
Manuale di programmazione - Fagor Automation · PAGINA IN BIANCO ·2· Tutti i diritti sono...
482
(Ref: 1807) 8070 CNC Manuale di programmazione
Transcript of Manuale di programmazione - Fagor Automation · PAGINA IN BIANCO ·2· Tutti i diritti sono...
(Ref: 1807)
8070CNCManuale di programmazione

PAGINA IN BIANCO
·2·
Tutti i diritti sono riservati. La presente documentazione, interamente o in parte,non può essere riprodotta, trasmessa, trascritta, memorizzata in un sistema diregistrazione dati o tradotta in nessuna lingua, senza autorizzazione espressadi Fagor Automation. È vietata la copia, parziale o totale, o uso non autorizzatodel software.
L'informazione di cui al presente manuale può essere soggetta a variazionidovute a eventuali modifiche tecniche. La Fagor Automation si riserva il dirittodi modificare il contenuto del manuale senza preavviso.
Tutti i marchi registrati o commerciali riportati nel manuale appartengono airispettivi proprietari. L’uso di tali marchi da parte di terzi a fini privati può vulnerarei diritti dei proprietari degli stessi.
È possibile che il CNC possa eseguire più funzioni di quelle riportate nella relativadocumentazione; tuttavia Fagor Automation non garantisce la validità di taliapplicazioni. Pertanto, salvo dietro espressa autorizzazione della FagorAutomation, qualsiasi applicazione del CNC non riportata nella documentazione,deve essere considerata "impossibile". FAGOR AUTOMATION non si renderesponsabile degli infortuni alle persone, o dei danni fisici o materiali di cui possaessere oggetto o provocare il CNC, se esso si utilizza in modo diverso a quellospiegato nella documentazione connessa.
È stato verificato il contenuto del presente manuale e la sua validità per il prodottodescritto. Ciononostante, è possibile che sia stato commesso un erroreinvolontario e perciò non si garantisce una coincidenza assoluta. In ogni caso,si verifica regolarmente l’informazione contenuta nel documento e si provvedea eseguire le correzioni necessarie che saranno incluse in una successivaeditazione. Si ringrazia per i suggerimenti di miglioramento.
Gli esempi descritti nel presente manuale sono orientati all’apprendimento.Prima di utilizzarli in applicazioni industriali, devono essere appositamenteadattati e si deve inoltre assicurare l’osservanza delle norme di sicurezza.
SICUREZZA DELLA MACCHINA
È responsabilità del costruttore della macchina che le sicurezze della stessasiano abilitate, allo scopo di evitare infortuni alle persone e prevenire danni alCNC o agli elementi collegati allo stesso. Durante l'avvio e la conferma deiparametri del CNC, si verifica lo stato delle seguenti sicurezze. Se uno di essiè disabilitato, il CNC riporta un messaggio di avviso.
• Allarme di retroazione per assi analogici.
• Limiti di software per assi lineari analogici e sercos.
• Monitoraggio dell'errore di inseguimento per assi analogici e sercos (eccettoil mandrino), sia sul CNC che sui regolatori.
• Test di tendenza sugli assi analogici.
FAGOR AUTOMATION non si rende responsabile degli infortuni alle persone,o dei danni fisici o materiali di cui possa essere oggetto o provocare il CNC,imputabili all'annullamento di alcune delle sicurezze.
PRODOTTI DOPPIO USO.
I prodotti fabbricati dalla FAGOR AUTOMATION a partire dal 1ºaprile 2014, secontenuti nell’elenco dei prodotti a doppio uso, secondo il regolamento UE428/2009, comprendono nell’identificazione prodotto la scritta -MDU enecessitano di licenza export in base alla destinazione.
TRADUZIONE DEL MANUALE ORIGINALE
Il presente manuale è una traduzione del manuale originale. Il presente manuale,come i documenti ad esso correlati, sono stati redatti in lingua spagnola. In casodi contraddizioni tra il documento in lingua spagnola e le sue traduzioni, prevarràla redazione in lingua spagnola. Il manuale originale sarà identificato dal testo"MANUALE ORIGINALE".
AMPLIANTI DI HARDWARE
FAGOR AUTOMATION non si rende responsabile degli infortuni alle persone,o dei danni fisici o materiali di cui possa essere oggetto o provocare il CNC,imputabili a una modifica dell'hardware da parte di personale non autorizzatodalla Fagor Automation.
La modifica dell'hardware del CNC da parte di personale non autorizzato dallaFagor Automation implica la perdita della garanzia.
VIRUS INFORMATICI
FAGOR AUTOMATION garantisce che il software installato non contiene nessunvirus informatico. È responsabilità dell'utente mantenere l'apparecchiaturaesente da virus, allo scopo di garantirne il corretto funzionamento. La presenzadi virus informatici sul CNC può provocarne il cattivo funzionamento.
FAGOR AUTOMATION non si rende responsabile degli infortuni alle persone,o dei danni fisici o materiali di cui possa essere oggetto o provocare il CNC,imputabili alla presenza di virus informatici nel sistema.
La presenza di virus informatici nel sistema implica la perdita della garanzia.
Manuale di programmazione
CNC 8070
·3·
(REF: 1807)
I N D I C E
Informazioni sul prodotto - CNC 8070 .......................................................................................... 9Dichiarazione di conformità CE e condizioni di garanzia............................................................ 13Storico versioni - CNC 8070 ....................................................................................................... 15Condizioni di sicurezza ............................................................................................................... 25Condizioni di successive spedizioni............................................................................................ 29Manutenzione dal CNC............................................................................................................... 31
CAPITOLO 1 COSTRUZIONE DI UN PROGRAMMA.
1.1 Linguaggi di Programmazione ....................................................................................... 331.2 Struttura del programma. ............................................................................................... 341.2.1 Corpo del programma. ............................................................................................... 351.2.2 I sottoprogrammi. ....................................................................................................... 361.3 Struttura dei blocchi di programma. ............................................................................... 371.3.1 Programmazione in codice ISO. ................................................................................ 381.3.2 Programmazione in linguaggio di alto livello. ............................................................. 401.4 Programmazione degli assi............................................................................................ 411.5 Lista delle funzioni G...................................................................................................... 421.6 Lista di funzioni ausiliarie M. .......................................................................................... 451.7 Lista di sentenze e istruzioni. ......................................................................................... 461.8 Programmazione delle etichette del blocco. .................................................................. 491.9 Programmazione di commenti. ...................................................................................... 501.10 Variabili e costanti.......................................................................................................... 511.11 Parametri aritmetici. ....................................................................................................... 521.12 Operatori e funzioni aritmetiche e logiche...................................................................... 531.13 Espressioni aritmetiche e logiche. ................................................................................. 55
CAPITOLO 2 GENERALITÀ DELLA MACCHINA
2.1 Nomenclatura degli assi................................................................................................. 572.2 Sistema di coordinate .................................................................................................... 592.3 Sistemi di riferimento ..................................................................................................... 602.3.1 Origini dei sistemi di riferimento ................................................................................. 612.4 Ricerca di riferimento macchina..................................................................................... 622.4.1 Definizione di "Ricerca del riferimento macchina"...................................................... 622.4.2 Programmazione della "Ricerca del riferimento macchina" ....................................... 63
CAPITOLO 3 SISTEMA DI COORDINATE
3.1 Programmazione in millimetri (G71) o in pollici (G70) ................................................... 653.2 Coordinate assolute (G90) o incrementali (G91) ........................................................... 663.2.1 Assi rotativi................................................................................................................. 673.3 Coordinate assolute e incrementali nello stesso blocco (I). ........................................... 693.4 Programmazione in raggi (G152) o in diametri (G151).................................................. 703.5 Programmazione delle quote ......................................................................................... 713.5.1 Coordinate cartesiane ................................................................................................ 713.5.2 Coordinate polari........................................................................................................ 723.5.3 Angolo e coordinata cartesiana.................................................................................. 74
CAPITOLO 4 PIANI DI LAVORO.
4.1 Informazioni sui piani di lavoro nei modelli tornio o fresatrice........................................ 784.2 Selezionare i piani principali di lavoro............................................................................ 794.2.1 Modello fresatrice o modello tornio con configurazione assi tipo "triedro". ................ 794.2.2 Modello tornio con configurazione degli assi tipo "piano". ......................................... 804.3 Selezionare un piano di lavoro e un asse longitudinale qualsiasi. ................................. 814.4 Selezionare l'asse longitudinale dell'utensile. ................................................................ 83
CAPITOLO 5 SELEZIONE ORIGINI
5.1 Programmazione rispetto allo zero macchina................................................................ 865.2 Fissare la quota macchina (G174). ............................................................................... 885.3 Spostamento di ancoraggio ........................................................................................... 895.4 Preselezione di quote (G92) .......................................................................................... 90
Manuale di programmazione
CNC 8070
·4·
(REF: 1807)
5.5 Spostamenti di origine (G54-G59/G159) ....................................................................... 915.5.1 Variabili per definire gli spostamenti d’origine............................................................ 935.5.2 Spostamento di origine incrementale (G158) ............................................................ 945.5.3 Esclusione di assi nello spostamento di origine (G157) ............................................ 965.6 Annullamento dello spostamento di origine (G53)......................................................... 975.7 Preselezione dell’origine polare (G30)........................................................................... 98
CAPITOLO 6 FUNZIONI TECNOLOGICHE
6.1 Avanzamento di lavorazione (F) .................................................................................. 1016.2 Funzioni associate all'avanzamento ............................................................................ 1036.2.1 Unità di programmazione dell'avanzamento (G93/G94/G95) .................................. 1036.2.2 Adattamento dell'avanzamento (G108/G109/G193) ................................................ 1046.2.3 Modalità d'avanzamento costante (G197/G196)...................................................... 1066.2.4 Annullamento della percentuale d'avanzamento (G266) ......................................... 1086.2.5 Controllo dell'accelerazione (G130/G131) ............................................................... 1096.2.6 Controllo del jerk (G132/G133) ................................................................................ 1116.2.7 Controllo del Feed-Forward (G134) ......................................................................... 1126.2.8 Controllo dell'AC-Forward (G135)............................................................................ 1136.3 Velocità del mandrino (S) ............................................................................................ 1146.4 Numero d'utensile (T) .................................................................................................. 1156.5 Numero di correttore (D).............................................................................................. 1186.6 Funzioni ausiliari (M).................................................................................................... 1206.6.1 Lista di funzioni "M".................................................................................................. 1216.7 Funzioni ausiliari (H) .................................................................................................... 122
CAPITOLO 7 IL MANDRINO. CONTROLLO BASE.
7.1 Il mandrino master del canale...................................................................................... 1247.1.1 Selezione manuale di un mandrino master.............................................................. 1267.2 Velocità del mandrino .................................................................................................. 1277.2.1 G192. Limitazione della velocità di rotazione........................................................... 1287.2.2 Velocità di taglio costante ........................................................................................ 1297.3 Avvio e arresto del mandrino ....................................................................................... 1307.4 Cambio di gamma del mandrino.................................................................................. 1327.5 Arresto orientato del mandrino .................................................................................... 1347.5.1 Il senso di rotazione per orientare il mandrino ......................................................... 1367.5.2 Funzione M19 con sottoprogramma associato. ....................................................... 1387.5.3 Velocità di posizionamento ...................................................................................... 1397.6 Funzioni M con sottoprogramma associato. ................................................................ 140
CAPITOLO 8 CONTROLLO DELLA TRAIETTORIA.
8.1 Posizionamento rapido (G00). ..................................................................................... 1418.2 Interpolazione lineare (G01). ....................................................................................... 1438.3 Interpolazione circolare (G02/G03).............................................................................. 1498.3.1 Coordinate cartesiane (programmazione del centro dell’arco). ............................... 1518.3.2 Coordinate cartesiane (Programmazione del raggio dell'arco). .............................. 1538.3.3 Coordinate cartesiane (pre-programmazione del raggio dell'arco) (G263).............. 1558.3.4 Coordinate polari...................................................................................................... 1568.3.5 Esempio di programmazione (modello M). Coordinate polari. ................................. 1588.3.6 Esempio di programmazione (modello M). Coordinate polari. ................................ 1598.3.7 Esempio di programmazione (modello T). Esempi di programmazione. ................. 1608.3.8 Coordinate polari. Spostamento temporaneo dell’origine polare al centro dell’arco
(G31)........................................................................................................................ 1618.3.9 Coordinate cartesiane. Centro dell'arco in coordinate assolute (non modale) (G06). ...
1628.3.10 Coordinate cartesiane. Centro dell'arco in coordinate assolute (modale) (G261/G262).
1638.3.11 Correzione dell'arco (G264/G265). .......................................................................... 1658.4 Arco tangente alla traiettoria precedente (G08)........................................................... 1678.5 Arco definito mediante tre punti (G09). ........................................................................ 1698.6 Interpolazione elicoidale (G02/G03). ........................................................................... 171
CAPITOLO 9 CONTROLLO DELLA TRAIETTORIA. INTERVENTO MANUALE.
9.1 Intervento manuale aggiuntivo (G201/G202)............................................................... 1749.2 Intervento manuale esclusiva (G200). ......................................................................... 1759.3 Avanzamento per gli spostamenti in manuale. ............................................................ 1769.3.1 Avanzamento in jog continuo (#CONTJOG). ........................................................... 1769.3.2 Avanzamento in jog incrementale (#INCJOG)......................................................... 1779.3.3 Avanzamento in jog incrementale (#MPG). ............................................................. 1789.3.4 Limiti di corsa per i movimenti in manuale (#SET OFFSET). .................................. 1799.3.5 Sincronizzazione delle quote e offset manuale aggiuntivo (#SYNC POS). ............. 180
Manuale di programmazione
CNC 8070
·5·
(REF: 1807)
9.4 Variabili. ....................................................................................................................... 181
CAPITOLO 10 FILETTATURA ELETTRONICA E MASCHIATURA.
10.1 Filettatura elettronica a passo costante (G33). ............................................................ 18310.1.1 Esempi di programmazione (modello -M-). .............................................................. 18610.1.2 Esempi di programmazione (modello -T-)................................................................ 18710.2 Filettatura elettronica a passo variabile (G34) ............................................................. 18910.3 Filettatura rigida (G63) ................................................................................................. 19310.4 Ritirare gli assi dopo aver interrotto una filettatura elettronica (G233)......................... 19510.4.1 Variabili associate a G233. ...................................................................................... 19810.4.2 Esempio di programmazione. .................................................................................. 198
CAPITOLO 11 GUIDE GEOMETRICHE
11.1 Spigolo vivo (G07/G60)................................................................................................ 19911.2 Spigolo semiarrotondato (G50).................................................................................... 20011.3 Spigolo arrotondato controllato (G05/G61) .................................................................. 20111.3.1 Tipi di raccordo di spigolo ........................................................................................ 20211.4 Esecuzione raccordo (G36) ......................................................................................... 20611.5 Smussatura di spigoli (G39)......................................................................................... 20811.6 Entrata tangenziale (G37)............................................................................................ 21011.7 Uscita tangenziale (G38) ............................................................................................. 21111.8 Immagine speculare (G11, G12, G13, G10, G14) ....................................................... 21211.9 Rotazione del sistema di coordinate (G73).................................................................. 21611.10 Fattore scala generale ................................................................................................. 21811.11 Zone di lavoro. ............................................................................................................. 22111.11.1 Comportamento del CNC quando ci sono zone di lavoro attive. ............................. 22211.11.2 Definire i limiti delle zone di lavoro (G120/G121/G123). .......................................... 22311.11.3 Abilitare/Disabilitare delle zone di lavoro (G122). .................................................... 22511.11.4 Riepilogo delle variabili associate alle zone di lavoro. ............................................. 228
CAPITOLO 12 FUNZIONI PREPARATORIE ADDIZIONALI
12.1 Temporizzazione(G04 / #TIME)................................................................................... 22912.2 Limiti di software. ......................................................................................................... 23112.2.1 Definire il primo limite di software (G198/G199). ..................................................... 23212.2.2 Definire il primo limite di software tramite variabili. .................................................. 23412.2.3 Definire il secondo limite di software tramite variabili............................................... 23512.2.4 Variabili associate ai limiti di software...................................................................... 23612.3 Attivare e disattivare assi Hirth (G170/G171). ............................................................. 23712.4 Cambiamento set e gamma......................................................................................... 23812.4.1 Cambiare il set di parametri di un asse (G112)........................................................ 23812.4.2 Cambiare la gamma e il set di un regolatore Sercos tramite variabili. ..................... 23912.4.3 Variabili associate al cambio del set e della gamma................................................ 24012.5 Addolcire la traiettoria e l'avanzamento. ...................................................................... 24112.5.1 Addolcire la traiettoria (#PATHND). ......................................................................... 24112.5.2 Addolcire la traiettoria e l'avanzamento (#FEEDND). .............................................. 242
CAPITOLO 13 COMPENSAZIONE UTENSILE
13.1 Compensazione di raggio ............................................................................................ 24513.1.1 Fattore di forma degli utensili di tornitura. ................................................................ 24613.1.2 Funzioni associate alla compensazione di raggio.................................................... 24913.1.3 Inizio della compensazione di raggio ....................................................................... 25213.1.4 Tratti di compensazione di raggio ............................................................................ 25513.1.5 Cambio del tipo di compensazione di raggio durante la lavorazione ....................... 25913.1.6 Annullamento della compensazione del raggio........................................................ 26113.2 Compensazione di lunghezza...................................................................................... 26413.3 Compensazione utensile 3D. ....................................................................................... 26613.3.1 Programmazione del vettore nel blocco................................................................... 268
CAPITOLO 14 CONTROLLARE L'ESECUZIONE E LA VISUALIZZAZIONE DEL PROGRAMMA.
14.1 Condizione di salto di blocco (/). ................................................................................. 26914.2 Annullare l’esecuzione del programma e riprenderla in un altro blocco o programma. ....
27014.2.1 Definire il blocco o programma in cui continua l’esecuzione (#ABORT).................. 27114.2.2 Punto predefinito per continuare l'esecuzione (#ABORT OFF). .............................. 27214.3 Ripetizione di un blocco (NR). ..................................................................................... 27314.3.1 Ripetizione di un blocco di spostamento n volte (NR/NR0). .................................... 27314.3.2 Preparare un sottoprogramma senza eseguirlo (NR0). ........................................... 27414.4 Ripetizione di un gruppo di blocchi (#RPT).................................................................. 27514.4.1 Esempio di programmazione. .................................................................................. 277
Manuale di programmazione
CNC 8070
·6·
(REF: 1807)
14.5 Interruzione della preparazione del blocco fino a quando si verifica un evento (#WAIT FOR). ........................................................................................................................... 278
14.6 Interrompere la preparazione dei blocchi (#FLUSH) ................................................... 27914.7 Abilitare/disabilitare il trattamento di blocco unico (#ESBLK/ #DSBLK). ..................... 28014.8 Abilitare/disabilitare il segnale di stop (#DSTOP/#ESTOP). ........................................ 28114.9 Abilitare/disabilitare il segnale di feed-hold (#DFHOLD/#EFHOLD). ........................... 28214.10 Salto di blocco ($GOTO). ............................................................................................ 28314.11 Esecuzione condizionale ($IF)..................................................................................... 28414.11.1 Esecuzione condizionale ($IF). ................................................................................ 28414.11.2 Esecuzione condizionale ($IF - $ELSE). ................................................................. 28514.11.3 Esecuzione condizionale ($IF - $ELSEIF). .............................................................. 28614.12 Esecuzione condizionale ($SWITCH).......................................................................... 28714.13 Ripetizione di blocchi ($FOR). ..................................................................................... 28814.14 Ripetizione condizionale di blocchi ($WHILE). ............................................................ 29014.15 Ripetizione condizionale di blocchi ($DO). .................................................................. 291
CAPITOLO 15 SOTTOPROGRAMMI.
15.1 Esecuzione di sottoprogrammi dalla memoria RAM.................................................... 29515.2 Definizione dei sottoprogrammi. .................................................................................. 29615.3 Esecuzione dei sottoprogrammi. ................................................................................. 29715.3.1 LL. Chiamata a un sottoprogramma locale. ............................................................. 29815.3.2 L. Chiamata a un sottoprogramma globale.............................................................. 29815.3.3 #CALL. Chiamata a un sottoprogramma locale o globale. ...................................... 29915.3.4 #PCALL. Chiamata a un sottoprogramma locale o globale inizializzando parametri. ...
30015.3.5 #MCALL. Chiamata a un sottoprogramma locale o globale con carattere modale.. 30115.3.6 #MDOFF. Annullare il carattere modale del sottoprogramma. ................................ 30315.3.7 #RETDSBLK. Eseguire sottoprogrammi come blocco unico. .................................. 30415.4 #PATH. Definire l’ubicazione dei sottoprogrammi globali. ........................................... 30515.5 Esecuzione di sottoprogrammi OEM. .......................................................................... 30615.6 Sottoprogrammi generici d'utente (G500-G599).......................................................... 30815.7 Associate ai sottoprogrammi. ...................................................................................... 31115.7.1 File di guida dei sottoprogrammi.............................................................................. 31115.7.2 Lista di sottoprogrammi disponibili. .......................................................................... 31315.8 Punto di interruzione.................................................................................................... 31415.8.1 Riposizionare assi e mandrini dal sottoprogramma (#REPOS). .............................. 31515.9 Sottoprogramma associato allo start. .......................................................................... 31615.10 Sottoprogramma associato al ripristino. ...................................................................... 31715.11 Sottoprogrammi associati al ciclo di calibrazione della cinematica.............................. 318
CAPITOLO 16 ESECUZIONE DEI BLOCCHI E PROGRAMMI.
16.1 Esegue un programma nel canale indicato ................................................................. 31916.2 Esegue un blocco nel canale indicato. ........................................................................ 321
CAPITOLO 17 ASSE C
17.1 Attivare il mandrino come asse C. ............................................................................... 32417.2 Lavorazione sul piano frontale..................................................................................... 32617.3 Lavorazione sul piano cilindrico................................................................................... 328
CAPITOLO 18 TRASFORMAZIONE ANGOLARE D'ASSE INCLINATO
18.1 Attivazione e annullare la trasformazione angolare. .................................................... 33318.2 Arrestare (sospendere) la trasformazione angolare. ................................................... 33418.3 Ottenere informazione della trasformazione angolare. ................................................ 335
CAPITOLO 19 CONTROLLO TANGENZIALE.
19.1 Attivare e annullare il controllo tangenziale. ................................................................ 33919.2 Arrestare (sospendere) il controllo tangenziale. .......................................................... 34219.3 Ottenere informazione del controllo tangenziale. ........................................................ 344
CAPITOLO 20 CINEMATICHE E TRASFORMAZIONE DI COORDINATE.
20.1 Sistemi di coordinate. .................................................................................................. 34620.2 Spostamento sul piano inclinato. ................................................................................. 34720.3 Selezionare una cinematica(#KIN ID).......................................................................... 348
Manuale di programmazione
CNC 8070
·7·
(REF: 1807)
20.4 Sistemi di coordinate (#CS / #ACS)............................................................................. 34920.4.1 Definire un sistema di coordinate (MODE1)............................................................. 35320.4.2 Definire un sistema di coordinate (MODE2)............................................................. 35420.4.3 Definire un sistema di coordinate (MODE3)............................................................. 35520.4.4 Definire un sistema di coordinate (MODE4)............................................................. 35620.4.5 Definire un sistema di coordinate (MODE5)............................................................. 35720.4.6 Definire un sistema di coordinate (MODE6)............................................................. 35820.4.7 Lavoro con mandrini a 45º (tipo Hurón). .................................................................. 36020.4.8 Come combinare vari sistemi di coordinate. ............................................................ 36220.5 Utensile perpendicolare al piano inclinato (#TOOL ORI)............................................. 36420.5.1 Esempi di programmazione. .................................................................................... 36520.6 Lavoro con RTCP (Rotating Tool Center Point)........................................................... 36720.6.1 Esempi di programmazione. .................................................................................... 36920.7 Correggere la compensazione longitudinale dell'utensile implicito del programma (#TLC).
37120.8 Modo di rimuovere l'utensile quando si perde il piano ................................................. 37220.9 Orientamento dell'utensile nel sistema di coordinate pezzo. ....................................... 37320.9.1 Attivare l'orientamento dell'utensile nel sistema di coordinate pezzo. ..................... 37320.9.2 Annullare l'orientamento dell'utensile nel sistema di coordinate pezzo. .................. 37420.9.3 Come gestire le discontinuità nell'orientamento degli assi rotativi. .......................... 37520.9.4 Schermata per selezionare la soluzione desiderata. ............................................... 37720.9.5 Esempio di esecuzione. Selezione di una soluzione. .............................................. 37820.10 Selezione degli assi rotativi che posizionano l'utensile su cinematiche tipo 52. .......... 37920.11 Trasformare lo zero pezzo corrente tenendo conto della posizione della cinematica
tavola. .......................................................................................................................... 38020.11.1 Procedura per salvare uno zero pezzo con gli assi della tavola in qualsiasi posizione.
38120.11.2 Esempio per mantenere lo zero pezzo senza ruotare il sistema di coordinate........ 38220.12 Riepilogo delle variabili associate alle cinematiche. .................................................... 383
CAPITOLO 21 HSC. LAVORAZIONE AD ALTA VELOCITÀ.
21.1 Raccomandazioni per la lavorazione. .......................................................................... 38821.2 Sottoprogrammi d'utente G500-G501 per attivare/annullare l'HSC. ............................ 38921.2.1 Esempio alternativo alle funzioni G500-G501 fornite da Fagor. .............................. 39121.3 Modalità HSC SURFACE. Ottimizzazione della finitura superficiale. .......................... 39321.4 Modalità HSC CONTERROR. Ottimizzazione dell'errore di contorno. ........................ 39621.5 Modalità HSC FAST. Ottimizzazione dell’avanzamento di lavorazione....................... 39821.6 Annullamento della modalità HSC. .............................................................................. 400
CAPITOLO 22 ASSE VIRTUALE DELL'UTENSILE.
22.1 Attivare l'asse virtuale dell'utensile. ............................................................................. 40222.2 Annullare l’asse virtuale dell’utensile. .......................................................................... 40322.3 Variabili associate all’asse virtuale dell'utensile........................................................... 404
CAPITOLO 23 VISUALIZZARE MESSAGGI, AVVISI ED ERRORI.
23.1 #ERROR. Visualizzare un errore su schermata. ......................................................... 40623.2 #WARNING / #WARNINGSTOP. Visualizzare un avviso su schermata. .................... 40823.3 #MSG. Visualizzare un messaggio su schermata. ...................................................... 41023.4 Identificatori di formato e caratteri speciali................................................................... 41223.5 File cncError.txt. Elenco di errori e warning dell'OEM e dell'utente. ............................ 41323.6 File cncMsg.txt. Elenco di messaggi dell'OEM e dell'utente. ....................................... 41423.7 Riassunto delle variabili. .............................................................................................. 415
CAPITOLO 24 DMC (DYNAMIC MACHINNING CONTROL).
24.1 Attivare DMC................................................................................................................ 41824.2 Disattivare il DMC. ....................................................................................................... 42024.3 Riassunto delle variabili. .............................................................................................. 42124.4 Operare con il DMC. .................................................................................................... 42324.4.1 Funzionamento del DMC. ........................................................................................ 42324.4.2 Stato e avanzamento del DMC. Modalità automatico. ............................................. 42524.4.3 Percentuale di avanzamento (feed override). .......................................................... 425
CAPITOLO 25 APRIRE E SCRIVERE FILE.
25.1 #OPEN. Aprire un file per la scrittura........................................................................... 42725.2 #WRITE. Scrivere in un file.......................................................................................... 42925.3 #CLOSE. Chiudere un file............................................................................................ 43125.4 File cncWrite.txt. Elenco di messaggi dell'OEM e dell'utente. ..................................... 432
Manuale di programmazione
CNC 8070
·8·
(REF: 1807)
CAPITOLO 26 SENTENZE DI PROGRAMMAZIONE.
26.1 Istruzioni di visualizzazione Impostare le dimensioni della zona grafica. .................... 43326.2 Generazione ISO. ........................................................................................................ 43626.3 Accoppiamento elettronico di assi ............................................................................... 43926.4 Parcheggio assi ........................................................................................................... 44026.5 Modificare la configurazione degli assi di un canale.................................................... 44226.6 Modificare la configurazione di mandrini di un canale ................................................. 44726.7 Sincronizzazione mandrini ........................................................................................... 45026.8 Selezione dell'anello per attivare un asse o mandrino. Anello aperto o anello chiuso 45426.9 Rilevamento collisioni .................................................................................................. 45626.10 Interpolazione spline (Akima) ...................................................................................... 45826.11 Interpolazione polinomiale ........................................................................................... 46126.12 Controllo dell'accelerazione ......................................................................................... 46226.13 Definizione di macro .................................................................................................... 46426.14 Comunicazione e sincronizzazione fra canali .............................................................. 46626.15 Movimenti di assi indipendenti ..................................................................................... 46926.16 Camme elettroniche..................................................................................................... 47326.17 Modificare online le impostazioni macchina nei grafici HD (file xca). .......................... 476
CAPITOLO 27 VARIABILI DEL CNC.
Manuale di programmazione
CNC 8070
·9·
(REF: 1807)
INFORMAZIONI SUL PRODOTTO - CNC 8070
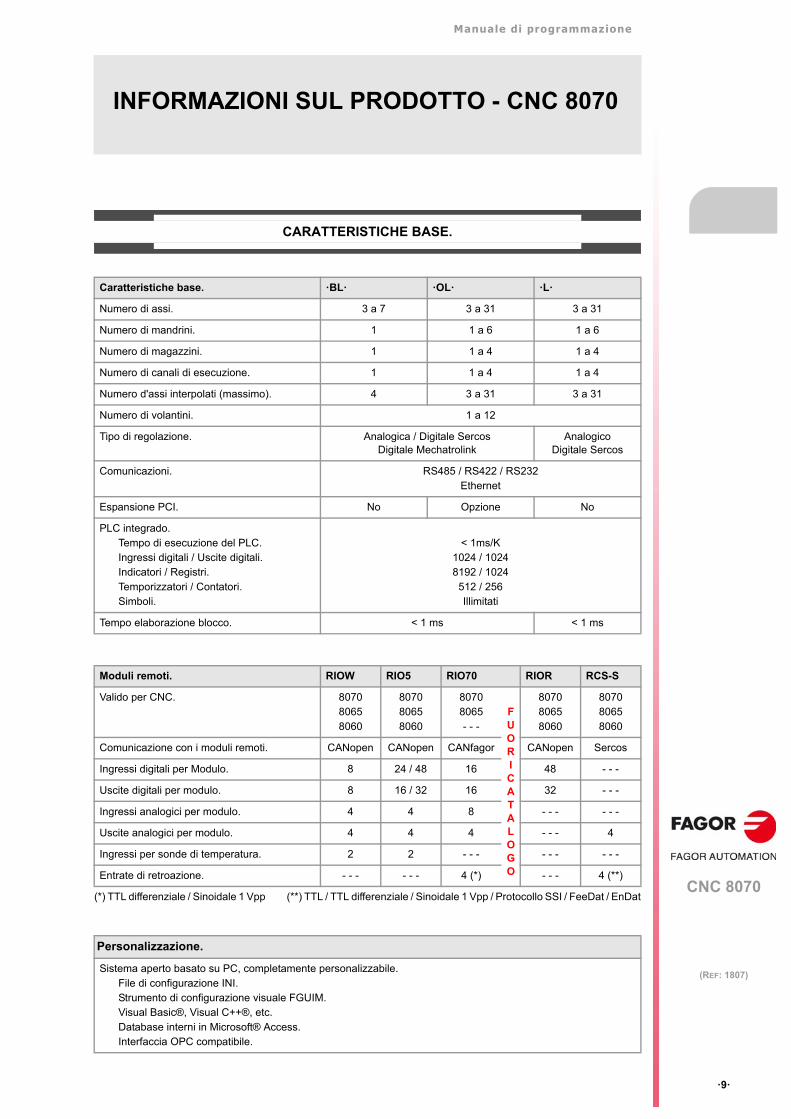
CARATTERISTICHE BASE.
(*) TTL differenziale / Sinoidale 1 Vpp (**) TTL / TTL differenziale / Sinoidale 1 Vpp / Protocollo SSI / FeeDat / EnDat
Caratteristiche base. ·BL· ·OL· ·L·
Numero di assi. 3 a 7 3 a 31 3 a 31
Numero di mandrini. 1 1 a 6 1 a 6
Numero di magazzini. 1 1 a 4 1 a 4
Numero di canali di esecuzione. 1 1 a 4 1 a 4
Numero d'assi interpolati (massimo). 4 3 a 31 3 a 31
Numero di volantini. 1 a 12
Tipo di regolazione. Analogica / Digitale SercosDigitale Mechatrolink
AnalogicoDigitale Sercos
Comunicazioni. RS485 / RS422 / RS232Ethernet
Espansione PCI. No Opzione No
PLC integrado. Tempo di esecuzione del PLC.Ingressi digitali / Uscite digitali.Indicatori / Registri.Temporizzatori / Contatori.Simboli.
< 1ms/K1024 / 10248192 / 1024
512 / 256Illimitati
Tempo elaborazione blocco. < 1 ms < 1 ms
Moduli remoti. RIOW RIO5 RIO70 RIOR RCS-S
Valido per CNC. 807080658060
807080658060
80708065- - -
FUORI CATALOGO
807080658060
807080658060
Comunicazione con i moduli remoti. CANopen CANopen CANfagor CANopen Sercos
Ingressi digitali per Modulo. 8 24 / 48 16 48 - - -
Uscite digitali per modulo. 8 16 / 32 16 32 - - -
Ingressi analogici per modulo. 4 4 8 - - - - - -
Uscite analogici per modulo. 4 4 4 - - - 4
Ingressi per sonde di temperatura. 2 2 - - - - - - - - -
Entrate di retroazione. - - - - - - 4 (*) - - - 4 (**)
Personalizzazione.
Sistema aperto basato su PC, completamente personalizzabile.File di configurazione INI.Strumento di configurazione visuale FGUIM.Visual Basic®, Visual C++®, etc.Database interni in Microsoft® Access.Interfaccia OPC compatibile.
Manuale di programmazione
CNC 8070
·10·
(REF: 1807)
OPZIONI DI SOFTWARE.
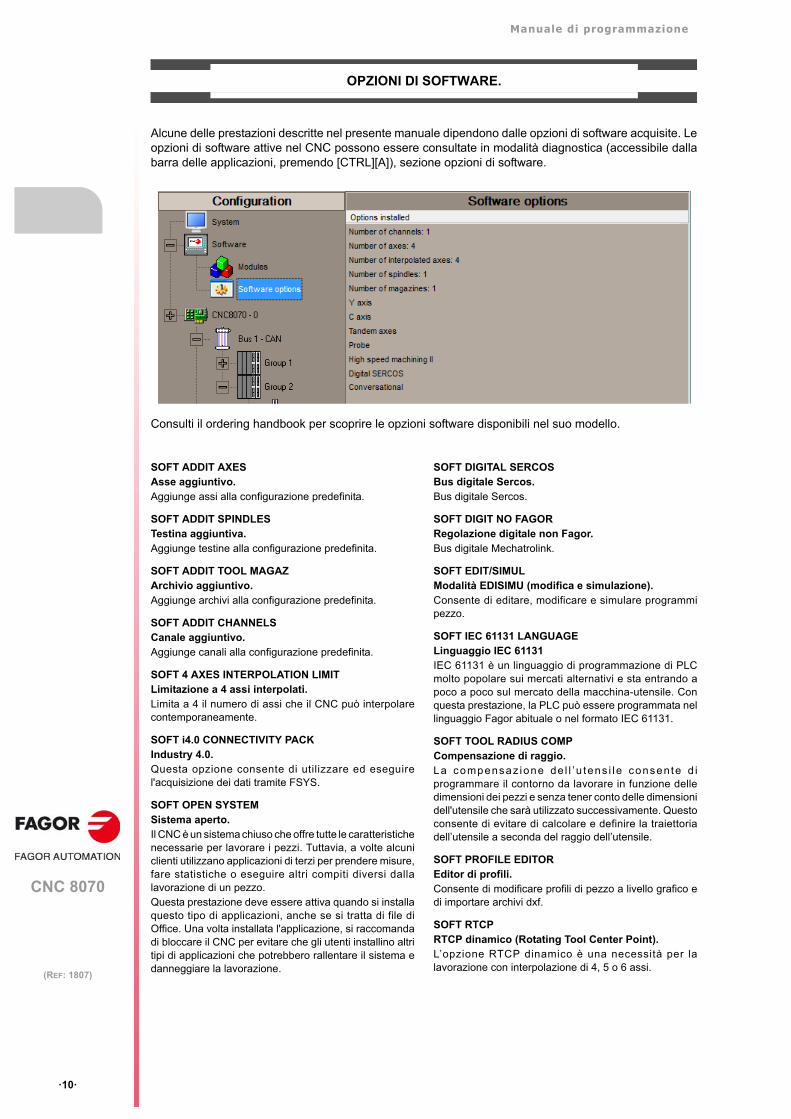
Alcune delle prestazioni descritte nel presente manuale dipendono dalle opzioni di software acquisite. Leopzioni di software attive nel CNC possono essere consultate in modalità diagnostica (accessibile dallabarra delle applicazioni, premendo [CTRL][A]), sezione opzioni di software.
Consulti il ordering handbook per scoprire le opzioni software disponibili nel suo modello.
SOFT ADDIT AXESAsse aggiuntivo.Aggiunge assi alla configurazione predefinita.
SOFT ADDIT SPINDLESTestina aggiuntiva.Aggiunge testine alla configurazione predefinita.
SOFT ADDIT TOOL MAGAZArchivio aggiuntivo.Aggiunge archivi alla configurazione predefinita.
SOFT ADDIT CHANNELSCanale aggiuntivo.Aggiunge canali alla configurazione predefinita.
SOFT 4 AXES INTERPOLATION LIMITLimitazione a 4 assi interpolati.Limita a 4 il numero di assi che il CNC può interpolarecontemporaneamente.
SOFT i4.0 CONNECTIVITY PACKIndustry 4.0.Questa opzione consente di utilizzare ed eseguirel'acquisizione dei dati tramite FSYS.
SOFT OPEN SYSTEMSistema aperto.Il CNC è un sistema chiuso che offre tutte le caratteristichenecessarie per lavorare i pezzi. Tuttavia, a volte alcuniclienti utilizzano applicazioni di terzi per prendere misure,fare statistiche o eseguire altri compiti diversi dallalavorazione di un pezzo.Questa prestazione deve essere attiva quando si installaquesto tipo di applicazioni, anche se si tratta di file diOffice. Una volta installata l'applicazione, si raccomandadi bloccare il CNC per evitare che gli utenti installino altritipi di applicazioni che potrebbero rallentare il sistema edanneggiare la lavorazione.
SOFT DIGITAL SERCOSBus digitale Sercos.Bus digitale Sercos.
SOFT DIGIT NO FAGORRegolazione digitale non Fagor.Bus digitale Mechatrolink.
SOFT EDIT/SIMULModalità EDISIMU (modifica e simulazione).Consente di editare, modificare e simulare programmipezzo.
SOFT IEC 61131 LANGUAGELinguaggio IEC 61131IEC 61131 è un linguaggio di programmazione di PLCmolto popolare sui mercati alternativi e sta entrando apoco a poco sul mercato della macchina-utensile. Conquesta prestazione, la PLC può essere programmata nellinguaggio Fagor abituale o nel formato IEC 61131.
SOFT TOOL RADIUS COMPCompensazione di raggio.La compensaz ione de l l ’ u tens i l e consente d iprogrammare il contorno da lavorare in funzione delledimensioni dei pezzi e senza tener conto delle dimensionidell'utensile che sarà utilizzato successivamente. Questoconsente di evitare di calcolare e definire la traiettoriadell’utensile a seconda del raggio dell’utensile.
SOFT PROFILE EDITOREditor di profili.Consente di modificare profili di pezzo a livello grafico edi importare archivi dxf.
SOFT RTCPRTCP dinamico (Rotating Tool Center Point).L’opzione RTCP dinamico è una necessità per lalavorazione con interpolazione di 4, 5 o 6 assi.

Manuale di programmazione
CNC 8070
·11·
(REF: 1807)
SOFT C AXISAsse C.Attiva la cinematica per lavorare con l’asse C e i suoi ciclifissi associati. Il CNC può controllare diversi assi C. Iparametri di ogni asse indicano se funzionerà come asseC o no, e non sarà necessario attivare altro asse neiparametri macchina.
SOFT TANDEM AXESAssi tandem.Un asse tandem consiste in due motori accoppiatimeccanicamente fra loro, formando così un unico sistemadi trasmissione (asse o testina). Un asse tandemconsente di disporre della coppia necessaria per spostareun asse quando un solo motore non è in grado di erogarela coppia sufficiente per poterlo fare.Quando si attiva questa caratteristica, occorre tenereconto del fatto che per ogni asse tandem della macchinaoccorre aggiungere un altro asse a tutta la configurazione.Per esempio, su un tornio grande a 3 assi (X, Z econtrappunto) se il contrappunto è un asse tandem,l’ordine di acquisto finale della macchina deve indicare 4assi.
SOFT SYNCHRONISMSincronizzazione di assi e mandrini.Gli assi e i mandrini possono essere sincronizzati secondodue modal i tà , per veloci tà o per posiz ione. Laconfigurazione CNC contempla la sincronizzazione di 2assi o 2 testine. Una volta sincronizzati, si visualizza e siprogramma solo l’elemento principale.
SOFT HSSA II MACHINING SYSTEMSistema di lavorazione HSSA-II.E’ la nuova versione di algoritmi per la lavorazione ad altavelocità (HSC). Questo nuovo algoritmo HSSA permettedi ottimizzare la lavorazione ad alta velocità, ottenendomaggiori velocità di taglio, contorni più delicati, migliorefinitura superficiale e maggiore precisione.
SOFT TANGENTIAL CONTROLControllo tangenziale.Il controllo tangenziale mantiene un asse rotativo semprecon lo stesso orientamento rispetto alla traiettoriaprogrammata. La traiettoria di lavorazione è definita sugliassi del piano attivo e il CNC mantiene l’orientamentodell’asse rotativo lungo l’intera traiettoria.
SOFT DRILL CYCL OLCicli ISO di foratura per il modello OL.Cicli ISO di foratura nel modello OL (G80, G81, G82, G83).
SOFT PROBECicli fissi di sondaggio.Il CNC può essere configurato con due sonde; in generevi sarà una sonda da tavolo per calibrare gli utensili e unasonda di misura per effettuare misure sul pezzo. Tale opzione attiva le funzioni G100, G103 e G104 (perrealizzare movimenti del palpatore); i cicli fissi delpalpatore non sono inclusi.
SOFT THIRD PARTY CANOPENCANopen di terzi.Abilita l’uso di moduli CANopen no-Fagor.
SOFT FVC UP TO 10m3SOFT FVC MORE TO 10m3Compensazione volumetrica media e grande.Le macchine a 5 assi si usano generalmente perfabbricare pezzi di grandi dimensioni. La precisione deipezzi è limitata dalla tolleranza di produzione dellamacchina e dall’effetto della temperatura durante lalavorazione.In settori come quello aerospaziale, le richieste dilavorazione rendono insuff ic ient i g l i utensi l i d icompensazione tradizionali . La compensazione
volumetrica FVC avviene per integrare gli utensili diregolazione della macchina. Mappando il volume di lavorocomplessivo della macchina, il CNC conosce la posizioneesatta dell’utensile in ogni momento. Dopo l’applicazionedelle compensazioni necessarie, il pezzo risultante ha laprecisione e la tolleranza desiderate.Ci sono 2 opzioni che dipendono dalla dimensione dellamacchina, fino a 10 m³ e superiore a 10 m³.
SOFT 60 PWM CONTROLPulse-Width Modulation.Questa funzione è disponibile solo nei sistemi diregolazione con bus Sercos. E’ rivolta principalmente amacchine laser per il taglio di lamiere molto spesse, in cuiil CNC genera una serie di impulsi PWM per controllare lapotenza del laser nel perforare il punto di partenza.Questa caratteristica è imprescindibile per il taglio dilamiera molto spessa e richiede due uscite digitali rapidedisponibil i sull ’unità centrale. Con questa nuovacaratteristica l’OEM non ha bisogno di installazione didispositivi esterni e di programmarli, riducendo quindi ilcosto della macchina e il tempo di installazione. L’utentefinale inoltre ne trae un vantaggio perché la funzione“Tagliare con PMW” è molto più semplice da usare eprogrammare.
SOFT 60 GAP CONTROLControllo della distanza.Rivolta principalmente a macchine laser. Il controllo delgap permette di mantenere una distanza fissa tra l’ugellodel laser e la superficie della lamiera. Questa distanzaviene calcolata da un sensore collegato al CNC, in modoche il CNC compenserà le variazioni del sensore sulladistanza programmata con spostamenti aggiuntivisull’asse programmato per il gap.
DMCDynamic Machinning Control.Il DMC regola la velocità di avanzamento durante lalavorazione per mantenere la potenza di taglio il più vicinopossibile alle condizioni di lavorazione ideali.
FMCFagor Machining Calculator.L'applicazione FMC consiste in un database di materialida lavorare e operazioni di lavorazione (fresatura etornitura), con un'interfaccia che consente di scegliere lecondizioni di taglio adeguate per tali operazioni.
FFCFagor Feed Control.Durante l'esecuzione di un ciclo fisso dell'editor, lafunzione FFC consente di sostituire l'avanzamento e laveloci tà programmati nel c ic lo dai valor i at t iv inell'esecuzione, influenzati dal feed override e speedoverride.
SOFT 60/65/70 OPERATING TERMSLicenza d'uso temporaneo.L'opzione "Operating Terms" attiva una licenza di usotemporaneo nel CNC, valida fino a una data determinatadall'OEM.

PAGINA IN BIANCO
·12·
Manuale di programmazione
CNC 8070
·13·
(REF: 1807)
DICHIARAZIONE DI CONFORMITÀ CE E CONDIZIONI DI GARANZIA
DICHIARAZIONE DI CONFORMITÀ
La dichiarazione di conformità del CNC è disponibile nell’area download del sito web aziendale di FAGOR.http://www.fagorautomation.com. (Tipo di file: Dichiarazione di conformità).
CONDIZIONI DI GARANZIA
Le condizioni di garanzia del CNC sono disponibili nell’area download del sito web aziendale di FAGOR.http://www.fagorautomation.com. (Tipo di file: Condizioni generali di vendita - Garanzia).

PAGINA IN BIANCO
·14·

Manuale di programmazione
CNC 8070
·15·
(REF: 1807)
STORICO VERSIONI - CNC 8070
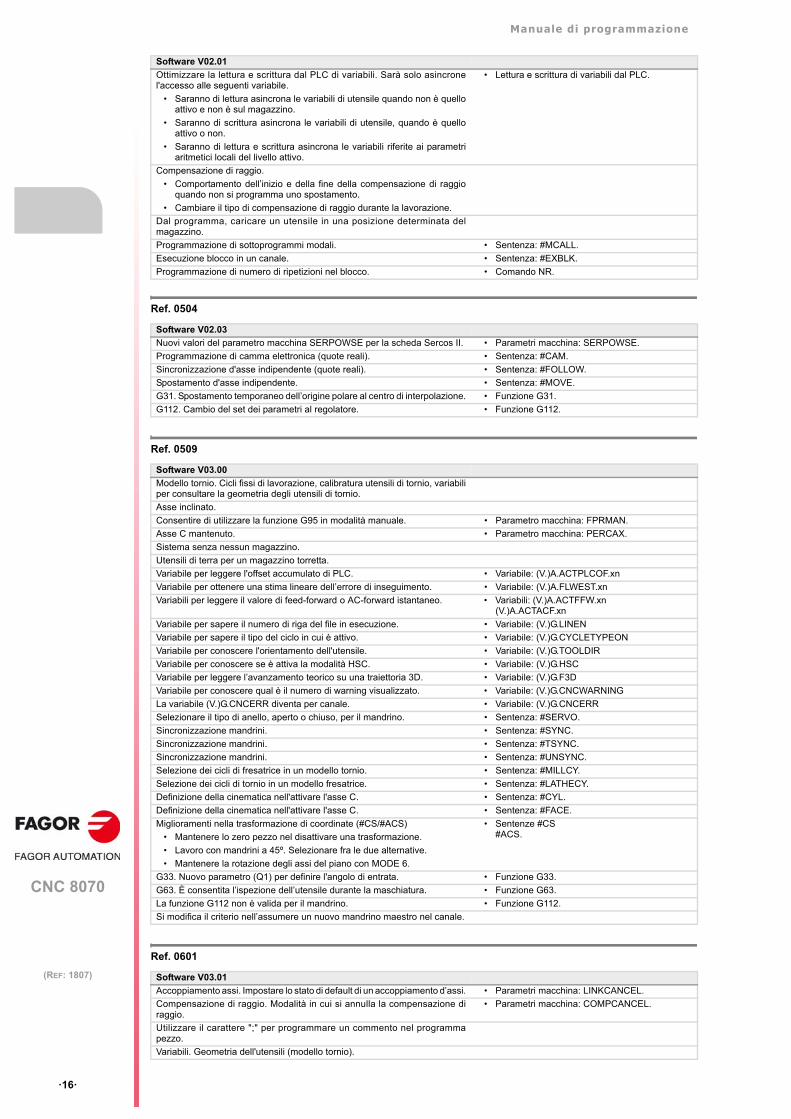
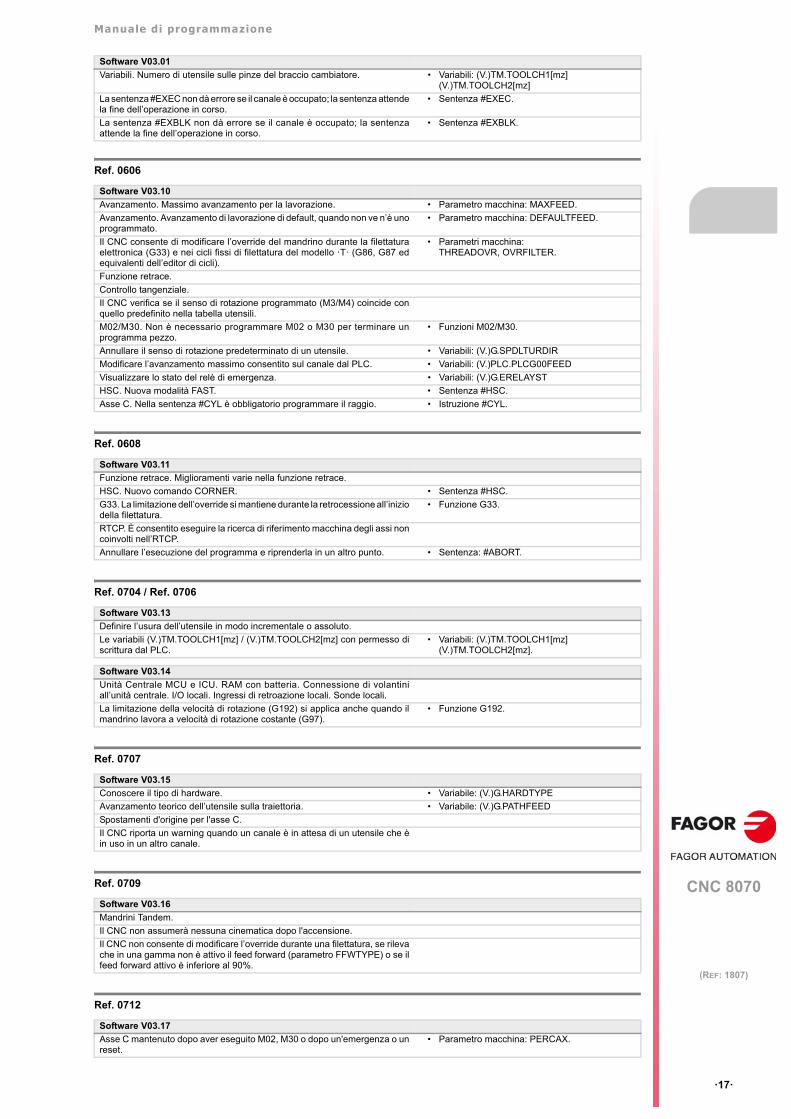
Si riporta di seguito il riepilogo delle prestazioni aggiunte in ogni riferimento di manuale.
Ref. 0201
Ref. 0212
Ref. 0501
Software V01.00
Prima versione. Modello fresatrice.
Software V01.10
Nuovo avanzamento di riposizionamento dopo l'ispezione dell'utensile. • Parametro macchina: REPOSFEED.
Nuovo trattamento dei tasti jog. Tasti vari per selezionare il asse e il senso. • Parametro macchina: JOGKEYDEF.
Conoscere le dimensioni della cinematica su un asse. • Variabile: (V.)A.HEADOF.xn
Simulazione della tastiera dal PLC. • Variabile: (V.)G.KEY
Fattore scala generale. • Sentenza: #SCALE.
Selezione della sonda. • Sentenza: #SELECT PROBE.
Cicli fissi di sondaggio. • Sentenza: #PROBE.
Programmazione di avvisi. • Sentenza: #WARNING.
Ripetizione di blocchi. • Sentenza: #RPT.
Conoscere il fattore scala generale attivo. • Variabile: (V.)G.SCALE
Conoscere qual è la sonda attiva. • Variabile: (V.)G.ACTIVPROBE
Miglioramenti nella programmazione della lavorazione ad alta velocità. • Sentenza: #HSC.
Miglioramenti nella programmazione dello scambio di assi. • Sentenze: #SET#CALL#FREE#RENAME
Il numero di macro in un programma è limitato a 50. • Macro.
Software V02.01
Sistemi operativi Windows XP.
Spegnimento d’emergenza con batteria (unità centrale PC104).
Sistema multicanale, fino a 4 canale. Scambio di assi e mandrini,comunicazione e sincronizzazione fra canali, parametri aritmetici comuni,accesso a variabili per canale, ecc.
Sistema mutimandrino, fino a 4 mandrini.
Gestione utensile con vari magazzini, fino a 4 magazzini.
Modalità compensazione di raggio (G136/G137) di default. • Parametro macchina: IRCOMP.
Nuovo comportamento per assi rotativi.
Non è necessaria la variabile (V.)TM.MZWAIT nel sottoprogramma associatoa M06.
• Sottoprogramma associato a M6.
• Variabile: (V.)TM.MZWAIT
Conoscere la versione software. • Variabile: (V.)G.SOFTWARE
Variabili associate alla regolazione dell'anello. Regolazione dei guadagni dalPLC.
• Variabili: (V.)A.PLCFFGAIN.xn(V.)A.PLCACFGAIN.xn(V.)A.PLCPROGAIN.xn
Variabili associate alla regolazione dell'anello. Incremento di posizione e ilperiodo corrente di campionatura.
• Variabili: (V.)A.POSINC.xn(V.)A.TPOSINC.xn(V.)A.PREVPOSINC.xn
Variabil i associate alla regolazione dell 'anello. Regolazione finaavanzamento, accelerazione e jerk.
• Variabili: (V.)A.FEED.xn(V.)A.TFEED.xn(V.)A.ACCEL.xn(V.)A.TACCEL.xn(V.)A.JERK.xn(V.)A.TJERK.xn
Variabili associate agli ingressi di retroazione. • Variabili: (V.)A.COUNTER.xn(V.)A.COUNTERST.xn(V.)A.ASINUS.xn(V.)A.BSINUS.xn
Parcheggiare e sparcheggiare mandrini. • Sentenze: #PARK#UNPARK
Manuale di programmazione
CNC 8070
·16·
(REF: 1807)
Ref. 0504
Ref. 0509
Ref. 0601
Ottimizzare la lettura e scrittura dal PLC di variabili. Sarà solo asincronel'accesso alle seguenti variabile.
• Saranno di lettura asincrona le variabili di utensile quando non è quelloattivo e non è sul magazzino.
• Saranno di scrittura asincrona le variabili di utensile, quando è quelloattivo o non.
• Saranno di lettura e scrittura asincrona le variabili riferite ai parametriaritmetici locali del livello attivo.
• Lettura e scrittura di variabili dal PLC.
Compensazione di raggio.
• Comportamento dell’inizio e della fine della compensazione di raggioquando non si programma uno spostamento.
• Cambiare il tipo di compensazione di raggio durante la lavorazione.
Dal programma, caricare un utensile in una posizione determinata delmagazzino.
Programmazione di sottoprogrammi modali. • Sentenza: #MCALL.
Esecuzione blocco in un canale. • Sentenza: #EXBLK.
Programmazione di numero di ripetizioni nel blocco. • Comando NR.
Software V02.03
Nuovi valori del parametro macchina SERPOWSE per la scheda Sercos II. • Parametri macchina: SERPOWSE.
Programmazione di camma elettronica (quote reali). • Sentenza: #CAM.
Sincronizzazione d'asse indipendente (quote reali). • Sentenza: #FOLLOW.
Spostamento d'asse indipendente. • Sentenza: #MOVE.
G31. Spostamento temporaneo dell’origine polare al centro di interpolazione. • Funzione G31.
G112. Cambio del set dei parametri al regolatore. • Funzione G112.
Software V03.00
Modello tornio. Cicli fissi di lavorazione, calibratura utensili di tornio, variabiliper consultare la geometria degli utensili di tornio.
Asse inclinato.
Consentire di utilizzare la funzione G95 in modalità manuale. • Parametro macchina: FPRMAN.
Asse C mantenuto. • Parametro macchina: PERCAX.
Sistema senza nessun magazzino.
Utensili di terra per un magazzino torretta.
Variabile per leggere l'offset accumulato di PLC. • Variabile: (V.)A.ACTPLCOF.xn
Variabile per ottenere una stima lineare dell’errore di inseguimento. • Variabile: (V.)A.FLWEST.xn
Variabili per leggere il valore di feed-forward o AC-forward istantaneo. • Variabili: (V.)A.ACTFFW.xn(V.)A.ACTACF.xn
Variabile per sapere il numero di riga del file in esecuzione. • Variabile: (V.)G.LINEN
Variabile per sapere il tipo del ciclo in cui è attivo. • Variabile: (V.)G.CYCLETYPEON
Variabile per conoscere l'orientamento dell'utensile. • Variabile: (V.)G.TOOLDIR
Variabile per conoscere se è attiva la modalità HSC. • Variabile: (V.)G.HSC
Variabile per leggere l’avanzamento teorico su una traiettoria 3D. • Variabile: (V.)G.F3D
Variabile per conoscere qual è il numero di warning visualizzato. • Variabile: (V.)G.CNCWARNING
La variabile (V.)G.CNCERR diventa per canale. • Variabile: (V.)G.CNCERR
Selezionare il tipo di anello, aperto o chiuso, per il mandrino. • Sentenza: #SERVO.
Sincronizzazione mandrini. • Sentenza: #SYNC.
Sincronizzazione mandrini. • Sentenza: #TSYNC.
Sincronizzazione mandrini. • Sentenza: #UNSYNC.
Selezione dei cicli di fresatrice in un modello tornio. • Sentenza: #MILLCY.
Selezione dei cicli di tornio in un modello fresatrice. • Sentenza: #LATHECY.
Definizione della cinematica nell'attivare l'asse C. • Sentenza: #CYL.
Definizione della cinematica nell'attivare l'asse C. • Sentenza: #FACE.
Miglioramenti nella trasformazione di coordinate (#CS/#ACS)
• Mantenere lo zero pezzo nel disattivare una trasformazione.
• Lavoro con mandrini a 45º. Selezionare fra le due alternative.
• Mantenere la rotazione degli assi del piano con MODE 6.
• Sentenze #CS#ACS.
G33. Nuovo parametro (Q1) per definire l'angolo di entrata. • Funzione G33.
G63. È consentita l’ispezione dell’utensile durante la maschiatura. • Funzione G63.
La funzione G112 non è valida per il mandrino. • Funzione G112.
Si modifica il criterio nell’assumere un nuovo mandrino maestro nel canale.
Software V03.01
Accoppiamento assi. Impostare lo stato di default di un accoppiamento d’assi. • Parametri macchina: LINKCANCEL.
Compensazione di raggio. Modalità in cui si annulla la compensazione diraggio.
• Parametri macchina: COMPCANCEL.
Utilizzare il carattere ";" per programmare un commento nel programmapezzo.
Variabili. Geometria dell'utensili (modello tornio).
Software V02.01
Manuale di programmazione
CNC 8070
·17·
(REF: 1807)
Ref. 0606
Ref. 0608
Ref. 0704 / Ref. 0706
Ref. 0707
Ref. 0709
Ref. 0712
Variabili. Numero di utensile sulle pinze del braccio cambiatore. • Variabili: (V.)TM.TOOLCH1[mz](V.)TM.TOOLCH2[mz]
La sentenza #EXEC non dà errore se il canale è occupato; la sentenza attendela fine dell’operazione in corso.
• Sentenza #EXEC.
La sentenza #EXBLK non dà errore se il canale è occupato; la sentenzaattende la fine dell’operazione in corso.
• Sentenza #EXBLK.
Software V03.10
Avanzamento. Massimo avanzamento per la lavorazione. • Parametro macchina: MAXFEED.
Avanzamento. Avanzamento di lavorazione di default, quando non ve n’è unoprogrammato.
• Parametro macchina: DEFAULTFEED.
Il CNC consente di modificare l’override del mandrino durante la filettaturaelettronica (G33) e nei cicli fissi di filettatura del modello ·T· (G86, G87 edequivalenti dell’editor di cicli).
• Parametri macchina:THREADOVR, OVRFILTER.
Funzione retrace.
Controllo tangenziale.
Il CNC verifica se il senso di rotazione programmato (M3/M4) coincide conquello predefinito nella tabella utensili.
M02/M30. Non è necessario programmare M02 o M30 per terminare unprogramma pezzo.
• Funzioni M02/M30.
Annullare il senso di rotazione predeterminato di un utensile. • Variabili: (V.)G.SPDLTURDIR
Modificare l’avanzamento massimo consentito sul canale dal PLC. • Variabili: (V.)PLC.PLCG00FEED
Visualizzare lo stato del relè di emergenza. • Variabili: (V.)G.ERELAYST
HSC. Nuova modalità FAST. • Sentenza #HSC.
Asse C. Nella sentenza #CYL è obbligatorio programmare il raggio. • Istruzione #CYL.
Software V03.11
Funzione retrace. Miglioramenti varie nella funzione retrace.
HSC. Nuovo comando CORNER. • Sentenza #HSC.
G33. La limitazione dell’override si mantiene durante la retrocessione all’iniziodella filettatura.
• Funzione G33.
RTCP. È consentito eseguire la ricerca di riferimento macchina degli assi noncoinvolti nell’RTCP.
Annullare l’esecuzione del programma e riprenderla in un altro punto. • Sentenza: #ABORT.
Software V03.13
Definire l’usura dell’utensile in modo incrementale o assoluto.
Le variabili (V.)TM.TOOLCH1[mz] / (V.)TM.TOOLCH2[mz] con permesso discrittura dal PLC.
• Variabili: (V.)TM.TOOLCH1[mz](V.)TM.TOOLCH2[mz].
Software V03.14
Unità Centrale MCU e ICU. RAM con batteria. Connessione di volantiniall’unità centrale. I/O locali. Ingressi di retroazione locali. Sonde locali.
La limitazione della velocità di rotazione (G192) si applica anche quando ilmandrino lavora a velocità di rotazione costante (G97).
• Funzione G192.
Software V03.15
Conoscere il tipo di hardware. • Variabile: (V.)G.HARDTYPE
Avanzamento teorico dell’utensile sulla traiettoria. • Variabile: (V.)G.PATHFEED
Spostamenti d'origine per l'asse C.
Il CNC riporta un warning quando un canale è in attesa di un utensile che èin uso in un altro canale.
Software V03.16
Mandrini Tandem.
Il CNC non assumerà nessuna cinematica dopo l'accensione.
Il CNC non consente di modificare l’override durante una filettatura, se rilevache in una gamma non è attivo il feed forward (parametro FFWTYPE) o se ilfeed forward attivo è inferiore al 90%.
Software V03.17
Asse C mantenuto dopo aver eseguito M02, M30 o dopo un'emergenza o unreset.
• Parametro macchina: PERCAX.
Software V03.01
Manuale di programmazione
CNC 8070
·18·
(REF: 1807)
Ref. 0801
Ref. 0809
Ref. 0811
Ref. 0907
Ref. 1007
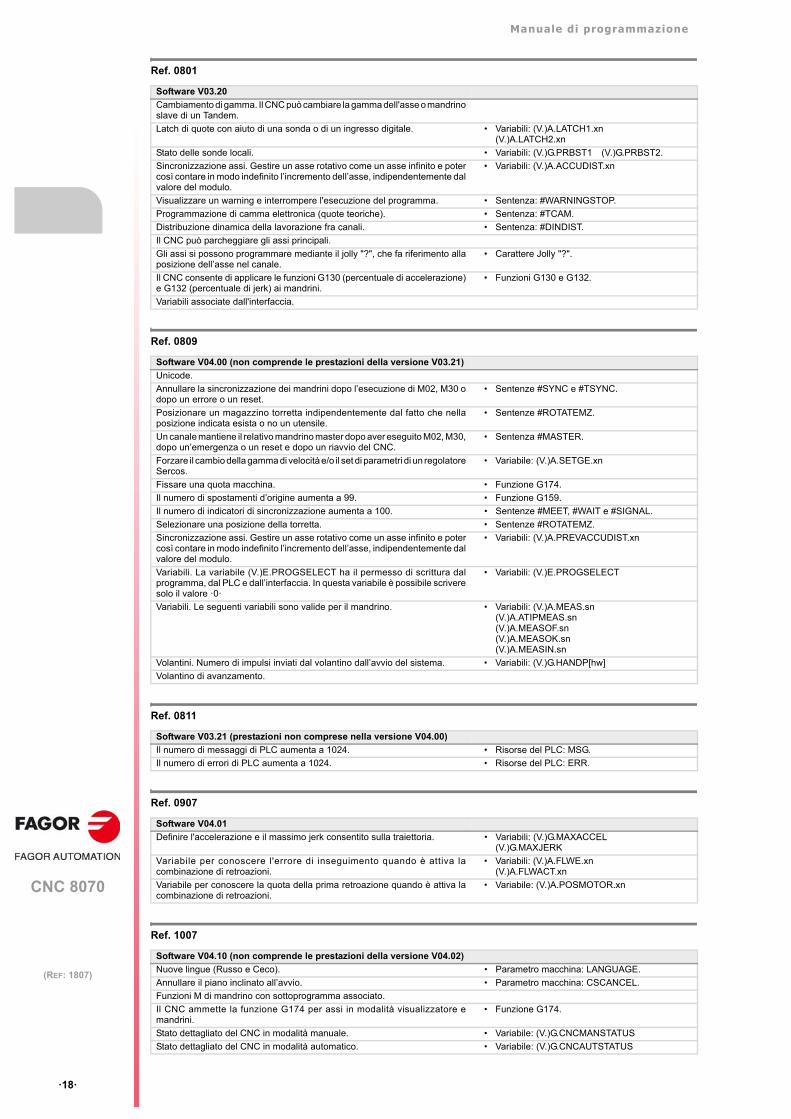
Software V03.20
Cambiamento di gamma. Il CNC può cambiare la gamma dell'asse o mandrinoslave di un Tandem.
Latch di quote con aiuto di una sonda o di un ingresso digitale. • Variabili: (V.)A.LATCH1.xn(V.)A.LATCH2.xn
Stato delle sonde locali. • Variabili: (V.)G.PRBST1 (V.)G.PRBST2.
Sincronizzazione assi. Gestire un asse rotativo come un asse infinito e potercosì contare in modo indefinito l’incremento dell’asse, indipendentemente dalvalore del modulo.
• Variabili: (V.)A.ACCUDIST.xn
Visualizzare un warning e interrompere l'esecuzione del programma. • Sentenza: #WARNINGSTOP.
Programmazione di camma elettronica (quote teoriche). • Sentenza: #TCAM.
Distribuzione dinamica della lavorazione fra canali. • Sentenza: #DINDIST.
Il CNC può parcheggiare gli assi principali.
Gli assi si possono programmare mediante il jolly "?", che fa riferimento allaposizione dell’asse nel canale.
• Carattere Jolly "?".
Il CNC consente di applicare le funzioni G130 (percentuale di accelerazione)e G132 (percentuale di jerk) ai mandrini.
• Funzioni G130 e G132.
Variabili associate dall'interfaccia.
Software V04.00 (non comprende le prestazioni della versione V03.21)
Unicode.
Annullare la sincronizzazione dei mandrini dopo l’esecuzione di M02, M30 odopo un errore o un reset.
• Sentenze #SYNC e #TSYNC.
Posizionare un magazzino torretta indipendentemente dal fatto che nellaposizione indicata esista o no un utensile.
• Sentenze #ROTATEMZ.
Un canale mantiene il relativo mandrino master dopo aver eseguito M02, M30,dopo un’emergenza o un reset e dopo un riavvio del CNC.
• Sentenza #MASTER.
Forzare il cambio della gamma di velocità e/o il set di parametri di un regolatoreSercos.
• Variabile: (V.)A.SETGE.xn
Fissare una quota macchina. • Funzione G174.
Il numero di spostamenti d’origine aumenta a 99. • Funzione G159.
Il numero di indicatori di sincronizzazione aumenta a 100. • Sentenze #MEET, #WAIT e #SIGNAL.
Selezionare una posizione della torretta. • Sentenze #ROTATEMZ.
Sincronizzazione assi. Gestire un asse rotativo come un asse infinito e potercosì contare in modo indefinito l’incremento dell’asse, indipendentemente dalvalore del modulo.
• Variabili: (V.)A.PREVACCUDIST.xn
Variabili. La variabile (V.)E.PROGSELECT ha il permesso di scrittura dalprogramma, dal PLC e dall’interfaccia. In questa variabile è possibile scriveresolo il valore ·0·
• Variabili: (V.)E.PROGSELECT
Variabili. Le seguenti variabili sono valide per il mandrino. • Variabili: (V.)A.MEAS.sn(V.)A.ATIPMEAS.sn(V.)A.MEASOF.sn(V.)A.MEASOK.sn(V.)A.MEASIN.sn
Volantini. Numero di impulsi inviati dal volantino dall’avvio del sistema. • Variabili: (V.)G.HANDP[hw]
Volantino di avanzamento.
Software V03.21 (prestazioni non comprese nella versione V04.00)
Il numero di messaggi di PLC aumenta a 1024. • Risorse del PLC: MSG.
Il numero di errori di PLC aumenta a 1024. • Risorse del PLC: ERR.
Software V04.01
Definire l'accelerazione e il massimo jerk consentito sulla traiettoria. • Variabili: (V.)G.MAXACCEL(V.)G.MAXJERK
Variabile per conoscere l'errore di inseguimento quando è attiva lacombinazione di retroazioni.
• Variabili: (V.)A.FLWE.xn(V.)A.FLWACT.xn
Variabile per conoscere la quota della prima retroazione quando è attiva lacombinazione di retroazioni.
• Variabile: (V.)A.POSMOTOR.xn
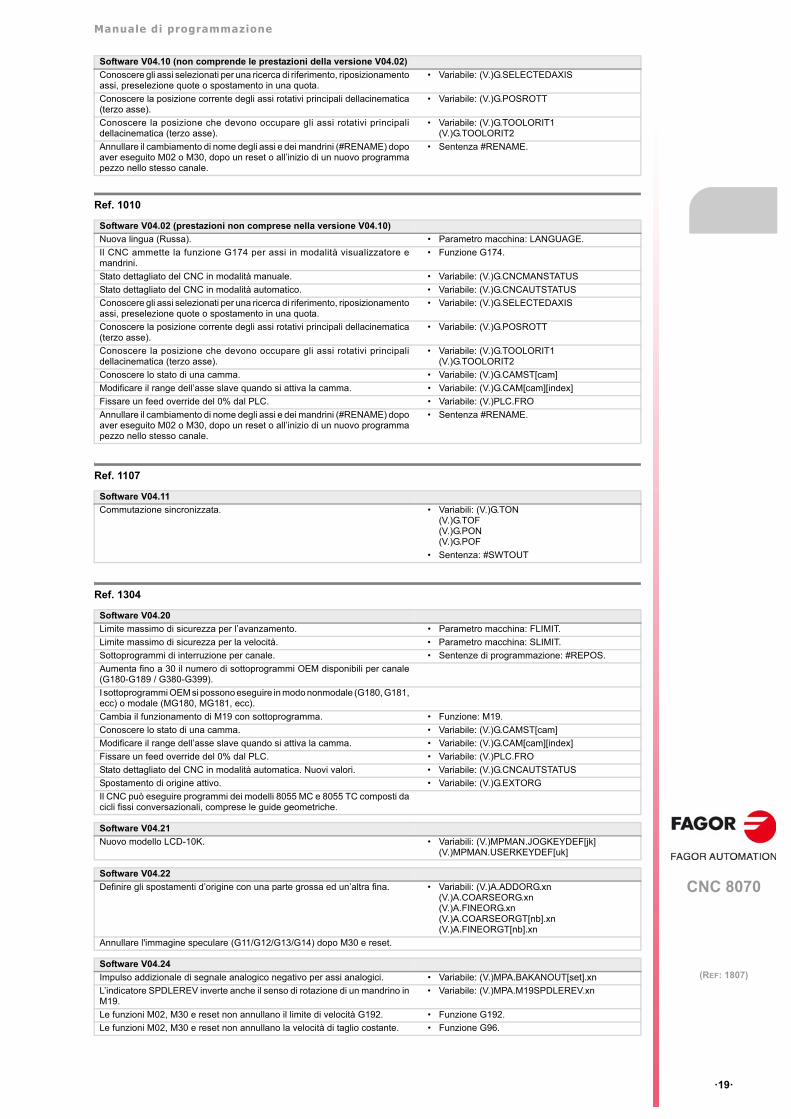
Software V04.10 (non comprende le prestazioni della versione V04.02)
Nuove lingue (Russo e Ceco). • Parametro macchina: LANGUAGE.
Annullare il piano inclinato all’avvio. • Parametro macchina: CSCANCEL.
Funzioni M di mandrino con sottoprogramma associato.
Il CNC ammette la funzione G174 per assi in modalità visualizzatore emandrini.
• Funzione G174.
Stato dettagliato del CNC in modalità manuale. • Variabile: (V.)G.CNCMANSTATUS
Stato dettagliato del CNC in modalità automatico. • Variabile: (V.)G.CNCAUTSTATUS
Manuale di programmazione
CNC 8070
·19·
(REF: 1807)
Ref. 1010
Ref. 1107
Ref. 1304
Conoscere gli assi selezionati per una ricerca di riferimento, riposizionamentoassi, preselezione quote o spostamento in una quota.
• Variabile: (V.)G.SELECTEDAXIS
Conoscere la posizione corrente degli assi rotativi principali dellacinematica(terzo asse).
• Variabile: (V.)G.POSROTT
Conoscere la posizione che devono occupare gli assi rotativi principalidellacinematica (terzo asse).
• Variabile: (V.)G.TOOLORIT1(V.)G.TOOLORIT2
Annullare il cambiamento di nome degli assi e dei mandrini (#RENAME) dopoaver eseguito M02 o M30, dopo un reset o all’inizio di un nuovo programmapezzo nello stesso canale.
• Sentenza #RENAME.
Software V04.02 (prestazioni non comprese nella versione V04.10)
Nuova lingua (Russa). • Parametro macchina: LANGUAGE.
Il CNC ammette la funzione G174 per assi in modalità visualizzatore emandrini.
• Funzione G174.
Stato dettagliato del CNC in modalità manuale. • Variabile: (V.)G.CNCMANSTATUS
Stato dettagliato del CNC in modalità automatico. • Variabile: (V.)G.CNCAUTSTATUS
Conoscere gli assi selezionati per una ricerca di riferimento, riposizionamentoassi, preselezione quote o spostamento in una quota.
• Variabile: (V.)G.SELECTEDAXIS
Conoscere la posizione corrente degli assi rotativi principali dellacinematica(terzo asse).
• Variabile: (V.)G.POSROTT
Conoscere la posizione che devono occupare gli assi rotativi principalidellacinematica (terzo asse).
• Variabile: (V.)G.TOOLORIT1(V.)G.TOOLORIT2
Conoscere lo stato di una camma. • Variabile: (V.)G.CAMST[cam]
Modificare il range dell’asse slave quando si attiva la camma. • Variabile: (V.)G.CAM[cam][index]
Fissare un feed override del 0% dal PLC. • Variabile: (V.)PLC.FRO
Annullare il cambiamento di nome degli assi e dei mandrini (#RENAME) dopoaver eseguito M02 o M30, dopo un reset o all’inizio di un nuovo programmapezzo nello stesso canale.
• Sentenza #RENAME.
Software V04.11
Commutazione sincronizzata. • Variabili: (V.)G.TON(V.)G.TOF(V.)G.PON(V.)G.POF
• Sentenza: #SWTOUT
Software V04.20
Limite massimo di sicurezza per l’avanzamento. • Parametro macchina: FLIMIT.
Limite massimo di sicurezza per la velocità. • Parametro macchina: SLIMIT.
Sottoprogrammi di interruzione per canale. • Sentenze di programmazione: #REPOS.
Aumenta fino a 30 il numero di sottoprogrammi OEM disponibili per canale(G180-G189 / G380-G399).
I sottoprogrammi OEM si possono eseguire in modo nonmodale (G180, G181,ecc) o modale (MG180, MG181, ecc).
Cambia il funzionamento di M19 con sottoprogramma. • Funzione: M19.
Conoscere lo stato di una camma. • Variabile: (V.)G.CAMST[cam]
Modificare il range dell’asse slave quando si attiva la camma. • Variabile: (V.)G.CAM[cam][index]
Fissare un feed override del 0% dal PLC. • Variabile: (V.)PLC.FRO
Stato dettagliato del CNC in modalità automatica. Nuovi valori. • Variabile: (V.)G.CNCAUTSTATUS
Spostamento di origine attivo. • Variabile: (V.)G.EXTORG
Il CNC può eseguire programmi dei modelli 8055 MC e 8055 TC composti dacicli fissi conversazionali, comprese le guide geometriche.
Software V04.21
Nuovo modello LCD-10K. • Variabili: (V.)MPMAN.JOGKEYDEF[jk](V.)MPMAN.USERKEYDEF[uk]
Software V04.22
Definire gli spostamenti d’origine con una parte grossa ed un’altra fina. • Variabili: (V.)A.ADDORG.xn(V.)A.COARSEORG.xn(V.)A.FINEORG.xn(V.)A.COARSEORGT[nb].xn(V.)A.FINEORGT[nb].xn
Annullare l'immagine speculare (G11/G12/G13/G14) dopo M30 e reset.
Software V04.24
Impulso addizionale di segnale analogico negativo per assi analogici. • Variabile: (V.)MPA.BAKANOUT[set].xn
L’indicatore SPDLEREV inverte anche il senso di rotazione di un mandrino inM19.
• Variabile: (V.)MPA.M19SPDLEREV.xn
Le funzioni M02, M30 e reset non annullano il limite di velocità G192. • Funzione G192.
Le funzioni M02, M30 e reset non annullano la velocità di taglio costante. • Funzione G96.
Software V04.10 (non comprende le prestazioni della versione V04.02)

Manuale di programmazione
CNC 8070
·20·
(REF: 1807)
Ref. 1305
Ref. 1309
Ref. 1405
Ref. 1408
Software V04.25
Commutazione sincronizzata. • Variabili: (V.)G.TON(V.)G.TOF(V.)G.PON(V.)G.POF
• Sentenza: #SWTOUT
Errore programmato in modalità HSC. • Variabile: (V.)G.CONTERROR
La modalità HSC FAST consente di regolare l’errore cordale (parametro E). • Sentenza: #HSC
Il CNC caricherà nella memoria RAM i sottoprogrammi aventi estensione .fst.
Se è attiva la funzione G95 e il mandrino non ha encoder, il CNC utilizzerà igiri teorici programmati per calcolare l’avanzamento.
• Funzione G95.
Software V04.26
Nuovo modello LCD-10K.
Nuovo modello LCD-15.
Nuova tastiera VERTICALE-KEYB.
Nuova tastiera ORIZZONTALE-KEYB.
Nuovo pannello di comando OP-PANNELLO.
• Variabili: (V.)MPMAN.JOGKEYDEF[jk](V.)MPMAN.USERKEYDEF[uk]
Mantenere l’asse longitudinale nel cambiare piano (G17/G18/G19). • Funzione G17/G18/G19.
Le funzioni M3/M4/M5 annullano l’asse C e mettono il mandrino in anelloaperto.
Los programas con extensión .mod se puede modificar cuando estáninterrumpidos mediante un "cancelar y continuar".
Software V04.27
Asse virtuale dell'utensile. • Sentenza: #VIRTAX
• Variabile: (V.)G.VIRTAXIS(V.)G.VIRTAXST(V.)A.VIRTAXOF.xn
PWM (Pulse-Width Modulation) • Sentenza: #PWMOUT
• Variabile: (V.)G.PWMON(V.)G.PWMFREQ(V.)G.PWMDUTY(V.)PLC.PWMFREQ(V.)PLC.PWMDUTY
Modificare la velocità di simulazione dal programma PLC. • Variabile: (V.)PLC.SIMUSPEED
Eseguire sottoprogrammi come blocco unico. • Sentenza: #RETDSBLK
Software V04.27.10
HSC. Nuova modalità SURFACE. • Sentenza #HSC.
Sottoprogrammi generici d'utente. • Funzioni G500-G599.
Sottoprogrammi generici d'utente preimpostati da Fagor. • Funzioni G500-G501.
Sottoprogramma "program-start".
Override della dinamica del HSC. • Variabile: (V.)G.DYNOVR
Nuova denominazione per la variabile (V.)G.CONTERROR • Variabile: (V.)G.ACTROUND
Massima frequenza generata sulla traiettoria di lavorazione. • Variabile: (V.)MPG.MAXFREQ
Software V05.01
Server ModBUS. • Variabili: (V.)MPG.MODBUSSVRTCP(V.)MPG.MODBUSSVRRS (V.)MPG.MODSVRID(V.)MPG.MODBRATE
Frequenza di comunicazione del bus CANopen. • Variabile: (V.)MPG.CANOPENFREQ
Tipo di retroazione associata all’ingresso del volantino. • Variabile: (V.)MPMAN.HWFBTYPE[hw]
Stato dettagliato del CNC in modalità manuale. Nuovi valori. • Variabile: (V.)G.CNCMANSTATUS
Attivare le opzioni del regolatore Mechatrolink. • Variabile: (V.)MPA.OPTION
Abilitare l’allarme hardware (pin di allarme) della retroazione locale. • Variabile: (V.)MPA.HWFBACKAL[set].xn
Massima differenza di posizione consentita per considerare che non ènecessario riferimentare di nuovo.
• Variabile: (V.)MPA.MAXDIFREF[set].xn
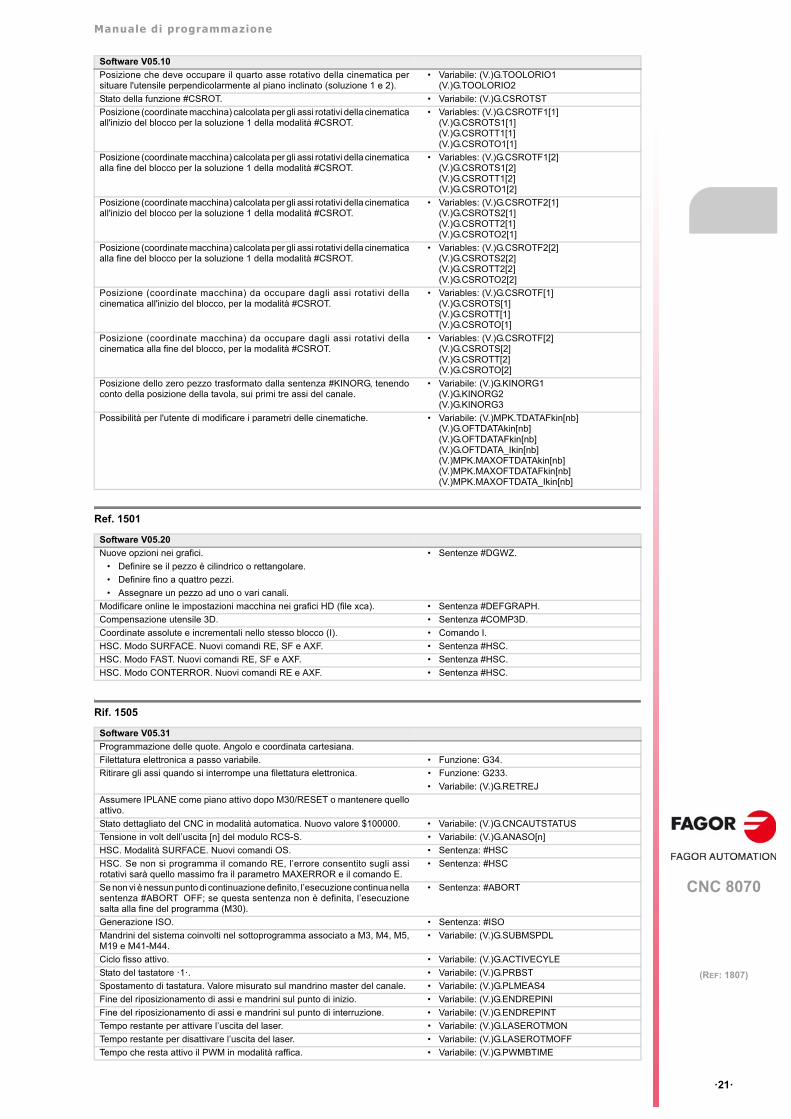
Software V05.10
Orientare l'utensile nel sistema di coordinate pezzo. • Sentenze #CSROT, #DEFROT.
Selezionare su che assi rotativi della cinematica si esegue il calcolodell'orientamento dell'utensile per una data direzione sul pezzo.
• Sentenza #SELECT ORI.
• Variabile: (V.)G.SELECTORI
Trasformare lo zero pezzo corrente tenendo conto della posizione dellacinematica tavola.
• Sentenza #KINORG.
Tipo di cinematica attiva. • Variabile: (V.)G.KINTYPE
Numero d'assi della cinematica attiva. • Variabile: (V.)G.NKINAX
Posizione corrente del quarto asse rotativo della cinematica. • Variabile: (V.)G.POSROTO
Manuale di programmazione
CNC 8070
·21·
(REF: 1807)
Ref. 1501
Rif. 1505
Posizione che deve occupare il quarto asse rotativo della cinematica persituare l'utensile perpendicolarmente al piano inclinato (soluzione 1 e 2).
• Variabile: (V.)G.TOOLORIO1(V.)G.TOOLORIO2
Stato della funzione #CSROT. • Variabile: (V.)G.CSROTST
Posizione (coordinate macchina) calcolata per gli assi rotativi della cinematicaall'inizio del blocco per la soluzione 1 della modalità #CSROT.
• Variables: (V.)G.CSROTF1[1](V.)G.CSROTS1[1](V.)G.CSROTT1[1](V.)G.CSROTO1[1]
Posizione (coordinate macchina) calcolata per gli assi rotativi della cinematicaalla fine del blocco per la soluzione 1 della modalità #CSROT.
• Variables: (V.)G.CSROTF1[2](V.)G.CSROTS1[2](V.)G.CSROTT1[2](V.)G.CSROTO1[2]
Posizione (coordinate macchina) calcolata per gli assi rotativi della cinematicaall'inizio del blocco per la soluzione 1 della modalità #CSROT.
• Variables: (V.)G.CSROTF2[1](V.)G.CSROTS2[1](V.)G.CSROTT2[1](V.)G.CSROTO2[1]
Posizione (coordinate macchina) calcolata per gli assi rotativi della cinematicaalla fine del blocco per la soluzione 1 della modalità #CSROT.
• Variables: (V.)G.CSROTF2[2](V.)G.CSROTS2[2](V.)G.CSROTT2[2](V.)G.CSROTO2[2]
Posizione (coordinate macchina) da occupare dagli assi rotativi dellacinematica all'inizio del blocco, per la modalità #CSROT.
• Variables: (V.)G.CSROTF[1](V.)G.CSROTS[1](V.)G.CSROTT[1](V.)G.CSROTO[1]
Posizione (coordinate macchina) da occupare dagli assi rotativi dellacinematica alla fine del blocco, per la modalità #CSROT.
• Variables: (V.)G.CSROTF[2](V.)G.CSROTS[2](V.)G.CSROTT[2](V.)G.CSROTO[2]
Posizione dello zero pezzo trasformato dalla sentenza #KINORG, tenendoconto della posizione della tavola, sui primi tre assi del canale.
• Variabile: (V.)G.KINORG1(V.)G.KINORG2(V.)G.KINORG3
Possibilità per l'utente di modificare i parametri delle cinematiche. • Variabile: (V.)MPK.TDATAFkin[nb](V.)G.OFTDATAkin[nb](V.)G.OFTDATAFkin[nb](V.)G.OFTDATA_Ikin[nb](V.)MPK.MAXOFTDATAkin[nb](V.)MPK.MAXOFTDATAFkin[nb](V.)MPK.MAXOFTDATA_Ikin[nb]
Software V05.20
Nuove opzioni nei grafici.
• Definire se il pezzo è cilindrico o rettangolare.
• Definire fino a quattro pezzi.
• Assegnare un pezzo ad uno o vari canali.
• Sentenze #DGWZ.
Modificare online le impostazioni macchina nei grafici HD (file xca). • Sentenza #DEFGRAPH.
Compensazione utensile 3D. • Sentenza #COMP3D.
Coordinate assolute e incrementali nello stesso blocco (I). • Comando I.
HSC. Modo SURFACE. Nuovi comandi RE, SF e AXF. • Sentenza #HSC.
HSC. Modo FAST. Nuovi comandi RE, SF e AXF. • Sentenza #HSC.
HSC. Modo CONTERROR. Nuovi comandi RE e AXF. • Sentenza #HSC.
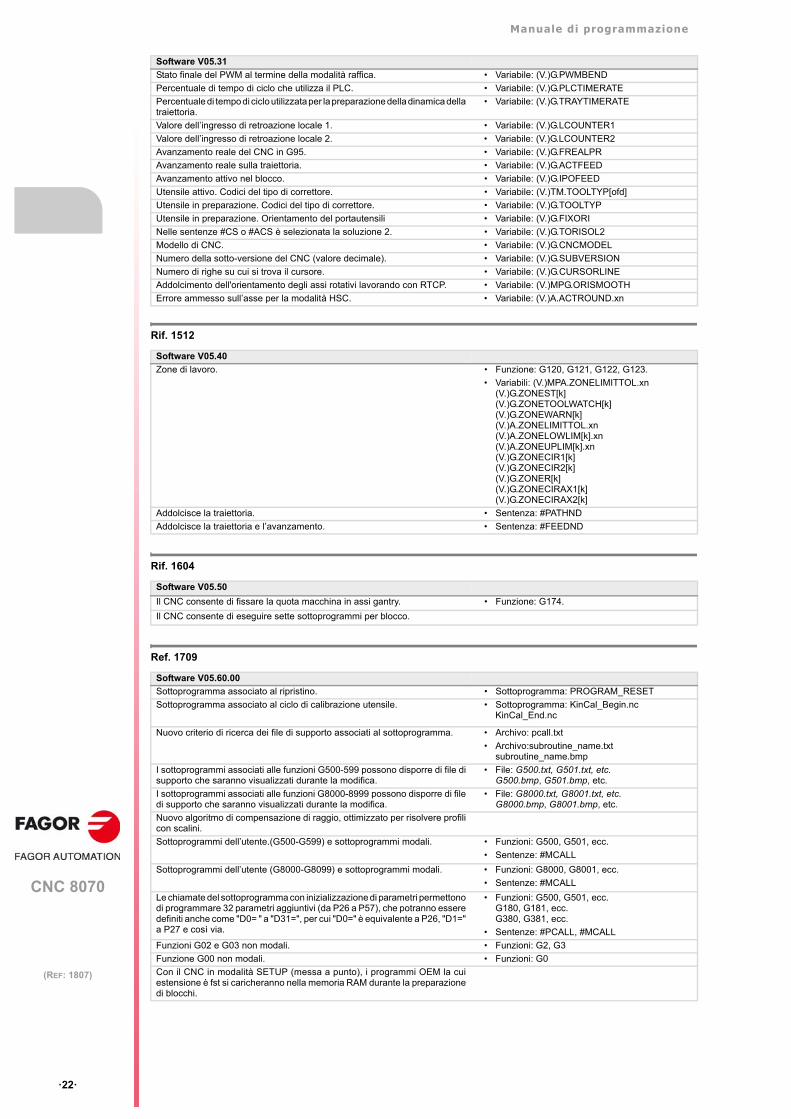
Software V05.31
Programmazione delle quote. Angolo e coordinata cartesiana.
Filettatura elettronica a passo variabile. • Funzione: G34.
Ritirare gli assi quando si interrompe una filettatura elettronica. • Funzione: G233.
• Variabile: (V.)G.RETREJ
Assumere IPLANE come piano attivo dopo M30/RESET o mantenere quelloattivo.
Stato dettagliato del CNC in modalità automatica. Nuovo valore $100000. • Variabile: (V.)G.CNCAUTSTATUS
Tensione in volt dell’uscita [n] del modulo RCS-S. • Variabile: (V.)G.ANASO[n]
HSC. Modalità SURFACE. Nuovi comandi OS. • Sentenza: #HSC
HSC. Se non si programma il comando RE, l’errore consentito sugli assirotativi sarà quello massimo fra il parametro MAXERROR e il comando E.
• Sentenza: #HSC
Se non vi è nessun punto di continuazione definito, l’esecuzione continua nellasentenza #ABORT OFF; se questa sentenza non è definita, l’esecuzionesalta alla fine del programma (M30).
• Sentenza: #ABORT
Generazione ISO. • Sentenza: #ISO
Mandrini del sistema coinvolti nel sottoprogramma associato a M3, M4, M5,M19 e M41-M44.
• Variabile: (V.)G.SUBMSPDL
Ciclo fisso attivo. • Variabile: (V.)G.ACTIVECYLE
Stato del tastatore ·1·. • Variabile: (V.)G.PRBST
Spostamento di tastatura. Valore misurato sul mandrino master del canale. • Variabile: (V.)G.PLMEAS4
Fine del riposizionamento di assi e mandrini sul punto di inizio. • Variabile: (V.)G.ENDREPINI
Fine del riposizionamento di assi e mandrini sul punto di interruzione. • Variabile: (V.)G.ENDREPINT
Tempo restante per attivare l’uscita del laser. • Variabile: (V.)G.LASEROTMON
Tempo restante per disattivare l’uscita del laser. • Variabile: (V.)G.LASEROTMOFF
Tempo che resta attivo il PWM in modalità raffica. • Variabile: (V.)G.PWMBTIME
Software V05.10
Manuale di programmazione
CNC 8070
·22·
(REF: 1807)
Rif. 1512
Rif. 1604
Ref. 1709
Stato finale del PWM al termine della modalità raffica. • Variabile: (V.)G.PWMBEND
Percentuale di tempo di ciclo che utilizza il PLC. • Variabile: (V.)G.PLCTIMERATE
Percentuale di tempo di ciclo utilizzata per la preparazione della dinamica dellatraiettoria.
• Variabile: (V.)G.TRAYTIMERATE
Valore dell’ingresso di retroazione locale 1. • Variabile: (V.)G.LCOUNTER1
Valore dell’ingresso di retroazione locale 2. • Variabile: (V.)G.LCOUNTER2
Avanzamento reale del CNC in G95. • Variabile: (V.)G.FREALPR
Avanzamento reale sulla traiettoria. • Variabile: (V.)G.ACTFEED
Avanzamento attivo nel blocco. • Variabile: (V.)G.IPOFEED
Utensile attivo. Codici del tipo di correttore. • Variabile: (V.)TM.TOOLTYP[ofd]
Utensile in preparazione. Codici del tipo di correttore. • Variabile: (V.)G.TOOLTYP
Utensile in preparazione. Orientamento del portautensili • Variabile: (V.)G.FIXORI
Nelle sentenze #CS o #ACS è selezionata la soluzione 2. • Variabile: (V.)G.TORISOL2
Modello di CNC. • Variabile: (V.)G.CNCMODEL
Numero della sotto-versione del CNC (valore decimale). • Variabile: (V.)G.SUBVERSION
Numero di righe su cui si trova il cursore. • Variabile: (V.)G.CURSORLINE
Addolcimento dell'orientamento degli assi rotativi lavorando con RTCP. • Variabile: (V.)MPG.ORISMOOTH
Errore ammesso sull’asse per la modalità HSC. • Variabile: (V.)A.ACTROUND.xn
Software V05.40
Zone di lavoro. • Funzione: G120, G121, G122, G123.
• Variabili: (V.)MPA.ZONELIMITTOL.xn(V.)G.ZONEST[k](V.)G.ZONETOOLWATCH[k](V.)G.ZONEWARN[k](V.)A.ZONELIMITTOL.xn(V.)A.ZONELOWLIM[k].xn(V.)A.ZONEUPLIM[k].xn(V.)G.ZONECIR1[k](V.)G.ZONECIR2[k](V.)G.ZONER[k](V.)G.ZONECIRAX1[k] (V.)G.ZONECIRAX2[k]
Addolcisce la traiettoria. • Sentenza: #PATHND
Addolcisce la traiettoria e l’avanzamento. • Sentenza: #FEEDND
Software V05.50
Il CNC consente di fissare la quota macchina in assi gantry. • Funzione: G174.
Il CNC consente di eseguire sette sottoprogrammi per blocco.
Software V05.60.00
Sottoprogramma associato al ripristino. • Sottoprogramma: PROGRAM_RESET
Sottoprogramma associato al ciclo di calibrazione utensile. • Sottoprogramma: KinCal_Begin.ncKinCal_End.nc
Nuovo criterio di ricerca dei file di supporto associati al sottoprogramma. • Archivo: pcall.txt
• Archivo:subroutine_name.txtsubroutine_name.bmp
I sottoprogrammi associati alle funzioni G500-599 possono disporre di file disupporto che saranno visualizzati durante la modifica.
• File: G500.txt, G501.txt, etc.G500.bmp, G501.bmp, etc.
I sottoprogrammi associati alle funzioni G8000-8999 possono disporre di filedi supporto che saranno visualizzati durante la modifica.
• File: G8000.txt, G8001.txt, etc.G8000.bmp, G8001.bmp, etc.
Nuovo algoritmo di compensazione di raggio, ottimizzato per risolvere profilicon scalini.
Sottoprogrammi dell’utente.(G500-G599) e sottoprogrammi modali. • Funzioni: G500, G501, ecc.
• Sentenze: #MCALL
Sottoprogrammi dell’utente (G8000-G8099) e sottoprogrammi modali. • Funzioni: G8000, G8001, ecc.
• Sentenze: #MCALL
Le chiamate del sottoprogramma con inizializzazione di parametri permettonodi programmare 32 parametri aggiuntivi (da P26 a P57), che potranno esseredefiniti anche come "D0= " a "D31=", per cui "D0=" è equivalente a P26, "D1="a P27 e così via.
• Funzioni: G500, G501, ecc.G180, G181, ecc.G380, G381, ecc.
• Sentenze: #PCALL, #MCALL
Funzioni G02 e G03 non modali. • Funzioni: G2, G3
Funzione G00 non modali. • Funzioni: G0
Con il CNC in modalità SETUP (messa a punto), i programmi OEM la cuiestensione è fst si caricheranno nella memoria RAM durante la preparazionedi blocchi.
Software V05.31
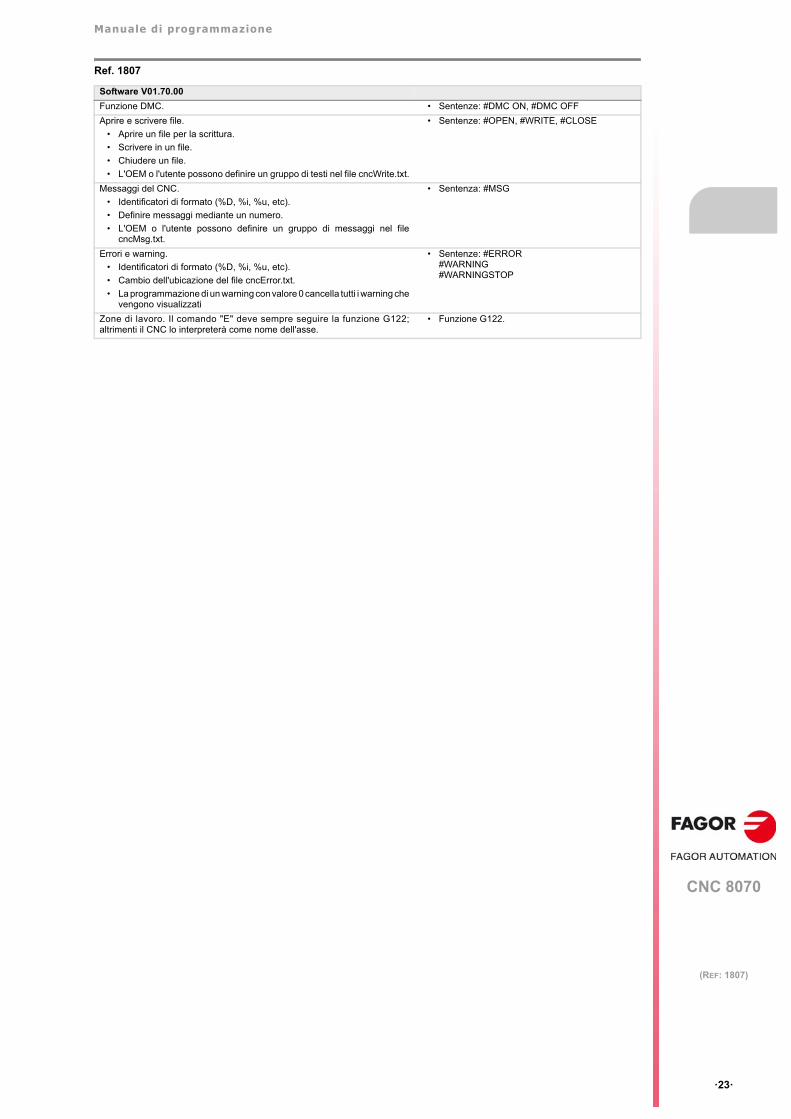
Manuale di programmazione
CNC 8070
·23·
(REF: 1807)
Ref. 1807
Software V01.70.00
Funzione DMC. • Sentenze: #DMC ON, #DMC OFF
Aprire e scrivere file.
• Aprire un file per la scrittura.
• Scrivere in un file.
• Chiudere un file.
• L'OEM o l'utente possono definire un gruppo di testi nel file cncWrite.txt.
• Sentenze: #OPEN, #WRITE, #CLOSE
Messaggi del CNC.
• Identificatori di formato (%D, %i, %u, etc).
• Definire messaggi mediante un numero.
• L'OEM o l'utente possono definire un gruppo di messaggi nel filecncMsg.txt.
• Sentenza: #MSG
Errori e warning.
• Identificatori di formato (%D, %i, %u, etc).
• Cambio dell'ubicazione del file cncError.txt.
• La programmazione di un warning con valore 0 cancella tutti i warning chevengono visualizzati
• Sentenze: #ERROR#WARNING#WARNINGSTOP
Zone di lavoro. Il comando "E" deve sempre seguire la funzione G122;altrimenti il CNC lo interpreterà come nome dell'asse.
• Funzione G122.

PAGINA IN BIANCO
·24·

Manuale di programmazione
CNC 8070
·25·
(REF: 1807)
CONDIZIONI DI SICUREZZA
Leggere le seguenti misure di sicurezza onde evitare lesioni alle persone e danni a questo strumento ea quelli ad esso collegati. Fagor Automation non si rende responsabile degli eventuali danni fisici o materialiderivanti dall'inosservanza delle presenti norme fondamentali di sicurezza.
PRECAUZIONI PER LA PULIZIA DELL’APPARECCHIO
PRECAUZIONI DURANTE GLI INTERVENTI DI RIPARAZIONE
In caso di mal funzionamento o guasto dell'apparecchio, staccarlo e chiamare il servizio di assistenzatecnica.
PRECAUZIONI CONTRO I DANNI ALLE PERSONE
Prima dell’avvio, verificare che la macchina alla quale si incorpora il CNC osservi i requisiti di cui allaDirettiva 2006/42/EC.
Non manipolare l'interno dell'apparecchio. Le parti interne dello strumento possono essere toccate solo dapersonale autorizzato della ditta Fagor Automation.
Non manipolare i connet tor i conl'apparecchio collegato alla rete elettrica.
Prima di maneggiare i connettori (ingressi/uscite, retroazione, ecc.)assicurarsi che l’apparecchio non sia alimentato.
Non manipolare l'interno dell'apparecchio. Le parti interne dello strumento possono essere toccate solo dapersonale autorizzato della ditta Fagor Automation.
Non manipolare i connet tor i conl'apparecchio collegato alla rete elettrica.
Prima di maneggiare i connettori (ingressi/uscite, retroazione, ecc.)assicurarsi che l’apparecchio non sia alimentato.
Interconnessione di moduli. Utilizzare i cavi di connessione forniti con l'apparecchio.
Utilizzare cavi adeguati. Per evitare rischi, utilizzare solo cavi e fibra Sercos raccomandati perquesto apparecchio. Per prevenire il rischio di scossa elettrica sull’unità centrale, utilizzareil connettore idoneo (di fornitura Fagor); usare cavo di alimentazionea tre conduttori (uno di essi di terra).
Evitare sovraccarichi elettrici. Per evitare scariche elettriche e rischio d’incendio, non applicaretensione elettrica fuori dal range indicato.
Connessione a terra. Allo scopo di evitare scariche elettriche, connettere i morsetti di terradi tutti i moduli al punto centrale di terra. Inoltre, prima di effettuarela connessione degli ingressi e delle uscite di questo prodotto,assicurarsi che la connessione a terra sia stata effettuata.Allo scopo di evitare scariche elettriche verificare, prima di accenderel'apparecchio, che sia stata effettuata la connessione a terra.
Non lavorare in ambienti umidi. Per evitare scosse elettriche, lavorare sempre in ambienti con umiditàrelativa entro 10%-90% senza condensazione.
Non lavorare in ambienti esplosivi. Allo scopo di evitare rischi, infortuni o danni, non lavorare in ambientiesplosivi.

Manuale di programmazione
CNC 8070
·26·
(REF: 1807)
PRECAUZIONI CONTRO DANNI AL PRODOTTO
SIMBOLI DI SICUREZZA
Simboli che possono apparire nel manuale.
Ambiente di lavoro. Questo apparecchio è predisposto per l'uso in ambienti industriali, inosservanza alle direttive ed alle norme in vigore nella ComunitàEconomica Europea.Fagor Automation non si rende responsabile degli eventuali danniderivanti dal montaggio del CNC in altro tipo di condizioni (ambientiresidenziali o domestici).
Installare l'apparecchio nel luogo adeguato. Si raccomanda, se possibile, di installare il controllo numerico lontanoda liquidi refrigeranti, prodotti chimici, colpi, ecc.. che possanodanneggiarlo.L'apparecchio adempie alle direttive europee di compatibilitàelettromagnetica. Ciononostante, è consigliabile mantenerlo lontanoda fonti di perturbazioni elettromagnetiche, come:
Cariche potenti connesse alla stessa rete dell'apparecchiatura.Trasmettitori portati l i vicini (Radiotelefoni, apparecchiradioamatori).Trasmettitori radio/TV vicini.Macchine saldatrici ad arco vicine.Linee di alta tensione nelle vicinanze.
Inviluppi. Il costruttore è responsabile di garantire che l'inviluppo in cui è statamontata l'apparecchiatura adempie a tutte le direttive in vigore nellaComunità Economica Europea.
Evitare interferenze provocate dal lamacchina.
La macchina utensile deve avere disinseriti tutti gli elementi chegenerano interferenze (bobine dei relè, contattori, motori, ecc.).
Utilizzare la fonte di alimentazione adeguata. Per l’alimentazione della tastiera, del pannello di comando e deimoduli remoti, utilizzare una fonte d’alimentazione esternastabilizzata a 24 V DC.
Connession i a te r ra de l la fonte d ialimentazione.
Il punto di zero volt della fonte di alimentazione esterna dovrà essereconnessa al punto principale di terra della macchina.
Connessioni degli ingressi e delle usciteanalogiche.
Eseguire il collegamento mediante cavi schermati, collegando tuttele maglie al rispettivo terminale.
Condizioni ambientali. Mantenere il CNC all’interno dell’intervallo di temperature consigliato,sia in regime di funzionamento sia di non-funzionamento. Vedirispettivo capitolo del manuale hardware.
Abitacolo dell’unità centrale. Per mantenere le condizioni ambientali idonee nell’abitacolodell’unità centrale, si devono osservare i requisiti indicati dalla Fagor.Vedi rispettivo capitolo del manuale hardware.
Disposi t ivo d i sez ionamentodell'alimentazione.
Il dispositivo di sezionamento dell'alimentazione deve essere situatoin un luogo facilmente accessibile e ad una distanza dal pavimentocompresa da 0,7 a 1,7 metri (2,3 e 5,6 piedi).
Simbolo di pericolo o divieto.Questo simbolo indica azioni od operazioni che possono provocare danni alle persone o alleapparecchiature.
Simbolo di avviso o precauzione.Questo simbolo indica situazioni che possono causare certe operazioni e le azioni da eseguire per evitarle.
Simbolo di obbligo. Questo simbolo indica azioni ed operazioni da effettuare obbligatoriamente.
Simbolo di informazione.Questo simbolo indica note, avvisi e consigli.i

Manuale di programmazione
CNC 8070
·27·
(REF: 1807)
Simboli che possono avere il prodotto.
Simbolo di documentazione addizionale.Questo simbolo indica che vi è un altro documento con informazione più specifica o dettagliata.
Simbolo di terra.Questo simbolo indica che un determinato punto può trovarsi sotto tensione.
Componenti ESD.Questo simbolo identifica le schede con componenti ESD (componenti sensibili a cariche elettrostatiche).

PAGINA IN BIANCO
·28·

Manuale di programmazione
CNC 8070
·29·
(REF: 1807)
CONDIZIONI DI SUCCESSIVE SPEDIZIONI
Impacchettare il modulo nel suo scatolone originale con il materiale di imballaggio originale. Se non sidispone di materiale di imballo originale, imballare come segue:
1 Trovare una scatola di cartone le cui 3 dimensioni interne siano di almeno 15 cm (6 pollici) maggioridi quelle dell'apparecchio. Il cartone dello scatolone deve avere una resistenza di 170 Kg (375 libbre).
2 Aggiungere un’etichetta al dispositivo indicando il danno del dispositivo e le informazioni di contatto(indirizzo, numero di telefono, email, nome della persona di contatto, tipo di dispositivo, numero di serie,ecc.). In caso di guasto, indicare anche il sintomo e una breve descrizione dello stesso.
3 Avvolgere l'apparecchio con un film di poliuretano o con materiale simile per proteggerlo. In caso dispedizione dell'unità centrale con monitore, proteggere specialmente lo schermo.
4 Proteggere lo strumento riempiendo di polistirolo espanso gli spazi vuoti dello scatolone.
5 Sigillare la scatola di cartone con un nastro per imballo o con grappe industriali.

PAGINA IN BIANCO
·30·
Manuale di programmazione
CNC 8070
·31·
(REF: 1807)
MANUTENZIONE DAL CNC
PULIZIA
L’accumulo di sporcizia nello strumento può agire da schermo e impedire la corretta dissipazione del caloregenerato dai circuiti elettronici interni, con il conseguente rischio di surriscaldamento e rottura dellostrumento. Inoltre, in certi casi, la sporcizia accumulata può trasformarsi in elemento conduttore e causaredisfunzioni nei circuiti interni dello strumento, specialmente in ambienti molto umidi.
Per la pulizia del pannello di comando e del monitore si consiglia l’uso di un panno morbido inumidito conacqua deionizzata e/o detergenti lavapiatti non abrasivi (liquidi, mai in polvere), oppure alcool al 75%.Inoltre, non si deve usare aria compressa ad alta pressione giacché ciò può produrre l’accumulo di elettricitàche, a sua volta, può generare scariche elettrostatiche.
Le plastiche usate nella parte frontale degli apparecchi sono resistenti a grassi ed oli minerali, basi evarechina, detergenti disciolti ed alcool. Evitare l’azione di solventi come cloroidrocarburi, benzolo, estereed etere poiché possono danneggiare le plastiche della parte anteriore dello strumento.
PRECAUZIONI PER LA PULIZIA DELL’APPARECCHIO
Fagor Automation non si rende responsabile di eventuali danni materiali o infortuni derivanti dalla mancataosservanza di tali requisiti di sicurezza basilari.
• Non maneggiare i connettori con l’apparecchio alimentato. Prima di maneggiare i connettori(ingressi/uscite, retroazione, ecc.) assicurarsi che l’apparecchio non sia alimentato.
• Non manipolare l'interno dell'apparecchio. Le parti interne dello strumento possono essere toccate soloda personale autorizzato della ditta Fagor Automation.

PAGINA IN BIANCO
·32·

CNC 8070
1
·33·
(REF: 1807)
COSTRUZIONE DI UN PROGRAMMA.
1.1 Linguaggi di Programmazione
Il CNC dispone del proprio linguaggio di programmazione, spiegato nel presente manuale.L'editazione del programma si esegue blocco per blocco, ed ognuno di essi potrà esserecompilato in linguaggio ISO o in linguaggio di alto livello. Vedi "1.3 Struttura dei blocchi diprogramma." alla pagina 37.
Quando si editano comandi in linguaggio di alto livello, l’editor offre a modo di guida un elencodei comandi disponibili.
Linguaggio 8055
Il CNC consente anche di editare programmi nel linguaggio del CNC 8055. Laprogrammazione in linguaggio del CNC 8055 si abilita dall’editor di programmi pezzo.Consultare il manuale di funzionamento per abilitare questa opzione.
In questo manuale non è descritto il linguaggio dell’8055; consultare la documentazionespecifica di tale prodotto. Naturalmente, essendo questo CNC e l’8055 due prodottifunzionalmente diversi, alcuni concetti possono essere diversi.
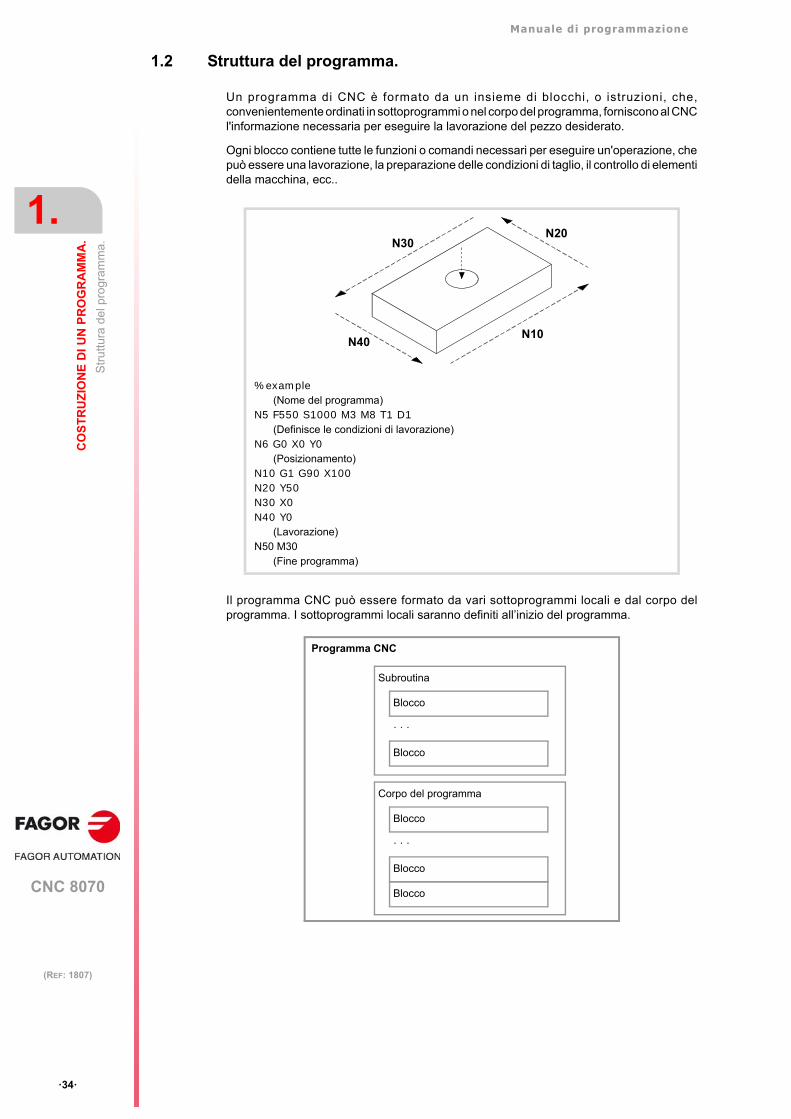
Manuale di programmazione
CNC 8070
1.
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
Str
uttu
ra d
el p
rogr
amm
a.
·34·
(REF: 1807)
1.2 Struttura del programma.
Un programma di CNC è formato da un insieme di blocchi, o istruzioni, che,convenientemente ordinati in sottoprogrammi o nel corpo del programma, forniscono al CNCl'informazione necessaria per eseguire la lavorazione del pezzo desiderato.
Ogni blocco contiene tutte le funzioni o comandi necessari per eseguire un'operazione, chepuò essere una lavorazione, la preparazione delle condizioni di taglio, il controllo di elementidella macchina, ecc..
Il programma CNC può essere formato da vari sottoprogrammi locali e dal corpo delprogramma. I sottoprogrammi locali saranno definiti all’inizio del programma.
%example(Nome del programma)
N5 F550 S1000 M3 M8 T1 D1(Definisce le condizioni di lavorazione)
N6 G0 X0 Y0(Posizionamento)
N10 G1 G90 X100N20 Y50N30 X0N40 Y0
(Lavorazione)N50 M30
(Fine programma)
N10
N20N30
N40
Programma CNC
Blocco
· · ·
Blocco
Subroutina
Blocco
· · ·
Blocco
Corpo del programma
Blocco

Manuale di programmazione
CNC 8070
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
1.
Str
uttu
ra d
el p
rogr
amm
a.
·35·
(REF: 1807)
1.2.1 Corpo del programma.
Il corpo del programma hanno la seguente struttura.
Testa del programma.
L’intestazione del programma è un blocco composto dal carattere "%" seguito dal nome delprogramma. Il nome del programma ammette 14 caratteri e può essere formato da letteremaiuscole, minuscole e da numeri (non ammette spazi in bianco).
La programmazione dell’intestazione è obbligatoria quando nel programma sono inclusisottoprogrammi locali; altrimenti la programmazione dell’intestazione è opzionale.
Il nome definito nell’intestazione non ha nessuna relazione con il nome con cui si salva ilfile. Entrambi i nomi possono essere diversi.
Corpo del programma.
Il corpo del programma è composto dai blocchi che hanno il compito di eseguire leoperazioni, spostamenti, ecc..
Fine programma.
La fine del corpo del programma si definisce mediante le funzioni "M02" o "M30", essendoqueste due funzioni equivalenti. La programmazione di queste funzioni non è obbligatoria;se si raggiunge la fine del programma senza aver eseguito una di esse, il CNC terminal’esecuzione e visualizza un warning che avvisa dell’accaduto.
Il comportamento del CNC dopo aver raggiunto la fine del programma è diversa a secondase è stata programmata o meno la funzione M02 o M30.
(*) L'arresto del mandrino dipende da come è impostato il parametro macchina SPDLSTOP.
Testa La testa indica l ' inizio del corpo del programma. Laprogrammazione dell’intestazione è obbligatoria quando ilprogramma dispone di sottoprogrammi locali.
Blochi di programma È la parte principale del programma, quella che contiene glispostamenti, operazioni, ecc..
Fine del programma
%0123%PROGRAM%PART923R
M30M02
Con M02/M30 Senza M02/M30
Il CNC seleziona il primo blocco del programma. Sì Sì
Il CNC arresta la rotazione del mandrino. Sì No
Il CNC assume le condizioni iniziali. Sì (*) No
Il CNC inizializza le condizioni di taglio. Sì No

Manuale di programmazione
CNC 8070
1.
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
Str
uttu
ra d
el p
rogr
amm
a.
·36·
(REF: 1807)
1.2.2 I sottoprogrammi.
Un sottoprogramma è un insieme di blocchi che, convenientemente identificati, possonoessere chiamati una o varie volte da un altro sottoprogramma o dal programma. Èconsuetudine utilizzare i sottoprogrammi per definire un insieme di operazioni o dispostament i che s i r ipe tono var ie vo l te ne l programma. Ved i i l cap i to lo"15 Sottoprogrammi.".
Tipi di sottoprogrammi.
Il CNC dispone di due tipi dei sottoprogrammi, e cioè locali e globali. È disponibile un terzotipo, i sottoprogrammi OEM, che sono un tipo particolare di sottoprogramma globale definitodal costruttore.
Sottoprogrammi globali.
Il sottoprogramma globale è registrato nella memoria del CNC come un programmaindipendente. Questo sottoprogramma può essere chiamato da qualsiasi programma osottoprogramma in esecuzione.
Sottoprogrammi locali.
Il sottoprogramma locale è definito come parte di un programma. Questo sottoprogrammapuò essere chiamato dal programma in cui è definita.
Un programma può disporre di vari sottoprogrammi locali, ma tutti dovranno essere definitiprima del corpo del programma. Un sottoprogramma locale potrà chiamare un secondosottoprogramma locale, a condizione che il sottoprogramma che esegue la chiamata siadefinito dopo il sottoprogramma chiamato.
1
3
2
4
%L POINTSG01 X·· Y·· (Punto 2)G01 X·· Y·· (Punto 3)G01 X·· Y·· (Punto 4)M17
%PROGRAM
G81 X· Y· (Punto 1. Definizione di centratura)
LL POINTS (Chiamata a sottoprogramma)
G81 X· Y· (Punto 1. Definizione di centratura)
LL POINTS (Chiamata a sottoprogramma)
G84 X· Y·· (Punto 1. Definizione di centratura)
LL POINTS (Chiamata a sottoprogramma)
G80
M30
Manuale di programmazione
CNC 8070
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
1.
Str
uttu
ra d
ei b
locc
hi d
i pro
gram
ma.
·37·
(REF: 1807)
1.3 Struttura dei blocchi di programma.
I blocchi che fanno parte dei sottoprogrammi e del corpo del programma possono esseredefiniti mediante comandi in codice ISO, o in linguaggio di alto livello. Per l'elaborazione delprogramma, si utilizzeranno blocchi scritti in uno o nell'altro linguaggio, ed è possibilecombinare in uno stesso programma blocchi scritti in entrambi i linguaggi. È inoltre possibileprogrammare blocchi vuoti (righe vuote).
In entrambi i linguaggi è possibile utilizzare qualsiasi tipo di espressione aritmetica,relazionale o logica.
Programmazione in codice ISO.
È particolarmente progettato per controllare il movimento degli assi, dato che fornisceinformazione e condizioni degli spostamenti, nonché indicazioni sull'avanzamento e sullavelocità. Alcune comandi disponibili sono:
• Funzioni preparatorie dei movimenti che determinano la geometria e le condizioni dilavoro, quali interpolazioni lineari, circolari, filettature, cicli fissi, ecc..
• Funzioni di controllo delle condizioni di taglio, quali gli avanzamenti degli assi, velocitàdel mandrino ed accelerazioni.
• Funzioni di controllo degli utensili.
• Funzioni complementari, contenenti indicazioni tecnologiche.
• Definizione di quote.
Programmazione in linguaggio di alto livello.
Questo linguaggio fornisce all'utente un insieme di comandi di controllo assimilati allaterminologia utilizzata da altri linguaggi, quali $IF, $GOTO, #MSG, #HSC, ecc. Alcunicomandi disponibili sono:
• Sentenze di programmazione.
• Istruzioni di controllo di flusso, per la costruzione di loop e salti all'interno del programma.
• Definizione e chiamata di sottoprogrammi con parametri locali, dove per variabile locales'intende quella che è nota solo al sottoprogramma in cui è stata definita.
Consente inoltre di utilizzare qualsiasi tipo di espressione aritmetica, relazionale o logica.
Parametr i ar i tmet ic i , var iabi l i , costant i ed espression iaritmetiche.
Le costanti, i parametri aritmetici, le variabili e le espressioni aritmetiche possono essereutilizzati sia da blocchi ISO che da comandi speciali ad alto livello.
Manuale di programmazione
CNC 8070
1.
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
Str
uttu
ra d
ei b
locc
hi d
i pro
gram
ma.
·38·
(REF: 1807)
1.3.1 Programmazione in codice ISO.
Le funzioni di cui è composto il codice ISO sono formate da lettere e formato numerico. Lelettere che fanno parte del linguaggio sono "N", "G", "F", "S", "T", "D", "M", "H", "NR" e quelleche identificano gli assi.
Il formato numerico comprende oltre alle cifre da "0" a "9", i segni "+", "-" e il punto decimale".". Inoltre, il formato numerico può essere sostituito da un parametro, variabile oun'espressione aritmetica avente come risultato un numero.
La programmazione ammette spazi fra lettere, numeri e segno, così come l'omissione delsegno, se positivo.
Struttura del blocco.
Un blocco può contenere i seguenti funzioni, non essendo necessaria la programmazionedi tutti. I dati non hanno un ordine prestabilito, si possono programmare in qualsiasi partedel blocco. Le uniche eccezioni saranno la condizione di salto di blocco e l'identificazionedel blocco, che sempre vanno programmate all'inizio del blocco.
·/· Condizione di salto di blocco.
La condizione di salto di blocco è governata dall'indicatore BLKSKIP1 del PLC. Sel'indicatore è attivo, il CNC non eseguirà i blocchi in cui esso è programmato, e continueràl'esecuzione nel seguente blocco.
Il controllo legge vari blocchi in avanti rispetto a quello in esecuzione allo scopo di calcolarein anticipo la traiettoria da percorrere. La condizione di salto blocco viene analizzata almomento della lettura del blocco e quindi vari blocchi prima della sua esecuzione. Se sidesidera che la condizione di salto blocco sia analizzata al momento dell’esecuzione, ènecessario interrompere la preparazione dei blocchi programmando la sentenza #FLUSHnel blocco precedente.
[LABEL] ·N· Etichetta del blocco.
Le etichette permettono di identificare i blocchi. La programmazione delle etichette facilitail monitoraggio del programma e consente l'esecuzione di salti e ripetizioni di blocchi. Inquest'ultimo caso, si consiglia di programmare le etichette da sole nel blocco. Vedi"1.8 Programmazione delle etichette del blocco." alla pagina 49.
·G· Funzioni preparatorie.
Le funzioni G determinano la geometria e le condizioni di lavoro, quali interpolazioni lineari,circolari, smussature, cicli fissi, ecc.. Vedi "1.5 Lista delle funzioni G." alla pagina 42.
·X..C· Quote del punto.
Queste funzioni determinano lo spostamento degli assi. Vedi "1.4 Programmazione degliassi." alla pagina 41.
A seconda del tipo di unità, il formato di programmazione sarà:
• In millimetri, formato ±5.4 (5 interi e 4 decimali).
• In pollici, formato ±4.5 (4 interi e 5 decimali).
·F· Avanzamento degli assi.
L'avanzamento si rappresenta mediante la lettera "F" seguita dal valore di avanzamentodesiderato.
·S· Velocità del mandrino.
Questa funzione determina la velocità del mandrino.
Il nome del mandrino sarà definito da 1 o 2 caratteri. Il primo carattere è la lettera S e ilsecondo carattere, che è opzionale, sarà un suffisso numerico compreso tra 1 e 9. In questomodo il nome degli assi potrà essere uno qualsiasi nell’intervallo compreso tra S ed S9.
/ N— G— G— X..C— F— S— T— D— M— H— NR—
Manuale di programmazione
CNC 8070
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
1.
Str
uttu
ra d
ei b
locc
hi d
i pro
gram
ma.
·39·
(REF: 1807)
La velocità si rappresenta mediante la lettera dell’asse seguita dalla quota alla quale sidesidera spostare l’asse. Per i mandrini del tipo S1, S2, ecc., occorre programmare il segno"=" fra il nome e la velocità.
·T· Numero d'utensile.
Questa funzione seleziona l'utensile con i quali si eseguirà la lavorazione programmata.L'utensile si rappresenta mediante la lettera "T" seguita dal numero di utensile (0-4294967295).
·D· Numero di correttore.
Questa funzione seleziona il correttore dell’utensile. Il correttore si rappresenta mediantela lettera "D" seguita dal numero di correttore. Il numero di correttori disponibili per ogniutensile si definisce nella tabella utensili.
·M H· Funzioni ausiliari.
Le funzioni ausiliarie consentono di controllare vari elementi della macchina (senso dirotazione del mandrino, olio di taglio, ecc..). Queste funzioni si rappresentano mediante lelettere "M" o "H" seguite dal numero della funzione (0-65535)
·NR· Numero di ripetizioni di blocco.
Il comando NR indica il numero di volte in cui un blocco viene eseguito e può essere aggiuntosolo ai blocchi in cui è stato programmato uno spostamento, un ciclo fisso modale o unsottoprogramma modale. Vedi "14.3 Ripetizione di un blocco (NR)." alla pagina 273.
Commento di blocchi.
Il CNC permette di incorporare i blocchi qualsiasi tipo di informazioni sotto forma dicommenti. Quando si esegue il programma, il CNC ignora tale informazione.
I l CNC offre diversi metodi di immissione comment i nel programma. Vedi"1.9 Programmazione di commenti." alla pagina 50.
S1000S1=334
Manuale di programmazione
CNC 8070
1.
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
Str
uttu
ra d
ei b
locc
hi d
i pro
gram
ma.
·40·
(REF: 1807)
1.3.2 Programmazione in linguaggio di alto livello.
I comandi che compongono il linguaggio di alto livello sono composti da sentenze di controllo"#" e da istruzioni di controllo di flusso "$".
Struttura del blocco.
Un blocco può contenere i seguenti comandi, non essendo necessaria la programmazionedi tutti.
·/· Condizione di salto di blocco.
La condizione di salto di blocco è governata dall'indicatore BLKSKIP1 del PLC. Sel'indicatore è attivo, il CNC non eseguirà i blocchi in cui esso è programmato, e continueràl'esecuzione nel seguente blocco.
Il controllo legge vari blocchi in avanti rispetto a quello in esecuzione allo scopo di calcolarein anticipo la traiettoria da percorrere. La condizione di salto blocco viene analizzata almomento della lettura del blocco e quindi vari blocchi prima della sua esecuzione. Se sidesidera che la condizione di salto blocco sia analizzata al momento dell’esecuzione, ènecessario interrompere la preparazione dei blocchi programmando la sentenza #FLUSHnel blocco precedente.
[LABEL] ·N· Etichetta del blocco.
Le etichette permettono di identificare i blocchi. La programmazione delle etichette facilitail monitoraggio del programma e consente l'esecuzione di salti e ripetizioni di blocchi. Inquest'ultimo caso, si consiglia di programmare le etichette da sole nel blocco. Vedi"1.8 Programmazione delle etichette del blocco." alla pagina 49.
·# $· Comandi in linguaggio di alto livello.
I comandi in linguaggio di alto livello comprendono le sentenze e le istruzioni di controllo diflusso.
• Le sentenze si programmano precedute dal simbolo "#" e solo una per blocco. Siutilizzano per eseguire diverse funzioni.
• Le istruzioni di controllo di flusso si programmano precedute dal simbolo "$" e solo unaper blocco. Si utilizzano per la costruzione di loop e salti di programma.
Possono essere considerati comandi di alto livello anche l'assegnazione di valori a parametrie variabili.
Commento di blocchi.
Il CNC permette di incorporare i blocchi qualsiasi tipo di informazioni sotto forma dicommenti. Quando si esegue il programma, il CNC ignora tale informazione.
I l CNC offre d iversi metodi d i immissione commenti nel programma. Vedi"1.9 Programmazione di commenti." alla pagina 50.
/ N— <resto dei comandi>
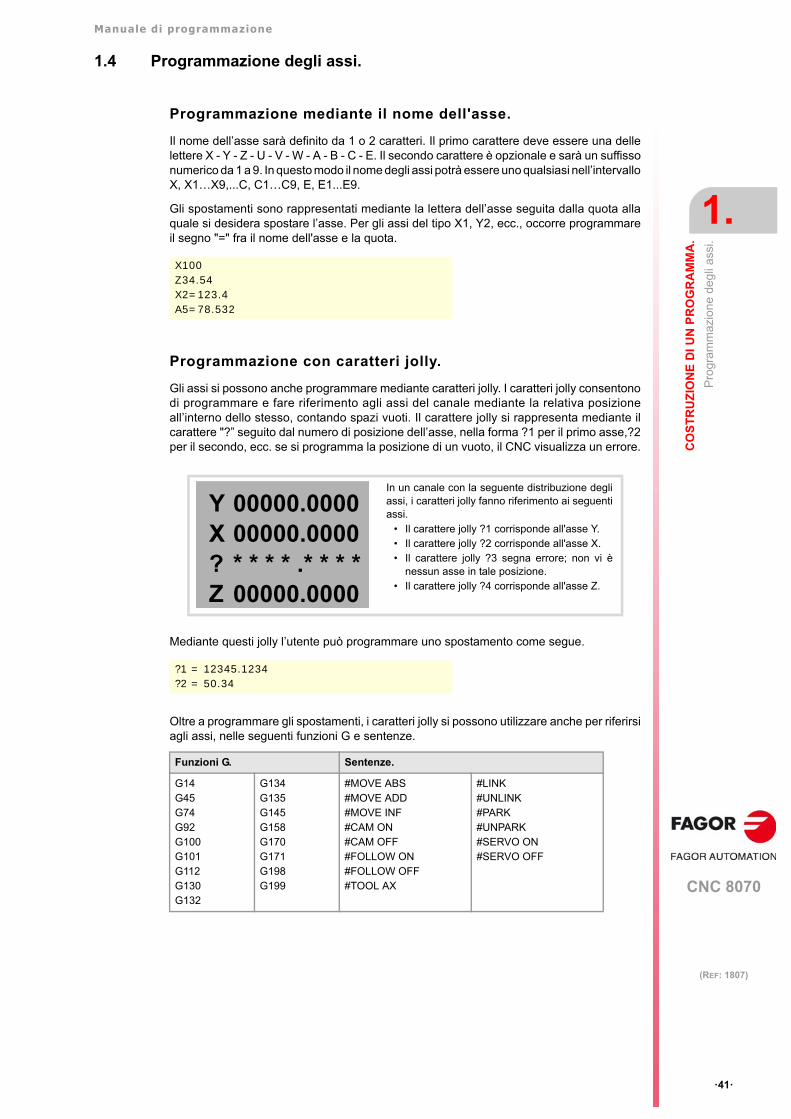
Manuale di programmazione
CNC 8070
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
1.
Pro
gram
maz
ione
deg
li as
si.
·41·
(REF: 1807)
1.4 Programmazione degli assi.
Programmazione mediante il nome dell'asse.
Il nome dell’asse sarà definito da 1 o 2 caratteri. Il primo carattere deve essere una dellelettere X - Y - Z - U - V - W - A - B - C - E. Il secondo carattere è opzionale e sarà un suffissonumerico da 1 a 9. In questo modo il nome degli assi potrà essere uno qualsiasi nell’intervalloX, X1…X9,...C, C1…C9, E, E1...E9.
Gli spostamenti sono rappresentati mediante la lettera dell’asse seguita dalla quota allaquale si desidera spostare l’asse. Per gli assi del tipo X1, Y2, ecc., occorre programmareil segno "=" fra il nome dell'asse e la quota.
Programmazione con caratteri jolly.
Gli assi si possono anche programmare mediante caratteri jolly. I caratteri jolly consentonodi programmare e fare riferimento agli assi del canale mediante la relativa posizioneall’interno dello stesso, contando spazi vuoti. Il carattere jolly si rappresenta mediante ilcarattere "?” seguito dal numero di posizione dell’asse, nella forma ?1 per il primo asse,?2per il secondo, ecc. se si programma la posizione di un vuoto, il CNC visualizza un errore.
Mediante questi jolly l’utente può programmare uno spostamento come segue.
Oltre a programmare gli spostamenti, i caratteri jolly si possono utilizzare anche per riferirsiagli assi, nelle seguenti funzioni G e sentenze.
X100Z34.54X2=123.4A5=78.532
In un canale con la seguente distribuzione degliassi, i caratteri jolly fanno riferimento ai seguentiassi.
• Il carattere jolly ?1 corrisponde all'asse Y.• Il carattere jolly ?2 corrisponde all'asse X.• Il carattere jolly ?3 segna errore; non vi è
nessun asse in tale posizione. • Il carattere jolly ?4 corrisponde all'asse Z.
?1 = 12345.1234?2 = 50.34
Funzioni G. Sentenze.
G14G45G74G92G100G101G112G130G132
G134G135G145G158G170G171G198G199
#MOVE ABS#MOVE ADD#MOVE INF#CAM ON#CAM OFF#FOLLOW ON#FOLLOW OFF#TOOL AX
#LINK#UNLINK#PARK#UNPARK#SERVO ON#SERVO OFF
YX?Z
00000.000000000.0000* * * * .* * * *00000.0000
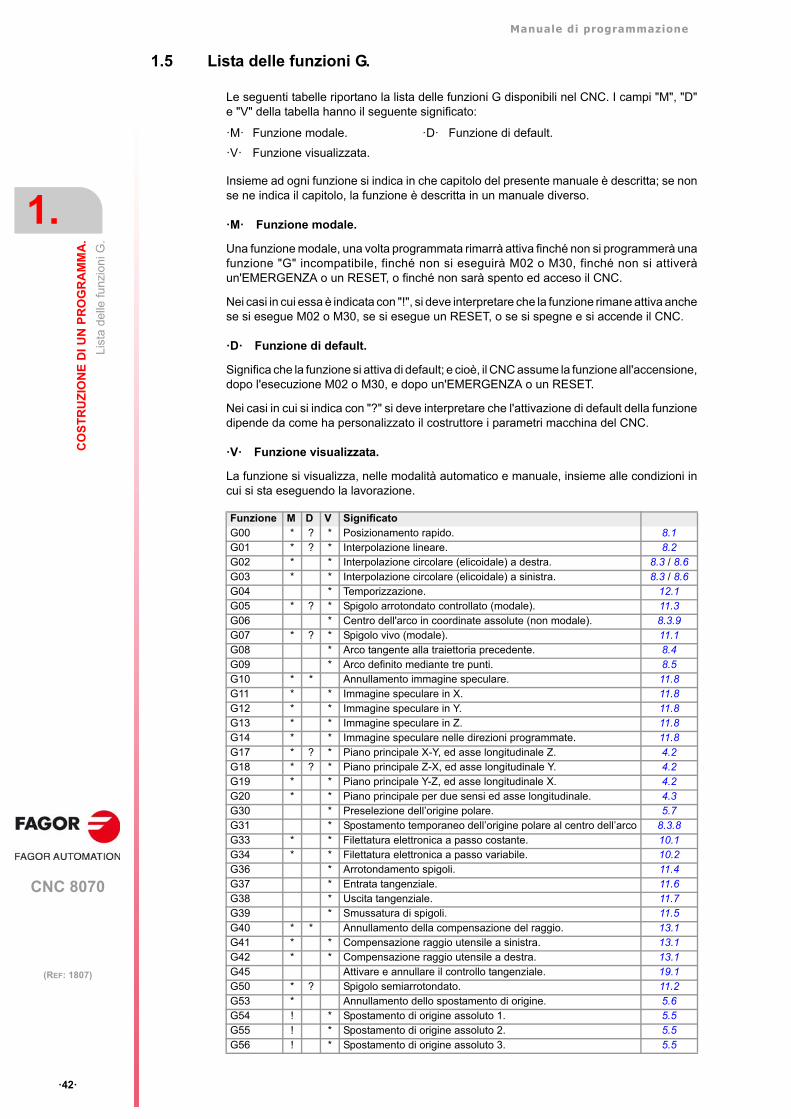
Manuale di programmazione
CNC 8070
1.
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
List
a de
lle fu
nzio
ni G
.
·42·
(REF: 1807)
1.5 Lista delle funzioni G.
Le seguenti tabelle riportano la lista delle funzioni G disponibili nel CNC. I campi "M", "D"e "V" della tabella hanno il seguente significato:
Insieme ad ogni funzione si indica in che capitolo del presente manuale è descritta; se nonse ne indica il capitolo, la funzione è descritta in un manuale diverso.
·M· Funzione modale.
Una funzione modale, una volta programmata rimarrà attiva finché non si programmerà unafunzione "G" incompatibile, finché non si eseguirà M02 o M30, finché non si attiveràun'EMERGENZA o un RESET, o finché non sarà spento ed acceso il CNC.
Nei casi in cui essa è indicata con "!", si deve interpretare che la funzione rimane attiva anchese si esegue M02 o M30, se si esegue un RESET, o se si spegne e si accende il CNC.
·D· Funzione di default.
Significa che la funzione si attiva di default; e cioè, il CNC assume la funzione all'accensione,dopo l'esecuzione M02 o M30, e dopo un'EMERGENZA o un RESET.
Nei casi in cui si indica con "?" si deve interpretare che l'attivazione di default della funzionedipende da come ha personalizzato il costruttore i parametri macchina del CNC.
·V· Funzione visualizzata.
La funzione si visualizza, nelle modalità automatico e manuale, insieme alle condizioni incui si sta eseguendo la lavorazione.
·M· Funzione modale. ·D· Funzione di default.
·V· Funzione visualizzata.
Funzione M D V SignificatoG00 * ? * Posizionamento rapido. 8.1G01 * ? * Interpolazione lineare. 8.2G02 * * Interpolazione circolare (elicoidale) a destra. 8.3 / 8.6G03 * * Interpolazione circolare (elicoidale) a sinistra. 8.3 / 8.6G04 * Temporizzazione. 12.1G05 * ? * Spigolo arrotondato controllato (modale). 11.3G06 * Centro dell'arco in coordinate assolute (non modale). 8.3.9G07 * ? * Spigolo vivo (modale). 11.1G08 * Arco tangente alla traiettoria precedente. 8.4G09 * Arco definito mediante tre punti. 8.5G10 * * Annullamento immagine speculare. 11.8G11 * * Immagine speculare in X. 11.8G12 * * Immagine speculare in Y. 11.8G13 * * Immagine speculare in Z. 11.8G14 * * Immagine speculare nelle direzioni programmate. 11.8G17 * ? * Piano principale X-Y, ed asse longitudinale Z. 4.2G18 * ? * Piano principale Z-X, ed asse longitudinale Y. 4.2G19 * * Piano principale Y-Z, ed asse longitudinale X. 4.2G20 * * Piano principale per due sensi ed asse longitudinale. 4.3G30 * Preselezione dell’origine polare. 5.7G31 * Spostamento temporaneo dell’origine polare al centro dell’arco 8.3.8G33 * * Filettatura elettronica a passo costante. 10.1G34 * * Filettatura elettronica a passo variabile. 10.2G36 * Arrotondamento spigoli. 11.4G37 * Entrata tangenziale. 11.6G38 * Uscita tangenziale. 11.7G39 * Smussatura di spigoli. 11.5G40 * * Annullamento della compensazione del raggio. 13.1G41 * * Compensazione raggio utensile a sinistra. 13.1G42 * * Compensazione raggio utensile a destra. 13.1G45 Attivare e annullare il controllo tangenziale. 19.1G50 * ? Spigolo semiarrotondato. 11.2G53 * Annullamento dello spostamento di origine. 5.6G54 ! * Spostamento di origine assoluto 1. 5.5G55 ! * Spostamento di origine assoluto 2. 5.5G56 ! * Spostamento di origine assoluto 3. 5.5
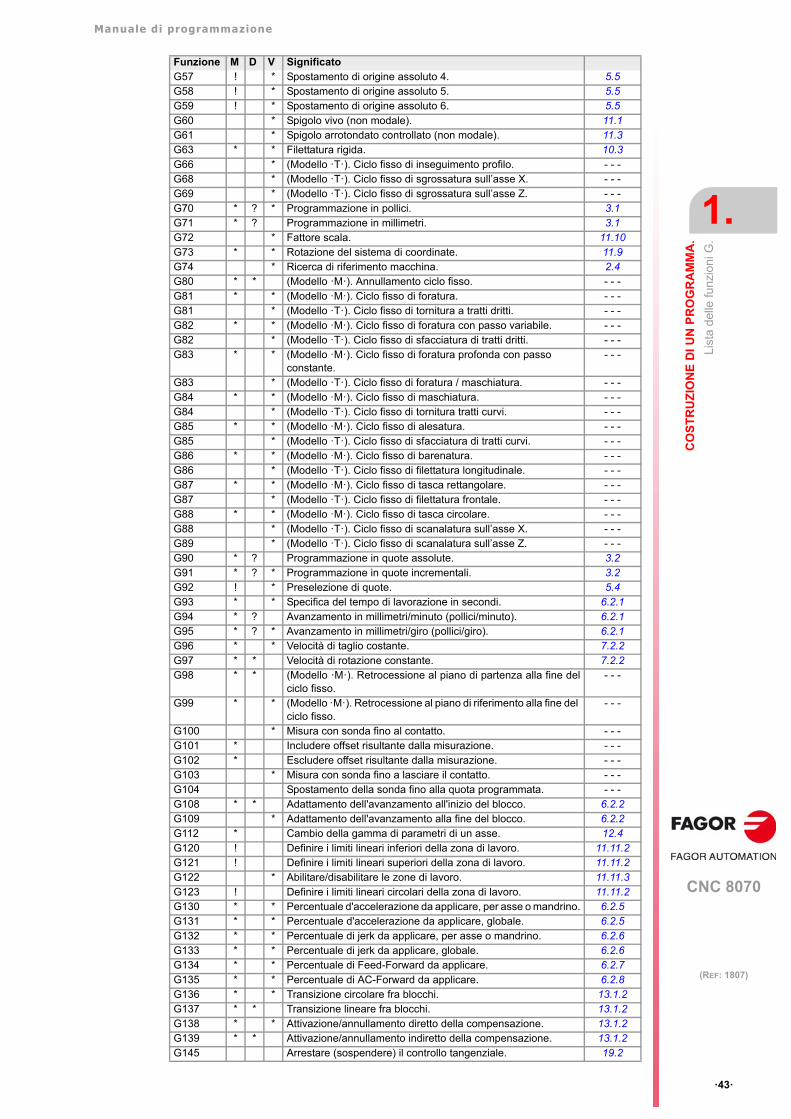
Manuale di programmazione
CNC 8070
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
1.
List
a de
lle fu
nzio
ni G
.
·43·
(REF: 1807)
G57 ! * Spostamento di origine assoluto 4. 5.5G58 ! * Spostamento di origine assoluto 5. 5.5G59 ! * Spostamento di origine assoluto 6. 5.5G60 * Spigolo vivo (non modale). 11.1G61 * Spigolo arrotondato controllato (non modale). 11.3G63 * * Filettatura rigida. 10.3G66 * (Modello ·T·). Ciclo fisso di inseguimento profilo. - - -G68 * (Modello ·T·). Ciclo fisso di sgrossatura sull’asse X. - - -G69 * (Modello ·T·). Ciclo fisso di sgrossatura sull’asse Z. - - -G70 * ? * Programmazione in pollici. 3.1G71 * ? Programmazione in millimetri. 3.1G72 * Fattore scala. 11.10G73 * * Rotazione del sistema di coordinate. 11.9G74 * Ricerca di riferimento macchina. 2.4G80 * * (Modello ·M·). Annullamento ciclo fisso. - - -G81 * * (Modello ·M·). Ciclo fisso di foratura. - - -G81 * (Modello ·T·). Ciclo fisso di tornitura a tratti dritti. - - -G82 * * (Modello ·M·). Ciclo fisso di foratura con passo variabile. - - -G82 * (Modello ·T·). Ciclo fisso di sfacciatura di tratti dritti. - - -G83 * * (Modello ·M·). Ciclo fisso di foratura profonda con passo
constante.- - -
G83 * (Modello ·T·). Ciclo fisso di foratura / maschiatura. - - -G84 * * (Modello ·M·). Ciclo fisso di maschiatura. - - -G84 * (Modello ·T·). Ciclo fisso di tornitura tratti curvi. - - -G85 * * (Modello ·M·). Ciclo fisso di alesatura. - - -G85 * (Modello ·T·). Ciclo fisso di sfacciatura di tratti curvi. - - -G86 * * (Modello ·M·). Ciclo fisso di barenatura. - - -G86 * (Modello ·T·). Ciclo fisso di filettatura longitudinale. - - -G87 * * (Modello ·M·). Ciclo fisso di tasca rettangolare. - - -G87 * (Modello ·T·). Ciclo fisso di filettatura frontale. - - -G88 * * (Modello ·M·). Ciclo fisso di tasca circolare. - - -G88 * (Modello ·T·). Ciclo fisso di scanalatura sull’asse X. - - -G89 * (Modello ·T·). Ciclo fisso di scanalatura sull’asse Z. - - -G90 * ? Programmazione in quote assolute. 3.2G91 * ? * Programmazione in quote incrementali. 3.2G92 ! * Preselezione di quote. 5.4G93 * * Specifica del tempo di lavorazione in secondi. 6.2.1G94 * ? Avanzamento in millimetri/minuto (pollici/minuto). 6.2.1G95 * ? * Avanzamento in millimetri/giro (pollici/giro). 6.2.1G96 * * Velocità di taglio costante. 7.2.2G97 * * Velocità di rotazione constante. 7.2.2G98 * * (Modello ·M·). Retrocessione al piano di partenza alla fine del
ciclo fisso.- - -
G99 * * (Modello ·M·). Retrocessione al piano di riferimento alla fine del ciclo fisso.
- - -
G100 * Misura con sonda fino al contatto. - - -G101 * Includere offset risultante dalla misurazione. - - -G102 * Escludere offset risultante dalla misurazione. - - -G103 * Misura con sonda fino a lasciare il contatto. - - -G104 Spostamento della sonda fino alla quota programmata. - - -G108 * * Adattamento dell'avanzamento all'inizio del blocco. 6.2.2G109 * Adattamento dell'avanzamento alla fine del blocco. 6.2.2G112 * Cambio della gamma di parametri di un asse. 12.4G120 ! Definire i limiti lineari inferiori della zona di lavoro. 11.11.2G121 ! Definire i limiti lineari superiori della zona di lavoro. 11.11.2G122 * Abilitare/disabilitare le zone di lavoro. 11.11.3G123 ! Definire i limiti lineari circolari della zona di lavoro. 11.11.2G130 * * Percentuale d'accelerazione da applicare, per asse o mandrino. 6.2.5G131 * * Percentuale d'accelerazione da applicare, globale. 6.2.5G132 * * Percentuale di jerk da applicare, per asse o mandrino. 6.2.6G133 * * Percentuale di jerk da applicare, globale. 6.2.6G134 * * Percentuale di Feed-Forward da applicare. 6.2.7G135 * * Percentuale di AC-Forward da applicare. 6.2.8G136 * * Transizione circolare fra blocchi. 13.1.2G137 * * Transizione lineare fra blocchi. 13.1.2G138 * * Attivazione/annullamento diretto della compensazione. 13.1.2G139 * * Attivazione/annullamento indiretto della compensazione. 13.1.2G145 Arrestare (sospendere) il controllo tangenziale. 19.2
Funzione M D V Significato
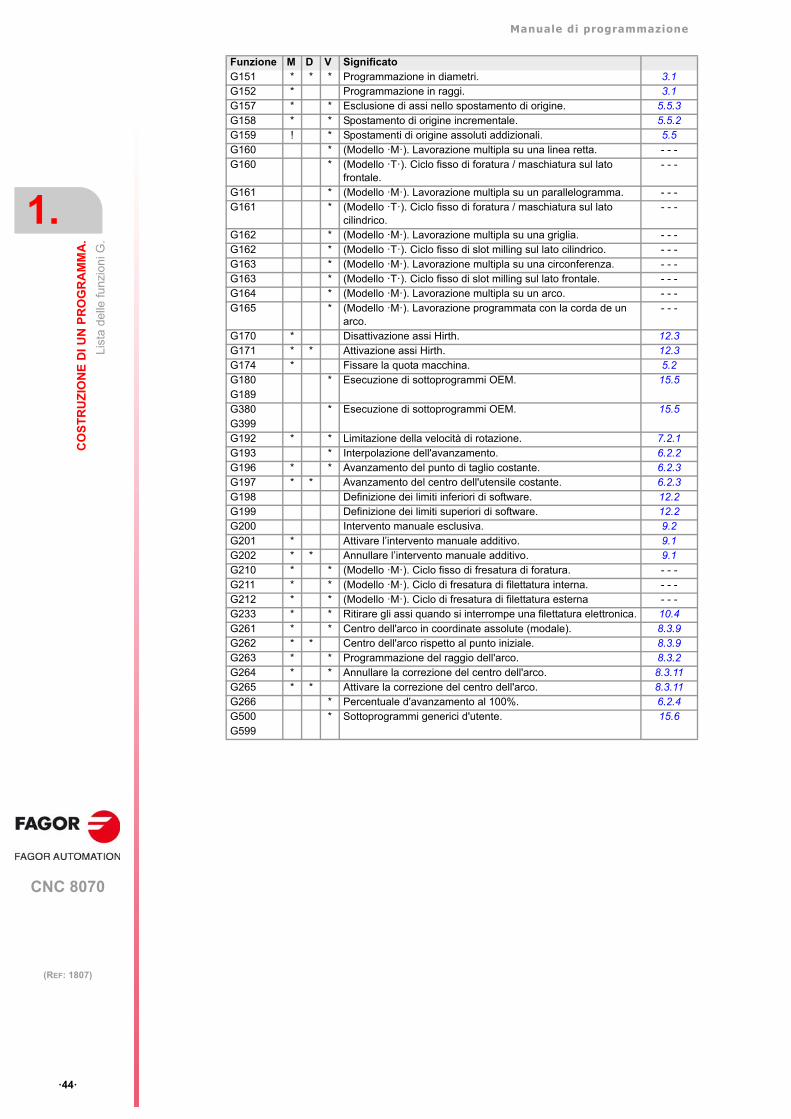
Manuale di programmazione
CNC 8070
1.
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
List
a de
lle fu
nzio
ni G
.
·44·
(REF: 1807)
G151 * * * Programmazione in diametri. 3.1G152 * Programmazione in raggi. 3.1G157 * * Esclusione di assi nello spostamento di origine. 5.5.3G158 * * Spostamento di origine incrementale. 5.5.2G159 ! * Spostamenti di origine assoluti addizionali. 5.5G160 * (Modello ·M·). Lavorazione multipla su una linea retta. - - -G160 * (Modello ·T·). Ciclo fisso di foratura / maschiatura sul lato
frontale.- - -
G161 * (Modello ·M·). Lavorazione multipla su un parallelogramma. - - -G161 * (Modello ·T·). Ciclo fisso di foratura / maschiatura sul lato
cilindrico.- - -
G162 * (Modello ·M·). Lavorazione multipla su una griglia. - - -G162 * (Modello ·T·). Ciclo fisso di slot milling sul lato cilindrico. - - -G163 * (Modello ·M·). Lavorazione multipla su una circonferenza. - - -G163 * (Modello ·T·). Ciclo fisso di slot milling sul lato frontale. - - -G164 * (Modello ·M·). Lavorazione multipla su un arco. - - -G165 * (Modello ·M·). Lavorazione programmata con la corda de un
arco.- - -
G170 * Disattivazione assi Hirth. 12.3G171 * * Attivazione assi Hirth. 12.3G174 * Fissare la quota macchina. 5.2G180G189
* Esecuzione di sottoprogrammi OEM. 15.5
G380G399
* Esecuzione di sottoprogrammi OEM. 15.5
G192 * * Limitazione della velocità di rotazione. 7.2.1G193 * Interpolazione dell'avanzamento. 6.2.2G196 * * Avanzamento del punto di taglio costante. 6.2.3G197 * * Avanzamento del centro dell'utensile costante. 6.2.3G198 Definizione dei limiti inferiori di software. 12.2G199 Definizione dei limiti superiori di software. 12.2G200 Intervento manuale esclusiva. 9.2G201 * Attivare l’intervento manuale additivo. 9.1G202 * * Annullare l’intervento manuale additivo. 9.1G210 * * (Modello ·M·). Ciclo fisso di fresatura di foratura. - - -G211 * * (Modello ·M·). Ciclo di fresatura di filettatura interna. - - -G212 * * (Modello ·M·). Ciclo di fresatura di filettatura esterna - - -G233 * * Ritirare gli assi quando si interrompe una filettatura elettronica. 10.4G261 * * Centro dell'arco in coordinate assolute (modale). 8.3.9G262 * * Centro dell'arco rispetto al punto iniziale. 8.3.9G263 * * Programmazione del raggio dell'arco. 8.3.2G264 * * Annullare la correzione del centro dell'arco. 8.3.11G265 * * Attivare la correzione del centro dell'arco. 8.3.11G266 * Percentuale d'avanzamento al 100%. 6.2.4G500G599
* Sottoprogrammi generici d'utente. 15.6
Funzione M D V Significato
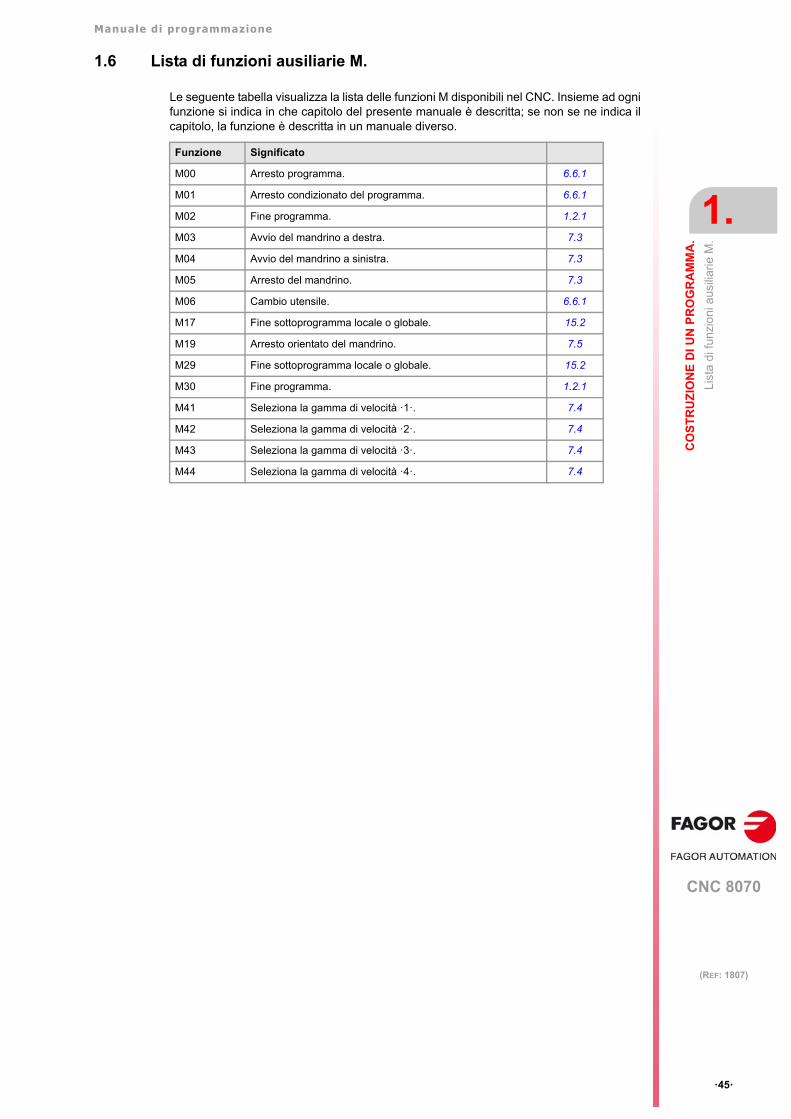
Manuale di programmazione
CNC 8070
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
1.
List
a di
funz
ioni
aus
iliar
ie M
.
·45·
(REF: 1807)
1.6 Lista di funzioni ausiliarie M.
Le seguente tabella visualizza la lista delle funzioni M disponibili nel CNC. Insieme ad ognifunzione si indica in che capitolo del presente manuale è descritta; se non se ne indica ilcapitolo, la funzione è descritta in un manuale diverso.
Funzione Significato
M00 Arresto programma. 6.6.1
M01 Arresto condizionato del programma. 6.6.1
M02 Fine programma. 1.2.1
M03 Avvio del mandrino a destra. 7.3
M04 Avvio del mandrino a sinistra. 7.3
M05 Arresto del mandrino. 7.3
M06 Cambio utensile. 6.6.1
M17 Fine sottoprogramma locale o globale. 15.2
M19 Arresto orientato del mandrino. 7.5
M29 Fine sottoprogramma locale o globale. 15.2
M30 Fine programma. 1.2.1
M41 Seleziona la gamma di velocità ·1·. 7.4
M42 Seleziona la gamma di velocità ·2·. 7.4
M43 Seleziona la gamma di velocità ·3·. 7.4
M44 Seleziona la gamma di velocità ·4·. 7.4
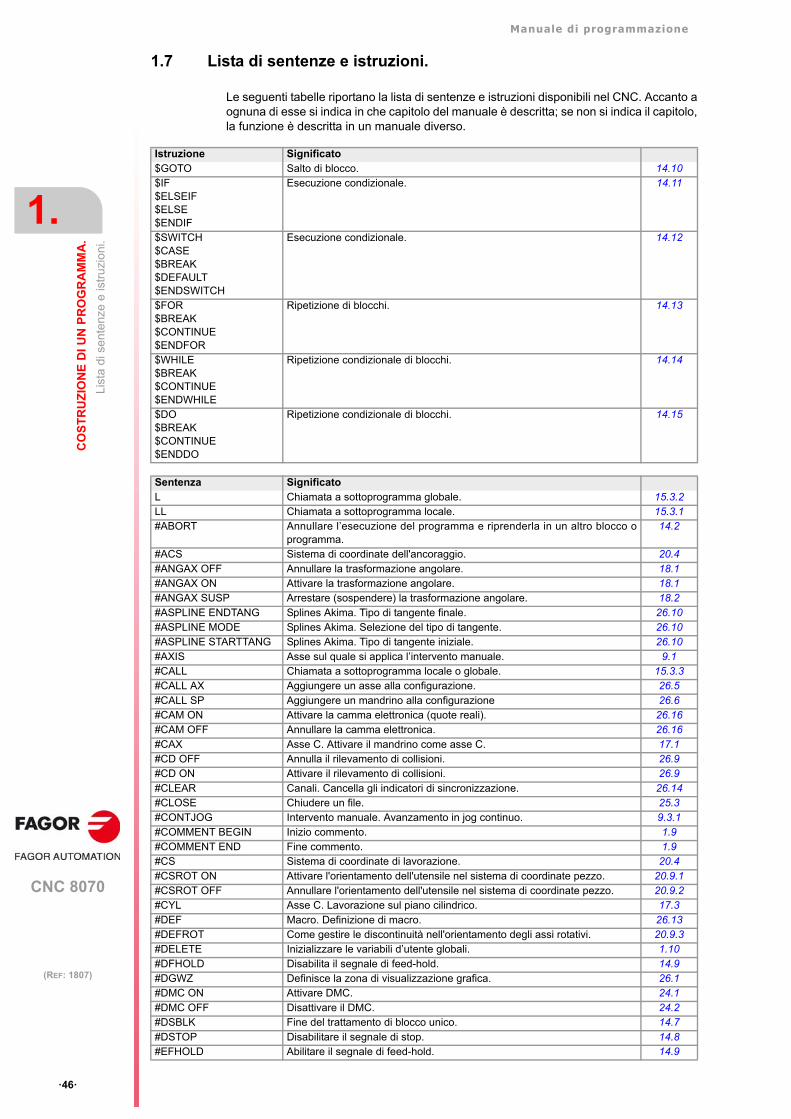
Manuale di programmazione
CNC 8070
1.
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
List
a di
sen
tenz
e e
istr
uzio
ni.
·46·
(REF: 1807)
1.7 Lista di sentenze e istruzioni.
Le seguenti tabelle riportano la lista di sentenze e istruzioni disponibili nel CNC. Accanto aognuna di esse si indica in che capitolo del manuale è descritta; se non si indica il capitolo,la funzione è descritta in un manuale diverso.
Istruzione Significato$GOTO Salto di blocco. 14.10$IF$ELSEIF$ELSE$ENDIF
Esecuzione condizionale. 14.11
$SWITCH$CASE$BREAK$DEFAULT$ENDSWITCH
Esecuzione condizionale. 14.12
$FOR$BREAK$CONTINUE$ENDFOR
Ripetizione di blocchi. 14.13
$WHILE$BREAK$CONTINUE$ENDWHILE
Ripetizione condizionale di blocchi. 14.14
$DO$BREAK$CONTINUE$ENDDO
Ripetizione condizionale di blocchi. 14.15
Sentenza SignificatoL Chiamata a sottoprogramma globale. 15.3.2LL Chiamata a sottoprogramma locale. 15.3.1#ABORT Annullare l’esecuzione del programma e riprenderla in un altro blocco o
programma.14.2
#ACS Sistema di coordinate dell'ancoraggio. 20.4#ANGAX OFF Annullare la trasformazione angolare. 18.1#ANGAX ON Attivare la trasformazione angolare. 18.1#ANGAX SUSP Arrestare (sospendere) la trasformazione angolare. 18.2#ASPLINE ENDTANG Splines Akima. Tipo di tangente finale. 26.10#ASPLINE MODE Splines Akima. Selezione del tipo di tangente. 26.10#ASPLINE STARTTANG Splines Akima. Tipo di tangente iniziale. 26.10#AXIS Asse sul quale si applica l’intervento manuale. 9.1#CALL Chiamata a sottoprogramma locale o globale. 15.3.3#CALL AX Aggiungere un asse alla configurazione. 26.5#CALL SP Aggiungere un mandrino alla configurazione 26.6#CAM ON Attivare la camma elettronica (quote reali). 26.16#CAM OFF Annullare la camma elettronica. 26.16#CAX Asse C. Attivare il mandrino come asse C. 17.1#CD OFF Annulla il rilevamento di collisioni. 26.9#CD ON Attivare il rilevamento di collisioni. 26.9#CLEAR Canali. Cancella gli indicatori di sincronizzazione. 26.14#CLOSE Chiudere un file. 25.3#CONTJOG Intervento manuale. Avanzamento in jog continuo. 9.3.1#COMMENT BEGIN Inizio commento. 1.9#COMMENT END Fine commento. 1.9#CS Sistema di coordinate di lavorazione. 20.4#CSROT ON Attivare l'orientamento dell'utensile nel sistema di coordinate pezzo. 20.9.1#CSROT OFF Annullare l'orientamento dell'utensile nel sistema di coordinate pezzo. 20.9.2#CYL Asse C. Lavorazione sul piano cilindrico. 17.3#DEF Macro. Definizione di macro. 26.13#DEFROT Come gestire le discontinuità nell'orientamento degli assi rotativi. 20.9.3#DELETE Inizializzare le variabili d’utente globali. 1.10#DFHOLD Disabilita il segnale di feed-hold. 14.9#DGWZ Definisce la zona di visualizzazione grafica. 26.1#DMC ON Attivare DMC. 24.1#DMC OFF Disattivare il DMC. 24.2#DSBLK Fine del trattamento di blocco unico. 14.7#DSTOP Disabilitare il segnale di stop. 14.8#EFHOLD Abilitare il segnale di feed-hold. 14.9
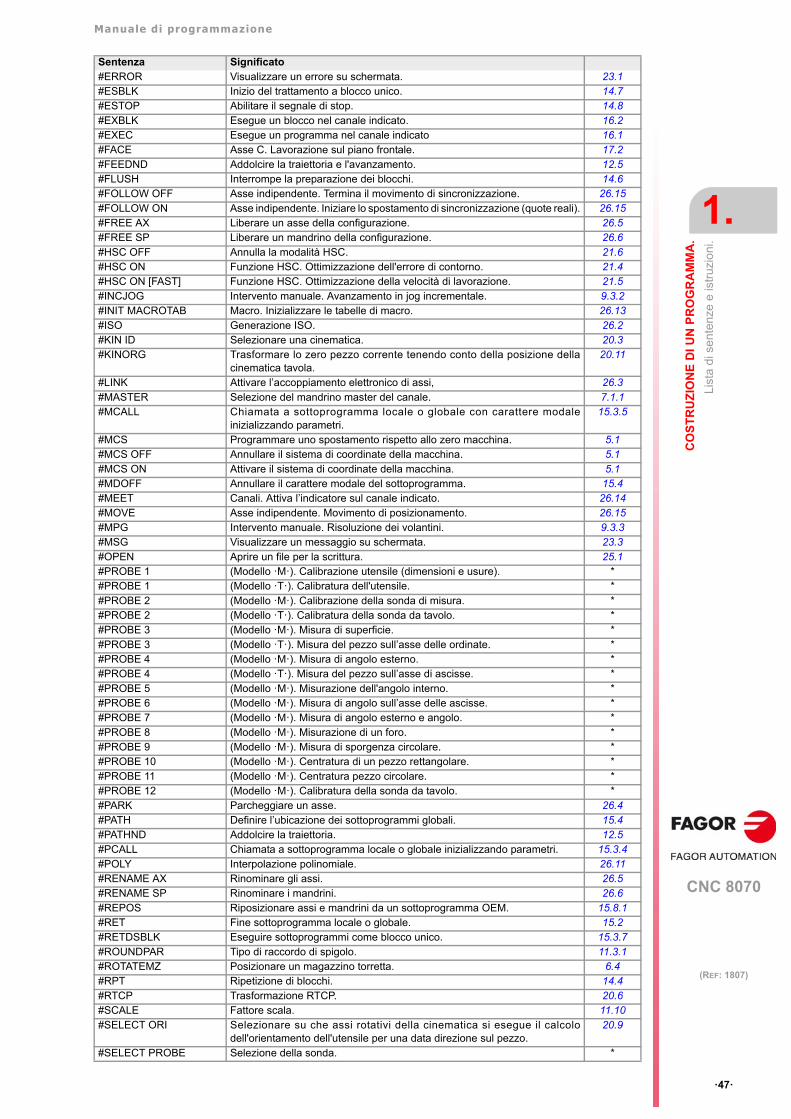
Manuale di programmazione
CNC 8070
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
1.
List
a di
sen
tenz
e e
istr
uzio
ni.
·47·
(REF: 1807)
#ERROR Visualizzare un errore su schermata. 23.1#ESBLK Inizio del trattamento a blocco unico. 14.7#ESTOP Abilitare il segnale di stop. 14.8#EXBLK Esegue un blocco nel canale indicato. 16.2#EXEC Esegue un programma nel canale indicato 16.1#FACE Asse C. Lavorazione sul piano frontale. 17.2#FEEDND Addolcire la traiettoria e l'avanzamento. 12.5#FLUSH Interrompe la preparazione dei blocchi. 14.6#FOLLOW OFF Asse indipendente. Termina il movimento di sincronizzazione. 26.15#FOLLOW ON Asse indipendente. Iniziare lo spostamento di sincronizzazione (quote reali). 26.15#FREE AX Liberare un asse della configurazione. 26.5#FREE SP Liberare un mandrino della configurazione. 26.6#HSC OFF Annulla la modalità HSC. 21.6#HSC ON Funzione HSC. Ottimizzazione dell'errore di contorno. 21.4#HSC ON [FAST] Funzione HSC. Ottimizzazione della velocità di lavorazione. 21.5#INCJOG Intervento manuale. Avanzamento in jog incrementale. 9.3.2#INIT MACROTAB Macro. Inizializzare le tabelle di macro. 26.13#ISO Generazione ISO. 26.2#KIN ID Selezionare una cinematica. 20.3#KINORG Trasformare lo zero pezzo corrente tenendo conto della posizione della
cinematica tavola.20.11
#LINK Attivare l’accoppiamento elettronico di assi, 26.3#MASTER Selezione del mandrino master del canale. 7.1.1#MCALL Chiamata a sottoprogramma locale o globale con carattere modale
inizializzando parametri.15.3.5
#MCS Programmare uno spostamento rispetto allo zero macchina. 5.1#MCS OFF Annullare il sistema di coordinate della macchina. 5.1#MCS ON Attivare il sistema di coordinate della macchina. 5.1#MDOFF Annullare il carattere modale del sottoprogramma. 15.4#MEET Canali. Attiva l’indicatore sul canale indicato. 26.14#MOVE Asse indipendente. Movimento di posizionamento. 26.15#MPG Intervento manuale. Risoluzione dei volantini. 9.3.3#MSG Visualizzare un messaggio su schermata. 23.3#OPEN Aprire un file per la scrittura. 25.1#PROBE 1 (Modello ·M·). Calibrazione utensile (dimensioni e usure). *#PROBE 1 (Modello ·T·). Calibratura dell'utensile. *#PROBE 2 (Modello ·M·). Calibrazione della sonda di misura. *#PROBE 2 (Modello ·T·). Calibratura della sonda da tavolo. *#PROBE 3 (Modello ·M·). Misura di superficie. *#PROBE 3 (Modello ·T·). Misura del pezzo sull’asse delle ordinate. *#PROBE 4 (Modello ·M·). Misura di angolo esterno. *#PROBE 4 (Modello ·T·). Misura del pezzo sull’asse di ascisse. *#PROBE 5 (Modello ·M·). Misurazione dell'angolo interno. *#PROBE 6 (Modello ·M·). Misura di angolo sull’asse delle ascisse. *#PROBE 7 (Modello ·M·). Misura di angolo esterno e angolo. *#PROBE 8 (Modello ·M·). Misurazione di un foro. *#PROBE 9 (Modello ·M·). Misura di sporgenza circolare. *#PROBE 10 (Modello ·M·). Centratura di un pezzo rettangolare. *#PROBE 11 (Modello ·M·). Centratura pezzo circolare. *#PROBE 12 (Modello ·M·). Calibratura della sonda da tavolo. *#PARK Parcheggiare un asse. 26.4#PATH Definire l’ubicazione dei sottoprogrammi globali. 15.4#PATHND Addolcire la traiettoria. 12.5#PCALL Chiamata a sottoprogramma locale o globale inizializzando parametri. 15.3.4#POLY Interpolazione polinomiale. 26.11#RENAME AX Rinominare gli assi. 26.5#RENAME SP Rinominare i mandrini. 26.6#REPOS Riposizionare assi e mandrini da un sottoprogramma OEM. 15.8.1#RET Fine sottoprogramma locale o globale. 15.2#RETDSBLK Eseguire sottoprogrammi come blocco unico. 15.3.7#ROUNDPAR Tipo di raccordo di spigolo. 11.3.1#ROTATEMZ Posizionare un magazzino torretta. 6.4#RPT Ripetizione di blocchi. 14.4#RTCP Trasformazione RTCP. 20.6#SCALE Fattore scala. 11.10#SELECT ORI Selezionare su che assi rotativi della cinematica si esegue il calcolo
dell'orientamento dell'utensile per una data direzione sul pezzo. 20.9
#SELECT PROBE Selezione della sonda. *
Sentenza Significato
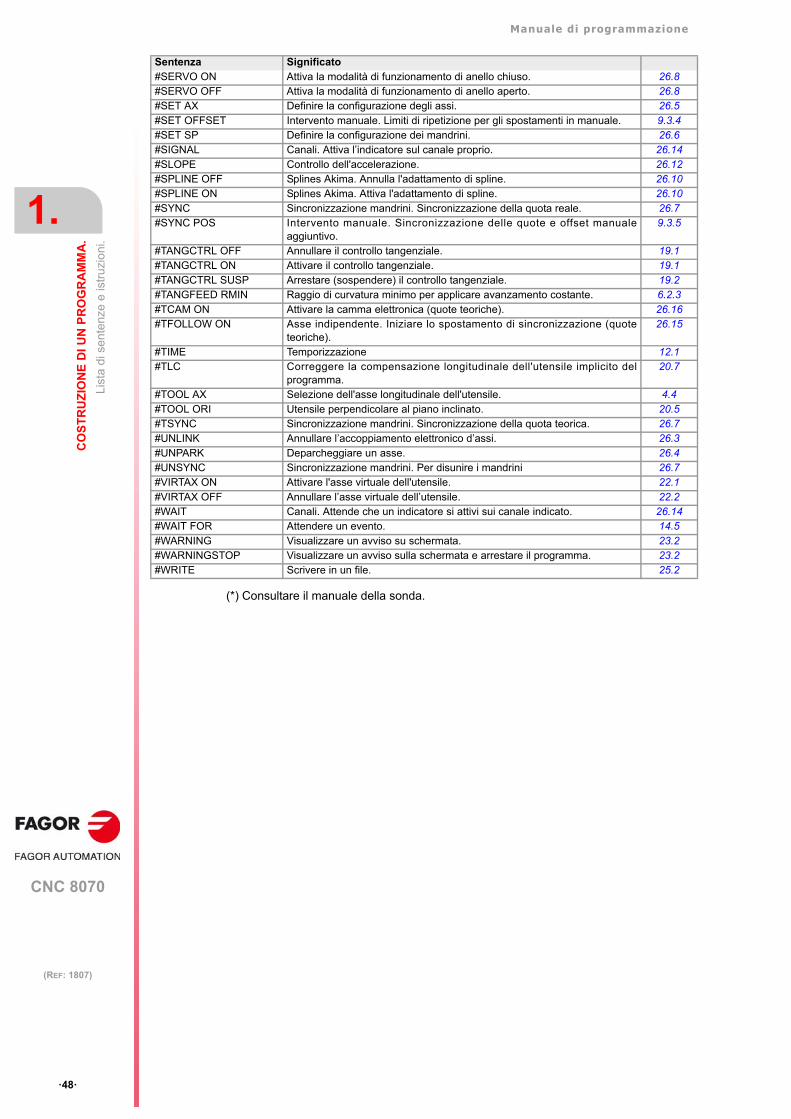
Manuale di programmazione
CNC 8070
1.
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
List
a di
sen
tenz
e e
istr
uzio
ni.
·48·
(REF: 1807)
(*) Consultare il manuale della sonda.
#SERVO ON Attiva la modalità di funzionamento di anello chiuso. 26.8#SERVO OFF Attiva la modalità di funzionamento di anello aperto. 26.8#SET AX Definire la configurazione degli assi. 26.5#SET OFFSET Intervento manuale. Limiti di ripetizione per gli spostamenti in manuale. 9.3.4#SET SP Definire la configurazione dei mandrini. 26.6#SIGNAL Canali. Attiva l’indicatore sul canale proprio. 26.14#SLOPE Controllo dell'accelerazione. 26.12#SPLINE OFF Splines Akima. Annulla l'adattamento di spline. 26.10#SPLINE ON Splines Akima. Attiva l'adattamento di spline. 26.10#SYNC Sincronizzazione mandrini. Sincronizzazione della quota reale. 26.7#SYNC POS Intervento manuale. Sincronizzazione delle quote e offset manuale
aggiuntivo.9.3.5
#TANGCTRL OFF Annullare il controllo tangenziale. 19.1#TANGCTRL ON Attivare il controllo tangenziale. 19.1#TANGCTRL SUSP Arrestare (sospendere) il controllo tangenziale. 19.2#TANGFEED RMIN Raggio di curvatura minimo per applicare avanzamento costante. 6.2.3#TCAM ON Attivare la camma elettronica (quote teoriche). 26.16#TFOLLOW ON Asse indipendente. Iniziare lo spostamento di sincronizzazione (quote
teoriche).26.15
#TIME Temporizzazione 12.1#TLC Correggere la compensazione longitudinale dell'utensile implicito del
programma.20.7
#TOOL AX Selezione dell'asse longitudinale dell'utensile. 4.4#TOOL ORI Utensile perpendicolare al piano inclinato. 20.5#TSYNC Sincronizzazione mandrini. Sincronizzazione della quota teorica. 26.7#UNLINK Annullare l’accoppiamento elettronico d’assi. 26.3#UNPARK Deparcheggiare un asse. 26.4#UNSYNC Sincronizzazione mandrini. Per disunire i mandrini 26.7#VIRTAX ON Attivare l'asse virtuale dell'utensile. 22.1#VIRTAX OFF Annullare l’asse virtuale dell’utensile. 22.2#WAIT Canali. Attende che un indicatore si attivi sui canale indicato. 26.14#WAIT FOR Attendere un evento. 14.5#WARNING Visualizzare un avviso su schermata. 23.2#WARNINGSTOP Visualizzare un avviso sulla schermata e arrestare il programma. 23.2#WRITE Scrivere in un file. 25.2
Sentenza Significato
Manuale di programmazione
CNC 8070
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
1.
Pro
gram
maz
ione
del
le e
tiche
tte d
el b
locc
o.
·49·
(REF: 1807)
1.8 Programmazione delle etichette del blocco.
Le etichette permettono di identificare i blocchi. La programmazione delle etichette facilitail monitoraggio del programma e consente l'esecuzione di salti e ripetizioni di blocchi. Inquest'ultimo caso, si consiglia di programmare le etichette da sole nel blocco. Il CNC ha duetipi di etichette; di tipo numero e tipo nome. Entrambe le etichette possono essereprogrammate nello stesso blocco.
Etichette di tipo numero.
Le etichette di tipo numero sono definite dalla lettera "N" seguita dal numero di blocco (0-4294967295), non è necessario seguire alcun ordine e sono permessi numeri alterni.Quando l'etichetta è utilizzata come destinazione in un salto di blocco, è necessarioaggiungere il carattere ":" dopo il numero.
Se l’etichetta non si utilizza salti o ripetizioni di blocchi (si programma senza ":"), può andarein qualsiasi posizione del blocco, non necessariamente all’inizio. Se l'etichetta vieneutilizzata in salti o ripetizioni di blocchi, deve essere definita all'inizio del blocco.
Etichette di tipo nome.
Le etichette nominali sono programmate tra parentesi. Il nome dell'etichetta ammette 14caratteri e può essere formato da lettere maiuscole, minuscole e da numeri (non ammettespazi in bianco). Questo tipo di etichette deve essere definito all'inizio del blocco.
N10: X12 T1 D1
X34 N10 S100 M3
[CYCLE] G81 I67
Manuale di programmazione
CNC 8070
1.
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
Pro
gram
maz
ione
di c
omm
enti.
·50·
(REF: 1807)
1.9 Programmazione di commenti.
Il CNC permette di incorporare i blocchi qualsiasi tipo di informazioni sotto forma dicommenti. Quando si esegue il programma, il CNC ignora tale informazione.
Il CNC offre diversi metodi di immissione commenti nel programma.
Programmazione di commenti mediante parentesi "(" e ")".
Il commento deve essere impostato fra parentesi "(" e ")". I commenti cosi programmati nonè necessario che sia alla fine del blocco; può essere in mezzo ed avere più di un commentonello stesso blocco.
Programmazione di commenti mediante il simbolo ";".
L'informazione che si desidera considerare come commento deve essere impostata diseguito al carattere ";". Il commento si può programmare solo nel blocco o si può aggiungerealla fine di un blocco.
Programmazione dei commenti mediante la sentenza #COMMENT.
Le sentenze #COMMENT BEGIN e #COMMENT END indicano l'inizio e la fine di un commento.I blocchi programmati fra entrambe le sentenze sono considerati dal CNC come uncommento e non interessano l'esecuzione del programma.
N10 G90 X23.45 F100 (commento) S200 M3 (commento)
N10 G90 X23.45 T1; commento
#COMMENT BEGINP1: Larghezza della lavorazione.P2: Lunghezza della lavorazione.P3: Profondità di lavorazione.
#COMMENT END
Manuale di programmazione
CNC 8070
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
1.
Var
iab
ili e
cos
tant
i.
·51·
(REF: 1807)
1.10 Variabili e costanti.
Costanti.
Sono quei valori fissi che non possono essere alterati dal programma, sono consideraticostanti i numeri espressi in sistema decimale, binario ed esadecimale, oltre sui valori delletabelle e variabili di sola lettura, dato che il loro valore non può essere variato all'interno diun programma. I valori esadecimali sono rappresentati preceduti dal simbolo $.
Variabili del CNC.
Il CNC dispone di una serie di variabili interne, alle quali è possibile accedere dal programmad'utente, dal PLC o dall'interfaccia. Tutte le informazioni sulle variabili del CNC si trovanonel manuale "Variabili CNC".
Variabili d'utente.
Il CNC consente all’utente di creare le proprie variabili. Tali variabili sono di lettura e scritturae si valutano durante la preparazione dei blocchi.
Sostituire il suffisso name con il nome della variabile. Sostituire il suffisso nb con il numerodi elemento nell'array (prima volta) o numero di elemento all'interno dell'array (voltesuccessive).
Inizializzare le variabili d’utente.
Le variabili possono essere cancellate dal programma pezzo mediante la sentenza#DELETE. Questa sentenza deve essere sempre accompagnata da una variabile; non èpossibile programmarla da sola nel blocco.
Esadecimale$4A
Decimale 74
Binario0100 1010
Variabile. Significato.
(V.)P.name(V.)P.name[nb]
Queste variabili mantengono il loro valore nei sottoprogrammi localie globali chiamati dal programma. Le variabili si eliminano dopo avereseguito M30 o reset.
(V.)S.name(V.)S.name[nb]
Queste variabili mantengono il loro valore fra programmi ed anchedopo un reset. Le variabili si eliminano quando si spegne il CNC, osi possono anche eliminare dal programma pezzo mediante lasentenza #DELETE.
V.P.myvarV.S.myvar
Variabile con nome "myvar".
V.P.myvar[4]V.S.myvar[4]
Definire la variabile (prima volta che si utilizza).• Variabile con nome "myvar".• Variabile di array di quattro elementi.
V.P.myvar[4]=100V.S.myvar[4]=100
Una volta che la variabile è definita.• Variabile con nome "myvar".• Assegnare al quarto elemento dell'array il valore 100.
#DELETE V.P.localvar1#DELETE V.S.globalvar1 V.S.globalvar2
Manuale di programmazione
CNC 8070
1.
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
Par
amet
ri ar
itmet
ici.
·52·
(REF: 1807)
1.11 Parametri aritmetici.
I parametri aritmetici sono variabili generali che l'utente può utilizzare per creare i propriprogrammi. Il CNC dispone di parametri aritmetici locali, globali e comuni. L’intervallo diparametri disponibili di ciascun tipo viene definito nei parametri macchina.
I parametri aritmetici si programmano mediante il codice "P" seguito dal numero diparametro. Il CNC dispone di tabelle in cui è possibile consultare il valore di tali parametri;consultare nel manuale di funzionamento come utilizzare le tabelle.
L'utente potrà utilizzare i parametri aritmetici nell'editare i propri programmi. Durantel'esecuzione, il CNC sostituirà tali parametri con i valori correnti assegnati.
Parametri aritmetici locali.
I parametri locali solo accessibili solo dal programma o sottoprogramma in cui sono statiprogrammati. Esistono sette gruppi di parametri locali in ogni canale.
L’intervallo massimo di parametri locali è da P0 a P99, essendo l’intervallo abituale da P0a P25
Quando i parametri si utilizzano nel blocco di chiamata di un sottoprogramma, potrannoessere indicati anche mediante le lettere A-Z (eccetto la Ñ e la Ç), in modo che "A" saràuguale a P0 e "Z" a P25.
Parametri aritmetici globali.
I parametri globali sono accessibili da qualsiasi programma e sottoprogramma chiamato daprogramma. Il valore di tali parametri è condiviso dal programma e dai sottoprogrammi.Esiste un gruppo di parametri globali in ogni canale.
L’intervallo massimo di parametri globali è da P100 a P9999, essendo l’intervallo abitualeda P100 a P299.
Parametri aritmetici comuni.
I parametri comuni sono accessibili da qualsiasi canale. Il valore di tali parametri è condivisoda tutti i canali. La lettura e la scrittura di questi parametri arresta la preparazione di blocchi.
L’intervallo massimo di parametri comuni è da P10000 a P19999, essendo l’intervalloabituale da P10000 a P10999.
Programmazione dei parametri aritmetici.
Nei blocchi programmati in codice ISO, è possibile definire mediante parametri i valori di tuttii campi, "N", "G", "F", "S", "T", "D", "M", "H", "NR" e le quote degli assi. Si potrà inoltre,mediante indirizzamento indiretto, definire il numero di un parametro mediante un altroparametro; "P[P1]", "P[P2+3]".
Nei blocchi con sentenze si può definire mediante parametri i valori di qualsiasi espressione.
P0=0 P1=1 P2=20 P3=50 P4=3
P10=1500 P100=800 P101=30
···
GP0 XP0 YP0 SP10 MP4 ==> G0 X0 Y0 S1500 M3
GP1 XP2 YP3 FP100 ==> G1 X20 Y50 F800
MP101 ==> M30
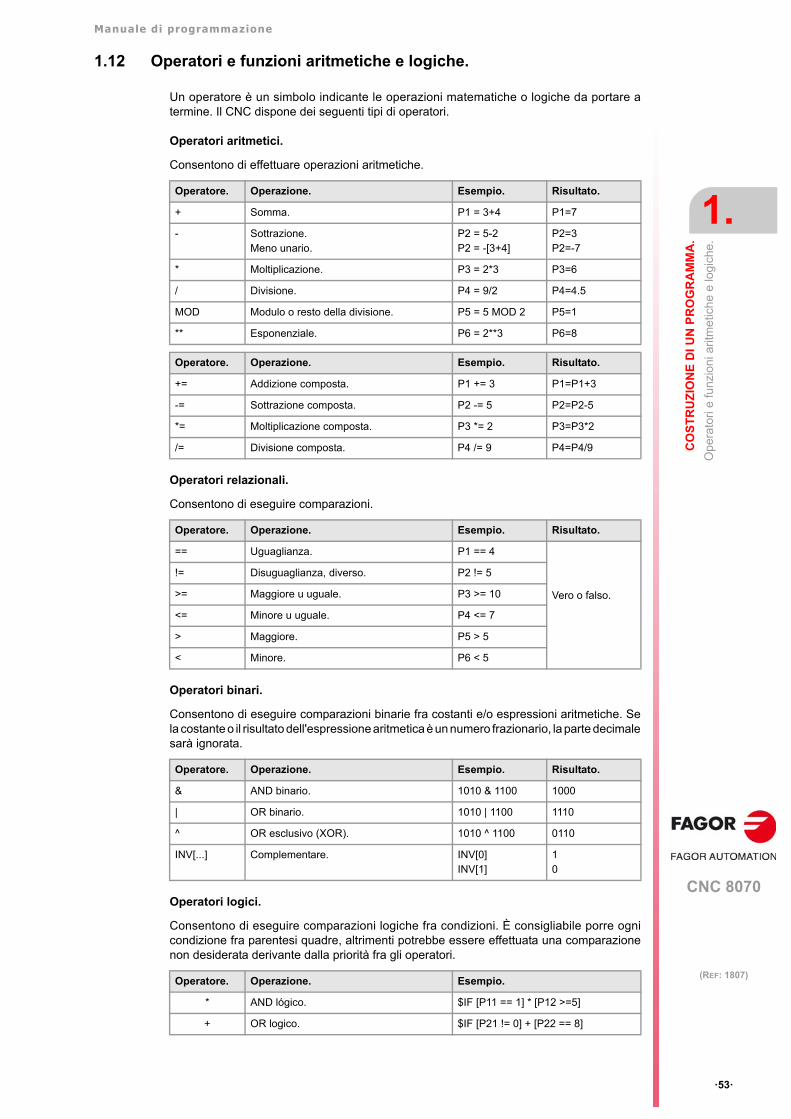
Manuale di programmazione
CNC 8070
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
1.
Op
erat
ori e
funz
ion
i arit
me
tich
e e
logi
che.
·53·
(REF: 1807)
1.12 Operatori e funzioni aritmetiche e logiche.
Un operatore è un simbolo indicante le operazioni matematiche o logiche da portare atermine. Il CNC dispone dei seguenti tipi di operatori.
Operatori aritmetici.
Consentono di effettuare operazioni aritmetiche.
Operatori relazionali.
Consentono di eseguire comparazioni.
Operatori binari.
Consentono di eseguire comparazioni binarie fra costanti e/o espressioni aritmetiche. Sela costante o il risultato dell'espressione aritmetica è un numero frazionario, la parte decimalesarà ignorata.
Operatori logici.
Consentono di eseguire comparazioni logiche fra condizioni. È consigliabile porre ognicondizione fra parentesi quadre, altrimenti potrebbe essere effettuata una comparazionenon desiderata derivante dalla priorità fra gli operatori.
Operatore. Operazione. Esempio. Risultato.
+ Somma. P1 = 3+4 P1=7
- Sottrazione.Meno unario.
P2 = 5-2P2 = -[3+4]
P2=3P2=-7
* Moltiplicazione. P3 = 2*3 P3=6
/ Divisione. P4 = 9/2 P4=4.5
MOD Modulo o resto della divisione. P5 = 5 MOD 2 P5=1
** Esponenziale. P6 = 2**3 P6=8
Operatore. Operazione. Esempio. Risultato.
+= Addizione composta. P1 += 3 P1=P1+3
-= Sottrazione composta. P2 -= 5 P2=P2-5
*= Moltiplicazione composta. P3 *= 2 P3=P3*2
/= Divisione composta. P4 /= 9 P4=P4/9
Operatore. Operazione. Esempio. Risultato.
== Uguaglianza. P1 == 4
Vero o falso.
!= Disuguaglianza, diverso. P2 != 5
>= Maggiore u uguale. P3 >= 10
<= Minore u uguale. P4 <= 7
> Maggiore. P5 > 5
< Minore. P6 < 5
Operatore. Operazione. Esempio. Risultato.
& AND binario. 1010 & 1100 1000
| OR binario. 1010 | 1100 1110
^ OR esclusivo (XOR). 1010 ^ 1100 0110
INV[...] Complementare. INV[0]INV[1]
10
Operatore. Operazione. Esempio.
* AND lógico. $IF [P11 == 1] * [P12 >=5]
+ OR logico. $IF [P21 != 0] + [P22 == 8]
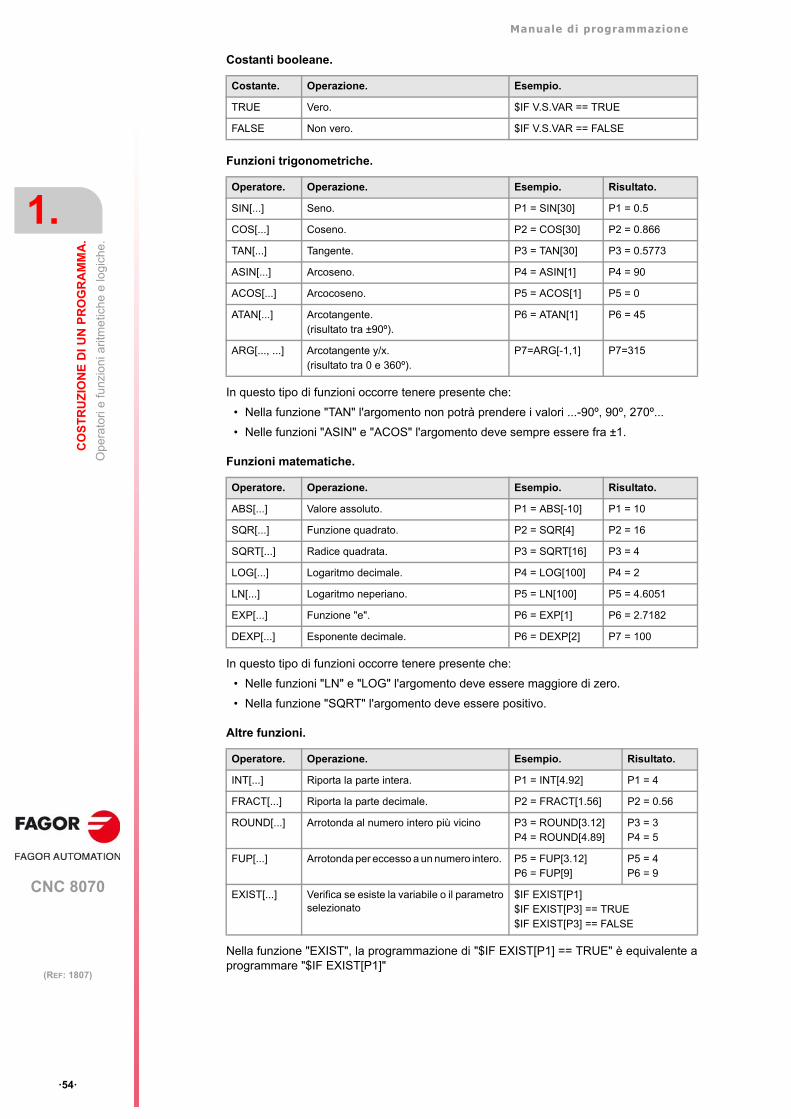
Manuale di programmazione
CNC 8070
1.
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
Op
erat
ori e
funz
ion
i arit
me
tich
e e
logi
che.
·54·
(REF: 1807)
Costanti booleane.
Funzioni trigonometriche.
In questo tipo di funzioni occorre tenere presente che:
• Nella funzione "TAN" l'argomento non potrà prendere i valori ...-90º, 90º, 270º...
• Nelle funzioni "ASIN" e "ACOS" l'argomento deve sempre essere fra ±1.
Funzioni matematiche.
In questo tipo di funzioni occorre tenere presente che:
• Nelle funzioni "LN" e "LOG" l'argomento deve essere maggiore di zero.
• Nella funzione "SQRT" l'argomento deve essere positivo.
Altre funzioni.
Nella funzione "EXIST", la programmazione di "$IF EXIST[P1] == TRUE" è equivalente aprogrammare "$IF EXIST[P1]"
Costante. Operazione. Esempio.
TRUE Vero. $IF V.S.VAR == TRUE
FALSE Non vero. $IF V.S.VAR == FALSE
Operatore. Operazione. Esempio. Risultato.
SIN[...] Seno. P1 = SIN[30] P1 = 0.5
COS[...] Coseno. P2 = COS[30] P2 = 0.866
TAN[...] Tangente. P3 = TAN[30] P3 = 0.5773
ASIN[...] Arcoseno. P4 = ASIN[1] P4 = 90
ACOS[...] Arcocoseno. P5 = ACOS[1] P5 = 0
ATAN[...] Arcotangente.(risultato tra ±90º).
P6 = ATAN[1] P6 = 45
ARG[..., ...] Arcotangente y/x.(risultato tra 0 e 360º).
P7=ARG[-1,1] P7=315
Operatore. Operazione. Esempio. Risultato.
ABS[...] Valore assoluto. P1 = ABS[-10] P1 = 10
SQR[...] Funzione quadrato. P2 = SQR[4] P2 = 16
SQRT[...] Radice quadrata. P3 = SQRT[16] P3 = 4
LOG[...] Logaritmo decimale. P4 = LOG[100] P4 = 2
LN[...] Logaritmo neperiano. P5 = LN[100] P5 = 4.6051
EXP[...] Funzione "e". P6 = EXP[1] P6 = 2.7182
DEXP[...] Esponente decimale. P6 = DEXP[2] P7 = 100
Operatore. Operazione. Esempio. Risultato.
INT[...] Riporta la parte intera. P1 = INT[4.92] P1 = 4
FRACT[...] Riporta la parte decimale. P2 = FRACT[1.56] P2 = 0.56
ROUND[...] Arrotonda al numero intero più vicino P3 = ROUND[3.12]P4 = ROUND[4.89]
P3 = 3P4 = 5
FUP[...] Arrotonda per eccesso a un numero intero. P5 = FUP[3.12]P6 = FUP[9]
P5 = 4P6 = 9
EXIST[...] Verifica se esiste la variabile o il parametroselezionato
$IF EXIST[P1]$IF EXIST[P3] == TRUE$IF EXIST[P3] == FALSE
Manuale di programmazione
CNC 8070
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
1.
Esp
ress
ion
i arit
me
tich
e e
logi
che.
·55·
(REF: 1807)
1.13 Espressioni aritmetiche e logiche.
Un'espressione è qualsiasi combinazione valida fra operatori, costanti, parametri e variabili.Il CNC consente di programmare mediante espressioni la parte numerica di qualsiasifunzione, sentenza, ecc..
Il modo in cui si calcolano queste espressioni è dato dalle priorità degli operatori e dalla loroassociatività:
È conveniente utilizzare parentesi quadre per chiarire l'ordine in cui si esegue la valutazionedell'espressione. L'uso di parentesi quadre superflue o addizionali non provocherà errori enon diminuirà la velocità d'esecuzione.
P3 = P4/P5 - P6 * P7 - P8/P9P3 = [P4/P5] - [P6 * P7] - [P8/P9]
Espressioni aritmetiche.
Danno come risultato un valore numerico. Si formano combinando gli operatori aritmetici ebinari con le costanti, i parametri e le variabili.
Questo tipo di espressioni può anche essere utilizzato per assegnare valori ai parametri ealle variabili:
P100 = P9 P101 = P[P7] P102 = P[P8 + SIN[P8*20]]
P103 = V.G.TOOL
V.G.FIXT[1].X=20 V.G.FIXT[1].Y=40 V.G.FIXT[1].Z=35
Espressioni relazionali.
Danno come risultato vero o falso. Si formano combinando gli operatori relazionali e logicicon le espressioni aritmetiche, le costanti, i parametri e le variabili.
... [P8==12.6] ...
Compara se il valore di P8 è uguale a 12.6.
... ABS[SIN[P4]] > 0.8 ...
Compara se il valore assoluto del seno di P4 è maggiore di 0.8.
... [[P8<=12] + [ABS[SIN[P4]] >=0.8] * [V.G.TOOL==1]] ...
Priorità da maggiore a minore Associatività
Funzioni, - (unario) da destra a sinistra.
** (esponenziale), MOD (resto) da sinistra a destra.
* (moltiplicazione, AND logico), / (divisione) da sinistra a destra.
+ (suma, OR lógico), - (resta) da sinistra a destra.
Operatori relazionali da sinistra a destra.
& (AND),^ (XOR) da sinistra a destra.
| (OR) da sinistra a destra.
Manuale di programmazione
CNC 8070
1.
CO
ST
RU
ZIO
NE
DI U
N P
RO
GR
AM
MA
.
Esp
ress
ion
i arit
me
tich
e e
logi
che.
·56·
(REF: 1807)
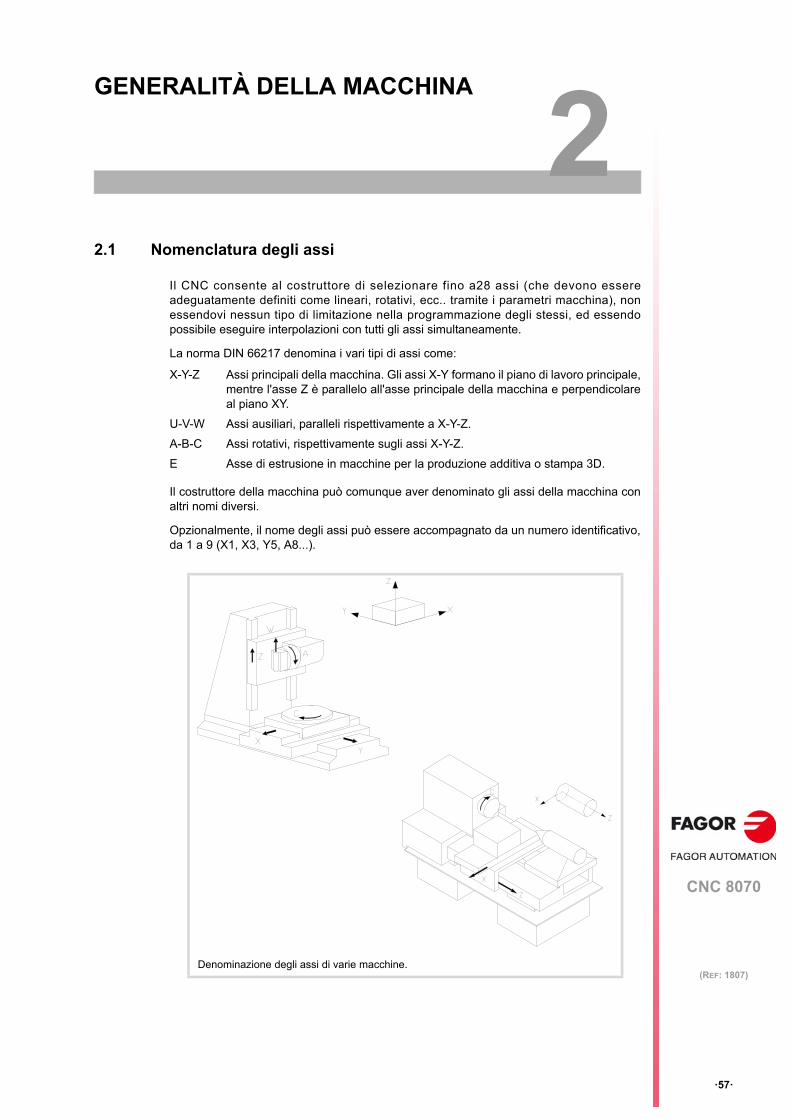
CNC 8070
2
·57·
(REF: 1807)
GENERALITÀ DELLA MACCHINA
2.1 Nomenclatura degli assi
Il CNC consente al costruttore di selezionare fino a28 assi (che devono essereadeguatamente definiti come lineari, rotativi, ecc.. tramite i parametri macchina), nonessendovi nessun tipo di limitazione nella programmazione degli stessi, ed essendopossibile eseguire interpolazioni con tutti gli assi simultaneamente.
La norma DIN 66217 denomina i vari tipi di assi come:
Il costruttore della macchina può comunque aver denominato gli assi della macchina conaltri nomi diversi.
Opzionalmente, il nome degli assi può essere accompagnato da un numero identificativo,da 1 a 9 (X1, X3, Y5, A8...).
X-Y-Z Assi principali della macchina. Gli assi X-Y formano il piano di lavoro principale,mentre l'asse Z è parallelo all'asse principale della macchina e perpendicolareal piano XY.
U-V-W Assi ausiliari, paralleli rispettivamente a X-Y-Z.
A-B-C Assi rotativi, rispettivamente sugli assi X-Y-Z.
E Asse di estrusione in macchine per la produzione additiva o stampa 3D.
Denominazione degli assi di varie macchine.
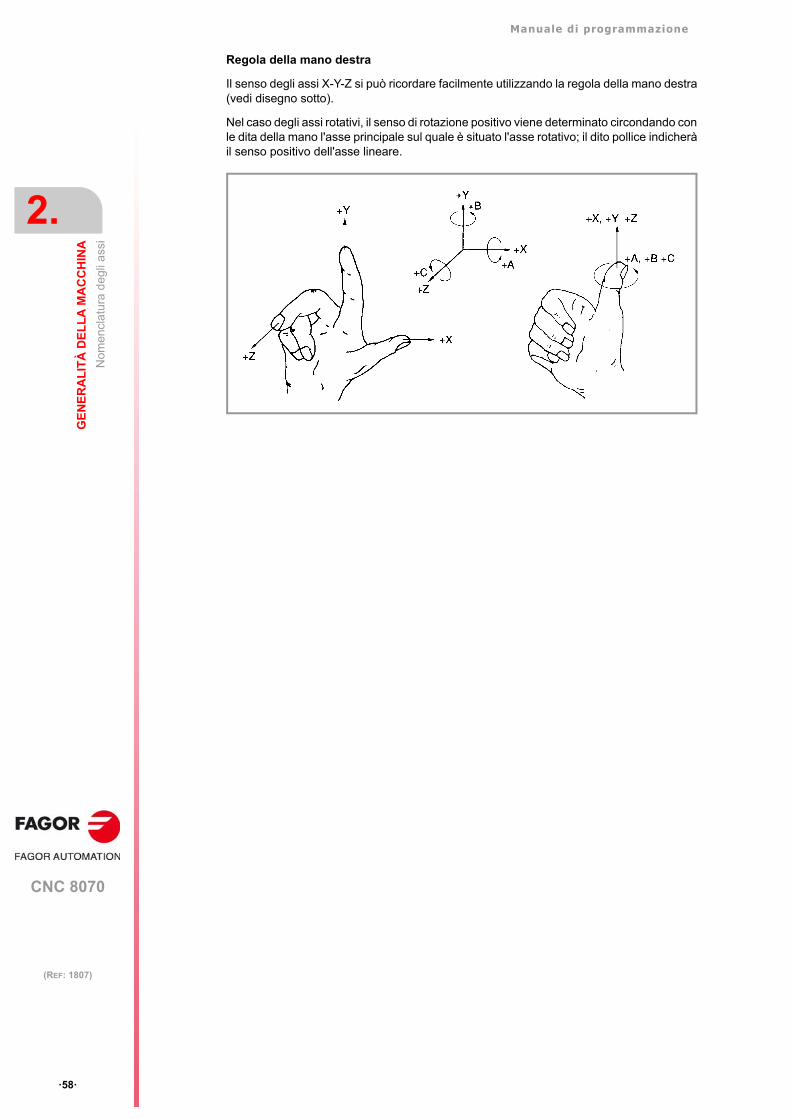
Manuale di programmazione
CNC 8070
2.
GE
NE
RA
LIT
À D
EL
LA
MA
CC
HIN
A
Nom
encl
atu
ra d
egli
ass
i
·58·
(REF: 1807)
Regola della mano destra
Il senso degli assi X-Y-Z si può ricordare facilmente utilizzando la regola della mano destra(vedi disegno sotto).
Nel caso degli assi rotativi, il senso di rotazione positivo viene determinato circondando conle dita della mano l'asse principale sul quale è situato l'asse rotativo; il dito pollice indicheràil senso positivo dell'asse lineare.
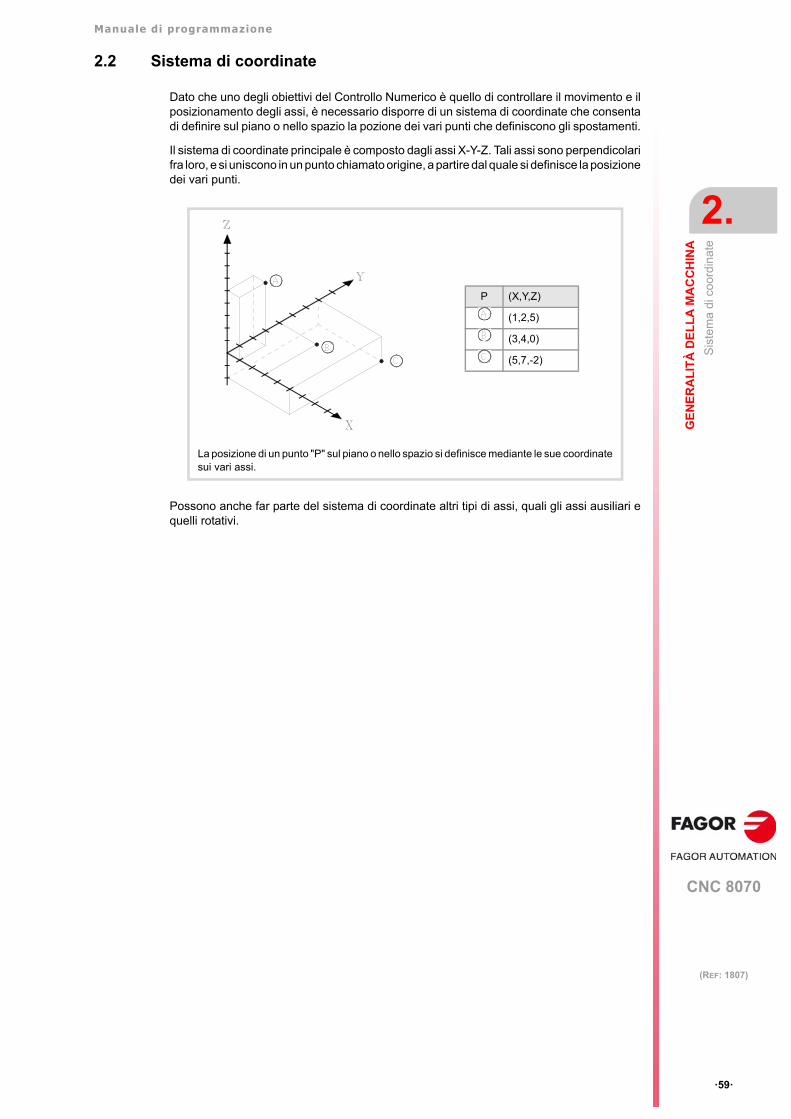
Manuale di programmazione
CNC 8070
GE
NE
RA
LIT
À D
EL
LA
MA
CC
HIN
A
2.
Sis
tem
a d
i co
ordi
nat
e
·59·
(REF: 1807)
2.2 Sistema di coordinate
Dato che uno degli obiettivi del Controllo Numerico è quello di controllare il movimento e ilposizionamento degli assi, è necessario disporre di un sistema di coordinate che consentadi definire sul piano o nello spazio la pozione dei vari punti che definiscono gli spostamenti.
Il sistema di coordinate principale è composto dagli assi X-Y-Z. Tali assi sono perpendicolarifra loro, e si uniscono in un punto chiamato origine, a partire dal quale si definisce la posizionedei vari punti.
Possono anche far parte del sistema di coordinate altri tipi di assi, quali gli assi ausiliari equelli rotativi.
La posizione di un punto "P" sul piano o nello spazio si definisce mediante le sue coordinatesui vari assi.
P (X,Y,Z)
(1,2,5)
(3,4,0)
(5,7,-2)

Manuale di programmazione
CNC 8070
2.
GE
NE
RA
LIT
À D
EL
LA
MA
CC
HIN
A
Sis
tem
i di r
iferim
ent
o
·60·
(REF: 1807)
2.3 Sistemi di riferimento
Una macchina può utilizzare i seguenti sistemi di riferimento.
• Sistema di riferimento della macchina.
È il sistema di coordinate proprio della macchina, fissato dal costruttore della stessa.
• Sistema di riferimento degli ancoraggi.
Stabilisce un sistema di coordinate associato all'ancoraggio in uso. Si attiva daprogramma e può essere fissato dall'operatore su qualsiasi posizione della macchina.
Quando la macchina dispone di vari ancoraggi, ognuno di essi può avere associato ilproprio sistema di riferimento.
• Sistema di riferimento del pezzo.
Stabilisce un sistema di coordinate associato al pezzo in lavorazione. Si attiva daprogramma e può essere fissato dall'operatore su qualsiasi punto del pezzo.
Esempio dei diversi sistemi di coordinate in una fresatrice.
XM YM ZM Sistema di riferimento della macchina.
XF YF ZF Sistema di riferimento degli ancoraggi.
XW YW ZW Sistema di riferimento del pezzo.
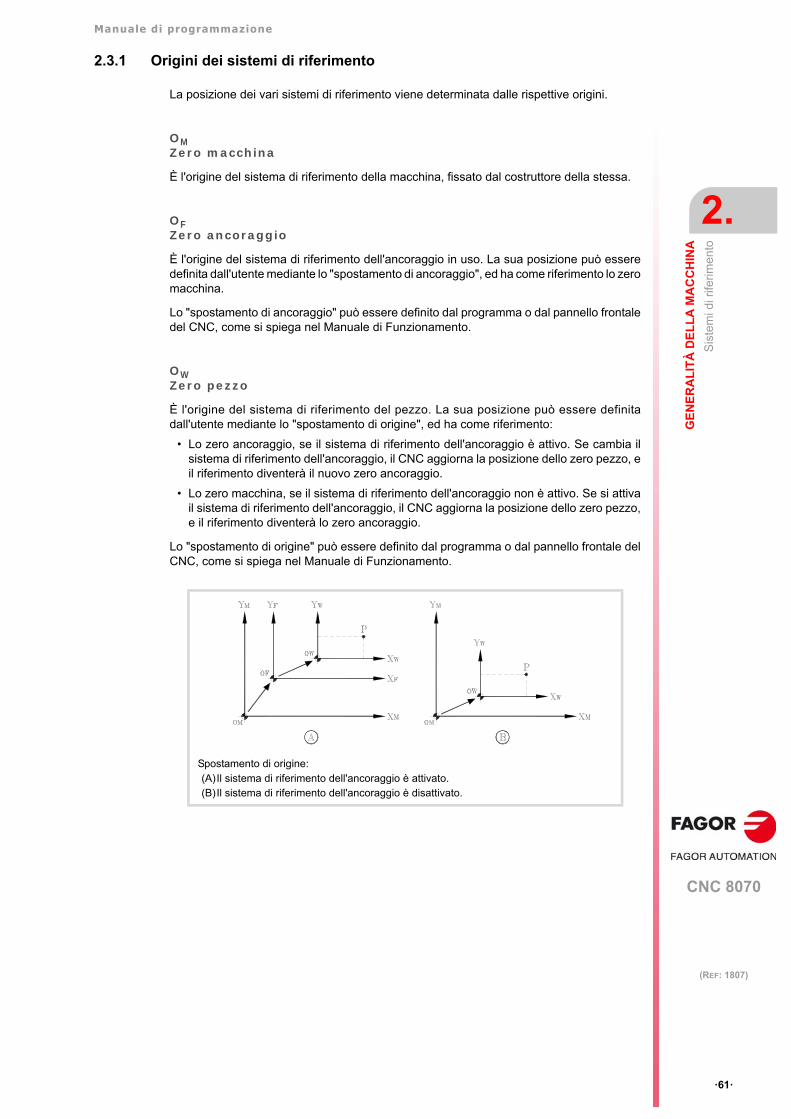
Manuale di programmazione
CNC 8070
GE
NE
RA
LIT
À D
EL
LA
MA
CC
HIN
A
2.
Sis
tem
i di r
iferim
ent
o
·61·
(REF: 1807)
2.3.1 Origini dei sistemi di riferimento
La posizione dei vari sistemi di riferimento viene determinata dalle rispettive origini.
OMZero macchina
È l'origine del sistema di riferimento della macchina, fissato dal costruttore della stessa.
OFZero ancoraggio
È l'origine del sistema di riferimento dell'ancoraggio in uso. La sua posizione può esseredefinita dall'utente mediante lo "spostamento di ancoraggio", ed ha come riferimento lo zeromacchina.
Lo "spostamento di ancoraggio" può essere definito dal programma o dal pannello frontaledel CNC, come si spiega nel Manuale di Funzionamento.
OWZero pezzo
È l'origine del sistema di riferimento del pezzo. La sua posizione può essere definitadall'utente mediante lo "spostamento di origine", ed ha come riferimento:
• Lo zero ancoraggio, se il sistema di riferimento dell'ancoraggio è attivo. Se cambia ilsistema di riferimento dell'ancoraggio, il CNC aggiorna la posizione dello zero pezzo, eil riferimento diventerà il nuovo zero ancoraggio.
• Lo zero macchina, se il sistema di riferimento dell'ancoraggio non è attivo. Se si attivail sistema di riferimento dell'ancoraggio, il CNC aggiorna la posizione dello zero pezzo,e il riferimento diventerà lo zero ancoraggio.
Lo "spostamento di origine" può essere definito dal programma o dal pannello frontale delCNC, come si spiega nel Manuale di Funzionamento.
Spostamento di origine:(A)Il sistema di riferimento dell'ancoraggio è attivato.(B)Il sistema di riferimento dell'ancoraggio è disattivato.
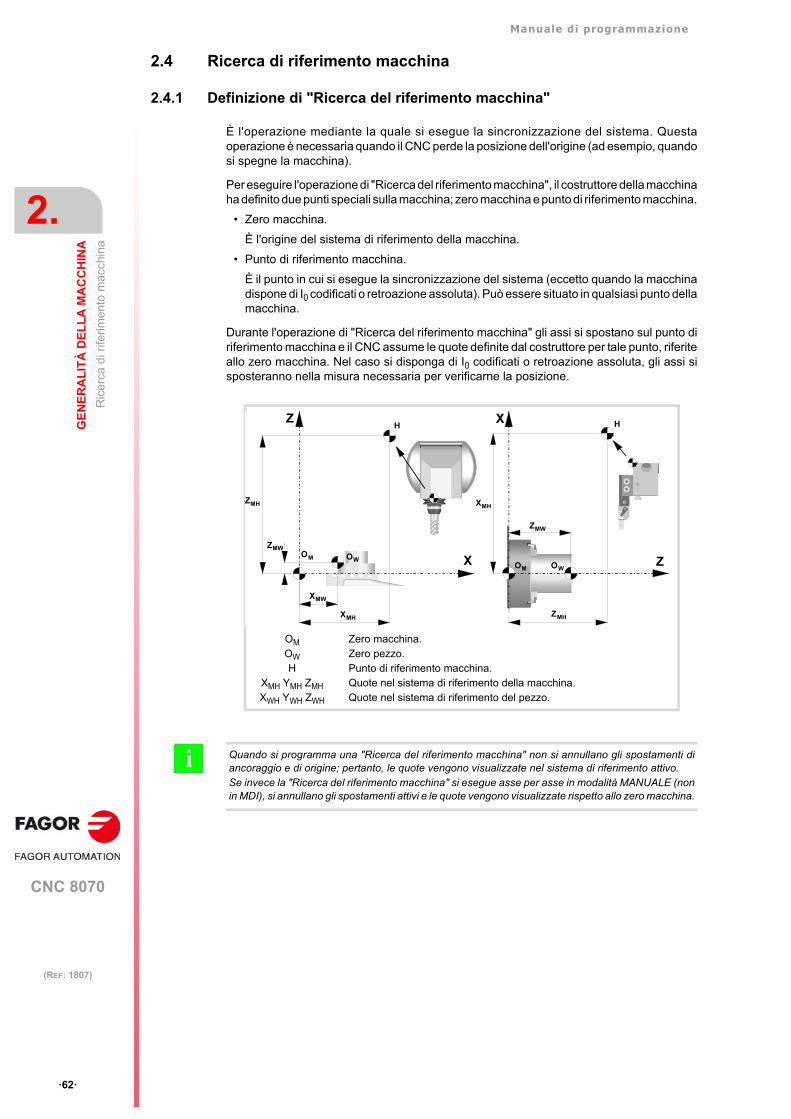
Manuale di programmazione
CNC 8070
2.
GE
NE
RA
LIT
À D
EL
LA
MA
CC
HIN
A
Ric
erc
a di
rife
rimen
to m
acch
ina
·62·
(REF: 1807)
2.4 Ricerca di riferimento macchina
2.4.1 Definizione di "Ricerca del riferimento macchina"
È l'operazione mediante la quale si esegue la sincronizzazione del sistema. Questaoperazione è necessaria quando il CNC perde la posizione dell'origine (ad esempio, quandosi spegne la macchina).
Per eseguire l'operazione di "Ricerca del riferimento macchina", il costruttore della macchinaha definito due punti speciali sulla macchina; zero macchina e punto di riferimento macchina.
• Zero macchina.
È l'origine del sistema di riferimento della macchina.
• Punto di riferimento macchina.
È il punto in cui si esegue la sincronizzazione del sistema (eccetto quando la macchinadispone di I0 codificati o retroazione assoluta). Può essere situato in qualsiasi punto dellamacchina.
Durante l'operazione di "Ricerca del riferimento macchina" gli assi si spostano sul punto diriferimento macchina e il CNC assume le quote definite dal costruttore per tale punto, riferiteallo zero macchina. Nel caso si disponga di I0 codificati o retroazione assoluta, gli assi sisposteranno nella misura necessaria per verificarne la posizione.
OM
OW
HXMH YMH ZMH
XWH YWH ZWH
Zero macchina.Zero pezzo.Punto di riferimento macchina.Quote nel sistema di riferimento della macchina.Quote nel sistema di riferimento del pezzo.
Z
XOM OW
XMH
XMW
ZMW
ZMH
HX
Z
H
OM OW
ZMH
ZMW
XMH
Quando si programma una "Ricerca del riferimento macchina" non si annullano gli spostamenti diancoraggio e di origine; pertanto, le quote vengono visualizzate nel sistema di riferimento attivo.Se invece la "Ricerca del riferimento macchina" si esegue asse per asse in modalità MANUALE (nonin MDI), si annullano gli spostamenti attivi e le quote vengono visualizzate rispetto allo zero macchina.
i
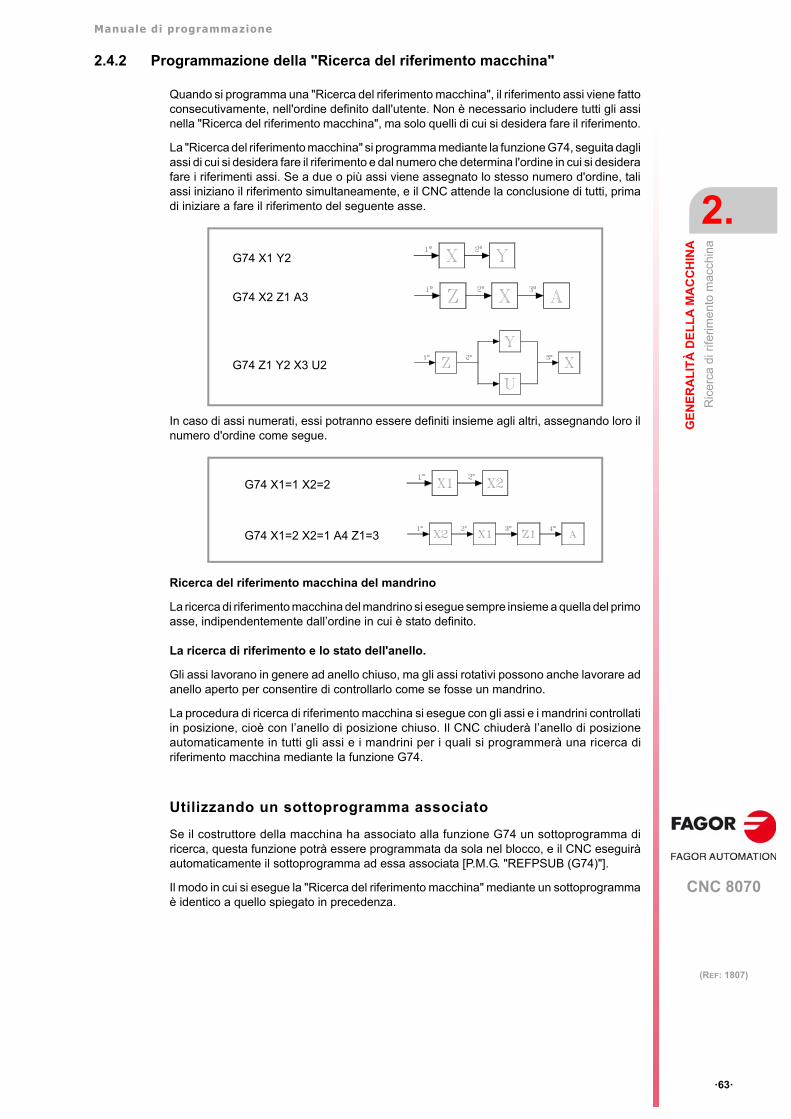
Manuale di programmazione
CNC 8070
GE
NE
RA
LIT
À D
EL
LA
MA
CC
HIN
A
2.
Ric
erc
a di
rife
rimen
to m
acch
ina
·63·
(REF: 1807)
2.4.2 Programmazione della "Ricerca del riferimento macchina"
Quando si programma una "Ricerca del riferimento macchina", il riferimento assi viene fattoconsecutivamente, nell'ordine definito dall'utente. Non è necessario includere tutti gli assinella "Ricerca del riferimento macchina", ma solo quelli di cui si desidera fare il riferimento.
La "Ricerca del riferimento macchina" si programma mediante la funzione G74, seguita dagliassi di cui si desidera fare il riferimento e dal numero che determina l'ordine in cui si desiderafare i riferimenti assi. Se a due o più assi viene assegnato lo stesso numero d'ordine, taliassi iniziano il riferimento simultaneamente, e il CNC attende la conclusione di tutti, primadi iniziare a fare il riferimento del seguente asse.
In caso di assi numerati, essi potranno essere definiti insieme agli altri, assegnando loro ilnumero d'ordine come segue.
Ricerca del riferimento macchina del mandrino
La ricerca di riferimento macchina del mandrino si esegue sempre insieme a quella del primoasse, indipendentemente dall’ordine in cui è stato definito.
La ricerca di riferimento e lo stato dell'anello.
Gli assi lavorano in genere ad anello chiuso, ma gli assi rotativi possono anche lavorare adanello aperto per consentire di controllarlo come se fosse un mandrino.
La procedura di ricerca di riferimento macchina si esegue con gli assi e i mandrini controllatiin posizione, cioè con l’anello di posizione chiuso. Il CNC chiuderà l’anello di posizioneautomaticamente in tutti gli assi e i mandrini per i quali si programmerà una ricerca diriferimento macchina mediante la funzione G74.
Utilizzando un sottoprogramma associato
Se il costruttore della macchina ha associato alla funzione G74 un sottoprogramma diricerca, questa funzione potrà essere programmata da sola nel blocco, e il CNC eseguiràautomaticamente il sottoprogramma ad essa associata [P.M.G. "REFPSUB (G74)"].
Il modo in cui si esegue la "Ricerca del riferimento macchina" mediante un sottoprogrammaè identico a quello spiegato in precedenza.
G74 X1 Y2
G74 X2 Z1 A3
G74 Z1 Y2 X3 U2
G74 X1=1 X2=2
G74 X1=2 X2=1 A4 Z1=3
Manuale di programmazione
CNC 8070
2.
GE
NE
RA
LIT
À D
EL
LA
MA
CC
HIN
A
Ric
erc
a di
rife
rimen
to m
acch
ina
·64·
(REF: 1807)
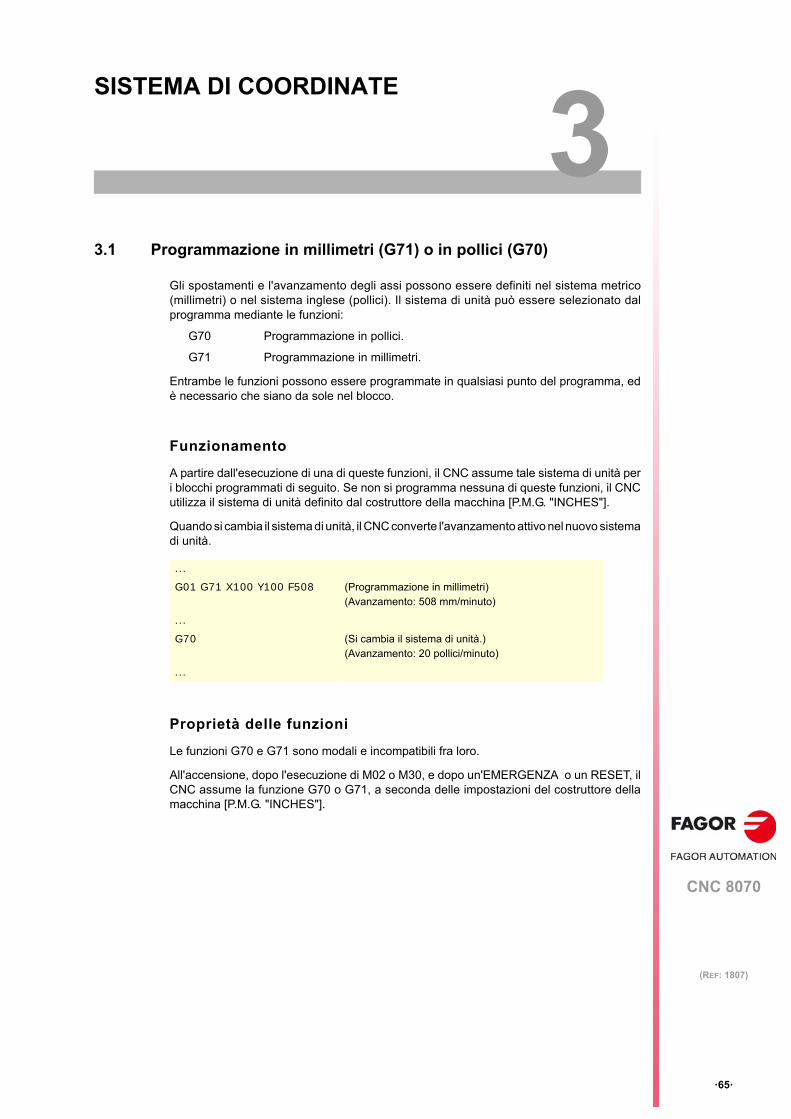
CNC 8070
3
·65·
(REF: 1807)
SISTEMA DI COORDINATE
3.1 Programmazione in millimetri (G71) o in pollici (G70)
Gli spostamenti e l'avanzamento degli assi possono essere definiti nel sistema metrico(millimetri) o nel sistema inglese (pollici). Il sistema di unità può essere selezionato dalprogramma mediante le funzioni:
G70 Programmazione in pollici.
G71 Programmazione in millimetri.
Entrambe le funzioni possono essere programmate in qualsiasi punto del programma, edè necessario che siano da sole nel blocco.
Funzionamento
A partire dall'esecuzione di una di queste funzioni, il CNC assume tale sistema di unità peri blocchi programmati di seguito. Se non si programma nessuna di queste funzioni, il CNCutilizza il sistema di unità definito dal costruttore della macchina [P.M.G. "INCHES"].
Quando si cambia il sistema di unità, il CNC converte l'avanzamento attivo nel nuovo sistemadi unità.
Proprietà delle funzioni
Le funzioni G70 e G71 sono modali e incompatibili fra loro.
All'accensione, dopo l'esecuzione di M02 o M30, e dopo un'EMERGENZA o un RESET, ilCNC assume la funzione G70 o G71, a seconda delle impostazioni del costruttore dellamacchina [P.M.G. "INCHES"].
...
G01 G71 X100 Y100 F508 (Programmazione in millimetri)(Avanzamento: 508 mm/minuto)
...
G70 (Si cambia il sistema di unità.)(Avanzamento: 20 pollici/minuto)
...
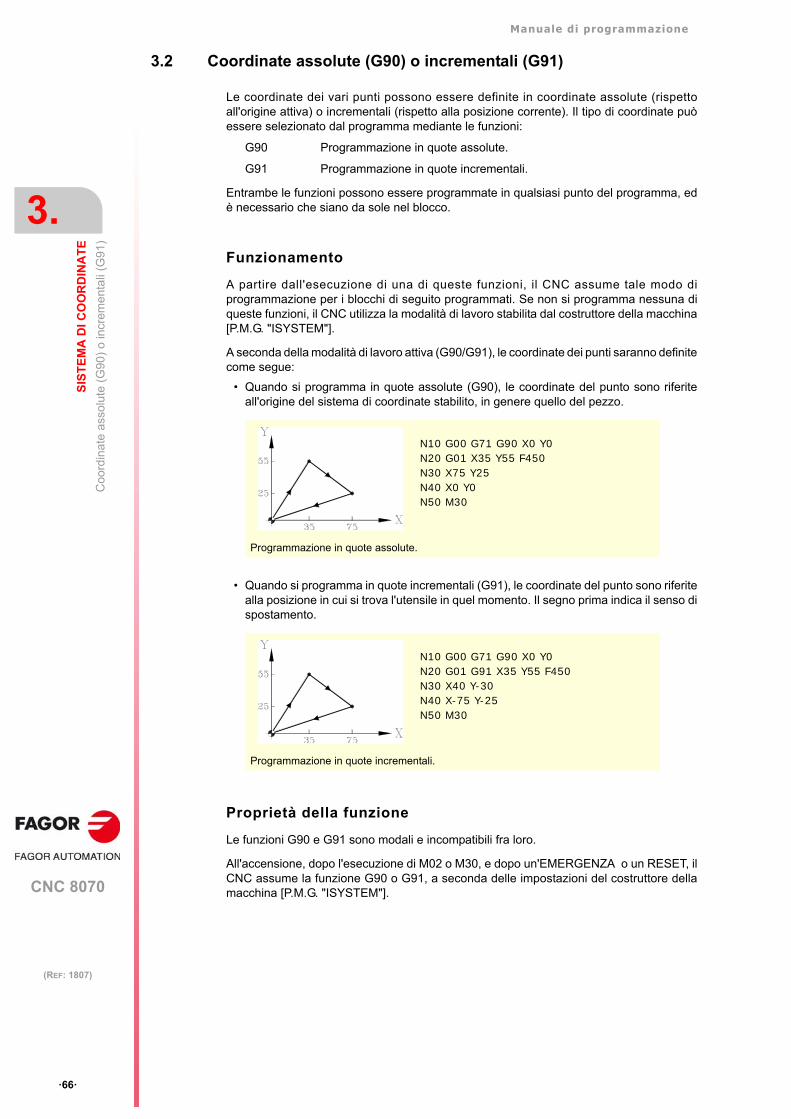
Manuale di programmazione
CNC 8070
3.
SIS
TE
MA
DI C
OO
RD
INA
TE
Coo
rdin
ate
asso
lute
(G
90)
o in
crem
ent
ali
(G9
1)
·66·
(REF: 1807)
3.2 Coordinate assolute (G90) o incrementali (G91)
Le coordinate dei vari punti possono essere definite in coordinate assolute (rispettoall'origine attiva) o incrementali (rispetto alla posizione corrente). Il tipo di coordinate puòessere selezionato dal programma mediante le funzioni:
G90 Programmazione in quote assolute.
G91 Programmazione in quote incrementali.
Entrambe le funzioni possono essere programmate in qualsiasi punto del programma, edè necessario che siano da sole nel blocco.
Funzionamento
A partire dall'esecuzione di una di queste funzioni, il CNC assume tale modo diprogrammazione per i blocchi di seguito programmati. Se non si programma nessuna diqueste funzioni, il CNC utilizza la modalità di lavoro stabilita dal costruttore della macchina[P.M.G. "ISYSTEM"].
A seconda della modalità di lavoro attiva (G90/G91), le coordinate dei punti saranno definitecome segue:
• Quando si programma in quote assolute (G90), le coordinate del punto sono riferiteall'origine del sistema di coordinate stabilito, in genere quello del pezzo.
• Quando si programma in quote incrementali (G91), le coordinate del punto sono riferitealla posizione in cui si trova l'utensile in quel momento. Il segno prima indica il senso dispostamento.
Proprietà della funzione
Le funzioni G90 e G91 sono modali e incompatibili fra loro.
All'accensione, dopo l'esecuzione di M02 o M30, e dopo un'EMERGENZA o un RESET, ilCNC assume la funzione G90 o G91, a seconda delle impostazioni del costruttore dellamacchina [P.M.G. "ISYSTEM"].
N10 G00 G71 G90 X0 Y0N20 G01 X35 Y55 F450N30 X75 Y25N40 X0 Y0N50 M30
Programmazione in quote assolute.
N10 G00 G71 G90 X0 Y0N20 G01 G91 X35 Y55 F450N30 X40 Y-30N40 X-75 Y-25N50 M30
Programmazione in quote incrementali.

Manuale di programmazione
CNC 8070
SIS
TE
MA
DI C
OO
RD
INA
TE
3.
Coo
rdin
ate
asso
lute
(G
90)
o in
crem
ent
ali
(G9
1)
·67·
(REF: 1807)
3.2.1 Assi rotativi.
Il CNC ammette diversi modi di impostare un asse rotativo, in funzione di come realizzeràgli spostamenti. Quindi il CNC può avere assi rotativi con limiti di corsa, ad esempio fra 0ºe 180º (asse rotativo linearlike); assi che si spostano sempre nello stesso senso (asserotativo unidirezionale); assi che scelgono il percorso più corto (asse rotativo diposizionamento).
In tutti gli assi rotativi le unità di programmazione sono gradi, per cui non sono interessatidal cambiamento fra millimetri e pollici. Il numero di giri che ruota l’asse quando siprogramma uno spostamento superiore al modulo, dipende dal tipo di asse. I limiti pervisualizzare le quote dipendono anche dal tipo di asse.
Asse rotativo linearlike.
L’asse si comporta come un asse lineare, ma le unità di programmazione sono gradi. Il CNCvisualizza le quote fra i limiti di corsa.
Asse rotativo normale.
Questo tipo di asse rotativo può ruotare in entrambi i sensi. Il CNC visualizza le quote frai limiti del modulo.
Asse rotativo unidirezionale.
Questo tipo di asse rotativo si sposta solo nel senso predeterminato. Il CNC visualizza lequote fra i limiti del modulo.
Spostamenti su G90. Spostamenti su G91.
I l segno della quota indica i l senso dellospostamento; il valore assoluto della quota indicala posizione finale.
Spostamento incrementale normale. Il segnodella quota indica il senso dello spostamento; ilvalore assoluto della quota indica l’incremento diposizione.
Sebbene lo spostamento programmato siasuperiore al modulo, l’asse non fa più di un giro.
Se lo spostamento programmato è superiore almodulo, l’asse fa più di un giro.
Spostamenti su G90. Spostamenti su G91.
L'asse si sposta nel senso predeterminato, fino araggiungere la quota programmata.
L'asse ammette solo spostamenti nel sensopredeterminato. Il segno della quota indica ilsenso dello spostamento; il valore assoluto dellaquota indica l’incremento di posizione.
Sebbene lo spostamento programmato siasuperiore al modulo, l’asse non fa più di un giro.
Se lo spostamento programmato è superiore almodulo, l’asse fa più di un giro.

Manuale di programmazione
CNC 8070
3.
SIS
TE
MA
DI C
OO
RD
INA
TE
Coo
rdin
ate
asso
lute
(G
90)
o in
crem
ent
ali
(G9
1)
·68·
(REF: 1807)
Asse rotativo di posizionamento.
Questo tipo di asse rotativo si può spostare in entrambi i sensi, ma negli spostamenti assolutisi sposta per il percorso più corto. Il CNC visualizza le quote fra i limiti del modulo.
Spostamenti su G90. Spostamenti su G91.
L’asse si sposta per il percorso più corto, fino araggiungere la quota programmata.
Spostamento incrementale normale. Il segnodella quota indica il senso dello spostamento; ilvalore assoluto della quota indica l’incremento diposizione.
Sebbene lo spostamento programmato siasuperiore al modulo, l’asse non fa più di un giro.
Se lo spostamento programmato è superiore almodulo, l’asse fa più di un giro.

Manuale di programmazione
CNC 8070
SIS
TE
MA
DI C
OO
RD
INA
TE
3.
Coo
rdin
ate
ass
olu
te e
incr
emen
tali
nello
ste
sso
blo
cco
(I).
·69·
(REF: 1807)
3.3 Coordinate assolute e incrementali nello stesso blocco (I).
Il comando I si può aggiungere alla quota programmata, e consente di convertire questaquota in incrementale. Questo comando è non modale e indica che la quota è programmatain modo incrementale, indipendentemente dal resto del blocco e della funzione G90/G91attiva. In questo modo, è possibile programmare spostamenti assoluti e incrementali nellostesso blocco, senza dover utilizzare le funzioni G90/G91. Questo tipo di programmazioneincrementale è equivalente alla G91 per quanto riguarda l’ambito di applicazione e il risultato.
Programmazione.
Questo tipo di programmazione incrementale è possibile solo nella programmazione diquote, sia cartesiane che polari. Aggiungere il comando "I" dopo il valore numerico dellaquota che si desidera programmare in incrementale.
Programmazione di assi.
Nel caso degli assi, il CNC consente la programmazione incrementale quandorappresentano quote; blocchi come G00, G01, G02, ecc. ed anche in G198, G199 (limitisoftware). Quando gli assi hanno un altro significato (G112, G74, G14, ecc.), non è possibileil formato incrementale.
Programmazione di assi con jolly.
Il CNC consente la programmazione incrementale nei jolly per assi; per @1, @2, @3 e pertutti gli ?n.
Programmazione parametrica.
Il CNC consente la programmazione incrementale quando i parametri sono utilizzati comequote.
Cicli fissi.
Nei cicli fissi, si può utilizzare solo la programmazione incrementale nel posizionamentopreventivo; non è ammessa la programmazione incrementale nei relativi parametrid’ingresso.
G01 X12.4 Y-0.2 Z10ISpostamento degli assi X e Y in coordinate assolute.Spostamento negativo dell'asse Z.
G02 X100 Y10I I20 J0La coordinata X del punto finale è in coordinate assolute (X100) e la coordinata Y in coordinate incrementali (Y10I).
G01 R100I Q45Coordinate polari. Programmazione incrementale del raggio.
G01 R150 Q15ICoordinate polari. Programmazione incrementale dell’angolo.
G09 X35 Y20 I-15I J25Il primo punto (X35 Y20) è in coordinate assolute. La coordinata X del secondo punto è in coordinate incrementali (I-15I) e la coordinata Y in coordinate assolute (J25).
@1=12I @2=-34I @3=12.6I?1=24I ?5=-23I
XP1IX-P10IZ [P10+P20]IZ2=P14I
X100I G81 I-25
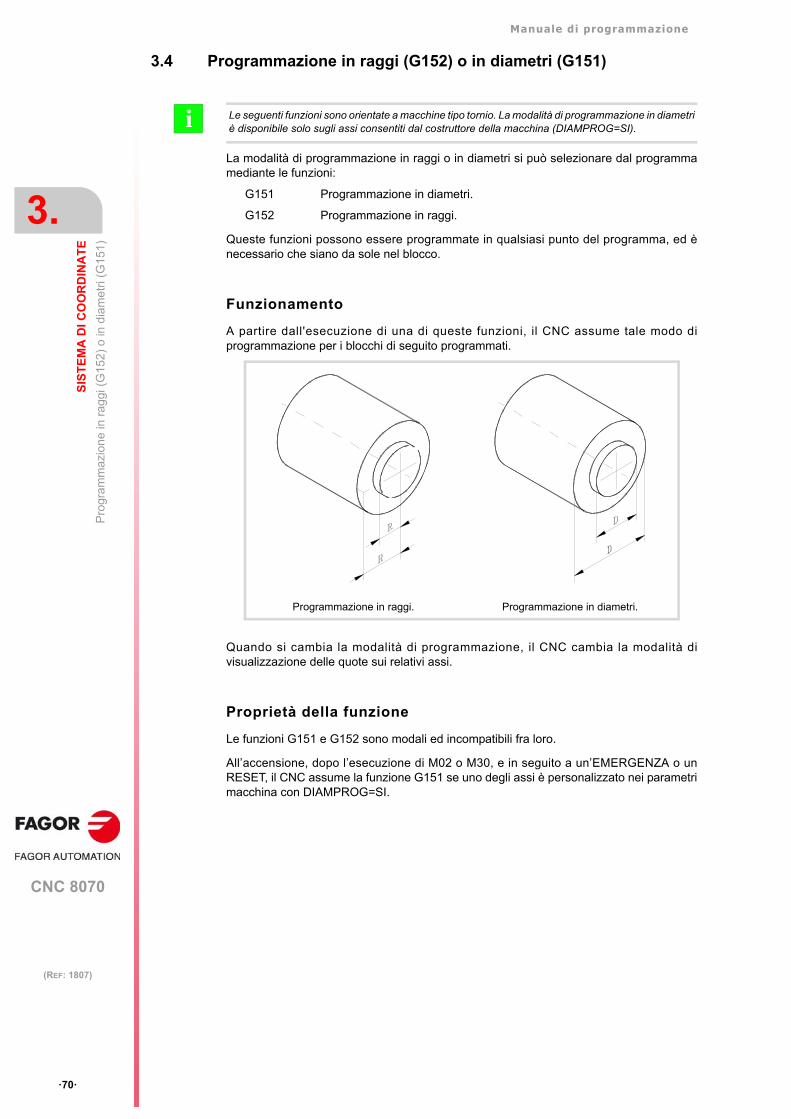
Manuale di programmazione
CNC 8070
3.
SIS
TE
MA
DI C
OO
RD
INA
TE
Pro
gram
maz
ion
e in
rag
gi (
G15
2)
o in
dia
met
ri (G
151)
·70·
(REF: 1807)
3.4 Programmazione in raggi (G152) o in diametri (G151)
La modalità di programmazione in raggi o in diametri si può selezionare dal programmamediante le funzioni:
G151 Programmazione in diametri.
G152 Programmazione in raggi.
Queste funzioni possono essere programmate in qualsiasi punto del programma, ed ènecessario che siano da sole nel blocco.
Funzionamento
A partire dall'esecuzione di una di queste funzioni, il CNC assume tale modo diprogrammazione per i blocchi di seguito programmati.
Quando si cambia la modalità di programmazione, il CNC cambia la modalità divisualizzazione delle quote sui relativi assi.
Proprietà della funzione
Le funzioni G151 e G152 sono modali ed incompatibili fra loro.
All’accensione, dopo l’esecuzione di M02 o M30, e in seguito a un’EMERGENZA o unRESET, il CNC assume la funzione G151 se uno degli assi è personalizzato nei parametrimacchina con DIAMPROG=SI.
Le seguenti funzioni sono orientate a macchine tipo tornio. La modalità di programmazione in diametriè disponibile solo sugli assi consentiti dal costruttore della macchina (DIAMPROG=SI).i
Programmazione in raggi. Programmazione in diametri.
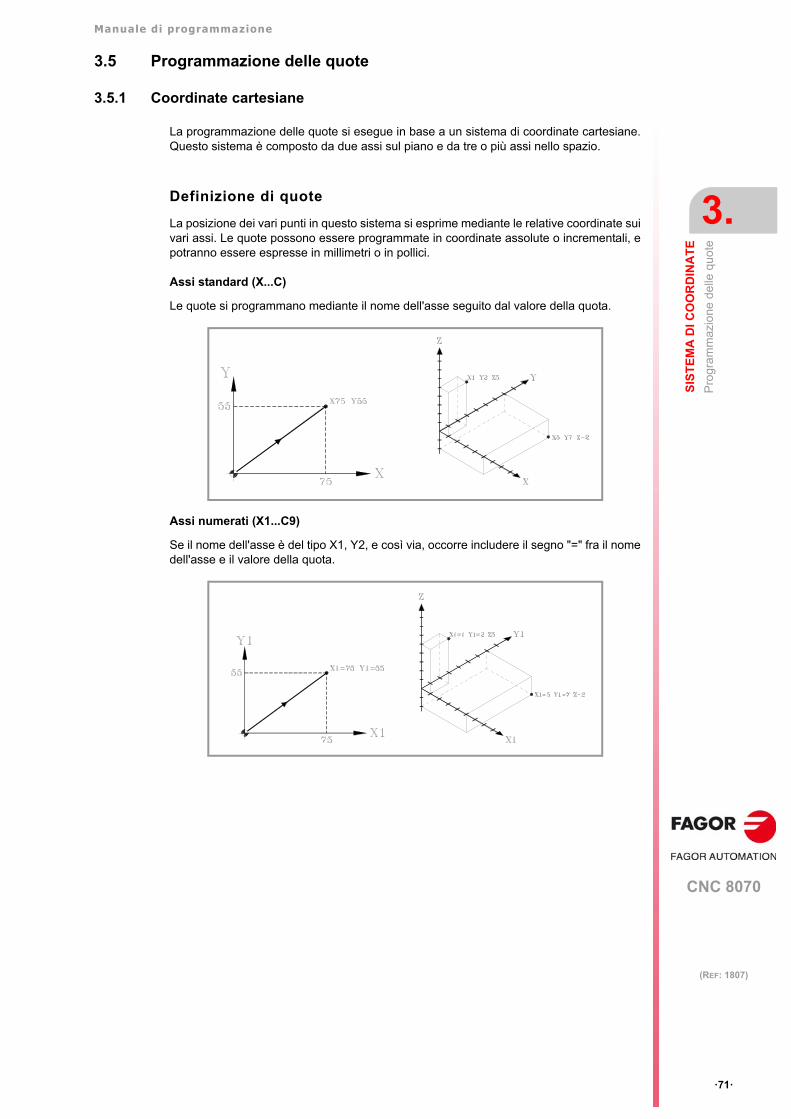
Manuale di programmazione
CNC 8070
SIS
TE
MA
DI C
OO
RD
INA
TE
3.
Pro
gram
maz
ione
de
lle q
uot
e
·71·
(REF: 1807)
3.5 Programmazione delle quote
3.5.1 Coordinate cartesiane
La programmazione delle quote si esegue in base a un sistema di coordinate cartesiane.Questo sistema è composto da due assi sul piano e da tre o più assi nello spazio.
Definizione di quote
La posizione dei vari punti in questo sistema si esprime mediante le relative coordinate suivari assi. Le quote possono essere programmate in coordinate assolute o incrementali, epotranno essere espresse in millimetri o in pollici.
Assi standard (X...C)
Le quote si programmano mediante il nome dell'asse seguito dal valore della quota.
Assi numerati (X1...C9)
Se il nome dell'asse è del tipo X1, Y2, e così via, occorre includere il segno "=" fra il nomedell'asse e il valore della quota.
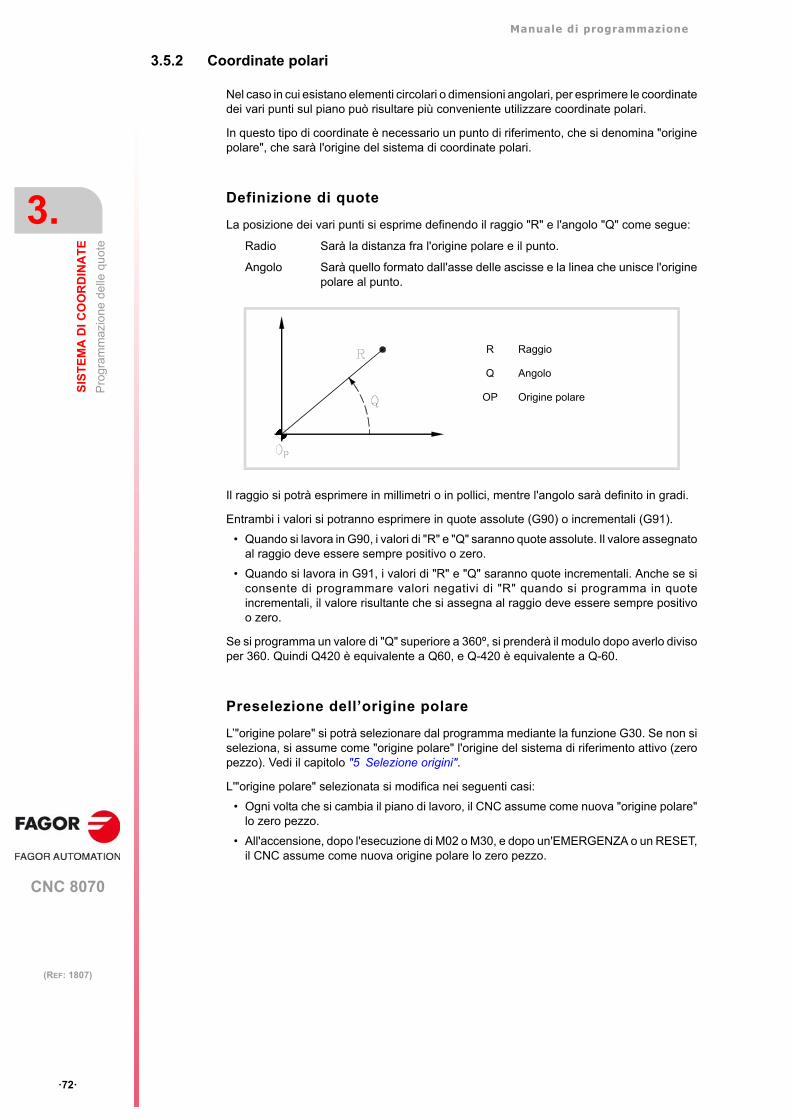
Manuale di programmazione
CNC 8070
3.
SIS
TE
MA
DI C
OO
RD
INA
TE
Pro
gram
maz
ione
de
lle q
uot
e
·72·
(REF: 1807)
3.5.2 Coordinate polari
Nel caso in cui esistano elementi circolari o dimensioni angolari, per esprimere le coordinatedei vari punti sul piano può risultare più conveniente utilizzare coordinate polari.
In questo tipo di coordinate è necessario un punto di riferimento, che si denomina "originepolare", che sarà l'origine del sistema di coordinate polari.
Definizione di quote
La posizione dei vari punti si esprime definendo il raggio "R" e l'angolo "Q" come segue:
Radio Sarà la distanza fra l'origine polare e il punto.
Angolo Sarà quello formato dall'asse delle ascisse e la linea che unisce l'originepolare al punto.
Il raggio si potrà esprimere in millimetri o in pollici, mentre l'angolo sarà definito in gradi.
Entrambi i valori si potranno esprimere in quote assolute (G90) o incrementali (G91).
• Quando si lavora in G90, i valori di "R" e "Q" saranno quote assolute. Il valore assegnatoal raggio deve essere sempre positivo o zero.
• Quando si lavora in G91, i valori di "R" e "Q" saranno quote incrementali. Anche se siconsente di programmare valori negativi di "R" quando si programma in quoteincrementali, il valore risultante che si assegna al raggio deve essere sempre positivoo zero.
Se si programma un valore di "Q" superiore a 360º, si prenderà il modulo dopo averlo divisoper 360. Quindi Q420 è equivalente a Q60, e Q-420 è equivalente a Q-60.
Preselezione dell’origine polare
L’"origine polare" si potrà selezionare dal programma mediante la funzione G30. Se non siseleziona, si assume come "origine polare" l'origine del sistema di riferimento attivo (zeropezzo). Vedi il capitolo "5 Selezione origini".
L'"origine polare" selezionata si modifica nei seguenti casi:
• Ogni volta che si cambia il piano di lavoro, il CNC assume come nuova "origine polare"lo zero pezzo.
• All'accensione, dopo l'esecuzione di M02 o M30, e dopo un'EMERGENZA o un RESET,il CNC assume come nuova origine polare lo zero pezzo.
R Raggio
Q Angolo
OP Origine polare
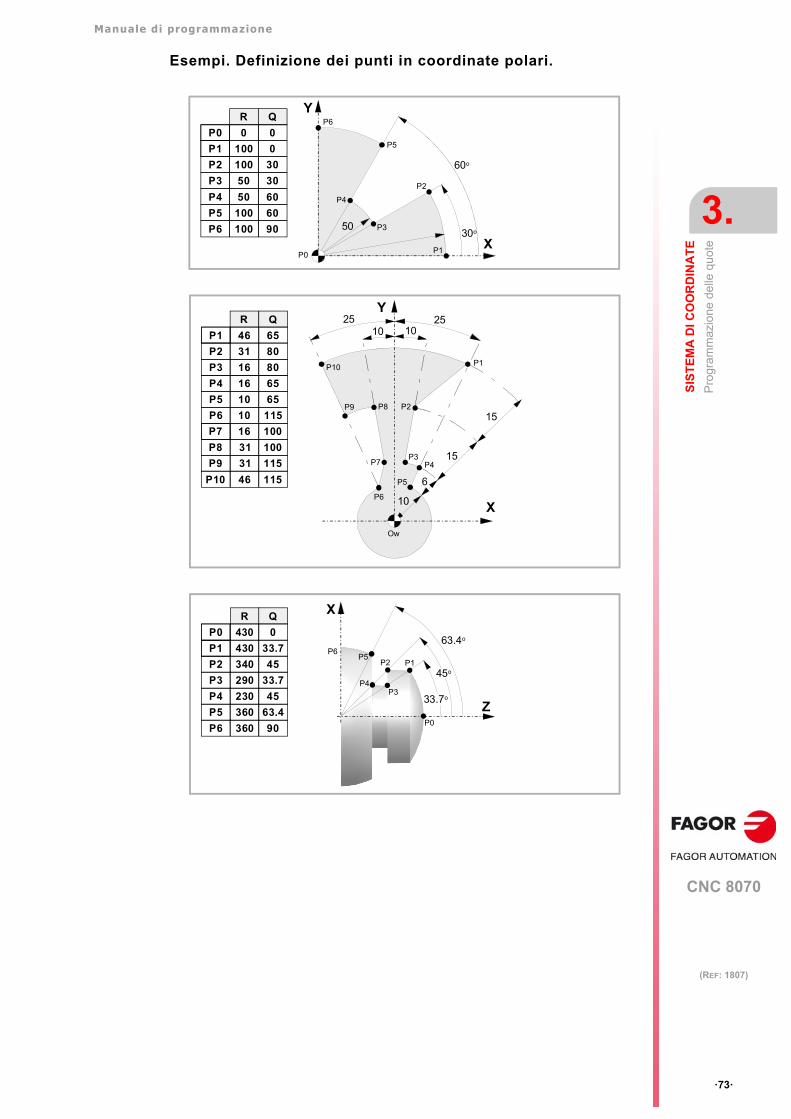
Manuale di programmazione
CNC 8070
SIS
TE
MA
DI C
OO
RD
INA
TE
3.
Pro
gram
maz
ione
de
lle q
uot
e
·73·
(REF: 1807)
Esempi. Definizione dei punti in coordinate polari.
P1
P2
P3
P4
P5
P6
5030o
60o
P0
Y
X
R Q
P0 0
P1 100
0
0
P2
P3
P4
100
50
50
30
30
60
P5 100 60
P6 100 90
10
6
101025 25
15
15
P1
P2
P3P4
P5
P6
P7
P8P9
P10
Ow
R
P1 46
P2
P3
P4
31
16
16
P5 10
P6 10
P7 16
P8
P9
P10
31
31
46
Q
65
80
80
65
65
115
100
100
115
115
Y
X
P0
P1P2
P3P4
P5P6
63.4o
45o
33.7o
R Q
P0 430
P1 430
0
33.7
P2
P3
P4
340
290
230
45
33.7
45
P5 360 63.4
P6 360 90
X
Z
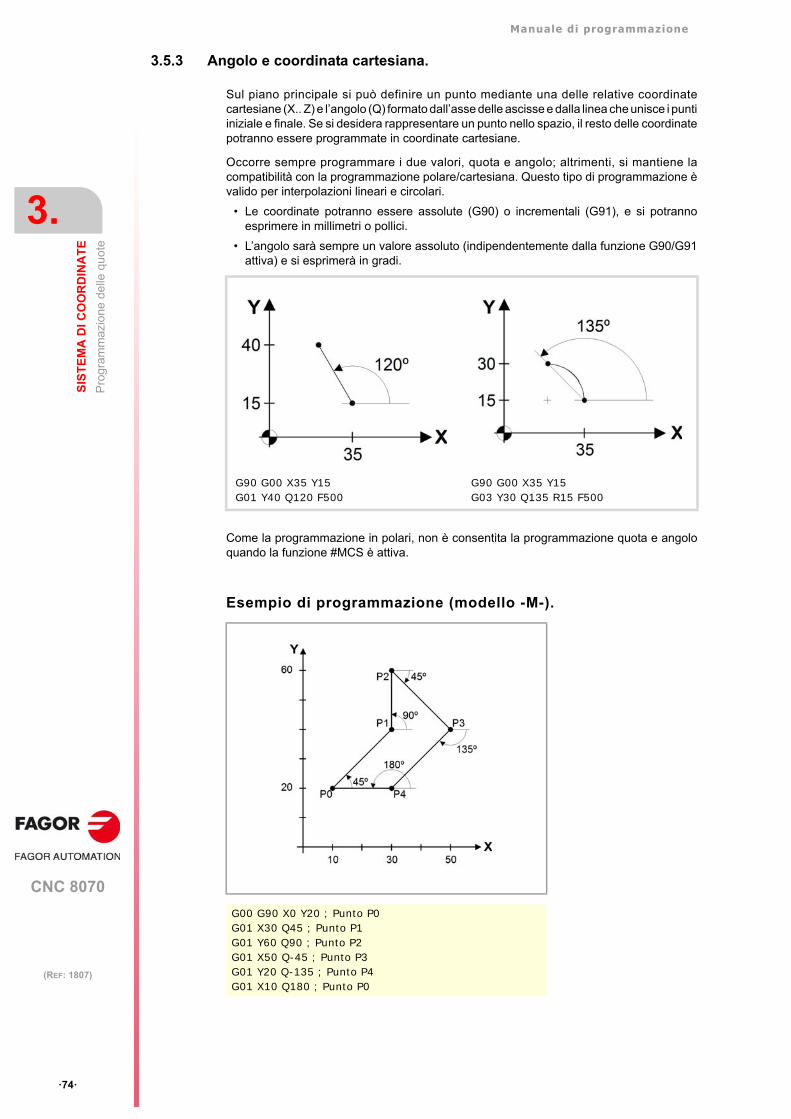
Manuale di programmazione
CNC 8070
3.
SIS
TE
MA
DI C
OO
RD
INA
TE
Pro
gram
maz
ione
de
lle q
uot
e
·74·
(REF: 1807)
3.5.3 Angolo e coordinata cartesiana.
Sul piano principale si può definire un punto mediante una delle relative coordinatecartesiane (X.. Z) e l’angolo (Q) formato dall’asse delle ascisse e dalla linea che unisce i puntiiniziale e finale. Se si desidera rappresentare un punto nello spazio, il resto delle coordinatepotranno essere programmate in coordinate cartesiane.
Occorre sempre programmare i due valori, quota e angolo; altrimenti, si mantiene lacompatibilità con la programmazione polare/cartesiana. Questo tipo di programmazione èvalido per interpolazioni lineari e circolari.
• Le coordinate potranno essere assolute (G90) o incrementali (G91), e si potrannoesprimere in millimetri o pollici.
• L’angolo sarà sempre un valore assoluto (indipendentemente dalla funzione G90/G91attiva) e si esprimerà in gradi.
Come la programmazione in polari, non è consentita la programmazione quota e angoloquando la funzione #MCS è attiva.
Esempio di programmazione (modello -M-).
G90 G00 X35 Y15 G01 Y40 Q120 F500
G90 G00 X35 Y15 G03 Y30 Q135 R15 F500
G00 G90 X0 Y20 ; Punto P0G01 X30 Q45 ; Punto P1G01 Y60 Q90 ; Punto P2G01 X50 Q-45 ; Punto P3G01 Y20 Q-135 ; Punto P4G01 X10 Q180 ; Punto P0
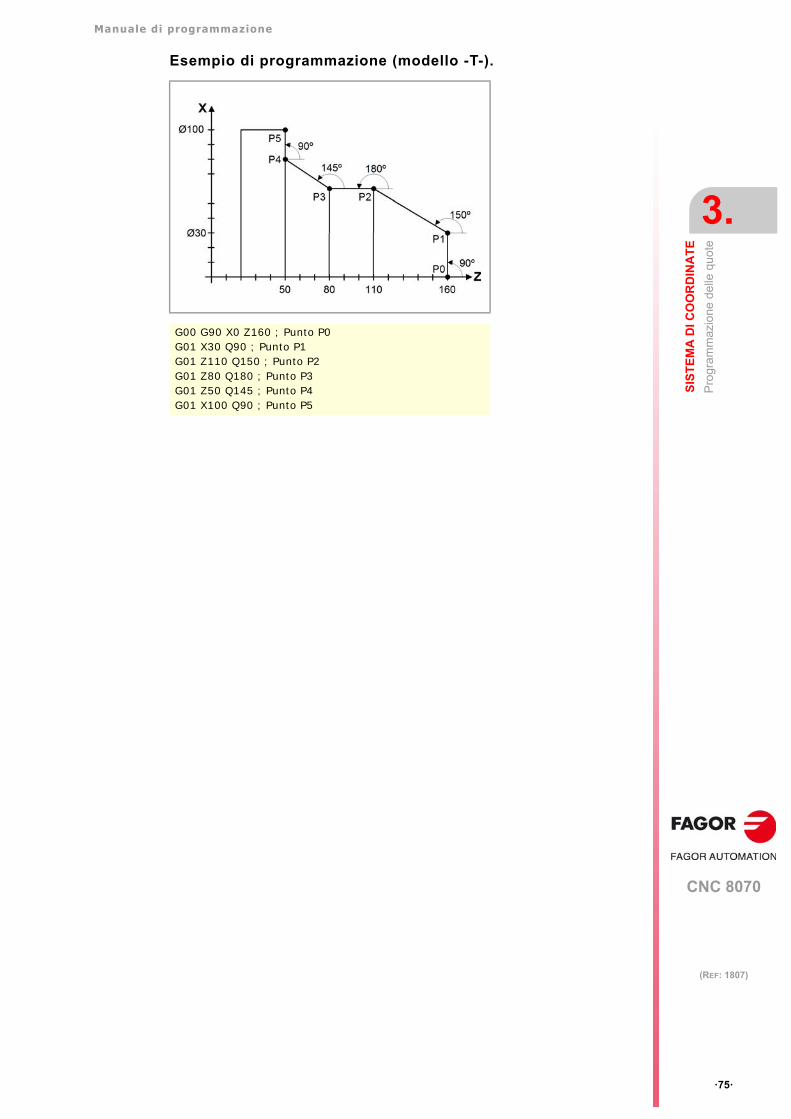
Manuale di programmazione
CNC 8070
SIS
TE
MA
DI C
OO
RD
INA
TE
3.
Pro
gram
maz
ione
de
lle q
uot
e
·75·
(REF: 1807)
Esempio di programmazione (modello -T-).
G00 G90 X0 Z160 ; Punto P0G01 X30 Q90 ; Punto P1G01 Z110 Q150 ; Punto P2G01 Z80 Q180 ; Punto P3G01 Z50 Q145 ; Punto P4G01 X100 Q90 ; Punto P5
Manuale di programmazione
CNC 8070
3.
SIS
TE
MA
DI C
OO
RD
INA
TE
Pro
gram
maz
ione
de
lle q
uot
e
·76·
(REF: 1807)
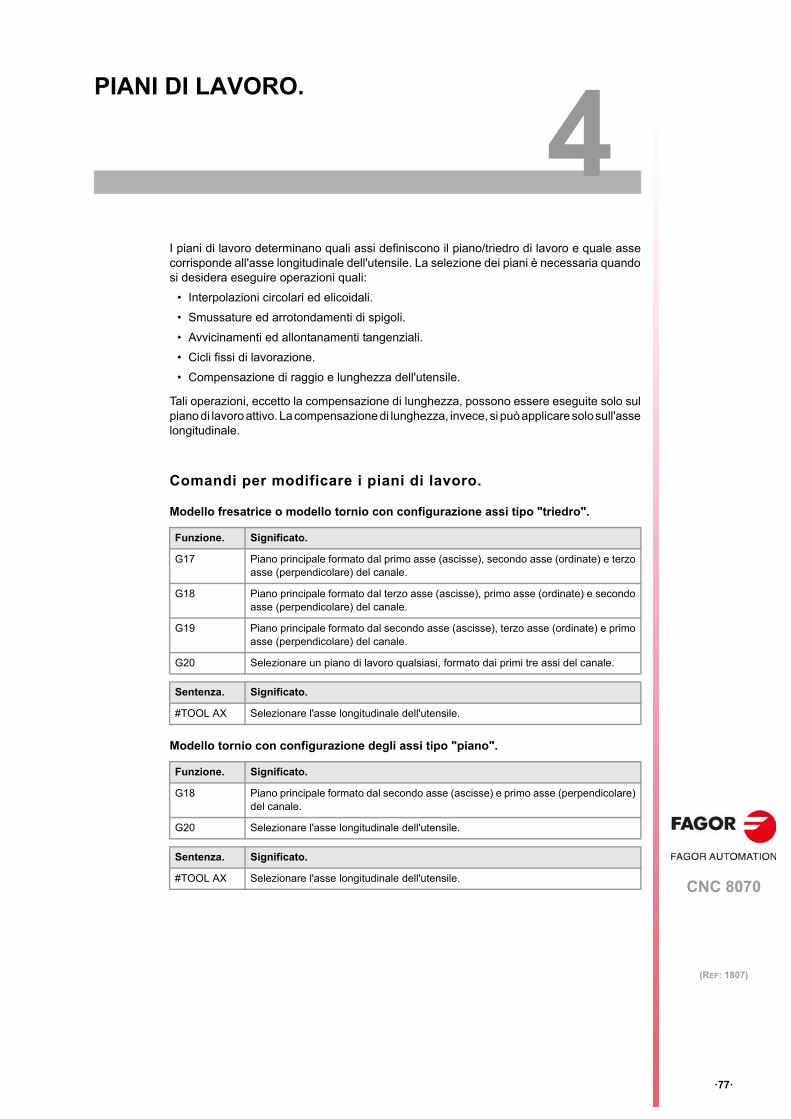
CNC 8070
4
·77·
(REF: 1807)
PIANI DI LAVORO.
I piani di lavoro determinano quali assi definiscono il piano/triedro di lavoro e quale assecorrisponde all'asse longitudinale dell'utensile. La selezione dei piani è necessaria quandosi desidera eseguire operazioni quali:
• Interpolazioni circolari ed elicoidali.
• Smussature ed arrotondamenti di spigoli.
• Avvicinamenti ed allontanamenti tangenziali.
• Cicli fissi di lavorazione.
• Compensazione di raggio e lunghezza dell'utensile.
Tali operazioni, eccetto la compensazione di lunghezza, possono essere eseguite solo sulpiano di lavoro attivo. La compensazione di lunghezza, invece, si può applicare solo sull'asselongitudinale.
Comandi per modificare i piani di lavoro.
Modello fresatrice o modello tornio con configurazione assi tipo "triedro".
Modello tornio con configurazione degli assi tipo "piano".
Funzione. Significato.
G17 Piano principale formato dal primo asse (ascisse), secondo asse (ordinate) e terzoasse (perpendicolare) del canale.
G18 Piano principale formato dal terzo asse (ascisse), primo asse (ordinate) e secondoasse (perpendicolare) del canale.
G19 Piano principale formato dal secondo asse (ascisse), terzo asse (ordinate) e primoasse (perpendicolare) del canale.
G20 Selezionare un piano di lavoro qualsiasi, formato dai primi tre assi del canale.
Sentenza. Significato.
#TOOL AX Selezionare l'asse longitudinale dell'utensile.
Funzione. Significato.
G18 Piano principale formato dal secondo asse (ascisse) e primo asse (perpendicolare)del canale.
G20 Selezionare l'asse longitudinale dell'utensile.
Sentenza. Significato.
#TOOL AX Selezionare l'asse longitudinale dell'utensile.

Manuale di programmazione
CNC 8070
4.
PIA
NI D
I LA
VO
RO
.
Info
rmaz
ion
i sui
pia
ni d
i lav
oro
nei
mod
elli
torn
io o
fres
atric
e.
·78·
(REF: 1807)
4.1 Informazioni sui piani di lavoro nei modelli tornio o fresatrice.
Il funzionamento dei piani di lavoro dipende dall’impostazione geometrica degli assi. In unmodello fresatrice, l’impostazione geometrica degli assi è sempre del tipo "triedro" mentrein un modello tornio l’impostazione geometrica degli assi potrà essere del tipo "triedro" o deltipo "piano" (parametro GEOCONFIG).
Configurazione degli assi tipo "triedro" (modello tornio ofresatrice).
Questa configurazione dispone di tre assi formanti un triedro cartesiano tipo XYZ. Vi possonoessere più assi, oltre quelli che formano il triedro, che possono far parte del triedro odovranno essere assi ausiliari, rotativi, ecc.
L’ordine in cui si definiscono gli assi del canale stabilisce quali saranno i piani di lavoroprincipali, quelli selezionati con le funzioni G17, G18 e G19. Con la funzione G20 è possibileformare qualsiasi piano di lavoro con i primi tre assi del canale. Il piano di lavoro di defaultè definito dal costruttore (parametro IPLANE), essendo il piano consueto G17 in un modellofresatrice e G18 in un modello tornio.
Il CNC visualizza le funzioni ·G· associate ai piani di lavoro.
Configurazione degli assi tipo "piano" (modello tornio).
Questa configurazione dispone di due assi che formano il consueto piano di lavoro sul tornio.Vi possono essere più assi, ma non possono far parte del triedro; dovranno essere assiausiliari, rotativi, ecc.
Con questa configurazione, il piano di lavoro è sempre G18 e sarà formato dai primi due assidefiniti nel canale, il secondo asse come asse ascisse e il primo asse come asse ordinate.Le funzioni "G" associate ai piani di lavoro hanno i seguenti effetti.
Il CNC non visualizza le funzioni ·G· associate ai piani di lavoro, perché è sempre lo stessopiano.
Configurazione degli assi tipo "piano". Configurazione degli assi tipo "triedro".
Funzione. Significato.
G17 Non cambia piano e riporta un warning dandone avviso.
G18 Non produce nessun effetto (salvo che sia attiva la funzione G20).
G19 Non cambia piano e riporta un warning dandone avviso.
G20 È consentito se non altera il piano principale; cioè si può utilizzare solo per cambiarel’asse longitudinale.
X+
Z+
X+
Z+
Y+
Manuale di programmazione
CNC 8070
PIA
NI D
I LA
VO
RO
.
4.
Sel
ezi
ona
re i
pia
ni p
rinci
pal
i di l
avor
o.
·79·
(REF: 1807)
4.2 Selezionare i piani principali di lavoro.
4.2.1 Modello fresatrice o modello tornio con configurazione assi tipo"triedro".
I piani principali si possono selezionare dal programma mediante le funzioni G17, G18 eG19, e saranno formati da due dei primi tre assi del canale. Il terzo asse corrisponde all’asseperpendicolare al piano, che coincide con l’asse longitudinale dell’utensile, quello su cui siesegue la compensazione di lunghezza.
L’OEM, mediante il parametro macchina LCOMPTYP può modificare il comportamentodell’asse longitudinale nel cambiare piano, in modo che il CNC mantenga l’asselongitudinale che era attivo prima del cambiamento di piano.
La funzione G20 può selezionare qualsiasi piano con i primi tre assi del canale. La funzioneG20 e la sentenza #TOOL AX possono cambiare l’asse longitudinale dell’utensile.
Programmazione.
Queste funzioni possono essere programmate in qualsiasi punto del programma, ed ènecessario che siano da sole nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
G17G18G19
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
Le funzioni G17, G18, G19 e G20 sono modali e incompatibili fra loro. All'accensione, dopol'esecuzione di M02 o M30, e dopo un'emergenza o un reset, il CNC assume la funzioneG17 o G18, a seconda delle impostazioni del costruttore della macchina (parametroIPLANE).
G17 Piano principale formato dal primo asse (ascisse), secondo asse (ordinate) eterzo asse (perpendicolare) del canale.
G18 Piano principale formato dal terzo asse (ascisse), primo asse (ordinate) esecondo asse (perpendicolare) del canale.
G19 Piano principale formato dal secondo asse (ascisse), terzo asse (ordinate) eprimo asse (perpendicolare) del canale.
G17
G18
G19
Manuale di programmazione
CNC 8070
4.
PIA
NI D
I LA
VO
RO
.
Sel
ezi
ona
re i
pia
ni p
rinci
pal
i di l
avor
o.
·80·
(REF: 1807)
4.2.2 Modello tornio con configurazione degli assi tipo "piano".
Il piano di lavoro è sempre G18 e sarà formato dai primi due assi definiti sul canale. Lefunzioni G17 e G19 non hanno significato per il CNC.
Negli utensili di tornio la compensazione di lunghezza si applica su tutti gli assi in cui è statodefinito un offset nell’utensile.
Negli utensili di fresatrice, la compensazione di lunghezza si applica al secondo asse delcanale. Se sono stati definiti gli assi X (primo asse del canale) e Z (secondo asse del canale),il piano di lavoro sarà ZX e l’asse longitudinale Z. La funzione G20 e la sentenza #TOOLAX possono cambiare l’asse longitudinale dell’utensile.
Programmazione.
Queste funzioni possono essere programmate in qualsiasi punto del programma, ed ènecessario che siano da sole nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
G18
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
Le funzioni G18 e G20 sono modali ed incompatibili fra loro. All'accensione, dopol'esecuzione M02 o M30, e dopo un'EMERGENZA o un RESET, il CNC assume la funzioneG18.
G18 Piano principale formato dal secondo asse (ascisse) e primo asse(perpendicolare) del canale.
G18
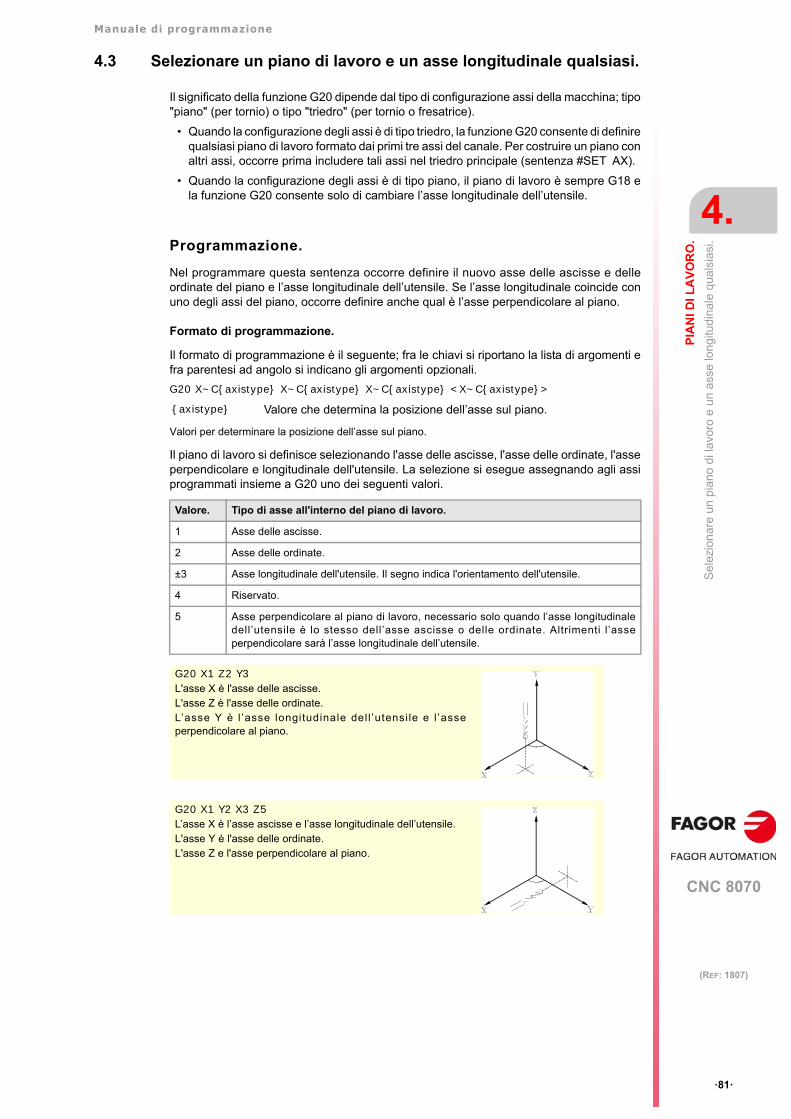
Manuale di programmazione
CNC 8070
PIA
NI D
I LA
VO
RO
.
4.
Sel
ezio
nar
e un
pia
no d
i la
voro
e u
n as
se lo
ngi
tudi
nale
qua
lsia
si.
·81·
(REF: 1807)
4.3 Selezionare un piano di lavoro e un asse longitudinale qualsiasi.
Il significato della funzione G20 dipende dal tipo di configurazione assi della macchina; tipo"piano" (per tornio) o tipo "triedro" (per tornio o fresatrice).
• Quando la configurazione degli assi è di tipo triedro, la funzione G20 consente di definirequalsiasi piano di lavoro formato dai primi tre assi del canale. Per costruire un piano conaltri assi, occorre prima includere tali assi nel triedro principale (sentenza #SET AX).
• Quando la configurazione degli assi è di tipo piano, il piano di lavoro è sempre G18 ela funzione G20 consente solo di cambiare l’asse longitudinale dell’utensile.
Programmazione.
Nel programmare questa sentenza occorre definire il nuovo asse delle ascisse e delleordinate del piano e l’asse longitudinale dell’utensile. Se l’asse longitudinale coincide conuno degli assi del piano, occorre definire anche qual è l’asse perpendicolare al piano.
Formato di programmazione.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti efra parentesi ad angolo si indicano gli argomenti opzionali.
G20 X~C{axistype} X~C{axistype} X~C{axistype} <X~C{axistype}>
Valori per determinare la posizione dell’asse sul piano.
Il piano di lavoro si definisce selezionando l'asse delle ascisse, l'asse delle ordinate, l'asseperpendicolare e longitudinale dell'utensile. La selezione si esegue assegnando agli assiprogrammati insieme a G20 uno dei seguenti valori.
{axistype} Valore che determina la posizione dell’asse sul piano.
Valore. Tipo di asse all'interno del piano di lavoro.
1 Asse delle ascisse.
2 Asse delle ordinate.
±3 Asse longitudinale dell'utensile. Il segno indica l'orientamento dell'utensile.
4 Riservato.
5 Asse perpendicolare al piano di lavoro, necessario solo quando l’asse longitudinaledell’utensile è lo stesso dell’asse ascisse o delle ordinate. Altrimenti l’asseperpendicolare sarà l’asse longitudinale dell’utensile.
G20 X1 Z2 Y3L'asse X è l'asse delle ascisse.L'asse Z è l'asse delle ordinate.L’asse Y è l ’asse longitudinale del l ’utensi le e l ’asseperpendicolare al piano.
G20 X1 Y2 X3 Z5L’asse X è l’asse ascisse e l’asse longitudinale dell’utensile.L'asse Y è l'asse delle ordinate.L'asse Z e l'asse perpendicolare al piano.
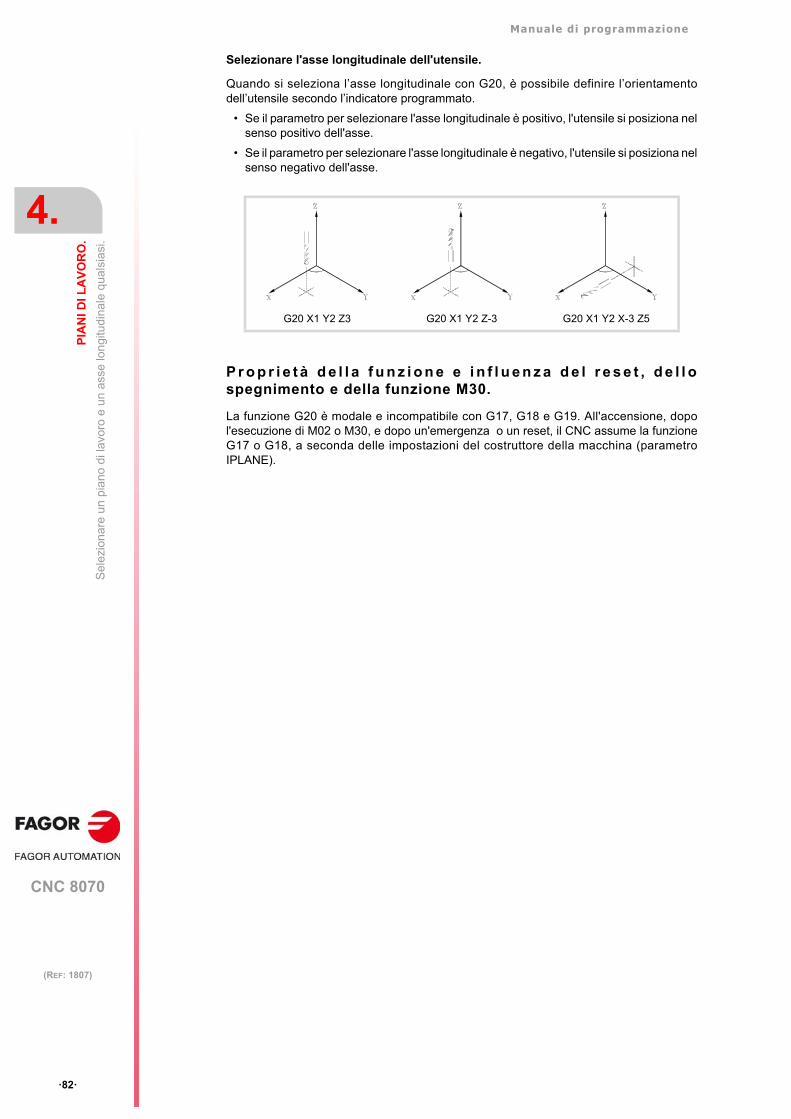
Manuale di programmazione
CNC 8070
4.
PIA
NI D
I LA
VO
RO
.
Sel
ezio
nar
e un
pia
no d
i la
voro
e u
n as
se lo
ngi
tudi
nale
qua
lsia
si.
·82·
(REF: 1807)
Selezionare l'asse longitudinale dell'utensile.
Quando si seleziona l’asse longitudinale con G20, è possibile definire l’orientamentodell’utensile secondo l’indicatore programmato.
• Se il parametro per selezionare l'asse longitudinale è positivo, l'utensile si posiziona nelsenso positivo dell'asse.
• Se il parametro per selezionare l'asse longitudinale è negativo, l'utensile si posiziona nelsenso negativo dell'asse.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
La funzione G20 è modale e incompatibile con G17, G18 e G19. All'accensione, dopol'esecuzione di M02 o M30, e dopo un'emergenza o un reset, il CNC assume la funzioneG17 o G18, a seconda delle impostazioni del costruttore della macchina (parametroIPLANE).
G20 X1 Y2 Z3 G20 X1 Y2 Z-3 G20 X1 Y2 X-3 Z5
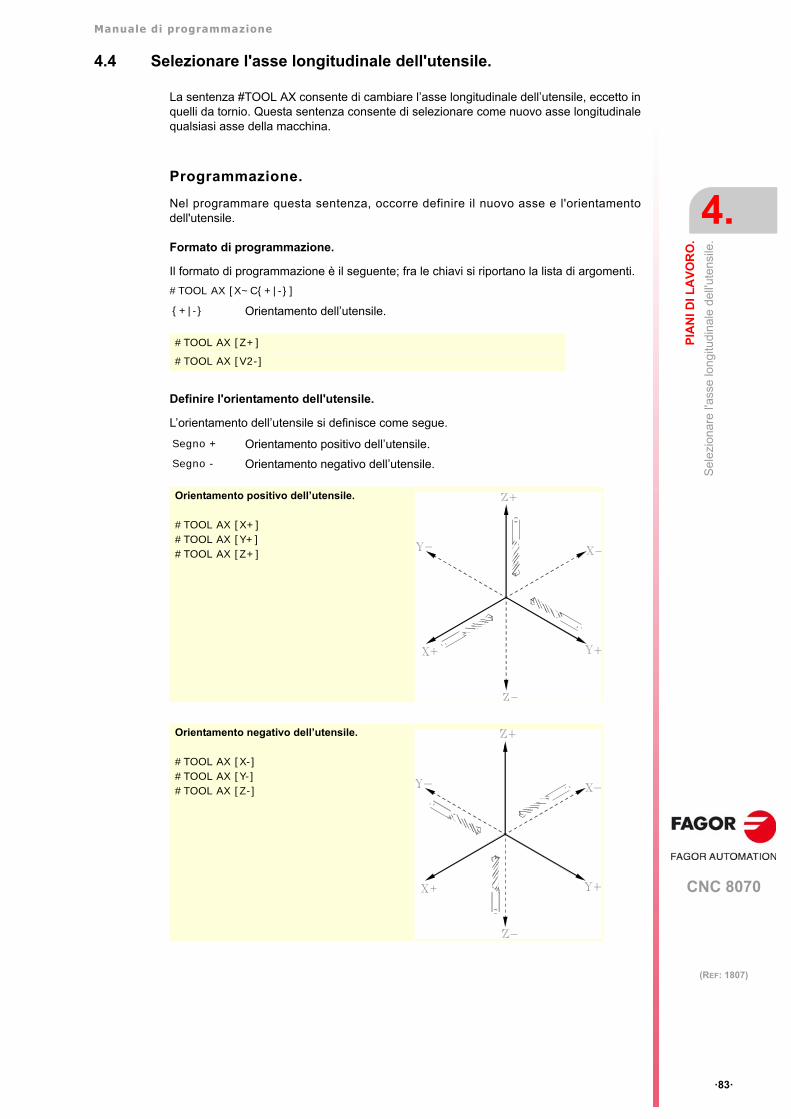
Manuale di programmazione
CNC 8070
PIA
NI D
I LA
VO
RO
.
4.
Sel
ezio
nar
e l'a
sse
long
itudi
nal
e d
ell'u
tens
ile.
·83·
(REF: 1807)
4.4 Selezionare l'asse longitudinale dell'utensile.
La sentenza #TOOL AX consente di cambiare l’asse longitudinale dell’utensile, eccetto inquelli da tornio. Questa sentenza consente di selezionare come nuovo asse longitudinalequalsiasi asse della macchina.
Programmazione.
Nel programmare questa sentenza, occorre definire il nuovo asse e l'orientamentodell'utensile.
Formato di programmazione.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti.
#TOOL AX [X~C{+|-}]
Definire l'orientamento dell'utensile.
L’orientamento dell’utensile si definisce come segue.
{+|-} Orientamento dell’utensile.
#TOOL AX [Z+]
#TOOL AX [V2-]
Segno + Orientamento positivo dell’utensile.
Segno - Orientamento negativo dell’utensile.
Orientamento positivo dell’utensile.
#TOOL AX [X+]#TOOL AX [Y+]#TOOL AX [Z+]
Orientamento negativo dell’utensile.
#TOOL AX [X-]#TOOL AX [Y-]#TOOL AX [Z-]
Manuale di programmazione
CNC 8070
4.
PIA
NI D
I LA
VO
RO
.
Sel
ezio
nar
e l'a
sse
long
itudi
nal
e d
ell'u
tens
ile.
·84·
(REF: 1807)
CNC 8070
5
·85·
(REF: 1807)
SELEZIONE ORIGINI
Il CNC consente di programmare gli spostamenti nel sistema di riferimento della macchina,oppure di eseguire spostamenti allo scopo di utilizzare sistemi di riferimento relativi agliancoraggi o al pezzo, senza dover quindi modificare le coordinate dei vari punti del pezzoin fase di programmazione.
Vi sono tre tipi di spostamenti diversi; spostamento di ancoraggio, spostamento di originee spostamento del PLC. Il CNC può avere vari di questi spostamenti attivi simultaneamente,nel qual caso l’origine del sistema di riferimento attivo sarà definito dalla somma deglispostamenti attivi.
Tipo di spostamento. Descrizione.
Spostamento di ancoraggio. Distanza fra lo zero macchina e lo zero ancoraggio.In macchine che dispongono di vari sistemi di ancoraggio, talespostamento consente di selezionare l'ancoraggio da utilizzare.
Spostamento di origine. Distanza fra lo zero ancoraggio e lo zero pezzo. Se lo zeroancoraggio non è attivo (non vi è spostamento di ancoraggio),lo spostamento di origine si misura rispetto allo zero macchina.Lo spostamento d’origine si può fissare mediante unapreselezione di quote o uno spostamento d’origine.
Spostamento dell'PLC. Spostamento speciale governato dall'PLC, che si utilizza percorreggere scarti verificatisi a causa di dilatazioni, ecc..Il PLC applica sempre tale spostamento, anche durante laprogrammazione, rispetto allo zero macchina.

Manuale di programmazione
CNC 8070
5.
SE
LE
ZIO
NE
OR
IGIN
I
Pro
gra
mm
azi
one
ris
pet
to a
llo z
ero
mac
chin
a
·86·
(REF: 1807)
5.1 Programmazione rispetto allo zero macchina
Lo zero macchina è l'origine del sistema di riferimento della macchina. La programmazionedegli spostamenti rispetto allo zero macchina si esegue mediante le sentenze #MCS e #MCSON/OFF.
Programmare uno spostamento rispetto allo zero macchina.
Questa sentenza può essere aggiunta a qualsiasi blocco in cui è stato definito unospostamento, in modo che esso sia eseguito nel sistema di riferimento della macchina.
Sistema di coordinate macchina.
Le sentenze #MCS ON e #MCS OFF attivano e disattivano il sistema di coordinate dellamacchina; per cui gli spostamenti programmati fra entrambe le sentenze si eseguono nelsistema di riferimento della macchina. Entrambe le sentenze devono essere programmateda sole nel blocco.
Considerazioni gli spostamenti rispetto allo zero macchina.
Spostamenti e trasformazioni di coordinate
Quando si esegue uno spostamento rispetto allo zero macchina, si ignorano gli spostamentiattivi (eccetto quello governato dall'PLC), le cinematiche e le trasformazioni cartesiane; lospostamento si esegue quindi nel sistema di riferimento della macchina. Una volta terminatolo spostamento, si recuperano gli spostamenti, le cinematiche e le trasformazioni cartesianeche erano attive.
Gli spostamenti programmati non ammettono coordinate polari né consentono altri tipi ditrasformazioni come immagine speculare, rotazione di coordinate o fattore di scala. Anchefinché è attiva la funzione #MCS non si ammettono funzioni di definizione di una nuovaorigine come G92, G54-G59, G158, G30, ecc.
La compensazione di raggio e lunghezza.
Durante gli spostamenti rispetto allo zero macchina, temporaneamente si annulla anche lacompensazione di raggio e lunghezza dell'utensile. Il CNC intende che le quote sono stateprogrammate rispetto alla base dell’utensile, non rispetto alla punta.
G00 X30 Y30
G92 X0 Y0 (Preselezione di coordinate)
G01 X20 Y20
#MCS X30 Y30 (Spostamento rispetto allo zero macchina. Si annullano gli spostamenti)
G01 X40 Y40 (Si ripristinano gli spostamenti)
G01 X60 Y60
M30
G92 X0 Y0 (Preselezione di coordinate)
G01 X50 Y50
#MCS ON (Inizia la programmazione rispetto allo zero macchina)
G01 ...
G02 ...
G00 ...
#MCS OFF (Termina la programmazione rispetto allo zero macchina. Si ripristinanogli spostamenti)

Manuale di programmazione
CNC 8070
SE
LE
ZIO
NE
OR
IGIN
I
5.
Pro
gra
mm
azi
one
ris
pet
to a
llo z
ero
mac
chin
a
·87·
(REF: 1807)
Il sistema di unità; millimetri o pollici
Negli spostamenti rispetto allo zero macchina si ignorano le unità G70/G71 (pollici/millimetri)selezionate dall'utente. Si assume il sistema di unità predefinito nel controllo (parametroINCHES); quello assunto dal CNC all’accensione. Queste unità si assumono sia per ladefinizione delle quote sia per l’avanzamento e la velocità.

Manuale di programmazione
CNC 8070
5.
SE
LE
ZIO
NE
OR
IGIN
I
Fis
sare
la q
uota
mac
chin
a (G
174
).
·88·
(REF: 1807)
5.2 Fissare la quota macchina (G174).
La funzione G174 consente di fissare la quota macchina di un asse o mandrino, cioè definiretemporaneamente un nuovo zero macchina. La nuova quota macchina resta attiva finchél’asse o mandrino esegue una ricerca di riferimento macchina e quindi il CNC ripristina lozero macchina originale (quello definito nei parametri macchina).
Dopo avere eseguito la funzione G174, il CNC considera che la quota programmatadefinisce la posizione attuale rispetto allo zero macchina. Gli spostamenti d’origine, glispostamenti rispetto allo zero macchina, ecc., saranno riferimentati alla quota programmatain G174.
Programmazione della funzione.
Programmare la funzione G174 e quindi la quota macchina di un solo asse o mandrino. Pergli assi gantry, programmare la quota macchina dell’asse master. La funzione consente solodi fissare la quota macchina di un asse o mandrino; per fissare la quota macchina di variassi, programmare una funzione G174 per ognuno di essi.
Nel fissare la quota macchina, il CNC ignora le unità G70/G71 (pollici/millimetri) selezionatedall’utente e utilizza il sistema di unità predefinito nel controllo (parametro INCHES). Il CNCnon tiene inoltre conto di nessun’altra opzione raggi/diametri, immagine speculare, fattoredi scala, ecc.
Formato di programmazione.
Il formato di programmazione è il seguente.
G174 X..CG174 S
Considerazioni e limitazione.
• La funzione G174, di per sé, non provoca nessuno spostamento sugli assi o mandrinidella macchina. Dopo avere eseguito la funzione G174, il CNC considera che l’asse omandrino è riferimentato e verifica che sia entro i limiti di software.
• Il CNC non consente di fissare la quota macchina su assi accoppiati, tandem o che fannoparte della cinematica o trasformata attiva. Il CNC non consente di fissare la quotamacchina in mandrini tandem. Prima di fissare la nuova quota macchina, il CNC verificache l’asse o mandrino sia in posizione e che non sia sincronizzato, altrimenti darà errore.
• Negli assi gantry, il CNC applica la quota definita in G174 ad entrambi gli assi, mastere slave.
• È consentito eseguire G174 in un gruppo multiasse disattivato.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
La funzione G174 è modale. Questa funzione non viene interessata dalle funzioni M02 oM30, né da un reset, emergenza o spegnimento del CNC. All'accensione, il CNC assumele quote macchina attive allo spegnimento dello stesso.
Utilizzare questa funzione con precauzione. Modificare la quota macchina può far sì che gli assisuperino i limiti di corsa durante lo spostamento.
X..C Quota macchina sugli assi.
S Quota macchina sui mandrini.
G174 X100
G174 S180
Negli assi Sercos, la funzione G174 inizializza anche la quota del regolatore. Per fissare la quotamacchina su assi Sercos posizione è necessaria una versione del regolatore V6.20 o superiore.i

Manuale di programmazione
CNC 8070
SE
LE
ZIO
NE
OR
IGIN
I
5.
Sp
osta
me
nto
di a
nco
ragg
io
·89·
(REF: 1807)
5.3 Spostamento di ancoraggio
Gli spostamenti di ancoraggio consentono di selezionare il sistema di ancoraggio dautilizzare (in caso di più sistemi di ancoraggio). Quando si applica uno spostamento diancoraggio, il CNC assume come nuovo zero ancoraggio il punto definito dallo spostamentodi ancoraggio selezionato.
Definizione
Per applicare uno spostamento di ancoraggio, esso deve essere stato definito inprecedenza. A tale scopo, il CNC dispone di una tabella in cui l'utente può impostare finoa 10 spostamenti di ancoraggio diversi. I dati della tabella possono essere definiti:
• Manualmente, dal pannello frontale del CNC (vedi Manuale di Funzionamento).
• Dal programma, assegnando alla variabile "V.A.FIXT[n].Xn" (dello spostamento "n" edell'asse "Xn") il corrispondente valore.
Attivazione
Una volta definiti gli spostamenti di ancoraggio sulla tabella, essi possono essere attivati dalprogramma assegnando alla variabile "V.G.FIX" il numero dello spostamento che si desideraapplicare.
Può essere attivo un solo spostamento di ancoraggio; pertanto, nell'applicare unospostamento di ancoraggio si annullerà quello precedente. Assegnando il valore"V.G.FIX=0" si annullerà lo spostamento di ancoraggio attivo.
Considerazioni
Uno spostamento di ancoraggio, di per sé, non provoca nessuno spostamento negli assidella macchina.
Proprietà
All'accensione, il CNC assume lo spostamento di ancoraggio che era attivo allo spegnimentodello stesso. Inoltre, lo spostamento di ancoraggio non verrà comunque interessato dallefunzioni M02 e M30, o da un RESET del CNC.
N100 V.A.FIXT[1].X=30 V.A.FIXT[1].Y=50
N110 V.A.FIXT[2].X=120 V.A.FIXT[2].Y=50
...
N200 V.G.FIX=1 (Si applica il primo spostamento di ancoraggio)
N210 ... (Programmazione nell'ancoraggio 1)
N300 V.G.FIX=2 (Si applica il secondo spostamento di ancoraggio)
N310 ... (Programmazione nell'ancoraggio 2)
N400 V.G.FIX=0 (Si annulla lo spostamento di ancoraggio. Non vi è nessun sistema diancoraggio attivo)
X Y
V.G.FIX=1 30 50
V.G.FIX=2 120 50
Esempio di spostamento di ancoraggio in una fresatrice.
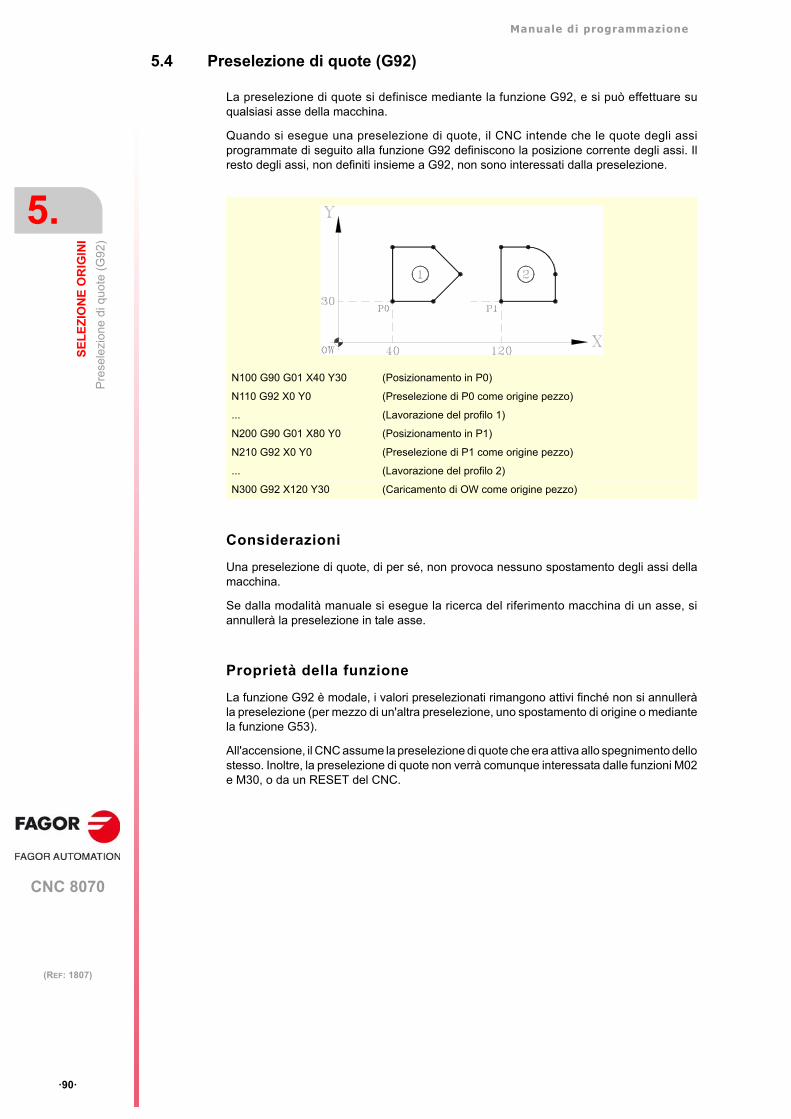
Manuale di programmazione
CNC 8070
5.
SE
LE
ZIO
NE
OR
IGIN
I
Pre
sele
zion
e d
i quo
te (
G9
2)
·90·
(REF: 1807)
5.4 Preselezione di quote (G92)
La preselezione di quote si definisce mediante la funzione G92, e si può effettuare suqualsiasi asse della macchina.
Quando si esegue una preselezione di quote, il CNC intende che le quote degli assiprogrammate di seguito alla funzione G92 definiscono la posizione corrente degli assi. Ilresto degli assi, non definiti insieme a G92, non sono interessati dalla preselezione.
Considerazioni
Una preselezione di quote, di per sé, non provoca nessuno spostamento degli assi dellamacchina.
Se dalla modalità manuale si esegue la ricerca del riferimento macchina di un asse, siannullerà la preselezione in tale asse.
Proprietà della funzione
La funzione G92 è modale, i valori preselezionati rimangono attivi finché non si annulleràla preselezione (per mezzo di un'altra preselezione, uno spostamento di origine o mediantela funzione G53).
All'accensione, il CNC assume la preselezione di quote che era attiva allo spegnimento dellostesso. Inoltre, la preselezione di quote non verrà comunque interessata dalle funzioni M02e M30, o da un RESET del CNC.
N100 G90 G01 X40 Y30 (Posizionamento in P0)
N110 G92 X0 Y0 (Preselezione di P0 come origine pezzo)
... (Lavorazione del profilo 1)
N200 G90 G01 X80 Y0 (Posizionamento in P1)
N210 G92 X0 Y0 (Preselezione di P1 come origine pezzo)
... (Lavorazione del profilo 2)
N300 G92 X120 Y30 (Caricamento di OW come origine pezzo)

Manuale di programmazione
CNC 8070
SE
LE
ZIO
NE
OR
IGIN
I
5.
Spo
sta
me
nti d
i orig
ine
(G5
4-G
59/
G15
9)
·91·
(REF: 1807)
5.5 Spostamenti di origine (G54-G59/G159)
Gli spostamenti di origine consentono di portare lo zero pezzo su diverse posizioni dellamacchina. Quando si applica uno spostamento di origine, il CNC assume come nuovo zeropezzo il punto definito dallo spostamento di origine selezionato.
Definizione degli spostamenti di origini.
Per applicare uno spostamento di origine, esso deve essere stato definito in precedenza.A tale scopo, il CNC dispone di una tabella in cui l'utente può definire fino a 99 spostamentidi origine diversi. I dati della tabella si possono definire manualmente (come spiegato nelmanuale di funzionamento) o dal programma (mediante variabili).
L’OEM può avere impostato la tabella di origini in uno dei seguenti modi (parametromacchina FINEORG).
• Ogni spostamento d’origine è composto da un valore unico. Nell’eseguire la funzioneG159, il CNC assume tale valore come nuovo spostamento d’origine.
• Ogni spostamento d’origine è composto da un valore grosso (o assoluto) e da un altrofino (o incrementale). Nell’eseguire la funzione G159, il CNC assume come nuovospostamento d’origine la somma di entrambe le parti.
Attivazione di uno spostamento di origine.
Una volta definiti gli spostamenti d’origine nella tabella, essi possono essere attivati dalprogramma mediante la funzione G159, programmando quindi il numero di spostamento daattivare.
I primi sei spostamenti della tabella possono anche essere applicati mediante le funzioni G54a G59; G54 per il primo spostamento (equivalente a G159=1), G55 per il secondospostamento (equivalente a G159=2) e così via.
G159=2 Il CNC applica il secondo spostamento di origine.
G159=11 Il CNC applica lo spostamento di origine 11.
G54 Il CNC applica il primo spostamento di origine (G159=1).
G59 Il CNC applica il sesto spostamento di origine (G159=6).
N100 V.A.ORGT[1].X=20 V.A.ORGT[1].Y=70N110 V.A.ORGT[2].X=50 V.A.ORGT[2].Y=30N100 V.A.ORGT[3].X=120 V.A.ORGT[3].Y=10
...
N100 G54(Si applica il primo spostamento di origine)
N200 G159=2(Si applica il secondo spostamento di origine)
N300 G56 X20 Y30(Si applica il terzo spostamento di origine)(Gli assi si spostano sul punto X20 Y30 (punto P1) rispetto alla terza origine)
Y
X
70
10
30
20 50 120
OwOw
Ow
G54
G55
G56
P1
OM
X Y
G54 (G159=1) 20 70
G55 (G159=2) 50 30
G56 (G159=3) 120 10
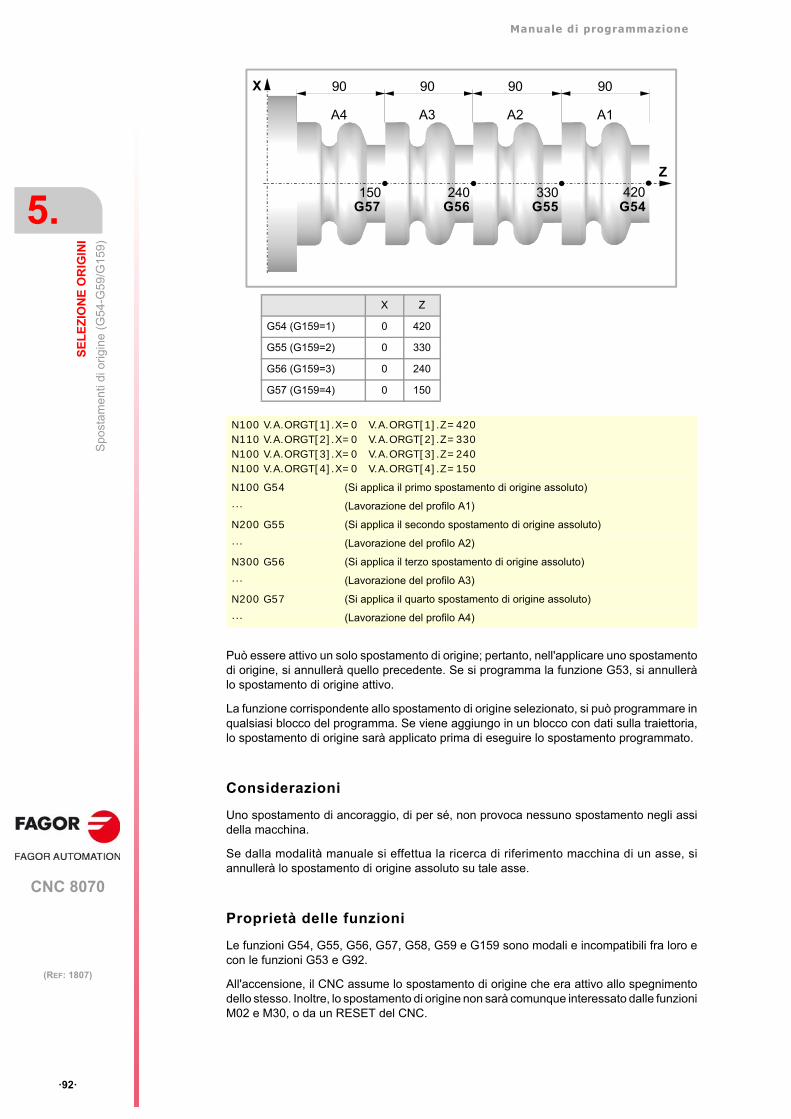
Manuale di programmazione
CNC 8070
5.
SE
LE
ZIO
NE
OR
IGIN
I
Spo
sta
me
nti d
i orig
ine
(G5
4-G
59/
G15
9)
·92·
(REF: 1807)
Può essere attivo un solo spostamento di origine; pertanto, nell'applicare uno spostamentodi origine, si annullerà quello precedente. Se si programma la funzione G53, si annulleràlo spostamento di origine attivo.
La funzione corrispondente allo spostamento di origine selezionato, si può programmare inqualsiasi blocco del programma. Se viene aggiungo in un blocco con dati sulla traiettoria,lo spostamento di origine sarà applicato prima di eseguire lo spostamento programmato.
Considerazioni
Uno spostamento di ancoraggio, di per sé, non provoca nessuno spostamento negli assidella macchina.
Se dalla modalità manuale si effettua la ricerca di riferimento macchina di un asse, siannullerà lo spostamento di origine assoluto su tale asse.
Proprietà delle funzioni
Le funzioni G54, G55, G56, G57, G58, G59 e G159 sono modali e incompatibili fra loro econ le funzioni G53 e G92.
All'accensione, il CNC assume lo spostamento di origine che era attivo allo spegnimentodello stesso. Inoltre, lo spostamento di origine non sarà comunque interessato dalle funzioniM02 e M30, o da un RESET del CNC.
N100 V.A.ORGT[1].X=0 V.A.ORGT[1].Z=420N110 V.A.ORGT[2].X=0 V.A.ORGT[2].Z=330N100 V.A.ORGT[3].X=0 V.A.ORGT[3].Z=240N100 V.A.ORGT[4].X=0 V.A.ORGT[4].Z=150
N100 G54 (Si applica il primo spostamento di origine assoluto)
··· (Lavorazione del profilo A1)
N200 G55 (Si applica il secondo spostamento di origine assoluto)
··· (Lavorazione del profilo A2)
N300 G56 (Si applica il terzo spostamento di origine assoluto)
··· (Lavorazione del profilo A3)
N200 G57 (Si applica il quarto spostamento di origine assoluto)
··· (Lavorazione del profilo A4)
X Z
G54 (G159=1) 0 420
G55 (G159=2) 0 330
G56 (G159=3) 0 240
G57 (G159=4) 0 150
X
Z
90 9090
150 240 330
A2A3A4
90
A1
420G54G55G56G57
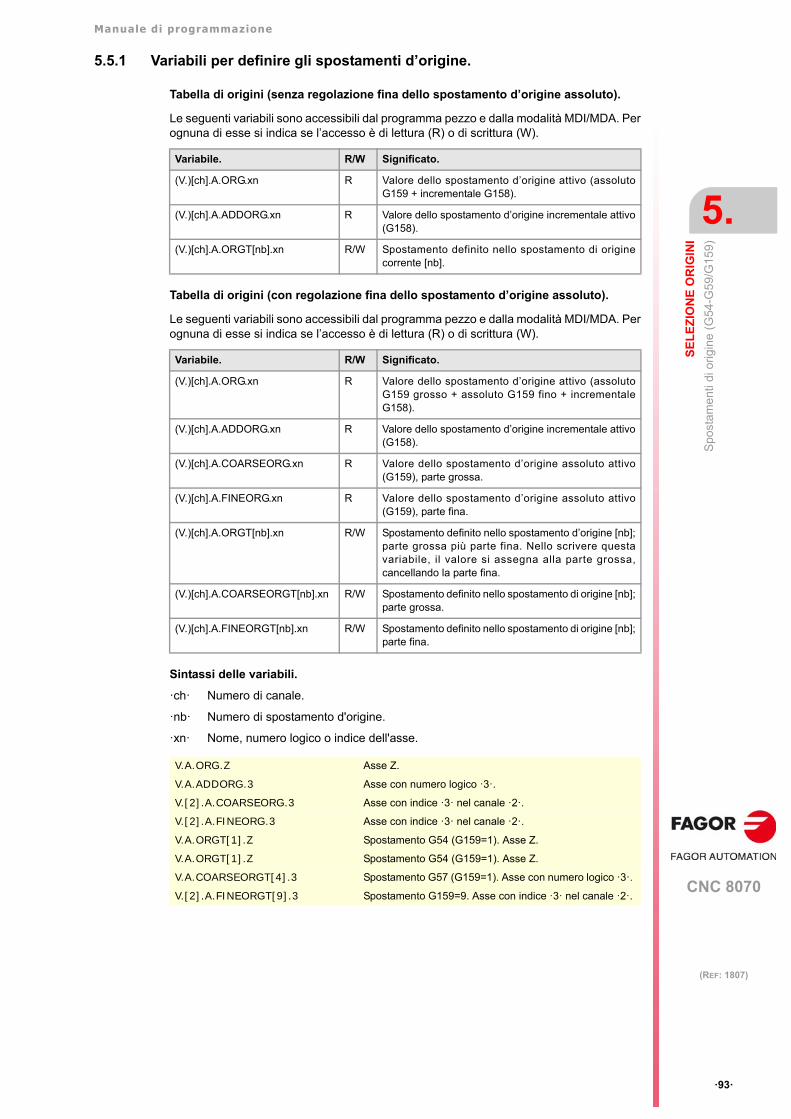
Manuale di programmazione
CNC 8070
SE
LE
ZIO
NE
OR
IGIN
I
5.
Spo
sta
me
nti d
i orig
ine
(G5
4-G
59/
G15
9)
·93·
(REF: 1807)
5.5.1 Variabili per definire gli spostamenti d’origine.
Tabella di origini (senza regolazione fina dello spostamento d’origine assoluto).
Le seguenti variabili sono accessibili dal programma pezzo e dalla modalità MDI/MDA. Perognuna di esse si indica se l’accesso è di lettura (R) o di scrittura (W).
Tabella di origini (con regolazione fina dello spostamento d’origine assoluto).
Le seguenti variabili sono accessibili dal programma pezzo e dalla modalità MDI/MDA. Perognuna di esse si indica se l’accesso è di lettura (R) o di scrittura (W).
Sintassi delle variabili.
·ch· Numero di canale.
·nb· Numero di spostamento d'origine.
·xn· Nome, numero logico o indice dell'asse.
Variabile. R/W Significato.
(V.)[ch].A.ORG.xn R Valore dello spostamento d’origine attivo (assolutoG159 + incrementale G158).
(V.)[ch].A.ADDORG.xn R Valore dello spostamento d’origine incrementale attivo(G158).
(V.)[ch].A.ORGT[nb].xn R/W Spostamento definito nello spostamento di originecorrente [nb].
Variabile. R/W Significato.
(V.)[ch].A.ORG.xn R Valore dello spostamento d’origine attivo (assolutoG159 grosso + assoluto G159 fino + incrementaleG158).
(V.)[ch].A.ADDORG.xn R Valore dello spostamento d’origine incrementale attivo(G158).
(V.)[ch].A.COARSEORG.xn R Valore dello spostamento d’origine assoluto attivo(G159), parte grossa.
(V.)[ch].A.FINEORG.xn R Valore dello spostamento d’origine assoluto attivo(G159), parte fina.
(V.)[ch].A.ORGT[nb].xn R/W Spostamento definito nello spostamento d’origine [nb];parte grossa più parte fina. Nello scrivere questavariabile, il valore si assegna alla parte grossa,cancellando la parte fina.
(V.)[ch].A.COARSEORGT[nb].xn R/W Spostamento definito nello spostamento di origine [nb];parte grossa.
(V.)[ch].A.FINEORGT[nb].xn R/W Spostamento definito nello spostamento di origine [nb];parte fina.
V.A.ORG.Z Asse Z.
V.A.ADDORG.3 Asse con numero logico ·3·.
V.[2].A.COARSEORG.3 Asse con indice ·3· nel canale ·2·.
V.[2].A.FINEORG.3 Asse con indice ·3· nel canale ·2·.
V.A.ORGT[1].Z Spostamento G54 (G159=1). Asse Z.
V.A.ORGT[1].Z Spostamento G54 (G159=1). Asse Z.
V.A.COARSEORGT[4].3 Spostamento G57 (G159=1). Asse con numero logico ·3·.
V.[2].A.FINEORGT[9].3 Spostamento G159=9. Asse con indice ·3· nel canale ·2·.

Manuale di programmazione
CNC 8070
5.
SE
LE
ZIO
NE
OR
IGIN
I
Spo
sta
me
nti d
i orig
ine
(G5
4-G
59/
G15
9)
·94·
(REF: 1807)
5.5.2 Spostamento di origine incrementale (G158)
Quando si applica uno spostamento di origine incrementale, il CNC lo aggiunge allospostamento di origine assoluto che è attivo in quel momento.
Programmazione
Gli spostamenti di origine incrementali si definiscono dal programma mediante la funzioneG158, programmando di seguito i valori dello spostamento di origine da applicare su ogniasse. Per annullare lo spostamento d'origine incrementale, programmare la funzione G158senza asse nel blocco. Per annullare lo spostamento incrementale solo su determinati assi,programmare uno spostamento incrementale di 0 su ognuno di essi.
N100 G54 (Si applica il primo spostamento di origine)
··· (Lavorazione del profilo 1)
N200 G158 X20 Y45 (Si applica lo spostamento di origine incrementale)
··· (Lavorazione del profilo 2)
N300 G55 (Si applica il secondo spostamento di origine. La funzione G158 è ancoraattiva)
··· (Lavorazione del profilo 3)
N400 G158 (Si annulla lo spostamento di origine incrementale. La funzione G55 èancora attiva)
··· (Si lavora il profilo 4)
X Y
G54 (G159=1) 20 20
G55 (G159=2) 120 20
Y
X
65
W
WW
W
50
20
20 40 60 120
1
2 3
4
X Z
G54 (G159=1) 0 420
G55 (G159=2) 0 330
X
Z
90 9090
150 240 330
A2A3A4
90
A1
420G54
G158G158
G55
G158
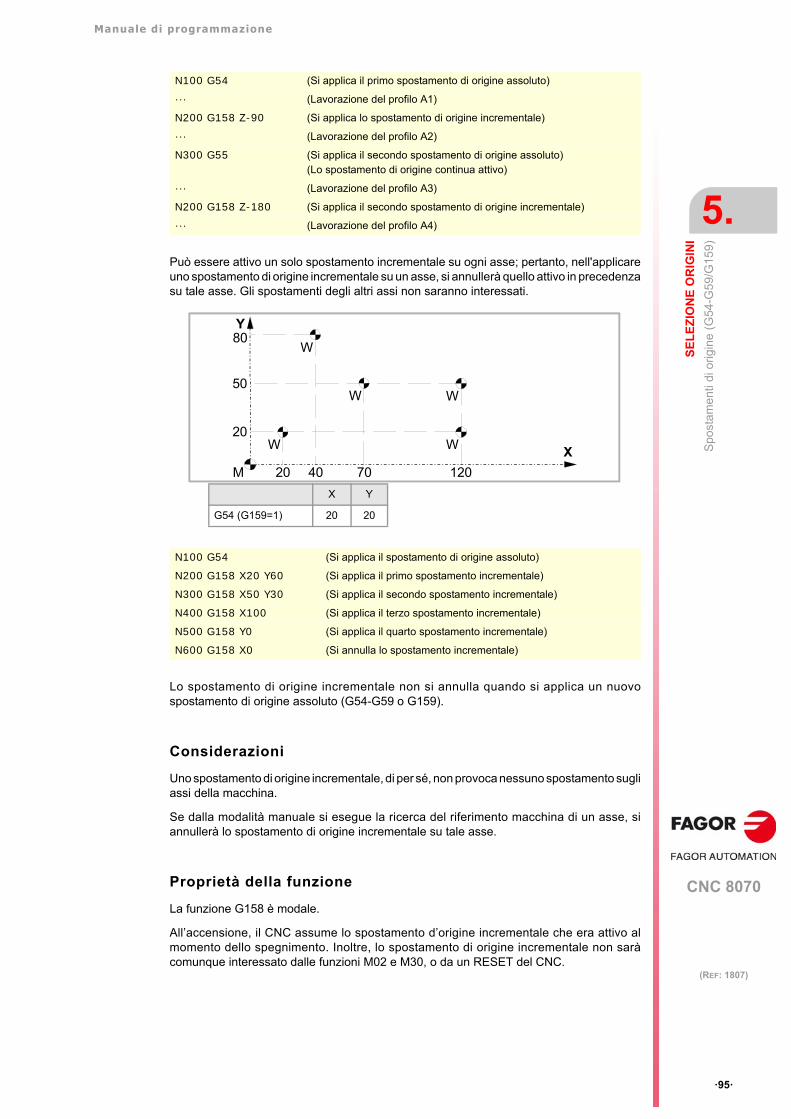
Manuale di programmazione
CNC 8070
SE
LE
ZIO
NE
OR
IGIN
I
5.
Spo
sta
me
nti d
i orig
ine
(G5
4-G
59/
G15
9)
·95·
(REF: 1807)
Può essere attivo un solo spostamento incrementale su ogni asse; pertanto, nell'applicareuno spostamento di origine incrementale su un asse, si annullerà quello attivo in precedenzasu tale asse. Gli spostamenti degli altri assi non saranno interessati.
Lo spostamento di origine incrementale non si annulla quando si applica un nuovospostamento di origine assoluto (G54-G59 o G159).
Considerazioni
Uno spostamento di origine incrementale, di per sé, non provoca nessuno spostamento sugliassi della macchina.
Se dalla modalità manuale si esegue la ricerca del riferimento macchina di un asse, siannullerà lo spostamento di origine incrementale su tale asse.
Proprietà della funzione
La funzione G158 è modale.
All’accensione, il CNC assume lo spostamento d’origine incrementale che era attivo almomento dello spegnimento. Inoltre, lo spostamento di origine incrementale non saràcomunque interessato dalle funzioni M02 e M30, o da un RESET del CNC.
N100 G54 (Si applica il primo spostamento di origine assoluto)
··· (Lavorazione del profilo A1)
N200 G158 Z-90 (Si applica lo spostamento di origine incrementale)
··· (Lavorazione del profilo A2)
N300 G55 (Si applica il secondo spostamento di origine assoluto)(Lo spostamento di origine continua attivo)
··· (Lavorazione del profilo A3)
N200 G158 Z-180 (Si applica il secondo spostamento di origine incrementale)
··· (Lavorazione del profilo A4)
N100 G54 (Si applica il spostamento di origine assoluto)
N200 G158 X20 Y60 (Si applica il primo spostamento incrementale)
N300 G158 X50 Y30 (Si applica il secondo spostamento incrementale)
N400 G158 X100 (Si applica il terzo spostamento incrementale)
N500 G158 Y0 (Si applica il quarto spostamento incrementale)
N600 G158 X0 (Si annulla lo spostamento incrementale)
Y
X
80
W
50
20
20 40 70 120
WW
W
W
M
X Y
G54 (G159=1) 20 20
Manuale di programmazione
CNC 8070
5.
SE
LE
ZIO
NE
OR
IGIN
I
Spo
sta
me
nti d
i orig
ine
(G5
4-G
59/
G15
9)
·96·
(REF: 1807)
5.5.3 Esclusione di assi nello spostamento di origine (G157)
L'esclusione di assi consente di selezionare su quali assi non si desidera applicare ilsuccessivo spostamento di origine assoluto. Quando si applica lo spostamento di origine,si disattiva l'esclusione di assi programmata, ed è quindi necessario riprogrammarla ognivolta che si desidera applicare.
Attivazione
L'esclusione di assi si imposta programmando la funzione G157, seguita dal nome degli assiinsieme al valore che determina l'attivazione (<asse>=1) o la disattivazione (<asse>=0)dell'esclusione su tale asse.
È anche possibile attivare l'esclusione programmando, dopo la funzione G157, solo gli assisu cui si applica l'esclusione.
L'esclusione di assi e lo spostamento di origine si possono programmare sullo stesso blocco.In questo caso, l'esclusione si attiverà prima di applicare lo spostamento di origine.
L'esclusione di assi non interessa gli spostamenti di origine attivi. Quando si esclude un asse,nell'applicare un nuovo spostamento di origine si mantiene lo spostamento attivo su taleasse.
Considerazioni
L'esclusione di assi non interessa la preselezione di quote né gli spostamenti di origineincrementali, che saranno sempre applicati su tutti gli assi. Inoltre, non saranno interessatiné gli spostamenti di ancoraggio né dell'PLC.
Proprietà della funzione
La funzione G157 è modale, finché non si esegue uno spostamento di origine assoluto.
All'accensione o dopo un'EMERGENZA, il CNC non assumerà nessuna esclusione di assi.
G55(Si applica il secondo spostamento di origine su tutti gli assi)
G157 X Z(Attivazione dell'esclusione sugli assi X-Z)
G57 (Si applica il quarto spostamento di origine, eccetto sugli assi X-Z. Tali assi conservano lospostamento precedente)
···G159=8
(Si applica il ottavo spostamento di origine su tutti gli assi)
G59 G157 Y(Si applica il sesto spostamento di origine, eccetto sull'asse Y. Tale asse conserva lo spostamentoprecedente)
···G54
(Si applica il primo spostamento di origine su tutti gli assi)
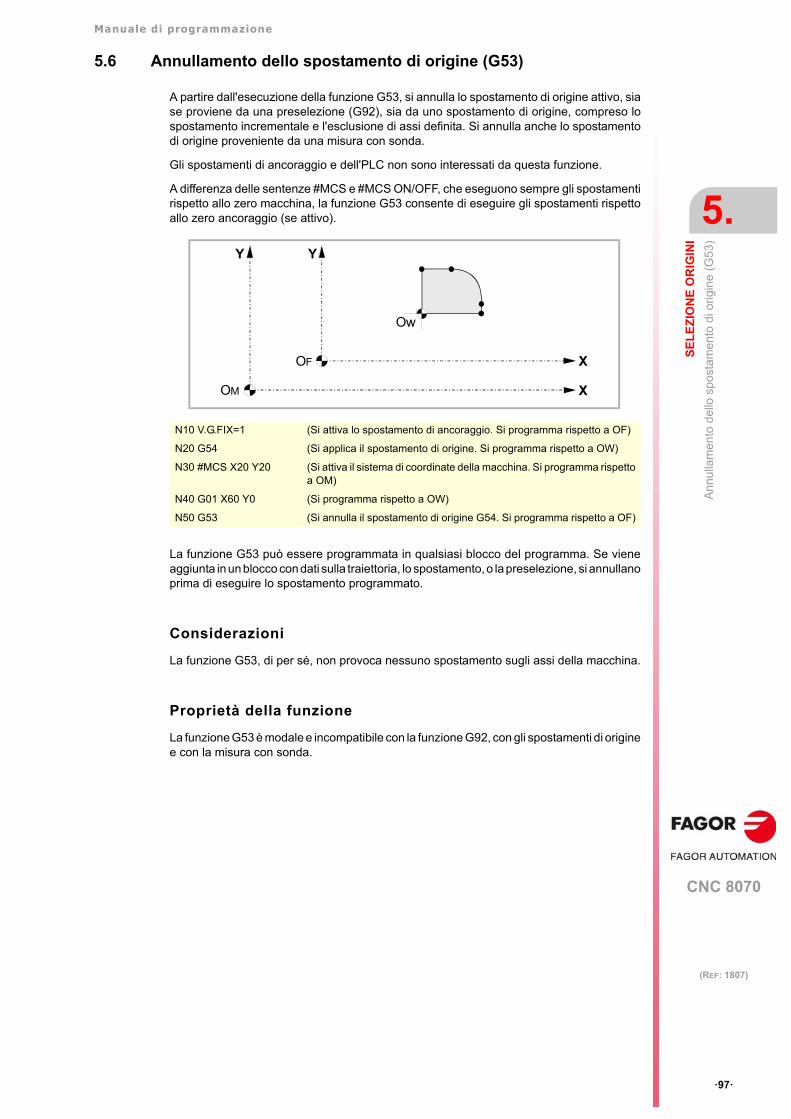
Manuale di programmazione
CNC 8070
SE
LE
ZIO
NE
OR
IGIN
I
5.
Ann
ulla
men
to d
ello
sp
osta
me
nto
di o
rigin
e (G
53)
·97·
(REF: 1807)
5.6 Annullamento dello spostamento di origine (G53)
A partire dall'esecuzione della funzione G53, si annulla lo spostamento di origine attivo, siase proviene da una preselezione (G92), sia da uno spostamento di origine, compreso lospostamento incrementale e l'esclusione di assi definita. Si annulla anche lo spostamentodi origine proveniente da una misura con sonda.
Gli spostamenti di ancoraggio e dell'PLC non sono interessati da questa funzione.
A differenza delle sentenze #MCS e #MCS ON/OFF, che eseguono sempre gli spostamentirispetto allo zero macchina, la funzione G53 consente di eseguire gli spostamenti rispettoallo zero ancoraggio (se attivo).
La funzione G53 può essere programmata in qualsiasi blocco del programma. Se vieneaggiunta in un blocco con dati sulla traiettoria, lo spostamento, o la preselezione, si annullanoprima di eseguire lo spostamento programmato.
Considerazioni
La funzione G53, di per sé, non provoca nessuno spostamento sugli assi della macchina.
Proprietà della funzione
La funzione G53 è modale e incompatibile con la funzione G92, con gli spostamenti di originee con la misura con sonda.
N10 V.G.FIX=1 (Si attiva lo spostamento di ancoraggio. Si programma rispetto a OF)
N20 G54 (Si applica il spostamento di origine. Si programma rispetto a OW)
N30 #MCS X20 Y20 (Si attiva il sistema di coordinate della macchina. Si programma rispettoa OM)
N40 G01 X60 Y0 (Si programma rispetto a OW)
N50 G53 (Si annulla il spostamento di origine G54. Si programma rispetto a OF)
Y
X
Ow
OM
OF
Y
X
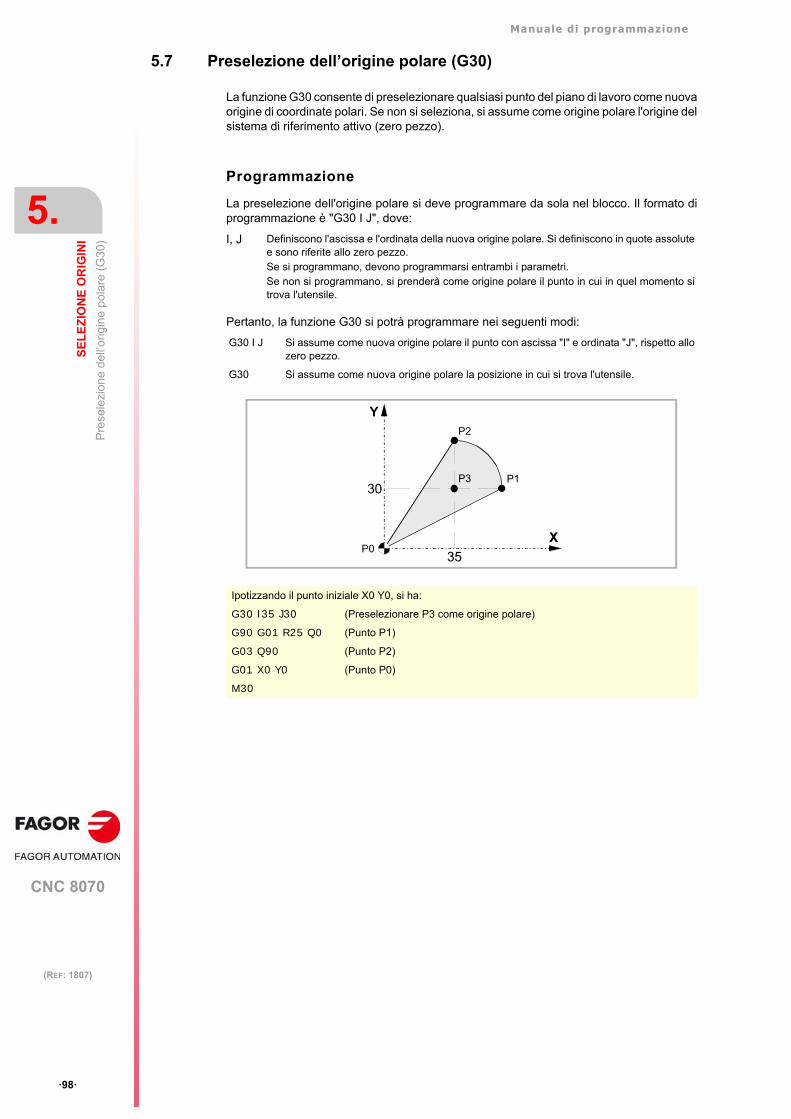
Manuale di programmazione
CNC 8070
5.
SE
LE
ZIO
NE
OR
IGIN
I
Pre
sele
zion
e d
ell’o
rigin
e po
lare
(G
30)
·98·
(REF: 1807)
5.7 Preselezione dell’origine polare (G30)
La funzione G30 consente di preselezionare qualsiasi punto del piano di lavoro come nuovaorigine di coordinate polari. Se non si seleziona, si assume come origine polare l'origine delsistema di riferimento attivo (zero pezzo).
Programmazione
La preselezione dell'origine polare si deve programmare da sola nel blocco. Il formato diprogrammazione è "G30 I J", dove:
Pertanto, la funzione G30 si potrà programmare nei seguenti modi:
I, J Definiscono l'ascissa e l'ordinata della nuova origine polare. Si definiscono in quote assolutee sono riferite allo zero pezzo.Se si programmano, devono programmarsi entrambi i parametri. Se non si programmano, si prenderà come origine polare il punto in cui in quel momento sitrova l'utensile.
G30 I J Si assume come nuova origine polare il punto con ascissa "I" e ordinata "J", rispetto allozero pezzo.
G30 Si assume come nuova origine polare la posizione in cui si trova l'utensile.
Ipotizzando il punto iniziale X0 Y0, si ha:
G30 I35 J30 (Preselezionare P3 come origine polare)
G90 G01 R25 Q0 (Punto P1)
G03 Q90 (Punto P2)
G01 X0 Y0 (Punto P0)
M30
Y
X
30
35
P3 P1
P2
P0
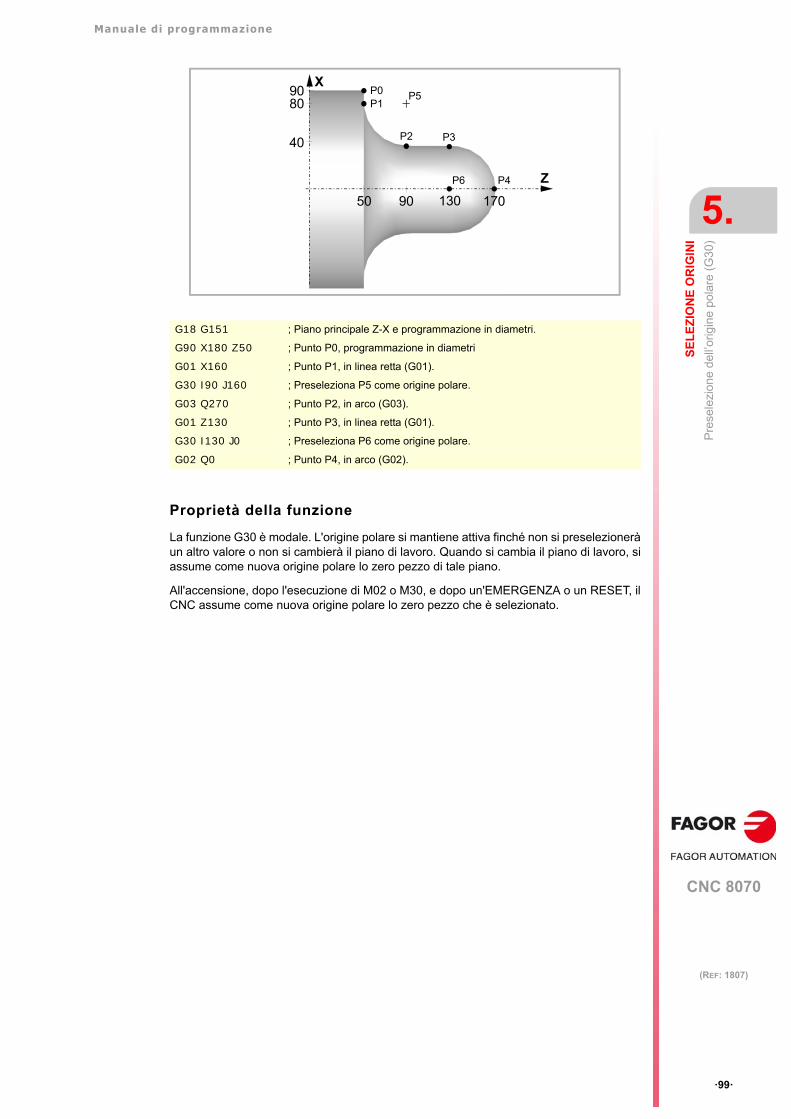
Manuale di programmazione
CNC 8070
SE
LE
ZIO
NE
OR
IGIN
I
5.
Pre
sele
zion
e d
ell’o
rigin
e po
lare
(G
30)
·99·
(REF: 1807)
Proprietà della funzione
La funzione G30 è modale. L'origine polare si mantiene attiva finché non si preselezioneràun altro valore o non si cambierà il piano di lavoro. Quando si cambia il piano di lavoro, siassume come nuova origine polare lo zero pezzo di tale piano.
All'accensione, dopo l'esecuzione di M02 o M30, e dopo un'EMERGENZA o un RESET, ilCNC assume come nuova origine polare lo zero pezzo che è selezionato.
G18 G151 ; Piano principale Z-X e programmazione in diametri.
G90 X180 Z50 ; Punto P0, programmazione in diametri
G01 X160 ; Punto P1, in linea retta (G01).
G30 I90 J160 ; Preseleziona P5 come origine polare.
G03 Q270 ; Punto P2, in arco (G03).
G01 Z130 ; Punto P3, in linea retta (G01).
G30 I130 J0 ; Preseleziona P6 come origine polare.
G02 Q0 ; Punto P4, in arco (G02).
X
Z
P0
50
80
90 130 170
P1
P2 P3
P5
P4P6
90
40
Manuale di programmazione
CNC 8070
5.
SE
LE
ZIO
NE
OR
IGIN
I
Pre
sele
zion
e d
ell’o
rigin
e po
lare
(G
30)
·100·
(REF: 1807)
CNC 8070
6
·101·
(REF: 1807)
FUNZIONI TECNOLOGICHE
6.1 Avanzamento di lavorazione (F)
L'avanzamento di lavorazione può essere selezionato da programma mediante il codice "F",che resterà attivo finché non si programmerà un altro valore. Le unità di programmazionedipendono dalla modalità di lavoro attiva (G93, G94 o G95) e dal tipo di asse che si sposta(lineare o rotativo).
G94 - Avanzamento in millimetri/minuto (pollici/minuto).
G95 - Avanzamento in millimetri/giro (pollici/giro).
G93 - Specifica del tempo di lavorazione in secondi.
L'avanzamento "F" programmato è efficace sugli interpolazioni lineari (G01) e circolari (G02,G03). Gli spostamenti mediante G00 (posizionamento rapido) si eseguono all'avanzamentorapido, indipendentemente dall'avanzamento "F" programmato.
Movimento senza avanzamento programmato.
Inizialmente, quando si programma uno spostamento in G01/G02/G03 e non vi è nessunavanzamento definito, il CNC visualizzerà il rispettivo errore.
Opzionalmente, il costruttore può aver configurato il CNC affinché gli spostamenti sieseguano all’avanzamento massimo di lavorazione, definito dal parametro macchinaMAXFEED.
Limitazione dell'avanzamento.
Il costruttore può aver limitato l’avanzamento massimo mediante il parametro macchinaMAXFEED. Se si cerca di superare l’avanzamento massimo dal programma pezzo, dal PLCo dal pannello di comando, il CNC limita l’avanzamento a quello massimo definito senzavisualizzare nessun errore o warning.
Se tale parametro ha valore 0 (zero), non si limita l’avanzamento di lavorazione e il CNCassume come avanzamento massimo quello definito per G00.
Variabile per limitare l'avanzamento dal PLC.
Si dispone della variabile (V.)[n].PLC.G00FEED di scrittura dal PLC per definire, in unmomento dato e in tempo reale, la velocità massima del canale per qualsiasi tipo dispostamento.
Regolazione dell'avanzamento.
L'avanzamento "F" programmato potrà essere variato da 0% a 200% mediante l'appositoselettore sul pannello di comando del CNC, oppure selezionato da programma o da PLC.Tuttavia, la variazione massima dell'avanzamento sarà limitata dal costruttore dellamacchina [P.M.G. "MAXOVR"].
Quando si eseguono spostamenti su G00 (posizionamento rapido), la percentualed'avanzamento sarà fissa al 100% o potrà essere variata da 0% a 100% a seconda delleimpostazioni del costruttore della macchina [P.M.G. "RAPIDOVR"].

Manuale di programmazione
CNC 8070
6.
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
Ava
nza
men
to d
i lav
ora
zion
e (F
)
·102·
(REF: 1807)
Quando si eseguono operazioni di filettatura, non sarà consentito di modificare lapercentuale d'avanzamento, e la lavorazione sarà quindi al 100% dell'avanzamento "F"programmato.
Si intende come calcola il CNC l’avanzamento.
L'avanzamento si misura sulla traiettoria che segue l'utensile, sia lungo la linea rettaspecificata (interpolazioni lineari) sia sulla tangente all'arco specificato (interpolazionicircolari).
Quando nell'interpolazione intervengono solo gli assi principali della macchina, il rapportofra i componenti dell'avanzamento su ogni asse e l'avanzamento "F" programmato è lostesso che esiste fra lo spostamento di ogni asse e lo spostamento risultante programmato.
Quando nell'interpolazione intervengono assi rotativi, l'avanzamento di tali assi si calcolain modo che l'inizio e la fine del loro movimento coincida con quello degli assi principali. Sel'avanzamento calcolato per l'asse rotativo è superiore al massimo consentito, il CNCadatterà l'avanzamento "F" programmato affinché l'asse rotativo si sposti al massimoavanzamento possibile.
Senso dell'avanzamento in interpolazioni lineari e circolari.
FxF x
x 2 y 2+ --------------------------------------------=
FyF y
x 2 y 2+ --------------------------------------------=
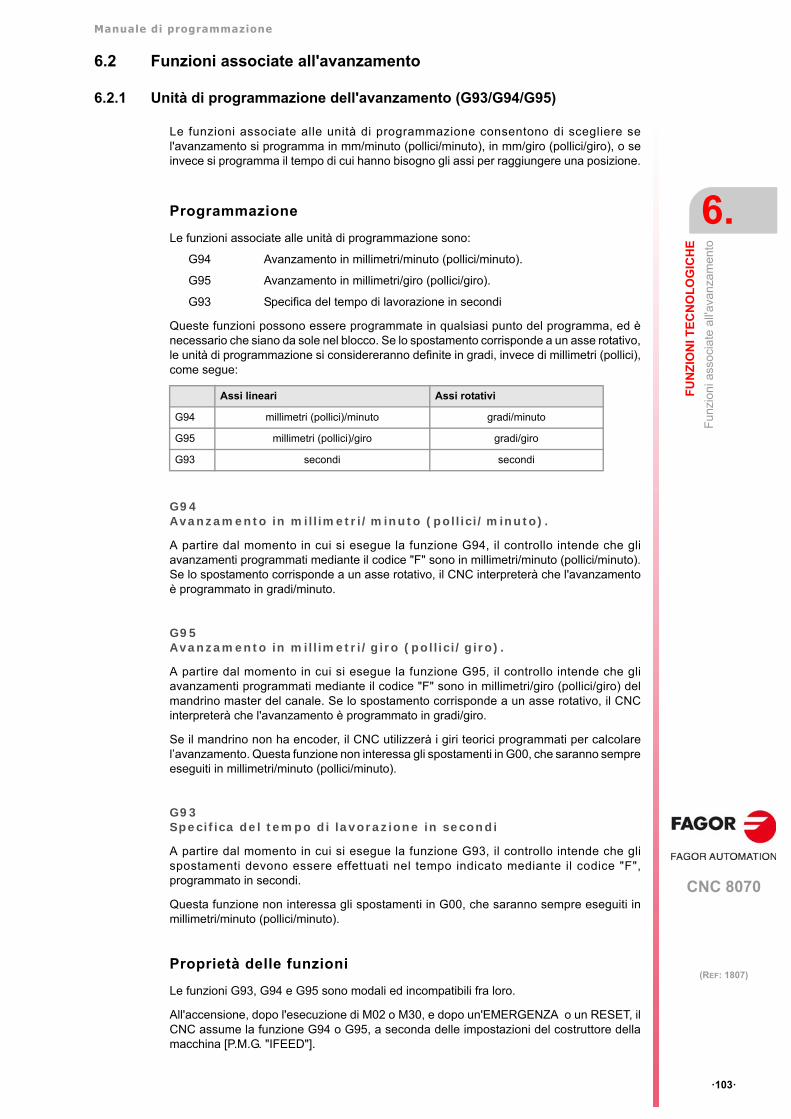
Manuale di programmazione
CNC 8070
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
6.
Fun
zio
ni a
ssoc
iate
all'
avan
zam
ent
o
·103·
(REF: 1807)
6.2 Funzioni associate all'avanzamento
6.2.1 Unità di programmazione dell'avanzamento (G93/G94/G95)
Le funzioni associate alle unità di programmazione consentono di scegliere sel'avanzamento si programma in mm/minuto (pollici/minuto), in mm/giro (pollici/giro), o seinvece si programma il tempo di cui hanno bisogno gli assi per raggiungere una posizione.
Programmazione
Le funzioni associate alle unità di programmazione sono:
G94 Avanzamento in millimetri/minuto (pollici/minuto).
G95 Avanzamento in millimetri/giro (pollici/giro).
G93 Specifica del tempo di lavorazione in secondi
Queste funzioni possono essere programmate in qualsiasi punto del programma, ed ènecessario che siano da sole nel blocco. Se lo spostamento corrisponde a un asse rotativo,le unità di programmazione si considereranno definite in gradi, invece di millimetri (pollici),come segue:
G94Avanzamento in millimetri/minuto (pollici/minuto).
A partire dal momento in cui si esegue la funzione G94, il controllo intende che gliavanzamenti programmati mediante il codice "F" sono in millimetri/minuto (pollici/minuto).Se lo spostamento corrisponde a un asse rotativo, il CNC interpreterà che l'avanzamentoè programmato in gradi/minuto.
G95Avanzamento in millimetri/giro (pollici/giro).
A partire dal momento in cui si esegue la funzione G95, il controllo intende che gliavanzamenti programmati mediante il codice "F" sono in millimetri/giro (pollici/giro) delmandrino master del canale. Se lo spostamento corrisponde a un asse rotativo, il CNCinterpreterà che l'avanzamento è programmato in gradi/giro.
Se il mandrino non ha encoder, il CNC utilizzerà i giri teorici programmati per calcolarel’avanzamento. Questa funzione non interessa gli spostamenti in G00, che saranno sempreeseguiti in millimetri/minuto (pollici/minuto).
G93Specifica del tempo di lavorazione in secondi
A partire dal momento in cui si esegue la funzione G93, il controllo intende che glispostamenti devono essere effettuati nel tempo indicato mediante il codice "F",programmato in secondi.
Questa funzione non interessa gli spostamenti in G00, che saranno sempre eseguiti inmillimetri/minuto (pollici/minuto).
Proprietà delle funzioni
Le funzioni G93, G94 e G95 sono modali ed incompatibili fra loro.
All'accensione, dopo l'esecuzione di M02 o M30, e dopo un'EMERGENZA o un RESET, ilCNC assume la funzione G94 o G95, a seconda delle impostazioni del costruttore dellamacchina [P.M.G. "IFEED"].
Assi lineari Assi rotativi
G94 millimetri (pollici)/minuto gradi/minuto
G95 millimetri (pollici)/giro gradi/giro
G93 secondi secondi
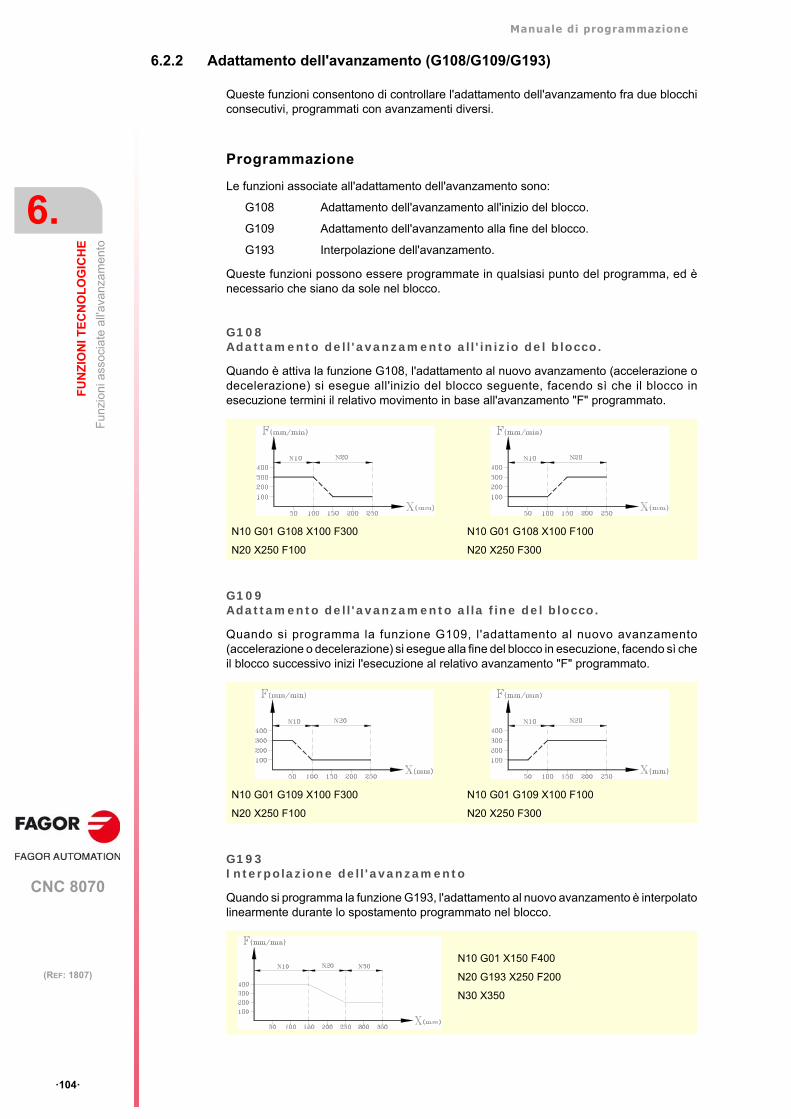
Manuale di programmazione
CNC 8070
6.
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
Fun
zio
ni a
ssoc
iate
all'
avan
zam
ent
o
·104·
(REF: 1807)
6.2.2 Adattamento dell'avanzamento (G108/G109/G193)
Queste funzioni consentono di controllare l'adattamento dell'avanzamento fra due blocchiconsecutivi, programmati con avanzamenti diversi.
Programmazione
Le funzioni associate all'adattamento dell'avanzamento sono:
G108 Adattamento dell'avanzamento all'inizio del blocco.
G109 Adattamento dell'avanzamento alla fine del blocco.
G193 Interpolazione dell'avanzamento.
Queste funzioni possono essere programmate in qualsiasi punto del programma, ed ènecessario che siano da sole nel blocco.
G108Adattamento dell'avanzamento all'inizio del blocco.
Quando è attiva la funzione G108, l'adattamento al nuovo avanzamento (accelerazione odecelerazione) si esegue all'inizio del blocco seguente, facendo sì che il blocco inesecuzione termini il relativo movimento in base all'avanzamento "F" programmato.
G109Adattamento dell'avanzamento alla fine del blocco.
Quando si programma la funzione G109, l'adattamento al nuovo avanzamento(accelerazione o decelerazione) si esegue alla fine del blocco in esecuzione, facendo sì cheil blocco successivo inizi l'esecuzione al relativo avanzamento "F" programmato.
G193Interpolazione dell'avanzamento
Quando si programma la funzione G193, l'adattamento al nuovo avanzamento è interpolatolinearmente durante lo spostamento programmato nel blocco.
N10 G01 G108 X100 F300 N10 G01 G108 X100 F100
N20 X250 F100 N20 X250 F300
N10 G01 G109 X100 F300 N10 G01 G109 X100 F100
N20 X250 F100 N20 X250 F300
N10 G01 X150 F400
N20 G193 X250 F200
N30 X350
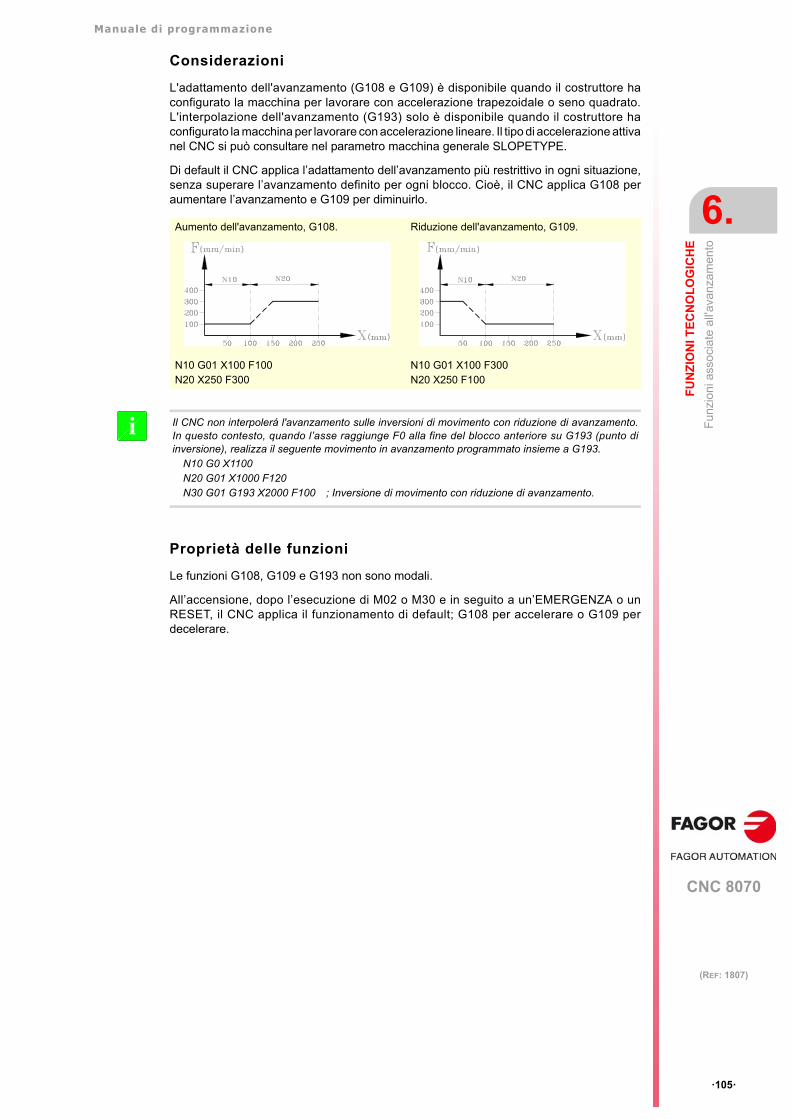
Manuale di programmazione
CNC 8070
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
6.
Fun
zio
ni a
ssoc
iate
all'
avan
zam
ent
o
·105·
(REF: 1807)
Considerazioni
L'adattamento dell'avanzamento (G108 e G109) è disponibile quando il costruttore haconfigurato la macchina per lavorare con accelerazione trapezoidale o seno quadrato.L'interpolazione dell'avanzamento (G193) solo è disponibile quando il costruttore haconfigurato la macchina per lavorare con accelerazione lineare. Il tipo di accelerazione attivanel CNC si può consultare nel parametro macchina generale SLOPETYPE.
Di default il CNC applica l’adattamento dell’avanzamento più restrittivo in ogni situazione,senza superare l’avanzamento definito per ogni blocco. Cioè, il CNC applica G108 peraumentare l’avanzamento e G109 per diminuirlo.
Proprietà delle funzioni
Le funzioni G108, G109 e G193 non sono modali.
All’accensione, dopo l’esecuzione di M02 o M30 e in seguito a un’EMERGENZA o unRESET, il CNC applica il funzionamento di default; G108 per accelerare o G109 perdecelerare.
Aumento dell'avanzamento, G108. Riduzione dell'avanzamento, G109.
N10 G01 X100 F100N20 X250 F300
N10 G01 X100 F300N20 X250 F100
Il CNC non interpolerá l'avanzamento sulle inversioni di movimento con riduzione di avanzamento.In questo contesto, quando l’asse raggiunge F0 alla fine del blocco anteriore su G193 (punto diinversione), realizza il seguente movimento in avanzamento programmato insieme a G193.
N10 G0 X1100N20 G01 X1000 F120N30 G01 G193 X2000 F100 ; Inversione di movimento con riduzione di avanzamento.
i
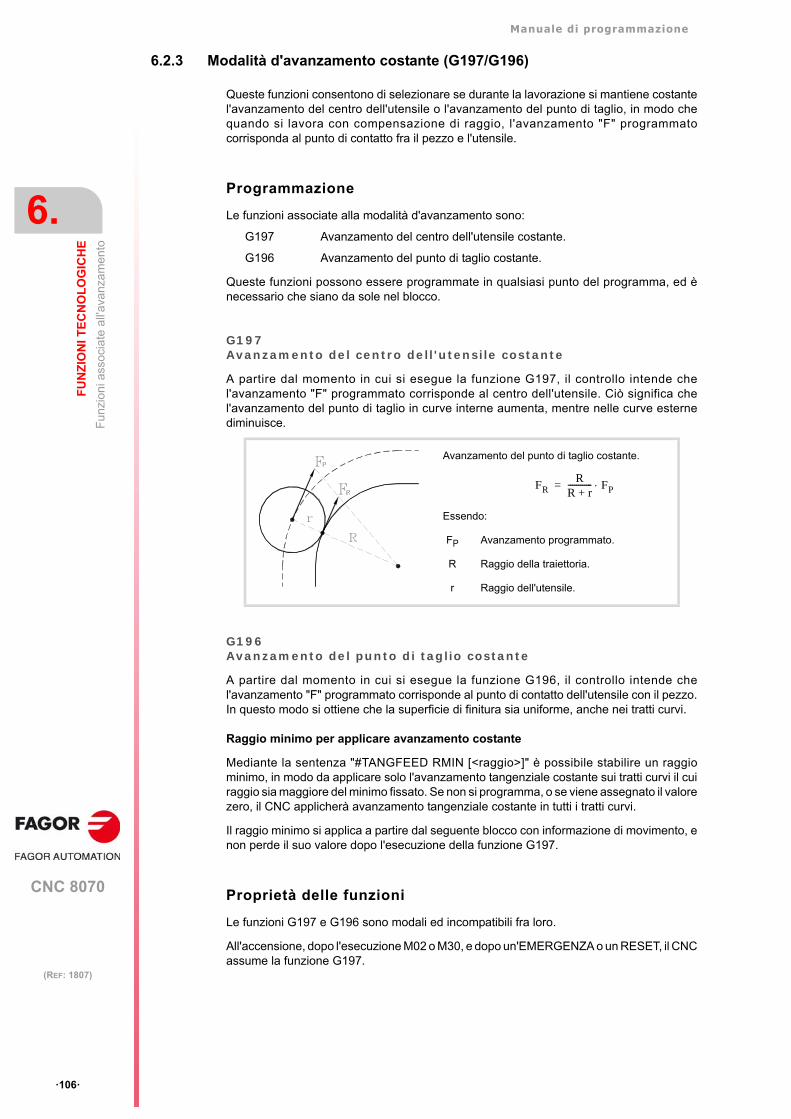
Manuale di programmazione
CNC 8070
6.
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
Fun
zio
ni a
ssoc
iate
all'
avan
zam
ent
o
·106·
(REF: 1807)
6.2.3 Modalità d'avanzamento costante (G197/G196)
Queste funzioni consentono di selezionare se durante la lavorazione si mantiene costantel'avanzamento del centro dell'utensile o l'avanzamento del punto di taglio, in modo chequando si lavora con compensazione di raggio, l'avanzamento "F" programmatocorrisponda al punto di contatto fra il pezzo e l'utensile.
Programmazione
Le funzioni associate alla modalità d'avanzamento sono:
G197 Avanzamento del centro dell'utensile costante.
G196 Avanzamento del punto di taglio costante.
Queste funzioni possono essere programmate in qualsiasi punto del programma, ed ènecessario che siano da sole nel blocco.
G197Avanzamento del centro dell'utensile costante
A partire dal momento in cui si esegue la funzione G197, il controllo intende chel'avanzamento "F" programmato corrisponde al centro dell'utensile. Ciò significa chel'avanzamento del punto di taglio in curve interne aumenta, mentre nelle curve esternediminuisce.
G196Avanzamento del punto di taglio costante
A partire dal momento in cui si esegue la funzione G196, il controllo intende chel'avanzamento "F" programmato corrisponde al punto di contatto dell'utensile con il pezzo.In questo modo si ottiene che la superficie di finitura sia uniforme, anche nei tratti curvi.
Raggio minimo per applicare avanzamento costante
Mediante la sentenza "#TANGFEED RMIN [<raggio>]" è possibile stabilire un raggiominimo, in modo da applicare solo l'avanzamento tangenziale costante sui tratti curvi il cuiraggio sia maggiore del minimo fissato. Se non si programma, o se viene assegnato il valorezero, il CNC applicherà avanzamento tangenziale costante in tutti i tratti curvi.
Il raggio minimo si applica a partire dal seguente blocco con informazione di movimento, enon perde il suo valore dopo l'esecuzione della funzione G197.
Proprietà delle funzioni
Le funzioni G197 e G196 sono modali ed incompatibili fra loro.
All'accensione, dopo l'esecuzione M02 o M30, e dopo un'EMERGENZA o un RESET, il CNCassume la funzione G197.
Avanzamento del punto di taglio costante.
Essendo:
FP Avanzamento programmato.
R Raggio della traiettoria.
r Raggio dell'utensile.
FRR
R r+------------ FP=
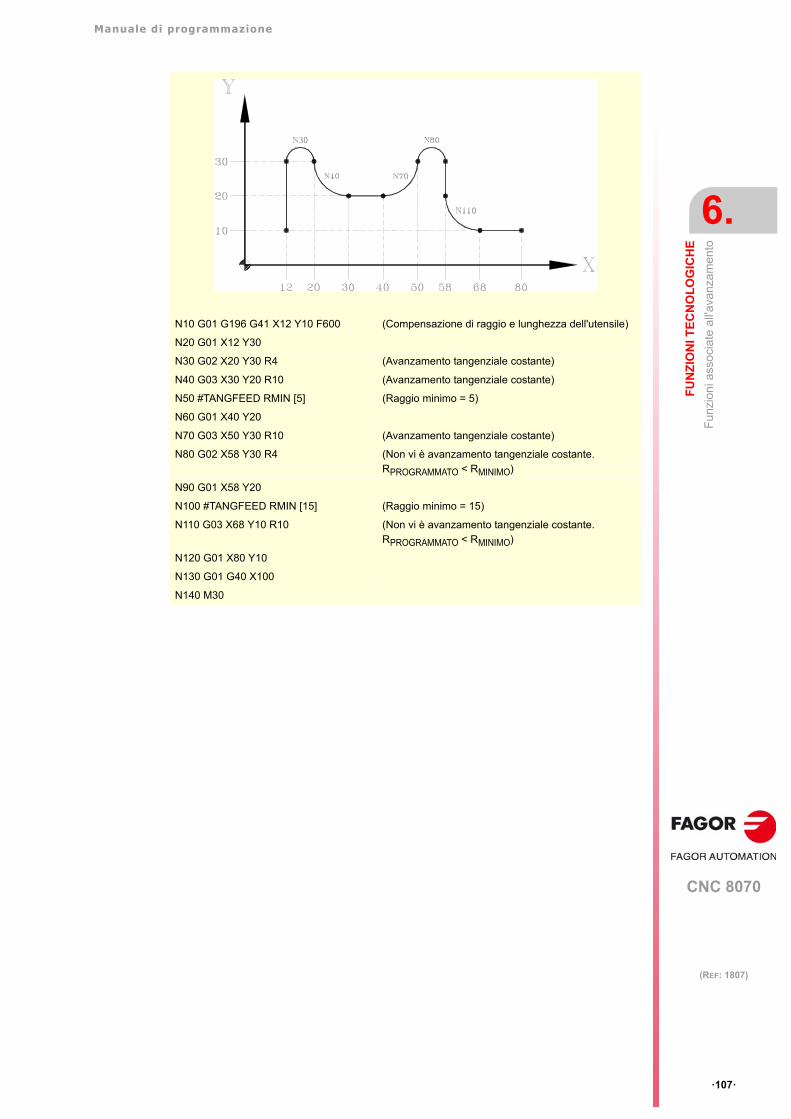
Manuale di programmazione
CNC 8070
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
6.
Fun
zio
ni a
ssoc
iate
all'
avan
zam
ent
o
·107·
(REF: 1807)
N10 G01 G196 G41 X12 Y10 F600 (Compensazione di raggio e lunghezza dell'utensile)
N20 G01 X12 Y30
N30 G02 X20 Y30 R4 (Avanzamento tangenziale costante)
N40 G03 X30 Y20 R10 (Avanzamento tangenziale costante)
N50 #TANGFEED RMIN [5] (Raggio minimo = 5)
N60 G01 X40 Y20
N70 G03 X50 Y30 R10 (Avanzamento tangenziale costante)
N80 G02 X58 Y30 R4 (Non vi è avanzamento tangenziale costante.RPROGRAMMATO < RMINIMO)
N90 G01 X58 Y20
N100 #TANGFEED RMIN [15] (Raggio minimo = 15)
N110 G03 X68 Y10 R10 (Non vi è avanzamento tangenziale costante.RPROGRAMMATO < RMINIMO)
N120 G01 X80 Y10
N130 G01 G40 X100
N140 M30

Manuale di programmazione
CNC 8070
6.
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
Fun
zio
ni a
ssoc
iate
all'
avan
zam
ent
o
·108·
(REF: 1807)
6.2.4 Annullamento della percentuale d'avanzamento (G266)
G266Percentuale d'avanzamento al 100%
Questa funzione fissa la percentuale d'avanzamento al 100%, e non è possibile modificarequesto valore mediante il selettore del Pannello di Comando né dal PLC.
La funzione G266 agisce solo sul blocco in cui è stata programmata, per cui essa potràessere aggiunta solo a un blocco in cui è stato definito uno spostamento.
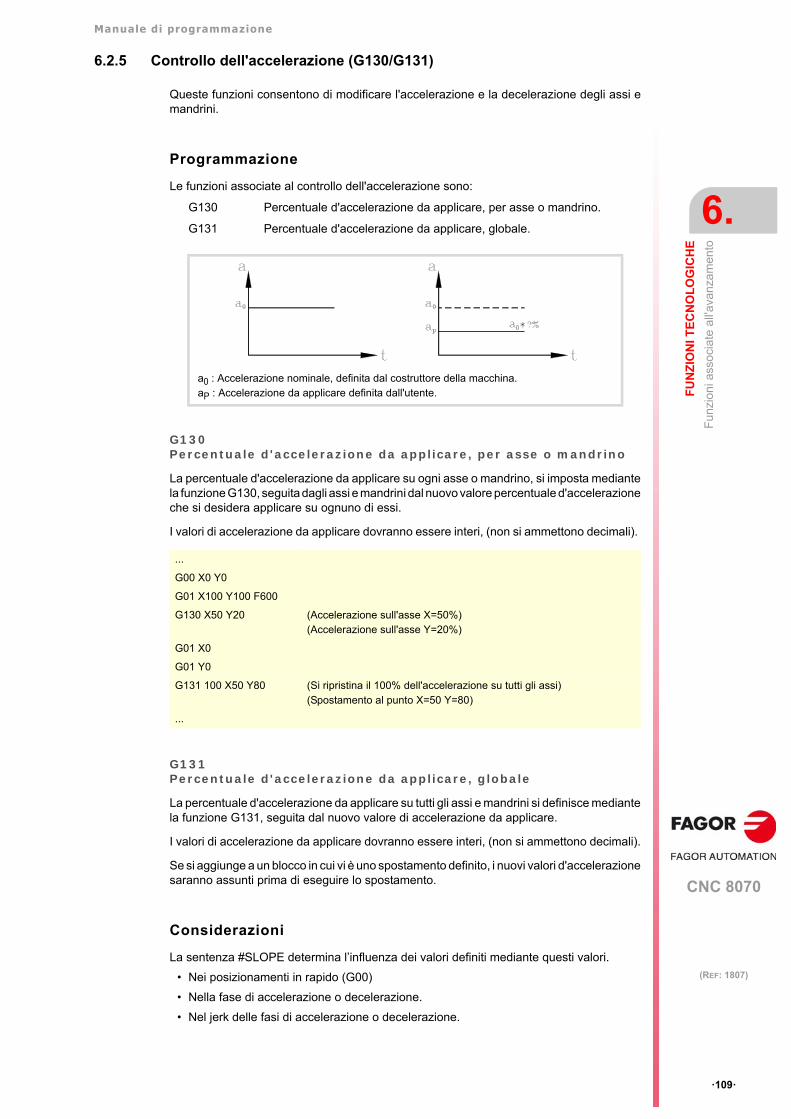
Manuale di programmazione
CNC 8070
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
6.
Fun
zio
ni a
ssoc
iate
all'
avan
zam
ent
o
·109·
(REF: 1807)
6.2.5 Controllo dell'accelerazione (G130/G131)
Queste funzioni consentono di modificare l'accelerazione e la decelerazione degli assi emandrini.
Programmazione
Le funzioni associate al controllo dell'accelerazione sono:
G130 Percentuale d'accelerazione da applicare, per asse o mandrino.
G131 Percentuale d'accelerazione da applicare, globale.
G130Percentuale d'accelerazione da applicare, per asse o mandrino
La percentuale d'accelerazione da applicare su ogni asse o mandrino, si imposta mediantela funzione G130, seguita dagli assi e mandrini dal nuovo valore percentuale d'accelerazioneche si desidera applicare su ognuno di essi.
I valori di accelerazione da applicare dovranno essere interi, (non si ammettono decimali).
G131Percentuale d'accelerazione da applicare, globale
La percentuale d'accelerazione da applicare su tutti gli assi e mandrini si definisce mediantela funzione G131, seguita dal nuovo valore di accelerazione da applicare.
I valori di accelerazione da applicare dovranno essere interi, (non si ammettono decimali).
Se si aggiunge a un blocco in cui vi è uno spostamento definito, i nuovi valori d'accelerazionesaranno assunti prima di eseguire lo spostamento.
Considerazioni
La sentenza #SLOPE determina l’influenza dei valori definiti mediante questi valori.
• Nei posizionamenti in rapido (G00)
• Nella fase di accelerazione o decelerazione.
• Nel jerk delle fasi di accelerazione o decelerazione.
a0 : Accelerazione nominale, definita dal costruttore della macchina.aP : Accelerazione da applicare definita dall'utente.
...
G00 X0 Y0
G01 X100 Y100 F600
G130 X50 Y20 (Accelerazione sull'asse X=50%)(Accelerazione sull'asse Y=20%)
G01 X0
G01 Y0
G131 100 X50 Y80 (Si ripristina il 100% dell'accelerazione su tutti gli assi)(Spostamento al punto X=50 Y=80)
...
Manuale di programmazione
CNC 8070
6.
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
Fun
zio
ni a
ssoc
iate
all'
avan
zam
ent
o
·110·
(REF: 1807)
Le percentuali programmate sono assolute, vale a dire, programmare due volte unapercentuale del 50% significa applicare una percentuale di accelerazione del 50%, e nondel 25%.
Proprietà delle funzioni
Le funzioni G130 e G131 sono modali ed incompatibili fra loro.
All'accensione, dopo l'esecuzione M02 o M30 e dopo un'EMERGENZA o un RESET, siripristina il 100% di accelerazione su tutti gli assi e mandrini.
Manuale di programmazione
CNC 8070
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
6.
Fun
zio
ni a
ssoc
iate
all'
avan
zam
ent
o
·111·
(REF: 1807)
6.2.6 Controllo del jerk (G132/G133)
Queste funzioni consentono di modificare il jerk degli assi e mandrini.
Programmazione
Le funzioni associate al controllo del jerk sono:
G132 Percentuale di jerk da applicare, per asse o mandrino.
G133 Percentuale di jerk da applicare, globale.
G132Percentuale di jerk da applicare, per asse o mandrino
La percentuale di jerk da applicare su ogni assi o mandrino si definisce mediante la funzioneG132, seguita dagli assi o mandrini e dal nuovo jerk che si desidera applicare su ognunodi essi.
I valori di jerk da applicare dovranno essere interi, (non sono ammessi decimali).
G133Percentuale di jerk da applicare, globale
La percentuale di jerk da applicare su tutti gli assi e mandrini si definisce mediante la funzioneG133, seguita dal nuovo valore di jerk da applicare.
I valori di jerk da applicare dovranno essere interi, (non sono ammessi decimali).
Se si aggiunge in un blocco in cui è definito uno spostamento, i nuovi valori di jerk siassumeranno prima di eseguire lo spostamento.
Considerazioni
La sentenza #SLOPE determina se le nuove percentuali sono applicate o no aiposizionamenti in rapido (G00).
Le percentuali programmate sono assolute, vale a dire, programmare due volte unapercentuale del 50% significa applicare una percentuale di jerk del 50%, e non del 25%.
Proprietà delle funzioni
Le funzioni G132 e G133 sono modali ed incompatibili fra loro.
All'accensione, dopo l'esecuzione M02 o M30 e dopo un'EMERGENZA o un RESET, siripristina il 100% del jerk su tutti gli assi e mandrini.
G00 X0 Y0
G01 X100 Y100 F600
G132 X20 Y50 (Jerk sull'asse X=20%)(Jerk sull'asse Y=50%)
G01 X0
G01 Y0
G133 100 X50 Y80 (Si ripristina 100% di jerk su tutti gli assi. Spostamento al punto X=50Y=80)
Manuale di programmazione
CNC 8070
6.
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
Fun
zio
ni a
ssoc
iate
all'
avan
zam
ent
o
·112·
(REF: 1807)
6.2.7 Controllo del Feed-Forward (G134)
Mediante il controllo del Feed-Forward negli avanzamenti è possibile minimizzare l'erroredi inseguimento.
Oltre che da programma, il feed-forward può essere applicato dai parametri macchina e dalPLC. Il valore definito da PLC sarà il più prioritario mentre quello definito nei parametrimacchina sarà il meno prioritario.
Programmazione
G134Percentuale di Feed-Forward da applicare
La percentuale di Feed-Forward che si applica su ogni asse si definisce mediante la funzioneG134, seguita dagli assi e dalla nuova percentuale di Feed-Forward che si desideraapplicare su ognuno di essi.
I valori di Feed-Forward da applicare si potranno definire con fino a due decimali.
Considerazioni
Il valore massimo di Feed-Forward che è possibile applicare è limitato al 120%.
Le percentuali programmate sono assolute, vale a dire, programmare due volte unapercentuale del 50% significa applicare una percentuale di Feed-Forward del 50%, e nondel 25%.
Il valore definito mediante G134 prevale su quelli definiti nei parametri macchina, ma nonsu quello definito dal PLC.
Proprietà delle funzioni
La funzione G134 è modale.
All'accensione, dopo l'esecuzione M02 o M30, e dopo un'EMERGENZA o un RESET, siripristina il Feed-Forward definito dal costruttore della macchina su ogni asse.
Variabile per definire il feed-forward dal PLC
Si dispone della variabile (V.)A.PLCFFGAIN.Xn di scrittura dal PLC per definire lapercentuale di feed-forward in ognuno degli assi. Il valore definito da questa variabile prevalesu quelli definiti nei parametri macchina e da programma.
Se tale variabile si definisce con un valore negativo, si annulla il suo effetto, (il valore zeroè valido). Questa variabile non si inizializza con reset né quando si confermano i parametri.
G134 X50.75 Y80 Z10 (Percentuale di Feed-Forward da applicare:)
(Sull'asse X=50.75%)
(Sull'asse Y=80%)
(Sull'asse Z=10%)
Manuale di programmazione
CNC 8070
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
6.
Fun
zio
ni a
ssoc
iate
all'
avan
zam
ent
o
·113·
(REF: 1807)
6.2.8 Controllo dell'AC-Forward (G135)
Mediante il controllo dell'AC-Forward è possibile migliorare la risposta del sistema aicambiamenti di accelerazione e diminuire l'errore di inseguimento nelle fasi di accelerazionee decelerazione.
Oltre che da programma, l’AC-forward può essere applicato dai parametri macchina e dalPLC. Il valore definito da PLC sarà il più prioritario mentre quello definito nei parametrimacchina sarà il meno prioritario.
Programmazione
G135Percentuale di AC-Forward da applicare
La percentuale di AC-Forward che si applica su ogni asse si definisce mediante la funzioneG135, seguita dagli assi e dalla nuova percentuale di AC-Forward che si desidera applicaresu ognuno di essi.
I valori di AC-Forward da applicare si potranno definire con un massimo di 1 decimale.
Considerazioni
Il valore massimo di AC-Forward che è possibile applicare è limitato al 120%.
Le percentuali programmate sono assolute, vale a dire, programmare due volte unapercentuale del 50% significa applicare una percentuale di AC-Forward del 50%, e non del25%.
Il valore definito mediante G135 prevale su quelli definiti nei parametri macchina, ma nonsu quello definito dal PLC.
Proprietà delle funzioni
La funzione G135 è modale.
All'accensione, dopo l'esecuzione M02 o M30, e dopo un'EMERGENZA o un RESET, siripristina l'AC-Forward definito dal costruttore della macchina su ogni asse.
Variabile per definire l’AC-forward dal PLC
Si dispone della variabile (V.)A.PLCACFGAIN.Xn di scrittura dal PLC per definire lapercentuale di AC-forward in ognuno degli assi. Il valore definito da questa variabile prevalesu quelli definiti nei parametri macchina e da programma.
Se tale variabile si definisce con un valore negativo, si annulla il suo effetto, (il valore zeroè valido). Questa variabile non si inizializza con reset né quando si confermano i parametri.
G135 X55.8 Y75 Z110 (Percentuale di AC-Forward da applicare:)
(Sull'asse X=55.8%)
(Sull'asse Y=75%)
(Sull'asse Z=110%)
Manuale di programmazione
CNC 8070
6.
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
Vel
ocità
del
man
drin
o (S
)
·114·
(REF: 1807)
6.3 Velocità del mandrino (S)
La velocità del mandrino si seleziona da programma mediante il nome del mandrino seguitodalla velocità desiderata. In uno stesso blocco è possibile programmare le velocità di tuttii mandrini del canale. Vedi il capitolo "7 Il mandrino. Controllo base.".
La velocità programmata si mantiene attiva finché non si programmerà un altro valore.All'accensione, dopo l'esecuzione di M30 o dopo un'emergenza o un reset, i mandriniassumono velocità ·0·.
La velocità si potrà programmare in giri/min. o in m/min (piedi/min), a seconda della funzioneG197 o G196 attiva. Le unità di default sono giri/min.
Avvio e arresto del mandrino
La definizione di una velocità non comporta l’avvio del mandrino. L’avvio si definiscemediante le seguenti funzioni ausiliarie.
M03 - Avvia il mandrino a destra.
M04 - Avvia il mandrino a sinistra.
M05 - Arresto della rotazione del mandrino.
Velocità massima
La velocità massima di rotazione in ogni gamma è limitata dal costruttore della macchina.Se si programma una velocità di rotazione superiore, il CNC limiterà tale valore al massimoconsentito dalla gamma attiva. Lo stesso accade se si cerca di superare la velocità massimamediante i tasti "+" e "-" del Pannello di Comando, da PLC o da programma.
Regolazione della velocità
La velocità "S" programmata può variare da 50% a 120% mediante i tasti "+" e "-" del Pannellodi Comando o da PLC. Tuttavia, la variazione massima e minima potrà essere diversa, aseconda delle impostazioni del costruttore della macchina [P.M.E. "MINOVR" y "MAXOVR"].
Inoltre, il passo incrementale associato ai tasti "+" e "-" del Pannello di Comando per variarela "S" programmata sarà di 10 alla volta, anche se tale valore potrà essere diverso in funzionedelle impostazioni del costruttore della macchina [P.M.E. "STEPOVR"].
Quando si eseguono operazioni di filettatura, non è consentito di modificare la velocitàprogrammata, e la lavorazione sarà al 100% della velocità "S" programmata.
S1000S1=500S1100 S1=2000 S4=2345
Manuale di programmazione
CNC 8070
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
6.
Num
ero
d'ut
ensi
le (
T)
·115·
(REF: 1807)
6.4 Numero d'utensile (T)
Il codice "T" identifica l'utensile che si desidera selezionare. Gli utensili possono essere inun magazzino gestito dal CNC, o in un magazzino manuale (che viene denominato utensiledi terra).
Il formato di programmazione è T<0-4294967294>, ed è consentita la programmazionemediante parametri o espressioni aritmetiche. In tali casi, il valore calcolato vienearrotondato di default a un numero intero. Se il risultato è un valore negativo, il CNC riporteràil relativo errore.
Definizione
Per attivare un correttore, esso deve essere stato definito previamente. A tale scopo, il CNCdispone di una tabella, in cui l'utente può impostare i dati relativi a ciascun utensile. Inoltre,in caso di magazzino gestito dal CNC, occorre definire la posizione occupata da ciascunutensile nel magazzino. A tale scopo, il CNC dispone di una tabella, in cui l'utente puòimpostare la posizione corrispondente a ciascun utensile. I dati delle tabelle si possonoimpostare:
• Manualmente, dal pannello frontale del CNC (vedi Manuale di Funzionamento).
• Dal programma, utilizzando le variabili associate, (come si spiega nel rispettivo capitolodel presente manuale).
Selezionare un utensile
L'utensile desiderato per la lavorazione può essere selezionato da programma mediante ilcodice "T<n>", in cui <n> è il numero d'utensile.
• In un tornio, il codice "T" seleziona l’utensile nel portautensili.
• In una fresatrice, il codice "T" seleziona l'utensile. Dopo aver selezionato un utensile,occorre programmare la funzione M06 per caricarlo sul mandrino. La procedura dicaricamento e scarico si esegue in base al sottoprogramma associato alla funzione M06,se è stato impostato dal costruttore della macchina.
Esempio su un modello tornio.
N10 ...
N20 T1 (Il CNC seleziona l’utensile T1 nella torre)
N30 ... (Il CNC carica l'utensile T1 sul mandrino)
N40 ...
N50 T2 (Il CNC seleziona l’utensile T2 nella torre)
Esempio su un modello fresatrice.
N10 ...
N20 T1 (Il CNC seleziona l'utensile T1 nel magazzino)
N30 M06 (Il CNC carica l'utensile T1 sul mandrino)
N40 ...
N50 T2 (Il CNC seleziona l'utensile T2)
N60 ...
N70 ...
N80 ...
N90 M06 (Il CNC carica l'utensile T2 sul mandrino)
N100 ...
N110 M30
Manuale di programmazione
CNC 8070
6.
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
Num
ero
d'ut
ensi
le (
T)
·116·
(REF: 1807)
Caricamento e scarico di un utensile nel magazzino
Per caricare gli utensili nel magazzino, esso deve essere in modalità caricamento. Perscaricare gli utensili del magazzino, esso deve essere in modalità scaricamento. Gli utensilisi caricano nel magazzino da terra passando dal mandrino e si scaricano in terra passandodal mandrino.
La modalità di lavoro del magazzino si stabilisce mediante la variabile V.[n].TM.MZMODEin cui n è il numero di canale. A seconda del valore della variabile, il gestore assumerà unadelle seguenti modalità di lavoro.
Quando il magazzino si trova in modalità caricamento o scarico, l'operazione si esegue dalprogramma mediante il codice Tn in cuin è il numero di utensile. Una volta terminato ilcaricamento o lo scarico degli utensili, occorre portare il magazzino in modalità normale,(valore ·0·).
Caricamento di un utensile su una posizione specifica del magazzino
Vi sono utensili che per le loro caratteristiche, (dimensioni, peso, ecc.) devono essere situatiin una posizione particolare del magazzino; ad esempio, per mantenere equilibrato ilmagazzino.
Il comando POSn definisce la posizione del magazzino in cui si desidera situare l'utensile.La sua programmazione deve sempre stare nello stesso blocco Tn.
La selezione della posizione del magazzino è consentita solo quando il magazzino è inmodalità caricamento. Altrimenti si visualizzerà il rispettivo errore.
Caricamento di un utensile in un sistema di vari magazzini
Se si dispone di più di un magazzino, occorre indicare dove caricare l'utensile mediante ilcodice MZn, in cui n indica il numero di magazzino. La sua programmazione deve semprestare nello stesso blocco Tn.
Considerazioni. L'utensile e la funzione M06.
Il costruttore della macchina può avere associato al codice "T" un sottoprogramma che sieseguirà automaticamente nel selezionare un utensile. Se in questo sottoprogramma è statainclusa la funzione M06, la procedura di caricamento dell'utensile sul mandrino si eseguiràquando si eseguirà il codice "T".
Valore Significato
0 Modalità normale (di default e dopo Reset).
1 Modalità caricamento magazzino.
2 Modalità scaricamento magazzino.
V.[1].TM.MZMODE = 1T1 M6T2 M6···V.[1].TM.MZMODE = 0
V.[1].TM.MZMODE = 1T3 M6 POS24
(Colloca l’utensile 3 nella posizione 24 del magazzino)···V.[1].TM.MZMODE = 0
T1 MZ1 M6(Colloca l'utensile 1 nel primo magazzino)
T8 MZ2 POS17 M6(Colloca l’utensile 8 nel secondo magazzino nella posizione 17)
Manuale di programmazione
CNC 8070
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
6.
Num
ero
d'ut
ensi
le (
T)
·117·
(REF: 1807)
Posizionare un magazzino torretta.
Il CNC consente di situare la torretta in una posizione particolare, indipendentemente dalfatto che nella posizione indicata esista o no un utensile. Se la posizione selezionata contieneun utensile, il CNC l’assume come utensile programmato; altrimenti il CNC assume T0.
Programmazione.
Nel programmare questa sentenza, occorre definire il numero di magazzino e la posizioneda selezionare sulla torretta. La nuova posizione della torretta si potrà definire in modoincrementale, definendo il numero di posizioni da ruotare e il senso di rotazione o in modoassoluto, definendo la posizione da raggiungere.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti efra parentesi ad angolo si indicano gli argomenti opzionali.
#ROTATEMZ{mz} P{pos}#ROTATEMZ{mz} {±n}
{mz} Numero di magazzino.
{pos} Posizione assoluta della torretta.
{±n} Numero di posizioni da ruotare; il segno indica il senso di rotazione, positivo onegativo. Se si programma solo il segno, la torretta ruota una posizione.
#ROTATEMZ1 P5(Posizionamento assoluto; selezionare la posizione 5.)
#ROTATEMZ2 +3(Posizionamento incrementale; girare la torretta 3 posizioni in senso positivo.)
#ROTATEMZ1 -7(Posizionamento incrementale; girare la torretta 7 posizioni in senso negativo.)
#ROTATEMZ2 +(Posizionamento incrementale; girare la torretta 1 posizione in senso positivo.)
#ROTATEMZ1 -(Posizionamento incrementale; girare la torretta 1 posizione in senso negativo.)
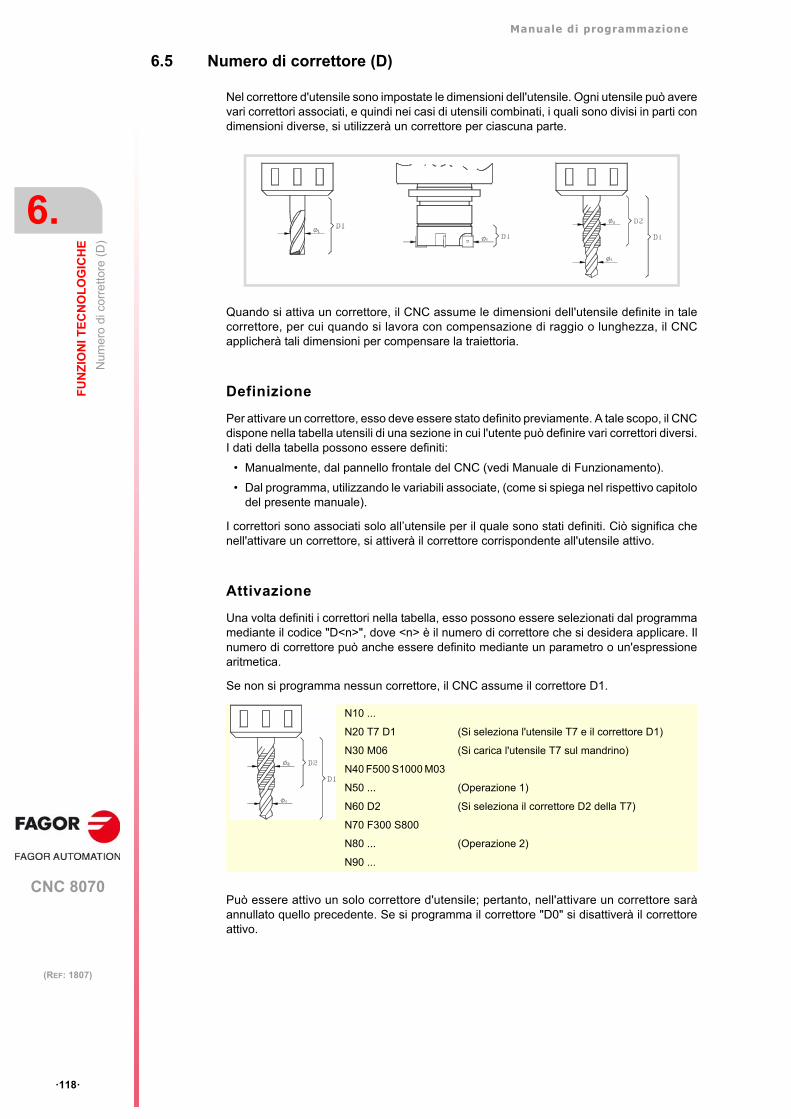
Manuale di programmazione
CNC 8070
6.
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
Num
ero
di c
orre
ttore
(D
)
·118·
(REF: 1807)
6.5 Numero di correttore (D)
Nel correttore d'utensile sono impostate le dimensioni dell'utensile. Ogni utensile può averevari correttori associati, e quindi nei casi di utensili combinati, i quali sono divisi in parti condimensioni diverse, si utilizzerà un correttore per ciascuna parte.
Quando si attiva un correttore, il CNC assume le dimensioni dell'utensile definite in talecorrettore, per cui quando si lavora con compensazione di raggio o lunghezza, il CNCapplicherà tali dimensioni per compensare la traiettoria.
Definizione
Per attivare un correttore, esso deve essere stato definito previamente. A tale scopo, il CNCdispone nella tabella utensili di una sezione in cui l'utente può definire vari correttori diversi.I dati della tabella possono essere definiti:
• Manualmente, dal pannello frontale del CNC (vedi Manuale di Funzionamento).
• Dal programma, utilizzando le variabili associate, (come si spiega nel rispettivo capitolodel presente manuale).
I correttori sono associati solo all’utensile per il quale sono stati definiti. Ciò significa chenell'attivare un correttore, si attiverà il correttore corrispondente all'utensile attivo.
Attivazione
Una volta definiti i correttori nella tabella, esso possono essere selezionati dal programmamediante il codice "D<n>", dove <n> è il numero di correttore che si desidera applicare. Ilnumero di correttore può anche essere definito mediante un parametro o un'espressionearitmetica.
Se non si programma nessun correttore, il CNC assume il correttore D1.
Può essere attivo un solo correttore d'utensile; pertanto, nell'attivare un correttore saràannullato quello precedente. Se si programma il correttore "D0" si disattiverà il correttoreattivo.
N10 ...
N20 T7 D1 (Si seleziona l'utensile T7 e il correttore D1)
N30 M06 (Si carica l'utensile T7 sul mandrino)
N40 F500 S1000 M03
N50 ... (Operazione 1)
N60 D2 (Si seleziona il correttore D2 della T7)
N70 F300 S800
N80 ... (Operazione 2)
N90 ...
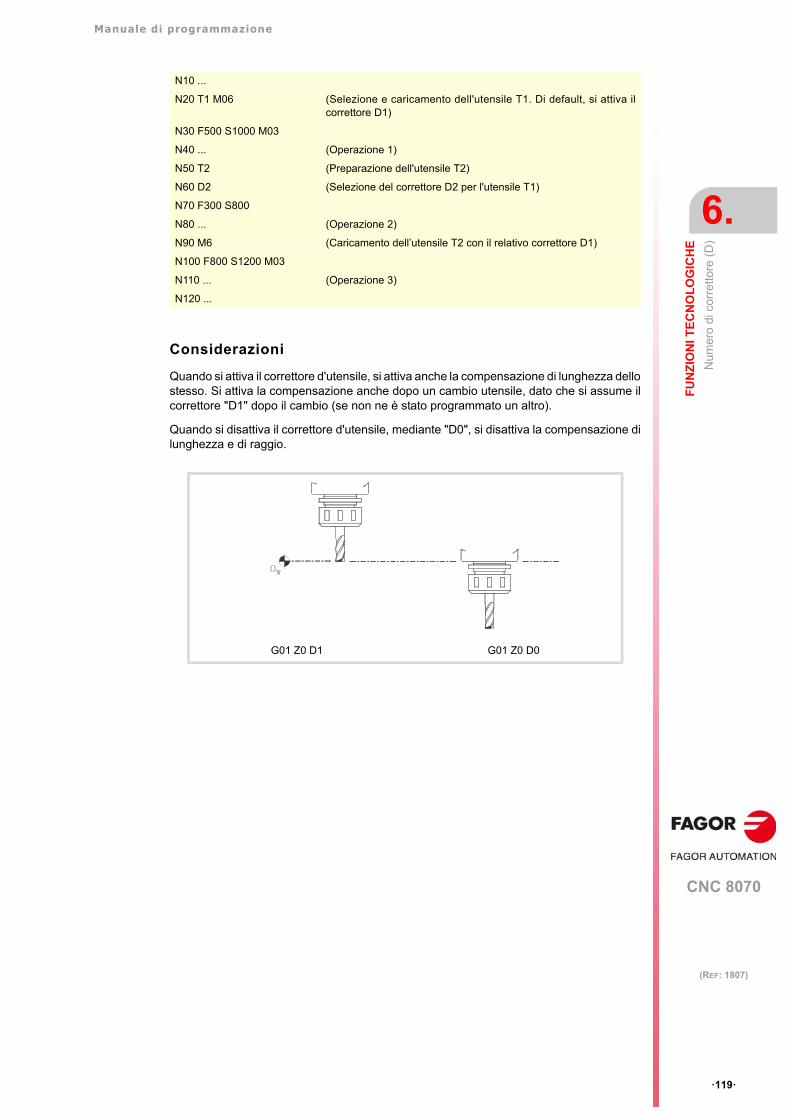
Manuale di programmazione
CNC 8070
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
6.
Num
ero
di c
orre
ttore
(D
)
·119·
(REF: 1807)
Considerazioni
Quando si attiva il correttore d'utensile, si attiva anche la compensazione di lunghezza dellostesso. Si attiva la compensazione anche dopo un cambio utensile, dato che si assume ilcorrettore "D1" dopo il cambio (se non ne è stato programmato un altro).
Quando si disattiva il correttore d'utensile, mediante "D0", si disattiva la compensazione dilunghezza e di raggio.
N10 ...
N20 T1 M06 (Selezione e caricamento dell'utensile T1. Di default, si attiva ilcorrettore D1)
N30 F500 S1000 M03
N40 ... (Operazione 1)
N50 T2 (Preparazione dell'utensile T2)
N60 D2 (Selezione del correttore D2 per l'utensile T1)
N70 F300 S800
N80 ... (Operazione 2)
N90 M6 (Caricamento dell’utensile T2 con il relativo correttore D1)
N100 F800 S1200 M03
N110 ... (Operazione 3)
N120 ...
G01 Z0 D1 G01 Z0 D0
Manuale di programmazione
CNC 8070
6.
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
Fun
zio
ni a
usi
liari
(M)
·120·
(REF: 1807)
6.6 Funzioni ausiliari (M)
Le funzioni ausiliarie "M" sono relative all'esecuzione generale del programma del CNC eal controllo dei meccanismi della macchina, come ad esempio il cambio di gamme delmandrino, il refrigerante, il cambio utensile, ecc..
Programmazione
È consentito programmare fino a 7 funzioni ausiliarie "M" nello stesso blocco. Il formato diprogrammazione è M<0 - 65535>, e la programmazione può essere mediante parametri oespressioni aritmetiche. In tali casi, il valore calcolato viene arrotondato di default a unnumero intero. Se il risultato è un valore negativo, il CNC riporterà il relativo errore.
Esecuzione
A seconda delle impostazioni del costruttore della macchina (Tabella di funzioni "M"):
• Le funzioni ausiliarie "M" si eseguiranno prima o dopo il movimento del blocco in cui sonoprogrammate.
Se si personalizza una funzione "M" affinché si esegua dopo lo spostamento del blocco,a seconda della funzione G05 o G07 attiva:
• Il CNC attenderà o no la conferma dell'avvenuta esecuzione della funzione "M" primadi continuare l'esecuzione del programma. Nel caso di attesa di conferma, essa si dovràverificare prima o dopo l'esecuzione del movimento del blocco in cui è stataprogrammata.
• Le funzioni "M" che non sono state personalizzate nella tabella, saranno eseguite primadel movimento del blocco in cui sono state programmate, e il CNC attenderà la confermadell'avvenuta esecuzione della funzione "M" prima di eseguire il movimento del blocco.
Alcune delle funzioni ausiliarie "M" hanno assegnato un significato interno nel CNC. Nellasezione "6.6.1 Lista di funzioni "M"" di questo stesso capitolo si riporta una lista di talifunzioni, insieme al loro significato nel CNC.
Sottoprogramma associato
Le funzioni ausiliarie "M" possono avere un sottoprogramma associato, che sarà eseguitoinvece della funzione.
Se in un sottoprogramma associato a una funzione "M" si programma la stessa funzione "M",essa sarà eseguita, ma non il sottoprogramma associato.
G05 La funzione "M" si esegue con la fine teorica dello spostamento (quando gli assi non sonoarrivati in posizione).
G07 La funzione "M" si esegue con la fine reale dello spostamento (quando gli assi sono giàin posizione).
Manuale di programmazione
CNC 8070
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
6.
Fun
zio
ni a
usi
liari
(M)
·121·
(REF: 1807)
6.6.1 Lista di funzioni "M"
Interruzione del programma (M00/M01)
M00Arresto programma.
La funzione M00 interrompe l'esecuzione del programma. Non arresta il mandrino e noninizializza le condizioni di taglio.
Per riprendere l'esecuzione del programma, sarà necessario premere di nuovo il tasto[AVVIO] del Pannello di Comando.
Si raccomanda di personalizzare questa funzione nella tabella di funzioni "M", in modo chesi esegua alla fine del blocco in cui è programmata.
M01Arresto condizionato del programma.
Quando è attivo l'interruttore esterno di arresto condizionato (segnale "M01 STOP" del PLC),si interrompe l'esecuzione del programma. Non arresta il mandrino e non inizializza lecondizioni di taglio.
Per riprendere l'esecuzione del programma, sarà necessario premere di nuovo il tasto[AVVIO] del Pannello di Comando.
Si raccomanda di personalizzare questa funzione nella tabella di funzioni "M", in modo chesi esegua alla fine del blocco in cui è programmata.
Cambio utensile (M06)
M06Cambio utensile.
La funzione M06 esegue il cambio utensile. Il CNC gestirà il cambiautensili ed aggiorneràla tabella relativa al magazzino utensili.
Si raccomanda di personalizzare questa funzione nella tabella di funzioni "M", in modo cheesegua il sottoprogramma corrispondente al cambiautensili installato sulla macchina.
Manuale di programmazione
CNC 8070
6.
FU
NZ
ION
I TE
CN
OL
OG
ICH
E
Fu
nzio
ni a
usili
ari (
H)
·122·
(REF: 1807)
6.7 Funzioni ausiliari (H)
Le funzioni ausiliarie "H" si utilizzano per inviare informazione al PLC. A differenza dellefunzioni "M", le funzioni ausiliarie "H" non attendono conferma dell'avvenuta esecuzionedella funzione per continuare l'esecuzione del programma.
Programmazione
È possibile programmare fino a 7 funzioni ausiliarie "H" nello stesso blocco. Il formato diprogrammazione è H<0 - 65535>, e la programmazione può essere mediante parametri oespressioni aritmetiche. In tali casi, il valore calcolato viene arrotondato di default a unnumero intero. Se il risultato è un valore negativo, il CNC riporterà il relativo errore.
Esecuzione
Le funzioni ausiliarie "H" si eseguiranno all'inizio del blocco in cui sono programmate.

CNC 8070
7
·123·
(REF: 1807)
IL MANDRINO. CONTROLLO BASE.
Il CNC può avere fino a quattro mandrini suddivisi fra i vari canali del sistema. Un canalepuò avere associato uno, vari o nessun mandrino.
Ogni canale può controllare solo i relativi mandrini; non è possibile avviare o arrestare imandrini di un altro canale in modo diretto. In un modo indiretto il CNC può controllare imandrini di un altro canale mediante la sentenza #EXBLK.
Canale multimandrino
Quando un canale dispone i due o più mandrini, si dirà che si tratta di un canalemultimandrino. Dal programma pezzo o MDI si potrà indicare a quale mandrino vanno rivoltigli ordini; se non indicato, gli ordini si rivolgono al mandrino master del canale.
Tutti i mandrini del canale potranno essere in funzionamento allo stesso tempo. Inoltre,ognuno di essi potrà essere in una modalità diversa; potranno girare in sensi diversi, esserein modalità posizionamento, ecc..
Mandrino master del canale
Con mandrino master si intende il mandrino principale del canale. In generale, ogni voltache un canale ha un solo mandrino, esso sarà il relativo mandrino master. Quando un canaleha vari mandrini, il CNC sceglierà il mandrino master in base al criterio descritto inprecedenza stabilito. Vedi "7.1 Il mandrino master del canale" alla pagina 124.
Manuale di programmazione
CNC 8070
7.
IL M
AN
DR
INO
. CO
NT
RO
LL
O B
AS
E.
Il m
and
rino
ma
ster
de
l ca
nale
·124·
(REF: 1807)
7.1 Il mandrino master del canale
Con mandrino master si intende il mandrino principale del canale. È il mandrino al quale sirivolgono gli ordini quando non si specifica un mandrino in particolare. In generale, ogni voltache un canale ha un solo mandrino, esso sarà il relativo mandrino master.
Criterio del CNC per selezionare il mandrino master dopo avereseguito M02, M30, dopo un’emergenza o un reset e dopo unriavvio del CNC.
La selezione del mandrino master sul canale dipende dal parametro macchinaMASTERSPDL. Questo parametro indica se il canale mantiene il mandrino master attualeo recupera il suo mandrino master originale, dopo aver eseguito M02, M30, dopoun’emergenza o un reset e dopo il riavvio del CNC.
Quando un canale non mantiene il proprio mandrino master, all’avvio del CNC e dopo unreset, il canale assume come mandrino master il primo mandrino definito nei parametrimacchina del canale (master originale). Se questo mandrino è parcheggiato o ceduto ad unaltro canale, il canale assume come master il seguente mandrino definito nei parametrimacchina e così via. Se nel canale non vi sono mandrini della configurazione originale(quella definita nei parametri macchina) perché parcheggiati o ceduti, si sceglie comemandrino maestro il primo della configurazione corrente che non sia parcheggiato.
Scambio di mandrini fra canali.
In una situazione con scambio di mandrini fra canali, l’azione di questo parametro dipendeanche dal parametro AXISEXCH, il quale definisce se il cambio canale di un mandrino ètemporaneo o permanente. Se il mandrino master attuale del canale è un mandrino cedutoda un altro canale e il consenso di cambio canale è temporaneo (AXISEXCH=Temporaneo),il mandrino torna al suo canale originale.
Qual è il mandrino master dopo aver eseguito M30?
Quando si esegue un M30 si segue lo stesso criterio, ma si dovrà ricordare che dopo avereseguito questa funzione non si annullano gli scambi temporanei dei mandrini; si annullanoall’inizio del successivo programma. Ciò significa che il maestro originale può non esseredisponibile dopo aver eseguito M30 ma esserlo all’inizio del seguente programma. In questasituazione, dopo un M30 il canale assumerà momentaneamente un mandrino maestro checambierà all’inizio del seguente programma.
Q u a l è i l m a n d r i n o m a s t e r d o p o a v e r m o d i f i c a t o l aconfigurazione del canale?
Se non si specifica un mandrino maestro, dopo aver parcheggiato o scambiato i mandrini,se ne assume uno in base al seguente criterio. In generale, ogni volta che un canale ha unsolo mandrino, esso sarà il relativo mandrino master.
• Se esiste un unico mandrino in tutto il sistema, esso sarà sempre il mandrino master delcanale in cui si trova.
• Se a un canale senza mandrini se ne aggiunge uno, esso sarà il mandrino master.
• Se un canale cede il proprio mandrino master e resta con un unico mandrino, esso saràil suo nuovo mandrino master.
• Se un canale con due mandrini ma senza mandrino master cede uno di essi, quellorestante sarà il suo mandrino master.
• Inizialmente in un canale con vari mandrini sarà mandrino master il primo mandrinoconfigurato secondo i parametri macchina.
MASTERSPDL Significato.
Temporaneo. Il canale recupera il proprio mandrino master originale se è libero; altrimentiseleziona come master il primo mandrino disponibile della configurazioneoriginale.
Mantenuto. Il canale mantiene il mandrino master attivo

Manuale di programmazione
CNC 8070
IL M
AN
DR
INO
. CO
NT
RO
LL
O B
AS
E.
7.
Il m
and
rino
ma
ster
de
l ca
nale
·125·
(REF: 1807)
• Se restano due o più mandrini in un canale e non è possibile applicare nessuna delleregole precedenti, si segue il seguente criterio.
Se uno dei mandrini è il maestro originale, si assume come mandrino maestro. Se essoè parcheggiato, si sceglie il seguente mandrino della configurazione originale (quellidefiniti nei parametri macchina) e così via.
Se nel canale non sono disponibili mandrini della configurazione originale, si assumecome maestro il primo mandrino della configurazione corrente. Se esso è parcheggiato,si sceglie il seguente mandrino e così via.
Q u a l è i l m a n d r i n o m a s t e r d o p o a v e r pa r c h e g g i a t o osparcheggiato i mandrini ?
Si applica lo stesso trattamento spiegato per modificare la configurazione del canale.
Manuale di programmazione
CNC 8070
7.
IL M
AN
DR
INO
. CO
NT
RO
LL
O B
AS
E.
Il m
and
rino
ma
ster
de
l ca
nale
·126·
(REF: 1807)
7.1.1 Selezione manuale di un mandrino master
Selezionare un nuovo mandrino master
Ogni volta che un canale ha un solo mandrino, esso sarà il relativo mandrino master. Quandoun canale ha vari mandrini, il CNC sceglierà il mandrino master in base al criterio descrittoin precedenza. Tuttavia, è possibile cambiare un mandrino master diverso dal programmapezzo o MDI mediante la sentenza #MASTER.
Formato di programmazione.
#MASTER sp
Annullamento del mandrino master
La selezione del mandrino master si può realizzare in qualsiasi momento. Se il mandrinomaster cambia canale, il canale selezionerà un nuovo mandrino master in base al criteriodi cui sopra.
All’accensione, dopo l’esecuzione di M02 o M30, e dopo un’emergenza o un reset, il CNCagisce a seconda delle impostazioni del costruttore (parametro MASTERSPDL).
sp Nome mandrino.
#MASTER S#MASTER S2
Manuale di programmazione
CNC 8070
IL M
AN
DR
INO
. CO
NT
RO
LL
O B
AS
E.
7.
Ve
loci
tà d
el m
and
rino
·127·
(REF: 1807)
7.2 Velocità del mandrino
La velocità del mandrino si seleziona da programma mediante il nome del mandrino seguitodalla velocità desiderata. In uno stesso blocco è possibile programmare le velocità di tuttii mandrini del canale. Non è possibile programmare la velocità di un mandrino che non ènel canale.
La velocità programmata si mantiene attiva finché non si programmerà un altro valore.All'accensione, dopo l'esecuzione di M30 o dopo un'emergenza o un reset, i mandriniassumono velocità ·0·.
Formato di programmazione
Il nome del mandrino potrà essere uno qualsiasi dell’intervallo S, S1...S9. Per il mandrino"S" si può omettere la programmazione del segno "=".
Sn={vel}S{vel}
La velocità si potrà programmare in giri/min. o in m/min (piedi/min), a seconda della funzioneG97 o G96 attiva. Le unità di default sono giri/min.
Avvio e arresto del mandrino
La definizione di una velocità non comporta l’avvio del mandrino. L’avvio si definiscemediante le seguenti funzioni ausiliarie. Vedi "7.3 Avvio e arresto del mandrino" alla pagina130.
M03 - Avvia il mandrino a destra.
M04 - Avvia il mandrino a sinistra.
M05 - Arresto della rotazione del mandrino.
Le gamme della velocità
Ogni mandrino può disporre di fino a 4 gamme di mandrino diverse. Ogni gammarappresenta un intervallo di velocità entro il quale può lavorare il CNC. La velocitàprogrammata deve essere compresa nella gamma attiva; altrimenti sarà necessarioeffettuare un cambio gamma. Il CNC non consente velocità superiori a quella definitanell’ultima gamma.
Il cambio gamma di velocità può essere automatico o manuale. Quando il cambio è manuale,la gamma di velocità si seleziona mediante le funzioni ausiliarie da M41 a M44. Quando ilcambio è automatico, lo stesso CNC ha il compito di generare tali funzioni in base allavelocità programmata. Vedi "7.4 Cambio di gamma del mandrino" alla pagina 132.
Sn Nome mandrino.
S Mandrino "S".
{vel} Velocità di rotazione.
S1000S1=500S1100 S1=2000 S4=2345
Manuale di programmazione
CNC 8070
7.
IL M
AN
DR
INO
. CO
NT
RO
LL
O B
AS
E.
Ve
loci
tà d
el m
and
rino
·128·
(REF: 1807)
7.2.1 G192. Limitazione della velocità di rotazione
La funzione G192 limita la velocità di rotazione del mandrino in entrambe le modalità dilavoro; G96 e G97. Questa funzione risulta particolarmente utile quando si lavora a velocitàdi taglio costante, nella lavorazione di pezzi di grandi dimensioni o in lavori di manutenzionedel mandrino.
Se non si programma la funzione G192, la velocità di rotazione sarà limitata dal parametromacchina G00FEED della gamma.
G192. Programmazione del limite per la velocità di rotazione.
La limitazione della velocità di rotazione si definisce programmando la funzione G192 equindi la velocità massima in ognuno dei mandrini. Questa funzione si può programmarecon il mandrino avviato; in tal caso il CNC limiterà la velocità al nuovo valore programmato.
Formato di programmazione
Il nome del mandrino potrà essere uno qualsiasi dell’intervallo S, S1...S9. Per il mandrino"S" si può omettere la programmazione del segno "=".
G192 Sn={vel}G192 S{vel}
La massima velocità di rotazione si definisce sempre in GIRI/MIN. È consentita laprogrammazione mediante parametri, variabili o espressioni aritmetiche.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
La funzione G192 è modale.
All’accensione, el CNC annulla la funzione G192. Dopo l’esecuzione di M02 o M30 e dopoun’emergenza o un reset, il CNC mantiene la funzione G192.
{vel} Massima velocità di rotazione.
G192 S1000G192 S1=500

Manuale di programmazione
CNC 8070
IL M
AN
DR
INO
. CO
NT
RO
LL
O B
AS
E.
7.
Ve
loci
tà d
el m
and
rino
·129·
(REF: 1807)
7.2.2 Velocità di taglio costante
Le funzioni associate alla programmazione della velocità consente di selezionare se sidesidera lavorare a velocità di taglio costante o a velocità di rotazione costante. La velocitàdi taglio costante è disponibile solo nel mandrino master del canale.
G96 - Velocità di taglio costante.
G97- Velocità di rotazione costante.
Con velocità di taglio costante il CNC varia la velocità di rotazione del mandrino man manoche si sposta l'asse frontale, per mantenere costante la velocità di taglio fra la puntadell'utensile e il pezzo, ottimizzando così le condizioni di lavorazione. Quando si lavora avelocità di taglio costante, è consigliabile limitare da programma la velocità di rotazionemassima che può raggiungere il mandrino. Vedi "7.2.1 G192. Limitazione della velocità dirotazione" alla pagina 128.
G96.Velocità di taglio costante.
La funzione G96 interessa solo il mandrino master del canale.
A partire dal momento in cui si esegue la funzione G96, il CNC intende che le velocitàprogrammate per il mandrino master del canale sono in metri/minuto (piedi/minuto).L'attivazione di questa modalità di lavoro si ha quando, essendo attiva la funzione G96, siprogramma una nuova velocità.
Questa funzione può essere programmata in qualsiasi punto del programma, ed ènecessario che siano da sole nel blocco. Si raccomanda di programmare la velocità nellostesso blocco della funzione G96. La gamma velocità deve essere selezionata nello stessoblocco o in uno precedente.
G97. Velocità di rotazione constante
La funzione G97 interessa tutti i mandrini del canale.
A partire dal momento in cui si esegue la funzione G97, il CNC intende che le velocitàprogrammate sono in giri/min., e inizia a lavorare nella modalità di velocità di rotazionecostante.
Questa funzione può essere programmata in qualsiasi punto del programma, ed ènecessario che siano da sole nel blocco. Si raccomanda di programmare la velocità nellostesso blocco della funzione G97; se non si programma il CNC assume come velocitàprogrammata quella alla quale sta girando in quel momento il mandrino. La gamma velocitàsi può selezionare in qualsiasi momento.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
Le funzioni G96 e G97 sono modali ed incompatibili fra loro.
All’accensione e in seguito a un’emergenza, il CNC assume la funzione G97. Dopol’esecuzione di M02 o M30 e dopo de un reset, il CNC mantiene la funzione G96 o G97eventualmente attiva.
Le seguenti funzioni sono orientate a macchine tipo tornio. Affinché la modalità di velocità di tagliocostante sia disponibile, il costruttore della macchina deve aver definito uno degli assi come -assefrontale- (generalmente l'asse diametrale del pezzo).
i
Manuale di programmazione
CNC 8070
7.
IL M
AN
DR
INO
. CO
NT
RO
LL
O B
AS
E.
Avv
io e
arr
esto
de
l ma
ndrin
o
·130·
(REF: 1807)
7.3 Avvio e arresto del mandrino
Per avviare un mandrino, deve esservi una velocità definita. L’avvio e arresto del mandrinosi definisce mediante le seguenti funzioni ausiliarie.
M03 - Avvio del mandrino a destra.
M04 - Avvio del mandrino a sinistra.
M05 - Arresto mandrino.
Queste funzioni sono modali e incompatibili fra loro e con la funzione M19.
M03/M04. Avvio del mandrino a destra/sinistra.
La funzione M03 avvia il mandrino a destra e la funzione M04 avvia il mandrino a sinistra.Si raccomanda di personalizzare queste funzioni nella tabella di funzioni "M", in modo chesi eseguono alla fine del blocco in cui sono programmate.
Queste funzioni si possono definire insieme alla velocità programmata o in un blocco diverso.Se nel blocco in cui si programmano non vi è riferimento a nessun mandrino, si applicanoal mandrino master del canale.
Se si programmano vari mandrini in un solo blocco, le funzioni M3 e M4 si applicano a tuttiloro. Per avviare i mandrini in sensi diversi, definire insieme ad ogni funzione M il mandrinoal quale è associata come segue.
M3.S / M4.S Funzione M3 o M4 associata al mandrino S.
M05. Arresto del mandrino.
La funzione M05 arresta il mandrino.
Per arrestare un mandrino, definire insieme alla funzione M5 il mandrino al quale è associatacome segue. Se non fa riferimento a nessun mandrino, si applica al mandrino master.
M5.S Funzione M5 associata al mandrino S.
Senso di giro predefinito nella tabella dell’utensile.
Il CNC consente di definire un senso di rotazione predeterminato per ogni utensile. Questovalore è definito nella tabella utensili.
Quando gli si assegna un senso di rotazione nella tabella, il CNC verificherà durantel’esecuzione se il senso di rotazione della tabella coincide con quello programmato(M03/M04). Se entrambi sensi di rotazione non coincidono, il CNC visualizza ilcorrispondente messaggio di errore. Il CNC esegue tale verifica ogni volta che si programmauna M03, M04 o M06.
S1000 M3(Il mandrino "S" si avvia a destra a 1000 giri/min.)
S1=500 M4(Il mandrino "S1" si avvia a sinistra a 500 giri/min.)
M4(Il mandrino maestro si avvia a sinistra)
S1000 S2=456 M3(Rotazione mandrino a destra "S" a 1000 giri/min. e S2 a 456 giri/min.)
M3.S S1000 S2=456 M4.S2(Rotazione a destra del mandrino "S" a 1000 giri/min.)(Rotazione a sinistra del mandrino "S2" a 456 giri/min.)
S1000 S2=456 M5(Arresta il mandrino master)
M5.S M5.S2 S1=1000 M3.S1(Arresta i mandrini "S" e "S2")(Rotazione a destra del mandrino "S1")

Manuale di programmazione
CNC 8070
IL M
AN
DR
INO
. CO
NT
RO
LL
O B
AS
E.
7.
Avv
io e
arr
esto
de
l ma
ndrin
o
·131·
(REF: 1807)
Conoscere qual è il senso di rotazione predeterminato.
Il senso di rotazione predeterminato per ogni utensile si può consultare nella tabella utensili;quello dell’utensile attivo si può consultare anche mediante una variabile.
(V.)G.SPDLTURDIR
Questa variabile restituisce il senso di rotazione predeterminato dell’utensile attivo.Valore ·0· se non ha nessun senso di rotazione predeterminato, valore ·1· se il sensoè M03 e valore ·2· se il senso è M04.
Annullare temporaneamente il senso di rotazione predeterminato.
Dal programma pezzo è possibile annullare temporaneamente il senso di rotazionepredeterminato dell’utensile attivo. Ciò si ottiene assegnando valore· 0· alla variabileV.G.SPDLTURDIR.
Quando si esegue un cambio utensile, questa variabile prenderà il valore corrispondentein base all’impostazione nella tabella di utensili.

Manuale di programmazione
CNC 8070
7.
IL M
AN
DR
INO
. CO
NT
RO
LL
O B
AS
E.
Cam
bio
di g
amm
a de
l ma
ndrin
o
·132·
(REF: 1807)
7.4 Cambio di gamma del mandrino
Ogni mandrino può disporre di fino a 4 gamme di mandrino diverse. Ogni gammarappresenta un intervallo di velocità entro il quale può lavorare il CNC. La velocitàprogrammata deve essere compresa nella gamma attiva; altrimenti sarà necessarioeffettuare un cambio gamma.
Il cambio gamma di velocità può essere automatico o manuale. Quando il cambio è manuale,la gamma di velocità si seleziona mediante le funzioni ausiliarie da M41 (gamma 1) a M44(gamma 4). Quando il cambio è automatico, lo stesso CNC ha il compito di generare talifunzioni in base alla velocità programmata.
La configurazione delle gamme di velocità (cambio automatico o manuale, velocità massimain ogni gamma, ecc.) sono definiti dal costruttore della macchina. Vedi "Come conoscerela configurazione delle gamme di velocità di un mandrino." alla pagina 133.
Cambio manuale della gamma di velocità
Quando il cambio è manuale, la gamma di velocità si seleziona mediante le funzioni ausiliarieda M41 a M44.
M41 - Seleziona la gamma di velocità ·1·.
M42 - Seleziona la gamma di velocità ·2·.
M43 - Seleziona la gamma di velocità ·3·.
M44 - Seleziona la gamma di velocità ·4·.
Queste funzioni si possono definire insieme ai mandrini programmati o in un blocco diverso.Se nel blocco in cui si programmano non vi è riferimento a nessun mandrino, si applicanoal mandrino master del canale.
Se si programmano vari mandrini in un solo blocco, le funzioni si applicano a tutti loro. Perapplicare gamme diverse ai mandrini, definire insieme ad ogni funzione M il mandrino alquale è associata come segue.
M41.S Funzione M41 associata al mandrino S.
Influenza del reset, dello spegnimento e della funzione M30.
Le gamme della velocità sono modali. All'accensione, il CNC assume la gamma definita dalcostruttore della macchina. Dopo l'esecuzione di M02 o M30, e dopo un'EMERGENZA o unRESET, si mantiene la gamma di velocità attiva.
Il grafico riporta un mandrino con tre gamme di velocità. La prima va da 0 a S1 giri/min.; la secondada S1 a S2; la terza da S2 a S3.
S1000 M41S1=500 M42M44
S1000 S2=456 M41(Gamma di velocità 1 al mandrino "S" e al "S2")
M41.S M42.S3(Gamma di velocità ·1· al mandrino "S")(Gamma di velocità ·2· al mandrino "S3")
M41
giri/mi
M43M42
S1 S2 S3
Manuale di programmazione
CNC 8070
IL M
AN
DR
INO
. CO
NT
RO
LL
O B
AS
E.
7.
Cam
bio
di g
amm
a de
l ma
ndrin
o
·133·
(REF: 1807)
Conoscere qual è la gamma attiva.
Nella finestra delle funzioni M delle modalità automatica o manuale si riporta qual è la gammadi velocità attiva; se non ne è riportata nessuna, significa che è attiva la gamma ·1·.
La gamma di velocità attiva si può consultare anche mediante la seguente variabile.
(V.)[n].G.MS[i]
Variabile di lettura dal PRG e PLC.
La variabile indica lo stato della funzione Mi definitai. La variabile restituisce il valore ·1·se è attiva e ·0· nel caso contrario.
Cambio di gamma sui mandrini Sercos.
Quando si dispone di mandrini Sercos, le funzioni M41-M44 comportano anche il cambiodi gamma di velocità del regolatore.
Come conoscere la configurazione delle gamme di velocità diun mandrino.
Sia il tipo di cambio gamma di velocità (automatico o manuale) sia la velocità massima inogni gamma sono definiti dal costruttore della macchina. La configurazione possono essereconsultati direttamente nella tabella parametri macchina o mediante le seguenti variabili.
Come sapere se il mandrino dispone di cambio automatico.
(V.)SP.AUTOGEAR.Sn
Variabile di lettura dal PRG e PLC.
La variabile indica se il mandrino Sn dispone di cambio automatico della gamma divelocità. La variabile restituisce il valore ·1· in caso affermativo e ·0· se il cambio èmanuale.
Numero di gamme di velocità disponibili
(V.)SP.NPARSETS.Sn
Variabile di lettura dal PRG e PLC.
La variabile indica il numero di gamme definiti del mandrino Sn.
Velocità massima per ciascuna gamma.
(V.)SP.G00FEED[g].Sn
Variabile di lettura dal PRG e PLC.
La variabile indica la velocità massima del mandrino Sn nella gamma g.
Gamma di velocità attiva di default.
(V.)SP.DEFAULTSET.Sn
Variabile di lettura dal PRG e PLC.
La variabile indica qual è la gamma di velocità che assume il CNC all’accensione peril mandrino Sn.
Manuale di programmazione
CNC 8070
7.
IL M
AN
DR
INO
. CO
NT
RO
LL
O B
AS
E.
Arr
esto
orie
ntat
o de
l ma
ndrin
o
·134·
(REF: 1807)
7.5 Arresto orientato del mandrino
L’arresto orientato del mandrino si definisce mediante la funzione M19. Questa funzionearresta il mandrino e lo posiziona sull’angolo definito dal parametro "S". Vedi "Come siesegue il posizionamento" alla pagina 135.
Dopo aver eseguito la funzione M19, il mandrino smette di lavorare in modalità velocità edinizia a lavorare in modalità posizionamento. Questa modalità resta attiva finché non si avviadi nuovo il mandrino in modalità velocità con M3/M4.
Programmare un arresto orientato del mandrino
Ogni volta che si desidera eseguire un posizionamento del mandrino, occorre programmarela funzione M19 e l'angolo di posizionamento. Se non si definisce l’angolo, il CNC orientail mandrino master a 0º.
Anche è la funzione M19 attiva, se si definisce un valore di "S" senza M19, il CNC lo assumecome nuova velocità di rotazione per la prossima volta che si avvierà il mandrino in modalitàvelocità, mediante le funzioni M03/M04.
Formato di programmazione (1).
Quando si esegue la funzione M19 il CNC intende che il valore immesso mediante il codice"Sn" indica la posizione angolare del mandrino. Se si programmano vari mandrini in un soloblocco, la funzione M19 si applica a tutti loro.
M19 S{pos}
La posizione angolare si programmerà in gradi e si interpreta sempre in quote assolute, percui non viene interessata dalle funzioni G90/G91. Per effettuare il posizionamento, il CNCcalcola il modulo (fra 0 e 360º) del valore programmato.
Formato di programmazione (2). Posizionamento del mandrino a 0º.
Per orientare il mandrino nella posizione ·0·, è anche possibile programmare definendoinsieme alla funzione M19 il mandrino da orientare. Se non si definisce mandrino, il CNCintende che si desidera orientare il mandrino master.
M19.S
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
La funzione M19 è modale e incompatibile con le funzioni M03, M04 e M05.
All'accensione, dopo l'esecuzione M02 o M30, e dopo un'EMERGENZA o un RESET, il CNCpone il mandrino in modalità velocità con la funzione M05.
Questa modalità di lavoro è disponibile solo su macchine provviste di un trasduttore rotativo (encoder)accoppiato al mandrino.i
S{pos} Mandrino che si desidera orientare e angolo di posizionamento. L'angolo si definisce in gradi.
M19 S0(Posizionamento del mandrino S a 0º)
M19 S2=120.78(Posizionamento del mandrino S2 a 120.78º)
M19 S1=10 S2=34(Posizionamento del mandrino S1 a 10º e S2 a 34º)
S Mandrino che si desidera orientare a 0º.
M19.S4(Posizionamento del mandrino S4 a 0º)
M19(Posizionamento del mandrino master a 0º)

Manuale di programmazione
CNC 8070
IL M
AN
DR
INO
. CO
NT
RO
LL
O B
AS
E.
7.
Arr
esto
orie
ntat
o de
l ma
ndrin
o
·135·
(REF: 1807)
Come si esegue il posizionamento
Quando si esegue la funzione M19 il CNC si agisce come segue.
1 Il CNC arresta il mandrino (se sta girando).
2 Il mandrino smette di lavorare in modalità velocità ed inizia a lavorare in modalitàposizionamento.
3 Se è la prima volta che si esegue la funzione M19, il CNC effettua una ricerca diriferimento macchina del mandrino.
4 Il mandrino resta posizionato a 0º, o sull'angolo definito dal codice "S" (se programmato).A tale scopo, si calcolerà il modulo (da 0 a 360º) del valore programmato e il mandrinoraggiungerà tale posizione.
Esecuzione della funzione M19 per la prima volta
Quando si esegue la funzione M19 per la prima volta, si esegue una ricerca del riferimentomacchina del mandrino. Le funzioni M19 programmate successivamente eseguono solo ilposizionamento del mandrino. Se si desidera eseguire di nuovo il riferimento del mandrino,utilizzare la funzione G74.
N10 G97 S2500 M03(Il mandrino gira a 2500 g/min)
N20 M19 S50(Il mandrino in modalità posizionamento. Il mandrino si orienta in 50º)
N30 M19 S150 (Posizionamento a 150º)
N40 S1000(Nuova velocità di rotazione. Il mandrino resta in modalità posizionamento)
N50 M19 S-100(Posizionamento a -100º)
N60 M03(Mandrino controllato in velocità. Il mandrino gira a 1000 g/min)
N70 M30
Manuale di programmazione
CNC 8070
7.
IL M
AN
DR
INO
. CO
NT
RO
LL
O B
AS
E.
Arr
esto
orie
ntat
o de
l ma
ndrin
o
·136·
(REF: 1807)
7.5.1 Il senso di rotazione per orientare il mandrino
Il senso di rotazione per il posizionamento si può definire insieme alla funzione M19; se nonsi definisce, il CNC applica un senso di rotazione di default. Ogni mandrino può avere unsenso di rotazione di default.
Senso di rotazione di default.
Se non è stato definito un senso di rotazione, il CNC agisce come segue. Se nell’eseguirela funzione M19 si trovava una funzione M3 o M4 attiva, anche se la velocità è zero questafunzione determina il senso in cui si orienta il mandrino. Se non si trova una funzione M3o M4 attiva, il senso di rotazione si stabilisce in funzione del parametro macchinaSHORTESTWAY.
• Se il mandrino è del tipo SHORTESTWAY si posiziona per la via più corta.
• Se il mandrino non è del tipo SHORTESTWAY si posiziona sullo stesso senso dell’ultimospostamento del mandrino.
Senso di giro definito dall'utente.
Il senso di posizionamento programmato insieme alla funzione M19 si applica a tutti imandrini programmati nel blocco. Se non si programma il senso di rotazione, ogni mandrinogirerà nel senso di rotazione che è stato definito in precedenza; se non ne è stato definitonessuno, assumerà un senso di rotazione di default.
Il senso di rotazione programmato si mantiene finché non se ne programmerà un altrodiverso.
Formato di programmazione (1). Senso di rotazione per tutti i mandrini programmati.
M19.POS S{pos}M19.NEG S{pos}
Se non si definisce nessun mandrino, il CNC orienta il mandrino master a 0º nel sensoindicato.
Se si programma il senso di orientamento per un mandrino del tipo SHORTESTWAY, il sensoprogrammato viene ignorato.
Formato di programmazione (2). Senso di rotazione per un solo mandrino.
Dato che si possono programmare vari mandrini in uno stesso blocco, è possibile applicareil senso di rotazione a uno solo di essi. Gli altri mandrini gireranno nel senso attivo.
M19.POS.S S{pos} S{pos}M19.NEG.S S{pos} S{pos}
POS Posizionamento in senso positivo
NEG Posizionamento in senso negativo.
S{pos} Mandrino che si desidera orientare e angolo di posizionamento.
M19.NEG S120 S1=50(Il senso negativo si applica al mandrino "S" e "S1")
M19.POS S120 S1=50(Il senso positivo si applica al mandrino "S" e "S1")
POS.S Mandrino che si orienta in senso positivo.
NEG.S Mandrino che si orienta in senso negativo.
S{pos} Mandrino che si desidera orientare e angolo di posizionamento.
M19.NEG.S1 S1=100 S34.75(Il senso negativo si applica al mandrino "S1")

Manuale di programmazione
CNC 8070
IL M
AN
DR
INO
. CO
NT
RO
LL
O B
AS
E.
7.
Arr
esto
orie
ntat
o de
l ma
ndrin
o
·137·
(REF: 1807)
Come sapere il tipo di mandrino.
Il tipo di mandrino possono essere consultati direttamente nella tabella parametri macchinao mediante le seguenti variabili.
(V.)SP.SHORTESTWAY.Sn
Variabile di lettura dal PRG e PLC.
La variabile indica se il mandrino Sn si posiziona per la via più corta. La variabilerestituisce il valore ·1· in caso affermativo.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
All'accensione, dopo l'esecuzione M02 o M30, e dopo un'EMERGENZA o un RESET, il CNCannulla il senso di rotazione definito dall'utente.
Manuale di programmazione
CNC 8070
7.
IL M
AN
DR
INO
. CO
NT
RO
LL
O B
AS
E.
Arr
esto
orie
ntat
o de
l ma
ndrin
o
·138·
(REF: 1807)
7.5.2 Funzione M19 con sottoprogramma associato.
La funzione M19 può avere un sottoprogramma associato, che il CNC esegue invece dellafunzione. Se nel sottoprogramma associato ad una funzione M è programmata la stessafunzione, il CNC eseguirà la stessa ma non il sottoprogramma associato.
Anche la funzione può interessare più di un mandrino nello stesso blocco, il CNC eseguesolo il sottoprogramma una volta. Il seguente comportamento è applicabile a tutti iposizionamenti programmati nel blocco.
Nel programmare la funzione M19 ed un posizionamento (M19 S), il CNC esegue ilsottoprogramma associato alla funzione ed ignora il posizionamento. Il CNC esegue ilposizionamento nell’eseguire la funzione M19 dal sottoprogramma.
• Se all’interno del sottoprogramma la funzione M19 non va accompagnata da unposizionamento (S), il CNC esegue il posizionamento programmato nel blocco dichiamata.
• Se all’interno del sottoprogramma la funzione M19 va accompagnata da unposizionamento (S), il CNC esegue tale posizionamento.
Lo stesso criterio si applica al senso di spostamento. Se insieme alla funzione M19 chechiama il sottoprogramma si programma il senso di rotazione, esso si applica alla M19programmata all’interno del sottoprogramma, se esso non ne ha un altro specificato.
Manuale di programmazione
CNC 8070
IL M
AN
DR
INO
. CO
NT
RO
LL
O B
AS
E.
7.
Arr
esto
orie
ntat
o de
l ma
ndrin
o
·139·
(REF: 1807)
7.5.3 Velocità di posizionamento
Il CNC consente di impostare la velocità di posizionamento del mandrino; se non si imposta,il CNC assume come velocità di posizionamento quella impostata nel parametro macchinaREFEED1. Ogni mandrino può avere una velocità di posizionamento diversa.
Formato di programmazione.
La velocità di posizionamento si definisce come segue.
S.POS={vel}
La velocità di posizionamento si definisce in giri/min.
Conoscere la velocità di posizionamento attiva.
La velocità di posizionamento attiva al CNC si può consultare mediante la seguente variabile.
(V.)SP.SPOS.Sn
Variabile di lettura dal PRG e PLC.
La variabile indica la velocità di posizionamento attiva per il mandrino Sn.
S Nome mandrino.
{vel} Velocità di posizionamento.
M19 S.POS=120 S1.POS=50 (Posizionamento del mandrino S a 120 giri/min e S1 a 50 giri/min.)
Manuale di programmazione
CNC 8070
7.
IL M
AN
DR
INO
. CO
NT
RO
LL
O B
AS
E.
Fun
zio
ni M
con
sot
topr
ogra
mm
a a
sso
ciat
o.
·140·
(REF: 1807)
7.6 Funzioni M con sottoprogramma associato.
Le funzioni M3, M4, M5, M19 e da M41 a M44 possono avere un sottoprogramma associato,che il CNC esegue invece della funzione. Anche se una funzione può interessare più di unmandrino nello stesso blocco, il CNC esegue solo il sottoprogramma una volta per blocco.
Se nel sottoprogramma associato ad una funzione M è programmata la stessa funzione, ilCNC eseguirà la stessa ma non il sottoprogramma associato. Quando nel sottoprogrammaè programmata una funzione M di mandrino, essa si applica ai mandrini programmati nellostesso blocco del sottoprogramma. Se nel blocco del sottoprogramma non si definisce a chemandrini è destinata la funzione, il CNC assumerà che essa è destinata ai mandriniprogrammati nel blocco di chiamata del sottoprogramma.
Il CNC relaziona le funzioni con i mandrini secondo il seguente criterio, sia nel blocco dichiamata che nel sottoprogramma.
• Se la funzione M è assegnata ad un mandrino (ad esempio M3.S), il CNC applica lafunzione solo al mandrino indicato.
• Se le funzioni M3 e M4 non sono assegnate a nessun mandrino, il CNC le applica a tuttii mandrini con velocità programmata nel blocco e che non sono a loro volta assegnatiad un’altra funzione M. Se non vi sono mandrini con velocità programmata, il CNC leapplica al mandrino master.
• Se la funzione M19 non è assegnata a nessun mandrino, il CNC la applica a tutti imandrini con velocità programmata nel blocco e che non sono a loro volta assegnati adun’altra funzione M.
• Se le funzioni M5 e da M41 a M44 non sono assegnate a nessun mandrino, il CNC leapplica al mandrino master.
Nel sottoprogramma il CNC applica questo criterio a tutte le funzioni M di mandrinoprogrammate, non solo alle funzioni M corrispondenti al blocco di chiamata.
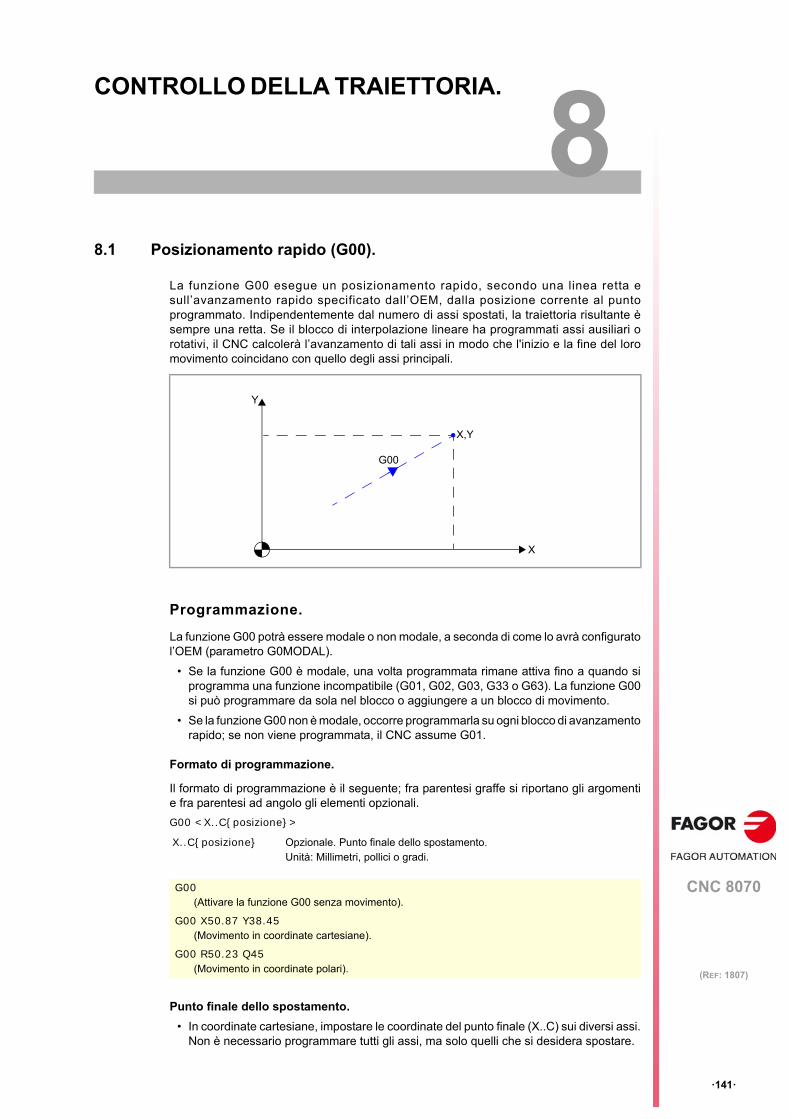
CNC 8070
8
·141·
(REF: 1807)
CONTROLLO DELLA TRAIETTORIA.
8.1 Posizionamento rapido (G00).
La funzione G00 esegue un posizionamento rapido, secondo una linea retta esull’avanzamento rapido specificato dall’OEM, dalla posizione corrente al puntoprogrammato. Indipendentemente dal numero di assi spostati, la traiettoria risultante èsempre una retta. Se il blocco di interpolazione lineare ha programmati assi ausiliari orotativi, il CNC calcolerà l’avanzamento di tali assi in modo che l'inizio e la fine del loromovimento coincidano con quello degli assi principali.
Programmazione.
La funzione G00 potrà essere modale o non modale, a seconda di come lo avrà configuratol’OEM (parametro G0MODAL).
• Se la funzione G00 è modale, una volta programmata rimane attiva fino a quando siprogramma una funzione incompatibile (G01, G02, G03, G33 o G63). La funzione G00si può programmare da sola nel blocco o aggiungere a un blocco di movimento.
• Se la funzione G00 non è modale, occorre programmarla su ogni blocco di avanzamentorapido; se non viene programmata, il CNC assume G01.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
G00 <X..C{posizione}>
Punto finale dello spostamento.
• In coordinate cartesiane, impostare le coordinate del punto finale (X..C) sui diversi assi.Non è necessario programmare tutti gli assi, ma solo quelli che si desidera spostare.
X..C{posizione} Opzionale. Punto finale dello spostamento.Unità: Millimetri, pollici o gradi.
G00(Attivare la funzione G00 senza movimento).
G00 X50.87 Y38.45(Movimento in coordinate cartesiane).
G00 R50.23 Q45(Movimento in coordinate polari).
X
G00
Y
X,Y
Manuale di programmazione
CNC 8070
8.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
Pos
izio
nam
ento
ra
pido
(G
00).
·142·
(REF: 1807)
• In coordinate polari, impostare il raggio (R)e l'angolo (Q) del punto finale rispettoall’origine polare. Il raggio "R" sarà la distanza fra l'origine polare e il punto. L'angolo "Q"sarà quello formato dall'asse delle ascisse e dalla linea che unisce l'origine polare alpunto. Se non si programma l'angolo o il raggio, si conserva il valore programmato perl'ultimo spostamento.
Considerazioni.
Comportamento dell'avanzamento.
• Il movimento in G00 si annulla temporalmente all’avanzamento "F" programmato, e ilCNC esegue lo spostamento in avanzamento rapido specificato dall’OEM (parametroG00FEED). Il CNC recupera l'avanzamento "F" quando si programma una funzione dimovimento G01, G02, G03, ecc.
• Quando nello spostamento intervengono due o più assi, l'avanzamento risultante sicalcola in modo che almeno uno degli assi si sposti all'avanzamento massimo.
• Se si definisce un avanzamento "F" nello stesso blocco di G00, il CNC registrerà il valoreassegnato a "F" e lo applicherà la prossima volta che sarà eseguito uno spostamentomediante una funzione del tipo G01, G02 o G03.
Override dell’avanzamento.
L’override d'avanzamento sarà fisso al 100% o potrà essere variato da 0% a 100%, tramiteil commutatore del Pannello di Comando, a seconda delle impostazioni dell’OEM (parametro"RAPIDOVR").
Cicli fissi.
Nell’ambito di influenza di un ciclo fisso o sottoprogramma modale (#MCALL) si manterràattiva l’ultima G programmata, G0 o G1; ciò significa che G0 mantiene la condizione modale.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
La funzione G00 può essere programmata come G0.
La funzione G00 potrà essere modale o non modale, a seconda di come lo avrà configuratol’OEM (parametro G0MODAL). La funzione G00 modale è incompatibile con G01, G02, G03,G33 e G63. Se nel seguente blocco di una funzione G00 non modale non ci sono funzionidi movimento programmate (G0, G1, G2, G3, G33 o G63), il CNC considera G1.
All'accensione, dopo l'esecuzione di M02 o M30, e dopo un'emergenza o un ripristino, il CNCassume la funzione G00 o G01, a seconda delle impostazioni dell’OEM (parametro"IMOVE"). Se il CNC assume la funzione G00, e tale funzione è definita come non modale(parametro G0MODAL), a partire dalla programmazione di G1, G2 o G3 il CNC assume G1come funzione modale.
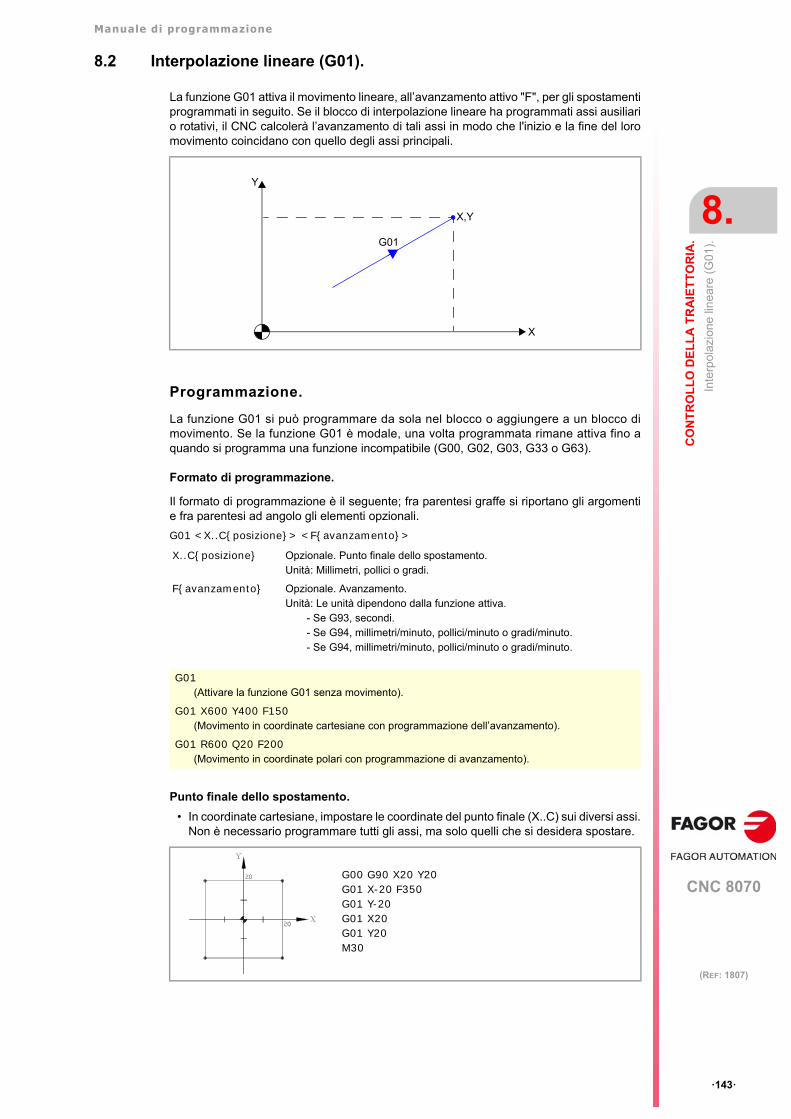
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
8.
Inte
rpol
azio
ne li
near
e (
G01
).
·143·
(REF: 1807)
8.2 Interpolazione lineare (G01).
La funzione G01 attiva il movimento lineare, all’avanzamento attivo "F", per gli spostamentiprogrammati in seguito. Se il blocco di interpolazione lineare ha programmati assi ausiliario rotativi, il CNC calcolerà l’avanzamento di tali assi in modo che l'inizio e la fine del loromovimento coincidano con quello degli assi principali.
Programmazione.
La funzione G01 si può programmare da sola nel blocco o aggiungere a un blocco dimovimento. Se la funzione G01 è modale, una volta programmata rimane attiva fino aquando si programma una funzione incompatibile (G00, G02, G03, G33 o G63).
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
G01 <X..C{posizione}> <F{avanzamento}>
Punto finale dello spostamento.
• In coordinate cartesiane, impostare le coordinate del punto finale (X..C) sui diversi assi.Non è necessario programmare tutti gli assi, ma solo quelli che si desidera spostare.
X..C{posizione} Opzionale. Punto finale dello spostamento.Unità: Millimetri, pollici o gradi.
F{avanzamento} Opzionale. Avanzamento.Unità: Le unità dipendono dalla funzione attiva.
- Se G93, secondi.- Se G94, millimetri/minuto, pollici/minuto o gradi/minuto.- Se G94, millimetri/minuto, pollici/minuto o gradi/minuto.
G01(Attivare la funzione G01 senza movimento).
G01 X600 Y400 F150(Movimento in coordinate cartesiane con programmazione dell’avanzamento).
G01 R600 Q20 F200(Movimento in coordinate polari con programmazione di avanzamento).
X
G01
Y
X,Y
G00 G90 X20 Y20G01 X-20 F350G01 Y-20G01 X20G01 Y20M30
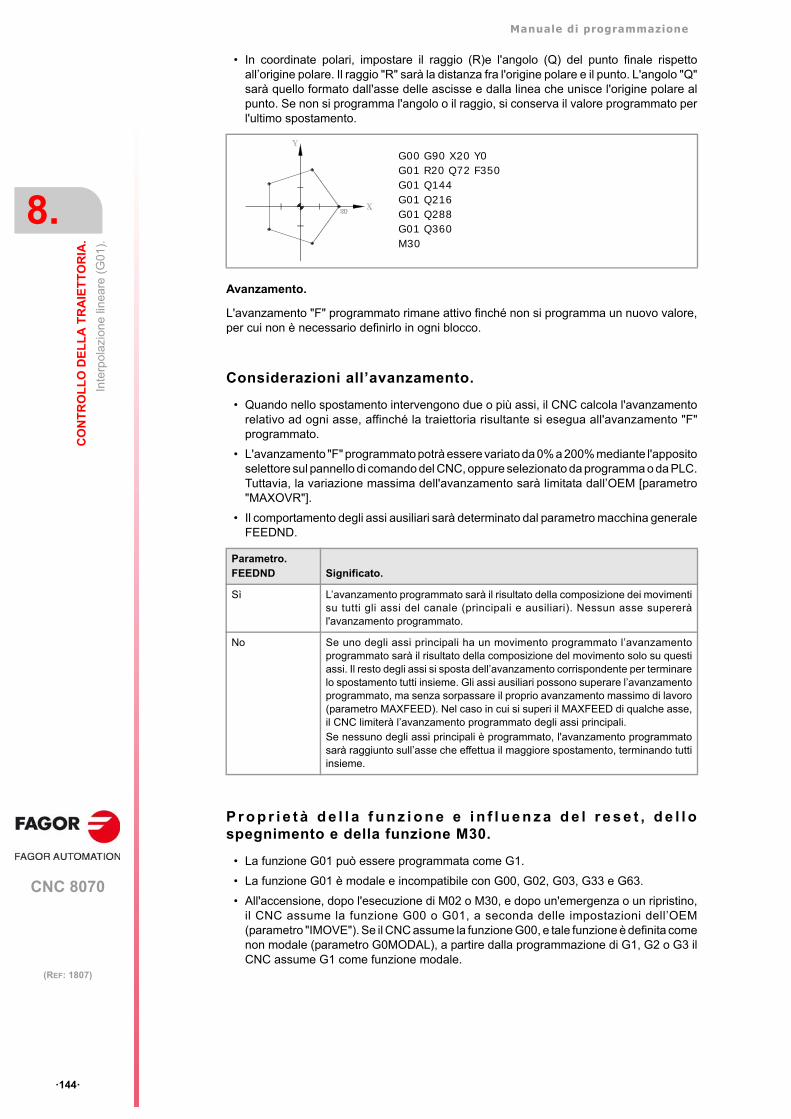
Manuale di programmazione
CNC 8070
8.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
Inte
rpol
azio
ne li
near
e (
G01
).
·144·
(REF: 1807)
• In coordinate polari, impostare il raggio (R)e l'angolo (Q) del punto finale rispettoall’origine polare. Il raggio "R" sarà la distanza fra l'origine polare e il punto. L'angolo "Q"sarà quello formato dall'asse delle ascisse e dalla linea che unisce l'origine polare alpunto. Se non si programma l'angolo o il raggio, si conserva il valore programmato perl'ultimo spostamento.
Avanzamento.
L'avanzamento "F" programmato rimane attivo finché non si programma un nuovo valore,per cui non è necessario definirlo in ogni blocco.
Considerazioni all’avanzamento.
• Quando nello spostamento intervengono due o più assi, il CNC calcola l'avanzamentorelativo ad ogni asse, affinché la traiettoria risultante si esegua all'avanzamento "F"programmato.
• L'avanzamento "F" programmato potrà essere variato da 0% a 200% mediante l'appositoselettore sul pannello di comando del CNC, oppure selezionato da programma o da PLC.Tuttavia, la variazione massima dell'avanzamento sarà limitata dall’OEM [parametro"MAXOVR"].
• Il comportamento degli assi ausiliari sarà determinato dal parametro macchina generaleFEEDND.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
• La funzione G01 può essere programmata come G1.
• La funzione G01 è modale e incompatibile con G00, G02, G03, G33 e G63.
• All'accensione, dopo l'esecuzione di M02 o M30, e dopo un'emergenza o un ripristino,il CNC assume la funzione G00 o G01, a seconda delle impostazioni dell’OEM(parametro "IMOVE"). Se il CNC assume la funzione G00, e tale funzione è definita comenon modale (parametro G0MODAL), a partire dalla programmazione di G1, G2 o G3 ilCNC assume G1 come funzione modale.
Parametro.FEEDND Significato.
Sì L’avanzamento programmato sarà il risultato della composizione dei movimentisu tutti gli assi del canale (principali e ausiliari). Nessun asse supereràl'avanzamento programmato.
No Se uno degli assi principali ha un movimento programmato l’avanzamentoprogrammato sarà il risultato della composizione del movimento solo su questiassi. Il resto degli assi si sposta dell’avanzamento corrispondente per terminarelo spostamento tutti insieme. Gli assi ausiliari possono superare l’avanzamentoprogrammato, ma senza sorpassare il proprio avanzamento massimo di lavoro(parametro MAXFEED). Nel caso in cui si superi il MAXFEED di qualche asse,il CNC limiterà l’avanzamento programmato degli assi principali.Se nessuno degli assi principali è programmato, l'avanzamento programmatosarà raggiunto sull’asse che effettua il maggiore spostamento, terminando tuttiinsieme.
G00 G90 X20 Y0G01 R20 Q72 F350G01 Q144G01 Q216G01 Q288G01 Q360M30
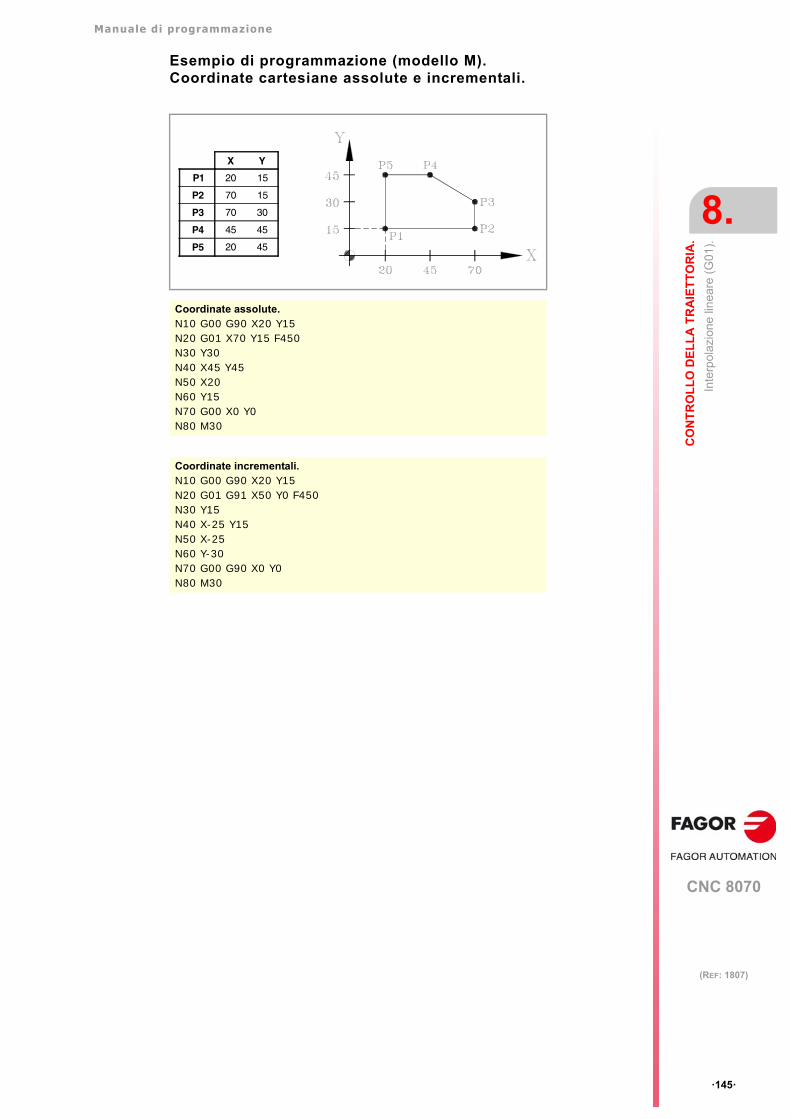
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
8.
Inte
rpol
azio
ne li
near
e (
G01
).
·145·
(REF: 1807)
Esempio di programmazione (modello M).Coordinate cartesiane assolute e incrementali.
Coordinate assolute.N10 G00 G90 X20 Y15N20 G01 X70 Y15 F450N30 Y30N40 X45 Y45N50 X20N60 Y15N70 G00 X0 Y0N80 M30
Coordinate incrementali.N10 G00 G90 X20 Y15 N20 G01 G91 X50 Y0 F450N30 Y15N40 X-25 Y15N50 X-25N60 Y-30N70 G00 G90 X0 Y0N80 M30
X Y
P1 20 15
P2 70 15
P3 70 30
P4 45 45
P5 20 45

Manuale di programmazione
CNC 8070
8.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
Inte
rpol
azio
ne li
near
e (
G01
).
·146·
(REF: 1807)
Esempio di programmazione (modello M).Coordinate cartesiane e polari.
N10 T1 D1N20 M06N30 G71 G90 F450 S1500 M03 (Condizioni iniziali)N40 G00 G90 X-40 Y15 Z10 (Approssimazione al profilo 1)N50 G01 Z-5N60 X-40 Y30 (Meccanizzazione del profilo 1)N70 X-65 Y45N80 X-90N90 Y15 N100 X-40 (Fine del profilo 1)N110 Z10N120 G00 X20 Y45 F300 S1200 (Avvicinamento al profilo 2)N130 G92 X0 Y0 (Preselezione del pezzo zero)N140 G01 Z-5N150 G91 X30 (Meccanizzazione del profilo 2)N160 X20 Y20N170 X-20 Y20N180 X-30N190 Y-40 (Fine del profilo 2)N200 G90 Z10N210 G92 X20 Y45 (Recupero del pezzo zero)N220 G30 I-10 J-60 (Preselezione dell’origine polare)N230 G00 R30 Q60 F350 S1200 (Avvicinamento al profilo 3)N240 G01 Z-5N250 Q120 (Meccanizzazione del profilo 3)N260 Q180N270 Q240N280 Q300N290 Q360N300 Q60 (Fine del profilo 3)N310 Z10N320 G00 X0 Y0N330 M30
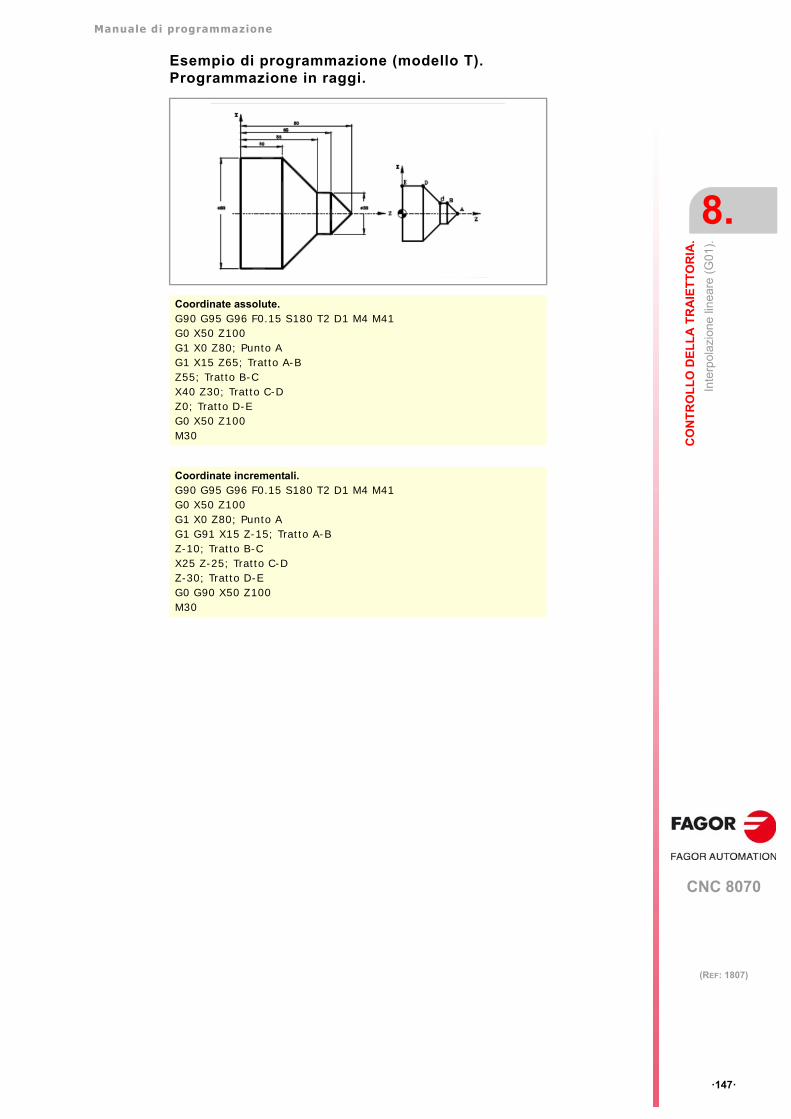
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
8.
Inte
rpol
azio
ne li
near
e (
G01
).
·147·
(REF: 1807)
Esempio di programmazione (modello T).Programmazione in raggi.
Coordinate assolute.G90 G95 G96 F0.15 S180 T2 D1 M4 M41G0 X50 Z100G1 X0 Z80; Punto AG1 X15 Z65; Tratto A-BZ55; Tratto B-CX40 Z30; Tratto C-DZ0; Tratto D-EG0 X50 Z100M30
Coordinate incrementali.G90 G95 G96 F0.15 S180 T2 D1 M4 M41G0 X50 Z100G1 X0 Z80; Punto AG1 G91 X15 Z-15; Tratto A-BZ-10; Tratto B-CX25 Z-25; Tratto C-DZ-30; Tratto D-EG0 G90 X50 Z100M30
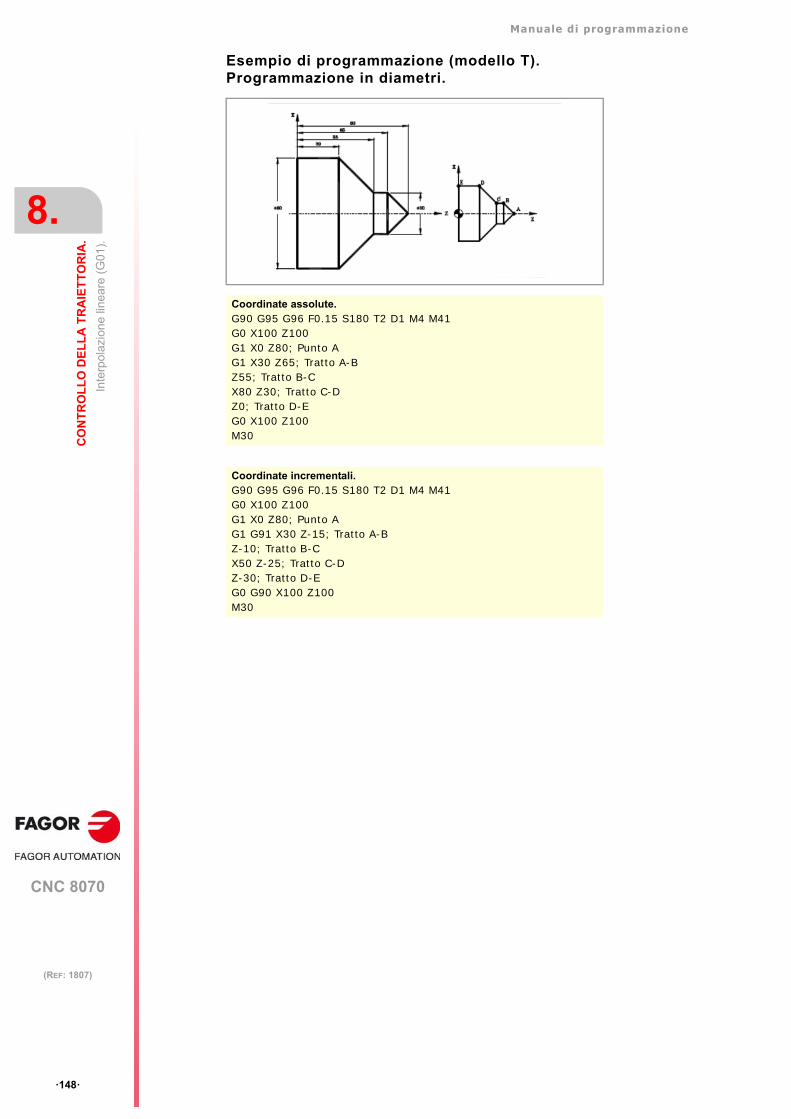
Manuale di programmazione
CNC 8070
8.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
Inte
rpol
azio
ne li
near
e (
G01
).
·148·
(REF: 1807)
Esempio di programmazione (modello T).Programmazione in diametri.
Coordinate assolute.G90 G95 G96 F0.15 S180 T2 D1 M4 M41G0 X100 Z100G1 X0 Z80; Punto AG1 X30 Z65; Tratto A-BZ55; Tratto B-CX80 Z30; Tratto C-DZ0; Tratto D-EG0 X100 Z100M30
Coordinate incrementali.G90 G95 G96 F0.15 S180 T2 D1 M4 M41G0 X100 Z100G1 X0 Z80; Punto AG1 G91 X30 Z-15; Tratto A-BZ-10; Tratto B-CX50 Z-25; Tratto C-DZ-30; Tratto D-EG0 G90 X100 Z100M30

Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
8.
Inte
rpo
lazi
one
circ
ola
re (
G02
/G03
).
·149·
(REF: 1807)
8.3 Interpolazione circolare (G02/G03).
Gli spostamenti programmati su G02 e G03 si eseguono su una traiettoria circolale,all'avanzamento "F" programmato, dalla posizione corrente al punto specificato.L'interpolazione circolare può essere eseguita solo sul piano di lavoro attivo.
Le definizioni di senso orario (G02) ed antiorario (G03) sono state fissate in base al sistemadi coordinate di seguito riportato.
Programmazione.
G02 Interpolazione circolare a destra (senso orario).
G03 Interpolazione circolare a sinistra (senso antiorario).
Il sistema di coordinate si riferisce al movimento dell'utensile sul pezzo.
G02/G03 X Y I J
Coordinate cartesiane (programmazione del centrodell’arco).
La definizione dell'arco si esegue programmando lafunzione G02 o G03, e quindi le coordinate del puntofinale dell'arco e le coordinate del centro (rispetto alpunto iniziale), sugli assi del piano di lavoro attivo.
G02/G03 R Q I J
Coordinate cartesiane (Programmazione del raggiodell'arco).
La definizione dell'arco si esegue programmando lafunzione G02 o G03, e quindi le coordinate del puntofinale dell'arco e il raggio dello stesso.
G02/G03 X Y R
Coordinate polari.
La definizione dell'arco si esegue programmando lafunzione G02 o G03, e quindi le coordinate del puntofinale dell'arco (raggio e angolo) e le coordinate delcentro (rispetto al punto iniziale), sugli assi del piano dilavoro attivo.

Manuale di programmazione
CNC 8070
8.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
Inte
rpo
lazi
one
circ
ola
re (
G02
/G03
).
·150·
(REF: 1807)
Considerazioni all’avanzamento.
• L'avanzamento "F" programmato rimane attivo finché non si programma un nuovovalore, per cui non è necessario definirlo in ogni blocco.
• L'avanzamento "F" programmato potrà essere variato da 0% a 200% mediante l'appositoselettore sul pannello di comando del CNC, oppure selezionato da programma o da PLC.Tuttavia, la variazione massima dell'avanzamento sarà limitata dall’OEM [parametro"MAXOVR"].
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
• Le funzioni G02 e G03 possono essere programmate come G2 e G3.
• Le funzioni G02 e G03 sono modali ed incompatibili fra loro, così come con G00, G01,G33 e G63. La funzione G74 (Ricerca zero) annulla anche le funzioni G02 e G03.
• All'accensione, dopo l'esecuzione di M02 o M30, e dopo un'emergenza o un ripristino,il CNC assume la funzione G00 o G01, a seconda delle impostazioni dell’OEM(parametro "IMOVE"). Se il CNC assume la funzione G00, e tale funzione è definita comenon modale (parametro G0MODAL), a partire dalla programmazione di G1, G2 o G3 ilCNC assume G1 come funzione modale.
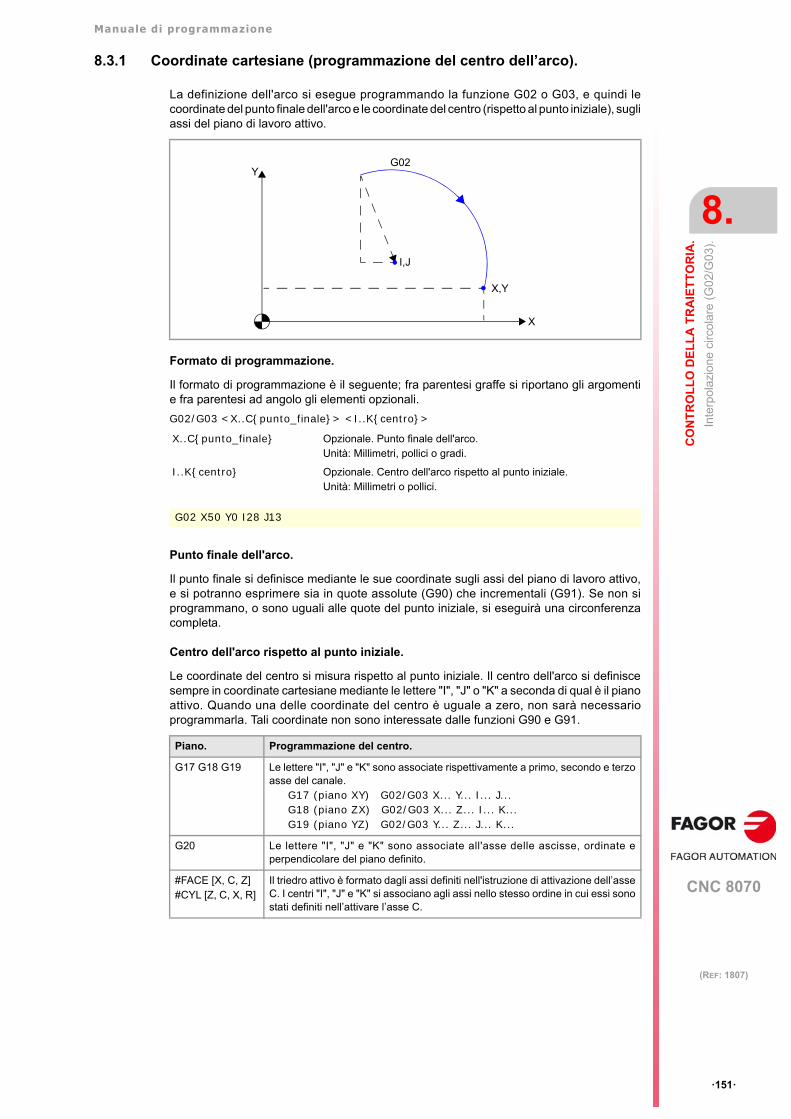
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
8.
Inte
rpo
lazi
one
circ
ola
re (
G02
/G03
).
·151·
(REF: 1807)
8.3.1 Coordinate cartesiane (programmazione del centro dell’arco).
La definizione dell'arco si esegue programmando la funzione G02 o G03, e quindi lecoordinate del punto finale dell'arco e le coordinate del centro (rispetto al punto iniziale), sugliassi del piano di lavoro attivo.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
G02/G03 <X..C{punto_finale}> <I..K{centro}>
Punto finale dell'arco.
Il punto finale si definisce mediante le sue coordinate sugli assi del piano di lavoro attivo,e si potranno esprimere sia in quote assolute (G90) che incrementali (G91). Se non siprogrammano, o sono uguali alle quote del punto iniziale, si eseguirà una circonferenzacompleta.
Centro dell'arco rispetto al punto iniziale.
Le coordinate del centro si misura rispetto al punto iniziale. Il centro dell'arco si definiscesempre in coordinate cartesiane mediante le lettere "I", "J" o "K" a seconda di qual è il pianoattivo. Quando una delle coordinate del centro è uguale a zero, non sarà necessarioprogrammarla. Tali coordinate non sono interessate dalle funzioni G90 e G91.
X..C{punto_finale} Opzionale. Punto finale dell'arco.Unità: Millimetri, pollici o gradi.
I..K{centro} Opzionale. Centro dell'arco rispetto al punto iniziale.Unità: Millimetri o pollici.
G02 X50 Y0 I28 J13
Piano. Programmazione del centro.
G17 G18 G19 Le lettere "I", "J" e "K" sono associate rispettivamente a primo, secondo e terzoasse del canale.
G17 (piano XY) G02/G03 X... Y... I... J...G18 (piano ZX) G02/G03 X... Z... I... K...G19 (piano YZ) G02/G03 Y... Z... J... K...
G20 Le lettere "I", "J" e "K" sono associate all'asse delle ascisse, ordinate eperpendicolare del piano definito.
#FACE [X, C, Z]#CYL [Z, C, X, R]
Il triedro attivo è formato dagli assi definiti nell'istruzione di attivazione dell’asseC. I centri "I", "J" e "K" si associano agli assi nello stesso ordine in cui essi sonostati definiti nell’attivare l’asse C.
X
G02Y
X,Y
I,J
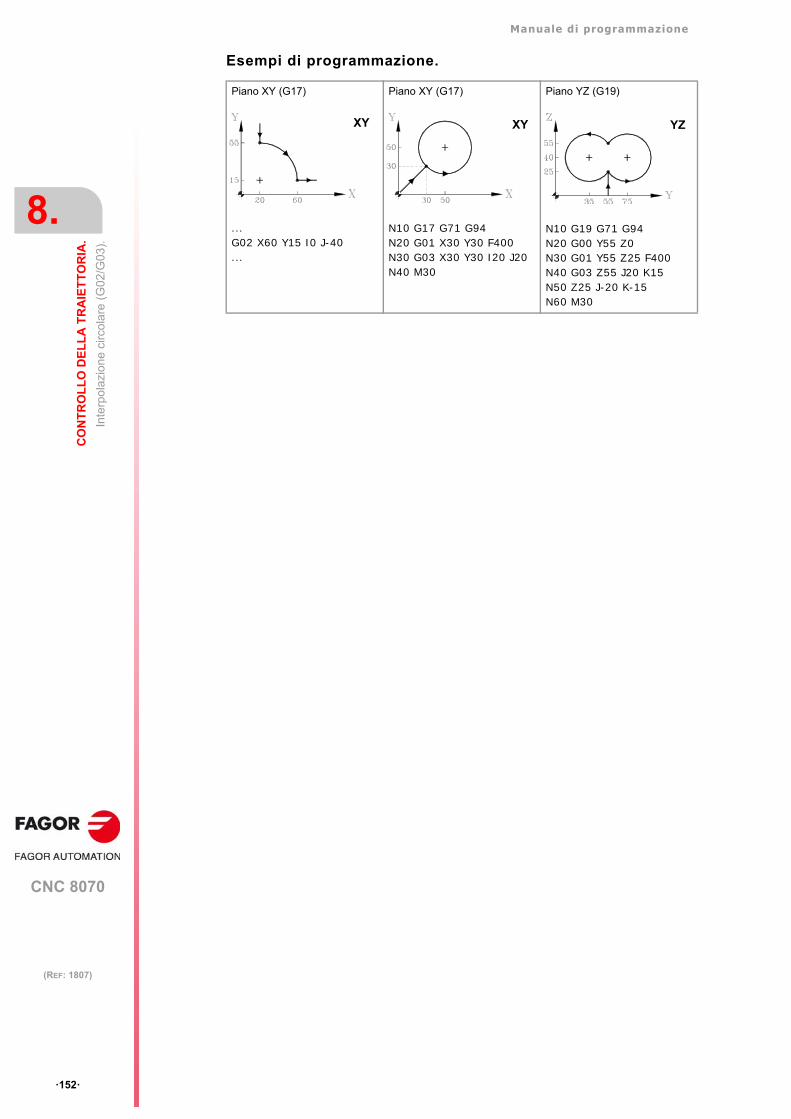
Manuale di programmazione
CNC 8070
8.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
Inte
rpo
lazi
one
circ
ola
re (
G02
/G03
).
·152·
(REF: 1807)
Esempi di programmazione.
Piano XY (G17)
...G02 X60 Y15 I0 J-40...
Piano XY (G17)
N10 G17 G71 G94N20 G01 X30 Y30 F400N30 G03 X30 Y30 I20 J20N40 M30
Piano YZ (G19)
N10 G19 G71 G94N20 G00 Y55 Z0N30 G01 Y55 Z25 F400N40 G03 Z55 J20 K15N50 Z25 J-20 K-15N60 M30
XY XY YZ
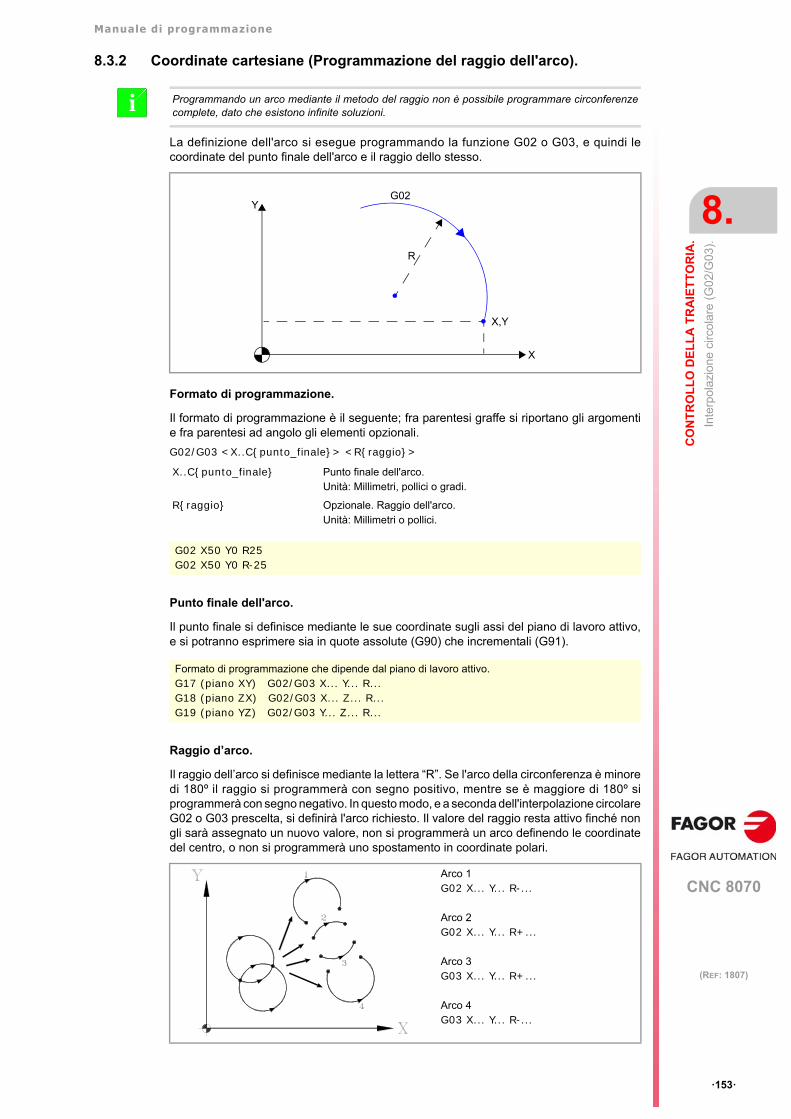
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
8.
Inte
rpo
lazi
one
circ
ola
re (
G02
/G03
).
·153·
(REF: 1807)
8.3.2 Coordinate cartesiane (Programmazione del raggio dell'arco).
La definizione dell'arco si esegue programmando la funzione G02 o G03, e quindi lecoordinate del punto finale dell'arco e il raggio dello stesso.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
G02/G03 <X..C{punto_finale}> <R{raggio}>
Punto finale dell'arco.
Il punto finale si definisce mediante le sue coordinate sugli assi del piano di lavoro attivo,e si potranno esprimere sia in quote assolute (G90) che incrementali (G91).
Raggio d’arco.
Il raggio dell’arco si definisce mediante la lettera “R”. Se l'arco della circonferenza è minoredi 180º il raggio si programmerà con segno positivo, mentre se è maggiore di 180º siprogrammerà con segno negativo. In questo modo, e a seconda dell'interpolazione circolareG02 o G03 prescelta, si definirà l'arco richiesto. Il valore del raggio resta attivo finché nongli sarà assegnato un nuovo valore, non si programmerà un arco definendo le coordinatedel centro, o non si programmerà uno spostamento in coordinate polari.
Programmando un arco mediante il metodo del raggio non è possibile programmare circonferenzecomplete, dato che esistono infinite soluzioni.i
X..C{punto_finale} Punto finale dell'arco.Unità: Millimetri, pollici o gradi.
R{raggio} Opzionale. Raggio dell'arco.Unità: Millimetri o pollici.
G02 X50 Y0 R25G02 X50 Y0 R-25
Formato di programmazione che dipende dal piano di lavoro attivo.G17 (piano XY) G02/G03 X... Y... R...G18 (piano ZX) G02/G03 X... Z... R...G19 (piano YZ) G02/G03 Y... Z... R...
X
G02Y
X,Y
R
Arco 1G02 X... Y... R-...
Arco 2G02 X... Y... R+...
Arco 3G03 X... Y... R+...
Arco 4G03 X... Y... R-...
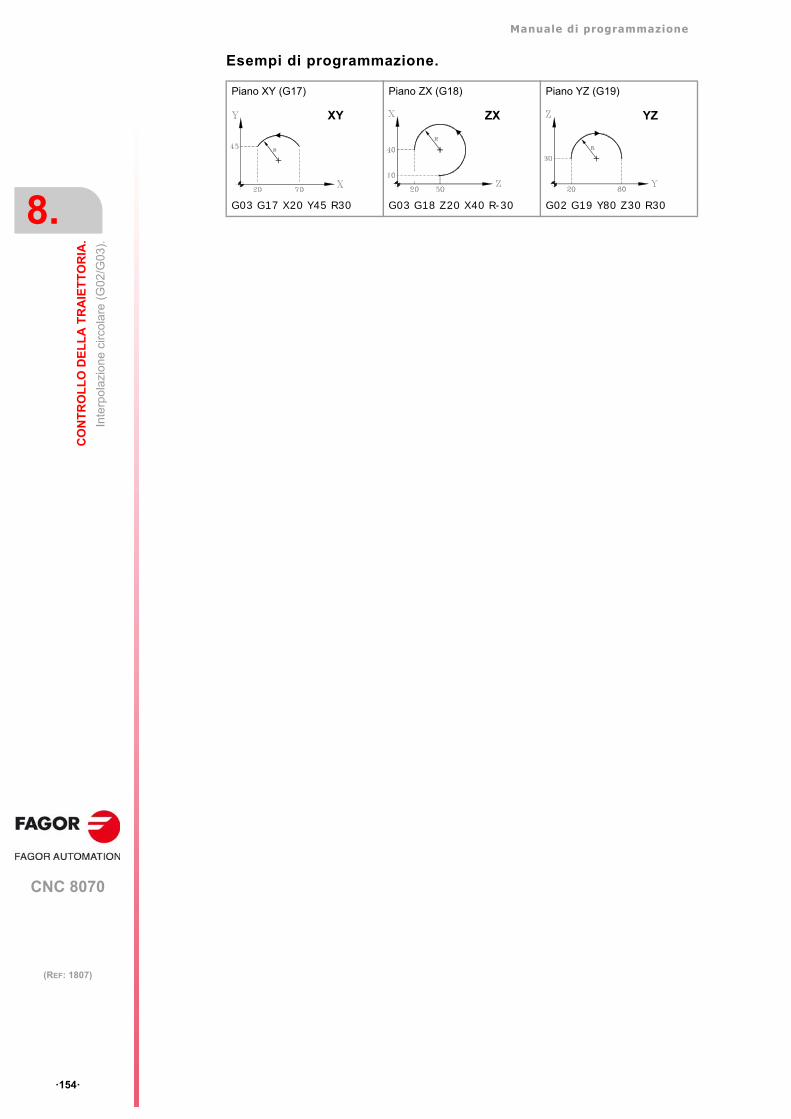
Manuale di programmazione
CNC 8070
8.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
Inte
rpo
lazi
one
circ
ola
re (
G02
/G03
).
·154·
(REF: 1807)
Esempi di programmazione.
Piano XY (G17)
G03 G17 X20 Y45 R30
Piano ZX (G18)
G03 G18 Z20 X40 R-30
Piano YZ (G19)
G02 G19 Y80 Z30 R30
XY ZX YZ
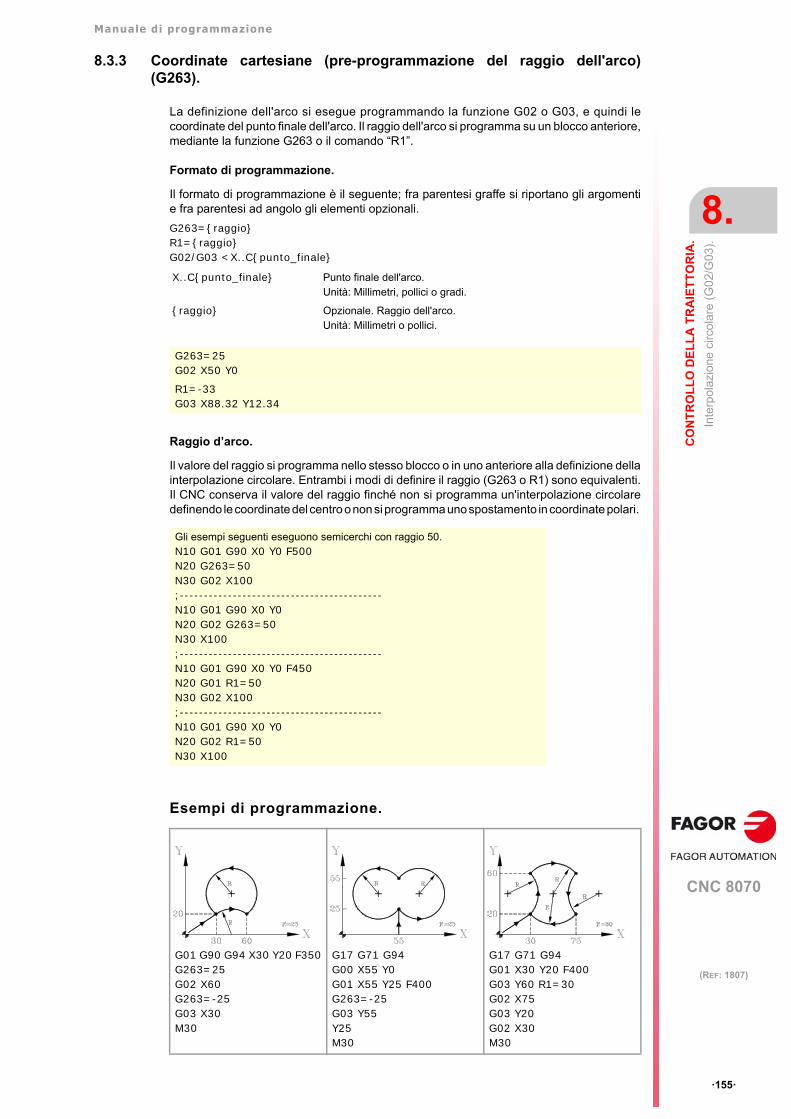
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
8.
Inte
rpo
lazi
one
circ
ola
re (
G02
/G03
).
·155·
(REF: 1807)
8.3.3 Coordinate cartesiane (pre-programmazione del raggio dell'arco)(G263).
La definizione dell'arco si esegue programmando la funzione G02 o G03, e quindi lecoordinate del punto finale dell'arco. Il raggio dell'arco si programma su un blocco anteriore,mediante la funzione G263 o il comando “R1”.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
G263={raggio}R1={raggio}G02/G03 <X..C{punto_finale}
Raggio d’arco.
Il valore del raggio si programma nello stesso blocco o in uno anteriore alla definizione dellainterpolazione circolare. Entrambi i modi di definire il raggio (G263 o R1) sono equivalenti.Il CNC conserva il valore del raggio finché non si programma un'interpolazione circolaredefinendo le coordinate del centro o non si programma uno spostamento in coordinate polari.
Esempi di programmazione.
X..C{punto_finale} Punto finale dell'arco.Unità: Millimetri, pollici o gradi.
{raggio} Opzionale. Raggio dell'arco.Unità: Millimetri o pollici.
G263=25G02 X50 Y0
R1=-33G03 X88.32 Y12.34
Gli esempi seguenti eseguono semicerchi con raggio 50.N10 G01 G90 X0 Y0 F500N20 G263=50N30 G02 X100;------------------------------------------N10 G01 G90 X0 Y0N20 G02 G263=50N30 X100;------------------------------------------N10 G01 G90 X0 Y0 F450N20 G01 R1=50N30 G02 X100;------------------------------------------N10 G01 G90 X0 Y0N20 G02 R1=50N30 X100
G01 G90 G94 X30 Y20 F350G263=25G02 X60G263=-25G03 X30M30
G17 G71 G94G00 X55 Y0G01 X55 Y25 F400G263=-25G03 Y55Y25M30
G17 G71 G94G01 X30 Y20 F400G03 Y60 R1=30G02 X75G03 Y20G02 X30M30

Manuale di programmazione
CNC 8070
8.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
Inte
rpo
lazi
one
circ
ola
re (
G02
/G03
).
·156·
(REF: 1807)
8.3.4 Coordinate polari.
La definizione dell'arco si esegue programmando la funzione G02 o G03, e quindi lecoordinate del punto finale dell'arco (raggio e angolo) e le coordinate del centro (rispetto alpunto iniziale), sugli assi del piano di lavoro attivo.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
G02/G03 <R{raggio_finale}> <Q{angolo_finale}> <I..K{centro}>
Punto finale dell'arco.
Il punto finale si definisce mediante le sue coordinate polari, il raggio (R)e l'angolo (Q) delpunto finale rispetto all’origine polare. Il raggio "R" sarà la distanza fra l'origine polare e ilpunto. L'angolo "Q" sarà quello formato dall'asse delle ascisse e dalla linea che uniscel'origine polare al punto. Se non si programma l'angolo o il raggio, si conserva il valoreprogrammato per l'ultimo spostamento.
Se non si programma l'angolo o il raggio, si conserva il valore programmato per l'ultimospostamento. Il raggio e l'angolo si potranno definire sia in quote assolute (G90) cheincrementali (G91). Se si programma l’angolo in G91, si incrementa rispetto all’angolo polaredel punto precedente; se si programma in G90, indica l’angolo che forma con l’orizzontalepassante perll’origine polare.
Programmare un angolo di 360º in G91 significa programmare un giro completo.Programmare un angolo di 360º in G90 significa programmare un arco in cui il punto finaleforma un angolo di 360º con l’orizzontale passante perll’origine polare.
Centro dell'arco rispetto al punto iniziale.
Le coordinate del centro si misura rispetto al punto iniziale. Il centro dell'arco si definiscesempre in coordinate cartesiane mediante le lettere "I", "J" o "K" a seconda di qual è il pianoattivo. Quando una delle coordinate del centro è uguale a zero, non sarà necessarioprogrammarla; se si omettono entrambe le coordinate, si assume l'origine polare comecentro dell'arco. Tali coordinate non sono interessate dalle funzioni G90 e G91.
R{raggio_finale} Opzionale. Raggio del punto finale dell'arco.Unità: Millimetri, pollici o gradi.
Q{angolo_finale} Opzionale. Angolo del punto finale dell'arco.Unità: Millimetri, pollici o gradi.
I..K{centro} Opzionale. Centro dell'arco rispetto al punto iniziale.Unità: Millimetri o pollici.
G02 R50 Q25 I28 J13
X
G02Y
X,Y
I,J
RQ
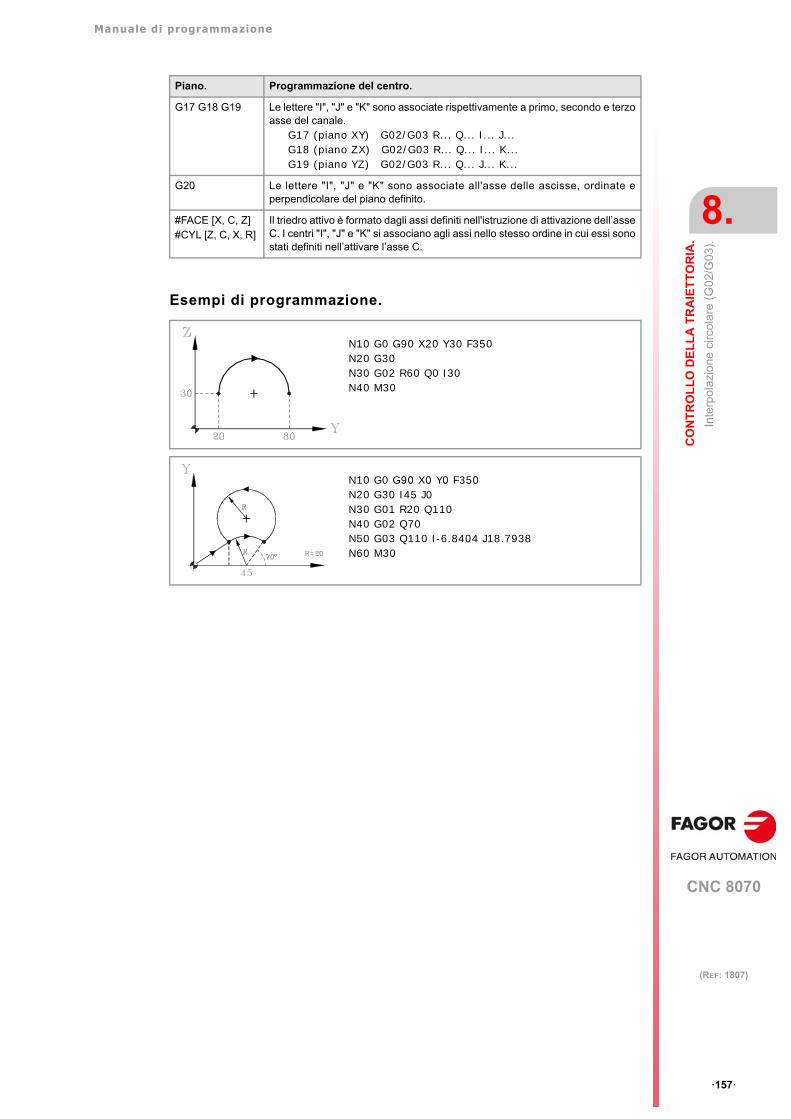
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
8.
Inte
rpo
lazi
one
circ
ola
re (
G02
/G03
).
·157·
(REF: 1807)
Esempi di programmazione.
Piano. Programmazione del centro.
G17 G18 G19 Le lettere "I", "J" e "K" sono associate rispettivamente a primo, secondo e terzoasse del canale.
G17 (piano XY) G02/G03 R... Q... I... J...G18 (piano ZX) G02/G03 R... Q... I... K...G19 (piano YZ) G02/G03 R... Q... J... K...
G20 Le lettere "I", "J" e "K" sono associate all'asse delle ascisse, ordinate eperpendicolare del piano definito.
#FACE [X, C, Z]#CYL [Z, C, X, R]
Il triedro attivo è formato dagli assi definiti nell'istruzione di attivazione dell’asseC. I centri "I", "J" e "K" si associano agli assi nello stesso ordine in cui essi sonostati definiti nell’attivare l’asse C.
N10 G0 G90 X20 Y30 F350N20 G30N30 G02 R60 Q0 I30 N40 M30
N10 G0 G90 X0 Y0 F350N20 G30 I45 J0N30 G01 R20 Q110N40 G02 Q70 N50 G03 Q110 I-6.8404 J18.7938N60 M30
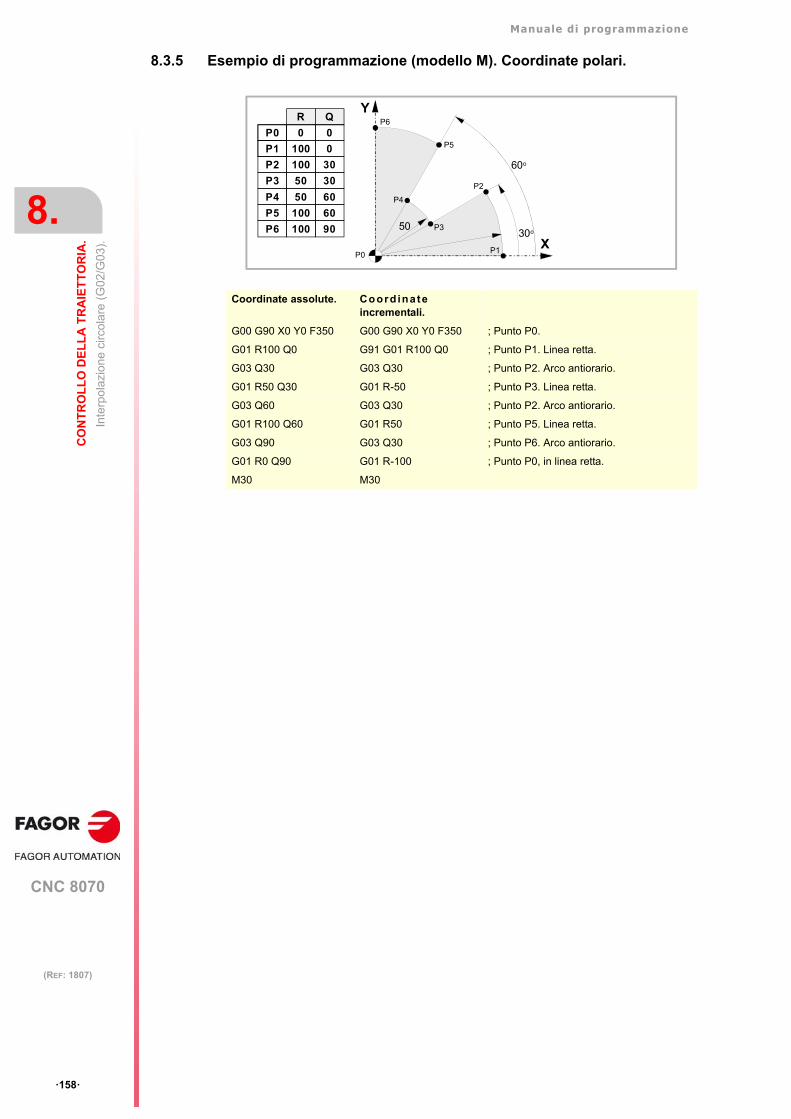
Manuale di programmazione
CNC 8070
8.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
Inte
rpo
lazi
one
circ
ola
re (
G02
/G03
).
·158·
(REF: 1807)
8.3.5 Esempio di programmazione (modello M). Coordinate polari.
Coordinate assolute. Coord inateincrementali.
G00 G90 X0 Y0 F350 G00 G90 X0 Y0 F350 ; Punto P0.
G01 R100 Q0 G91 G01 R100 Q0 ; Punto P1. Linea retta.
G03 Q30 G03 Q30 ; Punto P2. Arco antiorario.
G01 R50 Q30 G01 R-50 ; Punto P3. Linea retta.
G03 Q60 G03 Q30 ; Punto P2. Arco antiorario.
G01 R100 Q60 G01 R50 ; Punto P5. Linea retta.
G03 Q90 G03 Q30 ; Punto P6. Arco antiorario.
G01 R0 Q90 G01 R-100 ; Punto P0, in linea retta.
M30 M30
P1
P2
P3
P4
P5
P6
5030o
60o
P0
Y
X
R Q
P0 0
P1 100
0
0
P2
P3
P4
100
50
50
30
30
60
P5 100 60
P6 100 90
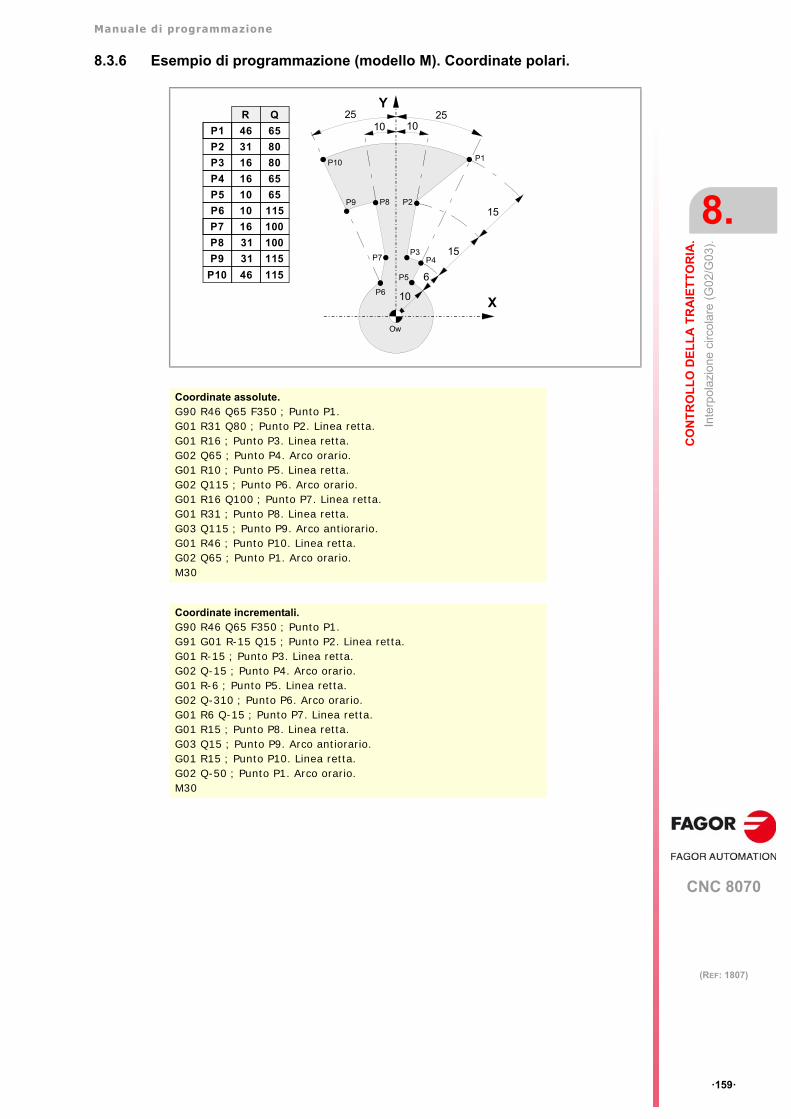
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
8.
Inte
rpo
lazi
one
circ
ola
re (
G02
/G03
).
·159·
(REF: 1807)
8.3.6 Esempio di programmazione (modello M). Coordinate polari.
10
6
101025 25
15
15
P1
P2
P3P4
P5
P6
P7
P8P9
P10
Ow
R
P1 46
P2
P3
P4
31
16
16
P5 10
P6 10
P7 16
P8
P9
P10
31
31
46
Q
65
80
80
65
65
115
100
100
115
115
Y
X
Coordinate assolute.G90 R46 Q65 F350 ; Punto P1.G01 R31 Q80 ; Punto P2. Linea retta.G01 R16 ; Punto P3. Linea retta.G02 Q65 ; Punto P4. Arco orario.G01 R10 ; Punto P5. Linea retta.G02 Q115 ; Punto P6. Arco orario.G01 R16 Q100 ; Punto P7. Linea retta.G01 R31 ; Punto P8. Linea retta.G03 Q115 ; Punto P9. Arco antiorario.G01 R46 ; Punto P10. Linea retta.G02 Q65 ; Punto P1. Arco orario.M30
Coordinate incrementali.G90 R46 Q65 F350 ; Punto P1.G91 G01 R-15 Q15 ; Punto P2. Linea retta.G01 R-15 ; Punto P3. Linea retta.G02 Q-15 ; Punto P4. Arco orario.G01 R-6 ; Punto P5. Linea retta.G02 Q-310 ; Punto P6. Arco orario.G01 R6 Q-15 ; Punto P7. Linea retta.G01 R15 ; Punto P8. Linea retta.G03 Q15 ; Punto P9. Arco antiorario.G01 R15 ; Punto P10. Linea retta.G02 Q-50 ; Punto P1. Arco orario.M30
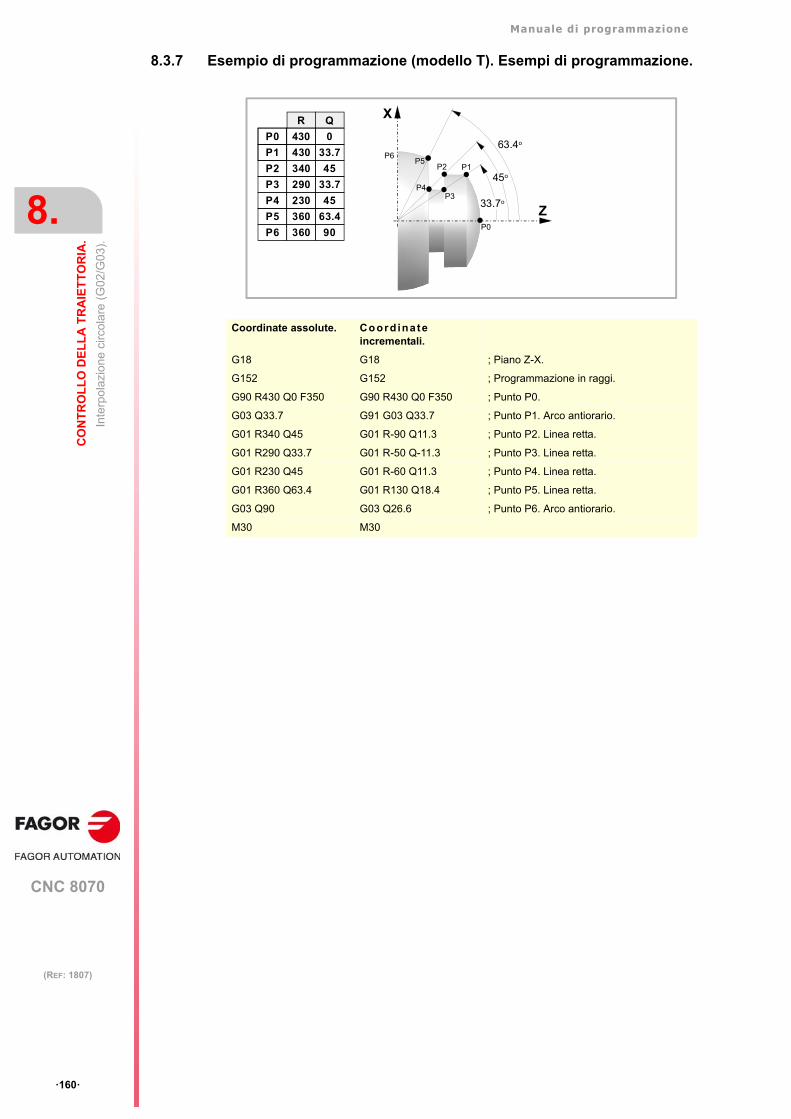
Manuale di programmazione
CNC 8070
8.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
Inte
rpo
lazi
one
circ
ola
re (
G02
/G03
).
·160·
(REF: 1807)
8.3.7 Esempio di programmazione (modello T). Esempi di programmazione.
Coordinate assolute. Coord inateincrementali.
G18 G18 ; Piano Z-X.
G152 G152 ; Programmazione in raggi.
G90 R430 Q0 F350 G90 R430 Q0 F350 ; Punto P0.
G03 Q33.7 G91 G03 Q33.7 ; Punto P1. Arco antiorario.
G01 R340 Q45 G01 R-90 Q11.3 ; Punto P2. Linea retta.
G01 R290 Q33.7 G01 R-50 Q-11.3 ; Punto P3. Linea retta.
G01 R230 Q45 G01 R-60 Q11.3 ; Punto P4. Linea retta.
G01 R360 Q63.4 G01 R130 Q18.4 ; Punto P5. Linea retta.
G03 Q90 G03 Q26.6 ; Punto P6. Arco antiorario.
M30 M30
P0
P1P2
P3P4
P5P6
63.4o
45o
33.7o
R Q
P0 430
P1 430
0
33.7
P2
P3
P4
340
290
230
45
33.7
45
P5 360 63.4
P6 360 90
X
Z
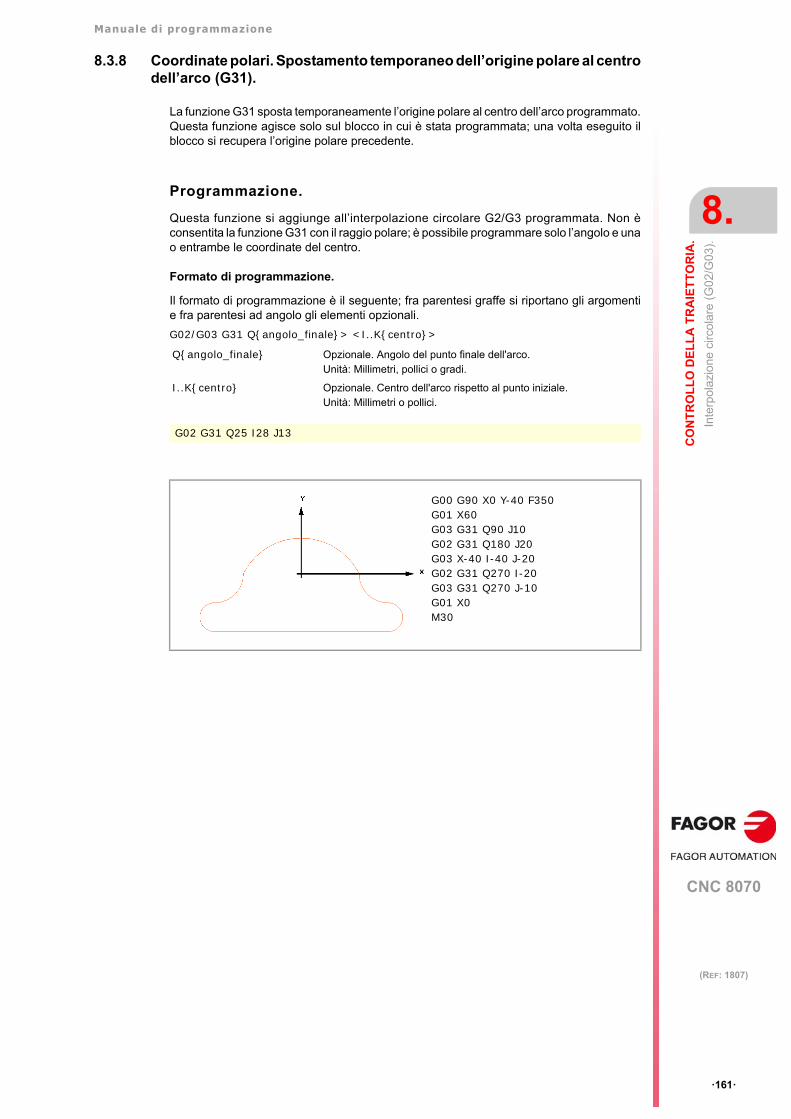
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
8.
Inte
rpo
lazi
one
circ
ola
re (
G02
/G03
).
·161·
(REF: 1807)
8.3.8 Coordinate polari. Spostamento temporaneo dell’origine polare al centrodell’arco (G31).
La funzione G31 sposta temporaneamente l’origine polare al centro dell’arco programmato.Questa funzione agisce solo sul blocco in cui è stata programmata; una volta eseguito ilblocco si recupera l’origine polare precedente.
Programmazione.
Questa funzione si aggiunge all’interpolazione circolare G2/G3 programmata. Non èconsentita la funzione G31 con il raggio polare; è possibile programmare solo l’angolo e unao entrambe le coordinate del centro.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
G02/G03 G31 Q{angolo_finale}> <I..K{centro}>
Q{angolo_finale} Opzionale. Angolo del punto finale dell'arco.Unità: Millimetri, pollici o gradi.
I..K{centro} Opzionale. Centro dell'arco rispetto al punto iniziale.Unità: Millimetri o pollici.
G02 G31 Q25 I28 J13
G00 G90 X0 Y-40 F350G01 X60 G03 G31 Q90 J10G02 G31 Q180 J20G03 X-40 I-40 J-20G02 G31 Q270 I-20G03 G31 Q270 J-10G01 X0M30

Manuale di programmazione
CNC 8070
8.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
Inte
rpo
lazi
one
circ
ola
re (
G02
/G03
).
·162·
(REF: 1807)
8.3.9 Coordinate cartesiane. Centro dell'arco in coordinate assolute (nonmodale) (G06).
La funzione G06 indica che il centro dell’arco è definito in quote assolute, rispetto all’originedel sistema di riferimento attivo (zero pezzo, origine polare, ecc.).
Programmazione.
Aggiungere la funzione G06 a un blocco nel quale sia stata definita un’interpolazionecircolare. La funzione G06 non è modale, agisce solo nel blocco in cui è stata programmata.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
G02/G03 G06 <X..C{punto_finale}> <I..K{centro}>
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
• La funzione G06 si può programmare come G6.
• La funzione G06 non è modale.
X..C{punto_finale} Opzionale. Punto finale dell'arco.Unità: Millimetri, pollici o gradi.
I..K{centro} Opzionale. Centro dell'arco in coordinate assolute.Unità: Millimetri o pollici.
G02 G06 X50 Y0 I38 J5
L'esempio illustra 2 modi diversi di definire un arco, definendone il centro in coordinate assolute.
X
G02 G06Y
R
X,Y
I,J
G90 G06 G02 X50 Y10 I20 J30;----------------------------------------------G91 G06 G02 X0 Y-40 I20 J30
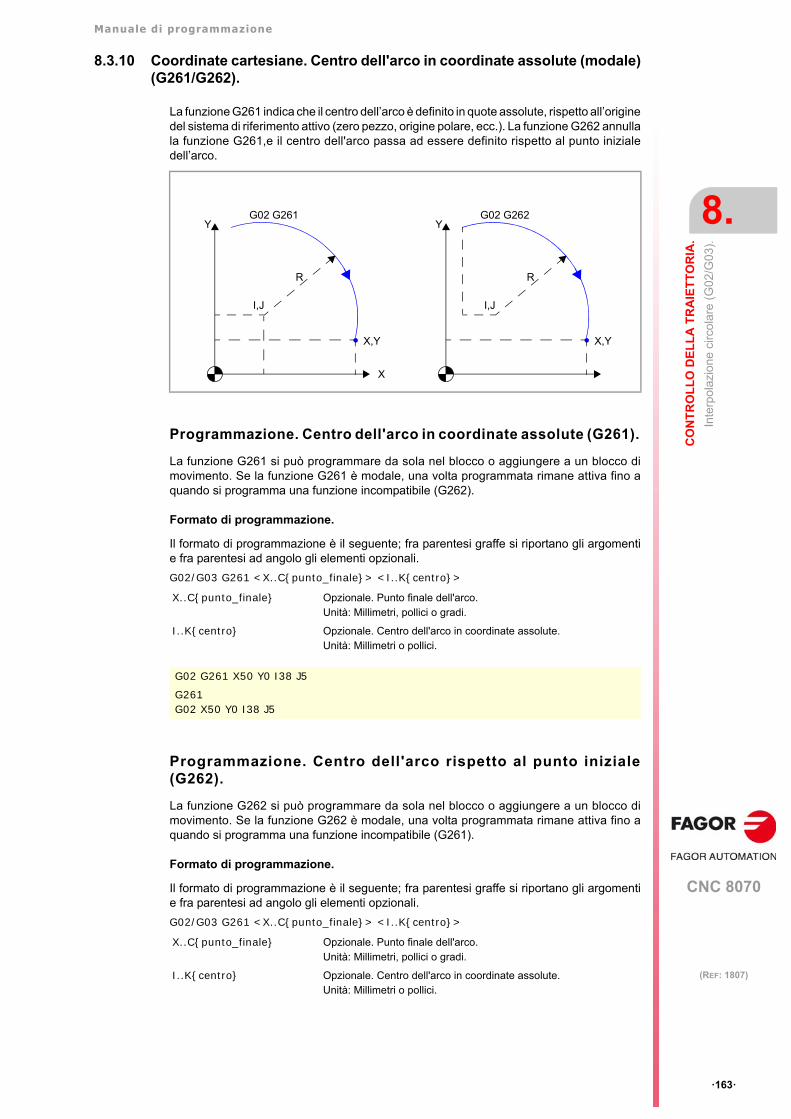
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
8.
Inte
rpo
lazi
one
circ
ola
re (
G02
/G03
).
·163·
(REF: 1807)
8.3.10 Coordinate cartesiane. Centro dell'arco in coordinate assolute (modale)(G261/G262).
La funzione G261 indica che il centro dell’arco è definito in quote assolute, rispetto all’originedel sistema di riferimento attivo (zero pezzo, origine polare, ecc.). La funzione G262 annullala funzione G261,e il centro dell'arco passa ad essere definito rispetto al punto inizialedell’arco.
Programmazione. Centro dell'arco in coordinate assolute (G261).
La funzione G261 si può programmare da sola nel blocco o aggiungere a un blocco dimovimento. Se la funzione G261 è modale, una volta programmata rimane attiva fino aquando si programma una funzione incompatibile (G262).
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
G02/G03 G261 <X..C{punto_finale}> <I..K{centro}>
Programmazione. Centro dell'arco rispetto al punto iniziale(G262).
La funzione G262 si può programmare da sola nel blocco o aggiungere a un blocco dimovimento. Se la funzione G262 è modale, una volta programmata rimane attiva fino aquando si programma una funzione incompatibile (G261).
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
G02/G03 G261 <X..C{punto_finale}> <I..K{centro}>
X..C{punto_finale} Opzionale. Punto finale dell'arco.Unità: Millimetri, pollici o gradi.
I..K{centro} Opzionale. Centro dell'arco in coordinate assolute.Unità: Millimetri o pollici.
G02 G261 X50 Y0 I38 J5
G261G02 X50 Y0 I38 J5
X..C{punto_finale} Opzionale. Punto finale dell'arco.Unità: Millimetri, pollici o gradi.
I..K{centro} Opzionale. Centro dell'arco in coordinate assolute.Unità: Millimetri o pollici.
X
G02 G261Y
R
X,Y
I,J
G02 G262Y
R
X,Y
I,J
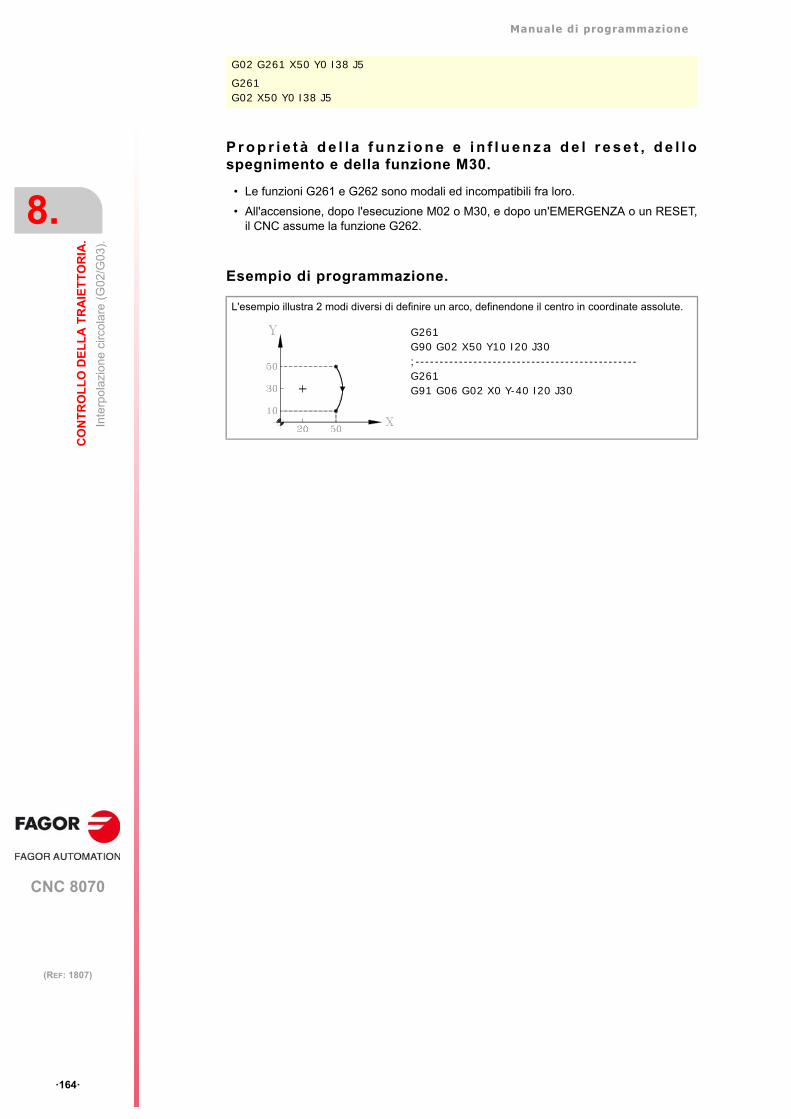
Manuale di programmazione
CNC 8070
8.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
Inte
rpo
lazi
one
circ
ola
re (
G02
/G03
).
·164·
(REF: 1807)
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
• Le funzioni G261 e G262 sono modali ed incompatibili fra loro.
• All'accensione, dopo l'esecuzione M02 o M30, e dopo un'EMERGENZA o un RESET,il CNC assume la funzione G262.
Esempio di programmazione.
G02 G261 X50 Y0 I38 J5
G261G02 X50 Y0 I38 J5
L'esempio illustra 2 modi diversi di definire un arco, definendone il centro in coordinate assolute.
G261G90 G02 X50 Y10 I20 J30;----------------------------------------------G261G91 G06 G02 X0 Y-40 I20 J30
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
8.
Inte
rpo
lazi
one
circ
ola
re (
G02
/G03
).
·165·
(REF: 1807)
8.3.11 Correzione dell'arco (G264/G265).
Per eseguire l'arco programmato, il CNC calcola i raggi iniziale e finale, che devono essereuguali. Quando questo non accade, il CNC cerca di eseguire l'arco correggendo il centrolungo la traiettoria. La tolleranza consentita per la differenza fra entrambi i raggi o per situareil centro corretto dell'arco, è definita dall’OEM (parametri CIRINERR e CIRINFACT). Lacorrezione del centro dell'arco si può attivare e disattivare mediante le seguenti funzioni:
Programmazione. Attivare la correzione dell’arco (G265).
La funzione G265 si può programmare da sola nel blocco o aggiungere a un blocco dimovimento. Tale funzione è modale, una volta programmata rimane attiva fino a quando siprogramma una funzione incompatibile (G264).
Formato di programmazione.
Il formato di programmazione è il seguente.
G265
Correzione dell'arco con G265.
Se i raggi iniziale e finale dell'arco non coincidono, il CNC cerca di calcolare un nuovo centroentro la tolleranza fissata, in modo che si possa eseguire un arco fra i punti programmati ilpiù vicino possibile all'arco definito. Per calcolare se il margine di errore rientra nellatolleranza, il CNC tiene conto dell’errore assoluto (differenza di raggio) e dell’errore relativo(% sul raggio). Se uno di questi valori è entro la tolleranza fissata dal costruttore dellamacchina, il CNC corregge la posizione del centro.
Se il CNC non può situare il centro entro tali limiti, visualizzerà il relativo errore.
Programmazione. Cancellare la correzione dell'arco (G264).
La funzione G264 si può programmare da sola nel blocco o aggiungere a un blocco dimovimento. Tale funzione è modale, una volta programmata rimane attiva fino a quando siprogramma una funzione incompatibile (G265).
Formato di programmazione.
Il formato di programmazione è il seguente.
G264
Correzione dell'arco con G264.
Quando la differenza tra il raggio iniziale e il raggio finale è entro la tolleranza consentita,il CNC esegue l'arco con il raggio calcolato a partire dal punto iniziale, mantenendo laposizione del centro.
Se la differenza fra entrambi i raggi supera la tolleranza consentita, sarà visualizzato ilrelativo errore.
G264 Cancellare la correzione dell'arco.
G265 Attivare la correzione dell'arco.
G02 G265 X50 Y0 I38 J5
G265G02 X50 Y0 I38 J5
G02 G264 X50 Y0 I38 J5
G264G02 X50 Y0 I38 J5
Manuale di programmazione
CNC 8070
8.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
Inte
rpo
lazi
one
circ
ola
re (
G02
/G03
).
·166·
(REF: 1807)
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
• Le funzioni G264 e G265 sono modali ed incompatibili fra loro.
• All'accensione, dopo l'esecuzione M02 o M30, e dopo un'EMERGENZA o un RESET,il CNC assume la funzione G265.

Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
8.
Arc
o ta
nge
nte
alla
trai
etto
ria p
rece
den
te (
G08
).
·167·
(REF: 1807)
8.4 Arco tangente alla traiettoria precedente (G08).
La funzione G08 permette di programmare una traiettoria circolare tangente alla traiettoriaprecedente, senza dover programmare le quote (I, J o K) del centro. La traiettoria precedentepotrà essere lineare o circolare.
Programmazione.
Programmare insieme alla funzione G08 le coordinate del punto finale dell’arco.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
G08 X..C{punto_finale}
Coordinate del punto finale dell’arco.
Il punto finale si potrà definire in coordinate cartesiane o polari, e si potrà esprimere sia inquote assolute che incrementali.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
• La funzione G08 si può programmare come G8.
• La funzione G08 non è modale, per cui si dovrà programmare ogni volta che si desideraeseguire un arco tangente alla traiettoria precedente. Dopo l'esecuzione di questafunzione, il CNC ripristina la funzione G00, G01, G02 o G03 che era attiva.
Utilizzando la funzione G08 non è possibile programmare circonferenze complete, dato che esistonoinfinite soluzioni.i
X..C{punto_finale} Punto finale dell'arco.Unità: Millimetri, pollici o gradi.
G08 G17 X50.87 Y38.45Movimento in coordinate cartesiane.
G08 R20.23 Q45Movimento in coordinate polari.
X
G08
Y
X,Y
G01
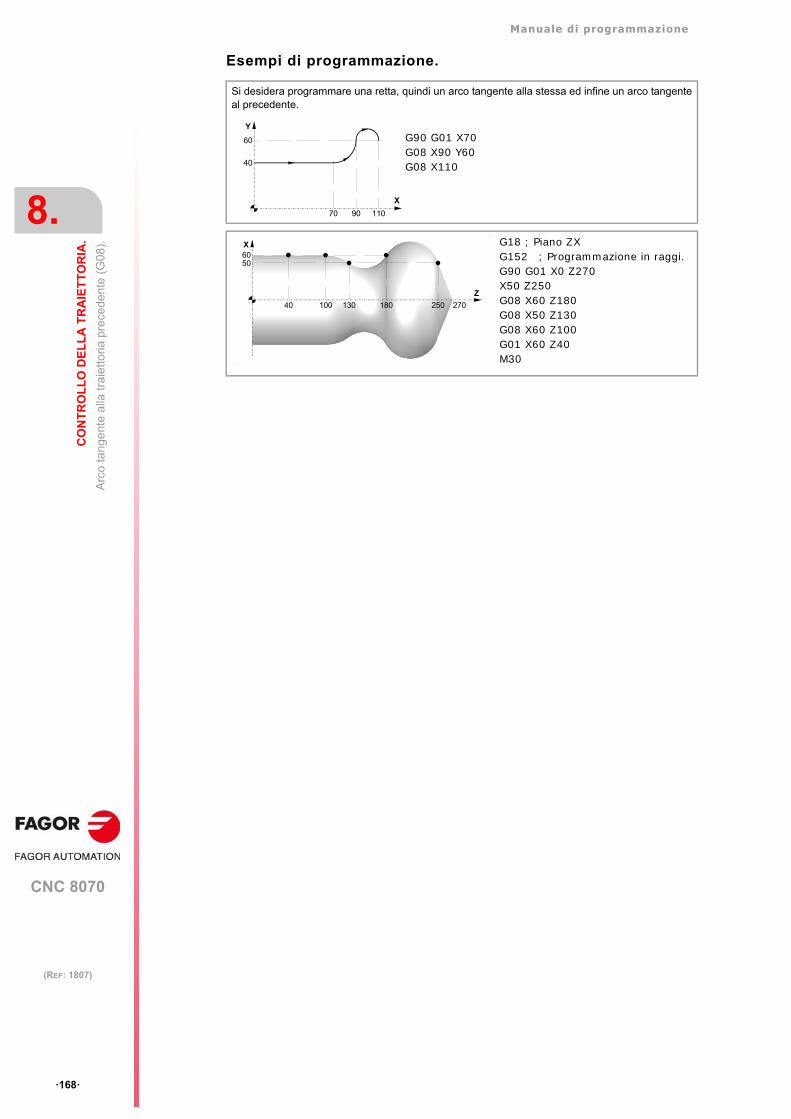
Manuale di programmazione
CNC 8070
8.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
Arc
o ta
nge
nte
alla
trai
etto
ria p
rece
den
te (
G08
).
·168·
(REF: 1807)
Esempi di programmazione.
Si desidera programmare una retta, quindi un arco tangente alla stessa ed infine un arco tangenteal precedente.
Y
X
40
70
60
90 110
G90 G01 X70G08 X90 Y60G08 X110
X
Z
40 100 130 180 270250
5060
G18 ; Piano ZXG152 ; Programmazione in raggi.G90 G01 X0 Z270X50 Z250G08 X60 Z180G08 X50 Z130G08 X60 Z100G01 X60 Z40M30
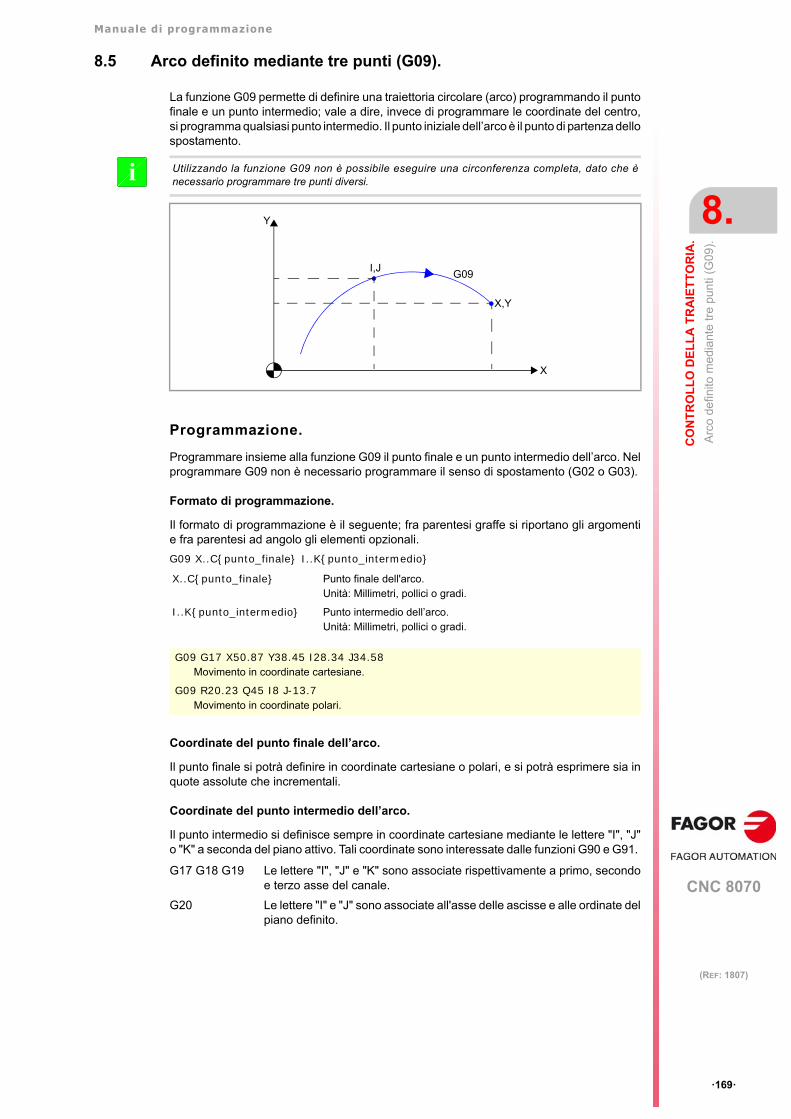
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
8.
Arc
o de
finito
me
dia
nte
tre
pun
ti (G
09).
·169·
(REF: 1807)
8.5 Arco definito mediante tre punti (G09).
La funzione G09 permette di definire una traiettoria circolare (arco) programmando il puntofinale e un punto intermedio; vale a dire, invece di programmare le coordinate del centro,si programma qualsiasi punto intermedio. Il punto iniziale dell’arco è il punto di partenza dellospostamento.
Programmazione.
Programmare insieme alla funzione G09 il punto finale e un punto intermedio dell’arco. Nelprogrammare G09 non è necessario programmare il senso di spostamento (G02 o G03).
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
G09 X..C{punto_finale} I..K{punto_intermedio}
Coordinate del punto finale dell’arco.
Il punto finale si potrà definire in coordinate cartesiane o polari, e si potrà esprimere sia inquote assolute che incrementali.
Coordinate del punto intermedio dell’arco.
Il punto intermedio si definisce sempre in coordinate cartesiane mediante le lettere "I", "J"o "K" a seconda del piano attivo. Tali coordinate sono interessate dalle funzioni G90 e G91.
Utilizzando la funzione G09 non è possibile eseguire una circonferenza completa, dato che ènecessario programmare tre punti diversi.i
X..C{punto_finale} Punto finale dell'arco.Unità: Millimetri, pollici o gradi.
I..K{punto_intermedio} Punto intermedio dell’arco.Unità: Millimetri, pollici o gradi.
G09 G17 X50.87 Y38.45 I28.34 J34.58Movimento in coordinate cartesiane.
G09 R20.23 Q45 I8 J-13.7Movimento in coordinate polari.
G17 G18 G19 Le lettere "I", "J" e "K" sono associate rispettivamente a primo, secondoe terzo asse del canale.
G20 Le lettere "I" e "J" sono associate all'asse delle ascisse e alle ordinate delpiano definito.
X
G09
Y
X,Y
I,J
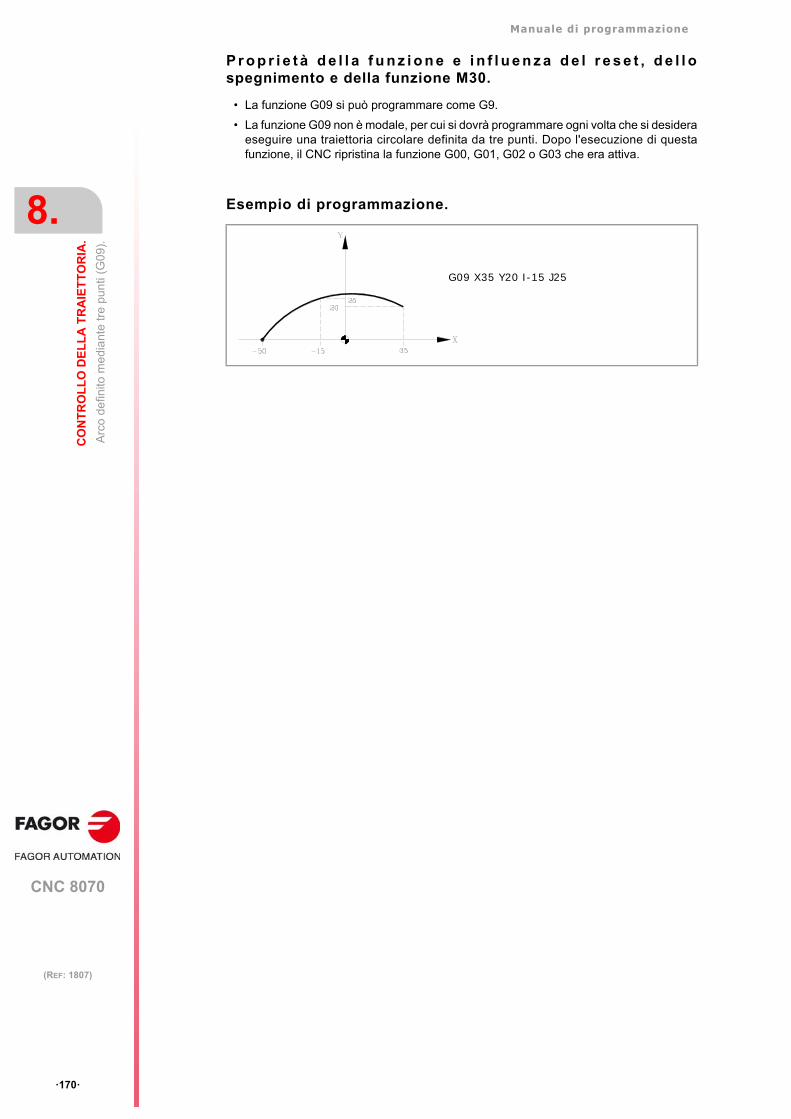
Manuale di programmazione
CNC 8070
8.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
Arc
o de
finito
me
dia
nte
tre
pun
ti (G
09).
·170·
(REF: 1807)
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
• La funzione G09 si può programmare come G9.
• La funzione G09 non è modale, per cui si dovrà programmare ogni volta che si desideraeseguire una traiettoria circolare definita da tre punti. Dopo l'esecuzione di questafunzione, il CNC ripristina la funzione G00, G01, G02 o G03 che era attiva.
Esempio di programmazione.
G09 X35 Y20 I-15 J25
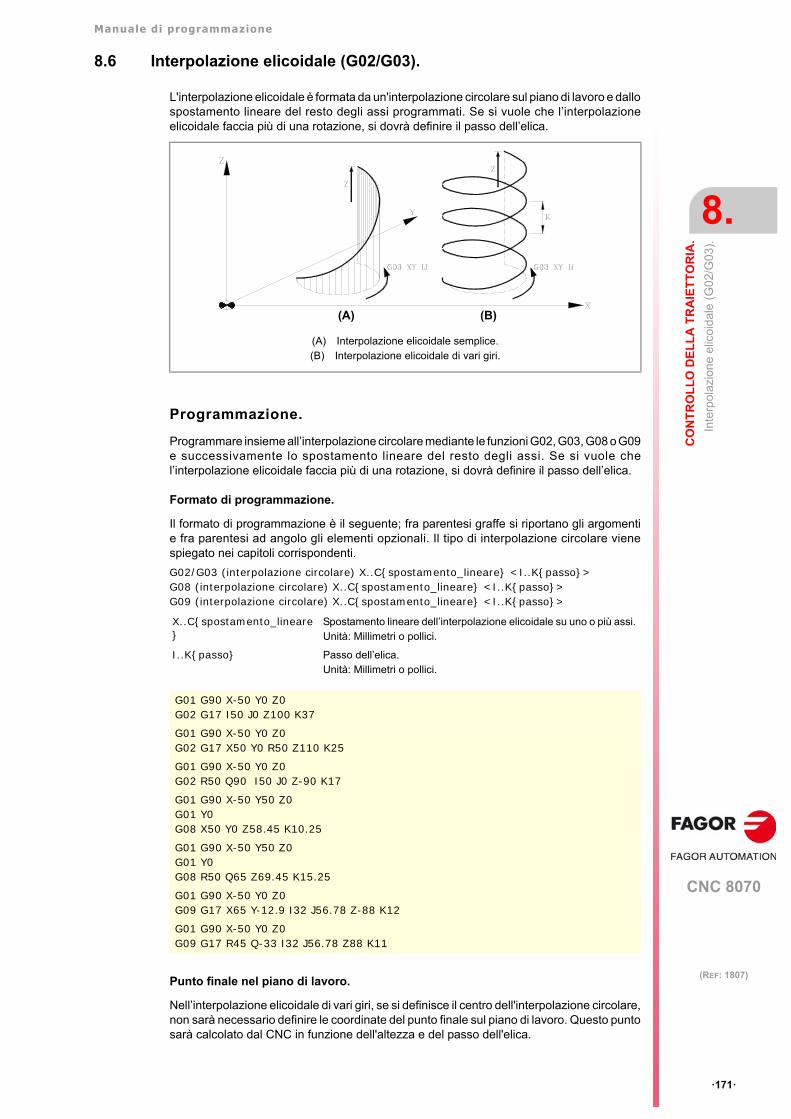
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
8.
Inte
rpol
azio
ne
elic
oida
le (
G02
/G03
).
·171·
(REF: 1807)
8.6 Interpolazione elicoidale (G02/G03).
L'interpolazione elicoidale è formata da un'interpolazione circolare sul piano di lavoro e dallospostamento lineare del resto degli assi programmati. Se si vuole che l’interpolazioneelicoidale faccia più di una rotazione, si dovrà definire il passo dell’elica.
Programmazione.
Programmare insieme all’interpolazione circolare mediante le funzioni G02, G03, G08 o G09e successivamente lo spostamento lineare del resto degli assi. Se si vuole chel’interpolazione elicoidale faccia più di una rotazione, si dovrà definire il passo dell’elica.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali. Il tipo di interpolazione circolare vienespiegato nei capitoli corrispondenti.
G02/G03 (interpolazione circolare) X..C{spostamento_lineare} <I..K{passo}>G08 (interpolazione circolare) X..C{spostamento_lineare} <I..K{passo}>G09 (interpolazione circolare) X..C{spostamento_lineare} <I..K{passo}>
Punto finale nel piano di lavoro.
Nell’interpolazione elicoidale di vari giri, se si definisce il centro dell'interpolazione circolare,non sarà necessario definire le coordinate del punto finale sul piano di lavoro. Questo puntosarà calcolato dal CNC in funzione dell'altezza e del passo dell'elica.
(A) Interpolazione elicoidale semplice.(B) Interpolazione elicoidale di vari giri.
X..C{spostamento_lineare}
Spostamento lineare dell’interpolazione elicoidale su uno o più assi. Unità: Millimetri o pollici.
I..K{passo} Passo dell’elica.Unità: Millimetri o pollici.
G01 G90 X-50 Y0 Z0G02 G17 I50 J0 Z100 K37
G01 G90 X-50 Y0 Z0G02 G17 X50 Y0 R50 Z110 K25
G01 G90 X-50 Y0 Z0G02 R50 Q90 I50 J0 Z-90 K17
G01 G90 X-50 Y50 Z0G01 Y0G08 X50 Y0 Z58.45 K10.25
G01 G90 X-50 Y50 Z0G01 Y0G08 R50 Q65 Z69.45 K15.25
G01 G90 X-50 Y0 Z0G09 G17 X65 Y-12.9 I32 J56.78 Z-88 K12
G01 G90 X-50 Y0 Z0G09 G17 R45 Q-33 I32 J56.78 Z88 K11
(A) (B)
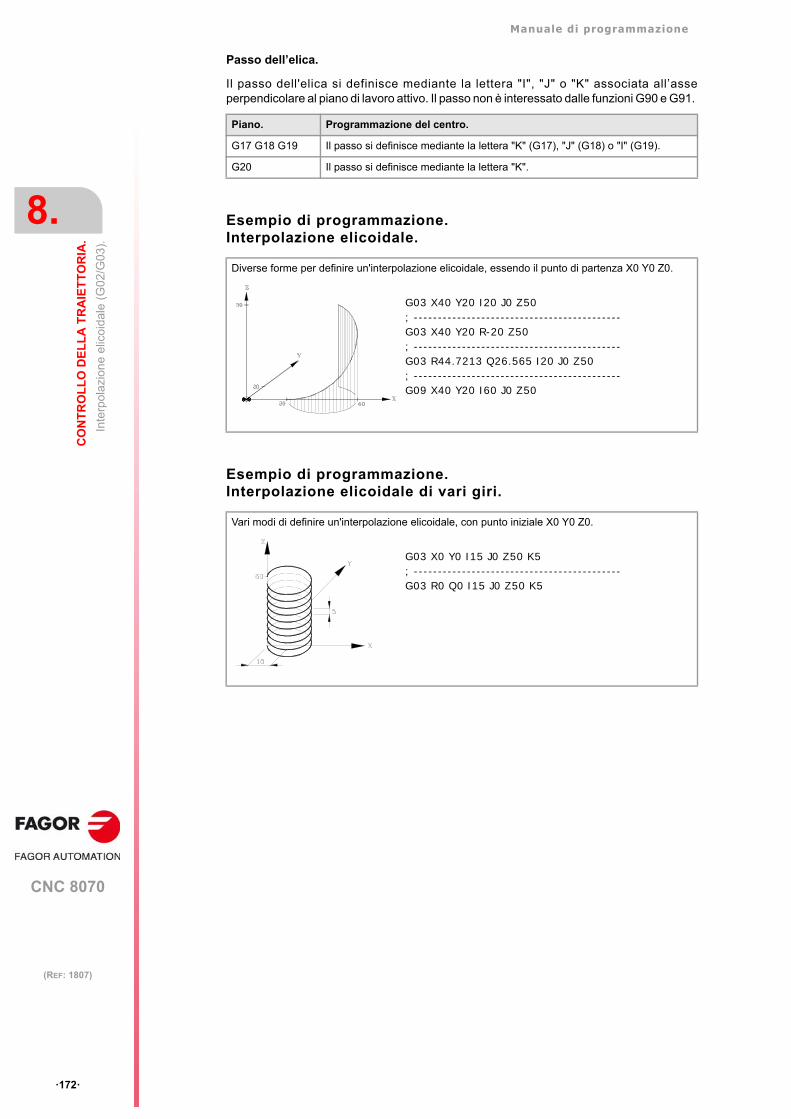
Manuale di programmazione
CNC 8070
8.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA.
Inte
rpol
azio
ne
elic
oida
le (
G02
/G03
).
·172·
(REF: 1807)
Passo dell’elica.
Il passo dell'elica si definisce mediante la lettera "I", "J" o "K" associata all’asseperpendicolare al piano di lavoro attivo. Il passo non è interessato dalle funzioni G90 e G91.
Esempio di programmazione.Interpolazione elicoidale.
Esempio di programmazione.Interpolazione elicoidale di vari giri.
Piano. Programmazione del centro.
G17 G18 G19 Il passo si definisce mediante la lettera "K" (G17), "J" (G18) o "I" (G19).
G20 Il passo si definisce mediante la lettera "K".
Diverse forme per definire un'interpolazione elicoidale, essendo il punto di partenza X0 Y0 Z0.
Vari modi di definire un'interpolazione elicoidale, con punto iniziale X0 Y0 Z0.
G03 X40 Y20 I20 J0 Z50; -------------------------------------------G03 X40 Y20 R-20 Z50; -------------------------------------------G03 R44.7213 Q26.565 I20 J0 Z50; -------------------------------------------G09 X40 Y20 I60 J0 Z50
G03 X0 Y0 I15 J0 Z50 K5; -------------------------------------------G03 R0 Q0 I15 J0 Z50 K5
CNC 8070
9
·173·
(REF: 1807)
CONTROLLO DELLA TRAIETTORIA. INTERVENTO MANUALE.
L’intervento manuale consente di attivare dal programma la modalità di lavoro manuale;consente cioè di spostare gli assi manualmente, anche con un programma in esecuzione.Lo spostamento può essere eseguito mediante volantini o dalla tastiera jog (incrementaleo continuo). Le funzioni associate all'intervento manuale sono:
G200 Intervento manuale esclusiva.
G201 Attivazione dell'intervento manuale aggiuntivo.
G202 Annullamento dell'intervento manuale aggiuntivo.
La differenza fra l'intervento esclusiva e quello aggiuntive sta nel fatto che l'interventomanuale esclusiva (G200) interrompe l'esecuzione del programma per attivare la modalitàmanuale, mentre l'intervento manuale aggiuntivo (G201) consente di spostare un assemanualmente mentre si eseguono gli spostamenti programmati.
Comportamento dell'avanzamento.
L'avanzamento al quale si eseguono gli spostamenti mediante la intervento manuale èindipendente dall'avanzamento "F" attivo, e può essere definito dall'utente mediantesentenze in linguaggio di alto livello, essendo possibile definire un avanzamento diverso perogni modalità di lavoro (jog incrementale e jog continuo). Se non si definiscono, glispostamenti, essi saranno eseguiti all'avanzamento specificato dall’OEM.
La variazione dell'avanzamento da 0% a 200% mediante il selettore sul pannello di comandodel CNC, interessa allo stesso modo l'avanzamento "F" programmato e l'avanzamentodell'intervento manuale.
Manuale di programmazione
CNC 8070
9.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA. I
NT
ER
VE
NT
O M
AN
UA
LE
.
Inte
rve
nto
man
uale
agg
iunt
ivo
(G2
01/G
202
).
·174·
(REF: 1807)
9.1 Intervento manuale aggiuntivo (G201/G202).
L'intervento manuale aggiuntivo consente di spostare gli assi manualmente, mediantevolantini o dalla tastiera jog (continuo o incrementale), mentre è in esecuzione il programma.Questa funzione si può applicare su qualsiasi asse della macchina; non si potrà applicaresul mandrino, anche se esso potrà lavorare in modalità posizionamento.
Programmazione. Attivare l’intervento manuale additivo.
Per attivare l’intervento manuale additivo. occorre programmare sullo stesso blocco lafunzione G201 e in seguito la sentenza #AXIS con gli assi su cui si desidera applicarla. Inquesta sentenza si deve definire almeno un asse.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
G201 #AXIS[{axis}, .. , {axis}]
Programmazione. Annullare l’intervento manuale additivo.
Per annullare l’intervento manuale additivo. occorre programmare sullo stesso blocco lafunzione G202 e in seguito la sentenza #AXIS con gli assi su cui si desidera annullare. Sesi programma la funzione G202 da sola, l'intervento manuale si annulla su tutti gli assi.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
G202G202 #AXIS[{axis}, .. , {axis}]
Considerazioni
I parametri dell ’asse MANFEEDP, IPOFEEDP, MANACCP, IPOACCP limitanol’avanzamento e accelerazione massima che si applicano per ogni tipo di spostamento(manuale o automatico). Se la somma dei due supera il 100%, sarà responsabilità dell’utentegarantire che i due spostamenti non sono simultanei sullo stesso asse perché si può avereun superamento della dinamica.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
Le funzioni G201 e G202 sono modali e incompatibili fra loro e con la funzione G200.All'accensione, dopo l'esecuzione M02 o M30, e dopo un'EMERGENZA o un RESET, il CNCassume la funzione G202.
{axis} Nome asse.Unità: -.
G201 #AXIS [X, Z](Attivare l'intervento manuale aggiuntivo sugli assi XZ)
{axis} Nome asse.Unità: -.
G202 #AXIS [X, Z](Annullare l'intervento manuale aggiuntivo sugli assi XZ)
G202(Annullare l'intervento manuale aggiuntivo su tutti gli assi)
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA. I
NT
ER
VE
NT
O M
AN
UA
LE
.
9.
Inte
rven
to m
anua
le e
sclu
siva
(G
200
).
·175·
(REF: 1807)
9.2 Intervento manuale esclusiva (G200).
L'intervento manuale esclusiva consente di spostare gli assi in manuale, mediante volantinio tastiera jog (continuo o incrementale), interrompendo a tale scopo l'esecuzione delprogramma. Questa funzione si può applicare su qualsiasi asse della macchina; non si potràapplicare sul mandrino, anche se esso potrà lavorare in modalità posizionamento.
Per annullare l'intervento manuale e riprendere così l'esecuzione del programma, occorrepremere il tasto [AVVIO].
Programmazione.
Per attivare l’intervento manuale additivo. occorre programmare sullo stesso blocco lafunzione G200 e in seguito la sentenza #AXIS con gli assi su cui si desidera applicarla. Sesi programma la funzione G200 da sola, l'intervento manuale si applica a tutti gli assi.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
G200G200 #AXIS[{axis}, .. , {axis}]
Considerazioni
Se si esegue un intervento manuale prima di un'interpolazione circolare e si sposta uno degliassi che intervengono nell'interpolazione circolare, si può avere un errore di circonferenzamal programmata, o può essere eseguita una circonferenza diversa da quella programmata.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
La funzione G200 è modale e incompatibile con le funzioni G201 e G202. All'accensione,dopo l'esecuzione M02 o M30, e dopo un'EMERGENZA o un RESET, il CNC assume lafunzione G202.
{axis} Nome asse.Unità: -.
G200 #AXIS [X, Z](Interrompere l'esecuzione e attivare l'intervento manuale esclusivo sugliassi XZ)
G200(Interrompere l'esecuzione e attivare l’intervento manuale esclusivo su tuttigli assi)

Manuale di programmazione
CNC 8070
9.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA. I
NT
ER
VE
NT
O M
AN
UA
LE
.
Ava
nza
men
to p
er g
li sp
ost
am
ent
i in
ma
nua
le.
·176·
(REF: 1807)
9.3 Avanzamento per gli spostamenti in manuale.
9.3.1 Avanzamento in jog continuo (#CONTJOG).
Tale sentenza consente di configurare l’avanzamento in modalità jog continuo per l'assespecificato. Questi valori possono essere definiti prima o dopo aver attivato l'interventomanuale, e restano attivi fino alla conclusione del programma, o fino all'esecuzione di unreset.
Programmazione.
Programmare la sentenza #CONTJOG e di seguito l'avanzamento e l’asse desiderato.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
#CONTJOG [{feed}] {axis}
{feed} Avanzamento dell’asse.Unità: Millimetri/minuto, pollici/minuto o gradi/minuto.
{axis} Nome asse.Unità: -.
#CONTJOG [400] X(Intervento manuale; avanzamento in jog continuo per l'asse X)
#CONTJOG [600] Y(Intervento manuale; avanzamento in jog continuo per l’asse Y)
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA. I
NT
ER
VE
NT
O M
AN
UA
LE
.
9.
Ava
nza
men
to p
er g
li sp
ost
am
ent
i in
ma
nua
le.
·177·
(REF: 1807)
9.3.2 Avanzamento in jog incrementale (#INCJOG).
Questa sentenza permette di configurare, per ogni posizione del commutatore di jogincrementale, quanto sarà lo spostamento incrementale e l'avanzamento dell'assespecificato. Questi valori possono essere definiti prima o dopo aver attivato l'interventomanuale, e restano attivi fino alla conclusione del programma, o fino all'esecuzione di unreset.
Programmazione.
Programmare la sentenza #INCJOG e quindi l’incremento e l'avanzamento su ogniposizione del jog per l'asse desiderato.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
#INCJOG [[{increment_1},{feed_1}] [{increment_10},{feed_10}] ... [...]] <axis>
{feed_1}··{feed_10000}
Avanzamento nella posizione 1 a 10.000 del commutatore di jogincrementale.Unità: Millimetri/minuto, pollici/minuto o gradi/minuto.
{increment_1}··{increment_10000}
Incremento di posizione nella posizione 1 a 10.000 del commutatore di jogincrementale.Unità: Millimetri, pollici o gradi.
{axis} Nome asse.Unità: -.
#INCJOG [[0.1,100][0.5,200][1,300][5,400][10,500]] X(Lo spostamento e l'avanzamento dell’asse X su ogni posizione delcommutatore di jog incrementale è il seguente) (Posizione 1 del commutatore; da 0,1 mm a 100 mm/min)(Posizione 10 del commutatore; da 0.5 mm a 200 mm/min)(Posizione 100 del commutatore; da 1 mm a 300 mm/min)(Posizione 1000 del commutatore; da 5 mm a 400 mm/min)(Posizione 10000 del commutatore; da 10 mm a 500 mm/min)
Manuale di programmazione
CNC 8070
9.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA. I
NT
ER
VE
NT
O M
AN
UA
LE
.
Ava
nza
men
to p
er g
li sp
ost
am
ent
i in
ma
nua
le.
·178·
(REF: 1807)
9.3.3 Avanzamento in jog incrementale (#MPG).
Mediante questa sentenza si definisce, per ogni posizione del commutatore dei volantini,quanto sarà la risoluzione del volantino per l'asse specificato. Questi valori possono esseredefiniti prima o dopo aver attivato l'intervento manuale, e restano attivi fino alla conclusionedel programma, o fino all'esecuzione di un reset.
Programmazione.
Programmare la sentenza #MPG e quindi la risoluzione su ogni posizione del jog per l'assedesiderato.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
#MPG [{resolution_1},{resolution_10},{resolution_100}] {axis}
{resolution_1}··{resolution_100}
Risoluzione nella posizione da 1 a 100 del commutatore di volantini.Unità: Millimetri/impulso, pollici/impulso o gradi/impulso.
{axis} Nome asse.Unità: -.
#MPG [0.1, 1, 10] X(La risoluzione su ogni posizione del commutatore di volantino è la seguente) (Posizione 1 del commutatore; 0,1 mm/giro)(Posizione 10 del commutatore; 1.0 mm/giro)(Posizione 100 del commutatore; 10 mm/giro)
Questa sentenza stabilisce lo spostamento per impulso del volantino in un tempo pari al tempo di ciclodel CNC. Se l'avanzamento necessario per questo spostamento supera il massimo prestabilito dalcostruttore della macchina, l'avanzamento si limiterà a tale valore e lo spostamento dell'asse saràminore di quello programmato nella sentenza.Esempio: Se si programma uno spostamento di 5 mm. e il tempo di ciclo è pari a 4 msec. si ottieneuna velocità di 1250 mm/sec. Se l'avanzamento massimo è limitato a 1000 mm/sec., lo spostamentoreale sarà di 4 mm.
i
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA. I
NT
ER
VE
NT
O M
AN
UA
LE
.
9.
Ava
nza
men
to p
er g
li sp
ost
am
ent
i in
ma
nua
le.
·179·
(REF: 1807)
9.3.4 Limiti di corsa per i movimenti in manuale (#SET OFFSET).
Questa sentenza consente di configurare i limiti di corsa per gli spostamenti effettuati tramitel’intervento manuale aggiuntivo. Questi limiti non sono tenuti in considerazione neglispostamenti eseguiti da programma. I limiti devono essere definiti dopo aver attivatol'intervento manuale, e restano attivi fino alla disattivazione dello stesso.
Programmazione.
Programmare la sentenza #SET OFFSET e di seguito i limiti di corsa inferiore e superioreper l’asse desiderato.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
#SET OFFSET [{lower_limit},{upper_limit}] {axis}
Limite di corsa inferiore e superiore.
I limiti sono riferiti alla posizione dell'asse. Il limite inferiore deve essere minore o uguale azero, e il limite superiore deve essere maggiore o uguale a zero.
{lower_limit}{upper_limit}
Limite di corsa inferiore e superiore.Unità: Millimetri, pollici o gradi.
{axis} Nome asse.Unità: -.
#SET OFFSET [-20,35] Y(Limite di corsa inferiore di 20 mm e superiore di 35 mm sull’asse Y)
Manuale di programmazione
CNC 8070
9.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA. I
NT
ER
VE
NT
O M
AN
UA
LE
.
Ava
nza
men
to p
er g
li sp
ost
am
ent
i in
ma
nua
le.
·180·
(REF: 1807)
9.3.5 Sincronizzazione delle quote e offset manuale aggiuntivo (#SYNC POS).
Questa sentenza sincronizza la quota di preparazione con quella di esecuzione ed assumel'offset manuale addizionale.
Programmazione.
Programmare la sentenza #SYNC POS da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
#SYNC POS
#SYNC POS
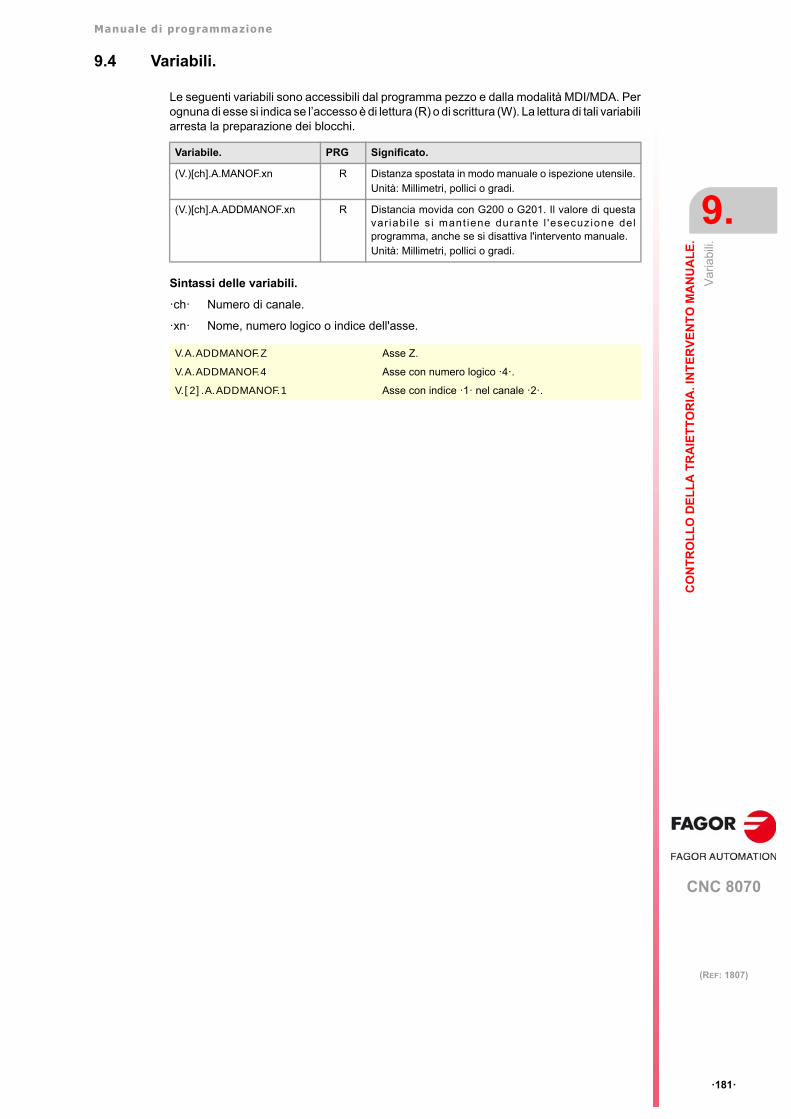
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA. I
NT
ER
VE
NT
O M
AN
UA
LE
.
9.
Va
riabi
li.
·181·
(REF: 1807)
9.4 Variabili.
Le seguenti variabili sono accessibili dal programma pezzo e dalla modalità MDI/MDA. Perognuna di esse si indica se l’accesso è di lettura (R) o di scrittura (W). La lettura di tali variabiliarresta la preparazione dei blocchi.
Sintassi delle variabili.
·ch· Numero di canale.
·xn· Nome, numero logico o indice dell'asse.
Variabile. PRG Significato.
(V.)[ch].A.MANOF.xn R Distanza spostata in modo manuale o ispezione utensile.Unità: Millimetri, pollici o gradi.
(V.)[ch].A.ADDMANOF.xn R Distancia movida con G200 o G201. Il valore di questavar iabi le s i mant iene durante l 'esecuzione delprogramma, anche se si disattiva l'intervento manuale.Unità: Millimetri, pollici o gradi.
V.A.ADDMANOF.Z Asse Z.
V.A.ADDMANOF.4 Asse con numero logico ·4·.
V.[2].A.ADDMANOF.1 Asse con indice ·1· nel canale ·2·.
Manuale di programmazione
CNC 8070
9.
CO
NT
RO
LL
O D
EL
LA
TR
AIE
TT
OR
IA. I
NT
ER
VE
NT
O M
AN
UA
LE
.
Va
riabi
li.
·182·
(REF: 1807)
CNC 8070
10
·183·
(REF: 1807)
FILETTATURA ELETTRONICA E MASCHIATURA.
10.1 Filettatura elettronica a passo costante (G33).
La filettatura elettronica esegue in una sola passata la filettatura programmata. Nellafilettatura elettronica, il CNC non interpola lo spostamento degli assi con quello del mandrino.
Anche se spesso questo tipo di filettature si esegue lungo un asse, il CNC consente dieseguire una filettatura interpolando più di un asse alla volta. Inoltre, la filettatura elettronicaconsente di eseguire filetti a vari ingressi e unioni di filetti.
È possibile eseguire filettature elettroniche con qualsiasi mandrino, ma se non si utilizza ilmandrino maestro il mandrino utilizzato dovrà essere sincronizzato con lo stesso. I mandrinisi possono sincronizzare dal programma con le sentenze #SYNC o #TSYNC.
Programmazione.
Programmare la funzione G33, e quindi le coordinate del punto finale della filettatura e ilpasso del filetto. Opzionalmente si può definire l’angolo di ingresso, il che consente dieseguire filettature a vari ingressi.
Formato di programmazione.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti efra parentesi ad angolo si indicano gli argomenti opzionali.
G33 X..Z{pos} I/J/K{pitch} <Q1={angle}>
Coordinate del punto finale.
Anche se spesso questo tipo di filettature si esegue lungo un asse, il CNC consente dieseguire una filettatura interpolando più di un asse alla volta. Le coordinate del punto finalesi potranno definire sia in coordinate cartesiane che polari, così come in quote assolute oincrementali.
Per effettuare filettature elettroniche è necessario che la macchina disponga di un trasduttore rotativo(encoder) accoppiato al mandrino.i
X..Z{pos} Coordinate del punto finale.Unità: millimetri/pollici.
I/J/K{pitch} Passo della filettatura.Unità: millimetri/pollici.
Q1={angle} Opzionale. Posizione angolare del mandrino per il punto iniziale del filetto. Se nonsi programma, la funzione assume valore 0.Unità: ±359.9999 gradi.
G33 Z-50 K3 Q1=0(Filettatura a passo 3 mm)
G33 Z-40 K1 Q1=30G33 Z-80 K1 Q1=210
(Filettatura a due ingressi, a 30º e 210º)
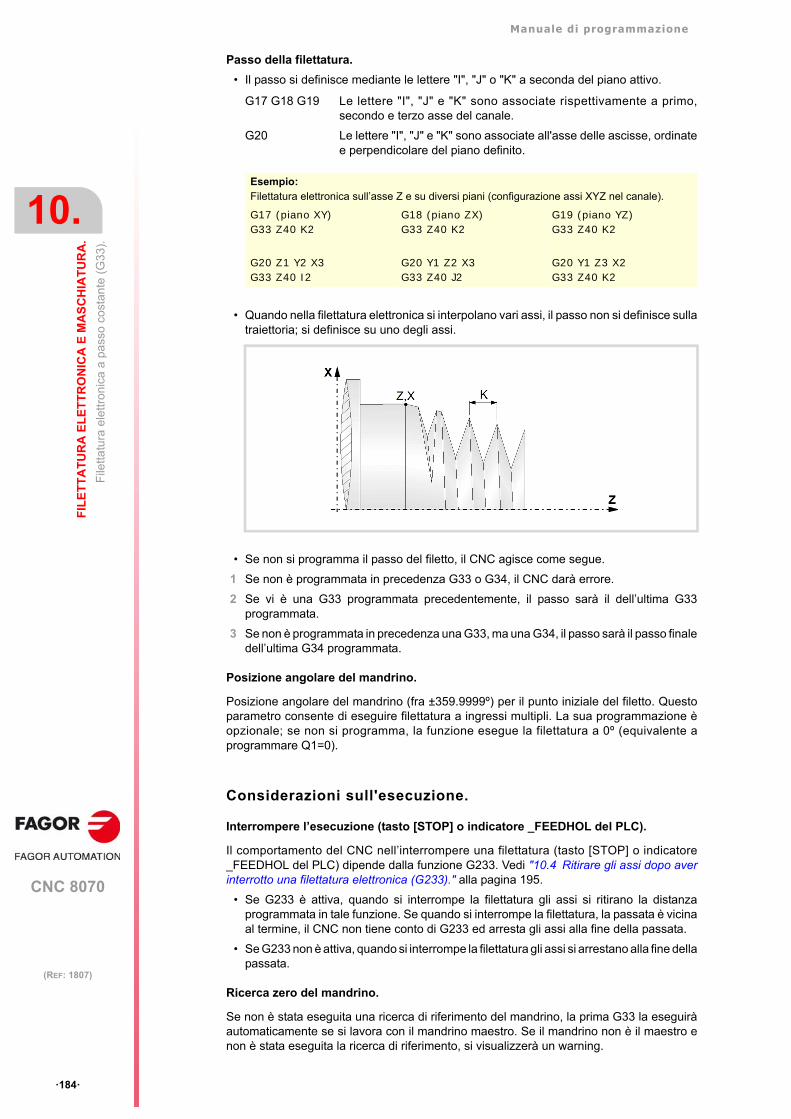
Manuale di programmazione
CNC 8070
10.
FIL
ET
TA
TU
RA
EL
ET
TR
ON
ICA
E M
AS
CH
IAT
UR
A.
File
ttatu
ra e
lettr
onic
a a
pa
sso
co
stan
te (
G33
).
·184·
(REF: 1807)
Passo della filettatura.
• Il passo si definisce mediante le lettere "I", "J" o "K" a seconda del piano attivo.
• Quando nella filettatura elettronica si interpolano vari assi, il passo non si definisce sullatraiettoria; si definisce su uno degli assi.
• Se non si programma il passo del filetto, il CNC agisce come segue.
1 Se non è programmata in precedenza G33 o G34, il CNC darà errore.
2 Se vi è una G33 programmata precedentemente, il passo sarà il dell’ultima G33programmata.
3 Se non è programmata in precedenza una G33, ma una G34, il passo sarà il passo finaledell’ultima G34 programmata.
Posizione angolare del mandrino.
Posizione angolare del mandrino (fra ±359.9999º) per il punto iniziale del filetto. Questoparametro consente di eseguire filettatura a ingressi multipli. La sua programmazione èopzionale; se non si programma, la funzione esegue la filettatura a 0º (equivalente aprogrammare Q1=0).
Considerazioni sull'esecuzione.
Interrompere l’esecuzione (tasto [STOP] o indicatore _FEEDHOL del PLC).
Il comportamento del CNC nell’interrompere una filettatura (tasto [STOP] o indicatore_FEEDHOL del PLC) dipende dalla funzione G233. Vedi "10.4 Ritirare gli assi dopo averinterrotto una filettatura elettronica (G233)." alla pagina 195.
• Se G233 è attiva, quando si interrompe la filettatura gli assi si ritirano la distanzaprogrammata in tale funzione. Se quando si interrompe la filettatura, la passata è vicinaal termine, il CNC non tiene conto di G233 ed arresta gli assi alla fine della passata.
• Se G233 non è attiva, quando si interrompe la filettatura gli assi si arrestano alla fine dellapassata.
Ricerca zero del mandrino.
Se non è stata eseguita una ricerca di riferimento del mandrino, la prima G33 la eseguiràautomaticamente se si lavora con il mandrino maestro. Se il mandrino non è il maestro enon è stata eseguita la ricerca di riferimento, si visualizzerà un warning.
G17 G18 G19 Le lettere "I", "J" e "K" sono associate rispettivamente a primo,secondo e terzo asse del canale.
G20 Le lettere "I", "J" e "K" sono associate all'asse delle ascisse, ordinatee perpendicolare del piano definito.
Esempio:Filettatura elettronica sull’asse Z e su diversi piani (configurazione assi XYZ nel canale).
G17 (piano XY)G33 Z40 K2
G18 (piano ZX)G33 Z40 K2
G19 (piano YZ)G33 Z40 K2
G20 Z1 Y2 X3G33 Z40 I2
G20 Y1 Z2 X3G33 Z40 J2
G20 Y1 Z3 X2G33 Z40 K2
Manuale di programmazione
CNC 8070
FIL
ET
TA
TU
RA
EL
ET
TR
ON
ICA
E M
AS
CH
IAT
UR
A.
10.
File
ttatu
ra e
lettr
onic
a a
pa
sso
co
stan
te (
G33
).
·185·
(REF: 1807)
Comportamento dell'avanzamento.
L'avanzamento al quale si esegue la filettatura dipende dalla velocità e dal passo di filettoprogrammato (Avanzamento = Velocità x Passo). La filettatura elettronica si esegue al 100%dell'avanzamento calcolato, e non è possibile modificare tali valori né dal Pannello diComando del CNC né dal PLC.
Comportamento della velocità e dell’override.
Se il costruttore lo consente (parametro THREADOVR), l’utente potrà modificare l’overridedella velocità dal pannello di comando, nel qual caso il CNC adatterà l’avanzamentoautomaticamente, rispettando il passo della filettatura. Per poter modificare l’override, il feedforward attivo nei assi coinvolti nella maschiatura dovrà essere superiore al 90%.
Se sono programmati due o più G33 per la stessa filettatura, tutte le filettature devono iniziarealla stessa velocità; altrimenti il punto d’ingresso nella filettatura non coinciderà in tutte lefilettature. Il CNC consente di variare la velocità del mandrino durante la passata di filettatura.
Se sono programmati due o più G33 per una filettatura a vari ingressi, tutte le filettaturedevono iniziare alla stessa velocità; altrimenti l'angolo fra ingressi non coinciderà con quelloprogrammato. Il CNC consente di variare la velocità del mandrino durante la passata difilettatura.
Considerazioni al raccordo di filettature.
Quando si lavora su spigolo arrotondato (G05), il CNC consente di giuntare diverse filettaturein modo continuo in uno stesso pezzo. Nella congiunzione di filettature, il CNC tiene contosolo della posizione angolare del mandrino (Q1) nel primo filetto, dopo l’attivazione di G33o G34. Finché questa funzione non sarà disattivata e di nuovo attivata, il CNC ignorerà ilparametro Q1 ed eseguirà la sincronizzazione al passo per tale angolo.
Congiungere una filettatura a passo fisso (G33) con una filettatura a passo variabile(G34).
Il passo iniziale della filettatura variabile (G34) deve essere uguale al passo della filettaturafissa (G33). L’incremento a passo della filettatura variabile nel primo giro, sarà di mezzoincremento ("K1"/2) e in giri successivi sarà incremento completo "K1".
Congiungere una filettatura a passo variabile (G34) con una filettatura a passo fisso(G33).
Questa combinazione si utilizza per finire una filettatura a passo variabile (G34) con un pezzodi filettatura che mantenga il passo finale della filettatura precedente. In questo caso, nellafilettatura a passo fisso G33 non si programma il passo, e il CNC utilizzerà l’ultimo passodella filettatura precedente.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
La funzione G33 è modale e incompatibile con G00, G01, G02, G03, G34, G63 e G100.All'accensione, dopo l'esecuzione di M02 o M30, e dopo un'emergenza o un reset, il CNCassume la funzione G00 o G01, a seconda delle impostazioni del costruttore della macchina[P.M.G. "IMOVE"].
G33 Z-40 K2.5G34 Z-80 K2.5 K1=1
G34 Z-50 K2 K1=3G33 Z-100
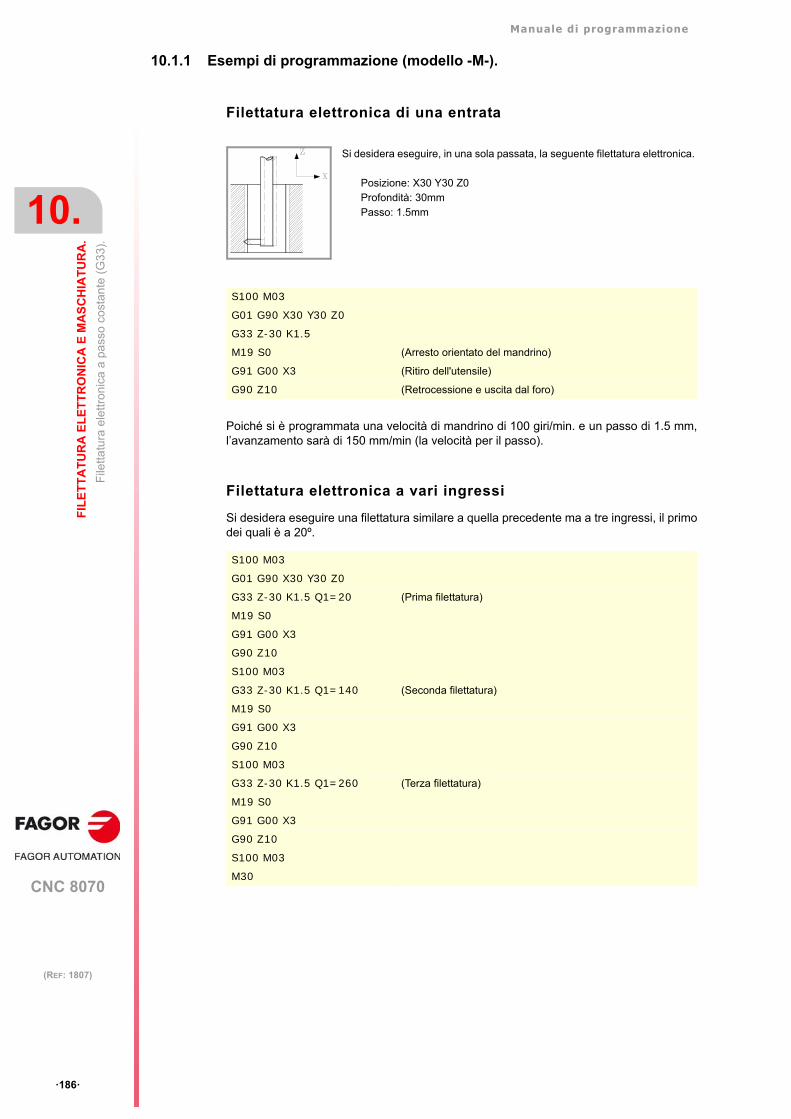
Manuale di programmazione
CNC 8070
10.
FIL
ET
TA
TU
RA
EL
ET
TR
ON
ICA
E M
AS
CH
IAT
UR
A.
File
ttatu
ra e
lettr
onic
a a
pa
sso
co
stan
te (
G33
).
·186·
(REF: 1807)
10.1.1 Esempi di programmazione (modello -M-).
Filettatura elettronica di una entrata
Poiché si è programmata una velocità di mandrino di 100 giri/min. e un passo di 1.5 mm,l’avanzamento sarà di 150 mm/min (la velocità per il passo).
Filettatura elettronica a vari ingressi
Si desidera eseguire una filettatura similare a quella precedente ma a tre ingressi, il primodei quali è a 20º.
Si desidera eseguire, in una sola passata, la seguente filettatura elettronica.
Posizione: X30 Y30 Z0Profondità: 30mmPasso: 1.5mm
S100 M03
G01 G90 X30 Y30 Z0
G33 Z-30 K1.5
M19 S0 (Arresto orientato del mandrino)
G91 G00 X3 (Ritiro dell'utensile)
G90 Z10 (Retrocessione e uscita dal foro)
S100 M03
G01 G90 X30 Y30 Z0
G33 Z-30 K1.5 Q1=20 (Prima filettatura)
M19 S0
G91 G00 X3
G90 Z10
S100 M03
G33 Z-30 K1.5 Q1=140 (Seconda filettatura)
M19 S0
G91 G00 X3
G90 Z10
S100 M03
G33 Z-30 K1.5 Q1=260 (Terza filettatura)
M19 S0
G91 G00 X3
G90 Z10
S100 M03
M30
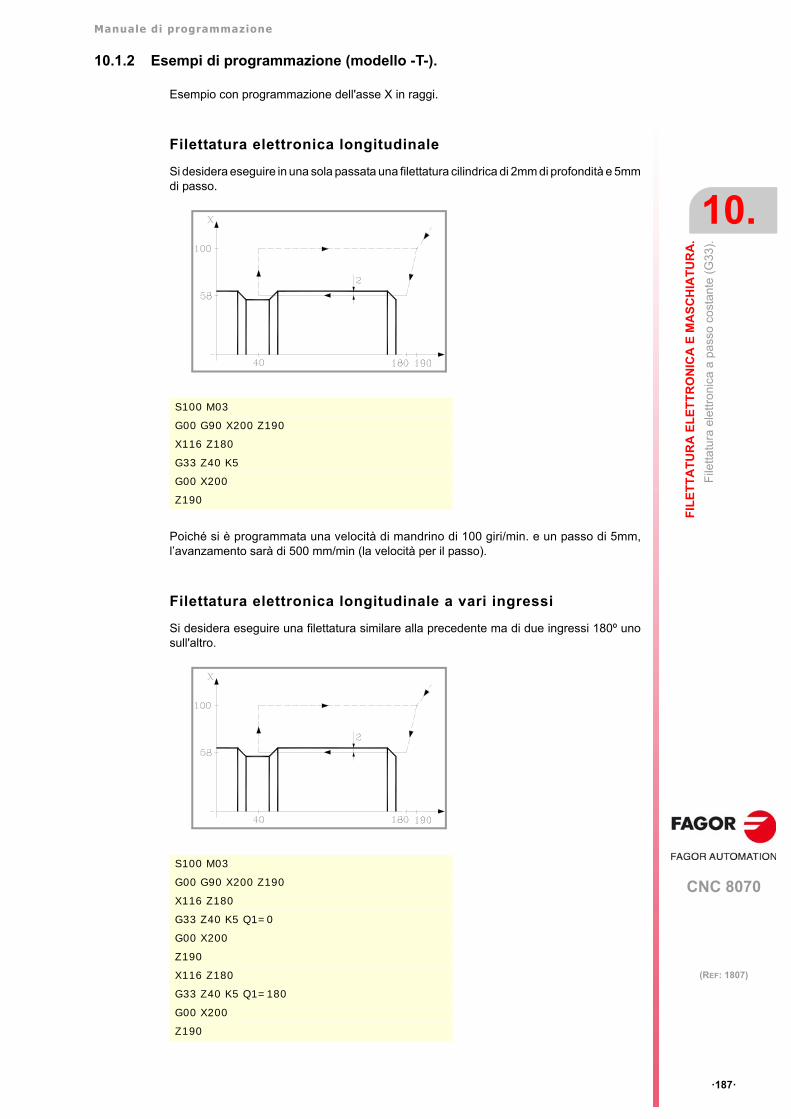
Manuale di programmazione
CNC 8070
FIL
ET
TA
TU
RA
EL
ET
TR
ON
ICA
E M
AS
CH
IAT
UR
A.
10.
File
ttatu
ra e
lettr
onic
a a
pa
sso
co
stan
te (
G33
).
·187·
(REF: 1807)
10.1.2 Esempi di programmazione (modello -T-).
Esempio con programmazione dell'asse X in raggi.
Filettatura elettronica longitudinale
Si desidera eseguire in una sola passata una filettatura cilindrica di 2mm di profondità e 5mmdi passo.
Poiché si è programmata una velocità di mandrino di 100 giri/min. e un passo di 5mm,l’avanzamento sarà di 500 mm/min (la velocità per il passo).
Filettatura elettronica longitudinale a vari ingressi
Si desidera eseguire una filettatura similare alla precedente ma di due ingressi 180º unosull'altro.
S100 M03
G00 G90 X200 Z190
X116 Z180
G33 Z40 K5
G00 X200
Z190
S100 M03
G00 G90 X200 Z190
X116 Z180
G33 Z40 K5 Q1=0
G00 X200
Z190
X116 Z180
G33 Z40 K5 Q1=180
G00 X200
Z190
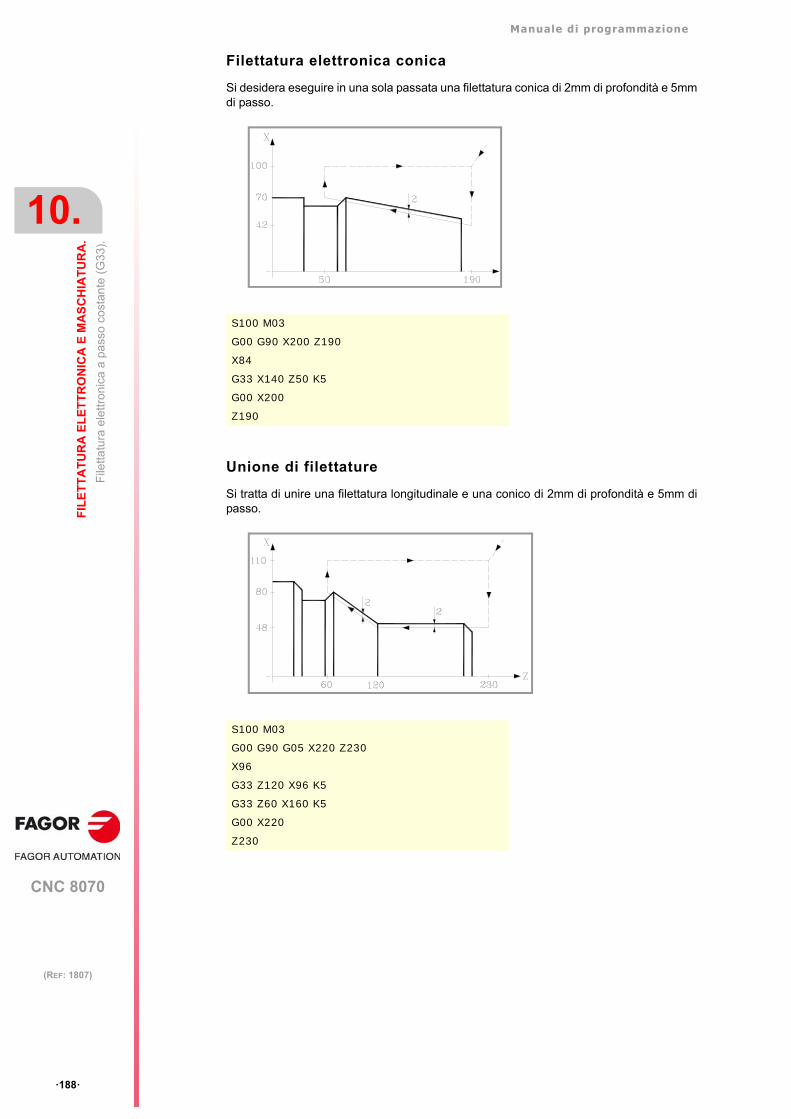
Manuale di programmazione
CNC 8070
10.
FIL
ET
TA
TU
RA
EL
ET
TR
ON
ICA
E M
AS
CH
IAT
UR
A.
File
ttatu
ra e
lettr
onic
a a
pa
sso
co
stan
te (
G33
).
·188·
(REF: 1807)
Filettatura elettronica conica
Si desidera eseguire in una sola passata una filettatura conica di 2mm di profondità e 5mmdi passo.
Unione di filettature
Si tratta di unire una filettatura longitudinale e una conico di 2mm di profondità e 5mm dipasso.
S100 M03
G00 G90 X200 Z190
X84
G33 X140 Z50 K5
G00 X200
Z190
S100 M03
G00 G90 G05 X220 Z230
X96
G33 Z120 X96 K5
G33 Z60 X160 K5
G00 X220
Z230
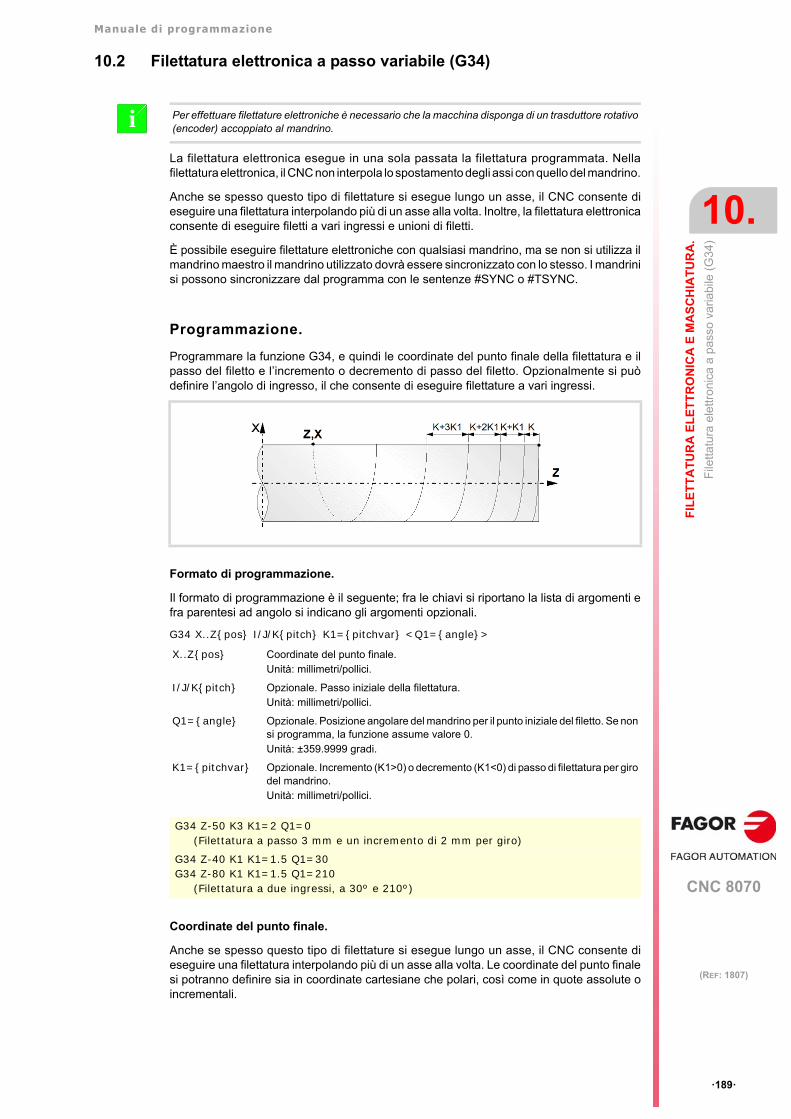
Manuale di programmazione
CNC 8070
FIL
ET
TA
TU
RA
EL
ET
TR
ON
ICA
E M
AS
CH
IAT
UR
A.
10.
File
ttatu
ra e
lettr
onic
a a
pas
so v
aria
bile
(G
34)
·189·
(REF: 1807)
10.2 Filettatura elettronica a passo variabile (G34)
La filettatura elettronica esegue in una sola passata la filettatura programmata. Nellafilettatura elettronica, il CNC non interpola lo spostamento degli assi con quello del mandrino.
Anche se spesso questo tipo di filettature si esegue lungo un asse, il CNC consente dieseguire una filettatura interpolando più di un asse alla volta. Inoltre, la filettatura elettronicaconsente di eseguire filetti a vari ingressi e unioni di filetti.
È possibile eseguire filettature elettroniche con qualsiasi mandrino, ma se non si utilizza ilmandrino maestro il mandrino utilizzato dovrà essere sincronizzato con lo stesso. I mandrinisi possono sincronizzare dal programma con le sentenze #SYNC o #TSYNC.
Programmazione.
Programmare la funzione G34, e quindi le coordinate del punto finale della filettatura e ilpasso del filetto e l’incremento o decremento di passo del filetto. Opzionalmente si puòdefinire l’angolo di ingresso, il che consente di eseguire filettature a vari ingressi.
Formato di programmazione.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti efra parentesi ad angolo si indicano gli argomenti opzionali.
G34 X..Z{pos} I/J/K{pitch} K1={pitchvar} <Q1={angle}>
Coordinate del punto finale.
Anche se spesso questo tipo di filettature si esegue lungo un asse, il CNC consente dieseguire una filettatura interpolando più di un asse alla volta. Le coordinate del punto finalesi potranno definire sia in coordinate cartesiane che polari, così come in quote assolute oincrementali.
Per effettuare filettature elettroniche è necessario che la macchina disponga di un trasduttore rotativo(encoder) accoppiato al mandrino.i
X..Z{pos} Coordinate del punto finale.Unità: millimetri/pollici.
I/J/K{pitch} Opzionale. Passo iniziale della filettatura.Unità: millimetri/pollici.
Q1={angle} Opzionale. Posizione angolare del mandrino per il punto iniziale del filetto. Se nonsi programma, la funzione assume valore 0.Unità: ±359.9999 gradi.
K1={pitchvar} Opzionale. Incremento (K1>0) o decremento (K1<0) di passo di filettatura per girodel mandrino.Unità: millimetri/pollici.
G34 Z-50 K3 K1=2 Q1=0(Filettatura a passo 3 mm e un incremento di 2 mm per giro)
G34 Z-40 K1 K1=1.5 Q1=30G34 Z-80 K1 K1=1.5 Q1=210
(Filettatura a due ingressi, a 30º e 210º)

Manuale di programmazione
CNC 8070
10.
FIL
ET
TA
TU
RA
EL
ET
TR
ON
ICA
E M
AS
CH
IAT
UR
A.
File
ttatu
ra e
lettr
onic
a a
pas
so v
aria
bile
(G
34)
·190·
(REF: 1807)
Passo iniziale della filettatura.
• Il passo si definisce mediante le lettere "I", "J" o "K" a seconda del piano attivo.
• Quando nella filettatura elettronica si interpolano vari assi, il passo si definisce su unodegli assi; non sulla traiettoria.
• Se non si programma il passo iniziale del filetto, il CNC agisce come segue.
1 Se non è programmata in precedenza G33 o G34, il CNC darà errore.
2 Se vi è una G33 programmata precedentemente, il passo iniziale di G34 sarà il passodell’ultima G33 programmata.
3 Se non è programmata in precedenza una G33, ma una G34, il passo iniziale di G34sarà il passo finale dell’ultima G34 programmata.
Posizione angolare del mandrino.
Posizione angolare del mandrino (fra ±359.9999º) per il punto iniziale del filetto. Questoparametro consente di eseguire filettatura a ingressi multipli. La sua programmazione èopzionale; se non si programma, la funzione esegue la filettatura a 0º (equivalente aprogrammare Q1=0).
Incremento (K1>0) o decremento (K1<0) di passo di filettatura per giro del mandrino.
La funzione esegue una filettatura a passo I/J/K nel primo giro, I/J/K+K1 nel secondo,I/J/K+2*K1 nel terzo e via di seguito. Il parametro K1 potrà essere positivo (incremento delpasso) o negativo (decremento del passo), con le seguenti limitazioni.
• Se K1 è positivo, non potrà essere maggiore o uguale a due volte il passo iniziale.
• Se K1 è positivo, incrementando il passo durante la lavorazione nessun asse di filettaturapotrà superare il suo avanzamento massimo (parametro MAXFEED).
• Se K1 è negativo, il passo durante la lavorazione non potrà arrivare a zero o esserenegativo, altrimenti il CNC riporterà il rispettivo errore.
L’incremento a passo in funzione del passo iniziale, passo finale e distanza si può calcolarecome segue.
K1 = ( (passo finale)² – (passo iniziale)² ) / 2 * (distanza)
G17 G18 G19 Le lettere "I", "J" e "K" sono associate rispettivamente a primo,secondo e terzo asse del canale.
G20 Le lettere "I", "J" e "K" sono associate all'asse delle ascisse, ordinatee perpendicolare del piano definito.
Esempio:Filettatura elettronica sull’asse Z e su diversi piani (configurazione assi XYZ nel canale).
G17 (piano XY)G34 Z40 K2 K1=1
G18 (piano ZX)G34 Z40 K2 K1=1
G19 (piano YZ)G34 Z40 K2 K1=1
G20 Z1 Y2 X3G34 Z40 I2 K1=1
G20 Y1 Z2 X3G34 Z40 J2 K1=1
G20 Y1 Z3 X2G34 Z40 K2 K1=1

Manuale di programmazione
CNC 8070
FIL
ET
TA
TU
RA
EL
ET
TR
ON
ICA
E M
AS
CH
IAT
UR
A.
10.
File
ttatu
ra e
lettr
onic
a a
pas
so v
aria
bile
(G
34)
·191·
(REF: 1807)
Considerazioni sull'esecuzione.
Inizio della filettatura.
Se la filettatura inizia a spigolo viva, l’incremento a passo al primo giro sarà di mezzoincremento ("K1"/2) e in giri successivi sarà incremento completo "K1".
Interrompere l’esecuzione (tasto [STOP] o indicatore _FEEDHOL del PLC).
Il comportamento del CNC nell’interrompere una filettatura (tasto [STOP] o indicatore_FEEDHOL del PLC) dipende dalla funzione G233. Vedi "10.4 Ritirare gli assi dopo averinterrotto una filettatura elettronica (G233)." alla pagina 195.
• Se G233 è attiva, quando si interrompe la filettatura gli assi si ritirano la distanzaprogrammata in tale funzione. Se quando si interrompe la filettatura, la passata è vicinaal termine, il CNC non tiene conto di G233 ed arresta gli assi alla fine della passata.
• Se G233 non è attiva, quando si interrompe la filettatura gli assi si arrestano alla fine dellapassata.
Ricerca zero del mandrino.
Se non è stata eseguita una ricerca di riferimento del mandrino, la prima G34 la eseguiràautomaticamente se si lavora con il mandrino maestro. Se il mandrino non è il maestro enon è stata eseguita la ricerca di riferimento, si visualizzerà un warning.
Comportamento dell'avanzamento.
L'avanzamento al quale si esegue la filettatura dipende dalla velocità e dal passo di filettoprogrammato (Avanzamento = Velocità x Passo). La filettatura elettronica si esegue al 100%dell'avanzamento calcolato, e non è possibile modificare tali valori né dal Pannello diComando del CNC né dal PLC.
Comportamento della velocità e dell’override.
Se il costruttore lo consente (parametro THREADOVR), l’utente potrà modificare l’overridedella velocità dal pannello di comando, nel qual caso il CNC adatterà l’avanzamentoautomaticamente, rispettando il passo della filettatura. Per poter modificare l’override, il feedforward attivo nei assi coinvolti nella maschiatura dovrà essere superiore al 90%.
Se sono programmati due o più G34 per la stessa filettatura, tutte le filettature devono iniziarealla stessa velocità; altrimenti il punto d’ingresso nella filettatura non coinciderà in tutte lefilettature. Il CNC consente di variare la velocità del mandrino durante la passata di filettatura.
Se sono programmati due o più G34 per una filettatura a vari ingressi, tutte le filettaturedevono iniziare alla stessa velocità; altrimenti l'angolo fra ingressi non coinciderà con quelloprogrammato. Il CNC consente di variare la velocità del mandrino durante la passata difilettatura.
Considerazioni al raccordo di filettature.
Quando si lavora su spigolo arrotondato (G05), il CNC consente di giuntare diverse filettaturein modo continuo in uno stesso pezzo. Nella congiunzione di filettature, il CNC tiene contosolo della posizione angolare del mandrino (Q1) nel primo filetto, dopo l’attivazione di G33o G34. Finché questa funzione non sarà disattivata e di nuovo attivata, il CNC ignorerà ilparametro Q1 ed eseguirà la sincronizzazione al passo per tale angolo.
Congiungere una filettatura a passo fisso (G33) con una filettatura a passo variabile(G34).
Il passo iniziale della filettatura variabile (G34) deve essere uguale al passo della filettaturafissa (G33). L’incremento a passo della filettatura variabile nel primo giro, sarà di mezzoincremento ("K1"/2) e in giri successivi sarà incremento completo "K1".
G33 Z-40 K2.5G34 Z-80 K2.5 K1=1
Manuale di programmazione
CNC 8070
10.
FIL
ET
TA
TU
RA
EL
ET
TR
ON
ICA
E M
AS
CH
IAT
UR
A.
File
ttatu
ra e
lettr
onic
a a
pas
so v
aria
bile
(G
34)
·192·
(REF: 1807)
Congiungere una filettatura a passo variabile (G34) con una filettatura a passo fisso(G33).
Questa combinazione si utilizza per finire una filettatura a passo variabile (G34) con un pezzodi filettatura che mantenga il passo finale della filettatura precedente. In questo caso, nellafilettatura a passo fisso G33 non si programma il passo, e il CNC utilizzerà l’ultimo passodella filettatura precedente.
Congiunzione di due filettature a passo variabile (G34).
Il passo iniziale della seconda filettatura deve essere uguale al passo finale della prima. Inquesto caso, nella seconda filettatura non si programma il passo, e il CNC utilizzerà l’ultimopasso della filettatura precedente. L’incremento a passo della filettatura variabile nel primogiro, sarà di mezzo incremento ("K1"/2) e in giri successivi sarà incremento completo "K1".
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
La funzione G34 è modale e incompatibile con G00, G01, G02, G03, G33, G63 e G100.All'accensione, dopo l'esecuzione di M02 o M30, e dopo un'emergenza o un reset, il CNCassume la funzione G00 o G01, a seconda delle impostazioni del costruttore della macchina[P.M.G. "IMOVE"].
G34 Z-50 K2 K1=3G33 Z-100
G34 Z-50 K2 K1=3G34 Z-100 K1=-2
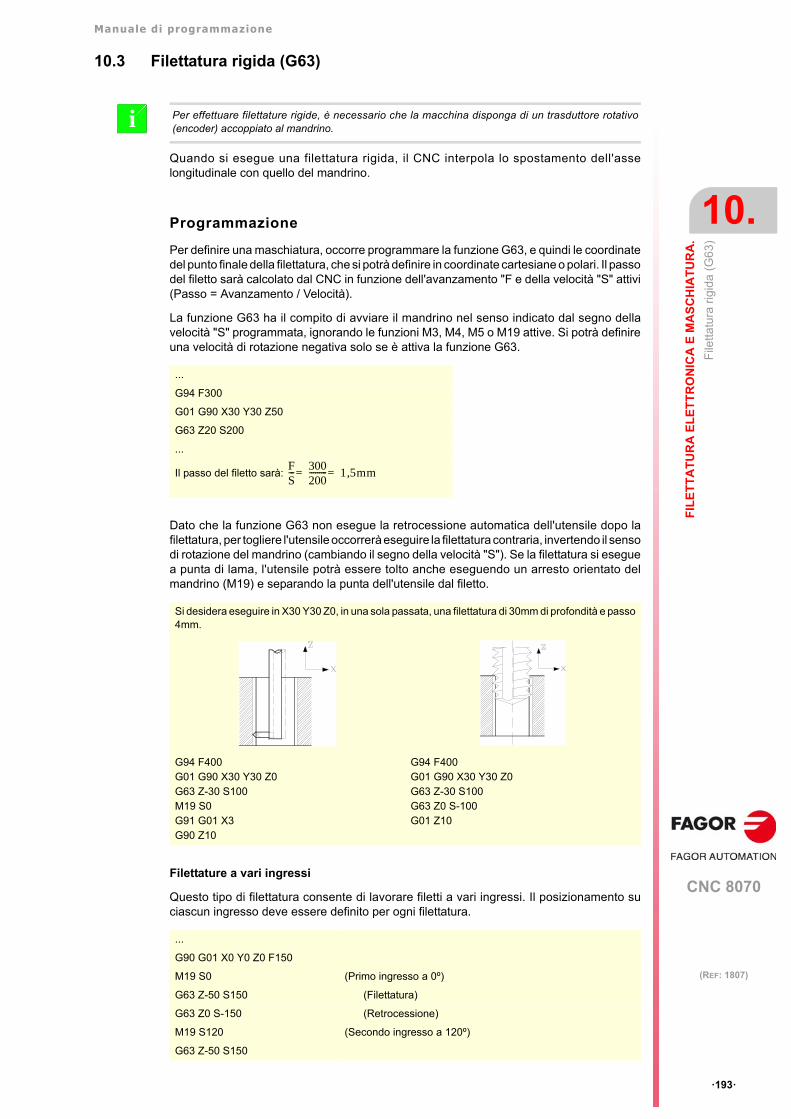
Manuale di programmazione
CNC 8070
FIL
ET
TA
TU
RA
EL
ET
TR
ON
ICA
E M
AS
CH
IAT
UR
A.
10.
File
ttatu
ra r
igid
a (G
63)
·193·
(REF: 1807)
10.3 Filettatura rigida (G63)
Quando si esegue una filettatura rigida, il CNC interpola lo spostamento dell'asselongitudinale con quello del mandrino.
Programmazione
Per definire una maschiatura, occorre programmare la funzione G63, e quindi le coordinatedel punto finale della filettatura, che si potrà definire in coordinate cartesiane o polari. Il passodel filetto sarà calcolato dal CNC in funzione dell'avanzamento "F e della velocità "S" attivi(Passo = Avanzamento / Velocità).
La funzione G63 ha il compito di avviare il mandrino nel senso indicato dal segno dellavelocità "S" programmata, ignorando le funzioni M3, M4, M5 o M19 attive. Si potrà definireuna velocità di rotazione negativa solo se è attiva la funzione G63.
Dato che la funzione G63 non esegue la retrocessione automatica dell'utensile dopo lafilettatura, per togliere l'utensile occorrerà eseguire la filettatura contraria, invertendo il sensodi rotazione del mandrino (cambiando il segno della velocità "S"). Se la filettatura si eseguea punta di lama, l'utensile potrà essere tolto anche eseguendo un arresto orientato delmandrino (M19) e separando la punta dell'utensile dal filetto.
Filettature a vari ingressi
Questo tipo di filettatura consente di lavorare filetti a vari ingressi. Il posizionamento suciascun ingresso deve essere definito per ogni filettatura.
Per effettuare filettature rigide, è necessario che la macchina disponga di un trasduttore rotativo(encoder) accoppiato al mandrino.i
...
G94 F300
G01 G90 X30 Y30 Z50
G63 Z20 S200
...
Il passo del filetto sarà:
Si desidera eseguire in X30 Y30 Z0, in una sola passata, una filettatura di 30mm di profondità e passo4mm.
G94 F400G01 G90 X30 Y30 Z0G63 Z-30 S100M19 S0G91 G01 X3G90 Z10
G94 F400G01 G90 X30 Y30 Z0G63 Z-30 S100G63 Z0 S-100G01 Z10
...
G90 G01 X0 Y0 Z0 F150
M19 S0 (Primo ingresso a 0º)
G63 Z-50 S150 (Filettatura)
G63 Z0 S-150 (Retrocessione)
M19 S120 (Secondo ingresso a 120º)
G63 Z-50 S150
FS--- 300
200--------- 1 5mm,==

Manuale di programmazione
CNC 8070
10.
FIL
ET
TA
TU
RA
EL
ET
TR
ON
ICA
E M
AS
CH
IAT
UR
A.
File
ttatu
ra r
igid
a (G
63)
·194·
(REF: 1807)
Considerazioni sull'esecuzione.
Comportamento della velocità
La filettatura si esegue alla velocità definita con la funzione G63. Se non si definisce unavelocità specifica per la filettatura, questa si eseguirà alla velocità attiva corrente. Se sidefinisce una velocità con la funzione G63, questa sarà la velocità attiva nel mandrino unavolta terminata la filettatura.
Il senso di rotazione del mandrino viene determinato dal segno della velocità "S"programmata, ignorando le funzioni M3, M4, M5 o M19 attive. Se si programma una di questefunzioni, si annulla la funzione G63.
Comportamento dell'avanzamento
Durante la filettatura rigida si potrà variare l'avanzamento da 0% a 200% mediante il selettoresul Pannello di Comando del CNC o dal PLC. Il CNC adatterà la velocità di rotazione permantenere l'interpolazione fra l'asse e il mandrino.
La filettatura rigida e la modalità ispezione utensile
Se si interrompe l’esecuzione della maschiatura e si accede alla modalità ispezione utensile,è consentito spostare in jog (solo in jog) gli assi che intervengono nella filettatura. Quandosi sposta l’asse, si sposterà anche il mandrino interpolato; il mandrino con cui si esegue lafilettatura. Se nella maschiatura intervengono vari assi, quando si sposta uno di essi sisposteranno insieme allo stesso tutti gli assi coinvolti nella filettatura.
In questo modo è possibile spostare l’asse fuori o dentro la filettatura le volte desiderate,finché non si premerà il softkey di ripristino. Lo spostamento degli assi si esegue a Fprogrammata, salvo nel caso in cui un asse o un mandrino superi il proprio avanzamentomassimo consentito (parametro MAXMANFEED), nel qual caso l’avanzamento sarà limitatoa tale valore.
Durante l’ispezione, la tastiera jog del mandrino resta disabilitata. Sarà possibile uscire dallafilettatura solo spostando in jog uno degli assi coinvolti nella maschiatura. Non è altresìconsentito programmare le funzioni M3, M4, M5 e M19 sul mandrino; tali funzioni vengonoignorate.
Durante il ripristino, nel selezionare uno degli assi della filettatura nel menu di softkey, sisposteranno tutti gli assi e il mandrino che intervengono nella filettatura.
Proprietà delle funzioni
La funzione G63 è modale e incompatibile con G00, G01, G02, G03 e G33.
All'accensione, dopo l'esecuzione di M02 o M30, e dopo un'EMERGENZA o un RESET, ilCNC assume la funzione G00 o G01, a seconda delle impostazioni del costruttore dellamacchina [P.M.G. "IMOVE"].
G63 Z0 S-150
M19 S240 (Terzo ingresso a 240º)
G63 Z-50 S150
G63 Z0 S-150
...
Filettatura a 3 ingressi, 50mm di profondità e passo 1mm.
Manuale di programmazione
CNC 8070
FIL
ET
TA
TU
RA
EL
ET
TR
ON
ICA
E M
AS
CH
IAT
UR
A.
10.
Riti
rare
gli
assi
dop
o av
er in
terr
otto
un
a fil
etta
tura
ele
ttron
ica
(G
233
).
·195·
(REF: 1807)
10.4 Ritirare gli assi dopo aver interrotto una filettatura elettronica(G233).
La funzione G233 consente di programmare la distanza di sicurezza alla quale si ritirerannogli assi in caso di interruzione di una filettatura (G33/G34), sia mediante il tasto [STOP] odal PLC (indicatore feedhold). Nei cicli fissi di filettatura (G86/G87 del modello -T-) non sitiene conto di questa funzione, dato che è implicita nella programmazione del ciclo.
Questa prestazione è particolarmente interessante in filettature di gran lunghezza, in cui puòessere necessario interrompere la filettatura, sia per la rottura dell’utensile sia per unalavorazione errata, ad esempio a causa di vibrazioni sul pezzo.
Programmazione. Definire ed annullare la distanza di sicurezzaper l’uscita dal filetto.
• Per definire una distanza di sicurezza, programmare la funzione G233, e di seguito ladistanza in ognuno degli assi.
• Per annullare la distanza di sicurezza su un asse, definire una distanza di sicurezza zerosull’asse.
• Per annullare la funzione, programmarla da sola nel blocco, o definire una distanza zerosu tutti gli assi in cui che è attiva. In entrambi i casi, la funzione G233 scompare dallastoria.
Formato di programmazione. Definire una distanza di sicurezza.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti.
G233 X..Z{distance}
Formato di programmazione. Annullare la distanza di sicurezza su un asse.
Il formato di programmazione è il seguente.
G233 X0..Z0
Formato di programmazione. Disattivare la funzione.
Il formato di programmazione è il seguente.
G233G233 X0..Z0
La funzione G233 da sola nel blocco indica anche il punto in cui si riprende l’esecuzionequando si preme [START].
Distanza di uscita di filettatura sull’asse perpendicolare alla filettatura.
La distanza di sicurezza si definisce solo su asse perpendicolare a quello di filettatura; nelresto degli assi, non si considera. In filettature longitudinali esterne sarà una distanzapositiva e in interne sarà una distanza negativa.
Questa prestazione deve essere abilitata dall’OEM nei parametri macchina (parametroRETRACTTHREAD); altrimenti, nell’interrompere l’esecuzione durante una filettatura (mediante iltasto [STOP] o indicatore _FEEDHOL del PLC) gli assi si arrestano sempre alla fine della passata.
i
X..Z{distance} Distanza di uscita di filettatura sull’asse perpendicolare alla filettatura.Unità: millimetri/pollici.
G233 X5 (L’utensile si separa 5 mm dalla filettatura sull’asse X)
G233 X0(annullare la distanza di sicurezza sull’asse X)
G233
G233 X0 Z0
Manuale di programmazione
CNC 8070
10.
FIL
ET
TA
TU
RA
EL
ET
TR
ON
ICA
E M
AS
CH
IAT
UR
A.
Riti
rare
gli
assi
dop
o av
er in
terr
otto
un
a fil
etta
tura
ele
ttron
ica
(G
233
).
·196·
(REF: 1807)
In una filettatura conica, l’asse di filettatura sarà l’asse su cui è stato definito il passo.
Programmazione. Definire il blocco per riprendere l’esecuzionedopo aver premuto [START].
Per riprendere l’esecuzione, premere il tasto [START]; l’esecuzione continua nel seguenteblocco in cui sarà programmata la funzione G233 da sola.
Funzionamento.
L’opzione di ritiro degli assi nell’interrompere una filettatura dipende dalla configurazionedella macchina (parametro RETRACTTHREAD).
Quando la prestazione è abilitata (parametro RETRACTTHREAD), il CNC agisce comesegue nell’interrompere una filettatura (tasto [STOP] o indicatore _FEEDHOL del PLC).
• Se G233 è attiva, l’asse perpendicolare alla filettatura si separa dal pezzo la distanzaprogrammata. L’asse di filettatura si separa dal pezzo la distanza necessaria per nondanneggiare il filetto, mantenendo il passo.
• Se G233 è attiva, e quando si interrompe la filettatura la passata è vicino al termine, ilCNC non tiene conto di G233 ed arresta gli assi alla fine della passata.
• Se G233 non è attiva, gli assi si arrestano alla fine della passata.
Avanzamento degli assi.
L’asse perpendicolare alla filettatura si separa dal pezzo all’avanzamento definito dalparametro MAXFEED del set attivo. L’asse di filettatura mantiene il passo.
Considerazioni e limitazione.
G233 con varie funzioni G33/G34 di seguito.
La funzione G233 stabilisce la distanza d’uscita dalla filettatura per tutte le filettatureG33/G34 che saranno programmate di seguito alla stessa. Se vi sono varie funzioniG33/G34 di seguito e in ognuna di esse si desidera un’uscita da filettatura diversa, si deveprogrammare la rispettiva funzione G233 prima di ognuna di esse.
Unione di filettature.
Se vi sono varie filettature consecutive (congiunzione di filettature), la funzione G233 leconsidera tutte terminate.
Cicli fissi di filettatura, ISO e conversazionale (modello -T-).
La funzione G233 si applica solo alle filettature elettroniche G33/G34; nei cicli fissi difilettatura, sia ISO che conversazionale, non se ne tiene conto, dato che è implicita neglistessi cicli, programmata come uscita da filetto.
• Nei cicli fissi che hanno programmata un’uscita da filetto, la distanza che si ritira l’asseperpendicolare alla filettatura si calcola automaticamente, e corrisponde al valore di taleuscita da filettatura di ogni passata.
• Nei cicli in cui non è programmata l’uscita da filetto, il comportamento dipende dalparametro RETRACTTHREAD.
Una volta ritirato l’utensile alla distanza programmata, torna al punto iniziale del ciclo. Lamacchina attende l’ordine di avvio per ripetere la passata annullata.
RETRACTTHREAD Significato.
ON Il comportamento del CNC dipende dalla funzione G233.
OFF Il CNC ignora la funzione G233 e arresta gli assi alla fine della filettatura.
RETRACTTHREAD Significato.
ON L’utensile si ritira alla quota di sicurezza, in senso perpendicolareall’asse di filettatura (come quando si ha un’uscita da filetto).
OFF Gli assi si arrestano alla fine della passata.
Manuale di programmazione
CNC 8070
FIL
ET
TA
TU
RA
EL
ET
TR
ON
ICA
E M
AS
CH
IAT
UR
A.
10.
Riti
rare
gli
assi
dop
o av
er in
terr
otto
un
a fil
etta
tura
ele
ttron
ica
(G
233
).
·197·
(REF: 1807)
Cicli fissi di filettatura, ISO e conversazionale (modello -T-).
L’opzione di ritiro degli assi nell’interrompere una filettatura dipende dalla configurazionedella macchina (parametro RETRACTTHREAD).
Nei cicli fissi di filettatura, sia ISO che conversazionale, il CNC non tiene conto della funzioneG233, dato che è implicita nei stessi cicli, programmata come uscita da filetto. Quando laprestazione è abilitata (parametro RETRACTTHREAD), il CNC agisce come seguenell’interrompere una filettatura (tasto [STOP] o indicatore _FEEDHOL del PLC).
• Nei cicli fissi che hanno programmata un’uscita da filetto, la distanza che si ritira l’asseperpendicolare alla filettatura si calcola automaticamente, e corrisponde al valore di taleuscita da filettatura di ogni passata.
• Nei cicli in cui non è programmata l’uscita da filetto, gli assi si ritirano alla quota disicurezza, in senso perpendicolare all’asse di filettatura (come quando si ha un’uscitada filetto).
Una volta ritirato l’utensile alla distanza programmata, torna al punto iniziale del ciclo. Lamacchina attende l’ordine di avvio per ripetere la passata annullata.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
La funzione G233 è modale. All'accensione, dopo l'esecuzione M02 o M30, e dopoun'EMERGENZA o un RESET, il CNC disattiva questa funzione.
RETRACTTHREAD Significato.
ON Il CNC interrompe la filettatura e ritira gli assi.
OFF Il CNC arresta gli assi alla fine della passata.
Manuale di programmazione
CNC 8070
10.
FIL
ET
TA
TU
RA
EL
ET
TR
ON
ICA
E M
AS
CH
IAT
UR
A.
Riti
rare
gli
assi
dop
o av
er in
terr
otto
un
a fil
etta
tura
ele
ttron
ica
(G
233
).
·198·
(REF: 1807)
10.4.1 Variabili associate a G233.
Le seguenti variabili sono accessibili dal programma pezzo e dalla modalità MDI/MDA. Perognuna di esse si indica se l’accesso è di lettura (R) o di scrittura (W).
Sintassi delle variabili.
10.4.2 Esempio di programmazione.
Esempio di filettatura con G33 e G233, in cui è programmata un’uscita di filettatura affinchédopo l’interruzione dell’esecuzione gli assi si fermino sul punto iniziale e ripetano lafilettatura.
Se nel blocco N70 si verifica uno [STOP], il CNC interrompe la filettatura e ritira gli assi comeda blocco N60. Dopo il ritiro degli assi, il CNC considera terminati i blocchi N70 e N80, econtinua l’esecuzione nel blocco N90.
Variabile. PRG Significato.
V.[ch].G.RETREJ R L’utente ha interrotto una filettatura e il CNC ha ritirato gli assi dalfiletto.
(0 = Il CNC ha ripreso l’esecuzione, o M30 o reset)(1 = Gli assi hanno raggiunto la distanza programmata)
V.G.RETREJ
N10 G90 G18 S500 M3N20: G0 X20N30 Z5N50 X10N60 G233 X5
(Ritiro della filettature)N70 G33 Z30 K5
(Blocco filettatura che si può interrompere con [STOP])N80 G33 Z50 X15 K5
(Blocco di uscita di filetto)N90 G233 N100 $IF V.G.RETREJ == 0 $GOTO N120N110 $GOTO N20N120 ...
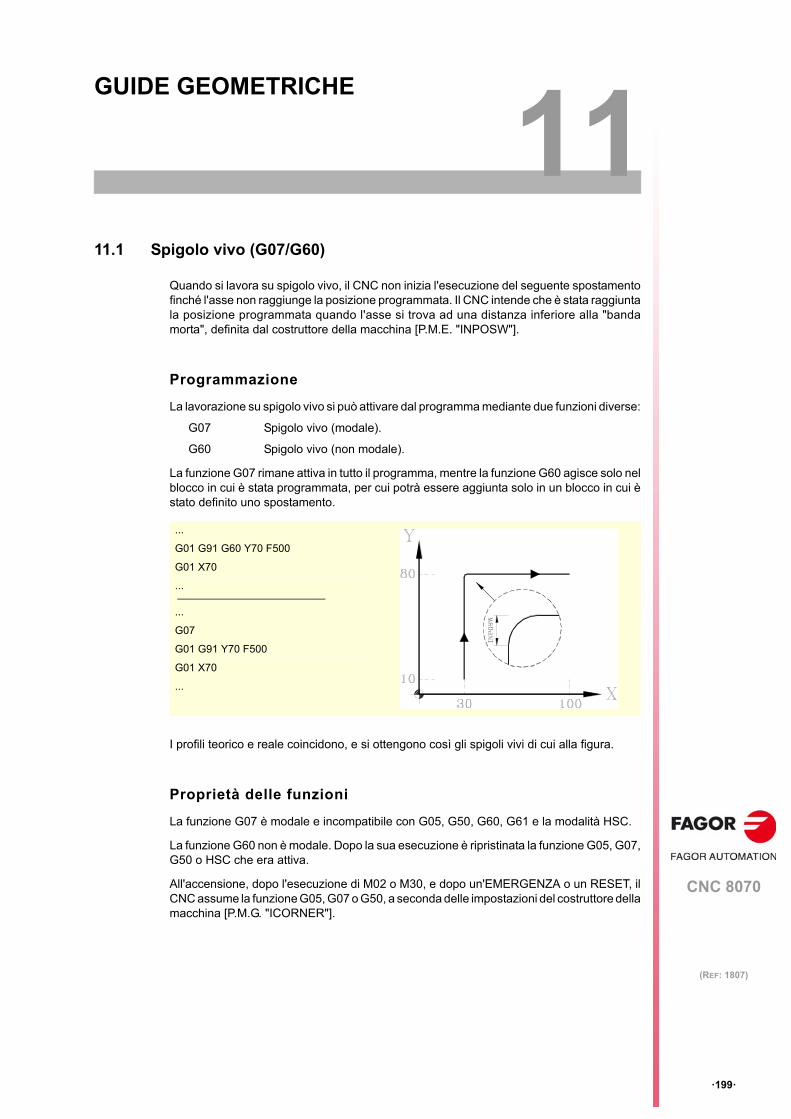
CNC 8070
11
·199·
(REF: 1807)
GUIDE GEOMETRICHE
11.1 Spigolo vivo (G07/G60)
Quando si lavora su spigolo vivo, il CNC non inizia l'esecuzione del seguente spostamentofinché l'asse non raggiunge la posizione programmata. Il CNC intende che è stata raggiuntala posizione programmata quando l'asse si trova ad una distanza inferiore alla "bandamorta", definita dal costruttore della macchina [P.M.E. "INPOSW"].
Programmazione
La lavorazione su spigolo vivo si può attivare dal programma mediante due funzioni diverse:
G07 Spigolo vivo (modale).
G60 Spigolo vivo (non modale).
La funzione G07 rimane attiva in tutto il programma, mentre la funzione G60 agisce solo nelblocco in cui è stata programmata, per cui potrà essere aggiunta solo in un blocco in cui èstato definito uno spostamento.
I profili teorico e reale coincidono, e si ottengono così gli spigoli vivi di cui alla figura.
Proprietà delle funzioni
La funzione G07 è modale e incompatibile con G05, G50, G60, G61 e la modalità HSC.
La funzione G60 non è modale. Dopo la sua esecuzione è ripristinata la funzione G05, G07,G50 o HSC che era attiva.
All'accensione, dopo l'esecuzione di M02 o M30, e dopo un'EMERGENZA o un RESET, ilCNC assume la funzione G05, G07 o G50, a seconda delle impostazioni del costruttore dellamacchina [P.M.G. "ICORNER"].
...
G01 G91 G60 Y70 F500
G01 X70
...
...
G07
G01 G91 Y70 F500
G01 X70
...
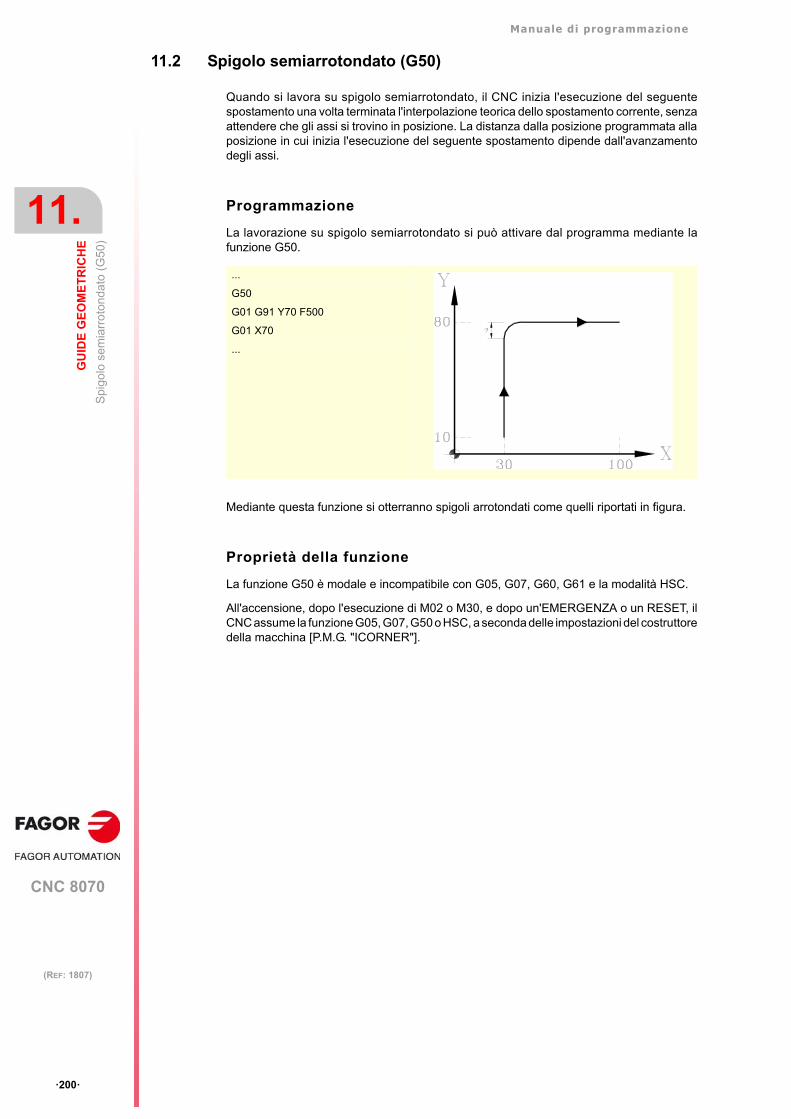
Manuale di programmazione
CNC 8070
11.
GU
IDE
GE
OM
ET
RIC
HE
Spi
gol
o se
mia
rro
ton
dato
(G
50)
·200·
(REF: 1807)
11.2 Spigolo semiarrotondato (G50)
Quando si lavora su spigolo semiarrotondato, il CNC inizia l'esecuzione del seguentespostamento una volta terminata l'interpolazione teorica dello spostamento corrente, senzaattendere che gli assi si trovino in posizione. La distanza dalla posizione programmata allaposizione in cui inizia l'esecuzione del seguente spostamento dipende dall'avanzamentodegli assi.
Programmazione
La lavorazione su spigolo semiarrotondato si può attivare dal programma mediante lafunzione G50.
Mediante questa funzione si otterranno spigoli arrotondati come quelli riportati in figura.
Proprietà della funzione
La funzione G50 è modale e incompatibile con G05, G07, G60, G61 e la modalità HSC.
All'accensione, dopo l'esecuzione di M02 o M30, e dopo un'EMERGENZA o un RESET, ilCNC assume la funzione G05, G07, G50 o HSC, a seconda delle impostazioni del costruttoredella macchina [P.M.G. "ICORNER"].
...
G50
G01 G91 Y70 F500
G01 X70
...
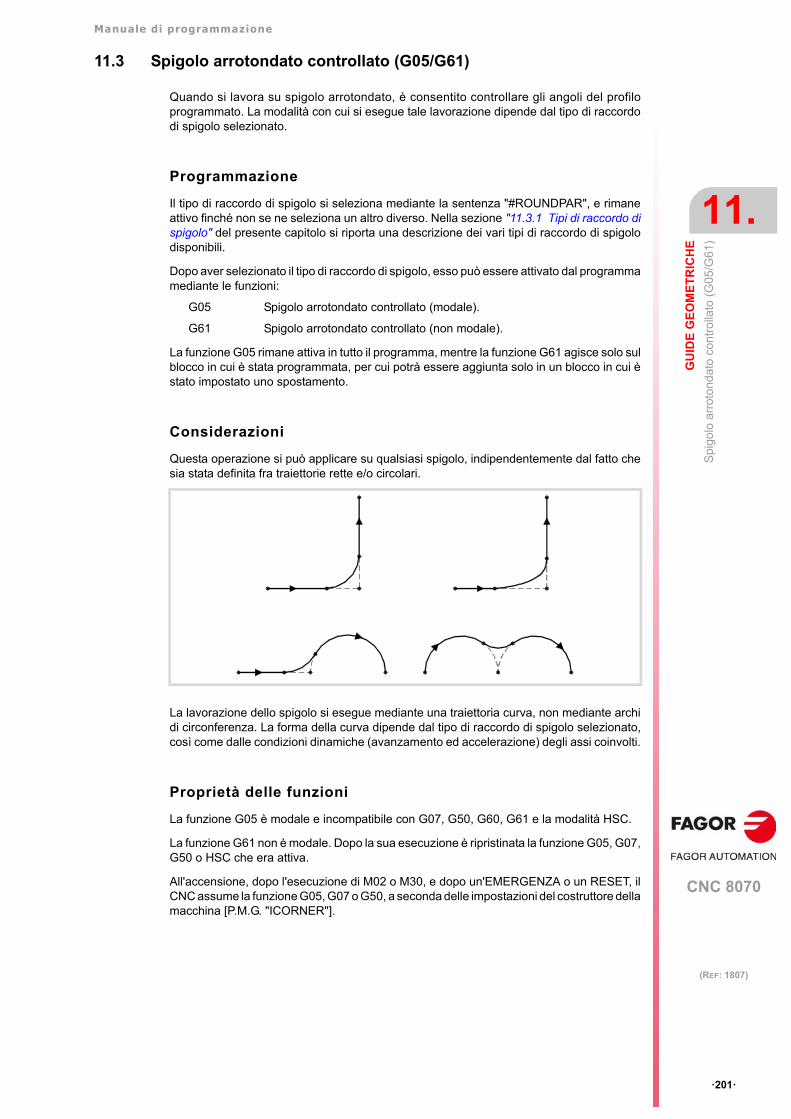
Manuale di programmazione
CNC 8070
GU
IDE
GE
OM
ET
RIC
HE
11.
Sp
igo
lo a
rrot
ond
ato
cont
rolla
to (
G05
/G6
1)
·201·
(REF: 1807)
11.3 Spigolo arrotondato controllato (G05/G61)
Quando si lavora su spigolo arrotondato, è consentito controllare gli angoli del profiloprogrammato. La modalità con cui si esegue tale lavorazione dipende dal tipo di raccordodi spigolo selezionato.
Programmazione
Il tipo di raccordo di spigolo si seleziona mediante la sentenza "#ROUNDPAR", e rimaneattivo finché non se ne seleziona un altro diverso. Nella sezione "11.3.1 Tipi di raccordo dispigolo" del presente capitolo si riporta una descrizione dei vari tipi di raccordo di spigolodisponibili.
Dopo aver selezionato il tipo di raccordo di spigolo, esso può essere attivato dal programmamediante le funzioni:
G05 Spigolo arrotondato controllato (modale).
G61 Spigolo arrotondato controllato (non modale).
La funzione G05 rimane attiva in tutto il programma, mentre la funzione G61 agisce solo sulblocco in cui è stata programmata, per cui potrà essere aggiunta solo in un blocco in cui èstato impostato uno spostamento.
Considerazioni
Questa operazione si può applicare su qualsiasi spigolo, indipendentemente dal fatto chesia stata definita fra traiettorie rette e/o circolari.
La lavorazione dello spigolo si esegue mediante una traiettoria curva, non mediante archidi circonferenza. La forma della curva dipende dal tipo di raccordo di spigolo selezionato,così come dalle condizioni dinamiche (avanzamento ed accelerazione) degli assi coinvolti.
Proprietà delle funzioni
La funzione G05 è modale e incompatibile con G07, G50, G60, G61 e la modalità HSC.
La funzione G61 non è modale. Dopo la sua esecuzione è ripristinata la funzione G05, G07,G50 o HSC che era attiva.
All'accensione, dopo l'esecuzione di M02 o M30, e dopo un'EMERGENZA o un RESET, ilCNC assume la funzione G05, G07 o G50, a seconda delle impostazioni del costruttore dellamacchina [P.M.G. "ICORNER"].

Manuale di programmazione
CNC 8070
11.
GU
IDE
GE
OM
ET
RIC
HE
Sp
igo
lo a
rrot
ond
ato
cont
rolla
to (
G05
/G6
1)
·202·
(REF: 1807)
11.3.1 Tipi di raccordo di spigolo
Vi sono 5 tipi diversi di raccordo di spigolo. I primi 4 eseguono diversi tipi di raccordo dispigolo, mentre l'ultimo esegue uno spigolo vivo. Quest'ultimo tipo è orientato a macchinespeciali (laser, getto d'acqua, ecc..), in cui si utilizza per evitare di "bruciare" lo spigolo, percui non se ne consiglia l'uso sulla fresatrice.
La selezione e definizione dell'raccordo di spigolo si esegue mediante i parametri associatialla sentenza "#ROUNDPAR". Questa sentenza può avere associati fino a 6 parametri, ilcui significato dipenderà dal tipo di raccordo di spigolo selezionato.
Tipo 1#ROUNDPAR [1,e]
Si definisce lo scarto massimo permesso fra il punto programmato e il profilo risultantedall'raccordo di spigolo.
L'raccordo di spigolo si esegue dando priorità alle condizioni dinamiche della lavorazione(avanzamento ed accelerazione). Si esegue la lavorazione che più si avvicina al puntoprogrammato, senza superare lo scarto impostato, e che non richieda la riduzionedell'avanzamento "F" programmato.
Le distanze dal punto programmato ai punti in cui inizia e termina l'raccordo di spigolo sicalcolano automaticamente, e non potranno essere maggiori della metà della traiettoriaprogrammata nel blocco. Entrambe le distanze saranno uguali, eccetto quando una di esseresta limitata alla metà della traiettoria programmata.
Per questo tipo d'raccordo di spigolo si utilizzano solo i valori dei primi due parametri dellasentenza #ROUNDPAR", per cui non è necessario includere tutti i parametri.
Tipo 2#ROUNDPAR [2,f]
Si definisce la percentuale dell'avanzamento "F" attivo da utilizzare per lavorare l'raccordodi spigolo.
Si esegue l'raccordo di spigolo che più si avvicina al punto programmato e che può esserelavorato alla percentuale d'avanzamento stabilita.
#ROUNDPAR [1,e]e: Distanza fra il punto programmato e il profilo reale.
···N70 #ROUNDPAR [1,3]N80 G01 G91 G61 X50 F850N90 G01 Y30···
···N70 #ROUNDPAR [1,3]N75 G05N80 G01 G91 X50 F850N90 G01 Y30···
N90
N80 ?
?e
(X50 Y30)

Manuale di programmazione
CNC 8070
GU
IDE
GE
OM
ET
RIC
HE
11.
Sp
igo
lo a
rrot
ond
ato
cont
rolla
to (
G05
/G6
1)
·203·
(REF: 1807)
Le distanze dal punto programmato ai punti in cui inizia e termina l'raccordo di spigolo sicalcolano automaticamente, e non potranno essere maggiori della metà della traiettoriaprogrammata nel blocco. Entrambe le distanze saranno uguali, eccetto quando una di esseresta limitata alla metà della traiettoria programmata.
Per questo tipo d'raccordo di spigolo si utilizzano solo i valori dei primi due parametri dellasentenza #ROUNDPAR", per cui non è necessario includere tutti i parametri.
Tipo 3#ROUNDPAR [3,a,b]
Si definisce la distanza dal punto programmato ai punti in cui inizia e termina l'raccordo dispigolo.
Per questo tipo d'raccordo di spigolo si utilizzano solo i valori dei primi tre parametri dellasentenza #ROUNDPAR", per cui non è necessario includere tutti i parametri.
Tipo 4#ROUNDPAR [4,e]
Si definisce lo scarto massimo permesso fra il punto programmato e il profilo risultantedall'raccordo di spigolo.
L'raccordo di spigolo si esegue dando priorità alle condizioni geometriche della lavorazione.Si esegue la lavorazione programmata diminuendo, se necessario, l'avanzamento "F"programmato.
#ROUNDPAR [2,f]f: Percentuale d'avanzamento "F" per la profilatura di spigolo.
#ROUNDPAR [3,a,b]a: Distanza dal punto dove inizia la profilatura.b: Distanza dal punto dove finisce la profilatura.
A seconda dei parametri "a" e "b", può accadere che si verifichi uno scarto sul profilo programmato(come illustra l'esempio).
···N70 #ROUNDPAR [2,40]N80 G01 G91 G61 X50 F850N90 G01 Y30···
···N70 #ROUNDPAR [2,40]N75 G05N80 G01 G91 X50 F850N90 G01 Y30···
N90
N80 ?
?
(X50 Y30)
···N20 #ROUNDPAR [3,10,3]N30 G00 G90 X0 Y0N40 G01 X50 F850N50 Y30···
N50
N40 a
b
(X50 Y30)
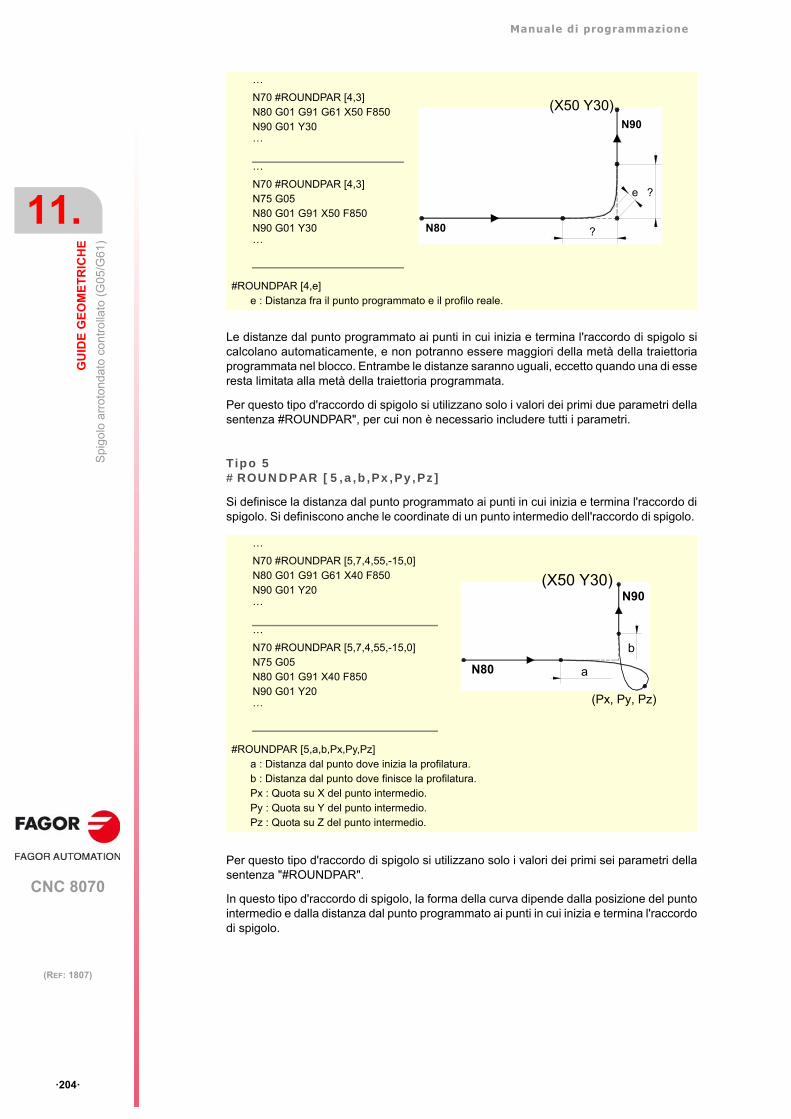
Manuale di programmazione
CNC 8070
11.
GU
IDE
GE
OM
ET
RIC
HE
Sp
igo
lo a
rrot
ond
ato
cont
rolla
to (
G05
/G6
1)
·204·
(REF: 1807)
Le distanze dal punto programmato ai punti in cui inizia e termina l'raccordo di spigolo sicalcolano automaticamente, e non potranno essere maggiori della metà della traiettoriaprogrammata nel blocco. Entrambe le distanze saranno uguali, eccetto quando una di esseresta limitata alla metà della traiettoria programmata.
Per questo tipo d'raccordo di spigolo si utilizzano solo i valori dei primi due parametri dellasentenza #ROUNDPAR", per cui non è necessario includere tutti i parametri.
Tipo 5#ROUNDPAR [5,a,b,Px,Py,Pz]
Si definisce la distanza dal punto programmato ai punti in cui inizia e termina l'raccordo dispigolo. Si definiscono anche le coordinate di un punto intermedio dell'raccordo di spigolo.
Per questo tipo d'raccordo di spigolo si utilizzano solo i valori dei primi sei parametri dellasentenza "#ROUNDPAR".
In questo tipo d'raccordo di spigolo, la forma della curva dipende dalla posizione del puntointermedio e dalla distanza dal punto programmato ai punti in cui inizia e termina l'raccordodi spigolo.
#ROUNDPAR [4,e]e : Distanza fra il punto programmato e il profilo reale.
#ROUNDPAR [5,a,b,Px,Py,Pz]a : Distanza dal punto dove inizia la profilatura.b : Distanza dal punto dove finisce la profilatura.Px : Quota su X del punto intermedio.Py : Quota su Y del punto intermedio.Pz : Quota su Z del punto intermedio.
N90
N80 ?
?e
(X50 Y30)
···N70 #ROUNDPAR [4,3]N80 G01 G91 G61 X50 F850N90 G01 Y30···
···N70 #ROUNDPAR [4,3]N75 G05N80 G01 G91 X50 F850N90 G01 Y30···
···N70 #ROUNDPAR [5,7,4,55,-15,0]N80 G01 G91 G61 X40 F850N90 G01 Y20···
···N70 #ROUNDPAR [5,7,4,55,-15,0]N75 G05N80 G01 G91 X40 F850N90 G01 Y20···
N90
N80 a
b
(X50 Y30)
(Px, Py, Pz)
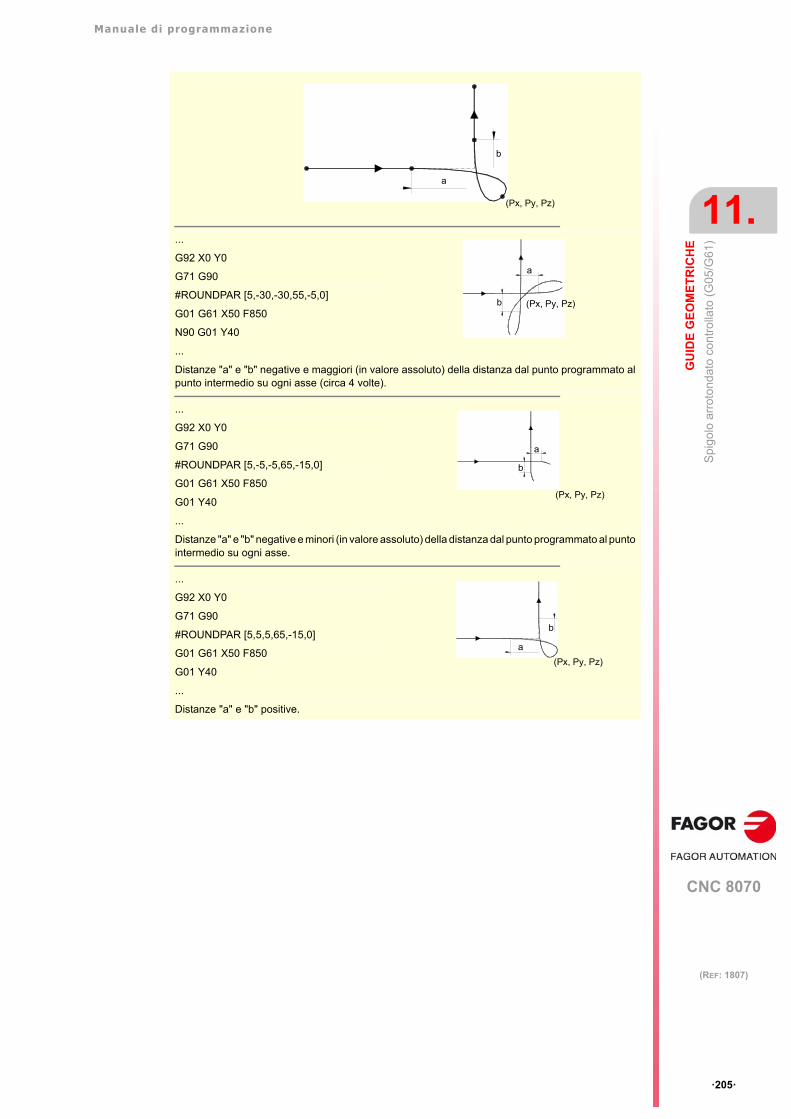
Manuale di programmazione
CNC 8070
GU
IDE
GE
OM
ET
RIC
HE
11.
Sp
igo
lo a
rrot
ond
ato
cont
rolla
to (
G05
/G6
1)
·205·
(REF: 1807)
...
G92 X0 Y0
G71 G90
#ROUNDPAR [5,-30,-30,55,-5,0]
G01 G61 X50 F850
N90 G01 Y40
...
Distanze "a" e "b" negative e maggiori (in valore assoluto) della distanza dal punto programmato alpunto intermedio su ogni asse (circa 4 volte).
...
G92 X0 Y0
G71 G90
#ROUNDPAR [5,-5,-5,65,-15,0]
G01 G61 X50 F850
G01 Y40
...
Distanze "a" e "b" negative e minori (in valore assoluto) della distanza dal punto programmato al puntointermedio su ogni asse.
...
G92 X0 Y0
G71 G90
#ROUNDPAR [5,5,5,65,-15,0]
G01 G61 X50 F850
G01 Y40
...
Distanze "a" e "b" positive.
(Px, Py, Pz)
a
b
a
b (Px, Py, Pz)
a
b
(Px, Py, Pz)
a
b
(Px, Py, Pz)
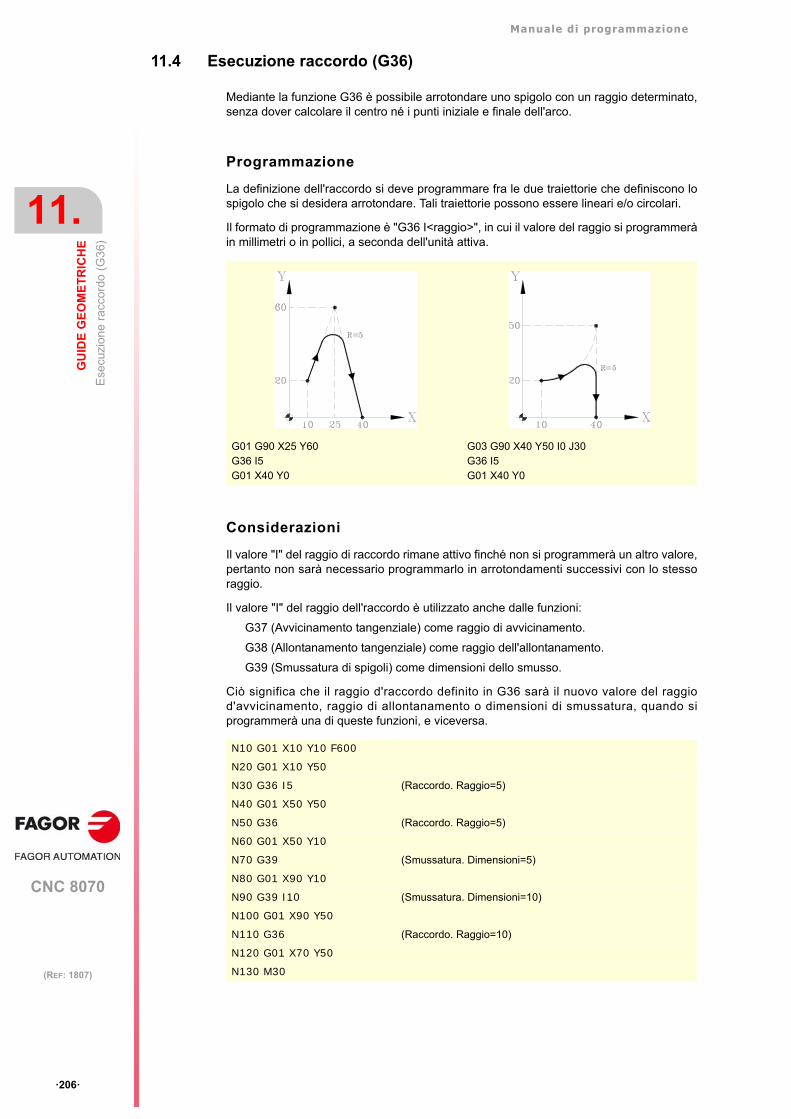
Manuale di programmazione
CNC 8070
11.
GU
IDE
GE
OM
ET
RIC
HE
Ese
cuzi
one
racc
ordo
(G
36)
·206·
(REF: 1807)
11.4 Esecuzione raccordo (G36)
Mediante la funzione G36 è possibile arrotondare uno spigolo con un raggio determinato,senza dover calcolare il centro né i punti iniziale e finale dell'arco.
Programmazione
La definizione dell'raccordo si deve programmare fra le due traiettorie che definiscono lospigolo che si desidera arrotondare. Tali traiettorie possono essere lineari e/o circolari.
Il formato di programmazione è "G36 I<raggio>", in cui il valore del raggio si programmeràin millimetri o in pollici, a seconda dell'unità attiva.
Considerazioni
Il valore "I" del raggio di raccordo rimane attivo finché non si programmerà un altro valore,pertanto non sarà necessario programmarlo in arrotondamenti successivi con lo stessoraggio.
Il valore "I" del raggio dell'raccordo è utilizzato anche dalle funzioni:
G37 (Avvicinamento tangenziale) come raggio di avvicinamento.
G38 (Allontanamento tangenziale) come raggio dell'allontanamento.
G39 (Smussatura di spigoli) come dimensioni dello smusso.
Ciò significa che il raggio d'raccordo definito in G36 sarà il nuovo valore del raggiod'avvicinamento, raggio di allontanamento o dimensioni di smussatura, quando siprogrammerà una di queste funzioni, e viceversa.
G01 G90 X25 Y60G36 I5G01 X40 Y0
G03 G90 X40 Y50 I0 J30G36 I5G01 X40 Y0
N10 G01 X10 Y10 F600
N20 G01 X10 Y50
N30 G36 I5 (Raccordo. Raggio=5)
N40 G01 X50 Y50
N50 G36 (Raccordo. Raggio=5)
N60 G01 X50 Y10
N70 G39 (Smussatura. Dimensioni=5)
N80 G01 X90 Y10
N90 G39 I10 (Smussatura. Dimensioni=10)
N100 G01 X90 Y50
N110 G36 (Raccordo. Raggio=10)
N120 G01 X70 Y50
N130 M30

Manuale di programmazione
CNC 8070
GU
IDE
GE
OM
ET
RIC
HE
11.
Ese
cuzi
one
racc
ordo
(G
36)
·207·
(REF: 1807)
L'avanzamento al quale si esegue l'raccordo programmato dipende dal tipo di spostamentosi seguito programmato:
• Se il seguente spostamento è in G00, l'raccordo si eseguirà in G00.
• Se il seguente spostamento è in G01, G02 o G03, l'raccordo si eseguirà all'avanzamentoprogrammato nel blocco di definizione dell'raccordo. Se non è stato programmato unavanzamento, l'raccordo si eseguirà all'avanzamento attivo.
Quando si imposta un cambiamento di piano fra le due traiettorie che definiscono unraccordo, esso si esegue sul piano in cui è definita la seconda traiettoria.
Proprietà della funzione
La funzione G36 non è modale, pertanto dovrà essere sempre programmata quando sidesidera eseguire l'raccordo di uno spigolo.
N10 G01 G94 X10 Y10 F600
N20 G01 X10 Y50
N30 G36 I5 (Raccordo. G00)
N40 G00 X50 Y50
N50 G36 (Raccordo. F=600mm/min.)
N60 G01 X50 Y10
N70 G36 F300 (Raccordo. F=300mm/min.)
N80 G01 X90 Y10 F600
N90 M30
N10 G01 G17 X10 Y10 Z-10 F600
N20 X10 Y50 Z0 (Piano X-Y)
N30 G36 I10
N40 G18 (Piano Z-X. L'raccordo si esegue su questo piano)
N50 X10 Z30
N60 M30
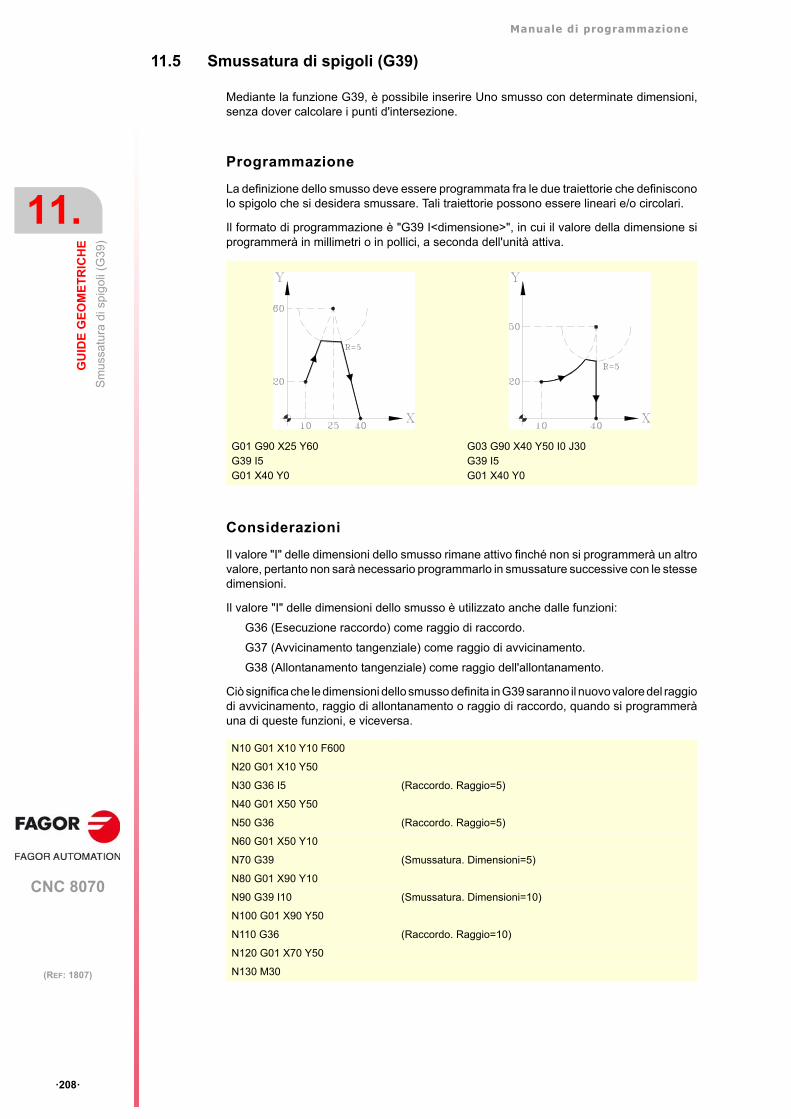
Manuale di programmazione
CNC 8070
11.
GU
IDE
GE
OM
ET
RIC
HE
Sm
ussa
tura
di s
pigo
li (G
39)
·208·
(REF: 1807)
11.5 Smussatura di spigoli (G39)
Mediante la funzione G39, è possibile inserire Uno smusso con determinate dimensioni,senza dover calcolare i punti d'intersezione.
Programmazione
La definizione dello smusso deve essere programmata fra le due traiettorie che definisconolo spigolo che si desidera smussare. Tali traiettorie possono essere lineari e/o circolari.
Il formato di programmazione è "G39 I<dimensione>", in cui il valore della dimensione siprogrammerà in millimetri o in pollici, a seconda dell'unità attiva.
Considerazioni
Il valore "I" delle dimensioni dello smusso rimane attivo finché non si programmerà un altrovalore, pertanto non sarà necessario programmarlo in smussature successive con le stessedimensioni.
Il valore "I" delle dimensioni dello smusso è utilizzato anche dalle funzioni:
G36 (Esecuzione raccordo) come raggio di raccordo.
G37 (Avvicinamento tangenziale) come raggio di avvicinamento.
G38 (Allontanamento tangenziale) come raggio dell'allontanamento.
Ciò significa che le dimensioni dello smusso definita in G39 saranno il nuovo valore del raggiodi avvicinamento, raggio di allontanamento o raggio di raccordo, quando si programmeràuna di queste funzioni, e viceversa.
G01 G90 X25 Y60G39 I5G01 X40 Y0
G03 G90 X40 Y50 I0 J30G39 I5G01 X40 Y0
N10 G01 X10 Y10 F600
N20 G01 X10 Y50
N30 G36 I5 (Raccordo. Raggio=5)
N40 G01 X50 Y50
N50 G36 (Raccordo. Raggio=5)
N60 G01 X50 Y10
N70 G39 (Smussatura. Dimensioni=5)
N80 G01 X90 Y10
N90 G39 I10 (Smussatura. Dimensioni=10)
N100 G01 X90 Y50
N110 G36 (Raccordo. Raggio=10)
N120 G01 X70 Y50
N130 M30

Manuale di programmazione
CNC 8070
GU
IDE
GE
OM
ET
RIC
HE
11.
Sm
ussa
tura
di s
pigo
li (G
39)
·209·
(REF: 1807)
L'avanzamento al quale si esegue la smussatura programmata dipende dal tipo dispostamento programmato di seguito:
• Se il seguente spostamento è in G00, la smussatura si eseguirà in G00.
• Se il seguente spostamento è in G01, G02 o G03, la smussatura si eseguiràall'avanzamento programmato nel blocco di definizione dello smusso. Se non è statoprogrammato un avanzamento, la smussatura si eseguirà all'avanzamento attivo.
Quando si imposta un cambiamento di piano fra le due traiettorie che definiscono Unosmusso, esso si esegue sul piano in cui è definita la seconda traiettoria.
Proprietà della funzione
La funzione G39 non è modale, pertanto dovrà essere sempre programmata quando sidesidera eseguire la smussatura di uno spigolo.
N10 G01 G94 X10 Y10 F600
N20 G01 X10 Y50
N30 G39 I5 (Smussatura en G00)
N40 G00 X50 Y50
N50 G39 (Smussatura. F=600mm/min.)
N60 G01 X50 Y10
N70 G39 F300 (Smussatura. F=300mm/min.)
N80 G01 X90 Y10 F600
N90 M30
N10 G01 G17 X10 Y10 Z-10 F600
N20 X10 Y50 Z0 (Piano X-Y)
N30 G39 I10
N40 G18 (Piano Z-X. La smussatura si esegue su questo piano)
N50 X10 Z30
N60 M30
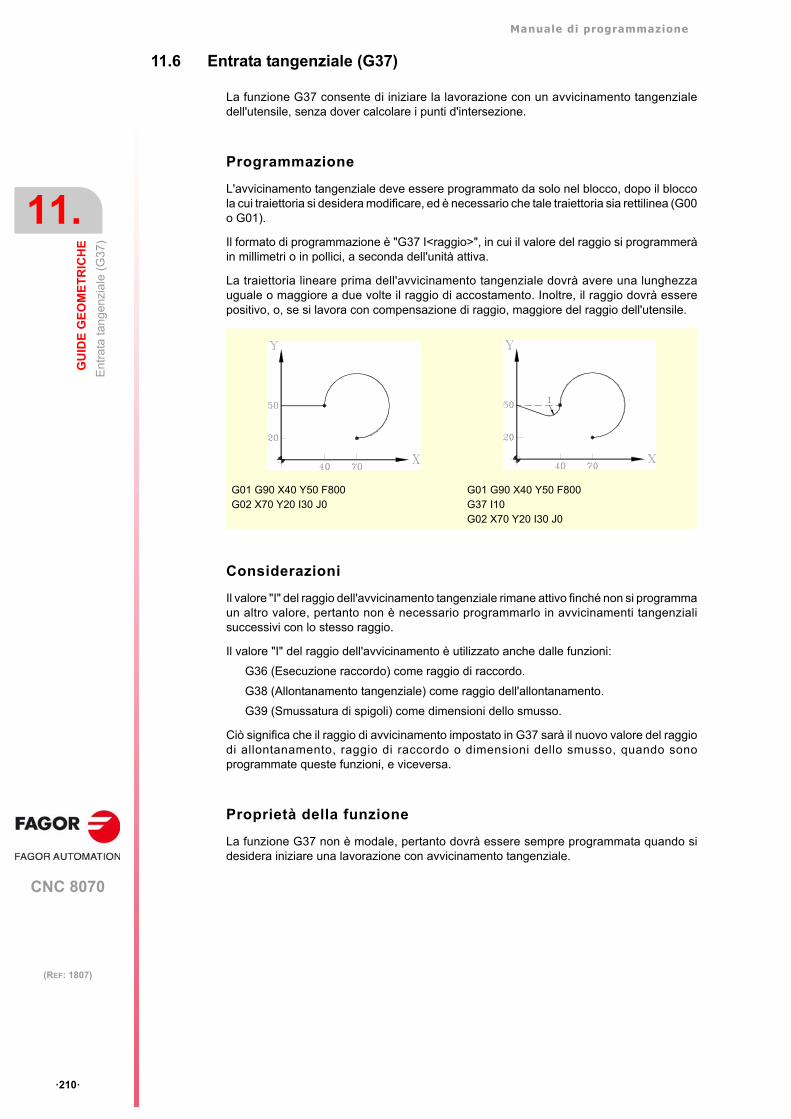
Manuale di programmazione
CNC 8070
11.
GU
IDE
GE
OM
ET
RIC
HE
Ent
rata
tang
enzi
ale
(G
37)
·210·
(REF: 1807)
11.6 Entrata tangenziale (G37)
La funzione G37 consente di iniziare la lavorazione con un avvicinamento tangenzialedell'utensile, senza dover calcolare i punti d'intersezione.
Programmazione
L'avvicinamento tangenziale deve essere programmato da solo nel blocco, dopo il bloccola cui traiettoria si desidera modificare, ed è necessario che tale traiettoria sia rettilinea (G00o G01).
Il formato di programmazione è "G37 I<raggio>", in cui il valore del raggio si programmeràin millimetri o in pollici, a seconda dell'unità attiva.
La traiettoria lineare prima dell'avvicinamento tangenziale dovrà avere una lunghezzauguale o maggiore a due volte il raggio di accostamento. Inoltre, il raggio dovrà esserepositivo, o, se si lavora con compensazione di raggio, maggiore del raggio dell'utensile.
Considerazioni
Il valore "I" del raggio dell'avvicinamento tangenziale rimane attivo finché non si programmaun altro valore, pertanto non è necessario programmarlo in avvicinamenti tangenzialisuccessivi con lo stesso raggio.
Il valore "I" del raggio dell'avvicinamento è utilizzato anche dalle funzioni:
G36 (Esecuzione raccordo) come raggio di raccordo.
G38 (Allontanamento tangenziale) come raggio dell'allontanamento.
G39 (Smussatura di spigoli) come dimensioni dello smusso.
Ciò significa che il raggio di avvicinamento impostato in G37 sarà il nuovo valore del raggiodi allontanamento, raggio di raccordo o dimensioni dello smusso, quando sonoprogrammate queste funzioni, e viceversa.
Proprietà della funzione
La funzione G37 non è modale, pertanto dovrà essere sempre programmata quando sidesidera iniziare una lavorazione con avvicinamento tangenziale.
G01 G90 X40 Y50 F800G02 X70 Y20 I30 J0
G01 G90 X40 Y50 F800G37 I10G02 X70 Y20 I30 J0
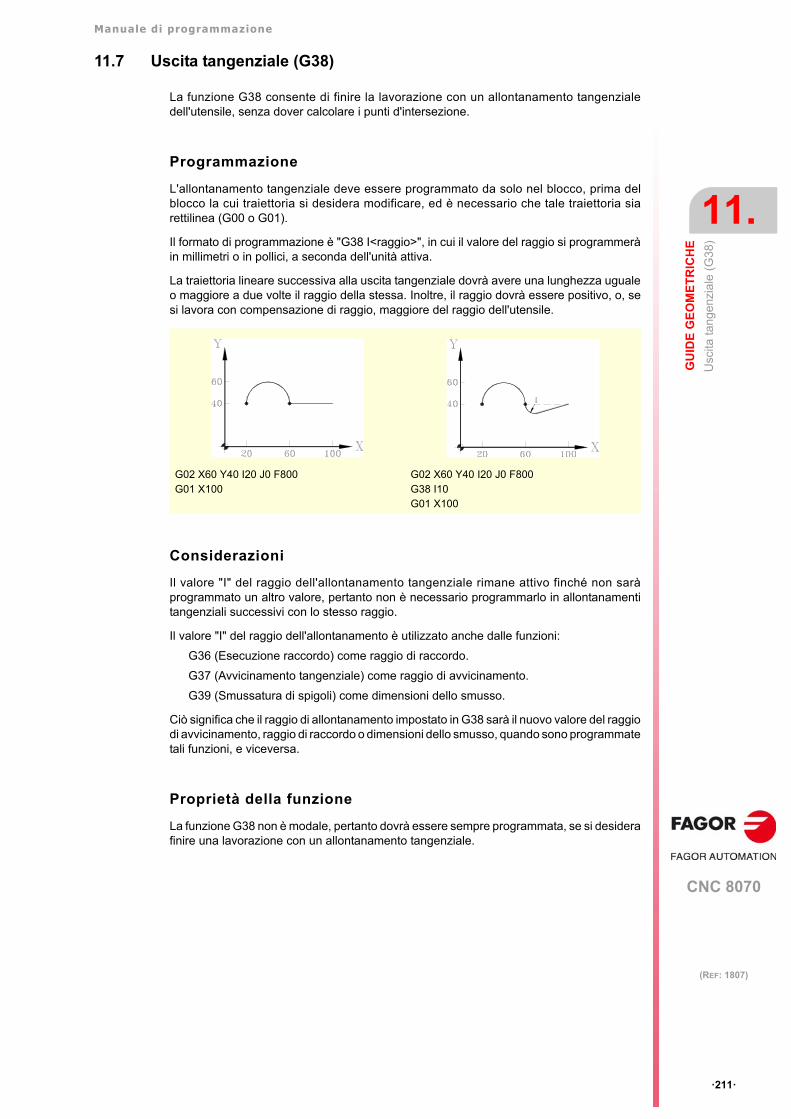
Manuale di programmazione
CNC 8070
GU
IDE
GE
OM
ET
RIC
HE
11.
Usc
ita ta
ngen
zia
le (
G3
8)
·211·
(REF: 1807)
11.7 Uscita tangenziale (G38)
La funzione G38 consente di finire la lavorazione con un allontanamento tangenzialedell'utensile, senza dover calcolare i punti d'intersezione.
Programmazione
L'allontanamento tangenziale deve essere programmato da solo nel blocco, prima delblocco la cui traiettoria si desidera modificare, ed è necessario che tale traiettoria siarettilinea (G00 o G01).
Il formato di programmazione è "G38 I<raggio>", in cui il valore del raggio si programmeràin millimetri o in pollici, a seconda dell'unità attiva.
La traiettoria lineare successiva alla uscita tangenziale dovrà avere una lunghezza ugualeo maggiore a due volte il raggio della stessa. Inoltre, il raggio dovrà essere positivo, o, sesi lavora con compensazione di raggio, maggiore del raggio dell'utensile.
Considerazioni
Il valore "I" del raggio dell'allontanamento tangenziale rimane attivo finché non saràprogrammato un altro valore, pertanto non è necessario programmarlo in allontanamentitangenziali successivi con lo stesso raggio.
Il valore "I" del raggio dell'allontanamento è utilizzato anche dalle funzioni:
G36 (Esecuzione raccordo) come raggio di raccordo.
G37 (Avvicinamento tangenziale) come raggio di avvicinamento.
G39 (Smussatura di spigoli) come dimensioni dello smusso.
Ciò significa che il raggio di allontanamento impostato in G38 sarà il nuovo valore del raggiodi avvicinamento, raggio di raccordo o dimensioni dello smusso, quando sono programmatetali funzioni, e viceversa.
Proprietà della funzione
La funzione G38 non è modale, pertanto dovrà essere sempre programmata, se si desiderafinire una lavorazione con un allontanamento tangenziale.
G02 X60 Y40 I20 J0 F800G01 X100
G02 X60 Y40 I20 J0 F800G38 I10G01 X100

Manuale di programmazione
CNC 8070
11.
GU
IDE
GE
OM
ET
RIC
HE
Imm
agi
ne s
pecu
lare
(G
11, G
12, G
13, G
10, G
14)
·212·
(REF: 1807)
11.8 Immagine speculare (G11, G12, G13, G10, G14)
Mediante l'immagine speculare è possibile ripetere la lavorazione programmata in unaposizione simmetrica rispetto a uno o più assi. Quando si lavora con immagine speculare,gli spostamenti degli assi ai quali si applica immagine speculare si eseguono con il segnocambiato.
Programmazione
L'immagine speculare può essere applicata dal programma mediante le funzioni:
G10 Annullamento immagine speculare.
G11 Immagine speculare in X.
G12 Immagine speculare in Y.
G13 Immagine speculare in Z.
G14 Immagine speculare nei sensi programmati.
G10Annullamento immagine speculare
Disattiva l'immagine speculare in tutti gli assi, compresa l'immagine speculare attivatamediante G14.
Se si aggiunge in un blocco in cui è stata definita una traiettoria, l'immagine speculare sidisattiverà prima di eseguire lo spostamento.
G11 a G13Immagine speculare in X, o in Z
Le funzioni G11, G12 e G13 attivano l'immagine speculare rispettivamente sugli assi X, Ye Z. Tali funzioni non si disattivano l'una con l'altra, ciò che consente di tenere attival'immagine speculare su vari assi alla volta.
Se si aggiungono in un blocco in cui è stata impostata una traiettoria, l'immagine specularesi attiverà prima di eseguire lo spostamento.
G14Immagine speculare nei sensi programmati.
Consente di attivare o disattivare l'immagine speculare su qualsiasi asse. L'attivazione e ladisattivazione si imposta programmando la funzione G14, e quindi gli assi insieme al valoreche determina se si attiva (<asse>=-1) o se si disattiva (<asse>=1) l'immagine specularesu tale asse.
G11(Immagine speculare sull'asse X)
G12(Immagine speculare sull'asse Y. Si mantiene quella dell'asse X)
···G10
(Annullamento di immagine speculare su tutti gli assi)
G14 X-1 V-1(Immagine speculare sugli assi X e V)
G14 X1(Annullamento dell’immagine speculare sull’asse X. Si mantiene sull’asse V)
···G14 V1
(Annullamento di immagine speculare sull'asse V)
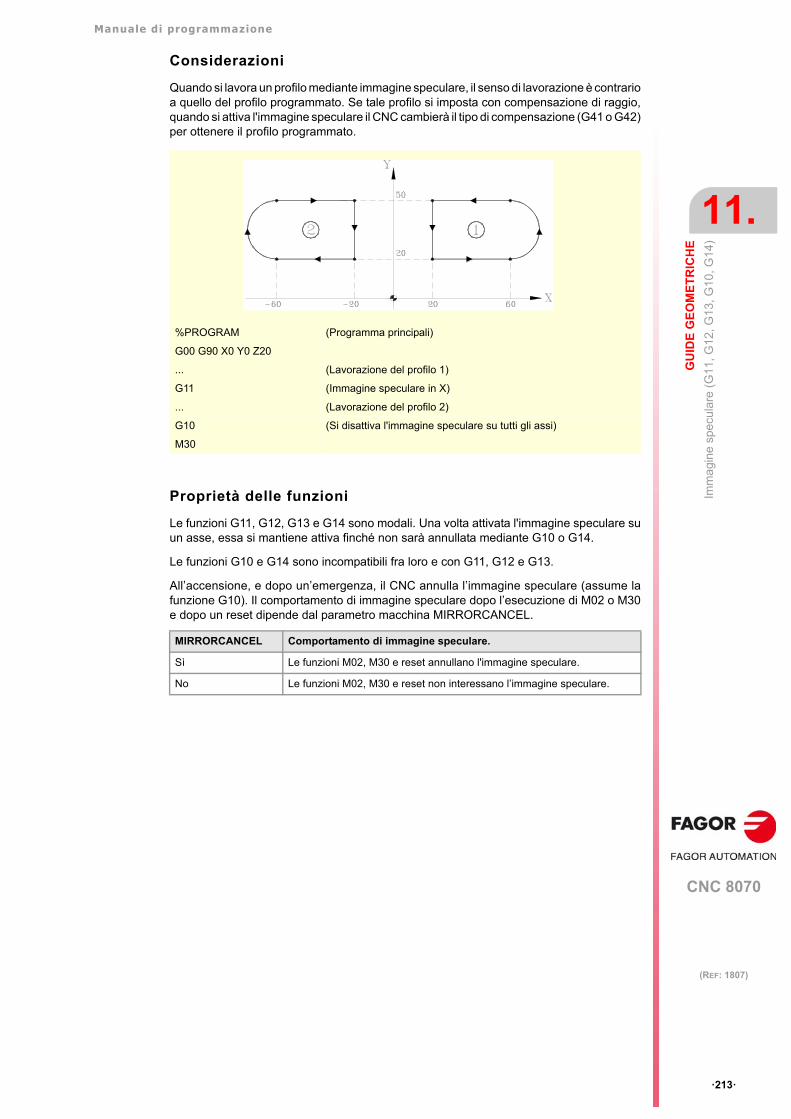
Manuale di programmazione
CNC 8070
GU
IDE
GE
OM
ET
RIC
HE
11.
Imm
agi
ne s
pecu
lare
(G
11, G
12, G
13, G
10, G
14)
·213·
(REF: 1807)
Considerazioni
Quando si lavora un profilo mediante immagine speculare, il senso di lavorazione è contrarioa quello del profilo programmato. Se tale profilo si imposta con compensazione di raggio,quando si attiva l'immagine speculare il CNC cambierà il tipo di compensazione (G41 o G42)per ottenere il profilo programmato.
Proprietà delle funzioni
Le funzioni G11, G12, G13 e G14 sono modali. Una volta attivata l'immagine speculare suun asse, essa si mantiene attiva finché non sarà annullata mediante G10 o G14.
Le funzioni G10 e G14 sono incompatibili fra loro e con G11, G12 e G13.
All’accensione, e dopo un’emergenza, il CNC annulla l’immagine speculare (assume lafunzione G10). Il comportamento di immagine speculare dopo l’esecuzione di M02 o M30e dopo un reset dipende dal parametro macchina MIRRORCANCEL.
%PROGRAM (Programma principali)
G00 G90 X0 Y0 Z20
... (Lavorazione del profilo 1)
G11 (Immagine speculare in X)
... (Lavorazione del profilo 2)
G10 (Si disattiva l'immagine speculare su tutti gli assi)
M30
MIRRORCANCEL Comportamento di immagine speculare.
Sì Le funzioni M02, M30 e reset annullano l'immagine speculare.
No Le funzioni M02, M30 e reset non interessano l’immagine speculare.
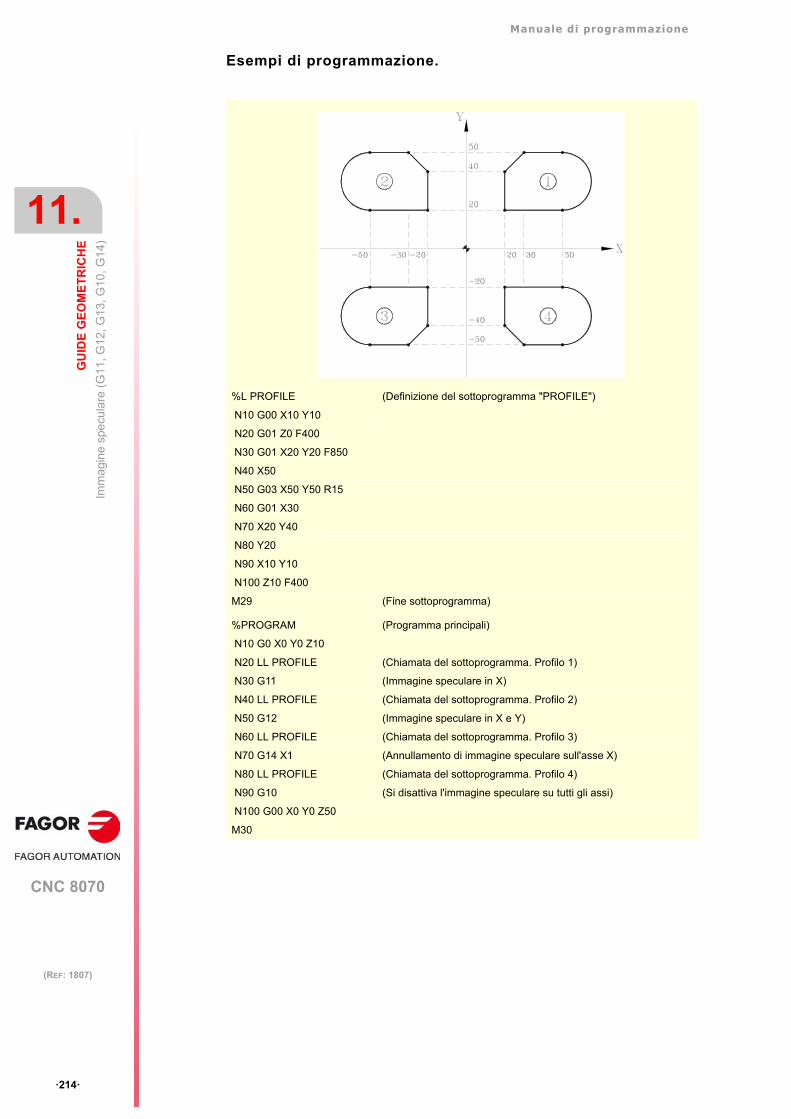
Manuale di programmazione
CNC 8070
11.
GU
IDE
GE
OM
ET
RIC
HE
Imm
agi
ne s
pecu
lare
(G
11, G
12, G
13, G
10, G
14)
·214·
(REF: 1807)
Esempi di programmazione.
%L PROFILE (Definizione del sottoprogramma "PROFILE")
N10 G00 X10 Y10
N20 G01 Z0 F400
N30 G01 X20 Y20 F850
N40 X50
N50 G03 X50 Y50 R15
N60 G01 X30
N70 X20 Y40
N80 Y20
N90 X10 Y10
N100 Z10 F400
M29 (Fine sottoprogramma)
%PROGRAM (Programma principali)
N10 G0 X0 Y0 Z10
N20 LL PROFILE (Chiamata del sottoprogramma. Profilo 1)
N30 G11 (Immagine speculare in X)
N40 LL PROFILE (Chiamata del sottoprogramma. Profilo 2)
N50 G12 (Immagine speculare in X e Y)
N60 LL PROFILE (Chiamata del sottoprogramma. Profilo 3)
N70 G14 X1 (Annullamento di immagine speculare sull'asse X)
N80 LL PROFILE (Chiamata del sottoprogramma. Profilo 4)
N90 G10 (Si disattiva l'immagine speculare su tutti gli assi)
N100 G00 X0 Y0 Z50
M30
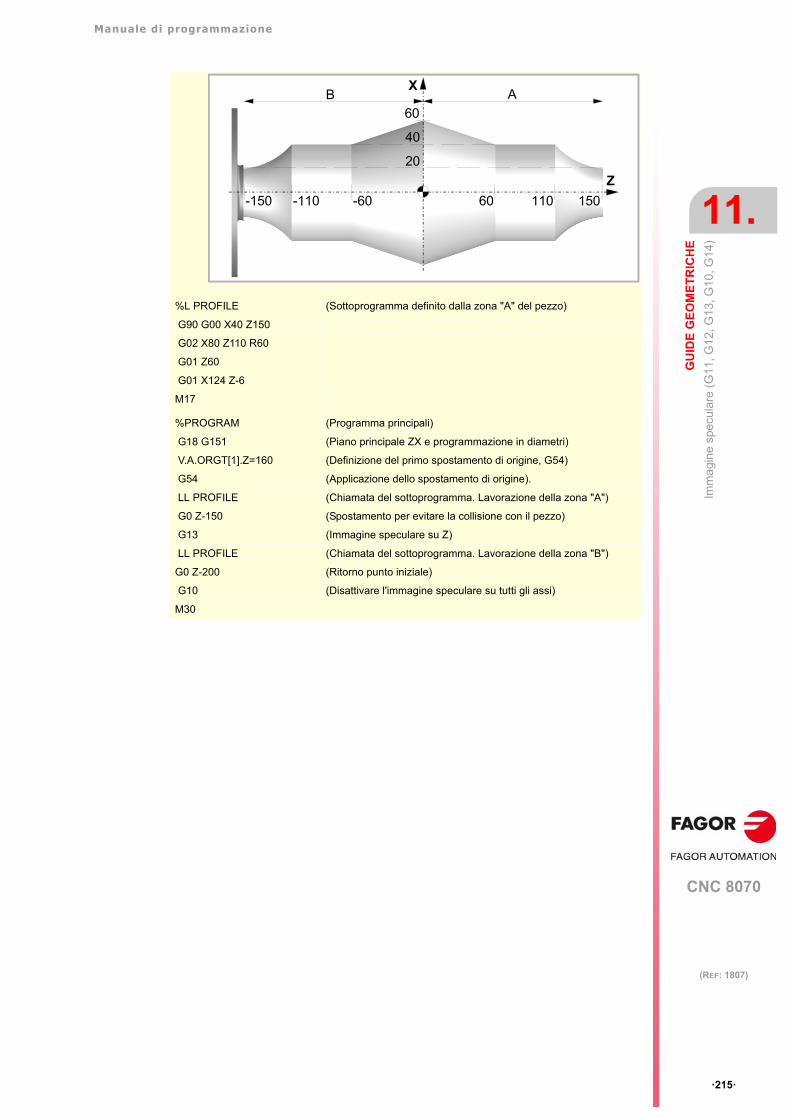
Manuale di programmazione
CNC 8070
GU
IDE
GE
OM
ET
RIC
HE
11.
Imm
agi
ne s
pecu
lare
(G
11, G
12, G
13, G
10, G
14)
·215·
(REF: 1807)
%L PROFILE (Sottoprogramma definito dalla zona "A" del pezzo)
G90 G00 X40 Z150
G02 X80 Z110 R60
G01 Z60
G01 X124 Z-6
M17
%PROGRAM (Programma principali)
G18 G151 (Piano principale ZX e programmazione in diametri)
V.A.ORGT[1].Z=160 (Definizione del primo spostamento di origine, G54)
G54 (Applicazione dello spostamento di origine).
LL PROFILE (Chiamata del sottoprogramma. Lavorazione della zona "A")
G0 Z-150 (Spostamento per evitare la collisione con il pezzo)
G13 (Immagine speculare su Z)
LL PROFILE (Chiamata del sottoprogramma. Lavorazione della zona "B")
G0 Z-200 (Ritorno punto iniziale)
G10 (Disattivare l'immagine speculare su tutti gli assi)
M30
X
Z
60 150110
40
60
-150 -60-110
B A
20

Manuale di programmazione
CNC 8070
11.
GU
IDE
GE
OM
ET
RIC
HE
Rot
azio
ne
del s
iste
ma
di c
oord
inat
e (G
73)
·216·
(REF: 1807)
11.9 Rotazione del sistema di coordinate (G73)
La funzione G73 consente di ruotare il sistema di coordinate prendendo come centro dirotazione l'origine del sistema di riferimento attivo (zero pezzo), oppure il centro di rotazioneprogrammato.
Programmazione
La rotazione del sistema di coordinate si deve programmare da solo nel blocco. Il formatodi programmazione è "G73 Q I J", dove:
Per annullare la rotazione di coordinate si programmerà solo la funzione G73, senza nessundato addizionale.
Pertanto, la funzione G73 si potrà programmare nei seguenti modi:
Considerazioni
La funzione G73 è incrementale; vale a dire, si vanno sommando i vari valori di "Q"programmati.
I valori di "I" e "J" sono interessati dalle immagini speculari attive. Se è attiva una funzionedi immagine speculare, il CNC applicherà prima la funzione immagine speculare e quindila rotazione del sistema di coordinate.
Q Indica l'angolo di rotazione in gradi.
I, J Definiscono l'ascissa e l'ordinata del centro di rotazione. Si definiscono in quote assolute esono riferite allo zero pezzo.Se si programmano, devono programmarsi entrambi i parametri.Se non si programmano, si prenderà lo zero pezzo come centro di rotazione.
G73 Q90 G73 Q90 I20 J30
G73 Q I J Rotazione di "Q" gradi con centro sul punto con ascissa "I" e ordinata "J", rispetto allozero pezzo.
G73 Q Rotazione di "Q" gradi con centro sullo zero pezzo.
G73 Annullamento della rotazione di coordinate.
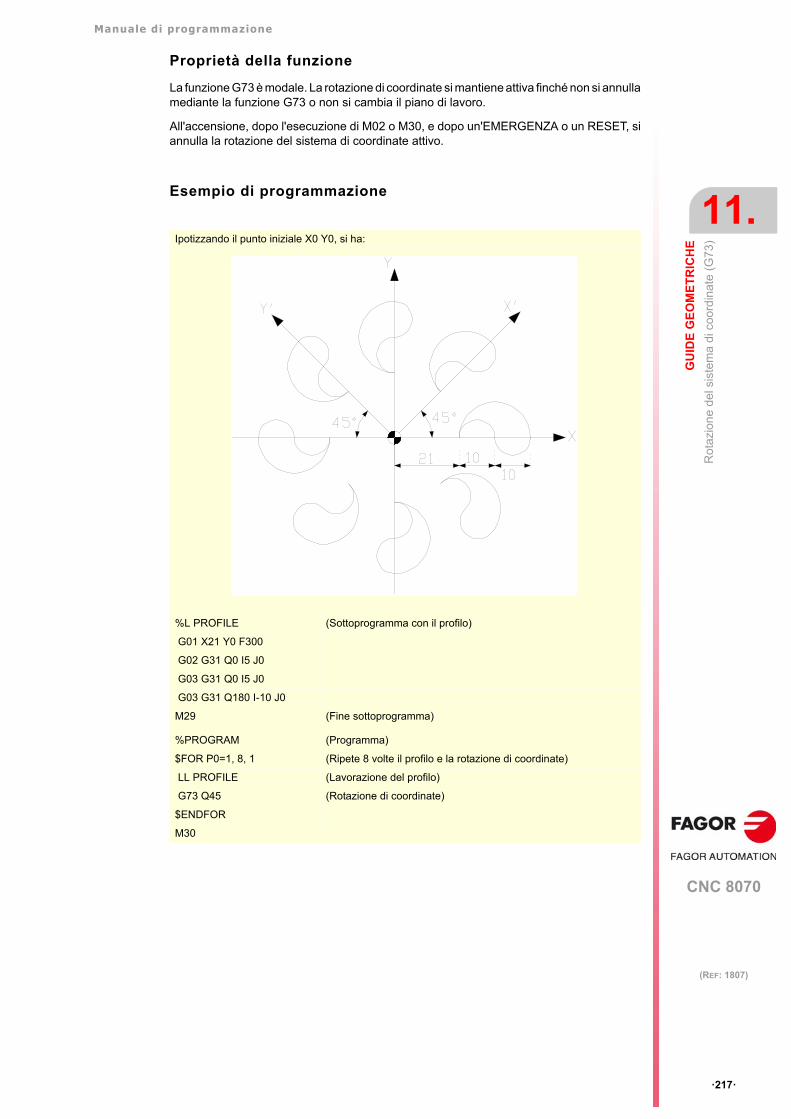
Manuale di programmazione
CNC 8070
GU
IDE
GE
OM
ET
RIC
HE
11.
Rot
azio
ne
del s
iste
ma
di c
oord
inat
e (G
73)
·217·
(REF: 1807)
Proprietà della funzione
La funzione G73 è modale. La rotazione di coordinate si mantiene attiva finché non si annullamediante la funzione G73 o non si cambia il piano di lavoro.
All'accensione, dopo l'esecuzione di M02 o M30, e dopo un'EMERGENZA o un RESET, siannulla la rotazione del sistema di coordinate attivo.
Esempio di programmazione
Ipotizzando il punto iniziale X0 Y0, si ha:
%L PROFILE (Sottoprogramma con il profilo)
G01 X21 Y0 F300
G02 G31 Q0 I5 J0
G03 G31 Q0 I5 J0
G03 G31 Q180 I-10 J0
M29 (Fine sottoprogramma)
%PROGRAM (Programma)
$FOR P0=1, 8, 1 (Ripete 8 volte il profilo e la rotazione di coordinate)
LL PROFILE (Lavorazione del profilo)
G73 Q45 (Rotazione di coordinate)
$ENDFOR
M30

Manuale di programmazione
CNC 8070
11.
GU
IDE
GE
OM
ET
RIC
HE
Fat
tore
sca
la g
ene
rale
·218·
(REF: 1807)
11.10 Fattore scala generale
Consente di aumentare o ridurre la scala delle traiettorie e dei contorni programmati. Inquesto modo è possibile realizzare famiglie con profili somiglianti ma con dimensioni diversecon un solo programma.
Il fattore scala generale si applica a tutti gli assi del canale. Dopo aver attivato il fattore scalatutte le coordinate programmate si moltiplicheranno per il valore del fattore di scala definito,finché non sarà definito un nuovo fattore di scala o non sarà annullato.
Attivare il fattore scala
Il fattore scala generale si può attivare mediante i comandi G72 o #SCALE. Entrambi icomandi possono essere utilizzati indifferentemente.
Anche se si dispone di comandi diversi, il fattore scala è lo stesso; e cioè il fattore scalaprogrammato con G72 modifica quello programmato con #SCALE e viceversa.
Programmazione con G72.
Si programmerà solo la funzione G72 e quindi il fattore di scala mediante il parametro S comesegue:
G72 S<scala>
Se si programma la funzione G72 da sola o si programma un valore di scala di ·0· o ·1·, siannulla il fattore scala attivo.
Il parametro "S" che definisce il fattore di scala si deve programmare dopo la funzione G72.Se si programma prima, si interpreta come velocità del mandrino.
Programmazione con #SCALE.
Si programmerà la sentenza #SCALE e quindi il fattore di scala come segue. Laprogrammazione delle parentesi quadre è necessaria.
#SCALE [<scala>]
Se si programma un valore di scala di ·0· o ·1·, si annulla il fattore scala attivo.
Annullare il fattore scala
Il fattore scala generale si può attivare mediante i comandi G72 o #SCALE, definendo unvalore di scala di ·0· o ·1·. Nel caso della funzione G72, il fattore scala si annulla anche sesi programma questa funzione da sola nel blocco.
Considerazioni
Se si attiva il sistema coordinate della macchina (#MCS ON), si annulla temporaneamenteil fattore di scala finché il sistema di coordinate non si disattiverà (#MCS OFF).
Finché è attivo il sistema di coordinate della macchina non è possibile attivare o modificareil fattore di scala.
Proprietà
Il fattore scala resta attivo finché non sarà annullato con un altro fattore di scala.
All'accensione, dopo l'esecuzione di M02 o M30, e dopo un'EMERGENZA o un RESET, ilCNC annulla il fattore di scala attivo.
G72 S2#SCALE [2]G72#SCALE [1]
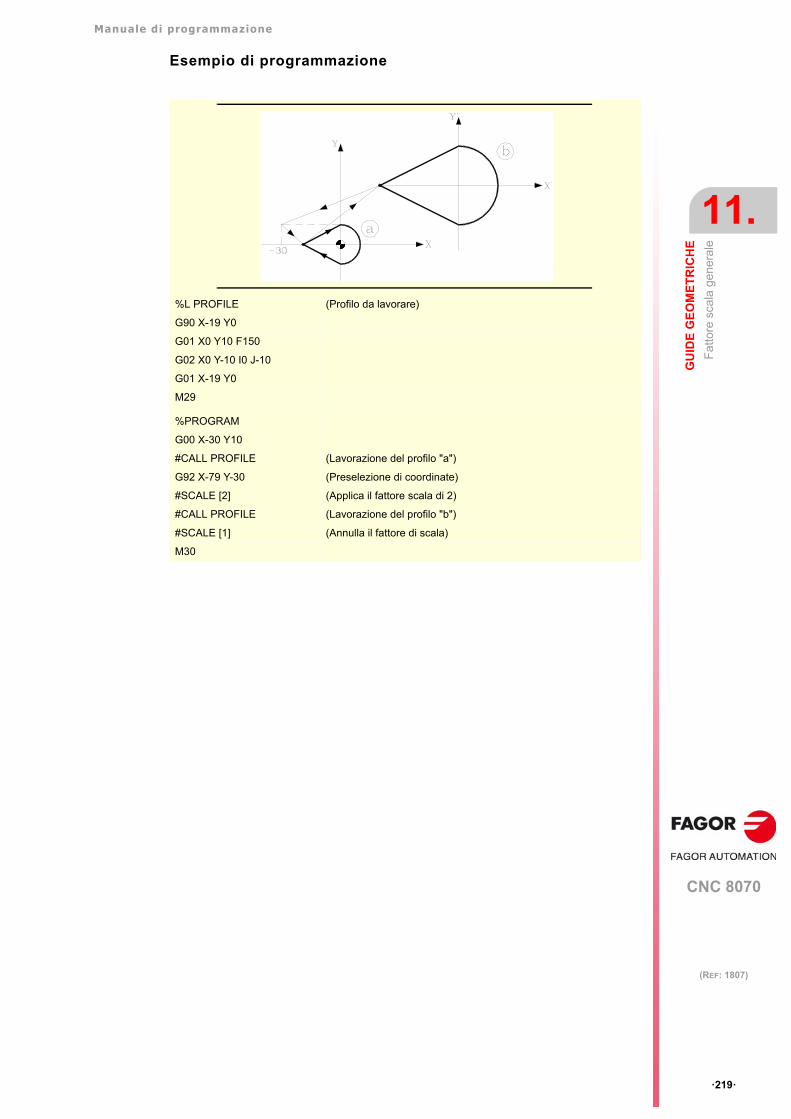
Manuale di programmazione
CNC 8070
GU
IDE
GE
OM
ET
RIC
HE
11.
Fat
tore
sca
la g
ene
rale
·219·
(REF: 1807)
Esempio di programmazione
%L PROFILE (Profilo da lavorare)
G90 X-19 Y0
G01 X0 Y10 F150
G02 X0 Y-10 I0 J-10
G01 X-19 Y0
M29
%PROGRAM
G00 X-30 Y10
#CALL PROFILE (Lavorazione del profilo "a")
G92 X-79 Y-30 (Preselezione di coordinate)
#SCALE [2] (Applica il fattore scala di 2)
#CALL PROFILE (Lavorazione del profilo "b")
#SCALE [1] (Annulla il fattore di scala)
M30

Manuale di programmazione
CNC 8070
11.
GU
IDE
GE
OM
ET
RIC
HE
Fat
tore
sca
la g
ene
rale
·220·
(REF: 1807)
%L PROFILE (Sottoprogramma definito dalla zona "A1" del pezzo)
G90 G01 X200 Z0
G01 X200 Z30 F150
G01 X160 Z40
G03 X160 Z60 R10
G02 X160 Z80 R10
G03 X160 Z100 R10
G02 X160 Z120 R10
M29
%PROGRAM (Programma principali)
G18 G151 (Piano principale ZX e programmazione in diametri)
G00 X206 Z0 (Accostamento)
LL PROFILE (Chiamata del sottoprogramma. Lavorazione della zona "A1")
G92 Z0 (Preselezione di quote)
G72 S0.5 (Applicazione del fattore di scala)
LL PROFILE (Chiamata del sottoprogramma. Lavorazione della zona "A2")
G72 S1 (Annullamento del fattore scala)
G01 X0
G0 X250 Z200 (Ritorno punto iniziale)
G53 (Annullamento della preselezione delle quote)
M30
X
Z
30
A1 A2
50
100
40
60
80
100
120
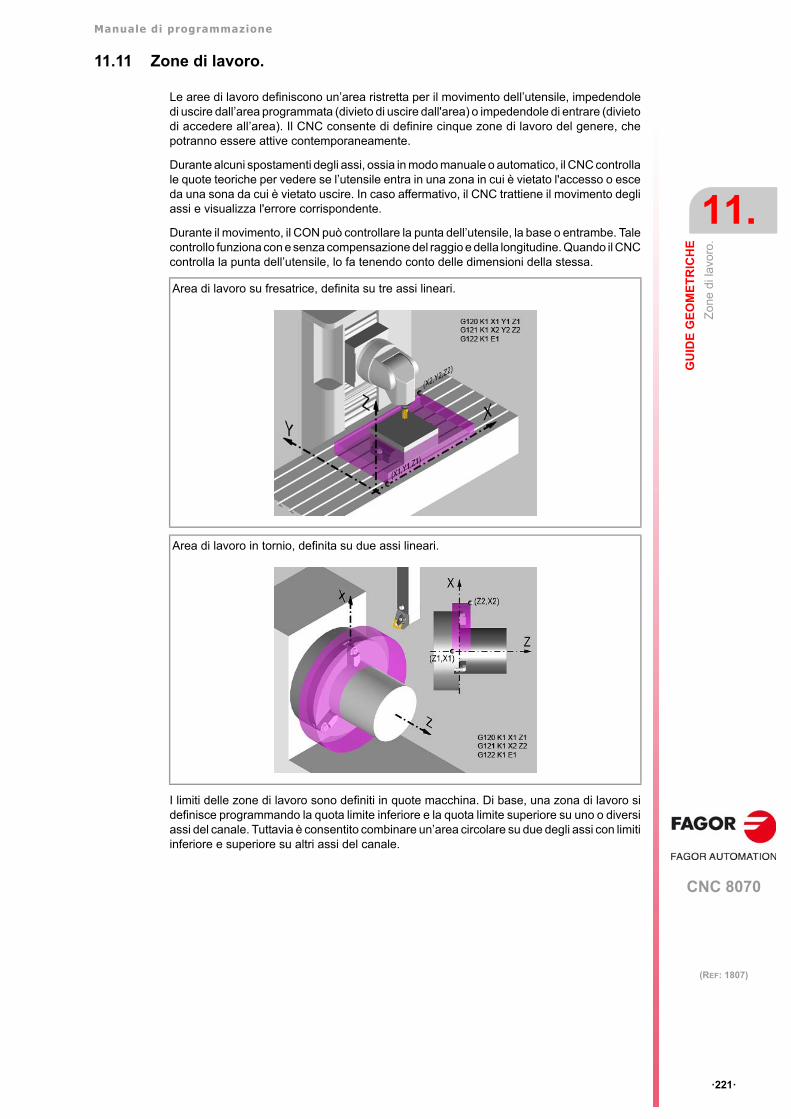
Manuale di programmazione
CNC 8070
GU
IDE
GE
OM
ET
RIC
HE
11.
Zon
e di
lavo
ro.
·221·
(REF: 1807)
11.11 Zone di lavoro.
Le aree di lavoro definiscono un’area ristretta per il movimento dell’utensile, impedendoledi uscire dall’area programmata (divieto di uscire dall'area) o impedendole di entrare (divietodi accedere all’area). Il CNC consente di definire cinque zone di lavoro del genere, chepotranno essere attive contemporaneamente.
Durante alcuni spostamenti degli assi, ossia in modo manuale o automatico, il CNC controllale quote teoriche per vedere se l’utensile entra in una zona in cui è vietato l'accesso o esceda una sona da cui è vietato uscire. In caso affermativo, il CNC trattiene il movimento degliassi e visualizza l'errore corrispondente.
Durante il movimento, il CON può controllare la punta dell’utensile, la base o entrambe. Talecontrollo funziona con e senza compensazione del raggio e della longitudine. Quando il CNCcontrolla la punta dell’utensile, lo fa tenendo conto delle dimensioni della stessa.
I limiti delle zone di lavoro sono definiti in quote macchina. Di base, una zona di lavoro sidefinisce programmando la quota limite inferiore e la quota limite superiore su uno o diversiassi del canale. Tuttavia è consentito combinare un’area circolare su due degli assi con limitiinferiore e superiore su altri assi del canale.
Area di lavoro su fresatrice, definita su tre assi lineari.
Area di lavoro in tornio, definita su due assi lineari.
Manuale di programmazione
CNC 8070
11.
GU
IDE
GE
OM
ET
RIC
HE
Zon
e di
lavo
ro.
·222·
(REF: 1807)
11.11.1 Comportamento del CNC quando ci sono zone di lavoro attive.
Considerazioni generali.
• Dopo l'avvio il CNC non controllerà le aree i cui limiti sono definiti da asse a utenza nonassoluta e che non abbiano riferimenti.
• Il CNC non controllerà le zone di lavoro durante la ricerca di riferimento macchina.
• Il CNC tiene conto delle dimensioni dell’utensile sugli assi del triedro principale. Se cisono elementi cinematici attivi, il CNC terrà conto della direzione dell’utensile.
• Il CNC tuttavia applica le zone di lavoro agli assi che lavorano come visualizzatori,vigilando in questo caso sul limite nella direzione dell’incremento reale di posizione perzone da cui è vietato uscire.
• Il CNC controlla le quote macchina degli assi del canale; vale a dire, tiene conto sia deimovimenti programmati che di quelli che derivano dall’interpolatore indipendente,dall’intervento manuale e anche dalla PLCOFFSET.
Distanza di sicurezza.
• I limiti delle zone di lavoro dispongono di una distanza di sicurezza definita dai parametrimacchina (parametro ZONELIMITTOL) o dalle variabili. Il CNC trattiene l'asse quandoquesto raggiunge la distanza di sicurezza della zona; vale a dire, se la distanza disicurezza è 0,1 mm, la quota programmata potrà essere al massimo di 0,1 mm anterioreal limite.
Sistema multicanale.
• Quando un asse cambia canale, il CNC cancella i limiti dell'asse in tali zone.
• Non è permesso cambiare un asse di canale se una zona in cui tale asse è operativoè attiva.
Movimenti in modalità automatica.
• Prima di avviare l'esecuzione di un blocco, il CNC verifica se le quote finali sono in unazona proibita o se la traiettoria attraversa qualche zona proibita. In caso affermativo, ilCNC trattiene il movimento degli assi e visualizza l'errore corrispondente. Tale verificaall’inizio del blocco si realizzerà anche nelle modalità di simulazione.
• Se durante l'esecuzione si abilita l’intervento manuale su un asse, a partire da questopunto il CNC verifica solo la posizione reale per le zone con limiti su questo asse. Durantela preparazione dei blocchi, il CNC non comprova la posizione per le zone con limitidefiniti su questo asse.
Spostamenti in modalità manuale (jog continuo, jog incrementale o volantini).
• Quando un asse arriva al limite di una zona, si ferma e il CNC mostra l’avvisocorrispondente.
• L’asse si ferma sul limite più ristretto del complesso delle zone di lavoro nella direzionedel movimento, e rispettando la distanza di sicurezza (parametro ZONELIMITTOL). IlCNC cercherà i limiti più restrittivi tra tutte le zone da cui è vietato uscire. Tra le zone incui è vietato entrare, il CNC terrà conto solo di quelle che sono rilevanti per la posizionedell’asse in movimento. La zona in cui è vietato entrare si considera rilevante se il restodegli assi definiti nella zona sono dentro di essa e l’asse che si muove no.
• Per le zone da cui è vietato a uscire, il CNC verifica solo il limite nella direzione delmovimento, permettendo così all’asse di tornare in una zona valida.

Manuale di programmazione
CNC 8070
GU
IDE
GE
OM
ET
RIC
HE
11.
Zon
e di
lavo
ro.
·223·
(REF: 1807)
11.11.2 Definire i limiti delle zone di lavoro (G120/G121/G123).
Il CNC consente di definire i limiti delle zone di lavoro tramite le seguenti funzioni. Una zonadi lavoro potrà essere limitata su tutti gli assi del canale.
I limiti delle zone di lavoro sono definiti in quote macchina. Di base, una zona di lavoro sidefinisce programmando la quota limite inferiore e la quota limite superiore su uno o diversiassi del canale. Tuttavia è consentito combinare un’area circolare su due degli assi con limitiinferiore e superiore su altri assi del canale.
Programmazione. Definire i limiti lineari di una zona.
Programmare la funzione G120 (limiti inferiori) o G121 (limiti superiori) e in seguito il numerodi zona e i limiti di ogni asse, in quote macchina.
Formato di programmazione.
Il formato di programmazione è il seguente; fra graffe si riportano gli argomenti.
G120 K{zona} X..C{limite}G121 K{zona} X..C{limite}
Nome dell'asse e limite di zona.
I limiti della zona si possono definire su tutti gli assi del canale, in quote macchina. Entrambii limiti di una zona (inferiore e superiore) possono essere positivi o negativi, ma i limiti inferioridovranno essere minori dei limiti superiori.
I limiti delle zone di lavoro sull’asse trasversale di una macchina come un tornio sidefiniscono sempre in raggi, indipendentemente dal parametro DIAMPROG e dalla funzioneG151/G152 attiva.
G120 Definire i limiti lineari inferiori della zona di lavoro.
G121 Definire i limiti lineari superiori della zona di lavoro.
G123 Definire i limiti lineari circolari della zona di lavoro.
K{zona} Numero di zona (fra 1 e 5).
X..C{limite} Limite inferiore (G120) o superiore (G121) della zona in quote macchina.Unità: Millimetri, pollici o gradi.
G120 K1 X20 Y20(Definire i limiti inferiori della zona 1 sugli assi X Y)
G121 K1 X100 Y50(Definire i limiti superiori della zona 1 sugli assi X Y)
X
Y
20 100
20
50

Manuale di programmazione
CNC 8070
11.
GU
IDE
GE
OM
ET
RIC
HE
Zon
e di
lavo
ro.
·224·
(REF: 1807)
Programmazione. Definire i limiti circolari di una zona.
Programmare la funzione G123 e di seguito il numero di zona e le sue dimensioni.
Formato di programmazione.
Il formato di programmazione è il seguente; fra graffe si riportano gli argomenti.
G123 K{zona} X..C{centro} X..C{centro} R{raggio}
Nome dell'asse e limite di zona.
Il limite della zona si può definire su due assi qualsiasi del canale, in quote macchina.
Considerazioni.
• Definire i limiti di una zona, annulla i limiti precedentemente definiti in questa zona. I limiticircolari annullano i limiti lineari o circolari che precedentemente erano definiti sui 2 assicoinvolti. I limiti lineari (G120 o G121) su un asse annullano i limiti lineari che tale asseaveva o i limiti circolari di tale asse e dell’altro asse che definiva la zona circolare.
• Nella stessa zona si possono combinare limiti circolari su 2 assi con limiti lineari su altriassi diversi.
• Le modifiche programmate sui limiti i nello stato delle zone fermano la preparazione deiblocchi.
• In caso di zone in cui è vietato entrare, quando si riposizionano gli assi dopo un’ispezioneutensile, l’utente deve decidere quale è l’ordine di riposizionamento corretto degli assiper non invadere la zona. In ogni caso, durante il riposizionamento il CNC visualizzeràun errore prima di accedere ad una zona vietata.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
Le funzioni G120, G121 e G123 sono modali. Al momento dell’accensione, dopol'esecuzione di M02 o M30 e dopo un ripristino, il CNC conserva i limiti definiti.
K{zona} Numero di zona (fra 1 e 5).
X..C{centro} Quote del centro sui due assi che definiscono il circolo, in quote macchina.Unità: Millimetri, pollici o gradi.
R{raggio} Raggio della zona di lavoro.Unità: Millimetri o pollici.
G123 K2 X50 Y30 R20(Definire una zona circolare di raggio 20 sul piano X Y)
X
Y
50
30
R20
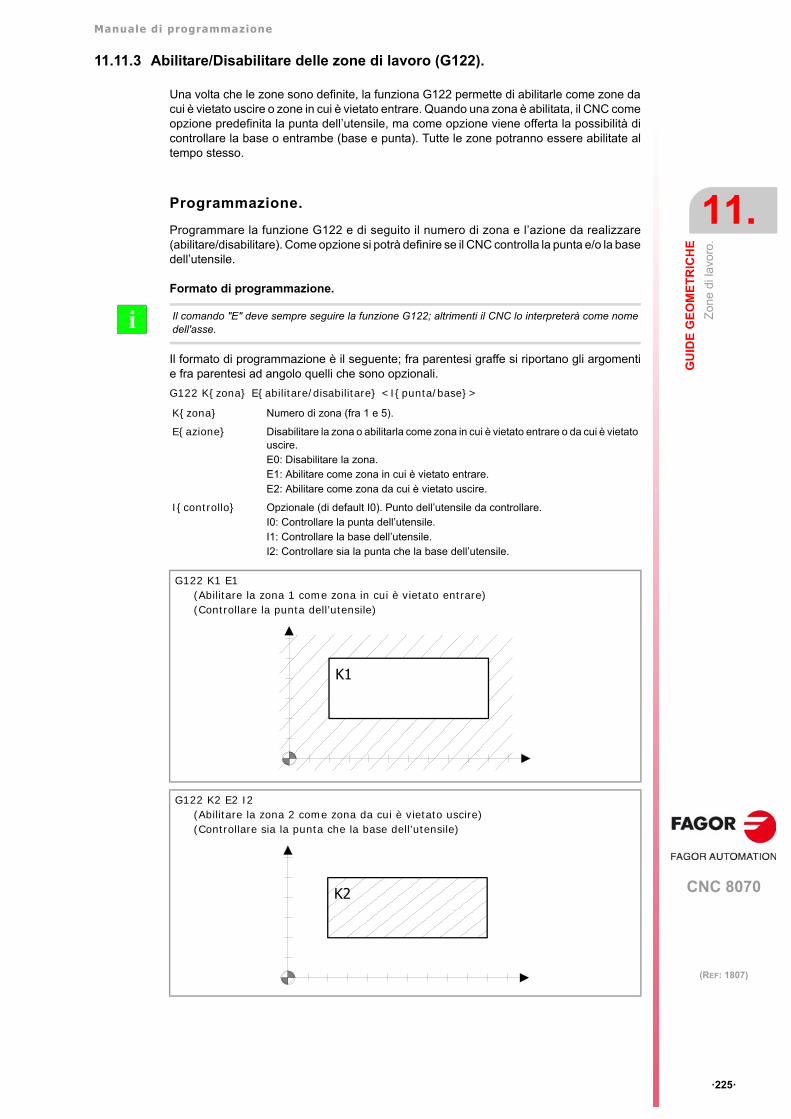
Manuale di programmazione
CNC 8070
GU
IDE
GE
OM
ET
RIC
HE
11.
Zon
e di
lavo
ro.
·225·
(REF: 1807)
11.11.3 Abilitare/Disabilitare delle zone di lavoro (G122).
Una volta che le zone sono definite, la funziona G122 permette di abilitarle come zone dacui è vietato uscire o zone in cui è vietato entrare. Quando una zona è abilitata, il CNC comeopzione predefinita la punta dell’utensile, ma come opzione viene offerta la possibilità dicontrollare la base o entrambe (base e punta). Tutte le zone potranno essere abilitate altempo stesso.
Programmazione.
Programmare la funzione G122 e di seguito il numero di zona e l’azione da realizzare(abilitare/disabilitare). Come opzione si potrà definire se il CNC controlla la punta e/o la basedell’utensile.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo quelli che sono opzionali.
G122 K{zona} E{abilitare/disabilitare} <I{punta/base}>
Il comando "E" deve sempre seguire la funzione G122; altrimenti il CNC lo interpreterà come nomedell'asse.i
K{zona} Numero di zona (fra 1 e 5).
E{azione} Disabilitare la zona o abilitarla come zona in cui è vietato entrare o da cui è vietatouscire.E0: Disabilitare la zona.E1: Abilitare come zona in cui è vietato entrare.E2: Abilitare come zona da cui è vietato uscire.
I{controllo} Opzionale (di default I0). Punto dell’utensile da controllare.I0: Controllare la punta dell’utensile.I1: Controllare la base dell’utensile.I2: Controllare sia la punta che la base dell’utensile.
G122 K1 E1(Abilitare la zona 1 come zona in cui è vietato entrare)(Controllare la punta dell’utensile)
G122 K2 E2 I2(Abilitare la zona 2 come zona da cui è vietato uscire)(Controllare sia la punta che la base dell’utensile)
K1
K2
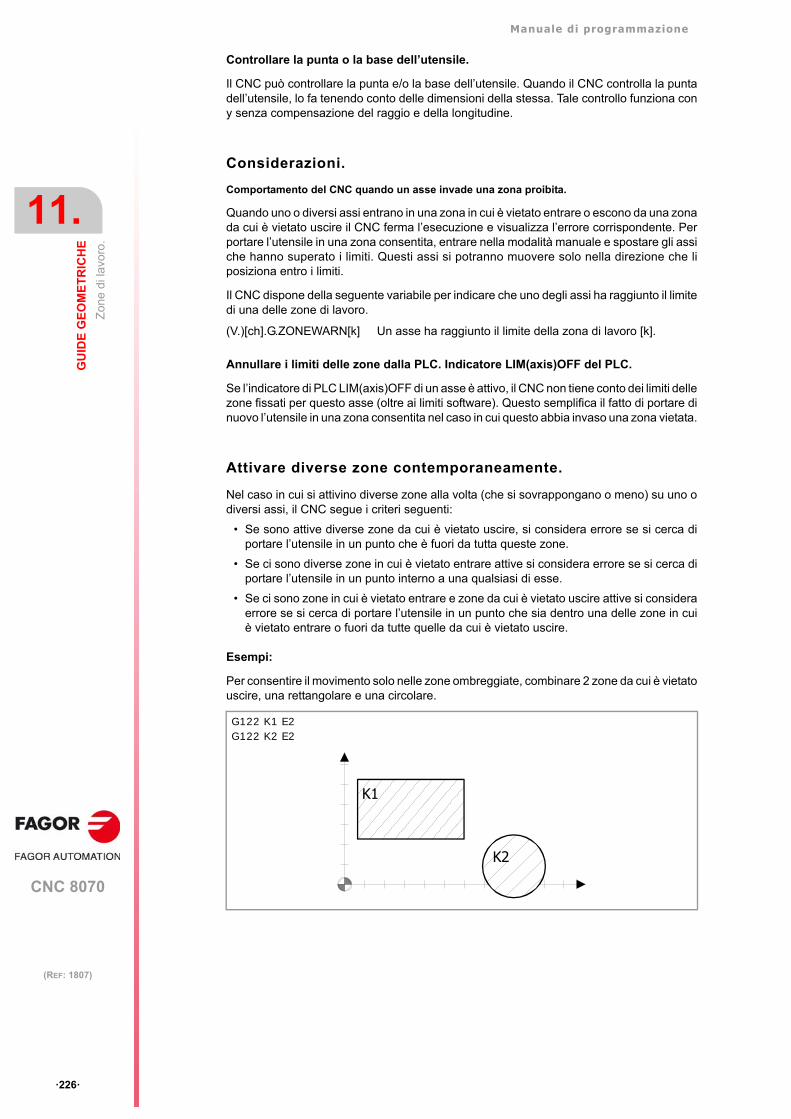
Manuale di programmazione
CNC 8070
11.
GU
IDE
GE
OM
ET
RIC
HE
Zon
e di
lavo
ro.
·226·
(REF: 1807)
Controllare la punta o la base dell’utensile.
Il CNC può controllare la punta e/o la base dell’utensile. Quando il CNC controlla la puntadell’utensile, lo fa tenendo conto delle dimensioni della stessa. Tale controllo funziona cony senza compensazione del raggio e della longitudine.
Considerazioni.
Comportamento del CNC quando un asse invade una zona proibita.
Quando uno o diversi assi entrano in una zona in cui è vietato entrare o escono da una zonada cui è vietato uscire il CNC ferma l’esecuzione e visualizza l’errore corrispondente. Perportare l’utensile in una zona consentita, entrare nella modalità manuale e spostare gli assiche hanno superato i limiti. Questi assi si potranno muovere solo nella direzione che liposiziona entro i limiti.
Il CNC dispone della seguente variabile per indicare che uno degli assi ha raggiunto il limitedi una delle zone di lavoro.
Annullare i limiti delle zone dalla PLC. Indicatore LIM(axis)OFF del PLC.
Se l’indicatore di PLC LIM(axis)OFF di un asse è attivo, il CNC non tiene conto dei limiti dellezone fissati per questo asse (oltre ai limiti software). Questo semplifica il fatto di portare dinuovo l’utensile in una zona consentita nel caso in cui questo abbia invaso una zona vietata.
Attivare diverse zone contemporaneamente.
Nel caso in cui si attivino diverse zone alla volta (che si sovrappongano o meno) su uno odiversi assi, il CNC segue i criteri seguenti:
• Se sono attive diverse zone da cui è vietato uscire, si considera errore se si cerca diportare l’utensile in un punto che è fuori da tutta queste zone.
• Se ci sono diverse zone in cui è vietato entrare attive si considera errore se si cerca diportare l’utensile in un punto interno a una qualsiasi di esse.
• Se ci sono zone in cui è vietato entrare e zone da cui è vietato uscire attive si consideraerrore se si cerca di portare l’utensile in un punto che sia dentro una delle zone in cuiè vietato entrare o fuori da tutte quelle da cui è vietato uscire.
Esempi:
Per consentire il movimento solo nelle zone ombreggiate, combinare 2 zone da cui è vietatouscire, una rettangolare e una circolare.
(V.)[ch].G.ZONEWARN[k] Un asse ha raggiunto il limite della zona di lavoro [k].
G122 K1 E2G122 K2 E2
K1
K2
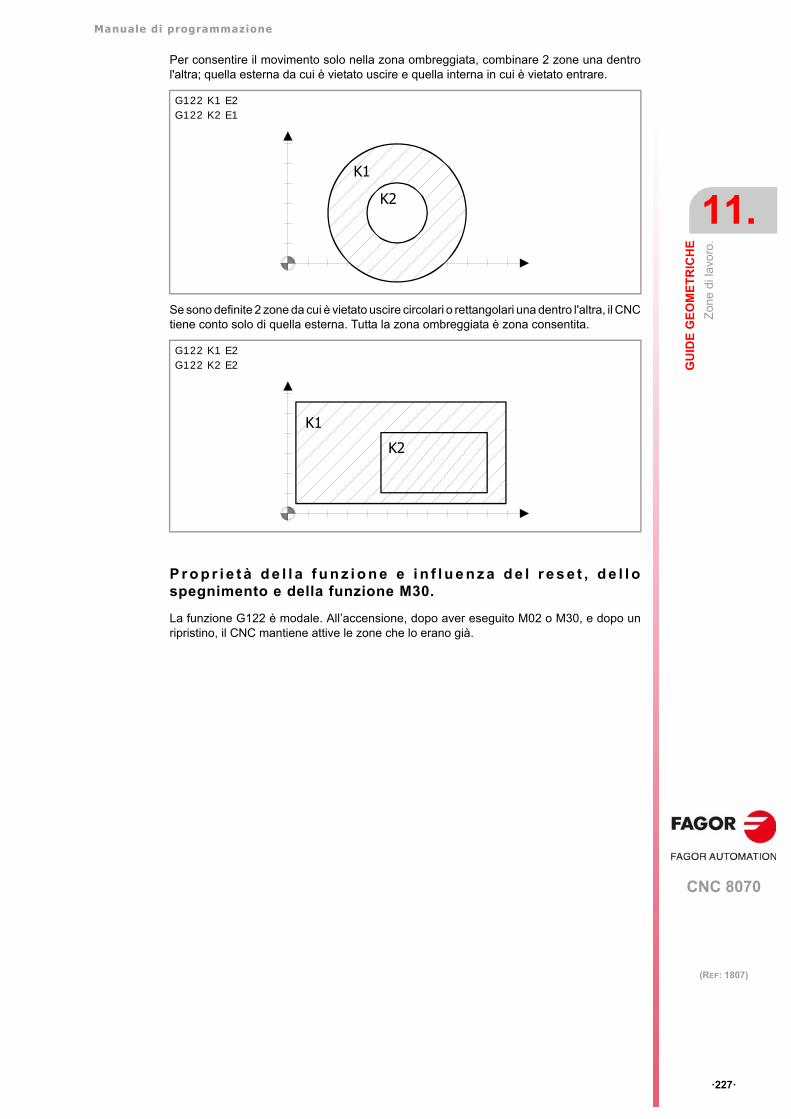
Manuale di programmazione
CNC 8070
GU
IDE
GE
OM
ET
RIC
HE
11.
Zon
e di
lavo
ro.
·227·
(REF: 1807)
Per consentire il movimento solo nella zona ombreggiata, combinare 2 zone una dentrol'altra; quella esterna da cui è vietato uscire e quella interna in cui è vietato entrare.
Se sono definite 2 zone da cui è vietato uscire circolari o rettangolari una dentro l'altra, il CNCtiene conto solo di quella esterna. Tutta la zona ombreggiata è zona consentita.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
La funzione G122 è modale. All’accensione, dopo aver eseguito M02 o M30, e dopo unripristino, il CNC mantiene attive le zone che lo erano già.
G122 K1 E2G122 K2 E1
G122 K1 E2G122 K2 E2
K1
K2
K1
K2
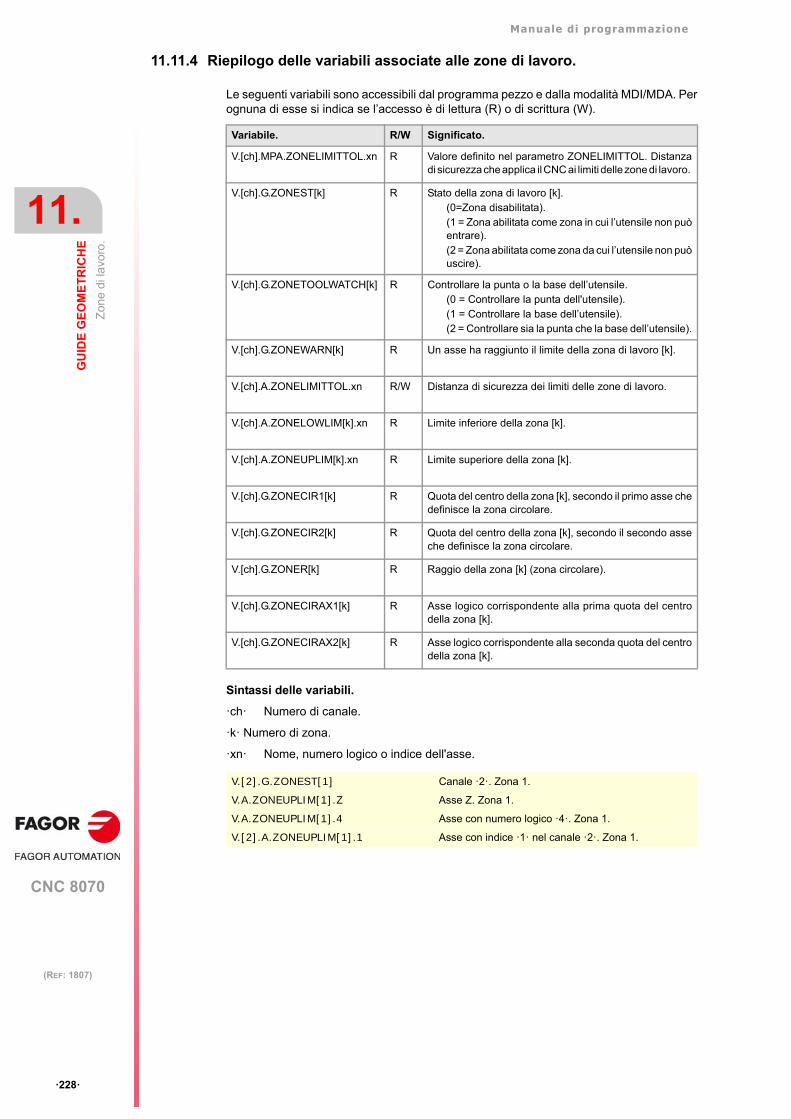
Manuale di programmazione
CNC 8070
11.
GU
IDE
GE
OM
ET
RIC
HE
Zon
e di
lavo
ro.
·228·
(REF: 1807)
11.11.4 Riepilogo delle variabili associate alle zone di lavoro.
Le seguenti variabili sono accessibili dal programma pezzo e dalla modalità MDI/MDA. Perognuna di esse si indica se l’accesso è di lettura (R) o di scrittura (W).
Sintassi delle variabili.
·ch· Numero di canale.
·k· Numero di zona.
·xn· Nome, numero logico o indice dell'asse.
Variabile. R/W Significato.
V.[ch].MPA.ZONELIMITTOL.xn R Valore definito nel parametro ZONELIMITTOL. Distanzadi sicurezza che applica il CNC ai limiti delle zone di lavoro.
V.[ch].G.ZONEST[k] R Stato della zona di lavoro [k].(0=Zona disabilitata).(1 = Zona abilitata come zona in cui l’utensile non puòentrare).(2 = Zona abilitata come zona da cui l’utensile non puòuscire).
V.[ch].G.ZONETOOLWATCH[k] R Controllare la punta o la base dell’utensile.(0 = Controllare la punta dell'utensile).(1 = Controllare la base dell’utensile).(2 = Controllare sia la punta che la base dell’utensile).
V.[ch].G.ZONEWARN[k] R Un asse ha raggiunto il limite della zona di lavoro [k].
V.[ch].A.ZONELIMITTOL.xn R/W Distanza di sicurezza dei limiti delle zone di lavoro.
V.[ch].A.ZONELOWLIM[k].xn R Limite inferiore della zona [k].
V.[ch].A.ZONEUPLIM[k].xn R Limite superiore della zona [k].
V.[ch].G.ZONECIR1[k] R Quota del centro della zona [k], secondo il primo asse chedefinisce la zona circolare.
V.[ch].G.ZONECIR2[k] R Quota del centro della zona [k], secondo il secondo asseche definisce la zona circolare.
V.[ch].G.ZONER[k] R Raggio della zona [k] (zona circolare).
V.[ch].G.ZONECIRAX1[k] R Asse logico corrispondente alla prima quota del centrodella zona [k].
V.[ch].G.ZONECIRAX2[k] R Asse logico corrispondente alla seconda quota del centrodella zona [k].
V.[2].G.ZONEST[1] Canale ·2·. Zona 1.
V.A.ZONEUPLIM[1].Z Asse Z. Zona 1.
V.A.ZONEUPLIM[1].4 Asse con numero logico ·4·. Zona 1.
V.[2].A.ZONEUPLIM[1].1 Asse con indice ·1· nel canale ·2·. Zona 1.
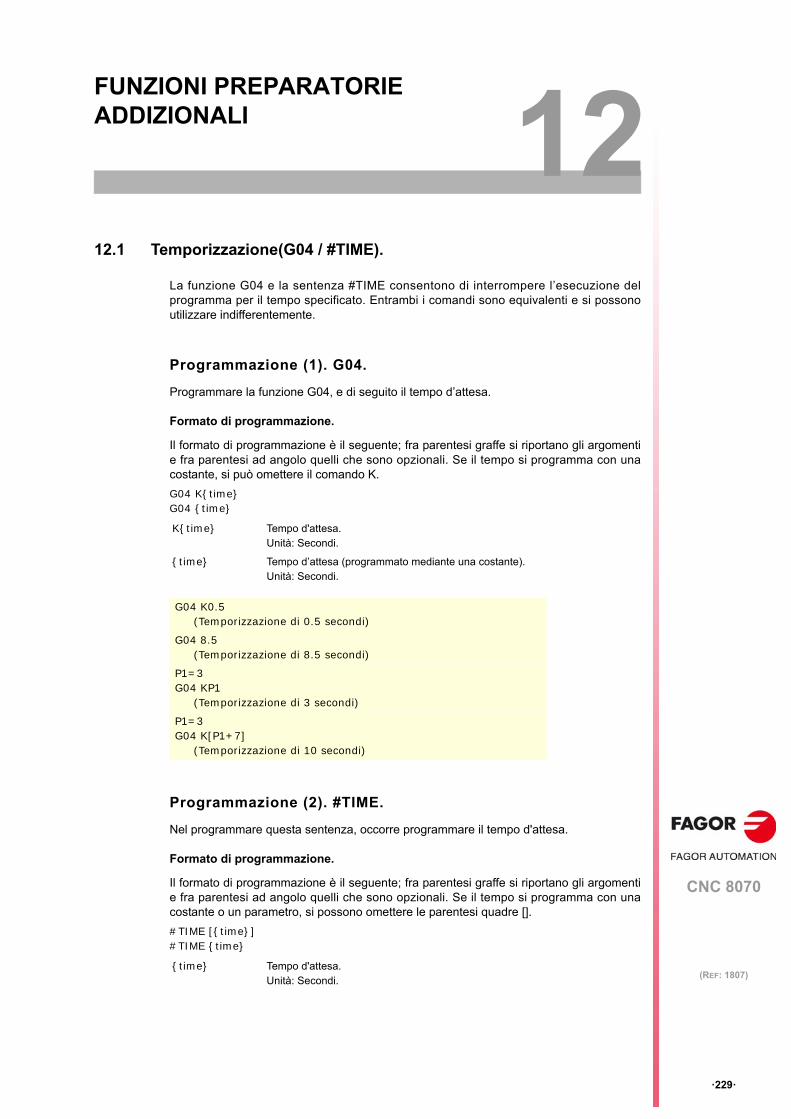
CNC 8070
12
·229·
(REF: 1807)
FUNZIONI PREPARATORIE ADDIZIONALI
12.1 Temporizzazione(G04 / #TIME).
La funzione G04 e la sentenza #TIME consentono di interrompere l’esecuzione delprogramma per il tempo specificato. Entrambi i comandi sono equivalenti e si possonoutilizzare indifferentemente.
Programmazione (1). G04.
Programmare la funzione G04, e di seguito il tempo d’attesa.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo quelli che sono opzionali. Se il tempo si programma con unacostante, si può omettere il comando K.
G04 K{time}G04 {time}
Programmazione (2). #TIME.
Nel programmare questa sentenza, occorre programmare il tempo d'attesa.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo quelli che sono opzionali. Se il tempo si programma con unacostante o un parametro, si possono omettere le parentesi quadre [].
#TIME [{time}]#TIME {time}
K{time} Tempo d'attesa. Unità: Secondi.
{time} Tempo d’attesa (programmato mediante una costante). Unità: Secondi.
G04 K0.5(Temporizzazione di 0.5 secondi)
G04 8.5(Temporizzazione di 8.5 secondi)
P1=3G04 KP1
(Temporizzazione di 3 secondi)
P1=3G04 K[P1+7]
(Temporizzazione di 10 secondi)
{time} Tempo d'attesa. Unità: Secondi.

Manuale di programmazione
CNC 8070
12.
FU
NZ
ION
I PR
EP
AR
AT
OR
IE A
DD
IZIO
NA
LI
Te
mp
oriz
zazi
one
(G04
/ #T
IME
).
·230·
(REF: 1807)
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
La funzione G04 non è modale, quindi si dovrà programmare ogni volta che si desideraeseguire una temporizzazione. La funzione G04 si può programmare come G4.
#TIME [5]#TIME 5
(Temporizzazione di 5 secondi)
P1=2#TIME [P1]#TIME P1
(Temporizzazione di 2 secondi)
P1=2#TIME [P1+3]
(Temporizzazione di 5 secondi)

Manuale di programmazione
CNC 8070
FU
NZ
ION
I PR
EP
AR
AT
OR
IE A
DD
IZIO
NA
LI
12.
Lim
iti d
i sof
twar
e.
·231·
(REF: 1807)
12.2 Limiti di software.
Il CNC consente di definire limiti di software negli assi lineari e rotativi linearlike. I limiti disoftware definiscono i limiti di corsa degli assi, per evitare che i carri raggiungano i finecorsameccanici. I carri raggiungono i finecorsa quando il punto di riferimento del portautensili èsituato sui limiti fisici.
Comportamento del CNC quando un asse raggiunge i limiti disoftware.
In modalità automatica, se si programma una posizione in cui il punto di riferimento delportautensili esce dai limiti di software, il CNC arresta l’esecuzione e riporta il rispettivoerrore. Le posizioni programmabili degli assi dipenderanno dalle dimensioni di ogni utensile.
In modalità manuale, quando un asse raggiunge i limiti di software, il CNC arrestal’esecuzione e riporta il rispettivo errore. Per portare l’asse nella zona consentita, entrarenella modalità manuale e spostare l’asse che ha superato il limite. L’asse si potrà spostaresolo nella direzione che lo posiziona entro i limiti.
Limite di software applicato dal CNC (primo e secondo limite).
Ogni assi può avere due limiti di software attivi, chiamati primo e secondo limite. Dato cheogni limite di software e definito da un limite superiore ed un altro inferiore, per ogni assesi possono definire in tutto due limiti superiori e due inferiori. Di ogni coppia di limiti (inferioree superiore), il CNC applica il più restrittivo, indipendentemente dal fatto che appartenga alprimo o al secondo limite.
OM Zero macchina.
T Punto di riferimento del portautensili.
FL Limiti fisici.
SL Limiti di software,applicati dal CNC.
Posizioni programmabili degli assi (dipendono dall’utensile attivo).
SL1 Primo limite di software.
SL2 Secondo limite di software.
SL Zona valida di spostamento.
T
SL ZX
YOM
FL
Z
XT
FL
SL
OM
SL1
SL2
X
Y
SL
Manuale di programmazione
CNC 8070
12.
FU
NZ
ION
I PR
EP
AR
AT
OR
IE A
DD
IZIO
NA
LI
Lim
iti d
i sof
twar
e.
·232·
(REF: 1807)
12.2.1 Definire il primo limite di software (G198/G199).
Il CNC consente di definire limiti di software negli assi lineari e rotativi linearlike. I primi limitidi software degli assi sono predefiniti nei parametri macchina.(parametri LIMIT+ / LIMIT-).Questi limiti si possono modificare dal programma mediante le seguenti funzioni.
Il CNC dispone anche delle seguenti variabili, equivalenti alle funzioni G198/G199. Vedi"12.2.2 Definire il primo limite di software tramite variabili." alla pagina 234.
Programmazione.
Programmare una delle funzioni G198/G199, e di seguito gli assi e i loro nuovi limiti disoftware. Queste funzioni consentono di programmare vari assi.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo quelli che sono opzionali.
G198 X..C{soft_limit}G199 X..C{soft_limit}
Nome dell'asse e limite di software.
Entrambi i limiti di un asse (inferiore e superiore) possono essere positivi o negativi, ma ilimiti inferiori dovranno essere minori dei limiti superiori. Altrimenti può accadere che l’assenon si sposti in nessuna direzione.
Se entrambi i limiti di un asse (inferiore e superiore) si definiscono con valore ·0·, il CNCannulla il primo limite di software di tale asse ed applica il secondo (se definito). Perrecuperare il primo limite, occorre riprogrammarlo.
Considerazioni.
Programmazione assoluta (G90) o incrementale (G91).
A seconda della modalità di lavoro attiva G90 o G91, la posizione dei nuovi limiti sarà definitain coordinate assolute (G90) nel sistema di riferimento della macchina, o in coordinateincrementali (G91) rispetto ai limiti attivi.
G198 Definire i limiti inferiori di software (primo limite).
G199 Definire i limiti superiori di software (primo limite).
V.A.NEGLIMIT.xn Definire i limiti inferiori di software (primo limite). Variabile equivalentea G198.
V.A.POSLIMIT.xn Definire i limiti superiori di software (primo limite). Variabileequivalente a G199.
X..C{soft_limit} Nome dell'asse e limite di software.Unità: millimetri o pollici.
G198 X-1000 Y-1000(Nuovi limiti inferiori X=-1000 Y=-1000)
G199 X1000 Y1000(Nuovi limiti superiori X=1000 Y=1000)
G90G198 X-800
(Nuovo limite inferiore X=-800)G199 X500
(Nuovo limite superiore X=500)·
G91G198 X-700
(Nuovo limite inferiore incrementale X=-1500)

Manuale di programmazione
CNC 8070
FU
NZ
ION
I PR
EP
AR
AT
OR
IE A
DD
IZIO
NA
LI
12.
Lim
iti d
i sof
twar
e.
·233·
(REF: 1807)
Assi fuori posizione.
Se dopo aver definito i nuovi limiti, qualche asse si trova posizionato fuori dagli stessi, taleasse potrà essere spostato solo nel senso in cui si porterà entro i nuovi limiti definiti.
Programmazione su un tornio (raggi/diametri).
I limiti di software in un tornio si definiscono sempre in raggi, indipendentemente dalparametro DIAMPROG e dalla funzione G151/G152 attiva.
Recuperare i limiti di software definiti nei parametri macchina.
I limiti di software definiti nei parametri macchina si possono recuperare dal programmautilizzando le relative variabili.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
All’accensione o in seguito alla conferma dei parametri macchina degli assi, il CNC assumei limiti di software definiti nei parametri macchina. Dopo l'esecuzione di M02 o M30, e dopoun'emergenza o un reset, il CNC mantiene i limiti di software definiti mediante le funzioniG198 e G199 o variabili equivalenti.
G198 X[V.MPA.NEGLIMIT.X] Y[V.MPA.NEGLIMIT.Y]G199 X[V.MPA.POSLIMIT.X] Y[V.MPA.POSLIMIT.Y]
(Il CNC recupera i limiti definiti nei parametri macchina)
Manuale di programmazione
CNC 8070
12.
FU
NZ
ION
I PR
EP
AR
AT
OR
IE A
DD
IZIO
NA
LI
Lim
iti d
i sof
twar
e.
·234·
(REF: 1807)
12.2.2 Definire il primo limite di software tramite variabili.
I primi limiti di software si possono anche definire mediante variabili, equivalenti aG198/G199. Sia le funzioni sia le variabili modificano gli stessi limiti di software, per cui èindifferente utilizzare le une o le altre.
All’accensione, queste variabili assumono il valore degli parametri macchina (LIMIT+ /LIMIT-).
Programmazione dei limiti di software.
La programmazione è equivalente alle funzioni G198/G199. Entrambi i limiti di un asse(inferiore e superiore) possono essere positivi o negativi, ma i limiti inferiori dovranno essereminori dei limiti superiori. Se entrambi i limiti di un asse (inferiore e superiore) si definisconocon valore ·0·, il CNC annulla il primo limite di software di tale asse ed applica il secondo(se definito).
Considerazioni.
Programmazione assoluta (G90) o incrementale (G91).
A differenza delle funzioni G198/G199, i limiti definiti con variabili non dipendono dallefunzioni G90/G91, sono sempre in coordinate assolute e nel sistema di riferimento dellamacchina.
Assi fuori posizione.
Se dopo aver definito i nuovi limiti, qualche asse si trova posizionato fuori dagli stessi, taleasse potrà essere spostato solo nel senso in cui si porterà entro i nuovi limiti definiti.
Programmazione su un tornio (raggi/diametri).
I limiti di software in un tornio si definiscono sempre in raggi, indipendentemente dalparametro DIAMPROG e dalla funzione G151/G152 attiva.
Influenza del reset, dello spegnimento e della funzione M30.
Dopo l’esecuzione di M02 o M30, e dopo un’emergenza o un reset, il CNC mantiene i limitidi software definiti mediante queste variabili.
V.A.NEGLIMIT.xn Definire i limiti inferiori di software (primo limite). Variabileequivalente a G198.
V.A.POSLIMIT.xn Definire i limiti superiori di software (primo limite). Variabileequivalente a G199.

Manuale di programmazione
CNC 8070
FU
NZ
ION
I PR
EP
AR
AT
OR
IE A
DD
IZIO
NA
LI
12.
Lim
iti d
i sof
twar
e.
·235·
(REF: 1807)
12.2.3 Definire il secondo limite di software tramite variabili.
I secondi limiti di software si possono definire solo mediante variabili.
All’accensione, queste variabili assumono il valore dei primi limiti di software. Se questevariabili non sono definite con un valore proprio, copiano il valore dei primi limiti di software.
Programmazione dei limiti di software.
Entrambi i limiti di un asse (inferiore e superiore) possono essere positivi o negativi, ma ilimiti inferiori dovranno essere minori dei limiti superiori. Se entrambi i limiti di un asse(inferiore e superiore) si definiscono con valore ·0·, il CNC annulla il secondo limite disoftware di tale asse.
Considerazioni.
Programmazione assoluta (G90) o incrementale (G91).
I limiti definiti con variabili non dipendono dalle funzioni G90/G91, sono sempre in coordinateassolute e nel sistema di riferimento della macchina.
Assi fuori posizione.
Se dopo aver definito i nuovi limiti, qualche asse si trova posizionato fuori dagli stessi, taleasse potrà essere spostato solo nel senso in cui si porterà entro i nuovi limiti definiti.
Programmazione su un tornio (raggi/diametri).
I limiti di software in un tornio si definiscono sempre in raggi, indipendentemente dalparametro DIAMPROG e dalla funzione G151/G152 attiva.
Influenza del reset, dello spegnimento e della funzione M30.
Dopo l’esecuzione di M02 o M30, e dopo un’emergenza o un reset, il CNC mantiene i limitidi software definiti mediante queste variabili.
V.A.RTNEGLIMIT.xn Definire i limiti inferiori di software (secondo limite).
V.A.RTPOSLIMIT.xn Definire i limiti superiori di software (secondo limite).

Manuale di programmazione
CNC 8070
12.
FU
NZ
ION
I PR
EP
AR
AT
OR
IE A
DD
IZIO
NA
LI
Lim
iti d
i sof
twar
e.
·236·
(REF: 1807)
12.2.4 Variabili associate ai limiti di software.
Le seguenti variabili sono accessibili dal programma pezzo e dalla modalità MDI/MDA. Perognuna di esse si indica se l’accesso è di lettura (R) o di scrittura (W).
Sintassi delle variabili.
·ch· Numero di canale.
·xn· Nome, numero logico o indice dell'asse.
Variabile. R/W Significato.
V.[ch].MPA.NEGLIMIT.xn R Limite inferiore di software (primo limite) definito neiparametri macchina.
V.[ch].MPA.POSLIMIT.xn R Limite superiore di software (primo limite) definito neiparametri macchina.
V.[ch].A.NEGLIMIT.xn R/W Limite inferiore di software (primo limite) .Equivalente alla funzione G198.
V.[ch].A.POSLIMIT.xn R/W Limite superiore di software (primo limite) .Equivalente alla funzione G199.
V.[ch].A.RTNEGLIMIT.xn R/W Limite inferiore di software (secondo limite) .
V.[ch].A.RTPOSLIMIT.xn R/W Limite superiore di software (secondo limite).
V.[ch].G.SOFTLIMIT R Limite di software raggiunto su un asse.(0=Non 1=Si)
V.A.POSLIMIT.Z Asse Z.
V.A.POSLIMIT.4 Asse con numero logico ·4·.
V.[2].A.POSLIMIT.1 Asse con indice ·1· nel canale ·2·.
V.[2].G.SOFTLIMIT Canale ·2·.
Manuale di programmazione
CNC 8070
FU
NZ
ION
I PR
EP
AR
AT
OR
IE A
DD
IZIO
NA
LI
12.
Atti
vare
e d
isa
ttiva
re a
ssi H
irth
(G1
70/G
171
).
·237·
(REF: 1807)
12.3 Attivare e disattivare assi Hirth (G170/G171).
Si denomina asse Hirth l’asse che deve posizionarsi sempre in posizioni particolari, multipledel relativo passo (parametro HPITCH). Quando un asse Hirth non è attivo, si comportacome un asse rotativo o lineare normale, è può raggiungere qualsiasi posizione. Gli assi Hirthsi possono disattivare e attivare dal programma mediante le seguenti funzioni.
Programmazione. Attivare un asse Hirth.
Programmare la funzione G171, e di seguito gli assi da attivare come Hirth e l’ordine in cuisi attiveranno. Questa funzione consente di programmare vari assi.
Formato di programmazione.
Il formato di programmazione è il seguente; fra graffe si riportano gli argomenti.
G171 X..C{n_order}
Programmazione. Disattivare un asse Hirth.
Programmare la funzione G170, e di seguito gli assi Hirth da disattivare e l’ordine in cui sidisattiveranno. Questa funzione consente di programmare vari assi.
Formato di programmazione.
Il formato di programmazione è il seguente; fra graffe si riportano gli argomenti.
G170 X..C{n_order}
Considerazioni.
• Se nell'attivare un asse Hirth, esso si trova in una posizione non valida, il CNCvisualizzerà un avviso all'utente affinché posizioni tale asse in una posizione corretta.
• Un asse Hirth deve posizionarsi sempre in posizioni multiple del relativo passo. Perquesti posizionamenti, il CNC tiene conto dello spostamento attivo (preselezione ospostamento di origine).
• Potranno essere assi Hirth sia lineari che rotativi. Si potranno attivare come assi Hirthsolo gli assi che sono stati definiti dall’OEM (parametro HIRTH).
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
Le funzioni G170 e G171 sono modali ed incompatibili fra loro. All'accensione, dopol'esecuzione di M02 o M30, e dopo un'emergenza o un reset, il CNC attiva tutti gli assi Hirth.
G170 Disattivazione assi Hirth.
G171 Attivazione assi Hirth.
X..C{n_order} Nome dell'asse e numero d'ordine.
G171 B1 C2(Attivare prima l’asse B e quindi C, come asse Hirth)
X..C{n_order} Nome dell'asse e numero d'ordine.
G170 B2 C1(Disattivare prima l’asse C e quindi B)
Manuale di programmazione
CNC 8070
12.
FU
NZ
ION
I PR
EP
AR
AT
OR
IE A
DD
IZIO
NA
LI
Cam
biam
ento
set
e g
amm
a.
·238·
(REF: 1807)
12.4 Cambiamento set e gamma.
12.4.1 Cambiare il set di parametri di un asse (G112).
Il CNC può disporre di fino a 4 set di parametri diversi per ogni asse, definiti dall’OEM nellatabella di parametri macchina. Il set di parametri può essere selezionato dal programmamediante la funzione G112. Tale funzione non esegue nessun cambiamento fisico sullamacchina (cambiamento di ingranaggi), ma assume solo i parametri del set selezionato.Quando si dispone di assi Sercos, la funzione G112 comporta anche il cambio della gammadi velocità del regolatore.
Programmazione.
Programmare la funzione G112, e di seguito gli assi e il set di parametri da attivare in ognunodi essi. Questa funzione consente di programmare vari assi.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo quelli che sono opzionali.
G112 X..C{set}
Cambio del set dei parametri del mandrino.
Il CNC consente solo di cambiare il set dei parametri del mandrino quando esso lavora comeasse C. In questo caso, il cambio del set si programma utilizzando il nome dell’asse, nonquello del mandrino.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
La funzione G112 è modale. Dopo aver confermato i parametri macchina, ogni volta che siesegue un programma dalla modalità automatica, all’accensione, dopo l’esecuzione di M02o M30 e dopo un’emergenza o un reset, il CNC opera come segue, secondo quanto definitodal fabbricante della macchina (parametro DEFAULTSET).
X..C{set} Nome dell’asse e set di parametri (da 1 a 4).
G112 X2 Y3(Il CNC seleziona il secondo set di parametri nell’asse X e il terzo set nell’asse Y)
#CAX[S,C]G112 C2
(Seleziona il secondo set di parametri sull’asse C)
DEFAULTSET Significato.
0 Il CNC mantiene il set di parametri .
1..4 Numero di set assunto dal CNC.

Manuale di programmazione
CNC 8070
FU
NZ
ION
I PR
EP
AR
AT
OR
IE A
DD
IZIO
NA
LI
12.
Cam
biam
ento
set
e g
amm
a.
·239·
(REF: 1807)
12.4.2 Cambiare la gamma e il set di un regolatore Sercos tramite variabili.
Le seguenti variabili consentono di cambiare la gamma e il set di un regolatore Sercos, siaper assi sia per mandrini. Questa variabile non interessa il set di parametri del CNC.
Programmazione.
Il regolatore può disporre di 8 gamme di lavoro o riduzioni identificate da 0 a 7 (parametroGP6 del regolatore) e di 8 insiemi di parametri (parametro GP4 del regolatore) identificatida 0 a 7.
I 4 bit meno importanti indicano la gamma di lavoro e i 4 bit più importanti indicano il set diparametri. Se un insieme di 4 bit ha valore ·0·, il CNC non cambia la gamma o il set attivonel regolatore. Esempio di alcuni valori della variabile.
Considerazioni.
Può esistere solo una procedura di cambio in funzionamento. Se nel corso della procedurasono programmati altri cambiamenti di gamma o di set, anche se in regolatori diversi, il CNCconserverà solo l’ultimo programmato e il resto dei cambiamenti intermedi saranno ignorati.
(V.)[ch].A.SETGE.xn(V.)[ch].A.SETGE.sn(V.)[ch].SP.SETGE.sn
Selezionare il set e la gamma in un regolatore Sercos.
Valore. Significato.
$21 Prima gamma o riduzione (gamma ·0·).Secondo set di parametri (set ·1·).
$40 Il regolatore mantiene la gamma o riduzione attiva.Quarto set di parametri (set ·3·).
$07 Settima gamma o riduzione (gamma ·6·).Il regolatore mantiene il set di parametri attivo.
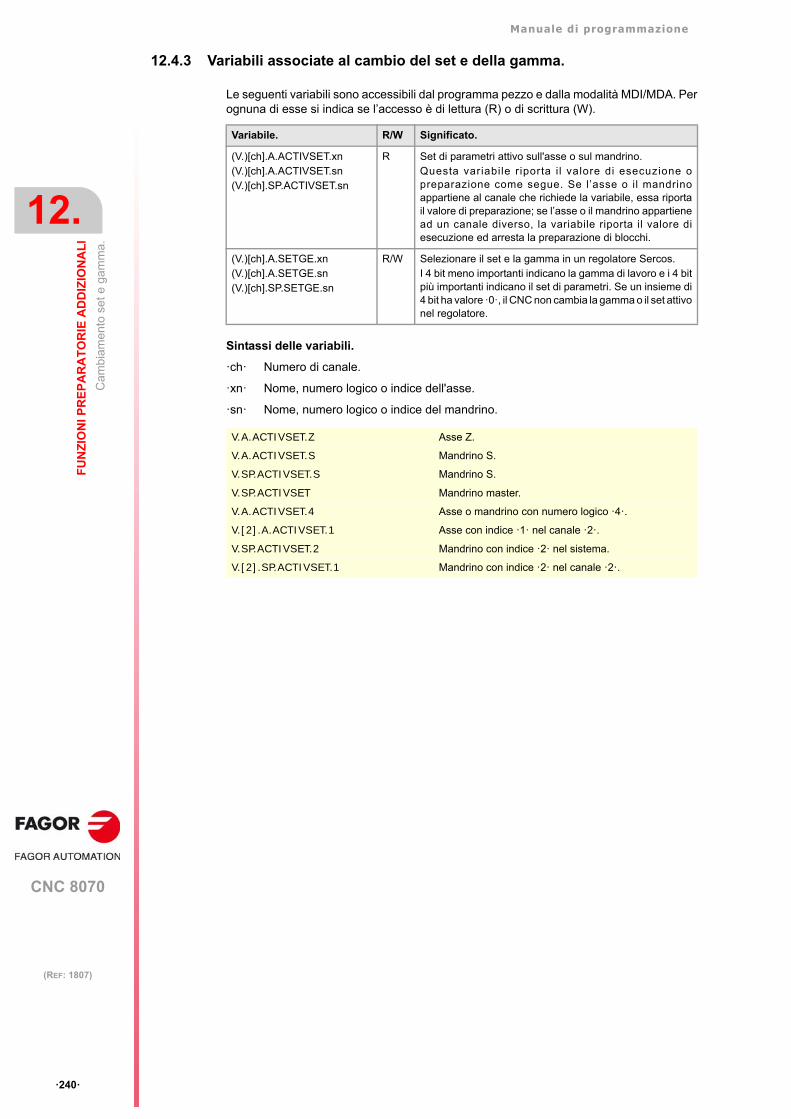
Manuale di programmazione
CNC 8070
12.
FU
NZ
ION
I PR
EP
AR
AT
OR
IE A
DD
IZIO
NA
LI
Cam
biam
ento
set
e g
amm
a.
·240·
(REF: 1807)
12.4.3 Variabili associate al cambio del set e della gamma.
Le seguenti variabili sono accessibili dal programma pezzo e dalla modalità MDI/MDA. Perognuna di esse si indica se l’accesso è di lettura (R) o di scrittura (W).
Sintassi delle variabili.
·ch· Numero di canale.
·xn· Nome, numero logico o indice dell'asse.
·sn· Nome, numero logico o indice del mandrino.
Variabile. R/W Significato.
(V.)[ch].A.ACTIVSET.xn(V.)[ch].A.ACTIVSET.sn(V.)[ch].SP.ACTIVSET.sn
R Set di parametri attivo sull'asse o sul mandrino.Questa variabile r iporta i l valore di esecuzione opreparazione come segue. Se l’asse o il mandrinoappartiene al canale che richiede la variabile, essa riportail valore di preparazione; se l’asse o il mandrino appartienead un canale diverso, la variabile riporta il valore diesecuzione ed arresta la preparazione di blocchi.
(V.)[ch].A.SETGE.xn(V.)[ch].A.SETGE.sn(V.)[ch].SP.SETGE.sn
R/W Selezionare il set e la gamma in un regolatore Sercos.I 4 bit meno importanti indicano la gamma di lavoro e i 4 bitpiù importanti indicano il set di parametri. Se un insieme di4 bit ha valore ·0·, il CNC non cambia la gamma o il set attivonel regolatore.
V.A.ACTIVSET.Z Asse Z.
V.A.ACTIVSET.S Mandrino S.
V.SP.ACTIVSET.S Mandrino S.
V.SP.ACTIVSET Mandrino master.
V.A.ACTIVSET.4 Asse o mandrino con numero logico ·4·.
V.[2].A.ACTIVSET.1 Asse con indice ·1· nel canale ·2·.
V.SP.ACTIVSET.2 Mandrino con indice ·2· nel sistema.
V.[2].SP.ACTIVSET.1 Mandrino con indice ·2· nel canale ·2·.
Manuale di programmazione
CNC 8070
FU
NZ
ION
I PR
EP
AR
AT
OR
IE A
DD
IZIO
NA
LI
12.
Add
olc
ire la
trai
etto
ria e
l'av
anza
men
to.
·241·
(REF: 1807)
12.5 Addolcire la traiettoria e l'avanzamento.
Come opzione predefinita, il CNC calcola lo spazio e l’avanzamento sui tre assi principali,e il resto degli assi li seguono per l’avanzamento che corrisponde loro. In questo modo, inuna macchina con cinematica e RTCP attivo, in cui si muovono più di tre assi, la puntadell’utensile si muove in base all’avanzamento programmato. Senza dubbio, quando inquesti sistemi meccanici ci sono discontinuità di movimento sugli assi non principali, questoprocesso può generare irregolarità nel profilo di velocità e pertanto il movimento risultantepuò non essere sempre continuo.
Per correggere entrambe le situazioni, il CNC dispone delle seguenti sentenze, checonsentono che il movimento sia molto più continuo, migliorando così l’esito dellameccanizzazione e riducendo i tempi di meccanizzazione. Queste istruzioni sonoincompatibili fra loro.
12.5.1 Addolcire la traiettoria (#PATHND).
Con questa sentenza attiva (#PATHND ON), il CNC calcola lo spazio su tutti gli assi,ottenendo così un movimento più dolce. Se la sentenza non è attiva (#PATHND OFF), ilCNC calcola lo spazio sopra i tre assi principali.
In entrambi i casi, il CNC applica l'avanzamento programmato agli assi principali; il resto degliassi si spostano all’avanzamento corrispondente agli stessi per terminare lo spostamentotutti insieme.
Programmazione. Attivare l’addolcimento della traiettoria.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
#PATHND ON
Programmazione. Disattivare l’addolcimento della traiettoria.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
#PATHND OFF
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
Le sentenze #PATHND e #FEEDND sono incompatibili fra loro. All’accensione, dopol’esecuzione di M02 o M30, e in seguito a un’emergenza o un ripristino, il CNC assume ilcomportamento definito dal fabbricante della macchina (parametro FEEDND).
#PATHND Addolcire la traiettoria.
#FEEDND Addolcire la traiettoria e l'avanzamento.
#PATHND ON
#PATHND OFF
Manuale di programmazione
CNC 8070
12.
FU
NZ
ION
I PR
EP
AR
AT
OR
IE A
DD
IZIO
NA
LI
Add
olc
ire la
trai
etto
ria e
l'av
anza
men
to.
·242·
(REF: 1807)
12.5.2 Addolcire la traiettoria e l'avanzamento (#FEEDND).
Con questa sentenza attiva (#FEEDND ON), il CNC tiene conto di tutti gli assi nel calcolodello spazio. L’avanzamento programmato sarà il risultato della composizione dei movimentisu tutti gli assi del canale. Il CNC applica l’avanzamento programmato a tutti gli assi.
Se la sentenza non è attiva (#FEEDND OFF), l'avanzamento programmato sarà larisultante della composizione del movimento solo sopra gli assi principali. I resto degli assisi sposta all’avanzamento corrispondente agli stessi per terminare lo spostamento tuttiinsieme.
Programmazione. Attivare l’addolcimento della traiettoria edell’avanzamento.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
#FEEDND ON
Programmazione. Disattivare l’addolcimento della traiettoria edell’avanzamento.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
#FEEDND OFF
Considerazioni.
• Il CNC limita l’avanzamento programmato solo se un asse oltrepassa il proprioavanzamento massimo (parametro MAXFEED).
• Se nessuno degli assi principali è programmato, l'avanzamento programmato saràraggiunto sull’asse che effettua il maggiore spostamento, terminando tutti insieme.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
Le sentenze #PATHND e #FEEDND sono incompatibili fra loro. All’accensione, dopol’esecuzione di M02 o M30, e in seguito a un’emergenza o un ripristino, il CNC assume ilcomportamento definito dal fabbricante della macchina (parametro FEEDND).
#FEEDND ON
#FEEDND OFF
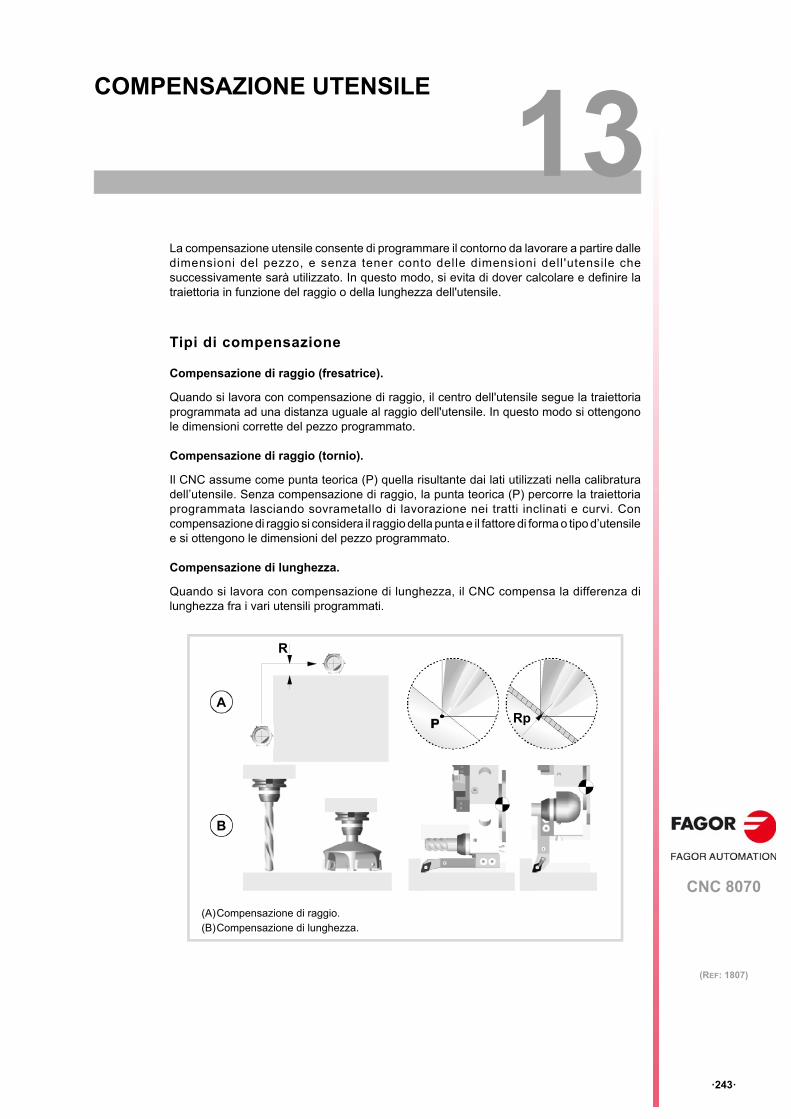
CNC 8070
13
·243·
(REF: 1807)
COMPENSAZIONE UTENSILE
La compensazione utensile consente di programmare il contorno da lavorare a partire dalledimensioni del pezzo, e senza tener conto delle dimensioni dell 'utensile chesuccessivamente sarà utilizzato. In questo modo, si evita di dover calcolare e definire latraiettoria in funzione del raggio o della lunghezza dell'utensile.
Tipi di compensazione
Compensazione di raggio (fresatrice).
Quando si lavora con compensazione di raggio, il centro dell'utensile segue la traiettoriaprogrammata ad una distanza uguale al raggio dell'utensile. In questo modo si ottengonole dimensioni corrette del pezzo programmato.
Compensazione di raggio (tornio).
Il CNC assume come punta teorica (P) quella risultante dai lati utilizzati nella calibraturadell’utensile. Senza compensazione di raggio, la punta teorica (P) percorre la traiettoriaprogrammata lasciando sovrametallo di lavorazione nei tratti inclinati e curvi. Concompensazione di raggio si considera il raggio della punta e il fattore di forma o tipo d’utensilee si ottengono le dimensioni del pezzo programmato.
Compensazione di lunghezza.
Quando si lavora con compensazione di lunghezza, il CNC compensa la differenza dilunghezza fra i vari utensili programmati.
(A)Compensazione di raggio.(B)Compensazione di lunghezza.
A
R
Rp
B
Manuale di programmazione
CNC 8070
13.
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
·244·
(REF: 1807)
Valori di compensazione
Il valore di compensazione che si applica in ogni caso, si calcola a partire dalle dimensionidell'utensile.
• Nella compensazione di raggio, si applica come valore di compensazione la somma deivalori del raggio e dell'usura del raggio dell'utensile selezionato.
• Nella compensazione di lunghezza, si applica come valore di compensazione la sommadei valori della lunghezza e dell'usura della lunghezza dell'utensile selezionato.
L'utensile "T" e il correttore "D", in cui sono definite le dimensioni dell'utensile, possonoessere selezionati in qualsiasi punto del programma, anche con la compensazione attiva.Se non si seleziona nessun correttore, il CNC assume il correttore "D1".
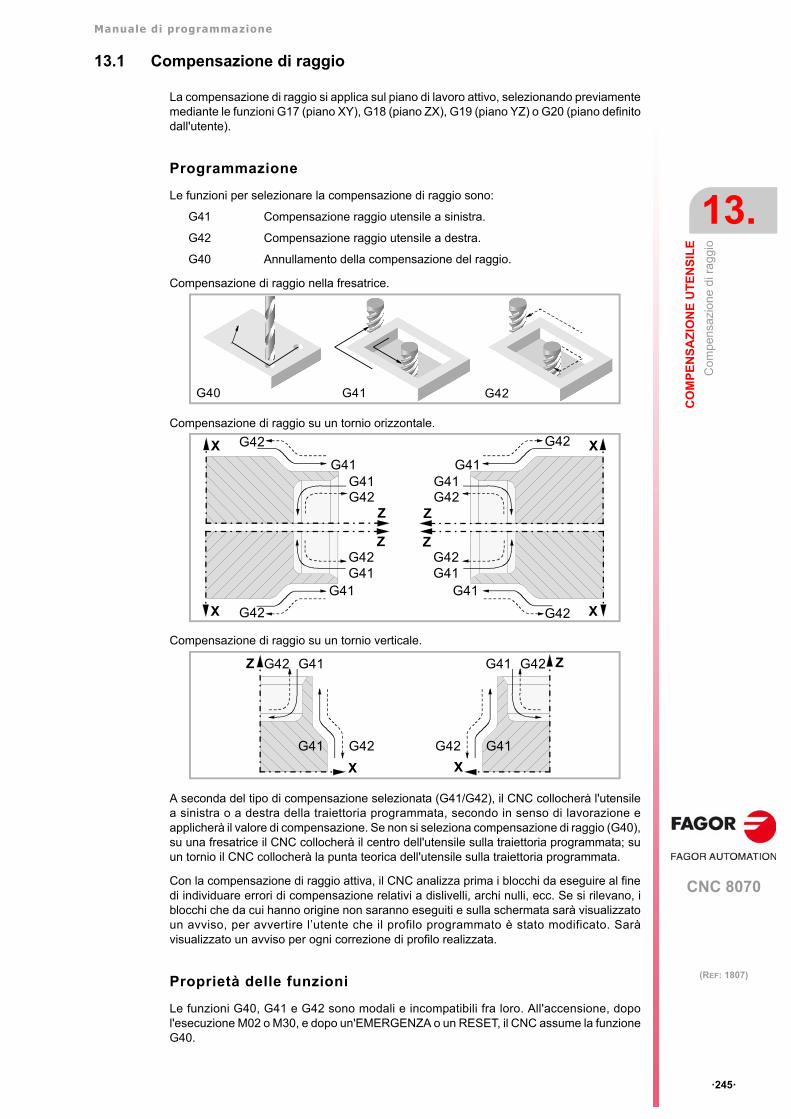
Manuale di programmazione
CNC 8070
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
13.
Com
pens
azi
one
di r
agg
io
·245·
(REF: 1807)
13.1 Compensazione di raggio
La compensazione di raggio si applica sul piano di lavoro attivo, selezionando previamentemediante le funzioni G17 (piano XY), G18 (piano ZX), G19 (piano YZ) o G20 (piano definitodall'utente).
Programmazione
Le funzioni per selezionare la compensazione di raggio sono:
G41 Compensazione raggio utensile a sinistra.
G42 Compensazione raggio utensile a destra.
G40 Annullamento della compensazione del raggio.
Compensazione di raggio nella fresatrice.
Compensazione di raggio su un tornio orizzontale.
Compensazione di raggio su un tornio verticale.
A seconda del tipo di compensazione selezionata (G41/G42), il CNC collocherà l'utensilea sinistra o a destra della traiettoria programmata, secondo in senso di lavorazione eapplicherà il valore di compensazione. Se non si seleziona compensazione di raggio (G40),su una fresatrice il CNC collocherà il centro dell'utensile sulla traiettoria programmata; suun tornio il CNC collocherà la punta teorica dell'utensile sulla traiettoria programmata.
Con la compensazione di raggio attiva, il CNC analizza prima i blocchi da eseguire al finedi individuare errori di compensazione relativi a dislivelli, archi nulli, ecc. Se si rilevano, iblocchi che da cui hanno origine non saranno eseguiti e sulla schermata sarà visualizzatoun avviso, per avvertire l’utente che il profilo programmato è stato modificato. Saràvisualizzato un avviso per ogni correzione di profilo realizzata.
Proprietà delle funzioni
Le funzioni G40, G41 e G42 sono modali e incompatibili fra loro. All'accensione, dopol'esecuzione M02 o M30, e dopo un'EMERGENZA o un RESET, il CNC assume la funzioneG40.
G42G41G40
G41G42
G41
G42
G41G42
G41
G42
Z
X
Z
X
G42G41
G42G41
G41 G41
G42 G42
ZZ
XX
G42 G41
G42
Z
X
G41
G42G41
G42
Z
G41
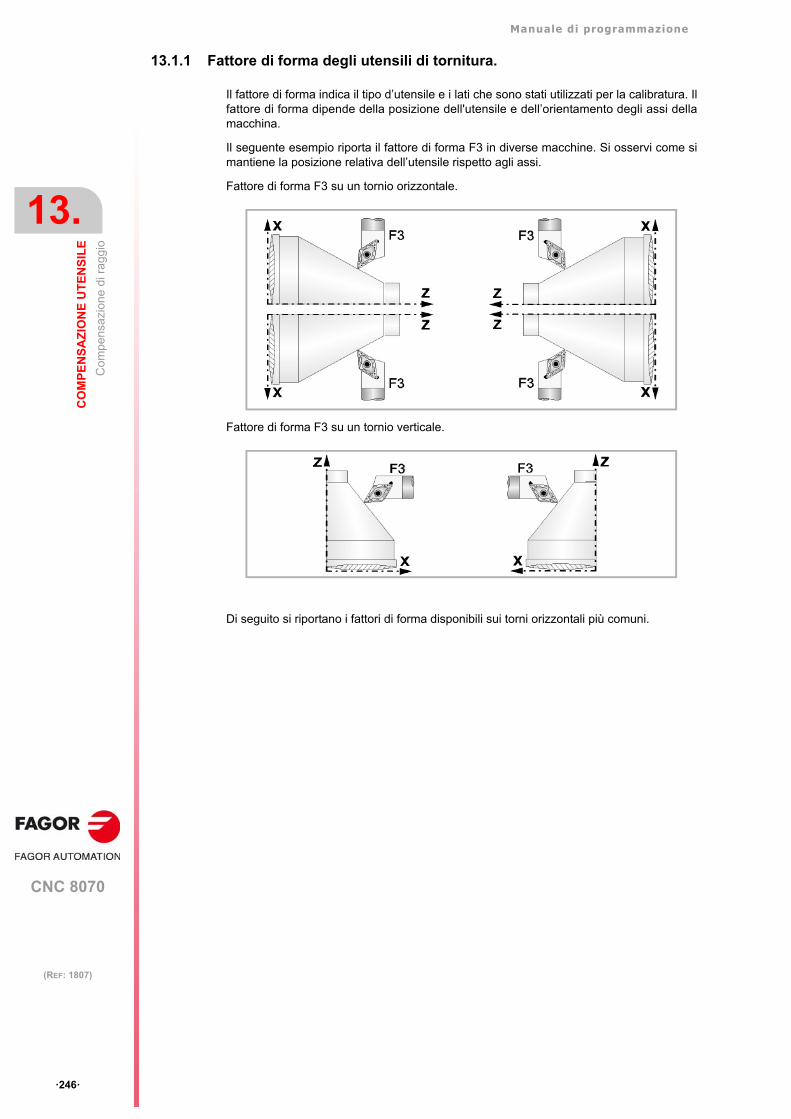
Manuale di programmazione
CNC 8070
13.
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
Com
pens
azi
one
di r
agg
io
·246·
(REF: 1807)
13.1.1 Fattore di forma degli utensili di tornitura.
Il fattore di forma indica il tipo d’utensile e i lati che sono stati utilizzati per la calibratura. Ilfattore di forma dipende della posizione dell'utensile e dell’orientamento degli assi dellamacchina.
Il seguente esempio riporta il fattore di forma F3 in diverse macchine. Si osservi come simantiene la posizione relativa dell’utensile rispetto agli assi.
Fattore di forma F3 su un tornio orizzontale.
Fattore di forma F3 su un tornio verticale.
Di seguito si riportano i fattori di forma disponibili sui torni orizzontali più comuni.
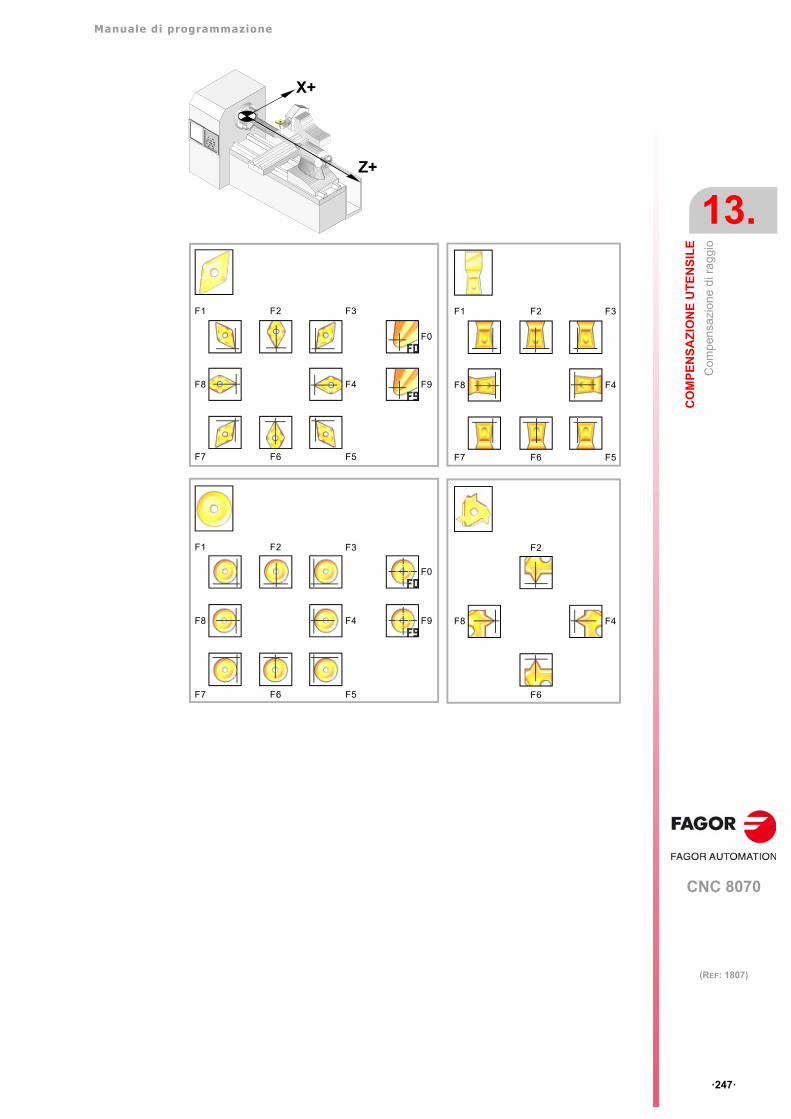
Manuale di programmazione
CNC 8070
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
13.
Com
pens
azi
one
di r
agg
io
·247·
(REF: 1807)
F1 F2 F3
F4
F5F6F7
F8
F0
F9
F1 F2 F3
F4
F5F6F7
F8
F0
F9
F1 F2 F3
F4
F5F6F7
F8
F2
F4
F6
F8
X+
Z+
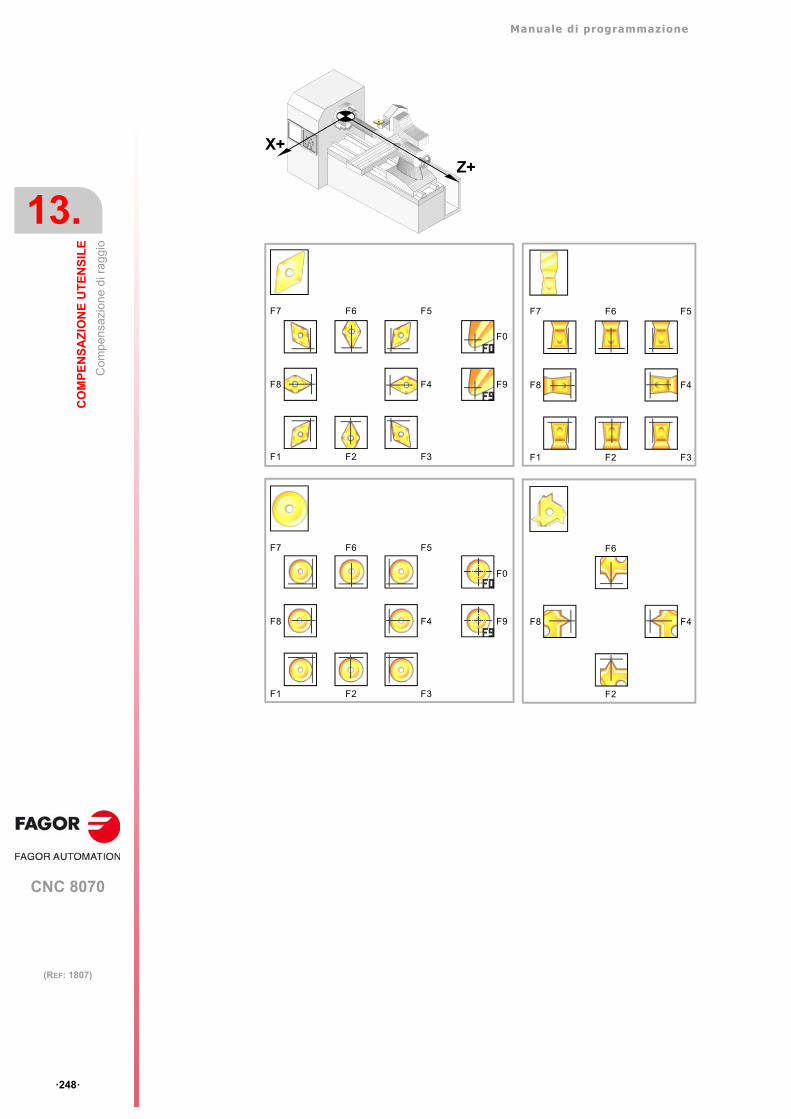
Manuale di programmazione
CNC 8070
13.
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
Com
pens
azi
one
di r
agg
io
·248·
(REF: 1807)
F5F6F7
F1 F2 F3
F4F8
F0
F9
X+
Z+
F5F6F7
F1 F2 F3
F4F8
F0
F9
F6
F2
F4F8
F5F6F7
F1 F2 F3
F4F8
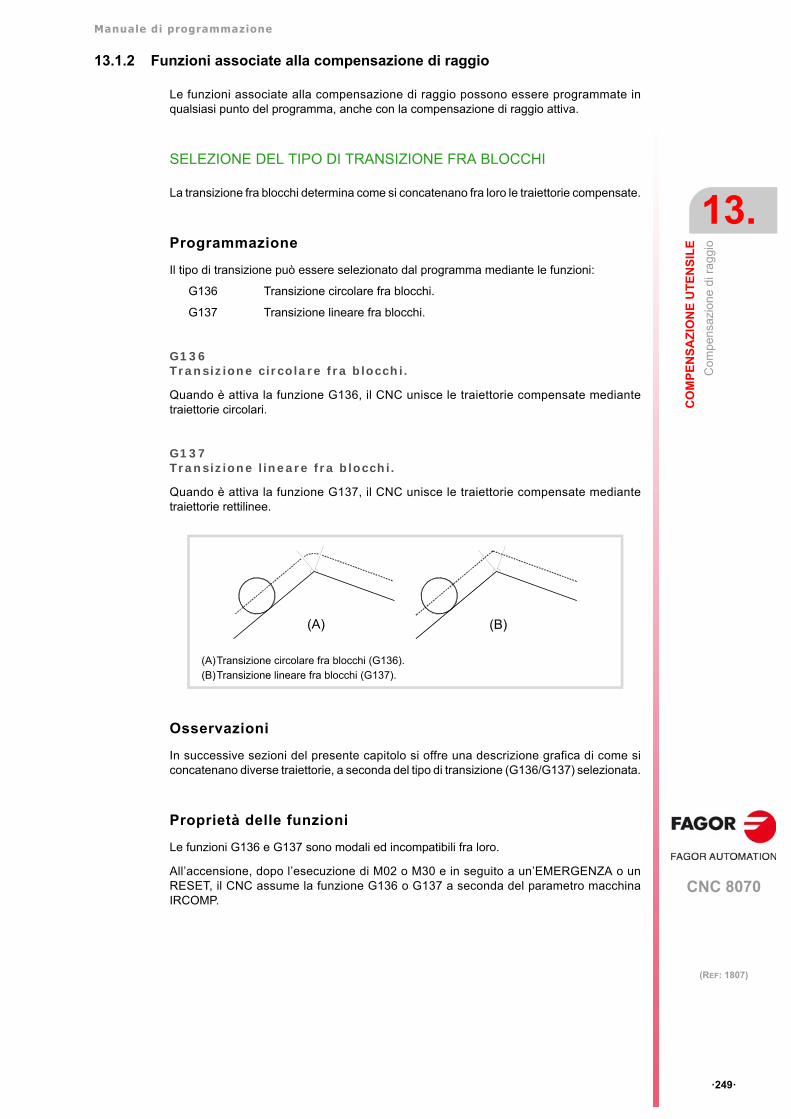
Manuale di programmazione
CNC 8070
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
13.
Com
pens
azi
one
di r
agg
io
·249·
(REF: 1807)
13.1.2 Funzioni associate alla compensazione di raggio
Le funzioni associate alla compensazione di raggio possono essere programmate inqualsiasi punto del programma, anche con la compensazione di raggio attiva.
SELEZIONE DEL TIPO DI TRANSIZIONE FRA BLOCCHI
La transizione fra blocchi determina come si concatenano fra loro le traiettorie compensate.
Programmazione
Il tipo di transizione può essere selezionato dal programma mediante le funzioni:
G136 Transizione circolare fra blocchi.
G137 Transizione lineare fra blocchi.
G136Transizione circolare fra blocchi.
Quando è attiva la funzione G136, il CNC unisce le traiettorie compensate mediantetraiettorie circolari.
G137Transizione lineare fra blocchi.
Quando è attiva la funzione G137, il CNC unisce le traiettorie compensate mediantetraiettorie rettilinee.
Osservazioni
In successive sezioni del presente capitolo si offre una descrizione grafica di come siconcatenano diverse traiettorie, a seconda del tipo di transizione (G136/G137) selezionata.
Proprietà delle funzioni
Le funzioni G136 e G137 sono modali ed incompatibili fra loro.
All’accensione, dopo l’esecuzione di M02 o M30 e in seguito a un’EMERGENZA o unRESET, il CNC assume la funzione G136 o G137 a seconda del parametro macchinaIRCOMP.
(A)Transizione circolare fra blocchi (G136).(B)Transizione lineare fra blocchi (G137).
(B)(A)
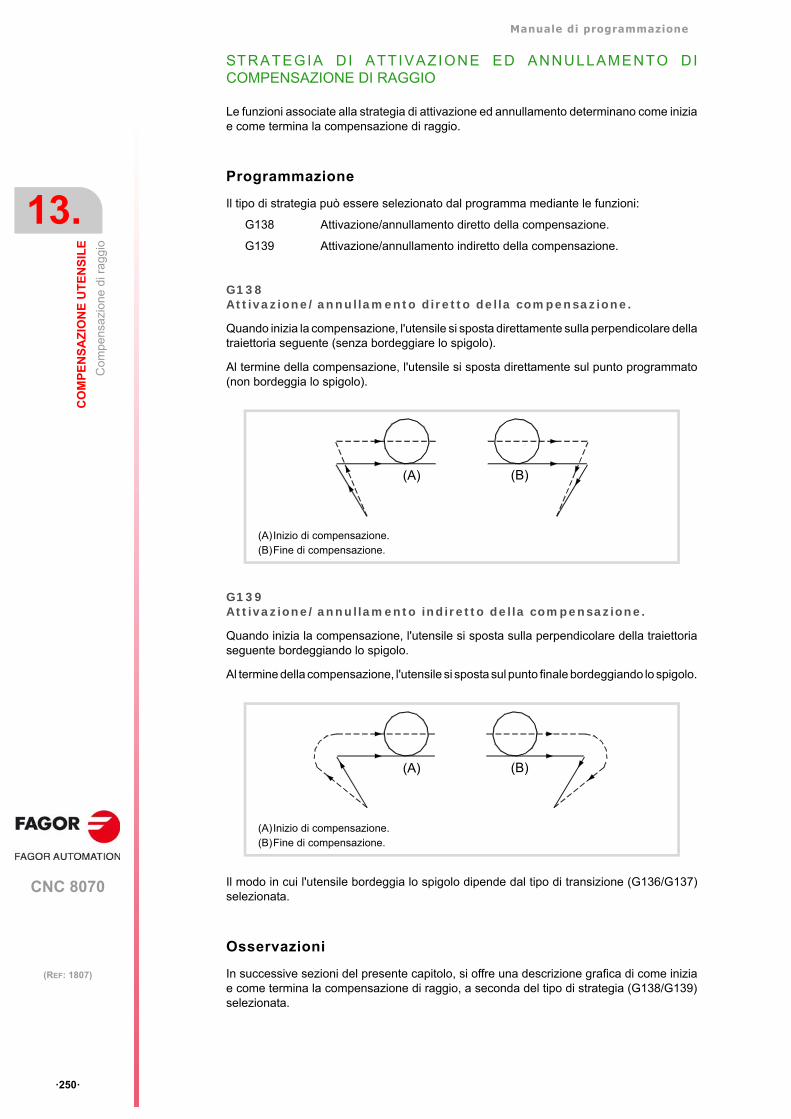
Manuale di programmazione
CNC 8070
13.
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
Com
pens
azi
one
di r
agg
io
·250·
(REF: 1807)
STRATEGIA DI ATTIVAZIONE ED ANNULLAMENTO DICOMPENSAZIONE DI RAGGIO
Le funzioni associate alla strategia di attivazione ed annullamento determinano come iniziae come termina la compensazione di raggio.
Programmazione
Il tipo di strategia può essere selezionato dal programma mediante le funzioni:
G138 Attivazione/annullamento diretto della compensazione.
G139 Attivazione/annullamento indiretto della compensazione.
G138Attivazione/annullamento diretto della compensazione.
Quando inizia la compensazione, l'utensile si sposta direttamente sulla perpendicolare dellatraiettoria seguente (senza bordeggiare lo spigolo).
Al termine della compensazione, l'utensile si sposta direttamente sul punto programmato(non bordeggia lo spigolo).
G139Attivazione/annullamento indiretto della compensazione.
Quando inizia la compensazione, l'utensile si sposta sulla perpendicolare della traiettoriaseguente bordeggiando lo spigolo.
Al termine della compensazione, l'utensile si sposta sul punto finale bordeggiando lo spigolo.
Il modo in cui l'utensile bordeggia lo spigolo dipende dal tipo di transizione (G136/G137)selezionata.
Osservazioni
In successive sezioni del presente capitolo, si offre una descrizione grafica di come iniziae come termina la compensazione di raggio, a seconda del tipo di strategia (G138/G139)selezionata.
(A)Inizio di compensazione.(B)Fine di compensazione.
(A)Inizio di compensazione.(B)Fine di compensazione.
(B)(A)
(B)(A)
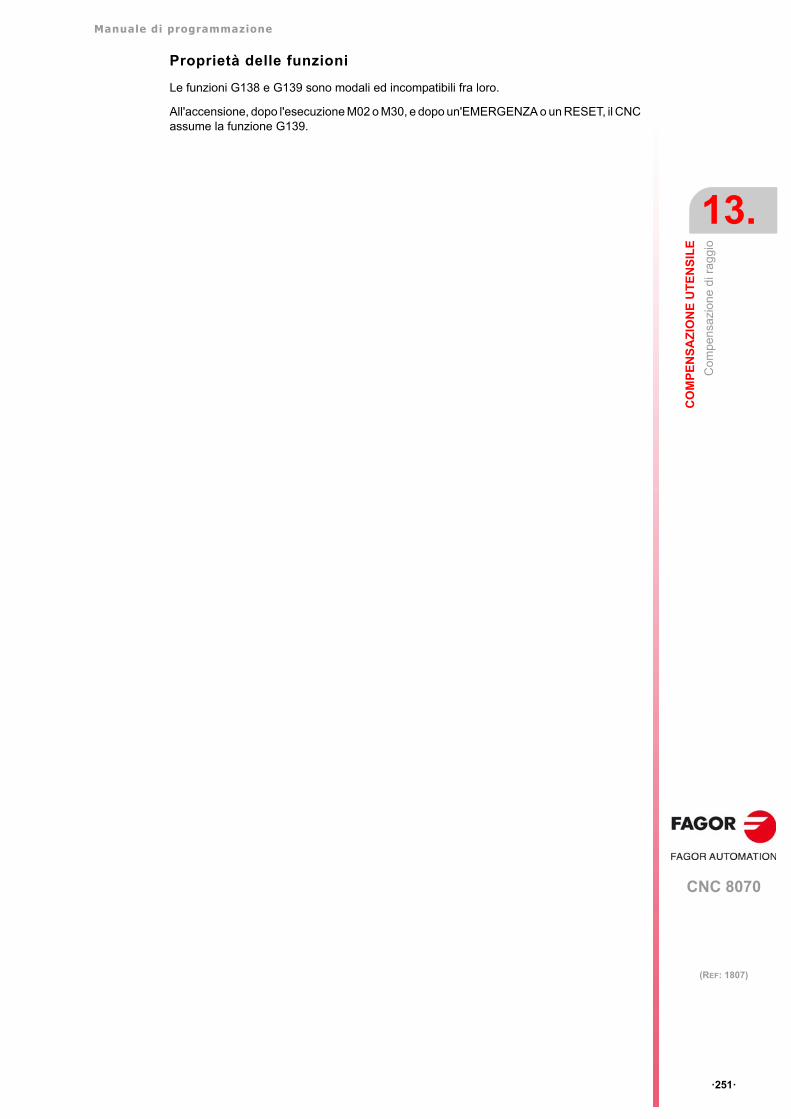
Manuale di programmazione
CNC 8070
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
13.
Com
pens
azi
one
di r
agg
io
·251·
(REF: 1807)
Proprietà delle funzioni
Le funzioni G138 e G139 sono modali ed incompatibili fra loro.
All'accensione, dopo l'esecuzione M02 o M30, e dopo un'EMERGENZA o un RESET, il CNCassume la funzione G139.
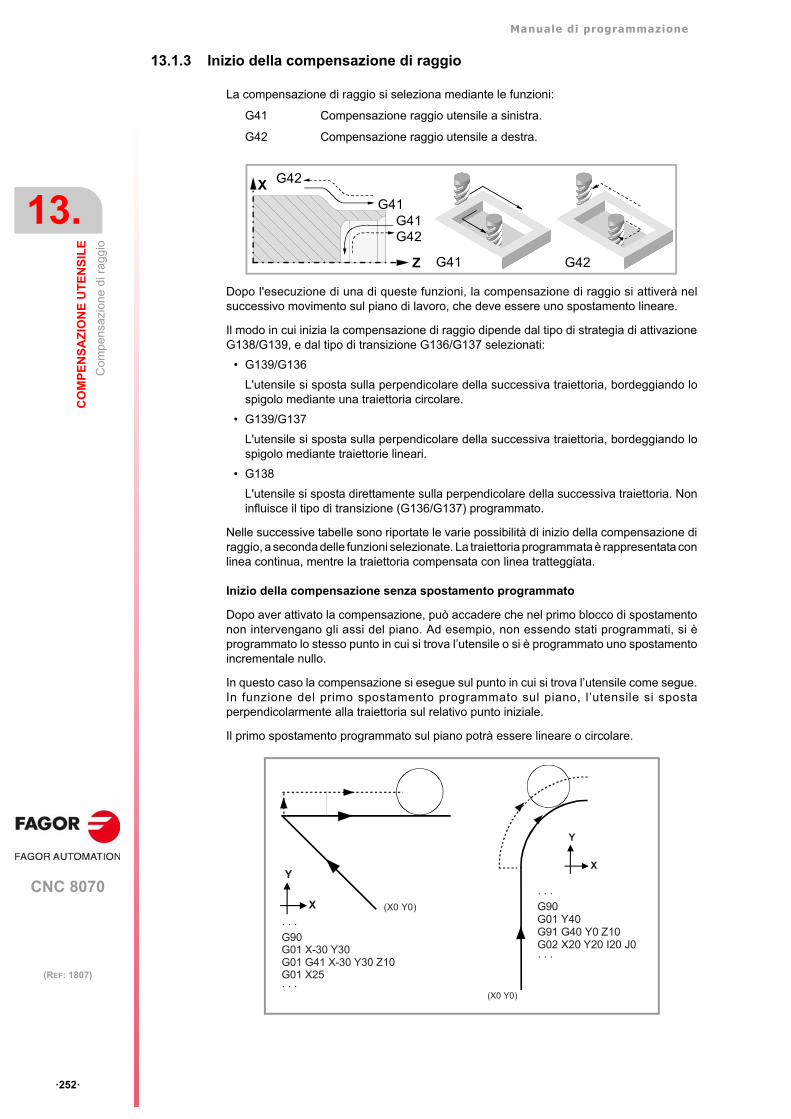
Manuale di programmazione
CNC 8070
13.
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
Com
pens
azi
one
di r
agg
io
·252·
(REF: 1807)
13.1.3 Inizio della compensazione di raggio
La compensazione di raggio si seleziona mediante le funzioni:
G41 Compensazione raggio utensile a sinistra.
G42 Compensazione raggio utensile a destra.
Dopo l'esecuzione di una di queste funzioni, la compensazione di raggio si attiverà nelsuccessivo movimento sul piano di lavoro, che deve essere uno spostamento lineare.
Il modo in cui inizia la compensazione di raggio dipende dal tipo di strategia di attivazioneG138/G139, e dal tipo di transizione G136/G137 selezionati:
• G139/G136
L'utensile si sposta sulla perpendicolare della successiva traiettoria, bordeggiando lospigolo mediante una traiettoria circolare.
• G139/G137
L'utensile si sposta sulla perpendicolare della successiva traiettoria, bordeggiando lospigolo mediante traiettorie lineari.
• G138
L'utensile si sposta direttamente sulla perpendicolare della successiva traiettoria. Noninfluisce il tipo di transizione (G136/G137) programmato.
Nelle successive tabelle sono riportate le varie possibilità di inizio della compensazione diraggio, a seconda delle funzioni selezionate. La traiettoria programmata è rappresentata conlinea continua, mentre la traiettoria compensata con linea tratteggiata.
Inizio della compensazione senza spostamento programmato
Dopo aver attivato la compensazione, può accadere che nel primo blocco di spostamentonon intervengano gli assi del piano. Ad esempio, non essendo stati programmati, si èprogrammato lo stesso punto in cui si trova l’utensile o si è programmato uno spostamentoincrementale nullo.
In questo caso la compensazione si esegue sul punto in cui si trova l’utensile come segue.In funzione del primo spostamento programmato sul piano, l’utensile si spostaperpendicolarmente alla traiettoria sul relativo punto iniziale.
Il primo spostamento programmato sul piano potrà essere lineare o circolare.
G42G41
G41G42
G41
G42
Z
X
· · ·G90G01 Y40G91 G40 Y0 Z10G02 X20 Y20 I20 J0· · ·
(X0 Y0)
Y
X
· · ·G90G01 X-30 Y30G01 G41 X-30 Y30 Z10G01 X25· · ·
(X0 Y0)
Y
X
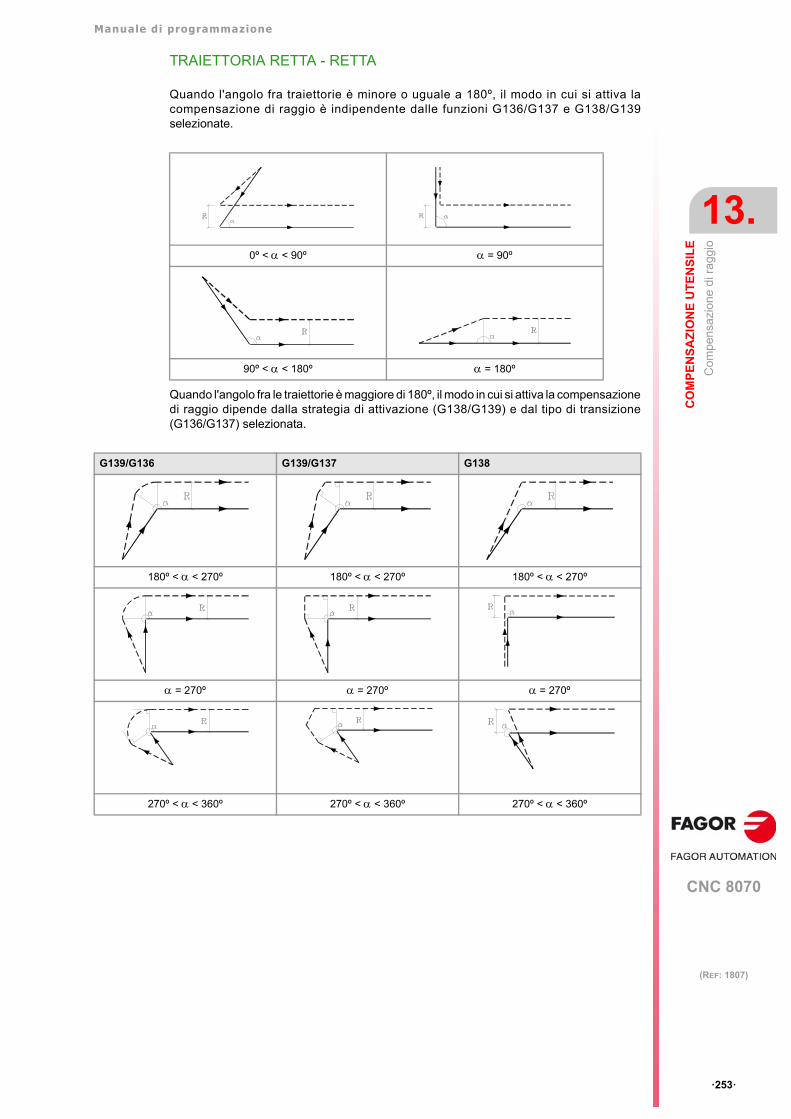
Manuale di programmazione
CNC 8070
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
13.
Com
pens
azi
one
di r
agg
io
·253·
(REF: 1807)
TRAIETTORIA RETTA - RETTA
Quando l'angolo fra traiettorie è minore o uguale a 180º, il modo in cui si attiva lacompensazione di raggio è indipendente dalle funzioni G136/G137 e G138/G139selezionate.
Quando l'angolo fra le traiettorie è maggiore di 180º, il modo in cui si attiva la compensazionedi raggio dipende dalla strategia di attivazione (G138/G139) e dal tipo di transizione(G136/G137) selezionata.
0º < < 90º = 90º
90º < < 180º = 180º
G139/G136 G139/G137 G138
180º < < 270º 180º < < 270º 180º < < 270º
= 270º = 270º = 270º
270º < < 360º 270º < < 360º 270º < < 360º
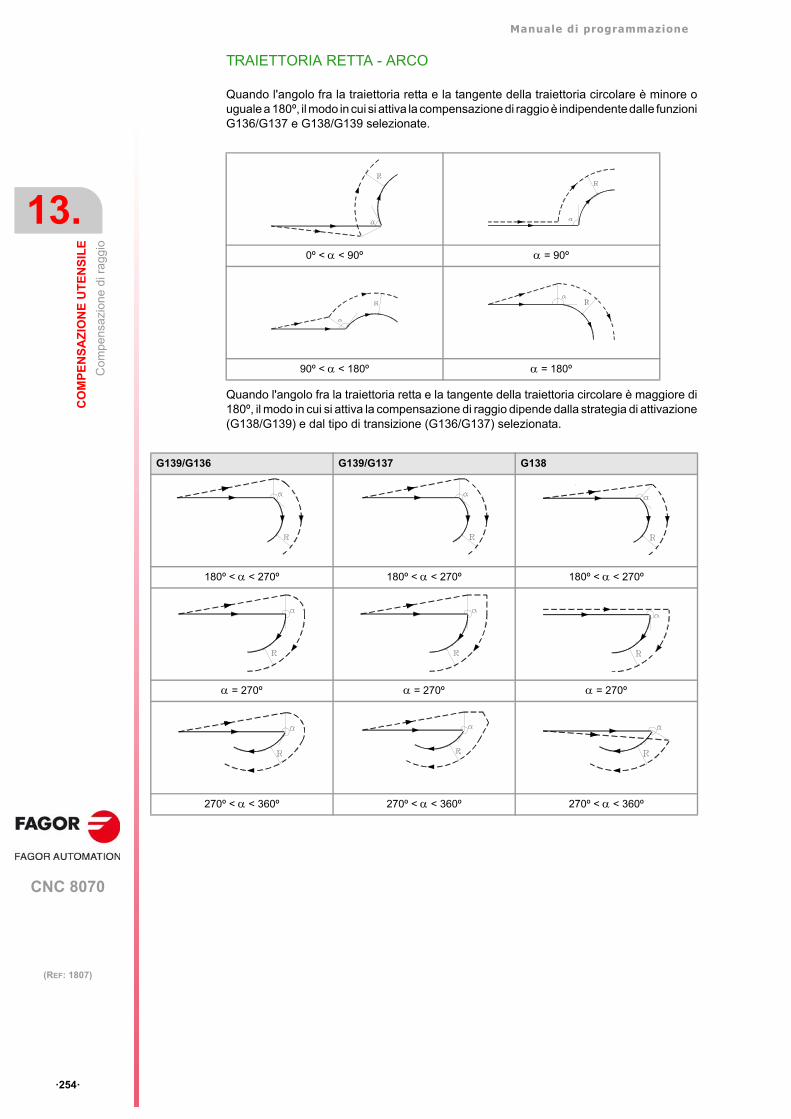
Manuale di programmazione
CNC 8070
13.
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
Com
pens
azi
one
di r
agg
io
·254·
(REF: 1807)
TRAIETTORIA RETTA - ARCO
Quando l'angolo fra la traiettoria retta e la tangente della traiettoria circolare è minore ouguale a 180º, il modo in cui si attiva la compensazione di raggio è indipendente dalle funzioniG136/G137 e G138/G139 selezionate.
Quando l'angolo fra la traiettoria retta e la tangente della traiettoria circolare è maggiore di180º, il modo in cui si attiva la compensazione di raggio dipende dalla strategia di attivazione(G138/G139) e dal tipo di transizione (G136/G137) selezionata.
0º < < 90º = 90º
90º < < 180º = 180º
G139/G136 G139/G137 G138
180º < < 270º 180º < < 270º 180º < < 270º
= 270º = 270º = 270º
270º < < 360º 270º < < 360º 270º < < 360º
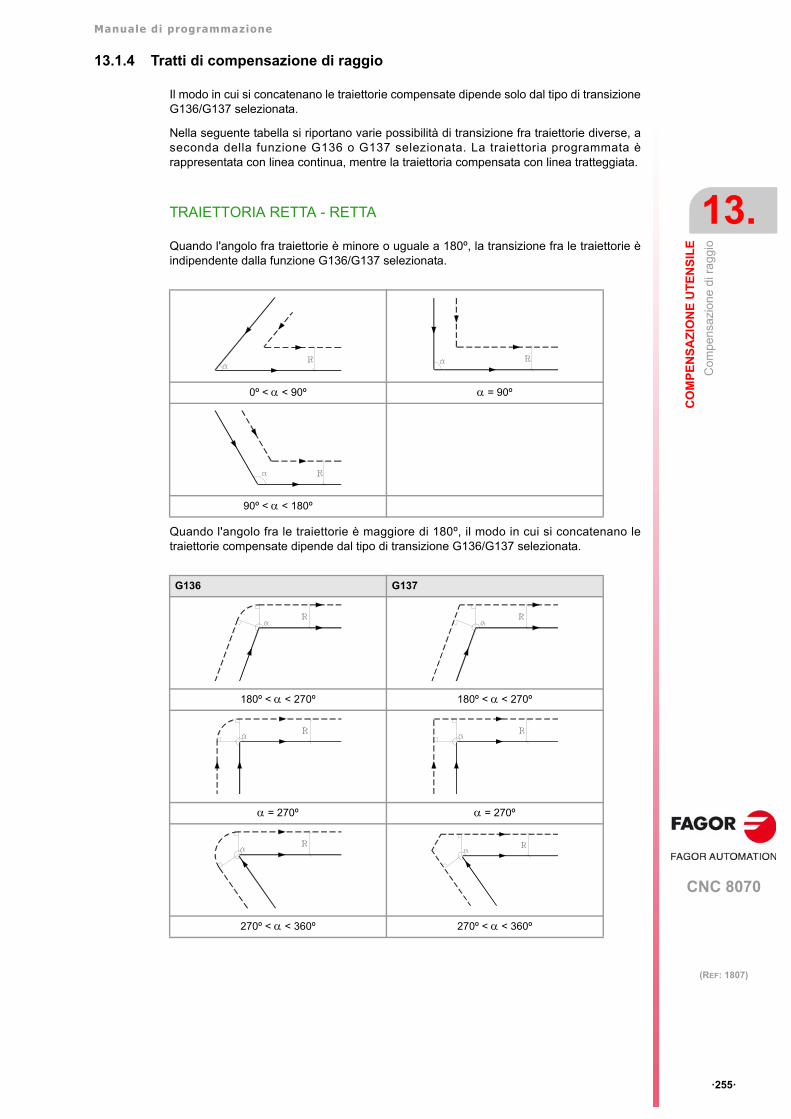
Manuale di programmazione
CNC 8070
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
13.
Com
pens
azi
one
di r
agg
io
·255·
(REF: 1807)
13.1.4 Tratti di compensazione di raggio
Il modo in cui si concatenano le traiettorie compensate dipende solo dal tipo di transizioneG136/G137 selezionata.
Nella seguente tabella si riportano varie possibilità di transizione fra traiettorie diverse, aseconda della funzione G136 o G137 selezionata. La traiettoria programmata èrappresentata con linea continua, mentre la traiettoria compensata con linea tratteggiata.
TRAIETTORIA RETTA - RETTA
Quando l'angolo fra traiettorie è minore o uguale a 180º, la transizione fra le traiettorie èindipendente dalla funzione G136/G137 selezionata.
Quando l'angolo fra le traiettorie è maggiore di 180º, il modo in cui si concatenano letraiettorie compensate dipende dal tipo di transizione G136/G137 selezionata.
0º < < 90º = 90º
90º < < 180º
G136 G137
180º < < 270º 180º < < 270º
= 270º = 270º
270º < < 360º 270º < < 360º
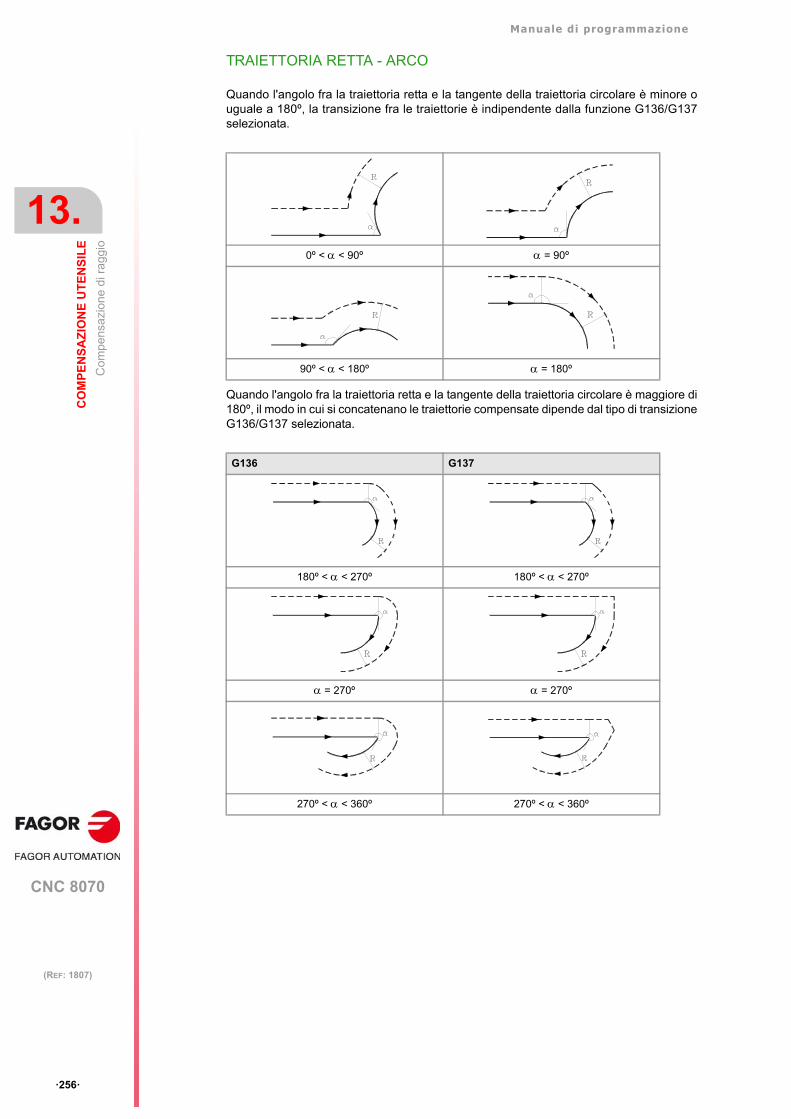
Manuale di programmazione
CNC 8070
13.
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
Com
pens
azi
one
di r
agg
io
·256·
(REF: 1807)
TRAIETTORIA RETTA - ARCO
Quando l'angolo fra la traiettoria retta e la tangente della traiettoria circolare è minore ouguale a 180º, la transizione fra le traiettorie è indipendente dalla funzione G136/G137selezionata.
Quando l'angolo fra la traiettoria retta e la tangente della traiettoria circolare è maggiore di180º, il modo in cui si concatenano le traiettorie compensate dipende dal tipo di transizioneG136/G137 selezionata.
0º < < 90º = 90º
90º < < 180º = 180º
G136 G137
180º < < 270º 180º < < 270º
= 270º = 270º
270º < < 360º 270º < < 360º
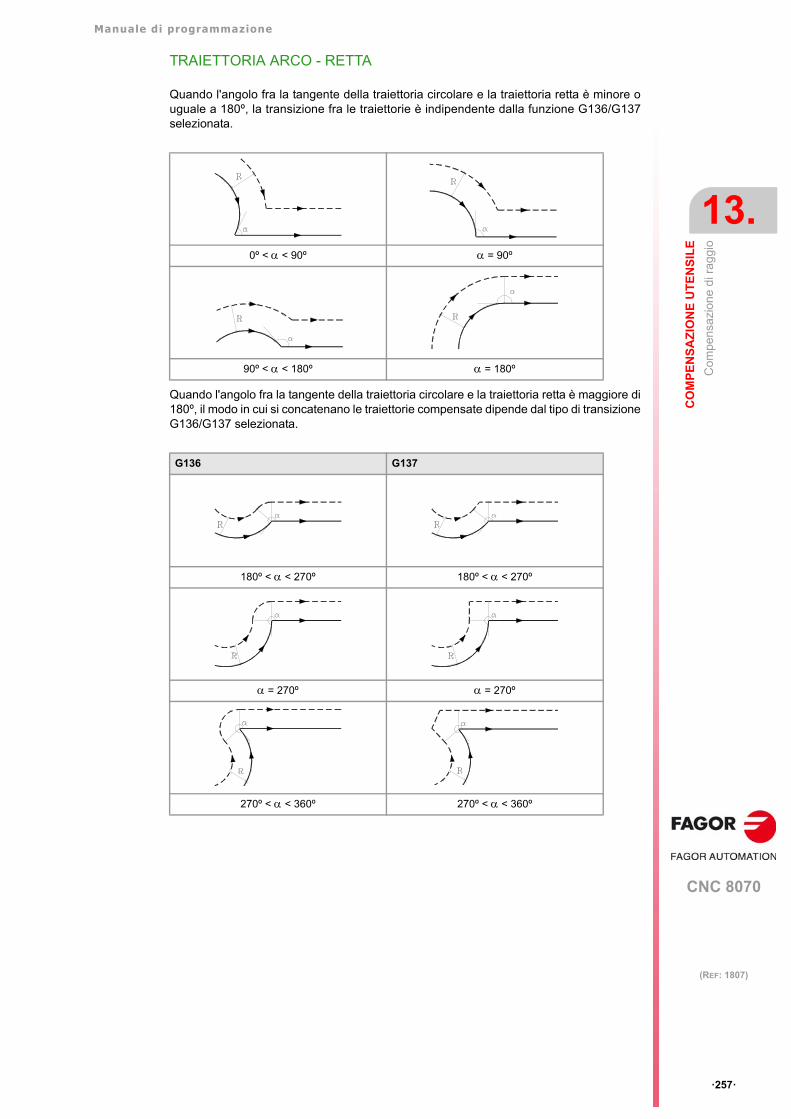
Manuale di programmazione
CNC 8070
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
13.
Com
pens
azi
one
di r
agg
io
·257·
(REF: 1807)
TRAIETTORIA ARCO - RETTA
Quando l'angolo fra la tangente della traiettoria circolare e la traiettoria retta è minore ouguale a 180º, la transizione fra le traiettorie è indipendente dalla funzione G136/G137selezionata.
Quando l'angolo fra la tangente della traiettoria circolare e la traiettoria retta è maggiore di180º, il modo in cui si concatenano le traiettorie compensate dipende dal tipo di transizioneG136/G137 selezionata.
0º < < 90º = 90º
90º < < 180º = 180º
G136 G137
180º < < 270º 180º < < 270º
= 270º = 270º
270º < < 360º 270º < < 360º
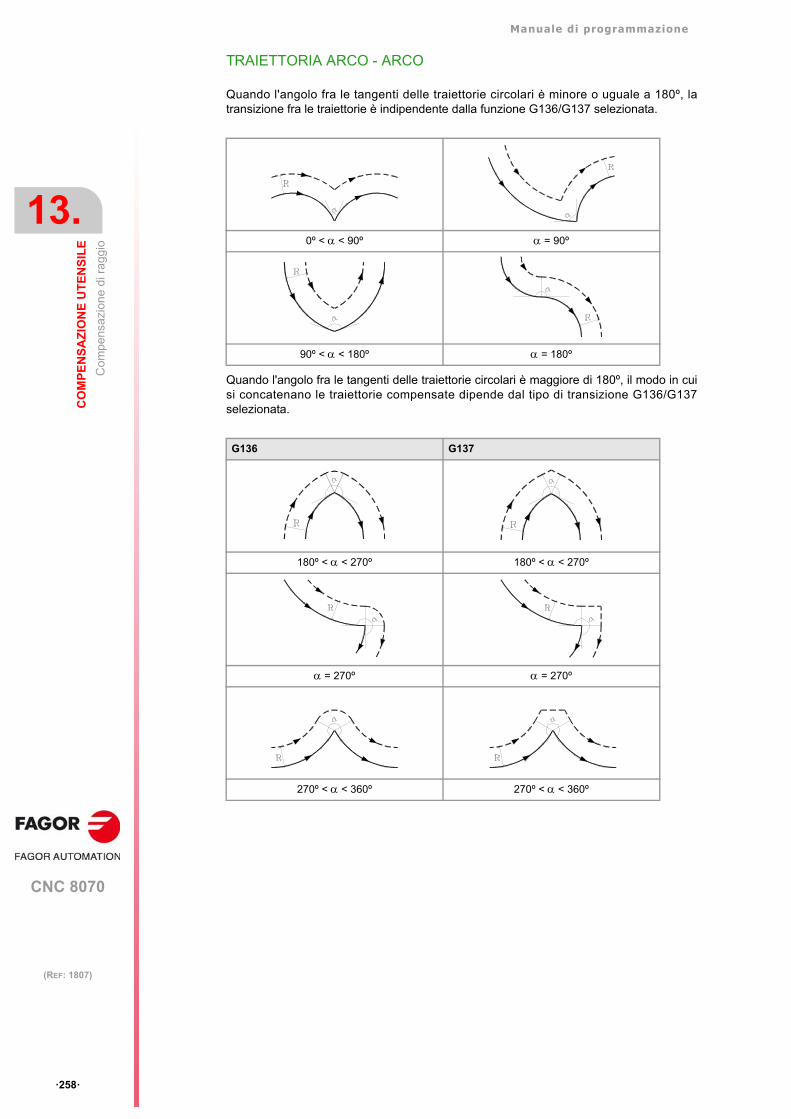
Manuale di programmazione
CNC 8070
13.
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
Com
pens
azi
one
di r
agg
io
·258·
(REF: 1807)
TRAIETTORIA ARCO - ARCO
Quando l'angolo fra le tangenti delle traiettorie circolari è minore o uguale a 180º, latransizione fra le traiettorie è indipendente dalla funzione G136/G137 selezionata.
Quando l'angolo fra le tangenti delle traiettorie circolari è maggiore di 180º, il modo in cuisi concatenano le traiettorie compensate dipende dal tipo di transizione G136/G137selezionata.
0º < < 90º = 90º
90º < < 180º = 180º
G136 G137
180º < < 270º 180º < < 270º
= 270º = 270º
270º < < 360º 270º < < 360º
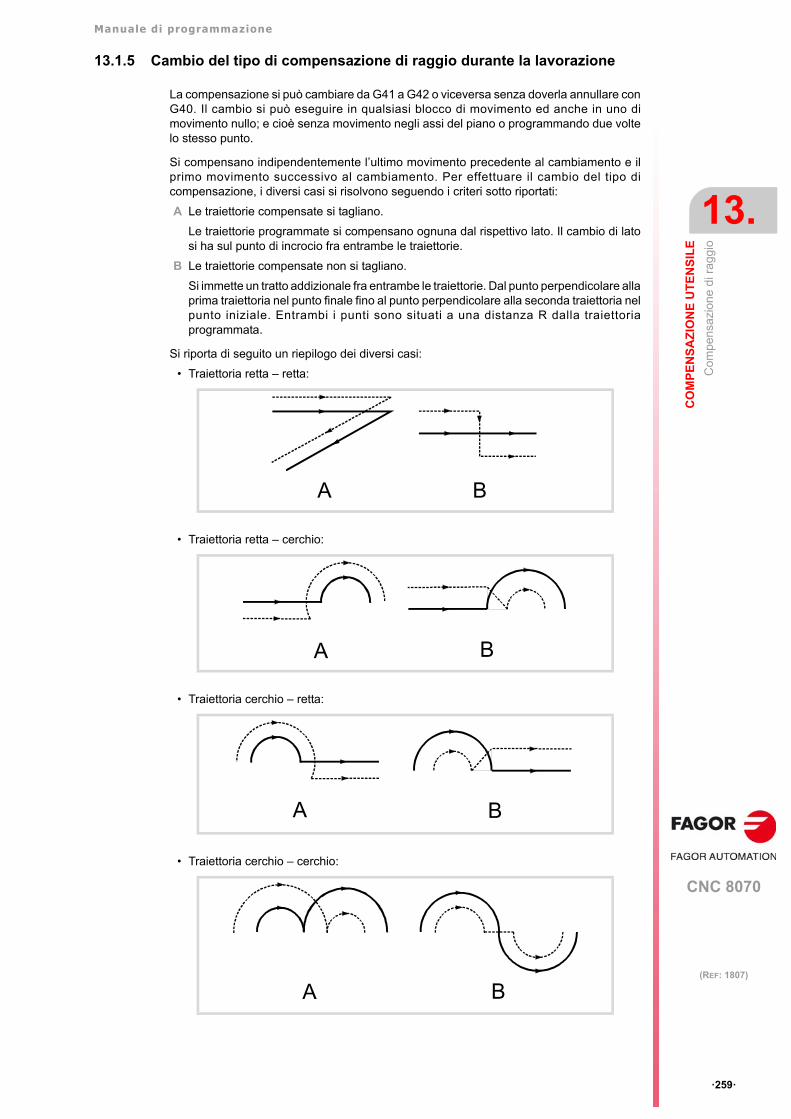
Manuale di programmazione
CNC 8070
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
13.
Com
pens
azi
one
di r
agg
io
·259·
(REF: 1807)
13.1.5 Cambio del tipo di compensazione di raggio durante la lavorazione
La compensazione si può cambiare da G41 a G42 o viceversa senza doverla annullare conG40. Il cambio si può eseguire in qualsiasi blocco di movimento ed anche in uno dimovimento nullo; e cioè senza movimento negli assi del piano o programmando due voltelo stesso punto.
Si compensano indipendentemente l’ultimo movimento precedente al cambiamento e ilprimo movimento successivo al cambiamento. Per effettuare il cambio del tipo dicompensazione, i diversi casi si risolvono seguendo i criteri sotto riportati:
A Le traiettorie compensate si tagliano.
Le traiettorie programmate si compensano ognuna dal rispettivo lato. Il cambio di latosi ha sul punto di incrocio fra entrambe le traiettorie.
B Le traiettorie compensate non si tagliano.
Si immette un tratto addizionale fra entrambe le traiettorie. Dal punto perpendicolare allaprima traiettoria nel punto finale fino al punto perpendicolare alla seconda traiettoria nelpunto iniziale. Entrambi i punti sono situati a una distanza R dalla traiettoriaprogrammata.
Si riporta di seguito un riepilogo dei diversi casi:
• Traiettoria retta – retta:
• Traiettoria retta – cerchio:
• Traiettoria cerchio – retta:
• Traiettoria cerchio – cerchio:
A B
A B
A B
A B
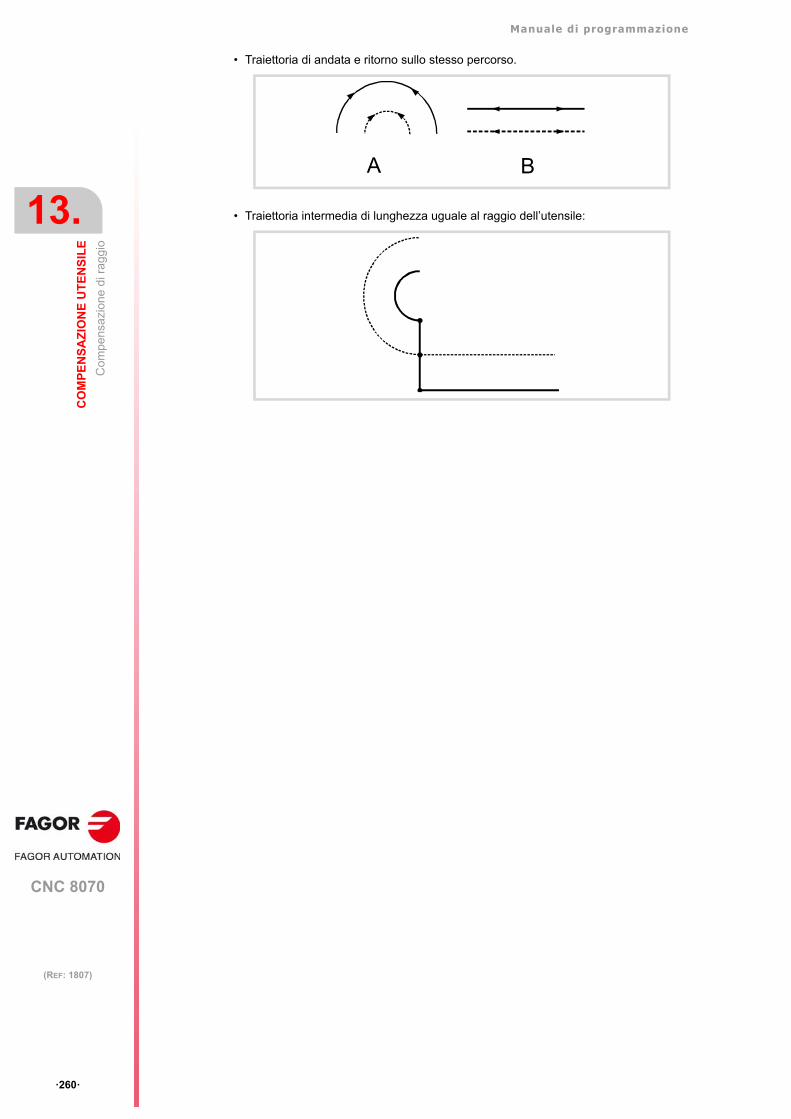
Manuale di programmazione
CNC 8070
13.
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
Com
pens
azi
one
di r
agg
io
·260·
(REF: 1807)
• Traiettoria di andata e ritorno sullo stesso percorso.
• Traiettoria intermedia di lunghezza uguale al raggio dell’utensile:
BA
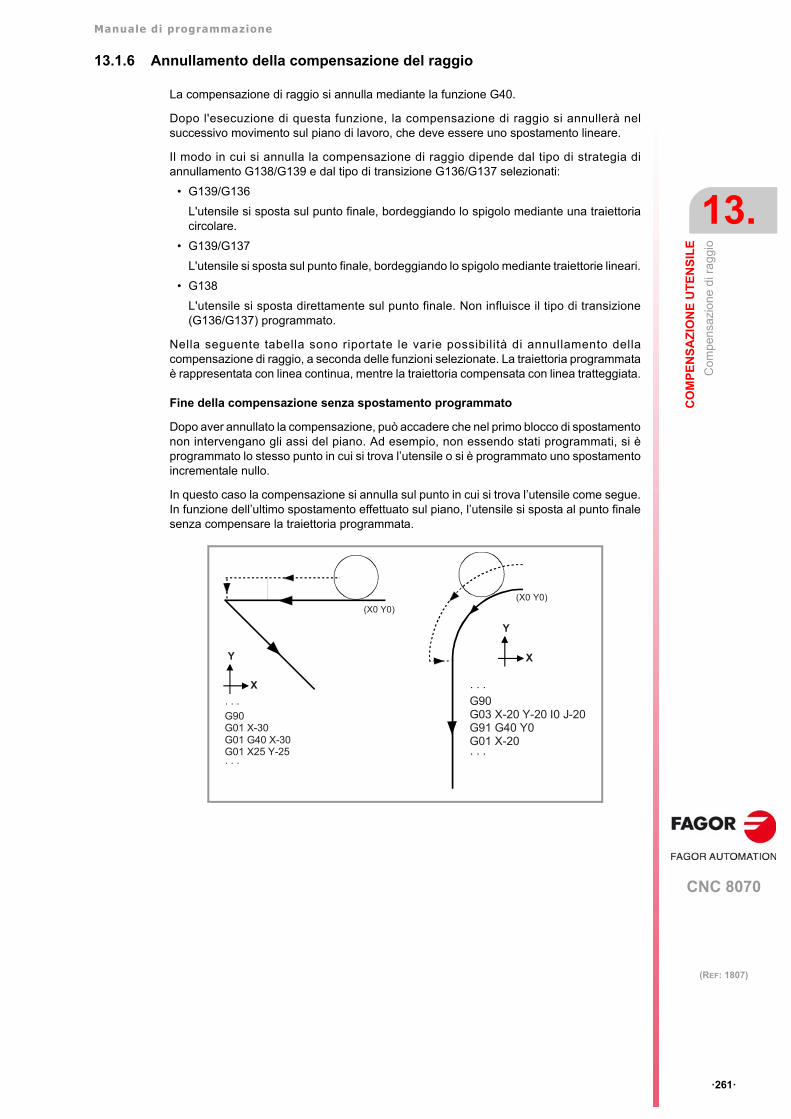
Manuale di programmazione
CNC 8070
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
13.
Com
pens
azi
one
di r
agg
io
·261·
(REF: 1807)
13.1.6 Annullamento della compensazione del raggio
La compensazione di raggio si annulla mediante la funzione G40.
Dopo l'esecuzione di questa funzione, la compensazione di raggio si annullerà nelsuccessivo movimento sul piano di lavoro, che deve essere uno spostamento lineare.
Il modo in cui si annulla la compensazione di raggio dipende dal tipo di strategia diannullamento G138/G139 e dal tipo di transizione G136/G137 selezionati:
• G139/G136
L'utensile si sposta sul punto finale, bordeggiando lo spigolo mediante una traiettoriacircolare.
• G139/G137
L'utensile si sposta sul punto finale, bordeggiando lo spigolo mediante traiettorie lineari.
• G138
L'utensile si sposta direttamente sul punto finale. Non influisce il tipo di transizione(G136/G137) programmato.
Nella seguente tabella sono riportate le varie possibilità di annullamento dellacompensazione di raggio, a seconda delle funzioni selezionate. La traiettoria programmataè rappresentata con linea continua, mentre la traiettoria compensata con linea tratteggiata.
Fine della compensazione senza spostamento programmato
Dopo aver annullato la compensazione, può accadere che nel primo blocco di spostamentonon intervengano gli assi del piano. Ad esempio, non essendo stati programmati, si èprogrammato lo stesso punto in cui si trova l’utensile o si è programmato uno spostamentoincrementale nullo.
In questo caso la compensazione si annulla sul punto in cui si trova l’utensile come segue.In funzione dell’ultimo spostamento effettuato sul piano, l’utensile si sposta al punto finalesenza compensare la traiettoria programmata.
· · ·G90G03 X-20 Y-20 I0 J-20G91 G40 Y0G01 X-20· · ·
(X0 Y0)
Y
X
· · ·G90G01 X-30G01 G40 X-30G01 X25 Y-25· · ·
(X0 Y0)
Y
X

Manuale di programmazione
CNC 8070
13.
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
Com
pens
azi
one
di r
agg
io
·262·
(REF: 1807)
TRAIETTORIA RETTA - RETTA
Quando l'angolo fra traiettorie è minore o uguale a 180º, il modo in cui si annulla lacompensazione di raggio è indipendente dalle funzioni G136/G137 e G138/G139selezionate.
Quando l'angolo fra le traiettorie è maggiore di 180º, il modo in cui si annulla lacompensazione di raggio dipende dalla strategia di annullamento (G138/G139) e dal tipodi transizione (G136/G137) selezionata.
0º < < 90º = 90º
90º < < 180º = 180º
G139/G136 G139/G137 G138
180º < < 270º 180º < < 270º 180º < < 270º
= 270º = 270º = 270º
270º < < 360º 270º < < 360º 270º < < 360º
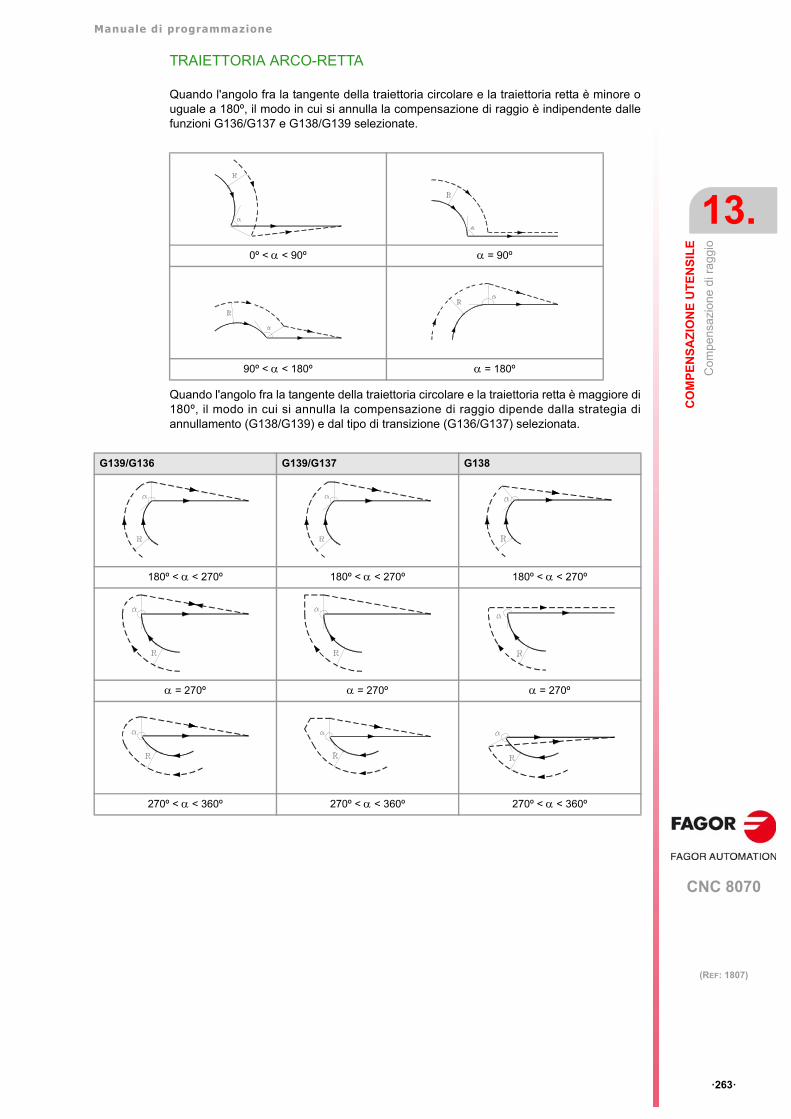
Manuale di programmazione
CNC 8070
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
13.
Com
pens
azi
one
di r
agg
io
·263·
(REF: 1807)
TRAIETTORIA ARCO-RETTA
Quando l'angolo fra la tangente della traiettoria circolare e la traiettoria retta è minore ouguale a 180º, il modo in cui si annulla la compensazione di raggio è indipendente dallefunzioni G136/G137 e G138/G139 selezionate.
Quando l'angolo fra la tangente della traiettoria circolare e la traiettoria retta è maggiore di180º, il modo in cui si annulla la compensazione di raggio dipende dalla strategia diannullamento (G138/G139) e dal tipo di transizione (G136/G137) selezionata.
0º < < 90º = 90º
90º < < 180º = 180º
G139/G136 G139/G137 G138
180º < < 270º 180º < < 270º 180º < < 270º
= 270º = 270º = 270º
270º < < 360º 270º < < 360º 270º < < 360º

Manuale di programmazione
CNC 8070
13.
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
Com
pens
azio
ne d
i lu
nghe
zza
·264·
(REF: 1807)
13.2 Compensazione di lunghezza
Compensazione di lunghezza sulla fresatrice.
Su una fresatrice, la compensazione di lunghezza si applica sull'asse longitudinale, cioè,sull'asse indicato mediante l'istruzione "#TOOL AX" o, in difetto, sull'asse longitudinaledesignato mediante la selezione di piani.
Si G17, si applica compensazione longitudinale sull'asse Z.
Si G18, si applica compensazione longitudinale sull'asse Y.
Si G19, si applica compensazione longitudinale sull'asse X.
Ogni volta che si esegue una delle funzioni G17, G18 o G19, il CNC assume come nuovoasse longitudinale l'asse perpendicolare al piano selezionato. Se quindi si esegue lasentenza "#TOOL AX", il nuovo asse longitudinale selezionato sostituirà quello precedente.
Compensazione di lunghezza sul tornio.
Sulla tornitura, il CNC tiene conto delle dimensioni del nuovo utensile, definite nel rispettivocorrettore e sposta la torretta portautensili affinché la punta del nuovo utensile occupi lastessa posizione del precedente.
Programmazione
La compensazione di lunghezza si attiva nel selezionare un correttore utensile.
Posizionamento su quota zero di vari utensili, con la compensazione di lunghezzadisattivata.
Posizionamento su quota zero di vari utensili, con la compensazione di lunghezza attivata.
Z=0OW
Z=0OW
Off. Z Off. Z´
Off. X Off. X´
Manuale di programmazione
CNC 8070
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
13.
Com
pens
azio
ne d
i lu
nghe
zza
·265·
(REF: 1807)
• Per attivare la compensazione occorre programmare il codice "D<n>", dove <n> è ilnumero del correttore in cui sono definite le dimensioni dell'utensile che si utilizzerannocome valori di compensazione.
• Per annullare la compensazione occorre programmare il codice "D0".
Una volta eseguito uno di questi codici, la compensazione di lunghezza si attiva o si annullanel seguente movimento dell'asse longitudinale.

Manuale di programmazione
CNC 8070
13.
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
Com
pens
azio
ne u
tens
ile 3
D.
·266·
(REF: 1807)
13.3 Compensazione utensile 3D.
Nella compensazione di raggio (G41/G42) l’orientazione dell’utensile è costante. Lacompensazione d’utensile 3D consente di cambiare l’orientazione dell’utensile durante latraiettoria, tenendo conto delle dimensioni e della forma dell’utensile.
Vi sono due tipi di compensazione 3D; la compensazione parassiale (o fattori dicompensazione) o la compensazione calcolata in base al vettore normale. Nel primo caso,il CAM genera il programma con i blocchi necessari a generare le traiettorie. Nel secondocaso, il CAM genera i blocchi con un vettore normale alla superficie e il CNC eseguirà gliappositi calcoli per generare le traiettorie. Entrambi i tipi di compensazione 3D sonoincompatibili con la compensazione del raggio dell’utensile (G41/G42).
Programmazione. Attivare la compensazione 3D.
Questa sentenza si deve programmare da sola nel blocco. Nel programmare questasentenza, occorre definire il tipo di compensazione 3D da attivare.
Formato di programmazione.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti efra parentesi ad angolo si indicano gli argomenti opzionali.
#COMP3D <ON>#COMP3D <ON> [<{mode}>]
La modalità parassiale è la modalità di default; tuttavia, all’interno di uno stesso programmasi mantiene l’ultima modalità selezionata.
Tipo di compensazione. Compensazione 3D parassiale.
Il CAM calcola le traiettorie e trasmette al CNC un programma con le informazioni necessariea generare le traiettorie sugli angoli. Il CAM ha conto della forma dell’utensile, per cui ilprogramma si può eseguire con qualsiasi tipo d’utensile.
Il CAM aggiunge ai blocchi di spostamento un vettore normale (unitario) alla superficie, comedi seguito N[P, Q, R]. Il vettore generato dal CAM è un vettore di compensazione (vettoreparassiale) sulla quota programmata, un vettore offset. Questo vettore è l’equivalente aquello eventualmente generato dal CNC, considerando il vettore normale alla superficie, ilvettore di orientazione dell’utensile, il tipo d’utensile e l’intersezione con la successivatraiettoria. In base a questo vettore, il CNC calcola l’offset da aggiungere alla quotaprogrammata in funzione del raggio dell'utensile.
Offset X = Raggio dell’utensile * P
Offset Y = Raggio dell’utensile * Q
Offset Z = Raggio dell’utensile * R
La compensazione parassiale è una compensazione 3D completa per macchine a 5 assi,che si applica per piccoli spostamenti e superfici 3D Quando si lavora con i rotativi, siconsiglia di attivare il RTCP.
Con questa modalità, il CNC può compensare profili formati da segmenti, da segmenti edarchi tangenti fra essi ed anche da archi, purché continuino ad esserlo dopo essere staticompensati.
{modalità} Opzionale. Tipo di compensazione. Programmare uno dei seguenticomandi.
• PARAX; Compensazione 3D parassiale (di default).
• NORMALE; Compensazione 3D con vettore normale.
#COMP3D#COMP3D ON#COMP3D [PARAX]#COMP3D ON [PARAX]#COMP3D [NORMAL]#COMP3D ON [NORMAL]
Manuale di programmazione
CNC 8070
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
13.
Com
pens
azio
ne u
tens
ile 3
D.
·267·
(REF: 1807)
Tipo di compensazione. Compensazione 3D con vettore normale.
Il CAM genera un programma con le informazioni utili affinché il CNC generi, se necessario,le traiettorie sugli angoli, a seconda del tipo d’utensile. Questo tipo di compensazione si puòeseguire solo con utensili cilindrici, torici o sferici.
Il CAM aggiunge ai blocchi di spostamento un vettore normale (unitario) alla superficie, comedi seguito N[P, Q, R]. In base a questo vettore, il CNC calcola l’offset da aggiungere alla quotaprogrammata in funzione del tipo d’utensile e dell’intersezione con la seguente traiettoria.
Programmazione. Annullare la compensazione 3D.
Questa sentenza si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
#COMP3D OFF
Considerazioni.
• La compensazione 3D è incompatibile con la compensazione raggio d’utensile(G41/G42).
• La compensazione 3D interessa agli spostamenti lineari (G00, G01), circolari (G02, G03,G08, G09) e filettature (G33, G63).
• La compensazione 3D non interessa gli spostamenti con sonda (G100, G103), la ricercadi riferimento (G74) né i polinomi (#POLY).
• Durante l’ispezione utensile, il CNC annulla temporaneamente la compensazione 3D;cioè non applica il vettore normale agli spostamenti in jog o in MDI. Il CNC recupera lacompensazione 3D quando si avvia di nuovo il programma dopo l’ispezione.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30
All’accensione, dopo l’esecuzione di M02 o M30 e dopo un reset, il CNC disattiva lacompensazione 3D e la inizializza in modalità parassiale di compensazione. Quando lacompensazione 3D è attiva, la finestra di funzioni G attive visualizza "C3D".
#COMP3D OFF
Manuale di programmazione
CNC 8070
13.
CO
MP
EN
SA
ZIO
NE
UT
EN
SIL
E
Com
pens
azio
ne u
tens
ile 3
D.
·268·
(REF: 1807)
13.3.1 Programmazione del vettore nel blocco.
La programmazione del vettore è obbligatoria in tutti i blocchi di spostamento lineari ecircolari; se non si programma, e la compensazione 3D è attiva, il CNC darà errore. Se siprogramma il vettore e la compensazione 3D non è attiva, il CNC ignora taleprogrammazione. In questo modo, è possibile utilizzare gli stessi blocchi per generaresuperfici compensate o meno, a seconda se attiva #COMP3D.
Programmazione.
Il vettore si può programmare in qualsiasi parte del blocco. Per la compensazione parassiale,il vettore può non essere normalizzato, mentre per la compensazione con vettore normale,il vettore deve essere unitario.
Formato di programmazione.
Il vettore si può programmare in qualsiasi parte del blocco. Il formato di programmazioneè il seguente.
N[{p,q,r}]
Programmazione del vettore.
Il vettore (parassiale o normale) si programma come N[P, Q, R], dove i tre componenti delvettore sono obbligatori. I componenti del vettore possono essere valori numerici,parametrici o il risultato di espressioni matematiche.
Considerazioni sul vettore (parassiale o normale).
La programmazione di vettore non è interessata dalle successive trasformazioni di quote,ma è interessata dall’immagine speculare.
• Programmazione pollici/millimetri (G70/G71).
• Programmazione raggi/diametri (G150/151).
• Quote incrementali / assolute (G90/G91).
• Fattore scala (G72).
• Spostamenti di origine (G159).
• Rotazione coordinate sul piano (G73).
I componenti del vettore N[p,q,r] si applicano ai primi tre assi del triedro principale del canale,indipendentemente dal piano attivo (G17, G18, G19 o G20). Se i primi tre assi del canalesono XYZ e il vettore è N[A, B, C], il componente A si applica sempre all’asse X; il B all’asseY; il C all’asse Z.
{p,q,r} Componenti del vettore.
N[1,0,1]N[-1,0,-1]N[-1.4,-0.4,1.333]N[P1,-P10,10]N[P1+3,-P10-P2,10*P100]
CNC 8070
14
·269·
(REF: 1807)
CONTROLLARE L'ESECUZIONE E LA VISUALIZZAZIONE DEL PROGRAMMA.
14.1 Condizione di salto di blocco (/).
La condizione di salto del blocco (/) è governata dall'indicatore BLKSKIP1 del PLC; l'utentepuò attivarlo dalla pulsantiera se l'OEM ha previsto l’apposito pulsante o un tasto. Sel'indicatore è attivo, il CNC non eseguirà i blocchi in cui esso è programmato, e continueràl'esecuzione nel seguente blocco.
Programmazione.
La condizione di salto di blocco deve essere programmata all'inizio del blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
/
Considerazioni.
Il CNC analizza la condizione di salto del blocco durante la preparazione del blocco. Se sidesidera che la condizione di salto blocco sia analizzata al momento dell’esecuzione, ènecessario interrompere la preparazione dei blocchi programmando la sentenza #FLUSHnel blocco precedente. Vedi "14.6 Interrompere la preparazione dei blocchi (#FLUSH)" allapagina 279.
Per poter utilizzare questa prestazione, il fabbricante della macchina deve aver definito la rispettivamanovra di PLC. Consultare la documentazione della macchina per ulteriori informazioni.
/N10 X10 Y20 F1000
#FLUSH/N10 X10 Y20 F1000
Manuale di programmazione
CNC 8070
14.
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
An
nulla
re l’
ese
cuzi
one
del p
rogr
amm
a e
ripre
nder
la in
un
altr
obl
occ
o o
pro
gram
ma.
·270·
(REF: 1807)
14.2 Annullare l’esecuzione del programma e riprenderla in un altroblocco o programma.
Il CNC dispone di una modalità di interruzione particolare, gestita dal PLC, che consentedi annullare l’esecuzione del programma e continuare sia a partire da un determinato bloccopreventivamente definito sia in un altro programma. Se l’esecuzione continua in unprogramma diverso, esso si eseguirà dall’inizio e non si potrà selezionare il blocco iniziale.
Il punto in cui continua l’esecuzione si definisce si annulla mediante la sentenza #ABORT.
All’interno dello stesso programma si possono definire diversi punti di continuazione;quando si interrompe il programma, il CNC utilizzerà quello che è attivo in quel momento,cioè l’ultimo eseguito.
Considerazioni.
Annullare il programma.
In genere questa prestazione si attiva e si disattiva mediante un pulsante esterno o un tastoappositamente impostato. Questa modalità di interruzione non si applica quando si premeil tasto [STOP].
Quando dal PLC si interrompe il programma, il canale del CNC annulla l’esecuzione delprogramma ma senza interessare il mandrino, inizializza lo storico del programma e riavvial’esecuzione nel punto indicato dalla sentenza #ABORT attiva.
Annullare una filettatura ed altre operazioni di lavorazione non interrompibili.
Se il CNC annulla il programma durante un’operazione di filettatura non interrompibile, ilcomportamento del CNC sarà equivalente a quello di un reset. Dopo aver ricevuto l’ordinedi annullare l’esecuzione, il CNC interromperà l’esecuzione alla fine dell’operazionecorrettamente. Con il programma interrotto sarà necessario ripetere l’ordine di annullamentoprogramma perché sia eseguito dal CNC.
Considerazioni nel riavviare il programma.
Quando si interrompe il programma, si inizializza lo storico. Perciò nel blocco in cui si riavvial’esecuzione, è consigliabile definire delle condizioni minime di lavorazione comel’avanzamento, funzioni ·M·, ecc..
Per poter utilizzare questa prestazione, il fabbricante della macchina deve aver definito la rispettivamanovra di PLC. Consultare la documentazione della macchina per ulteriori informazioni.
#ABORT Definire il blocco o programma in cui continua l’esecuzione.
#ABORT OFF Annullare il punto in cui continua l’esecuzione.
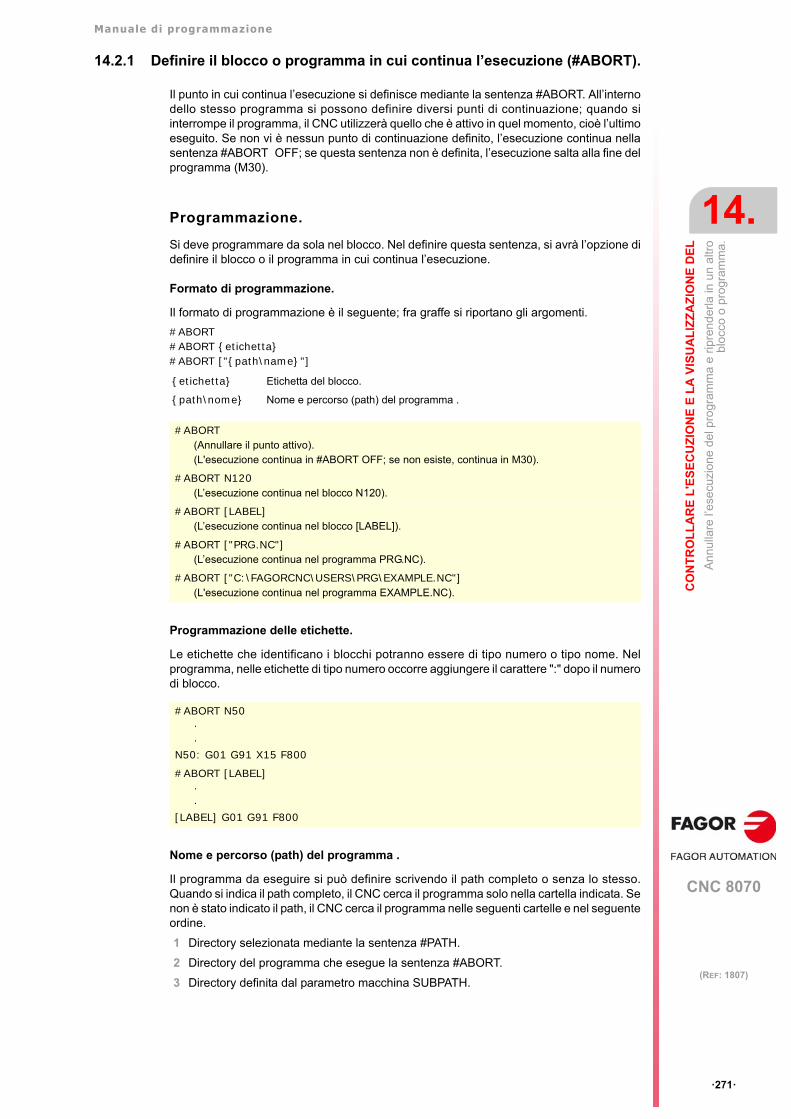
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
14.
An
nulla
re l’
ese
cuzi
one
del p
rogr
amm
a e
ripre
nder
la in
un
altr
obl
occ
o o
pro
gram
ma.
·271·
(REF: 1807)
14.2.1 Definire il blocco o programma in cui continua l’esecuzione (#ABORT).
Il punto in cui continua l’esecuzione si definisce mediante la sentenza #ABORT. All’internodello stesso programma si possono definire diversi punti di continuazione; quando siinterrompe il programma, il CNC utilizzerà quello che è attivo in quel momento, cioè l’ultimoeseguito. Se non vi è nessun punto di continuazione definito, l’esecuzione continua nellasentenza #ABORT OFF; se questa sentenza non è definita, l’esecuzione salta alla fine delprogramma (M30).
Programmazione.
Si deve programmare da sola nel blocco. Nel definire questa sentenza, si avrà l’opzione didefinire il blocco o il programma in cui continua l’esecuzione.
Formato di programmazione.
Il formato di programmazione è il seguente; fra graffe si riportano gli argomenti.
#ABORT#ABORT {etichetta} #ABORT ["{path\name}"]
Programmazione delle etichette.
Le etichette che identificano i blocchi potranno essere di tipo numero o tipo nome. Nelprogramma, nelle etichette di tipo numero occorre aggiungere il carattere ":" dopo il numerodi blocco.
Nome e percorso (path) del programma .
Il programma da eseguire si può definire scrivendo il path completo o senza lo stesso.Quando si indica il path completo, il CNC cerca il programma solo nella cartella indicata. Senon è stato indicato il path, il CNC cerca il programma nelle seguenti cartelle e nel seguenteordine.
1 Directory selezionata mediante la sentenza #PATH.
2 Directory del programma che esegue la sentenza #ABORT.
3 Directory definita dal parametro macchina SUBPATH.
{etichetta} Etichetta del blocco.
{path\nome} Nome e percorso (path) del programma .
#ABORT(Annullare il punto attivo).(L'esecuzione continua in #ABORT OFF; se non esiste, continua in M30).
#ABORT N120(L’esecuzione continua nel blocco N120).
#ABORT [LABEL](L’esecuzione continua nel blocco [LABEL]).
#ABORT ["PRG.NC"](L’esecuzione continua nel programma PRG.NC).
#ABORT ["C:\FAGORCNC\USERS\PRG\EXAMPLE.NC"](L'esecuzione continua nel programma EXAMPLE.NC).
#ABORT N50··
N50: G01 G91 X15 F800
#ABORT [LABEL]··
[LABEL] G01 G91 F800
Manuale di programmazione
CNC 8070
14.
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
An
nulla
re l’
ese
cuzi
one
del p
rogr
amm
a e
ripre
nder
la in
un
altr
obl
occ
o o
pro
gram
ma.
·272·
(REF: 1807)
Considerazioni.
È consigliabile programmare le etichette, alle quali si salta nella zona iniziale del programma,fuori del programma principale. Altrimenti, in funzione della lunghezza del programma, sele etichette di salto sono definite alla fine dello stesso, la sentenza #ABORT può ritardarenella ricerca.
14.2.2 Punto predefinito per continuare l'esecuzione (#ABORT OFF).
Se non vi è nessun punto di continuazione definito o esso è stato annullato, l’esecuzionecontinua nella sentenza #ABORT OFF; se questa sentenza non è definita, l’esecuzionesalta alla fine del programma (M30).
Programmazione.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
#ABORT OFF
#ABORT OFF
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
14.
Rip
etiz
ione
di u
n bl
occo
(N
R).
·273·
(REF: 1807)
14.3 Ripetizione di un blocco (NR).
14.3.1 Ripetizione di un blocco di spostamento n volte (NR/NR0).
Il comando NR indica il numero di volte in cui viene eseguito il movimento programmato nelblocco. Se NR0 è programmato, il CNC esegue il blocco solo una volta.
Programmazione.
Questo comando deve essere aggiunto a un blocco di spostamento. Quando si programmaquesto comando, è necessario definire il numero di ripetizioni.
Formato di programmazione.
Il formato di programmazione è il seguente; fra graffe si riportano gli argomenti.
NR{ripetizioni}NR0
Considerazioni.
Blocchi di spostamento sotto l'influenza di un ciclo fisso o sottoprogramma modale.
Se all’interno della zona di influenza di un ciclo fisso o sottoprogramma modale, siprogramma un blocco di spostamento che contiene il comando NR, il CNC esegue lospostamento programmato e il ciclo fisso o sottoprogramma il numero di volte programmato.
Non eseguire il ciclo fisso o il sottoprogramma modale dopo lo spostamento.
Se il numero di ripetizioni è zero (NR0), il CNC eseguirà solo lo spostamento programmato.
{ripetizioni} Numero di ripetizioni.
G91 G01 X34.678 F150 NR4(Il CNC ripete il blocco 4 volte).
G91 G01 X34.678 F150 NR0(Il CNC esegue il blocco 1 volta, senza ripetizioni).
T11 M6(Cambio utensile).
F100 S800 M3(Condizioni iniziali).
G0 G90 X0 Y0 Z20 (Posizionamento).
G81 I-20 Z1(Esecuzione del ciclo fisso in X0 Y0).
G91 X15 NR3(Ripetere lo spostamento e il ciclo fisso per 3 volte).
G90 X30 Y30 NR0(Spostamento senza eseguire il ciclo fisso).
G80(Fine del ciclo fisso).
M30.
Manuale di programmazione
CNC 8070
14.
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
Rip
etiz
ione
di u
n bl
occo
(N
R).
·274·
(REF: 1807)
14.3.2 Preparare un sottoprogramma senza eseguirlo (NR0).
Il comando NR0 (sempre con valore 0) impedisce l'esecuzione dei sottoprogrammi modalio ciclo modale programmato nel blocco, ma lo lascia pronto per eseguirlo nei seguentiblocchi di movimento. I movimenti possono essere definiti nei seguenti blocchi o in unsottoprogramma.
Programmazione.
Aggiungere il comando NR0 (sempre con valore 0) a un blocco con un sottoprogrammamodale o un ciclo modale.
Formato di programmazione.
Il formato di programmazione è il seguente; fra graffe si riportano gli argomenti.
NR0
T11 M6(Cambio utensile).
F100 S800 M3(Condizioni iniziali).
G0 G90 Z100G81 Z5 I-20 NR0
(Definizione del ciclo fisso; senza esecuzione).Y0 X20
(Spostamento ed esecuzione del ciclo fisso).X40 NR0
(Spostamento ed esecuzione del ciclo fisso).X60 NR0
(Spostamento senza eseguire il ciclo fisso).X80X100 NR0Y50X80 NR0X60X40X20 NR0G80G0 G90 Z100M30
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
14.
Rip
etiz
ione
di u
n gr
upp
o di
blo
cch
i (#
RP
T).
·275·
(REF: 1807)
14.4 Ripetizione di un gruppo di blocchi (#RPT).
La sentenza #RPT consente di ripetere l’esecuzione di una parte del programma definitafra due blocchi, i quali saranno identificati mediante etichette. Il numero di volte per ripeterei blocchi è configurabile; se non è programmato, il CNC ripete il gruppo di blocchi solo unavolta. Una volta conclusa la ripetizione, l'esecuzione continua nel blocco successivo a quellodella sentenza #RPT.
Il gruppo di blocchi da ripetere deve essere definito nello stesso programma osottoprogramma che esegue questa sentenza. Potranno anche essere impostati dopo ilprogramma (dopo la funzione M30).
Come nel gruppo di blocchi da ripetere, è possibile che sia stata definita una secondaripetizione di blocchi, all'interno di questa una terza e così via, il CNC limita questo tipo dichiamate a un massimo di 20 livelli di annidamento.
Programmazione.
Si deve programmare da sola nel blocco. Nel programmare questa sentenza, occorredefinire il blocco iniziale e finale della ripetizione. Opzionalmente è possibile definire ilnumero di volte per ripetere i blocchi.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
#RPT [{etichetta_iniziale}, {etichetta_finale}, <{ripetizioni}>]
Programmazione delle etichette.
Le etichette che identificano i blocchi potranno essere di tipo numero o tipo nome. L'etichettadel blocco iniziale può far parte del blocco da ripetere, ma l'etichetta del blocco finale deveessere sola nel blocco. Le etichette dei blocchi iniziale e finale devono essere diverse.
• Programmazione con etichette di tipo numero. Nel programma, nelle etichette di tipoiniziale e finale occorre aggiungere il carattere ":" dopo il numero di blocco.
{etichetta_iniziale} Etichetta del blocco iniziale.
{etichetta_finale} Etichetta del blocco finale.
{ripetizioni} Numero di ripetizioni.Opzionale (di default, 1).
#RPT [N100, N200](Il CNC ripete i blocchi da N100 a N200 una volta).
#RPT [N18, N19, 7](Il CNC ripete i blocchi da N18 a N19 sette volte).
#RPT [[BEGIN], [END]](Il CNC ripete i blocchi da [BEGIN] a [END]).
#RPT [N50,N70]··
N50: G01 G91 X15 F800 (blocco iniziale)X-10 Y-10X20X-10 Y10
N70: (blocco finale)
Manuale di programmazione
CNC 8070
14.
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
Rip
etiz
ione
di u
n gr
upp
o di
blo
cch
i (#
RP
T).
·276·
(REF: 1807)
• Programmazione con etichette di tipo nome.
Considerazioni.
Ripetere l'esecuzione di un solo blocco.
Per ripetere l'esecuzione di un solo blocco, si programmerà come segue: I blocchi dimovimento possono anche essere ripetuti util izzando il comando "NR". Vedi"14.3.1 Ripetizione di un blocco di spostamento n volte (NR/NR0)." alla pagina 273.
Ripetizione di blocchi e cicli di esecuzione ($IF, $WHILE, ecc).
Il gruppo di blocchi da ripetere può includere cicli di esecuzione, come $ IF, $ WHILE, ecc.In questo caso, un'istruzione di chiusura del ciclo deve sempre essere accompagnatadall'istruzione di apertura corrispondente. Se all'interno del gruppo di blocchi da ripetere c'èsolo l'istruzione di chiusura del ciclo, il CNC mostrerà l'errore corrispondente.
#RPT [[BEGIN],[END]]··
[BEGIN] G01 G91 F800 (blocco iniziale)X-10 Y-10X20X-10 Y10G90
[END] (blocco finale)
N10 #RPT [N10,N20,4]N10: G01 G91 F800 (blocco iniziale)N20: (blocco finale)
Modo corretto.
#RPT [N10,N20]·
N10: $FOR P1=1,10,1··
$ENDFOR·
N20:
Modo scorretto.
#RPT [N10,N20]·
$FOR P1=1,10,1·
N10:·
$ENDFORN20:
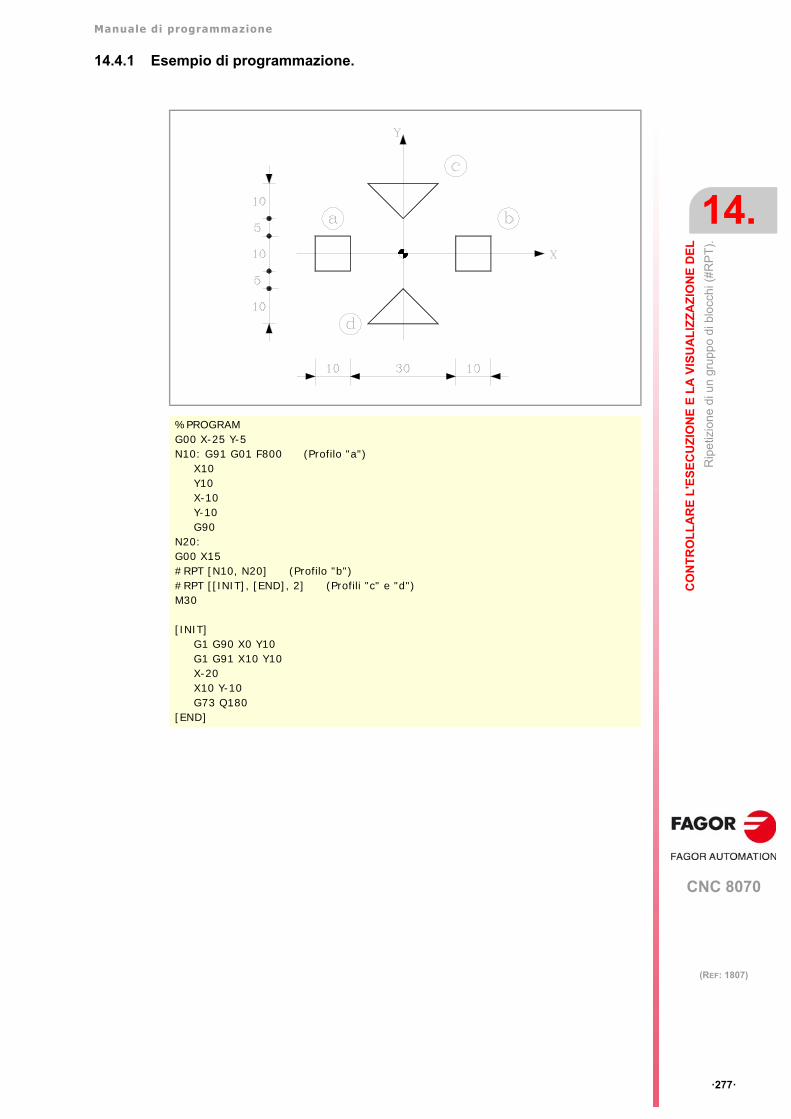
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
14.
Rip
etiz
ione
di u
n gr
upp
o di
blo
cch
i (#
RP
T).
·277·
(REF: 1807)
14.4.1 Esempio di programmazione.
%PROGRAMG00 X-25 Y-5N10: G91 G01 F800 (Profilo "a")
X10Y10X-10Y-10G90
N20:G00 X15#RPT [N10, N20] (Profilo "b")#RPT [[INIT], [END], 2] (Profili "c" e "d")M30
[INIT]G1 G90 X0 Y10G1 G91 X10 Y10X-20X10 Y-10G73 Q180
[END]
Manuale di programmazione
CNC 8070
14.
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
Inte
rru
zion
e d
ella
pre
para
zion
e d
el b
locc
o fi
no a
qua
ndo
si v
erif
ica
un e
vent
o (#
WA
IT F
OR
).
·278·
(REF: 1807)
14.5 Interruzione della preparazione del blocco fino a quando si verificaun evento (#WAIT FOR).
La sentenza #WAIT FOR interrompe la preparazione di blocchi finché la condizioneprogrammata non sarà osservata.
Programmazione.
Si deve programmare da sola nel blocco. Nel programmare questa sentenza, occorredefinire la condizione per riavviare la preparazione di blocchi.
Formato di programmazione.
Il formato di programmazione è il seguente; fra graffe si riportano gli argomenti.
#WAIT FOR [{condizione}]
Considerazioni.
Questa sentenza non sincronizza la preparazione e l’esecuzione di blocchi; per lasincronizzazione, utilizzare la funzione #FLUSH. Vedi "14.6 Interrompere la preparazionedei blocchi (#FLUSH)" alla pagina 279.
{condizione} Confronto che ha come risultato vero o falso.
#WAIT FOR [V.PLC.O[1] == 1](Il CNC attende che la variabile assuma un valore di ·1· per riprendere la preparazione deiblocchi).
P100=1#FLUSH#WAIT FOR [P100==0]
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
14.
Inte
rrom
pere
la p
repa
razi
one
dei
blo
cchi
(#F
LU
SH
)
·279·
(REF: 1807)
14.6 Interrompere la preparazione dei blocchi (#FLUSH)
Il CNC va leggendo vari blocchi più avanti rispetto a quello in esecuzione, allo scopo dicalcolare in anticipo la traiettoria da percorrere. Questa lettura preventiva è nota comepreparazione dei blocchi. La sentenza #FLUSH arresta la preparazione dei blocchi, eseguel’ultimo blocco preparato, sincronizza la preparazione e l’esecuzione dei blocchi e continual'esecuzione del programma e la preparazione dei blocchi.
Vi sono informazioni nei blocchi che il CNC valutata in fase di lettura; se si desidera valutarliin fase di esecuzione, si dovrà utilizzare la sentenza #FLUSH.
Programmazione.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
#FLUSH
Influenza della preparazione di blocchi nell'esecuzione dialcune funzioni.
Compensazione di raggio.
Occorre fare attenzione alla programmazione della sentenza #FLUSH, poiché se intercalatafra blocchi di lavorazione con compensazione può provocare profili non desiderati. Occorreconsiderare che l'arresto della preparazione dei blocchi può provocare traiettoriecompensate diverse da quelle programmate, unioni indesiderate quando si lavora con trattipiccoli, spostamenti di assi a salti, ecc.
Condizione di salto di blocco.
Il CNC analizza la condizione di salto del blocco durante la preparazione del blocco. Lasentenza #FLUSH è molto utile per valutare la condizione di salto di blocco nel momentodell'esecuzione.
Le variabili.
Il CNC valuta alcune variabili durante la preparazione di blocchi ed altre durantel’esecuzione.
• Variabili che usano il valore di esecuzione. Queste variabili arrestano temporaneamentela preparazione dei blocchi, che riprende quando termina la lettura/scrittura dellavariabile.
• Variabili che usano il valore di preparazione. Per forzare la valutazione di una variabileal momento dell'esecuzione utilizzare la sentenza #FLUSH nel blocco precedente.
#FLUSH
N110 #FLUSH/N120 G01 X100

Manuale di programmazione
CNC 8070
14.
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
Abi
litar
e/di
sab
ilita
re il
trat
tam
ent
o di
blo
cco
uni
co (
#ES
BLK
/#D
SB
LK).
·280·
(REF: 1807)
14.7 Abilitare/disabilitare il trattamento di blocco unico (#ESBLK/#DSBLK).
Le sentenze #ESBLK e #DSBLK attivano e disattivano il trattamento a blocco unico.
Quando il programma viene eseguito in modalità "blocco per blocco", il gruppo di blocchitra le due sentenze viene eseguito a ciclo continuo, ossia l'esecuzione non si ferma alla finedel blocco, ma continua nel blocco successivo fino a quando viene raggiunta la sentenza#DSBLK.
Programmazione.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
#ESBLK#DSBLK
#ESBLK Abilitare il trattamento a blocco unico.
#DSBLK Disabilitare il trattamento a blocco unico.
G01 X20 Y0 F850G01 X20 Y20#ESBLK (Inizio blocco unico)
G01 X30 Y30G02 X20 Y40 I-5 J5G01 X10 Y30G01 X20 Y20
#DSBLK (Fine blocco unico)G01 X20 Y0M30

Manuale di programmazione
CNC 8070
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
14.
Abi
lita
re/d
isab
ilita
re il
seg
nale
di s
top
(#D
ST
OP
/#E
ST
OP
).
·281·
(REF: 1807)
14.8 Abilitare/disabilitare il segnale di stop (#DSTOP/#ESTOP).
La sentenza #DSTOP disabilita il segnale di arresto, indipendentemente dal fatto cheprovenga dal pannello di controllo (tasto [STOP]) o dal PLC. La sentenza #ESTOP riattivail segnale di stop.
Programmazione.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
#ESTOP#DSTOP
#ESTOP Abilitare il segnale di stop.
#DSTOP Disabilitare il segnale di stop.
#DSTOP#ESTOP
Manuale di programmazione
CNC 8070
14.
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
Abi
lita
re/d
isab
ilita
re il
seg
nale
di f
eed
-ho
ld (
#DF
HO
LD
/#E
FH
OLD
).
·282·
(REF: 1807)
14.9 Abilitare/disabilitare il segnale di feed-hold (#DFHOLD/#EFHOLD).
La sentenza #DFHOLD disabilita il segnale feed-hold proveniente dal PLC. La sentenza#EFHOLD abilita nuovamente il segnale di feed-hold.
Programmazione.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
#EFHOLD#DFHOLD
Funzionamento del segnale di feed-hold del PLC.
Se il PLC abilita il segnale di feed-hold, il canale del CNC arresta temporalmentel'avanzamento degli assi (mantenendo la rotazione del mandrino). Se il PLC attiva il segnalefeed-hold in un blocco senza movimento, il CNC continuerà l’esecuzione del programma finoa rilevare un blocco con movimento. Se il PLC disabilita il segnale di feed-hold, il movimentodegli assi continua. Tutti gli arresti e gli avvii degli assi vengono prodotti con le corrispondentirampe di accelerazione e di decelerazione.
Sugli schermi forniti da Fagor, il testo "Freal" degli schermi delle modalità automatica emanuale appare in rosso quando è attivo il feed-hold.
#EFHOLD Abilitare il segnale di feed-hold.
#DFHOLD Disabilita il segnale di feed-hold.
#EFHOLD#DFHOLD
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
14.
Sal
to d
i blo
cco
($G
OT
O).
·283·
(REF: 1807)
14.10 Salto di blocco ($GOTO).
L'istruzione $GOTO continua l'esecuzione del programma nel blocco definito, che puòtrovarsi in un punto precedente o successivo del programma. L'istruzione $GOTO e il bloccodi destinazione devono essere nello stesso programma o sottoprogramma; non sonoconsentiti salti del programma a sottoprogrammi né tra sottoprogrammi.
Programmazione.
Pianificare la sentenza da sola nel blocco o insieme a un'istruzione $IF.
Formato di programmazione.
Il formato di programmazione è il seguente.
$GOTO {etichetta}
Etichetta del blocco.
Le etichette che identificano i blocchi potranno essere di tipo numero o tipo nome. Nelprogramma, nelle etichette di tipo numero occorre aggiungere il carattere ":" dopo il numerodi blocco.
Considerazioni.
• Non è consentito eseguire salti ai blocchi annidati in un'altra istruzione ($IF, $FOR,$WHILE, ecc).
• Anche se le istruzioni di controllo di flusso devono essere programmate da sole nelblocco, l'istruzione $GOTO può essere aggiunta a un'istruzione $IF nello stesso blocco.Ciò consente di uscire dal gruppo di blocchi annidati in un'istruzione ($IF, $FOR,$WHILE, ecc), senza dover terminare il loop.
{etichetta} Etichetta del blocco.
$GOTO N50 (o $GOTO N50:)··
N50: G01 G91 X15 F800
$GOTO [LABEL]··
[LABEL] G01 G91 F800
N10 P0=10N20 $WHILE P0<=10N30 G01 X[P0*10] F400N40 P0=P0-1N50 $IF P0==1 $GOTO N100N60 $ENDWHILEN100: G00 Y30M30
Manuale di programmazione
CNC 8070
14.
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
Ese
cuzi
one
cond
izio
nale
($I
F).
·284·
(REF: 1807)
14.11 Esecuzione condizionale ($IF).
14.11.1 Esecuzione condizionale ($IF).
L'istruzione $IF analizza la condizione programmata e se è vera, esegue i blocchi annidatifra le istruzioni $IF e $ENDIF. Se la condizione è falsa, l'esecuzione continua nel bloccosuccessivo a $ENDIF.
Programmazione.
Si deve programmare da sola nel blocco. L'istruzione $IF finisce sempre con un $ENDIF.
Formato di programmazione.
Il formato di programmazione è il seguente; fra graffe si riportano gli argomenti.
$IF {condizione} $ENDIF
Considerazioni.
L'istruzione $IF finisce sempre con un $ENDIF, eccetto se vi si aggiunge l'istruzione $GOTO,nel qual caso si può omettere.
{condizione} Confronto che ha come risultato vero o falso.
N20 $IF P1==1N30 ...N40 ...N50 $ENDIFN60 ...(Se P1=1, il CNC esegue i blocchi da N30 a N40; in caso contrario, l'esecuzione continua in N60).
N20 $IF P1==1 $GOTO N40N30...N40: ...N50...(Se P1=1, l'esecuzione continua nel blocco N40; in caso contrario, l'esecuzione continua in N30).
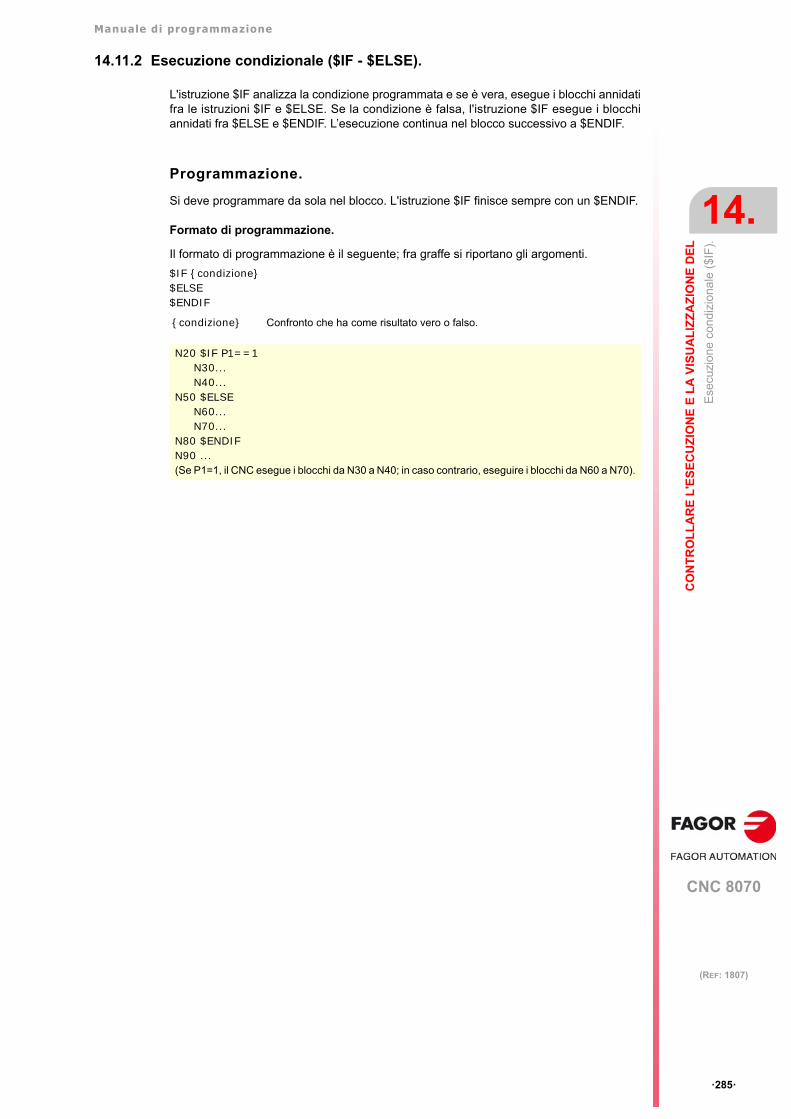
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
14.
Ese
cuzi
one
cond
izio
nale
($I
F).
·285·
(REF: 1807)
14.11.2 Esecuzione condizionale ($IF - $ELSE).
L'istruzione $IF analizza la condizione programmata e se è vera, esegue i blocchi annidatifra le istruzioni $IF e $ELSE. Se la condizione è falsa, l'istruzione $IF esegue i blocchiannidati fra $ELSE e $ENDIF. L’esecuzione continua nel blocco successivo a $ENDIF.
Programmazione.
Si deve programmare da sola nel blocco. L'istruzione $IF finisce sempre con un $ENDIF.
Formato di programmazione.
Il formato di programmazione è il seguente; fra graffe si riportano gli argomenti.
$IF {condizione}$ELSE$ENDIF
{condizione} Confronto che ha come risultato vero o falso.
N20 $IF P1==1N30...N40...
N50 $ELSEN60...N70...
N80 $ENDIFN90 ...(Se P1=1, il CNC esegue i blocchi da N30 a N40; in caso contrario, eseguire i blocchi da N60 a N70).
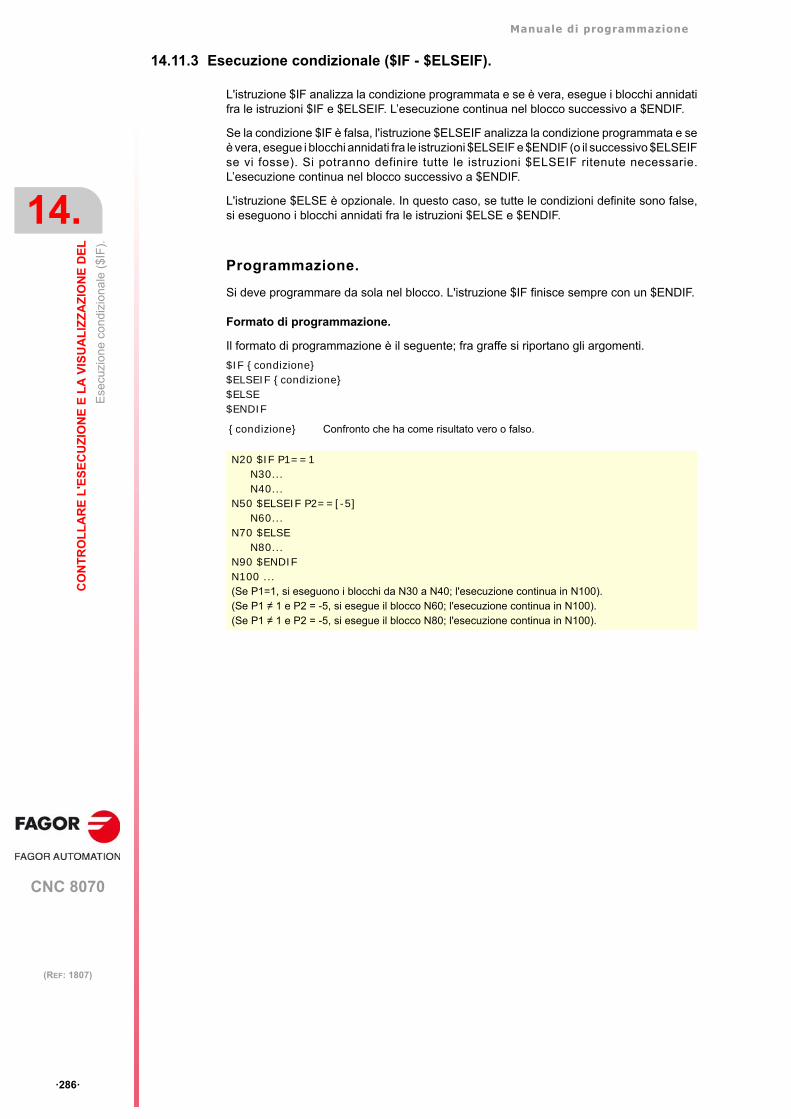
Manuale di programmazione
CNC 8070
14.
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
Ese
cuzi
one
cond
izio
nale
($I
F).
·286·
(REF: 1807)
14.11.3 Esecuzione condizionale ($IF - $ELSEIF).
L'istruzione $IF analizza la condizione programmata e se è vera, esegue i blocchi annidatifra le istruzioni $IF e $ELSEIF. L’esecuzione continua nel blocco successivo a $ENDIF.
Se la condizione $IF è falsa, l'istruzione $ELSEIF analizza la condizione programmata e seè vera, esegue i blocchi annidati fra le istruzioni $ELSEIF e $ENDIF (o il successivo $ELSEIFse vi fosse). Si potranno definire tutte le istruzioni $ELSEIF ritenute necessarie.L’esecuzione continua nel blocco successivo a $ENDIF.
L'istruzione $ELSE è opzionale. In questo caso, se tutte le condizioni definite sono false,si eseguono i blocchi annidati fra le istruzioni $ELSE e $ENDIF.
Programmazione.
Si deve programmare da sola nel blocco. L'istruzione $IF finisce sempre con un $ENDIF.
Formato di programmazione.
Il formato di programmazione è il seguente; fra graffe si riportano gli argomenti.
$IF {condizione}$ELSEIF {condizione}$ELSE$ENDIF
{condizione} Confronto che ha come risultato vero o falso.
N20 $IF P1==1N30...N40...
N50 $ELSEIF P2==[-5]N60...
N70 $ELSEN80...
N90 $ENDIFN100 ...(Se P1=1, si eseguono i blocchi da N30 a N40; l'esecuzione continua in N100).(Se P1 ≠ 1 e P2 = -5, si esegue il blocco N60; l'esecuzione continua in N100).(Se P1 ≠ 1 e P2 = -5, si esegue il blocco N80; l'esecuzione continua in N100).

Manuale di programmazione
CNC 8070
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
14.
Ese
cuzi
one
con
dizi
ona
le (
$SW
ITC
H).
·287·
(REF: 1807)
14.12 Esecuzione condizionale ($SWITCH).
L'istruzione $SWITCH calcola il valore di un'espressione ed esegue il gruppo di blocchiassociato a quel valore (blocchi annidati tra $CASE e $BREAK). Questa istruzione può averediversi gruppi di blocchi annidati ($CASE), ciascuno associato a un valore.
L'istruzione $DEFAULT è opzionale. Se l'espressione calcolata da $SWITCH non coincidecon nessun $CASE, il CNC eseguire l'insieme di blocchi annidati tra le istruzioni $DEFAULTe $ENDSWITCH.
Programmazione.
Programmare le sentenze da sole nel blocco. L'istruzione $SWITCH finisce sempre con un$ENDSWITCH. L'istruzione $CASE finisce sempre con un $BREAK.
Formato di programmazione.
Il formato di programmazione è il seguente; fra graffe si riportano gli argomenti.
$SWITCH {espressione}$CASE {valore}$BREAK$DEFAULT$ENDSWITCH
{espressione} Parametro, variabile, espressione aritmetica o espressione relazionale.
{valore} Numero, parametro, variabile, espressione aritmetica o espressione relazionale.
N20 $SWITCH [P1+P2/P4]N30 $CASE 10
··
N60 $BREAKN70 $CASE [P5+P6]
··
N100 $BREAKN110 $DEFAULT
··
N140 $ENDSWITCHN150 ...L'istruzione $SWITCH calcola l'espressione [P1+P2/P4].
• Se il risultato è 10, il CNC esegue i blocchi da N40 a N50. • Se il risultato è [P5+P6], il CNC esegue i blocchi da N80 a N90.• Se il risultato non corrisponde a nessuna opzione, il CNC esegue i blocchi da N120 a N130.
L'esecuzione continua in N150.
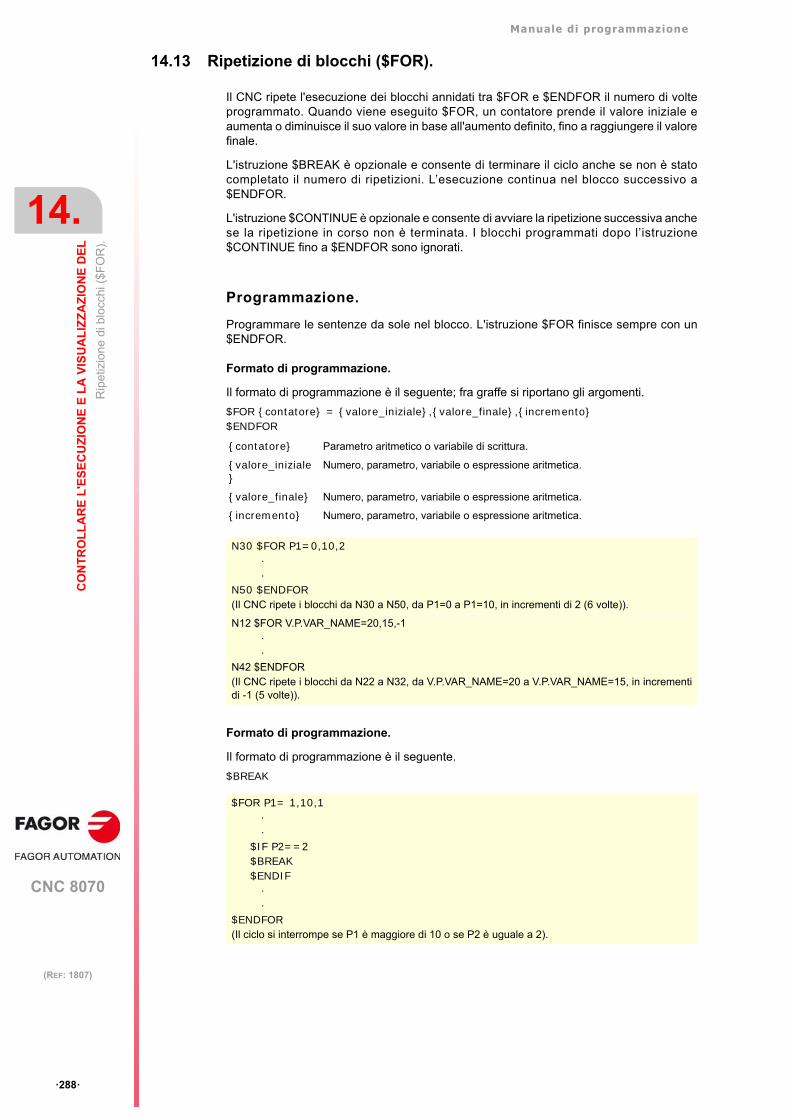
Manuale di programmazione
CNC 8070
14.
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
Rip
etiz
ione
di b
locc
hi (
$FO
R).
·288·
(REF: 1807)
14.13 Ripetizione di blocchi ($FOR).
Il CNC ripete l'esecuzione dei blocchi annidati tra $FOR e $ENDFOR il numero di volteprogrammato. Quando viene eseguito $FOR, un contatore prende il valore iniziale eaumenta o diminuisce il suo valore in base all'aumento definito, fino a raggiungere il valorefinale.
L'istruzione $BREAK è opzionale e consente di terminare il ciclo anche se non è statocompletato il numero di ripetizioni. L’esecuzione continua nel blocco successivo a$ENDFOR.
L'istruzione $CONTINUE è opzionale e consente di avviare la ripetizione successiva anchese la ripetizione in corso non è terminata. I blocchi programmati dopo l’istruzione$CONTINUE fino a $ENDFOR sono ignorati.
Programmazione.
Programmare le sentenze da sole nel blocco. L'istruzione $FOR finisce sempre con un$ENDFOR.
Formato di programmazione.
Il formato di programmazione è il seguente; fra graffe si riportano gli argomenti.
$FOR {contatore} = {valore_iniziale},{valore_finale},{incremento}$ENDFOR
Formato di programmazione.
Il formato di programmazione è il seguente.
$BREAK
{contatore} Parametro aritmetico o variabile di scrittura.
{valore_iniziale}
Numero, parametro, variabile o espressione aritmetica.
{valore_finale} Numero, parametro, variabile o espressione aritmetica.
{incremento} Numero, parametro, variabile o espressione aritmetica.
N30 $FOR P1=0,10,2··
N50 $ENDFOR(Il CNC ripete i blocchi da N30 a N50, da P1=0 a P1=10, in incrementi di 2 (6 volte)).
N12 $FOR V.P.VAR_NAME=20,15,-1··
N42 $ENDFOR(Il CNC ripete i blocchi da N22 a N32, da V.P.VAR_NAME=20 a V.P.VAR_NAME=15, in incrementidi -1 (5 volte)).
$FOR P1= 1,10,1··
$IF P2==2$BREAK$ENDIF
··
$ENDFOR(Il ciclo si interrompe se P1 è maggiore di 10 o se P2 è uguale a 2).
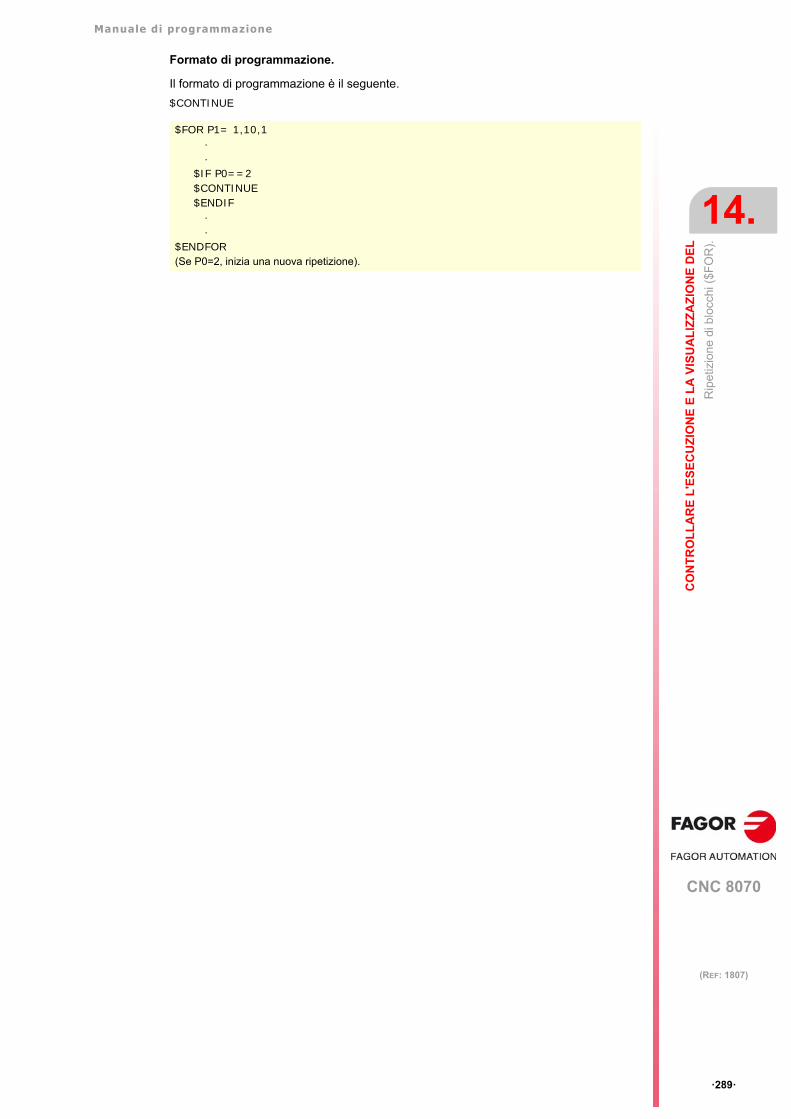
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
14.
Rip
etiz
ione
di b
locc
hi (
$FO
R).
·289·
(REF: 1807)
Formato di programmazione.
Il formato di programmazione è il seguente.
$CONTINUE
$FOR P1= 1,10,1··
$IF P0==2$CONTINUE$ENDIF
··
$ENDFOR(Se P0=2, inizia una nuova ripetizione).
Manuale di programmazione
CNC 8070
14.
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
Rip
etiz
ion
e co
ndiz
iona
le d
i blo
cchi
($W
HIL
E).
·290·
(REF: 1807)
14.14 Ripetizione condizionale di blocchi ($WHILE).
Il CNC ripete l'esecuzione dei blocchi annidati tra $WHILE e $ENDWHILE mentre lacondizione definita è valida. La condizione si analizza all'inizio di ogni ciclo.
L'istruzione $BREAK è opzionale e consente di terminare il ciclo anche se la condizione diarresto non viene soddisfatta. L'esecuzione continuerà nel blocco seguente a $ENDWHILE.
L'istruzione $CONTINUE è opzionale e consente di avviare il ciclo successivo anche sequello in corso non è terminato. I blocchi programmati dopo l’istruzione $CONTINUE finoa $ENDWHILE sono ignorati.
Programmazione.
Programmare le sentenze da sole nel blocco. L'istruzione $WHILE finisce sempre con un$ENDWHILE.
Formato di programmazione.
Il formato di programmazione è il seguente; fra graffe si riportano gli argomenti.
$WHILE {condizione}$ENDWHILE
Formato di programmazione.
Il formato di programmazione è il seguente.
$BREAK
Formato di programmazione.
Il formato di programmazione è il seguente.
$CONTINUE
{condizione} Confronto che ha come risultato vero o falso.
$WHILE P1<= 10P1=P1+1
···
$ENDWHILE(Il ciclo viene ripetuto mentre P1 è minore o uguale a 10).
$WHILE P1<= 10··
$IF P2==2$BREAK$ENDIF
··
$ENDWHILE(Il ciclo si interrompe se P1 è maggiore di 10 o se P2 è uguale a 2).
$WHILE P1<= 10··
$IF P0==2$CONTINUE$ENDIF
··
$ENDWHILE(Se P0=2, inizia un nuovo ciclo).
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
14.
Rip
etiz
ione
con
dizi
ona
le d
i blo
cch
i ($
DO
).
·291·
(REF: 1807)
14.15 Ripetizione condizionale di blocchi ($DO).
Il CNC ripete l'esecuzione dei blocchi annidati tra $DO e $ENDDO mentre la condizionedefinita è valida. La condizione si analizza alla fine di ogni nuovo ciclo, pertanto il gruppodi blocchi si esegue come minimo una volta.
L'istruzione $BREAK è opzionale e consente di terminare il ciclo anche se la condizione diarresto non viene soddisfatta. L’esecuzione continua nel blocco successivo a $ENDDO.
L'istruzione $CONTINUE è opzionale e consente di avviare il ciclo successivo anche sequello in corso non è terminato. I blocchi programmati dopo l’istruzione $CONTINUE finoa $ENDDO sono ignorati.
Programmazione.
Programmare le sentenze da sole nel blocco. L'istruzione $DO finisce sempre con un$ENDDO.
Formato di programmazione.
Il formato di programmazione è il seguente; fra graffe si riportano gli argomenti.
$DO $ENDDO {condizione}
Formato di programmazione.
Il formato di programmazione è il seguente.
$BREAK
Formato di programmazione.
Il formato di programmazione è il seguente.
$CONTINUE
{condizione} Confronto che ha come risultato vero o falso.
$DOP1=P1+1
···
$ENDDO P1<=10(Il ciclo viene ripetuto mentre P1 è minore o uguale a 10).
$DO··
$IF P2==2$BREAK$ENDIF
··
$ENDDO P1<= 10(Il ciclo si interrompe se P1 è maggiore di 10 o se P2 è uguale a 2).
$DO ··
$IF P0==2$CONTINUE$ENDIF
··
$ENDDO P1<= 10(Se P0=2, inizia un nuovo ciclo).
Manuale di programmazione
CNC 8070
14.
CO
NT
RO
LL
AR
E L
'ES
EC
UZ
ION
E E
LA
VIS
UA
LIZ
ZA
ZIO
NE
DE
L
Rip
etiz
ione
con
dizi
ona
le d
i blo
cch
i ($
DO
).
·292·
(REF: 1807)

CNC 8070
15
·293·
(REF: 1807)
SOTTOPROGRAMMI.
Un sottoprogramma è un insieme di blocchi che, convenientemente identificati, possonoessere chiamati una o varie volte da un altro sottoprogramma o dal programma. Èconsuetudine utilizzare i sottoprogrammi per definire un insieme di operazioni o dispostamenti che si ripetono varie volte nel programma. Il CNC consente di eseguire in tuttofino a sette sottoprogrammi per blocco (G180, G380, G500, funzioni M con sottoprogramma,ecc.)
Tipi di sottoprogrammi.
Il CNC dispone di due tipi dei sottoprogrammi, e cioè locali e globali. È disponibile un terzotipo, i sottoprogrammi OEM, che sono un tipo particolare di sottoprogramma globale definitodal costruttore. Vedi "15.5 Esecuzione di sottoprogrammi OEM." alla pagina 306.
Sottoprogrammi globali.
Il sottoprogramma globale è registrato nella memoria del CNC come un programmaindipendente. Questo sottoprogramma può essere chiamato da qualsiasi programma osottoprogramma in esecuzione.
Sottoprogrammi locali.
Il sottoprogramma locale è definito come parte di un programma. Questo sottoprogrammapuò essere chiamato dal programma in cui è definita.
Un programma può disporre di vari sottoprogrammi locali, ma tutti dovranno essere definitiprima del corpo del programma. Un sottoprogramma locale potrà chiamare un secondosottoprogramma locale, a condizione che il sottoprogramma che esegue la chiamata siadefinito dopo il sottoprogramma chiamato.
Livelli di annidamento di sottoprogrammi e parametri.
I sottoprogrammi definiti possono essere chiamati dal programma principale o da un altrosottoprogramma, e da quest'ultimo, a sua volta, è possibile chiamarne un secondo, dalsecondo un terzo, e così via. Il CNC limita tali chiamate a un massimo di 20 livelli diannidamento.
I parametri aritmetici nei sottoprogrammi.
Parametri locali.
I parametri locali definiti in un sottoprogramma saranno sconosciuti per il programma e peril resto dei sottoprogrammi, ed è possibile utilizzarli solo nel sottoprogramma in cui sono statidefiniti.
È possibile assegnare parametri locali a più di un sottoprogramma, è può esistere unmassimo di 7 livelli di annidamento di parametri all'interno dei 20 livelli di annidamento disottoprogrammi. Non tutti i tipi di chiamata a sottoprogramma cambiano il livello diannidamento; solo le chiamate #PCALL, #MCALL e le funzioni da G180 a G189 e da G380a G399.
Manuale di programmazione
CNC 8070
15.
SO
TT
OP
RO
GR
AM
MI.
·294·
(REF: 1807)
Parametri globali.
I parametri globali saranno condivisi dal programma e dai sottoprogrammi del canale.Potranno essere utilizzati in qualsiasi blocco del programma e dei sottoprogrammi,indipendentemente dal livello di annidamento in cui si trovano.
Parametri comuni.
I parametri comuni saranno condivisi dal programma e dai sottoprogrammi di qualsiasicanale. Potranno essere utilizzati in qualsiasi blocco del programma e dei sottoprogrammi,indipendentemente dal livello di annidamento in cui si trovano.

Manuale di programmazione
CNC 8070
SO
TT
OP
RO
GR
AM
MI.
15.
Ese
cuzi
one
di s
otto
prog
ram
mi d
alla
mem
oria
RA
M.
·295·
(REF: 1807)
15.1 Esecuzione di sottoprogrammi dalla memoria RAM.
Se durante l’esecuzione si utilizzano ripetutamente gli stessi sottoprogrammi, è più efficientecaricare tali sottoprogrammi nella memoria RAM del CNC, dato che così l’accesso agli stessisarà più veloce e pertanto si ottimizza il tempo d’esecuzione. Questa opzione è valida siaper i sottoprogrammi OEM sia per quelli d’utente. Per caricare un sottoprogramma nellamemoria RAM, esso deve avere estensione fst. Lo spazio riservato nella memoria RAM peri sottoprogrammi è di 5 Mb.
Sottoprogrammi fst d'utente.
Sottoprogrammi con estensione fst che non sono salvati nella cartella ..mtb/sub. Isottoprogrammi d’utente la cui estensione è fst, si caricano nella memoria RAM in fase dipreparazione dei blocchi. Il CNC verifica se è caricato in memoria RAM, e se non lo è, e c’èspazio, lo carica.
Quando termina il programma (M02/M30) o dopo un reset, se nessun altro canale staeseguendo i sottoprogrammi, il CNC li cancella dalla memoria RAM. In questo modo, se unsottoprogramma d’utente con estensione fst è editato o modificato, il CNC assume icambiamenti la prossima volta che lo esegue.
Sottoprogrammi fst di costruttore.
Sottoprogrammi con estensione fst salvati nella cartella ..mtb/sub.
• Con il CNC in modalità USER, i sottoprogrammi OEM la cui estensione è fst, si caricanonella memoria RAM all’avvio dell’applicazione CNC.
Quando il fabbricante riabilita i propri sottoprogrammi, essi dovranno avere un’altraestensione affinché i cambiamenti siano accettati senza dover riavviare l’applicazione.Una volta riabilitati, il fabbricante dovrà modificare l’estensione dei sottoprogrammi confst affinché essi siano caricati nella memoria RAM.
• Con il CNC in modalità SETUP (messa a punto), i programmi OEM la cui estensione èfst si caricheranno nella memoria RAM durante la preparazione di blocchi. Il CNC verificase è caricato in memoria RAM, e se non lo è, e c’è spazio, lo carica. Quando terminail programma (M02/M30) o dopo un reset, se nessun altro canale sta eseguendo isottoprogrammi, il CNC li cancella dalla memoria RAM. In questo modo i cambiamentieventualmente eseguiti nel sottoprogramma saranno assunti la prossima volta che sieseguirà il programma.
Manuale di programmazione
CNC 8070
15.
SO
TT
OP
RO
GR
AM
MI.
Def
iniz
ione
de
i sot
top
rogr
amm
i.
·296·
(REF: 1807)
15.2 Definizione dei sottoprogrammi.
Come il corpo del programma, un sottoprogramma è composto da un’intestazione, dal corpodi programma e dalla funzione di fine sottoprogramma.
Testa del sottoprogramma locale.
L’intestazione del sottoprogramma è un blocco composto dai caratteri "%L" seguiti da unospazio in bianco e dal nome del sottoprogramma. Il nome del sottoprogramma ammette 14caratteri e può essere formato da lettere maiuscole, minuscole e da numeri (non ammettespazi in bianco).
La programmazione dell'intestazione è obbligatoria. Quando si esegue la chiamata di unasottoprogramma, si utilizza il nome dell’intestazione.
Testa del sottoprogramma globale.
L’intestazione di un sottoprogramma globale è uguale a quella di un programma, cioè è unblocco composto dal carattere "%" seguito dal nome del sottoprogramma. Il nome ammette14 caratteri e può essere formato da lettere maiuscole, minuscole e da numeri (non ammettespazi in bianco).
La programmazione dell'intestazione è opzionale. Quando si esegue la chiamata di unsottoprogramma globale, non si utilizza il nome dell’intestazione, ma si utilizza il nome concui si salva il file nel CNC.
Il nome definito nell’intestazione non ha nessuna relazione con il nome con cui si salva ilfile. Entrambi i nomi possono essere diversi.
Fine sottoprogramma locale o globale.
La fine di un sottoprogramma si definisce tramite una delle funzioni M17, M29 o le sentenze#RET, che sono tutte tra loro equivalenti. La sentenza #RETDSBLK termina ilsottoprogramma ed annulla l’elaborazione blocco unico. La programmazione di una di esseè obbligatoria per considerare terminato il sottoprogramma.
%L 0123456789%L SUBROUTINE%L SUB234S
%0123%GLOBSUBROUTINE%PART923R
M17M29#RET#RETDSBLK
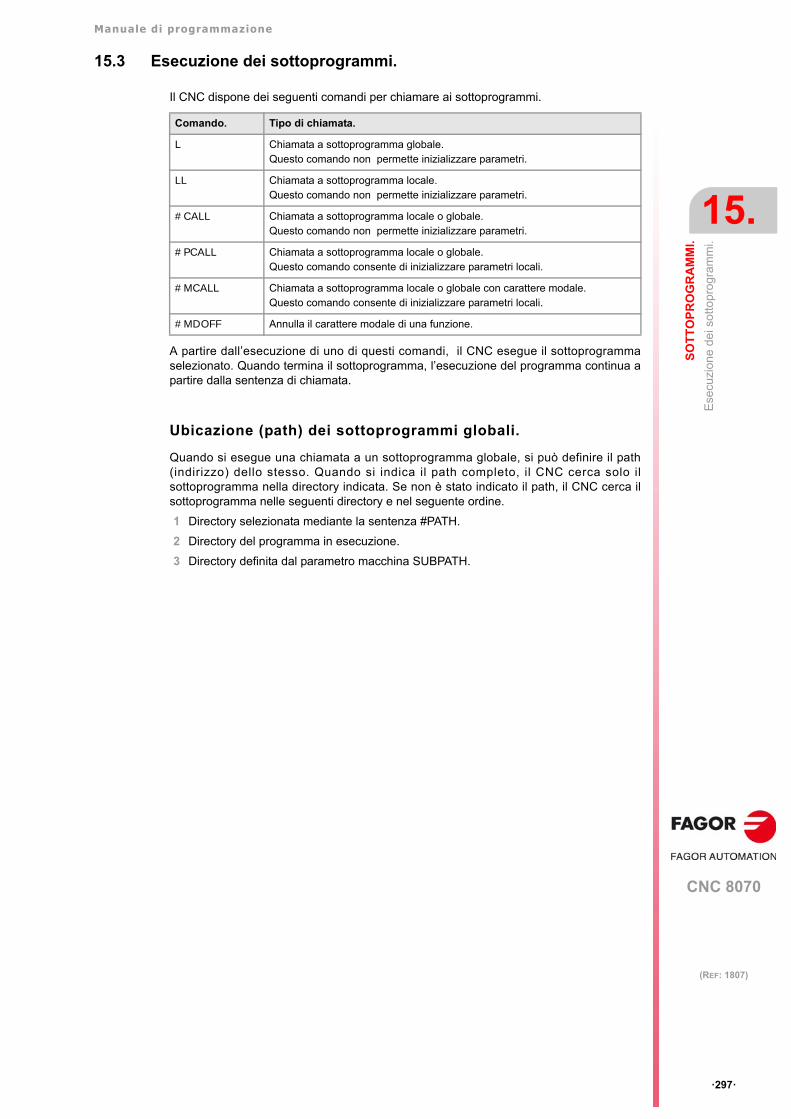
Manuale di programmazione
CNC 8070
SO
TT
OP
RO
GR
AM
MI.
15.
Ese
cuzi
one
de
i sot
top
rogr
amm
i.
·297·
(REF: 1807)
15.3 Esecuzione dei sottoprogrammi.
Il CNC dispone dei seguenti comandi per chiamare ai sottoprogrammi.
A partire dall’esecuzione di uno di questi comandi, il CNC esegue il sottoprogrammaselezionato. Quando termina il sottoprogramma, l’esecuzione del programma continua apartire dalla sentenza di chiamata.
Ubicazione (path) dei sottoprogrammi globali.
Quando si esegue una chiamata a un sottoprogramma globale, si può definire il path(indirizzo) dello stesso. Quando si indica il path completo, il CNC cerca solo ilsottoprogramma nella directory indicata. Se non è stato indicato il path, il CNC cerca ilsottoprogramma nelle seguenti directory e nel seguente ordine.
1 Directory selezionata mediante la sentenza #PATH.
2 Directory del programma in esecuzione.
3 Directory definita dal parametro macchina SUBPATH.
Comando. Tipo di chiamata.
L Chiamata a sottoprogramma globale.Questo comando non permette inizializzare parametri.
LL Chiamata a sottoprogramma locale.Questo comando non permette inizializzare parametri.
#CALL Chiamata a sottoprogramma locale o globale.Questo comando non permette inizializzare parametri.
#PCALL Chiamata a sottoprogramma locale o globale.Questo comando consente di inizializzare parametri locali.
#MCALL Chiamata a sottoprogramma locale o globale con carattere modale.Questo comando consente di inizializzare parametri locali.
#MDOFF Annulla il carattere modale di una funzione.
Manuale di programmazione
CNC 8070
15.
SO
TT
OP
RO
GR
AM
MI.
Ese
cuzi
one
de
i sot
top
rogr
amm
i.
·298·
(REF: 1807)
15.3.1 LL. Chiamata a un sottoprogramma locale.
Il comando LL esegue una chiamata di un sottoprogramma locale. Questo tipo di chiamatanon consente di inizializzare i parametri locali del sottoprogramma.
Formato di programmazione.
Il formato di programmazione è il seguente.
LL sub
15.3.2 L. Chiamata a un sottoprogramma globale
Il comando L esegue una chiamata di un sottoprogramma globale. Questo tipo di chiamatanon consente di inizializzare i parametri locali del sottoprogramma. Quando si tratta di unsottoprogramma globale, si potrà definire il path completo dello stesso.
Formato di programmazione.
Il formato di programmazione è il seguente.
L <path> sub
sottop Nome del sottoprogramma.
LL sub2.nc
path Opzionale. Posizione del sottoprogramma.
sottop Nome del sottoprogramma.
L C:\Cnc8070\Users\Prg\sub1.ncL C:\Cnc8070\Users\sub2.ncL Sub3.nc

Manuale di programmazione
CNC 8070
SO
TT
OP
RO
GR
AM
MI.
15.
Ese
cuzi
one
de
i sot
top
rogr
amm
i.
·299·
(REF: 1807)
15.3.3 #CALL. Chiamata a un sottoprogramma locale o globale.
La sentenza #CALL realizza una chiamata a un sottoprogramma, che potrà essere localeo globale. Questo tipo di chiamata non consente di inizializzare i parametri locali delsottoprogramma. Quando si tratta di un sottoprogramma globale, si potrà definire il pathcompleto dello stesso.
Quando vi sono due sottoprogrammi, uno locale e un altro globale con lo stesso nome siprocede come segue. Se è stato definito il path nella chiamata, si eseguirà il sottoprogrammaglobale; altrimenti si eseguirà il sottoprogramma locale.
Formato di programmazione.
Il formato di programmazione è il seguente.
#CALL <path> sub
Definizione del path.
La definizione del path è opzionale. Se si definisce, il CNC cercherà il sottoprogramma soloin tale cartella; se non si definisce, il CNC cercherà il sottoprogramma nelle cartelle di default.Vedi "Ubicazione (path) dei sottoprogrammi globali." alla pagina 297.
path Opzionale. Posizione del sottoprogramma.
sottop Nome del sottoprogramma.
#CALL C:\Cnc8070\Users\Prg\sub1.nc#CALL C:\Cnc8070\Users\sub2.nc#CALL Sub3.nc

Manuale di programmazione
CNC 8070
15.
SO
TT
OP
RO
GR
AM
MI.
Ese
cuzi
one
de
i sot
top
rogr
amm
i.
·300·
(REF: 1807)
15.3.4 #PCALL. Chiamata a un sottoprogramma locale o globale inizializzandoparametri.
La sentenza #PCALL realizza una chiamata a un sottoprogramma, che potrà essere localeo globale. Questo tipo di chiamata consente di inizializzare i parametri locali delsottoprogramma. Quando si tratta di un sottoprogramma globale, si potrà definire il pathcompleto dello stesso.
Quando vi sono due sottoprogrammi, uno locale e un altro globale con lo stesso nome siprocede come segue. Se è stato definito il path nella chiamata, si eseguirà il sottoprogrammaglobale; altrimenti si eseguirà il sottoprogramma locale.
Formato di programmazione.
Il formato di programmazione è il seguente.
#PCALL <path> sub <P0..Pn>
Come definire i parametri locali.
La chiamata al sottoprogramma permettono di inizializzare 57 parametri locali (da P0 a P57).I valori dei parametri devono essere definiti a seguito della sentenza di chiamata e sipotranno definire in due modi. Entrambi i modi di definire i parametri locali sono equivalentie si possono combinare all’interno di uno stesso blocco.
• I parametri da P0 a P25 potranno essere definiti anche tramite le lettere A-Z, in modoche "A" sia uguale a P0, "B" a P1 e così via fino a "Z" che è uguale a P25.
• I parametri da P26 a P52 tuttavia potranno definirsi con la modalità da "D0= " a "D31=",in modo che "D0=" è equivalente a P26, "D1=" a P27 e così via fino a "D31=" che è paria P57.
Definizione del path.
La definizione del path è opzionale. Se si definisce, il CNC cercherà il sottoprogramma soloin tale cartella; se non si definisce, il CNC cercherà il sottoprogramma nelle cartelle di default.Vedi "Ubicazione (path) dei sottoprogrammi globali." alla pagina 297.
Livelli di annidamento dei parametri locali.
Se nella sentenza #PCALL si inizializzano parametri locali, tale sentenza genera un nuovolivello di annidamento per i parametri locali. Si ricorda che si permettono un massimo di 7livelli di annidamento di parametri, all’interno dei 20 livelli di annidamento di sottoprogrammi.
path Opzionale. Posizione del sottoprogramma.
sottop Nome del sottoprogramma.
P0..Pn Opzionale. Inizializzazione di parametri.
#PCALL C:\Cnc8070\Users\Prg\sub1.nc#PCALL C:\Cnc8070\Users\sub2.nc A12.3 P10=6#PCALL Sub3.nc A12.3 F45.3 P10=6
Esempio di programmazione.#PCALL subroutine.nc A12.3 F45.3 P10=6 D0=34.12 D1=5 P28=0
Manuale di programmazione
CNC 8070
SO
TT
OP
RO
GR
AM
MI.
15.
Ese
cuzi
one
de
i sot
top
rogr
amm
i.
·301·
(REF: 1807)
15.3.5 #MCALL. Chiamata a un sottoprogramma locale o globale con caratteremodale.
La sentenza #MCALL realizza una chiamata a un sottoprogramma, che potrà essere localeo globale. Questo tipo di chiamata consente di inizializzare i parametri locali delsottoprogramma. Quando si tratta di un sottoprogramma globale, si potrà definire il pathcompleto dello stesso.
Quando vi sono due sottoprogrammi, uno locale e un altro globale con lo stesso nome siprocede come segue. Se è stato definito il path nella chiamata, si eseguirà il sottoprogrammaglobale; altrimenti si eseguirà il sottoprogramma locale.
Con questo tipo di chiamata, il sottoprogramma acquisisce la categoria modale; e cioè ilsottoprogramma si mantiene attivo nei successivi spostamenti, ripetendo di nuovo alla finedi ognuno di essi. Vedi "Considerazioni sul carattere modale del sottoprogramma." allapagina 302.
Formato di programmazione.
Il formato di programmazione è il seguente.
#MCALL <path> sub <P0..Pn>
Come definire i parametri locali.
La chiamata al sottoprogramma permettono di inizializzare 57 parametri locali (da P0 a P57).I valori dei parametri devono essere definiti a seguito della sentenza di chiamata e sipotranno definire in due modi. Entrambi i modi di definire i parametri locali sono equivalentie si possono combinare all’interno di uno stesso blocco.
• I parametri da P0 a P25 potranno essere definiti anche tramite le lettere A-Z, in modoche "A" sia uguale a P0, "B" a P1 e così via fino a "Z" che è uguale a P25.
• I parametri da P26 a P52 tuttavia potranno definirsi con la modalità da "D0= " a "D31=",in modo che "D0=" è equivalente a P26, "D1=" a P27 e così via fino a "D31=" che è paria P57.
Definizione del path.
La definizione del path è opzionale. Se si definisce, il CNC cercherà il sottoprogramma soloin tale cartella; se non si definisce, il CNC cercherà il sottoprogramma nelle cartelle di default.Vedi "Ubicazione (path) dei sottoprogrammi globali." alla pagina 297.
Annullare il carattere modale del sottoprogramma.
Il carattere modale delle subroutine si annulla mediante la sentenza #MDOFF e nei seguenticasi. Vedi "15.4 #PATH. Definire l’ubicazione dei sottoprogrammi globali." alla pagina 305.
• Dopo aver eseguito M02 o M30 e dopo un reset.
• Nel cambiare il piano di lavoro.
• Quando si programma un movimento con sonda (G100).
• Nel modificare la configurazione di assi (#FREE AX, #CALL AX e #SET AX).
• Quando si chiama ad un altro sottoprogramma (#PCALL, #CALL, L, LL, G180-189).
• Quando si attiva un ciclo fisso.
path Opzionale. Posizione del sottoprogramma.
sottop Nome del sottoprogramma.
P0..Pn Opzionale. Inizializzazione di parametri.
#MCALL C:\Cnc8070\Users\Prg\sub1.nc#MCALL C:\Cnc8070\Users\sub2.nc A12.3 P10=6#MCALL Sub3.nc A12.3 F45.3 P10=6
Esempio di programmazione.#MCALL subroutine.nc A12.3 F45.3 P10=6 D0=34.12 D1=5 P28=0

Manuale di programmazione
CNC 8070
15.
SO
TT
OP
RO
GR
AM
MI.
Ese
cuzi
one
de
i sot
top
rogr
amm
i.
·302·
(REF: 1807)
Livelli di annidamento dei parametri locali.
Se nella sentenza #PCALL si inizializzano parametri locali, tale sentenza genera un nuovolivello di annidamento per i parametri locali. Si ricorda che si permettono un massimo di 7livelli di annidamento di parametri, all’interno dei 20 livelli di annidamento di sottoprogrammi.
Considerazioni sul carattere modale del sottoprogramma.
Il sottoprogramma modale non si eseguirà nei blocchi di movimento programmati all’internodello stesso sottoprogramma né dei sottoprogrammi associati a T o M6. Non si esegueanche quando si programma un numero di ripetizioni di blocco con NR di ·0· (zero).
Se in un blocco di spostamento si programma un numero di ripetizioni NR diverso da ·0·(zero) con un sottoprogramma modale attivo, sia lo spostamento sia il sottoprogramma siripeteranno NR di volte.
Se quando è selezionato un sottoprogramma modale si esegue un blocco contenentel'istruzione #MCALL, il sottoprogramma corrente perderà la relativa modalità e il nuovosottoprogramma selezionato diventerà modale.

Manuale di programmazione
CNC 8070
SO
TT
OP
RO
GR
AM
MI.
15.
Ese
cuzi
one
de
i sot
top
rogr
amm
i.
·303·
(REF: 1807)
15.3.6 #MDOFF. Annullare il carattere modale del sottoprogramma.
La sentenza #MDOFF annulla il carattere modale del sottoprogramma. .
Formato di programmazione.
Il formato di programmazione è il seguente.
#MDOFF
#MDOFF

Manuale di programmazione
CNC 8070
15.
SO
TT
OP
RO
GR
AM
MI.
Ese
cuzi
one
de
i sot
top
rogr
amm
i.
·304·
(REF: 1807)
15.3.7 #RETDSBLK. Eseguire sottoprogrammi come blocco unico.
La sentenza #RETDSBLK termina il sottoprogramma ed annulla l’elaborazione bloccounico.
Formato di programmazione.
Programmare la sentenza solo nel blocco e alla fine del sottoprogramma.
#RETDSBLK
Come costruire il sottoprogramma.
Quando si desidera che un sottoprogramma sia eseguito come blocco unico, avrà in generela seguente struttura.
%Sub.nc#ESBLK; Inizio del trattamento a blocco unico.·
··
#DSBLK; Fine del trattamento a blocco unico.#RET; Fine sottoprogramma.
Quando si esegue questo sottoprogramma in modo blocco per blocco, occorre premere 2volte il tasto [START], dato che l’esecuzione si arresta nel blocco #RET. Perché ciò nonaccada e affinché il sottoprogramma sia eseguito con un solo [START], il sottoprogrammadeve iniziare con #ESBLK e finire con #RETDSBLK.
%Sub.nc#ESBLK; Inizio del trattamento a blocco unico.·
··
#RETDSBLK; Fine sottoprogramma e fine elaborazione blocco unico.
#RETDSBLK
Manuale di programmazione
CNC 8070
SO
TT
OP
RO
GR
AM
MI.
15.
#PA
TH
. Def
inire
l’ub
icaz
ion
e de
i sot
topr
ogra
mm
i glo
bali.
·305·
(REF: 1807)
15.4 #PATH. Definire l’ubicazione dei sottoprogrammi globali.
La sentenza #PATH definisce qual è l’ubicazione predeterminata dei sottoprogrammi globali.Quando nella chiamata di un sottoprogramma globale si definisce l’ubicazione dello stesso,il CNC cerca il sottoprogramma nella cartella definita dalla sentenza #PATH.
Quando nella chiamata di un sottoprogramma globale si definisce l’ubicazione dello stesso,il CNC cerca il sottoprogramma solo in tale percorso ed ignora il percorso definito nellasentenza #PATH.
Formato di programmazione.
Il formato di programmazione è il seguente.
#PATH ["path"]
path Posizione predeterminata dei sottoprogrammi.
#PATH ["C:\Cnc8070\Users\Prg\"]#PATH ["C:\Cnc8070\Users\"]
Manuale di programmazione
CNC 8070
15.
SO
TT
OP
RO
GR
AM
MI.
Ese
cuzi
one
di s
otto
prog
ram
mi O
EM
.
·306·
(REF: 1807)
15.5 Esecuzione di sottoprogrammi OEM.
Il CNC consente al costruttore della macchina di definire fino a 30 sottoprogrammi per canaleed associarli alle funzioni da G180 a G189 e G380 a G399, in modo che quando un canaleesegue una di tali funzioni, si eseguirà il sottoprogramma ad essa associato alla funzioneper tale canale Questi sottoprogrammi OEM si potranno eseguire in maniera non-modaleo in maniera modale, ed inoltre consentono di inizializzare i parametri locali delsottoprogramma.
Formato di programmazione.
Queste funzioni possono essere programmate in qualsiasi punto del programma, ed ènecessario che siano da sole nel blocco, e permettono di inizializzare i parametri locali delsottoprogramma.
Formato di programmazione. Eseguire il sottoprogramma in maniera non-modale.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti. Pereseguire il sottoprogramma in maniera non-modale, chiamarlo mediante il codice G(G180,G181, etc).
G180 G380 G180 {P0..Pn}G380 {P0..Pn}
Formato di programmazione. Eseguire il sottoprogramma in maniera modale.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti. Pereseguire il sottoprogramma in maniera modale, chiamarlo mediante il codice MG (MG180,MG181, ecc.).
MG180 MG380 MG180 {P0..Pn}MG380 {P0..Pn}
Come definire i parametri locali.
La chiamata al sottoprogramma permettono di inizializzare 57 parametri locali (da P0 a P57).I valori dei parametri devono essere definiti a seguito della sentenza di chiamata e sipotranno definire in due modi. Entrambi i modi di definire i parametri locali sono equivalentie si possono combinare all’interno di uno stesso blocco.
• I parametri da P0 a P25 potranno essere definiti anche tramite le lettere A-Z, in modoche "A" sia uguale a P0, "B" a P1 e così via fino a "Z" che è uguale a P25.
• I parametri da P26 a P52 tuttavia potranno definirsi con la modalità da "D0= " a "D31=",in modo che "D0=" è equivalente a P26, "D1=" a P27 e così via fino a "D31=" che è paria P57.
P0..Pn Opzionale. Parametri locali del sottoprogramma.
G180G183 P1=12.3 P2=6G388 A12.3 B45.3 P10=6
P0..Pn Opzionale. Parametri locali del sottoprogramma.
G180G183 P1=12.3 P2=6G388 A12.3 B45.3 P10=6
Esempio di programmazione.G180 A12.3 F45.3 P10=6 D0=34.12 D1=5 P28=0
Manuale di programmazione
CNC 8070
SO
TT
OP
RO
GR
AM
MI.
15.
Ese
cuzi
one
di s
otto
prog
ram
mi O
EM
.
·307·
(REF: 1807)
Informazione addizionale nel blocco.
Oltre all'inizializzazione dei parametri, insieme a tali funzioni si potrà aggiungere qualsiasialtro tipo di informazione addizionale, compresi spostamenti. Tale informazione si dovràprogrammare mediante la funzione di chiamata al sottoprogramma; altrimenti, i dati sarannoconsiderati come inizializzazione di parametri. Il sottoprogramma associato si esegue unavolta terminata l'esecuzione del resto dell'informazione programmata nel blocco.
Annullare un sottoprogramma modale.
Il carattere modale di un sottoprogramma si annulla nei seguenti casi.
• Programmando G80 o #MDOFF.
• Nel cambiare il piano di lavoro.
• Quando si programma un movimento con sonda (G100).
• Quando si esegue un altro sottoprogramma (#PCALL, #CALL, #MCALL, L, LL,G180-G189, G380-G399).
• Quando si esegue un ciclo fisso.
• Dopo aver eseguito M02 o M30 e dopo un reset.
• Nel modificare la configurazione di assi (#FREE AX, #CALL AX e #SET AX).
Livelli di annidamento dei parametri locali.
Se tali funzioni inizializzano parametri locali, si genera un nuovo livello di annidamento peri parametri locali. Si ricorda che si permettono un massimo di 7 livelli di annidamento diparametri, all’interno dei 20 livelli di annidamento di sottoprogrammi.
Considerazioni sul carattere modale del sottoprogramma.
Il sottoprogramma modale non si eseguirà nei blocchi di movimento programmati all’internodello stesso sottoprogramma né dei sottoprogrammi associati a T o M6. Non si esegueanche quando si programma un numero di ripetizioni di blocco con NR di ·0· (zero).
Se in un blocco di spostamento si programma un numero di ripetizioni NR diverso da ·0·(zero) con un sottoprogramma modale attivo, sia lo spostamento sia il sottoprogramma siripeteranno NR di volte.
Se mentre è selezionato un sottoprogramma come modale si esegue un altrosottoprogramma OEM modale, il sottoprogramma corrente perderà la propria modalità edil nuovo sottoprogramma selezionato diventerà modale.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
Le funzioni G180-G189 e G380-G399 non sono modali. Le funzioni MG180-MG189 eMG380-MG399 sono modali.
G01 X50 F450 G180 P0=15 P1=20
Prima si realizza lo spostamento programmato sul punto X50 e quindi si esegueil sottoprogramma associato a G180, inizializzando i parametri P0 e P1.
G180 P0=15 P1=20 G01 X50 F450
Tutti i dati si interpretano come inizializzazione di parametri, essendo P6(G)=1,P23(X)=50 e P5(F)=450.
Manuale di programmazione
CNC 8070
15.
SO
TT
OP
RO
GR
AM
MI.
So
ttop
rogr
amm
i gen
eric
i d'u
tent
e (G
500-
G5
99).
·308·
(REF: 1807)
15.6 Sottoprogrammi generici d'utente (G500-G599).
Il CNC consente all’utente di definire fino a 100 sottoprogrammi, comuni a tutti i canali, eche saranno associati alle funzioni da G500 a G599, in modo che quando il CNC esegueuna di tali funzioni, eseguirà il sottoprogramma associato. Questi sottoprogrammi OEM sipotranno eseguire in maniera non-modale o in maniera modale, ed inoltre consentono diinizializzare i parametri locali del sottoprogramma.
Questi sottoprogrammi saranno caricati nella memoria RAM la prima volta che sarannoeseguiti. Se non vi è spazio in RAM, il CNC darà un avviso ed eseguirà il sottoprogrammadal disco. Quando termina il programma (M30), se nessun altro canale sta eseguendo isottoprogrammi, il CNC li cancella dalla memoria RAM. Quindi se un sottoprogrammad’utente è editato o modificato, il CNC assume i cambiamenti la prossima volta che lieseguirà.
Se si aggiorna la versione, si aggiorneranno solo i sottoprogrammi forniti da Fagor se siseleziona il terzo livello d’installazione "rename previous version and install completely".
Formato di programmazione.
Queste funzioni possono essere programmate in qualsiasi punto del programma, ed ènecessario che siano da sole nel blocco, e permettono di inizializzare i parametri locali delsottoprogramma.
Formato di programmazione. Eseguire il sottoprogramma in maniera non-modale.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti. Pereseguire il sottoprogramma in maniera non-modale, chiamarlo mediante il codice G(G500,G501, ecc.).
G500 G500 {P0..Pn}
Formato di programmazione. Eseguire il sottoprogramma in maniera modale.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti. Pereseguire il sottoprogramma in maniera modale, chiamarlo mediante il codice MG (MG500,MG501, ecc.).
MG500 MG500 {P0..Pn}
Come definire i parametri locali.
La chiamata al sottoprogramma permettono di inizializzare 57 parametri locali (da P0 a P57).I valori dei parametri devono essere definiti a seguito della sentenza di chiamata e sipotranno definire in due modi. Entrambi i modi di definire i parametri locali sono equivalentie si possono combinare all’interno di uno stesso blocco.
• I parametri da P0 a P25 potranno essere definiti anche tramite le lettere A-Z, in modoche "A" sia uguale a P0, "B" a P1 e così via fino a "Z" che è uguale a P25.
• I parametri da P26 a P52 tuttavia potranno definirsi con la modalità da "D0= " a "D31=",in modo che "D0=" è equivalente a P26, "D1=" a P27 e così via fino a "D31=" che è paria P57.
P0..Pn Opzionale. Parametri locali del sottoprogramma.
G500G583 P1=12.3 P2=6G588 A12.3 B45.3 P10=6
P0..Pn Opzionale. Parametri locali del sottoprogramma.
G500G583 P1=12.3 P2=6G588 A12.3 B45.3 P10=6
Esempio di programmazione.G588 P0=12.3 P5=45.3 K6 P26=34.12 P27=5 D2=0

Manuale di programmazione
CNC 8070
SO
TT
OP
RO
GR
AM
MI.
15.
So
ttop
rogr
amm
i gen
eric
i d'u
tent
e (G
500-
G5
99).
·309·
(REF: 1807)
Informazione addizionale nel blocco.
Oltre all'inizializzazione dei parametri, insieme a tali funzioni si potrà aggiungere qualsiasialtro tipo di informazione addizionale, compresi spostamenti. Tale informazione si dovràprogrammare mediante la funzione di chiamata al sottoprogramma; altrimenti, i dati sarannoconsiderati come inizializzazione di parametri. Il sottoprogramma associato si esegue unavolta terminata l'esecuzione del resto dell'informazione programmata nel blocco.
Sottoprogrammi dell’utente.(G500-G599) e sottoprogrammimodali.
I programmi utente non modificano lo stato modale/non modale di altri possibilisottoprogrammi attivi; vale a dire, se c’è un sottoprogramma attivo con #MCALL, dentro isottoprogrammi utente continuerà ad essere modale.
In questo caso, se il programma attiva un sottoprogramma locale come modale e dentro ilsottoprogramma utente ci sono blocchi di movimento, il CNC darà errore di sottoprogrammanon trovato. Per utilizzare sottoprogrammi modali al di fuori dell’ambito del programma,questi devono essere globali.
Annullare un sottoprogramma modale.
Il carattere modale di un sottoprogramma si annulla nei seguenti casi.
• Programmando G80 o #MDOFF.
• Dopo aver eseguito M02 o M30 e dopo un reset.
Definire sottoprogrammi.
I sottoprogrammi associati alle funzioni saranno sottoprogrammi globali ed avranno lostesso nome della funzione, senza estensione. I sottoprogrammi dovranno essere definitinella cartella ..\Users\Sub. Se il CNC esegue una funzione e non esiste il sottoprogramma,il CNC darà errore.
G500Sottoprogramma associato G500.
G501Sottoprogramma associato G501.
· · ·
G599Sottoprogramma associato G599.
Sottoprogrammi forniti da Fagor.
Eseguire sottoprogrammi.
Il CNC esegue il sottoprogramma dopo aver eseguito la funzione alla quale è associato. Pereseguire il sottoprogramma come blocco unico, programmare la sentenza #ESBLK e#RETDSBLK. Dopo aver eseguito la sentenza #ESBLK, il CNC esegue i blocchiprogrammati di seguito come un blocco unico fino ad arrivare alla fine del sottoprogramma(#RETDSBLK).
G01 X50 F450 G500 P0=15 P1=20
Prima si realizza lo spostamento programmato sul punto X50 e quindi si esegue ilsottoprogramma associato a G500, inizializzando i parametri P0 e P1.
G500 P0=15 P1=20 G01 X50 F450
Tutti i dati si interpretano come inizializzazione di parametri, essendo P6(G)=1,P23(X)=50 e P5(F)=450.
Sottoprogramma.
Significato.
G500 Annullamento di HSC.
G501 Attivazione di HSC per l’operazioni di sgrossatura.

Manuale di programmazione
CNC 8070
15.
SO
TT
OP
RO
GR
AM
MI.
So
ttop
rogr
amm
i gen
eric
i d'u
tent
e (G
500-
G5
99).
·310·
(REF: 1807)
Se il file contenente il sottoprogramma ha l’attributo "nascosto", il CNC non visualizza ilcontenuto del sottoprogramma durante l’esecuzione. Gli attributi dei file si possonomodificare dalla modalità utilities (consultare il manuale di funzionamento).
Livelli di annidamento dei parametri locali.
Se tali funzioni inizializzano parametri locali, si genera un nuovo livello di annidamento peri parametri locali. Si ricorda che si permettono un massimo di 7 livelli di annidamento diparametri, all’interno dei 20 livelli di annidamento di sottoprogrammi.
P r o p r i e t à d e l l a f u n z i o n e e i n f l u e n z a d e l r e s e t , d e l l ospegnimento e della funzione M30.
Le funzioni da G500-G599 non sono modali. Le funzioni da MG500-MG599 sono modali.
Manuale di programmazione
CNC 8070
SO
TT
OP
RO
GR
AM
MI.
15.
Ass
ocia
te a
i sot
top
rogr
amm
i.
·311·
(REF: 1807)
15.7 Associate ai sottoprogrammi.
15.7.1 File di guida dei sottoprogrammi.
Ad ogni sottoprogramma OEM (G180, G380, ecc.) e sottoprogramma dell’utente (G500,G800, ecc.) e sottoprogramma globale chiamati mediante #MCALL o #PCALL è possibileassociare file di guida che saranno visualizzati durante la modifica.
La finestra di guida si visualizza in fase di editazione, dopo lo spazio in bianco o il tabulatoresuccessivo alla funzione G o al nome del sottoprogramma. La finestra di guida è soloinformativa, non è possibile accedere alla stesa con il cursore o navigare su di essa. Lafinestra di guida scompare con [ESC], cancellando la parola chiave o passando in un’altrariga del programma.
La finestra di guida dei sottoprogrammi è disponibile solo quando l’editor utilizza il linguaggiodel CNC; quando l’editor è abilitato per il linguaggio dell’8055, queste guide non sarannodisponibili. La finestra di guida dei sottoprogrammi è disponibile anche se sono disattivatele guide contestuali dell’editor.
Quando il file di guida è visibile, il testo dello stesso si può inserire nel programma pezzomediante il tasto [INS].
Modificare i file di guida.
Ogni sottoprogramma può avere due file di guida; uno di testo (txt) e un altro di disegno(bmp). Non è necessario definire entrambi i file; è possibile definire uno solo di essi.
Dato che la finestra di guida è solo informativa, non è possibile accedere alla stesa con ilcursore o navigare su di essa con i tasti di avanzamento pagina. Per questa ragione siconsiglia di utilizzare file di guida corti; ad esempio contenenti solo la descrizione deiparametri del sottoprogramma. Inoltre, dal momento che il testo del file di guida si puòinserire nel programma ([tasto INS]), si raccomanda quanto segue.
• Che il file di guida contenga la riga di chiamata del sottoprogramma. Poiché l’utente deveavere scritto parte della chiamata per visualizzare la finestra di guida, l’editor cancellala chiamata prima di immettere il testo di guida.
• Che tutte le righe del file di guida seguano il formato di un commento del CNC, eccettola riga contenente la chiamata del sottoprogramma.
Nome e ubicazione dei documenti.
Nome dei file di guida.
Il nome dei file deve seguire la norma sotto indicata:
Esempio di un file di guida di un sottoprogramma.
G180 P0= P1= P2= P3= P4= P5=#COMMENT BEGIN---------------- G180 ----------------P1 = Spostamento in XP2 = Spostamento in YP3 = Spostamento in ZP4 = Avanzamento FP5 = Velocità S--------------------------------------#COMMENT END
Sottoprogramma.
Nome degli file di guida.
G180-G189G380-G399G500-G599G800-G899G8000-G8999
Il nome dei file sarà la funzione alla quale è associato. Ad esempio G180.txt e G180.bmp.
#MCALL#PCALL
Il nome dei file sarà il nome del sottoprogramma. Ad esempio sottoprogramma.txt e sottoprogramma.bmp.
Manuale di programmazione
CNC 8070
15.
SO
TT
OP
RO
GR
AM
MI.
Ass
ocia
te a
i sot
top
rogr
amm
i.
·312·
(REF: 1807)
Dove salvare i file di guida.
Il costruttore della macchina potrà salvare i file di guida nelle cartelle ..\Mtb\Sub\Help e..\Mtb\Sub\Help\{idioma}. Dato che le modifiche della directory MTB nella modalità di lavoro"Utente" scompaiono quando si spegne l’apparecchiatura, l’utente dovrà salvare i propri filedi guida nelle cartelle..\Mtb\Sub\Help e ..\Mtb\Sub\Help\{idioma}.
Il CNC cerca i file nel seguente ordine e mostra il primo che trova, per cui si raccomandache l’utente non definisca sottoprogrammi e/o file di guida con lo stesso nome di quelli delcostruttore. Se non vi sono file di guida, il CNC non mostrerà alcun supporto e non rileveràerrori.
..\Users\Sub\Help\{idioma}
..\Users\Sub\Help
..\Mtb\Sub\Help\{idioma}
..\Mtb\Sub\Help\
A partire dalle versioni V1.60 (8060) e V5.60 (8065), il CNC non cerca più i file di guida nelle seguenticartelle...\Users\Session\Help\{idioma}..\Mtb\Sub\Help\{idioma}...\Users\Help\{idioma}.
In versioni anteriori alla V1.60 (8060) e V5.60 (8065), il CNC cercava i file di guida prima nelle cartelledel costruttore e successivamente nelle cartelle dell’utente. A partire da queste versioni, si segue ilcriterio opposto.
i
i
Manuale di programmazione
CNC 8070
SO
TT
OP
RO
GR
AM
MI.
15.
Ass
ocia
te a
i sot
top
rogr
amm
i.
·313·
(REF: 1807)
15.7.2 Lista di sottoprogrammi disponibili.
L'editor consente di tenere su un file di testo (txt) una lista di sottoprogrammi che sivisualizzerà durante l’editazione del programma pezzo, ogni volta che si edita una istruzione#PCALL o #MCALL.
L’editor visualizza la lista dei sottoprogrammi in fase di editazione, dopo lo spazio in biancoo il tabulatore successivo alle sentenze #PCALL o #MCALL. Il funzionamento di questa listaè analogo agli elenchi di variabili, è possibile spostarsi mediante le frecce fra i diversielementi. Premendo [INVIO] l’editor inserisce la linea selezionata nella posizione correntedel cursore. La lista dei sottoprogrammi scompare con [ESC], cancellando la parola chiaveo passando in un'altra riga del programma.
Questa guida è sempre attiva, indipendentemente dallo stato del softkey di guida dell’editor"Guida prog".
Modificare l’elenco di sottoprogrammi.
L’elenco di sottoprogrammi dovrà essere in un file di testo (txt). Il file si dovrà editare in modoche ogni riga sia il nome di un eventuale sottoprogramma da chiamare.
Nome e ubicazione dei documenti.
Il nome del file dovrà essere pcall.txt.
Dove salvare la lista di sottoprogrammi.
Il costruttore della macchina potrà salvare i file pcall.txt nella cartella ..\Mtb\Sub\Help. Datoche le modifiche della directory MTB nella modalità di lavoro "Utente" scompaiono quandosi spegne l’apparecchiatura, l’utente dovrà salvare i propri file pcall.txt nella cartella..\Users\Sub\Help.
Il CNC cerca i file di guida in entrambe le cartelle; se i file non sono lì, il CNC non visualizzerànessun supporto. Se esiste il filepcall.txt in entrambe le directory, la lista visualizzerà i nomidei sottoprogrammi contenuti in entrambi.
Esempio di un file con un elenco di sottoprogrammi.
C:\CNC8070\USERS\SUB\FAGOR.NCSUBROUTINE.NCEXAMPLE.NCPOSITIONING.NC
A partire dalle versioni V1.60 (8060) e V5.60 (8065), il CNC non cerca più i file di guida nelle seguenticartelle...\Users\Session\Help\{idioma}..\Mtb\Sub\Help\{idioma}...\Users\Help\{idioma}.
i

Manuale di programmazione
CNC 8070
15.
SO
TT
OP
RO
GR
AM
MI.
Pun
to d
i int
erru
zion
e.
·314·
(REF: 1807)
15.8 Punto di interruzione.
I sottoprogrammi d’interruzione sono definiti dal costruttore della macchina e si eseguonodal PLC. Quando il PLC ordina l’esecuzione di uno di questi sottoprogrammi, il canaleinterrompe l’esecuzione del programma ed esegue il rispettivo sottoprogrammad’interruzione.
Se il programma è già interrotto (STOP) o non vi sono programmi in esecuzione (canale instato READY) l’esecuzione del sottoprogramma dipende dal parametro SUBINTSTOP.Inoltre, per potere eseguire il sottoprogramma quando non vi è un programma in esecuzione,il canale deve essere in modalità automatica; non è consentita l’esecuzione delsottoprogramma dalla modalità manuale.
Il CNC esegue il sottoprogramma con lo storico corrente del programma interrotto (funzioniG, avanzamento, ecc.). Una volta conclusa l’esecuzione del sottoprogramma, il CNCcontinua l’esecuzione del programma a partire dal punto interrotto e mantenendo lemodifiche realizzate dal sottoprogramma nello storico (funzioni G, ecc.).
L’esecuzione di un sottoprogramma di interruzione si potrà a sua volta interromperemediante uno STOP, ma non da un altro sottoprogramma d’interruzione. Quando unsottoprogramma è interrotto, non si potrà entrare nella modalità ispezione.

Manuale di programmazione
CNC 8070
SO
TT
OP
RO
GR
AM
MI.
15.
Pun
to d
i int
erru
zion
e.
·315·
(REF: 1807)
15.8.1 Riposizionare assi e mandrini dal sottoprogramma (#REPOS).
La sentenza #REPOS è consentita solo all’interno dei sottoprogrammi di interruzione, econsente di riposizionare gli assi e i mandrini prima di concludere tale sottoprogramma. IlCNC non riposiziona gli assi nel momento in cui esegue la sentenza, ma lo fa nel ritorno delsottoprogramma al programma, come ultima azione associata al sottoprogramma.
In un sottoprogramma di interruzione vi possono essere programmate varie sentenze#REPOS, ma tutte devono essere programmate alla fine del sottoprogramma, nei blocchiprecedenti a quello di fine sottoprogramma (#RET, M17, M29). I blocchi programmati fral’ultima sentenza #REPOS e il blocco di fine sottoprogramma daranno errore.
Programmazione.
Questa sentenza si deve programmare alla fine del sottoprogramma, prima del blocco di finesottoprogramma. Nel programmare questa sentenza, occorre definire gli assi dariposizionare. Opzionalmente, si potrà indicare se il punto di ripristino per gli assi è il puntoin cui si è interrotto il programma o il punto iniziale del blocco interrotto.
Formato di programmazione.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti efra parentesi ad angolo si indicano gli argomenti opzionali.
#REPOS <{point}> X~C <X~C>
Sequenza assi e mandrini da riposizionare.
Il CNC riposiziona gli assi nell’ordine programmato, eccetto gli assi del piano attivo, i qualisi riposizionano tutti in una volta, quando lo fa il primo di essi. Dato che vi possono esserevarie sentenze #REPOS in uno stesso sottoprogramma, la ripetizione assi o mandrini in unastessa sequenza o in una precedente si ignora.
Punto di riposizionamento.
Questo parametro di definisce con uno dei seguenti comandi; se non si programma, lasentenza assume il valore INT.
In uno stesso sottoprogramma vi possono essere varie sentenze #REPOS, ma tutte devonoavere lo stesso punto di ripristino INT/INI.
{point} Opzionale. Punto di riposizionamento. Questo parametro si definisce conuno dei valori INT/INI.
X~C Sequenza assi e mandrini da riposizionare.
#REPOS A1 A2 S1Il punto di ripristino è il punto in cui è stato interrotto il programma.
#REPOS INT X A1 U Z SIl punto di ripristino è il punto in cui è stato interrotto il programma.
#REPOS INI X Y ZIl punto di ripristino è il punto iniziale del blocco interrotto.
Valore. Significato.
INT Il punto di ripristino per gli assi è il punto in cui si è interrottoil programma nell’attivare il sottoprogramma.
INI Il punto di ripristino per gli assi è il punto iniziale del bloccointerrotto.
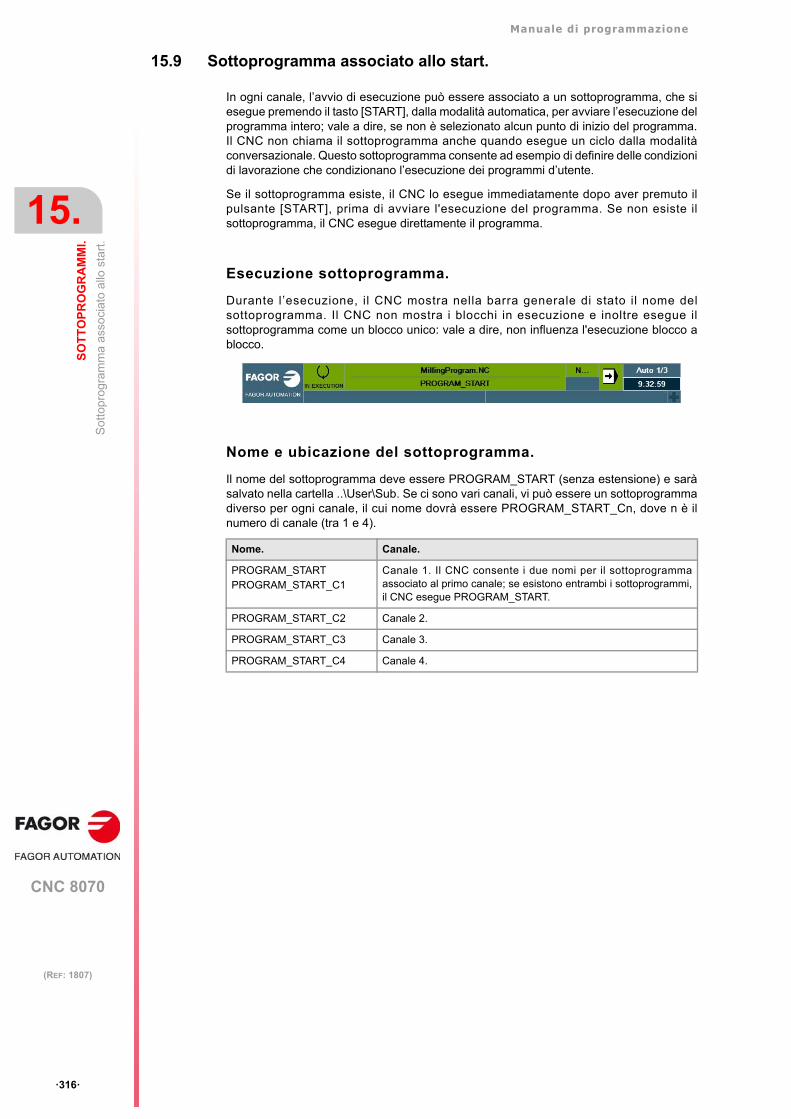
Manuale di programmazione
CNC 8070
15.
SO
TT
OP
RO
GR
AM
MI.
So
ttop
rogr
amm
a as
soci
ato
allo
sta
rt.
·316·
(REF: 1807)
15.9 Sottoprogramma associato allo start.
In ogni canale, l’avvio di esecuzione può essere associato a un sottoprogramma, che siesegue premendo il tasto [START], dalla modalità automatica, per avviare l’esecuzione delprogramma intero; vale a dire, se non è selezionato alcun punto di inizio del programma.Il CNC non chiama il sottoprogramma anche quando esegue un ciclo dalla modalitàconversazionale. Questo sottoprogramma consente ad esempio di definire delle condizionidi lavorazione che condizionano l’esecuzione dei programmi d’utente.
Se il sottoprogramma esiste, il CNC lo esegue immediatamente dopo aver premuto ilpulsante [START], prima di avviare l'esecuzione del programma. Se non esiste ilsottoprogramma, il CNC esegue direttamente il programma.
Esecuzione sottoprogramma.
Durante l’esecuzione, il CNC mostra nella barra generale di stato il nome delsottoprogramma. Il CNC non mostra i blocchi in esecuzione e inoltre esegue ilsottoprogramma come un blocco unico: vale a dire, non influenza l'esecuzione blocco ablocco.
Nome e ubicazione del sottoprogramma.
Il nome del sottoprogramma deve essere PROGRAM_START (senza estensione) e saràsalvato nella cartella ..\User\Sub. Se ci sono vari canali, vi può essere un sottoprogrammadiverso per ogni canale, il cui nome dovrà essere PROGRAM_START_Cn, dove n è ilnumero di canale (tra 1 e 4).
Nome. Canale.
PROGRAM_STARTPROGRAM_START_C1
Canale 1. Il CNC consente i due nomi per il sottoprogrammaassociato al primo canale; se esistono entrambi i sottoprogrammi,il CNC esegue PROGRAM_START.
PROGRAM_START_C2 Canale 2.
PROGRAM_START_C3 Canale 3.
PROGRAM_START_C4 Canale 4.
Manuale di programmazione
CNC 8070
SO
TT
OP
RO
GR
AM
MI.
15.
So
ttop
rogr
amm
a as
soci
ato
al r
ipris
tino.
·317·
(REF: 1807)
15.10 Sottoprogramma associato al ripristino.
Su ogni canale, il ripristino può essere associato a un sottoprogramma, che si eseguepremendo il tasto [RESET] del pannello di comando o quando la PLC attiva l’indicatoreRESETIN. Questo sottoprogramma consente, per esempio, di mettere una condizioneiniziale diversa da quelle che fissa il ripristino o condizionate alla configurazione dellamacchina, di attivare operazioni/modalità che disabilita il ripristino, ecc.
Se esiste questo sottoprogramma, il CNC lo esegue immediatamente dopo il ripristino. Senon esiste il sottoprogramma, il CNC esegue direttamente il ripristino.
Esecuzione sottoprogramma.
Durante l’esecuzione, il CNC mostra nella barra generale di stato il nome delsottoprogramma. Il CNC non mostra i blocchi in esecuzione e inoltre esegue ilsottoprogramma come un blocco unico: vale a dire, non influenza l'esecuzione blocco ablocco.
Nome e ubicazione del sottoprogramma.
Il nome del sottoprogramma deve essere PROGRAM_RESET (senza estensioni) e saràsalvato nella cartella ..\User\Sub. Se vi sono vari canali, vi può essere un sottoprogrammadiverso per ogni canale, il cui nome dovrà essere PROGRAM_RESET_Cn, dove n è ilnumero di canale (tra 1 e 4).
Nome. Canale.
PROGRAM_RESETPROGRAM_RESET_C1
Canale 1. Il CNC consente i due nomi per il sottoprogrammaassociato al primo canale; se esistono entrambi i sottoprogrammi,il CNC esegue PROGRAM_RESET.
PROGRAM_RESET_C2 Canale 2.
PROGRAM_RESET_C3 Canale 3.
PROGRAM_RESET_C4 Canale 4.
Manuale di programmazione
CNC 8070
15.
SO
TT
OP
RO
GR
AM
MI.
Sot
topr
ogra
mm
i ass
ocia
ti al
cic
lo d
i cal
ibra
zion
e de
lla c
inem
atic
a.
·318·
(REF: 1807)
15.11 Sottoprogrammi associati al ciclo di calibrazione della cinematica.
Il ciclo di calibrazione della cinematica è associato a due sottoprogrammi (KinCal_Begin.nce KinCal_End.nc) che il CNC esegue prima e dopo il ciclo.
Fagor consegna entrambi i sottoprogrammi vuoti; è responsabilità del produttore definireentrambi i sottoprogrammi. Un aggiornamento del software non modifica i sottoprogrammiesistenti.
Nome e ubicazione del sottoprogramma.
Il nome dei sottoprogrammi è KinCal_Begin.nc e KinCal_End.nc. Entrambi i sottoprogrammidevono essere salvati nella cartella ..\Mtb\Sub. Tutti i canali utilizzano gli stessisottoprogrammi.
Nome. Significato.
KinCal_Begin.nc Sottoprogramma associato all’avvio del ciclo di calibrazione dicinematica.
KinCal_End.nc Sottoprogramma associato al termine del ciclo di calibrazione dicinematica.
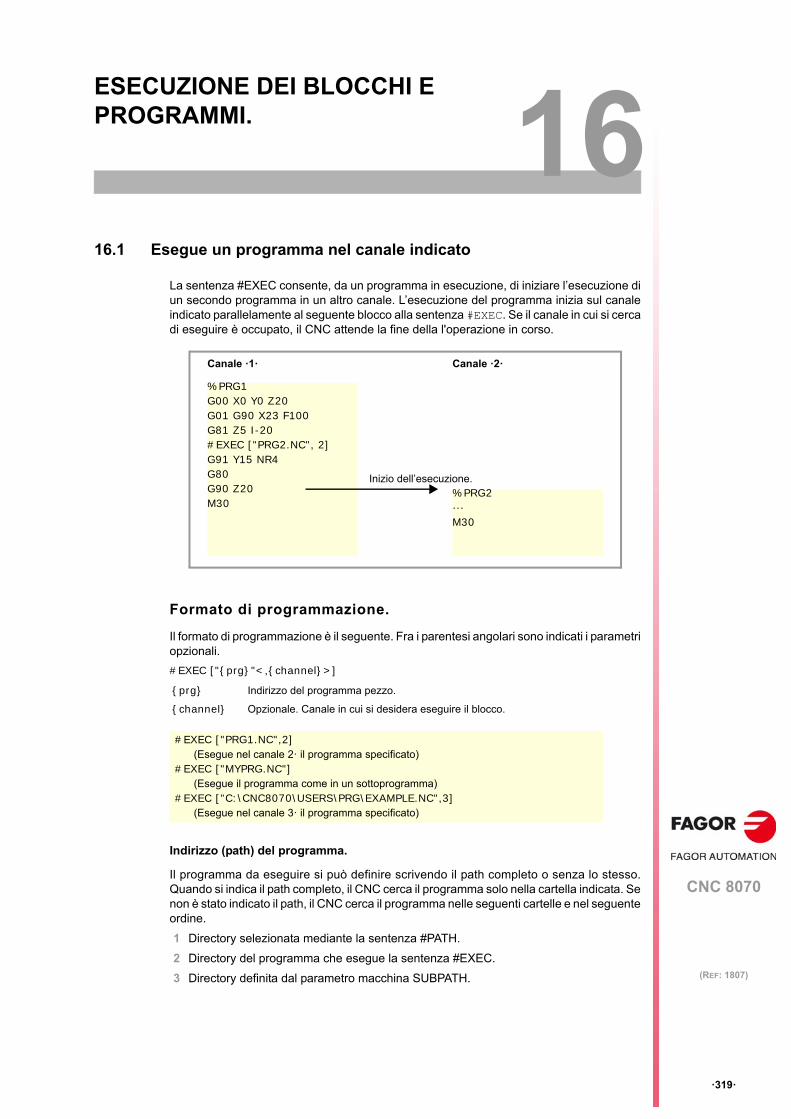
CNC 8070
16
·319·
(REF: 1807)
ESECUZIONE DEI BLOCCHI E PROGRAMMI.
16.1 Esegue un programma nel canale indicato
La sentenza #EXEC consente, da un programma in esecuzione, di iniziare l’esecuzione diun secondo programma in un altro canale. L’esecuzione del programma inizia sul canaleindicato parallelamente al seguente blocco alla sentenza #EXEC. Se il canale in cui si cercadi eseguire è occupato, il CNC attende la fine della l'operazione in corso.
Formato di programmazione.
Il formato di programmazione è il seguente. Fra i parentesi angolari sono indicati i parametriopzionali.
#EXEC ["{prg}"<,{channel}>]
Indirizzo (path) del programma.
Il programma da eseguire si può definire scrivendo il path completo o senza lo stesso.Quando si indica il path completo, il CNC cerca il programma solo nella cartella indicata. Senon è stato indicato il path, il CNC cerca il programma nelle seguenti cartelle e nel seguenteordine.
1 Directory selezionata mediante la sentenza #PATH.
2 Directory del programma che esegue la sentenza #EXEC.
3 Directory definita dal parametro macchina SUBPATH.
{prg} Indirizzo del programma pezzo.
{channel} Opzionale. Canale in cui si desidera eseguire il blocco.
#EXEC ["PRG1.NC",2](Esegue nel canale 2· il programma specificato)
#EXEC ["MYPRG.NC"](Esegue il programma come in un sottoprogramma)
#EXEC ["C:\CNC8070\USERS\PRG\EXAMPLE.NC",3](Esegue nel canale 3· il programma specificato)
Canale ·1· Canale ·2·
%PRG1G00 X0 Y0 Z20G01 G90 X23 F100G81 Z5 I-20#EXEC ["PRG2.NC", 2]G91 Y15 NR4G80G90 Z20M30
%PRG2···M30
Inizio dell’esecuzione.
Manuale di programmazione
CNC 8070
16.
ES
EC
UZ
ION
E D
EI B
LO
CC
HI E
PR
OG
RA
MM
I.
Ese
gue
un p
rog
ram
ma
ne
l can
ale
indi
cato
·320·
(REF: 1807)
Canale in cui si desidera eseguire il blocco.
La programmazione del canale è opzionale. Se non si indica il canale o esso coincide conil canale in cui si esegue la sentenza #EXEC, il secondo programma si eseguirà come unsottoprogramma. In questo caso le funzioni M02 e M30 eseguiranno tutte le azioni associate,(inizializzazioni, invio al PLC, ecc.) eccetto la fine del programma. Dopo aver eseguito lafunzione M02 o M30 continua l'esecuzione dei blocchi programmati dopo la sentenza#EXEC.
Considerazioni.
Un programma contenente la sentenza #EXEC si può eseguire, simulare, sottoporre aun’analisi sintattica o a una ricerca di blocco. In tutti i casi, i programmi chiamati mediantela sentenza #EXEC si eseguono nelle stesse condizioni del programma originale.
Manuale di programmazione
CNC 8070
ES
EC
UZ
ION
E D
EI B
LO
CC
HI E
PR
OG
RA
MM
I.
16.
Ese
gue
un
bloc
co n
el c
ana
le in
dic
ato.
·321·
(REF: 1807)
16.2 Esegue un blocco nel canale indicato.
La sentenza #EXBLK consente, da un programma in esecuzione o dal MDI, di eseguire unblocco in un altro canale.
Se il canale in cui si cerca di eseguire il blocco è occupato, il CNC attende la fine dellal'operazione in corso. Dopo l’esecuzione del blocco, il canale torna alla modalità di lavoroin cui si trovava.
Formato di programmazione.
Il formato di programmazione è il seguente. Fra i parentesi angolari sono indicati i parametriopzionali.
#EXBLK [{block}<,{channel}>]
Canale in cui si desidera eseguire il blocco.
La programmazione del canale è opzionale. Se non si indica il canale e la sentenza si esegueda programma, il blocco si esegue sul canale proprio. Se non si indica il canale e la sentenzasi esegue in MDI, il blocco si esegue sul canale attivo.
{block} Blocco da eseguire.
{channel} Opzionale. Canale in cui si desidera eseguire il blocco.
#EXBLK [G01 X100 F550, 2](Il blocco si esegue nel canale ·2·)
#EXBLK [T1 M6](Il blocco si esegue nel canale attuale)
Manuale di programmazione
CNC 8070
16.
ES
EC
UZ
ION
E D
EI B
LO
CC
HI E
PR
OG
RA
MM
I.
Ese
gue
un
bloc
co n
el c
ana
le in
dic
ato.
·322·
(REF: 1807)

CNC 8070
17
·323·
(REF: 1807)
ASSE C
Il CNC consente di attivare assi e mandrini come asse C che, interpolato insieme a un asselineare, consente di eseguire fresature sulla superficie cilindrica o frontale di un pezzo chegira. Anche se la macchina può avere definiti vari assi o mandrini come asse C, è consentitotenere attivo solo uno di essi.
Asse ·C· in un tornio.
In un tornio è più consueto attivare il mandrino come asse C ed utilizzare un utensilemotorizzato per eseguire la lavorazione.
Asse ·C· in una fresatrice.
Su una fresatrice è più consueto attivare un asse rotativo come asse C ed utilizzare ilmandrino per eseguire la lavorazione.
Configurazione di un asse C.
Per attivare un asse o mandrino come asse C, esso deve essere stato definito tale dalfabbricante della macchina. Per sapere se un asse o mandrino si può attivare come asseC, consultare il parametro CAXIS nella la tabella di parametri macchina o la relativa variabile.
(V.)MPA.CAXIS.Xn
Variabile indicante se l'asse o il mandrino può essere abilitato come asse C. Valore ·1·se affermativo e valore ·0· nel caso contrario.
Nella tabella parametri macchina, il parametro CAXNAME indica il nome di default dell’asseC del canale. Questo è il nome che prenderà un mandrino abilitato come asse C, se nonsi indica altrimenti dal programma pezzo.
Gli spostamenti d'origine sull'asse C.
Una volta definiti gli spostamenti di origine sulla tabella, essi possono essere attivati dalprogramma mediante le funzioni G54 a G59 e G159: Gli spostamenti di origine su un asseC hanno le seguenti particolarità.
• Se vi è uno spostamento di origine attivo e successivamente si attiva un asse C, lospostamento corrispondente all’asse C non viene assunto.
• Quando il mandrino lavora come asse C (istruzione #CAX) lo spostamento di origine siapplica in gradi.
• Quando è attiva la lavorazione sulla superficie frontale (istruzione #FACE) o sullasuperficie cilindrica (istruzione #CYL) lo spostamento di origine si applica nelle unitàattive, millimetri o pollici.
Manuale di programmazione
CNC 8070
17.
AS
SE
C
Atti
vare
il m
andr
ino
com
e as
se C
.
·324·
(REF: 1807)
17.1 Attivare il mandrino come asse C.
Quando si desidera utilizzare un mandrino come asse C, occorrerà prima abilitarlo cometale. Una volta fatto questo, si potranno programmare lavorazioni sulla superficie frontaleo cilindrica mediante le sentenze #FACE o #CYL.
Attivare il mandrino come asse C.
La sentenza #CAX attiva un mandrino come asse C.
Il formato di programmazione è il seguente. Fra i parentesi angolari sono indicati i parametriopzionali.
#CAX [<{spdl}><,{name}>]
Basta indicare il mandrino quando si desidera attivare come asse C un mandrino diversoda quello master. Altrimenti è possibile ometterne la programmazione.
Il parametro {nome} contiene il nome con cui si identificherà l'asse C. Tale nome sarà quelloutilizzato nel programma pezzo per definire gli spostamenti. Se il nome non è definito, il CNCassume un nome di default. Vedi "Configurazione di un asse C." alla pagina 323.
Considerazioni nel lavorare con l’asse C
Se si attiva un mandrino come asse C mentre sta girando, si arresta la rotazione dello stesso.Quando è attivo un mandrino come asse C, non è possibile programmare una velocità sutale mandrino.
Quando si attiva il mandrino come asse C, il CNC effettua una ricerca di riferimento macchinadell'asse C.
Accesso alle variabili di un mandrino attivato come asse C
Dopo aver attivato un mandrino come asse C, per accedere alle rispettive variabili dalprogramma pezzo o MDI occorre utilizzare il nuovo nome del mandrino. L’accesso allevariabili dal PLC o da un interfaccia non cambia; si mantiene il nome originale del mandrino.
Influenza delle funzioni M3/M4/M5.
Se il mandrino sta lavorando come asse C, l’esecuzione di una funzione M3, M4 o M5significherà che esso passerà a lavorare automaticamente ad anello aperto (equivalente aprogrammare #CAX OFF).
Disattivare il mandrino come asse C.
L'asse C si disattiva mediante la sentenza #CAX e questo torna a lavorare come un mandrinonormale.
#CAX OFF
{spdl} Opzionale. Mandrino che si desidera attivare come asse C.
{name} Opzionale. Nome dell'asse C.
#CAX#CAX [S1]#CAX [S,C]
Programmazione Mandrino che si attiva come asse C Nome asse.
#CAX Mandrino master. Di default.
#CAX [S1] Mandrino S1 (può essere il maestro). Di default.
#CAX [S,C] Mandrino S (può essere il maestro). C
#CAX [S3,B2] Mandrino S3 (può essere il maestro). B2
#CAX OFF
Manuale di programmazione
CNC 8070
AS
SE
C
17.
Atti
vare
il m
andr
ino
com
e as
se C
.
·325·
(REF: 1807)
Programmazione del mandrino come asse C.
Quando il mandrino lavora come asse C, la programmazione si eseguirà come se si trattassedi un asse rotativo (in gradi).
Programmazione dal mandrino maestro come asse C.
Programmazione di qualsiasi mandrino come asse C.
#CAXG01 Z50 C100 F100 G01 X20 C20 A50#CAX OFF
#CAX [S1,C1](Il mandrino "S1" si attiva come asse C, con il nome "C1")
G01 Z50 C1=100 F100 G01 X20 C1=20 A50 S1000#CAX OFF
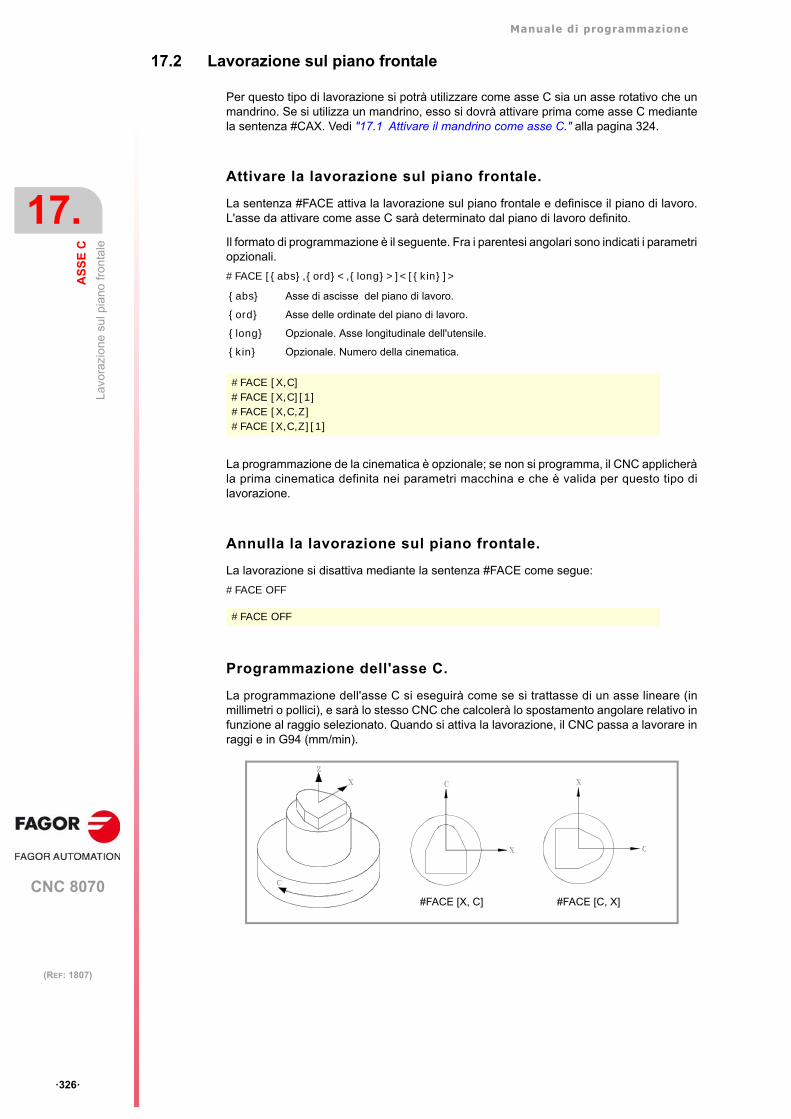
Manuale di programmazione
CNC 8070
17.
AS
SE
C
Lavo
razi
one
sul p
iano
fron
tale
·326·
(REF: 1807)
17.2 Lavorazione sul piano frontale
Per questo tipo di lavorazione si potrà utilizzare come asse C sia un asse rotativo che unmandrino. Se si utilizza un mandrino, esso si dovrà attivare prima come asse C mediantela sentenza #CAX. Vedi "17.1 Attivare il mandrino come asse C." alla pagina 324.
Attivare la lavorazione sul piano frontale.
La sentenza #FACE attiva la lavorazione sul piano frontale e definisce il piano di lavoro.L'asse da attivare come asse C sarà determinato dal piano di lavoro definito.
Il formato di programmazione è il seguente. Fra i parentesi angolari sono indicati i parametriopzionali.
#FACE [{abs},{ord}<,{long}>]<[{kin}]>
La programmazione de la cinematica è opzionale; se non si programma, il CNC applicheràla prima cinematica definita nei parametri macchina e che è valida per questo tipo dilavorazione.
Annulla la lavorazione sul piano frontale.
La lavorazione si disattiva mediante la sentenza #FACE come segue:
#FACE OFF
Programmazione dell'asse C.
La programmazione dell'asse C si eseguirà come se si trattasse di un asse lineare (inmillimetri o pollici), e sarà lo stesso CNC che calcolerà lo spostamento angolare relativo infunzione al raggio selezionato. Quando si attiva la lavorazione, il CNC passa a lavorare inraggi e in G94 (mm/min).
{abs} Asse di ascisse del piano di lavoro.
{ord} Asse delle ordinate del piano di lavoro.
{long} Opzionale. Asse longitudinale dell'utensile.
{kin} Opzionale. Numero della cinematica.
#FACE [X,C]#FACE [X,C][1]#FACE [X,C,Z]#FACE [X,C,Z][1]
#FACE OFF
#FACE [X, C] #FACE [C, X]
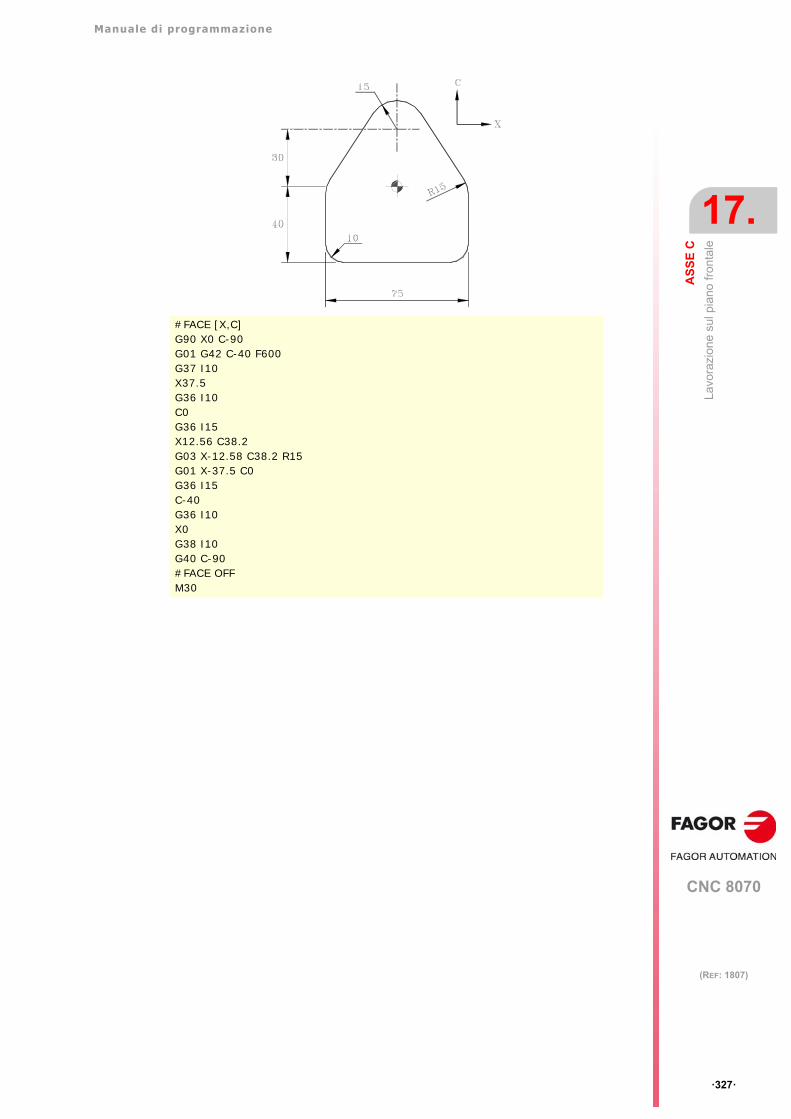
Manuale di programmazione
CNC 8070
AS
SE
C
17.
Lavo
razi
one
sul p
iano
fron
tale
·327·
(REF: 1807)
#FACE [X,C]G90 X0 C-90G01 G42 C-40 F600G37 I10X37.5G36 I10C0G36 I15X12.56 C38.2G03 X-12.58 C38.2 R15G01 X-37.5 C0G36 I15C-40G36 I10X0G38 I10G40 C-90#FACE OFFM30
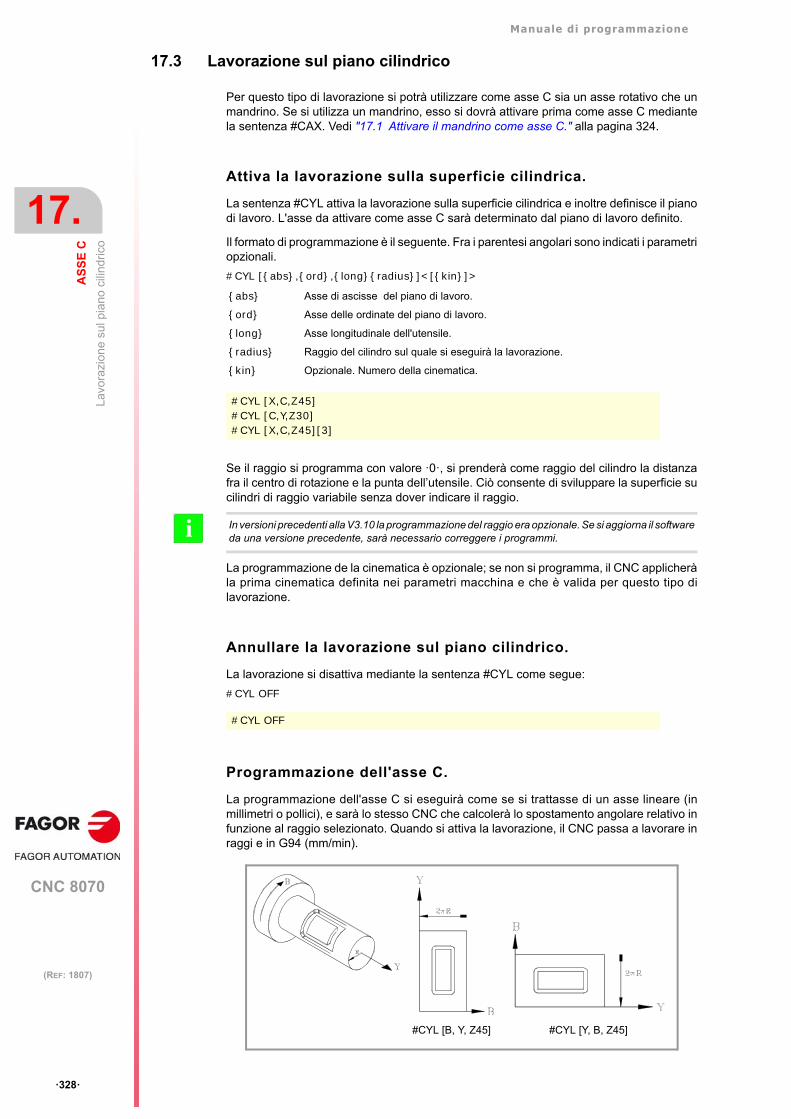
Manuale di programmazione
CNC 8070
17.
AS
SE
C
Lavo
razi
one
sul p
iano
cili
ndric
o
·328·
(REF: 1807)
17.3 Lavorazione sul piano cilindrico
Per questo tipo di lavorazione si potrà utilizzare come asse C sia un asse rotativo che unmandrino. Se si utilizza un mandrino, esso si dovrà attivare prima come asse C mediantela sentenza #CAX. Vedi "17.1 Attivare il mandrino come asse C." alla pagina 324.
Attiva la lavorazione sulla superficie cilindrica.
La sentenza #CYL attiva la lavorazione sulla superficie cilindrica e inoltre definisce il pianodi lavoro. L'asse da attivare come asse C sarà determinato dal piano di lavoro definito.
Il formato di programmazione è il seguente. Fra i parentesi angolari sono indicati i parametriopzionali.
#CYL [{abs},{ord},{long}{radius}]<[{kin}]>
Se il raggio si programma con valore ·0·, si prenderà come raggio del cilindro la distanzafra il centro di rotazione e la punta dell’utensile. Ciò consente di sviluppare la superficie sucilindri di raggio variabile senza dover indicare il raggio.
La programmazione de la cinematica è opzionale; se non si programma, il CNC applicheràla prima cinematica definita nei parametri macchina e che è valida per questo tipo dilavorazione.
Annullare la lavorazione sul piano cilindrico.
La lavorazione si disattiva mediante la sentenza #CYL come segue:
#CYL OFF
Programmazione dell'asse C.
La programmazione dell'asse C si eseguirà come se si trattasse di un asse lineare (inmillimetri o pollici), e sarà lo stesso CNC che calcolerà lo spostamento angolare relativo infunzione al raggio selezionato. Quando si attiva la lavorazione, il CNC passa a lavorare inraggi e in G94 (mm/min).
{abs} Asse di ascisse del piano di lavoro.
{ord} Asse delle ordinate del piano di lavoro.
{long} Asse longitudinale dell'utensile.
{radius} Raggio del cilindro sul quale si eseguirà la lavorazione.
{kin} Opzionale. Numero della cinematica.
#CYL [X,C,Z45]#CYL [C,Y,Z30]#CYL [X,C,Z45][3]
In versioni precedenti alla V3.10 la programmazione del raggio era opzionale. Se si aggiorna il softwareda una versione precedente, sarà necessario correggere i programmi. i
#CYL OFF
#CYL [B, Y, Z45] #CYL [Y, B, Z45]
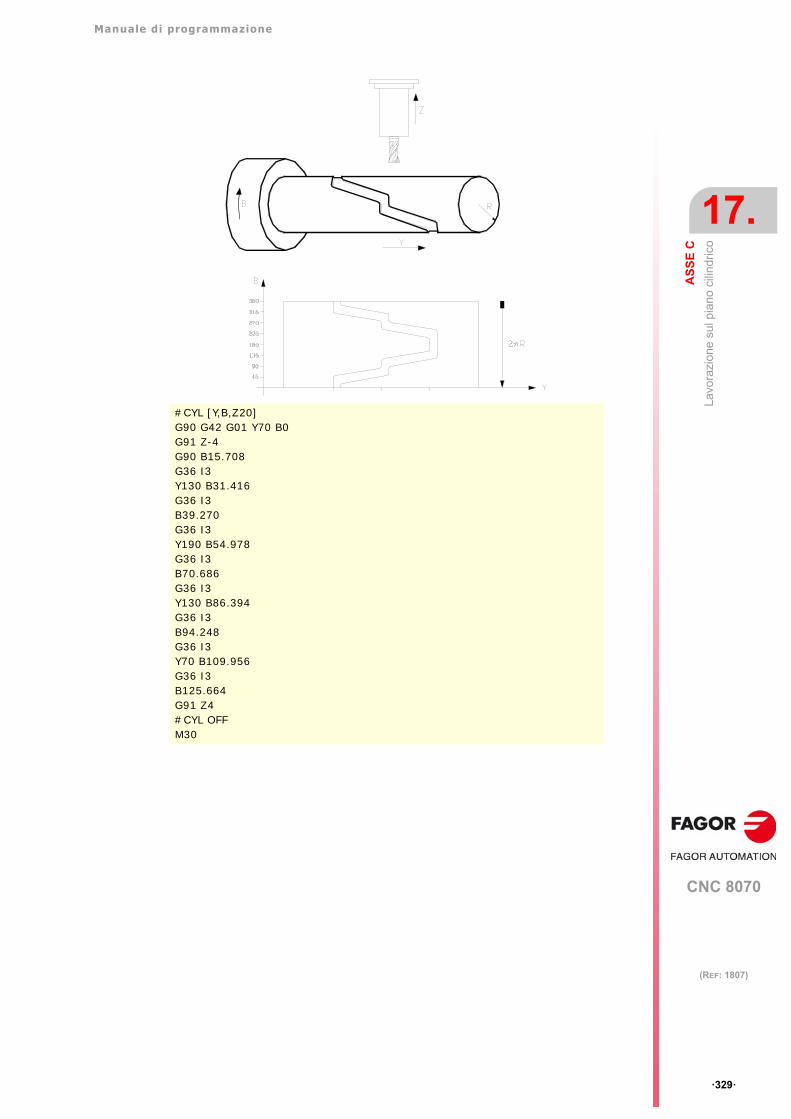
Manuale di programmazione
CNC 8070
AS
SE
C
17.
Lavo
razi
one
sul p
iano
cili
ndric
o
·329·
(REF: 1807)
#CYL [Y,B,Z20]G90 G42 G01 Y70 B0G91 Z-4G90 B15.708G36 I3Y130 B31.416G36 I3B39.270G36 I3Y190 B54.978G36 I3B70.686G36 I3Y130 B86.394G36 I3B94.248G36 I3Y70 B109.956G36 I3B125.664G91 Z4#CYL OFFM30
Manuale di programmazione
CNC 8070
17.
AS
SE
C
Lavo
razi
one
sul p
iano
cili
ndric
o
·330·
(REF: 1807)

CNC 8070
18
·331·
(REF: 1807)
TRASFORMAZIONE ANGOLARE D'ASSE INCLINATO
Con la trasformazione angolare d’asse inclinato è possibile eseguire spostamenti lungo unasse che non è a 90º rispetto all’altro. Gli spostamenti si programmano nel sistemacartesiano e per eseguire gli spostamenti si trasformano in spostamenti sugli assi reali.
In alcune macchine gli assi non sono configurati in modo cartesiano, ma formano fra loroangoli diversi da 90º. Un caso tipico è l’asse X di tornio che per motivi di robustezza non forma90º con l’asse Z ma ha un altro valore.
Per poter programmare nel sistema cartesiano (Z-X) occorre attivare una trasformazionedi asse inclinato che converta gli spostamenti negli assi reali non perpendicolari (Z-X’). Inquesto modo uno spostamento programmato sull’asse X si trasforma in spostamenti sugliassi Z-X'; cioè si passa a spostamenti lungo l’asse Z e l’asse angolare X'.
Attivare e disattivare la trasformazione angolare.
Il CNC non assume nessuna trasformazione dopo l’accensione; l’attivazione delletrasformazioni angolari si esegue dal programma pezzo. È possibile avere attive varietrasformazioni angolari.
La disattivazione delle trasformazioni angolari si esegue dal programma pezzo.Opzionalmente sarà anche possibile "congelare" una trasformazione per spostare l’asseangolare programmando in quote cartesiane.
Influenza del reset, dello spegnimento e della funzione M30.
La trasformazione angolare d’asse inclinato si mantiene attiva dopo un RESET o M30. Allospegnimento del CNC si disattiva la trasformazione angolare attiva.
Z
X'
X
X Asse cartesiano.
X' Asse angolare.
Z Asse ortogonale.
Manuale di programmazione
CNC 8070
18.
TR
AS
FO
RM
AZ
ION
E A
NG
OL
AR
E D
'AS
SE
INC
LIN
AT
O
·332·
(REF: 1807)
Consideraz ioni per la t rasformazione angolare d i asseinclinato.
Gli assi che impostano la trasformazione angolare devono osservare i seguenti requisiti:
• Entrambi gli assi devono appartenere allo stesso canale.
• Entrambi gli assi devono essere lineari.
• Entrambi gli assi possono essere assi maestri in una coppia di assi accoppiati o assigantry.
Con la trasformazione angolare attiva non è consentita la ricerca di riferimento macchina.
Se la trasformazione angolare è attiva le quote visualizzate saranno quelle del sistemacartesiano. Altrimenti, vengono visualizzate le quote degli assi reali.
Manuale di programmazione
CNC 8070
TR
AS
FO
RM
AZ
ION
E A
NG
OL
AR
E D
'AS
SE
INC
LIN
AT
O
18.
Atti
vazi
one
e a
nnu
llare
la tr
asfo
rma
zion
e a
ngol
are.
·333·
(REF: 1807)
18.1 Attivazione e annullare la trasformazione angolare.
Attivare la trasformazione angolare.
Con la trasformazione attiva, gli spostamenti si programmano nel sistema cartesiano e pereseguire gli spostamenti il CNC li trasforma in spostamenti sugli assi reali. Le quotevisualizzate sulla schermata saranno quelle del sistema cartesiano.
La attivazione delle trasformazioni angolari si esegue mediante la sentenza #ANGAX. Questasentenza consente di attivare la trasformazione in uno o vari assi.
#ANGAX ON [1,...,n]
Nella sentenza di attivazione si deve programmare almeno una trasformazione angolare,altrimenti si riporta il rispettivo errore. Il numero della trasformazione angolare è determinatodall’ordine in cui sono stati definiti nella tabella di parametri macchina.
Per attivare varie trasformazioni angolari è possibile attivarle tutte simultaneamente o unaper una. Nell’attivare una trasformazione non si annullano quelle precedenti.
Questa sentenza attiva di nuovo una trasformazione angolare congelata. Vedi"18.2 Arrestare (sospendere) la trasformazione angolare." alla pagina 334.
Annullare la trasformazione angolare.
Senza la trasformazione attiva, gli spostamenti si programmano e si eseguono nel sistemadi assi reali. Le quote visualizzate sulla schermata saranno quelle degli assi reali.
La disattivazione delle trasformazioni angolari si esegue mediante la sentenza #ANGAX. Ilformato di programmazione è il seguente. Fra i parentesi angolari sono indicati i parametriopzionali.
#ANGAX OFF <[1,...,n]>
Se non si definisce nessuna trasformazione, si disattivano tutte quelle del canale.
La trasformazione angolare d’asse inclinato si mantiene attiva dopo un RESET o M30. Allospegnimento del CNC si disattiva la trasformazione angolare attiva.
1,...,n Trasformazione angolare da attivare.
#ANGAX ON [1]
#ANGAX ON [5,7]
1,...,n Opzionale. Trasformazione angolare da attivare.
#ANGAX OFF
#ANGAX OFF [1]
#ANGAX OFF [5,7]
Manuale di programmazione
CNC 8070
18.
TR
AS
FO
RM
AZ
ION
E A
NG
OL
AR
E D
'AS
SE
INC
LIN
AT
O
Arr
esta
re (
sosp
ende
re)
la tr
asfo
rma
zion
e a
ngol
are.
·334·
(REF: 1807)
18.2 Arrestare (sospendere) la trasformazione angolare.
La congelazione della trasformazione angolare è una modalità speciale per eseguirespostamenti lungo l’asse angolare, ma programmando la quota nel sistema cartesiano.Durante gli spostamenti in manuale, non si applica la congelazione della trasformazioneangolare.
La congelazione della trasformazione angolare si attiva mediante la sentenza#ANGAX SUSP, essendo il formato di programmazione il seguente.
#ANGAX SUSP [1,...,n]
Se non si programma nessuna trasformazione angolare, si congelano tutte quelle delcanale. Il numero della trasformazione angolare è determinato dall’ordine in cui sono statidefiniti nella tabella di parametri macchina.
Programmazione degli spostamenti dopo aver congelato latrasformazione angolare.
Con una trasformazione angolare congelata, nel blocco di spostamento si deveprogrammare solo la quota dell’asse angolare. Se si programma la quota dell’asseortogonale, lo spostamento si esegue in base alla trasformazione angolare normale.
Disattivare la congelazione di una trasformazione.
La congelazione di una trasformazione angolare si disattiva dopo un reset o M30.
La programmazione di #ANGAX ON su quella trasformata congelata attiva di nuovo latrasformazione.
1,...,n Trasformazione angolare da attivare.
#ANGAX SUSP Congelazione di tutte le trasformazioni del canale.
#ANGAX SUSP [1] Congelazione della trasformazione angolare ·1·.
#ANGAX SUSP [5,7] Congelazione delle trasformazioni ·5· e ·7·.
Manuale di programmazione
CNC 8070
TR
AS
FO
RM
AZ
ION
E A
NG
OL
AR
E D
'AS
SE
INC
LIN
AT
O
18.
Otte
nere
info
rmaz
ione
de
lla tr
asfo
rma
zion
e a
ngol
are.
·335·
(REF: 1807)
18.3 Ottenere informazione della trasformazione angolare.
Consultare la configurazione della trasformazione angolare.
I dati di configurazione della trasformazione angolare possono essere consultatidirettamente nella tabella parametri macchina o mediante le seguenti variabili.
Numero di trasformazioni angolari definite.
(V.)MPK.NANG
Variabile di lettura dal PRG, PLC e INT.
Restituisce il numero di trasformazioni angolari definite nella tabella di parametrimacchina.
Assi che fanno parte della trasformazione angolare.
Queste variabili fanno riferimento alla trasformazione angolare n. La programmazione delleparentesi quadre è obbligatoria.
(V.)MPK.ANGAXNA[n](V.)MPK.ORTGAXNA[n]
Variabile di lettura dal PRG, PLC e INT.
La prima riporta il nome dell’asse angolare. La seconda riporta il nome dell’asseortogonale.
Geometria della trasformazione angolare.
Queste variabili fanno riferimento alla trasformazione angolare n. La programmazione delleparentesi quadre è obbligatoria.
(V.)MPK.ANGANTR[n]
Variabile di lettura dal PRG, PLC e INT.
Angolo fra l’asse cartesiano e l’asse angolare al quale è associato. Angolo positivoquando l’asse angolare si è girato in senso orario e negativo nel caso contrario.
(V.)MPK.OFFANGAX[n]
Variabile di lettura dal PRG, PLC e INT.
Offset dell'origine della trasformazione angolare. Distanza fra lo zero macchina el’origine del sistema di coordinate dell’asse inclinato.
Consultare lo stato della trasformazione angolare.
Stato della trasformazione angolare.
(V.)[n].G.ANGAXST
Variabile di lettura dal PRG, PLC e INT.
Restituisce lo stato della trasformazione angolare definita nel canale.
(V.)[n].G.ANGIDST
Variabile di lettura dal PRG, PLC e INT.
Restituisce lo stato della trasformazione angolare definita nella posizione [i] nei parametrimacchina.
Entrambe le variabili restituiscono i seguenti valori:
Valore Significato
0 La trasformazione è disattivata.
1 La trasformazione attivata.
2 La trasformazione è arrestata (sospesa).

Manuale di programmazione
CNC 8070
18.
TR
AS
FO
RM
AZ
ION
E A
NG
OL
AR
E D
'AS
SE
INC
LIN
AT
O
Otte
nere
info
rmaz
ione
de
lla tr
asfo
rma
zion
e a
ngol
are.
·336·
(REF: 1807)

CNC 8070
19
·337·
(REF: 1807)
CONTROLLO TANGENZIALE.
Il controllo tangenziale fa sì che un asse rotativo sempre la stessa orientazione rispetto allatraiettoria programmata. La traiettoria di lavorazione si definisce sugli assi del piano attivoe il CNC mantiene l’orientamento dell’asse rotativo lungo l’intera traiettoria.
Attivare e disattivare il controllo tangenziale.
Il CNC non attiva il controllo tangenziale all’accensione; l’attivazione si esegue dalprogramma pezzo. Si può avere attivo il controllo tangenziale in vari assi. Una volta attivoil controllo tangenziale, non è possibile spostare l’asse tangenziale in modalità manuale néda programma; è il CNC che deve orientare quest’asse.
Opzionalmente si potrà anche "arrestare" il controllo tangenziale, in modo chesuccessivamente sia possibile attivarlo nelle stesse condizioni.
Il CNC offre due modi di programmare il controllo tangenziale; mediante funzioni in codiceISO o mediante comandi in linguaggio di alto livello. Entrambi i modi di programmazionesono equivalenti e possono essere combinati entrambi in uno stesso programma pezzo.
Influenza del reset, dello spegnimento e della funzione M30.
Il controllo tangenziale è modale. All'accensione, dopo l'esecuzione di M02 o M30 e dopoun'emergenza o un reset si annulla il controllo tangenziale.
Considerazioni al controllo tangenziale.
Il controllo tangenziale è compatibile con la compensazione di raggio e la lunghezza utensile.È anche possibile applicare l'immagine speculare con controllo tangenziale attivo.
Assi consentiti nel controllo tangenziale.
Il controllo tangenziale si può attivare solo negli assi rotativi di tipo modulo. Non è consentitodefiniere come asse tangenziale uno degli assi del piano o l'asse longitudinale. Inoltre, potràessere asse tangenziale anche un asse gantry, compreso l’asse gantry associato all’asserotativo.
L'ispezion dell'utensile.
È consentita l’ispezione dell’utensile con controllo tangenziale attivo. Quando si accedeall’ispezione, il CNC disattiva il controllo tangenziale per consentire di spostare gli assi. Dopoaver annullato l’ispezione, il CNC attiva di nuovo il controllo tangenziale nelle stessecondizioni di prima.
Orientazione parallela alla traiettoria Orientazione perpendicolare alla traiettoria.
Manuale di programmazione
CNC 8070
19.
CO
NT
RO
LL
O T
AN
GE
NZ
IAL
E.
·338·
(REF: 1807)
Spostamento manuale degli assi.
Non è consentito spostare l’asse tangenziale mentre il controllo tangenziale è attivo. Gli assinon interessati dal controllo tangenziale si potranno spostare liberamente.
Quando dalla modalità manuale si spostano gli assi dalla tastiera jog, il CNC disattiva ilcontrollo tangenziale. Dopo aver terminato lo spostamento, il CNC attiva di nuovo il controllotangenziale nelle stesse condizioni di prima.
Modalità MDI.
Quando si è in modalità Manuale, si può attivare il controllo tangenziale in MDI e spostaregli assi mediante blocchi programmati in modalità MDI. Non è consentito spostare l’assetangenziale mentre il controllo tangenziale è attivo.
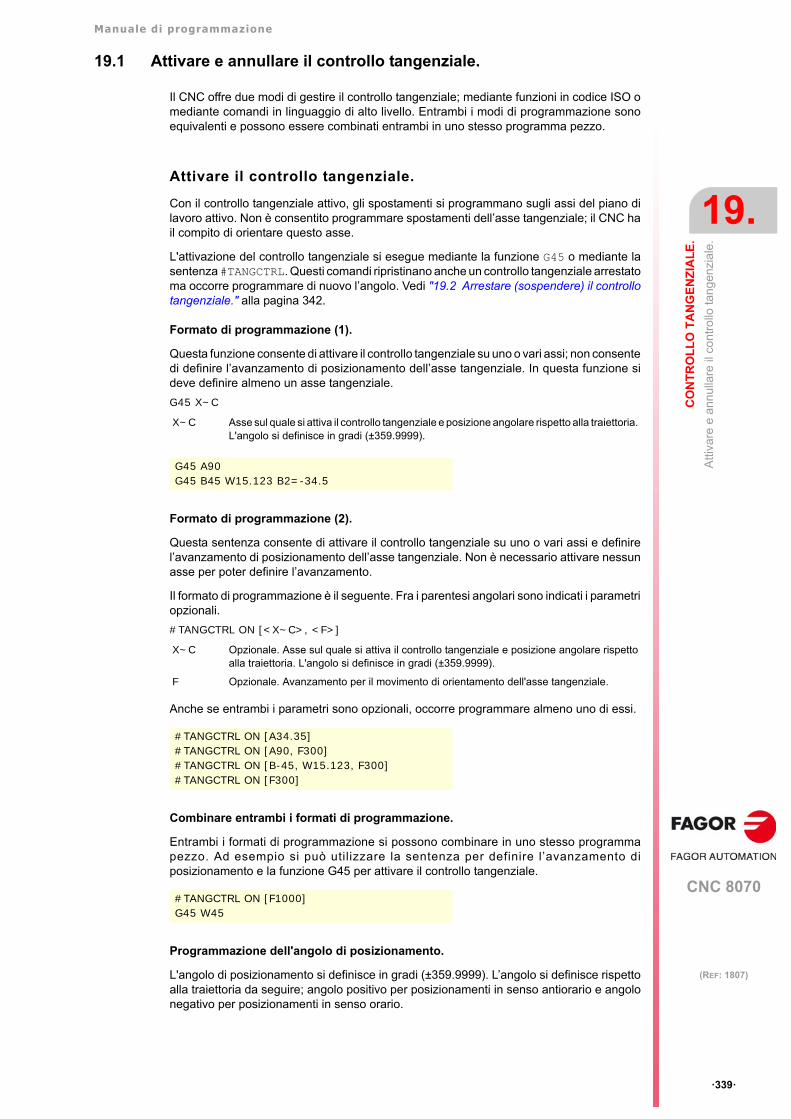
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O T
AN
GE
NZ
IAL
E.
19.
Atti
vare
e a
nnu
llare
il c
ont
rollo
tang
enzi
ale
.
·339·
(REF: 1807)
19.1 Attivare e annullare il controllo tangenziale.
Il CNC offre due modi di gestire il controllo tangenziale; mediante funzioni in codice ISO omediante comandi in linguaggio di alto livello. Entrambi i modi di programmazione sonoequivalenti e possono essere combinati entrambi in uno stesso programma pezzo.
Attivare il controllo tangenziale.
Con il controllo tangenziale attivo, gli spostamenti si programmano sugli assi del piano dilavoro attivo. Non è consentito programmare spostamenti dell’asse tangenziale; il CNC hail compito di orientare questo asse.
L'attivazione del controllo tangenziale si esegue mediante la funzione G45 o mediante lasentenza #TANGCTRL. Questi comandi ripristinano anche un controllo tangenziale arrestatoma occorre programmare di nuovo l’angolo. Vedi "19.2 Arrestare (sospendere) il controllotangenziale." alla pagina 342.
Formato di programmazione (1).
Questa funzione consente di attivare il controllo tangenziale su uno o vari assi; non consentedi definire l’avanzamento di posizionamento dell’asse tangenziale. In questa funzione sideve definire almeno un asse tangenziale.
G45 X~C
Formato di programmazione (2).
Questa sentenza consente di attivare il controllo tangenziale su uno o vari assi e definirel’avanzamento di posizionamento dell’asse tangenziale. Non è necessario attivare nessunasse per poter definire l’avanzamento.
Il formato di programmazione è il seguente. Fra i parentesi angolari sono indicati i parametriopzionali.
#TANGCTRL ON [<X~C>, <F>]
Anche se entrambi i parametri sono opzionali, occorre programmare almeno uno di essi.
Combinare entrambi i formati di programmazione.
Entrambi i formati di programmazione si possono combinare in uno stesso programmapezzo. Ad esempio si può utilizzare la sentenza per definire l’avanzamento diposizionamento e la funzione G45 per attivare il controllo tangenziale.
Programmazione dell'angolo di posizionamento.
L'angolo di posizionamento si definisce in gradi (±359.9999). L’angolo si definisce rispettoalla traiettoria da seguire; angolo positivo per posizionamenti in senso antiorario e angolonegativo per posizionamenti in senso orario.
X~C Asse sul quale si attiva il controllo tangenziale e posizione angolare rispetto alla traiettoria.L'angolo si definisce in gradi (±359.9999).
G45 A90G45 B45 W15.123 B2=-34.5
X~C Opzionale. Asse sul quale si attiva il controllo tangenziale e posizione angolare rispettoalla traiettoria. L'angolo si definisce in gradi (±359.9999).
F Opzionale. Avanzamento per il movimento di orientamento dell'asse tangenziale.
#TANGCTRL ON [A34.35]#TANGCTRL ON [A90, F300]#TANGCTRL ON [B-45, W15.123, F300]#TANGCTRL ON [F300]
#TANGCTRL ON [F1000]G45 W45
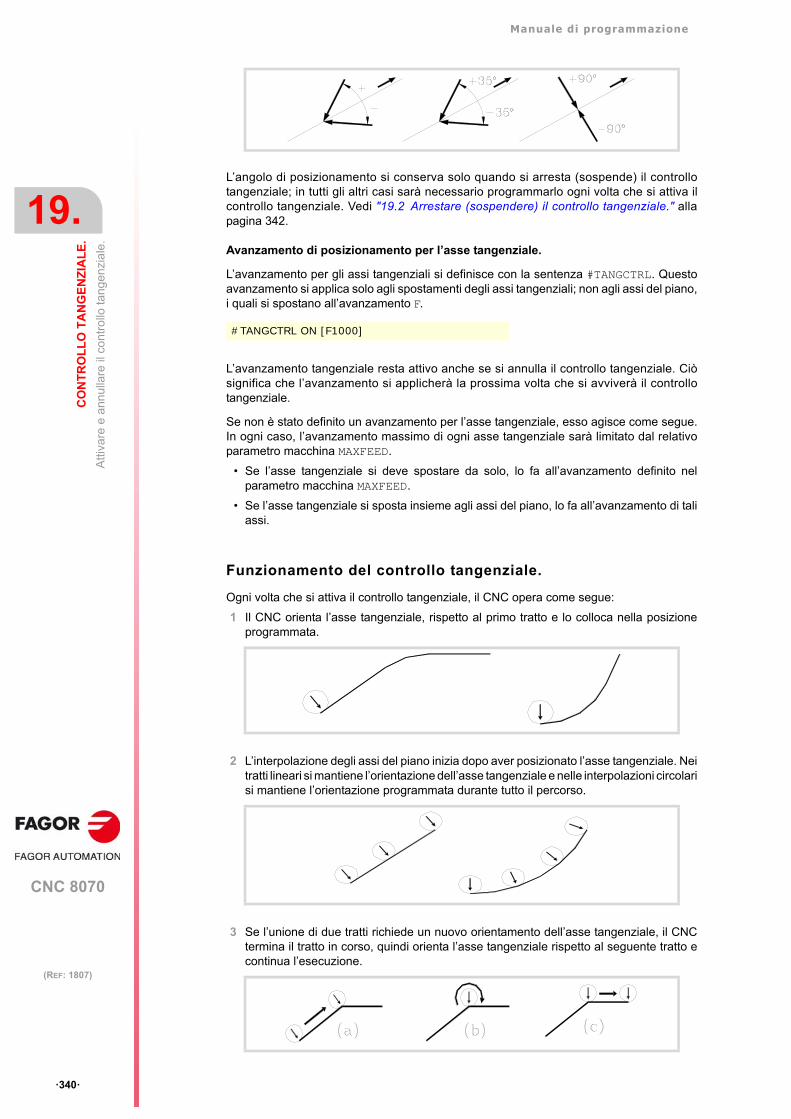
Manuale di programmazione
CNC 8070
19.
CO
NT
RO
LL
O T
AN
GE
NZ
IAL
E.
Atti
vare
e a
nnu
llare
il c
ont
rollo
tang
enzi
ale
.
·340·
(REF: 1807)
L’angolo di posizionamento si conserva solo quando si arresta (sospende) il controllotangenziale; in tutti gli altri casi sarà necessario programmarlo ogni volta che si attiva ilcontrollo tangenziale. Vedi "19.2 Arrestare (sospendere) il controllo tangenziale." allapagina 342.
Avanzamento di posizionamento per l’asse tangenziale.
L’avanzamento per gli assi tangenziali si definisce con la sentenza #TANGCTRL. Questoavanzamento si applica solo agli spostamenti degli assi tangenziali; non agli assi del piano,i quali si spostano all’avanzamento F.
L’avanzamento tangenziale resta attivo anche se si annulla il controllo tangenziale. Ciòsignifica che l’avanzamento si applicherà la prossima volta che si avviverà il controllotangenziale.
Se non è stato definito un avanzamento per l’asse tangenziale, esso agisce come segue.In ogni caso, l’avanzamento massimo di ogni asse tangenziale sarà limitato dal relativoparametro macchina MAXFEED.
• Se l’asse tangenziale si deve spostare da solo, lo fa all’avanzamento definito nelparametro macchina MAXFEED.
• Se l’asse tangenziale si sposta insieme agli assi del piano, lo fa all’avanzamento di taliassi.
Funzionamento del controllo tangenziale.
Ogni volta che si attiva il controllo tangenziale, il CNC opera come segue:
1 Il CNC orienta l’asse tangenziale, rispetto al primo tratto e lo colloca nella posizioneprogrammata.
2 L’interpolazione degli assi del piano inizia dopo aver posizionato l’asse tangenziale. Neitratti lineari si mantiene l’orientazione dell’asse tangenziale e nelle interpolazioni circolarisi mantiene l’orientazione programmata durante tutto il percorso.
3 Se l’unione di due tratti richiede un nuovo orientamento dell’asse tangenziale, il CNCtermina il tratto in corso, quindi orienta l’asse tangenziale rispetto al seguente tratto econtinua l’esecuzione.
#TANGCTRL ON [F1000]
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O T
AN
GE
NZ
IAL
E.
19.
Atti
vare
e a
nnu
llare
il c
ont
rollo
tang
enzi
ale
.
·341·
(REF: 1807)
Annullare il controllo tangenziale.
L'annullamento del controllo tangenziale si esegue mediante la funzione G45 o mediantela sentenza #TANGCTRL.
Formato di programmazione (1).
Questa funzione annulla il controllo tangenziale in tutti gli assi del canale.
G45
Formato di programmazione (2).
Questa sentenza annulla il controllo tangenziale si uno o vari assi. Se non si programmanessun asse, si annulla il controllo tangenziale su tutti gli assi del canale.
Il formato di programmazione è il seguente. Fra i parentesi angolari sono indicati i parametriopzionali.
#TANGCTRL OFF <[X~C]>
Annullamento del controllo tangenziale durante la compensazione del raggio.
Il controllo tangenziale si può annullare anche se è attiva la compensazione di raggio.Tuttavia si consiglia di arrestare (sospendere) il controllo tangenziale invece di annullarlo.Ciò si deve al fatto che la sentenza #TANGCTRL OFF, oltre ad annullare il controllotangenziale, genera dei blocchi addizionali di fine ed inizio compensazione di raggio.
G45
X~C Opzionale. Asse sul quale si annulla il controllo tangenziale.
#TANGCTRL OFF#TANGCTRL OFF [A]#TANGCTRL OFF [B, W, V]
Manuale di programmazione
CNC 8070
19.
CO
NT
RO
LL
O T
AN
GE
NZ
IAL
E.
Arr
esta
re (
sosp
end
ere
) il
cont
rollo
tang
enzi
ale
.
·342·
(REF: 1807)
19.2 Arrestare (sospendere) il controllo tangenziale.
L’arresto del controllo tangenziale è un annullamento speciale in cui il CNC ricorda l’angoloprogrammato. Quando si ripristina il controllo tangenziale, il CNC orienta l’asse con lo stessoangolo che aveva nel momento in cui è stato arrestato il controllo tangenziale. Arrestare ilcontrollo tangenziale non annulla la compensazione di raggio.
Attivare l’arresto del controllo tangenziale.
Con il controllo tangenziale arrestato (sospeso), gli spostamenti si programmano sugli assidel piano di lavoro attivo. Non è consentito programmare spostamenti dell'asse tangenziale.
La congelazione del controllo tangenziale si esegue mediante la funzione G145 o mediantela sentenza #TANGCTRL.
Formato di programmazione (1).
Questa funzione congela (sospende) il controllo tangenziale in uno o vari assi. Se non siprogramma nessun asse, si congela il controllo tangenziale su tutti gli assi del canale.
Il formato di programmazione è il seguente. Fra i parentesi angolari sono indicati i parametriopzionali.
G145 <K0> <X~C>
Il parametro K può prendere due valori; ·0· e ·1·. Se si definisce con valore ·1· significa chesi desidera ripristinare un asse tangenziale arrestato (sospeso) in precedenza. Se non siprogramma il parametro K, il CNC assume K0.
Formato di programmazione (2).
Questa sentenza arresta (sospende) il controllo tangenziale su uno o vari assi. Se non siprogramma nessun asse, si congela il controllo tangenziale su tutti gli assi del canale.
Il formato di programmazione è il seguente. Fra i parentesi angolari sono indicati i parametriopzionali.
#TANGCTRL SUSP <[X~C]>
Annullare l’arresto del controllo tangenziale.
La congelazione del controllo tangenziale si esegue mediante la funzione G145 o mediantela sentenza #TANGCTRL.
Formato di programmazione (1).
Questa funzione ripristina il controllo tangenziale su uno o vari assi. Se non si programmanessun asse, si recupera il controllo tangenziale su tutti gli assi del canale.
Il formato di programmazione è il seguente. Fra i parentesi angolari sono indicati i parametriopzionali.
G145 K1 <X~C>
K0 Opzionale. Arrestare (sospendere) il controllo tangenziale.
X~C Opzionale. Asse sul quale si arresta il controllo tangenziale.
G145 K0G145 K0 AG145 K0 B W CG145 B A
X~C Opzionale. Asse sul quale si arresta il controllo tangenziale.
#TANGCTRL SUSP#TANGCTRL SUSP [A]#TANGCTRL SUSP [B, W]
K1 Recuperare il controllo tangenziale.
X~C Opzionale. Asse sul quale si recupera il controllo tangenziale.
Manuale di programmazione
CNC 8070
CO
NT
RO
LL
O T
AN
GE
NZ
IAL
E.
19.
Arr
esta
re (
sosp
end
ere
) il
cont
rollo
tang
enzi
ale
.
·343·
(REF: 1807)
Il parametro K può prendere due valori; ·0· e ·1·. Se si definisce con valore ·0· significa chesi desidera arrestare il controllo tangenziale.
Formato di programmazione (2).
Questa sentenza ripristina il controllo tangenziale su uno o vari assi. Se non si programmanessun asse, si recupera il controllo tangenziale su tutti gli assi del canale.
Il formato di programmazione è il seguente. Fra i parentesi angolari sono indicati i parametriopzionali.
#TANGCTRL RESUME <[X~C]>
G145 K1G145 K1 AG145 K1 B W C
X~C Opzionale. Asse sul quale si recupera il controllo tangenziale.
#TANGCTRL RESUME#TANGCTRL RESUME [A]#TANGCTRL RESUME [B, W, C]
Manuale di programmazione
CNC 8070
19.
CO
NT
RO
LL
O T
AN
GE
NZ
IAL
E.
Otte
ner
e in
form
azio
ne d
el c
ont
rollo
tang
enzi
ale
.
·344·
(REF: 1807)
19.3 Ottenere informazione del controllo tangenziale.
Consultare la configurazione della trasformazione angolare.
I dati di configurazione del controllo tangenziale possono essere consultati direttamentenella tabella parametri macchina o mediante le seguenti variabili.
È l'asse rotativo di tipo modulo?
(V.)[n].MPA.AXISMODE.Xn
La variabile indica il tipo d’asse rotativo; se è di tipo modulo la variabile deve restituireil valore ·0·.
Consultare i dati del controllo tangenziale.
(V.)A.TANGAN.Xn
Questa variabile restituisce l’angolo programmato sull’asse Xn.
(V.)G.TANGFEED
Questa variabile restituisce l’avanzamento di posizionamento programmato per ilcontrollo tangenziale.
Consultare lo stato del controllo tangenziale.
(V.)PLC.TANGACTIVCn
Questa variabile indica se sul canale n è attivo il controllo tangenziale. Valore ·1· se ilcontrollo tangenziale è attivo, o valore ·0· nel caso contrario.
(V.)PLC.TANGACTx
Questa variabile indica se sull’asse x è attivo il controllo tangenziale. Valore ·1· se ilcontrollo tangenziale è attivo, o valore ·0· nel caso contrario.
(V.)[n].G.TGCTRLST
Restituisce lo stato del controllo tangenziale nel canale. Valore ·0· se il controllotangenziale è disattivato, valore ·1· se è attivo e valore ·2· se è arrestato (sospeso).
(V.)[n].A.TGCTRLST.Xn
Restituisce lo stato del controllo tangenziale sull'asse. Valore ·0· se il controllotangenziale è disattivato, valore ·1· se è attivo e valore ·2· se è arrestato (sospeso).
Inizializzazione delle variabili.
Quando si annulla il controllo tangenziale si inizializzano tutte le variabili meno(V.)A.TANGFEED, dato che l’avanzamento programmato si mantiene per un eventualecontrollo tangenziale successivo.
Quando si arresta (sospende) il controllo tangenziale, le variabili agiscono come segue.
(V.)A.TANGAN.Xn Mantiene il valore dell’angolo programmato.
(V.)G.TANGFEED Non si inizializza.
(V.)PLC.TANGACTIVCn Non si inizializza.
(V.)PLC.TANGACTx Se si inizializza.
CNC 8070
20
·345·
(REF: 1807)
CINEMATICHE E TRASFORMAZIONE DI COORDINATE.
La descrizione della trasformazione generale di coordinate si suddivide secondo le seguentifunzionalità base:
Sentenza. Significato.
#KIN ID. Selezionare una cinematica.
#CS. Definizione e selezione del sistema di coordinate di lavorazione (pianoinclinato).
#ACS. Definire un sistema di coordinate di fissaggio.
#RTCP. Trasformazione RTCP (Rotating Tool Center Point).
#TLC. Correggere la compensazione longitudinale dell'utensile implicito delprogramma.
#CSROT ON Attivare l'orientamento dell'utensile nel sistema di coordinate pezzo.
#CSROT OFF Annullare l'orientamento dell'utensile nel sistema di coordinate pezzo equindi attivare l'orientamento dell'utensile nel sistema di coordinatemacchina.
#DEFROT Come gestire le discontinuità nell'orientamento degli assi rotativi.
#SELECT ORI Selezionare su che assi rotativi della cinematica si esegue il calcolodell'orientamento dell'utensile per una data direzione sul pezzo.
#KINORG Trasformare lo zero pezzo corrente tenendo conto della posizione dellacinematica tavola.
#TOOL ORI Utensile perpendicolare al piano inclinato.
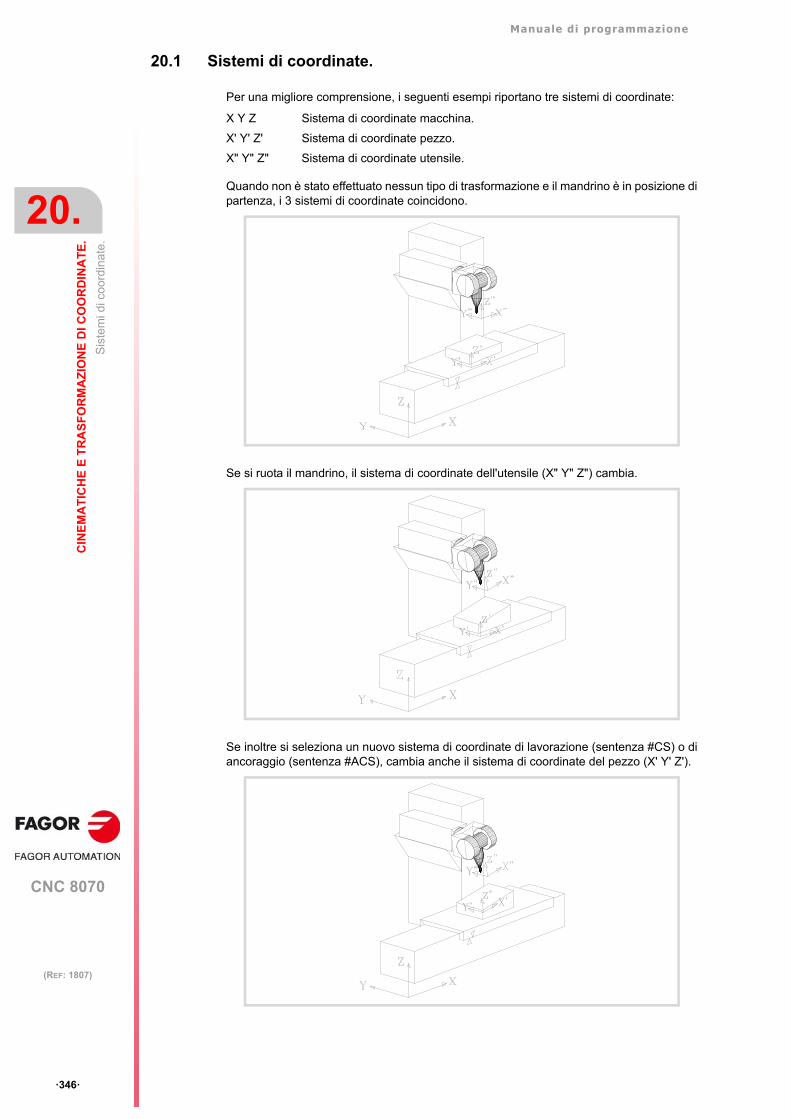
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Sis
tem
i di c
oord
inat
e.
·346·
(REF: 1807)
20.1 Sistemi di coordinate.
Per una migliore comprensione, i seguenti esempi riportano tre sistemi di coordinate:
Quando non è stato effettuato nessun tipo di trasformazione e il mandrino è in posizione dipartenza, i 3 sistemi di coordinate coincidono.
Se si ruota il mandrino, il sistema di coordinate dell'utensile (X" Y" Z") cambia.
Se inoltre si seleziona un nuovo sistema di coordinate di lavorazione (sentenza #CS) o diancoraggio (sentenza #ACS), cambia anche il sistema di coordinate del pezzo (X' Y' Z').
X Y Z Sistema di coordinate macchina.
X' Y' Z' Sistema di coordinate pezzo.
X" Y" Z" Sistema di coordinate utensile.
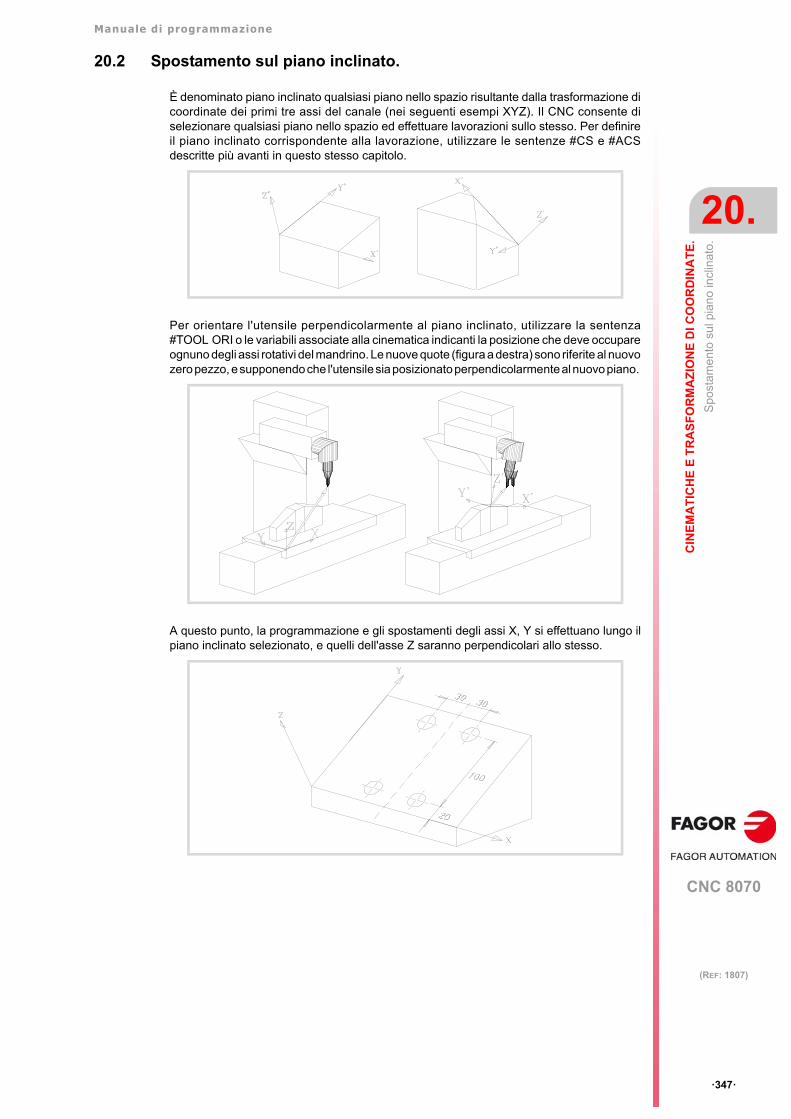
Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Sp
osta
me
nto
sul p
ian
o in
clin
ato.
·347·
(REF: 1807)
20.2 Spostamento sul piano inclinato.
È denominato piano inclinato qualsiasi piano nello spazio risultante dalla trasformazione dicoordinate dei primi tre assi del canale (nei seguenti esempi XYZ). Il CNC consente diselezionare qualsiasi piano nello spazio ed effettuare lavorazioni sullo stesso. Per definireil piano inclinato corrispondente alla lavorazione, utilizzare le sentenze #CS e #ACSdescritte più avanti in questo stesso capitolo.
Per orientare l'utensile perpendicolarmente al piano inclinato, utilizzare la sentenza#TOOL ORI o le variabili associate alla cinematica indicanti la posizione che deve occupareognuno degli assi rotativi del mandrino. Le nuove quote (figura a destra) sono riferite al nuovozero pezzo, e supponendo che l'utensile sia posizionato perpendicolarmente al nuovo piano.
A questo punto, la programmazione e gli spostamenti degli assi X, Y si effettuano lungo ilpiano inclinato selezionato, e quelli dell'asse Z saranno perpendicolari allo stesso.
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Sel
ezi
ona
re u
na c
inem
atic
a(#K
INID
).
·348·
(REF: 1807)
20.3 Selezionare una cinematica(#KIN ID).
Il fabbricante può personalizzare fino a 6 cinematiche diverse per la macchina, in cui ognunadi esse indica il tipo di mandrino o di tavola, le relative caratteristiche e dimensioni.Normalmente, il costruttore definisce nel parametro macchina generale KINID il numero dicinematica che si utilizza di default.
Per lavorare con trasformazione di coordinate occorre indicare che cinematica si stautilizzando. Quando sono state definite varie cinematiche, dal programma pezzo è possibileattivare quella desiderata mediante la sentenza #KIN ID. Se vi è una sola cinematica, edessa è definita come cinematica di default, non è necessario programmare la sentenza.
Programmazione.
Nel definire questa sentenza, occorre definire il numero della cinematica da attivare, fra lesei possibili.
Formato di programmazione.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti.
#KIN ID [{kin}]
Considerazioni.
• L'attivazione delle funzioni #RTCP, #TLC e #TOOL ORI va fatta sempre dopo averselezionato una cinematica.
• Non è consentito cambiare cinematica quando è attiva la funzione #RTCP o #TLC.
{kin} Numero di cinematica (fra 0 e 6).
#KIN ID [2](Attivare la cinematica numero 2)
N50 #KIN ID [2](Attivare la cinematica numero 2)
N60 #RTCP ON(Attivare la trasformazione RTCP, con la cinematica 2)
.
.N70 #RTCP OFF
(Disattivare la trasformazione RTCP)N80 M30
Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Sis
tem
i di c
oord
inat
e (#
CS
/ #A
CS
).
·349·
(REF: 1807)
20.4 Sistemi di coordinate (#CS / #ACS).
Si distinguono due tipi di sistemi di coordinate diverse, cioè il sistema di coordinate dilavorazione e il sistema di coordinate di ancoraggio. Ognuno di essi si gestisce mediantela relativa sentenza associata.
Entrambe le sentenze utilizzano lo stesso formato di programmazione e si possono utilizzareindipendentemente o congiuntamente, come indicato nelle seguenti sezioni.
È possibile combinare vari sistemi di ordinate #ACS e #CS. Nell'attivarne uno nuovo, essoviene aggiunto al sistema di ordinate corrente. Vedi "20.4.8 Come combinare vari sistemidi coordinate." alla pagina 362.
Si raccomanda di iniziare il programma con #CS NEW o #ACS NEW per evitare pianiindesiderati. Ciò accade, ad esempio, dopo aver interrotto il programma ed aver iniziato dinuovo la sua esecuzione.
Programmazione.
Entrambe le sentenze (#CS e #ACS) utilizzano lo stesso formato di programmazione. Visono differenti formati di programmazione in funzione delle operazioni che è possibilerealizzare con i sistemi di coordinate; definire, attivare, memorizzare, disattivare ecancellare.
Formato di programmazione.
Il formato di programmazione generale è il seguente: nel seguito di questo stesso capitolosi illustrano in modo più dettagliato i diversi formati per ogni operazione. Vedi"Programmazione dettagliata." alla pagina 350.
#CS <DEF/ON/NEW/OFF> <ALL> <ACT> [{nb}] [MODE {mode}, {V1}, {V2}, {V3}, {1}, {2}, {3}, <{align}>, <FIRST/SECOND>]#ACS <DEF/ON/NEW/OFF> <ALL> <ACT> [{nb}] [MODE {mode}, {V1}, {V2}, {V3}, {1}, {2}, {3}, <{align}>, <FIRST/SECOND> <SOL2>]
#CS La sentenza #CS consente di definire, memorizzare, attivare e disattivarefino a 5 sistemi di coordinate di lavorazione.
#ACS La sentenza #ACS consente di definire, memorizzare, attivare edisattivare fino a 5 Sistemi di Coordinate di Ancoraggio. Questo sistemasi utilizza per compensare le inclinazioni del pezzo dovute al fissaggiodegli ancoraggi.
Nella modalità "EDISIMU" l’utente può accedere a un editor che facilita la programmazione di pianiinclinati mediante le sentenze #CS e #ACS. Per ulteriori informazioni sull'editor di piani inclinati, vediil manuale di funzionamento.
DEF/ON/NEW/OFF
Operazione da eseguire.DEF: Definire e memorizzare un sistema di coordinate.ON: Definire, memorizzare ed attivare un sistema di coordinate.NEW: Disattivare e cancellare tutti i sistemi di coordinate.OFF: Disattivare un sistema di coordinate.
ACT Insieme al comando DEF, assume e memorizza il sistema di coordinate corrente.
ALL Insieme al comando ALL, disattiva tutti i sistemi di coordinate.
{nb} Numero del sistema di coordinate (1 a 5).
MODE {mode} Modalità di definizione (1 a 6).
{V1}...{V3} Componenti del vettore di traslazione.
{1}...{3} Angoli di rotazione.
{align} Opzionale. Allineamento del piano (valore 0/1). Solo nelle modalità 3,4, 5.
KEEP Opzionale. Comando per mantenere lo zero pezzo nel disattivare il sistema dicoordinate.
FIRST/SECOND Opzionale. Comando per definire l'orientamento degli assi. Solo in modalità 6.
<SOL2> Opzionale. In mandrini tipo Hurón, utilizzare la seconda soluzione per orientareil mandrino; se non si programma, utilizzare la prima.
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Sis
tem
i di c
oord
inat
e (#
CS
/ #A
CS
).
·350·
(REF: 1807)
Modalità di definizione.
La modalità di definizione MODE determina l’ordine in cui ruotano gli assi per raggiungereil piano desiderato. In alcuni casi la risoluzione del piano presenta due soluzioni; la selezionesi esegue definendo quale degli assi del sistema di coordinate è allineato al piano.
Mantenere lo zero pezzo nel disattivare il sistema di coordinate.
Quando si disattiva una trasformazione, se non si definisce altrimenti, si recupera lo zeropezzo definito prima dell’attivazione del piano inclinato. Per mantenere lo zero pezzocorrente, quello definito con il sistema di coordinate, programmare il comando KEEP. Questocomando si ammette sono nelle sentenze che disattivano un sistema di coordinate.
Mandrini a 45º (tipo Hurón).
I mandrini tipo Huron hanno due soluzioni per orientare l’utensile perpendicolarmente alnuovo piano di lavoro. Per questo tipo di mandrini sarà possibile selezionare quale delle duesoluzioni si desidera applicare (comando SOL2). Vedi "20.4.7 Lavoro con mandrini a 45º(tipo Hurón)." alla pagina 360.
Programmazione dettagliata.
Si riportano di seguito tutti i formati di programmazione possibili; fra parentesi graffe si riportal'elenco di argomenti e fra parentesi angolate quelli che sono opzionali.
Formato per definire e memorizzare (senza attivare) un sistema di coordinate.
Se il sistema di coordinate è già stato preventivamente definito, queste sentenze lodefiniscono di nuovo.
#CS DEF [{nb}] [MODE {mode}, {V1}, {V2}, {V3}, {1}, {2}, {3}, <{align}>, <FIRST/SECOND>]#ACS DEF [{nb}] [MODE {mode}, {V1}, {V2}, {V3}, {1}, {2}, {3}, <{align}>, <FIRST/SECOND>]
Formato per definire, memorizzare ed attivare un sistema di coordinate.
#CS ON [{nb}] [MODE {mode}, {V1}, {V2}, {V3}, {1}, {2}, {3}, <{align}>, <FIRST/SECOND>]#ACS ON [{nb}] [MODE {mode}, {V1}, {V2}, {V3}, {1}, {2}, {3}, <{align}>, <FIRST/SECOND>]
{nb} Numero del sistema di coordinate (1 a 5).
MODE {mode} Modalità di definizione (1 a 6).
{V1}...{V3} Componenti del vettore di traslazione.
{1}...{3} Angoli di rotazione.
{align} Opzionale. Allineamento del piano (valore 0/1). Solo nelle modalità 3,4, 5.
FIRST/SECOND Opzionale. Comando per definire l'orientamento degli assi. Solo in modalità 6.
#CS DEF [2] [MODE 1,0,15,5,30,15,4.5](Definisce e memorizza un nuovo sistema di coordinate come CS2)
#CS DEF [3] [MODE 3,0,15,5,30,15,4.5,1](Definisce e memorizza un nuovo sistema di coordinate come CS3)
#CS DEF [4] [MODE 6,20,105,50,30,FIRST](Definisce e memorizza un nuovo sistema di coordinate come CS4)
{nb} Numero del sistema di coordinate (1 a 5).
MODE {mode} Modalità di definizione (1 a 6).
{V1}...{V3} Componenti del vettore di traslazione.
{1}...{3} Angoli di rotazione.
{align} Opzionale. Allineamento del piano (valore 0/1). Solo nelle modalità 3,4, 5.
FIRST/SECOND Opzionale. Comando per definire l'orientamento degli assi. Solo in modalità 6.
#CS ON [2] [MODE 1,0,15,5,30,15,4.5](Definisce, memorizza ed attiva un nuovo sistema di coordinate come CS2)
Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Sis
tem
i di c
oord
inat
e (#
CS
/ #A
CS
).
·351·
(REF: 1807)
Formato per definire e attivare (senza memorizzare) un sistema di coordinate.
Se ne può definire solo uno; per definirne un altro, occorre annullare quello precedente. Ilsistema di coordinate può essere utilizzato, fino al relativo annullamento, come qualsiasialtro sistema di coordinate registrato in memoria.
#CS ON [MODE {mode}, {V1}, {V2}, {V3}, {1}, {2}, {3}, <{align}>, <FIRST/SECOND>]#ACS ON [MODE {mode}, {V1}, {V2}, {V3}, {1}, {2}, {3}, <{align}>, <FIRST/SECOND>]
Formato per disattivare e cancellare tutti i sistemi di coordinate correnti e definire,memorizzare e attivarne uno nuovo.
#CS NEW <KEEP> [{nb}] [MODE {mode}, {V1}, {V2}, {V3}, {1}, {2}, {3}, <{align}>, <FIRST/SECOND>]#ACS NEW <KEEP> [{nb}] [MODE {mode}, {V1}, {V2}, {V3}, {1}, {2}, {3}, <{align}>, <FIRST/SECOND>]
Formato per disattivare e cancellare tutti i sistemi di coordinate correnti, definire eattivarne uno nuovo (senza memorizzare).
#CS NEW <KEEP> [MODE {mode}, {V1}, {V2}, {V3}, {1}, {2}, {3}, <{align}>, <FIRST/SECOND>]#ACS NEW <KEEP> [MODE {mode}, {V1}, {V2}, {V3}, {1}, {2}, {3}, <{align}>, <FIRST/SECOND>]
MODE {mode} Modalità di definizione (1 a 6).
{V1}...{V3} Componenti del vettore di traslazione.
{1}...{3} Angoli di rotazione.
{align} Opzionale. Allineamento del piano (valore 0/1). Solo nelle modalità 3,4, 5.
FIRST/SECOND Opzionale. Comando per definire l'orientamento degli assi. Solo in modalità 6.
#CS ON [MODE 1,0,15,5,30,15,4.5](Definisce ed attiva un nuovo sistema di coordinate)
{nb} Numero del sistema di coordinate (1 a 5).
MODE {mode} Modalità di definizione (1 a 6).
{V1}...{V3} Componenti del vettore di traslazione.
{1}...{3} Angoli di rotazione.
{align} Opzionale. Allineamento del piano (valore 0/1). Solo nelle modalità 3,4, 5.
KEEP Opzionale. Comando per definire se disattivando il sistema di coordinate simantiene lo zero pezzo definito nella stesso.
FIRST/SECOND Opzionale. Comando per definire l'orientamento degli assi. Solo in modalità 6.
#CS NEW KEEP [2] [MODE 1,0,15,5,30,15,4.5](Disattiva e cancella tutti i sistemi di coordinate)(Definisce, memorizza ed attiva un nuovo sistema di coordinate come CS2)(Mantiene lo zero pezzo)
MODE {mode} Modalità di definizione (1 a 6).
{V1}...{V3} Componenti del vettore di traslazione.
{1}...{3} Angoli di rotazione.
{align} Opzionale. Allineamento del piano (valore 0/1). Solo nelle modalità 3,4, 5.
KEEP Opzionale. Comando per definire se disattivando il sistema di coordinate simantiene lo zero pezzo definito nella stesso.
FIRST/SECOND Opzionale. Comando per definire l'orientamento degli assi. Solo in modalità 6.
#CS NEW [2] [MODE 1,0,15,5,30,15,4.5](Disattiva e cancella tutti i sistemi di coordinate)(Definisce ed attiva un nuovo sistema di coordinate)
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Sis
tem
i di c
oord
inat
e (#
CS
/ #A
CS
).
·352·
(REF: 1807)
Formato per assumere e memorizzare il sistema di coordinate corrente.
#CS DEF ACT [{nb}]#ACS DEF ACT [{nb}]
Formato per attivare un sistema di coordinate memorizzato.
#CS ON [{nb}]#ACS ON [{nb}]
Formato per attivare l'ultimo sistema di coordinate memorizzato.
#CS ON#ACS ON
Formato per disattivare l'ultimo sistema di coordinate attivato.
#CS OFF <KEEP>#ACS OFF <KEEP>
Formato per disattivare tutti i sistemi di coordinate attivi.
#CS OFF ALL#ACS OFF ALL
I sistemi di coordinate e lo zero pezzo.
L’origine del sistema di coordinate è riferito allo zero pezzo corrente. Con un sistema dicoordinate CS o ACS attivo è possibile preselezionare nuovi zero pezzo sul piano inclinato.
Quando si disattiva un piano inclinato, se non si definisce altrimenti, si recupera lo zero pezzodefinito prima dell’attivazione del piano inclinato. Opzionalmente sarà possibile definire sesi desidera mantenere lo zero pezzo corrente.
In certi casi, può accadere che nell'attivare un sistema di coordinate CS o ACSprecedentemente memorizzato, l'origine di coordinate del piano non sia quella desiderata.Ciò accade se si modifica lo zero pezzo fra la definizione e l'applicazione del sistema dicoordinate.
Considerazioni per entrambe le funzioni.
Entrambi i sistemi di coordinate (#CS e #ACS) si mantengono attivi dopo un reset e dopol'esecuzione di M02 o M30. All’accensione, il CNC mantiene o annulla il sistema dicoordinate secondo quanto definito nel parametro macchina CSCANCEL.
{nb} Numero del sistema di coordinate (1 a 5).
#CS DEF ACT [2](Assume e memorizza il sistema di coordinate corrente come CS2)
{nb} Numero del sistema di coordinate (1 a 5).
#CS ON [2](Attiva il sistema di coordinate CS2)
#CS ON(Attiva l'ultimo sistema di coordinate memorizzato)
KEEP Opzionale. Comando per definire se disattivando il sistema di coordinate simantiene lo zero pezzo definito nella stesso.
#CS OFF(Disattiva l'ultimo sistema di coordinate attivato)
#CS OFF KEEP(Disattiva l'ultimo sistema di coordinate attivato)(Mantiene lo zero pezzo)
#CS OFF ALL(Disattiva tutti i sistemi di coordinate attivi)

Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Sis
tem
i di c
oord
inat
e (#
CS
/ #A
CS
).
·353·
(REF: 1807)
20.4.1 Definire un sistema di coordinate (MODE1).
Entrambe le sentenze utilizzano lo stesso formato di programmazione e possono essereutilizzate singolarmente o congiuntamente.
#CS DEF [{n}] [MODE 1, {V1}, {V2}, {V3}, {1}, {2}, {3}]#ACS DEF [{n}] [MODE 1, {V1}, {V2}, {V3}, {1}, {2}, {3}]
Questa modalità definisce il piano inclinato risultante dall'aver ruotato prima sul primo asse,quindi sul secondo ed infine sul terzo i valori indicati rispettivamente in 1, 2, 3.
V1, V2, V3 Componenti del vettore di traslazione.
Origine coordinate del piano inclinato rispetto allo zero pezzo corrente.
1, 2, 3 Angoli di rotazione per costruire il piano inclinato.
Prima ruotare sul primo asse (X) il valore indicato per 1. In figura, il nuovo sistema dicoordinate risultante da questa trasformazione si denomina X Y' Z' dato che gli assi Y, Z sonostati ruotati.
Ruotare quindi sul secondo asse (Y') il valore indicato per 2. In figura, il nuovo sistema dicoordinate risultante da questa trasformazione si denomina X' Y' Z'' dato che gli assi X, Zsono stati ruotati.
Per finire ruotare sul terzo asse (Z'') il valore indicato per 3.
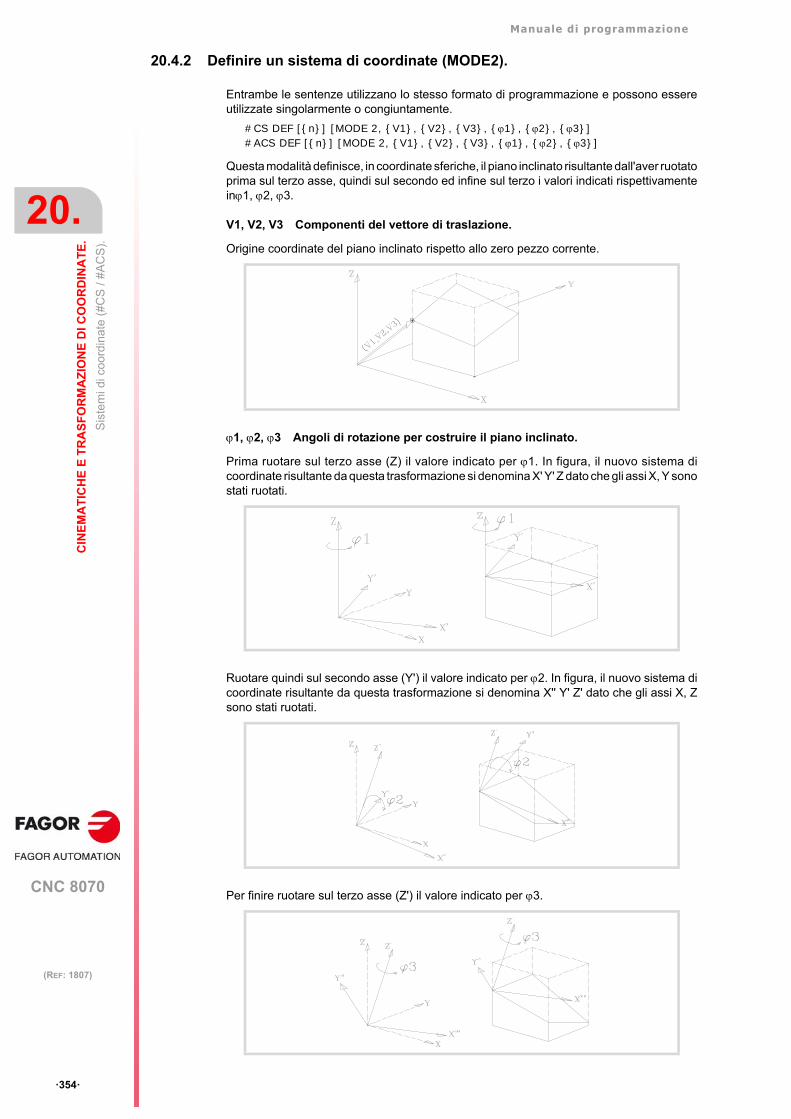
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Sis
tem
i di c
oord
inat
e (#
CS
/ #A
CS
).
·354·
(REF: 1807)
20.4.2 Definire un sistema di coordinate (MODE2).
Entrambe le sentenze utilizzano lo stesso formato di programmazione e possono essereutilizzate singolarmente o congiuntamente.
#CS DEF [{n}] [MODE 2, {V1}, {V2}, {V3}, {1}, {2}, {3}]#ACS DEF [{n}] [MODE 2, {V1}, {V2}, {V3}, {1}, {2}, {3}]
Questa modalità definisce, in coordinate sferiche, il piano inclinato risultante dall'aver ruotatoprima sul terzo asse, quindi sul secondo ed infine sul terzo i valori indicati rispettivamentein1, 2, 3.
V1, V2, V3 Componenti del vettore di traslazione.
Origine coordinate del piano inclinato rispetto allo zero pezzo corrente.
1, 2, 3 Angoli di rotazione per costruire il piano inclinato.
Prima ruotare sul terzo asse (Z) il valore indicato per 1. In figura, il nuovo sistema dicoordinate risultante da questa trasformazione si denomina X' Y' Z dato che gli assi X, Y sonostati ruotati.
Ruotare quindi sul secondo asse (Y') il valore indicato per 2. In figura, il nuovo sistema dicoordinate risultante da questa trasformazione si denomina X'' Y' Z' dato che gli assi X, Zsono stati ruotati.
Per finire ruotare sul terzo asse (Z') il valore indicato per 3.

Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Sis
tem
i di c
oord
inat
e (#
CS
/ #A
CS
).
·355·
(REF: 1807)
20.4.3 Definire un sistema di coordinate (MODE3).
Entrambe le sentenze utilizzano lo stesso formato di programmazione e possono essereutilizzate singolarmente o congiuntamente.
#CS DEF [{n}] [MODE 3, {V1}, {V2}, {V3}, {1}, {2}, {3}, <{align}>]#ACS DEF [{n}] [MODE 3, {V1}, {V2}, {V3}, {1}, {2}, {3}, <{align}>]
In questa modalità, il piano inclinato è definito dagli angoli formati dal piano rispetto al primoe al secondo asse (X Y) del sistema di coordinate macchina.
V1, V2, V3 Componenti del vettore di traslazione.
Origine coordinate del piano inclinato rispetto allo zero pezzo corrente.
1, 2 Angoli del piano.
Angoli formati dal piano inclinato con il primo e il secondo asse (X Y) del sistema di coordinatemacchina.
{align} Allineamento del piano (valore 0/1).
Questo argomento definisce quale degli assi del nuovo piano (X' Y') è allineato con lo spigolo.Se non si programma, si assume il valore 0.
3 Rotazione di coordinate.
Questo argomento consente di definire ed applicare una rotazione di coordinate sul nuovopiano cartesiano X' Y'.
1 Angolo del piano con il primo asse (X).
2 Angolo del piano con il secondo asse (Y).
{align} = 0 Allineamento dell’asse X'.
{align} = 1 Allineamento dell’asse Y'.
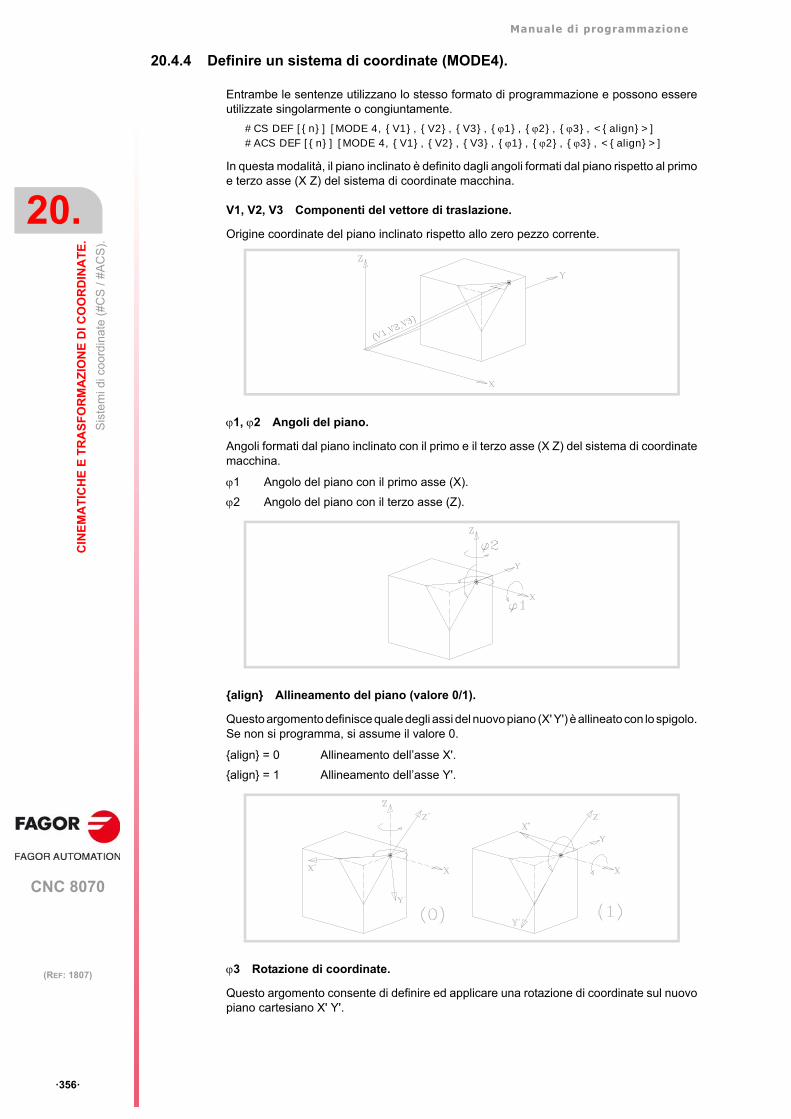
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Sis
tem
i di c
oord
inat
e (#
CS
/ #A
CS
).
·356·
(REF: 1807)
20.4.4 Definire un sistema di coordinate (MODE4).
Entrambe le sentenze utilizzano lo stesso formato di programmazione e possono essereutilizzate singolarmente o congiuntamente.
#CS DEF [{n}] [MODE 4, {V1}, {V2}, {V3}, {1}, {2}, {3}, <{align}>]#ACS DEF [{n}] [MODE 4, {V1}, {V2}, {V3}, {1}, {2}, {3}, <{align}>]
In questa modalità, il piano inclinato è definito dagli angoli formati dal piano rispetto al primoe terzo asse (X Z) del sistema di coordinate macchina.
V1, V2, V3 Componenti del vettore di traslazione.
Origine coordinate del piano inclinato rispetto allo zero pezzo corrente.
1, 2 Angoli del piano.
Angoli formati dal piano inclinato con il primo e il terzo asse (X Z) del sistema di coordinatemacchina.
{align} Allineamento del piano (valore 0/1).
Questo argomento definisce quale degli assi del nuovo piano (X' Y') è allineato con lo spigolo.Se non si programma, si assume il valore 0.
3 Rotazione di coordinate.
Questo argomento consente di definire ed applicare una rotazione di coordinate sul nuovopiano cartesiano X' Y'.
1 Angolo del piano con il primo asse (X).
2 Angolo del piano con il terzo asse (Z).
{align} = 0 Allineamento dell’asse X'.
{align} = 1 Allineamento dell’asse Y'.
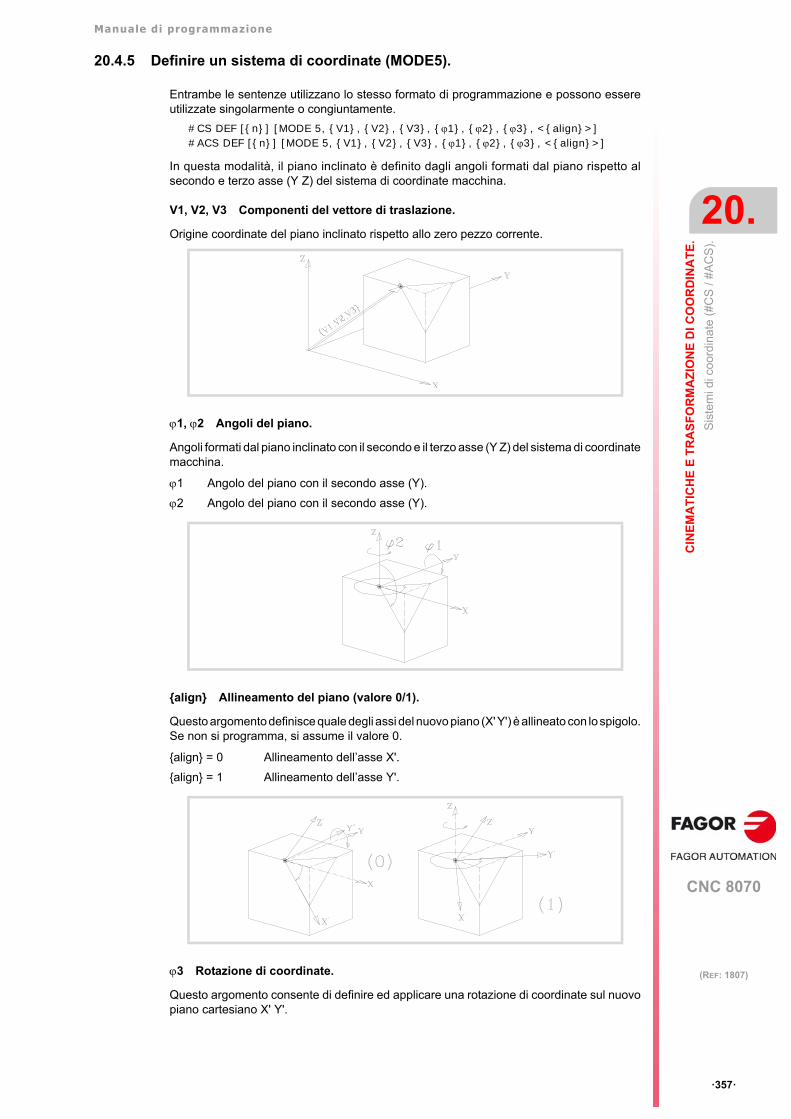
Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Sis
tem
i di c
oord
inat
e (#
CS
/ #A
CS
).
·357·
(REF: 1807)
20.4.5 Definire un sistema di coordinate (MODE5).
Entrambe le sentenze utilizzano lo stesso formato di programmazione e possono essereutilizzate singolarmente o congiuntamente.
#CS DEF [{n}] [MODE 5, {V1}, {V2}, {V3}, {1}, {2}, {3}, <{align}>]#ACS DEF [{n}] [MODE 5, {V1}, {V2}, {V3}, {1}, {2}, {3}, <{align}>]
In questa modalità, il piano inclinato è definito dagli angoli formati dal piano rispetto alsecondo e terzo asse (Y Z) del sistema di coordinate macchina.
V1, V2, V3 Componenti del vettore di traslazione.
Origine coordinate del piano inclinato rispetto allo zero pezzo corrente.
1, 2 Angoli del piano.
Angoli formati dal piano inclinato con il secondo e il terzo asse (Y Z) del sistema di coordinatemacchina.
{align} Allineamento del piano (valore 0/1).
Questo argomento definisce quale degli assi del nuovo piano (X' Y') è allineato con lo spigolo.Se non si programma, si assume il valore 0.
3 Rotazione di coordinate.
Questo argomento consente di definire ed applicare una rotazione di coordinate sul nuovopiano cartesiano X' Y'.
1 Angolo del piano con il secondo asse (Y).
2 Angolo del piano con il secondo asse (Y).
{align} = 0 Allineamento dell’asse X'.
{align} = 1 Allineamento dell’asse Y'.
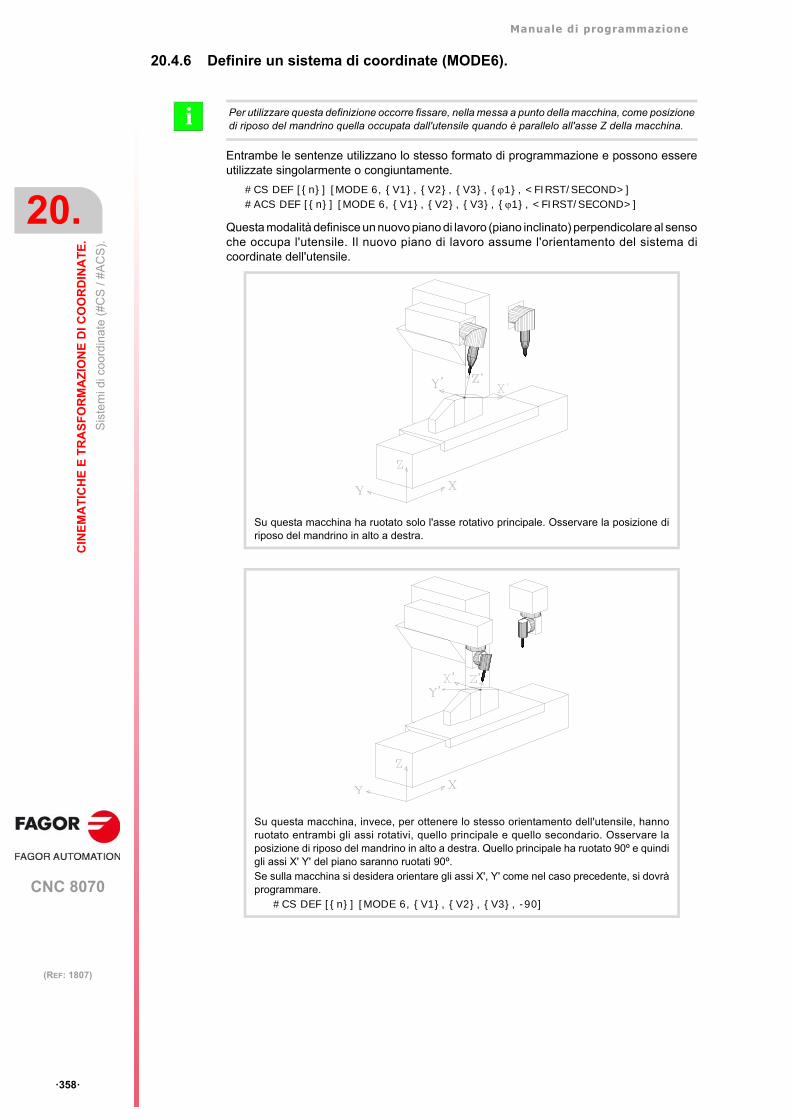
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Sis
tem
i di c
oord
inat
e (#
CS
/ #A
CS
).
·358·
(REF: 1807)
20.4.6 Definire un sistema di coordinate (MODE6).
Entrambe le sentenze utilizzano lo stesso formato di programmazione e possono essereutilizzate singolarmente o congiuntamente.
#CS DEF [{n}] [MODE 6, {V1}, {V2}, {V3}, {1}, <FIRST/SECOND>]#ACS DEF [{n}] [MODE 6, {V1}, {V2}, {V3}, {1}, <FIRST/SECOND>]
Questa modalità definisce un nuovo piano di lavoro (piano inclinato) perpendicolare al sensoche occupa l'utensile. Il nuovo piano di lavoro assume l'orientamento del sistema dicoordinate dell'utensile.
Per utilizzare questa definizione occorre fissare, nella messa a punto della macchina, come posizionedi riposo del mandrino quella occupata dall'utensile quando è parallelo all'asse Z della macchina.i
Su questa macchina ha ruotato solo l'asse rotativo principale. Osservare la posizione diriposo del mandrino in alto a destra.
Su questa macchina, invece, per ottenere lo stesso orientamento dell'utensile, hannoruotato entrambi gli assi rotativi, quello principale e quello secondario. Osservare laposizione di riposo del mandrino in alto a destra. Quello principale ha ruotato 90º e quindigli assi X' Y' del piano saranno ruotati 90º.Se sulla macchina si desidera orientare gli assi X', Y' come nel caso precedente, si dovràprogrammare.
#CS DEF [{n}] [MODE 6, {V1}, {V2}, {V3}, -90]
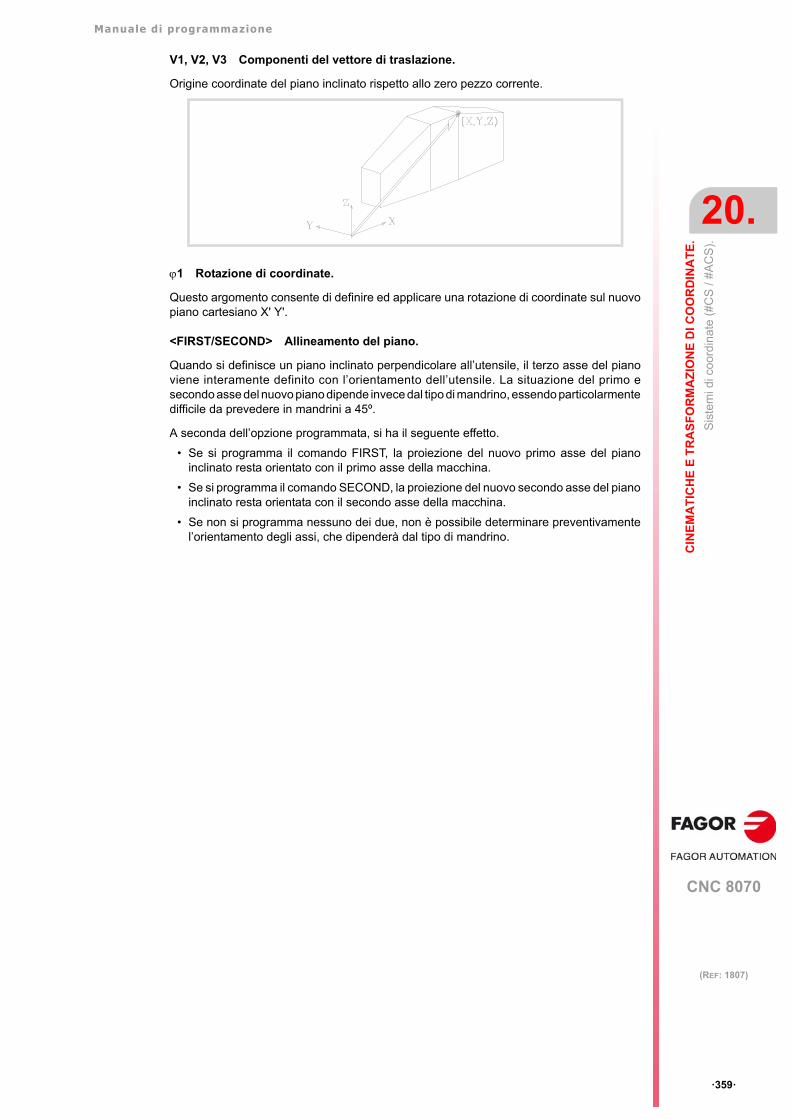
Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Sis
tem
i di c
oord
inat
e (#
CS
/ #A
CS
).
·359·
(REF: 1807)
V1, V2, V3 Componenti del vettore di traslazione.
Origine coordinate del piano inclinato rispetto allo zero pezzo corrente.
1 Rotazione di coordinate.
Questo argomento consente di definire ed applicare una rotazione di coordinate sul nuovopiano cartesiano X' Y'.
<FIRST/SECOND> Allineamento del piano.
Quando si definisce un piano inclinato perpendicolare all’utensile, il terzo asse del pianoviene interamente definito con l’orientamento dell’utensile. La situazione del primo esecondo asse del nuovo piano dipende invece dal tipo di mandrino, essendo particolarmentedifficile da prevedere in mandrini a 45º.
A seconda dell’opzione programmata, si ha il seguente effetto.
• Se si programma il comando FIRST, la proiezione del nuovo primo asse del pianoinclinato resta orientato con il primo asse della macchina.
• Se si programma il comando SECOND, la proiezione del nuovo secondo asse del pianoinclinato resta orientata con il secondo asse della macchina.
• Se non si programma nessuno dei due, non è possibile determinare preventivamentel’orientamento degli assi, che dipenderà dal tipo di mandrino.
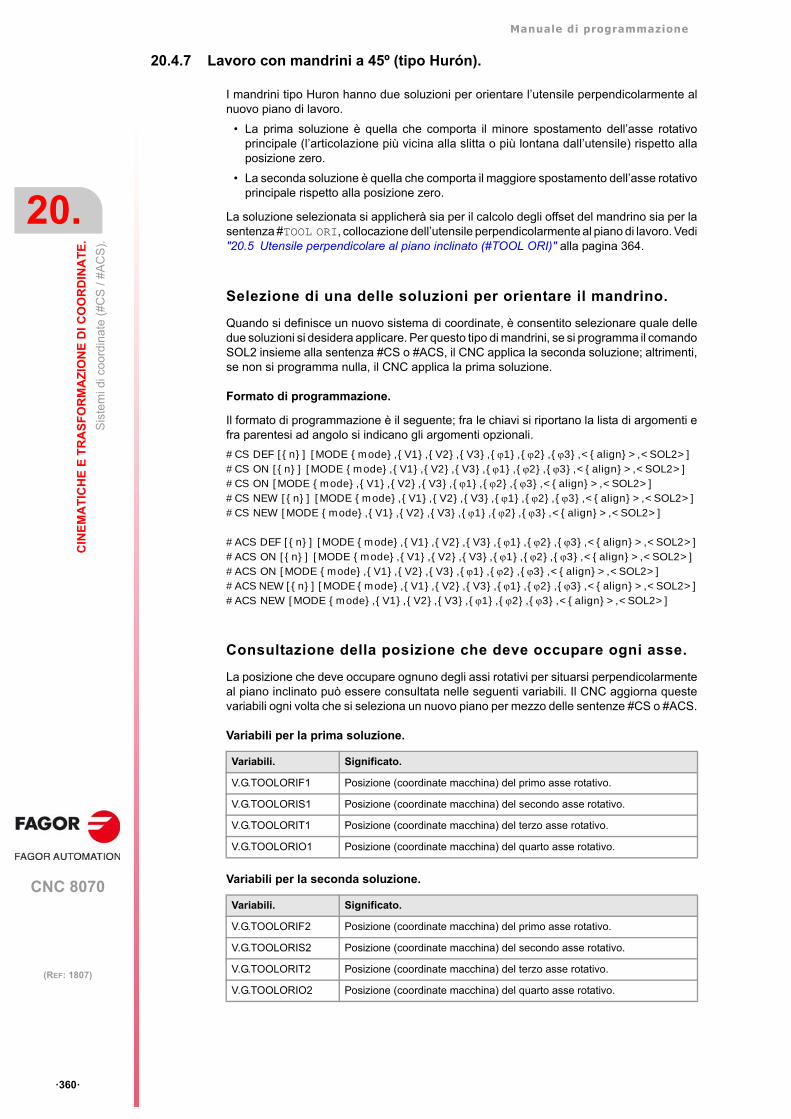
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Sis
tem
i di c
oord
inat
e (#
CS
/ #A
CS
).
·360·
(REF: 1807)
20.4.7 Lavoro con mandrini a 45º (tipo Hurón).
I mandrini tipo Huron hanno due soluzioni per orientare l’utensile perpendicolarmente alnuovo piano di lavoro.
• La prima soluzione è quella che comporta il minore spostamento dell’asse rotativoprincipale (l’articolazione più vicina alla slitta o più lontana dall’utensile) rispetto allaposizione zero.
• La seconda soluzione è quella che comporta il maggiore spostamento dell’asse rotativoprincipale rispetto alla posizione zero.
La soluzione selezionata si applicherà sia per il calcolo degli offset del mandrino sia per lasentenza #TOOL ORI, collocazione dell’utensile perpendicolarmente al piano di lavoro. Vedi"20.5 Utensile perpendicolare al piano inclinato (#TOOL ORI)" alla pagina 364.
Selezione di una delle soluzioni per orientare il mandrino.
Quando si definisce un nuovo sistema di coordinate, è consentito selezionare quale delledue soluzioni si desidera applicare. Per questo tipo di mandrini, se si programma il comandoSOL2 insieme alla sentenza #CS o #ACS, il CNC applica la seconda soluzione; altrimenti,se non si programma nulla, il CNC applica la prima soluzione.
Formato di programmazione.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti efra parentesi ad angolo si indicano gli argomenti opzionali.
#CS DEF [{n}] [MODE {mode},{V1},{V2},{V3},{1},{2},{3},<{align}>,<SOL2>]#CS ON [{n}] [MODE {mode},{V1},{V2},{V3},{1},{2},{3},<{align}>,<SOL2>]#CS ON [MODE {mode},{V1},{V2},{V3},{1},{2},{3},<{align}>,<SOL2>]#CS NEW [{n}] [MODE {mode},{V1},{V2},{V3},{1},{2},{3},<{align}>,<SOL2>]#CS NEW [MODE {mode},{V1},{V2},{V3},{1},{2},{3},<{align}>,<SOL2>]
#ACS DEF [{n}] [MODE {mode},{V1},{V2},{V3},{1},{2},{3},<{align}>,<SOL2>]#ACS ON [{n}] [MODE {mode},{V1},{V2},{V3},{1},{2},{3},<{align}>,<SOL2>]#ACS ON [MODE {mode},{V1},{V2},{V3},{1},{2},{3},<{align}>,<SOL2>]#ACS NEW [{n}] [MODE {mode},{V1},{V2},{V3},{1},{2},{3},<{align}>,<SOL2>]#ACS NEW [MODE {mode},{V1},{V2},{V3},{1},{2},{3},<{align}>,<SOL2>]
Consultazione della posizione che deve occupare ogni asse.
La posizione che deve occupare ognuno degli assi rotativi per situarsi perpendicolarmenteal piano inclinato può essere consultata nelle seguenti variabili. Il CNC aggiorna questevariabili ogni volta che si seleziona un nuovo piano per mezzo delle sentenze #CS o #ACS.
Variabili per la prima soluzione.
Variabili per la seconda soluzione.
Variabili. Significato.
V.G.TOOLORIF1 Posizione (coordinate macchina) del primo asse rotativo.
V.G.TOOLORIS1 Posizione (coordinate macchina) del secondo asse rotativo.
V.G.TOOLORIT1 Posizione (coordinate macchina) del terzo asse rotativo.
V.G.TOOLORIO1 Posizione (coordinate macchina) del quarto asse rotativo.
Variabili. Significato.
V.G.TOOLORIF2 Posizione (coordinate macchina) del primo asse rotativo.
V.G.TOOLORIS2 Posizione (coordinate macchina) del secondo asse rotativo.
V.G.TOOLORIT2 Posizione (coordinate macchina) del terzo asse rotativo.
V.G.TOOLORIO2 Posizione (coordinate macchina) del quarto asse rotativo.

Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Sis
tem
i di c
oord
inat
e (#
CS
/ #A
CS
).
·361·
(REF: 1807)
Il posizionamento per cui l’utensile è perpendicolare al piano definito si deve realizzare inquote macchina (#MCS), dal momento che il CNC dà la soluzione in quote macchina otramite l’istruzione #TOOL ORI e il movimento di un asse.
Opzione 1. Movimento in quote macchina con la soluzione data.
#MCS ONG01B[V.G.TOOLORIF1] C[V.G.TOOLORIS1] F1720#MCS OFF
Opzione 2. Mettere il piano di lavoro perpendicolare TOOL ORI.
#TOOL ORIG01 X0 Y0 Z40

Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Sis
tem
i di c
oord
inat
e (#
CS
/ #A
CS
).
·362·
(REF: 1807)
20.4.8 Come combinare vari sistemi di coordinate.
Il CNC consente di combinare fino a 10 sistemi di coordinate ACS e CS fra loro, per costruirenuovi sistemi di coordinate. Ad esempio, si può combinare il sistema di coordinate ACSgenerante un fissaggio nel pezzo con il sistema di coordinate CS che definisce il pianoinclinato del pezzo da lavorare. Nel combinare vari sistemi di coordinate, il CNC agisce comesegue.
1 Prima, il CNC analizza gli ACS e li va applicando consecutivamente nell'ordineprogrammato, ottenendo una trasformazione ACS risultante.
2 Quindi, il CNC analizza i CS e li va applicando consecutivamente nell'ordineprogrammato, ottenendo una trasformazione CS risultante.
3 Per finire, il CNC applica il CS risultante nell'ACS, ottenendo il nuovo sistema dicoordinate.
Il risultato della combinazione dipende dall'ordine di attivazione, come si può osservare nellaseguente figura.
Ogni volta che si attiva o si disattiva un #ACS o un #CS si calcola di nuovo il sistema dicoordinate risultante, come si può osservare nella seguente figura.
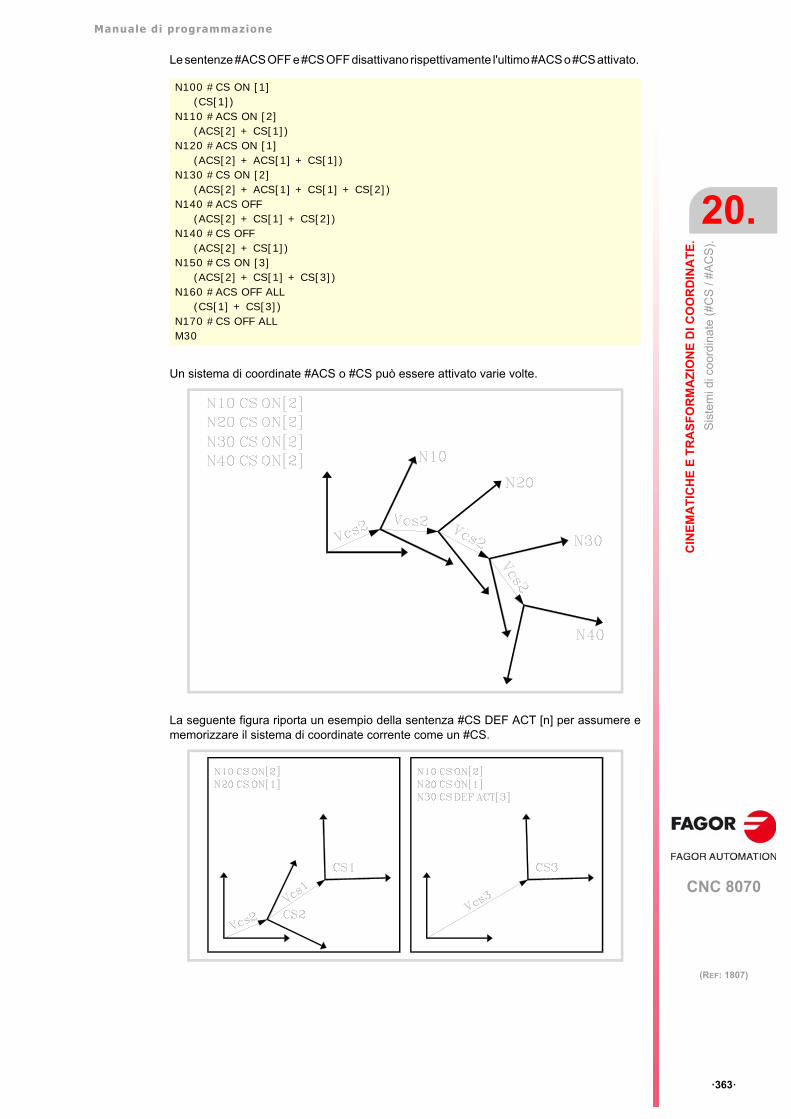
Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Sis
tem
i di c
oord
inat
e (#
CS
/ #A
CS
).
·363·
(REF: 1807)
Le sentenze #ACS OFF e #CS OFF disattivano rispettivamente l'ultimo #ACS o #CS attivato.
Un sistema di coordinate #ACS o #CS può essere attivato varie volte.
La seguente figura riporta un esempio della sentenza #CS DEF ACT [n] per assumere ememorizzare il sistema di coordinate corrente come un #CS.
N100 #CS ON [1](CS[1])
N110 #ACS ON [2](ACS[2] + CS[1])
N120 #ACS ON [1](ACS[2] + ACS[1] + CS[1])
N130 #CS ON [2](ACS[2] + ACS[1] + CS[1] + CS[2])
N140 #ACS OFF(ACS[2] + CS[1] + CS[2])
N140 #CS OFF(ACS[2] + CS[1])
N150 #CS ON [3](ACS[2] + CS[1] + CS[3])
N160 #ACS OFF ALL(CS[1] + CS[3])
N170 #CS OFF ALLM30

Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Ute
nsile
pe
rpen
dic
ola
re a
l pia
no in
clin
ato
(#T
OO
L O
RI)
·364·
(REF: 1807)
20.5 Utensile perpendicolare al piano inclinato (#TOOL ORI)
La sentenza #TOOL ORI consente di posizionare l'utensile perpendicolarmente al pianoinclinato attivo. Dopo avere eseguito questa sentenza, l'utensile si posizioneràperpendicolarmente al piano inclinato (parallelo al terzo asse del sistema di coordinateattivo), nel primo blocco di spostamento programmato di seguito.
Programmazione.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
#TOOL ORI
#TOOL ORI(Utensile perpendicolare al piano inclinato; richiesta)
G1 X_ Y_ Z_(Posizionamento su punto definito con l'utensile perpendicolare al piano inclinato)
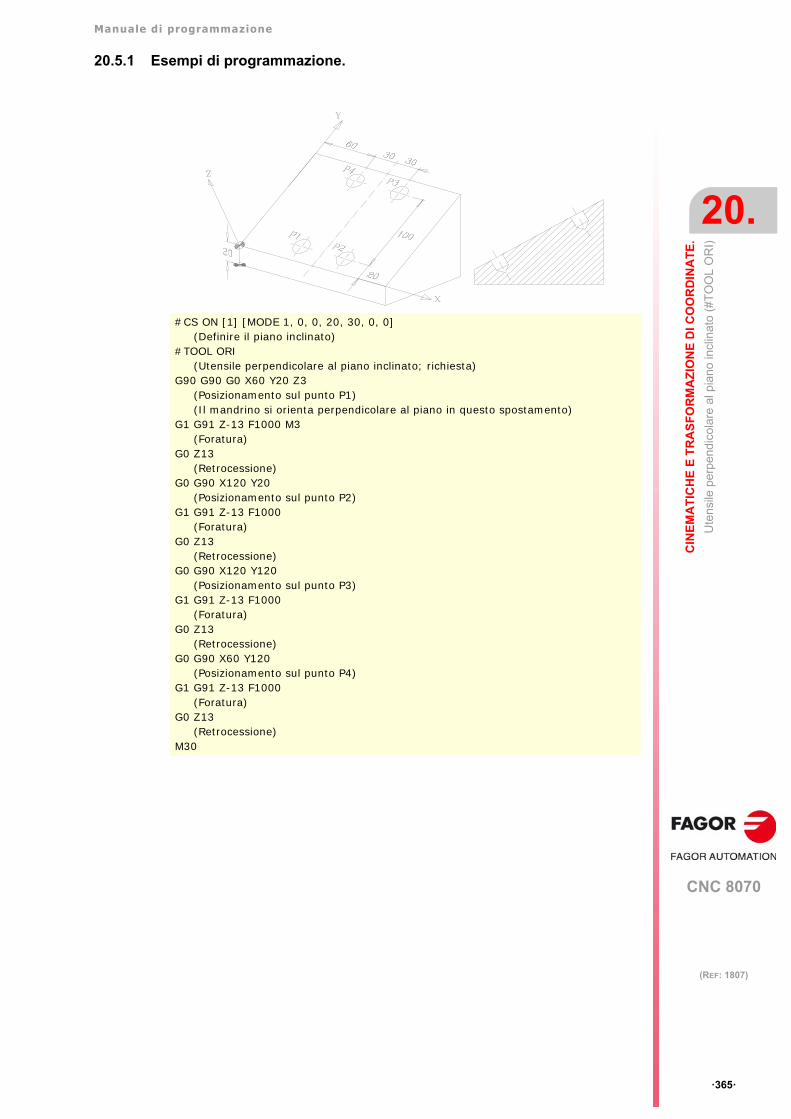
Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Ute
nsile
pe
rpen
dic
ola
re a
l pia
no in
clin
ato
(#T
OO
L O
RI)
·365·
(REF: 1807)
20.5.1 Esempi di programmazione.
#CS ON [1] [MODE 1, 0, 0, 20, 30, 0, 0](Definire il piano inclinato)
#TOOL ORI(Utensile perpendicolare al piano inclinato; richiesta)
G90 G90 G0 X60 Y20 Z3(Posizionamento sul punto P1)(Il mandrino si orienta perpendicolare al piano in questo spostamento)
G1 G91 Z-13 F1000 M3(Foratura)
G0 Z13(Retrocessione)
G0 G90 X120 Y20(Posizionamento sul punto P2)
G1 G91 Z-13 F1000(Foratura)
G0 Z13(Retrocessione)
G0 G90 X120 Y120(Posizionamento sul punto P3)
G1 G91 Z-13 F1000(Foratura)
G0 Z13(Retrocessione)
G0 G90 X60 Y120(Posizionamento sul punto P4)
G1 G91 Z-13 F1000(Foratura)
G0 Z13(Retrocessione)
M30
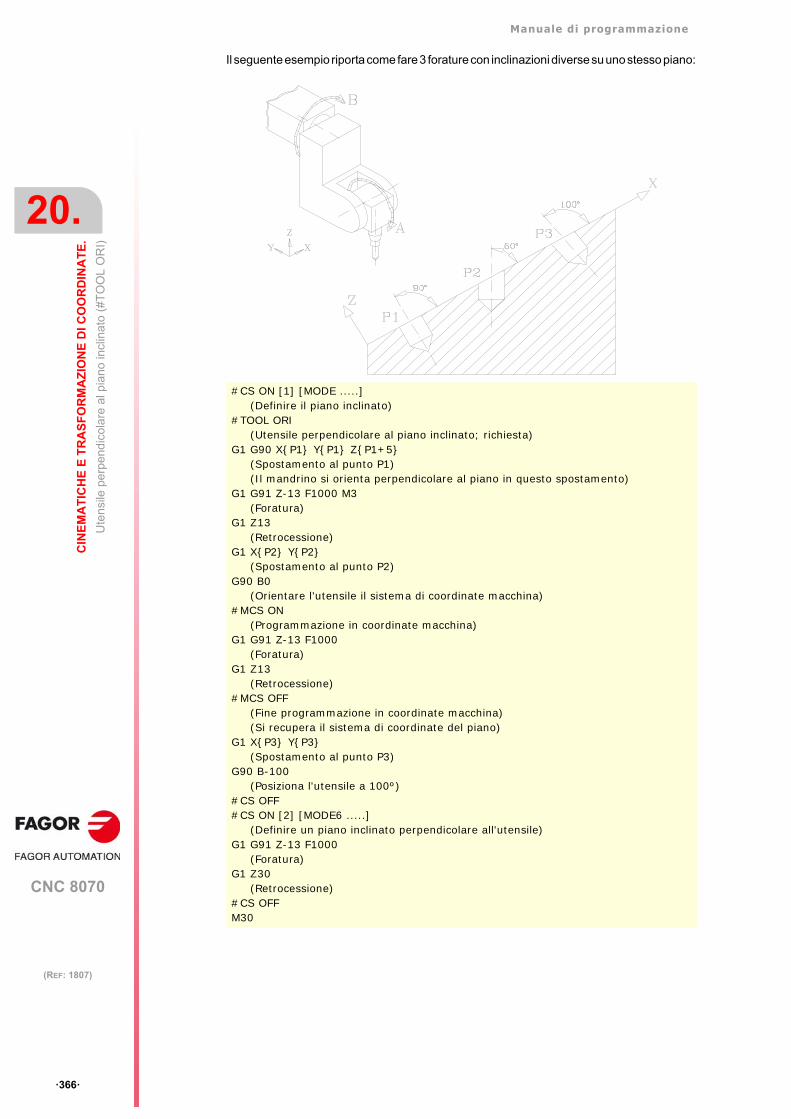
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Ute
nsile
pe
rpen
dic
ola
re a
l pia
no in
clin
ato
(#T
OO
L O
RI)
·366·
(REF: 1807)
Il seguente esempio riporta come fare 3 forature con inclinazioni diverse su uno stesso piano:
#CS ON [1] [MODE .....](Definire il piano inclinato)
#TOOL ORI(Utensile perpendicolare al piano inclinato; richiesta)
G1 G90 X{P1} Y{P1} Z{P1+5}(Spostamento al punto P1)(Il mandrino si orienta perpendicolare al piano in questo spostamento)
G1 G91 Z-13 F1000 M3(Foratura)
G1 Z13(Retrocessione)
G1 X{P2} Y{P2}(Spostamento al punto P2)
G90 B0(Orientare l'utensile il sistema di coordinate macchina)
#MCS ON(Programmazione in coordinate macchina)
G1 G91 Z-13 F1000(Foratura)
G1 Z13(Retrocessione)
#MCS OFF(Fine programmazione in coordinate macchina)(Si recupera il sistema di coordinate del piano)
G1 X{P3} Y{P3}(Spostamento al punto P3)
G90 B-100(Posiziona l'utensile a 100º)
#CS OFF#CS ON [2] [MODE6 .....]
(Definire un piano inclinato perpendicolare all'utensile)G1 G91 Z-13 F1000
(Foratura)G1 Z30
(Retrocessione)#CS OFFM30

Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Lav
oro
con
RT
CP
(R
ota
ting
To
ol C
ente
r P
oin
t).
·367·
(REF: 1807)
20.6 Lavoro con RTCP (Rotating Tool Center Point).
Il RTCP rappresenta una compensazione di lunghezza nello spazio. Il RTCP consente dimodificare l'orientamento dell'utensile senza modificare la posizione occupata dalla puntadello stesso sul pezzo. Logicamente, il CNC deve spostare vari assi della macchina permantenere la posizione occupata dalla punta dell'utensile.
Una volta attivata la trasformazione RTCP è possibile combinare posizionamenti delmandrino con interpolazioni lineari e circolari.
Programmazione. Attivare la trasformazione RTCP.
Questa sentenza si programma da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
#RTCP ON
Programmazione. Disattivare la trasformazione RTCP.
Questa sentenza si programma da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
#RTCP OFF
Questa figura illustra cosa accade nel ruotare il mandrino quando il RTCP è attivo.
Questa figura illustra cosa accade nel ruotare il mandrino quando il RTCP non è attivo.
#RTCP ON
#RTCP OFF
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Lav
oro
con
RT
CP
(R
ota
ting
To
ol C
ente
r P
oin
t).
·368·
(REF: 1807)
Proprietà della funzione.
La trasformazione RTCP si mantiene attiva anche dopo l'esecuzione di M02 o M30, e dopoun'emergenza o un reset e in seguito allo spegnimento del CNC.
Considerazioni sulla trasformazione RTCP.
• Per poter lavorare con trasformazione RTCP i primi tre assi del canale (ad esempio XY Z) devono essere definiti, formare il triedro attivo ed essere lineari. Questi assi possonoessere GANTRY.
• Con la trasformazione RTCP attiva è possibile seguire spostamenti d'origine (G54-G59,G159) e preselezioni di quote (G92).
• Con la trasformazione RTCP attiva è possibile eseguire spostamenti in jog continuo, jogincrementale e volantino.
• Con la trasformazione RTCP attiva, il CNC consente di realizzare solo una ricerca diriferimento macchina (G74) degli assi che non sono coinvolti nell’RTCP.
• Non è possibile selezionare la trasformazione RTCP quando è attiva la compensazioneTLC.
• Con la trasformazione RTCP attiva, il CNC non consente di modificare la cinematicaattiva (#KIN ID).
• Con la trasformazione RTCP attiva, il CNC non consente di modificare i limiti di software(G198/G199).
Ordine di programmazione consigliato.
Quando si lavora con piani inclinati e trasformazione RTCP si raccomanda di osservare ilseguente ordine di programmazione. È conveniente attivare prima la trasformazione RTCP,dato che consente di orientare l'utensile senza modificare la posizione occupata dalla puntadello stesso.
#RTCP ON(Attivare la trasformazione RTCP)
#CS ON(Attivare il piano inclinato)
#TOOL ORI(Situare l'utensile perpendicolare al piano)
G_ X_ Y_ Z_(Lavorazione sul piano inclinato)···
#CS OFF(Annullare il piano inclinato)
#RTCP OFF(Disattivare la trasformazione RTCP)
M30(Fine programma pezzo)
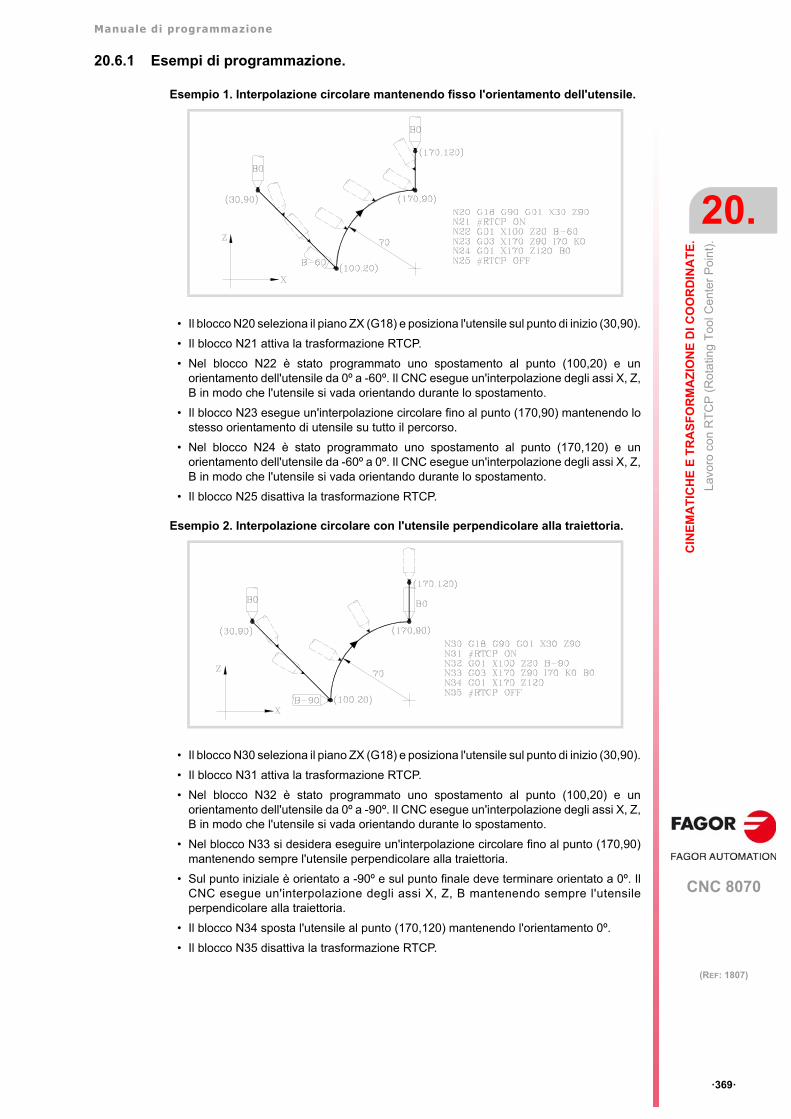
Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Lav
oro
con
RT
CP
(R
ota
ting
To
ol C
ente
r P
oin
t).
·369·
(REF: 1807)
20.6.1 Esempi di programmazione.
Esempio 1. Interpolazione circolare mantenendo fisso l'orientamento dell'utensile.
• Il blocco N20 seleziona il piano ZX (G18) e posiziona l'utensile sul punto di inizio (30,90).
• Il blocco N21 attiva la trasformazione RTCP.
• Nel blocco N22 è stato programmato uno spostamento al punto (100,20) e unorientamento dell'utensile da 0º a -60º. Il CNC esegue un'interpolazione degli assi X, Z,B in modo che l'utensile si vada orientando durante lo spostamento.
• Il blocco N23 esegue un'interpolazione circolare fino al punto (170,90) mantenendo lostesso orientamento di utensile su tutto il percorso.
• Nel blocco N24 è stato programmato uno spostamento al punto (170,120) e unorientamento dell'utensile da -60º a 0º. Il CNC esegue un'interpolazione degli assi X, Z,B in modo che l'utensile si vada orientando durante lo spostamento.
• Il blocco N25 disattiva la trasformazione RTCP.
Esempio 2. Interpolazione circolare con l'utensile perpendicolare alla traiettoria.
• Il blocco N30 seleziona il piano ZX (G18) e posiziona l'utensile sul punto di inizio (30,90).
• Il blocco N31 attiva la trasformazione RTCP.
• Nel blocco N32 è stato programmato uno spostamento al punto (100,20) e unorientamento dell'utensile da 0º a -90º. Il CNC esegue un'interpolazione degli assi X, Z,B in modo che l'utensile si vada orientando durante lo spostamento.
• Nel blocco N33 si desidera eseguire un'interpolazione circolare fino al punto (170,90)mantenendo sempre l'utensile perpendicolare alla traiettoria.
• Sul punto iniziale è orientato a -90º e sul punto finale deve terminare orientato a 0º. IlCNC esegue un'interpolazione degli assi X, Z, B mantenendo sempre l'utensileperpendicolare alla traiettoria.
• Il blocco N34 sposta l'utensile al punto (170,120) mantenendo l'orientamento 0º.
• Il blocco N35 disattiva la trasformazione RTCP.
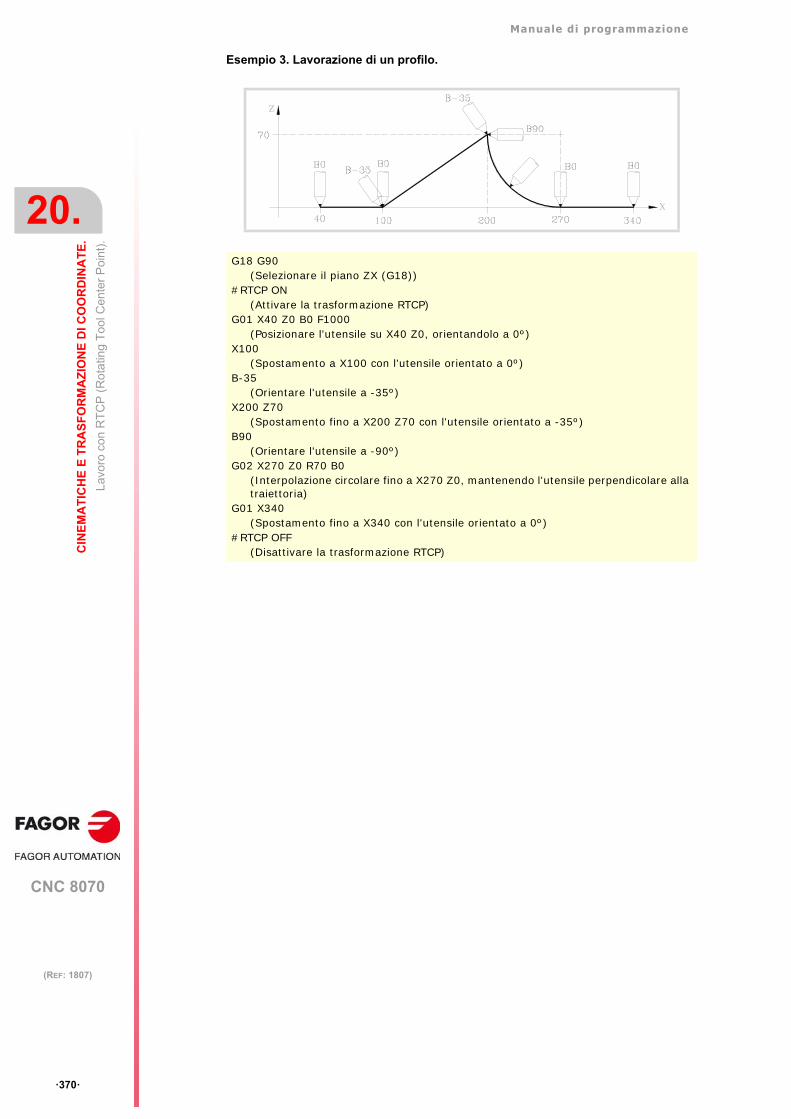
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Lav
oro
con
RT
CP
(R
ota
ting
To
ol C
ente
r P
oin
t).
·370·
(REF: 1807)
Esempio 3. Lavorazione di un profilo.
G18 G90(Selezionare il piano ZX (G18))
#RTCP ON(Attivare la trasformazione RTCP)
G01 X40 Z0 B0 F1000(Posizionare l'utensile su X40 Z0, orientandolo a 0º)
X100(Spostamento a X100 con l'utensile orientato a 0º)
B-35(Orientare l'utensile a -35º)
X200 Z70(Spostamento fino a X200 Z70 con l'utensile orientato a -35º)
B90(Orientare l'utensile a -90º)
G02 X270 Z0 R70 B0(Interpolazione circolare fino a X270 Z0, mantenendo l'utensile perpendicolare alla traiettoria)
G01 X340(Spostamento fino a X340 con l'utensile orientato a 0º)
#RTCP OFF(Disattivare la trasformazione RTCP)
Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Cor
regg
ere
la c
ompe
nsaz
ione
long
itudi
nale
del
l'ute
nsile
impl
icito
de
lpr
ogra
mm
a (#
TLC
).
·371·
(REF: 1807)
20.7 Correggere la compensazione longitudinale dell'utensile implicitodel programma (#TLC).
I programmi generati da pacchetti CAD-CAM tengono conto della lunghezza dell'utensile egenerano le quote corrispondenti alla base dell'utensile. La sentenza #TLC va utilizzataquando il programma è stato generato con un pacchetto CAD-CAM e il CNC non disponedi un utensile con le stesse dimensioni. Quando si usa la funzione #TLC (Tool LengthCompensation) il CNC compensa la differenza di lunghezza fra entrambi gli utensili, quelloreale e quello teorico (quello del calcolo). La funzione #TLC compensa la differenza dilunghezza, ma non corregge la differenza di raggio.
Programmazione. Attivare la compensazione di lunghezza TLC.
Nel definire questa sentenza, occorre definire la differenza di lunghezza fra l'utensile realee quello teorico utilizzato per fare il programma.
Formato di programmazione.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti.
#TLC ON [{long}]
Programmazione. Annullare la compensazione di lunghezzaTLC.
Questa sentenza si programma da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
#TLC OFF
Considerazioni sulla compensazione TLC.
• Con la compensazione TLC attiva, il CNC consente di realizzare solo una ricerca diriferimento macchina (G74) degli assi che non sono coinvolti nel TLC.
• Non è possibile selezionare la compensazione TLC quando è attiva la trasformazioneRTCP.
• Con la compensazione TLC attiva, il CNC non consente di modificare la cinematica attiva(#KIN ID).
• Con la compensazione TLC attiva, il CNC non consente di modificare i limiti disoftware(G198/G199).
{long} Differenza di lunghezza (reale - teorica).
#TLC ON [1.5](Attivare con un utensile 1,5 mm più lungo)
#TLC ON [-2](Attivare con un utensile 2 mm più corto)
#TLC OFF
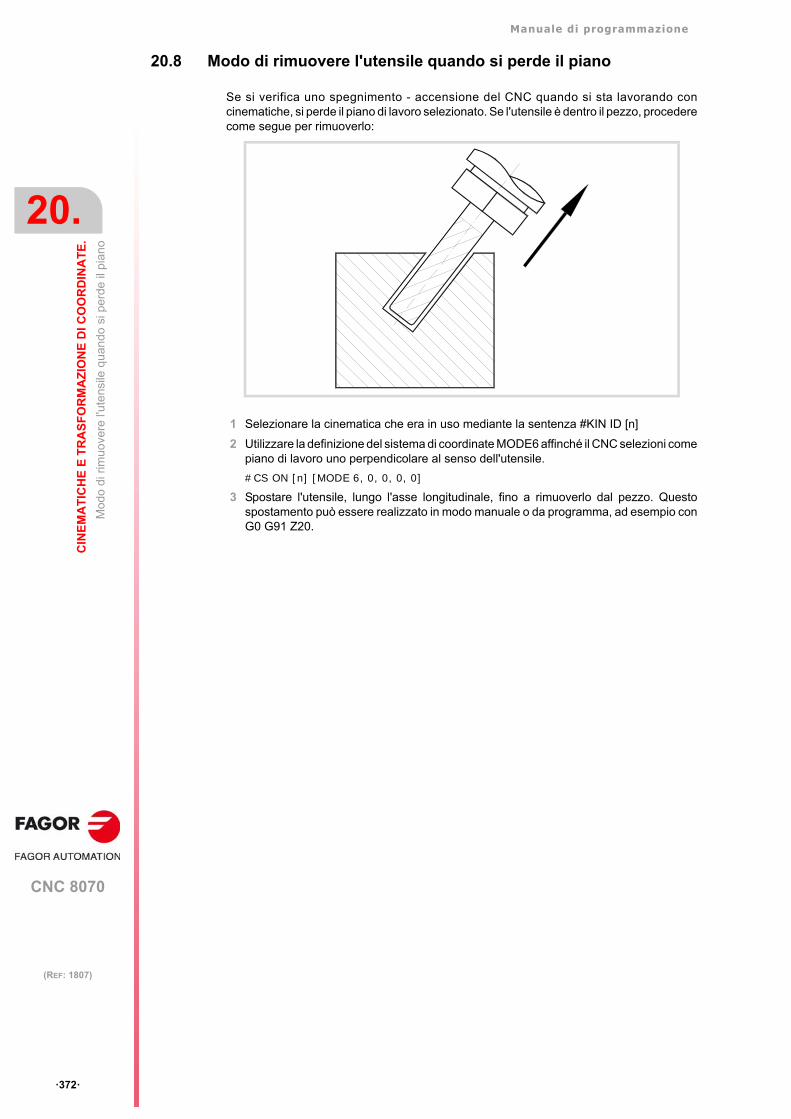
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Mod
o di
rim
uove
re l'
ute
nsile
qua
ndo
si p
erde
il p
ian
o
·372·
(REF: 1807)
20.8 Modo di rimuovere l'utensile quando si perde il piano
Se si verifica uno spegnimento - accensione del CNC quando si sta lavorando concinematiche, si perde il piano di lavoro selezionato. Se l'utensile è dentro il pezzo, procederecome segue per rimuoverlo:
1 Selezionare la cinematica che era in uso mediante la sentenza #KIN ID [n]
2 Utilizzare la definizione del sistema di coordinate MODE6 affinché il CNC selezioni comepiano di lavoro uno perpendicolare al senso dell'utensile.
#CS ON [n] [MODE 6, 0, 0, 0, 0]
3 Spostare l'utensile, lungo l'asse longitudinale, fino a rimuoverlo dal pezzo. Questospostamento può essere realizzato in modo manuale o da programma, ad esempio conG0 G91 Z20.

Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Orie
nta
me
nto
dell'
ute
nsi
le n
el s
iste
ma
di c
oor
din
ate
pez
zo.
·373·
(REF: 1807)
20.9 Orientamento dell'utensile nel sistema di coordinate pezzo.
20.9.1 Attivare l'orientamento dell'utensile nel sistema di coordinate pezzo.
Attualmente nel CNC, per orientare l'utensile quando esiste una cinematica attiva, occorreprogramma gli angoli degli assi rotativi (le posizioni che prendono tali assi). Questa sentenzaconsente di aggiungere all'orientamento dell'utensile definito nel programma l'orientamentodovuto al piano inclinato definito; ciò significa che l'orientamento dell'utensile può essereriferito sia al sistema di coordinate macchina sia al sistema di coordinate pezzo (#CS/#ACS)definito con il piano inclinato.
In genere, il processo di orientamento degli assi dà luogo a due possibili soluzioni diposizionamento degli assi rotativi, per un determinato orientamento dell'utensile. Il CNCapplica quella che riporta la traiettoria più corta rispetto alla posizione corrente. Se un piccolocambiamento d'angolo programmato dà luogo a un gran cambiamento d'angolo a causa delpiano inclinato, è possibile definire diverse trategie d'azione in funzione dell'angolo(sentenza #DEFROT).
Programmazione.
Nel definire questa sentenza, opzionalmente si potrà definire quando il CNC oriental'utensile.
Formato di programmazione.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti efra parentesi ad angolo si indicano gli argomenti opzionali. La programmazione del comandoON è opzionale.
#CSROT <ON> #CSROT <ON> [ROTATE]
Comando ROTATE.
Con il comando ROTATE, il CNC orienta l'utensile nel nuovo sistema di coordinate insiemeal primo blocco di spostamento, anche se non programmati gli assi rotativi. Se non siprogramma l'opzione ROTATE, il CNC orienta l'utensile con il primo blocco di spostamentoin cui sono programmati gli assi rotativi.
Considerazioni.
Una volta attivata, questa sentenza si mantiene finché non si eseguirà M02 o M30, un reseto fino alla disattivazione (#CSROT OFF).
#CSROT
#CSROT ON
#CSROT [ROTATE]
#CSROT ON [ROTATE]
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Orie
nta
me
nto
dell'
ute
nsi
le n
el s
iste
ma
di c
oor
din
ate
pez
zo.
·374·
(REF: 1807)
20.9.2 Annullare l'orientamento dell'utensile nel sistema di coordinate pezzo.
La sentenza #CSROT OFF disattiva la programmazione degli assi rotativi della cinematicanel sistema di coordinate ACS/CS attivo, e pertanto attiva la programmazione di questi assinel sistema di coordinate macchina.
Dopo aver eseguito M30 e anche dopo un reset si disattiva la programmazione degli assirotativi della cinematica nel sistema di coordinate del pezzo.
Programmazione.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
#CSROT OFF
#CSROT OFF
Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Orie
nta
me
nto
dell'
ute
nsi
le n
el s
iste
ma
di c
oor
din
ate
pez
zo.
·375·
(REF: 1807)
20.9.3 Come gestire le discontinuità nell'orientamento degli assi rotativi.
In genere, il processo di orientamento degli assi dà luogo a due possibili soluzioni diposizionamento degli assi rotativi, per un determinato orientamento dell'utensile. Il CNCapplica quella che riporta la traiettoria più corta rispetto alla posizione corrente.
Si definisce come una discontinuità quando un piccolo cambiamento d'angolo programmatodà luogo ad un gran cambiamento d'angolo sugli assi rotativi, a causa del piano inclinato.Quando il CNC rileva una discontinuità, la sentenza #DEFROT definisce come deve operareil CNC in funzione della differenza d'angolo fra quello programmato e quello calcolato.
Programmazione.
Formato di programmazione.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti efra parentesi ad angolo si indicano gli argomenti opzionali.
#DEFROT [<{azione},><{criterio},><Q{angolo}>]
Il CNC ammette la programmazione di qualsiasi combinazione dei tre parametri (minimo unoe massimo tre), mantenendo l'ordine.
Azione del CNC quando trova una discontinuità.
Questi valori definiscono cosa deve fare il CNC quando trova una discontinuità.
Se non si programma, il CNC assume l'ultimo valore programmato. Dopo aver eseguito M30e dopo un reset, il CNC assume il valore WARNING (visualizzare un warning ed interromperel'esecuzione).
{azione} Opzionale. Azione del CNC quando trova una discontinuità.
{criterio} Opzionale. Criterio per risolvere la discontinuità.
Q{angolo} Opzionale. Angolo di comparazione.
#DEFROT
#DEFROT [ERROR, Q5]
#DEFROT [WARNING, DNEGF, Q10]
#DEFROT [NONE, LOWF]
Comando. Significato.
ERROR Visualizzare un errore e arrestare l'esecuzione.
WARNING Visualizzare un warning e interrompere l'esecuzione. Il CNC visualizza una schermata affinché l'utente scelga la soluzione daapplicare; la soluzione programmata nella sentenza (argomento {criterio}) o laseconda soluzione.
NONE Ignorare la discontinuità e continuare l'esecuzione del programma.Il CNC applica la soluzione programmata nella sentenza (argomento {criterio}),senza visualizzare all'utente la schermata di scelta di una soluzione. Se non siprogramma un criterio, il CNC applica l'ultimo attivo.
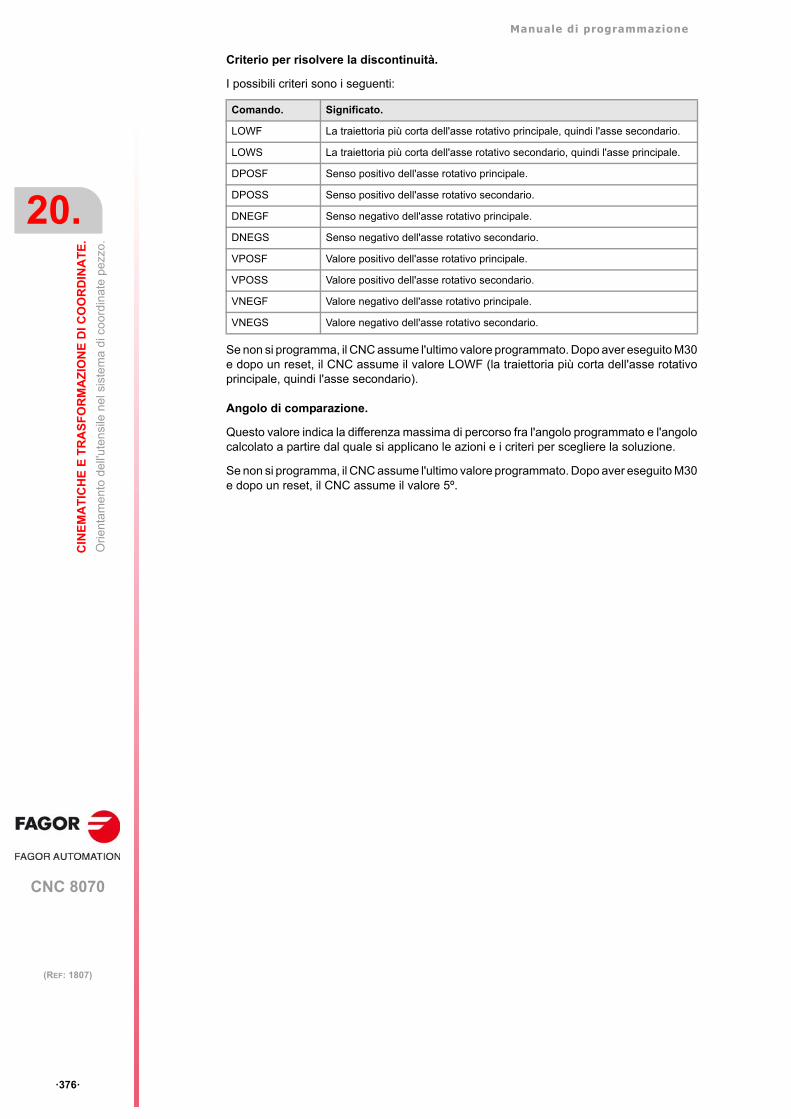
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Orie
nta
me
nto
dell'
ute
nsi
le n
el s
iste
ma
di c
oor
din
ate
pez
zo.
·376·
(REF: 1807)
Criterio per risolvere la discontinuità.
I possibili criteri sono i seguenti:
Se non si programma, il CNC assume l'ultimo valore programmato. Dopo aver eseguito M30e dopo un reset, il CNC assume il valore LOWF (la traiettoria più corta dell'asse rotativoprincipale, quindi l'asse secondario).
Angolo di comparazione.
Questo valore indica la differenza massima di percorso fra l'angolo programmato e l'angolocalcolato a partire dal quale si applicano le azioni e i criteri per scegliere la soluzione.
Se non si programma, il CNC assume l'ultimo valore programmato. Dopo aver eseguito M30e dopo un reset, il CNC assume il valore 5º.
Comando. Significato.
LOWF La traiettoria più corta dell'asse rotativo principale, quindi l'asse secondario.
LOWS La traiettoria più corta dell'asse rotativo secondario, quindi l'asse principale.
DPOSF Senso positivo dell'asse rotativo principale.
DPOSS Senso positivo dell'asse rotativo secondario.
DNEGF Senso negativo dell'asse rotativo principale.
DNEGS Senso negativo dell'asse rotativo secondario.
VPOSF Valore positivo dell'asse rotativo principale.
VPOSS Valore positivo dell'asse rotativo secondario.
VNEGF Valore negativo dell'asse rotativo principale.
VNEGS Valore negativo dell'asse rotativo secondario.
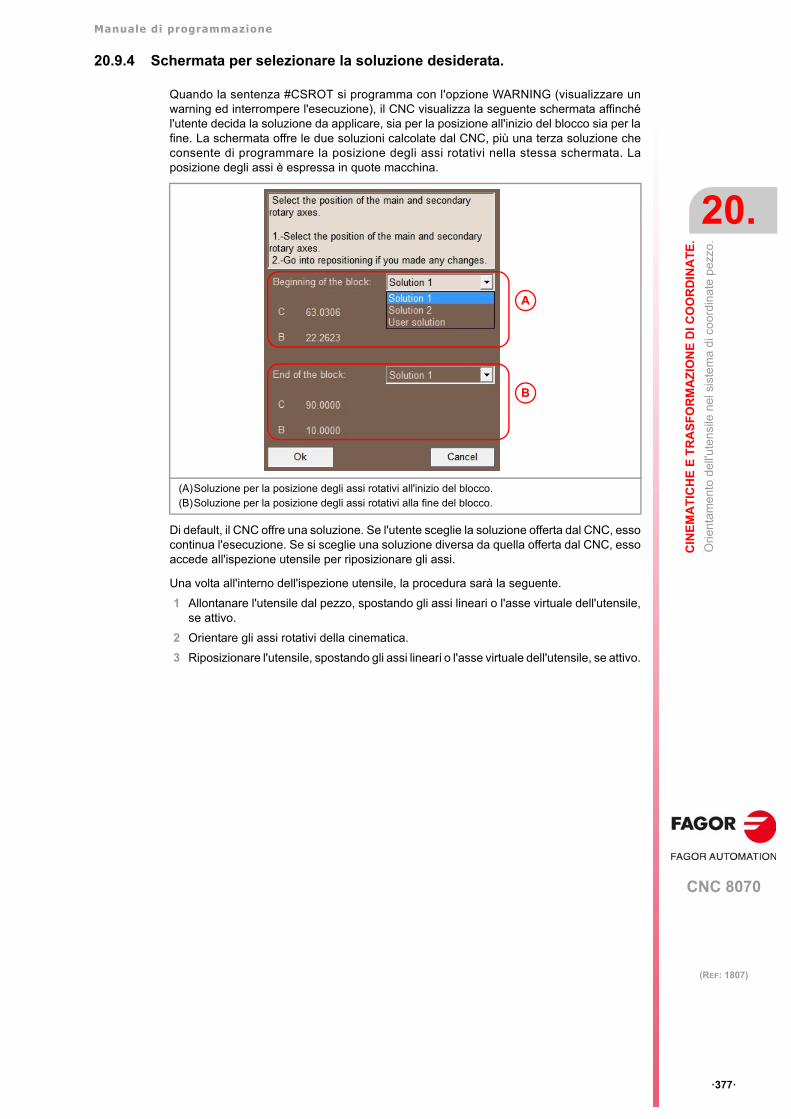
Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Orie
nta
me
nto
dell'
ute
nsi
le n
el s
iste
ma
di c
oor
din
ate
pez
zo.
·377·
(REF: 1807)
20.9.4 Schermata per selezionare la soluzione desiderata.
Quando la sentenza #CSROT si programma con l'opzione WARNING (visualizzare unwarning ed interrompere l'esecuzione), il CNC visualizza la seguente schermata affinchél'utente decida la soluzione da applicare, sia per la posizione all'inizio del blocco sia per lafine. La schermata offre le due soluzioni calcolate dal CNC, più una terza soluzione checonsente di programmare la posizione degli assi rotativi nella stessa schermata. Laposizione degli assi è espressa in quote macchina.
Di default, il CNC offre una soluzione. Se l'utente sceglie la soluzione offerta dal CNC, essocontinua l'esecuzione. Se si sceglie una soluzione diversa da quella offerta dal CNC, essoaccede all'ispezione utensile per riposizionare gli assi.
Una volta all'interno dell'ispezione utensile, la procedura sarà la seguente.
1 Allontanare l'utensile dal pezzo, spostando gli assi lineari o l'asse virtuale dell'utensile,se attivo.
2 Orientare gli assi rotativi della cinematica.
3 Riposizionare l'utensile, spostando gli assi lineari o l'asse virtuale dell'utensile, se attivo.
(A)Soluzione per la posizione degli assi rotativi all'inizio del blocco. (B)Soluzione per la posizione degli assi rotativi alla fine del blocco.
A
B
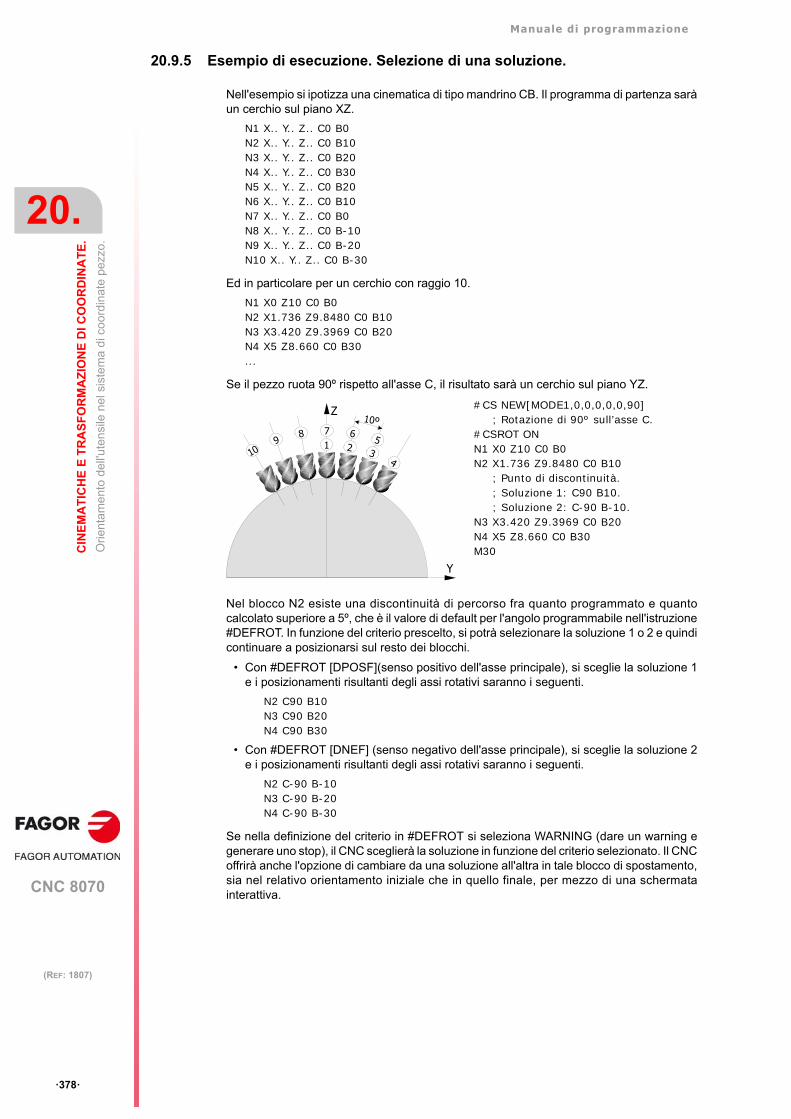
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Orie
nta
me
nto
dell'
ute
nsi
le n
el s
iste
ma
di c
oor
din
ate
pez
zo.
·378·
(REF: 1807)
20.9.5 Esempio di esecuzione. Selezione di una soluzione.
Nell'esempio si ipotizza una cinematica di tipo mandrino CB. Il programma di partenza saràun cerchio sul piano XZ.
N1 X.. Y.. Z.. C0 B0N2 X.. Y.. Z.. C0 B10N3 X.. Y.. Z.. C0 B20N4 X.. Y.. Z.. C0 B30N5 X.. Y.. Z.. C0 B20N6 X.. Y.. Z.. C0 B10N7 X.. Y.. Z.. C0 B0N8 X.. Y.. Z.. C0 B-10N9 X.. Y.. Z.. C0 B-20N10 X.. Y.. Z.. C0 B-30
Ed in particolare per un cerchio con raggio 10.
N1 X0 Z10 C0 B0N2 X1.736 Z9.8480 C0 B10N3 X3.420 Z9.3969 C0 B20N4 X5 Z8.660 C0 B30...
Se il pezzo ruota 90º rispetto all'asse C, il risultato sarà un cerchio sul piano YZ.
Nel blocco N2 esiste una discontinuità di percorso fra quanto programmato e quantocalcolato superiore a 5º, che è il valore di default per l'angolo programmabile nell'istruzione#DEFROT. In funzione del criterio prescelto, si potrà selezionare la soluzione 1 o 2 e quindicontinuare a posizionarsi sul resto dei blocchi.
• Con #DEFROT [DPOSF](senso positivo dell'asse principale), si sceglie la soluzione 1e i posizionamenti risultanti degli assi rotativi saranno i seguenti.
N2 C90 B10N3 C90 B20N4 C90 B30
• Con #DEFROT [DNEF] (senso negativo dell'asse principale), si sceglie la soluzione 2e i posizionamenti risultanti degli assi rotativi saranno i seguenti.
N2 C-90 B-10N3 C-90 B-20N4 C-90 B-30
Se nella definizione del criterio in #DEFROT si seleziona WARNING (dare un warning egenerare uno stop), il CNC sceglierà la soluzione in funzione del criterio selezionato. Il CNCoffrirà anche l'opzione di cambiare da una soluzione all'altra in tale blocco di spostamento,sia nel relativo orientamento iniziale che in quello finale, per mezzo di una schermatainterattiva.
#CS NEW[MODE1,0,0,0,0,0,90]; Rotazione di 90º sull’asse C.
#CSROT ONN1 X0 Z10 C0 B0 N2 X1.736 Z9.8480 C0 B10
; Punto di discontinuità.; Soluzione 1: C90 B10.; Soluzione 2: C-90 B-10.
N3 X3.420 Z9.3969 C0 B20 N4 X5 Z8.660 C0 B30 M30
Y
Z
17
26
35
4
89
10
10º
Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Sel
ezio
ne d
egl
i ass
i rot
ativ
i che
po
sizi
ona
no l'
uten
sile
su
cine
mat
ich
e tip
o 52
.
·379·
(REF: 1807)
20.10 Selezione degli assi rotativi che posizionano l'utensile sucinematiche tipo 52.
La sentenza #SELECT ORI consente di scegliere su che assi rotativi della cinematica siesegue il calcolo dell'orientamento dell'utensile per una data direzione sul pezzo.
La cinematica 52 dispone al massimo di due assi rotativi sul mandrino e di due assi rotativisulla tavola, ciò che significa che vi possono essere fino a 4 assi rotativi per orientarel'utensile sul pezzo. Pertanto, nel calcolo della posizione degli assi rotativi per orientarel'utensile, vi sono sempre molteplici soluzioni. Il calcolo di orientamento dell'utensile sulpezzo si ha nelle seguenti sentenze:
Programmazione.
Nel definire questa sentenza, occorre definire i due assi rotativi che intervengono nel calcolodella posizione.
Formato di programmazione.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti.
#SELECT ORI [{ROT1}, {ROT2}]
Entrambi gli argomenti vengono definiti mediante i seguenti comandi: HEAD1 (primo assedel mandrino), HEAD2 (secondo asse del mandrino), TABLE1 (primo asse della tavola),TABLE2 (secondo asse della tavola). È possibile qualsiasi ordine di programmazione.
Considerazioni.
La sentenza è modale. All'accensione, dopo aver eseguito M02 o M30 e dopoun'EMERGENZA o un RESET, la sentenza assume il relativo valore di default: #SELECTORI [HEAD1, HEAD2].
• #CS. Definire e selezionare il sistema di coordinate di lavorazione su un pianoinclinato
• #ACS. Definire e selezionare il sistema di coordinate di fissaggio.
• #TOOL ORI. Orientare l'utensile perpendicolare al piano di lavoro.
• #CSROT. Orientamento dell'utensile nel sistema di coordinate pezzo.
{ROT1} Asse rotativo della cinematica.
{ROT2} Asse rotativo della cinematica.
#SELECT ORI [HEAD1, HEAD2]Valore di default. Le istruzioni di orientamento utensile lavorano sul primo e sul secondo asse del mandrino, lasciando gli assi della tavola nella loro posizione corrente.
#SELECT ORI [HEAD1, TABLE1]Le istruzioni di orientamento utensile lavorano sul primo e sul primo asse del mandrino, lasciando gli altri due assi rotativi della cinematica nella loro posizione corrente.
#SELECT ORI [HEAD2, TABLE1]Le istruzioni di orientamento utensile lavorano sul secondo asse del mandrino e sul primo asse della tavola, lasciando gli altri due assi rotativi della cinematica nella loro posizione corrente.
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Tra
sfo
rma
re lo
ze
ro p
ezzo
cor
rent
e te
nen
do c
onto
de
lla p
osi
zion
ede
lla c
inem
atic
a ta
vola
.
·380·
(REF: 1807)
20.11 Trasformare lo zero pezzo corrente tenendo conto della posizionedella cinematica tavola.
Nelle cinematiche a 7 assi da mandrino-tavola o a 5 assi da tavola, senza rotazione delsistema di coordinate, può essere necessario prendere uno zero pezzo con gli assi dellatavola in qualsiasi posizione, per poterlo utilizzare in seguito, quando si attiva il RTCP dellacinematica con l'opzione di mantenere lo zero pezzo senza rotazione del sistema dicoordinate.
La sentenza #KINORG consente di trasformare lo zero pezzo attivo in un nuovo zero pezzoche tiene conto della situazione della tavola. Dopo avere eseguito questa sentenza, leseguenti variabili offrono i valori dello zero pezzo trasformato, tenendo conto della posizionedella tavola.
Salvare il valore di queste variabili nella tabella di spostamenti per rendere disponibile talezero pezzo e poterlo attivare in ogni momento.
Programmazione.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
#KINORG
Variabile. Significato.
(V.)[ch.]G.KINORG1 Posizione dello zero pezzo trasformato dalla sentenza #KINORG, tenendoconto della posizione della tavola, sul primo asse del canale.
(V.)[ch.]G.KINORG2 Posizione dello zero pezzo trasformato dalla sentenza #KINORG, tenendoconto della posizione della tavola, sul secondo asse del canale.
(V.)[ch.]G.KINORG3 Posizione dello zero pezzo trasformato dalla sentenza #KINORG, tenendoconto della posizione della tavola, sul terzo asse del canale.
#KINORG
Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Tra
sfo
rma
re lo
ze
ro p
ezzo
cor
rent
e te
nen
do c
onto
de
lla p
osi
zion
ede
lla c
inem
atic
a ta
vola
.
·381·
(REF: 1807)
20.11.1 Procedura per salvare uno zero pezzo con gli assi della tavola in qualsiasiposizione.
I seguenti passi sono validi sia per la cinematica tavola tipo 51, la cinematica mandrino-tavolatipo 52 e le tavole standard con parametro TDATA17=1.
1 Attivare la cinematica (#KIN ID [ ]).
2 Se risulta più agevole per la misurazione nella cinematica tipo 52 (tavola-mandrino) èpossibile attivare solo il RTCP della parte del mandrino.
3 Situare gli assi rotativi del mandrino e della tavola sulla posizione desiderata per lamisurazione dello zero pezzo. Eseguire la misurazione ed attivare lo zero pezzo sulpunto desiderato su X,Y,Z (G92).
4 A partire dallo zero pezzo corrente, e senza spostare gli assi rotativi della tavola,calcolare le variabili relative allo zero pezzo che tengono conto della situazione correntedel mandrino e della tavola (#KINORG).
5 Dopo avere eseguito #KINORG, salvare comunque il nuovo zero pezzo calcolato nellatabella spostamenti.
V.A.ORGT[n].X = V.G.KINORG1
V.A.ORGT[n].Y = V.G.KINORG2
V.A.ORGT[n].Z = V.G.KINORG3
I passi necessari per attivare e lavorare con questo zero pezzo, con la cinematica mandrino-tavola o tavola, senza rotazione del sistema di coordinate, mantenendo lo zero pezzo, sonoi seguenti.
1 Attivare lo zero pezzo in cui sono stati salvati i valori (G159=n).
2 Attivare la cinematica.
3 Attivare il RTCP.
• Cinematica tipo 52: Attivare il RTCP completo(TDATA52=0) senza rotazione delsistema di coordinate(TDATA51=1).
• Cinematica tipo 51: Attivare il RTCP senza rotazione del sistema di coordinate(TDATA31=1).
Le variabili della cinematica che sono applicate per ogni TDATA sono risultanti dalla somma del valorepiù l'offset definiti nella tabella di parametri macchina. Il valore viene definito dall'OEM e l'offset è unvalore modificabile dall'utente.
i
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Tra
sfo
rma
re lo
ze
ro p
ezzo
cor
rent
e te
nen
do c
onto
de
lla p
osi
zion
ede
lla c
inem
atic
a ta
vola
.
·382·
(REF: 1807)
20.11.2 Esempio per mantenere lo zero pezzo senza ruotare il sistema dicoordinate.
Il seguente esempio illustra una possibile sequenza di passi affinché lo zero pezzo misuratopossa essere conservato e recuperato dopo aver attivato il RTCP con l'opzione di mantenerelo zero pezzo e senza ruotare il sistema di coordinate. Lo zero pezzo si potrà attivare congli assi rotativi in qualsiasi posizione, sia del mandrino sia della tavola.
L'esempio utilizza una cinematica vettoriale mandrino-tavola di tipo 52, definita nella terzatabella di cinematiche. Gli assi rotativi del mandrino sono A,B e gli assi rotativi della tavolaU,V.
1 Attivare la cinematica.
2 Attivare il RTCP solo della parte del mandrino (opzionale). Questa opzione consente dilavorare agevolmente tenendo conto della punta dell'utensile e spostando gli assi X,Y,Zallineati rispetto agli assi macchina.
3 Misurare il punto di riferimento. Spostare gli assi rotativi, sia del mandrino sia della tavola,nella posizione desiderata per misurare su X,Y,Z lo zero pezzo.
4 Attivare lo zero pezzo sul punto desiderato su X-Y-Z.
5 Trasformare lo zero pezzo corrente, senza spostare gli assi rotativi della tavola in unnuovo insieme di valori che tengono conto della posizione della tavola.
6 Salvare i valori calcolati nella tabella origini; ad esempio in G55 (G159=2).
7 Spostare gli assi in qualsiasi posizione e continuare a eseguire i processi desiderati.
Per attivare il RTCP mantenendo lo zero pezzo misurato e senza rotazione del sistema dicoordinate, con gli assi rotativi e lineari in qualsiasi posizioni, seguire i passi sotto indicati.
1 Disattivare il RTCP, se è attivo.
2 Attivare la cinematica se ne esiste un'altra attiva.
3 Attivare lo zero pezzo in cui è salvato il KINORG; in questo caso, G55.
4 Attivare il RTCP completo, considerando il mandrino e la tavola e senza ruotare il sistemadi coordinate.
#KIN ID [3]
V.G.OFTDATA3[52]=1(Applicare il RTCP solo alla parte del mandrino)
#RTCP ON
A_ B_ U_ V_X_ Y_ Z_
G92 X_ Y_ Z_
#KINORG
V.A.ORGT[2].X = V.G.KINORG1V.A.ORGT[2].Y = V.G.KINORG2V.A.ORGT[2].Z = V.G.KINORG3
#RTCP OFF
#KIN ID [3]
G55
V.G.OFTDATA3[52]=0(Applicare il RTCP completo; tavola e mandrino)
V.G.OFTDATA3[51]=1(RTCP senza rotazione del sistema di coordinate)
#RTCP ON
Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Rie
pilo
go
delle
va
riabi
li as
soci
ate
alle
cin
em
atic
he.
·383·
(REF: 1807)
20.12 Riepilogo delle variabili associate alle cinematiche.
Le seguenti variabili sono accessibili dal programma pezzo e dalla modalità MDI/MDA. Perognuna di esse si indica se l’accesso è di lettura (R) o di scrittura (W).
Variabili relative alla cinematica attiva.
Variabili relative alla posizione corrente degli assi rotativi della cinematica (1).
Queste variabili indicano la posizione corrente degli assi rotativi della cinematica.
Variabili relative alla posizione corrente degli assi rotativi della cinematica (2).
Queste variabili indicano la posizione che devono occupare gli assi rotativi della cinematicaper situare l'utensile perpendicolare al piano inclinato definito. Queste variabili sono digrande utilità quando il mandrino non è completamente motorizzato (mandrini monorotativio manuali). Il CNC aggiorna queste variabili ogni volta che si seleziona un nuovo piano permezzo delle sentenze #CS o #ACS.
Dato che la soluzione non è unica nel caso dei mandrini angolari esistono due soluzionipossibili: quella che comporta un minore spostamento del rotativo principale rispetto allaposizione zero (soluzione 1) e quella che comporta un maggiore spostamento del rotativoprincipale rispetto alla posizione zero (soluzione 2).
Variabili. R/W Significato.
V.G.KINTYPE R Tipo di cinematica attiva.
V.G.NKINAX R Numero d'assi della cinematica attiva.
V.G.SELECTORI R Assi rotativi selezionati per posizionare l'utensile (sentenza#SELECT ORI).
V.G.CSROTST R Stato della funzione #CSROT.
Variabili. R/W Significato.
V.G.POSROTF R/W Posizione corrente del primo asse rotativo della cinematica.
V.G.POSROTS R/W Posizione corrente del secondo asse rotativo della cinematica.
V.G.POSROTT R/W Posizione corrente del terzo asse rotativo della cinematica.
V.G.POSROTO R/W Posizione corrente del quarto asse rotativo della cinematica.
Variabili. R/W Significato.
V.G.TOOLORIF1 R Posizione (coordinate macchina) che deve occupare il primo asserotativo per situare l'utensile perpendicolarmente al piano inclinato,secondo la soluzione 1.
V.G.TOOLORIF2 R Posizione (coordinate macchina) che deve occupare il primo asserotativo per situare l'utensile perpendicolarmente al piano inclinato,secondo la soluzione 2.
V.G.TOOLORIS1 R Posizione (coordinate macchina) che deve occupare il secondoasse rotativo per situare l'utensile perpendicolarmente al pianoinclinato, secondo la soluzione 1.
V.G.TOOLORIS2 R Posizione (coordinate macchina) che deve occupare il secondoasse rotativo per situare l'utensile perpendicolarmente al pianoinclinato, secondo la soluzione 2.
V.G.TOOLORIT1 R Posizione (coordinate macchina) che deve occupare il terzo asserotativo per situare l'utensile perpendicolarmente al piano inclinato,secondo la soluzione 1.
V.G.TOOLORIT2 R Posizione (coordinate macchina) che deve occupare il terzo asserotativo per situare l'utensile perpendicolarmente al piano inclinato,secondo la soluzione 2.
V.G.TOOLORIO1 R Posizione (coordinate macchina) che deve occupare il quarto asserotativo per situare l'utensile perpendicolarmente al piano inclinato,secondo la soluzione 1.
V.G.TOOLORIO2 R Posizione (coordinate macchina) che deve occupare il quarto asserotativo per situare l'utensile perpendicolarmente al piano inclinato,secondo la soluzione 2.
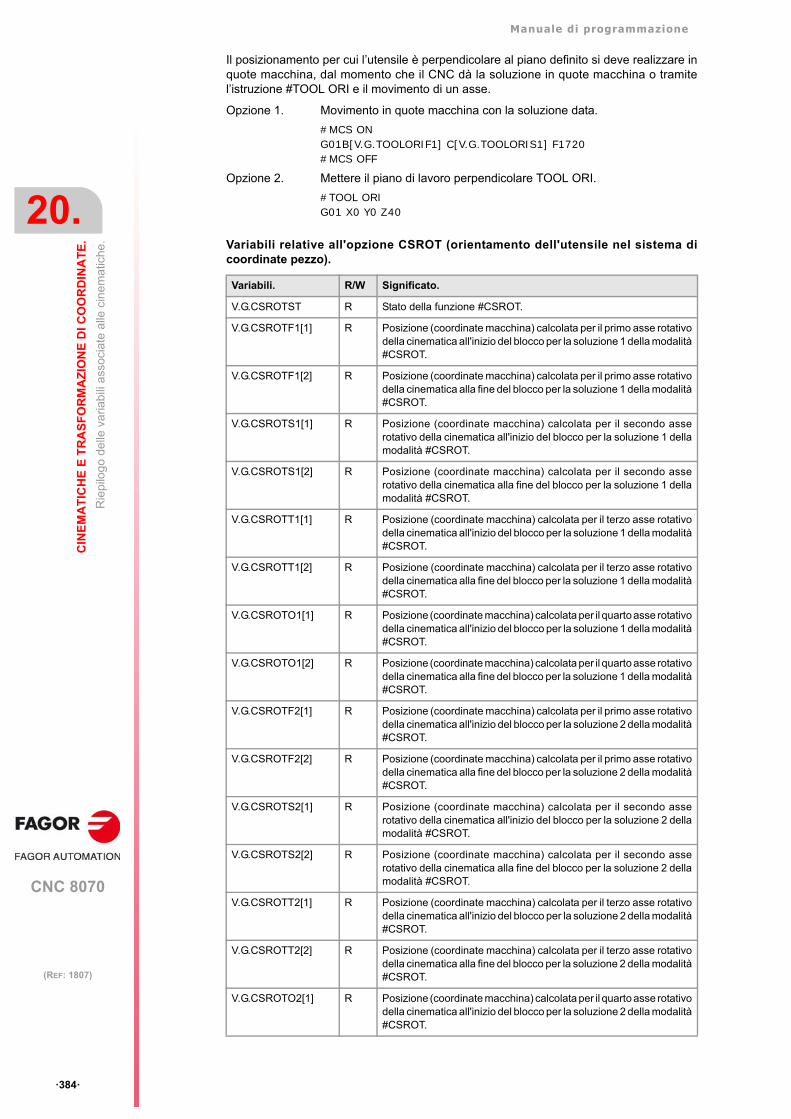
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Rie
pilo
go
delle
va
riabi
li as
soci
ate
alle
cin
em
atic
he.
·384·
(REF: 1807)
Il posizionamento per cui l’utensile è perpendicolare al piano definito si deve realizzare inquote macchina, dal momento che il CNC dà la soluzione in quote macchina o tramitel’istruzione #TOOL ORI e il movimento di un asse.
Variabili relative all'opzione CSROT (orientamento dell'utensile nel sistema dicoordinate pezzo).
Opzione 1. Movimento in quote macchina con la soluzione data.
#MCS ONG01B[V.G.TOOLORIF1] C[V.G.TOOLORIS1] F1720#MCS OFF
Opzione 2. Mettere il piano di lavoro perpendicolare TOOL ORI.
#TOOL ORIG01 X0 Y0 Z40
Variabili. R/W Significato.
V.G.CSROTST R Stato della funzione #CSROT.
V.G.CSROTF1[1] R Posizione (coordinate macchina) calcolata per il primo asse rotativodella cinematica all'inizio del blocco per la soluzione 1 della modalità#CSROT.
V.G.CSROTF1[2] R Posizione (coordinate macchina) calcolata per il primo asse rotativodella cinematica alla fine del blocco per la soluzione 1 della modalità#CSROT.
V.G.CSROTS1[1] R Posizione (coordinate macchina) calcolata per il secondo asserotativo della cinematica all'inizio del blocco per la soluzione 1 dellamodalità #CSROT.
V.G.CSROTS1[2] R Posizione (coordinate macchina) calcolata per il secondo asserotativo della cinematica alla fine del blocco per la soluzione 1 dellamodalità #CSROT.
V.G.CSROTT1[1] R Posizione (coordinate macchina) calcolata per il terzo asse rotativodella cinematica all'inizio del blocco per la soluzione 1 della modalità#CSROT.
V.G.CSROTT1[2] R Posizione (coordinate macchina) calcolata per il terzo asse rotativodella cinematica alla fine del blocco per la soluzione 1 della modalità#CSROT.
V.G.CSROTO1[1] R Posizione (coordinate macchina) calcolata per il quarto asse rotativodella cinematica all'inizio del blocco per la soluzione 1 della modalità#CSROT.
V.G.CSROTO1[2] R Posizione (coordinate macchina) calcolata per il quarto asse rotativodella cinematica alla fine del blocco per la soluzione 1 della modalità#CSROT.
V.G.CSROTF2[1] R Posizione (coordinate macchina) calcolata per il primo asse rotativodella cinematica all'inizio del blocco per la soluzione 2 della modalità#CSROT.
V.G.CSROTF2[2] R Posizione (coordinate macchina) calcolata per il primo asse rotativodella cinematica alla fine del blocco per la soluzione 2 della modalità#CSROT.
V.G.CSROTS2[1] R Posizione (coordinate macchina) calcolata per il secondo asserotativo della cinematica all'inizio del blocco per la soluzione 2 dellamodalità #CSROT.
V.G.CSROTS2[2] R Posizione (coordinate macchina) calcolata per il secondo asserotativo della cinematica alla fine del blocco per la soluzione 2 dellamodalità #CSROT.
V.G.CSROTT2[1] R Posizione (coordinate macchina) calcolata per il terzo asse rotativodella cinematica all'inizio del blocco per la soluzione 2 della modalità#CSROT.
V.G.CSROTT2[2] R Posizione (coordinate macchina) calcolata per il terzo asse rotativodella cinematica alla fine del blocco per la soluzione 2 della modalità#CSROT.
V.G.CSROTO2[1] R Posizione (coordinate macchina) calcolata per il quarto asse rotativodella cinematica all'inizio del blocco per la soluzione 2 della modalità#CSROT.
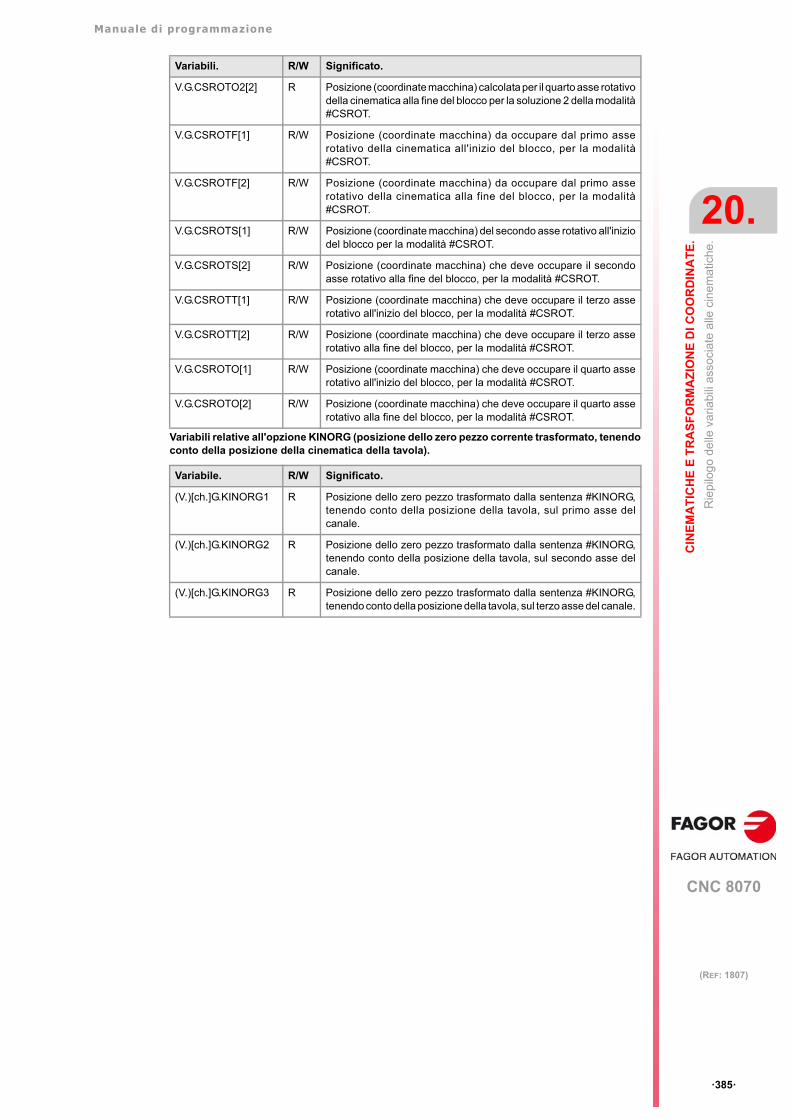
Manuale di programmazione
CNC 8070
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
20.
Rie
pilo
go
delle
va
riabi
li as
soci
ate
alle
cin
em
atic
he.
·385·
(REF: 1807)
Variabili relative all'opzione KINORG (posizione dello zero pezzo corrente trasformato, tenendoconto della posizione della cinematica della tavola).
V.G.CSROTO2[2] R Posizione (coordinate macchina) calcolata per il quarto asse rotativodella cinematica alla fine del blocco per la soluzione 2 della modalità#CSROT.
V.G.CSROTF[1] R/W Posizione (coordinate macchina) da occupare dal primo asserotativo della cinematica all'inizio del blocco, per la modalità#CSROT.
V.G.CSROTF[2] R/W Posizione (coordinate macchina) da occupare dal primo asserotativo della cinematica alla fine del blocco, per la modalità#CSROT.
V.G.CSROTS[1] R/W Posizione (coordinate macchina) del secondo asse rotativo all'iniziodel blocco per la modalità #CSROT.
V.G.CSROTS[2] R/W Posizione (coordinate macchina) che deve occupare il secondoasse rotativo alla fine del blocco, per la modalità #CSROT.
V.G.CSROTT[1] R/W Posizione (coordinate macchina) che deve occupare il terzo asserotativo all'inizio del blocco, per la modalità #CSROT.
V.G.CSROTT[2] R/W Posizione (coordinate macchina) che deve occupare il terzo asserotativo alla fine del blocco, per la modalità #CSROT.
V.G.CSROTO[1] R/W Posizione (coordinate macchina) che deve occupare il quarto asserotativo all'inizio del blocco, per la modalità #CSROT.
V.G.CSROTO[2] R/W Posizione (coordinate macchina) che deve occupare il quarto asserotativo alla fine del blocco, per la modalità #CSROT.
Variabile. R/W Significato.
(V.)[ch.]G.KINORG1 R Posizione dello zero pezzo trasformato dalla sentenza #KINORG,tenendo conto della posizione della tavola, sul primo asse delcanale.
(V.)[ch.]G.KINORG2 R Posizione dello zero pezzo trasformato dalla sentenza #KINORG,tenendo conto della posizione della tavola, sul secondo asse delcanale.
(V.)[ch.]G.KINORG3 R Posizione dello zero pezzo trasformato dalla sentenza #KINORG,tenendo conto della posizione della tavola, sul terzo asse del canale.
Variabili. R/W Significato.
Manuale di programmazione
CNC 8070
20.
CIN
EM
AT
ICH
E E
TR
AS
FO
RM
AZ
ION
E D
I CO
OR
DIN
AT
E.
Rie
pilo
go
delle
va
riabi
li as
soci
ate
alle
cin
em
atic
he.
·386·
(REF: 1807)

CNC 8070
21
·387·
(REF: 1807)
HSC. LAVORAZIONE AD ALTA VELOCITÀ.
Attualmente, molti pezzi sono progettati mediante sistemi di CAD/CAM. Questo tipo diinformazione viene successivamente postelaborata per generare un programma di CNC,tipicamente formato da un gran numero di blocchi di ogni dimensione, da vari millimetri apochi decimi di micron.
In questo tipo di pezzi è essenziale la capacità del CNC di analizzare un gran numero di puntisulla parte anteriore, in modo da rendere possibile la generazione di una traiettoria continuapassante peri punti del programma o dalle sue vicinanze, e mantenendo per quanto possibilel’avanzamento programmato e le restrizioni di accelerazione massima, jerk, ecc. di ogni assee della traiettoria.
Modalità HSC di default.
L’ordine per eseguire i programmi formati da molti blocchi piccoli, tipici della lavorazione adalta velocità, si esegue mediante un’unica istruzione, #HSC. Questa funzione presenta variemodalità di lavoro; ottimizzando la finitura superficiale (modalità SURFACE), ottimizzandol’errore di contorno (modalità CONTERROR) o l’avanzamento di lavorazione (modalitàFAST).
La modalità di lavorazione di default è definita nel parametro HSCDEFAULTMODE, in cuiFagor offre la modalità SURFACE come modalità di default. Gli algoritmi più sofisticati dellamodalità SURFACE rendono le lavorazioni più precise. Allo stesso tempo il CNC controllain un modo molto più dolce lo spostamento della macchina, riducendo notevolmente levibrazioni generate dalla geometria del pezzo o dalla dinamica della macchina. La riduzionedelle vibrazioni della macchina provoca un miglioramento della qualità superficiale dei pezzilavorati.
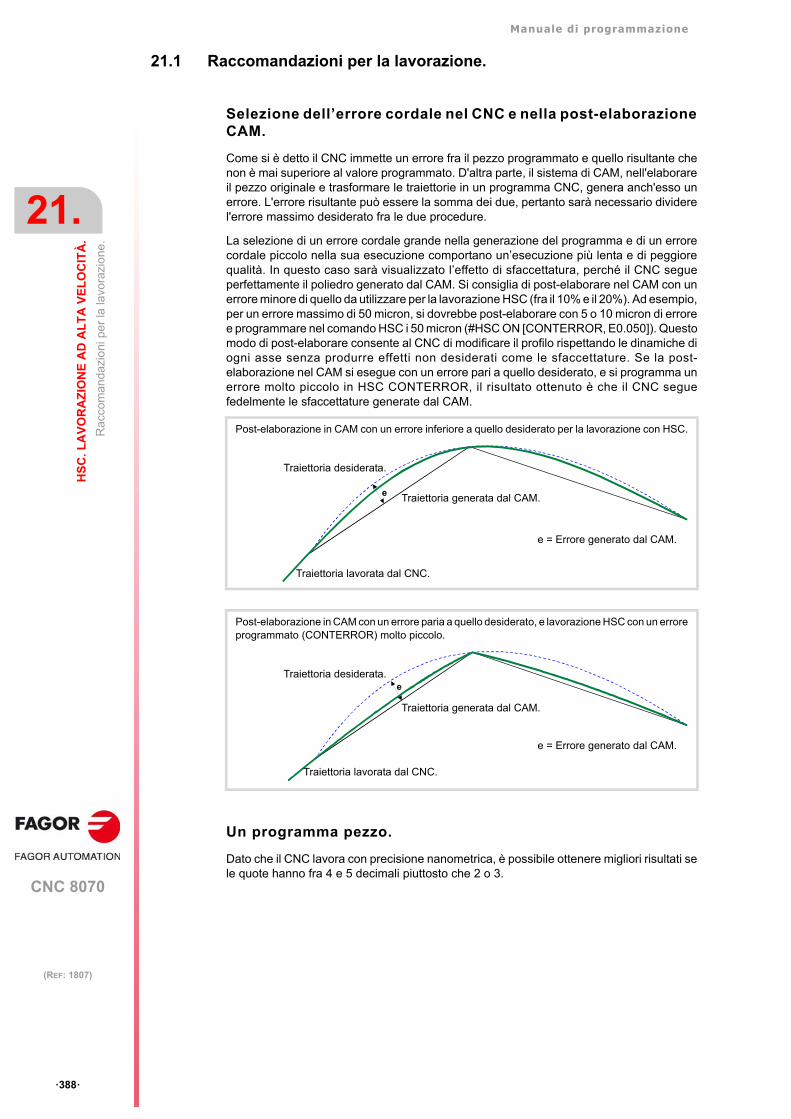
Manuale di programmazione
CNC 8070
21.
HS
C. L
AV
OR
AZ
ION
E A
D A
LT
A V
EL
OC
ITÀ
.
Rac
com
anda
zio
ni p
er
la la
vora
zio
ne.
·388·
(REF: 1807)
21.1 Raccomandazioni per la lavorazione.
Selezione dell’errore cordale nel CNC e nella post-elaborazioneCAM.
Come si è detto il CNC immette un errore fra il pezzo programmato e quello risultante chenon è mai superiore al valore programmato. D'altra parte, il sistema di CAM, nell'elaborareil pezzo originale e trasformare le traiettorie in un programma CNC, genera anch'esso unerrore. L'errore risultante può essere la somma dei due, pertanto sarà necessario dividerel'errore massimo desiderato fra le due procedure.
La selezione di un errore cordale grande nella generazione del programma e di un errorecordale piccolo nella sua esecuzione comportano un’esecuzione più lenta e di peggiorequalità. In questo caso sarà visualizzato l’effetto di sfaccettatura, perché il CNC segueperfettamente il poliedro generato dal CAM. Si consiglia di post-elaborare nel CAM con unerrore minore di quello da utilizzare per la lavorazione HSC (fra il 10% e il 20%). Ad esempio,per un errore massimo di 50 micron, si dovrebbe post-elaborare con 5 o 10 micron di erroree programmare nel comando HSC i 50 micron (#HSC ON [CONTERROR, E0.050]). Questomodo di post-elaborare consente al CNC di modificare il profilo rispettando le dinamiche diogni asse senza produrre effetti non desiderati come le sfaccettature. Se la post-elaborazione nel CAM si esegue con un errore pari a quello desiderato, e si programma unerrore molto piccolo in HSC CONTERROR, il risultato ottenuto è che il CNC seguefedelmente le sfaccettature generate dal CAM.
Un programma pezzo.
Dato che il CNC lavora con precisione nanometrica, è possibile ottenere migliori risultati sele quote hanno fra 4 e 5 decimali piuttosto che 2 o 3.
Post-elaborazione in CAM con un errore inferiore a quello desiderato per la lavorazione con HSC.
Post-elaborazione in CAM con un errore paria a quello desiderato, e lavorazione HSC con un erroreprogrammato (CONTERROR) molto piccolo.
e
Traiettoria desiderata.
Traiettoria generata dal CAM.
Traiettoria lavorata dal CNC.
e = Errore generato dal CAM.
eTraiettoria desiderata.
Traiettoria generata dal CAM.
Traiettoria lavorata dal CNC.
e = Errore generato dal CAM.
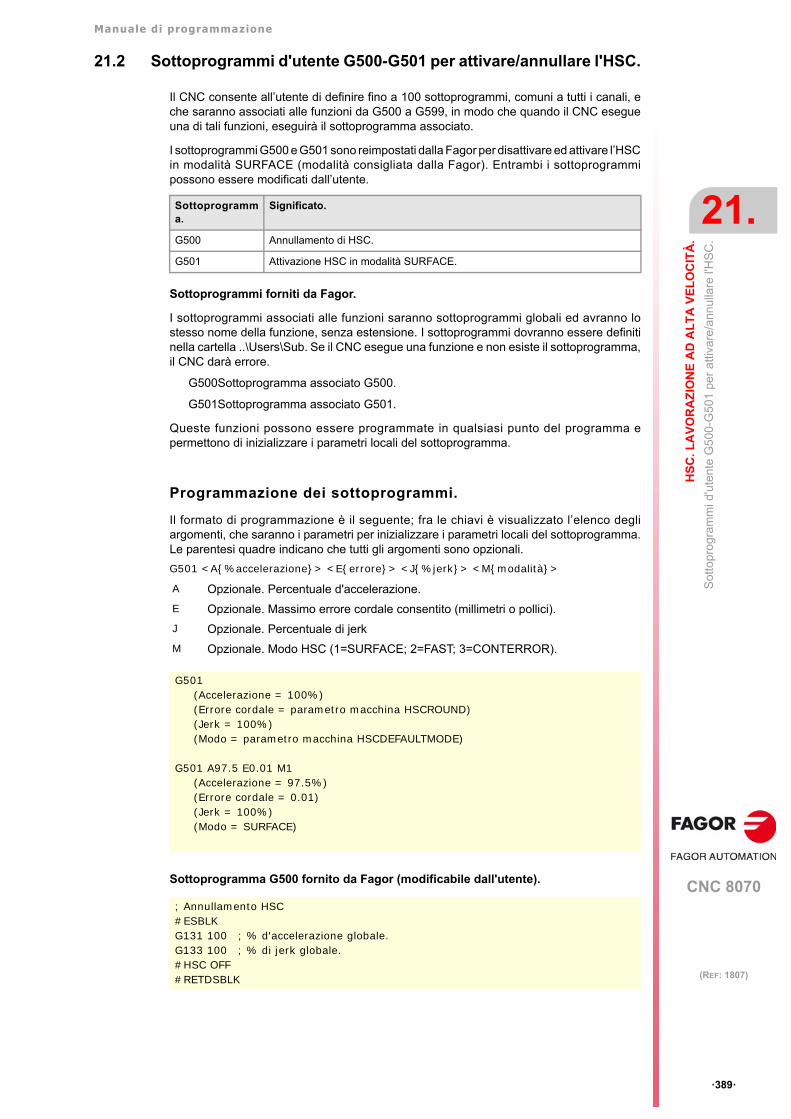
Manuale di programmazione
CNC 8070
HS
C. L
AV
OR
AZ
ION
E A
D A
LT
A V
EL
OC
ITÀ
.
21.
Sot
topr
ogra
mm
i d'u
tent
e G
500-
G50
1 p
er a
ttiva
re/a
nnul
lare
l'H
SC
.
·389·
(REF: 1807)
21.2 Sottoprogrammi d'utente G500-G501 per attivare/annullare l'HSC.
Il CNC consente all’utente di definire fino a 100 sottoprogrammi, comuni a tutti i canali, eche saranno associati alle funzioni da G500 a G599, in modo che quando il CNC esegueuna di tali funzioni, eseguirà il sottoprogramma associato.
I sottoprogrammi G500 e G501 sono reimpostati dalla Fagor per disattivare ed attivare l’HSCin modalità SURFACE (modalità consigliata dalla Fagor). Entrambi i sottoprogrammipossono essere modificati dall’utente.
Sottoprogrammi forniti da Fagor.
I sottoprogrammi associati alle funzioni saranno sottoprogrammi globali ed avranno lostesso nome della funzione, senza estensione. I sottoprogrammi dovranno essere definitinella cartella ..\Users\Sub. Se il CNC esegue una funzione e non esiste il sottoprogramma,il CNC darà errore.
G500Sottoprogramma associato G500.
G501Sottoprogramma associato G501.
Queste funzioni possono essere programmate in qualsiasi punto del programma epermettono di inizializzare i parametri locali del sottoprogramma.
Programmazione dei sottoprogrammi.
Il formato di programmazione è il seguente; fra le chiavi è visualizzato l’elenco degliargomenti, che saranno i parametri per inizializzare i parametri locali del sottoprogramma.Le parentesi quadre indicano che tutti gli argomenti sono opzionali.
G501 <A{%accelerazione}> <E{errore}> <J{%jerk}> <M{modalità}>
Sottoprogramma G500 fornito da Fagor (modificabile dall'utente).
Sottoprogramma.
Significato.
G500 Annullamento di HSC.
G501 Attivazione HSC in modalità SURFACE.
A Opzionale. Percentuale d'accelerazione.
E Opzionale. Massimo errore cordale consentito (millimetri o pollici).
J Opzionale. Percentuale di jerk
M Opzionale. Modo HSC (1=SURFACE; 2=FAST; 3=CONTERROR).
G501(Accelerazione = 100%)(Errore cordale = parametro macchina HSCROUND)(Jerk = 100%)(Modo = parametro macchina HSCDEFAULTMODE)
G501 A97.5 E0.01 M1(Accelerazione = 97.5%)(Errore cordale = 0.01)(Jerk = 100%)(Modo = SURFACE)
; Annullamento HSC#ESBLKG131 100 ; % d'accelerazione globale.G133 100 ; % di jerk globale.#HSC OFF#RETDSBLK
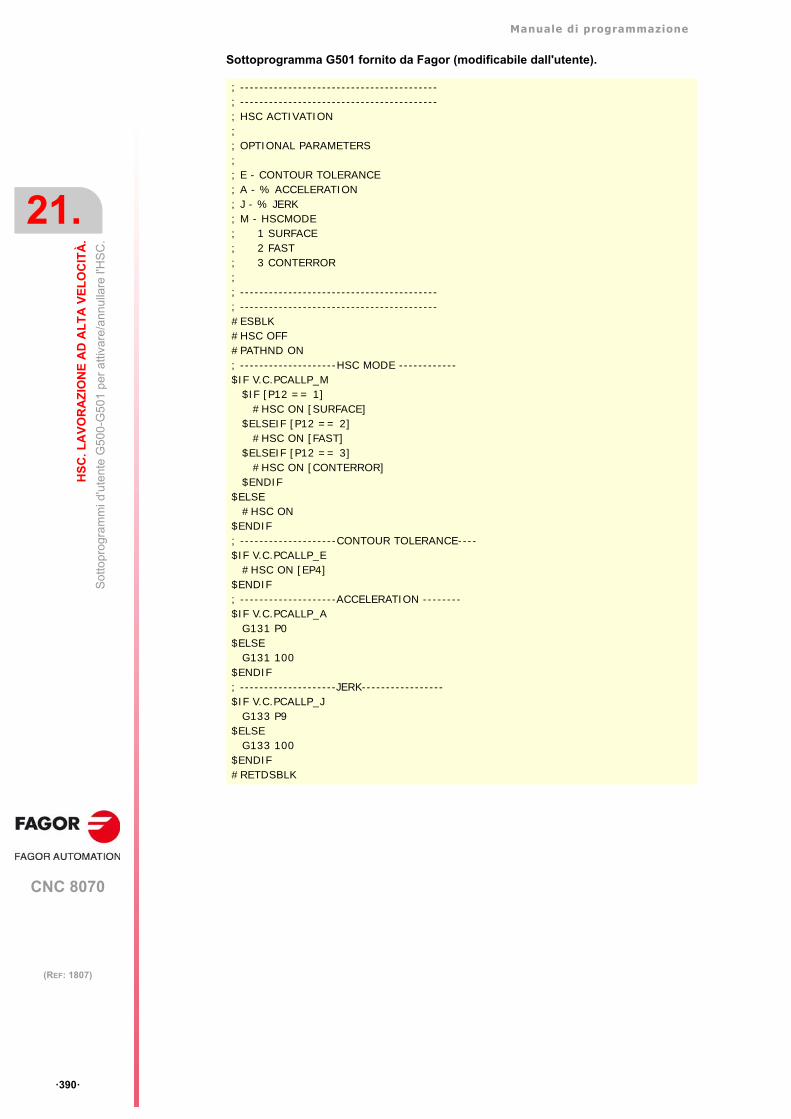
Manuale di programmazione
CNC 8070
21.
HS
C. L
AV
OR
AZ
ION
E A
D A
LT
A V
EL
OC
ITÀ
.
Sot
topr
ogra
mm
i d'u
tent
e G
500-
G50
1 p
er a
ttiva
re/a
nnul
lare
l'H
SC
.
·390·
(REF: 1807)
Sottoprogramma G501 fornito da Fagor (modificabile dall'utente).
; -----------------------------------------; -----------------------------------------; HSC ACTIVATION;; OPTIONAL PARAMETERS;; E - CONTOUR TOLERANCE; A - % ACCELERATION; J - % JERK; M - HSCMODE; 1 SURFACE; 2 FAST; 3 CONTERROR;; -----------------------------------------; -----------------------------------------#ESBLK#HSC OFF#PATHND ON; --------------------HSC MODE ------------$IF V.C.PCALLP_M
$IF [P12 == 1] #HSC ON [SURFACE]
$ELSEIF [P12 == 2]#HSC ON [FAST]
$ELSEIF [P12 == 3]#HSC ON [CONTERROR]
$ENDIF$ELSE
#HSC ON$ENDIF; --------------------CONTOUR TOLERANCE----$IF V.C.PCALLP_E
#HSC ON [EP4] $ENDIF; --------------------ACCELERATION --------$IF V.C.PCALLP_A
G131 P0$ELSE
G131 100 $ENDIF; --------------------JERK-----------------$IF V.C.PCALLP_J
G133 P9$ELSE
G133 100 $ENDIF#RETDSBLK
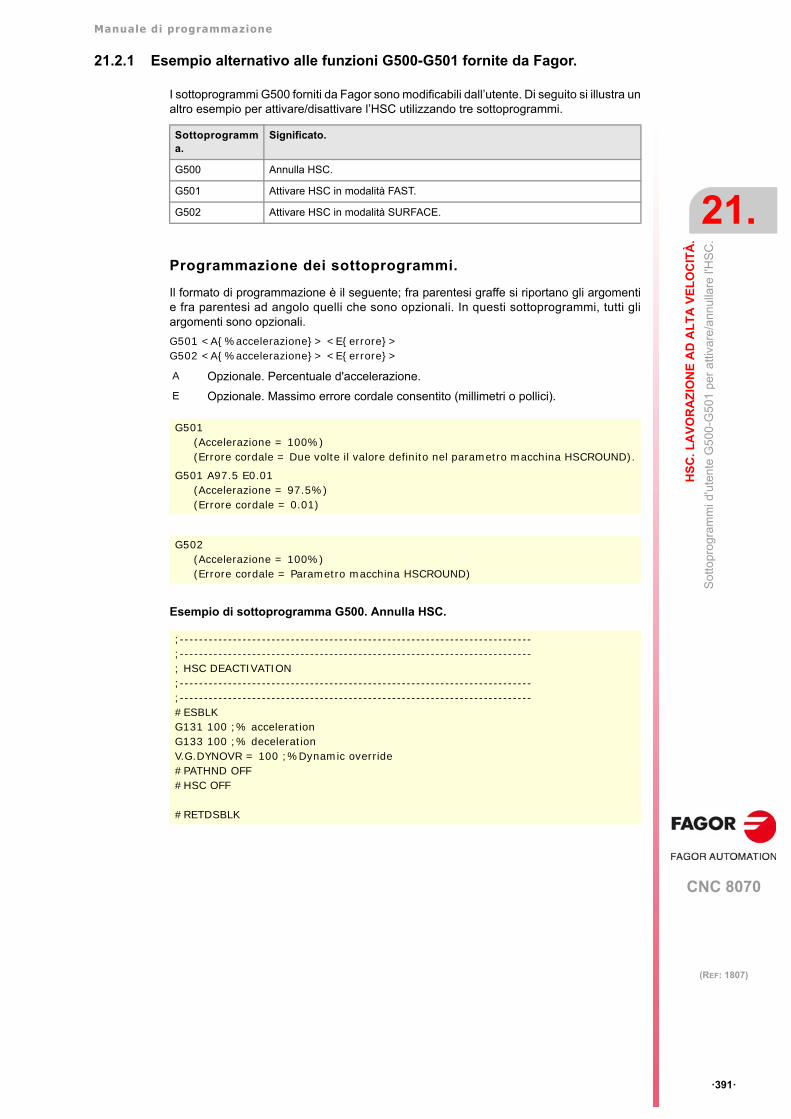
Manuale di programmazione
CNC 8070
HS
C. L
AV
OR
AZ
ION
E A
D A
LT
A V
EL
OC
ITÀ
.
21.
Sot
topr
ogra
mm
i d'u
tent
e G
500-
G50
1 p
er a
ttiva
re/a
nnul
lare
l'H
SC
.
·391·
(REF: 1807)
21.2.1 Esempio alternativo alle funzioni G500-G501 fornite da Fagor.
I sottoprogrammi G500 forniti da Fagor sono modificabili dall’utente. Di seguito si illustra unaltro esempio per attivare/disattivare l’HSC utilizzando tre sottoprogrammi.
Programmazione dei sottoprogrammi.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo quelli che sono opzionali. In questi sottoprogrammi, tutti gliargomenti sono opzionali.
G501 <A{%accelerazione}> <E{errore}>G502 <A{%accelerazione}> <E{errore}>
Esempio di sottoprogramma G500. Annulla HSC.
Sottoprogramma.
Significato.
G500 Annulla HSC.
G501 Attivare HSC in modalità FAST.
G502 Attivare HSC in modalità SURFACE.
A Opzionale. Percentuale d'accelerazione.
E Opzionale. Massimo errore cordale consentito (millimetri o pollici).
G501(Accelerazione = 100%)(Errore cordale = Due volte il valore definito nel parametro macchina HSCROUND).
G501 A97.5 E0.01(Accelerazione = 97.5%)(Errore cordale = 0.01)
G502(Accelerazione = 100%)(Errore cordale = Parametro macchina HSCROUND)
;-------------------------------------------------------------------------;-------------------------------------------------------------------------; HSC DEACTIVATION;-------------------------------------------------------------------------;-------------------------------------------------------------------------#ESBLKG131 100 ;% accelerationG133 100 ;% decelerationV.G.DYNOVR = 100 ;%Dynamic override#PATHND OFF#HSC OFF
#RETDSBLK
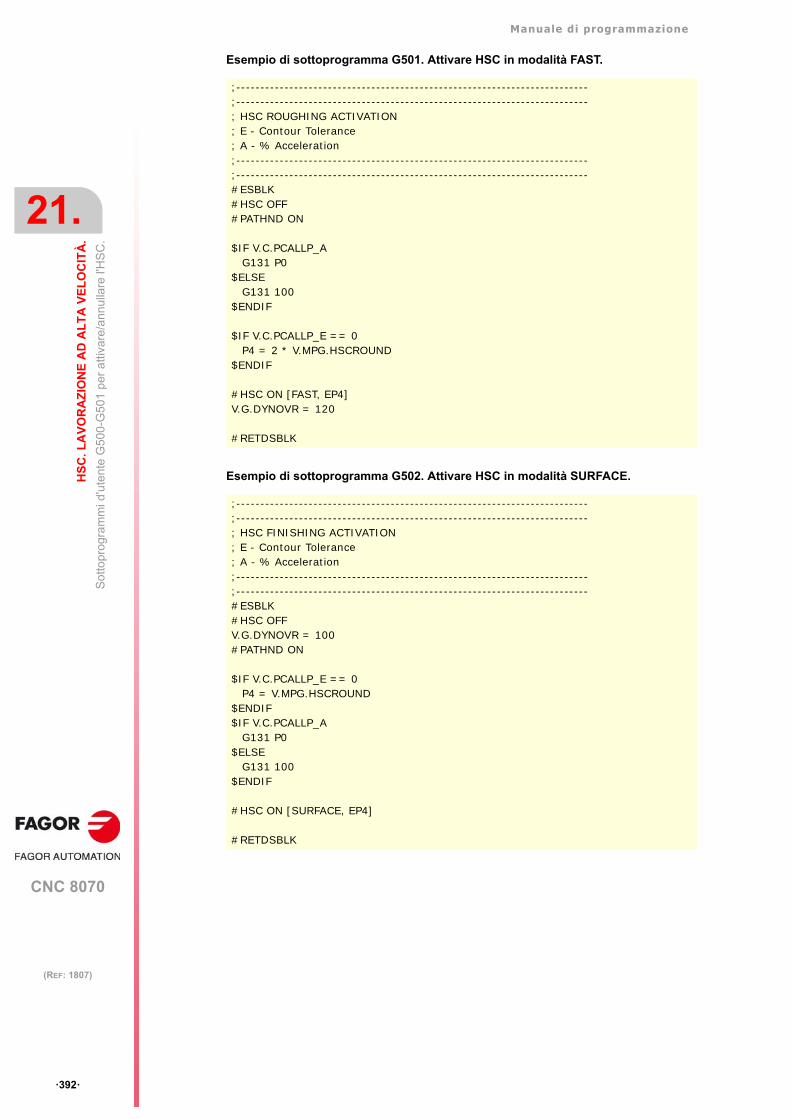
Manuale di programmazione
CNC 8070
21.
HS
C. L
AV
OR
AZ
ION
E A
D A
LT
A V
EL
OC
ITÀ
.
Sot
topr
ogra
mm
i d'u
tent
e G
500-
G50
1 p
er a
ttiva
re/a
nnul
lare
l'H
SC
.
·392·
(REF: 1807)
Esempio di sottoprogramma G501. Attivare HSC in modalità FAST.
Esempio di sottoprogramma G502. Attivare HSC in modalità SURFACE.
;-------------------------------------------------------------------------;-------------------------------------------------------------------------; HSC ROUGHING ACTIVATION; E - Contour Tolerance; A - % Acceleration;-------------------------------------------------------------------------;-------------------------------------------------------------------------#ESBLK#HSC OFF#PATHND ON
$IF V.C.PCALLP_AG131 P0
$ELSEG131 100
$ENDIF
$IF V.C.PCALLP_E == 0P4 = 2 * V.MPG.HSCROUND
$ENDIF
#HSC ON [FAST, EP4]V.G.DYNOVR = 120
#RETDSBLK
;-------------------------------------------------------------------------;-------------------------------------------------------------------------; HSC FINISHING ACTIVATION; E - Contour Tolerance; A - % Acceleration;-------------------------------------------------------------------------;-------------------------------------------------------------------------#ESBLK#HSC OFFV.G.DYNOVR = 100#PATHND ON
$IF V.C.PCALLP_E == 0P4 = V.MPG.HSCROUND
$ENDIF$IF V.C.PCALLP_A
G131 P0$ELSE
G131 100 $ENDIF
#HSC ON [SURFACE, EP4]
#RETDSBLK

Manuale di programmazione
CNC 8070
HS
C. L
AV
OR
AZ
ION
E A
D A
LT
A V
EL
OC
ITÀ
.
21.
Mod
alit
à H
SC
SU
RF
AC
E. O
ttim
izza
zio
ne
del
la fi
nitu
ra s
uper
ficia
le.
·393·
(REF: 1807)
21.3 Modalità HSC SURFACE. Ottimizzazione della finitura superficiale.
È la modalità raccomandata di lavoro. Questa modalità ottimizza il profilo di velocitàmediante algoritmi intelligenti che rilevano cambiamenti di curvatura.
Questa modalità offre buoni risultati in tempo e qualità superficiale, risolvendo problemi dinon dolcezza che possono apparire in funzione del profilo da lavorare. Questa modalità èottima per operazioni di sgrossatura e semifinitura, oltre ad operazioni di finitura in cui sipreferisce la qualità superficiale.
Attivazione della modalità HSC.
Si deve programmare da sola nel blocco. L’attivazione di questa modalità si eseguemediante la sentenza #HSC ON e il comando SURFACE.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo quelli che sono opzionali.
#HSC ON [<SURFACE> <,E{errore}> <,CORNER{angolo}> <,RE{errore}> <,SF{frequenza}> <,AXF{frequenza}> <,OS{frequenza}>]
Funzione HSC.
Basta solo selezionare la modalità di lavoro, se tale modalità non è quella di default(parametro HSCDEFAULTMODE).
SURFACE Opzionale. Funzione HSC.
E{errore} Opzionale. Errore cordale massimo consentito.Unità: Millimetri o pollici.
CORNER{angolo} Opzionale. Angolo massimo per spigolo vivo.Unità: Fra 0 e 180º.
RE{errore} Opzionale. Massimo errore sugli assi rotativi.Unità: Gradi.
SF{frequenza} Opzionale. Frequenza del filtro di traiettoria per slope lineare.Unità: Hertz.
AXF{frequenza} Opzionale. Frequenza del filtro degli assi.Unità: Hertz.
OS{frequenza} Opzionale. Addolcimento dell'orientamento degli assi rotativi lavorandocon RTCP.Unità: ms.
#HSC ON(Modalità SURFACE, se la modalità è di default)(Errore cordale = parametro macchina HSCROUND)(Angolo = parametro macchina CORNER)(Errore AXF = parametro macchina MAXERROR)(Filtro SF = parametro macchina SOFTFREQ)(Filtro AXF = parametro macchina SURFFILTFREQ)(Filtro OS = parametro macchina ORISMOOTH)
#HSC ON [SURFACE](Errore cordale = parametro macchina HSCROUND)(Angolo = parametro macchina CORNER)
#HSC ON [SURFACE, E0.01](Errore cordale = 0.01)(Angolo = parametro macchina CORNER)
#HSC ON [SURFACE, E0.01, CORNER150](Errore cordale = 0.01)(Angolo = 150º)
#HSC ON [SURFACE, CORNER150](Errore cordale = parametro macchina HSCROUND)(Angolo = 150º)

Manuale di programmazione
CNC 8070
21.
HS
C. L
AV
OR
AZ
ION
E A
D A
LT
A V
EL
OC
ITÀ
.
Mod
alit
à H
SC
SU
RF
AC
E. O
ttim
izza
zio
ne
del
la fi
nitu
ra s
uper
ficia
le.
·394·
(REF: 1807)
Errore cordale massimo consentito.
Il comando E definisce l’errore di contorno massimo consentito fra la traiettoria programmatae la traiettoria risultante (millimetri o pollici). Questo comando si applica ai primi tre assi linearidel canale. La sua programmazione è opzionale; se non si programma, il CNC assume comeerrore di contorno massimo quello definito nel parametro macchina HSCROUND.
Angolo massimo per spigolo vivo.
Il comando CORNER definisce l’angolo massimo fra due traiettorie (fra 0º e 180º), al disottodel quale il CNC lavora a spigolo vivo. La sua programmazione è opzionale; se non siprogramma, il CNC assume l’angolo definito nel parametro macchina CORNER.
Massimo errore sugli assi rotativi.
Il comando RE definisce l’errore in tutti gli assi rotativi e negli assi lineari (eccetto i primi treassi del canale). La programmazione è opzionale; se non si programma, il CNC assumecome errore massimo quello maggiore fra il parametro macchina MAXERROR e il comandoE.
Frequenza del filtro di traiettoria per slope lineare.
Il comando SF consente di applicare filtri diversi da quelli definiti nei parametri macchina.Diminuire il valore di questo comando per ottenere uno spostamento più dolce e leggermentepiù lento, senza perdere precisione.
La programmazione del comando SF è opzionale; se non si programma, il CNC assumecome frequenza del filtro quella definita nel parametro macchina SOFTFREQ.
Frequenza del filtro degli assi nella modalità HSC.
Il comando AXF consente di applicare filtri diversi da quelli definiti nei parametri macchina.Diminuire il valore di questo comando per ottenere una traiettoria più dolce e più veloce, macon meno precisione.
La programmazione del comando AXF è opzionale; se non si programma, il CNC assumecome frequenza del filtro quella definita nel parametro macchina SURFFILTFREQ.
Addolcimento dell'orientamento degli assi rotativi lavorando con RTCP.
Il comando OS consente di addolcire l’orientamento degli assi rotativi, senza errore sullapunta dell’utensile, nel lavorare con RTCP in modalità HSC SURFACE. Aumentare il valoredi questo comando per ottenere maggiore dolcezza negli spostamenti RTCP.
La programmazione del comando OS è opzionale; se non si programma, il CNC assumeil valore definito nel parametro macchina ORISMOOTH.
Considerazioni.
Comandi E e CORNER.
Il CNC mantiene il valore dei comandi programmati fino alla programmazione di un valorediverso, alla disattivazione della modalità HSC, ad un reset o alla conclusione delprogramma.
Ogni volta che si cambia di modo HSC, il CNC conserva i valori programmati nella modalitàprecedente per i comandi non programmati (ad esempio, l’errore di contorno). Se non esisteuna modalità HSC programmata in precedenza, il CNC prendi i valori di default per i comandiche non si programmano.
Comandi RE, SF e AXF.
Il CNC mantiene il valore dei comandi programmati fino alla programmazione di un valorediverso, al cambio o alla disattivazione della modalità HSC, ad un reset o alla conclusionedel programma.
Esempio 1.#HSC ON [CONTERROR, E0.050]
·#HSC ON [SURFACE]
(Errore cordale = 0.050)

Manuale di programmazione
CNC 8070
HS
C. L
AV
OR
AZ
ION
E A
D A
LT
A V
EL
OC
ITÀ
.
21.
Mod
alit
à H
SC
SU
RF
AC
E. O
ttim
izza
zio
ne
del
la fi
nitu
ra s
uper
ficia
le.
·395·
(REF: 1807)
Ogni volta che si cambia di modo HSC, il CNC prende i valori di default, definiti nei parametrimacchina.
Eseguire una modalità partendo da condizioni iniziali.
Per eseguire una modalità HSC partendo da condizioni iniziali, disattivare prima la modalitàprecedente. Vedi "21.6 Annullamento della modalità HSC." alla pagina 400.
Esempio 2.#HSC ON [CONTERROR, E0.050]
·#HSC OFF
·#HSC ON [SURFACE]
(Errore cordale = parametro macchina HSCROUND)
Manuale di programmazione
CNC 8070
21.
HS
C. L
AV
OR
AZ
ION
E A
D A
LT
A V
EL
OC
ITÀ
.
Mod
alità
HS
C C
ON
TE
RR
OR
. Otti
miz
zazi
one
de
ll'er
rore
di c
onto
rno.
·396·
(REF: 1807)
21.4 Modalità HSC CONTERROR. Ottimizzazione dell'errore dicontorno.
In base a questa istruzione, il CNC modifica la geometria mediante algoritmi intelligenti dieliminazione dei punti non necessari e generazione automatica di polinomi. . In questo modoil contorno si percorre a un avanzamento variabile in funzione della curvatura e dei parametri(jerk, accelerazione e avanzamento programmati) ma senza uscire dai limiti di erroreimposti.
Programmazione.
Si deve programmare da sola nel blocco. L’attivazione di questa modalità si eseguemediante la sentenza #HSC ON e il comando CONTERROR.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo quelli che sono opzionali.
#HSC ON [<CONTERROR> <,E{errore}> <,CORNER{angolo}> <,RE{errore}> <,AXF{frequenza}>]
Funzione HSC.
Basta solo selezionare la modalità di lavoro, se tale modalità non è quella di default(parametro HSCDEFAULTMODE).
Errore cordale massimo consentito.
Il comando E definisce l’errore di contorno massimo consentito fra la traiettoria programmatae la traiettoria risultante (millimetri o pollici). Questo comando si applica ai primi tre assi linearidel canale. La sua programmazione è opzionale; se non si programma, il CNC assume comeerrore di contorno massimo quello definito nel parametro macchina HSCROUND.
Angolo massimo per spigolo vivo.
Il comando CORNER definisce l’angolo massimo fra due traiettorie (fra 0º e 180º), al disottodel quale il CNC lavora a spigolo vivo. La sua programmazione è opzionale; se non siprogramma, il CNC assume l’angolo definito nel parametro macchina CORNER.
CONTERROR Opzionale. Funzione HSC.
E{errore} Opzionale. Errore cordale massimo consentito.Unità: Millimetri o pollici.
CORNER{angolo} Opzionale. Angolo massimo per spigolo vivo.Unità: Fra 0 e 180º.
RE{errore} Opzionale. Massimo errore sugli assi rotativi.Unità: Gradi.
AXF{frequenza} Opzionale. Frequenza del filtro degli assi.Unità: Hertz.
#HSC ON [CONTERROR](Errore cordale = parametro macchina HSCROUND)(Angolo = parametro macchina CORNER)(Errore AXF = parametro macchina MAXERROR)(Filtro AXF = parametro macchina HSCFILTFREQ)
#HSC ON [CONTERROR, E0.01](Errore cordale = 0.01)(Angolo = parametro macchina CORNER)
#HSC ON [CONTERROR, E0.01, CORNER150](Errore cordale = 0.01)(Angolo = 150º)
#HSC ON [CONTERROR, CORNER150](Errore cordale = parametro macchina HSCROUND)(Angolo = 150º)
Manuale di programmazione
CNC 8070
HS
C. L
AV
OR
AZ
ION
E A
D A
LT
A V
EL
OC
ITÀ
.
21.
Mod
alità
HS
C C
ON
TE
RR
OR
. Otti
miz
zazi
one
de
ll'er
rore
di c
onto
rno.
·397·
(REF: 1807)
Massimo errore sugli assi rotativi.
Il comando RE definisce l’errore in tutti gli assi rotativi e negli assi lineari (eccetto i primi treassi del canale). La programmazione è opzionale; se non si programma, il CNC assumecome errore massimo quello maggiore fra il parametro macchina MAXERROR e il comandoE.
Frequenza del filtro degli assi nella modalità HSC.
Il comando AXF consente di applicare filtri diversi da quelli definiti nei parametri macchina.La sua programmazione è opzionale; se non si programma, il CNC assume come frequenzadel filtro quella definita nel parametro macchina HSCFILTFREQ.
Considerazioni.
Comandi E e CORNER.
Il CNC mantiene il valore dei comandi programmati fino alla programmazione di un valorediverso, alla disattivazione della modalità HSC, ad un reset o alla conclusione delprogramma.
Ogni volta che si cambia di modo HSC, il CNC conserva i valori programmati nella modalitàprecedente per i comandi non programmati (ad esempio, l’errore di contorno). Se non esisteuna modalità HSC programmata in precedenza, il CNC prendi i valori di default per i comandiche non si programmano.
Comandi RE, SF e AXF.
Il CNC mantiene il valore dei comandi programmati fino alla programmazione di un valorediverso, al cambio o alla disattivazione della modalità HSC, ad un reset o alla conclusionedel programma.
Ogni volta che si cambia di modo HSC, il CNC prende i valori di default, definiti nei parametrimacchina.
Eseguire una modalità partendo da condizioni iniziali.
Per eseguire una modalità HSC partendo da condizioni iniziali, disattivare prima la modalitàprecedente. Vedi "21.6 Annullamento della modalità HSC." alla pagina 400.
Esempio 1.#HSC ON [CONTERROR, E0.050]
·#HSC ON [SURFACE]
(Errore cordale = 0.050)
Esempio 2.#HSC ON [CONTERROR, E0.050]
·#HSC OFF
·#HSC ON [SURFACE]
(Errore cordale = parametro macchina HSCROUND)

Manuale di programmazione
CNC 8070
21.
HS
C. L
AV
OR
AZ
ION
E A
D A
LT
A V
EL
OC
ITÀ
.
Mod
alità
HS
C F
AS
T. O
ttim
izza
zion
e de
ll’a
vanz
amen
to d
ila
vora
zion
e.
·398·
(REF: 1807)
21.5 Modalità HSC FAST. Ottimizzazione dell’avanzamento dilavorazione.
Nonostante i suggerimenti per la generazione dei programmi nel CAM, vi possono essereprogrammi già generati che non seguono una continuità fra l’errore generato dal CAM, ledimensioni del blocco e l’errore richiesto dalla funzione HSC. Per questo tipo di programmi,la modalità HSC dispone di una modalità rapida in cui il CNC genera traiettorie cercandodi ripristinare la continuità e poter così lavorare su una superficie più dolce ed ottenere unavanzamento più continuo.
Programmazione.
Si deve programmare da sola nel blocco. L’attivazione di questa modalità si eseguemediante la sentenza #HSC ON e il comando FAST.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo quelli che sono opzionali.
#HSC ON [<FAST> <,E{errore}> <,CORNER{angolo}> <,RE{errore}> <,SF{frequenza}> <,AXF{frequenza}>]
Funzione HSC.
Basta solo selezionare la modalità di lavoro, se tale modalità non è quella di default(parametro HSCDEFAULTMODE).
Errore cordale massimo consentito.
Il comando E definisce l’errore di contorno massimo consentito fra la traiettoria programmatae la traiettoria risultante (millimetri o pollici). Questo comando si applica ai primi tre assi linearidel canale. La sua programmazione è opzionale; se non si programma, il CNC assume comeerrore di contorno massimo quello definito nel parametro macchina HSCROUND.
La programmazione d’errore cordale migliora la precisione nei tratti curvi o nellecirconferenze, tuttavia, data la particolarità dell’esecuzione in modalità FAST, non è garantitol’errore di contorno sugli spigoli.
FAST Opzionale. Funzione HSC.
E{errore} Opzionale. Errore cordale massimo consentito.Unità: Millimetri o pollici.
CORNER{angolo} Opzionale. Angolo massimo per spigolo vivo.Unità: Fra 0 e 180º.
RE{errore} Opzionale. Massimo errore sugli assi rotativi.Unità: Gradi.
SF{frequenza} Opzionale. Frequenza del filtro di traiettoria per slope lineare.Unità: Hertz.
AXF{frequenza} Opzionale. Frequenza del filtro degli assi.Unità: Hertz.
#HSC ON [FAST](Errore cordale = parametro macchina HSCROUND)(Angolo = parametro macchina CORNER)(Errore AXF = parametro macchina MAXERROR)(Filtro SF = parametro macchina SOFTFREQ)(Filtro AXF = parametro macchina FASTFILTFREQ)
#HSC ON [FAST, E0.05](Errore cordale = 0.05)(Angolo = parametro macchina CORNER)
#HSC ON [FAST, E0.01, CORNER130](Errore cordale = 0.01)(Angolo = 130º)
Manuale di programmazione
CNC 8070
HS
C. L
AV
OR
AZ
ION
E A
D A
LT
A V
EL
OC
ITÀ
.
21.
Mod
alità
HS
C F
AS
T. O
ttim
izza
zion
e de
ll’a
vanz
amen
to d
ila
vora
zion
e.
·399·
(REF: 1807)
Angolo massimo per spigolo vivo.
Il comando CORNER definisce l’angolo massimo fra due traiettorie (fra 0º e 180º), al disottodel quale il CNC lavora a spigolo vivo. La sua programmazione è opzionale; se non siprogramma, il CNC assume l’angolo definito nel parametro macchina CORNER.
Massimo errore sugli assi rotativi.
Il comando RE definisce l’errore in tutti gli assi rotativi e negli assi lineari (eccetto i primi treassi del canale). La programmazione è opzionale; se non si programma, il CNC assumecome errore massimo quello maggiore fra il parametro macchina MAXERROR e il comandoE.
Frequenza del filtro di traiettoria per slope lineare.
Il comando SF consente di applicare filtri diversi da quelli definiti nei parametri macchina.La sua programmazione è opzionale; se non si programma, il CNC assume come frequenzadel filtro quella definita nel parametro macchina SOFTFREQ.
Frequenza del filtro degli assi nella modalità HSC.
Il comando AXF consente di applicare filtri diversi da quelli definiti nei parametri macchina.La sua programmazione è opzionale; se non si programma, il CNC assume come frequenzadel filtro quella definita nel parametro macchina FASTFILTFREQ.
Considerazioni.
Percentuale di accelerazione nella transizione fra blocchi.
La percentuale di accelerazione nella transizione fra blocchi si può modificare mediante lefunzioni G130/G131. Il CNC assume di default il valore del parametro macchina ACCEL.
Comandi E e CORNER.
Il CNC mantiene il valore dei comandi programmati fino alla programmazione di un valorediverso, alla disattivazione della modalità HSC, ad un reset o alla conclusione delprogramma.
Ogni volta che si cambia di modo HSC, il CNC conserva i valori programmati nella modalitàprecedente per i comandi non programmati (ad esempio, l’errore di contorno). Se non esisteuna modalità HSC programmata in precedenza, il CNC prendi i valori di default per i comandiche non si programmano.
Comandi RE, SF e AXF.
Il CNC mantiene il valore dei comandi programmati fino alla programmazione di un valorediverso, al cambio o alla disattivazione della modalità HSC, ad un reset o alla conclusionedel programma.
Ogni volta che si cambia di modo HSC, il CNC prende i valori di default, definiti nei parametrimacchina.
Eseguire una modalità partendo da condizioni iniziali.
Per eseguire una modalità HSC partendo da condizioni iniziali, disattivare prima la modalitàprecedente. Vedi "21.6 Annullamento della modalità HSC." alla pagina 400.
A partire dalle versioni V1.30 (8060) e V5.30 (8065/8070), la sentenza #HSC non consente diprogrammare la percentuale di accelerazione per la transizione fra blocchi. i
Esempio 1.#HSC ON [CONTERROR, E0.050]
·#HSC ON [SURFACE]
(Errore cordale = 0.050)

Manuale di programmazione
CNC 8070
21.
HS
C. L
AV
OR
AZ
ION
E A
D A
LT
A V
EL
OC
ITÀ
.
Ann
ulla
men
to d
ella
mod
alità
HS
C.
·400·
(REF: 1807)
21.6 Annullamento della modalità HSC.
L'annullamento della modalità HSC si esegue mediante la sentenza #HSC OFF. Anche lamodalità HSC si disattiva se si programma una delle funzioni G05, G07 o G50. Le funzioniG60 e G61 non disattivano la modalità HSC. Attivare una seconda modalità HSC non annullala modalità HSC precedente.
Programmazione.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
#HSC OFF
Influenza del reset, dello spegnimento e della funzione M30.
All'accensione, dopo l'esecuzione di M02 o M30 e dopo un'emergenza o un reset si annullala modalità HSC.
#HSC OFF

CNC 8070
22
·401·
(REF: 1807)
ASSE VIRTUALE DELL'UTENSILE.
Si definisce come asse virtuale dell’utensile un asse fittizio che si sposta sempre nel sensoin cui è orientato l’utensile. Tale asse facilita lo spostamento nel senso dell’utensile quandoesso non si trova allineato con gli assi della macchina, ma è orientato in qualsiasi altro senso,a seconda della posizione del mandrino birotativo o trirotativo.
In questo modo, e in funzione della cinematica applicata, si sposteranno gli assi X e Zcorrispondenti affinché l’utensile si sposti sul suo asse. Questa funzione facilita l’esecuzionedi forature, il ritiro dell’utensile nel sui senso o l’aumento o la diminuzione della profonditàdi passata durante la lavorazione di un pezzo.
Considerazioni all'asse virtuale dell'utensile.
• Vi può essere un asse virtuale dell’utensile per canale.
• L’asse virtuale dell’utensile deve essere un asse lineare ed appartenere al canale. L’assevirtuale dell’utensile non può essere parte del triedro principale quando è attivo.
• L’asse virtuale dell’utensile, essendo un asse del canale, può essere spostato comequalsiasi altro asse nelle diverse modalità di lavoro; automatico, manuale, ispezioneutensile, riposizionamento assi, ecc.
• L’asse virtuale dell’utensile ha dei limiti di corsa, sia per parametro macchina che perprogramma.
Y
Z
Asse virtuale dell'utensile.
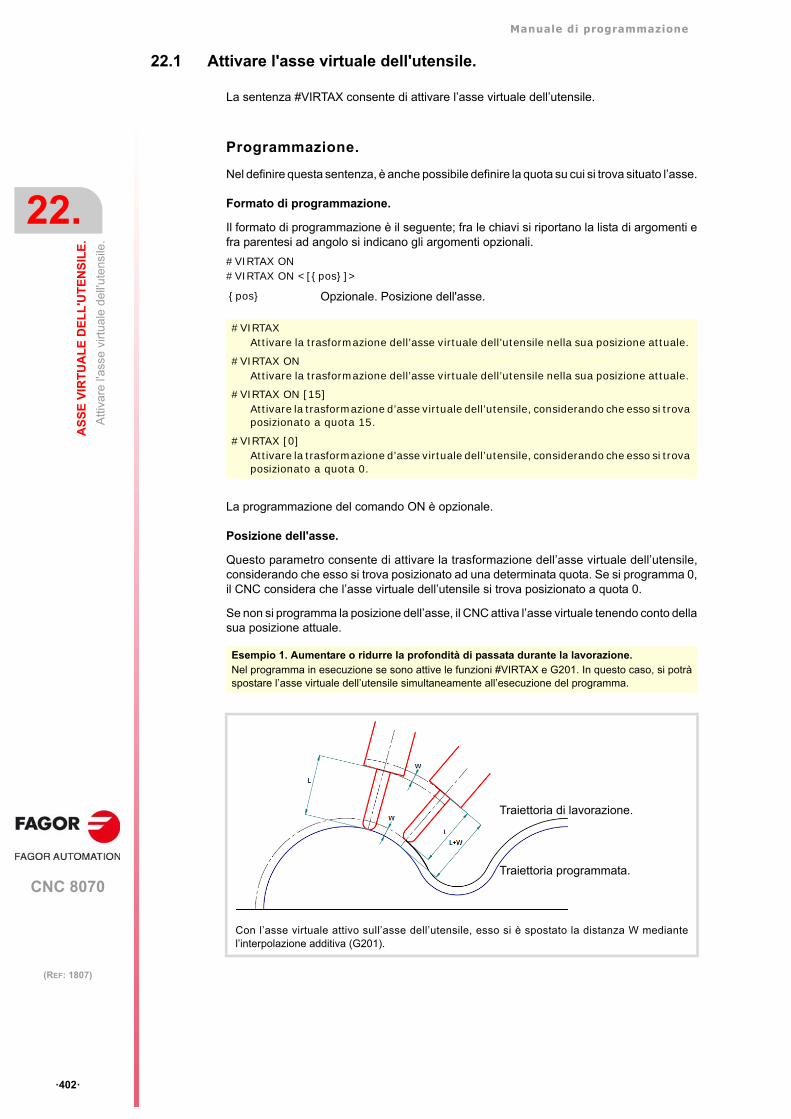
Manuale di programmazione
CNC 8070
22.
AS
SE
VIR
TU
AL
E D
EL
L'U
TE
NS
ILE
.
Atti
vare
l'as
se v
irtu
ale
del
l'ute
nsile
.
·402·
(REF: 1807)
22.1 Attivare l'asse virtuale dell'utensile.
La sentenza #VIRTAX consente di attivare l’asse virtuale dell’utensile.
Programmazione.
Nel definire questa sentenza, è anche possibile definire la quota su cui si trova situato l’asse.
Formato di programmazione.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti efra parentesi ad angolo si indicano gli argomenti opzionali.
#VIRTAX ON#VIRTAX ON <[{pos}]>
La programmazione del comando ON è opzionale.
Posizione dell'asse.
Questo parametro consente di attivare la trasformazione dell’asse virtuale dell’utensile,considerando che esso si trova posizionato ad una determinata quota. Se si programma 0,il CNC considera che l’asse virtuale dell’utensile si trova posizionato a quota 0.
Se non si programma la posizione dell’asse, il CNC attiva l’asse virtuale tenendo conto dellasua posizione attuale.
{pos} Opzionale. Posizione dell'asse.
#VIRTAXAttivare la trasformazione dell’asse virtuale dell’utensile nella sua posizione attuale.
#VIRTAX ONAttivare la trasformazione dell’asse virtuale dell’utensile nella sua posizione attuale.
#VIRTAX ON [15]Attivare la trasformazione d’asse virtuale dell’utensile, considerando che esso si trova posizionato a quota 15.
#VIRTAX [0]Attivare la trasformazione d’asse virtuale dell’utensile, considerando che esso si trova posizionato a quota 0.
Esempio 1. Aumentare o ridurre la profondità di passata durante la lavorazione. Nel programma in esecuzione se sono attive le funzioni #VIRTAX e G201. In questo caso, si potràspostare l’asse virtuale dell’utensile simultaneamente all’esecuzione del programma.
Con l’asse virtuale attivo sull’asse dell’utensile, esso si è spostato la distanza W mediantel’interpolazione additiva (G201).
Traiettoria programmata.
Traiettoria di lavorazione.
Manuale di programmazione
CNC 8070
AS
SE
VIR
TU
AL
E D
EL
L'U
TE
NS
ILE
.
22.
Ann
ulla
re l’
asse
virt
uale
del
l’ute
nsile
.
·403·
(REF: 1807)
22.2 Annullare l’asse virtuale dell’utensile.
La sentenza #VIRTAX OFF disattiva la trasformazione dell’asse virtuale dell’utensile. Ilcomportamento dell’asse virtuale dell’utensile dopo l’esecuzione di M30 o dopo un resetdipende dal parametro VIRTAXCANCEL.
Programmazione.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente.
#VIRTAX OFF
Esempio 2. Aumentare o ridurre la profondità di passata durante la lavorazione. Nel programma in esecuzione non sono attive le funzioni #VIRTAX e G201. I passi per modificarela profondità di passata possono essere i seguenti.(1) Arrestare l'esecuzione del programma con il tasto [STOP].(2) Entrare nella modalità ispezione utensile.(3) Dalla modalità MDI, eseguire #VIRTAX[0].(4) Spostare l’asse la distanza desiderata mediante MDI, manuale, ecc.(5) Riprendere l’esecuzione senza riposizionare gli assi.
#VIRTAX OFF

Manuale di programmazione
CNC 8070
22.
AS
SE
VIR
TU
AL
E D
EL
L'U
TE
NS
ILE
.
Var
iabi
li a
sso
ciat
e al
l’ass
e vi
rtu
ale
del
l'ute
nsile
.
·404·
(REF: 1807)
22.3 Variabili associate all’asse virtuale dell'utensile.
Le seguenti variabili sono accessibili dal programma pezzo e dalla modalità MDI/MDA. Perognuna di esse si indica se l’accesso è di lettura (R) o di scrittura (W).
Sintassi delle variabili.
·ch· Numero di canale.
·xn· Nome, numero logico o indice dell'asse.
Variabile. R/W Significato.
(V.)[ch].G.VIRTAXIS R Numero logico dell'asse virtuale dell'utensile.
(V.)[ch].G.VIRTAXST R Stato dell'asse virtuale dell'utensile. (0) Inattivo/ (1) Attivo.
(V.)[ch].A.VIRTAXOF.xn R Distanza percorsa dall’asse, dovuto allo spostamentodell’asse virtuale dell’utensile.
V.[2].G.VIRTAXS Canale ·2·.
V.A.VIRTAXOF.Z Asse Z.
V.A.VIRTAXOF.4 Asse con numero logico ·4·.
V.[2].A.VIRTAXOF.1 Asse con indice ·1· nel canale ·2·.

CNC 8070
23
·405·
(REF: 1807)
VISUALIZZARE MESSAGGI, AVVISI ED ERRORI.
La visualizzazione dei messaggi offre un modo semplice per seguire l'esecuzione di unprogramma, mostrando i messaggi nei punti del programma che l'operatore consideraimportanti, come l'inizio di ogni operazione, ecc. Il CNC mostra solo l'ultimo messaggioeseguito. I messaggi, in combinazione con la funzione M0 (interruzione del programma),sono anche utili per richiedere un'azione all'operatore.
Le finestre di avviso (warning) e di errore sono una risorsa del CNC per segnalare situazioniindesiderate durante l'esecuzione del programma. Tutti gli avvisi e gli errori rimangono attivi,visibili o ridotti a icona nella barra di stato, finché l'operatore non li elimina. Le finestre diavviso (warning) offrono la possibilità di continuare l'esecuzione mentre le finestre di errorearrestano l'esecuzione del programma.
Programmazione di messaggi, avvisi ed errori.
Il CNC offre le seguenti sentenze per visualizzare messaggi, finestre di avviso o di errore.La seguente tabella mostra un riepilogo delle proprietà di ciascuna sentenza.
Sentenza. Significato e proprietà.
#MSG Mostrare un messaggio nella barra di stato.• Il CNC mostra solo l'ultimo messaggio eseguito.• Il CNC non interrompe né arresta l'esecuzione del programma.• Un messaggio vuoto, un reset del CNC o l'avvio di un programma
eliminano il messaggio.
#WARNING Mostrare una finestra di avviso (warning).• Il CNC mostra tutte le finestre di avviso eseguite.• Il CNC non interrompe né arresta l'esecuzione del programma. • Il tasto [ESC] rimuove la finestra.
#WARNINGSTOP Mostra una finestra di avviso (warning) e arresta l'esecuzione.• Il CNC mostra tutte le finestre di avviso eseguite.• Il CNC arresta l'esecuzione del programma. L'utente può continuare con
l'esecuzione del programma o arrestarlo.• Il tasto [ESC] rimuove la finestra.
#ERROR Mostrare una finestra di errore e arrestare l'esecuzione.• Il CNC mostra tutte le finestre di errore eseguite.• Il CNC arresta l'esecuzione del programma e passa allo stato di errore.• Il tasto [ESC] rimuove la finestra e un reset del CNC elimina lo stato di
errore.

Manuale di programmazione
CNC 8070
23.
VIS
UA
LIZ
ZA
RE
ME
SS
AG
GI,
AV
VIS
I ED
ER
RO
RI.
#ER
RO
R. V
isua
lizza
re u
n er
rore
su
sche
rmat
a.
·406·
(REF: 1807)
23.1 #ERROR. Visualizzare un errore su schermata.
La sentenza #ERROR arresta l'esecuzione del programma e visualizza sullo schermol'errore indicato. L'errore può essere definito da un testo o da un numero che si riferisceall'elenco degli errori del CNC, dell'OEM o dell'utente. Gli errori e i warning sono nella stessalista; a seconda della sentenza programmata, il CNC mostrerà un warning o un errore.
Programmazione.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo quelli che sono opzionali.
#ERROR [{numero}]#ERROR ["{testo}"]
Numero dell'errore.
Il numero di errore, che deve essere un numero intero, può essere definito mediante unacostante, un parametro o un'espressione aritmetica. Se si utilizzano parametri locali, questidevono essere programmati come P0, P1, ecc.
I testi definiti nel file cncError.txt dall'OEM o dall'utente possono includere fino a 5 valori diparametri e variabili tramite gli identificatori di formato (%D, %i, %u, ecc.). Le variabili o iparametri il cui valore si desidera visualizzare devono essere definiti nella sentenza#ERROR, dopo il numero e separati da virgole. È possibile definire fino a cinque identificatoridi formato in ciascun messaggio e devono esserci tante variabili o parametri di dati comeidentificatori.
Finestra di errori.
{numero} Numero dell'errore.Unità: -.
{testo} Testo dell'errore.Unità: -.
#ERROR [1254]
#ERROR [P100]
#ERROR [P10+34]
#ERROR ["Testo dell'errore"]
#ERROR [10214, P20, V.G.FREAL] (Mostrare errore 10214, definito in cncError.txt)(Sostituire il primo identificatore di formato con il valore di P20)(Sostituire il primo identificatore di formato con il valore di V.G.REAL)

Manuale di programmazione
CNC 8070
VIS
UA
LIZ
ZA
RE
ME
SS
AG
GI,
AV
VIS
I ED
ER
RO
RI.
23.
#ER
RO
R. V
isua
lizza
re u
n er
rore
su
sche
rmat
a.
·407·
(REF: 1807)
Testo di errore.
Il testo deve essere definito fra virgolette. Se non si definisce nessun testo, si visualizza unafinestra vuota. Il testo consente di includere 5 valori di parametri e variabili nel messaggioattraverso gli identificatori di formato (%D, %i, %u, ecc.). Le variabili o i parametri il cui valoredeve essere visualizzato devono essere definiti dopo il testo, separati da virgole. È possibiledefinire fino a cinque identificatori di formato in ciascun messaggio e devono esserci tantevariabili o parametri di dati come identificatori.
Considerazioni.
Testi di Fagor e testi del OEM/USER.
Errori e warning tra 0 e 9999 e tra 23000 e 23999 sono riservati a Fagor. L'intervallo di errorie warning da 10000 a 20000 è disponibile per l'OEM e per l'utente, per poter creare i propritesti. Vedi "23.5 File cncError.txt. Elenco di errori e warning dell'OEM e dell'utente." allapagina 413.
Identificatori di formato.
Vedi "23.4 Identificatori di formato e caratteri speciali." alla pagina 412.
#ERROR ["L'utensile corrente è %D", V.G.TOOL]
#ERROR [10214, V.G.TOOL, V.G.FREAL, P1] (L'errore 10214 deve essere definito nel file cncError.txt)
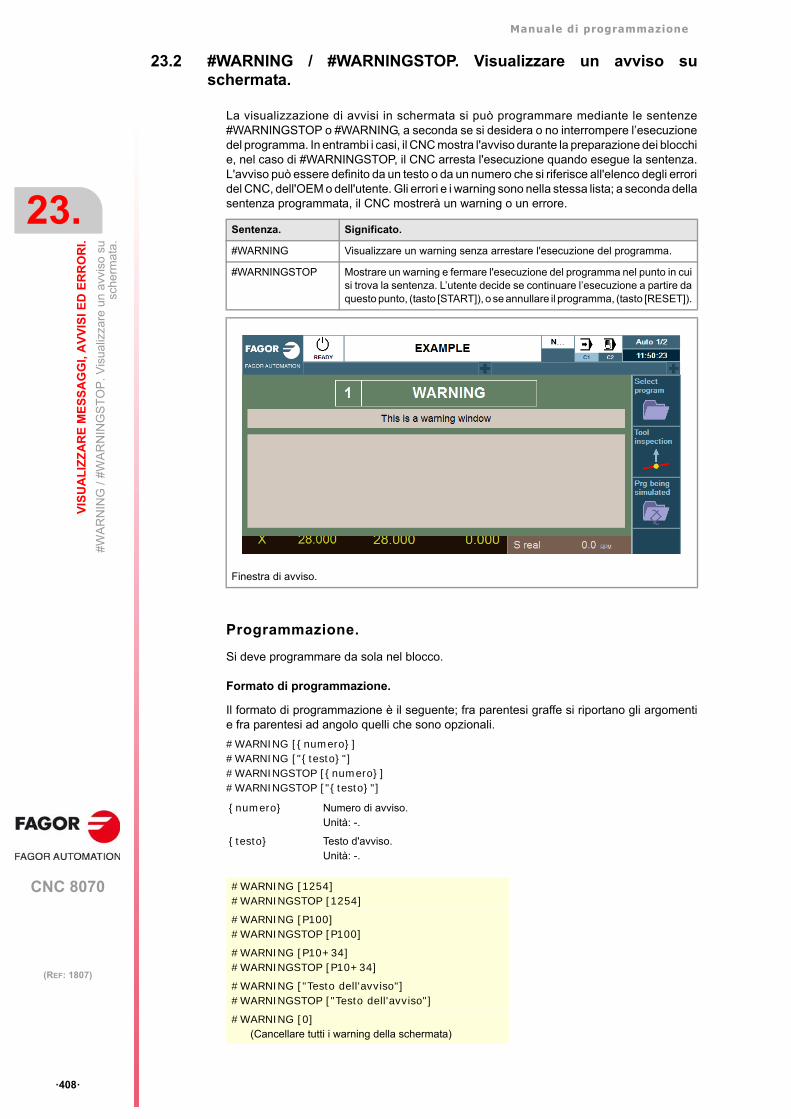
Manuale di programmazione
CNC 8070
23.
VIS
UA
LIZ
ZA
RE
ME
SS
AG
GI,
AV
VIS
I ED
ER
RO
RI.
#WA
RN
ING
/ #W
AR
NIN
GS
TO
P. V
isua
lizza
re u
n av
viso
su
sche
rmat
a.
·408·
(REF: 1807)
23.2 #WARNING / #WARNINGSTOP. Visualizzare un avviso suschermata.
La visualizzazione di avvisi in schermata si può programmare mediante le sentenze#WARNINGSTOP o #WARNING, a seconda se si desidera o no interrompere l’esecuzionedel programma. In entrambi i casi, il CNC mostra l'avviso durante la preparazione dei blocchie, nel caso di #WARNINGSTOP, il CNC arresta l'esecuzione quando esegue la sentenza.L'avviso può essere definito da un testo o da un numero che si riferisce all'elenco degli erroridel CNC, dell'OEM o dell'utente. Gli errori e i warning sono nella stessa lista; a seconda dellasentenza programmata, il CNC mostrerà un warning o un errore.
Programmazione.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo quelli che sono opzionali.
#WARNING [{numero}]#WARNING ["{testo}"]#WARNINGSTOP [{numero}]#WARNINGSTOP ["{testo}"]
Sentenza. Significato.
#WARNING Visualizzare un warning senza arrestare l'esecuzione del programma.
#WARNINGSTOP Mostrare un warning e fermare l'esecuzione del programma nel punto in cuisi trova la sentenza. L’utente decide se continuare l’esecuzione a partire daquesto punto, (tasto [START]), o se annullare il programma, (tasto [RESET]).
Finestra di avviso.
{numero} Numero di avviso.Unità: -.
{testo} Testo d'avviso.Unità: -.
#WARNING [1254]#WARNINGSTOP [1254]
#WARNING [P100]#WARNINGSTOP [P100]
#WARNING [P10+34]#WARNINGSTOP [P10+34]
#WARNING ["Testo dell'avviso"]#WARNINGSTOP ["Testo dell'avviso"]
#WARNING [0](Cancellare tutti i warning della schermata)
Manuale di programmazione
CNC 8070
VIS
UA
LIZ
ZA
RE
ME
SS
AG
GI,
AV
VIS
I ED
ER
RO
RI.
23.
#WA
RN
ING
/ #W
AR
NIN
GS
TO
P. V
isua
lizza
re u
n av
viso
su
sche
rmat
a.
·409·
(REF: 1807)
Numero di avviso.
Il numero del warning, che deve essere un numero intero, può essere definito mediante unacostante, un parametro o un'espressione aritmetica. Se si utilizzano parametri locali, questidevono essere programmati come P0, P1, ecc.
I testi definiti nel file cncError.txt dall'OEM o dall'utente possono includere fino a 5 valori diparametri e variabili tramite gli identificatori di formato (%D, %i, %u, ecc.). Le variabili o iparametri il cui valore si desidera visualizzare devono essere definiti nella sentenza dichiamata (ad esempio, #WARNING), dopo il numero e separati da virgole. È possibiledefinire fino a cinque identificatori di formato in ciascun messaggio e devono esserci tantevariabili o parametri di dati come identificatori.
Testo d'avviso.
Il testo deve essere definito fra virgolette. Se non si definisce nessun testo, si visualizza unafinestra vuota. Il testo consente di includere 5 valori di parametri e variabili nel messaggioattraverso gli identificatori di formato (%D, %i, %u, ecc.). Le variabili o i parametri il cui valoredeve essere visualizzato devono essere definiti dopo il testo, separati da virgole. È possibiledefinire fino a cinque identificatori di formato in ciascun messaggio e devono esserci tantevariabili o parametri di dati come identificatori.
Cancellare tutti i warning che si stanno visualizzando.
La programmazione di un warning con valore 0 cancella tutti i warning che vengonovisualizzati.
Considerazioni.
Testi di Fagor e testi del OEM/USER.
Errori e warning tra 0 e 9999 e tra 23000 e 23999 sono riservati a Fagor. L'intervallo di errorie warning da 10000 a 20000 è disponibile per l'OEM e per l'utente, per poter creare i propritesti. Vedi "23.5 File cncError.txt. Elenco di errori e warning dell'OEM e dell'utente." allapagina 413.
Identificatori di formato.
Vedi "23.4 Identificatori di formato e caratteri speciali." alla pagina 412.
#WARNING [10214, P20, V.G.FREAL] (Mostrare il warning 10214, definito in cncError.txt)(Sostituire il primo identificatore di formato con il valore di P20)(Sostituire il primo identificatore di formato con il valore di V.G.REAL)
#WARNING ["L'utensile corrente è %D", V.G.TOOL]
#WARNING [0](Cancellare tutti i warning della schermata)
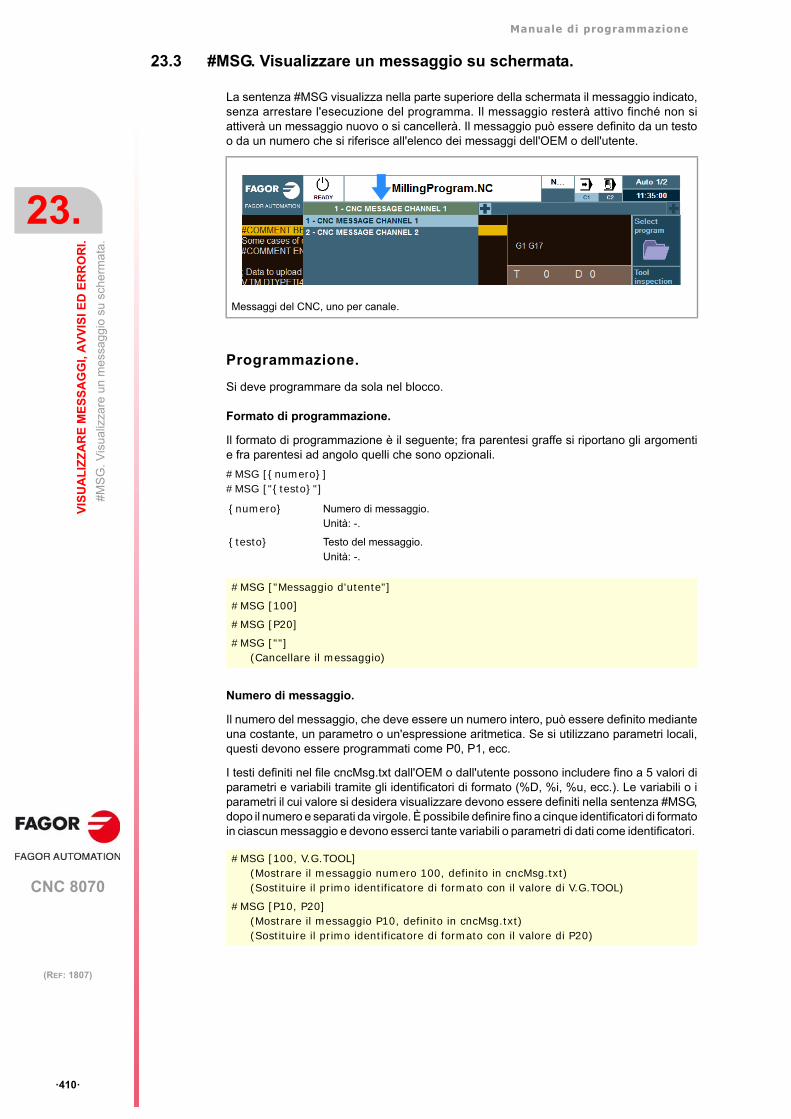
Manuale di programmazione
CNC 8070
23.
VIS
UA
LIZ
ZA
RE
ME
SS
AG
GI,
AV
VIS
I ED
ER
RO
RI.
#MS
G. V
isua
lizza
re u
n m
essa
ggio
su
sche
rmat
a.
·410·
(REF: 1807)
23.3 #MSG. Visualizzare un messaggio su schermata.
La sentenza #MSG visualizza nella parte superiore della schermata il messaggio indicato,senza arrestare l'esecuzione del programma. Il messaggio resterà attivo finché non siattiverà un messaggio nuovo o si cancellerà. Il messaggio può essere definito da un testoo da un numero che si riferisce all'elenco dei messaggi dell'OEM o dell'utente.
Programmazione.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo quelli che sono opzionali.
#MSG [{numero}]#MSG ["{testo}"]
Numero di messaggio.
Il numero del messaggio, che deve essere un numero intero, può essere definito medianteuna costante, un parametro o un'espressione aritmetica. Se si utilizzano parametri locali,questi devono essere programmati come P0, P1, ecc.
I testi definiti nel file cncMsg.txt dall'OEM o dall'utente possono includere fino a 5 valori diparametri e variabili tramite gli identificatori di formato (%D, %i, %u, ecc.). Le variabili o iparametri il cui valore si desidera visualizzare devono essere definiti nella sentenza #MSG,dopo il numero e separati da virgole. È possibile definire fino a cinque identificatori di formatoin ciascun messaggio e devono esserci tante variabili o parametri di dati come identificatori.
Messaggi del CNC, uno per canale.
{numero} Numero di messaggio.Unità: -.
{testo} Testo del messaggio.Unità: -.
#MSG ["Messaggio d'utente"]
#MSG [100]
#MSG [P20]
#MSG [""](Cancellare il messaggio)
#MSG [100, V.G.TOOL](Mostrare il messaggio numero 100, definito in cncMsg.txt)(Sostituire il primo identificatore di formato con il valore di V.G.TOOL)
#MSG [P10, P20](Mostrare il messaggio P10, definito in cncMsg.txt)(Sostituire il primo identificatore di formato con il valore di P20)
Manuale di programmazione
CNC 8070
VIS
UA
LIZ
ZA
RE
ME
SS
AG
GI,
AV
VIS
I ED
ER
RO
RI.
23.
#MS
G. V
isua
lizza
re u
n m
essa
ggio
su
sche
rmat
a.
·411·
(REF: 1807)
Testo del messaggio.
Il testo deve essere definito fra virgolette. Se non si definisce nessun testo, si cancella ilmessaggio dallo schermo. Il testo consente di includere 5 valori di parametri e variabili nelmessaggio attraverso gli identificatori di formato (%D, %i, %u, ecc.). Le variabili o i parametriil cui valore deve essere visualizzato devono essere definiti dopo il testo, separati da virgole.È possibile definire fino a cinque identificatori di formato in ciascun messaggio e devonoesserci tante variabili o parametri di dati come identificatori.
Cancellare il messaggio che si sta visualizzando.
La programmazione di un messaggio vuoto cancella il messaggio sulla schermata. Un reseto la fine del programma non cancella il messaggio dalla schermata.
#MSG ["Pezzo numero %D", P2]
#MSG ["Finitura F=%D mm/min e S=%D RPM", P21, 1200]
#MSG ["L'utensile %u è consumato", V.G.TOOL]
#MSG [""](Cancellare il messaggio dalla schermata)
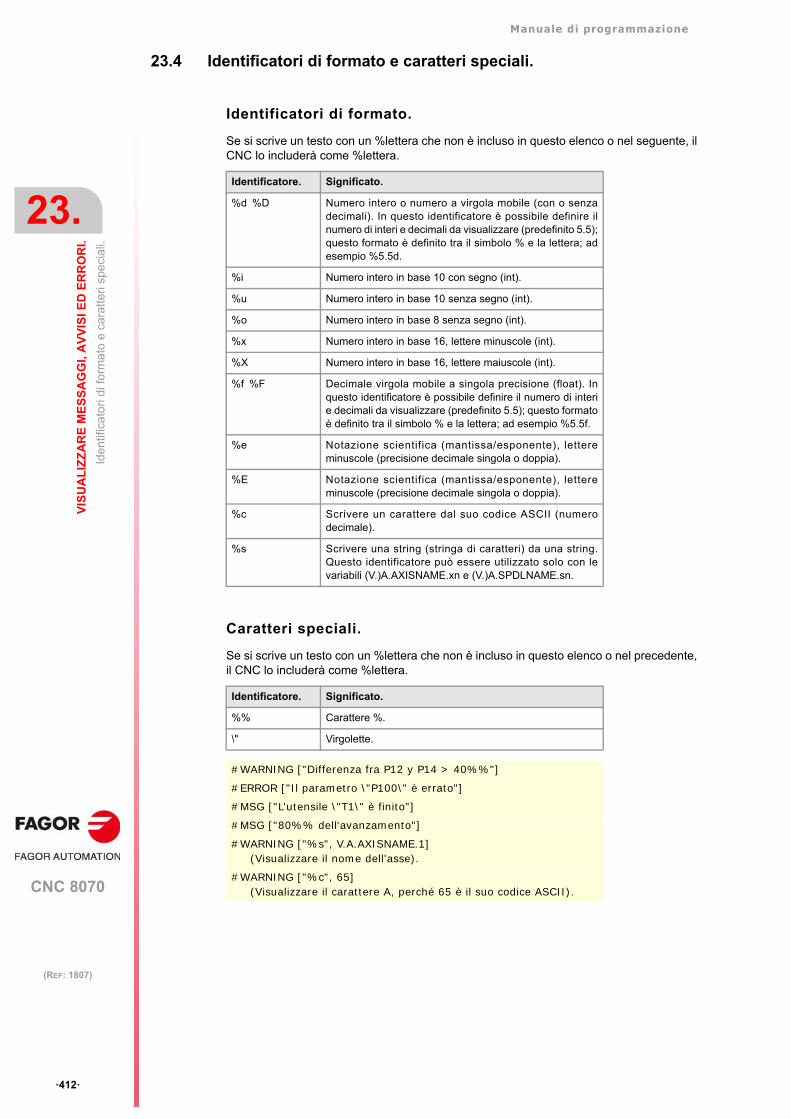
Manuale di programmazione
CNC 8070
23.
VIS
UA
LIZ
ZA
RE
ME
SS
AG
GI,
AV
VIS
I ED
ER
RO
RI.
Iden
tific
ato
ri d
i fo
rma
to e
car
atte
ri sp
ecia
li.
·412·
(REF: 1807)
23.4 Identificatori di formato e caratteri speciali.
Identificatori di formato.
Se si scrive un testo con un %lettera che non è incluso in questo elenco o nel seguente, ilCNC lo includerà come %lettera.
Caratteri speciali.
Se si scrive un testo con un %lettera che non è incluso in questo elenco o nel precedente,il CNC lo includerà come %lettera.
Identificatore. Significato.
%d %D Numero intero o numero a virgola mobile (con o senzadecimali). In questo identificatore è possibile definire ilnumero di interi e decimali da visualizzare (predefinito 5.5);questo formato è definito tra il simbolo % e la lettera; adesempio %5.5d.
%i Numero intero in base 10 con segno (int).
%u Numero intero in base 10 senza segno (int).
%o Numero intero in base 8 senza segno (int).
%x Numero intero in base 16, lettere minuscole (int).
%X Numero intero in base 16, lettere maiuscole (int).
%f %F Decimale virgola mobile a singola precisione (float). Inquesto identificatore è possibile definire il numero di interie decimali da visualizzare (predefinito 5.5); questo formatoè definito tra il simbolo % e la lettera; ad esempio %5.5f.
%e Notazione scientifica (mantissa/esponente), lettereminuscole (precisione decimale singola o doppia).
%E Notazione scientifica (mantissa/esponente), lettereminuscole (precisione decimale singola o doppia).
%c Scrivere un carattere dal suo codice ASCII (numerodecimale).
%s Scrivere una string (stringa di caratteri) da una string.Questo identificatore può essere utilizzato solo con levariabili (V.)A.AXISNAME.xn e (V.)A.SPDLNAME.sn.
Identificatore. Significato.
%% Carattere %.
\" Virgolette.
#WARNING ["Differenza fra P12 y P14 > 40%%"]
#ERROR ["Il parametro \"P100\" è errato"]
#MSG ["L'utensile \"T1\" è finito"]
#MSG ["80%% dell'avanzamento"]
#WARNING ["%s", V.A.AXISNAME.1](Visualizzare il nome dell'asse).
#WARNING ["%c", 65](Visualizzare il carattere A, perché 65 è il suo codice ASCII).
Manuale di programmazione
CNC 8070
VIS
UA
LIZ
ZA
RE
ME
SS
AG
GI,
AV
VIS
I ED
ER
RO
RI.
23.
File
cn
cErr
or.tx
t. E
lenc
o di
err
ori
e w
arni
ng
dell'
OE
M e
de
ll'ut
ente
.
·413·
(REF: 1807)
23.5 File cncError.txt. Elenco di errori e warning dell'OEM e dell'utente.
L'intervallo di errori e warning da 10000 a 20000 è disponibile per l'OEM e per l'utente, perpoter creare i propri testi. Questi errori e warning si salvano nel file cncError.txt. Sia l'OEMsia l'utente possono creare uno di questi file in base alla lingua.
lndirizzo del file.
Il CNC cerca i messaggi nel seguente ordine e mostra quello che trova per primo. Pertanto,si raccomanda che l'utente non definisca i messaggi con lo stesso numero di quelli delfabbricante.
..\Users\Data\Lang\{lingua}
..\Users\Data\Lang
..\Mtb\Data\Lang\{lingua}
..\Mtb\Data\Lang\English
..\Mtb\Data\Lang
Formato del file.
Nella cartella ..\Mtb\Data\Lang\{lingua} vi è un esempio del file cncError.txt. Lo stesso filecontiene gli errori e i warning. Il tipo di chiamata (#ERROR/#WARNING) determina se il CNCvisualizza un errore o un warning.
• I commenti devono iniziare con il carattere ";".
• Gli errori seguiranno la struttura: numero + spazio o tabulatore + testo.
Identificatori di formato.
Il testo consente di includere 5 valori di parametri e variabili nel messaggio attraverso gliidentificatori di formato (%D, %i, %u, ecc.). Le variabili o i parametri il cui valore deve esserevisualizzato devono essere definiti nella chiamata al warning o errore.
#WARNING [10032](Cerca il warning 10032 nel file cncError.txt)
; Commenti.10000 Primo errore/warning dell'OEM o utente.10001 Secondo errore/warning dell'OEM o utente.
Esempio di file cncError.txt
10002 L'utensile attuale è %D.
10003 Velocità del mandrino %u eccessiva.
Manuale di programmazione
CNC 8070
23.
VIS
UA
LIZ
ZA
RE
ME
SS
AG
GI,
AV
VIS
I ED
ER
RO
RI.
File
cnc
Msg
.txt.
Ele
nco
di m
essa
ggi d
ell'O
EM
e d
ell'
uten
te.
·414·
(REF: 1807)
23.6 File cncMsg.txt. Elenco di messaggi dell'OEM e dell'utente.
Il file cncMsg.txt contiene i messaggi definiti dall'OEM e dall'utente per la sentenza #MSG.Sia l'OEM sia l'utente possono creare uno di questi file in base alla lingua.
lndirizzo del file.
Il CNC cerca i messaggi nel seguente ordine e mostra quello che trova per primo. Pertanto,si raccomanda che l'utente non definisca i messaggi con lo stesso numero di quelli delfabbricante. Se il messaggio non esiste in nessun file, il CNC non visualizzerà alcunmessaggio.
..\Users\Data\Lang\{lingua}
..\Users\Data\Lang
..\Mtb\Data\Lang\{lingua}
..\Mtb\Data\Lang
Formato del file.
Il formato del file sarà:
• I commenti devono iniziare con il carattere ";".
• Gli errori seguiranno la struttura: numero + spazio o tabulatore + testo.
Identificatori di formato.
Il testo consente di includere 5 valori di parametri e variabili nel messaggio attraverso gliidentificatori di formato (%D, %i, %u, ecc.). Le variabili o i parametri il cui valore deve esserevisualizzato devono essere definiti nella chiamata al messaggio.
#MSG [1234](Cerca il messaggio 1234 nel file cncMsg.txt)
; Commenti.1 Primo messaggio.2 Secondo messaggio.3 Terzo messaggio.
12 L'utensile attuale è %D.
13 Velocità del mandrino %u eccessiva.
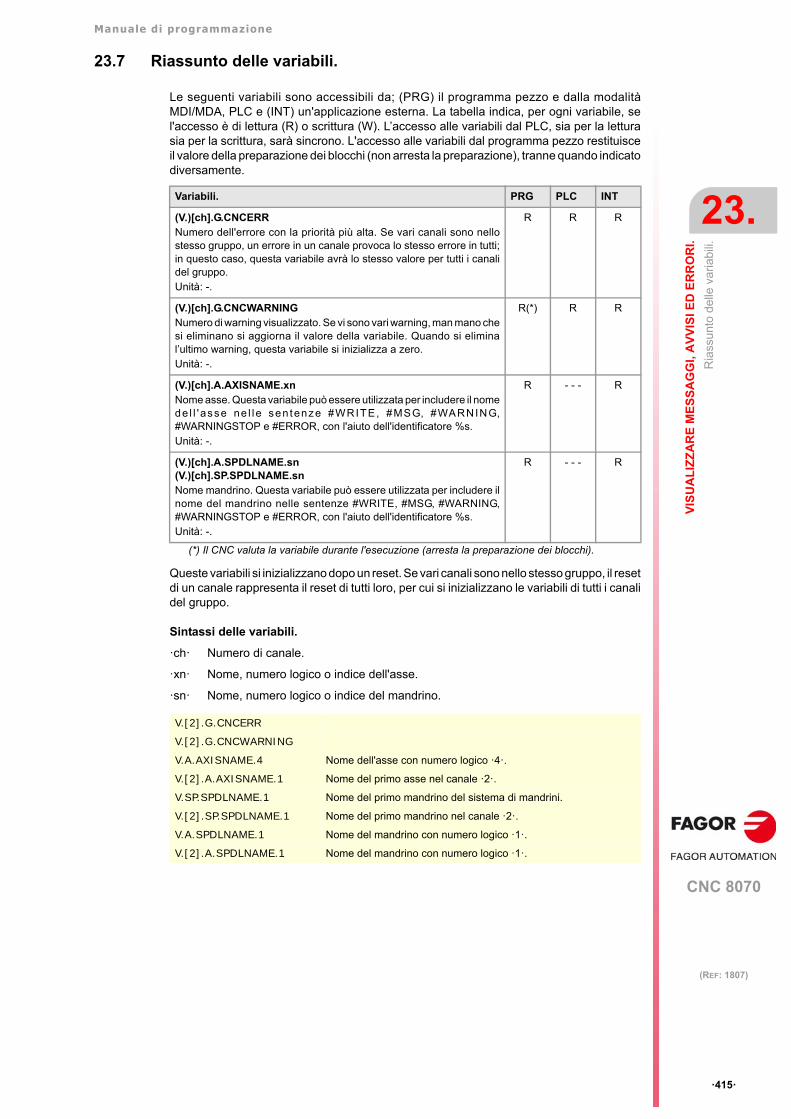
Manuale di programmazione
CNC 8070
VIS
UA
LIZ
ZA
RE
ME
SS
AG
GI,
AV
VIS
I ED
ER
RO
RI.
23.
Ria
ssu
nto
del
le v
aria
bili.
·415·
(REF: 1807)
23.7 Riassunto delle variabili.
Le seguenti variabili sono accessibili da; (PRG) il programma pezzo e dalla modalitàMDI/MDA, PLC e (INT) un'applicazione esterna. La tabella indica, per ogni variabile, sel'accesso è di lettura (R) o scrittura (W). L’accesso alle variabili dal PLC, sia per la letturasia per la scrittura, sarà sincrono. L'accesso alle variabili dal programma pezzo restituisceil valore della preparazione dei blocchi (non arresta la preparazione), tranne quando indicatodiversamente.
Queste variabili si inizializzano dopo un reset. Se vari canali sono nello stesso gruppo, il resetdi un canale rappresenta il reset di tutti loro, per cui si inizializzano le variabili di tutti i canalidel gruppo.
Sintassi delle variabili.
·ch· Numero di canale.
·xn· Nome, numero logico o indice dell'asse.
·sn· Nome, numero logico o indice del mandrino.
Variabili. PRG PLC INT
(V.)[ch].G.CNCERRNumero dell'errore con la priorità più alta. Se vari canali sono nellostesso gruppo, un errore in un canale provoca lo stesso errore in tutti;in questo caso, questa variabile avrà lo stesso valore per tutti i canalidel gruppo.Unità: -.
R R R
(V.)[ch].G.CNCWARNINGNumero di warning visualizzato. Se vi sono vari warning, man mano chesi eliminano si aggiorna il valore della variabile. Quando si eliminal’ultimo warning, questa variabile si inizializza a zero.Unità: -.
R(*) R R
(V.)[ch].A.AXISNAME.xnNome asse. Questa variabile può essere utilizzata per includere il nomede l l ' asse ne l le sen tenze #WRITE, #MSG, #WARNING,#WARNINGSTOP e #ERROR, con l'aiuto dell'identificatore %s.Unità: -.
R - - - R
(V.)[ch].A.SPDLNAME.sn(V.)[ch].SP.SPDLNAME.snNome mandrino. Questa variabile può essere utilizzata per includere ilnome del mandrino nelle sentenze #WRITE, #MSG, #WARNING,#WARNINGSTOP e #ERROR, con l'aiuto dell'identificatore %s.Unità: -.
R - - - R
(*) Il CNC valuta la variabile durante l'esecuzione (arresta la preparazione dei blocchi).
V.[2].G.CNCERR
V.[2].G.CNCWARNING
V.A.AXISNAME.4 Nome dell'asse con numero logico ·4·.
V.[2].A.AXISNAME.1 Nome del primo asse nel canale ·2·.
V.SP.SPDLNAME.1 Nome del primo mandrino del sistema di mandrini.
V.[2].SP.SPDLNAME.1 Nome del primo mandrino nel canale ·2·.
V.A.SPDLNAME.1 Nome del mandrino con numero logico ·1·.
V.[2].A.SPDLNAME.1 Nome del mandrino con numero logico ·1·.
Manuale di programmazione
CNC 8070
23.
VIS
UA
LIZ
ZA
RE
ME
SS
AG
GI,
AV
VIS
I ED
ER
RO
RI.
Ria
ssu
nto
del
le v
aria
bili.
·416·
(REF: 1807)
CNC 8070
24
·417·
(REF: 1807)
DMC (DYNAMIC MACHINNING CONTROL).
La scelta dell'avanzamento di lavorazione dipende dal materiale da lavorare, dall'utensile(materiale, numero di denti, ecc.) E dalla profondità di passata. L'avanzamento per unalavorazione viene fissato all'inizio e rimane costante fino alla fine. Se le condizioni dilavorazione cambiano (ad esempio a causa dell'usura dell'utensile), l'avanzamentoprogrammato potrebbe non essere più adeguato, il che influisce negativamente sulla duratadell'utensile, sul tempo di lavorazione, ecc.
Il DMC (controllo dinamico della lavorazione) regola la velocità di avanzamento durante lalavorazione per mantenere la potenza di taglio il più vicino possibile alle condizioni dilavorazione ideali. Il DMC adatta l'avanzamento modificando l'override.
Il DMC ottimizza l'uso della macchina e dell'utensile, ciò consente di aumentare il tasso dirimozione del materiale (MRR o material removal rate), senza danneggiare la duratadell'utensile, poiché funziona nelle sue condizioni nominali. La base per l'ottimizzazione èla potenza di taglio da raggiungere, detta anche potenza obiettivo. Tale potenza non dipendesolo dall'utensile, ma anche dal materiale e dalle condizioni di taglio (avanzamento, velocitàdi rotazione del mandrino, profondità di passata e passaggio laterale), quindi il suo valoredeve essere collegato all'insieme utensile+materiale+condizioni di taglio.
Il DMC è disponibile solo per operazioni di fresatura con utensili di tipo "Fresatura" e"Fresatura di superfici". Questa funzione può essere applicata alle operazioni di sgrossaturae finitura, ma sarà nelle operazioni di sgrossatura dove questa funzione offre maggiorivantaggi in termini di tempo di lavorazione e durata dell'utensile.
Il DMC è disponibile solo per il mandrino master con regolazione digitale Fagor. Il mandrino deveessere abilitato per il DMC nel parametro macchina DMCSPDL. i
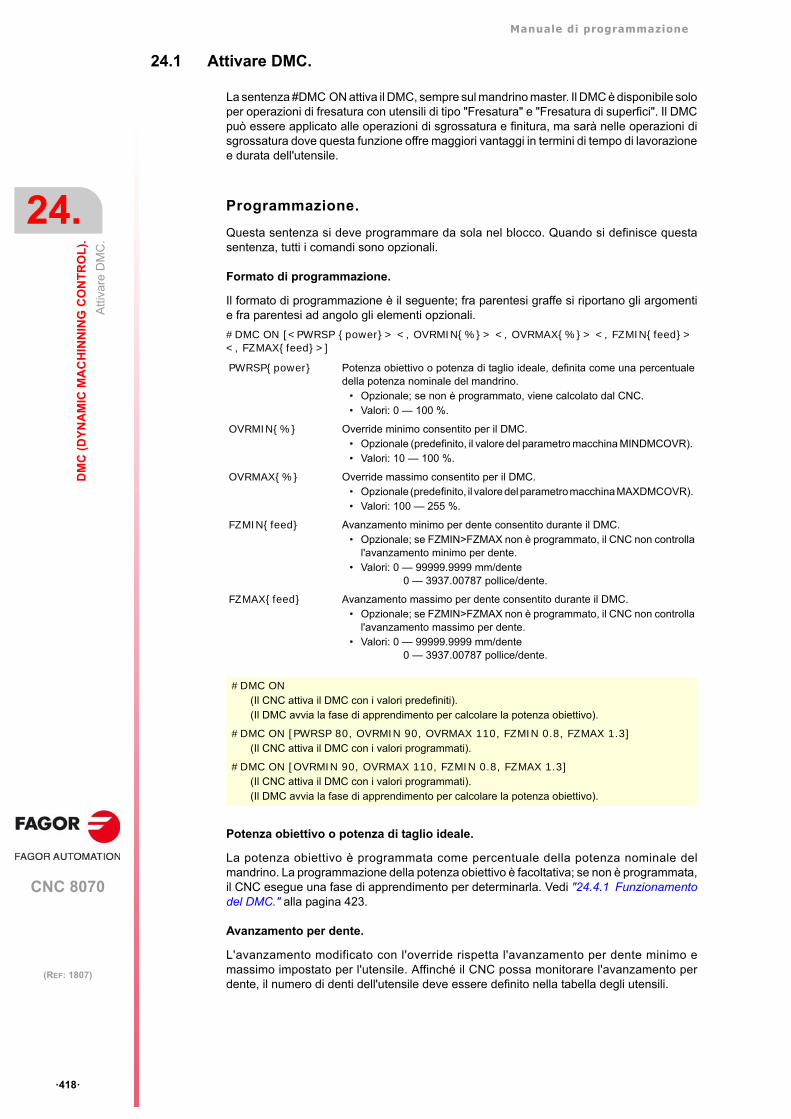
Manuale di programmazione
CNC 8070
24.
DM
C (
DY
NA
MIC
MA
CH
INN
ING
CO
NT
RO
L).
Atti
vare
DM
C.
·418·
(REF: 1807)
24.1 Attivare DMC.
La sentenza #DMC ON attiva il DMC, sempre sul mandrino master. Il DMC è disponibile soloper operazioni di fresatura con utensili di tipo "Fresatura" e "Fresatura di superfici". Il DMCpuò essere applicato alle operazioni di sgrossatura e finitura, ma sarà nelle operazioni disgrossatura dove questa funzione offre maggiori vantaggi in termini di tempo di lavorazionee durata dell'utensile.
Programmazione.
Questa sentenza si deve programmare da sola nel blocco. Quando si definisce questasentenza, tutti i comandi sono opzionali.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo gli elementi opzionali.
#DMC ON [<PWRSP {power}> <, OVRMIN{%}> <, OVRMAX{%}> <, FZMIN{feed}> <, FZMAX{feed}>]
Potenza obiettivo o potenza di taglio ideale.
La potenza obiettivo è programmata come percentuale della potenza nominale delmandrino. La programmazione della potenza obiettivo è facoltativa; se non è programmata,il CNC esegue una fase di apprendimento per determinarla. Vedi "24.4.1 Funzionamentodel DMC." alla pagina 423.
Avanzamento per dente.
L'avanzamento modificato con l'override rispetta l'avanzamento per dente minimo emassimo impostato per l'utensile. Affinché il CNC possa monitorare l'avanzamento perdente, il numero di denti dell'utensile deve essere definito nella tabella degli utensili.
PWRSP{power} Potenza obiettivo o potenza di taglio ideale, definita come una percentualedella potenza nominale del mandrino.
• Opzionale; se non è programmato, viene calcolato dal CNC. • Valori: 0 — 100 %.
OVRMIN{%} Override minimo consentito per il DMC.• Opzionale (predefinito, il valore del parametro macchina MINDMCOVR). • Valori: 10 — 100 %.
OVRMAX{%} Override massimo consentito per il DMC.• Opzionale (predefinito, il valore del parametro macchina MAXDMCOVR). • Valori: 100 — 255 %.
FZMIN{feed} Avanzamento minimo per dente consentito durante il DMC.• Opzionale; se FZMIN>FZMAX non è programmato, il CNC non controlla
l'avanzamento minimo per dente. • Valori: 0 — 99999.9999 mm/dente
0 — 3937.00787 pollice/dente.
FZMAX{feed} Avanzamento massimo per dente consentito durante il DMC.• Opzionale; se FZMIN>FZMAX non è programmato, il CNC non controlla
l'avanzamento massimo per dente. • Valori: 0 — 99999.9999 mm/dente
0 — 3937.00787 pollice/dente.
#DMC ON(Il CNC attiva il DMC con i valori predefiniti).(Il DMC avvia la fase di apprendimento per calcolare la potenza obiettivo).
#DMC ON [PWRSP 80, OVRMIN 90, OVRMAX 110, FZMIN 0.8, FZMAX 1.3](Il CNC attiva il DMC con i valori programmati).
#DMC ON [OVRMIN 90, OVRMAX 110, FZMIN 0.8, FZMAX 1.3](Il CNC attiva il DMC con i valori programmati).(Il DMC avvia la fase di apprendimento per calcolare la potenza obiettivo).
Manuale di programmazione
CNC 8070
DM
C (
DY
NA
MIC
MA
CH
INN
ING
CO
NT
RO
L).
24.
Atti
vare
DM
C.
·419·
(REF: 1807)
Considerazioni e limitazione.
Modalità di lavoro.
• Il DMC può essere attivo solo durante l'esecuzione; in simulazione, il CNC analizzeràle sentenze di attivazione e disattivazione, ma non avvierà il DMC.
• Il DMC può essere attivo solo in modalità automatica; non si attiva in modalità manuale.Il DMC viene disattivato quando si accede all'ispezione dell'utensile e si ripristina dopola sostituzione degli assi.
• Il DMC è incompatibile con alcuni tipi di operazioni, come filettature, forature, ecc. Inoltre,il DMC verrà disattivato automaticamente se l'utensile attivo non è del tipo "Fresatura"o "Fresatura di superfici".
Cambio di utensile o correttore.
Le seguenti azioni relative all'utensile disattivano il DMC. È responsabilità dell'utenteriprogrammare il DMC con i valori appropriati per il nuovo utensile.
• Cambiare l'utensile.
• Cambiare il correttore.
• Eseguire una M6.
• Modificare le caratteristiche del correttore che influiscono sul consumo energetico delmandrino (scrivendo la variabile corrispondente).
Ispezione utensile.
Comportamento del DMC dopo essere stato disattivato.
Le traiettorie in G0, l'arresto dell'asse con [STOP] e il softkey "Imposta DMC disattivato"disattivano temporaneamente DMC. In queste situazioni, il CNC agisce come segue:
• Se il DMC non ha iniziato a misurare la potenza a vuoto, non avvia il processo.
• Se il DMC è in attesa che il mandrino raggiunga la velocità programmata o stia misurandola potenza a vuoto, il DMC viene disattivato quando termina la misurazione della potenzaa vuoto.
• Durante la fase di apprendimento, il DMC non conta come tempo di apprendimento ladurata della causa della disattivazione.
• Durante l'esecuzione a vuoto, il DMC è disattivato, ma continuerà a rilevare le entrateal pezzo.
• Se l'utensile sta entrando nel pezzo, il DMC verrà disattivato al termine dell'entrata.
• Se l'utensile è dentro al pezzo, il DMC si disattiva, ma continuerà a rilevare le uscite delpezzo e i consumi eccessivi di potenza.
• Se l'utensile esce dal pezzo, il DMC viene disattivato al termine dell'uscita.
Entrando nella modalità di ispezione degli utensili,il DMC è disattivato. Al termine dell'ispezionede l l ' u tens i le , i l DMC v iene a t t i va toautomaticamente e consente di ripetere la fase diapprend imento p remendo i l so f tkey"Apprendimento DMC".
Manuale di programmazione
CNC 8070
24.
DM
C (
DY
NA
MIC
MA
CH
INN
ING
CO
NT
RO
L).
Dis
attiv
are
il D
MC
.
·420·
(REF: 1807)
24.2 Disattivare il DMC.
La sentenza #DMC OFF disattiva il DMC. Anche le funzioni M02 o M30 (fine del programma)e reset disattivano il DMC. Un arresto del mandrino, funzione M5, disattiva il DMC.
Programmazione.
Questa sentenza si deve programmare da sola nel blocco. Questa sentenza non hacomandi.
Formato di programmazione.
Il formato di programmazione è il seguente.
#DMC OFF
#DMC OFF(Il CNC disattiva il DMC).
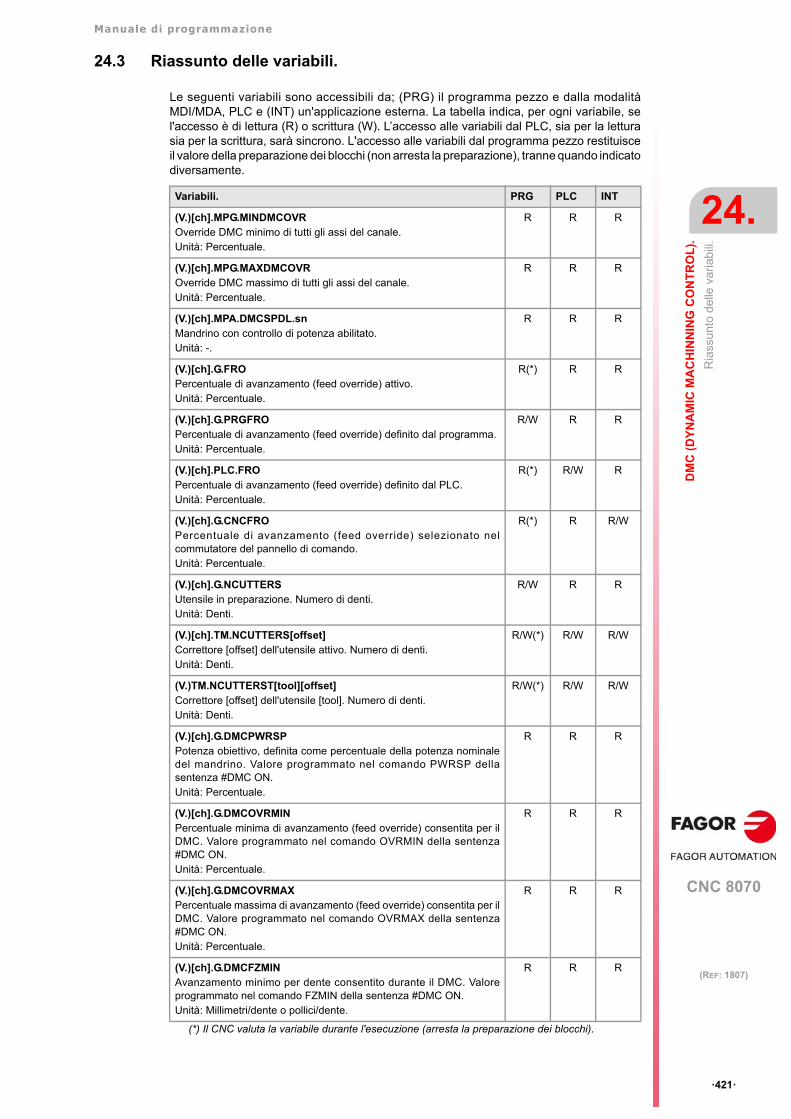
Manuale di programmazione
CNC 8070
DM
C (
DY
NA
MIC
MA
CH
INN
ING
CO
NT
RO
L).
24.
Ria
ssu
nto
del
le v
aria
bili.
·421·
(REF: 1807)
24.3 Riassunto delle variabili.
Le seguenti variabili sono accessibili da; (PRG) il programma pezzo e dalla modalitàMDI/MDA, PLC e (INT) un'applicazione esterna. La tabella indica, per ogni variabile, sel'accesso è di lettura (R) o scrittura (W). L’accesso alle variabili dal PLC, sia per la letturasia per la scrittura, sarà sincrono. L'accesso alle variabili dal programma pezzo restituisceil valore della preparazione dei blocchi (non arresta la preparazione), tranne quando indicatodiversamente.
Variabili. PRG PLC INT
(V.)[ch].MPG.MINDMCOVROverride DMC minimo di tutti gli assi del canale.Unità: Percentuale.
R R R
(V.)[ch].MPG.MAXDMCOVROverride DMC massimo di tutti gli assi del canale.Unità: Percentuale.
R R R
(V.)[ch].MPA.DMCSPDL.snMandrino con controllo di potenza abilitato.Unità: -.
R R R
(V.)[ch].G.FROPercentuale di avanzamento (feed override) attivo.Unità: Percentuale.
R(*) R R
(V.)[ch].G.PRGFROPercentuale di avanzamento (feed override) definito dal programma.Unità: Percentuale.
R/W R R
(V.)[ch].PLC.FROPercentuale di avanzamento (feed override) definito dal PLC.Unità: Percentuale.
R(*) R/W R
(V.)[ch].G.CNCFROPercentuale di avanzamento (feed override) selezionato nelcommutatore del pannello di comando.Unità: Percentuale.
R(*) R R/W
(V.)[ch].G.NCUTTERSUtensile in preparazione. Numero di denti.Unità: Denti.
R/W R R
(V.)[ch].TM.NCUTTERS[offset]Correttore [offset] dell'utensile attivo. Numero di denti.Unità: Denti.
R/W(*) R/W R/W
(V.)TM.NCUTTERST[tool][offset]Correttore [offset] dell'utensile [tool]. Numero di denti.Unità: Denti.
R/W(*) R/W R/W
(V.)[ch].G.DMCPWRSPPotenza obiettivo, definita come percentuale della potenza nominaledel mandrino. Valore programmato nel comando PWRSP dellasentenza #DMC ON.Unità: Percentuale.
R R R
(V.)[ch].G.DMCOVRMINPercentuale minima di avanzamento (feed override) consentita per ilDMC. Valore programmato nel comando OVRMIN della sentenza#DMC ON.Unità: Percentuale.
R R R
(V.)[ch].G.DMCOVRMAX Percentuale massima di avanzamento (feed override) consentita per ilDMC. Valore programmato nel comando OVRMAX della sentenza#DMC ON.Unità: Percentuale.
R R R
(V.)[ch].G.DMCFZMINAvanzamento minimo per dente consentito durante il DMC. Valoreprogrammato nel comando FZMIN della sentenza #DMC ON.Unità: Millimetri/dente o pollici/dente.
R R R
(*) Il CNC valuta la variabile durante l'esecuzione (arresta la preparazione dei blocchi).
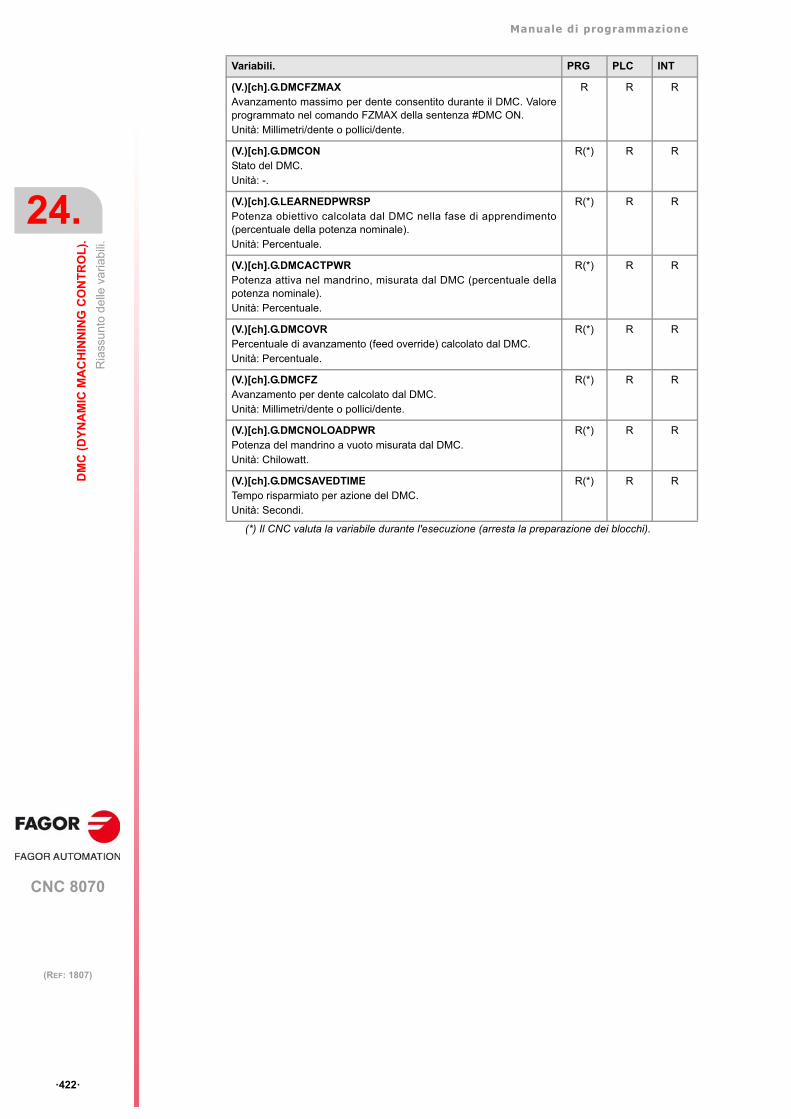
Manuale di programmazione
CNC 8070
24.
DM
C (
DY
NA
MIC
MA
CH
INN
ING
CO
NT
RO
L).
Ria
ssu
nto
del
le v
aria
bili.
·422·
(REF: 1807)
(V.)[ch].G.DMCFZMAXAvanzamento massimo per dente consentito durante il DMC. Valoreprogrammato nel comando FZMAX della sentenza #DMC ON.Unità: Millimetri/dente o pollici/dente.
R R R
(V.)[ch].G.DMCONStato del DMC.Unità: -.
R(*) R R
(V.)[ch].G.LEARNEDPWRSPPotenza obiettivo calcolata dal DMC nella fase di apprendimento(percentuale della potenza nominale).Unità: Percentuale.
R(*) R R
(V.)[ch].G.DMCACTPWRPotenza attiva nel mandrino, misurata dal DMC (percentuale dellapotenza nominale).Unità: Percentuale.
R(*) R R
(V.)[ch].G.DMCOVRPercentuale di avanzamento (feed override) calcolato dal DMC.Unità: Percentuale.
R(*) R R
(V.)[ch].G.DMCFZAvanzamento per dente calcolato dal DMC.Unità: Millimetri/dente o pollici/dente.
R(*) R R
(V.)[ch].G.DMCNOLOADPWRPotenza del mandrino a vuoto misurata dal DMC.Unità: Chilowatt.
R(*) R R
(V.)[ch].G.DMCSAVEDTIMETempo risparmiato per azione del DMC.Unità: Secondi.
R(*) R R
Variabili. PRG PLC INT
(*) Il CNC valuta la variabile durante l'esecuzione (arresta la preparazione dei blocchi).
Manuale di programmazione
CNC 8070
DM
C (
DY
NA
MIC
MA
CH
INN
ING
CO
NT
RO
L).
24.
Op
erar
e co
n il
DM
C.
·423·
(REF: 1807)
24.4 Operare con il DMC.
24.4.1 Funzionamento del DMC.
Dopo aver eseguito la sentenza #DMC ON, il CNC attiverà il DMC se il mandrino ha laregolazione digitale, ruota in M3 o M4 e ha raggiunto la velocità di rotazione programmata(indicatore REVOK).
Calcolare la potenza a vuoto.
La prima volta che viene eseguita questa funzione, il CNC arresta l'avanzamento degli assifino a quando il mandrino raggiunge la velocità programmata e si stabilizza.Successivamente, e con gli assi fermi, il CNC misura la potenza assorbita dal mandrino avuoto (senza lavorazione). L'intero processo per misurare la potenza a vuoto può richiederealcuni secondi, durante i quali il CNC arresta l'avanzamento degli assi.
Conoscere la potenza a vuoto consente al CNC di rilevare le entrate e le uscite nel pezzodurante la lavorazione.
Fase di apprendimento.
Ogni volta che #DMC ON viene programmato senza potenza obiettivo (comando PWRSP),il DMC la determina per mezzo di una fase di apprendimento che inizierà automaticamente.Una volta ottenuto questo valore, inizierà il normale funzionamento del DMC.
Con gli assi in movimento, la fase di apprendimento inizia quando il DMC rileva l'entrata nellaparte. Il DMC attende che l'avanzamento raggiunga il valore programmato e durante ilmovimento degli assi calcola la potenza obiettivo ("potenza consumata" - "potenza a vuoto").La fase di apprendimento dura un minuto, dopo che l'utensile è entrato nel pezzo per unadistanza pari al raggio. Se l'utensile esce dal pezzo, smette di contare il tempo fino a quandol'utensile rientra nel pezzo.
Il DMC scriverà nella variabile (V.)G.LEARNEDPWRSP il valore della potenza obiettivaottenuta nella fase di apprendimento, in modo che possa essere utilizzato nei pezzi seguentiche sono lavorati con lo stesso programma pezzo, evitando la fase di apprendimento.
Si consiglia di eseguire la fase di apprendimento con una profondità di passata il più vicinopossibile a quella da utilizzare durante la lavorazione; in caso contrario, se la profondità dipassata è minore, la potenza obiettiva calcolata potrebbe non essere appropriata.
Arrestare il DMC.
Il menu di softkey consente di interrompere il DMC.
Il DMC può essere attivato dallo stesso menu di softkey.
La fase di apprendimento può essere ripetuta inqualsiasi momento, con il DMC attivo, premendo ilsoftkey "Apprendimento DMC" della modalitàautomatica. Dopo aver premuto il softkey con ilDMC attivo, inizierà una fase di apprendimentoall'entrata successiva al pezzo, indipendentementedal fatto che sia stata programmata la potenzaobiettivo o meno quando è stato attivato DMC.
Manuale di programmazione
CNC 8070
24.
DM
C (
DY
NA
MIC
MA
CH
INN
ING
CO
NT
RO
L).
Op
erar
e co
n il
DM
C.
·424·
(REF: 1807)
Funzionamento del DMC.
Una volta che la potenza obiettiva è nota e dopo aver rilevato l'entrata nel pezzo, inizieràil normale funzionamento del DMC. Durante la lavorazione, il DMC regola l'avanzamentoin modo che la potenza di taglio ("potenza consumata" - "potenza a vuoto") sia il più vicinopossibile alla potenza obiettiva. Il DMC adatta l'avanzamento modificando l'override. Vedi"24.4.3 Percentuale di avanzamento (feed override)." alla pagina 425.
Trattamento delle entrate e delle uscite dal pezzo.
Il DMC rileva le entrate e le uscite dal pezzo e fa un trattamento speciale dell'override diavanzamento in modo che queste transizioni siano delicate e non danneggino l'utensile. Perle entrate nel pezzo, il DMC utilizza un avanzamento del 75% fino a quando l'utensile nonentra nel pezzo in una lunghezza pari al suo raggio. Inoltre, il CNC cerca di ottimizzare iltempo nelle traiettorie a vuoto.
La potenza obiettivo e le entrate e le uscite dal pezzo.
Per garantire un funzionamento corretto del DMC, la potenza obiettivo (programmata oottenuta dall'apprendimento) deve essere almeno il 20% della potenza a vuoto. Se il DMCrileva una situazione di questo tipo, mostra l'avviso 3103.
• Se i valori effettivi della potenza a vuoto e della potenza obiettivo durante la lavorazionesono simili, è possibile che il DMC non sia in grado di distinguere con precisione gliingressi e le uscite del pezzo o che rilevi falsi ingressi o uscite. In questo caso, si consigliadi rivedere il valore della potenza nominale obiettivo.
• La programmazione di una potenza obiettivo più elevata, che non sarà realmenteraggiunta, può avere come conseguenza che il DMC non rilevi mai le entrate del pezzoed esegua tutte le lavorazioni come se l'utensile stesse lavorando a vuoto.
Per questi due motivi, se la potenza obiettivo effettiva è inferiore al 20% della potenza avuoto, si consiglia di disattivare la funzione DMC in questa lavorazione.
Monitoraggio della potenza consumata.
Durante il funzionamento, il DMC monitora continuamente la potenza consumata dalmandrino, per rilevare problemi con l'utensile o la lavorazione.
Rilevamento collisioni.
Se la potenza istantanea supera la potenza obiettivo in un intervallo preimpostato, il CNCconsidera che c'è stata una collisione. In questo caso, il CNC visualizza l'avviso 3101, arrestal'avanzamento degli assi mantenendo la rotazione del mandrino (comportamentoequivalente alla pressione di [STOP]). Dopo aver verificato la causa dell'avviso, l'utente puòcontinuare la lavorazione (premendo [START]), entrare nell'ispezione utensile o terminarel'esecuzione per sostituire l'utensile danneggiato.
Utensile usurato. Consumo di potenza eccessivo e continuo.
Se il DMC rileva un consumo eccessivo di potenza per un certo periodo di tempo, considerache l'utensile è usurato o danneggiato e mostra l'avviso 3100 senza interromperel'esecuzione. L'utente decide se è conveniente interrompere l'esecuzione.
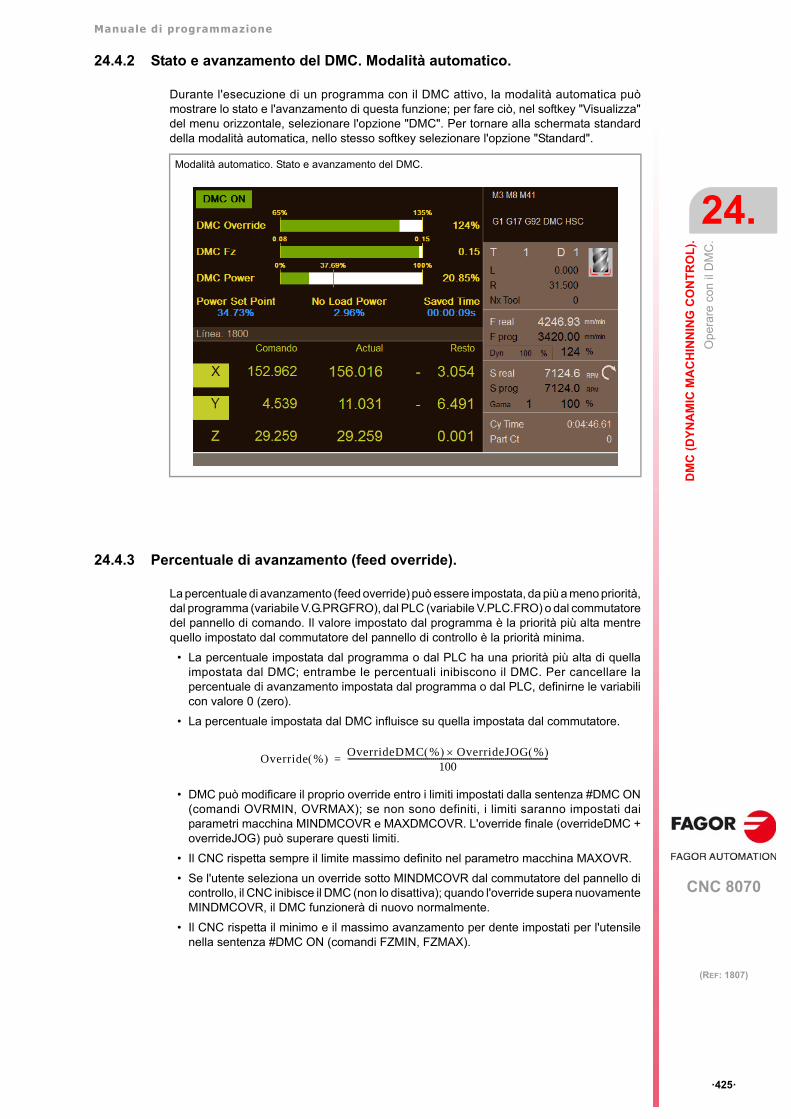
Manuale di programmazione
CNC 8070
DM
C (
DY
NA
MIC
MA
CH
INN
ING
CO
NT
RO
L).
24.
Op
erar
e co
n il
DM
C.
·425·
(REF: 1807)
24.4.2 Stato e avanzamento del DMC. Modalità automatico.
Durante l'esecuzione di un programma con il DMC attivo, la modalità automatica puòmostrare lo stato e l'avanzamento di questa funzione; per fare ciò, nel softkey "Visualizza"del menu orizzontale, selezionare l'opzione "DMC". Per tornare alla schermata standarddella modalità automatica, nello stesso softkey selezionare l'opzione "Standard".
24.4.3 Percentuale di avanzamento (feed override).
La percentuale di avanzamento (feed override) può essere impostata, da più a meno priorità,dal programma (variabile V.G.PRGFRO), dal PLC (variabile V.PLC.FRO) o dal commutatoredel pannello di comando. Il valore impostato dal programma è la priorità più alta mentrequello impostato dal commutatore del pannello di controllo è la priorità minima.
• La percentuale impostata dal programma o dal PLC ha una priorità più alta di quellaimpostata dal DMC; entrambe le percentuali inibiscono il DMC. Per cancellare lapercentuale di avanzamento impostata dal programma o dal PLC, definirne le variabilicon valore 0 (zero).
• La percentuale impostata dal DMC influisce su quella impostata dal commutatore.
• DMC può modificare il proprio override entro i limiti impostati dalla sentenza #DMC ON(comandi OVRMIN, OVRMAX); se non sono definiti, i limiti saranno impostati daiparametri macchina MINDMCOVR e MAXDMCOVR. L'override finale (overrideDMC +overrideJOG) può superare questi limiti.
• Il CNC rispetta sempre il limite massimo definito nel parametro macchina MAXOVR.
• Se l'utente seleziona un override sotto MINDMCOVR dal commutatore del pannello dicontrollo, il CNC inibisce il DMC (non lo disattiva); quando l'override supera nuovamenteMINDMCOVR, il DMC funzionerà di nuovo normalmente.
• Il CNC rispetta il minimo e il massimo avanzamento per dente impostati per l'utensilenella sentenza #DMC ON (comandi FZMIN, FZMAX).
Modalità automatico. Stato e avanzamento del DMC.
Override % OverrideDMC % OverrideJOG % 100
-----------------------------------------------------------------------------------------------------=

Manuale di programmazione
CNC 8070
24.
DM
C (
DY
NA
MIC
MA
CH
INN
ING
CO
NT
RO
L).
Op
erar
e co
n il
DM
C.
·426·
(REF: 1807)
CNC 8070
25
·427·
(REF: 1807)
APRIRE E SCRIVERE FILE.
25.1 #OPEN. Aprire un file per la scrittura.
La sentenza #OPEN apre un file, in formato Unicode, per scrivervi dal programma pezzo(#WRITE). Il file deve avere il permesso di scrittura, altrimenti il CNC mostrerà il relativoerrore. Esecuzione e simulazione scrivono sullo stesso file.
Programmazione.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo quelli che sono opzionali.
#OPEN [{“file”}, <A/D>, <F{IdDelFile}>, <KEEPLINE>]
Path e nome del file.
La programmazione del path è opzionale. Il path e il nome del file devono essere definiti travirgolette. Il nome del file non può contenere nessuno dei seguenti caratteri: \ / : * ? " < > |.
Identificatore del file per un accesso multicanale.
L'identificatore da F1 a F4 consente a un canale di scrivere su un file aperto su un altrocanale, se conosce l'identificatore. Se nessun identificatore è programmato, solo il canaleche lo ha aperto potrà scrivere sul file. Se viene aperto un file con un identificatoreprecedentemente utilizzato, il CNC mostrerà il relativo errore.
Modalità di accesso.
Se è un nuovo file o si apre con l'opzione "D" (DELETE), il CNC lo apre in formato Unicode.Se il file esiste già e si apre con l'opzione "A" (APPEND), deve essere in formato Unicode,altrimenti il CNC mostrerà il relativo errore.
{“File”} Nome del file e, facoltativamente, il suo path. Se il path non è programmato, il CNCsalva il file nella stessa cartella del programma che lo esegue.
A/D Opzionale. Modalità di accesso; predefinita, D.A (APPEND): Aggiungere al file. D (DELETE): Cancellare il contenuto e scrivere dall'inizio.
F{IdDelFile} Opzionale. Identificatore del file (da F1 a F4) per un accesso multicanale. Da uncanale sarà possibile scrivere in un file di qualsiasi canale, se il suo identificatoreè noto. Se nessun identificatore è programmato, solo il canale che lo ha apertopotrà scrivere sul file.
KEEPLINE Opzionale. Non saltare linea dopo ogni scrittura. Se non si programma, ogniscrittura provoca un salto di linea.
#OPEN ["FileForWrite.txt", A, F2, KEEPLINE]
#OPEN ["FileForWrite.txt", D]
#OPEN ["FileForWrite.txt"]
Manuale di programmazione
CNC 8070
25.
AP
RIR
E E
SC
RIV
ER
E F
ILE
.
#OP
EN
. Apr
ire u
n fil
e pe
r la
scr
ittur
a.
·428·
(REF: 1807)
Salto di linea.
Se il comando KEEPLINE è programmato, il salto di linea viene gestito dal testo dellasentenza #WRITE, utilizzando l'identificatore \n.
Se non si programma il comando KEEPLINE, ogni scrittura della sentenza #WRITE provocaun salto di linea. Se l'identificatore \n viene aggiunto al testo, vengono inseriti due salti dilinea.
#OPEN ["FileForWrite.txt", A, KEEPLINE] #WRITE ["Messaggio \n"]
(La sentenza #WRITE inserisce un salto di linea)
#OPEN ["FileForWrite.txt", A] #WRITE ["Messaggio"]
(La sentenza #WRITE inserisce un salto di linea)#WRITE ["Messaggio \n"]
(La sentenza #WRITE inserisce due salti di linea)

Manuale di programmazione
CNC 8070
AP
RIR
E E
SC
RIV
ER
E F
ILE
.
25.
#WR
ITE
. Scr
iver
e in
un
file.
·429·
(REF: 1807)
25.2 #WRITE. Scrivere in un file.
La sentenza #WRITE scrive un testo nel file aperto mediante la sentenza #OPEN. Da uncanale sarà possibile scrivere in un file di qualsiasi canale, se il suo identificatore è noto(comando "F"). La scrittura avviene durante l'esecuzione, ma il CNC non attende la fine dellascrittura per continuare con l'esecuzione. Le scritture verranno memorizzate fino a quandosi verifica un errore o se viene eseguito M30.
Programmazione.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo quelli che sono opzionali.
#WRITE [<F{IdDelFile},> "{Messaggio}"/{IdDelMessaggio}, <{var1},>...<{var5}>]
Numero di messaggio.
Il numero di errore, che deve essere un numero intero, può essere definito mediante unacostante, un parametro o un'espressione aritmetica. Se si utilizzano parametri locali, questidevono essere programmati come P0, P1, ecc.
I testi definiti nel file cncWrite.txt dall'OEM o dall'utente possono includere fino a 5 valori diparametri e variabili tramite gli identificatori di formato (%D, %i, %u, ecc.). Le variabili o iparametri il cui valore si desidera visualizzare devono essere definiti nella sentenza#WRITE, dopo il numero e separati da virgole. È possibile definire fino a cinque identificatoridi formato in ciascun messaggio e devono esserci tante variabili o parametri di dati comeidentificatori.
F{IdDelFile} Opzionale. Identificatore del file (da F1 a F4) per un accesso multicanale. Senessun identificatore è programmato, il programma scrive nel file aperto conun #OPEN senza identificatore di file "F", nel canale che esegue #WRITE.
"{Messagio}"{IdDelMessaggio}
Messaggio o numero del messaggio predefinito del file cncWrite.txt. Entrambii messaggi supportano identificatori di formato.
{var1}...{var5} Opzionale. Variabili o parametri il cui valore deve essere inserito nel testo delmessaggio (sostituisce gli identificatori di formato).
#WRITE ["Valore %d scorretto", P21](Scrivere nel file che è stato aperto nel canale con un #OPEN senza identificatore di file "F")(Il salto di linea dipende dalla programmazione di #OPEN, con o senza KEEPLINE)(L'identificatore %d si risolve con il valore di P21)
#WRITE [F2, "Utensile %u consumato\n", V.G.TOOL](Scrivere nel file aperto con #OPEN [F2])(L'identificatore di formato \n inserisce un salto di linea) (Secondo la programmazione di #OPEN,con o senza KEEPLINE, è possibile che vi sia un altro salto di linea)(L'identificatore %u si risolve con il valore di V.G.TOOL)
#WRITE [F2, 10214, V.G.TOOL] (Scrivere nel file aperto con #OPEN [F2])(Il salto di linea dipende dalla programmazione di #OPEN, con o senza KEEPLINE)(Scrivere il testo 10214, definito nel file cncWrite.txt)(L'identificatore %d del testo 10214 si risolve con il valore di V.G.TOOL)
#WRITE [F2, "%s = %d", V.A.AXISNAME.1, P100](Scrivere nel file aperto con #OPEN [F2])(Il salto di linea dipende dalla programmazione di #OPEN, con o senza KEEPLINE)(Gli identificatori %s e %d si risolvono con il valore di V.A.AXISNAME.1 e P100)
#WRITE [123, P20, V.G.FREAL] (Scrivere il testo 123, definito nel file cncWrite.txt)(Sostituire il primo identificatore di formato con il valore di P20)(Sostituire il primo identificatore di formato con il valore di V.G.REAL)
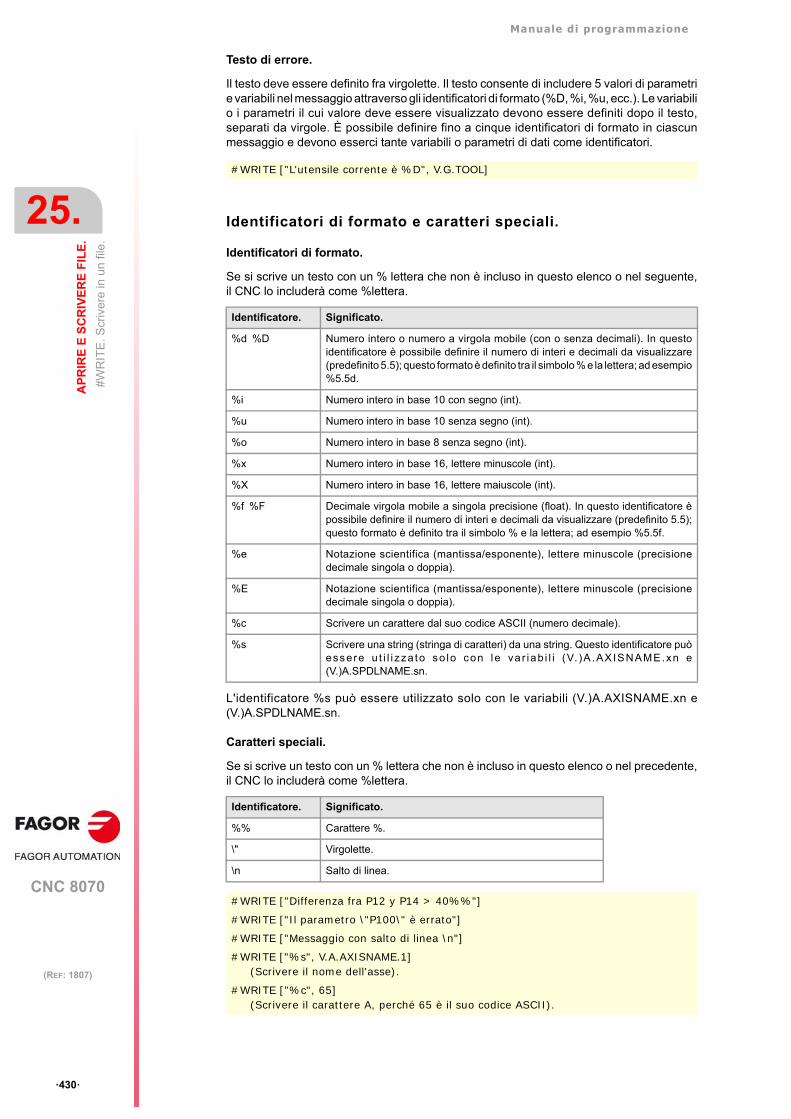
Manuale di programmazione
CNC 8070
25.
AP
RIR
E E
SC
RIV
ER
E F
ILE
.
#WR
ITE
. Scr
iver
e in
un
file.
·430·
(REF: 1807)
Testo di errore.
Il testo deve essere definito fra virgolette. Il testo consente di includere 5 valori di parametrie variabili nel messaggio attraverso gli identificatori di formato (%D, %i, %u, ecc.). Le variabilio i parametri il cui valore deve essere visualizzato devono essere definiti dopo il testo,separati da virgole. È possibile definire fino a cinque identificatori di formato in ciascunmessaggio e devono esserci tante variabili o parametri di dati come identificatori.
Identificatori di formato e caratteri speciali.
Identificatori di formato.
Se si scrive un testo con un % lettera che non è incluso in questo elenco o nel seguente,il CNC lo includerà come %lettera.
L'identificatore %s può essere utilizzato solo con le variabili (V.)A.AXISNAME.xn e(V.)A.SPDLNAME.sn.
Caratteri speciali.
Se si scrive un testo con un % lettera che non è incluso in questo elenco o nel precedente,il CNC lo includerà come %lettera.
#WRITE ["L'utensile corrente è %D", V.G.TOOL]
Identificatore. Significato.
%d %D Numero intero o numero a virgola mobile (con o senza decimali). In questoidentificatore è possibile definire il numero di interi e decimali da visualizzare(predefinito 5.5); questo formato è definito tra il simbolo % e la lettera; ad esempio%5.5d.
%i Numero intero in base 10 con segno (int).
%u Numero intero in base 10 senza segno (int).
%o Numero intero in base 8 senza segno (int).
%x Numero intero in base 16, lettere minuscole (int).
%X Numero intero in base 16, lettere maiuscole (int).
%f %F Decimale virgola mobile a singola precisione (float). In questo identificatore èpossibile definire il numero di interi e decimali da visualizzare (predefinito 5.5);questo formato è definito tra il simbolo % e la lettera; ad esempio %5.5f.
%e Notazione scientifica (mantissa/esponente), lettere minuscole (precisionedecimale singola o doppia).
%E Notazione scientifica (mantissa/esponente), lettere minuscole (precisionedecimale singola o doppia).
%c Scrivere un carattere dal suo codice ASCII (numero decimale).
%s Scrivere una string (stringa di caratteri) da una string. Questo identificatore puòessere u t i l i zza to so lo con l e va r iab i l i (V. )A .AXISNAME.xn e(V.)A.SPDLNAME.sn.
Identificatore. Significato.
%% Carattere %.
\" Virgolette.
\n Salto di linea.
#WRITE ["Differenza fra P12 y P14 > 40%%"]
#WRITE ["Il parametro \"P100\" è errato"]
#WRITE ["Messaggio con salto di linea \n"]
#WRITE ["%s", V.A.AXISNAME.1](Scrivere il nome dell'asse).
#WRITE ["%c", 65](Scrivere il carattere A, perché 65 è il suo codice ASCII).
Manuale di programmazione
CNC 8070
AP
RIR
E E
SC
RIV
ER
E F
ILE
.
25.
#CLO
SE
. Ch
iude
re u
n fil
e.
·431·
(REF: 1807)
25.3 #CLOSE. Chiudere un file.
La sentenza #CLOSE chiude il file aperto mediante la sentenza #OPEN.
Programmazione.
Si deve programmare da sola nel blocco.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo quelli che sono opzionali.
#CLOSE [<F{IdDelFile}>]
Considerazioni.
• Se si è aperto il file senza identificatore (da F1 a F4), la funzione M30 chiude quello di file.
• Se si è aperto il file con un identificatore (da F1 a F4), la funzione M30 non chiude il fileper permettere la gestione multicanale.
• Se si produce un errore nel canale che ha aperto il file, esso non si chiuderà con il reset.
• La chiusura del CNC chiuderà tutti i file aperti.
F{IdDelFile} Opzionale. Identificatore del file (da F1 a F4) per un accesso multicanale. Se nonsi programma nessun identificatore, la sentenza chiude il file aperto nel canalecon un #OPEN senza identificatore di file "F".
#CLOSE
#CLOSE [F2]
Manuale di programmazione
CNC 8070
25.
AP
RIR
E E
SC
RIV
ER
E F
ILE
.
File
cn
cWrit
e.tx
t. E
lenc
o di
mes
sagg
i del
l'OE
M e
de
ll'ut
ente
.
·432·
(REF: 1807)
25.4 File cncWrite.txt. Elenco di messaggi dell'OEM e dell'utente.
Il file cncWrite.txt contiene i messaggi definiti dall'OEM e dall'utente per la sentenza #WRITE.Sia l'OEM sia l'utente possono creare uno di questi file in base alla lingua.
lndirizzo del file.
Il CNC può avere due file cncWrite.txt; quello creato dall'OEM e quello creato dall'utente.Il CNC cerca i messaggi in entrambi i file, nel seguente ordine, e mostra quello che trovaper primo. Pertanto, si raccomanda che l'utente non definisca i messaggi con lo stessonumero di quelli del fabbricante. Se il messaggio non esiste in nessun file, il CNC nonvisualizzerà alcun errore.
..\Users\Data\Lang\{lingua}
..\Users\Data\Lang
..\Mtb\Data\Lang\{lingua}
..\Mtb\Data\Lang
Formato del file.
Il formato del file sarà:
• I commenti devono iniziare con il carattere ";".
• Gli errori seguiranno la struttura: numero + spazio o tabulatore + testo.
Identificatori di formato.
Il testo consente di includere 5 valori di parametri e variabili nel messaggio attraverso gliidentificatori di formato (%D, %i, %u, ecc.). Le variabili o i parametri il cui valore deve esserevisualizzato devono essere definiti nella chiamata al messaggio.
; Commenti.1 Primo messaggio.2 Secondo messaggio.3 Terzo messaggio.
12 L'utensile attuale è %D.
13 Velocità del mandrino %u eccessiva.
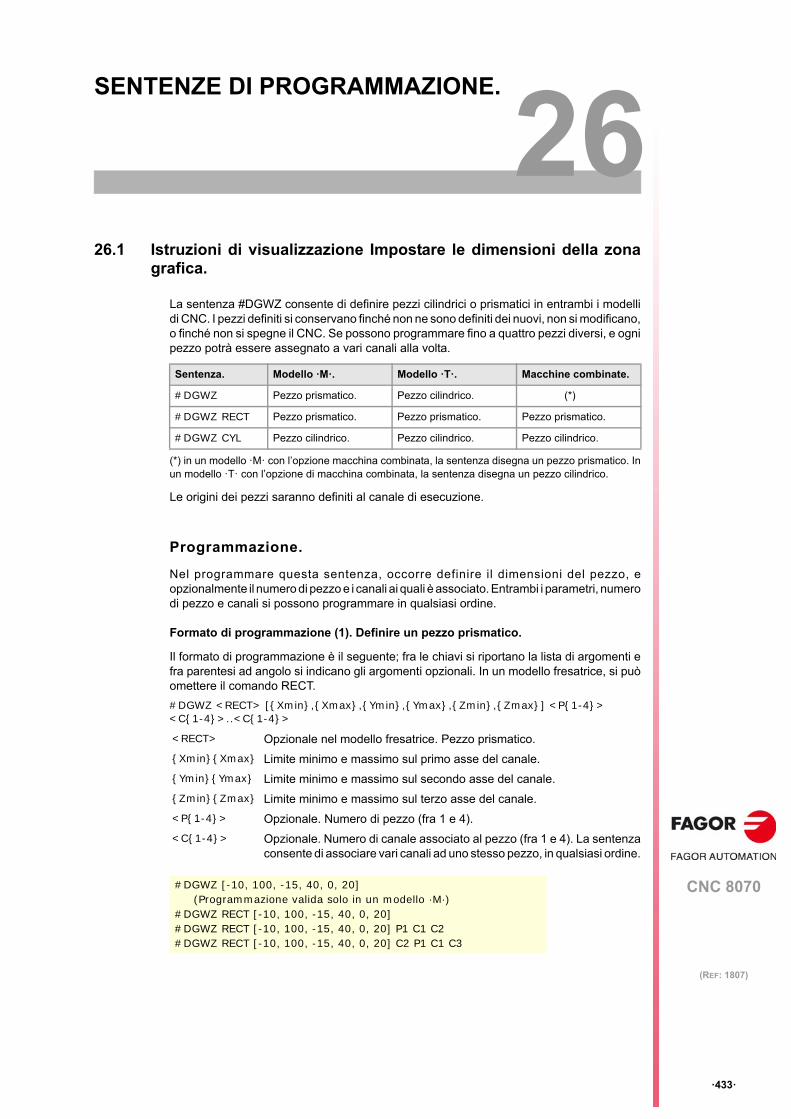
CNC 8070
26
·433·
(REF: 1807)
SENTENZE DI PROGRAMMAZIONE.
26.1 Istruzioni di visualizzazione Impostare le dimensioni della zonagrafica.
La sentenza #DGWZ consente di definire pezzi cilindrici o prismatici in entrambi i modellidi CNC. I pezzi definiti si conservano finché non ne sono definiti dei nuovi, non si modificano,o finché non si spegne il CNC. Se possono programmare fino a quattro pezzi diversi, e ognipezzo potrà essere assegnato a vari canali alla volta.
(*) in un modello ·M· con l’opzione macchina combinata, la sentenza disegna un pezzo prismatico. Inun modello ·T· con l’opzione di macchina combinata, la sentenza disegna un pezzo cilindrico.
Le origini dei pezzi saranno definiti al canale di esecuzione.
Programmazione.
Nel programmare questa sentenza, occorre definire il dimensioni del pezzo, eopzionalmente il numero di pezzo e i canali ai quali è associato. Entrambi i parametri, numerodi pezzo e canali si possono programmare in qualsiasi ordine.
Formato di programmazione (1). Definire un pezzo prismatico.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti efra parentesi ad angolo si indicano gli argomenti opzionali. In un modello fresatrice, si puòomettere il comando RECT.
#DGWZ <RECT> [{Xmin},{Xmax},{Ymin},{Ymax},{Zmin},{Zmax}] <P{1-4}> <C{1-4}>..<C{1-4}>
Sentenza. Modello ·M·. Modello ·T·. Macchine combinate.
#DGWZ Pezzo prismatico. Pezzo cilindrico. (*)
#DGWZ RECT Pezzo prismatico. Pezzo prismatico. Pezzo prismatico.
#DGWZ CYL Pezzo cilindrico. Pezzo cilindrico. Pezzo cilindrico.
<RECT> Opzionale nel modello fresatrice. Pezzo prismatico.
{Xmin}{Xmax} Limite minimo e massimo sul primo asse del canale.
{Ymin}{Ymax} Limite minimo e massimo sul secondo asse del canale.
{Zmin}{Zmax} Limite minimo e massimo sul terzo asse del canale.
<P{1-4}> Opzionale. Numero di pezzo (fra 1 e 4).
<C{1-4}> Opzionale. Numero di canale associato al pezzo (fra 1 e 4). La sentenzaconsente di associare vari canali ad uno stesso pezzo, in qualsiasi ordine.
#DGWZ [-10, 100, -15, 40, 0, 20](Programmazione valida solo in un modello ·M·)
#DGWZ RECT [-10, 100, -15, 40, 0, 20]#DGWZ RECT [-10, 100, -15, 40, 0, 20] P1 C1 C2#DGWZ RECT [-10, 100, -15, 40, 0, 20] C2 P1 C1 C3

Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Istr
uzio
ni d
i vis
ualiz
zazi
one
Impo
sta
re le
dim
ensi
oni d
ella
zon
agr
afic
a.
·434·
(REF: 1807)
Formato di programmazione (2). Definire un pezzo cilindrico.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti efra parentesi ad angolo si indicano gli argomenti opzionali. In un modello tornio, si puòomettere il comando CYL.
#DGWZ <CYL> {LongAxis} [{LongAxisMin},{LongAxisMax},{Int},{Ext}] <P{1-4}> <C{1-4}>..<C{1-4}>
#DGWZ RECT [{Xmin},{Xmax},{Ymin},{Ymax},{Zmin},{Zmax}]
<CYL> Opzionale nel modello tornio. Pezzo cilindrico.
{LongAxis} Asse longitudinale del cilindro.
{LongAxisMin}{LongAxisMax}
Limite minimo e massimo sull'asse longitudinale.
{Int}{Ext} Raggio/diametro interno o esterno. Il valore sarà in raggi o diametri, aseconda del parametro macchina DIAMPROG e della funzioneG151/G152 attiva.
<P{1-4}> Opzionale. Numero di pezzo (fra 1 e 4).
<C{1-4}> Opzionale. Numero di canale associato al pezzo (fra 1 e 4). La sentenzaconsente di associare vari canali ad uno stesso pezzo, in qualsiasi ordine.
#DGWZ [-100, 0, 0, 40](Programmazione valida solo in un modello ·T·)
#DGWZ CYL Z [-100, 0, 0, 40]#DGWZ CYL Z [-100, 0, 0, 40] P1 C1 C2#DGWZ CYL Z [-100, 0, 0, 40] C1 C4 P1 C2
#DGWZ CYL {LongAxis} [{LongAxisMin},{LongAxisMax},{Int},{Ext}]
Xmax
Xmin
Z
X
Y
Ymin
Ymax
Zmin
Zmax
LongAxisMin
LongAxisMax
X
Z
Int
Ext
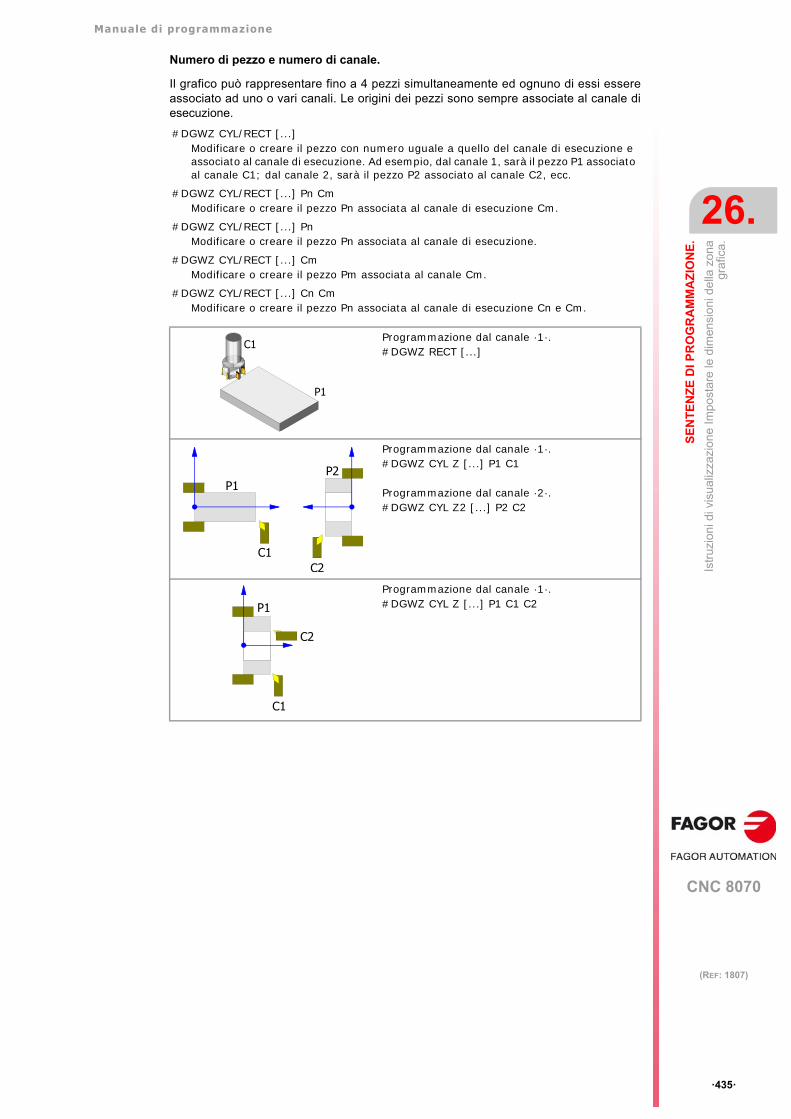
Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Istr
uzio
ni d
i vis
ualiz
zazi
one
Impo
sta
re le
dim
ensi
oni d
ella
zon
agr
afic
a.
·435·
(REF: 1807)
Numero di pezzo e numero di canale.
Il grafico può rappresentare fino a 4 pezzi simultaneamente ed ognuno di essi essereassociato ad uno o vari canali. Le origini dei pezzi sono sempre associate al canale diesecuzione.
#DGWZ CYL/RECT [...] Modificare o creare il pezzo con numero uguale a quello del canale di esecuzione e associato al canale di esecuzione. Ad esempio, dal canale 1, sarà il pezzo P1 associato al canale C1; dal canale 2, sarà il pezzo P2 associato al canale C2, ecc.
#DGWZ CYL/RECT [...] Pn CmModificare o creare il pezzo Pn associata al canale di esecuzione Cm.
#DGWZ CYL/RECT [...] PnModificare o creare il pezzo Pn associata al canale di esecuzione.
#DGWZ CYL/RECT [...] CmModificare o creare il pezzo Pm associata al canale Cm.
#DGWZ CYL/RECT [...] Cn CmModificare o creare il pezzo Pn associata al canale di esecuzione Cn e Cm.
Programmazione dal canale ·1·.#DGWZ RECT [...]
Programmazione dal canale ·1·.#DGWZ CYL Z [...] P1 C1
Programmazione dal canale ·2·.#DGWZ CYL Z2 [...] P2 C2
Programmazione dal canale ·1·.#DGWZ CYL Z [...] P1 C1 C2
P1
C1
P1P2
C1C2
C2
P1
C1

Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Ge
nera
zion
e IS
O.
·436·
(REF: 1807)
26.2 Generazione ISO.
La generazione ISO converte i cicli fissi, le chiamate a sottoprogrammi, i cicli, ecc. nel propriocodice ISO equivalente (funzioni G, F, S, ecc.), in modo che l’utente lo possa modificare eadattare alle proprie necessità (eliminare spostamenti non desiderati, ecc.).
Il CNC genera il nuovo codice ISO durante la simulazione del programma, sia dalla modalitàEDISIMU o dalla modalità conversazionale. La simulazione di un ciclo dall’editor di cicli nongenera codice ISO. Durante la conversione in codice ISO, il CNC salva i nuovi blocchi inun programma nuovo (di default, con estensione .fiso), per cui non modifica il programmaoriginale.
Per generare il codice ISO durante la simulazione, il programma deve includere le seguentisentenze. Il CNC genera solo il codice ISO della parte programmata fra entrambe lesentenze e ignora il resto.
Programmazione. Abilitare la generazione ISO.
Nel definire questa sentenza, è anche possibile definire il path e il nome del programmagenerato. Se nel corso di un programma si desidera modificare un parametro, bastariprogrammare la sentenza con i nuovi parametri.
Formato di programmazione.
Il formato di programmazione è il seguente; fra parentesi graffe si riportano gli argomentie fra parentesi ad angolo quelli che sono opzionali. La programmazione del comando ONè opzionale.
#ISO <ON> <[NAME="{path\name}"]>
Path e nome del file generato.
Il percorso e il nome sono opzionali; se non si programmano il CNC assume l’ultimo valoreutilizzato nel programma. Il CNC mantiene i valori programmati fino alla fine del programma.
Se non si indica il percorso e non vi è nessun valore programmato in precedenza, ilprogramma generato sarà nella stessa cartella dell’originale. Se non si indica il nome e nonvi è nessun valore programmato in precedenza, il programma generato avrà il nomedell’originale, ma con estensione .fiso.
Blocco originale. Generazione ISO.
Cicli fissi ISO e conversazionali. Il CNC scompone i cicli fissi in blocchi ISO(funzioni G, F, S, ecc).
Sottoprogrammi locali. I l CNC sos t i tu i sce le ch iamate a isottoprogrammi locali con il contenuto delsottoprogramma.
Cicli condizionali ($IF, $FOR, ecc) eripetizione di blocchi (#RPT, NR).
Il CNC scompone i cicli e le ripetizioni in blocchiISO (funzioni G, F, S, ecc).
Parametri e variabili. Il CNC sostituisce i parametri aritmetici e levariabili con i relativi valori.
#ISO ON Abilitare la generazione ISO.
#ISO OFF Disabilitare la generazione ISO.
NAME={path\name} Opzionale. Percorso e nome del programma d’uscita.
#ISO(Abilitare la generazione ISO)
#ISO ON [NAME="C:\Fagorcnc\Users\Prg\cycles.fiso"](Abilitare la generazione ISO)(Il CNC salva il programma nella cartella indicata)(Il CNC salva il programma con il nome "cycles.fiso")
#ISO [NAME="cycles.nc"](Abilitare la generazione ISO)(Il CNC salva il programma con il nome "cycles.nc")

Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Ge
nera
zion
e IS
O.
·437·
(REF: 1807)
Programmazione. Disabilitare la generazione ISO.
Questa sentenza si programma da sola nel blocco. La programmazione è opzionale; se nonsi programma, il CNC genera codice ISO fino alla fine del programma (M30).
Formato di programmazione.
Il formato di programmazione è il seguente.
#ISO OFF
Considerazioni.
Programmare due sentenze #ISO nello stesso programma.
• Se in un programma vi sono due o più sentenze #ISO con lo stesso nome, e fra entrambele sentenze è programmata una sentenza #ISO OFF, a partire dalla seconda sentenza#ISO il CNC riprende la generazione di blocchi ISO nello stesso programma.
• Se in un programma vi sono due o più sentenze #ISO con lo stesso nome, e fra entrambele sentenze non è programmata una sentenza #ISO OFF, la seconda sentenza #ISO nonavrà nessun effetto.
• Se in un programma vi sono due o più sentenze #ISO con nome diverso, i blocchi ISOgenerati a partire da ogni sentenza andranno nel programma indicato in tale sentenza.Non importa se fra entrambe le sentenze è programmata o meno una sentenza#ISO OFF.
Esempi.
#ISO OFF (Disabilitare la generazione ISO)
Esempio. Convertire un sottoprogramma. Programma dopo la generazione ISO.
%L SUBROUTINEG90 G01 X80 Y0 F500Z-2 G91 Y-25G03 Y50 R25G01 Y-25 G90 G01 Z5 M29
%PROGRAM···LL SUBROUTINE···
···(LL SUBROUTINE)G90 G01 X80 Y0 F500Z-2 G91 Y-25G03 Y50 R25G01 Y-25 G90 G01 Z5 (M29)···
Esempio. Convertire un ciclo fisso. Programma dopo la generazione ISO.
G0 X0 Y0 G81 I-10 G0 X0 Y0 G80;---------- G81 I-10 ---------- G40M3G0 G61 G90 Z5G1 G60 Z-10G0 G50 Z5G0 G139;-------------------------
Esempio. Convertire una ripetizione. Programma dopo la generazione ISO.
G91 G01 Q60 NR6 G91 G01 Q60 ;NR6G91 G01 Q60 ;NR6G91 G01 Q60 ;NR6G91 G01 Q60 ;NR6G91 G01 Q60 ;NR6G91 G01 Q60 ;NR6
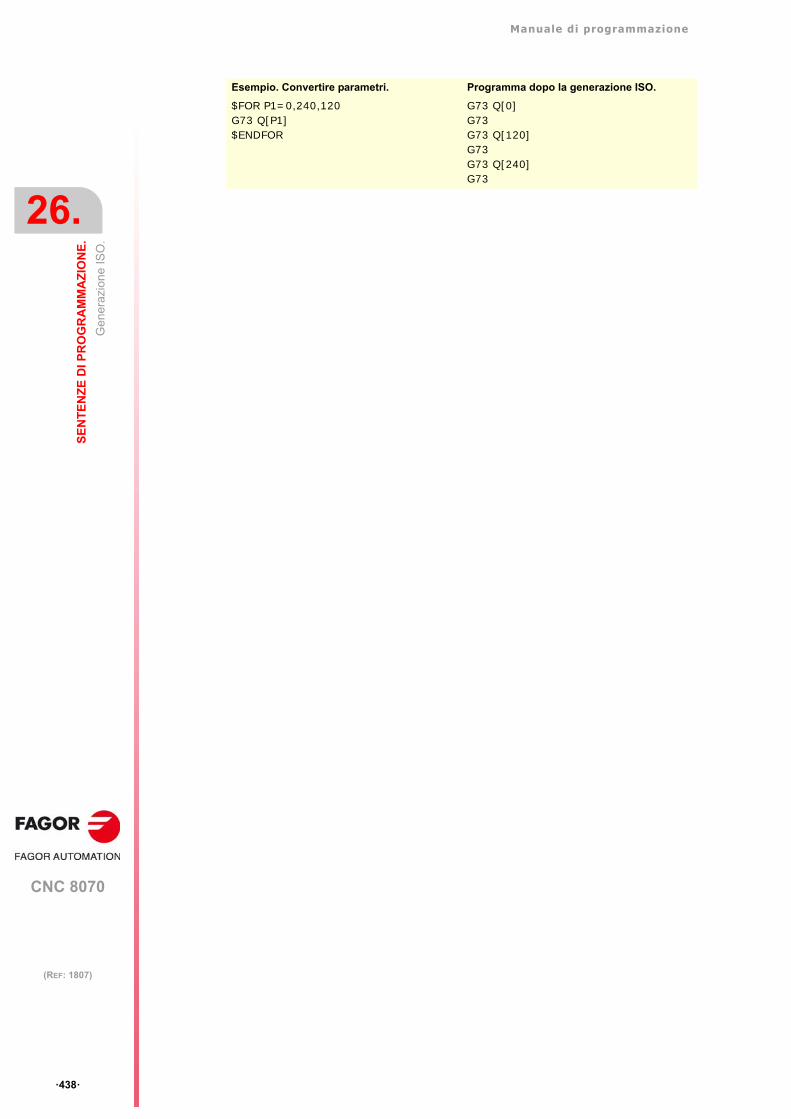
Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Ge
nera
zion
e IS
O.
·438·
(REF: 1807)
Esempio. Convertire parametri. Programma dopo la generazione ISO.
$FOR P1=0,240,120G73 Q[P1]$ENDFOR
G73 Q[0]G73G73 Q[120]G73G73 Q[240]G73

Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Acc
opp
iam
ent
o el
ettr
onic
o d
i ass
i
·439·
(REF: 1807)
26.3 Accoppiamento elettronico di assi
Il CNC consente di accoppiare elettronicamente due assi fra loro, in modo che il movimentodi uno di essi (slave) sia subordinato allo spostamento dell'asse al quale è stato accoppiato(maestro).
È possibile avere attivi vari accoppiamenti di assi contemporaneamente.
Gli accoppiamenti di assi si attivano con la sentenza #LINK e si annullano con lasentenza#UNLINK. Se si raggiunge la fine del programma con una coppia d'assi accoppiati,essa si disattiva dopo l'esecuzione di M02 o M30.
Considerazioni sull’accoppiamento di assi
Anche se la sentenza #LINK ammette varie coppie di assi, occorre tener presente leseguenti limitazioni:
• Gli assi principali, (i primi tre del canale) non possono essere assi slave.
• I due assi di ogni coppia slave-maestro devono essere dello stesso tipo (lineari o rotativi).
• L'asse maestro di una coppia non può essere l'asse slave di un'altra coppia.
• Un asse slave non si può accoppiare a due o più assi maestri.
Inoltre, non si potrà attivare un nuovo accoppiamento di assi senza prima disattivarel'accoppiamento d'assi precedente.
#LINKAttivare l’accoppiamento elettronico di assi
Questa sentenza definisce e attiva gli accoppiamenti elettronici di assi. È possibile attivarevari accoppiamenti alla volta. A partire dall'esecuzione di questa sentenza, tutti gli assidefiniti come slave saranno subordinati ai rispettivi assi maestri. In questi assi slave non èpossibile programmare nessun movimento mentre sono ancora accoppiati.
Si potrà inoltre definire mediante questa sentenza la massima differenza di errore diinseguimento permessa fra l'asse maestro e l'asse slave di ogni coppia.
Il formato di programmazione è il seguente:
#LINK [<master>,<slave>,<error>][...]
La programmazione dell’errore è opzionale; se non si programma non si eseguirà il test.L'errore massimo si definirà in millimetri o in pollici per gli assi lineari, e in gradi per gli assirotativi.
#UNLINKAnnullare l’accoppiamento elettronico di assi
Questa sentenza disattiva gli accoppiamenti di assi attivi.
Se si raggiunge la fine del programma con una coppia d'assi accoppiati, essa si disattivadopo l'esecuzione di M02 o M30.
Parametro Significato
<master> Asse maestro.
<slave> Asse slave.
<error> Opzionale. Massima differenza consentita fra l’errore diinseguimento di entrambi gli assi.
#LINK [X,U][Y,V,0.5]#LINK [X,U,0.5][Z,W]#LINK [X,U][Y,V][Z,W]
#UNLINK(Annulla l’accoppiamento d’assi)
Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Par
che
ggio
ass
i
·440·
(REF: 1807)
26.4 Parcheggio assi
Vi sono macchine che, a seconda del tipo di lavorazione, possono essere provviste di dueconfigurazioni (assi e mandrini) diverse. Per evitare che gli elementi che non sono presentiin una delle configurazioni diano errore (regolatori, sistemi di retroazione, ecc..), il CNCconsente di parcheggiare tali elementi.
È possibile avere parcheggiati vari assi e mandrini contemporaneamente, ma siparcheggeranno (e sparcheggeranno) sempre uno alla volta.
Gli assi e i mandrini si parcheggiano con la sentenza #PARK e si annullano con la sentenza#UNPARK. Gli assi e mandrini si mantengono parcheggiati dopo l'esecuzione di M02 o M30,dopo un RESET ed anche allo spegnimento e all'accensione del CNC.
Considerazioni per parcheggiare assi
Il CNC non consentirà di parcheggiare un asse nei seguenti casi.
• Se l'asse appartiene alla cinematica attiva.
• Se l'asse appartiene a una trasformazione #AC o #ACS attiva.
• Se l'asse appartiene a una trasformazione angolare #ANGAX attiva.
• Se l’asse fa parte di una coppia gantry, tandem o è un asse accoppiato.
• Se l'asse appartiene a un controllo tangenziale #TANGCTRL attivo.
Considerazioni per parcheggiare i mandrini
Il CNC non consentirà di parcheggiare un mandrino nei seguenti casi.
• Se il mandrino non è fermo.
• Se il mandrino sta lavorando come asse C.
• Con G96 o G63 attiva è il mandrino master del canale.
• Con G33 o G95 attiva è il mandrino master del canale o il mandrino utilizzato persincronizzare l'avanzamento.
• Se il mandrino fa parte di una coppia tandem o è un mandrino sincronizzato, maestroo slave.
Se dopo aver parcheggiato i mandrini resta un unico mandrino sul canale, esso diverrà ilnuovo master. Se si sparcheggia un mandrino ed esso è l’unico mandrino del canale, siassume anche come nuovo mandrino master.
#PARKParcheggia un asse
Questa sentenza consente di parcheggiare l’asse o il mandrino selezionato. Quando siparcheggia uno di essi, il CNC intende che esso non fa parte della configurazione dellamacchina e smette di controllarlo (ignora i segnali provenienti dal regolatore, dai sistemi diretroazione, ecc.).
Una volta parcheggiato un asse o un mandrino, non è possibile far riferimento allo stessonel programma pezzo (spostamenti, velocità, funzioni M, ecc.).
Il formato di programmazione è il seguente:
#PARK <asse/mandrino>
Ciascun elemento (asse o mandrino) si deve parcheggiare separatamente. Tuttavia, èpossibile parcheggiare un secondo elemento senza dover deparcheggiare il primo.
Ad esempio, una macchina che cambia un mandrino normale con un altro ortogonale, puòavere le seguenti configurazioni d'assi:
• Con il mandrino normale, configurazione degli assi X Y Z.• Con il mandrino ortogonale, configurazione degli assi X Y Z A B.
In questo caso, quando si lavora con il mandrino normale, si parcheggeranno gli assi A Bper ignorare i segnali di questi due assi.

Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Par
che
ggio
ass
i
·441·
(REF: 1807)
Se si cerca di parcheggiare un asse o un mandrino già parcheggiato, si ignora laprogrammazione.
#UNPARK Sparcheggia un asse
Questa sentenza consente di sparcheggiare l’asse o il mandrino selezionato. Quando sisparcheggia uno di essi, il CNC intende che fa parte della configurazione della macchinaed inizia a controllarlo.
Il formato di programmazione è il seguente:
#UNPARK <asse/mandrino>
Gli assi devono essere deparcheggiati singolarmente.
Se si cerca di sparcheggiare un asse o un mandrino già sparcheggiato, si ignora laprogrammazione.
#PARK A(Parcheggia l'asse "A")
#PARK S2(Parcheggia il mandrino "S2")
#UNPARK A(Sparcheggia l'asse "A")
#UNPARK S(Sparcheggia il mandrino "S")

Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Mod
ifica
re la
con
figu
razi
one
deg
li a
ssi d
i un
cana
le.
·442·
(REF: 1807)
26.5 Modificare la configurazione degli assi di un canale.
Inizialmente ogni canale ha degli assi assegnati in base a quanto definito nei parametrimacchina. Durante l’esecuzione di un programma un canale potrà cedere i propri assi orichiedere assi nuovi. Questa possibilità è determinata dal parametro macchina AXISEXCH,il quale stabilisce se è possibile che un asse cambi canale e se tale cambio sarà permanenteo no.
Un cambiamento permanente si mantiene dopo la fine del programma, dopo un reset eall’accensione. La configurazione originale si può ridefinire sia confermando i parametrimacchina generali e riavviando, oppure mediante un programma pezzo che annulli icambiamenti.
Sapere se un asse può cambiare canale
Il parametro macchina AXISEXCH si può consultare mediante la seguente variabile.
V.MPA.AXISEXCH.Xn
Sostituire il carattere "Xn" con il nome o numero logico dell'asse.
Sapere in quale canale si trova un asse
È possibile sapere in quale canale si trova un asse mediante la seguente variabile.
V.[n].A.ACTCH.Xn
Sostituire il carattere "Xn" con il nome o numero logico dell'asse.
Sostituire il carattere "n" con il numero di canale.
Comandi per modificare la configurazione degli assi da un programma
Le seguenti sentenze consentono di modificare la configurazione degli assi. Sarà possibileaggiungere o eliminare assi, cambiare il nome degli assi ed anche ridefinire gli assi principalidel canale scambiandone il nome.
Quando si cambiano le impostazioni degli assi si annulla l'origine polare, la rotazione dicoordinate, l'immagine speculare e il fattore scala attivo.
Nella configurazione degli assi (con G17 attiva), l’asse che occupa la prima posizione saràl’asse delle ascisse, il secondo sarà l’asse delle ordinate, il terzo sarà l’asse perpendicolareal piano di lavoro, il quarto sarà il primo asse ausiliare e così via.
#SET AXDefinire la configurazione degli assi
Definisce una nuova configurazione di assi nel canale. Gli assi del canale non programmatinella sentenza si eliminano e quelli programmati che non esistevano si aggiungono. Gli assivengono situati nel canale nelle posizioni man mano programmate nella sentenza #SET AX.Opzionalmente, si potrà applicare agli assi definiti uno o vari offset.
È equivalente a programmare un#FREE AX di tutti gli assi e quindi un #CALL AX dei nuoviassi.
La sentenza #SET AX si può anche utilizzare solo per ordinare in modo diverso gli assiesistenti nel canale.
Si recupererà la configurazione dei parametri macchina anche quando si verificherà un errore dichecksum nell’avvio del CNC. .
Valore Significato
0 Non si può cambiare di canale.
1 Il cambio è temporaneo.
2 Il cambio è permanente.
Valore Significato
0 Non si trova in nessun canale.
1-4 Numero di canale.
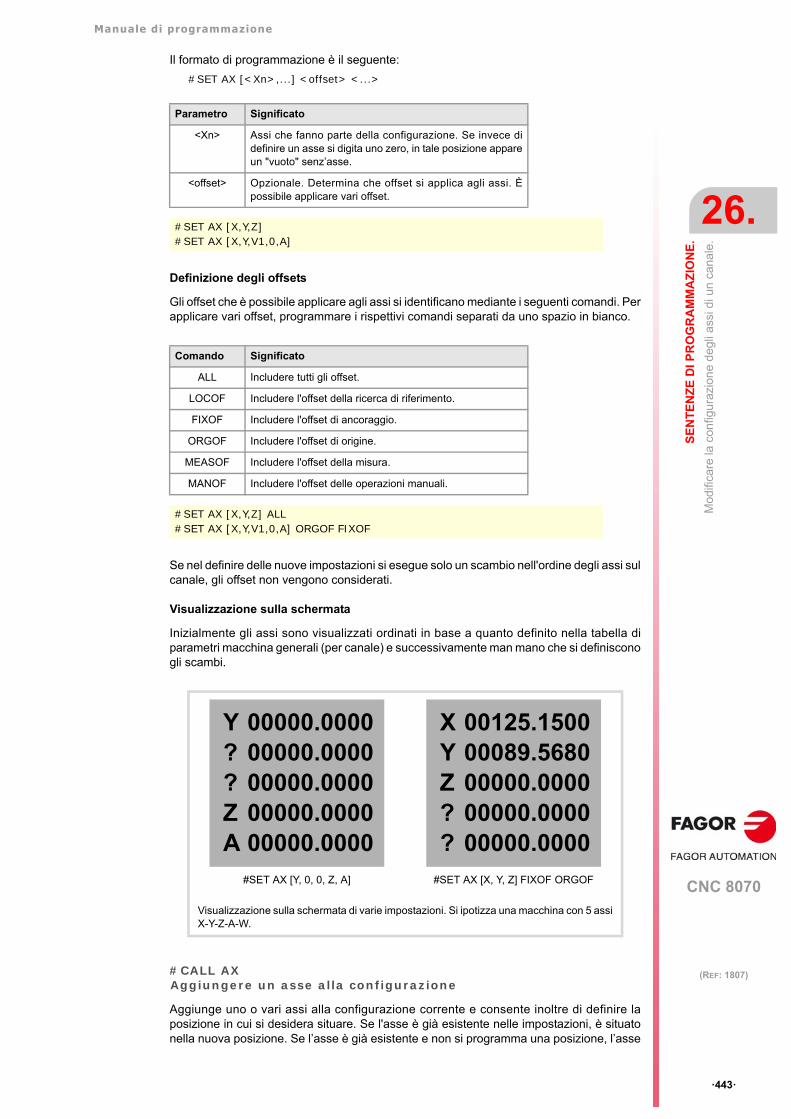
Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Mod
ifica
re la
con
figu
razi
one
deg
li a
ssi d
i un
cana
le.
·443·
(REF: 1807)
Il formato di programmazione è il seguente:
#SET AX [<Xn>,...] <offset> <...>
Definizione degli offsets
Gli offset che è possibile applicare agli assi si identificano mediante i seguenti comandi. Perapplicare vari offset, programmare i rispettivi comandi separati da uno spazio in bianco.
Se nel definire delle nuove impostazioni si esegue solo un scambio nell'ordine degli assi sulcanale, gli offset non vengono considerati.
Visualizzazione sulla schermata
Inizialmente gli assi sono visualizzati ordinati in base a quanto definito nella tabella diparametri macchina generali (per canale) e successivamente man mano che si definisconogli scambi.
#CALL AXAggiungere un asse alla configurazione
Aggiunge uno o vari assi alla configurazione corrente e consente inoltre di definire laposizione in cui si desidera situare. Se l'asse è già esistente nelle impostazioni, è situatonella nuova posizione. Se l’asse è già esistente e non si programma una posizione, l’asse
Parametro Significato
<Xn> Assi che fanno parte della configurazione. Se invece didefinire un asse si digita uno zero, in tale posizione appareun "vuoto" senz’asse.
<offset> Opzionale. Determina che offset si applica agli assi. Èpossibile applicare vari offset.
#SET AX [X,Y,Z]#SET AX [X,Y,V1,0,A]
Comando Significato
ALL Includere tutti gli offset.
LOCOF Includere l'offset della ricerca di riferimento.
FIXOF Includere l'offset di ancoraggio.
ORGOF Includere l'offset di origine.
MEASOF Includere l'offset della misura.
MANOF Includere l'offset delle operazioni manuali.
#SET AX [X,Y,Z] ALL#SET AX [X,Y,V1,0,A] ORGOF FIXOF
Visualizzazione sulla schermata di varie impostazioni. Si ipotizza una macchina con 5 assiX-Y-Z-A-W.
Y??ZA
00000.000000000.000000000.000000000.000000000.0000
#SET AX [Y, 0, 0, Z, A]
XYZ??
00125.150000089.568000000.000000000.000000000.0000
#SET AX [X, Y, Z] FIXOF ORGOF
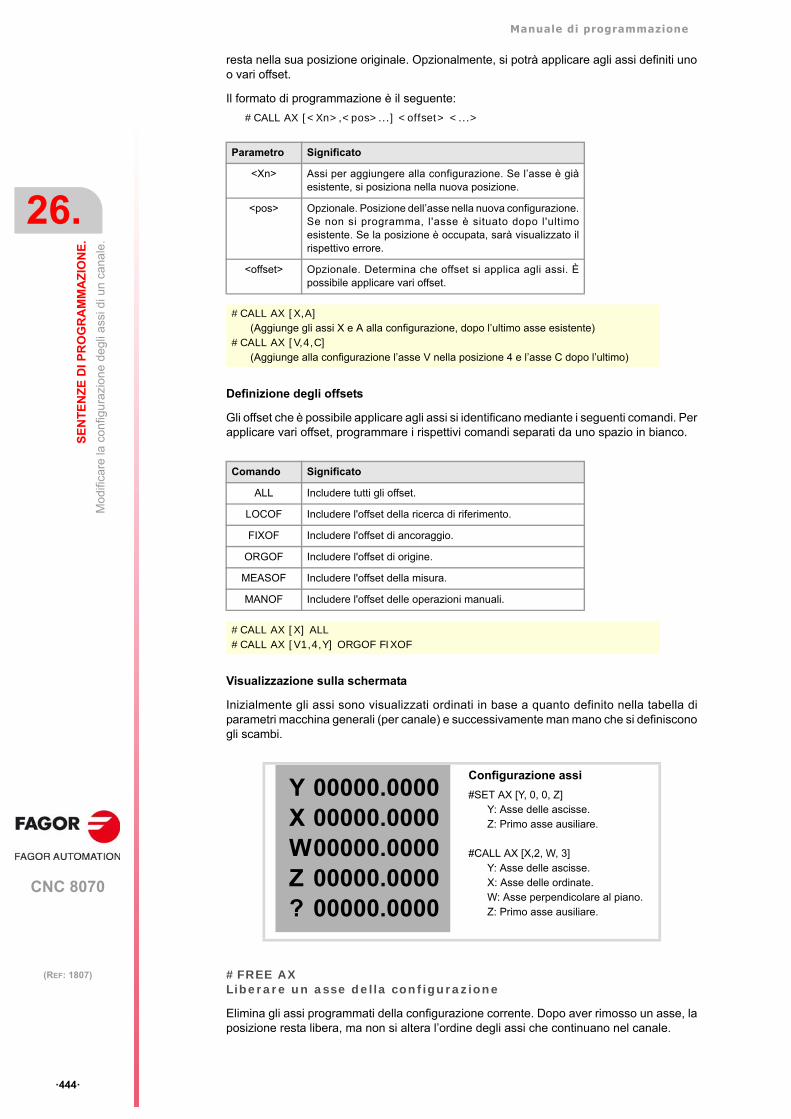
Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Mod
ifica
re la
con
figu
razi
one
deg
li a
ssi d
i un
cana
le.
·444·
(REF: 1807)
resta nella sua posizione originale. Opzionalmente, si potrà applicare agli assi definiti unoo vari offset.
Il formato di programmazione è il seguente:
#CALL AX [<Xn>,<pos>...] <offset> <...>
Definizione degli offsets
Gli offset che è possibile applicare agli assi si identificano mediante i seguenti comandi. Perapplicare vari offset, programmare i rispettivi comandi separati da uno spazio in bianco.
Visualizzazione sulla schermata
Inizialmente gli assi sono visualizzati ordinati in base a quanto definito nella tabella diparametri macchina generali (per canale) e successivamente man mano che si definisconogli scambi.
#FREE AXLiberare un asse della configurazione
Elimina gli assi programmati della configurazione corrente. Dopo aver rimosso un asse, laposizione resta libera, ma non si altera l’ordine degli assi che continuano nel canale.
Parametro Significato
<Xn> Assi per aggiungere alla configurazione. Se l’asse è giàesistente, si posiziona nella nuova posizione.
<pos> Opzionale. Posizione dell’asse nella nuova configurazione.Se non si programma, l'asse è situato dopo l'ultimoesistente. Se la posizione è occupata, sarà visualizzato ilrispettivo errore.
<offset> Opzionale. Determina che offset si applica agli assi. Èpossibile applicare vari offset.
#CALL AX [X,A](Aggiunge gli assi X e A alla configurazione, dopo l’ultimo asse esistente)
#CALL AX [V,4,C](Aggiunge alla configurazione l’asse V nella posizione 4 e l’asse C dopo l’ultimo)
Comando Significato
ALL Includere tutti gli offset.
LOCOF Includere l'offset della ricerca di riferimento.
FIXOF Includere l'offset di ancoraggio.
ORGOF Includere l'offset di origine.
MEASOF Includere l'offset della misura.
MANOF Includere l'offset delle operazioni manuali.
#CALL AX [X] ALL#CALL AX [V1,4,Y] ORGOF FIXOF
Configurazione assi
#SET AX [Y, 0, 0, Z]Y: Asse delle ascisse.Z: Primo asse ausiliare.
#CALL AX [X,2, W, 3]Y: Asse delle ascisse.X: Asse delle ordinate.W: Asse perpendicolare al piano.Z: Primo asse ausiliare.
YXWZ?
00000.000000000.000000000.000000000.000000000.0000

Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Mod
ifica
re la
con
figu
razi
one
deg
li a
ssi d
i un
cana
le.
·445·
(REF: 1807)
Il formato di programmazione è il seguente:
#FREE AX [<Xn>,...]
Visualizzazione sulla schermata
Inizialmente gli assi sono visualizzati ordinati in base a quanto definito nella tabella diparametri macchina generali (per canale) e successivamente man mano che si definisconogli scambi.
#RENAME AXRinominare gli assi
Cambia il nome degli assi. Per ogni coppia d'assi programmata, il primo asse prende il nomedel secondo. Se il secondo asse è presente nelle impostazioni, prende il nome del primo.È possibile rinominare qualsiasi asse con un nome qualunque, esistente o non esistente nelcanale o in altri canali.
Il formato di programmazione è il seguente:
#RENAME AX [<Xn1>,<Xn2>][...]
Il parametro macchina RENAMECANCEL indica se il CNC mantiene o annulla il nome degliassi e dei mandrini dopo avere eseguito M02 o M30, dopo un reset o all’inizio di un nuovoprogramma pezzo nello stesso canale.
Dopo lo spegnimento o l’accensione del CNC, gli assi e i mandrini mantengono sempre ilnuovo nome, eccetto in seguito ad un errore di checksum o alla convalidazione dei parametrimacchina che comportano il ripristino delle impostazioni originali dei canali, degli assi o deimandrini. In entrambi i casi, gli assi e i mandrini recupereranno i nomi originali.
Parametro Significato
<Xn> Asse per eliminare della configurazione.
#FREE AX [X,A](Elimina gli assi X e A dalla configurazione)
#FREE AX ALL(Elimina tutti gli assi del canale)
Visualizzazione sulla schermata di varie impostazioni. Si ipotizza una macchina con 5 assiX-Y-Z-A-W.
Parametro Significato
<Xn1> Asse il cui nome si desidera cambiare.
<Xn2> Nuovo nome asse.
#RENAME AX [X,X1](L’asse X diventa X1. Se l’X1 è già esistente sul canale, diventerà X.)
#RENAME AX [X1,Y][Z,V2]
#FREE AX [Y, A]
XYZAB
00000.000000000.000000000.000000000.000000000.0000
X?Z?B
00000.000000000.000000000.000000000.000000000.0000
Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Mod
ifica
re la
con
figu
razi
one
deg
li a
ssi d
i un
cana
le.
·446·
(REF: 1807)
Quando un canale libera un asse (sentenze #SET o #FREE), esso riprende sempre il nomeoriginale.
Anche se si mantiene il #RENAME (parametro RENAMECANCEL), il CNC lo annulla sedopo un reset o l’inizio di un nuovo programma il canale recupera un asse con lo stessonome. Ciò accade se il #RENAME utilizza il nome di un asse il cui tipo di permesso dicambiamento canale è temporaneo o di non_scambio (parametro AXISEXCH) che non ènel canale in quel momento.
Accesso alle variabili di un asse rinominato.
Dopo aver cambiato il nome di un asse, per accedere alle rispettive variabili dal programmapezzo o MDI occorre utilizzare il nuovo nome dell'asse. L’accesso alle variabili dal PLC oda un interfaccia non cambia; si mantiene il nome originale dell'asse.
#RENAME AX OFFAnnullare il cambiamento di nome.
Questa sentenza annulla il cambiamento di nome degli assi indicati, indipendentemente daquanto indicato nel parametro RENAMECANCEL; se non si definisce nessun asse, annullail cambiamento di nome di tutti gli assi del canale.
Il formato di programmazione è il seguente:
#RENAME AX OFF [<Xn>, <Xn>, ...]
Parametro Significato
<Xn> Asse rinominato.
#RENAME AX OFF [X](Annullare il cambiamento di nome dell'asse X).
#RENAME AX OFF(Annullare il cambiamento di nome di tutti gli assi).
Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Mo
dific
are
la c
onfig
uraz
ione
di m
and
rini d
i un
cana
le
·447·
(REF: 1807)
26.6 Modificare la configurazione di mandrini di un canale
Il CNC può avere fino a quattro mandrini suddivisi fra i vari canali del sistema. Un canalepuò avere associato uno, vari o nessun mandrino.
Inizialmente ogni canale ha dei mandrini assegnati in base a quanto definito nei parametrimacchina. Durante l’esecuzione di un programma un canale potrà cedere i propri mandrinio richiedere mandrini nuovi. Questa possibilità è determinata dal parametro macchinaAXISEXCH, il quale stabilisce se è possibile che un mandrino cambi canale e se tale cambiosarà permanente o no.
Un cambiamento permanente si mantiene dopo la fine del programma, dopo un reset eall’accensione. La configurazione originale si può ridefinire sia confermando i parametrimacchina generali e riavviando, oppure mediante un programma pezzo che annulli icambiamenti.
Sapere se un mandrino può cambiare canale
Il parametro macchina AXISEXCH si può consultare mediante la seguente variabile.
V.MPA.AXISEXCH.Sn
Sostituire il carattere "Sn" con il nome del mandrino.
Sapere in quale canale si trova un mandrino
È possibile sapere in quale canale si trova un mandrino mediante la seguente variabile.
V.[n].A.ACTCH.Sn
Sostituire il carattere "Sn" con il nome del mandrino.
Sostituire il carattere "n" con il numero di canale.
Comandi per modificare la configurazione dei mandrini da un programma
Le seguenti sentenze consentono di modificare la configurazione dei mandrini del canale.Si potranno aggiungere o eliminare mandrini, cambiare il nome dei mandrini e definire qualè il mandrino master del canale.
#FREE SPLiberare un mandrino della configurazione
Elimina i mandrini definiti della configurazione attuale.
Il formato di programmazione è il seguente:
#FREE SP [<Sn>,...]#FREE SP ALL
Si recupererà la configurazione dei parametri macchina anche quando si verificherà un errore dichecksum nell’avvio del CNC. .
Valore Significato
0 Non si può cambiare di canale.
1 Il cambio è temporaneo.
2 Il cambio è permanente.
Valore Significato
0 Non si trova in nessun canale.
1-4 Numero di canale.
Parametro Significato
<Sn> Nome mandrino.
ALL Libera tutti i mandrini del canale.
Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Mo
dific
are
la c
onfig
uraz
ione
di m
and
rini d
i un
cana
le
·448·
(REF: 1807)
#CALL SPAggiungere un mandrino alla configurazione
Aggiunge uno o vari mandrini alla configurazione corrente. La posizione dei mandrini sulcanale non è rilevante. Per aggiungere un mandrino al canale, il mandrino deve esserelibero; non deve essere su un altro canale.
Il formato di programmazione è il seguente:
#CALL SP [<Sn>,...]
#SET SPDefinire la configurazione dei mandrini
Definisce una nuova configurazione dei mandrini. I mandrini esistenti sul canale e nonprogrammati in #SET SP sono eliminati e quelli programmati che non sono già sul canalevengono aggiunti. Quando si definisce una nuova configurazione, l’ordine nel quale sidefiniscono i mandrini non è rilevante; il CNC li ordina sempre in ordine crescente, secondol’elenco dei parametri macchina.
È equivalente a programmare un #FREE SP di tutti i mandrini e quindi un #CALL SP deinuovi mandrini. Il formato di programmazione è il seguente:
#SET SP [<Sn>,...]
#RENAME SPRinominare i mandrini
Cambia il nome dei mandrini. Per ogni coppia di mandrini programmata, il primo mandrinoprende il nome del secondo. Se il secondo mandrino è presente nelle impostazioni, prendeil nome del primo. È possibile rinominare qualsiasi asse con un nome qualunque, esistenteo non esistente nel canale o in altri canali.
Il formato di programmazione è il seguente:
#RENAME SP [<Sn>,<Sn>][...]
#FREE SP [S](Elimina il mandrino S dalla configurazione)
#FREE SP [S1,S4](Elimina i mandrini S1 e S4 dalla configurazione)
#FREE SP ALL(Elimina tutti i mandrini dalla configurazione)
Parametro Significato
<Sn> Nome mandrino.
#CALL SP [S1](Aggiunge il mandrino S1 alla configurazione)
#CALL SP [S,S2](Aggiunge i mandrini S e S2 della configurazione)
Parametro Significato
<Sn> Nome mandrino.
#SET SP [S](Configurazione di un mandrino)
#SET SP [S1,S2](Configurazione di due mandrini)
Parametro Significato
<Sn> Nome mandrino.
#RENAME SP [S,S1]#RENAME SP [S1,S2][S3,S]
Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Mo
dific
are
la c
onfig
uraz
ione
di m
and
rini d
i un
cana
le
·449·
(REF: 1807)
Il parametro macchina RENAMECANCEL indica se il CNC mantiene o annulla il nome degliassi e dei mandrini dopo avere eseguito M02 o M30, dopo un reset o all’inizio di un nuovoprogramma pezzo nello stesso canale.
Dopo lo spegnimento o l’accensione del CNC, gli assi e i mandrini mantengono sempre ilnuovo nome, eccetto in seguito ad un errore di checksum o alla convalidazione dei parametrimacchina che comportano il ripristino delle impostazioni originali dei canali, degli assi o deimandrini. In entrambi i casi, gli assi e i mandrini recupereranno i nomi originali.
Quando un canale libera un mandrino (sentenze #SET o #FREE), esso riprende sempre ilnome originale.
Anche se il #RENAME è mantenuto (parametro RENAMECANCEL), il CNC lo annulla sedopo un reset o l’inizio di un nuovo programma il canale ripristina un mandrino con lo stessonome. Ciò accade se il #RENAME utilizza il nome di un mandrino il cui tipo di permesso dicambiamento canale è temporaneo o non_scambio (parametro AXISEXCH) che non è nelcanale in quel momento.
Accesso alle variabili di un asse rinominato.
Dopo aver cambiato il nome di un asse, per accedere alle rispettive variabili dal programmapezzo o MDI occorre utilizzare il nuovo nome dell'asse. L’accesso alle variabili dal PLC oda un interfaccia non cambia; si mantiene il nome originale dell'asse.
#RENAME AX OFFAnnullare il cambiamento di nome.
Questa sentenza annulla il cambiamento di nome dei mandrini indicati, indipendentementeda quanto indicato nel parametro RENAMECANCEL; se non si definisce nessun mandrino,annulla il cambiamento di nome di tutti i mandrini del canale.
Il formato di programmazione è il seguente:
#RENAME SP OFF [<Sn>, <Sn>, ...]
Parametro Significato
<Sn> Mandrino rinominato.
#RENAME SP OFF [S3](Annullare il cambiamento di nome del mandrino S3).
#RENAME SP OFF(Annullare il cambiamento di nome di tutti i mandrini).

Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Sin
cron
izza
zion
e m
and
rini
·450·
(REF: 1807)
26.7 Sincronizzazione mandrini
Questa modalità consente di definire lo spostamento di un mandrino (slave) sincronizzatocon un altro mandrino (maestro) mediante una relazione data. La sincronizzazione deimandrini si programma sempre sul canale al quale appartiene il mandrino slave, sia perattivarla e disattivarla che per risettarla.
Vi sono due tipi di sincronizzazione; sincronizzazione in velocità o in posizione. L’attivazionee la cancellazione dei vari tipi di sincronizzazione si programmano mediante le seguentisentenze.
#SYNC - Sincronizza i mandrini considerando la quota reale.
#TSYNC - Sincronizza i mandrini considerando la quota teorica.
#UNSYNC - Annullamento della sincronizzazione di mandrini.
#SYNCSincronizza i mandrini considerando la quota reale.
#TSYNCSincronizza i mandrini considerando la quota teorica.
Il formato di programmazione per ciascuna di esse è il seguente. Fra i caratteri <> sonoindicati i parametri opzionali.
#SYNC [{master}, {slave} <,N{nratio}, D{dratio}> <,O{posync}> <,{looptype}> <,{keepsync}>][··]#TSYNC [{master}, {slave} <,N{nratio}, D{dratio}> <,O{posync}> <,{looptype}> <,{keepsync}>][··]
Con ogni parentesi quadra si definisce una sincronizzazione fra due mandrini.
Parametro Significato
{master} Mandrino maestro della sincronizzazione.
{slave} Mandrino slave della sincronizzazione.
{nratio}{dratio}
Opzionali. È una coppia di numeri che definisce il coefficiente di trasmissione(ncoefficiente/dcoefficiente) fra i mandrini sincronizzati.Entrambi i valori potranno essere positivi o negativi.
{posync} Opzionale. Questo parametro definisce che la sincronizzazione si esegue inposizione e inoltre determina lo sfasamento fra i due mandrini. Sono consentiti valori positivi o negativi e maggiori di 360º.
{looptype} Opzionale. Questo parametro indica il tipo di anello per il mandrino maestro. Convalore "CLOOP" il mandrino lavora ad anello chiuso. Con valore "OLOOP" ilmandrino lavora ad anello aperto. Se non si programma, la sentenza assume il valore "CLOOP".
{keepsync} Opzionale. Questo parametro indica se il CNC annulla la sincronizzazione dimandrini dopo avere eseguire M02, M30 o dopo un errore o un reset. Con valore"CANCEL", il CNC annulla la sincronizzazione; con valore "NOCANCEL" nonl’annulla.Se non si programma, la sentenza assume il valore definito dal costruttore(parametro SYNCCANCEL).
#SYNC [S,S1]I mandrini si sincronizzano in velocità. Il mandrino slave S1 gira alla stessa velocità del mandrinomaestro S.
#SYNC [S,S1,N1,D2]Il mandrino slave S1 gira alla metà (1/2) della velocità del maestro S.
#SYNC [S,S1,N1,D2,O15]Dopo aver sincronizzato in velocità e in posizione, il mandrino slave S1 segue il maestro S conlo sfasamento indicato, che in particolare può essere 15º.
#SYNC [S,S1,O30,OLOOP]Sincronizzazione in velocità e in posizione con un decalaggio di fase di 30º. Il mandrino maestrolavora ad anello aperto.
#SYNC [S,S1,O30,CLOOP, CANCEL]Sincronizzazione in velocità e in posizione con un decalaggio di fase di 30º. Il mandrino maestrolavora ad anello chiuso. Il CNC annulla la sincronizzazione dopo M30, un errore o un reset.

Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Sin
cron
izza
zion
e m
and
rini
·451·
(REF: 1807)
Considerazioni della sincronizzazione
La funzione #SYNC può essere eseguita lavorando ad anello aperto (M3 o M4) oppure adanello chiuso (M19). Nella sincronizzazione, il mandrino maestro potrà lavorare in anelloaperto o chiuso; il mandrino slave sarà sempre in anello chiuso.
In una stessa sentenza #SYNC o #TSYNC è possibile programmare varie coppie di mandrinisincronizzati. È hanno possibile programmare varie sentenze #SYNC successive con effettoaddizionale, purché non in conflitto con quelle precedenti.
Il mandrino slave deve essere nel canale in cui si attiva la sincronizzazione mentre ilmandrino maestro può essere in qualsiasi canale. È consentito che vari mandrini slaveabbiano lo stesso mandrino maestro ma un mandrino slave non può essere maestro di unterzo; in questo modo si evitano i cicli nelle sincronizzazioni.
È possibile programmare prima la sincronizzazione in velocità e quindi in posizione, oppureprogrammare entrambe simultaneamente. Una volta sincronizzata una coppia è possibilemodificarne il coefficiente di velocità e/o il relativo sfasamento; se necessario, i mandrini sidesincronizzeranno e si sincronizzeranno di nuovo per assumere il cambiamento.
Per garantire un inseguimento adeguato si consiglia che entrambi i mandrini lavorino adanello chiuso. Quando entrambi saranno ad anello chiuso, il mandrino slave passa dallavelocità attuale a quella di sincronizzazione. Il mandrino maestro può essere in rotazionequando si programma la sincronizzazione e il passo ad anello chiuso si eseguiràmantenendo la rotazione.
Programmazione dal mandrino maestro e slave
Per il mandrino slave non è consentito programmare la velocità, le funzioni mandrino M3M4 M5 M19, cambiamenti di gamma da M41 a M44 né variare l’override.
Per il mandrino maestro è possibile programmare le seguenti funzioni:
• Cambiare la velocità di rotazione mandrino dal PLC o CNC.
• Eseguire le funzioni di velocità G94, G95, G96 e G97.
• Eseguire le funzioni ausiliarie M3, M4, M5 e M19.
• Cambiare l'override del mandrino dal PLC, CNC o tastiera.
• Cambiare il limite di velocità del mandrino dal PLC o CNC.
• Con l'asse C attivato, definire il piano XC o ZC.
In sede di definizione della sincronizzazione, o quando è attiva, è possibile far lavorare ilmandrino maestro come asse C o in G63. È anche consentito che sul mandrino maestrosiano attive le funzioni G33, G95 o G96. Anche nel caso dello slave è possibile avere attivatele funzioni G33 e G95, ma la funzione G96 resterà temporalmente "congelata" e inefficacedurante la sincronizzazione.
Non è invece consentito cambiare canale ai mandrini sincronizzati né eseguire cambiamentidi gamma da M41 a M44. Se il cambiamento di gamma è automatico e la nuova velocitàrichiede un cambiamento di gamma, si visualizzerà il rispettivo errore.
Gamma di lavoro
I mandrini possono avere gamme diverse. Se in sede di sincronizzazione i mandrini non sononello stesso stato, lo slave ne "congela" lo stato, cambia alla gamma indicata nel parametromacchina SYNCSET ed è forzato a seguire il maestro.
Se il maestro appartiene allo stesso canale, cambia anch’esso alla gamma indicata nelrelativo parametro SYNCSET. Se il maestro è in una altro canale, prima di attivare lasincronizzazione occorre attivare la gamma. È pertanto responsabilità dell’utente preparareil mandrino maestro affinché lo slave possa essere sincronizzato.
Ricerca di riferimento macchina
Prima di attivare la sincronizzazione in posizione, si cercherà il punto di riferimento macchinadel mandrino slave, nel caso in cui non sia mai stato cercato. Se il mandrino maestro è nellostesso canale e non ne è stato fatto il riferimento, si forza la ricerca dello stesso. Se ilmandrino maestro è in un altro canale e non è stato fatto il riferimento, si avrà un errore.
Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Sin
cron
izza
zion
e m
and
rini
·452·
(REF: 1807)
#UNSYNCPer disunire uno o vari mandrini
Il formato di programmazione è il seguente. Fra i caratteri <> sono indicati i parametriopzionali.
#UNSYNC#UNSYNC [slave1 <,slave2> ...]
Se non si definisce nessun parametro, si disaccoppiano tutti i mandrini.
Considerazioni per il disaccoppiamento
La sincronizzazione si annulla anche con M30 e RESET.
Quando si cancella la sincronizzazione, il mandrino maestro continua nello stato correntee lo slave si arresta. Lo slave non recupera la funzione M precedente alla sincronizzazionema mantiene la gamma di sincronizzazione finché non sarà programmata una nuovafunzione S.
Variabili associate allo spostamento di sincronizzazione
Queste variabili sono di lettura e scrittura (R/W) sincrona e si valutano durante l'esecuzione.Le denominazioni delle variabili sono generiche.
• Sostituire il carattere "n" con un numero di canale, conservando parentesi quadre. Ilprimo canale si identifica con il numero 1, non essendo valido lo 0.
• Sostituire il carattere "Xn" con il nome, numero logico o indice sul canale dell’asse.
Regolare il coefficiente di sincronizzazione in velocità
(V.)[n].A.GEARADJ.Xn
È di lettura dal PRG, PLC e INT. La lettura dal PLC sarà espressa in centesimi (x100).
Regolazione fina del coefficiente di trasmissione durante la sincronizzazione. Si programmacome percentuale sul valore originale della regolazione.
Sincronizzazione in velocità
(V.)[n].A.SYNCVELW.Xn
Di lettura e scrittura dal PRG, PLC e INT.
Quando i mandrini si sincronizzano in velocità, il mandrino slave gira alla stessa velocità delmandrino maestro (tenendo conto del coefficiente). Se si supera il valore definito in questavariabile, il segnale SYNSPEED si porta livello logico basso; non si arresta lo spostamentoe non si riporta nessun errore.
Il suo valore di default è quello del parametro macchina DSYNCVELW
(V.)[n].A.SYNCVELOFF.Xn
Di lettura e scrittura dal PRG, PLC e INT.
Offset di velocità sulla sincronizzazione del mandrino slave.
Parametro Significato
slave Mandrino slave da sincronizzare.
#UNSYNCSi disaccoppiano tutti i mandrini del canale.
#UNSYNC [S1,S2]I mandrini slave S1 e S2 si disaccoppiano dal mandrino maestro con il quale eranosincronizzati.

Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Sin
cron
izza
zion
e m
and
rini
·453·
(REF: 1807)
Sincronizzazione in posizione
(V.)[n].A.SYNCPOSW.Xn
Di lettura e scrittura dal PRG, PLC e INT.
Quando i mandrini si sincronizzano in posizione, il mandrino slave segue il maestromantenendo lo sfasamento programmato (tenendo conto del coefficiente). Se si supera ilvalore definito in questa variabile, il segnale SYNCPOSI si porta a livello logico basso; nonsi arresta lo spostamento e non si riporta nessun errore.
Il suo valore di default è quello del parametro macchina DSYNCPOSW
(V.)[n].A.SYNCPOSOFF.Xn
Di lettura e scrittura dal PRG, PLC e INT.
Offset di posizione.

Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Sel
ezio
ne
del
l'an
ello
per
atti
vare
un
asse
o m
and
rino.
Ane
llo a
per
too
anel
lo c
hiu
so
·454·
(REF: 1807)
26.8 Selezione dell'anello per attivare un asse o mandrino. Anelloaperto o anello chiuso
Quando si lavora con anello aperto, il segnale analogico non dipende dal feedback. Quandosi lavora con l’anello chiuso, si tiene conto del feedback per generare il segnale analogico.
Il mandrino lavora normalmente ad anello aperto quando è in M3 o M4 e ad anello chiusoquando è in M19. Nella sincronizzazione dei mandrini, lo slave lavora sempre ad anellochiuso e il maestro può lavorare ad anello aperto o chiuso, a seconda dei parametri diprogrammazione dell'istruzione #SYNC. È tuttavia possibile lavorare ad anello chiuso conle funzioni M3 e M4 per eseguire le seguenti regolazioni su un mandrino:
• Regolare un anello per M19.
• Regolare un anello per quando il mandrino sarà maestro di una sincronizzazione.
Gli assi lavorano abitualmente in anello chiuso. È anche possibile lavorare ad anello apertoper controllare un asse rotativo come se fosse un mandrino.
Per aprire e chiudere gli anelli si dispone delle seguenti sentenze, valide sia per assi cheper mandrini.
#SERVO ON - Attiva la modalità di funzionamento di anello chiuso.
#SERVO OFF - Attiva la modalità di funzionamento di anello aperto.
#SERVO ON Attiva la modalità di funzionamento di anello chiuso.
Dopo aver programmato questa sentenza, l’asse o il mandrino passa a lavorare con anellochiuso.
Nel caso del mandrino, prima di passare a lavorare ad anello chiuso bisogna aver eseguitouna ricerca di riferimento; altrimenti non si chiuderà l’anello ed apparirà un warning.
Il formato di programmazione è il seguente:
#SERVO ON [asse/mandrino]
Per ogni asse o mandrino occorre chiudere l’anello singolarmente.
#SERVO OFF Attiva la modalità di funzionamento di anello aperto.
Dopo aver programmato questa sentenza, l’asse passa a lavorare con anello aperto. Nelcaso di un mandrino, si annulla la situazione di anello chiuso programmata con SERVO ON,recuperando così la situazione in cui si trovava il mandrino prima di chiudere l’anello.
• Se il mandrino era in M19, dopo aver programmato questa sentenza si continua conl’anello chiuso.
• In una sincronizzazione di mandrini, non è consentito programmare la istruzione#SERVO OFF per il mandrino slave; altrimenti il CNC riporterà un errore.
Se la sincronizzazione è stata definita con il mandrino maestro che lavora ad anellochiuso, il mandrino continua con l'anello chiuso, dopo aver programmato #SERVO OFF.Se la sincronizzazione è stata definita con il mandrino maestro che lavora ad anello
Questa funzionalità non è disponibile per regolatori Sercos Posizione (asse o mandrino). In questocaso, il CNC non potrà aprire o chiudere l’anello finché sarà il regolatore a controllarlo.i
Parametro Significato
asse/mandrino
Nome asse o mandrino.
#SERVO ON [S]Chiude l'anello del mandrino S.
#SERVO ON [S2]Chiude l'anello del mandrino S2.
#SERVO ON [X]Chiude l'anello dell'asse X.
Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Sel
ezio
ne
del
l'an
ello
per
atti
vare
un
asse
o m
and
rino.
Ane
llo a
per
too
anel
lo c
hiu
so
·455·
(REF: 1807)
aperto e successivamente si è chiuso con #SERVO ON, dopo aver programmato#SERVO OFF si aprirà l’anello del mandrino maestro.
• Se il mandrino era in M3, M4 o M5 senza sincronizzazione attiva, si apre l’anello.
Il formato di programmazione è il seguente:
#SERVO ON [asse/mandrino]
Per ogni asse o mandrino occorre aprire l’anello singolarmente.
Considerazioni alla programmazione degli anelli
La funzione M19 significa lavorare sempre in anello chiuso. Le funzioni M3, M4 e M5 didefault lavorano ad anello aperto, ma possono anche lavorare ad anello chiuso se siprogramma una sincronizzazione di mandrini o la sentenza #SERVO ON .
Quando un mandrino diventa asse C o si interpola con il resto degli assi (ad esempio,maschiatura) non perde l’eventuale condizione di anello aperto o chiuso. Alla fine di talisentenze, si recupera la situazione precedente.
Nell'avvio, il mandrino lavora ad anello aperto. Dopo aver eseguito M30 o un reset, si aprel’anello e si annulla la sentenza #SERVO ON, eccetto se il reset è per il mandrino maestrodi una sincronizzazione (che può essere in un canale diverso dallo slave), nel qual caso nonsi annulla la sincronizzazione e non si passa all’anello aperto. In questo caso si visualizzeràun warning.
Parametro Significato
asse/mandrino
Nome asse o mandrino.
#SERVO OFF [S]Si annulla l'anello chiuso del mandrino S.
#SERVO OFF [Z2]L'asse Z2 passa a lavorare con anello aperto.

Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Rile
vam
ento
col
lisio
ni
·456·
(REF: 1807)
26.9 Rilevamento collisioni
Mediante questa opzione, il CNC analizza in anticipo i blocchi da eseguire, allo scopo dirilevare i loop (intersezioni del profilo con se stesso) o le collisioni sul profilo programmato.Il numero di blocchi da analizzare può essere definito dall’utente, ed è possibile analizzarefino a 200 blocchi in un 8065 e 40 blocchi in un 8060.
Se si rileva un loop o una collisione, i blocchi che li originano non saranno eseguiti e sulloschermo apparirà un avviso che avvertirà l'utente che il profilo programmato è statomodificato. Apparirà un avviso per ogni loop o collisione eliminata.
L'informazione contenuta nei blocchi eliminati, e che non sia il movimento sul piano attivo,sarà eseguita (compresi i movimenti di altri assi).
Considerazioni sulla procedura di rilevamento collisioni.
• Il rilevamento di collisioni si potrà applicare anche se non è attiva la compensazione diraggio utensile.
• Quando è attiva la procedura di rilevamento di collisioni, è consentita l'esecuzione dispostamenti di origine, preselezioni di coordinate e cambiamenti di utensile. Non èinvece consentita l'esecuzione di ricerche di zero e misure.
• Se si cambia il piano di lavoro, si interromperà la procedura di rilevamento di collisioni.Il CNC analizza le collisioni nei blocchi memorizzati fino al momento, e riprende laprocedura con il nuovo piano a partire dai nuovi blocchi di movimento.
• La procedura di rilevamento di collisioni si interromperà se si programma una sentenza(esplicita o implicita) che significhi sincronizzare la preparazione e l’esecuzione di blocchiad esempio #FLUSH. La procedura riprenderà dopo l'esecuzione di tale sentenza.
• Non è consentito attivare il rilevamento di collisioni se vi è un asse hirth attivo che fa partedel piano principale. Allo stesso modo, quando è attiva la procedura di rilevamento dicollisioni non è consentita l'attivazione di un asse come Hirth né il cambiamento di pianodi lavoro se uno degli assi è un asse Hirth.
#CD ONAttivare il rilevamento di collisioni
Attiva la procedura di rilevamento di collisioni. Quando il rilevamento di collisioni è già attivo,consente di modificare il numero di blocchi da analizzare.
Il formato di programmazione è il seguente:
#CD ON [<blocchi>]
La definizione del numero di blocchi da analizzare è opzionale. Se non si definisce, siassume il massimo (200 blocchi). L'orizzonte di blocchi può essere modificato in qualsiasimomento, anche con il rilevamento di collisioni attivo.
Parametro Significato
<blocchi> Opzionale. Numero di blocchi da analizzare.
L'esempio visualizza errori di lavorazione (E)dovut i a una co l l i s ione su l p ro f i l oprogrammato. questo tipo di errori si puòevitare mediante il rilevamento di collisioniattivo
Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Rile
vam
ento
col
lisio
ni
·457·
(REF: 1807)
#CD OFFAnnulla il rilevamento di collisioni
Disattiva la procedura di rilevamento collisioni.
La procedura sarà inoltre disattivata automaticamente dopo l'esecuzione di una dellefunzioni M02 o M30, e dopo un errore o un reset.
Esempio di profilo con un loop.
#CD ON [50]G01 X0 Y0 Z0 F750X100 Y0Y-50X90Y20X40Y-50X0Y0#CD OFF
Esempio di collisione di profili.
#CD ONG01 G41 X0 Y0 Z0 F750X50Y-50X100Y-10X60Y0X150Y-100X0G40 X0 Y0#CD OFFM30
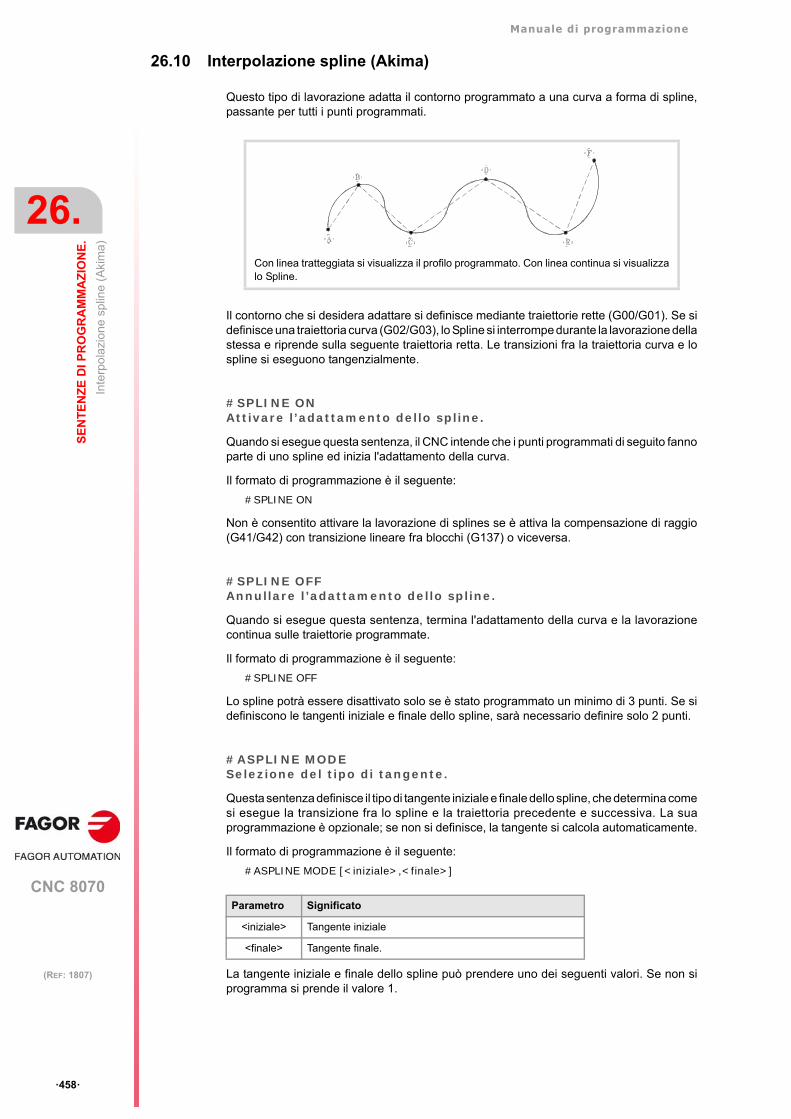
Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Inte
rpo
lazi
one
spl
ine
(Aki
ma)
·458·
(REF: 1807)
26.10 Interpolazione spline (Akima)
Questo tipo di lavorazione adatta il contorno programmato a una curva a forma di spline,passante per tutti i punti programmati.
Il contorno che si desidera adattare si definisce mediante traiettorie rette (G00/G01). Se sidefinisce una traiettoria curva (G02/G03), lo Spline si interrompe durante la lavorazione dellastessa e riprende sulla seguente traiettoria retta. Le transizioni fra la traiettoria curva e lospline si eseguono tangenzialmente.
#SPLINE ONAttivare l’adattamento dello spline.
Quando si esegue questa sentenza, il CNC intende che i punti programmati di seguito fannoparte di uno spline ed inizia l'adattamento della curva.
Il formato di programmazione è il seguente:
#SPLINE ON
Non è consentito attivare la lavorazione di splines se è attiva la compensazione di raggio(G41/G42) con transizione lineare fra blocchi (G137) o viceversa.
#SPLINE OFFAnnullare l’adattamento dello spline.
Quando si esegue questa sentenza, termina l'adattamento della curva e la lavorazionecontinua sulle traiettorie programmate.
Il formato di programmazione è il seguente:
#SPLINE OFF
Lo spline potrà essere disattivato solo se è stato programmato un minimo di 3 punti. Se sidefiniscono le tangenti iniziale e finale dello spline, sarà necessario definire solo 2 punti.
#ASPLINE MODESelezione del tipo di tangente.
Questa sentenza definisce il tipo di tangente iniziale e finale dello spline, che determina comesi esegue la transizione fra lo spline e la traiettoria precedente e successiva. La suaprogrammazione è opzionale; se non si definisce, la tangente si calcola automaticamente.
Il formato di programmazione è il seguente:
#ASPLINE MODE [<iniziale>,<finale>]
La tangente iniziale e finale dello spline può prendere uno dei seguenti valori. Se non siprogramma si prende il valore 1.
Con linea tratteggiata si visualizza il profilo programmato. Con linea continua si visualizzalo Spline.
Parametro Significato
<iniziale> Tangente iniziale
<finale> Tangente finale.
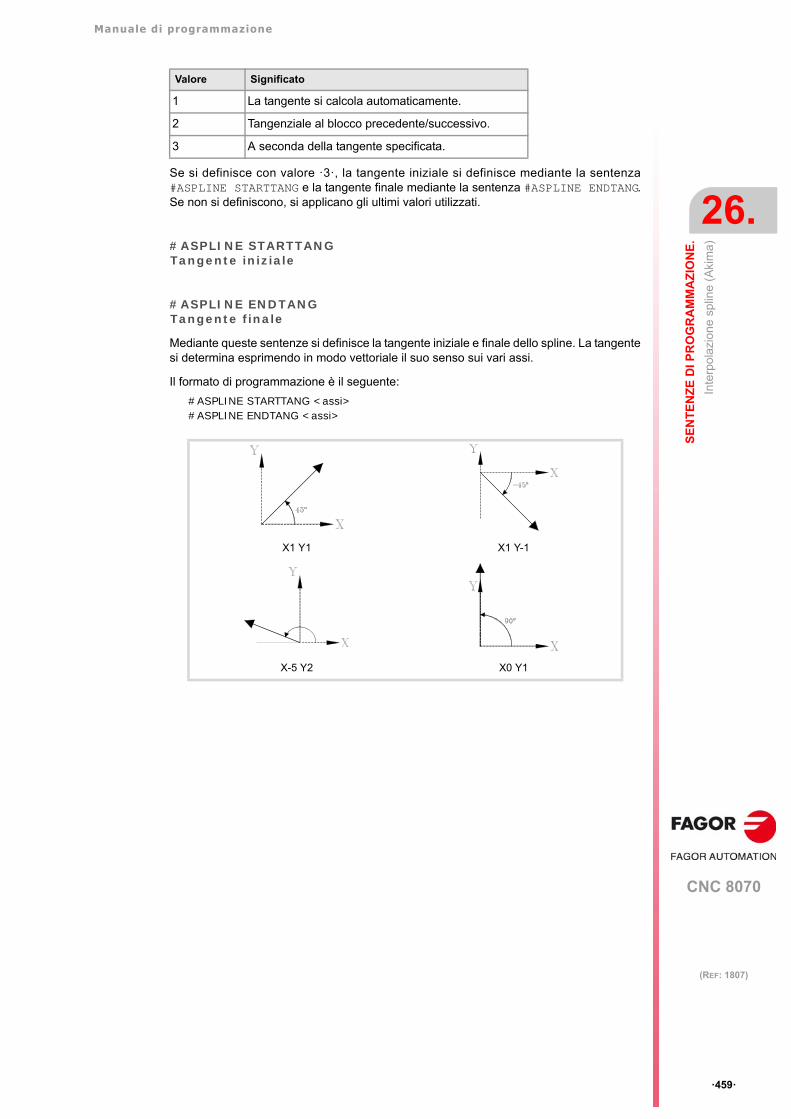
Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Inte
rpo
lazi
one
spl
ine
(Aki
ma)
·459·
(REF: 1807)
Se si definisce con valore ·3·, la tangente iniziale si definisce mediante la sentenza#ASPLINE STARTTANG e la tangente finale mediante la sentenza #ASPLINE ENDTANG.Se non si definiscono, si applicano gli ultimi valori utilizzati.
#ASPLINE STARTTANGTangente iniziale
#ASPLINE ENDTANGTangente finale
Mediante queste sentenze si definisce la tangente iniziale e finale dello spline. La tangentesi determina esprimendo in modo vettoriale il suo senso sui vari assi.
Il formato di programmazione è il seguente:
#ASPLINE STARTTANG <assi>#ASPLINE ENDTANG <assi>
Valore Significato
1 La tangente si calcola automaticamente.
2 Tangenziale al blocco precedente/successivo.
3 A seconda della tangente specificata.
X1 Y1 X1 Y-1
X-5 Y2 X0 Y1

Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Inte
rpo
lazi
one
spl
ine
(Aki
ma)
·460·
(REF: 1807)
N10 G00 X0 Y20
N20 G01 X20 Y20 F750 (Punto iniziale dello spline)
N30 #ASPLINE MODE [1,2] (Tipo di tangente iniziale e finale)
N40 #SPLINE ON (Selezione dello spline)
N50 X40 Y60
N60 X60
N70 X50 Y40
N80 X80
N90 Y20
N100 X110
N110 Y50 (Ultimo punto dello spline)
N120 #SPLINE OFF (Deselezione dello spline)
N130 X140
N140 M30
N10 G00 X0 Y20
N20 G01 X20 Y20 F750 (Punto iniziale dello spline)
N30 #ASPLINE MODE [3,3] (Tipo di tangente iniziale e finale)
N31 #ASPLINE STARTTANG X1 Y1
N32 #ASPLINE ENDTANG X0 Y1
N40 #SPLINE ON (Selezione dello spline)
· · ·
N120 #SPLINE OFF (Deselezione dello spline)
N130 X140
N140 M30
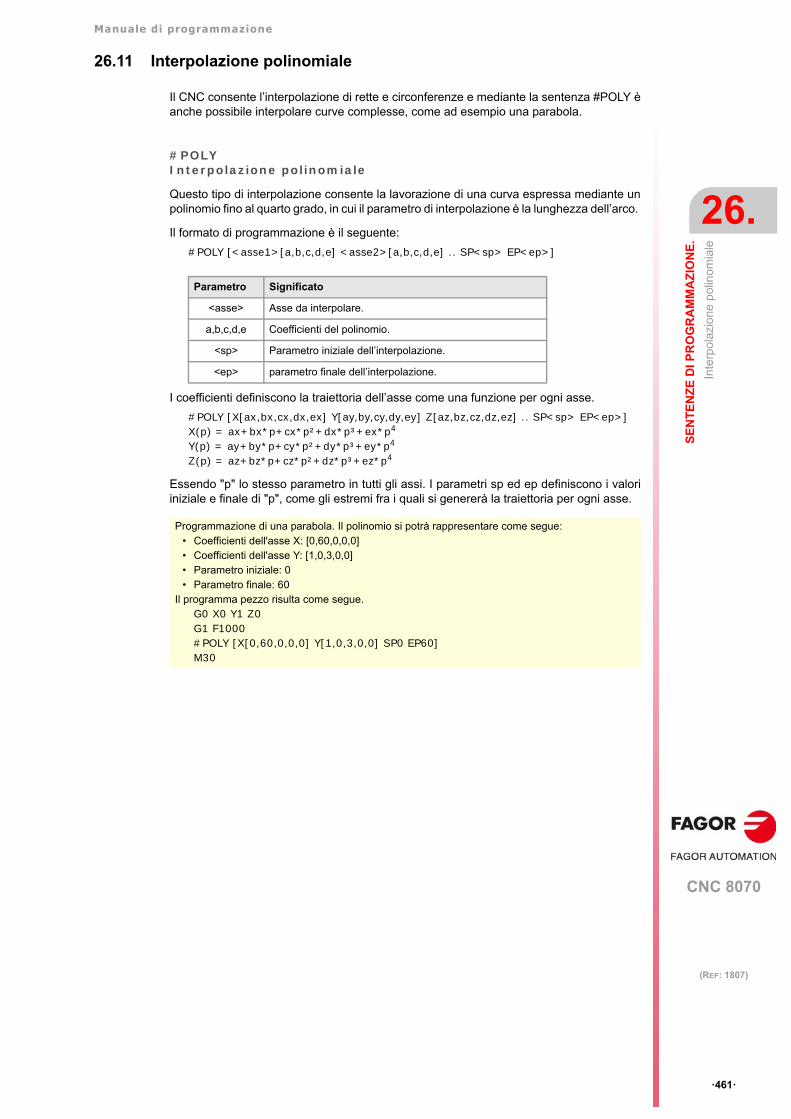
Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Inte
rpol
azi
one
pol
inom
iale
·461·
(REF: 1807)
26.11 Interpolazione polinomiale
Il CNC consente l’interpolazione di rette e circonferenze e mediante la sentenza #POLY èanche possibile interpolare curve complesse, come ad esempio una parabola.
#POLYInterpolazione polinomiale
Questo tipo di interpolazione consente la lavorazione di una curva espressa mediante unpolinomio fino al quarto grado, in cui il parametro di interpolazione è la lunghezza dell’arco.
Il formato di programmazione è il seguente:
#POLY [<asse1>[a,b,c,d,e] <asse2>[a,b,c,d,e] .. SP<sp> EP<ep>]
I coefficienti definiscono la traiettoria dell’asse come una funzione per ogni asse.
#POLY [X[ax,bx,cx,dx,ex] Y[ay,by,cy,dy,ey] Z[az,bz,cz,dz,ez] .. SP<sp> EP<ep>]X(p) = ax+bx*p+cx*p²+dx*p³+ex*p4
Y(p) = ay+by*p+cy*p²+dy*p³+ey*p4
Z(p) = az+bz*p+cz*p²+dz*p³+ez*p4
Essendo "p" lo stesso parametro in tutti gli assi. I parametri sp ed ep definiscono i valoriiniziale e finale di "p", come gli estremi fra i quali si genererà la traiettoria per ogni asse.
Parametro Significato
<asse> Asse da interpolare.
a,b,c,d,e Coefficienti del polinomio.
<sp> Parametro iniziale dell’interpolazione.
<ep> parametro finale dell’interpolazione.
Programmazione di una parabola. Il polinomio si potrà rappresentare come segue:• Coefficienti dell'asse X: [0,60,0,0,0]• Coefficienti dell'asse Y: [1,0,3,0,0]• Parametro iniziale: 0• Parametro finale: 60
Il programma pezzo risulta come segue.G0 X0 Y1 Z0 G1 F1000#POLY [X[0,60,0,0,0] Y[1,0,3,0,0] SP0 EP60]M30
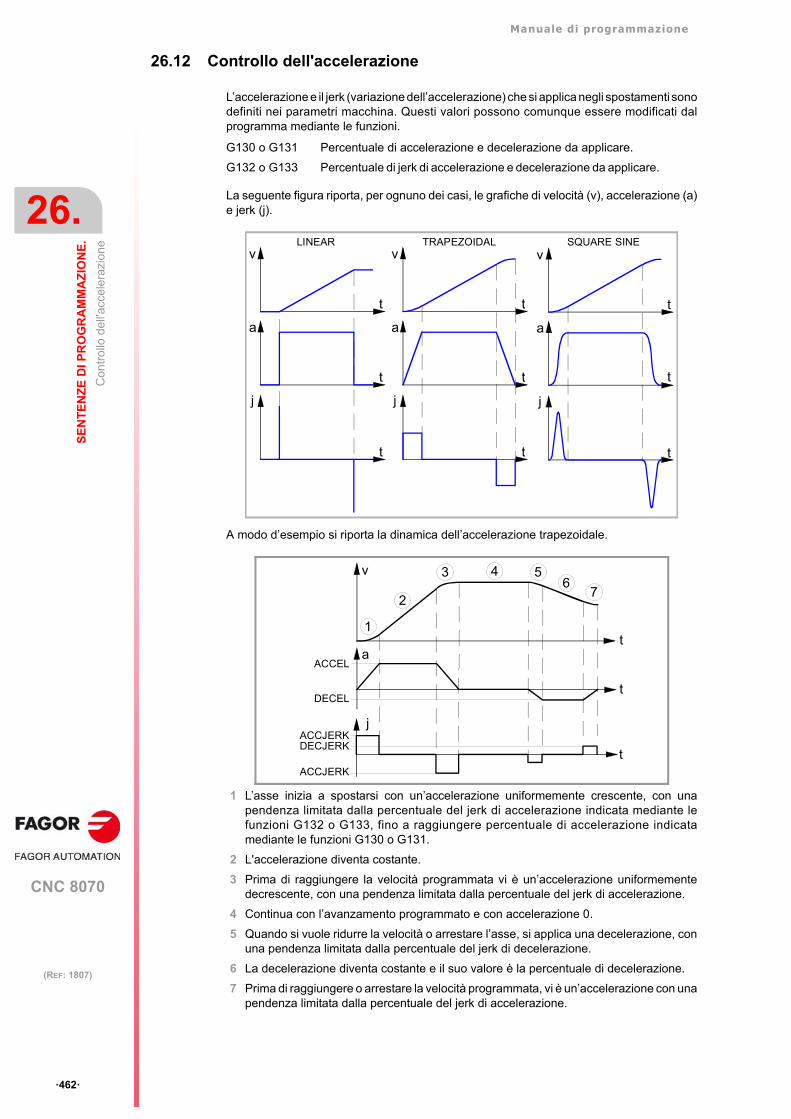
Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Con
tro
llo d
ell'
acce
lera
zion
e
·462·
(REF: 1807)
26.12 Controllo dell'accelerazione
L’accelerazione e il jerk (variazione dell’accelerazione) che si applica negli spostamenti sonodefiniti nei parametri macchina. Questi valori possono comunque essere modificati dalprogramma mediante le funzioni.
La seguente figura riporta, per ognuno dei casi, le grafiche di velocità (v), accelerazione (a)e jerk (j).
A modo d’esempio si riporta la dinamica dell’accelerazione trapezoidale.
1 L’asse inizia a spostarsi con un’accelerazione uniformemente crescente, con unapendenza limitata dalla percentuale del jerk di accelerazione indicata mediante lefunzioni G132 o G133, fino a raggiungere percentuale di accelerazione indicatamediante le funzioni G130 o G131.
2 L'accelerazione diventa costante.
3 Prima di raggiungere la velocità programmata vi è un’accelerazione uniformementedecrescente, con una pendenza limitata dalla percentuale del jerk di accelerazione.
4 Continua con l’avanzamento programmato e con accelerazione 0.
5 Quando si vuole ridurre la velocità o arrestare l’asse, si applica una decelerazione, conuna pendenza limitata dalla percentuale del jerk di decelerazione.
6 La decelerazione diventa costante e il suo valore è la percentuale di decelerazione.
7 Prima di raggiungere o arrestare la velocità programmata, vi è un’accelerazione con unapendenza limitata dalla percentuale del jerk di accelerazione.
G130 o G131 Percentuale di accelerazione e decelerazione da applicare.
G132 o G133 Percentuale di jerk di accelerazione e decelerazione da applicare.
t
v
t
a
t
j
t
v
t
a
t
j
t
v
t
a
t
j
LINEAR TRAPEZOIDAL SQUARE SINE
t
v
t
a
3
2
1
4 56
7
ACCEL
DECEL
t
jACCJERKDECJERK
ACCJERK
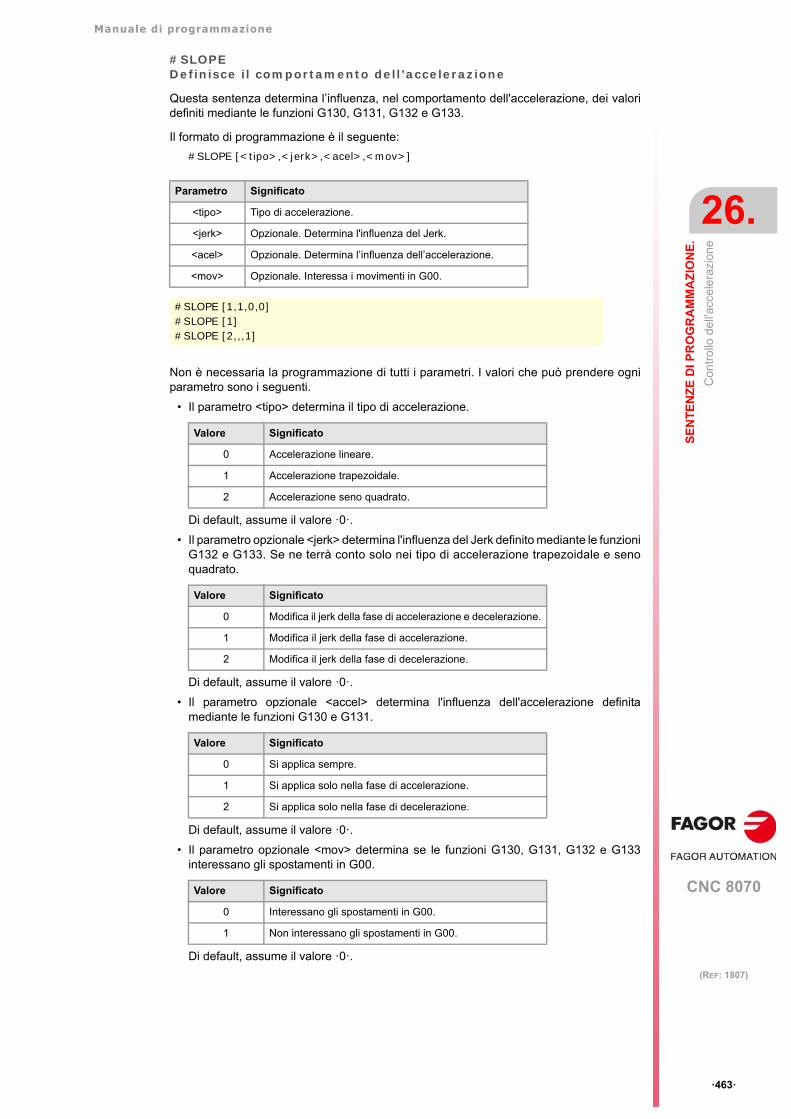
Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Con
tro
llo d
ell'
acce
lera
zion
e
·463·
(REF: 1807)
#SLOPEDefinisce il comportamento dell’accelerazione
Questa sentenza determina l’influenza, nel comportamento dell'accelerazione, dei valoridefiniti mediante le funzioni G130, G131, G132 e G133.
Il formato di programmazione è il seguente:
#SLOPE [<tipo>,<jerk>,<acel>,<mov>]
Non è necessaria la programmazione di tutti i parametri. I valori che può prendere ogniparametro sono i seguenti.
• Il parametro <tipo> determina il tipo di accelerazione.
Di default, assume il valore ·0·.
• Il parametro opzionale <jerk> determina l'influenza del Jerk definito mediante le funzioniG132 e G133. Se ne terrà conto solo nei tipo di accelerazione trapezoidale e senoquadrato.
Di default, assume il valore ·0·.
• Il parametro opzionale <accel> determina l'influenza dell'accelerazione definitamediante le funzioni G130 e G131.
Di default, assume il valore ·0·.
• Il parametro opzionale <mov> determina se le funzioni G130, G131, G132 e G133interessano gli spostamenti in G00.
Di default, assume il valore ·0·.
Parametro Significato
<tipo> Tipo di accelerazione.
<jerk> Opzionale. Determina l'influenza del Jerk.
<acel> Opzionale. Determina l’influenza dell’accelerazione.
<mov> Opzionale. Interessa i movimenti in G00.
#SLOPE [1,1,0,0]#SLOPE [1]#SLOPE [2,,,1]
Valore Significato
0 Accelerazione lineare.
1 Accelerazione trapezoidale.
2 Accelerazione seno quadrato.
Valore Significato
0 Modifica il jerk della fase di accelerazione e decelerazione.
1 Modifica il jerk della fase di accelerazione.
2 Modifica il jerk della fase di decelerazione.
Valore Significato
0 Si applica sempre.
1 Si applica solo nella fase di accelerazione.
2 Si applica solo nella fase di decelerazione.
Valore Significato
0 Interessano gli spostamenti in G00.
1 Non interessano gli spostamenti in G00.
Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Def
iniz
ione
di m
acr
o
·464·
(REF: 1807)
26.13 Definizione di macro
Le macro consentono di definire un blocco di programma, o parte di esso, mediante un nome,come segue "NomeDiMacro" = " BloccoCNC". Una volta definita la macro, quando siprogramma "NomeDiMacro" sarà equivalente a programmare "BloccoCNC". Quando dalprogramma (o MDI) si esegue una macro, il CNC eseguirà il blocco di programma ad essaassociato.
Le macro definite da un programma (o MDI) sono memorizzate in una tabella nel CNC; inquesto modo sono disponibili dal resto dei programmi senza doverle definire di nuovo.Questa tabella si inizializza quando si avvia il CNC e può anche essere inizilizzata dalprogramma pezzo mediante la sentenza #INIT MACROTABcancellando così tutte le macromemorizzate.
#DEFDefinizione di macro
È possibile definire fino a 50 macro diverse nel CNC. Le macro definite sono accessibili daqualsiasi programma. Se si cerca di definire più macro di quelle consentite, il CNC visualizzail rispettivo errore. La tabella di macro si può inizializzare cancellando tutte le macromediante la sentenza #INIT MACROTAB.
La definizione della macro si deve programmare da sola nel blocco.
Il formato di programmazione è il seguente:
#DEF "NomeDiMacro" = "BloccoCNC"
È possibile definire varie macro in uno stesso blocco, come segue.
#DEF "Macro1"="Bloque1" "Macro2"="Bloque2" ...
Definizione di operazioni aritmetiche nelle macro.
Quando si includono operazioni aritmetiche nella definizione della macro, si dovrà includerel'operazione aritmetica completa.
Parametro Significato
NomeDiMacro Nome con cui si identifica la macro nel programma.Potrà avere una lunghezza fino a 30 caratteri edessere formato da lettere e numeri.
BloccoCNC Blocco di programma. Potrà avere una lunghezzafino a 140 caratteri.
(Definizione di macro)#DEF "READY"="G0 X0 Y0 Z10"#DEF "START"="SP1 M3 M41" "STOP"="M05"
(Esecuzione di macro)"READY" (equivale a programmare G0 X0 Y0 Z10)P1=800 "START" F450 (equivale a programmare S800 M3 M41)G01 Z0X40 Y40"STOP" (equivale a programmare M05)
Definizione corretta di una macro.#DEF "MACRO1"="P1*3"#DEF "MACRO2"="SIN [\"MACRO1\"]"
La definizione delle seguenti macro è errata.
#DEF "MACRO1"="56+"#DEF "MACRO2"="12"#DEF "MACRO3="\"MACRO1\"\"MACRO2\""
#DEF "MACRO4"="SIN["#DEF "MACRO5"="45]"#DEF "MACRO6="\"MACRO4\"\"MACRO5\""
Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Def
iniz
ione
di m
acr
o
·465·
(REF: 1807)
Concatenazione di macro. Includere macro nella definizione di altre macro.
La definizione di una macro potrà a sua volta includere altre macro. In questo caso, ognunadelle macro inclusa nella definizione dovrà essere delimitata mediante i caratteri \"(\"macro\").
#INIT MACROTABInizializzazione della tabella di macro
Quando si definisce una macro da un programma (o MDI), si memorizza in una tabella nelCNC in modo che sia disponibile per gli altri programmi. Questa sentenza inizializza la tabelladi macro, cancellando le macro in essa contenute.
Esempio1#DEF "MACRO1"="X20 Y35"#DEF "MACRO2"="S1000 M03"#DEF "MACRO3"="G01 \"MA1\" F100 \"MA2\""
Esempio 2#DEF "POS"="G1 X0 Y0 Z0"#DEF "START"="S750 F450 M03"#DEF "MACRO"="\"POS\" \"START\""
Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Com
unic
azi
one
e s
incr
oni
zzaz
ione
fra
cana
li
·466·
(REF: 1807)
26.14 Comunicazione e sincronizzazione fra canali
Ciascun canale può eseguire il proprio programma in modo parallelo e indipendente da altricanali. Ma oltre a questo può anche comunicare con altri canali, passare informazione osincronizzarsi su determinati punti.
La comunicazione si esegue in base a una serie di indicatori che si gestiscono dai programmipezzo di ogni canale. Questi indicatori definiscono se il canale è in attesa di esseresincronizzato, è possibile essere sincronizzato, ecc..
Si dispone di due metodi diversi di sincronizzazione, ciascuno dei quali offre una soluzionediversa.
• Mediante la sentenza#MEET.
Il metodo più semplice di sincronizzazione. Arresta l’esecuzione su tutti i canali coinvoltiper eseguire la sincronizzazione.
L’insieme di indicatori che sono utilizzati si inizializzano dopo l’esecuzione di M02 o M30,in seguito a un reset e all’accensione.
• Mediante le sentenze #WAIT - #SIGNAL - #CLEAR.
È un metodo un po’ più complesso del precedente ma più versatile. Non significaarrestare l’esecuzione in tutti i canali per realizzare la sincronizzazione.
L’insieme di indicatori che sono utilizzati si mantengono dopo l’esecuzione di M02 o M30,in seguito a un reset e all’accensione.
Gli indicatori di sincronizzazione di entrambi i metodi sono indipendenti fra loro. Gli indicatorigestiti dalla sentenza #MEET non interessano né sono interessati dal resto delle sentenze.
Altre modalità di sincronizzare canali
I parametri aritmetici comuni possono anch’essi essere utilizzati per la comunicazione esincronizzazione dei canali. Mediante la scrittura da un canale e successiva lettura da unaltro di un certo valore, è possibile definire la condizione per continuare l’esecuzione di unprogramma.
L’accesso da un canale alle variabili di un altro canale serve anche come via dicomunicazione.
Lo scambio di assi fra canali consente anche di sincronizzare processi, dato che un canalenon può prendere un asse finché non è stato ceduto da un altro.
Variabili di consultazione
L’informazione sullo stato degli indicatori di sincronizzazione si può consultare mediante leseguenti variabili.
• Indicatore di tipo MEET o WAIT che attende il canale "n" del canale "m"
V.[n].G.MEETCH[m]V.[n].G.WAITCH[m]
Sostituire i caratteri "n" e "m" con il numero di canale.
CANAL 1 CANAL 2 CANAL 3
G1 F1000 S3000 M3#FREE AX [Z]
(Libera l'asse Z)X30 Y0#CALL AX [Z1,Z2]
(Aggiunge gli assi Z1 e Z2)X90 Y70 Z1=-30 Z2=-50#FREE AX [Z1,Z2]
(Libera gli assi Z1 e Z2)X0#CALL AX [Z]
(Recupera l'asse Z)G0 X0 Y0 Z0M30
X1=0 Y1=0 Z1=0G1 F1000#FREE AX[Z1]
(Libera l'asse Z1)G2 X1=-50 Y1=0 I-25 #CALL AX [Z]
(Aggiunge l'asse Z)G1 X1=50 Z20#FREE AX[Z]
(Libera l'asse Z)X1=20#CALL AX [Z1]
(Recupera l'asse Z1)G0 X1=0 Y1=0 Z1=0M30
G1 F1000X2=20 Z2=10#FREE AX[Z2]
(Libera l'asse Z2)X2=100 Y2=50#CALL AX[Z2]
(Recupera l'asse Z2)G0 X2=0 Y2=0 Z2=0M30

Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Com
unic
azi
one
e s
incr
oni
zzaz
ione
fra
cana
li
·467·
(REF: 1807)
• Stato dell’indicatore "m" di tipo MEET o WAIT sul canale "n".
V.[n].G.MEETST[m]V.[n].G.WAITST[m]
#MEETAttiva l’indicatore indicato sul canale ed attende che si attivi sul resto dei canali programmati
Questa sentenza dopo aver attivato l’indicatore sul proprio canale, attende che sia attivoanche sui canali programmati per poter così continuare l’esecuzione. Ciascun canaledispone di 100 indicatori numerati da 1 a 100
Programmando la stessa sentenza in vari canali, tutti si arrestano ed attendono che gli altrigiungano al punto indicato, per riprendere l’esecuzione tutti insieme a partire da tale punto.
Il formato di programmazione è il seguente.
#MEET [<indicatore>, <canale>,...]
Includere in ogni sentenza il numero stesso del canale è irrilevante, dato che l’indicatore siattiva nell’eseguire la sentenza #MEET. Tuttavia si consiglia la sua programmazione perfacilitare la comprensione del programma.
Funzionamento
Programmando la stessa sentenza in ogni canale, tutti si sincronizzano su tale puntoriprendendo l’esecuzione a partire da quel punto. Il funzionamento è il seguente.
1 Attiva l’indicatore selezionato sul canale proprio.
2 Attende che l’indicatore si attivi sui canali indicati.
3 Dopo aver sincronizzato i canali, cancella l’indicatore sul canale proprio e continual’esecuzione del programma.
Ciascun canale si arresta nel#MEET. Quando l’ultimo di essi raggiunge il comando e verificache tutti gli indicatori sono attivi, si sblocca la procedura per tutti contemporaneamente.
Nel seguente esempio si attende che l’indicatore ·5· sia attivo sui canali ·1·, ·2· e ·3· persincronizzare i canali e continuare l’esecuzione.
#WAITAttende che l'indicatore si attivi sui canale definito
La sentenza #WAIT attende che l’indicatore indicato sia attiva sui canali segnalati. Sel’indicatore è già attivo quando si esegue il comando, non si arresta l’esecuzione e ilprogramma continua.
Ciascun canale dispone di 100 indicatori numerati da 1 a 100
Il formato di programmazione è il seguente.
#WAIT [<indicatore>, <canale>,...]
Parametro Significato
<indicatore> Indicatore di sincronizzazione che si attiva nel canale stessoe che si deve attivare nel resto dei canali per continuare.
<canale> Canale o canali in cui si deve attivare lo stesso indicatore.
CANAL 1 CANAL 2 CANAL 3
%PRG_1······#MEET [5,1,2,3]······M30
%PRG_2···#MEET [5,1,2,3]·········M30
%PRG_3············#MEET [5,1,2,3]M30

Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Com
unic
azi
one
e s
incr
oni
zzaz
ione
fra
cana
li
·468·
(REF: 1807)
A differenza della sentenza #MEET, non attiva l’indicatore indicato del proprio canale. Gliindicatori del canale si attivano mediante la sentenza #SIGNAL.
#SIGNALAttiva l’indicatore sul canale proprio
La sentenza #SIGNAL attiva gli indicatori indicati sul proprio canale Ciascun canale disponedi 100 indicatori numerati da 1 a 100 Questi indicatori sono quelli che corrispondo allesentenze #WAIT.
Questa sentenza non realizza nessuna attesa; continua l’esecuzione. Dopo aver effettuatola sincronizzazione è possibile disattivare gli indicatori mediante la sentenza #CLEAR.
Il formato di programmazione è il seguente.
#SIGNAL [<indicatore>,...]
#CLEARCancella gli indicatori di sincronizzazione del canale
Questa sentenza cancella gli indicatori indicati sul canale proprio. Se non si programmanessun indicatore, li cancella tutti.
Il formato di programmazione è il seguente.
#CLEAR#CLEAR [<indicatore>,...]
Nel seguente esempio, i canali ·1· e ·2· attendono che l’indicatore ·5· sia attivo sul canale·3· per sincronizzarsi. Quando sul canale ·3· si attiva l’indicatore ·5· continua l’esecuzionedei tre canali.
Parametro Significato
<indicatore> Indicatore di sincronizzazione al quale ci si attendel’attivazione.
<canale> Canale o canali che devono attivare l’indicatore.
Parametro Significato
<indicatore> Indicatore di sincronizzazione attivato nel canale.
Parametro Significato
<indicatore> Indicatore di sincronizzazione annullato nel canale.
CANAL 1 CANAL 2 CANAL 3
%PRG_1······#WAIT [5,3]·········M30
%PRG_2···#WAIT [5,3]············M30
%PRG_3·········#SIGNAL [5]···#CLEAR [5]M30
Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Mov
imen
ti di
ass
i in
dipe
nde
nti
·469·
(REF: 1807)
26.15 Movimenti di assi indipendenti
Il CNC dispone della possibilità di eseguire posizionamenti e sincronizzazioni indipendenti.Per questo tipo di movimenti, ciascun asse del CNC dispone di un interpolatore indipendenteche mantiene il proprio conteggio di posizione corrente, senza dipendere dal conteggio diposizione dell’interpolatore generale del CNC.
È consentita l’esecuzione di un movimento indipendente e un movimento generalesimultaneo. Il risultato sarà la somma dei due interpolatori.
Il CNC memorizza fino a un massimo di due sentenze di movimento indipendente per asse.Il resto delle sentenze inviate quando vi sono già due non ancora eseguite, significa un’attesadel programma pezzo.
Trattamento di un asse rotativo come asse infinito.
La sincronizzazione di assi consente di trattare un asse rotativo come un asse infinito e potercosì contare in modo indefinito l’incremento dell’asse, indipendentemente dal valore delmodulo. Questo tipo di asse si attiva in fase di programmazione, aggiungendo il prefissoACCU al nome dell’asse maestro. A partire da questa programmazione, il CNC utilizza lavariabile V.A.ACCUDIST.xn, che può essere inizializzata in qualsiasi momento, pereffettuare il monitoraggio dell’asse.
Questa prestazione è utile, ad esempio, nel caso di un asse rotativo o encoder che muoveun nastro trasportatore infinito sul quale è la pezzo. Il trattamento d’asse infinito consentedi sincronizzare la quota del nastro trasportatore con un evento esterno, e contare così lospostamento del pezzo in valori superiori al modulo dell’asse rotativo che muove il nastro.
Restrizioni degli assi indipendenti
Qualsiasi asse del canale si potrà spostare in modo indipendente utilizzando le istruzioniassociate. Tuttavia, questa funzionalità presenta le seguenti restrizioni.
• Un mandrino potrà spostarsi in modo indipendente solo se mediante un'istruzione #CAXsi porta in modalità asse. Tuttavia potrà sempre fungere da asse maestro di unasincronizzazione.
• Un asse rotativo potrà essere di qualsiasi modulo, ma il limite inferiore dovrà essere zero.
• Un asse Hirth non potrà spostarsi in modo indipendente.
Sincronizzazione degli interpolatori
Affinché i movimenti incrementali tengano conto della quota reale della macchina ènecessario che ogni interpolatore si sincronizzi con tale quota reale. La sincronizzazione siesegue dal programma pezzo utilizzando la sentenza #SYNC POS.
Mediante un reset sul CNC vengono sincronizzate le quote teoriche dei due interpolatori conla quota reale. Queste sincronizzazioni saranno necessarie solo se vengono intercalatesentenze dei due tipi di interpolatori.
Con ciascun inizio di programma o blocco di MDI si sincronizza anche la quotadell’interpolatore generale del CNC e con ogni nuova sentenza indipendente (senzanessuna pendenza) si sincronizza anche la quota dell’interpolatore indipendente.
Influenza dei movimenti nella preparazione di blocchi
Tutti questi blocchi non provocano un arresto di preparazione di blocco ma sìdell’interpolazione. Pertanto non si eseguirà un’unione di due blocchi essendovene unoindipendente in mezzo.
Questa funzionalità dispone di un manuale specifico. Nel presente manuale, si offre solo informazioneorientativa su questa funzionalità. Consultare la documentazione specifica per ottenere ulterioriinformazioni circa i requisiti e il funzionamento degli assi indipendenti.
Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Mov
imen
ti di
ass
i in
dipe
nde
nti
·470·
(REF: 1807)
Movimento di posizionamento (#MOVE)
I diversi tipi di posizionamento si programmano mediante le seguenti sentenze.
#MOVE - Movimento di posizionamento assoluto.
#MOVE ADD - Movimento di posizionamento incrementale.
#MOVE INF - Movimento di posizionamento senza fine.
Il formato di programmazione per ciascuna di esse è il seguente. Fra i caratteri <> sonoindicati i parametri opzionali.
#MOVE <ABS> [Xpos <,Fn> <,collegamento>]#MOVE ADD [Xpos <,Fn> <,collegamento>]#MOVE INF [X+/- <,Fn> <,collegamento>]
[ Xpos ] Asse e posizione da raggiungere
Asse e posizione da raggiungere. Con #MOVE ABS si definirà in coordinate assolute mentrecon #MOVE ADD si definirà in coordinate incrementali.
Il senso di spostamento viene determinato dalla quota o dall’incremento programmato. Pergli assi rotativi, il senso di spostamento viene determinato dal tipo di asse. Se è normale,sul percorso più corto; se è unidirezionale, nel senso prestabilito.
[ X+/- ] Asse e senso di spostamento
Asse (senza quota) da posizionare. Il segno indica il senso dello spostamento.
Si utilizza con #MOVE INF, per eseguire un movimento senza fine sino a raggiungere il limitedell’asse o fino all’interruzione del movimento.
[ Fn ] Velocità di posizionamento
Avanzamento per il posizionamento.
Velocità di avanzamento data in mm/min, poll/min o gradi/min.
Parametro opzionale. Se non si definisce, si assume l'avanzamento definito nel parametromacchina POSFEED.
[collegamento] Collegamento dinamico con il seguente blocco
Parametro opzionale. L’avanzamento con il quale si raggiunge la posizione (collegamentodinamico al seguente blocco) sarà definita mediante parametro opzionale.
La velocità con cui si raggiunge la posizione verrà definita da uno di questi elementi:
La programmazione di questo parametro è opzionale. Se non si programma, il collegamentodinamico si realizza secondo il parametro macchina ICORNER, come segue.
[collegamento] Tipo di collegamento dinamico
PRESENT Si raggiunge la posizione indicata alla velocità di posizionamento specificatanello stesso blocco.
NEXT Si raggiunge la posizione indicata alla velocità di posizionamento specificata nelseguente blocco.
NULL Si raggiunge la posizione indicata a velocità nulla.
WAITINPOS Si raggiunge la posizione indicata a velocità nulla e si attende di essere inposizione per eseguire il seguente blocco.
ICORNER Tipo di collegamento dinamico
G5 Secondo quanto definito per il valore PRESENT.
G50 Secondo quanto definito per il valore NULL.
G7 Secondo quanto definito per il valore WAITINPOS.
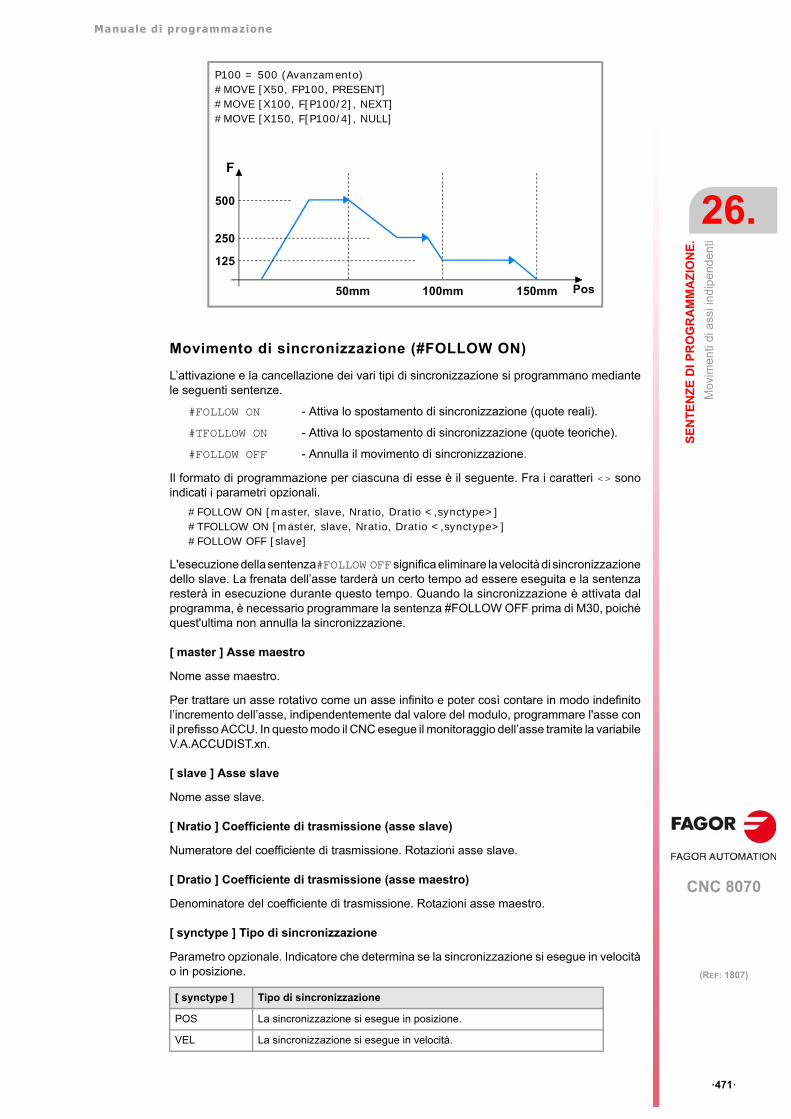
Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Mov
imen
ti di
ass
i in
dipe
nde
nti
·471·
(REF: 1807)
Movimento di sincronizzazione (#FOLLOW ON)
L’attivazione e la cancellazione dei vari tipi di sincronizzazione si programmano mediantele seguenti sentenze.
#FOLLOW ON - Attiva lo spostamento di sincronizzazione (quote reali).
#TFOLLOW ON - Attiva lo spostamento di sincronizzazione (quote teoriche).
#FOLLOW OFF - Annulla il movimento di sincronizzazione.
Il formato di programmazione per ciascuna di esse è il seguente. Fra i caratteri <> sonoindicati i parametri opzionali.
#FOLLOW ON [master, slave, Nratio, Dratio <,synctype>]#TFOLLOW ON [master, slave, Nratio, Dratio <,synctype>]#FOLLOW OFF [slave]
L'esecuzione della sentenza#FOLLOW OFF significa eliminare la velocità di sincronizzazionedello slave. La frenata dell’asse tarderà un certo tempo ad essere eseguita e la sentenzaresterà in esecuzione durante questo tempo. Quando la sincronizzazione è attivata dalprogramma, è necessario programmare la sentenza #FOLLOW OFF prima di M30, poichéquest'ultima non annulla la sincronizzazione.
[ master ] Asse maestro
Nome asse maestro.
Per trattare un asse rotativo come un asse infinito e poter così contare in modo indefinitol’incremento dell’asse, indipendentemente dal valore del modulo, programmare l'asse conil prefisso ACCU. In questo modo il CNC esegue il monitoraggio dell’asse tramite la variabileV.A.ACCUDIST.xn.
[ slave ] Asse slave
Nome asse slave.
[ Nratio ] Coefficiente di trasmissione (asse slave)
Numeratore del coefficiente di trasmissione. Rotazioni asse slave.
[ Dratio ] Coefficiente di trasmissione (asse maestro)
Denominatore del coefficiente di trasmissione. Rotazioni asse maestro.
[ synctype ] Tipo di sincronizzazione
Parametro opzionale. Indicatore che determina se la sincronizzazione si esegue in velocitào in posizione.
[ synctype ] Tipo di sincronizzazione
POS La sincronizzazione si esegue in posizione.
VEL La sincronizzazione si esegue in velocità.
P100 = 500 (Avanzamento)#MOVE [X50, FP100, PRESENT]#MOVE [X100, F[P100/2], NEXT]#MOVE [X150, F[P100/4], NULL]
F
Pos
500
250
125
50mm 100mm 150mm
Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Mov
imen
ti di
ass
i in
dipe
nde
nti
·472·
(REF: 1807)
La sua programmazione è opzionale. Se non si programma, si esegue una sincronizzazionein velocità.
#FOLLOW ON [X, Y, N1, D1]#FOLLOW ON [A1, U, N2, D1, POS]#FOLLOW OFF [Y]#FOLLOW ON [ACCUX, Y, N1, D1]
Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Cam
me
ele
ttron
iche
.
·473·
(REF: 1807)
26.16 Camme elettroniche.
La modalità di camma elettronica consente di generare lo spostamento di un asse slavedefinito a partire da una tabella di posizioni o di un profilo di camma. Se durante l’esecuzionedi un profilo di camma, si esegue un secondo profilo di camma, il secondo profilo restapreparato e in attesa che si concluda l’esecuzione del profilo corrente. Raggiunta la fine delprofilo camma corrente, inizia l’esecuzione della seconda camma ed entrambi i profili siuniranno in modo simile all’unione di due blocchi di posizionamento. L’esecuzione dellasentenza di terminazione della sincronizzazione di camma (#CAM OFF) farà sì che siconcluda l’esecuzione della camma corrente, ma non i modo immediato, ma al prossimopassaggio dalla fine del profilo camma.
Dopo l’esecuzione della sincronizzazione della camma non si ammettono spostamenti diposizionamento di asse indipendente (MOVE). Non ha senso sovrapporre allo spostamentodi sincronizzazione della camma uno spostamento addizionale che provoca una rottura conla sincronizzazione stabilita.
Camma posizione - posizione
In questo tipo di camma si possono ottenere rapporti non lineari di sincronizzazioneelettronica fra due assi. Quindi la posizione dell’asse slave si sincronizza con la posizionedell’asse maestro mediante un profilo di camma.
Camma posizione - tempo
In questo tipo di camma si possono ottenere altri profili di spostamento diversi dai profilitrapezoidali o a forma di S.
Editor di camma elettronica.
Prima di attivare una camma elettronica, questa deve essere stata prima definita nell'editordi camme al quale si accede dai parametri macchina. Questo editor offre una comodaassistenza per analizzare il comportamento della camma proiettata tramite le utilità grafichedi editazione dei valori di velocità, accelerazione e jerk.
È responsabilità dell'utente la scelta dei parametri e delle funzioni che intervengono nellosviluppo del disegno di una camma elettronica, che dovrà verificare rigorosamente che ildisegno realizzato sia coerente con le specifiche richieste.
Attivare e annullare una camma di file dal programma pezzo.
I dati della camma possono essere definiti in un file, che può essere caricato dal CNC o dalPLC. Nell’eseguire una camma da un file, il CNC ne legge i dati in modo dinamico, per cuinon vi è limite di punti quando si definisce la camma. Dopo aver selezionato una cammadi file, essa è disponibile finché non si convaliderà la tabella camme dei parametri macchinao non si spegnerà il CNC.
Per selezionare o annullare una camma di file, utilizzare le seguenti sentenze. Questasentenza definisce solo l’ubicazione della leva; per attivarla, utilizzare la sentenza #CAMON.
#CAM SELECT - Selezionare una camma di file.
#CAM DESELECT - Annullare la camma di un file.
Il formato di programmazione per ciascuna di esse è il seguente.
#CAM SELECT [cam, file]#CAM DESELECT [cam]
Questa funzionalità dispone di un manuale specifico. Nel presente manuale, si offre solo informazioneorientativa su questa funzionalità. Consultare la documentazione specifica per ottenere ulterioriinformazioni circa i requisiti e il funzionamento di camme elettroniche.
Parametro. Significato.
cam Numero camma.
path/file Nome e percorso (path) del file con i dati della camma.

Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Cam
me
ele
ttron
iche
.
·474·
(REF: 1807)
Attivazione e annullamento della camma elettronica (#CAM).
L’attivazione e l’annullamento della camma elettronica si programma mediante le seguentisentenze
#CAM ON - Attiva la camma (quote reali).
#TCAM ON - Attiva la camma (quote teoriche).
#CAM OFF - Annullare la camma elettronica.
Il formato di programmazione per ciascuna di esse è il seguente. Fra i caratteri <> sonoindicati i parametri opzionali.
#CAM ON [cam, master/"TIME", slave, master_off, slave_off, range_master, range_slave <,type>]#TCAM ON [cam, master/"TIME", slave, master_off, slave_off, range_master, range_slave <,type>]#CAM OFF [slave]
L’esecuzione della sentenza #CAM OFF implica eliminare la sincronizzazione della camma.Una volta programmata questa sentenza, la camma termina quando si raggiunge la fine delrelativo profilo.
[cam] Numero camma.
Per attivare una camma, essa deve essere stata prima definita nell’editor di camme entroi parametri macchina.
[master/"TIME"] Asse maestro.
Nome dell’asse maestro, quando si tratta di una camma di posizione. Se invece diprogrammare un nome asse si programma il comando "TIME", la camma si interpreta comeuna camma in tempo.
In una camma di posizione, per trattare un asse rotativo come un asse infinito e poter cosìcontare in modo indefinito l’incremento dell’asse, indipendentemente dal valore del modulo,programmare l'asse maestro con il prefisso ACCU. In questo modo il CNC esegue ilmonitoraggio dell’asse tramite la variabile V.A.ACCUDIST.xn.
[slave] Asse slave.
Nome asse slave.
[master_off] Offset dell'asse maestro o offset di tempo.
In una camma di posizione, questo offset stabilisce la posizione in cui si attiva la camma.l'offset è sottratto dalla posizione dell’asse maestro per calcolare la posizione di ingressodella tabella della camma.
In una camma a tempo, questo offset consente di stabilire un tempo per lo scatto dellacamma.
[slave_off] Offset dell'asse maestro.
I valori di slave_off e range_slave consentono di spostare le posizioni dell’asse slave fuoridell’intervallo di valori stabilito dalla funzione della camma.
[Range_master] Scala o intervallo d'attivazione dell'asse maestro.
Una camma si attiva quando l'asse maestro si trova fra le posizioni "master_off" e"master_off + range_master". La camma regola solo la posizione dell’asse slave entro taleintervallo.
#CAM SELECT [6, "C:\USERCAM\cam.txt"](Il CNC utilizza per la camma ·6· i dati definiti nel file cam.txt)
#CAM DESELECT [6](Il CNC smette di utilizzare per la camma ·6· i dati definiti in un file)
#CAM ON [1, X, Y, 30, 0, 100, 100]#CAM ON [1, ACCUX, Y, 30, 0, 100, 100]#CAM ON [1, TIME, A2, 0, 0, 6, 3, ONCE]#CAM OFF [Y]
Manuale di programmazione
CNC 8070
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
26.
Cam
me
ele
ttron
iche
.
·475·
(REF: 1807)
In una camma a tempo, questo parametro definisce l’intervallo di tempo o la durata totaledella camma.
[Range_slave] Scala o intervallo d'applicazione per l'asse slave.
La camma applica all'asse slave quando si trova fra "slave_off" e "slave_off + range_slave".
[type] Tipo di camma.
In base alla modalità di esecuzione, sia le camme a tempo che quelle a posizione possonoessere di due tipi diversi; e cioè camma periodica o non periodica. La selezione si eseguemediante le seguenti comandi.
Se l’asse maestro è rotativo modulo e l’intervallo di definizione della camma è tale modulo,le due modalità di esecuzione sono equivalenti. Nelle due modalità si mantiene lasincronizzazione fino all’esecuzione della sentenza #CAM OFF. Raggiunta tale sentenza,l’esecuzione della camma terminerà la prossima volta che si raggiungerà la fine del profilocamma.
[type] Significato.
ONCE Camma non periodica.In questo modo si mantiene la sincronizzazione per l’intervallo definito dell’asse maestro.Se l’asse maestro retrocede o se è modulo l’asse slave, continuerà ad eseguire il profilodi camma finché non si programmerà la disattivazione.
CONT Camma periodica.In questo modo, quando si arriva alla fine dell’intervallo dell’asse maestro si ricalcolal’offset per eseguire di nuovo la camma spostata in tale intervallo. E cioè si eseguonosuccessivamente le camme uguali lungo il percorso dell’asse maestro.
Manuale di programmazione
CNC 8070
26.
SE
NT
EN
ZE
DI P
RO
GR
AM
MA
ZIO
NE
.
Mod
ifica
re o
nlin
e le
impo
staz
ioni
mac
chin
a ne
i gra
fici H
D (
file
xca
).
·476·
(REF: 1807)
26.17 Modificare online le impostazioni macchina nei grafici HD (file xca).
Il CNC dispone di diversi file xca, uno per modello, contenenti la definizione e le impostazionidella macchina per i grafici HD. All’avvio del CNC, esso assume l’ultimo file utilizzato. Questifile coprono la maggioranza delle configurazioni, per cui sarà necessario generare file xcanuovi solo quando la macchina avrà qualche requisito particolare che interessa i grafici.
Se durante l’esecuzione cambia la configurazione fisica della macchina (ad esempio,cambio mandrino con diverso numero di assi), occorre caricare il rispettivo file xca affinchéi cambiamenti siano riportati sui grafici. I file xca si possono caricare sia dal menu di softkeyche dal programma mediante la sentenza #DEFGRAPH.
Quando si cambiano le impostazioni macchina, il CNC salva automaticamente il pezzo sulloschermo come LastPiece.stl nella cartella ../Users/Grafdata, e lo recupera terminate lenuove impostazioni.
Programmazione.
Questa sentenza si deve programmare da sola nel blocco. Nel programmare questasentenza, occorre definire il nome del file, e opzionalmente si potrà indicare la suaubicazione.
Formato di programmazione.
Il formato di programmazione è il seguente; fra le chiavi si riportano la lista di argomenti efra parentesi ad angolo si indicano gli argomenti opzionali.
#DEFGRAPH ["<{path\}>{file.xca}"]
Definizione del path.
La definizione del path è opzionale. Se si definisce, il CNC cercherà il file solo in tale cartella;se non si definisce, il CNC cercherà il file nella cartella ..\MTB\Grafdata. Se il file non esiste,il CNC visualizza il rispettivo errore.
Osservazioni
I file di impostazioni della macchina forniti dalla Fagor sono composti da un solo file, xca.Quando un OEM crea i propri file di impostazioni, per ogni file xca deve creare un file conlo stesso nome ed estensione def che completa la configurazione degli assi cheintervengono nella cinematica. Se si desidera salvare in un’altra cartella il file di impostazioni,occorre copiare entrambi i file.
{path\} Opzionale. lndirizzo del file.
{file.xca} Nome del file.
#DEFGRAPH ["Machine.xca"]#DEFGRAPH ["c:\FagorCnc\MTB\Grafdata\Machine.xca"]
CNC 8070
27
·477·
(REF: 1807)
VARIABILI DEL CNC.
Tutte le informazioni sulle variabili del CNC sono nel manuale “Variabili del CNC” disponibilesu sito web aziendale di Fagor Automation. Il nome del documento elettronico èman_8060_8065_var.pdf.
http://www.fagorautomation.com/en/downloads/
Manuale di programmazione
CNC 8070
27.
VA
RIA
BIL
I DE
L C
NC
.
·478·
(REF: 1807)

Manuale di programmazione
CNC 8070
·479·
Note d’utente:
(REF: 1807)
Manuale di programmazione
CNC 8070
·480·
Note d’utente:
(REF: 1807)

Manuale di programmazione
CNC 8070
·481·
Note d’utente:
(REF: 1807)

Fagor Automation S. Coop.Bº San Andrés, 19 - Apdo. 144E-20500 Arrasate-Mondragón, SpainTel: +34 943 719 200
+34 943 039 800Fax: +34 943 791 712E-mail: [email protected]


















