 0.88
Saldatura di testa trasversale, sollecitato lungo l’ asse del tubo 0.44 sez.circolare
0.35 sez.rettang.
Fatica Elementi Costruttivi delle Macchine
84
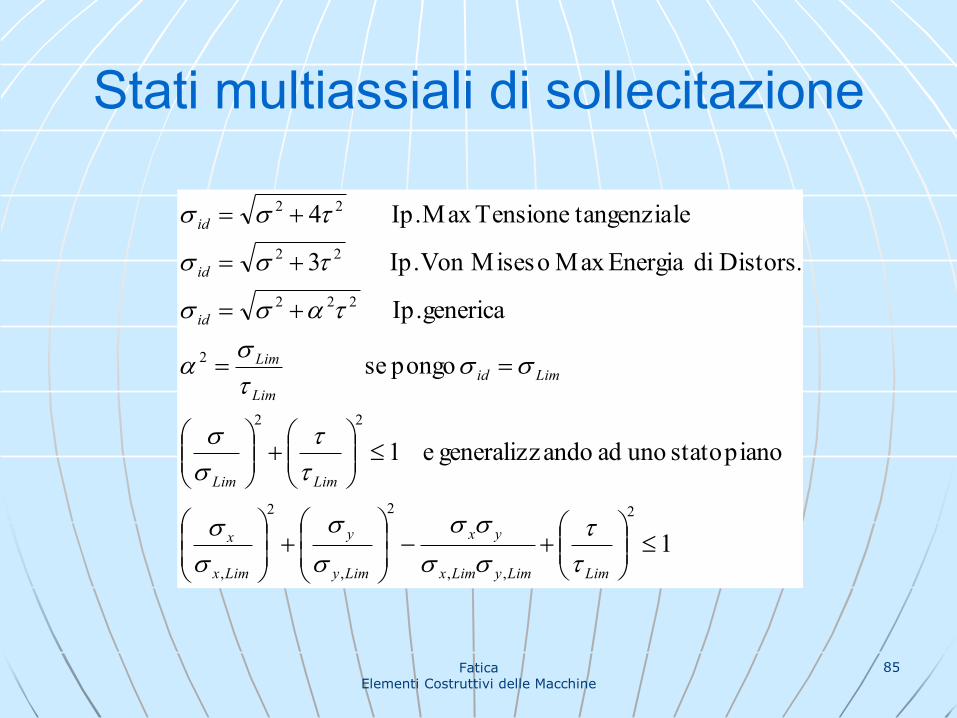
Stati multiassiali di sollecitazione
Nella realtà gli stati di sollecitazione applicati ai vari pezzi sono complessi ed è pertanto necessario usare un criterio di sovrapposizione per poter valutare il grado di pericolosità dello stato effettivamente agente.
Il problema è del tutto analogo a quello già visto per le sollecitazioni statiche.
Nel caso della fatica si deve però notare che le diverse componenti di tensione possono avere comportamenti diversi rispetto alla resistenza. Per esempio gli alberi sono sollecitati da un carico affaticante, la flessione rotante, e da un momento torcente, derivante dalla trasmissione di potenza, che è spesso costante.
Anche per la fatica le ipotesi di rottura maggiormente impiegate sono quelle della massima tensione normale, per i materiali fragili, e quelle della massima tensione tangenziale e di Von Mises per i materiali duttili.
Fatica Elementi Costruttivi delle Macchine
85
Stati multiassiali di sollecitazione
1
piano stato uno ad andogeneralizz e 1
pongo se
generica Ip.
Distors. di EnergiaMax o MisesVon Ip. 3
le tangenziaTensioneMax Ip. 4
2
,,
2
,
2
,
22
2
222
22
22
LimLimyLimx
yx
Limy
y
Limx
x
LimLim
Limid
Lim
Lim
id
id
id
a
a
Fatica Elementi Costruttivi delle Macchine
86
Fatica superficiale
La maggior parte degli elementi meccanici si trasmette forze per mutuo contatto.
Quando il valore del carico è variabile nel tempo si genera un fenomeno di fatica che può portare rapidamente alla rottura superficiale dell’elemento.
Questo evento è assai pericoloso perché per la maggior parte delle volte gli elementi in contatto (ruote dentate, cammes, cuscinetti) funzionano finché la superficie rimane intatta, in quanto essa assicura il corretto accoppiamento cinematico tra gli elementi.
Fatica Elementi Costruttivi delle Macchine
87
Fatica superficiale
Il danneggiamento da fatica superficiale si manifesta essenzialmente in due maniere diverse: la vaiolatura (ingl. “pitting”) e la sfogliatura (ingl. “spalling”).
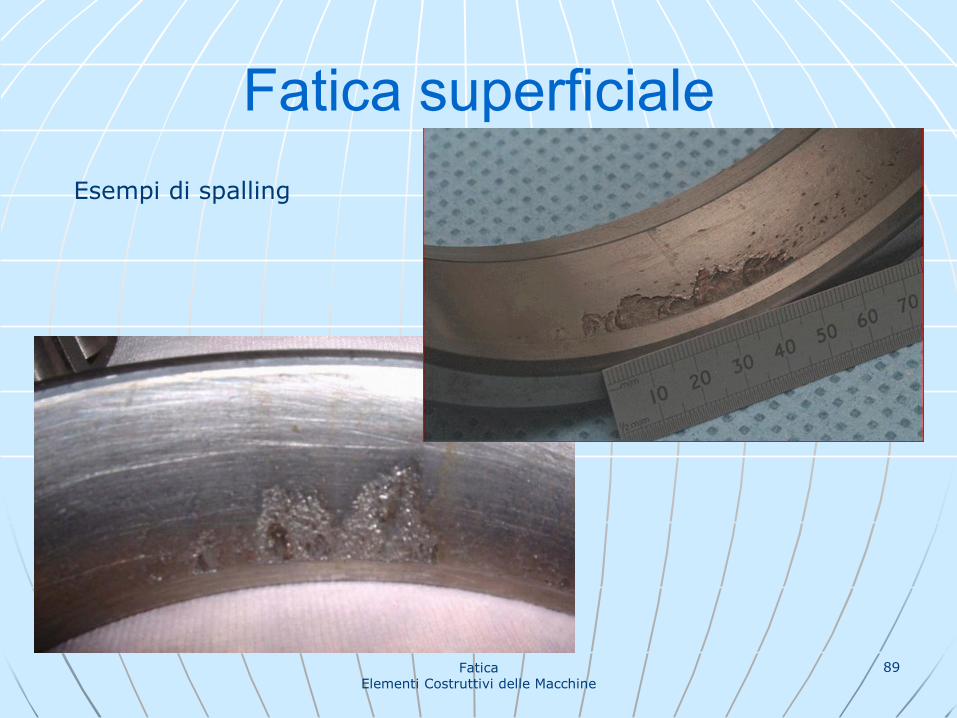
Nel primo caso si formano una serie di crateri superficiali mentre nel secondo si ha una vera e propria sfogliatura a scaglie della superficie.
La vaiolatura ha origine da piccole fessure originate sulla superficie di contatto mentre la sfogliatura è innescata da fessure poste sotto la superficie.

Fatica Elementi Costruttivi delle Macchine
88
Fatica superficiale
Esempi di pitting
Fatica Elementi Costruttivi delle Macchine
89
Fatica superficiale
Esempi di spalling
Fatica Elementi Costruttivi delle Macchine
90
Fatica superficiale
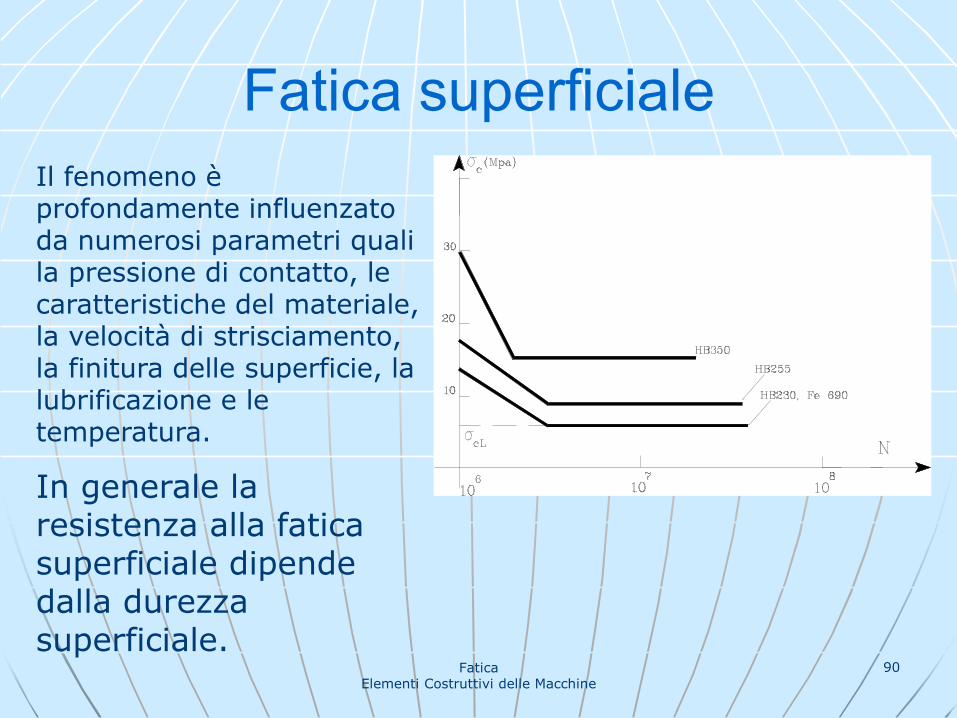
Il fenomeno è profondamente influenzato da numerosi parametri quali la pressione di contatto, le caratteristiche del materiale, la velocità di strisciamento, la finitura delle superficie, la lubrificazione e le temperatura.
In generale la resistenza alla fatica superficiale dipende dalla durezza superficiale.
Fatica Elementi Costruttivi delle Macchine
91
Calcolo dello sforzo ammissibile
Per calcolare lo sforzo ammissibile rispetto ad una sollecitazione di fatica applicheremo quanto fin qui studiato.
In particolare è necessario adeguare i valori sperimentali ottenuti in condizioni di riferimento alle effettive condizioni di lavoro
Fatica Elementi Costruttivi delle Macchine
92
Calcolo dello sforzo ammissibile
K
Ifdc
Dd K
KKKK
1
DRc
loglog
108log102log 36
max
min
10
3
5
11
3
5
0k1- 23
5
k
k
kR
K
kK
f
K
K
Fatica Elementi Costruttivi delle Macchine
93
Effetto della finitura
Fatica Elementi Costruttivi delle Macchine
94
Effetto della corrosione
Fatica Elementi Costruttivi delle Macchine
95
Effetto delle dimensioni
Fatica Elementi Costruttivi delle Macchine
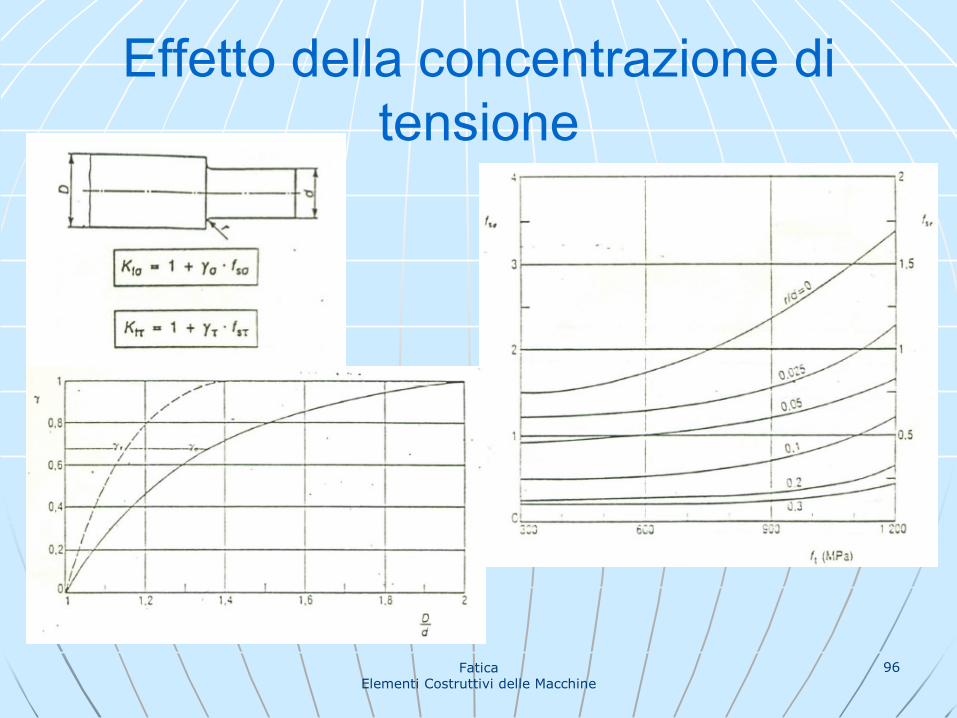
96
Effetto della concentrazione di
tensione
Fatica Elementi Costruttivi delle Macchine
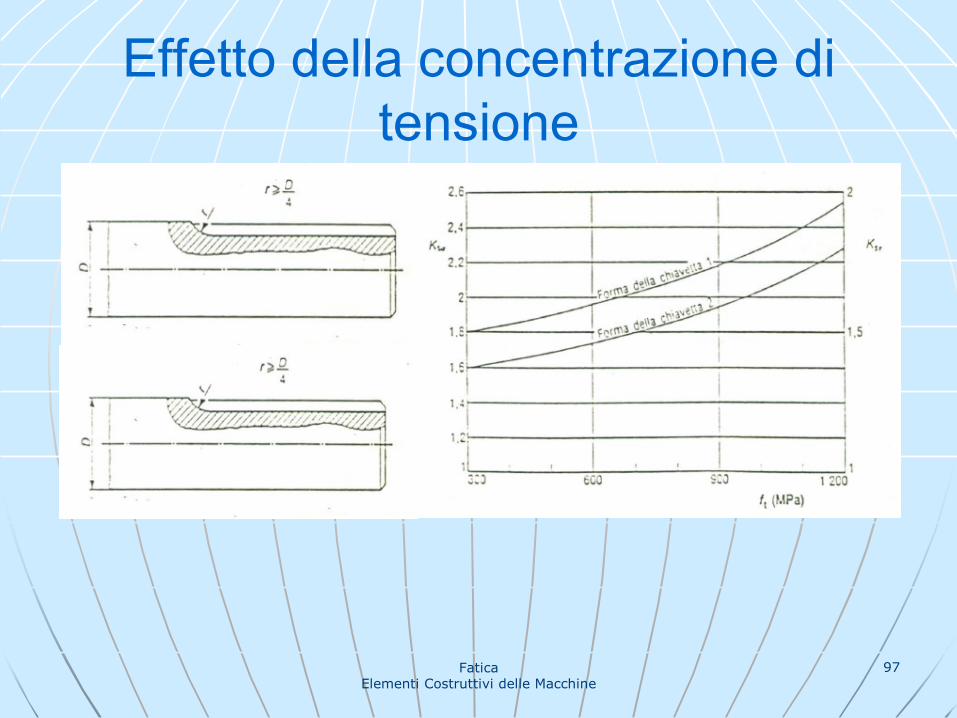
97
Effetto della concentrazione di
tensione
Fatica Elementi Costruttivi delle Macchine
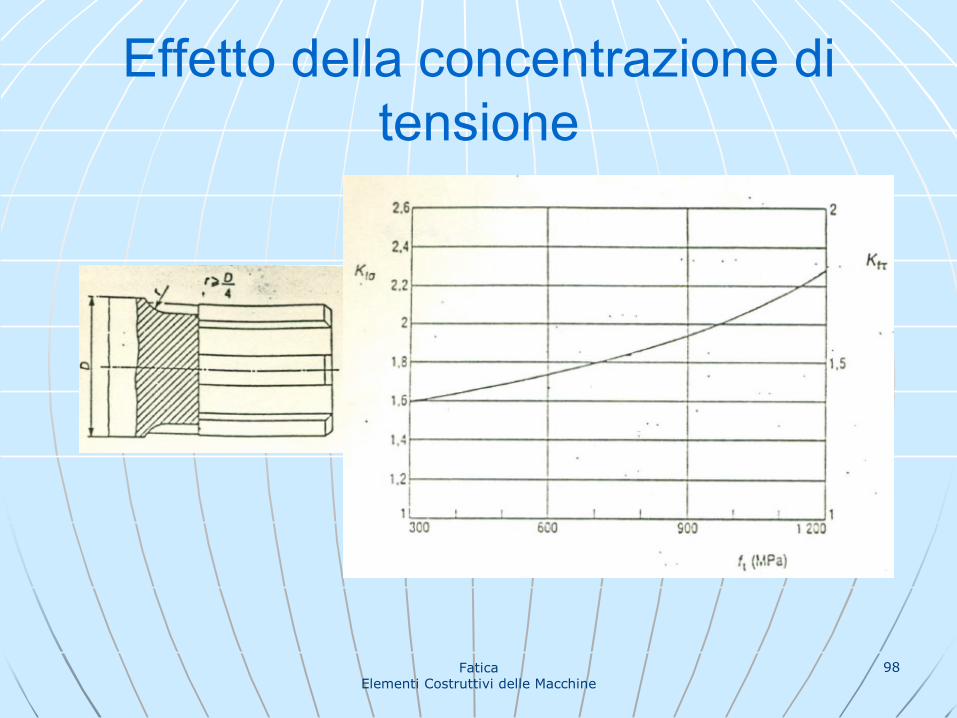
98
Effetto della concentrazione di
tensione
Fatica Elementi Costruttivi delle Macchine
99
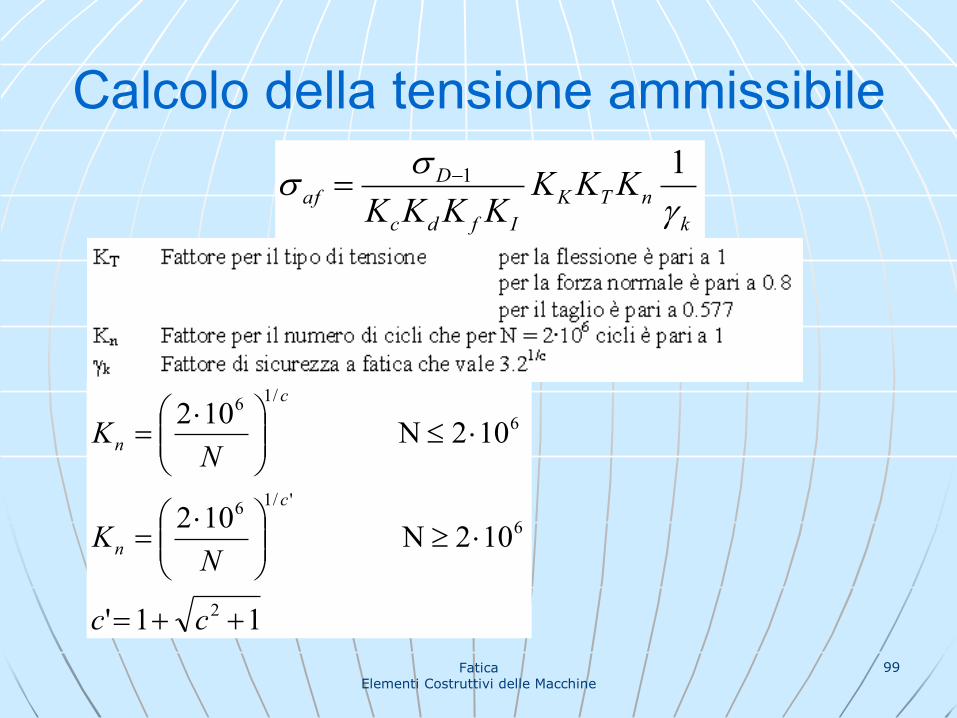
Calcolo della tensione ammissibile
k
nTK
Ifdc
Daf KKK
KKKK
11
11'
102N 102
102N 102
2
6
'/16
6
/16
cc
NK
NK
c
n
c
n
Fatica Elementi Costruttivi delle Macchine
100
Stati multiassiali
2
2
,,,
2
,
2
,
1,1
kLxy
xy
LyLx
yx
Ly
y
Lx
x
nTK
Ifdc
DL KKK
KKKK
1















![Lezione 30 Ponti (Fatica).ppt [modalità compatibilità] Ponti 2014-15/Lezione 30... · Il problema della fatica Introduzione Fatica è il nome dato alla rottura in risposta a carichi](https://static.fdocumenti.com/doc/165x107/5c659cfd09d3f2a86e8ce10d/lezione-30-ponti-faticappt-modalita-compatibilita-ponti-2014-15lezione-30.jpg)

