TTM 06 2011 ITA
8
5 1 TTM - TUBE TECH MACHINERY 6 TT M Magazine T SL 2.5-25 è la sigla del sistema automatico di taglio e saldatura laser commissionato dalle ferrovie indiane a TTM per la produzione di intere fiancate laterali e dei tetti dei nuovi vagoni passeggeri prodotti appunto da Indian Railways. Innovation & High Technology Numero sei - luglio 2011 - Semestrale prodotto da Tube Tech Machinery Il profilo aperto non è più un problema Specializzata nella progettazione e produzione di macchine e impianti laser per il taglio di tubi e lamiera e la saldatura di lamiere che fornisce secondo le specifiche esigenze dei clienti, TTM, sin dalla nascita, ha cercato di sviluppare macchine e impianti innovativi non presenti sul mercato. Lo testimoniano gli ottimi risultati raggiunti nel taglio di tutti i tipi di profilo, anche aperto. L ’attività di Sarzi Lamiere si sviluppa equamente tra la lavorazione della lamiera e quella del tubo. Un lasertubo FL 300 3D di TTM testimonia la volontà dell’azienda di ampliare il proprio raggio d’azione rivolgendosi al settore del “tubo strutturale”. TUBE TECH MACHINERY
-
Upload
studio-grafico-page-di-vincenzo-de-rosa -
Category
Documents
-
view
228 -
download
7
description
TTM Magazine è un House Organ prodotto da TTM LASER che si occupa di innovazione nella tecnologia laser per la lavorazione di tubo e lamiera.
Transcript of TTM 06 2011 ITA

51 TTM - TUBE TECH MACHINERY
6
TTMMagazine
TSL 2.5-25 è la sigla del sistemaautomatico di taglio e saldaturalaser commissionato dalle
ferrovie indiane a TTM per la produzionedi intere fiancate laterali e dei tetti deinuovi vagoni passeggeri prodottiappunto da Indian Railways.
Innovation & High Technology
Numero sei - luglio 2011 - Semestrale prodotto da Tube Tech Machinery
Il profilo aperto non è più un problemaSpecializzata nella
progettazione e produzione
di macchine e impianti laser
per il taglio di tubi e lamiera e
la saldatura di lamiere che
fornisce secondo le
specifiche esigenze dei
clienti, TTM, sin dalla nascita,
ha cercato di sviluppare
macchine e impianti
innovativi non presenti sul
mercato. Lo testimoniano gli
ottimi risultati raggiunti nel
taglio di tutti i tipi di profilo,
anche aperto.
L’attività di Sarzi Lamiere si sviluppaequamente tra la lavorazione dellalamiera e quella del tubo. Un
lasertubo FL 300 3D di TTM testimoniala volontà dell’azienda di ampliareil proprio raggio d’azione rivolgendosial settore del “tubo strutturale”.
TUBE TECH MACHINERY

a volontà e l’ambizione di raggiungere l’eccellen-za tecnologica sono state le motivazioni che han-no caratterizzato anni di intenso lavoro, studio ericerca” afferma Fiorenzo Castellini, titolare del-l’azienda. “I nostri impianti sono un concentratodi quanto più innovativo sia attualmente a dispo-sizione, concepiti per garantire ai nostri clienti lamassima flessibilità, produttività e valore dell’inve-stimento negli anni. Non a caso abbiamo semprecreduto che la testa tridimensionale fosse indi-
spensabile e quindi non un op-tional e che gli impianti dovessero essere flessi-bili azzerando i tempi di attrezzaggio al cambiolavoro. Per questa ragione, da anni, TTM ha intro-dotto la possibilità di effettuare il carico anterioree posteriore e realizzato sistemi di scarico a so-stentamento e inseguimento performante. Il sistema CAD/CAM adottato è stato continua-mente evoluto, reso sempre più facile e intuitivonell’utilizzo. Tutto questo ingente e costante la-voro di sviluppo, oggi, consente di realizzare la-vorazioni di taglio laser su qualsiasi tipo di profilo,anche “aperto”, assicurando alla clientela, sod-disfazioni e ritorni certi sull’investimento grazie allapossibilità di allargare notevolmente le potenzia-li applicazioni degli impianti di taglio TTM. Unesempio su tutti la realizzazione di strutture e ca-priate per edilizia strutturale, in cui le “infinite” pos-sibilità offerte dal taglio laser 3D consentono direalizzare incastri finora impensabili, a tutto van-taggio dei costi di realizzazione e della robustez-za della struttura stessa dell’edificio”.
Piena soddisfazione per la movimentazione pezzoProtagonista assoluta nel campo del taglio diprofili aperti è soprattutto la FL300 3D con cuiTTM consente ai propri clienti un range di taglioda 20 mm fino a 305 mm con possibili confi-
gurazioni in carico e scarico, con lunghez-ze da 6.500 a 12.500 mm. Nelle
strutture sono alloggiati tremanipolatori indi-
pendenti i quali consentono il caricamento aimandrini sia dei tubi provenienti dal carico dafascio sia dei tubi e dei profili provenienti dal ca-rico da catena.Il sistema di carico a catena, in particolare, per-mette appunto di caricare anche profili a sezioneaperta. È costituito da catene con supporti a V el’avanzamento delle catene viene effettuato a ve-locità variabile in funzione del diametro e del pesoproprio del tubo. Le catene sono caratterizzateda scorrimento su ruote per evitare rumore e usu-ra. Per quanto concerne invece il sistema di pre-levamento dei tubi da fascio il sollevamento deitubi è a cinghie con avvolgitore automatico e sin-golarizzatore con doppia motorizzazione e rego-lazione automatica del diametro del tubo. Particolare attenzione viene anche posta allagestione dei pezzi lavorati, i quali possono es-
Il profilo apertonon è più un
[ T E C N O L O G I A ]
“LIl sistema CAD/CAM
adottato è stato
continuamente
evoluto, reso sempre
più facile e intuitivo
nell’utilizzo.
Il costante lavoro di sviluppo, con-
sente a TTM di realizzare lavora-
zioni di taglio laser su qualsiasi
tipo di profilo, anche “aperto”.
2 TTM - TUBE TECH MACHINERY

3 TTM - TUBE TECH MACHINERY
[ T E C N O L O G I A ]
sere differenziati per lunghezza, dimensione,quantità o tipologia di lavorazione. “Lo scarico“intelligente” consente di esaltare la produttivi-tà del nostro impianto oltre a ridurre sensibilmen-te i tempi morti per lo stivaggio dei pezzi pro-dotti” racconta Fabio Migliorati, responsabilecommerciale. “Il sistema è provvisto, per pezzilunghi, di assi per il contenimento e il sosten-tamento di qualsiasi tubo o profilo durante la la-vorazione. La nuova FL300 3D consente poidi scaricare il pezzo tagliato in maniera organiz-zata e sicura tramite il portale integrato con dop-pio organo di presa che permette di eseguireuna palletizzazione dei pezzi programmabile di-rettamente via CNC dall’operatore. La filosofia che accomuna tutti i nostri impian-ti è quindi la completa autonomia per la pro-duzione senza presidio umano. I prodottisono di assoluta qualità, tutti di ultima ge-nerazione, tali da garantire precisione edurata nel tempo. Anche nel-la parte meccanica si èposto particolare ri-guardo nell’individua-re componenti tali dagarantire la massimaaffidabilità, utilizzando
guide, cuscinetti, mandrini a rulli incrociati e pre-caricati, vite a ricircolo, riduttori di precisione a gio-co zero”.
Tagliare in qualsiasi direzione all’interno di una semisferaIl mandrino fisso e mobile della FL300 3D è costi-tuito da una solida struttura dove sono alloggia-te le quattro griffe scorrevoli autocentranti che con-sentono il bloccaggio del tubo con diametrocompreso tra 20 e 305 mm senza la necessitàdi sostituire le chele. L’avanzamento avviene tra-mite cremagliera di precisione a dentatura elicoi-dale temprata e rettificata, azionata da motore bru-shless e riduttore di precisione a gioco zero.
All’interno del mandrino trova alloggiamen-to il condotto di aspirazione, collega-to a un impianto che permette diaspirare i fumi e le scorie del taglioin modo da assicurare la loro totaleassenza nell’ambiente di lavoro.La testa laser, caratterizzata da unastruttura rigida abbinata a motori digrande dinamica e trasduttori di eleva-
ta qualità, permette di raggiungere la massimavelocità con assoluta precisione. La testa
di taglio laser 3D, in particolare, con-
problema
La testa laser, caratterizzata da una struttura rigida abbinata a
motori di grande dinamica e trasduttori di elevata qualità, permette
di raggiungere la massima velocità con assoluta precisione.
sente l’orientamento del raggio laser generato daun risonatore CO2 da 4.000 W in qualsiasi direzio-ne all’interno di una semisfera. I movimenti dellatesta sono realizzati con motori torque direct - dri-ve senza interposizione di alcuna trasmissionemeccanica. L’esatta distanza dell’ugello dalla su-perficie da tagliare è controllata da un sensore ca-pacitivo che corregge in tempo reale il posiziona-mento degli assi macchina. Particolare cura èstata posta al percorso ottico, dove sono allog-giati specchi ad alta efficienza. La pressurizzazio-ne del sistema e il raffreddamento integrato ga-rantiscono la massima precisione.
Protagonista assoluta nel
campo del taglio di profili
aperti è soprattutto la FL300
3D con cui TTM consente ai
propri clienti un range di taglio
da 20 mm fino a 305 mm con
possibili configurazioni in
carico e scarico, con lunghezze
da 6.500 a 12.500 mm.
In edilizia strutturale,
il taglio laser 3D
consente di realizzare
incastri finora
impensabili, a tutto
vantaggio dei costi
e della robustezza
della struttura stessa.

[ F E R R O V I A R I O ]
livello internazionale sono chiamate con il nomeinglese Indian Railways. Si tratta delle ferrovie in-diane, una delle più grandi compagnie al mon-do, con una delle reti ferroviarie più estese conoltre 60.000 km e oltre 18 milioni di passeg-geri e 2 milioni di tonnellate di merci traspor-tate ogni giorno. Sulla sua rete di 63.327km, Indian Railways fa viaggiare oltre200.000 vagoni e 50.000 carrozze trai-nate da più di 8.000 locomotive; dispo-ne inoltre di 6.909 stazioni e ha oltre
un milione e quattrocentomila dipendenti che larendono il terzo più grande datore di lavoro delmondo dopo Wal-Mart e State Grid Corporationof China.
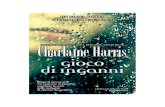
Fiancate e tetti escono finiti Indian Railways è un altro nome di prestigio cheentra a far parte del novero dei clienti di TTM acui ha di recente commissionato un innovativosistema laser TSL 2.5-25 di taglio e saldatura au-tomatico per la produzione di “Side Wall andRoof”, ovvero delle fiancate laterali e del tetto deivagoni da treno per il trasporto passeggeri. Sitratta di un impianto all’avanguardia, studiato epersonalizzato da TTM sulle specifiche necessi-tà del cliente. TSL è l’acronimo di Taglia SaldaLamiere, 2.5 indica la lunghezza della saldaturarealizzabile che corrisponde alla larghezza mas-sima delle lamiere processabili (2.500 mm), men-tre 25 indica i metri di lunghezza limite dei pez-
Taglia e salda al laser
TSL 2.5-25 è la sigla del sistema di taglio e saldatura laser commissionato
dalle Ferrovie Indiane a TTM per la produzione di intere fiancate laterali e dei
tetti dei nuovi vagoni passeggeri prodotti da Indian Railways.
A
4 TTM - TUBE TECH MACHINERY
zi producibili. Si tratta di semilavorati finiti in quan-to questo sistema non solo permette di produrreun formato lamiera altrimenti difficilmente repe-ribile sul mercato (2.500 x 25.000 mm) ma pro-cessa tali lamiere per ottenere delle fiancate edei tetti di vagone finiti, con già ricavate le aper-ture necessarie per le porte e i finestrini.
Perfetta ortogonalità dei lembi e totale assenza di baveSi tratta di una soluzione che certifica TTMcome produttore di sistemi e impianti re-almente personalizzati e dedicati, carat-terizzati da un’elevata affidabilità e da una sostan-ziale facilità di utilizzo. Il formato XL della fiancatao del tetto, a seconda di ciò che si deve produrre,viene infatti ottenuto rifilando e saldando assieme
in sequenza più lamiere larghe 2.500 mm ma dilunghezza anche diversa, fino ad arrivare al va-lore finale desiderato. Il ciclo di funzionamento èbanale: una volta caricata, la prima lamiera vie-ne centrata e avanzata nella zona di saldatura inattesa del secondo foglio che viene anch’esso ca-ricato, centrato e portato nella stessa area.
La saldatura è eseguita rifilando le lamie-re da unire con un taglio laser che garan-tisce la perfetta ortogonalità dei lembi. A ri-filo avvenuto, questi sono avvicinati a GAPzero, condizione che richiede la totale as-senza di bave di taglio (altrimenti inficereb-
bero il giunto) in quanto la saldatura avviene me-diante fusione dei lembi accostati. Ciò garantisce

5 TTM - TUBE TECH MACHINERY
[ F E R R O V I A R I O ]
fiancate da trenouna continuità di caratteristiche meccaniche nelmateriale, non essendoci materiale d’apporto epermette di realizzare una saldatura geometrica-mente invisibile, poiché il giunto non costituisceuna discontinuità nello spessore del materiale cheè mantenuto anche nel punto di giunzione. Da no-tare che tutte le procedure di saldatura hanno ot-tenuto la certificazione da parte di Indian Railwaysche ha sottoposto i campioni a una serie di test as-solutamente probanti. Parliamo di test di trazione,di piega, di durezza e di fatica, micrografia, provadi abrasione meccanica e corrosione. Una volta saldate assieme le prime due lamiere, il
formato ottenuto viene fatto avanzare portando illembo estremo nell’area di saldatura dove arrive-rà la terza lamiera che nel frattempo è stata cari-cata e centrata. A questo punto viene realizzatauna seconda saldatura e il ciclo si ripete “N” vol-te quante sono le lamiere che occorre unire perarrivare al formato desiderato. Ciò significa peresempio che per avere una Side Wall di 24 m oc-corre unire ben 12 lamiere da 2.500 x 2.000 mmeseguendo ben 11 cicli di rifilo e saldatura laser. La particolarità operativa della TSL 2.5-25 riguar-da il fatto che, ogni 6/8 m di semilavorato saldato,il ciclo di giunzione viene interrotto e intervallatoda una fase di taglio della sagoma della fiancatae di tutte le aperture necessarie per i finestrini e leporte del vagone. Il portale su cui è montata la testa capacitiva, sisposta in un’area di taglio adiacente a quella disaldatura ed esegue appunto la sagomatura del-l’intera fiancata o del tetto. Una volta terminata que-
sta fase, il portale torna nella posizione di salda-tura per aggiungere al semilavorato della fianca-ta altri 6/8 m di lamiera prima di una nuova fase disagomatura. Questo ciclo si ripete anche in que-sto caso “N” volte, tante quante ne occorrono perottenere il pezzo finale. Prima della nuova fase di saldatura, un secondoportale che si muove sulle stesse vie di corsa delprimo, dotato di dispositivo di presa a ventose, rac-coglie gli sfridi di grandi dimensioni risultanti daltaglio e li palettizza. Per quanto concerne gli sfri-di di piccole dimensioni, invece, questi sono mi-nimizzati e spezzettati già durante la fase di taglioper consentirne lo scarico, l’evacuazione e la rot-tamazione mediante un convogliatore posto sottola tavola di lavoro del sistema. È importante dire che il ciclo di funzionamento del-la TSL 2.5-25 è completamente automatizzato inquanto anche i parametri tecnologici di taglio esaldatura sono gestiti dal controllo numerico del-l’impianto. L’operatore ha, quindi, il solo compitodi caricare le lamiere grezze, avviare il ciclo e fun-gere da supervisore del funzionamento. Nel caso del sistema commissionato da IndianRailways, la TSL 2.5-25 è equipaggiata con unasorgente laser CO2 da 3.500 W. Si tratta comun-que di una soluzione aperta a qualsiasi tipolo-gia di sorgente, laser in fibra compreso, in virtùdegli “esigui” spessori in gioco. Nel caso speci-fico parliamo di spessori di 2/3 mm di acciaioinossidabile.

Dai tubi automotiveai tubi strutturali
li possiamo suggerire dei semplici accorgi-menti dettati dalla pratica e dare così un con-tributo per ottimizzare i progetti sotto l’aspet-to della loro reale fattibilità. Proponiamo dellealternative produttive che semplificano e ve-locizzano il ciclo produttivo senza però anda-re a inficiare la geometria, la funzionalità e l’af-fidabilità del componente. È un’ottimizzazionedel progetto fatta con l’occhio di chi poi deverealmente produrre tale oggetto”. Nel campo del lasertubo Sarzi ha ormai ma-turato una competenza tale da permettergli,con dei piccoli e semplici accorgimenti, di as-sicurare su tutte le fasi successive della lavo-razione tubo dei risparmi di tempo notevoli eun incremento significativo nella precisionedei singoli particolari e negli accoppiamentidelle parti da saldare. Lavorando con l’auto-motive vi sono delle tolleranze realmente stret-te da rispettare. Per questa ragione, lavoranocon dime e attrezzature di controllo a cui è sta-to di recente affiancato un laser di controlloper la misurazione dei pezzi che viene ese-guita nel reparto qualità. “Parliamo di lotti damigliaia di pezzi su cui realizziamo un control-lo qualità sistematico e metodico proprio perassicurare i livelli di precisione richiesti” spie-ga ancora Anelli. “Disponiamo di un attrezzato laboratorio quali-tà ma la verifica viene effettuata anche sulla sin-gola stazione di lavoro, soprattutto nel caso del-le operazioni di deformazione dei tubi per cuidisponiamo di dime e tamponi realizzati ad hocin base alla precisione richiesta che ci permet-tono di effettuare un controllo al 100% della pro-duzione”.
Lavorazioni 3D su tubi e profili fino a 305 mm di diametroL’introduzione della lavorazione del tubo è statastrategica per l’attività della Sarzi Lamiere che haavuto modo, prima di altri competitors, di indaga-re tutte le possibilità offerte dal lavorare con ele-menti tubolari, toccandone con mano i benefici.Oggi l’obiettivo è allargare il proprio raggio d’azio-ne affiancando all’automotive anche il tubo strut-turale pensando a settori importanti come peresempio l’edilizia. L’ultimo laser tubo in ordine ditempo installato in azienda è stato infatti un inve-stimento fatto e voluto per andare in questa dire-zione, trattandosi di un sistema TTM FL 300 3D,ovvero un sistema molto grosso e quindi più adat-to a processare diametri e formati che in prece-denza non erano in grado di fare. “In passato, in-fatti, quando arrivavano richieste legate a tubi conspessori e dimensioni piuttosto importanti abbia-mo sempre rifiutato poiché non eravamo attrez-zati per poterle soddisfare” racconta Anelli.“Vedendo però che le richieste non mancavano
dispetto di una connotazione ben preci-sa data dal nome dell’azienda, l’attivitàdi Sarzi Lamiere, oggi, si sviluppa equa-mente tra la lavorazione conto terzidella lamiera e quella del tubo. Dauna decina d’anni, infatti, l’aziendadi Sabbioneta in provincia diMantova, spinta dalle richieste
di importanti fornitori tedeschi del settore auto-motive, ha completato la propria offerta di servi-zi con la realizzazione di semilavorati ottenutidirettamente da elementi tubolari. Realizziamoprodotti per aziende del Nord Europa, che a lorovolta progettano e forniscono primi impianti a nomidel calibro di Daimler-Mercedes, Scania, Man eLiebherr, racconta Fabio Anelli Pipe ProductionManager di Sarzi Lamiere. “È qui che nasce lanecessità di affiancare alla lamiera anche la la-vorazione del tubo. In particolare, il lasertubo èstata una scelta obbligata per garantire la pre-cisione richiesta nella fase di taglio dei particola-ri che nella maggior parte dei casi dobbiamo an-che assemblare. Siamo quindi attrezzati per forniredei semilavorati già assemblati; lo testimonia ilparco macchine per il tubo installato in aziendain cui spiccano sei lasertubo, 5 celle di saldatu-ra robotizzata, curvatubi e numerose presse ra-diali per le operazioni di deformazione sui parti-colari”.
Un’ottimizzazione del progetto fatta da chi poi lo realizzaSarzi è un terzista puro e come tale concretiz-za i progetti che riceve dai suoi committenti.“Vista la provenienza, il più delle volte si trat-ta di progetti già approvati a monte per i qua-
6 TTM - TUBE TECH MACHINERY
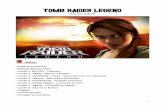
Un lasertubo FL 300 3D di TTM di recente installazione testimonia la volontà dell’azienda
di ampliare il proprio raggio d’azione rivolgendosi al settore del “tubo strutturale”.
[ A P P L I C A Z I O N I ]
L’attività di Sarzi Lamiere si sviluppa equamente tra la lavorazione della lamiera e
quella del tubo. In particolare, da una decina di anni, l’azienda di Sabbioneta è
attiva nel settore auto per cui realizza conto terzi particolari e semilavorati tubolari
per marmitte e dispositivi di scarico per mezzi pesanti.
A

7 TTM - TUBE TECH MACHINERY
to, una diminuzione del numero di verghe da ca-ricare e quindi un’ottimizzazione delle tempistichedi processo con un incremento dell’efficienza”. “La prima commessa realizzata con il sistemaTTM ha permesso di testarne fin da subito le po-tenzialità in quanto abbiamo tagliato dei tubi di al-lumino del diametro di 324 mm, quindi oltre la ca-pacità massima nominale del sistema, cheavevano una lunghezza finale di 11,60 m, prati-camente pari alla capacità di carico del sistemama ben oltre gli 8 m che costituiscono il limite perscaricare in automatico i tubi con la FL 300 3D.Ciò ha richiesto delle modifiche sulla parte di sca-rico frutto dalla collaborazione tra i tecnici TTM ei nostri addetti. TTM ha modificato la corsa delmandrino numero 3, ovvero quello destinato alloscarico del pezzo, che anziché pinzare il tubo al-l’inizio della sezione, lo aggraffava più avanti fa-cendoselo scorrere all’interno. Da parte nostra,invece, abbiamo applicato un estrattore a rullipneumatico esterno al sistema laser che estrae iltubo, lo carica su delle selle di scarico e lo de-posita a sbalzo su un tavolo di accumulo e pallet-tizzazione. In pratica, è come se l’estrattore ti-rasse il tubo che scorre all’interno del terzomandrino che una volta terminato il taglio si aprepermettendone lo scorrimento”. “Il sistema FL300 3D costituisce la nostra puntadi diamante per capacità e possibilità di lavora-zione” conclude Anelli. “Pensando al tubo strut-turale, è stata una scelta scontata vista la validi-tà delle soluzioni adottate e soprattutto l’affidabilitàche assicura”.
La FL300 3D ha reso
agevole il taglio dei
tubolari quadri e
rettangolari che in
precedenza creavano
qualche problematica
legata al peso dei
tubi stessi.
c’è stata la volontà di iniziare a occupare un’altrafetta di mercato”. La nuova FL 300 3D consente lavorazioni 3D sutubi e profili in un diametro compreso tra i 15 e i305 mm per una lunghezza massima di 12.500mm. Tutte le componenti impiegate (motori e tra-sduttori di elevata qualità, sistema pressurizza-to, percorso ottico con specchi ad alta efficienza)sono progettate e dimensionate per processaretubi e barre di grosse dimensioni, in modo da ga-rantire massima precisione del processo e valo-re dell’investimento nel tempo. Il pezzo in lavora-zione è alloggiato tra le quattro griffe scorrevoliautocentranti del mandrino mobile, strutturate inmodo tale da non richiedere alcuna sostituzionedelle chele. La possibilità di evitare il cambio at-trezzatura contraddistingue anche il mandrino fis-so, costituito da una solida struttura dove sono al-loggiati i quattro rulli folli autocentranti. All’internodel mandrino trova alloggiamento anche il con-dotto di aspirazione, collegato a un impianto chepermette di aspirare i fumi e le scorie del taglioin modo da assicurare la loro assenza nell’am-biente di lavoro, garantendone la massima puli-zia e sicurezza. Tutti gli impianti TTM sono, infat-ti, estremamente curati dal punto di vista delrispetto ambientale.I tubi vengono caricati tramite un sistema di pre-levamento a cinghie, mentre i profili aperti sonocaricati tramite un sistema a catena: tre manipo-latori indipendenti consentono poi il caricamento
ai mandrini sia dei tubi provenienti dal carico dafascio sia dei tubi e dei profili provenienti dal ca-rico da catena. Particolare attenzione è stata po-sta nella realizzazione di un sistema di scarico au-tomatico cartesiano in grado di eseguire lapalettizzazione automatica del tubo tagliato conlunghezza fino a 8 m. Lo scarico “intelligente” con-sente di esaltare la produttività oltre a ridurre sen-sibilmente i tempi morti per lo stoccaggio dei pez-zi prodotti. Il sistema è provvisto, per pezzi lunghi,di assi per il contenimento e il sostentamento diqualsiasi tubo o profilo durante la lavorazione.Anche nella parte meccanica si è posto partico-lare riguardo nell’uso di componenti tali da garan-tire la massima affidabilità, utilizzando guide, cu-scinetti, mandrini a rulli incrociati e precaricati, vitea ricircolo, riduttori di precisione a gioco zero.
È un sistema specifico per tagliareformati importanti Rispetto agli altri lasertubo installati in officina, laFL 300 3D di TTM permette di processare tubi conspessori importanti. TTM ha reso per esempioagevole il taglio dei tubolari quadri e rettangolariche in precedenza riuscivano a tagliare ma conqualche problematica legata al peso dei tubi stes-si. “La FL 300 ci assicura invece una certa tran-quillità di processo, anche nel caso delle barrelunghe 12 m, essendo progettata e prodotta perquesto tipo di tubi” spiega ancora il signor Anelli.“La particolarità della FL 300 3D è proprio la pos-sibilità di processare tubi e barre lunghe fino a 12m; ciò permette una notevole riduzione dello scar-
Il sistema TTM
FL300 3D
installato presso
Sarzi Lamiere.

[ P R O S P E T T I V E ]
Tube Tech Machinery S.r.l.Via Bonfadina, 3325046 Cazzago San Martino (BS) ItalyTel. +39 030 7256311Fax +39 030 [email protected]
Associato UCIMU - Sistemi per Produrre
Sarà costituita una fondazione denominata TEZE in memoria di GiuseppeCastellini fondatore della Castellini Officine Meccaniche SpA. Teze è ilnome dato al nuovo sito produttivo realizzato e ispirato a un nuovo mo-
dello di fabbrica dove dimensioni, spazi e organizzazione sono stati pensati e stu-diati per favorire e incentivare il nuovo modo di produrre.La filosofia di Teze, sarà basata sulla valorizzazione dell’intelligenza e dell’ingegnoumano, elementi che hanno permesso di far crescere e affermare le società delgruppo negli anni.Teze vuole anche essere un luogo dove venga promosso il dialogo e il confronto conaltri imprenditori per favorire, tra le altre, iniziative volte anche a istaurare alleanze esinergie industriali.
La promozione della cultura nella fabbrica avrà diverse finalità, cercando di avvi-cinare le nuove generazioni al mondo del lavoro, motivare, alimentare l’orgoglio eil senso di appartenenza all’azienda da parte dei dipendenti, relazionarsi con leistituzioni e sviluppare progetti e iniziative in ambito sociale.La fondazione si attiverà anche per promuovere borse di studio e iniziative a so-stegno dei giovani meritevoli che potranno essere un domani collaboratori delleaziende del gruppo.Teze vuole promuovere e alimentare una filosofia imprenditoriale iniziata sessan-t’anni fa da Giuseppe Castellini come testimonianza ed eredità per il futuro dei no-stri giovani.
TEZE … Idee in campo
EVENTI
EMOHannover19-24 settembre
TeknomotiveBrescia20-22 ottobre
EXPOlaserPiacenza17-19 novembre
Entro Settembre verrà aperto ilcantiere per la realizzazione delnuovo sito produttivo denomina-to “TEZE”. Su di un’area di circa60.000 m² nel comune di
Cazzago San Martino verranno realizzati edifici industriali per oltre 22.000 m²,di cui 8.000 m² destinati alle attività di TTM, 8.000 m² per le attività della CastelliniOfficine Meccaniche, e 3.000 m² di uffici. Verrà destinata anche un’area di3.000 m² alle attività di ricerca e sviluppo. TTM, molto sensibile all’innovazione dei propri prodotti, ha sempre destinato in-genti risorse a queste attività. Questa politica ha permesso di poter crescere tec-nologicamente in modo esponenziale sperimentando e proponendo al mercatosempre nuove e performanti soluzioni. Particolare cura e attenzione è stata po-sta all’aspetto architettonico del nuovo insediamento produttivo, con grandi spa-zi destinati al verde. All’interno della palazzina uffici verrà ricavato un giardino esul perimetro esterno una vasca d’acqua. Tutte le strutture, sia degli edifici pro-duttivi che degli uffici, saranno realizzate in ferro.Il gruppo Castellini è fermamente convinto che il nuovo insediamento permette-rà di sviluppare sempre di più il proprio business, eliminando anche i disagi ge-nerati dall’attuale localizzazione di due siti produttivi, a Cazzago S. Martino e a
Rodengo Saiano.L’ingente investimento consentirà con maggiori e più adeguati spazi, di aumen-tare i volumi di produzione che dovrebbero generare anche un aumento di circa20 nuovi addetti.Si prevede di ultimare gli edifici industriali entro l’estate del 2012 per con-sentire l’inizio dei traslochi che si prevede di ultimare per la fine del 2012. Èprevisto il rinnovo anche di parte delle macchine utensili con l’arrivo di unanuova alesatrice di grandi dimensioni.
Il nuovo sitoproduttivo