Proprietà ed analisi dell’Emissione Acustica nella ... · Tesi di Laurea di primo livello...
49
Università degli studi di Roma ”La Sapienza” Facoltà di scienze Matematiche, Fisiche e Naturali Corso di laurea in Fisica Proprietà ed analisi dell’Emissione Acustica nella supervisione delle lavorazioni meccaniche Tesi di Laurea di primo livello Studente: Relatori: Giorgio Pontuale Prof. Luciano Pietronero matr. 11050966 Dr. Alberto Petri Anno Accademico 2002-2003
Transcript of Proprietà ed analisi dell’Emissione Acustica nella ... · Tesi di Laurea di primo livello...

Università degli studi di Roma ”La Sapienza”Facoltà di scienze Matematiche, Fisiche e Naturali
Corso di laurea in Fisica
Proprietà ed analisi dell’Emissione Acusticanella supervisione delle lavorazioni
meccaniche
Tesi di Laurea di primo livello
Studente: Relatori:
Giorgio Pontuale Prof. Luciano Pietroneromatr. 11050966
Dr. Alberto Petri
Anno Accademico 2002-2003

IndiceIntroduzione 1
1 Emissione Acustica 41.1 Aspetti generali . . . . . . . . . . . . . . . . . . . . . . . . . . 4
1.2 Le origini . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51.3 Serie temporali di emissione acustica . . . . . . . . . . . . . . 71.4 Struttura dei segnali . . . . . . . . . . . . . . . . . . . . . . . 9
2 Generazione dell’Emissione Acustica nelle lavorazioni mec-caniche 11
3 L’esperimento 143.1 Condizioni operative e ”set-up” sperimentale . . . . . . . . . . 143.2 Trasduttori . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
4 Analisi delle proprietà statistiche dei segnali di EmissioneAcustica 214.1 Serie temporali . . . . . . . . . . . . . . . . . . . . . . . . . . 214.2 Valori RMS . . . . . . . . . . . . . . . . . . . . . . . . . . . . 224.3 Ricostruzione della funzione di densità di probabilità mediante
momenti frazionari - Problema di Hausdorff . . . . . . . . . . 264.3.1 Esempio: . . . . . . . . . . . . . . . . . . . . . . . . . . 32
5 Classificazione dei segnali di Emissione Acustica in base al-l’usura: analisi discriminante 335.1 Cenni teorici . . . . . . . . . . . . . . . . . . . . . . . . . . . . 335.2 Classificazione . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
6 Conclusioni 43
Riferimenti bibiografici 45
i

IntroduzioneQuando un solido è soggetto ad uno stress di una certa intensità, onde elasti-che impulsive sono generate al suo interno e possono essere rilevate attraversoun trasduttore posto in contatto col solido stesso. Tale fenomeno, chiama-to Emissione Acustica (Acoustic Emission - AE) o in alternativa onde di”stress”, interessa una vasta gamma di materiali come il metallo, la cerami-ca, la plastica ma anche cemento, vetro e legno. Le onde elastiche generatecoprono uno spettro in frequenza molto ampio, che va dagli infrasuoni agliultrasuoni. Un esempio familiare in cui il fenomeno può essere udito anchedall’orecchio umano è il ”crack” del legname causato da tensioni interne, oquando esso è soggetto a carichi ingenti che ne provocano la rottura. L’in-sorgenza di tale fenomeno si riscontra in situazioni di svariata natura: de-formazioni meccaniche e fratture, trasformazioni di fase, corrosione, attrito,così come in processi di natura magnetica.L’analisi dell’emissione acustica come mezzo diagnostico per la caratte-
rizzazione dei materiali soggetti a sollecitazioni meccaniche ebbe un forte im-pulso durante gli anni ’60, quando la disponibilità di idonea strumentazionescientifica e di trasduttori sufficientemente sensibili permisero l’applicazionesu larga scala di tali tecniche. Da quel momento tali onde elastiche sonostate ampiamente osservate in numerose applicazioni, ed al termine Emissio-ne Acustica è stato associato uno standard corrente da parte dell’ AmericanSociety for Testing andMaterials (ASTME 1316-99, ANSI/ASTME 610-77).Indipendentemente dal fenomeno studiato, il materiale usato o l’applica-
zione corrente, una caratteristica appare evidente: l’emissione acustica pre-senta delle proprietà che appaiono essere ”sensibili” ai transienti di instabilitàa livello locale. Si potrebbe dire che un materiale che si sta assestando versouno stato di minima energia può sviluppare situazioni locali di instabilitàmolto prima che l’intera struttura diventi instabile. Ciò può dar luogo a pro-cessi dinamici locali, quali ad esempio la propagazione di fratture, improvviseriorientazioni dei grani, nucleazione di vapore durante l’ebollizione di liquidio movimenti tettonici durante un terremoto. Molti sforzi sono stati fatti percomprendere se questo sia in grado di fornire informazioni sull’evoluzione diprocessi dinamici, come ad esempio quelli di frattura e di usura, e quale infor-mazione sia possibile ottenere dalle serie temporali di eventi. Joseph Kaisercon i suoi collaboratori, nei primi anni ’50, è generalmente accreditato di averiniziato in modo sistematico la di comprensione del fenomeno di AE; sua è,ad esempio, l’osservazione che l’attività di AE non si ripresenta durante i
1
successivi cicli di carico di un materiale, fin quando non venga superata laprecedente soglia (effetto Kaiser).Uno dei settori ove la possibilità di applicazione dell’emissione acustica è
largamente investigata è quello della supervisione automatica delle lavorazio-ni nei processi industriali, con particolare riferimento al monitoraggio dellostato di usura degli utensili impiegati nelle lavorazioni meccaniche (TCM -Tool Condition Monitoring). I costi relativi ai moderni sistemi di lavorazionecon le macchine utensili sono infatti tutt’altro che trascurabili, e per renderepiù economici gli investimenti un sistema deve funzionare al massimo livellodi produttività, prevedendo in primo luogo un utilizzo non presidiato dellamacchina. In queste situazioni, l’usura incontrollata degli utensili è un feno-meno altamente indesiderato, oltre ad essere causa di degrado della qualitàdel prodotto in lavorazione e di possibili danni alla macchina stessa. Ciòrende auspicabile la disponibilità di sistemi che rendano possibile la preven-zione, in modo affidabile, delle eventuali perdite di produzione e dei dannial sistema provocati da vari fattori accidentali tra cui l’imprevedibilità delladurata degli utensili. L’adozione di tali tecniche comporta consistenti van-taggi economici, derivanti da diversi fattori che possono essere riassunti neitermini seguenti:
1. maggior utilizzo dell’utensile;
2. riduzione della frequenza delle sostituzioni e dunque riduzione dei tempimorti;
3. riduzione delle spese di manodopera;
4. miglior qualità complessiva del pezzo in lavorazione;
5. eliminazione dei rischi di danni alla macchina derivanti da usura cata-strofica dell’utensile.
E’ in questo contesto che si inserisce il lavoro fatto in questa dissertazione;esso è diviso in due fasi:
1. una fase sperimentale di raccolta di segnali di emissione acustica
2. una fase di analisi dei dati, rappresentata da uno studio delle proprietàstatistiche delle serie temporali di Emissione Acustica, nonché da unaelaborazione sia nel dominio del tempo che della frequenza, mirata alla
2
classificazione dello stato di usura degli utensili che tali segnali hannogenerato.
La prima parte di questa dissertazione descrive l’apparato sperimentaleutilizzato per acquisire segnali di Emissione Acustica generati durante lavo-razioni meccaniche di tornitura, con l’impiego di diversi utensili con diversogrado di usura, al fine di procedere, nella successiva fase di analisi, ad unaclassificazione dei dati stessi che rispecchiasse l’effettivo grado di usura degliutensili. La raccolta dei segnali è stata effettuata contemporaneamente tra-mite un trasduttore commerciale ed un trasduttore appositamente costruitoper questa specifica applicazione, le cui piccole dimensioni consentono la suacollocazione in una zona molto prossima a quella di contatto tra utensile epezzo in lavorazione, con evidenti vantaggi in termini di fedeltà dei segnaliacquisiti.Nella seconda parte sono state esaminate le proprietà statistiche sia delle
serie temporali di AE che dei relativi valori RMS. Di queste si mostranoqui gli andamenti delle curve sperimentali di distribuzione di probabilità,discutendo l’applicabilità o meno di alcuni modelli in passato proposti, e siapplica una tecnica originale di ricostruzione delle curve teoriche (Problemadi Hausdorff) basata sull’utilizzo dei momenti statistici di ordine frazionario.Infine, vengono mostrati i risultati di una classificazione dei dati sulla basedell’usura dell’utensile, basata sull’utilizzo di tecniche di analisi discriminanteo ”pattern recognition” nel dominio della frequenza.Il primo capitolo contiene una panoramica generale del fenomeno del-
l’emissione acustica, una breve descrizione delle sue proprietà e delle suecaratteristiche generali, nonchè della struttura dei segnali stessi.Nel secondo capitolo si illustrano alcuni aspetti dell’emissione acustica ri-
levanti per il presente lavoro, si analizza la struttura del segnale registrato esi evidenziano alcune grandezze che sono di interesse per l’analisi in questio-ne. Attraverso un resoconto dell’evoluzione che le tecniche per la rilevazionedell’AE hanno avuto, vengono presentati anche i principali risultati che permezzo di tale indagine si sono conseguiti nell’ambito qui discusso.Nel terzo capitolo si descrive il lavoro sperimentale svolto, le modalità
operative della lavorazione meccanica per l’acquisizione dei dati ed il tipo diallestimento sperimentale, nonché una descrizione dei trasduttori impiegatie delle loro caratteristiche.Il quarto capitolo è dedicato alla descrizione delle modalità di analisi dei
dati; nella prima sezione si descrivono alcune proprietà statistiche delle serie
3

temporali, e dei relativi valori RMS. Vengono messi in evidenza alcuni aspettidiscriminatori tra le varie classi di usura che emergono dall’andamento delledistribuzioni sperimentali dei dati; su queste ultime, l’applicabilità di unmodello precedentemente proposto viene discussa. Nella seconda sezione sidescrive una metodologia di ricostruzione della funzione teorica di densità diprobabilità dei valori RMS a partire dai momenti statistici sperimentali diordine frazionario (Problema di Hausdorff), illustrando i risultati ottenuti.Nel quinto capitolo, viene applicata una analisi discriminante ai dati tra-
sformati nel dominio della frequenza, mostrando come con tale tecnica per-metta di effettuare una classificazione dei segnali sulla base delle condizionidi usura da cui essi discendono, e come essa possa essere candidata ad unimpiego nelle reali condizioni dei processi industriali.
1 Emissione Acustica
1.1 Aspetti generali
La tecnica dell’Emissione Acustica appartiene al più generale ambito dellediagnostiche non distruttive (NDT), ed è per questo che il termine Emissio-ne Acustica o Acoustic Emission (AE), è generalmente utilizzato sia per ilfenomeno fisico, che per la tecnica da esso derivata.Se all’interno di un solido si ha un repentino rilascio energetico, a causa peresempio della crescita di una frattura, parte di tale energia viaggia sotto for-ma di onde elastiche. Generalmente si ritiene che la frazione dell’ energia cheviene rilasciata sotto forma di emissione acustica è proporzionale alle energe-ticità dell’evento che ne è causa, dipendendo inoltre sia da dove è localizzatala sorgente che dalla rapidità con cui avviene questa emissione. Eventi rapi-di e localizzati generano segnali acustici con spettro di frequenza nel campodegli ultrasuoni, che possono essere misurati da trasduttori elettromeccaniciposti sulla superficie del solido, a patto che il segnale sia di intensità sufficien-te. Può inoltre verificarsi in presenza di processi reversibili come transizionidi stato, come fusione e solidificazione, di transizioni di fase tra diversi staticristallini oppure di moti di domini ferroelettrici e ferromagnetici. L’appli-cazione di questa tecnica è assai ampia, e riguarda tutti i sistemi che simodificano nel tempo a causa di vari meccanismi, come crescita di difetti,diffusione di fratture, usura, corrosione, deformazioni plastiche e inclusioni,oppure nei processi meccanici di taglio come tornitura, fresatura, foratura
4

ecc.Questa tecnica di indagine è quindi candidata nelle applicazioni di monito-raggio di processi chimici o chimico-fisici, oppure nel controllo dello stato distrutture edili, nel campo minerario e geologico, in quello geofisico per lo stu-dio della sismicità, nonchè nel controllo di qualità dei processi di lavorazioneindustriali, oggetto della presente dissertazione, prova ne sia l’impressionantemole di articoli scientifici su questo argomenti.
1.2 Le origini
Agli inizi degli anni sessanta nella comunità di geofisica prende corpo l’ipotesiche i terremoti superficiali possano essere causati dalla frattura fragile dellacrosta terrestre quando è sottoposta a sforzi interni [1].Allo scopo di verificare sperimentalmente questa idea, Mogi [2] studia le
onde elastiche rilasciate da campioni di laboratorio soggetti a sforzi interni,con l’idea che se la frattura è la causa dei sismi superficiali, allora tra i dueprocessi devono emergere delle similitudini.Quindi Mogi verifica se anche l’emissione acustica generata dal processo difrattura conferma qualitativamente e quantitativamente la legge di Gutenberg-Richter [3]. Questa legge definisce nell’insieme di tutte le scosse che compon-gono un terremoto, la relazione che esprime il numero N di scosse che hannouna certa magnitudo M . La relazione trovata è la ben nota legge:
log N = c+ b(8−M)
Poiché M ≈ logE, dove E è l’energia, questa rappresenta una legge dipotenza, dove c è l’intercetta e b è la pendenza della distribuzione.Una riformulazione della legge di Gutenber-Richter è la legge di Ishimodo-
Iida [4] che dà conto del numero di tutti gli eventi n(a), che hanno ampiezzafra a e a + da, in altre parole la distribuzione cumulata degli eventi sismicicon ampiezza a. Infatti se consideriamo l’equazione
n(a) da = k a−m da
questa rappresenta il numero di eventi con ampiezza compresa tra a e a +da. Si può mostrare come questa legge e quella di Gutenberg-Richter sonoequivalenti se si pone b = m − 1 essendo la prima la distribuzione dellamagnitudo e la seconda la distribuzione delle ampiezze.
5

La struttura di un terremoto dopo la scossa principale è composta unda insieme di eventi o scosse secondarie, detti ”aftershocks”. La strutturadi questo insieme, si scoprirà successivamente, ha un carattere autoaffine.È quindi possibile suddividere gli aftershocks in un certo numero di serietemporali, ognuna delle quali ha un suo massimo e una quantità di eventiche lo seguono. Mogi studia le distribuzioni del massimo di intensità diogni serie di ”aftershock” e osserva nella maggior parte dei casi, che la leggedi Ishimodo-Iida viene verificata dai dati sperimentali, con l’esponente mvariabile in un ampio intervallo e compreso tra 0.3 e 2.7. È stata quindieffettuata una vasta gamma di esperimenti, con materiali di forma diversa econ un grado di eterogeneità variabile.Si è notato che m nell’equazione (1), aumenta all’aumentare dal grado di
eterogeneità del materiale e che se il materiale presenta una dimensione ca-ratteristica nei suoi elementi costituenti, come per esempio lo è la dimensionedei mattoni all’interno di un muro, allora la relazione intensità-frequenza nonè più una linea retta in un grafico doppio logaritmico, ma è rappresentata dauna spezzata, in cui il punto di discontinuità è legato a questa dimensionecaratteristica intrinseca al materiale. Inoltre Mogi [2] mostra che in campioninon fratturati sottoposti a pressione costante, il numero di eventi di emissio-ne acustica per unità di tempo o tasso di attività di emissione acustica dn(t)
dt,
decade esponenzialmente:dn(t)
dt= Ke−p t
Al contrario, sul modello della legge di Omori [5] valida per i terremoti,Scholz [6] mostra per campioni dopo la comparsa della frattura principale,l’esistenza di una legge di scala a potenza per il numero di eventi di emissioneacustica emessi nell’unità di tempo:
n(t) = K t−α per α ' 1
Dove n(t) è il numero di eventi che hanno avuto luogo nell’intervallo di tempot e t+ dt.Hirata [7] spiega questa differenza mostrando, con esperimenti fatti su
campioni di basalto di murata, che le sequenze di segnali ”post-picco”, alprogressivo avvicinarsi alla rottura completa del campione, tendono a pas-sare da una legge di decadimento di tipo esponenziale a una legge di Omoridi decadimento a potenza. Quindi le differenze negli andamenti degli esperi-menti di Mogi e Scholtz sono dovute secondo Hirata alle differenti condizioni
6

in cui viene fatto l’esperimento. Nel primo caso a pressione costante e primadella comparsa di una frattura macroscopica. Nel secondo caso invece do-po la comparsa della frattura principale e l’attività di emissione acustica èmisurata fino alla rottura completa del campione.Inoltre Hirata trova nei suoi esperimenti che l’esponente p della legge di
Omori, per le serie di ”aftershock”, diminuisce gradualmente al progrediredell’evoluzione del sistema. L’interpretazione fisica proposta da Hirata è chei sistemi in cui gli aftershock decadono con un esponente p più piccolo hannoun’attività sismica più lunga nel tempo. Allora questo implica che l’attivitàdi microfratturazione ha una coda più lunga nel tasso di attività di emissioneacustica con l’evoluzione del sistema.
1.3 Serie temporali di emissione acustica
Nei suoi esperimenti, Mogi [2] osserva i massimi relativi, ossia l’evento dimaggiore intensità di ogni sequenza di segnali post picco della serie di emis-sione acustica generata da un processo di frattura, mostrando come la leg-ge di Gutemberg-Richter sia in grado di descriverne la distribuzione dellefrequenze.In tempi più recenti, attraverso dei campioni in cemento sintetico [8],
si è messo in evidenza come si possa estendere la legge a potenza, del tipodell’equazione (1), all’intera serie temporale trovando in tal caso un esponentepari a 1.3 ± 0.1, osservando inoltre che se il campione è soggetto ad ungradiente di pressione la distribuzione dei segnali è a legge di potenza, mentrese la pressione viene mantenuta costante la legge della distribuzione cambiae diventa esponenziale.Questo comportamento viene osservato in tutti i campioni studiati, mo-
strando lo stesso andamento in tutti i set di dati considerati. Questo fasupporre che alcune proprietà relative al processo di frattura non dipendanodai dettagli degli esperimenti ma possiedano un carattere universale, almenoalle scale dell’energia qui considerate.
Analoghi risultati sono stati ottenuti da Ciliberto e collaboratori [9], dal-l’analisi statistica di precursori generati da un processo di frattura in modo I,in lastre sottili di legno e plexiglass. Queste piastre vengono messe come settoseparatore fra due camere all’interno delle quali è possibile variare la quantitàd’aria contenuta, vedi figura 5. Questo genera un gradiente di pressione, re-golabile dall’esterno, tra le due facce della lastra. Quattro trasduttori, posti
7

sul bordo dei campioni, ad intervalli di 90 gradi, rilevano l’emissione acusticaemessa.Si osserva che l’esponente della distribuzione dell’energia è dipendente dal
materiale e che nel caso del legno è di 1.51 ± 0.05 e nel caso del plexiglassinvece ha valore 2.0± 0.1.Questi esperimenti mettono in evidenza che tutti i campioni, in tutte le
condizioni sperimentali studiate, quando sono sottoposti a uno sforzo inter-no o esterno mostrano una legge a potenza per la distribuzione dell’energiaassociata alle serie temporali di eventi di emissione acustica.Ulteriore verifica di questi risultati si ha dagli esperimenti di Maes [10]
per delle prove di compressione effettuate su un parallelepipedo di (15×15×10)cm3, di vetro cellulare. Il vetro cellulare consiste nell’unione di cubetti divetro di 1mm circa di lato. La distribuzione trovata per l’energia del segnaledi emissione acustica ha un esponente pari a 1.3±0.1 che è confrontabile conquelli ottenuti sia dagli esperimenti sul cemento che da quelli di Ciliberto ecollaboratori [9].Maes e Van Moffeaert, come anche Petri, osservano inoltre che anche gliintervalli temporali tra due eventi consecutivi si distribuiscono con legge apotenza. Questo rappresenta un’ulteriore manifestazione di assenza di unascala caratteristica nel processo di frattura.D. Sornette e collaboratori [11], studiando l’emissione acustica generata
da un processo di frattura di serbatoi a pressione, interpretano la strutturadelle serie temporali di emissione acustica come dei processi intermittenti,dove periodi di quiescenza contrassegnati da un basso numero di eventi regi-strati è intervallata da periodi ad alta emissività dove si ha un numero elevatodi segnali emessi. Inoltre questa alternanza tra periodi ad alta attività e pe-riodi a bassa attività si accentuerebbe all’avvicinarsi al punto di rottura delsistema.In questo scenario, Sornette e collaboratori interpretano queste fluttua-
zioni temporali nel processo di emissione acustica come una oscillazione lo-garitmica del processo di emissione d’energia da parte del sitema. Questaoscillazione logaritmica si evidenzia perché graficando l’energia dell’emissio-ne acustica emessa E(p) in funzione della distanza dalla pressione di rotturadel campione |pc − p|, in un grafico doppio-logaritmico, questa viene benapprossimata da una funzione del tipo:
f(|pc − p|) = A+B(|pc − p|)z + C(|pc − p|)z−iφ
8

Dove A,B e C sono dei coefficenti. La presenza dell’esponente complesso, nelterzo addendo, dà conto delle oscillazioni dell’energia emessa, la cui origineper altro non viene chiarita.
1.4 Struttura dei segnali
L’evento di emissione acustica è costituito da un treno di onde, in cui laprima parte è composta dalle onde longitudinali e trasversali, mentre la se-conda è data dalla sovrapposizione tra le onde superficiali e quella frazionedi onde dirette che sopraggiungono successivamente a causa delle riflessionimultiple, sempre presenti in un mezzo finito. Tali andamenti possono esserericonosciuti nell’esempio di segnale mostrato in figura 1.
Fig.1: Esempio di segnale di AE nel quale varie componenti sono mostrate
In molti casi la determinazione della sorgente generatrice dell’evento diemissione acustica e del meccanismo che l’ha prodotto è assai difficile. Questoè dovuto alla sovrapposizione temporale di diversi processi fra cui i prodottisecondari, come le riflessioni. Nel caso, ad esempio, della crescita di fratturein materiali eterogenei, alla sorgente primaria rappresentata dal moto dellapunta della frattura si sovrappongono gli effetti dovuti alla frizione tra lefacce formate dalla frattura stessa o da fratture preesistenti. Inoltre anche seil segnale proviene da una sorgente primaria, le sue caratteristiche possonoessere alterate, o rese piú rumorose ( ”colorate”, come si dice in gergo) da
9
fattori legati alla propagazione delle onde nel mezzo. In particolar modo,grandi difetti preesistenti agiscono da risonatori e da centri di diffusione,modificando il segnale proveniente dalla punta della frattura. Infine, regionicon minore resistenza alla frattura o differente composizione possono avereun comportamento piú fragile con conseguente aumento dell’ampiezza deisegnali [12].Come si può già notare da quanto finora detto, la natura del fenomeno
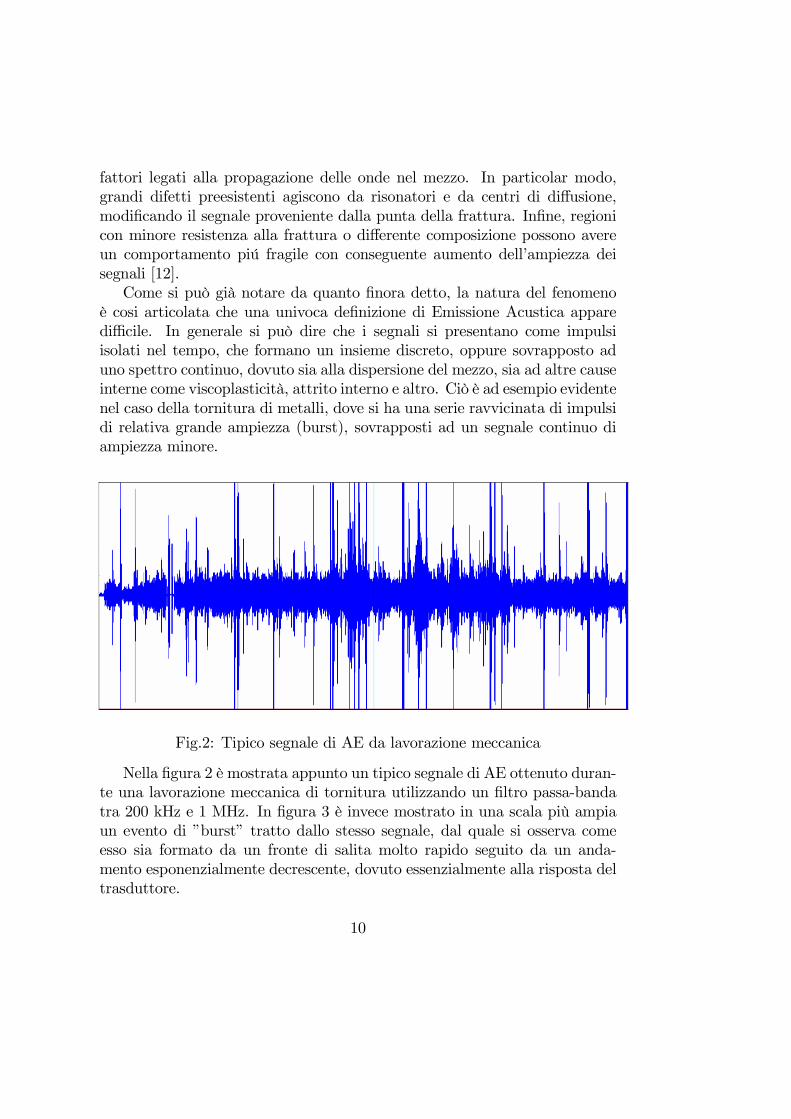
è cosi articolata che una univoca definizione di Emissione Acustica apparedifficile. In generale si può dire che i segnali si presentano come impulsiisolati nel tempo, che formano un insieme discreto, oppure sovrapposto aduno spettro continuo, dovuto sia alla dispersione del mezzo, sia ad altre causeinterne come viscoplasticità, attrito interno e altro. Ciò è ad esempio evidentenel caso della tornitura di metalli, dove si ha una serie ravvicinata di impulsidi relativa grande ampiezza (burst), sovrapposti ad un segnale continuo diampiezza minore.
Fig.2: Tipico segnale di AE da lavorazione meccanica
Nella figura 2 è mostrata appunto un tipico segnale di AE ottenuto duran-te una lavorazione meccanica di tornitura utilizzando un filtro passa-bandatra 200 kHz e 1 MHz. In figura 3 è invece mostrato in una scala più ampiaun evento di ”burst” tratto dallo stesso segnale, dal quale si osserva comeesso sia formato da un fronte di salita molto rapido seguito da un anda-mento esponenzialmente decrescente, dovuto essenzialmente alla risposta deltrasduttore.
10
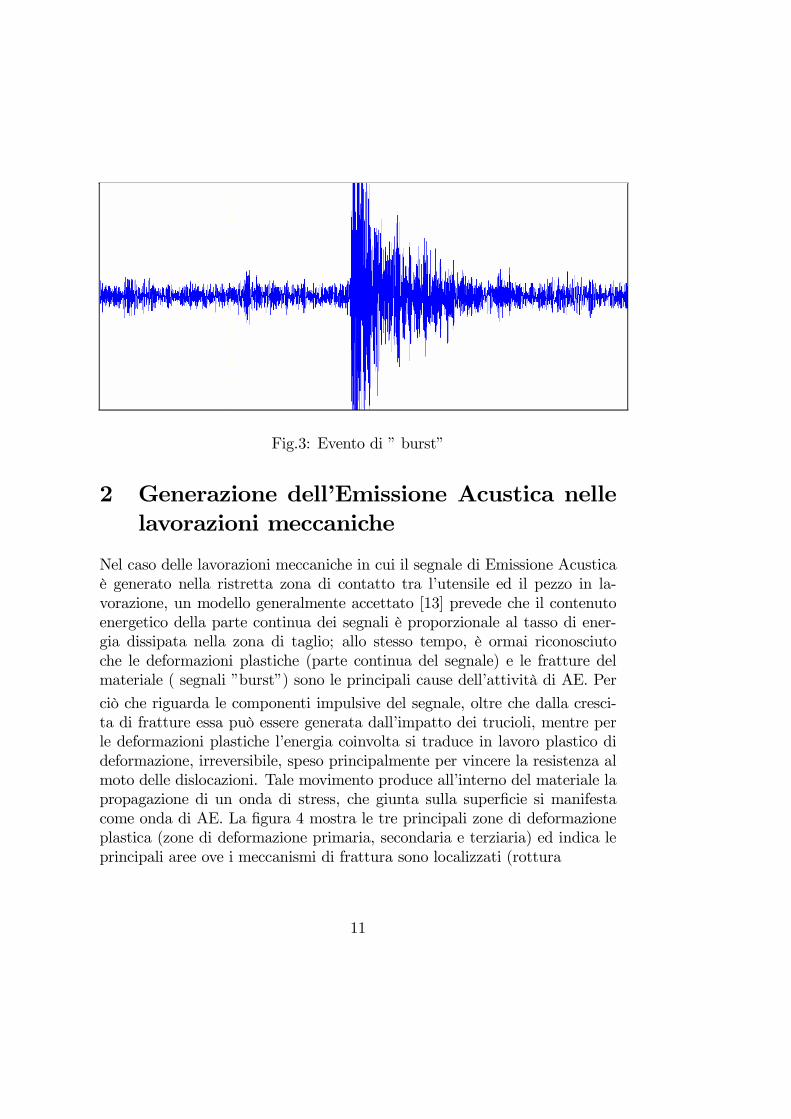
Fig.3: Evento di ” burst”
2 Generazione dell’Emissione Acustica nellelavorazioni meccaniche
Nel caso delle lavorazioni meccaniche in cui il segnale di Emissione Acusticaè generato nella ristretta zona di contatto tra l’utensile ed il pezzo in la-vorazione, un modello generalmente accettato [13] prevede che il contenutoenergetico della parte continua dei segnali è proporzionale al tasso di ener-gia dissipata nella zona di taglio; allo stesso tempo, è ormai riconosciutoche le deformazioni plastiche (parte continua del segnale) e le fratture delmateriale ( segnali ”burst”) sono le principali cause dell’attività di AE. Per
ciò che riguarda le componenti impulsive del segnale, oltre che dalla cresci-ta di fratture essa può essere generata dall’impatto dei trucioli, mentre perle deformazioni plastiche l’energia coinvolta si traduce in lavoro plastico dideformazione, irreversibile, speso principalmente per vincere la resistenza almoto delle dislocazioni. Tale movimento produce all’interno del materiale lapropagazione di un onda di stress, che giunta sulla superficie si manifestacome onda di AE. La figura 4 mostra le tre principali zone di deformazioneplastica (zone di deformazione primaria, secondaria e terziaria) ed indica leprincipali aree ove i meccanismi di frattura sono localizzati (rottura
11
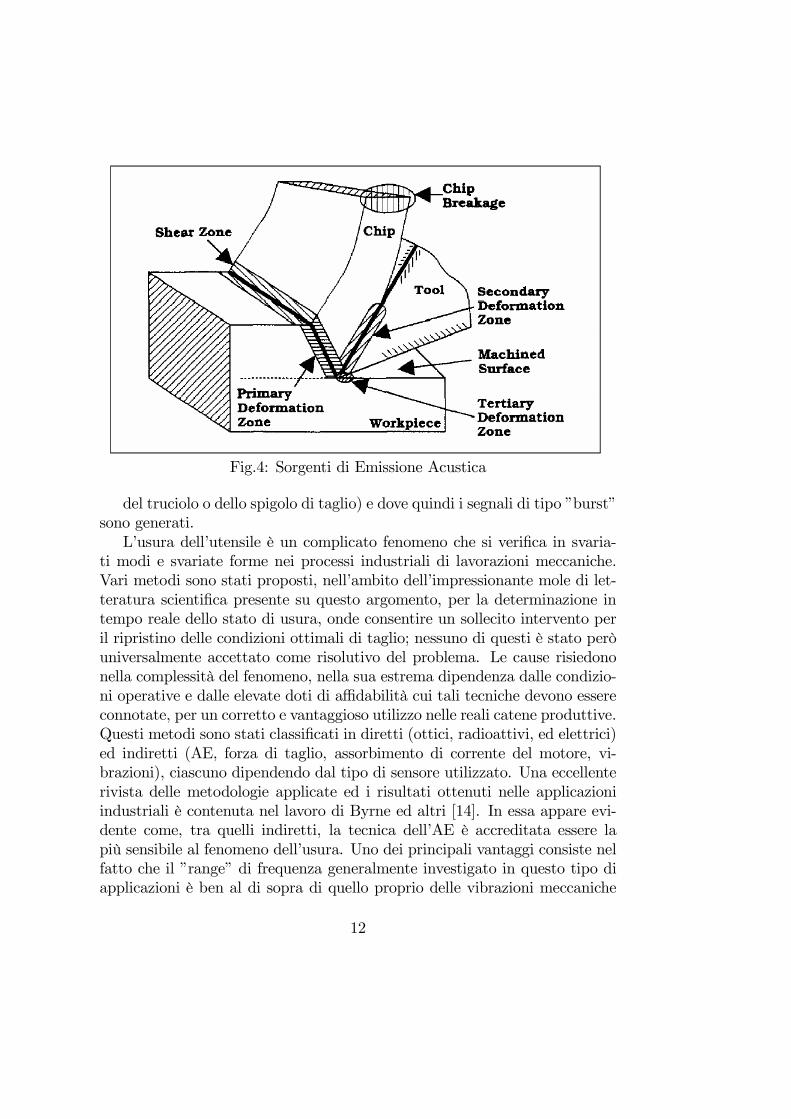
Fig.4: Sorgenti di Emissione Acustica
del truciolo o dello spigolo di taglio) e dove quindi i segnali di tipo ”burst”sono generati.L’usura dell’utensile è un complicato fenomeno che si verifica in svaria-
ti modi e svariate forme nei processi industriali di lavorazioni meccaniche.Vari metodi sono stati proposti, nell’ambito dell’impressionante mole di let-teratura scientifica presente su questo argomento, per la determinazione intempo reale dello stato di usura, onde consentire un sollecito intervento peril ripristino delle condizioni ottimali di taglio; nessuno di questi è stato peròuniversalmente accettato come risolutivo del problema. Le cause risiedononella complessità del fenomeno, nella sua estrema dipendenza dalle condizio-ni operative e dalle elevate doti di affidabilità cui tali tecniche devono essereconnotate, per un corretto e vantaggioso utilizzo nelle reali catene produttive.Questi metodi sono stati classificati in diretti (ottici, radioattivi, ed elettrici)ed indiretti (AE, forza di taglio, assorbimento di corrente del motore, vi-brazioni), ciascuno dipendendo dal tipo di sensore utilizzato. Una eccellenterivista delle metodologie applicate ed i risultati ottenuti nelle applicazioniindustriali è contenuta nel lavoro di Byrne ed altri [14]. In essa appare evi-dente come, tra quelli indiretti, la tecnica dell’AE è accreditata essere lapiù sensibile al fenomeno dell’usura. Uno dei principali vantaggi consiste nelfatto che il ”range” di frequenza generalmente investigato in questo tipo diapplicazioni è ben al di sopra di quello proprio delle vibrazioni meccaniche
12

e del rumore ambientale, che dunque non interferiscono con il segnale inve-stigato. L’uso di tali segnali per il monitoraggio dello stato di usura degliutensili fu iniziata da Iwata e Moriwaki [15] nel 1977; essi giunsero, nel lorolavoro iniziale, a due importanti conclusioni: lo spettro di potenza dell’AEnella zona compresa fino a 350 kHz aumenta con l’usura degli utensili, fino agiungere ad un livellamento, mentre il conteggio degli eventi di AE ( eventi diburst la cui ampiezza eccede una predeterminata soglia) sembra essere cor-relata con il fenomeno in studio. Da allora un impressionante mole di lavoriscientifici è stato prodotto da parte di numerosissimi gruppi sparsi in tutto ilmondo, con l’impiego di un ventaglio di tecniche di elaborazione del segnalemolto ampio e variegato. Ad esempio, il database di Teti [16] contiene più di500 pubblicazioni sul TCM fino al 1995, mentre il lavoro di Li [17] contieneun interessante ed aggiornata rivista sulle metodologie di elaborazione delsegnale. Tra esse spiccano quelle di:
• analisi delle serie temporali,
— analisi delle correlazioni;
— Root Mean Square (RMS);
— analisi delle distribuzioni delle ampiezze;
— ring down count - numero di volte che il segnale eccede una pre-determinata soglia;
• analisi della Trasformata di Fourier,• analisi della ”Wavelet Transform”,• tecniche di analisi discriminantre o ”pattern recognition”,• applicazione di Reti Neurali.Occorre subito dire che la relazione tra i segnali di AE e l’usura dell’u-
tensile è comunque qualcosa di estremamente complesso, ed i risultati nonsempre sono univoci e privi di contraddizioni; ad esempio, Blum e Inasa-ki [18] indirizzarono i loro sforzi nella ricerca di un parametro che fosse ingrado di descrivere le caratteristiche globali di un processo di taglio, con-centrandosi sul cosidetto ”AE-mode”, ovvero il valore massimo riscontrabilenella funzione di distribuzione di probabilità delle ampiezze, che praticamen-te rappresenta il valore equivalente di corrente continua del segnale. L’analisi
13
condotta mostrò come una buona correlazione tra questo parametro e l’usu-ra del tagliente fosse evidente, sebbene a detta degli autori l’estrazione ditale grandezza presentasse alcune difficoltà. Moriwaki e Tobito [19] nel lorolavoro mostrarono come, per utensili rivestiti, anche il valore RMS sia for-temente correlato con i livelli di usura misurati, aumentando all’aumento diquesti ultimi. I parametri statistici considerati (media, varianza, coefficien-ti dell’RMS), plottati durante un ciclo completo di lavorazione, evidenzianocome soprattutto la varianza sembra essere sensibile al fenomeno oggetto del-lo studio, e come le ”features” estratte, utilizzate in un apposito schema di”pattern recognition”, funzionino abbastanza bene per la caratterizzazionedell’usura.Dornfeld [20][21] presenta un compendio sulle potenzialità delle applica-
zioni dell’AE nei processi di lavorazioni industriali, con particolare riferimen-to al controllo dell’usura degli utensili; per contro, altri autori affermano comeuno dei principali svantaggi sia rappresentato dalla sensibilità dei parametridi AE alle variazioni dei parametri della lavorazione (velocità di taglio, pro-fondità di passata, velocità di avanzamento, materiale in lavorazione ecc.).D’altro canto Emel ed altri [22] propongono una tecnica, basata sull’analisispettrale, per l’eliminazione dall’analisi di quelle caratteristiche dei segna-li che risultino essere dipendenti dai suddetti parametri, ottenendo così unefficiente classificatore per l’usura del tagliente, il rumore del truciolo e larottura dell’utensile. Per contro, Byrne ed altri [14] nel suo già citato artico-lo, presenta lo stato della implementazione delle tecniche di Tool ConditionMonitoring nell’industria automobilistica tedesca; esso è indicativo del fattoche solo il 46% dei sistemi istallati nelle catene produttive è risultato piena-mente funzionale, il 16% si è dimostrato parzialmente funzionale mentre ilrestante 38% è stato o eliminato o sostituito con sistemi alternativi. Da tut-to ciò si può dunque comprendere quanto la strada da percorrere su questoargomento sia ancora lunga e irta di insidie....
3 L’esperimento
3.1 Condizioni operative e ”set-up” sperimentale
Per l’acquisizione dei dati necessari all’analisi oggetto della presente disser-tazione è stata utilizzata l’officina meccanica dell’Istituto di Acustica ”O.M.Corbino” del CNR; le misure sono state effettuate durante lavorazioni di
14
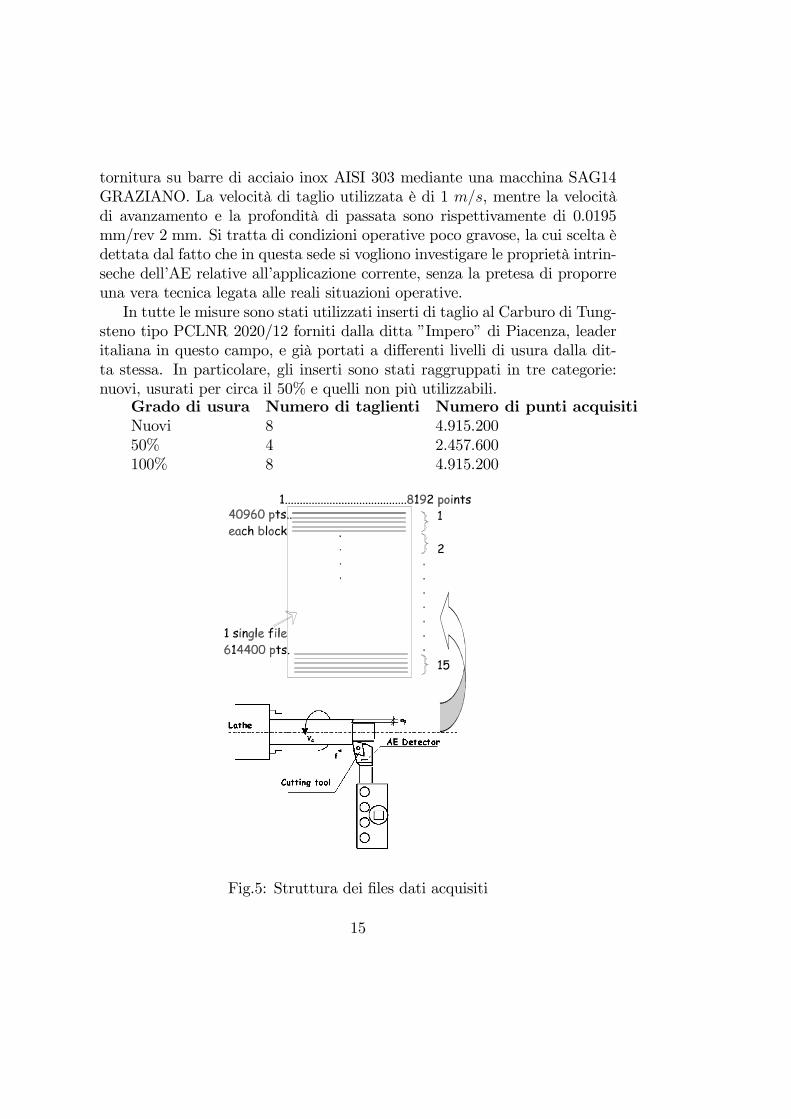
tornitura su barre di acciaio inox AISI 303 mediante una macchina SAG14GRAZIANO. La velocità di taglio utilizzata è di 1 m/s, mentre la velocitàdi avanzamento e la profondità di passata sono rispettivamente di 0.0195mm/rev 2 mm. Si tratta di condizioni operative poco gravose, la cui scelta èdettata dal fatto che in questa sede si vogliono investigare le proprietà intrin-seche dell’AE relative all’applicazione corrente, senza la pretesa di proporreuna vera tecnica legata alle reali situazioni operative.In tutte le misure sono stati utilizzati inserti di taglio al Carburo di Tung-
steno tipo PCLNR 2020/12 forniti dalla ditta ”Impero” di Piacenza, leaderitaliana in questo campo, e già portati a differenti livelli di usura dalla dit-ta stessa. In particolare, gli inserti sono stati raggruppati in tre categorie:nuovi, usurati per circa il 50% e quelli non più utilizzabili.
Grado di usura Numero di taglienti Numero di punti acquisitiNuovi 8 4.915.20050% 4 2.457.600100% 8 4.915.200
Fig.5: Struttura dei files dati acquisiti
15
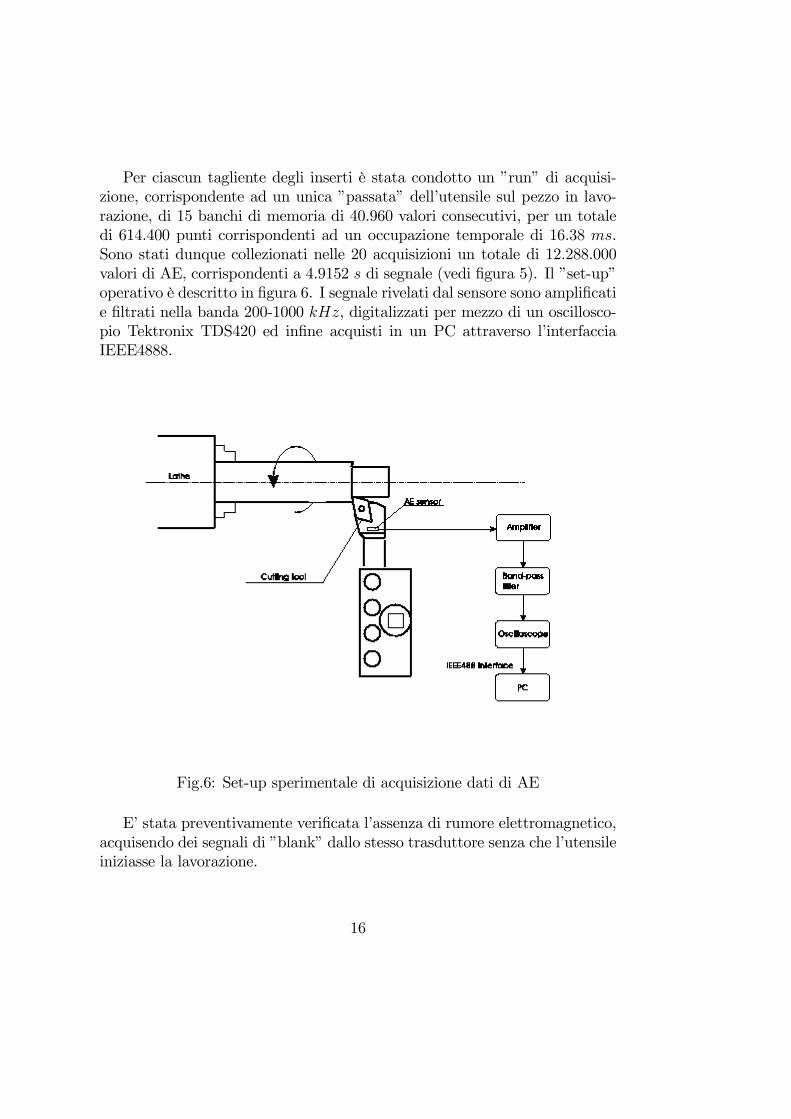
Per ciascun tagliente degli inserti è stata condotto un ”run” di acquisi-zione, corrispondente ad un unica ”passata” dell’utensile sul pezzo in lavo-razione, di 15 banchi di memoria di 40.960 valori consecutivi, per un totaledi 614.400 punti corrispondenti ad un occupazione temporale di 16.38 ms.Sono stati dunque collezionati nelle 20 acquisizioni un totale di 12.288.000valori di AE, corrispondenti a 4.9152 s di segnale (vedi figura 5). Il ”set-up”operativo è descritto in figura 6. I segnale rivelati dal sensore sono amplificatie filtrati nella banda 200-1000 kHz, digitalizzati per mezzo di un oscillosco-pio Tektronix TDS420 ed infine acquisti in un PC attraverso l’interfacciaIEEE4888.
Fig.6: Set-up sperimentale di acquisizione dati di AE
E’ stata preventivamente verificata l’assenza di rumore elettromagnetico,acquisendo dei segnali di ”blank” dallo stesso trasduttore senza che l’utensileiniziasse la lavorazione.
16
3.2 Trasduttori
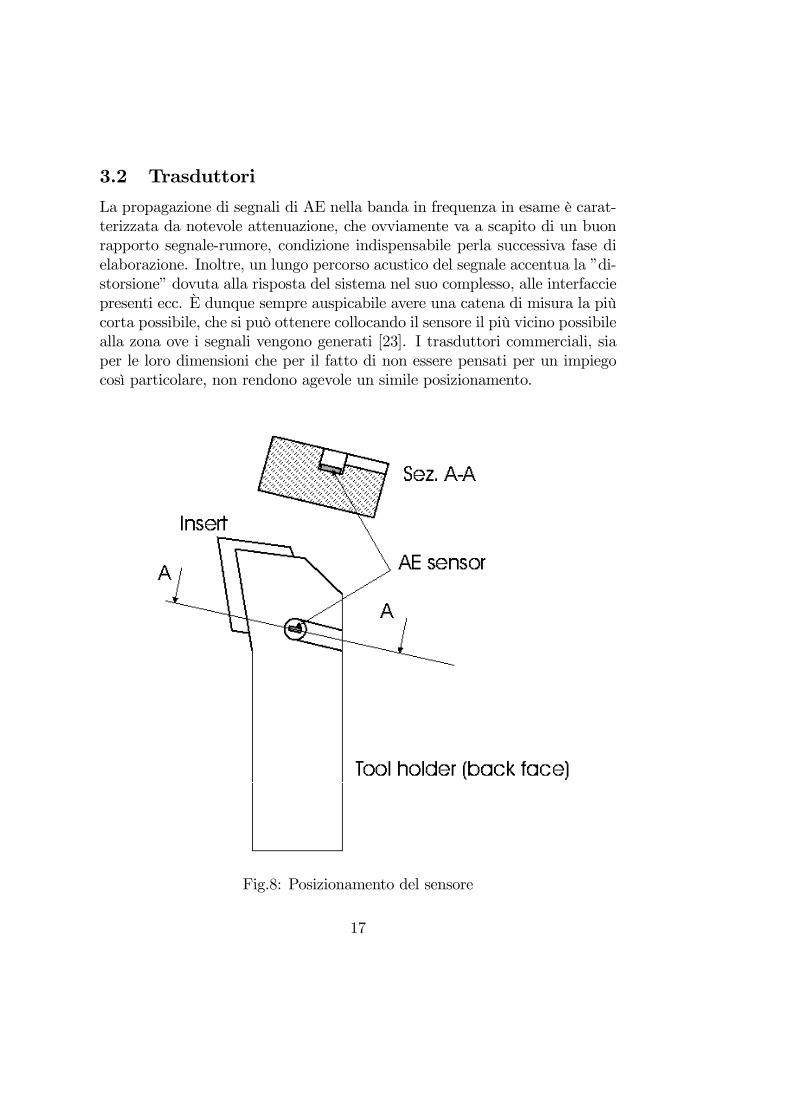
La propagazione di segnali di AE nella banda in frequenza in esame è carat-terizzata da notevole attenuazione, che ovviamente va a scapito di un buonrapporto segnale-rumore, condizione indispensabile perla successiva fase dielaborazione. Inoltre, un lungo percorso acustico del segnale accentua la ”di-storsione” dovuta alla risposta del sistema nel suo complesso, alle interfacciepresenti ecc. È dunque sempre auspicabile avere una catena di misura la piùcorta possibile, che si può ottenere collocando il sensore il più vicino possibilealla zona ove i segnali vengono generati [23]. I trasduttori commerciali, siaper le loro dimensioni che per il fatto di non essere pensati per un impiegocosì particolare, non rendono agevole un simile posizionamento.
Fig.8: Posizionamento del sensore
17
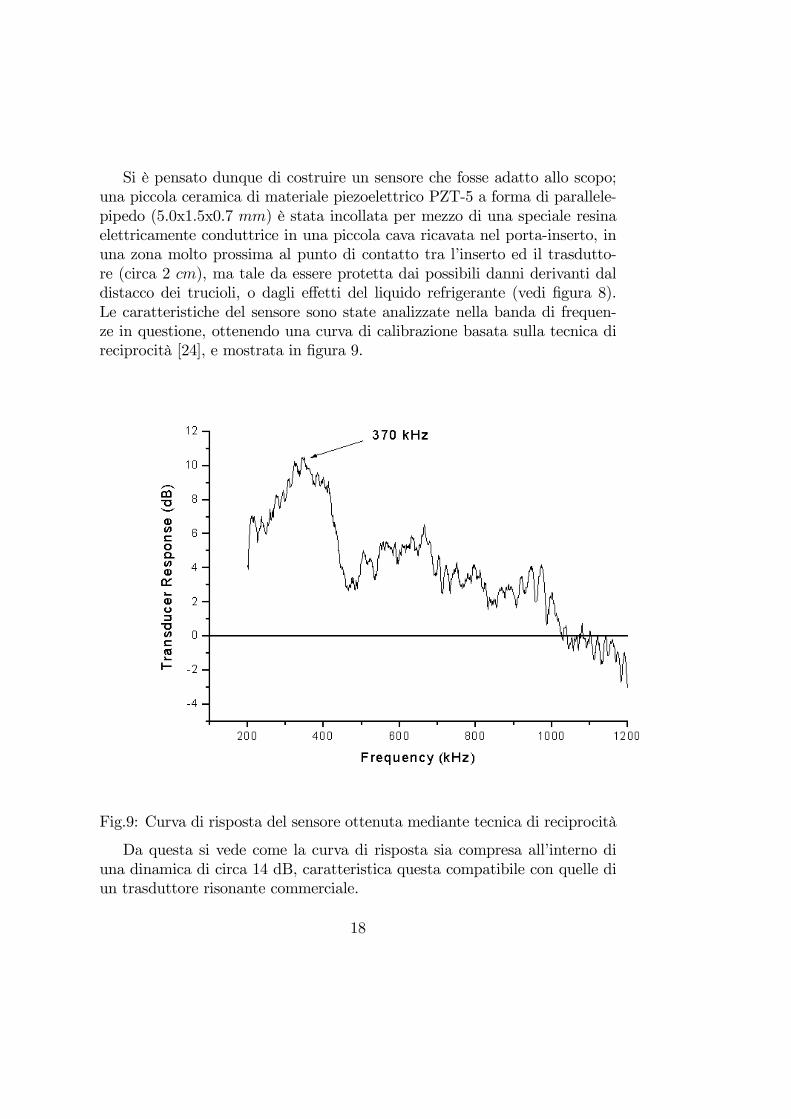
Si è pensato dunque di costruire un sensore che fosse adatto allo scopo;una piccola ceramica di materiale piezoelettrico PZT-5 a forma di parallele-pipedo (5.0x1.5x0.7 mm) è stata incollata per mezzo di una speciale resinaelettricamente conduttrice in una piccola cava ricavata nel porta-inserto, inuna zona molto prossima al punto di contatto tra l’inserto ed il trasdutto-re (circa 2 cm), ma tale da essere protetta dai possibili danni derivanti daldistacco dei trucioli, o dagli effetti del liquido refrigerante (vedi figura 8).Le caratteristiche del sensore sono state analizzate nella banda di frequen-ze in questione, ottenendo una curva di calibrazione basata sulla tecnica direciprocità [24], e mostrata in figura 9.
Fig.9: Curva di risposta del sensore ottenuta mediante tecnica di reciprocità
Da questa si vede come la curva di risposta sia compresa all’interno diuna dinamica di circa 14 dB, caratteristica questa compatibile con quelle diun trasduttore risonante commerciale.
18

Allo stesso tempo, gli stessi segnali sono stati acquisiti anche con un tra-sduttore commerciale per Emissione Acustica della Brüel & Kjær, Type 8312,la cui curva di calibrazione è mostrata in figura 10, posto necessariamentein un punto più lontano di circa 12 cm. al punto di generazione del segnale,rispetto al trasduttore ”custom”.
Fig.10: Curva di risposta del sensore commerciale Brüel & Kjær Type 8312
Di seguito è mostrata, nella figura 11, una stessa serie temporale acquisitacon i due sensori sopra descritti, con a fianco i relativi spettrogrammi, cherappresentano il modulo dello spettro di potenza al variare del tempo, calco-lato usando una finestra temporale di 4096 punti che scorre lungo il segnale,e la cui ampiezza è codificata in entrambi i casi nella stessa scala di colori.Si noti innanzitutto come nel dominio del tempo i due segnali , pur mo-
strando un analogo livello di fondo, sono caratterizzati da un rapporto se-gnale/rumore a vantaggio di quello acquisito col sensore ”custom”. Inoltre,
19
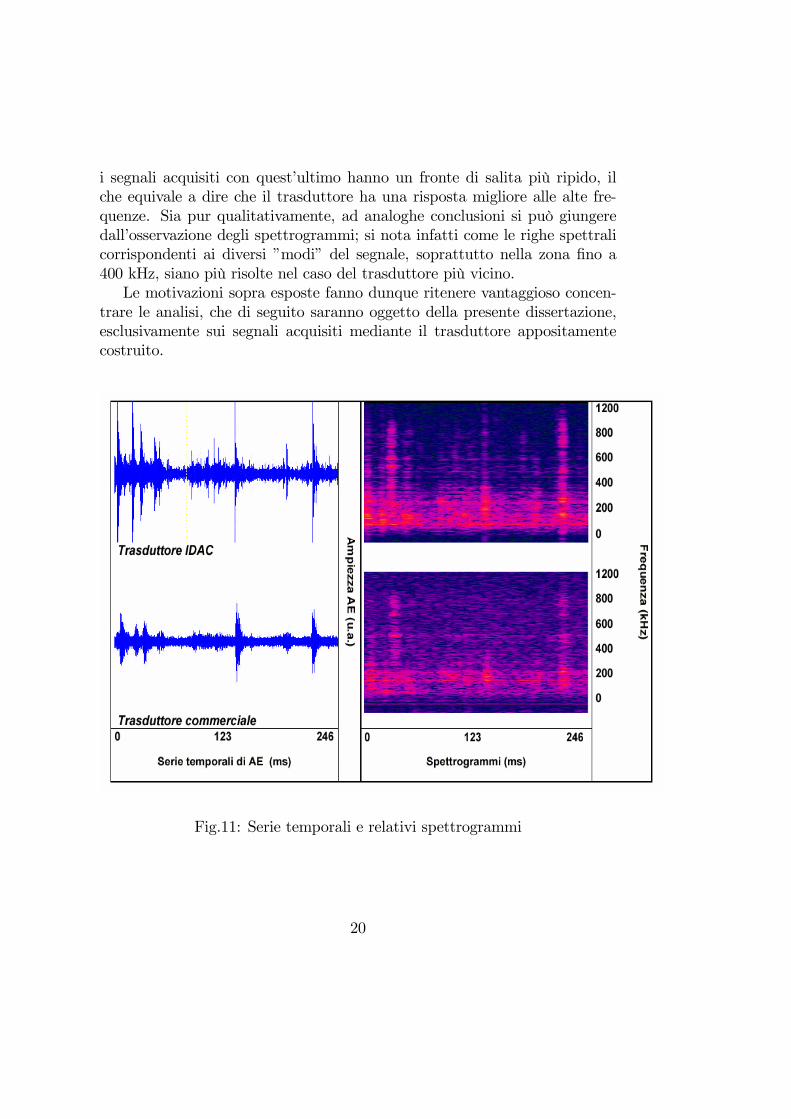
i segnali acquisiti con quest’ultimo hanno un fronte di salita più ripido, ilche equivale a dire che il trasduttore ha una risposta migliore alle alte fre-quenze. Sia pur qualitativamente, ad analoghe conclusioni si può giungeredall’osservazione degli spettrogrammi; si nota infatti come le righe spettralicorrispondenti ai diversi ”modi” del segnale, soprattutto nella zona fino a400 kHz, siano più risolte nel caso del trasduttore più vicino.Le motivazioni sopra esposte fanno dunque ritenere vantaggioso concen-
trare le analisi, che di seguito saranno oggetto della presente dissertazione,esclusivamente sui segnali acquisiti mediante il trasduttore appositamentecostruito.
Fig.11: Serie temporali e relativi spettrogrammi
20
4 Analisi delle proprietà statistiche dei se-gnali di Emissione Acustica
4.1 Serie temporali
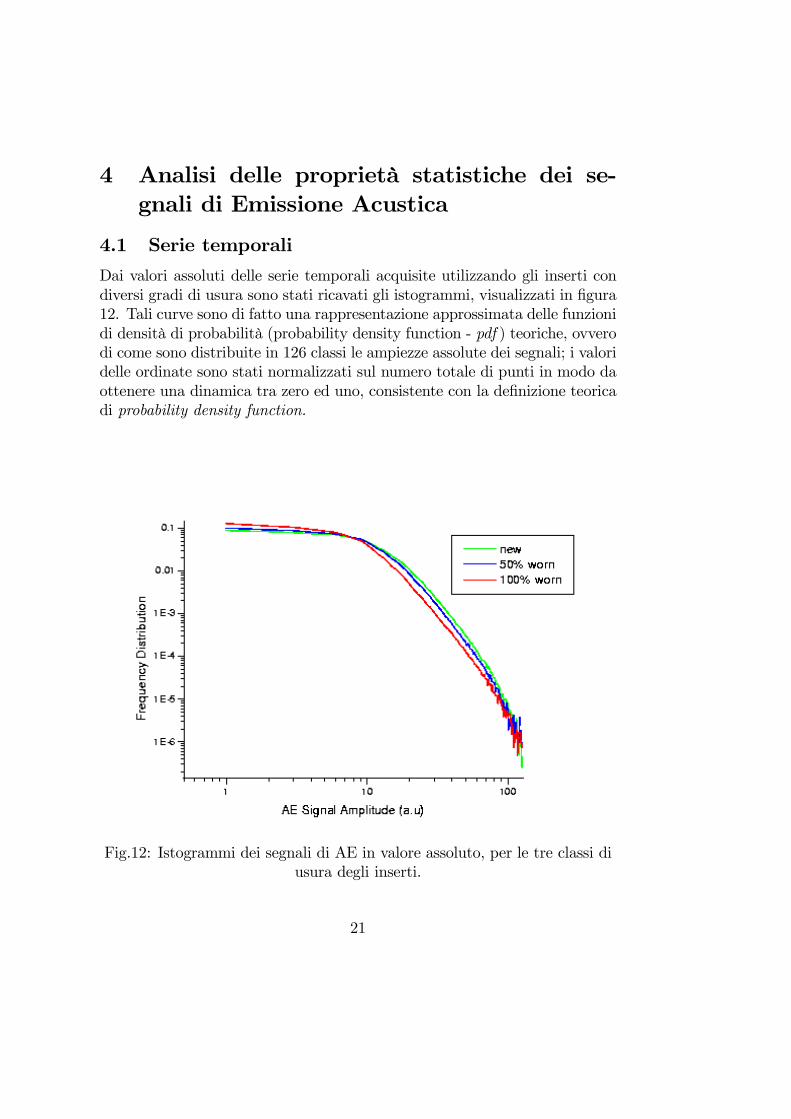
Dai valori assoluti delle serie temporali acquisite utilizzando gli inserti condiversi gradi di usura sono stati ricavati gli istogrammi, visualizzati in figura12. Tali curve sono di fatto una rappresentazione approssimata delle funzionidi densità di probabilità (probability density function - pdf ) teoriche, ovverodi come sono distribuite in 126 classi le ampiezze assolute dei segnali; i valoridelle ordinate sono stati normalizzati sul numero totale di punti in modo daottenere una dinamica tra zero ed uno, consistente con la definizione teoricadi probability density function.
Fig.12: Istogrammi dei segnali di AE in valore assoluto, per le tre classi diusura degli inserti.
21

Si può osservare come, al di sopra di un certo valore di soglia pari circaa 10, dovuto probabilmente alla quantizzazione derivante dalla dinamica diacquisizione, le curve mostrino un andamento a potenza decrescente del tipop(n) = An−α + B , con una pendenza simile in tutti e tre i casi di usuraconsiderati pari a circa α = −3.7; il corrispondente esponente per l’energia,ricavabile da quello delle ampiezze semplicemente considerando la relazioneche lega le due grandezze fisiche, è di α0 = −2.35. Nel ”range” considerato sipuò vedere come i segnali provenienti da inserti più usurati mostrino, a pa-rità di ampiezza, un’attività maggiore di emissione acustica. E’ interessantenotare come tale distribuzione dei valori con legge a potenza è continuamen-te osservato in numerosi fenomeni fisici; ad esso sono generalmente associateproprietà di invarianza di scala, ovvero di assenza di una scala caratteristicadel fenomeno, che in alcuni casi sono state interpretate mediante model-li cosidetti di citicalità auto-organizzata (Self-Organized Criticality - SOC)[25].
4.2 Valori RMS
Bisogna innanzitutto dire che l’analisi dei segnali direttamente acquisiti informa RMS è quella maggiormente utilizzata, per l’ovvio motivo che ciò ren-de possibile l’utilizzo di schede di acquisizione con frequenze di acquisizionepiù basse e dunque, a parità di dinamica disponibile, meno costose e con”buffer” di memoria maggiori. In letteratura si vede come un ingente sforzoè stato dedicato allo studio dei segnali RMS in relazione al grado di usu-ra degli inserti, in svariate situazioni sperimentali; si veda ad esempio [26]per gli utensili adatti a lavorazioni ad alta velocità di taglio, mentre [27] èdedicato alla identificazione del cedimento improvviso o “catastrophic toolfailure- CTF” negli inserti al carburo metallico. Per gli scopi della presentedissertazione il calcolo dei valori RMS è stato condotto a partire direttamen-te dalle stesse serie temporali precedente esaminate, sulla base di 100 punticonsecutivi corrispondenti quindi ad un intervallo temporale di 40µ, scelto inmodo da rendere il segnale RMS risultante sensibile ai diversi contributi dellaparte continua e di ”burst”. Anche qui, come nel caso precedente, sono statiricavati gli istogrammi dei valori su 60 classi, per ognuna delle tre famigliedi usura considerate. Le curve risultanti sono mostrate in figura 13.
22
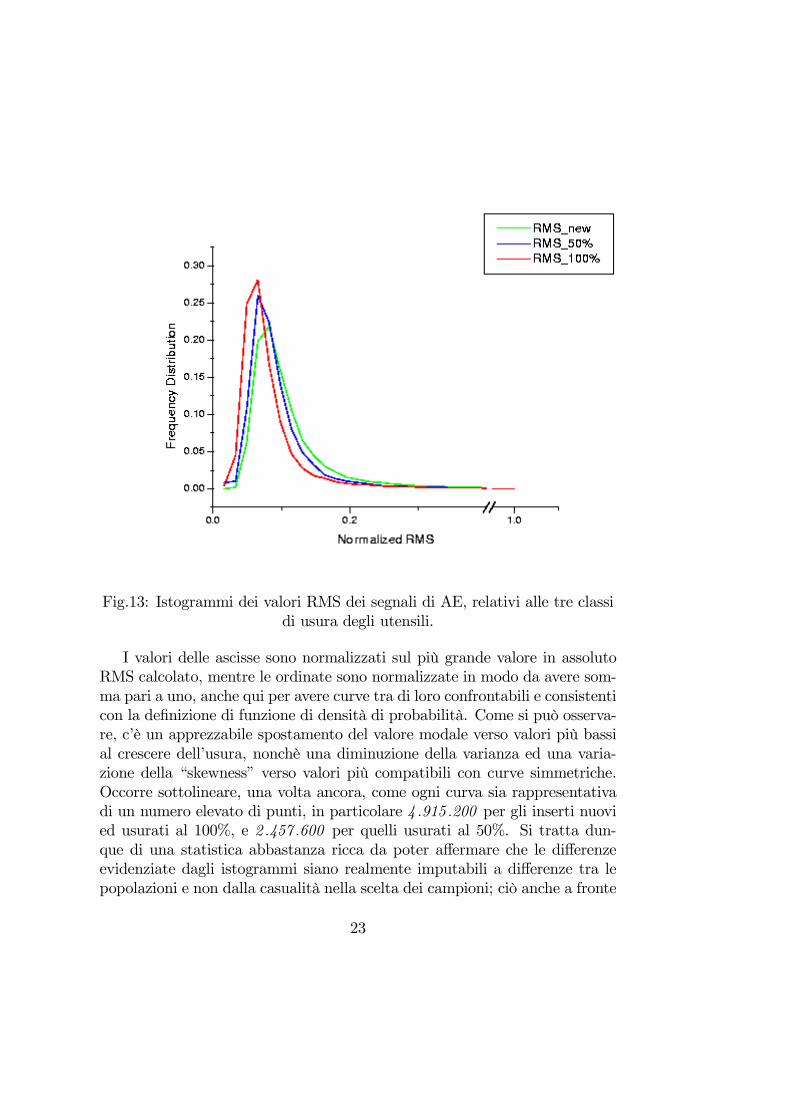
Fig.13: Istogrammi dei valori RMS dei segnali di AE, relativi alle tre classidi usura degli utensili.
I valori delle ascisse sono normalizzati sul più grande valore in assolutoRMS calcolato, mentre le ordinate sono normalizzate in modo da avere som-ma pari a uno, anche qui per avere curve tra di loro confrontabili e consistenticon la definizione di funzione di densità di probabilità. Come si può osserva-re, c’è un apprezzabile spostamento del valore modale verso valori più bassial crescere dell’usura, nonchè una diminuzione della varianza ed una varia-zione della “skewness” verso valori più compatibili con curve simmetriche.Occorre sottolineare, una volta ancora, come ogni curva sia rappresentativadi un numero elevato di punti, in particolare 4 .915 .200 per gli inserti nuovied usurati al 100%, e 2 .457 .600 per quelli usurati al 50%. Si tratta dun-que di una statistica abbastanza ricca da poter affermare che le differenzeevidenziate dagli istogrammi siano realmente imputabili a differenze tra lepopolazioni e non dalla casualità nella scelta dei campioni; ciò anche a fronte
23
di un T-test effettuato sui campioni il cui risultato è che l’ipotesi di ugua-glianza tra i valori medi può essere rifiutata con un livello di confidenza del95%.Prendendo spunto da tecniche mirate alla descrizione della rugosità su-
perficiale delle superfici, in letteratura si è cercato di descrivere lo stato diusura degli inserti partendo dalla ipotesi che una distribuzione Beta descri-va correttamente la funzione di densità di probabilità - pdf dei valori RMS[26][27]. Tale distribuzione è così definita:
f(x) =xr−1(1− x)s−1
β(r, s), dove β è la funzione Beta completa:
β(r, s) =
1Z0
xr−1(1− x)s−1dx
Con questa assunzione è possibile caratterizzare i momenti della distribu-zione in termini dei parametri r, s della funzione, e viceversa. In particolare,per ciò che riguarda la media µ e la varianza σ2 del campione sia ha:
r =µ
σ2(µ− µ2 − σ2)
s =1− µσ2
(µ− µ2 − σ2)
Questo vuol dire che i valori r, s sono stimati sulla base della conoscenzadella media e della varianza del campione, ed attraverso i risultati mostratisi vede come il loro andamento su un grafico cartesiano sia indicativo dellecondizioni di efficienza degli utensili; un problema di questa tecnica è chenon è possibile in tal modo avere una stima diretta dell’errore commesso nelcalcolo dei parametri r, s. Ciò è un problema particolarmente serio quandonelle applicazioni reali, i segnali contengono dei valori anomali o ”outliers”dovuti a svariate cause, ma che possono influenzare in modo consistente ivalori di media e varianza. Una possibilità è quella di ricavare r, s non daquesti ultimi ma direttamente effettuando un best-fit non lineare delle curvecon una funzione Beta.
24
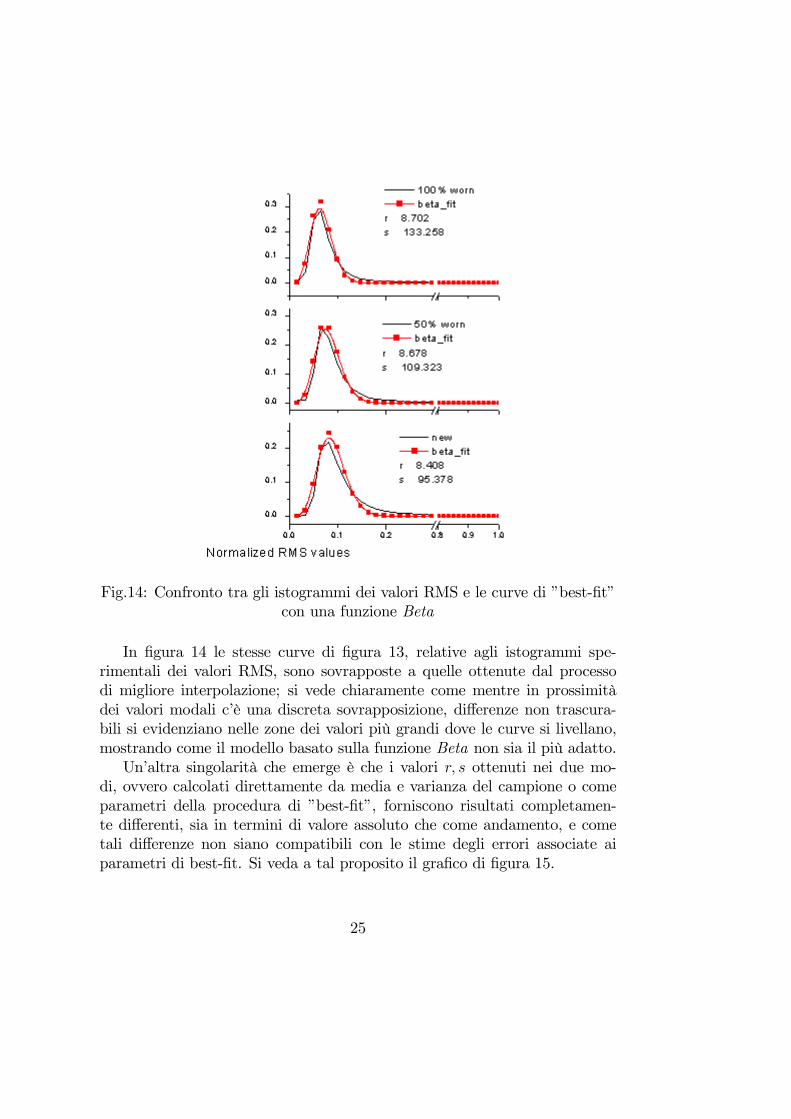
Fig.14: Confronto tra gli istogrammi dei valori RMS e le curve di ”best-fit”con una funzione Beta
In figura 14 le stesse curve di figura 13, relative agli istogrammi spe-rimentali dei valori RMS, sono sovrapposte a quelle ottenute dal processodi migliore interpolazione; si vede chiaramente come mentre in prossimitàdei valori modali c’è una discreta sovrapposizione, differenze non trascura-bili si evidenziano nelle zone dei valori più grandi dove le curve si livellano,mostrando come il modello basato sulla funzione Beta non sia il più adatto.Un’altra singolarità che emerge è che i valori r, s ottenuti nei due mo-
di, ovvero calcolati direttamente da media e varianza del campione o comeparametri della procedura di ”best-fit”, forniscono risultati completamen-te differenti, sia in termini di valore assoluto che come andamento, e cometali differenze non siano compatibili con le stime degli errori associate aiparametri di best-fit. Si veda a tal proposito il grafico di figura 15.
25
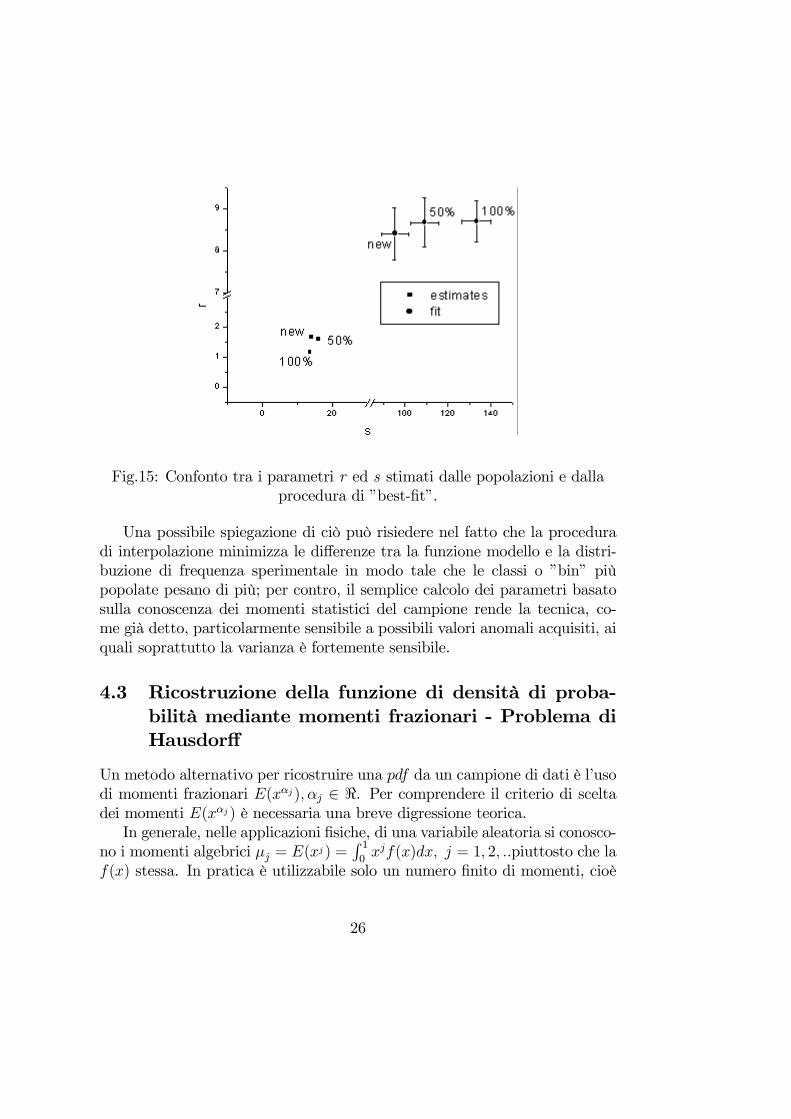
Fig.15: Confonto tra i parametri r ed s stimati dalle popolazioni e dallaprocedura di ”best-fit”.
Una possibile spiegazione di ciò può risiedere nel fatto che la proceduradi interpolazione minimizza le differenze tra la funzione modello e la distri-buzione di frequenza sperimentale in modo tale che le classi o ”bin” piùpopolate pesano di più; per contro, il semplice calcolo dei parametri basatosulla conoscenza dei momenti statistici del campione rende la tecnica, co-me già detto, particolarmente sensibile a possibili valori anomali acquisiti, aiquali soprattutto la varianza è fortemente sensibile.
4.3 Ricostruzione della funzione di densità di proba-bilità mediante momenti frazionari - Problema diHausdorff
Un metodo alternativo per ricostruire una pdf da un campione di dati è l’usodi momenti frazionari E(xαj ),αj ∈ <. Per comprendere il criterio di sceltadei momenti E(xαj ) è necessaria una breve digressione teorica.In generale, nelle applicazioni fisiche, di una variabile aleatoria si conosco-
no i momenti algebrici µj = E(xj ) =R 10xjf(x)dx, j = 1, 2, ..piuttosto che la
f(x) stessa. In pratica è utilizzabile solo un numero finito di momenti, cioè
26

©µjªMj=1. Tale insieme di momenti rappresenta l’informazione disponibile per
la ricostruzione di f(x).
In una situazione di informazione limitata, una tecnica largamente uti-lizzata consiste nell’individuare tra le infinite distribuzioni che soddisfano ilvincolo dei primi M momenti
©µjªMj=1quella che ha entropia (di Shannon)
massima. L’entropia di Shannon è definita come:
H(f) = −Z 1
0
f(x) ln f(x)dx
che si vuole massimizzare sotto il vincolo µj =R 10xjf(x)dx, j = 0,M .
L’abituale tecnica dei moltiplicatori di Lagrange:
maxH(f) = −Z 1
0
f(x) ln f(x)dx (1)
su µj =
Z 1
0
xjf(x)dx, j = 0,M, µ0 = 1
fornisce l’approssimante fM(x) di massima entropia di f(x) :
fM(x) = exp(−XM
j=0λjx
j) (2)
ove (λ0, ..,λM) soddisfano i vincoli:
µj =
Z 1
0
xjf(x)dx, j = 0,M (3)
È possibile dimostrare che la 3 è equivalente a minimizzare la seguentefunzione potenziale Γ(λ1, ..,λM) :
minλ1,...,λM
Γ(λ1, ...,λM) = minλ1,...,λM
ln
·Z 1
0
exp(−XM
j=0λjx
j)dx) +XM
j=0λjµj
¸(4)
Al crescere del numero M di momenti presi in considerazione si dimostrache l’approssimante di massima entropia (ME) fM(x) converge in entropia af(x) nel senso che :
27
limM→∞
H(fM) =: limM→∞
Z 1
0
f(x) lnf(x)
fM(x)dx = 0
ed in norma L1 limM→∞
R 10| |f(x)− fM(x)|dx = 0.
Tuttavia, al crescere di M , pur essendo garantite varie forme di conver-genza, non è possibile utilizzare praticamente un numero elevato di momenti,a causa di problemi di instabilità numerica derivanti dal mal condiziona-mento del problema dei momenti. In particolare, al crescere di M , fissati(µ0, ..., µM−1), il momento µM assume valori nell’intervallo [µ
minM , µmaxM ], con
µmaxM − µminM ¹ 2−2(M−1).L’ampiezza di tale intervallo assume valori paragonabili con l’errore mac-
china già a partire da moderati valori diM . In secondo luogo, le approssiman-ti di ME hanno entropia H[fM ] che diminuisce rapidamente in concomitanzadei primi pochi momenti, oltre i quali la successione H[fM ] , pur rimanen-do monotona decrescente, mostra un tasso di diminuzione insignificante. Diconseguenza una accurata ricostruzione di f(x) richiede un numero elevatoM di momenti interi, generando quindi problemi di instabilità numerica.Una possibile risposta ai precedenti problemi è fornita dai momenti fra-
zionari [32]:
E(Xαj ) =:
Z 1
0
xαjf(x)dx, αj ∈ <+
Le seguenti ragioni autorizzano l’uso di momenti frazionari:1) data la sequenza infinita di momenti interi
©µjª∞j=1
(per scopi prati-ci sono sufficienti i primi ' 40 momenti) è possibile calcolare un qualsiasimomento frazionario
E(Xαj ) =:
Z 1
0
xαjf(x)dx =X
bn(αj)µn, αj > 0
La relazione esplicita dei coefficienti bn è ricavabile partendo dalla definizionedi momenti interi di ordine s con s ∈ <,
E(Xs) =
Z 1
0
xsf(x)dx
Espandendo in serie di Taylor il termine xs attorno a c, dove c ∈ (0, 1),si ha:
28
xs =X∞
n=0[xs](n)x=c
(x− c)nn!
=X∞
n=0
·µs
n
¶n!xs−n
¸x=c
(x− c)nn!
=X∞
n=0
µs
n
¶cs−n(x− c)n
dove [k(x)](n)x=c indica la n−esima derivata della funzione k(x) calcolata inc. Considerando il valore aspettato di ambo i lati di quest’ultima equazione,otteniamo la relazione cercata:
E(Xs) =X∞
n=0
µs
n
¶cs−nE[(x− c)n] (5)
=X∞
n=0bnµn(c)
dove
bn =
µs
n
¶cs−n, n ∈ N
rappresenta il coefficiente del momento di ordine n di X centrato in c.La (5) permette dunque di calcolare in modo esplicito il valore del momentofrazionario di ordine s ∈ < conoscendo l’infinita sequenza dei momenti intericentrati in c. In pratica si vede però che generalmente basta prendere unnumero limitato di termini per avere già una approssimazione sufficiente.2) Un recente teorema dovuto a Lin assicura che una distribuzione è
univocamente caratterizzata da {E(xαj )}∞j=0, con αj ∈ (0,α∗), E(xα∗) <+∞, per un arbitrario α∗.3) Adottando un numero finito M di momenti frazionari {E(xαj)}Mj=0
si ricostruisce la densità approssimante fM(x) di ME la cui espressioneanalitica
fM(x) = exp(−MXj=0
λjxαj ) (6)
29

e che soddisfa la
E(xαj ) =
Z 1
0
xαjfM(x)dx
Il calcolo di λ1.....λM conduce, in analogia alla (4), alla minimizzazionedella funzione potenziale:
minλ1,...,λM
ln
·Z 1
0
exp(−XM
j=0λjx
αj)dx
¸+XM
j=0λjE(x
αj)
4) Posto αj =α∗Mj, j = 0, 1, ..M si dimostra che fM(x) converge in
entropia a f(x), cioè
limM→∞
H(fM) =: limM→∞
Z 1
0
fM(x) ln fM(x)dx = H(f) (7)
5) Il risultato di convergenza 7 suggerisce il criterio di scelta degli espo-nenti αj, ovvero {αj}Mj=1 : H[f ] = minimo, ovvero il criterio ottimale scegliequei momenti frazionari che permettono la più rapida convergenza in entro-pia. Oppure, in modo alternativo, si sceglie il numero minimo di momenti fra-zionari che permette di ottenere una prefissata differenza H[fM ]−H[f ]. Contale scelta la stima dei parametri λ1.....λM di fM nella 6 e l’individuazionedel set α1, ...αM richiede un doppio processo di minimizzazione:
minα1,...,αM
½min
λ1,...,λM
½ln
·Z 1
0
exp(−XM
j=0λjx
αj )dx
¸+XM
j=0λjE(x
αj )
¾¾mentre λ0 = ln
hR 10exp(−PM
j=1 λjxαj)dx
i.
6) Dato un campione di numerosità n, siamo in grado di costruire unapdf sostituendo i momenti E(xαj ) della popolazione con i momenti frazionaricampionari
mαj =1
n
nXk=1
xαjk
Si otterrà una approssimante di ME fM(x) = exp(−PMj=0 λjx
αj ) con(λ1.....λM), (α1, ...αM) stimati col criterio illustrato al punto 5.Quale M per un campione di numerosità n?
30

Se f(x) rappresenta la distribuzione vera, ma incognita, della variabilex e fM(x,λ,α), con λ =(λ1.....λM),α = (α1, ...αM), il modello di ordineM , una misura di distanza tra fM(x,λ,α) e f(x) è data dalla misura diKullback-Leibler con
I(f, fM) =
Z 1
0
f(x) lnf(x)
fM(x)dx
Quindi la miglior scelta dei vettori λ,α e dello scalare M è quella cheminimizza la distanza tra il modello di ordine M, fM(x), e la ”realtà f(x).Combinando il principio di Jaynes di ME (che definisce la gerarchia dei mo-delli con densità fM(x,α,λ) ed il principio di informazione di Akaike (chesceglie all’interno di tale gerarchia), Novi Inverardi e Tagliani [33] hanno di-mostrato che la scelta del valoreM è ottenuta attraverso il seguente problemadi ottimo:
minM
½minα
½minλ
µλ0 +
XM
j=0λjmαj +
M
n
¶¾¾, con
λ0 = ln
·Z 1
0
exp(−XM
j=1λjx
αj)dx
¸, ove
• λ0 +PM
j=0 λjmαj è l’entropia della distribuzione approssimante (checoinvolge i momenti campionari mαj =
1n
Pnk=1 x
αjk ) e come tale, mono-
tona decrescente all’aumentare del numero M di momenti campionariutilizzati;
• Mnè un termine penalizzante che cresce linearmente con l’ordineM del
modello e che previene la scelta di modelli troppo elaborati che nonpossono essere giustificati dai dati campionari.
La somma dell’entropiaλ0 +
PMj=0 λjmαj (monotona decrescente con M)
e del termine penalizzanteMn(monotono crescente con M)
fornisce il valore ottimo di M , cioè del modello minimo di momentifrazionari capaci di cogliere il contenuto di informazione del campione inesame.
31
4.3.1 Esempio:
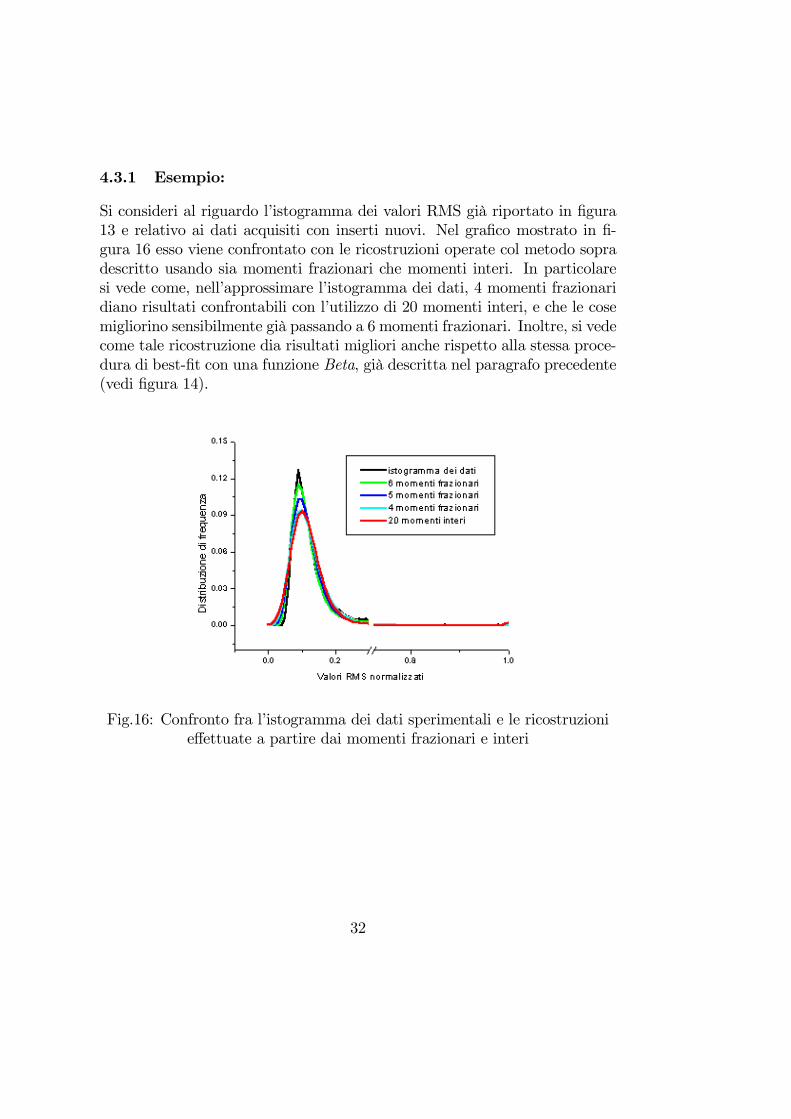
Si consideri al riguardo l’istogramma dei valori RMS già riportato in figura13 e relativo ai dati acquisiti con inserti nuovi. Nel grafico mostrato in fi-gura 16 esso viene confrontato con le ricostruzioni operate col metodo sopradescritto usando sia momenti frazionari che momenti interi. In particolaresi vede come, nell’approssimare l’istogramma dei dati, 4 momenti frazionaridiano risultati confrontabili con l’utilizzo di 20 momenti interi, e che le cosemigliorino sensibilmente già passando a 6 momenti frazionari. Inoltre, si vedecome tale ricostruzione dia risultati migliori anche rispetto alla stessa proce-dura di best-fit con una funzione Beta, già descritta nel paragrafo precedente(vedi figura 14).
Fig.16: Confronto fra l’istogramma dei dati sperimentali e le ricostruzionieffettuate a partire dai momenti frazionari e interi
32
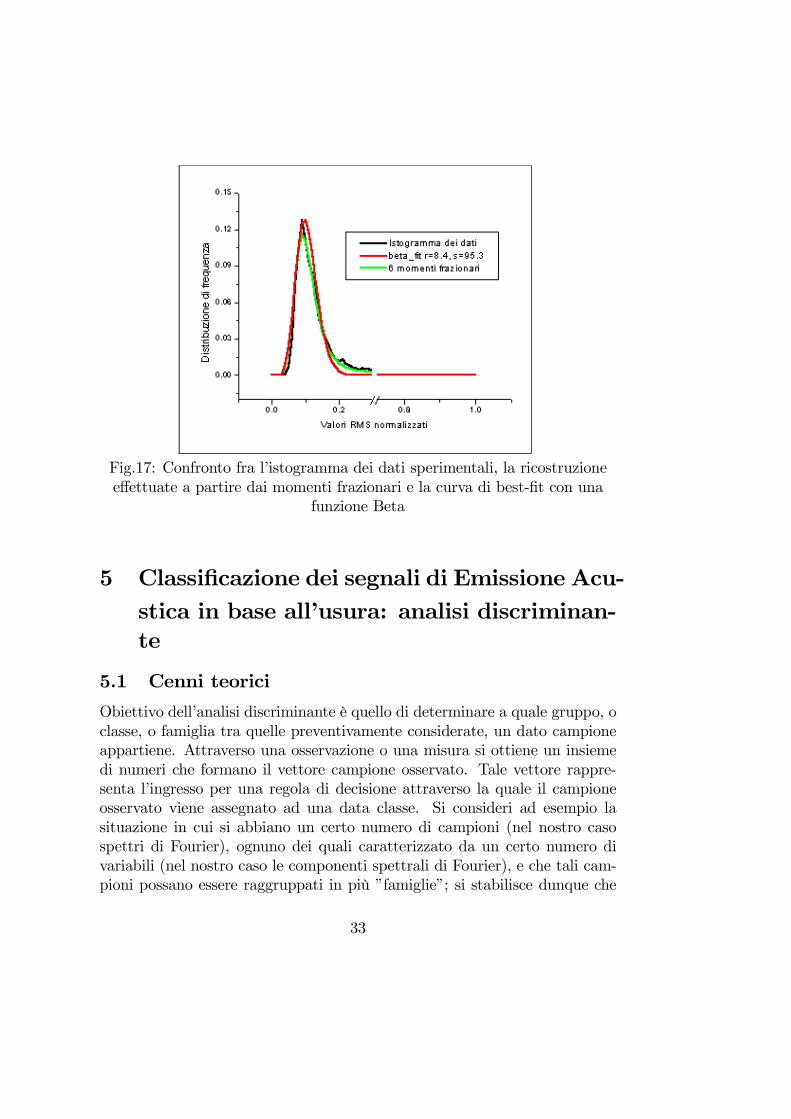
Fig.17: Confronto fra l’istogramma dei dati sperimentali, la ricostruzioneeffettuate a partire dai momenti frazionari e la curva di best-fit con una
funzione Beta
5 Classificazione dei segnali di Emissione Acu-stica in base all’usura: analisi discriminan-te
5.1 Cenni teorici
Obiettivo dell’analisi discriminante è quello di determinare a quale gruppo, oclasse, o famiglia tra quelle preventivamente considerate, un dato campioneappartiene. Attraverso una osservazione o una misura si ottiene un insiemedi numeri che formano il vettore campione osservato. Tale vettore rappre-senta l’ingresso per una regola di decisione attraverso la quale il campioneosservato viene assegnato ad una data classe. Si consideri ad esempio lasituazione in cui si abbiano un certo numero di campioni (nel nostro casospettri di Fourier), ognuno dei quali caratterizzato da un certo numero divariabili (nel nostro caso le componenti spettrali di Fourier), e che tali cam-pioni possano essere raggruppati in più ”famiglie”; si stabilisce dunque che
33

vi siano diverse situazioni fisiche note (gruppi) che danno luogo a campio-ni con diverse caratteristiche, di cui però non si conosca a priori da qualegruppo essi abbiano avuto origine. Mediante l’analisi discriminante si co-struisce allora una combinazione di variabili predittive che meglio è in gradodi evidenziare le differenze tra i gruppi, che viene usata per costruire unaregola di decisione circa l’assegnazione dei singoli casi ad una classe. Talecombinazione di variabili (o funzione discriminante) agisce come la parte didestra di una equazione di regressione multipla, perchè essa rappresenta lasomma delle variabili moltiplicate per opportuni coefficienti. La proceduradi analisi discriminante stima dunque tali coefficienti, e la funzione discrimi-nante così ottenuta può essere applicata ai nuovi casi di cui non si conosce ilgruppo di appartenenza. L’analisi discriminante è un argomento molto este-so e complesso, che in numerosi testi in lingua inglese viene anche chiamato”statistical pattern recognition”. Qui viene descritta ed applicata soltanto laparte di essa relativa alla costruzione di funzioni discriminatrici lineari.Si consideri il caso in cui si abbiano solo due classi, ω1e ω2, e sia nostro
obiettivo assegnare un vettore osservato X a ω1o ω2, date per note le den-sità di probabilità condizionate nonchè le probabilità a priori. Una sempliceregola di decisione potrebbe essere scritta nel modo seguente:
X ∈ ω1 se q1(X) > q2(X) (8)
X ∈ ω2 se q2(X) > q1(X)
dove q1,2 è la probabilità a posteriori di appartenenza di X a ω1,2, ossiala probabilità condizionata di ottenere un elemento della classe ωi dato cheè stato osservato X, e quindi ne determina l’assegnazione ad una classe. Laprobabilità a posteriori qi può essere determinata usando il teorema di Bayes:
qi(X) =Pipi(X)
p(X)
dove:Pi è la probabilità a priori di osservare un evento proveniente dalla i −
esima classe ωi;pi è la probabilità condizionata che, dato il vettore X, esso provenga dalla
classe ωi;p(X) è definita come p(X) =
Pi Pipi(X), ovvero è la probabilità totale
di osservare X,e rappresenta un termine di rinormalizzazione per ottenere laprobabilità condizionata qi.
34

Poichè quest’ultima è comune qualunque sia la classe considerata, la (8)si può esprimere nel seguente modo:
P1p1(X)ω2≶ω1
P2p2(X), ovvero l(X) =p1(X)
p1(X)
ω2≶ω1
P1P2
(9)
ove l(X), detto rapporto di verosimiglianza, è definito come l(X) = p1(X)p1(X)
, ed è la quantità basilare per i test di ipotesi; infatti, talvolta è convenienteesprimere la (9) in forma logaritmica:
h(X) = − ln l(X) = − ln p1(X) + ln p2(X)ω1≶ω2
lnP1P2
(10)
La h(X) è detta funzione discriminate; laddove si ha che le probabilità apriori P1,2 sono uguali, allora ln P1P2 = 0. Inoltre, nel caso particolare in cui ledensità di probabilità condizionate pi siano normali con valori di aspettazioneMi e matrici di covarianza
Pi, allora la (10) diventa.
h(X) = − ln l(X) = 1
2(X −M1)
TX−1
1(X −M1)− (11)
−12(X −M2)
TX−1
2(X −M2) +
1
2ln|P1 ||P2 |
ω1≶ω2
0
ricordando che la matrice di covarianza è così definita:
X= E
©(X −M)(X −M)Tª = E
x1 −m1
...xn −mn
[x1 −m1,..., xn −mn]
(12)
Si può dimostrare che la funzione discriminante di Bayes è quella ottima-le, nel senso che minimizza il costo o la probabilità di errore di classificazione.Il problema è che per costruire il rapporto di verosimiglianza occorre la cono-scenza delle funzioni di densità di probabilità condizionate pi per ogni classe;in molti casi si può tentare di stimare tali densità usando un numero finitodi campioni vettori osservati. Questa operazione può essere molto complessae richiede un gran numero di dati per fornire risultati accurati. Quindi sipreferisce in genere considerare procedure più semplici per costruire le fun-zioni classificatrici; in particolare, si può specificare la forma matematica del
35

classificatore, determinando così i parametri coinvolti nel processo. Le sceltepiù comuni si riferiscono a classificatori lineari e quadratici, sebbene altreforme siano comunque utilizzate.
La (11) mostra come la regola di decisione è data da una forma quadraticainX; quando i gruppi hanno matrici di covarianza uguali, ovvero
P1 =
P2 =P
, essa assume una forma lineare, e si parla di funzione discriminante linearedi Bayes la cui forma è:
h(X) = (M2 −M1)TX−1
X +1
2(MT
1
X−1M1 −MT
2
X−1M2)
ω1≶ω2
0 (13)
I classificatori lineari rappresentano la forma più semplice; occorre sotto-lineare che, in senso ”bayesiano”, essi sono ottimali solo se si ha a che farcon popolazioni normali e con uguale covarianza. Si osserva comunque co-me, in molte applicazioni, la semplicità di implementazione e la robustezzacompensano la non piena rispondenza dei dati alle condizioni teoriche.Poichè abbiamo scelto di affrontare il problema del classificatore lineare,
la regola di decisione deve comunque assumere la forma:
h(X) = V TX + ν0ω1≶ω2
0 (14)
che altro non è che una forma compatta della (13).Tutta questa procedura è ben descritta nel testo di K.Fukunaga [34], così
come un’ampia discussione sulla teoria dell’analisi discriminante, che fin quiabbiamo solo accennato. Possiamo solo dire che questo lavoro di ottimizza-zione dei parametri V e ν0 viene generalmente svolto seguendo diversi criteri,tra i quali citiamo il criterio di Fisher ed il criterio del ”between class-scatter”;essi sono caratterizzati da una operazione di minimizzazione di un opportunofunzionale dei valori medi e delle varianze del discriminatore h(X), arrivandoa definire forme leggermente diverse per le funzioni discriminanti a secondadelle ipotesi di partenza.
Un tentativo di descrivere graficamente ciò che avviene può essere il se-guente: si abbiano dei campioni appartenenti a due gruppi, e caratterizzatida due variabili A e B. Nella figura 18 la variabile A è graficata rispetto allavariabile B, e x ed o sono i simboli per rappresentare i casi appartenentiai due gruppi. Le ellissi sono costruite in modo da contenere approssimati-vamente l’80% dei casi, ed osservando le distribuzioni dei due gruppi per le
36
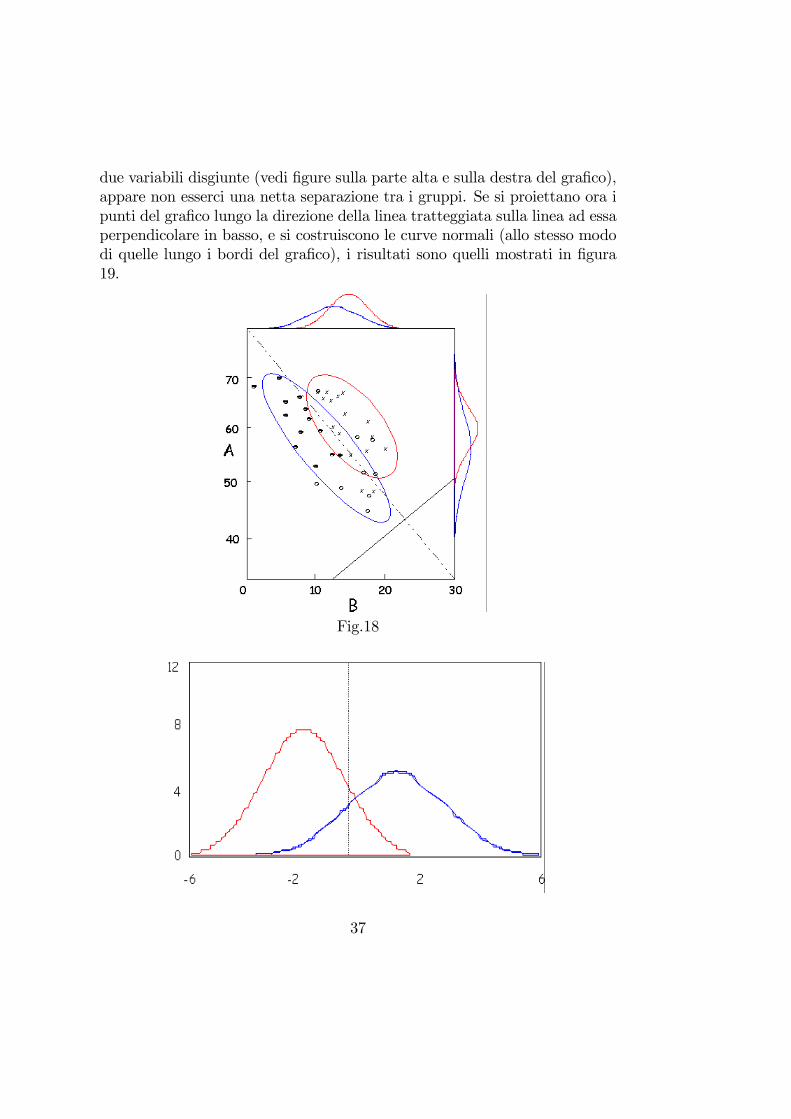
due variabili disgiunte (vedi figure sulla parte alta e sulla destra del grafico),appare non esserci una netta separazione tra i gruppi. Se si proiettano ora ipunti del grafico lungo la direzione della linea tratteggiata sulla linea ad essaperpendicolare in basso, e si costruiscono le curve normali (allo stesso mododi quelle lungo i bordi del grafico), i risultati sono quelli mostrati in figura19.
Fig.18
37
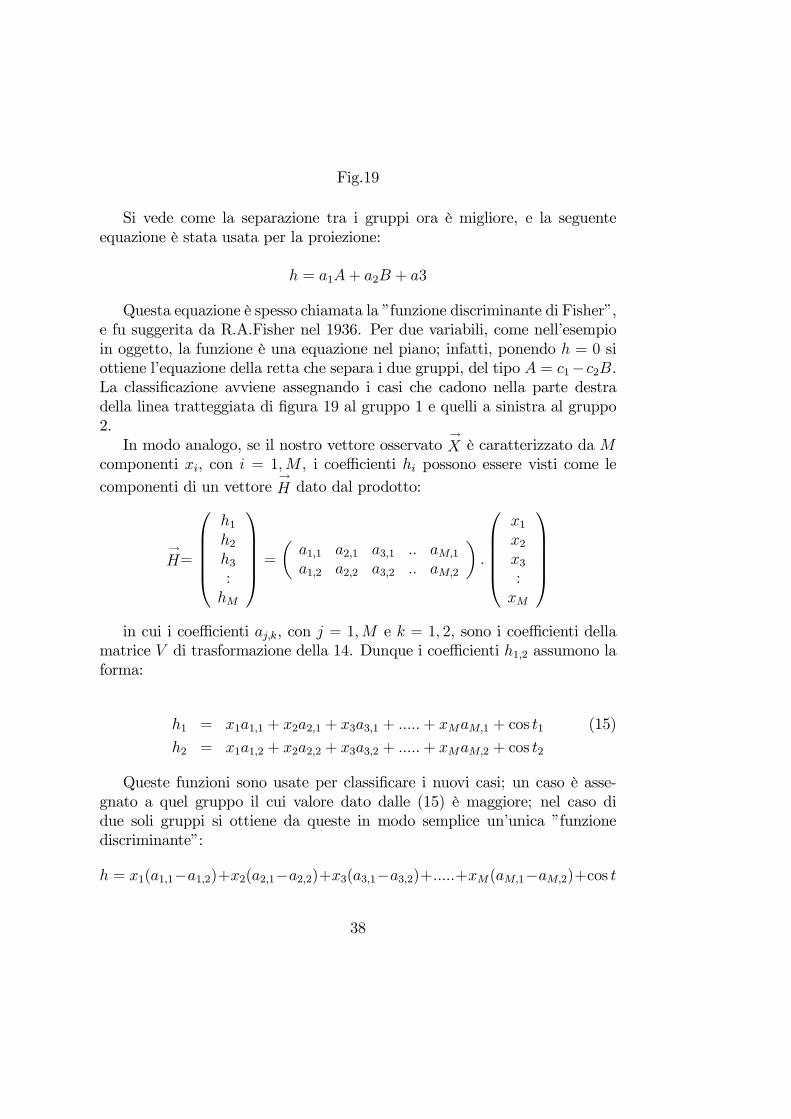
Fig.19
Si vede come la separazione tra i gruppi ora è migliore, e la seguenteequazione è stata usata per la proiezione:
h = a1A+ a2B + a3
Questa equazione è spesso chiamata la ”funzione discriminante di Fisher”,e fu suggerita da R.A.Fisher nel 1936. Per due variabili, come nell’esempioin oggetto, la funzione è una equazione nel piano; infatti, ponendo h = 0 siottiene l’equazione della retta che separa i due gruppi, del tipo A = c1−c2B.La classificazione avviene assegnando i casi che cadono nella parte destradella linea tratteggiata di figura 19 al gruppo 1 e quelli a sinistra al gruppo2.In modo analogo, se il nostro vettore osservato
→X è caratterizzato da M
componenti xi, con i = 1,M , i coefficienti hi possono essere visti come lecomponenti di un vettore
→H dato dal prodotto:
→H=
h1h2h3:hM
=
µa1,1 a2,1 a3,1 .. aM,1a1,2 a2,2 a3,2 .. aM,2
¶.
x1x2x3:xM
in cui i coefficienti aj,k, con j = 1,M e k = 1, 2, sono i coefficienti della
matrice V di trasformazione della 14. Dunque i coefficienti h1,2 assumono laforma:
h1 = x1a1,1 + x2a2,1 + x3a3,1 + .....+ xMaM,1 + cos t1 (15)
h2 = x1a1,2 + x2a2,2 + x3a3,2 + .....+ xMaM,2 + cos t2
Queste funzioni sono usate per classificare i nuovi casi; un caso è asse-gnato a quel gruppo il cui valore dato dalle (15) è maggiore; nel caso didue soli gruppi si ottiene da queste in modo semplice un’unica ”funzionediscriminante”:
h = x1(a1,1−a1,2)+x2(a2,1−a2,2)+x3(a3,1−a3,2)+.....+xM(aM,1−aM,2)+cos t
38
nella quale il prodotto scalare del vettore dei coefficienti con il vettoredelle componenti spettrali del caso in oggetto produce lo ”score” h.Ai fini della classificazione vengono però in pratica ricavati i cosidetti
coefficienti canonici della funzione discriminante, a0k.j, ottenuti a partire dai
ak,j della (15) moltiplicandoli per il rapporto tra la somma dei quadratidella varianza tra i gruppi e quella totale, in modo da ottenere una sortadi normalizzazione che consenta di assegnare un nuovo caso ad un gruppo oad un altro a seconda che il valore della z sia ≶ 0. In generale si ha dunqueun numero di funzioni di classificazione pari al minore tra k − 1, dove k è ilnumero di gruppi, e p (numero delle variabili).La costruzione di dette funzioni di discriminazione avviene mediante un
determinato set di casi la cui appartenenza ad un dato gruppo è nota; si parlaa tal proposito di fase di apprendimento, durante la quale le caratteristichedei segnali noti vengono utilizzate per costruire il modello di discriminazione,che verrà poi applicato ai successivi ”input” di origine sconosciuta per la loroclassificazione. Quello che noi faremo è dividere l’intero set dei dati in nostropossesso in due parti uguali, ed usarne una per l’apprendimento, e l’altra perla validazione della tecnica.
5.2 Classificazione
Esistono in commercio diversi ”software” che implementano in modo auto-matico la tecnica di analisi discriminante; uno di essi è SPSSTM , fornitodalla omonima società, il quale oltre ai risultati della classificazione fornisceanche tutta una serie di test di significatività sui dati, sulle ipotesi fatte allabase dell’analisi, nonchè di cross-validazione della classificazione stessa.Mediante questo programma, una discriminazione dei segnali mediante
un classificatore lineare, sulla base dell’usura degli inserti utilizzati per la lo-ro acquisizione, è stata applicata sulle componenti spettrali dei segnali stessi.Per far ciò si è dunque calcolata la ”Fast Fourier Trasform” dei dati su 4096punti consecutivi, e da essa si sono ricavati i valori delle singole variabilimediante una media su 8 righe spettrali contigue. Per ognuno dei 20 filesacquisiti (8 files relativi ad utensili nuovi, 4 files ad utensili usurati al 50%, 8files ad utensili usurati al 100%) si sono dunque ottenuti 150 righe spettralidi 256 componenti ognuna, classificate sulla base delle tre famiglie di usuragià considerate. Per ognuna di esse la metà dei dati sono stati utilizzati perla fase di apprendimento, l’altra metà per la classificazione. Nei grafici difigura 20 e 21 sono riportate le due funzioni di discriminazione ottenute, una
39

in funzione dell’altra, onde ottenere una mappatura dei casi. Due diversi va-lori del numero di variabili coinvolte sono stati considerati, uno relativo allamassima capacità di calcolo del software in questione (137 variabili), e l’al-tro considerando solo le prime 20 variabili che risultano essere maggiormentecorrelate con ognuna delle funzioni discriminanti. Quest’ultimo è un buonmetodo per valutare il contributo delle singole variabili per la classificazione,ed allo stesso tempo fornisce un valido criterio di riduzione delle variabili ingioco che permette di eliminare dalla procedura quelle che hanno un pesominore, riducendo così gli oneri computazionali. Per ogni caso il valore del-la relativa funzione discriminante viene calcolato, e da essi i coefficienti dicorrelazione di Pearson con le singole variabili. In questo modo si possonoottenere per ogni gruppo separate matrici di correlazione delle variabili, ed irisultati possono essre combinati in modo da ottenere una matrice ordinatadi correlazione tra i gruppi, che forniscono una indicazione di quali variabilisono maggiormente utili per discriminare i casi. Si noti infatti come si otten-ga una accettabile riduzione delle prestazioni con un onere computazionaledrasticamente ridotto, passando da 137 variabili a 20.
40

Per ciò che riguarda la capacità di classificare i segnali in base all’usuradegli utensili, si può osservare come le percentuali dei casi correttamenteassegnati, vari da circa il 61% al 67%; il risultato non è da sottovalutare,in quanto si è chiesto al sistema di decidere circa l’assegnazione di casi, chenon erano stati utilizzati per l’apprendimento, tra tre gruppi di segnali le cuicaratteristiche non mostrano, in prima analisi, differenze eclatanti; si veda,a tal proposito e solo a scopo puramente indicativo, le curve di figura 12.
Fig.21: Funzioni discriminanti su tre classi di usura con 20 variabili
Risultati senz’altro più appariscenti si ottengono se si ipotizza che i segnalipossano appartenere soltanto a due gruppi, quelli cioè degli utensili utilizza-bili (nuovi o usurati al 50%) oppure completamente inutilizzabili (usurati al100%). Ripetendo la procedura di classificazione con le stesse modalità, sivede come i casi correttamente classificati salgano al 90.8% e all’88.5% neicasi rispettivamente di 137 componenti e 20 componenti (vedi figure 22 e 23).
41

Fig.22: Funzioni discriminanti su due classi di usura con 137 variabili
Fig.23: Funzioni discriminanti su due classi di usura con 20 variabili
42

6 ConclusioniIn questa dissertazione sono state analizzate le proprietà statistiche dei segna-li di emissione acustica generati durante lavorazioni meccaniche di tornitura,da utensili con diversi gradi di usura; sono emerse nelle serie temporali ca-ratteristiche di ”invarianza di scala”, legate all’andamento a legge di potenzadecrescente degli istogrammi. Ciò lascia intravedere interessanti proprietà delfenomeno specifico, che meritano di essere ulteriormente studiati nell’ambitodi un contesto di dinamica non lineare. Anche la statistica dei valori RMS èstata analizzata, mostrando l’andamento degli istogrammi sperimentali; dalloro confronto con modelli proposti in passato, è emersa la sostanziale inade-guatezza di questi ultimi e la necessità di un approfondimento del problema,sulla base della attuale precisa conoscenza della forma delle distribuzionisperimentali.È stata inoltre proposta una tecnica originale di ricostruzione delle distri-
buzioni di densità di probabilità dei valori RMS sulla base della estrazione deimomenti statistici dal campione (problema di Hausdorff), utilizzando i mo-menti frazionari positivi al posto di quelli interi. Si è mostrato come tale tec-nica originale presenti evidenti vantaggi in termini di accuratezza e riduzionedegli oneri computazionali, dovuto chiaramente ad un maggior contenuto diinformazione presente nei momenti frazionari rispetto a quelli interi. Anchequi, l’argomento è senz’altro meritevole di una successiva analisi mirata allacompleta interpretazione dei risultati.Infine, è stata applicata una tecnica di analisi discriminante sugli spettri
di potenza dei segnali, con l’obiettivo di costruire un efficiente classificatoredei dati acquisiti, sulla base dell’usura degli utensili impiegati. I risultatimostrano una ragguardevole percentuale di dati correttamente classificati,prova di una sostanziale abilità della tecnica nel riuscire ad individuare ca-ratteristiche discriminanti negli spettri di Fourier dei segnali, al variare delgrado di usura.Parte dei risultati mostrati nella presente dissertazione sono contenuti
nelle seguenti pubblicazioni:
1. G.B.Cannelli, E.D’Ottavi, L.Pitolli, G.Pontuale, Supervisione delle la-vorazioni meccaniche mediante tecniche basate sull’emissione acustica,CNR-Istituto di Acustica, Rapporto Scientifico n. 69, (1997)
43

2. G.Pontuale, F.A.Farrely, A.Petri, L.Pitolli, A statistical analysis ofacoustic emission signals for tool condition monitoring (TCM), Acou-stic Rewiew Letters On-line,(Accepted),(2002)
3. P.Novi Inverardi, A.Petri, G.Pontuale, A.Tagliani, Hausdorff problemvia fractional moments, AppliedMath. and Comput., (Accepted)(2002).
44
Riferimenti bibliografici[1] C.H.Scholtz:”The mechanics of earthquakes and faulting”. Chambridge
University Press(1990).
[2] Kiyoo Mogi:”Earthquakes and fracture”(1963). Earthquakes ResearchInstitute ,University of Tokio,Technophysics 5(1),(1967), (e referenze ivicontenute).
[3] B.Gutenberg und C.F.Richter,Ann.Geofis.,9,1(1956).
[4] M.Ishimodo,K.Iida,Bull.Earth.Res.Inst.Tokio Univ.17,443,(1939).
[5] F.Omori, Rep.Earth.Inv.Comm.2,103(1894)(in Japanese);Tokuji Utsu,Fac.Science,Hokkaido Univ.129(1969).
[6] C.H.Scholtz:”Experimental study of the fracturing process ion brittlerock”.J.Geophys.Res.73,1447(1968).
[7] Takayuki Hirata:”Omori’s power law aftershock sequences of microfrac-turing in rock fracture experiment”. J.Geophys.Res.,92,6215,(1987).
[8] A.Petri,G.Paparo,A.Vespignani,A.Alippi,M.Costantini:”Experimentalevidence for critical dynamics in michrofracturingprocesses”,Phys.Rev.Lett.73,3423,(1994).
[9] A.Garciamatin,A.Guarino,L.Bellon,S.Ciliberto, Statistical properties offracture precursors, Phys.rev.Lett,79, 3202 (1997).
[10] C.Maes,A.Van Moffaert,H.Frederix,H.Strauven:”Criticallity in creepexperiment on cellular glass”.Phys.Rev.B.
[11] D.Sornette, A.Johansen, Critical Rupture, Cond. Math./0003478,Preprint, (2000).
[12] F.Krogh, Tesi di Laurea, (2001).
[13] E.Kannatey-Asibu, D.Dornfeld, Quantitative relationship for AcousticEmission from orthogonal metal cutting”, Journal of Engineering forIndustry, 103, 330-340, (1981).
45
[14] G.Byrne, D.Dornfeld, I.Inasaki, K.Ketteler,W. Konig, and R.Teti, ToolCondition Monitoring (TCM) - The status of research and industrialapplication, Annals of CIRP 44(2), 541-567 (1995).
[15] K.Iwata, T.Moriwaki, Application of acoustic emission measurement toin-process sensing of tool wear, Annals of CIRP, 26(1-2), 19-23, (1977).
[16] R.Teti, A review of tool condition monitoring literature database,Annals of CIRP, 44-2, (1995).
[17] X.Li, A brief review: acoustic emission method for tool wear monitoringduring turning, Machine Tools & Manifacture, 42, 157-165, (2002).
[18] T.Blum, I.Inasaki, A study on acoustic emission from orthogonal cuttingprocess, Journal of Engineering for Industry, 112, 203-211, (1990).
[19] T.Moriwaki, M.Tobito, A new approach to automatic detection of li-fe of coated tool based on acoustic emission measurement, Journal ofEngineering for Industry, 112, 212-218, (1990).
[20] D.Dornfeld, Acoustic Emission Process Monitoring, contributed chapterto ASNT Nondestructive Testing Handbook , Vol. 5-Acoustic EmissionTesting, ASNT, Columbus, OH, 1988, pp. 485-503.
[21] D. A. Dornfeld, ”Monitoring the Machining Process by Means of Acou-stic Emission Sensors,” Acoustic Emission: Current Practice and FutureDirections, ASTM, STP 1077, W. Sachse, J. Roget and K. Yamaguchi,Eds., American Society of Testing and Materials, Philadelphia, 1991.
[22] E.Emel, E.Kannatey-Asibu, Acoustic emission monitoring of the cut-ting process-negating the influence of varying conditions, Journal ofEngineering for Industry, 113, 456-464, (1991).
[23] K.Jemielniak, Some aspects of AE application in tool conditionmonitoring, Ultrasonics 38, 604-608, (2000).
[24] H.Hatano, E.Mori, Acoustic emission transducers and its absolutecalibration, J.of Acoust. Soc.Am., 59(2), 344-349, (1976).
[25] P.Bak, C.Tang, K.Wiesenfeld, Self-Organized Criticality: an explana-tion of 1/f noise, Phys.Rev.Lett., 59, 381 -384, (1997).
46

[26] E.Kannatey-Asibu, D.Dornfeld, Study of tool wear using statisticalanalysis of metal cutting acoustic emission, Wear, 76, 247-261, (1982).
[27] K.Jemielniak, O.Otman, Catastrophic tool failure detection based onacoustic emission signal analysis, Annals of CIRP, 47(1), 31-34, (1998).
[28] G.D.Lin, Characterizations of distributions via moments, Sankhya: TheIndian Journal of Statistics, 54, Series A, 128-132, (1992).
[29] D.Fasino, Spectral properties of Hankel matrices and numerical solutionsof finite moment problems, J. Comput. Applied Math., 65, 145-155,(1995).
[30] G.Talenti, Recovering a function from finite number of moments, InverseProblems, 3, 501-517, (1987).
[31] S.Karlin, L.S.Shapley, Geometry of moment spaces, AMS Memoirs 12,Providence RI (1953).
[32] P.Novi Inverardi, A.Petri, G.Pontuale, A.Tagliani, Hausdorff problemvia fractional moments, Applied Math. and Comput., (Accepted).
[33] P.Novi Inverardi, A.Tagliani, Maximum entropy density estimation fromfractional moments, Preprint.
[34] K.Fukunaga, Statistical Pattern Recognition, 2nd ed., Academic Press,San Diego (1993).
47