
PRESENTE E FUTURO DELLA TRACCIABILITA’ DELL’ATTIVITA’ TRASFUSIONALE DAL DONATORE AL RICEVENTE
PROGETTO SPERIMENTALE DI TRACCIABILITÀE CERTIFICAZIONE DEL RECUPERO DEI MATERIALI AVALLE DELLA RACCOLTA DIFFERENZIATA
DISCIPLINARE DI CERTIFICAZIONE DI SERVIZIO
VERITAS SPA
DIVISIONE ENERGIA SRLVIA DELLE INDUSTRIE 18/A30038 - SPINEA (VE)+39 041 8221863+39 041 8221864WWW.AEQUAGROUP.COM
LA FILIERA
TRACCIABILITA’ DELVETRO RICICLATO ECERTIFICAZIONEDEI FLUSSI DI FILIERA
VERS
ION
E 1.
0 - 1
8.10
.201
2

1
LA FILIERA DEL VETRO RICICLATOil sistema di riciclaggio degli imballaggi di vetro a livello nazionale
la produzione del vetrovetro: materiale straordinarioriciclo: risparmio di materie prime e di energia
METODOLOGIA DI ANALISI DELLA FILIERAil modello concettualele fasiil bilancio
I PROCESSI DI FILIERAil conferimento e il servizio di raccolta
il servizio di raccolta differenziatala Municipalità di Chirignago - Zelarinomateriali riciclabili e non
raccolta: svuotamento e trasportosvuotamento dei contenitorile attività
preselezione/selezioneil sitole attivitàil processo produttivo
raffinamentoil sitole attivitàl’impiantoil processo produttivo
recuperol’attivitàil ciclo produttivo
i flussi di materiaconferimentoraccolta e trasportoselezioneraffinamentorecupero
i flussi di energiaconferimentoraccoltaselezioneraffinamentorecupero
MONITORAGGIO DELLE ATTIVITA’ DI PROCESSO
SOMMARIO1
2
3
4
1.1
2.12.22.3
3.1
3.2
3.3
3.4
3.5
3.6
3.7
1.1.11.1.21.1.3
3.1.13.1.23.1.3
3.2.13.2.2
3.3.13.3.23.3.3
3.4.12.4.22.4.32.4.4
3.5.13.5.2
3.6.13.6.23.6.33.6.43.6.5
3.7.13.7.23.7.33.7.43.7.5
TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
0101020203
09091011
131314151617171819191920222222242528282831333435394244464646484951

2DOCUMENTI DI RIFERIMENTO
normativaarea tematica gestione rifiutiarea tematica uso razionale dell’energia
glossario
55.1
5.2
5.1.15.1.2
TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
5353535455
1TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
Per definizione, la filiera produttiva è quella “catena di passaggi produttivi che precedono l’arrivo della merce sullo scaffale del negozio […]”, cioè “fino alla vendita nei punti di distribuzione”. E con tracciabilità di filiera si intende “la possibilità di ricostruire tutti i passaggi della produzione e il processo informativo che segue il prodotto da monte a valle”, mentre con rintracciabilità di filiera si intende “la possibilità di ricostruire il processo inverso, utilizzando le informazioni distribuite lungo la filiera. 1
1.1 IL SISTEMA DI RICICLAGGIO DEGLI IMBALLAGGI DI VETRO A LIVELLO NAZIONALEIl sistema di riciclaggio del vetro da imballaggi può essere riassunto nelle seguenti fasi. I contenitori di vetro usati vengono conferiti dalle famiglie, dal commercio e dalla ristorazione nelle campane, o ritirati attraverso appositi servizi di raccolta porta a porta. Il vetro conferito e differenziato attraverso il sistema di raccolta stradale viene ritirato da appositi automezzi e portato presso gli impianti di trattamento2.Affinché il vetro raccolto possa essere riciclato in vetreria è necessario sottoporlo a un’operazione di selezione presso uno o più impianti di trattamento specializzato, dove il rottame di vetro è scelto, pulito e reso idoneo alla fusione in vetreria. In questi impianti, attraverso una serie di passaggi successivi, si alternano le azioni di macchinari specifici e operazioni di cernita manuale da parte di operatori specializzati: il vetro, viene così ridotto in cocci e vagliato. Particolari elettrocalamite rimuovono i corpi metallici e processi di aspirazione allontanano i corpi leggeri come la carta o il legno, mentre, l’eliminazione della ceramica e di altri corpi estranei al vetro, ancora presenti malgrado le precedenti operazioni, è affidata, nei sistemi più avanzati, a sofisticate macchine per la selezione ottica. In alcuni processi, inoltre, il vetro è separato anche in base al colore. L’ultima operazione è il lavaggio, per evitare che le tracce di prodotto contenuto inquinino la fusione.Una volta trattato e selezionato, il vetro, diventa “pronto al forno”3 e viene trasportato nell’impianto di produzione, la vetreria, come materia prima seconda. Qui, grazie al continuo progresso delle tecnologie, il vetro riciclato viene impiegato in sempre maggiori quantità in sostituzione di materie prime nei processi di fusione, nella misura dell’80% e oltre. Dopo la fase di fusione, il vetro viene quindi soffiato negli appositi stampi e trasformato in un nuovo contenitore. Dopo un passaggio nel forno di ricottura e un attento controllo qualitativo automatizzato il prodotto finito viene confezionato e venduto alle aziende di imbottigliamento e rivenduto presso la rete distributiva dei negozi e quindi comprato dai consumatori che daranno inizio ad un nuovo ciclo di recupero4.
La Direttiva 94/62/CE5, art.3 comma 1, definisce “imballaggi” tutti quei prodotti composti di materiali di qualsiasi natura, adibiti a contenere e a proteggere determinate merci, dalle materie prime ai prodotti finiti, a consentire la loro manipolazione e la loro consegna dal produttore al consumatore o all’utilizzatore, ad assicurare la loro presentazione. Anche tutti gli articoli «a perdere» usati allo stesso scopo devono essere considerati imballaggi. La stessa direttiva stabilisce che gli imballaggi devono rispondere a determinati requisiti essenziali che gli Stati membri devono verificare per gli imballaggi immessi sul mercato (art. 9 e allegato II6), quali:
• limitare il peso e il volume dell’imballaggio al minimo per garantire il necessario livello di sicurezza, igiene e accettabilità per il consumatore;• ridurre al minimo la presenza di sostanze e materiali pericolosi nel materiale di imballaggio o nei suoi componenti;• concepire un imballaggio riutilizzabile o recuperabile.
1LA FILIERA DEL VETRO RICICLATO
1 - http://www.treccani.it/vocabolario/filiera/.2 - Fonte COREVE.3 - Secondo i parametri riportati al punto. 2.1.3 dell’allegato 1, sub. all. 1, del DM 5/2/98.4 - Fonte COREVE.5 - Direttiva 94/62/CE del Parlamento europeo e del Consiglio, del 20 dicembre 1994, sugli imballaggi e i rifiuti di imballaggio.6 - Requisiti essenziali concernenti la composizione e la riutilizzabilità e la recuperabilità (in particolare la riciclabilità) degli imballaggi.

2TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
1.1.1 LA PRODUZIONE DEL VETROIl settore produttivo del vetro cavo è quello che maggiormente interessa la produzione di manufatti d’uso comune. Comprende la produzione di: imballaggi di vetro (bottigliame, fiaschi, e damigiane); flaconeria destinata all’industria farmaceutica, cosmetica e profumeria; vasi alimentari e articoli per l’uso domestico (bicchieri, piatti, accessori per la tavola, ecc.). Viene effettuata con processo automatico da aziende, le vetrerie, con stabilimenti omogeneamente dislocati su tutto il territorio nazionale.La produzione nazionale vetraria nel 2011 è stata pari a 5.188.017 t, evidenziando un incremento di circa il 2,46% rispetto al 2010. Nel 2011, la produzione di vetro cavo nel suo complesso risulta essere pari a 3.714.259 t (71,6 % del totale), con un incremento rispetto all’anno precedente dell’ 1,58%.7
Tabella 1. Dati del 2010 riferiti complessivamente ai quattro comparti del vetro cavo : bottigliame, flaconeria, vasi alimentari, articoli per uso domestico (Assovetro).
I dati import-export del settore del vetro cavo fanno registrare i seguenti andamenti (Tabella 2):
Tabella 2. Dati del 2010 di dettaglio dei comparti: bottigliame; flaconeria; vasi alimentari; articoli per uso domestico (Assovetro).
Interessante è il dato di saldo, che indica una importazione netta di vetro del 3,3 % sul totale di vetro cavo prodotto con un consumo apparente del 96,9% sul prodotto e quindi superiore al valore di produzione – e di consumo pro-capite, di 63 kg/abitante/anno8. Interessante notare come 86,6% del consumo pro-capite è fatto di bottigliame; il 3,2% da articoli di uso domestico; il 2,5% da flaconeria. Questi valori sono utili per capire qual è la composizione media sul mercato del vetro da imballaggi, lo stesso vetro che il consumatore acquista usa e trasforma in rifiuto.
1.1.2 VETRO: MATERIALE STRAORDINARIOIl vetro è il prodotto da tracciare nella filiera, è quindi importante conoscerne le caratteristiche fisiche e merceologiche.Il vetro è un materiale ottenuto per fusione ad alta temperatura da una miscela di materie prime: silice, carbonato di sodio e carbonato di calcio. Ha ottime caratteristiche di trasparenza, compattezza e omogeneità strutturale, totale inerzia chimica e biologica, impermeabilità ai liquidi, ai gas, ai vapori e ai microrganismi, inalterabilità nel tempo, sterilizzabilità e perfetta compatibilità ecologica grazie alla possibilità di riciclo per un numero infinito di
1.1.1 La produzione del vetroIl seLore produXvo del vetro cavo è quello che maggiormente interessa la produzione di manufaX d’uso comune. Comprende la produzione di: imballaggi di vetro (boXgliame, fiaschi, e damigiane); flaconeria desHnata all'industria farmaceuHca, cosmeHca e profumeria; vasi alimentari e arHcoli per l'uso domesHco (bicchieri, piaX, accessori per la tavola, ecc.). Viene effeLuata con processo automaHco da aziende, le vetrerie, con stabilimenH omogeneamente dislocaH su tuLo il territorio nazionale.La produzione nazionale vetraria nel 2011 è stata pari a 5.188.017 t, evidenziando un incremento di circa il 2,46% rispeLo al 2010. Nel 2011, la produzione di vetro cavo nel suo complesso risulta essere pari a 3.714.259 t (71,6 % del totale), con un incremento rispeLo all'anno precedente dell' 1,58%.7
Anno 2010
Produzione 3.714.259 t
Import 640.639 t
Export 519.304 t
Saldo 121.335 t
Consumo apparente 3.835.594 t
Consumo pro-‐capite (pop.: 60.626.442) 63,26 kg
Tabella 1. Da5 del 2010 riferi5 complessivamente ai quaQro compar5 del vetro cavo : boRgliame, flaconeria, vasi alimentari, ar5coli per uso domes5co (Assovetro).
I daH import-‐export del seLore del vetro cavo fanno registrare i seguenH andamenH (Tabella 2):
Anno 2010 Produzione (t) Import (t) Export (t) Saldo (t) Consumo apparente (t)
Consumo pro-‐capite (Pop.: 60.626.442) Kg
BoXgliame 3.144.907 419.917 264.668 155.249 3.300.156 54,43Flaconeria 160.991 57.687 122.805 -‐65.118 95.118 1,58Vasi alimentari 262.812 74.544 21.855 52.689 315.501 5,20ArHcoli per uso domesHco 145.549 88.491 109.976 -‐21.485 124.064 2,04Totali 3.714.259 640.639 519.304 121.335 3.834.839 63,25
Tabella 2. Da5 del 2010 di deQaglio dei compar5: boRgliame; flaconeria; vasi alimentari; ar5coli per uso domes5co (Assovetro).
Interessante è il dato di saldo, che indica una importazione neQa di vetro del 3,3 % sul totale di vetro cavo prodoLo con un consumo apparente del 96,9% sul prodoLo e quindi superiore al valore di produzione – e di consumo pro-‐capite, di 63 kg/abitante/anno8. Interessante notare come 86,6% del consumo pro-‐capite è faQo di boRgliame; il 3,2% da arHcoli di uso domesHco; il 2,5% da flaconeria. QuesH valori sono uHli per capire qual è la composizione media sul mercato del vetro da imballaggi, lo stesso vetro che il consumatore acquista usa e trasforma in rifiuto.
1.1.2 Vetro: materiale straordinario
Il vetro è il prodoLo da tracciare nella filiera, è quindi importante conoscerne le caraLerisHche fisiche e merceologiche.
Bozza Filiera V02_R04a La filiera
4
7 Fonte: Assovetro.
8 Nell’anno 2010, nel Veneto, sono state interceLate 191.560 t, di cui 116.161 t di vetro monomateriale e 75.398 t di vetro derivante da selezione del mulHmateriale, per un pro capite di 38,8 kg/ab*anno (Produzione e gesHone dei rifiuH urbani nel veneto Anno 2010, Arpav –ORR).
1.1.1 La produzione del vetroIl seLore produXvo del vetro cavo è quello che maggiormente interessa la produzione di manufaX d’uso comune. Comprende la produzione di: imballaggi di vetro (boXgliame, fiaschi, e damigiane); flaconeria desHnata all'industria farmaceuHca, cosmeHca e profumeria; vasi alimentari e arHcoli per l'uso domesHco (bicchieri, piaX, accessori per la tavola, ecc.). Viene effeLuata con processo automaHco da aziende, le vetrerie, con stabilimenH omogeneamente dislocaH su tuLo il territorio nazionale.La produzione nazionale vetraria nel 2011 è stata pari a 5.188.017 t, evidenziando un incremento di circa il 2,46% rispeLo al 2010. Nel 2011, la produzione di vetro cavo nel suo complesso risulta essere pari a 3.714.259 t (71,6 % del totale), con un incremento rispeLo all'anno precedente dell' 1,58%.7
Anno 2010
Produzione 3.714.259 t
Import 640.639 t
Export 519.304 t
Saldo 121.335 t
Consumo apparente 3.835.594 t
Consumo pro-‐capite (pop.: 60.626.442) 63,26 kg
Tabella 1. Da5 del 2010 riferi5 complessivamente ai quaQro compar5 del vetro cavo : boRgliame, flaconeria, vasi alimentari, ar5coli per uso domes5co (Assovetro).
I daH import-‐export del seLore del vetro cavo fanno registrare i seguenH andamenH (Tabella 2):
Anno 2010 Produzione (t) Import (t) Export (t) Saldo (t) Consumo apparente (t)
Consumo pro-‐capite (Pop.: 60.626.442) Kg
BoXgliame 3.144.907 419.917 264.668 155.249 3.300.156 54,43Flaconeria 160.991 57.687 122.805 -‐65.118 95.118 1,58Vasi alimentari 262.812 74.544 21.855 52.689 315.501 5,20ArHcoli per uso domesHco 145.549 88.491 109.976 -‐21.485 124.064 2,04Totali 3.714.259 640.639 519.304 121.335 3.834.839 63,25
Tabella 2. Da5 del 2010 di deQaglio dei compar5: boRgliame; flaconeria; vasi alimentari; ar5coli per uso domes5co (Assovetro).
Interessante è il dato di saldo, che indica una importazione neQa di vetro del 3,3 % sul totale di vetro cavo prodoLo con un consumo apparente del 96,9% sul prodoLo e quindi superiore al valore di produzione – e di consumo pro-‐capite, di 63 kg/abitante/anno8. Interessante notare come 86,6% del consumo pro-‐capite è faQo di boRgliame; il 3,2% da arHcoli di uso domesHco; il 2,5% da flaconeria. QuesH valori sono uHli per capire qual è la composizione media sul mercato del vetro da imballaggi, lo stesso vetro che il consumatore acquista usa e trasforma in rifiuto.
1.1.2 Vetro: materiale straordinario
Il vetro è il prodoLo da tracciare nella filiera, è quindi importante conoscerne le caraLerisHche fisiche e merceologiche.
Bozza Filiera V02_R04a La filiera
4
7 Fonte: Assovetro.
8 Nell’anno 2010, nel Veneto, sono state interceLate 191.560 t, di cui 116.161 t di vetro monomateriale e 75.398 t di vetro derivante da selezione del mulHmateriale, per un pro capite di 38,8 kg/ab*anno (Produzione e gesHone dei rifiuH urbani nel veneto Anno 2010, Arpav –ORR).7 - Fonte: Assovetro.8 - Nell’anno 2010, nel Veneto, sono state intercettate 191.560 t, di cui 116.161 t di vetro monomateriale e 75.398 t di vetro derivante da selezione del multimateriale, per un pro capite di 38,8 kg/ab*anno (Produzione e gestione dei rifiuti urbani nel veneto Anno 2010, Arpav –ORR).

3TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
volte. Le proprietà meccaniche del vetro sono molteplici, come la resistenza alla compressione (per rompere un cubo di vetro di 1 cm di lato occorre un carico dell’ordine di 10 tonnellate) o alla flessione.9
Il Vetro: materiale duro, fragile, trasparente o traslucido, che si ottiene fondendo ad altissima temperatura sabbia silicea con ossidi e carbonati; si lavora quando è ancora una massa fluida10. E’ di solito definito come un liquido a elevata viscosità, cioè un prodotto omogeneo che possiede l’isotropia dei liquidi e la tenacità dei solidi, oppure un materiale fuso che col raffreddamento acquista rigidità ma non l’ordinamento regolare che caratterizza i cristalli. A differenza di questi ultimi, non presenta un punto netto di fusione: riscaldato, passa allo stato fuso, rammollendo gradatamente11. In sintesi, il vetro è un solido amorfo, ottenuto da un liquido tramite la solidificazione senza cristallizzazione, composto di sostanze con una velocità di cristallizzazione molto lenta. Il vetro comune è detto anche “vetro siliceo”, in quanto costituito quasi esclusivamente da diossido di silicio (SiO2). Il diossido di silicio ha un punto di fusione di circa 1800 C, ma spesso durante la produzione del vetro vengono aggiunte altre sostanze che abbassano il punto di fusione anche al disotto dei 1000 C, dette “fondenti”, come ad esempio la soda (carbonato di sodio) e la potassa (carbonato di potassio). Altri fondenti usati spesso nell’industria vetraria sono i borati e i nitrati. Poiché la presenza di soda rende il vetro solubile in acqua (caratteristica non desiderabile), viene aggiunta anche calce (CaO) per ripristinare l’insolubilità. Altre sostanze possono essere aggiunte alle miscele per conferire altre particolari proprietà al vetro12.
Il vetro è comunemente noto come il materiale riciclabile per eccellenza perché, una volta riciclato, conserva le sue qualità originarie. Il vetro è chimicamente inerte, resistente agli agenti esterni e alle alte temperature: si rivela quindi un contenitore ideale per gli alimenti perché ne conserva le qualità organolettiche13. Non è inquinante ed è, come si è detto, riutilizzabile per un numero illimitato di volte. Se abbandonata, tuttavia, una bottiglia di questi materiale si decompone solo dopo 4.000 anni. Per questo, è fondamentale separare accuratamente il vetro per poterlo poi riutilizzare. Ovviamente, il cosiddetto “rottame di vetro” non può essere riciclato così com’è, deve essere sottoposto a numerose verifiche per eliminare le numerose “impurità” che contiene (carta, plastica, materiali ceramici, materiali metallici ferrosi e non)14.
1.1.3 RICICLO: RISPARMIO DI MATERIE PRIME E DI ENERGIA(Rete Ambiente) Il riciclo del vetro nel ciclo di produzione in vetreria, permette la sostituzione delle materie prime tradizionali (sabbia, soda, calcare, dolomite, feldspato, ossidi coloranti vari) con rottame di vetro. Il riciclo consente di ottenere notevoli vantaggi ambientali, tra i quali i più rilevanti sono:• riduzione dell’impatto ambientale associato al ciclo di produzione degli imballaggi in vetro, a seguito di risparmi indiretti conseguiti sostituendo parte delle materie prime tradizionali, caratterizzate da costi energetici molto più elevati rispetto al rottame di vetro utilizzato in loro sostituzione. Quindi, riduzione del consumo di risorse naturali (materie prime minerali), con una conseguente minore attività estrattiva• riduzione delle emissioni dai forni di fusione del vetro, a seguito di risparmi diretti conseguiti con l’uso di rottame. Infatti, a parità di qualità di vetro prodotto, è necessario un minore apporto di energia per la fusione del rottame di vetro (minore umidità, minori volumi di gas di reazione, maggiore velocità di fusione e temperature inferiori rispetto a quanto richiesto per la fusione della miscela tradizionale vetrificabile costituita da materie prime minerali).
Vedremo, infatti, che il riciclo del vetro, rispetto al processo da materie prime, permette di risparmiare fino al 25-30% di energia di fusione e il 120% di materie prime: una bottiglia di vino di 350 g si produce con 350 g di vetro riciclato oppure con 420 g di materie prime tradizionali (120%): quindi ogni 3-4 imballaggi riciclati si risparmia l’energia necessaria per fabbricare il successivo. (CONAI)
8 - http://www.assovetro.it9 - http://www.assovetro.it10 - http://www.treccani.it/enciclopedia/vetro/11 - Fonte COREVE.12 - http://it.wikipedia.org/wiki/Vetro13 - Fonte CONAI14 - Fonte Ecoricili
4TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
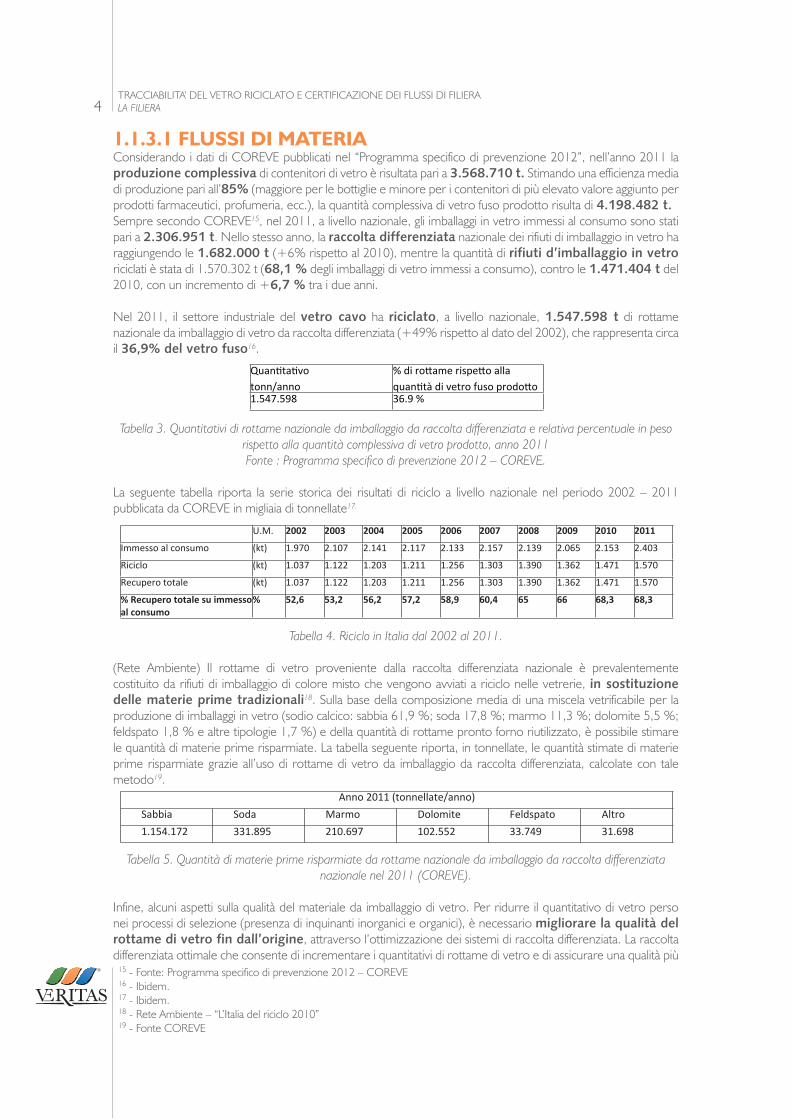
1.1.3.1 FLUSSI DI MATERIAConsiderando i dati di COREVE pubblicati nel “Programma specifico di prevenzione 2012”, nell’anno 2011 la produzione complessiva di contenitori di vetro è risultata pari a 3.568.710 t. Stimando una efficienza media di produzione pari all’85% (maggiore per le bottiglie e minore per i contenitori di più elevato valore aggiunto per prodotti farmaceutici, profumeria, ecc.), la quantità complessiva di vetro fuso prodotto risulta di 4.198.482 t.Sempre secondo COREVE15, nel 2011, a livello nazionale, gli imballaggi in vetro immessi al consumo sono stati pari a 2.306.951 t. Nello stesso anno, la raccolta differenziata nazionale dei rifiuti di imballaggio in vetro ha raggiungendo le 1.682.000 t (+6% rispetto al 2010), mentre la quantità di rifiuti d’imballaggio in vetro riciclati è stata di 1.570.302 t (68,1 % degli imballaggi di vetro immessi a consumo), contro le 1.471.404 t del 2010, con un incremento di +6,7 % tra i due anni.
Nel 2011, il settore industriale del vetro cavo ha riciclato, a livello nazionale, 1.547.598 t di rottame nazionale da imballaggio di vetro da raccolta differenziata (+49% rispetto al dato del 2002), che rappresenta circa il 36,9% del vetro fuso16.
Tabella 3. Quantitativi di rottame nazionale da imballaggio da raccolta differenziata e relativa percentuale in peso rispetto alla quantità complessiva di vetro prodotto, anno 2011 Fonte : Programma specifico di prevenzione 2012 – COREVE.
La seguente tabella riporta la serie storica dei risultati di riciclo a livello nazionale nel periodo 2002 – 2011 pubblicata da COREVE in migliaia di tonnellate17.
Tabella 4. Riciclo in Italia dal 2002 al 2011.
(Rete Ambiente) Il rottame di vetro proveniente dalla raccolta differenziata nazionale è prevalentemente costituito da rifiuti di imballaggio di colore misto che vengono avviati a riciclo nelle vetrerie, in sostituzione delle materie prime tradizionali18. Sulla base della composizione media di una miscela vetrificabile per la produzione di imballaggi in vetro (sodio calcico: sabbia 61,9 %; soda 17,8 %; marmo 11,3 %; dolomite 5,5 %; feldspato 1,8 % e altre tipologie 1,7 %) e della quantità di rottame pronto forno riutilizzato, è possibile stimare le quantità di materie prime risparmiate. La tabella seguente riporta, in tonnellate, le quantità stimate di materie prime risparmiate grazie all’uso di rottame di vetro da imballaggio da raccolta differenziata, calcolate con tale metodo19.
Tabella 5. Quantità di materie prime risparmiate da rottame nazionale da imballaggio da raccolta differenziata nazionale nel 2011 (COREVE).
Infine, alcuni aspetti sulla qualità del materiale da imballaggio di vetro. Per ridurre il quantitativo di vetro perso nei processi di selezione (presenza di inquinanti inorganici e organici), è necessario migliorare la qualità del rottame di vetro fin dall’origine, attraverso l’ottimizzazione dei sistemi di raccolta differenziata. La raccolta differenziata ottimale che consente di incrementare i quantitativi di rottame di vetro e di assicurare una qualità più
maggiore velocità di fusione e temperature inferiori rispeLo a quanto richiesto per la fusione della miscela tradizionale vetrificabile cosHtuita da materie prime minerali).
Vedremo, infaX, che il riciclo del vetro, rispeLo al processo da materie prime, permeLe di risparmiare fino al 25-‐30% di energia di fusione e il 120% di materie prime: una boXglia di vino di 350 g si produce con 350 g di vetro riciclato oppure con 420 g di materie prime tradizionali (120%): quindi ogni 3-‐4 imballaggi ricicla5 si risparmia l’energia necessaria per fabbricare il successivo. (CONAI)
1.1.3.1 Flussi di materiaConsiderando i daH di COREVE pubblicaH nel “Programma specifico di prevenzione 2012”, nell’anno 2011 la produzione complessiva di contenitori di vetro è risultata pari a 3.568.710 t. SHmando una efficienza media di produzione pari all’85% (maggiore per le boXglie e minore per i contenitori di più elevato valore aggiunto per prodoX farmaceuHci, profumeria, ecc.), la quanHtà complessiva di vetro fuso prodoLo risulta di 4.198.482 t.Sempre secondo COREVE15, nel 2011, a livello nazionale, gli imballaggi in vetro immessi al consumo sono staH pari a 2.306.951 t. Nello stesso anno, la raccolta differenziata nazionale dei rifiuH di imballaggio in vetro ha raggiungendo le 1.682.000 t (+6% rispeLo al 2010), mentre la quanHtà di rifiu5 d’imballaggio in vetro riciclaH è stata di 1.570.302 t (68,1 % degli imballaggi di vetro immessi a consumo), contro le 1.471.404 t del 2010, con un incremento di +6,7 % tra i due anni.
Nel 2011, il seLore industriale del vetro cavo ha riciclato, a livello nazionale, 1.547.598 t di roLame nazionale da imballaggio di vetro da raccolta differenziata (+49% rispeLo al dato del 2002), che rappresenta circa il 36,9% del vetro fuso16.
QuanHtaHvotonn/anno
% di roLame rispeLo alla quanHtà di vetro fuso prodoLo
1.547.598 36.9 %
Tabella 3. Quan5ta5vi di roQame nazionale da imballaggio da raccolta differenziata e rela5va percentuale in peso rispeQo alla quan5tà complessiva di vetro prodoQo, anno 2011 (Fonte : Programma specifico di prevenzione 2012 –
COREVE).
La seguente tabella riporta la serie storica dei risultaH di riciclo a livello nazionale nel periodo 2002 – 2011 pubblicata da COREVE in migliaia di tonnellate17
U.M. 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011
Immesso al consumo (kt) 1.970 2.107 2.141 2.117 2.133 2.157 2.139 2.065 2.153 2.403
Riciclo (kt) 1.037 1.122 1.203 1.211 1.256 1.303 1.390 1.362 1.471 1.570
Recupero totale (kt) 1.037 1.122 1.203 1.211 1.256 1.303 1.390 1.362 1.471 1.570
% Recupero totale su immesso al consumo
% 52,6 53,2 56,2 57,2 58,9 60,4 65 66 68,3 68,3
Tabella 4. Riciclo in Italia dal 2002 al 2011.
(Rete Ambiente) Il roLame di vetro proveniente dalla raccolta differenziata nazionale è prevalentemente cosHtuito da rifiuH di imballaggio di colore misto che vengono avviaH a riciclo nelle vetrerie, in sos5tuzione delle materie prime tradizionali18. Sulla base della composizione media di una miscela vetrificabile per la produzione di imballaggi in vetro (sodio calcico: sabbia 61,9 %; soda 17,8 %; marmo 11,3 %; dolomite 5,5 %;
Bozza Filiera V02_R04a La filiera
6
15 Fonte: Programma specifico di prevenzione 2012 – COREVE
16 Ibidem.
17 Ibidem.
18 Rete Ambiente – “L’Italia del riciclo 2010”
maggiore velocità di fusione e temperature inferiori rispeLo a quanto richiesto per la fusione della miscela tradizionale vetrificabile cosHtuita da materie prime minerali).
Vedremo, infaX, che il riciclo del vetro, rispeLo al processo da materie prime, permeLe di risparmiare fino al 25-‐30% di energia di fusione e il 120% di materie prime: una boXglia di vino di 350 g si produce con 350 g di vetro riciclato oppure con 420 g di materie prime tradizionali (120%): quindi ogni 3-‐4 imballaggi ricicla5 si risparmia l’energia necessaria per fabbricare il successivo. (CONAI)
1.1.3.1 Flussi di materiaConsiderando i daH di COREVE pubblicaH nel “Programma specifico di prevenzione 2012”, nell’anno 2011 la produzione complessiva di contenitori di vetro è risultata pari a 3.568.710 t. SHmando una efficienza media di produzione pari all’85% (maggiore per le boXglie e minore per i contenitori di più elevato valore aggiunto per prodoX farmaceuHci, profumeria, ecc.), la quanHtà complessiva di vetro fuso prodoLo risulta di 4.198.482 t.Sempre secondo COREVE15, nel 2011, a livello nazionale, gli imballaggi in vetro immessi al consumo sono staH pari a 2.306.951 t. Nello stesso anno, la raccolta differenziata nazionale dei rifiuH di imballaggio in vetro ha raggiungendo le 1.682.000 t (+6% rispeLo al 2010), mentre la quanHtà di rifiu5 d’imballaggio in vetro riciclaH è stata di 1.570.302 t (68,1 % degli imballaggi di vetro immessi a consumo), contro le 1.471.404 t del 2010, con un incremento di +6,7 % tra i due anni.
Nel 2011, il seLore industriale del vetro cavo ha riciclato, a livello nazionale, 1.547.598 t di roLame nazionale da imballaggio di vetro da raccolta differenziata (+49% rispeLo al dato del 2002), che rappresenta circa il 36,9% del vetro fuso16.
QuanHtaHvotonn/anno
% di roLame rispeLo alla quanHtà di vetro fuso prodoLo
1.547.598 36.9 %
Tabella 3. Quan5ta5vi di roQame nazionale da imballaggio da raccolta differenziata e rela5va percentuale in peso rispeQo alla quan5tà complessiva di vetro prodoQo, anno 2011 (Fonte : Programma specifico di prevenzione 2012 –
COREVE).
La seguente tabella riporta la serie storica dei risultaH di riciclo a livello nazionale nel periodo 2002 – 2011 pubblicata da COREVE in migliaia di tonnellate17
U.M. 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011
Immesso al consumo (kt) 1.970 2.107 2.141 2.117 2.133 2.157 2.139 2.065 2.153 2.403
Riciclo (kt) 1.037 1.122 1.203 1.211 1.256 1.303 1.390 1.362 1.471 1.570
Recupero totale (kt) 1.037 1.122 1.203 1.211 1.256 1.303 1.390 1.362 1.471 1.570
% Recupero totale su immesso al consumo
% 52,6 53,2 56,2 57,2 58,9 60,4 65 66 68,3 68,3
Tabella 4. Riciclo in Italia dal 2002 al 2011.
(Rete Ambiente) Il roLame di vetro proveniente dalla raccolta differenziata nazionale è prevalentemente cosHtuito da rifiuH di imballaggio di colore misto che vengono avviaH a riciclo nelle vetrerie, in sos5tuzione delle materie prime tradizionali18. Sulla base della composizione media di una miscela vetrificabile per la produzione di imballaggi in vetro (sodio calcico: sabbia 61,9 %; soda 17,8 %; marmo 11,3 %; dolomite 5,5 %;
Bozza Filiera V02_R04a La filiera
6
15 Fonte: Programma specifico di prevenzione 2012 – COREVE
16 Ibidem.
17 Ibidem.
18 Rete Ambiente – “L’Italia del riciclo 2010”
feldspato 1,8 % e altre Hpologie 1,7 %) e della quanHtà di roLame pronto forno riuHlizzato, è possibile sHmare le quanHtà di materie prime risparmiate. La tabella seguente riporta, in tonnellate, le quanHtà sHmate di materie prime risparmiate grazie all’uso di roLame di vetro da imballaggio da raccolta differenziata, calcolate con tale metodo19.
Anno 2011 (tonnellate/anno)Anno 2011 (tonnellate/anno)Anno 2011 (tonnellate/anno)Anno 2011 (tonnellate/anno)Anno 2011 (tonnellate/anno)Anno 2011 (tonnellate/anno)Sabbia Soda Marmo Dolomite Feldspato Altro 1.154.172 331.895 210.697 102.552 33.749 31.698
Tabella 5. Quan5tà di materie prime risparmiate da roQame nazionale da imballaggio da raccolta differenziata nazionale nel 2011 (COREVE).
Infine, alcuni aspeX sulla qualità del materiale da imballaggio di vetro. Per ridurre il quanHtaHvo di vetro perso nei processi di selezione (presenza di inquinanH inorganici e organici), è necessario migliorare la qualità del roQame di vetro fin dall’origine, aLraverso l’oXmizzazione dei sistemi di raccolta differenziata. La raccolta differenziata oXmale che consente di incrementare i quanHtaHvi di roLame di vetro e di assicurare una qualità più elevata è quella di Hpo monomateriale con campana. Per incrementare i quanHtaHvi e la qualità di roLame di vetro, è auspicabile avviare la raccolta differenziata di vetro separata per colore e sviluppare le tecnologie per separare i diversi frammen5 di vetro per colore negli impianH di traLamento20.
1.1.3.2 Flussi di energiaL'industria del vetro è caraLerizzata da elevaH consumi energeHci, dovuH principalmente al processo di fusione, il quale può assorbire da un minimo del 50% a circa l'80% dei consumi totali. In Italia, l’ 80% circa della produzione di vetro industriale è oLenuta mediante combusHone con metano. L’energia eleLrica viene impiegata sia per l’alimentazione di venHlatori, compressori e per altri servizi, che per fornire calore ausiliario durante la fusione, soLo forma di “boosHng eleLrico”. I consumi energeHci specifici, relaHvi alla fusione di una tonnellata di vetro, variano sensibilmente per i diversi seLori di produzione. Il consumo energeHco complessivo del ciclo di produzione del vetro cavo (fusione+lavorazione e aXvità secondarie), espresso in tonnellata di vetro fuso, sono21:
SeLore Consumo energeHco GJoule/tonn. vetro
cavo 4-‐10
cavo domesHco 6-‐18
Tabella 6. Consumo energe5co nella produzione del vetro cavo.
Altri consumi energeHci importanH sono relaHvi alla fase di ricoLura del vetro, alla movimentazione di aria compressa di processo o venHlata di raffreddamento mediante venHlatori, al riscaldamento dei locali, ecc.22.
(Programma specifico di prevenzione 2012 – COREVE) L’uso del roQame al posto delle materie prime minerali consente un risparmio della quanHtà di energia “indirePa” necessaria per la preparazione della miscela vetrificabile: la quanHtà di energia risparmiata, calcolabile come somma della quanHtà di energia necessaria per l’estrazione e la produzione delle materie prime minerali. Nel 2011 tale risparmio “indireLo”
Bozza Filiera V02_R04a La filiera
7
19 Fonte COREVE
20 Fonte: Programma specifico di prevenzione 2012 -‐ COREVE
21 Linee guida per l’individuazione delle migliori tecnologie disponibili ex. art. 3, comma 2 del decreto legislaHvo 372/99.
22 Ibidem.
15 - Fonte: Programma specifico di prevenzione 2012 – COREVE16 - Ibidem.17 - Ibidem.18 - Rete Ambiente – “L’Italia del riciclo 2010”19 - Fonte COREVE
5TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
elevata è quella di tipo monomateriale con campana. Per incrementare i quantitativi e la qualità di rottame di vetro, è auspicabile avviare la raccolta differenziata di vetro separata per colore e sviluppare le tecnologie per separare i diversi frammenti di vetro per colore negli impianti di trattamento20.
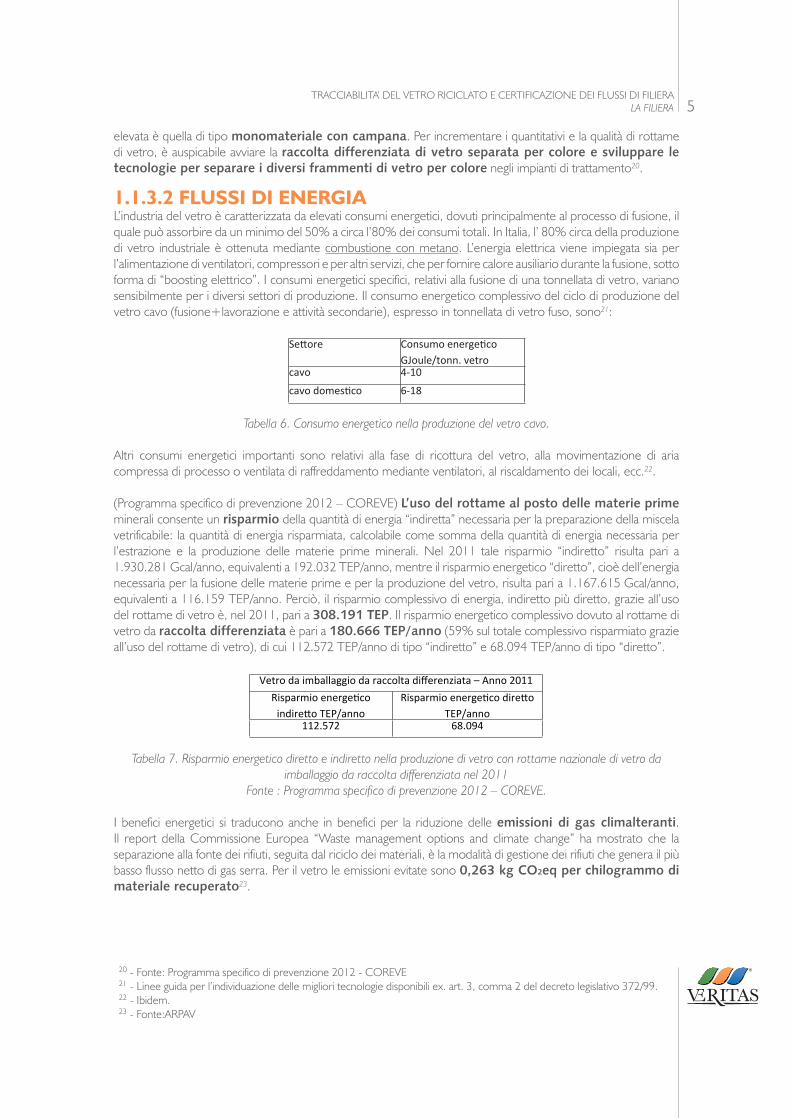
1.1.3.2 FLUSSI DI ENERGIAL’industria del vetro è caratterizzata da elevati consumi energetici, dovuti principalmente al processo di fusione, il quale può assorbire da un minimo del 50% a circa l’80% dei consumi totali. In Italia, l’ 80% circa della produzione di vetro industriale è ottenuta mediante combustione con metano. L’energia elettrica viene impiegata sia per l’alimentazione di ventilatori, compressori e per altri servizi, che per fornire calore ausiliario durante la fusione, sotto forma di “boosting elettrico”. I consumi energetici specifici, relativi alla fusione di una tonnellata di vetro, variano sensibilmente per i diversi settori di produzione. Il consumo energetico complessivo del ciclo di produzione del vetro cavo (fusione+lavorazione e attività secondarie), espresso in tonnellata di vetro fuso, sono21:
Tabella 6. Consumo energetico nella produzione del vetro cavo.
Altri consumi energetici importanti sono relativi alla fase di ricottura del vetro, alla movimentazione di aria compressa di processo o ventilata di raffreddamento mediante ventilatori, al riscaldamento dei locali, ecc.22.
(Programma specifico di prevenzione 2012 – COREVE) L’uso del rottame al posto delle materie prime minerali consente un risparmio della quantità di energia “indiretta” necessaria per la preparazione della miscela vetrificabile: la quantità di energia risparmiata, calcolabile come somma della quantità di energia necessaria per l’estrazione e la produzione delle materie prime minerali. Nel 2011 tale risparmio “indiretto” risulta pari a 1.930.281 Gcal/anno, equivalenti a 192.032 TEP/anno, mentre il risparmio energetico “diretto”, cioè dell’energia necessaria per la fusione delle materie prime e per la produzione del vetro, risulta pari a 1.167.615 Gcal/anno, equivalenti a 116.159 TEP/anno. Perciò, il risparmio complessivo di energia, indiretto più diretto, grazie all’uso del rottame di vetro è, nel 2011, pari a 308.191 TEP. Il risparmio energetico complessivo dovuto al rottame di vetro da raccolta differenziata è pari a 180.666 TEP/anno (59% sul totale complessivo risparmiato grazie all’uso del rottame di vetro), di cui 112.572 TEP/anno di tipo “indiretto” e 68.094 TEP/anno di tipo “diretto”.
Tabella 7. Risparmio energetico diretto e indiretto nella produzione di vetro con rottame nazionale di vetro da imballaggio da raccolta differenziata nel 2011
Fonte : Programma specifico di prevenzione 2012 – COREVE. I benefici energetici si traducono anche in benefici per la riduzione delle emissioni di gas climalteranti. Il report della Commissione Europea “Waste management options and climate change” ha mostrato che la separazione alla fonte dei rifiuti, seguita dal riciclo dei materiali, è la modalità di gestione dei rifiuti che genera il più basso flusso netto di gas serra. Per il vetro le emissioni evitate sono 0,263 kg CO2eq per chilogrammo di materiale recuperato23.
feldspato 1,8 % e altre Hpologie 1,7 %) e della quanHtà di roLame pronto forno riuHlizzato, è possibile sHmare le quanHtà di materie prime risparmiate. La tabella seguente riporta, in tonnellate, le quanHtà sHmate di materie prime risparmiate grazie all’uso di roLame di vetro da imballaggio da raccolta differenziata, calcolate con tale metodo19.
Anno 2011 (tonnellate/anno)Anno 2011 (tonnellate/anno)Anno 2011 (tonnellate/anno)Anno 2011 (tonnellate/anno)Anno 2011 (tonnellate/anno)Anno 2011 (tonnellate/anno)Sabbia Soda Marmo Dolomite Feldspato Altro 1.154.172 331.895 210.697 102.552 33.749 31.698
Tabella 5. Quan5tà di materie prime risparmiate da roQame nazionale da imballaggio da raccolta differenziata nazionale nel 2011 (COREVE).
Infine, alcuni aspeX sulla qualità del materiale da imballaggio di vetro. Per ridurre il quanHtaHvo di vetro perso nei processi di selezione (presenza di inquinanH inorganici e organici), è necessario migliorare la qualità del roQame di vetro fin dall’origine, aLraverso l’oXmizzazione dei sistemi di raccolta differenziata. La raccolta differenziata oXmale che consente di incrementare i quanHtaHvi di roLame di vetro e di assicurare una qualità più elevata è quella di Hpo monomateriale con campana. Per incrementare i quanHtaHvi e la qualità di roLame di vetro, è auspicabile avviare la raccolta differenziata di vetro separata per colore e sviluppare le tecnologie per separare i diversi frammen5 di vetro per colore negli impianH di traLamento20.
1.1.3.2 Flussi di energiaL'industria del vetro è caraLerizzata da elevaH consumi energeHci, dovuH principalmente al processo di fusione, il quale può assorbire da un minimo del 50% a circa l'80% dei consumi totali. In Italia, l’ 80% circa della produzione di vetro industriale è oLenuta mediante combusHone con metano. L’energia eleLrica viene impiegata sia per l’alimentazione di venHlatori, compressori e per altri servizi, che per fornire calore ausiliario durante la fusione, soLo forma di “boosHng eleLrico”. I consumi energeHci specifici, relaHvi alla fusione di una tonnellata di vetro, variano sensibilmente per i diversi seLori di produzione. Il consumo energeHco complessivo del ciclo di produzione del vetro cavo (fusione+lavorazione e aXvità secondarie), espresso in tonnellata di vetro fuso, sono21:
SeLore Consumo energeHco GJoule/tonn. vetro
cavo 4-‐10
cavo domesHco 6-‐18
Tabella 6. Consumo energe5co nella produzione del vetro cavo.
Altri consumi energeHci importanH sono relaHvi alla fase di ricoLura del vetro, alla movimentazione di aria compressa di processo o venHlata di raffreddamento mediante venHlatori, al riscaldamento dei locali, ecc.22.
(Programma specifico di prevenzione 2012 – COREVE) L’uso del roQame al posto delle materie prime minerali consente un risparmio della quanHtà di energia “indirePa” necessaria per la preparazione della miscela vetrificabile: la quanHtà di energia risparmiata, calcolabile come somma della quanHtà di energia necessaria per l’estrazione e la produzione delle materie prime minerali. Nel 2011 tale risparmio “indireLo”
Bozza Filiera V02_R04a La filiera
7
19 Fonte COREVE
20 Fonte: Programma specifico di prevenzione 2012 -‐ COREVE
21 Linee guida per l’individuazione delle migliori tecnologie disponibili ex. art. 3, comma 2 del decreto legislaHvo 372/99.
22 Ibidem.
risulta pari a 1.930.281 Gcal/anno, equivalenH a 192.032 TEP/anno, mentre il risparmio energeMco “direPo”, cioè dell’energia necessaria per la fusione delle materie prime e per la produzione del vetro, risulta pari a 1.167.615 Gcal/anno, equivalenH a 116.159 TEP/anno. Perciò, il risparmio complessivo di energia, indireLo più direLo, grazie all’uso del roLame di vetro è, nel 2011, pari a 308.191 TEP. Il risparmio energeHco complessivo dovuto al roLame di vetro da raccolta differenziata è pari a 180.666 TEP/anno (59% sul totale complessivo risparmiato grazie all’uso del roLame di vetro), di cui 112.572 TEP/anno di Hpo “indireLo” e 68.094 TEP/anno di Hpo “direLo”.
Vetro da imballaggio da raccolta differenziata – Anno 2011Vetro da imballaggio da raccolta differenziata – Anno 2011Risparmio energeHco indireLo TEP/anno
Risparmio energeHco direLo TEP/anno
112.572 68.094
Tabella 7. Risparmio energe5co direQo e indireQo nella produzione di vetro con roQame nazionale di vetro da imballaggio da raccolta differenziata nel 2011 (Fonte : Programma specifico di prevenzione 2012 – COREVE).
I benefici energeHci si traducono anche in benefici per la riduzione delle emissioni di gas climalteran5. Il report della Commissione Europea “Waste management opHons and climate change” ha mostrato che la separazione alla fonte dei rifiuH, seguita dal riciclo dei materiali, è la modalità di gesHone dei rifiuH che genera il più basso flusso neLo di gas serra. Per il vetro le emissioni evitate sono 0,263 kg CO2eq per chilogrammo di materiale recuperato23.
Frazione differenziata kg EP risparmiaH per kg materiale recuperato
kg CO2eq non emessi per kg materiale recuperato
Organico e verde -‐ 0,005 -‐ 0,040
Carta -‐ 0,277 -‐ 0,610
PlasHca -‐ 0,663 -‐ 1,459
Vetro -‐ 0,120 -‐ 0,263
Legno -‐ 0,017 -‐ 2,467
Tessili -‐ 1,445 -‐ 3,179
Metalli ferrosi -‐ 0,680 -‐ 1,497
Altri metalli -‐ 4,129 -‐ 9,084
MulHmateriale P/M -‐ 1,221 -‐ 2,687
Mul5materiale V/P/M -‐ 0,375 -‐ 0,826
InerH -‐ 0,006 -‐ 0,018
IngombranH recuperaH -‐ 0,409 -‐ 1,401
Tabella 8. Risparmio di energia e di emissioni di CO2 per 5po materiale recuperato.(Fonte ARPAV24 – da5 Commissione Europea “Waste management op5ons and climate change” Arpav).
L’uso del roLame di vetro al posto delle materie prime consente di ridurre la quanHtà di anidride carbonica (CO2) derivante dalla decomposizione dei carbonaH presenH nella miscela vetrificabile tradizionale. Al mancato uHlizzo di soda (sodio carbonato), marmo (calcio carbonato) e dolomite (carbonato di calcio e magnesio) corrisponde una minore emissione di CO2 da processo, pari a 472.326 t per l’anno 2011. La riduzione delle emissioni di CO2 derivante dall’uso del roLame rappresenta circa il 31 % delle emissioni
Bozza Filiera V02_R04a La filiera
8
23 Fonte: ARPAV
24 hLp://www.arpa.veneto.it/temi-‐ambientali/rifiuH/gesHone-‐integrata-‐dei-‐rifiuH/il-‐recupero-‐dei-‐rifiuH-‐e-‐il-‐protocollo-‐di-‐kyoto.
20 - Fonte: Programma specifico di prevenzione 2012 - COREVE21 - Linee guida per l’individuazione delle migliori tecnologie disponibili ex. art. 3, comma 2 del decreto legislativo 372/99.22 - Ibidem.23 - Fonte:ARPAV
6TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
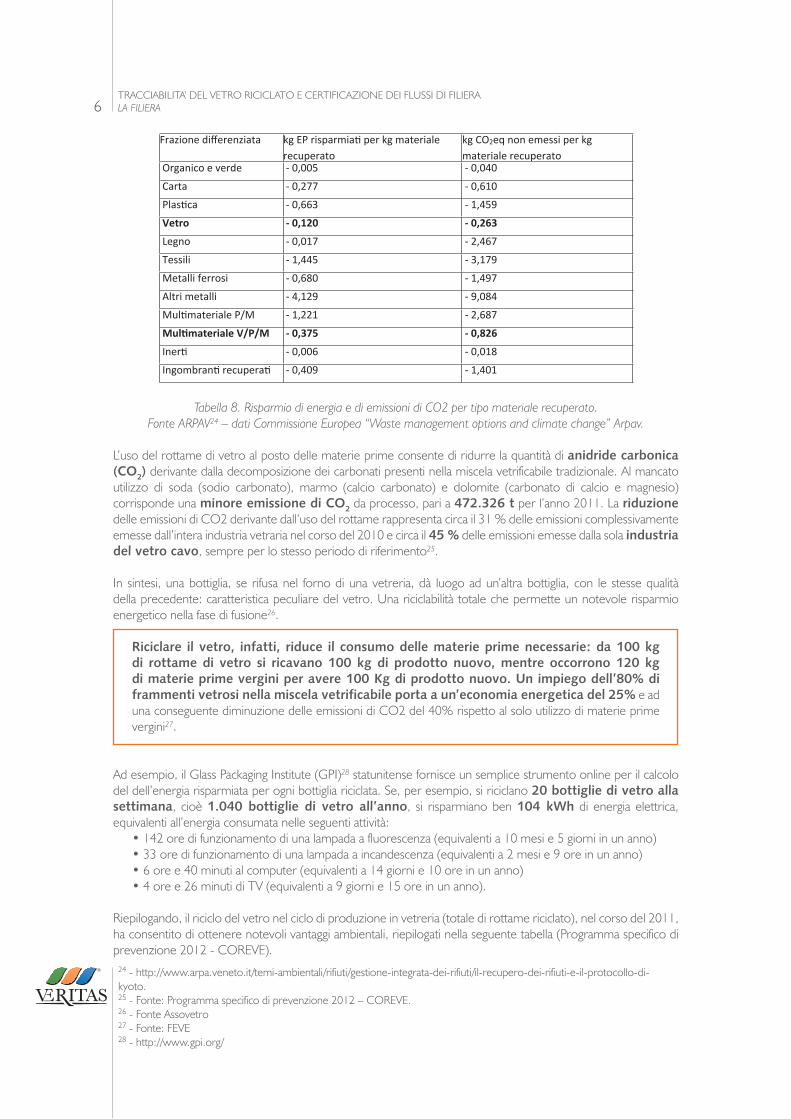
Tabella 8. Risparmio di energia e di emissioni di CO2 per tipo materiale recuperato.Fonte ARPAV24 – dati Commissione Europea “Waste management options and climate change” Arpav.
L’uso del rottame di vetro al posto delle materie prime consente di ridurre la quantità di anidride carbonica (CO2) derivante dalla decomposizione dei carbonati presenti nella miscela vetrificabile tradizionale. Al mancato utilizzo di soda (sodio carbonato), marmo (calcio carbonato) e dolomite (carbonato di calcio e magnesio) corrisponde una minore emissione di CO2 da processo, pari a 472.326 t per l’anno 2011. La riduzione delle emissioni di CO2 derivante dall’uso del rottame rappresenta circa il 31 % delle emissioni complessivamente emesse dall’intera industria vetraria nel corso del 2010 e circa il 45 % delle emissioni emesse dalla sola industria del vetro cavo, sempre per lo stesso periodo di riferimento25.
In sintesi, una bottiglia, se rifusa nel forno di una vetreria, dà luogo ad un’altra bottiglia, con le stesse qualità della precedente: caratteristica peculiare del vetro. Una riciclabilità totale che permette un notevole risparmio energetico nella fase di fusione26.
Riciclare il vetro, infatti, riduce il consumo delle materie prime necessarie: da 100 kg di rottame di vetro si ricavano 100 kg di prodotto nuovo, mentre occorrono 120 kg di materie prime vergini per avere 100 Kg di prodotto nuovo. Un impiego dell’80% di frammenti vetrosi nella miscela vetrificabile porta a un’economia energetica del 25% e ad una conseguente diminuzione delle emissioni di CO2 del 40% rispetto al solo utilizzo di materie prime vergini27.
Ad esempio, il Glass Packaging Institute (GPI)28 statunitense fornisce un semplice strumento online per il calcolo del dell’energia risparmiata per ogni bottiglia riciclata. Se, per esempio, si riciclano 20 bottiglie di vetro alla settimana, cioè 1.040 bottiglie di vetro all’anno, si risparmiano ben 104 kWh di energia elettrica, equivalenti all’energia consumata nelle seguenti attività:
• 142 ore di funzionamento di una lampada a fluorescenza (equivalenti a 10 mesi e 5 giorni in un anno)• 33 ore di funzionamento di una lampada a incandescenza (equivalenti a 2 mesi e 9 ore in un anno)• 6 ore e 40 minuti al computer (equivalenti a 14 giorni e 10 ore in un anno)• 4 ore e 26 minuti di TV (equivalenti a 9 giorni e 15 ore in un anno).
Riepilogando, il riciclo del vetro nel ciclo di produzione in vetreria (totale di rottame riciclato), nel corso del 2011, ha consentito di ottenere notevoli vantaggi ambientali, riepilogati nella seguente tabella (Programma specifico di prevenzione 2012 - COREVE).
risulta pari a 1.930.281 Gcal/anno, equivalenH a 192.032 TEP/anno, mentre il risparmio energeMco “direPo”, cioè dell’energia necessaria per la fusione delle materie prime e per la produzione del vetro, risulta pari a 1.167.615 Gcal/anno, equivalenH a 116.159 TEP/anno. Perciò, il risparmio complessivo di energia, indireLo più direLo, grazie all’uso del roLame di vetro è, nel 2011, pari a 308.191 TEP. Il risparmio energeHco complessivo dovuto al roLame di vetro da raccolta differenziata è pari a 180.666 TEP/anno (59% sul totale complessivo risparmiato grazie all’uso del roLame di vetro), di cui 112.572 TEP/anno di Hpo “indireLo” e 68.094 TEP/anno di Hpo “direLo”.
Vetro da imballaggio da raccolta differenziata – Anno 2011Vetro da imballaggio da raccolta differenziata – Anno 2011Risparmio energeHco indireLo TEP/anno
Risparmio energeHco direLo TEP/anno
112.572 68.094
Tabella 7. Risparmio energe5co direQo e indireQo nella produzione di vetro con roQame nazionale di vetro da imballaggio da raccolta differenziata nel 2011 (Fonte : Programma specifico di prevenzione 2012 – COREVE).
I benefici energeHci si traducono anche in benefici per la riduzione delle emissioni di gas climalteran5. Il report della Commissione Europea “Waste management opHons and climate change” ha mostrato che la separazione alla fonte dei rifiuH, seguita dal riciclo dei materiali, è la modalità di gesHone dei rifiuH che genera il più basso flusso neLo di gas serra. Per il vetro le emissioni evitate sono 0,263 kg CO2eq per chilogrammo di materiale recuperato23.
Frazione differenziata kg EP risparmiaH per kg materiale recuperato
kg CO2eq non emessi per kg materiale recuperato
Organico e verde -‐ 0,005 -‐ 0,040
Carta -‐ 0,277 -‐ 0,610
PlasHca -‐ 0,663 -‐ 1,459
Vetro -‐ 0,120 -‐ 0,263
Legno -‐ 0,017 -‐ 2,467
Tessili -‐ 1,445 -‐ 3,179
Metalli ferrosi -‐ 0,680 -‐ 1,497
Altri metalli -‐ 4,129 -‐ 9,084
MulHmateriale P/M -‐ 1,221 -‐ 2,687
Mul5materiale V/P/M -‐ 0,375 -‐ 0,826
InerH -‐ 0,006 -‐ 0,018
IngombranH recuperaH -‐ 0,409 -‐ 1,401
Tabella 8. Risparmio di energia e di emissioni di CO2 per 5po materiale recuperato.(Fonte ARPAV24 – da5 Commissione Europea “Waste management op5ons and climate change” Arpav).
L’uso del roLame di vetro al posto delle materie prime consente di ridurre la quanHtà di anidride carbonica (CO2) derivante dalla decomposizione dei carbonaH presenH nella miscela vetrificabile tradizionale. Al mancato uHlizzo di soda (sodio carbonato), marmo (calcio carbonato) e dolomite (carbonato di calcio e magnesio) corrisponde una minore emissione di CO2 da processo, pari a 472.326 t per l’anno 2011. La riduzione delle emissioni di CO2 derivante dall’uso del roLame rappresenta circa il 31 % delle emissioni
Bozza Filiera V02_R04a La filiera
8
23 Fonte: ARPAV
24 hLp://www.arpa.veneto.it/temi-‐ambientali/rifiuH/gesHone-‐integrata-‐dei-‐rifiuH/il-‐recupero-‐dei-‐rifiuH-‐e-‐il-‐protocollo-‐di-‐kyoto.
24 - http://www.arpa.veneto.it/temi-ambientali/rifiuti/gestione-integrata-dei-rifiuti/il-recupero-dei-rifiuti-e-il-protocollo-di-kyoto.25 - Fonte: Programma specifico di prevenzione 2012 – COREVE.26 - Fonte Assovetro27 - Fonte: FEVE28 - http://www.gpi.org/

7TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
Tabella 9. Sintesi dei risparmi di materia e di energia nella produzione del vetro riciclato nel 2011.
Riciclare il vetro vuol dire rispettare l’ambiente e risparmiare risorse limitando l’estrazione di materie prime ed energia, dal momento che fondere una tonnellata di vetro riciclato permette di risparmiare 136 litri di petrolio rispetto alla lavorazione della materia prima29.
complessivamente emesse dall’intera industria vetraria nel corso del 2010 e circa il 45 % delle emissioni emesse dalla sola industria del vetro cavo, sempre per lo stesso periodo di riferimento25.
In sintesi, una boXglia, se rifusa nel forno di una vetreria, dà luogo ad un'altra boXglia, con le stesse qualità della precedente: caraLerisHca peculiare del vetro. Una riciclabilità totale che permeLe un notevole risparmio energeHco nella fase di fusione26.
Riciclare il vetro, infaR, riduce il consumo delle materie prime necessarie: da 100 kg di roQame di vetro si ricavano 100 kg di prodoQo nuovo, mentre occorrono 120 kg di materie prime vergini per avere 100 Kg di prodoQo nuovo. Un impiego dell'80% di frammen5 vetrosi nella miscela vetrificabile porta a un'economia energe5ca del 25% e ad una conseguente diminuzione delle emissioni di CO2 del 40% rispeLo al solo uHlizzo di materie prime vergini27.
Ad esempio, il Glass Packaging InsMtute (GPI)28 statunitense fornisce un semplice strumento online per il calcolo del dell’energia risparmiata per ogni boXglia riciclata. Se, per esempio, si riciclano 20 boRglie di vetro alla seRmana, cioè 1.040 boRglie di vetro all’anno, si risparmiano ben 104 kWh di energia eleLrica, equivalenH all’energia consumata nelle seguenH aXvità:
• 142 ore di funzionamento di una lampada a fluorescenza (equivalenH a 10 mesi e 5 giorni in un anno)
• 33 ore di funzionamento di una lampada a incandescenza (equivalenH a 2 mesi e 9 ore in un anno)
• 6 ore e 40 minuH al computer (equivalenH a 14 giorni e 10 ore in un anno)
• 4 ore e 26 minuH di TV (equivalenH a 9 giorni e 15 ore in un anno).
Riepilogando, il riciclo del vetro nel ciclo di produzione in vetreria (totale di roLame riciclato), nel corso del 2011, ha consenHto di oLenere notevoli vantaggi ambientali, riepilogaH nella seguente tabella (Programma specifico di prevenzione 2012 -‐ COREVE).
Risparmi energeHci indireX , pari a circa: 192.032 TEP* (rispeLo all'impiego di sole materie prime di origine minerale)
Risparmi energeHci direX, pari a circa: 116.159 TEP (rispeLo all'impiego di sole materie prime di origine minerale)Risparmi energe5ci complessivi anno 2011
308.191 TEP pari a circa 1.971.351 barili di petrolio
Minore consumo di materie prime minerali, a parità di vetro prodoLo, pari a circa:
3.181.000 tonnellate
Riduzione direLa di emissioni di CO2eq (materie prime e fonH energeHche):
847.686 tonnellate di CO2 eq
Riduzione indireLa di emissioni di CO2 eq (materie prime e fonH energeHche):
1.183.667 tonnellate di CO2 eq
Riduzione totale di emissioni di CO2eq anno 2011:
2.031.352 tonnellate di CO2 equivalen5, pari alla circolazione evitata, per un anno, di circa 1.128.529 autoveQure u5litarie Euro 4 (con una percorrenza media di 15.000 Km).
Tabella 9. Sintesi dei risparmi di materia e di energia nella produzione del vetro riciclato nel 2011.
Bozza Filiera V02_R04a La filiera
9
25 Fonte: Programma specifico di prevenzione 2012 – COREVE
26 Fonte Assovetro
27 Fonte: FEVE
28 hLp://www.gpi.org/
29 - Fonte: Ecoricicli
8TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
9TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
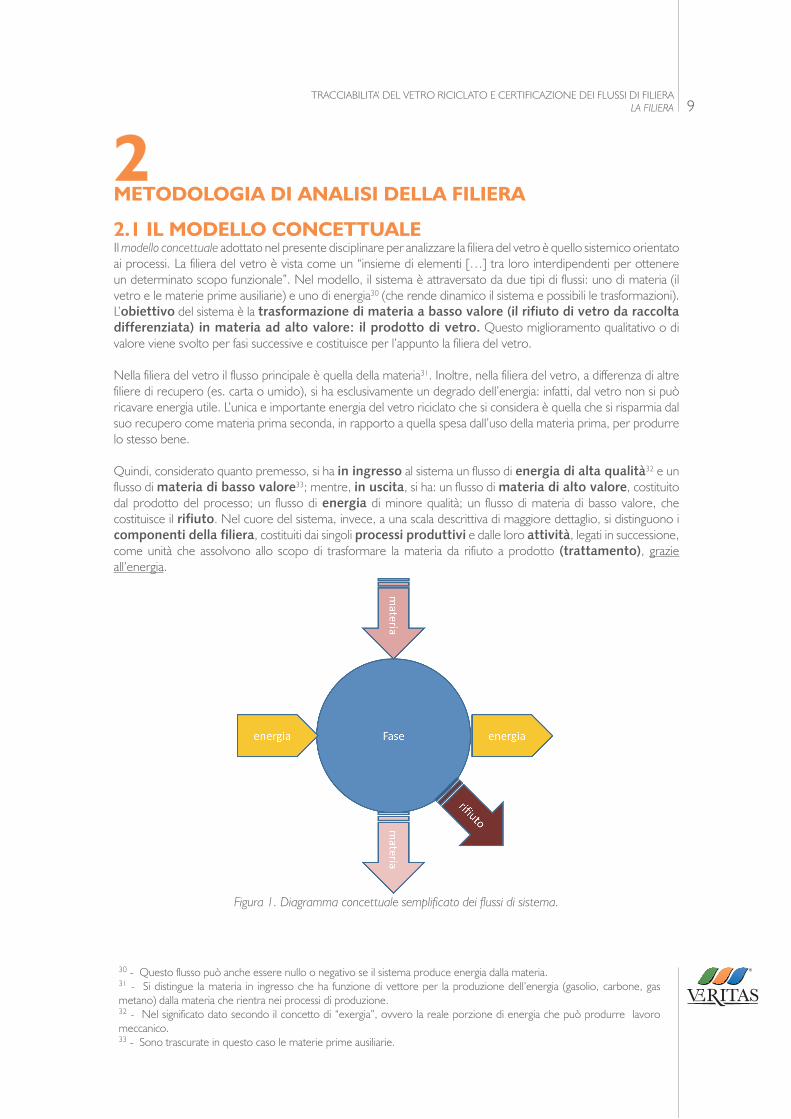
2.1 IL MODELLO CONCETTUALE Il modello concettuale adottato nel presente disciplinare per analizzare la filiera del vetro è quello sistemico orientato ai processi. La filiera del vetro è vista come un “insieme di elementi […] tra loro interdipendenti per ottenere un determinato scopo funzionale”. Nel modello, il sistema è attraversato da due tipi di flussi: uno di materia (il vetro e le materie prime ausiliarie) e uno di energia30 (che rende dinamico il sistema e possibili le trasformazioni). L’obiettivo del sistema è la trasformazione di materia a basso valore (il rifiuto di vetro da raccolta differenziata) in materia ad alto valore: il prodotto di vetro. Questo miglioramento qualitativo o di valore viene svolto per fasi successive e costituisce per l’appunto la filiera del vetro.
Nella filiera del vetro il flusso principale è quella della materia31. Inoltre, nella filiera del vetro, a differenza di altre filiere di recupero (es. carta o umido), si ha esclusivamente un degrado dell’energia: infatti, dal vetro non si può ricavare energia utile. L’unica e importante energia del vetro riciclato che si considera è quella che si risparmia dal suo recupero come materia prima seconda, in rapporto a quella spesa dall’uso della materia prima, per produrre lo stesso bene.
Quindi, considerato quanto premesso, si ha in ingresso al sistema un flusso di energia di alta qualità32 e un flusso di materia di basso valore33; mentre, in uscita, si ha: un flusso di materia di alto valore, costituito dal prodotto del processo; un flusso di energia di minore qualità; un flusso di materia di basso valore, che costituisce il rifiuto. Nel cuore del sistema, invece, a una scala descrittiva di maggiore dettaglio, si distinguono i componenti della filiera, costituiti dai singoli processi produttivi e dalle loro attività, legati in successione, come unità che assolvono allo scopo di trasformare la materia da rifiuto a prodotto (trattamento), grazie all’energia.
Figura 1. Diagramma concettuale semplificato dei flussi di sistema.
30 - Questo flusso può anche essere nullo o negativo se il sistema produce energia dalla materia.31 - Si distingue la materia in ingresso che ha funzione di vettore per la produzione dell’energia (gasolio, carbone, gas metano) dalla materia che rientra nei processi di produzione.32 - Nel significato dato secondo il concetto di “exergia”, ovvero la reale porzione di energia che può produrre lavoro meccanico.33 - Sono trascurate in questo caso le materie prime ausiliarie.
2METODOLOGIA DI ANALISI DELLA FILIERA
2 METODOLOGIA DI ANALISI DELLA FILIERA
2.1 Il modello conceQualeIl modello concePuale adoLato nel presente disciplinare per analizzare la filiera del vetro è quello sistemico orientato ai processi. La filiera del vetro è vista come un “insieme di elemenH […] tra loro interdipendenH per oLenere un determinato scopo funzionale”. Nel modello, il sistema è aLraversato da due Hpi di flussi: uno di materia (il vetro e le materie prime ausiliarie) e uno di energia30 (che rende dinamico il sistema e possibili le trasformazioni). L’obieRvo del sistema è la trasformazione di materia a basso valore (il rifiuto di vetro da raccolta differenziata) in materia ad alto valore: il prodoQo di vetro. Questo miglioramento qualita5vo o di valore viene svolto per fasi successive e cosHtuisce per l’appunto la filiera del vetro.
Nella filiera del vetro il flusso principale è quella della materia31. Inoltre, nella filiera del vetro, a differenza di altre filiere di recupero (es. carta o umido), si ha esclusivamente un degrado dell’energia: infaX, dal vetro non si può ricavare energia uHle. L’unica e importante energia del vetro riciclato che si considera è quella che si risparmia dal suo recupero come materia prima seconda, in rapporto a quella spesa dall’uso della materia prima, per produrre lo stesso bene.
Quindi, considerato quanto premesso, si ha in ingresso al sistema un flusso di energia di alta qualità32 e un flusso di materia di basso valore33; mentre, in uscita, si ha: un flusso di materia di alto valore, cosHtuito dal prodoLo del processo; un flusso di energia di minore qualità; un flusso di materia di basso valore, che cosHtuisce il rifiuto. Nel cuore del sistema, invece, a una scala descriXva di maggiore deLaglio, si disHnguono i componen5 della filiera, cosHtuiH dai singoli processi produRvi e dalle loro aRvità, legaH in successione, come unità che assolvono allo scopo di trasformare la materia da rifiuto a prodoLo (traQamento), grazie all’energia.
Figura 1. Diagramma conceQuale semplificato dei flussi di sistema.
Bozza Filiera V02_R04a La filiera
11
30 Questo flusso può anche essere nullo o negaHvo se il sistema produce energia dalla materia.
31 Si disHngue la materia in ingresso che ha funzione di veLore per la produzione dell’energia (gasolio, carbone, gas metano) dalla materia che rientra nei processi di produzione.
32 Nel significato dato secondo il conceLo di “exergia”, ovvero la reale porzione di energia che può produrre lavoro meccanico.
33 Sono trascurate in questo caso le materie prime ausiliarie.

10TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
2.2 LE FASILa filiera è stata distinta in cinque momenti caratteristici, detti “fasi”, che sono:
• Conferimento• Raccolta• Selezione• Raffinamento• Recupero.
Ogni fase individua un servizio o un processo industriale, un attore, un sito produttivo o dominio di attività.
La filiera del vetro riciclato, parte dall’acquisto e uso dell’imballaggio di vetro da parte dell’utente (consumatore) che “trasforma” l’imballaggio di vetro in rifiuto di vetro; seguono: il conferimento del rifiuto nei punti di raccolta (servizio di raccolta); l’asporto del rifiuto; la selezione del rifiuto di vetro e il suo raffinamento in materia prima seconda; l’utilizzo di questa nel processo di produzione dell’industria del vetro per la creazione di nuovi imballaggi di vetro da immettere sul mercato.
La filiera del vetro riciclato si configura come un ciclo: infatti, l’ultimo anello della catena, il recupero, che in un sistema produttivo “tradizionale” rappresenterebbe il primo anello della filiera, è invece qui legato alle precedenti fasi di selezione, raffinamento e di raccolta differenziata (riciclaggio) e chiude il flusso di materia. Ma se il recupero rappresenta la ragione d’essere delle precedenti fasi della filiera, la mancanza o l’inefficienza di un solo anello della catena ne spezza o ne compromette il ciclo.
Figura 2. Il ciclo del vetro
L’efficienza di tale ciclo è valutata in rapporto alla quantità di prodotto, dalle materie prime usate, dagli scarti che ogni fase produce (i rifiuti) e dall’energia netta che consuma.
Il sistema non è strettamente chiuso: consumi o apporti di energia sono indispensabili all’attività della filiera del vetro (l’energia non si ricicla) e perdite di materia durante le fasi di processo o aumenti di produttività richiedono l’uso di materie prime (peraltro di origine naturale). L’obiettivo prioritario a livello industriale e ambientale è quindi quello di migliorare il processo complessivo in modo da permettere, a parità di produzione, il minore apporto di energia, il minore apporto di materie prime e la minore produzione di scarti. Tutto questo, considerato sia in termini relativi, aumentando l’efficienza dei processi, che in termini assoluti, diminuendo la quantità d’uso di risorse limitate e non rinnovabili.
Dunque, il ciclo del vetro è stato scomposto in 5 fasi ed ogni fase è stata suddivisa in attività. Il dettaglio descrittivo scelto è quello più opportuno ad un livello gestionale. La Figura sottostante mostra le attività che compongono la filiera del vetro. Il sistema si articola in modo lineare: ogni attività è collegata attraverso un unico
2.2 Le fasiLa filiera è stata disHnta in cinque momenH caraLerisHci, deX “fasi”, che sono:
1. Conferimento2. Raccolta3. Selezione4. Raffinamento5. Recupero.
Ogni fase individua un servizio o un processo industriale, un aLore, un sito produXvo o dominio di aXvità.
La filiera del vetro riciclato, parte dall’acquisto e uso dell’imballaggio di vetro da parte dell’utente (consumatore) che “trasforma” l’imballaggio di vetro in rifiuto di vetro; seguono: il conferimento del rifiuto nei punH di raccolta (servizio di raccolta); l’asporto del rifiuto; la selezione del rifiuto di vetro e il suo raffinamento in materia prima seconda; l’uHlizzo di questa nel processo di produzione dell’industria del vetro per la creazione di nuovi imballaggi di vetro da immeLere sul mercato.
La filiera del vetro riciclato si configura come un ciclo: infaX, l’ulHmo anello della catena, il recupero, che in un sistema produXvo “tradizionale” rappresenterebbe il primo anello della filiera, è invece qui legato alle precedenH fasi di selezione, raffinamento e di raccolta differenziata (riciclaggio) e chiude il flusso di materia. Ma se il recupero rappresenta la ragione d’essere delle precedenH fasi della filiera, la mancanza o l’inefficienza di un solo anello della catena ne spezza o ne compromeLe il ciclo.
Figura 2. Il ciclo del vetro
L’efficienza di tale ciclo è valutata in rapporto alla quan5tà di prodoQo, dalle materie prime usate, dagli scarH che ogni fase produce (i rifiuH) e dall’energia neLa che consuma.
Il sistema non è streLamente chiuso: consumi o apporH di energia sono indispensabili all’aXvità della filiera del vetro (l’energia non si ricicla) e perdite di materia durante le fasi di processo o aumenH di produXvità richiedono l’uso di materie prime (peraltro di origine naturale). L’obieXvo prioritario a livello industriale e ambientale è quindi quello di migliorare il processo complessivo in modo da permeLere, a parità di produzione, il minore apporto di energia, il minore apporto di materie prime e la minore produzione di scar5. TuLo questo, considerato sia in termini relaHvi, aumentando l’efficienza dei processi, che in termini assoluH, diminuendo la quanHtà d’uso di risorse limitate e non rinnovabili.
Dunque, il ciclo del vetro è stato scomposto in 5 fasi ed ogni fase è stata suddivisa in aRvità. Il deLaglio descriXvo scelto è quello più opportuno ad un livello gesHonale. La Figura soLostante mostra le aXvità
Bozza Filiera V02_R04a La filiera
12

11TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
flusso di materia in entrata (di basso valore) e un flusso unico in uscita (di maggiore qualità). L’energia indicata negli schemi è quella al netto dell’eventuale energia auto-prodotta nella fase di processo (energia netta). Mentre non vengono indicati gli apporti di acqua, materia prima di valore ambientale che è invece considerata nel bilancio del disciplinare.
Figura 3. Schema concettuale del modello di filiera del vetro riciclato.
2.3 IL BILANCIOLo scopo dell’analisi della filiera del vetro riciclato è quello di pervenire e giustificare uno schema di bilancio sulla materia e l’energia in gioco (che sarà oggetto del disciplinare) che, attraverso il monitoraggio periodico degli elementi chiave del sistema, permetterà la realizzazione periodica e permanente del bilancio di filiera.
Il bilancio di filiera deve permettere di rispondere alle seguenti domande:1) Quanta parte del vetro conferito alla raccolta differenziata viene recuperato e trasformato in bottiglia?2) Qual è il contenuto energetico di una bottiglia di vetro (energia incorporata34)? Ovvero, quanta parte di energia necessaria per ri-produrla (da materie prime) può essere fornita da una bottiglia? Oppure, quanta energia devo consumare per rimettere in ciclo questa bottiglia (come materia prima seconda)?3) Il vetro conferito perde il proprio valore di qualità durante il proprio ciclo di vita? (è riciclabile “all’infinito”?)4) Ci sono margini di miglioramento nel processo di filiera? Dove?
34 - Nella letteratura inglese: Embodied energy. Per Embodied energy (energia grigia) si intende la quantità di energia necessaria per produrre, trasportare fino al luogo di utilizzo e smaltire un prodotto o un materiale o per assicurare un servizio. L’energia grigia può essere anche chiamata “energia virtuale”, “energia congelata” o “energia nascosta”. Generalmente, con il termine energia grigia si indica una metodologia per valutare l’ammontare totale dell’energia utilizzata nel corso dell’intera vita del prodotto: estrazione delle materie prime, trasporto, trasformazione, montaggio, installazione, come pure la demolizione e lo smaltimento. Alcune metodologie puntano a esprimere l’energia grigia in termini di consumo di petrolio; altre metodologie valutano l’energia grigia in termini di quantità di luce solare che viene utilizzata nei processi ecologici. Le unità di misura tipicamente usate sono il MJ/Kg (mega joule di energia necessaria a ottenere un chilogrammo di prodotto) e il t CO2 (tonnellate di anidride carbonica liberata dall’energia necessaria a prodotte un chilogrammo di prodotto). [Fonte. http://it.wikipedia.org/wiki/Energia_grigia]Valori per il vetro, riportati in letteratura , sono: General glass: Embodied energy: 15 MJ/kg; Embodied carbon: 0,85 kg CO2/kg; Density: 2500 kg/m3. Questi valori tengono conto del tasso di riciclaggio britannico del 2004, che è pari a 38%.
che compongono la filiera del vetro. Il sistema si arHcola in modo lineare: ogni aXvità è collegata aLraverso un unico flusso di materia in entrata (di basso valore) e un flusso unico in uscita (di maggiore qualità). L’energia indicata negli schemi è quella al neQo dell’eventuale energia auto-‐prodoQa nella fase di processo (energia neLa). Mentre non vengono indicaH gli apporH di acqua, materia prima di valore ambientale che è invece considerata nel bilancio del disciplinare.
Figura 3. Schema conceQuale del modello di filiera del vetro riciclato.
2.3 Il bilancioLo scopo dell’analisi della filiera del vetro riciclato è quello di pervenire e giusHficare uno schema di bilancio sulla materia e l’energia in gioco (che sarà oggeLo del disciplinare) che, aLraverso il monitoraggio periodico degli elemenH chiave del sistema, permeLerà la realizzazione periodica e permanente del bilancio di filiera.
Il bilancio di filiera deve permeLere di rispondere alle seguenH domande:1) Quanta parte del vetro conferito alla raccolta differenziata viene recuperato e trasformato in boXglia?
Bozza Filiera V02_R04a La filiera
13

12TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA

13TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
Viene ora descritta la filiera del vetro riciclato che sarà oggetto del disciplinare di certificazione. In linea con la metodologia esposta nel paragrafo precedente, la filiera del vetro riciclato, nei suoi processi, è suddivisa in 5 fasi di lavorazione svolte da altrettanti attori in siti differenti, come indicato nella seguente tabella.
Tabella 10. Gli attori della filiera.
In questo paragrafo saranno rappresentate in modo dettagliato le singole attività della filiera. Di ogni fase saranno descritte le informazioni generali relative a: il sito dove ha luogo il processo; le principali attività che si svolgono nel sito; i processi produttivi. Successivamente, per le stesse fasi, saranno analizzati i tipi di flusso di materia (par. 4.6) e di energia (par. 4.7) di ogni attività. Questa suddivisione permette di analizzare la filiera da due diversi punti di vista: l’organizzazione e i flussi.
3.1 IL CONFERIMENTO E IL SERVIZIO DI RACCOLTADal punto di vista della filiera del vetro riciclato da imballaggi derivante da rifiuti urbani, il conferimento è laprima fase del ciclo del vetro che vede come attore attivo il cittadino. Il conferimento dei rifiuti è quelmomento della filiera del vetro nel quale il cittadino, produttore del rifiuto, cede (si disfa) il proprio rifiutoda imballaggi di vetro al sistema di raccolta. Questa fase è svolta dal cittadino in modo autonomo e avvienenormalmente già all’interno dell’ambiente domestico e secondo le buone pratiche della raccoltadifferenziata.Il conferimento del vetro da parte del cittadino, dei commercianti e ristoratori è sicuramente il momentopiù importante della catena del recupero e del riciclaggio. Il sistema più conosciuto è l’impiego dellacampana verde di capacità da 2 a 3,3 m3, che viene dislocata in diversi punti della città e in cui vengonoinserite le bottiglie vuote.
3 I PROCESSI DI FILIERAViene ora descriLa la filiera del vetro riciclato che sarà oggeLo del disciplinare di cerHficazione. In linea con la metodologia esposta nel paragrafo precedente, la filiera del vetro riciclato, nei suoi processi, è suddivisa in 5 fasi di lavorazione svolte da altreLanH aLori in siH differenH, come indicato nella seguente tabella.
Fase Descrizione AQore Sito
1 CONFERIMENTO VERITAS SpA -‐ Veneziana Energia Risorse Idriche Territorio Ambiente Servizi
Municipalità di Chirignago – Zelarino e Municipalità di Favaro Veneto
2 RACCOLTA Ecoricicli Veritas Srl Municipalità di Chirignago – Zelarino e Municipalità di Favaro Veneto
3 SELEZIONE Ecoricicli Veritas Srl Sede operaHva Malcontenta Eco-‐Ricicli Veritas
4 RAFFINAMENTO Ecopatè Sede operaHve Musile di Piave EcoPate
5 RECUPERO O-‐I Manufacturing Italy Spa
Sede operaHve San Polo di Piave (TV) O-‐I
Tabella 10. Gli aQori della filiera.
In questo paragrafo saranno rappresentate in modo deLagliato le singole aXvità della filiera. Di ogni fase saranno descriLe le informazioni generali relaHve a: il sito dove ha luogo il processo; le principali aXvità che si svolgono nel sito; i processi produXvi. Successivamente, per le stesse fasi, saranno analizzaH i Hpi di flusso di materia (par. 4.6) e di energia (par. 4.7) di ogni aXvità. Questa suddivisione permeLe di analizzare la filiera da due diversi punH di vista: l’organizzazione e i flussi.
3.1 Il conferimento e il servizio di raccoltaDal punto di vista della filiera del vetro riciclato da imballaggi derivante da rifiuH urbani, il conferimento è la prima fase del ciclo del vetro che vede come aLore aXvo il ciLadino. Il conferimento dei rifiuH è quel momento della filiera del vetro nel quale il ciQadino, produLore del rifiuto, cede (si disfa) il proprio rifiuto da imballaggi di vetro al sistema di raccolta. Questa fase è svolta dal ciLadino in modo autonomo e avviene normalmente già all’interno dell’ambiente domesHco e secondo le buone praHche della raccolta differenziata.Il conferimento del vetro da parte del ciLadino, dei commercianH e ristoratori è sicuramente il momento più importante della catena del recupero e del riciclaggio. Il sistema più conosciuto è l'impiego della campana verde di capacità da 2 a 3,3 m3, che viene dislocata in diversi punH della ciLà e in cui vengono inserite le boXglie vuote.
3.1.1 Il servizio di raccolta differenziataPer la ges5one dei rifiu5 nel proprio territorio, il Comune di Venezia recepisce la normaHva nazionale e regionale in materia aLraverso un proprio regolamento dei rifiuH (approvato con Delibera di Consiglio n.66 del 16 giugno 2008, pubblicata all'Albo Pretorio il 26 giugno 2008, e modificato con Delibera di Consiglio n. 149 del 20 dicembre 2010) che ha l'obieXvo di regolare tuLe le fasi di gesHone dei rifiuH urbani (raccolta, trasporto, conferimento, differenziazione, assimilazione).
Il regolamento stabilisce che:
Bozza Filiera V02_R04a La filiera
15
3I PROCESSI DI FILIERA
14TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
3.1.1 IL SERVIZIO DI RACCOLTA DIFFERENZIATAPer la gestione dei rifiuti nel proprio territorio, il Comune di Venezia recepisce la normativa nazionale e regionale in materia attraverso un proprio regolamento dei rifiuti (approvato con Delibera di Consiglio n.66 del 16 giugno 2008, pubblicata all’Albo Pretorio il 26 giugno 2008, e modificato con Delibera di Consiglio n. 149 del 20 dicembre 2010) che ha l’obiettivo di regolare tutte le fasi di gestione dei rifiuti urbani (raccolta, trasporto, conferimento, differenziazione, assimilazione).
Il regolamento stabilisce che:
• Il servizio di raccolta di rifiuti urbani e assimilati agli urbani viene effettuato nell’ambito del territorio comunale. Entro tale ambito è obbligatorio avvalersi del servizio pubblico per la raccolta dei rifiuti urbani e dei rifiuti assimilati (art. 3, comm. 1, Reg. com.).
• La raccolta differenziata (art 12, Reg. com.) viene organizzata al fine di rispondere alle indicazioni di cui all’art. 2 della L.R. Veneto n. 3/2000 e delle norme dei Piani regionali e provinciali per la gestione dei rifiuti, in particolare prevedendo:
a - l’attivazione della raccolta differenziata della frazione verde, nonché di quella putrescibile relativa ad utenze selezionate, per il successivo conferimento ad impianti di bioconversione;
b - l’attivazione della raccolta differenziata della frazione secca recuperabile, per il successivo conferimento ad impianti di recupero;
c - l’attivazione della raccolta delle rimanenti frazioni dei rifiuti urbani, operando prioritariamente la separazione della frazione umida a monte, mediante raccolta differenziata presso l’utente.
Inoltre, lo stesso regolamento prescrive che:
Il Comune deve organizzare sistemi adeguati di raccolta differenziata in modo da permettere all’utente di conferire al servizio pubblico rifiuti di imballaggio selezionati dai rifiuti domestici e da altri tipi di rifiuti di imballaggi.
E’ fatto obbligo per l’utente conferire in modo separato tutti i rifiuti per i quali è stata attivata la relativa raccolta differenziata. Gli utenti devono avvalersi delle strutture predisposte per la raccolta differenziata e delle iniziative attivate finalizzate al recupero-riciclaggio dei rifiuti.
L’utente deve provvedere alla preventiva selezione del materiale alla fonte ed al successivo conferimento nelle modalità stabilite nel presente Regolamento e nelle ordinanze in materia.
E’ vietato il conferimento di rifiuti differenziati e non al servizio pubblico istituito dal Comune da parte di soggetti non residenti e attività non insediate nel territorio comunale e che, comunque, non corrispondono la tariffa per la gestione dei rifiuti urbani (art. 23 reg. com.).
I rifiuti che interessano il presente lavoro sono quelli conferiti nei contenitori adibiti alla raccolta di rifiuti urbani e specificatamente delle campane per la raccolta del multi-materiale Vetro-plastica-lattine (VPL) che fanno parte del servizio di raccolta differenziata. La raccolta dei rifiuti avviene mediante cassonetti/contenitori stradali differenziati. Le campane sono il sistema più economico, diffuso ed efficace per raccogliere i rifiuti di vetro. Le campane hanno una capacità che varia da 2 a 3 m3 e sono dislocate in diversi punti della città, in luoghi accessibili e su aree asfaltate o cementate. Generalmente si rende necessario installare minimo una campana ogni 400/500 abitanti35.
35 - Fonte: COREVE
15TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
Nel Comune di Venezia i contenitori di raccolta si distinguono in:• Campane di colore verde: si possono introdurre tutti gli imballaggi costituiti da vetro, plastica e metallo (alluminio, acciaio, banda stagnata), campana VPL.• Campane di colore giallo: si possono introdurre tutti i rifiuti costituiti da carta, cartone, tetrapak• Bidoncini verde scuro: per i rifiuti organici (avanzi di cucina).• Cassonetti verde chiaro/grigio: per il rifiuto secco residuo.
Le campane sono organizzate in spazi stradali detti punti di prossimità.I punti di prossimità sono aree attrezzate con appositi contenitori, dislocate presso le strade cittadine, per il conferimento di materiali separati: carta, plastica, vetro, frazione organica e frazione secca. Ogni punto di prossimità è normalmente individuato da un codice identificativo.
Per aumentare la raccolta differenziata e raggiungere gli obiettivi fissati per questa, il Comune di Venezia e Veritas hanno avviato un nuovo sistema di raccolta del rifiuto secco non riciclabile. Su ogni cassonetto è infatti installata una calotta che si apre solo con una chiave elettronica personalizzata consegnata a ogni utente. Questo meccanismo impedisce la “migrazione dei rifiuti” dai comuni limitrofi e permette di limitare il volume di rifiuto secco conferito in un unico sacchetto, obbligando in tale modo l’utente a selezionare il materiale conferito.
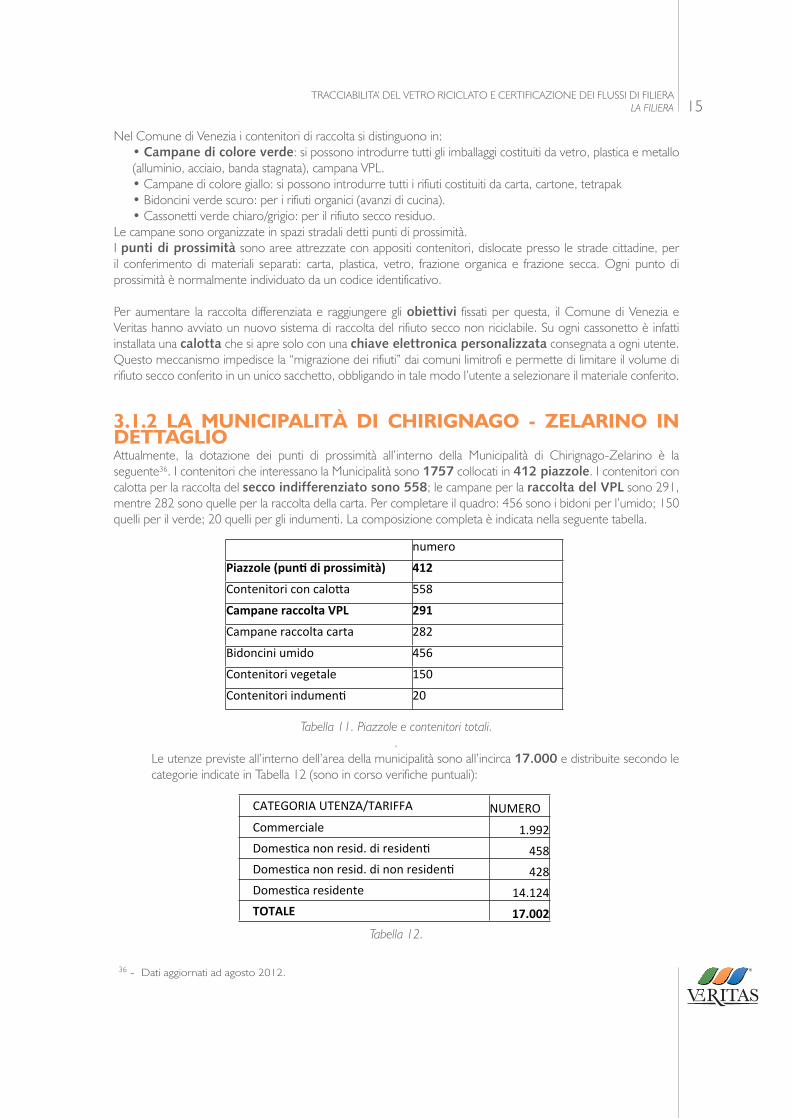
3.1.2 LA MUNICIPALITÀ DI CHIRIGNAGO - ZELARINO IN DETTAGLIOAttualmente, la dotazione dei punti di prossimità all’interno della Municipalità di Chirignago-Zelarino è la seguente36. I contenitori che interessano la Municipalità sono 1757 collocati in 412 piazzole. I contenitori con calotta per la raccolta del secco indifferenziato sono 558; le campane per la raccolta del VPL sono 291, mentre 282 sono quelle per la raccolta della carta. Per completare il quadro: 456 sono i bidoni per l’umido; 150 quelli per il verde; 20 quelli per gli indumenti. La composizione completa è indicata nella seguente tabella.
Tabella 11. Piazzole e contenitori totali..
Le utenze previste all’interno dell’area della municipalità sono all’incirca 17.000 e distribuite secondo le categorie indicate in Tabella 12 (sono in corso verifiche puntuali):
Tabella 12.
Per aumentare la raccolta differenziata e raggiungere gli obieRvi fissaH per questa, il Comune di Venezia e Veritas hanno avviato un nuovo sistema di raccolta del rifiuto secco non riciclabile. Su ogni cassoneLo è infaX installata una caloQa che si apre solo con una chiave eleQronica personalizzata consegnata a ogni utente. Questo meccanismo impedisce la “migrazione dei rifiuH” dai comuni limitrofi e permeLe di limitare il volume di rifiuto secco conferito in un unico saccheLo, obbligando in tale modo l’utente a selezionare il materiale conferito.
3.1.2 La Municipalità di Chirignago - ZelarinoALualmente, la dotazione dei punH di prossimità all’interno della Municipalità di Chirignago-‐Zelarino è la seguente36. I contenitori che interessano la Municipalità sono 1757 collocaH in 412 piazzole. I contenitori con caloLa per la raccolta del secco indifferenziato sono 558; le campane per la raccolta del VPL sono 291, mentre 282 sono quelle per la raccolta della carta. Per completare il quadro: 456 sono i bidoni per l’umido; 150 quelli per il verde; 20 quelli per gli indumenH. La composizione completa è indicata nella seguente tabella.
numero
Piazzole (pun5 di prossimità) 412
Contenitori con caloLa 558
Campane raccolta VPL 291
Campane raccolta carta 282
Bidoncini umido 456
Contenitori vegetale 150
Contenitori indumenH 20
Tabella 11. Piazzole e contenitori totali.
Le utenze previste all’interno dell’area della municipalità sono all’incirca 17.000 e distribuite secondo le categorie indicate in Tabella 12 (sono in corso verifiche puntuali):
CATEGORIA UTENZA/TARIFFA NUMEROCommerciale 1.992DomesHca non resid. di residenH 458DomesHca non resid. di non residenH 428DomesHca residente 14.124TOTALE 17.002
Tabella 12.
Bozza Filiera V02_R04a La filiera
1736 DaH aggiornaH ad agosto 2012.
Per aumentare la raccolta differenziata e raggiungere gli obieRvi fissaH per questa, il Comune di Venezia e Veritas hanno avviato un nuovo sistema di raccolta del rifiuto secco non riciclabile. Su ogni cassoneLo è infaX installata una caloQa che si apre solo con una chiave eleQronica personalizzata consegnata a ogni utente. Questo meccanismo impedisce la “migrazione dei rifiuH” dai comuni limitrofi e permeLe di limitare il volume di rifiuto secco conferito in un unico saccheLo, obbligando in tale modo l’utente a selezionare il materiale conferito.
3.1.2 La Municipalità di Chirignago - ZelarinoALualmente, la dotazione dei punH di prossimità all’interno della Municipalità di Chirignago-‐Zelarino è la seguente36. I contenitori che interessano la Municipalità sono 1757 collocaH in 412 piazzole. I contenitori con caloLa per la raccolta del secco indifferenziato sono 558; le campane per la raccolta del VPL sono 291, mentre 282 sono quelle per la raccolta della carta. Per completare il quadro: 456 sono i bidoni per l’umido; 150 quelli per il verde; 20 quelli per gli indumenH. La composizione completa è indicata nella seguente tabella.
numero
Piazzole (pun5 di prossimità) 412
Contenitori con caloLa 558
Campane raccolta VPL 291
Campane raccolta carta 282
Bidoncini umido 456
Contenitori vegetale 150
Contenitori indumenH 20
Tabella 11. Piazzole e contenitori totali.
Le utenze previste all’interno dell’area della municipalità sono all’incirca 17.000 e distribuite secondo le categorie indicate in Tabella 12 (sono in corso verifiche puntuali):
CATEGORIA UTENZA/TARIFFA NUMEROCommerciale 1.992DomesHca non resid. di residenH 458DomesHca non resid. di non residenH 428DomesHca residente 14.124TOTALE 17.002
Tabella 12.
Bozza Filiera V02_R04a La filiera
1736 DaH aggiornaH ad agosto 2012.
36 - Dati aggiornati ad agosto 2012.
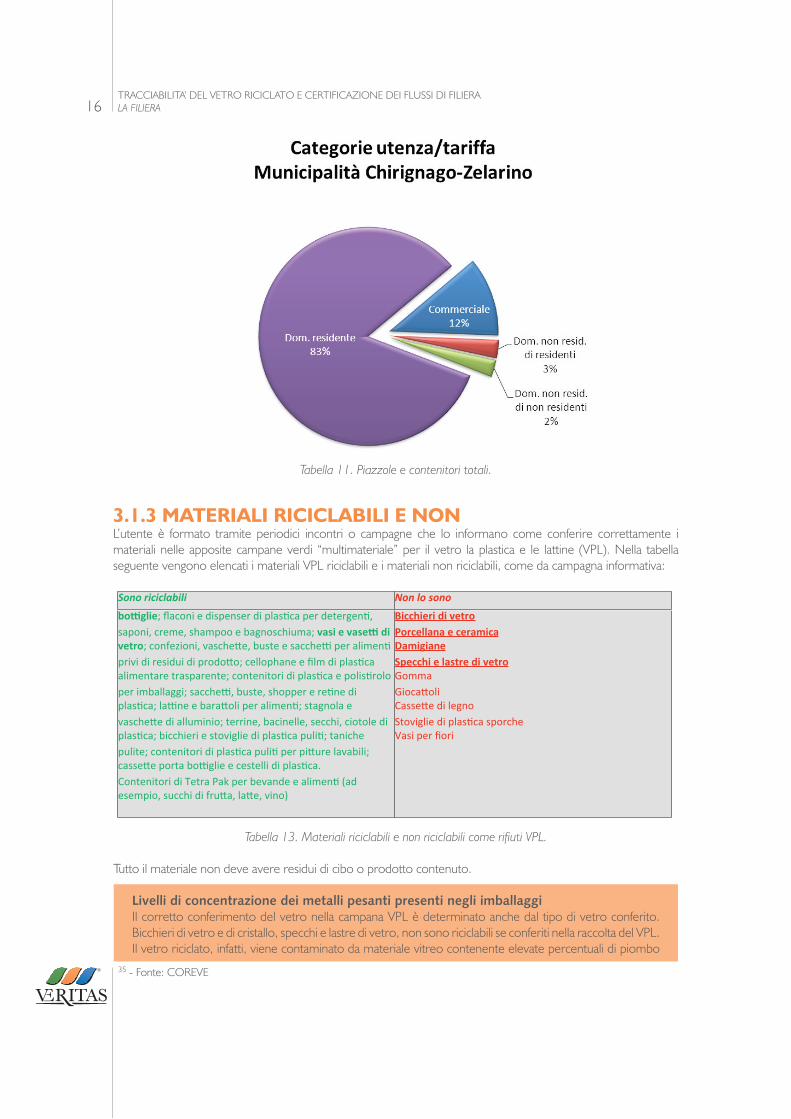
16TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
Tabella 11. Piazzole e contenitori totali.
3.1.3 MATERIALI RICICLABILI E NONL’utente è formato tramite periodici incontri o campagne che lo informano come conferire correttamente i materiali nelle apposite campane verdi “multimateriale” per il vetro la plastica e le lattine (VPL). Nella tabella seguente vengono elencati i materiali VPL riciclabili e i materiali non riciclabili, come da campagna informativa:
Tabella 13. Materiali riciclabili e non riciclabili come rifiuti VPL.
Tutto il materiale non deve avere residui di cibo o prodotto contenuto.
Livelli di concentrazione dei metalli pesanti presenti negli imballaggiIl corretto conferimento del vetro nella campana VPL è determinato anche dal tipo di vetro conferito. Bicchieri di vetro e di cristallo, specchi e lastre di vetro, non sono riciclabili se conferiti nella raccolta del VPL. Il vetro riciclato, infatti, viene contaminato da materiale vitreo contenente elevate percentuali di piombo
35 - Fonte: COREVE
Figura 4. Categorie di utenza.
3.1.3 Materiali riciclabili e nonL’utente è formato tramite periodici incontri o campagne che lo informano come conferire correLamente i materiali nelle apposite campane verdi “mulHmateriale” per il vetro la plasHca e le laXne (VPL). Nella tabella seguente vengono elencaH i materiali VPL riciclabili e i materiali non riciclabili, come da campagna informaHva:
Sono riciclabili Non lo sono
boRglie; flaconi e dispenser di plasHca per detergenH, saponi, creme, shampoo e bagnoschiuma; vasi e vaseR di vetro; confezioni, vascheLe, buste e saccheX per alimenH privi di residui di prodoLo; cellophane e film di plasHca alimentare trasparente; contenitori di plasHca e polisHrolo per imballaggi; saccheX, buste, shopper e reHne di plasHca; laXne e baraLoli per alimenH; stagnola e vascheLe di alluminio; terrine, bacinelle, secchi, ciotole di plasHca; bicchieri e stoviglie di plasHca puliH; taniche pulite; contenitori di plasHca puliH per piLure lavabili; casseLe porta boXglie e cestelli di plasHca.Contenitori di Tetra Pak per bevande e alimenH (ad esempio, succhi di fruLa, laLe, vino)
Bicchieri di vetroPorcellana e ceramicaDamigianeSpecchi e lastre di vetroGommaGiocaLoliCasseLe di legnoStoviglie di plasHca sporcheVasi per fiori
Tabella 13. Materiali riciclabili e non riciclabili come rifiu5 VPL.
TuLo il materiale non deve avere residui di cibo o prodoLo contenuto.
Livelli di concentrazione dei metalli pesan5 presen5 negli imballaggiIl correLo conferimento del vetro nella campana VPL è determinato anche dal Hpo di vetro conferito. Bicchieri di vetro e di cristallo, specchi e lastre di vetro, non sono riciclabili se conferiH nella raccolta del VPL. Il vetro riciclato, infaX, viene contaminato da materiale vitreo contenente elevate percentuali di piombo o da altri metalli pesanH. I livelli di
Bozza Filiera V02_R04a La filiera
18
Figura 4. Categorie di utenza.
3.1.3 Materiali riciclabili e nonL’utente è formato tramite periodici incontri o campagne che lo informano come conferire correLamente i materiali nelle apposite campane verdi “mulHmateriale” per il vetro la plasHca e le laXne (VPL). Nella tabella seguente vengono elencaH i materiali VPL riciclabili e i materiali non riciclabili, come da campagna informaHva:
Sono riciclabili Non lo sono
boRglie; flaconi e dispenser di plasHca per detergenH, saponi, creme, shampoo e bagnoschiuma; vasi e vaseR di vetro; confezioni, vascheLe, buste e saccheX per alimenH privi di residui di prodoLo; cellophane e film di plasHca alimentare trasparente; contenitori di plasHca e polisHrolo per imballaggi; saccheX, buste, shopper e reHne di plasHca; laXne e baraLoli per alimenH; stagnola e vascheLe di alluminio; terrine, bacinelle, secchi, ciotole di plasHca; bicchieri e stoviglie di plasHca puliH; taniche pulite; contenitori di plasHca puliH per piLure lavabili; casseLe porta boXglie e cestelli di plasHca.Contenitori di Tetra Pak per bevande e alimenH (ad esempio, succhi di fruLa, laLe, vino)
Bicchieri di vetroPorcellana e ceramicaDamigianeSpecchi e lastre di vetroGommaGiocaLoliCasseLe di legnoStoviglie di plasHca sporcheVasi per fiori
Tabella 13. Materiali riciclabili e non riciclabili come rifiu5 VPL.
TuLo il materiale non deve avere residui di cibo o prodoLo contenuto.
Livelli di concentrazione dei metalli pesan5 presen5 negli imballaggiIl correLo conferimento del vetro nella campana VPL è determinato anche dal Hpo di vetro conferito. Bicchieri di vetro e di cristallo, specchi e lastre di vetro, non sono riciclabili se conferiH nella raccolta del VPL. Il vetro riciclato, infaX, viene contaminato da materiale vitreo contenente elevate percentuali di piombo o da altri metalli pesanH. I livelli di
Bozza Filiera V02_R04a La filiera
18
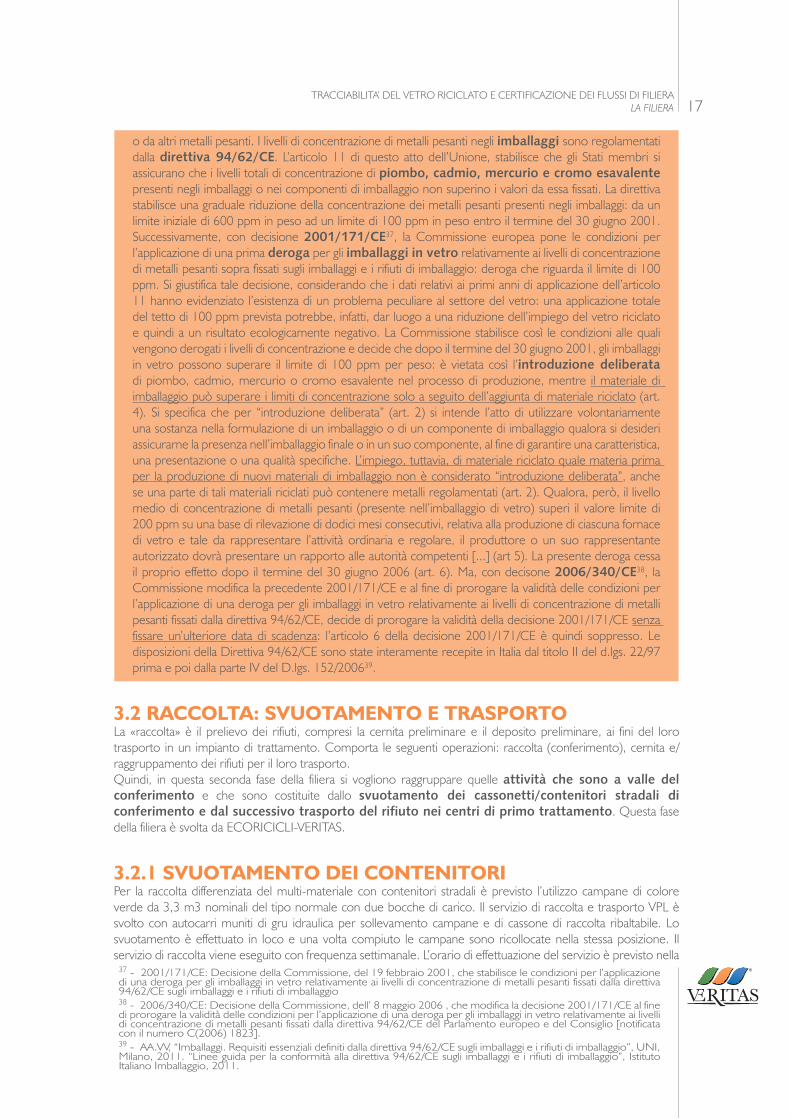
17TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
o da altri metalli pesanti. I livelli di concentrazione di metalli pesanti negli imballaggi sono regolamentati dalla direttiva 94/62/CE. L’articolo 11 di questo atto dell’Unione, stabilisce che gli Stati membri si assicurano che i livelli totali di concentrazione di piombo, cadmio, mercurio e cromo esavalente presenti negli imballaggi o nei componenti di imballaggio non superino i valori da essa fissati. La direttiva stabilisce una graduale riduzione della concentrazione dei metalli pesanti presenti negli imballaggi: da un limite iniziale di 600 ppm in peso ad un limite di 100 ppm in peso entro il termine del 30 giugno 2001. Successivamente, con decisione 2001/171/CE37, la Commissione europea pone le condizioni per l’applicazione di una prima deroga per gli imballaggi in vetro relativamente ai livelli di concentrazione di metalli pesanti sopra fissati sugli imballaggi e i rifiuti di imballaggio: deroga che riguarda il limite di 100 ppm. Si giustifica tale decisione, considerando che i dati relativi ai primi anni di applicazione dell’articolo 11 hanno evidenziato l’esistenza di un problema peculiare al settore del vetro: una applicazione totale del tetto di 100 ppm prevista potrebbe, infatti, dar luogo a una riduzione dell’impiego del vetro riciclato e quindi a un risultato ecologicamente negativo. La Commissione stabilisce così le condizioni alle quali vengono derogati i livelli di concentrazione e decide che dopo il termine del 30 giugno 2001, gli imballaggi in vetro possono superare il limite di 100 ppm per peso: è vietata così l’introduzione deliberata di piombo, cadmio, mercurio o cromo esavalente nel processo di produzione, mentre il materiale di imballaggio può superare i limiti di concentrazione solo a seguito dell’aggiunta di materiale riciclato (art. 4). Si specifica che per “introduzione deliberata” (art. 2) si intende l’atto di utilizzare volontariamente una sostanza nella formulazione di un imballaggio o di un componente di imballaggio qualora si desideri assicurarne la presenza nell’imballaggio finale o in un suo componente, al fine di garantire una caratteristica, una presentazione o una qualità specifiche. L’impiego, tuttavia, di materiale riciclato quale materia prima per la produzione di nuovi materiali di imballaggio non è considerato “introduzione deliberata”, anche se una parte di tali materiali riciclati può contenere metalli regolamentati (art. 2). Qualora, però, il livello medio di concentrazione di metalli pesanti (presente nell’imballaggio di vetro) superi il valore limite di 200 ppm su una base di rilevazione di dodici mesi consecutivi, relativa alla produzione di ciascuna fornace di vetro e tale da rappresentare l’attività ordinaria e regolare, il produttore o un suo rappresentante autorizzato dovrà presentare un rapporto alle autorità competenti [...] (art 5). La presente deroga cessa il proprio effetto dopo il termine del 30 giugno 2006 (art. 6). Ma, con decisone 2006/340/CE38, la Commissione modifica la precedente 2001/171/CE e al fine di prorogare la validità delle condizioni per l’applicazione di una deroga per gli imballaggi in vetro relativamente ai livelli di concentrazione di metalli pesanti fissati dalla direttiva 94/62/CE, decide di prorogare la validità della decisione 2001/171/CE senza fissare un’ulteriore data di scadenza: l’articolo 6 della decisione 2001/171/CE è quindi soppresso. Le disposizioni della Direttiva 94/62/CE sono state interamente recepite in Italia dal titolo II del d.lgs. 22/97 prima e poi dalla parte IV del D.lgs. 152/200639.
3.2 RACCOLTA: SVUOTAMENTO E TRASPORTOLa «raccolta» è il prelievo dei rifiuti, compresi la cernita preliminare e il deposito preliminare, ai fini del loro trasporto in un impianto di trattamento. Comporta le seguenti operazioni: raccolta (conferimento), cernita e/raggruppamento dei rifiuti per il loro trasporto.Quindi, in questa seconda fase della filiera si vogliono raggruppare quelle attività che sono a valle del conferimento e che sono costituite dallo svuotamento dei cassonetti/contenitori stradali di conferimento e dal successivo trasporto del rifiuto nei centri di primo trattamento. Questa fase della filiera è svolta da ECORICICLI-VERITAS.
3.2.1 SVUOTAMENTO DEI CONTENITORIPer la raccolta differenziata del multi-materiale con contenitori stradali è previsto l’utilizzo campane di colore verde da 3,3 m3 nominali del tipo normale con due bocche di carico. Il servizio di raccolta e trasporto VPL è svolto con autocarri muniti di gru idraulica per sollevamento campane e di cassone di raccolta ribaltabile. Lo svuotamento è effettuato in loco e una volta compiuto le campane sono ricollocate nella stessa posizione. Il servizio di raccolta viene eseguito con frequenza settimanale. L’orario di effettuazione del servizio è previsto nella
37 - 2001/171/CE: Decisione della Commissione, del 19 febbraio 2001, che stabilisce le condizioni per l’applicazione di una deroga per gli imballaggi in vetro relativamente ai livelli di concentrazione di metalli pesanti fissati dalla direttiva 94/62/CE sugli imballaggi e i rifiuti di imballaggio38 - 2006/340/CE: Decisione della Commissione, dell’ 8 maggio 2006 , che modifica la decisione 2001/171/CE al fine di prorogare la validità delle condizioni per l’applicazione di una deroga per gli imballaggi in vetro relativamente ai livelli di concentrazione di metalli pesanti fissati dalla direttiva 94/62/CE del Parlamento europeo e del Consiglio [notificata con il numero C(2006) 1823].39 - AA.VV, “Imballaggi. Requisiti essenziali definiti dalla direttiva 94/62/CE sugli imballaggi e i rifiuti di imballaggio”, UNI, Milano, 2011. “Linee guida per la conformità alla direttiva 94/62/CE sugli imballaggi e i rifiuti di imballaggio”, Istituto Italiano Imballaggio, 2011.
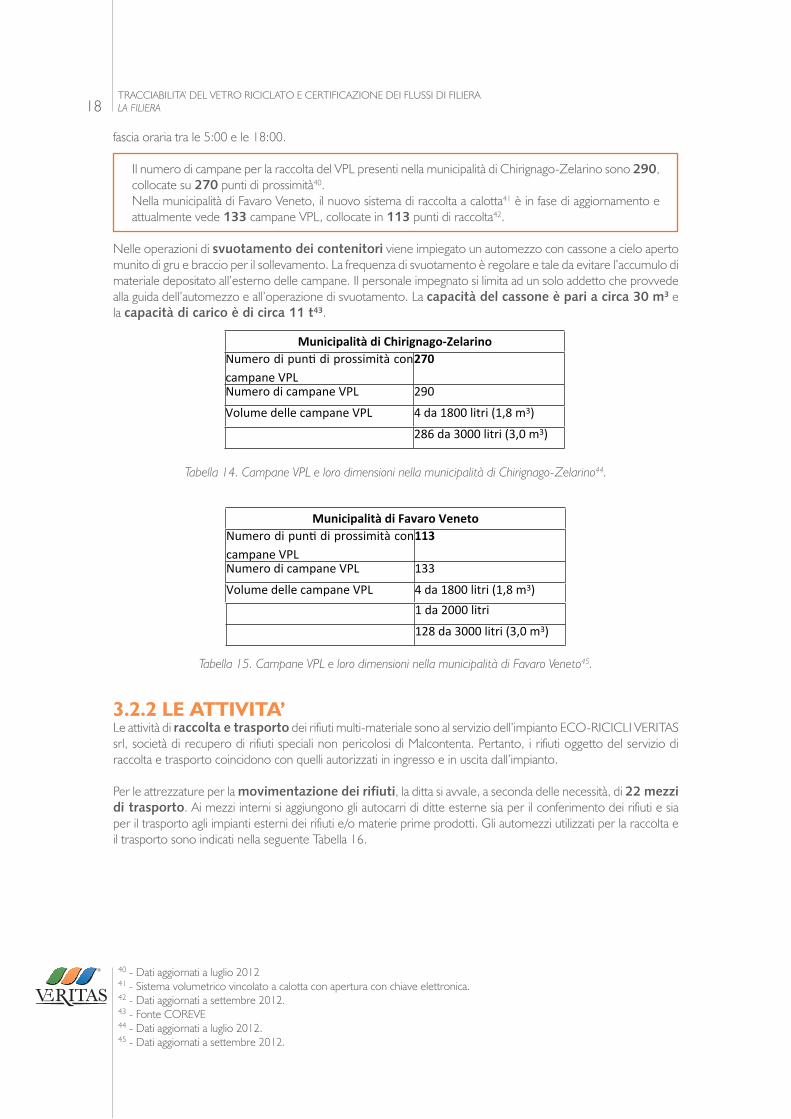
18TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
fascia oraria tra le 5:00 e le 18:00.
Il numero di campane per la raccolta del VPL presenti nella municipalità di Chirignago-Zelarino sono 290, collocate su 270 punti di prossimità40.Nella municipalità di Favaro Veneto, il nuovo sistema di raccolta a calotta41 è in fase di aggiornamento e attualmente vede 133 campane VPL, collocate in 113 punti di raccolta42.
Nelle operazioni di svuotamento dei contenitori viene impiegato un automezzo con cassone a cielo aperto munito di gru e braccio per il sollevamento. La frequenza di svuotamento è regolare e tale da evitare l’accumulo di materiale depositato all’esterno delle campane. Il personale impegnato si limita ad un solo addetto che provvede alla guida dell’automezzo e all’operazione di svuotamento. La capacità del cassone è pari a circa 30 m3 e la capacità di carico è di circa 11 t43.
Tabella 14. Campane VPL e loro dimensioni nella municipalità di Chirignago-Zelarino44.
Tabella 15. Campane VPL e loro dimensioni nella municipalità di Favaro Veneto45.
3.2.2 LE ATTIVITA’Le attività di raccolta e trasporto dei rifiuti multi-materiale sono al servizio dell’impianto ECO-RICICLI VERITAS srl, società di recupero di rifiuti speciali non pericolosi di Malcontenta. Pertanto, i rifiuti oggetto del servizio di raccolta e trasporto coincidono con quelli autorizzati in ingresso e in uscita dall’impianto.
Per le attrezzature per la movimentazione dei rifiuti, la ditta si avvale, a seconda delle necessità, di 22 mezzi di trasporto. Ai mezzi interni si aggiungono gli autocarri di ditte esterne sia per il conferimento dei rifiuti e sia per il trasporto agli impianti esterni dei rifiuti e/o materie prime prodotti. Gli automezzi utilizzati per la raccolta e il trasporto sono indicati nella seguente Tabella 16.
1 da 2000 litri
128 da 3000 litri (3,0 m3)
Tabella 15. Campane VPL e loro dimensioni nella municipalità di Favaro Veneto45.
3.2.2 Le aXvitàLe aXvità di raccolta e trasporto dei rifiuH mulH-‐materiale sono al servizio dell’impianto ECO-‐RICICLI VERITAS srl, società di recupero di rifiuH speciali non pericolosi di Malcontenta. Pertanto, i rifiuH oggeLo del servizio di raccolta e trasporto coincidono con quelli autorizzaH in ingresso e in uscita dall’impianto.
Per le aLrezzature per la movimentazione dei rifiu5, la diLa si avvale, a seconda delle necessità, di 22 mezzi di trasporto. Ai mezzi interni si aggiungono gli autocarri di diLe esterne sia per il conferimento dei rifiuH e sia per il trasporto agli impianH esterni dei rifiuH e/o materie prime prodoX. Gli automezzi uHlizzaH per la raccolta e il trasporto sono indicaH nella seguente Tabella 16.
Mezzi N.
Automezzi con gru per campane 7
Scarrabili con gru 4
Rimorchi scarrabili 6
Rimorchi 11
Semirimorchi 8
TraLori stradali 5
Automezzi industriali. 2
Tabella 16. Mezzi che operano nell’impianto.
Gli automezzi sono dotaH di unità a doppio canale GPS/GSM che permeLe il monitoraggio in tempo reale delle aXvità dei mezzi di raccolta, come il tracciamento dei percorsi e le posizioni delle prese di forza per la raccolta dei contenitori VPL.
Bozza Filiera V02_R04a La filiera
2145 DaH aggiornaH a seLembre 2012.
40 - Dati aggiornati a luglio 201241 - Sistema volumetrico vincolato a calotta con apertura con chiave elettronica.42 - Dati aggiornati a settembre 2012.43 - Fonte COREVE44 - Dati aggiornati a luglio 2012.45 - Dati aggiornati a settembre 2012.
3.2 Raccolta: svuotamento e trasportoLa «raccolta» è il prelievo dei rifiuH, compresi la cernita preliminare e il deposito preliminare, ai fini del loro trasporto in un impianto di traLamento. Comporta le seguenH operazioni: raccolta (conferimento), cernita e/raggruppamento dei rifiuH per il loro trasporto.Quindi, in questa seconda fase della filiera si vogliono raggruppare quelle aRvità che sono a valle del conferimento e che sono cosHtuite dallo svuotamento dei cassoneR/contenitori stradali di conferimento e dal successivo trasporto del rifiuto nei centri di primo traQamento. Questa fase della filiera è svolta da ECORICICLI-‐VERITAS.
3.2.1 Svuotamento dei contenitoriPer la raccolta differenziata del mulH-‐materiale con contenitori stradali è previsto l’uHlizzo campane di colore verde da 3,3 m3 nominali del Hpo normale con due bocche di carico. Il servizio di raccolta e trasporto VPL è svolto con autocarri muniH di gru idraulica per sollevamento campane e di cassone di raccolta ribaltabile. Lo svuotamento è effeLuato in loco e una volta compiuto le campane sono ricollocate nella stessa posizione. Il servizio di raccolta viene eseguito con frequenza seXmanale. L'orario di effeLuazione del servizio è previsto nella fascia oraria tra le 5:00 e le 18:00.
Il numero di campane per la raccolta del VPL presenH nella municipalità di Chirignago-‐Zelarino sono 290, collocate su 270 punH di prossimità40.Nella municipalità di Favaro Veneto, il nuovo sistema di raccolta a caloLa41 è in fase di aggiornamento e aLualmente vede 133 campane VPL, collocate in 113 punH di raccolta42.
Nelle operazioni di svuotamento dei contenitori viene impiegato un automezzo con cassone a cielo aperto munito di gru e braccio per il sollevamento. La frequenza di svuotamento è regolare e tale da evitare l'accumulo di materiale depositato all'esterno delle campane. Il personale impegnato si limita ad un solo addeLo che provvede alla guida dell'automezzo e all'operazione di svuotamento. La capacità del cassone è pari a circa 30 m3 e la capacità di carico è di circa 11 t43.
Municipalità di Chirignago-‐ZelarinoMunicipalità di Chirignago-‐ZelarinoNumero di punH di prossimità con campane VPL
270
Numero di campane VPL 290
Volume delle campane VPL 4 da 1800 litri (1,8 m3)
286 da 3000 litri (3,0 m3)
Tabella 14. Campane VPL e loro dimensioni nella municipalità di Chirignago-‐Zelarino44.
Municipalità di Favaro VenetoMunicipalità di Favaro VenetoNumero di punH di prossimità con campane VPL
113
Numero di campane VPL 133
Volume delle campane VPL 4 da 1800 litri (1,8 m3)
Bozza Filiera V02_R04a La filiera
20
40 DaH aggiornaH a luglio 2012
41 Sistema volumetrico vincolato a caloLa con apertura con chiave eleLronica.
42 DaH aggiornaH a seLembre 2012.
43 Fonte COREVE
44 DaH aggiornaH a luglio 2012.
3.2 Raccolta: svuotamento e trasportoLa «raccolta» è il prelievo dei rifiuH, compresi la cernita preliminare e il deposito preliminare, ai fini del loro trasporto in un impianto di traLamento. Comporta le seguenH operazioni: raccolta (conferimento), cernita e/raggruppamento dei rifiuH per il loro trasporto.Quindi, in questa seconda fase della filiera si vogliono raggruppare quelle aRvità che sono a valle del conferimento e che sono cosHtuite dallo svuotamento dei cassoneR/contenitori stradali di conferimento e dal successivo trasporto del rifiuto nei centri di primo traQamento. Questa fase della filiera è svolta da ECORICICLI-‐VERITAS.
3.2.1 Svuotamento dei contenitoriPer la raccolta differenziata del mulH-‐materiale con contenitori stradali è previsto l’uHlizzo campane di colore verde da 3,3 m3 nominali del Hpo normale con due bocche di carico. Il servizio di raccolta e trasporto VPL è svolto con autocarri muniH di gru idraulica per sollevamento campane e di cassone di raccolta ribaltabile. Lo svuotamento è effeLuato in loco e una volta compiuto le campane sono ricollocate nella stessa posizione. Il servizio di raccolta viene eseguito con frequenza seXmanale. L'orario di effeLuazione del servizio è previsto nella fascia oraria tra le 5:00 e le 18:00.
Il numero di campane per la raccolta del VPL presenH nella municipalità di Chirignago-‐Zelarino sono 290, collocate su 270 punH di prossimità40.Nella municipalità di Favaro Veneto, il nuovo sistema di raccolta a caloLa41 è in fase di aggiornamento e aLualmente vede 133 campane VPL, collocate in 113 punH di raccolta42.
Nelle operazioni di svuotamento dei contenitori viene impiegato un automezzo con cassone a cielo aperto munito di gru e braccio per il sollevamento. La frequenza di svuotamento è regolare e tale da evitare l'accumulo di materiale depositato all'esterno delle campane. Il personale impegnato si limita ad un solo addeLo che provvede alla guida dell'automezzo e all'operazione di svuotamento. La capacità del cassone è pari a circa 30 m3 e la capacità di carico è di circa 11 t43.
Municipalità di Chirignago-‐ZelarinoMunicipalità di Chirignago-‐ZelarinoNumero di punH di prossimità con campane VPL
270
Numero di campane VPL 290
Volume delle campane VPL 4 da 1800 litri (1,8 m3)
286 da 3000 litri (3,0 m3)
Tabella 14. Campane VPL e loro dimensioni nella municipalità di Chirignago-‐Zelarino44.
Municipalità di Favaro VenetoMunicipalità di Favaro VenetoNumero di punH di prossimità con campane VPL
113
Numero di campane VPL 133
Volume delle campane VPL 4 da 1800 litri (1,8 m3)
Bozza Filiera V02_R04a La filiera
20
40 DaH aggiornaH a luglio 2012
41 Sistema volumetrico vincolato a caloLa con apertura con chiave eleLronica.
42 DaH aggiornaH a seLembre 2012.
43 Fonte COREVE
44 DaH aggiornaH a luglio 2012.

19TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
Tabella 16. Mezzi che operano nell’impianto.
Gli automezzi sono dotati di unità a doppio canale GPS/GSM che permette il monitoraggio in tempo reale delle attività dei mezzi di raccolta, come il tracciamento dei percorsi e le posizioni delle prese di forza per la raccolta dei contenitori VPL.
3.3 PRESELEZIONE/SELEZIONELa terza fase della filiera viene svolta presso l’impianto di ECORICICLI-VERITAS di Malcontenta, dove si svolge l’attività di selezione e cernita dei rifiuti VPL, per ottenere un insieme di frazioni di rifiuti differenziati, che saranno inviate a successive operazioni di recupero (o smaltimento) presso impianti esterni autorizzati. Sono presenti due linee di impianti costituite ciascuna da una classica linea di selezione di tipo misto meccanica-manuale in cui è presente una cabina con postazioni di cernita manuale ed apparecchiature per la separazione di metalli e plastica.
La finalità di ogni linea è di ottenere in uscita un rifiuto a matrice vetrosa relativamente pulito, ma comunque sempre di tipo semilavorato, cioè da avviare ad impianti di affinamento finale esterni, per l’ottenimento di vetro pronto forno da cedere ai recuperatori finali.
3.3.1 IL SITOIl sito produttivo di ECORICICLI - VERITAS si colloca nell’area industriale di recente costruzione (anno 2007 e 2008) di Malcontenta (VE). L’area si estende per 16.907 mq ed è costituita da 2 capannoni e da un piazzale di pertinenza pavimentato. L’insediamento è di proprietà della Eco-Ricicli, mentre l’area è in concessione dal Comune. Le attività trattamento dei rifiuti sono gestite da 54 unità, tra tecnici, impiegati amministrativi, addetti alla pesa, alla ricezione, alla manutenzione e alle linee di selezione.
3.3.2 LE ATTIVITA’Le attività di recupero di rifiuti speciali non pericolosi esercitate nell’impianto sono autorizzate sulla base dei provvedimenti seguenti:
• Decreto Provinciale 27577/09 del 22.04.2009, autorizzazione intestata a Vetrital Servizi srl. Validità dal 30.04.2009 al 30.09.2009.
• Decreto Provinciale 59182/09 del 28.09.2009 di proroga dell’autorizzazione di cui al punto precedente, fino al 30.09.2011.
• Decreto Provinciale 42498/10 del 15.07.2010 per aumento della potenzialità dell’impianto.
1 da 2000 litri
128 da 3000 litri (3,0 m3)
Tabella 15. Campane VPL e loro dimensioni nella municipalità di Favaro Veneto45.
3.2.2 Le aXvitàLe aXvità di raccolta e trasporto dei rifiuH mulH-‐materiale sono al servizio dell’impianto ECO-‐RICICLI VERITAS srl, società di recupero di rifiuH speciali non pericolosi di Malcontenta. Pertanto, i rifiuH oggeLo del servizio di raccolta e trasporto coincidono con quelli autorizzaH in ingresso e in uscita dall’impianto.
Per le aLrezzature per la movimentazione dei rifiu5, la diLa si avvale, a seconda delle necessità, di 22 mezzi di trasporto. Ai mezzi interni si aggiungono gli autocarri di diLe esterne sia per il conferimento dei rifiuH e sia per il trasporto agli impianH esterni dei rifiuH e/o materie prime prodoX. Gli automezzi uHlizzaH per la raccolta e il trasporto sono indicaH nella seguente Tabella 16.
Mezzi N.
Automezzi con gru per campane 7
Scarrabili con gru 4
Rimorchi scarrabili 6
Rimorchi 11
Semirimorchi 8
TraLori stradali 5
Automezzi industriali. 2
Tabella 16. Mezzi che operano nell’impianto.
Gli automezzi sono dotaH di unità a doppio canale GPS/GSM che permeLe il monitoraggio in tempo reale delle aXvità dei mezzi di raccolta, come il tracciamento dei percorsi e le posizioni delle prese di forza per la raccolta dei contenitori VPL.
Bozza Filiera V02_R04a La filiera
2145 DaH aggiornaH a seLembre 2012.
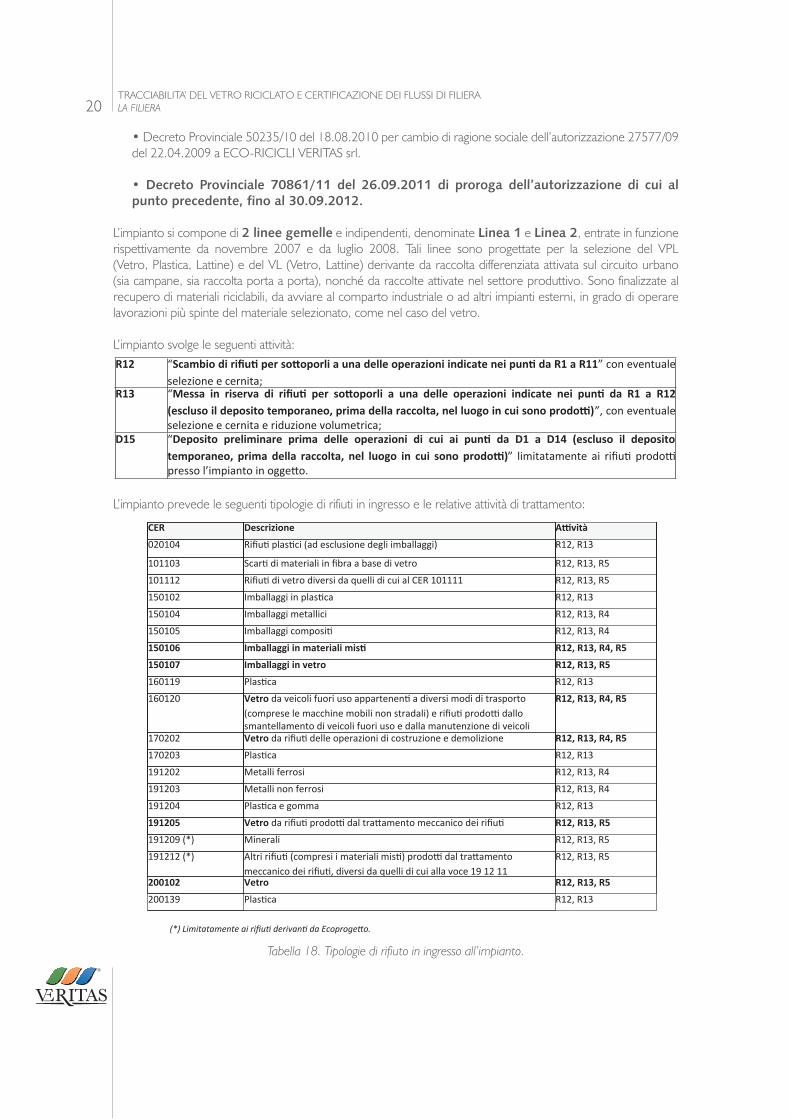
20TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
• Decreto Provinciale 50235/10 del 18.08.2010 per cambio di ragione sociale dell’autorizzazione 27577/09 del 22.04.2009 a ECO-RICICLI VERITAS srl.
• Decreto Provinciale 70861/11 del 26.09.2011 di proroga dell’autorizzazione di cui al punto precedente, fino al 30.09.2012.
L’impianto si compone di 2 linee gemelle e indipendenti, denominate Linea 1 e Linea 2, entrate in funzione rispettivamente da novembre 2007 e da luglio 2008. Tali linee sono progettate per la selezione del VPL (Vetro, Plastica, Lattine) e del VL (Vetro, Lattine) derivante da raccolta differenziata attivata sul circuito urbano (sia campane, sia raccolta porta a porta), nonché da raccolte attivate nel settore produttivo. Sono finalizzate al recupero di materiali riciclabili, da avviare al comparto industriale o ad altri impianti esterni, in grado di operare lavorazioni più spinte del materiale selezionato, come nel caso del vetro.
L’impianto svolge le seguenti attività:
L’impianto prevede le seguenti tipologie di rifiuti in ingresso e le relative attività di trattamento:
Tabella 18. Tipologie di rifiuto in ingresso all’impianto.
3.3 Preselezione/selezioneLa terza fase della filiera viene svolta presso l’impianto di ECORICICLI-‐VERITAS di Malcontenta, dove si svolge l’aXvità di selezione e cernita dei rifiuH VPL, per oLenere un insieme di frazioni di rifiuH differenziaH, che saranno inviate a successive operazioni di recupero (o smalHmento) presso impianH esterni autorizzaH. Sono presenH due linee di impianH cosHtuite ciascuna da una classica linea di selezione di Hpo misto meccanica-‐manuale in cui è presente una cabina con postazioni di cernita manuale ed apparecchiature per la separazione di metalli e plasHca.
La finalità di ogni linea è di oQenere in uscita un rifiuto a matrice vetrosa rela5vamente pulito, ma comunque sempre di Hpo semilavorato, cioè da avviare ad impianH di affinamento finale esterni, per l’oLenimento di vetro pronto forno da cedere ai recuperatori finali.
3.3.1 Il sitoIl sito produXvo di ECORICICLI -‐ VERITAS si colloca nell’area industriale di recente costruzione (anno 2007 e 2008) di Malcontenta (VE). L’area si estende per 16.907 mq ed è cosHtuita da 2 capannoni e da un piazzale di perHnenza pavimentato. L’insediamento è di proprietà della Eco-‐Ricicli, mentre l’area è in concessione dal Comune. Le aXvità traLamento dei rifiuH sono gesHte da 54 unità, tra tecnici, impiegaH amministraHvi, addeX alla pesa, alla ricezione, alla manutenzione e alle linee di selezione.
3.3.2 Le aXvitàLe aXvità di recupero di rifiuH speciali non pericolosi esercitate nell’impianto sono autorizzate sulla base dei provvedimenH seguenH:
• Decreto Provinciale 27577/09 del 22.04.2009, autorizzazione intestata a Vetrital Servizi srl. Validità dal 30.04.2009 al 30.09.2009.
• Decreto Provinciale 59182/09 del 28.09.2009 di proroga dell’autorizzazione di cui al punto precedente, fino al 30.09.2011.
• Decreto Provinciale 42498/10 del 15.07.2010 per aumento della potenzialità dell’impianto.
• Decreto Provinciale 50235/10 del 18.08.2010 per cambio di ragione sociale dell’autorizzazione 27577/09 del 22.04.2009 a ECO-‐RICICLI VERITAS srl.
• Decreto Provinciale 70861/11 del 26.09.2011 di proroga dell’autorizzazione di cui al punto precedente, fino al 30.09.2012.
L’impianto si compone di 2 linee gemelle e indipendenH, denominate Linea 1 e Linea 2, entrate in funzione rispeXvamente da novembre 2007 e da luglio 2008. Tali linee sono progeLate per la selezione del VPL (Vetro, PlasHca, LaXne) e del VL (Vetro, LaXne) derivante da raccolta differenziata aXvata sul circuito urbano (sia campane, sia raccolta porta a porta), nonché da raccolte aXvate nel seLore produXvo. Sono finalizzate al recupero di materiali riciclabili, da avviare al comparto industriale o ad altri impianH esterni, in grado di operare lavorazioni più spinte del materiale selezionato, come nel caso del vetro.
L’impianto svolge le seguenH aXvità:
R12 “Scambio di rifiu5 per soQoporli a una delle operazioni indicate nei pun5 da R1 a R11” con eventuale selezione e cernita;
R13 “Messa in riserva di rifiu5 per soQoporli a una delle operazioni indicate nei pun5 da R1 a R12 (escluso il deposito temporaneo, prima della raccolta, nel luogo in cui sono prodoR)”, con eventuale selezione e cernita e riduzione volumetrica;
D15 “Deposito preliminare prima delle operazioni di cui ai pun5 da D1 a D14 (escluso il deposito temporaneo, prima della raccolta, nel luogo in cui sono prodoR)” limitatamente ai rifiuH prodoX presso l’impianto in oggeLo.
Tabella 17. ARvità svolte nell’impianto.
Bozza Filiera V02_R04a La filiera
22L’impianto prevede le seguenH Hpologie di rifiuH in ingresso e le relaHve aXvità di traLamento:
CER Descrizione ARvità
020104 RifiuH plasHci (ad esclusione degli imballaggi) R12, R13
101103 ScarH di materiali in fibra a base di vetro R12, R13, R5
101112 RifiuH di vetro diversi da quelli di cui al CER 101111 R12, R13, R5
150102 Imballaggi in plasHca R12, R13
150104 Imballaggi metallici R12, R13, R4
150105 Imballaggi composiH R12, R13, R4
150106 Imballaggi in materiali mis5 R12, R13, R4, R5
150107 Imballaggi in vetro R12, R13, R5
160119 PlasHca R12, R13
160120 Vetro da veicoli fuori uso appartenenH a diversi modi di trasporto (comprese le macchine mobili non stradali) e rifiuH prodoX dallo smantellamento di veicoli fuori uso e dalla manutenzione di veicoli
R12, R13, R4, R5
170202 Vetro da rifiuH delle operazioni di costruzione e demolizione R12, R13, R4, R5
170203 PlasHca R12, R13
191202 Metalli ferrosi R12, R13, R4
191203 Metalli non ferrosi R12, R13, R4
191204 PlasHca e gomma R12, R13
191205 Vetro da rifiuH prodoX dal traLamento meccanico dei rifiuH R12, R13, R5
191209 (*) Minerali R12, R13, R5
191212 (*) Altri rifiuH (compresi i materiali misH) prodoX dal traLamento meccanico dei rifiuH, diversi da quelli di cui alla voce 19 12 11
R12, R13, R5
200102 Vetro R12, R13, R5
200139 PlasHca R12, R13
(*) Limitatamente ai rifiuM derivanM da EcoprogePo.Tabella 18. Tipologie di rifiuto in ingresso all’impianto.
3.3.3 Il processo produXvoIl processo produXvo si arHcola nelle seguenH operazioni principali:
1. AcceQazione del carico di rifiuH in ingresso1.1. Pesatura1.2. Verifica documentazione e autorizzazioni1.3. verifica qualitaHva di conformità del materiale
2. Selezione del vetro, plasHca, laXne3. Stoccaggio dei materiali selezionaH prima dell’invio agli impianH di desHnazione.
L’impianto è suddiviso in diverse aree funzionali (illustrate nella tavola allegata all’autorizzazione rilasciata dalla Provincia con Decreto Provinciale 27577/09 del 22.04.2009), dedicate alla messa in riserva ed al deposito dei vari materiali idenHficaH tramite il codice CER dei rifiuH, nonché alla loro lavorazione. Sono definiH in autorizzazione i quanHtaHvi massimi di rifiuH stoccabili presso l’impianto, per Hpologie omogenee.
3.3.3.1 Le linee di selezioneL’aXvità di selezione è arHcolata in 2 linee. Le linee lavorano secondo il seguente principio opera5vo:
• Linea 1: selezione VPL provenienH da raccolta porta a porta proveniente da fuori Provincia di Venezia.
Bozza Filiera V02_R04a La filiera
23

21TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
3.3.3 IL PROCESSO PRODUTTIVOIl processo produttivo si articola nelle seguenti operazioni principali:1 - Accettazione del carico di rifiuti in ingresso
1.1 - Pesatura1.2 - Verifica documentazione e autorizzazioni1.3 - Verifica qualitativa di conformità del materiale
2 - Selezione del vetro, plastica, lattine3 - Stoccaggio dei materiali selezionati prima dell’invio agli impianti di destinazione.
L’impianto è suddiviso in diverse aree funzionali (illustrate nella tavola allegata all’autorizzazione rilasciata dalla Provincia con Decreto Provinciale 27577/09 del 22.04.2009), dedicate alla messa in riserva ed al deposito dei vari materiali identificati tramite il codice CER dei rifiuti, nonché alla loro lavorazione. Sono definiti in autorizzazione i quantitativi massimi di rifiuti stoccabili presso l’impianto, per tipologie omogenee.
3.3.3.1 LE LINEE DI SELEZIONEL’attività di selezione è articolata in 2 linee. Le linee lavorano secondo il seguente principio operativo:
• Linea 1: selezione VPL provenienti da raccolta porta a porta proveniente da fuori Provincia di Venezia.• Linea 2: selezione VPL provenienti da raccolta stradale, prevalentemente dalla Provincia di Venezia.
Il processo di selezione è condotto secondo le seguenti fasi: a - il mutimateriale scaricato presso l’impianto viene introdotto nella linea di selezione in apposita tramoggia di carico a mezzo pala meccanica;b - vi è una prima selezione manuale con apertura dei sacchi e la rimozione degli imballaggi plastici ingombranti (cassette, film, sacchi, taniche) che saranno oggetto di successiva pressatura o riselezione, con separazione dello scarto ingombrante (manufatti di grosse dimensioni) e degli ingombranti metallici (pentolame ecc.);c - segue una separazione del barattolame in ferro-acciaio a mezzo di elettrocalamita, tale materiale viene accumulato in apposito magazzino ove, prima della pressatura, subisce un’ulteriore cernita manuale per eliminare il materiale non ferroso (plastica ecc.);d - segue una seconda cernita manuale per l’eliminazione dello scarto leggero (carta, tetrapak, manufatti plastici non conformi alle direttive Co.Re.Pla.);e - separazione a mezzo aeraulico dell’alluminio e della plastica;f - terza postazione di cernita manuale per la pulizia del vetro (rimozione della ceramica e delle frazioni plastiche e estranee non raccolte dall’aspirazione);g - uscita del vetro da selezione dall’impianto (in apposito box, successivamente tramite pala viene depositato in stoccaggio dedicato per essere inviato alla produzione di Vetro MPS).
Per gli altri flussi seguono le attività di:h - vagliatura su vibrovaglio di plastica e alluminio scaricate dall’aspirazione al fine della rimozione della frazione di scarto di sottovaglio;i - separazione tramite separatore magnetico a correnti parassite (ECS) dell’alluminio dalla plastica;j - la plastica viene accumulata in magazzino dedicato, subisce un nuovo controllo prima di essere inviata sul nastro del collettore pressa;k - l’alluminio viene accumulato in magazzino dedicato, subisce un nuovo controllo prima di essere inviato sul nastro del collettore pressa;l - pressatura finale dei materiali.
22TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
L’attività di selezione è svolta con un numero di addetti da 5 a 7 (per linea) a seconda dei caratteri del materiale, unitamente a un addetto pala e uno muletto, con la supervisione di un manutentore e un addetto operativo alla produzione, supervisionati da un Responsabile di Produzione.
3.4 RAFFINAMENTOQuesta quarta fase della filiera del vetro viene realizzata nell’impianto per la lavorazione del rottame di vetro Ecopatè a Musile di Piave (TV).
La finalità dell’impianto è la selezione ed il trattamento del rottame di vetro, derivato dalle raccolte differenziate dei rifiuti urbani, per la produzione di vetro pronto al forno.
3.4.1 IL SITOL’impianto, situato nella Zona Industriale del Comune di Musile di Piave (VE), insiste su un area di circa 11.500 mq ed e posto in un capannone di circa 7.000 metri quadri di superficie.
3.4.2 L’ATTIVITÀL’impianto è finalizzato alla selezione e trattamento del rottame di vetro cavo, avente potenzialità di 380 t/giorno, pari a 114.000 t/anno, in ragione dei seguenti atti amministrativi46:
• approvazione progetto con D.P. n. 82472, del 31 Ottobre 2007;• autorizzazione all’esercizio, concessa con D.P. prot. 26395, del 17 Aprile 2009, a seguito dell’esito positivo del collaudo funzionale, trasmesso alla Provincia di Venezia in data 17 Dicembre 2008, con prot. 84854/08.
Tale impiantistica si pone a servizio di un significativo bacino di utenza dal quale derivano flussi di rottame di vetro da raccolta differenziata monomateriale e/o da impianti di selezione del multimateriale, sui quali vengono effettuate ulteriori selezioni e trattamenti, più spinti, finalizzati all’ottenimento di vetro pronto forno avente caratteristiche conformi alle normative vigenti, nonché ai protocolli delle vetrerie.
In particolare, una significativa aliquota delle portate di rottame di vetro in ingresso all’impianto di Musile di Piave deriva dall’impiantistica gestita da Eco-Ricicli Veritas Srl.
L’impianto svolge le seguenti attività (come da Allegati B e C alla parte IV del Dlgs 152/06):
Tabella 18. Tipologie di rifiuto in ingresso all’impianto.
Il comparto per la selezione ed il trattamento del rottame di vetro risulta articolato nelle seguenti linee principali47:• linea di selezione e pretrattamento di vetro in contenitori e vetro-lattine, proveniente dal circuito urbano e da quello produttivo;• linea di trattamento vetro derivato da selezione e pretrattamento.
Le caratteristiche delle materie prime ottenute sono quelle previste dal DMA 5 febbraio 1998, così comeintegrato e modificato dal DMA 5 aprile 2006, n.186, in particolare: Vetro pronto forno - par. 2.1.3, lett b) e par. 2.1.4, lett b) – (vedere box).
3.4 RaffinamentoQuesta quarta fase della filiera del vetro viene realizzata nell’impianto per la lavorazione del roLame di vetro Ecopatè a Musile di Piave (TV).
La finalità dell’impianto è la selezione ed il traLamento del roLame di vetro, derivato dalle raccolte differenziate dei rifiuH urbani, per la produzione di vetro pronto al forno.
3.4.1 Il sitoL’impianto, situato nella Zona Industriale del Comune di Musile di Piave (VE), insiste su un area di circa 11.500 mq ed e posto in un capannone di circa 7.000 metri quadri di superficie.
3.4.2 L’aXvitàL’impianto è finalizzato alla selezione e traLamento del roLame di vetro cavo, avente potenzialità di 380 t/giorno, pari a 114.000 t/anno, in ragione dei seguenH aX amministraHvi46:
• approvazione progeLo con D.P. n. 82472, del 31 OLobre 2007;• autorizzazione all’esercizio, concessa con D.P. prot. 26395, del 17 Aprile 2009, a seguito dell’esito
posiHvo del collaudo funzionale, trasmesso alla Provincia di Venezia in data 17 Dicembre 2008, con prot. 84854/08.
Tale impianHsHca si pone a servizio di un significaHvo bacino di utenza dal quale derivano flussi di roLame di vetro da raccolta differenziata monomateriale e/o da impianH di selezione del mulHmateriale, sui quali vengono effeLuate ulteriori selezioni e traLamenH, più spinH, finalizzaH all’oLenimento di vetro pronto forno avente caraLerisHche conformi alle normaHve vigenH, nonché ai protocolli delle vetrerie.
In parHcolare, una significaHva aliquota delle portate di roLame di vetro in ingresso all’impianto di Musile di Piave deriva dall’impianHsHca gesHta da Eco-‐Ricicli Veritas Srl.
L’impianto svolge le seguenH aXvità (come da AllegaH B e C alla parte IV del Dlgs 152/06):
R5 “Riciclo/recupero di altre sostanze inorganiche”;
R12 “Scambio di rifiuH per soLoporli a una delle operazioni indicate nei punH da R1 a R11”;
R13 “Messa in riserva di rifiuH per soLoporli a una delle operazioni indicate nei punH da R1 a R12 (escluso il deposito temporaneo, prima della raccolta, nel luogo in cui sono prodoX)”;
D15 “Deposito preliminare prima delle operazioni di cui ai punH da D1 a D14 (escluso il deposito temporaneo, prima della raccolta, nel luogo in cui sono prodoX)”.
Tabella 19. ARvità dell’impianto.
Il comparto per la selezione ed il traLamento del roLame di vetro risulta arHcolato nelle seguenH linee principali47:
• linea di selezione e pretraQamento di vetro in contenitori e vetro-‐laXne, proveniente dal circuito urbano e da quello produXvo;
• linea di traQamento vetro derivato da selezione e pretraLamento.
Le caraLerisHche delle materie prime oLenute sono quelle previste dal DMA 5 febbraio 1998, così comeintegrato e modificato dal DMA 5 aprile 2006, n.186, in parHcolare: Vetro pronto forno -‐ par. 2.1.3, leL b) e par. 2.1.4, leL b) – (vedere box).
Bozza Filiera V02_R04a La filiera
25
46 ECOPIAVE SRL INTERVENTI DI ADEGUAMENTO TECNOLOGICO E FUNZIONALE DELL’ESISTENTE IMPIANTO PER LA SELEZIONE ED IL TRATTAMENTO DEL ROTTAME DI VETRO PROGETTO DEFINITIVO – 2011.
47 Fonte: Analisi ambientale – Quadro di riferimento progeLuale
46 - Ecopiave srl interventi di adeguamento tecnologico e funzionale dell’esistente impianto per la selezione ed il trattamento del rottame di vetro progetto definitivo – 2011.47 - Fonte: Analisi ambientale – Quadro di riferimento progettuale

23TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
2.1.3 Attività di recupero:a) recupero diretto nell’industria vetraria [R5];
b) messa in riserva [R13] per la produzione di materie prime secondarie per l’industria vetraria mediante cernita manuale, vagliatura, frantumazione e/o macinazione, separazione metalli magnetici, asportazione dei materiali leggeri, separazione automatica metalli non magnetici, separazione automatica corpi opachi, per l’ottenimento di rottame di vetro pronto al forno con le seguenti caratteristiche: Pb <0,3 ppm sull’eluato effettuato in base ai criteri riportati nel DM 21/3/73 “Disciplina igienica degli imballaggi, recipienti, utensili destinati a venire in contatto con le sostanze alimentari o con sostanze di uso personale” e successive modifiche e integrazioni (Supplemento G.U. n. 104 del 20 aprile 1973);
per il rottame di vetro di colore misto pronto al forno: - materiale solido costituito da rottame di vetro sodio-calcico con granulometria >3 mm, ceramica e porcellana <0,01%, pietre <0,02%, metalli magnetici <0,002%, metalli amagnetici 7 <0,01%, materiali organici <0,1%, altri vetri 0,5%, umidità <3% in peso, frazione sottovaglio (<3 mm) <5%;
per il rottame di vetro di colore giallo, mezzo bianco o bianco pronto al forno: - materiale solido costituito da rottame di vetro sodico-calcico con granulometria >3mm, ceramica e porcellana <0,01%, pietre <0,01%, metalli magnetici <0,002%, metalli amagnetici 0,01% (0,003% per il rottame di vetro trasparente), materiali organici <0,1%, altri vetri <0,5% (4% per il rottame di vetro trasparente), umidità <3% in peso, frazione sottovaglio (<3mm) <5% [R5];
c) messa in riserva [R13] per la produzione di materie prime secondarie per l’edilizia, per la formazione di rilevati e sottofondi stradali, riempimenti e colmature, come strato isolante e di appoggio per tubature, condutture e pavimentazioni anche stradali e come materiale di drenaggio, mediante cernita manuale, vagliatura, frantumazione e/o macinazione, separazione metalli magnetici, asportazione dei materiali leggeri, separazione automatica metalli non magnetici, separazione automatica corpi opachi, analisi del contenuto in metalli pesanti, e verifica dei limiti di cui al test di cessione effettuato sul rifiuto tal quale secondo il metodo in allegato 3 al presente decreto [R5].
2.1.4 Caratteristiche delle materie prime e/o dei prodotti ottenuti:a) manufatti in vetro;
b) materie prime secondarie conformi alle specifiche merceologiche fissate dalle CCIAA di Roma e Milano destinate alla produzione di vetro, carta vetro e materiali abrasivi nelle forme usualmente commercializzate;
c) materie prime secondarie per l’edilizia.
Nelle seguenti tabelle è riportato l’elenco dei rifiuti, classificato sulla scorta dei CER di cui alla direttiva 2000/532/CE, che è previsto vengano conferiti all’impianto e i residui dei cicli lavorativi; una parte di questi, i codici 19, derivano da impianti di selezione/trattamento esterni. Relativamente ai residui dei cicli lavorativi è da evidenziare che, qualora gli stessi presentino caratteristiche conformi a quelle richieste dal D.M. 05 Febbraio 1998, gli stessi saranno classificati materie prime seconde (mps), in caso contrario assumeranno i codici CER riportati nella tabella dedicata.

24TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
Tabella 20. Elenco rifiuti conferiti all’impianto esistente.
Tabella 21. Elenco rifiuti in uscita dall’impianto esistente.
3.4.3 L’IMPIANTOL’impianto e articolato in una prima parte deputata alla preselezione del materiale in ingresso alla lavorazione.
La linea comprende:• due tramogge di carico, portata di circa 40-45 tonnellate ora• due Estrattori• due Nastri redler di elevazione• due deferrizzatori per estrazione di metalli magnetici• una prima cabina di selezione manuale• due Apparecchi ECS per estrazione di metalli amagnetici• nastri di collegamento• vaglio piano per separazione granulometrica in tre parti (0-30 mm ¡V 30-60 mm - > 60mm)• aspirazione per eliminazione corpi leggeri (plastica etc.).
La tripartizione del materiale si snoda con nastri e prevede:• tre deferrizzatori per estrazione di metalli magnetici• tre Apparecchi ECS per estrazione di metalli amagnetici• una cabina di selezione manuale per le frazioni 30-60 e > 60 mm• mulino per frazione > 60 mm.• nastri di collegamento per espulsione materiali estranei• vaglio ad aste sulla linea > 30 mm.
46 - Ecopiave srl interventi di adeguamento tecnologico e funzionale dell’esistente impianto per la selezione ed il trattamento del rottame di vetro progetto definitivo – 2011.47 - Fonte: Analisi ambientale – Quadro di riferimento progettuale
2.1.3 ARvità di recupero:a) recupero direLo nell'industria vetraria [R5];
b) messa in riserva [R13] per la produzione di materie prime secondarie per l'industria vetraria mediante cernita manuale, vagliatura, frantumazione e/o macinazione, separazione metalli magneHci, asportazione dei materiali leggeri, separazione automaHca metalli non magneHci, separazione automaHca corpi opachi, per l'oLenimento di roQame di vetro pronto al forno con le seguenH caraLerisHche: Pb <0,3 ppm sull'eluato effeLuato in base ai criteri riportaH nel DM 21/3/73 "Disciplina igienica degli imballaggi, recipienH, utensili desHnaH a venire in contaLo con le sostanze alimentari o con sostanze di uso personale" e successive modifiche e integrazioni (Supplemento G.U. n. 104 del 20 aprile 1973); per il roQame di vetro di colore misto pronto al forno:
-‐ materiale solido cosHtuito da roLame di vetro sodio-‐calcico con granulometria >3 mm, ceramica e porcellana <0,01%, pietre <0,02%, metalli magneHci <0,002%, metalli amagneHci 7 <0,01%, materiali organici <0,1%, altri vetri 0,5%, umidità <3% in peso, frazione soLovaglio (<3 mm) <5%;
per il roQame di vetro di colore giallo, mezzo bianco o bianco pronto al forno: -‐ materiale solido cosHtuito da roLame di vetro sodico-‐calcico con granulometria >3mm, ceramica e porcellana <0,01%, pietre <0,01%, metalli magneHci <0,002%, metalli amagneHci 0,01% (0,003% per il roLame di vetro trasparente), materiali organici <0,1%, altri vetri <0,5% (4% per il roLame di vetro trasparente), umidità <3% in peso, frazione soLovaglio (<3mm) <5% [R5];
c) messa in riserva [R13] per la produzione di materie prime secondarie per l'edilizia, per la formazione di rilevaH e soLofondi stradali, riempimenH e colmature, come strato isolante e di appoggio per tubature, conduLure e pavimentazioni anche stradali e come materiale di drenaggio, mediante cernita manuale, vagliatura, frantumazione e/o macinazione, separazione metalli magneHci, asportazione dei materiali leggeri, separazione automaHca metalli non magneHci, separazione automaHca corpi opachi, analisi del contenuto in metalli pesanH, e verifica dei limiH di cui al test di cessione effeLuato sul rifiuto tal quale secondo il metodo in allegato 3 al presente decreto [R5].
2.1.4 CaraQeris5che delle materie prime e/o dei prodoR oQenu5:a) manufaX in vetro;
b) materie prime secondarie conformi alle specifiche merceologiche fissate dalle CCIAA di Roma e Milano desHnate alla produzione di vetro, carta vetro e materiali abrasivi nelle forme usualmente commercializzate;
c) materie prime secondarie per l'edilizia.
Nelle seguenH tabelle è riportato l’elenco dei rifiuH, classificato sulla scorta dei CER di cui alla direXva 2000/532/CE, che è previsto vengano conferiH all’impianto e i residui dei cicli lavoraHvi; una parte di quesH, i codici 19, derivano da impianH di selezione/traLamento esterni. RelaHvamente ai residui dei cicli lavoraHvi è da evidenziare che, qualora gli stessi presenHno caraLerisHche conformi a quelle richieste dal D.M. 05 Febbraio 1998, gli stessi saranno classificaH materie prime seconde (mps), in caso contrario assumeranno i codici CER riportaH nella tabella dedicata.
CER Descrizione150106 Imballaggi misH150107 Imballaggi in vetro191205 Vetro (da rifiu5 prodoR dal
traQamento meccanico dei rifiu5)200102 Vetro (da rifiuH urbani -‐ frazioni oggeLo
di raccolta differenziata)
Tabella 20. Elenco rifiu5 conferi5 all’impianto esistente.
Bozza Filiera V02_R04a La filiera
26CER Descrizione191202 Metalli ferrosi191203 Matalli non ferrosi191204 PlasHca e gomma191205 Vetro (da rifiu5 prodoR dal traQamento
meccanico dei rifiu5)191209 Minerali (es. sabbia, rocce)191212 Atri rifiuH (compresi materiali misH) prodoX
dal traLamento meccanico dei rifiuH, diversi da quelli di cui alla voce 191211.
Tabella 21. Elenco rifiu5 in uscita dall’impianto esistente.
3.4.3 L’impiantoL’impianto e arHcolato in una prima parte deputata alla preselezione del materiale in ingresso alla lavorazione.
La linea comprende:• due tramogge di carico, portata di circa 40-‐45 tonnellate ora• due EstraLori• due Nastri redler di elevazione• due deferrizzatori per estrazione di metalli magneHci• una prima cabina di selezione manuale• due Apparecchi ECS per estrazione di metalli amagneHci• nastri di collegamento• vaglio piano per separazione granulometrica in tre parH (0-‐30 mm ¡V 30-‐60 mm -‐ > 60mm)• aspirazione per eliminazione corpi leggeri (plasHca etc.).
La tripar5zione del materiale si snoda con nastri e prevede:• tre deferrizzatori per estrazione di metalli magneHci• tre Apparecchi ECS per estrazione di metalli amagneHci• una cabina di selezione manuale per le frazioni 30-‐60 e > 60 mm• mulino per frazione > 60 mm.• nastri di collegamento per espulsione materiali estranei• vaglio ad aste sulla linea > 30 mm.
La seconda parte dell’impianto e deputata alla selezione del materiale in ingresso alla lavorazione.
La linea comprende:• linea di essicazione con Essicatore Binder + bruciatore, portata da 30-‐35 tonnellate ora• frizionatrice Binder per eliminazione organico• nastri di collegamento• sistemi di aspirazione, con filtri a maniche.
TuLa la linea può essere esclusa nel caso di non necessita di essicazione:• due vagli Bivitec e Binder a tre stadi, posH in serie, per separazione linee granulometriche.
La terza parte dell’impianto, deputata alla selezione oRca del materiale.
Bozza Filiera V02_R04a La filiera
27
25TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
La seconda parte dell’impianto e deputata alla selezione del materiale in ingresso alla lavorazione.
La linea comprende:• linea di essicazione con Essicatore Binder + bruciatore, portata da 30-35 tonnellate ora• frizionatrice Binder per eliminazione organico• nastri di collegamento• sistemi di aspirazione, con filtri a maniche.
Tutta la linea può essere esclusa nel caso di non necessita di essicazione:• due vagli Bivitec e Binder a tre stadi, posti in serie, per separazione linee granulometriche.
La terza parte dell’impianto, deputata alla selezione ottica del materiale.
La linea comprende:• due canali vibranti di distribuzione materiale • due selezionatrici SEA a due vie su linea > 20mm - da 1400 mm, con piatto vibrante di alimentazione• due selezionatrici Binder a due vie su linea < 20 mm ¡V da 1400 mm, con piatto vibrante di alimentazione a cascata• due selezionatrici Binder a tre vie su linea < 20 mm ¡V da 1400 mm e modulo metalli, con piatto vibrante di alimentazione• due selezionatrici Binder a tre vie su linea > 20 mm ¡V da 1400 mm e modulo metalli, con piatto vibrante di alimentazione• nastro di espulsione del materiale finito (vetro pronto al forno misto ) su specifico box di raccolta• nastro di espulsione del materiale finito (vetro pronto al forno mezzo bianco ) su specifico box di raccolta• nastri di raccolta materiali di scarto dalle selezionatrici, che alimentano la zona di ricircolo diretto.
La quarta parte, deputata alla selezione ottica del materiale di scarto per ricircolo.
La linea comprende:• canale a vibranti di distribuzione materiale• due selezionatrici SEA a due vie - da 1400 mm collegate a cascata con• due selezionatrici SEA a due vie - da 1400 mm• nastro di espulsione del materiale di scarto su specifico box di raccolta• nastri di raccolta materiali recuperato indirizzato su specifico box ed riavviato alla lavorazione (ripasso) sulla fase terza dell’impianto con specifica tramoggia di carico.
3.4.4 IL PROCESSO PRODUTTIVOSi descrivono ora le fasi del processo di affinazione.
RICEZIONEI rifiuti conferiti all’impianto, tramite autocarri, sono pesati e testati preliminarmente, sulla scorta delle analisi esistenti e del CER riportato nel formulario di identificazione ed avviati alle sezioni di stoccaggio dedicate.
CARICAMENTODai comparti di stoccaggio il materiale, tramite pala gommata, viene alimentato alla sezione di preselezione e selezione meccanica. Sono previste due linee di alimentazione da 20 t/ora nominali ciascuna, servite da una tramoggia della capacità di circa 20 m3 e quindi in grado di consentire quasi un’ora di alimentazione della linea in condizioni di normale
26TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
funzionamento.
PRESELEZIONE E SELEZIONE MECCANICAIl materiale accumulato alla base di ciascuna tramoggia, cade su un convogliatore che alimenta il nastro di caricamento alla piattaforma di preselezione, sul quale è previsto un dispositivo a cella di carico, per la quantificazione del rifiuto alimentato. Nella prima parte della piattaforma, che poggia su muri in c.a., delimitanti i sottostanti box di stoccaggio, è installato un separatore magnetico che agisce sul nastro di alimentazione asportando dal flusso i metalli magnetici e scaricandoli nel box di stoccaggio sottostante. Il nastro entra quindi nella cabina di preselezione chiusa e aspirata dove agisce normalmente un operatore che separa dal flusso i sovvalli presenti e li introduce nelle tramogge di convogliamento ai box di stoccaggio sottostanti.
Uscito dalla cabina, il materiale tramite una serie di nastri trasportatori, viene alimentato al vaglio primario che provvede a distribuire il flusso ed a suddividerlo in tre pezzature, secondo maglie di 30 e 60 mm. Le portate prevedibili su merceologiche e granulometriche standard sono le seguenti:
Tabella 21. Elenco rifiuti in uscita dall’impianto esistente.
In corrispondenza della base della superficie vagliante è pure installata una cappa aspirante che, per effetto della depressione creata dal ventilatore dedicato, invia il flusso d’aria ad un ciclone per la separazione dell’aria di trasporto dal materiale leggero aspirato. Alla base del ciclone si separa il materiale trasportato che, tramite una valvola stellare, cade sul convogliatore che alimenta un separatore a correnti parassite su cui agisce anche un deferrizzatore. I metalli magnetici e non magnetici separati scivolano su due tramogge dedicate, che provvedono a convogliarli nei relativi box di stoccaggio. Il rimanente flusso, costituito da materiale leggero (prevalentemente plastica) cade nel sottostante box di raccolta.
La frazione A (< 30 mm), tramite convogliatore, giunge alla sezione di demetallizzazione dedicata, costituita da un separatore a correnti parassite e da un deferrizzatore, mentre flusso residuale prosegue verso la sezione di selezione successiva.
La frazione B (30÷60 mm) cade sul nastro di cernita ed entra nella cabina di selezione primaria dove uno o due operatori provvedono ad estrarre dal flusso i KSP (ceramiche, sassi, inerti) ed i sovvalli: entrambe le tipologie, tramite tramogge e nastri di convogliamento vengono avviate ai box di stoccaggio dedicati.
La frazione C (> 60 mm) cade sul nastro di cernita e viene sottoposta all’asportazione manuale di KSP e sovvalli, prima di alimentare un mulino che provvede all’adeguamento dimensionale del flusso.Il materiale triturato viene scaricato sul nastro collettore che raccoglie anche la frazione B, entrambi avviati alla sezione di demetallizzazione e, successivamente alimentati ad un vaglio a barre che separa definitivamente l’eventuale frazione superiore a 60 mm, scaricata nel box di stoccaggio dei sovvalli, dal resto del materiale che si riunisce con la frazione A per alimentare con un flusso unico una lavatrice a secco.Il flusso in uscita, integrato con i ricircoli delle selezionatrici ottiche, arriva ad un vaglio vibrante, con reti da 5 e 20 mm, separando così 3 frazioni. È presumibile una suddivisione secondo le seguenti aliquote:
• < 5 mm -> 8 %• 5÷20 mm -> 44 %• 20 mm -> 48 %
46 - Ecopiave srl interventi di adeguamento tecnologico e funzionale dell’esistente impianto per la selezione ed il trattamento del rottame di vetro progetto definitivo – 2011.47 - Fonte: Analisi ambientale – Quadro di riferimento progettuale
Uscito dalla cabina, il materiale tramite una serie di nastri trasportatori, viene alimentato al vaglio primario che provvede a distribuire il flusso ed a suddividerlo in tre pezzature, secondo maglie di 30 e 60 mm. Le portate prevedibili su merceologiche e granulometriche standard sono le seguenH:
Frazione A ø < 30 mm ~ 14,3 t/h (pari al 55 % del flusso);Frazione B 30 mm < ø < 60 mm ~ 6,5 t/h (pari al 25 % del flusso);Frazione C ø > 60 mm ~ 5,2 t/h (pari al 20 % del flusso).
Tabella 22
In corrispondenza della base della superficie vagliante è pure installata una cappa aspirante che, per effeLo della depressione creata dal venHlatore dedicato, invia il flusso d’aria ad un ciclone per la separazione dell’aria di trasporto dal materiale leggero aspirato. Alla base del ciclone si separa il materiale trasportato che, tramite una valvola stellare, cade sul convogliatore che alimenta un separatore a corren5 parassite su cui agisce anche un deferrizzatore. I metalli magneHci e non magneHci separaH scivolano su due tramogge dedicate, che provvedono a convogliarli nei relaHvi box di stoccaggio. Il rimanente flusso, cosHtuito da materiale leggero (prevalentemente plasHca) cade nel soLostante box di raccolta.
La frazione A (< 30 mm), tramite convogliatore, giunge alla sezione di demetallizzazione dedicata, cosHtuita da un separatore a correnH parassite e da un deferrizzatore, mentre flusso residuale prosegue verso la sezione di selezione successiva.
La frazione B (30÷60 mm) cade sul nastro di cernita ed entra nella cabina di selezione primaria dove uno o due operatori provvedono ad estrarre dal flusso i KSP (ceramiche, sassi, inerH) ed i sovvalli: entrambe le Hpologie, tramite tramogge e nastri di convogliamento vengono avviate ai box di stoccaggio dedicaH.
La frazione C (> 60 mm) cade sul nastro di cernita e viene soLoposta all’asportazione manuale di KSP e sovvalli, prima di alimentare un mulino che provvede all’adeguamento dimensionale del flusso.Il materiale triturato viene scaricato sul nastro colleLore che raccoglie anche la frazione B, entrambi avviaH alla sezione di demetallizzazione e, successivamente alimentaH ad un vaglio a barre che separa definiHvamente l’eventuale frazione superiore a 60 mm, scaricata nel box di stoccaggio dei sovvalli, dal resto del materiale che si riunisce con la frazione A per alimentare con un flusso unico una lavatrice a secco.Il flusso in uscita, integrato con i ricircoli delle selezionatrici oXche, arriva ad un vaglio vibrante, con reH da 5 e 20 mm, separando così 3 frazioni. È presumibile una suddivisione secondo le seguenH aliquote:
• < 5 mm → 8 %• 5÷20 mm → 44 %• 20 mm → 48 %
La frazione inferiore a 5 mm cos5tuisce il vetro fine e cade direLamente nel box di stoccaggio dedicatosoLostante.La frazione compresa tra 5 e 20 mm cade su un nastro inclinato ad inversione di flusso, asservito ad un sensore di umidità, che comanda pure il deviatore posto sullo scarico della frazione >20 mm. In generale, se l’umidità è inferiore al 3 %, le frazioni proseguono normalmente alle rispeXve linee di selezione oXca, diversamente, vengono alimentate ad un essiccatore per la riduzione dell’umidità. L’essiccatore è dotato di un bruciatore a gas con venHlatore di insufflazione dell’aria di combusHone ed un venHlatore di raffreddamento. I gas presenH nella parte finale vengono aspiraH ed inviaH al filtro a maniche dedicato che li depura e li ricircola al bruciatore come aria comburente.
Selezione o,caLa fase successiva è rappresentata dalla selezione oRca che avviene, per moHvi di efficienza e di organizzazione del flusso, su due linee, una dedicata al materiale di pezzatura inferiore a 20 mm e l’altra a quello superiore. La suddivisione per pezzatura è già stata effeLuata nelle fasi precedenH, ad eccezione del materiale in uscita dall’essiccatore, che presenta granulometria variabile. Viene quindi soLoposto a
Bozza Filiera V02_R04a La filiera
29
27TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
La frazione inferiore a 5 mm costituisce il vetro fine e cade direttamente nel box di stoccaggio dedicatosottostante.La frazione compresa tra 5 e 20 mm cade su un nastro inclinato ad inversione di flusso, asservito ad un sensore di umidità, che comanda pure il deviatore posto sullo scarico della frazione >20 mm. In generale, se l’umidità è inferiore al 3 %, le frazioni proseguono normalmente alle rispettive linee di selezione ottica, diversamente, vengono alimentate ad un essiccatore per la riduzione dell’umidità. L’essiccatore è dotato di un bruciatore a gas con ventilatore di insufflazione dell’aria di combustione ed un ventilatore di raffreddamento. I gas presenti nella parte finale vengono aspirati ed inviati al filtro a maniche dedicato che li depura e li ricircola al bruciatore come aria comburente.
SELEZIONE OTTICALa fase successiva è rappresentata dalla selezione ottica che avviene, per motivi di efficienza e di organizzazione del flusso, su due linee, una dedicata al materiale di pezzatura inferiore a 20 mm e l’altra a quello superiore. La suddivisione per pezzatura è già stata effettuata nelle fasi precedenti, ad eccezione del materiale in uscita dall’essiccatore, che presenta granulometria variabile. Viene quindi sottoposto a vagliatura prima dell’ingresso alla linea di selezione ottica dedicata al flusso < 20 mm, unitamente al materiale già selezionato < 20 mm.In tal modo, il flusso in ingresso viene suddiviso in quattro aliquote:
• < 5 mm -> 5 %• 5÷12 mm -> 18 %• 12÷20 mm -> 22 %• 20 mm -> 55 %
La frazione fine (< 5 mm) viene sottoposta ad un controllo di qualità automatico, che comanda un deflettore atto deviare il flusso, in funzione delle sue caratteristiche, allo stoccaggio del fine od alla sezione di stoccaggio finale del vetro misto.Le frazioni 5÷12 mm e 12÷20 mm vengono indirizzate separatamente al distributore vagliante in testa alla linea di selezione ottica < 20 mm, mentre la frazione > 20 mm viene avviata alla omologa linea di selezione ottica > 20 mm.
Il comparto di selezione ottica è costituito da due stadi di selezione in cascata, organizzato n. 8 apparati di selezione, quattro per ogni stadio (frazioni 5÷12, 12÷20 e due flussi >20 mm).
• Dalla prima selezione escono un rifiuto che viene avviato alla linea di selezione del sovvallo ed un materiale di buona qualità, indirizzato al secondo stadio di selezione ottica.• Dal secondo stadio vengono separati tre flussi, costituiti da vetro flint (vetro bianco), avviato alla linea di raffinazione del flint, vetro misto che va alla linea di stoccaggio finale e sovvalli, indirizzati alla linea di selezione relativa.
Sulla linea di stoccaggio finale del vetro misto opera un campionatore, atto al prelevamento, a frequenze prefissate, di aliquote di materiale, da sottoporre a controllo di qualità. Il flusso principale, invece, viene distribuito su due box di stoccaggio dedicati.
SELEZIONE SCARTIGli scarti separati dalle selezionatrici, prevalentemente CSP, cioè ceramica ed altri materiali inerti, vengono avviati alla linea di selezione dedicata, atta al recupero, mediante ulteriore selezione ottica di eventuale materiale di buona qualità sfuggito alla fase di selezione ottica principale.La linea di selezione degli scarti è organizzata in ulteriori due stadi di selezione ottica in cascata; il primo stadio con due macchine che agiscono sulle frazioni rispettivamente inferiori e superiori a 15 mm, il secondo stadio con un’unica machina. In tale comparto, la logica di funzionamento è inversa rispetto alla selezione ottica principale, dato che lo scarto in uscita dal primo stadio affluisce al secondo stadio per un’ulteriore selezione; lo scarto in uscita dal secondo stadio viene invece scaricato nel box dedicato allo stoccaggio degli inerti. Le altre frazioni separate dai due stadi vengono invece ricircolate in testa alla linea di selezione.
28TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
RAFFINAZIONE FLINTIl vetro flint, separato nel comparto di selezione ottica, viene avviato ad uno stadio di raffinazione, in testa al quale è installato un distributore vagliante, atto alla separazione preliminare della frazione inferiore a 10 mm, avviata alla linea del misto, da quella > 10 mm, sottoposta a doppia selezione ottica in cascata; gli scarti di ciascun stadio vengono ricircolati in testa alla linea di selezione, mentre il materiale selezionato, che costituisce vetro bianco di alta qualità, prosegue alla linea di stoccaggio del flint, presidiata da campionatore, analogamente alla linea del misto, articolata in due box di stoccaggio dedicati.
ASPIRAZIONE E TRATTAMENTO DELL’ARIAAlla linea di aspirazione vengono avviati tre flussi principali:
1 - aspirazioni di processo;2 - depolverazione;3 - essiccamento.
Ciascuna di queste linee è dotata di proprio sistema di filtrazione a maniche con l’uscita convogliata ad un unico camino (C1).Le aspirazioni di processo vengono sottoposte a pretrattamento su ciclone. Il materiale separato alla base del ciclone è rappresentato in buona parte da vetro fine, da avviare al recupero, per cui tale scarico è alimentato ad un distributore vagliante, con maglia da 3 mm; il sopravvaglio viene convogliato nel box sovvalli, mentre il sottovaglio viene invece scaricato nello stoccaggio dedicato, unitamente al vetro fine precedentemente separato.
3.5 RECUPEROLa quinta e ultima fase della filiera del vetro riciclato è la fase di recupero viene svolta da O-I nello stabilimento di San Polo di Piave (TV) in via Piave, 2148.
L’attività principale svolta presso lo stabilimento è la fabbricazione di vetro cavo colorato in forni aventi capacita di fusione superiore a 20 tonnellate/giorno49.
3.5.1 L’ATTIVITÀLa società O-I Manufacturing Italy S.p.A. e specializzata nella produzione di vetro per bottiglie di vario genere destinate al settore dell’alimentazione. La produzione giornaliera complessiva massima dello stabilimento si attesta intorno alle 715 tonnellate/giorno (calcolata come somma delle capacita produttive dei tre forni presenti: forno 1 – 135 tonn./giorno; forno 3 – 300 tonn./giorno; nuovo forno 4 – 280 tonn./giorno); l’attività lavorativa si svolge a ciclo continuo su turni di 8 ore.
Tabella 23.
Rispetto alla situazione del 2006, la sostituzione del forno n. 4 con uno avente potenzialità leggermente ridotta, prevista nel corso dell’anno 2011, porta a ricalcolare la capacita di produzione annua, sulla base della capacita produttiva giornaliera dei tre forni che saranno presenti ad intervento ultimato: 715 x 365 = 260.975 tonn./anno.
3.5.2 IL CICLO PRODUTTIVOIl ciclo produttivo si svolge attraverso le seguenti fasi50:
1 - ricevimento e insilaggio materie prime (01100 - 01200)2 - dosaggio e miscelazione materie prime (01400)
48 - La ditta O-I Manufacturing Italy S.p.A. ha sede legale in Via 1° Maggio, n. 18, nel Comune di Origgio (VA).49 - L’attività è identificata mediante i codici: IPPC 3.3 (Allegato VIII alla Parte II del D. Lgs. n. 152/2006); NACE 26.13; NOSE-P 104.11.50 - Fonte: AIA
3.5 RecuperoLa quinta e ulHma fase della filiera del vetro riciclato è la fase di recupero viene svolta da O-‐I nello stabilimento di San Polo di Piave (TV) in via Piave, 2148.
L'aXvità principale svolta presso lo stabilimento è la fabbricazione di vetro cavo colorato in forni avenH capacita di fusione superiore a 20 tonnellate/giorno49.
3.5.1 L’aXvitàLa società O-‐I Manufacturing Italy S.p.A. e specializzata nella produzione di vetro per boRglie di vario genere desHnate al seLore dell'alimentazione. La produzione giornaliera complessiva massima dello stabilimento si aLesta intorno alle 715 tonnellate/giorno (calcolata come somma delle capacita produXve dei tre forni presenH: forno 1 – 135 tonn./giorno; forno 3 – 300 tonn./giorno; nuovo forno 4 – 280 tonn./giorno); l'aXvità lavoraHva si svolge a ciclo conHnuo su turni di 8 ore.
ProdoLo Capacità di produzione [t/a]
Produzione effeXva [t/a] Anno di riferimento
Vetro cavo 262.800 250.931 2006
Tabella 23.
(*) RispeLo alla situazione del 2006, la sosHtuzione del forno n. 4 con uno avente potenzialità leggermente ridoLa, prevista nel corso dell'anno 2011, porta a ricalcolare la capacita di produzione annua, sulla base della capacita produXva giornaliera dei tre forni che saranno presenH ad intervento ulHmato: 715 x 365 = 260.975 tonn./anno.
3.5.2 Il ciclo produXvoIl ciclo produXvo si svolge aLraverso le seguenH fasi50:
1. ricevimento e insilaggio materie prime (01100 -‐ 01200)2. dosaggio e miscelazione materie prime (01400)3. fusione (02100)4. formatura (03400)5. traLamento a caldo (03500)6. ricoLura e traLamento a freddo (03700 e 04200)7. scelta e controllo qualità (04400)8. confezionamento (04500)9. immagazzinamento (05000).
RICEVIMENTO E INSILAGGIO MATERIE PRIMELa maggior parte delle materie prime e trasportata con autoboX e trasferita pneumaHcamente nei sili di stoccaggio. La sabbia e trasportata con autocarri e viene scaricata presso apposite aree. Da qui, e successivamente prelevata con pala meccanica e riversata in un'apposita tramoggia, dalla quale mediante trasportatori a tazze e inserita nei sili di stoccaggio.Il roQame di vetro che proviene dall'esterno arriva pulito, pronto per essere inviato al forno; viene stoccato in un'area di circa 3.400 mq. posta nei pressi del reparto composizione ed e movimentato con pala meccanica. Il roQame di vetro interno, prima del suo riuHlizzo, viene soLoposto a frantumazione.
DOSAGGIO E MISCELAZIONE MATERIE PRIME
Bozza Filiera V02_R04a La filiera
32
48 La diLa O-‐I Manufacturing Italy S.p.A. ha sede legale in Via 1° Maggio, n. 18, nel Comune di Origgio (VA).
49 L’aXvità è idenHficata mediante i codici: IPPC 3.3 (Allegato VIII alla Parte II del D. Lgs. n. 152/2006); NACE 26.13; NOSE-‐P 104.11.
50 Fonte: AIA
29TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
3 - fusione (02100)4 - formatura (03400)5 - trattamento a caldo (03500)6 - ricottura e trattamento a freddo (03700 e 04200)7 - scelta e controllo qualità (04400)8 - confezionamento (04500)9 - immagazzinamento (05000).
RICEVIMENTO E INSILAGGIO MATERIE PRIMELa maggior parte delle materie prime e trasportata con autobotti e trasferita pneumaticamente nei sili di stoccaggio. La sabbia e trasportata con autocarri e viene scaricata presso apposite aree. Da qui, e successivamente prelevata con pala meccanica e riversata in un’apposita tramoggia, dalla quale mediante trasportatori a tazze e inserita nei sili di stoccaggio.Il rottame di vetro che proviene dall’esterno arriva pulito, pronto per essere inviato al forno; viene stoccato in un’area di circa 3.400 mq. posta nei pressi del reparto composizione ed e movimentato con pala meccanica. Il rottame di vetro interno, prima del suo riutilizzo, viene sottoposto a frantumazione.
DOSAGGIO E MISCELAZIONE MATERIE PRIMELe materie prime sono prelevate dai silos, pesate nelle quantità necessarie, inserite in un impianto di sollevamento e di trasporto (skip) e miscelate tra loro. Una volta aggiunto il rottame di vetro si invia tutta la miscela, mediante nastri trasportatori, alle tramogge di alimentazione dei forni.
FUSIONELa fusione della miscela vetrificabile avviene tramite tre forni fusori (siglati F1, F3 ed F4) del tipo UNIT MELTER che lavorano intorno ai 1550°C, 24 ore su 24, e sono alimentati a gas metano.
Con domanda presentata in data 25.10.2010, la Ditta ha manifestato la propria intenzione a dismettere uno dei tre forni (il forno F4) giunto a fine campagna e a sostituirlo con un nuovo forno avente capacità di produzione leggermente inferiore, pari a 280 tonnellate/giorno. Il nuovo forno, diversamente dai forni esistenti, tutti Unit Melter, si basa su una tecnologia denominata “CENTAURO”, a recupero di calore misto. Il nuovo forno sarà quindi dotato di camere di rigenerazione per il recupero del calore dai fumi esausti a favore del preriscaldamento dell’aria in ingresso e di un sistema per recuperare mediante scambiatore un’ulteriore quota di calore residuo, il quale verrà utilizzato, per esempio, per il riscaldamento invernale dei reparti di lavorazione. Rispetto alla situazione attuale, la Ditta stima un risparmio energetico intorno al 40%, dovuto al fatto che il sistema “Centauro” permette di ottenere i livelli energetici dei forni a camere e una serie di vantaggi aggiuntivi.1. Si ottiene la massima temperatura possibile (compatibilmente con i vincoli economici e comparabilmente con le migliori tecnologie) dell’aria preriscaldata e quindi si raggiungono livelli di risparmio energetico più avanzati.2. La ripartizione del recupero permette di graduare gli afflussi di aria nelle 2 sezioni di recupero (rigenerativa e recuperativa), in modo da ottenere, oltre all’usuale aria di combustione preriscaldata, anche un flusso di aria calda pulita. La disponibilità di una quantità non indifferente di aria calda pulita a una temperatura fino a 500°C (nel caso in esame, la Ditta pensa di massimizzare il recupero a 150°C) in maniera continuativa può consentire vari utilizzi sia nel processo sia nei servizi.3. Si garantisce comunque una temperatura di uscita dei gas esausti al livello più basso tecnologicamente compatibile (normalmente intorno ai 170-200°C in modo da evitarecondensazione acida). Ciò permetterà di ridurre ampiamente le perdite energetiche e di conseguenza i consumi energetici globali e nello stesso tempo di produrre fumi in condizione di filtrabilità anche per impianti filtranti a maniche come quello già installato. Inoltre, il condizionamento della temperatura dei fumi al di sotto dei 200 °C mediante scambiatore in sostituzione al quencher permette di eliminare un consumo importante di acqua di raffreddamento stimato intorno ai 3 m3/h.
30TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
L’inserimento della miscela vetrificabile e fatto con macchine infornatrici poste sotto la tramoggia di stoccaggio. Durante la fusione, nella massa vetrosa si generano inclusioni gassose dovute alla decomposizione delle materie prime, principalmente carbonati di sodio, calcio e magnesio che danno origine a CO2, la cui solubilità nel vetro e limitata. Le bolle che ne derivano vengono successivamente eliminate nella fase di affinaggio grazie all’aggiunta di sostanze affinanti quali solfati di sodio e di calcio. Tali sostanze, decomponendosi a loro volta, danno origine a gas maggiormente solubili nella massa vetrosa e a bolle di più grosse dimensioni, caratterizzate da una più elevata velocita di risalita, con il conseguente effetto di facilitare l’eliminazione delle bolle più piccole presenti nella massa vetrosa.Il vetro affinato entra in una vasca collettore denominata bacino di lavoro o “naso” all’interno della quale si ha il condizionamento del vetro. Questa fase e necessaria per raffreddare ed omogeneizzare termicamente la massa fino ad ottenere una viscosità adeguata alla lavorazione e trasformazione nel prodotto finale. La temperatura di esercizio del naso è funzione del tipo di vetro, del cavato e delle caratteristiche degli articoli in produzione.
FORMATURAIl vetro fuso in uscita dal forno, condizionato, viene tagliato in gocce di peso predeterminato che, in caduta guidata, sono indirizzate alle macchine formatrici. I processi di formatura sono del tipo soffiato-soffiato: sia per la fase iniziale che per la finitura dell’articolo in vetro, viene utilizzata la soffiatura mediante aria compressa.
TRATTAMENTO A CALDOLe bottiglie cosi formate e poste su un nastro trasportatore metallico subiscono un trattamento superficiale a caldo con un prodotto a base di tricloruro di monobutilstagno, che conferisce ai contenitori maggior resistenza meccanica. Fino a qualche anno fa, la Ditta utilizzava per questa operazione un prodotto a base di tetracloruro di stagno che veniva applicato sulle bottiglie presso apposite cappe previa miscelazione con azoto, quest’ultimo usato come fluido di trasporto. Recentemente, la Ditta ha sostituito le cappe di trattamento con altre adatte all’utilizzo del nuovo prodotto, il quale assicura una resa maggiore, con minor consumo di materia prima e livelli di emissione più contenuti.Le emissioni derivanti da questa operazione sono convogliate alle linee di trattamento fumi dei fornifusori, installandosi prima dell’abbattimento con filtro a maniche.
RICOTTURA E TRATTAMENTO A FREDDOI contenitori, dopo il trattamento a caldo, sono inviati al forno di ricottura, anch’esso alimentato a metano. La fase di ricottura prevede che il vetro venga portato alla temperatura di circa 550°C e raffreddato lentamente in condizioni controllate, allo scopo di eliminare le tensioni introdotte nella massa vetrosa durante il processo di formatura. In questa fase il vetro mantiene la sua forma e non subisce alcuna modifica della composizione chimica. Siccome il vetro cavo è soggetto a numerose operazioni di riempimento e a frizioni continue della superficie, dopo la ricottura, i contenitori sono sottoposti ad un trattamento superficiale a freddo che consiste nella spruzzatura di emulsioni acquose a base di polietilene.
SCELTA E CONTROLLO QUALITA’In questa fase sono eliminati eventuali prodotti difettosi. La scelta può essere effettuata automaticamente, attraverso apposite macchine e impianti di controllo oppure manualmente da parte di un addetto. A campione sono eseguiti controlli, misure e verifiche.
CONFEZIONAMENTOAttraverso nastri trasportatori metallici, le bottiglie giungono agli impianti, alcuni automatici e altri semi-automatici, nei quali avviene l’inserimento delle bottiglie su pallet, l’applicazione del separatore di strato, la copertura del pallet con film termoretraibile, il trasferimento al forno per il restringimento del film e l’invio alla rulliera che trasporta il pallet fino alla zona magazzino.
48 - La ditta O-I Manufacturing Italy S.p.A. ha sede legale in Via 1° Maggio, n. 18, nel Comune di Origgio (VA).49 - L’attività è identificata mediante i codici: IPPC 3.3 (Allegato VIII alla Parte II del D. Lgs. n. 152/2006); NACE 26.13; NOSE-P 104.11.50 - Fonte: AIA
31TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
IMMAGAZZINAMENTOI pallet sono prelevati con carrelli meccanici a forche e trasportati presso le zone di stoccaggio, dove sono depositati in cataste su più file, in attesa del loro carico e spedizione con automezzi.
3.6 I FLUSSI DI MATERIATutti i materiali immessi sul mercato sono destinati a trasformarsi in rifiuti e tutti i processi produttivi generano rifiuti. Un ruolo fondamentale hanno quindi le attività di riutilizzo, riciclo e recupero di materia. Con il recupero si permette infatti ai rifiuti di svolgere un ruolo utile, sostituendo altri materiali che sarebbero altrimenti utilizzati, mentre con il riciclaggio, quale operazione di recupero, i materiali di rifiuto sono ritrattati per ottenere prodotti, materiali o sostanze da utilizzare per la loro funzione originaria o per altri fini (Dir. 2008/98/CE). Queste attività rappresentano una parte significativa del sistema industriale: sono una fonte di approvvigionamento di materie prime secondarie idonee al reimpiego in altri processi produttivi. La disponibilità di materie prime secondarie è, infatti, essenziale per una pluralità di settori industriali che utilizzano materiali quali: acciaio, alluminio, carta, vetro, legno e materie plastiche51.
La conoscenza dettagliata e documentata del flusso di materia della filiera del vetro riciclato è effettivamente uno degli scopi principali di uno studio di tracciabilità.
Se non è possibile tracciare la singola bottiglia che trasformata in rifiuto ripercorre il ciclo del vetro e se poco significativo è tracciare quanto conferito in una singola campana, è possibile però tracciare nel suo percorso il flusso del materiale proveniente dalla raccolta differenziata conferito nell’area di produzione individuata, che nel nostro caso sono i territori delle municipalità di Chirignago-Zelarino e Favaro Veneto. Questa tracciabilità è possibile:
1 - organizzando i servizi di raccolta del rifiuto in modo da avere la certezza che il materiale raccolto provenga da una certa area di conferimento; 2 - organizzando le fasi di selezione in modo che quanto conferito possa essere lavorato per lotti (fisicamente separati) in modo da conservare, come prodotto, la propria caratteristica d’origine;3 - garantendo che lo stesso vetro, quale materia prima secondaria, entri nella produzione industriale del vetro e rientri così nel ciclo del vetro.
I flussi sono quantificati da un insieme di indicatori di monitoraggio che tracciano le quantità di rifiuto lungo tutta la filiera: dalla fase di conferimento, dove il rifiuto di vetro è parte del multi-materiale (VPL); alla fase di selezione e raffinazione, dove il rifiuto si trasforma in materia prima seconda; al recupero finale, dove il vetro torna ad avere la funzione di bottiglia. Questi indicatori, oltre ai flussi, descrivono anche i parametri dimensionali che caratterizzano il sistema nelle varie fasi della filiera e che costituiscono le condizioni al contorno, o più semplicemente il contesto, su cui valutare le grandezze e le loro variazioni nel tempo.
Infine, per ragioni di semplicità, la quantificazione degli indicatori è stata rapportata ad un preciso periodo temporale: il quadrimestre. Periodo scelto in modo da raccordarsi ad altri tipi di monitoraggio delle attività presenti nelle aziende della filiera, dovuti anche ad altri sistemi di gestione. In tal modo, ad ogni quadrimestre è facile far corrispondere una contabilizzazione e un report periodici.
La tracciabilità del vetro riciclato lungo la filiera è data dalle seguenti categorie merceologiche che il materiale trattato assume nelle sue varie fasi di trasformazione:
51 - Fonte ARPAV.

32TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
Tabella 24. Categorie merceologiche dei materiali per fase di processo.
La contabilità periodica dei flussi di materia della filiera del vetro ha come obiettivo quello di monitorare le quantità e la qualità di queste tipologie di materiali lungo le fasi di processo. Questo è possibile grazie a una serie di indicatori di monitoraggio che, con cadenza periodica, vengono quantificati dai soggetti coinvolti nelle attività di filiera, secondo le modalità stabilite nel disciplinare.
Tabella 25. Tipi di indicatori di monitoraggio per fase di processo.
4 Raffinamento VS VPF -‐ Vetro pronto al forno (MPS)
ScarH di lavorazione
5 Recupero VPF VB -‐ Vetro boXglia ScarH di lavorazione
Tabella 24. Categorie merceologiche dei materiali per fase di processo.
Tabella.
La contabilità periodica dei flussi di materia della filiera del vetro ha come obieXvo quello di monitorare le quanHtà e la qualità di queste Hpologie di materiali lungo le fasi di processo. Questo è possibile grazie a una serie di indicatori di monitoraggio che, con cadenza periodica, vengono quan5fica5 dai soggeX coinvolH nelle aXvità di filiera, secondo le modalità stabilite nel disciplinare.
Fase del processo Indicatori descriRvi(valori misura5)
Indicatori di efficienza(valori calcola5)
Indicatori di risultato(valori calcola5)
1 Conferimento QuanHtà di mulH-‐materiale (VPL) conferito
QuanHtà di vetro conferito dalla raccolta di VPL (analisi merceologica)
QuanHtà di vetro non interceLato dalla raccolta di VPL (analisi merceologica)
Resa del processo: quanHtà pro capite di rifiuto VPL conferito
ScarH: vetro non interceLato sul vetro totale conferito
QuanHtà di mulH-‐materiale (VPL)
2 Raccolta -‐-‐-‐ -‐-‐-‐ -‐-‐-‐
3 Selezione QuanHtà di mulH-‐materiale (VPL) lavorato
Resa del processo
ScarH prodoX dal processo
QuanHtà di vetro da selezione (VS)
4 Raffinamento QuanHtà di vetro da selezione (VS) lavorato
Resa del processo
ScarH prodoX dal processo
QuanHtà di Vetro pronto al forno (VPF) prodoLo
5 Recupero QuanHtà di Vetro pronto al forno (VPF) adoperato
Resa del processo
ScarH prodoX dal processo
QuanHtà di Vetro boXglia (VB) prodoLo da VPF
Tabella 25. Tipi di indicatori di monitoraggio per fase di processo.
Bozza Filiera V02_R04a La filiera
36
3.6 I FLUSSI DI MATERIA
TuE i materiali immessi sul mercato sono desMnaM a trasformarsi in rifiuM e tuE i processi produEvi generano rifiuM. Un ruolo fondamentale hanno quindi le aEvità di riuMlizzo, riciclo e recupero di materia. Con il recupero si permePe infaE ai rifiuM di svolgere un ruolo uMle, sos6tuendo altri materiali che sarebbero altrimenM uMlizzaM, mentre con il riciclaggio, quale operazione di recupero, i materiali di rifiuto sono ritraPaM per oPenere prodoE, materiali o sostanze da uMlizzare per la loro funzione originaria o per altri fini (Dir. 2008/98/CE). Queste aEvità rappresentano una parte significaMva del sistema industriale: sono una fonte di approvvigionamento di materie prime secondarie idonee al reimpiego in altri processi produEvi. La disponibilità di materie prime secondarie è, infaE, essenziale per una pluralità di sePori industriali che uMlizzano materiali quali: acciaio, alluminio, carta, vetro, legno e materie plasMche51.
La conoscenza deLagliata e documentata del flusso di materia della filiera del vetro riciclato è effeXvamente uno degli scopi principali di uno studio di tracciabilità.
Se non è possibile tracciare la singola boXglia che trasformata in rifiuto ripercorre il ciclo del vetro e se poco significaHvo è tracciare quanto conferito in una singola campana, è possibile però tracciare nel suo percorso il flusso del materiale proveniente dalla raccolta differenziata conferito nell’area di produzione individuata, che nel nostro caso sono i territori delle municipalità di Chirignago-‐Zelarino e Favaro Veneto. Questa tracciabilità è possibile:
1) organizzando i servizi di raccolta del rifiuto in modo da avere la certezza che il materiale raccolto provenga da una certa area di conferimento;
2) organizzando le fasi di selezione in modo che quanto conferito possa essere lavorato per loR (fisicamente separaH) in modo da conservare, come prodoLo, la propria caraLerisHca d’origine;
3) garantendo che lo stesso vetro, quale materia prima secondaria, entri nella produzione industriale del vetro e rientri così nel ciclo del vetro.
I flussi sono quanHficaH da un insieme di indicatori di monitoraggio che tracciano le quanHtà di rifiuto lungo tuLa la filiera: dalla fase di conferimento, dove il rifiuto di vetro è parte del mulH-‐materiale (VPL); alla fase di selezione e raffinazione, dove il rifiuto si trasforma in materia prima seconda; al recupero finale, dove il vetro torna ad avere la funzione di boXglia. QuesH indicatori, oltre ai flussi, descrivono anche i parametri dimensionali che caraLerizzano il sistema nelle varie fasi della filiera e che cosHtuiscono le condizioni al contorno, o più semplicemente il contesto, su cui valutare le grandezze e le loro variazioni nel tempo.
Infine, per ragioni di semplicità, la quanHficazione degli indicatori è stata rapportata ad un preciso periodo temporale: il quadrimestre. Periodo scelto in modo da raccordarsi ad altri Hpi di monitoraggio delle aXvità presenH nelle aziende della filiera, dovuH anche ad altri sistemi di gesHone. In tal modo, ad ogni quadrimestre è facile far corrispondere una contabilizzazione e un report periodici.
La tracciabilità del vetro riciclato lungo la filiera è data dalle seguenH categorie merceologiche che il materiale traLato assume nelle sue varie fasi di trasformazione:
Fase del processo Materiale in entrata Materiale in uscita Scar51 Conferimento RU -‐ rifiuto urbano MulH-‐materiale
“pesante”(frazioni secche riciclabili VPL – Vetro, plasHca, laXne)
Vetro non conferito correLamente alla raccolta differenziata
2 Raccolta MulH-‐materiale (VPL) MulH-‐materiale (VPL) Perdita nelle operazioni di carico e scarico
3 Selezione MulH-‐materiale (VPL) VS -‐ vetro da selezione ScarH di lavorazione
Bozza Filiera V02_R04a La filiera
3551 Fonte ARPAV.
4 Raffinamento VS VPF -‐ Vetro pronto al forno (MPS)
ScarH di lavorazione
5 Recupero VPF VB -‐ Vetro boXglia ScarH di lavorazione
Tabella 24. Categorie merceologiche dei materiali per fase di processo.
Tabella.
La contabilità periodica dei flussi di materia della filiera del vetro ha come obieXvo quello di monitorare le quanHtà e la qualità di queste Hpologie di materiali lungo le fasi di processo. Questo è possibile grazie a una serie di indicatori di monitoraggio che, con cadenza periodica, vengono quan5fica5 dai soggeX coinvolH nelle aXvità di filiera, secondo le modalità stabilite nel disciplinare.
Fase del processo Indicatori descriRvi(valori misura5)
Indicatori di efficienza(valori calcola5)
Indicatori di risultato(valori calcola5)
1 Conferimento QuanHtà di mulH-‐materiale (VPL) conferito
QuanHtà di vetro conferito dalla raccolta di VPL (analisi merceologica)
QuanHtà di vetro non interceLato dalla raccolta di VPL (analisi merceologica)
Resa del processo: quanHtà pro capite di rifiuto VPL conferito
ScarH: vetro non interceLato sul vetro totale conferito
QuanHtà di mulH-‐materiale (VPL)
2 Raccolta -‐-‐-‐ -‐-‐-‐ -‐-‐-‐
3 Selezione QuanHtà di mulH-‐materiale (VPL) lavorato
Resa del processo
ScarH prodoX dal processo
QuanHtà di vetro da selezione (VS)
4 Raffinamento QuanHtà di vetro da selezione (VS) lavorato
Resa del processo
ScarH prodoX dal processo
QuanHtà di Vetro pronto al forno (VPF) prodoLo
5 Recupero QuanHtà di Vetro pronto al forno (VPF) adoperato
Resa del processo
ScarH prodoX dal processo
QuanHtà di Vetro boXglia (VB) prodoLo da VPF
Tabella 25. Tipi di indicatori di monitoraggio per fase di processo.
Bozza Filiera V02_R04a La filiera
36
3.6 I FLUSSI DI MATERIA
TuE i materiali immessi sul mercato sono desMnaM a trasformarsi in rifiuM e tuE i processi produEvi generano rifiuM. Un ruolo fondamentale hanno quindi le aEvità di riuMlizzo, riciclo e recupero di materia. Con il recupero si permePe infaE ai rifiuM di svolgere un ruolo uMle, sos6tuendo altri materiali che sarebbero altrimenM uMlizzaM, mentre con il riciclaggio, quale operazione di recupero, i materiali di rifiuto sono ritraPaM per oPenere prodoE, materiali o sostanze da uMlizzare per la loro funzione originaria o per altri fini (Dir. 2008/98/CE). Queste aEvità rappresentano una parte significaMva del sistema industriale: sono una fonte di approvvigionamento di materie prime secondarie idonee al reimpiego in altri processi produEvi. La disponibilità di materie prime secondarie è, infaE, essenziale per una pluralità di sePori industriali che uMlizzano materiali quali: acciaio, alluminio, carta, vetro, legno e materie plasMche51.
La conoscenza deLagliata e documentata del flusso di materia della filiera del vetro riciclato è effeXvamente uno degli scopi principali di uno studio di tracciabilità.
Se non è possibile tracciare la singola boXglia che trasformata in rifiuto ripercorre il ciclo del vetro e se poco significaHvo è tracciare quanto conferito in una singola campana, è possibile però tracciare nel suo percorso il flusso del materiale proveniente dalla raccolta differenziata conferito nell’area di produzione individuata, che nel nostro caso sono i territori delle municipalità di Chirignago-‐Zelarino e Favaro Veneto. Questa tracciabilità è possibile:
1) organizzando i servizi di raccolta del rifiuto in modo da avere la certezza che il materiale raccolto provenga da una certa area di conferimento;
2) organizzando le fasi di selezione in modo che quanto conferito possa essere lavorato per loR (fisicamente separaH) in modo da conservare, come prodoLo, la propria caraLerisHca d’origine;
3) garantendo che lo stesso vetro, quale materia prima secondaria, entri nella produzione industriale del vetro e rientri così nel ciclo del vetro.
I flussi sono quanHficaH da un insieme di indicatori di monitoraggio che tracciano le quanHtà di rifiuto lungo tuLa la filiera: dalla fase di conferimento, dove il rifiuto di vetro è parte del mulH-‐materiale (VPL); alla fase di selezione e raffinazione, dove il rifiuto si trasforma in materia prima seconda; al recupero finale, dove il vetro torna ad avere la funzione di boXglia. QuesH indicatori, oltre ai flussi, descrivono anche i parametri dimensionali che caraLerizzano il sistema nelle varie fasi della filiera e che cosHtuiscono le condizioni al contorno, o più semplicemente il contesto, su cui valutare le grandezze e le loro variazioni nel tempo.
Infine, per ragioni di semplicità, la quanHficazione degli indicatori è stata rapportata ad un preciso periodo temporale: il quadrimestre. Periodo scelto in modo da raccordarsi ad altri Hpi di monitoraggio delle aXvità presenH nelle aziende della filiera, dovuH anche ad altri sistemi di gesHone. In tal modo, ad ogni quadrimestre è facile far corrispondere una contabilizzazione e un report periodici.
La tracciabilità del vetro riciclato lungo la filiera è data dalle seguenH categorie merceologiche che il materiale traLato assume nelle sue varie fasi di trasformazione:
Fase del processo Materiale in entrata Materiale in uscita Scar51 Conferimento RU -‐ rifiuto urbano MulH-‐materiale
“pesante”(frazioni secche riciclabili VPL – Vetro, plasHca, laXne)
Vetro non conferito correLamente alla raccolta differenziata
2 Raccolta MulH-‐materiale (VPL) MulH-‐materiale (VPL) Perdita nelle operazioni di carico e scarico
3 Selezione MulH-‐materiale (VPL) VS -‐ vetro da selezione ScarH di lavorazione
Bozza Filiera V02_R04a La filiera
3551 Fonte ARPAV.
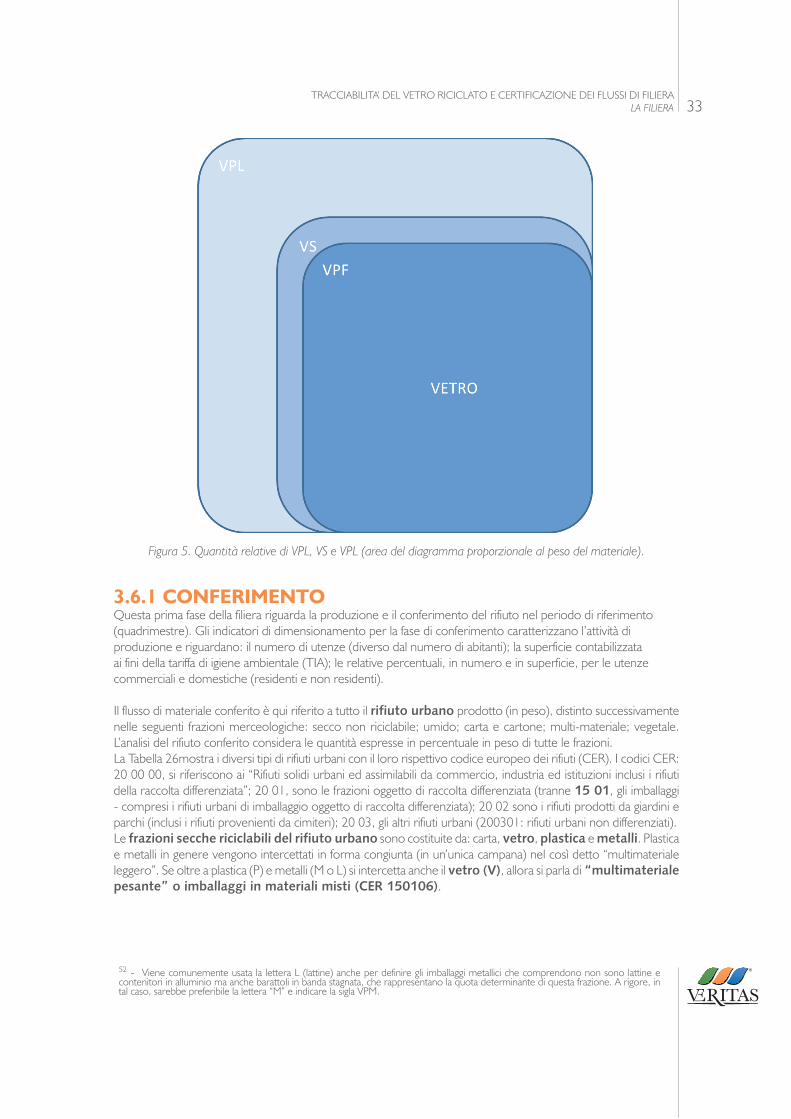
33TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
Figura 5. Quantità relative di VPL, VS e VPL (area del diagramma proporzionale al peso del materiale).
3.6.1 CONFERIMENTOQuesta prima fase della filiera riguarda la produzione e il conferimento del rifiuto nel periodo di riferimento (quadrimestre). Gli indicatori di dimensionamento per la fase di conferimento caratterizzano l’attività di produzione e riguardano: il numero di utenze (diverso dal numero di abitanti); la superficie contabilizzata ai fini della tariffa di igiene ambientale (TIA); le relative percentuali, in numero e in superficie, per le utenze commerciali e domestiche (residenti e non residenti).
Il flusso di materiale conferito è qui riferito a tutto il rifiuto urbano prodotto (in peso), distinto successivamente nelle seguenti frazioni merceologiche: secco non riciclabile; umido; carta e cartone; multi-materiale; vegetale. L’analisi del rifiuto conferito considera le quantità espresse in percentuale in peso di tutte le frazioni.La Tabella 26mostra i diversi tipi di rifiuti urbani con il loro rispettivo codice europeo dei rifiuti (CER). I codici CER: 20 00 00, si riferiscono ai “Rifiuti solidi urbani ed assimilabili da commercio, industria ed istituzioni inclusi i rifiuti della raccolta differenziata”; 20 01, sono le frazioni oggetto di raccolta differenziata (tranne 15 01, gli imballaggi - compresi i rifiuti urbani di imballaggio oggetto di raccolta differenziata); 20 02 sono i rifiuti prodotti da giardini e parchi (inclusi i rifiuti provenienti da cimiteri); 20 03, gli altri rifiuti urbani (200301: rifiuti urbani non differenziati).Le frazioni secche riciclabili del rifiuto urbano sono costituite da: carta, vetro, plastica e metalli. Plastica e metalli in genere vengono intercettati in forma congiunta (in un’unica campana) nel così detto “multimateriale leggero”. Se oltre a plastica (P) e metalli (M o L) si intercetta anche il vetro (V), allora si parla di “multimateriale pesante” o imballaggi in materiali misti (CER 150106).
Figura 5. Quan5tà rela5ve di VPL, VS e VPL (area del diagramma proporzionale al peso del materiale).
Bozza Filiera V02_R04a La filiera
3752 - Viene comunemente usata la lettera L (lattine) anche per definire gli imballaggi metallici che comprendono non sono lattine e contenitori in alluminio ma anche barattoli in banda stagnata, che rappresentano la quota determinante di questa frazione. A rigore, in tal caso, sarebbe preferibile la lettera “M” e indicare la sigla VPM.
34TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
3.6.1 ConferimentoQuesta prima fase della filiera riguarda la produzione e il conferimento del rifiuto nel periodo di riferimento (quadrimestre). Gli indicatori di dimensionamento per la fase di conferimento caraLerizzano l’aXvità di produzione e riguardano: il numero di utenze (diverso dal numero di abitanH); la superficie contabilizzata ai fini della tariffa di igiene ambientale (TIA); le relaHve percentuali, in numero e in superficie, per le utenze commerciali e domesHche (residenH e non residenH).
Il flusso di materiale conferito è qui riferito a tuLo il rifiuto urbano prodoLo (in peso), disHnto successivamente nelle seguenH frazioni merceologiche: secco non riciclabile; umido; carta e cartone; mulH-‐materiale; vegetale. L’analisi del rifiuto conferito considera le quanHtà espresse in percentuale in peso di tuLe le frazioni.La Tabella 26mostra i diversi Hpi di rifiuH urbani con il loro rispeXvo codice europeo dei rifiuH (CER). I codici CER: 20 00 00, si riferiscono ai “RifiuH solidi urbani ed assimilabili da commercio, industria ed isHtuzioni inclusi i rifiuH della raccolta differenziata”; 20 01, sono le frazioni oggeLo di raccolta differenziata (tranne 15 01, gli imballaggi -‐ compresi i rifiuH urbani di imballaggio oggeLo di raccolta differenziata); 20 02 sono i rifiuH prodoX da giardini e parchi (inclusi i rifiuH provenienH da cimiteri); 20 03, gli altri rifiuH urbani (200301: rifiuH urbani non differenziaH).Le frazioni secche riciclabili del rifiuto urbano sono cosHtuite da: carta, vetro, plas5ca e metalli. PlasHca e metalli in genere vengono interceLaH in forma congiunta (in un’unica campana) nel così deLo “mulHmateriale leggero”. Se oltre a plasHca (P) e metalli (M o L) si interceLa anche il vetro (V), allora si parla di “mul5materiale pesante” o imballaggi in materiali mis5 (CER 150106).Le Hpologie più comuni di raccolta mulH-‐materiale in uso sono le seguenH:
• mulHmateriale pesanteo VPM (o VPL) vetro -‐ plasHca -‐ metalli52o VM vetro – metalli
• mulHmateriale leggeroo PM plasHca – metallio CPM carta -‐ plasHca – metalli.
Quindi, solo i Hpi di raccolta denominaH VM e VPM (VPL) interceLano il rifiuto di vetro.
La seguente tabella riporta le quanHtà di rifiuH urbani raccolH nella Municipalità di Chirignago-‐Zelarino nel 2011, disHnH per Hpo. Si ricorda che su tuLo il territorio della municipalità è aXvo il sistema di raccolta a caloLa con chiave eleLronica per la raccolta del rifiuto secco non differenziato. Il mulHmateriale di Hpo VPL, cosHtuito da rifiuH urbani di imballaggi in materiali misH da raccolta differenziata, è indicato con il codice CER: 150106.
Municipalità Chirignago-‐ZelarinoMunicipalità Chirignago-‐Zelarino Anno 2011CER Tipo rifiuto ton150106 imballaggi in materiali mis5 (VPL) 1.594,28200101 carta e cartone 1.535,36200108 rifiuH biodegradabili di cucine e mense 1.696,75200201 rifiuH biodegradabili (verde) 1.324,09200301 rifiuH urbani non differenziaH 10.154,00
Totale 16.304,48
Tabella 26. Rifiu5 urbani raccol5 nella Municipalità di Chirignago-‐Zelarino nel 2011.
Bozza Filiera V02_R04a La filiera
38
52 Viene comunemente usata la leLera L (laXne) anche per definire gli imballaggi metallici che comprendono non sono laXne e contenitori in alluminio ma anche baraLoli in banda stagnata, che rappresentano la quota determinante di questa frazione. A rigore, in tal caso, sarebbe preferibile la leLera “M” e indicare la sigla VPM.
Le tipologie più comuni di raccolta multi-materiale in uso sono le seguenti:• multimateriale pesante– VPM (o VPL) vetro - plastica - metalli52
- VM vetro – metalli• multimateriale leggero
- PM plastica – metalli- CPM carta - plastica – metalli.
Quindi, solo i tipi di raccolta denominati VM e VPM (VPL) intercettano il rifiuto di vetro.
La seguente tabella riporta le quantità di rifiuti urbani raccolti nella Municipalità di Chirignago-Zelarino nel 2011, distinti per tipo. Si ricorda che su tutto il territorio della municipalità è attivo il sistema di raccolta a calotta con chiave elettronica per la raccolta del rifiuto secco non differenziato. Il multimateriale di tipo VPL, costituito da rifiuti urbani di imballaggi in materiali misti da raccolta differenziata, è indicato con il codice CER: 150106.
Tabella 26. Rifiuti urbani raccolti nella Municipalità di Chirignago-Zelarino nel 2011.
Nel bilancio della fase di conferimento è importante conoscere anche la quantità di vetro non intercettata dal sistema di raccolta, cioè quella frazione del rifiuto di vetro che non viene conferita correttamente nelle campane per la raccolta del VPL e finisce inevitabilmente all’interno di altre classi merceologiche di rifiuto come scarti. Questa “frazione non intercettata” del vetro conferito sarà determinata nel bilancio di filiera dalle analisi merceologiche del rifiuto effettuate congiuntamente da Ecoprogetto e da Ecoricili.
La frazione di scarto si ottiene a valle delle operazioni di prima selezione effettuate sul multimateriale ed è dipendente dalla sua composizione (4% per la selezione di VM, 5% per VPM e PM e 9% per CPM). Le successive operazioni di selezione a cui vengono sottoposte le singole frazioni separate dal multimateriale presentano in genere scarti più elevati rispetto alle raccolte monomateriale53.
Nel bilancio di filiera alcuni indicatori che caratterizzano il conferimento sono quantificati in fasi successive della filiera (es. la quantità di rifiuto di vetro nel VPL da analisi merceologica). Questi valori sono comunque inseriti in questa fase in modo da caratterizzare quanto conferito dove questa attività è effettivamente svolta.
Alla fine, come risultato, la produzione dei rifiuti urbani sarà espressa come quantità pro-capite (rapporto tra la quantità di rifiuti prodotti nel periodo in esame e il numero di utenti).
3.6.2 RACCOLTA E TRASPORTOLe attività svolte in questa seconda fase consistono nella raccolta del rifiuto conferito, in un successivo momento di trasporto del rifiuto raccolto dai punti di conferimento al sito di ECO-RICILI, alla consegna del materiale a ECO-RICICLI.
53 - Fonte ARPAV
35TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
3.6.2.1 FLUSSI IN INGRESSO E IN USCITAIl flusso di materiale in ingresso è rappresentato dal rifiuto VPL raccolto nelle aree delle municipalità di Chirignago-Zelarino e di Favaro Veneto dalle apposite campane adibite alla raccolta del multi-materiale sfuso: vetro, plastica, lattine (VPL). La quantità è espressa in unità di peso, come tonnellate di VPL raccolto. Il flusso in uscita è la quantità di VPL effettivamente depositata nel centro di lavorazione presso ECO-RICILI. Essendoci tra il momento della raccolta a quello della consegna, la sola attività di trasporto, i due flussi si possono considerare identici.
Questi valori di flusso sono comunque determinati dalle misure e dalle informazioni raccolti presso ECO-RICILI, attraverso le procedure di accettazione del materiale in ingresso all’impianto.
Tra gli indicatori relativi alle attività di questa fase della filiera, è stato inserito il “volume svuotato per tonnellata raccolta di VPL”. Questo valore indica la densità media reale, senza compattazione, del VPL raccolto. Sappiamo che la plastica ha una densità minore, occupa molto più volume e pesa meno, rispetto al vetro. Anche i metalli hanno una densità minore del vetro.
Una campana può quindi colmare di plastica a scapito degli altri materiali conferibili, comportando un maggiore numero di svuotamenti (tempo, chilometri, numero di mezzi) per tonnellata di materiale raccolto.
Altro indicatore relativo ai flussi di materia è il consumo di acqua per tonnellata di VPL raccolto. Nell’ambito del servizio è previsto, inoltre, il lavaggio interno dei contenitori. E’ svolto con l’impiego di attrezzature specifiche che provvederanno al lavaggio interno ed esterno utilizzando acqua calda ad alta pressione. La frequenza media del servizio è una volta/anno.
3.6.3 SEZIONILa terza fase inizia dal momento in cui il rifiuto raccolto viene accettato dall’impianto di ECO-RICILI per la lavorazione. Il materiale di interesse in questa fase è il VPL in ingresso e il rifiuto di vetro selezionato in uscita.
3.6.3.1 FLUSSI IN INGRESSOProcedure implementate permettono di controllare i flussi di materia in entrata all’impianto. Gli automezzi in ingresso presso il polo impiantistico vengono registrati con apposita modulistica (Mod. ECO_PS_01) che accompagnerà il rifiuto all’impianto finale. Tutti i movimenti di carico/scarico sono registrati nel registro rifiuti.
I controlli dei rifiuti in ingresso si effettuano nelle seguenti fasi del processo:• accettazione (ufficio pesa): controllo della documentazione di accompagnamento e compilazione del modulo ECO PS 01 “scheda rifiuto” con le caratteristiche del rifiuto; l’identificazione del mezzo e del trasportatore.• scarico: ispezione visiva da parte del capo piazzale o direttamente dal palista e confronto con quanto dichiarato sul modulo compilato in accettazione.• controlli analitici, sia programmati sia secondo necessità, in caso di carichi dubbi o sospetti.
I controlli analitici sui rifiuti conferiti vengono effettuati secondo cadenze programmate (la frequenza è commisurata ai volumi conferiti dai singoli produttori, varia da quindicinale a bimestrale) e inoltre nei casi in cui emergano dubbi sulla rispondenza del rifiuto a quanto riportato sui formulari di identificazione nella fase di verifica visiva allo scarico.
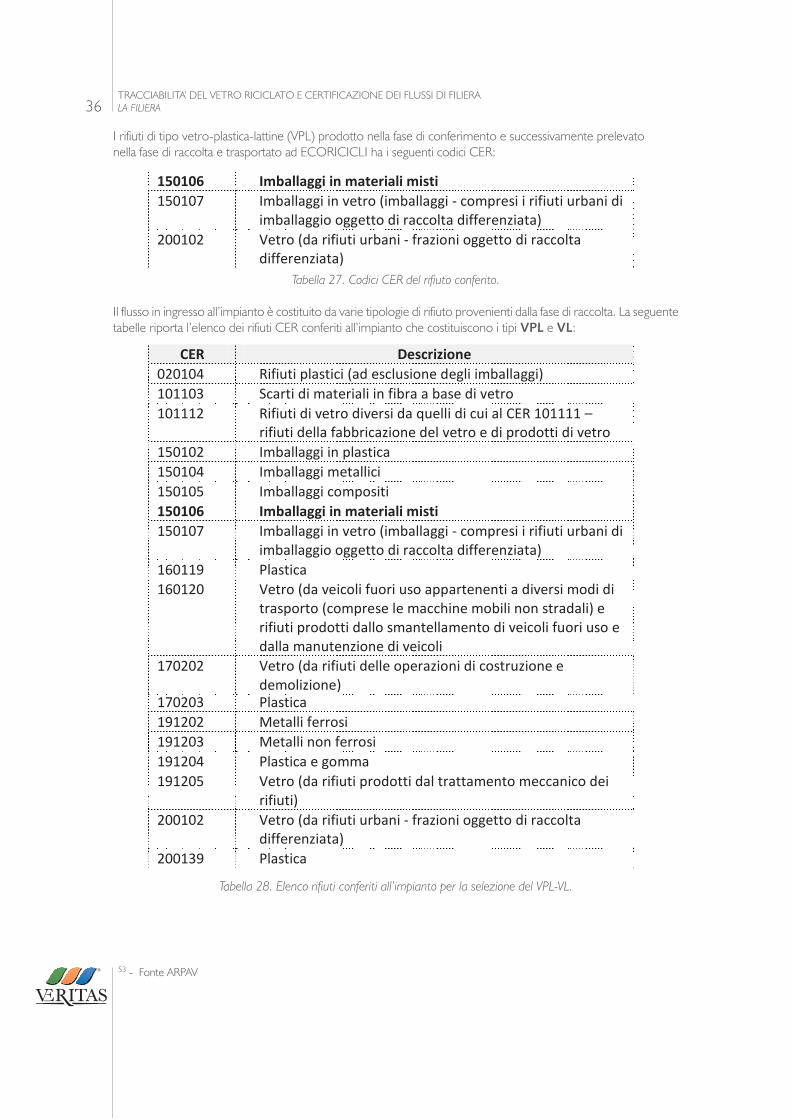
36TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
I rifiuti di tipo vetro-plastica-lattine (VPL) prodotto nella fase di conferimento e successivamente prelevato nella fase di raccolta e trasportato ad ECORICICLI ha i seguenti codici CER:
Tabella 27. Codici CER del rifiuto conferito.
Il flusso in ingresso all’impianto è costituito da varie tipologie di rifiuto provenienti dalla fase di raccolta. La seguente tabelle riporta l’elenco dei rifiuti CER conferiti all’impianto che costituiscono i tipi VPL e VL:
Tabella 28. Elenco rifiuti conferiti all’impianto per la selezione del VPL-VL.
53 - Fonte ARPAV
Versione 1.0 – 18.10.2012 La filiera
40
4.6.3 Selezione La terza fase inizia dal momento in cui il rifiuto raccolto viene accettato dall’impianto di ECO-RICILI per la lavorazione. Il materiale di interesse in questa fase è il VPL in ingresso e il rifiuto di vetro selezionato in uscita.
4.6.3.1 Flussi in ingresso Procedure implementate permettono di controllare i flussi di materia in entrata all’impianto. Gli automezzi in ingresso presso il polo impiantistico vengono registrati con apposita modulistica (Mod. ECO_PS_01) che accompagnerà il rifiuto all’impianto finale. Tutti i movimenti di carico/scarico sono registrati nel registro rifiuti. I controlli dei rifiuti in ingresso si effettuano nelle seguenti fasi del processo:
• accettazione (ufficio pesa): controllo della documentazione di accompagnamento e compilazione del modulo ECO PS 01 “scheda rifiuto” con le caratteristiche del rifiuto; l’identificazione del mezzo e del trasportatore.
• scarico: ispezione visiva da parte del capo piazzale o direttamente dal palista e confronto con quanto dichiarato sul modulo compilato in accettazione.
• controlli analitici, sia programmati sia secondo necessità, in caso di carichi dubbi o sospetti. I controlli analitici sui rifiuti conferiti vengono effettuati secondo cadenze programmate (la frequenza è commisurata ai volumi conferiti dai singoli produttori, varia da quindicinale a bimestrale) e inoltre nei casi in cui emergano dubbi sulla rispondenza del rifiuto a quanto riportato sui formulari di identificazione nella fase di verifica visiva allo scarico. I rifiuti di tipo vetro-plastica-lattine (VPL) prodotto nella fase di conferimento e successivamente prelevato nella fase di raccolta e trasportato ad ECORICICLI ha i seguenti codici CER:
150106 Imballaggi in materiali misti 150107 Imballaggi in vetro (imballaggi - compresi i rifiuti urbani di
imballaggio oggetto di raccolta differenziata) 200102 Vetro (da rifiuti urbani - frazioni oggetto di raccolta
differenziata) Tabella 27. Codici CER del rifiuto conferito.
Il flusso in ingresso all’impianto è costituito da varie tipologie di rifiuto provenienti dalla fase di raccolta. La seguente tabelle riporta l’elenco dei rifiuti CER conferiti all’impianto che costituiscono i tipi VPL e VL:
CER Descrizione
020104 Rifiuti plastici (ad esclusione degli imballaggi) 101103 Scarti di materiali in fibra a base di vetro 101112 Rifiuti di vetro diversi da quelli di cui al CER 101111 –
rifiuti della fabbricazione del vetro e di prodotti di vetro 150102 Imballaggi in plastica 150104 Imballaggi metallici 150105 Imballaggi compositi 150106 Imballaggi in materiali misti 150107 Imballaggi in vetro (imballaggi - compresi i rifiuti urbani di
imballaggio oggetto di raccolta differenziata) 160119 Plastica 160120 Vetro (da veicoli fuori uso appartenenti a diversi modi di
trasporto (comprese le macchine mobili non stradali) e rifiuti prodotti dallo smantellamento di veicoli fuori uso e dalla manutenzione di veicoli
170202 Vetro (da rifiuti delle operazioni di costruzione e demolizione)
Versione 1.0 – 18.10.2012 La filiera
40
4.6.3 Selezione La terza fase inizia dal momento in cui il rifiuto raccolto viene accettato dall’impianto di ECO-RICILI per la lavorazione. Il materiale di interesse in questa fase è il VPL in ingresso e il rifiuto di vetro selezionato in uscita.
4.6.3.1 Flussi in ingresso Procedure implementate permettono di controllare i flussi di materia in entrata all’impianto. Gli automezzi in ingresso presso il polo impiantistico vengono registrati con apposita modulistica (Mod. ECO_PS_01) che accompagnerà il rifiuto all’impianto finale. Tutti i movimenti di carico/scarico sono registrati nel registro rifiuti. I controlli dei rifiuti in ingresso si effettuano nelle seguenti fasi del processo:
• accettazione (ufficio pesa): controllo della documentazione di accompagnamento e compilazione del modulo ECO PS 01 “scheda rifiuto” con le caratteristiche del rifiuto; l’identificazione del mezzo e del trasportatore.
• scarico: ispezione visiva da parte del capo piazzale o direttamente dal palista e confronto con quanto dichiarato sul modulo compilato in accettazione.
• controlli analitici, sia programmati sia secondo necessità, in caso di carichi dubbi o sospetti. I controlli analitici sui rifiuti conferiti vengono effettuati secondo cadenze programmate (la frequenza è commisurata ai volumi conferiti dai singoli produttori, varia da quindicinale a bimestrale) e inoltre nei casi in cui emergano dubbi sulla rispondenza del rifiuto a quanto riportato sui formulari di identificazione nella fase di verifica visiva allo scarico. I rifiuti di tipo vetro-plastica-lattine (VPL) prodotto nella fase di conferimento e successivamente prelevato nella fase di raccolta e trasportato ad ECORICICLI ha i seguenti codici CER:
150106 Imballaggi in materiali misti 150107 Imballaggi in vetro (imballaggi - compresi i rifiuti urbani di
imballaggio oggetto di raccolta differenziata) 200102 Vetro (da rifiuti urbani - frazioni oggetto di raccolta
differenziata) Tabella 27. Codici CER del rifiuto conferito.
Il flusso in ingresso all’impianto è costituito da varie tipologie di rifiuto provenienti dalla fase di raccolta. La seguente tabelle riporta l’elenco dei rifiuti CER conferiti all’impianto che costituiscono i tipi VPL e VL:
CER Descrizione
020104 Rifiuti plastici (ad esclusione degli imballaggi) 101103 Scarti di materiali in fibra a base di vetro 101112 Rifiuti di vetro diversi da quelli di cui al CER 101111 –
rifiuti della fabbricazione del vetro e di prodotti di vetro 150102 Imballaggi in plastica 150104 Imballaggi metallici 150105 Imballaggi compositi 150106 Imballaggi in materiali misti 150107 Imballaggi in vetro (imballaggi - compresi i rifiuti urbani di
imballaggio oggetto di raccolta differenziata) 160119 Plastica 160120 Vetro (da veicoli fuori uso appartenenti a diversi modi di
trasporto (comprese le macchine mobili non stradali) e rifiuti prodotti dallo smantellamento di veicoli fuori uso e dalla manutenzione di veicoli
170202 Vetro (da rifiuti delle operazioni di costruzione e demolizione)
Versione 1.0 – 18.10.2012 La filiera
41
CER Descrizione 170203 Plastica 191202 Metalli ferrosi 191203 Metalli non ferrosi 191204 Plastica e gomma 191205 Vetro (da rifiuti prodotti dal trattamento meccanico dei
rifiuti) 200102 Vetro (da rifiuti urbani - frazioni oggetto di raccolta
differenziata) 200139 Plastica Tabella 28. Elenco rifiuti conferiti all’impianto per la selezione del VPL-VL.
Nel 2011 la percentuale di rifiuto VPL in ingresso all’impianto sul totale dei rifiuti urbani e speciali gestiti dalle linee di trattamento e stoccaggio, è del 79,94%.
CER Descrizione Quantitativo (t/anno)
2010
150106 Imballaggi in materiali misti (VPL) 67.547
Tabella 29. Quantitativo di rifiuto 150106 in entrata.
4.6.3.2 Stoccaggi I rifiuti sono stoccati in cumuli all’aperto, nelle aree dedicate, o in contenitori dedicati. Si hanno quindi i seguenti stoccaggi di: • materiali in arrivo all’insediamento e provenienti dalla raccolta differenziata dei rifiuti urbani ed in
attesa di trattamento. Rifiuti costituiti principalmente da materiali vetrosi, plastici e metallici (lattine);
• materiali lavorati e in attesa di essere destinati ad impianti autorizzati per successive operazioni di recupero. Rifiuti costituiti dalle frazioni differenziate generate dalle operazioni di selezione e cernita, ovvero:
− materiali vetrosi; − materiali metallici (magnetici e amagnetici); − plastica; − inerti derivanti dalle operazioni di recupero nell’impianto; − sovvalli.
4.6.3.3 Flussi in uscita Residui dei cicli lavorativi
Nella tabella successiva sono riportati i residui dei cicli lavorativi, cioè i materiali in uscita dall’impianto. A tal proposito è da evidenziare che, qualora gli stessi presentino caratteristiche conformi a quelle richieste dal D.M. 05 Febbraio 1998, gli stessi saranno classificati materie prime seconde, in caso contrario assumeranno i CER riportati nella seguente tabella:
CER Descrizione 191202 Metalli ferrosi 191203 Metalli non ferrosi 191204 Plastica e gomma 191205
191212 Altri rifiuti (compresi materiali misti) prodotti dal trattamento meccanico dei rifiuti, diversi da quelli di cui alla voce 191211
Tabella 30. Elenco rifiuti in uscita dalle linee.

37TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
Nel 2011 la percentuale di rifiuto VPL in ingresso all’impianto sul totale dei rifiuti urbani e speciali gestiti dalle linee di trattamento e stoccaggio, è del 79,94%.
Tabella 29. Quantitativo di rifiuto 150106 in entrata.
3.6.3.2 STOCCAGGII rifiuti sono stoccati in cumuli all’aperto, nelle aree dedicate, o in contenitori dedicati. Si hanno quindi i seguenti stoccaggi di:
• materiali in arrivo all’insediamento e provenienti dalla raccolta differenziata dei rifiuti urbani ed in attesa di trattamento. Rifiuti costituiti principalmente da materiali vetrosi, plastici e metallici (lattine);
• materiali lavorati e in attesa di essere destinati ad impianti autorizzati per successive operazioni di recupero. Rifiuti costituiti dalle frazioni differenziate generate dalle operazioni di selezione e cernita, ovvero:
– materiali vetrosi;– materiali metallici (magnetici e amagnetici);– plastica;– inerti derivanti dalle operazioni di recupero nell’impianto;– sovvalli.
3.6.3.3 FLUSSI IN USCITARESIDUI DEI CICLI LAVORATIVINella tabella successiva sono riportati i residui dei cicli lavorativi, cioè i materiali in uscita dall’impianto. A tal proposito è da evidenziare che, qualora gli stessi presentino caratteristiche conformi a quelle richieste dal D.M. 05 Febbraio 1998, gli stessi saranno classificati materie prime seconde, in caso contrario assumeranno i CER riportati nella seguente tabella:
Tabella 30. Elenco rifiuti in uscita dalle linee.
In tali condizioni, essi verranno gestiti come segue:• potranno essere accumulati in attesa di essere avviati al recupero in impianti esterni (operazioni R13); è il caso specifico del vetro selezionato a partire dal VPL-VL che, non disponendo delle caratteristiche di conformità di cui al Par. 2.1.4, lettera b) (e quindi lettera b del Par. 2.1.3), verrà messo in riserva, in attesa di essere avviato ad impianti esterni;
Versione 1.0 – 18.10.2012 La filiera
41
CER Descrizione 170203 Plastica 191202 Metalli ferrosi 191203 Metalli non ferrosi 191204 Plastica e gomma 191205 Vetro (da rifiuti prodotti dal trattamento meccanico dei
rifiuti) 200102 Vetro (da rifiuti urbani - frazioni oggetto di raccolta
differenziata) 200139 Plastica Tabella 28. Elenco rifiuti conferiti all’impianto per la selezione del VPL-VL.
Nel 2011 la percentuale di rifiuto VPL in ingresso all’impianto sul totale dei rifiuti urbani e speciali gestiti dalle linee di trattamento e stoccaggio, è del 79,94%.
CER Descrizione Quantitativo (t/anno)
2010
150106 Imballaggi in materiali misti (VPL) 67.547
Tabella 29. Quantitativo di rifiuto 150106 in entrata.
4.6.3.2 Stoccaggi I rifiuti sono stoccati in cumuli all’aperto, nelle aree dedicate, o in contenitori dedicati. Si hanno quindi i seguenti stoccaggi di: • materiali in arrivo all’insediamento e provenienti dalla raccolta differenziata dei rifiuti urbani ed in
attesa di trattamento. Rifiuti costituiti principalmente da materiali vetrosi, plastici e metallici (lattine);
• materiali lavorati e in attesa di essere destinati ad impianti autorizzati per successive operazioni di recupero. Rifiuti costituiti dalle frazioni differenziate generate dalle operazioni di selezione e cernita, ovvero:
− materiali vetrosi; − materiali metallici (magnetici e amagnetici); − plastica; − inerti derivanti dalle operazioni di recupero nell’impianto; − sovvalli.
4.6.3.3 Flussi in uscita Residui dei cicli lavorativi
Nella tabella successiva sono riportati i residui dei cicli lavorativi, cioè i materiali in uscita dall’impianto. A tal proposito è da evidenziare che, qualora gli stessi presentino caratteristiche conformi a quelle richieste dal D.M. 05 Febbraio 1998, gli stessi saranno classificati materie prime seconde, in caso contrario assumeranno i CER riportati nella seguente tabella:
CER Descrizione 191202 Metalli ferrosi 191203 Metalli non ferrosi 191204 Plastica e gomma 191205
191212 Altri rifiuti (compresi materiali misti) prodotti dal trattamento meccanico dei rifiuti, diversi da quelli di cui alla voce 191211
Tabella 30. Elenco rifiuti in uscita dalle linee.
Versione 1.0 – 18.10.2012 La filiera
41
CER Descrizione 170203 Plastica 191202 Metalli ferrosi 191203 Metalli non ferrosi 191204 Plastica e gomma 191205 Vetro (da rifiuti prodotti dal trattamento meccanico dei
rifiuti) 200102 Vetro (da rifiuti urbani - frazioni oggetto di raccolta
differenziata) 200139 Plastica Tabella 28. Elenco rifiuti conferiti all’impianto per la selezione del VPL-VL.
Nel 2011 la percentuale di rifiuto VPL in ingresso all’impianto sul totale dei rifiuti urbani e speciali gestiti dalle linee di trattamento e stoccaggio, è del 79,94%.
CER Descrizione Quantitativo (t/anno)
2010
150106 Imballaggi in materiali misti (VPL) 67.547
Tabella 29. Quantitativo di rifiuto 150106 in entrata.
4.6.3.2 Stoccaggi I rifiuti sono stoccati in cumuli all’aperto, nelle aree dedicate, o in contenitori dedicati. Si hanno quindi i seguenti stoccaggi di: • materiali in arrivo all’insediamento e provenienti dalla raccolta differenziata dei rifiuti urbani ed in
attesa di trattamento. Rifiuti costituiti principalmente da materiali vetrosi, plastici e metallici (lattine);
• materiali lavorati e in attesa di essere destinati ad impianti autorizzati per successive operazioni di recupero. Rifiuti costituiti dalle frazioni differenziate generate dalle operazioni di selezione e cernita, ovvero:
− materiali vetrosi; − materiali metallici (magnetici e amagnetici); − plastica; − inerti derivanti dalle operazioni di recupero nell’impianto; − sovvalli.
4.6.3.3 Flussi in uscita Residui dei cicli lavorativi
Nella tabella successiva sono riportati i residui dei cicli lavorativi, cioè i materiali in uscita dall’impianto. A tal proposito è da evidenziare che, qualora gli stessi presentino caratteristiche conformi a quelle richieste dal D.M. 05 Febbraio 1998, gli stessi saranno classificati materie prime seconde, in caso contrario assumeranno i CER riportati nella seguente tabella:
CER Descrizione 191202 Metalli ferrosi 191203 Metalli non ferrosi 191204 Plastica e gomma 191205
191212 Altri rifiuti (compresi materiali misti) prodotti dal trattamento meccanico dei rifiuti, diversi da quelli di cui alla voce 191211
Tabella 30. Elenco rifiuti in uscita dalle linee.

38TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
• oppure essere accumulati in attesa di essere avviati allo smaltimento (operazione D15).
MATERIE PRIME SECONDARIE
Dalla selezione e cernita non sono prodotte frazioni di materiale classificabili come materie prime secondarie (mps).
I materiali in uscita sono destinati agli impianti dei relativi consorzi di filiera, eccetto il vetro che viene lavorato nell’impianto di selezione vetro e produzione vetro mps ECOPATE’ di Musile si Piave (VE). I sovvalli sono conferiti negli impianti di Ecoprogetto srl o per produzione di CDR o per smaltimento.
Tabella 31. Quantitativo di rifiuto VS in uscita all’impianto.
Il materiale in uscita è sottoposto a verifiche di qualità, a mezzo di analisi merceologiche, al fine di garantirne la conformità con gli standard richiesti dai protocolli d’intesa.
3.6.3.3.1 ACQUA DI RETEIl sito si approvvigiona di acqua potabile esclusivamente mediante allacciamento alla rete di distribuzione pubblica (acquedotto). L’acqua è consumata per i servizi e usata nelle operazioni di lavaggio dei mezzi di trasporto, delle piazzole di sosta e stoccaggio del materiale VPL, prima che questo sia avviato alla lavorazione. L’acqua è quindi impiegata sia per usi civili che industriali, quali:
• servizi igienici,• antincendio,• lavaggio ruote dei mezzi in transito,• lavaggio periodico delle pale, dei muletti e delle sezioni di impianto, con idropulitrice.• nebulizzazione delle superfici pavimentate e delle linee di lavorazione.
Tabella 32. Consumo di acqua di rete.
I fabbisogni riguardanti i servizi secondari ed accessori, quali piazzola lava ruote, linea aspersione inerti, reintegro serbatoi impianto antincendio, interventi di pulizia periodica dei capannoni, sono stimati in 8,0 m³/giorno. Le esigenze idriche della palazzina adibita ad uffici, per gli scopi civili dei 54 addetti all’impianto, sono valutate pari a circa 5.000 l/giorno. Il consumo idrico totale è stimato in circa 11,00 m³/giorno, per un totale di circa 3.200 m³/anno, derivati dalla rete acquedottistica per uso civile.
53 - Fonte ARPAV
Versione 1.0 – 18.10.2012 La filiera
42
In tali condizioni, essi verranno gestiti come segue:
• potranno essere accumulati in attesa di essere avviati al recupero in impianti esterni (operazioni R13); è il caso specifico del vetro selezionato a partire dal VPL-VL che, non disponendo delle caratteristiche di conformità di cui al Par. 2.1.4, lettera b) (e quindi lettera b del Par. 2.1.3), verrà messo in riserva, in attesa di essere avviato ad impianti esterni;
• oppure essere accumulati in attesa di essere avviati allo smaltimento (operazione D15). Materie prime secondarie Dalla selezione e cernita non sono prodotte frazioni di materiale classificabili come materie prime secondarie (mps). I materiali in uscita sono destinati agli impianti dei relativi consorzi di filiera, eccetto il vetro che viene lavorato nell’impianto di selezione vetro e produzione vetro mps ECOPATE’ di Musile si Piave (VE). I sovvalli sono conferiti negli impianti di Ecoprogetto srl o per produzione di CDR o per smaltimento.
CER Descrizione Quantitativo (t/anno)
2010
191205 Vetro (rifiuti prodotti dal trattamento meccanico dei rifiuti)
44.174
Tabella 31. Quantitativo di rifiuto VS in uscita all’impianto.
Il materiale in uscita è sottoposto a verifiche di qualità, a mezzo di analisi merceologiche, al fine di garantirne la conformità con gli standard richiesti dai protocolli d’intesa.
4.6.3.3.1 Acqua di rete Il sito si approvvigiona di acqua potabile esclusivamente mediante allacciamento alla rete di distribuzione pubblica (acquedotto). L’acqua è consumata per i servizi e usata nelle operazioni di lavaggio dei mezzi di trasporto, delle piazzole di sosta e stoccaggio del materiale VPL, prima che questo sia avviato alla lavorazione. L’acqua è quindi impiegata sia per usi civili che industriali, quali:
servizi igienici, antincendio, lavaggio ruote dei mezzi in transito, lavaggio periodico delle pale, dei muletti e delle sezioni di impianto, con idropulitrice. nebulizzazione delle superfici pavimentate e delle linee di lavorazione.
Consumo acqua Anno 2011
Tutto il sito mc/anno 2.411,00 Tabella 32. Consumo di acqua di rete.
I fabbisogni riguardanti i servizi secondari ed accessori, quali piazzola lava ruote, linea aspersione inerti, reintegro serbatoi impianto antincendio, interventi di pulizia periodica dei capannoni, sono stimati in 8,0 m³/giorno. Le esigenze idriche della palazzina adibita ad uffici, per gli scopi civili dei 54 addetti all’impianto, sono valutate pari a circa 5.000 l/giorno. Il consumo idrico totale è stimato in circa 11,00 m³/giorno, per un totale di circa 3.200 m³/anno, derivati dalla rete acquedottistica per uso civile.
Versione 1.0 – 18.10.2012 La filiera
42
In tali condizioni, essi verranno gestiti come segue:
• potranno essere accumulati in attesa di essere avviati al recupero in impianti esterni (operazioni R13); è il caso specifico del vetro selezionato a partire dal VPL-VL che, non disponendo delle caratteristiche di conformità di cui al Par. 2.1.4, lettera b) (e quindi lettera b del Par. 2.1.3), verrà messo in riserva, in attesa di essere avviato ad impianti esterni;
• oppure essere accumulati in attesa di essere avviati allo smaltimento (operazione D15). Materie prime secondarie Dalla selezione e cernita non sono prodotte frazioni di materiale classificabili come materie prime secondarie (mps). I materiali in uscita sono destinati agli impianti dei relativi consorzi di filiera, eccetto il vetro che viene lavorato nell’impianto di selezione vetro e produzione vetro mps ECOPATE’ di Musile si Piave (VE). I sovvalli sono conferiti negli impianti di Ecoprogetto srl o per produzione di CDR o per smaltimento.
CER Descrizione Quantitativo (t/anno)
2010
191205 Vetro (rifiuti prodotti dal trattamento meccanico dei rifiuti)
44.174
Tabella 31. Quantitativo di rifiuto VS in uscita all’impianto.
Il materiale in uscita è sottoposto a verifiche di qualità, a mezzo di analisi merceologiche, al fine di garantirne la conformità con gli standard richiesti dai protocolli d’intesa.
4.6.3.3.1 Acqua di rete Il sito si approvvigiona di acqua potabile esclusivamente mediante allacciamento alla rete di distribuzione pubblica (acquedotto). L’acqua è consumata per i servizi e usata nelle operazioni di lavaggio dei mezzi di trasporto, delle piazzole di sosta e stoccaggio del materiale VPL, prima che questo sia avviato alla lavorazione. L’acqua è quindi impiegata sia per usi civili che industriali, quali:
servizi igienici, antincendio, lavaggio ruote dei mezzi in transito, lavaggio periodico delle pale, dei muletti e delle sezioni di impianto, con idropulitrice. nebulizzazione delle superfici pavimentate e delle linee di lavorazione.
Consumo acqua Anno 2011
Tutto il sito mc/anno 2.411,00 Tabella 32. Consumo di acqua di rete.
I fabbisogni riguardanti i servizi secondari ed accessori, quali piazzola lava ruote, linea aspersione inerti, reintegro serbatoi impianto antincendio, interventi di pulizia periodica dei capannoni, sono stimati in 8,0 m³/giorno. Le esigenze idriche della palazzina adibita ad uffici, per gli scopi civili dei 54 addetti all’impianto, sono valutate pari a circa 5.000 l/giorno. Il consumo idrico totale è stimato in circa 11,00 m³/giorno, per un totale di circa 3.200 m³/anno, derivati dalla rete acquedottistica per uso civile.
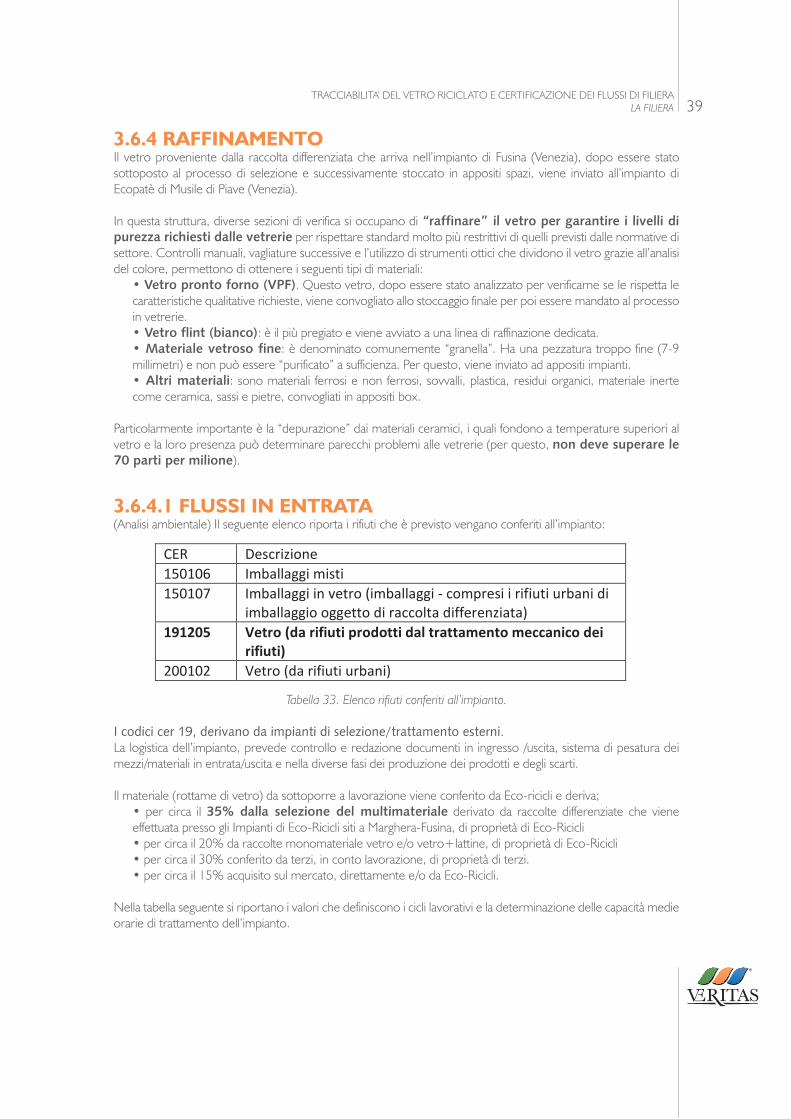
39TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
3.6.4 RAFFINAMENTOIl vetro proveniente dalla raccolta differenziata che arriva nell’impianto di Fusina (Venezia), dopo essere stato sottoposto al processo di selezione e successivamente stoccato in appositi spazi, viene inviato all’impianto di Ecopatè di Musile di Piave (Venezia).
In questa struttura, diverse sezioni di verifica si occupano di “raffinare” il vetro per garantire i livelli di purezza richiesti dalle vetrerie per rispettare standard molto più restrittivi di quelli previsti dalle normative di settore. Controlli manuali, vagliature successive e l’utilizzo di strumenti ottici che dividono il vetro grazie all’analisi del colore, permettono di ottenere i seguenti tipi di materiali:
• Vetro pronto forno (VPF). Questo vetro, dopo essere stato analizzato per verificarne se le rispetta le caratteristiche qualitative richieste, viene convogliato allo stoccaggio finale per poi essere mandato al processo in vetrerie.• Vetro flint (bianco): è il più pregiato e viene avviato a una linea di raffinazione dedicata.• Materiale vetroso fine: è denominato comunemente “granella”. Ha una pezzatura troppo fine (7-9 millimetri) e non può essere “purificato” a sufficienza. Per questo, viene inviato ad appositi impianti.• Altri materiali: sono materiali ferrosi e non ferrosi, sovvalli, plastica, residui organici, materiale inerte come ceramica, sassi e pietre, convogliati in appositi box.
Particolarmente importante è la “depurazione” dai materiali ceramici, i quali fondono a temperature superiori al vetro e la loro presenza può determinare parecchi problemi alle vetrerie (per questo, non deve superare le 70 parti per milione).
3.6.4.1 FLUSSI IN ENTRATA(Analisi ambientale) Il seguente elenco riporta i rifiuti che è previsto vengano conferiti all’impianto:
Tabella 33. Elenco rifiuti conferiti all’impianto.
I codici cer 19, derivano da impianti di selezione/trattamento esterni.La logistica dell’impianto, prevede controllo e redazione documenti in ingresso /uscita, sistema di pesatura dei mezzi/materiali in entrata/uscita e nella diverse fasi dei produzione dei prodotti e degli scarti.
Il materiale (rottame di vetro) da sottoporre a lavorazione viene conferito da Eco-ricicli e deriva;• per circa il 35% dalla selezione del multimateriale derivato da raccolte differenziate che viene effettuata presso gli Impianti di Eco-Ricicli siti a Marghera-Fusina, di proprietà di Eco-Ricicli• per circa il 20% da raccolte monomateriale vetro e/o vetro+lattine, di proprietà di Eco-Ricicli• per circa il 30% conferito da terzi, in conto lavorazione, di proprietà di terzi.• per circa il 15% acquisito sul mercato, direttamente e/o da Eco-Ricicli.
Nella tabella seguente si riportano i valori che definiscono i cicli lavorativi e la determinazione delle capacità medie orarie di trattamento dell’impianto.
Versione 1.0 – 18.10.2012 La filiera
43
4.6.4 Raffinamento Il vetro proveniente dalla raccolta differenziata che arriva nell'impianto di Fusina (Venezia), dopo essere stato sottoposto al processo di selezione e successivamente stoccato in appositi spazi, viene inviato all'impianto di Ecopatè di Musile di Piave (Venezia). In questa struttura, diverse sezioni di verifica si occupano di "raffinare" il vetro per garantire i livelli di purezza richiesti dalle vetrerie per rispettare standard molto più restrittivi di quelli previsti dalle normative di settore. Controlli manuali, vagliature successive e l'utilizzo di strumenti ottici che dividono il vetro grazie all'analisi del colore, permettono di ottenere i seguenti tipi di materiali:
• Vetro pronto forno (VPF). Questo vetro, dopo essere stato analizzato per verificarne se le rispetta le caratteristiche qualitative richieste, viene convogliato allo stoccaggio finale per poi essere mandato al processo in vetrerie.
• Vetro flint (bianco): è il più pregiato e viene avviato a una linea di raffinazione dedicata.
• Materiale vetroso fine: è denominato comunemente "granella". Ha una pezzatura troppo fine (7-9 millimetri) e non può essere “purificato” a sufficienza. Per questo, viene inviato ad appositi impianti.
• Altri materiali: sono materiali ferrosi e non ferrosi, sovvalli, plastica, residui organici, materiale inerte come ceramica, sassi e pietre, convogliati in appositi box.
Particolarmente importante è la “depurazione” dai materiali ceramici, i quali fondono a temperature superiori al vetro e la loro presenza può determinare parecchi problemi alle vetrerie (per questo, non deve superare le 70 parti per milione).
4.6.4.1 Flussi in entrata (Analisi ambientale) Il seguente elenco riporta i rifiuti che è previsto vengano conferiti all’impianto:
CER Descrizione 150106 Imballaggi misti 150107 Imballaggi in vetro (imballaggi - compresi i rifiuti urbani di
imballaggio oggetto di raccolta differenziata) 191205 Vetro (da rifiuti prodotti dal trattamento meccanico dei
rifiuti) 200102 Vetro (da rifiuti urbani)
Tabella 33. Elenco rifiuti conferiti all’impianto.
I codici CER 19, derivano da impianti di selezione/trattamento esterni. La logistica dell’impianto, prevede controllo e redazione documenti in ingresso /uscita, sistema di pesatura dei mezzi/materiali in entrata/uscita e nella diverse fasi dei produzione dei prodotti e degli scarti. Il materiale (rottame di vetro) da sottoporre a lavorazione viene conferito da Eco-ricicli e deriva;
• per circa il 35% dalla selezione del multimateriale derivato da raccolte differenziate che viene effettuata presso gli Impianti di Eco-Ricicli siti a Marghera-Fusina, di proprietà di Eco-Ricicli
• per circa il 20% da raccolte monomateriale vetro e/o vetro+lattine, di proprietà di Eco-Ricicli • per circa il 30% conferito da terzi, in conto lavorazione, di proprietà di terzi. • per circa il 15% acquisito sul mercato, direttamente e/o da Eco-Ricicli.
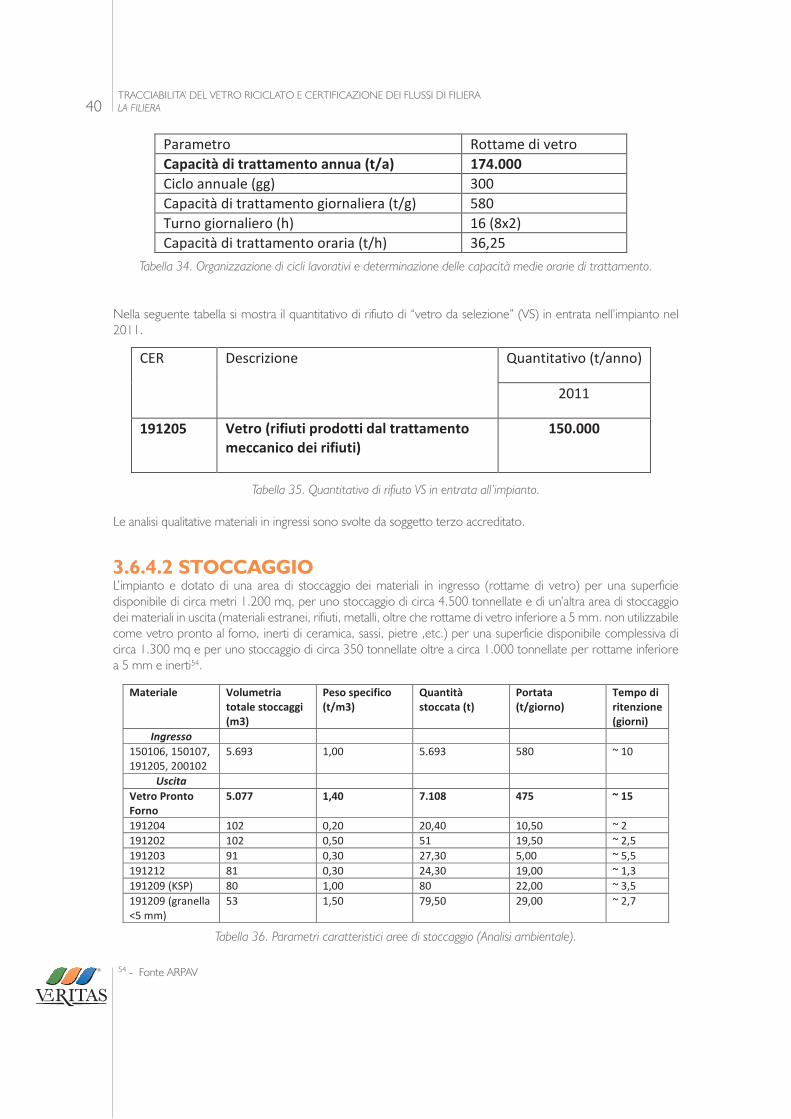
40TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
Tabella 34. Organizzazione di cicli lavorativi e determinazione delle capacità medie orarie di trattamento.
Nella seguente tabella si mostra il quantitativo di rifiuto di “vetro da selezione” (VS) in entrata nell’impianto nel 2011.
Tabella 35. Quantitativo di rifiuto VS in entrata all’impianto.
Le analisi qualitative materiali in ingressi sono svolte da soggetto terzo accreditato.
3.6.4.2 STOCCAGGIOL’impianto e dotato di una area di stoccaggio dei materiali in ingresso (rottame di vetro) per una superficie disponibile di circa metri 1.200 mq, per uno stoccaggio di circa 4.500 tonnellate e di un’altra area di stoccaggio dei materiali in uscita (materiali estranei, rifiuti, metalli, oltre che rottame di vetro inferiore a 5 mm. non utilizzabile come vetro pronto al forno, inerti di ceramica, sassi, pietre ,etc.) per una superficie disponibile complessiva di circa 1.300 mq e per uno stoccaggio di circa 350 tonnellate oltre a circa 1.000 tonnellate per rottame inferiore a 5 mm e inerti54.
Tabella 36. Parametri caratteristici aree di stoccaggio (Analisi ambientale).
54 - Fonte ARPAV
Versione 1.0 – 18.10.2012 La filiera
44
Nella tabella seguente si riportano i valori che definiscono i cicli lavorativi e la determinazione delle capacità medie orarie di trattamento dell’impianto.
Parametro Rottame di vetro Capacità di trattamento annua (t/a) 174.000 Ciclo annuale (gg) 300 Capacità di trattamento giornaliera (t/g) 580 Turno giornaliero (h) 16 (8x2) Capacità di trattamento oraria (t/h) 36,25
Tabella 34. Organizzazione di cicli lavorativi e determinazione delle capacità medie orarie di trattamento.
Nella seguente tabella si mostra il quantitativo di rifiuto di “vetro da selezione” (VS) in entrata nell’impianto nel 2011.
CER Descrizione Quantitativo (t/anno)
2011
191205 Vetro (rifiuti prodotti dal trattamento meccanico dei rifiuti)
150.000
Tabella 35. Quantitativo di rifiuto VS in entrata all’impianto.
Le analisi qualitative materiali in ingressi sono svolte da soggetto terzo accreditato.
4.6.4.2 Stoccaggio L’impianto e dotato di una area di stoccaggio dei materiali in ingresso (rottame di vetro) per una superficie disponibile di circa metri 1.200 mq, per uno stoccaggio di circa 4.500 tonnellate e di un’altra area di stoccaggio dei materiali in uscita (materiali estranei, rifiuti, metalli, oltre che rottame di vetro inferiore a 5 mm. non utilizzabile come vetro pronto al forno, inerti di ceramica, sassi, pietre ,etc.) per una superficie disponibile complessiva di circa 1.300 mq e per uno stoccaggio di circa 350 tonnellate oltre a circa 1.000 tonnellate per rottame inferiore a 5 mm e inerti56.
Materiale Volumetria totale stoccaggi (m3)
Peso specifico (t/m3)
Quantità stoccata (t)
Portata (t/giorno)
Tempo di ritenzione (giorni)
Ingresso 150106, 150107, 191205, 200102
5.693 1,00 5.693 580 ~ 10
Uscita Vetro Pronto Forno
5.077 1,40 7.108 475 ~ 15
191204 102 0,20 20,40 10,50 ~ 2 191202 102 0,50 51 19,50 ~ 2,5 191203 91 0,30 27,30 5,00 ~ 5,5 191212 81 0,30 24,30 19,00 ~ 1,3 191209 (KSP) 80 1,00 80 22,00 ~ 3,5 191209 (granella <5 mm)
53 1,50 79,50 29,00 ~ 2,7
Tabella 36. Parametri caratteristici aree di stoccaggio (Analisi ambientale).
56 Fonte: Veritas
Versione 1.0 – 18.10.2012 La filiera
44
Nella tabella seguente si riportano i valori che definiscono i cicli lavorativi e la determinazione delle capacità medie orarie di trattamento dell’impianto.
Parametro Rottame di vetro Capacità di trattamento annua (t/a) 174.000 Ciclo annuale (gg) 300 Capacità di trattamento giornaliera (t/g) 580 Turno giornaliero (h) 16 (8x2) Capacità di trattamento oraria (t/h) 36,25
Tabella 34. Organizzazione di cicli lavorativi e determinazione delle capacità medie orarie di trattamento.
Nella seguente tabella si mostra il quantitativo di rifiuto di “vetro da selezione” (VS) in entrata nell’impianto nel 2011.
CER Descrizione Quantitativo (t/anno)
2011
191205 Vetro (rifiuti prodotti dal trattamento meccanico dei rifiuti)
150.000
Tabella 35. Quantitativo di rifiuto VS in entrata all’impianto.
Le analisi qualitative materiali in ingressi sono svolte da soggetto terzo accreditato.
4.6.4.2 Stoccaggio L’impianto e dotato di una area di stoccaggio dei materiali in ingresso (rottame di vetro) per una superficie disponibile di circa metri 1.200 mq, per uno stoccaggio di circa 4.500 tonnellate e di un’altra area di stoccaggio dei materiali in uscita (materiali estranei, rifiuti, metalli, oltre che rottame di vetro inferiore a 5 mm. non utilizzabile come vetro pronto al forno, inerti di ceramica, sassi, pietre ,etc.) per una superficie disponibile complessiva di circa 1.300 mq e per uno stoccaggio di circa 350 tonnellate oltre a circa 1.000 tonnellate per rottame inferiore a 5 mm e inerti56.
Materiale Volumetria totale stoccaggi (m3)
Peso specifico (t/m3)
Quantità stoccata (t)
Portata (t/giorno)
Tempo di ritenzione (giorni)
Ingresso 150106, 150107, 191205, 200102
5.693 1,00 5.693 580 ~ 10
Uscita Vetro Pronto Forno
5.077 1,40 7.108 475 ~ 15
191204 102 0,20 20,40 10,50 ~ 2 191202 102 0,50 51 19,50 ~ 2,5 191203 91 0,30 27,30 5,00 ~ 5,5 191212 81 0,30 24,30 19,00 ~ 1,3 191209 (KSP) 80 1,00 80 22,00 ~ 3,5 191209 (granella <5 mm)
53 1,50 79,50 29,00 ~ 2,7
Tabella 36. Parametri caratteristici aree di stoccaggio (Analisi ambientale).
56 Fonte: Veritas
Versione 1.0 – 18.10.2012 La filiera
44
Nella tabella seguente si riportano i valori che definiscono i cicli lavorativi e la determinazione delle capacità medie orarie di trattamento dell’impianto.
Parametro Rottame di vetro Capacità di trattamento annua (t/a) 174.000 Ciclo annuale (gg) 300 Capacità di trattamento giornaliera (t/g) 580 Turno giornaliero (h) 16 (8x2) Capacità di trattamento oraria (t/h) 36,25
Tabella 34. Organizzazione di cicli lavorativi e determinazione delle capacità medie orarie di trattamento.
Nella seguente tabella si mostra il quantitativo di rifiuto di “vetro da selezione” (VS) in entrata nell’impianto nel 2011.
CER Descrizione Quantitativo (t/anno)
2011
191205 Vetro (rifiuti prodotti dal trattamento meccanico dei rifiuti)
150.000
Tabella 35. Quantitativo di rifiuto VS in entrata all’impianto.
Le analisi qualitative materiali in ingressi sono svolte da soggetto terzo accreditato.
4.6.4.2 Stoccaggio L’impianto e dotato di una area di stoccaggio dei materiali in ingresso (rottame di vetro) per una superficie disponibile di circa metri 1.200 mq, per uno stoccaggio di circa 4.500 tonnellate e di un’altra area di stoccaggio dei materiali in uscita (materiali estranei, rifiuti, metalli, oltre che rottame di vetro inferiore a 5 mm. non utilizzabile come vetro pronto al forno, inerti di ceramica, sassi, pietre ,etc.) per una superficie disponibile complessiva di circa 1.300 mq e per uno stoccaggio di circa 350 tonnellate oltre a circa 1.000 tonnellate per rottame inferiore a 5 mm e inerti56.
Materiale Volumetria totale stoccaggi (m3)
Peso specifico (t/m3)
Quantità stoccata (t)
Portata (t/giorno)
Tempo di ritenzione (giorni)
Ingresso 150106, 150107, 191205, 200102
5.693 1,00 5.693 580 ~ 10
Uscita Vetro Pronto Forno
5.077 1,40 7.108 475 ~ 15
191204 102 0,20 20,40 10,50 ~ 2 191202 102 0,50 51 19,50 ~ 2,5 191203 91 0,30 27,30 5,00 ~ 5,5 191212 81 0,30 24,30 19,00 ~ 1,3 191209 (KSP) 80 1,00 80 22,00 ~ 3,5 191209 (granella <5 mm)
53 1,50 79,50 29,00 ~ 2,7
Tabella 36. Parametri caratteristici aree di stoccaggio (Analisi ambientale).
56 Fonte: Veritas

41TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
3.6.4.2 FLUSSI IN USCITARESIDUI DEI CICLI LAVORATIVIRelativamente ai residui dei cicli lavorativi è da evidenziare che, qualora gli stessi presentino caratteristiche conformi a quelle richieste dal D.M. 05 Febbraio 1998, gli stessi saranno classificati materie prime seconde (mps), in caso contrario assumeranno i codici CER riportati nella tabella dedicata.
Tabella 37. Elenco rifiuti in uscita dall’impianto esistente.
MATERIE PRIME SECONDELe caratteristiche delle materie prime ottenute sono quelle previste dal DMA 5 febbraio 1998, così comeintegrato e modificato dal DMA 5 aprile 2006, n.186, in particolare: Vetro pronto forno par. 2.1.3, lett b)e par. 2.1.4, lett b), con i requisiti indicati nella seguente tabella.
Tabella 38. Requisiti richiesti per l’accettazione del prodotto finito in vetreria (DMA 5 febbraio 1998).
Nella tabella seguente si riportano i requisiti richiesti attualmente dal protocollo delle vetrerie per l’accettazione del prodotto finito.
Tabella 39. Requisiti richiesti dal protocollo delle vetrerie per l’accettazione del prodotto finito
Versione 1.0 – 18.10.2012 La filiera
45
4.6.4.3 Flussi in uscita Residui dei cicli lavorativi Relativamente ai residui dei cicli lavorativi è da evidenziare che, qualora gli stessi presentino caratteristiche conformi a quelle richieste dal D.M. 05 Febbraio 1998, gli stessi saranno classificati materie prime seconde (mps), in caso contrario assumeranno i codici CER riportati nella tabella dedicata.
CER Descrizione 191202 Metalli ferrosi 191203 Matalli non ferrosi 191204 Plastica e gomma 191205 Vetro 191209 Minerali (es. sabbia, rocce) 191212 Atri rifiuti (compresi materiali misti)
prodotti dal trattamento meccanico dei rifiuti, diversi da quelli di cui alla voce 191211.
Tabella 37. Elenco rifiuti in uscita dall’impianto esistente.
Materie prime seconde Le caratteristiche delle materie prime ottenute sono quelle previste dal DMA 5 febbraio 1998, così come integrato e modificato dal DMA 5 aprile 2006, n.186, in particolare: Vetro pronto forno par. 2.1.3, lett b)e par. 2.1.4, lett b), con i requisiti indicati nella seguente tabella.
Vetro pronto forno colore misto Vetro pronto forno colore giallo, mezzo bianco, bianco
Vetro Granulometria >3 mm Granulometria >3 mm Metalli magnetici < 0,002 % < 0,002 % Metalli amagnetici < 0.01 % < 0,01 % (< 0,003% per il vetro
trasparente) Ceramica e porcellana < 0,01 % < 0,01 % Pietre < 0,002 % < 0,01 % Frazioni organiche < 0,1 % < 0,1% Altri vetri < 0,5 % < 0,5 % (< 4 % per vetro
trasparente) Umidità < 3 % < 3 % Sottovaglio < 3 mm < 5 % < 5 %
Tabella 38. Requisiti richiesti per l'accettazione del prodotto finito in vetreria (DMA 5 febbraio 1998).
Nella tabella seguente si riportano i requisiti richiesti attualmente dal protocollo delle vetrerie per l'accettazione del prodotto finito.
Classe merceologica Limite (ppm) Metalli magnetici 5 Metalli amagnetici 20 Ceramica e porcellana 70 Pietre 100 Frazioni organiche 500
Tabella 39. Requisiti richiesti dal protocollo delle vetrerie per l'accettazione del prodotto finito
Versione 1.0 – 18.10.2012 La filiera
45
4.6.4.3 Flussi in uscita Residui dei cicli lavorativi Relativamente ai residui dei cicli lavorativi è da evidenziare che, qualora gli stessi presentino caratteristiche conformi a quelle richieste dal D.M. 05 Febbraio 1998, gli stessi saranno classificati materie prime seconde (mps), in caso contrario assumeranno i codici CER riportati nella tabella dedicata.
CER Descrizione 191202 Metalli ferrosi 191203 Matalli non ferrosi 191204 Plastica e gomma 191205 Vetro 191209 Minerali (es. sabbia, rocce) 191212 Atri rifiuti (compresi materiali misti)
prodotti dal trattamento meccanico dei rifiuti, diversi da quelli di cui alla voce 191211.
Tabella 37. Elenco rifiuti in uscita dall’impianto esistente.
Materie prime seconde Le caratteristiche delle materie prime ottenute sono quelle previste dal DMA 5 febbraio 1998, così come integrato e modificato dal DMA 5 aprile 2006, n.186, in particolare: Vetro pronto forno par. 2.1.3, lett b)e par. 2.1.4, lett b), con i requisiti indicati nella seguente tabella.
Vetro pronto forno colore misto Vetro pronto forno colore giallo, mezzo bianco, bianco
Vetro Granulometria >3 mm Granulometria >3 mm Metalli magnetici < 0,002 % < 0,002 % Metalli amagnetici < 0.01 % < 0,01 % (< 0,003% per il vetro
trasparente) Ceramica e porcellana < 0,01 % < 0,01 % Pietre < 0,002 % < 0,01 % Frazioni organiche < 0,1 % < 0,1% Altri vetri < 0,5 % < 0,5 % (< 4 % per vetro
trasparente) Umidità < 3 % < 3 % Sottovaglio < 3 mm < 5 % < 5 %
Tabella 38. Requisiti richiesti per l'accettazione del prodotto finito in vetreria (DMA 5 febbraio 1998).
Nella tabella seguente si riportano i requisiti richiesti attualmente dal protocollo delle vetrerie per l'accettazione del prodotto finito.
Classe merceologica Limite (ppm) Metalli magnetici 5 Metalli amagnetici 20 Ceramica e porcellana 70 Pietre 100 Frazioni organiche 500
Tabella 39. Requisiti richiesti dal protocollo delle vetrerie per l'accettazione del prodotto finito
Versione 1.0 – 18.10.2012 La filiera
45
4.6.4.3 Flussi in uscita Residui dei cicli lavorativi Relativamente ai residui dei cicli lavorativi è da evidenziare che, qualora gli stessi presentino caratteristiche conformi a quelle richieste dal D.M. 05 Febbraio 1998, gli stessi saranno classificati materie prime seconde (mps), in caso contrario assumeranno i codici CER riportati nella tabella dedicata.
CER Descrizione 191202 Metalli ferrosi 191203 Matalli non ferrosi 191204 Plastica e gomma 191205 Vetro 191209 Minerali (es. sabbia, rocce) 191212 Atri rifiuti (compresi materiali misti)
prodotti dal trattamento meccanico dei rifiuti, diversi da quelli di cui alla voce 191211.
Tabella 37. Elenco rifiuti in uscita dall’impianto esistente.
Materie prime seconde Le caratteristiche delle materie prime ottenute sono quelle previste dal DMA 5 febbraio 1998, così come integrato e modificato dal DMA 5 aprile 2006, n.186, in particolare: Vetro pronto forno par. 2.1.3, lett b)e par. 2.1.4, lett b), con i requisiti indicati nella seguente tabella.
Vetro pronto forno colore misto Vetro pronto forno colore giallo, mezzo bianco, bianco
Vetro Granulometria >3 mm Granulometria >3 mm Metalli magnetici < 0,002 % < 0,002 % Metalli amagnetici < 0.01 % < 0,01 % (< 0,003% per il vetro
trasparente) Ceramica e porcellana < 0,01 % < 0,01 % Pietre < 0,002 % < 0,01 % Frazioni organiche < 0,1 % < 0,1% Altri vetri < 0,5 % < 0,5 % (< 4 % per vetro
trasparente) Umidità < 3 % < 3 % Sottovaglio < 3 mm < 5 % < 5 %
Tabella 38. Requisiti richiesti per l'accettazione del prodotto finito in vetreria (DMA 5 febbraio 1998).
Nella tabella seguente si riportano i requisiti richiesti attualmente dal protocollo delle vetrerie per l'accettazione del prodotto finito.
Classe merceologica Limite (ppm) Metalli magnetici 5 Metalli amagnetici 20 Ceramica e porcellana 70 Pietre 100 Frazioni organiche 500
Tabella 39. Requisiti richiesti dal protocollo delle vetrerie per l'accettazione del prodotto finito
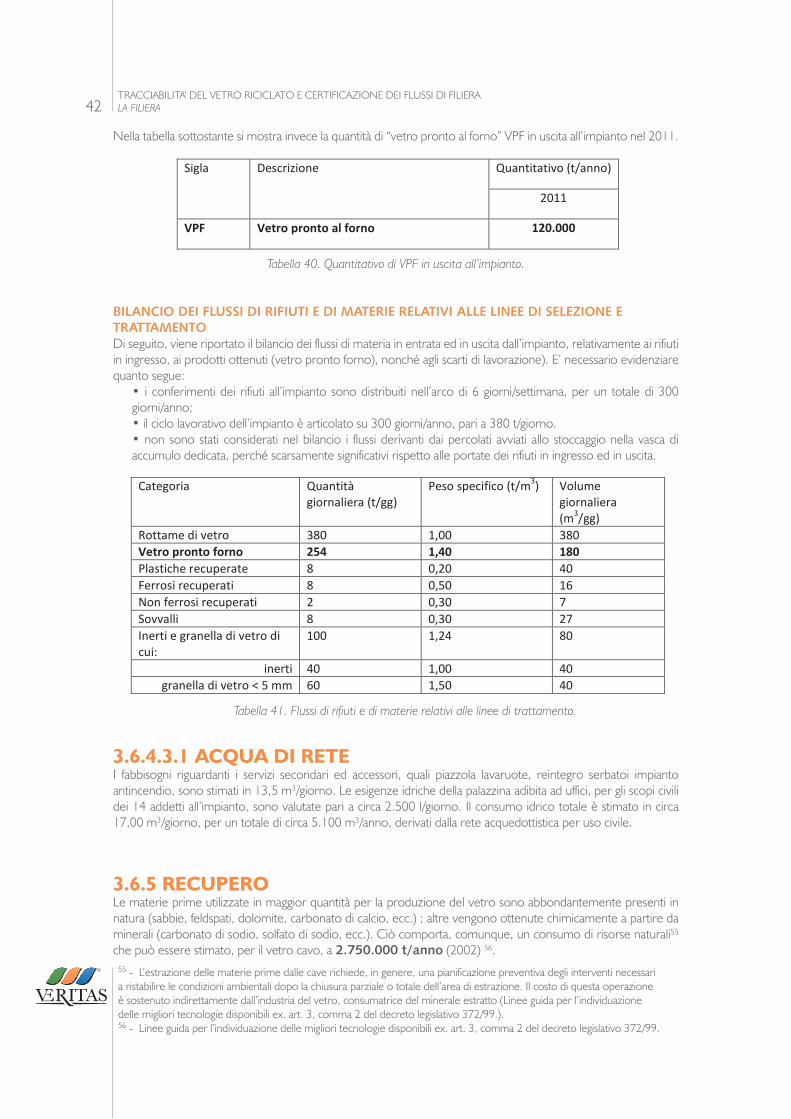
42TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
55 - L’estrazione delle materie prime dalle cave richiede, in genere, una pianificazione preventiva degli interventi necessari a ristabilire le condizioni ambientali dopo la chiusura parziale o totale dell’area di estrazione. Il costo di questa operazione è sostenuto indirettamente dall’industria del vetro, consumatrice del minerale estratto (Linee guida per l’individuazione delle migliori tecnologie disponibili ex. art. 3, comma 2 del decreto legislativo 372/99.).56 - Linee guida per l’individuazione delle migliori tecnologie disponibili ex. art. 3, comma 2 del decreto legislativo 372/99.
Nella tabella sottostante si mostra invece la quantità di “vetro pronto al forno” VPF in uscita all’impianto nel 2011.
Tabella 40. Quantitativo di VPF in uscita all’impianto.
BILANCIO DEI FLUSSI DI RIFIUTI E DI MATERIE RELATIVI ALLE LINEE DI SELEZIONE E TRATTAMENTODi seguito, viene riportato il bilancio dei flussi di materia in entrata ed in uscita dall’impianto, relativamente ai rifiuti in ingresso, ai prodotti ottenuti (vetro pronto forno), nonché agli scarti di lavorazione). E’ necessario evidenziare quanto segue:
• i conferimenti dei rifiuti all’impianto sono distribuiti nell’arco di 6 giorni/settimana, per un totale di 300 giorni/anno;• il ciclo lavorativo dell’impianto è articolato su 300 giorni/anno, pari a 380 t/giorno.• non sono stati considerati nel bilancio i flussi derivanti dai percolati avviati allo stoccaggio nella vasca di accumulo dedicata, perché scarsamente significativi rispetto alle portate dei rifiuti in ingresso ed in uscita.
Tabella 41. Flussi di rifiuti e di materie relativi alle linee di trattamento.
3.6.4.3.1 ACQUA DI RETEI fabbisogni riguardanti i servizi secondari ed accessori, quali piazzola lavaruote, reintegro serbatoi impianto antincendio, sono stimati in 13,5 m3/giorno. Le esigenze idriche della palazzina adibita ad uffici, per gli scopi civili dei 14 addetti all’impianto, sono valutate pari a circa 2.500 l/giorno. Il consumo idrico totale è stimato in circa 17,00 m3/giorno, per un totale di circa 5.100 m3/anno, derivati dalla rete acquedottistica per uso civile.
3.6.5 RECUPEROLe materie prime utilizzate in maggior quantità per la produzione del vetro sono abbondantemente presenti in natura (sabbie, feldspati, dolomite, carbonato di calcio, ecc.) ; altre vengono ottenute chimicamente a partire da minerali (carbonato di sodio, solfato di sodio, ecc.). Ciò comporta, comunque, un consumo di risorse naturali55 che può essere stimato, per il vetro cavo, a 2.750.000 t/anno (2002) 56.
Versione 1.0 – 18.10.2012 La filiera
46
Nella tabella sottostante si mostra invece la quantità di “vetro pronto al forno” VPF in uscita all’impianto nel 2011.
Sigla Descrizione Quantitativo (t/anno)
2011
VPF Vetro pronto al forno 120.000
Tabella 40. Quantitativo di VPF in uscita all’impianto.
Bilancio dei flussi di rifiuti e di materie relativi alle linee di selezione e trattamento Di seguito, viene riportato il bilancio dei flussi di materia in entrata ed in uscita dall’impianto, relativamente ai rifiuti in ingresso, ai prodotti ottenuti (vetro pronto forno), nonché agli scarti di lavorazione). E’ necessario evidenziare quanto segue:
• i conferimenti dei rifiuti all’impianto sono distribuiti nell’arco di 6 giorni/settimana, per un totale di 300 giorni/anno;
• il ciclo lavorativo dell’impianto è articolato su 300 giorni/anno, pari a 380 t/giorno. • Non sono stati considerati nel bilancio i flussi derivanti dai percolati avviati allo stoccaggio nella
vasca di accumulo dedicata, perché scarsamente significativi rispetto alle portate dei rifiuti in ingresso ed in uscita.
Categoria Quantità
giornaliera (t/gg) Peso specifico (t/m3) Volume
giornaliera (m3/gg)
Rottame di vetro 380 1,00 380 Vetro pronto forno 254 1,40 180 Plastiche recuperate 8 0,20 40 Ferrosi recuperati 8 0,50 16 Non ferrosi recuperati 2 0,30 7 Sovvalli 8 0,30 27 Inerti e granella di vetro di cui:
100 1,24 80
inerti 40 1,00 40 granella di vetro < 5 mm 60 1,50 40
Tabella 41. Flussi di rifiuti e di materie relativi alle linee di trattamento.
4.6.4.3.1 Acqua di rete I fabbisogni riguardanti i servizi secondari ed accessori, quali piazzola lavaruote, reintegro serbatoi impianto antincendio, sono stimati in 13,5 m3/giorno. Le esigenze idriche della palazzina adibita ad uffici, per gli scopi civili dei 14 addetti all’impianto, sono valutate pari a circa 2.500 l/giorno. Il consumo idrico totale è stimato in circa 17,00 m3/giorno, per un totale di circa 5.100 m3/anno, derivati dalla rete acquedottistica per uso civile.
Versione 1.0 – 18.10.2012 La filiera
46
Nella tabella sottostante si mostra invece la quantità di “vetro pronto al forno” VPF in uscita all’impianto nel 2011.
Sigla Descrizione Quantitativo (t/anno)
2011
VPF Vetro pronto al forno 120.000
Tabella 40. Quantitativo di VPF in uscita all’impianto.
Bilancio dei flussi di rifiuti e di materie relativi alle linee di selezione e trattamento Di seguito, viene riportato il bilancio dei flussi di materia in entrata ed in uscita dall’impianto, relativamente ai rifiuti in ingresso, ai prodotti ottenuti (vetro pronto forno), nonché agli scarti di lavorazione). E’ necessario evidenziare quanto segue:
• i conferimenti dei rifiuti all’impianto sono distribuiti nell’arco di 6 giorni/settimana, per un totale di 300 giorni/anno;
• il ciclo lavorativo dell’impianto è articolato su 300 giorni/anno, pari a 380 t/giorno. • Non sono stati considerati nel bilancio i flussi derivanti dai percolati avviati allo stoccaggio nella
vasca di accumulo dedicata, perché scarsamente significativi rispetto alle portate dei rifiuti in ingresso ed in uscita.
Categoria Quantità
giornaliera (t/gg) Peso specifico (t/m3) Volume
giornaliera (m3/gg)
Rottame di vetro 380 1,00 380 Vetro pronto forno 254 1,40 180 Plastiche recuperate 8 0,20 40 Ferrosi recuperati 8 0,50 16 Non ferrosi recuperati 2 0,30 7 Sovvalli 8 0,30 27 Inerti e granella di vetro di cui:
100 1,24 80
inerti 40 1,00 40 granella di vetro < 5 mm 60 1,50 40
Tabella 41. Flussi di rifiuti e di materie relativi alle linee di trattamento.
4.6.4.3.1 Acqua di rete I fabbisogni riguardanti i servizi secondari ed accessori, quali piazzola lavaruote, reintegro serbatoi impianto antincendio, sono stimati in 13,5 m3/giorno. Le esigenze idriche della palazzina adibita ad uffici, per gli scopi civili dei 14 addetti all’impianto, sono valutate pari a circa 2.500 l/giorno. Il consumo idrico totale è stimato in circa 17,00 m3/giorno, per un totale di circa 5.100 m3/anno, derivati dalla rete acquedottistica per uso civile.

43TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
Nel processo di produzione del vetro cavo, le materie prime principalmente impiegate sono:• vetrificanti, sabbie silicee adeguatamente trattate e purificate ;• fondenti, carbonato di sodio e piccole quantità di carbonato di potassio ;• stabilizzanti, allumina, silico-alluminati di sodio e/o di potassio, carbonato di calcio, dolomite, carbonato di bario ;• affinanti, solfato di sodio, solfato di calcio, nitrato di sodio o nitrato di potassio, carbone, loppe di altoforno ;
• rottame di vetro, proveniente dalla raccolta differenziata e dagli scarti di produzione57.
Il rottame di vetro è una delle materie prime e ausiliarie utilizzate nell’impianto. Nella tabella seguente si riportano le quantità utilizzate nel 200658.
Tabella 42. Materie prime e ausiliarie.
3.6.5.1 ACQUAIl principale utilizzo di acqua nel ciclo di produzione del vetro è relativo all’umidificazione della miscela vetrificabile, al raffreddamento delle strutture, dei macchinari, del vetro di scarto ; al lavaggio del prodotto finito. Normalmente, l’uso dell’acqua riguarda le seguenti operazioni :
• umidificazione della miscela vetrificabile, per limitarne lo spolverio ;• raffreddamento delle strutture termicamente più critiche del forno fusorio, ossia più sollecitate termicamente (elettrodi, infornatrici, pompe a vuoto, compressori, ecc.);• raffreddamento delle lame per il taglio delle gocce di vetro ;• raffreddamento del vetro caldo scartato nella formazione del manufatto o drenato dal forno• raffreddamento dei fumi dai forni fusori mediante quencher adiabatico, prima del trattamento con filtro a maniche59.
L’approvvigionamento idrico dell’impianto avviene mediante 3 pozzi aventi le seguenti caratteristiche ed usi60:• pozzo n.3: profondità 79,5 m, diametro 216 mm – uso servizi igienici e potabile;• pozzi n.1 e n.2: profondità 16 m, diametro 340 mm – uso produzione industriale.
La quantità d’acqua da derivare dalla falda sotterranea è stabilita in complessivi moduli 0,67 pari a 2.000.000 di metri cubi annui.
Tabella 43. Risorse idriche - Prelievo annuo 2005.
La Ditta ha attivo un sistema di sedimentazione e disoleazione per le acque utilizzate per il raffreddamento diretto, in modo tale da renderle idonee al riciclo nel processo e realizzare un ciclo chiuso. I circuiti sono due: uno per il forno F1 e uno peri i forni F3-F4.
Con la modifica descritta nella relazione allegata alla domanda di Autorizzazione Integrata Ambientale per la modifica dell’impianto, la Ditta stima di poter ridurre i propri consumi di risorse idriche. Infatti, i fumi in uscita dal forno F4 costruito secondo tecnologia “Centauro” sono ad una temperatura tale che non abbisognano di una fase di raffreddamento prima del trattamento con filtro a maniche e potranno bypassare il quencher (che rimarrà a servizio dei fumi provenienti dal forno F3); per tale motivo, la Ditta stima una riduzione dei consumi d’acqua pari a 3 mc/h.
Versione 1.0 – 18.10.2012 La filiera
48
Fonte Uso industriale di
processo [mc] Uso industriale di raffreddamento [mc]
Uso igienico sanitario [mc]
Consumo totale annuo [mc]
Pozzi n1 e n.2 103.372 1.627.080 1.730.452 Pozzo n.3 82.105 82.105 1.812.557
Tabella 43. Risorse idriche - Prelievo annuo 2005.
La Ditta ha attivo un sistema di sedimentazione e disoleazione per le acque utilizzate per il raffreddamento diretto, in modo tale da renderle idonee al riciclo nel processo e realizzare un ciclo chiuso. I circuiti sono due: uno per il forno F1 e uno peri i forni F3-F4. Con la modifica descritta nella relazione allegata alla domanda di Autorizzazione Integrata Ambientale per la modifica dell'impianto, la Ditta stima di poter ridurre i propri consumi di risorse idriche. Infatti, i fumi in uscita dal forno F4 costruito secondo tecnologia “Centauro” sono ad una temperatura tale che non abbisognano di una fase di raffreddamento prima del trattamento con filtro a maniche e potranno bypassare il quencher (che rimarrà a servizio dei fumi provenienti dal forno F3); per tale motivo, la Ditta stima una riduzione dei consumi d'acqua pari a 3 mc/h.
Versione 1.0 – 18.10.2012 La filiera
47
4.6.5 Recupero Le materie prime utilizzate in maggior quantità per la produzione del vetro sono abbondantemente presenti in natura (sabbie, feldspati, dolomite, carbonato di calcio, ecc.) ; altre vengono ottenute chimicamente a partire da minerali (carbonato di sodio, solfato di sodio, ecc.). Ciò comporta, comunque, un consumo di risorse naturali57 che può essere stimato, per il vetro cavo, a 2.750.000 t/anno (2002) 58. Nel processo di produzione del vetro cavo, le materie prime principalmente impiegate sono:
• vetrificanti, sabbie silicee adeguatamente trattate e purificate ; • fondenti, carbonato di sodio e piccole quantità di carbonato di potassio ; • stabilizzanti, allumina, silico-alluminati di sodio e/o di potassio, carbonato di calcio, dolomite,
carbonato di bario ; • affinanti, solfato di sodio, solfato di calcio, nitrato di sodio o nitrato di potassio, carbone, loppe di
altoforno ; • rottame di vetro, proveniente dalla raccolta differenziata e dagli scarti di produzione59.
Il rottame di vetro è una delle materie prime e ausiliarie utilizzate nell'impianto. Nella tabella seguente si riportano le quantità utilizzate nel 200660.
Fase di produzione Materie prime Quantità annua (anno 2006) [t]
Quantità annua (alla capacità produttiva) [t]
Stato fisico
02100 Fusione Rottame di vetro F1, F3, F4
165.751 181.937 solido
Tabella 42. Materie prime e ausiliarie.
4.6.5.1 Acqua Il principale utilizzo di acqua nel ciclo di produzione del vetro è relativo all’umidificazione della miscela vetrificabile, al raffreddamento delle strutture, dei macchinari, del vetro di scarto ; al lavaggio del prodotto finito. Normalmente, l’uso dell’acqua riguarda le seguenti operazioni :
• umidificazione della miscela vetrificabile, per limitarne lo spolverio ; • raffreddamento delle strutture termicamente più critiche del forno fusorio, ossia più sollecitate
termicamente (elettrodi, infornatrici, pompe a vuoto, compressori, ecc.); • raffreddamento delle lame per il taglio delle gocce di vetro ; • raffreddamento del vetro caldo scartato nella formazione del manufatto o drenato dal forno • raffreddamento dei fumi dai forni fusori mediante quencher adiabatico, prima del trattamento con
filtro a maniche61. L'approvvigionamento idrico dell’impianto avviene mediante 3 pozzi aventi le seguenti caratteristiche ed usi62:
• pozzo n.3: profondità 79,5 m, diametro 216 mm – uso servizi igienici e potabile; • pozzi n.1 e n.2: profondità 16 m, diametro 340 mm – uso produzione industriale.
La quantità d'acqua da derivare dalla falda sotterranea è stabilita in complessivi moduli 0,67 pari a 2.000.000 di metri cubi annui.
57 L’estrazione delle materie prime dalle cave richiede, in genere, una pianificazione preventiva degli interventi necessari a ristabilire le condizioni ambientali dopo la chiusura parziale o totale dell’area di estrazione. Il costo di questa operazione è sostenuto indirettamente dall’industria del vetro, consumatrice del minerale estratto (Linee guida per l’individuazione delle migliori tecnologie disponibili ex. art. 3, comma 2 del decreto legislativo 372/99.).58 Linee guida per l’individuazione delle migliori tecnologie disponibili ex. art. 3, comma 2 del decreto legislativo 372/99. 59 Ibidem. 60 Fonte AIA. 61 Linee guida per l’individuazione delle migliori tecnologie disponibili ex. art. 3, comma 2 del decreto legislativo 372/99. 62 Rispetto alla denominazione utilizzata nella concessione di derivazione acqua da falda, la Ditta ha numerato i pozzi in modo diverso, in particolare.
57 - Ibidem.58 - Fonte AIA.59 - Linee guida per l’individuazione delle migliori tecnologie disponibili ex. art. 3, comma 2 del decreto legislativo 372/99.60 - Rispetto alla denominazione utilizzata nella concessione di derivazione acqua da falda, la Ditta ha numerato i pozzi in modo diverso, in particolare.
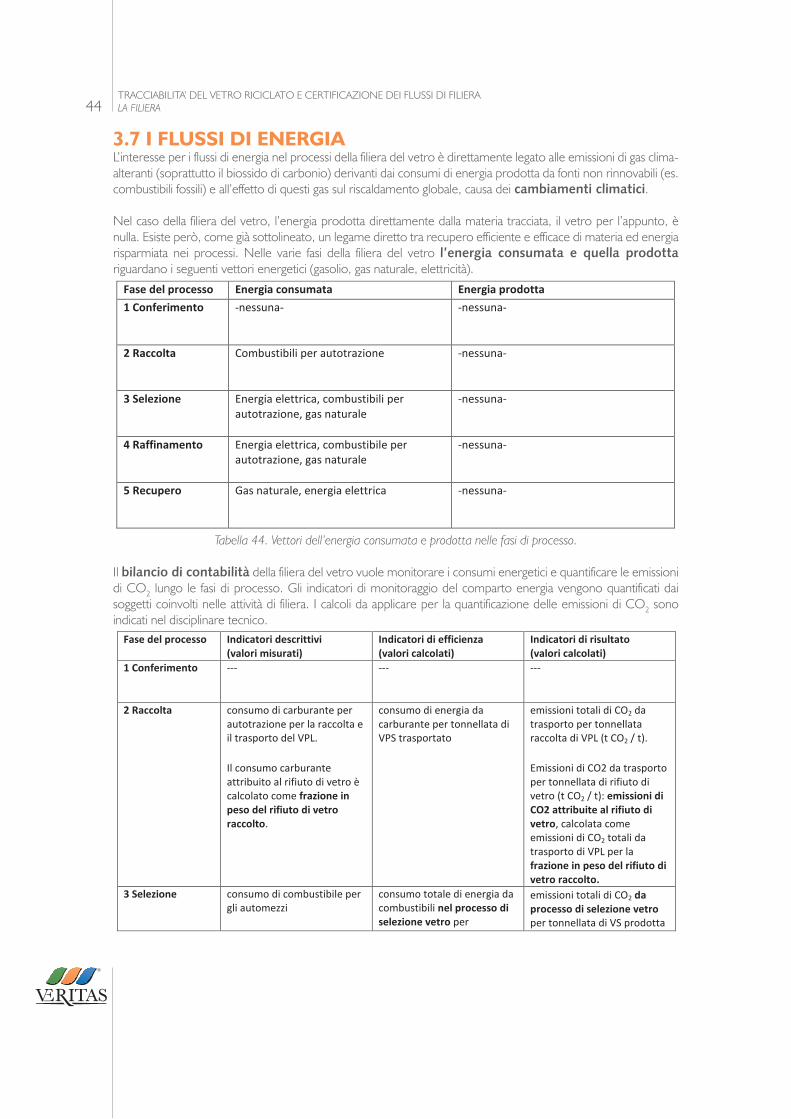
44TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
3.7 I FLUSSI DI ENERGIAL’interesse per i flussi di energia nel processi della filiera del vetro è direttamente legato alle emissioni di gas clima-alteranti (soprattutto il biossido di carbonio) derivanti dai consumi di energia prodotta da fonti non rinnovabili (es. combustibili fossili) e all’effetto di questi gas sul riscaldamento globale, causa dei cambiamenti climatici.
Nel caso della filiera del vetro, l’energia prodotta direttamente dalla materia tracciata, il vetro per l’appunto, è nulla. Esiste però, come già sottolineato, un legame diretto tra recupero efficiente e efficace di materia ed energia risparmiata nei processi. Nelle varie fasi della filiera del vetro l’energia consumata e quella prodotta riguardano i seguenti vettori energetici (gasolio, gas naturale, elettricità).
Tabella 44. Vettori dell’energia consumata e prodotta nelle fasi di processo.
Il bilancio di contabilità della filiera del vetro vuole monitorare i consumi energetici e quantificare le emissioni di CO2 lungo le fasi di processo. Gli indicatori di monitoraggio del comparto energia vengono quantificati dai soggetti coinvolti nelle attività di filiera. I calcoli da applicare per la quantificazione delle emissioni di CO2 sono indicati nel disciplinare tecnico.
Versione 1.0 – 18.10.2012 La filiera
49
4.7 I FLUSSI DI ENERGIA L’interesse per i flussi di energia nel processi della filiera del vetro è direttamente legato alle emissioni di gas clima-alteranti (soprattutto il biossido di carbonio) derivanti dai consumi di energia prodotta da fonti non rinnovabili (es. combustibili fossili) e all’effetto di questi gas sul riscaldamento globale, causa dei cambiamenti climatici. Nel caso della filiera del vetro, l’energia prodotta direttamente dalla materia tracciata, il vetro per l’appunto, è nulla. Esiste però, come già sottolineato, un legame diretto tra recupero efficiente e efficace di materia ed energia risparmiata nei processi. Nelle varie fasi della filiera del vetro l’energia consumata e quella prodotta riguardano i seguenti vettori energetici (gasolio, gas naturale, elettricità).
Fase del processo Energia consumata Energia prodotta 1 Conferimento -nessuna- -nessuna-
2 Raccolta Combustibili per autotrazione -nessuna-
3 Selezione Energia elettrica, combustibili per autotrazione, gas naturale
-nessuna-
4 Raffinamento Energia elettrica, combustibile per autotrazione, gas naturale
-nessuna-
5 Recupero Gas naturale, energia elettrica -nessuna-
Tabella 44. Vettori dell’energia consumata e prodotta nelle fasi di processo.
Il bilancio di contabilità della filiera del vetro vuole monitorare i consumi energetici e quantificare le emissioni di CO2 lungo le fasi di processo. Gli indicatori di monitoraggio del comparto energia vengono quantificati dai soggetti coinvolti nelle attività di filiera. I calcoli da applicare per la quantificazione delle emissioni di CO2 sono indicati nel disciplinare tecnico.
Fase del processo Indicatori descrittivi (valori misurati)
Indicatori di efficienza (valori calcolati)
Indicatori di risultato (valori calcolati)
1 Conferimento --- --- ---
2 Raccolta consumo di carburante per autotrazione per la raccolta e il trasporto del VPL.
Il consumo carburante attribuito al rifiuto di vetro è calcolato come frazione in peso del rifiuto di vetro raccolto.
consumo di energia da carburante per tonnellata di VPS trasportato
emissioni totali di CO2 da trasporto per tonnellata raccolta di VPL (t CO2 / t).
Emissioni di CO2 da trasporto per tonnellata di rifiuto di vetro (t CO2 / t): emissioni di CO2 attribuite al rifiuto di vetro, calcolata come emissioni di CO2 totali da trasporto di VPL per la frazione in peso del rifiuto di vetro raccolto.
3 Selezione consumo di combustibile per gli automezzi
consumo totale di energia da combustibili nel processo di selezione vetro per
emissioni totali di CO2 da processo di selezione vetro per tonnellata di VS prodotta
Versione 1.0 – 18.10.2012 La filiera
49
4.7 I FLUSSI DI ENERGIA L’interesse per i flussi di energia nel processi della filiera del vetro è direttamente legato alle emissioni di gas clima-alteranti (soprattutto il biossido di carbonio) derivanti dai consumi di energia prodotta da fonti non rinnovabili (es. combustibili fossili) e all’effetto di questi gas sul riscaldamento globale, causa dei cambiamenti climatici. Nel caso della filiera del vetro, l’energia prodotta direttamente dalla materia tracciata, il vetro per l’appunto, è nulla. Esiste però, come già sottolineato, un legame diretto tra recupero efficiente e efficace di materia ed energia risparmiata nei processi. Nelle varie fasi della filiera del vetro l’energia consumata e quella prodotta riguardano i seguenti vettori energetici (gasolio, gas naturale, elettricità).
Fase del processo Energia consumata Energia prodotta 1 Conferimento -nessuna- -nessuna-
2 Raccolta Combustibili per autotrazione -nessuna-
3 Selezione Energia elettrica, combustibili per autotrazione, gas naturale
-nessuna-
4 Raffinamento Energia elettrica, combustibile per autotrazione, gas naturale
-nessuna-
5 Recupero Gas naturale, energia elettrica -nessuna-
Tabella 44. Vettori dell’energia consumata e prodotta nelle fasi di processo.
Il bilancio di contabilità della filiera del vetro vuole monitorare i consumi energetici e quantificare le emissioni di CO2 lungo le fasi di processo. Gli indicatori di monitoraggio del comparto energia vengono quantificati dai soggetti coinvolti nelle attività di filiera. I calcoli da applicare per la quantificazione delle emissioni di CO2 sono indicati nel disciplinare tecnico.
Fase del processo Indicatori descrittivi (valori misurati)
Indicatori di efficienza (valori calcolati)
Indicatori di risultato (valori calcolati)
1 Conferimento --- --- ---
2 Raccolta consumo di carburante per autotrazione per la raccolta e il trasporto del VPL.
Il consumo carburante attribuito al rifiuto di vetro è calcolato come frazione in peso del rifiuto di vetro raccolto.
consumo di energia da carburante per tonnellata di VPS trasportato
emissioni totali di CO2 da trasporto per tonnellata raccolta di VPL (t CO2 / t).
Emissioni di CO2 da trasporto per tonnellata di rifiuto di vetro (t CO2 / t): emissioni di CO2 attribuite al rifiuto di vetro, calcolata come emissioni di CO2 totali da trasporto di VPL per la frazione in peso del rifiuto di vetro raccolto.
3 Selezione consumo di combustibile per gli automezzi
consumo totale di energia da combustibili nel processo di selezione vetro per
emissioni totali di CO2 da processo di selezione vetro per tonnellata di VS prodotta

45TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERAVersione 1.0 – 18.10.2012 La filiera
50
consumo di combustibile per gli impianti e le macchine che operano nel processo di selezione vetro.
tonnellata di VS prodotto (t CO2 / t)
consumo di energia elettrica energia elettrica consumata nelle sole attività di selezione vetro per tonnellata di prodotto VS
percentuale da energia elettrica da fonti rinnovabili consumata
consumo di carburante per autotrazione per il trasporto del VS
consumo di energia da carburanti per tonnellata di VS trasportato
emissioni totali di CO2 da trasporto di VS per tonnellata di VS trasportata (t CO2 / t)
4 Raffinamento consumo di combustibile per gli automezzi
consumo di combustibile per gli impianti e le macchine che operano nel processo di selezione vetro.
consumo totale di energia da combustibili per tonnellata di VPF prodotto
emissioni totali di CO2 da lavorazione per tonnellata di VPF prodotto (t CO2 / t)
consumo di energia elettrica consumo di energia elettrica per tonnellata di VPF prodotto
percentuale da energia elettrica da fonti rinnovabili consumata
consumo di carburante per autotrazione per il trasporto del VPF
emissioni totali di CO2 da trasporto per tonnellata di VPF trasportato (t CO2 / t)
5 Recupero consumo di combustibile per gli automezzi
consumo di combustibile per gli impianti e le macchine che operano nel processo di selezione vetro.
consumo di metano per tonnellata di vetro prodotto
emissioni totali di CO2 per tonnellata di vetro prodotta (t CO2 / t), Da soli consumi energetici consumo di energia elettrica
consumo di energia elettrica per tonnellata di vetro prodotto
percentuale di energia elettrica da fonti rinnovabili consumata
Tabella 45. Gli indicatori della componente energia.
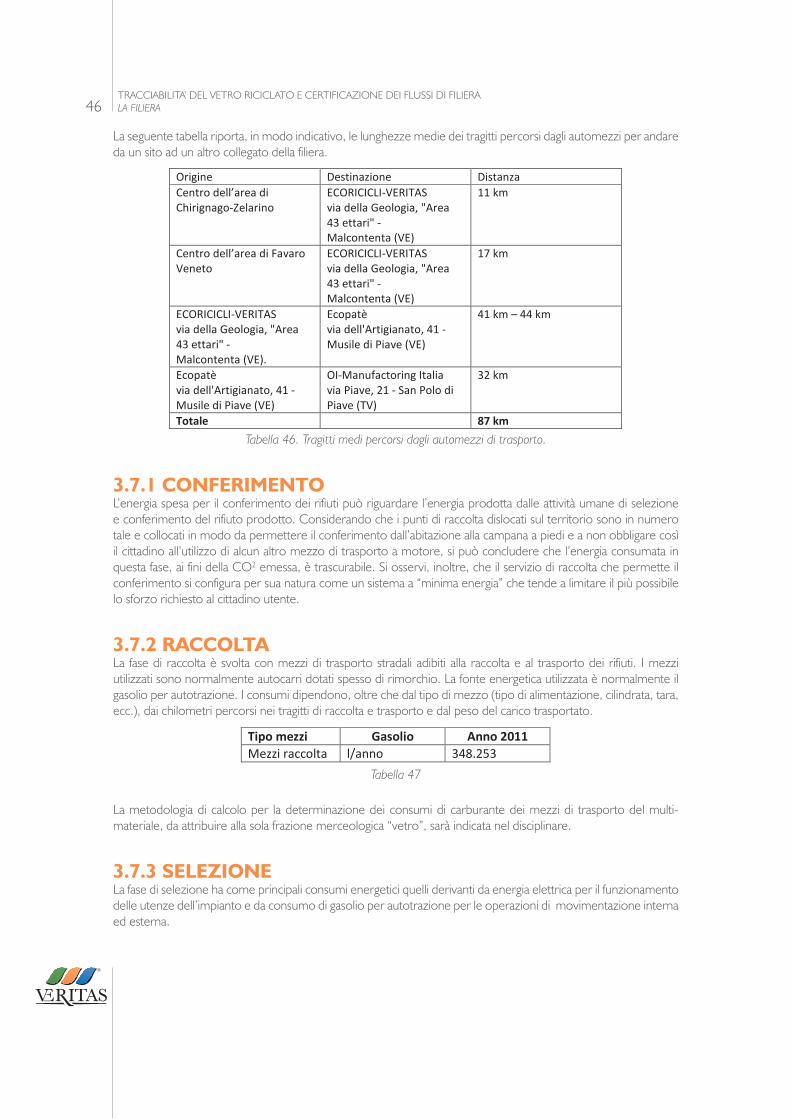
46TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
La seguente tabella riporta, in modo indicativo, le lunghezze medie dei tragitti percorsi dagli automezzi per andare da un sito ad un altro collegato della filiera.
Tabella 46. Tragitti medi percorsi dagli automezzi di trasporto.
3.7.1 CONFERIMENTOL’energia spesa per il conferimento dei rifiuti può riguardare l’energia prodotta dalle attività umane di selezione e conferimento del rifiuto prodotto. Considerando che i punti di raccolta dislocati sul territorio sono in numero tale e collocati in modo da permettere il conferimento dall’abitazione alla campana a piedi e a non obbligare così il cittadino all’utilizzo di alcun altro mezzo di trasporto a motore, si può concludere che l’energia consumata in questa fase, ai fini della CO2 emessa, è trascurabile. Si osservi, inoltre, che il servizio di raccolta che permette il conferimento si configura per sua natura come un sistema a “minima energia” che tende a limitare il più possibile lo sforzo richiesto al cittadino utente.
3.7.2 RACCOLTALa fase di raccolta è svolta con mezzi di trasporto stradali adibiti alla raccolta e al trasporto dei rifiuti. I mezzi utilizzati sono normalmente autocarri dotati spesso di rimorchio. La fonte energetica utilizzata è normalmente il gasolio per autotrazione. I consumi dipendono, oltre che dal tipo di mezzo (tipo di alimentazione, cilindrata, tara, ecc.), dai chilometri percorsi nei tragitti di raccolta e trasporto e dal peso del carico trasportato.
Tabella 47
La metodologia di calcolo per la determinazione dei consumi di carburante dei mezzi di trasporto del multi-materiale, da attribuire alla sola frazione merceologica “vetro”, sarà indicata nel disciplinare.
3.7.3 SELEZIONELa fase di selezione ha come principali consumi energetici quelli derivanti da energia elettrica per il funzionamento delle utenze dell’impianto e da consumo di gasolio per autotrazione per le operazioni di movimentazione interna ed esterna.
Versione 1.0 – 18.10.2012 La filiera
51
Tabella 45. Gli indicatori della componente energia.
La seguente tabella riporta, in modo indicativo, le lunghezze medie dei tragitti percorsi dagli automezzi per andare da un sito ad un altro collegato della filiera.
Origine Destinazione Distanza Centro dell’area di Chirignago-Zelarino
ECORICICLI-VERITAS via della Geologia, "Area 43 ettari" - Malcontenta (VE)
11 km
Centro dell’area di Favaro Veneto
ECORICICLI-VERITAS via della Geologia, "Area 43 ettari" - Malcontenta (VE)
17 km
ECORICICLI-VERITAS via della Geologia, "Area 43 ettari" - Malcontenta (VE).
Ecopatè via dell'Artigianato, 41 - Musile di Piave (VE)
41 km – 44 km
Ecopatè via dell'Artigianato, 41 - Musile di Piave (VE)
OI-Manufactoring Italia via Piave, 21 - San Polo di Piave (TV)
32 km
Totale 87 km Tabella 46. Tragitti medi percorsi dagli automezzi di trasporto.
Versione 1.0 – 18.10.2012 La filiera
52
4.7.1 Conferimento L’energia spesa per il conferimento dei rifiuti può riguardare l’energia prodotta dalle attività umane di selezione e conferimento del rifiuto prodotto. Considerando che i punti di raccolta dislocati sul territorio sono in numero tale e collocati in modo da permettere il conferimento dall’abitazione alla campana a piedi e a non obbligare così il cittadino all’utilizzo di alcun altro mezzo di trasporto a motore, si può concludere che l’energia consumata in questa fase, ai fini della CO2 emessa, è trascurabile. Si osservi, inoltre, che il servizio di raccolta che permette il conferimento si configura per sua natura come un sistema a “minima energia” che tende a limitare il più possibile lo sforzo richiesto al cittadino utente. 4.7.2 Raccolta La fase di raccolta è svolta con mezzi di trasporto stradali adibiti alla raccolta e al trasporto dei rifiuti. I mezzi utilizzati sono normalmente autocarri dotati spesso di rimorchio. La fonte energetica utilizzata è normalmente il gasolio per autotrazione. I consumi dipendono, oltre che dal tipo di mezzo (tipo di alimentazione, cilindrata, tara, ecc.), dai chilometri percorsi nei tragitti di raccolta e trasporto e dal peso del carico trasportato.
Tipo mezzi Gasolio Anno 2011 Mezzi raccolta l/anno 348.253
Tabella 47
La metodologia di calcolo per la determinazione dei consumi di carburante dei mezzi di trasporto del multi-materiale, da attribuire alla sola frazione merceologica “vetro”, sarà indicata nel disciplinare. 4.7.3 Selezione
La fase di selezione ha come principali consumi energetici quelli derivanti da energia elettrica per il funzionamento delle utenze dell’impianto e da consumo di gasolio per autotrazione per le operazioni di movimentazione interna ed esterna.
Consumo di combustibili Il consumo di combustibile per i mezzi dell’impianto sono riportati nella seguente tabella:
Tipo mezzi Gasolio Anno 2011 Mezzi impianto l/anno 96.005
Tabella 48
Di seguito, viene riportato un prospetto dei consumi giornalieri di carburante relativi ai mezzi impiegati, nelle condizioni operative considerate a seguito del potenziamento dell’impianto. Utilizzazione
(ore/giorno) Consumo unitario (kg/ora) Consumo giornaliero
(kg/giorno) Pala 140 CV 20,00 22,00 440,00 Pala 140 CV 20,00 22,00 440,00 Fork-lift 16,00 15,00 240,00 Spazzatrice stradale 4,00 14,00 56,00 Totale generale 60,00 - 1.176,00
Tabella 49. Consumo di gasolio dei mezzi per la movimentazione interna.
Il riscaldamento dei locali (sezione uffici e servizi) è garantito da termoconvettori elettrici, nel sito non è presente alcuna centrale termica. Non vi sono consumi di combustibili.
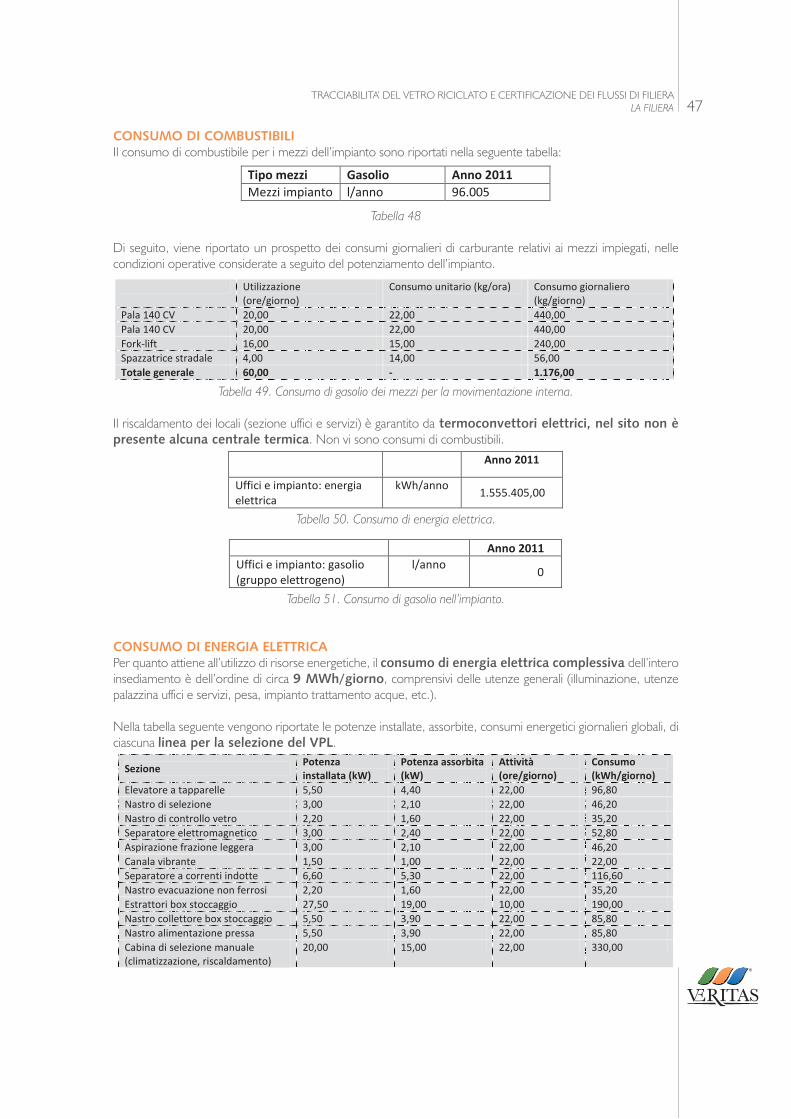
47TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
CONSUMO DI COMBUSTIBILIIl consumo di combustibile per i mezzi dell’impianto sono riportati nella seguente tabella:
Tabella 48
Di seguito, viene riportato un prospetto dei consumi giornalieri di carburante relativi ai mezzi impiegati, nelle condizioni operative considerate a seguito del potenziamento dell’impianto.
Tabella 49. Consumo di gasolio dei mezzi per la movimentazione interna.
Il riscaldamento dei locali (sezione uffici e servizi) è garantito da termoconvettori elettrici, nel sito non è presente alcuna centrale termica. Non vi sono consumi di combustibili.
Tabella 50. Consumo di energia elettrica.
Tabella 51. Consumo di gasolio nell’impianto.
CONSUMO DI ENERGIA ELETTRICAPer quanto attiene all’utilizzo di risorse energetiche, il consumo di energia elettrica complessiva dell’intero insediamento è dell’ordine di circa 9 MWh/giorno, comprensivi delle utenze generali (illuminazione, utenze palazzina uffici e servizi, pesa, impianto trattamento acque, etc.).
Nella tabella seguente vengono riportate le potenze installate, assorbite, consumi energetici giornalieri globali, di ciascuna linea per la selezione del VPL.
Versione 1.0 – 18.10.2012 La filiera
52
4.7.1 Conferimento L’energia spesa per il conferimento dei rifiuti può riguardare l’energia prodotta dalle attività umane di selezione e conferimento del rifiuto prodotto. Considerando che i punti di raccolta dislocati sul territorio sono in numero tale e collocati in modo da permettere il conferimento dall’abitazione alla campana a piedi e a non obbligare così il cittadino all’utilizzo di alcun altro mezzo di trasporto a motore, si può concludere che l’energia consumata in questa fase, ai fini della CO2 emessa, è trascurabile. Si osservi, inoltre, che il servizio di raccolta che permette il conferimento si configura per sua natura come un sistema a “minima energia” che tende a limitare il più possibile lo sforzo richiesto al cittadino utente. 4.7.2 Raccolta La fase di raccolta è svolta con mezzi di trasporto stradali adibiti alla raccolta e al trasporto dei rifiuti. I mezzi utilizzati sono normalmente autocarri dotati spesso di rimorchio. La fonte energetica utilizzata è normalmente il gasolio per autotrazione. I consumi dipendono, oltre che dal tipo di mezzo (tipo di alimentazione, cilindrata, tara, ecc.), dai chilometri percorsi nei tragitti di raccolta e trasporto e dal peso del carico trasportato.
Tipo mezzi Gasolio Anno 2011 Mezzi raccolta l/anno 348.253
Tabella 47
La metodologia di calcolo per la determinazione dei consumi di carburante dei mezzi di trasporto del multi-materiale, da attribuire alla sola frazione merceologica “vetro”, sarà indicata nel disciplinare. 4.7.3 Selezione
La fase di selezione ha come principali consumi energetici quelli derivanti da energia elettrica per il funzionamento delle utenze dell’impianto e da consumo di gasolio per autotrazione per le operazioni di movimentazione interna ed esterna.
Consumo di combustibili Il consumo di combustibile per i mezzi dell’impianto sono riportati nella seguente tabella:
Tipo mezzi Gasolio Anno 2011 Mezzi impianto l/anno 96.005
Tabella 48
Di seguito, viene riportato un prospetto dei consumi giornalieri di carburante relativi ai mezzi impiegati, nelle condizioni operative considerate a seguito del potenziamento dell’impianto. Utilizzazione
(ore/giorno) Consumo unitario (kg/ora) Consumo giornaliero
(kg/giorno) Pala 140 CV 20,00 22,00 440,00 Pala 140 CV 20,00 22,00 440,00 Fork-lift 16,00 15,00 240,00 Spazzatrice stradale 4,00 14,00 56,00 Totale generale 60,00 - 1.176,00
Tabella 49. Consumo di gasolio dei mezzi per la movimentazione interna.
Il riscaldamento dei locali (sezione uffici e servizi) è garantito da termoconvettori elettrici, nel sito non è presente alcuna centrale termica. Non vi sono consumi di combustibili.
Versione 1.0 – 18.10.2012 La filiera
53
Anno 2011
Uffici e impianto: energia elettrica
kWh/anno 1.555.405,00
Tabella 50. Consumo di energia elettrica.
Anno 2011 Uffici e impianto: gasolio (gruppo elettrogeno)
l/anno 0
Tabella 51. Consumo di gasolio nell’impianto.
Consumo di energia elettrica Per quanto attiene all’utilizzo di risorse energetiche, il consumo di energia elettrica complessiva dell’intero insediamento è dell’ordine di circa 9 MWh/giorno, comprensivi delle utenze generali (illuminazione, utenze palazzina uffici e servizi, pesa, impianto trattamento acque, etc.). Nella tabella seguente vengono riportate le potenze installate, assorbite, consumi energetici giornalieri globali, di ciascuna linea per la selezione del VPL.
Sezione Potenza installata (kW)
Potenza assorbita (kW)
Attività (ore/giorno)
Consumo (kWh/giorno)
Elevatore a tapparelle 5,50 4,40 22,00 96,80 Nastro di selezione 3,00 2,10 22,00 46,20 Nastro di controllo vetro 2,20 1,60 22,00 35,20 Separatore elettromagnetico 3,00 2,40 22,00 52,80 Aspirazione frazione leggera 3,00 2,10 22,00 46,20 Canala vibrante 1,50 1,00 22,00 22,00 Separatore a correnti indotte 6,60 5,30 22,00 116,60 Nastro evacuazione non ferrosi 2,20 1,60 22,00 35,20 Estrattori box stoccaggio 27,50 19,00 10,00 190,00 Nastro collettore box stoccaggio 5,50 3,90 22,00 85,80 Nastro alimentazione pressa 5,50 3,90 22,00 85,80 Cabina di selezione manuale (climatizzazione, riscaldamento)
20,00 15,00 22,00 330,00
Pressa oleodinamica 60,00 48,00 20,00 960,00 Trattamento aria (ventilatore e scarico filtri a maniche)
55,00 44,00 24,00 864,00 1.056,00
Totali 200,50 182,30 - 3.158,60 Tabella 52. Potenze installate e assorbite per ogni attività dell’impianto.
Nella seguente tabella vengono invece riportate le potenze installate, assorbite ed i consumi energetici, relativi alle linee accessorie.
Sezione Potenza installata (kW)
Potenza assorbita (kW)
Attività (ore/giorno)
Consumo (kWh/giorno)
Raffinazione finale sovvalli
11,00 8,50 6,00 51,00
Raffin, finale e pressat. metalli 34,00 24,00 6,00 144,00 Raffin. finale rottame di vetro 80,00 64,00 20,00 1.280,00 Trattamento inerti 96,00 72,00 12,00 864,00 Totali 125,00 96,50 - 2.339,00
Tabella 53. Potenze installate e assorbite per nelle linee accessorie.
Versione 1.0 – 18.10.2012 La filiera
53
Anno 2011
Uffici e impianto: energia elettrica
kWh/anno 1.555.405,00
Tabella 50. Consumo di energia elettrica.
Anno 2011 Uffici e impianto: gasolio (gruppo elettrogeno)
l/anno 0
Tabella 51. Consumo di gasolio nell’impianto.
Consumo di energia elettrica Per quanto attiene all’utilizzo di risorse energetiche, il consumo di energia elettrica complessiva dell’intero insediamento è dell’ordine di circa 9 MWh/giorno, comprensivi delle utenze generali (illuminazione, utenze palazzina uffici e servizi, pesa, impianto trattamento acque, etc.). Nella tabella seguente vengono riportate le potenze installate, assorbite, consumi energetici giornalieri globali, di ciascuna linea per la selezione del VPL.
Sezione Potenza installata (kW)
Potenza assorbita (kW)
Attività (ore/giorno)
Consumo (kWh/giorno)
Elevatore a tapparelle 5,50 4,40 22,00 96,80 Nastro di selezione 3,00 2,10 22,00 46,20 Nastro di controllo vetro 2,20 1,60 22,00 35,20 Separatore elettromagnetico 3,00 2,40 22,00 52,80 Aspirazione frazione leggera 3,00 2,10 22,00 46,20 Canala vibrante 1,50 1,00 22,00 22,00 Separatore a correnti indotte 6,60 5,30 22,00 116,60 Nastro evacuazione non ferrosi 2,20 1,60 22,00 35,20 Estrattori box stoccaggio 27,50 19,00 10,00 190,00 Nastro collettore box stoccaggio 5,50 3,90 22,00 85,80 Nastro alimentazione pressa 5,50 3,90 22,00 85,80 Cabina di selezione manuale (climatizzazione, riscaldamento)
20,00 15,00 22,00 330,00
Pressa oleodinamica 60,00 48,00 20,00 960,00 Trattamento aria (ventilatore e scarico filtri a maniche)
55,00 44,00 24,00 864,00 1.056,00
Totali 200,50 182,30 - 3.158,60 Tabella 52. Potenze installate e assorbite per ogni attività dell’impianto.
Nella seguente tabella vengono invece riportate le potenze installate, assorbite ed i consumi energetici, relativi alle linee accessorie.
Sezione Potenza installata (kW)
Potenza assorbita (kW)
Attività (ore/giorno)
Consumo (kWh/giorno)
Raffinazione finale sovvalli
11,00 8,50 6,00 51,00
Raffin, finale e pressat. metalli 34,00 24,00 6,00 144,00 Raffin. finale rottame di vetro 80,00 64,00 20,00 1.280,00 Trattamento inerti 96,00 72,00 12,00 864,00 Totali 125,00 96,50 - 2.339,00
Tabella 53. Potenze installate e assorbite per nelle linee accessorie.
Versione 1.0 – 18.10.2012 La filiera
53
Anno 2011
Uffici e impianto: energia elettrica
kWh/anno 1.555.405,00
Tabella 50. Consumo di energia elettrica.
Anno 2011 Uffici e impianto: gasolio (gruppo elettrogeno)
l/anno 0
Tabella 51. Consumo di gasolio nell’impianto.
Consumo di energia elettrica Per quanto attiene all’utilizzo di risorse energetiche, il consumo di energia elettrica complessiva dell’intero insediamento è dell’ordine di circa 9 MWh/giorno, comprensivi delle utenze generali (illuminazione, utenze palazzina uffici e servizi, pesa, impianto trattamento acque, etc.). Nella tabella seguente vengono riportate le potenze installate, assorbite, consumi energetici giornalieri globali, di ciascuna linea per la selezione del VPL.
Sezione Potenza installata (kW)
Potenza assorbita (kW)
Attività (ore/giorno)
Consumo (kWh/giorno)
Elevatore a tapparelle 5,50 4,40 22,00 96,80 Nastro di selezione 3,00 2,10 22,00 46,20 Nastro di controllo vetro 2,20 1,60 22,00 35,20 Separatore elettromagnetico 3,00 2,40 22,00 52,80 Aspirazione frazione leggera 3,00 2,10 22,00 46,20 Canala vibrante 1,50 1,00 22,00 22,00 Separatore a correnti indotte 6,60 5,30 22,00 116,60 Nastro evacuazione non ferrosi 2,20 1,60 22,00 35,20 Estrattori box stoccaggio 27,50 19,00 10,00 190,00 Nastro collettore box stoccaggio 5,50 3,90 22,00 85,80 Nastro alimentazione pressa 5,50 3,90 22,00 85,80 Cabina di selezione manuale (climatizzazione, riscaldamento)
20,00 15,00 22,00 330,00
Pressa oleodinamica 60,00 48,00 20,00 960,00 Trattamento aria (ventilatore e scarico filtri a maniche)
55,00 44,00 24,00 864,00 1.056,00
Totali 200,50 182,30 - 3.158,60 Tabella 52. Potenze installate e assorbite per ogni attività dell’impianto.
Nella seguente tabella vengono invece riportate le potenze installate, assorbite ed i consumi energetici, relativi alle linee accessorie.
Sezione Potenza installata (kW)
Potenza assorbita (kW)
Attività (ore/giorno)
Consumo (kWh/giorno)
Raffinazione finale sovvalli
11,00 8,50 6,00 51,00
Raffin, finale e pressat. metalli 34,00 24,00 6,00 144,00 Raffin. finale rottame di vetro 80,00 64,00 20,00 1.280,00 Trattamento inerti 96,00 72,00 12,00 864,00 Totali 125,00 96,50 - 2.339,00
Tabella 53. Potenze installate e assorbite per nelle linee accessorie.
Versione 1.0 – 18.10.2012 La filiera
52
4.7.1 Conferimento L’energia spesa per il conferimento dei rifiuti può riguardare l’energia prodotta dalle attività umane di selezione e conferimento del rifiuto prodotto. Considerando che i punti di raccolta dislocati sul territorio sono in numero tale e collocati in modo da permettere il conferimento dall’abitazione alla campana a piedi e a non obbligare così il cittadino all’utilizzo di alcun altro mezzo di trasporto a motore, si può concludere che l’energia consumata in questa fase, ai fini della CO2 emessa, è trascurabile. Si osservi, inoltre, che il servizio di raccolta che permette il conferimento si configura per sua natura come un sistema a “minima energia” che tende a limitare il più possibile lo sforzo richiesto al cittadino utente. 4.7.2 Raccolta La fase di raccolta è svolta con mezzi di trasporto stradali adibiti alla raccolta e al trasporto dei rifiuti. I mezzi utilizzati sono normalmente autocarri dotati spesso di rimorchio. La fonte energetica utilizzata è normalmente il gasolio per autotrazione. I consumi dipendono, oltre che dal tipo di mezzo (tipo di alimentazione, cilindrata, tara, ecc.), dai chilometri percorsi nei tragitti di raccolta e trasporto e dal peso del carico trasportato.
Tipo mezzi Gasolio Anno 2011 Mezzi raccolta l/anno 348.253
Tabella 47
La metodologia di calcolo per la determinazione dei consumi di carburante dei mezzi di trasporto del multi-materiale, da attribuire alla sola frazione merceologica “vetro”, sarà indicata nel disciplinare. 4.7.3 Selezione
La fase di selezione ha come principali consumi energetici quelli derivanti da energia elettrica per il funzionamento delle utenze dell’impianto e da consumo di gasolio per autotrazione per le operazioni di movimentazione interna ed esterna.
Consumo di combustibili Il consumo di combustibile per i mezzi dell’impianto sono riportati nella seguente tabella:
Tipo mezzi Gasolio Anno 2011 Mezzi impianto l/anno 96.005
Tabella 48
Di seguito, viene riportato un prospetto dei consumi giornalieri di carburante relativi ai mezzi impiegati, nelle condizioni operative considerate a seguito del potenziamento dell’impianto. Utilizzazione
(ore/giorno) Consumo unitario (kg/ora) Consumo giornaliero
(kg/giorno) Pala 140 CV 20,00 22,00 440,00 Pala 140 CV 20,00 22,00 440,00 Fork-lift 16,00 15,00 240,00 Spazzatrice stradale 4,00 14,00 56,00 Totale generale 60,00 - 1.176,00
Tabella 49. Consumo di gasolio dei mezzi per la movimentazione interna.
Il riscaldamento dei locali (sezione uffici e servizi) è garantito da termoconvettori elettrici, nel sito non è presente alcuna centrale termica. Non vi sono consumi di combustibili.

48TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
Tabella 52. Potenze installate e assorbite per ogni attività dell’impianto.
Nella seguente tabella vengono invece riportate le potenze installate, assorbite ed i consumi energetici,relativi alle linee accessorie.
Tabella 53. Potenze installate e assorbite per nelle linee accessorie.
3.7.4 RAFFINAMENTOPer la fase di raffinamento si riportano i principali consumi di materiali e servizi delle attività della Ecopatè s.r.l. di Musile di Piave61.
CONSUMI DI CARBURANTEDi seguito, viene riportato un prospetto dei consumi giornalieri di carburante relativi ai mezzi di movimentazione, nelle condizioni operative considerate.
Tabella 54. Consumi giornalieri di carburante dei mezzi d’opera utilizzati nell’impianto.
GAS DI RETECon Il gas di rete viene alimentato all’essiccatore della linea di trattamento ed è inoltre utilizzato per il riscaldamento della sezione uffici e servizi. Per quanto concerne l’essiccatore, si stima che circa il 30 % del vetro in ingresso abbia umidità non conforme alle specifiche di processo; assunto un tenore di umidità da eliminare del 3 %, la quantità di energia da somministrare è di 43.860 kcal/t di materiale in ingresso. Il consumo annuo di gas metano risulta pertanto pari a (52.000 t/anno * 43.860 kcal/t) / 8.250 kcal/Nm3 = 276.450 Nm3. Ai fini della stima dei consumi relativi alla palazzina uffici e servizi, si assume una potenza termica di 50.000 Kcal/h che, su un ciclo di 8 h/giorno in periodo invernale (7 mesi/anno), comporta un fabbisogno giornaliero di calore pari a 400.000 kcal, di cui 80.000 kcal vengono recuperate, con uno scambiatore di calore aria-acqua, dalle emissioni derivanti dall’essiccamento del vetro. Il consumo di gas metano per usi civili, in periodo invernale, risulta pertanto di (320.000 kcal/giorno * 210 gg) / 8.250 kcal/Nm3 = 8.145 Nm3.D’estate, il riscaldamento dell’acqua per le docce ed i servizi igienici determina una richiesta di energia termica pari a 60.000 kcal/giorno, che si può recuperare interamente dall’essiccatore; prudenzialmente si assume un consumo medio giornaliero di gas metano pari a 4 Nm3, corrispondente a un consumo per tutto il periodo estivo di 600 Nm3. Il consumo complessivo annuo è quindi stimabile in circa 285.000 Nm3.
CONSUMO DI ENERGIA ELETTRICAPer quanto attiene all’utilizzo di risorse energetiche, il consumo di energia elettrica complessiva dell’impianto è
Versione 1.0 – 18.10.2012 La filiera
53
Anno 2011
Uffici e impianto: energia elettrica
kWh/anno 1.555.405,00
Tabella 50. Consumo di energia elettrica.
Anno 2011 Uffici e impianto: gasolio (gruppo elettrogeno)
l/anno 0
Tabella 51. Consumo di gasolio nell’impianto.
Consumo di energia elettrica Per quanto attiene all’utilizzo di risorse energetiche, il consumo di energia elettrica complessiva dell’intero insediamento è dell’ordine di circa 9 MWh/giorno, comprensivi delle utenze generali (illuminazione, utenze palazzina uffici e servizi, pesa, impianto trattamento acque, etc.). Nella tabella seguente vengono riportate le potenze installate, assorbite, consumi energetici giornalieri globali, di ciascuna linea per la selezione del VPL.
Sezione Potenza installata (kW)
Potenza assorbita (kW)
Attività (ore/giorno)
Consumo (kWh/giorno)
Elevatore a tapparelle 5,50 4,40 22,00 96,80 Nastro di selezione 3,00 2,10 22,00 46,20 Nastro di controllo vetro 2,20 1,60 22,00 35,20 Separatore elettromagnetico 3,00 2,40 22,00 52,80 Aspirazione frazione leggera 3,00 2,10 22,00 46,20 Canala vibrante 1,50 1,00 22,00 22,00 Separatore a correnti indotte 6,60 5,30 22,00 116,60 Nastro evacuazione non ferrosi 2,20 1,60 22,00 35,20 Estrattori box stoccaggio 27,50 19,00 10,00 190,00 Nastro collettore box stoccaggio 5,50 3,90 22,00 85,80 Nastro alimentazione pressa 5,50 3,90 22,00 85,80 Cabina di selezione manuale (climatizzazione, riscaldamento)
20,00 15,00 22,00 330,00
Pressa oleodinamica 60,00 48,00 20,00 960,00 Trattamento aria (ventilatore e scarico filtri a maniche)
55,00 44,00 24,00 864,00 1.056,00
Totali 200,50 182,30 - 3.158,60 Tabella 52. Potenze installate e assorbite per ogni attività dell’impianto.
Nella seguente tabella vengono invece riportate le potenze installate, assorbite ed i consumi energetici, relativi alle linee accessorie.
Sezione Potenza installata (kW)
Potenza assorbita (kW)
Attività (ore/giorno)
Consumo (kWh/giorno)
Raffinazione finale sovvalli
11,00 8,50 6,00 51,00
Raffin, finale e pressat. metalli 34,00 24,00 6,00 144,00 Raffin. finale rottame di vetro 80,00 64,00 20,00 1.280,00 Trattamento inerti 96,00 72,00 12,00 864,00 Totali 125,00 96,50 - 2.339,00
Tabella 53. Potenze installate e assorbite per nelle linee accessorie.
Versione 1.0 – 18.10.2012 La filiera
53
Anno 2011
Uffici e impianto: energia elettrica
kWh/anno 1.555.405,00
Tabella 50. Consumo di energia elettrica.
Anno 2011 Uffici e impianto: gasolio (gruppo elettrogeno)
l/anno 0
Tabella 51. Consumo di gasolio nell’impianto.
Consumo di energia elettrica Per quanto attiene all’utilizzo di risorse energetiche, il consumo di energia elettrica complessiva dell’intero insediamento è dell’ordine di circa 9 MWh/giorno, comprensivi delle utenze generali (illuminazione, utenze palazzina uffici e servizi, pesa, impianto trattamento acque, etc.). Nella tabella seguente vengono riportate le potenze installate, assorbite, consumi energetici giornalieri globali, di ciascuna linea per la selezione del VPL.
Sezione Potenza installata (kW)
Potenza assorbita (kW)
Attività (ore/giorno)
Consumo (kWh/giorno)
Elevatore a tapparelle 5,50 4,40 22,00 96,80 Nastro di selezione 3,00 2,10 22,00 46,20 Nastro di controllo vetro 2,20 1,60 22,00 35,20 Separatore elettromagnetico 3,00 2,40 22,00 52,80 Aspirazione frazione leggera 3,00 2,10 22,00 46,20 Canala vibrante 1,50 1,00 22,00 22,00 Separatore a correnti indotte 6,60 5,30 22,00 116,60 Nastro evacuazione non ferrosi 2,20 1,60 22,00 35,20 Estrattori box stoccaggio 27,50 19,00 10,00 190,00 Nastro collettore box stoccaggio 5,50 3,90 22,00 85,80 Nastro alimentazione pressa 5,50 3,90 22,00 85,80 Cabina di selezione manuale (climatizzazione, riscaldamento)
20,00 15,00 22,00 330,00
Pressa oleodinamica 60,00 48,00 20,00 960,00 Trattamento aria (ventilatore e scarico filtri a maniche)
55,00 44,00 24,00 864,00 1.056,00
Totali 200,50 182,30 - 3.158,60 Tabella 52. Potenze installate e assorbite per ogni attività dell’impianto.
Nella seguente tabella vengono invece riportate le potenze installate, assorbite ed i consumi energetici, relativi alle linee accessorie.
Sezione Potenza installata (kW)
Potenza assorbita (kW)
Attività (ore/giorno)
Consumo (kWh/giorno)
Raffinazione finale sovvalli
11,00 8,50 6,00 51,00
Raffin, finale e pressat. metalli 34,00 24,00 6,00 144,00 Raffin. finale rottame di vetro 80,00 64,00 20,00 1.280,00 Trattamento inerti 96,00 72,00 12,00 864,00 Totali 125,00 96,50 - 2.339,00
Tabella 53. Potenze installate e assorbite per nelle linee accessorie. Versione 1.0 – 18.10.2012 La filiera
54
4.7.4 Raffinamento Per la fase di raffinamento si riportano i principali consumi di materiali e servizi delle attività della Ecopatè s.r.l. di Musile di Piave63. Consumi di carburante Di seguito, viene riportato un prospetto dei consumi giornalieri di carburante relativi ai mezzi di movimentazione, nelle condizioni operative considerate. Denominazione Utilizzazione (ore/giorno) Consumo unitario (kg/ora) Consumo giornaliero
(kg/giorno) Pala 140 cv 10,00 22,00 220,00 Pala 140 cv 10,00 22,00 220,00 Spazzatrice stradale 2,00 14,00 28,00 Totali 22,00 --- 468,00
Tabella 54. Consumi giornalieri di carburante dei mezzi d’opera utilizzati nell’impianto.
Gas di rete. Con Il gas di rete viene alimentato all’essiccatore della linea di trattamento ed è inoltre utilizzato per il riscaldamento della sezione uffici e servizi. Per quanto concerne l’essiccatore, si stima che circa il 30 % del vetro in ingresso abbia umidità non conforme alle specifiche di processo; assunto un tenore di umidità da eliminare del 3 %, la quantità di energia da somministrare è di 43.860 kcal/t di materiale in ingresso. Il consumo annuo di gas metano risulta pertanto pari a (52.000 t/anno * 43.860 kcal/t) / 8.250 kcal/Nm3 = 276.450 Nm3. Ai fini della stima dei consumi relativi alla palazzina uffici e servizi, si assume una potenza termica di 50.000 Kcal/h che, su un ciclo di 8 h/giorno in periodo invernale (7 mesi/anno), comporta un fabbisogno giornaliero di calore pari a 400.000 kcal, di cui 80.000 kcal vengono recuperate, con uno scambiatore di calore aria-acqua, dalle emissioni derivanti dall’essiccamento del vetro. Il consumo di gas metano per usi civili, in periodo invernale, risulta pertanto di (320.000 kcal/giorno * 210 gg) / 8.250 kcal/Nm3 = 8.145 Nm3. D’estate, il riscaldamento dell’acqua per le docce ed i servizi igienici determina una richiesta di energia termica pari a 60.000 kcal/giorno, che si può recuperare interamente dall’essiccatore; prudenzialmente si assume un consumo medio giornaliero di gas metano pari a 4 Nm3, corrispondente a un consumo per tutto il periodo estivo di 600 Nm3. Il consumo complessivo annuo è quindi stimabile in circa 285.000 Nm3. Consumo di energia elettrica Per quanto attiene all’utilizzo di risorse energetiche, il consumo di energia elettrica complessiva dell’impianto è dell’ordine di circa 9,50 MWhe/giorno; la potenza installata risulta dell’ordine di 1,28 MWe e quella assorbita presenta picchi di circa 770 kWe. 4.7.5 Recupero Per la fase di recupero di riportano le risorse energetiche dell’impianto O-I Manufacturing Italy Spa di San Polo di Piave. Nell’impianto l'energia elettrica e fornita da rete esterna. E’ impiegata sia per l'alimentazione di ventilatori, compressori e per altri servizi, che per fornire calore ausiliario durante il condizionamento termico, sotto forma di boosting elettrico. Nella Tabella 55 sono riportati i consumi energetici dell'anno 2006, nella Tabella 56 quelli riferiti alla capacita produttiva dell'impianto. Per il calcolo del consumo termico ed elettrico specifico si fa riferimento alla produzione effettiva di 250.931 tonnellate/anno (2006). 63 Fonte: Analisi ambientali
61 - Fonte: Analisi ambientali
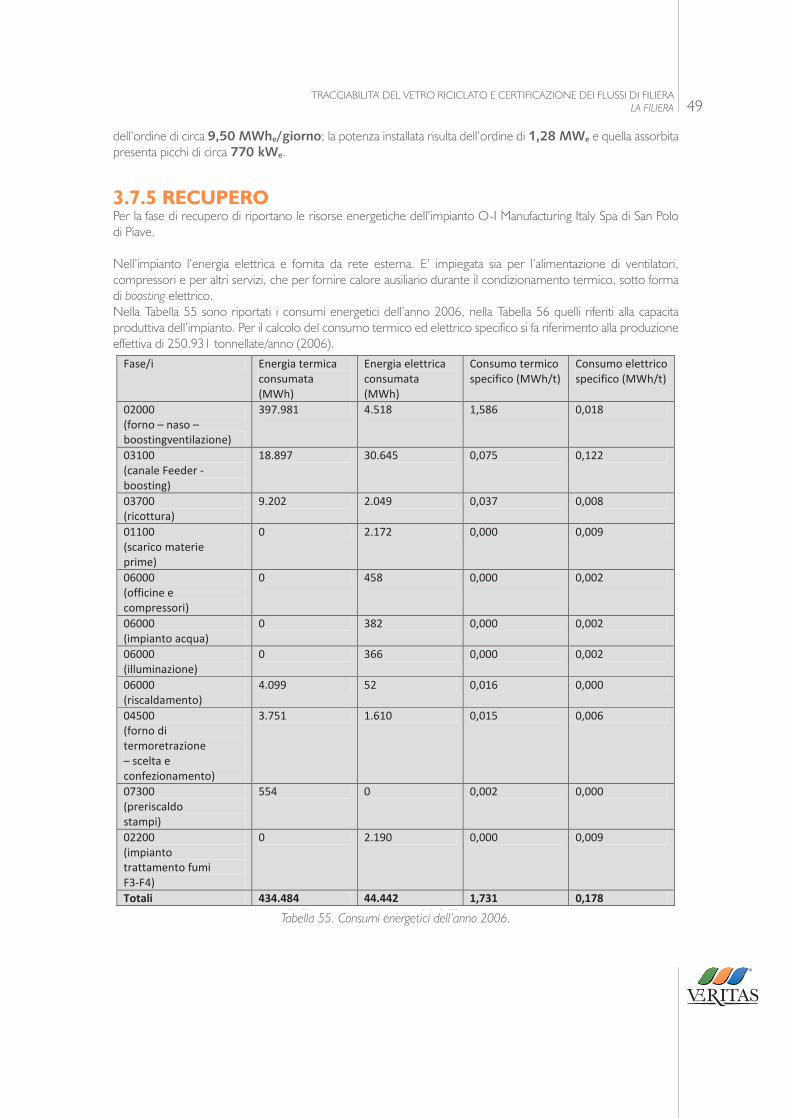
49TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
dell’ordine di circa 9,50 MWhe/giorno; la potenza installata risulta dell’ordine di 1,28 MWe e quella assorbita presenta picchi di circa 770 kWe.
3.7.5 RECUPEROPer la fase di recupero di riportano le risorse energetiche dell’impianto O-I Manufacturing Italy Spa di San Polo di Piave.
Nell’impianto l’energia elettrica e fornita da rete esterna. E’ impiegata sia per l’alimentazione di ventilatori, compressori e per altri servizi, che per fornire calore ausiliario durante il condizionamento termico, sotto forma di boosting elettrico.Nella Tabella 55 sono riportati i consumi energetici dell’anno 2006, nella Tabella 56 quelli riferiti alla capacita produttiva dell’impianto. Per il calcolo del consumo termico ed elettrico specifico si fa riferimento alla produzione effettiva di 250.931 tonnellate/anno (2006).
Tabella 55. Consumi energetici dell’anno 2006.
Versione 1.0 – 18.10.2012 La filiera
55
Fase/i Energia termica
consumata (MWh)
Energia elettrica consumata (MWh)
Consumo termico specifico (MWh/t)
Consumo elettrico specifico (MWh/t)
02000 (forno – naso – boostingventilazione)
397.981 4.518 1,586 0,018
03100 (canale Feeder - boosting)
18.897 30.645 0,075 0,122
03700 (ricottura)
9.202 2.049 0,037 0,008
01100 (scarico materie prime)
0 2.172 0,000 0,009
06000 (officine e compressori)
0 458 0,000 0,002
06000 (impianto acqua)
0 382 0,000 0,002
06000 (illuminazione)
0 366 0,000 0,002
06000 (riscaldamento)
4.099 52 0,016 0,000
04500 (forno di termoretrazione – scelta e confezionamento)
3.751 1.610 0,015 0,006
07300 (preriscaldo stampi)
554 0 0,002 0,000
02200 (impianto trattamento fumi F3-F4)
0 2.190 0,000 0,009
Totali 434.484 44.442 1,731 0,178 Tabella 55. Consumi energetici dell'anno 2006.

50TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
Tabella 56. Consumi energetici alla capacita produttiva dell’impianto.
Il consumo energetico specifico, calcolato come somma del consumo termico e del consumo elettrico specifico e pari a 1,909 MWh/t., che corrisponde a 6,87 GJ/tonnellata. Tale consumo risulta coerente con i valori di consumo energetico riportati nelle linee-guida italiane, che evidenziano valori compresi tra 4 e 10 GJ/t. Il combustibile utilizzato per la produzione di energia termica e il gas metano. Nel corso dell’anno 2006, la Ditta ha utilizzato circa 46.000.000 di metri cubi di metano; il consumo riferibile alla capacita produttiva e pari a circa 48.500.000 metri cubi.
Con la sostituzione dell’attuale forno F4 recuperativo con uno a tecnologia mista, la Ditta ritiene di essere in grado di risparmiare circa 7.400.000 metri cubi di combustibile, in virtù della maggiore efficienza energetica del nuovo forno.
Versione 1.0 – 18.10.2012 La filiera
56
Fase/i Energia termica
consumata (MWh) Energia elettrica consumata (MWh)
Consumo termico specifico (MWh/t)
Consumo elettrico specifico (MWh/t)
02000 (forno – naso – boostingventilazione)
416.805 7.732 1,586 0,018
03100 (canale Feeder - boosting)
19.791 32.095 0,075 0,122
03700 (ricottura)
9.638 2.146 0,037 0,008
01100 (scarico materie prime)
0 2.275 0,000 0,009
06000 (officine e compressori)
0 400 0,000 0,002
06000 (impianto acqua)
0 383 0,000 0,002
06000 (illuminazione)
0 383 0,000 0,002
06000 (riscaldamento)
4.293 55 0,016 0,000
04500 (forno di termoretrazione – scelta e confezionamento)
3.928 1.686 0,015 0,006
07300 (preriscaldo stampi)
580 0 0,002 0,000
02200 (impianto trattamento fumi F3-F4)
0 2.293 0,000 0,009
Totali 455.035 46.554 1,731 0,178 Tabella 56. Consumi energetici alla capacita produttiva dell’impianto.
Il consumo energetico specifico, calcolato come somma del consumo termico e del consumo elettrico specifico e pari a 1,909 MWh/t., che corrisponde a 6,87 GJ/tonnellata. Tale consumo risulta coerente con i valori di consumo energetico riportati nelle linee-guida italiane, che evidenziano valori compresi tra 4 e 10 GJ/t. Il combustibile utilizzato per la produzione di energia termica e il gas metano. Nel corso dell'anno 2006, la Ditta ha utilizzato circa 46.000.000 di metri cubi di metano; il consumo riferibile alla capacita produttiva e pari a circa 48.500.000 metri cubi. Con la sostituzione dell'attuale forno F4 recuperativo con uno a tecnologia mista, la Ditta ritiene di essere in grado di risparmiare circa 7.400.000 metri cubi di combustibile, in virtù della maggiore efficienza energetica del nuovo forno.
51TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
Il presente documento mira a predisporre la struttura concettuale, organizzativa e informativa con la quale realizzare un documento di sintesi (report) che periodicamente raccolga quelle informazioni strategiche che, ai fini della tracciabilità, rappresentano in modo certo ed efficace la filiera del vetro riciclato. Queste informazioni chiave sono parte di uno strumento di carattere informativo più esteso e dettagliato: il bilancio di filiera; lo schema formato dai dati raccolti dal monitoraggio delle attività della filiera ritenute nodali (focal-point) per ogni fase di processo.
Infatti, per ogni fase della filiera sono state individuate quelle informazioni chiave necessarie per caratterizzare in modo misurabile, sia in termini quantitativi che qualitativi, i flussi di materia e di energia, che ne permettono la tracciabilità. Queste informazioni chiave costituiscono gli indicatori fisici di monitoraggio sintetici, cioè quelle informazioni minime ma efficaci che garantiscono la definizione di un quadro completo e coerente dell’intero sistema osservato. La caratterizzazione e l’analisi del sistema si basa sull’analisi di due componenti fondamentali: la materia (flussi in entrata e in uscita) e l’energia.
Il monitoraggio dei processi è costituito quindi da tutte quelle azioni che i vari attori della filiera devono svolgere durante il periodo di riferimento (fase di reporting) per raccogliere i dati necessari alla compilazione del bilancio di filiera periodico, secondo le specifiche stabilite dal disciplinare di certificazione.
4MONITORAGGIO DELLE ATTIVITA’ DI PROCESSO

52TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA

53TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
• Comune di Venezia - Regolamento per la gestione dei rifiuti urbani ed assimilati e per la pulizia del territorio” – dicembre 2010.• ECORICICLI - Analisi ambientale iniziale - Impianto di selezione rifiuti non pericolosi sito in Malcontenta (VE) – ottobre 2010.• ECORICICLI - Addendum analisi ambientale iniziale intermediazione di rifiuti senza detenzione.• ECORICICLI - Analisi ambientale iniziale -Addendum- Servizi di: raccolta e trasporto rifiuti assimilabili e linee accessorie di selezione e raffinazione rifiuti recuperabili – Marzo 2012.• ECORICICLI - 0576_3PD_T_RTDU_OB: Interventi di adeguamento funzionale degli impianti esistenti per la selezione di VPL (vetro, plastica, lattine) ed id VL (vetro, lattine), finalizzati all’incremento della capacità di trattamento – relazione tecnica.• ECORICICLI - Rapporto Gestione Ambientale 2011.• ECORICICLI - PR SML 00 – Protocollo operativo di monitoraggio merceologico dei flussi di raccolta differenziata urbana presso Ecoricicli Veritas srl – Luglio 2011.• ECORICICLI - Modalità operative per l’effettuazione del prelievo e dell’analisi qualitativa del materiale conferito (Metodo AQ09 CoRePla).• ECOPIAVE SRL – Studio tecnico - Interventi di adeguamento tecnologico e funzionale dell’esistente impianto per la selezione ed il trattamento del rottame di vetro progetto definitivo – Settembre 2011.• ECOPIAVE SRL – Studio Preliminare Ambientale - Interventi di adeguamento tecnologico e funzionale dell’esistente impianto per la selezione ed il trattamento del rottame di vetro progetto definitivo – Settembre 2011.• O-I MANUFACTURING ITALY SpA – AIA Autorizzazione Integrata Ambientale (Provincia di Treviso 23/12/2011) – Dicembre 2011.
5.1 NORMATIVA
5.1.1 AREA TEMATICA GESTIONE RIFIUTI• Delibera del 27/07/1984: Disposizioni per la prima applicazione dell’articolo 4 del D.P.R. 10 settembre 1982, n. 915, concernente lo smaltimento dei rifiuti.• D.Lgs. 95 del 27/01/92: Attuazione della direttiva 75/439/CEE e 87/101/CEE relative alla eliminazione degli oli usati (abrogati dal D.Lgs. 152/2006 gli articoli 4, 5, 8, 12, 14 e 15).• DM 392 del 16/05/96: Regolamento recante norme tecniche relative alla eliminazione degli oli usatiNOTA: il decreto legislativo 5 febbraio 1997, n. 22 è stato abrogato dal D.Lgs. 152/2006. Al fine di assicurare che non vi sia alcuna soluzione di continuità nel passaggio dalla preesistente normativa a quella prevista dalla parte quarta del D.Lgs. 152/2006, i provvedimenti attuativi del citato decreto legislativo 5 febbraio 1997, n. 22, continuano ad applicarsi sino alla data di entrata in vigore dei corrispondenti provvedimenti attuativi previsti dalla parte quarta del D.Lgs. 152/2006.• DM del 5/02/98: Individuazione dei rifiuti non pericolosi sottoposti alle procedure semplificate di recupero ai sensi degli articoli 31 e 33 del decreto legislativo 5 febbraio 1997, n. 22 (modificato dal DM 5 aprile 2006, n.186)• DM 145 del 01/04/98: formulari di trasporto• DM 148 del 01/04/98: registri di carico e scarico• DM 406 del 28/04/98: Regolamento recante norme di attuazione di direttive dell’Unione europea, avente ad oggetto la disciplina dell’Albo nazionale delle imprese che effettuano la gestione dei rifiuti • Direttiva Ministero Ambiente 09/04/2002 (nuovi CER): Indicazioni per la corretta e piena applicazione del regolamento comunitario n. 2557/2001 sulle spedizioni di rifiuti ed in relazione al nuovo elenco dei rifiuti.
5DOCUMENTI DI RIFERIMENTO

54TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
• DPCM 24/12/2002 modificato dal DPCM 24/02/2003: Approvazione del nuovo modello unico di dichiarazione ambientale per l’anno 2003.• DM n° 161 del 12/06/2002: Regolamento attuativo degli articoli 31 e 33 del decreto legislativo 5 febbraio 1997, n. 22, relativo all’individuazione dei rifiuti pericolosi che e’ possibile ammettere alle procedure semplificate.• D.Lgs. 13 gennaio 2003, n.36 “Attuazione della direttiva 1999/31/CE relativa alle discariche di rifiuti”• D.Lgs. 209/ 2003 Attuazione della direttiva 2000/53/CE relativa ai veicoli fuori uso • D.Lgs. 25 luglio 2005 n.151 “Attuazione delle direttive 2002/95/CE, 2002/96/CE e 2003/108/CE, relative alla riduzione dell’uso di sostanze pericolose nelle apparecchiature elettriche ed elettroniche, nonché allo smaltimento dei rifiuti”• DM 3 agosto 2005 “Definizione dei criteri di ammissibilità dei rifiuti in discarica”.• D.Lgs. 133/2005 “Attuazione della direttiva 2000/76/CE, in materia di incenerimento dei rifiuti”• D.Lgs. 3 aprile 2006, n. 152. Norme in materia ambientale (parte quarta)• DM 5 aprile 2006, n.186. Regolamento recante modifiche al decreto ministeriale 5 febbraio 1998 “Individuazione dei rifiuti non pericolosi sottoposti alle procedure semplificate di recupero, ai sensi degli articoli 31 e 33 del decreto legislativo 5 febbraio 1997, n. 22”.• Direttiva 2006/12/CE: Direttiva del Parlamento europeo e del Consiglio, del 5 aprile 2006, relativa ai rifiuti.• DM 17 dicembre 2009 “Istituzione del sistema di controllo della tracciabilità dei rifiuti, ai sensi dell’articolo 189 del decreto legislativo n. 152 del 2006 e dell’articolo 14-bis del decreto-legge n. 78 del 2009 convertito, con modificazioni, dalla legge n. 102 del 2009” - modificato dal DM 15 febbraio 2010 e dal DM 9 luglio 2010 (SISTRI)
RIFIUTI – REGIONE VENETO• Delib. Giunta Reg. n° 769 del 11/03/2005: «Linee guida per la realizzazione e la gestione degli ecocentri comunali». Adozione.• DGR n° 597 del 29/02/2000 “Piano regionale di gestione dei rifiuti speciali anche pericolosi”• D.G.R. n° 451 del 15/02/2000 “Piano regionale di gestione dei rifiuti urbani. Adozione”• L.Reg. 21.1.2000, n.3 “Nuove norme in materia di gestione dei rifiuti” (modificata dalla Legge Regionale n° 27 del 16/08/2002 e dalla Legge Regionale n° 20 del 16/08/2007)• DPGR n° 1364 del 29/07/1999 “Smaltimento dei rifiuti solidi urbani nella Regione Veneto”• Circolare regionale n° 7432 del 09.08.1999 “Chiarimenti in merito al conferimento dei rifiuti urbani ed assimilati presso i cosiddetti ECOCENTRI” • Piano Provinciale di Gestione dei Rifiuti, 1999• Delib. Giunta Reg. (Veneto) 06/10/1998 n° 3606 - Ulteriori chiarimenti ed indirizzi operativi in merito al D. Lgs. 5 febbraio 1997, n. 22 ed ai successivi decreti applicativi.
5.1.2 AREA TEMATICA USO RAZIONALE DELL’ENERGIALegge n°10 del 9/01/91: Norme per l’attuazione del piano energetico nazionale in materia di uso razionale dell’energia, di risparmio energetico e di sviluppo delle fonti rinnovabili di energia
Circolare Ministeriale n° 219/F del 2/3/92: Art. 19 della legge n. 10/1991. Obbligo di nomina e comunicazione annuale del tecnico responsabile per la conservazione e l’uso razionale dell’energia
Circolare Ministeriale n° 226 del 03/03/1993: Art. 19 della legge n. 10/1991. Obbligo di nomina e comunicazione annuale del tecnico responsabile per la conservazione e l’uso razionale dell’energia.
Entro il 30 aprile di ogni anno i soggetti operanti nel settori industriale, civile, terziario e dei trasporti che nell’anno precedente hanno avuto un consumo di energia rispettivamente superiore a 10.000 ton equivalenti di petrolio per il settore industriale ovvero a 1.000 ton equivalenti di petrolio per tutti gli altri settori, devono comunicare al Ministero dell’industria, del Commercio e dell’artigianato:
– il nominativo del tecnico responsabile per la conservazione e l’uso razionale dell’energia
55TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
– i dati energetici relativi alle proprie strutture ed imprese.
• La valutazione dei consumi va riferita all’energia consumata per la produzione di beni (semilavorati, manufatti ecc.) o per la prestazione di servizi (trasporto di persone o merci, illuminazione, climatizzazione ambienti, fornitura di energia elettrica ecc.), indipendentemente dal fatto che detti beni e servizi vengano utilizzati in proprio o destinati a terzi. Tale valutazione va riferita ai consumi globali del soggetto, cumulando quelli relativi alle diverse fonti ed ai diversi usi per tutti i centri di consumo del soggetto stesso.
5.2 GLOSSARIO
CER: Catalogo Europeo dei Rifiuti che contiene i codici a sei cifre di classificazione di tutti i rifiuti pericolosi (segnati con *), e non pericolosi. Le prime due cifre del codice si riferiscono al settore produttivo, le seconde individuano il ciclo produttivo all’interno del settore produttivo, le ultime due individuano il rifiuto (Riferimenti normativi: Decisione 2000/532/CE e ss.mm.ii., d.lgs. 152/2006 parte IV). (http://www.arpa.veneto.it/rifiuti/htm/glossario.asp)
Conferimento: operazioni e modalità attraverso le quali i rifiuti sono consegnati al Gestore del servizio dal produttore.
Detentore: il produttore dei rifiuti o il soggetto che li detiene.
Frazione organica dei rifiuti (FORSU): Materiale organico putrescibile ad alto tasso di umidità proveniente dalla raccolta differenziata dei rifiuti urbani e costituito da residui alimentari, ovvero scarti di cucina. (Riferimento normativo: DCR del 15 giugno 2006, n. 76 e DGR del 25 febbraio 2005, n. 568).
Frazione secca: Rifiuto a bassa putrescibilità e a basso tenore di umidità proveniente da raccolta differenziata o selezione o trattamento dei rifiuti urbani, avente un elevato contenuto energetico (Riferimento normativo: d.lgs. 3 aprile 2006, n. 152, art. 183, co. 1, lett. p).
Frazione umida: Rifiuto organico putrescibile ad alto tenore di umidità, proveniente da raccolta differenziata o selezione o trattamento dei rifiuti urbani (Riferimento normativo: d.lgs. 3 aprile 2006, n. 152, art. 183, co. 1, lett. o).
Frazioni secche recuperabili: le frazioni costituite da materiali recuperabili, costituiti ad esempio da vetro, metalli ferrosi e non ferrosi, plastica, carta, cartone, anche mescolati tra loro, ma selezionabili con procedimenti manuali o meccanici.
Gestione: la raccolta, il trasporto, il recupero e lo smaltimento dei rifiuti, compreso il controllo di queste operazioni nonché il controllo delle discariche dopo la loro chiusura (art.1 2006/12/CE);
Imballaggio: Tutti i prodotti composti di materiali di qualsiasi natura, adibiti a contenere e a proteggere determinate merci, dalle materie prime ai prodotti finiti, a consentire la loro manipolazione e la loro consegna dal produttore al consumatore o all’utilizzatore, e ad assicurare la loro presentazione. Anche tutti gli articoli «a perdere» usati allo stesso scopo devono essere considerati imballaggi (Direttiva 94/62/CE, art.3 comma 1).
ALLEGATO II (art. 9, 94/62/CE)REQUISITI ESSENZIALI CONCERNENTI LA COMPOSIZIONE E LA RIUTILIZZABILITÀ E LA
RECUPERABILITÀ (IN PARTICOLARE LA RICICLABILITÀ) DEGLI IMBALLAGGI
1 - Requisiti per la fabbricazione e composizione degli imballaggi- Gli imballaggi sono fabbricati in modo da limitare il volume e il peso al minimo necessario per garantire il
56TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
necessario livello di sicurezza, igiene e accettabilità tanto per il prodotto imballato quanto per il consumatore.- Gli imballaggi sono concepiti, prodotti e commercializzati in modo da permetterne il reimpiego o il recupero, compreso il riciclaggio, e da ridurne al minimo l’impatto sull’ambiente se i rifiuti di imballaggio o i residui delle operazioni di gestione dei rifiuti di imballaggio sono smaltiti.- Gli imballaggi sono fabbricati in modo che la presenza di metalli nocivi e di altre sostanze e materiali pericolosi come costituenti del materiale di imballaggio o di qualsiasi componente dell’imballaggio sia limitata al minimo con riferimento alla loro presenza nelle emissioni, nelle ceneri o nei residui di lisciviazione se gli imballaggi o i residui delle operazioni di gestione dei rifiuti di imballaggio sono inceneriti o interrati.
2 - Requisiti per la riutilizzabilità di un imballaggio I seguenti requisiti devono essere soddisfatti simultaneamente:
- le proprietà fisiche e le caratteristiche dell’imballaggio devono consentire una serie di spostamenti o rotazioni in condizioni di impiego normalmente prevedibili;- possibilità di trattare gli imballaggi usati per ottemperare ai requisiti in materia di salute e di sicurezza dei lavoratori.- osservanza dei requisiti specifici per gli imballaggi recuperabili se l’imballaggio non è più utilizzato e diventa quindi un rifiuto.
3 - Requisiti per la recuperabilità di un imballaggioa - Imballaggi recuperabili sotto forma di riciclaggio del materiale L’imballaggio deve essere prodotto in modo tale da consentire il riciclaggio di una determinata percentuale in peso dei materiali usati, nella fabbricazione di prodotti commerciabili, rispettando le norme in vigore nella Comunità europea. La determinazione di tale percentuale può variare a seconda del tipo de materiale che costituisce l’imballaggio.b - Imballaggi recuperabili sotto forma di recupero di energiaI rifiuti di imballaggio trattati a scopi di recupero energetico devono avere un valore calorifico minimo inferiore per permettere di ottimizzare il recupero energetico;c - Imballaggi recuperabili sotto forma di compost I rifiuti di imballaggio trattati per produrre compost devono essere sufficientemente biodegradabili in modo da non ostacolare la raccolta separata e il processo o l’attività di compostaggio in cui sono introdotti.d - Imballaggi biodegradabiliI rifiuti di imballaggio biodegradabili devono essere di natura tale da poter subire una decomposizione fisica, chimica, termica o biologica grazie alla quale la maggior parte del compost risultante finisca per decomporsi in biossido di carbonio, biomassa e acqua.
Materie prime secondarie (mps): Sostanza o materia avente le caratteristiche stabilite ai sensi dell’articolo 181-bis: “Materie, sostanze e prodotti secondari” (articolo introdotto dal d.lgs 4/2008); che stabilisce le materie, le sostanze e i prodotti secondari che non rientrano nella definizione di rifiuto (art. 183, comma 1, lettera a) a condizione che rispettino i seguenti criteri, requisiti e condizioni:
a - siano prodotti da un’operazione di riutilizzo, di riciclo o di recupero di rifiuti;b - siano individuate la provenienza, la tipologia e le caratteristiche dei rifiuti dai quali si possono produrre;c - siano individuate le operazioni di riutilizzo, di riciclo o di recupero che le producono, con particolare riferimento alle modalità ed alle condizioni di esercizio delle stesse;d - siano precisati i criteri di qualità ambientale, i requisiti merceologici e le altre condizioni necessarie per l’immissione in commercio, quali norme e standard tecnici richiesti per l’utilizzo, tenendo conto del possibile rischio di danni all’ambiente e alla salute derivanti dall’utilizzo o dal trasporto del materiale, della sostanza o del prodotto secondario;e - abbiano un effettivo valore economico di scambio sul mercato.
Il comma 6 dello stesso articolo, dispone che “i metodi di recupero dei rifiuti utilizzati per ottenere materia prima secondaria, combustibili o prodotti devono garantire l’ottenimento di materiali con caratteristi-che fissate con
57TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
decreto del Ministro dell’ambiente [...] Sino all’emanazione del predetto decreto continua-no ad applicarsi le disposizioni di cui al d.m. 5 febbraio 1998 ed al d.m. 12 giugno 2002, n. 161. Le predette caratteristiche possono essere altresì conformi alle autorizzazioni rilasciate ai sensi degli articoli 208, 209 e 210”. (D.lgs. 3 aprile 2006, n. 152, Art. 183 lett. q)
Multimateriale: Le frazioni secche riciclabili del rifiuto urbano sono costituite da: carta, vetro, plastica e metalli. Plastica e metalli in genere vengono intercettati in forma congiunta nel così detto “multimateriale leggero”. Se oltre a plastica (P) e metalli (M o L) si intercetta anche il vetro (V), allora si parla di “multimateriale pesante”. Le tipologie più comuni di raccolta multi-materiale in uso sono le seguenti: multimateriale pesante (VPM o VPL) vetro - plastica – metalli; VM vetro – metalli; multimateriale leggero: PM plastica – metalli; CPM carta - plastica – metalli.
Produttore: la persona la cui attività ha prodotto rifiuti cioè il produttore iniziale e la persona che ha effettuato operazioni di pretrattamento, di miscuglio o altre operazioni che hanno mutato la natura o la composizione di detti rifiuti.
Raccolta con contenitori: raccolta dei rifiuti tramite appositi contenitori stradali o posti presso altre strutture (centri di raccolta, isole/piazzole ecologiche ecc.).
Raccolta differenziata: la raccolta idonea, secondo criteri di economicità, efficacia, trasparenza ed efficienza, a raggruppare i rifiuti urbani in frazioni merceologiche omogenee, al momento della raccolta o, per la frazione organica umida, anche al momento del trattamento, nonché a raggruppare i rifiuti di imballaggio separatamente dagli altri rifiuti urbani, a condizione che tutti i rifiuti sopra indicati siano effettivamente destinati al recupero (d.lgs. 3 aprile 2006, n. 152, art. 183, co. 1, lett. f).
Raccolta: l’operazione di raccolta, di cernita e/o di raggruppamento dei rifiuti per il loro trasporto (art.1, 2006/12/CE); oppure: il prelievo dei rifiuti, compresi la cernita preliminare e il deposito preliminare, ai fini del loro trasporto in un impianto di trattamento; (art. 3; 2008/98/CE). E’ l’operazione di prelievo, di cernita o di raggruppamento dei rifiuti per il loro trasporto.
Recupero: qualsiasi operazione il cui principale risultato sia di permettere ai rifiuti di svolgere un ruolo utile sostituendo altri materiali che sarebbero stati altrimenti utilizzati per assolvere una particolare funzione o di prepararli ad assolvere tale funzione, all’interno dell’impianto o nell’economia in generale. L’allegato II riporta un elenco non esaustivo di operazioni di recupero; (2008/98/CE, art. 3, comma 15).
[…] i) Il recupero dei rifiuti mediante riciclo, reimpiego, riutilizzo od ogni altra azione intesa a ottenere materie prime secondarie; o ii) l’uso di rifiuti come fonte di energia. (2006/12/CE, art.3, comma 1, lett. b).
Riciclaggio: qualsiasi operazione di recupero attraverso cui i materiali di rifiuto sono ritrattati per ottenere prodotti, materiali o sostanze da utilizzare per la loro funzione originaria o per altri fini. Include il ritrattamento di materiale organico ma non il recupero di energia né il ritrattamento per ottenere materiali da utilizzare quali combustibili o in operazioni di riempimento; (2008/98/CE, art. 3, comma 17).
Rifiuti urbani: i rifiuti domestici, anche ingombranti provenienti da locali ed aree ad uso di civile abitazione.
Rifiuto: “Qualsiasi sostanza od oggetto (...) di cui il detentore si disfi o abbia deciso o abbia l’obbligo di disfarsi” (D.Lgs. 152/2006). Qualsiasi sostanza od oggetto che rientra nelle categorie riportate nell’Allegato A alla parte quarta del presente decreto e di cui il detentore si disfi o abbia deciso o abbia l’obbligo di disfarsi (art.183, 152/2006).
Riutilizzo: qualsiasi operazione attraverso la quale prodotti o componenti che non sono rifiuti sono reimpiegati per la stessa finalità per la quale erano stati concepiti; (2008/98/CE, art. 3, comma 13).

58TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERALA FILIERA
Rottame di vetro: DM 5 febbraio 1998, Allegato 1, par. 2 “Rifiuti di vetro in forma non dispersibile” (2.1):• Tipologia: imballaggi, vetro di scarto ed altri rifiuti e frammenti di vetro; rottami di vetro [170202] [200102] [160208].• Provenienza: raccolta differenziata in appositi contenitori e/o altre raccolte differenziate; selezione da RSU e/o RAU; attività industriali, artigianali commerciali e di servizi; autodemolizioni autorizzate ai sensi del DLgs 5 febbraio 1997, n. 22 e successive modifiche e integrazioni.• Caratteristiche del rifiuto: vetro di scarto con l’esclusione dei vetri da tubi raggio-catodici delle lampade a scarica ed altri vetri contaminati da sostanze radioattive e dei contenitori etichettati come pericolosi ai sensi della legge 29 maggio 1974, n. 256, D.P.R. 24 novembre 1981, n. 927 e successive modifiche e integrazioni; non radioattivo ai sensi del d.lgs 17 marzo 1995, n. 230.
Smaltimento: «smaltimento» qualsiasi operazione diversa dal recupero anche quando l’operazione ha come conseguenza secondaria il recupero di sostanze o di energia. L’allegato I riporta un elenco non esaustivo di operazioni di smaltimento; (2008/98/CE, art. 3, comma 19).
Sottoprodotto: Sono sottoprodotti le sostanze ed i materiali dei quali il produttore non intende disfarsi ai sensi dell’articolo 183, comma 1, lettera a), che soddisfino tutti i seguenti criteri, requisiti e condizioni:
1 - siano originati da un processo non direttamente destinato alla loro produzione;2 - il loro impiego sia certo, sin dalla fase della produzione, integrale e avvenga direttamente nel corso del processo di produzione o di utilizzazione preventivamente individuato e definito;3 - soddisfino requisiti merceologici e di qualità ambientale idonei a garantire che il loro impiego non dia luogo ad emissioni e ad impatti ambientali qualitativamente e quantitativamente diversi da quelli autorizzati per l’impianto dove sono destinati ad essere utilizzati;4 - non debbano essere sottoposti a trattamenti preventivi o a trasformazioni preliminari per soddisfare i requisiti merceologici e di qualità ambientale di cui al punto 3), ma posseggano tali requisiti sin dalla fase della produzione; 5) abbiano un valore economico di mercato.(D.lgs. 3 aprile 2006, n. 152, Art. 183 lett. p)
Stoccaggio: le attività di smaltimento consistenti nelle operazioni di deposito preliminare di rifiuti (di cui al punto D15 dell’Allegato B alla parte quarta del decreto 152/2006), nonché le attività di recupero consistenti nelle operazioni di messa in riserva di materiali di cui al punto R13 dell’Allegato C alla medesima parte quarta.
Tariffa igiene ambientale (TIA) Tariffa per la gestione dei rifiuti solidi urbani ed assimilati, istituita a partire dal 1 gennaio 1999 e disciplinata secondo le prescrizioni ed i criteri di cui al D.Lgs. 5 febbraio 1997 n.22 e s.m.i.
Tonnellate equivalenti petrolio (TEP): unità di misura di energia. Il Ministero delle Attività Produttive, con DM 20 luglio 2004, ha fissato il seguente fattore di conversione stabilendo che I risparmi di combustibili sono conteggiati in base ai rispettivi poteri calorifici inferiori, espressi in GJ, tenuto conto che 1tep = 41,860 GJ (art. 2, comma 2). L’Autorità per l’energia elettrica e il gas, con la Delibera EEN 3/08 del 20 marzo 2008, ha fissato il valore del fattore di conversione dell’energia elettrica in energia primaria in 0,187 x 10-3 tep/kWh.
Trattamento: operazioni di recupero o smaltimento, inclusa la preparazione prima del recupero o dello smaltimento; (2008/98/CE, art. 3, comma 13).
Vetro plastica lattine (VPL): Rifiuto costituito prevalentemente da imballaggi a base di alluminio, acciaio in banda stagnata, vetro e imballaggi in vetro, imballaggi in plastica rigida quali bottiglie, flaconi, contenitori in genere.
Vetro pronto forno (VPF): Rottame di vetro “pronto forno”. Le specifiche merceologiche che consentono di definire il vetro trattato non più un rifiuto ma una materia prima seconda, denominata commercialmente “pronto al forno”, sono definite dal D.M. 5.2.98 e costituiscono una condizione necessaria ma non sufficiente per l’accettazione in vetreria di tale materiale. (COREVE) Nella seguente tabella sono riportate, nella prima colonna, le specifiche merceologiche minime

59TRACCIABILITA’ DEL VETRO RICICLATO E CERTIFICAZIONE DEI FLUSSI DI FILIERA
LA FILIERA
necessarie per definire il vetro trattato una “materia prima seconda”; nella seconda colonna è riportato il capitolato vigente per l’accettazione in vetreria del vetro “pronto al forno”. Capitolato temporaneo perché le aziende vetrarie, per raggiungere l’obiettivo di riciclo assegnato, dovranno necessariamente adattarsi agli standard europei che sono ancora più restrittivi.


















