Qualità/dei/ processi/e/analisi/ dei/sistemi/di/ misura/ ·...
16
easyPOLI Qualità dei processi e analisi dei sistemi di misura Strumenti e metodologie funzionali al miglioramento continuo www.easypoli.it facebook.com/easypoli [email protected]
-
Upload
nguyentram -
Category
Documents
-
view
214 -
download
0
Transcript of Qualità/dei/ processi/e/analisi/ dei/sistemi/di/ misura/ ·...
easyPOLI!/
Qualità/dei/processi/e/analisi/dei/sistemi/di/
misura///
Strumenti!e!metodologie!funzionali!al!miglioramento!continuo!
!!!!!
www.easypoli.it!
facebook.com/easypoli!

Capitolo(1(*(Misurare(la(qualità(dei(processi(
SIPOC&
!
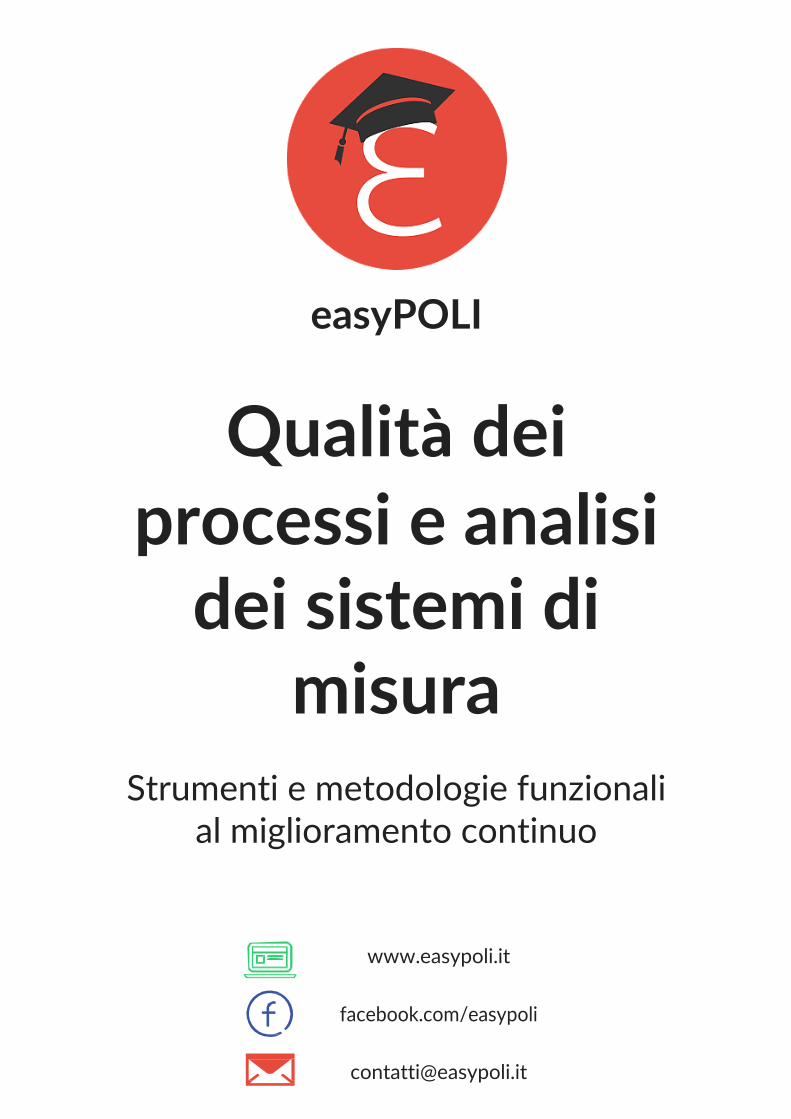
In! un! contesto! di! process! improvement,! uno! schema!SIPOC!è! uno! strumento& che& permette& di&sintetizzare&gli&input&e&gli&output&di&uno&o&più&processi&aziendali&in&forma&tabellare.!!
Il! significato!dell'acronimo!è!dato!dalle!parole!Suppliers,!Inputs,!Process,!Outputs,!and!Customers!che!formano!l'intestazione!delle!colonne!della!tabella!(figura!in!basso).!Già!in!uso!nei!programmi!di!qualità! totale!degli! anni! Ottanta,! trova! la! sua! collocazione! più! recente! in! contesti! quali! il! Six!Sigma!o!il!Lean.!
Per!focalizzare&l'attenzione&sulle&necessità&del&cliente,!lo!strumento!viene!talvolta!rimodellato!per!avere!le!colonne!in!ordine!inverso!rispetto!al!canonico!SIPOC,!compilando!il!processo!a!partire!dal!cliente!e!risalendo!il!processo!fino!al!fornitore.!
Un&SIPOC&viene& spesso& redatto&durante& la& fase&di&definizione&di&un&nuovo&processo&aziendale.!Inoltre! può! essere! redatto! durante! la! fase! di! definizione! di! un! processo!DMAIC.! Ci! sono! tre! usi!tipici!di!questo!schema,!a!seconda!dell'interlocutore:!
• fungere! da! panoramica! ad! alto! livello! di! un! processo! per! le! persone! che! non! vi! hanno!familiarità;!
• essere! una! guida! per! chiarire! o! ribadire! un! processo! noto! in! persone! la! cui! familiarità! è!scemata!oppure!divenuta!obsoleta!a!causa!di!a!variazioni!del!processo!stesso;!
• essere!un!aiuto!nella!definizione!di!un!nuovo!processo.!
Diversi!aspetti!di!un!SIPOC!non!sono!immediatamente!evidenti:!
• fornitori!e!clienti!possono!essere!interni!o!esterni!all'organizzazione;!
• input!ed!output!possono!essere!indifferentemente!materiali,!servizi!o!informazioni;!
• il! focus!è!sulle! interazioni!tra!varie!entità!(persone,!reparti!o!aziende),!piuttosto!che!sulle!singole!fasi!del!processo.!
!
La! SIPOC! è! dunque! essenziale! per! chiarire! gli! ambiti! di! lavoro,! le! cose! e! gli! ambiti! su! cui! devo!lavorare,!su!cui!mi!devo!concentrare.!
!
GANTT&
!
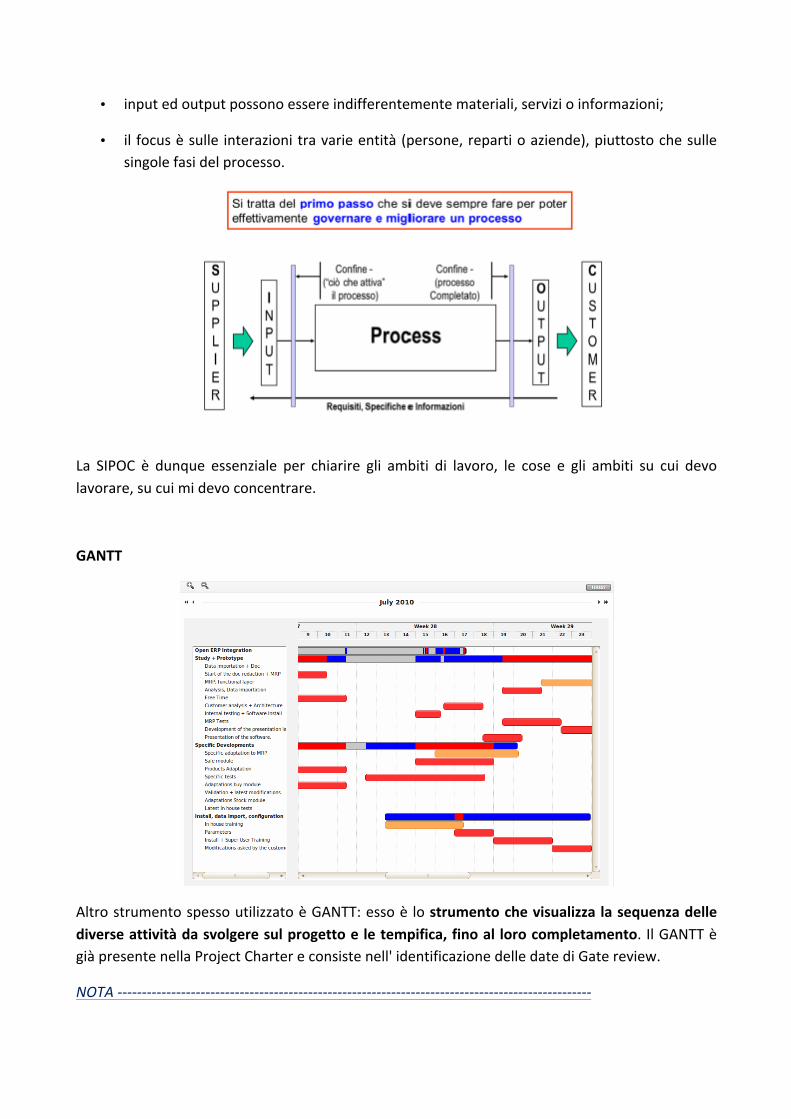
Altro!strumento!spesso!utilizzato!è!GANTT:!esso!è! lo!strumento&che&visualizza&la&sequenza&delle&diverse&attività&da&svolgere&sul&progetto&e&le&tempifica,&fino&al& loro&completamento.! Il!GANTT!è!già!presente!nella!Project!Charter!e!consiste!nell'!identificazione!delle!date!di!Gate!review.!!
NOTA%&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&%
I! progetti! oggetto! del! nostro! studio! sono! quelli! del! tipo! Six! sigma,! che! durano! dai! tre! mesi! a!massimo!un!anno,!altrimenti!sarebbero!progetti!BPR:!se!i!progetti!che!implicano!il!miglioramento!continuo! durassero! di! più! perderebbero! in! efficacia.! All'interno! di! questo! tipo! di! progetto! si! fa!un'ulteriore!suddivisione!in!base!alla!team!leading:!
• livello!Green!Belt:!il! livello!più!basso;!si!tratta!di!progetti!che!durano!al!massimo!3!mesi!e!coinvolgono!operatori!interni!all'azienda!che!lavorano!in!una!taskforce;!
• livello! Black! Belt:! i! progetti! sono! più! impegnativi! e! lo! spettro! di! lavoro! è! più! ampio,!ma!comunque!come!tempistica,!siamo!sempre!sotto!all'anno!di!attività.!
UUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUUU!
Il! GANTT! è! una! rappresentazione! grafica! delle! attività! di! un! progetto:! sull'asse! orizzontale!troviamo!il!tempo,!su!quello!verticale! le!attività!da!svolgere.!Nel!grafico!le!metto!in!relazione!(in!serie!o!in!parallelo,!a!seconda!della!tipologia!di!attività!da!svolgere).!Queste!relazioni!si!chiamano!fineUinizio.!La! lunghezza!delle!barre!rappresenta!ovviamente!la!durata!delle!attività;! la!somma!di!tutte! le!barre! ! indica! la!durata!del!progetto.! La!pecca!di! questo!grafico!è! che!non!mi! comunica!nulla!sul!personale!che!lavora!al!progetto.!
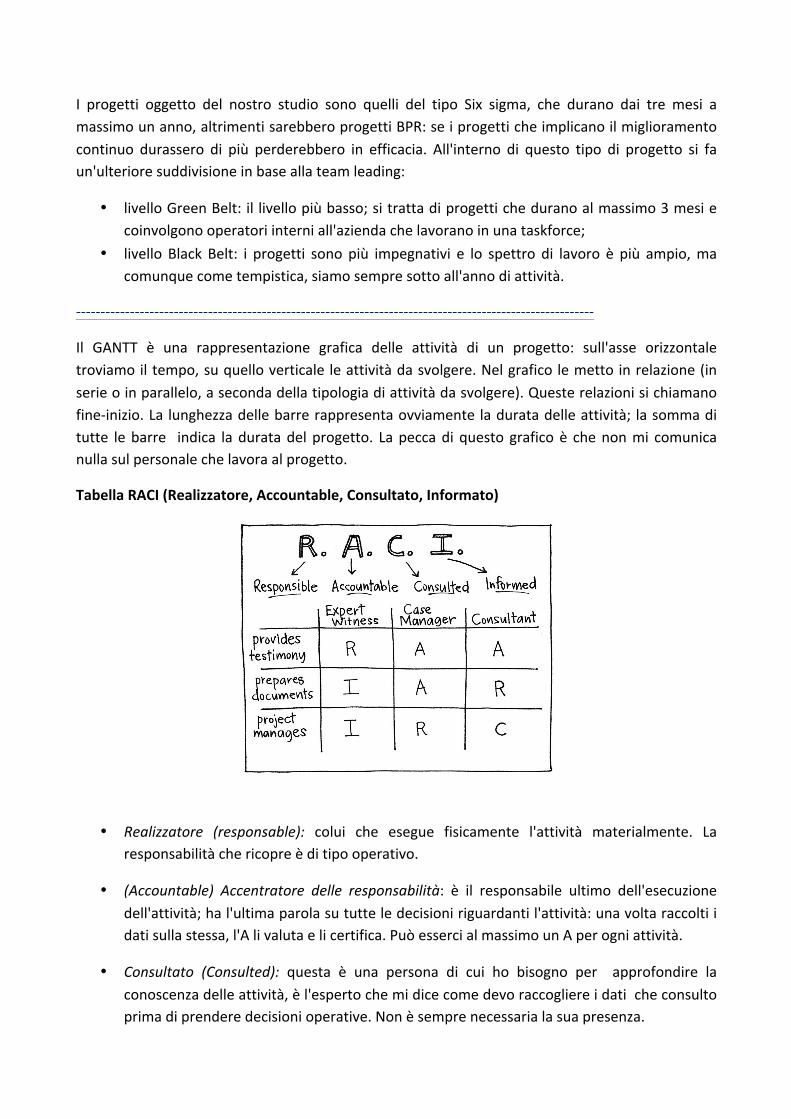
Tabella&RACI&(Realizzatore,&Accountable,&Consultato,&Informato)&
!
!
• Realizzatore% (responsable):! colui! che! esegue! fisicamente! l'attività! materialmente.! La!responsabilità!che!ricopre!è!di!tipo!operativo.!
• (Accountable)% Accentratore% delle% responsabilità:! è! il! responsabile! ultimo! dell'esecuzione!dell'attività;!ha!l'ultima!parola!su!tutte!le!decisioni!riguardanti!l'attività:!una!volta!raccolti!i!dati!sulla!stessa,!l'A!li!valuta!e!li!certifica.!Può!esserci!al!massimo!un!A!per!ogni!attività.!
• Consultato% (Consulted):! questa! è! una! persona! di! cui! ho! bisogno! per! ! approfondire! la!conoscenza!delle!attività,!è!l'esperto!che!mi!dice!come!devo!raccogliere!i!dati!!che!consulto!prima!di!prendere!decisioni!operative.!Non!è!sempre!necessaria!la!sua!presenza.!
• Informato:!colui!che!deve!essere!informato!sullo!svolgimento!dell'attività;!I!può!essere,!per!esempio,!la!Direzione!o!il!responsabile!di!reparto.!
La! tabella!RACI!mette!nero! su!bianco! le! attività! e! chiarisce! le! responsabilità! e! il! coinvolgimento!delle!varie!persone!coinvolte!nel!progetto.!
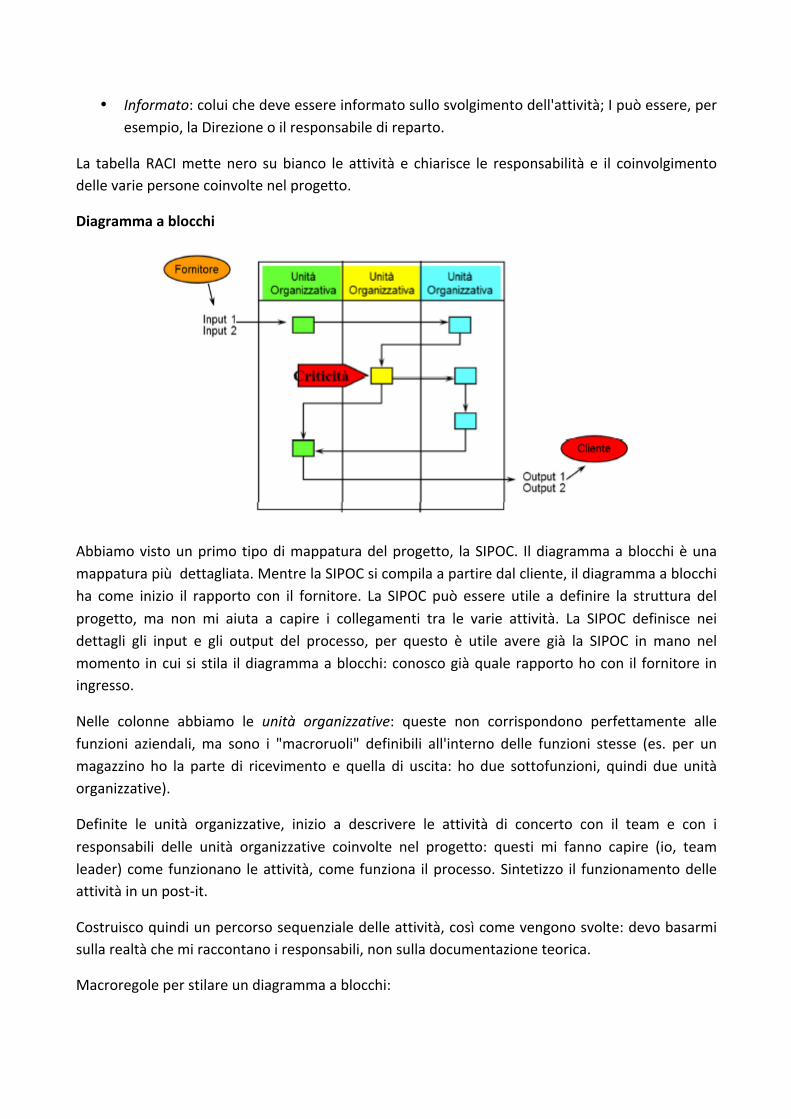
Diagramma&a&blocchi&
!
Abbiamo!visto!un!primo!tipo!di!mappatura!del!progetto,! la!SIPOC.! Il!diagramma!a!blocchi!è!una!mappatura!più!!dettagliata.!Mentre!la!SIPOC!si!compila!a!partire!dal!cliente,!il!diagramma!a!blocchi!ha! come! inizio! il! rapporto! con! il! fornitore.! La! SIPOC! può! essere! utile! a! definire! la! struttura! del!progetto,! ma! non! mi! aiuta! a! capire! i! collegamenti! tra! le! varie! attività.! La! SIPOC! definisce! nei!dettagli! gli! input! e! gli! output! del! processo,! per! questo! è! utile! avere! già! la! SIPOC! in! mano! nel!momento! in!cui!si!stila! il!diagramma!a!blocchi:!conosco!già!quale!rapporto!ho!con! il! fornitore! in!ingresso.!!
Nelle! colonne! abbiamo! le! unità% organizzative:! queste! non! corrispondono! perfettamente! alle!funzioni! aziendali,! ma! sono! i! "macroruoli"! definibili! all'interno! delle! funzioni! stesse! (es.! per! un!magazzino! ho! la! parte! di! ricevimento! e! quella! di! uscita:! ho! due! sottofunzioni,! quindi! due! unità!organizzative).!
Definite! le! unità! organizzative,! inizio! a! descrivere! le! attività! di! concerto! con! il! team! e! con! i!responsabili! delle! unità! organizzative! coinvolte! nel! progetto:! questi! mi! fanno! capire! (io,! team!leader)!come!funzionano! le!attività,!come!funziona! il!processo.!Sintetizzo! il! funzionamento!delle!attività!in!un!postUit.!
Costruisco!quindi!un!percorso!sequenziale!delle!attività,!così!come!vengono!svolte:!devo!basarmi!sulla!realtà!che!mi!raccontano!i!responsabili,!non!sulla!documentazione!teorica.!!
Macroregole!per!stilare!un!diagramma!a!blocchi:!

• Quando! da! un! blocco! si! diramano! due! uscite,! questo! vuol! dire! che! (1)! c'è! un! IF/ELSE;!oppure! (2)! ho! una! divisione! oggettiva! (es.! alla! spedizione! di! un! pacco,! questo! andrà! in!magazzino,!lato!uscita;!la!bolla!di!spedizione!in!amministrazione);!!
• Il!diagramma!deve!essere!facilmente!leggibile!e!centrare!i!punti!essenziali!di!ogni!attività!e!delle!relazioni!che!tra!queste!intercorrono;!
• Non!posso!avere!più!di!2/3!blocchi! legati! consecutivamente!all'interno!della! stessa!unità!organizzativa,!perché!questo!denota!un'errata!(e!forse!troppo!approfondita!e!spezzettata)!analisi!delle!attività;!
• Con! delle! frecce! rosse! si! indicano! le! criticità:! queste! sono! situazioni! in! cui! possono!verificarsi! errori! già! noti;! il! rischio! di! errore! viene! evidenziato! per! poterle! risolvere.!Sappiamo! che! la! mappatura! si! affronta! nella! fase! di! Measure;! le! criticità! influiscono!sull'output!delle!attività,!quindi!è!fondamentale!in!questa!fase,!individuarle;!
• Non!possono!esserci!blocchi!a!metà!fra!due!colonne;!
Utilizzato!per!i!processi!dove!c'è!scambio!di!oggetti!non!fisici,!perché!in!questo!tipo!di!processi!è!importante!capire!qual'é! la! logica!che!c'è!dietro.! Inoltre!è!utile!per!capire!ed!analizzare!meglio! i!passaggi!di!consegne.!
VSM&(Value&Stream&Map&K&mappa&del&flusso&di&valore)&
!
Questa! è! una!mappatura!molto! più! dettagliata! delle! varie! fasi! del! processo.! Vengono!messi! in!evidenza! tanto! i! flussi! di! informazioni! quanto! quelli! di! materiali.! Si! parte! dal! fornitore! che! ci!fornisce! degli! input! (materie! prime! e! componenti! di! acquisto! in! generale);! questi! vengono!ovviamente!identificati!come!un!flusso!fisico!(freccia!"zebrata")!e!vanno!nell'inventory!(magazzino,!triangolo! verde).! Da! qui! le! materie! prime! vengono! lavorate! nella! prima! fase! di! lavorazione!
(stampaggio).! Da! qui! procedo! con! le! fasi! successive:! taglio,! saldatura,! magazzino,! saldatura! 2,!magazzino,! assemblaggio! 1,! magazzino,! assemblaggio! 2! (finale),! magazzino! prodotti! finiti,!spedizione,! cliente.! In! questa! prima! stesura! ho! creato! la! struttura! principale! del! processo!produttivo!dell'azienda!(1°!layer).!
Devo!poi!aggiungere!il!flusso!di!informazioni!(2°layer):!il!cliente!mi!manda!la!documentazione!per!via! informatica! (linea! "a! saetta")! su! ordini! e! previsioni.! Queste! info! entrano! in! un! sistema!informatico,! detto! "sistema! di! pianificazione,! programmazione! e! controllo! della! produzione",!detto!MRP.!Il!servizio!clienti!riceve!gli!ordini,!li!elabora,!li!spedisce!poi!all'!approvvigionamento!che!provvede! a!mandare! gli! ordini! necessari! al! fornitore! e! anche! le! relative! previsioni! di! ordine.! Le!informazioni! fluiscono! ovviamente! anche! verso! il! basso,! diretti! alle! attività! produttive:! l'ufficio!"lavorazioni! e! assemblaggio"! emette! l'ordine! di! produzione! (linee! dritte! U! documenti! cartacei).!Questo! viene! spedito! settimanalmente;! il! programma! di! spedizione! cartaceo! viene! invece!recapitato!al!magazzino!uscita!con!cadenza!giornaliera.!!
(3layer)! Necessità! di! raccogliere! dati:! misure,! tempistica! del! progetto,! processing! time,! change!order! (tempo!di!set!up),!dati!di! funzionamento!dei! reparti,!numero!di!persone!e! turni!di! lavoro,!every%piece%every%(ogni!pezzo!ogni!quanto),!ogni!quanto!tempo!il!pezzo!rientra!in!produzione!(mi!da! il!ritmo!e! il!volume!di!pezzi!da!tenere!nel!mio!processo!produttivo).!Raccolgo!i!dati!anche!sui!!magazzini,! come! il! volume! medio! assorbito,! che! poi! trasformo! in! tempo! di! magazzino,! quindi!attesa! (volume! totale! /! quantità! di! prelievo! dell'attività! successiva).! Mi! interessa! conoscere! la!variabile!tempo!perché!è!utile!per!stabilire!il!lead!time!(tempo!di!attraversamento).!!
Il! principale! obiettivo! della! VSM! valutare! il! process% lead% time(dall'ordine! alla! consegna)! per!paragonarlo!al!value%added%time!(tempo!a!valore!aggiunto!=!tempo!di!lavorazione!che!crea!valore).!
NOTA:! Il! modello! Lean! nasce! in! Giappone,! ma! è! il! prof.! Leming,! americano,! tra! i! primi!teorizzatori!del!modello!6!sigma,!colui!che!definisce!per!la!prima!volta!la!qualità!oggettiva!e!statistica!nel!mondo!del!lavoro.!Dai!dati!raccolti!da!Leming!risultava!che!l'85%!dei!presenti!sull'output! di! un'azienda! sono! da! imputare! ai! suoi! processi! e! non! alle! persone! che! vi!lavorano.! E'! quindi! necessario! implementare! tecniche! di! organizzazione! dei! processi! che!annullino! la!possibilità!di!commettere!errori.!Devo!saper!misurare!gli!errori!e!capire!cosa!non!aumenta!il!valore!per!me.!
!
!
!
!
!
!
!

Process&Lead&Time&
!
Il!process!lead!time!è!importante!per!capire!quali!siano!le!attività!a!valor!aggiunto!e!quali!invece!siano!quelle!che!non!danno!valore!al!mio!prodotto.!Ad!esempio,!i!magazzini!non!sono!quasi!mai!a!valore!aggiunto!(tranne!quando!tengo!le!scorte!per!il!cliente).!
Nelle!parti!"a!valle"!vediamo!una!sorta!di!frazione:!al!numeratore!compare!il!tempo!che!un!certo!pezzo!trascorre!presso!una!certa!postazione!di!lavoro;!il!denominatore!indica!l'effettivo!tempo!di!lavorazione!(es.!un!operaio!impiega!15!secondi!ad!avvitare!tutti!i!bulloni!di!una!copertura!per!un!motore,!ma!il!muletto!addetto!al!trasporto!in!magazzino!preleva!i!pezzi!dalla!sua!postazione!solo!10!alla! volta.! La!prima!copertura!dovrà!aspettare! le!altre!9!prima!di!poter!essere! trasportata! in!magazzino;!il!tempo!totale!che!trascorre!presso!quella!postazione!è!di!5!minuti).!Dal!rapporto!tra!Lead! time! e! Value! added! time! si! misura! l'efficienza! del! processo.! Il! Lead! time! dipende! dalla!complessità!del!processo.!La!velocità!del!processo!è!determinata!dall'attività!più!lenta.!
Legge&di&Little&
!
!
!
!
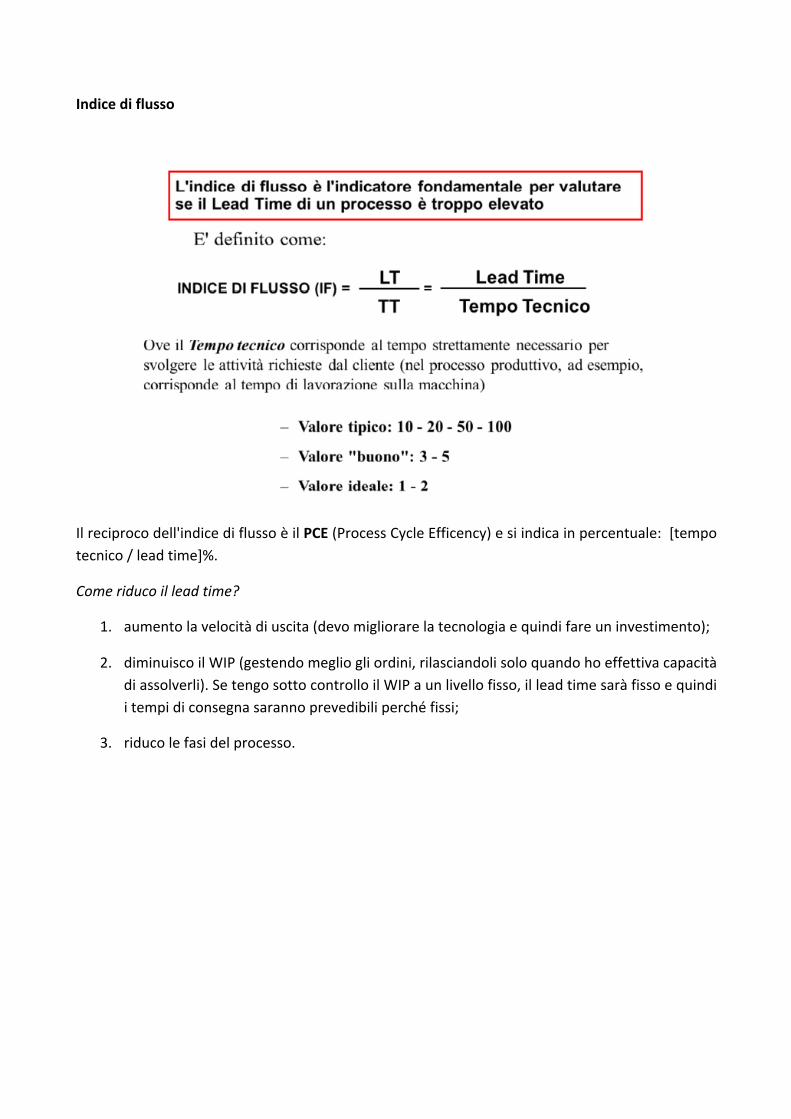
Indice&di&flusso&
&
!
Il!reciproco!dell'indice!di!flusso!è!il!PCE!(Process!Cycle!Efficency)!e!si!indica!in!percentuale:!![tempo!tecnico!/!lead!time]%.!
Come%riduco%il%lead%time?%%
1. aumento!la!velocità!di!uscita!(devo!migliorare!la!tecnologia!e!quindi!fare!un!investimento);!
2. diminuisco!il!WIP!(gestendo!meglio!gli!ordini,!rilasciandoli!solo!quando!ho!effettiva!capacità!di!assolverli).!Se!tengo!sotto!controllo!il!WIP!a!un!livello!fisso,!il!lead!time!sarà!fisso!e!quindi!i!tempi!di!consegna!saranno!prevedibili!perché!fissi;!
3. riduco!le!fasi!del!processo.!
%
!
!
!
!
!
!
!
Capitolo(2(*(Analisi(dei(sistemi(di(misura(
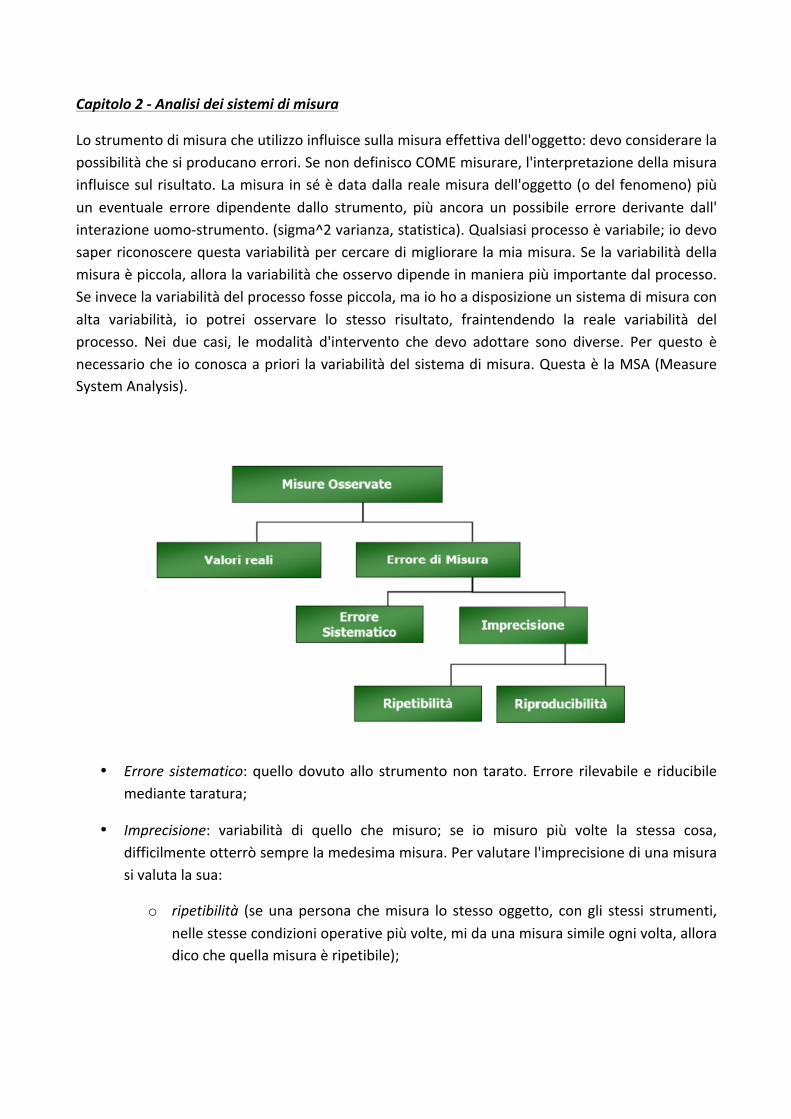
Lo!strumento!di!misura!che!utilizzo!influisce!sulla!misura!effettiva!dell'oggetto:!devo!considerare!la!possibilità!che!si!producano!errori.!Se!non!definisco!COME!misurare,!l'interpretazione!della!misura!influisce!sul!risultato.!La!misura!in!sé!è!data!dalla!reale!misura!dell'oggetto!(o!del!fenomeno)!più!un! eventuale! errore! dipendente! dallo! strumento,! più! ancora! un! possibile! errore! derivante! dall'!interazione!uomoUstrumento.!(sigma^2!varianza,!statistica).!Qualsiasi!processo!è!variabile;!io!devo!saper!riconoscere!questa!variabilità!per!cercare!di!migliorare!la!mia!misura.!Se!la!variabilità!della!misura!è!piccola,!allora!la!variabilità!che!osservo!dipende!in!maniera!più!importante!dal!processo.!Se!invece!la!variabilità!del!processo!fosse!piccola,!ma!io!ho!a!disposizione!un!sistema!di!misura!con!alta! variabilità,! io! potrei! osservare! lo! stesso! risultato,! fraintendendo! la! reale! variabilità! del!processo.! Nei! due! casi,! le!modalità! d'intervento! che! devo! adottare! sono! diverse.! Per! questo! è!necessario!che!io!conosca!a!priori! la!variabilità!del!sistema!di!misura.!Questa!è!la!MSA!(Measure!System!Analysis).!
!
!
• Errore% sistematico:!quello!dovuto!allo! strumento!non! tarato.!Errore! rilevabile!e! riducibile!mediante!taratura;!
• Imprecisione:! variabilità! di! quello! che! misuro;! se! io! misuro! più! volte! la! stessa! cosa,!difficilmente!otterrò!sempre!la!medesima!misura.!Per!valutare!l'imprecisione!di!una!misura!si!valuta!la!sua:!
o ripetibilità! (se!una!persona! che!misura! lo! stesso!oggetto,! con!gli! stessi! strumenti,!nelle!stesse!condizioni!operative!più!volte,!mi!da!una!misura!simile!ogni!volta,!allora!dico!che!quella!misura!è!ripetibile);!

o riproducibilità% (misura! ripetibile! anche! da! soggetti! diversi,! ma! sempre! nelle!medesime! condizioni.! Essa! è! indice!della! differenza! tra! le!misure! fatte!da!diverse!persone:!se!questa!differenza!è!bassa,!la!misura!è!altamente!riproducibile);!
!
!
Quando!una!misura!è!continua?%%
Quando!la!misura!che!faccio!dipende!dalla!risoluzione!dello!strumento.!Questo!perché!essa!può!assumer!qualunque!valore! (es.!un!metro!da!muratore,!di! solito!con!portata!2!metri,!può!essere!utilizzato!per!misurare!qualunque! lunghezza!entro! la! sua!portata!massima;! in!teoria,! esso! può! misurare! qualunque! cosa! la! cui! dimensione! è! rappresentabile!matematicamente!mediante!un!numero!reale,!compreso!tra!0!e!2!metri).!
A!questo!punto!è!semplice!capire!cosa!sia!una!misura!discreta.!
Una!misura! discreta! non! può! assumere! tutti! i! valori! possibili! (es.! il! numero! di! difetti! di! un!oggetto,!o!di!errori!accaduti!durante!un!ciclo!produttivo!ecc.).!I!dati!discreti!si!dividono!in:!
1. binari:!dati!di!natura!alternativa!(es.!buono/non!buono;!errato/corretto);!
2. ordinali:!determinano!un!livello!su!una!scala!di!valori!(es.!lv!qualità!da!1!a!10!ecc.).!
E'!chiaro!quindi!che!la!continuità!o!la!discrezione!di!una!misura!è!fortemente!influenzata!da!due!fattori:!
• cosa!voglio!evidenziare!con!quella!misurazione;!• quale!strumento!utilizzo!per!farla.!

Per!poter!utilizzare!la!statistica!devo!poter!ricondurre!ogni!misurazione!discreta!ad!una!continua.!Nel!caso!di!dati!binari!posso!fare!l'analisi!del!sistema!con!la!Tecnica%Kappa.!!Come!funziona!la!tecnica&Kappa?!!
• I!valutatori!non!devono!poter!riconoscere!le!parti!da!valutare!tra!una!sessione!e!l'altra;!• E'!necessario!che!le!valutazioni!siano!indipendenti!da!quelle!di!altri!valutatori;!• Le! classi! di! valutazione! devono! essere!mutualmente! esclusive! (es.! questo! vino! è! buono,!
oppure!ottimo,!oppure!pessimo.!Non!può!essere!una!via!di!mezzo).!
Il!sistema!di!misura!è!efficace!se:!
• le!valutazioni!sono!il!più!possibile!omogenee;!• diversi!ogetti!vengono!valutati!da!diversi!valutatori;!
!Quello!che!stiamo!facendo!è!misurare!l'imprecisione:!dobbiamo!quindi!saggiare!la!ripetibilità!e!la!riproducibilità!delle!misurazioni!per!poter!affermare!che!il!nostro!sistema!di!misura!funziona.!!Definiamo!quindi!un!indicatore!K:!!
!!
!
Per!la!P&oggettiva,!al!numeratore!si!indicano!le!valutazioni!concordi:!
• nel!caso!di!test!di!ripetibilità,!si!verifica!che!uno!stesso!operatore!abbia!dato!il!medesimo!giudizio!(positivo!o!negativo)!sullo!stesso!prodotto;!

• nel! caso! di! test! di! riproducibilità,! si! verifica! che! più! operatori! abbiamo! fornito! la! stessa!risposta!(positiva!o!negativa)!riguardo!lo!stesso!prodotto;!
Il!caso!migliore!che!può!verificarsi!è!che!il!numeratore!sia!uguale!a!denominatore,!ovvero!che!su!tutti! gli! oggetti! valutati,! le!diverse!valutazioni! su!uno! stesso!oggetto! sono! state! concordi.!Con!P!oggettiva!uguale!a!1,!K!assume!il!suo!valore!massimo!(sempre!uguale!a!1).!
La!P&casuale!invece!stima!cosa!sarebbe!accaduto!se!i!valutatori!avessero!tirato!a!indovinare!sulle!valutazioni.!A!e!B!sono!rispettivamente!la!prima!misurazione!effettuata!e!la!seconda,!se!il!giudice!è!uno;!rappresentano! invece! la!misura!effettuata!da!un!primo!operatore!e!poi!da!un!secondo,!nel!caso!di!più!giudici.!
Valori%di%riferimento%per%K%
!
%
I%passi%dell'analisi%
%
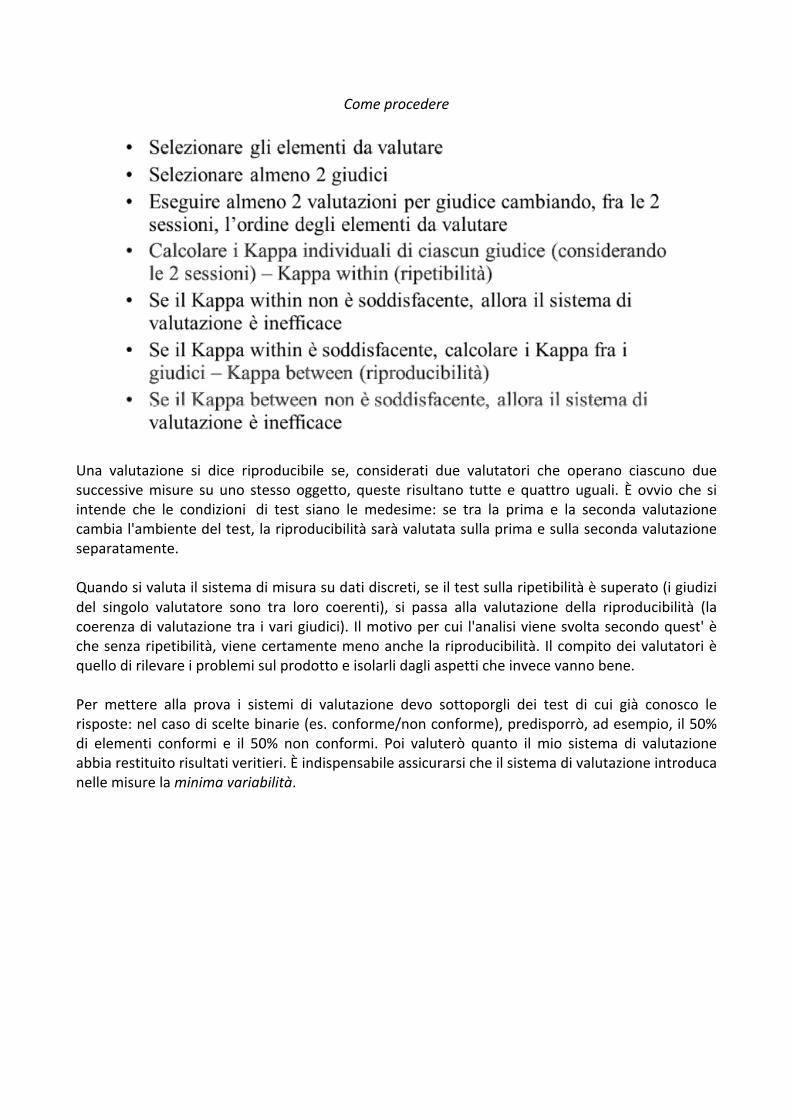
Come%procedere%
!
Una! valutazione! si! dice! riproducibile! se,! considerati! due! valutatori! che! operano! ciascuno! due!successive!misure! su!uno! stesso!oggetto,! queste! risultano! tutte! e!quattro!uguali.! È! ovvio! che! si!intende! che! le! condizioni!! di! test! siano! le! medesime:! se! tra! la! prima! e! la! seconda! valutazione!cambia!l'ambiente!del!test,!la!riproducibilità!sarà!valutata!sulla!prima!e!sulla!seconda!valutazione!separatamente.!!!Quando!si!valuta!il!sistema!di!misura!su!dati!discreti,!se!il!test!sulla!ripetibilità!è!superato!(i!giudizi!del! singolo! valutatore! sono! tra! loro! coerenti),! si! passa! alla! valutazione! della! riproducibilità! (la!coerenza!di!valutazione!tra! i!vari!giudici).! Il!motivo!per!cui! l'analisi!viene!svolta!secondo!quest'!è!che!senza!ripetibilità,!viene!certamente!meno!anche!la!riproducibilità.! Il!compito!dei!valutatori!è!quello!di!rilevare!i!problemi!sul!prodotto!e!isolarli!dagli!aspetti!che!invece!vanno!bene.!!!Per! mettere! alla! prova! i! sistemi! di! valutazione! devo! sottoporgli! dei! test! di! cui! già! conosco! le!risposte:!nel!caso!di!scelte!binarie!(es.!conforme/non!conforme),!predisporrò,!ad!esempio,!il!50%!di! elementi! conformi! e! il! 50%! non! conformi.! Poi! valuterò! quanto! il! mio! sistema! di! valutazione!abbia!restituito!risultati!veritieri.!È!indispensabile!assicurarsi!che!il!sistema!di!valutazione!introduca!nelle!misure!la!minima%variabilità.!!!!!!!!!!!!!
Capitolo&3&K&Capability&di&un&processo&%Process% Capability% (PC):! proprietà! intrinseca! del! processo,! che! misura! la! sua! variabilità! (se! il!sistema!di!misura!è!tarato,!la!variabilità!dipende!solo!dalla!natura!del!processo)!e!ci!da!l'idea!della!produttività!dello!stesso.!!La!PC!è!definita!come!±3s,!dove!s!è!la!misura!della!variabilità:!più!è!grande,!tanto!più!la!"campana"!è!ampia,!tanto!più!grande!sarà!la!variabilità.!!Inoltre!la!curva!è!simmetrica:!
1. A! distanza! ±! s! dall'asse! che! indica! il! valore! medio! (quello! preciso! della! valutazione! che!vorrei!ottenere)!ho!il!68%!dei!dati!(nel!caso!di!una!gaussiana!detta!normale);!!
2. A!distanza!±2s!ho!il!95%!delle!misurazioni;!!3. A!distanza!±3s!ho!il!99,73%!delle!misurazioni.!!
!Il! costo!associato!ad!processo! che!ha!una!PC!molto!piccola! (grafico! stretto!ed!alto)!è!molto!più!elevato:!per!colui!che!opera!il!processo!sarebbe!(probabilmente)!più!conveniente!puntare!su!una!PC!più!grande!(maggiore!variabilità!significa!minori!costi!per!i!controlli!e!minori!spese!innovazione!tecnologica).!Tuttavia!è!ovvio!che!non!si!può!prescindere!dal!volere!del!cliente!e!dalle!specifiche!che! egli! impone.! I! limiti! di! specifica! imposti! rappresentano! la! VdC! (voce! del! cliente)! e! vanno!confrontati!con!la!VdP!(voce!del!processo,!la!PC).!!Indice%CP%!
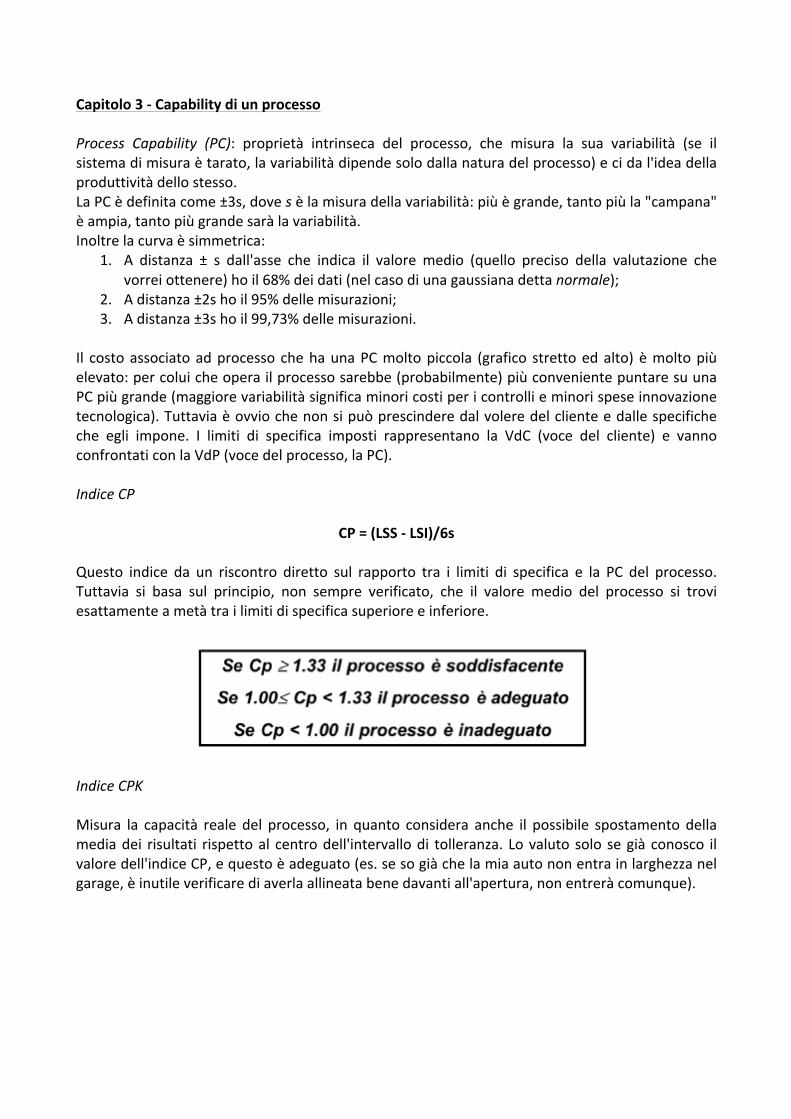
CP&=&(LSS&K&LSI)/6s&!Questo! indice! da! un! riscontro! diretto! sul! rapporto! tra! i! limiti! di! specifica! e! la! PC! del! processo.!Tuttavia! si! basa! sul! principio,! non! sempre! verificato,! che! il! valore! medio! del! processo! si! trovi!esattamente!a!metà!tra!i!limiti!di!specifica!superiore!e!inferiore.!
!
!!Indice%CPK%%Misura! la! capacità! reale! del! processo,! in! quanto! considera! anche! il! possibile! spostamento! della!media!dei! risultati! rispetto!al! centro!dell'intervallo!di! tolleranza.! Lo!valuto! solo! se!già! conosco! il!valore!dell'indice!CP,!e!questo!è!adeguato!(es.!se!so!già!che!la!mia!auto!non!entra!in!larghezza!nel!garage,!è!inutile!verificare!di!averla!allineata!bene!davanti!all'apertura,!non!entrerà!comunque).!!
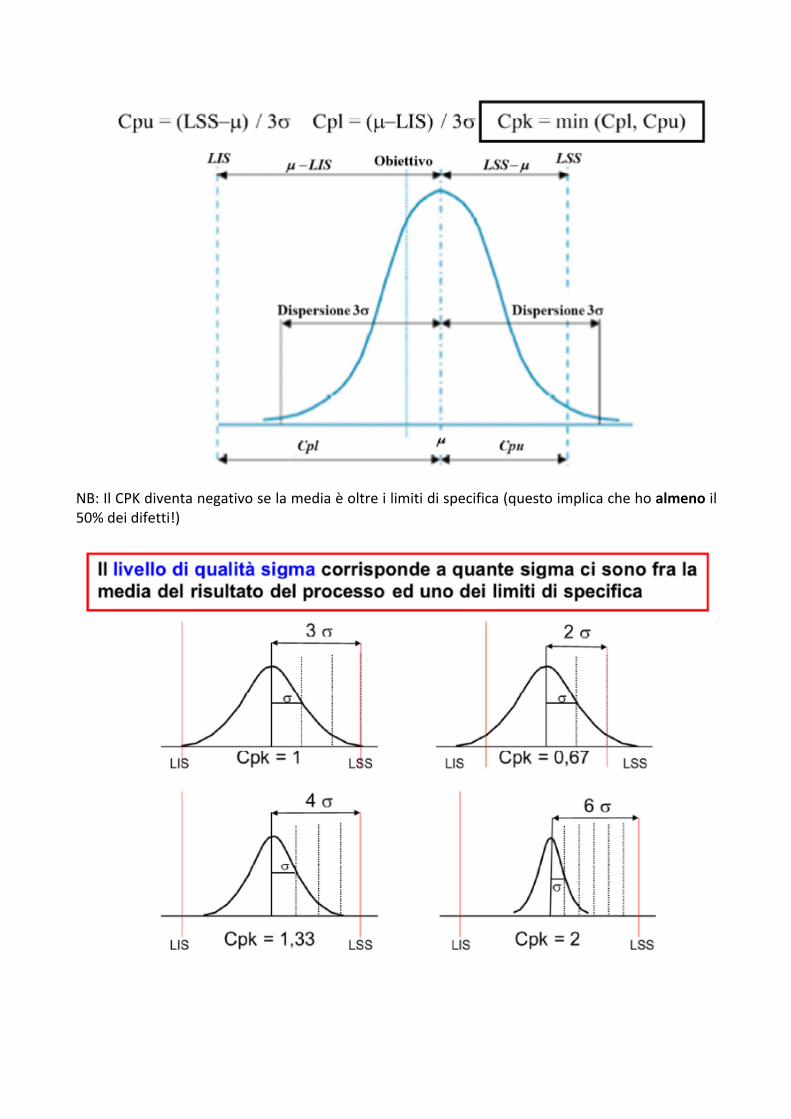
!!NB:!Il!CPK!diventa!negativo!se!la!media!è!oltre!i!limiti!di!specifica!(questo!implica!che!ho!almeno!il!50%!dei!difetti!)!!
!