SIMULAZIONE PROVE E PROTOTIPAZIONEbergmans.pl/pliki/catalogue10.pdf · 2010-05-10 · ED. 2001-A...
23
Con la sua esperienza ultradecennale nel settore dei fissaggi, il Gruppo Agrati è in grado di offrire un servizio, un prodotto e un'assistenza altamente qualificati e affidabili. Da sempre questi risultati vengono ottenuti attraverso un’organizzazione articolata e completa, che spazia dalla ricerca alla progettazione, dall'analisi del mercato all'acquisizione di sofisticati macchinari produttivi, dal collaudo sul campo in condizioni reali d’impiego a una rete commerciale che soddisfa anche il cliente più esigente. Le aziende del Gruppo – ciascuna secondo le proprie specializzazioni – possono intervenire affiancando l’ufficio tecnico del cliente, nella prima fase della creazione di un prodotto, quale elemento propositore di nuove soluzioni integrate per quanto concerne l'assemblaggio meccanico. I vantaggi di questa metodologia appaiono subito evidenti. Non solo si possono evitare sprechi di tempo, ma si può soprattutto avere la valida e fattiva collaborazione di un esperto che saprà rispondere subito ai vostri interrogativi, anticipare e risolvere gli eventuali problemi che si vengono a creare e indicarvi la soluzione ottimale, attingendo al principio innovatore delle tecnologie, ai più precisi e accurati processi di produzione e alla gamma di prodotti già disponibili. I tecnici che parteciperanno con voi al progetto non solo sono persone esperte, ma hanno anche alle spalle e a loro sostegno un'azienda che svolge un'intensa attività di ricerca e sviluppo, che si avvale di Uffici Tecnici qualificati e di apparecchiature di controllo molto sofisticate e che si porranno quali risolutori dei problemi legati ai nuovi standard qualitativi. ED. 2001-A 194 10 RICERCA E SVILUPPO S IMULAZIONE , PROVE E PROTOTIPAZIONE COLLABORAZIONE Il comparto Ricerca e Sviluppo può contare su potenti e raffinati software di simulazione con metodo degli elementi finiti. L’impatto di questi strumenti è duplice: • indagine del comportamento di viti – o più in generale di giunzioni bullonate – per verificare quantitativamente le risposte del prodotto alle sollecitazioni meccaniche dell’impiego a cui è destinato. Questo tipo di analisi viene utilizzato sempre più spesso in collaborazione con gli uffici tecnici dei clienti, contribuendo sostanzialmente allo sviluppo del progetto. • simulazione del processo tecnologico di deformazione plastica del materiale. In questo modo è possibile verificare la fattibilità di un prodotto (analizzando il comportamento del materiale durante il riempimento degli stampi), scegliere il ciclo di stampaggio più conveniente o indagare le sollecitazioni nelle attrezzature per ottimizzarne il disegno. SIMULAZIONE NUMERICA STUDIO DI GIUNZIONI BULLONATE Analisi dello snodo di sospensione di un rimorchio per camion. Comportamento del gambo filettato di una vite a testa svasata piana oltre il limite di snervamento. Analisi dello snodo di sospensione di un rimorchio per camion.
Transcript of SIMULAZIONE PROVE E PROTOTIPAZIONEbergmans.pl/pliki/catalogue10.pdf · 2010-05-10 · ED. 2001-A...

Con la sua esperienza ultradecennale nel settore deifissaggi, il Gruppo Agrati è in grado di offrire un servizio,un prodotto e un'assistenza altamente qualificati eaffidabili. Da sempre questi risultati vengono ottenutiattraverso un’organizzazione articolata e completa, che
spazia dalla ricerca alla progettazione, dall'analisi delmercato all'acquisizione di sofisticati macchinariproduttivi, dal collaudo sul campo in condizioni realid’impiego a una rete commerciale che soddisfa anche ilcliente più esigente.
Le aziende del Gruppo – ciascuna secondo le propriespecializzazioni – possono intervenire affiancandol’ufficio tecnico del cliente, nella prima fase dellacreazione di un prodotto, quale elemento propositore dinuove soluzioni integrate per quanto concernel'assemblaggio meccanico.I vantaggi di questa metodologia appaiono subitoevidenti. Non solo si possono evitare sprechi di tempo,ma si può soprattutto avere la valida e fattivacollaborazione di un esperto che saprà rispondere subitoai vostri interrogativi, anticipare e risolvere gli eventuali
problemi che si vengono a creare e indicarvi lasoluzione ottimale, attingendo al principio innovatoredelle tecnologie, ai più precisi e accurati processi diproduzione e alla gamma di prodotti già disponibili.I tecnici che parteciperanno con voi al progetto non solosono persone esperte, ma hanno anche alle spalle e aloro sostegno un'azienda che svolge un'intensa attività diricerca e sviluppo, che si avvale di Uffici Tecniciqualificati e di apparecchiature di controllo moltosofisticate e che si porranno quali risolutori dei problemilegati ai nuovi standard qualitativi.
ED. 2001-A
194
10
RICERCA E SVILUPPO
SIMULAZIONE, PROVE E PROTOTIPAZIONE
COLLABORAZIONE
Il comparto Ricerca e Sviluppo può contare su potenti eraffinati software di simulazione con metodo deglielementi finiti. L’impatto di questi strumenti è duplice: • indagine del comportamento di viti – o più in generale
di giunzioni bullonate – per verificare quantitativamentele risposte del prodotto alle sollecitazioni meccanichedell’impiego a cui è destinato. Questo tipo di analisiviene utilizzato sempre più spesso in collaborazionecon gli uffici tecnici dei clienti, contribuendosostanzialmente allo sviluppo del progetto.
• simulazione del processo tecnologico di deformazioneplastica del materiale. In questo modo è possibileverificare la fattibilità di un prodotto (analizzando ilcomportamento del materiale durante il riempimentodegli stampi), scegliere il ciclo di stampaggio piùconveniente o indagare le sollecitazioni nelleattrezzature per ottimizzarne il disegno.
SIMULAZIONE NUMERICA
STUDIO DI GIUNZIONI BULLONATE
Analisi dello snodo di sospensione di unrimorchio per camion.
Comportamento del gambo filettato diuna vite a testa svasata piana oltre illimite di snervamento.
Analisi dello snodo di sospensione di unrimorchio per camion.

ED. 2001-A
195
10
SIMULAZIONE,PROVE E PROTOTIPAZIONE
STAMPAGGIO
Tra gli obiettivi più importanti che l’azienda si prefigge sievidenzia la volontà di offire alla clientela un servizioche vada costantemente migliorandosi. Per questomotivo tra i punti di forza spicca la disponibilità acondurre test e prove per analizzare il comportamentodel prodotto.
Il Laboratorio Agrati è accreditato A2LA, (AmericanAssociation For Laboratory Accreditation) in conformitàai requisiti della Norma ISO/IEC Guide 25 e delFastener Qualitry Act (USA Public Law 1201-592) perle seguenti prove:
PROVE
Simulazione del processo distampaggio di una viteflangiata esagonale.
PROVA
Durezza RockwellBrinellVickers
MicrodurezzaRugosità (Taylor Hobson Talyrond 100)Prova di trazione e carico di prova
Difetti superficialiDecarburazioneResilienzaNebbia salinaSpessore del rivestimento
Profondità di cementazioneCoppia - Tensione (Erichsen AP 541)Analisi Metallografia (Preparazione, Grandezza dei grani,Banding/Orientamento delle Microstrutture, Inclusioni)Analisi Spettrografica degli AcciaiDimensionale
METODO DI PROVA
ASTM E18, IS0 6508, UNI 562DIN50531, ISO 6506, UNI 560ASTM E92, DIN 50133, ISO 6507/1, UNI 1955, ASTM E384, ISO 6507/2DIN 4768, UNI ISO 468, 4287, 4288ASTM F606, F696M, DIN 50145, ISO 6892, SAE J429, J995,UNI EN 10002, ASTM: E165, E709, F788, ISO 6157/1/2/3, , MIL-STD 1949,ASTM E1077, SAE J419ASTM: A370, A540, DIN 505115, UNI EN 10045, ASTM B117, DIN 50021, ISO 3769, UNI ISO 9227ASTM: B487, B499, DIN: 50981, 50987, ISO: 2178,3497,3882, UNI 4195SAE J 423DIN 946, SAE J 174ASTM: E3, E112, E1268, E1077, SAE J422, UNI: 3244, 3245
ASTM E415ISO 4759, DIN 13 Teil 13, ISO 695.2, UNI 5541

196
10
SIMULAZIONE,PROVE E PROTOTIPAZIONE
ED. 2001-A
ø26.5-27
ø25 min.
ø15-16
0.25
0.05
NIC
HT
KON
VEX
R13.9-14
0.5
min
.
3.3-
3.5
2.9-3
ø14-14.2
ø15.5 max
14.7
5-15
.0
ø13.5-13.65
Definizione della geometria alleggerita
616
18 21
28
35
ø 33
Sempre più spesso la moderna pratica industrialerichiede la costruzione fisica di uno o più prototipi delprodotto. Chiaramente la simulazione numerica el’analisi tecnologica danno un contributo fondamentalenel progetto del particolare, permettendo di definire conmaggiore precisione le caratteristiche necessarie alprodotto per soddisfare i requisiti di progetto. Il Gruppo dispone di risorse qualificate e mezzi per la
produzione di prototipi di qualsiasi tipo, sia utilizzandoattrezzature e impianti “definitivi” – standard per lostampaggio - sia impiegando metodi e tecnologiealternativi (per avere pochi pezzi in poco tempo).Qui di seguito si riporta l’esempio dell’evoluzione di unavite con rondella sferica – prima piena e poi cava - per ilfissaggio ruota.
PROTOTIPAZIONI
Assieme di montaggio: geometria iniziale

197
10ED. 2001-A
SIMULAZIONE,PROVE E PROTOTIPAZIONE
Simulazione numericadel comportamento del particolare sotto carico.
Realizzazione del prototipo

ED. 2001-A
RICERCA E SVILUPPO
VITI AUTOFORMANTI PER IMPIEGHI IN MATERIALINON FERROSI (LEGHE DI ALLUMINIO)
198
10
La vite autoformante si avvita in fori lisci, nonprecedentemente filettati.Le caratteristiche della vite autoformante le permettono,durante l'avvitamento, di modellare il propriocontrofiletto per deformazione plastica. La continuitàdell'andamento delle fibre del materiale in prossimitàdella filettatura formata rendono una giunzione cosìrealizzata adatta a garantire la tenuta del serraggio eduna ottimale resistenza a strappamento, grazie ancheall'effetto di "rullatura" del materiale in cui si impegna,che ne determina un aumento di resistenza perincrudimento.
Vantaggio fondamentale dell'utilizzo di questo tipo divite in giunzioni bullonate è la riduzione delle fasi dilavorazione della matrice metallica in cui si impegna lavite autoformante. In particolare è possibile evitare leoperazioni di alesatura e di maschiatura del foro .
Obiettivo del progetto è stato:- valutare le capacità di formare filettature ISO 6H e di
permettere il successivo avvitamento di viti standard ISO6h in leghe di alluminio adatte alla fusione di stampi;
- verificare il rispetto delle caratteristiche meccanichedella vite secondo la norma ISO 898-1;
- determinare la tenuta al serraggio di giunzionirealizzate con viti autoformanti.
Sono stati studiati i comportamenti di viti autoformanticon profili a 3 o 5 lobi, con diverse altezze dei lobi(vedere figura).
Si sono definiti, per una lega di alluminio adatta allafusione di stampi, diversi spessori di avvitamento e, perciascuno spessore, sono state analizzate le proprietàautoformanti al variare dei diametri dei fori.
Principali strumenti di valutazione sono state le seguentiprove:- avvitamento con formatura della filettatura;- trazione della giunzione vite autoformante - piastra in
lega di alluminio;- serraggio della giunzione vite autoformante - piastra
in lega di alluminio.Tra le prove eseguite, si riportano di seguito alcunirisultati ottenuti per viti M8 (finitura: zincatura piùsigillante) con gambo a sezione trilobata o pentalobata.
Profilo a 3 lobi Profilo a 5 lobi

199
10
VITI AUTOFORMANTI PER IMPIEGHIIN MATERIALI NON FERROSI (LEGHE DI ALLUMINIO)
ED. 2001-A
Coppia di formatura
Ricoprimento tra i filetti
Diametro medio filettodado M8 6H:
7.188 - 7.348 mm
Diametro medio filettodado M8 6H:
7.188 - 7.348 mm
Valore di ricoprimento con diametrodi nocciolo del dado M8 al massimo
della tolleranza 6H (6.912 mm)
VALORI DI RICOPRIMENTO TRA LE FILETTATURE
30
25
20
15
07 7,1 7,2 7,3 7,4 7,5 7,6 7,7
5
10
Cop
pia
[Nm
]
100
95
85
75
65
90
80
70
50
55
60
Ric
opri
men
to %
Diametro foro [mm]
7 7,1 7,2 7,3 7,4 7,5 7,6 7,7
Diametro foro [mm]
COPPIA MASSIMA (MEDIA VALORI RILEVATI) FORMATURA FILETTO IN LEGA DI ALLUMINIO
S=1D trilobata S=1D pentalobata S=2D trilobata S=2D pentalobata S=3D trilobata S=3D pentalobata
S=1D trilobata S=1D pentalobata S=2D trilobata S=2D pentalobata S=3D trilobata S=3D pentalobata
In figura sono riportati i valori medi della coppia massima diformatura della filettatura nella piastra d'alluminio, al
variare del diametro del foro, per viti trilobate e pentalobate.Parametro dell'analisi è lo spessore della piastra (S).
Per la valutazione di questa caratteristica è stato definito il"fattore di ricoprimento" R%. Esso dà un'indicazione diquanto il filetto formato si avvicina alla sua massimadimensione teorica. In figura sono riportati i valori di
ricoprimento per viti trilobate e pentalobate avvitate in unapiastra d'alluminio, al variare del diametro del foro.Parametro dell'analisi è lo spessore della piastra.

200
10
VITI AUTOFORMANTI PER IMPIEGHIIN MATERIALI NON FERROSI (LEGHE DI ALLUMINIO)
ED. 2001-A
Trazione della giunzione vite-piastra
Serraggio completo
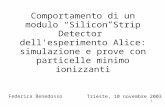
ANDAMENTO GENERALE DEL CARICO UNITARIO DI ROTTURA A TRAZIONE DEL COLLEGAMENTO
PIASTRA - VITE M8 AUTOFORMANTE (CLASSE 10.9). SPESSORE DELLA PIASTRA IN ALLUMINIO: 2D
VITI M8 AUTOFORMANTI - RIVESTIMENTO FINIGARD 105COPPIA MASSIMA FORMATURA FILETTO IN ALLUMINIO GD-AI Si 8,5 Fe 3 Cu - SPESSORE 16 MM
100%
Rot
tura
vit
e
1094,61200
1000
800
600
400
200
0TRILOBATA
Foro Diam 7,3 mm Foro Diam 7,5 mm
PENTALOBATA
1092,6 1088,08 1090,51079,1
969,2
Rot
tura
vit
e
Rot
tura
vit
e
100%
Rot
tura
vit
e
Con
trof
ilett
o st
rapp
ato
Con
trof
ilett
o st
rapp
ato
Coppia di serraggio indicativa: 38Nm (Classe 10.9)
60
50
40
30
20
10
0
0
360
720
1080
1440
1800
2160
2520
2880
3240
3600
3960
4320
4680
5040
5400
5760
6120
6480
6840
7200
7560
7920
8280
8640
9000
9360
9720
Coppia di serraggio indicativa: 29 Nm (Classe 8.8)
VITE TRILOBATA; DIAMETRO FORO 7,3 mm
Angolo di rotazione
L'esempio mostra il valore del diametro del foro oltre ilquale iniziano le rotture a trazione per strappamento del
filetto formato in una piastra di lega d'alluminio conspessore 2D e la media dei carichi unitari a cui ciò avviene.
La curva di serraggio completo coppia/angolo permette divalutare i valori di coppia massima di formazione della
filettatura nella piastra d'alluminio ed i valori di coppiadurante il serraggio della giunzione.

201
10ED. 2001-A
VITI AUTOFORMANTI PER IMPIEGHIIN MATERIALI NON FERROSI (LEGHE DI ALLUMINIO)
Incrudimento rilevato sulla filettatura formata
Incr
udim
ento
med
io p
erce
ntua
le [%
]
TRILOBATE
diam. foro = 7.2mm diam. foro = 7.4mm diam. foro = 7.3mm diam. foro = 7.5mm diam. foro = 7.4mm diam. foro = 7.6mm
PENTALOBATE
S = 1D S = 2D S = 3D
VITI M8 AUTOFORMANTI. RIVESTIMENTO FINIGARD 105INCRUDIMENTO MEDIO % RILEVATO SULLA FILETTATURA FORMATA.
(DUREZZA MEDIA LEGA ALLUMINIO: 106 HV0,1 = 100%)
La figura fornisce un'indicazione dell'effetto diincrudimento determinato nella piastra d'alluminio inprossimità della filettatura formata per rullatura durantel'avvitamento della vite autoformante. L'incrudimento
medio percentuale è stato ottenuto calcolando la mediadei valori di microdurezza rilevati in prossimità del fondofiletto, a metà altezza dente ( in superficie ed al centro deldente) e sul vertice del filetto.
160
140
120
100
80
60
40
20
0

202
10
RICERCA E SVILUPPO
CARATTERIZZAZIONE DELCOEFFICIENTE D’ATTRITO IN GIUNTI BULLONATI
ED. 2001-A
Nel periodo Luglio - Settembre 1999 la bulloneriaA.Agrati di Veduggio, in collaborazione con ilPolitecnico di Milano, ha dato inizio ad una serie disperimentazioni per la caratterizzazione del coefficiented’attrito in giunti bullonati.La ricerca ha previsto l’esecuzione di provecoppia/tensione (secondo la norma DIN 946), al variaredella forma geometrica del sottotesta (piano, concavo econvesso), del rivestimento superficiale e dellalubrificazione di viti M8 flangiate di classe 8.8.Nello specifico si è studiato l’intervallo dei valori assunto da:- coefficiente totale µges,- coefficiente sottotesta µk,- coefficiente nel filetto µGper 19 diversi tipi di rivestimento/lubrificazione.La preparazione alle prove è stata scandita da tre fasifondamentali, condotte in modo omogeneo alleprescrizioni della DIN 946:- scelta, produzione e controllo delle viti,- scelta, produzione e controllo dei dadi,- scelta e controllo delle rondelle.Lo strumento utilizzato per le prove è un banco
Coppia/Tensione della Erichsen con cui è stataeffettuata l’intera serie di prove (50 per tipo di vite, perun totale di 3000).In seguito alla raccolta dei valori si è verificata econfermata la gaussianità delle distribuzioni prima dicondurre l’analisi statistica delle misurazioni fatte.I risultati ottenuti sono stati esposti ed analizzatimediante grafici (qui riportati solo in parte) suddivisi insezioni nel modo seguente:
1. Analisi in funzione del rivestimento_ istogrammi relativi ai valori medi dei tre coefficienti
d’attrito presi in considerazione (coefficiente d’attritosottotesta, nel filetto e globale) al variare dellaconfigurazione del sottotesta;
_ diagrammi indicanti l'andamento delle dispersioniattorno al valor medio dei tre coefficienti d’attrito,separando l’analisi per i tre tipi di sottotesta studiati;
_ grafici indicanti le curve coppia-tensione massime eminime, nelle tre configurazioni.
Si riportano a titolo di esempio i valori rilevati per ilriversimento Deltatone.
µges
s.t. concavo 0,191
0,192
0,179 0,146
0,174
0,172 0,226
0,221
0,226
s.t. piano
s.t. convesso
0,500
0,450
0,400
0,350
0,300
0,250
0,200
0,150
0,100
0,050
0,000µk µG
DELTATONE
0,500
0,450
0,400
0,350
0,300
0,250
0,200
0,150
0,100
0,050
0,000
20
00 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80
5
10
15
SOTTOTESTA: CONCAVODISPERSIONE DEL COEFFICIENTE D’ATTRITO TOTALE
concavo piano convesso
µgesFv
(kN)
MA (Nm)x+3sx-3sAvg

203
10
CARATTERIZZAZIONE DELCOEFFICIENTE D’ATTRITO IN GIUNTI BULLONATI
ED. 2001-A
2. Analisi globale dei dati Sono stati tabulati in modo crescente i valori dei varicoefficienti d’attrito relativi ad ogni tipo di rivestimento egeometria del sottotesta, espressi sia come valori medi
che come ampiezze degli intervalli di dispersione. Ivalori dei coefficienti µges per sottotesta piano sonomostrati nella figura seguente.
3. Analisi dell’effetto dei lubrificantiE' stato eseguito un confronto dei dati relativi airivestimenti utilizzati con o senza lubrificante(eventualmente con lubrificazione interna), nelle tre
configurazioni di sottotesta analizzate. Un esempioviene riportato di seguito.
ANDAMENTO DEL COEFFICIENTE D’ATTRITO0,400
0,350
0,300
0,250
0,200
0,150
0,100
0,050
0,000
DACROMET
320
+LUBR.30
%
Zn/Fe+
LUBR.30
%
Zn/Ni+
LUBR.30
%
MIC
ROFOSF
ATZIO
NE+LU
BR.
DALTA-SE
AL
FOSF
ATAZIO
NE AL Mn
DELT-T
ONE+LU
BR.30%
ZINCATU
RAGIA
LLA+LU
BR.30%
DACROMET
500
FINIG
ARD 105
FOSF
ATAZIO
NE ALLO Z
n
BRUNITURA
DELTA
-TONE
DACROMET
320
ZINCATU
RAAZZURRIN
A
ZINCATU
RAGIA
LLA
DELTA-TONE
0,191
0,176
0,127
0,109
0,192
0,176
0,137
0,105
0,179
0,164
0,117
0,103
non lubr.
5%
30%
lubr.int
0,500
0,450
0,400
0,350
µges
0,300
0,250s.t. concavo s.t. piano s.t. convesso
µges

204
10
CARATTERIZZAZIONE DELCOEFFICIENTE D’ATTRITO IN GIUNTI BULLONATI
ED. 2001-A
Dai valori rilevati si può concludere che:1. Il coefficiente d’attrito (totale, sottotesta e nel filetto)
assume i valori più bassi nei rivestimenti chimiciorganici, chimici fosfatici (in particolare i migliori sonoi primi) e nei rivestimenti elettrolitici di Zinco-Ferro eZinco-Nichel. Questo comportamento è spiegabile conil fatto che tali rivestimenti sono caratterizzati da unasuperficie più adatta all’assorbimento dei lubrificanti.
Il coefficiente più basso si ottiene con RIVESTIMENTOCHIMICO + LUBRIFICANTE CONCENTRATO2. I coefficienti d’attrito si riducono sensibilmente, come
ipotizzabile a priori, all’aumentare della lubrificazionesuperficiale.
3. L’andamento degli scostamenti dei valori dalla mediaindica ancora una volta che i rivestimenti peggioririsultano quelli elettrolitici senza lubrificazione.
4. Analisi dei valori di µG: i valori del coefficiented’attrito nel filetto, µG, sono relativamente costantial variare della geometria del sottotesta, mentresono rilevabili differenze di valori nelle diverseconfigurazioni per le zincature (dove si è verificatatendenza al grippaggio delle superfici).
5. Analisi dei valori di µk e di µges: esistono differenzesensibili tra i coefficienti d’attrito nelle tre geometrie.In particolare i valori del coefficiente risultano semprepiù bassi nella geometria convessa e massimi nelleviti con sottotesta concavo mentre le viti consottotesta piano assumono valori intermedi.
Il coefficiente d’attrito totale µges ha valori compresi traquelli degli altri due coefficienti d’attrito. Questo èspiegabile col fatto che tale coefficiente risultaun’approssimazione di µk e µG.
16
0
0 5 10 15 20
2
4
6
8
10
12
14
DACROMET 320+LUBR.30%'DELTA-SEAL'ZINCO/FERRODACROMET 320+LUBR.5%ZINCO/NICHELFOSFATAZIONE AL MnDELTA-TONE+LUBR.30%
MICROFOSFATAZIONE'DACROMET 500FOSFATAZIONE ALLO Zn'ZINCATURA GIALLA+LUBR.30%DELTA-TONE+LUBR.5%BRUNITURA
FINIGARD 105DELTA-TONE'DACROMET 320ZINCATURA AZZURRINAZINCATURA GIALLA+LUBR.5%ZINCATURA GIALLA
Fv[KN]
MA[Nm]
I valori dei coefficienti d’attrito rilevati costituisconoparametri fondamentali per il dimensionamento deigiunti bullonati.Le viti e le forze per il loro serraggio devono, infatti,essere commisurate in modo che l’assemblaggio cosìottenuto sia in grado di adempiere alle sue funzioni eresistere agli sforzi d’esercizio.
I dati raccolti consentono:• il calcolo del momento di serraggio MA a tiro imposto,• il calcolo del tiro Fv a coppia di serraggio imposta • la valutazione di quale sia il rivestimento più
conveniente per l’assemblaggio (costruendo ungrafico Coppia/Tensione in cui siano riportati gliandamenti in funzione dei coefficienti d’attrito totalericavati dalle prove).
CONCLUSIONI

205
10
CARATTERIZZAZIONE DELCOEFFICIENTE D’ATTRITO IN GIUNTI BULLONATI
ED. 2001-A
Avendo a disposizione anche i valori dei coefficientisottotesta e nel filetto è possibile visualizzare il campo divariazione del tiro in funzione dei coefficienti µk e µG,tramite il seguente grafico tridimensionale.L’analisi svolta si è basata su una norma tedesca, laDIN 946 (del 1991) che fornisce prescrizioni riguardo
una prova di laboratorio e restituisce dei valori utilizzaticome interfaccia tra cliente e produttore . Le prove condotte possono, quindi, essere una fonte didati utili per la stesura, attualmente in corso, di unanorma internazionale.
ANDAMENTO DI FV IN FUNZIONE DEI COEFFICIENTI D’ATTRITO
MOMENTO MA FISSATO (20Nm)
28
26
24
22
20
18
16
14
12
10
8
6
4
2
0
0,5µG
µk
F v
0,35
0,2
0,05
0,05
0,15
0,25
0,35
0,45
0,55

206
10
RICERCA E SVILUPPO
COMPORTAMENTO A FATICA DI BULLONERIAAD ALTA RESISTENZA
ED. 2001-A
La ditta Agrati ha promosso una collaborazione con ilPolitecnico di Milano per l'approfondimento ditematiche meccanico – metallurgiche. Uno degliargomenti sviluppati riguarda il comportamento a faticadi bulloneria ad alta resistenza. Più precisamente l’obiettivo principale consiste nelladeterminazione dell’influenza di un insieme finito diparametri, ritenuti fondamentali, sul comportamento afatica di elementi filettati.Si prevede di studiare l’incidenza sulla resistenza a faticadelle seguenti variabili:Geometriche• passo (grosso e fine);• raggio di fondo filetto (standard ed al massimo della
tolleranza ammessa);Tecnologiche• rullatura prima e dopo la bonifica;Meccanico - metallurgiche• classe di resistenza dell’acciaio;• analisi chimica del materiale.
E’ stato deciso di condurre prove di fatica flessionalerotante su elementi filettati M10 utilizzando lemacchine di prova "veloci" 2TM831 della Italsigma S.r.lForlì, presenti presso il Dipartimento di Meccanica delPolitecnico di Milano.Lo studio è stato condotto considerando, oltre alle variabiligià specificate, ulteriori parametri altrettanto importantiche, se non tenuti in considerazione, possono incideresignificativamente sulla resistenza a fatica del prodottofinito e portare dunque a risultati certamente non veritieri.Queste variabili studiate mediante preventivi controlli dilaboratorio sono:
• decarburazione o ricarburazione dell’acciaio;• difetti superficiali sulla vergella di partenza;• difetti sul filetto;• livello di incrudimento dovuto alla rullatura per
l’ottenimento del filetto;• andamento delle fibre nel materiale.La determinazione della geometria ottimale dei provini èstata ottenuta conducendo verifiche preliminari sullepossibili soluzioni realizzative. Il risultato di questa fase disperimentazione ha portato alla definizione di un provinocostituito da una barra interamente filettata e due boccoleincollate alle estremità per consentire l’afferraggio delpezzo sulla macchina e per evitare fenomeni di svitamento.Nell'ambito di tutte le variabili proposte, l'attenzione si èconcentrata sull'impiego dell'acciaio al boro 30 MnB 4(relativo alla classe di resistenza 10.9) e sulla valutazionedel parametro più importante rappresentato dall'effettodella rullatura realizzata prima o dopo il trattamentotermico nel ciclo di lavorazione. Infatti le tre classi diprovini studiate sono le seguenti:• Viti M10x1,25 bonificate e poi rullate;• Viti M10x1,5 bonificate e poi rullate;• Viti M10x1,5 rullate e poi bonificate.I controlli eseguiti sulle barre filettate sono stati i seguenti:• Controllo geometrico: sono stati misurati i diametri
esterno, medio, di nocciolo verificando il rispetto delletolleranze imposte dalla norma DIN 13-20:1999.Le quote rilevate si sono dimostrate rispettose deivalori indicati dalla normativa.
• Rilievo del profilo delle filettature: è stato rilevato ilprofilo del filetto delle tre classi di viti utilizzando ilprofilometro a contatto e confrontando le quoteprincipali ricavate con i valori indicati da standardinterni alla ditta. Anche in questo caso l’esito delcontrollo è stato conforme alle specifiche previste.Prove meccaniche: sono state condotte ulteriori prove ditrazione e durezza per evidenziare possibili variazionidelle caratteristiche meccaniche a seguito dellarullatura. I valori ottenuti mostrano che, relativamente alcomportamento a trazione, non c'è stata unasignificativa incidenza della rullatura e della posizionedi questa nel ciclo produttivo.

207
10
COMPORTAMENTO A FATICADI BULLONERIA AD ALTA RESISTENZA
ED. 2001-A
M10x1,5 Bonificato e poi Rullato M10x1,5 Rullato e poi Bonificato
Dalle immagini si può notare come il trattamentotermico eseguito dopo la rullatura abbia un effettodistensivo sulla struttura in quanto si perde il marcatoorientamento delle fibre dovuto alla deformazioneplastica.Le prove di fatica flessionale rotante sono state condotte,presso il laboratorio del Dipartimento di Meccanica delPolitecnico di Milano, con lo scopo di determinare illimite di fatica, cioè il valore di carico al qualecorrisponde una durata teoricamente indefinita, ma cheper le prove è stata fissata a 3.106 cicli in virtù dei
risultati ottenuti con i prototipi nella sperimentazionepreliminare.La valutazione dei risultati è stata eseguita applicando ilmetodo statistico Stair - Case contemplato nella normaISO 3800 - 93.
I risultati ottenuti portano alla definizione dei seguentilimiti di fatica per le tre classi in esame:A. Viti M10x1,25bonificate e poi rullate: σFaf = 500 [MPa]B. Viti M10x1,5 bonificate e poi rullate: σFaf = 506 [MPa]C. Viti M10x1,5 rullate e poi bonificate: σFaf = 164 [MPa]
• Analisi dei difetti superficiali:è stata verificata visivamente l’assenza di cricche ditempra, rigature, danneggiamenti e ripiegature inconformità alla norma UNI EN 26157/3.
• Analisi metallografica:- Controllo del livello di decarburazione secondo il
metodo delle microdurezze indicato dalla normaISO 898-1:1999: esito conforme alle specifiche previste
- Controllo del livello di incrudimento causato dallarullatura eseguendo radialmente 20 prove dimicrodurezza a partire dal fondo del filetto e distantitra loro 0,05 [mm]. I risultati evidenziano che le classi di viti bonificateprima di essere rullate presentano uno stato diincrudimento superficiale più accentuato rispetto alla
classe che subisce il trattamento termico dopo lalavorazione.Un altro dato registrato è una variazione di durezzafra superficie e cuore quantificabile intorno al 10%.Infine si osserva che l'effetto di incrudimento simanifesta in uno strato superficiale avente spessore di0,2 [mm] oltre il quale la durezza non cambia piùsignificativamente.
- Indagine strutturale sul grano cristallino esull'andamento delle fibre utilizzando il microscopioottico. Questa analisi ha permesso di apprezzare ledifferenze strutturali tra le varie classi di viti in virtùdel diverso processo realizzativo
Alcune immagini sono qui riportate:

208
10
COMPORTAMENTO A FATICADI BULLONERIA AD ALTA RESISTENZA
ED. 2001-A
• Si registra un leggera differenza tra viti a passo grosso efine delle categorie A e B; questo minimo scostamento infavore del passo 1,5 [mm] è attribuibile al fatto che la vitecon passo grosso risulta maggiormente incisa dallalavorazione per deformazione plastica in virtù didimensioni della filettatura maggiori rispetto al passo fine;di conseguenza questo stato di maggior plasticizzazione(comunque molto contenuta) contribuisce ad un lieveinnalzamento del limite di fatica.Quantificando questa differenza, che si calcola esserepari all'1% circa, si può concludere che il passo dellafilettatura, sebbene provochi questo leggerissimo divario,non è un parametro statisticamente significativo circa il
comportamento a fatica flessionale rotante.• Come previsto, la variabile maggiormente influente èrappresentata dalla posizione della rullatura rispetto altrattamento termico nel ciclo di lavorazione. Tra lecategorie B e C si registra una variazione del limite difatica pari al 300% circa giustificabile dal fatto che:1. Nel caso B la deformazione plastica avviene sulmateriale già indurito dalla bonifica amplificando così lostato tensionale della struttura2. Nel caso C il trattamento termico ha un effetto didistensione delle fibre deformate precedentemente dallarullatura.
CONSIDERAZIONI
• I pezzi bonificati e poi rullati presentano un innesco dicricca sottopelle che tutela maggiormente dalla presenzadi lievi difetti superficiali nonché dalla presenza didebole decarburazione.• I pezzi rullati e poi bonificati presentano una fortesensibilità all’intaglio esterno; una minima difettositàpuò divenire punto di innesco per la rottura a fatica. Sigiustifica così l’abbattimento del limite di fatica perquesta classe di prodotti.
• Il risultato ottenuto con questo studio sembrerebbespingere la produzione posizionando la rullatura allafine del ciclo, dopo la bonifica. Tale pratica pone peròproblemi di natura tecnologica, infatti si ridurrebbedrasticamente la vita dell'utensile che genera la filettatura(pettine o rullo); si passerebbe infatti dalle centinaia dimigliaia di pezzi alle decine di migliaia. L’effettivaconvenienza, anche economica, di tale soluzione è davalutare caso per caso.
CONCLUSIONI
M10x1,5 Bonificato e poi RullatoNella figura è ben visibile la corona circolare esternarappresentativa dello strato superficiale incrudito; non siriscontrano difettosità particolari od effetti di intaglioanomali, si conclude quindi che la rottura ha avuto inizioall'interno della sezione o, come si dice in gergo,“sottopelle".
M10x1,5 Rullato e poi BonificatoSi possono notare grosse differenze strutturali ecomportamentali rispetto al caso precedente, a confermadell’importanza del parametro rullatura rispetto allabonifica. Non è più visibile lo strato esterno di materialedeformato plasticamente, di conseguenza tali provinirisultano più vulnerabili nei confronti di intagli esterni;questa considerazione giustifica il fatto che tutte lecricche osservate hanno avuto origine superficialmente enon sottopelle.
MODALITÀ DI ROTTURA

209
10ED. 2001-A
Superficie di rottura della filettatura M10x1,5bonificata e poi rullata
Superficie di rottura della filettatura M10x1,5rullata e poi bonificata
COMPORTAMENTO A FATICADI BULLONERIA AD ALTA RESISTENZA

210
10
RICERCA E SVILUPPO
INDAGINE SUL COMPORTAMENTO DEGLI ACCIAI DABULLONERIA PER ALTI LIVELLI DI RESISTENZA
ED. 2001-A
La ricerca è stata eseguita, nell'ambito della revisionedella norma ISO 898-1 "Caratteristiche meccaniche dellabulloneria", per fornire ai delegati del gruppo di lavoroISO/TC2/SC1/WG9 i dati sulle caratteristiche meccanichea temperatura ambiente degli acciai al boro e legati diuso più corrente, dopo bonifica con rinvenimento adiversi livelli di temperatura.
L'oggetto delle considerazioni sarebbe stata laridefinizione della classe di resistenza 12.9, sia perquanto riguarda l'analisi chimica che la temperatura dirinvenimento.
Con detti acciai sono state prodotte viti a testa esagonaleparzialmente filettate secondo ISO 4014 M16x120 perconsentire, con tale diametro, l'esecuzione delle prove diresilienza. Le viti sono state bonificate e controllate per lapercentuale di martensite (superiore al 90%) e quindirinvenute.Le temperature di rinvenimento richieste dal gruppo dilavoro per questa prova sono state 380 °C, 410 °C e 425°C, che sono rispettivamente la temperatura prescrittadall’attuale EN ISO 898-1 e due delle nuove temperatureproposte. A queste tre temperature abbiamo aggiunto, perogni tipo di acciaio, una quarta temperatura, adatta adottenere le caratteristiche di resistenza del 12.9.
Le misure effettuate su provetta per ciascun tipo diacciaio e per ciascun livello di temperatura sono state leseguenti:- carico unitario di rottura Rm [MPa];- carico unitario di scostamento dalla proporzionalità
Rp0,2 [MPa];- allungamento dopo rottura A %;- strizione dopo rottura Z %;- resilienza KU [J].
30 Mn B 4 30 Mo B 1 31 Cr Mo B 2-1 37 Cr 4 37 Cr Mo 4
0.29 0.29 0.32 0.35 0.36
0.08 0.11 0.13 0.19 0.08
0.84 0.88 0.98 0.79 0.75
0.014 0.009 0.01 0.008 0.009
0.006 0.006 0.015 0.009 0.008
0.16 0.18 0.40 0.96 1.02
0.04 0.09 0.12 0.02 0.22
0.12 0.14 0.13 0.12 0.08
0.003 0.002 0.002 0.0003 0.0002
C
Si
Mn
P
S
Cr
Mo
Cu
B
ANALISI CHIMICA DEI PRODOTTI, % IN MASSA
Sono stati presi in esame tre acciai al boro e dueacciai legati corrispondenti a quelli della norma
EN 10263, le cui analisi sono riportate nella tabellaseguente.
MODALITÀ

211
10
INDAGINE SUL COMPORTAMENTO DEGLI ACCIAIDA BULLONERIA PER ALTI LIVELLI DI RESISTENZA
ED. 2001-A
CARICO UNITARIO DI ROTTURA1580
1540
1500
1460
1420
1380
1340
1300
1260
1220
1180
1140
1100
360 370 380 390 400 410 420 430 440 450 460 470 480 490
°C
Rm
[MPa
]
30 Mn B 4 30 Mo B 1 31 Cr Mo B 2-1 37 Cr 4 37 Cr Mo 4
Carico unitario di rotturaDal diagramma si evidenzia che le temperature dirinvenimento idonee per la classe di resistenza 12.9 (Rmmin=1220 MPa) vanno da circa 410 °C per l'acciaio al borocon meno leganti a circa 480 °C per l'acciaio più legato.Pertanto, se si prescrivesse come temperatura minima di
rinvenimento 380 °C o 410 °C tutti e cinque gli acciaisarebbero utilizzabili, mentre, con 425 °C minimo,sarebbero utilizzabili solo i due acciai legati ed unacciaio al boro.

212
10
INDAGINE SUL COMPORTAMENTO DEGLI ACCIAIDA BULLONERIA PER ALTI LIVELLI DI RESISTENZA
ED. 2001-A
CARICO UNITARIO DI SCOSTAMENTO DALLA PROPORZIONALITÀ / CARICO UNITARIO DI ROTTURA
30 Mn B 4 30 Mo B 1 31 Cr Mo B 2-1 37 Cr 4 37 Cr Mo 4
1,00
0,99
0,98
0,97
0,96
0,95
0,94
0,93
0,92
0,91
0,90
360 370 380 390 400 410 420 430 440 450 460 470 480 490
°C
Rp0
,2/
Rm
Carico unitario di scostamento dalla proporzionalitàQuesta caratteristica, rapportata al valore del caricounitario di rottura, evidenzia un livello di limite
elastico maggiore negli acciai al boro che non inquelli legati.

213
10
INDAGINE SUL COMPORTAMENTO DEGLI ACCIAIDA BULLONERIA PER ALTI LIVELLI DI RESISTENZA
ED. 2001-A
Allungamento dopo rotturaMentre a parità di temperatura i valori di allungamentoappaiono migliori per gli acciai al boro che per gli acciailegati, gli stessi diventano simili tra di loro alle
temperature utilizzate per il rinvenimento di ogni singoloacciaio al livello della classe 12.9.
30 Mn B 4 30 Mo B 1 31 Cr Mo B 2-1 37 Cr 4 37 Cr Mo 4
ALLUNGAMENTO DOPO ROTTURA15
14
13
12
11
10
9
360 370 380 390 400 410 420 430 440 450 460 470 480 490
°C
A%

214
10
INDAGINE SUL COMPORTAMENTO DEGLI ACCIAIDA BULLONERIA PER ALTI LIVELLI DI RESISTENZA
ED. 2001-A
STRIZIONE DOPO ROTTURA
30 Mn B 4 30 Mo B 1 31 Cr Mo B 2-1 37 Cr 4 37 Cr Mo 4
66
65
64
63
62
61
60
59
58
57
56
55
54
53
52
51
50
49
48
360 370 380 390 400 410 420 430 440 450 460 470 480 490
°C
Z%
Strizione dopo rotturaPer quanto riguarda questa caratteristica si notaun net to divar io t ra g l i acciai a l boro
(comportamento più duttile) e quelli legati.

215
10
INDAGINE SUL COMPORTAMENTO DEGLI ACCIAIDA BULLONERIA PER ALTI LIVELLI DI RESISTENZA
ED. 2001-A
RESILIENZA
30 Mn B 4 30 Mo B 1 31 Cr Mo B 2-1 37 Cr 4 37 Cr Mo 4
66
65
64
62
61
60
58
57
56
55
53
52
51
50
49
360 370 380 390 400 410 420 430 440 450 460 470 480 490
°C
KU
[J]
ResilienzaLa resilienza a temperatura ambiente degli acciai alboro è notevolmente superiore a quella degli acciailegati. Nonostante non faccia parte di questa ricerca, è
noto che lo stesso comportamento si ha a temperatureinferiori allo zero.

216
10
INDAGINE SUL COMPORTAMENTO DEGLI ACCIAIDA BULLONERIA PER ALTI LIVELLI DI RESISTENZA
ED. 2001-A
30 Mn B 4 30 Mo B 1 31 Cr Mo B 2-1 37 Cr 4 37 Cr Mo 4
380 380 410 450 480
1330 1342 1336 1303 1280
1279 1285 1277 1214 1218
0.96 0.96 0.96 0.93 0.95
13 12 13 12 13
62 60 58 55 57
48 50 41 30 33
Tipo di acciaio
Temperatura dirinvenimento
[°C]
Rm [MPa]
Rp0,2 [MPa]
Rp0,2/Rm
A%
Z%
KU [J]
COMPORTAMENTO ACCIAI: STESSO LIVELLO DI RESISTENZA A ROTTURA (1300 MPa)
Nell'ambito delle temperature proposte per l'analisivengono confermate le ottime prestazioni degli acciai alboro rispetto a quelli legati per quanto riguarda lecaratteristiche prese in esame. Una valutazione piùimmediata si può avere dalla tabella saguente, ove sono
riportate le caratteristiche di ogni tipo di acciaio per unostesso livello di carico unitario di rottura ( circa 1300MPa, valore medio per la classe 12.9), desunte daidiagrammi precedenti.
CONCLUSIONE