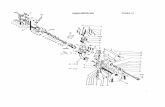
Type B27 - Jongen B27/Tangential B27it.pdf- Le frese a disco DIN138 sono disponibili da diametro 125...
20
ll utensile tangenziale ll utensile tangenziale Type B27 Type B27 ...made by JONGEN! ...made by JONGEN! Willich North-Rhine Westphalia Germany Europe Europe for Products from and the è è è
Transcript of Type B27 - Jongen B27/Tangential B27it.pdf- Le frese a disco DIN138 sono disponibili da diametro 125...
-
ll utensile tangenzialell utensile tangenziale
Type B27Type B27...made by JONGEN!...made by JONGEN!
Willich North-Rhine Westphalia
Germany Europe Europe
forProducts from and theèè è
-
2
L`UTENSILE Il utensile tangenziale per spianatura e spallamento offre una lavorazione senza caricare la fresatrice mantenendo altissima produttivitá e durate d´utensile elevate.
CARATTERISTICHE Stabilità del fissaggio Geometria positiva per basse forze di taglio sulla macchina utensile Posizionamento assiale positivo per una buona asportazione del truciolo Inserti sinterizzati e inserti rettificati per diversi campi di impiego
Versioni disponibili:Versioni disponibili: - Fresa per spallamento retto secondo la DIN 8030-A a passo normale e passo stretto, - Fresa per spallamento retto secondo la DIN 8030-A a passo normale e passo stretto, diametri da 40 fino 125 mm diametri da 40 fino 125 mm - Fresa a spianare 75 gradi secondo DIN 8030-A a passo normale, - Fresa a spianare 75 gradi secondo DIN 8030-A a passo normale, diametri da 40 fino 100 mm diametri da 40 fino 100 mm - Fresa a riccio con gambo Weldon secondo la DIN 1835-B a passo normale, diametro 40 mm - Fresa a riccio con gambo Weldon secondo la DIN 1835-B a passo normale, diametro 40 mm - Fresa a riccio secondo DIN 8030-A a passo normale, diametri 50 mm e 63 mm - Fresa a riccio secondo DIN 8030-A a passo normale, diametri 50 mm e 63 mm - Le frese per scanalatura a T con gambo di fissaggio DIN 1835 per scanalature a T - Le frese per scanalatura a T con gambo di fissaggio DIN 1835 per scanalature a T secondo DIN 650 secondo DIN 650 - Le frese a disco DIN138 sono disponibili da diametro 125 fino 200 e in versione attacco a - Le frese a disco DIN138 sono disponibili da diametro 125 fino 200 e in versione attacco a manicotto secondo DIN8030-A con i diametri 125 e 160 mm manicotto secondo DIN8030-A con i diametri 125 e 160 mm
-
3
passaggio per refrigerante interno
Tutti utensili, tranne le frese a disco, sono muniti di passaggi per refrigerazione interna
Contornatura
Spianatura
Scanalatura in pieno
Spallamento retto
CAMPO D`IMPIEGO
Fresare scanalature a T
-
JMB27-T09G(R)R08
4
JMB27-T09PR08
JMB27-T09GK75
JMB27-T09S-HT20
GLI INSERTI
Inserto completamente rettificato di precisione con 4 taglienti. Inserto con formatruciolo positivo e con bisellatura di protezione sul tagliente, a seconda della qualitá scelta. Il posizionamento del piano inferiore permette di creare un angolo del cuneo piú robusto. Il vertice del tagliente ha un raggio di R 0,8 e un piano tagliente.
Campo d´impiego è la sgrossatura e finitura su quasi tutti tipi di materiali fino max. ap 9 mm.
Inserto sinterizzato di precisione, piano d´appoggio rettificato con 4 taglienti effettivi. Inserto con formatruciolo positivo e con bisellatura di protezione sul tagliente, a seconda della qualitá scelta. Il posizionamento del piano inferiore permette di creare un angolo del cuneo piú robusto. Per motivi di produzione il vertice del tagliente ha un raggio segmentato R0,8, il quale finisce in modo lineare.
Campo di impiego è la sgrossatura su quasi tutti tipi di materiale fino max. ap 9 mm
Inserto rettificato di precisione particolarmente adatto per l´impiego sulle frese a spianare a 75 gradi. L´inserto dispone di 4 taglienti effettivi.Dovuto ad un inserimento di un piano rettificato aggiuntivo sul inserto, si ottiene un angolo del cuneo più robusto.Sul vertice del tagliente abbiamo un raggio R 0,8 mm e anche una fascia.
Campo d´impiego è la sgrossatura e finitura su quasi tutti tipi di materiali fino max. ap 9 mm
L´inserto raschiante, rettificato sul piano periferico, viene impiegato in combinazione con inserti JMB27-T09GR... L´inserto si impiega in combinazione con la qualità standard di metallo duro per il materiale da lavorare.( si prega di considerare le istruzione d´uso su pagina 13)Campo d´mpiego: raschiare, con avanzameni elevati tutti materiali comuni avanzamento consigliato: 1,4 mm/ giro
-
5
●●●
●●●
●●
HC45
HC35
HT20
K15M
●
XC35●●●
●●●HT32
Sono disponibili gli inserti nelle qualità seguenti:
Code 33, DIN-ISO 513 Classificazione: P20-P30, M25-M30, S20-S30Qualità di metallo duro fino, resistente all’usura e tenace con rivestimento AlTiN nano-composite per velocità di taglio medie e alte e avanzamenti medi. Campo di impiego sono la sgrossatura e finitura di acciai inossidabili e acciai di alta lega.
Codice 41, DIN-ISO 513 Classificazione: P30-P35, M25-M30, K20-K30Qualitá di metallo duro fine, molto tenace con il rivestimento di strato elevato HIPIMS, per velocitá di taglio medie e alte con alti avanzamenti. Impiegabile sia con refrigerante che anche a secco. Il campo d`impiego è la sgrossatura e finitura su quasi tutti i acciai, ghise, per esempio acciai da costruzione, acciaio d`utensile, acciai legati, poco legati, alta lega, ma anche ghisa sferoidale e ghisa grigia.
Codice 50, DIN-ISO 513 Classificazione: P20-P30, M20-M30 , S15-S25Qualità di metallo duro di grana ultrafine e resistente all´usura con rivestimento, molto tenace con il rivestimento di strato elevato HIPIMS, per impiego di velocità di taglio e avanzamenti medi. Preferibile impiego con refrigerante. Il campo d´impiego è la sgrossatura e finitura su acciai superlegati e materiali
Codice 53, DIN-ISO 513 Classificazione: K15-K20, H15-H20Qualità di metallo duro fino molto resistente all`usura con rivestimento molto tenace con il rivestimento di strato elevato HIPIMS per velocità di taglio medie e alte con alti avanzamenti. Questa qualità puo essere impiegata con o senza refrigerante. Il campo d`impiego è la lavorazione su ghise, per esempio, ghisa sferoidale, ghisa grigia, ghisa temprata, ghisa grafite.
Codice 8, DIN-ISO 513 Classificazione: N20-N25Qualità di metallo duro fino, molto tenace per alte velocità di taglio considerando alti avanzamenti. Questa qualità può essere impiegata sia con refrigerante come anche a secco. Campo di impiego sono la sgrossatura e finitura di metalli non ferrosi, alluminio con non piu di 8% di silicio.
Codice 46, DIN-ISO 513 Classificazione: P20-P30, M20-M30, S15-S25Qualità di metallo duro fino, resistente al usura e tenace con rivestimento a multistrati HIPIMS per velocità di taglio medie e avanzamenti medi. Questa qualità preferibilmente impiegare con refrigerante. Campo di impiego sono la sgrossatura e finitura di acciai inossidabili e acciai di alta lega.
-
6
DATI TECNICI - FRESE A SPIANARE 75°
Codice D H d H6 B Z MS75PP-040-T09-5 40 40 16 38 5 MS-8x25-91275PP-050-T09-7 50 40 22 46 7 MS-10x25-91275PP-063-T09-9 63 40 22 46 9 MS-10x25-91275PP-080-T09-12 80 50 27 58 12 MS12x35-91275PP-100-T09-13 100 50 32 78 13 MS16x30-912
FRESE CON ATTACCO A MANICOTTO (DIN 8030-A)
MS= Vite centrale di fissaggio
-
7
SS 4,0-10(M = 3,2-3,3 Nm)
T 15+ 100g
HC45(code 41)
XC35(code 46)
HT20(code 32)
JMB27-T09GK75- B27B-XZ41 B27B-ZO46 B27B-YB32
fz [mm]
0,15(0,10-0,30)
0,15(0,10-0,30)
0,20(0,15-0,30)
20 20 20
●●● ●●●●●U
PARTI DI RICAMBIO
INSERTI
IK 9,52x4,62 R0,8 + smusso 75°
Codice
Definizione simboli vedere catalogo principale, pagina XV-115
-
8
DATI TECNICI - FRESA PER SCANALATURE A "T"
FRESE CON GAMBO (DIN1835-B / WELDON)
Codice D D1 B L N dh6 Zeff. ZZ90TN-40-16-B27-3 40 21 16,0 110 48 25 3 690TN-50-21-B27-2 50 27 21,0 130 73 25 2 6
-
SS 4,0-10(M = 3,2-3,3 Nm)
T 15+ 100g
9
HC45(code 41)
XC35(code 46)
HT20(code 32)
K15M(code 8)
JMB27-T09GRR08-IK 9,52x4,62 R0,8
B27B-PZ41 B27B-NH46 B27B-AS32
fz [mm]
0,15(0,10-0,30)
0,15(0,10-0,30)
0,20(0,15-0,30)
JMB27-T09GR08-IK 9,52x4,62 R0,8
B27B-OU41 B27B-UA46 B27B-PY32
fz [mm]
0,15(0,10-0,30)
0,15(0,10-0,30)
0,20(0,15-0,30)
JMB27-T09GRR02-IIK 9,52x4,62 R0,2
B27B-WP08
fz [mm]
0,20(0,15-0,30)
JMB27-T09GR02-IK 9,52x4,62 R0,2
B27B-XT08
fz [mm]
0,20(0,15-0,30)
20 20 20 20
●●● ●●●●● ●U
U
U
U
Definizione simboli vedere catalogo principale, pagina XV-115.Si prega di considerare le istruzioni d´impiego per il montaggio del inserto raschiante vedere pagina 17.
INSERTI
PARTI DI RICAMBIO
Codice
Codice
Codice
Codice
-
10
FRESE CON ATTACCO A MANICOTTO (DIN 8030-A)
MS= Vite centrale di fissaggio
Codice D H d H6 B Z MS90PP-040-T09-4 40 40 16 38 4 MS-8x25-91290PP-050-T09-5 50 40 22 46 5 MS-10x25-91290PP-063-T09-7 63 40 22 46 7 MS-10x25-91290PP-080-T09-9 80 50 27 58 9 MS12x35-91290PP-100-T09-11 100 50 32 78 11 MS16x30-91290PP-125-T09-13 125 50 40 90 13 MS20x45-7991enge Teilung:90PP-040-T09-5 40 40 16 38 5 MS-8x25-91290PP-050-T09-7 50 40 22 46 7 MS-10x25-91290PP-063-T09-9 63 40 22 46 9 MS-10x25-91290PP-080-T09-12 80 50 27 58 12 MS12x35-91290PP-100-T09-13 100 50 32 78 13 MS16x30-91290PP-125-T09-15 125 50 40 90 15 MS20x45-7991
DATI TECNICI - FRESE PER SPALLAMENTI 90°
-
11
Codice D SL H d H6 B Zeff. ZZ MSVZF-50-54-T09-3 KD22 50 54 80 22 46 3 18 MS-10x65-912VZF-63-54-T09-4 KD27 63 54 80 27 58 4 24 MS-12x65-912
FRESE CON ATTACCO A MANICOTTO (DIN 8030-A)
DATI TECNICI - FRESE PER SCANALATURE E SPALLAMENTI RETTI
MS= Vite centrale di fissaggio
-
12
DATI TECNICI - FRESE PER SCANALATURE E SPALLAMENTI RETTI
FRESE CON GAMBO (DIN1835-B / WELDON)
Codice D SL N L d h6 Zeff. ZZVZF-40-53-32-T09-2 40 54 80 140 32 2 12
-
HC45(code 41)
HT32(code 33)
HC35(code 50)
XC35(code 46)
HT20(code 32)
K15M(code 8)
JMB27-T09PR08IK 9,52x4,62 R0,8 + Fase
B27A-BT41 B27A-YP33 B27A-JX32
fz [mm]
0,15(0,10-0,30)
0,20(0,15-0,30)
0,20(0,15-0,30)
JMB27-T09GR08IK 9,52x4,62 R0,8
B27B-OU41 B27B-UY50 B27B-UA46 B27B-PY32
fz [mm]
0,15(0,10-0,30)
0,15(0,10-0,30)
0,15(0,10-0,30)
0,20(0,15-0,30)
JMB27-T09GR02IK 9,52x4,62 R0,2
B27B-XT08
fz [mm]
0,20(0,15-0,25)
JMB27-T09SIK 9,52x4,62
B27B-OY32
fn [mm/U]
2,00(1,00-5,00)
20 20 20 20 20 20
13
SS 4,0-10(M = 3,2-3,3 Nm)
T 15+ 100g
●●●●● ●●● ●●● ●●● ●H
U
U
U
M
1x inserto raschianteJMB27-T09S-HT20
ISTRUZIONI D´IMPIEGO PER IL MONTAGGIO DELL´ INSERTO RASCHIANTEJMB27-T09GR08JMB27-T09GR02
PARTI DI RICAMBIO
INSERTI
Definizione simboli vedere catalogo principale, pagina XV-115
-
14
DATI TECNICI - FRESA A DISCO (DIN 138)
Codice D Sh11 d1H6 d2 zz zeff. WP
SF 125-14-6 125 14 32 47 6x2 6 JMB27-T09G / T09GRSF 125-16-6 125 16 32 47 6x2 6 JMB27-T09G / T09GRSF 125-18-6 125 18 32 47 6x2 6 JMB27-T09G / T09GRSF 160-14-8 160 14 40 55 8x2 8 JMB27-T09G / T09GRSF 160-16-8 160 16 40 55 8x2 8 JMB27-T09G / T09GRSF 160-18-8 160 18 40 55 8x2 8 JMB27-T09G / T09GRSF 200-18-9 200 18 40 55 9x2 9 JMB27-T09G / T09GRWP= Inserti
-
15
DATI TECNICI - FRESA A DISCO CON ATTACCO A MANICOTTO
WP= InsertiMS= Vite centrale di fissaggio
Codice D H Sh11 d1H6 d2 zz zeff. WP MS
SFA 125-14-6 125 50 14 32 58 6x2 6 JMB27-T09G / T09GR MS-16x30-912SFA 125-16-6 125 50 16 32 58 6x2 6 JMB27-T09G / T09GR MS-16x30-912SFA 125-18-6 125 50 18 32 58 6x2 6 JMB27-T09G / T09GR MS-16x30-912SFA 160-14-8 160 63 14 40 68 8x2 8 JMB27-T09G / T09GR MS-20x40-912SFA 160-16-8 160 63 16 40 68 8x2 8 JMB27-T09G / T09GR MS-20x40-912SFA 160-18-8 160 63 18 40 68 8x2 8 JMB27-T09G / T09GR MS-20x40-912
-
16
SS 4,0-10(M = 3,2-3,3 Nm)
T 15+ FettGrease, Graisse, Grasso
HC45(code 41)
XC35(code 46)
HT20(code 32)
K15M(code 8)
JMB27-T09GRR08IK 9,52x4,62 R0,8 B27B-PZ41 B27B-NH46 B27B-AS32
fz [mm]
0,15(0,10-0,30)
0,15(0,10-0,30)
0,20(0,15-0,25)
JMB27-T09GR08IK 9,52x4,62 R0,8
B27B-OU41 B27B-UA46 B27B-PY32
fz [mm]
0,15(0,10-0,30)
0,15(0,10-0,30)
0,20(0,15-0,25)
JMB27-T09GRR02IK 9,52x4,62 R0,2
B27B-WP08
fz [mm]
0,20(0,15-0,25)
JMB27-T09GR02IK 9,52x4,62 R0,2 B27B-XT08
fz [mm]
0,20(0,15-0,25)
20 20 20 20
●●●●● ●●●●U
U
U
U
Vc[m/min]
acciaio inossidabile ghisa metalli non ferriticiresistente al
calore temprato
HC45 220(200 - 350)160
(100 - 300)240
(130 - 280)
XC35 120(60 - 160)100
(60 - 180)80
(40 - 200)
HT20 250(180 - 350)60
(40 - 200)80
(50 - 120)
K15M 500(500 - 1000)
INSERTI E PARAMETRI DI TAGLIO
PARTI DI RICAMBIO
Codice
Codice
Codice
Codice
Definizione simboli vedere catalogo principale, pagina XV-115
-
17
JMB27-T09GR..
JMB27-T09G..
SS4,0-10
JMB27-T09GR..
JMB27-T09G..
Formatruciolo
Angolo dell´ inserto
Formatruciolo
(destra)
(sinistra)
SS4,0-10Angolo dell´ inserto
ISTRUZIONI D´IMPIEGO PER LE FRESE A DISCO E FRESE PERSCANALATURE A T
-
18
Tipo del materiale Durezza Rivesti-mentoImpegno
ae [mm]
P
Acciaio di costruzione,Acciaio non legato 0,75D-1D
Acciaio d`utensile,Acciaio bonificato,
Acciaio legato 180-350 HB HC45
-0,25D-0,5D-0,75D
>0,75D-1D
MAcciaio inossidabileAcciaio superiore
Acciaio di alta lega0,75D-1D
SAcciai di alta lega
resistente al caloreLeghe di titanio
XC35 (HC35) (HT32)
-0,25D-0,5D-0,75D
>0,75D-1D
H Acciaio temprato 40-55 HRC HT20
-0,25D-0,5D-0,75D
>0,75D-1D
K
Ghisa grigia 0,75D-1D
Ghisa grigia con grafitesferoidale 0,75D-1D
N Aluminio,materiali non metallici bis 12% Si K15M
-0,25D-0,5D-0,75D
>0,75D-1D
II parametri di taglio sono indicativi. I parametri possono variare seconto il tipo di macchina in uso, il pezzo da
PARAMETRI PER LA FRESATURA
-
19
Velocità di taglio
vc [m/min.]
Avanzamento per dentefz [mm]
ø40+50 ø63+80 ø100+125
220 (200-350)
0,30 (0,15-0,35) 0,30 (0,15-0,35) 0,30 (0,15-0,35)0,24 (0,12-0,29) 0,24 (0,12-0,29) 0,24 (0,09-0,29)0,20 (0,09-0,25) 0,20 (0,09-0,25) 0,20 (0,05-0,25)0,17 (0,09-0,22) 0,17 (0,09-0,22) 0,17 (0,02-0,22)
200 (160-280)
0,34 (0,19-0,39) 0,30 (0,15-0,35) 0,30 (0,15-0,35)0,21 (0,09-0,26) 0,21 (0,09-0,26) 0,21 (0,06-0,26)0,17 (0,07-0,22) 0,17 (0,07-0,22) 0,17 (0,02-0,22)0,12 (0,04-0,17) 0,15 (0,07-0,20) 0,15 (0,02-0,20)
160 (100-300)
0,30 (0,15-0,35) 0,30 (0,15-0,35) 0,30 (0,15-0,35)0,21 (0,09-0,26) 0,21 (0,09-0,26) 0,21 (0,06-0,26)0,17 (0,07-0,22) 0,17 (0,07-0,22) 0,17 (0,02-0,22)0,15 (0,07-0,20) 0,15 (0,07-0,20) 0,15 (0,02-0,20)
60 (40-200)
0,24 (0,09-0,29) 0,24 (0,09-0,29) 0,24 (0,14-0,29)0,17 (0,05-0,22) 0,17 (0,05-0,22) 0,17 (0,07-0,22)0,14 (0,04-0,19) 0,14 (0,04-0,19) 0,14 (0,04-0,19)0,12 (0,04-0,17) 0,12 (0,04-0,17) 0,12 (0,02-0,17)
80 (50-120)
0,10 (0,08-0,15) 0,10 (0,08-0,15) 0,10 (0,08-0,15)0,07 (0,05-0,12) 0,07 (0,05-0,12) 0,07 (0,05-0,12)0,06 (0,04-0,10) 0,06 (0,04-0,10) 0,06 (0,04-0,10)0,05 (0,03-0,10) 0,05 (0,03-0,10) 0,05 (0,03-0,10)
250 (180-350)
0,30 (0,15-0,35) 0,30 (0,15-0,35) 0,30 (0,22-0,35)0,28 (0,16-0,33) 0,28 (0,16-0,33) 0,28 (0,20-0,33)0,23 (0,13-0,28) 0,23 (0,13-0,28) 0,23 (0,15-0,28)0,20 (0,12-0,25) 0,20 (0,12-0,25) 0,20 (0,12-0,25)
200(130-280)
0,30 (0,15-0,35) 0,30 (0,15-0,35) 0,30 (0,15-0,35)0,21 (0,09-0,26) 0,21 (0,09-0,26) 0,21 (0,13-0,26)0,17 (0,07-0,22) 0,17 (0,07-0,22) 0,17 (0,09-0,22)0,15 (0,07-0,20) 0,15 (0,07-0,2) 0,15 (0,07-0,2)
500 (500-1000)
0,35 (0,20-0,40) 0,35 (0,20-0,40) 0,35 (0,20-0,40)0,28 (0,16-0,33) 0,28 (0,16-0,33) 0,28 (0,13-0,33)0,23 (0,13-0,28) 0,23 (0,13-0,28) 0,23 (0,08-0,28)0,20 (0,12-0,25) 0,20 (0,12-0,25) 0,20 (0,05-0,25)
-
20
Jongen Italia s.r.l.Via della Rena 26 · I-39100 Bolzano
Tel: 0471 177 51 84 · Fax: +49 2154 9285 9 [email protected]
www.jongen.it · email: [email protected] errori di stampa.
NOTE
01/2
1