Prof. Cesare Fantuzzi Ing. Cristian Secchi ARSControl ... · Regolatore automatico per controllare...
68
Controlli Automatici Introduzione al corso Prof. Cesare Fantuzzi Ing. Cristian Secchi Ing. Alessio Levratti ARSControl - DISMI - Università di Modena e Reggio Emilia E-mail: {nome.cognome}@unimore.it http://www.arscontrol.org/teaching
Transcript of Prof. Cesare Fantuzzi Ing. Cristian Secchi ARSControl ... · Regolatore automatico per controllare...

Con
trol
li A
utom
atic
i
Introduzione al corso
Prof. Cesare FantuzziIng. Cristian SecchiIng. Alessio Levratti
ARSControl - DISMI - Università di Modena e Reggio Em iliaE-mail: {nome.cognome}@unimore.it
http://www.arscontrol.org/teaching
Controlli Automatici Introduzione 2
Controlli Automatici: il corsoMateriale didattico:
http://www.arscontrol.org/teachingTesti di riferimento:� Lucidi delle lezioni� P. Bolzern, R. Scattolini, N. Schiavoni, “Fondamenti di
Controlli Automatici”, Mc Graw-Hill ed.Ricevimento e quesiti: � via e-mail: ({nome.cognome}@unimore.it)
� Inserire in oggetto stringa [CA-GEST] per filtro anti-spam
Controlli Automatici Introduzione 3
Controlli Automatici: l’esame
Modalità di esame� Prova scritta riguardante
�serie di quesiti a risposta multipla sulla teoria svolta durante il corso
� due/tre esercizi
� Prova orale con discussione del compito.
� Iscrizione OBBLIGATORIA su ESSE3 http://www.esse3.unimore.it
Controlli Automatici Introduzione 4
Programma del corso� Introduzione al problema del controllo
� Automazione Industriale� Sistemi fisici e modelli� Strumenti matematici per l'analisi di sistemi dinamici lineari
� Equazioni differenziali� trasformata di Laplace� Funzione di risposta armonica
� Analisi della risposta temporale di sistemi dinamici elementari� sistemi del 1° e 2° ordine
� Analisi della risposta frequenziale di sistemi dinamici elementari� Diagrammi di Bode
� Introduzione al controllo automatico� controllo in catena aperta� controllo in retroazione
� Analisi dei sistemi in retroazione� luogo delle radici
� Introduzione al progetto di sistemi di controllo� definizione delle specifiche� Progetto mediante luogo delle radici
� Regolatori standard� reti correttrici, PI, PID

Con
trol
li A
utom
atic
i
Introduzione all’Automazione Industriale
Prof. Cesare FantuzziIng. Cristian SecchiIng. Alessio Levratti
ARSControl - DISMI - Università di Modena e Reggio Em iliaTel. 051 2093875
E-mail: {nome.cognome}@unimore.ithttp://www.arscontrol.org/teaching

Controlli Automatici Introduzione 6
Cosa è l’automazione industriale?Macchine Automatiche

Controlli Automatici Introduzione 7
Cosa è l’automazione industriale?Macchine Automatiche
A3/Speed12000 p/h3.33 p/s

Controlli Automatici Introduzione 8
Cosa è l’automazione industriale?Robotica Industriale

Controlli Automatici Introduzione 9
Cosa è l’automazione industrialeLinea di produzione automatizzata

Controlli Automatici Introduzione 10
Cosa è l’automazione industriale?Macchine a Controllo Numerico (CNC)

Controlli Automatici Introduzione 11
Cosa è l’automazione industriale?Movimentazione e immagazzinamento automatico
�Pallettizzatori e Depallettizzatori�Linee di trasporto automatiche�Autonomous Guided Veichles (AGV) – Magazzino automatizzato

Controlli Automatici Introduzione 12
Cosa è l’automazione industriale?Controllo di Processo

Controlli Automatici Introduzione 13
AutomazioneL’automazione industriale è solo uno degli aspetti dell’automazione
Manipolazione
Robotica Mobile
Robotica umanoide
Chirurgia robotica
Automotive
Aerospace
Controlli Automatici Introduzione 14
Automazione industriale: storiaOgni lavoro dell’uomo per ottenere un prodotto desiderato può essere considerato un processo produttivo
EnergiaInformazione
ControlloIngredienti�Energia�Controllo�Informazione
Un tempo l’uomo forniva tutti i tre elementi fondamentali per eseguire il processo produttivo:�Energia = muscoli�Controllo = cervello�Informazione = vista, tatto, ecc.
Controlli Automatici Introduzione 15
Automazione industriale: storiaLo sviluppo dei sistemi produttivi nel tempo è sempre stato volto all’eliminazione totale o parziale dell’intervento umano nei processi di erogazione e manipolazione dei tre “ingredienti” fondamentali� Energia
�Faticoso�Pericoloso�A volte l’uomo non è sufficiente
� Controllo e informazione�Spesso l’uomo non ha capacità sufficienti�Spesso l’uomo non garantisce la precisione desiderata
Controlli Automatici Introduzione 16
Automazione industriale: storiaPercorso evolutivo verso l’automazione industrialePrimo passo :� Dispensare l’uomo dal fornire energia� Processo di industrializzazione
Energia animaleEnergia eolica

Controlli Automatici Introduzione 17
Automazione industriale: storiaIl processo di industrializzazione culmina nella rivoluzione industriale� Processi produttivi caratterizzati dall’uso generalizzato di
macchine azionate mediante potenza meccanica�Fonti energetiche naturali
Milestones� 1768 - Primo filatoio meccanico� 1776 – Prima motrice a vapore di Watt
Controlli Automatici Introduzione 18
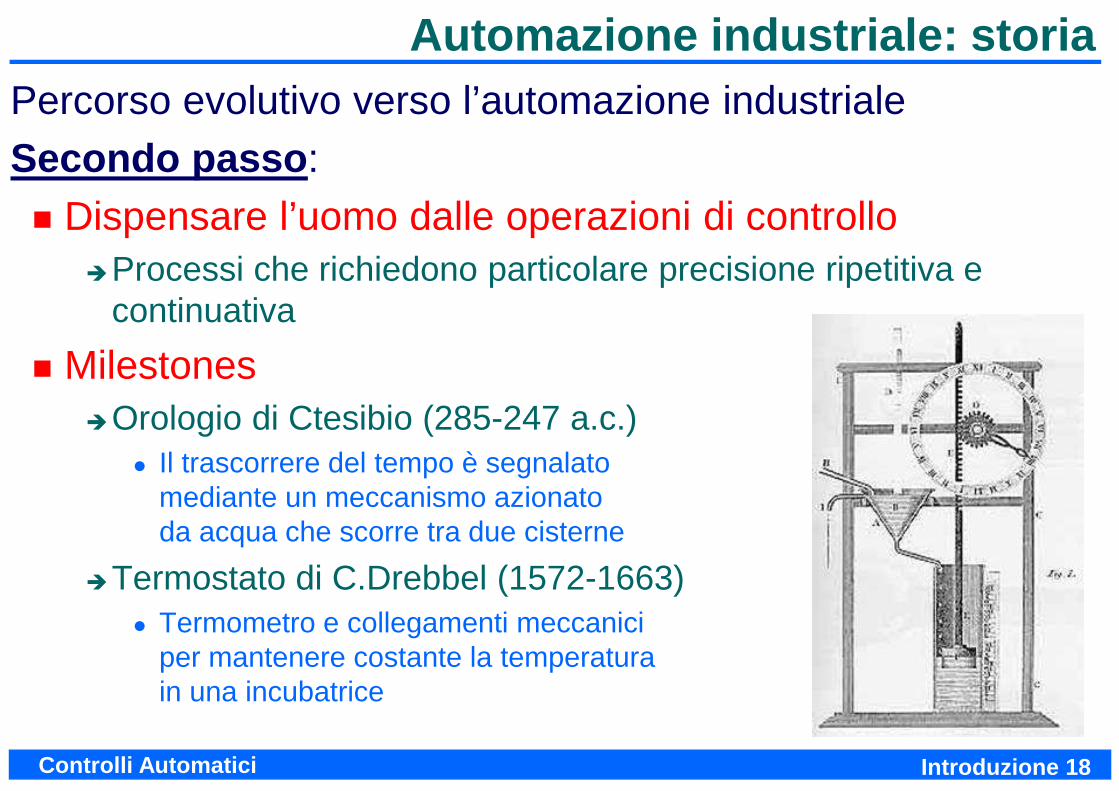
Automazione industriale: storiaPercorso evolutivo verso l’automazione industrialeSecondo passo :� Dispensare l’uomo dalle operazioni di controllo
�Processi che richiedono particolare precisione ripetitiva e continuativa
� Milestones�Orologio di Ctesibio (285-247 a.c.)
� Il trascorrere del tempo è segnalatomediante un meccanismo azionatoda acqua che scorre tra due cisterne
�Termostato di C.Drebbel (1572-1663)� Termometro e collegamenti meccanici
per mantenere costante la temperaturain una incubatrice
Controlli Automatici Introduzione 19
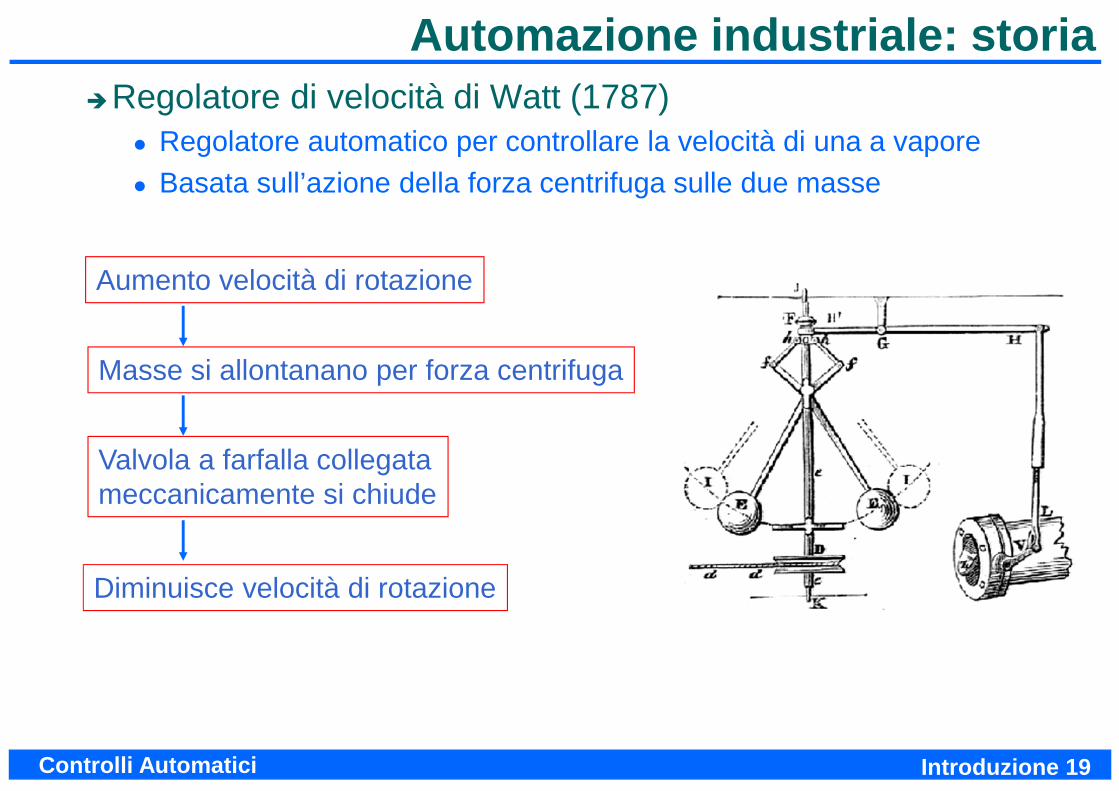
Automazione industriale: storia�Regolatore di velocità di Watt (1787)
� Regolatore automatico per controllare la velocità di una a vapore� Basata sull’azione della forza centrifuga sulle due masse
Aumento velocità di rotazione
Masse si allontanano per forza centrifuga
Valvola a farfalla collegatameccanicamente si chiude
Diminuisce velocità di rotazione
Controlli Automatici Introduzione 20
Automazione industriale: storiaPercorso evolutivo verso l’automazione industrialeSecondo passo :� Dispensare l’uomo dalle operazioni di controllo
L’esperienza maturata nello studio di automatismi porta alla nascita di una teoria del controllo� Nucleo dell’automatica� Definire sulla base di misure effettuate sulle grandezze
fisiche accessibili l’azione più efficace da compiere sul processo al fine di ottenere da questo il comportamento desiderato
Teoria matematica per lo studio di sistemi di controllo
Controlli Automatici Introduzione 21
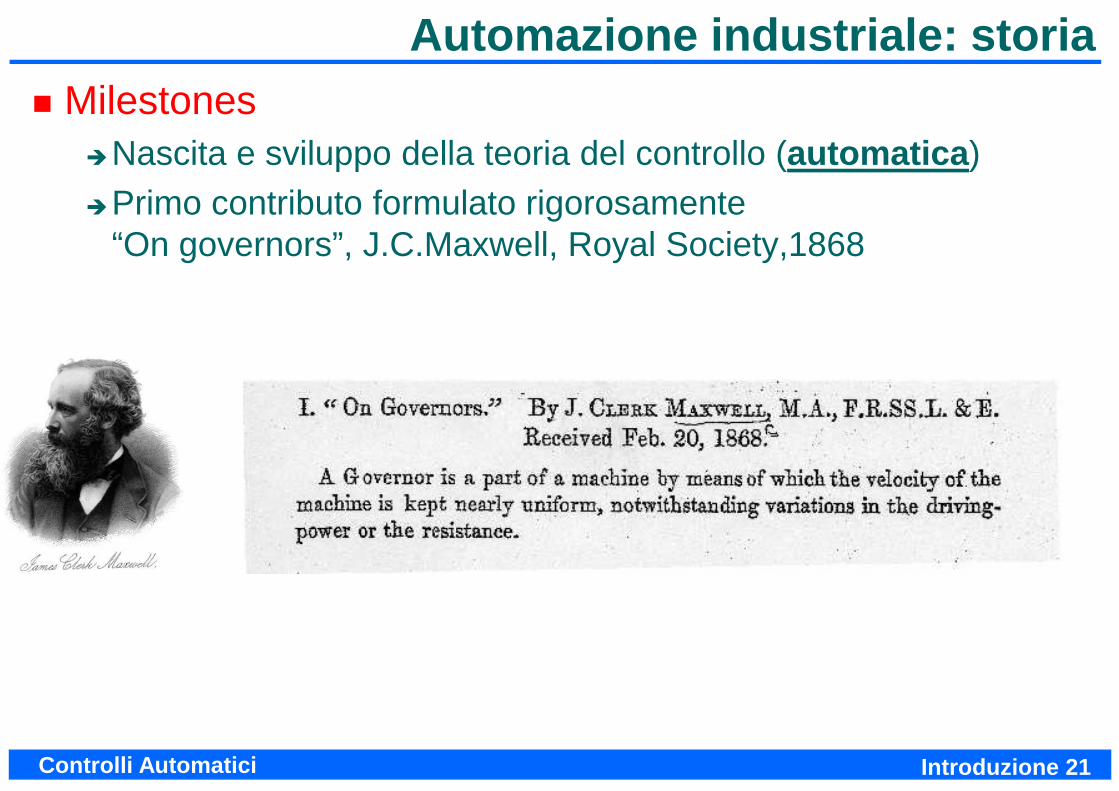
Automazione industriale: storia� Milestones
�Nascita e sviluppo della teoria del controllo (automatica )�Primo contributo formulato rigorosamente
“On governors”, J.C.Maxwell, Royal Society,1868
Controlli Automatici Introduzione 22
Automazione industriale: storia�Amplificatori in retroazione negativa (H.S. Black, 1930)�Analisi frequenziale (H.W. Bode 1905-1982, H. Nyquist 1889-
1976)�Stabilità dei sistemi lineari (E.J.Routh 1831-1907, A.Hurwitz
1859-1919)�Controllori PID (J.G. Ziegler, N.B. Nichols 1942)�Dal 1950 ad oggi
� Teoria dei sistemi dinamici� Ottimizzazione dell’azione di controllo� Identificazione dei modelli� Controllo dei sistemi non lineari
Controlli Automatici Introduzione 23
Automazione industriale: storiaPercorso evolutivo verso l’automazione industrialeTerzo passo :� Dispensare l’uomo dalle azioni di manipolazione delle
informazioni� Milestones
� Implementazione delle teorie del controllo nella conduzione di impianti industriali
�Prima generazione di controllori (1950)� Controlli logico/sequenziali� Sistemi combinatori automatici che al verificarsi di determinate condizioni
attivano l’avvio o la fine di operazioni di base svolte dalle macchine di produzione
� Interruzione di una movimentazione quando un organo meccanico raggiunge il proprio fine corsa
Controlli Automatici Introduzione 24
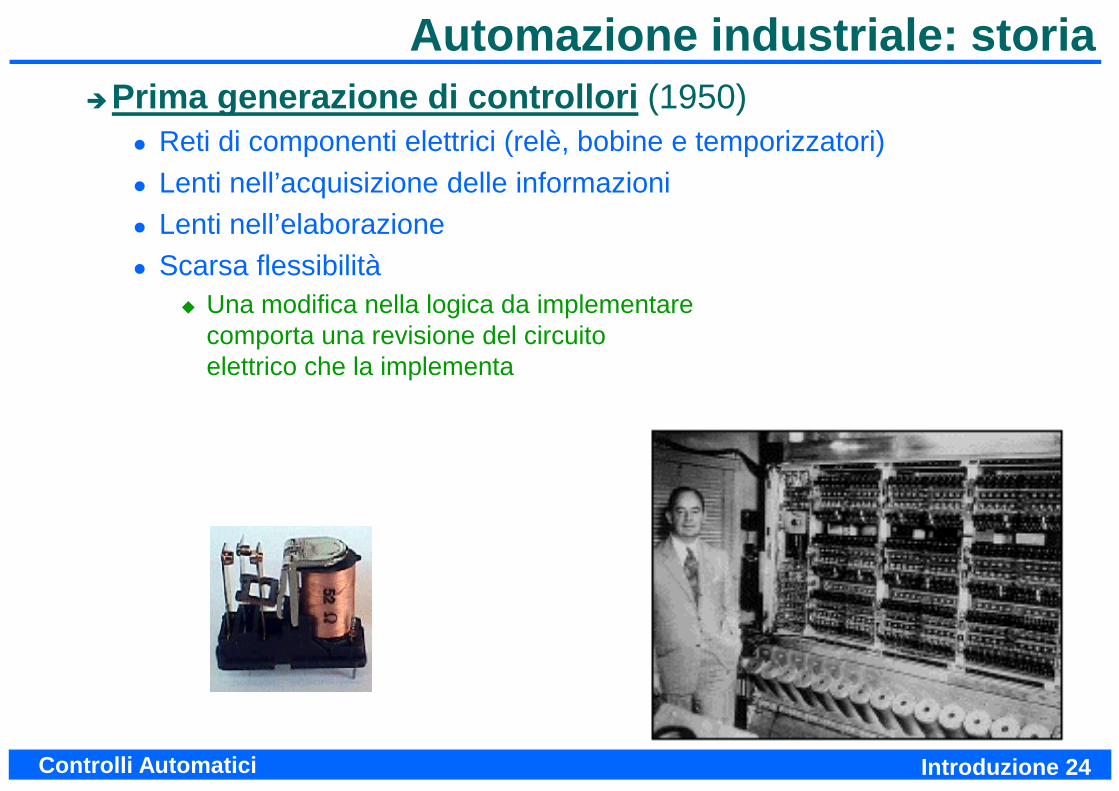
Automazione industriale: storia�Prima generazione di controllori (1950)
� Reti di componenti elettrici (relè, bobine e temporizzatori)� Lenti nell’acquisizione delle informazioni� Lenti nell’elaborazione� Scarsa flessibilità
� Una modifica nella logica da implementarecomporta una revisione del circuitoelettrico che la implementa

Controlli Automatici Introduzione 25
Automazione industriale: storia�Seconda generazione di controllori (1960)
� Evoluzione dell’elettronica a semiconduttore� Transistori e circuiti stampati
� Controllori basati su (primitive) schede a semiconduttore� Aumento delle prestazioni� Aumento dei costi� Flessibilità ancora scarsa
� Modifica della funzione logica equivale alla riprogettazione della scheda

Controlli Automatici Introduzione 26
Automazione industriale: storia�Terza generazione di controllori (1968)
� Evoluzione di elettronica e informatica� Sistemi a microprocessore� Controllori programmabili via software � Nel 1968 Allen Bradley introdusse il Programmable Logic Controller (PLC)
per l’automazione della produzione automobilistica� Programmabile quindi altamente flessibile

Controlli Automatici Introduzione 27
Automazione industriale: storiaIl termine automation fu introdotto nel 1947 presso la Ford Motor Company come contrazione dell’espressione “automatic production” per indicare l’insieme di apparati di movimentazione automatica che erano stati installati nelle loro linee di produzione.
Controlli Automatici Introduzione 28
Automazione industriale: una definizioneL’automazione industriale è dunque l’insieme di metodologie (teoria del controllo automatico) e tecnologie (meccaniche, elettriche, elettroniche, informatiche) che permettono l’automatizzazione di processi produttivi al fine di far compiere lavori a macchine� Senza intervento umano con
�Minori costi�Maggiore affidabilità�Continuità temporale
� Per operazioni che richiedono precisione, velocità e potenze impossibili all’uomo
� Per operazioni pericolose � Per soddisfare vincoli e normative riguardanti sicurezza e
impatto ambientale

Controlli Automatici Introduzione 29
Verso una moderna automazione industrialeNegli ultimi anni il concetto di automazione industriale è stato esteso non solo alla produzione vera e propria ma anche ai suoi sistemi di supporto� Progettazione� Organizzazione� Gestione della produzione
Automazione industriale in senso più ampio� Integrazione tra produzione automatizzata e sistemi
informativi gestionaliSi inizia a parlare di Computer Integrated Manufacturing

Controlli Automatici Introduzione 30
Verso una moderna automazione industrialeNegli ultimi anni il concetto di automazione industriale è stato esteso non solo alla produzione vera e propria ma anche ai suoi sistemi di supporto� Progettazione� Organizzazione� Gestione della produzione
Automazione industriale in senso più ampio� Integrazione tra produzione automatizzata e sistemi
informativi gestionaliSi inizia a parlare di Computer Integrated Manufacturing
Controlli Automatici Introduzione 31
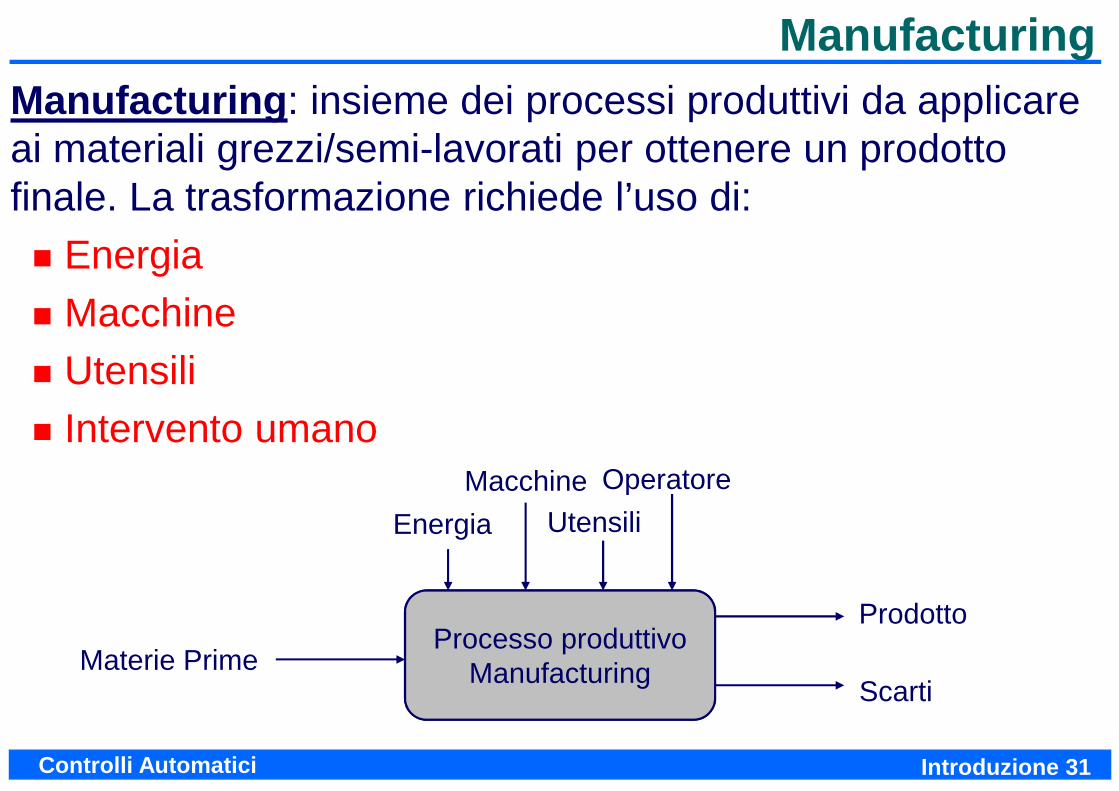
ManufacturingManufacturing : insieme dei processi produttivi da applicare ai materiali grezzi/semi-lavorati per ottenere un prodotto finale. La trasformazione richiede l’uso di:� Energia� Macchine� Utensili� Intervento umano
Processo produttivoManufacturingMaterie Prime
Prodotto
Scarti
Energia
MacchineUtensili
Operatore
Controlli Automatici Introduzione 32
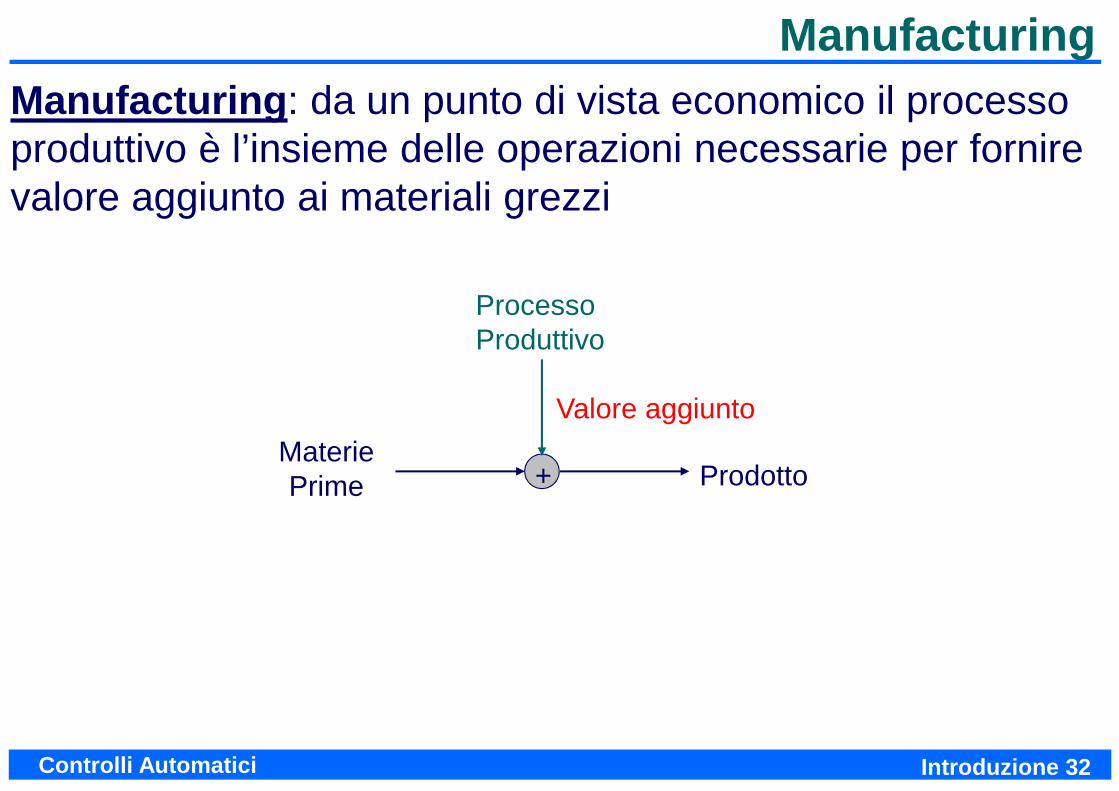
ManufacturingManufacturing : da un punto di vista economico il processo produttivo è l’insieme delle operazioni necessarie per fornire valore aggiunto ai materiali grezzi
MateriePrime Prodotto+
Valore aggiunto
Processo Produttivo
Controlli Automatici Introduzione 33
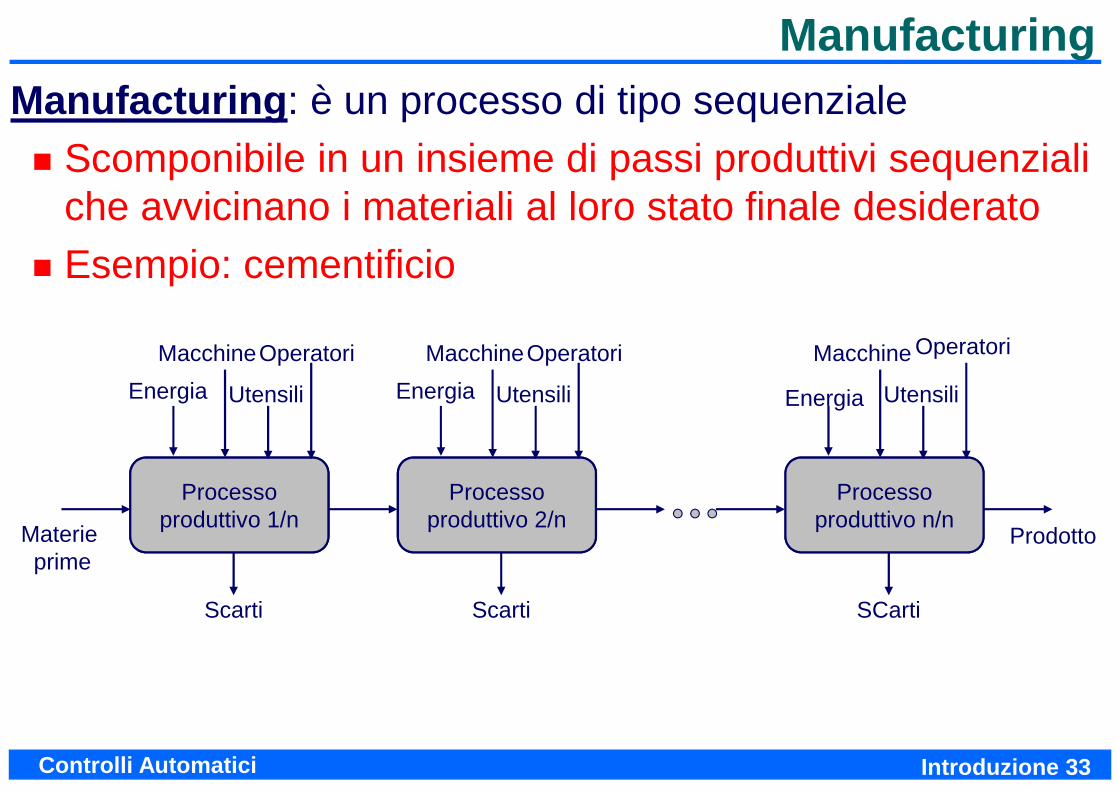
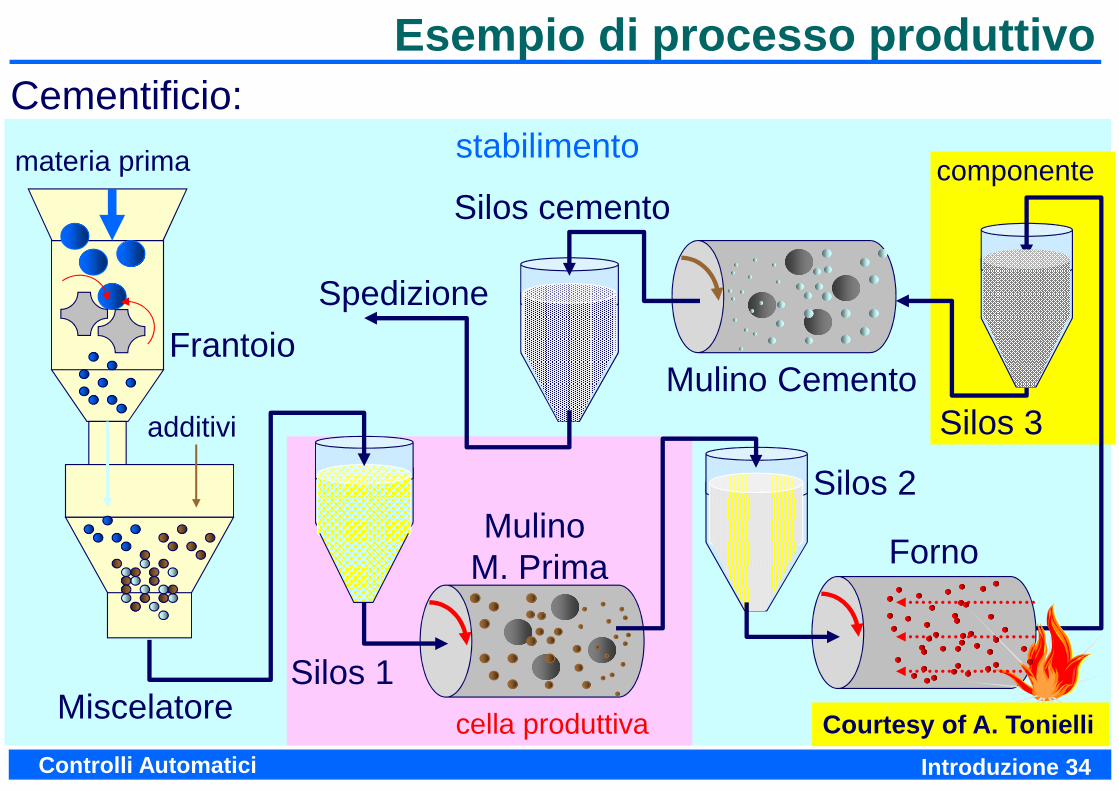
ManufacturingManufacturing : è un processo di tipo sequenziale� Scomponibile in un insieme di passi produttivi sequenziali
che avvicinano i materiali al loro stato finale desiderato� Esempio: cementificio
Processoproduttivo 1/n
Materie prime
Prodotto
Scarti
Energia
Macchine
Utensili
Operatori
Processoproduttivo 2/n
Scarti
Energia
Macchine
Utensili
Operatori
Processoproduttivo n/n
SCarti
Macchine
Utensili
Operatori
Energia
Controlli Automatici Introduzione 34
Esempio di processo produttivoCementificio:
Mulino M. Prima
Frantoio
Silos 3
Silos 2
Miscelatore
Forno
Mulino Cemento
Silos cemento
Spedizione
materia prima
additivi
Silos 1
stabilimento
cella produttiva
componente
Courtesy of A. Tonielli
Controlli Automatici Introduzione 35
Operazioni elementari dei processi produttiviUn processo produttivo è composto da una sequenza di operazioni elementari� Operazioni di lavorazione: utilizzo dell’energia per alterare
le proprietà dei materiali (trasformazioni)� Operazioni di assemblaggio: operazioni di unioni di più
parti per formare un’unica entità� Operazioni di trasporto e stoccaggio: movimentazione e
stoccaggio di parti e prodotti� Operazioni di test: verifica del prodotto finale e delle sue
funzionalità� Operazioni di coordinamento e controllo: coordinamento e
regolazione delle operazioni anche a livello di gestione della produzione
Controlli Automatici Introduzione 36
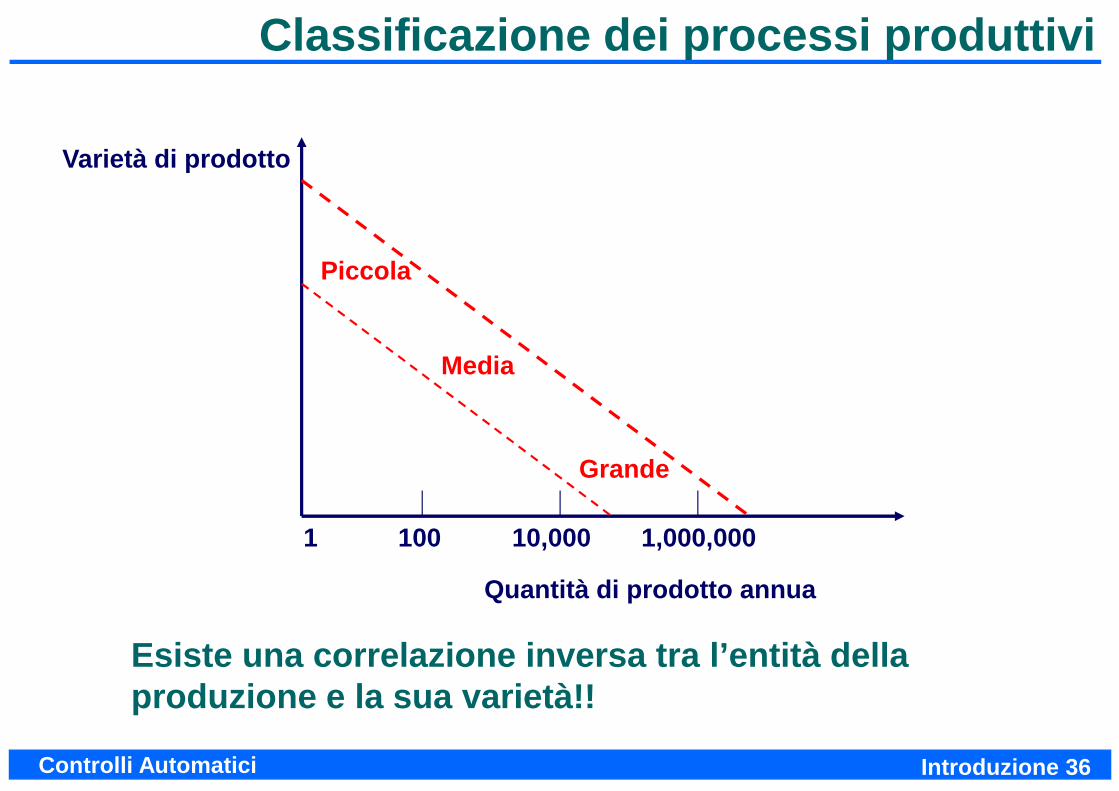
Classificazione dei processi produttivi
1 100 10,000 1,000,000
Piccola
Media
Grande
Quantità di prodotto annua
Varietà di prodotto
Esiste una correlazione inversa tra l’entità della produzione e la sua varietà!!
Controlli Automatici Introduzione 37
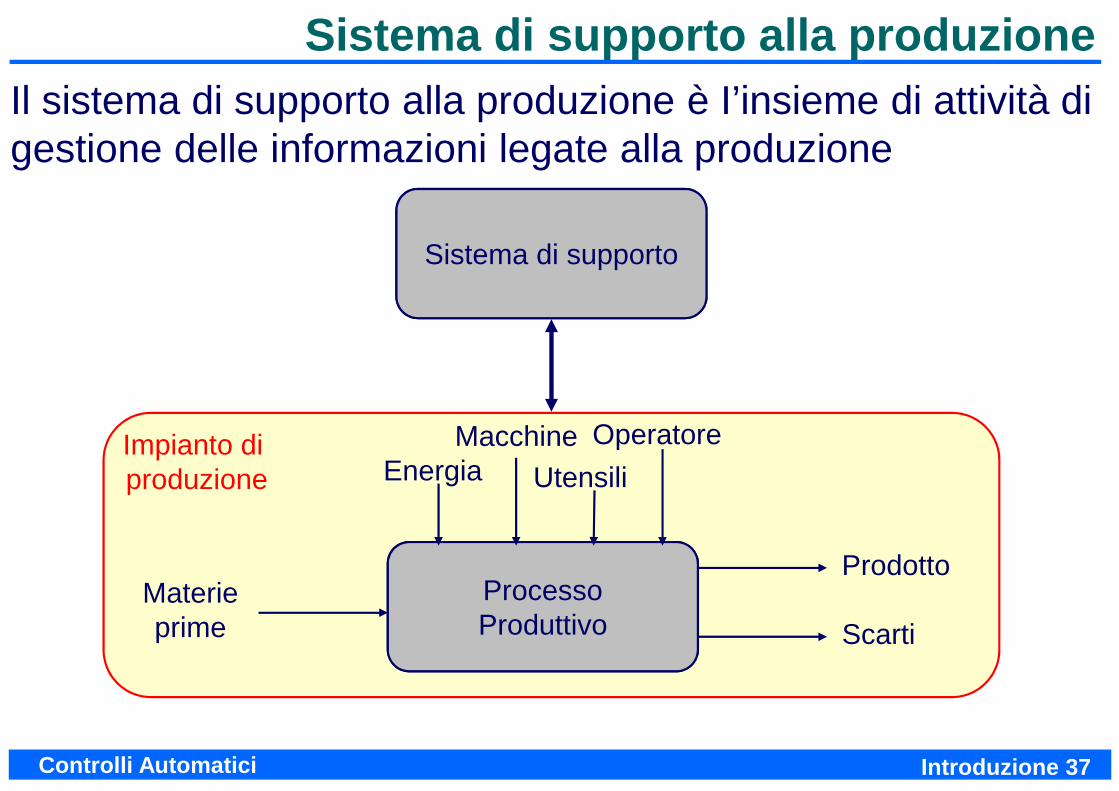
Sistema di supporto alla produzioneIl sistema di supporto alla produzione è I’insieme di attività di gestione delle informazioni legate alla produzione
ProcessoProduttivo
Materieprime
Prodotto
Scarti
EnergiaMacchine
Utensili
Operatore
Sistema di supporto
Impianto di produzione
Controlli Automatici Introduzione 38
Sistema di supporto alla produzioneIl sistema di supporto alla produzione è I’insieme di attività di gestione delle informazioni legate alla produzione� Attività di business: sono le principali attività di contatto con il
cliente, punto di partenza e di arrivo del processo; includono gestione ordini, marketing, vendita, bilancio, budget ecc.
� Attività di progettazione: attività volte alla progettazione del prodotto sulla base delle esigenze del cliente
� Attività di planning: sulla base delle funzioni di business e di progettazione viene pianificata la produzione determinando le sequenze di lavorazione, le politiche di stoccaggio e di rifornimento
� Attività di controllo: sono le attività di gestione e supervisione del processo di produzione ed includono il controllo dei flussi produttivi, e della qualità dei processi e dei prodotti
Controlli Automatici Introduzione 39
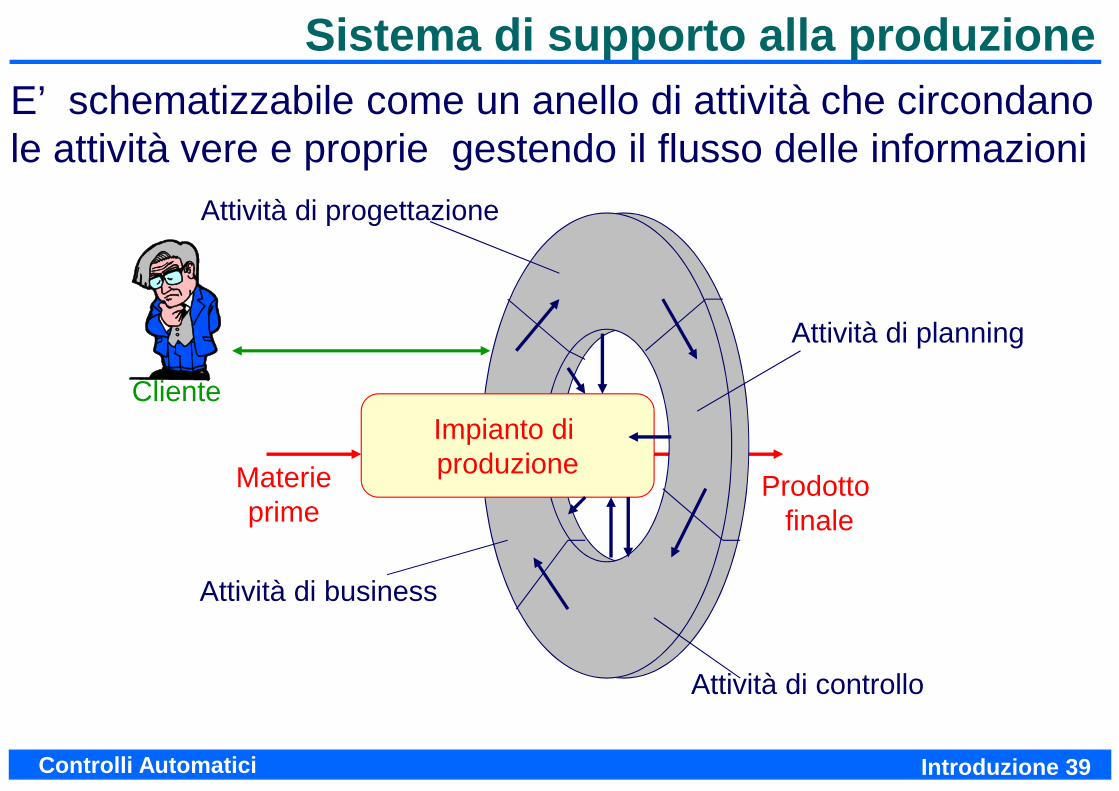
Sistema di supporto alla produzioneE’ schematizzabile come un anello di attività che circondano le attività vere e proprie gestendo il flusso delle informazioni
Impianto di produzione
Attività di progettazione
Attività di planning
Attività di controllo
Attività di business
Materieprime
Prodotto finale
Cliente
Controlli Automatici Introduzione 40
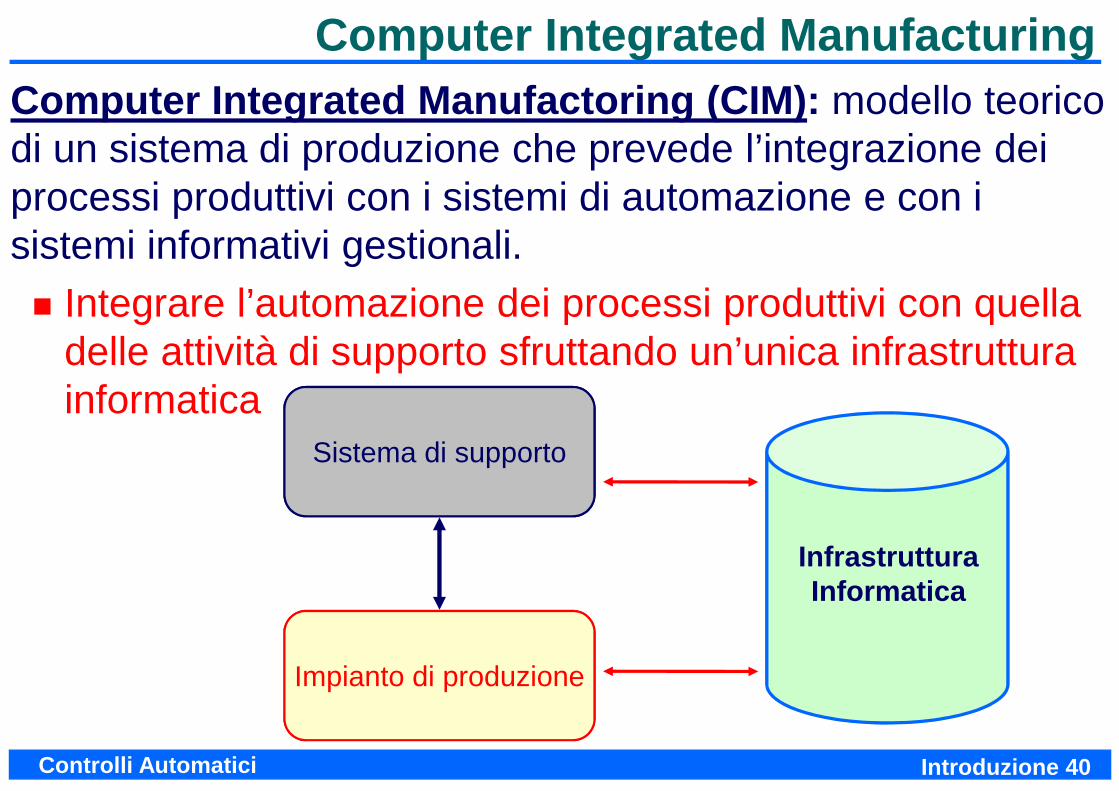
Computer Integrated ManufacturingComputer Integrated Manufactoring (CIM): modello teorico di un sistema di produzione che prevede l’integrazione dei processi produttivi con i sistemi di automazione e con i sistemi informativi gestionali. � Integrare l’automazione dei processi produttivi con quella
delle attività di supporto sfruttando un’unica infrastruttura informatica
Sistema di supporto
Impianto di produzione
InfrastrutturaInformatica
Controlli Automatici Introduzione 41
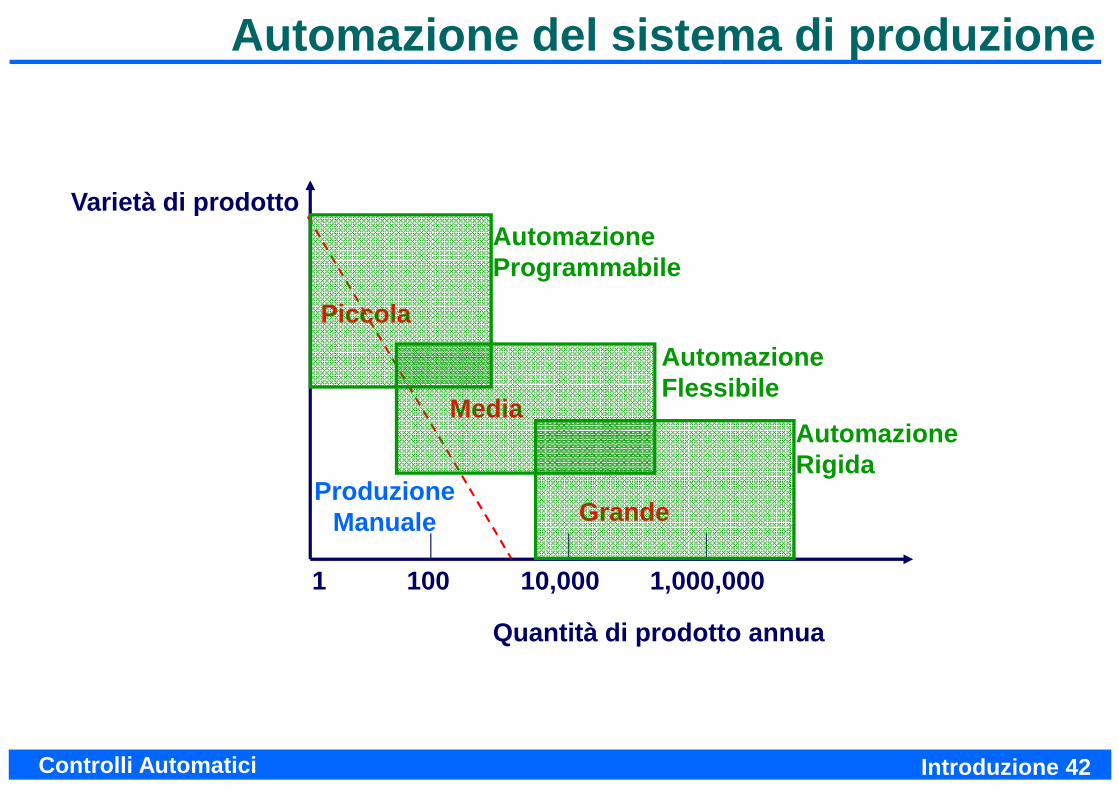
Automazione del sistema di produzioneAutomazione rigida: la sequenza delle operazioni di produzione è fissa� Il processo di produzione è realizzato mediante una sequenza di
operazioni elementari molto semplici� Destinata a grandi produzioni con varietà di prodotto molto bassa
Automazione programmabile: è possibile cambiare la sequenza di operazioni in modo da cambiare la configurazione finale del prodotto � Si trova in industrie con entità di produzione medio-bassa caratterizzate
da produzione a lotti� Tra un lotto e l’altro è necessario attendere la riconfigurazione
dell’impianto di produzioneAutomazione flessibile: è un’estensione dell’automazione programmabile in cui è possibile diversificare la produzione senza avere tempi morti di conversione dell’impianto� Possibile se le varietà di prodotto finale sono molto simili� I macchinari sono caratterizzati da una grande riconfigurabilità (Flexible
Manufacturing Systems - FMS)
Controlli Automatici Introduzione 42
Automazione del sistema di produzione
1 100 10,000 1,000,000
Piccola
Media
Grande
Quantità di prodotto annua
Varietà di prodottoAutomazione Programmabile
AutomazioneFlessibile
AutomazioneRigida
ProduzioneManuale
Controlli Automatici Introduzione 43
Automazione delle attività di supportoSupporto alle attività di business � Enterprise Resource Planning (ERP): insieme di
applicazioni informatiche volte all’automazione di attività di amministrazione, logistica, gestione della produzione, risorse umane, ecc.
�Microsoft Dynamics, 24SevenOffice, SAP
� Decision Support System (DSS): sistema software che mette a disposizione dell’utente una serie di funzionalità di supporto ai processi decisionali: analisi dati, modelli di valutazione delle decisione per migliorare il processo decisionale
�SAP
Controlli Automatici Introduzione 44
Automazione delle attività di supportoSupporto alle attività di progettazione� Computer Aided Design (CAD): insieme di tool software
che assistono i progettisti nelle attività di progettazione� Computer Aided Engineering (CAE): tool software per la
verifica delle funzionalità del progetto�AutoCAD, SolidEdge, VariCAD Pro/Engineering
Supporto alle attività di planning e controllo� Computer Aided Manufacturing (CAM): tool software che
permette di automatizzare le prove di fattibilità del processo di produzione e di organizzare la produzione stessa (spesso integrato nel CAD)
� Dal modello CAD si ottiene il programma macchina CNC� Computer Aided Process Planning (CAPP): software che
permette di automatizzare il planning della produzione
Controlli Automatici Introduzione 45
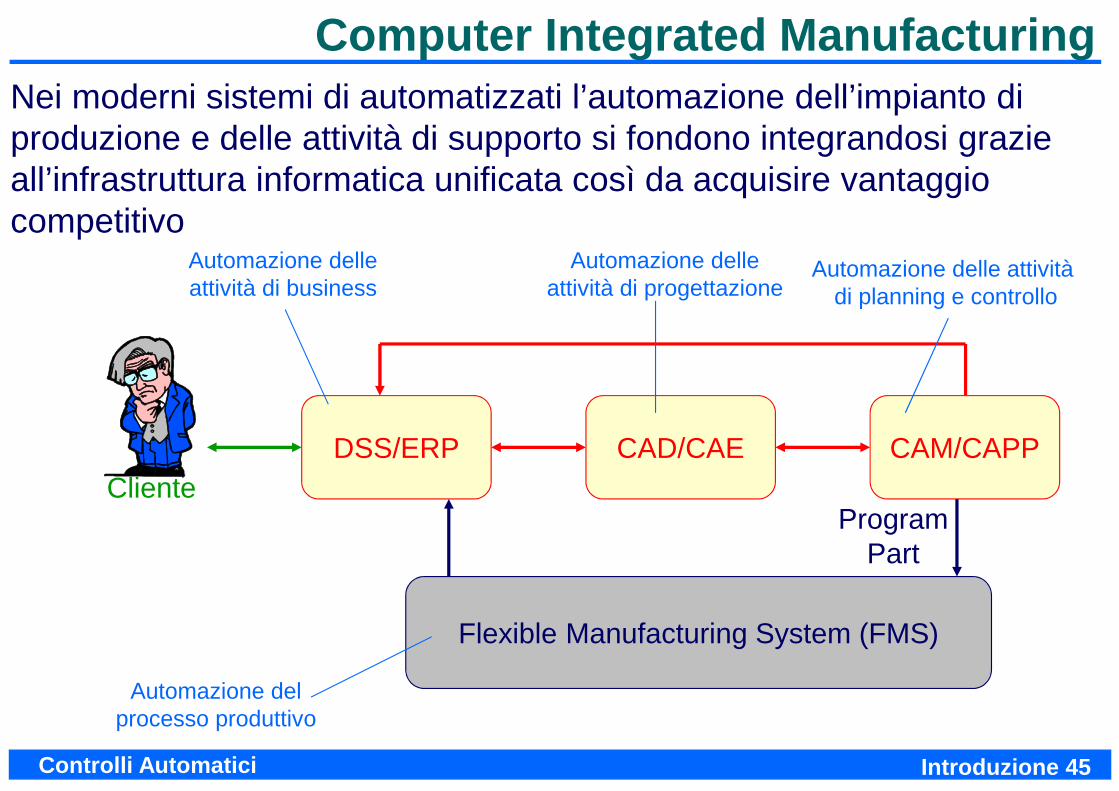
Computer Integrated ManufacturingNei moderni sistemi di automatizzati l’automazione dell’impianto di produzione e delle attività di supporto si fondono integrandosi grazie all’infrastruttura informatica unificata così da acquisire vantaggio competitivo
DSS/ERPCliente
CAD/CAE CAM/CAPP
Flexible Manufacturing System (FMS)
Automazione delleattività di business
Automazione delleattività di progettazione
Automazione delle attività di planning e controllo
Automazione delprocesso produttivo
ProgramPart
Controlli Automatici Introduzione 46
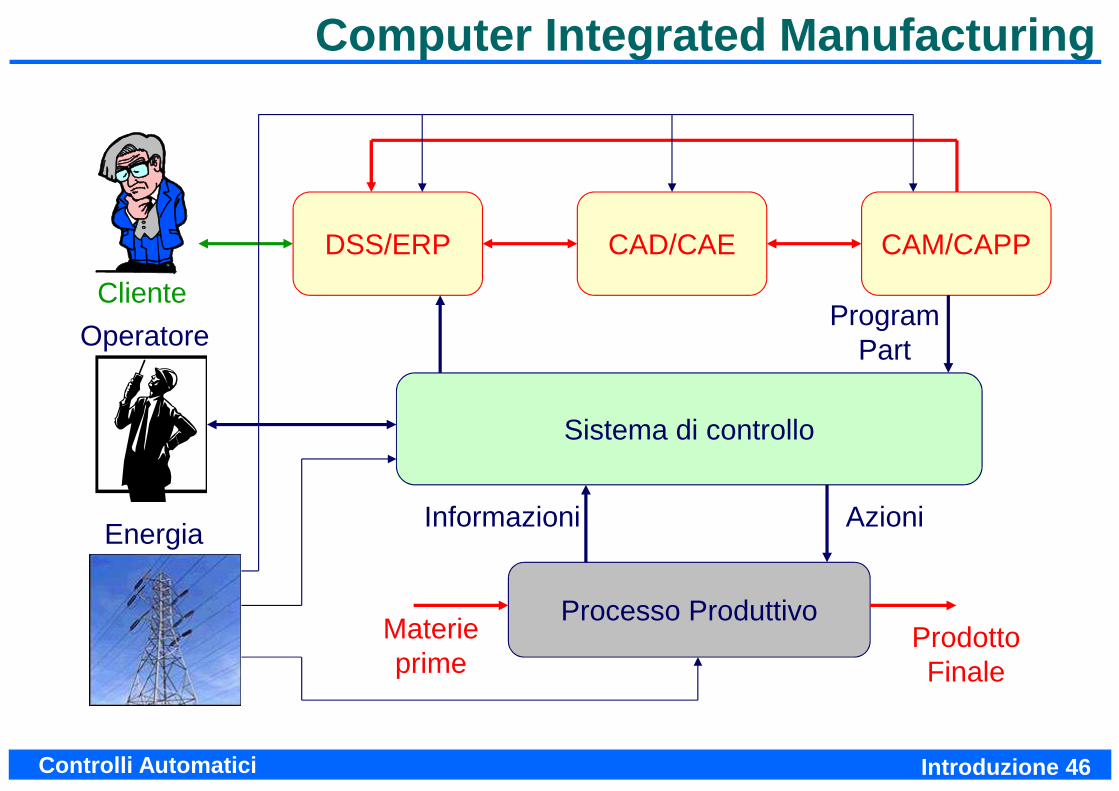
Computer Integrated Manufacturing
DSS/ERP
Cliente
CAD/CAE CAM/CAPP
Sistema di controllo
ProgramPart
Azioni
Processo Produttivo
Informazioni
Materieprime
ProdottoFinale
Operatore
Energia

Controlli Automatici Introduzione 47
Computer Integrated ManufacturingVantaggi del CIM� Miglioramento della qualità di produzione� Riduzione di tempi e costi� Aumento della flessibilità della produzione� Diminuzione degli scarti� Fondamentale per conformarsi a leggi e regolamenti su
sicurezza del processo produttivo, qualità del prodotto finale e riduzione dell’impatto energetico-ambientale
Controlli Automatici Introduzione 48
Modello CIMIl modello CIM è fortemente gerarchico� Attività di supporto a livello superiore rispetto a quelle di
produzione� Gerarchia anche all’interno delle attività di supporto
�Attività di business influenza la progettazione e il planning della produzione
� Gerarchia anche all’interno delle attività di produzione�Una particolare lavorazione meccanica influenza i movimenti
delle singole parti della macchina utensile
� L’automazione di un passo produttivo (rotazione di un mandrino) è ad un livello inferiore rispetto all’automazione di tutta la macchina (sequenze di azioni) e questa è inferiore rispetto al planning della produzione.
Controlli Automatici Introduzione 49
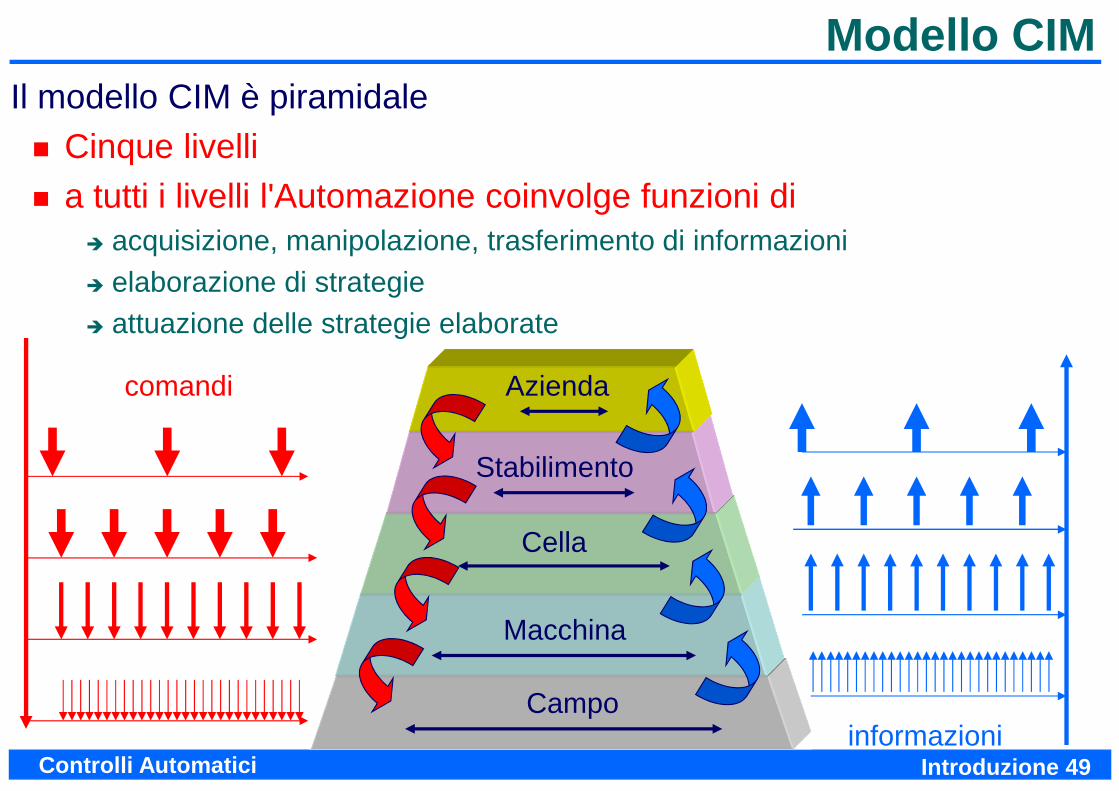
Modello CIMIl modello CIM è piramidale� Cinque livelli� a tutti i livelli l'Automazione coinvolge funzioni di
� acquisizione, manipolazione, trasferimento di informazioni� elaborazione di strategie� attuazione delle strategie elaborate
informazioni
comandi Azienda
Stabilimento
Cella
Macchina
Campo

Controlli Automatici Introduzione 50
Modello CIM: livello di campoÈ il livello più basso della gerarchia e comprende i componenti hardware che eseguono le attività di produzione e il loro controllo
� Sensori, attuatori, componenti dell’impianto� Intelligenza ridotta, ma crescente la tendenza di dotare sensori ed attuatori di
intelligenza dedicata al pre-processing dell’informazione e alla gestione di un’interfaccia di comunicazione
� È la sezione di ingresso/uscita sul processo per il livello superiore� Per fare ciò i dispositivi sono raggruppati in semplici sistemi di controllo
� Esempio: asservimento di posizione del motore di un giunto di un robot� Visto al livello superiore come un’attuatore virtuale
� Hw di controllo: dedicato, real time, sistemi digitali a microprocessore (controllori embedded)

Controlli Automatici Introduzione 51
Modello CIM: livello di macchinaGli elementi del livello di campo vengono raggruppati al livello superiore per formare gruppi di componenti atti a fornire una determinata funzionalità
� Es: macchina utensile o robot industriale� Questi componenti sono organizzati in sistemi di controllo
� Regolazione di variabili analogiche� Realizzazione sequenziale di operazioni� Es: livello di campo si controllano le posizioni dei singoli giunti, a livello di
macchina viene pianificato il movimento del robot nello spazio operativo e la sequenza delle azioni che deve effettuare
� Il controllo a livello di macchina viene visto come un attuatore virtuale dal livello superiore che lo utilizza per il coordinamento delle macchine
� Hw di controllo: dedicato, real time controllori logici programmabili e controllori embedded

Controlli Automatici Introduzione 52
Modello CIM: livello di cellaGli elementi del livello di macchina vengono raggruppati al livello superiore per formare celle di produzione
� una cella di produzione è un insieme di macchine interconnesse fisicamente da un sistema di trasporto e stoccaggio materiali e controllate in maniera coordinata in modo da portare a termine un ben definito processo produttivo
� I sistemi di controllo costituenti questo livello regolano e supervisionano il funzionamento coordinato di tutte le macchine facenti parte della cella
� Le operazioni svolte a questo livello sono analoghe a quelle del livello di macchina risultando soltanto più complesse
� Hw di controllo: dedicato, real time controllori logici programmabili e controllori embedded

Controlli Automatici Introduzione 53
Modello CIM: livello di stabilimentoRacchiude tutte le celle o le linee produttive facenti parte di un impianto industriale; riceve le istruzioni dal livello gestionale (planning, gestione degli ordini ecc.) e le attua sotto forma di piani operativi per la produzione.
� Il sistema di controllo a questo livello è costituito dal sistema di supervisione, controllo e acquisizione dati (Supervisory Control And Data Acquisition - SCADA)
� Le apparecchiature su cui sono implementate le piattaforme software sono tipicamente workstation con struttura client/server.
� Da questo livello in su i requisiti di elaborazione real time sono fortemente ridotti se non inesistenti.
Controlli Automatici Introduzione 54
Modello CIM: livello di aziendaÈ il livello più alto della gerarchia dove avvengono i processi gestionali di supporto a tutti i livelli inferiori.
� Non si parla più di sistema di controllo ma di sistema decisionale� L'infrastruttura software è implementata su workstation con struttura client/server
connesse al mainframe aziendale � Non esistono vincoli di tipo temporale.

Controlli Automatici Introduzione 55
Livelli di Controllo nell’architettura CIM
Controlli Automatici Introduzione 56
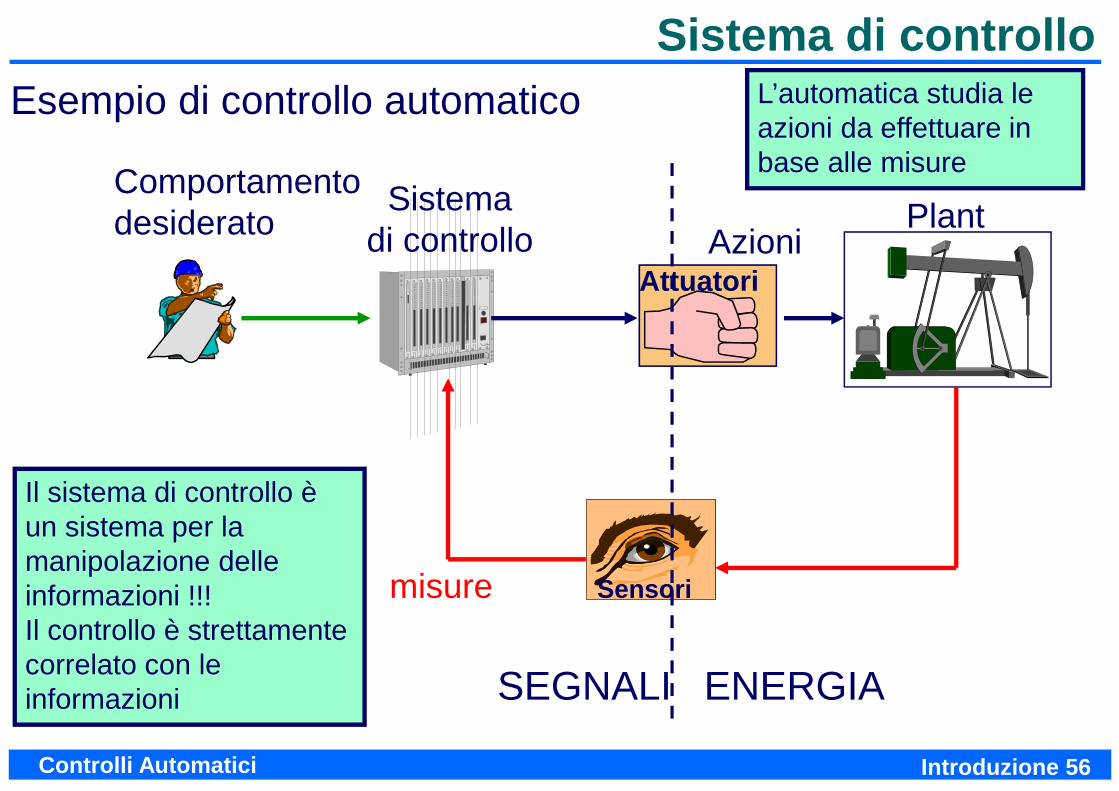
Sistema di controllo
Attuatori
Sensori
PlantSistemadi controllo
Comportamentodesiderato
misure
Azioni
SEGNALI ENERGIA
Il sistema di controllo è un sistema per la manipolazione delle informazioni !!!Il controllo è strettamente correlato con le informazioni
Esempio di controllo automatico L’automatica studia le azioni da effettuare in base alle misure
Controlli Automatici Introduzione 57
Gerarchia dei sistemi di controlloI sistemi di controllo che realizzano l'automazione dei vari livelli costituiscono una struttura gerarchica� Standard ANSI/ISA-S88.01-1995� Tre livelli:
�Controllo di campo�Controllo di procedure�Controllo di coordinamento
Controlli Automatici Introduzione 58
Gerarchia dei sistemi di controlloStandard ANSI/ISA-S88.01-1995� Controllo di campo: si colloca al livello di campo e
comprende i sistemi di controllo dei singoli componenti di campo. È esclusivamente di tipo continuo ed è implementato su dispositivi dedicati quali controllori embedded o schede dedicate al controllo di motori elettrici.
�Alta frequenza� Informazioni semplici�Vincoli real time
Controlli Automatici Introduzione 59
Gerarchia dei sistemi di controlloStandard ANSI/ISA-S88.01-1995� Controllo di procedure: si colloca ai livelli di macchina e di
cella della piramide CIM e riguarda il controllo di gruppi strutturati di componenti di campo.
� Continuo: si trova soprattutto a livello di macchina e riguarda il controllo di gruppi di variabili continue o funzioni più avanzate (es: tuning adattativo dei parametri per i sistemi di controllo di base)
� Logico: riguarda il coordinamento dei sistemi di campo sulla base della lista di operazioni sequenziali che compongono il programma di lavorazione
� Svolge anche funzioni più avanzate quali il monitoraggio delle prestazioni e la diagnostica e la gestione automatica dei malfunzionamenti.
� Solitamente implementato su schede dedicate o PC industriali e, per quanto riguarda il controllo logico, su controllori programmabili (PLC).
� Algoritmi più complessi di quelli del controllo di campo� Vincoli real time
Controlli Automatici Introduzione 60
Gerarchia dei sistemi di controlloStandard ANSI/ISA-S88.01-1995� Controllo di coordinamento: si pone a livello di
stabilimento nella piramide CIM e riguarda principalmente il coordinamento e la gestione delle varie celle di produzione
�manda in esecuzione, dirige o ferma i vari sistemi di controllo di procedure sulla base di algoritmi complessi e più orientati all'intelligenza artificiale ed ai sistemi esperti che al controllo automatico in senso stretto
�Es: decidere il volume della produzione ottimale mediante algoritmi di ottimizzazione
�Bassa frequenza di intervento�Dati strutturati�Nessun vincolo temporale
Controlli Automatici Introduzione 61
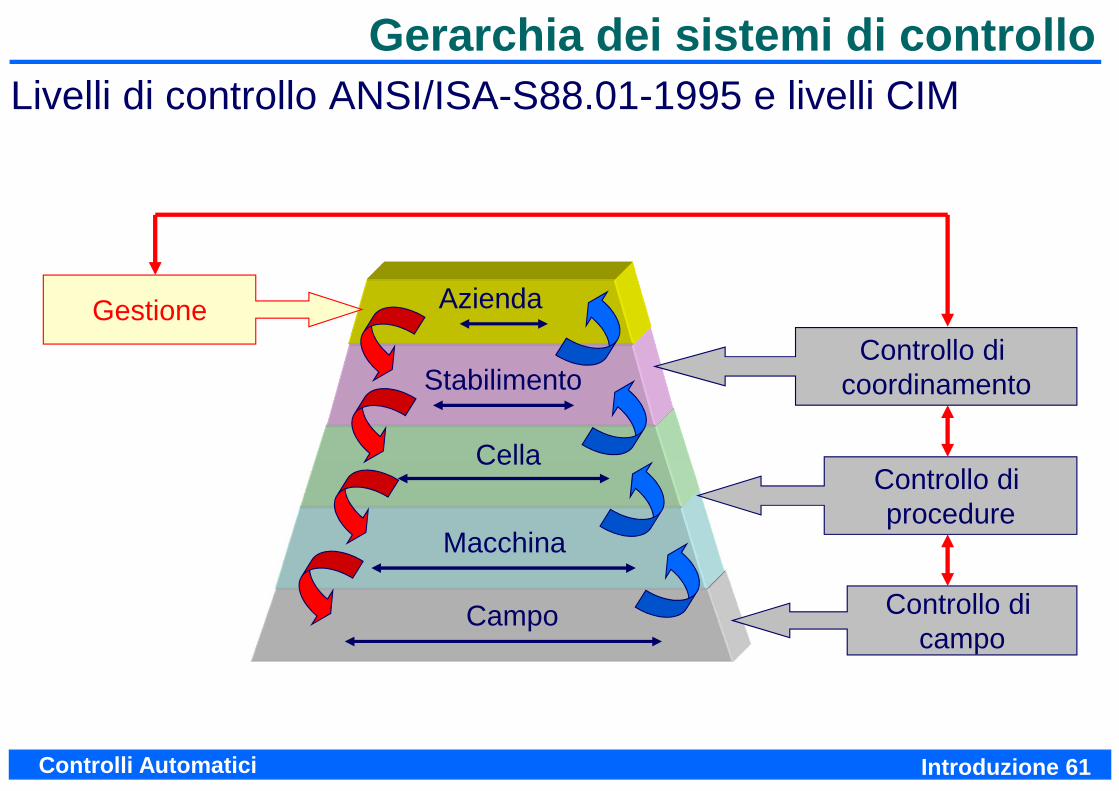
Gerarchia dei sistemi di controlloLivelli di controllo ANSI/ISA-S88.01-1995 e livelli CIM
Azienda
Stabilimento
Cella
Macchina
Campo
Controllo di coordinamento
Controllo di procedure
Controllo di campo
Gestione
Controlli Automatici Introduzione 62
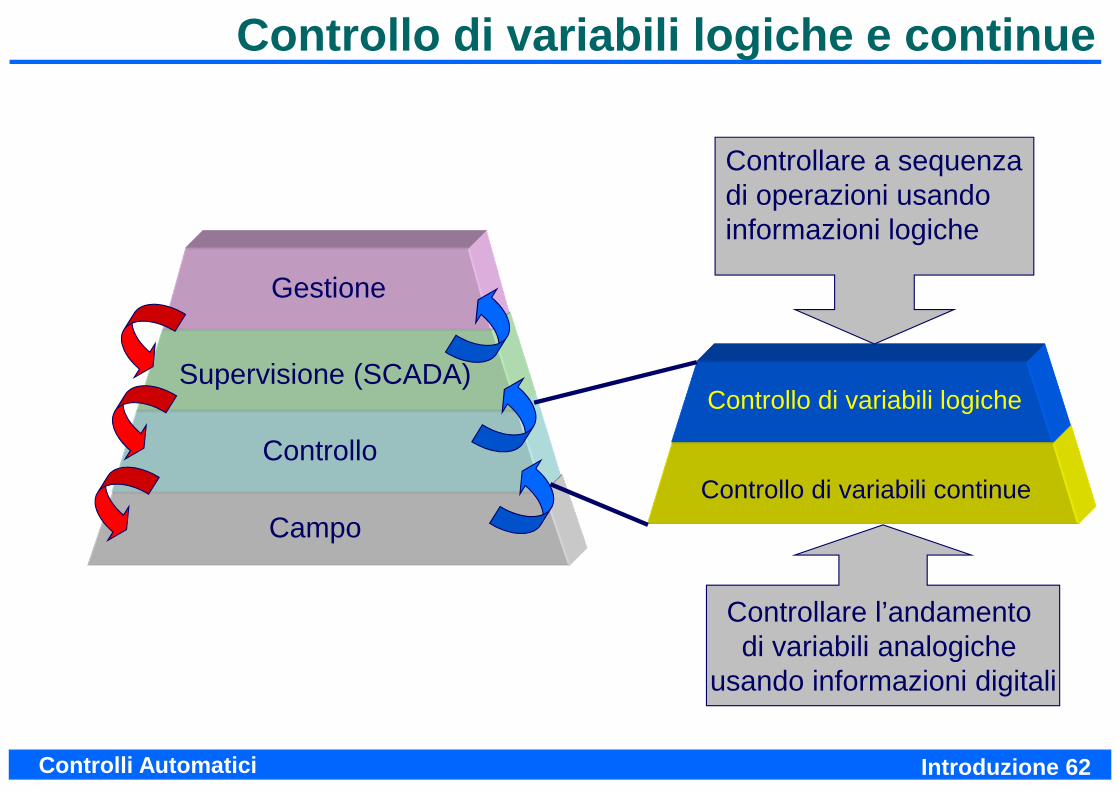
Controllo di variabili logiche e continue
Gestione
Supervisione (SCADA)
Controllo
CampoControllo di variabili continue
Controllo di variabili logiche
Controllare a sequenza di operazioni usando informazioni logiche
Controllare l’andamento di variabili analogiche
usando informazioni digitali
Controlli Automatici Introduzione 63
Controllo logicoLe variabili logiche assumono valori in un insieme numerabile solitamente di cardinalità finita� Le variabili booleane sono variabili logiche {vero, falso},
{true, false}, {1, 0}� Altri esempi:
� Interruttore {ON,OFF}� Porta {Aperta, Chiusa}� Motore {In moto, Fermo}� ..
� Operazioni logiche:� AND� OR� NOT� …
Controlli Automatici Introduzione 64
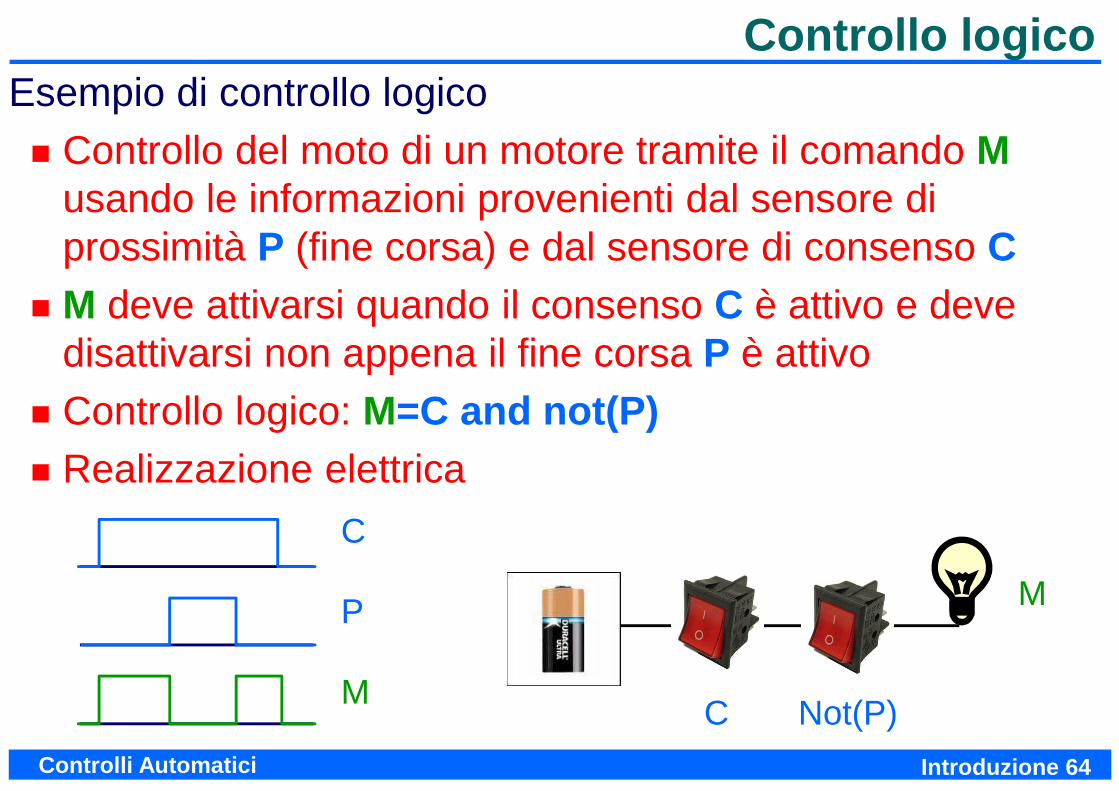
Controllo logicoEsempio di controllo logico� Controllo del moto di un motore tramite il comando M
usando le informazioni provenienti dal sensore di prossimità P (fine corsa) e dal sensore di consenso C
� M deve attivarsi quando il consenso C è attivo e deve disattivarsi non appena il fine corsa P è attivo
� Controllo logico: M=C and not(P)� Realizzazione elettrica
C
P
MC Not(P)
M
Controlli Automatici Introduzione 65
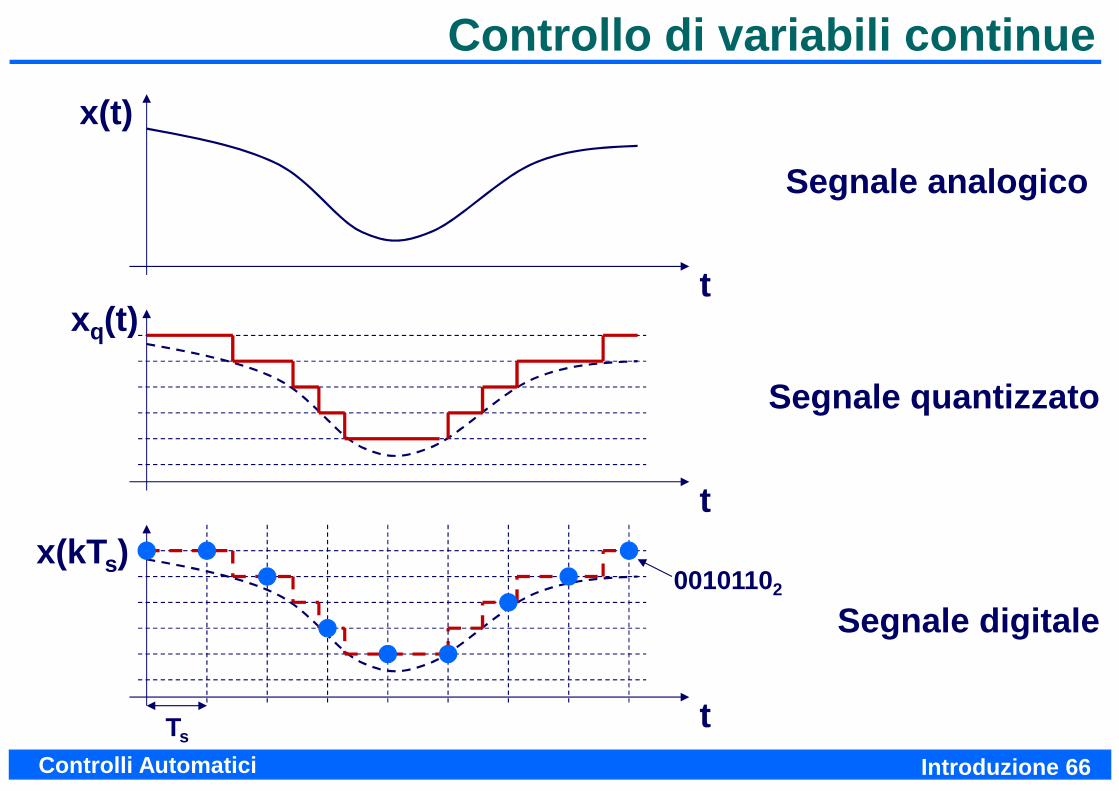
Controllo di variabili continue� Variabili analogiche: variano con continuità nel tempo e nel valore
(variabili fisiche: temperatura, posizione, ecc.)� Il sistema di controllo è un sistema digitale, le informazioni sono
rappresentati da numeri binari (n bit)� Usando n bit si possono rappresentare 2n-1 valori
� Es: Con 2 bit: 010=002, 110=012, 210=102, 310=112
� Per rappresentare le variabili analogiche occorrerebbero infiniti bit� Segnali quantizzati: possono assumere solo un numero limitato di
valori separati dal cosiddetto zero-macchina� Il range di valori e lo zero-macchina individuano il numero di bit
� I sistemi digitali sono sincroni: possono evolvere solo in corrispondenza di particolari istanti di tempo individuati da un clock
� Segnali campionati: segnali analogici valutati solo ad istanti di tempo precisi separati da un tempo di campionamento
� Segnali digitali: segnali quantizzati e campionati codificati come numeri binari
Controlli Automatici Introduzione 66
Controllo di variabili continue
Segnale analogico
x(t)
t
Segnale quantizzato
t
xq(t)
Segnale digitale00101102
Tst
x(kTs)
Controlli Automatici Introduzione 67
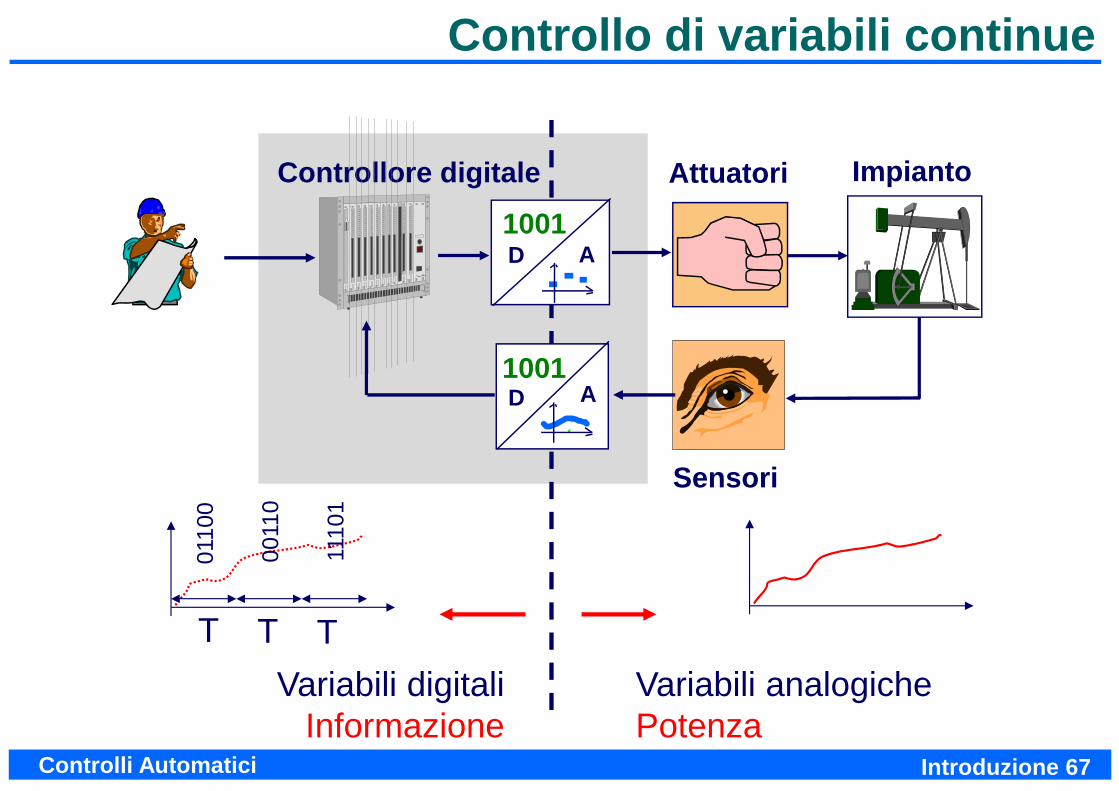
Controllo di variabili continue
Variabili analogichePotenza
Variabili digitaliInformazione
T
0110
0
T
0011
0
T
1110
1
Controllore digitale Attuatori
Sensori
Impianto
AD1001
AD1001
Controlli Automatici Introduzione 68
� problema� controllo della velocità di rotazione di un
tappeto per allenamento � velocità compresa tra 0.1 e 1 m/s
� specifiche� statiche
� precisione statica > 95%� errore a regime < 5%
� dinamiche� tempo di assestamento Ta5 < 20ms� risposta al gradino aperiodica
Controllo di variabili continue
� disturbi presenti� disturbo di coppia impulsivo di 100Nm
sistema di misura• errore statico < 3%• rumore sovrapposto alla misura
spettro uniforme (rumore bianco) di intensità pari al ±±±±1% del segnale