TOOL & MOLD STEEL · 2019-05-24 · 13.0 0.80 1.20 0.20 0.50-TD1(Target) 1.0 1.0 0.6 8.0 1.3 0.2...
18
TOOL & MOLD STEEL 공구강·금형강
Transcript of TOOL & MOLD STEEL · 2019-05-24 · 13.0 0.80 1.20 0.20 0.50-TD1(Target) 1.0 1.0 0.6 8.0 1.3 0.2...
TOOL & MOLD STEEL 공구강·금형강
04 제조공정및주요설비
06 냉간금형용공구강
08 고장력강판성형용냉간공구강
10 열간금형용공구강
12 DIECASTING用열간공구강
14 플라스틱금형강
16 고광택정밀플라스틱금형강
18 가공성이우수한정밀플라스틱금형강
22 화염소입공구강
24 고온강도가우수한열간공구강
26 단조롤
28 제조가능규격
32 공구강재질선택
33 생산범위
34 포장사양
35 제품Tag및라벨,인증현황,주문
목차
발전, 석유화학, 반도체 등 첨단산업부터
원자력, 우주항공 등 미래산업까지
STS, 공구강, Ni-Alloy 분야의 글로벌 리더로
도약하는 세아창원특수강
글로벌 특수강 산업의 새로운 미래를
열어가는 것이 우리의 변함없는 목표입니다.
기대하세요. 세아창원특수강이 만들어갈 미래를_
세상에 없던
새로운 철의 가치를 만드는 것,
세아창원특수강의
한결같은 목표입니다.
1966.04 삼양특수강㈜ 설립
1977.12 한국종합특수강 종합공장 준공(봉강, 강관, 판재)
1982.06 삼미종합특수강㈜으로 사명 변경
1991.04 제2특수강공장 준공(제강, 압연, 가공)
1997.02 포스코 그룹 편입(봉강, 강관 사업)
2006.10 1단계 설비합리화 종합준공
(AOD, HV Mill, 제2산세공장 등)
2007.02 포스코특수강㈜으로 사명 변경
2012.04 2단계 설비합리화 종합 준공
(60톤 전기로, Bloom caster, SBM 등)
2015.03 세아그룹 편입
2015.03 주식회사 세아창원특수강으로 사명 변경
연혁

Ingot Casting
제조공정 및 주요설비Tool & Mold Steel
ESR CCR
05SeAH Changwon Integrated Special Steel
9,000ton Press FurnaceFBMRFM
EAF
Heat Treatment
Centerless Grinding
Cold Drawing
Straightening
Round Bar
Flat Bar
9,000ton Press
BMSBM
CCR
FBM
VIM 2/8ton ESR 4/6/8/30ton
VAR 8ton
EAF 60ton LF
Ingot
Bloom Caster
390x470
VD
Heating
Heating
Roughing Mill
(H-V type)
Heating Precision Size
Block(3Roll)
Intermediate Mill(3Roll)
2,200ton PressHeating RFM
UT
MT
ECT, TOM, MLFT
ECT, TOM, MLFT
Peeling
Wire Rod
Roll
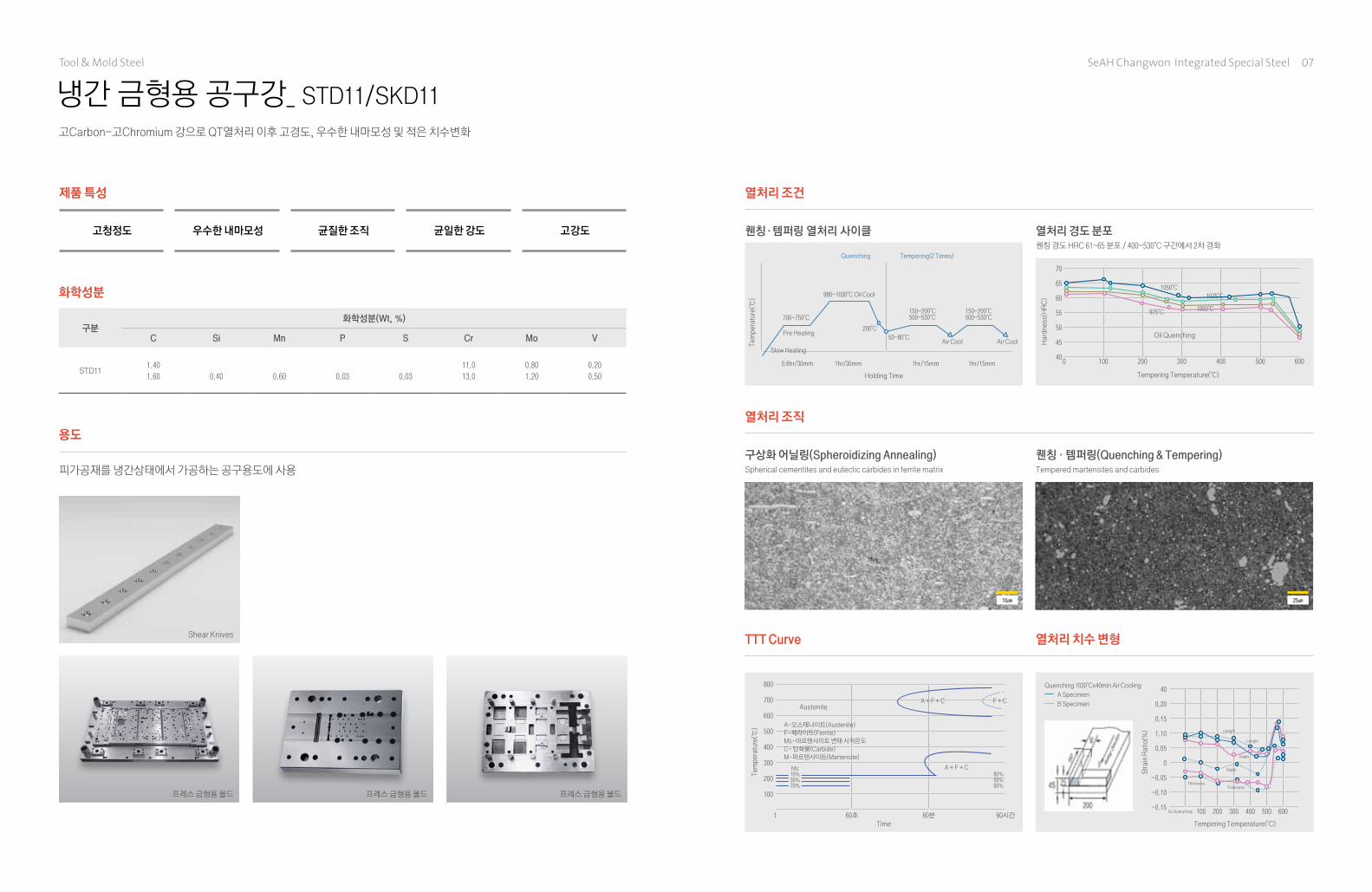
냉간 금형용 공구강_ STD11/SKD11
피가공재를 냉간상태에서 가공하는 공구용도에 사용
용도
제품 특성
고청정도 우수한 내마모성 균질한 조직 균일한 강도 고강도
고Carbon-고Chromium 강으로 QT열처리 이후 고경도, 우수한 내마모성 및 적은 치수변화
화학성분
구분화학성분(Wt, %)
C Si Mn P S Cr Mo V
STD111.40
1.60 0.40 0.60 0.03 0.03
11.0
13.0
0.80
1.20
0.20
0.50
열처리 조건
열처리 경도 분포
TTT Curve 열처리 치수 변형
열처리 조직
구상화 어닐링(Spheroidizing Annealing) 퀘칭·템퍼링(Quenching & Tempering)
퀘칭 경도 HRC 61~65 분포 / 400~530°C 구간에서 2차 경화
Spherical cementites and eutectic carbides in ferrite matrix Tempered martensites and carbides
Oil Quenching
Tempering Temperature(°C)
퀘칭·템퍼링 열처리 사이클
Holding Time
150~200°C500~530°C
980~1030°C Oil Cool
700~750°C
Pre Heating
Air Cool Air Cool
200°C
50~80°C
Slow Heating
0.6hr/30mm 1hr/30mm 1hr/15mm 1hr/15mm
150~200°C500~530°C
Tempering(2 Times)Quenching
0 100 200 300 400 500 600
50
40
45
55
60
65
70
1050°C
975°C1000°C
1025°C
Hard
ness
(HR
C)
Tem
pera
ture
(℃)
1 60초 60분 60시간
800
700
600
500
400
300
200
100
A + F + C
A + F + C F + CAustenite
Ms10%30%70%
80%50%90%
A-오스테나이트(Austenite)
F-페라이트(Ferrite)
Ms-마르텐사이트 변태 시작온도
C- 탄화물(Carbide)
M-마르텐사이트(Martensite)
Strain
Ratio
(%)
Tempering Temperature(°C)
Quenching 1030°Cx40min Air Cooling
A Specimen
B Specimen
100 200 300 400 500 600-0.15
-0.10
-0.05
0
0.05
1.10
0.15
0.20
40
As Quenching
ThicknessThickness
Length
Width
Width
Length
25㎛
프레스 금형용 몰드프레스 금형용 몰드프레스 금형용 몰드
07SeAH Changwon Integrated Special Steel
Time
Tem
pera
ture
(℃)
10㎛
Shear Knives
Tool & Mold Steel
구분화학성분(Wt, %)
C Si Mn P S Cr Mo V Others
STD111.40
1.60 0.40 0.60 0.03 0.03
11.0
13.0
0.80
1.20
0.20
0.50-
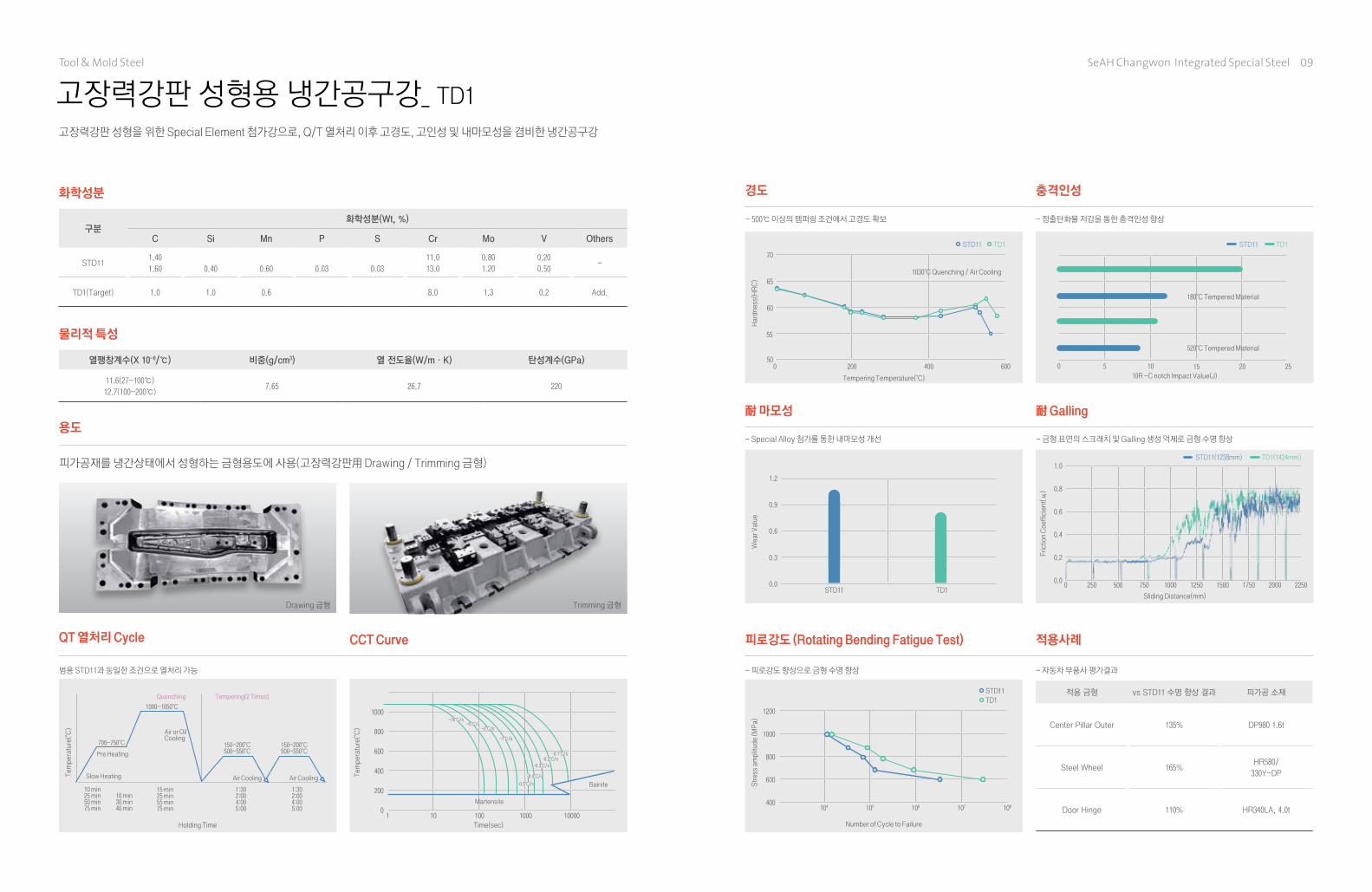
TD1(Target) 1.0 1.0 0.6 8.0 1.3 0.2 Add.
적용 금형 vs STD11 수명 향상 결과 피가공 소재
Center Pillar Outer 135% DP980 1.6t
Steel Wheel 165%HR580/
330Y-DP
Door Hinge 110% HR340LA, 4.0t
耐 마모성 耐 Galling
Wear V
alu
e
Frict
ion C
oeffic
ient(
ц)
Sliding Distance(mm)
0 500250 750 1000 1250 1500 1750 2000 22500.0
0.2
0.4
0.6
0.8
1.0
- Special Alloy 첨가를 통한 내마모성 개선 - 금형 표면의 스크래치 및 Galling 생성 억제로 금형 수명 향상
0.0
0.3
0.6
0.9
1.2
STD11 TD1
STD11(1238mm) TD1(1424mm)
경도 충격인성
Hard
ness
(HR
C)
10R -C notch Impact Value(J)
0 5 10 15 20 25
- 500℃ 이상의 템퍼링 조건에서 고경도 확보 - 정출탄화물 저감을 통한 충격인성 향상
0 200 400 60050
55
70
65
60
Tempering Temperature(°C)
1030°C Quenching / Air Cooling
STD11 TD1
180°C Tempered Material
520°C Tempered Material
STD11 TD1
고장력강판 성형용 냉간공구강_ TD1
고장력강판 성형을 위한 Special Element 첨가강으로, Q/T 열처리 이후 고경도, 고인성 및 내마모성을 겸비한 냉간공구강
화학성분
물리적 특성
열팽창계수(X 10-6/℃) 비중(g/cm3) 열 전도율(W/m·K) 탄성계수(GPa)
11.6(27~100℃)
12.7(100~200℃)7.65 26.7 220
피가공재를 냉간상태에서 성형하는 금형용도에 사용(고장력강판用 Drawing / Trimming 금형)
용도
QT 열처리 Cycle CCT Curve
Tem
pera
ture
(°C
)
Tem
pera
ture
(°C
)
Time(sec)Holding Time
범용 STD11과 동일한 조건으로 열처리 가능
150~200°C500~550°C
150~200°C500~550°C
1000~1050°C
Tempering(2 Times)
700~750°C
Pre Heating
Air CoolingAir CoolingSlow Heating
Air or OilCooling
1:302:004:005:00
15 min25 min55 min75 min
10 min30 min40 min
10 min25 min50 min75 min
1:302:004:005:00
Quenching
101 100 1000 100000
200
400
600
800
1000
Martensite
Bainite
피로강도 (Rotating Bending Fatigue Test) 적용사례
Stress
am
plit
ude (M
Pa)
Number of Cycle to Failure
104 105 106 107 108400
600
800
1000
1200
STD11
TD1
- 피로강도 향상으로 금형 수명 향상 - 자동차 부품사 평가결과
09SeAH Changwon Integrated Special Steel
Drawing 금형 Trimming 금형
-10°C/s-5°C/s
-2°C/s
-1°C/s
-0.5°C/s
-0.1°C/s-0.2°C/s
-0.3°C/s
-0.4°C/s
Tool & Mold Steel
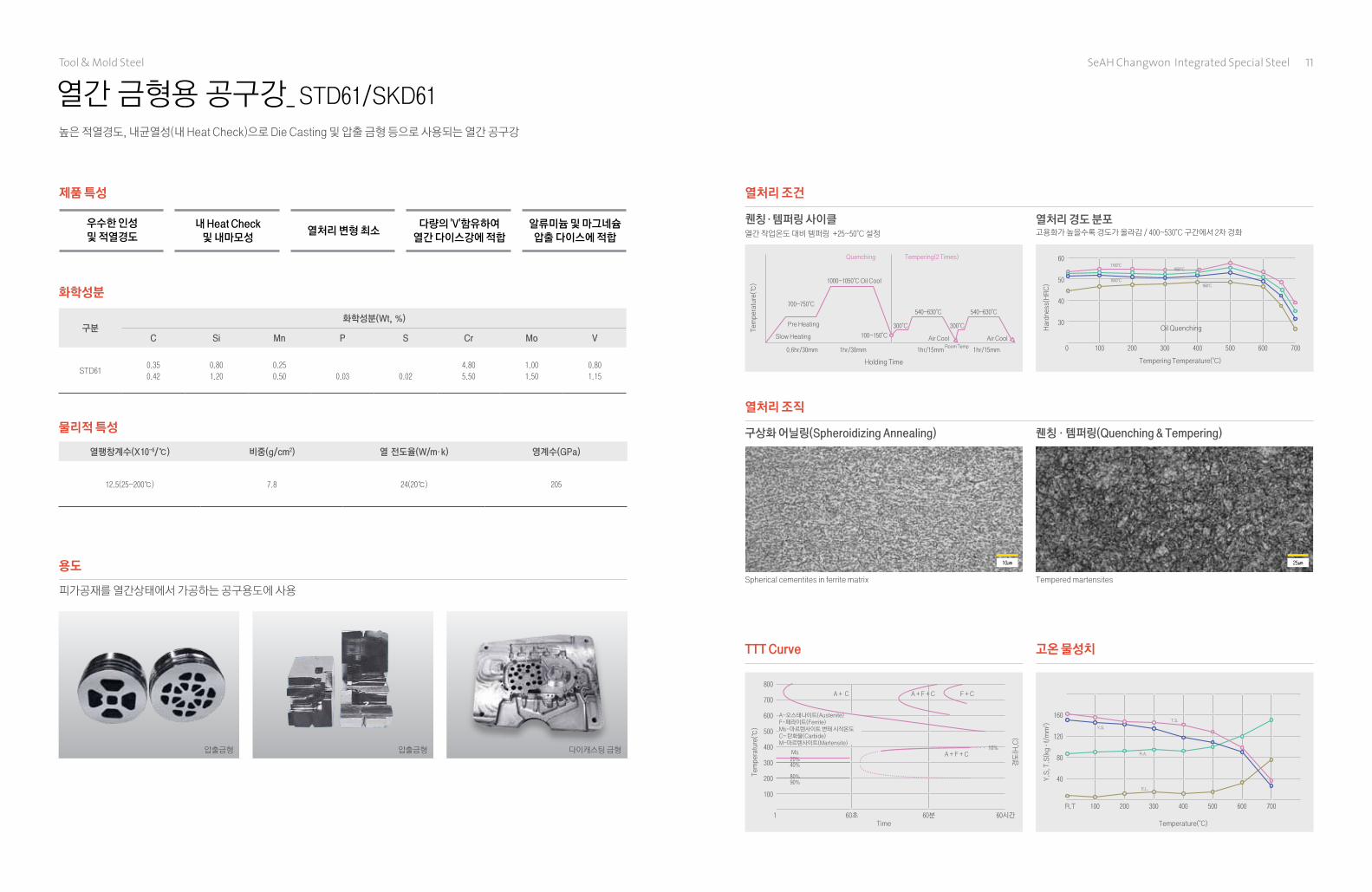
열간 금형용 공구강_ STD61/SKD61
제품 특성
우수한 인성
및 적열경도내 Heat Check
및 내마모성열처리 변형 최소
다량의 'V'함유하여
열간 다이스강에 적합
알류미늄 및 마그네슘
압출 다이스에 적합
높은 적열경도, 내균열성(내 Heat Check)으로 Die Casting 및 압출 금형 등으로 사용되는 열간 공구강
화학성분
구분화학성분(Wt, %)
C Si Mn P S Cr Mo V
STD610.35
0.42
0.80
1.20
0.25
0.50 0.03 0.02
4.80
5.50
1.00
1.50
0.80
1.15
피가공재를 열간상태에서 가공하는 공구용도에 사용
용도
다이캐스팅 금형압출금형압출금형
TTT Curve 고온 물성치
열처리 조건
열처리 경도 분포열간 작업온도 대비 템퍼링 +25~50°C 설정 고용화가 높을수록 경도가 올라감 / 400~530°C 구간에서 2차 경화
Tempering Temperature(°C)
Hard
ness
(HR
C)
30
40
50
60
0 100 200 300 400 500 600 700
Oil Quenching
1100°C
1000°C
1050°C
950°C
Y.S
, T.S
(kg ·
f/m
m2 )
R.T 100 200 300 400 500 600 700
Temperature(°C)Time
40
80
120
160
R.A.
E.L.
Y.S.
T.S.
Tem
pera
ture
(℃)
경도
(H,C
)
1 60초 60분 60시간
800
700
600
500
400
300
200
100
A + F + C
A + F + CA + C F + C
Ms20%40%
80%90%
10%
A-오스테나이트(Austenite)F-페라이트(Ferrite)Ms-마르텐사이트 변태 시작온도C- 탄화물(Carbide)M-마르텐사이트(Martensite)
물리적 특성
열팽창계수(X 10-6/℃) 비중(g/cm2) 열 전도율(W/m·k) 영계수(GPa)
12.5(25~200℃) 7.8 24(20℃) 205
열처리 조직
Spherical cementites in ferrite matrix Tempered martensites
구상화 어닐링(Spheroidizing Annealing) 퀘칭·템퍼링(Quenching & Tempering)
퀘칭·템퍼링 사이클
11SeAH Changwon Integrated Special Steel
Holding Time
540~630°C 540~630°C
300°C300°C
1000~1050°C Oil Cool
Tempering(2 Times)
700~750°C
Pre Heating
Air CoolRoom Temp
Air Cool100~150°CSlow Heating
0.6hr/30mm 1hr/30mm 1hr/15mm 1hr/15mm
Quenching
Tem
pera
ture
(℃)
10㎛ 25㎛
Tool & Mold Steel
구 분 열팽창계수(X 10-6/℃) 열 전도율(W/m·k)
25℃ 11.5 30.7
700℃ 14.1 29.1
구분화학성분(Wt, %)
C Si Mn P S Cr Mo V Others
STD610.35
0.42
0.80
1.20
0.25
0.50 0.03 0.02
4.80
5.50
1.00
1.50
0.80
1.15-
DC1(target) 0.4 0.6 0.6 5.0 1.3 0.7 Add.
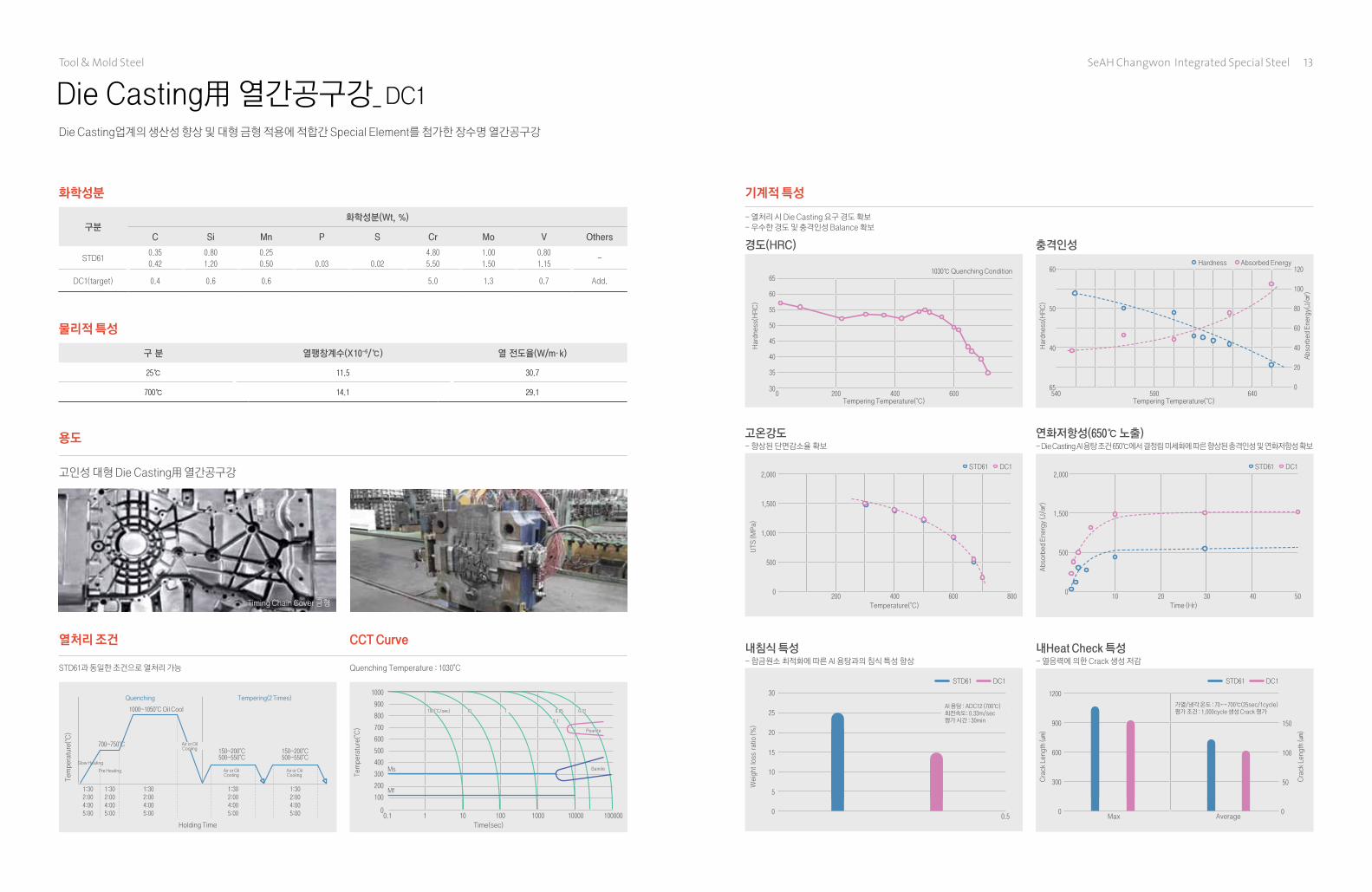
Die Casting用 열간공구강_ DC1
Die Casting업계의 생산성 향상 및 대형 금형 적용에 적합간 Special Element를 첨가한 장수명 열간공구강
화학성분
고인성 대형 Die Casting用 열간공구강
용도
열처리 조건
STD61과 동일한 조건으로 열처리 가능 Quenching Temperature : 1030°C
물리적 특성
Time (Hr)
Cra
ck L
ength
(㎛
)
Cra
ck L
ength
(㎛
)
Abso
rbed E
nerg
y (J
/㎠)
1000~1050°C Oil Cool
1:30
2:00
4:00
5:00
1:30
2:00
4:00
5:00
1:30
2:00
4:00
5:00
1:30
2:00
4:00
5:00
1:30
2:00
4:00
5:00
Air or OilCooling
Air or OilCooling
Holding Time
Tem
pera
ture
(°C
)
0
500
1,500
2,000
10
Max Average
20 30 40 50
DC1STD61
0
300
600
900
50
0
100
150
1200
Temperature(°C)
UTS
(M
Pa)
Weig
ht
loss
ratio
(%
)
0
500
1,000
1,500
2,000
800600400200
0.5
DC1STD61
0
10
5
20
25
15
30
Slow Heating
Pre Heating
700~750°C Air or OilCooling 150~200°C
500~550°C150~200°C500~550°C
Quenching Tempering(2 Times)
CCT Curve
충격인성경도(HRC)
Tempering Temperature(°C)
1030℃ Quenching Condition
Hard
ness
(HR
C)
2000 600400
65
60
55
50
45
40
35
30
Tempering Temperature(°C)
Abso
rbed E
nerg
y(J/
㎠)
Hard
ness
(HR
C)
Absorbed EnergyHardness
540 640590
120
100
80
60
40
20
0
60
50
40
65
DC1STD61DC1STD61
Tem
pera
ture
(°C
)
Time(sec)
10.1 10010 1000 10000 1000000
100
300
200
400
500
700
600
800
900
1000
10100(°C/sec)
Pearlite
Bainite
1
0.1
0.05 0.01
Timing Chain Cover 금형
13SeAH Changwon Integrated Special Steel
기계적 특성
- 열처리 시 Die Casting 요구 경도 확보
- 우수한 경도 및 충격인성 Balance 확보
고온강도- 향상된 단면감소율 확보
연화저항성(650℃ 노출)- Die Casting Al 용탕 조건 650℃에서 결정립 미세화에 따른 향상된 충격인성 및 연화저항성 확보
내Heat Check 특성내침식 특성- 합금원소 최적화에 따른 Al 용탕과의 침식 특성 향상 - 열응력에 의한 Crack 생성 저감
Ms
Mf
Al 용탕 : ADC12 (700℃)회전속도: 0.33m/sec평가 시간 : 30min
가열/냉각 온도 : 70 ↔ 700℃(25sec/1cycle)평가 조건 : 1,000cycle 생성 Crack 평가
Tool & Mold Steel

SeAH
CSSJIS AISI DIN
화학성분(Wt, %)용도
C Si Mn P S Ni Cr Mo
TP10.50
0.55 0.35 0.90 0.03 0.02- - -
일반잡화용 금형,
정밀부품용 Base재 등
TP4*SCM
improved
4140improved
1.2311improved
0.26
0.43
0.15
0.35
0.80
1.15 0.025 0.020 0.45
0.90
1.50
0.20
0.30
자동차범퍼 금형,
라디에이터그릴,
OA기기,캐비닛,
TV와 PC의 Back
Cover, 가전제품
금형 등
TP4M*SNCM
improved
P20improved
1.2738improved
0.26
0.37
0.15
0.35
0.80
1.00 0.025 0.020 0.55
1.65
2.10
0.40
0.50
고급 자동차범퍼 금형,
라디에이터그릴,
OA기기,
대형 TV와 PC의
Back Cover,
고급 가전제품 등
1.23110.35
0.45
0.20
0.40
1.30
1.60 0.035 0.035-
1.80
2.10
0.15
0.25
1.27380.35
0.45
0.20
0.40
1.30
1.60 0.035 0.035
0.90
1.20
1.80
2.10
0.15
0.25
1.23120.35
0.45
0.30
0.50
1.40
1.60 0.030
0.050
0.100-
1.80
2.00
0.15
0.25
1.27140.50
0.60
0.10
0.40
0.65
0.95 0.030 0.030
1.50
1.80
1.00
1.20
0.45
0.55
화학성분
플라스틱 금형강_ TP1, TP4, TP4M
플라스틱 재료를 사출 금형하는 금형에 사용되는 강재
경도분포
열 평창 계수
열처리 조직
TP1 [Nor.+Temp] TP4M [Nor.+Qu.+Double Temp.]TP4 [Nor.+Qu.+Double Temp.]
Pearlite+Ferrite Tempered Martensite Tempered Martensite
온도 TP1 TP4 TP4M
20~100°C 7.4 11.2 11.8
20~200°C 10.9 11.8 12.3
20~300°C 12.1 12.4 12.9
20~400°C 13.0 13.0 13.4
20~500°C 13.7 13.6 14.0
20~600°C 14.3 13.8 14.2
(Unit : 10-6/°C)
TP4
TP4M
350Min Max 200 100 0 100 200 350 mm36
38
40
42
44
HS
(HR
C)
38(25)
42(30)
350Min Max 200 100 0 100 200 350 mm38
40
42
44
46
HS
(HR
C)
42(30)
46(33)
HS
(HR
C)
HS
(HR
C)
TP1
350Min Max 200 100 0 100 200 350 mm180
190
200
210
220
HB190
210△HB 15
경도분포(위치별 편차)보증규격
△HS 2
△HS 2
중심 표면표면
중심 표면표면
중심 표면표면
용도
자동차 Head Lamp 금형 몰드자동차 범퍼용 금형 몰드
15SeAH Changwon Integrated Special Steel
HB
50㎛ 50㎛ 50㎛
Tool & Mold Steel

구분화학성분(Wt, %)
C Si Mn Cr Ni Ai V Others
P210.18
0.22
0.20
0.40
0.20
0.40
0.20
0.30
3.90
4.25
1.05
1.25
0.15
0.25-
SMAT1(target) 0.1 0.3 1.5 0.8 3.0 1.0 - Add.
고광택 정밀 플라스틱 금형강 _ SMAT1
특수정련 공정 적용으로 고청정 및 균일한 재질을 확보한 고광택 정밀 플라스틱 금형소재
TV PanelTV Panel
제품 특성
충격인성 기계가공성 고청정도경면성
용도
- 휴대폰 케이스, 가전기기, OA기기, 자동차 부품(헤드램프, 안개등) 등 고광택 코어 금형 - 고광택 TV Front Panel 및 고정밀 플라스틱 금형
절삭력 측정 결과절삭 속도에 따른 가공량
Cutting Velocity(m/min)
Cuttin
g F
orc
e(N
)
80
60
100
120
140300
250
200
150
100
1000 50 100 150 200 250 300 150 200 250 300
Cutting Length(m)
Cuttin
g V
elo
city
, Vc(
m/m
in)
비교재SMAT1 비교재SMAT1
용접성
용접부
200
250
300
350
400
450
500
550
600
Distance from Surface(mm)
Hard
ness
(HV
)
10 20 30 40
545C530Cas-welded
17SeAH Changwon Integrated Special Steel
화학성분
기계적 특성
강종 항복 강도[N/mm2] 인장 강도[N/mm2] 연신율[%] 단면감소율[%] 경도[HRc] 충격 인성[J/cm2]
SMAT1 1,000~1,200 1,100~1,300 ≻14 ≻45 37~41 ≻45
기계 가공성
- 엔드밀 가공성 우수
광택도 측정 결과SMAT1의 경면성
800
900
1000
1100
1200
1300
1400
SMAT1 비교재1
경면성
- Lapping(#12000) 작업 후 Pit 및 물결 무늬가 나타나지 않음
- 용접 후 열처리를 통해 용접부의 경도가 모재수준으로 회복되어 Lapping 후 Weld Line이 나타나지 않음
Tool & Mold Steel
구분화학성분(Wt, %)
C Si Mn Cr Ni Ai V Others
P210.18
0.22
0.20
0.40
0.20
0.40
0.20
0.30
3.90
4.25
1.05
1.25
0.15
0.25-
SMAT1(target) 0.1 0.3 1.5 0.8 3.0 1.0 - Add.
구분화학성분(Wt, %)
C Si Mn Cr Mo Others
P200.28
0.40
0.20
0.80
0.60
1.00
1.40
2.00
0.30
0.55-
SMAT E 0.25 0.25 1.5 1.4 0.6 Add.
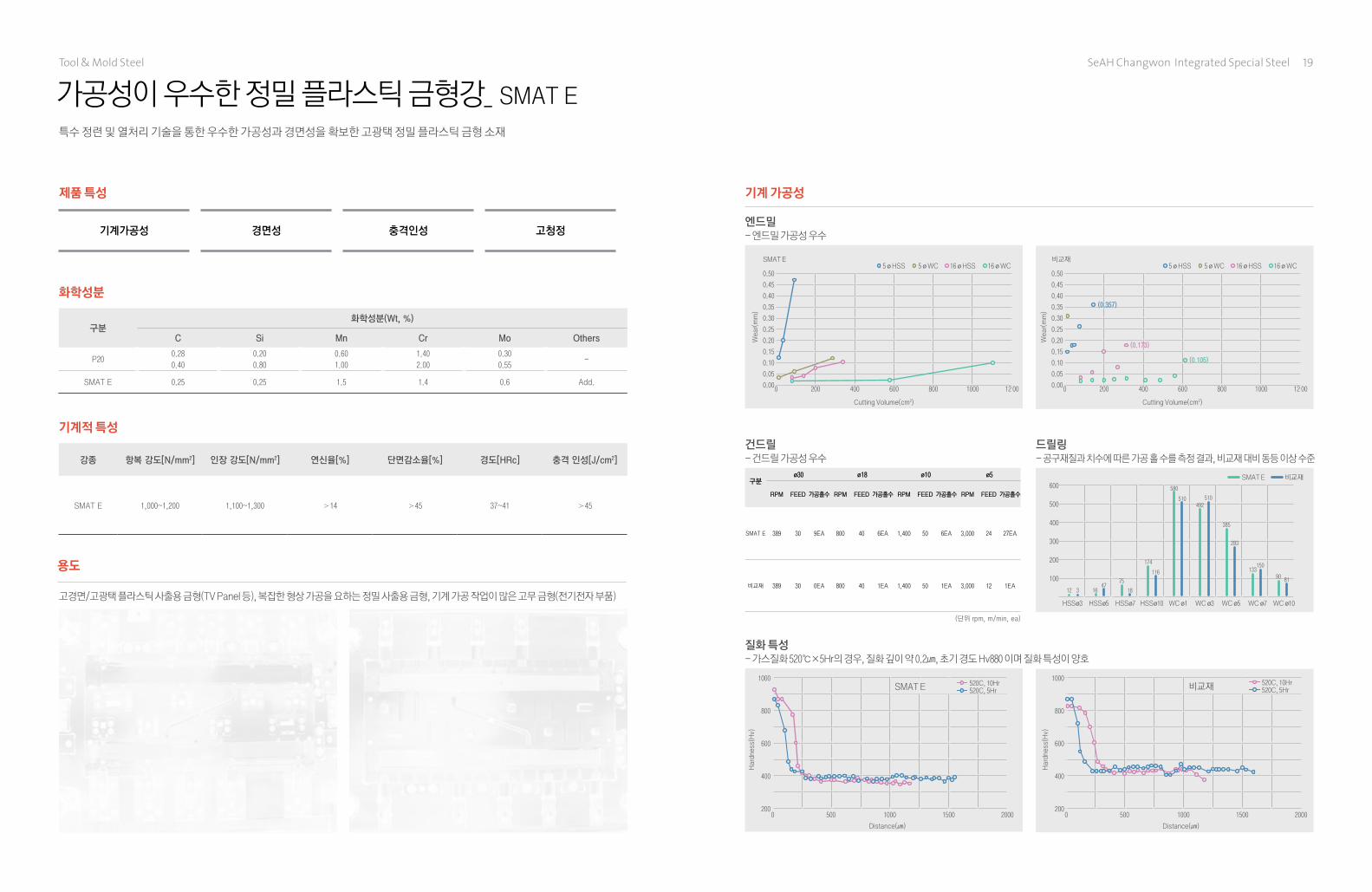
가공성이 우수한 정밀 플라스틱 금형강_ SMAT E
특수 정련 및 열처리 기술을 통한 우수한 가공성과 경면성을 확보한 고광택 정밀 플라스틱 금형 소재
화학성분
기계적 특성
용도
제품 특성
경면성 충격인성 고청정기계가공성
강종 항복 강도[N/mm2] 인장 강도[N/mm2] 연신율[%] 단면감소율[%] 경도[HRc] 충격 인성[J/cm2]
SMAT E 1,000~1,200 1,100~1,300 ≻14 ≻45 37~41 ≻45
고경면/고광택 플라스틱 사출용 금형(TV Panel 등), 복잡한 형상 가공을 요하는 정밀 사출용 금형, 기계 가공 작업이 많은 고무 금형(전기전자 부품)
Cutting Volume(cm2)
Wear(
mm
)
2000 800 1000 12 00400 600
0.50
0.45
0.40
0.35
0.30
0.25
0.20
0.15
0.10
0.05
0.00
16øWC16øHSS5øWC5øHSSSMAT E
Cutting Volume(cm2)
Wear(
mm
)
2000 800 1000 12 00400 600
0.50
0.45
0.40
0.35
0.30
0.25
0.20
0.15
0.10
0.05
0.00
비교재
(0.173)
(0.357)
19SeAH Changwon Integrated Special Steel
TV 부품TV 부품
기계 가공성
엔드밀- 엔드밀 가공성 우수
드릴링
비교재SMAT E
HSSø3 HSSø5 HSSø7 HSSø10 WCø1 WCø3 WCø5 WCø7 WCø10
100
200
300
400
500
600 580
12 3 1647
75
18
174
116
510492
510
385
283
133150
9081
건드릴- 건드릴 가공성 우수 - 공구재질과 치수에 따른 가공 홀 수를 측정 결과, 비교재 대비 동등 이상 수준
구분ø30 ø18 ø10 ø5
RPM FEED 가공홀수 RPM FEED 가공홀수 RPM FEED 가공홀수 RPM FEED 가공홀수
SMAT E 389 30 9EA 800 40 6EA 1,400 50 6EA 3,000 24 27EA
비교재 389 30 0EA 800 40 1EA 1,400 50 1EA 3,000 12 1EA
200
400
600
800
1000
5000 1000 1500 2000
Distance(㎛)
Hard
ness
(Hv)
200
400
600
800
1000
5000 1000 1500 2000
Distance(㎛)
Hard
ness
(Hv)
520C, 10Hr520C, 5Hr비교재520C, 10Hr
520C, 5HrSMAT E
질화 특성- 가스질화 520℃×5Hr의 경우, 질화 깊이 약 0.2㎛, 초기 경도 Hv880 이며 질화 특성이 양호
(0.105)
16øWC16øHSS5øWC5øHSS
(단위 rpm, m/min, ea)
Tool & Mold Steel
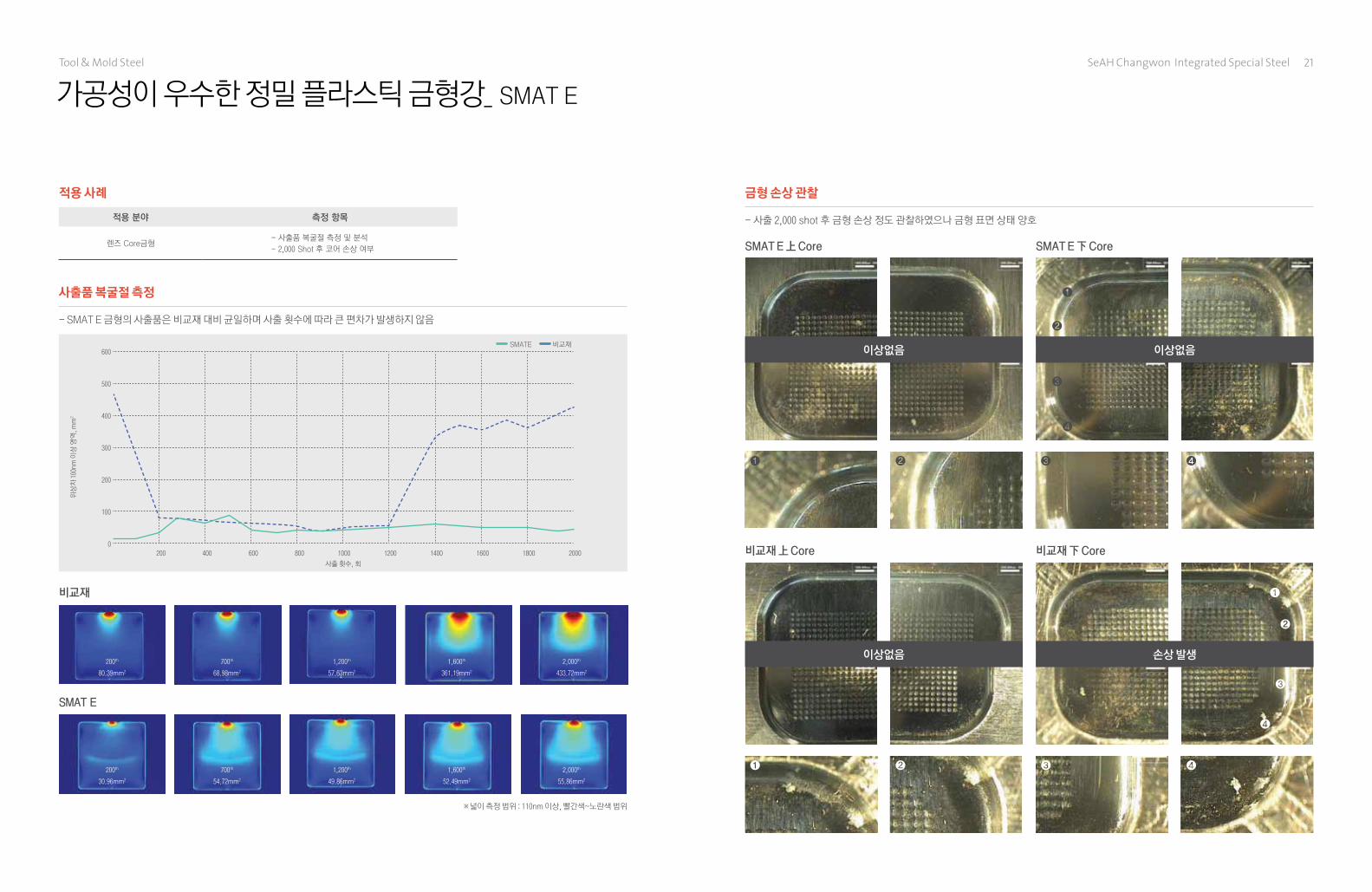
가공성이 우수한 정밀 플라스틱 금형강_ SMAT E
적용 사례
적용 분야 측정 항목
렌즈 Core금형- 사출품 복굴절 측정 및 분석
- 2,000 Shot 후 코어 손상 여부
0
200 400 600 800 1000 1200 1400 1600 1800 2000
100
200
300
400
500
600
위상
차 1
00nm
이상
영역
, mm
2
사출 횟수, 회
비교재
200th
80.39mm2
700th
68.98mm2
1,200th
57.63mm2
1,600th
361.19mm2
2,000th
433.72mm2
SMAT E
200th
30.96mm2
700th
54.72mm2
1,200th
49.86mm2
1,600th
52.49mm2
2,000th
55.86mm2
※넓이 측정 범위 : 110nm 이상, 빨간색~노란색 범위
비교재SMATE
21SeAH Changwon Integrated Special Steel
SMAT E 上 Core SMAT E 下 Core
❶
❷
❶ ❷ ❸ ❹
❸
❹
이상없음이상없음
비교재 上 Core 비교재 下 Core
❶
❷
❸
❹
❶ ❷ ❸ ❹
손상 발생이상없음
금형 손상 관찰
- 사출 2,000 shot 후 금형 손상 정도 관찰하였으나 금형 표면 상태 양호
사출품 복굴절 측정
- SMAT E 금형의 사출품은 비교재 대비 균일하며 사출 횟수에 따라 큰 편차가 발생하지 않음
Tool & Mold Steel
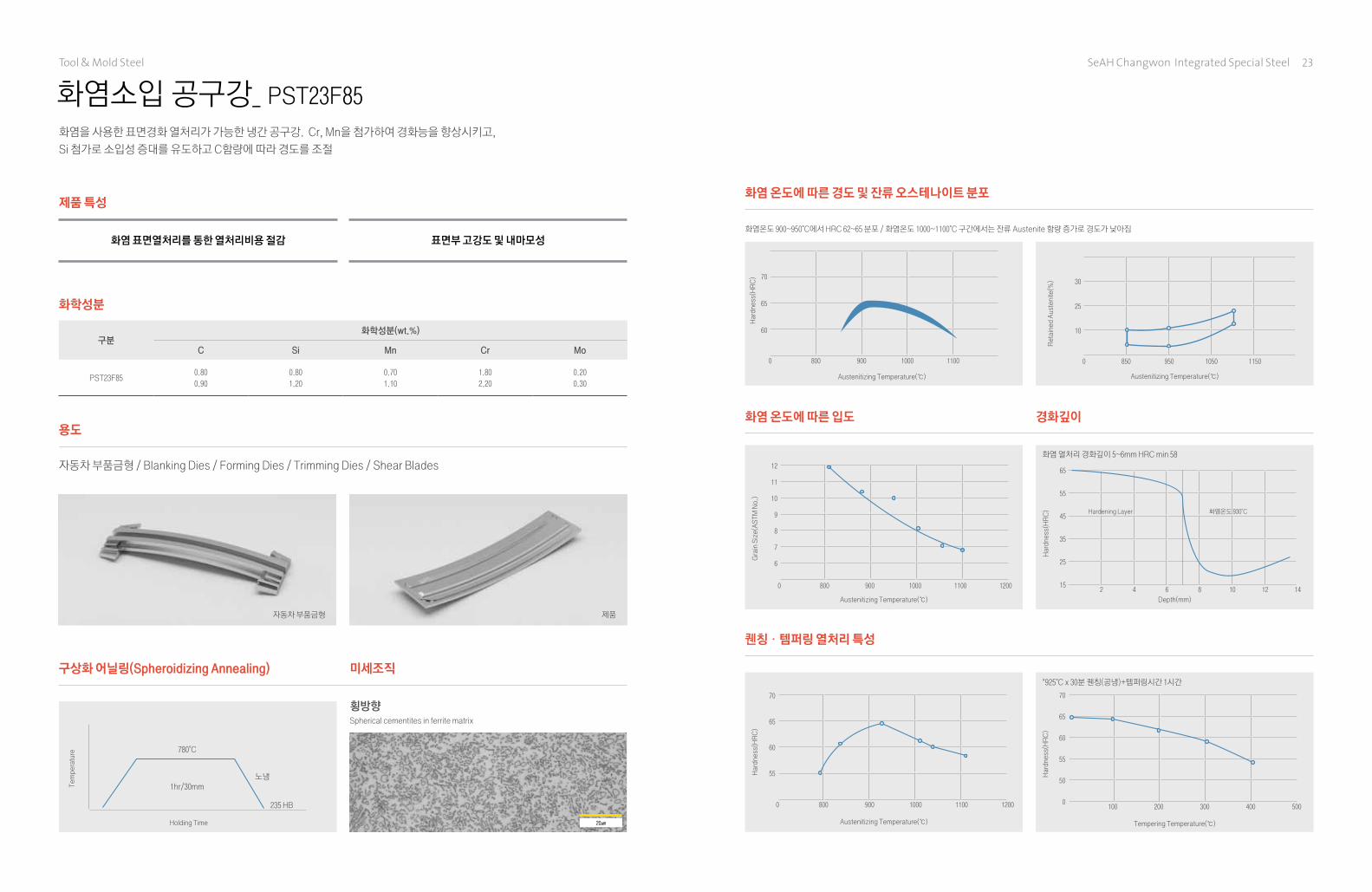
화염소입 공구강_ PST23F85
제품 특성
화염 표면열처리를 통한 열처리비용 절감 표면부 고강도 및 내마모성
구분화학성분(wt.%)
C Si Mn Cr Mo
PST23F850.80
0.90
0.80
1.20
0.70
1.10
1.80
2.20
0.20
0.30
화학성분
화염을 사용한 표면경화 열처리가 가능한 냉간 공구강. Cr, Mn을 첨가하여 경화능을 향상시키고,
Si 첨가로 소입성 증대를 유도하고 C함량에 따라 경도를 조절
자동차 부품금형 / Blanking Dies / Forming Dies / Trimming Dies / Shear Blades
용도
구상화 어닐링(Spheroidizing Annealing) 미세조직
화염 온도에 따른 경도 및 잔류 오스테나이트 분포
퀘칭·템퍼링 열처리 특성
화염 온도에 따른 입도 경화깊이
자동차 부품금형 제품
1hr/30mm
780°C
235 HB
노냉
횡방향Spherical cementites in ferrite matrix
화염온도 900~950°C에서 HRC 62~65 분포 / 화염온도 1000~1100°C 구간에서는 잔류 Austenite 함량 증가로 경도가 낮아짐
화염 열처리 경화깊이 5~6mm HRC min 58
0 800 900 1000 1100
60
65
70
Hard
ness
(HR
C)
0 850 950 1050 1150
10
25
30
Reta
ined A
ust
enite
(%)
Austenitizing Temperature(℃)Austenitizing Temperature(℃)
Austenitizing Temperature(℃) Depth(mm)
0 800 900 1000 1100 1200
Gra
in S
ize(A
STM
No.)
6
7
8
9
10
11
12
2 4 6 8 10 12 14
Hard
ness
(HR
C)
25
15
35
45
55
65
화염온도 930°CHardening Layer
Hard
ness
(HR
C)
0 800 900 1000 1100 1200
55
60
65
70
Austenitizing Temperature(℃)Holding Time
Hard
ness
(HR
C)
100 200 300 400 500
70
65
60
55
50
0
Tempering Temperature(℃)
*925°C x 30분 퀘칭(공냉)+템퍼링시간 1시간
23SeAH Changwon Integrated Special Steel
20㎛
Tem
pera
ture
Tool & Mold Steel
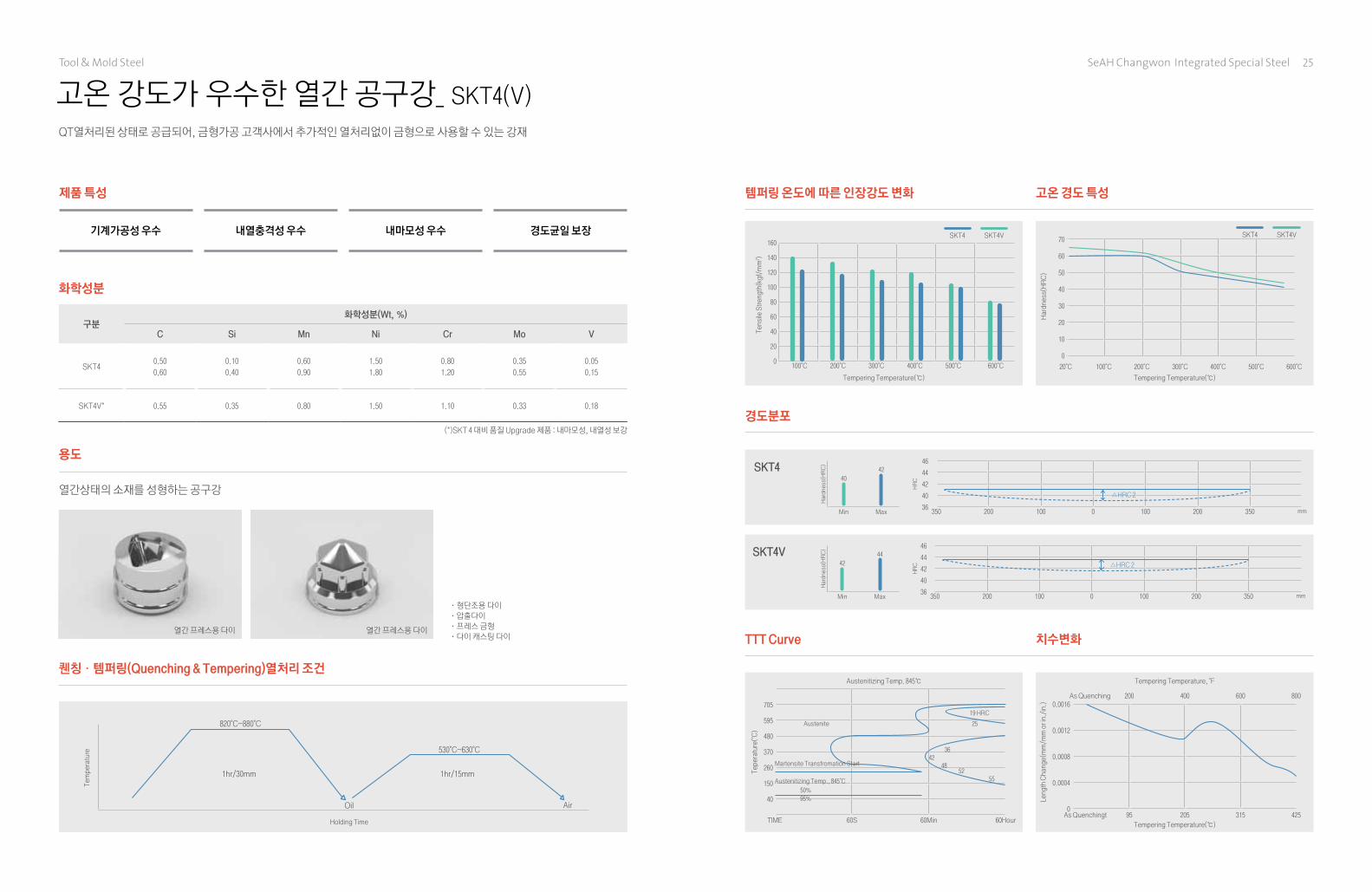
구분화학성분(Wt, %)
C Si Mn Ni Cr Mo V
SKT40.50
0.60
0.10
0.40
0.60
0.90
1.50
1.80
0.80
1.20
0.35
0.55
0.05
0.15
SKT4V* 0.55 0.35 0.80 1.50 1.10 0.33 0.18
제품 특성
기계가공성 우수 내열충격성 우수 내마모성 우수 경도균일 보장
고온 강도가 우수한 열간 공구강_ SKT4(V)
QT열처리된 상태로 공급되어, 금형가공 고객사에서 추가적인 열처리없이 금형으로 사용할 수 있는 강재
화학성분
퀘칭·템퍼링(Quenching & Tempering)열처리 조건
템퍼링 온도에 따른 인장강도 변화 고온 경도 특성
경도분포(*)SKT 4 대비 품질 Upgrade 제품 : 내마모성, 내열성 보강
열간상태의 소재를 성형하는 공구강
용도
·형단조용 다이
·압출다이
·프레스 금형
·다이 캐스팅 다이
1hr/30mm 1hr/15mm
820°C~880°C
530°C~630°C
Oil Air
Tensi
le S
trength
(kgf/
mm
2 )
100°C 200°C 300°C 400°C 500°C 600°C0
20
40
60
80
100
120
140
160SKT4 SKT4V SKT4 SKT4V
Hard
ness
(HR
C)
100°C 200°C20°C 300°C 400°C 500°C 600°C
0
10
20
30
40
50
60
70
SKT4
350Min Max 200 100 0 100 200 350 mm36
40
42
44
46
HR
C40
42
△HRC 2
Hard
ness
(HR
C)
Hard
ness
(HR
C)SKT4V
350Min Max 200 100 0 100 200 350 mm36
40
42
44
46
HR
C42
44
△HRC 2
TTT Curve 치수변화
Tepera
ture
(°C
)
Tem
pera
ture
Length
Change(m
m/m
m o
r in./
in.)
TIME 60S 60Min 60Hour
705
595
480
370
260
150
40
42
36
4852
55
19 HRC
25
Martensite Transfromation Start
Austenite
Austenitizing Temp., 845°C
50%
95%
Tempering Temperature(℃)Holding Time
Tempering Temperature(℃) Tempering Temperature(℃)
Tempering Temperature, °FAustenitizing Temp. 845℃
As Quenchingt 95 205 315 4250
0.0004
0.0008
0.0012
0.0016As Quenching 200 400 600 800
25SeAH Changwon Integrated Special Steel
열간 프레스용 다이열간 프레스용 다이
Tool & Mold Steel
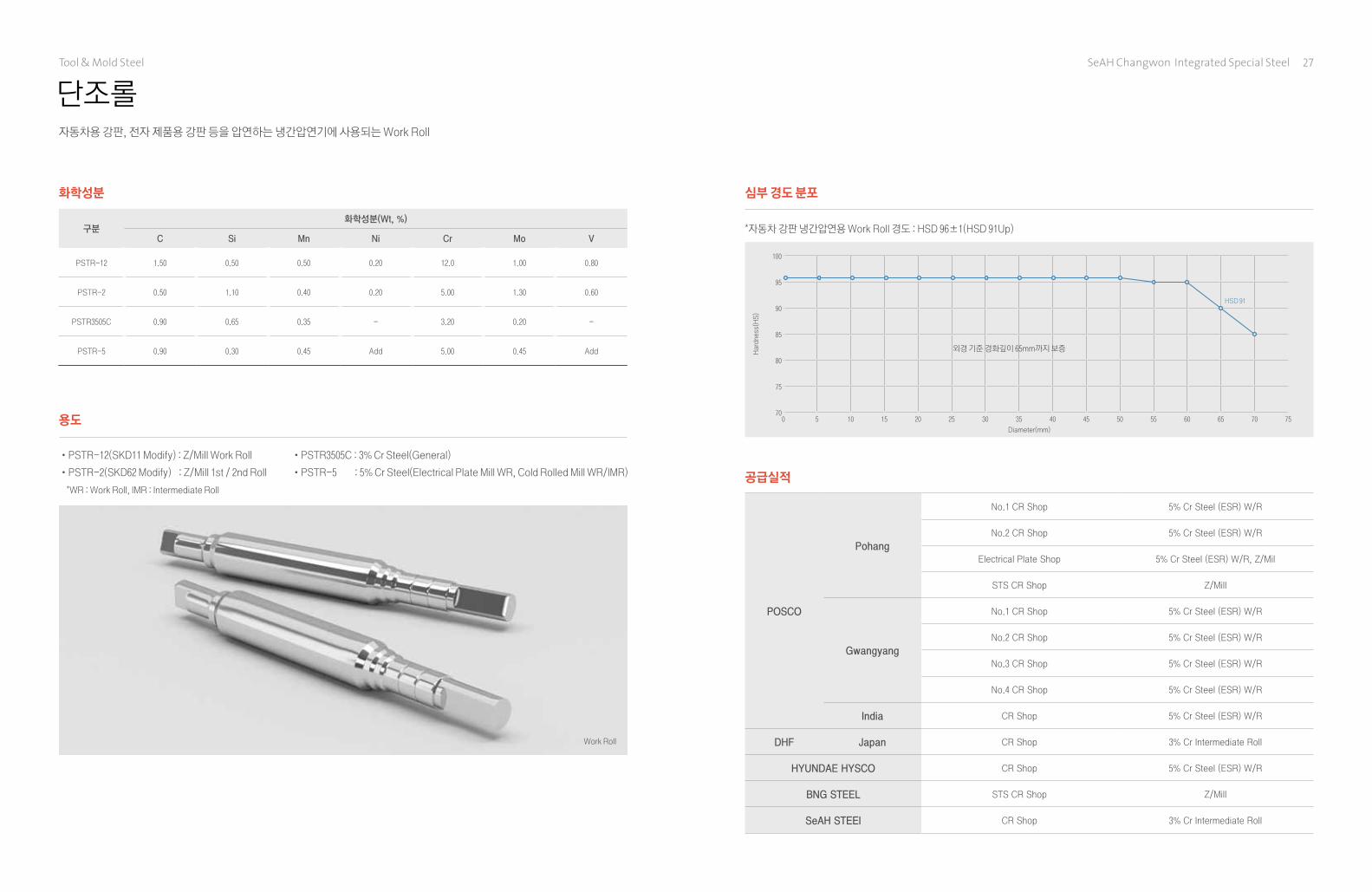
단조롤자동차용 강판, 전자 제품용 강판 등을 압연하는 냉간압연기에 사용되는 Work Roll
•PSTR-12(SKD11 Modify) : Z/Mill Work Roll
•PSTR-2(SKD62 Modify) : Z/Mill 1st / 2nd Roll
•PSTR3505C : 3% Cr Steel(General)
•PSTR-5 : 5% Cr Steel(Electrical Plate Mill WR, Cold Rolled Mill WR/IMR)
*WR : Work Roll, IMR : Intermediate Roll
용도
공급실적
화학성분
구분화학성분(Wt, %)
C Si Mn Ni Cr Mo V
PSTR-12 1.50 0.50 0.50 0.20 12.0 1.00 0.80
PSTR-2 0.50 1.10 0.40 0.20 5.00 1.30 0.60
PSTR3505C 0.90 0.65 0.35 - 3.20 0.20 -
PSTR-5 0.90 0.30 0.45 Add 5.00 0.45 Add
Work Roll
심부 경도 분포
Diameter(mm)
Hard
ness
(HS
)
70
75
80
85
90
95
100
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75
HSD 91
외경 기준 경화깊이 65mm까지 보증
*자동차 강판 냉간압연용 Work Roll 경도 : HSD 96±1(HSD 91Up)
POSCO
Pohang
No.1 CR Shop 5% Cr Steel (ESR) W/R
No.2 CR Shop 5% Cr Steel (ESR) W/R
Electrical Plate Shop 5% Cr Steel (ESR) W/R, Z/Mil
STS CR Shop Z/Mill
Gwangyang
No.1 CR Shop 5% Cr Steel (ESR) W/R
No.2 CR Shop 5% Cr Steel (ESR) W/R
No.3 CR Shop 5% Cr Steel (ESR) W/R
No.4 CR Shop 5% Cr Steel (ESR) W/R
India CR Shop 5% Cr Steel (ESR) W/R
DHF Japan CR Shop 3% Cr Intermediate Roll
HYUNDAE HYSCO CR Shop 5% Cr Steel (ESR) W/R
BNG STEEL STS CR Shop Z/Mill
SeAH STEEl CR Shop 3% Cr Intermediate Roll
27SeAH Changwon Integrated Special SteelTool & Mold Steel
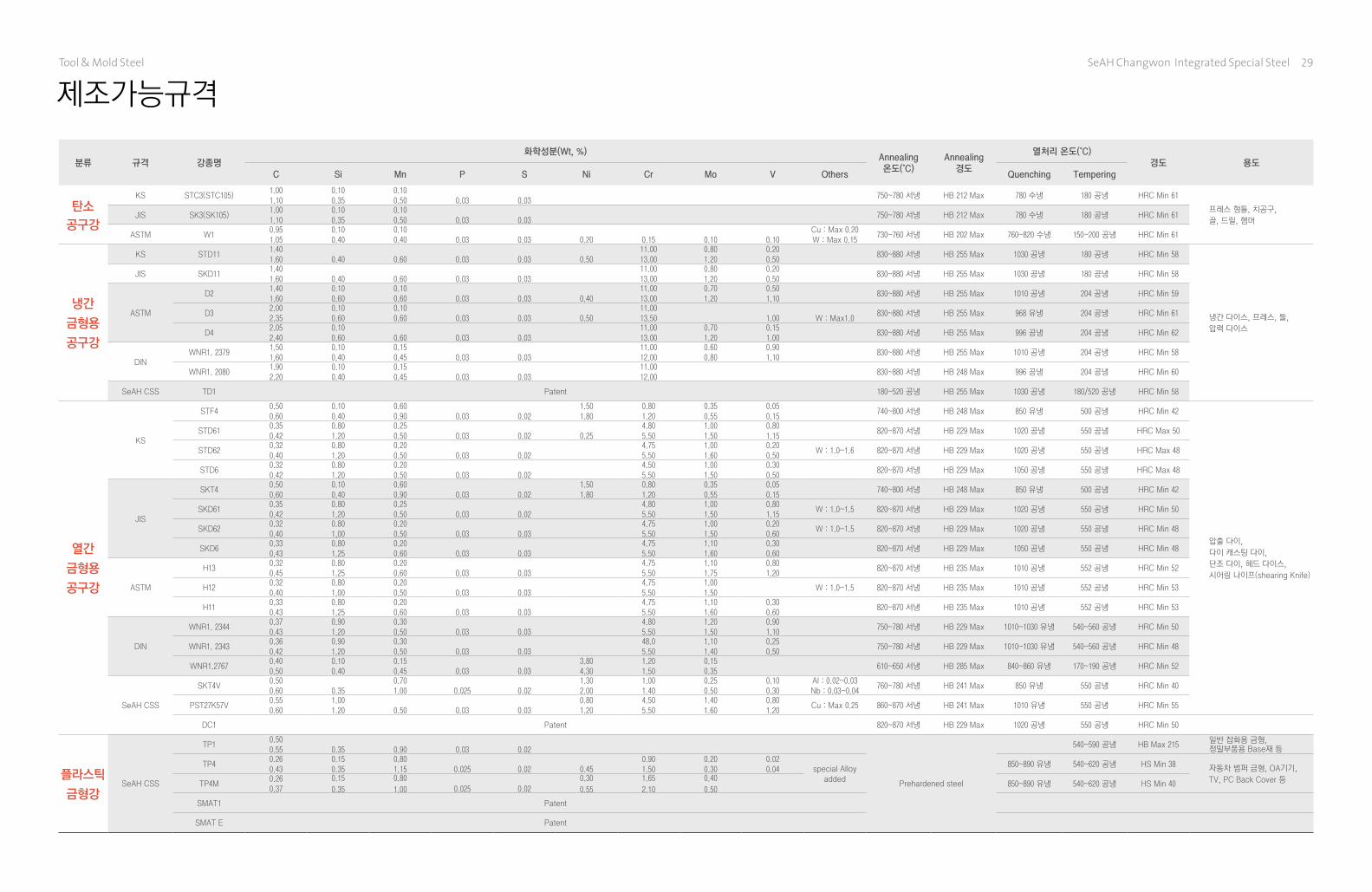
제조가능규격
분류 규격 강종명화학성분(Wt, %)
Annealing온도(°C)
Annealing경도
열처리 온도(°C)경도 용도
C Si Mn P S Ni Cr Mo V Others Quenching Tempering
KS STC3(STC105)1.00
1.10
0.10
0.35
0.10
0.50 0.03 0.03750~780 서냉 HB 212 Max 780 수냉 180 공냉 HRC Min 61
프레스 형틀, 치공구,
끌, 드릴, 햄머JIS SK3(SK105)
1.00
1.10
0.10
0.35
0.10
0.50 0.03 0.03750~780 서냉 HB 212 Max 780 수냉 180 공냉 HRC Min 61
ASTM W10.95
1.05
0.10
0.40
0.10
0.40 0.03 0.03 0.20 0.15 0.10 0.10
Cu : Max 0.20
W : Max 0.15730~760 서냉 HB 202 Max 760~820 수냉 150~200 공냉 HRC Min 61
KS STD111.40
1.60 0.40 0.60 0.03 0.03 0.50
11.00
13.00
0.80
1.20
0.20
0.50830~880 서냉 HB 255 Max 1030 공냉 180 공냉 HRC Min 58
냉간 다이스, 프레스, 툴,
압력 다이스
JIS SKD111.40
1.60 0.40 0.60 0.03 0.03
11.00
13.00
0.80
1.20
0.20
0.50830~880 서냉 HB 255 Max 1030 공냉 180 공냉 HRC Min 58
ASTM
D21.40
1.60
0.10
0.60
0.10
0.60 0.03 0.03 0.40
11.00
13.00
0.70
1.20
0.50
1.10830~880 서냉 HB 255 Max 1010 공냉 204 공냉 HRC Min 59
D32.00
2.35
0.10
0.60
0.10
0.60 0.03 0.03 0.50
11.00
13.50 1.00 W : Max1.0830~880 서냉 HB 255 Max 968 유냉 204 공냉 HRC Min 61
D42.05
2.40
0.10
0.60 0.60 0.03 0.03
11.00
13.00
0.70
1.20
0.15
1.00830~880 서냉 HB 255 Max 996 공냉 204 공냉 HRC Min 62
DINWNR1. 2379
1.50
1.60
0.10
0.40
0.15
0.45 0.03 0.03
11.00
12.00
0.60
0.80
0.90
1.10830~880 서냉 HB 255 Max 1010 공냉 204 공냉 HRC Min 58
WNR1. 20801.90
2.20
0.10
0.40
0.15
0.45 0.03 0.03
11.00
12.00830~880 서냉 HB 248 Max 996 공냉 204 공냉 HRC Min 60
SeAH CSS TD1 Patent 180~520 공냉 HB 255 Max 1030 공냉 180/520 공냉 HRC Min 58
KS
STF40.50
0.60
0.10
0.40
0.60
0.90 0.03 0.02
1.50
1.80
0.80
1.20
0.35
0.55
0.05
0.15740~800 서냉 HB 248 Max 850 유냉 500 공냉 HRC Min 42
압출 다이,
다이 캐스팅 다이,
단조 다이, 헤드 다이스,
시어링 나이프(shearing Knife)
STD610.35
0.42
0.80
1.20
0.25
0.50 0.03 0.02 0.25
4.80
5.50
1.00
1.50
0.80
1.15820~870 서냉 HB 229 Max 1020 공냉 550 공냉 HRC Max 50
STD620.32
0.40
0.80
1.20
0.20
0.50 0.03 0.02
4.75
5.50
1.00
1.60
0.20
0.50W : 1.0~1.6 820~870 서냉 HB 229 Max 1020 공냉 550 공냉 HRC Max 48
STD60.32
0.42
0.80
1.20
0.20
0.50 0.03 0.02
4.50
5.50
1.00
1.50
0.30
0.50820~870 서냉 HB 229 Max 1050 공냉 550 공냉 HRC Max 48
JIS
SKT40.50
0.60
0.10
0.40
0.60
0.90 0.03 0.02
1.50
1.80
0.80
1.20
0.35
0.55
0.05
0.15740~800 서냉 HB 248 Max 850 유냉 500 공냉 HRC Min 42
SKD610.35
0.42
0.80
1.20
0.25
0.50 0.03 0.02
4.80
5.50
1.00
1.50
0.80
1.15W : 1.0~1.5 820~870 서냉 HB 229 Max 1020 공냉 550 공냉 HRC Min 50
SKD620.32
0.40
0.80
1,00
0.20
0.50 0.03 0.03
4.75
5.50
1.00
1.50
0.20
0.60W : 1.0~1.5 820~870 서냉 HB 229 Max 1020 공냉 550 공냉 HRC Min 48
SKD60.33
0.43
0.80
1.25
0.20
0.60 0.03 0.03
4.75
5.50
1.10
1.60
0.30
0.60820~870 서냉 HB 229 Max 1050 공냉 550 공냉 HRC Min 48
ASTM
H130.32
0.45
0.80
1.25
0.20
0.60 0.03 0.03
4.75
5.50
1.10
1.75
0.80
1.20820~870 서냉 HB 235 Max 1010 공냉 552 공냉 HRC Min 52
H120.32
0.40
0.80
1.00
0.20
0.50 0.03 0.03
4.75
5.50
1.00
1.50W : 1.0~1.5 820~870 서냉 HB 235 Max 1010 공냉 552 공냉 HRC Min 53
H110.33
0.43
0.80
1.25
0.20
0.60 0.03 0.03
4.75
5.50
1.10
1.60
0.30
0.60820~870 서냉 HB 235 Max 1010 공냉 552 공냉 HRC Min 53
DIN
WNR1. 23440.37
0.43
0.90
1.20
0.30
0.50 0.03 0.03
4.80
5.50
1.20
1.50
0.90
1.10750~780 서냉 HB 229 Max 1010~1030 유냉 540~560 공냉 HRC Min 50
WNR1. 23430.36
0.42
0.90
1.20
0.30
0.50 0.03 0.03
48.0
5.50
1.10
1.40
0.25
0.50750~780 서냉 HB 229 Max 1010~1030 유냉 540~560 공냉 HRC Min 48
WNR1.27670.40
0.50
0.10
0.40
0.15
0.45 0.03 0.03
3.80
4.30
1.20
1.50
0.15
0.35610~650 서냉 HB 285 Max 840~860 유냉 170~190 공냉 HRC Min 52
SeAH CSS
SKT4V0.50
0.60 0.35
0.70
1.00 0.025 0.02
1.30
2.00
1.00
1.40
0.25
0.50
0.10
0.30
Al : 0.02~0.03
Nb : 0.03~0.04760~780 서냉 HB 241 Max 850 유냉 550 공냉 HRC Min 40
PST27K57V0.55
0.60
1.00
1.20 0.50 0.03 0.03
0.80
1.20
4.50
5.50
1.40
1.60
0.80
1.20Cu : Max 0.25 860~870 서냉 HB 241 Max 1010 유냉 550 공냉 HRC Min 55
DC1 Patent 820~870 서냉 HB 229 Max 1020 공냉 550 공냉 HRC Min 50
SeAH CSS
TP10.50
0.55 0.35 0.90 0.03 0.02
Prehardened steel
540~590 공냉 HB Max 215일반 잡화용 금형,정밀부품용 Base재 등
TP40.26
0.43
0.15
0.35
0.80
1.15 0.025 0.02 0.45
0.90
1.50
0.20
0.30
0.02
0.04 special Alloy
added
850~890 유냉 540~620 공냉 HS Min 38자동차 범퍼 금형, OA기기,
TV, PC Back Cover 등TP4M
0.26
0.37
0.15
0.35
0.80
1.00 0.025 0.02
0.30
0.55
1.65
2.10
0.40
0.50850~890 유냉 540~620 공냉 HS Min 40
SMAT1 Patent
SMAT E Patent
29SeAH Changwon Integrated Special Steel
탄소
공구강
냉간
금형용
공구강
열간
금형용
공구강
플라스틱
금형강
Tool & Mold Steel

제조가능규격
분류 규격 강종명화학성분(Wt, %)
Annealing온도(°C)
Annealing경도
열처리 온도(°C)경도 용도
C Si Mn P S Ni Cr Mo V Others Quenching Tempering
DIN
WNR1.23110.35
0.45
0.20
0.40
1.30
1.60 0.04 0.04
1.80
2.10
0.15
0.25850~890 공냉 HB 230 Max 850~890 유냉 540~620 공냉 HS Min 38
고급자동차 범퍼용 금형,
고급 가전제품 금형 등
WNR1.23120.35
0.45
0.30
0.50
1.40
1.60 0.03
0.05
0.10
1.80
2.00
0.15
0.25850~890 공냉 HB 230 Max 850~890 유냉 540~620 공냉 HS Min 38
WNR1.27140.50
0.60
0.10
0.40
0.65
0.90 0.03 0.03
1.50
1.80
1.00
1.20
0.45
0.55
0.07
0.12850~890 공냉 HB 245 Max 850~890 유냉 540~620 공냉 HS Min 38
WNR1.27380.35
0.45
0.20
0.40
1.30
1.60 0.04 0.04
0.90
1.20
1.80
2.10
0.15
0.25850~890 공냉 HB 240 Max 850~890 유냉 540~620 공냉 HS Min 42
ASTM
A20.95
1.05
0.10
0.50
0.40
1.00 0.03 0.03
4.75
5.50
0.90
1.40
0.15
0.50830~880 서냉 HB 255 Max 954 공냉 204 공냉 HRC Min 60
포밍 다이스, 펀치A60.65
0.75
0.10
0.70
1.80
2.50 0.03 0.03
0.90
1.40
0.90
1.40
0.15
0.50770~790 서냉 HB 248 Max 843 공냉 204 공냉 HRC Min 58
A80.50
0.60
0.75
1.10
0.20
0.50 0.03 0.3
4.75
5.50
1.15
1.65W : 1.0~1.5 770~790 서냉 HB 241 Max 1010 공냉 510 공냉 HRC Min 56
DIN WNR1.23630.90
1.05
0.20
0.40
0.40
0.70 0.035 0.035
4.80
5.50
0.90
1.20
0.10
0.30770~790 서냉 HB 230 Max 950 공냉 180 공냉 HRC Min 60 포밍 다이스, 펀치
KS
STS950.80
0.90 0.50
0.80
1.10 0.03 0.03
0.20
0.60730~760 서냉 HB 212 Max 820 유냉 180 공냉 HRC Min 59 링 게이지, 인발 다이스
STS30.90
1.00 0.35
0.90
1.20 0.03 0.03
0.50
1.00W : 0.5~1.0 750~800 서냉 HB 217 Max 830 유냉 180 공냉 HRC Min 60 나사절단기, 절단용 나이프
STS931.00
1.10 0.50
0.80
1.10 0.03 0.03
0.20
0.60750~780 서냉 HB 217 Max 820 유냉 180 공냉 HRC Min 63 칼날, 프레스 형틀
JIS
SKS950.80
0.90 0.50
0.80
1.10 0.03 0.03
0.20
0.60730~760 서냉 HB 212 Max 820 유냉 180 공냉 HRC Min 59 링 게이지, 인발 다이스
SKS30.90
1.00 0.35
0.90
1.20 0.03 0.03
0.50
1.00W : 0.5~1.0 750~800 서냉 HB 217 Max 830 유냉 180 공냉 HRC Min 60 나사절단기, 절단용 나이프
SKS931.00
1.10 0.50
0.80
1.10 0.03 0.03
0.20
0.60750~780 서냉 HB 217 Max 820 유냉 180 공냉 HRC Min 63 칼날, 프레스 형틀
ASTM
O10.85
1.00
0.10
0.50
1.00
1.40 0.03 0.03
0.40
0.70 0.30W : 0.4~0.6 750~800 서냉 HB 212 Max 802 유냉 204 공냉 HRC Min 59 냉간성형 다이스, 포밍 롤
O61.25
1.55
0.55
1.50
0.30
1.10 0.03 0.03 0.30
0.20
0.30730~760 서냉 HB 212 Max 802 유냉 204 공냉 HRC Min 59 링 게이지, 인발 다이스
O20.85
0.95 0.50
1.40
1.80 0.03 0.03 0.50 0.30 0.30750~770 서냉 HB 217 Max 802 유냉 204 공냉 HRC Min 59 냉간성형 다이스, 포밍 롤
DIN
WNR1.25100.90
1.05
0.15
0.35
1.00
1.20 0.035 0.035
0.50
0.70
0.05
0.15W : 0.5~0.7 770~790 서냉 HB 229 Max 780~820 유냉 180~220 공냉 HRC Min 61
냉간성형 다이스, 포밍 롤
WNR1.28420.85
0.95
0.10
0.40
1.90
2.10 0.03 0.03
0.20
0.50
0.05
0.15750~770 서냉 HB 229 Max 790~820 유냉 150~250 공냉 HRC Min 60
KS STS410.35
0.45 0.35 0.50 0.03 0.03
1.00
1.50W : 2.5~3.5 760~820 서냉 HB 217 Max 880 유냉 180 공냉 HRC Min 53 열간 단조용 다이스
JIS SKS410.35
0.45 0.35 0.50 0.03 0.03
1.00
1.50W : 2.5~3.5 760~820 서냉 HB 217 Max 880 유냉 180 공냉 HRC Min 53 열간 단조용 다이스
ASTM
S10.40
0.55
0.15
1.20
0.10
0.40 0.03 0.03
1.00
1.80 0.50
0.15
0.30W : 1.5~3.0 760~820 서냉 HB 217 Max 954 유냉 204 공냉 HRC Min 56 열간 단조용 다이스
S50.50
0.65
1.75
2.25
0.60
1.00 0.03 0.03
0.10
0.50
0.20
1.35
0.15
0.35830~850 서냉 HB 229 Max 899 유냉 204 공냉 HRC Min 58
절단기 날 펀치
S70.45
0.55
0.20
1.00
0.20
0.90 0.03 0.03
3.00
3.50
1.30
1.80 0.35830~850 서냉 HB 229 Max 954 공냉 204 공냉 HRC Min 56
SeAH CSS
PSTR-11.30
1.70 0.70 0.70 0.03 0.03 0.50
11.00
13.00
0.70
1.30
0.50
1.00Co : 0.2~0.5 860~880 서냉 HB 225 Max
저, 중, 고주파 열처리
*고객사 요구조건에 따름
HS Min 90
Z-Mill 및 냉간 압연용 롤
PST23R111.40
1.55 0.40 0.60 0.03 0.03 0.50
11.00
12.50
1.55
1.70
0.70
0.95Co : 0.3~0.5 860~880 서냉 HB 225 Max HS Min 90
PSTR-20.30
0.60 1.30 0.70 0.03 0.03 0.50
4.00
6.00
0.80
1.70 0.82W : Max 1.5 860~880 서냉 HB 229 Max HS Min 90
PSTR-50.75
0.95
0.20
0.50
0.20
0.50 0.025 0.015 0.50
4.50
5.50
0.40
0.65- - 860~880 서냉 HB 229 Max HS Min 90
PSTR-121.30
1.70 0.70 0.70 0.03 0.03 0.50
11.00
13.00
0.70
1.30
0.50
1.00
Co : 0.2~0.5
Cu : max 0.30860~880 서냉 HB 245 Max HS Min 90
SeAH CSS PST23F850.80
0.90
0.80
1.20
0.70
1.10 0.025 0.025
1.80
2.20
0.20
0.30
0.05
0.10810~830 서냉 HB 235 Max 900~1000°C 화염 HRC Min 60 냉간 금형용화염소입
31SeAH Changwon Integrated Special Steel
기
름
경
화
형
내
충
격
용
단
조
롤
플라스틱
금형강
공기
경화형
Tool & Mold Steel

생산 범위
요구특징 영향을 미치는 합금원소
열간강도 W, Mo, Co(W 또는 Mo과 조합), V, Cr, Mn
내마모성 V, W, Mo, Cr, Mn
소입성 Mn, Mo, Cr, Si, Ni, V
변형의 억제 Mo(Cr과 조합), Cr, Mn
인성(결정립 미세화) V, W, Mo, Mn, Cr(이외 Al 조정)
열간금형용 내산화성 Cr, Si, Al
200≤W≤300
300<W≤350
350<W≤405
405<W≤450
450<W≤505
505<W≤600
600<W≤650
650<W≤850
850<W≤950
950<W≤1000
1000<W≤1100
1100<W≤1250
150<T≤200
200<T≤250
250<T≤305
305<T≤350
350<T≤400
400<T≤500
500<T≤550
550<T≤600
600<T≤650
650<T≤700
단조평강단위(mm)
150≤W≤170 170<W≤220 220<W≤250 250<W≤310 310<W≤410 410<W≤510 510<W≤610 610<W≤1010
10≤T≤13
13<T≤16
16<T≤22
22<T≤50
50<T≤65
65≤T<110
110<T≤120
120<T≤130
130<T≤150
압연평강단위(mm)
SK3
내마모성
SK1
내마모성
SKD1
냉간 금형용 공구강
SKD11
내마모성고온경도
SKH3
고속도 공구강
SKH55
SK2
절삭능력 SKS2 냉간 금형용 공구강
절삭능력고온경도
SKH2
고속도 공구강
SKH51
내충격성 SK5
내마모성내충격성
SKS3
절삭 내충격용 공구강SKS31
내충격성 SKS41
고온경도 SKD4
열간 금형용 공구강
내충격성 SKD61
500≤W<600
600.1≤W<800
800≤W<1000
1000≤W<1100
1100≤W<1200
1200≤W<1300
1300≤W<1400
1400≤W<1600
1600≤W<1700
1700≤W≤1900
200≤T≤300
300<T≤500
500<T≤600
600<T≤800
800<T≤1000
1000<T<1100
1100<T≤1100
플라스틱 금형강(단조평강)단위(mm)
생산범위 초과 시 별도 협의 필요 [T : Thickness(두께), W : Width(폭)]
환봉
•압연재(5.7~340ø) •단조재(206~850ø)
공구강 재질선택33SeAH Changwon Integrated Special SteelTool & Mold Steel

포장사양
평강
대철 Bare Packing 마대 Hessian Packing 보강목 Wooden Slate Packing
대철 Bare Packing 마대 Hessian Packing 보강목 Wooden Slate Packing 나무상자 Wooden Box Packing
환봉
주문충분한 주문정보가 제공될 때, 고객이 원하시는 최적의 제품이 공급될 수 있습니다.
주문 시 아래의 항목을 상세하게 제공하여 주시기 바랍니다. (문의 : TEL. 02-6970-2344)
1) 적용규격(ASTM, JIS, DIN등) 2) 강종, 치수, 표면, 열처리 3) 수량, 납기 4) 용도, 가공방법 5) 특별요건(필요 시)
인증현황
ISO/TS
16949:2009
국제표준화기구
품질경영시스템
KOSHA18001
한국산업안전
보건공단
안전보건경영
시스템
ISO 9001:2008
국제표준화기구
품질경영시스템
ISO 14001:2004
국제표준화기구
환경경영시스템
KOREA
ELECTRIC
POWER
INDUSTRY
CODE
전력산업
기술기준
JAPANESE
INDUSTRIAL
STANDARDS
일본공업규격
KOREAN
INDUSTRIAL
STANDARDS
한국산업규격
제품 Tag 및 라벨
제품 Tag(국내용) 제품 TAG(수출용) 라벨(국내용) 라벨(수출용)
35SeAH Changwon Integrated Special SteelTool & Mold Steel