
Tempi e metodi - ITS MAKERitsmaker.it/wp-content/uploads/2017/02/tempi_e_metodi.pdf · L'analisi di...
16
Tempi e metodi Industrializzazione prodotto La determinazione del tempo necessario per la produzione di un bene risulta fondamentale per l'impresa. Tale previsione è possibile se si conoscono i tempi relativi a tutte le operazioni. É necessario cioè suddividere un “ ciclo” di lavoro in “ operazioni ” e queste in “ fasi ” di lavoro. Per determinare la durata di un'operazione occorre quindi conoscere le fasi di cui è composta. L'analisi di ciascuna fase consente di determinarne la durata dell'operazione .
Transcript of Tempi e metodi - ITS MAKERitsmaker.it/wp-content/uploads/2017/02/tempi_e_metodi.pdf · L'analisi di...

Tempi e metodi
Industrializzazione prodotto
La determinazione del tempo necessario per la produzione di un bene risulta fondamentale per l'impresa.
Tale previsione è possibile se si conoscono i tempi relativi a tutte le operazioni.
É necessario cioè suddividere un “ciclo” di lavoro in “operazioni” e queste in “fasi” dilavoro.
Per determinare la durata di un'operazione occorre quindi conoscere le fasi di cui ècomposta.L'analisi di ciascuna fase consente di determinarne la durata dell'operazione.
Tempi e metodi-esempio
Industrializzazione prodotto
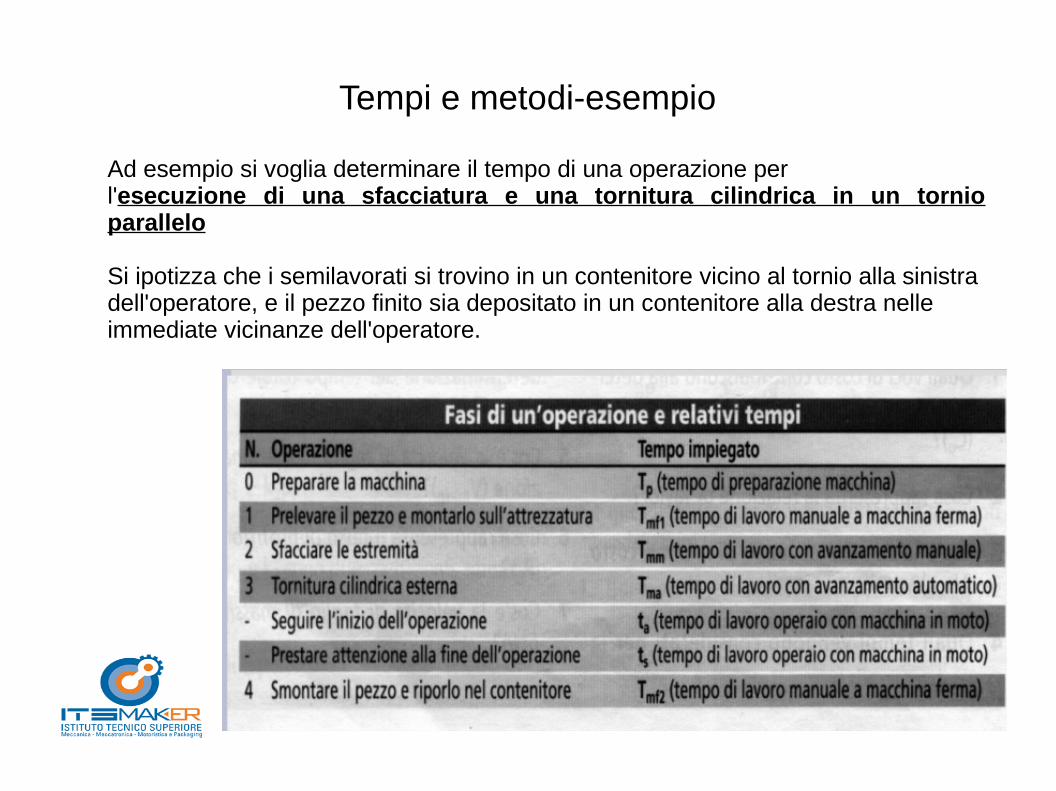
Ad esempio si voglia determinare il tempo di una operazione perl'esecuzione di una sfacciatura e una tornitura cilindrica in un tornio parallelo
Si ipotizza che i semilavorati si trovino in un contenitore vicino al tornio alla sinistra dell'operatore, e il pezzo finito sia depositato in un contenitore alla destra nelle immediate vicinanze dell'operatore.
Tempi e metodi
Industrializzazione prodotto
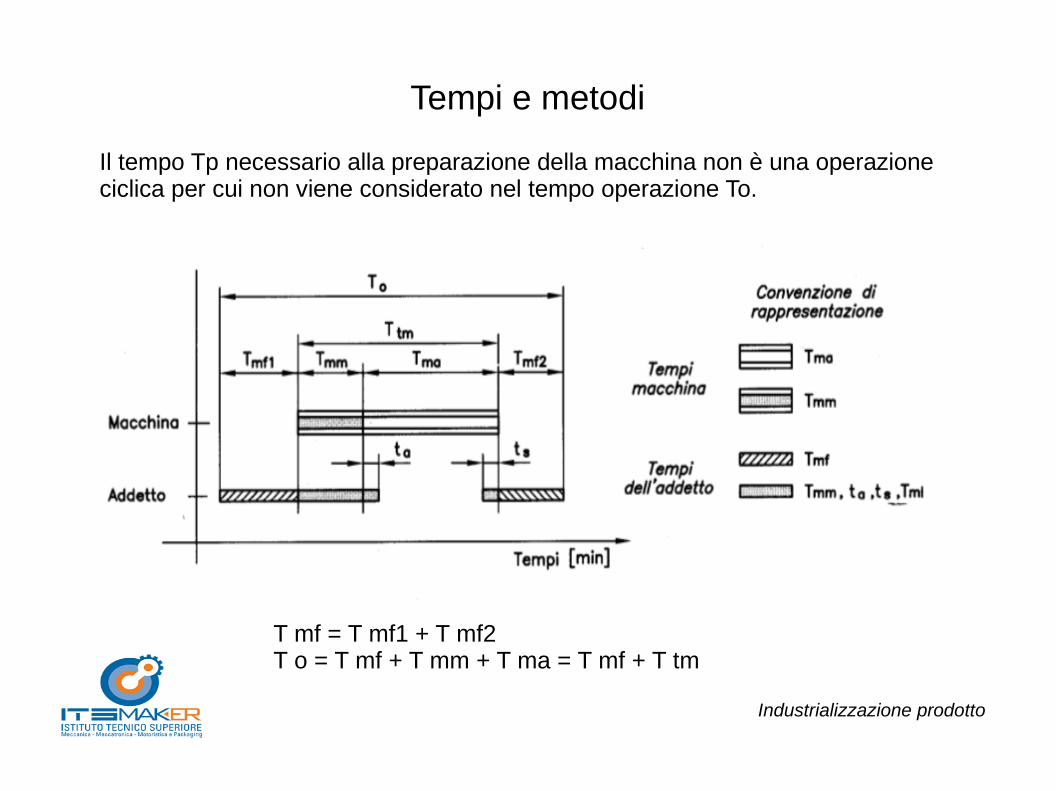
Il tempo Tp necessario alla preparazione della macchina non è una operazione ciclica per cui non viene considerato nel tempo operazione To.
T mf = T mf1 + T mf2T o = T mf + T mm + T ma = T mf + T tm
Standardizzazione dei tempi manuali
Industrializzazione prodotto
La variabilità dei tempi manuali Tmf necessità la ricerca della loro standardizzazione.
È necessario cioè determinare un tempo medio per la realizzazione di ciascuna fase.
I metodi utilizzati sono:
− Rilevamento diretto
− Valutazione con tabelle dei Tempi standard
− Valutazione con tabelle M.T.M. (micromovimenti)
Tempi e metodi
Industrializzazione prodotto
Rilevamento diretto
Industrializzazione prodotto
Il metodo consiste nella rilevazione diretta dei tempi ed è adottabile solo quando è disponibile il posto di lavoro con il personale addestrato.
Ogni ciclo è diviso in operazioni e ogni operazione in fasi che a loro volta possonoessere suddivise in azioni (sotto-fasi).
Per operazioni semplici il tempo rilevato può essere quello GLOBALE.
L'analista rileva i tempi delle varie fasi con il cronometro, ma per poter arrivare a una valutazione oggettiva, deve valutare anche l'efficienza cioè l'abilità e l'impegno con cui l'operatore ha eseguito l'azione.
Esempio: saldaturaCoefficienti sono utilizzati sia per la corretta esecuzione che per la velocità di esecuzione rispettivamente nella progettazione e nella rilevazione/stima dei tempi.
Rilevamento diretto
Industrializzazione prodotto
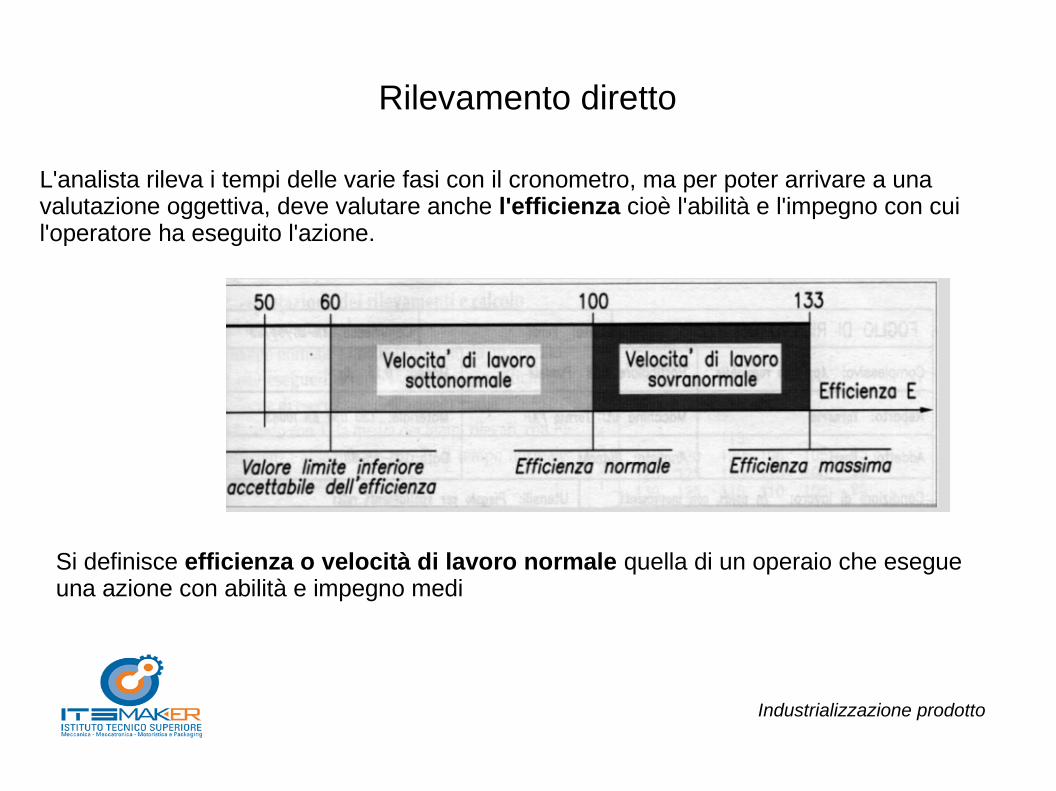
L'analista rileva i tempi delle varie fasi con il cronometro, ma per poter arrivare a unavalutazione oggettiva, deve valutare anche l'efficienza cioè l'abilità e l'impegno con cuil'operatore ha eseguito l'azione.
Si definisce efficienza o velocità di lavoro normale quella di un operaio che esegue una azione con abilità e impegno medi
Rilevamento diretto
Industrializzazione prodotto
L'analista riporta i risultati su appositi report sui quali evidenzierà anche le caratteristiche principali della lavorazione, quali:
Le condizioni di lavoro dell'operatore (in piedi, seduto) ;
Le condizioni dell'ambiente di lavoro (illuminazione, rumorosità)
Il tipo di lavorazione (pezzi pesanti, difficili da manovrare)
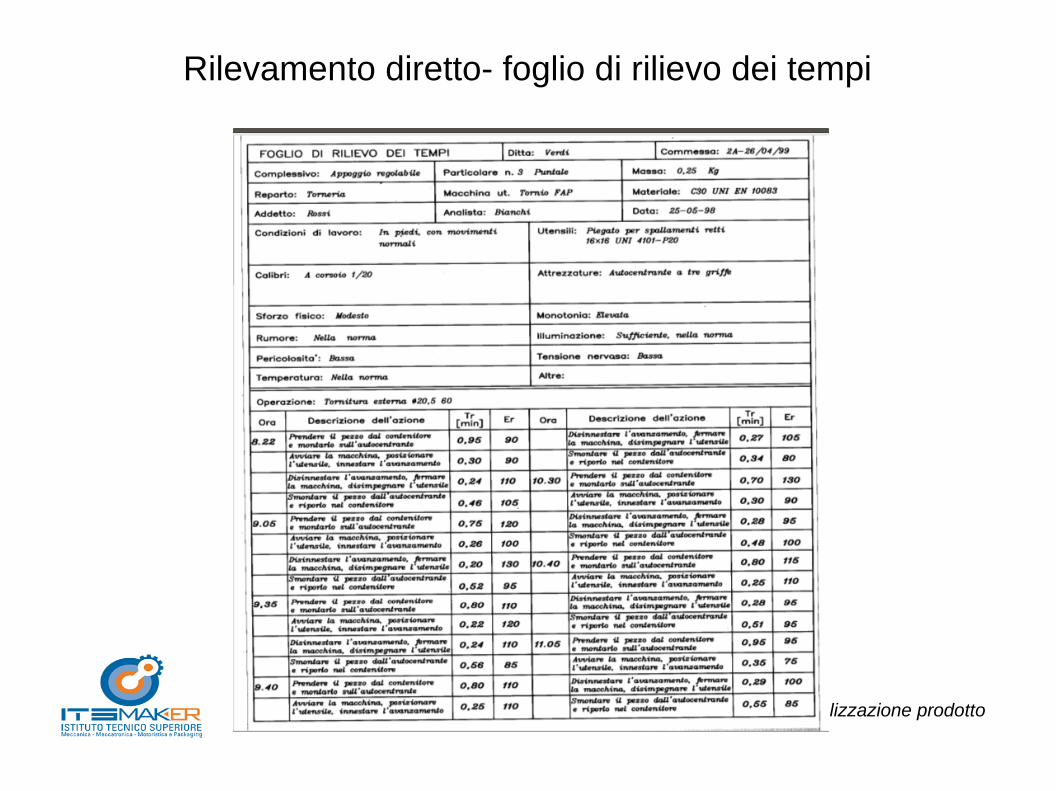
Rilevamento diretto- foglio di rilievo dei tempi
Industrializzazione prodotto
Rilevamento diretto
Industrializzazione prodotto
Il tempo normale Tn quando è presente un valore dominante è:
Tn = (Tr x Er) /100
Quando non è possibile individuare un valore dominante il tempo normale Tn è pari a:
Tn =(Tri x Eri) / (n x100)

Valutazione con tabelle dei Tempi standard
Industrializzazione prodotto
Tali tabelle si rendono utili per l’assegnazione dei tempi manuali nei casi in cui laproduzione non è ancora avviata e non si possono effettuare ancora rilevazioni di alcun tipo.
A destra si riportano le tabelle dei tempi standard per diverse lavorazioni e per delleoperazioni generiche.

Valutazione conTabelle MTM (micromovimenti)
Industrializzazione prodotto
Il sistema MTM (Methods Time Measurement) è un procedimento che analizza qualsiasi operazione manuale nel seguente modo:
• L’operazione viene scomposta in movimenti elementari• Ad ogni movimento viene assegnato un tempo standard, determinato da:
• La natura del movimento• Condizioni nelle quali il movimento viene eseguito
L’MTM considera cioè oltre ai movimenti anche i metodi con il quale essi vengono eseguiti.
Valutazione conTabelle MTM (micromovimenti)
Industrializzazione prodotto
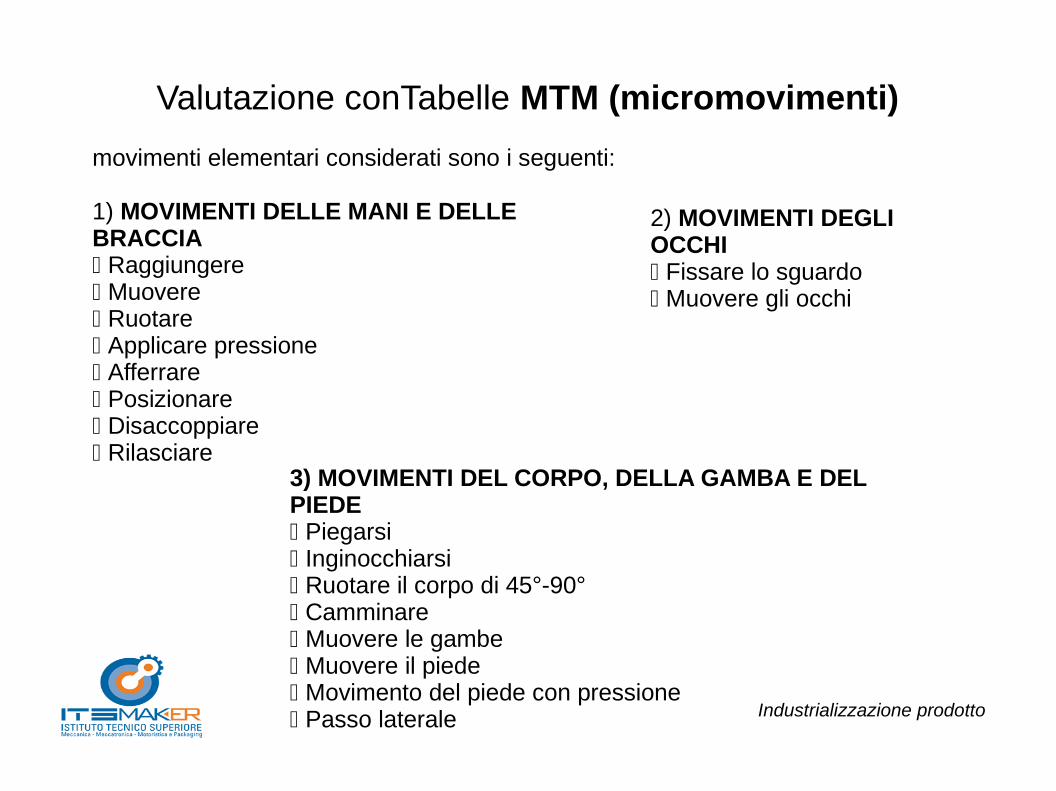
movimenti elementari considerati sono i seguenti:
1) MOVIMENTI DELLE MANI E DELLE BRACCIA Raggiungere Muovere Ruotare Applicare pressione Afferrare Posizionare Disaccoppiare Rilasciare
3) MOVIMENTI DEL CORPO, DELLA GAMBA E DEL PIEDE Piegarsi Inginocchiarsi Ruotare il corpo di 45°-90° Camminare Muovere le gambe Muovere il piede Movimento del piede con pressione Passo laterale
2) MOVIMENTI DEGLI OCCHI Fissare lo sguardo Muovere gli occhi
Metodo MTM- Calcolo movimenti
Industrializzazione prodotto
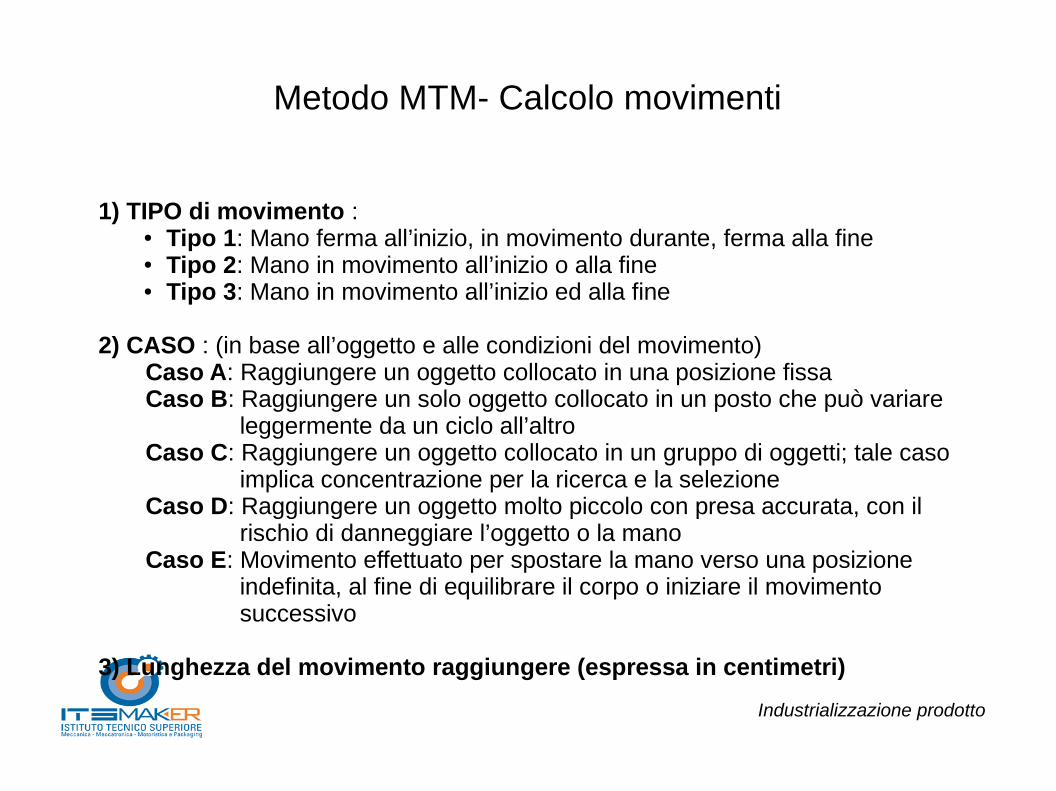
1) TIPO di movimento :● Tipo 1: Mano ferma all’inizio, in movimento durante, ferma alla fine● Tipo 2: Mano in movimento all’inizio o alla fine● Tipo 3: Mano in movimento all’inizio ed alla fine
2) CASO : (in base all’oggetto e alle condizioni del movimento)Caso A: Raggiungere un oggetto collocato in una posizione fissaCaso B: Raggiungere un solo oggetto collocato in un posto che può variare
leggermente da un ciclo all’altroCaso C: Raggiungere un oggetto collocato in un gruppo di oggetti; tale caso
implica concentrazione per la ricerca e la selezioneCaso D: Raggiungere un oggetto molto piccolo con presa accurata, con il
rischio di danneggiare l’oggetto o la manoCaso E: Movimento effettuato per spostare la mano verso una posizione
indefinita, al fine di equilibrare il corpo o iniziare il movimento successivo
3) Lunghezza del movimento raggiungere (espressa in centimetri)
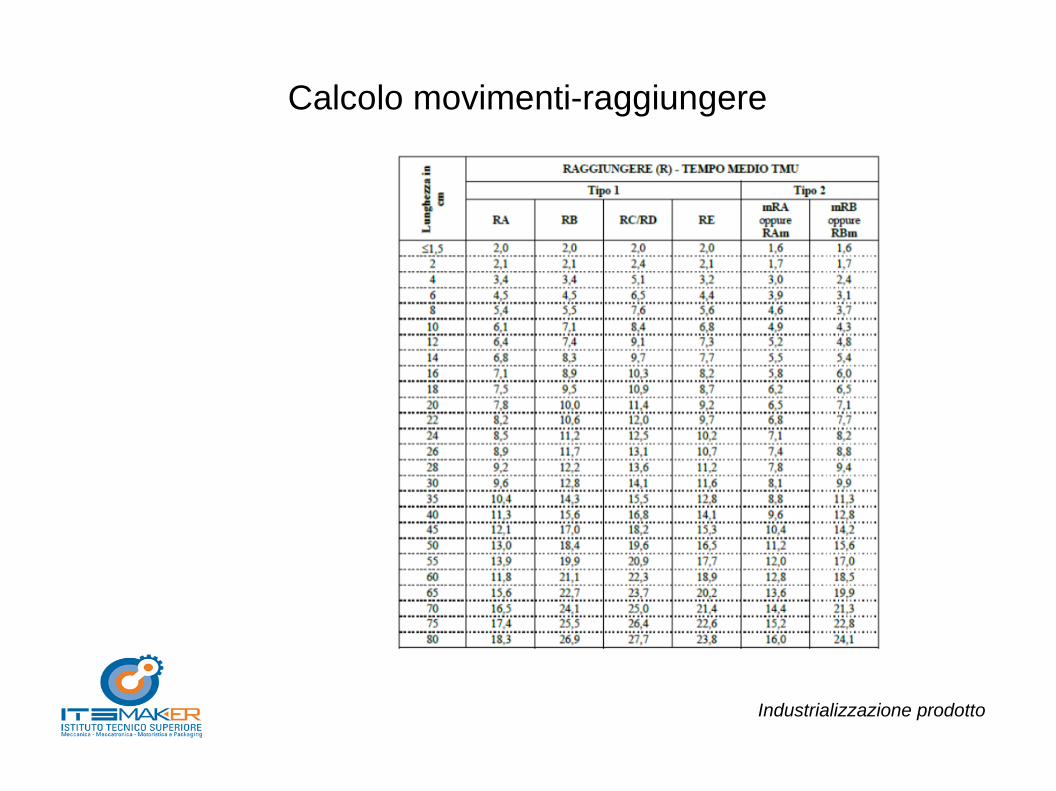
Calcolo movimenti-raggiungere
Industrializzazione prodotto
Metodo MTM- vantaggi
Industrializzazione prodotto
Attraverso l’indagine compiuta su ogni lavoro il metodo MTM consente di:
•Eliminare tutte le operazioni superflue ed eseguire quelle necessarie, utilizzando il metodo più efficiente
• Standardizzare le attrezzature, i metodi e le condizioni di lavoro
• Assicurare un addestramento ottimale dell’operatore, attraverso l’interazione tral’operatore stesso e colui che è incaricato di applicare il metodo;
•Analizzare in modo sistematico il metodo di lavoro, al fine di un miglioramento continuo dei tempi













![Tempi e metodi 7 - My LIUC - l'Intranet dell'Università …my.liuc.it/MatSup/2007/Y74000/Tempi e metodi.pdf[N. Slack, S. Chambers, R. Johnston ] Operations Management] [Murrel ]-ergonomia](https://static.fdocumenti.com/doc/165x107/5aebc3fc7f8b9a585f8e0367/tempi-e-metodi-7-my-liuc-lintranet-delluniversit-myliucitmatsup2007y74000tempi.jpg)



