Potenzialità e benefici dall’impiego dei Combustibili Solidi Secondari (CSS) nell’industria

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 1 di 61
Stato dell’arte dell’impiego dei rifiuti nell’industria cementiera (nel ciclo dei combustibili e delle materie prime)
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 2 di 61
1. Generalità
Lo smaltimento dei rifiuti è senza dubbio un tema ambientale di massimo rilievo per la
collettività, per le pubbliche istituzioni, e per le realtà industriali che sono alla ricerca di
soluzioni ecologiche che si dimostrino valide nel tempo.
Con l’impiego dei rifiuti nel ciclo di produzione del cemento, l’industria cementiera
partecipa da numerosi anni allo sforzo collettivo per il risparmio di risorse naturali e lo
smaltimento dei rifiuti.
L’utilizzo dei rifiuti in cementeria viene effettuato sotto condizioni particolarmente
rigorose. Non sono infatti utilizzati altri rifiuti se non quelli selezionati per la loro
compatibilità con il processo e la qualità del prodotto finale.
Il processo di produzione del cemento consente di utilizzare i rifiuti in parziale
sostituzione delle materie prime, e in sostituzione dei combustibili tradizionali.
Il presente documento è articolato in diversi capitoli e paragrafi che illustrano alcuni
aspetti evidenziati da vari autori sull’impiego dei rifiuti nell’industria cementiera come
combustibili (cap. 3.1.1) e come materie prime (cap. 3.1.2) ovvero:
o livelli di emissione e monitoraggio (3.2)
o influenza sulla qualità del prodotto finale (3.3)
o tecnologie di trattamento adottate ed impatto economico-sociale (3.4)
Il documento riporta al capitolo 2 un estratto della legislazione nazionale riguardante
l’impiego dei rifiuti nell’industria cementiera con lo scopo di semplificare la consultazione
della legge agli addetti ai lavori.
Nelle conclusioni (cap. 4) vengono evidenziati gli aspetti positivi e le criticità riscontrati
dai vari autori riguardo l’utilizzo dei rifiuti nell’industria cementiera.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 3 di 61
2. Legislazione nazionale
Nell’ambito delle attività di recupero dei rifiuti non pericolosi è necessario fare riferimento
al D.M. 5 febbraio 1998 “Individuazione dei rifiuti non pericolosi sottoposti alle procedure
semplificate di recupero ai sensi degli articoli 31 e 33 del D.Lgs. 5 febbraio 1997, n.22”,
viste le modifiche apportate da DmAmbiente 9 gennaio 2003, DmAmbiente 27 luglio
2004 e DmAmbiente 5 aprile 2006 n.186. Le modifiche al D.M. 5 febbraio 1998, in vigore
dal 3 giugno 2006, sono state apportate dal Dicastero in accoglimento delle censure
mosse dalla Corte Ue, che con sentenza 7 ottobre 2004 aveva sancito l'inesatta
individuazione sul piano nazionale di tipi e quantità massime di rifiuti non pericolosi
sottoponibili a procedure semplificate.
2.1. Tipologie di rifiuti ammessi nei cementifici
Sulla base del Decreto ministeriale 5 febbraio 1998 e successive modifiche ed
integrazioni (testo vigente al 3 giugno 2006), è possibile individuare i limiti quantitativi
per le operazioni di recupero di materia in cementifici, riportati nell’allegato 4 al decreto
(tabelle 1 e 3). Tali quantità possono essere oggetto di aggiornamento annuale, anche
per tenere conto dell’esigenza di incentivare il recupero dei rifiuti.
I valori sono stati enucleati dal decreto in quanto riferiti ai cementifici.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 4 di 61
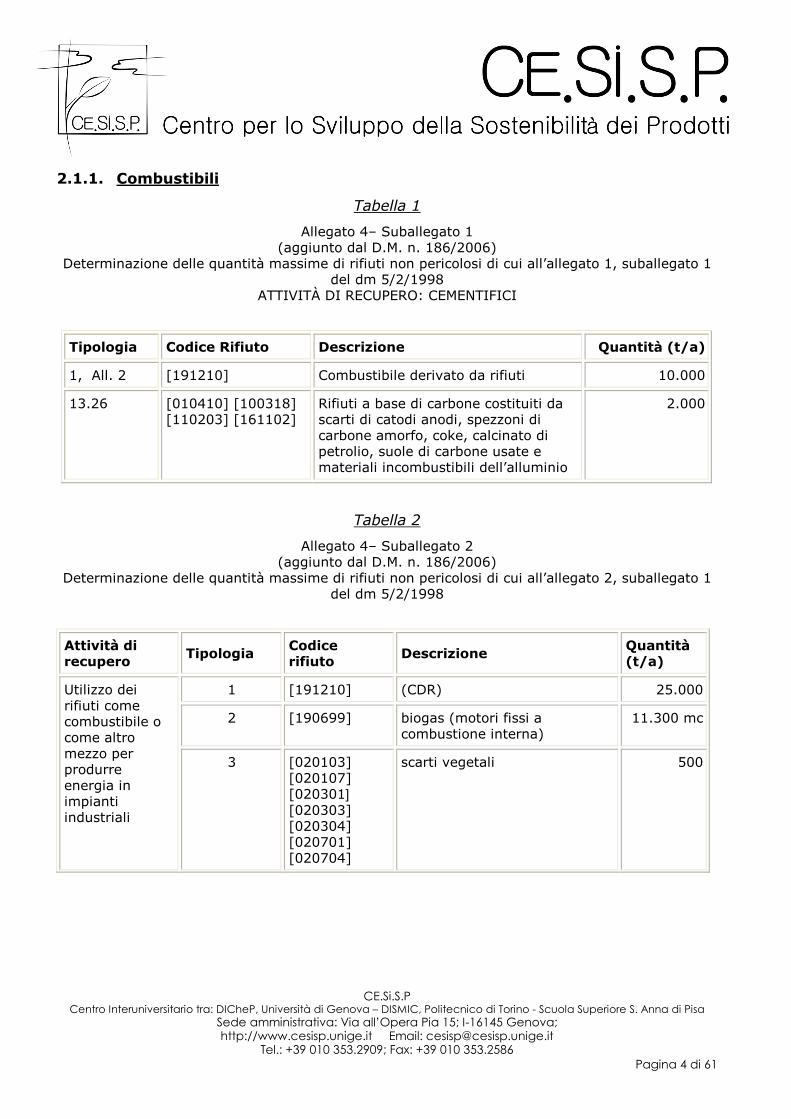
2.1.1. Combustibili
Tabella 1
Allegato 4– Suballegato 1 (aggiunto dal D.M. n. 186/2006)
Determinazione delle quantità massime di rifiuti non pericolosi di cui all’allegato 1, suballegato 1 del dm 5/2/1998
ATTIVITÀ DI RECUPERO: CEMENTIFICI
Tipologia Codice Rifiuto Descrizione Quantità (t/a)
1, All. 2 [191210] Combustibile derivato da rifiuti 10.000
13.26 [010410] [100318] [110203] [161102]
Rifiuti a base di carbone costituiti da scarti di catodi anodi, spezzoni di carbone amorfo, coke, calcinato di petrolio, suole di carbone usate e materiali incombustibili dell’alluminio
2.000
Tabella 2
Allegato 4– Suballegato 2 (aggiunto dal D.M. n. 186/2006)
Determinazione delle quantità massime di rifiuti non pericolosi di cui all’allegato 2, suballegato 1 del dm 5/2/1998
Attività di recupero
Tipologia Codice rifiuto
Descrizione Quantità (t/a)
1 [191210] (CDR) 25.000
2 [190699] biogas (motori fissi a combustione interna)
11.300 mc
Utilizzo dei rifiuti come combustibile o come altro mezzo per produrre energia in impianti industriali
3 [020103] [020107] [020301] [020303] [020304] [020701] [020704]
scarti vegetali 500
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 5 di 61
4 [030101] [030105] [030301] [150103] [170201] [200138]
rifiuti della lavorazione del legno e affini non trattati
40.000
6 [030105] [200138]
rifiuti della lavorazione del legno e affini trattati
80.000
7 [020304] rifiuti della lavorazione del tabacco
20
9 [030307] [030310]
scarti di pulper 150.000
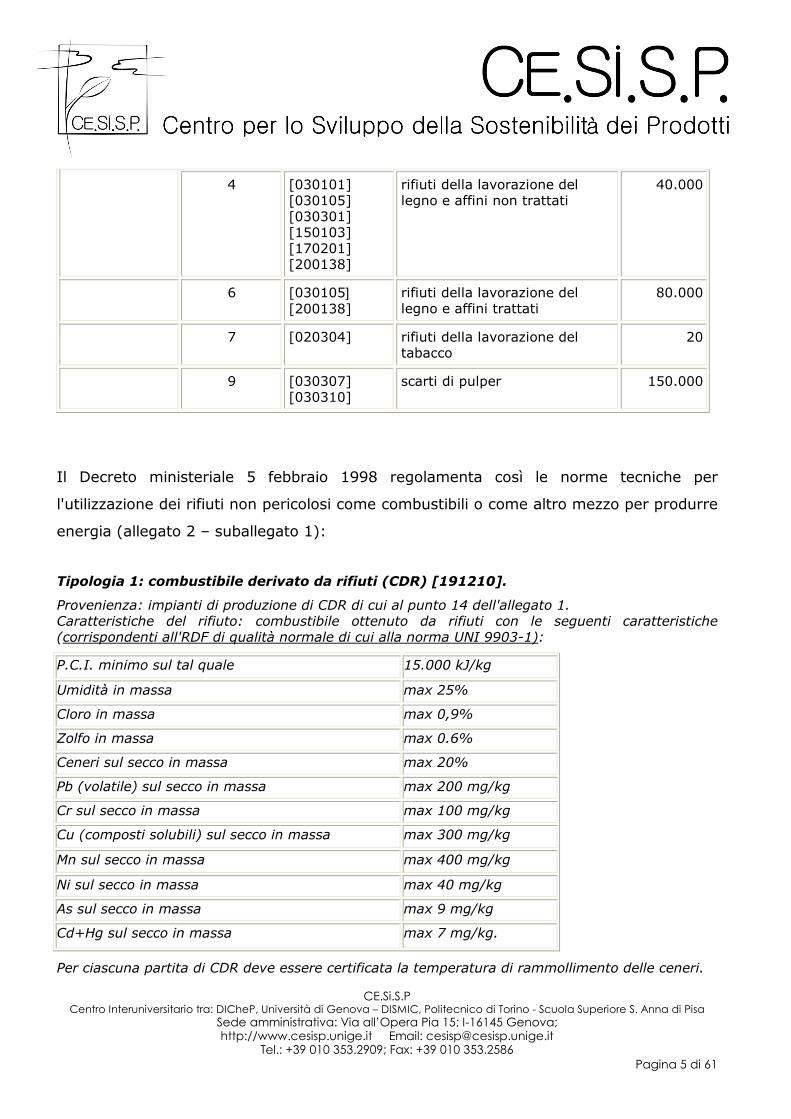
Il Decreto ministeriale 5 febbraio 1998 regolamenta così le norme tecniche per
l'utilizzazione dei rifiuti non pericolosi come combustibili o come altro mezzo per produrre
energia (allegato 2 – suballegato 1):
Tipologia 1: combustibile derivato da rifiuti (CDR) [191210].
Provenienza: impianti di produzione di CDR di cui al punto 14 dell'allegato 1. Caratteristiche del rifiuto: combustibile ottenuto da rifiuti con le seguenti caratteristiche (corrispondenti all'RDF di qualità normale di cui alla norma UNI 9903-1):
P.C.I. minimo sul tal quale 15.000 kJ/kg
Umidità in massa max 25%
Cloro in massa max 0,9%
Zolfo in massa max 0.6%
Ceneri sul secco in massa max 20%
Pb (volatile) sul secco in massa max 200 mg/kg
Cr sul secco in massa max 100 mg/kg
Cu (composti solubili) sul secco in massa max 300 mg/kg
Mn sul secco in massa max 400 mg/kg
Ni sul secco in massa max 40 mg/kg
As sul secco in massa max 9 mg/kg
Cd+Hg sul secco in massa max 7 mg/kg.
Per ciascuna partita di CDR deve essere certificata la temperatura di rammollimento delle ceneri.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 6 di 61
Attività e metodi di recupero: il recupero energetico può essere effettuato attraverso la combustione alle seguenti condizioni:
o impianti dedicati a recupero energetico dei rifiuti di potenza termica nominale non inferiore a 10 MW;
o impianti industriali di potenza termica nominale non inferiore a 20 MW per la co-combustione.
Gli impianti devono essere provvisti di: o bruciatore pilota a combustibile gassoso o liquido (non richiesto nei forni
industriali); o alimentazione automatica del combustibile; o regolazione automatica del rapporto aria/combustibile anche nelle fasi di
avviamento (non richiesto nel forni industriali); o controllo in continuo dell'ossigeno, del monossido di carbonio, delle polveri, ossidi di
azoto. acido cloridrico, della temperatura nell'effluente gassoso, nonché degli altri inquinanti di cui al suballegato 2, paragrafo 1, lettera a), nonché della temperatura nella camera di combustione.
Devono inoltre garantire in tutte le condizioni di esercizio i seguenti requisiti minimi operativi: o temperatura minima dei gas nella camera di combustione di 850 °C raggiunta
anche in prossimità della parete interna; o tempo di permanenza minimo dei gas nella camera di combustione di 2 secondi.
Tipologia 2: Biogas [190699].
Provenienza: Fermentazione anaerobica metanogenica di rifiuti a matrice organica in processi di cui al punto 15 dell'allegato 1 o da discarica. Caratteristiche del gas: Gas combustibile avente le seguenti caratteristiche:
o Metano min. 30% vol o H2S max 1.5% vol o P.C.I. sul tal quale min 12.500 kJ/Nm3
Attività e metodi di recupero: L'utilizzazione di biogas è consentita in impianti di conversione energetica di potenza termica nominale superiore a 0,5 MW, anche integrati con il sistema di produzione del gas.
Tipologia 3: Scarti vegetali [020103] [020107] [020301] [020303] [020304] [020701]
[020704].
Provenienza: Attività agricole, forestali e di prima lavorazione di prodotti agroalimentari; impianti di estrazione di olio di vinaccioli, industria distillatoria, industria enologica e ortofrutticola, produzione di succhi di frutta e affini, industria olearia. Caratteristiche del rifiuto: Residui colturali pagliosi (cereali, leguminose da granella, piante oleaginose, ecc.); residui colturali legnosi (sarmenti di vite, residui di potature di piante da frutto, ecc.); residui da estrazione forestale; residui-colturali diversi (stocchi e tutoli di mais, steli di sorgo, di tabacco, di girasole, di canapa, di cisto, ecc.); residui di lavorazione (pula, lolla, residui fini di trebbiatura, gusci, ecc.), sanse esauste, vinacce esauste, vinaccioli, farina di vinaccioli, residui di frutta, buccette e altri residui vegetali.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 7 di 61
Attività e metodi di recupero: Il recupero energetico del rifiuto può essere effettuato attraverso la combustione alle seguenti condizioni: impianti dedicati al recupero energetico di rifiuti o impianti industriali. Detti impianti dovranno essere provvisti di:
o bruciatore pilota a combustibile gassoso o liquido (non richiesto nei forni industriali);
o alimentazione automatica del combustibile; o regolazione automatica del rapporto aria/combustibile anche nelle fasi di
avviamento (non richiesto nei forni industriali); o controllo in continuo del monossido di carbonio, dell'ossigeno e della temperatura
nell'effluente gassoso (non obbligatorio per gli impianti di potenza termica nominale inferiore a 1 MW); negli impianti oltre i 6 MWt controllo in continuo anche degli ossidi di azoto e degli altri inquinanti di cui al suballegato 2, paragrafo 1 1, lettera a), ad esclusione del fluoruro di idrogeno.
Tipologia 4: Rifiuti della lavorazione del legno e affini non trattati [030101] [030105]
[030301] [150103] [170201] [200138].
Provenienza: Industria della carta, del sughero e del legno (I a e II a lavorazione, produzione pannelli di particelle, di fibra e compensati, mobili, semilavorati per il mobile, articoli per l'edilizia, pallets ed imballaggi, ecc.). Caratteristiche del rifiuto: Scarti anche in polvere a base esclusivamente di legno vergine o sughero vergine o componenti di legno vergine. Attività e metodi di recupero: vedi tipologia 3
Tipologia 6: Rifiuti della lavorazione del legno e affini trattati [030105] [200138].
Provenienza: Industria del legno (I a e II a lavorazione, produzione pannelli di particelle, di fibra e compensati, mobili, semilavorati per il mobile, articoli per l'edilizia, ecc.) Caratteristiche del rifiuto: Scarti e agglomerati anche in polvere a base esclusivamente legnosa e vegetale contenenti un massimo di resine fenoliche dell'1% e privi di impregnanti a base di olio di catrame o sali CCA, aventi inoltre le seguenti caratteristiche:
o un contenuto massimo di resine urea-formaldeide o melanina-formaldeide o urea-melanina-formaldeide del 20% (come massa secca/massa secca di pannello);
o un contenuto massimo di resina a base di difenilmetandiisocianato dell'8% (come massa secca/massa secca di pannello);
o un contenuto massimo di Cloro dello 0,9% in massa o un contenuto massimo di additivi (solfato di ammonio, urea esametilentetrammina)
del 10% (come massa secca/massa secca di resina).
Attività e metodi di recupero: Il recupero energetico del rifiuto può essere effettuata attraverso la combustione alle seguenti condizioni: impianti dedicati al recupero energetico di rifiuti o impianti industriali di potenza termica nominale non inferiore a 1 MW. Detti impianti devono essere provvisti di:
o bruciatore pilota a combustibile gassoso o liquido (non richiesto nei forni industriali); - alimentazione automatica del combustibile;
o regolazione automatica del rapporto aria/combustibile anche nelle fasi di avviamento (non richiesto nei forni industriali);
o controllo in continuo del monossido di carbonio, dell'ossigeno e della temperatura nell'effluente gassoso; negli impianti oltre i 6 MWt controllo in continuo degli ossidi di azoto e degli altri inquinanti di cui al suballegato 2, paragrafo 1, lettera a).
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 8 di 61
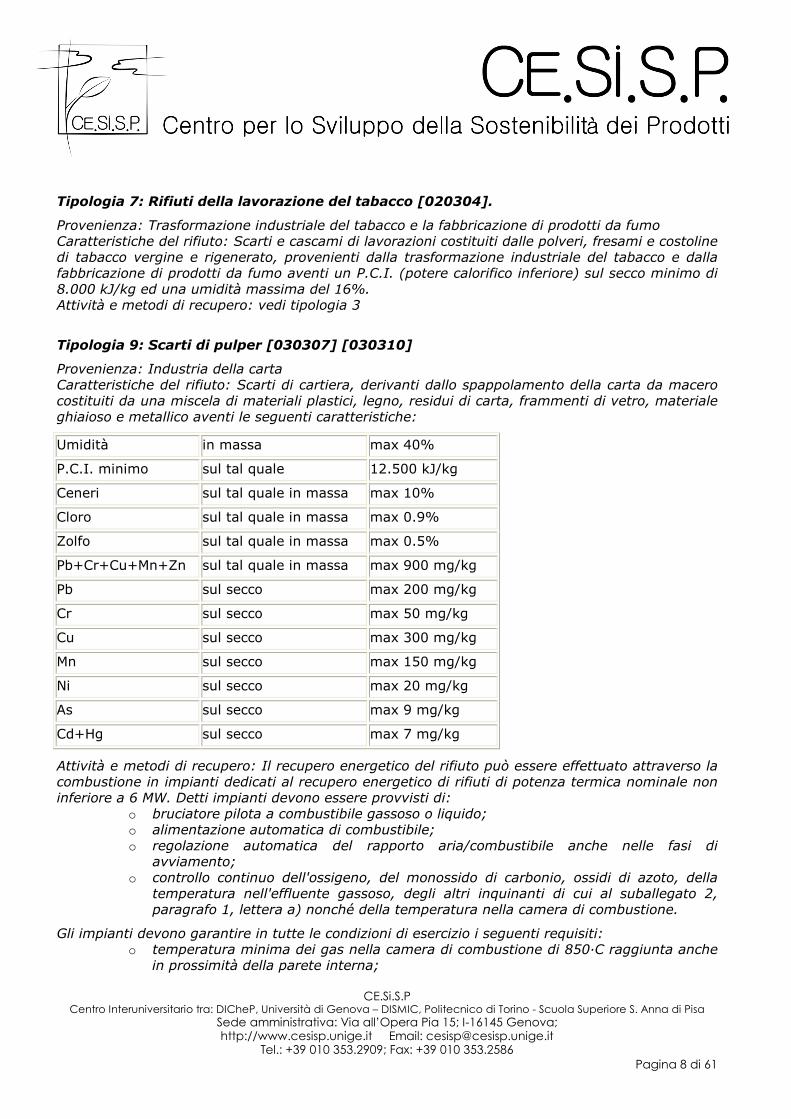
Tipologia 7: Rifiuti della lavorazione del tabacco [020304].
Provenienza: Trasformazione industriale del tabacco e la fabbricazione di prodotti da fumo Caratteristiche del rifiuto: Scarti e cascami di lavorazioni costituiti dalle polveri, fresami e costoline di tabacco vergine e rigenerato, provenienti dalla trasformazione industriale del tabacco e dalla fabbricazione di prodotti da fumo aventi un P.C.I. (potere calorifico inferiore) sul secco minimo di 8.000 kJ/kg ed una umidità massima del 16%. Attività e metodi di recupero: vedi tipologia 3
Tipologia 9: Scarti di pulper [030307] [030310]
Provenienza: Industria della carta Caratteristiche del rifiuto: Scarti di cartiera, derivanti dallo spappolamento della carta da macero costituiti da una miscela di materiali plastici, legno, residui di carta, frammenti di vetro, materiale ghiaioso e metallico aventi le seguenti caratteristiche:
Umidità in massa max 40%
P.C.I. minimo sul tal quale 12.500 kJ/kg
Ceneri sul tal quale in massa max 10%
Cloro sul tal quale in massa max 0.9%
Zolfo sul tal quale in massa max 0.5%
Pb+Cr+Cu+Mn+Zn sul tal quale in massa max 900 mg/kg
Pb sul secco max 200 mg/kg
Cr sul secco max 50 mg/kg
Cu sul secco max 300 mg/kg
Mn sul secco max 150 mg/kg
Ni sul secco max 20 mg/kg
As sul secco max 9 mg/kg
Cd+Hg sul secco max 7 mg/kg
Attività e metodi di recupero: Il recupero energetico del rifiuto può essere effettuato attraverso la combustione in impianti dedicati al recupero energetico di rifiuti di potenza termica nominale non inferiore a 6 MW. Detti impianti devono essere provvisti di:
o bruciatore pilota a combustibile gassoso o liquido; o alimentazione automatica di combustibile; o regolazione automatica del rapporto aria/combustibile anche nelle fasi di
avviamento; o controllo continuo dell'ossigeno, del monossido di carbonio, ossidi di azoto, della
temperatura nell'effluente gassoso, degli altri inquinanti di cui al suballegato 2, paragrafo 1, lettera a) nonché della temperatura nella camera di combustione.
Gli impianti devono garantire in tutte le condizioni di esercizio i seguenti requisiti: o temperatura minima dei gas nella camera di combustione di 850�C raggiunta anche
in prossimità della parete interna;
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 9 di 61
o tempo di permanenza minimo dei gas nella camera di combustione di 2 secondi; o tenore di ossigeno nei fumi min. 6% in volume.
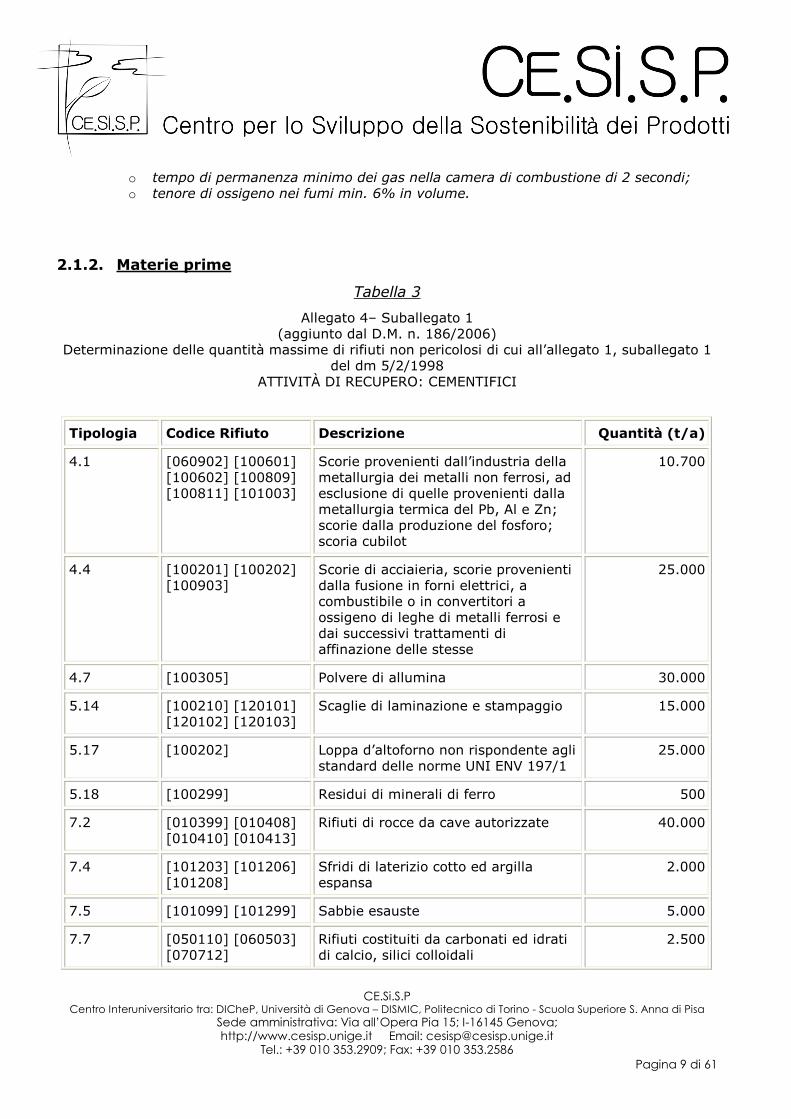
2.1.2. Materie prime
Tabella 3
Allegato 4– Suballegato 1 (aggiunto dal D.M. n. 186/2006)
Determinazione delle quantità massime di rifiuti non pericolosi di cui all’allegato 1, suballegato 1 del dm 5/2/1998
ATTIVITÀ DI RECUPERO: CEMENTIFICI
Tipologia Codice Rifiuto Descrizione Quantità (t/a)
4.1 [060902] [100601] [100602] [100809] [100811] [101003]
Scorie provenienti dall’industria della metallurgia dei metalli non ferrosi, ad esclusione di quelle provenienti dalla metallurgia termica del Pb, Al e Zn; scorie dalla produzione del fosforo; scoria cubilot
10.700
4.4 [100201] [100202] [100903]
Scorie di acciaieria, scorie provenienti dalla fusione in forni elettrici, a combustibile o in convertitori a ossigeno di leghe di metalli ferrosi e dai successivi trattamenti di affinazione delle stesse
25.000
4.7 [100305] Polvere di allumina 30.000
5.14 [100210] [120101] [120102] [120103]
Scaglie di laminazione e stampaggio 15.000
5.17 [100202] Loppa d’altoforno non rispondente agli standard delle norme UNI ENV 197/1
25.000
5.18 [100299] Residui di minerali di ferro 500
7.2 [010399] [010408] [010410] [010413]
Rifiuti di rocce da cave autorizzate 40.000
7.4 [101203] [101206] [101208]
Sfridi di laterizio cotto ed argilla espansa
2.000
7.5 [101099] [101299] Sabbie esauste 5.000
7.7 [050110] [060503] [070712]
Rifiuti costituiti da carbonati ed idrati di calcio, silici colloidali
2.500
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 10 di 61
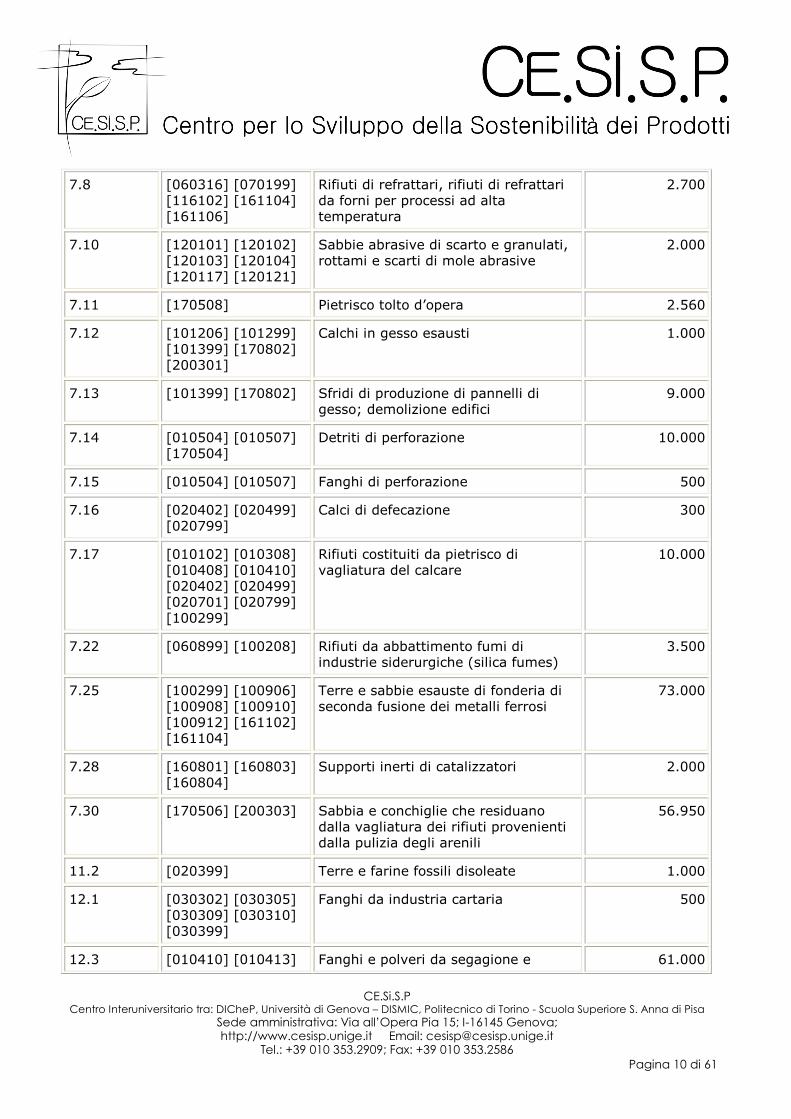
7.8 [060316] [070199] [116102] [161104] [161106]
Rifiuti di refrattari, rifiuti di refrattari da forni per processi ad alta temperatura
2.700
7.10 [120101] [120102] [120103] [120104] [120117] [120121]
Sabbie abrasive di scarto e granulati, rottami e scarti di mole abrasive
2.000
7.11 [170508] Pietrisco tolto d’opera 2.560
7.12 [101206] [101299] [101399] [170802] [200301]
Calchi in gesso esausti 1.000
7.13 [101399] [170802] Sfridi di produzione di pannelli di gesso; demolizione edifici
9.000
7.14 [010504] [010507] [170504]
Detriti di perforazione 10.000
7.15 [010504] [010507] Fanghi di perforazione 500
7.16 [020402] [020499] [020799]
Calci di defecazione 300
7.17 [010102] [010308] [010408] [010410] [020402] [020499] [020701] [020799] [100299]
Rifiuti costituiti da pietrisco di vagliatura del calcare
10.000
7.22 [060899] [100208] Rifiuti da abbattimento fumi di industrie siderurgiche (silica fumes)
3.500
7.25 [100299] [100906] [100908] [100910] [100912] [161102] [161104]
Terre e sabbie esauste di fonderia di seconda fusione dei metalli ferrosi
73.000
7.28 [160801] [160803] [160804]
Supporti inerti di catalizzatori 2.000
7.30 [170506] [200303] Sabbia e conchiglie che residuano dalla vagliatura dei rifiuti provenienti dalla pulizia degli arenili
56.950
11.2 [020399] Terre e farine fossili disoleate 1.000
12.1 [030302] [030305] [030309] [030310] [030399]
Fanghi da industria cartaria 500
12.3 [010410] [010413] Fanghi e polveri da segagione e 61.000
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 11 di 61
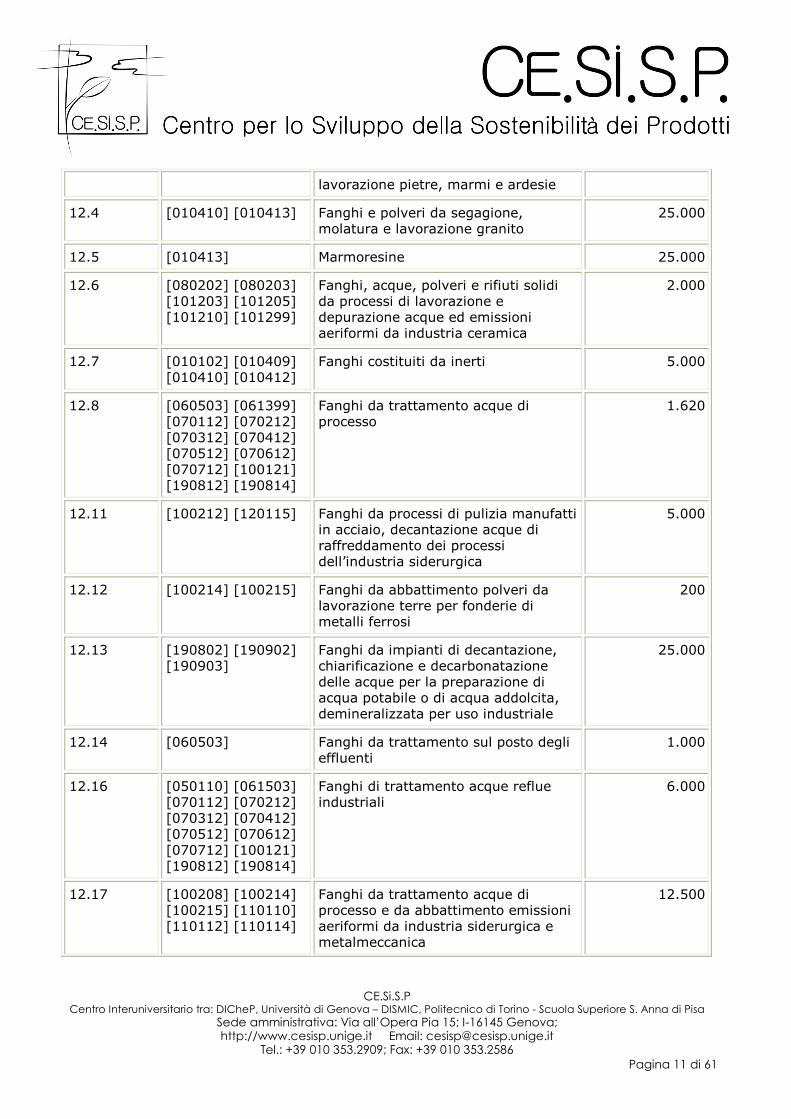
lavorazione pietre, marmi e ardesie
12.4 [010410] [010413] Fanghi e polveri da segagione, molatura e lavorazione granito
25.000
12.5 [010413] Marmoresine 25.000
12.6 [080202] [080203] [101203] [101205] [101210] [101299]
Fanghi, acque, polveri e rifiuti solidi da processi di lavorazione e depurazione acque ed emissioni aeriformi da industria ceramica
2.000
12.7 [010102] [010409] [010410] [010412]
Fanghi costituiti da inerti 5.000
12.8 [060503] [061399] [070112] [070212] [070312] [070412] [070512] [070612] [070712] [100121] [190812] [190814]
Fanghi da trattamento acque di processo
1.620
12.11 [100212] [120115] Fanghi da processi di pulizia manufatti in acciaio, decantazione acque di raffreddamento dei processi dell’industria siderurgica
5.000
12.12 [100214] [100215] Fanghi da abbattimento polveri da lavorazione terre per fonderie di metalli ferrosi
200
12.13 [190802] [190902] [190903]
Fanghi da impianti di decantazione, chiarificazione e decarbonatazione delle acque per la preparazione di acqua potabile o di acqua addolcita, demineralizzata per uso industriale
25.000
12.14 [060503] Fanghi da trattamento sul posto degli effluenti
1.000
12.16 [050110] [061503] [070112] [070212] [070312] [070412] [070512] [070612] [070712] [100121] [190812] [190814]
Fanghi di trattamento acque reflue industriali
6.000
12.17 [100208] [100214] [100215] [110110] [110112] [110114]
Fanghi da trattamento acque di processo e da abbattimento emissioni aeriformi da industria siderurgica e metalmeccanica
12.500
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 12 di 61
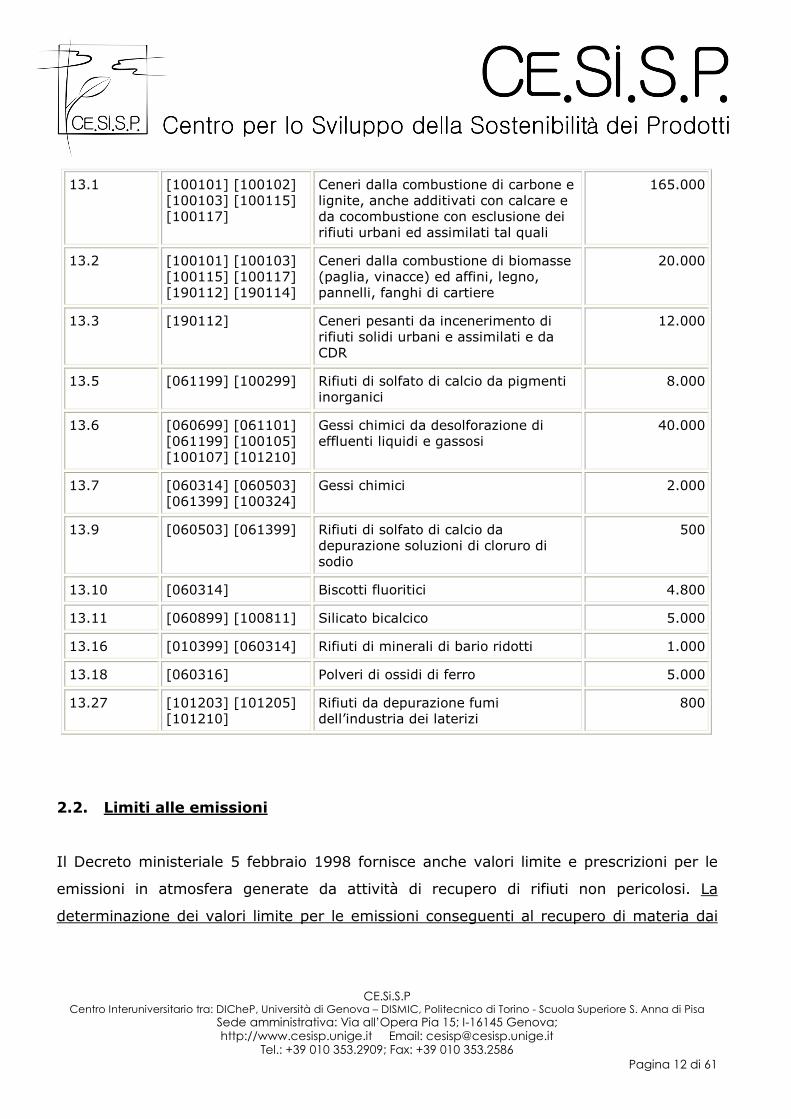
13.1 [100101] [100102] [100103] [100115] [100117]
Ceneri dalla combustione di carbone e lignite, anche additivati con calcare e da cocombustione con esclusione dei rifiuti urbani ed assimilati tal quali
165.000
13.2 [100101] [100103] [100115] [100117] [190112] [190114]
Ceneri dalla combustione di biomasse (paglia, vinacce) ed affini, legno, pannelli, fanghi di cartiere
20.000
13.3 [190112] Ceneri pesanti da incenerimento di rifiuti solidi urbani e assimilati e da CDR
12.000
13.5 [061199] [100299] Rifiuti di solfato di calcio da pigmenti inorganici
8.000
13.6 [060699] [061101] [061199] [100105] [100107] [101210]
Gessi chimici da desolforazione di effluenti liquidi e gassosi
40.000
13.7 [060314] [060503] [061399] [100324]
Gessi chimici 2.000
13.9 [060503] [061399] Rifiuti di solfato di calcio da depurazione soluzioni di cloruro di sodio
500
13.10 [060314] Biscotti fluoritici 4.800
13.11 [060899] [100811] Silicato bicalcico 5.000
13.16 [010399] [060314] Rifiuti di minerali di bario ridotti 1.000
13.18 [060316] Polveri di ossidi di ferro 5.000
13.27 [101203] [101205] [101210]
Rifiuti da depurazione fumi dell’industria dei laterizi
800
2.2. Limiti alle emissioni
Il Decreto ministeriale 5 febbraio 1998 fornisce anche valori limite e prescrizioni per le
emissioni in atmosfera generate da attività di recupero di rifiuti non pericolosi. La
determinazione dei valori limite per le emissioni conseguenti al recupero di materia dai
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 13 di 61
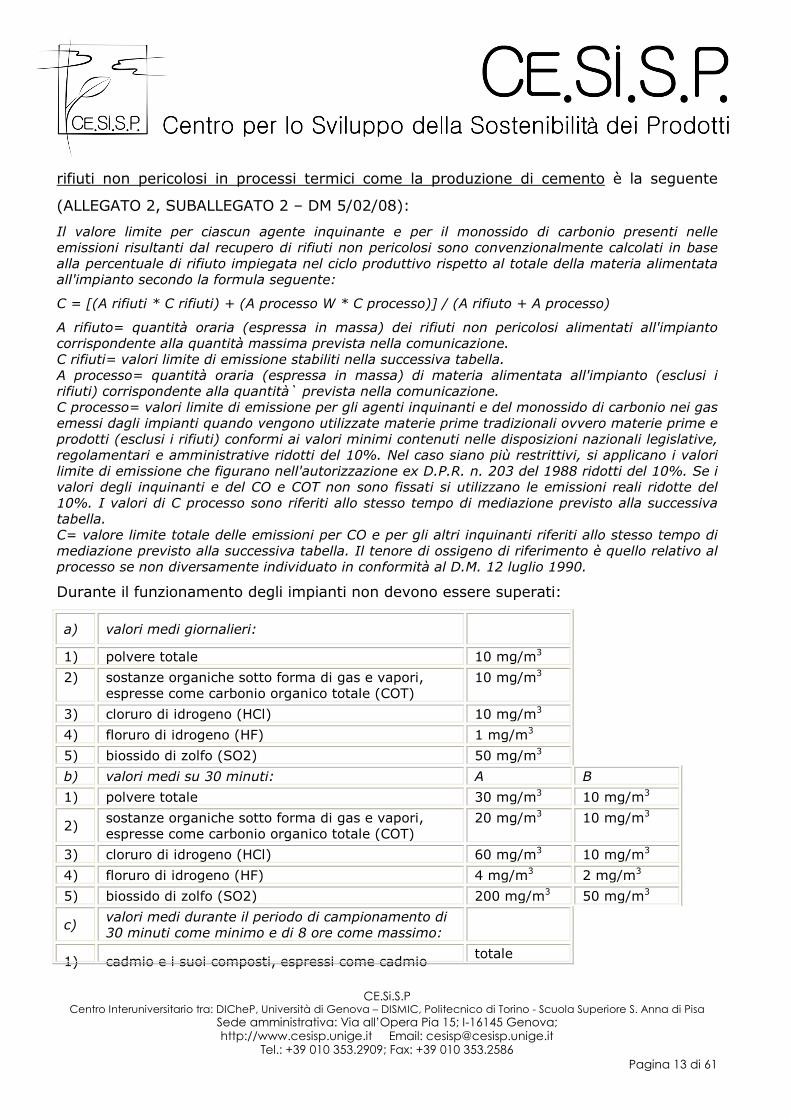
rifiuti non pericolosi in processi termici come la produzione di cemento è la seguente
(ALLEGATO 2, SUBALLEGATO 2 – DM 5/02/08):
Il valore limite per ciascun agente inquinante e per il monossido di carbonio presenti nelle emissioni risultanti dal recupero di rifiuti non pericolosi sono convenzionalmente calcolati in base alla percentuale di rifiuto impiegata nel ciclo produttivo rispetto al totale della materia alimentata all'impianto secondo la formula seguente:
C = [(A rifiuti * C rifiuti) + (A processo W * C processo)] / (A rifiuto + A processo)
A rifiuto= quantità oraria (espressa in massa) dei rifiuti non pericolosi alimentati all'impianto corrispondente alla quantità massima prevista nella comunicazione. C rifiuti= valori limite di emissione stabiliti nella successiva tabella. A processo= quantità oraria (espressa in massa) di materia alimentata all'impianto (esclusi i rifiuti) corrispondente alla quantità` prevista nella comunicazione. C processo= valori limite di emissione per gli agenti inquinanti e del monossido di carbonio nei gas emessi dagli impianti quando vengono utilizzate materie prime tradizionali ovvero materie prime e prodotti (esclusi i rifiuti) conformi ai valori minimi contenuti nelle disposizioni nazionali legislative, regolamentari e amministrative ridotti del 10%. Nel caso siano più restrittivi, si applicano i valori limite di emissione che figurano nell'autorizzazione ex D.P.R. n. 203 del 1988 ridotti del 10%. Se i valori degli inquinanti e del CO e COT non sono fissati si utilizzano le emissioni reali ridotte del 10%. I valori di C processo sono riferiti allo stesso tempo di mediazione previsto alla successiva tabella. C= valore limite totale delle emissioni per CO e per gli altri inquinanti riferiti allo stesso tempo di mediazione previsto alla successiva tabella. Il tenore di ossigeno di riferimento è quello relativo al processo se non diversamente individuato in conformità al D.M. 12 luglio 1990.
Durante il funzionamento degli impianti non devono essere superati:
a) valori medi giornalieri:
1) polvere totale 10 mg/m3
2) sostanze organiche sotto forma di gas e vapori, espresse come carbonio organico totale (COT)
10 mg/m3
3) cloruro di idrogeno (HCl) 10 mg/m3
4) floruro di idrogeno (HF) 1 mg/m3
5) biossido di zolfo (SO2) 50 mg/m3
b) valori medi su 30 minuti: A B
1) polvere totale 30 mg/m3 10 mg/m3
2) sostanze organiche sotto forma di gas e vapori, espresse come carbonio organico totale (COT)
20 mg/m3 10 mg/m3
3) cloruro di idrogeno (HCl) 60 mg/m3 10 mg/m3
4) floruro di idrogeno (HF) 4 mg/m3 2 mg/m3
5) biossido di zolfo (SO2) 200 mg/m3 50 mg/m3
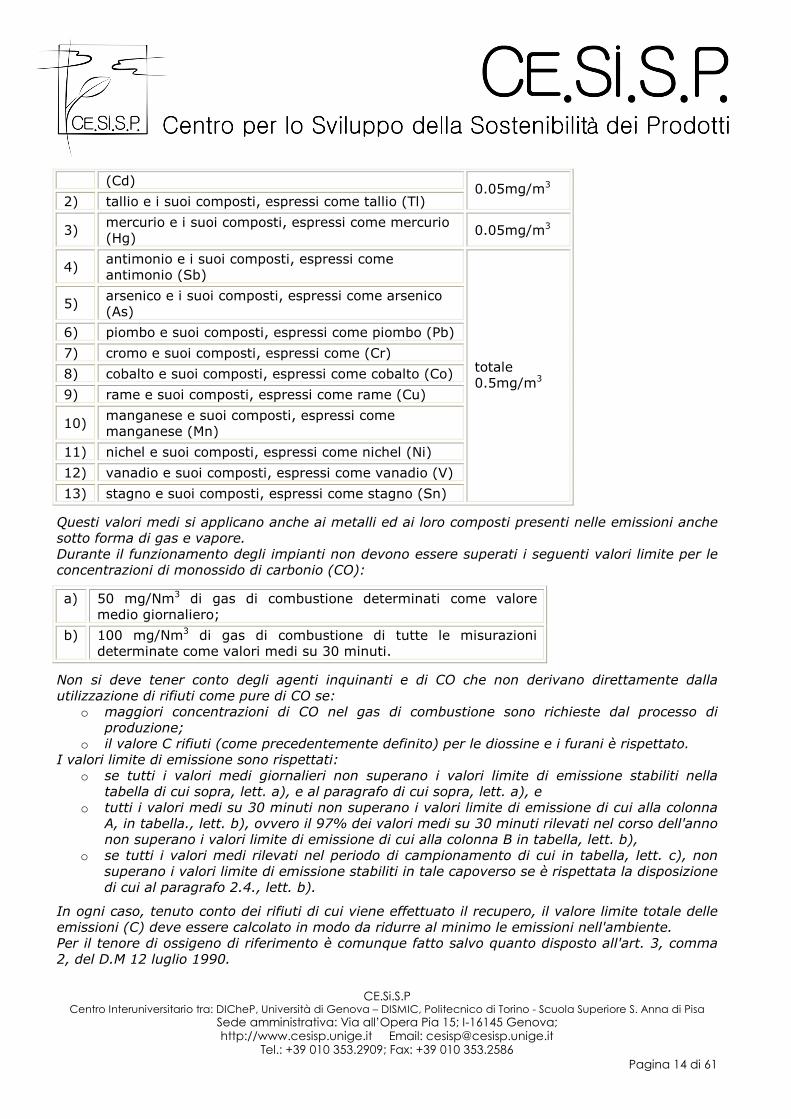
c) valori medi durante il periodo di campionamento di 30 minuti come minimo e di 8 ore come massimo:
1) cadmio e i suoi composti, espressi come cadmio totale
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 14 di 61
(Cd)
2) tallio e i suoi composti, espressi come tallio (Tl) 0.05mg/m3
3) mercurio e i suoi composti, espressi come mercurio (Hg) 0.05mg/m3
4) antimonio e i suoi composti, espressi come antimonio (Sb)
5) arsenico e i suoi composti, espressi come arsenico (As)
6) piombo e suoi composti, espressi come piombo (Pb)
7) cromo e suoi composti, espressi come (Cr)
8) cobalto e suoi composti, espressi come cobalto (Co)
9) rame e suoi composti, espressi come rame (Cu)
10) manganese e suoi composti, espressi come manganese (Mn)
11) nichel e suoi composti, espressi come nichel (Ni)
12) vanadio e suoi composti, espressi come vanadio (V)
13) stagno e suoi composti, espressi come stagno (Sn)
totale 0.5mg/m3
Questi valori medi si applicano anche ai metalli ed ai loro composti presenti nelle emissioni anche sotto forma di gas e vapore. Durante il funzionamento degli impianti non devono essere superati i seguenti valori limite per le concentrazioni di monossido di carbonio (CO):
a) 50 mg/Nm3 di gas di combustione determinati come valore medio giornaliero;
b) 100 mg/Nm3 di gas di combustione di tutte le misurazioni determinate come valori medi su 30 minuti.
Non si deve tener conto degli agenti inquinanti e di CO che non derivano direttamente dalla utilizzazione di rifiuti come pure di CO se:
o maggiori concentrazioni di CO nel gas di combustione sono richieste dal processo di produzione;
o il valore C rifiuti (come precedentemente definito) per le diossine e i furani è rispettato. I valori limite di emissione sono rispettati:
o se tutti i valori medi giornalieri non superano i valori limite di emissione stabiliti nella tabella di cui sopra, lett. a), e al paragrafo di cui sopra, lett. a), e
o tutti i valori medi su 30 minuti non superano i valori limite di emissione di cui alla colonna A, in tabella., lett. b), ovvero il 97% dei valori medi su 30 minuti rilevati nel corso dell'anno non superano i valori limite di emissione di cui alla colonna B in tabella, lett. b),
o se tutti i valori medi rilevati nel periodo di campionamento di cui in tabella, lett. c), non superano i valori limite di emissione stabiliti in tale capoverso se è rispettata la disposizione di cui al paragrafo 2.4., lett. b).
In ogni caso, tenuto conto dei rifiuti di cui viene effettuato il recupero, il valore limite totale delle emissioni (C) deve essere calcolato in modo da ridurre al minimo le emissioni nell'ambiente. Per il tenore di ossigeno di riferimento è comunque fatto salvo quanto disposto all'art. 3, comma 2, del D.M 12 luglio 1990.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 15 di 61
Per il calcolo del valore di emissione di PCDD+PCDF come diossina equivalente si fa riferimento all'allegato 1 della direttiva 94/67/CE. Il valore limite di emissione per gli idrocarburi policiclici aromatici (IPA) si riferisce alla somma dei seguenti:
o Benz [a] antracene o Dibenz [a, h] antracene o Benzo [b] fluorantene o Benzo [j] fluorantene o Benzo [k] fluorantene o Benzo [a] pirene o Dibenzo [a, e] pirene o Dibenzo [a, h] pirene o Dibenzo [a, i] pirene o Dibenzo [a, l] pirene o Indeno [1, 2, 3 - cd] pirene
Fermo restando quanto disposto dalla decisione della Commissione concernente i metodi di misurazione armonizzati per la determinazione delle concentrazioni di massa di diossine e furani (C (97) 1159 def), relativamente ai metodi di campionamento, analisi e valutazione delle emissioni e per la periodicità dei controlli si applica quanto previsto nei decreti di attuazione del D.P.R. 24 maggio 1988 n. 203. Per il campionamento e le analisi caratteristiche dei rifiuti valgono i metodi di cui alle norme UNI 9903. Al fine della verifica del rispetto delle concentrazioni degli inquinanti e degli altri parametri previsti per i rifiuti solidi, il confronto va effettuato con i valori medi ottenuti statisticamente mediante determinazioni su un numero di campioni rappresentativo del lotto in esame non inferiore a cinque. Nel caso di approvvigionamento non discontinuo i valori medi si riferiscono a determinazioni effettuate su sei campioni distribuiti uniformemente nell'arco delle 24 h.
Nel caso di impiego simultaneo di rifiuti con combustibili autorizzati, la determinazione
dei valori limite per le emissioni dovute al recupero di rifiuti come combustibile o altro
mezzo per produrre energia tramite combustione mista di rifiuti e combustibili tradizionali
è la seguente (ALLEGATO 2, SUBALLEGATO 3):
I valori limite per ciascun inquinante e per il monossido di carbonio risultanti dalla co-combustione di rifiuti e combustibili devono essere calcolati come segue:
C = [(V rifiuto * C rifiuto) + (V processo * C processo)] / (V rifiuto + V processo)
V rifiuto = volume dei gas emessi derivante dalla combustione dei soli rifiuti in quantità corrispondente alla massima prevista nella comunicazione, determinato in base ai rifiuti che hanno il più basso potere calorifico. Se il calore prodotto risultante dall'incenerimento di rifiuti è inferiore al 10% del calore totale prodotto dall'impianto, V rifiuti va calcolato dalla quantità (fittizia) di rifiuti che, combusti, equivalgono ad un calore prodotto del 10%, a calore totale dell'impianto costante. C rifiuto = valori limite di emissione stabiliti nelle singole voci del suballegato 1 e nel suballegato 2 per gli impianti destinati ad utilizzare soltanto rifiuti. V processo = volume dei gas emessi derivanti dal processo inclusa la combustione dei combustibili ammessi ai sensi della normativa vigente (esclusi i rifiuti) del tipo e nella quantità minima prevista nella comunicazione, determinato sulla base del tenore di ossigeno, al quale le emissioni devono essere normalizzate come stabilito nelle norme nazionali.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 16 di 61
C processo = valori limite di emissione dei relativi inquinanti e del monossido di carbonio nei gas emessi dall'impianto quando vengono utilizzati i combustibili ammessi ai sensi della normativa vigente (esclusi i rifiuti) conformi ai valori minimi contenuti nelle disposizioni nazionali legislative, regolamentari e legislative ridotte del 10%. Nel caso siano più restrittivi si applicano i valori limite di emissione che figurano nell'autorizzazione ex D.P.R. n. 203 del 1988 ridotti del 10%. Se i valori degli inquinanti, di CO e di COT non sono fissati, si utilizzano le emissioni reali ridotte del 10%; i valori di processo sono riferiti allo stesso tempo di mediazione di cui al suballegato 2 ed alle singole voci del suballegato 1. C = valore limite totale delle emissioni per CO e per gli altri inquinanti riferiti allo stesso tempo di mediazione di cui al suballegato 2 ed alle singole voci del suballegato 1. Il tenore di ossigeno di riferimento h calcolato sulla base del tenore di riferimento relativo al rifiuto e quello relativo al processo, come individuato dal D.M. 12 luglio 1990, rispettando il rapporto dei volumi parziali.
Nota: ai soli fini del calcolo della formula di cui al punto 1, i valori limite per la polvere totale, COT, HCl, HF e SO2 sono unicamente quelli individuati alla lett. a) della tabella in suballegato 2. Per i valori limite di polveri totali, SO2, NOx, CO e COT i valori C rifiuto, C processo e C sono espressi come valori medi giornalieri. A tal fine, il valore medio giornaliero di C processo h assunto pari al 115% del medesimo valore fissato su base mensile. Per i valori di IPA, PCDD+PCDF i valori di C rifiuto, C processo e C devono essere espressi come valori medi riferiti a 8 ore. Per i valori dei metalli i valori di C rifiuto, C processo e C devono essere espressi come valori medi orari.
La misurazione continua di HF pur essere omessa se vengono utilizzate fasi di trattamento per HCl che garantiscono che il valore limite di emissione per lo stesso parametro HCl espresso sia come valore medio giornaliero che come valore medio su trenta minuti non venga superato. In questo caso le emissioni di HF sono soggette a misurazioni mensili. Non si deve tener conto degli agenti inquinanti e di CO che non derivano direttamente dalla combustione di rifiuti o di combustibili, come pure di CO derivante dalla combustione se:
o maggiori concentrazioni di CO nel gas di combustione sono richieste dal processo di produzione;
o il valore C rifiuti (come precedentemente definito) per le diossine e i furani è rispettato.
In ogni caso, tenuto conto dei rifiuti di cui è stato autorizzato il coincenerimento, il valore limite totale delle emissioni (C) deve essere calcolato in modo da ridurre al minimo le emissioni nell'ambiente. Per il tenore di ossigeno di riferimento h comunque fatto salvo quanto disposto all'art. 3, comma 2, del D.M. 12 luglio 1990. Per il calcolo del valore di emissione di PCDD+PCDF come diossina equivalente si fa riferimento all'allegato 1 della direttiva 94/67/CE. Il valore limite di emissione per gli idrocarburi policiclici aromatici (IPA) si riferisce alla somma dei seguenti:
o Benz [a] antracene o Dibenz [a, h] antracene o Benzo [b] fluorantene o Benzo [j] fluorantene o Benzo [k] fluorantene o Benzo [a] pirene o Dibenzo [a, e] pirene o Dibenzo [a, h] pirene o Dibenzo [a, i] pirene
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 17 di 61
o Dibenzo [a, l] pirene o Indeno [1,2,3 - cd] pirene
Fermo restando quanto disposto dalla decisione della Commissione concernente i metodi di misurazione armonizzati per la determinazione delle concentrazioni di massa di diossine e furani (C (97) 1159 def), relativamente ai metodi di campionamento, analisi e valutazione delle emissioni e per la periodicità dei controlli si applica quanto previsto nei decreti di attuazione del D.P.R. 24 maggio 1988 n. 203: Per il campionamento e le analisi caratteristiche dei rifiuti valgono i metodi di cui alle norme UNI 9903. Al fine della verifica del rispetto delle concentrazioni degli inquinanti e degli altri parametri previsti per i rifiuti solidi, il confronto va effettuato con i valori medi ottenuti statisticamente mediante determinazioni su un numero di campioni rappresentativo del lotto in esame non inferiore a cinque. Nel caso di approvvigionamento non discontinuo i valori medi si riferiscono a determinazioni effettuate su sei campioni distribuiti uniformemente nell'arco delle 24 h. Per i primi 24 mesi gli accertamenti dei limiti di emissione mediante controllo in continuo degli inquinanti sono accompagnati dall'esecuzione in parallelo di campagne analitiche con misurazioni puntuali a carico del gestore dell'impianto in accordo con l'autorità di controllo.
Il D.M. 5 febbraio 1998 tratta anche delle emissioni relative all’utilizzazione dei rifiuti non
pericolosi come combustibili o come altro mezzo per produrre energia (allegato 2,
suballegato 1).
Tipologia 1: combustibile derivato da rifiuti (CDR) [191210].
Le condizioni di esercizio degli impianti di combustione devono rispettare i seguenti valori limite alle emissioni riferiti ad un tenore di ossigeno nei fumi anidri dell'11% in volume:
o Zn (come valore medio rilevato per un periodo di campionamento di 1 h): 5 mg/Nm3 o Ossidi di azoto (come valore medio giomaliero): 200 mg/ Nm3 o PCDD+ PCDF (come diossina equivalente): 0,1 ng/ Nm3 (come valore medio rilevato per un
periodo di campionamento di 8 ore) o Idrocarburi policiclici aromatici (I.P.A.): 0,01 mg/ Nm3 (come valore medio rilevato per un
periodo di campionamento di 8 ore) o Per gli altri inquinanti si applicano i valori limite di emissione fissati nel suballegato 2 del
presente allegato.
Nel caso di impiego simultaneo in impianti industriali con combustibili autorizzati, il calore prodotto dal rifiuto non deve eccedere il 60% del calore totale prodotto dall'impianto in qualsiasi fase di funzionamento; i valori limite di emissione da applicare all'impianto devono essere calcolati come indicato nel suballegato 2.
Tipologia 2: Biogas [190699].
Le caratteristiche impianti di conversione energetica in cui è consentita l’uitlizzazione di biogas sono di seguito indicate:
a) motori fissi a combustione interna che rispettano i seguenti valori limite di emissione riferiti ad un tenore di ossigeno nei fumi anidri pari al 5% in volume:

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 18 di 61
Polveri (valore medio rilevato per un periodo di campionamento di 1 ora) 10 mg/Nm3
HCl (valore medio rilevato per un periodo di campionamento di 1 ora) 10 mg/Nm3
Carbonio Organico Totale (valore medio rilevato per un periodo di campionamento di 1 ora)
150 mg/Nm3
HF (valore medio rilevato per un periodo di campionamento di 1 ora) 2 mg/Nm3
NOx 450 mg/Nm3
Monossido di carbonio 500 mg/Nm3
Per gli altri inquinanti si applicano i valori limite minimi di emissione fissati ai sensi dell'art. 3, comma 2, del decreto del Presidente della Repubblica n� 203/1988 per le corrispondenti tipologie d'impianti che utilizzano combustibili gassosi. Negli impianti dedicati oltre i 6 MWt deve essere effettuato il controllo in continuo di:
o monossido di carbonio o ossidi di azoto o ossidi di zolfo
b) impianti dedicati al recupero energetico di rifiuti o impianti industriali che garantiscano in tutte le condizioni di esercizio una efficienza di combustione (CO2/CO +CO2) minima del 99.0%; - che abbiano il controllo in continuo dell'ossigeno, del monossido di carbonio e della temperatura nell'effluente gassoso; negli impianti oltre i 6 MWt controllo in continuo anche degli ossidi di azoto e degli altri inquinanti di cui al suballegato 2, paragrafo 1, lettera a) e che rispettino i valori limite di emissione fissati nel suballegato 2 del presente allegato riferiti ad un tenore di ossigeno nei fumi andri pari al 3% in volume. Non si applica il limite per le emissioni di ossido di zolfo. Il limite di Nox è fissato in 200 mg/Nm3. Nel caso di impiego simultaneo in impianti industriali con combustibili autorizzati, il calore prodotto dal rifiuto non deve eccedere il 60% del calore totale prodotto dall'impianto in qualsiasi fase di funzionamento; i valori limite di emissione da applicare all'impianto devono essere calcolati come indicato alla suballegato 3 del presente allegato.
Tipologia 3: Scarti vegetali [020103] [020107] [020301] [020303] [020304] [020701]
[020704].
Per le emissioni devono essere rispettati i valori limite di emissioni fissati nel suballegato 2 del presente allegato e i seguenti limiti con un tenore di ossigeno nei fumi anidri dell'11% in volume:
NOx (come valore medio giornaliero) 200 mg/Nm3
NOx (come valore medio orario) ove non previsto il controllo in continuo 400 mg/Nm3
Per gli impianti con potenza termica nominale inferiore a 1 MW il limite di emissione delle polveri è di 50 mg/Nm3 e il limite di emissione di CO è di 100 mg/Nm3 come valori medi giornalieri, per le attività stagionali di durata non superiore a 120 giorni il limite alle emissioni di CO è di 300 mg/Nm3. Nel caso di impiego simultaneo in impianti industriali con combustibili autorizzati, il calore prodotto dal rifiuto non deve eccedere il 60% del calore totale prodotto dall'impianto in qualsiasi fase di funzionamento; i valori limite di emissione da applicare all'impianto devono essere calcolati come indicato al suballegato 3 del presente allegato.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 19 di 61
Tipologia 4: Rifiuti della lavorazione del legno e affini non trattati [030101] [030105]
[030301] [150103] [170201] [200138].
Per le emissioni devono essere rispettati i valori limite di emissioni fissati nel suballegato 2 del presente allegato e i seguenti limiti con un tenore di ossigeno nei fumi anidri dell'11% in volume:
NOx (come valore medio giornaliero) 200 mg/Nm3
NOx (come valore medio orario) ove non previsto il controllo in continuo 400 mg/Nm3
Per gli impianti di potenza termica nominale inferiore a 1 MW il limite di emissione delle polveri è di 50 mg/Nm3, e il limite di emissione di CO è di 100 mg/Nm3 come valori medi giornalieri. Nel caso di impiego simultaneo in impianti industriali con combustibili autorizzati, il calore prodotto dal rifiuto non deve eccedere il 60% del calore totale prodotto dall'impianto in qualsiasi fase di funzionamento; i valori limite di emissione da applicare all'impianto devono essere calcolati come indicato al suballegato 3 del presente allegato.
Tipologia 6: Rifiuti della lavorazione del legno e affini trattati [030105] [200138].
Gli impianti per il recupero devono rispettare i seguenti valori limite alle emissioni riferiti ad un tenore di ossigeno dei fumi anidri dell'11% in volume:
NOx (come valore medio giornaliero) 200 mg/Nm3
NOx (come valore medio orario) ove non previsto il controllo in continuo 400 mg/Nm3
PCDD+PCDF (come diossina equivalente) (come valore medio rilevato per un periodo di campionamento di 8 ore)
0,1 ng/Nm3
Idrocarburi policiclici aromatici (I.P.A.) (come valore medio rilevato per un periodo di campionamento di 8 ore)
0,01 mg/Nm3
Per gli altri inquinanti si applicano i valori limite di emissione fissati nel suballegato 2 del presente allegato. Nel caso di impiego simultaneo in impianti industriali con combustibili autorizzati, il calore prodotto dal rifiuto non deve eccedere il 60% del calore totale prodotto dall'impianto in qualsiasi fase di funzionamento; i valori limite di emissione da applicare all'impianto devono essere calcolati come indicato al suballegato 3 del presente allegato.
Tipologia 7: Rifiuti della lavorazione del tabacco [020304].
Vedi tipologia 6
Tipologia 9: Scarti di pulper [030307] [030310].
Gli impianti per il recupero devono rispettare i seguenti valori limite alle emissioni riferiti ad un tenore di ossigeno nei fumi anidri dell'11% in volume:
Zn* 5 mg/Nm3
Ossidi di azoto (come valore medio giornaliero) 200 mg/Nm3
PCDD+PCDF (come diossina equivalente) (come valore medio rilevato per un periodo di campionamento di 8 ore)
0,1 ng/Nm3
Idrocarburi policiclici aromatici (I.P.A.) 0,01 mg/Nm3
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 20 di 61
(come valore medio rilevato per un periodo di campionamento di 8 ore)
Per gli altri inquinanti si applicano i valori limite di emissione fissati nel suballegato 2 del presente allegato. *Come valore medio rilevato per un periodo di campionamento di 1 h.
Il D.Lgs.133/05, “Attuazione della direttiva 2000/76/CE - Incenerimento dei rifiuti”, così
definisce finalità e campo di applicazione:
1. Il presente decreto si applica agli impianti di incenerimento e di coincenerimento dei rifiuti e stabilisce le misure e le procedure finalizzate a prevenire e ridurre per quanto possibile gli effetti negativi dell'incenerimento e del coincenerimento dei rifiuti sull'ambiente, in particolare l'inquinamento atmosferico, del suolo, delle acque superficiali e sotterranee, nonchè i rischi per la salute umana che ne derivino. 2. Ai fini di cui al comma 1, il presente decreto disciplina: a) i valori limite di emissione degli impianti di incenerimento e di coincenerimento dei rifiuti; b) i metodi di campionamento, di analisi e di valutazione degli inquinanti derivanti dagli impianti di incenerimento e di coincenerimento dei rifiuti; c) i criteri e le norme tecniche generali riguardanti le caratteristiche costruttive e funzionali, nonchè le condizioni di esercizio degli impianti di incenerimento e di coincenerimento dei rifiuti, con particolare riferimento alle esigenze di assicurare una elevata protezione dell'ambiente contro le emissioni causate dall'incenerimento e dal coincenerimento dei rifiuti; d) i criteri temporali di adeguamento degli impianti di incenerimento e di coincenerimento di rifiuti esistenti alle disposizioni del presente decreto.
Vengono definite dal decreto le seguenti disposizioni per i forni per cemento che
coinceneriscono rifiuti :
I risultati delle misurazioni effettuate per verificare il rispetto dei valori-limite di emissione sono normalizzati alle condizioni specificate al successivo punto B), nonchè ad un tenore di ossigeno di riferimento nell'effluente gassoso secco pari al 10% in volume. Valori-limite di emissione medi giornalieri Ai fini del calcolo dei valori medi giornalieri, secondo la procedura di cui al par. C), punto 1, devono essere rilevati i valori medi su 30 minuti. Ai forni per cemento si applicano i valori-limite totali di emissione (C) come media giornaliera di seguito individuati. a) Polveri totali (1) 30 mg/m3
b) Sostanze organiche sotto forma di gas e vapori, espresse come carbonio organico totale (TOC) (2) 10 mg/m3
c) Composti inorganici del cloro sotto forma di gas o vapore, espressi come acido cloridrico (HCl) 10 mg/m3
d) Composti inorganici del fluoro sotto forma di gas o vapore, espressi come acido fluoridrico (HF) 1 mg/m3
e) Ossidi di zolfo espressi come biossido di zolfo (SO2) (2) 50 mg/m3
f) Ossidi di azoto espressi come biossido di azoto (NO2) Per gli impianti esistenti (3) 800 mg/m3
g) Ossidi di azoto espressi come biossido azoto (NO2) Per i nuovi impianti 500 mg/m3
---------- (1) Fino al 1° gennaio 2008, l'autorità competente può concedere deroghe relativamente alle polveri totali per i forni per cemento che bruciano meno di tre tonnellate/ora di rifiuti, purchè l'autorizzazione preveda un valore-limite complessivo di emissione non superiore a 50 mg/m3.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 21 di 61
(2) L'autorità competente può autorizzare deroghe nei casi in cui l'incenerimento dei rifiuti non dia luogo ad emissione di TOC e/o di SO2. (3) I forni per cemento funzionanti e dotati di autorizzazione conforme alla normativa vigente sono considerati impianti esistenti se iniziano a coincenerire rifiuti entro la data del 28 dicembre 2004. Fino al 1° gennaio 2008, l'autorità competente può concedere deroghe relativamente ai NOx per i forni esistenti per cemento operanti a umido o che bruciano meno di tre tonnellate/ora di rifiuti, purchè l'autorizzazione preveda un valore-limite complessivo di emissione non superiore a 1.200 mg/m3. ----------
Valori-limite di emissione medi ottenuti tramite campionamento I valori-limite totali di emissione (C) per gli inquinanti di cui all'Allegato 1, par. A), punto 3 (ottenuti tramite periodo di campionamento di 1 h) e punto 4 (ottenuti tramite periodo di campionamento di 8 h), riferiti ad un tenore di ossigeno di riferimento nell'effluente gassoso secco pari al 10% in volume, sono quelli fissati nei suddetti punti, e non sono soggetti all'applicazione della "formula di miscelazione". Valori-limite di emissione per il monossido di carbonio (CO) I valori-limite di emissione (C) di monossido di carbonio sono stabiliti dall'autorità competente.
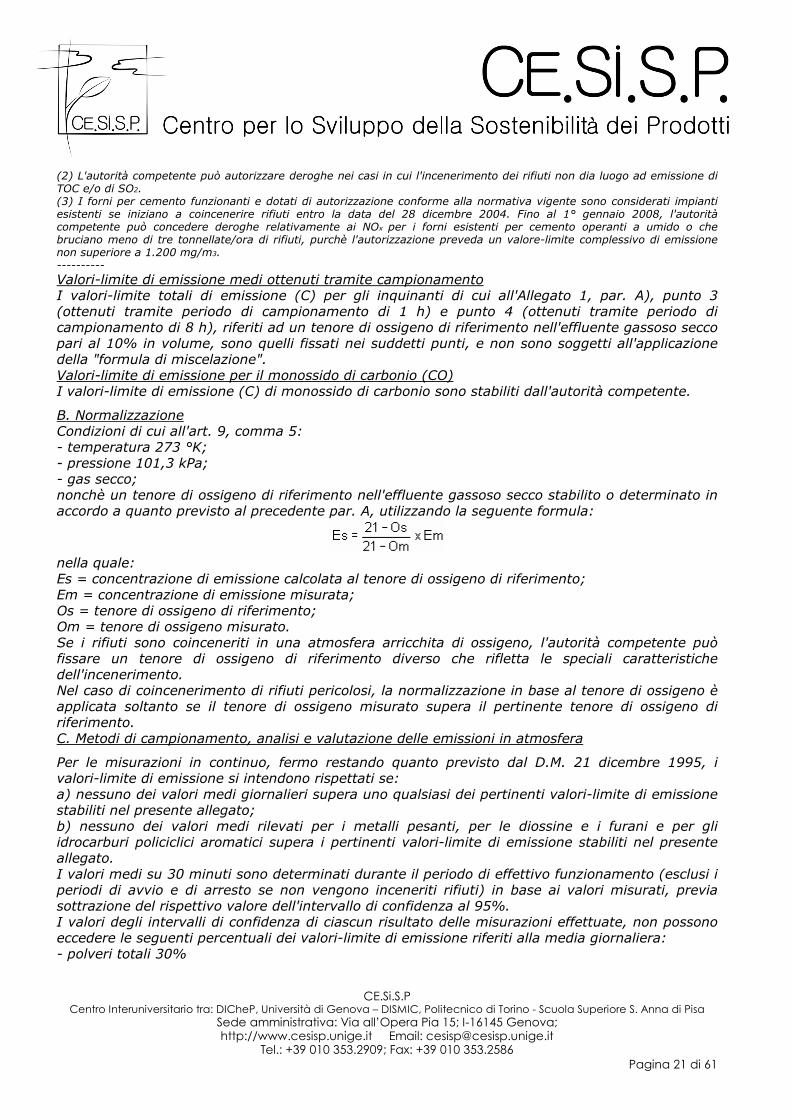
B. Normalizzazione Condizioni di cui all'art. 9, comma 5: - temperatura 273 °K; - pressione 101,3 kPa; - gas secco; nonchè un tenore di ossigeno di riferimento nell'effluente gassoso secco stabilito o determinato in accordo a quanto previsto al precedente par. A, utilizzando la seguente formula:
nella quale: Es = concentrazione di emissione calcolata al tenore di ossigeno di riferimento; Em = concentrazione di emissione misurata; Os = tenore di ossigeno di riferimento; Om = tenore di ossigeno misurato. Se i rifiuti sono coinceneriti in una atmosfera arricchita di ossigeno, l'autorità competente può fissare un tenore di ossigeno di riferimento diverso che rifletta le speciali caratteristiche dell'incenerimento. Nel caso di coincenerimento di rifiuti pericolosi, la normalizzazione in base al tenore di ossigeno è applicata soltanto se il tenore di ossigeno misurato supera il pertinente tenore di ossigeno di riferimento. C. Metodi di campionamento, analisi e valutazione delle emissioni in atmosfera
Per le misurazioni in continuo, fermo restando quanto previsto dal D.M. 21 dicembre 1995, i valori-limite di emissione si intendono rispettati se: a) nessuno dei valori medi giornalieri supera uno qualsiasi dei pertinenti valori-limite di emissione stabiliti nel presente allegato; b) nessuno dei valori medi rilevati per i metalli pesanti, per le diossine e i furani e per gli idrocarburi policiclici aromatici supera i pertinenti valori-limite di emissione stabiliti nel presente allegato. I valori medi su 30 minuti sono determinati durante il periodo di effettivo funzionamento (esclusi i periodi di avvio e di arresto se non vengono inceneriti rifiuti) in base ai valori misurati, previa sottrazione del rispettivo valore dell'intervallo di confidenza al 95%. I valori degli intervalli di confidenza di ciascun risultato delle misurazioni effettuate, non possono eccedere le seguenti percentuali dei valori-limite di emissione riferiti alla media giornaliera: - polveri totali 30%

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 22 di 61
- carbonio organico totale 30% - acido cloridrico 40% - acido fluoridrico 40% - biossido di zolfo 20% - ossidi di azoto, espressi come biossido di azoto 20% - monossido di carbonio 10% I valori medi giornalieri sono determinati in base ai valori medi convalidati. Per ottenere un valore medio giornaliero valido non possono essere scartati più di 5 valori medi su 30 minuti in un giorno qualsiasi a causa di disfunzioni o per ragioni di manutenzione del sistema di misurazione in continuo. Non più di 10 valori medi giornalieri all'anno possono essere scartati a causa di disfunzioni o per ragioni di manutenzione del sistema di misurazione in continuo. Per le misurazioni periodiche, la valutazione della rispondenza delle misurazioni ai valori-limite di emissione si effettua sulla base di quanto previsto dagli specifici decreti adottati ai sensi dell'art. 3, comma 2, lett. b), del D.P.R. 24 maggio 1988, n. 203, e successive modificazioni.
Inoltre, così si riporta dal D.Lgs. 152/06 “Norme in materia ambientale”, riguardo la
Prevenzione e limitazione delle emissioni in atmosfera di impianti e attività:
Titolo I 267. Campo di applicazione. 1. Il presente titolo, ai fini della prevenzione e della limitazione dell'inquinamento atmosferico, si applica agli impianti, inclusi gli impianti termici civili non disciplinati dal titolo II, ed alle attività che producono emissioni in atmosfera e stabilisce i valori di emissione, le prescrizioni, i metodi di campionamento e di analisi delle emissioni ed i criteri per la valutazione della conformità dei valori misurati ai valori limite. 2. Sono esclusi dal campo di applicazione della parte quinta del presente decreto gli impianti disciplinati dal decreto legislativo 11 maggio 2005, n. 133, recante attuazione della direttiva 2000 /76 / CE in materia di incenerimento dei rifiuti. 3. Resta fermo, per gli impianti sottoposti ad autorizzazione integrata ambientale, quanto previsto dal decreto legislativo 18 febbraio 2005, n. 59; per tali impianti l'autorizzazione integrata ambientale sostituisce l'autorizzazione alle emissioni prevista dal presente titolo.
Si rimanda poi alla consultazione dell’intero testo del decreto per quanto riguarda le
specifiche modalità di monitoraggio ed i limiti dei principali parametri.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 23 di 61
3. Analisi della letteratura
Il recupero di materia e energia dai rifiuti all’interno del processo produttivo del cemento
è ormai consolidato ed ampiamente diffuso a livello inernazionale, seguendo una filosofia
finalizzata ad una corretta gestione dei rifiuti.
In letteratura è possibile trovare recenti pubblicazioni riguardo entrambe le procedure di
recupero.
3.1. Tipologie di rifiuti impiegati
3.1.1. Combustibili
Nel 2003 E. Mokrzycki et al. hanno pubblicato un articolo sull’uso dei combustibili
alternativi nell’industria polacca del cemento: l’incenerimento di combustibili alternativi
negli impianti di produzione di cemento appare un metodo sicuro per l’utilizzo di rifiuti,
“environmentally friendly” e proficuo per gli impianti industriali.
I comustibili alternativi, composti da mix di diversi rifiuti, industriali, municipali e
pericolosi, necessitano di un appropriato contenuto chimico-energetico che dipende dal
tipo di componenti e dal loro contenuto organico. Un’industria particolarmente ben
adattabile all’impiego di combustibili alternativi è quella del cemento, per numerosi
fattori, fra cui le alte temperature sviluppate, l’appropriata lunghezza del forno, l’elevato
tempo di permanenza e l’ambiente alcalino nel forno. Ci sono vari paesi che utilizzano
negli impianti per la produzione di cemento i propri combustibili alternativi, che hanno
differenti nomi commerciali e differiscono per quantità e qualità dei rifiuti municipali ed
industriali selezionati. I combustibili usati dovrebbero avere i seguenti requisiti minimi:
adeguato potere calorifico inferiore, contenuto minimo di umidità, contenuto minimo di
metalli pesanti e tossici. Gli impianti per la produzione del cemento in Polonia utilizzano
combustibili alternativi. All’interno del Gruppo Lafarge, gli impianti appartenenti a Lafarge
Poland Ltd hanno iniziato attività tese a promuovere il più ampio uso di combustibili
alternativi. Esiste una gamma di rifiuti che possono essere inceneriti come combustibili
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 24 di 61
negli impianti di produzione di cemento, tra cui: frazioni combustibili selezionate di rifiuti
urbani, scarti liquidi derivanti dal petrolio greggio, pneumatici, scarti derivanti dalla
produzione di colori e vernici, medicinali scaduti dall’industria farmaceutica ed altri.
Pneumatici
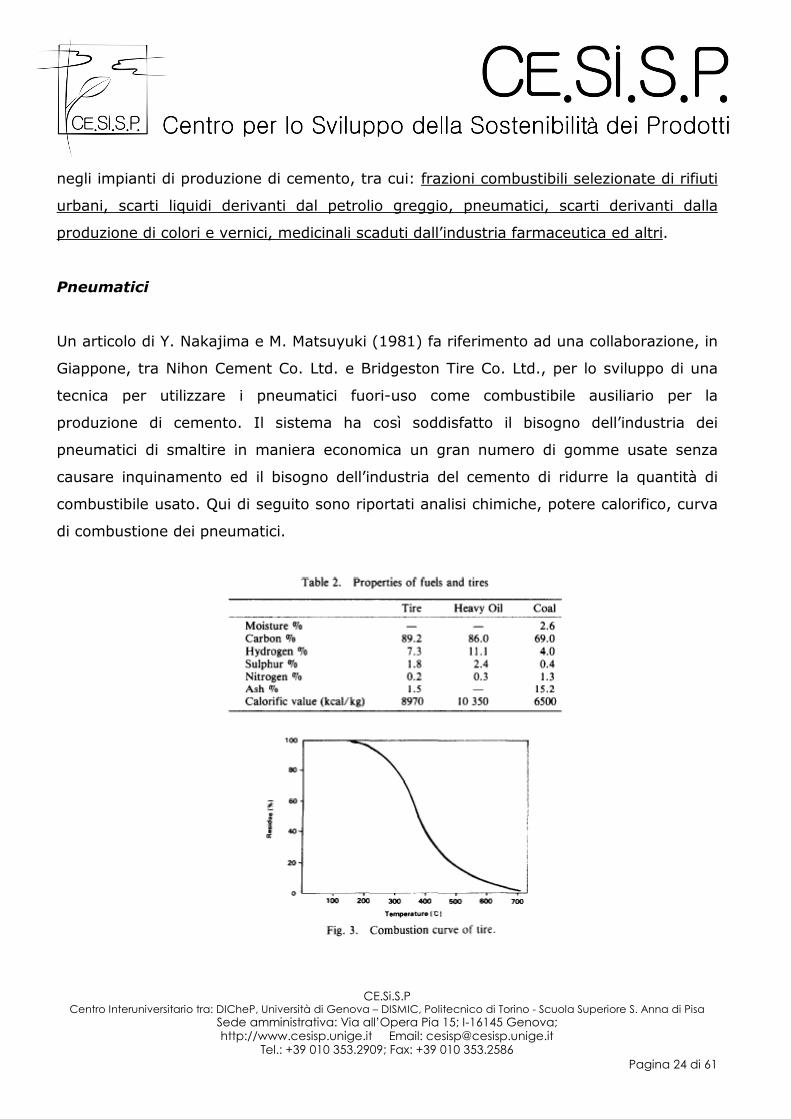
Un articolo di Y. Nakajima e M. Matsuyuki (1981) fa riferimento ad una collaborazione, in
Giappone, tra Nihon Cement Co. Ltd. e Bridgeston Tire Co. Ltd., per lo sviluppo di una
tecnica per utilizzare i pneumatici fuori-uso come combustibile ausiliario per la
produzione di cemento. Il sistema ha così soddisfatto il bisogno dell’industria dei
pneumatici di smaltire in maniera economica un gran numero di gomme usate senza
causare inquinamento ed il bisogno dell’industria del cemento di ridurre la quantità di
combustibile usato. Qui di seguito sono riportati analisi chimiche, potere calorifico, curva
di combustione dei pneumatici.

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 25 di 61
L’utilizzo di pneumatici viene presentato come vantaggioso per i seguenti motivi:
a. il processo di combustione nei cementifici è un sistema chiuso in cui la
polvere rimossa dai gas esausti da un precipitatore elettrostatico viene
recuperata per rialimentare il processo. Perciò, le ceneri non fuoriescono dal
sistema; inoltre, lo zolfo contenuto nelle gomme viene assorbito dalle
materie prime edl cemento e non porta alla formazione di SOX;
b. le temperature all’interno del processo raggiungono massimi di 1800°C nel
gas di combustione e circa 1500°C nel clinker. Di conseguenza, i pneumatici
alimentati al forno bruciano completamente in breve tempo;
c. il pneumatico è composto da gomma, nerofumo, zolfo ed acciaio. L’acciaio,
che non è una frazione combustibile, verrà ossidato e trasformato in uno dei
componenti del cemento.
Nel 2004 A. Corti e L. Lombardi hanno pubblicato un articolo sullo studio del fine-vita dei
pneumatici.
Un approccio Life Cycle Assessment (LCA) è stato utilizzato per confrontare differenti
processi di trattamento fine-vita di pneumatici usati: combustione in un processo
convenzionale waste-to-energy (WtE); sostituzione di combustibile convenzionale nel
processo di produzione del cemento e due differenti ipotesi di riutilizzo come materiale di
riempimento basati su un processo di polverizzazione criogenica (CPP) o su un processo
di polverizzazione meccanica (MPP).
L’analisi mostra che la sostituzione di combustibile nella produzione di cemento e l’utilizzo
in processi WtE portano ad interessanti risultati in termini di effetti evitati, principalmente
grazie all’evitato utilizzo di combustibili convenzionali. Tra queste due alternative, un
migliore risultato viene ottenuto con la sostituzione di combustibile nel processo di
produzione del cemento. CPP e MPP, per il riutilizzo come materiali di riepimento,
mostrano peggiori risultati in termini di impatto ambientale rispetto alle altre alternative,
dovuti all’alto consumo energetico relativo al processo di polverizzazione.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 26 di 61
RDF
Nel 1977 J. Dorn ha pubblicato un articolo relativo all’utilizzo di rifiuti nell’industria del
cemento. L’autore rileva problemi legati al trasporto ed allo stoccaggio ed al fatto che il
10% di umidità del materiale influisce sull’efficienza del forno. In aggiunta, l’autore
sottolinea come la presenza di HCl proveniente dai materiali contenenti PVC può produrre
composti a bassa temperatura di fusione che incrostano il forno, con i relativi problemi di
aumento della velocità dei fumi (ndr).
Un articolo di C.A.C. Haley del 1990 indica la discarica come il metodo principale, a livello
mondiale, di smaltimento di rifiuti solidi urbani. Nonostante ciò, la crescente
preoccupazione per l’ambiente, in particolare la possibilità di contaminazione delle falde
acquifere sotterranee, ha portato all’applicazione di standard sempre più elevati, facendo
perciò crescere il costo delle operazioni di messa in discarica, in alcuni casi di entità
davvero marcata. Di conseguenza, in alcuni paesi sono state studiate tecniche alternative
per l’uso di una parte del rifiuto, minimizzando così il ricorso allo smaltimento in
discariche ed, allo stesso tempo, per ottenere miglioramenti dal punto di vista
ambientale. Una di queste tecniche è l’utilizzo della frazione combustibile del rifiuto, o per
la produzione diretta di vapore o elettricità, o per la produzione e vendita di combustibile
solido in forma di fluff o pellet. In questo articolo vengono analizzati questi processi.
Esempi di successo di impianti commerciali sono selezionati e discussi nel campo di
inceneritori municipali, produzione di fluff per uso come combustibile nell’industria del
cemento, e produzione integrata di pellet di combustibile da rifiuto (Refuse Derived Fuel,
d-RDF) per la vendita in applicazioni industriali e commerciali. Vengono suggeriti criteri
per mezzo dei quali la realizzabilità di un tale progetto in una particolare zona possa
essere valutata su base preliminare. L’incenerimento dei rifiuti può dunque rappresentare
una tecnica praticabile e proficua dal punto di vista ambientale per lo smaltimento di
elevate quantità di rifiuti ed allo stesso tempo il recupero dell’energia intrinseca. Un
primo fattore di valutazione è il potere calorifico del rifiuto disponibile; un altro è la
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 27 di 61
quantità disponibile per il trattamento. La variabilità in qualità o quantità (o entrambi)
può comportare problemi. L’autore afferma che la concentrazione di alcuni metalli
influenza il quantitativo di RDF impiegabile nei forni da cemento. Alcuni problemi si
riscontrano per la presenza di cloro nell’RDF in quanto si formano sostanze incrostanti il
forno. Per ovviare a tale problema occorre effettuare by-pass nel ricircolo delle sostanze
volatili nel forno. Ulteriori problemi sono prodotti a causa del basso potere calorifico e
dell’elevata umidità che aumentano il volume dei gas di combustione. I vantaggi
evidenziati riguardano il risparmio energetico ed il fatto che la tecnica è “environmentally
sound”, in quanto la temperatura del forno è elevata ed i residui vengono inglobati nel
clinker.
Nel 1993 F.C. Lockwood ha pubblicato un articolo sulla combustione di combustibile da
rifiuto (Refuse Derived Fuel, RDF) in un forno rotativo da cemento.
Nei forni da cemento, la combustione ha luogo a temperature di fiamma molto alte e con
tempi di permanenza dei gas di combustione relativamente lunghi. Queste condizioni
sono favorevoli per bruciare dei rifiuti. Lo scopo di questo studio è di analizzare gli effetti
della combustione sulle emissioni di inquinanti. Basandosi su considerazioni tecniche ed
ambientali, l’analisi della combustione di RDF in un forno da cemento mostra che
nessuna tecnologia speciale deve essere installata oltre al sistema di gestione del RDF,
ma esiste un limite massimo di consumo totale di combustibile (non più del 30%) per
bruciare RDF.
Nel 2008 G. Genon e E. Brizio hanno pubblicato un articolo su prospettive e limiti per
forni da cemento come destinazione per RDF.
L’RDF, la frazione ad alto potere calorifico del MSW (Munical Solid Waste) ottenuto da
sistemi di separazione convenzionali, può essere impiegato in impianti tecnologici
(principalmente forni da cemento) al fine di ottenere un recupero di energia utile. È
interessante ed importante valutare questa possibilità all’interno dell’ambito generale
delle soluzioni waste-to-energy. La soluzione deve essere valutata sulla base di differenti
aspetti, e precisamente: aspetti tecnologici e caratteristiche del clinker; inquinamento
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 28 di 61
atmosferico locale; gli effetti dell’RDF utilizzato in forni da cemento sulla generazioni di
gas serra; l’economia della sostituzione dei combustibili solidi convenzionali e prospettive
di progettazione, dal punto di vista della destinazione dell’RDF e dell’ottimizzazione del
forno. Differenti esperienze su questo tema nel contesto europeo sono state prese in
analisi, oltre ad alcune applicazioni in Italia.
Tappeti e moquettes
Nel 2004 P. Lemieux et al hanno pubblicato un articolo sullo studio delle emissioni dalla
co-combustione di tappeti nei forni rotativi.
I tappeti e le moquettes fuori-uso rappresentano un flusso di rifiuto di alto volume e di
alto contenuto energetico. Come co-combustibile per forni da cemento, i tappeti, come i
pneumatici fuori-uso, presentano potenziali vantaggi. Le sfide tecnologiche da impostare
includono la valutazione delle emissioni potenziali, in particolare quelle di NO (dai tappeti
di fibra di nylon), e l’ottimizzazione del sistema di alimentazione dei tappeti.
Solventi
Nel 2005 C. Seyler et al hanno pubblicato un articolo sul Life Cycle Inventory per l’uso di
solventi di rifiuto come combustibili alternativi nell’industria del cemento.
L’industria chimica svizzera produce grandi quantità di solventi organici di rifiuto, alcuni
dei quali non possono essere recuperati. Una comune opzione per il trattamento di questi
solventi organici è l’incenerimento; in alternativa, possono essere usati come combustibili
nella produzione di cemento. Da una parte, la combustione nei forni da cemento implica
un risparmio di combustibili fossili come carbone ed olio combustibile; dall’altra, anche le
emissioni possono cambiare. Questi cambiamenti possono avere un impatto ecologico
netto sia negativo che positivo, a seconda della natura chimica del solvente utilizzato. Lo
scopo dello studio era di sviluppare un modello di allocazione multi-input, che permetta di
realizzare LCI per solventi specifici.

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 29 di 61
I risultati mostrano che l’incenerimento dei solventi nei forni da cemento generalmente
riduce l’impatto globale della produzione di clinker in quanto vengono sostituiti i
combustibili fossili. Un’analisi di sensitività ha rivelato che il modello è particolarmente
sensibile al “fuel mix” ed alle proprietà come potere calorifico inferiore e contenuto di
carbonio e azoto.
3.1.2. Materie prime
Nel 1999 A. Monshi e M.K. Asgarani hanno pubblicato un articolo sulla produzione di
cemento Portland da scorie di ferro/acciaio e calcare.
Le scorie da altoforno dopo separazione magnetica sono state miscelate con calcare
usando 6 differenti composizioni. I materiali ottenuti sono stati bruciati in un forno pilota
a 1350 °C per un’ora. Il clinker è stato raffreddato, triturato, mescolato con un 3% di
gesso, e portato a una finezza di oltre 3300 cm2/g.
Nel 2000 N. Ay e M. Ünal hanno pubblicato un articolo sull’utilizzo di piastrelle ceramiche
di scarto nella produzione di cemento.
Nella produzione di piastrelle, per varie ragioni, si crea un accumulo di prodotti invenduti:
le piastrelle di scarto, di cui solo una piccola parte viene utilizzata. Se queste venissero
utilizzate nella produzione di cemento, si otterrebbe una diminuzione dell’inquinamento
che esse provocherebbero. In questo studio, è stato analizzato l’uso delle piastrelle di
scarto come pozzolana: sono state così aggiunte al cemento Portland nei rapporti di peso
del 25%, 30%, 35% e 40%.
Nel 2000 e nel 2001 T. Shimoda et al. hanno pubblicato una serie di articoli sull’Eco-
Cemento, sviluppato in Giappone per sostituire almeno il 50% delle materie prime con
ceneri da inceneritore urbano o altri rifiuti come ad esempio i fanghi fognari.
Lo sviluppo dell’Eco-Cemento ha coinvolto la NEDO (New Energy Development
Organization), un’organizzazione del Ministero del Commercio e dell’Industria. I risultati
dello studio dimostrano che un Eco-Cemento di tipo Portland può essere impiegato
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 30 di 61
esattamente per gli stessi calcestruzzi per i quali si impiega un normale cemento Portland
(NCP), mentre un Eco-cemento a rapido indurimento, contenente un alto contenuto di
cloruro (1%), può essere impiegato impiegato nella produzione di blocchi, massetti
autobloccanti, pannelli in legno-cemento, ecc. In questi casi il tempo di presa può essere
regolato impiegando un additivo ritardante o aggiungendo loppa d'altoforno; la più
interessante applicazione dell'Eco-cemento a rapido indurimento è quella destinata al
consolidamento di terreni bagnati, zone paludose ed altri terreni cedevoli
Nel 2002 R. Boncukcuoğlu et al hanno pubblicato un articolo sull’utilizzo di scarti da vagli
rotativi come additivi nella produzione di cemento Portland.
In Turchia ogni anno vengono prodotte dall’industria del boro grandi quantità di rifiuti
industriali, che presentano problemi sia di smaltimento sia sanitari. I rifiuti come fanghi di
borace, scarti da concentrazione e scarti da vagli rotativi (TSW) contengono impurità che
accelerano la normale presa e indurimento dei materiali da costruzioni da loro prodotti .
In questo studio, lo scopo era quello di stabilizzare i TSW prodotti durante la produzione
di borace.
Nel 2005 P.H. Shih et al hanno pubblicato un articolo sul riutilizzo di fanghi contenenti
metalli pesanti nella produzione di cemento.
È stata studiata la reale applicabilità della sostituzione di materie prime nel processo di
produzione del cemento con fanghi contenenti metalli pesanti da finitura superficiale ed
industria galvanoplastica.
Nel 2005 K.L. Lin e C.Y. Lin hanno pubblicato un articolo sulle caratteristiche di
idratazione di cenere da fango di rifiuto utilizzata come materia prima per il cemento.
Nel 2005 E. Sakai et al hanno pubblicato un articolo sull’idratazione del cemento
contentente ceneri volanti.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 31 di 61
In questo studio è stato preso in considerazione l’utilizzo di ceneri volanti come aggiunta
al cemento invece che il loro smaltimento come rifiuto. Il cemento tagliato con ceneri
volanti inoltre risponde all’esigenza di ridurre la generazione di CO2.
Nel 2006 A.S. de Vargas et al hanno pubblicato un articolo sull’uso della polvere da forno
ad arco elettrico (EAFD) nelle paste di cemento Portland I (MP) Pozzolan-modified.
L’uso dell’EAFD nelle costruzioni civili non è comune. Nei paesi dove questo scarto è
raccolto, viene usato nei processi di recupero di metalli pesanti.
In questo studio sono state analizzate paste di cemento con differente contenuto di
EAFD.
Nel 2006 R. Navia et al hanno pubblicato un articolo sul Life Cycle Assessment del riciclo
di terreno contaminato come materia prima alternativa nell’industria del cemento.
Il terreno vulcanico può essere usato per rimuovere metalli dalle acque di scarico. Una
volta usato, viene depositato in discarica. L’utilizzo di questo materiale nell’industria del
cemento come materia prima è stato valutato usando una metodologia Life Cycle
Assessment (LCA). Questa possibilità è stata studiata da un punto di vista ambientale in
un’industria cementiera cilena, rappresentativa dello stato dell’arte dell’operazione
corrente, comprendendo analisi sia tecniche che economiche. Sono stati confrontati due
scenari: Scenario 1, che corrisponde al processo di produzione esistente, e Scenario 2,
che rappresenta la produzione usando terreno vulcanico spento. Con l’eccezione delle
categorie di carcinogenici e minerali, i risultati del confronto sono favorevoli allo Scenario
2, specialmente per quanto riguarda la categoria dell’ecotossicità, principalmente per
effetto delle emissioni evitate della messa in discarica del terreno vulcanico.
Considerando la valutazione dei danni, quelli a salute umana, qualità dell’ecosistema, e
risorse sono inferiori nello Scenario 2. Inoltre, le analisi di sensitività sono state
effettuate per studiare l’influenza di particolari parametri (ad esempio, trasporto di
terreno vulcanico spento, emissioni di CO2 dal processo di produzione di clinker e metalli
pesanti dalla percolazione) sui risultati della valutazione. L’uso di materie prime
alternative (in questo caso, terreno vulcanico spento), che presentino il vantaggio di

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 32 di 61
essere rifiuti di altri sistemi tecnologici, sembra indirizzare lo sviluppo della produzione
del cemento verso una strada più sostenibile, migliorando l’economia del processo.
Nel 2007 S. Kourounis et al hanno pubblicato un articolo sulle proprietà e l’idratazione di
cementi tagliati con scorie di acciaieria.
Per questo studio, sono stati testati un campione di riferimento e tre cementi contenenti
fino al 45% in volume di scoria. La frazione di scoria usata era la “0-5 mm”, per il suo
alto contenuto di silicati di calcio.
3.1.3. Contributo sia energetico che minerale
Nel 2005 K. Gäbel e A.M. Tillman hanno pubblicato un articolo sulla simulazione di
alternative operazionali per la produzione futura di cemento.
Per supportare decisioni sulle opzioni di sviluppo di prodotto e processo e pianificazioni
strategiche, sono necessarie informazioni sulle conseguenze dei cambiamenti pianificati.
A questo scopo è stato sviluppato un modello flessibile per la produzione di cemento. Il
modello predice le performance ambientali, produttive ed economiche in un’ottica “life
cycle”, simulando diverse alternative operative. Sono state analizzate interessanti
alternative operative future, come l’incremento dell’uso di sottoprodotti industriali e rifiuti
come materie prime e combustibili. Vengono discussi i risultati, ad esempio le
conseguenze delle opzioni di potenziale sviluppo da una prospettiva “life cycle”.
Un incremento dell’uso di materiale di recupero e combustibile alternativo sostituisce il
consumo di risorse. L’impatto del trasporto di questi ultimi aumenta ovviamente con
l’utilizzo; comunque, i benefici ambientali dell’incrementato utilizzo sono ben più grandi
dell’utilizzo di risorse e delle emissioni in aria associate all’incremento della fase
trasporto.
Nel 2005 M.A. Trezza e A.N. Scian hanno pubblicato un articolo sull’effetto dei
combustibili da rifiuto sul clinker del cemento Portland.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 33 di 61
Diversi tipi di rifiuti industriali sono sempre più utilizzati nel processo di produzione del
clinker dell’industria del cemento, al fine di trarre vantaggio dal loro contenuto energetico
o di confinare sostanze indesiderate. Questo studio analizza le caratteristiche chimico-
fisiche dei clinker ottenuti incorporando tre differenti rifiuti in differenti proporzioni: due
di essi con funzione energetica – combustibile da rifiuto con marchio registrato e coke di
petrolio – ed il terzo da confinare – carbone da pirolisi. Confrontati con quelli tradizionali,
i clinker prodotti non presentano caratteristiche significativamente alterate.
Nel 2007 B. Boughton ha pubblicato un articolo sulla valutazione di residui da
demolizione come “feedstock” per la produzione di cemento.
Il cosiddetto “shredder residue” (SR) è costituito da vetro, gomma, plastica, fibre e
materiali fini che rimangono dopo la rimozione dei metalli ferrosi e non ferrosi dal
processo di demolizione di automobili, elettrodomestici e rottami ferrosi.
L’obiettivo dello studio era identificare i parametri di qualità necessari per l’utilizzo nei
forni e quindi valutare i mezzi meccanici necessari per rendere l’SR un materiale
accettabile come carbone o sostituenti minerali.
Separare l’SR in frazioni dall’alto contenuto energetico e minerale può tradursi in un
considerevole risparmio di combustibile e di materie prime.
Tecniche di separazione per densità comunemente usate dagli sminuzzatori nel passato
sono stati testati per separare gomma e plastica dai non combustibili e contaminanti (ad
esempio PVC e fili di rame). Una frazione di circa il 30% dell’SR totale ha caratteristiche
combustibili che rispecchiano quelle del carbone. Comunque, i rimanenti livelli di
componenti potenzialmente problematici (ad esempio cloro totale e metalli pesanti)
possono limitare l’uso ad una quota di aggiunta relativamente bassa per alcuni forni. I
risultati del progetto hanno mostrato che i sistemi di separazione comunemente
disponibili dovrebbero produrre un accettabile contributo supplementare di combustibile.
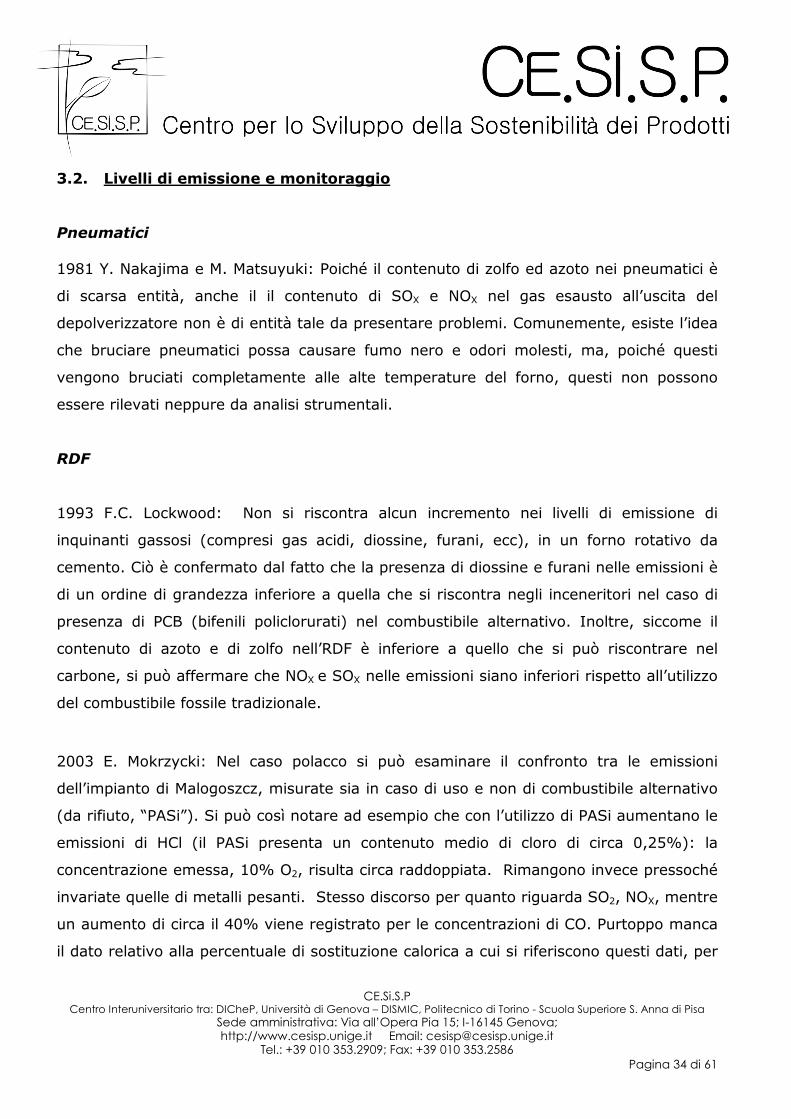
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 34 di 61
3.2. Livelli di emissione e monitoraggio
Pneumatici
1981 Y. Nakajima e M. Matsuyuki: Poiché il contenuto di zolfo ed azoto nei pneumatici è
di scarsa entità, anche il il contenuto di SOX e NOX nel gas esausto all’uscita del
depolverizzatore non è di entità tale da presentare problemi. Comunemente, esiste l’idea
che bruciare pneumatici possa causare fumo nero e odori molesti, ma, poiché questi
vengono bruciati completamente alle alte temperature del forno, questi non possono
essere rilevati neppure da analisi strumentali.
RDF
1993 F.C. Lockwood: Non si riscontra alcun incremento nei livelli di emissione di
inquinanti gassosi (compresi gas acidi, diossine, furani, ecc), in un forno rotativo da
cemento. Ciò è confermato dal fatto che la presenza di diossine e furani nelle emissioni è
di un ordine di grandezza inferiore a quella che si riscontra negli inceneritori nel caso di
presenza di PCB (bifenili policlorurati) nel combustibile alternativo. Inoltre, siccome il
contenuto di azoto e di zolfo nell’RDF è inferiore a quello che si può riscontrare nel
carbone, si può affermare che NOX e SOX nelle emissioni siano inferiori rispetto all’utilizzo
del combustibile fossile tradizionale.
2003 E. Mokrzycki: Nel caso polacco si può esaminare il confronto tra le emissioni
dell’impianto di Malogoszcz, misurate sia in caso di uso e non di combustibile alternativo
(da rifiuto, “PASi”). Si può così notare ad esempio che con l’utilizzo di PASi aumentano le
emissioni di HCl (il PASi presenta un contenuto medio di cloro di circa 0,25%): la
concentrazione emessa, 10% O2, risulta circa raddoppiata. Rimangono invece pressoché
invariate quelle di metalli pesanti. Stesso discorso per quanto riguarda SO2, NOX, mentre
un aumento di circa il 40% viene registrato per le concentrazioni di CO. Purtoppo manca
il dato relativo alla percentuale di sostituzione calorica a cui si riferiscono questi dati, per
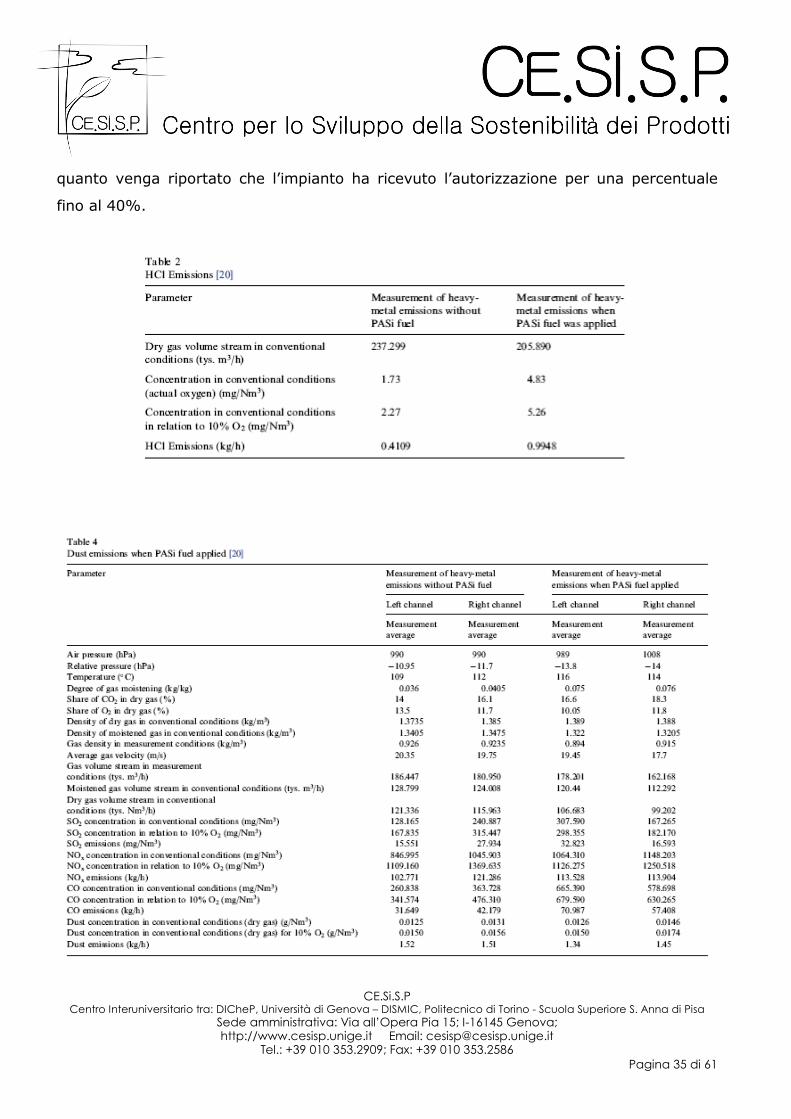
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 35 di 61
quanto venga riportato che l’impianto ha ricevuto l’autorizzazione per una percentuale
fino al 40%.
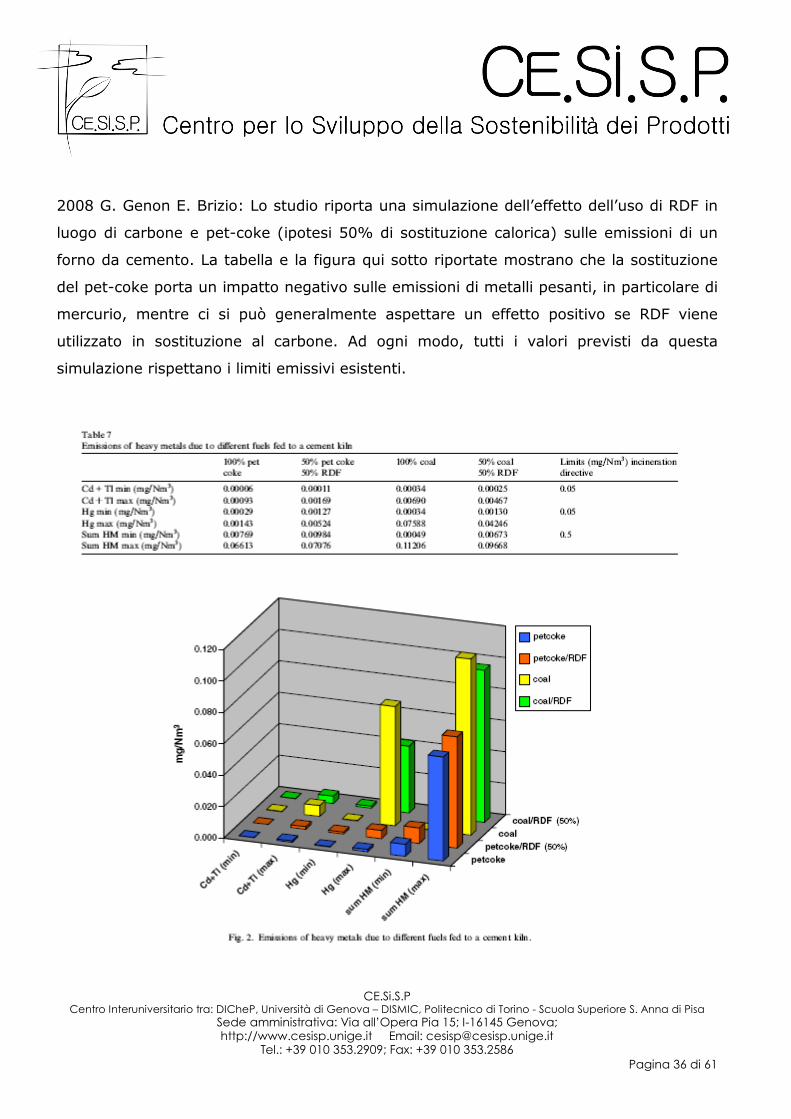
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 36 di 61
2008 G. Genon E. Brizio: Lo studio riporta una simulazione dell’effetto dell’uso di RDF in
luogo di carbone e pet-coke (ipotesi 50% di sostituzione calorica) sulle emissioni di un
forno da cemento. La tabella e la figura qui sotto riportate mostrano che la sostituzione
del pet-coke porta un impatto negativo sulle emissioni di metalli pesanti, in particolare di
mercurio, mentre ci si può generalmente aspettare un effetto positivo se RDF viene
utilizzato in sostituzione al carbone. Ad ogni modo, tutti i valori previsti da questa
simulazione rispettano i limiti emissivi esistenti.
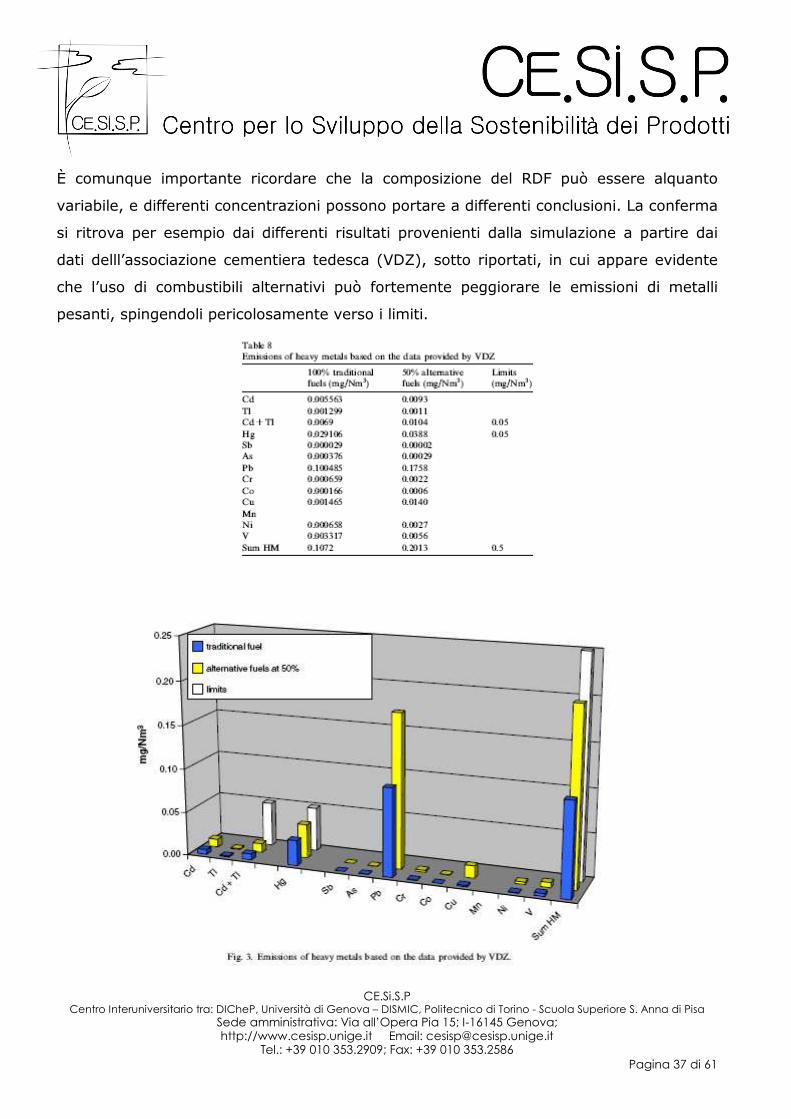
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 37 di 61
È comunque importante ricordare che la composizione del RDF può essere alquanto
variabile, e differenti concentrazioni possono portare a differenti conclusioni. La conferma
si ritrova per esempio dai differenti risultati provenienti dalla simulazione a partire dai
dati delll’associazione cementiera tedesca (VDZ), sotto riportati, in cui appare evidente
che l’uso di combustibili alternativi può fortemente peggiorare le emissioni di metalli
pesanti, spingendoli pericolosamente verso i limiti.

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 38 di 61
Sono inoltre riportati i risultati di uno studio (SINTEF, 2004) riguardanti la possibile
formazione di diossine, con le seguenti affermazioni:
o non si trova correlazione tra emissioni di diossine e tipo di materiale combustibile
alternativo usato;
o la formazione di diossine può avvenire in una finestra termica tra 250 e 450°C ,
zone che si ritrovano nei sistemi di raffreddamento dei fumi prima del separatore
finale dei fumi;
o i potenziali precursori rilasciati dal materiale combustibile introdotto nella zona di
pre-calcinazione possono reagire con il cloro non trattenuto nella matrice alcalina
del clinker, in presenza dei catalizzatori metallici presenti nelle polveri trasportate,
dando luogo ad emissioni di diossine quando la sintesi avviene di nuovo;
o mentre le concentrazioni di diossina sono, nella maggior parte dei casi, inferiori a
0.1 ng/Nm3, sono possibili concentrazioni di PCB almeno 1000 volte più alte. In
questo senso, costituiscono una significativa fonte di precursori capaci di generare
micro-inquinanti quando le condizioni cinetiche lo permettono.
Infine, la pubblicazione riporta un caso-studio nella provincia di Cuneo, dove la
sostituzione avveniva in due forni dell’impianto (24,5 e 7%), mediante RDF-P.
Confrontando le emissioni con quelle del terzo forno dello stesso impianto, che
utilizzava solo carbone, si può facilmente notare che il co-incenerimento non sembra
influenzare la qualità delle emissioni, almeno dal punto di vista dei macro-inquinanti
(NOX, SOX, VOC, CO e polveri), come rappresentato dalla tabella sottostante.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 39 di 61
In conclusione, le principali risultanze dello studio mostrano che l’uso dell’RDF nei forni
da cemento in sostituzione di carbone o coke offre benefici ambientali in termini di gas
serra, mentre la formazione di inquinanti gassosi convenzionali non è un aspetto critico.
In realtà, è possibile che la generazione di ossidi di azoto sia inferiore a causa delle
minori temperatura di fiamma o del minore eccesso d’aria. La presenza di micro-
inquinanti clorurati non è influenzata dalla presenza di RDF nel combustibile, mentre a
seconda della qualità dell’RDF, alcuni problemi potrebbero sorgere rispetto al
combustibile sostituito se sono presenti metalli pesanti, specialmente quelli più volatili.
Tappeti e moquettes
2004 P. Lemieux: I risultati degli esperimenti di un forno rotativo pilota hanno dimostrato
il potenziale per l’uso di tappeti fuori-uso come combustibile per l’industria del cemento.
L’alimentazione di fibra di tappeto a percentuali fino al 30% dell’input energetico totale
ha causato una combustione senza scoppi transitori e quasi senza aumento di CO ed altri
prodotti di combustione incompleta rispetto a forni alimentati a solo gas naturale. Le
emissioni di NO sono aumentate con la combustione di tappeti per effetto del contenuto
azotato della fibra di nylon. In questi esperimenti, la conversione dell’azoto contenuto
nelle fibre di tappeto a NO variava dal 3% all’8%. La conversione cresce con il migliorato
mescolamento di materiale ed aria durante la combustione. La preparazione dei tappeti
ed il metodo di alimentazione sono fattori controllanti per la conversione dell’azoto.
Gli esperimenti effettuati nel Rotary Kiln Incinerator Simulator (RKIS) dell’EPA, ossia in
scala pilota, permettono l’analisi della co-combustione di tappeti di rifiuto nei forni
rotativi, con percentuali di sostituzione fino al 30%. Risulta che le emissioni dei prodotti
della combustione incompleta, quali CO, THCs, VOCs e PAHs cambiano ben poco con
l’uso di combustibile alternativo e gas naturale. Per esempio, con l’alimentazione di
tappeti, la concentrazione media di CO registra un incremento medio di 1,4 ppm e quella
di PAH di 2,5 µg/m3. Non sono state poi osservate emissioni di mercurio, un potenziale
inquinante in tappeti e moquettes fuori-uso. Le emissioni di NO invece sembrano
crescere con l’utilizzo di tappeti, per via del contenuto azotato della fibra di nylon. In
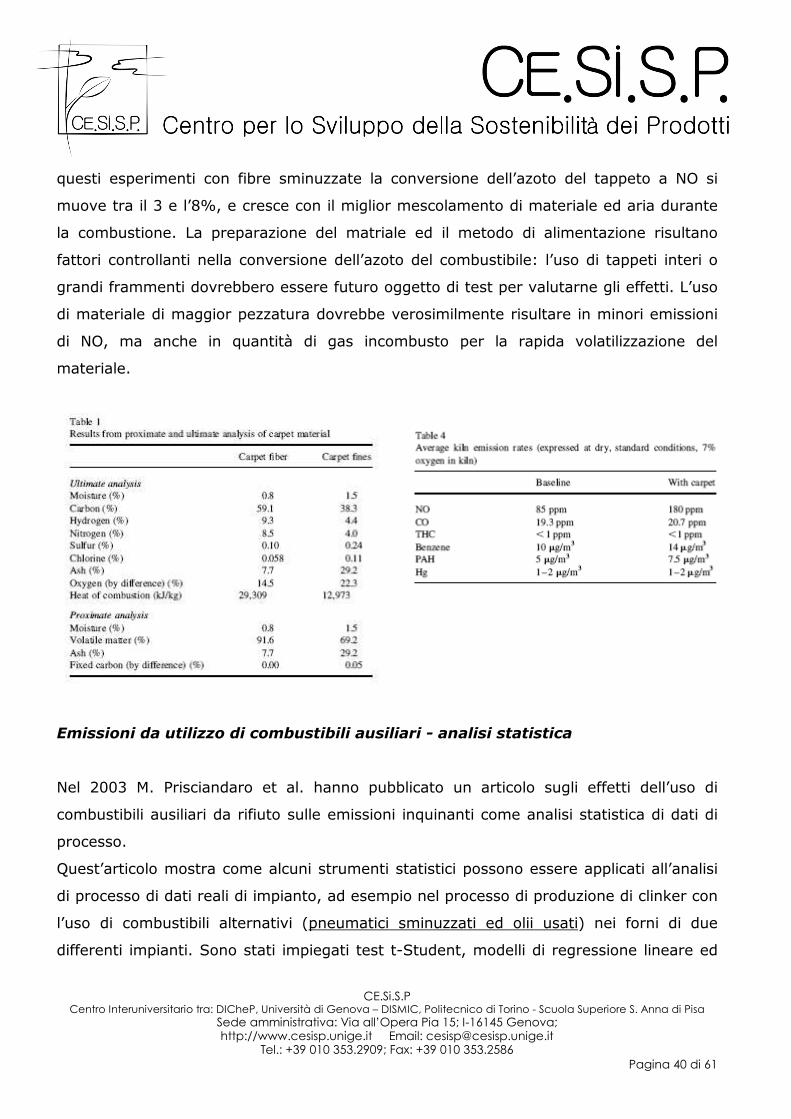
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 40 di 61
questi esperimenti con fibre sminuzzate la conversione dell’azoto del tappeto a NO si
muove tra il 3 e l’8%, e cresce con il miglior mescolamento di materiale ed aria durante
la combustione. La preparazione del matriale ed il metodo di alimentazione risultano
fattori controllanti nella conversione dell’azoto del combustibile: l’uso di tappeti interi o
grandi frammenti dovrebbero essere futuro oggetto di test per valutarne gli effetti. L’uso
di materiale di maggior pezzatura dovrebbe verosimilmente risultare in minori emissioni
di NO, ma anche in quantità di gas incombusto per la rapida volatilizzazione del
materiale.
Emissioni da utilizzo di combustibili ausiliari - analisi statistica
Nel 2003 M. Prisciandaro et al. hanno pubblicato un articolo sugli effetti dell’uso di
combustibili ausiliari da rifiuto sulle emissioni inquinanti come analisi statistica di dati di
processo.
Quest’articolo mostra come alcuni strumenti statistici possono essere applicati all’analisi
di processo di dati reali di impianto, ad esempio nel processo di produzione di clinker con
l’uso di combustibili alternativi (pneumatici sminuzzati ed olii usati) nei forni di due
differenti impianti. Sono stati impiegati test t-Student, modelli di regressione lineare ed
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 41 di 61
analisi fattoriali per valutare gli effetti sulle emissioni al camino dell’alimentazione di
questi combustibili alternativi. Inoltre è stato ottenuto un grande miglioramento nella
conoscenza del processo grazie all’analisi statistica dei dati di processo che molto spesso
presentano un elevato livello di correlazione con le variabili di processo.
I risultati sperimentali analizzati statisticamente hanno mostrato risposte incoraggianti,
se meno del 20% di combustibilie convenzionale è sostituito con uno alternativo le
caratteristiche del clinker rimangono immutate, e le emissioni al camino (principalmente
NOX, SO2 e CO) sono, nel caso dei pneumatici, lievemente incrementate, rimanendo
quasi sempre sotto i limiti imposti dalla legge. Nel caso degli olii usati, le emissioni di gas
inquinanti risultano addirittura diminuite. Sono state anche ottenute alcune equazioni
empiriche che legano le emissioni al camino ad alcuni dati di processo, per poter essere
usate con scopi di analisi di processo.
Sono stati presi in considerazione due impianti, presso Bergamo e Matera. Il primo caso
(plant 1) permette di notare gli effetti dell’uso integrato di pneumatici, il secondo (plant
2) quelli dell’uso di “ECOFLUID”, un mix di differenti olii organici usati.
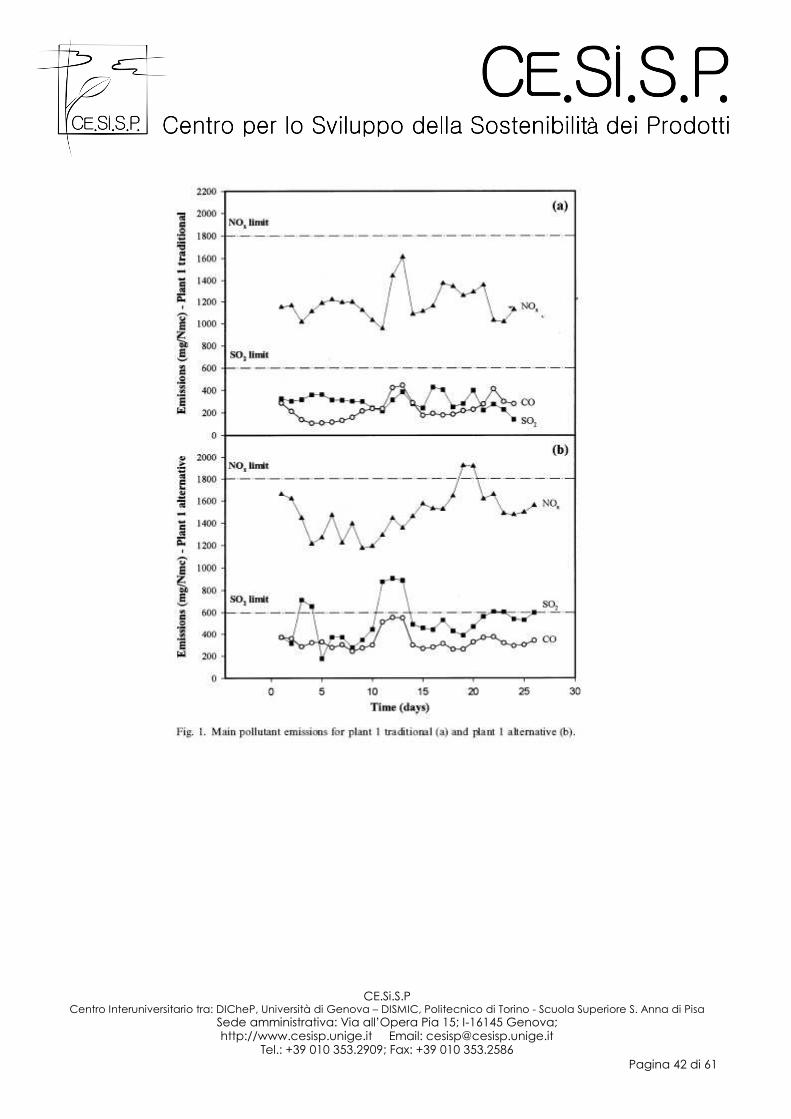
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 42 di 61
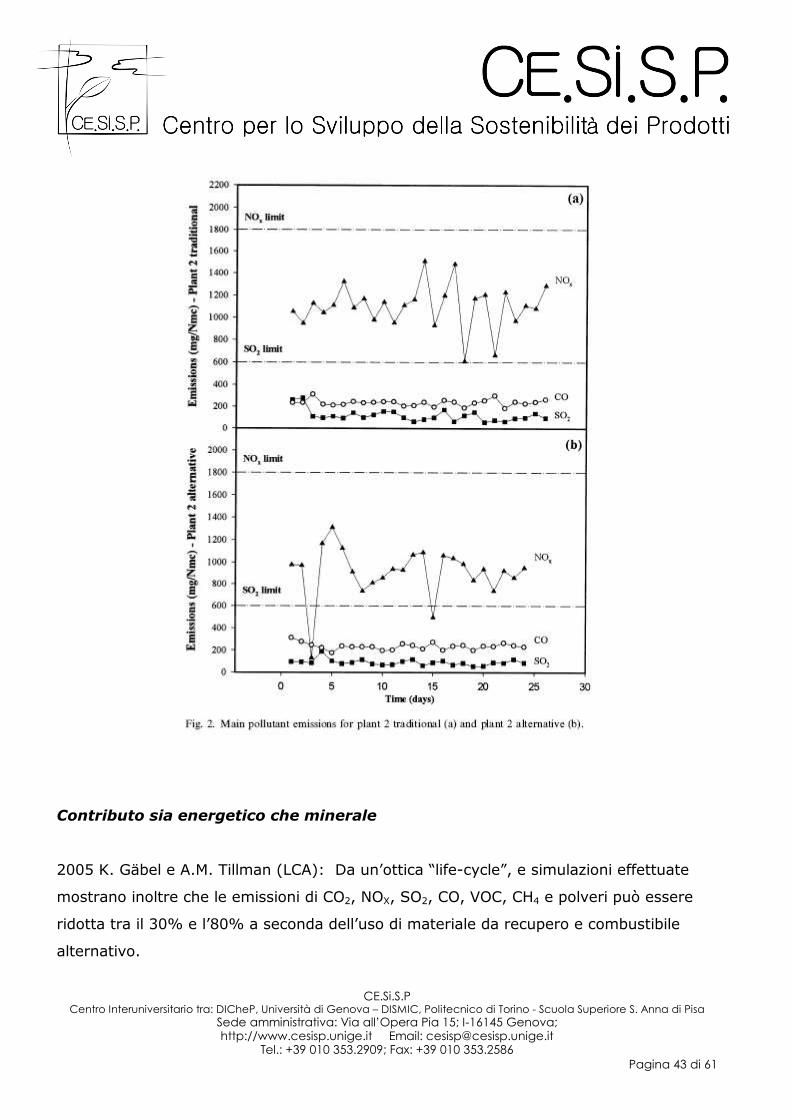
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 43 di 61
Contributo sia energetico che minerale
2005 K. Gäbel e A.M. Tillman (LCA): Da un’ottica “life-cycle”, e simulazioni effettuate
mostrano inoltre che le emissioni di CO2, NOX, SO2, CO, VOC, CH4 e polveri può essere
ridotta tra il 30% e l’80% a seconda dell’uso di materiale da recupero e combustibile
alternativo.

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 44 di 61
3.3. Influenza sulla qualità del prodotto finale
3.3.1. Combustibili
Pneumatici
1981 Y. Nakajima e M. Matsuyuki: Poiché i pneumatici non contengono componenti
dannosi per la qualità del cemento, non si riscontra cambiamento nella qualità del
cemento causato dall’alimentazione di pneumatici, come provato da lunga esperienza nel
controllo della qualità del prodotto. I residui di combustione di gomma e cemento non
sono ritrovati nel cemento finito.
Nel 2005 P. Pipilikaki et al. hanno pubblicato un articolo sull’uso del combustibile da
pneumatici (Tire Derived Fuel, TDF) nei forni da clinker.
Vengono stabiliti i prerequisiti per usare il TDF come combustibile supplementare per la
produzione di clinker. A questo proposito sono state effettuate misure usando differenti
analisi analitiche qualitative quali diffrazione a raggi X (XRD), fluorescenza a raggi X
(XRF), microscopia ottica in due serie di campioni di crudo mescolato, clinker e
combustibile con e senza uso di TDF. Inoltre, è stata misurata la resistenza a
compressione del cemento CEM I-52.5 prodotto. In questo studio specifico il TDF era il
6% del combustibile totale utilizzato. È stato concluso che non si verificano apparenti
problemi conseguenti all’uso di TDF come combustibile supplementare nei forni da
clinker.
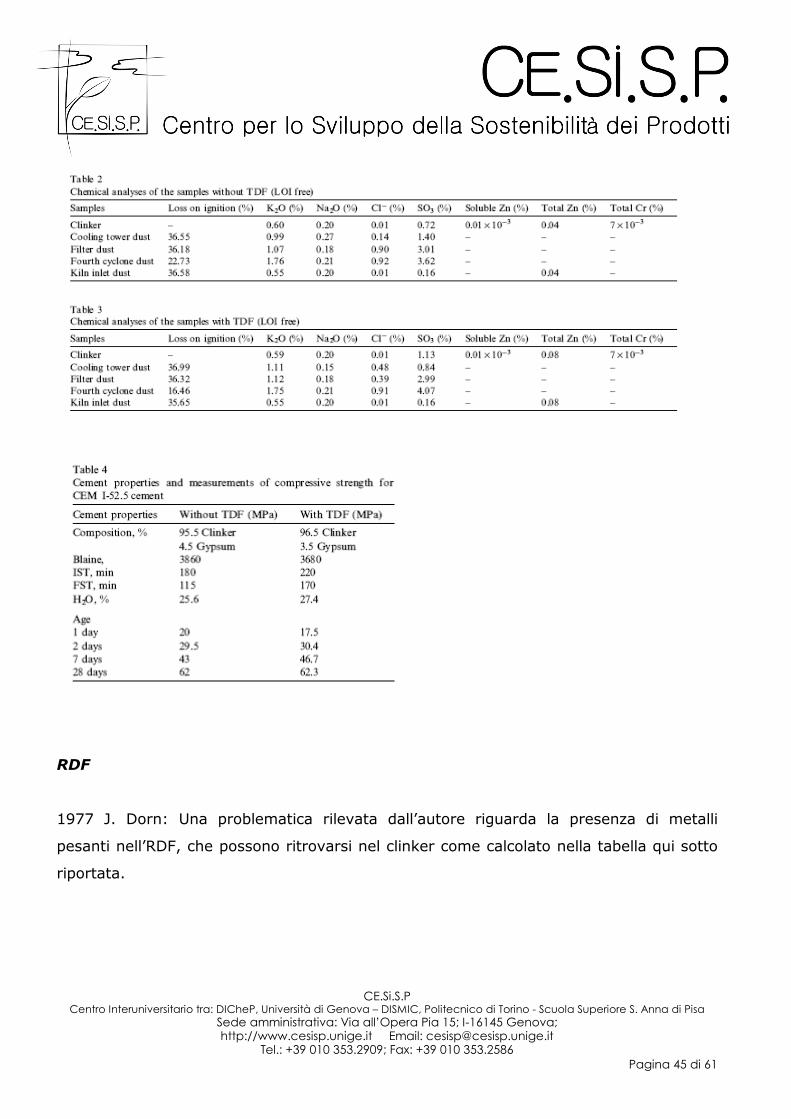
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 45 di 61
RDF
1977 J. Dorn: Una problematica rilevata dall’autore riguarda la presenza di metalli
pesanti nell’RDF, che possono ritrovarsi nel clinker come calcolato nella tabella qui sotto
riportata.
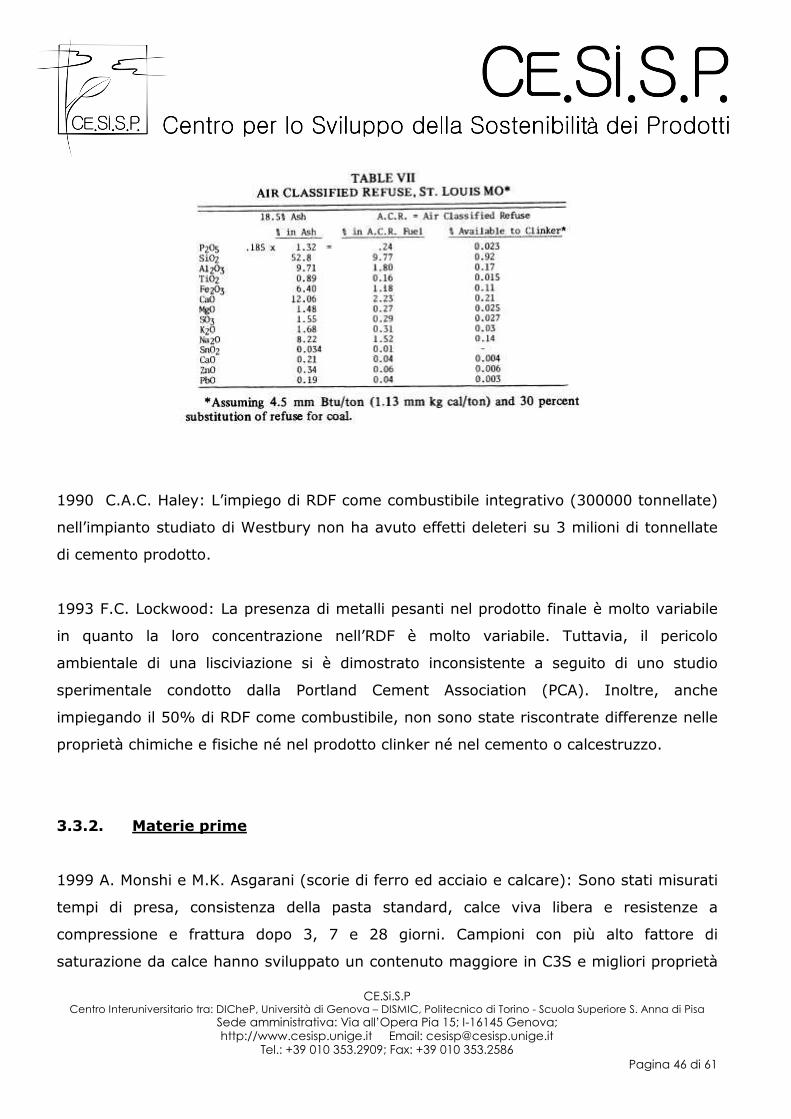
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 46 di 61
1990 C.A.C. Haley: L’impiego di RDF come combustibile integrativo (300000 tonnellate)
nell’impianto studiato di Westbury non ha avuto effetti deleteri su 3 milioni di tonnellate
di cemento prodotto.
1993 F.C. Lockwood: La presenza di metalli pesanti nel prodotto finale è molto variabile
in quanto la loro concentrazione nell’RDF è molto variabile. Tuttavia, il pericolo
ambientale di una lisciviazione si è dimostrato inconsistente a seguito di uno studio
sperimentale condotto dalla Portland Cement Association (PCA). Inoltre, anche
impiegando il 50% di RDF come combustibile, non sono state riscontrate differenze nelle
proprietà chimiche e fisiche né nel prodotto clinker né nel cemento o calcestruzzo.
3.3.2. Materie prime
1999 A. Monshi e M.K. Asgarani (scorie di ferro ed acciaio e calcare): Sono stati misurati
tempi di presa, consistenza della pasta standard, calce viva libera e resistenze a
compressione e frattura dopo 3, 7 e 28 giorni. Campioni con più alto fattore di
saturazione da calce hanno sviluppato un contenuto maggiore in C3S e migliori proprietà
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 47 di 61
meccaniche. Miscelare un extra del 10% di scoria ferrosa in un cemento composto dal
49% di scoria ferrosa, 43% di calce calcinata e 8% di scoria di acciaio ha mantenuto la
resistenza a compressione sotto i valori standard per il cemento Portland ordinario di tipo
I.
2000 N. Ay e M. Ünal (piastrelle ceramiche di scarto): Sono stati presi in considerazione
le proprietà pozzolaniche delle piastrelle e tempo di presa, stabilità volumetrica,
dimensioni delle particelle, densità, area superficiale specifica e resistenza del cemento
così realizzato. I risultati dei test hanno indicato che le piastrelle di scarto mostrano
proprietà pozzolaniche, e le proprietà chimico-fisiche del cemento prodotto sono conformi
agli standard per il cemento fino ad un’aggiunta di piastrelle del 35%.
2000-2001 T. Shimoda et al. (Eco-Cemento - ceneri da inceneritore): Sono stati previsti
due tipi di Eco-Cemento: un cemento di tipo Portland ed un cemento del tipo a rapido
indurimento, le cui composizioni chimiche e mineralogiche sono qui di seguito riportate.
Dall’analisi delle proprietà fisiche, risulta che l’Eco-Cemento di tipo Portland presenta
circa le stesse prestazioni meccaniche del normale Cemento Portland (NCP). L’Eco-
Cemento a rapido indurimento si distingue soprattutto per il tempo di presa molto breve
(circa 10 minuti) ed il rapido sviluppo delle resistenze meccaniche alle satgionature
brevissime (3-6 ore) e brevi (1-3 giorni). Inoltre, le prove di lisciviazione dei metalli
pesanti su malte di Eco-Cemento, eseguite secondo i procedimenti JEPA (Japanese
Environment Protection Agency), indicano che le quantità di metalli pesanti lisciviabili
sono nettamente al di sotto dei valori standard previsti.

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 48 di 61
COMPOSIZIONE CHIMICA
Tipo di cemento Eco-cemento
Portland Eco-cemento
a rapido indurimento Cemento Portland
Normale (NPC)
p.a.f. 0.6 % 0.8 % 0.6 %
SiO2 19.1 % 15.5 % 22.2 %
Al 2O3 8.1 % 11.0 % 5.1 %
Fe2O3 4.5 % 1.9 % 3.0 %
CaO 62.7 % 58.5 % 63.8 %
MgO 1.4 % 1.4 % 1.4 %
SO3 3.7 % 8.8 % 2.0 %
Na2O 0.05 % 0.60 % 0.30 %
k2O 0.00 % 0.00 % 0.20 %
Cl 0.04 % 1.00 % 0.00 %
COMPOSIZIONE MINERALOGICA
C3S 49 % 44 % 56 %
C2S 12 % 11 % 19 %
C3A 14 % ---- 9 %
C11A11·CaCl2 ---- 17 % ----
C4AF 13 % 8 % 9 %
CaSO4 7.7 % 15.0 % 3.4 %
2002 R. Boncukcuoğlu et al (scarti da vagli rotativi): Sono stati analizzati gli effetti
dell’aggiunta di TSW al clinker sulle proprietà meccaniche del cemento Portland così
realizzato. L’utilizzo di TSW nell’industria del cemento come additivi è stato dunque
testato e confrontato con altri materiali. Risulta che i TSW possono essere usati come
additivi per il cemento fino al 25% in peso.
2005 P.H. Shih et al (fanghi contenenti metalli pesanti): L’effetto del contenuto di metalli
pesanti nel mix di materie prime del cemento sulla formazione cristallina nel processo di
produzione è stato esaminato anche con analisi XRD. È stato trovato che entrambi i
fanghi sono applicabili come sostituti nel mix di alimentazione tramite condizionamento
moderato delle composizioni dei fanghi con molteplici parametri. Con una sostituzione
entro il 15% del mix la formazione della fase di silicato tricalcico (C3S) nel cemento viene
migliorata dall’introduzione di metalli pesanti. Invece, per effetto di una eccessiva
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 49 di 61
concentrazione di metalli pesanti (maggiore del 1,5%) nel mix, il C3S cristallino viene
inibito da un’ampia sostituzione con fanghi (maggiore del 15%). Durante il processo di
sinterizzazione, oltre il 90% degli elementi altamente volatili come il piombo evaporano
ad alta temperatura, ma il 90% degli elementi meno volatili come rame, cromo e nichel
rimangono intrappolati nel clinker. Soprattutto, i risultati dei test di percolamento
mostrano che gli elementi intrappolati nei campioni idratati non vengono rilasciati sotto
condizioni di acidità. Il riutilizzo di fanghi contenenti metalli pesanti come materie prime
per il cemento non causerebbe quindi pericolo per lisciviazione dai clinker sinterizzati.
Perciò, questi fanghi avrebbero il potenziale per essere utilizzati come materia prima
alternativa nella produzione del cemento.
2005 K.L. Lin e C.Y. Lin (cenere da fango di rifiuto): In questo studio, sono state studiate
le caratteristiche e le proprietà ingegneristiche di tre tipi di paste di “eco-cemento”, tra
cui resitenza a compressione, grado di idratazione, microstruttura, e confrontate con
quelle del cemento Portland ordinario ASTM di tipo I. I risultati indicano che è fattibile
utilizzare cenere da fango e scorie di acciaieria per sostuire fino al 20% dei componenti
minerari delle materie prime del cemento. Inoltre, tutti i clinker testati hanno soddisfatto
i requisiti inerenti le caratteristiche di tossicità da percolamento. I principali componenti
del cemento Portland, C3S (ad esempio, 3CaO�SiO2), C2S (ad esempio, 2CaO�SiO2), C3A
(ad esempio, 3CaO�Al2O3) e C4AF (ad esempio, 4CaO�Al2O3� Fe2O3), sono stati trovati tutti
nei clinker così prodotti. Tutti e tre i tipi di “eco-cemento” hanno confermato la
produzione di idrossido di calcio (Ca(OH)2) e idrati di silicato di calcio (CSH) durante il
processo di idratazione, aumentando la densità col passare del tempo. I risultati
dell’analisi termica hanno indicato che l’idratazione procede fino a 90 giorni, con
l’aumento della quantità di Ca(OH)2 e CSH. Lo “shift” chimico dei silicati, ed il risultante
grado di idratazione, e l’incremento di lunghezza dei gel di CSH col tempo, sono stati
confermati dalle tecniche Si NMR. La resistenza alla compressione e le valutazioni
microstrutturali, infine, confermano la reale fruibilità degli “eco-cementi”.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 50 di 61
2005 E. Sakai et al (ceneri volanti): Sono state analizzate l’influenza del contenuto in
vetro e la basicità della fase vetrosa sull’idratazione del cemento così prodotto, ed è stata
caratterizzata l’idratazione lungo un ampio periodo. Sono stati usati due tipi di ceneri
volanti con differenti contenuti in vetro, uno con il 38.2% ed un altro con il 76.6%. Il
grado di idratazione delle ceneri aumenta con l’aumento del contenuto in vetro delle
ceneri per campioni lasciati fissare per 270 giorni. Dopo 360 giorni, comunque, i gradi di
reazione delle ceneri volanti mostrano circa gli stessi valori per differenti contenuti in
vetro. Le ceneri influenzano inoltre l’idratazione dei minerali del clinker nel cemento:
mentre l’idratazione dell’alite viene accelerata, quella della belite viene ritardata ad uno
stadio avanzato.
2006 A.S. de Vargas et al (polvere da forno ad arco elettrico - EAFD): Sono stati
determinati tempo di presa e idratazione, ed è stata effettuata una caratterizzazione
mineralogica e microstrutturale, al fine di meglio comprendere l’effetto del residuo sulle
proprietà della pasta di cemento, sia fresca che indurita.
I risultati hanno mostrato che l’EAFD abbassa le reazioni di idratazione del cemento
Portland. Per quanto riguarda le performance meccaniche, è stato verificato che sebbene
l’EAFD ritardi le reazioni di idratazione del cemento nei suoi tempi iniziali, in quelli più
avanzati il trend vede un significativo guadagno in resistenza delle paste contenenti
EAFD.
2007 S. Kourounis et al (scorie di acciaieria): Sono stati studiati il tempo di presa, la
consistenza standard, il flusso di malta normale, l’espansione in autoclave e la resistenza
a compressione a 2, 7, 28 e 90 giorni. I prodotti idratati sono stati identificati con
diffrazione a raggi X mentre l’acqua non evaporabile è stata determinata con TGA. La
microstruttura delle paste di cemento indurite e le loro caratteristiche morfologiche sono
state esaminate al microscopio elettronico.
Si è concluso che questa scoria può essere usata nella produzione di cementi compositi di
classi di resistenza 42.5 e 32.5 (EN 197-1). Inoltre, i cementi prodotti presentano
proprietà fisiche soddisfacenti. La scoria di acciaieria abbassa l’idratazione dei cementi
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 51 di 61
tagliati, per effetto della morfologia del C2S contenuto e del basso tenore di silicati di
calcio.
3.3.3. Contributo sia energetico che minerale
2005 K. Gäbel e A.M. Tillman (LCA): Le nove simulazioni effettuate mostrano che l’uso di
materiale di recupero e combustibile alternativo può essere incrementato mantenendo
allo stesso tempo i requisiti correnti per le performance del clinker.
2005 M.A. Trezza e A.N. Scian: Sono state analizzate temperatura di fusione delle
miscele, analisi termica differenziale e analisi termogravimetrica (DTA/TG) durante la
fase di produzione di clinker e dopo l’idratazione, area specifica superficiale al medesimo
tempo di macinazione, diffrazione a raggi X (XRD) e resistenze meccaniche delle paste
elaborate con un rapporto acqua/cemento 0,4. I risultati ottenuti sono stati confrontati
con quelli del clinker ottenuto senza aggiunte, e si è concluso che l’utilizzo di questi
rifiuti, nelle proporzioni e condizioni di quest’analisi, non altera significativamente le
proprietà del clinker. In particolare, il carbone da pirolisi appare adatto ad essere
introdotto con la polvere in alimentazione al forno, senza alterare la resistenza meccanica
finale; un leggero aumento di questo valore, se confrontato con quello originale, è stato
osservato nei tempi brevi (3 giorni). Il “petroleum waste carbon” sembra adatto per il
suo contenuto energetico, sebbene abbia una leggera tendenza peggiorativa sulle
proprietà meccaniche. La miscela combustibile, infine, genera una maggiore cristallinità
nelle fasi principali del clinker: la presenza di C3S più cristallino determina migliori valori
di resitenza alla compressione nei tempi brevi. L’aggiunta di questo tipo di rifuiti richiede
un eccellente controllo della temperatura nella “clinkering zone”, poiché un leggero
eccesso di quest’ultima renderebbe eccessivamente fluido il clinker e potrebbe
danneggiare il rivestimento refrattario del forno.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 52 di 61
3.4. Tecnologie di trattamento adottate ed impatto economico e sociale
Pneumatici
Nel 1997 G. Ferrer descrive il mercato internazionale dei pneumatici, al fine per
identificare i flussi materiali materie prime-pneumatici ed il problema dello smaltimento
dei pneumatici usati. Successivamente, vengono descritte le operazioni che generano un
valore aggiunto nel processo di produzione dei pneumatici e nel processo di ricostruzione
dei pneumatici (retreading). Una volta identificata nel retreading l’unica alternativa di
recupero che massimizzi l’utilizzo dei pneumatici, la generazione di calore è descritta
come alternativa di recupero quando il retreading non è tecnicamente praticabile.
Vengono analizzati i valori economici della generazione di calore in impianti elettrici ed in
forni da cemento, e l’articolo termina con il caso del retreading, il processo di
ricostruzione dei pneumatici e la raccomandazione di una semplice regola decisionale per
selezionare il numero di volte che un pneumatico debba essere ricostruito per
massimizzare il suo utilizzo. Per quanto concerne l’utilizzo dei pneumatici in cementeria,
viene evidenziata una sostituzione calorica di circa il 20÷25% del combustibile
tradizionale sia in Europa (Germania, Francia) che nei paesi extra-europei (Stati Uniti,
Canada, Giappone).
Nel 2004 A. Cook e J. Kemm hanno pubblicato un articolo sulla valutazione di impatto
sanitario della proposta di combustione di pneumatici in un impianto per la produzione di
cemento.
Un impianto situato in una cittadina inglese infatti aveva presentato domanda per
l’inclusione nell’autorizzazione dell’utilizzo di pneumatici sminuzzati come parziale
sostituenti del carbone; l’autorità sanitaria locale aveva così richesto una procedura di
Health Impact Assessment (HIA), in conformità al regolamento IPPC (Integrated
Pollution Prevention and Control).
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 53 di 61
La procedura ha concluso che la proposta difficilmente avrebbe causato impatti negativi.
L’intenzione di essere imparziale e l’incapacità di confermare o smentire i timori per la
salute in realtà deluse molti residenti.
RDF
J. Dorn, nel 1977, si mostrava dubbioso sul fatto che i forni da cemento potessero
competere con successo con gli impianti di incenerimento per RDF, dalla maggiore
capacità e localizzati più vicino ai centri urbani. Secondo le sue considerazioni, in casi
specifici in cui una cementeria sia l’unico “game in town”, un programma a lungo termine
potrebbe risultare di mutuo vantaggio con la comunità. Le molte complicazioni
conseguenti avrebbero reso economicamente insicura la conversione di un forno da
cemento ad un’alimentazione combinata di RDF e combustibile fossile. Inoltre, le
imminenti carenze di materie prime di base avrebbero a suo avviso dettato un crescente
interesse per la raccolta differenziata e il riciclo delle frazioni merceologiche dei rifiuti
urbani. L’economia fluttuante dell’industria del legno e della cellulosa avrebbe poi potuto
fornire una stabilità troppo scarsa per gli investimenti di capitale necessari per convertire
i forni di cemento a consumatori di RDF.
1990 C.A.C. Haley: L’autore riporta che in Germania RDF in fiocchi viene impiegato
commercialmente, fornito in balle, nei forni da cemento. L’esempio della cementeria di
Westbury (UK) dimostra la piena accettazione della popolazione della contea di Wiltshire
(500000 abitanti) che è stata molto soddisfatta di aver concluso con la cementeria un
contratto di 10 anni.
1993 F.C. Lockwood: Allo stato corrente, secondo Lockwood non sembrava che ci fosse
un vantaggio economico nel bruciare RDF. Ad ogni modo, se i rifiuti solidi urbani
(Municipal Solid Waste, MSW) sono generati in grandi quantità ed un supporto finanziario
viene fornito dalle autorità locali per coprire i costi di investimento/gestione, bruciare RDF
in forni da cemento sarebbe diventato economicamente attraente ed attuabile.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 54 di 61
2003 E. Mokrzycki: L’esperienza accumulata dagli impianti di Lafarge Cement Poland Ltd
conferma che queste attività sono vantaggiose sia dal punto di vista economico che da
quello ecologico. In media, l’energia richiesta per la produzione di una tonnellata di
cemento è stimata intorno a 3.3 GJ, che corrisponde a circa 120 kg di carbone. I costi
energetici costituiscono circa il 30-40% dei costi totali per la produzione del cemento.
L’impiego di combustibili alternativi consente dunque di ridurre i costi di produzione.
L’uso di rifiuti come combustibili nell’industria del cemento comporta non solo benefici dal
punto di vista economico, ma anche dal punto di vista sociale. Questa opzione di gestione
dei rifiuti può ridurre il numero dei siti di smaltimento, limitare l’espansione di quelli
esistenti ed evitare la necessità di costruire impianti di incenerimento.
Nel 2007 A. Garg et al hanno pubblicato un articolo sul quadro politico per combustibile
solido da rifiuto (Solid Recovered Fuel, SRF) in Europa, alla luce delle implicazioni
britanniche.
Gli stati membri dell’Unione Europea stanno adottando il trattamento meccanico-biologico
dei rifiuti solidi urbani (Municipal Solid Waste, MSW) per adeguarsi agli obiettivi della
direttiva LD (EU Landfill Directive). È stato esaminato il quadro politico per combustibile
solido da rifiuto SRF derivante da MSW, composto da carta, plastica e fibre tessili,
nell’industria energy-intensive. Un combustibile SRF dal potere calorifico superiore
relativamente alto (15-18 MJ/kg) possiede il potenziale per sostituire parzialmente i
combustibili fossili nelle industrie energy-intensive, così come MSW in impianti di
combustione dedicati. Tentativi di classificare le proprietà del combustibile da parte delle
organizzazioni degli standard europei (CEN) considerano il potere calorifico inferiore e
contenuto di cloro e mercurio. Ad ogni modo, le dimensioni delle particelle, l’umidità, e la
composizione del combustibile richiedono anch’essi attenzione e futuri studi dovranno
valutare questi parametri. Sono state analizzate in maniera critica le implicazioni dell’uso
di SRF come co-combustibile in processi termici. Un’analisi termodinamica illumina sulla
realizzabilità tecnica ed ambientale della co-combustione di SRF in centrali a carbone e
forni da cemento. I risultati indicano che l’uso di SRF come co-combustibile può ridurre in
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 55 di 61
maniera significativa il riscaldamento globale ed il potenziale di acidificazione.
Quest’analisi politica è di interesse per manager di rifiuti, specialisti politici, regolatori, e
l’intera comunità di ricerca nel campo del waste management.
Residui da demolizione
2007 B. Boughton: Una valutazione economica di un sistema di separazione full-scale ha
mostrato che il trattamento dell’SRF risulta essere economicamente marginale
considerando i soli costi evitati di messa in discarica. Ad ogni modo, benefici economici
significanti risulterebbero dal recupero ulteriore di materiali ferrosi e non (precisamente,
rame).
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 56 di 61
4. Conclusioni
Tra le varie tipologie di rifiuti impiegati come combustibili individuati dalla nostra
legislazione, la letteratura internazionale esaminata ne prende in considerazione solo
alcune:
o pneumatici,
o RDF,
o tappeti e moquettes,
o solventi.
Dei suddetti rifiuti, vengono messe in evidenza le caratteristiche necessarie all’utilizzo,
nonché i vantaggi soprattutto in termini di risparmio energetico e di riduzione di
emissioni da combustibili fossili che vengono evitate.
Il loro utilizzo nei forni da cemento trova giustificazione nelle particolari caratteristiche
del processo di produzione del clinker:
o elevata temperatura (1500°C nel clinker, 1800°C nei gas di combustione
o elevato tempo di permanenza
o ambiente alcalino del forno
In alcuni articoli vengono evidenziati gli effetti evitati tramite analisi LCA, in particolare
per i pneumatici e l’RDF. Inoltre sono individuati i limiti di applicabilità in percentuale di
alcuni combustibili.
Per quanto riguarda i rifiuti utilizzati come materie prime gli studi internazionali si
riferiscono ad una tipologia abbastanza limitata quali:
o scorie d’altoforno,
o piastrelle ceramiche di scarto,
o scarti di vagli rotativi,
o fanghi contenenti metalli pesanti,
o cenere da fango di rifiuti,
o ceneri volanti in aggiunta al cemento,
o polveri da forno ad arco,
o terreni contaminati,
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 57 di 61
o residui da demolizione.
In tutti gli studi vengono evidenziati i risparmi energetici, di rifiuti solidi, l’ininfluenza sule
emissioni atmosferiche e sulla qualità del clinker.
L’esame delle pubblicazioni con riferimento alle emissioni ha ancora messo in evidenza
l’ininfluenza dell’impiego di combustibili da rifiuto nei forni da cemento. Anzi, in alcuni
casi (RDF) ciò può portare a benefici ambientali per quanto riguarda la riduzione di NOX e
SOX. Per i pneumatici si registra da un’analisi statistica un lieve aumento di NOX, SOX e
CO, sempre però entro i limiti di legge, non confermato però da esperienze tecniche nel
settore, mentre per l’RDF è possibile riscontrare un incremento emissivo di metalli
pesanti, ma con diretta dipendenza da composizione e qualità del rifiuto. Alcune
simulazioni mostrano poi che le emissioni di CO2, NOX, SOX, CO e CH4 potrebbero anche
essere ridotte dal 30 all’80% a seconda dell’uso di materiale da recupero e combustibile.
Per quanto concerne l’influenza sulla qualità del prodotto, i lavori esaminati dimostrano
che non si riscontra nessun cambiamento causato dall’alimentazione di combustibili quali
pneumatici ed RDF nei forni da clinker. Anche per quanto riguarda la presenza di metalli
pesanti nel prodotto finale il pericolo ambientale di una lisciviazione si è dimostrato
inconsistente e non si sono riscontrate differenze nelle proprietà chimiche e fisiche né nel
prodotto clinker né nel cemento e calcestruzzo.
Allo stesso modo, anche per l’impiego di rifiuti nelle materie prime gli studi esaminati
hanno dimostrato che le proprietà chimico-fisiche del cemento prodotto sono conformi
agli standard. Anche i test di lisciviazione dimostrano che i metalli intrappolati nel clinker
non vengono rilasciati. Gli stessi risultati soddisfacenti per il prodotto si hanno nel caso di
impiego sia energetico che minerale nell’alimentazione dei forni ad cemento.
Gli studi che affrontano problematiche economico-sociali evidenziano in generale la prima
accettazione della popolazione coinvolta sull’impiego dei rifiuti nei forni da cemento sia
sotto forma di combustibile che sotto forma di materia prima. Le autorità locali
dimostrano molto interesse verso questo impiego tanto che in alcuni casi viene fornito un
supporto finanziario per coprire sia i costi di investimento che quelli di gestione.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 58 di 61
Uno studio recente evidenzia poi come il combustibile da rifiuto impiegato come co-
combustibile può ridurre in maniera significativa il potenziale di riscaldamento globale ed
il potenziale di acidificazione.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 59 di 61
5. Riferimenti bibliografici
Nuran Ay, Mevlüt Ünal, “The use of waste ceramic tile in cement production”. Cement and Concrete Research 30 (2000), 497-499 Recep Boncukcuoglua, M. Tolga Yilmaz, M. Muhtar Kocakerim, Vahdettin Tosunoglu, “Utilization of trommel sieve waste as an additive in Portland cement production”. Cement and Concrete Research 32 (2002), 35–39 Bob Boughton, “Evaluation of shredder residue as cement manufacturing feedstock”. Resources, Conservation and Recycling 51 (2007), 621–642 Andrew Cook, John Kemm, “Health impact assessment of proposal to burn tyres in a cement plant”. Environmental Impact Assessment Review 24 (2004), 207–216 Andrea Corti, Lidia Lombardi, “End life tyres: Alternative final disposal processes compared by LCA”. Energy 29 (2004), 2089–2108 Alexandre S. de Vargas, Ângela B. Masuero, Antônio C.F. Vilela, “Investigations on the use of electric-arc furnace dust (EAFD) in Pozzolan-modified Portland cement I (MP) pastes”. Cement and Concrete Research 36 (2006), 1833–1841 Jack D. Dorn, “Uses of Waste and Recycled Material in the Cement Industry”. IEEE Transactions On Industry Applications, Vol. IA-13, NO. 6, November/December 1977 Geraldo Ferrer, “The economics of tire remanufacturing”. Resources, Conservation and Recycling 19 (1997), 221-255 Karin Gäbel, Anne-Marie Tillman, “Simulating operational alternatives for future cement production”. Journal of Cleaner Production 13 (2005), 1246-1257 Anurag Garg , Richard Smith , Daryl Hill ,Nigel Simms and Simon Pollard, “Wastes as Co-Fuels: The Policy Framework for Solid Recovered Fuel (SRF) in Europe, with UK Implications”. Environ. Sci. Technol. 41 (2007), 4868-4874 G. Genon ,E. Brizio, “Perspectives and limits for cement kilns as a destination for RDF”. Accepted 21 October 2007. Available online at www.sciencedirect.com Colin A.C. Haley, “Energy recovery from burning municipal solid wastes: a review”. Resources, Conservation and Recycling, 4 (1990), 77-103
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 60 di 61
S. Kourounis, S. Tsivilis, P.E. Tsakiridis, G.D. Papadimitriou, Z. Tsibouki, “Properties and hydration of blended cements with steelmaking slag”. Cement and Concrete Research 37 (2007) 815–822 Paul Lemieuxa, Eric Stewart, Matthew Realff, James A. Mulholland, “Emissions study of co-firing waste carpet in a rotary kiln”. Journal of Environmental Management 70 (2004) 27–33 Kae-Long Lin, Chung-Yi Lin, “Hydration characteristics of waste sludge ash utilized as raw cement material”. Cement and Concrete Research 35 (2005) 1999 – 2007 F C Lockwood, “Review : burning refuse-derived fuel in a rotary cement kiln”. 1993 Eugeniusz Mokrzyckia, Alicja Uliasz-Bochenczyk, Mieczyslaw Sarna, “Use of alternative fuels in the Polish cement industry”. Applied Energy 74 (2003) 101–111 Eugeniusz Mokrzyckia, Alicja Uliasz-Bochenczyk, “Alternative fuels for the cement industry”. Applied Energy 74 (2003) 95–100 Ahmad Monshi, Masoud Kasiri Asgarani, “Producing Portland cement from iron and steel slags and limestone”. Cement and Concrete Research 29 (1999) 1373–1377 Yukio Nakajima, Miki Matsuyuki, “Utilization of waste tires as fuel for cement production”. Conservation & Recycling 4, (1981), No. 3. pp. 145-151 R. Navia, B. Rivelab, K.E. Lorber, R. Mendez, “Recycling contaminated soil as alternative raw material in cement facilities: Life cycle assessment”. Resources, Conservation and Recycling 48 (2006) 339–356 P. Pipilikaki, M. Katsioti, D. Papageorgiou, D. Fragoulis, E. Chaniotakis, “Use of tire derived fuel in clinker burning”. Cement & Concrete Composites 27 (2005) 843–847 M. Prisciandaro, G. Mazziotti, F. Vegliò, “Effect of burning supplementary waste fuels on the pollutant emissions by cement plants: a statistical analysis of process data”, Resources, Conservation and Recycling 39 (2003) 161-184 Etsuo Sakai, Shigeyoshi Miyahara, Shigenari Ohsawa, Seung-Heun Lee, Masaki Daimon, “Hydration of fly ash cement”. Cement and Concrete Research 35 (2005) 1135–1140 Christina Seyler, Stefanie Hellweg, Michel Monteil and Konrad Hungerbühler, “Life Cycle Inventory for Use of Waste Solvent as Fuel Substitute in the Cement Industry. A Multi-Input Allocation Model”. (2005) DOI: http://dx.doi.org/10.1065/lca2004.08.173
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 61 di 61
Pai-Haung Shih, Juu-En Chang, Hsing-Cheng Lu, Li-Choung Chiang, “Reuse of heavy metal-containing sludges in cement production”. Cement and Concrete Research 35 (2005) 2110 – 2115 Takashi Shimoda, Shimoda, Shigeru Yoloyama, Hiroshi Hirao - Taiheyo Cement Corporation, “ECO-CEMENTO: Un nuovo cemento portland per risolvere i problemi di rifiuti solidi urbani ed industriali”, Parte I e II, Enco Journal 15-16 (2000-2001) M.A. Trezza, A.N. Scian, “Waste fuels: their effect on Portland cement clinker”. Cement and Concrete Research 35 (2005) 438–444

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 1 di 61
Stato dell’arte dell’impiego dei rifiuti nell’industria cementiera (nel ciclo dei combustibili e delle materie prime)

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 2 di 61
1. Generalità
Lo smaltimento dei rifiuti è senza dubbio un tema ambientale di massimo rilievo per la
collettività, per le pubbliche istituzioni, e per le realtà industriali che sono alla ricerca di
soluzioni ecologiche che si dimostrino valide nel tempo.
Con l’impiego dei rifiuti nel ciclo di produzione del cemento, l’industria cementiera
partecipa da numerosi anni allo sforzo collettivo per il risparmio di risorse naturali e lo
smaltimento dei rifiuti.
L’utilizzo dei rifiuti in cementeria viene effettuato sotto condizioni particolarmente
rigorose. Non sono infatti utilizzati altri rifiuti se non quelli selezionati per la loro
compatibilità con il processo e la qualità del prodotto finale.
Il processo di produzione del cemento consente di utilizzare i rifiuti in parziale
sostituzione delle materie prime, e in sostituzione dei combustibili tradizionali.
Il presente documento è articolato in diversi capitoli e paragrafi che illustrano alcuni
aspetti evidenziati da vari autori sull’impiego dei rifiuti nell’industria cementiera come
combustibili (cap. 3.1.1) e come materie prime (cap. 3.1.2) ovvero:
o livelli di emissione e monitoraggio (3.2)
o influenza sulla qualità del prodotto finale (3.3)
o tecnologie di trattamento adottate ed impatto economico-sociale (3.4)
Il documento riporta al capitolo 2 un estratto della legislazione nazionale riguardante
l’impiego dei rifiuti nell’industria cementiera con lo scopo di semplificare la consultazione
della legge agli addetti ai lavori.
Nelle conclusioni (cap. 4) vengono evidenziati gli aspetti positivi e le criticità riscontrati
dai vari autori riguardo l’utilizzo dei rifiuti nell’industria cementiera.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 3 di 61
2. Legislazione nazionale
Nell’ambito delle attività di recupero dei rifiuti non pericolosi è necessario fare riferimento
al D.M. 5 febbraio 1998 “Individuazione dei rifiuti non pericolosi sottoposti alle procedure
semplificate di recupero ai sensi degli articoli 31 e 33 del D.Lgs. 5 febbraio 1997, n.22”,
viste le modifiche apportate da DmAmbiente 9 gennaio 2003, DmAmbiente 27 luglio
2004 e DmAmbiente 5 aprile 2006 n.186. Le modifiche al D.M. 5 febbraio 1998, in vigore
dal 3 giugno 2006, sono state apportate dal Dicastero in accoglimento delle censure
mosse dalla Corte Ue, che con sentenza 7 ottobre 2004 aveva sancito l'inesatta
individuazione sul piano nazionale di tipi e quantità massime di rifiuti non pericolosi
sottoponibili a procedure semplificate.
2.1. Tipologie di rifiuti ammessi nei cementifici
Sulla base del Decreto ministeriale 5 febbraio 1998 e successive modifiche ed
integrazioni (testo vigente al 3 giugno 2006), è possibile individuare i limiti quantitativi
per le operazioni di recupero di materia in cementifici, riportati nell’allegato 4 al decreto
(tabelle 1 e 3). Tali quantità possono essere oggetto di aggiornamento annuale, anche
per tenere conto dell’esigenza di incentivare il recupero dei rifiuti.
I valori sono stati enucleati dal decreto in quanto riferiti ai cementifici.
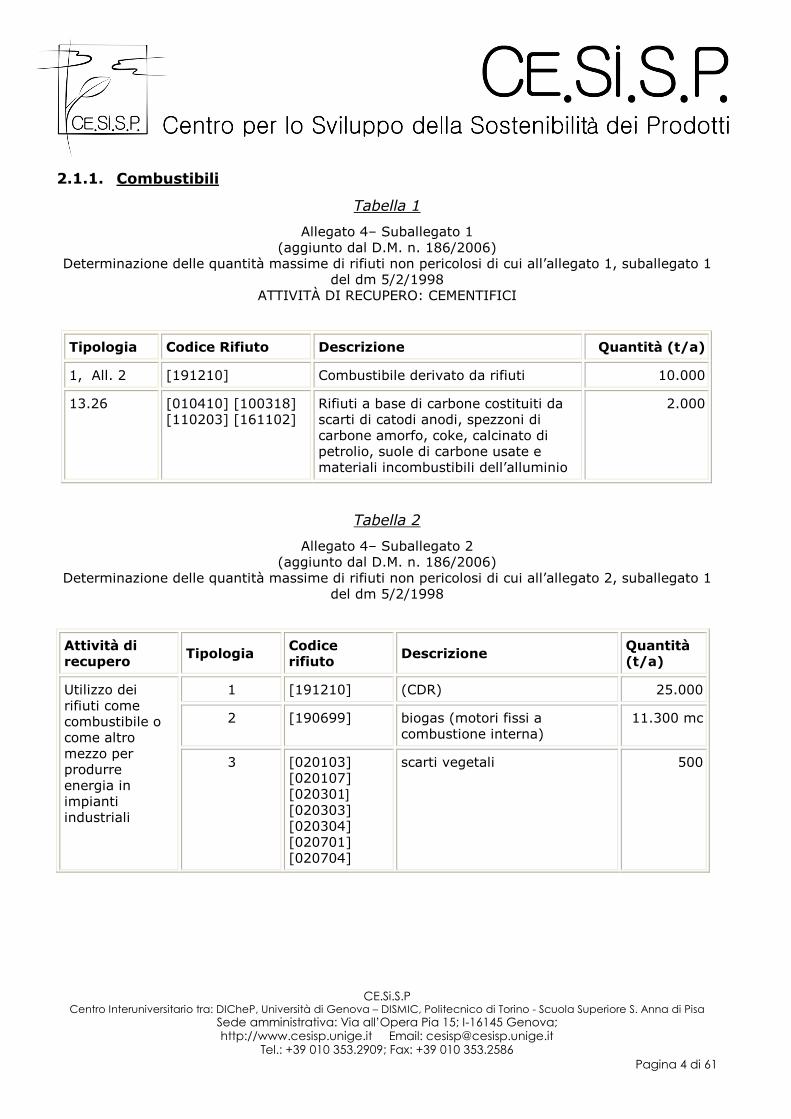
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 4 di 61
2.1.1. Combustibili
Tabella 1
Allegato 4– Suballegato 1 (aggiunto dal D.M. n. 186/2006)
Determinazione delle quantità massime di rifiuti non pericolosi di cui all’allegato 1, suballegato 1 del dm 5/2/1998
ATTIVITÀ DI RECUPERO: CEMENTIFICI
Tipologia Codice Rifiuto Descrizione Quantità (t/a)
1, All. 2 [191210] Combustibile derivato da rifiuti 10.000
13.26 [010410] [100318] [110203] [161102]
Rifiuti a base di carbone costituiti da scarti di catodi anodi, spezzoni di carbone amorfo, coke, calcinato di petrolio, suole di carbone usate e materiali incombustibili dell’alluminio
2.000
Tabella 2
Allegato 4– Suballegato 2 (aggiunto dal D.M. n. 186/2006)
Determinazione delle quantità massime di rifiuti non pericolosi di cui all’allegato 2, suballegato 1 del dm 5/2/1998
Attività di recupero
Tipologia Codice rifiuto
Descrizione Quantità (t/a)
1 [191210] (CDR) 25.000
2 [190699] biogas (motori fissi a combustione interna)
11.300 mc
Utilizzo dei rifiuti come combustibile o come altro mezzo per produrre energia in impianti industriali
3 [020103] [020107] [020301] [020303] [020304] [020701] [020704]
scarti vegetali 500

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 5 di 61
4 [030101] [030105] [030301] [150103] [170201] [200138]
rifiuti della lavorazione del legno e affini non trattati
40.000
6 [030105] [200138]
rifiuti della lavorazione del legno e affini trattati
80.000
7 [020304] rifiuti della lavorazione del tabacco
20
9 [030307] [030310]
scarti di pulper 150.000
Il Decreto ministeriale 5 febbraio 1998 regolamenta così le norme tecniche per
l'utilizzazione dei rifiuti non pericolosi come combustibili o come altro mezzo per produrre
energia (allegato 2 – suballegato 1):
Tipologia 1: combustibile derivato da rifiuti (CDR) [191210].
Provenienza: impianti di produzione di CDR di cui al punto 14 dell'allegato 1. Caratteristiche del rifiuto: combustibile ottenuto da rifiuti con le seguenti caratteristiche (corrispondenti all'RDF di qualità normale di cui alla norma UNI 9903-1):
P.C.I. minimo sul tal quale 15.000 kJ/kg
Umidità in massa max 25%
Cloro in massa max 0,9%
Zolfo in massa max 0.6%
Ceneri sul secco in massa max 20%
Pb (volatile) sul secco in massa max 200 mg/kg
Cr sul secco in massa max 100 mg/kg
Cu (composti solubili) sul secco in massa max 300 mg/kg
Mn sul secco in massa max 400 mg/kg
Ni sul secco in massa max 40 mg/kg
As sul secco in massa max 9 mg/kg
Cd+Hg sul secco in massa max 7 mg/kg.
Per ciascuna partita di CDR deve essere certificata la temperatura di rammollimento delle ceneri.

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 6 di 61
Attività e metodi di recupero: il recupero energetico può essere effettuato attraverso la combustione alle seguenti condizioni:
o impianti dedicati a recupero energetico dei rifiuti di potenza termica nominale non inferiore a 10 MW;
o impianti industriali di potenza termica nominale non inferiore a 20 MW per la co-combustione.
Gli impianti devono essere provvisti di: o bruciatore pilota a combustibile gassoso o liquido (non richiesto nei forni
industriali); o alimentazione automatica del combustibile; o regolazione automatica del rapporto aria/combustibile anche nelle fasi di
avviamento (non richiesto nel forni industriali); o controllo in continuo dell'ossigeno, del monossido di carbonio, delle polveri, ossidi di
azoto. acido cloridrico, della temperatura nell'effluente gassoso, nonché degli altri inquinanti di cui al suballegato 2, paragrafo 1, lettera a), nonché della temperatura nella camera di combustione.
Devono inoltre garantire in tutte le condizioni di esercizio i seguenti requisiti minimi operativi: o temperatura minima dei gas nella camera di combustione di 850 °C raggiunta
anche in prossimità della parete interna; o tempo di permanenza minimo dei gas nella camera di combustione di 2 secondi.
Tipologia 2: Biogas [190699].
Provenienza: Fermentazione anaerobica metanogenica di rifiuti a matrice organica in processi di cui al punto 15 dell'allegato 1 o da discarica. Caratteristiche del gas: Gas combustibile avente le seguenti caratteristiche:
o Metano min. 30% vol o H2S max 1.5% vol o P.C.I. sul tal quale min 12.500 kJ/Nm3
Attività e metodi di recupero: L'utilizzazione di biogas è consentita in impianti di conversione energetica di potenza termica nominale superiore a 0,5 MW, anche integrati con il sistema di produzione del gas.
Tipologia 3: Scarti vegetali [020103] [020107] [020301] [020303] [020304] [020701]
[020704].
Provenienza: Attività agricole, forestali e di prima lavorazione di prodotti agroalimentari; impianti di estrazione di olio di vinaccioli, industria distillatoria, industria enologica e ortofrutticola, produzione di succhi di frutta e affini, industria olearia. Caratteristiche del rifiuto: Residui colturali pagliosi (cereali, leguminose da granella, piante oleaginose, ecc.); residui colturali legnosi (sarmenti di vite, residui di potature di piante da frutto, ecc.); residui da estrazione forestale; residui-colturali diversi (stocchi e tutoli di mais, steli di sorgo, di tabacco, di girasole, di canapa, di cisto, ecc.); residui di lavorazione (pula, lolla, residui fini di trebbiatura, gusci, ecc.), sanse esauste, vinacce esauste, vinaccioli, farina di vinaccioli, residui di frutta, buccette e altri residui vegetali.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 7 di 61
Attività e metodi di recupero: Il recupero energetico del rifiuto può essere effettuato attraverso la combustione alle seguenti condizioni: impianti dedicati al recupero energetico di rifiuti o impianti industriali. Detti impianti dovranno essere provvisti di:
o bruciatore pilota a combustibile gassoso o liquido (non richiesto nei forni industriali);
o alimentazione automatica del combustibile; o regolazione automatica del rapporto aria/combustibile anche nelle fasi di
avviamento (non richiesto nei forni industriali); o controllo in continuo del monossido di carbonio, dell'ossigeno e della temperatura
nell'effluente gassoso (non obbligatorio per gli impianti di potenza termica nominale inferiore a 1 MW); negli impianti oltre i 6 MWt controllo in continuo anche degli ossidi di azoto e degli altri inquinanti di cui al suballegato 2, paragrafo 1 1, lettera a), ad esclusione del fluoruro di idrogeno.
Tipologia 4: Rifiuti della lavorazione del legno e affini non trattati [030101] [030105]
[030301] [150103] [170201] [200138].
Provenienza: Industria della carta, del sughero e del legno (I a e II a lavorazione, produzione pannelli di particelle, di fibra e compensati, mobili, semilavorati per il mobile, articoli per l'edilizia, pallets ed imballaggi, ecc.). Caratteristiche del rifiuto: Scarti anche in polvere a base esclusivamente di legno vergine o sughero vergine o componenti di legno vergine. Attività e metodi di recupero: vedi tipologia 3
Tipologia 6: Rifiuti della lavorazione del legno e affini trattati [030105] [200138].
Provenienza: Industria del legno (I a e II a lavorazione, produzione pannelli di particelle, di fibra e compensati, mobili, semilavorati per il mobile, articoli per l'edilizia, ecc.) Caratteristiche del rifiuto: Scarti e agglomerati anche in polvere a base esclusivamente legnosa e vegetale contenenti un massimo di resine fenoliche dell'1% e privi di impregnanti a base di olio di catrame o sali CCA, aventi inoltre le seguenti caratteristiche:
o un contenuto massimo di resine urea-formaldeide o melanina-formaldeide o urea-melanina-formaldeide del 20% (come massa secca/massa secca di pannello);
o un contenuto massimo di resina a base di difenilmetandiisocianato dell'8% (come massa secca/massa secca di pannello);
o un contenuto massimo di Cloro dello 0,9% in massa o un contenuto massimo di additivi (solfato di ammonio, urea esametilentetrammina)
del 10% (come massa secca/massa secca di resina).
Attività e metodi di recupero: Il recupero energetico del rifiuto può essere effettuata attraverso la combustione alle seguenti condizioni: impianti dedicati al recupero energetico di rifiuti o impianti industriali di potenza termica nominale non inferiore a 1 MW. Detti impianti devono essere provvisti di:
o bruciatore pilota a combustibile gassoso o liquido (non richiesto nei forni industriali); - alimentazione automatica del combustibile;
o regolazione automatica del rapporto aria/combustibile anche nelle fasi di avviamento (non richiesto nei forni industriali);
o controllo in continuo del monossido di carbonio, dell'ossigeno e della temperatura nell'effluente gassoso; negli impianti oltre i 6 MWt controllo in continuo degli ossidi di azoto e degli altri inquinanti di cui al suballegato 2, paragrafo 1, lettera a).
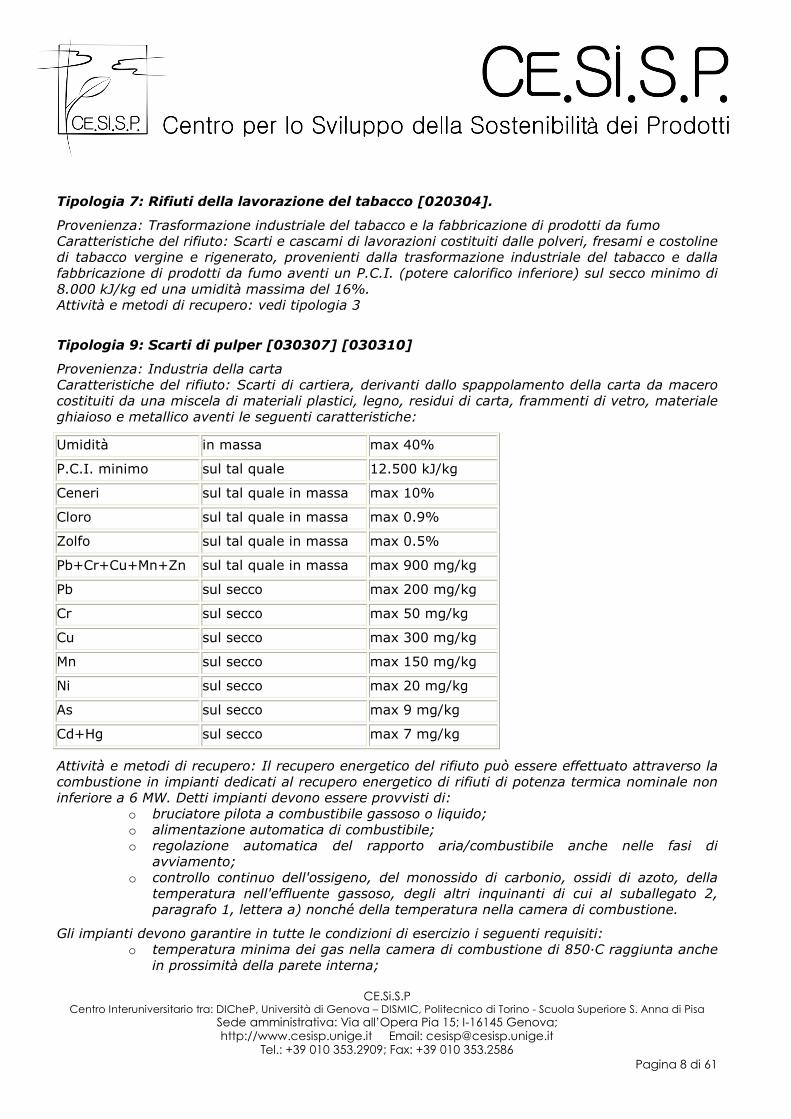
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 8 di 61
Tipologia 7: Rifiuti della lavorazione del tabacco [020304].
Provenienza: Trasformazione industriale del tabacco e la fabbricazione di prodotti da fumo Caratteristiche del rifiuto: Scarti e cascami di lavorazioni costituiti dalle polveri, fresami e costoline di tabacco vergine e rigenerato, provenienti dalla trasformazione industriale del tabacco e dalla fabbricazione di prodotti da fumo aventi un P.C.I. (potere calorifico inferiore) sul secco minimo di 8.000 kJ/kg ed una umidità massima del 16%. Attività e metodi di recupero: vedi tipologia 3
Tipologia 9: Scarti di pulper [030307] [030310]
Provenienza: Industria della carta Caratteristiche del rifiuto: Scarti di cartiera, derivanti dallo spappolamento della carta da macero costituiti da una miscela di materiali plastici, legno, residui di carta, frammenti di vetro, materiale ghiaioso e metallico aventi le seguenti caratteristiche:
Umidità in massa max 40%
P.C.I. minimo sul tal quale 12.500 kJ/kg
Ceneri sul tal quale in massa max 10%
Cloro sul tal quale in massa max 0.9%
Zolfo sul tal quale in massa max 0.5%
Pb+Cr+Cu+Mn+Zn sul tal quale in massa max 900 mg/kg
Pb sul secco max 200 mg/kg
Cr sul secco max 50 mg/kg
Cu sul secco max 300 mg/kg
Mn sul secco max 150 mg/kg
Ni sul secco max 20 mg/kg
As sul secco max 9 mg/kg
Cd+Hg sul secco max 7 mg/kg
Attività e metodi di recupero: Il recupero energetico del rifiuto può essere effettuato attraverso la combustione in impianti dedicati al recupero energetico di rifiuti di potenza termica nominale non inferiore a 6 MW. Detti impianti devono essere provvisti di:
o bruciatore pilota a combustibile gassoso o liquido; o alimentazione automatica di combustibile; o regolazione automatica del rapporto aria/combustibile anche nelle fasi di
avviamento; o controllo continuo dell'ossigeno, del monossido di carbonio, ossidi di azoto, della
temperatura nell'effluente gassoso, degli altri inquinanti di cui al suballegato 2, paragrafo 1, lettera a) nonché della temperatura nella camera di combustione.
Gli impianti devono garantire in tutte le condizioni di esercizio i seguenti requisiti: o temperatura minima dei gas nella camera di combustione di 850�C raggiunta anche
in prossimità della parete interna;

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 9 di 61
o tempo di permanenza minimo dei gas nella camera di combustione di 2 secondi; o tenore di ossigeno nei fumi min. 6% in volume.
2.1.2. Materie prime
Tabella 3
Allegato 4– Suballegato 1 (aggiunto dal D.M. n. 186/2006)
Determinazione delle quantità massime di rifiuti non pericolosi di cui all’allegato 1, suballegato 1 del dm 5/2/1998
ATTIVITÀ DI RECUPERO: CEMENTIFICI
Tipologia Codice Rifiuto Descrizione Quantità (t/a)
4.1 [060902] [100601] [100602] [100809] [100811] [101003]
Scorie provenienti dall’industria della metallurgia dei metalli non ferrosi, ad esclusione di quelle provenienti dalla metallurgia termica del Pb, Al e Zn; scorie dalla produzione del fosforo; scoria cubilot
10.700
4.4 [100201] [100202] [100903]
Scorie di acciaieria, scorie provenienti dalla fusione in forni elettrici, a combustibile o in convertitori a ossigeno di leghe di metalli ferrosi e dai successivi trattamenti di affinazione delle stesse
25.000
4.7 [100305] Polvere di allumina 30.000
5.14 [100210] [120101] [120102] [120103]
Scaglie di laminazione e stampaggio 15.000
5.17 [100202] Loppa d’altoforno non rispondente agli standard delle norme UNI ENV 197/1
25.000
5.18 [100299] Residui di minerali di ferro 500
7.2 [010399] [010408] [010410] [010413]
Rifiuti di rocce da cave autorizzate 40.000
7.4 [101203] [101206] [101208]
Sfridi di laterizio cotto ed argilla espansa
2.000
7.5 [101099] [101299] Sabbie esauste 5.000
7.7 [050110] [060503] [070712]
Rifiuti costituiti da carbonati ed idrati di calcio, silici colloidali
2.500
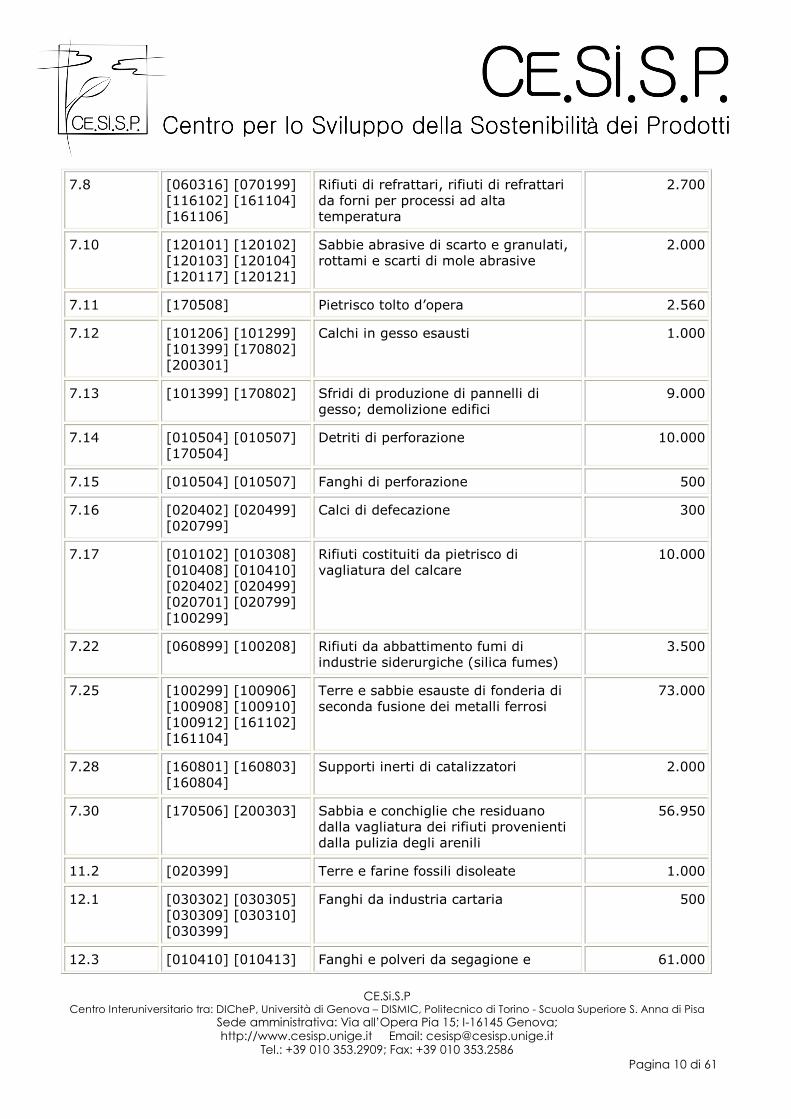
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 10 di 61
7.8 [060316] [070199] [116102] [161104] [161106]
Rifiuti di refrattari, rifiuti di refrattari da forni per processi ad alta temperatura
2.700
7.10 [120101] [120102] [120103] [120104] [120117] [120121]
Sabbie abrasive di scarto e granulati, rottami e scarti di mole abrasive
2.000
7.11 [170508] Pietrisco tolto d’opera 2.560
7.12 [101206] [101299] [101399] [170802] [200301]
Calchi in gesso esausti 1.000
7.13 [101399] [170802] Sfridi di produzione di pannelli di gesso; demolizione edifici
9.000
7.14 [010504] [010507] [170504]
Detriti di perforazione 10.000
7.15 [010504] [010507] Fanghi di perforazione 500
7.16 [020402] [020499] [020799]
Calci di defecazione 300
7.17 [010102] [010308] [010408] [010410] [020402] [020499] [020701] [020799] [100299]
Rifiuti costituiti da pietrisco di vagliatura del calcare
10.000
7.22 [060899] [100208] Rifiuti da abbattimento fumi di industrie siderurgiche (silica fumes)
3.500
7.25 [100299] [100906] [100908] [100910] [100912] [161102] [161104]
Terre e sabbie esauste di fonderia di seconda fusione dei metalli ferrosi
73.000
7.28 [160801] [160803] [160804]
Supporti inerti di catalizzatori 2.000
7.30 [170506] [200303] Sabbia e conchiglie che residuano dalla vagliatura dei rifiuti provenienti dalla pulizia degli arenili
56.950
11.2 [020399] Terre e farine fossili disoleate 1.000
12.1 [030302] [030305] [030309] [030310] [030399]
Fanghi da industria cartaria 500
12.3 [010410] [010413] Fanghi e polveri da segagione e 61.000
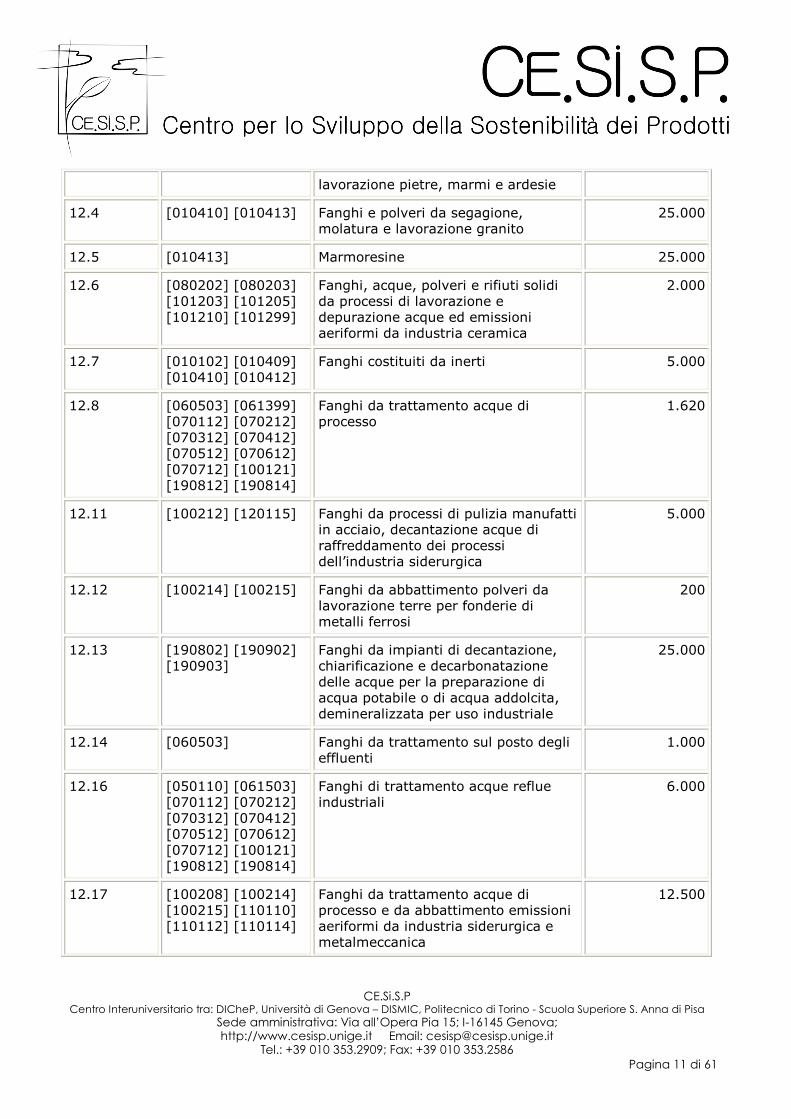
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 11 di 61
lavorazione pietre, marmi e ardesie
12.4 [010410] [010413] Fanghi e polveri da segagione, molatura e lavorazione granito
25.000
12.5 [010413] Marmoresine 25.000
12.6 [080202] [080203] [101203] [101205] [101210] [101299]
Fanghi, acque, polveri e rifiuti solidi da processi di lavorazione e depurazione acque ed emissioni aeriformi da industria ceramica
2.000
12.7 [010102] [010409] [010410] [010412]
Fanghi costituiti da inerti 5.000
12.8 [060503] [061399] [070112] [070212] [070312] [070412] [070512] [070612] [070712] [100121] [190812] [190814]
Fanghi da trattamento acque di processo
1.620
12.11 [100212] [120115] Fanghi da processi di pulizia manufatti in acciaio, decantazione acque di raffreddamento dei processi dell’industria siderurgica
5.000
12.12 [100214] [100215] Fanghi da abbattimento polveri da lavorazione terre per fonderie di metalli ferrosi
200
12.13 [190802] [190902] [190903]
Fanghi da impianti di decantazione, chiarificazione e decarbonatazione delle acque per la preparazione di acqua potabile o di acqua addolcita, demineralizzata per uso industriale
25.000
12.14 [060503] Fanghi da trattamento sul posto degli effluenti
1.000
12.16 [050110] [061503] [070112] [070212] [070312] [070412] [070512] [070612] [070712] [100121] [190812] [190814]
Fanghi di trattamento acque reflue industriali
6.000
12.17 [100208] [100214] [100215] [110110] [110112] [110114]
Fanghi da trattamento acque di processo e da abbattimento emissioni aeriformi da industria siderurgica e metalmeccanica
12.500

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 12 di 61
13.1 [100101] [100102] [100103] [100115] [100117]
Ceneri dalla combustione di carbone e lignite, anche additivati con calcare e da cocombustione con esclusione dei rifiuti urbani ed assimilati tal quali
165.000
13.2 [100101] [100103] [100115] [100117] [190112] [190114]
Ceneri dalla combustione di biomasse (paglia, vinacce) ed affini, legno, pannelli, fanghi di cartiere
20.000
13.3 [190112] Ceneri pesanti da incenerimento di rifiuti solidi urbani e assimilati e da CDR
12.000
13.5 [061199] [100299] Rifiuti di solfato di calcio da pigmenti inorganici
8.000
13.6 [060699] [061101] [061199] [100105] [100107] [101210]
Gessi chimici da desolforazione di effluenti liquidi e gassosi
40.000
13.7 [060314] [060503] [061399] [100324]
Gessi chimici 2.000
13.9 [060503] [061399] Rifiuti di solfato di calcio da depurazione soluzioni di cloruro di sodio
500
13.10 [060314] Biscotti fluoritici 4.800
13.11 [060899] [100811] Silicato bicalcico 5.000
13.16 [010399] [060314] Rifiuti di minerali di bario ridotti 1.000
13.18 [060316] Polveri di ossidi di ferro 5.000
13.27 [101203] [101205] [101210]
Rifiuti da depurazione fumi dell’industria dei laterizi
800
2.2. Limiti alle emissioni
Il Decreto ministeriale 5 febbraio 1998 fornisce anche valori limite e prescrizioni per le
emissioni in atmosfera generate da attività di recupero di rifiuti non pericolosi. La
determinazione dei valori limite per le emissioni conseguenti al recupero di materia dai
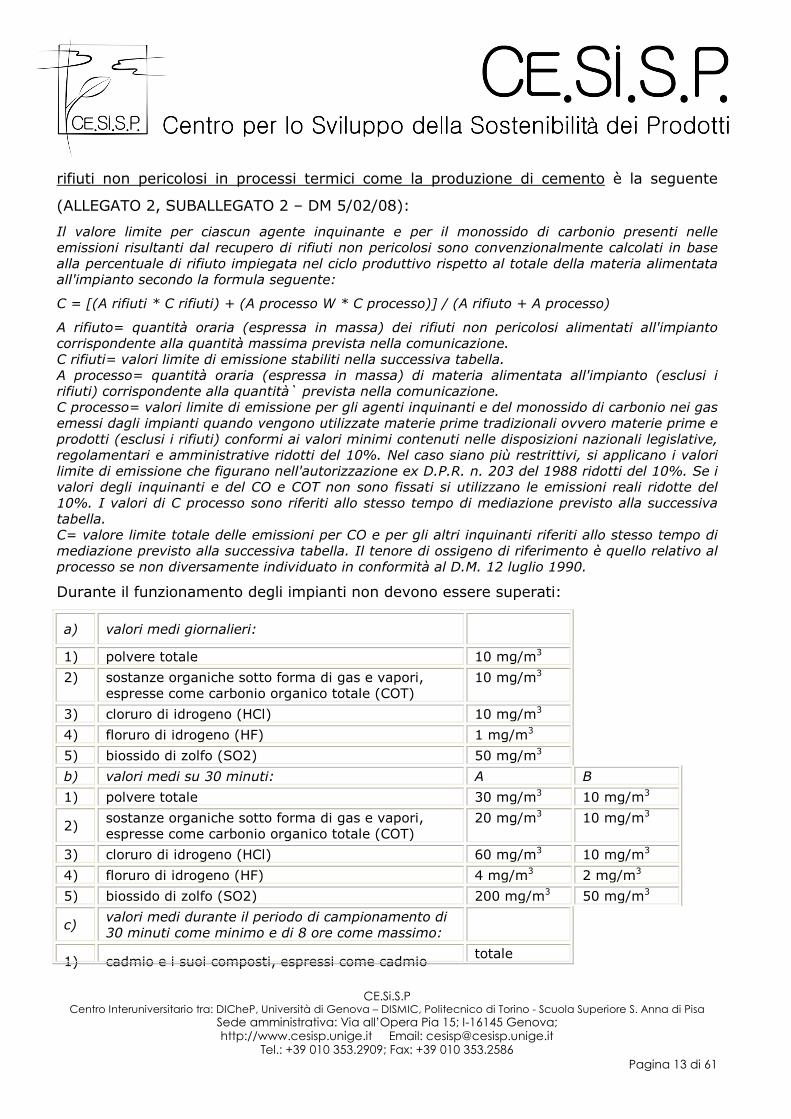
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 13 di 61
rifiuti non pericolosi in processi termici come la produzione di cemento è la seguente
(ALLEGATO 2, SUBALLEGATO 2 – DM 5/02/08):
Il valore limite per ciascun agente inquinante e per il monossido di carbonio presenti nelle emissioni risultanti dal recupero di rifiuti non pericolosi sono convenzionalmente calcolati in base alla percentuale di rifiuto impiegata nel ciclo produttivo rispetto al totale della materia alimentata all'impianto secondo la formula seguente:
C = [(A rifiuti * C rifiuti) + (A processo W * C processo)] / (A rifiuto + A processo)
A rifiuto= quantità oraria (espressa in massa) dei rifiuti non pericolosi alimentati all'impianto corrispondente alla quantità massima prevista nella comunicazione. C rifiuti= valori limite di emissione stabiliti nella successiva tabella. A processo= quantità oraria (espressa in massa) di materia alimentata all'impianto (esclusi i rifiuti) corrispondente alla quantità` prevista nella comunicazione. C processo= valori limite di emissione per gli agenti inquinanti e del monossido di carbonio nei gas emessi dagli impianti quando vengono utilizzate materie prime tradizionali ovvero materie prime e prodotti (esclusi i rifiuti) conformi ai valori minimi contenuti nelle disposizioni nazionali legislative, regolamentari e amministrative ridotti del 10%. Nel caso siano più restrittivi, si applicano i valori limite di emissione che figurano nell'autorizzazione ex D.P.R. n. 203 del 1988 ridotti del 10%. Se i valori degli inquinanti e del CO e COT non sono fissati si utilizzano le emissioni reali ridotte del 10%. I valori di C processo sono riferiti allo stesso tempo di mediazione previsto alla successiva tabella. C= valore limite totale delle emissioni per CO e per gli altri inquinanti riferiti allo stesso tempo di mediazione previsto alla successiva tabella. Il tenore di ossigeno di riferimento è quello relativo al processo se non diversamente individuato in conformità al D.M. 12 luglio 1990.
Durante il funzionamento degli impianti non devono essere superati:
a) valori medi giornalieri:
1) polvere totale 10 mg/m3
2) sostanze organiche sotto forma di gas e vapori, espresse come carbonio organico totale (COT)
10 mg/m3
3) cloruro di idrogeno (HCl) 10 mg/m3
4) floruro di idrogeno (HF) 1 mg/m3
5) biossido di zolfo (SO2) 50 mg/m3
b) valori medi su 30 minuti: A B
1) polvere totale 30 mg/m3 10 mg/m3
2) sostanze organiche sotto forma di gas e vapori, espresse come carbonio organico totale (COT)
20 mg/m3 10 mg/m3
3) cloruro di idrogeno (HCl) 60 mg/m3 10 mg/m3
4) floruro di idrogeno (HF) 4 mg/m3 2 mg/m3
5) biossido di zolfo (SO2) 200 mg/m3 50 mg/m3
c) valori medi durante il periodo di campionamento di 30 minuti come minimo e di 8 ore come massimo:
1) cadmio e i suoi composti, espressi come cadmio totale
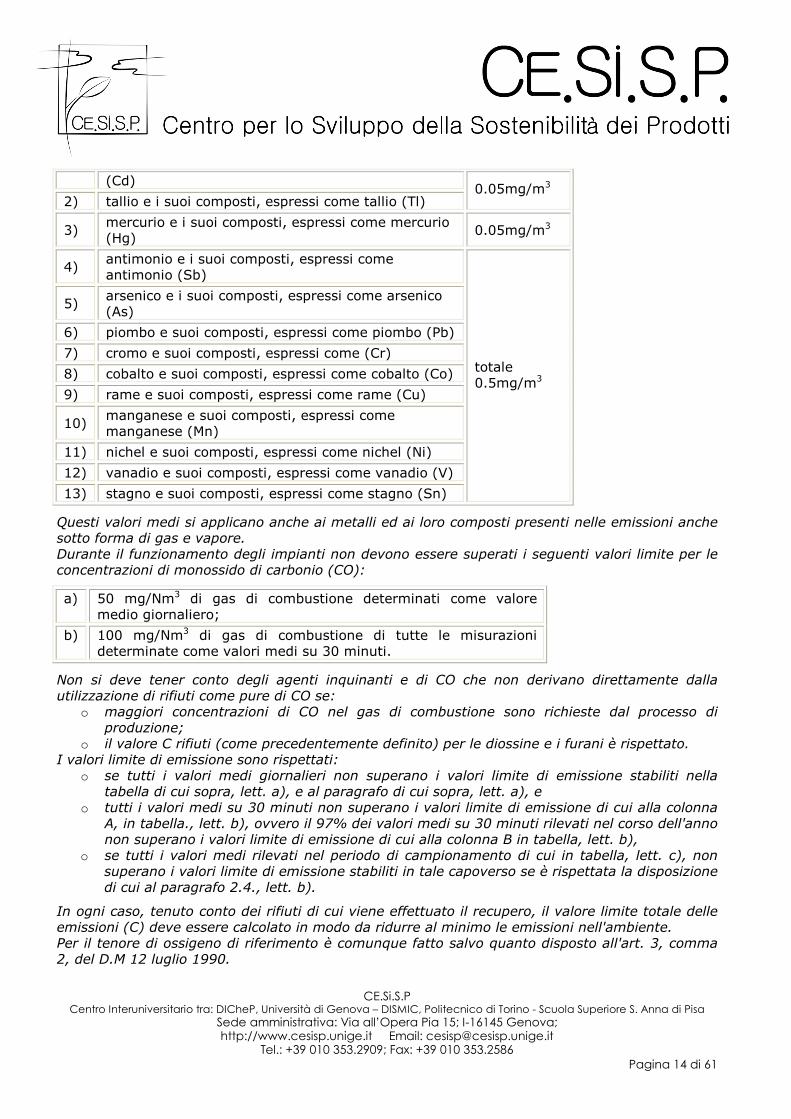
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 14 di 61
(Cd)
2) tallio e i suoi composti, espressi come tallio (Tl) 0.05mg/m3
3) mercurio e i suoi composti, espressi come mercurio (Hg) 0.05mg/m3
4) antimonio e i suoi composti, espressi come antimonio (Sb)
5) arsenico e i suoi composti, espressi come arsenico (As)
6) piombo e suoi composti, espressi come piombo (Pb)
7) cromo e suoi composti, espressi come (Cr)
8) cobalto e suoi composti, espressi come cobalto (Co)
9) rame e suoi composti, espressi come rame (Cu)
10) manganese e suoi composti, espressi come manganese (Mn)
11) nichel e suoi composti, espressi come nichel (Ni)
12) vanadio e suoi composti, espressi come vanadio (V)
13) stagno e suoi composti, espressi come stagno (Sn)
totale 0.5mg/m3
Questi valori medi si applicano anche ai metalli ed ai loro composti presenti nelle emissioni anche sotto forma di gas e vapore. Durante il funzionamento degli impianti non devono essere superati i seguenti valori limite per le concentrazioni di monossido di carbonio (CO):
a) 50 mg/Nm3 di gas di combustione determinati come valore medio giornaliero;
b) 100 mg/Nm3 di gas di combustione di tutte le misurazioni determinate come valori medi su 30 minuti.
Non si deve tener conto degli agenti inquinanti e di CO che non derivano direttamente dalla utilizzazione di rifiuti come pure di CO se:
o maggiori concentrazioni di CO nel gas di combustione sono richieste dal processo di produzione;
o il valore C rifiuti (come precedentemente definito) per le diossine e i furani è rispettato. I valori limite di emissione sono rispettati:
o se tutti i valori medi giornalieri non superano i valori limite di emissione stabiliti nella tabella di cui sopra, lett. a), e al paragrafo di cui sopra, lett. a), e
o tutti i valori medi su 30 minuti non superano i valori limite di emissione di cui alla colonna A, in tabella., lett. b), ovvero il 97% dei valori medi su 30 minuti rilevati nel corso dell'anno non superano i valori limite di emissione di cui alla colonna B in tabella, lett. b),
o se tutti i valori medi rilevati nel periodo di campionamento di cui in tabella, lett. c), non superano i valori limite di emissione stabiliti in tale capoverso se è rispettata la disposizione di cui al paragrafo 2.4., lett. b).
In ogni caso, tenuto conto dei rifiuti di cui viene effettuato il recupero, il valore limite totale delle emissioni (C) deve essere calcolato in modo da ridurre al minimo le emissioni nell'ambiente. Per il tenore di ossigeno di riferimento è comunque fatto salvo quanto disposto all'art. 3, comma 2, del D.M 12 luglio 1990.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 15 di 61
Per il calcolo del valore di emissione di PCDD+PCDF come diossina equivalente si fa riferimento all'allegato 1 della direttiva 94/67/CE. Il valore limite di emissione per gli idrocarburi policiclici aromatici (IPA) si riferisce alla somma dei seguenti:
o Benz [a] antracene o Dibenz [a, h] antracene o Benzo [b] fluorantene o Benzo [j] fluorantene o Benzo [k] fluorantene o Benzo [a] pirene o Dibenzo [a, e] pirene o Dibenzo [a, h] pirene o Dibenzo [a, i] pirene o Dibenzo [a, l] pirene o Indeno [1, 2, 3 - cd] pirene
Fermo restando quanto disposto dalla decisione della Commissione concernente i metodi di misurazione armonizzati per la determinazione delle concentrazioni di massa di diossine e furani (C (97) 1159 def), relativamente ai metodi di campionamento, analisi e valutazione delle emissioni e per la periodicità dei controlli si applica quanto previsto nei decreti di attuazione del D.P.R. 24 maggio 1988 n. 203. Per il campionamento e le analisi caratteristiche dei rifiuti valgono i metodi di cui alle norme UNI 9903. Al fine della verifica del rispetto delle concentrazioni degli inquinanti e degli altri parametri previsti per i rifiuti solidi, il confronto va effettuato con i valori medi ottenuti statisticamente mediante determinazioni su un numero di campioni rappresentativo del lotto in esame non inferiore a cinque. Nel caso di approvvigionamento non discontinuo i valori medi si riferiscono a determinazioni effettuate su sei campioni distribuiti uniformemente nell'arco delle 24 h.
Nel caso di impiego simultaneo di rifiuti con combustibili autorizzati, la determinazione
dei valori limite per le emissioni dovute al recupero di rifiuti come combustibile o altro
mezzo per produrre energia tramite combustione mista di rifiuti e combustibili tradizionali
è la seguente (ALLEGATO 2, SUBALLEGATO 3):
I valori limite per ciascun inquinante e per il monossido di carbonio risultanti dalla co-combustione di rifiuti e combustibili devono essere calcolati come segue:
C = [(V rifiuto * C rifiuto) + (V processo * C processo)] / (V rifiuto + V processo)
V rifiuto = volume dei gas emessi derivante dalla combustione dei soli rifiuti in quantità corrispondente alla massima prevista nella comunicazione, determinato in base ai rifiuti che hanno il più basso potere calorifico. Se il calore prodotto risultante dall'incenerimento di rifiuti è inferiore al 10% del calore totale prodotto dall'impianto, V rifiuti va calcolato dalla quantità (fittizia) di rifiuti che, combusti, equivalgono ad un calore prodotto del 10%, a calore totale dell'impianto costante. C rifiuto = valori limite di emissione stabiliti nelle singole voci del suballegato 1 e nel suballegato 2 per gli impianti destinati ad utilizzare soltanto rifiuti. V processo = volume dei gas emessi derivanti dal processo inclusa la combustione dei combustibili ammessi ai sensi della normativa vigente (esclusi i rifiuti) del tipo e nella quantità minima prevista nella comunicazione, determinato sulla base del tenore di ossigeno, al quale le emissioni devono essere normalizzate come stabilito nelle norme nazionali.

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 16 di 61
C processo = valori limite di emissione dei relativi inquinanti e del monossido di carbonio nei gas emessi dall'impianto quando vengono utilizzati i combustibili ammessi ai sensi della normativa vigente (esclusi i rifiuti) conformi ai valori minimi contenuti nelle disposizioni nazionali legislative, regolamentari e legislative ridotte del 10%. Nel caso siano più restrittivi si applicano i valori limite di emissione che figurano nell'autorizzazione ex D.P.R. n. 203 del 1988 ridotti del 10%. Se i valori degli inquinanti, di CO e di COT non sono fissati, si utilizzano le emissioni reali ridotte del 10%; i valori di processo sono riferiti allo stesso tempo di mediazione di cui al suballegato 2 ed alle singole voci del suballegato 1. C = valore limite totale delle emissioni per CO e per gli altri inquinanti riferiti allo stesso tempo di mediazione di cui al suballegato 2 ed alle singole voci del suballegato 1. Il tenore di ossigeno di riferimento h calcolato sulla base del tenore di riferimento relativo al rifiuto e quello relativo al processo, come individuato dal D.M. 12 luglio 1990, rispettando il rapporto dei volumi parziali.
Nota: ai soli fini del calcolo della formula di cui al punto 1, i valori limite per la polvere totale, COT, HCl, HF e SO2 sono unicamente quelli individuati alla lett. a) della tabella in suballegato 2. Per i valori limite di polveri totali, SO2, NOx, CO e COT i valori C rifiuto, C processo e C sono espressi come valori medi giornalieri. A tal fine, il valore medio giornaliero di C processo h assunto pari al 115% del medesimo valore fissato su base mensile. Per i valori di IPA, PCDD+PCDF i valori di C rifiuto, C processo e C devono essere espressi come valori medi riferiti a 8 ore. Per i valori dei metalli i valori di C rifiuto, C processo e C devono essere espressi come valori medi orari.
La misurazione continua di HF pur essere omessa se vengono utilizzate fasi di trattamento per HCl che garantiscono che il valore limite di emissione per lo stesso parametro HCl espresso sia come valore medio giornaliero che come valore medio su trenta minuti non venga superato. In questo caso le emissioni di HF sono soggette a misurazioni mensili. Non si deve tener conto degli agenti inquinanti e di CO che non derivano direttamente dalla combustione di rifiuti o di combustibili, come pure di CO derivante dalla combustione se:
o maggiori concentrazioni di CO nel gas di combustione sono richieste dal processo di produzione;
o il valore C rifiuti (come precedentemente definito) per le diossine e i furani è rispettato.
In ogni caso, tenuto conto dei rifiuti di cui è stato autorizzato il coincenerimento, il valore limite totale delle emissioni (C) deve essere calcolato in modo da ridurre al minimo le emissioni nell'ambiente. Per il tenore di ossigeno di riferimento h comunque fatto salvo quanto disposto all'art. 3, comma 2, del D.M. 12 luglio 1990. Per il calcolo del valore di emissione di PCDD+PCDF come diossina equivalente si fa riferimento all'allegato 1 della direttiva 94/67/CE. Il valore limite di emissione per gli idrocarburi policiclici aromatici (IPA) si riferisce alla somma dei seguenti:
o Benz [a] antracene o Dibenz [a, h] antracene o Benzo [b] fluorantene o Benzo [j] fluorantene o Benzo [k] fluorantene o Benzo [a] pirene o Dibenzo [a, e] pirene o Dibenzo [a, h] pirene o Dibenzo [a, i] pirene

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 17 di 61
o Dibenzo [a, l] pirene o Indeno [1,2,3 - cd] pirene
Fermo restando quanto disposto dalla decisione della Commissione concernente i metodi di misurazione armonizzati per la determinazione delle concentrazioni di massa di diossine e furani (C (97) 1159 def), relativamente ai metodi di campionamento, analisi e valutazione delle emissioni e per la periodicità dei controlli si applica quanto previsto nei decreti di attuazione del D.P.R. 24 maggio 1988 n. 203: Per il campionamento e le analisi caratteristiche dei rifiuti valgono i metodi di cui alle norme UNI 9903. Al fine della verifica del rispetto delle concentrazioni degli inquinanti e degli altri parametri previsti per i rifiuti solidi, il confronto va effettuato con i valori medi ottenuti statisticamente mediante determinazioni su un numero di campioni rappresentativo del lotto in esame non inferiore a cinque. Nel caso di approvvigionamento non discontinuo i valori medi si riferiscono a determinazioni effettuate su sei campioni distribuiti uniformemente nell'arco delle 24 h. Per i primi 24 mesi gli accertamenti dei limiti di emissione mediante controllo in continuo degli inquinanti sono accompagnati dall'esecuzione in parallelo di campagne analitiche con misurazioni puntuali a carico del gestore dell'impianto in accordo con l'autorità di controllo.
Il D.M. 5 febbraio 1998 tratta anche delle emissioni relative all’utilizzazione dei rifiuti non
pericolosi come combustibili o come altro mezzo per produrre energia (allegato 2,
suballegato 1).
Tipologia 1: combustibile derivato da rifiuti (CDR) [191210].
Le condizioni di esercizio degli impianti di combustione devono rispettare i seguenti valori limite alle emissioni riferiti ad un tenore di ossigeno nei fumi anidri dell'11% in volume:
o Zn (come valore medio rilevato per un periodo di campionamento di 1 h): 5 mg/Nm3 o Ossidi di azoto (come valore medio giomaliero): 200 mg/ Nm3 o PCDD+ PCDF (come diossina equivalente): 0,1 ng/ Nm3 (come valore medio rilevato per un
periodo di campionamento di 8 ore) o Idrocarburi policiclici aromatici (I.P.A.): 0,01 mg/ Nm3 (come valore medio rilevato per un
periodo di campionamento di 8 ore) o Per gli altri inquinanti si applicano i valori limite di emissione fissati nel suballegato 2 del
presente allegato.
Nel caso di impiego simultaneo in impianti industriali con combustibili autorizzati, il calore prodotto dal rifiuto non deve eccedere il 60% del calore totale prodotto dall'impianto in qualsiasi fase di funzionamento; i valori limite di emissione da applicare all'impianto devono essere calcolati come indicato nel suballegato 2.
Tipologia 2: Biogas [190699].
Le caratteristiche impianti di conversione energetica in cui è consentita l’uitlizzazione di biogas sono di seguito indicate:
a) motori fissi a combustione interna che rispettano i seguenti valori limite di emissione riferiti ad un tenore di ossigeno nei fumi anidri pari al 5% in volume:
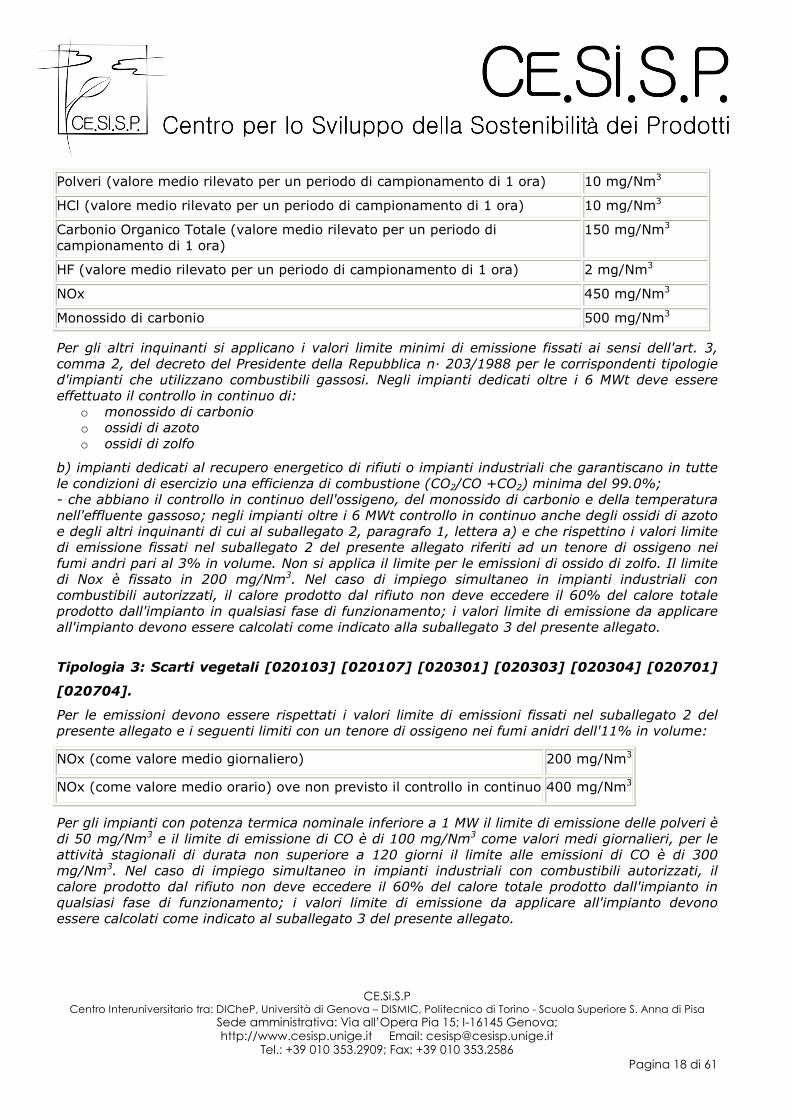
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 18 di 61
Polveri (valore medio rilevato per un periodo di campionamento di 1 ora) 10 mg/Nm3
HCl (valore medio rilevato per un periodo di campionamento di 1 ora) 10 mg/Nm3
Carbonio Organico Totale (valore medio rilevato per un periodo di campionamento di 1 ora)
150 mg/Nm3
HF (valore medio rilevato per un periodo di campionamento di 1 ora) 2 mg/Nm3
NOx 450 mg/Nm3
Monossido di carbonio 500 mg/Nm3
Per gli altri inquinanti si applicano i valori limite minimi di emissione fissati ai sensi dell'art. 3, comma 2, del decreto del Presidente della Repubblica n� 203/1988 per le corrispondenti tipologie d'impianti che utilizzano combustibili gassosi. Negli impianti dedicati oltre i 6 MWt deve essere effettuato il controllo in continuo di:
o monossido di carbonio o ossidi di azoto o ossidi di zolfo
b) impianti dedicati al recupero energetico di rifiuti o impianti industriali che garantiscano in tutte le condizioni di esercizio una efficienza di combustione (CO2/CO +CO2) minima del 99.0%; - che abbiano il controllo in continuo dell'ossigeno, del monossido di carbonio e della temperatura nell'effluente gassoso; negli impianti oltre i 6 MWt controllo in continuo anche degli ossidi di azoto e degli altri inquinanti di cui al suballegato 2, paragrafo 1, lettera a) e che rispettino i valori limite di emissione fissati nel suballegato 2 del presente allegato riferiti ad un tenore di ossigeno nei fumi andri pari al 3% in volume. Non si applica il limite per le emissioni di ossido di zolfo. Il limite di Nox è fissato in 200 mg/Nm3. Nel caso di impiego simultaneo in impianti industriali con combustibili autorizzati, il calore prodotto dal rifiuto non deve eccedere il 60% del calore totale prodotto dall'impianto in qualsiasi fase di funzionamento; i valori limite di emissione da applicare all'impianto devono essere calcolati come indicato alla suballegato 3 del presente allegato.
Tipologia 3: Scarti vegetali [020103] [020107] [020301] [020303] [020304] [020701]
[020704].
Per le emissioni devono essere rispettati i valori limite di emissioni fissati nel suballegato 2 del presente allegato e i seguenti limiti con un tenore di ossigeno nei fumi anidri dell'11% in volume:
NOx (come valore medio giornaliero) 200 mg/Nm3
NOx (come valore medio orario) ove non previsto il controllo in continuo 400 mg/Nm3
Per gli impianti con potenza termica nominale inferiore a 1 MW il limite di emissione delle polveri è di 50 mg/Nm3 e il limite di emissione di CO è di 100 mg/Nm3 come valori medi giornalieri, per le attività stagionali di durata non superiore a 120 giorni il limite alle emissioni di CO è di 300 mg/Nm3. Nel caso di impiego simultaneo in impianti industriali con combustibili autorizzati, il calore prodotto dal rifiuto non deve eccedere il 60% del calore totale prodotto dall'impianto in qualsiasi fase di funzionamento; i valori limite di emissione da applicare all'impianto devono essere calcolati come indicato al suballegato 3 del presente allegato.
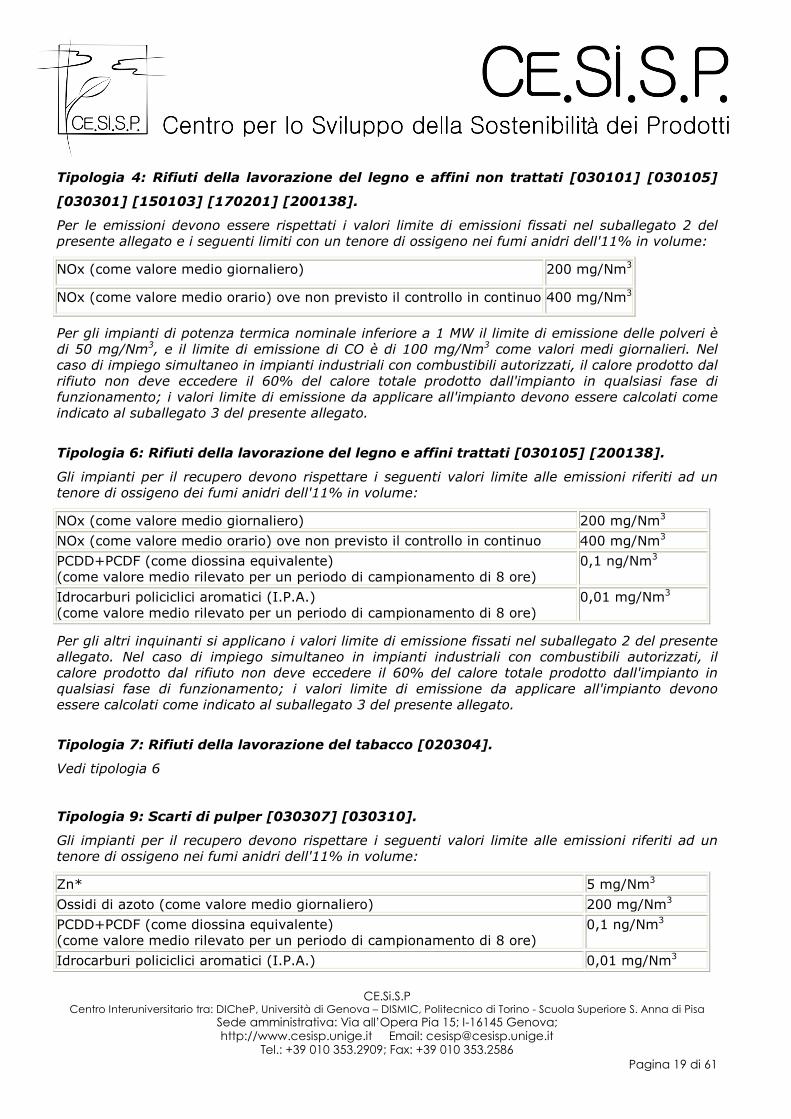
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 19 di 61
Tipologia 4: Rifiuti della lavorazione del legno e affini non trattati [030101] [030105]
[030301] [150103] [170201] [200138].
Per le emissioni devono essere rispettati i valori limite di emissioni fissati nel suballegato 2 del presente allegato e i seguenti limiti con un tenore di ossigeno nei fumi anidri dell'11% in volume:
NOx (come valore medio giornaliero) 200 mg/Nm3
NOx (come valore medio orario) ove non previsto il controllo in continuo 400 mg/Nm3
Per gli impianti di potenza termica nominale inferiore a 1 MW il limite di emissione delle polveri è di 50 mg/Nm3, e il limite di emissione di CO è di 100 mg/Nm3 come valori medi giornalieri. Nel caso di impiego simultaneo in impianti industriali con combustibili autorizzati, il calore prodotto dal rifiuto non deve eccedere il 60% del calore totale prodotto dall'impianto in qualsiasi fase di funzionamento; i valori limite di emissione da applicare all'impianto devono essere calcolati come indicato al suballegato 3 del presente allegato.
Tipologia 6: Rifiuti della lavorazione del legno e affini trattati [030105] [200138].
Gli impianti per il recupero devono rispettare i seguenti valori limite alle emissioni riferiti ad un tenore di ossigeno dei fumi anidri dell'11% in volume:
NOx (come valore medio giornaliero) 200 mg/Nm3
NOx (come valore medio orario) ove non previsto il controllo in continuo 400 mg/Nm3
PCDD+PCDF (come diossina equivalente) (come valore medio rilevato per un periodo di campionamento di 8 ore)
0,1 ng/Nm3
Idrocarburi policiclici aromatici (I.P.A.) (come valore medio rilevato per un periodo di campionamento di 8 ore)
0,01 mg/Nm3
Per gli altri inquinanti si applicano i valori limite di emissione fissati nel suballegato 2 del presente allegato. Nel caso di impiego simultaneo in impianti industriali con combustibili autorizzati, il calore prodotto dal rifiuto non deve eccedere il 60% del calore totale prodotto dall'impianto in qualsiasi fase di funzionamento; i valori limite di emissione da applicare all'impianto devono essere calcolati come indicato al suballegato 3 del presente allegato.
Tipologia 7: Rifiuti della lavorazione del tabacco [020304].
Vedi tipologia 6
Tipologia 9: Scarti di pulper [030307] [030310].
Gli impianti per il recupero devono rispettare i seguenti valori limite alle emissioni riferiti ad un tenore di ossigeno nei fumi anidri dell'11% in volume:
Zn* 5 mg/Nm3
Ossidi di azoto (come valore medio giornaliero) 200 mg/Nm3
PCDD+PCDF (come diossina equivalente) (come valore medio rilevato per un periodo di campionamento di 8 ore)
0,1 ng/Nm3
Idrocarburi policiclici aromatici (I.P.A.) 0,01 mg/Nm3
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 20 di 61
(come valore medio rilevato per un periodo di campionamento di 8 ore)
Per gli altri inquinanti si applicano i valori limite di emissione fissati nel suballegato 2 del presente allegato. *Come valore medio rilevato per un periodo di campionamento di 1 h.
Il D.Lgs.133/05, “Attuazione della direttiva 2000/76/CE - Incenerimento dei rifiuti”, così
definisce finalità e campo di applicazione:
1. Il presente decreto si applica agli impianti di incenerimento e di coincenerimento dei rifiuti e stabilisce le misure e le procedure finalizzate a prevenire e ridurre per quanto possibile gli effetti negativi dell'incenerimento e del coincenerimento dei rifiuti sull'ambiente, in particolare l'inquinamento atmosferico, del suolo, delle acque superficiali e sotterranee, nonchè i rischi per la salute umana che ne derivino. 2. Ai fini di cui al comma 1, il presente decreto disciplina: a) i valori limite di emissione degli impianti di incenerimento e di coincenerimento dei rifiuti; b) i metodi di campionamento, di analisi e di valutazione degli inquinanti derivanti dagli impianti di incenerimento e di coincenerimento dei rifiuti; c) i criteri e le norme tecniche generali riguardanti le caratteristiche costruttive e funzionali, nonchè le condizioni di esercizio degli impianti di incenerimento e di coincenerimento dei rifiuti, con particolare riferimento alle esigenze di assicurare una elevata protezione dell'ambiente contro le emissioni causate dall'incenerimento e dal coincenerimento dei rifiuti; d) i criteri temporali di adeguamento degli impianti di incenerimento e di coincenerimento di rifiuti esistenti alle disposizioni del presente decreto.
Vengono definite dal decreto le seguenti disposizioni per i forni per cemento che
coinceneriscono rifiuti :
I risultati delle misurazioni effettuate per verificare il rispetto dei valori-limite di emissione sono normalizzati alle condizioni specificate al successivo punto B), nonchè ad un tenore di ossigeno di riferimento nell'effluente gassoso secco pari al 10% in volume. Valori-limite di emissione medi giornalieri Ai fini del calcolo dei valori medi giornalieri, secondo la procedura di cui al par. C), punto 1, devono essere rilevati i valori medi su 30 minuti. Ai forni per cemento si applicano i valori-limite totali di emissione (C) come media giornaliera di seguito individuati. a) Polveri totali (1) 30 mg/m3
b) Sostanze organiche sotto forma di gas e vapori, espresse come carbonio organico totale (TOC) (2) 10 mg/m3
c) Composti inorganici del cloro sotto forma di gas o vapore, espressi come acido cloridrico (HCl) 10 mg/m3
d) Composti inorganici del fluoro sotto forma di gas o vapore, espressi come acido fluoridrico (HF) 1 mg/m3
e) Ossidi di zolfo espressi come biossido di zolfo (SO2) (2) 50 mg/m3
f) Ossidi di azoto espressi come biossido di azoto (NO2) Per gli impianti esistenti (3) 800 mg/m3
g) Ossidi di azoto espressi come biossido azoto (NO2) Per i nuovi impianti 500 mg/m3
---------- (1) Fino al 1° gennaio 2008, l'autorità competente può concedere deroghe relativamente alle polveri totali per i forni per cemento che bruciano meno di tre tonnellate/ora di rifiuti, purchè l'autorizzazione preveda un valore-limite complessivo di emissione non superiore a 50 mg/m3.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 21 di 61
(2) L'autorità competente può autorizzare deroghe nei casi in cui l'incenerimento dei rifiuti non dia luogo ad emissione di TOC e/o di SO2. (3) I forni per cemento funzionanti e dotati di autorizzazione conforme alla normativa vigente sono considerati impianti esistenti se iniziano a coincenerire rifiuti entro la data del 28 dicembre 2004. Fino al 1° gennaio 2008, l'autorità competente può concedere deroghe relativamente ai NOx per i forni esistenti per cemento operanti a umido o che bruciano meno di tre tonnellate/ora di rifiuti, purchè l'autorizzazione preveda un valore-limite complessivo di emissione non superiore a 1.200 mg/m3. ----------
Valori-limite di emissione medi ottenuti tramite campionamento I valori-limite totali di emissione (C) per gli inquinanti di cui all'Allegato 1, par. A), punto 3 (ottenuti tramite periodo di campionamento di 1 h) e punto 4 (ottenuti tramite periodo di campionamento di 8 h), riferiti ad un tenore di ossigeno di riferimento nell'effluente gassoso secco pari al 10% in volume, sono quelli fissati nei suddetti punti, e non sono soggetti all'applicazione della "formula di miscelazione". Valori-limite di emissione per il monossido di carbonio (CO) I valori-limite di emissione (C) di monossido di carbonio sono stabiliti dall'autorità competente.
B. Normalizzazione Condizioni di cui all'art. 9, comma 5: - temperatura 273 °K; - pressione 101,3 kPa; - gas secco; nonchè un tenore di ossigeno di riferimento nell'effluente gassoso secco stabilito o determinato in accordo a quanto previsto al precedente par. A, utilizzando la seguente formula:
nella quale: Es = concentrazione di emissione calcolata al tenore di ossigeno di riferimento; Em = concentrazione di emissione misurata; Os = tenore di ossigeno di riferimento; Om = tenore di ossigeno misurato. Se i rifiuti sono coinceneriti in una atmosfera arricchita di ossigeno, l'autorità competente può fissare un tenore di ossigeno di riferimento diverso che rifletta le speciali caratteristiche dell'incenerimento. Nel caso di coincenerimento di rifiuti pericolosi, la normalizzazione in base al tenore di ossigeno è applicata soltanto se il tenore di ossigeno misurato supera il pertinente tenore di ossigeno di riferimento. C. Metodi di campionamento, analisi e valutazione delle emissioni in atmosfera
Per le misurazioni in continuo, fermo restando quanto previsto dal D.M. 21 dicembre 1995, i valori-limite di emissione si intendono rispettati se: a) nessuno dei valori medi giornalieri supera uno qualsiasi dei pertinenti valori-limite di emissione stabiliti nel presente allegato; b) nessuno dei valori medi rilevati per i metalli pesanti, per le diossine e i furani e per gli idrocarburi policiclici aromatici supera i pertinenti valori-limite di emissione stabiliti nel presente allegato. I valori medi su 30 minuti sono determinati durante il periodo di effettivo funzionamento (esclusi i periodi di avvio e di arresto se non vengono inceneriti rifiuti) in base ai valori misurati, previa sottrazione del rispettivo valore dell'intervallo di confidenza al 95%. I valori degli intervalli di confidenza di ciascun risultato delle misurazioni effettuate, non possono eccedere le seguenti percentuali dei valori-limite di emissione riferiti alla media giornaliera: - polveri totali 30%
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 22 di 61
- carbonio organico totale 30% - acido cloridrico 40% - acido fluoridrico 40% - biossido di zolfo 20% - ossidi di azoto, espressi come biossido di azoto 20% - monossido di carbonio 10% I valori medi giornalieri sono determinati in base ai valori medi convalidati. Per ottenere un valore medio giornaliero valido non possono essere scartati più di 5 valori medi su 30 minuti in un giorno qualsiasi a causa di disfunzioni o per ragioni di manutenzione del sistema di misurazione in continuo. Non più di 10 valori medi giornalieri all'anno possono essere scartati a causa di disfunzioni o per ragioni di manutenzione del sistema di misurazione in continuo. Per le misurazioni periodiche, la valutazione della rispondenza delle misurazioni ai valori-limite di emissione si effettua sulla base di quanto previsto dagli specifici decreti adottati ai sensi dell'art. 3, comma 2, lett. b), del D.P.R. 24 maggio 1988, n. 203, e successive modificazioni.
Inoltre, così si riporta dal D.Lgs. 152/06 “Norme in materia ambientale”, riguardo la
Prevenzione e limitazione delle emissioni in atmosfera di impianti e attività:
Titolo I 267. Campo di applicazione. 1. Il presente titolo, ai fini della prevenzione e della limitazione dell'inquinamento atmosferico, si applica agli impianti, inclusi gli impianti termici civili non disciplinati dal titolo II, ed alle attività che producono emissioni in atmosfera e stabilisce i valori di emissione, le prescrizioni, i metodi di campionamento e di analisi delle emissioni ed i criteri per la valutazione della conformità dei valori misurati ai valori limite. 2. Sono esclusi dal campo di applicazione della parte quinta del presente decreto gli impianti disciplinati dal decreto legislativo 11 maggio 2005, n. 133, recante attuazione della direttiva 2000 /76 / CE in materia di incenerimento dei rifiuti. 3. Resta fermo, per gli impianti sottoposti ad autorizzazione integrata ambientale, quanto previsto dal decreto legislativo 18 febbraio 2005, n. 59; per tali impianti l'autorizzazione integrata ambientale sostituisce l'autorizzazione alle emissioni prevista dal presente titolo.
Si rimanda poi alla consultazione dell’intero testo del decreto per quanto riguarda le
specifiche modalità di monitoraggio ed i limiti dei principali parametri.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 23 di 61
3. Analisi della letteratura
Il recupero di materia e energia dai rifiuti all’interno del processo produttivo del cemento
è ormai consolidato ed ampiamente diffuso a livello inernazionale, seguendo una filosofia
finalizzata ad una corretta gestione dei rifiuti.
In letteratura è possibile trovare recenti pubblicazioni riguardo entrambe le procedure di
recupero.
3.1. Tipologie di rifiuti impiegati
3.1.1. Combustibili
Nel 2003 E. Mokrzycki et al. hanno pubblicato un articolo sull’uso dei combustibili
alternativi nell’industria polacca del cemento: l’incenerimento di combustibili alternativi
negli impianti di produzione di cemento appare un metodo sicuro per l’utilizzo di rifiuti,
“environmentally friendly” e proficuo per gli impianti industriali.
I comustibili alternativi, composti da mix di diversi rifiuti, industriali, municipali e
pericolosi, necessitano di un appropriato contenuto chimico-energetico che dipende dal
tipo di componenti e dal loro contenuto organico. Un’industria particolarmente ben
adattabile all’impiego di combustibili alternativi è quella del cemento, per numerosi
fattori, fra cui le alte temperature sviluppate, l’appropriata lunghezza del forno, l’elevato
tempo di permanenza e l’ambiente alcalino nel forno. Ci sono vari paesi che utilizzano
negli impianti per la produzione di cemento i propri combustibili alternativi, che hanno
differenti nomi commerciali e differiscono per quantità e qualità dei rifiuti municipali ed
industriali selezionati. I combustibili usati dovrebbero avere i seguenti requisiti minimi:
adeguato potere calorifico inferiore, contenuto minimo di umidità, contenuto minimo di
metalli pesanti e tossici. Gli impianti per la produzione del cemento in Polonia utilizzano
combustibili alternativi. All’interno del Gruppo Lafarge, gli impianti appartenenti a Lafarge
Poland Ltd hanno iniziato attività tese a promuovere il più ampio uso di combustibili
alternativi. Esiste una gamma di rifiuti che possono essere inceneriti come combustibili
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 24 di 61
negli impianti di produzione di cemento, tra cui: frazioni combustibili selezionate di rifiuti
urbani, scarti liquidi derivanti dal petrolio greggio, pneumatici, scarti derivanti dalla
produzione di colori e vernici, medicinali scaduti dall’industria farmaceutica ed altri.
Pneumatici
Un articolo di Y. Nakajima e M. Matsuyuki (1981) fa riferimento ad una collaborazione, in
Giappone, tra Nihon Cement Co. Ltd. e Bridgeston Tire Co. Ltd., per lo sviluppo di una
tecnica per utilizzare i pneumatici fuori-uso come combustibile ausiliario per la
produzione di cemento. Il sistema ha così soddisfatto il bisogno dell’industria dei
pneumatici di smaltire in maniera economica un gran numero di gomme usate senza
causare inquinamento ed il bisogno dell’industria del cemento di ridurre la quantità di
combustibile usato. Qui di seguito sono riportati analisi chimiche, potere calorifico, curva
di combustione dei pneumatici.
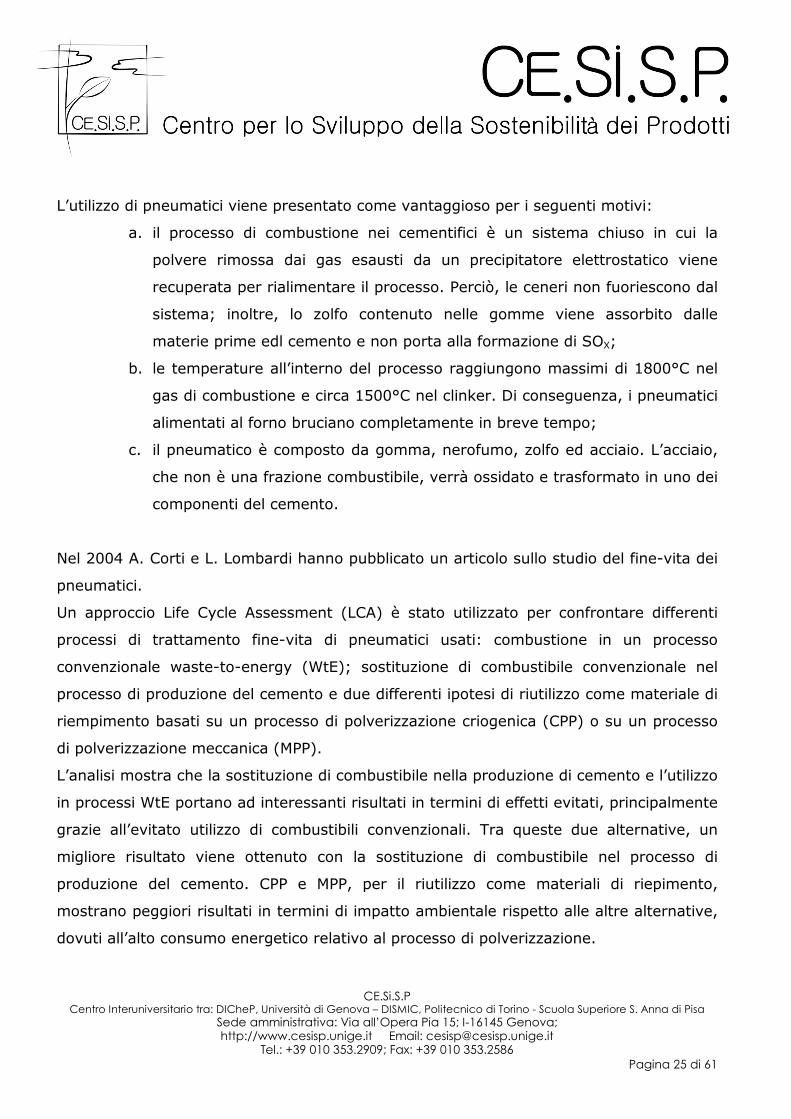
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 25 di 61
L’utilizzo di pneumatici viene presentato come vantaggioso per i seguenti motivi:
a. il processo di combustione nei cementifici è un sistema chiuso in cui la
polvere rimossa dai gas esausti da un precipitatore elettrostatico viene
recuperata per rialimentare il processo. Perciò, le ceneri non fuoriescono dal
sistema; inoltre, lo zolfo contenuto nelle gomme viene assorbito dalle
materie prime edl cemento e non porta alla formazione di SOX;
b. le temperature all’interno del processo raggiungono massimi di 1800°C nel
gas di combustione e circa 1500°C nel clinker. Di conseguenza, i pneumatici
alimentati al forno bruciano completamente in breve tempo;
c. il pneumatico è composto da gomma, nerofumo, zolfo ed acciaio. L’acciaio,
che non è una frazione combustibile, verrà ossidato e trasformato in uno dei
componenti del cemento.
Nel 2004 A. Corti e L. Lombardi hanno pubblicato un articolo sullo studio del fine-vita dei
pneumatici.
Un approccio Life Cycle Assessment (LCA) è stato utilizzato per confrontare differenti
processi di trattamento fine-vita di pneumatici usati: combustione in un processo
convenzionale waste-to-energy (WtE); sostituzione di combustibile convenzionale nel
processo di produzione del cemento e due differenti ipotesi di riutilizzo come materiale di
riempimento basati su un processo di polverizzazione criogenica (CPP) o su un processo
di polverizzazione meccanica (MPP).
L’analisi mostra che la sostituzione di combustibile nella produzione di cemento e l’utilizzo
in processi WtE portano ad interessanti risultati in termini di effetti evitati, principalmente
grazie all’evitato utilizzo di combustibili convenzionali. Tra queste due alternative, un
migliore risultato viene ottenuto con la sostituzione di combustibile nel processo di
produzione del cemento. CPP e MPP, per il riutilizzo come materiali di riepimento,
mostrano peggiori risultati in termini di impatto ambientale rispetto alle altre alternative,
dovuti all’alto consumo energetico relativo al processo di polverizzazione.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 26 di 61
RDF
Nel 1977 J. Dorn ha pubblicato un articolo relativo all’utilizzo di rifiuti nell’industria del
cemento. L’autore rileva problemi legati al trasporto ed allo stoccaggio ed al fatto che il
10% di umidità del materiale influisce sull’efficienza del forno. In aggiunta, l’autore
sottolinea come la presenza di HCl proveniente dai materiali contenenti PVC può produrre
composti a bassa temperatura di fusione che incrostano il forno, con i relativi problemi di
aumento della velocità dei fumi (ndr).
Un articolo di C.A.C. Haley del 1990 indica la discarica come il metodo principale, a livello
mondiale, di smaltimento di rifiuti solidi urbani. Nonostante ciò, la crescente
preoccupazione per l’ambiente, in particolare la possibilità di contaminazione delle falde
acquifere sotterranee, ha portato all’applicazione di standard sempre più elevati, facendo
perciò crescere il costo delle operazioni di messa in discarica, in alcuni casi di entità
davvero marcata. Di conseguenza, in alcuni paesi sono state studiate tecniche alternative
per l’uso di una parte del rifiuto, minimizzando così il ricorso allo smaltimento in
discariche ed, allo stesso tempo, per ottenere miglioramenti dal punto di vista
ambientale. Una di queste tecniche è l’utilizzo della frazione combustibile del rifiuto, o per
la produzione diretta di vapore o elettricità, o per la produzione e vendita di combustibile
solido in forma di fluff o pellet. In questo articolo vengono analizzati questi processi.
Esempi di successo di impianti commerciali sono selezionati e discussi nel campo di
inceneritori municipali, produzione di fluff per uso come combustibile nell’industria del
cemento, e produzione integrata di pellet di combustibile da rifiuto (Refuse Derived Fuel,
d-RDF) per la vendita in applicazioni industriali e commerciali. Vengono suggeriti criteri
per mezzo dei quali la realizzabilità di un tale progetto in una particolare zona possa
essere valutata su base preliminare. L’incenerimento dei rifiuti può dunque rappresentare
una tecnica praticabile e proficua dal punto di vista ambientale per lo smaltimento di
elevate quantità di rifiuti ed allo stesso tempo il recupero dell’energia intrinseca. Un
primo fattore di valutazione è il potere calorifico del rifiuto disponibile; un altro è la
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 27 di 61
quantità disponibile per il trattamento. La variabilità in qualità o quantità (o entrambi)
può comportare problemi. L’autore afferma che la concentrazione di alcuni metalli
influenza il quantitativo di RDF impiegabile nei forni da cemento. Alcuni problemi si
riscontrano per la presenza di cloro nell’RDF in quanto si formano sostanze incrostanti il
forno. Per ovviare a tale problema occorre effettuare by-pass nel ricircolo delle sostanze
volatili nel forno. Ulteriori problemi sono prodotti a causa del basso potere calorifico e
dell’elevata umidità che aumentano il volume dei gas di combustione. I vantaggi
evidenziati riguardano il risparmio energetico ed il fatto che la tecnica è “environmentally
sound”, in quanto la temperatura del forno è elevata ed i residui vengono inglobati nel
clinker.
Nel 1993 F.C. Lockwood ha pubblicato un articolo sulla combustione di combustibile da
rifiuto (Refuse Derived Fuel, RDF) in un forno rotativo da cemento.
Nei forni da cemento, la combustione ha luogo a temperature di fiamma molto alte e con
tempi di permanenza dei gas di combustione relativamente lunghi. Queste condizioni
sono favorevoli per bruciare dei rifiuti. Lo scopo di questo studio è di analizzare gli effetti
della combustione sulle emissioni di inquinanti. Basandosi su considerazioni tecniche ed
ambientali, l’analisi della combustione di RDF in un forno da cemento mostra che
nessuna tecnologia speciale deve essere installata oltre al sistema di gestione del RDF,
ma esiste un limite massimo di consumo totale di combustibile (non più del 30%) per
bruciare RDF.
Nel 2008 G. Genon e E. Brizio hanno pubblicato un articolo su prospettive e limiti per
forni da cemento come destinazione per RDF.
L’RDF, la frazione ad alto potere calorifico del MSW (Munical Solid Waste) ottenuto da
sistemi di separazione convenzionali, può essere impiegato in impianti tecnologici
(principalmente forni da cemento) al fine di ottenere un recupero di energia utile. È
interessante ed importante valutare questa possibilità all’interno dell’ambito generale
delle soluzioni waste-to-energy. La soluzione deve essere valutata sulla base di differenti
aspetti, e precisamente: aspetti tecnologici e caratteristiche del clinker; inquinamento
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 28 di 61
atmosferico locale; gli effetti dell’RDF utilizzato in forni da cemento sulla generazioni di
gas serra; l’economia della sostituzione dei combustibili solidi convenzionali e prospettive
di progettazione, dal punto di vista della destinazione dell’RDF e dell’ottimizzazione del
forno. Differenti esperienze su questo tema nel contesto europeo sono state prese in
analisi, oltre ad alcune applicazioni in Italia.
Tappeti e moquettes
Nel 2004 P. Lemieux et al hanno pubblicato un articolo sullo studio delle emissioni dalla
co-combustione di tappeti nei forni rotativi.
I tappeti e le moquettes fuori-uso rappresentano un flusso di rifiuto di alto volume e di
alto contenuto energetico. Come co-combustibile per forni da cemento, i tappeti, come i
pneumatici fuori-uso, presentano potenziali vantaggi. Le sfide tecnologiche da impostare
includono la valutazione delle emissioni potenziali, in particolare quelle di NO (dai tappeti
di fibra di nylon), e l’ottimizzazione del sistema di alimentazione dei tappeti.
Solventi
Nel 2005 C. Seyler et al hanno pubblicato un articolo sul Life Cycle Inventory per l’uso di
solventi di rifiuto come combustibili alternativi nell’industria del cemento.
L’industria chimica svizzera produce grandi quantità di solventi organici di rifiuto, alcuni
dei quali non possono essere recuperati. Una comune opzione per il trattamento di questi
solventi organici è l’incenerimento; in alternativa, possono essere usati come combustibili
nella produzione di cemento. Da una parte, la combustione nei forni da cemento implica
un risparmio di combustibili fossili come carbone ed olio combustibile; dall’altra, anche le
emissioni possono cambiare. Questi cambiamenti possono avere un impatto ecologico
netto sia negativo che positivo, a seconda della natura chimica del solvente utilizzato. Lo
scopo dello studio era di sviluppare un modello di allocazione multi-input, che permetta di
realizzare LCI per solventi specifici.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 29 di 61
I risultati mostrano che l’incenerimento dei solventi nei forni da cemento generalmente
riduce l’impatto globale della produzione di clinker in quanto vengono sostituiti i
combustibili fossili. Un’analisi di sensitività ha rivelato che il modello è particolarmente
sensibile al “fuel mix” ed alle proprietà come potere calorifico inferiore e contenuto di
carbonio e azoto.
3.1.2. Materie prime
Nel 1999 A. Monshi e M.K. Asgarani hanno pubblicato un articolo sulla produzione di
cemento Portland da scorie di ferro/acciaio e calcare.
Le scorie da altoforno dopo separazione magnetica sono state miscelate con calcare
usando 6 differenti composizioni. I materiali ottenuti sono stati bruciati in un forno pilota
a 1350 °C per un’ora. Il clinker è stato raffreddato, triturato, mescolato con un 3% di
gesso, e portato a una finezza di oltre 3300 cm2/g.
Nel 2000 N. Ay e M. Ünal hanno pubblicato un articolo sull’utilizzo di piastrelle ceramiche
di scarto nella produzione di cemento.
Nella produzione di piastrelle, per varie ragioni, si crea un accumulo di prodotti invenduti:
le piastrelle di scarto, di cui solo una piccola parte viene utilizzata. Se queste venissero
utilizzate nella produzione di cemento, si otterrebbe una diminuzione dell’inquinamento
che esse provocherebbero. In questo studio, è stato analizzato l’uso delle piastrelle di
scarto come pozzolana: sono state così aggiunte al cemento Portland nei rapporti di peso
del 25%, 30%, 35% e 40%.
Nel 2000 e nel 2001 T. Shimoda et al. hanno pubblicato una serie di articoli sull’Eco-
Cemento, sviluppato in Giappone per sostituire almeno il 50% delle materie prime con
ceneri da inceneritore urbano o altri rifiuti come ad esempio i fanghi fognari.
Lo sviluppo dell’Eco-Cemento ha coinvolto la NEDO (New Energy Development
Organization), un’organizzazione del Ministero del Commercio e dell’Industria. I risultati
dello studio dimostrano che un Eco-Cemento di tipo Portland può essere impiegato
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 30 di 61
esattamente per gli stessi calcestruzzi per i quali si impiega un normale cemento Portland
(NCP), mentre un Eco-cemento a rapido indurimento, contenente un alto contenuto di
cloruro (1%), può essere impiegato impiegato nella produzione di blocchi, massetti
autobloccanti, pannelli in legno-cemento, ecc. In questi casi il tempo di presa può essere
regolato impiegando un additivo ritardante o aggiungendo loppa d'altoforno; la più
interessante applicazione dell'Eco-cemento a rapido indurimento è quella destinata al
consolidamento di terreni bagnati, zone paludose ed altri terreni cedevoli
Nel 2002 R. Boncukcuoğlu et al hanno pubblicato un articolo sull’utilizzo di scarti da vagli
rotativi come additivi nella produzione di cemento Portland.
In Turchia ogni anno vengono prodotte dall’industria del boro grandi quantità di rifiuti
industriali, che presentano problemi sia di smaltimento sia sanitari. I rifiuti come fanghi di
borace, scarti da concentrazione e scarti da vagli rotativi (TSW) contengono impurità che
accelerano la normale presa e indurimento dei materiali da costruzioni da loro prodotti .
In questo studio, lo scopo era quello di stabilizzare i TSW prodotti durante la produzione
di borace.
Nel 2005 P.H. Shih et al hanno pubblicato un articolo sul riutilizzo di fanghi contenenti
metalli pesanti nella produzione di cemento.
È stata studiata la reale applicabilità della sostituzione di materie prime nel processo di
produzione del cemento con fanghi contenenti metalli pesanti da finitura superficiale ed
industria galvanoplastica.
Nel 2005 K.L. Lin e C.Y. Lin hanno pubblicato un articolo sulle caratteristiche di
idratazione di cenere da fango di rifiuto utilizzata come materia prima per il cemento.
Nel 2005 E. Sakai et al hanno pubblicato un articolo sull’idratazione del cemento
contentente ceneri volanti.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 31 di 61
In questo studio è stato preso in considerazione l’utilizzo di ceneri volanti come aggiunta
al cemento invece che il loro smaltimento come rifiuto. Il cemento tagliato con ceneri
volanti inoltre risponde all’esigenza di ridurre la generazione di CO2.
Nel 2006 A.S. de Vargas et al hanno pubblicato un articolo sull’uso della polvere da forno
ad arco elettrico (EAFD) nelle paste di cemento Portland I (MP) Pozzolan-modified.
L’uso dell’EAFD nelle costruzioni civili non è comune. Nei paesi dove questo scarto è
raccolto, viene usato nei processi di recupero di metalli pesanti.
In questo studio sono state analizzate paste di cemento con differente contenuto di
EAFD.
Nel 2006 R. Navia et al hanno pubblicato un articolo sul Life Cycle Assessment del riciclo
di terreno contaminato come materia prima alternativa nell’industria del cemento.
Il terreno vulcanico può essere usato per rimuovere metalli dalle acque di scarico. Una
volta usato, viene depositato in discarica. L’utilizzo di questo materiale nell’industria del
cemento come materia prima è stato valutato usando una metodologia Life Cycle
Assessment (LCA). Questa possibilità è stata studiata da un punto di vista ambientale in
un’industria cementiera cilena, rappresentativa dello stato dell’arte dell’operazione
corrente, comprendendo analisi sia tecniche che economiche. Sono stati confrontati due
scenari: Scenario 1, che corrisponde al processo di produzione esistente, e Scenario 2,
che rappresenta la produzione usando terreno vulcanico spento. Con l’eccezione delle
categorie di carcinogenici e minerali, i risultati del confronto sono favorevoli allo Scenario
2, specialmente per quanto riguarda la categoria dell’ecotossicità, principalmente per
effetto delle emissioni evitate della messa in discarica del terreno vulcanico.
Considerando la valutazione dei danni, quelli a salute umana, qualità dell’ecosistema, e
risorse sono inferiori nello Scenario 2. Inoltre, le analisi di sensitività sono state
effettuate per studiare l’influenza di particolari parametri (ad esempio, trasporto di
terreno vulcanico spento, emissioni di CO2 dal processo di produzione di clinker e metalli
pesanti dalla percolazione) sui risultati della valutazione. L’uso di materie prime
alternative (in questo caso, terreno vulcanico spento), che presentino il vantaggio di
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 32 di 61
essere rifiuti di altri sistemi tecnologici, sembra indirizzare lo sviluppo della produzione
del cemento verso una strada più sostenibile, migliorando l’economia del processo.
Nel 2007 S. Kourounis et al hanno pubblicato un articolo sulle proprietà e l’idratazione di
cementi tagliati con scorie di acciaieria.
Per questo studio, sono stati testati un campione di riferimento e tre cementi contenenti
fino al 45% in volume di scoria. La frazione di scoria usata era la “0-5 mm”, per il suo
alto contenuto di silicati di calcio.
3.1.3. Contributo sia energetico che minerale
Nel 2005 K. Gäbel e A.M. Tillman hanno pubblicato un articolo sulla simulazione di
alternative operazionali per la produzione futura di cemento.
Per supportare decisioni sulle opzioni di sviluppo di prodotto e processo e pianificazioni
strategiche, sono necessarie informazioni sulle conseguenze dei cambiamenti pianificati.
A questo scopo è stato sviluppato un modello flessibile per la produzione di cemento. Il
modello predice le performance ambientali, produttive ed economiche in un’ottica “life
cycle”, simulando diverse alternative operative. Sono state analizzate interessanti
alternative operative future, come l’incremento dell’uso di sottoprodotti industriali e rifiuti
come materie prime e combustibili. Vengono discussi i risultati, ad esempio le
conseguenze delle opzioni di potenziale sviluppo da una prospettiva “life cycle”.
Un incremento dell’uso di materiale di recupero e combustibile alternativo sostituisce il
consumo di risorse. L’impatto del trasporto di questi ultimi aumenta ovviamente con
l’utilizzo; comunque, i benefici ambientali dell’incrementato utilizzo sono ben più grandi
dell’utilizzo di risorse e delle emissioni in aria associate all’incremento della fase
trasporto.
Nel 2005 M.A. Trezza e A.N. Scian hanno pubblicato un articolo sull’effetto dei
combustibili da rifiuto sul clinker del cemento Portland.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 33 di 61
Diversi tipi di rifiuti industriali sono sempre più utilizzati nel processo di produzione del
clinker dell’industria del cemento, al fine di trarre vantaggio dal loro contenuto energetico
o di confinare sostanze indesiderate. Questo studio analizza le caratteristiche chimico-
fisiche dei clinker ottenuti incorporando tre differenti rifiuti in differenti proporzioni: due
di essi con funzione energetica – combustibile da rifiuto con marchio registrato e coke di
petrolio – ed il terzo da confinare – carbone da pirolisi. Confrontati con quelli tradizionali,
i clinker prodotti non presentano caratteristiche significativamente alterate.
Nel 2007 B. Boughton ha pubblicato un articolo sulla valutazione di residui da
demolizione come “feedstock” per la produzione di cemento.
Il cosiddetto “shredder residue” (SR) è costituito da vetro, gomma, plastica, fibre e
materiali fini che rimangono dopo la rimozione dei metalli ferrosi e non ferrosi dal
processo di demolizione di automobili, elettrodomestici e rottami ferrosi.
L’obiettivo dello studio era identificare i parametri di qualità necessari per l’utilizzo nei
forni e quindi valutare i mezzi meccanici necessari per rendere l’SR un materiale
accettabile come carbone o sostituenti minerali.
Separare l’SR in frazioni dall’alto contenuto energetico e minerale può tradursi in un
considerevole risparmio di combustibile e di materie prime.
Tecniche di separazione per densità comunemente usate dagli sminuzzatori nel passato
sono stati testati per separare gomma e plastica dai non combustibili e contaminanti (ad
esempio PVC e fili di rame). Una frazione di circa il 30% dell’SR totale ha caratteristiche
combustibili che rispecchiano quelle del carbone. Comunque, i rimanenti livelli di
componenti potenzialmente problematici (ad esempio cloro totale e metalli pesanti)
possono limitare l’uso ad una quota di aggiunta relativamente bassa per alcuni forni. I
risultati del progetto hanno mostrato che i sistemi di separazione comunemente
disponibili dovrebbero produrre un accettabile contributo supplementare di combustibile.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 34 di 61
3.2. Livelli di emissione e monitoraggio
Pneumatici
1981 Y. Nakajima e M. Matsuyuki: Poiché il contenuto di zolfo ed azoto nei pneumatici è
di scarsa entità, anche il il contenuto di SOX e NOX nel gas esausto all’uscita del
depolverizzatore non è di entità tale da presentare problemi. Comunemente, esiste l’idea
che bruciare pneumatici possa causare fumo nero e odori molesti, ma, poiché questi
vengono bruciati completamente alle alte temperature del forno, questi non possono
essere rilevati neppure da analisi strumentali.
RDF
1993 F.C. Lockwood: Non si riscontra alcun incremento nei livelli di emissione di
inquinanti gassosi (compresi gas acidi, diossine, furani, ecc), in un forno rotativo da
cemento. Ciò è confermato dal fatto che la presenza di diossine e furani nelle emissioni è
di un ordine di grandezza inferiore a quella che si riscontra negli inceneritori nel caso di
presenza di PCB (bifenili policlorurati) nel combustibile alternativo. Inoltre, siccome il
contenuto di azoto e di zolfo nell’RDF è inferiore a quello che si può riscontrare nel
carbone, si può affermare che NOX e SOX nelle emissioni siano inferiori rispetto all’utilizzo
del combustibile fossile tradizionale.
2003 E. Mokrzycki: Nel caso polacco si può esaminare il confronto tra le emissioni
dell’impianto di Malogoszcz, misurate sia in caso di uso e non di combustibile alternativo
(da rifiuto, “PASi”). Si può così notare ad esempio che con l’utilizzo di PASi aumentano le
emissioni di HCl (il PASi presenta un contenuto medio di cloro di circa 0,25%): la
concentrazione emessa, 10% O2, risulta circa raddoppiata. Rimangono invece pressoché
invariate quelle di metalli pesanti. Stesso discorso per quanto riguarda SO2, NOX, mentre
un aumento di circa il 40% viene registrato per le concentrazioni di CO. Purtoppo manca
il dato relativo alla percentuale di sostituzione calorica a cui si riferiscono questi dati, per
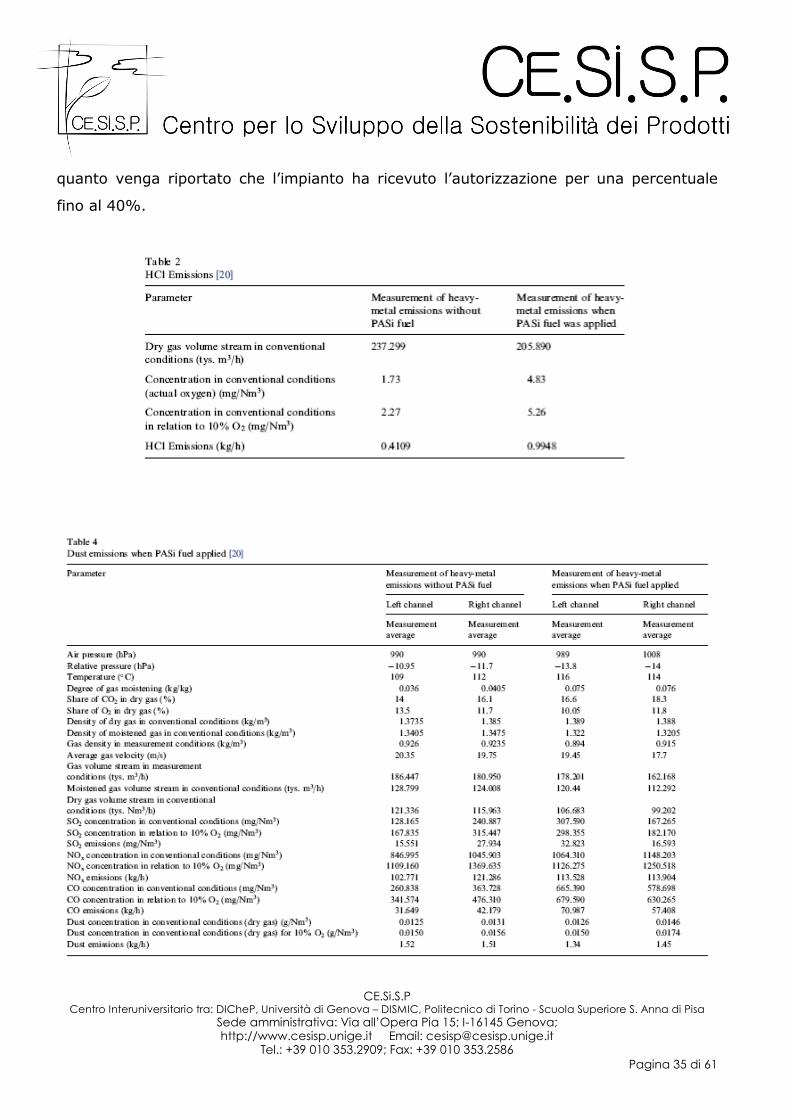
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 35 di 61
quanto venga riportato che l’impianto ha ricevuto l’autorizzazione per una percentuale
fino al 40%.
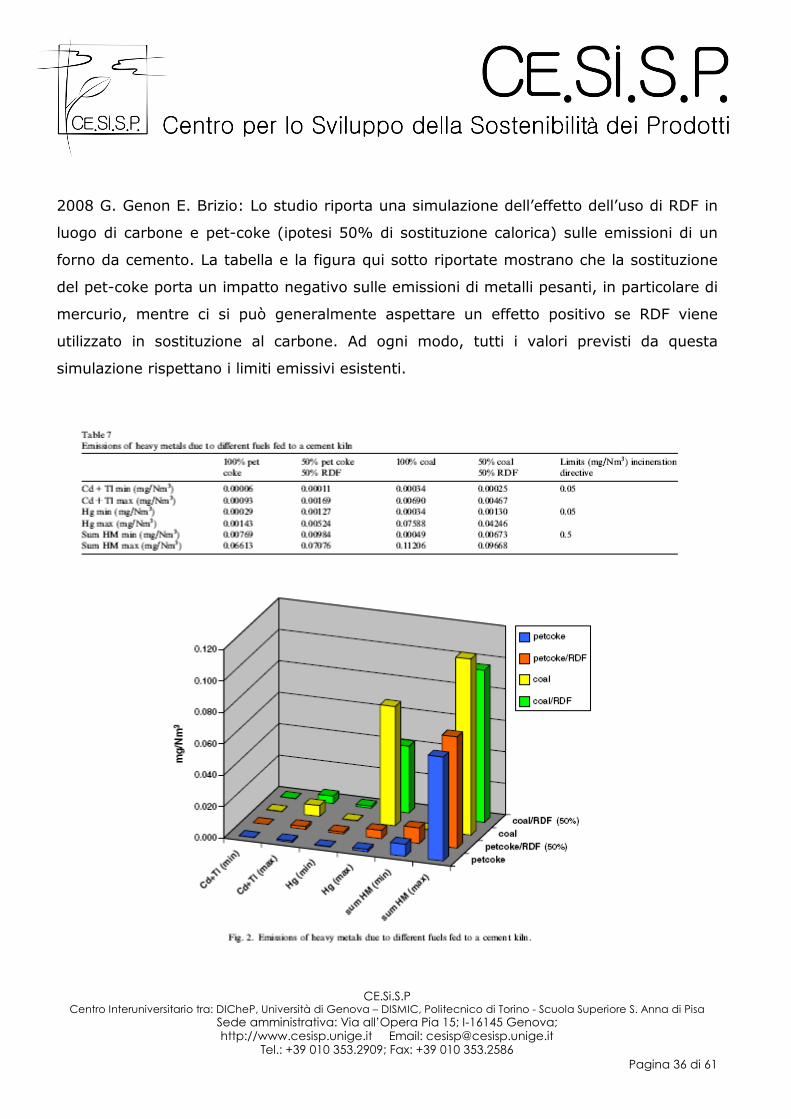
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 36 di 61
2008 G. Genon E. Brizio: Lo studio riporta una simulazione dell’effetto dell’uso di RDF in
luogo di carbone e pet-coke (ipotesi 50% di sostituzione calorica) sulle emissioni di un
forno da cemento. La tabella e la figura qui sotto riportate mostrano che la sostituzione
del pet-coke porta un impatto negativo sulle emissioni di metalli pesanti, in particolare di
mercurio, mentre ci si può generalmente aspettare un effetto positivo se RDF viene
utilizzato in sostituzione al carbone. Ad ogni modo, tutti i valori previsti da questa
simulazione rispettano i limiti emissivi esistenti.
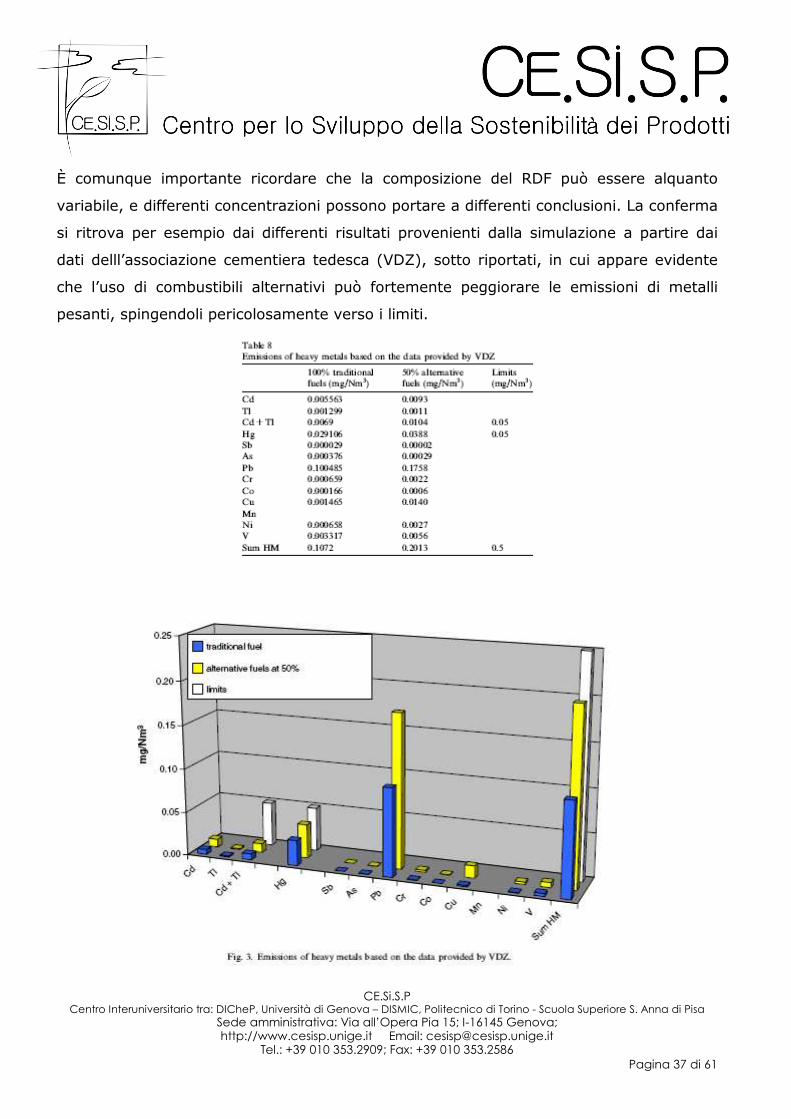
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 37 di 61
È comunque importante ricordare che la composizione del RDF può essere alquanto
variabile, e differenti concentrazioni possono portare a differenti conclusioni. La conferma
si ritrova per esempio dai differenti risultati provenienti dalla simulazione a partire dai
dati delll’associazione cementiera tedesca (VDZ), sotto riportati, in cui appare evidente
che l’uso di combustibili alternativi può fortemente peggiorare le emissioni di metalli
pesanti, spingendoli pericolosamente verso i limiti.
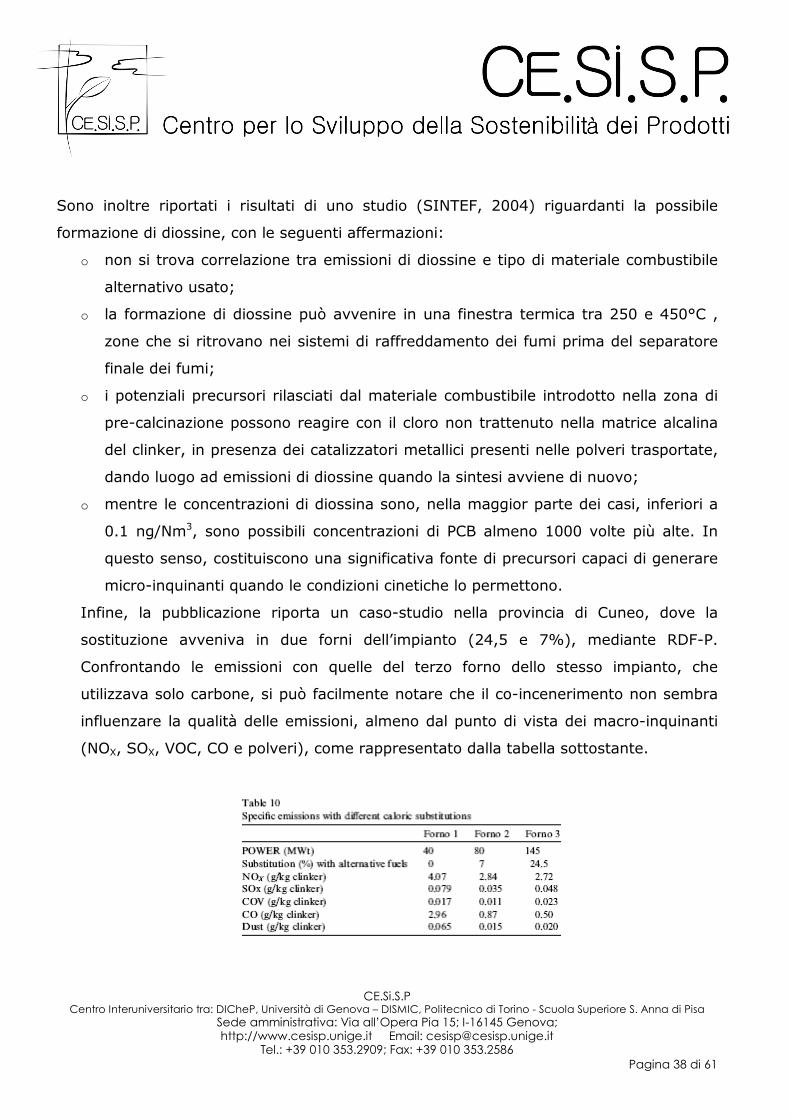
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 38 di 61
Sono inoltre riportati i risultati di uno studio (SINTEF, 2004) riguardanti la possibile
formazione di diossine, con le seguenti affermazioni:
o non si trova correlazione tra emissioni di diossine e tipo di materiale combustibile
alternativo usato;
o la formazione di diossine può avvenire in una finestra termica tra 250 e 450°C ,
zone che si ritrovano nei sistemi di raffreddamento dei fumi prima del separatore
finale dei fumi;
o i potenziali precursori rilasciati dal materiale combustibile introdotto nella zona di
pre-calcinazione possono reagire con il cloro non trattenuto nella matrice alcalina
del clinker, in presenza dei catalizzatori metallici presenti nelle polveri trasportate,
dando luogo ad emissioni di diossine quando la sintesi avviene di nuovo;
o mentre le concentrazioni di diossina sono, nella maggior parte dei casi, inferiori a
0.1 ng/Nm3, sono possibili concentrazioni di PCB almeno 1000 volte più alte. In
questo senso, costituiscono una significativa fonte di precursori capaci di generare
micro-inquinanti quando le condizioni cinetiche lo permettono.
Infine, la pubblicazione riporta un caso-studio nella provincia di Cuneo, dove la
sostituzione avveniva in due forni dell’impianto (24,5 e 7%), mediante RDF-P.
Confrontando le emissioni con quelle del terzo forno dello stesso impianto, che
utilizzava solo carbone, si può facilmente notare che il co-incenerimento non sembra
influenzare la qualità delle emissioni, almeno dal punto di vista dei macro-inquinanti
(NOX, SOX, VOC, CO e polveri), come rappresentato dalla tabella sottostante.

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 39 di 61
In conclusione, le principali risultanze dello studio mostrano che l’uso dell’RDF nei forni
da cemento in sostituzione di carbone o coke offre benefici ambientali in termini di gas
serra, mentre la formazione di inquinanti gassosi convenzionali non è un aspetto critico.
In realtà, è possibile che la generazione di ossidi di azoto sia inferiore a causa delle
minori temperatura di fiamma o del minore eccesso d’aria. La presenza di micro-
inquinanti clorurati non è influenzata dalla presenza di RDF nel combustibile, mentre a
seconda della qualità dell’RDF, alcuni problemi potrebbero sorgere rispetto al
combustibile sostituito se sono presenti metalli pesanti, specialmente quelli più volatili.
Tappeti e moquettes
2004 P. Lemieux: I risultati degli esperimenti di un forno rotativo pilota hanno dimostrato
il potenziale per l’uso di tappeti fuori-uso come combustibile per l’industria del cemento.
L’alimentazione di fibra di tappeto a percentuali fino al 30% dell’input energetico totale
ha causato una combustione senza scoppi transitori e quasi senza aumento di CO ed altri
prodotti di combustione incompleta rispetto a forni alimentati a solo gas naturale. Le
emissioni di NO sono aumentate con la combustione di tappeti per effetto del contenuto
azotato della fibra di nylon. In questi esperimenti, la conversione dell’azoto contenuto
nelle fibre di tappeto a NO variava dal 3% all’8%. La conversione cresce con il migliorato
mescolamento di materiale ed aria durante la combustione. La preparazione dei tappeti
ed il metodo di alimentazione sono fattori controllanti per la conversione dell’azoto.
Gli esperimenti effettuati nel Rotary Kiln Incinerator Simulator (RKIS) dell’EPA, ossia in
scala pilota, permettono l’analisi della co-combustione di tappeti di rifiuto nei forni
rotativi, con percentuali di sostituzione fino al 30%. Risulta che le emissioni dei prodotti
della combustione incompleta, quali CO, THCs, VOCs e PAHs cambiano ben poco con
l’uso di combustibile alternativo e gas naturale. Per esempio, con l’alimentazione di
tappeti, la concentrazione media di CO registra un incremento medio di 1,4 ppm e quella
di PAH di 2,5 µg/m3. Non sono state poi osservate emissioni di mercurio, un potenziale
inquinante in tappeti e moquettes fuori-uso. Le emissioni di NO invece sembrano
crescere con l’utilizzo di tappeti, per via del contenuto azotato della fibra di nylon. In
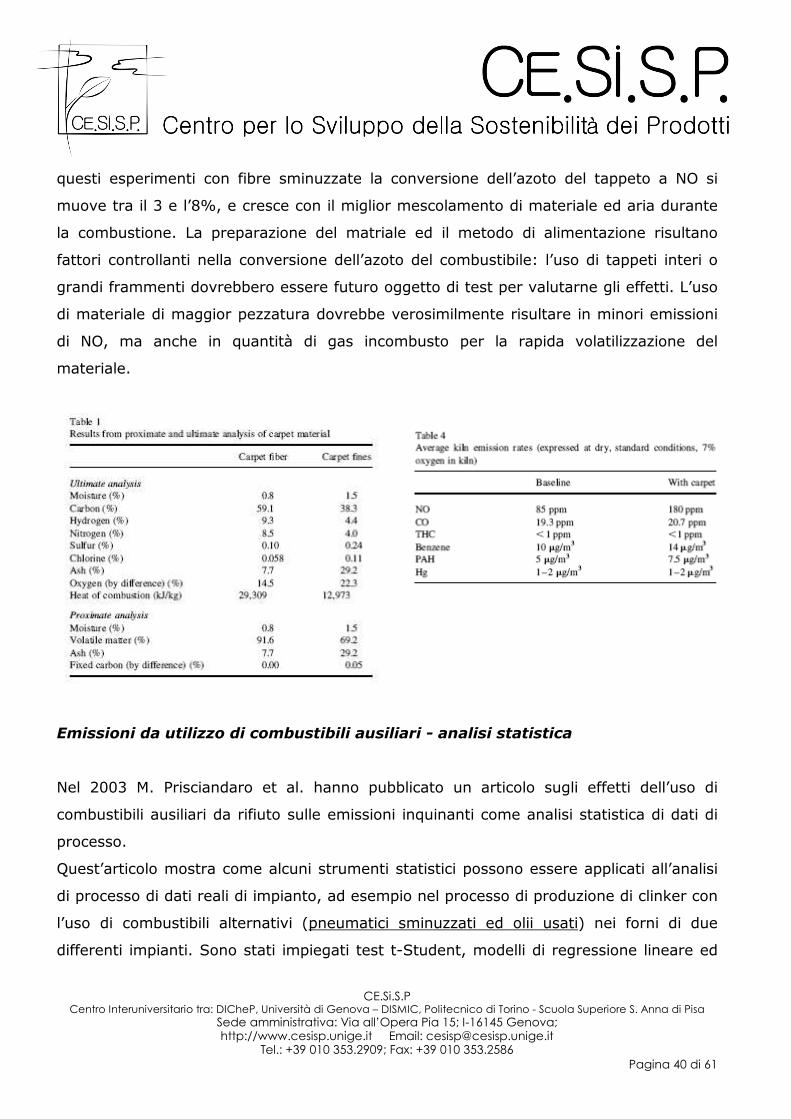
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 40 di 61
questi esperimenti con fibre sminuzzate la conversione dell’azoto del tappeto a NO si
muove tra il 3 e l’8%, e cresce con il miglior mescolamento di materiale ed aria durante
la combustione. La preparazione del matriale ed il metodo di alimentazione risultano
fattori controllanti nella conversione dell’azoto del combustibile: l’uso di tappeti interi o
grandi frammenti dovrebbero essere futuro oggetto di test per valutarne gli effetti. L’uso
di materiale di maggior pezzatura dovrebbe verosimilmente risultare in minori emissioni
di NO, ma anche in quantità di gas incombusto per la rapida volatilizzazione del
materiale.
Emissioni da utilizzo di combustibili ausiliari - analisi statistica
Nel 2003 M. Prisciandaro et al. hanno pubblicato un articolo sugli effetti dell’uso di
combustibili ausiliari da rifiuto sulle emissioni inquinanti come analisi statistica di dati di
processo.
Quest’articolo mostra come alcuni strumenti statistici possono essere applicati all’analisi
di processo di dati reali di impianto, ad esempio nel processo di produzione di clinker con
l’uso di combustibili alternativi (pneumatici sminuzzati ed olii usati) nei forni di due
differenti impianti. Sono stati impiegati test t-Student, modelli di regressione lineare ed

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 41 di 61
analisi fattoriali per valutare gli effetti sulle emissioni al camino dell’alimentazione di
questi combustibili alternativi. Inoltre è stato ottenuto un grande miglioramento nella
conoscenza del processo grazie all’analisi statistica dei dati di processo che molto spesso
presentano un elevato livello di correlazione con le variabili di processo.
I risultati sperimentali analizzati statisticamente hanno mostrato risposte incoraggianti,
se meno del 20% di combustibilie convenzionale è sostituito con uno alternativo le
caratteristiche del clinker rimangono immutate, e le emissioni al camino (principalmente
NOX, SO2 e CO) sono, nel caso dei pneumatici, lievemente incrementate, rimanendo
quasi sempre sotto i limiti imposti dalla legge. Nel caso degli olii usati, le emissioni di gas
inquinanti risultano addirittura diminuite. Sono state anche ottenute alcune equazioni
empiriche che legano le emissioni al camino ad alcuni dati di processo, per poter essere
usate con scopi di analisi di processo.
Sono stati presi in considerazione due impianti, presso Bergamo e Matera. Il primo caso
(plant 1) permette di notare gli effetti dell’uso integrato di pneumatici, il secondo (plant
2) quelli dell’uso di “ECOFLUID”, un mix di differenti olii organici usati.
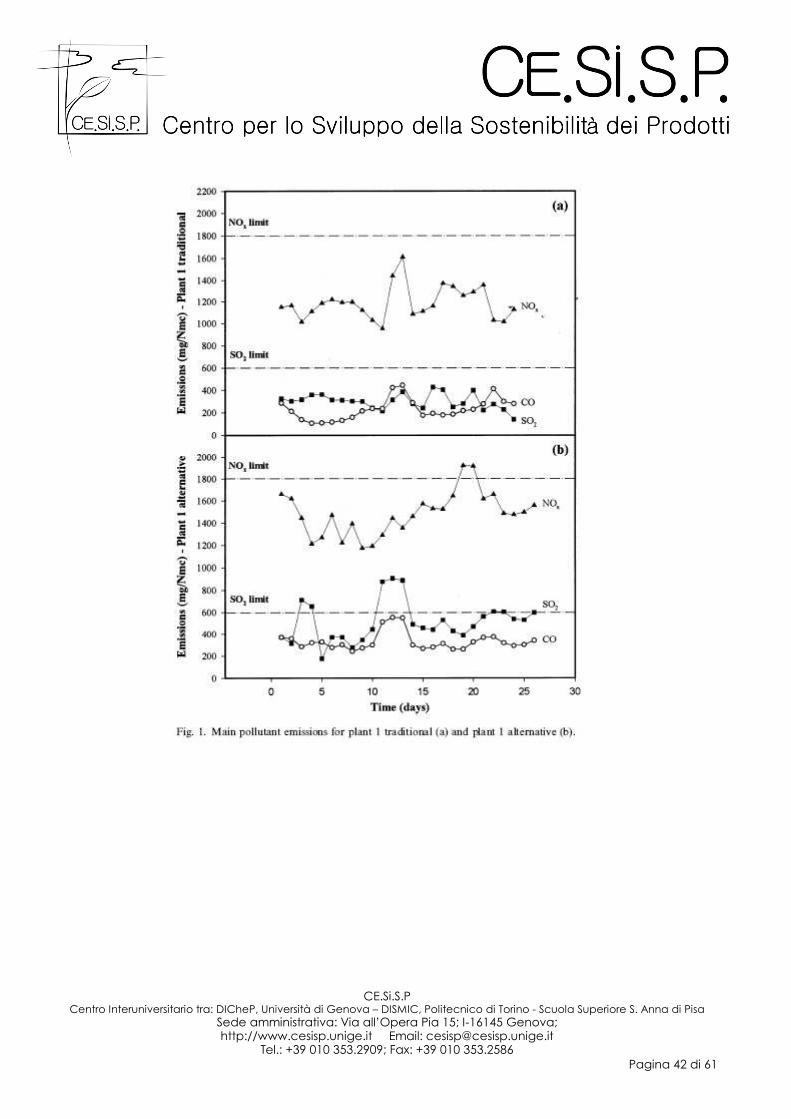
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 42 di 61
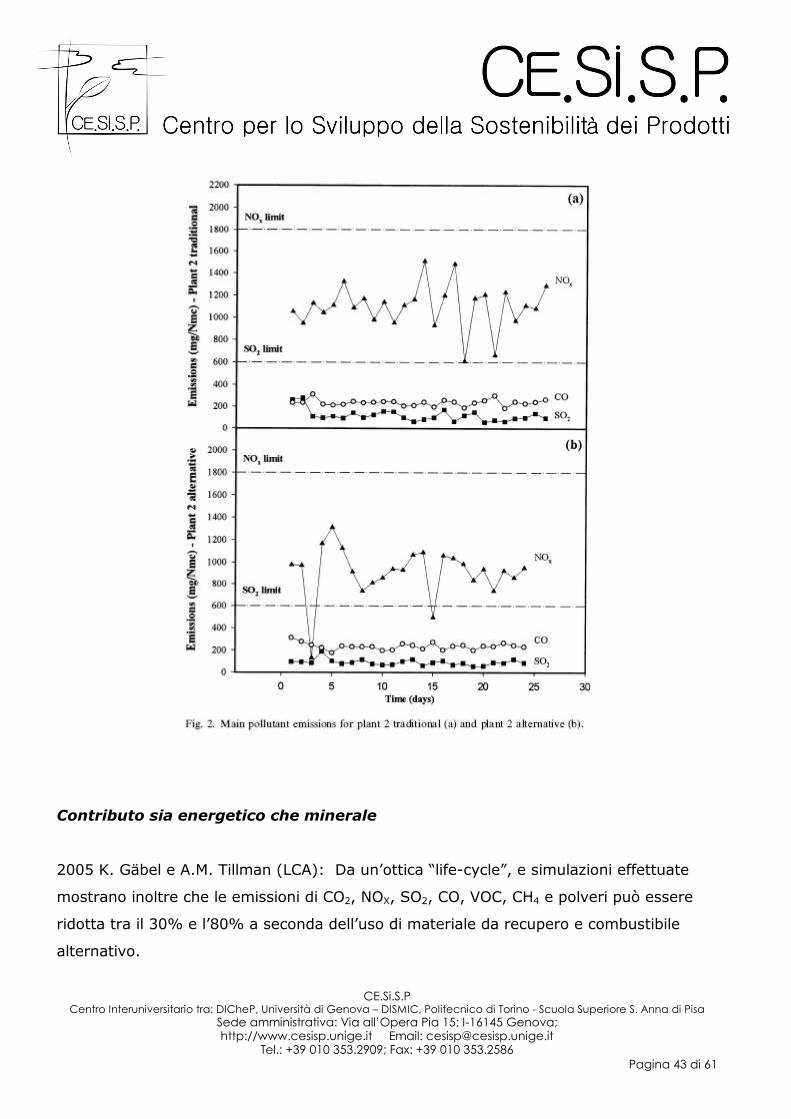
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 43 di 61
Contributo sia energetico che minerale
2005 K. Gäbel e A.M. Tillman (LCA): Da un’ottica “life-cycle”, e simulazioni effettuate
mostrano inoltre che le emissioni di CO2, NOX, SO2, CO, VOC, CH4 e polveri può essere
ridotta tra il 30% e l’80% a seconda dell’uso di materiale da recupero e combustibile
alternativo.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 44 di 61
3.3. Influenza sulla qualità del prodotto finale
3.3.1. Combustibili
Pneumatici
1981 Y. Nakajima e M. Matsuyuki: Poiché i pneumatici non contengono componenti
dannosi per la qualità del cemento, non si riscontra cambiamento nella qualità del
cemento causato dall’alimentazione di pneumatici, come provato da lunga esperienza nel
controllo della qualità del prodotto. I residui di combustione di gomma e cemento non
sono ritrovati nel cemento finito.
Nel 2005 P. Pipilikaki et al. hanno pubblicato un articolo sull’uso del combustibile da
pneumatici (Tire Derived Fuel, TDF) nei forni da clinker.
Vengono stabiliti i prerequisiti per usare il TDF come combustibile supplementare per la
produzione di clinker. A questo proposito sono state effettuate misure usando differenti
analisi analitiche qualitative quali diffrazione a raggi X (XRD), fluorescenza a raggi X
(XRF), microscopia ottica in due serie di campioni di crudo mescolato, clinker e
combustibile con e senza uso di TDF. Inoltre, è stata misurata la resistenza a
compressione del cemento CEM I-52.5 prodotto. In questo studio specifico il TDF era il
6% del combustibile totale utilizzato. È stato concluso che non si verificano apparenti
problemi conseguenti all’uso di TDF come combustibile supplementare nei forni da
clinker.
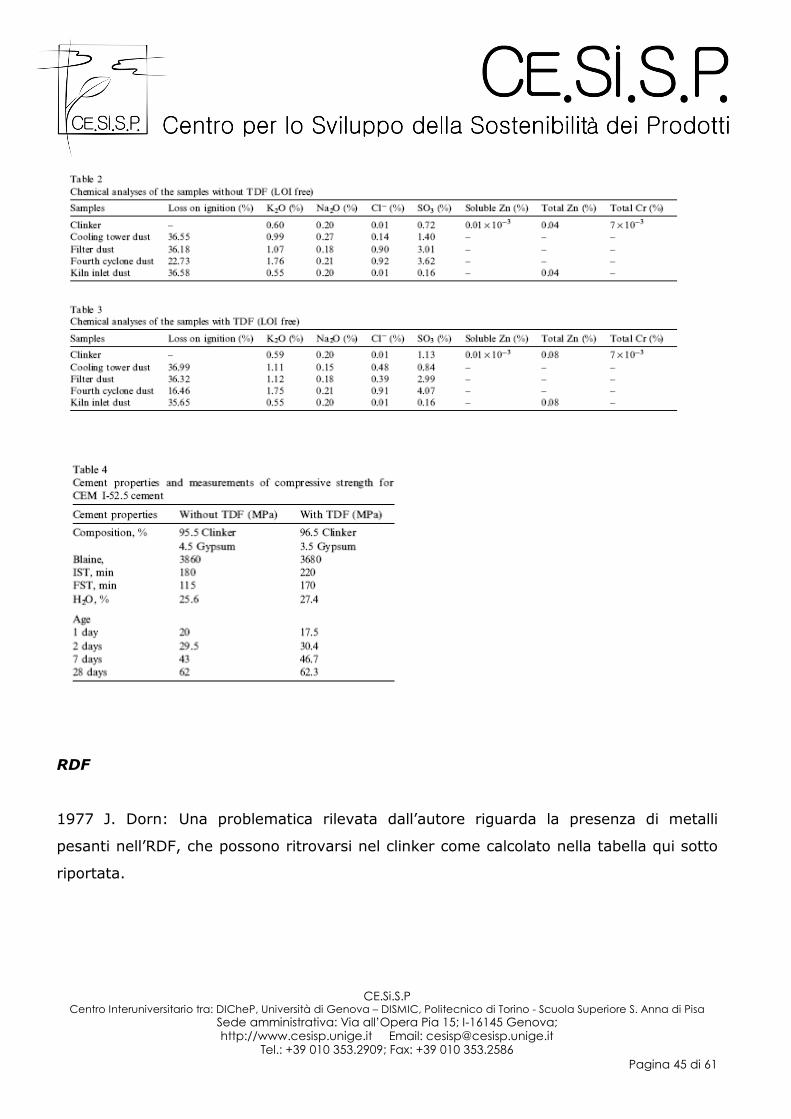
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 45 di 61
RDF
1977 J. Dorn: Una problematica rilevata dall’autore riguarda la presenza di metalli
pesanti nell’RDF, che possono ritrovarsi nel clinker come calcolato nella tabella qui sotto
riportata.
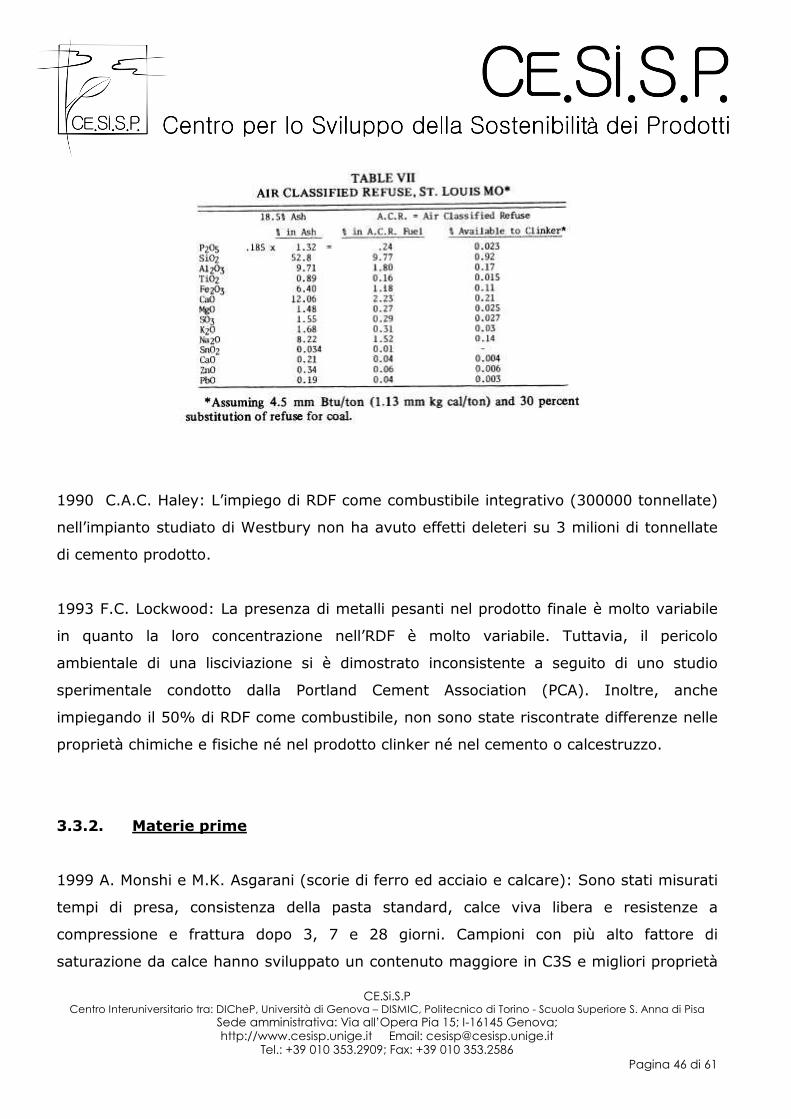
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 46 di 61
1990 C.A.C. Haley: L’impiego di RDF come combustibile integrativo (300000 tonnellate)
nell’impianto studiato di Westbury non ha avuto effetti deleteri su 3 milioni di tonnellate
di cemento prodotto.
1993 F.C. Lockwood: La presenza di metalli pesanti nel prodotto finale è molto variabile
in quanto la loro concentrazione nell’RDF è molto variabile. Tuttavia, il pericolo
ambientale di una lisciviazione si è dimostrato inconsistente a seguito di uno studio
sperimentale condotto dalla Portland Cement Association (PCA). Inoltre, anche
impiegando il 50% di RDF come combustibile, non sono state riscontrate differenze nelle
proprietà chimiche e fisiche né nel prodotto clinker né nel cemento o calcestruzzo.
3.3.2. Materie prime
1999 A. Monshi e M.K. Asgarani (scorie di ferro ed acciaio e calcare): Sono stati misurati
tempi di presa, consistenza della pasta standard, calce viva libera e resistenze a
compressione e frattura dopo 3, 7 e 28 giorni. Campioni con più alto fattore di
saturazione da calce hanno sviluppato un contenuto maggiore in C3S e migliori proprietà

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 47 di 61
meccaniche. Miscelare un extra del 10% di scoria ferrosa in un cemento composto dal
49% di scoria ferrosa, 43% di calce calcinata e 8% di scoria di acciaio ha mantenuto la
resistenza a compressione sotto i valori standard per il cemento Portland ordinario di tipo
I.
2000 N. Ay e M. Ünal (piastrelle ceramiche di scarto): Sono stati presi in considerazione
le proprietà pozzolaniche delle piastrelle e tempo di presa, stabilità volumetrica,
dimensioni delle particelle, densità, area superficiale specifica e resistenza del cemento
così realizzato. I risultati dei test hanno indicato che le piastrelle di scarto mostrano
proprietà pozzolaniche, e le proprietà chimico-fisiche del cemento prodotto sono conformi
agli standard per il cemento fino ad un’aggiunta di piastrelle del 35%.
2000-2001 T. Shimoda et al. (Eco-Cemento - ceneri da inceneritore): Sono stati previsti
due tipi di Eco-Cemento: un cemento di tipo Portland ed un cemento del tipo a rapido
indurimento, le cui composizioni chimiche e mineralogiche sono qui di seguito riportate.
Dall’analisi delle proprietà fisiche, risulta che l’Eco-Cemento di tipo Portland presenta
circa le stesse prestazioni meccaniche del normale Cemento Portland (NCP). L’Eco-
Cemento a rapido indurimento si distingue soprattutto per il tempo di presa molto breve
(circa 10 minuti) ed il rapido sviluppo delle resistenze meccaniche alle satgionature
brevissime (3-6 ore) e brevi (1-3 giorni). Inoltre, le prove di lisciviazione dei metalli
pesanti su malte di Eco-Cemento, eseguite secondo i procedimenti JEPA (Japanese
Environment Protection Agency), indicano che le quantità di metalli pesanti lisciviabili
sono nettamente al di sotto dei valori standard previsti.
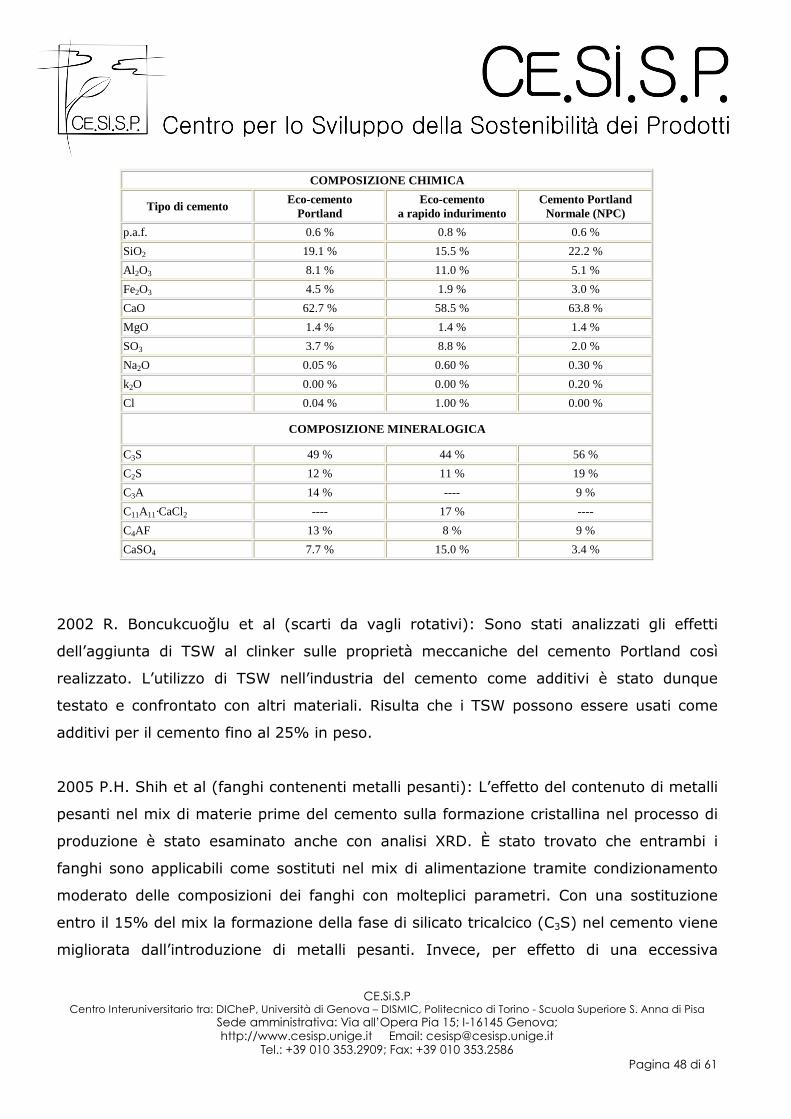
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 48 di 61
COMPOSIZIONE CHIMICA
Tipo di cemento Eco-cemento
Portland Eco-cemento
a rapido indurimento Cemento Portland
Normale (NPC)
p.a.f. 0.6 % 0.8 % 0.6 %
SiO2 19.1 % 15.5 % 22.2 %
Al 2O3 8.1 % 11.0 % 5.1 %
Fe2O3 4.5 % 1.9 % 3.0 %
CaO 62.7 % 58.5 % 63.8 %
MgO 1.4 % 1.4 % 1.4 %
SO3 3.7 % 8.8 % 2.0 %
Na2O 0.05 % 0.60 % 0.30 %
k2O 0.00 % 0.00 % 0.20 %
Cl 0.04 % 1.00 % 0.00 %
COMPOSIZIONE MINERALOGICA
C3S 49 % 44 % 56 %
C2S 12 % 11 % 19 %
C3A 14 % ---- 9 %
C11A11·CaCl2 ---- 17 % ----
C4AF 13 % 8 % 9 %
CaSO4 7.7 % 15.0 % 3.4 %
2002 R. Boncukcuoğlu et al (scarti da vagli rotativi): Sono stati analizzati gli effetti
dell’aggiunta di TSW al clinker sulle proprietà meccaniche del cemento Portland così
realizzato. L’utilizzo di TSW nell’industria del cemento come additivi è stato dunque
testato e confrontato con altri materiali. Risulta che i TSW possono essere usati come
additivi per il cemento fino al 25% in peso.
2005 P.H. Shih et al (fanghi contenenti metalli pesanti): L’effetto del contenuto di metalli
pesanti nel mix di materie prime del cemento sulla formazione cristallina nel processo di
produzione è stato esaminato anche con analisi XRD. È stato trovato che entrambi i
fanghi sono applicabili come sostituti nel mix di alimentazione tramite condizionamento
moderato delle composizioni dei fanghi con molteplici parametri. Con una sostituzione
entro il 15% del mix la formazione della fase di silicato tricalcico (C3S) nel cemento viene
migliorata dall’introduzione di metalli pesanti. Invece, per effetto di una eccessiva
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 49 di 61
concentrazione di metalli pesanti (maggiore del 1,5%) nel mix, il C3S cristallino viene
inibito da un’ampia sostituzione con fanghi (maggiore del 15%). Durante il processo di
sinterizzazione, oltre il 90% degli elementi altamente volatili come il piombo evaporano
ad alta temperatura, ma il 90% degli elementi meno volatili come rame, cromo e nichel
rimangono intrappolati nel clinker. Soprattutto, i risultati dei test di percolamento
mostrano che gli elementi intrappolati nei campioni idratati non vengono rilasciati sotto
condizioni di acidità. Il riutilizzo di fanghi contenenti metalli pesanti come materie prime
per il cemento non causerebbe quindi pericolo per lisciviazione dai clinker sinterizzati.
Perciò, questi fanghi avrebbero il potenziale per essere utilizzati come materia prima
alternativa nella produzione del cemento.
2005 K.L. Lin e C.Y. Lin (cenere da fango di rifiuto): In questo studio, sono state studiate
le caratteristiche e le proprietà ingegneristiche di tre tipi di paste di “eco-cemento”, tra
cui resitenza a compressione, grado di idratazione, microstruttura, e confrontate con
quelle del cemento Portland ordinario ASTM di tipo I. I risultati indicano che è fattibile
utilizzare cenere da fango e scorie di acciaieria per sostuire fino al 20% dei componenti
minerari delle materie prime del cemento. Inoltre, tutti i clinker testati hanno soddisfatto
i requisiti inerenti le caratteristiche di tossicità da percolamento. I principali componenti
del cemento Portland, C3S (ad esempio, 3CaO�SiO2), C2S (ad esempio, 2CaO�SiO2), C3A
(ad esempio, 3CaO�Al2O3) e C4AF (ad esempio, 4CaO�Al2O3� Fe2O3), sono stati trovati tutti
nei clinker così prodotti. Tutti e tre i tipi di “eco-cemento” hanno confermato la
produzione di idrossido di calcio (Ca(OH)2) e idrati di silicato di calcio (CSH) durante il
processo di idratazione, aumentando la densità col passare del tempo. I risultati
dell’analisi termica hanno indicato che l’idratazione procede fino a 90 giorni, con
l’aumento della quantità di Ca(OH)2 e CSH. Lo “shift” chimico dei silicati, ed il risultante
grado di idratazione, e l’incremento di lunghezza dei gel di CSH col tempo, sono stati
confermati dalle tecniche Si NMR. La resistenza alla compressione e le valutazioni
microstrutturali, infine, confermano la reale fruibilità degli “eco-cementi”.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 50 di 61
2005 E. Sakai et al (ceneri volanti): Sono state analizzate l’influenza del contenuto in
vetro e la basicità della fase vetrosa sull’idratazione del cemento così prodotto, ed è stata
caratterizzata l’idratazione lungo un ampio periodo. Sono stati usati due tipi di ceneri
volanti con differenti contenuti in vetro, uno con il 38.2% ed un altro con il 76.6%. Il
grado di idratazione delle ceneri aumenta con l’aumento del contenuto in vetro delle
ceneri per campioni lasciati fissare per 270 giorni. Dopo 360 giorni, comunque, i gradi di
reazione delle ceneri volanti mostrano circa gli stessi valori per differenti contenuti in
vetro. Le ceneri influenzano inoltre l’idratazione dei minerali del clinker nel cemento:
mentre l’idratazione dell’alite viene accelerata, quella della belite viene ritardata ad uno
stadio avanzato.
2006 A.S. de Vargas et al (polvere da forno ad arco elettrico - EAFD): Sono stati
determinati tempo di presa e idratazione, ed è stata effettuata una caratterizzazione
mineralogica e microstrutturale, al fine di meglio comprendere l’effetto del residuo sulle
proprietà della pasta di cemento, sia fresca che indurita.
I risultati hanno mostrato che l’EAFD abbassa le reazioni di idratazione del cemento
Portland. Per quanto riguarda le performance meccaniche, è stato verificato che sebbene
l’EAFD ritardi le reazioni di idratazione del cemento nei suoi tempi iniziali, in quelli più
avanzati il trend vede un significativo guadagno in resistenza delle paste contenenti
EAFD.
2007 S. Kourounis et al (scorie di acciaieria): Sono stati studiati il tempo di presa, la
consistenza standard, il flusso di malta normale, l’espansione in autoclave e la resistenza
a compressione a 2, 7, 28 e 90 giorni. I prodotti idratati sono stati identificati con
diffrazione a raggi X mentre l’acqua non evaporabile è stata determinata con TGA. La
microstruttura delle paste di cemento indurite e le loro caratteristiche morfologiche sono
state esaminate al microscopio elettronico.
Si è concluso che questa scoria può essere usata nella produzione di cementi compositi di
classi di resistenza 42.5 e 32.5 (EN 197-1). Inoltre, i cementi prodotti presentano
proprietà fisiche soddisfacenti. La scoria di acciaieria abbassa l’idratazione dei cementi
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 51 di 61
tagliati, per effetto della morfologia del C2S contenuto e del basso tenore di silicati di
calcio.
3.3.3. Contributo sia energetico che minerale
2005 K. Gäbel e A.M. Tillman (LCA): Le nove simulazioni effettuate mostrano che l’uso di
materiale di recupero e combustibile alternativo può essere incrementato mantenendo
allo stesso tempo i requisiti correnti per le performance del clinker.
2005 M.A. Trezza e A.N. Scian: Sono state analizzate temperatura di fusione delle
miscele, analisi termica differenziale e analisi termogravimetrica (DTA/TG) durante la
fase di produzione di clinker e dopo l’idratazione, area specifica superficiale al medesimo
tempo di macinazione, diffrazione a raggi X (XRD) e resistenze meccaniche delle paste
elaborate con un rapporto acqua/cemento 0,4. I risultati ottenuti sono stati confrontati
con quelli del clinker ottenuto senza aggiunte, e si è concluso che l’utilizzo di questi
rifiuti, nelle proporzioni e condizioni di quest’analisi, non altera significativamente le
proprietà del clinker. In particolare, il carbone da pirolisi appare adatto ad essere
introdotto con la polvere in alimentazione al forno, senza alterare la resistenza meccanica
finale; un leggero aumento di questo valore, se confrontato con quello originale, è stato
osservato nei tempi brevi (3 giorni). Il “petroleum waste carbon” sembra adatto per il
suo contenuto energetico, sebbene abbia una leggera tendenza peggiorativa sulle
proprietà meccaniche. La miscela combustibile, infine, genera una maggiore cristallinità
nelle fasi principali del clinker: la presenza di C3S più cristallino determina migliori valori
di resitenza alla compressione nei tempi brevi. L’aggiunta di questo tipo di rifuiti richiede
un eccellente controllo della temperatura nella “clinkering zone”, poiché un leggero
eccesso di quest’ultima renderebbe eccessivamente fluido il clinker e potrebbe
danneggiare il rivestimento refrattario del forno.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 52 di 61
3.4. Tecnologie di trattamento adottate ed impatto economico e sociale
Pneumatici
Nel 1997 G. Ferrer descrive il mercato internazionale dei pneumatici, al fine per
identificare i flussi materiali materie prime-pneumatici ed il problema dello smaltimento
dei pneumatici usati. Successivamente, vengono descritte le operazioni che generano un
valore aggiunto nel processo di produzione dei pneumatici e nel processo di ricostruzione
dei pneumatici (retreading). Una volta identificata nel retreading l’unica alternativa di
recupero che massimizzi l’utilizzo dei pneumatici, la generazione di calore è descritta
come alternativa di recupero quando il retreading non è tecnicamente praticabile.
Vengono analizzati i valori economici della generazione di calore in impianti elettrici ed in
forni da cemento, e l’articolo termina con il caso del retreading, il processo di
ricostruzione dei pneumatici e la raccomandazione di una semplice regola decisionale per
selezionare il numero di volte che un pneumatico debba essere ricostruito per
massimizzare il suo utilizzo. Per quanto concerne l’utilizzo dei pneumatici in cementeria,
viene evidenziata una sostituzione calorica di circa il 20÷25% del combustibile
tradizionale sia in Europa (Germania, Francia) che nei paesi extra-europei (Stati Uniti,
Canada, Giappone).
Nel 2004 A. Cook e J. Kemm hanno pubblicato un articolo sulla valutazione di impatto
sanitario della proposta di combustione di pneumatici in un impianto per la produzione di
cemento.
Un impianto situato in una cittadina inglese infatti aveva presentato domanda per
l’inclusione nell’autorizzazione dell’utilizzo di pneumatici sminuzzati come parziale
sostituenti del carbone; l’autorità sanitaria locale aveva così richesto una procedura di
Health Impact Assessment (HIA), in conformità al regolamento IPPC (Integrated
Pollution Prevention and Control).

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 53 di 61
La procedura ha concluso che la proposta difficilmente avrebbe causato impatti negativi.
L’intenzione di essere imparziale e l’incapacità di confermare o smentire i timori per la
salute in realtà deluse molti residenti.
RDF
J. Dorn, nel 1977, si mostrava dubbioso sul fatto che i forni da cemento potessero
competere con successo con gli impianti di incenerimento per RDF, dalla maggiore
capacità e localizzati più vicino ai centri urbani. Secondo le sue considerazioni, in casi
specifici in cui una cementeria sia l’unico “game in town”, un programma a lungo termine
potrebbe risultare di mutuo vantaggio con la comunità. Le molte complicazioni
conseguenti avrebbero reso economicamente insicura la conversione di un forno da
cemento ad un’alimentazione combinata di RDF e combustibile fossile. Inoltre, le
imminenti carenze di materie prime di base avrebbero a suo avviso dettato un crescente
interesse per la raccolta differenziata e il riciclo delle frazioni merceologiche dei rifiuti
urbani. L’economia fluttuante dell’industria del legno e della cellulosa avrebbe poi potuto
fornire una stabilità troppo scarsa per gli investimenti di capitale necessari per convertire
i forni di cemento a consumatori di RDF.
1990 C.A.C. Haley: L’autore riporta che in Germania RDF in fiocchi viene impiegato
commercialmente, fornito in balle, nei forni da cemento. L’esempio della cementeria di
Westbury (UK) dimostra la piena accettazione della popolazione della contea di Wiltshire
(500000 abitanti) che è stata molto soddisfatta di aver concluso con la cementeria un
contratto di 10 anni.
1993 F.C. Lockwood: Allo stato corrente, secondo Lockwood non sembrava che ci fosse
un vantaggio economico nel bruciare RDF. Ad ogni modo, se i rifiuti solidi urbani
(Municipal Solid Waste, MSW) sono generati in grandi quantità ed un supporto finanziario
viene fornito dalle autorità locali per coprire i costi di investimento/gestione, bruciare RDF
in forni da cemento sarebbe diventato economicamente attraente ed attuabile.

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 54 di 61
2003 E. Mokrzycki: L’esperienza accumulata dagli impianti di Lafarge Cement Poland Ltd
conferma che queste attività sono vantaggiose sia dal punto di vista economico che da
quello ecologico. In media, l’energia richiesta per la produzione di una tonnellata di
cemento è stimata intorno a 3.3 GJ, che corrisponde a circa 120 kg di carbone. I costi
energetici costituiscono circa il 30-40% dei costi totali per la produzione del cemento.
L’impiego di combustibili alternativi consente dunque di ridurre i costi di produzione.
L’uso di rifiuti come combustibili nell’industria del cemento comporta non solo benefici dal
punto di vista economico, ma anche dal punto di vista sociale. Questa opzione di gestione
dei rifiuti può ridurre il numero dei siti di smaltimento, limitare l’espansione di quelli
esistenti ed evitare la necessità di costruire impianti di incenerimento.
Nel 2007 A. Garg et al hanno pubblicato un articolo sul quadro politico per combustibile
solido da rifiuto (Solid Recovered Fuel, SRF) in Europa, alla luce delle implicazioni
britanniche.
Gli stati membri dell’Unione Europea stanno adottando il trattamento meccanico-biologico
dei rifiuti solidi urbani (Municipal Solid Waste, MSW) per adeguarsi agli obiettivi della
direttiva LD (EU Landfill Directive). È stato esaminato il quadro politico per combustibile
solido da rifiuto SRF derivante da MSW, composto da carta, plastica e fibre tessili,
nell’industria energy-intensive. Un combustibile SRF dal potere calorifico superiore
relativamente alto (15-18 MJ/kg) possiede il potenziale per sostituire parzialmente i
combustibili fossili nelle industrie energy-intensive, così come MSW in impianti di
combustione dedicati. Tentativi di classificare le proprietà del combustibile da parte delle
organizzazioni degli standard europei (CEN) considerano il potere calorifico inferiore e
contenuto di cloro e mercurio. Ad ogni modo, le dimensioni delle particelle, l’umidità, e la
composizione del combustibile richiedono anch’essi attenzione e futuri studi dovranno
valutare questi parametri. Sono state analizzate in maniera critica le implicazioni dell’uso
di SRF come co-combustibile in processi termici. Un’analisi termodinamica illumina sulla
realizzabilità tecnica ed ambientale della co-combustione di SRF in centrali a carbone e
forni da cemento. I risultati indicano che l’uso di SRF come co-combustibile può ridurre in
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 55 di 61
maniera significativa il riscaldamento globale ed il potenziale di acidificazione.
Quest’analisi politica è di interesse per manager di rifiuti, specialisti politici, regolatori, e
l’intera comunità di ricerca nel campo del waste management.
Residui da demolizione
2007 B. Boughton: Una valutazione economica di un sistema di separazione full-scale ha
mostrato che il trattamento dell’SRF risulta essere economicamente marginale
considerando i soli costi evitati di messa in discarica. Ad ogni modo, benefici economici
significanti risulterebbero dal recupero ulteriore di materiali ferrosi e non (precisamente,
rame).
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 56 di 61
4. Conclusioni
Tra le varie tipologie di rifiuti impiegati come combustibili individuati dalla nostra
legislazione, la letteratura internazionale esaminata ne prende in considerazione solo
alcune:
o pneumatici,
o RDF,
o tappeti e moquettes,
o solventi.
Dei suddetti rifiuti, vengono messe in evidenza le caratteristiche necessarie all’utilizzo,
nonché i vantaggi soprattutto in termini di risparmio energetico e di riduzione di
emissioni da combustibili fossili che vengono evitate.
Il loro utilizzo nei forni da cemento trova giustificazione nelle particolari caratteristiche
del processo di produzione del clinker:
o elevata temperatura (1500°C nel clinker, 1800°C nei gas di combustione
o elevato tempo di permanenza
o ambiente alcalino del forno
In alcuni articoli vengono evidenziati gli effetti evitati tramite analisi LCA, in particolare
per i pneumatici e l’RDF. Inoltre sono individuati i limiti di applicabilità in percentuale di
alcuni combustibili.
Per quanto riguarda i rifiuti utilizzati come materie prime gli studi internazionali si
riferiscono ad una tipologia abbastanza limitata quali:
o scorie d’altoforno,
o piastrelle ceramiche di scarto,
o scarti di vagli rotativi,
o fanghi contenenti metalli pesanti,
o cenere da fango di rifiuti,
o ceneri volanti in aggiunta al cemento,
o polveri da forno ad arco,
o terreni contaminati,
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 57 di 61
o residui da demolizione.
In tutti gli studi vengono evidenziati i risparmi energetici, di rifiuti solidi, l’ininfluenza sule
emissioni atmosferiche e sulla qualità del clinker.
L’esame delle pubblicazioni con riferimento alle emissioni ha ancora messo in evidenza
l’ininfluenza dell’impiego di combustibili da rifiuto nei forni da cemento. Anzi, in alcuni
casi (RDF) ciò può portare a benefici ambientali per quanto riguarda la riduzione di NOX e
SOX. Per i pneumatici si registra da un’analisi statistica un lieve aumento di NOX, SOX e
CO, sempre però entro i limiti di legge, non confermato però da esperienze tecniche nel
settore, mentre per l’RDF è possibile riscontrare un incremento emissivo di metalli
pesanti, ma con diretta dipendenza da composizione e qualità del rifiuto. Alcune
simulazioni mostrano poi che le emissioni di CO2, NOX, SOX, CO e CH4 potrebbero anche
essere ridotte dal 30 all’80% a seconda dell’uso di materiale da recupero e combustibile.
Per quanto concerne l’influenza sulla qualità del prodotto, i lavori esaminati dimostrano
che non si riscontra nessun cambiamento causato dall’alimentazione di combustibili quali
pneumatici ed RDF nei forni da clinker. Anche per quanto riguarda la presenza di metalli
pesanti nel prodotto finale il pericolo ambientale di una lisciviazione si è dimostrato
inconsistente e non si sono riscontrate differenze nelle proprietà chimiche e fisiche né nel
prodotto clinker né nel cemento e calcestruzzo.
Allo stesso modo, anche per l’impiego di rifiuti nelle materie prime gli studi esaminati
hanno dimostrato che le proprietà chimico-fisiche del cemento prodotto sono conformi
agli standard. Anche i test di lisciviazione dimostrano che i metalli intrappolati nel clinker
non vengono rilasciati. Gli stessi risultati soddisfacenti per il prodotto si hanno nel caso di
impiego sia energetico che minerale nell’alimentazione dei forni ad cemento.
Gli studi che affrontano problematiche economico-sociali evidenziano in generale la prima
accettazione della popolazione coinvolta sull’impiego dei rifiuti nei forni da cemento sia
sotto forma di combustibile che sotto forma di materia prima. Le autorità locali
dimostrano molto interesse verso questo impiego tanto che in alcuni casi viene fornito un
supporto finanziario per coprire sia i costi di investimento che quelli di gestione.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 58 di 61
Uno studio recente evidenzia poi come il combustibile da rifiuto impiegato come co-
combustibile può ridurre in maniera significativa il potenziale di riscaldamento globale ed
il potenziale di acidificazione.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 59 di 61
5. Riferimenti bibliografici
Nuran Ay, Mevlüt Ünal, “The use of waste ceramic tile in cement production”. Cement and Concrete Research 30 (2000), 497-499 Recep Boncukcuoglua, M. Tolga Yilmaz, M. Muhtar Kocakerim, Vahdettin Tosunoglu, “Utilization of trommel sieve waste as an additive in Portland cement production”. Cement and Concrete Research 32 (2002), 35–39 Bob Boughton, “Evaluation of shredder residue as cement manufacturing feedstock”. Resources, Conservation and Recycling 51 (2007), 621–642 Andrew Cook, John Kemm, “Health impact assessment of proposal to burn tyres in a cement plant”. Environmental Impact Assessment Review 24 (2004), 207–216 Andrea Corti, Lidia Lombardi, “End life tyres: Alternative final disposal processes compared by LCA”. Energy 29 (2004), 2089–2108 Alexandre S. de Vargas, Ângela B. Masuero, Antônio C.F. Vilela, “Investigations on the use of electric-arc furnace dust (EAFD) in Pozzolan-modified Portland cement I (MP) pastes”. Cement and Concrete Research 36 (2006), 1833–1841 Jack D. Dorn, “Uses of Waste and Recycled Material in the Cement Industry”. IEEE Transactions On Industry Applications, Vol. IA-13, NO. 6, November/December 1977 Geraldo Ferrer, “The economics of tire remanufacturing”. Resources, Conservation and Recycling 19 (1997), 221-255 Karin Gäbel, Anne-Marie Tillman, “Simulating operational alternatives for future cement production”. Journal of Cleaner Production 13 (2005), 1246-1257 Anurag Garg , Richard Smith , Daryl Hill ,Nigel Simms and Simon Pollard, “Wastes as Co-Fuels: The Policy Framework for Solid Recovered Fuel (SRF) in Europe, with UK Implications”. Environ. Sci. Technol. 41 (2007), 4868-4874 G. Genon ,E. Brizio, “Perspectives and limits for cement kilns as a destination for RDF”. Accepted 21 October 2007. Available online at www.sciencedirect.com Colin A.C. Haley, “Energy recovery from burning municipal solid wastes: a review”. Resources, Conservation and Recycling, 4 (1990), 77-103
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 60 di 61
S. Kourounis, S. Tsivilis, P.E. Tsakiridis, G.D. Papadimitriou, Z. Tsibouki, “Properties and hydration of blended cements with steelmaking slag”. Cement and Concrete Research 37 (2007) 815–822 Paul Lemieuxa, Eric Stewart, Matthew Realff, James A. Mulholland, “Emissions study of co-firing waste carpet in a rotary kiln”. Journal of Environmental Management 70 (2004) 27–33 Kae-Long Lin, Chung-Yi Lin, “Hydration characteristics of waste sludge ash utilized as raw cement material”. Cement and Concrete Research 35 (2005) 1999 – 2007 F C Lockwood, “Review : burning refuse-derived fuel in a rotary cement kiln”. 1993 Eugeniusz Mokrzyckia, Alicja Uliasz-Bochenczyk, Mieczyslaw Sarna, “Use of alternative fuels in the Polish cement industry”. Applied Energy 74 (2003) 101–111 Eugeniusz Mokrzyckia, Alicja Uliasz-Bochenczyk, “Alternative fuels for the cement industry”. Applied Energy 74 (2003) 95–100 Ahmad Monshi, Masoud Kasiri Asgarani, “Producing Portland cement from iron and steel slags and limestone”. Cement and Concrete Research 29 (1999) 1373–1377 Yukio Nakajima, Miki Matsuyuki, “Utilization of waste tires as fuel for cement production”. Conservation & Recycling 4, (1981), No. 3. pp. 145-151 R. Navia, B. Rivelab, K.E. Lorber, R. Mendez, “Recycling contaminated soil as alternative raw material in cement facilities: Life cycle assessment”. Resources, Conservation and Recycling 48 (2006) 339–356 P. Pipilikaki, M. Katsioti, D. Papageorgiou, D. Fragoulis, E. Chaniotakis, “Use of tire derived fuel in clinker burning”. Cement & Concrete Composites 27 (2005) 843–847 M. Prisciandaro, G. Mazziotti, F. Vegliò, “Effect of burning supplementary waste fuels on the pollutant emissions by cement plants: a statistical analysis of process data”, Resources, Conservation and Recycling 39 (2003) 161-184 Etsuo Sakai, Shigeyoshi Miyahara, Shigenari Ohsawa, Seung-Heun Lee, Masaki Daimon, “Hydration of fly ash cement”. Cement and Concrete Research 35 (2005) 1135–1140 Christina Seyler, Stefanie Hellweg, Michel Monteil and Konrad Hungerbühler, “Life Cycle Inventory for Use of Waste Solvent as Fuel Substitute in the Cement Industry. A Multi-Input Allocation Model”. (2005) DOI: http://dx.doi.org/10.1065/lca2004.08.173
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 61 di 61
Pai-Haung Shih, Juu-En Chang, Hsing-Cheng Lu, Li-Choung Chiang, “Reuse of heavy metal-containing sludges in cement production”. Cement and Concrete Research 35 (2005) 2110 – 2115 Takashi Shimoda, Shimoda, Shigeru Yoloyama, Hiroshi Hirao - Taiheyo Cement Corporation, “ECO-CEMENTO: Un nuovo cemento portland per risolvere i problemi di rifiuti solidi urbani ed industriali”, Parte I e II, Enco Journal 15-16 (2000-2001) M.A. Trezza, A.N. Scian, “Waste fuels: their effect on Portland cement clinker”. Cement and Concrete Research 35 (2005) 438–444

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 1 di 61
Stato dell’arte dell’impiego dei rifiuti nell’industria cementiera (nel ciclo dei combustibili e delle materie prime)
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 2 di 61
1. Generalità
Lo smaltimento dei rifiuti è senza dubbio un tema ambientale di massimo rilievo per la
collettività, per le pubbliche istituzioni, e per le realtà industriali che sono alla ricerca di
soluzioni ecologiche che si dimostrino valide nel tempo.
Con l’impiego dei rifiuti nel ciclo di produzione del cemento, l’industria cementiera
partecipa da numerosi anni allo sforzo collettivo per il risparmio di risorse naturali e lo
smaltimento dei rifiuti.
L’utilizzo dei rifiuti in cementeria viene effettuato sotto condizioni particolarmente
rigorose. Non sono infatti utilizzati altri rifiuti se non quelli selezionati per la loro
compatibilità con il processo e la qualità del prodotto finale.
Il processo di produzione del cemento consente di utilizzare i rifiuti in parziale
sostituzione delle materie prime, e in sostituzione dei combustibili tradizionali.
Il presente documento è articolato in diversi capitoli e paragrafi che illustrano alcuni
aspetti evidenziati da vari autori sull’impiego dei rifiuti nell’industria cementiera come
combustibili (cap. 3.1.1) e come materie prime (cap. 3.1.2) ovvero:
o livelli di emissione e monitoraggio (3.2)
o influenza sulla qualità del prodotto finale (3.3)
o tecnologie di trattamento adottate ed impatto economico-sociale (3.4)
Il documento riporta al capitolo 2 un estratto della legislazione nazionale riguardante
l’impiego dei rifiuti nell’industria cementiera con lo scopo di semplificare la consultazione
della legge agli addetti ai lavori.
Nelle conclusioni (cap. 4) vengono evidenziati gli aspetti positivi e le criticità riscontrati
dai vari autori riguardo l’utilizzo dei rifiuti nell’industria cementiera.

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 3 di 61
2. Legislazione nazionale
Nell’ambito delle attività di recupero dei rifiuti non pericolosi è necessario fare riferimento
al D.M. 5 febbraio 1998 “Individuazione dei rifiuti non pericolosi sottoposti alle procedure
semplificate di recupero ai sensi degli articoli 31 e 33 del D.Lgs. 5 febbraio 1997, n.22”,
viste le modifiche apportate da DmAmbiente 9 gennaio 2003, DmAmbiente 27 luglio
2004 e DmAmbiente 5 aprile 2006 n.186. Le modifiche al D.M. 5 febbraio 1998, in vigore
dal 3 giugno 2006, sono state apportate dal Dicastero in accoglimento delle censure
mosse dalla Corte Ue, che con sentenza 7 ottobre 2004 aveva sancito l'inesatta
individuazione sul piano nazionale di tipi e quantità massime di rifiuti non pericolosi
sottoponibili a procedure semplificate.
2.1. Tipologie di rifiuti ammessi nei cementifici
Sulla base del Decreto ministeriale 5 febbraio 1998 e successive modifiche ed
integrazioni (testo vigente al 3 giugno 2006), è possibile individuare i limiti quantitativi
per le operazioni di recupero di materia in cementifici, riportati nell’allegato 4 al decreto
(tabelle 1 e 3). Tali quantità possono essere oggetto di aggiornamento annuale, anche
per tenere conto dell’esigenza di incentivare il recupero dei rifiuti.
I valori sono stati enucleati dal decreto in quanto riferiti ai cementifici.
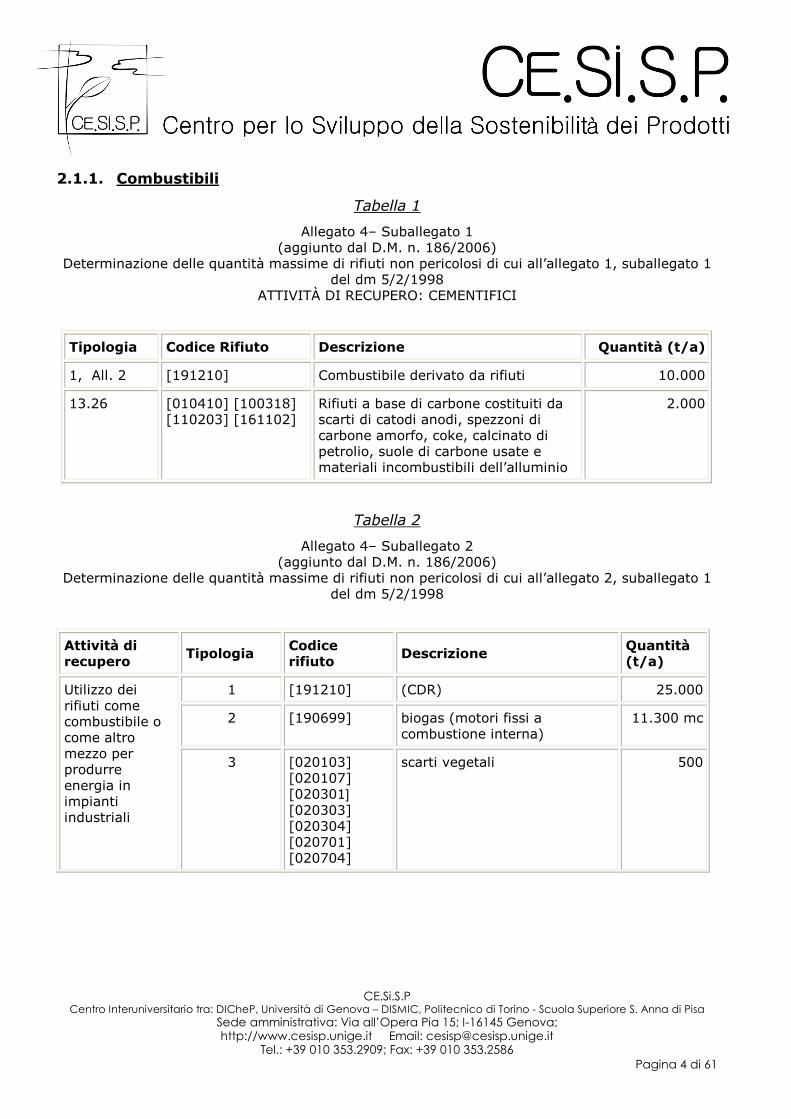
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 4 di 61
2.1.1. Combustibili
Tabella 1
Allegato 4– Suballegato 1 (aggiunto dal D.M. n. 186/2006)
Determinazione delle quantità massime di rifiuti non pericolosi di cui all’allegato 1, suballegato 1 del dm 5/2/1998
ATTIVITÀ DI RECUPERO: CEMENTIFICI
Tipologia Codice Rifiuto Descrizione Quantità (t/a)
1, All. 2 [191210] Combustibile derivato da rifiuti 10.000
13.26 [010410] [100318] [110203] [161102]
Rifiuti a base di carbone costituiti da scarti di catodi anodi, spezzoni di carbone amorfo, coke, calcinato di petrolio, suole di carbone usate e materiali incombustibili dell’alluminio
2.000
Tabella 2
Allegato 4– Suballegato 2 (aggiunto dal D.M. n. 186/2006)
Determinazione delle quantità massime di rifiuti non pericolosi di cui all’allegato 2, suballegato 1 del dm 5/2/1998
Attività di recupero
Tipologia Codice rifiuto
Descrizione Quantità (t/a)
1 [191210] (CDR) 25.000
2 [190699] biogas (motori fissi a combustione interna)
11.300 mc
Utilizzo dei rifiuti come combustibile o come altro mezzo per produrre energia in impianti industriali
3 [020103] [020107] [020301] [020303] [020304] [020701] [020704]
scarti vegetali 500
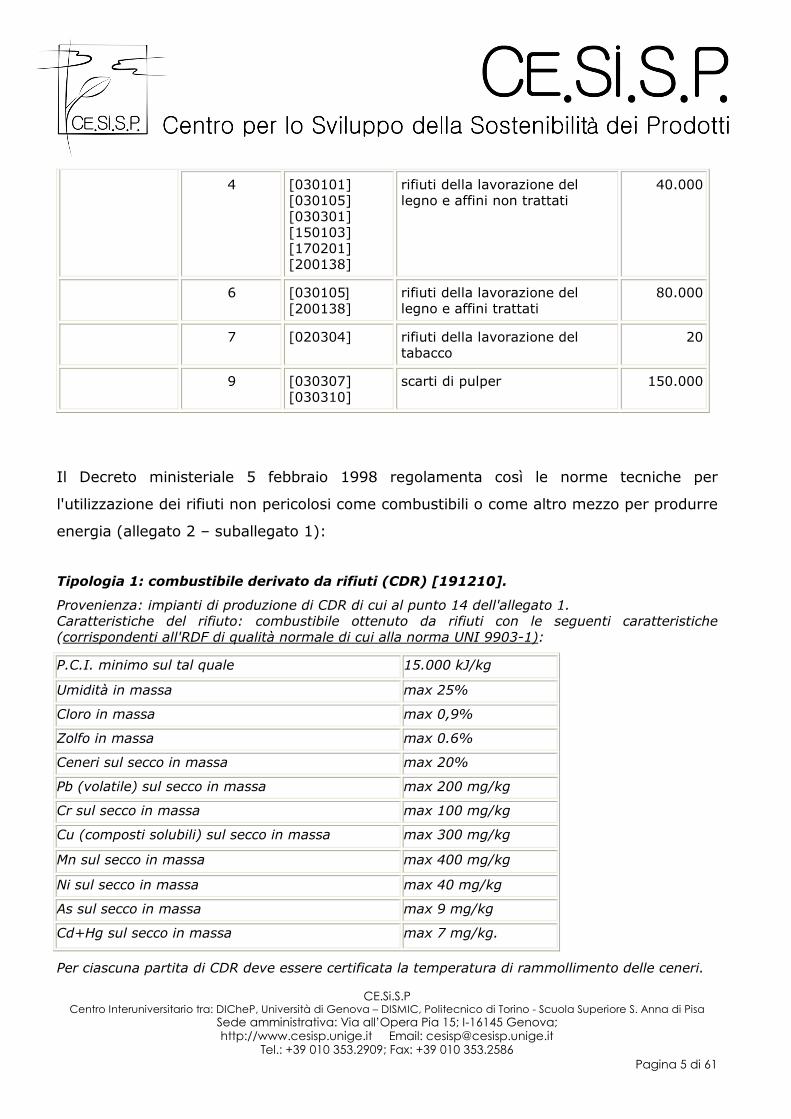
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 5 di 61
4 [030101] [030105] [030301] [150103] [170201] [200138]
rifiuti della lavorazione del legno e affini non trattati
40.000
6 [030105] [200138]
rifiuti della lavorazione del legno e affini trattati
80.000
7 [020304] rifiuti della lavorazione del tabacco
20
9 [030307] [030310]
scarti di pulper 150.000
Il Decreto ministeriale 5 febbraio 1998 regolamenta così le norme tecniche per
l'utilizzazione dei rifiuti non pericolosi come combustibili o come altro mezzo per produrre
energia (allegato 2 – suballegato 1):
Tipologia 1: combustibile derivato da rifiuti (CDR) [191210].
Provenienza: impianti di produzione di CDR di cui al punto 14 dell'allegato 1. Caratteristiche del rifiuto: combustibile ottenuto da rifiuti con le seguenti caratteristiche (corrispondenti all'RDF di qualità normale di cui alla norma UNI 9903-1):
P.C.I. minimo sul tal quale 15.000 kJ/kg
Umidità in massa max 25%
Cloro in massa max 0,9%
Zolfo in massa max 0.6%
Ceneri sul secco in massa max 20%
Pb (volatile) sul secco in massa max 200 mg/kg
Cr sul secco in massa max 100 mg/kg
Cu (composti solubili) sul secco in massa max 300 mg/kg
Mn sul secco in massa max 400 mg/kg
Ni sul secco in massa max 40 mg/kg
As sul secco in massa max 9 mg/kg
Cd+Hg sul secco in massa max 7 mg/kg.
Per ciascuna partita di CDR deve essere certificata la temperatura di rammollimento delle ceneri.
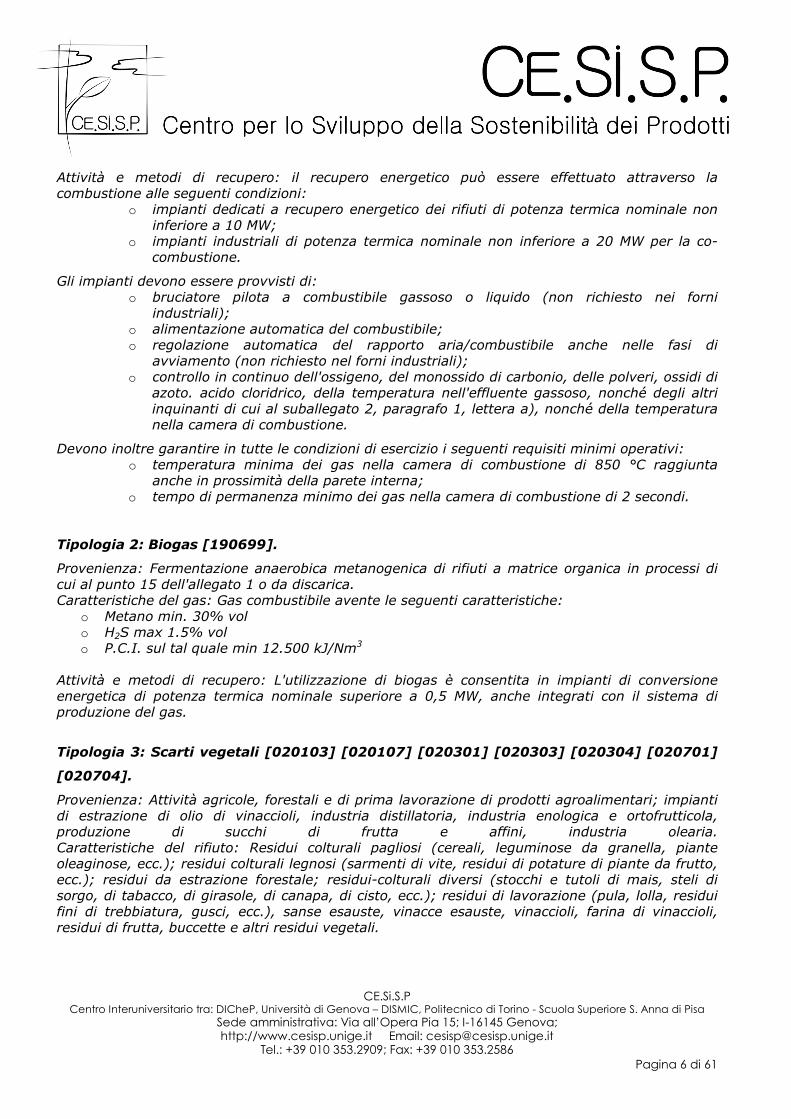
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 6 di 61
Attività e metodi di recupero: il recupero energetico può essere effettuato attraverso la combustione alle seguenti condizioni:
o impianti dedicati a recupero energetico dei rifiuti di potenza termica nominale non inferiore a 10 MW;
o impianti industriali di potenza termica nominale non inferiore a 20 MW per la co-combustione.
Gli impianti devono essere provvisti di: o bruciatore pilota a combustibile gassoso o liquido (non richiesto nei forni
industriali); o alimentazione automatica del combustibile; o regolazione automatica del rapporto aria/combustibile anche nelle fasi di
avviamento (non richiesto nel forni industriali); o controllo in continuo dell'ossigeno, del monossido di carbonio, delle polveri, ossidi di
azoto. acido cloridrico, della temperatura nell'effluente gassoso, nonché degli altri inquinanti di cui al suballegato 2, paragrafo 1, lettera a), nonché della temperatura nella camera di combustione.
Devono inoltre garantire in tutte le condizioni di esercizio i seguenti requisiti minimi operativi: o temperatura minima dei gas nella camera di combustione di 850 °C raggiunta
anche in prossimità della parete interna; o tempo di permanenza minimo dei gas nella camera di combustione di 2 secondi.
Tipologia 2: Biogas [190699].
Provenienza: Fermentazione anaerobica metanogenica di rifiuti a matrice organica in processi di cui al punto 15 dell'allegato 1 o da discarica. Caratteristiche del gas: Gas combustibile avente le seguenti caratteristiche:
o Metano min. 30% vol o H2S max 1.5% vol o P.C.I. sul tal quale min 12.500 kJ/Nm3
Attività e metodi di recupero: L'utilizzazione di biogas è consentita in impianti di conversione energetica di potenza termica nominale superiore a 0,5 MW, anche integrati con il sistema di produzione del gas.
Tipologia 3: Scarti vegetali [020103] [020107] [020301] [020303] [020304] [020701]
[020704].
Provenienza: Attività agricole, forestali e di prima lavorazione di prodotti agroalimentari; impianti di estrazione di olio di vinaccioli, industria distillatoria, industria enologica e ortofrutticola, produzione di succhi di frutta e affini, industria olearia. Caratteristiche del rifiuto: Residui colturali pagliosi (cereali, leguminose da granella, piante oleaginose, ecc.); residui colturali legnosi (sarmenti di vite, residui di potature di piante da frutto, ecc.); residui da estrazione forestale; residui-colturali diversi (stocchi e tutoli di mais, steli di sorgo, di tabacco, di girasole, di canapa, di cisto, ecc.); residui di lavorazione (pula, lolla, residui fini di trebbiatura, gusci, ecc.), sanse esauste, vinacce esauste, vinaccioli, farina di vinaccioli, residui di frutta, buccette e altri residui vegetali.
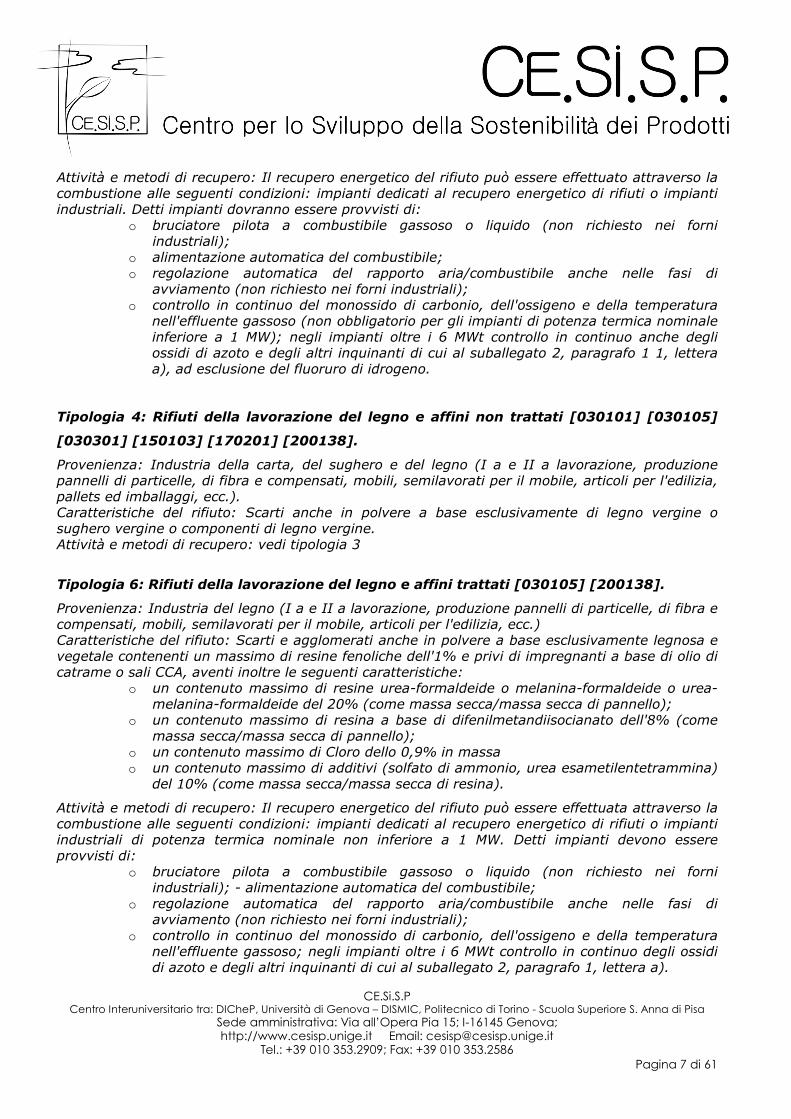
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 7 di 61
Attività e metodi di recupero: Il recupero energetico del rifiuto può essere effettuato attraverso la combustione alle seguenti condizioni: impianti dedicati al recupero energetico di rifiuti o impianti industriali. Detti impianti dovranno essere provvisti di:
o bruciatore pilota a combustibile gassoso o liquido (non richiesto nei forni industriali);
o alimentazione automatica del combustibile; o regolazione automatica del rapporto aria/combustibile anche nelle fasi di
avviamento (non richiesto nei forni industriali); o controllo in continuo del monossido di carbonio, dell'ossigeno e della temperatura
nell'effluente gassoso (non obbligatorio per gli impianti di potenza termica nominale inferiore a 1 MW); negli impianti oltre i 6 MWt controllo in continuo anche degli ossidi di azoto e degli altri inquinanti di cui al suballegato 2, paragrafo 1 1, lettera a), ad esclusione del fluoruro di idrogeno.
Tipologia 4: Rifiuti della lavorazione del legno e affini non trattati [030101] [030105]
[030301] [150103] [170201] [200138].
Provenienza: Industria della carta, del sughero e del legno (I a e II a lavorazione, produzione pannelli di particelle, di fibra e compensati, mobili, semilavorati per il mobile, articoli per l'edilizia, pallets ed imballaggi, ecc.). Caratteristiche del rifiuto: Scarti anche in polvere a base esclusivamente di legno vergine o sughero vergine o componenti di legno vergine. Attività e metodi di recupero: vedi tipologia 3
Tipologia 6: Rifiuti della lavorazione del legno e affini trattati [030105] [200138].
Provenienza: Industria del legno (I a e II a lavorazione, produzione pannelli di particelle, di fibra e compensati, mobili, semilavorati per il mobile, articoli per l'edilizia, ecc.) Caratteristiche del rifiuto: Scarti e agglomerati anche in polvere a base esclusivamente legnosa e vegetale contenenti un massimo di resine fenoliche dell'1% e privi di impregnanti a base di olio di catrame o sali CCA, aventi inoltre le seguenti caratteristiche:
o un contenuto massimo di resine urea-formaldeide o melanina-formaldeide o urea-melanina-formaldeide del 20% (come massa secca/massa secca di pannello);
o un contenuto massimo di resina a base di difenilmetandiisocianato dell'8% (come massa secca/massa secca di pannello);
o un contenuto massimo di Cloro dello 0,9% in massa o un contenuto massimo di additivi (solfato di ammonio, urea esametilentetrammina)
del 10% (come massa secca/massa secca di resina).
Attività e metodi di recupero: Il recupero energetico del rifiuto può essere effettuata attraverso la combustione alle seguenti condizioni: impianti dedicati al recupero energetico di rifiuti o impianti industriali di potenza termica nominale non inferiore a 1 MW. Detti impianti devono essere provvisti di:
o bruciatore pilota a combustibile gassoso o liquido (non richiesto nei forni industriali); - alimentazione automatica del combustibile;
o regolazione automatica del rapporto aria/combustibile anche nelle fasi di avviamento (non richiesto nei forni industriali);
o controllo in continuo del monossido di carbonio, dell'ossigeno e della temperatura nell'effluente gassoso; negli impianti oltre i 6 MWt controllo in continuo degli ossidi di azoto e degli altri inquinanti di cui al suballegato 2, paragrafo 1, lettera a).
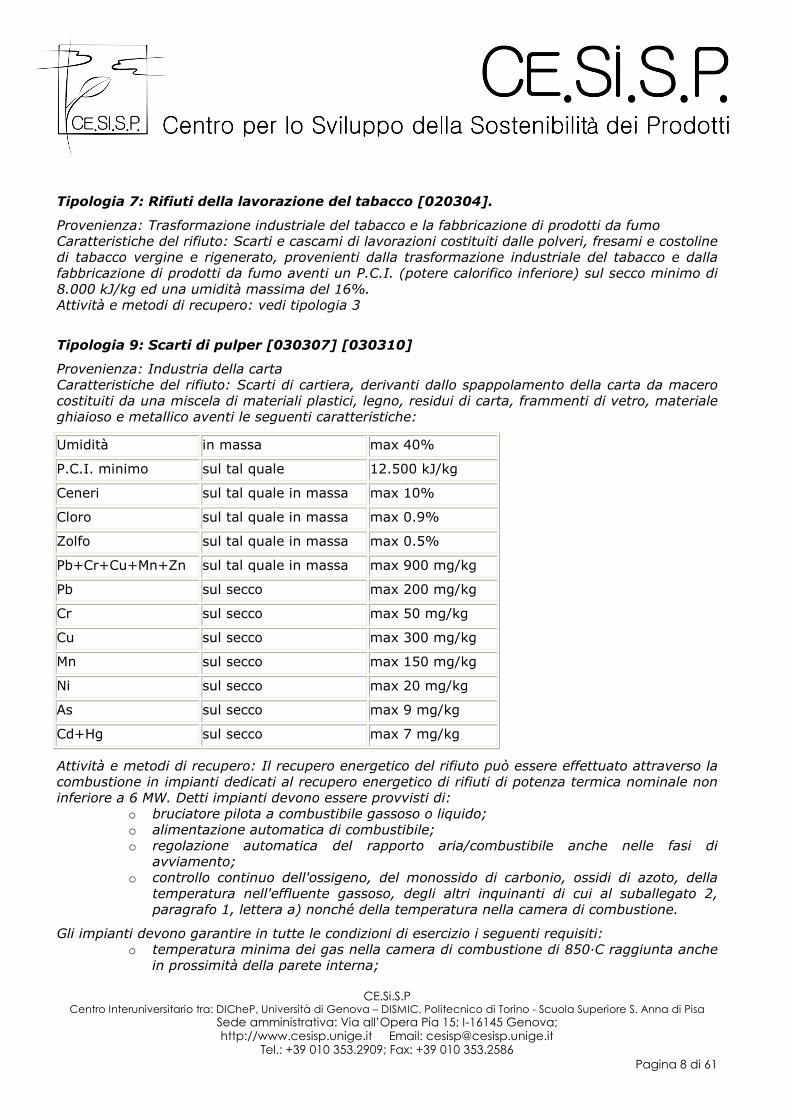
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 8 di 61
Tipologia 7: Rifiuti della lavorazione del tabacco [020304].
Provenienza: Trasformazione industriale del tabacco e la fabbricazione di prodotti da fumo Caratteristiche del rifiuto: Scarti e cascami di lavorazioni costituiti dalle polveri, fresami e costoline di tabacco vergine e rigenerato, provenienti dalla trasformazione industriale del tabacco e dalla fabbricazione di prodotti da fumo aventi un P.C.I. (potere calorifico inferiore) sul secco minimo di 8.000 kJ/kg ed una umidità massima del 16%. Attività e metodi di recupero: vedi tipologia 3
Tipologia 9: Scarti di pulper [030307] [030310]
Provenienza: Industria della carta Caratteristiche del rifiuto: Scarti di cartiera, derivanti dallo spappolamento della carta da macero costituiti da una miscela di materiali plastici, legno, residui di carta, frammenti di vetro, materiale ghiaioso e metallico aventi le seguenti caratteristiche:
Umidità in massa max 40%
P.C.I. minimo sul tal quale 12.500 kJ/kg
Ceneri sul tal quale in massa max 10%
Cloro sul tal quale in massa max 0.9%
Zolfo sul tal quale in massa max 0.5%
Pb+Cr+Cu+Mn+Zn sul tal quale in massa max 900 mg/kg
Pb sul secco max 200 mg/kg
Cr sul secco max 50 mg/kg
Cu sul secco max 300 mg/kg
Mn sul secco max 150 mg/kg
Ni sul secco max 20 mg/kg
As sul secco max 9 mg/kg
Cd+Hg sul secco max 7 mg/kg
Attività e metodi di recupero: Il recupero energetico del rifiuto può essere effettuato attraverso la combustione in impianti dedicati al recupero energetico di rifiuti di potenza termica nominale non inferiore a 6 MW. Detti impianti devono essere provvisti di:
o bruciatore pilota a combustibile gassoso o liquido; o alimentazione automatica di combustibile; o regolazione automatica del rapporto aria/combustibile anche nelle fasi di
avviamento; o controllo continuo dell'ossigeno, del monossido di carbonio, ossidi di azoto, della
temperatura nell'effluente gassoso, degli altri inquinanti di cui al suballegato 2, paragrafo 1, lettera a) nonché della temperatura nella camera di combustione.
Gli impianti devono garantire in tutte le condizioni di esercizio i seguenti requisiti: o temperatura minima dei gas nella camera di combustione di 850�C raggiunta anche
in prossimità della parete interna;
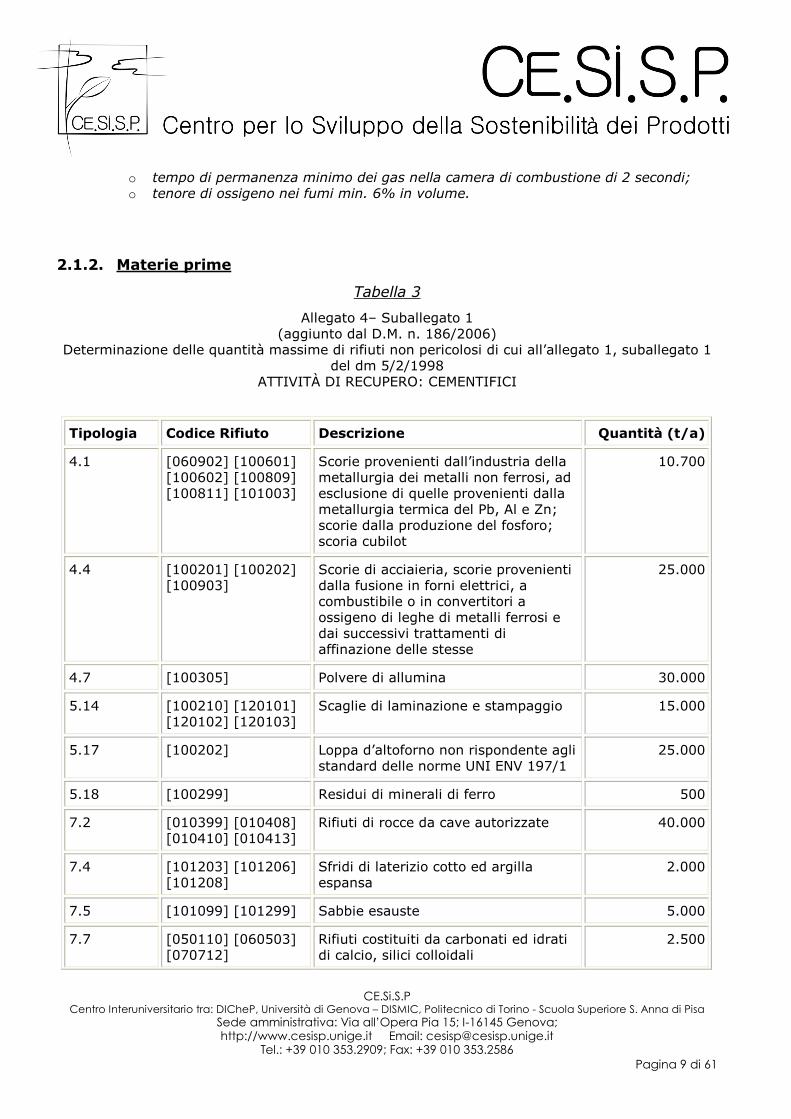
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 9 di 61
o tempo di permanenza minimo dei gas nella camera di combustione di 2 secondi; o tenore di ossigeno nei fumi min. 6% in volume.
2.1.2. Materie prime
Tabella 3
Allegato 4– Suballegato 1 (aggiunto dal D.M. n. 186/2006)
Determinazione delle quantità massime di rifiuti non pericolosi di cui all’allegato 1, suballegato 1 del dm 5/2/1998
ATTIVITÀ DI RECUPERO: CEMENTIFICI
Tipologia Codice Rifiuto Descrizione Quantità (t/a)
4.1 [060902] [100601] [100602] [100809] [100811] [101003]
Scorie provenienti dall’industria della metallurgia dei metalli non ferrosi, ad esclusione di quelle provenienti dalla metallurgia termica del Pb, Al e Zn; scorie dalla produzione del fosforo; scoria cubilot
10.700
4.4 [100201] [100202] [100903]
Scorie di acciaieria, scorie provenienti dalla fusione in forni elettrici, a combustibile o in convertitori a ossigeno di leghe di metalli ferrosi e dai successivi trattamenti di affinazione delle stesse
25.000
4.7 [100305] Polvere di allumina 30.000
5.14 [100210] [120101] [120102] [120103]
Scaglie di laminazione e stampaggio 15.000
5.17 [100202] Loppa d’altoforno non rispondente agli standard delle norme UNI ENV 197/1
25.000
5.18 [100299] Residui di minerali di ferro 500
7.2 [010399] [010408] [010410] [010413]
Rifiuti di rocce da cave autorizzate 40.000
7.4 [101203] [101206] [101208]
Sfridi di laterizio cotto ed argilla espansa
2.000
7.5 [101099] [101299] Sabbie esauste 5.000
7.7 [050110] [060503] [070712]
Rifiuti costituiti da carbonati ed idrati di calcio, silici colloidali
2.500
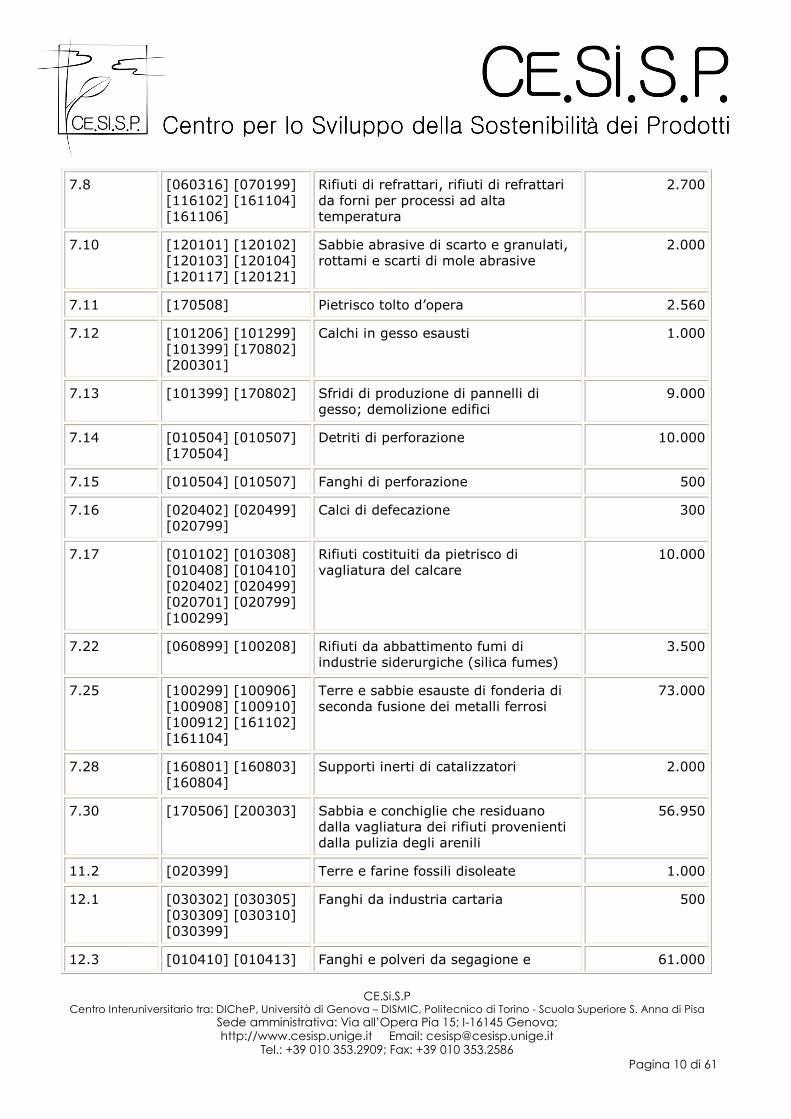
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 10 di 61
7.8 [060316] [070199] [116102] [161104] [161106]
Rifiuti di refrattari, rifiuti di refrattari da forni per processi ad alta temperatura
2.700
7.10 [120101] [120102] [120103] [120104] [120117] [120121]
Sabbie abrasive di scarto e granulati, rottami e scarti di mole abrasive
2.000
7.11 [170508] Pietrisco tolto d’opera 2.560
7.12 [101206] [101299] [101399] [170802] [200301]
Calchi in gesso esausti 1.000
7.13 [101399] [170802] Sfridi di produzione di pannelli di gesso; demolizione edifici
9.000
7.14 [010504] [010507] [170504]
Detriti di perforazione 10.000
7.15 [010504] [010507] Fanghi di perforazione 500
7.16 [020402] [020499] [020799]
Calci di defecazione 300
7.17 [010102] [010308] [010408] [010410] [020402] [020499] [020701] [020799] [100299]
Rifiuti costituiti da pietrisco di vagliatura del calcare
10.000
7.22 [060899] [100208] Rifiuti da abbattimento fumi di industrie siderurgiche (silica fumes)
3.500
7.25 [100299] [100906] [100908] [100910] [100912] [161102] [161104]
Terre e sabbie esauste di fonderia di seconda fusione dei metalli ferrosi
73.000
7.28 [160801] [160803] [160804]
Supporti inerti di catalizzatori 2.000
7.30 [170506] [200303] Sabbia e conchiglie che residuano dalla vagliatura dei rifiuti provenienti dalla pulizia degli arenili
56.950
11.2 [020399] Terre e farine fossili disoleate 1.000
12.1 [030302] [030305] [030309] [030310] [030399]
Fanghi da industria cartaria 500
12.3 [010410] [010413] Fanghi e polveri da segagione e 61.000

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 11 di 61
lavorazione pietre, marmi e ardesie
12.4 [010410] [010413] Fanghi e polveri da segagione, molatura e lavorazione granito
25.000
12.5 [010413] Marmoresine 25.000
12.6 [080202] [080203] [101203] [101205] [101210] [101299]
Fanghi, acque, polveri e rifiuti solidi da processi di lavorazione e depurazione acque ed emissioni aeriformi da industria ceramica
2.000
12.7 [010102] [010409] [010410] [010412]
Fanghi costituiti da inerti 5.000
12.8 [060503] [061399] [070112] [070212] [070312] [070412] [070512] [070612] [070712] [100121] [190812] [190814]
Fanghi da trattamento acque di processo
1.620
12.11 [100212] [120115] Fanghi da processi di pulizia manufatti in acciaio, decantazione acque di raffreddamento dei processi dell’industria siderurgica
5.000
12.12 [100214] [100215] Fanghi da abbattimento polveri da lavorazione terre per fonderie di metalli ferrosi
200
12.13 [190802] [190902] [190903]
Fanghi da impianti di decantazione, chiarificazione e decarbonatazione delle acque per la preparazione di acqua potabile o di acqua addolcita, demineralizzata per uso industriale
25.000
12.14 [060503] Fanghi da trattamento sul posto degli effluenti
1.000
12.16 [050110] [061503] [070112] [070212] [070312] [070412] [070512] [070612] [070712] [100121] [190812] [190814]
Fanghi di trattamento acque reflue industriali
6.000
12.17 [100208] [100214] [100215] [110110] [110112] [110114]
Fanghi da trattamento acque di processo e da abbattimento emissioni aeriformi da industria siderurgica e metalmeccanica
12.500
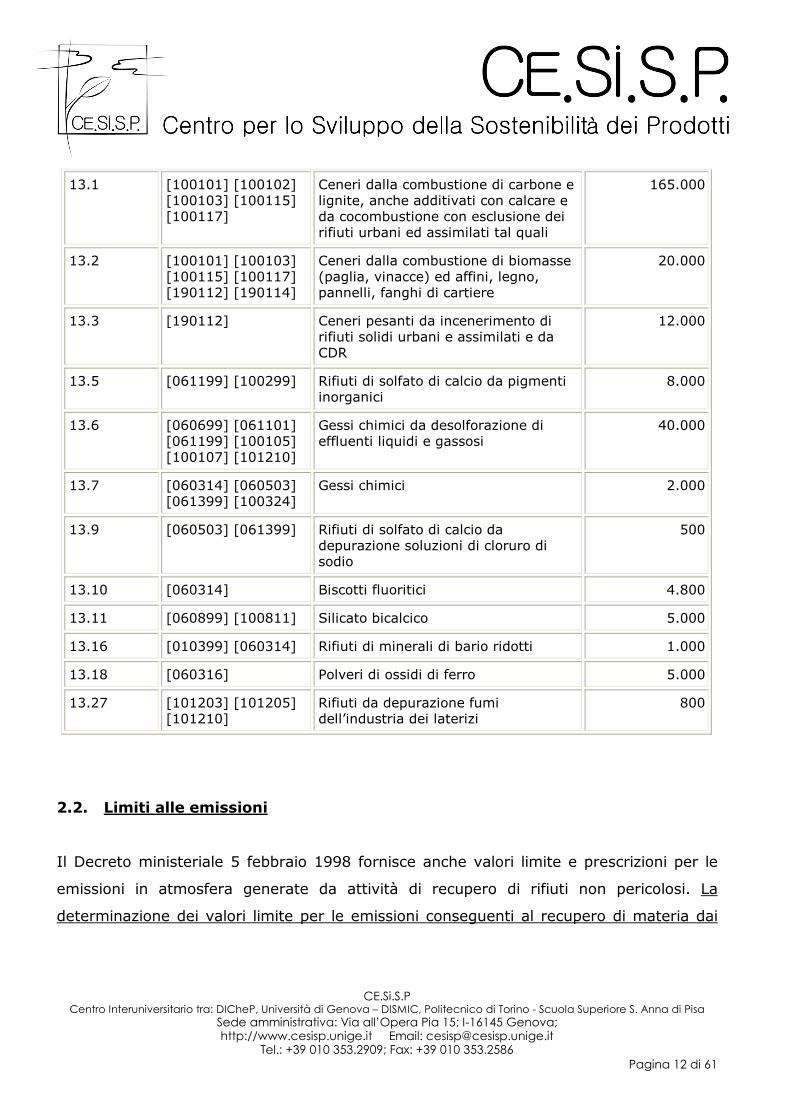
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 12 di 61
13.1 [100101] [100102] [100103] [100115] [100117]
Ceneri dalla combustione di carbone e lignite, anche additivati con calcare e da cocombustione con esclusione dei rifiuti urbani ed assimilati tal quali
165.000
13.2 [100101] [100103] [100115] [100117] [190112] [190114]
Ceneri dalla combustione di biomasse (paglia, vinacce) ed affini, legno, pannelli, fanghi di cartiere
20.000
13.3 [190112] Ceneri pesanti da incenerimento di rifiuti solidi urbani e assimilati e da CDR
12.000
13.5 [061199] [100299] Rifiuti di solfato di calcio da pigmenti inorganici
8.000
13.6 [060699] [061101] [061199] [100105] [100107] [101210]
Gessi chimici da desolforazione di effluenti liquidi e gassosi
40.000
13.7 [060314] [060503] [061399] [100324]
Gessi chimici 2.000
13.9 [060503] [061399] Rifiuti di solfato di calcio da depurazione soluzioni di cloruro di sodio
500
13.10 [060314] Biscotti fluoritici 4.800
13.11 [060899] [100811] Silicato bicalcico 5.000
13.16 [010399] [060314] Rifiuti di minerali di bario ridotti 1.000
13.18 [060316] Polveri di ossidi di ferro 5.000
13.27 [101203] [101205] [101210]
Rifiuti da depurazione fumi dell’industria dei laterizi
800
2.2. Limiti alle emissioni
Il Decreto ministeriale 5 febbraio 1998 fornisce anche valori limite e prescrizioni per le
emissioni in atmosfera generate da attività di recupero di rifiuti non pericolosi. La
determinazione dei valori limite per le emissioni conseguenti al recupero di materia dai
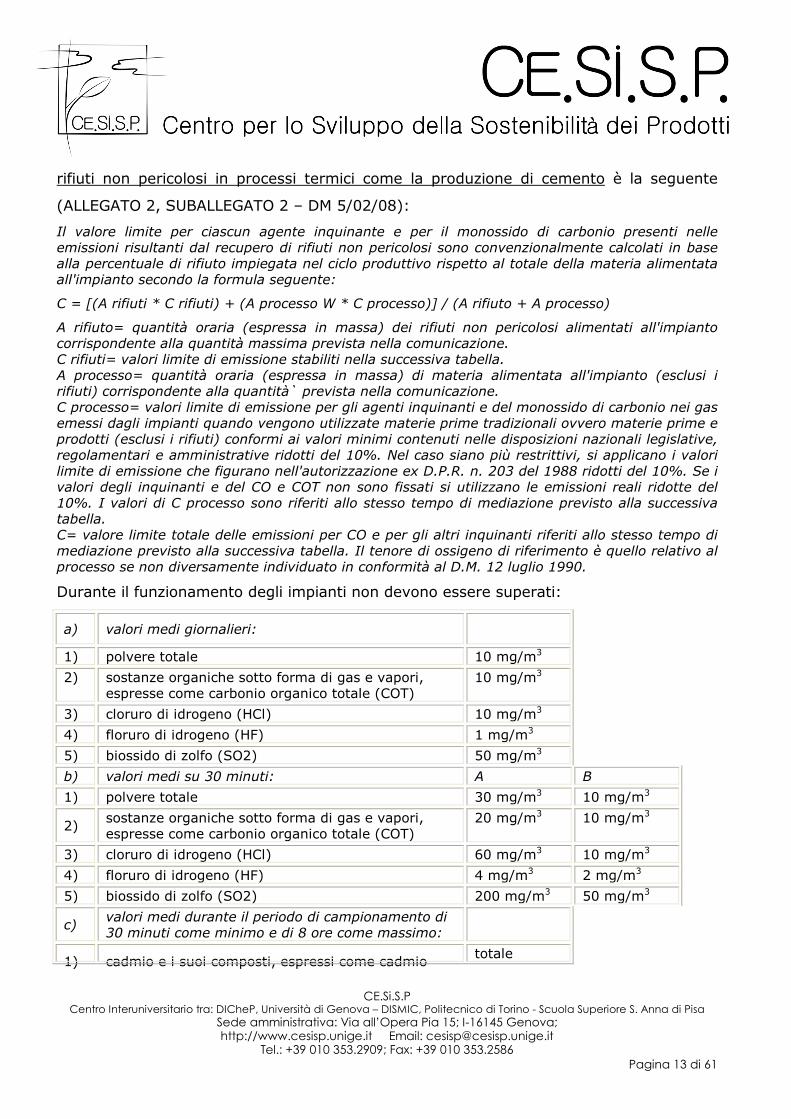
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 13 di 61
rifiuti non pericolosi in processi termici come la produzione di cemento è la seguente
(ALLEGATO 2, SUBALLEGATO 2 – DM 5/02/08):
Il valore limite per ciascun agente inquinante e per il monossido di carbonio presenti nelle emissioni risultanti dal recupero di rifiuti non pericolosi sono convenzionalmente calcolati in base alla percentuale di rifiuto impiegata nel ciclo produttivo rispetto al totale della materia alimentata all'impianto secondo la formula seguente:
C = [(A rifiuti * C rifiuti) + (A processo W * C processo)] / (A rifiuto + A processo)
A rifiuto= quantità oraria (espressa in massa) dei rifiuti non pericolosi alimentati all'impianto corrispondente alla quantità massima prevista nella comunicazione. C rifiuti= valori limite di emissione stabiliti nella successiva tabella. A processo= quantità oraria (espressa in massa) di materia alimentata all'impianto (esclusi i rifiuti) corrispondente alla quantità` prevista nella comunicazione. C processo= valori limite di emissione per gli agenti inquinanti e del monossido di carbonio nei gas emessi dagli impianti quando vengono utilizzate materie prime tradizionali ovvero materie prime e prodotti (esclusi i rifiuti) conformi ai valori minimi contenuti nelle disposizioni nazionali legislative, regolamentari e amministrative ridotti del 10%. Nel caso siano più restrittivi, si applicano i valori limite di emissione che figurano nell'autorizzazione ex D.P.R. n. 203 del 1988 ridotti del 10%. Se i valori degli inquinanti e del CO e COT non sono fissati si utilizzano le emissioni reali ridotte del 10%. I valori di C processo sono riferiti allo stesso tempo di mediazione previsto alla successiva tabella. C= valore limite totale delle emissioni per CO e per gli altri inquinanti riferiti allo stesso tempo di mediazione previsto alla successiva tabella. Il tenore di ossigeno di riferimento è quello relativo al processo se non diversamente individuato in conformità al D.M. 12 luglio 1990.
Durante il funzionamento degli impianti non devono essere superati:
a) valori medi giornalieri:
1) polvere totale 10 mg/m3
2) sostanze organiche sotto forma di gas e vapori, espresse come carbonio organico totale (COT)
10 mg/m3
3) cloruro di idrogeno (HCl) 10 mg/m3
4) floruro di idrogeno (HF) 1 mg/m3
5) biossido di zolfo (SO2) 50 mg/m3
b) valori medi su 30 minuti: A B
1) polvere totale 30 mg/m3 10 mg/m3
2) sostanze organiche sotto forma di gas e vapori, espresse come carbonio organico totale (COT)
20 mg/m3 10 mg/m3
3) cloruro di idrogeno (HCl) 60 mg/m3 10 mg/m3
4) floruro di idrogeno (HF) 4 mg/m3 2 mg/m3
5) biossido di zolfo (SO2) 200 mg/m3 50 mg/m3
c) valori medi durante il periodo di campionamento di 30 minuti come minimo e di 8 ore come massimo:
1) cadmio e i suoi composti, espressi come cadmio totale
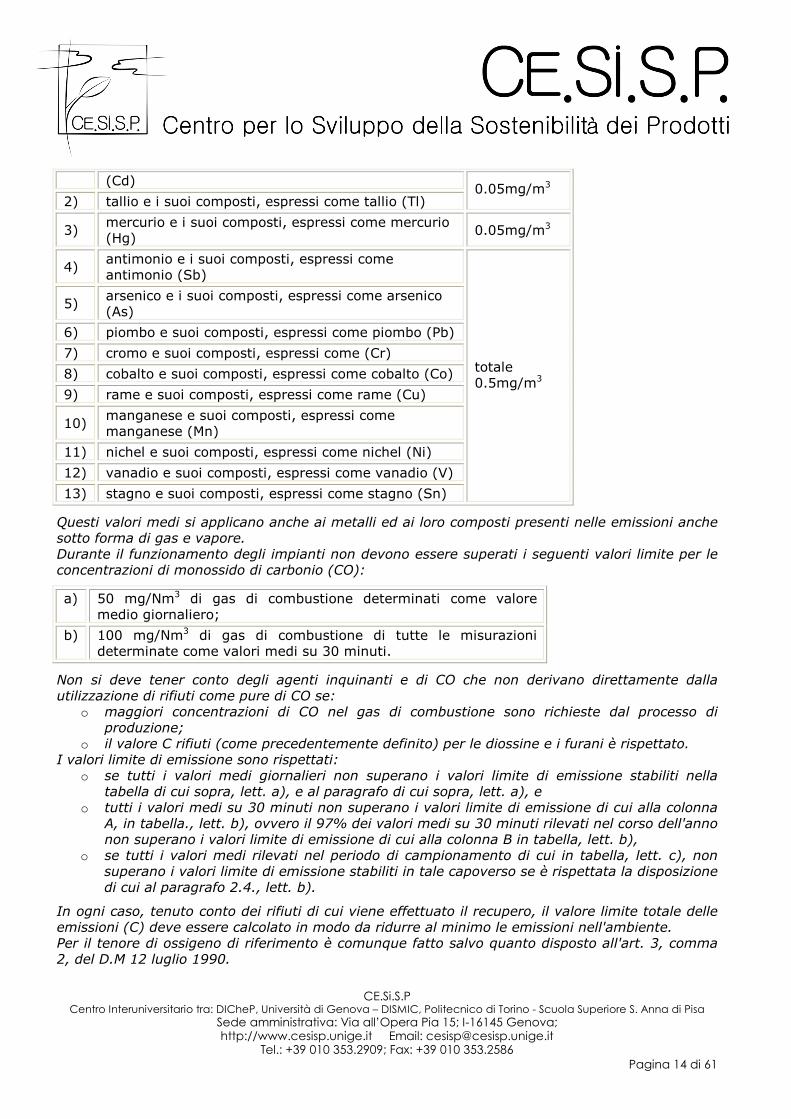
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 14 di 61
(Cd)
2) tallio e i suoi composti, espressi come tallio (Tl) 0.05mg/m3
3) mercurio e i suoi composti, espressi come mercurio (Hg) 0.05mg/m3
4) antimonio e i suoi composti, espressi come antimonio (Sb)
5) arsenico e i suoi composti, espressi come arsenico (As)
6) piombo e suoi composti, espressi come piombo (Pb)
7) cromo e suoi composti, espressi come (Cr)
8) cobalto e suoi composti, espressi come cobalto (Co)
9) rame e suoi composti, espressi come rame (Cu)
10) manganese e suoi composti, espressi come manganese (Mn)
11) nichel e suoi composti, espressi come nichel (Ni)
12) vanadio e suoi composti, espressi come vanadio (V)
13) stagno e suoi composti, espressi come stagno (Sn)
totale 0.5mg/m3
Questi valori medi si applicano anche ai metalli ed ai loro composti presenti nelle emissioni anche sotto forma di gas e vapore. Durante il funzionamento degli impianti non devono essere superati i seguenti valori limite per le concentrazioni di monossido di carbonio (CO):
a) 50 mg/Nm3 di gas di combustione determinati come valore medio giornaliero;
b) 100 mg/Nm3 di gas di combustione di tutte le misurazioni determinate come valori medi su 30 minuti.
Non si deve tener conto degli agenti inquinanti e di CO che non derivano direttamente dalla utilizzazione di rifiuti come pure di CO se:
o maggiori concentrazioni di CO nel gas di combustione sono richieste dal processo di produzione;
o il valore C rifiuti (come precedentemente definito) per le diossine e i furani è rispettato. I valori limite di emissione sono rispettati:
o se tutti i valori medi giornalieri non superano i valori limite di emissione stabiliti nella tabella di cui sopra, lett. a), e al paragrafo di cui sopra, lett. a), e
o tutti i valori medi su 30 minuti non superano i valori limite di emissione di cui alla colonna A, in tabella., lett. b), ovvero il 97% dei valori medi su 30 minuti rilevati nel corso dell'anno non superano i valori limite di emissione di cui alla colonna B in tabella, lett. b),
o se tutti i valori medi rilevati nel periodo di campionamento di cui in tabella, lett. c), non superano i valori limite di emissione stabiliti in tale capoverso se è rispettata la disposizione di cui al paragrafo 2.4., lett. b).
In ogni caso, tenuto conto dei rifiuti di cui viene effettuato il recupero, il valore limite totale delle emissioni (C) deve essere calcolato in modo da ridurre al minimo le emissioni nell'ambiente. Per il tenore di ossigeno di riferimento è comunque fatto salvo quanto disposto all'art. 3, comma 2, del D.M 12 luglio 1990.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 15 di 61
Per il calcolo del valore di emissione di PCDD+PCDF come diossina equivalente si fa riferimento all'allegato 1 della direttiva 94/67/CE. Il valore limite di emissione per gli idrocarburi policiclici aromatici (IPA) si riferisce alla somma dei seguenti:
o Benz [a] antracene o Dibenz [a, h] antracene o Benzo [b] fluorantene o Benzo [j] fluorantene o Benzo [k] fluorantene o Benzo [a] pirene o Dibenzo [a, e] pirene o Dibenzo [a, h] pirene o Dibenzo [a, i] pirene o Dibenzo [a, l] pirene o Indeno [1, 2, 3 - cd] pirene
Fermo restando quanto disposto dalla decisione della Commissione concernente i metodi di misurazione armonizzati per la determinazione delle concentrazioni di massa di diossine e furani (C (97) 1159 def), relativamente ai metodi di campionamento, analisi e valutazione delle emissioni e per la periodicità dei controlli si applica quanto previsto nei decreti di attuazione del D.P.R. 24 maggio 1988 n. 203. Per il campionamento e le analisi caratteristiche dei rifiuti valgono i metodi di cui alle norme UNI 9903. Al fine della verifica del rispetto delle concentrazioni degli inquinanti e degli altri parametri previsti per i rifiuti solidi, il confronto va effettuato con i valori medi ottenuti statisticamente mediante determinazioni su un numero di campioni rappresentativo del lotto in esame non inferiore a cinque. Nel caso di approvvigionamento non discontinuo i valori medi si riferiscono a determinazioni effettuate su sei campioni distribuiti uniformemente nell'arco delle 24 h.
Nel caso di impiego simultaneo di rifiuti con combustibili autorizzati, la determinazione
dei valori limite per le emissioni dovute al recupero di rifiuti come combustibile o altro
mezzo per produrre energia tramite combustione mista di rifiuti e combustibili tradizionali
è la seguente (ALLEGATO 2, SUBALLEGATO 3):
I valori limite per ciascun inquinante e per il monossido di carbonio risultanti dalla co-combustione di rifiuti e combustibili devono essere calcolati come segue:
C = [(V rifiuto * C rifiuto) + (V processo * C processo)] / (V rifiuto + V processo)
V rifiuto = volume dei gas emessi derivante dalla combustione dei soli rifiuti in quantità corrispondente alla massima prevista nella comunicazione, determinato in base ai rifiuti che hanno il più basso potere calorifico. Se il calore prodotto risultante dall'incenerimento di rifiuti è inferiore al 10% del calore totale prodotto dall'impianto, V rifiuti va calcolato dalla quantità (fittizia) di rifiuti che, combusti, equivalgono ad un calore prodotto del 10%, a calore totale dell'impianto costante. C rifiuto = valori limite di emissione stabiliti nelle singole voci del suballegato 1 e nel suballegato 2 per gli impianti destinati ad utilizzare soltanto rifiuti. V processo = volume dei gas emessi derivanti dal processo inclusa la combustione dei combustibili ammessi ai sensi della normativa vigente (esclusi i rifiuti) del tipo e nella quantità minima prevista nella comunicazione, determinato sulla base del tenore di ossigeno, al quale le emissioni devono essere normalizzate come stabilito nelle norme nazionali.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 16 di 61
C processo = valori limite di emissione dei relativi inquinanti e del monossido di carbonio nei gas emessi dall'impianto quando vengono utilizzati i combustibili ammessi ai sensi della normativa vigente (esclusi i rifiuti) conformi ai valori minimi contenuti nelle disposizioni nazionali legislative, regolamentari e legislative ridotte del 10%. Nel caso siano più restrittivi si applicano i valori limite di emissione che figurano nell'autorizzazione ex D.P.R. n. 203 del 1988 ridotti del 10%. Se i valori degli inquinanti, di CO e di COT non sono fissati, si utilizzano le emissioni reali ridotte del 10%; i valori di processo sono riferiti allo stesso tempo di mediazione di cui al suballegato 2 ed alle singole voci del suballegato 1. C = valore limite totale delle emissioni per CO e per gli altri inquinanti riferiti allo stesso tempo di mediazione di cui al suballegato 2 ed alle singole voci del suballegato 1. Il tenore di ossigeno di riferimento h calcolato sulla base del tenore di riferimento relativo al rifiuto e quello relativo al processo, come individuato dal D.M. 12 luglio 1990, rispettando il rapporto dei volumi parziali.
Nota: ai soli fini del calcolo della formula di cui al punto 1, i valori limite per la polvere totale, COT, HCl, HF e SO2 sono unicamente quelli individuati alla lett. a) della tabella in suballegato 2. Per i valori limite di polveri totali, SO2, NOx, CO e COT i valori C rifiuto, C processo e C sono espressi come valori medi giornalieri. A tal fine, il valore medio giornaliero di C processo h assunto pari al 115% del medesimo valore fissato su base mensile. Per i valori di IPA, PCDD+PCDF i valori di C rifiuto, C processo e C devono essere espressi come valori medi riferiti a 8 ore. Per i valori dei metalli i valori di C rifiuto, C processo e C devono essere espressi come valori medi orari.
La misurazione continua di HF pur essere omessa se vengono utilizzate fasi di trattamento per HCl che garantiscono che il valore limite di emissione per lo stesso parametro HCl espresso sia come valore medio giornaliero che come valore medio su trenta minuti non venga superato. In questo caso le emissioni di HF sono soggette a misurazioni mensili. Non si deve tener conto degli agenti inquinanti e di CO che non derivano direttamente dalla combustione di rifiuti o di combustibili, come pure di CO derivante dalla combustione se:
o maggiori concentrazioni di CO nel gas di combustione sono richieste dal processo di produzione;
o il valore C rifiuti (come precedentemente definito) per le diossine e i furani è rispettato.
In ogni caso, tenuto conto dei rifiuti di cui è stato autorizzato il coincenerimento, il valore limite totale delle emissioni (C) deve essere calcolato in modo da ridurre al minimo le emissioni nell'ambiente. Per il tenore di ossigeno di riferimento h comunque fatto salvo quanto disposto all'art. 3, comma 2, del D.M. 12 luglio 1990. Per il calcolo del valore di emissione di PCDD+PCDF come diossina equivalente si fa riferimento all'allegato 1 della direttiva 94/67/CE. Il valore limite di emissione per gli idrocarburi policiclici aromatici (IPA) si riferisce alla somma dei seguenti:
o Benz [a] antracene o Dibenz [a, h] antracene o Benzo [b] fluorantene o Benzo [j] fluorantene o Benzo [k] fluorantene o Benzo [a] pirene o Dibenzo [a, e] pirene o Dibenzo [a, h] pirene o Dibenzo [a, i] pirene
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 17 di 61
o Dibenzo [a, l] pirene o Indeno [1,2,3 - cd] pirene
Fermo restando quanto disposto dalla decisione della Commissione concernente i metodi di misurazione armonizzati per la determinazione delle concentrazioni di massa di diossine e furani (C (97) 1159 def), relativamente ai metodi di campionamento, analisi e valutazione delle emissioni e per la periodicità dei controlli si applica quanto previsto nei decreti di attuazione del D.P.R. 24 maggio 1988 n. 203: Per il campionamento e le analisi caratteristiche dei rifiuti valgono i metodi di cui alle norme UNI 9903. Al fine della verifica del rispetto delle concentrazioni degli inquinanti e degli altri parametri previsti per i rifiuti solidi, il confronto va effettuato con i valori medi ottenuti statisticamente mediante determinazioni su un numero di campioni rappresentativo del lotto in esame non inferiore a cinque. Nel caso di approvvigionamento non discontinuo i valori medi si riferiscono a determinazioni effettuate su sei campioni distribuiti uniformemente nell'arco delle 24 h. Per i primi 24 mesi gli accertamenti dei limiti di emissione mediante controllo in continuo degli inquinanti sono accompagnati dall'esecuzione in parallelo di campagne analitiche con misurazioni puntuali a carico del gestore dell'impianto in accordo con l'autorità di controllo.
Il D.M. 5 febbraio 1998 tratta anche delle emissioni relative all’utilizzazione dei rifiuti non
pericolosi come combustibili o come altro mezzo per produrre energia (allegato 2,
suballegato 1).
Tipologia 1: combustibile derivato da rifiuti (CDR) [191210].
Le condizioni di esercizio degli impianti di combustione devono rispettare i seguenti valori limite alle emissioni riferiti ad un tenore di ossigeno nei fumi anidri dell'11% in volume:
o Zn (come valore medio rilevato per un periodo di campionamento di 1 h): 5 mg/Nm3 o Ossidi di azoto (come valore medio giomaliero): 200 mg/ Nm3 o PCDD+ PCDF (come diossina equivalente): 0,1 ng/ Nm3 (come valore medio rilevato per un
periodo di campionamento di 8 ore) o Idrocarburi policiclici aromatici (I.P.A.): 0,01 mg/ Nm3 (come valore medio rilevato per un
periodo di campionamento di 8 ore) o Per gli altri inquinanti si applicano i valori limite di emissione fissati nel suballegato 2 del
presente allegato.
Nel caso di impiego simultaneo in impianti industriali con combustibili autorizzati, il calore prodotto dal rifiuto non deve eccedere il 60% del calore totale prodotto dall'impianto in qualsiasi fase di funzionamento; i valori limite di emissione da applicare all'impianto devono essere calcolati come indicato nel suballegato 2.
Tipologia 2: Biogas [190699].
Le caratteristiche impianti di conversione energetica in cui è consentita l’uitlizzazione di biogas sono di seguito indicate:
a) motori fissi a combustione interna che rispettano i seguenti valori limite di emissione riferiti ad un tenore di ossigeno nei fumi anidri pari al 5% in volume:
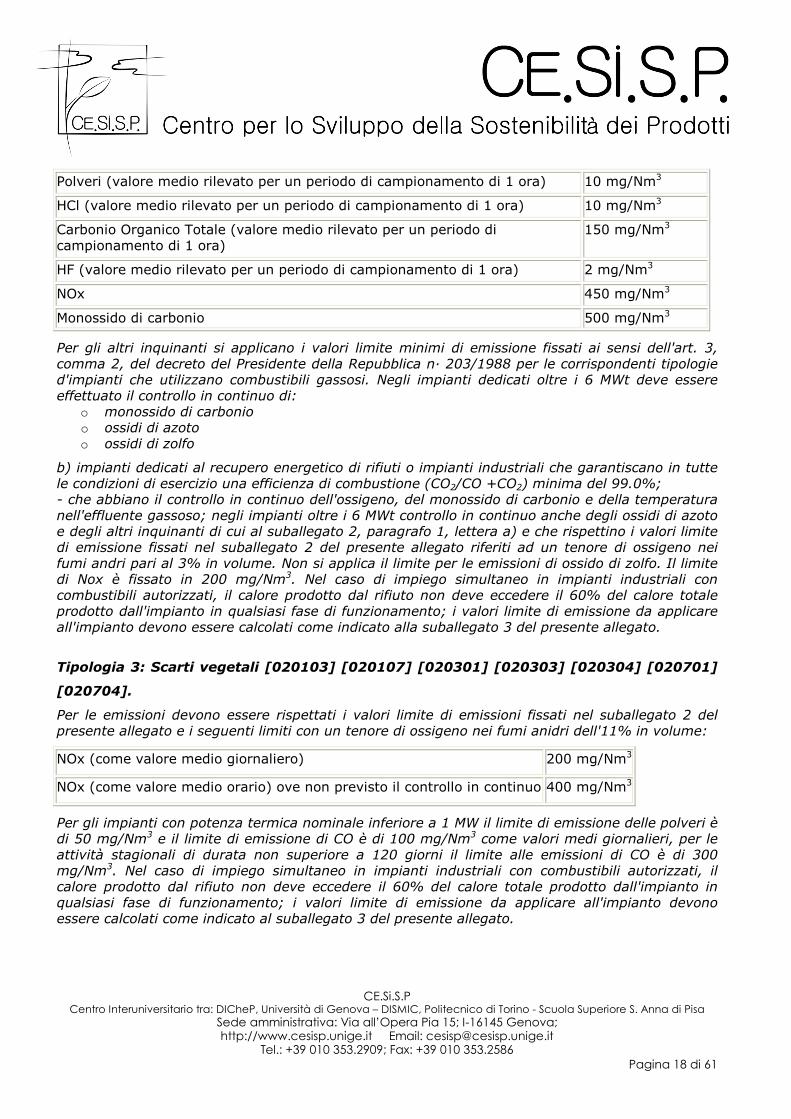
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 18 di 61
Polveri (valore medio rilevato per un periodo di campionamento di 1 ora) 10 mg/Nm3
HCl (valore medio rilevato per un periodo di campionamento di 1 ora) 10 mg/Nm3
Carbonio Organico Totale (valore medio rilevato per un periodo di campionamento di 1 ora)
150 mg/Nm3
HF (valore medio rilevato per un periodo di campionamento di 1 ora) 2 mg/Nm3
NOx 450 mg/Nm3
Monossido di carbonio 500 mg/Nm3
Per gli altri inquinanti si applicano i valori limite minimi di emissione fissati ai sensi dell'art. 3, comma 2, del decreto del Presidente della Repubblica n� 203/1988 per le corrispondenti tipologie d'impianti che utilizzano combustibili gassosi. Negli impianti dedicati oltre i 6 MWt deve essere effettuato il controllo in continuo di:
o monossido di carbonio o ossidi di azoto o ossidi di zolfo
b) impianti dedicati al recupero energetico di rifiuti o impianti industriali che garantiscano in tutte le condizioni di esercizio una efficienza di combustione (CO2/CO +CO2) minima del 99.0%; - che abbiano il controllo in continuo dell'ossigeno, del monossido di carbonio e della temperatura nell'effluente gassoso; negli impianti oltre i 6 MWt controllo in continuo anche degli ossidi di azoto e degli altri inquinanti di cui al suballegato 2, paragrafo 1, lettera a) e che rispettino i valori limite di emissione fissati nel suballegato 2 del presente allegato riferiti ad un tenore di ossigeno nei fumi andri pari al 3% in volume. Non si applica il limite per le emissioni di ossido di zolfo. Il limite di Nox è fissato in 200 mg/Nm3. Nel caso di impiego simultaneo in impianti industriali con combustibili autorizzati, il calore prodotto dal rifiuto non deve eccedere il 60% del calore totale prodotto dall'impianto in qualsiasi fase di funzionamento; i valori limite di emissione da applicare all'impianto devono essere calcolati come indicato alla suballegato 3 del presente allegato.
Tipologia 3: Scarti vegetali [020103] [020107] [020301] [020303] [020304] [020701]
[020704].
Per le emissioni devono essere rispettati i valori limite di emissioni fissati nel suballegato 2 del presente allegato e i seguenti limiti con un tenore di ossigeno nei fumi anidri dell'11% in volume:
NOx (come valore medio giornaliero) 200 mg/Nm3
NOx (come valore medio orario) ove non previsto il controllo in continuo 400 mg/Nm3
Per gli impianti con potenza termica nominale inferiore a 1 MW il limite di emissione delle polveri è di 50 mg/Nm3 e il limite di emissione di CO è di 100 mg/Nm3 come valori medi giornalieri, per le attività stagionali di durata non superiore a 120 giorni il limite alle emissioni di CO è di 300 mg/Nm3. Nel caso di impiego simultaneo in impianti industriali con combustibili autorizzati, il calore prodotto dal rifiuto non deve eccedere il 60% del calore totale prodotto dall'impianto in qualsiasi fase di funzionamento; i valori limite di emissione da applicare all'impianto devono essere calcolati come indicato al suballegato 3 del presente allegato.

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 19 di 61
Tipologia 4: Rifiuti della lavorazione del legno e affini non trattati [030101] [030105]
[030301] [150103] [170201] [200138].
Per le emissioni devono essere rispettati i valori limite di emissioni fissati nel suballegato 2 del presente allegato e i seguenti limiti con un tenore di ossigeno nei fumi anidri dell'11% in volume:
NOx (come valore medio giornaliero) 200 mg/Nm3
NOx (come valore medio orario) ove non previsto il controllo in continuo 400 mg/Nm3
Per gli impianti di potenza termica nominale inferiore a 1 MW il limite di emissione delle polveri è di 50 mg/Nm3, e il limite di emissione di CO è di 100 mg/Nm3 come valori medi giornalieri. Nel caso di impiego simultaneo in impianti industriali con combustibili autorizzati, il calore prodotto dal rifiuto non deve eccedere il 60% del calore totale prodotto dall'impianto in qualsiasi fase di funzionamento; i valori limite di emissione da applicare all'impianto devono essere calcolati come indicato al suballegato 3 del presente allegato.
Tipologia 6: Rifiuti della lavorazione del legno e affini trattati [030105] [200138].
Gli impianti per il recupero devono rispettare i seguenti valori limite alle emissioni riferiti ad un tenore di ossigeno dei fumi anidri dell'11% in volume:
NOx (come valore medio giornaliero) 200 mg/Nm3
NOx (come valore medio orario) ove non previsto il controllo in continuo 400 mg/Nm3
PCDD+PCDF (come diossina equivalente) (come valore medio rilevato per un periodo di campionamento di 8 ore)
0,1 ng/Nm3
Idrocarburi policiclici aromatici (I.P.A.) (come valore medio rilevato per un periodo di campionamento di 8 ore)
0,01 mg/Nm3
Per gli altri inquinanti si applicano i valori limite di emissione fissati nel suballegato 2 del presente allegato. Nel caso di impiego simultaneo in impianti industriali con combustibili autorizzati, il calore prodotto dal rifiuto non deve eccedere il 60% del calore totale prodotto dall'impianto in qualsiasi fase di funzionamento; i valori limite di emissione da applicare all'impianto devono essere calcolati come indicato al suballegato 3 del presente allegato.
Tipologia 7: Rifiuti della lavorazione del tabacco [020304].
Vedi tipologia 6
Tipologia 9: Scarti di pulper [030307] [030310].
Gli impianti per il recupero devono rispettare i seguenti valori limite alle emissioni riferiti ad un tenore di ossigeno nei fumi anidri dell'11% in volume:
Zn* 5 mg/Nm3
Ossidi di azoto (come valore medio giornaliero) 200 mg/Nm3
PCDD+PCDF (come diossina equivalente) (come valore medio rilevato per un periodo di campionamento di 8 ore)
0,1 ng/Nm3
Idrocarburi policiclici aromatici (I.P.A.) 0,01 mg/Nm3
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 20 di 61
(come valore medio rilevato per un periodo di campionamento di 8 ore)
Per gli altri inquinanti si applicano i valori limite di emissione fissati nel suballegato 2 del presente allegato. *Come valore medio rilevato per un periodo di campionamento di 1 h.
Il D.Lgs.133/05, “Attuazione della direttiva 2000/76/CE - Incenerimento dei rifiuti”, così
definisce finalità e campo di applicazione:
1. Il presente decreto si applica agli impianti di incenerimento e di coincenerimento dei rifiuti e stabilisce le misure e le procedure finalizzate a prevenire e ridurre per quanto possibile gli effetti negativi dell'incenerimento e del coincenerimento dei rifiuti sull'ambiente, in particolare l'inquinamento atmosferico, del suolo, delle acque superficiali e sotterranee, nonchè i rischi per la salute umana che ne derivino. 2. Ai fini di cui al comma 1, il presente decreto disciplina: a) i valori limite di emissione degli impianti di incenerimento e di coincenerimento dei rifiuti; b) i metodi di campionamento, di analisi e di valutazione degli inquinanti derivanti dagli impianti di incenerimento e di coincenerimento dei rifiuti; c) i criteri e le norme tecniche generali riguardanti le caratteristiche costruttive e funzionali, nonchè le condizioni di esercizio degli impianti di incenerimento e di coincenerimento dei rifiuti, con particolare riferimento alle esigenze di assicurare una elevata protezione dell'ambiente contro le emissioni causate dall'incenerimento e dal coincenerimento dei rifiuti; d) i criteri temporali di adeguamento degli impianti di incenerimento e di coincenerimento di rifiuti esistenti alle disposizioni del presente decreto.
Vengono definite dal decreto le seguenti disposizioni per i forni per cemento che
coinceneriscono rifiuti :
I risultati delle misurazioni effettuate per verificare il rispetto dei valori-limite di emissione sono normalizzati alle condizioni specificate al successivo punto B), nonchè ad un tenore di ossigeno di riferimento nell'effluente gassoso secco pari al 10% in volume. Valori-limite di emissione medi giornalieri Ai fini del calcolo dei valori medi giornalieri, secondo la procedura di cui al par. C), punto 1, devono essere rilevati i valori medi su 30 minuti. Ai forni per cemento si applicano i valori-limite totali di emissione (C) come media giornaliera di seguito individuati. a) Polveri totali (1) 30 mg/m3
b) Sostanze organiche sotto forma di gas e vapori, espresse come carbonio organico totale (TOC) (2) 10 mg/m3
c) Composti inorganici del cloro sotto forma di gas o vapore, espressi come acido cloridrico (HCl) 10 mg/m3
d) Composti inorganici del fluoro sotto forma di gas o vapore, espressi come acido fluoridrico (HF) 1 mg/m3
e) Ossidi di zolfo espressi come biossido di zolfo (SO2) (2) 50 mg/m3
f) Ossidi di azoto espressi come biossido di azoto (NO2) Per gli impianti esistenti (3) 800 mg/m3
g) Ossidi di azoto espressi come biossido azoto (NO2) Per i nuovi impianti 500 mg/m3
---------- (1) Fino al 1° gennaio 2008, l'autorità competente può concedere deroghe relativamente alle polveri totali per i forni per cemento che bruciano meno di tre tonnellate/ora di rifiuti, purchè l'autorizzazione preveda un valore-limite complessivo di emissione non superiore a 50 mg/m3.

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 21 di 61
(2) L'autorità competente può autorizzare deroghe nei casi in cui l'incenerimento dei rifiuti non dia luogo ad emissione di TOC e/o di SO2. (3) I forni per cemento funzionanti e dotati di autorizzazione conforme alla normativa vigente sono considerati impianti esistenti se iniziano a coincenerire rifiuti entro la data del 28 dicembre 2004. Fino al 1° gennaio 2008, l'autorità competente può concedere deroghe relativamente ai NOx per i forni esistenti per cemento operanti a umido o che bruciano meno di tre tonnellate/ora di rifiuti, purchè l'autorizzazione preveda un valore-limite complessivo di emissione non superiore a 1.200 mg/m3. ----------
Valori-limite di emissione medi ottenuti tramite campionamento I valori-limite totali di emissione (C) per gli inquinanti di cui all'Allegato 1, par. A), punto 3 (ottenuti tramite periodo di campionamento di 1 h) e punto 4 (ottenuti tramite periodo di campionamento di 8 h), riferiti ad un tenore di ossigeno di riferimento nell'effluente gassoso secco pari al 10% in volume, sono quelli fissati nei suddetti punti, e non sono soggetti all'applicazione della "formula di miscelazione". Valori-limite di emissione per il monossido di carbonio (CO) I valori-limite di emissione (C) di monossido di carbonio sono stabiliti dall'autorità competente.
B. Normalizzazione Condizioni di cui all'art. 9, comma 5: - temperatura 273 °K; - pressione 101,3 kPa; - gas secco; nonchè un tenore di ossigeno di riferimento nell'effluente gassoso secco stabilito o determinato in accordo a quanto previsto al precedente par. A, utilizzando la seguente formula:
nella quale: Es = concentrazione di emissione calcolata al tenore di ossigeno di riferimento; Em = concentrazione di emissione misurata; Os = tenore di ossigeno di riferimento; Om = tenore di ossigeno misurato. Se i rifiuti sono coinceneriti in una atmosfera arricchita di ossigeno, l'autorità competente può fissare un tenore di ossigeno di riferimento diverso che rifletta le speciali caratteristiche dell'incenerimento. Nel caso di coincenerimento di rifiuti pericolosi, la normalizzazione in base al tenore di ossigeno è applicata soltanto se il tenore di ossigeno misurato supera il pertinente tenore di ossigeno di riferimento. C. Metodi di campionamento, analisi e valutazione delle emissioni in atmosfera
Per le misurazioni in continuo, fermo restando quanto previsto dal D.M. 21 dicembre 1995, i valori-limite di emissione si intendono rispettati se: a) nessuno dei valori medi giornalieri supera uno qualsiasi dei pertinenti valori-limite di emissione stabiliti nel presente allegato; b) nessuno dei valori medi rilevati per i metalli pesanti, per le diossine e i furani e per gli idrocarburi policiclici aromatici supera i pertinenti valori-limite di emissione stabiliti nel presente allegato. I valori medi su 30 minuti sono determinati durante il periodo di effettivo funzionamento (esclusi i periodi di avvio e di arresto se non vengono inceneriti rifiuti) in base ai valori misurati, previa sottrazione del rispettivo valore dell'intervallo di confidenza al 95%. I valori degli intervalli di confidenza di ciascun risultato delle misurazioni effettuate, non possono eccedere le seguenti percentuali dei valori-limite di emissione riferiti alla media giornaliera: - polveri totali 30%
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 22 di 61
- carbonio organico totale 30% - acido cloridrico 40% - acido fluoridrico 40% - biossido di zolfo 20% - ossidi di azoto, espressi come biossido di azoto 20% - monossido di carbonio 10% I valori medi giornalieri sono determinati in base ai valori medi convalidati. Per ottenere un valore medio giornaliero valido non possono essere scartati più di 5 valori medi su 30 minuti in un giorno qualsiasi a causa di disfunzioni o per ragioni di manutenzione del sistema di misurazione in continuo. Non più di 10 valori medi giornalieri all'anno possono essere scartati a causa di disfunzioni o per ragioni di manutenzione del sistema di misurazione in continuo. Per le misurazioni periodiche, la valutazione della rispondenza delle misurazioni ai valori-limite di emissione si effettua sulla base di quanto previsto dagli specifici decreti adottati ai sensi dell'art. 3, comma 2, lett. b), del D.P.R. 24 maggio 1988, n. 203, e successive modificazioni.
Inoltre, così si riporta dal D.Lgs. 152/06 “Norme in materia ambientale”, riguardo la
Prevenzione e limitazione delle emissioni in atmosfera di impianti e attività:
Titolo I 267. Campo di applicazione. 1. Il presente titolo, ai fini della prevenzione e della limitazione dell'inquinamento atmosferico, si applica agli impianti, inclusi gli impianti termici civili non disciplinati dal titolo II, ed alle attività che producono emissioni in atmosfera e stabilisce i valori di emissione, le prescrizioni, i metodi di campionamento e di analisi delle emissioni ed i criteri per la valutazione della conformità dei valori misurati ai valori limite. 2. Sono esclusi dal campo di applicazione della parte quinta del presente decreto gli impianti disciplinati dal decreto legislativo 11 maggio 2005, n. 133, recante attuazione della direttiva 2000 /76 / CE in materia di incenerimento dei rifiuti. 3. Resta fermo, per gli impianti sottoposti ad autorizzazione integrata ambientale, quanto previsto dal decreto legislativo 18 febbraio 2005, n. 59; per tali impianti l'autorizzazione integrata ambientale sostituisce l'autorizzazione alle emissioni prevista dal presente titolo.
Si rimanda poi alla consultazione dell’intero testo del decreto per quanto riguarda le
specifiche modalità di monitoraggio ed i limiti dei principali parametri.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 23 di 61
3. Analisi della letteratura
Il recupero di materia e energia dai rifiuti all’interno del processo produttivo del cemento
è ormai consolidato ed ampiamente diffuso a livello inernazionale, seguendo una filosofia
finalizzata ad una corretta gestione dei rifiuti.
In letteratura è possibile trovare recenti pubblicazioni riguardo entrambe le procedure di
recupero.
3.1. Tipologie di rifiuti impiegati
3.1.1. Combustibili
Nel 2003 E. Mokrzycki et al. hanno pubblicato un articolo sull’uso dei combustibili
alternativi nell’industria polacca del cemento: l’incenerimento di combustibili alternativi
negli impianti di produzione di cemento appare un metodo sicuro per l’utilizzo di rifiuti,
“environmentally friendly” e proficuo per gli impianti industriali.
I comustibili alternativi, composti da mix di diversi rifiuti, industriali, municipali e
pericolosi, necessitano di un appropriato contenuto chimico-energetico che dipende dal
tipo di componenti e dal loro contenuto organico. Un’industria particolarmente ben
adattabile all’impiego di combustibili alternativi è quella del cemento, per numerosi
fattori, fra cui le alte temperature sviluppate, l’appropriata lunghezza del forno, l’elevato
tempo di permanenza e l’ambiente alcalino nel forno. Ci sono vari paesi che utilizzano
negli impianti per la produzione di cemento i propri combustibili alternativi, che hanno
differenti nomi commerciali e differiscono per quantità e qualità dei rifiuti municipali ed
industriali selezionati. I combustibili usati dovrebbero avere i seguenti requisiti minimi:
adeguato potere calorifico inferiore, contenuto minimo di umidità, contenuto minimo di
metalli pesanti e tossici. Gli impianti per la produzione del cemento in Polonia utilizzano
combustibili alternativi. All’interno del Gruppo Lafarge, gli impianti appartenenti a Lafarge
Poland Ltd hanno iniziato attività tese a promuovere il più ampio uso di combustibili
alternativi. Esiste una gamma di rifiuti che possono essere inceneriti come combustibili
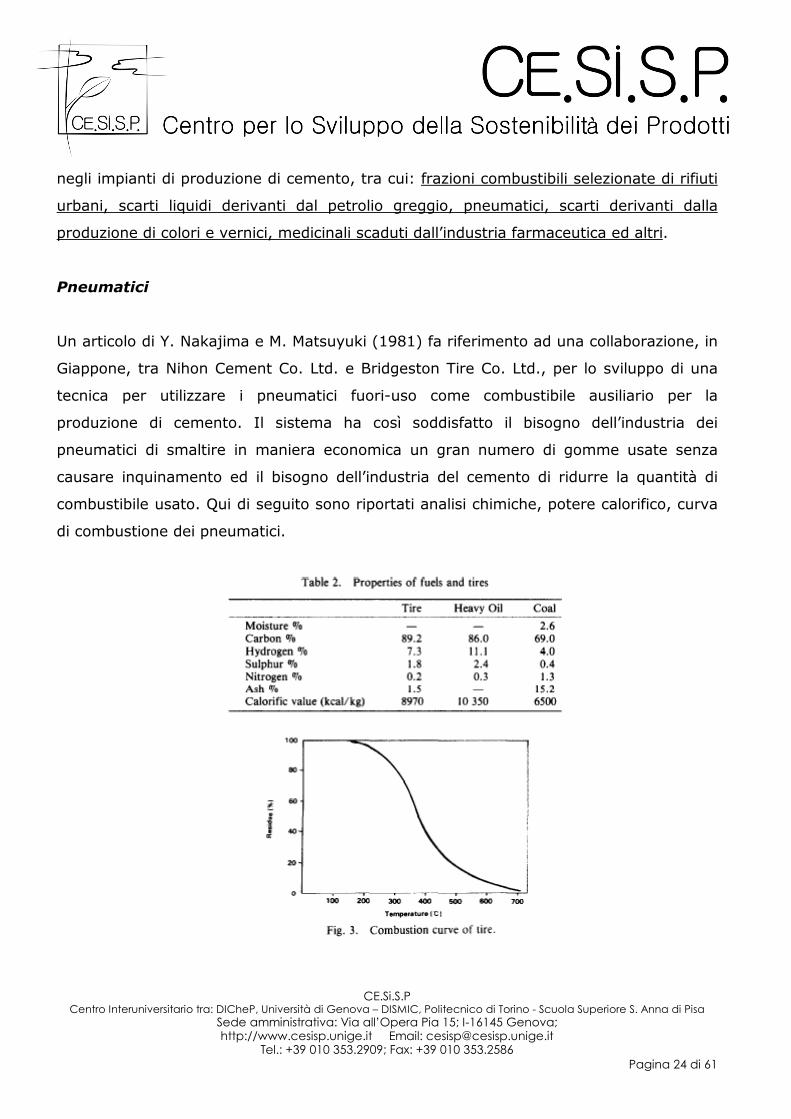
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 24 di 61
negli impianti di produzione di cemento, tra cui: frazioni combustibili selezionate di rifiuti
urbani, scarti liquidi derivanti dal petrolio greggio, pneumatici, scarti derivanti dalla
produzione di colori e vernici, medicinali scaduti dall’industria farmaceutica ed altri.
Pneumatici
Un articolo di Y. Nakajima e M. Matsuyuki (1981) fa riferimento ad una collaborazione, in
Giappone, tra Nihon Cement Co. Ltd. e Bridgeston Tire Co. Ltd., per lo sviluppo di una
tecnica per utilizzare i pneumatici fuori-uso come combustibile ausiliario per la
produzione di cemento. Il sistema ha così soddisfatto il bisogno dell’industria dei
pneumatici di smaltire in maniera economica un gran numero di gomme usate senza
causare inquinamento ed il bisogno dell’industria del cemento di ridurre la quantità di
combustibile usato. Qui di seguito sono riportati analisi chimiche, potere calorifico, curva
di combustione dei pneumatici.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 25 di 61
L’utilizzo di pneumatici viene presentato come vantaggioso per i seguenti motivi:
a. il processo di combustione nei cementifici è un sistema chiuso in cui la
polvere rimossa dai gas esausti da un precipitatore elettrostatico viene
recuperata per rialimentare il processo. Perciò, le ceneri non fuoriescono dal
sistema; inoltre, lo zolfo contenuto nelle gomme viene assorbito dalle
materie prime edl cemento e non porta alla formazione di SOX;
b. le temperature all’interno del processo raggiungono massimi di 1800°C nel
gas di combustione e circa 1500°C nel clinker. Di conseguenza, i pneumatici
alimentati al forno bruciano completamente in breve tempo;
c. il pneumatico è composto da gomma, nerofumo, zolfo ed acciaio. L’acciaio,
che non è una frazione combustibile, verrà ossidato e trasformato in uno dei
componenti del cemento.
Nel 2004 A. Corti e L. Lombardi hanno pubblicato un articolo sullo studio del fine-vita dei
pneumatici.
Un approccio Life Cycle Assessment (LCA) è stato utilizzato per confrontare differenti
processi di trattamento fine-vita di pneumatici usati: combustione in un processo
convenzionale waste-to-energy (WtE); sostituzione di combustibile convenzionale nel
processo di produzione del cemento e due differenti ipotesi di riutilizzo come materiale di
riempimento basati su un processo di polverizzazione criogenica (CPP) o su un processo
di polverizzazione meccanica (MPP).
L’analisi mostra che la sostituzione di combustibile nella produzione di cemento e l’utilizzo
in processi WtE portano ad interessanti risultati in termini di effetti evitati, principalmente
grazie all’evitato utilizzo di combustibili convenzionali. Tra queste due alternative, un
migliore risultato viene ottenuto con la sostituzione di combustibile nel processo di
produzione del cemento. CPP e MPP, per il riutilizzo come materiali di riepimento,
mostrano peggiori risultati in termini di impatto ambientale rispetto alle altre alternative,
dovuti all’alto consumo energetico relativo al processo di polverizzazione.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 26 di 61
RDF
Nel 1977 J. Dorn ha pubblicato un articolo relativo all’utilizzo di rifiuti nell’industria del
cemento. L’autore rileva problemi legati al trasporto ed allo stoccaggio ed al fatto che il
10% di umidità del materiale influisce sull’efficienza del forno. In aggiunta, l’autore
sottolinea come la presenza di HCl proveniente dai materiali contenenti PVC può produrre
composti a bassa temperatura di fusione che incrostano il forno, con i relativi problemi di
aumento della velocità dei fumi (ndr).
Un articolo di C.A.C. Haley del 1990 indica la discarica come il metodo principale, a livello
mondiale, di smaltimento di rifiuti solidi urbani. Nonostante ciò, la crescente
preoccupazione per l’ambiente, in particolare la possibilità di contaminazione delle falde
acquifere sotterranee, ha portato all’applicazione di standard sempre più elevati, facendo
perciò crescere il costo delle operazioni di messa in discarica, in alcuni casi di entità
davvero marcata. Di conseguenza, in alcuni paesi sono state studiate tecniche alternative
per l’uso di una parte del rifiuto, minimizzando così il ricorso allo smaltimento in
discariche ed, allo stesso tempo, per ottenere miglioramenti dal punto di vista
ambientale. Una di queste tecniche è l’utilizzo della frazione combustibile del rifiuto, o per
la produzione diretta di vapore o elettricità, o per la produzione e vendita di combustibile
solido in forma di fluff o pellet. In questo articolo vengono analizzati questi processi.
Esempi di successo di impianti commerciali sono selezionati e discussi nel campo di
inceneritori municipali, produzione di fluff per uso come combustibile nell’industria del
cemento, e produzione integrata di pellet di combustibile da rifiuto (Refuse Derived Fuel,
d-RDF) per la vendita in applicazioni industriali e commerciali. Vengono suggeriti criteri
per mezzo dei quali la realizzabilità di un tale progetto in una particolare zona possa
essere valutata su base preliminare. L’incenerimento dei rifiuti può dunque rappresentare
una tecnica praticabile e proficua dal punto di vista ambientale per lo smaltimento di
elevate quantità di rifiuti ed allo stesso tempo il recupero dell’energia intrinseca. Un
primo fattore di valutazione è il potere calorifico del rifiuto disponibile; un altro è la
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 27 di 61
quantità disponibile per il trattamento. La variabilità in qualità o quantità (o entrambi)
può comportare problemi. L’autore afferma che la concentrazione di alcuni metalli
influenza il quantitativo di RDF impiegabile nei forni da cemento. Alcuni problemi si
riscontrano per la presenza di cloro nell’RDF in quanto si formano sostanze incrostanti il
forno. Per ovviare a tale problema occorre effettuare by-pass nel ricircolo delle sostanze
volatili nel forno. Ulteriori problemi sono prodotti a causa del basso potere calorifico e
dell’elevata umidità che aumentano il volume dei gas di combustione. I vantaggi
evidenziati riguardano il risparmio energetico ed il fatto che la tecnica è “environmentally
sound”, in quanto la temperatura del forno è elevata ed i residui vengono inglobati nel
clinker.
Nel 1993 F.C. Lockwood ha pubblicato un articolo sulla combustione di combustibile da
rifiuto (Refuse Derived Fuel, RDF) in un forno rotativo da cemento.
Nei forni da cemento, la combustione ha luogo a temperature di fiamma molto alte e con
tempi di permanenza dei gas di combustione relativamente lunghi. Queste condizioni
sono favorevoli per bruciare dei rifiuti. Lo scopo di questo studio è di analizzare gli effetti
della combustione sulle emissioni di inquinanti. Basandosi su considerazioni tecniche ed
ambientali, l’analisi della combustione di RDF in un forno da cemento mostra che
nessuna tecnologia speciale deve essere installata oltre al sistema di gestione del RDF,
ma esiste un limite massimo di consumo totale di combustibile (non più del 30%) per
bruciare RDF.
Nel 2008 G. Genon e E. Brizio hanno pubblicato un articolo su prospettive e limiti per
forni da cemento come destinazione per RDF.
L’RDF, la frazione ad alto potere calorifico del MSW (Munical Solid Waste) ottenuto da
sistemi di separazione convenzionali, può essere impiegato in impianti tecnologici
(principalmente forni da cemento) al fine di ottenere un recupero di energia utile. È
interessante ed importante valutare questa possibilità all’interno dell’ambito generale
delle soluzioni waste-to-energy. La soluzione deve essere valutata sulla base di differenti
aspetti, e precisamente: aspetti tecnologici e caratteristiche del clinker; inquinamento
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 28 di 61
atmosferico locale; gli effetti dell’RDF utilizzato in forni da cemento sulla generazioni di
gas serra; l’economia della sostituzione dei combustibili solidi convenzionali e prospettive
di progettazione, dal punto di vista della destinazione dell’RDF e dell’ottimizzazione del
forno. Differenti esperienze su questo tema nel contesto europeo sono state prese in
analisi, oltre ad alcune applicazioni in Italia.
Tappeti e moquettes
Nel 2004 P. Lemieux et al hanno pubblicato un articolo sullo studio delle emissioni dalla
co-combustione di tappeti nei forni rotativi.
I tappeti e le moquettes fuori-uso rappresentano un flusso di rifiuto di alto volume e di
alto contenuto energetico. Come co-combustibile per forni da cemento, i tappeti, come i
pneumatici fuori-uso, presentano potenziali vantaggi. Le sfide tecnologiche da impostare
includono la valutazione delle emissioni potenziali, in particolare quelle di NO (dai tappeti
di fibra di nylon), e l’ottimizzazione del sistema di alimentazione dei tappeti.
Solventi
Nel 2005 C. Seyler et al hanno pubblicato un articolo sul Life Cycle Inventory per l’uso di
solventi di rifiuto come combustibili alternativi nell’industria del cemento.
L’industria chimica svizzera produce grandi quantità di solventi organici di rifiuto, alcuni
dei quali non possono essere recuperati. Una comune opzione per il trattamento di questi
solventi organici è l’incenerimento; in alternativa, possono essere usati come combustibili
nella produzione di cemento. Da una parte, la combustione nei forni da cemento implica
un risparmio di combustibili fossili come carbone ed olio combustibile; dall’altra, anche le
emissioni possono cambiare. Questi cambiamenti possono avere un impatto ecologico
netto sia negativo che positivo, a seconda della natura chimica del solvente utilizzato. Lo
scopo dello studio era di sviluppare un modello di allocazione multi-input, che permetta di
realizzare LCI per solventi specifici.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 29 di 61
I risultati mostrano che l’incenerimento dei solventi nei forni da cemento generalmente
riduce l’impatto globale della produzione di clinker in quanto vengono sostituiti i
combustibili fossili. Un’analisi di sensitività ha rivelato che il modello è particolarmente
sensibile al “fuel mix” ed alle proprietà come potere calorifico inferiore e contenuto di
carbonio e azoto.
3.1.2. Materie prime
Nel 1999 A. Monshi e M.K. Asgarani hanno pubblicato un articolo sulla produzione di
cemento Portland da scorie di ferro/acciaio e calcare.
Le scorie da altoforno dopo separazione magnetica sono state miscelate con calcare
usando 6 differenti composizioni. I materiali ottenuti sono stati bruciati in un forno pilota
a 1350 °C per un’ora. Il clinker è stato raffreddato, triturato, mescolato con un 3% di
gesso, e portato a una finezza di oltre 3300 cm2/g.
Nel 2000 N. Ay e M. Ünal hanno pubblicato un articolo sull’utilizzo di piastrelle ceramiche
di scarto nella produzione di cemento.
Nella produzione di piastrelle, per varie ragioni, si crea un accumulo di prodotti invenduti:
le piastrelle di scarto, di cui solo una piccola parte viene utilizzata. Se queste venissero
utilizzate nella produzione di cemento, si otterrebbe una diminuzione dell’inquinamento
che esse provocherebbero. In questo studio, è stato analizzato l’uso delle piastrelle di
scarto come pozzolana: sono state così aggiunte al cemento Portland nei rapporti di peso
del 25%, 30%, 35% e 40%.
Nel 2000 e nel 2001 T. Shimoda et al. hanno pubblicato una serie di articoli sull’Eco-
Cemento, sviluppato in Giappone per sostituire almeno il 50% delle materie prime con
ceneri da inceneritore urbano o altri rifiuti come ad esempio i fanghi fognari.
Lo sviluppo dell’Eco-Cemento ha coinvolto la NEDO (New Energy Development
Organization), un’organizzazione del Ministero del Commercio e dell’Industria. I risultati
dello studio dimostrano che un Eco-Cemento di tipo Portland può essere impiegato
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 30 di 61
esattamente per gli stessi calcestruzzi per i quali si impiega un normale cemento Portland
(NCP), mentre un Eco-cemento a rapido indurimento, contenente un alto contenuto di
cloruro (1%), può essere impiegato impiegato nella produzione di blocchi, massetti
autobloccanti, pannelli in legno-cemento, ecc. In questi casi il tempo di presa può essere
regolato impiegando un additivo ritardante o aggiungendo loppa d'altoforno; la più
interessante applicazione dell'Eco-cemento a rapido indurimento è quella destinata al
consolidamento di terreni bagnati, zone paludose ed altri terreni cedevoli
Nel 2002 R. Boncukcuoğlu et al hanno pubblicato un articolo sull’utilizzo di scarti da vagli
rotativi come additivi nella produzione di cemento Portland.
In Turchia ogni anno vengono prodotte dall’industria del boro grandi quantità di rifiuti
industriali, che presentano problemi sia di smaltimento sia sanitari. I rifiuti come fanghi di
borace, scarti da concentrazione e scarti da vagli rotativi (TSW) contengono impurità che
accelerano la normale presa e indurimento dei materiali da costruzioni da loro prodotti .
In questo studio, lo scopo era quello di stabilizzare i TSW prodotti durante la produzione
di borace.
Nel 2005 P.H. Shih et al hanno pubblicato un articolo sul riutilizzo di fanghi contenenti
metalli pesanti nella produzione di cemento.
È stata studiata la reale applicabilità della sostituzione di materie prime nel processo di
produzione del cemento con fanghi contenenti metalli pesanti da finitura superficiale ed
industria galvanoplastica.
Nel 2005 K.L. Lin e C.Y. Lin hanno pubblicato un articolo sulle caratteristiche di
idratazione di cenere da fango di rifiuto utilizzata come materia prima per il cemento.
Nel 2005 E. Sakai et al hanno pubblicato un articolo sull’idratazione del cemento
contentente ceneri volanti.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 31 di 61
In questo studio è stato preso in considerazione l’utilizzo di ceneri volanti come aggiunta
al cemento invece che il loro smaltimento come rifiuto. Il cemento tagliato con ceneri
volanti inoltre risponde all’esigenza di ridurre la generazione di CO2.
Nel 2006 A.S. de Vargas et al hanno pubblicato un articolo sull’uso della polvere da forno
ad arco elettrico (EAFD) nelle paste di cemento Portland I (MP) Pozzolan-modified.
L’uso dell’EAFD nelle costruzioni civili non è comune. Nei paesi dove questo scarto è
raccolto, viene usato nei processi di recupero di metalli pesanti.
In questo studio sono state analizzate paste di cemento con differente contenuto di
EAFD.
Nel 2006 R. Navia et al hanno pubblicato un articolo sul Life Cycle Assessment del riciclo
di terreno contaminato come materia prima alternativa nell’industria del cemento.
Il terreno vulcanico può essere usato per rimuovere metalli dalle acque di scarico. Una
volta usato, viene depositato in discarica. L’utilizzo di questo materiale nell’industria del
cemento come materia prima è stato valutato usando una metodologia Life Cycle
Assessment (LCA). Questa possibilità è stata studiata da un punto di vista ambientale in
un’industria cementiera cilena, rappresentativa dello stato dell’arte dell’operazione
corrente, comprendendo analisi sia tecniche che economiche. Sono stati confrontati due
scenari: Scenario 1, che corrisponde al processo di produzione esistente, e Scenario 2,
che rappresenta la produzione usando terreno vulcanico spento. Con l’eccezione delle
categorie di carcinogenici e minerali, i risultati del confronto sono favorevoli allo Scenario
2, specialmente per quanto riguarda la categoria dell’ecotossicità, principalmente per
effetto delle emissioni evitate della messa in discarica del terreno vulcanico.
Considerando la valutazione dei danni, quelli a salute umana, qualità dell’ecosistema, e
risorse sono inferiori nello Scenario 2. Inoltre, le analisi di sensitività sono state
effettuate per studiare l’influenza di particolari parametri (ad esempio, trasporto di
terreno vulcanico spento, emissioni di CO2 dal processo di produzione di clinker e metalli
pesanti dalla percolazione) sui risultati della valutazione. L’uso di materie prime
alternative (in questo caso, terreno vulcanico spento), che presentino il vantaggio di
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 32 di 61
essere rifiuti di altri sistemi tecnologici, sembra indirizzare lo sviluppo della produzione
del cemento verso una strada più sostenibile, migliorando l’economia del processo.
Nel 2007 S. Kourounis et al hanno pubblicato un articolo sulle proprietà e l’idratazione di
cementi tagliati con scorie di acciaieria.
Per questo studio, sono stati testati un campione di riferimento e tre cementi contenenti
fino al 45% in volume di scoria. La frazione di scoria usata era la “0-5 mm”, per il suo
alto contenuto di silicati di calcio.
3.1.3. Contributo sia energetico che minerale
Nel 2005 K. Gäbel e A.M. Tillman hanno pubblicato un articolo sulla simulazione di
alternative operazionali per la produzione futura di cemento.
Per supportare decisioni sulle opzioni di sviluppo di prodotto e processo e pianificazioni
strategiche, sono necessarie informazioni sulle conseguenze dei cambiamenti pianificati.
A questo scopo è stato sviluppato un modello flessibile per la produzione di cemento. Il
modello predice le performance ambientali, produttive ed economiche in un’ottica “life
cycle”, simulando diverse alternative operative. Sono state analizzate interessanti
alternative operative future, come l’incremento dell’uso di sottoprodotti industriali e rifiuti
come materie prime e combustibili. Vengono discussi i risultati, ad esempio le
conseguenze delle opzioni di potenziale sviluppo da una prospettiva “life cycle”.
Un incremento dell’uso di materiale di recupero e combustibile alternativo sostituisce il
consumo di risorse. L’impatto del trasporto di questi ultimi aumenta ovviamente con
l’utilizzo; comunque, i benefici ambientali dell’incrementato utilizzo sono ben più grandi
dell’utilizzo di risorse e delle emissioni in aria associate all’incremento della fase
trasporto.
Nel 2005 M.A. Trezza e A.N. Scian hanno pubblicato un articolo sull’effetto dei
combustibili da rifiuto sul clinker del cemento Portland.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 33 di 61
Diversi tipi di rifiuti industriali sono sempre più utilizzati nel processo di produzione del
clinker dell’industria del cemento, al fine di trarre vantaggio dal loro contenuto energetico
o di confinare sostanze indesiderate. Questo studio analizza le caratteristiche chimico-
fisiche dei clinker ottenuti incorporando tre differenti rifiuti in differenti proporzioni: due
di essi con funzione energetica – combustibile da rifiuto con marchio registrato e coke di
petrolio – ed il terzo da confinare – carbone da pirolisi. Confrontati con quelli tradizionali,
i clinker prodotti non presentano caratteristiche significativamente alterate.
Nel 2007 B. Boughton ha pubblicato un articolo sulla valutazione di residui da
demolizione come “feedstock” per la produzione di cemento.
Il cosiddetto “shredder residue” (SR) è costituito da vetro, gomma, plastica, fibre e
materiali fini che rimangono dopo la rimozione dei metalli ferrosi e non ferrosi dal
processo di demolizione di automobili, elettrodomestici e rottami ferrosi.
L’obiettivo dello studio era identificare i parametri di qualità necessari per l’utilizzo nei
forni e quindi valutare i mezzi meccanici necessari per rendere l’SR un materiale
accettabile come carbone o sostituenti minerali.
Separare l’SR in frazioni dall’alto contenuto energetico e minerale può tradursi in un
considerevole risparmio di combustibile e di materie prime.
Tecniche di separazione per densità comunemente usate dagli sminuzzatori nel passato
sono stati testati per separare gomma e plastica dai non combustibili e contaminanti (ad
esempio PVC e fili di rame). Una frazione di circa il 30% dell’SR totale ha caratteristiche
combustibili che rispecchiano quelle del carbone. Comunque, i rimanenti livelli di
componenti potenzialmente problematici (ad esempio cloro totale e metalli pesanti)
possono limitare l’uso ad una quota di aggiunta relativamente bassa per alcuni forni. I
risultati del progetto hanno mostrato che i sistemi di separazione comunemente
disponibili dovrebbero produrre un accettabile contributo supplementare di combustibile.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 34 di 61
3.2. Livelli di emissione e monitoraggio
Pneumatici
1981 Y. Nakajima e M. Matsuyuki: Poiché il contenuto di zolfo ed azoto nei pneumatici è
di scarsa entità, anche il il contenuto di SOX e NOX nel gas esausto all’uscita del
depolverizzatore non è di entità tale da presentare problemi. Comunemente, esiste l’idea
che bruciare pneumatici possa causare fumo nero e odori molesti, ma, poiché questi
vengono bruciati completamente alle alte temperature del forno, questi non possono
essere rilevati neppure da analisi strumentali.
RDF
1993 F.C. Lockwood: Non si riscontra alcun incremento nei livelli di emissione di
inquinanti gassosi (compresi gas acidi, diossine, furani, ecc), in un forno rotativo da
cemento. Ciò è confermato dal fatto che la presenza di diossine e furani nelle emissioni è
di un ordine di grandezza inferiore a quella che si riscontra negli inceneritori nel caso di
presenza di PCB (bifenili policlorurati) nel combustibile alternativo. Inoltre, siccome il
contenuto di azoto e di zolfo nell’RDF è inferiore a quello che si può riscontrare nel
carbone, si può affermare che NOX e SOX nelle emissioni siano inferiori rispetto all’utilizzo
del combustibile fossile tradizionale.
2003 E. Mokrzycki: Nel caso polacco si può esaminare il confronto tra le emissioni
dell’impianto di Malogoszcz, misurate sia in caso di uso e non di combustibile alternativo
(da rifiuto, “PASi”). Si può così notare ad esempio che con l’utilizzo di PASi aumentano le
emissioni di HCl (il PASi presenta un contenuto medio di cloro di circa 0,25%): la
concentrazione emessa, 10% O2, risulta circa raddoppiata. Rimangono invece pressoché
invariate quelle di metalli pesanti. Stesso discorso per quanto riguarda SO2, NOX, mentre
un aumento di circa il 40% viene registrato per le concentrazioni di CO. Purtoppo manca
il dato relativo alla percentuale di sostituzione calorica a cui si riferiscono questi dati, per

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 35 di 61
quanto venga riportato che l’impianto ha ricevuto l’autorizzazione per una percentuale
fino al 40%.
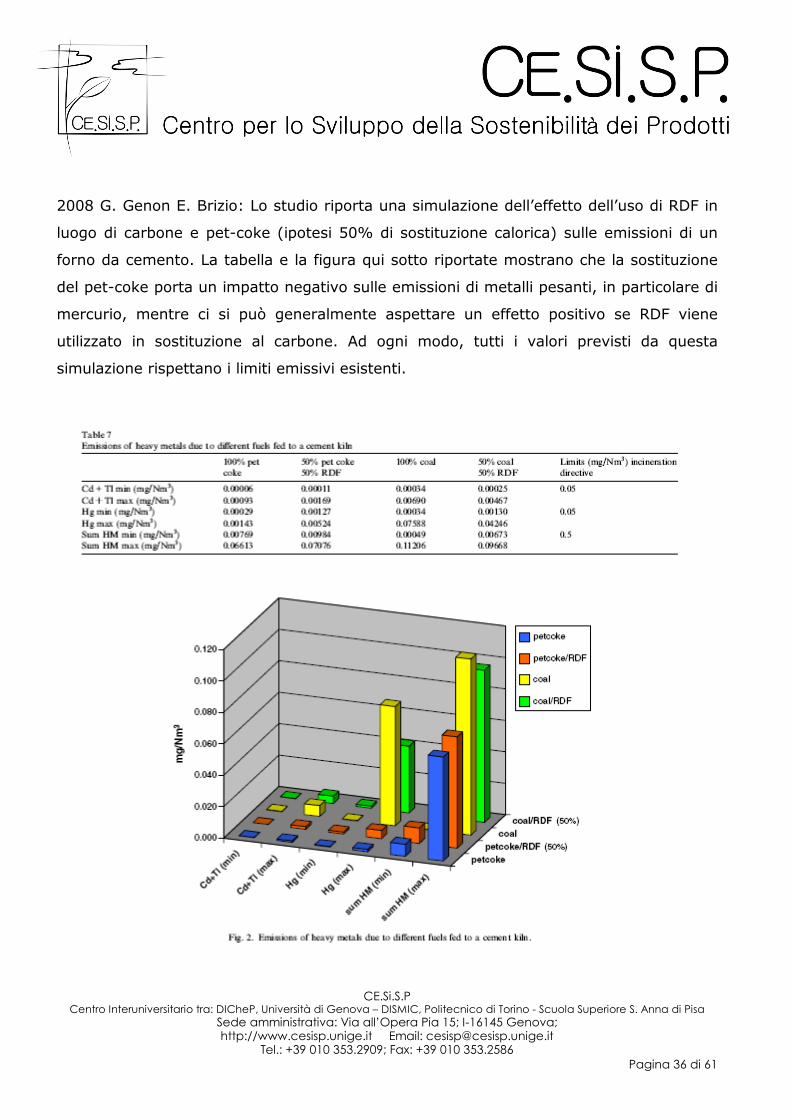
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 36 di 61
2008 G. Genon E. Brizio: Lo studio riporta una simulazione dell’effetto dell’uso di RDF in
luogo di carbone e pet-coke (ipotesi 50% di sostituzione calorica) sulle emissioni di un
forno da cemento. La tabella e la figura qui sotto riportate mostrano che la sostituzione
del pet-coke porta un impatto negativo sulle emissioni di metalli pesanti, in particolare di
mercurio, mentre ci si può generalmente aspettare un effetto positivo se RDF viene
utilizzato in sostituzione al carbone. Ad ogni modo, tutti i valori previsti da questa
simulazione rispettano i limiti emissivi esistenti.
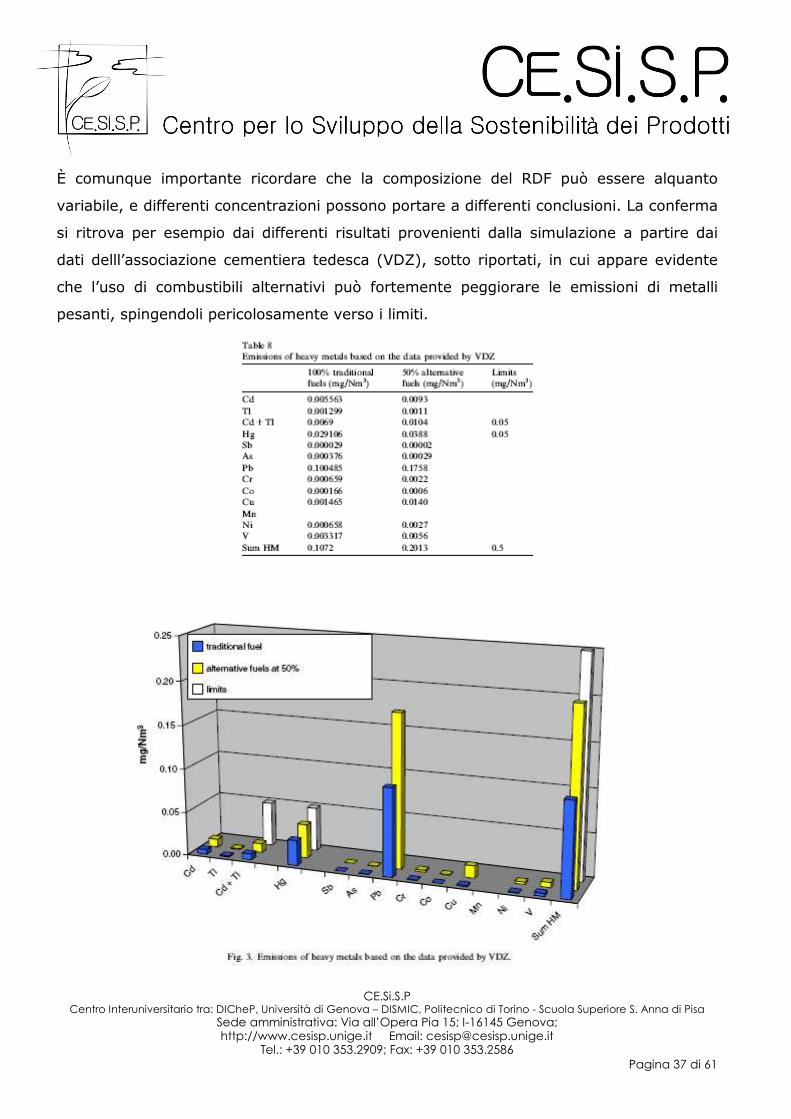
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 37 di 61
È comunque importante ricordare che la composizione del RDF può essere alquanto
variabile, e differenti concentrazioni possono portare a differenti conclusioni. La conferma
si ritrova per esempio dai differenti risultati provenienti dalla simulazione a partire dai
dati delll’associazione cementiera tedesca (VDZ), sotto riportati, in cui appare evidente
che l’uso di combustibili alternativi può fortemente peggiorare le emissioni di metalli
pesanti, spingendoli pericolosamente verso i limiti.

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 38 di 61
Sono inoltre riportati i risultati di uno studio (SINTEF, 2004) riguardanti la possibile
formazione di diossine, con le seguenti affermazioni:
o non si trova correlazione tra emissioni di diossine e tipo di materiale combustibile
alternativo usato;
o la formazione di diossine può avvenire in una finestra termica tra 250 e 450°C ,
zone che si ritrovano nei sistemi di raffreddamento dei fumi prima del separatore
finale dei fumi;
o i potenziali precursori rilasciati dal materiale combustibile introdotto nella zona di
pre-calcinazione possono reagire con il cloro non trattenuto nella matrice alcalina
del clinker, in presenza dei catalizzatori metallici presenti nelle polveri trasportate,
dando luogo ad emissioni di diossine quando la sintesi avviene di nuovo;
o mentre le concentrazioni di diossina sono, nella maggior parte dei casi, inferiori a
0.1 ng/Nm3, sono possibili concentrazioni di PCB almeno 1000 volte più alte. In
questo senso, costituiscono una significativa fonte di precursori capaci di generare
micro-inquinanti quando le condizioni cinetiche lo permettono.
Infine, la pubblicazione riporta un caso-studio nella provincia di Cuneo, dove la
sostituzione avveniva in due forni dell’impianto (24,5 e 7%), mediante RDF-P.
Confrontando le emissioni con quelle del terzo forno dello stesso impianto, che
utilizzava solo carbone, si può facilmente notare che il co-incenerimento non sembra
influenzare la qualità delle emissioni, almeno dal punto di vista dei macro-inquinanti
(NOX, SOX, VOC, CO e polveri), come rappresentato dalla tabella sottostante.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 39 di 61
In conclusione, le principali risultanze dello studio mostrano che l’uso dell’RDF nei forni
da cemento in sostituzione di carbone o coke offre benefici ambientali in termini di gas
serra, mentre la formazione di inquinanti gassosi convenzionali non è un aspetto critico.
In realtà, è possibile che la generazione di ossidi di azoto sia inferiore a causa delle
minori temperatura di fiamma o del minore eccesso d’aria. La presenza di micro-
inquinanti clorurati non è influenzata dalla presenza di RDF nel combustibile, mentre a
seconda della qualità dell’RDF, alcuni problemi potrebbero sorgere rispetto al
combustibile sostituito se sono presenti metalli pesanti, specialmente quelli più volatili.
Tappeti e moquettes
2004 P. Lemieux: I risultati degli esperimenti di un forno rotativo pilota hanno dimostrato
il potenziale per l’uso di tappeti fuori-uso come combustibile per l’industria del cemento.
L’alimentazione di fibra di tappeto a percentuali fino al 30% dell’input energetico totale
ha causato una combustione senza scoppi transitori e quasi senza aumento di CO ed altri
prodotti di combustione incompleta rispetto a forni alimentati a solo gas naturale. Le
emissioni di NO sono aumentate con la combustione di tappeti per effetto del contenuto
azotato della fibra di nylon. In questi esperimenti, la conversione dell’azoto contenuto
nelle fibre di tappeto a NO variava dal 3% all’8%. La conversione cresce con il migliorato
mescolamento di materiale ed aria durante la combustione. La preparazione dei tappeti
ed il metodo di alimentazione sono fattori controllanti per la conversione dell’azoto.
Gli esperimenti effettuati nel Rotary Kiln Incinerator Simulator (RKIS) dell’EPA, ossia in
scala pilota, permettono l’analisi della co-combustione di tappeti di rifiuto nei forni
rotativi, con percentuali di sostituzione fino al 30%. Risulta che le emissioni dei prodotti
della combustione incompleta, quali CO, THCs, VOCs e PAHs cambiano ben poco con
l’uso di combustibile alternativo e gas naturale. Per esempio, con l’alimentazione di
tappeti, la concentrazione media di CO registra un incremento medio di 1,4 ppm e quella
di PAH di 2,5 µg/m3. Non sono state poi osservate emissioni di mercurio, un potenziale
inquinante in tappeti e moquettes fuori-uso. Le emissioni di NO invece sembrano
crescere con l’utilizzo di tappeti, per via del contenuto azotato della fibra di nylon. In
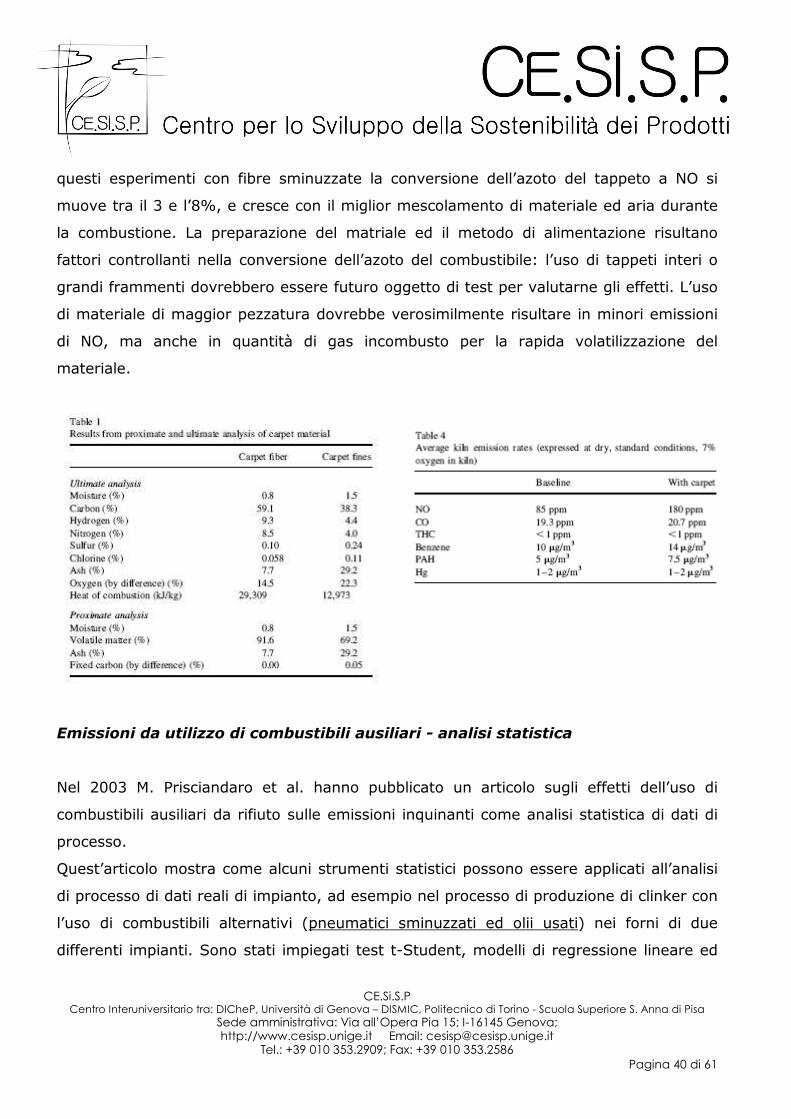
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 40 di 61
questi esperimenti con fibre sminuzzate la conversione dell’azoto del tappeto a NO si
muove tra il 3 e l’8%, e cresce con il miglior mescolamento di materiale ed aria durante
la combustione. La preparazione del matriale ed il metodo di alimentazione risultano
fattori controllanti nella conversione dell’azoto del combustibile: l’uso di tappeti interi o
grandi frammenti dovrebbero essere futuro oggetto di test per valutarne gli effetti. L’uso
di materiale di maggior pezzatura dovrebbe verosimilmente risultare in minori emissioni
di NO, ma anche in quantità di gas incombusto per la rapida volatilizzazione del
materiale.
Emissioni da utilizzo di combustibili ausiliari - analisi statistica
Nel 2003 M. Prisciandaro et al. hanno pubblicato un articolo sugli effetti dell’uso di
combustibili ausiliari da rifiuto sulle emissioni inquinanti come analisi statistica di dati di
processo.
Quest’articolo mostra come alcuni strumenti statistici possono essere applicati all’analisi
di processo di dati reali di impianto, ad esempio nel processo di produzione di clinker con
l’uso di combustibili alternativi (pneumatici sminuzzati ed olii usati) nei forni di due
differenti impianti. Sono stati impiegati test t-Student, modelli di regressione lineare ed
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 41 di 61
analisi fattoriali per valutare gli effetti sulle emissioni al camino dell’alimentazione di
questi combustibili alternativi. Inoltre è stato ottenuto un grande miglioramento nella
conoscenza del processo grazie all’analisi statistica dei dati di processo che molto spesso
presentano un elevato livello di correlazione con le variabili di processo.
I risultati sperimentali analizzati statisticamente hanno mostrato risposte incoraggianti,
se meno del 20% di combustibilie convenzionale è sostituito con uno alternativo le
caratteristiche del clinker rimangono immutate, e le emissioni al camino (principalmente
NOX, SO2 e CO) sono, nel caso dei pneumatici, lievemente incrementate, rimanendo
quasi sempre sotto i limiti imposti dalla legge. Nel caso degli olii usati, le emissioni di gas
inquinanti risultano addirittura diminuite. Sono state anche ottenute alcune equazioni
empiriche che legano le emissioni al camino ad alcuni dati di processo, per poter essere
usate con scopi di analisi di processo.
Sono stati presi in considerazione due impianti, presso Bergamo e Matera. Il primo caso
(plant 1) permette di notare gli effetti dell’uso integrato di pneumatici, il secondo (plant
2) quelli dell’uso di “ECOFLUID”, un mix di differenti olii organici usati.
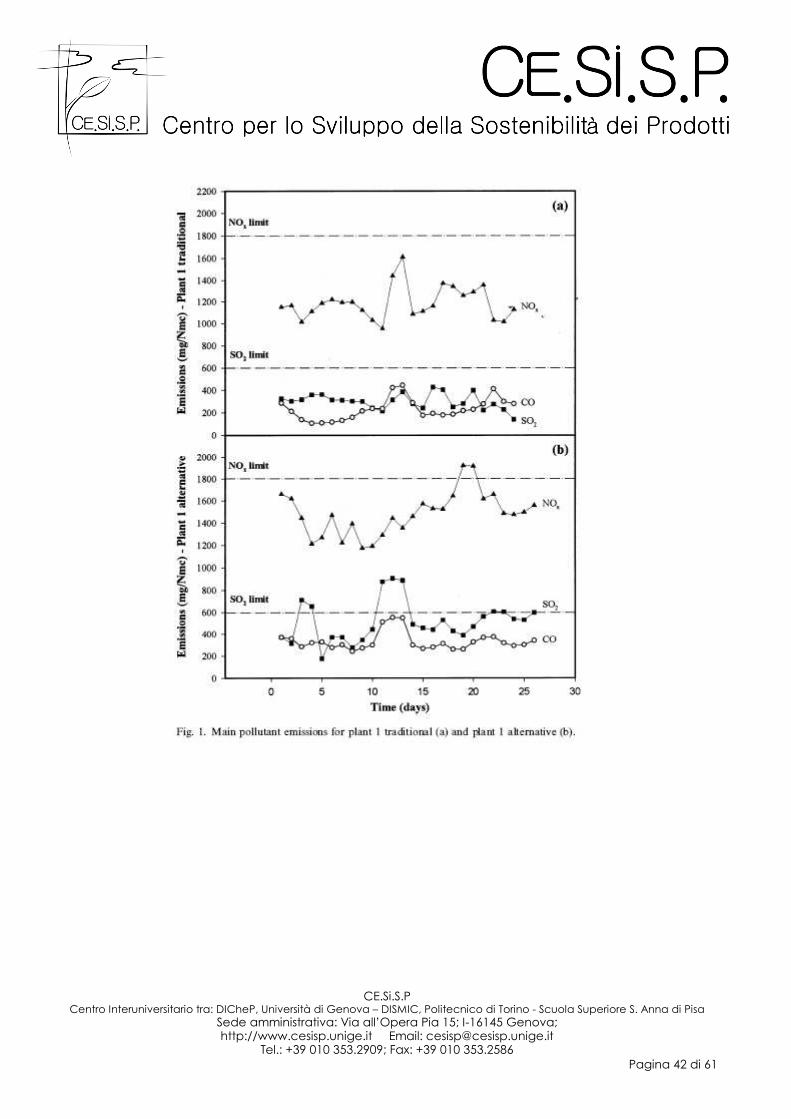
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 42 di 61
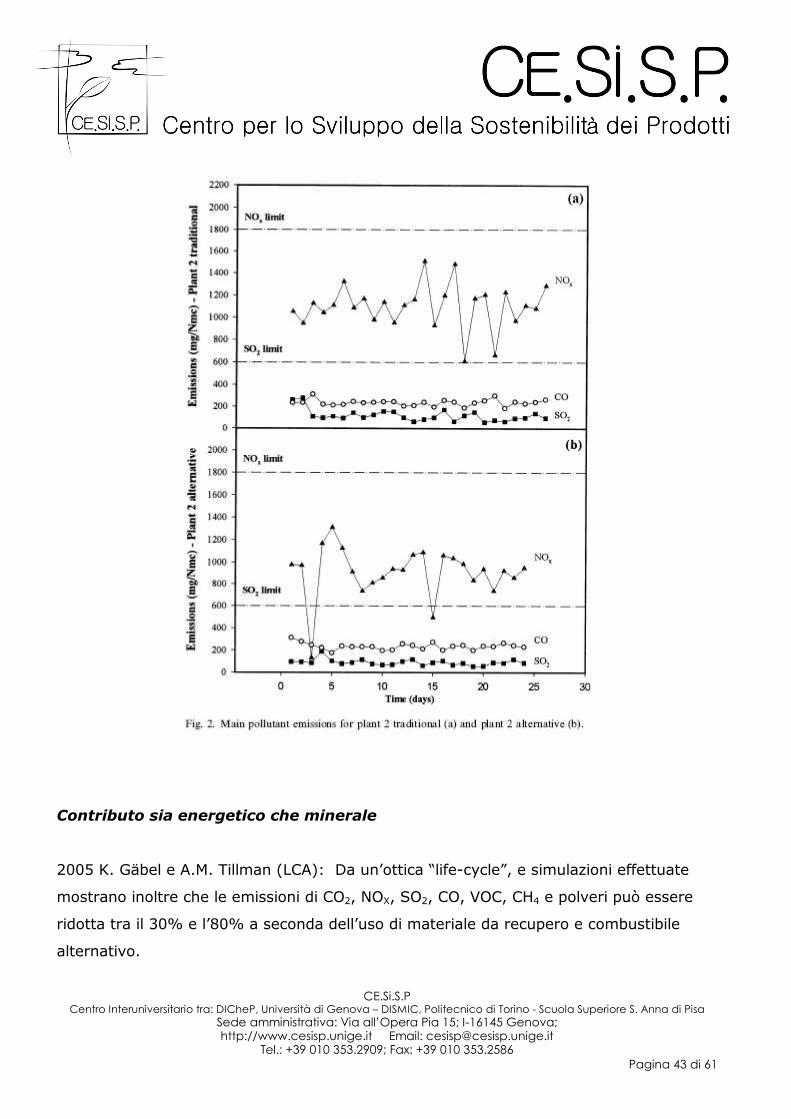
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 43 di 61
Contributo sia energetico che minerale
2005 K. Gäbel e A.M. Tillman (LCA): Da un’ottica “life-cycle”, e simulazioni effettuate
mostrano inoltre che le emissioni di CO2, NOX, SO2, CO, VOC, CH4 e polveri può essere
ridotta tra il 30% e l’80% a seconda dell’uso di materiale da recupero e combustibile
alternativo.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 44 di 61
3.3. Influenza sulla qualità del prodotto finale
3.3.1. Combustibili
Pneumatici
1981 Y. Nakajima e M. Matsuyuki: Poiché i pneumatici non contengono componenti
dannosi per la qualità del cemento, non si riscontra cambiamento nella qualità del
cemento causato dall’alimentazione di pneumatici, come provato da lunga esperienza nel
controllo della qualità del prodotto. I residui di combustione di gomma e cemento non
sono ritrovati nel cemento finito.
Nel 2005 P. Pipilikaki et al. hanno pubblicato un articolo sull’uso del combustibile da
pneumatici (Tire Derived Fuel, TDF) nei forni da clinker.
Vengono stabiliti i prerequisiti per usare il TDF come combustibile supplementare per la
produzione di clinker. A questo proposito sono state effettuate misure usando differenti
analisi analitiche qualitative quali diffrazione a raggi X (XRD), fluorescenza a raggi X
(XRF), microscopia ottica in due serie di campioni di crudo mescolato, clinker e
combustibile con e senza uso di TDF. Inoltre, è stata misurata la resistenza a
compressione del cemento CEM I-52.5 prodotto. In questo studio specifico il TDF era il
6% del combustibile totale utilizzato. È stato concluso che non si verificano apparenti
problemi conseguenti all’uso di TDF come combustibile supplementare nei forni da
clinker.
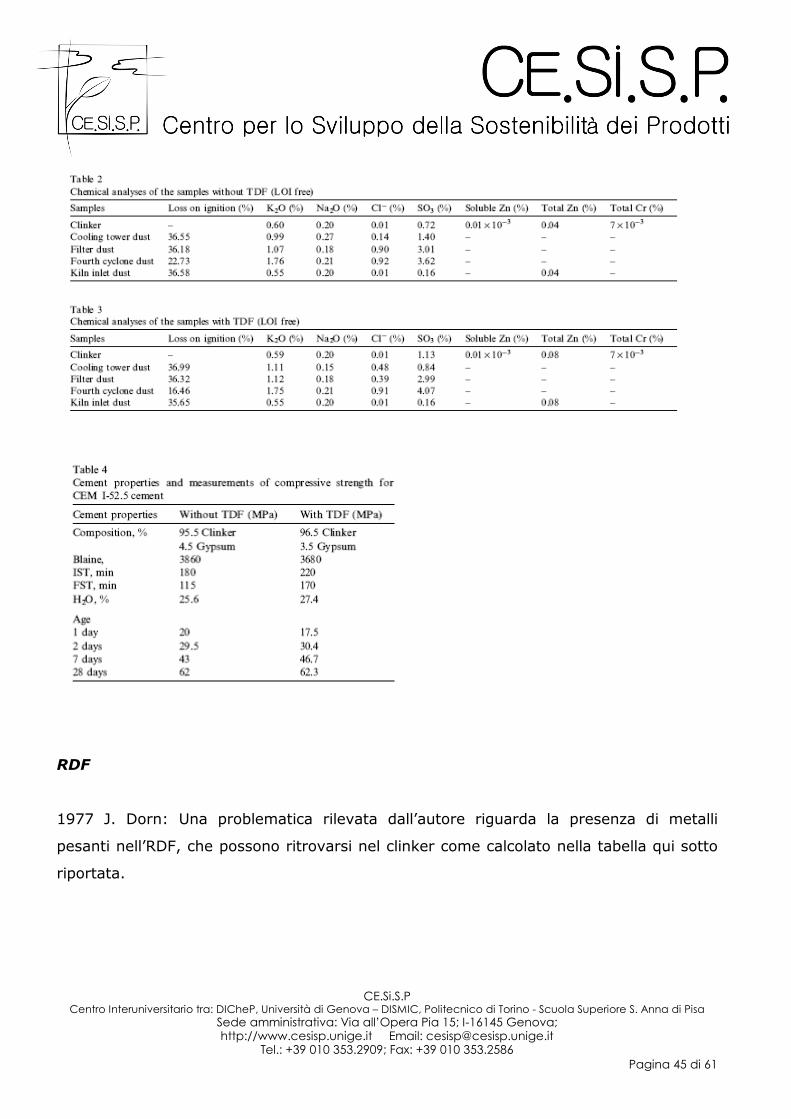
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 45 di 61
RDF
1977 J. Dorn: Una problematica rilevata dall’autore riguarda la presenza di metalli
pesanti nell’RDF, che possono ritrovarsi nel clinker come calcolato nella tabella qui sotto
riportata.
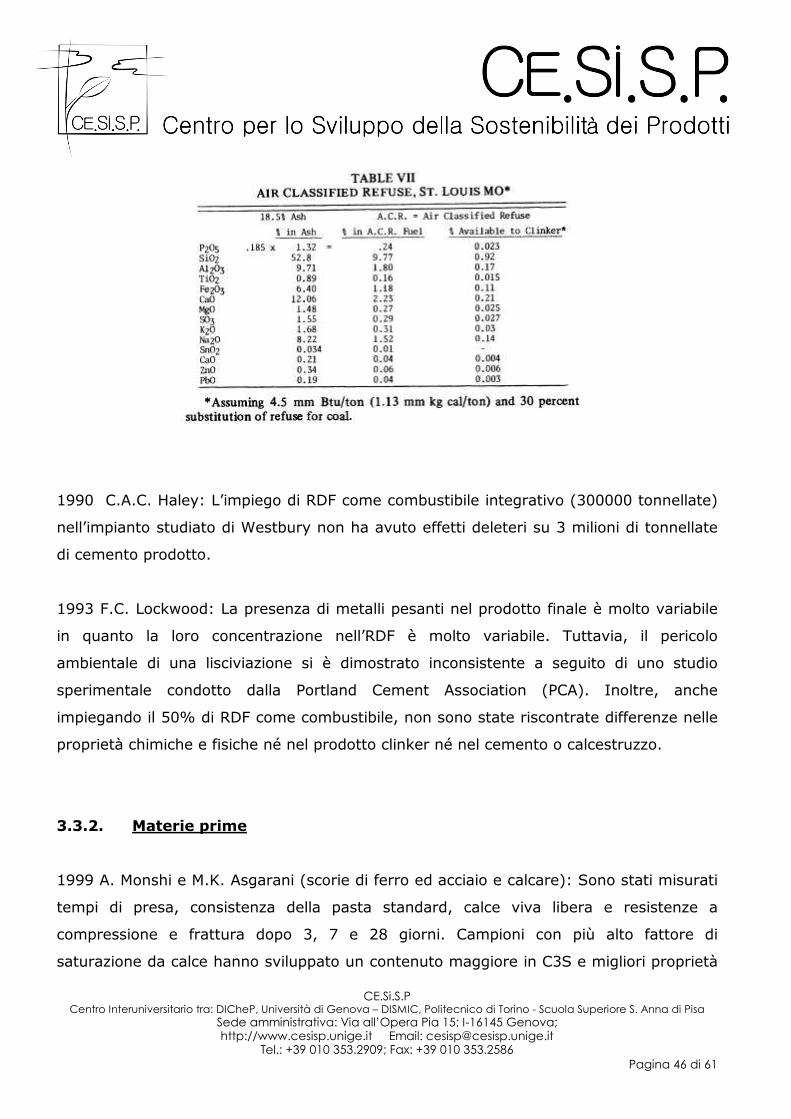
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 46 di 61
1990 C.A.C. Haley: L’impiego di RDF come combustibile integrativo (300000 tonnellate)
nell’impianto studiato di Westbury non ha avuto effetti deleteri su 3 milioni di tonnellate
di cemento prodotto.
1993 F.C. Lockwood: La presenza di metalli pesanti nel prodotto finale è molto variabile
in quanto la loro concentrazione nell’RDF è molto variabile. Tuttavia, il pericolo
ambientale di una lisciviazione si è dimostrato inconsistente a seguito di uno studio
sperimentale condotto dalla Portland Cement Association (PCA). Inoltre, anche
impiegando il 50% di RDF come combustibile, non sono state riscontrate differenze nelle
proprietà chimiche e fisiche né nel prodotto clinker né nel cemento o calcestruzzo.
3.3.2. Materie prime
1999 A. Monshi e M.K. Asgarani (scorie di ferro ed acciaio e calcare): Sono stati misurati
tempi di presa, consistenza della pasta standard, calce viva libera e resistenze a
compressione e frattura dopo 3, 7 e 28 giorni. Campioni con più alto fattore di
saturazione da calce hanno sviluppato un contenuto maggiore in C3S e migliori proprietà
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 47 di 61
meccaniche. Miscelare un extra del 10% di scoria ferrosa in un cemento composto dal
49% di scoria ferrosa, 43% di calce calcinata e 8% di scoria di acciaio ha mantenuto la
resistenza a compressione sotto i valori standard per il cemento Portland ordinario di tipo
I.
2000 N. Ay e M. Ünal (piastrelle ceramiche di scarto): Sono stati presi in considerazione
le proprietà pozzolaniche delle piastrelle e tempo di presa, stabilità volumetrica,
dimensioni delle particelle, densità, area superficiale specifica e resistenza del cemento
così realizzato. I risultati dei test hanno indicato che le piastrelle di scarto mostrano
proprietà pozzolaniche, e le proprietà chimico-fisiche del cemento prodotto sono conformi
agli standard per il cemento fino ad un’aggiunta di piastrelle del 35%.
2000-2001 T. Shimoda et al. (Eco-Cemento - ceneri da inceneritore): Sono stati previsti
due tipi di Eco-Cemento: un cemento di tipo Portland ed un cemento del tipo a rapido
indurimento, le cui composizioni chimiche e mineralogiche sono qui di seguito riportate.
Dall’analisi delle proprietà fisiche, risulta che l’Eco-Cemento di tipo Portland presenta
circa le stesse prestazioni meccaniche del normale Cemento Portland (NCP). L’Eco-
Cemento a rapido indurimento si distingue soprattutto per il tempo di presa molto breve
(circa 10 minuti) ed il rapido sviluppo delle resistenze meccaniche alle satgionature
brevissime (3-6 ore) e brevi (1-3 giorni). Inoltre, le prove di lisciviazione dei metalli
pesanti su malte di Eco-Cemento, eseguite secondo i procedimenti JEPA (Japanese
Environment Protection Agency), indicano che le quantità di metalli pesanti lisciviabili
sono nettamente al di sotto dei valori standard previsti.
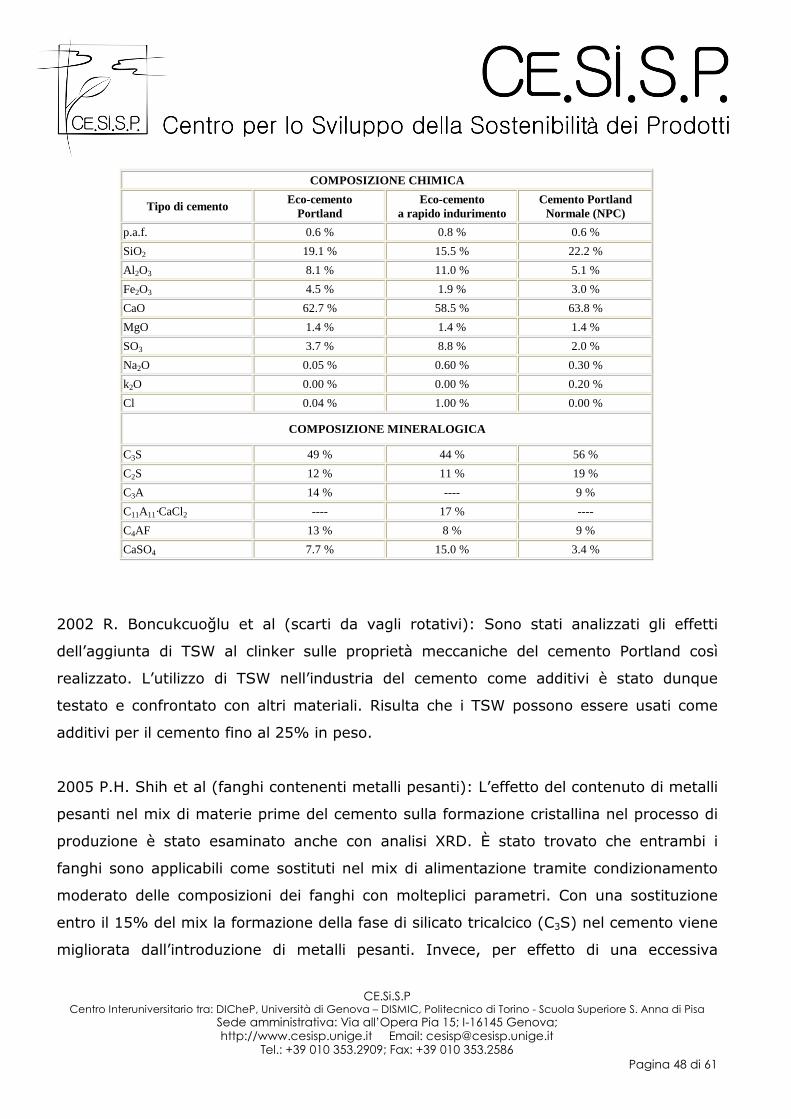
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 48 di 61
COMPOSIZIONE CHIMICA
Tipo di cemento Eco-cemento
Portland Eco-cemento
a rapido indurimento Cemento Portland
Normale (NPC)
p.a.f. 0.6 % 0.8 % 0.6 %
SiO2 19.1 % 15.5 % 22.2 %
Al 2O3 8.1 % 11.0 % 5.1 %
Fe2O3 4.5 % 1.9 % 3.0 %
CaO 62.7 % 58.5 % 63.8 %
MgO 1.4 % 1.4 % 1.4 %
SO3 3.7 % 8.8 % 2.0 %
Na2O 0.05 % 0.60 % 0.30 %
k2O 0.00 % 0.00 % 0.20 %
Cl 0.04 % 1.00 % 0.00 %
COMPOSIZIONE MINERALOGICA
C3S 49 % 44 % 56 %
C2S 12 % 11 % 19 %
C3A 14 % ---- 9 %
C11A11·CaCl2 ---- 17 % ----
C4AF 13 % 8 % 9 %
CaSO4 7.7 % 15.0 % 3.4 %
2002 R. Boncukcuoğlu et al (scarti da vagli rotativi): Sono stati analizzati gli effetti
dell’aggiunta di TSW al clinker sulle proprietà meccaniche del cemento Portland così
realizzato. L’utilizzo di TSW nell’industria del cemento come additivi è stato dunque
testato e confrontato con altri materiali. Risulta che i TSW possono essere usati come
additivi per il cemento fino al 25% in peso.
2005 P.H. Shih et al (fanghi contenenti metalli pesanti): L’effetto del contenuto di metalli
pesanti nel mix di materie prime del cemento sulla formazione cristallina nel processo di
produzione è stato esaminato anche con analisi XRD. È stato trovato che entrambi i
fanghi sono applicabili come sostituti nel mix di alimentazione tramite condizionamento
moderato delle composizioni dei fanghi con molteplici parametri. Con una sostituzione
entro il 15% del mix la formazione della fase di silicato tricalcico (C3S) nel cemento viene
migliorata dall’introduzione di metalli pesanti. Invece, per effetto di una eccessiva
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 49 di 61
concentrazione di metalli pesanti (maggiore del 1,5%) nel mix, il C3S cristallino viene
inibito da un’ampia sostituzione con fanghi (maggiore del 15%). Durante il processo di
sinterizzazione, oltre il 90% degli elementi altamente volatili come il piombo evaporano
ad alta temperatura, ma il 90% degli elementi meno volatili come rame, cromo e nichel
rimangono intrappolati nel clinker. Soprattutto, i risultati dei test di percolamento
mostrano che gli elementi intrappolati nei campioni idratati non vengono rilasciati sotto
condizioni di acidità. Il riutilizzo di fanghi contenenti metalli pesanti come materie prime
per il cemento non causerebbe quindi pericolo per lisciviazione dai clinker sinterizzati.
Perciò, questi fanghi avrebbero il potenziale per essere utilizzati come materia prima
alternativa nella produzione del cemento.
2005 K.L. Lin e C.Y. Lin (cenere da fango di rifiuto): In questo studio, sono state studiate
le caratteristiche e le proprietà ingegneristiche di tre tipi di paste di “eco-cemento”, tra
cui resitenza a compressione, grado di idratazione, microstruttura, e confrontate con
quelle del cemento Portland ordinario ASTM di tipo I. I risultati indicano che è fattibile
utilizzare cenere da fango e scorie di acciaieria per sostuire fino al 20% dei componenti
minerari delle materie prime del cemento. Inoltre, tutti i clinker testati hanno soddisfatto
i requisiti inerenti le caratteristiche di tossicità da percolamento. I principali componenti
del cemento Portland, C3S (ad esempio, 3CaO�SiO2), C2S (ad esempio, 2CaO�SiO2), C3A
(ad esempio, 3CaO�Al2O3) e C4AF (ad esempio, 4CaO�Al2O3� Fe2O3), sono stati trovati tutti
nei clinker così prodotti. Tutti e tre i tipi di “eco-cemento” hanno confermato la
produzione di idrossido di calcio (Ca(OH)2) e idrati di silicato di calcio (CSH) durante il
processo di idratazione, aumentando la densità col passare del tempo. I risultati
dell’analisi termica hanno indicato che l’idratazione procede fino a 90 giorni, con
l’aumento della quantità di Ca(OH)2 e CSH. Lo “shift” chimico dei silicati, ed il risultante
grado di idratazione, e l’incremento di lunghezza dei gel di CSH col tempo, sono stati
confermati dalle tecniche Si NMR. La resistenza alla compressione e le valutazioni
microstrutturali, infine, confermano la reale fruibilità degli “eco-cementi”.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 50 di 61
2005 E. Sakai et al (ceneri volanti): Sono state analizzate l’influenza del contenuto in
vetro e la basicità della fase vetrosa sull’idratazione del cemento così prodotto, ed è stata
caratterizzata l’idratazione lungo un ampio periodo. Sono stati usati due tipi di ceneri
volanti con differenti contenuti in vetro, uno con il 38.2% ed un altro con il 76.6%. Il
grado di idratazione delle ceneri aumenta con l’aumento del contenuto in vetro delle
ceneri per campioni lasciati fissare per 270 giorni. Dopo 360 giorni, comunque, i gradi di
reazione delle ceneri volanti mostrano circa gli stessi valori per differenti contenuti in
vetro. Le ceneri influenzano inoltre l’idratazione dei minerali del clinker nel cemento:
mentre l’idratazione dell’alite viene accelerata, quella della belite viene ritardata ad uno
stadio avanzato.
2006 A.S. de Vargas et al (polvere da forno ad arco elettrico - EAFD): Sono stati
determinati tempo di presa e idratazione, ed è stata effettuata una caratterizzazione
mineralogica e microstrutturale, al fine di meglio comprendere l’effetto del residuo sulle
proprietà della pasta di cemento, sia fresca che indurita.
I risultati hanno mostrato che l’EAFD abbassa le reazioni di idratazione del cemento
Portland. Per quanto riguarda le performance meccaniche, è stato verificato che sebbene
l’EAFD ritardi le reazioni di idratazione del cemento nei suoi tempi iniziali, in quelli più
avanzati il trend vede un significativo guadagno in resistenza delle paste contenenti
EAFD.
2007 S. Kourounis et al (scorie di acciaieria): Sono stati studiati il tempo di presa, la
consistenza standard, il flusso di malta normale, l’espansione in autoclave e la resistenza
a compressione a 2, 7, 28 e 90 giorni. I prodotti idratati sono stati identificati con
diffrazione a raggi X mentre l’acqua non evaporabile è stata determinata con TGA. La
microstruttura delle paste di cemento indurite e le loro caratteristiche morfologiche sono
state esaminate al microscopio elettronico.
Si è concluso che questa scoria può essere usata nella produzione di cementi compositi di
classi di resistenza 42.5 e 32.5 (EN 197-1). Inoltre, i cementi prodotti presentano
proprietà fisiche soddisfacenti. La scoria di acciaieria abbassa l’idratazione dei cementi
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 51 di 61
tagliati, per effetto della morfologia del C2S contenuto e del basso tenore di silicati di
calcio.
3.3.3. Contributo sia energetico che minerale
2005 K. Gäbel e A.M. Tillman (LCA): Le nove simulazioni effettuate mostrano che l’uso di
materiale di recupero e combustibile alternativo può essere incrementato mantenendo
allo stesso tempo i requisiti correnti per le performance del clinker.
2005 M.A. Trezza e A.N. Scian: Sono state analizzate temperatura di fusione delle
miscele, analisi termica differenziale e analisi termogravimetrica (DTA/TG) durante la
fase di produzione di clinker e dopo l’idratazione, area specifica superficiale al medesimo
tempo di macinazione, diffrazione a raggi X (XRD) e resistenze meccaniche delle paste
elaborate con un rapporto acqua/cemento 0,4. I risultati ottenuti sono stati confrontati
con quelli del clinker ottenuto senza aggiunte, e si è concluso che l’utilizzo di questi
rifiuti, nelle proporzioni e condizioni di quest’analisi, non altera significativamente le
proprietà del clinker. In particolare, il carbone da pirolisi appare adatto ad essere
introdotto con la polvere in alimentazione al forno, senza alterare la resistenza meccanica
finale; un leggero aumento di questo valore, se confrontato con quello originale, è stato
osservato nei tempi brevi (3 giorni). Il “petroleum waste carbon” sembra adatto per il
suo contenuto energetico, sebbene abbia una leggera tendenza peggiorativa sulle
proprietà meccaniche. La miscela combustibile, infine, genera una maggiore cristallinità
nelle fasi principali del clinker: la presenza di C3S più cristallino determina migliori valori
di resitenza alla compressione nei tempi brevi. L’aggiunta di questo tipo di rifuiti richiede
un eccellente controllo della temperatura nella “clinkering zone”, poiché un leggero
eccesso di quest’ultima renderebbe eccessivamente fluido il clinker e potrebbe
danneggiare il rivestimento refrattario del forno.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 52 di 61
3.4. Tecnologie di trattamento adottate ed impatto economico e sociale
Pneumatici
Nel 1997 G. Ferrer descrive il mercato internazionale dei pneumatici, al fine per
identificare i flussi materiali materie prime-pneumatici ed il problema dello smaltimento
dei pneumatici usati. Successivamente, vengono descritte le operazioni che generano un
valore aggiunto nel processo di produzione dei pneumatici e nel processo di ricostruzione
dei pneumatici (retreading). Una volta identificata nel retreading l’unica alternativa di
recupero che massimizzi l’utilizzo dei pneumatici, la generazione di calore è descritta
come alternativa di recupero quando il retreading non è tecnicamente praticabile.
Vengono analizzati i valori economici della generazione di calore in impianti elettrici ed in
forni da cemento, e l’articolo termina con il caso del retreading, il processo di
ricostruzione dei pneumatici e la raccomandazione di una semplice regola decisionale per
selezionare il numero di volte che un pneumatico debba essere ricostruito per
massimizzare il suo utilizzo. Per quanto concerne l’utilizzo dei pneumatici in cementeria,
viene evidenziata una sostituzione calorica di circa il 20÷25% del combustibile
tradizionale sia in Europa (Germania, Francia) che nei paesi extra-europei (Stati Uniti,
Canada, Giappone).
Nel 2004 A. Cook e J. Kemm hanno pubblicato un articolo sulla valutazione di impatto
sanitario della proposta di combustione di pneumatici in un impianto per la produzione di
cemento.
Un impianto situato in una cittadina inglese infatti aveva presentato domanda per
l’inclusione nell’autorizzazione dell’utilizzo di pneumatici sminuzzati come parziale
sostituenti del carbone; l’autorità sanitaria locale aveva così richesto una procedura di
Health Impact Assessment (HIA), in conformità al regolamento IPPC (Integrated
Pollution Prevention and Control).
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 53 di 61
La procedura ha concluso che la proposta difficilmente avrebbe causato impatti negativi.
L’intenzione di essere imparziale e l’incapacità di confermare o smentire i timori per la
salute in realtà deluse molti residenti.
RDF
J. Dorn, nel 1977, si mostrava dubbioso sul fatto che i forni da cemento potessero
competere con successo con gli impianti di incenerimento per RDF, dalla maggiore
capacità e localizzati più vicino ai centri urbani. Secondo le sue considerazioni, in casi
specifici in cui una cementeria sia l’unico “game in town”, un programma a lungo termine
potrebbe risultare di mutuo vantaggio con la comunità. Le molte complicazioni
conseguenti avrebbero reso economicamente insicura la conversione di un forno da
cemento ad un’alimentazione combinata di RDF e combustibile fossile. Inoltre, le
imminenti carenze di materie prime di base avrebbero a suo avviso dettato un crescente
interesse per la raccolta differenziata e il riciclo delle frazioni merceologiche dei rifiuti
urbani. L’economia fluttuante dell’industria del legno e della cellulosa avrebbe poi potuto
fornire una stabilità troppo scarsa per gli investimenti di capitale necessari per convertire
i forni di cemento a consumatori di RDF.
1990 C.A.C. Haley: L’autore riporta che in Germania RDF in fiocchi viene impiegato
commercialmente, fornito in balle, nei forni da cemento. L’esempio della cementeria di
Westbury (UK) dimostra la piena accettazione della popolazione della contea di Wiltshire
(500000 abitanti) che è stata molto soddisfatta di aver concluso con la cementeria un
contratto di 10 anni.
1993 F.C. Lockwood: Allo stato corrente, secondo Lockwood non sembrava che ci fosse
un vantaggio economico nel bruciare RDF. Ad ogni modo, se i rifiuti solidi urbani
(Municipal Solid Waste, MSW) sono generati in grandi quantità ed un supporto finanziario
viene fornito dalle autorità locali per coprire i costi di investimento/gestione, bruciare RDF
in forni da cemento sarebbe diventato economicamente attraente ed attuabile.

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 54 di 61
2003 E. Mokrzycki: L’esperienza accumulata dagli impianti di Lafarge Cement Poland Ltd
conferma che queste attività sono vantaggiose sia dal punto di vista economico che da
quello ecologico. In media, l’energia richiesta per la produzione di una tonnellata di
cemento è stimata intorno a 3.3 GJ, che corrisponde a circa 120 kg di carbone. I costi
energetici costituiscono circa il 30-40% dei costi totali per la produzione del cemento.
L’impiego di combustibili alternativi consente dunque di ridurre i costi di produzione.
L’uso di rifiuti come combustibili nell’industria del cemento comporta non solo benefici dal
punto di vista economico, ma anche dal punto di vista sociale. Questa opzione di gestione
dei rifiuti può ridurre il numero dei siti di smaltimento, limitare l’espansione di quelli
esistenti ed evitare la necessità di costruire impianti di incenerimento.
Nel 2007 A. Garg et al hanno pubblicato un articolo sul quadro politico per combustibile
solido da rifiuto (Solid Recovered Fuel, SRF) in Europa, alla luce delle implicazioni
britanniche.
Gli stati membri dell’Unione Europea stanno adottando il trattamento meccanico-biologico
dei rifiuti solidi urbani (Municipal Solid Waste, MSW) per adeguarsi agli obiettivi della
direttiva LD (EU Landfill Directive). È stato esaminato il quadro politico per combustibile
solido da rifiuto SRF derivante da MSW, composto da carta, plastica e fibre tessili,
nell’industria energy-intensive. Un combustibile SRF dal potere calorifico superiore
relativamente alto (15-18 MJ/kg) possiede il potenziale per sostituire parzialmente i
combustibili fossili nelle industrie energy-intensive, così come MSW in impianti di
combustione dedicati. Tentativi di classificare le proprietà del combustibile da parte delle
organizzazioni degli standard europei (CEN) considerano il potere calorifico inferiore e
contenuto di cloro e mercurio. Ad ogni modo, le dimensioni delle particelle, l’umidità, e la
composizione del combustibile richiedono anch’essi attenzione e futuri studi dovranno
valutare questi parametri. Sono state analizzate in maniera critica le implicazioni dell’uso
di SRF come co-combustibile in processi termici. Un’analisi termodinamica illumina sulla
realizzabilità tecnica ed ambientale della co-combustione di SRF in centrali a carbone e
forni da cemento. I risultati indicano che l’uso di SRF come co-combustibile può ridurre in
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 55 di 61
maniera significativa il riscaldamento globale ed il potenziale di acidificazione.
Quest’analisi politica è di interesse per manager di rifiuti, specialisti politici, regolatori, e
l’intera comunità di ricerca nel campo del waste management.
Residui da demolizione
2007 B. Boughton: Una valutazione economica di un sistema di separazione full-scale ha
mostrato che il trattamento dell’SRF risulta essere economicamente marginale
considerando i soli costi evitati di messa in discarica. Ad ogni modo, benefici economici
significanti risulterebbero dal recupero ulteriore di materiali ferrosi e non (precisamente,
rame).
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 56 di 61
4. Conclusioni
Tra le varie tipologie di rifiuti impiegati come combustibili individuati dalla nostra
legislazione, la letteratura internazionale esaminata ne prende in considerazione solo
alcune:
o pneumatici,
o RDF,
o tappeti e moquettes,
o solventi.
Dei suddetti rifiuti, vengono messe in evidenza le caratteristiche necessarie all’utilizzo,
nonché i vantaggi soprattutto in termini di risparmio energetico e di riduzione di
emissioni da combustibili fossili che vengono evitate.
Il loro utilizzo nei forni da cemento trova giustificazione nelle particolari caratteristiche
del processo di produzione del clinker:
o elevata temperatura (1500°C nel clinker, 1800°C nei gas di combustione
o elevato tempo di permanenza
o ambiente alcalino del forno
In alcuni articoli vengono evidenziati gli effetti evitati tramite analisi LCA, in particolare
per i pneumatici e l’RDF. Inoltre sono individuati i limiti di applicabilità in percentuale di
alcuni combustibili.
Per quanto riguarda i rifiuti utilizzati come materie prime gli studi internazionali si
riferiscono ad una tipologia abbastanza limitata quali:
o scorie d’altoforno,
o piastrelle ceramiche di scarto,
o scarti di vagli rotativi,
o fanghi contenenti metalli pesanti,
o cenere da fango di rifiuti,
o ceneri volanti in aggiunta al cemento,
o polveri da forno ad arco,
o terreni contaminati,
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 57 di 61
o residui da demolizione.
In tutti gli studi vengono evidenziati i risparmi energetici, di rifiuti solidi, l’ininfluenza sule
emissioni atmosferiche e sulla qualità del clinker.
L’esame delle pubblicazioni con riferimento alle emissioni ha ancora messo in evidenza
l’ininfluenza dell’impiego di combustibili da rifiuto nei forni da cemento. Anzi, in alcuni
casi (RDF) ciò può portare a benefici ambientali per quanto riguarda la riduzione di NOX e
SOX. Per i pneumatici si registra da un’analisi statistica un lieve aumento di NOX, SOX e
CO, sempre però entro i limiti di legge, non confermato però da esperienze tecniche nel
settore, mentre per l’RDF è possibile riscontrare un incremento emissivo di metalli
pesanti, ma con diretta dipendenza da composizione e qualità del rifiuto. Alcune
simulazioni mostrano poi che le emissioni di CO2, NOX, SOX, CO e CH4 potrebbero anche
essere ridotte dal 30 all’80% a seconda dell’uso di materiale da recupero e combustibile.
Per quanto concerne l’influenza sulla qualità del prodotto, i lavori esaminati dimostrano
che non si riscontra nessun cambiamento causato dall’alimentazione di combustibili quali
pneumatici ed RDF nei forni da clinker. Anche per quanto riguarda la presenza di metalli
pesanti nel prodotto finale il pericolo ambientale di una lisciviazione si è dimostrato
inconsistente e non si sono riscontrate differenze nelle proprietà chimiche e fisiche né nel
prodotto clinker né nel cemento e calcestruzzo.
Allo stesso modo, anche per l’impiego di rifiuti nelle materie prime gli studi esaminati
hanno dimostrato che le proprietà chimico-fisiche del cemento prodotto sono conformi
agli standard. Anche i test di lisciviazione dimostrano che i metalli intrappolati nel clinker
non vengono rilasciati. Gli stessi risultati soddisfacenti per il prodotto si hanno nel caso di
impiego sia energetico che minerale nell’alimentazione dei forni ad cemento.
Gli studi che affrontano problematiche economico-sociali evidenziano in generale la prima
accettazione della popolazione coinvolta sull’impiego dei rifiuti nei forni da cemento sia
sotto forma di combustibile che sotto forma di materia prima. Le autorità locali
dimostrano molto interesse verso questo impiego tanto che in alcuni casi viene fornito un
supporto finanziario per coprire sia i costi di investimento che quelli di gestione.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 58 di 61
Uno studio recente evidenzia poi come il combustibile da rifiuto impiegato come co-
combustibile può ridurre in maniera significativa il potenziale di riscaldamento globale ed
il potenziale di acidificazione.
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 59 di 61
5. Riferimenti bibliografici
Nuran Ay, Mevlüt Ünal, “The use of waste ceramic tile in cement production”. Cement and Concrete Research 30 (2000), 497-499 Recep Boncukcuoglua, M. Tolga Yilmaz, M. Muhtar Kocakerim, Vahdettin Tosunoglu, “Utilization of trommel sieve waste as an additive in Portland cement production”. Cement and Concrete Research 32 (2002), 35–39 Bob Boughton, “Evaluation of shredder residue as cement manufacturing feedstock”. Resources, Conservation and Recycling 51 (2007), 621–642 Andrew Cook, John Kemm, “Health impact assessment of proposal to burn tyres in a cement plant”. Environmental Impact Assessment Review 24 (2004), 207–216 Andrea Corti, Lidia Lombardi, “End life tyres: Alternative final disposal processes compared by LCA”. Energy 29 (2004), 2089–2108 Alexandre S. de Vargas, Ângela B. Masuero, Antônio C.F. Vilela, “Investigations on the use of electric-arc furnace dust (EAFD) in Pozzolan-modified Portland cement I (MP) pastes”. Cement and Concrete Research 36 (2006), 1833–1841 Jack D. Dorn, “Uses of Waste and Recycled Material in the Cement Industry”. IEEE Transactions On Industry Applications, Vol. IA-13, NO. 6, November/December 1977 Geraldo Ferrer, “The economics of tire remanufacturing”. Resources, Conservation and Recycling 19 (1997), 221-255 Karin Gäbel, Anne-Marie Tillman, “Simulating operational alternatives for future cement production”. Journal of Cleaner Production 13 (2005), 1246-1257 Anurag Garg , Richard Smith , Daryl Hill ,Nigel Simms and Simon Pollard, “Wastes as Co-Fuels: The Policy Framework for Solid Recovered Fuel (SRF) in Europe, with UK Implications”. Environ. Sci. Technol. 41 (2007), 4868-4874 G. Genon ,E. Brizio, “Perspectives and limits for cement kilns as a destination for RDF”. Accepted 21 October 2007. Available online at www.sciencedirect.com Colin A.C. Haley, “Energy recovery from burning municipal solid wastes: a review”. Resources, Conservation and Recycling, 4 (1990), 77-103

CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 60 di 61
S. Kourounis, S. Tsivilis, P.E. Tsakiridis, G.D. Papadimitriou, Z. Tsibouki, “Properties and hydration of blended cements with steelmaking slag”. Cement and Concrete Research 37 (2007) 815–822 Paul Lemieuxa, Eric Stewart, Matthew Realff, James A. Mulholland, “Emissions study of co-firing waste carpet in a rotary kiln”. Journal of Environmental Management 70 (2004) 27–33 Kae-Long Lin, Chung-Yi Lin, “Hydration characteristics of waste sludge ash utilized as raw cement material”. Cement and Concrete Research 35 (2005) 1999 – 2007 F C Lockwood, “Review : burning refuse-derived fuel in a rotary cement kiln”. 1993 Eugeniusz Mokrzyckia, Alicja Uliasz-Bochenczyk, Mieczyslaw Sarna, “Use of alternative fuels in the Polish cement industry”. Applied Energy 74 (2003) 101–111 Eugeniusz Mokrzyckia, Alicja Uliasz-Bochenczyk, “Alternative fuels for the cement industry”. Applied Energy 74 (2003) 95–100 Ahmad Monshi, Masoud Kasiri Asgarani, “Producing Portland cement from iron and steel slags and limestone”. Cement and Concrete Research 29 (1999) 1373–1377 Yukio Nakajima, Miki Matsuyuki, “Utilization of waste tires as fuel for cement production”. Conservation & Recycling 4, (1981), No. 3. pp. 145-151 R. Navia, B. Rivelab, K.E. Lorber, R. Mendez, “Recycling contaminated soil as alternative raw material in cement facilities: Life cycle assessment”. Resources, Conservation and Recycling 48 (2006) 339–356 P. Pipilikaki, M. Katsioti, D. Papageorgiou, D. Fragoulis, E. Chaniotakis, “Use of tire derived fuel in clinker burning”. Cement & Concrete Composites 27 (2005) 843–847 M. Prisciandaro, G. Mazziotti, F. Vegliò, “Effect of burning supplementary waste fuels on the pollutant emissions by cement plants: a statistical analysis of process data”, Resources, Conservation and Recycling 39 (2003) 161-184 Etsuo Sakai, Shigeyoshi Miyahara, Shigenari Ohsawa, Seung-Heun Lee, Masaki Daimon, “Hydration of fly ash cement”. Cement and Concrete Research 35 (2005) 1135–1140 Christina Seyler, Stefanie Hellweg, Michel Monteil and Konrad Hungerbühler, “Life Cycle Inventory for Use of Waste Solvent as Fuel Substitute in the Cement Industry. A Multi-Input Allocation Model”. (2005) DOI: http://dx.doi.org/10.1065/lca2004.08.173
CE.Si.S.P
Centro Interuniversitario tra: DICheP, Università di Genova – DISMIC, Politecnico di Torino - Scuola Superiore S. Anna di Pisa
Sede amministrativa: Via all’Opera Pia 15; I-16145 Genova; http://www.cesisp.unige.it Email: [email protected]
Tel.: +39 010 353.2909; Fax: +39 010 353.2586 Pagina 61 di 61
Pai-Haung Shih, Juu-En Chang, Hsing-Cheng Lu, Li-Choung Chiang, “Reuse of heavy metal-containing sludges in cement production”. Cement and Concrete Research 35 (2005) 2110 – 2115 Takashi Shimoda, Shimoda, Shigeru Yoloyama, Hiroshi Hirao - Taiheyo Cement Corporation, “ECO-CEMENTO: Un nuovo cemento portland per risolvere i problemi di rifiuti solidi urbani ed industriali”, Parte I e II, Enco Journal 15-16 (2000-2001) M.A. Trezza, A.N. Scian, “Waste fuels: their effect on Portland cement clinker”. Cement and Concrete Research 35 (2005) 438–444