
8065. Cicli fissi (modello ·M·). - Fagor Automation · 1.2.1 Esempio di programmazione ... IIP...
194
(Ref. 1209) 8065 CNC Cicli fissi (modello ·M·)
Transcript of 8065. Cicli fissi (modello ·M·). - Fagor Automation · 1.2.1 Esempio di programmazione ... IIP...

(Ref. 1209)
8065CNCCicli fissi (modello ·M·)

Tutti i diritti sono riservati. La presente documentazione, interamente o in parte,non può essere riprodotta, trasmessa, trascritta, memorizzata in un sistema diregistrazione dati o tradotta in nessuna lingua, senza autorizzazione espressadi Fagor Automation. È vietata la copia, parziale o totale, o uso non autorizzatodel software.
L'informazione di cui al presente manuale può essere soggetta a variazionidovute a eventuali modifiche tecniche. La Fagor Automation si riserva il diritto dimodificare il contenuto del manuale senza preavviso.
Tutti i marchi registrati o commerciali riportati nel manuale appartengono airispettivi proprietari. L’uso di tali marchi da parte di terzi a fini privati può vulnerarei diritti dei proprietari degli stessi.
È possibile che il CNC possa eseguire più funzioni di quelle riportate nella relativadocumentazione; tuttavia Fagor Automation non garantisce la validità di taliapplicazioni. Pertanto, salvo dietro espressa autorizzazione della FagorAutomation, qualsiasi applicazione del CNC non riportata nella documentazione,deve essere considerata "impossibile". FAGOR AUTOMATION non si renderesponsabile degli infortuni alle persone, o dei danni fisici o materiali di cui possaessere oggetto o provocare il CNC, se esso si utilizza in modo diverso a quellospiegato nella documentazione connessa.
È stato verificato il contenuto del presente manuale e la sua validità per il prodottodescritto. Ciononostante, è possibile che sia stato commesso un erroreinvolontario e perciò non si garantisce una coincidenza assoluta. In ogni caso,si verifica regolarmente l’informazione contenuta nel documento e si provvedea eseguire le correzioni necessarie che saranno incluse in una successivaeditazione. Si ringrazia per i suggerimenti di miglioramento.
Gli esempi descritti nel presente manuale sono orientati all’apprendimento.Prima di utilizzarli in applicazioni industriali, devono essere appositamenteadattati e si deve inoltre assicurare l’osservanza delle norme di sicurezza.
SICUREZZA DELLA MACCHINA
È responsabilità del costruttore della macchina che le sicurezze della stessasiano abilitate, allo scopo di evitare infortuni alle persone e prevenire danni alCNC o agli elementi collegati allo stesso. Durante l'avvio e la conferma deiparametri del CNC, si verifica lo stato delle seguenti sicurezze. Se uno di essiè disabilitato, il CNC riporta un messaggio di avviso.
• Allarme di retroazione per assi analogici.• Limiti di software per assi lineari analogici e sercos.• Monitoraggio dell'errore di inseguimento per assi analogici e sercos (eccetto
il mandrino), sia sul CNC che sui regolatori.• Test di tendenza sugli assi analogici.
FAGOR AUTOMATION non si rende responsabile degli infortuni alle persone, odei danni fisici o materiali di cui possa essere oggetto o provocare il CNC,imputabili all'annullamento di alcune delle sicurezze.
AMPLIANTI DI HARDWARE
FAGOR AUTOMATION non si rende responsabile degli infortuni alle persone, odei danni fisici o materiali di cui possa essere oggetto o provocare il CNC,imputabili a una modifica dell'hardware da parte di personale non autorizzatodalla Fagor Automation.
La modifica dell'hardware del CNC da parte di personale non autorizzato dallaFagor Automation implica la perdita della garanzia.
VIRUS INFORMATICI
FAGOR AUTOMATION garantisce che il software installato non contiene nessunvirus informatico. È responsabilità dell'utente mantenere l'apparecchiaturaesente da virus, allo scopo di garantirne il corretto funzionamento.
La presenza di virus informatici sul CNC può provocarne il cattivo funzionamento.Se il CNC si collega direttamente ad un altro PC, è configurato all'interno di unarete informatica, o si utilizzano dischetti od altri supporti informatici ditrasmissione dati, si raccomanda di installare un software antivirus.
FAGOR AUTOMATION non si rende responsabile degli infortuni alle persone, odei danni fisici o materiali di cui possa essere oggetto o provocare il CNC,imputabili alla presenza di virus informatici nel sistema.
La presenza di virus informatici nel sistema implica la perdita della garanzia.

Cicl i f issi (modello ·M·)
CNC 8065
(REF. 1209)
·3·
I N D I C E
Informazione sul prodotto ............................................................................................................. 5Dichiarazione di conformità .......................................................................................................... 9Storico versioni ........................................................................................................................... 11Condizioni di sicurezza ............................................................................................................... 13Condizioni di garanzia ................................................................................................................ 17Condizioni di successive spedizioni............................................................................................ 19Manutenzione dal CNC............................................................................................................... 21
CAPITOLO 1 CICLI FISSI DI FRESATURA
1.1 Concetti generali ............................................................................................................ 231.1.1 Definizione, zona d’influenza e annullamento di un ciclo fisso. ................................. 251.1.2 Piano di partenza e piano di riferimento..................................................................... 261.1.3 Programmazione dei cicli fissi.................................................................................... 271.1.4 Programmazione di un ciclo fisso su diversi piani...................................................... 281.1.5 Modifica dei parametri di un ciclo fisso. ..................................................................... 301.2 G81. Ciclo fisso di foratura............................................................................................. 321.2.1 Esempio di programmazione ..................................................................................... 331.3 G82. Ciclo fisso di foratura con passo variabile............................................................. 341.3.1 Esempio di programmazione ..................................................................................... 371.4 G83. Ciclo fisso di foratura profonda con passo constante ........................................... 381.4.1 Esempio di programmazione ..................................................................................... 401.5 G84. Ciclo fisso di maschiatura ..................................................................................... 411.5.1 Esempio di programmazione ..................................................................................... 431.6 G85. Ciclo fisso di alesatura .......................................................................................... 441.6.1 Esempio di programmazione ..................................................................................... 451.7 G86. Ciclo fisso di barenatura........................................................................................ 461.7.1 Esempio di programmazione ..................................................................................... 481.8 G87. Ciclo fisso di tasca rettangolare ............................................................................ 491.8.1 Esempio di programmazione ..................................................................................... 521.9 G88. Ciclo fisso di tasca circolare.................................................................................. 531.9.1 Esempio di programmazione ..................................................................................... 561.10 G210. Ciclo fisso di fresatura di foratura........................................................................ 571.11 G211. Ciclo di fresatura di filettatura interna.................................................................. 591.12 G212. Ciclo di fresatura di filettatura esterna................................................................. 62
CAPITOLO 2 LAVORAZIONI MULTIPLE
2.1 G160. Lavorazione multipla su una linea retta............................................................... 662.1.1 Esempio di programmazione ..................................................................................... 682.2 G161. Lavorazione multipla su un parallelogramma...................................................... 692.2.1 Esempio di programmazione ..................................................................................... 712.3 G162. Lavorazione multipla su una griglia..................................................................... 722.3.1 Esempio di programmazione ..................................................................................... 742.4 G163. Lavorazione multipla su una circonferenza......................................................... 752.4.1 Esempio di programmazione ..................................................................................... 772.5 G164. Lavorazione multipla su un arco ......................................................................... 782.5.1 Esempio di programmazione ..................................................................................... 802.6 G165. Lavorazione multipla formante una corda ad arco .............................................. 812.6.1 Esempio di programmazione ..................................................................................... 82
CAPITOLO 3 EDITOR DI CICLI
3.1 Impostare l’editor di cicli. ............................................................................................... 853.2 Modalità teach-in. .......................................................................................................... 863.3 Selezione di dati, profili ed icone ................................................................................... 873.4 Simulare un ciclo fisso. .................................................................................................. 88
CAPITOLO 4 CICLI FISSI DELL'EDITOR
4.1 Cicli fissi disponibili nell’editor........................................................................................ 914.1.1 Funzioni G associate all’esecuzione dei cicli. ............................................................ 924.1.2 Piani di lavoro e spostamento delle lavorazioni. ........................................................ 934.1.3 Valore che si applica quando un parametro vale 0 .................................................... 954.1.4 Associare una lavorazione multipla a un ciclo fisso ................................................... 96

·4·
Cicl i f issi (modello ·M·)
CNC 8065
(REF. 1209)
4.2 Centratura. ..................................................................................................................... 974.2.1 Funzionamento base. ................................................................................................ 994.3 Foratura. ...................................................................................................................... 1004.3.1 Funzionamento base. .............................................................................................. 1014.4 Foratura profonda. ....................................................................................................... 1024.4.1 Funzionamento base. .............................................................................................. 1034.5 Fresatura di foratura. ................................................................................................... 1044.5.1 Funzionamento base. .............................................................................................. 1064.6 Maschiatura ................................................................................................................. 1074.6.1 Funzionamento base. .............................................................................................. 1094.7 Fresatura di filetto. ....................................................................................................... 1104.7.1 Funzionamento base. .............................................................................................. 1124.8 Alesatura...................................................................................................................... 1134.8.1 Funzionamento base. .............................................................................................. 1144.9 Barenatura. .................................................................................................................. 1154.9.1 Funzionamento base. .............................................................................................. 1164.10 Barenatura con orientamento del mandrino. ............................................................... 1174.10.1 Funzionamento base. .............................................................................................. 1194.11 Tasca rettangolare semplice........................................................................................ 1204.11.1 Funzionamento base. .............................................................................................. 1234.12 Tasca rettangolare con arrotondamenti. ...................................................................... 1244.12.1 Funzionamento base. .............................................................................................. 1284.13 Tasca circolare. ........................................................................................................... 1294.13.1 Funzionamento base. .............................................................................................. 1334.14 Tasca circolare presvuotata......................................................................................... 1344.14.1 Funzionamento base. .............................................................................................. 1374.15 Tasca profilo 2D........................................................................................................... 1394.15.1 File eseguibile della tasca........................................................................................ 1434.15.2 Funzionamento base. .............................................................................................. 1444.15.3 Esempi di definizione di profili 2D ............................................................................ 1454.16 Tasca profilo con isole 3D. .......................................................................................... 1484.16.1 File eseguibile della tasca........................................................................................ 1544.16.2 Funzionamento base. .............................................................................................. 1554.16.3 Esempi di definizione di profili 3D ............................................................................ 1564.17 Foro rettangolare. ........................................................................................................ 1594.17.1 Funzionamento base. .............................................................................................. 1634.18 Foro circolare. .............................................................................................................. 1644.18.1 Funzionamento base. .............................................................................................. 1674.19 Fresatura di superfici. .................................................................................................. 1684.19.1 Funzionamento base. .............................................................................................. 1714.20 Fresatura di profilo a punti. .......................................................................................... 1724.20.1 Funzionamento base. .............................................................................................. 1754.21 Fresatura profilo libero. ................................................................................................ 1764.21.1 Funzionamento base. .............................................................................................. 1794.22 Scanalatura.................................................................................................................. 1804.22.1 Funzionamento base. .............................................................................................. 1844.23 Lavorazione multipla su una linea retta. ...................................................................... 1864.24 Lavorazione multipla su un arco. ................................................................................. 1874.25 Lavorazione multipla su un parallelogramma. ............................................................. 1894.26 Lavorazione multipla su una griglia. ............................................................................ 1904.27 Lavorazione multipla random....................................................................................... 191
Cicl i f issi (modello ·M·)
CNC 8065
(REF. 1209)
·5·
INFORMAZIONE SUL PRODOTTO
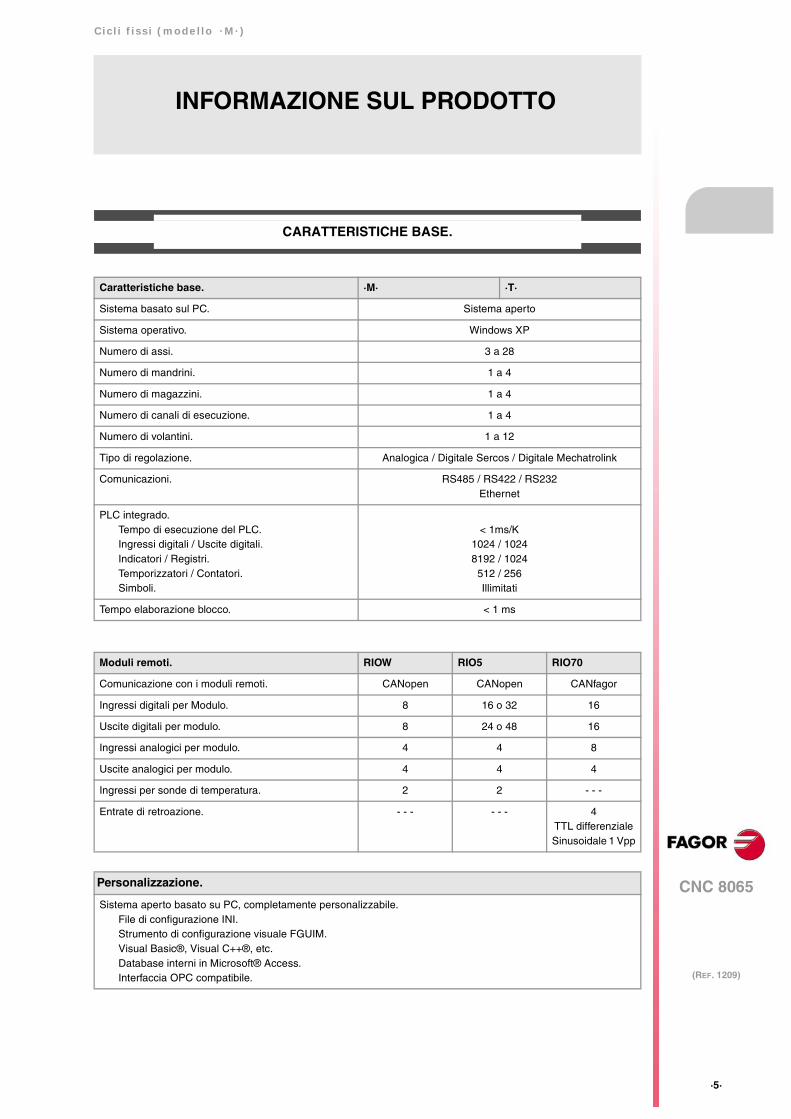
CARATTERISTICHE BASE.
Caratteristiche base. ·M· ·T·
Sistema basato sul PC. Sistema aperto
Sistema operativo. Windows XP
Numero di assi. 3 a 28
Numero di mandrini. 1 a 4
Numero di magazzini. 1 a 4
Numero di canali di esecuzione. 1 a 4
Numero di volantini. 1 a 12
Tipo di regolazione. Analogica / Digitale Sercos / Digitale Mechatrolink
Comunicazioni. RS485 / RS422 / RS232Ethernet
PLC integrado. Tempo di esecuzione del PLC.Ingressi digitali / Uscite digitali.Indicatori / Registri.Temporizzatori / Contatori.Simboli.
< 1ms/K1024 / 10248192 / 1024
512 / 256Illimitati
Tempo elaborazione blocco. < 1 ms
Moduli remoti. RIOW RIO5 RIO70
Comunicazione con i moduli remoti. CANopen CANopen CANfagor
Ingressi digitali per Modulo. 8 16 o 32 16
Uscite digitali per modulo. 8 24 o 48 16
Ingressi analogici per modulo. 4 4 8
Uscite analogici per modulo. 4 4 4
Ingressi per sonde di temperatura. 2 2 - - -
Entrate di retroazione. - - - - - - 4TTL differenzialeSinusoidale 1 Vpp
Personalizzazione.
Sistema aperto basato su PC, completamente personalizzabile.File di configurazione INI.Strumento di configurazione visuale FGUIM.Visual Basic®, Visual C++®, etc.Database interni in Microsoft® Access.Interfaccia OPC compatibile.

·6·
Cicl i f issi (modello ·M·)
CNC 8065
(REF. 1209)
OPZIONI DI SOFTWARE.
Si ricorda che alcune delle prestazioni descritte nel presente manuale dipendono dalle opzioni di softwareinstallate. La seguente tabella è informativa; nell’acquisire le opzioni di software, è valida solo l’informazioneofferta dall’ordering handbook.
Opzioni di software (modello ·M·).
8065 M 8065 M Power
Basic Pack 1 Basic Pack 1
Sistema aperto. Accesso alla modalità amministratore.
- - - - - - Opzione Opzione
Numero di canali di esecuzione 1 1 1 1 a 4
Numero di assi 3 a 6 5 a 8 5 a 12 8 a 28
Numero di mandrini 1 1 a 2 1 a 4 1 a 4
Numero di magazzini 1 1 1 a 2 1 a 4
Limitazione 4 assi interpolati Opzione Opzione Opzione Opzione
Linguaggio IEC 61131 - - - Opzione Opzione Opzione
Grafici HD Opzione Opzione Standard Standard
IIP conversazionale Opzione Opzione Opzione Opzione
Macchina combinata (M-T) - - - - - - Opzione Standard
Asse C. Standard Standard Standard Standard
RTCP dinamico - - - Opzione Opzione Standard
Sistema di lavorazione HSSA Standard Standard Standard Standard
Cicli fissi di sondaggio Opzione Standard Standard Standard
Assi Tandem - - - Opzione Standard Standard
Sincronismi e camme - - - - - - Opzione Standard
Controllo tangenziale - - - Standard Standard Standard
Compensazione volumetrica (fino a 10 m³). - - - - - - Opzione Opzione
Compensazione volumetrica (più di 10 m³). - - - - - - Opzione Opzione
Cicl i f issi (modello ·M·)
CNC 8065
(REF. 1209)
·7·
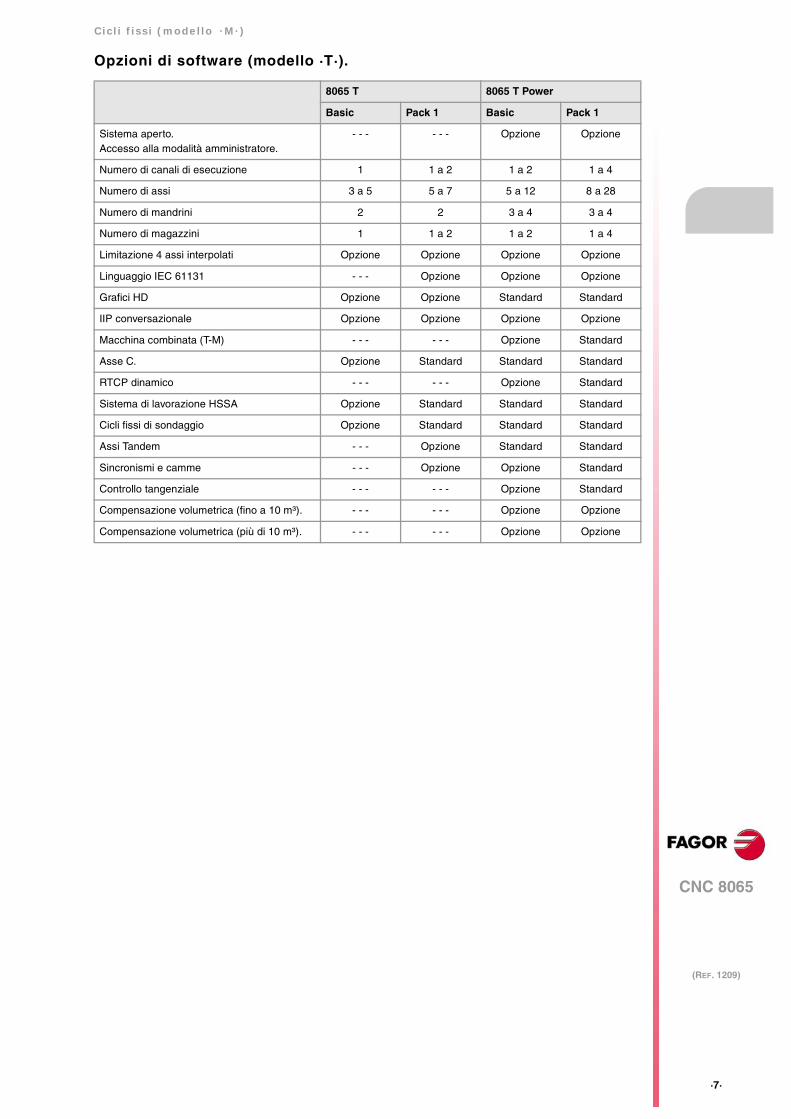
Opzioni di software (modello ·T·).
8065 T 8065 T Power
Basic Pack 1 Basic Pack 1
Sistema aperto. Accesso alla modalità amministratore.
- - - - - - Opzione Opzione
Numero di canali di esecuzione 1 1 a 2 1 a 2 1 a 4
Numero di assi 3 a 5 5 a 7 5 a 12 8 a 28
Numero di mandrini 2 2 3 a 4 3 a 4
Numero di magazzini 1 1 a 2 1 a 2 1 a 4
Limitazione 4 assi interpolati Opzione Opzione Opzione Opzione
Linguaggio IEC 61131 - - - Opzione Opzione Opzione
Grafici HD Opzione Opzione Standard Standard
IIP conversazionale Opzione Opzione Opzione Opzione
Macchina combinata (T-M) - - - - - - Opzione Standard
Asse C. Opzione Standard Standard Standard
RTCP dinamico - - - - - - Opzione Standard
Sistema di lavorazione HSSA Opzione Standard Standard Standard
Cicli fissi di sondaggio Opzione Standard Standard Standard
Assi Tandem - - - Opzione Standard Standard
Sincronismi e camme - - - Opzione Opzione Standard
Controllo tangenziale - - - - - - Opzione Standard
Compensazione volumetrica (fino a 10 m³). - - - - - - Opzione Opzione
Compensazione volumetrica (più di 10 m³). - - - - - - Opzione Opzione

Cicl i f issi (modello ·M·)
CNC 8065
(REF. 1209)
·9·
DICHIARAZIONE DI CONFORMITÀ
Il costruttore:
Fagor Automation, S. Coop.
Barrio de San Andrés Nº 19, C.P. 20500, Mondragón -Guipúzcoa- (SPAGNA).
Dichiara quanto segue:
Il costruttore dichiara sotto la sua esclusiva responsabilità la conformità del prodotto:
CONTROLLO NUMERICO 8065
Composto dai seguenti moduli e accessori:
8065-M-ICU8065-T-ICUMONITOR-LCD-10, MONITOR-LCD-15HORIZONTAL-KEYB, VERTICAL-KEYB, OP-PANELBATTERYRemoti Moduli RIOW, RIO5, RIO70
Nota. Alcuni caratteri addizionali possono seguire i riferimenti dei modelli sopra indicati. Tutti loro osservanole Direttive riportate. Tuttavia, l’osservanza si può verificare nell’etichetta della stessa apparecchiatura.
Cui si riferisce la presente dichiarazione, con le seguenti norme.
Ai sensi delle disposizioni delle Direttive Comunitarie 2006/95/EC di Bassa Tensione e 2004/108/CEdi Compatibilità Elettromagnetica e relativi aggiornamenti.
Mondragón, 1 ottobre 2011.
Norme di Basso Voltaggio.
EN 60204-1: 2006 Apparecchiature elettriche sulle macchine — Parte 1. Requisiti generali.
Norme di compatibilità elettromagnetica.
EN 61131-2: 2007 PLC programmabili — Parte 2. Requisiti e collaudi apparecchiature.


Cicl i f issi (modello ·M·)
CNC 8065
(REF. 1209)
·11·
STORICO VERSIONI
Si riporta di seguito il riepilogo delle prestazioni aggiunte in ogni riferimento di manuale.
Rif. 1103
Rif. 1201
Ref. 1209
Prima versione.
Software V04.22Editor di cicli. Il tasto [DEL] cancella un profilo della lista.Cicli dell'editor. La tabella per definire i punti del profilo ammette 25 punti. • Fresatura di profilo a punti.
Cicli dell'editor. Nuova icona per cancellare tutti i punti della tabella. • Fresatura di profilo a punti.
Software V04.24Cicli dell'editor. Il punto iniziale della tasca può essere al centro della stessa. • Tasca rettangolare semplice.
• Tasca rettangolare con arrotondamenti.


Cicl i f issi (modello ·M·)
CNC 8065
(REF. 1209)
·13·
CONDIZIONI DI SICUREZZA
Leggere le seguenti misure di sicurezza, allo scopo di evitare infortuni a persone e danni a questo prodottoed ai prodotti ad esso connessi. Fagor Automation non si rende responsabile degli eventuali danni fisicio materiali derivanti dall'inosservanza delle presenti norme fondamentali di sicurezza.
PRECAUZIONI PER LA PULIZIA DELL’APPARECCHIO
Se il CNC non si accende azionando l’interruttore di avvio, verificare i collegamenti.
PRECAUZIONI DURANTE GLI INTERVENTI DI RIPARAZIONE
In caso di mal funzionamento o guasto dell'apparecchio, staccarlo e chiamare il servizio di assistenzatecnica.
PRECAUZIONI CONTRO I DANNI ALLE PERSONE
Prima dell’avvio, verificare che la macchina alla quale si incorpora il CNC osservi i requisiti di cui allaDirettiva 89/392/CEE.
Non manipolare l'interno dell'apparecchio. Solo personale autorizzato da Fagor Automation può manipolarel'interno dell'apparecchio.
Non m anipo la re i conne t tor i conl'apparecchio collegato alla rete elettrica.
Prima di manipolare i connettori (ingressi/uscite, retroazione, ecc.),assicurarsi che l'apparecchio non sia collegato alla rete elettrica.
Non manipolare l'interno dell'apparecchio. Solo personale autorizzato da Fagor Automation può manipolarel'interno dell'apparecchio.
Non m anipo la re i conne t tor i conl'apparecchio collegato alla rete elettrica.
Prima di manipolare i connettori (ingressi/uscite, retroazione, ecc.),assicurarsi che l'apparecchio non sia collegato alla rete elettrica.
Interconnessione di moduli. Utilizzare i cavi di connessione forniti con l'apparecchio.
Utilizzare cavi adeguati. Per evitare rischi, utilizzare solo cavi di rete Sercos e bus CANraccomandati per questo apparecchio. Per evitare rischi di scossa elettrica sull'Unità Centrale, utilizzare ilconnettore di rete adeguato. Usare cavi di potenza a 3 conduttori (unodi essi di terra).
Evitare sovraccarichi elettrici. Per evitare scariche elettriche e rischi di incendio non applicaretensione elettrica fuori intervallo selezionato nella parte posterioredell'unità centrale dell'apparecchio.
Connessione a terra. Allo scopo di evitare scariche elettriche, connettere i morsetti di terradi tutti i moduli al punto centrale di terra. Inoltre, prima di effettuarela connessione degli ingressi e delle uscite di questo prodotto,assicurarsi che la connessione a terra sia stata effettuata.Allo scopo di evitare scariche elettriche verificare, prima di accenderel'apparecchio, che sia stata effettuata la connessione a terra.
Non lavorare in ambienti umidi. Per evitare scariche elettriche, lavorare sempre in ambienti conumidità relativa inferiore al 90% senza condensazione a 45 ºC (113ºF).
Non lavorare in ambienti esplosivi. Allo scopo di evitare rischi, infortuni o danni, non lavorare in ambientiesplosivi.
·14·
Cicl i f issi (modello ·M·)
CNC 8065
(REF. 1209)
PRECAUZIONI CONTRO DANNI AL PRODOTTO
PROTEZIONI DELLO STESSO APPARECCHIO
Ambiente di lavoro. Questo apparecchio è predisposto per l'uso in ambienti industriali, inosservanza alle direttive ed alle norme in vigore nella ComunitàEconomica Europea.Fagor Automation non si rende responsabile degli eventuali danniderivanti dal montaggio del CNC in altro tipo di condizioni (ambientiresidenziali o domestici).
Installare l'apparecchio nel luogo adeguato. Si raccomanda, se possibile, di installare il controllo numerico lontanoda liquidi refrigeranti, prodotti chimici, colpi, ecc.. che possanodanneggiarlo.L'apparecchio adempie alle direttive europee di compatibilitàelettromagnetica. Ciononostante, è consigliabile mantenerlo lontanoda fonti di perturbazioni elettromagnetiche, come:
Cariche potenti connesse alla stessa rete dell'apparecchiatura.Trasmettitor i por tati l i v icini (Radiotelefoni, apparecchiradioamatori).Trasmettitori radio/TV vicini.Macchine saldatrici ad arco vicine.Linee di alta tensione nelle vicinanze.
Inviluppi. Il costruttore è responsabile di garantire che l'inviluppo in cui è statamontata l'apparecchiatura adempie a tutte le direttive in vigore nellaComunità Economica Europea.
Evitare interferenze provocate da llamacchina.
La macchina utensile deve avere disinseriti tutti gli elementi chegenerano interferenze (bobine dei relè, contattori, motori, ecc.).
Utilizzare la fonte di alimentazione adeguata. Utilizzare, per l'alimentazione della tastiera e dei moduli remoti, unafonte di alimentazione esterna stabilizzata di 24 Vcc.
C onnes sion i a t er ra de l la fonte d ialimentazione.
Il punto di zero volt della fonte di alimentazione esterna dovrà essereconnessa al punto principale di terra della macchina.
Connessioni degli ingressi e delle usciteanalogiche.
Eseguire il collegamento mediante cavi schermati, collegando tuttele maglie al rispettivo terminale.
Condizioni ambientali. La temperatura ambiente in regime di funzionamento, deve esserecompresa fra +5 ºC e +45 ºC (41 ºF e 113 ºF).La temperatura ambiente in regime di non funzionamento, deveessere compresa fra -25 ºC e 70 ºC (-13 ºF e 158 ºF).
Abitacolo dell’unità centrale. Garantire fra l’unità centrale e ognuna delle pareti del contenitore ledistanze richieste.Utilizzare un ventilatore a corrente continua per migliorare laventilazione dell'abitacolo.
D isposi t ivo d i s ez ionam entodell'alimentazione.
Il dispositivo di sezionamento dell'alimentazione deve essere situatoin un luogo facilmente accessibile e ad una distanza dal pavimentocompresa da 0,7 a 1,7 metri (2,3 e 5,6 piedi).
Moduli remoti. Tutti gli ingressi-uscite digitali sono provvisti di isolamento galvanicomediante optoaccoppiatori fra la circuiteria interna e quella esterna.
Cicl i f issi (modello ·M·)
CNC 8065
(REF. 1209)
·15·
SIMBOLI DI SICUREZZA
Simboli che possono apparire nel manuale.
Simboli che possono avere il prodotto.
Simbolo di pericolo o divieto.Indica azioni od operazioni che possono provocare danni alle persone o alle apparecchiature.
Simbolo di avviso o precauzione.Indica situazioni che possono causare certe operazioni e le azioni da eseguire per evitarle.
Simbolo di obbligo. Indica azioni ed operazioni da effettuare obbligatoriamente.
Simbolo di informazione.Indica note, avvisi e consigli.
Simbolo di protezione terra.Indica che un determinato punto può trovarsi sotto tensione.
i


Cicl i f issi (modello ·M·)
CNC 8065
(REF. 1209)
·17·
CONDIZIONI DI GARANZIA
GARANZIA INIZIALE
Ogni prodotto costruito o venduto dalla FAGOR ha una garanzia di 12 mesi per l’utente finale, che potrannoessere controllati dalla rete di servizio mediante il sistema di controllo garanzia appositamente stabilito dallaFAGOR.
Affinché il tempo che trascorre fra l’uscita di un prodotto dai nostri magazzini all’arrivo all’utilizzatore finalenon giochi contro questi 12 mesi di garanzia, la FAGOR ha stabilito un sistema di controllo della garanziabasato sulla comunicazione, da parte del costruttore o intermediario, alla FAGOR della destinazione,dell’identificazione e della data di installazione sulla macchina, nel documento che accompagna ogniprodotto all’interno della busta della garanzia. Questo sistema consente, oltre ad assicurare l’anno digaranzia all’utente, di tenere informati i centri di servizio della rete sulle attrezzature FAGOR facenti partedella propria area di responsabilità provenienti da altri Paesi.
La data d’inizio della garanzia sarà quella indicata come data d’installazione nel succitato documento, laFAGOR dà un periodo di 12 mesi al costruttore o intermediario per l’installazione e vendita del prodotto,in modo che la data d’inizio della garanzia può essere fino a un anno dopo quella di partenza del prodottodai nostri magazzini, purché ci sia pervenuto il foglio di controllo della garanzia. Ciò significa in pratical'estensione della garanzia a due anni dall'uscita del prodotto dai magazzini Fagor. Nel caso in cui non siastato inviato il citato foglio, il periodo di garanzia concluderà dopo 15 mesi dall'uscita del prodotto dai nostrimagazzini.
La succitata garanzia copre tutte le spese di materiali e mano d’opera prestati negli stabilimenti della dittaFagor per correggere le anomalie di funzionamento degli strumenti. La ditta FAGOR si impegna a riparareo a sostituire i propri prodotti dall’inizio della produzione e fino a 8 anni dalla data di eliminazione dalcatalogo.
Solo la ditta FAGOR può decidere, a suo giudizio insindacabile, se la riparazione rientra o no nella garanzia.
CLAUSOLE DI ESCLUSIONE
La riparazione avrà luogo nei nostri stabilimenti e sono quindi escluse dalla garanzia tutte le spese causatedalle trasferte del personale tecnico della ditta necessarie per realizzare la riparazione di uno strumento,nonostante lo strumento stesso sia ancora coperto dal periodo di garanzia suindicato.
La garanzia sarà applicabile solo se gli strumenti sono stati installati rispettando le istruzioni, non sianostati oggetto di uso improprio, non abbiano subito danni accidentali o causati da incuria e non siano statioggetto di intervento da parte di personale non autorizzato dalla ditta FAGOR. Se, una volta eseguital'assistenza o la riparazione, la causa del guasto non fosse imputabile a tali elementi, il cliente è tenutoa coprire tutte le spese, in base alle tariffe in vigore.
Non sono coperte altre garanzie implicite o esplicite e la FAGOR AUTOMATION non si rende comunqueresponsabile di altri danni o pregiudizi eventualmente verificatisi.

·18·
Cicl i f issi (modello ·M·)
CNC 8065
(REF. 1209)
GARANZIA SULLE RIPARAZIONI
Analogamente alla garanzia iniziale, FAGOR offre una garanzia sulle proprie riparazioni standard in basealle seguenti condizioni:
Nei casi in cui la riparazione sia stata effettuata su preventivo, cioè eseguita solo sulla parte avariata, lagaranzia sarà sui pezzi sostituiti ed avrà una durata di 12 mesi.
I ricambi forniti sfusi hanno una garanzia di 12 mesi.
CONTRATTI DI MANUTENZIONE
È disponibile presso il distributore o il costruttore che acquista e installa i nostri sistemi CNC il CONTRATTODI SERVIZIO.
PERIODO 12 mesi.
DESCRIZIONE Comprende pezzi e manodopera sugli elementi riparati (osostituiti) presso i locali della rete propria.
CLAUSOLE DI ESCLUSIONE Le stesse che si applicano al capitolo garanzia iniziale. Se lariparazione viene effettuata nel periodo di garanzia, non ha effettol’ampliamento della garanzia.

Cicl i f issi (modello ·M·)
CNC 8065
(REF. 1209)
·19·
CONDIZIONI DI SUCCESSIVE SPEDIZIONI
In caso di spedizione dell'unità centrale o dei moduli remoti, imballarli nei cartoni originali con il materialedi imballo originale. Se non si dispone di materiale di imballo originale, imballare come segue:
1 Trovare una scatola di cartone le cui 3 dimensioni interne siano di almeno 15 cm (6 pollici) maggioridi quelle dell'apparecchio. Il cartone dello scatolone deve avere una resistenza di 170 Kg (375 libbre).
2 Applicare un'etichetta all'apparecchio indicante il proprietario dello stesso, l'indirizzo, il nome dellapersona di contatto, il tipo di apparecchio e il numero di serie. In caso di guasto, indicare anche il sintomoe una breve descrizione dello stesso.
3 Avvolgere l'apparecchio con un film di poliuretano o con materiale simile per proteggerlo. In caso dispedizione dell'unità centrale con monitore, proteggere specialmente lo schermo.
4 Imbottire l'apparecchio nella scatola di cartone con gommapiuma di poliuretano in tutti i lati.
5 Sigillare la scatola di cartone con un nastro per imballo o con grappe industriali.

Cicl i f issi (modello ·M·)
CNC 8065
(REF. 1209)
·21·
MANUTENZIONE DAL CNC
PULIZIA
L’accumulo di sporcizia nello strumento può agire da schermo e impedire la corretta dissipazione del caloregenerato dai circuiti elettronici interni, con il conseguente rischio di surriscaldamento e rottura dellostrumento. Inoltre, in certi casi, la sporcizia accumulata può trasformarsi in elemento conduttore e causaredisfunzioni nei circuiti interni dello strumento, specialmente in ambienti molto umidi.
Per la pulizia del pannello di comando e del monitore si consiglia l’uso di un panno morbido inumidito conacqua deionizzata e/o detergenti lavapiatti non abrasivi (liquidi, mai in polvere), oppure alcool al 75%.Inoltre, non si deve usare aria compressa ad alta pressione giacché ciò può produrre l’accumulo di elettricitàche, a sua volta, può generare scariche elettrostatiche.
Le plastiche usate nella parte frontale degli apparecchi sono resistenti a grassi ed oli minerali, basi evarechina, detergenti disciolti ed alcool. Evitare l’azione di solventi come cloroidrocarburi, benzolo, estereed etere poiché possono danneggiare le plastiche della parte anteriore dello strumento.
PRECAUZIONI PER LA PULIZIA DELL’APPARECCHIO
Fagor Automation non si rende responsabile di eventuali danni materiali o infortuni derivanti dalla mancataosservanza di tali requisiti di sicurezza basilari.
• Non manipolare i connettori con l'apparecchio collegato alla rete elettrica. Prima di manipolare iconnettori (ingressi/uscite, retroazione, ecc.), assicurarsi che l'apparecchio non sia collegato alla reteelettrica.
• Non manipolare l'interno dell'apparecchio. Solo personale autorizzato da Fagor Automation puòmanipolare l'interno dell'apparecchio.
• Se il CNC non si accende azionando l’interruttore di avvio, verificare i collegamenti.


CNC 8065
(REF. 1209)
1
·23·
CICLI FISSI DI FRESATURA
1.1 Concetti generali
Vi sono cicli fissi che si editano in codice ISO (quelli dettagliati nel presente capitolo) e quelliche si generano in modo conversazionale (capitolo successivo "4 Cicli fissi dell'editor").
I cicli fissi editati in codice ISO si definiscono mediante una funzione preparatoria "G" e irelativi parametri.
G81 Ciclo fisso di foratura.
G82 Ciclo fisso di foratura con passo variabile.
G83 Ciclo fisso di foratura profonda con passo constante.
G84 Ciclo fisso di maschiatura.
G85 Ciclo fisso di alesatura.
G86 Ciclo fisso di barenatura.
G87 Ciclo fisso di tasca rettangolare.
G88 Ciclo fisso di tasca circolare.
G210 Ciclo fisso di fresatura di foratura.
G211 Ciclo fisso di fresatura di filettatura interna.
G212 Ciclo fisso di fresatura di filettatura esterna.
Altre funzioni relative ai cicli fissi:
G80 Annullamento ciclo fisso.
G98 L'utensile, dopo aver eseguito il ciclo fisso, retrocede fino al piano dipartenza.
G99 L'utensile, dopo aver eseguito il ciclo fisso, retrocede fino al piano diriferimento.
I cicli di lavorazione si possono eseguire su qualsiasi piano. L’ingresso si esegue sull’asselongitudinale, selezionato mediante la funzione G20 o la sentenza #TOOL AX, o in suo difettosull’asse perpendicolare al piano attivo.
Macchine combinate . Disponibi l i tà di c icl i f issi tornio efresatrice sullo stesso CNC.
In macchine combinate, per tornio e fresatrice, il CNC offre la possibilità di disporre dei ciclifissi di entrambe le macchine. Dato che entrambi i tipi di cicli fissi condividono delle stessefunzioni ·G·, l'utente potrà selezionare che cicli si desidera eseguire come segue. Di defaultsi eseguono i cicli del software installato.

·24·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
Con
cetti
gen
eral
i
In un CNC modello fresatrice (software di fresatrice installato).
Di default si eseguono i cicli fissi di fresatura. Per eseguire i cicli fissi di tornio, utilizzare leseguenti sentenze:
#LATHECY ON - Attiva i cicli fissi di tornio.
#LATHECY OFF - Disattiva i cicli fissi di tornio.
In un CNC modello tornio (software di tornio installato).
Di default si eseguono i cicli fissi del tornio. Per eseguire i cicli fissi di fresatrice, utilizzarele seguenti sentenze:
#MILLCY ON - Attiva i cicli fissi di fresatrici.
#MILLCY OFF - Disattiva i cicli fissi di fresatrici.
G81 ··· Ciclo fisso di foratura.
#LATHECY ON Attiva i cicli fissi di tornio.
G81 ···
G87 ···
#LATHECY OFF Disattiva i cicli fissi di tornio.
G81 ··· Ciclo fisso di tornitura tratti dritti
#MILLCY ON Attiva i cicli fissi di fresatrice.
G81 ···
G86 ···
#MILLCY OFF Disattiva i cicli fissi di fresatrice.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·25·
Con
cetti
gen
eral
i
1.1.1 Definizione, zona d’influenza e annullamento di un ciclo fisso.
Definizione di un ciclo fisso.
I cicli fissi si definiscono mediante la relativa funzione "G" e i suoi parametri associati. Il ciclofisso può essere definito in qualsiasi punto del programma, sia nel programma principalesia in un sottoprogramma.
L'esecuzione di un ciclo fisso non altera lo storico delle funzioni "G" precedenti e mantieneil senso di rotazione del mandrino. Se è fermo si avvia a destra (M03).
Zona di influenza di ciclo fisso.
Il ciclo fisso è modale. Una volta definito un ciclo fisso, da programma o dalla modalitàMDI/MDA, resta attivo finché non si programmerà annullamento o si avrà una dellecondizioni di annullamento.
Mentre nel ciclo fisso è attivo, tutti i blocchi che si programmano restano sotto l’influenza ditale ciclo fisso. Se all'interno della zona di influenza del ciclo fisso, se si esegue un bloccodi movimento, il CNC effettua lo spostamento programmato e quindi si esegue la lavorazionerelativa al ciclo fisso. Se all’interno della zona di influenza di un ciclo fisso esiste un bloccosenza spostamento, il CNC non ripete il ciclo fisso attivo.
Se all’interno della zona di influenza di un ciclo fisso, si programma un blocco di spostamentoche inoltre contiene un numero di ripetizioni (comando NR), il CNC esegue lo spostamentoprogrammato e il ciclo fisso il numero di volte programmato. Se il numero di ripetizioni è zero,NR0, il CNC eseguirà solo lo spostamento programmato.
Annullamento ciclo fisso
Un ciclo si annulla nei seguenti modi.
• Mediante la funzione G80, che può essere programmata in qualsiasi blocco.
• Dopo aver definito un nuovo ciclo fisso. Il nuovo ciclo fisso annulla e sostituiscequalunque altro eventualmente attivo.
• Dopo aver eseguito M02, M30 o dopo un'emergenza o un reset.
• Nell’eseguire una ricerca di riferimento con la funzione G74.
• Selezionare un altro asse longitudinale, con G20 o con #TOOL AX.
• Selezionare un nuovo piano di lavoro.
G99 G81 Z2 I-20Definizione ed esecuzione del ciclo fisso di foratura.
G90 G01 X85Spostamento al punto X85 e nuova foratura.
G91 Y85 NR3Il CNC ripete tre volte lo spostamento e la foratura.
G90 G01 X0 NR0Spostamento sul punto X0, senza foratura.
·26·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
Con
cetti
gen
eral
i
1.1.2 Piano di partenza e piano di riferimento.
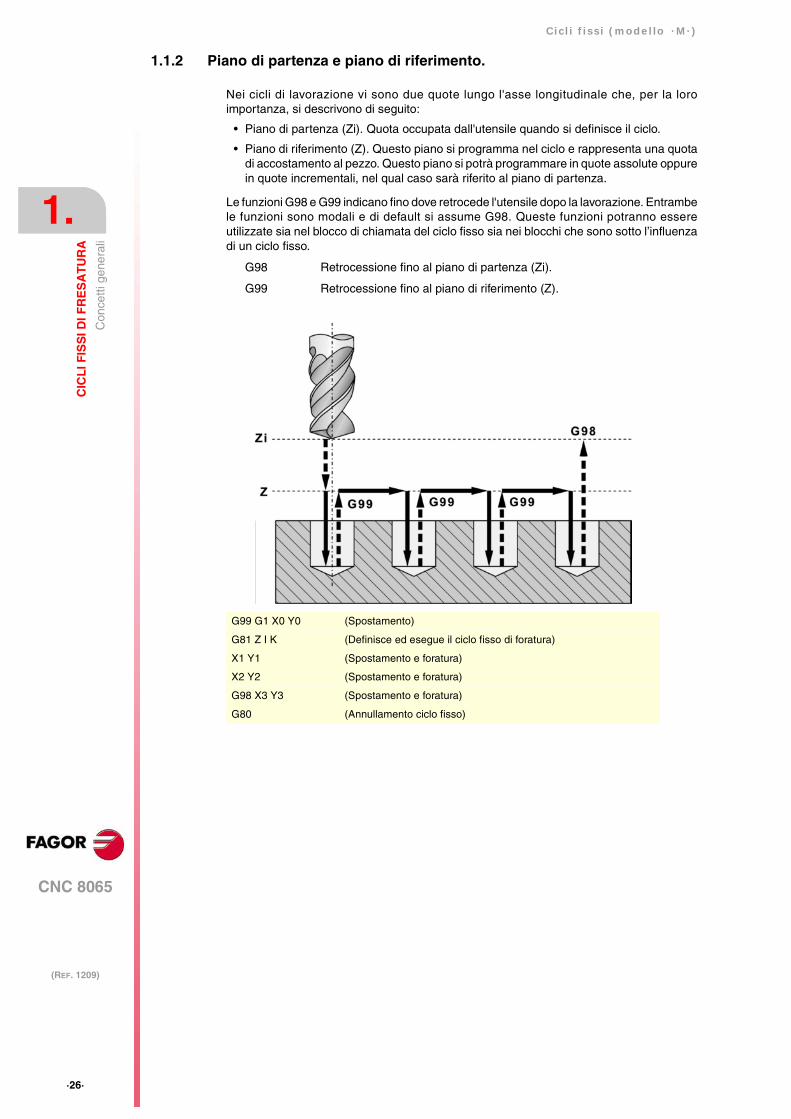
Nei cicli di lavorazione vi sono due quote lungo l'asse longitudinale che, per la loroimportanza, si descrivono di seguito:
• Piano di partenza (Zi). Quota occupata dall'utensile quando si definisce il ciclo.
• Piano di riferimento (Z). Questo piano si programma nel ciclo e rappresenta una quotadi accostamento al pezzo. Questo piano si potrà programmare in quote assolute oppurein quote incrementali, nel qual caso sarà riferito al piano di partenza.
Le funzioni G98 e G99 indicano fino dove retrocede l'utensile dopo la lavorazione. Entrambele funzioni sono modali e di default si assume G98. Queste funzioni potranno essereutilizzate sia nel blocco di chiamata del ciclo fisso sia nei blocchi che sono sotto l’influenzadi un ciclo fisso.
G98 Retrocessione fino al piano di partenza (Zi).
G99 Retrocessione fino al piano di riferimento (Z).
G99 G1 X0 Y0 (Spostamento)
G81 Z I K (Definisce ed esegue il ciclo fisso di foratura)
X1 Y1 (Spostamento e foratura)
X2 Y2 (Spostamento e foratura)
G98 X3 Y3 (Spostamento e foratura)
G80 (Annullamento ciclo fisso)

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·27·
Con
cetti
gen
eral
i
1.1.3 Programmazione dei cicli fissi.
In generale, la struttura di un blocco di definizione di ciclo fisso è la seguente:
[Funzioni G] G8x [Punto di lavorazione] Parametri del ciclo [F S T D M]
Occorre prima programmare le funzioni G, in cui la funzione G di chiamata al ciclo saràl’ultima. Di seguito si può programmare il punto di lavorazione (eccetto l’asse longitudinale),sia in coordinate polari sia in coordinate cartesiane. Dopo la definizione del punto, sidefiniranno i parametri corrispondenti al ciclo fisso e per finire le funzioni complementari FS T D M desiderate.
È anche possibile aggiungere la definizione del ciclo fisso (funzione di chiamata e parametri)alla fine di qualsiasi blocco.
Definire un ciclo fisso nella zona di influenza di un altro ciclo fisso.
Si riportano di seguito due esempi per definire un ciclo fisso all’interno della zona di influenzadi un altro ciclo attivo.
Primo esempio. Il blocco N20 annulla il ciclo fisso attivo e il blocco N40 attiva il secondo ciclofisso. Se non si programma il blocco N20, nel blocco N30 si ripete il ciclo fisso definito nelblocco N10.
Secondo esempio. Il ciclo fisso attivo definito in N10 si annulla nel definirne uno nuovo inN30. Nell'eseguire il blocco N30 prima si spostano gli assi a X200 Y200 e quindi si esegueil ciclo fisso G83.
N10 G99 G1 G81 X60 Y0 Z2 I-20 F1000 S2000 M4
N10 G99 G1 X60 Y0 F1000 S2000 M4 G81 Z2 I-20
G00 G90 Z25(Piano di partenza; Z25).
N10 G81 Z2 I-20(Definizione del ciclo fisso).
N15 X160 Y50 F3000(Spostamento al punto X60 Y0 e foratura).(Retrocessione al piano di partenza; Z2).
N20 G80(Annullamento ciclo fisso).
N30 G1 X200 Y200(Spostamento al punto X200 Y200).
N40 G83 Z2 I-2 J5(Definizione del ciclo fisso).
N50 X220(Foratura).(Retrocessione al piano di partenza; Z2).
N60 M30
G00 G90 Z25(Piano di partenza; Z25).
N10 G81 Z2 I-20(Definizione del ciclo fisso).
N15 X160 Y50 F3000(Spostamento al punto X60 Y0 e foratura).(Retrocessione al piano di partenza; Z2).
N30 G1 X200 Y200 G83 Z2 I-2 J5(Spostamento al punto X200 Y200).(Foratura).(Retrocessione al piano di partenza; Z2).
N50 X220(Spostamento al punto X220 e foratura).(Retrocessione al piano di partenza; Z2).
N60 M30

·28·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
Con
cetti
gen
eral
i
1.1.4 Programmazione di un ciclo fisso su diversi piani.
Il formato di programmazione è sempre lo stesso, non dipende dal piano di lavoro. Neiseguenti esempi si illustra come eseguire forature su entrambi gli assi del piano XY inentrambi i sensi; asse X come asse delle ascisse ed asse Y come asse delle ordinate.
La funzione G81 definisce il ciclo fisso di foratura. I parametri di chiamata hanno il seguentesignificato.
In ogni tipo di macchina e di lavorazione occorre selezionare con la sentenza #TOOL AXl'asse longitudinale dell'utensile affinché il CNC conosca il senso di lavorazione.
Nei seguenti esempi, il piano del pezzo ha quota 0, sono richieste forature con profondità8 mm e la quota di riferimento è separata di 2 mm dal piano del pezzo.
X/Y/Z Quota di riferimento sull'asse longitudinale.
I Profondità di foratura.
K Temporizzazione sul fondo.
Esempio 1:
G19#TOOL AX [X+]G1 X25 F1000 S1000 M3G81 X2 I-8 K1
Esempio 2:
G19#TOOL AX [X-]G1 X-25 F1000 S1000 M3G81 X-2 I8 K1

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·29·
Con
cetti
gen
eral
i
Se si lavora sul piano U V e l'utensile è situato sull'asse longitudinale X2, si programma comesegue:
Esempio 3:
G18#TOOL AX [Y-]G1 Y25 F1000 S1000 M3G81 Y2 I-8 K1
Esempio 4:
G18#TOOL AX [Y+]G1 Y-25 F1000 S1000 M3G81 Y-2 I8 K1
#SET AX [U,V,X2]#TOOL AX [X2+]G1 X2=25 F1000 S1000G81 X2=2 I-8 K1

·30·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
Con
cetti
gen
eral
i
1.1.5 Modifica dei parametri di un ciclo fisso.
All’interno della zona di influenza di un ciclo fisso, il CNC consente di modificare uno o variparametri del ciclo senza doverlo definire di nuovo. Dopo aver modificato i parametri, il CNCrimane attivo il ciclo fisso, eseguendo le lavorazioni con i parametri aggiornati.
I parametri del ciclo si modificano mediante la variabile V.C.A per il parametro ·A·, V.C.B peril parametro ·B· e così via. I valori di queste variabili si definiscono in quote assolute rispettoallo zero pezzo.
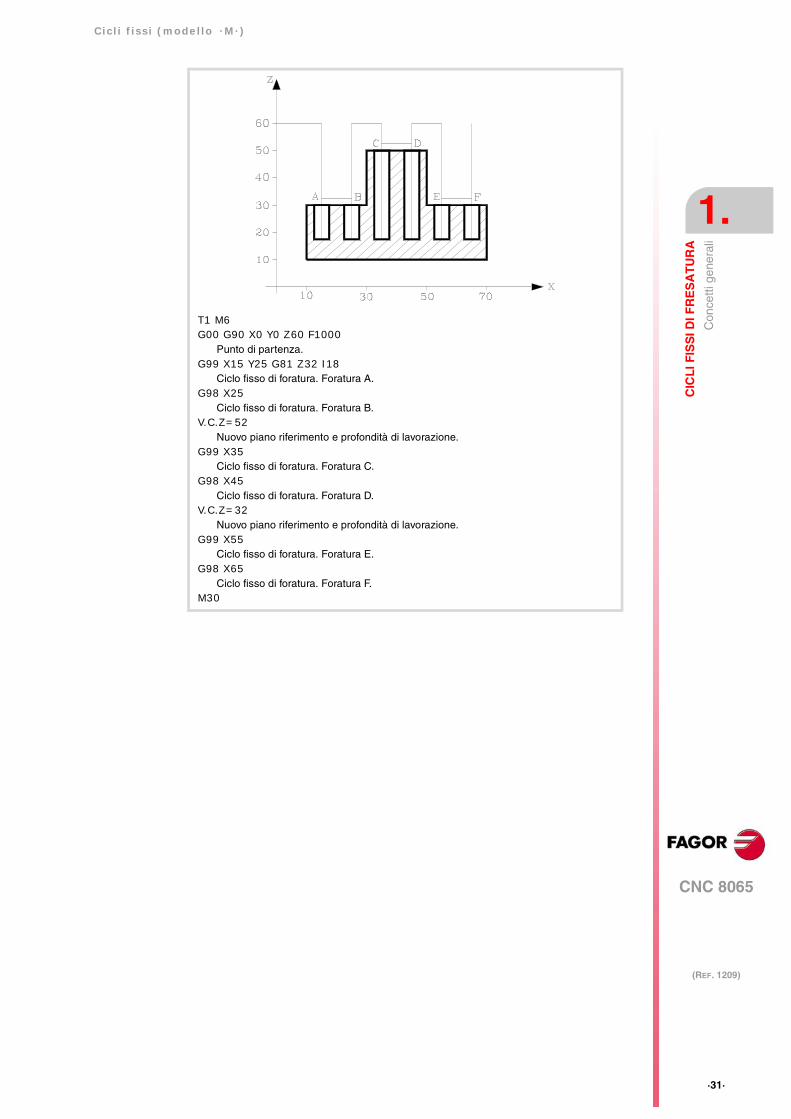
Si illustrano di seguito 2 esempi di programmazione ipotizzando che il piano di lavoro siaXY (assi X come l'asse delle ascisse e assi Y come l’asse delle ordinate) e l'asselongitudinale sia l’asse Z.
T1 M6G00 G90 X0 Y0 Z60 F1000
Punto di partenza.G99 G91 X15 Y25 G81 Z-28 I-14
Ciclo fisso di foratura. Foratura A. G98 G90 X25
Ciclo fisso di foratura. Foratura B.V.C.Z=52 V.C.I=40
Nuovo piano riferimento e profondità di lavorazione.G99 X35
Ciclo fisso di foratura. Foratura C.G98 X45
Ciclo fisso di foratura. Foratura D.V.C.Z=32 V.C.I=18
Nuovo piano riferimento e profondità di lavorazione.G99 X55
Ciclo fisso di foratura. Foratura E.G98 X65
Ciclo fisso di foratura. Foratura F.M30
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·31·
Con
cetti
gen
eral
i
T1 M6G00 G90 X0 Y0 Z60 F1000
Punto di partenza.G99 X15 Y25 G81 Z32 I18
Ciclo fisso di foratura. Foratura A. G98 X25
Ciclo fisso di foratura. Foratura B.V.C.Z=52
Nuovo piano riferimento e profondità di lavorazione.G99 X35
Ciclo fisso di foratura. Foratura C.G98 X45
Ciclo fisso di foratura. Foratura D.V.C.Z=32
Nuovo piano riferimento e profondità di lavorazione.G99 X55
Ciclo fisso di foratura. Foratura E.G98 X65
Ciclo fisso di foratura. Foratura F.M30

·32·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
G81
. Cic
lo fi
sso
di fo
ratu
ra
1.2 G81. Ciclo fisso di foratura
Formato di programmazione in coordinate cartesiane:
G81 Z I K A
Definizione di parametri:
Funzionamento base:
1 Se il mandrino era già avviato, il senso di rotazione si mantiene. Se è fermo si avvia adestra (M03).
2 Spostamento, in avanzamento rapido (G0), dell'asse longitudinale dal piano di partenza(Zi) fino al piano di riferimento (Z).
3 Foratura del foro. Spostamento dell'asse longitudinale, in avanzamento di lavoro, fino alfondo di lavorazione programmato in "I".
4 Tempo d'attesa, in secondi, se programmato.
5 Retrocessione, in avanzamento rapido (G0), fino al piano di partenza (Zi) se è attiva lafunzione G98, o fino al piano di riferimento (Z) se è attiva la funzione G99. Il mandrinouscirà girando o fermo, in funzione del parametro "A".
Z Piano di riferimento.
In G90 quota rispetto allo zero pezzo.In G91 quota rispetto al piano di partenza (Zi).Se non si programma, si prende come piano di riferimento la posizione che occupa l'utensilein quel momento (Z=Zi).
I Profondità di foratura.
In G90 quota rispetto allo zero pezzo.In G91 quota rispetto al piano di riferimento (Z).
K Tempo di attesa, in secondi, fra la foratura e il movimento di retrocessione.
Se non si programma, si prende il valore K0.
A Comportamento del mandrino in entrata ed uscita dal foro.
A0: L’utensile entra ed esce dal foro girando.A1: L’utensile entra nel foro girando ed esce fermo.
Se non si programma si prende il valore A0.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·33·
G81
. Cic
lo fi
sso
di fo
ratu
ra
1.2.1 Esempio di programmazione
Programmazione assoluta:T1 D1 M6S1000 M3 M8 M41G0 G90 X0 Y0 Z25 F200N10 G99 X15 Y15 G81 Z2 I-20N20 X85N30 Y85N40 G98 X15M30
Programmazione incrementale:T1 D1 M6S1000 M3 M8 M41G0 G90 X0 Y0 Z25 F200N10 G99 G91 X15 Y15 G81 Z-23 I-22N20 X70N30 Y70N40 G98 X-70M30

·34·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
G82
. Cic
lo fi
sso
di fo
ratu
ra c
on p
asso
var
iabi
le
1.3 G82. Ciclo fisso di foratura con passo variabile
Formato di programmazione in coordinate cartesiane:
G82 Z I D B H C J K R L A
Definizione di parametri:
Z Piano di riferimento.
In G90 quota rispetto allo zero pezzo.In G91 quota rispetto al piano di partenza (Zi).Se non si programma, si prende come piano di riferimento la posizione che occupa l'utensilein quel momento (Z=Zi).
I Profondità di foratura.
In G90 quota rispetto allo zero pezzo.In G91 quota rispetto al piano di riferimento (Z).
D Distanza fra il piano di riferimento e la superficie del pezzo.
Se non si programma si prende il valore 0.
B Passo di foratura.
Tutti i passi sono di questo valore, eccetto l'ultimo che si regola allaprofondità totale.
H Distanza o quota alla quale retrocede, in avanzamento rapido (G0),dopo ogni passo di foratura.
Con "J" diverso da 0 indica la distanza e con "J=0" indica la quota disfogo o quota assoluta alla quale retrocede.Se non si programma retrocede fino al piano di riferimento.
C Quota di avvicinamento.
Definisce fino a che distanza del passo di foratura precedente siavvicina, in avanzamento rapido (G0), l'asse longitudinale pereseguire un nuovo passo di foratura.Se non si programma, si prende 1 mm.Se si programma "C=0", errore.
J Definisce ogni quanti passi di foratura l'utensile torna, in avanzamento rapido (G0), al pianodi riferimento (Z).
Con "J" maggiore di 1, in ogni passo retrocede il valore indicato in "H" ed ogni "J" passi finoal piano di riferimento (Z).Con "J=1" in tutti i passi retrocede fino al piano di riferimento (Z).Se non si programma "J" o si programma "J=0" in tutti i passi retrocede fino alla quota di sfogoindicata in "H".

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·35·
G82
. Cic
lo fi
sso
di fo
ratu
ra c
on p
asso
var
iabi
leFunzionamento base:
1 Se il mandrino era già avviato, il senso di rotazione si mantiene. Se è fermo si avvia adestra (M03).
2 Spostamento, in avanzamento rapido (G0), dell'asse longitudinale dal piano di partenza(Zi) fino al piano di riferimento (Z).
3 Primo ingresso di foratura, in avanzamento di lavoro. Il valore indicato da "B”, dallasuperficie del pezzo.
4 Loop di foratura fino a raggiungere la quota di profondità di lavorazione programmata in"I".
• Retrocessione in avanzamento rapido (G0).
Con "J=1" in tutti i passi retrocede fino al piano di riferimento (Z).
Se non si programma "J" o si programma "J=0" in tutti i passi retrocede fino alla quotadi sfogo indicata in "H".
Con "J" maggiore di 1, in ogni passo retrocede il valore indicato in "H" ed ogni "J"passi fino al piano di riferimento (Z).
• Avvicinamento, in avanzamento rapido (G0), fino a una distanza "C", o fino a 1 mm.dal passo di foratura precedente.
• Nuovo passo di foratura, in avanzamento di lavoro. Il valore indicato da "B" e "R".
K Tempo d'attesa, in secondi, sul fondo della foratura.
Se non si definisce si prende il valore 0.
R Fattore che aumenta o riduce il passo di foratura "B".
Il primo passo sarà "B", il secondo "RB", il terzo "R(RB)", e così via.Se non si programma o si programma "R=0", si prende il valore "R=1". Con "R=1", tutti i passidi foratura saranno del valore "B".
L Valore minimo che può assumere il passo di foratura. Si utilizza con valori di "R" diversi da1. Se non si programma o si programma con valore 0, si prende il valore 1 mm.
A Comportamento del mandrino in entrata ed uscita dal foro.
A0: L’utensile entra ed esce dal foro girando.A1: L’utensile entra nel foro girando ed esce fermo.
Se non si programma si prende il valore A0.

·36·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
G82
. Cic
lo fi
sso
di fo
ratu
ra c
on p
asso
var
iabi
le
5 Tempo d'attesa sul fondo della foratura. Il valore indicato da "K" in secondi.
6 Retrocessione, in avanzamento rapido (G0), fino al piano di partenza (Zi) se è attiva lafunzione G98, o fino al piano di riferimento (Z) se è attiva la funzione G99. Il mandrinouscirà girando o fermo, in funzione del parametro "A".

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·37·
G82
. Cic
lo fi
sso
di fo
ratu
ra c
on p
asso
var
iabi
le
1.3.1 Esempio di programmazione
Programmazione assoluta:T2 D1 M6S1000 M3 M8 M41 G0 G90 X0 Y0 Z25 F200N10 G99 X15 Y15G82 Z1 I-20 D1 B4 H3 C1 J3 K1 R0.8 L3N20 X45 Y45N30 G98 X85 Y85M30
Programmazione incrementale:T2 D1 M6S1000 M3 M8 M41 G0 G90 X0 Y0 Z25 F200N10 G99 G91 X15 Y15G82 Z-24 I-21 D1 B4 H3 C1 J3 K1 R0.8 L3N20 X30 Y30N30 G98 X40 Y40M30
·38·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
G83
. Cic
lo fi
sso
di fo
ratu
ra p
rofo
nda
con
pass
o co
nsta
nte
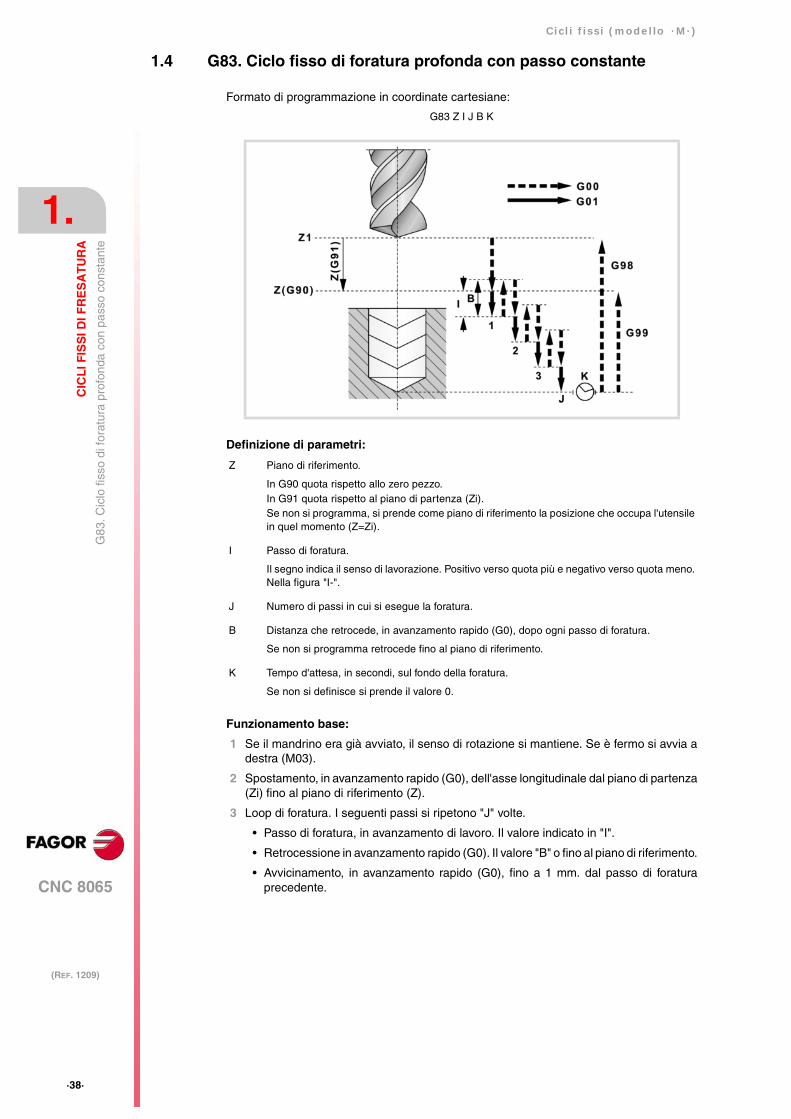
1.4 G83. Ciclo fisso di foratura profonda con passo constante
Formato di programmazione in coordinate cartesiane:
G83 Z I J B K
Definizione di parametri:
Funzionamento base:
1 Se il mandrino era già avviato, il senso di rotazione si mantiene. Se è fermo si avvia adestra (M03).
2 Spostamento, in avanzamento rapido (G0), dell'asse longitudinale dal piano di partenza(Zi) fino al piano di riferimento (Z).
3 Loop di foratura. I seguenti passi si ripetono "J" volte.
• Passo di foratura, in avanzamento di lavoro. Il valore indicato in "I".
• Retrocessione in avanzamento rapido (G0). Il valore "B" o fino al piano di riferimento.
• Avvicinamento, in avanzamento rapido (G0), fino a 1 mm. dal passo di foraturaprecedente.
Z Piano di riferimento.
In G90 quota rispetto allo zero pezzo.In G91 quota rispetto al piano di partenza (Zi).Se non si programma, si prende come piano di riferimento la posizione che occupa l'utensilein quel momento (Z=Zi).
I Passo di foratura.
Il segno indica il senso di lavorazione. Positivo verso quota più e negativo verso quota meno.Nella figura "I-".
J Numero di passi in cui si esegue la foratura.
B Distanza che retrocede, in avanzamento rapido (G0), dopo ogni passo di foratura.
Se non si programma retrocede fino al piano di riferimento.
K Tempo d'attesa, in secondi, sul fondo della foratura.
Se non si definisce si prende il valore 0.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·39·
G83
. Cic
lo fi
sso
di fo
ratu
ra p
rofo
nda
con
pass
o co
nsta
nte
4 Tempo d'attesa sul fondo della foratura. Il valore indicato da "K" in secondi.
5 Retrocessione, in avanzamento rapido (G0), fino al piano di partenza (Zi) se è attiva lafunzione G98, o fino al piano di riferimento (Z) se è attiva la funzione G99.
·40·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
G83
. Cic
lo fi
sso
di fo
ratu
ra p
rofo
nda
con
pass
o co
nsta
nte
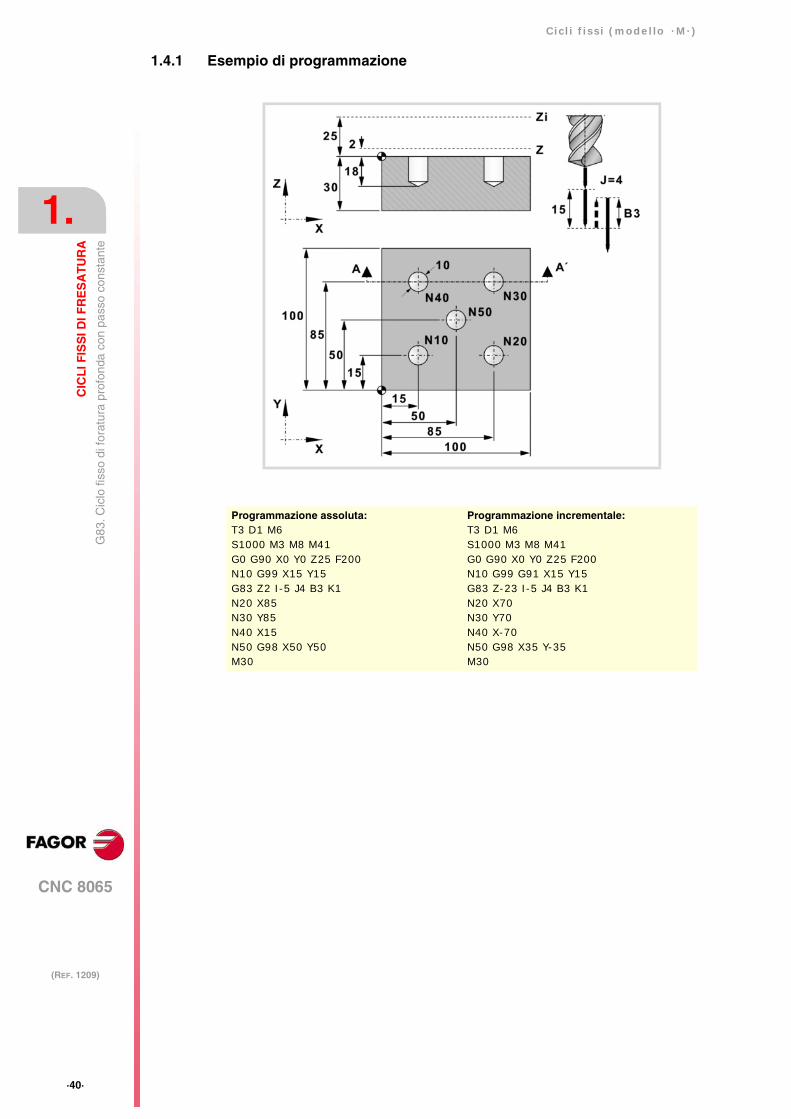
1.4.1 Esempio di programmazione
Programmazione assoluta:T3 D1 M6S1000 M3 M8 M41 G0 G90 X0 Y0 Z25 F200N10 G99 X15 Y15G83 Z2 I-5 J4 B3 K1N20 X85N30 Y85N40 X15N50 G98 X50 Y50M30
Programmazione incrementale:T3 D1 M6S1000 M3 M8 M41 G0 G90 X0 Y0 Z25 F200N10 G99 G91 X15 Y15G83 Z-23 I-5 J4 B3 K1N20 X70N30 Y70N40 X-70N50 G98 X35 Y-35M30

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·41·
G84
. Cic
lo fi
sso
di m
asch
iatu
ra
1.5 G84. Ciclo fisso di maschiatura
Si possono effettuare filettature con compensatore e filettature rigide. Per effettuarefilettature rigide il mandrino deve essere dotato di un sistema moto-regolatore e di encoderdi mandrino.
Formato di programmazione in coordinate cartesiane:
G84 Z I K R J
Definizione di parametri:
Funzionamento base:
1 Se il mandrino era già avviato, il senso di rotazione si mantiene. Se è fermo si avvia adestra (M03).
2 Spostamento, in avanzamento rapido (G0), dell'asse longitudinale dal piano di partenza(Zi) fino al piano di riferimento (Z).
3 Filettatura. Si esegue al 100% dell'avanzamento "F" e della velocità "S" programmati.Non è possibile fermare la filettatura.
4 Se "K" diverso da 0, arresto del mandrino (M05) e temporizzazione.
Z Piano di riferimento.
In G90 quota rispetto allo zero pezzo.In G91 quota rispetto al piano di partenza (Zi).Se non si programma, si prende come piano di riferimento la posizione che occupa l'utensilein quel momento (Z=Zi).
I Profondità di filettatura.
In G90 quota rispetto allo zero pezzo.In G91 quota rispetto al piano di riferimento (Z).
K Tempo d'attesa, in secondi, fra la filettatura e il movimento di retrocessione.
Se non si programma, si prende il valore K0.
R Tipo di filettatura.
R0: filettatura normaleR1: filettatura rigida
J Fattore di avanzamento per la retrocessione.
Con maschiatura rigida, l’avanzamento di ritorno sarà J volte l’avanzamento di maschiatura.Se non si programma, o se si programma J1, entrambi gli avanzamenti coincidono.
·42·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
G84
. Cic
lo fi
sso
di m
asch
iatu
ra
5 Inversione del senso di rotazione del mandrino.
Retrocessione, uscita dal filetto, fino al piano di riferimento. Al 100% dell'avanzamento"F" e della velocità "S" programmati. Non è possibile fermare l'uscita dal filetto.
6 A seconda del tipo di filettatura programmata.
7 Se è attiva la funzione G98, retrocessione in avanzamento rapido fino al piano dipartenza (Zi).
R=0 Inversione del senso di rotazione del mandrino, recuperando il senso di rotazioneiniziale.
R=1 Arresto orientato del mandrino (M19).
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·43·
G84
. Cic
lo fi
sso
di m
asch
iatu
ra
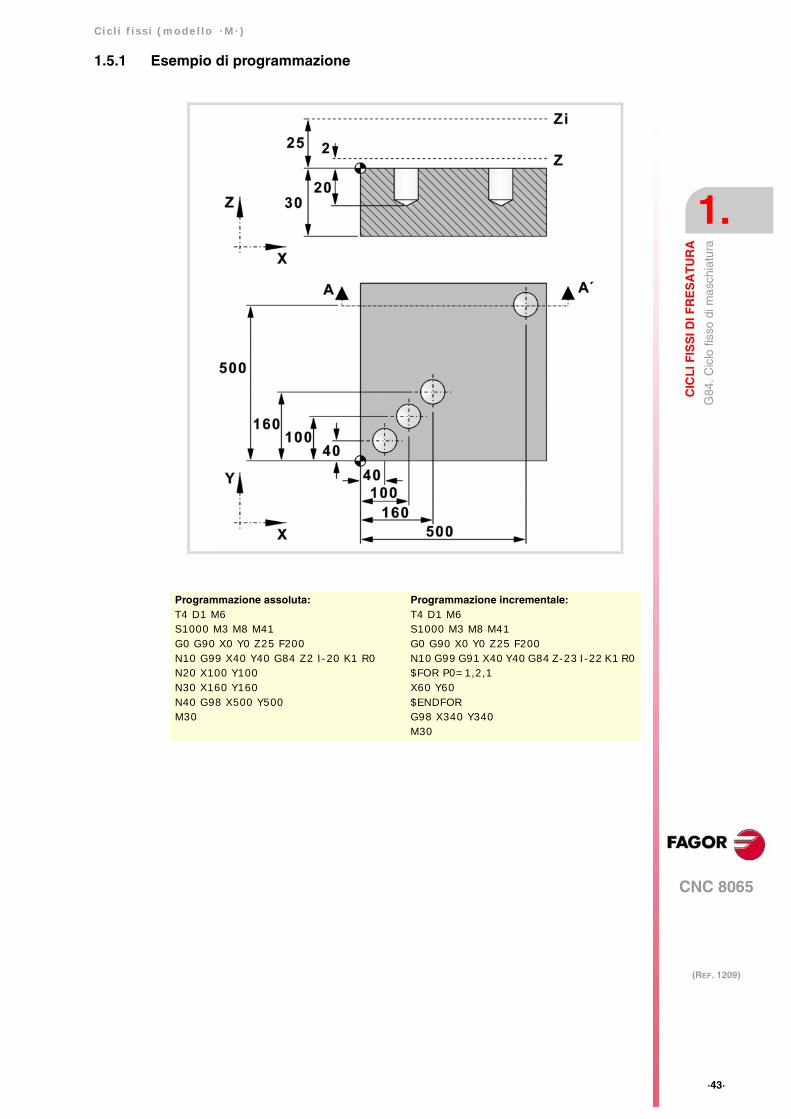
1.5.1 Esempio di programmazione
Programmazione assoluta:T4 D1 M6S1000 M3 M8 M41G0 G90 X0 Y0 Z25 F200N10 G99 X40 Y40 G84 Z2 I-20 K1 R0N20 X100 Y100N30 X160 Y160N40 G98 X500 Y500M30
Programmazione incrementale:T4 D1 M6S1000 M3 M8 M41G0 G90 X0 Y0 Z25 F200N10 G99 G91 X40 Y40 G84 Z-23 I-22 K1 R0$FOR P0=1,2,1X60 Y60$ENDFORG98 X340 Y340M30

·44·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
G85
. Cic
lo fi
sso
di a
lesa
tura
1.6 G85. Ciclo fisso di alesatura
Formato di programmazione in coordinate cartesiane:
G85 Z I K
Definizione di parametri:
Funzionamento base:
1 Se il mandrino era già avviato, il senso di rotazione si mantiene. Se è fermo si avvia adestra (M03).
2 Spostamento, in avanzamento rapido (G0), dell'asse longitudinale dal piano di partenza(Zi) fino al piano di riferimento (Z).
3 Alesatura del foro. Spostamento dell'asse longitudinale, in avanzamento di lavoro, finoal fondo di lavorazione programmato in "I".
4 Tempo d'attesa, in secondi, se programmato.
5 Retrocessione, in avanzamento di lavoro (G01), fino al piano di riferimento (Z).
6 Se è attiva la funzione G98, retrocessione in avanzamento rapido fino al piano dipartenza (Zi).
Z Piano di riferimento.
In G90 quota rispetto allo zero pezzo.In G91 quota rispetto al piano di partenza (Zi).Se non si programma, si prende come piano di riferimento la posizione che occupa l'utensilein quel momento (Z=Zi).
I Profondità di alesatura.
In G90 quota rispetto allo zero pezzo.In G91 quota rispetto al piano di riferimento (Z).
K Tempo d'attesa, in secondi, fra l'alesatura e il movimento di retrocessione.
Se non si programma, si prende il valore K0.
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·45·
G85
. Cic
lo fi
sso
di a
lesa
tura
1.6.1 Esempio di programmazione
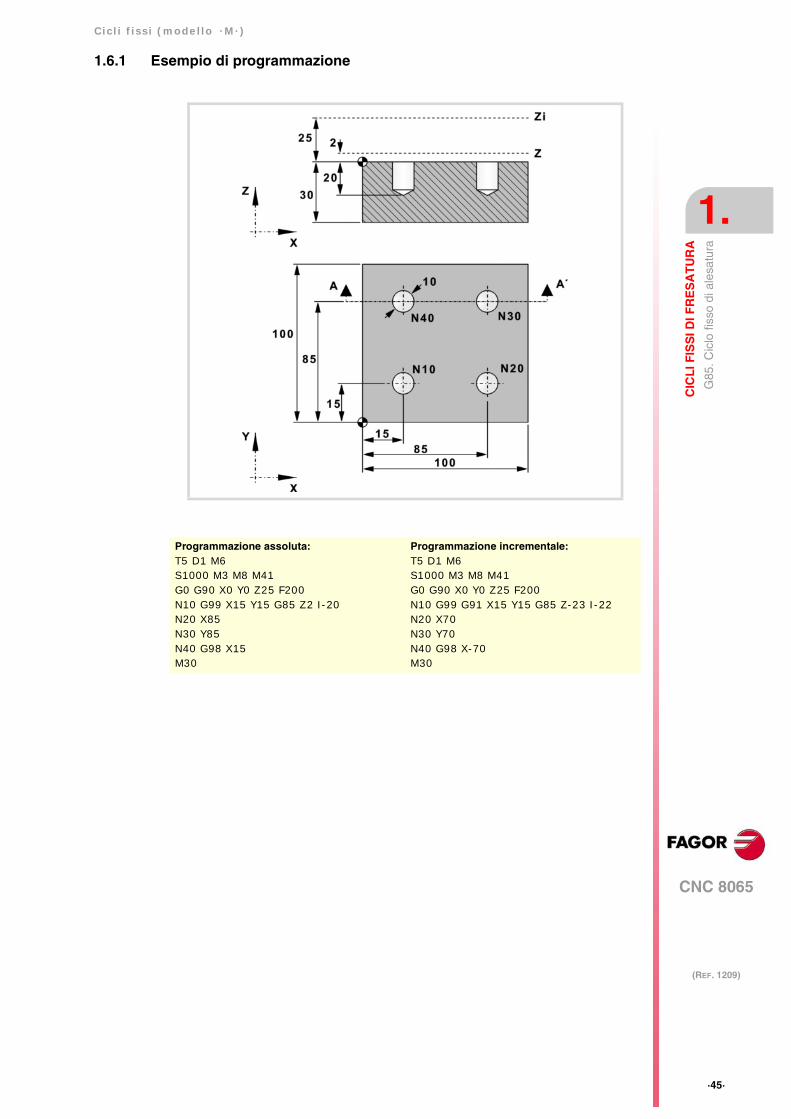
Programmazione assoluta:T5 D1 M6S1000 M3 M8 M41G0 G90 X0 Y0 Z25 F200N10 G99 X15 Y15 G85 Z2 I-20N20 X85N30 Y85N40 G98 X15M30
Programmazione incrementale:T5 D1 M6S1000 M3 M8 M41G0 G90 X0 Y0 Z25 F200N10 G99 G91 X15 Y15 G85 Z-23 I-22N20 X70N30 Y70N40 G98 X-70M30

·46·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
G86
. Cic
lo fi
sso
di b
aren
atur
a
1.7 G86. Ciclo fisso di barenatura
Formato di programmazione in coordinate cartesiane:
G86 Z I K R A Q D E
Definizione di parametri:
Z Piano di riferimento.
In G90 quota rispetto allo zero pezzo.In G91 quota rispetto al piano di partenza (Zi).Se non si programma, si prende come piano di riferimento la posizione che occupa l'utensilein quel momento (Z=Zi).
I Profondità di barenatura.
In G90 quota rispetto allo zero pezzo.In G91 quota rispetto al piano di riferimento (Z).
K Tempo d'attesa, in secondi, fra la barenatura e il movimento di retrocessione.
Se non si programma, si prende il valore K0.
R Tipo di retrocessione, quando non si programma il parametro A.
R0: Retrocessione in avanzamento rapido (G0) con il mandrino fermo.R1: Retrocessione in avanzamento di laboro (G1).
Se non si programma si prende il valore R0.
A Comportamento del mandrino in entrata ed uscita dal foro.
A0: L’utensile entra nel foro girando ed esce fermo.A1: L’utensile entra nel foro fermo ed esce girando.
Se non si programma, l’utensile entra ed esce dal foro girando. Quando si programma A0 oA1, definire la fermata del mandrino con i parametri "Q" "D" ed "E".
Q Posizione del mandrino, in gradi, per separare la lama dalla parete del foro.
Quando si programma A0 o A1, questo parametro definisce l’orientazione dell’utensile e iparametri "D" ed "E" definiscono la distanza che si ritira l’utensile dalle pareti del foro.
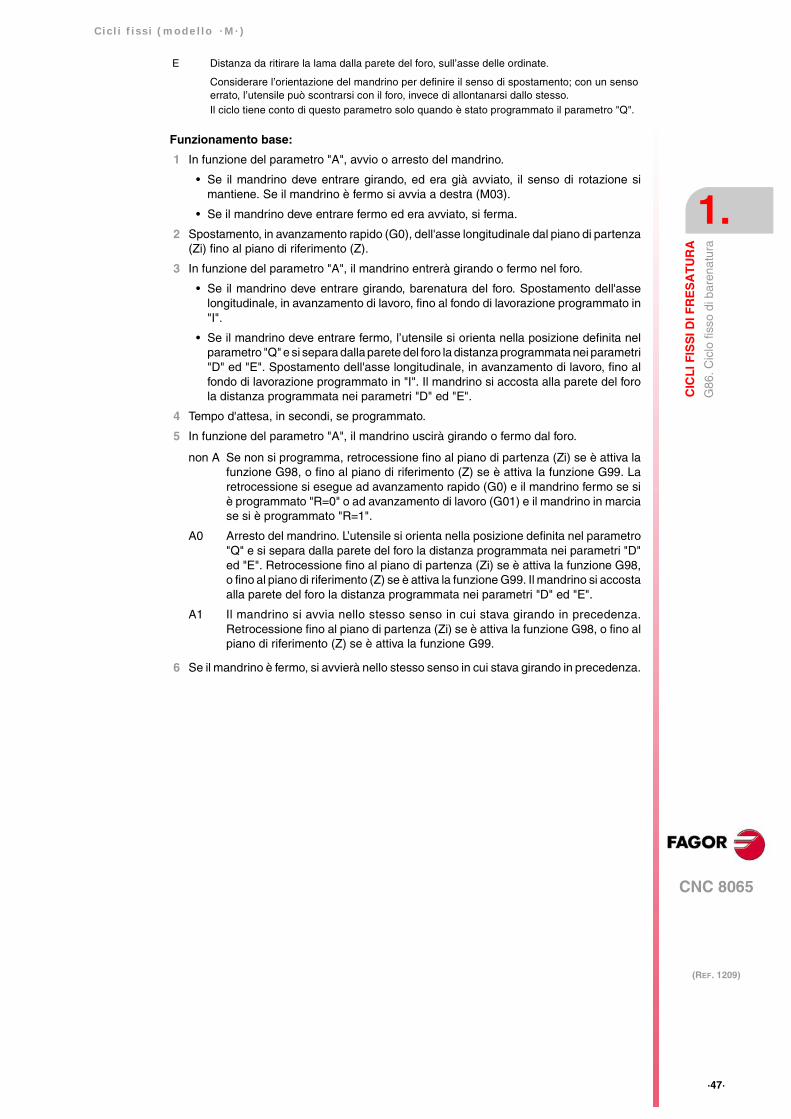
D Distanza da ritirare la lama dalla parete del foro, sull’asse delle ascisse.
Considerare l’orientazione del mandrino per definire il senso di spostamento; con un sensoerrato, l’utensile può scontrarsi con il foro, invece di allontanarsi dallo stesso.Il ciclo tiene conto di questo parametro solo quando è stato programmato il parametro "Q".
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·47·
G86
. Cic
lo fi
sso
di b
aren
atur
a
Funzionamento base:
1 In funzione del parametro "A", avvio o arresto del mandrino.
• Se il mandrino deve entrare girando, ed era già avviato, il senso di rotazione simantiene. Se il mandrino è fermo si avvia a destra (M03).
• Se il mandrino deve entrare fermo ed era avviato, si ferma.
2 Spostamento, in avanzamento rapido (G0), dell'asse longitudinale dal piano di partenza(Zi) fino al piano di riferimento (Z).
3 In funzione del parametro "A", il mandrino entrerà girando o fermo nel foro.
• Se il mandrino deve entrare girando, barenatura del foro. Spostamento dell'asselongitudinale, in avanzamento di lavoro, fino al fondo di lavorazione programmato in"I".
• Se il mandrino deve entrare fermo, l’utensile si orienta nella posizione definita nelparametro "Q" e si separa dalla parete del foro la distanza programmata nei parametri"D" ed "E". Spostamento dell'asse longitudinale, in avanzamento di lavoro, fino alfondo di lavorazione programmato in "I". Il mandrino si accosta alla parete del forola distanza programmata nei parametri "D" ed "E".
4 Tempo d'attesa, in secondi, se programmato.
5 In funzione del parametro "A", il mandrino uscirà girando o fermo dal foro.
6 Se il mandrino è fermo, si avvierà nello stesso senso in cui stava girando in precedenza.
E Distanza da ritirare la lama dalla parete del foro, sull’asse delle ordinate.
Considerare l’orientazione del mandrino per definire il senso di spostamento; con un sensoerrato, l’utensile può scontrarsi con il foro, invece di allontanarsi dallo stesso.Il ciclo tiene conto di questo parametro solo quando è stato programmato il parametro "Q".
non A Se non si programma, retrocessione fino al piano di partenza (Zi) se è attiva lafunzione G98, o fino al piano di riferimento (Z) se è attiva la funzione G99. Laretrocessione si esegue ad avanzamento rapido (G0) e il mandrino fermo se siè programmato "R=0" o ad avanzamento di lavoro (G01) e il mandrino in marciase si è programmato "R=1".
A0 Arresto del mandrino. L’utensile si orienta nella posizione definita nel parametro"Q" e si separa dalla parete del foro la distanza programmata nei parametri "D"ed "E". Retrocessione fino al piano di partenza (Zi) se è attiva la funzione G98,o fino al piano di riferimento (Z) se è attiva la funzione G99. Il mandrino si accostaalla parete del foro la distanza programmata nei parametri "D" ed "E".
A1 Il mandrino si avvia nello stesso senso in cui stava girando in precedenza.Retrocessione fino al piano di partenza (Zi) se è attiva la funzione G98, o fino alpiano di riferimento (Z) se è attiva la funzione G99.
·48·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
G86
. Cic
lo fi
sso
di b
aren
atur
a
1.7.1 Esempio di programmazione
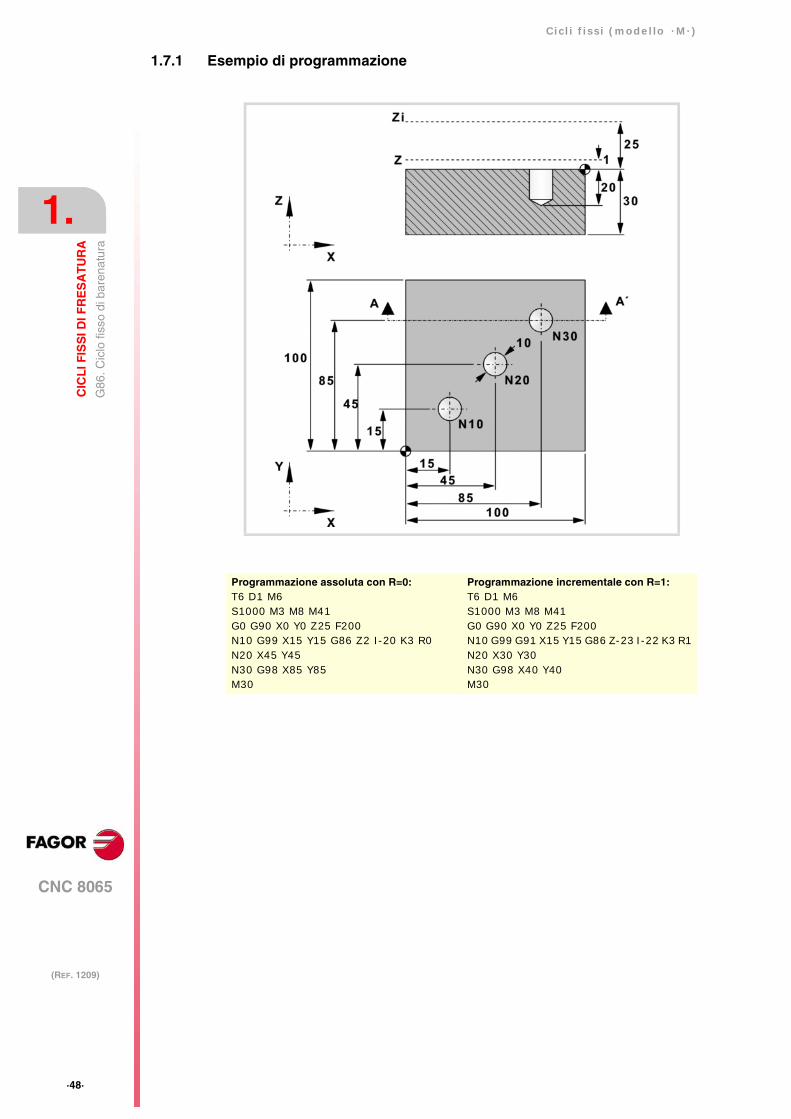
Programmazione assoluta con R=0:T6 D1 M6S1000 M3 M8 M41G0 G90 X0 Y0 Z25 F200N10 G99 X15 Y15 G86 Z2 I-20 K3 R0N20 X45 Y45N30 G98 X85 Y85M30
Programmazione incrementale con R=1:T6 D1 M6S1000 M3 M8 M41G0 G90 X0 Y0 Z25 F200N10 G99 G91 X15 Y15 G86 Z-23 I-22 K3 R1N20 X30 Y30N30 G98 X40 Y40M30
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·49·
G87
. Cic
lo fi
sso
di ta
sca
retta
ngol
are
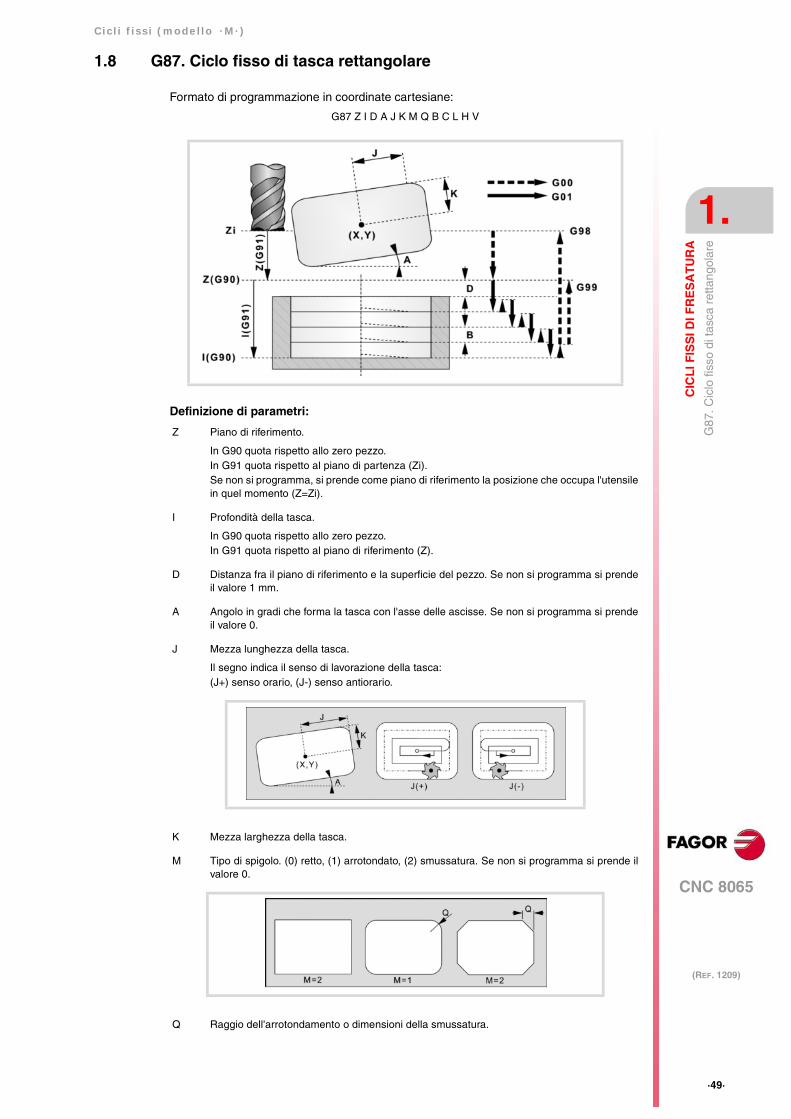
1.8 G87. Ciclo fisso di tasca rettangolare
Formato di programmazione in coordinate cartesiane:
G87 Z I D A J K M Q B C L H V
Definizione di parametri:
Z Piano di riferimento.
In G90 quota rispetto allo zero pezzo.In G91 quota rispetto al piano di partenza (Zi).Se non si programma, si prende come piano di riferimento la posizione che occupa l'utensilein quel momento (Z=Zi).
I Profondità della tasca.
In G90 quota rispetto allo zero pezzo.In G91 quota rispetto al piano di riferimento (Z).
D Distanza fra il piano di riferimento e la superficie del pezzo. Se non si programma si prendeil valore 1 mm.
A Angolo in gradi che forma la tasca con l'asse delle ascisse. Se non si programma si prendeil valore 0.
J Mezza lunghezza della tasca.
Il segno indica il senso di lavorazione della tasca:(J+) senso orario, (J-) senso antiorario.
K Mezza larghezza della tasca.
M Tipo di spigolo. (0) retto, (1) arrotondato, (2) smussatura. Se non si programma si prende ilvalore 0.
Q Raggio dell'arrotondamento o dimensioni della smussatura.

·50·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
G87
. Cic
lo fi
sso
di ta
sca
retta
ngol
are
Funzionamento base:
1 Se il mandrino era già avviato, il senso di rotazione si mantiene. Se è fermo si avvia adestra (M03).
2 Spostamento, in avanzamento rapido (G0), dell'asse longitudinale dal piano di partenza(Zi) fino al piano di riferimento (Z).
B Profondità di passata.
Se si programma con segno positivo (B+), il ciclo ricalcola il passo affinché tutti gli ingressisiano uguali, con valore uguale o inferiore a quello programmato.Se si programma con segno negativo (B-), la tasca si lavora con il passo dato, eccetto l'ultimopasso che si lavora con il resto.
C Passo o larghezza di fresatura.
Se non si programma o se programma con valore 0, si prende come valore 3/4 del diametrodell'utensile selezionato.Se è uguale al parametro "J" o "K" (mezza lunghezza/larghezza della tasca) si esegue solola passata di finitura.Se si programma con un valore superiore al diametro dell'utensile, il CNC riporterà il relativoerrore.
L Passata di finitura.
Se non si programma o si programma con valore 0, non si esegue passata di finitura.
H Avanzamento della passata di finitura. Se non si programma o si programma con valore 0, siesegue con l'avanzamento della sgrossatura.
V Avanzamento di ingresso dell'utensile. Se non si programma o si programma con valore 0, siesegue al 50% dell'avanzamento sul piano.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·51·
G87
. Cic
lo fi
sso
di ta
sca
retta
ngol
are
3 Spostamento, in avanzamento rapido (G0), dell'asse longitudinale, fino a 1 mm. dallasuperficie del pezzo.
Questo spostamento consente, come riportato in figura, un avvicinamento rapido allasuperficie di lavorazione quando la quota di sicurezza (Z) è situata lontano dallasuperficie.
4 Ingresso. L'asse longitudinale penetra nel pezzo il valore indicato in "B" e conl'avanzamento indicato in "V".
5 Fresatura, in avanzamento di lavoro, della superficie della tasca in passi definiti mediante"C" fino a una distanza "L" (passata di finitura) dalla parete della tasca. Si esegue nelsenso indicato nel parametro "J".
6 Fresatura di finitura, valore "L", con l'avanzamento di lavoro definito in "L".
Allo scopo di ottenere una buona finitura nella lavorazione delle pareti della tasca, lepassate di finitura si eseguono con avvicinamento ed allontanamento tangenziali.
7 Retrocessione in avanzamento rapido (G0) al centro della tasca, separandosi di 1 mm.dalla superficie lavorata.
8 Nuove superfici di fresatura fino a raggiungere la profondità totale della tasca.
• Ingresso all'avanzamento indicato in "F" fino a una distanza "B" dalla superficieprecedente.
• Fresatura della nuova superficie seguendo i passi indicati nei punti 5, 6 e 7.
9 Retrocessione fino al piano di partenza (Zi) se è attiva la funzione G98, o fino al pianodi riferimento (Z) se è attiva la funzione G99.

·52·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
G87
. Cic
lo fi
sso
di ta
sca
retta
ngol
are
1.8.1 Esempio di programmazione
Si desidera lavorare una tasca di 80x40 centrata sul punto (X60, Y35) e ruotata 15º. Lasuperficie della tasca è a Z0 e si desidera svuotare fino a Z-20. Il piano di riferimento è postoa Z2.
G90 G0 X60 Y35G87 Z2 I-20 D2 A15 J40 K20 ·····
Gli angoli della tasca saranno arrotondati con raggio 10.
G87 Z2 I-20 D2 A15 J40 K20 M1 Q10·····
La passata di ingresso è di 5 mm e si esegue con un avanzamento di 50 mm/min.
G87 Z2 I-20 D2 A15 J40 K20 M1 Q10 B5·····V50
La fresatura si esegue con una passata di sgrossatura di 5 mm di larghezza e con unavanzamento di 800 mm/min. Dato che l'avanzamento di fresatura deve essere selezionatoprima dell'esecuzione del ciclo, si definisce nel blocco precedente.
G90 G0 X60 Y35 F800G87 Z2 I-20 D2 A15 J40 K20 M1 Q10 B5 C5 ····· V50
Si lascerà un sovrametallo di finitura di 1 mm che si lavorerà con un avanzamento di 300mm/min.
G87 Z2 I-20 D2 A15 J40 K20 M1 Q10 B5 C5 L1 H300 V50
Si illustra di seguito come eseguire la tasca e ripeterla sui punti (X200 Y135) e (X350 Y235).
Programmazione assoluta:T7 D1 M6G0 G90 X0 Y0 Z25 S1000 M3 M8 M41 F800N10 G99 X60 Y35G87 Z2 I-20 D2 A15 J40 K20 M1 Q10 B5 C5 L1 H300 V50N20 X200 Y135N30 G98 X350 Y235M30
Programmazione incrementale:T7 D1 M6G0 G90 X0 Y0 Z25 S1000 M3 M8 M41 F800N10 G99 G91 X60 Y35G87 Z-23 I-45 D2 A15 J40 K20 M1 Q10 B5 C5 L1 H300 V50N20 X140 Y100N30 G98 X150 Y100M30
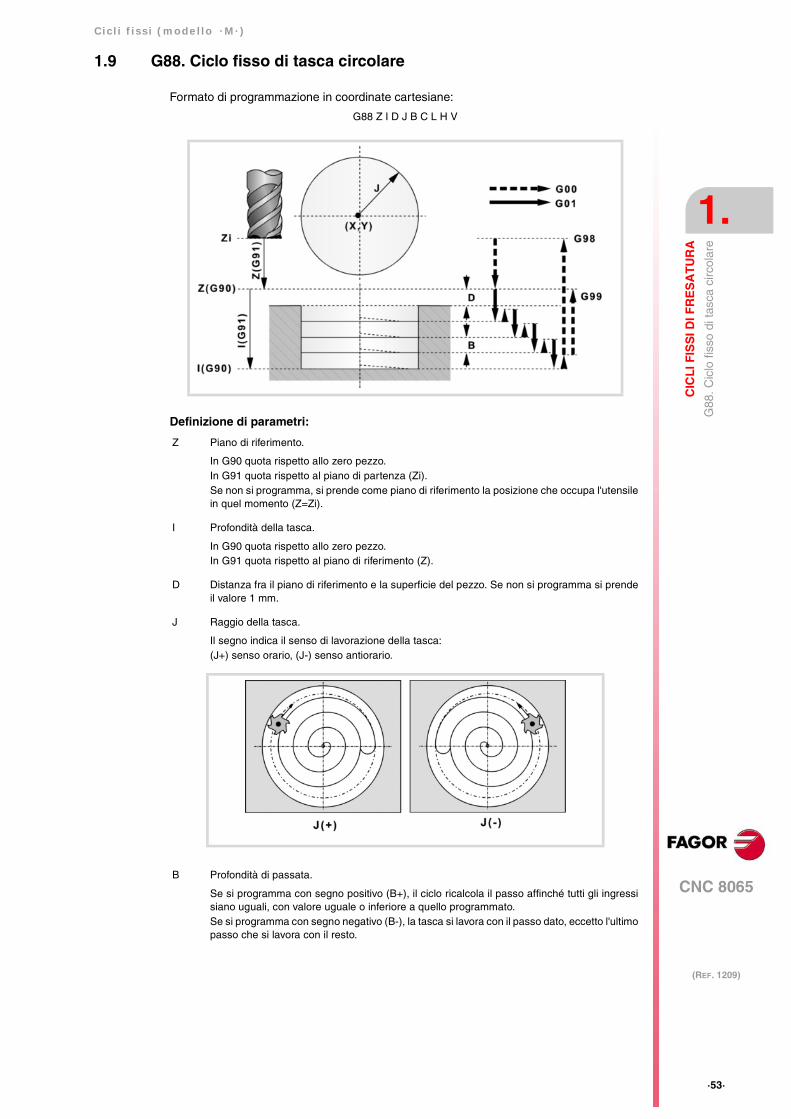
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·53·
G88
. Cic
lo fi
sso
di ta
sca
circ
olar
e
1.9 G88. Ciclo fisso di tasca circolare
Formato di programmazione in coordinate cartesiane:
G88 Z I D J B C L H V
Definizione di parametri:
Z Piano di riferimento.
In G90 quota rispetto allo zero pezzo.In G91 quota rispetto al piano di partenza (Zi).Se non si programma, si prende come piano di riferimento la posizione che occupa l'utensilein quel momento (Z=Zi).
I Profondità della tasca.
In G90 quota rispetto allo zero pezzo.In G91 quota rispetto al piano di riferimento (Z).
D Distanza fra il piano di riferimento e la superficie del pezzo. Se non si programma si prendeil valore 1 mm.
J Raggio della tasca.
Il segno indica il senso di lavorazione della tasca:(J+) senso orario, (J-) senso antiorario.
B Profondità di passata.
Se si programma con segno positivo (B+), il ciclo ricalcola il passo affinché tutti gli ingressisiano uguali, con valore uguale o inferiore a quello programmato.Se si programma con segno negativo (B-), la tasca si lavora con il passo dato, eccetto l'ultimopasso che si lavora con il resto.
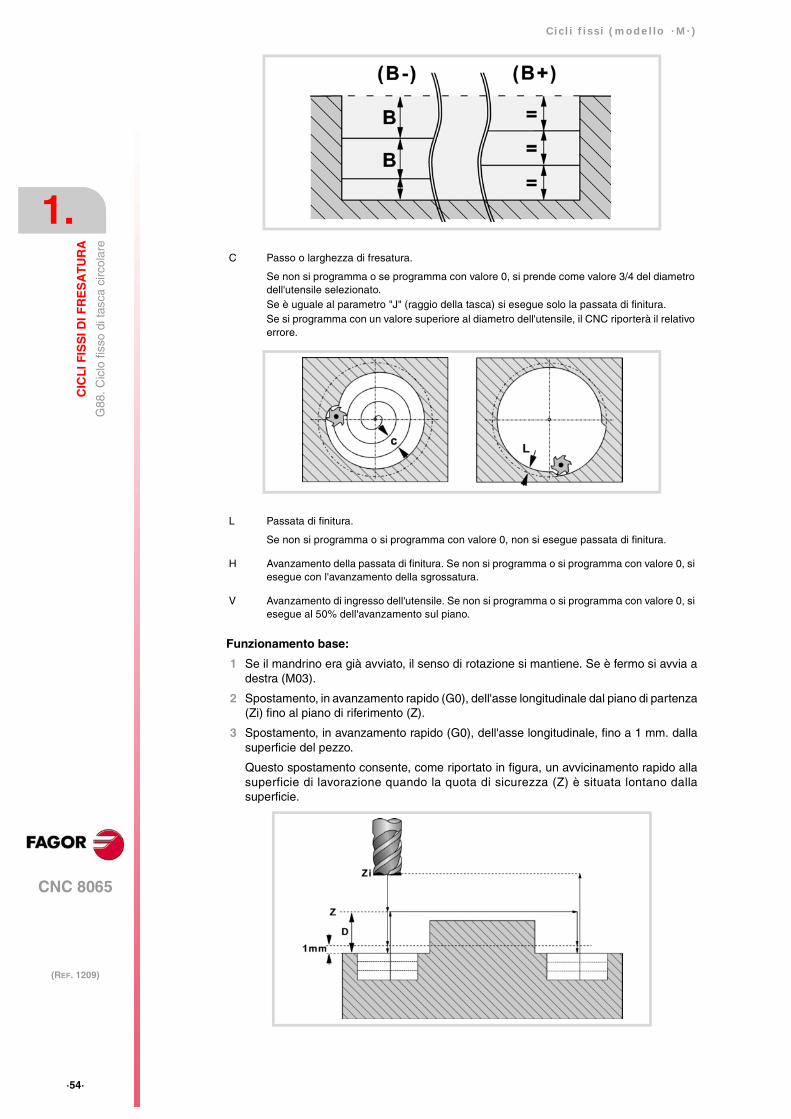
·54·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
G88
. Cic
lo fi
sso
di ta
sca
circ
olar
e
Funzionamento base:
1 Se il mandrino era già avviato, il senso di rotazione si mantiene. Se è fermo si avvia adestra (M03).
2 Spostamento, in avanzamento rapido (G0), dell'asse longitudinale dal piano di partenza(Zi) fino al piano di riferimento (Z).
3 Spostamento, in avanzamento rapido (G0), dell'asse longitudinale, fino a 1 mm. dallasuperficie del pezzo.
Questo spostamento consente, come riportato in figura, un avvicinamento rapido allasuperficie di lavorazione quando la quota di sicurezza (Z) è situata lontano dallasuperficie.
C Passo o larghezza di fresatura.
Se non si programma o se programma con valore 0, si prende come valore 3/4 del diametrodell'utensile selezionato.Se è uguale al parametro "J" (raggio della tasca) si esegue solo la passata di finitura.Se si programma con un valore superiore al diametro dell'utensile, il CNC riporterà il relativoerrore.
L Passata di finitura.
Se non si programma o si programma con valore 0, non si esegue passata di finitura.
H Avanzamento della passata di finitura. Se non si programma o si programma con valore 0, siesegue con l'avanzamento della sgrossatura.
V Avanzamento di ingresso dell'utensile. Se non si programma o si programma con valore 0, siesegue al 50% dell'avanzamento sul piano.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·55·
G88
. Cic
lo fi
sso
di ta
sca
circ
olar
e
4 Ingresso. L'asse longitudinale penetra nel pezzo il valore indicato in "B" e conl'avanzamento indicato in "V".
5 Fresatura, in avanzamento di lavoro, della superficie della tasca in passi definiti mediante"C" fino a una distanza "L" (passata di finitura) dalla parete della tasca.
Si esegue nel senso indicato nel parametro "J".
6 Fresatura di finitura, valore "L", con l'avanzamento di lavoro definito in "L".
Allo scopo di ottenere una buona finitura nella lavorazione delle pareti della tasca, lepassate di finitura si eseguono con avvicinamento ed allontanamento tangenziali.
7 Retrocessione in avanzamento rapido (G0) al centro della tasca, separandosi di 1 mm.dalla superficie lavorata.
8 Nuove superfici di fresatura fino a raggiungere la profondità totale della tasca.
• Ingresso all'avanzamento indicato in "F" fino a una distanza "B" dalla superficieprecedente.
• Fresatura della nuova superficie seguendo i passi indicati nei punti 5, 6 e 7.
9 Retrocessione fino al piano di partenza (Zi) se è attiva la funzione G98, o fino al pianodi riferimento (Z) se è attiva la funzione G99.
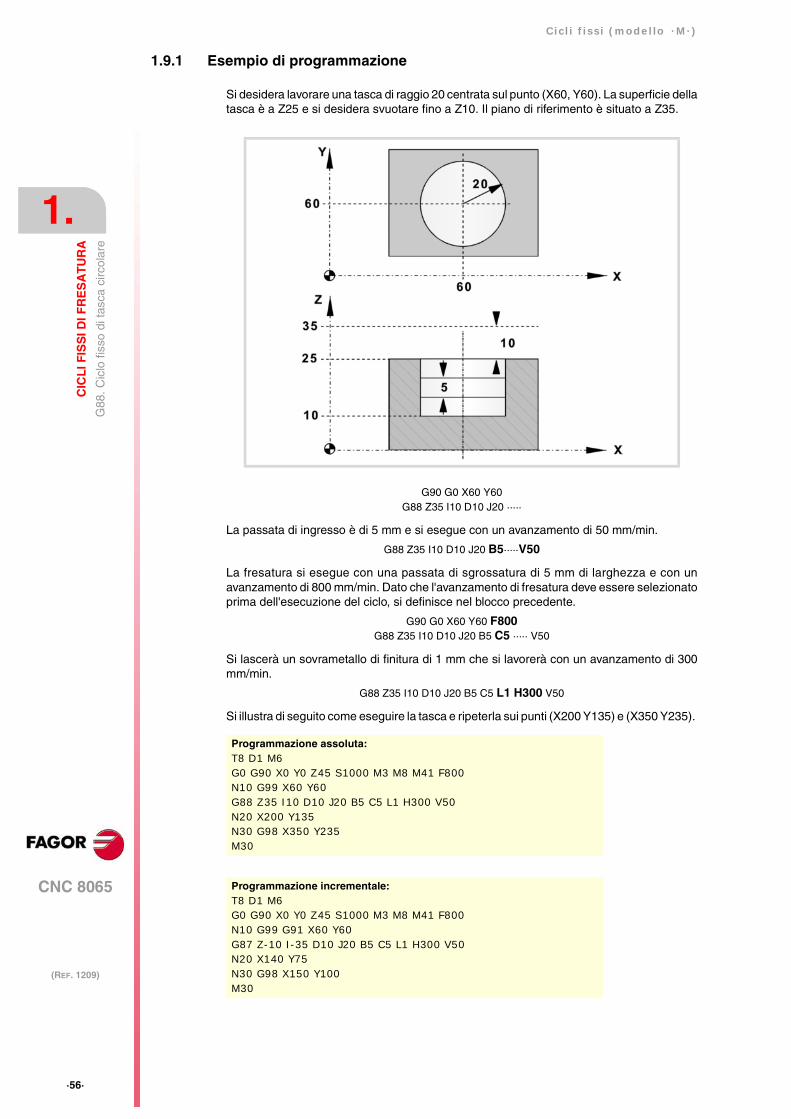
·56·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
G88
. Cic
lo fi
sso
di ta
sca
circ
olar
e
1.9.1 Esempio di programmazione
Si desidera lavorare una tasca di raggio 20 centrata sul punto (X60, Y60). La superficie dellatasca è a Z25 e si desidera svuotare fino a Z10. Il piano di riferimento è situato a Z35.
G90 G0 X60 Y60G88 Z35 I10 D10 J20 ·····
La passata di ingresso è di 5 mm e si esegue con un avanzamento di 50 mm/min.
G88 Z35 I10 D10 J20 B5·····V50
La fresatura si esegue con una passata di sgrossatura di 5 mm di larghezza e con unavanzamento di 800 mm/min. Dato che l'avanzamento di fresatura deve essere selezionatoprima dell'esecuzione del ciclo, si definisce nel blocco precedente.
G90 G0 X60 Y60 F800G88 Z35 I10 D10 J20 B5 C5 ····· V50
Si lascerà un sovrametallo di finitura di 1 mm che si lavorerà con un avanzamento di 300mm/min.
G88 Z35 I10 D10 J20 B5 C5 L1 H300 V50
Si illustra di seguito come eseguire la tasca e ripeterla sui punti (X200 Y135) e (X350 Y235).
Programmazione assoluta:T8 D1 M6G0 G90 X0 Y0 Z45 S1000 M3 M8 M41 F800N10 G99 X60 Y60G88 Z35 I10 D10 J20 B5 C5 L1 H300 V50N20 X200 Y135N30 G98 X350 Y235M30
Programmazione incrementale:T8 D1 M6G0 G90 X0 Y0 Z45 S1000 M3 M8 M41 F800N10 G99 G91 X60 Y60G87 Z-10 I-35 D10 J20 B5 C5 L1 H300 V50N20 X140 Y75N30 G98 X150 Y100M30
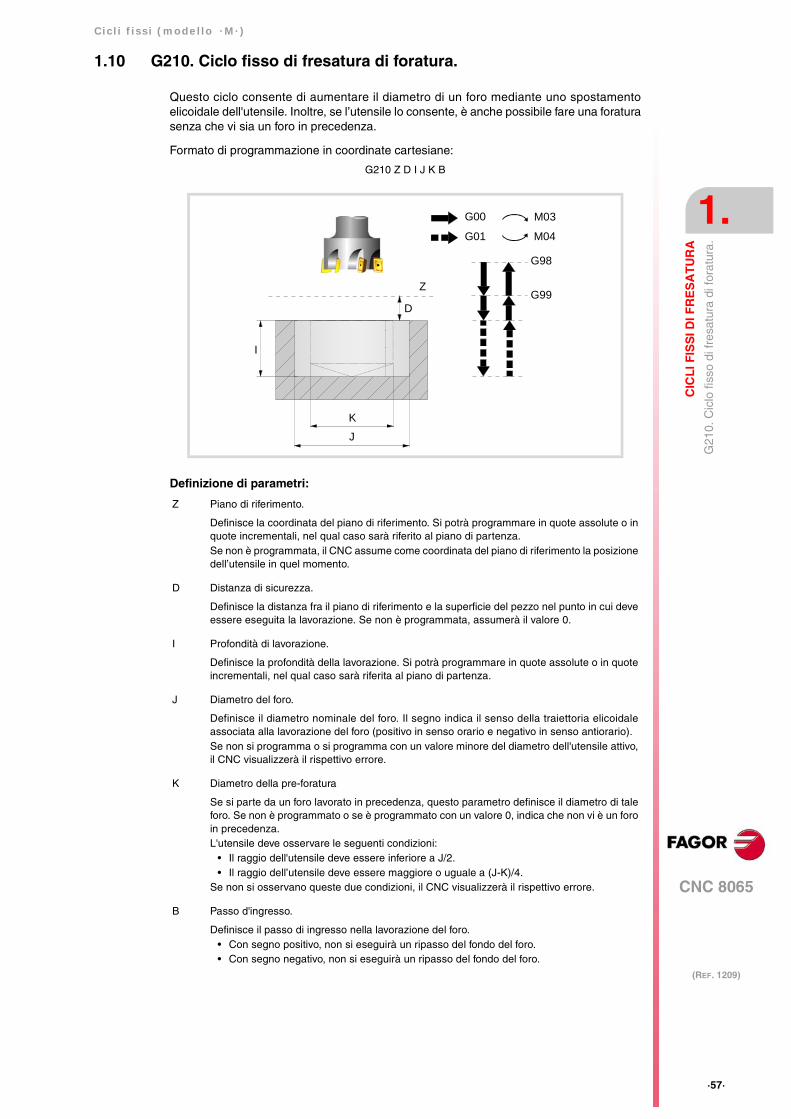
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·57·
G21
0. C
iclo
fiss
o di
fres
atur
a di
fora
tura
.
1.10 G210. Ciclo fisso di fresatura di foratura.
Questo ciclo consente di aumentare il diametro di un foro mediante uno spostamentoelicoidale dell'utensile. Inoltre, se l’utensile lo consente, è anche possibile fare una foraturasenza che vi sia un foro in precedenza.
Formato di programmazione in coordinate cartesiane:
G210 Z D I J K B
Definizione di parametri:
Z Piano di riferimento.
Definisce la coordinata del piano di riferimento. Si potrà programmare in quote assolute o inquote incrementali, nel qual caso sarà riferito al piano di partenza.Se non è programmata, il CNC assume come coordinata del piano di riferimento la posizionedell’utensile in quel momento.
D Distanza di sicurezza.
Definisce la distanza fra il piano di riferimento e la superficie del pezzo nel punto in cui deveessere eseguita la lavorazione. Se non è programmata, assumerà il valore 0.
I Profondità di lavorazione.
Definisce la profondità della lavorazione. Si potrà programmare in quote assolute o in quoteincrementali, nel qual caso sarà riferita al piano di partenza.
J Diametro del foro.
Definisce il diametro nominale del foro. Il segno indica il senso della traiettoria elicoidaleassociata alla lavorazione del foro (positivo in senso orario e negativo in senso antiorario).Se non si programma o si programma con un valore minore del diametro dell'utensile attivo,il CNC visualizzerà il rispettivo errore.
K Diametro della pre-foratura
Se si parte da un foro lavorato in precedenza, questo parametro definisce il diametro di taleforo. Se non è programmato o se è programmato con un valore 0, indica che non vi è un foroin precedenza.L'utensile deve osservare le seguenti condizioni:
• Il raggio dell'utensile deve essere inferiore a J/2.• Il raggio dell’utensile deve essere maggiore o uguale a (J-K)/4.
Se non si osservano queste due condizioni, il CNC visualizzerà il rispettivo errore.
B Passo d'ingresso.
Definisce il passo di ingresso nella lavorazione del foro.• Con segno positivo, non si eseguirà un ripasso del fondo del foro.• Con segno negativo, non si eseguirà un ripasso del fondo del foro.
G98
G99
I
K
Z
D
J
G00
G01
M03
M04

·58·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
G21
0. C
iclo
fiss
o di
fres
atur
a di
fora
tura
.
Funzionamento base
1 Spostamento, in rapido, fino al centro del foro (X, Y).
2 Spostamento, in rapido, fino al piano di riferimento (Z).
3 Spostamento, in rapido, fino alla quota di ingresso tangenziale lungo l'asse longitudinale.
4 Ingresso tangenziale alla traiettoria elicoidale della foratura.
5 Spostamento elicoidale, con il passo dato nel parametro B e nel senso dato nelparametro J, fino al fondo del foro.
6 Ripasso del fondo del foro (questo passo si esegue solo se il segno del parametro B èpositivo).
7 Spostamento d’uscita tangenziale alla traiettoria elicoidale della foratura, fino al centrodel foro.
8 Spostamento, in rapido, fino al piano di riferimento (G99) o al piano di partenza (G98).

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·59·
G21
1. C
iclo
di f
resa
tura
di f
iletta
tura
inte
rna.
1.11 G211. Ciclo di fresatura di filettatura interna.
Questo ciclo consente di eseguire una filettatura interna mediante uno spostamentoelicoidale dell’utensile.
In coordinate cartesiane, la struttura di base del blocco è la seguente:
G211 Z D I J K B C L A E Q
Definizione di parametri:
Z Piano di riferimento.
Definisce la coordinata del piano di riferimento. Si potrà programmare in quote assolute o inquote incrementali, nel qual caso sarà riferito al piano di partenza.
D Distanza di sicurezza.
Definisce la distanza fra il piano di riferimento e la superficie del pezzo nel punto in cui deveessere eseguita la lavorazione. Se non è programmata, assumerà il valore 0.
I Profondità di lavorazione.
Definisce la profondità della filettatura. Si potrà programmare in quote assolute o in quoteincrementali, nel qual caso sarà riferita al piano di partenza.
J Diametro della filettatura.
Definisce il diametro nominale del filetto. Il segno indica il senso di lavorazione della filettatura(positivo in senso orario e negativo in senso antiorario).
K Profonditá del filetto.
Definisce la distanza fra la cresta e la valle della filettatura.
B Passo di filettatura.
Definisce il passo della filettatura.• Con segno positivo, il senso del passo della filettatura è dalla superficie del pezzo fino al
fondo.• Con segno negativo, il senso del passo della filettatura è dal fondo alla superficie del pezzo.
C Tipo di filettatura.
Definisce il tipo di filettatura da eseguire. Questo parametro dipende dal tipo di utensileutilizzato.
• Se si programma C=, la filettatura si eseguirà in un unico passo.• Se si programma C=1, si eseguirà la filettatura di una filettatura per ogni passo (lama di
1 filo).• Se si programma C=n (dove n è il numero di fili della lama), si eseguirà la filettatura di n
filettature per ogni passo.Se non si programma si prende il valore C=1.
J
ZD
I
B
K
L
A
G00
G01
M03
M04
G98
G99

·60·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
G21
1. C
iclo
di f
resa
tura
di f
iletta
tura
inte
rna.
Funzionamento base
1 Spostamento, in rapido, fino al centro del foro (X, Y).
2 Spostamento, in rapido, fino al piano di riferimento (Z).
3 Spostamento, in rapido, degli assi del piano al punto di ingresso nella filettatura (questospostamento si esegue solo se è stato programmato il parametro E).
4 Spostamento, in rapido, fino alla quota dell'asse longitudinale di ingresso nella filettatura.
5 Ingresso nella filettatura in spostamento elicoidale tangente alla prima traiettoriaelicoidale di filettatura.
6 Esecuzione della filettatura in funzione del valore del parametro C.
L Sovrametallo per la finitura.
Definisce il sovrametallo nella profondità della filettatura per la finitura. Se non si programmasi prende il valore 0.
A Passo massimo d'approfondimento.
Definisce il passo massimo della profondità della filettatura. Se non si programma o siprogramma con valore 0, la lavorazione si eseguirà in una sola passata fino al sovrametalloper la finitura.
E Distanza di accostamento.
Distanza di accostamento all’ingresso della filettatura. Se non si programma, si eseguiràl’ingresso nella filettatura dal centro del foro.
Q Angolo di ingresso nella filettatura.
Angolo (in gradi) del segmento che formano il centro del foro e il punto di ingresso nel filettorispetto all’asse delle ascisse. Se non si programma si prende il valore 0.
• C=0 Spostamento elicoidale, nel senso indicato nel parametro J, fino al fondo dellafilettatura (lo spostamento sarà di un solo giro). Quindi, spostamentoelicoidale d'uscita dalla filettatura, tangente alla traiettoria elicoidaleprecedente. Se non è stato programmato il parametro E, il punto d’uscitacorrisponderà alle quote del centro del foro.
Va considerato che nell’uscita tangente alla traiettoria elicoidale il puntod’uscita supererà la quota sull’asse longitudinale del fondo della filettatura.
• C=1 Spostamento elicoidale, con passo e senso dati nel parametro J, fino al fondodella filettatura. Quindi, spostamento elicoidale d'uscita dalla filettatura,tangente alla traiettoria elicoidale precedente. Se non è stato programmatoil parametro E, il punto d’uscita corrisponderà alle quote del centro del foro.
Va considerato che nell’uscita tangente alla traiettoria elicoidale il puntod’uscita supererà la quota sull’asse longitudinale del fondo della filettatura.
• C=n Ciclo di filettatura sino ad arrivare al fondo della filettatura.
• Spostamento elicoidale con passo e senso dati nel parametro J (lospostamento sarà di un solo giro).
• Spostamento elicoidale d'uscita dalla filettatura, tangente alla traiettoriaelicoidale precedente. Se non è stato programmato il parametro E, il puntod’uscita corrisponderà alle quote del centro del foro.
• Spostamento, in rapido, fino al punto di ingresso nella filettatura, dellaseguente traiettoria di filettatura. Spostamento in rapido, alla quota Z diingresso nella filettatura, della seguente traiettoria di filettatura.
Va ricordato che nell’uscita elicoidale finale, il punto d’uscita supererà la quotasull’asse longitudinale del fondo della filettatura.
C=0 C=1 C>1

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·61·
G21
1. C
iclo
di f
resa
tura
di f
iletta
tura
inte
rna.
7 Spostamento, in rapido, fino al centro del foro (X, Y).
8 Spostamento, in rapido, fino alla quota di ingresso nella filettatura lungo l'asselongitudinale.
9 Ripetizione dei punti da 3 a 8 fino a raggiungere la profondità del sovrametallo di finitura.
10 Ripetizione dei punti da 3 a 8 fino a raggiungere la profondità della filettatura.
11 Spostamento, in rapido, fino al piano di riferimento (G99) o al piano di partenza (G98).
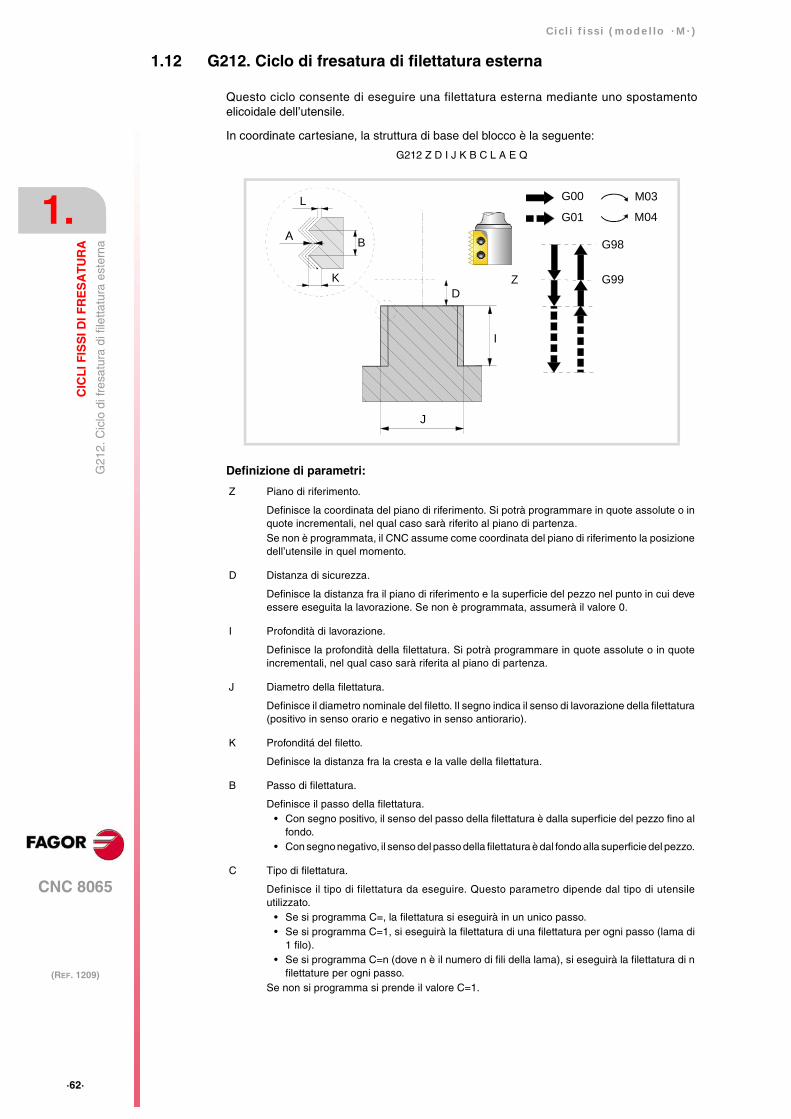
·62·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
G21
2. C
iclo
di f
resa
tura
di f
iletta
tura
est
erna
1.12 G212. Ciclo di fresatura di filettatura esterna
Questo ciclo consente di eseguire una filettatura esterna mediante uno spostamentoelicoidale dell’utensile.
In coordinate cartesiane, la struttura di base del blocco è la seguente:
G212 Z D I J K B C L A E Q
Definizione di parametri:
Z Piano di riferimento.
Definisce la coordinata del piano di riferimento. Si potrà programmare in quote assolute o inquote incrementali, nel qual caso sarà riferito al piano di partenza.Se non è programmata, il CNC assume come coordinata del piano di riferimento la posizionedell’utensile in quel momento.
D Distanza di sicurezza.
Definisce la distanza fra il piano di riferimento e la superficie del pezzo nel punto in cui deveessere eseguita la lavorazione. Se non è programmata, assumerà il valore 0.
I Profondità di lavorazione.
Definisce la profondità della filettatura. Si potrà programmare in quote assolute o in quoteincrementali, nel qual caso sarà riferita al piano di partenza.
J Diametro della filettatura.
Definisce il diametro nominale del filetto. Il segno indica il senso di lavorazione della filettatura(positivo in senso orario e negativo in senso antiorario).
K Profonditá del filetto.
Definisce la distanza fra la cresta e la valle della filettatura.
B Passo di filettatura.
Definisce il passo della filettatura.• Con segno positivo, il senso del passo della filettatura è dalla superficie del pezzo fino al
fondo.• Con segno negativo, il senso del passo della filettatura è dal fondo alla superficie del pezzo.
C Tipo di filettatura.
Definisce il tipo di filettatura da eseguire. Questo parametro dipende dal tipo di utensileutilizzato.
• Se si programma C=, la filettatura si eseguirà in un unico passo.• Se si programma C=1, si eseguirà la filettatura di una filettatura per ogni passo (lama di
1 filo).• Se si programma C=n (dove n è il numero di fili della lama), si eseguirà la filettatura di n
filettature per ogni passo.Se non si programma si prende il valore C=1.
J
ZD
I
B
K
L G00
G01
M03
M04
G98
G99
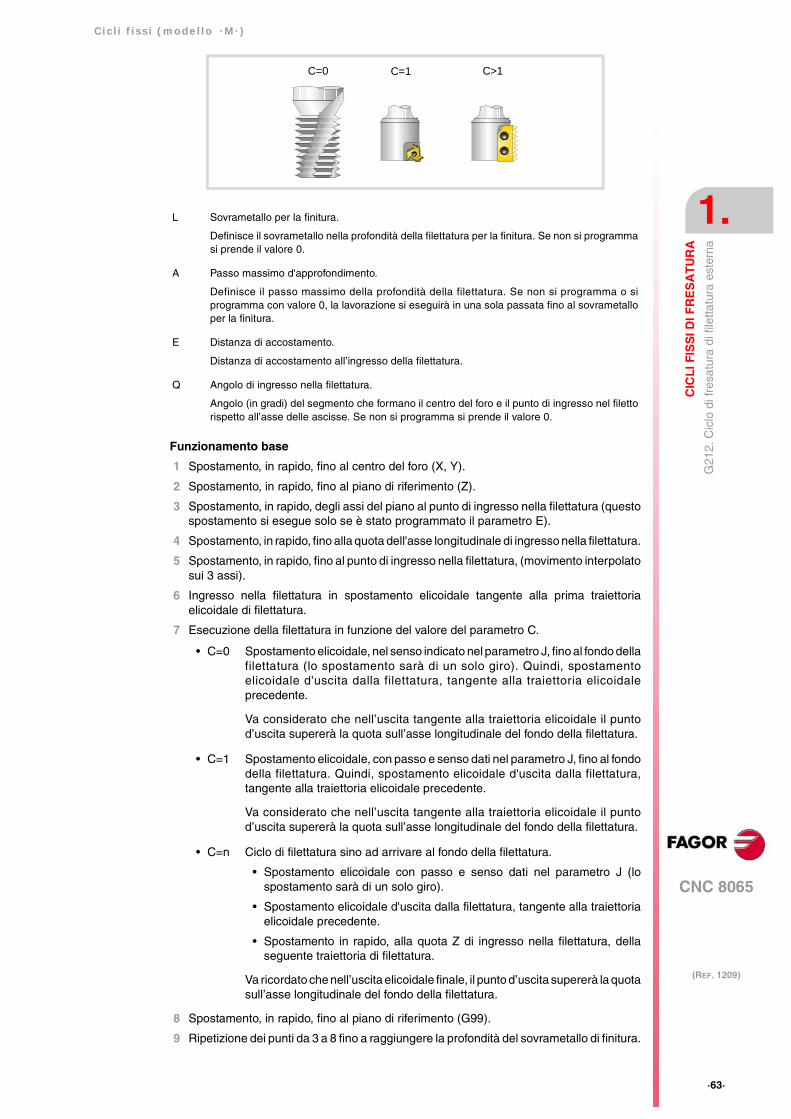
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
1.
(REF. 1209)
·63·
G21
2. C
iclo
di f
resa
tura
di f
iletta
tura
est
erna
Funzionamento base
1 Spostamento, in rapido, fino al centro del foro (X, Y).
2 Spostamento, in rapido, fino al piano di riferimento (Z).
3 Spostamento, in rapido, degli assi del piano al punto di ingresso nella filettatura (questospostamento si esegue solo se è stato programmato il parametro E).
4 Spostamento, in rapido, fino alla quota dell'asse longitudinale di ingresso nella filettatura.
5 Spostamento, in rapido, fino al punto di ingresso nella filettatura, (movimento interpolatosui 3 assi).
6 Ingresso nella filettatura in spostamento elicoidale tangente alla prima traiettoriaelicoidale di filettatura.
7 Esecuzione della filettatura in funzione del valore del parametro C.
8 Spostamento, in rapido, fino al piano di riferimento (G99).
9 Ripetizione dei punti da 3 a 8 fino a raggiungere la profondità del sovrametallo di finitura.
L Sovrametallo per la finitura.
Definisce il sovrametallo nella profondità della filettatura per la finitura. Se non si programmasi prende il valore 0.
A Passo massimo d'approfondimento.
Definisce il passo massimo della profondità della filettatura. Se non si programma o siprogramma con valore 0, la lavorazione si eseguirà in una sola passata fino al sovrametalloper la finitura.
E Distanza di accostamento.
Distanza di accostamento all’ingresso della filettatura.
Q Angolo di ingresso nella filettatura.
Angolo (in gradi) del segmento che formano il centro del foro e il punto di ingresso nel filettorispetto all’asse delle ascisse. Se non si programma si prende il valore 0.
• C=0 Spostamento elicoidale, nel senso indicato nel parametro J, fino al fondo dellafilettatura (lo spostamento sarà di un solo giro). Quindi, spostamentoelicoidale d'uscita dalla filettatura, tangente alla traiettoria elicoidaleprecedente.
Va considerato che nell’uscita tangente alla traiettoria elicoidale il puntod’uscita supererà la quota sull’asse longitudinale del fondo della filettatura.
• C=1 Spostamento elicoidale, con passo e senso dati nel parametro J, fino al fondodella filettatura. Quindi, spostamento elicoidale d'uscita dalla filettatura,tangente alla traiettoria elicoidale precedente.
Va considerato che nell’uscita tangente alla traiettoria elicoidale il puntod’uscita supererà la quota sull’asse longitudinale del fondo della filettatura.
• C=n Ciclo di filettatura sino ad arrivare al fondo della filettatura.
• Spostamento elicoidale con passo e senso dati nel parametro J (lospostamento sarà di un solo giro).
• Spostamento elicoidale d'uscita dalla filettatura, tangente alla traiettoriaelicoidale precedente.
• Spostamento in rapido, alla quota Z di ingresso nella filettatura, dellaseguente traiettoria di filettatura.
Va ricordato che nell’uscita elicoidale finale, il punto d’uscita supererà la quotasull’asse longitudinale del fondo della filettatura.
C=0 C=1 C>1
·64·
Cicl i f issi (modello ·M·)
CNC 8065
1.
CIC
LI F
ISS
I DI F
RE
SA
TU
RA
(REF. 1209)
G21
2. C
iclo
di f
resa
tura
di f
iletta
tura
est
erna
10 Ripetizione dei punti da 3 a 8 fino a raggiungere la profondità della filettatura.
11 Spostamento, in rapido, fino al piano di riferimento (G99) o al piano di partenza (G98).
12 Spostamento, in rapido, fino al centro del foro (X, Y).

CNC 8065
(REF. 1209)
2
·65·
LAVORAZIONI MULTIPLE
Il tipo di lavorazione sarà selezionato dal programmatore, e può essere qualsiasi ciclo fisso.
Programmazione
Le traiettorie di lavorazione vengono definite dalle seguenti funzioni:
G160 Lavorazione multipla su una linea retta.
G161 Lavorazione multipla su un parallelogramma.
G162 Lavorazione multipla su una griglia.
G163 Lavorazione multipla su una circonferenza.
G164 Lavorazione multipla su un arco.
G165 Lavorazione programmata con la corda d'arco.
Tali funzioni si potranno eseguire su qualsiasi piano di lavoro e dovranno essere definite ognivolta che si usano, dato che non sono modali.
È una condizione indispensabile che la lavorazione che si desidera ripetere sia attiva. In altreparole, tali funzioni avranno senso solo se sono sotto l'influenza di un ciclo fisso.
Per eseguire una lavorazione multipla si devono eseguire i passi sotto indicati:
1 Spostare l'utensile sul primo punto in cui si desidera effettuare la lavorazione multipla.
2 Definire il ciclo fisso che si desidera ripetere su tutti i punti.
3 Definire la lavorazione multipla che si desidera eseguire.
Considerazioni
Tutte le lavorazioni programmate con tali funzioni si eseguiranno sotto le stesse condizionidi lavoro (T, D, F, S) che si erano selezionate nel definire il ciclo fisso.
Una volta eseguita la lavorazione multipla programmata, il programma ricaricherà lo storicoche aveva prima di iniziare tale lavorazione, ed anche il ciclo fisso sarà ancora attivo.Essendo adesso l'avanzamento F quello relativo all'avanzamento programmato per il ciclofisso.
Inoltre, l'utensile resterà posizionato sull'ultimo punto in cui era stata eseguita la lavorazioneprogrammata.
Si descrivono di seguito in dettaglio le lavorazioni multiple, ipotizzando in tutte loro che ilpiano di lavoro sia quello formato dagli assi X e Y.
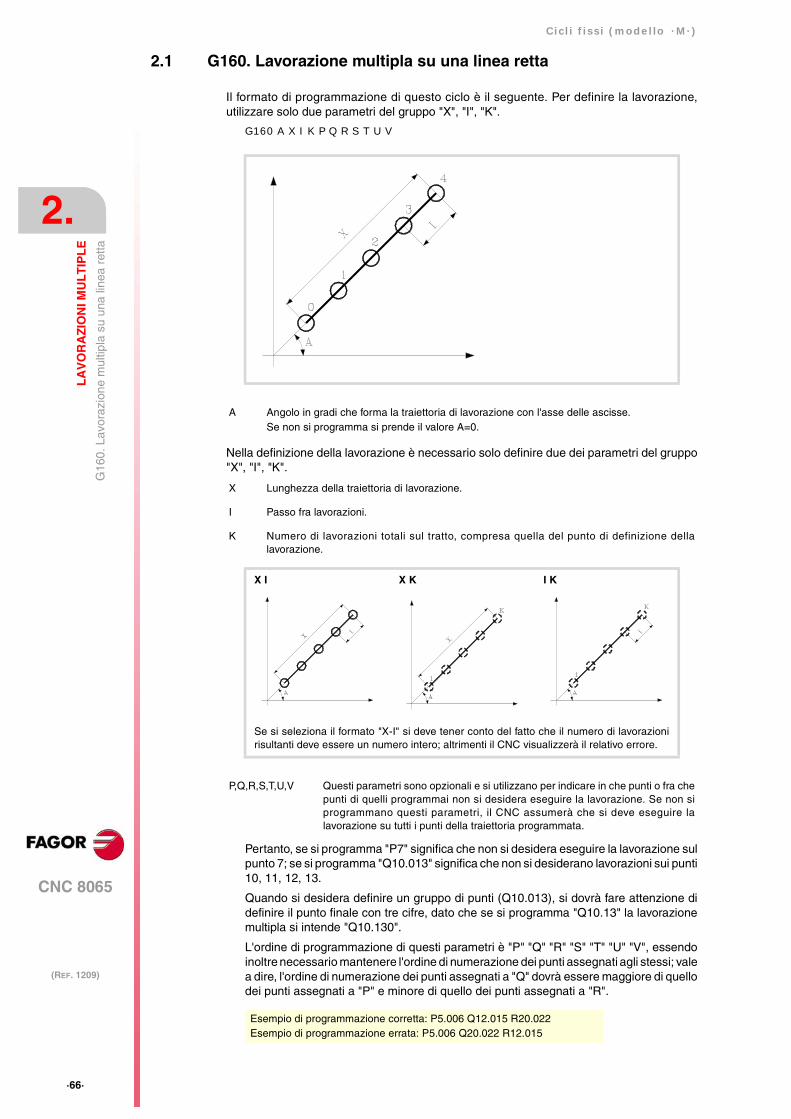
·66·
Cicl i f issi (modello ·M·)
CNC 8065
2.
LA
VO
RA
ZIO
NI M
UL
TIP
LE
(REF. 1209)
G16
0. L
avor
azio
ne m
ultip
la s
u un
a lin
ea r
etta
2.1 G160. Lavorazione multipla su una linea retta
Il formato di programmazione di questo ciclo è il seguente. Per definire la lavorazione,utilizzare solo due parametri del gruppo "X", "I", "K".
G160 A X I K P Q R S T U V
Nella definizione della lavorazione è necessario solo definire due dei parametri del gruppo"X", "I", "K".
Pertanto, se si programma "P7" significa che non si desidera eseguire la lavorazione sulpunto 7; se si programma "Q10.013" significa che non si desiderano lavorazioni sui punti10, 11, 12, 13.
Quando si desidera definire un gruppo di punti (Q10.013), si dovrà fare attenzione didefinire il punto finale con tre cifre, dato che se si programma "Q10.13" la lavorazionemultipla si intende "Q10.130".
L'ordine di programmazione di questi parametri è "P" "Q" "R" "S" "T" "U" "V", essendoinoltre necessario mantenere l'ordine di numerazione dei punti assegnati agli stessi; valea dire, l'ordine di numerazione dei punti assegnati a "Q" dovrà essere maggiore di quellodei punti assegnati a "P" e minore di quello dei punti assegnati a "R".
A Angolo in gradi che forma la traiettoria di lavorazione con l'asse delle ascisse.Se non si programma si prende il valore A=0.
X Lunghezza della traiettoria di lavorazione.
I Passo fra lavorazioni.
K Numero di lavorazioni totali sul tratto, compresa quella del punto di definizione dellalavorazione.
X I X K I K
Se si seleziona il formato "X-I" si deve tener conto del fatto che il numero di lavorazionirisultanti deve essere un numero intero; altrimenti il CNC visualizzerà il relativo errore.
P,Q,R,S,T,U,V Questi parametri sono opzionali e si utilizzano per indicare in che punti o fra chepunti di quelli programmai non si desidera eseguire la lavorazione. Se non siprogrammano questi parametri, il CNC assumerà che si deve eseguire lalavorazione su tutti i punti della traiettoria programmata.
Esempio di programmazione corretta: P5.006 Q12.015 R20.022Esempio di programmazione errata: P5.006 Q20.022 R12.015
Cicl i f issi (modello ·M·)
CNC 8065
LA
VO
RA
ZIO
NI M
UL
TIP
LE
2.
(REF. 1209)
·67·
G16
0. L
avor
azio
ne m
ultip
la s
u un
a lin
ea r
etta
Funzionamento base
La lavorazione multipla si esegue come segue:
1 La lavorazione multipla calcola il prossimo punto di quelli programmati in cui si desideraeseguire la lavorazione.
2 Spostamento in avanzamento rapido (G00) verso tale punto.
3 La lavorazione multipla eseguirà, dopo lo spostamento, il ciclo fisso selezionato.
4 Il CNC ripeterà i passi 1-2-3 sino a completare la lavorazione multipla programmata.
Alla fine della lavorazione multipla l'utensile resterà posizionato sull'ultimo punto dellatraiettoria programmata in cui si era eseguita la lavorazione.
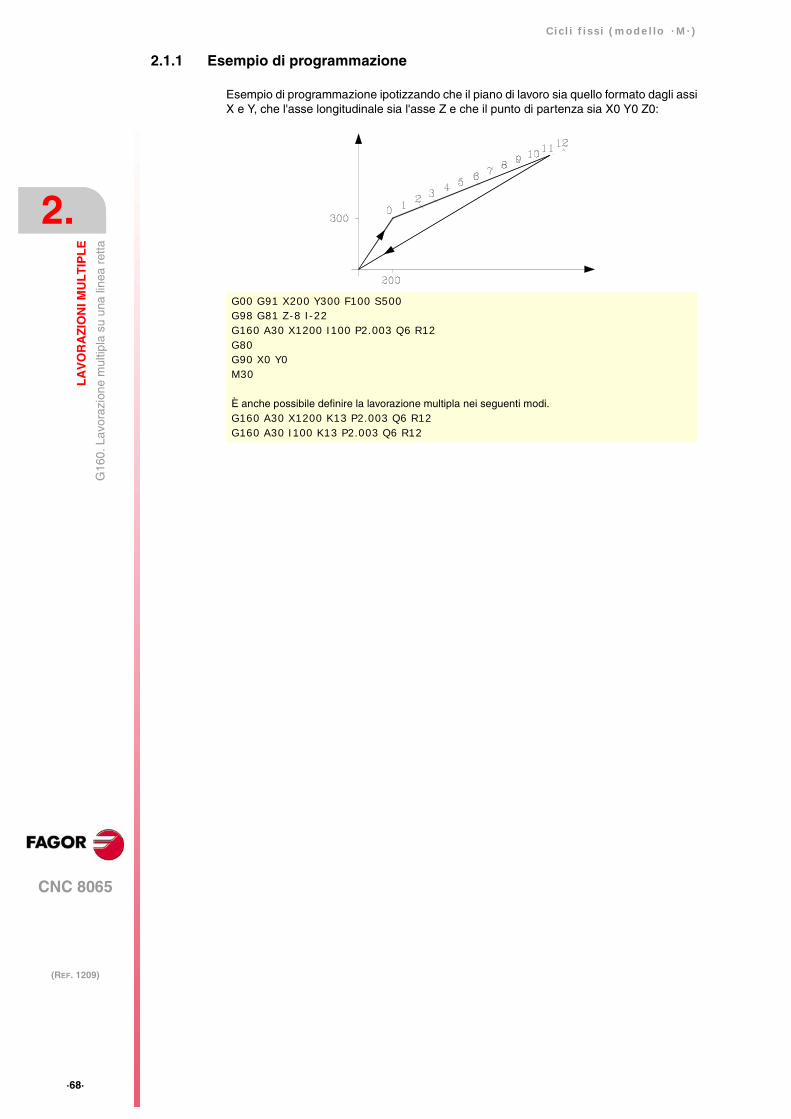
·68·
Cicl i f issi (modello ·M·)
CNC 8065
2.
LA
VO
RA
ZIO
NI M
UL
TIP
LE
(REF. 1209)
G16
0. L
avor
azio
ne m
ultip
la s
u un
a lin
ea r
etta
2.1.1 Esempio di programmazione
Esempio di programmazione ipotizzando che il piano di lavoro sia quello formato dagli assiX e Y, che l'asse longitudinale sia l'asse Z e che il punto di partenza sia X0 Y0 Z0:
G00 G91 X200 Y300 F100 S500 G98 G81 Z-8 I-22G160 A30 X1200 I100 P2.003 Q6 R12G80G90 X0 Y0M30
È anche possibile definire la lavorazione multipla nei seguenti modi.G160 A30 X1200 K13 P2.003 Q6 R12G160 A30 I100 K13 P2.003 Q6 R12

Cicl i f issi (modello ·M·)
CNC 8065
LA
VO
RA
ZIO
NI M
UL
TIP
LE
2.
(REF. 1209)
·69·
G16
1. L
avor
azio
ne m
ultip
la s
u un
par
alle
logr
amm
a
2.2 G161. Lavorazione multipla su un parallelogramma
Il formato di programmazione di questo ciclo è il seguente. Per definire la lavorazione,utilizzare solo due parametri del gruppo "X", "I", "K" e due del gruppo "Y", "J", "D".
G161 A B X I K Y J D P Q R S T U V
Nella definizione della lunghezza del parallelogramma è necessario definire solo due deiparametri del gruppo "X", "I", "K".
Nella definizione della larghezza del parallelogramma è necessario definire solo due deiparametri del gruppo "Y", "J", "D".
A Angolo in gradi che forma la traiettoria di lavorazione con l'asse delle ascisse.Se non si programma si prende il valore A=0.
B Angolo fra le due traiettorie di lavorazione.Se non si programma si prende il valore B=90.
X Lunghezza del parallelogramma.
I Passo fra lavorazioni sulla traiettoria.
K Numero di lavorazioni sulla traiettoria, compresa quella del punto di definizione dellalavorazione.
X I X K I K
Se si seleziona il formato "X-I" si deve tener conto del fatto che il numero di lavorazionirisultanti deve essere un numero intero; altrimenti il CNC visualizzerà il relativo errore.
Y Larghezza del parallelogramma.
J Passo fra lavorazioni sulla traiettoria.
D Numero di lavorazioni sulla traiettoria, compresa quella del punto di definizione dellalavorazione.
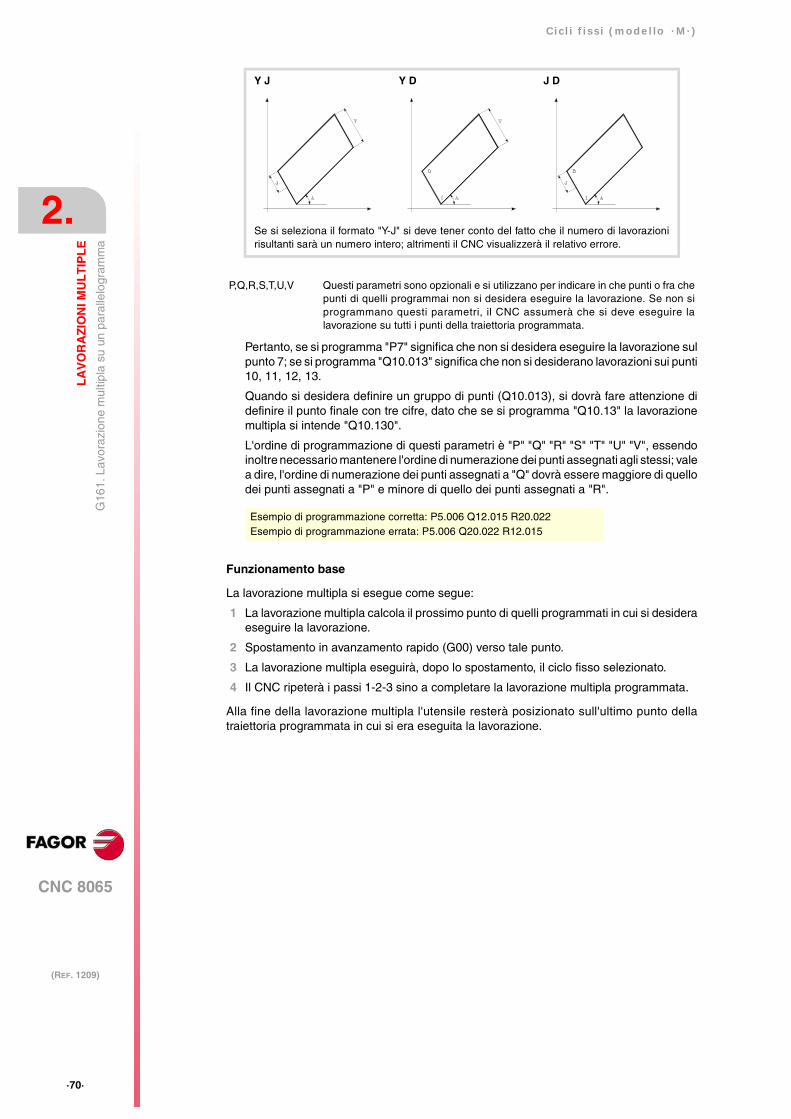
·70·
Cicl i f issi (modello ·M·)
CNC 8065
2.
LA
VO
RA
ZIO
NI M
UL
TIP
LE
(REF. 1209)
G16
1. L
avor
azio
ne m
ultip
la s
u un
par
alle
logr
amm
a
Pertanto, se si programma "P7" significa che non si desidera eseguire la lavorazione sulpunto 7; se si programma "Q10.013" significa che non si desiderano lavorazioni sui punti10, 11, 12, 13.
Quando si desidera definire un gruppo di punti (Q10.013), si dovrà fare attenzione didefinire il punto finale con tre cifre, dato che se si programma "Q10.13" la lavorazionemultipla si intende "Q10.130".
L'ordine di programmazione di questi parametri è "P" "Q" "R" "S" "T" "U" "V", essendoinoltre necessario mantenere l'ordine di numerazione dei punti assegnati agli stessi; valea dire, l'ordine di numerazione dei punti assegnati a "Q" dovrà essere maggiore di quellodei punti assegnati a "P" e minore di quello dei punti assegnati a "R".
Funzionamento base
La lavorazione multipla si esegue come segue:
1 La lavorazione multipla calcola il prossimo punto di quelli programmati in cui si desideraeseguire la lavorazione.
2 Spostamento in avanzamento rapido (G00) verso tale punto.
3 La lavorazione multipla eseguirà, dopo lo spostamento, il ciclo fisso selezionato.
4 Il CNC ripeterà i passi 1-2-3 sino a completare la lavorazione multipla programmata.
Alla fine della lavorazione multipla l'utensile resterà posizionato sull'ultimo punto dellatraiettoria programmata in cui si era eseguita la lavorazione.
Y J Y D J D
Se si seleziona il formato "Y-J" si deve tener conto del fatto che il numero di lavorazionirisultanti sarà un numero intero; altrimenti il CNC visualizzerà il relativo errore.
P,Q,R,S,T,U,V Questi parametri sono opzionali e si utilizzano per indicare in che punti o fra chepunti di quelli programmai non si desidera eseguire la lavorazione. Se non siprogrammano questi parametri, il CNC assumerà che si deve eseguire lalavorazione su tutti i punti della traiettoria programmata.
Esempio di programmazione corretta: P5.006 Q12.015 R20.022Esempio di programmazione errata: P5.006 Q20.022 R12.015

Cicl i f issi (modello ·M·)
CNC 8065
LA
VO
RA
ZIO
NI M
UL
TIP
LE
2.
(REF. 1209)
·71·
G16
1. L
avor
azio
ne m
ultip
la s
u un
par
alle
logr
amm
a
2.2.1 Esempio di programmazione
Esempio di programmazione ipotizzando che il piano di lavoro sia quello formato dagli assiX e Y, che l'asse longitudinale sia l'asse Z e che il punto di partenza sia X0 Y0 Z0:
G00 G91 X100 Y150 F100 S500 G98 G81 Z-8 I-22G161 A30 X700 I100 Y180 J60 P2.005 Q9.011G80G90 X0 Y0M30
È anche possibile definire la lavorazione multipla nei seguenti modi.G161 A30 X700 K8 J60 D4 P2.005 Q9.011G161 A30 I100 K8 Y180 D4 P2.005 Q9.011

·72·
Cicl i f issi (modello ·M·)
CNC 8065
2.
LA
VO
RA
ZIO
NI M
UL
TIP
LE
(REF. 1209)
G16
2. L
avor
azio
ne m
ultip
la s
u un
a gr
iglia
2.3 G162. Lavorazione multipla su una griglia
Il formato di programmazione di questo ciclo è il seguente. Per definire la lavorazione,utilizzare solo due parametri del gruppo "X", "I", "K" e due del gruppo "Y", "J", "D".
G162 A B X I K Y J D P Q R S T U V
Nella definizione della lunghezza della maglia è necessario definire solo due dei parametridel gruppo "X", "I", "K".
Nella definizione della larghezza de la maglia è necessario definire solo due dei parametridel gruppo "Y", "J", "D".
A Angolo in gradi che forma la traiettoria di lavorazione con l'asse delle ascisse.Se non si programma si prende il valore A=0.
B Angolo fra le due traiettorie di lavorazione.Se non si programma si prende il valore B=90.
X Lunghezza de la maglia.
I Passo fra lavorazioni sulla traiettoria.
K Numero di lavorazioni sulla traiettoria, compresa quella del punto di definizione dellalavorazione.
X I X K I K
Se si seleziona il formato "X-I" si deve tener conto del fatto che il numero di lavorazionirisultanti deve essere un numero intero; altrimenti il CNC visualizzerà il relativo errore.
Y Larghezza della maglia.
J Passo fra lavorazioni sulla traiettoria.
D Numero di lavorazioni sulla traiettoria, compresa quella del punto di definizione dellalavorazione.
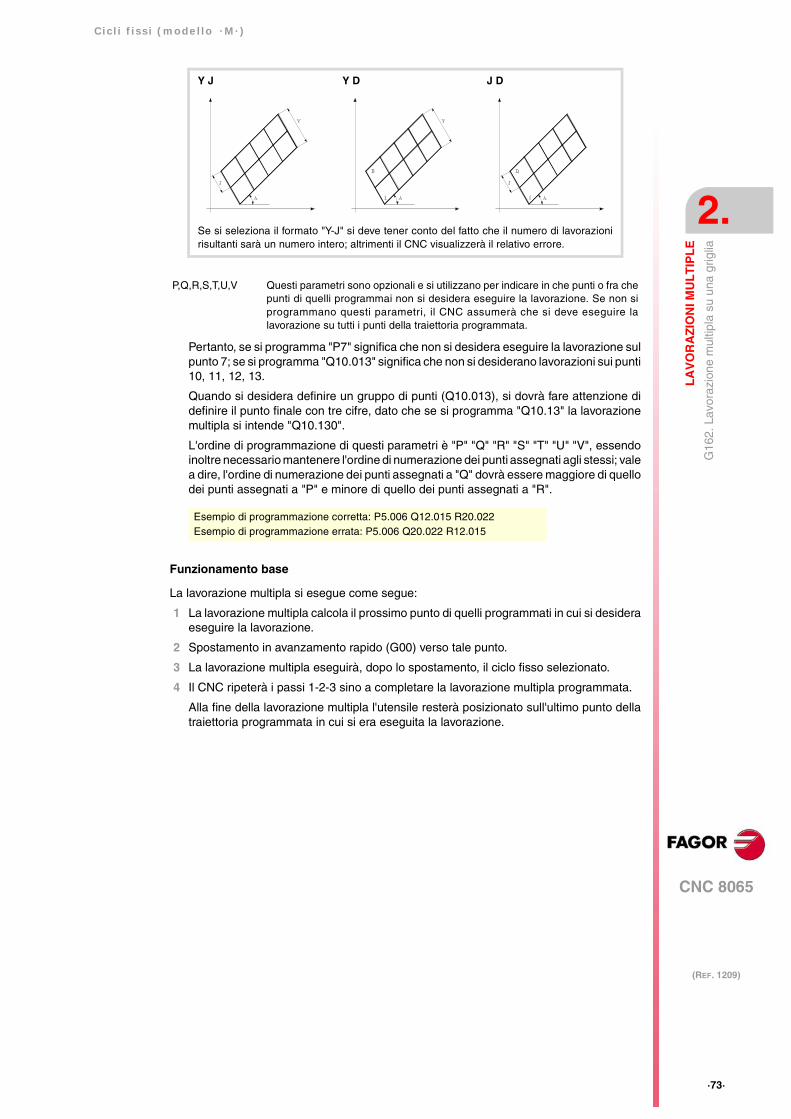
Cicl i f issi (modello ·M·)
CNC 8065
LA
VO
RA
ZIO
NI M
UL
TIP
LE
2.
(REF. 1209)
·73·
G16
2. L
avor
azio
ne m
ultip
la s
u un
a gr
iglia
Pertanto, se si programma "P7" significa che non si desidera eseguire la lavorazione sulpunto 7; se si programma "Q10.013" significa che non si desiderano lavorazioni sui punti10, 11, 12, 13.
Quando si desidera definire un gruppo di punti (Q10.013), si dovrà fare attenzione didefinire il punto finale con tre cifre, dato che se si programma "Q10.13" la lavorazionemultipla si intende "Q10.130".
L'ordine di programmazione di questi parametri è "P" "Q" "R" "S" "T" "U" "V", essendoinoltre necessario mantenere l'ordine di numerazione dei punti assegnati agli stessi; valea dire, l'ordine di numerazione dei punti assegnati a "Q" dovrà essere maggiore di quellodei punti assegnati a "P" e minore di quello dei punti assegnati a "R".
Funzionamento base
La lavorazione multipla si esegue come segue:
1 La lavorazione multipla calcola il prossimo punto di quelli programmati in cui si desideraeseguire la lavorazione.
2 Spostamento in avanzamento rapido (G00) verso tale punto.
3 La lavorazione multipla eseguirà, dopo lo spostamento, il ciclo fisso selezionato.
4 Il CNC ripeterà i passi 1-2-3 sino a completare la lavorazione multipla programmata.
Alla fine della lavorazione multipla l'utensile resterà posizionato sull'ultimo punto dellatraiettoria programmata in cui si era eseguita la lavorazione.
Y J Y D J D
Se si seleziona il formato "Y-J" si deve tener conto del fatto che il numero di lavorazionirisultanti sarà un numero intero; altrimenti il CNC visualizzerà il relativo errore.
P,Q,R,S,T,U,V Questi parametri sono opzionali e si utilizzano per indicare in che punti o fra chepunti di quelli programmai non si desidera eseguire la lavorazione. Se non siprogrammano questi parametri, il CNC assumerà che si deve eseguire lalavorazione su tutti i punti della traiettoria programmata.
Esempio di programmazione corretta: P5.006 Q12.015 R20.022Esempio di programmazione errata: P5.006 Q20.022 R12.015

·74·
Cicl i f issi (modello ·M·)
CNC 8065
2.
LA
VO
RA
ZIO
NI M
UL
TIP
LE
(REF. 1209)
G16
2. L
avor
azio
ne m
ultip
la s
u un
a gr
iglia
2.3.1 Esempio di programmazione
Esempio di programmazione ipotizzando che il piano di lavoro sia quello formato dagli assiX e Y, che l'asse longitudinale sia l'asse Z e che il punto di partenza sia X0 Y0 Z0:
G00 G91 X100 Y150 F100 S500 G98 G81 Z-8 I-22G162 X700 I100 Y180 J60 P2.005 Q9.011 R15.019G80G90 X0 Y0M30
È anche possibile definire la lavorazione multipla nei seguenti modi.G162 X700 K8 J60 D4 P2.005 Q9.011 R15.019G162 I100 K8 Y180 D4 P2.005 Q9.011 R15.019

Cicl i f issi (modello ·M·)
CNC 8065
LA
VO
RA
ZIO
NI M
UL
TIP
LE
2.
(REF. 1209)
·75·
G16
3. L
avor
azio
ne m
ultip
la s
u un
a ci
rcon
fere
nza
2.4 G163. Lavorazione multipla su una circonferenza
Il formato di programmazione di questo ciclo è il seguente. Per definire la lavorazione,utilizzare solo un parametro del gruppo "I", "K".
G163 X Y I K C F P Q R S T U V
Con i parametri "X" e "Y" si definisce il centro della circonferenza, come fanno "I" e "J" nelleinterpolazioni circolari (G02, G03).
Nella definizione della lavorazione è necessario definire solo uno dei parametri "I" o "K". Sesi programma il passo angolare, si deve tener conto che lo spostamento angolare totale sarà360º; altrimenti il CNC visualizzerà il relativo errore.
Pertanto, se si programma "P7" significa che non si desidera eseguire la lavorazione sulpunto 7; se si programma "Q10.013" significa che non si desiderano lavorazioni sui punti10, 11, 12, 13.
Quando si desidera definire un gruppo di punti (Q10.013), si dovrà fare attenzione didefinire il punto finale con tre cifre, dato che se si programma "Q10.13" la lavorazionemultipla si intende "Q10.130".
L'ordine di programmazione di questi parametri è "P" "Q" "R" "S" "T" "U" "V", essendoinoltre necessario mantenere l'ordine di numerazione dei punti assegnati agli stessi; valea dire, l'ordine di numerazione dei punti assegnati a "Q" dovrà essere maggiore di quellodei punti assegnati a "P" e minore di quello dei punti assegnati a "R".
X Distanza dal punto di partenza al centro, sull'asse delle ascisse.
Y Distanza dal punto di partenza al centro, sull'asse delle ordinate.
I Passo angolare fra lavorazioni.Quando lo spostamento fra punti si esegue in G00 o G01, il segno indica il senso "I+" antiorarioe "I-" orario.
K Numero di lavorazioni complessive, compresa quella del punto di definizione della lavorazione.Quando lo spostamento fra punti si esegue in G00 o G01, la lavorazione si esegue in sensoantiorario.
C Indica come si esegue lo spostamento fra i punti di lavorazione. Se non si programma si prendeil valore C=0.
C=0 In avanzamento rapido (G00).
C=1 In interpolazione lineare (G01).
C=2 In interpolazione circolare oraria (G02).
C=3 In interpolazione circolare antioraria (G03).
F Avanzamento al quale si eseguirà lo spostamento fra punti. Sarà valido solo per valori di "C"diversi da zero.
P,Q,R,S,T,U,V Questi parametri sono opzionali e si utilizzano per indicare in che punti o fra chepunti di quelli programmai non si desidera eseguire la lavorazione. Se non siprogrammano questi parametri, il CNC assumerà che si deve eseguire lalavorazione su tutti i punti della traiettoria programmata.
Esempio di programmazione corretta: P5.006 Q12.015 R20.022Esempio di programmazione errata: P5.006 Q20.022 R12.015

·76·
Cicl i f issi (modello ·M·)
CNC 8065
2.
LA
VO
RA
ZIO
NI M
UL
TIP
LE
(REF. 1209)
G16
3. L
avor
azio
ne m
ultip
la s
u un
a ci
rcon
fere
nza
Funzionamento base
La lavorazione multipla si esegue come segue:
1 La lavorazione multipla calcola il prossimo punto di quelli programmati in cui si desideraeseguire la lavorazione.
2 Spostamento in avanzamento programmato mediante "C" (G00, G01, G02 o G03) versotale punto.
3 La lavorazione multipla eseguirà, dopo lo spostamento, il ciclo fisso selezionato.
4 Il CNC ripeterà i passi 1-2-3 sino a completare la lavorazione multipla programmata.
Alla fine della lavorazione multipla l'utensile resterà posizionato sull'ultimo punto dellatraiettoria programmata in cui si era eseguita la lavorazione.

Cicl i f issi (modello ·M·)
CNC 8065
LA
VO
RA
ZIO
NI M
UL
TIP
LE
2.
(REF. 1209)
·77·
G16
3. L
avor
azio
ne m
ultip
la s
u un
a ci
rcon
fere
nza
2.4.1 Esempio di programmazione
Esempio di programmazione ipotizzando che il piano di lavoro sia quello formato dagli assiX e Y, che l'asse longitudinale sia l'asse Z e che il punto di partenza sia X0 Y0 Z0:
G00 G91 X280 Y130 F100 S500 G98 G81 Z-8 I-22G163 X200 Y200 I30 C1 F200 P2.004 Q8G80G90 X0 Y0M30
È anche possibile definire la lavorazione multipla nel seguente modo.G163 X200 Y200 K12 C1 F200 P2.004 Q8
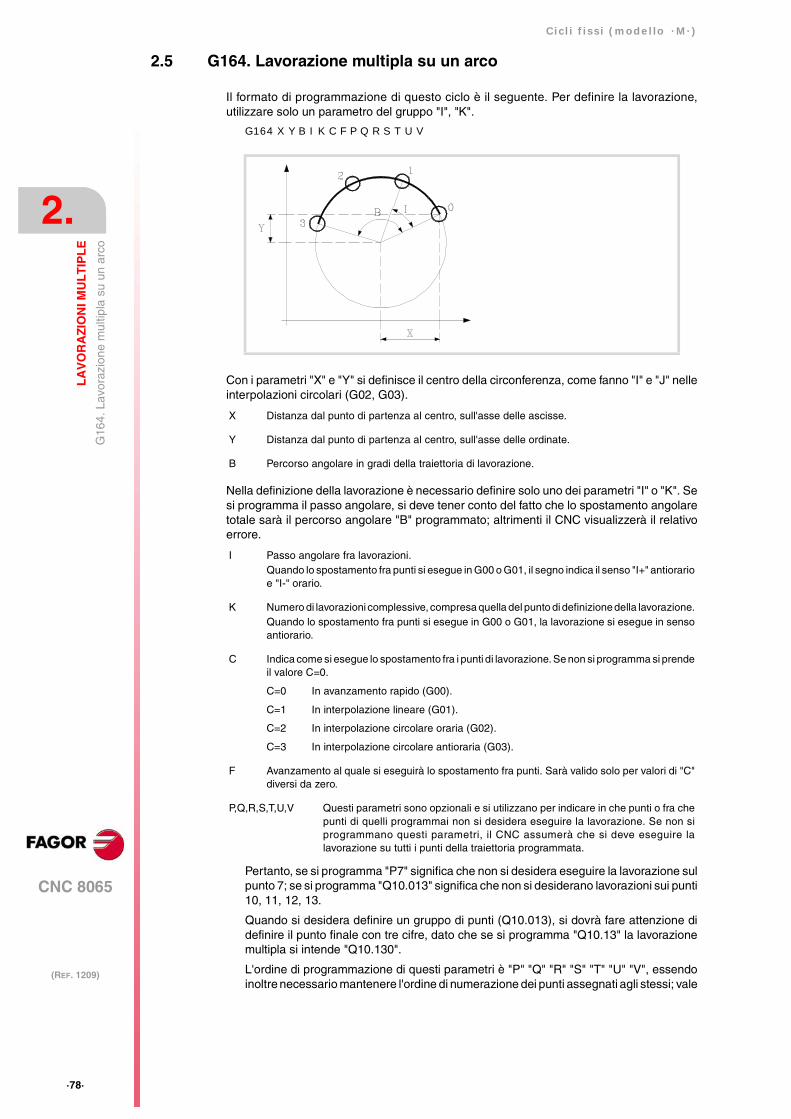
·78·
Cicl i f issi (modello ·M·)
CNC 8065
2.
LA
VO
RA
ZIO
NI M
UL
TIP
LE
(REF. 1209)
G16
4. L
avor
azio
ne m
ultip
la s
u un
arc
o
2.5 G164. Lavorazione multipla su un arco
Il formato di programmazione di questo ciclo è il seguente. Per definire la lavorazione,utilizzare solo un parametro del gruppo "I", "K".
G164 X Y B I K C F P Q R S T U V
Con i parametri "X" e "Y" si definisce il centro della circonferenza, come fanno "I" e "J" nelleinterpolazioni circolari (G02, G03).
Nella definizione della lavorazione è necessario definire solo uno dei parametri "I" o "K". Sesi programma il passo angolare, si deve tener conto del fatto che lo spostamento angolaretotale sarà il percorso angolare "B" programmato; altrimenti il CNC visualizzerà il relativoerrore.
Pertanto, se si programma "P7" significa che non si desidera eseguire la lavorazione sulpunto 7; se si programma "Q10.013" significa che non si desiderano lavorazioni sui punti10, 11, 12, 13.
Quando si desidera definire un gruppo di punti (Q10.013), si dovrà fare attenzione didefinire il punto finale con tre cifre, dato che se si programma "Q10.13" la lavorazionemultipla si intende "Q10.130".
L'ordine di programmazione di questi parametri è "P" "Q" "R" "S" "T" "U" "V", essendoinoltre necessario mantenere l'ordine di numerazione dei punti assegnati agli stessi; vale
X Distanza dal punto di partenza al centro, sull'asse delle ascisse.
Y Distanza dal punto di partenza al centro, sull'asse delle ordinate.
B Percorso angolare in gradi della traiettoria di lavorazione.
I Passo angolare fra lavorazioni.Quando lo spostamento fra punti si esegue in G00 o G01, il segno indica il senso "I+" antiorarioe "I-" orario.
K Numero di lavorazioni complessive, compresa quella del punto di definizione della lavorazione.Quando lo spostamento fra punti si esegue in G00 o G01, la lavorazione si esegue in sensoantiorario.
C Indica come si esegue lo spostamento fra i punti di lavorazione. Se non si programma si prendeil valore C=0.
C=0 In avanzamento rapido (G00).
C=1 In interpolazione lineare (G01).
C=2 In interpolazione circolare oraria (G02).
C=3 In interpolazione circolare antioraria (G03).
F Avanzamento al quale si eseguirà lo spostamento fra punti. Sarà valido solo per valori di "C"diversi da zero.
P,Q,R,S,T,U,V Questi parametri sono opzionali e si utilizzano per indicare in che punti o fra chepunti di quelli programmai non si desidera eseguire la lavorazione. Se non siprogrammano questi parametri, il CNC assumerà che si deve eseguire lalavorazione su tutti i punti della traiettoria programmata.
Cicl i f issi (modello ·M·)
CNC 8065
LA
VO
RA
ZIO
NI M
UL
TIP
LE
2.
(REF. 1209)
·79·
G16
4. L
avor
azio
ne m
ultip
la s
u un
arc
o
a dire, l'ordine di numerazione dei punti assegnati a "Q" dovrà essere maggiore di quellodei punti assegnati a "P" e minore di quello dei punti assegnati a "R".
Funzionamento base
La lavorazione multipla si esegue come segue:
1 La lavorazione multipla calcola il prossimo punto di quelli programmati in cui si desideraeseguire la lavorazione.
2 Spostamento in avanzamento programmato mediante "C" (G00, G01, G02 o G03) versotale punto.
3 La lavorazione multipla eseguirà, dopo lo spostamento, il ciclo fisso selezionato.
4 Il CNC ripeterà i passi 1-2-3 sino a completare la lavorazione multipla programmata.
Alla fine della lavorazione multipla l'utensile resterà posizionato sull'ultimo punto dellatraiettoria programmata in cui si era eseguita la lavorazione.
Esempio di programmazione corretta: P5.006 Q12.015 R20.022Esempio di programmazione errata: P5.006 Q20.022 R12.015
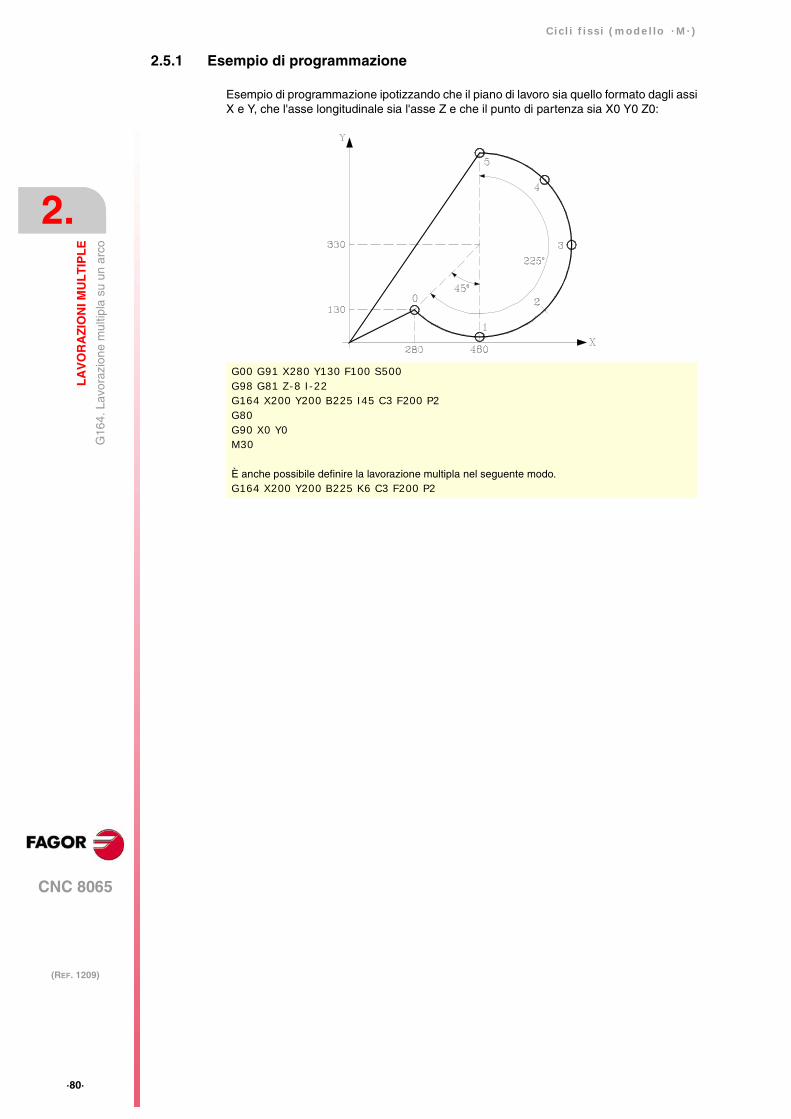
·80·
Cicl i f issi (modello ·M·)
CNC 8065
2.
LA
VO
RA
ZIO
NI M
UL
TIP
LE
(REF. 1209)
G16
4. L
avor
azio
ne m
ultip
la s
u un
arc
o
2.5.1 Esempio di programmazione
Esempio di programmazione ipotizzando che il piano di lavoro sia quello formato dagli assiX e Y, che l'asse longitudinale sia l'asse Z e che il punto di partenza sia X0 Y0 Z0:
G00 G91 X280 Y130 F100 S500 G98 G81 Z-8 I-22G164 X200 Y200 B225 I45 C3 F200 P2G80G90 X0 Y0M30
È anche possibile definire la lavorazione multipla nel seguente modo.G164 X200 Y200 B225 K6 C3 F200 P2

Cicl i f issi (modello ·M·)
CNC 8065
LA
VO
RA
ZIO
NI M
UL
TIP
LE
2.
(REF. 1209)
·81·
G16
5. L
avor
azio
ne m
ultip
la fo
rman
te u
na c
orda
ad
arco
2.6 G165. Lavorazione multipla formante una corda ad arco
Questa funzione consente di eseguire la lavorazione attiva su un punto programmatomediante una corda d'arco. Il ciclo eseguirà solo una lavorazione, e il suo formato diprogrammazione sarà: Per definire la lavorazione, utilizzare solo un parametro del gruppo"A", "I".
G165 X Y A I C F
Con i parametri "X" e "Y" si definisce il centro della circonferenza, come fanno "I" e "J" nelleinterpolazioni circolari (G02, G03).
Nella definizione della lavorazione è necessario definire solo uno dei parametri "A" o "I".
Funzionamento base
La lavorazione multipla si esegue come segue:
1 La lavorazione multipla calcola il punto programmato in cui si desidera eseguire lalavorazione.
2 Spostamento in avanzamento programmato mediante "C" (G00, G01, G02 o G03) versotale punto.
3 La lavorazione multipla eseguirà, dopo lo spostamento, il ciclo fisso selezionato.
Alla fine della lavorazione multipla l'utensile resterà posizionato sul punto programmato.
X Distanza dal punto di partenza al centro, sull'asse delle ascisse.
Y Distanza dal punto di partenza al centro, sull'asse delle ordinate.
A Angolo in gradi che forma l'asse mediano della corda con l'asse delle ascisse.
I Lunghezza della corda.Quando lo spostamento fra punti si esegue in G00 o G01, il segno indica il senso: "I+"antiorario, "I-" orario.
C Indica come si esegue lo spostamento fra i punti di lavorazione. Se non si programma si prendeil valore C=0.
C=0 In avanzamento rapido (G00).
C=1 In interpolazione lineare (G01).
C=2 In interpolazione circolare oraria (G02).
C=3 In interpolazione circolare antioraria (G03).
F Avanzamento al quale si eseguirà lo spostamento fra punti. Sarà valido solo per valori di "C"diversi da zero.
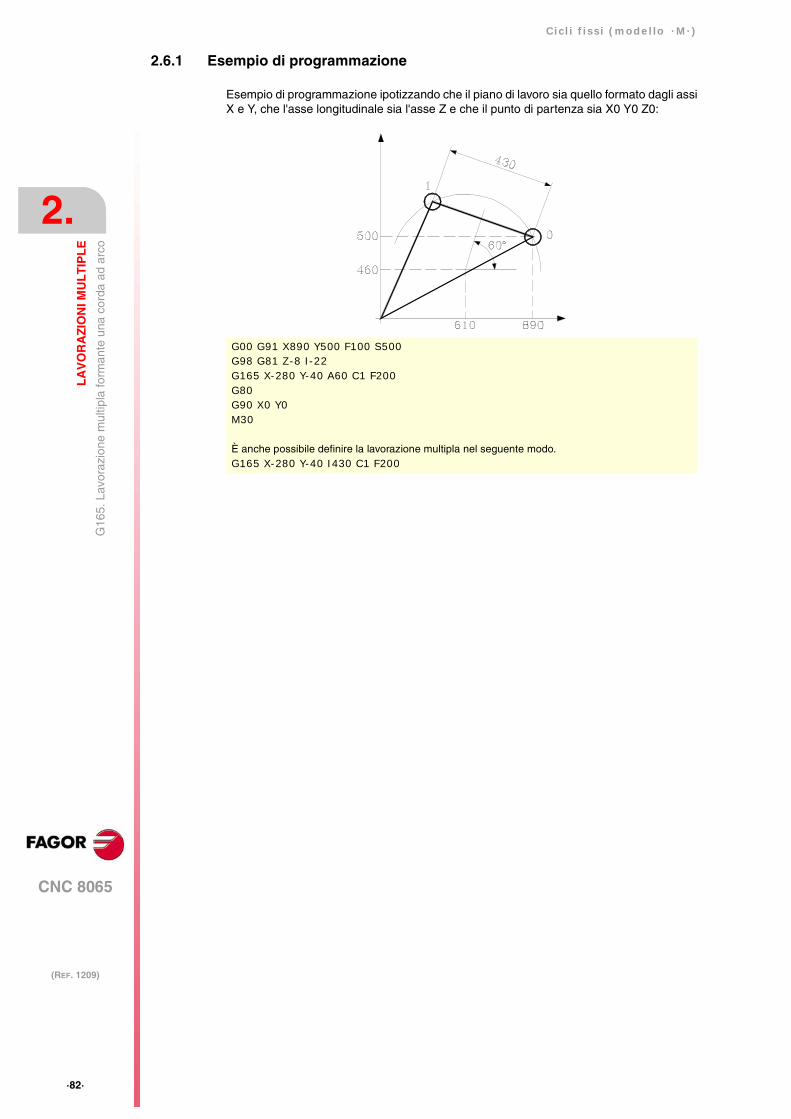
·82·
Cicl i f issi (modello ·M·)
CNC 8065
2.
LA
VO
RA
ZIO
NI M
UL
TIP
LE
(REF. 1209)
G16
5. L
avor
azio
ne m
ultip
la fo
rman
te u
na c
orda
ad
arco
2.6.1 Esempio di programmazione
Esempio di programmazione ipotizzando che il piano di lavoro sia quello formato dagli assiX e Y, che l'asse longitudinale sia l'asse Z e che il punto di partenza sia X0 Y0 Z0:
G00 G91 X890 Y500 F100 S500 G98 G81 Z-8 I-22G165 X-280 Y-40 A60 C1 F200G80G90 X0 Y0M30
È anche possibile definire la lavorazione multipla nel seguente modo.G165 X-280 Y-40 I430 C1 F200

CNC 8065
(REF. 1209)
3
·83·
EDITOR DI CICLI
All’editor di cicli si accede dalla modalità EDISIMU, sia direttamente dal menu di softkeyoppure selezionando un ciclo fisso nel programma pezzo e premendo il tasto [RECALL].Quando si seleziona un ciclo fisso, l’editor visualizzerà la finestra di definizione di tale ciclofisso. L’editor di cicli consente, oltre a editare i cicli, di eseguire una simulazione grafica delciclo, anche se non è incluso nel programma pezzo.
A Zona per editare e simulare i cicli fissi.
B Modalità Teach-in.
C Menu di softkey per selezionare i vari cicli, attivare la modalità teach-in ed impostarel’editor di cicli.
D Menu di softkey per simulare il ciclo selezionato nell’editor.
Selezionare i cicli di lavorazione.
I cicli della lavorazione integrati nell’editor di cicli sono raggruppati come segue: Premendouno di questi softkey, l’editor visualizza l’ultimo ciclo utilizzato in tale gruppo. Premendo lostesso softkey per la seconda volta, il menu visualizza tutti i cicli del gruppo.
Lavorazioni a Z.
Centratura, Foratura, Foratura profonda, Fresatura di foro, Maschiatura,Fresatura di filetto, Alesatura, Barenatura, Barenatura con orientazionemandrino.
Tasche / Fori.
Tasca rettangolare semplice, tasca rettangolare con arrotondamenti,tasca circolare, tasca circolare presvuotata, foro rettangolare e forocircolare.
Tasche di profilo 2D/3D.
Tasca profilo 2D e tasca profilo con isole 3D.
A
C
D
B

·84·
Cicl i f issi (modello ·M·)
CNC 8065
3.
ED
ITO
R D
I CIC
LI
(REF. 1209)
Attivare la modalità teach-in.
Impostare l’editor di cicli.
Accedere ai cicli di sonda.
Sgrossatura.
Fresatura di profilo a punti, Fresatura di profilo libero, fresatura disuperficie e scanalatura.
Lavorazioni multiple.
Punti in linea, punti in arco, punti in rettangolo, punti in maglia, punti inrandom (vari punti definiti dall’utente).
Il softkey "+" visualizza a sua volta il softkey per attivare la modalitàteach-in, che consente di spostare manualmente gli assi della macchinaed immettere nei dati del ciclo la posizione reale degli assi. Vedi"3.2 Modalità teach-in." alla pagina 86.
Il softkey "+" visualizza a sua volta il softkey per impostare alcune opzionidei cicli dell’editor.
Il softkey "+" visualizza a sua volta il softkey per acceder ai cicli di sondao del modello tornio (se disponibili).

Cicl i f issi (modello ·M·)
CNC 8065
ED
ITO
R D
I CIC
LI
3.
(REF. 1209)
·85·
Impo
star
e l’e
dito
r di
cic
li.
3.1 Impostare l’editor di cicli.
Programmazione delle funzioni M in a ogni operazione.
Abilitare la programmazione di funzioni M nei cicli fissi, per l’esecuzione prima di ognioperazione di lavorazione. Ciò consente, ad esempio, di eseguire sottoprogrammi associatia funzioni M prima delle varie operazioni.
Con questa opzione attiva, l’editor offrirà in ogni operazione del ciclo l’opzione di editare finoa 4 funzioni M. Per eseguire solo una di esse, definirle in primo luogo e non programmareil resto dei dati.
Programmazione dell'utensile successivo.
Abilitare la capacità di programmare nei cicli l’utensile successivo, quello che si eseguiràdopo il ciclo. Quando il magazzino è random, esso preparerà l’utensile durante l’esecuzionedel ciclo, il che consentirà di ridurre il tempo di lavorazione.
Programmazione della distanza di accostamento alla superficiedel pezzo.
Abilitare la programmazione della distanza di accostamento alla superficie del pezzo.Questa opzione è disponibile per i cicli di centratura, foratura, filettatura, alesatura ebarenatura.
Selezionare la configurazione degli assi.
Il softkey "+" visualizza a sua volta il softkey per impostare alcune opzionidei cicli dell’editor.
Sulle schermate dei cicli, per visualizzare e definire i dati delle funzioni M occorreattivare quello di visualizzazione; altrimenti i dati non saranno visibili.
Nelle Schermate dei cicli, per visualizzare e definire l’utensile successivo, occorreattivarne la visualizzazione; altrimenti i dati non saranno visibili.
L'opzione è abilitata. I cicli visualizzano il parametro ·Dp· perprogrammare la distanza di accostamento alla superficie del pezzo.
L'opzione è disabi l i tata. I cicl i assumono una distanza diaccostamento di 1 mm.
Stabilire una configurazione di assi per l’editor di cicli. Laconfigurazione di assi definita è valida solo per facilitare l’editazionedel ciclo, dato che visualizza i dati associati a quote e piani in base allaconfigurazione di assi scelta.
I cicli fissi non hanno associato nessun piano di lavoro, si eseguonosul piano di lavoro attivo in quel momento.

·86·
Cicl i f issi (modello ·M·)
CNC 8065
3.
ED
ITO
R D
I CIC
LI
(REF. 1209)
Mod
alità
teac
h-in
.
3.2 Modalità teach-in.
Con questa modalità attiva, l’editor di cicli visualizza in basso una finestra con la posizionereale degli assi, così come le condizioni di lavorazione attive. Le informazioni della finestranon sono configurabili, non sono condizionate dalle impostazioni realizzate nella modalitàEDISIMU per la modalità teach-in.
Con la modalità TEACH-IN attiva, i dati degli assi si potranno continuare ad editaredirettamente dalla tastiera o gli si potrà assegnare la posizione reale che occupano gli assi.Entrambi i modi di editazione possono essere utilizzati indistintamente, anche durante ladefinizione di uno stesso ciclo. Per assegnare a un dato la posizione del relativo asse,procedere come segue.
1 Selezionare uno dei dati mediante il cursore.
2 Spostare gli assi nella posizione desiderata mediante tastiera JOG, volantini o lamodalità MDI/MDA.
3 Premere il tasto [RECALL]. L’editor immette nel dato selezionato mediante il cursore laposizione reale del rispettivo asse.
Il softkey "+" visualizza a sua volta il softkey per attivare la modalitàteach-in, che consente di spostare manualmente gli assi della macchinaed immettere nei dati del ciclo la posizione reale degli assi. Il resto dei datidel ciclo devono essere editati manualmente.
Cicl i f issi (modello ·M·)
CNC 8065
ED
ITO
R D
I CIC
LI
3.
(REF. 1209)
·87·
Sel
ezio
ne d
i dat
i, pr
ofili
ed
icon
e
3.3 Selezione di dati, profili ed icone
Selezione dati.
Per immettere o modificare un dato è necessario che esso sia selezionato, che abbia il focusdi editazione.
I parametri dei cicli potranno essere selezionati con i tasti [] [] [] [] o mediante i tastiad accesso diretto. È anche possibile selezionare il primo dato di ogni gruppo premendo itasti di pagina su o pagina giù.
I tasti di accesso diretto corrispondono al nome dei parametri; [F] per gli avanzamenti, [T]per gli utensili, ecc.. Ogni volta che si preme lo stesso tasto, si seleziona il seguente datodello stesso tipo.
Immissione dei dati.
Situarsi sulla relativa finestra, digitare il valore desiderato e premere il tasto [INVIO]. Se nonsi preme il tasto [INVIO] non si assume il nuovo valore.
Se è selezionata la modalità Teach-in, è possibile assegnare la posizione corrente dellamacchina a una quota. Posizionarsi nella rispettiva finestra e premere il tasto [RECALL].
Nei parametri dell’asse X si prenderà la quota del primo asse del canale in cui è attiva lamodalità editazione-simulazione. Nei parametri dell'asse Y la quota del secondo asse e neiparametri dell'asse Z la quota del terzo.
Cambiare lo stato di un'icona.
Situarsi sull'icona desiderata e premere la barra spaziatrice.
Selezionare - definire un profilo.
Per selezionare o modificare un profilo, è necessario che il dato corrispondente siaselezionato, che abbia il focus di editazione.
• Per selezionare un profilo esistente, premere il tasto [] per aprire l’elenco dei profilidefiniti e selezionarne uno, oppure scriverne il nome.
• Per definire un profilo nuovo, scrivere il nome desiderato e premere il tasto [RECALL]per accedere all’editor di profili.
• Per modificare un profilo esistente, selezionarlo sull’elenco o scriverne il nome e premereil tasto [RECALL] per accedere all’editor di profili.
• Per cancellare un profilo, premere il tasto [] per aprire l’elenco dei profili e selezionarneuno. Premere il tasto [DEL] per cancellarlo.

·88·
Cicl i f issi (modello ·M·)
CNC 8065
3.
ED
ITO
R D
I CIC
LI
(REF. 1209)
Sim
ular
e un
cic
lo fi
sso.
3.4 Simulare un ciclo fisso.
L’editor di cicli fissi consente di simulare il ciclo che si sta editando senza dover simulare tuttoil programma pezzo. Durante la simulazione, l'editor consente di visualizzare e editare unaltro ciclo fisso ed anche tornare all’editor di programmi.
Simulazione di un ciclo
La simulazione del ciclo in editazione inizia dopo aver premuto l’icona [START]. Lasimulazione si potrà interrompere mediante l’icona [STOP] o annullare mediante l’icona[RESET].
Il grafico di simulazione crea sempre sul grafico di guida del ciclo principale. Nel caso in cuiil ciclo abbia un posizionamento associato, il grafico si crea nel ciclo principale; nel caso diuna tasca 2D con foratura, nella tasca.
Una volta iniziata la simulazione, essa si mantiene sino alla fine del ciclo o finché non sipremerà l’icona [RESET]. Anche se durante la simulazione si cambia ciclo o si torna all’editordi programmi, il ciclo precedente continua in vigore nella simulazione.
Finestra di simulazione del ciclo
La finestra grafica (di simulazione) si attiva premendo l’icona [START] e si elimina premendol’icona [RESET]. Questa finestra si posiziona sul grafico di guida del ciclo; si potràvisualizzare a schermata completa (o minimizzata) mediante la combinazione di tasti[CTRL]+[G].
Nella parte inferiore sinistra della finestra si indica il nome del ciclo e il canale di simulazione,che sarà il canale dell’editor di programmi dal quale si è chiamato l’editor di cicli.
Impostazione dell'ambiente grafico
Nell’attivare o nel selezionare la finestra grafica, sul menu orizzontale di softkey si riportanole opzioni grafiche disponibili. Per ulteriori informazioni sulle opzioni grafiche, consultare sulmanuale di funzionamento il capitolo relativo alla modalità editazione-simulazione.
Alcune opzioni grafiche possono anche essere editate manualmente. La zona editazioneviene visualizzata con la finestra ([CTRL]+[G]).
Il grafico simulato si mantiene finché non sarà cancellati; cioè iniziando la simulazione di unnuovo ciclo non si cancella il grafico precedente.
Zona di visualizzazione ottimale del grafico
La zona da visualizzare può essere definita dal menu di softkey associato alla finestra graficadi simulazione, oppure far sì che sia il CNC a calcolare periodicamente qual è la zonaottimale.
Con la finestra grafica visibile, la combinazione di tasti [CTRL]+[D] attiva il calcolo della zonaottimale. Da questo momento in poi, finché non si uscirà dall’editor di cicli, il CNC calcoleràperiodicamente la zona ottimale di visualizzazione del grafico. Quando si esce dal graficosi assumerà come nuova zona di visualizzazione l’ultima calcolata.
Se l’editor di cicli è incluso nella modalità operativa automatica, non sarà possibile realizzare lasimulazione di un ciclo.i
START STOP RESET

Cicl i f issi (modello ·M·)
CNC 8065
ED
ITO
R D
I CIC
LI
3.
(REF. 1209)
·89·
Sim
ular
e un
cic
lo fi
sso.
Finestra di simulazione e editazione dati
Quando la finestra grafica è selezionata, è possibile passare nella zona dei parametri delciclo mediante i relativi tasti di accesso diretto. Se il parametro è di un ciclo di posizionamento,occorre prima premere [TTRL]+[F2] (cambio finestra).
Se la simulazione del ciclo si esegue a schermata completa, si può anche accedere all’editordi cicli premendo il tasto [ESC]. Per selezionare di nuovo la finestra grafica, utilizzare lacombinazione di tasti [CTRL]+[G] o [SHIFT]+[G] o [G].
Il menu orizzontale di softkey mostrerà le opzioni del grafico quando il focus è nella finestragrafica e quelle dell’editor di cicli nel caso contrario.
Durante l’editazione dei dati non si arresta la simulazione in corso. Se si cambiano i dati delciclo durante la simulazione, essi si assumono per la prossima simulazione del ciclo; cioèdopo un RESET della simulazione in corso, al termine della stessa o in seguito a uno STOPe RESET per annullarla.
Riepilogo delle scelte rapide della tastiera nella simulazione diun ciclo.
[CTRL] + [F2] Nella finestra dei parametri, si alterna fra i parametri del ciclo e i parametri diposizionamento.
[CTRL]+[G] Selezionano la finestra grafica. Riduce o aumenta le dimensioni della finestra grafica.Visualizza l’area di dialogo per i dati del grafico.
[CTRL]+[D] Attiva il calcolo periodico della zona ottimale di visualizzazione.
[SHIFT]+[G][G]
Visualizza la finestra grafica quando vi è una simulazione avviata e se è sulla finestradi editazione parametri.
[ESC] Se si sta visualizzando il grafico a schermata completa, si riporta la schermatadell’editor di cicli.
·90·
Cicl i f issi (modello ·M·)
CNC 8065
3.
ED
ITO
R D
I CIC
LI
(REF. 1209)
Sim
ular
e un
cic
lo fi
sso.

CNC 8065
(REF. 1209)
4
·91·
CICLI FISSI DELL'EDITOR
4.1 Cicli fissi disponibili nell’editor.
I cicli della lavorazione integrati nell’editor di cicli sono raggruppati come segue: Premendouno di questi softkey, l’editor visualizza l’ultimo ciclo utilizzato in tale gruppo. Premendo lostesso softkey per la seconda volta, il menu visualizza tutti i cicli del gruppo.
Lavorazioni a Z.
Centratura, Foratura, Foratura profonda, Fresatura di foro, Maschiatura,Fresatura di filetto, Alesatura, Barenatura, Barenatura con orientazionemandrino.
Tasche / Fori.
Tasca rettangolare semplice, tasca rettangolare con arrotondamenti,tasca circolare, tasca circolare presvuotata, foro rettangolare e forocircolare.
Tasche di profilo 2D/3D.
Tasca profilo 2D e tasca profilo con isole 3D.
Sgrossatura.
Fresatura di profilo a punti, Fresatura di profilo libero, fresatura disuperficie e scanalatura.
Lavorazioni multiple.
Punti in linea, punti in arco, punti in rettangolo, punti in maglia, punti inrandom (vari punti definiti dall’utente). Ai cicli fissi può essere associatauna lavorazione multipla, in modo che la lavorazione si ripeta su vari punti.
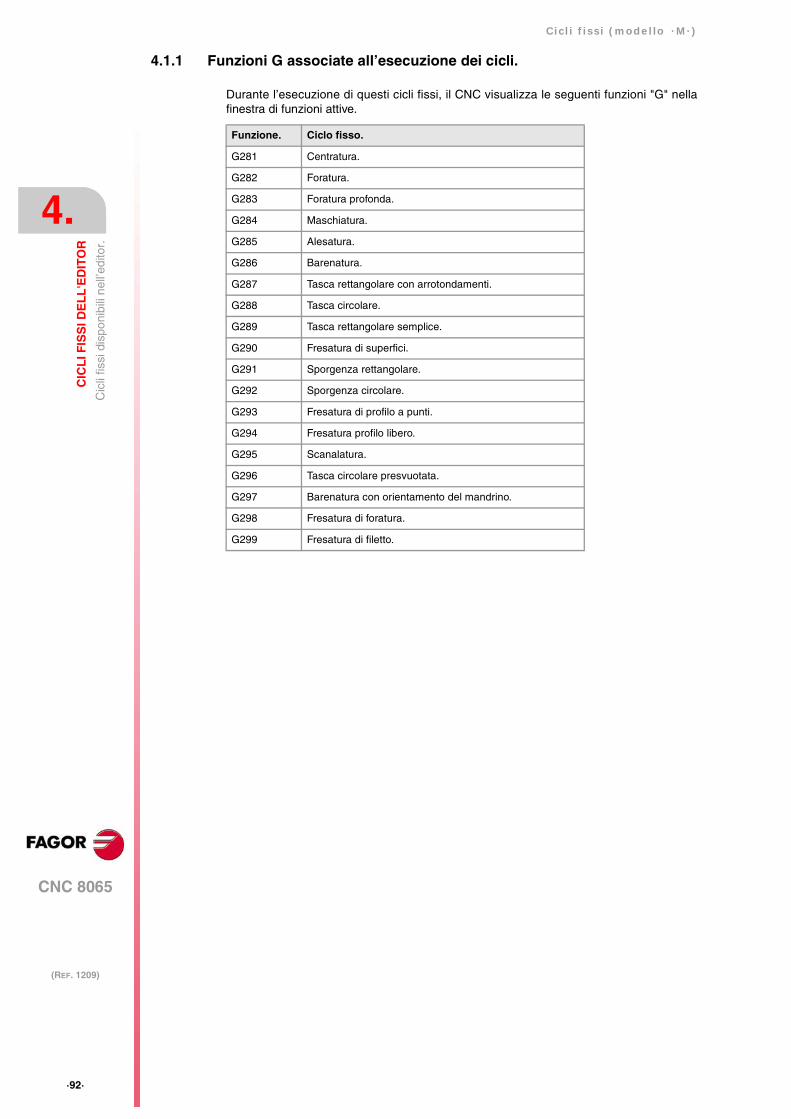
·92·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Cic
li fis
si d
ispo
nibi
li ne
ll’ed
itor.
4.1.1 Funzioni G associate all’esecuzione dei cicli.
Durante l’esecuzione di questi cicli fissi, il CNC visualizza le seguenti funzioni "G" nellafinestra di funzioni attive.
Funzione. Ciclo fisso.
G281 Centratura.
G282 Foratura.
G283 Foratura profonda.
G284 Maschiatura.
G285 Alesatura.
G286 Barenatura.
G287 Tasca rettangolare con arrotondamenti.
G288 Tasca circolare.
G289 Tasca rettangolare semplice.
G290 Fresatura di superfici.
G291 Sporgenza rettangolare.
G292 Sporgenza circolare.
G293 Fresatura di profilo a punti.
G294 Fresatura profilo libero.
G295 Scanalatura.
G296 Tasca circolare presvuotata.
G297 Barenatura con orientamento del mandrino.
G298 Fresatura di foratura.
G299 Fresatura di filetto.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·93·
Cic
li fis
si d
ispo
nibi
li ne
ll’ed
itor.
4.1.2 Piani di lavoro e spostamento delle lavorazioni.
I cicli fissi non hanno associato nessun piano di lavoro, si eseguono sul piano di lavoro attivoin quel momento. Per facilitare la definizione del ciclo, si può personalizzare l’editor con unaconfigurazione di assi, che sarà valida solo per visualizzare i dati dell’editor. In funzione ditale configurazione, i piani lungo l’asse longitudinale potranno chiamarsi, ad esempio, Xs,Ys o Zs.
Piani di lavoro lungo l’asse longitudinale.
In tutte le operazioni esistono i seguenti quattro piani di lavoro (ipotizzando l’asselongitudinale Z).
• Piano di partenza o posizione occupata dall'utensile nella chiamata al ciclo (Zi). Questopiano non deve essere definito.
• Piano di sicurezza, per il primo avvicinamento al pezzo e per lo spostamento dell'utensilefra una lavorazione e l'altra. Questo piano è definito dal parametro Zs del ciclo.
• Piano di accostamento al pezzo, per un accostamento in avanzamento rapido al pezzoprima di iniziare la lavorazione. Il ciclo situa questo piano ad 1 mm dal pezzo. A secondadella configurazione dell’editor, le lavorazioni in Z (centratura, foratura, ecc.) consentonodi definire questo piano con il parametro Dp.
• Superficie del pezzo. La superficie del pezzo è definita dal parametro Z del ciclo.
Senso di lavorazione.
Il senso di lavorazione è fissato dalla posizione della superficie del pezzo (Z) e del piano disicurezza (Zs). Se entrambi coincidono, il senso di lavorazione è fissato dall’indicatore dellaprofondità totale della lavorazione (parametro P). Se Z=Zs e P>0 lavorazione in sensonegativo dell’asse longitudinale (Z-), se Z=Zs e P>0 lavorazione in senso positivo (Z+).

·94·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Cic
li fis
si d
ispo
nibi
li ne
ll’ed
itor.
Spostamenti sui piani di lavoro.
Nell’iniziare l’esecuzione del ciclo, l’utensile si sposta in avanzamento rapido (G0) dal pianodi partenza (Zi) al piano di sicurezza (Zs).
• Se il piano di partenza si trova al di sopra del piano di sicurezza (immagine a sinistra),vi è prima uno spostamento sul piano e quindi dell’asse longitudinale Z.
• Se il piano di partenza si trova al di sotto del piano di sicurezza (immagine a destra), viè prima uno spostamento dell’asse longitudinale e quindi sul piano.
Eseguire quindi l'utensile si sposta in avanzamento rapido (G0) al piano di avvicinamentoed infine in avanzamento di lavoro per effettuare la lavorazione. Una volta effettuata lalavorazione l'utensile retrocede fino al piano di sicurezza (Zs). Se il ciclo ha associato unalavorazione multipla l'utensile si sposta lungo il piano di sicurezza (Zs), fino al seguente puntoda lavorare.
Il piano di accostamento consente, come nel caso della figura, un accostamento rapido allasuperficie di lavorazione quando il piano di sicurezza (Zs) si trova lontano dalla superficiedel pezzo.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·95·
Cic
li fis
si d
ispo
nibi
li ne
ll’ed
itor.
4.1.3 Valore che si applica quando un parametro vale 0
Passo d'ingresso I=0:
Se si programma I=0 prende come passo la lunghezza di taglio assegnata all'utensile nellatabella.
Se il valore della tabella è anch'esso 0 si dà errore.
Avanzamento d'ingresso Fz=0:
Se si programma Fz=0 l'ingresso di sgrossatura e finitura si esegue a metà dell'avanzamentodi fresatura "F" selezionato per ognuna delle operazioni.
Angoli d'ingresso profundización β=0 e θ=0:
In entrambi i casi, se si programma 0 si prende il valore assegnato all'utensile nella tabella.
Se il valore della tabella è anch'esso 0 si esegue un ingresso verticale, senza allineamento,angolo 90°.
Passate di finitura o numero di ingressi N=0:
Se si programma N=0 si esegue il minor numero di passate possibili, considerando lalunghezza di taglio assegnata all'utensile nella tabella.
Nelle tasche e sporgenze (eccetto nelle tasche 2D e 3D), se anche il valore della tabella è0, si analizzano gli utensili di sgrossatura e finitura. Se è la stessa, la finitura delle pareti siesegue in ogni ingresso, dopo la sgrossatura, con avvicinamento ed allontanamentotangenziale.
Se sono diverse si dà errore.
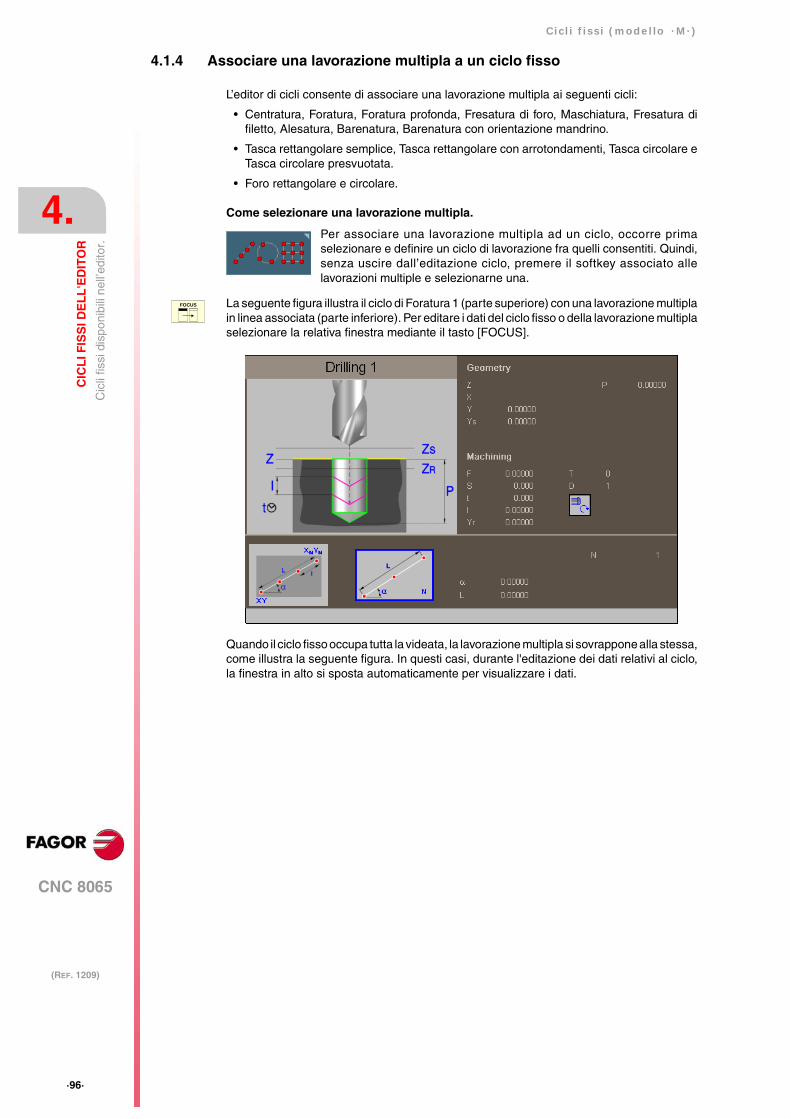
·96·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Cic
li fis
si d
ispo
nibi
li ne
ll’ed
itor.
4.1.4 Associare una lavorazione multipla a un ciclo fisso
L’editor di cicli consente di associare una lavorazione multipla ai seguenti cicli:
• Centratura, Foratura, Foratura profonda, Fresatura di foro, Maschiatura, Fresatura difiletto, Alesatura, Barenatura, Barenatura con orientazione mandrino.
• Tasca rettangolare semplice, Tasca rettangolare con arrotondamenti, Tasca circolare eTasca circolare presvuotata.
• Foro rettangolare e circolare.
Come selezionare una lavorazione multipla.
Quando il ciclo fisso occupa tutta la videata, la lavorazione multipla si sovrappone alla stessa,come illustra la seguente figura. In questi casi, durante l'editazione dei dati relativi al ciclo,la finestra in alto si sposta automaticamente per visualizzare i dati.
Per associare una lavorazione multipla ad un ciclo, occorre primaselezionare e definire un ciclo di lavorazione fra quelli consentiti. Quindi,senza uscire dall’editazione ciclo, premere il softkey associato allelavorazioni multiple e selezionarne una.
La seguente figura illustra il ciclo di Foratura 1 (parte superiore) con una lavorazione multiplain linea associata (parte inferiore). Per editare i dati del ciclo fisso o della lavorazione multiplaselezionare la relativa finestra mediante il tasto [FOCUS].
FOCUS
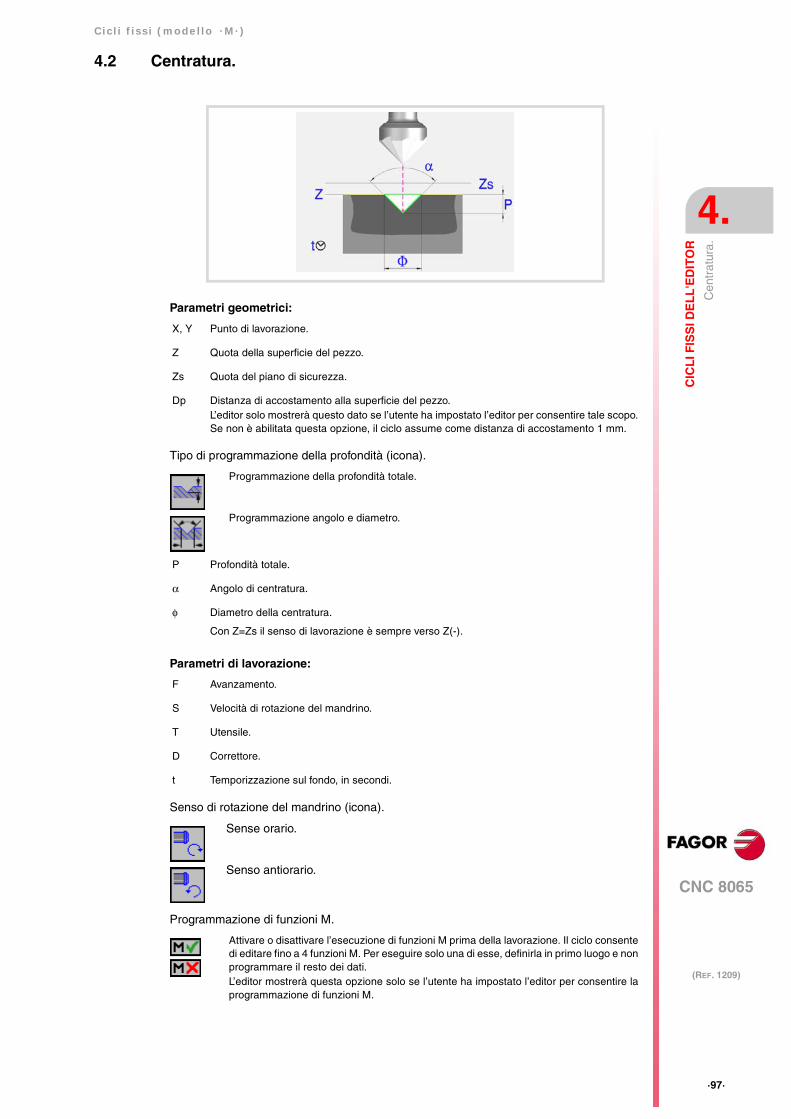
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·97·
Cen
trat
ura.
4.2 Centratura.
Parametri geometrici:
Tipo di programmazione della profondità (icona).
Parametri di lavorazione:
Senso di rotazione del mandrino (icona).
Programmazione di funzioni M.
X, Y Punto di lavorazione.
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
Dp Distanza di accostamento alla superficie del pezzo.L’editor solo mostrerà questo dato se l’utente ha impostato l’editor per consentire tale scopo.Se non è abilitata questa opzione, il ciclo assume come distanza di accostamento 1 mm.
Programmazione della profondità totale.
Programmazione angolo e diametro.
P Profondità totale.
α Angolo di centratura.
φ Diametro della centratura.
Con Z=Zs il senso di lavorazione è sempre verso Z(-).
F Avanzamento.
S Velocità di rotazione del mandrino.
T Utensile.
D Correttore.
t Temporizzazione sul fondo, in secondi.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.

·98·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Cen
trat
ura.
Utensile successivo.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.
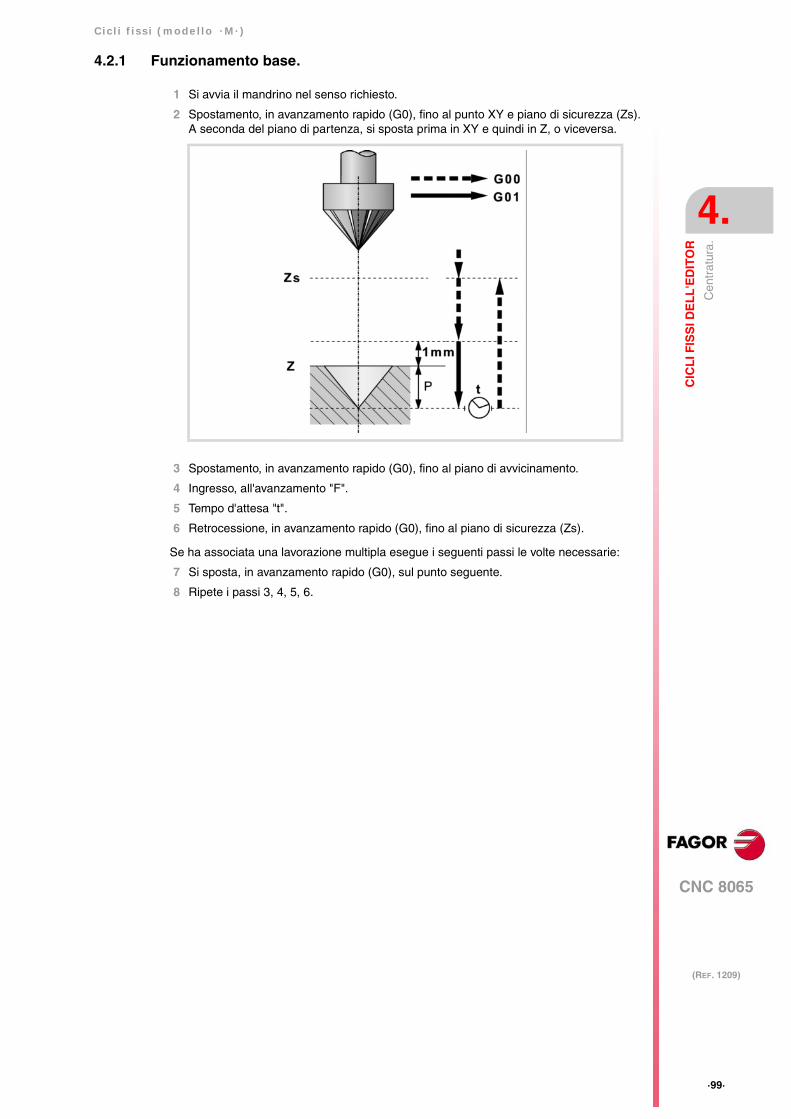
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·99·
Cen
trat
ura.
4.2.1 Funzionamento base.
1 Si avvia il mandrino nel senso richiesto.
2 Spostamento, in avanzamento rapido (G0), fino al punto XY e piano di sicurezza (Zs).A seconda del piano di partenza, si sposta prima in XY e quindi in Z, o viceversa.
3 Spostamento, in avanzamento rapido (G0), fino al piano di avvicinamento.
4 Ingresso, all'avanzamento "F".
5 Tempo d'attesa "t".
6 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza (Zs).
Se ha associata una lavorazione multipla esegue i seguenti passi le volte necessarie:
7 Si sposta, in avanzamento rapido (G0), sul punto seguente.
8 Ripete i passi 3, 4, 5, 6.
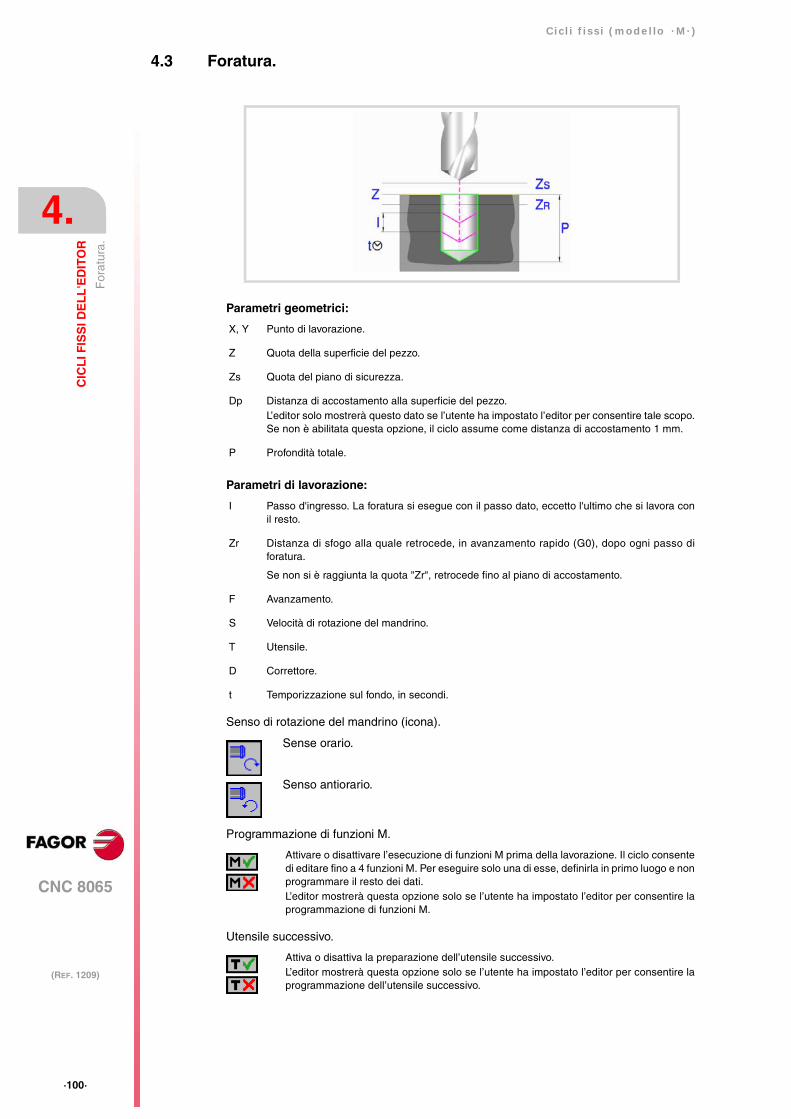
·100·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
For
atur
a.
4.3 Foratura.
Parametri geometrici:
Parametri di lavorazione:
Senso di rotazione del mandrino (icona).
Programmazione di funzioni M.
Utensile successivo.
X, Y Punto di lavorazione.
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
Dp Distanza di accostamento alla superficie del pezzo.L’editor solo mostrerà questo dato se l’utente ha impostato l’editor per consentire tale scopo.Se non è abilitata questa opzione, il ciclo assume come distanza di accostamento 1 mm.
P Profondità totale.
I Passo d'ingresso. La foratura si esegue con il passo dato, eccetto l'ultimo che si lavora conil resto.
Zr Distanza di sfogo alla quale retrocede, in avanzamento rapido (G0), dopo ogni passo diforatura.
Se non si è raggiunta la quota "Zr", retrocede fino al piano di accostamento.
F Avanzamento.
S Velocità di rotazione del mandrino.
T Utensile.
D Correttore.
t Temporizzazione sul fondo, in secondi.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·101·
For
atur
a.
4.3.1 Funzionamento base.
1 Si avvia il mandrino nel senso richiesto.
2 Spostamento, in avanzamento rapido (G0), fino al punto XY e piano di sicurezza (Zs).A seconda del piano di partenza, si sposta prima in XY e quindi in Z, o viceversa.
3 Spostamento, in avanzamento rapido (G0), fino al piano di avvicinamento.
4 Ingresso, all'avanzamento "F", per il valore di "I".
5 Loop di foratura fino a raggiungere la profondità totale "P".
In primo luogo, retrocessione in avanzamento rapido (G0), fino alla quota di sfogo Zr. Senon è ancora stata raggiunta la quota "Zr", utensile retrocede fino al piano diaccostamento. Quindi, accostamento in avanzamento rapido (G0), fino a 1 mm. dalpasso di foratura precedente. Ingresso, all'avanzamento "F", per il valore di "I".
6 Tempo d'attesa "t".
7 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza (Zs).
Se ha associata una lavorazione multipla esegue i seguenti passi le volte necessarie:
8 Si sposta, in avanzamento rapido (G0), sul punto seguente.
9 Esegue una nuova foratura, passi 3, 4, 5, 6, 7.
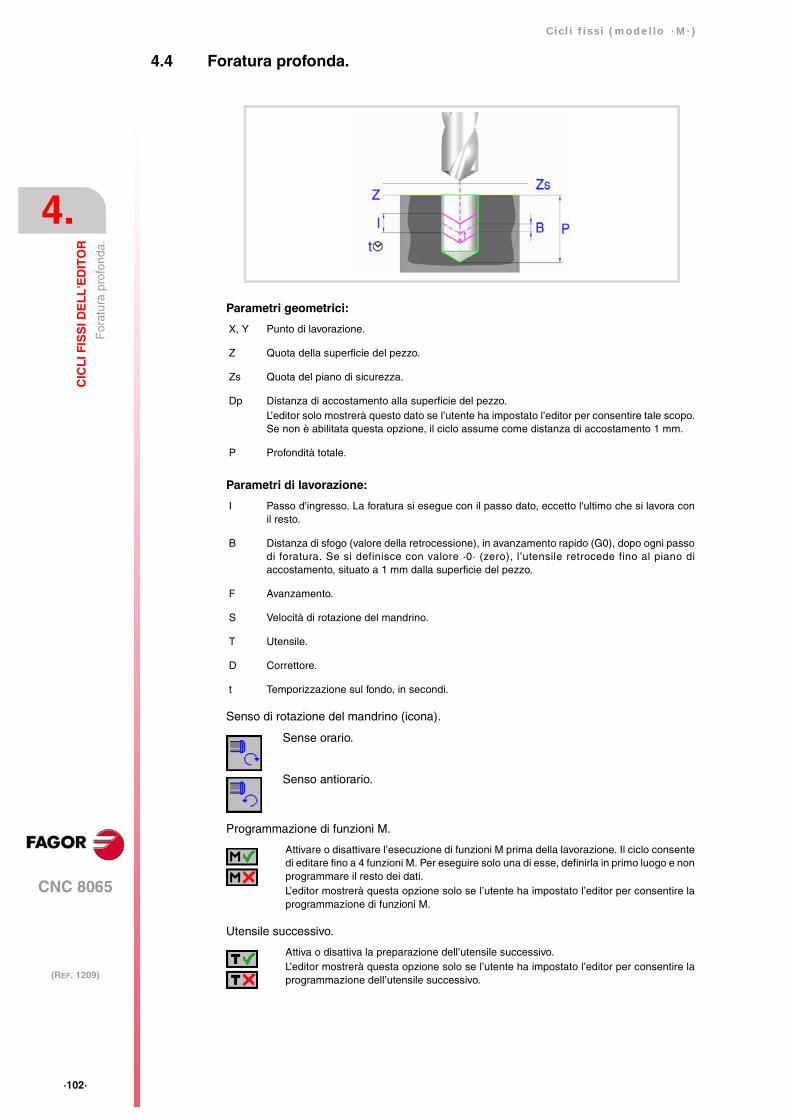
·102·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
For
atur
a pr
ofon
da.
4.4 Foratura profonda.
Parametri geometrici:
Parametri di lavorazione:
Senso di rotazione del mandrino (icona).
Programmazione di funzioni M.
Utensile successivo.
X, Y Punto di lavorazione.
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
Dp Distanza di accostamento alla superficie del pezzo.L’editor solo mostrerà questo dato se l’utente ha impostato l’editor per consentire tale scopo.Se non è abilitata questa opzione, il ciclo assume come distanza di accostamento 1 mm.
P Profondità totale.
I Passo d'ingresso. La foratura si esegue con il passo dato, eccetto l'ultimo che si lavora conil resto.
B Distanza di sfogo (valore della retrocessione), in avanzamento rapido (G0), dopo ogni passodi foratura. Se si definisce con valore ·0· (zero), l’utensile retrocede fino al piano diaccostamento, situato a 1 mm dalla superficie del pezzo.
F Avanzamento.
S Velocità di rotazione del mandrino.
T Utensile.
D Correttore.
t Temporizzazione sul fondo, in secondi.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.
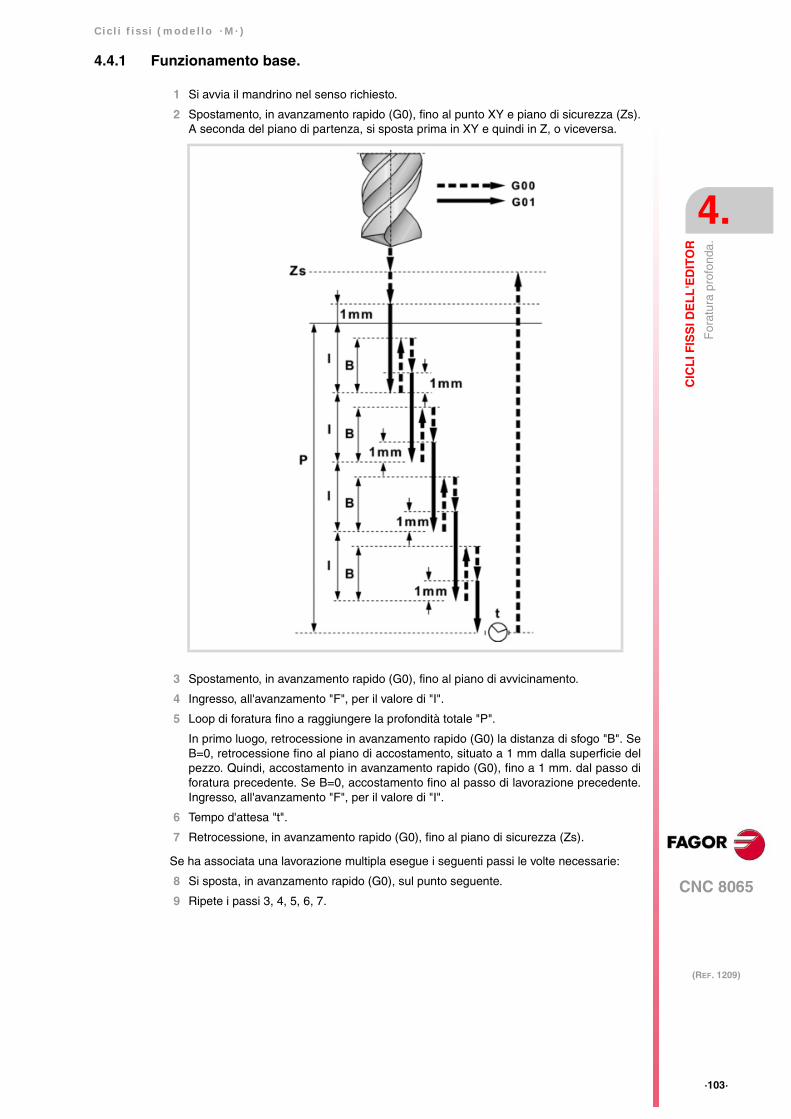
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·103·
For
atur
a pr
ofon
da.
4.4.1 Funzionamento base.
1 Si avvia il mandrino nel senso richiesto.
2 Spostamento, in avanzamento rapido (G0), fino al punto XY e piano di sicurezza (Zs).A seconda del piano di partenza, si sposta prima in XY e quindi in Z, o viceversa.
3 Spostamento, in avanzamento rapido (G0), fino al piano di avvicinamento.
4 Ingresso, all'avanzamento "F", per il valore di "I".
5 Loop di foratura fino a raggiungere la profondità totale "P".
In primo luogo, retrocessione in avanzamento rapido (G0) la distanza di sfogo "B". SeB=0, retrocessione fino al piano di accostamento, situato a 1 mm dalla superficie delpezzo. Quindi, accostamento in avanzamento rapido (G0), fino a 1 mm. dal passo diforatura precedente. Se B=0, accostamento fino al passo di lavorazione precedente.Ingresso, all'avanzamento "F", per il valore di "I".
6 Tempo d'attesa "t".
7 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza (Zs).
Se ha associata una lavorazione multipla esegue i seguenti passi le volte necessarie:
8 Si sposta, in avanzamento rapido (G0), sul punto seguente.
9 Ripete i passi 3, 4, 5, 6, 7.
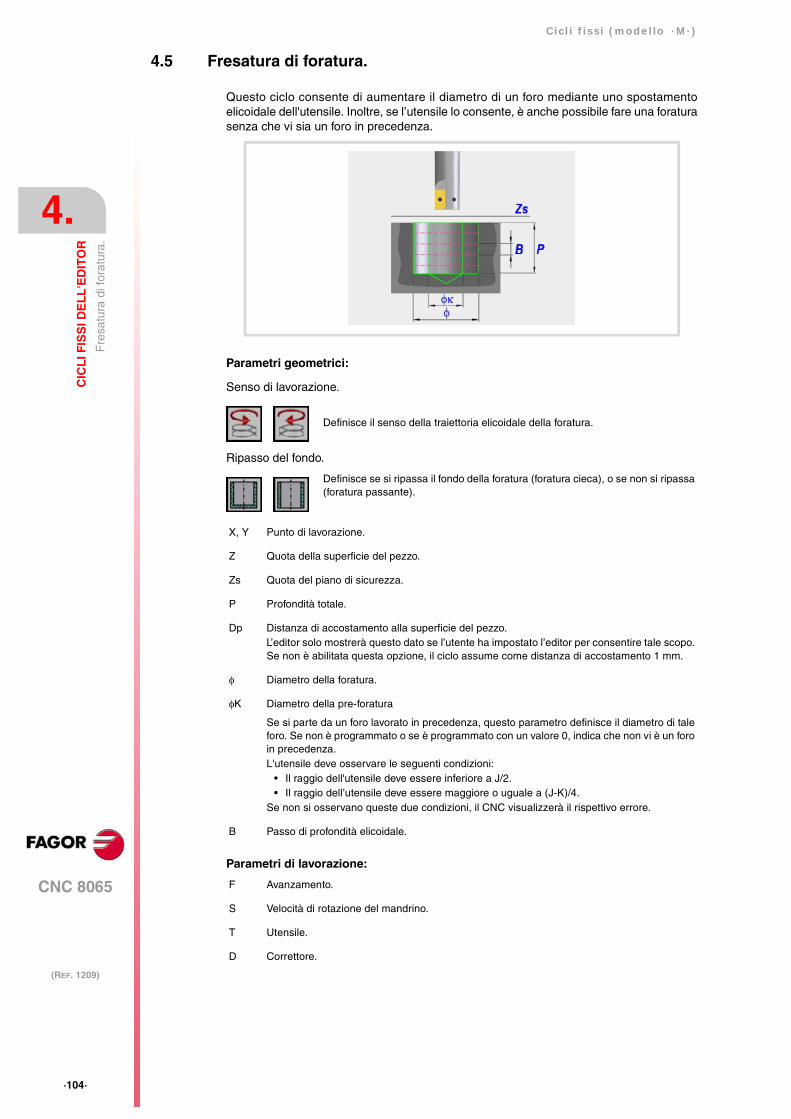
·104·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Fre
satu
ra d
i for
atur
a.
4.5 Fresatura di foratura.
Questo ciclo consente di aumentare il diametro di un foro mediante uno spostamentoelicoidale dell'utensile. Inoltre, se l’utensile lo consente, è anche possibile fare una foraturasenza che vi sia un foro in precedenza.
Parametri geometrici:
Senso di lavorazione.
Ripasso del fondo.
Parametri di lavorazione:
Definisce il senso della traiettoria elicoidale della foratura.
Definisce se si ripassa il fondo della foratura (foratura cieca), o se non si ripassa(foratura passante).
X, Y Punto di lavorazione.
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
P Profondità totale.
Dp Distanza di accostamento alla superficie del pezzo.L’editor solo mostrerà questo dato se l’utente ha impostato l’editor per consentire tale scopo.Se non è abilitata questa opzione, il ciclo assume come distanza di accostamento 1 mm.
φ Diametro della foratura.
φK Diametro della pre-foratura
Se si parte da un foro lavorato in precedenza, questo parametro definisce il diametro di taleforo. Se non è programmato o se è programmato con un valore 0, indica che non vi è un foroin precedenza.L'utensile deve osservare le seguenti condizioni:
• Il raggio dell'utensile deve essere inferiore a J/2.• Il raggio dell’utensile deve essere maggiore o uguale a (J-K)/4.
Se non si osservano queste due condizioni, il CNC visualizzerà il rispettivo errore.
B Passo di profondità elicoidale.
F Avanzamento.
S Velocità di rotazione del mandrino.
T Utensile.
D Correttore.
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·105·
Fre
satu
ra d
i for
atur
a.
Senso di rotazione del mandrino (icona).
Programmazione di funzioni M.
Utensile successivo.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.

·106·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Fre
satu
ra d
i for
atur
a.
4.5.1 Funzionamento base.
1 Spostamento, in rapido, fino al centro del foro (X, Y).
2 Spostamento, in rapido, fino al piano di riferimento (Z).
3 Spostamento, in rapido, fino alla quota di ingresso tangenziale lungo l'asse longitudinale.
4 Ingresso tangenziale alla traiettoria elicoidale della foratura.
5 Spostamento elicoidale, con il passo dato nel parametro B e nel senso dato mediantel'icona, fino al fondo del foro.
6 Ripasso del fondo del foro (questo passo si esegue solo se il segno del parametro B èpositivo).
7 Spostamento d’uscita tangenziale alla traiettoria elicoidale della foratura, fino al centrodel foro.
8 Spostamento, in rapido, fino al piano di riferimento (G99) o al piano di partenza (G98).

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·107·
Mas
chia
tura
4.6 Maschiatura
Parametri geometrici:
Tipo di filettatura (icona).
Parametri di lavorazione:
Senso di rotazione del mandrino (icona).
Tipo di avanzamento (icona).
X, Y Punto di lavorazione.
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
Dp Distanza di accostamento alla superficie del pezzo.L’editor solo mostrerà questo dato se l’utente ha impostato l’editor per consentire tale scopo.Se non è abilitata questa opzione, il ciclo assume come distanza di accostamento 1 mm.
P Profondità totale.
Kf Fattore di avanzamento per l’uscita.Una maschiatura consente di effettuare un’uscita rapida di filetto mantenendo sempre ilsincronismo fra l’avanzamento e la velocità. L’avanzamento di retrocessione si moltiplica perquesto fattore (Kf) e la velocità si adatta al nuovo avanzamento.
Filettatura con compensatore.
Filettatura rigida.
F Avanzamento.
S Velocità di rotazione del mandrino.
T Utensile.
D Correttore.
t Temporizzazione sul fondo, in secondi.
Sense orario.
Senso antiorario.
In mm/min o (inch/min).
In mm/giro.

·108·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Mas
chia
tura
Programmazione di funzioni M.
Utensile successivo.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·109·
Mas
chia
tura
4.6.1 Funzionamento base.
1 Se filettatura rigida orienta il mandrino (M19).
Se filettatura con compensatore avvia il mandrino nel senso richiesto.
2 Spostamento, in avanzamento rapido (G0), fino al punto XY e piano di sicurezza (Zs).A seconda del piano di partenza, si sposta prima in XY e quindi in Z, o viceversa.
3 Spostamento, in avanzamento rapido (G0), fino al piano di avvicinamento.
4 Filettatura. Si esegue al 100% dell'avanzamento "F" e della velocità "S" programmati.Non è possibile arrestare la filettatura con compensatore. Nella maschiatura è possibilecambiare la percentuale dell’avanzamento così come arrestare (l’override al 0%).
5 Se "t" diverso da 0, arresto del mandrino (M05) e temporizzazione.
6 Se filettatura con compensatore inverte il senso di rotazione del mandrino.
7 Retrocessione, uscita dal filetto, fino al piano di avvicinamento.
Al 100% dell'avanzamento "F" e della velocità "S" programmati. Non è possibile arrestarel’uscita di filetto nella filettatura con compensatore. Nella maschiatura è possibilecambiare la percentuale dell’avanzamento così come arrestare (l’override al 0%).
8 Se filettatura con compensatore inverte il senso di rotazione del mandrino (ripristinaquello iniziale).
9 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza Zs.
Se ha associata una lavorazione multipla esegue i seguenti passi le volte necessarie:
10 Si sposta, in avanzamento rapido (G0), sul punto seguente.
11 Ripete i passi 3, 4, 5, 6, 7, 8, 9.

·110·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Fre
satu
ra d
i file
tto.
4.7 Fresatura di filetto.
Parametri geometrici:
Tipo di filettatura.
Senso di lavorazione.
Direzione di lavorazione della filettatura.
Tipo di filettatura.
Fresatura di filettatura interna: Fresatura di filettatura esterna:
Definisce il tipo di filettatura da eseguire (interna o esterna).
Definisce il senso della traiettoria elicoidale della foratura.
Definisce il senso di lavorazione della filettatura (dalla superficie del pezzo alfondo, o dal fondo alla superficie del pezzo).
Dipende dal tipo di utensile utilizzato.
X, Y Punto di lavorazione.
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
P Profondità totale.
Dp Distanza di accostamento alla superficie del pezzo.L’editor solo mostrerà questo dato se l’utente ha impostato l’editor per consentire tale scopo.Se non è abilitata questa opzione, il ciclo assume come distanza di accostamento 1 mm.
φ Diametro della filettatura.
K Profonditá del filetto.
B Passo di filettatura.
Ds Distanza di accostamento.
α Angolo di ingresso nella filettatura.
Angolo (in gradi) del segmento che formano il centro del foro e il punto di ingresso nel filettorispetto all’asse delle ascisse.
N Numero di fili della lama
Definisce il numero di fili della lama (solo se la lavorazione si esegue con una lama di n fili).
φ
Zs
P
B
K
δ
Δ
φ
Zs
P
B
K
δ

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·111·
Fre
satu
ra d
i file
tto.
Parametri di lavorazione:
Senso di rotazione del mandrino (icona).
Programmazione di funzioni M.
Utensile successivo.
Δ Passo di profondità del filetto.
δ Utensile di finitura.
F Avanzamento.
S Velocità di rotazione del mandrino.
T Utensile.
D Correttore.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.
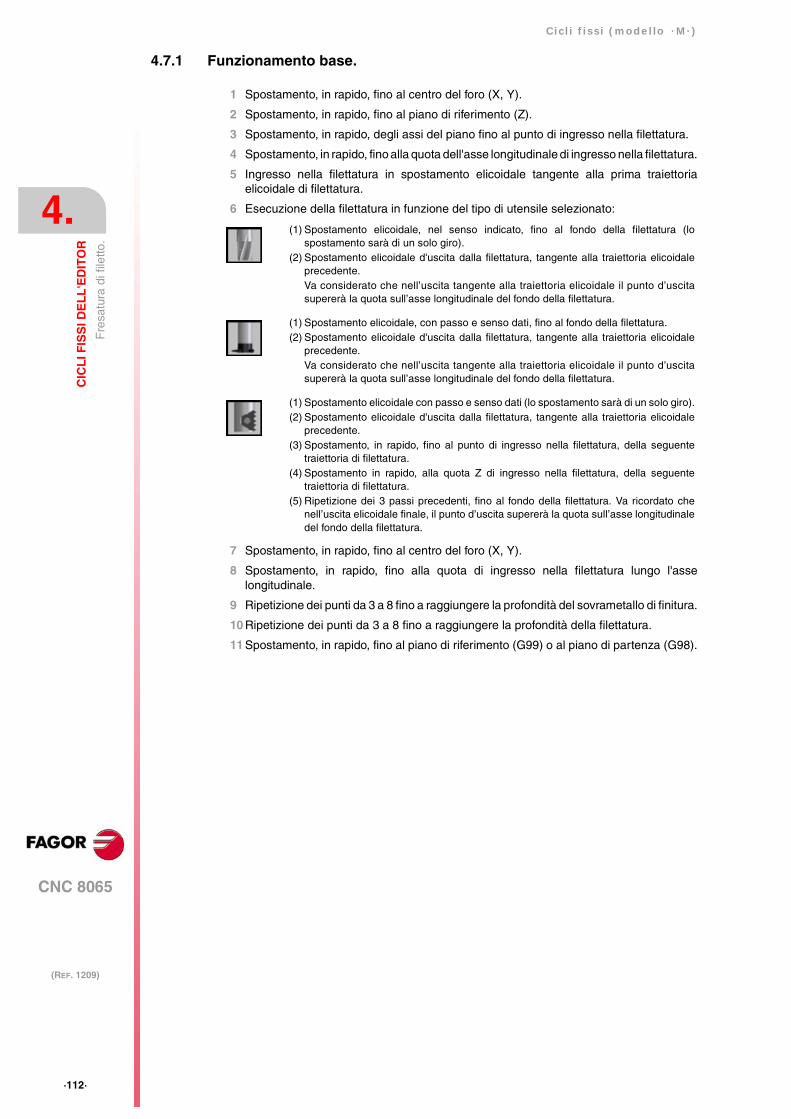
·112·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Fre
satu
ra d
i file
tto.
4.7.1 Funzionamento base.
1 Spostamento, in rapido, fino al centro del foro (X, Y).
2 Spostamento, in rapido, fino al piano di riferimento (Z).
3 Spostamento, in rapido, degli assi del piano fino al punto di ingresso nella filettatura.
4 Spostamento, in rapido, fino alla quota dell'asse longitudinale di ingresso nella filettatura.
5 Ingresso nella filettatura in spostamento elicoidale tangente alla prima traiettoriaelicoidale di filettatura.
6 Esecuzione della filettatura in funzione del tipo di utensile selezionato:
7 Spostamento, in rapido, fino al centro del foro (X, Y).
8 Spostamento, in rapido, fino alla quota di ingresso nella filettatura lungo l'asselongitudinale.
9 Ripetizione dei punti da 3 a 8 fino a raggiungere la profondità del sovrametallo di finitura.
10 Ripetizione dei punti da 3 a 8 fino a raggiungere la profondità della filettatura.
11 Spostamento, in rapido, fino al piano di riferimento (G99) o al piano di partenza (G98).
(1) Spostamento elicoidale, nel senso indicato, fino al fondo della filettatura (lospostamento sarà di un solo giro).
(2) Spostamento elicoidale d'uscita dalla filettatura, tangente alla traiettoria elicoidaleprecedente.Va considerato che nell’uscita tangente alla traiettoria elicoidale il punto d’uscitasupererà la quota sull’asse longitudinale del fondo della filettatura.
(1) Spostamento elicoidale, con passo e senso dati, fino al fondo della filettatura.(2) Spostamento elicoidale d'uscita dalla filettatura, tangente alla traiettoria elicoidale
precedente.Va considerato che nell’uscita tangente alla traiettoria elicoidale il punto d’uscitasupererà la quota sull’asse longitudinale del fondo della filettatura.
(1) Spostamento elicoidale con passo e senso dati (lo spostamento sarà di un solo giro).(2) Spostamento elicoidale d'uscita dalla filettatura, tangente alla traiettoria elicoidale
precedente.(3) Spostamento, in rapido, fino al punto di ingresso nella filettatura, della seguente
traiettoria di filettatura.(4) Spostamento in rapido, alla quota Z di ingresso nella filettatura, della seguente
traiettoria di filettatura.(5) Ripetizione dei 3 passi precedenti, fino al fondo della filettatura. Va ricordato che
nell’uscita elicoidale finale, il punto d’uscita supererà la quota sull’asse longitudinaledel fondo della filettatura.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·113·
Ale
satu
ra
4.8 Alesatura
Parametri geometrici:
Parametri di lavorazione:
Senso di rotazione del mandrino (icona).
Programmazione di funzioni M.
Utensile successivo.
X, Y Punto di lavorazione.
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
Dp Distanza di accostamento alla superficie del pezzo.L’editor solo mostrerà questo dato se l’utente ha impostato l’editor per consentire tale scopo.Se non è abilitata questa opzione, il ciclo assume come distanza di accostamento 1 mm.
P Profondità totale.
F Avanzamento.
S Velocità di rotazione del mandrino.
T Utensile.
D Correttore.
t Temporizzazione sul fondo, in secondi.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.
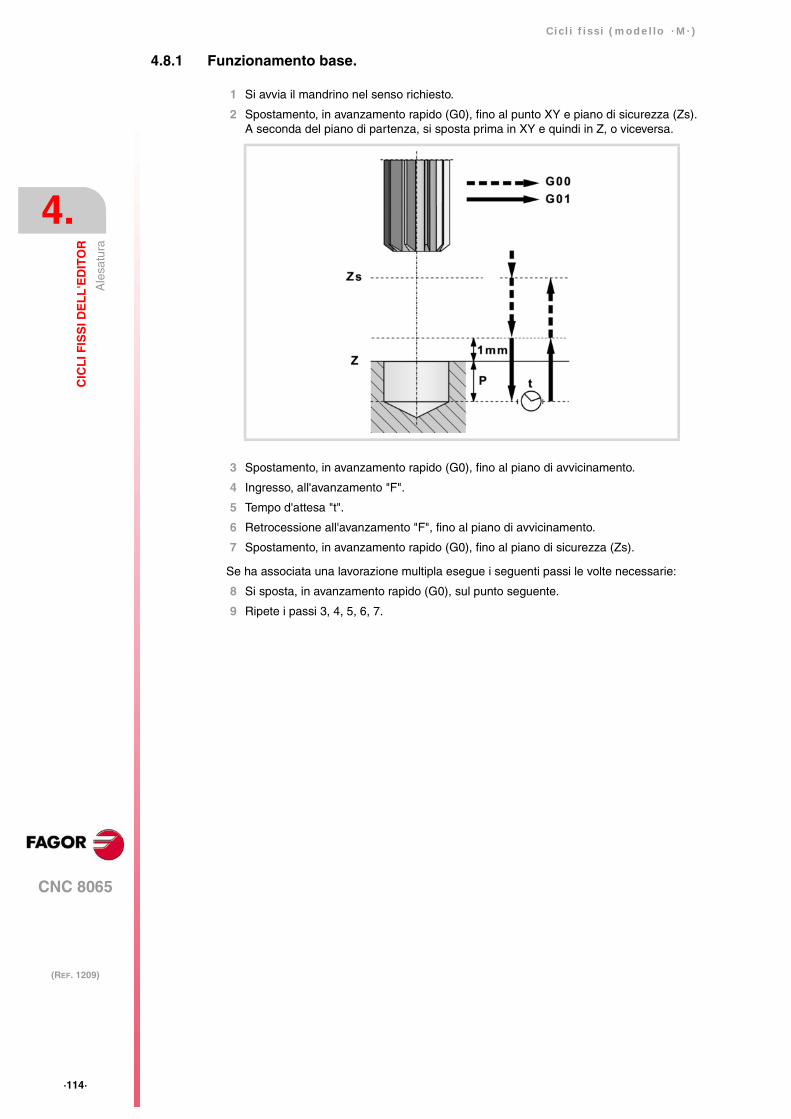
·114·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Ale
satu
ra
4.8.1 Funzionamento base.
1 Si avvia il mandrino nel senso richiesto.
2 Spostamento, in avanzamento rapido (G0), fino al punto XY e piano di sicurezza (Zs).A seconda del piano di partenza, si sposta prima in XY e quindi in Z, o viceversa.
3 Spostamento, in avanzamento rapido (G0), fino al piano di avvicinamento.
4 Ingresso, all'avanzamento "F".
5 Tempo d'attesa "t".
6 Retrocessione all'avanzamento "F", fino al piano di avvicinamento.
7 Spostamento, in avanzamento rapido (G0), fino al piano di sicurezza (Zs).
Se ha associata una lavorazione multipla esegue i seguenti passi le volte necessarie:
8 Si sposta, in avanzamento rapido (G0), sul punto seguente.
9 Ripete i passi 3, 4, 5, 6, 7.
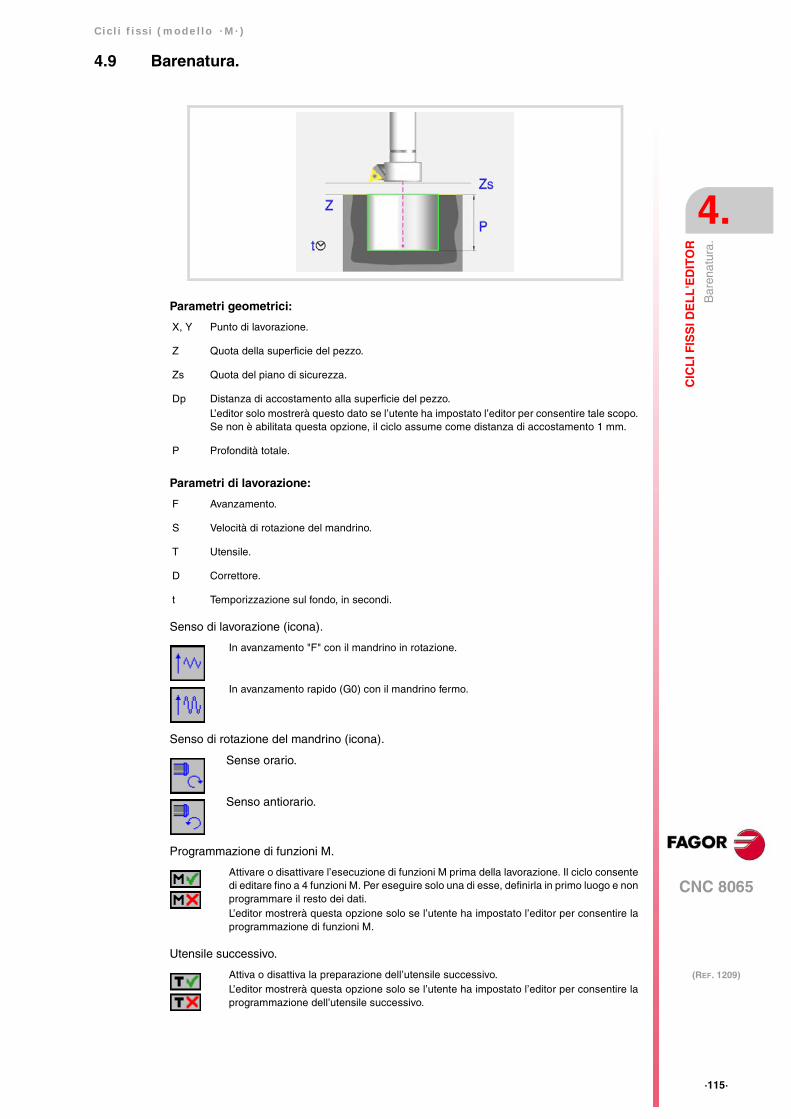
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·115·
Bar
enat
ura.
4.9 Barenatura.
Parametri geometrici:
Parametri di lavorazione:
Senso di lavorazione (icona).
Senso di rotazione del mandrino (icona).
Programmazione di funzioni M.
Utensile successivo.
X, Y Punto di lavorazione.
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
Dp Distanza di accostamento alla superficie del pezzo.L’editor solo mostrerà questo dato se l’utente ha impostato l’editor per consentire tale scopo.Se non è abilitata questa opzione, il ciclo assume come distanza di accostamento 1 mm.
P Profondità totale.
F Avanzamento.
S Velocità di rotazione del mandrino.
T Utensile.
D Correttore.
t Temporizzazione sul fondo, in secondi.
In avanzamento "F" con il mandrino in rotazione.
In avanzamento rapido (G0) con il mandrino fermo.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.
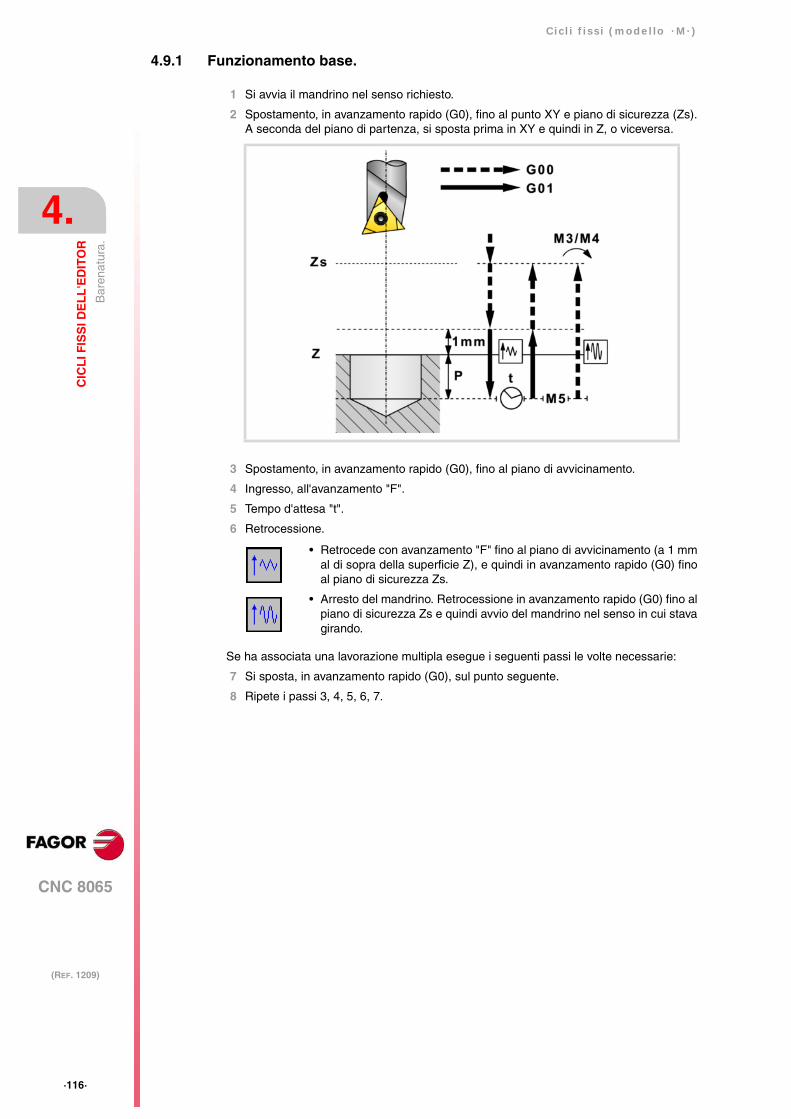
·116·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Bar
enat
ura.
4.9.1 Funzionamento base.
1 Si avvia il mandrino nel senso richiesto.
2 Spostamento, in avanzamento rapido (G0), fino al punto XY e piano di sicurezza (Zs).A seconda del piano di partenza, si sposta prima in XY e quindi in Z, o viceversa.
3 Spostamento, in avanzamento rapido (G0), fino al piano di avvicinamento.
4 Ingresso, all'avanzamento "F".
5 Tempo d'attesa "t".
6 Retrocessione.
Se ha associata una lavorazione multipla esegue i seguenti passi le volte necessarie:
7 Si sposta, in avanzamento rapido (G0), sul punto seguente.
8 Ripete i passi 3, 4, 5, 6, 7.
• Retrocede con avanzamento "F" fino al piano di avvicinamento (a 1 mmal di sopra della superficie Z), e quindi in avanzamento rapido (G0) finoal piano di sicurezza Zs.
• Arresto del mandrino. Retrocessione in avanzamento rapido (G0) fino alpiano di sicurezza Zs e quindi avvio del mandrino nel senso in cui stavagirando.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·117·
Bar
enat
ura
con
orie
ntam
ento
del
man
drin
o.
4.10 Barenatura con orientamento del mandrino.
Parametri geometrici:
Parametri di lavorazione:
Senso di rotazione del mandrino (icona).
X, Y Punto di lavorazione.
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
Dp Distanza di accostamento alla superficie del pezzo.L’editor solo mostrerà questo dato se l’utente ha impostato l’editor per consentire tale scopo.Se non è abilitata questa opzione, il ciclo assume come distanza di accostamento 1 mm.
P Profondità totale.
β Spostamento del mandrino, in gradi, per la retrocessione.
Δx, Δy Valore che si deve spostare l'utensile per togliere dalla parete la lama prima dellaretrocessione.
F Avanzamento.
S Velocità di rotazione del mandrino.
T Utensile.
D Correttore.
t Temporizzazione sul fondo, in secondi.
Sense orario.
Senso antiorario.
Il seguente esempio visualizza come utilizzare i parametri β, Δx y Δy. La posizione di riposodel mandrino (posizione Io) si trova a -30º rispetto all'asse X.

·118·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Bar
enat
ura
con
orie
ntam
ento
del
man
drin
o.
Programmazione di funzioni M.
Utensile successivo.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·119·
Bar
enat
ura
con
orie
ntam
ento
del
man
drin
o.
4.10.1 Funzionamento base.
1 Si avvia il mandrino nel senso richiesto.
2 Spostamento, in avanzamento rapido (G0), fino al punto XY e piano di sicurezza (Zs).A seconda del piano di partenza, si sposta prima in XY e quindi in Z, o viceversa.
3 Spostamento, in avanzamento rapido (G0), fino al piano di avvicinamento.
4 Ingresso, all'avanzamento "F".
5 Tempo d'attesa "t".
6 Si arresta il mandrino e l'utensile resta orientato nella posizione "β" (M19).
7 Toglie la lama dalla parete. Sposta quanto indicato in "Δx, Δy".
8 Retrocessione in avanzamento rapido (G0), fino al piano di avvicinamento.
9 Torna l'utensile alla sua posizione (XY) e si avvia il mandrino nel senso che sta ruotando.
10 Spostamento, in avanzamento rapido (G0), fino al piano di sicurezza (Zs).
Se ha associata una lavorazione multipla esegue i seguenti passi le volte necessarie:
11 Si sposta, in avanzamento rapido (G0), sul punto seguente.
12 Ripete i passi 3, 4, 5, 6, 7, 8, 9, 10.
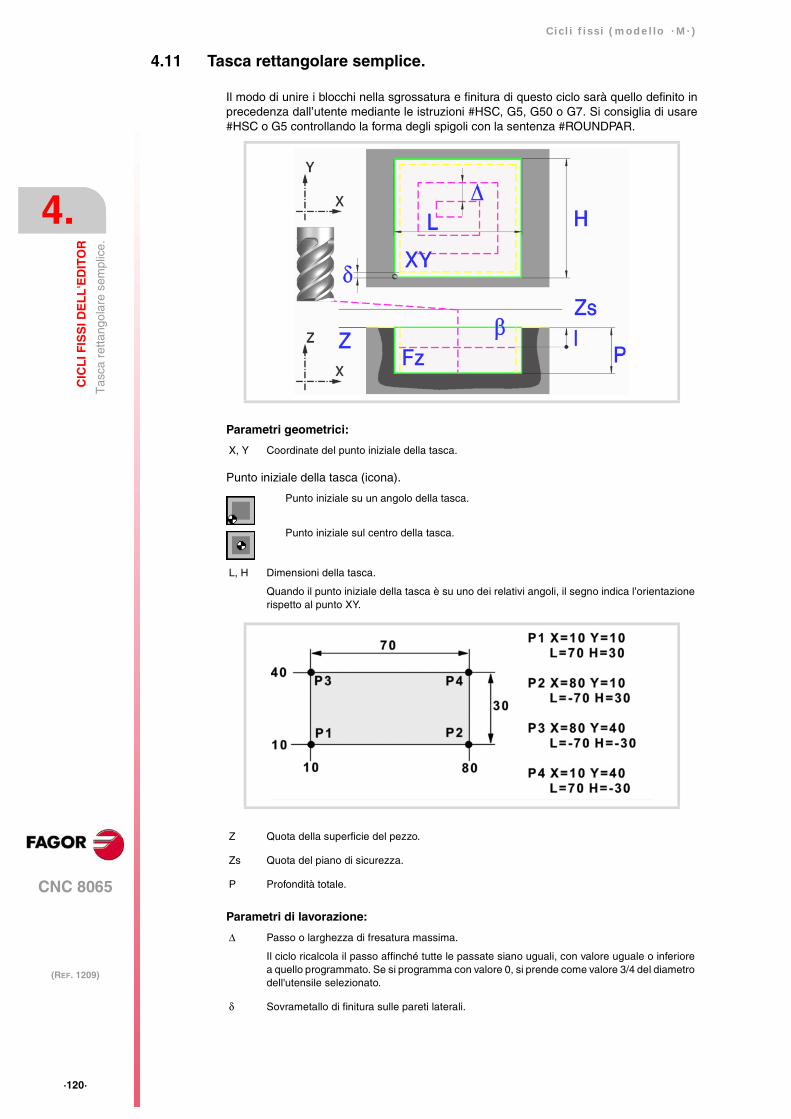
·120·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca r
etta
ngol
are
sem
plic
e.
4.11 Tasca rettangolare semplice.
Il modo di unire i blocchi nella sgrossatura e finitura di questo ciclo sarà quello definito inprecedenza dall’utente mediante le istruzioni #HSC, G5, G50 o G7. Si consiglia di usare#HSC o G5 controllando la forma degli spigoli con la sentenza #ROUNDPAR.
Parametri geometrici:
Punto iniziale della tasca (icona).
Parametri di lavorazione:
X, Y Coordinate del punto iniziale della tasca.
Punto iniziale su un angolo della tasca.
Punto iniziale sul centro della tasca.
L, H Dimensioni della tasca.
Quando il punto iniziale della tasca è su uno dei relativi angoli, il segno indica l’orientazionerispetto al punto XY.
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
P Profondità totale.
Δ Passo o larghezza di fresatura massima.
Il ciclo ricalcola il passo affinché tutte le passate siano uguali, con valore uguale o inferiorea quello programmato. Se si programma con valore 0, si prende come valore 3/4 del diametrodell'utensile selezionato.
δ Sovrametallo di finitura sulle pareti laterali.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·121·
Tas
ca r
etta
ngol
are
sem
plic
e.Senso di rotazione del mandrino (icona).
Senso di lavorazione (icona).
Programmazione di funzioni M.
I Passo d'ingresso.
• Se si programma con segno positivo (I+), il ciclo ricalcola il passo affinché tutti gli ingressisiano uguali, con valore uguale o inferiore a quello programmato.
• Se si programma con segno negativo (I-), la tasca si lavora con il passo dato, eccettol'ultimo passo che si lavora con il resto.
In entrambi i casi il ciclo limita il passo alla lunghezza di taglio assegnata all'utensile nellatabella.
Fz Avanzamento di ingresso.
F Avanzamento di fresatura superficiale.
S Velocità di rotazione del mandrino.
T Utensile.
D Correttore.
Sense orario.
Senso antiorario.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.

·122·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca r
etta
ngol
are
sem
plic
e.
Utensile successivo.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·123·
Tas
ca r
etta
ngol
are
sem
plic
e.
4.11.1 Funzionamento base.
1 Si avvia il mandrino nel senso richiesto.
2 Spostamento in avanzamento rapido (G0), fino al centro della tasca e il piano di sicurezza(Zs). A seconda del piano di partenza si sposta prima in XY e quindi in Z, o viceversa.
3 Spostamento, in avanzamento rapido (G0), fino al piano di avvicinamento.
4 Primo ingresso, all'avanzamento "Fz", per il valore di "I".
5 Fresatura della superficie della tasca.
La sgrossatura si esegue all'avanzamento "F", con passi definiti in "Δ" e fino a unadistanza "δ" dalla parete della tasca. La passata di finitura "δ" si esegue conavvicinamento ed allontanamento tangenziale e all'avanzamento "F".
6 Retrocessione in avanzamento rapido (G0), fino al centro della tasca sul piano diavvicinamento.
7 Nuove superfici di fresatura fino a raggiungere la profondità totale della tasca.
Ingresso all'avanzamento indicato in "Fz" fino a una distanza "I" dalla superficieprecedente. Fresatura della nuova superficie seguendo i passi indicati nei punti 5 e 6.
8 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza Zs.
Se ha associata una lavorazione multipla esegue i seguenti passi le volte necessarie:
9 Si sposta, in avanzamento rapido (G0), sul punto seguente.
10 Ripete i passi 3, 4, 5, 6, 7, 8.

·124·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca r
etta
ngol
are
con
arro
tond
amen
ti.
4.12 Tasca rettangolare con arrotondamenti.
Il modo di unire i blocchi nella sgrossatura e finitura di questo ciclo sarà quello definito inprecedenza dall’utente mediante le istruzioni #HSC, G5, G50 o G7. Si consiglia di usare#HSC o G5 controllando la forma degli spigoli con la sentenza #ROUNDPAR.
Parametri geometrici:
Punto iniziale della tasca (icona).
X, Y Coordinate del punto iniziale della tasca.
Punto iniziale su un angolo della tasca.
Punto iniziale sul centro della tasca.
L, H Dimensioni della tasca.
Quando il punto iniziale della tasca è su uno dei relativi angoli, il segno indical’orientazione rispetto al punto XY.
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
P Profondità totale.
α Angolo in gradi che forma la tasca con l'asse delle ascisse. La rotazione si esegue sull'angolodefinito, punto X,Y.
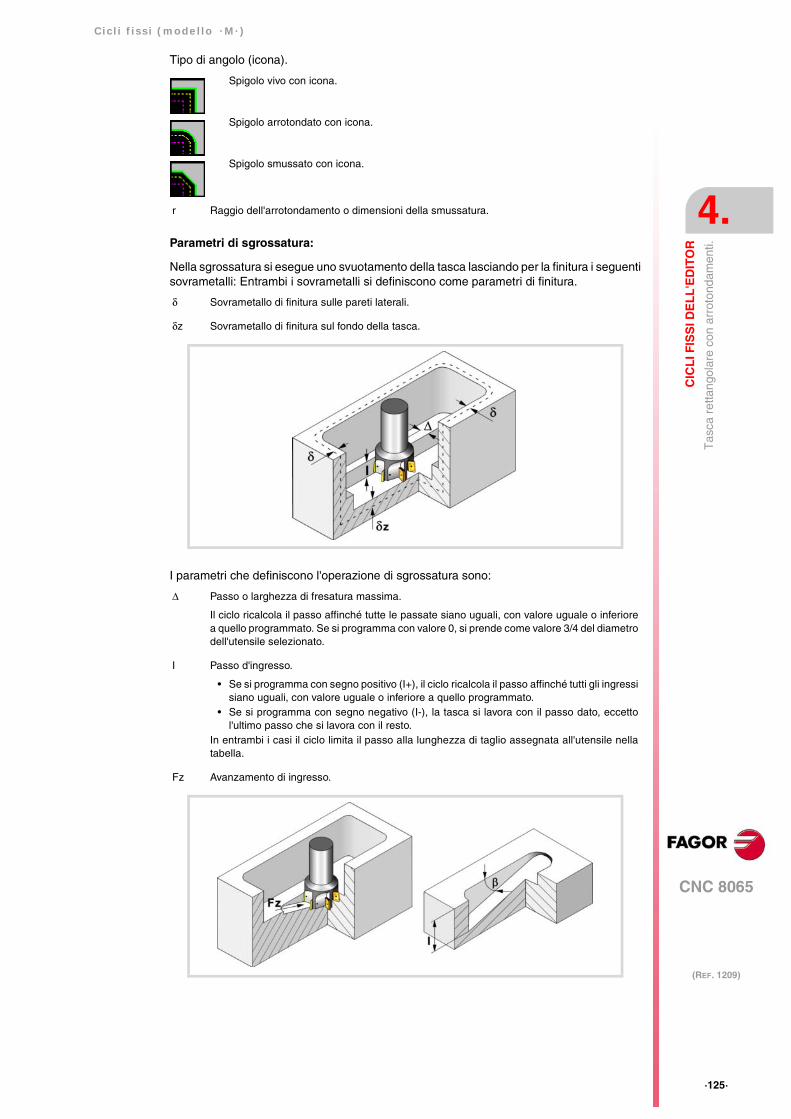
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·125·
Tas
ca r
etta
ngol
are
con
arro
tond
amen
ti.
Tipo di angolo (icona).
Parametri di sgrossatura:
Nella sgrossatura si esegue uno svuotamento della tasca lasciando per la finitura i seguentisovrametalli: Entrambi i sovrametalli si definiscono come parametri di finitura.
I parametri che definiscono l'operazione di sgrossatura sono:
Spigolo vivo con icona.
Spigolo arrotondato con icona.
Spigolo smussato con icona.
r Raggio dell'arrotondamento o dimensioni della smussatura.
δ Sovrametallo di finitura sulle pareti laterali.
δz Sovrametallo di finitura sul fondo della tasca.
Δ Passo o larghezza di fresatura massima.
Il ciclo ricalcola il passo affinché tutte le passate siano uguali, con valore uguale o inferiorea quello programmato. Se si programma con valore 0, si prende come valore 3/4 del diametrodell'utensile selezionato.
I Passo d'ingresso.
• Se si programma con segno positivo (I+), il ciclo ricalcola il passo affinché tutti gli ingressisiano uguali, con valore uguale o inferiore a quello programmato.
• Se si programma con segno negativo (I-), la tasca si lavora con il passo dato, eccettol'ultimo passo che si lavora con il resto.
In entrambi i casi il ciclo limita il passo alla lunghezza di taglio assegnata all'utensile nellatabella.
Fz Avanzamento di ingresso.
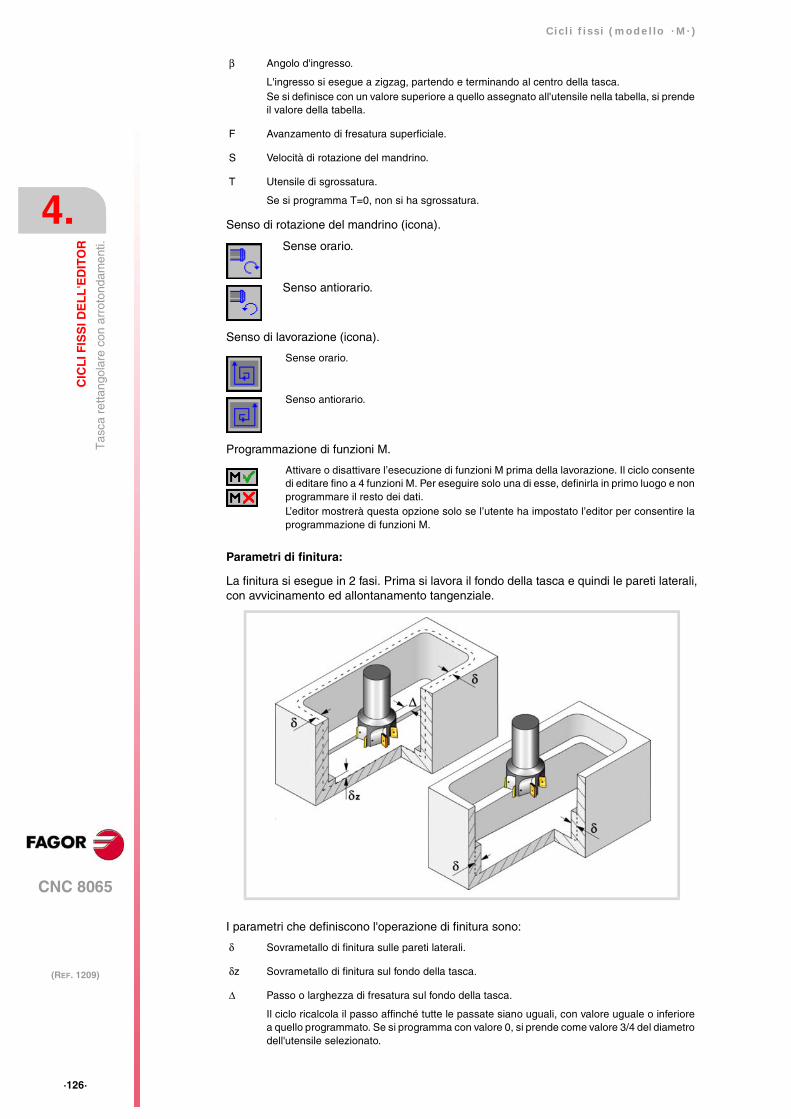
·126·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca r
etta
ngol
are
con
arro
tond
amen
ti.
Senso di rotazione del mandrino (icona).
Senso di lavorazione (icona).
Programmazione di funzioni M.
Parametri di finitura:
La finitura si esegue in 2 fasi. Prima si lavora il fondo della tasca e quindi le pareti laterali,con avvicinamento ed allontanamento tangenziale.
I parametri che definiscono l'operazione di finitura sono:
β Angolo d'ingresso.
L'ingresso si esegue a zigzag, partendo e terminando al centro della tasca.Se si definisce con un valore superiore a quello assegnato all'utensile nella tabella, si prendeil valore della tabella.
F Avanzamento di fresatura superficiale.
S Velocità di rotazione del mandrino.
T Utensile di sgrossatura.
Se si programma T=0, non si ha sgrossatura.
Sense orario.
Senso antiorario.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
δ Sovrametallo di finitura sulle pareti laterali.
δz Sovrametallo di finitura sul fondo della tasca.
Δ Passo o larghezza di fresatura sul fondo della tasca.
Il ciclo ricalcola il passo affinché tutte le passate siano uguali, con valore uguale o inferiorea quello programmato. Se si programma con valore 0, si prende come valore 3/4 del diametrodell'utensile selezionato.
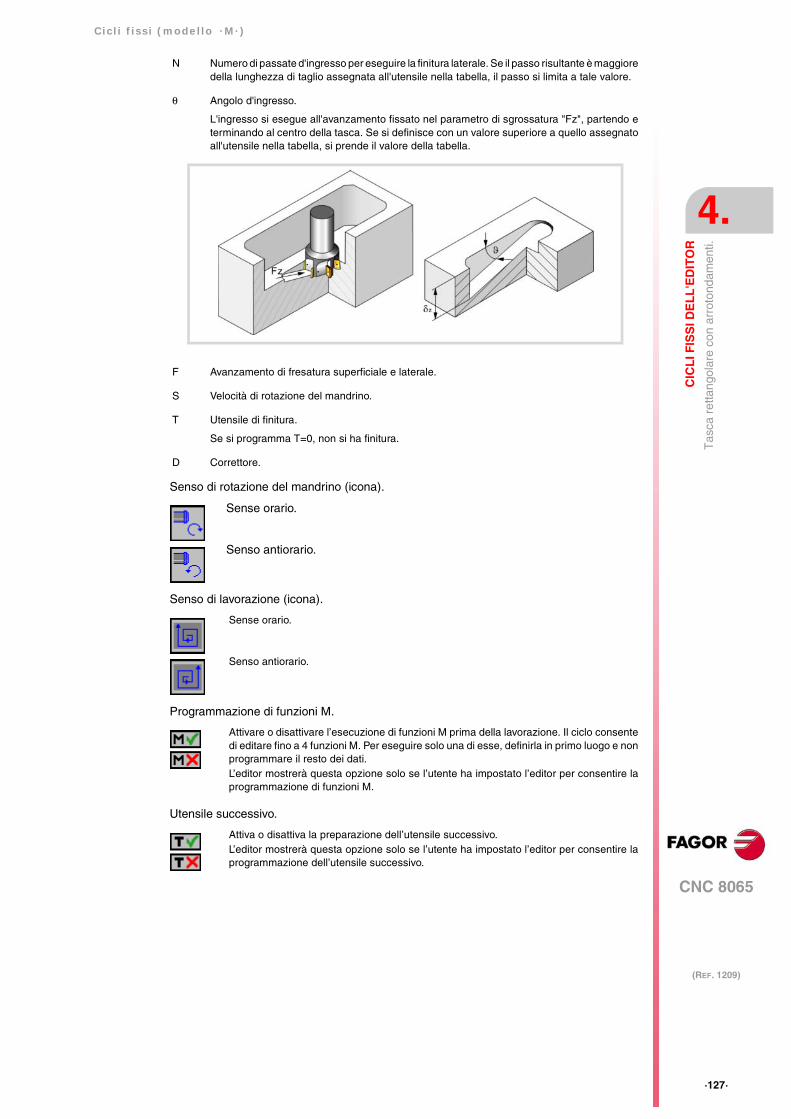
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·127·
Tas
ca r
etta
ngol
are
con
arro
tond
amen
ti.
Senso di rotazione del mandrino (icona).
Senso di lavorazione (icona).
Programmazione di funzioni M.
Utensile successivo.
N Numero di passate d'ingresso per eseguire la finitura laterale. Se il passo risultante è maggioredella lunghezza di taglio assegnata all'utensile nella tabella, il passo si limita a tale valore.
θ Angolo d'ingresso.
L'ingresso si esegue all'avanzamento fissato nel parametro di sgrossatura "Fz", partendo eterminando al centro della tasca. Se si definisce con un valore superiore a quello assegnatoall'utensile nella tabella, si prende il valore della tabella.
F Avanzamento di fresatura superficiale e laterale.
S Velocità di rotazione del mandrino.
T Utensile di finitura.
Se si programma T=0, non si ha finitura.
D Correttore.
Sense orario.
Senso antiorario.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.
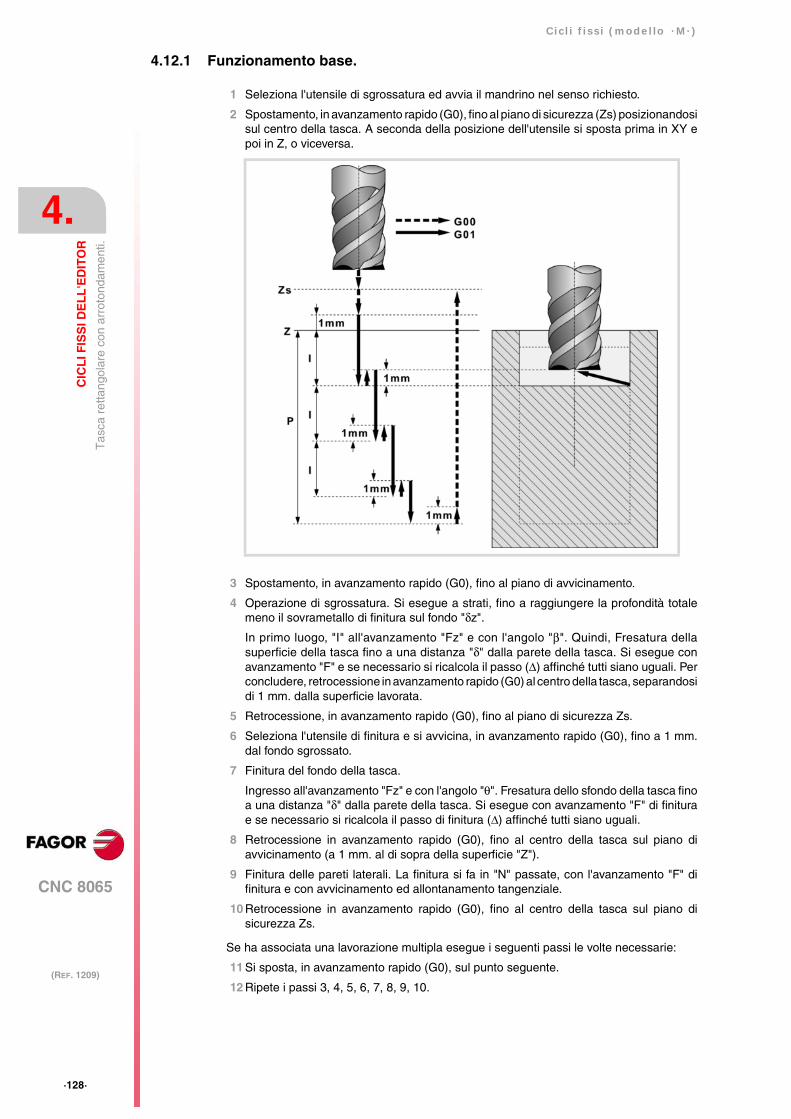
·128·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca r
etta
ngol
are
con
arro
tond
amen
ti.
4.12.1 Funzionamento base.
1 Seleziona l'utensile di sgrossatura ed avvia il mandrino nel senso richiesto.
2 Spostamento, in avanzamento rapido (G0), fino al piano di sicurezza (Zs) posizionandosisul centro della tasca. A seconda della posizione dell'utensile si sposta prima in XY epoi in Z, o viceversa.
3 Spostamento, in avanzamento rapido (G0), fino al piano di avvicinamento.
4 Operazione di sgrossatura. Si esegue a strati, fino a raggiungere la profondità totalemeno il sovrametallo di finitura sul fondo "δz".
In primo luogo, "I" all'avanzamento "Fz" e con l'angolo "β". Quindi, Fresatura dellasuperficie della tasca fino a una distanza "δ" dalla parete della tasca. Si esegue conavanzamento "F" e se necessario si ricalcola il passo (Δ) affinché tutti siano uguali. Perconcludere, retrocessione in avanzamento rapido (G0) al centro della tasca, separandosidi 1 mm. dalla superficie lavorata.
5 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza Zs.
6 Seleziona l'utensile di finitura e si avvicina, in avanzamento rapido (G0), fino a 1 mm.dal fondo sgrossato.
7 Finitura del fondo della tasca.
Ingresso all'avanzamento "Fz" e con l'angolo "θ". Fresatura dello sfondo della tasca finoa una distanza "δ" dalla parete della tasca. Si esegue con avanzamento "F" di finiturae se necessario si ricalcola il passo di finitura (Δ) affinché tutti siano uguali.
8 Retrocessione in avanzamento rapido (G0), fino al centro della tasca sul piano diavvicinamento (a 1 mm. al di sopra della superficie "Z").
9 Finitura delle pareti laterali. La finitura si fa in "N" passate, con l'avanzamento "F" difinitura e con avvicinamento ed allontanamento tangenziale.
10 Retrocessione in avanzamento rapido (G0), fino al centro della tasca sul piano disicurezza Zs.
Se ha associata una lavorazione multipla esegue i seguenti passi le volte necessarie:
11 Si sposta, in avanzamento rapido (G0), sul punto seguente.
12 Ripete i passi 3, 4, 5, 6, 7, 8, 9, 10.
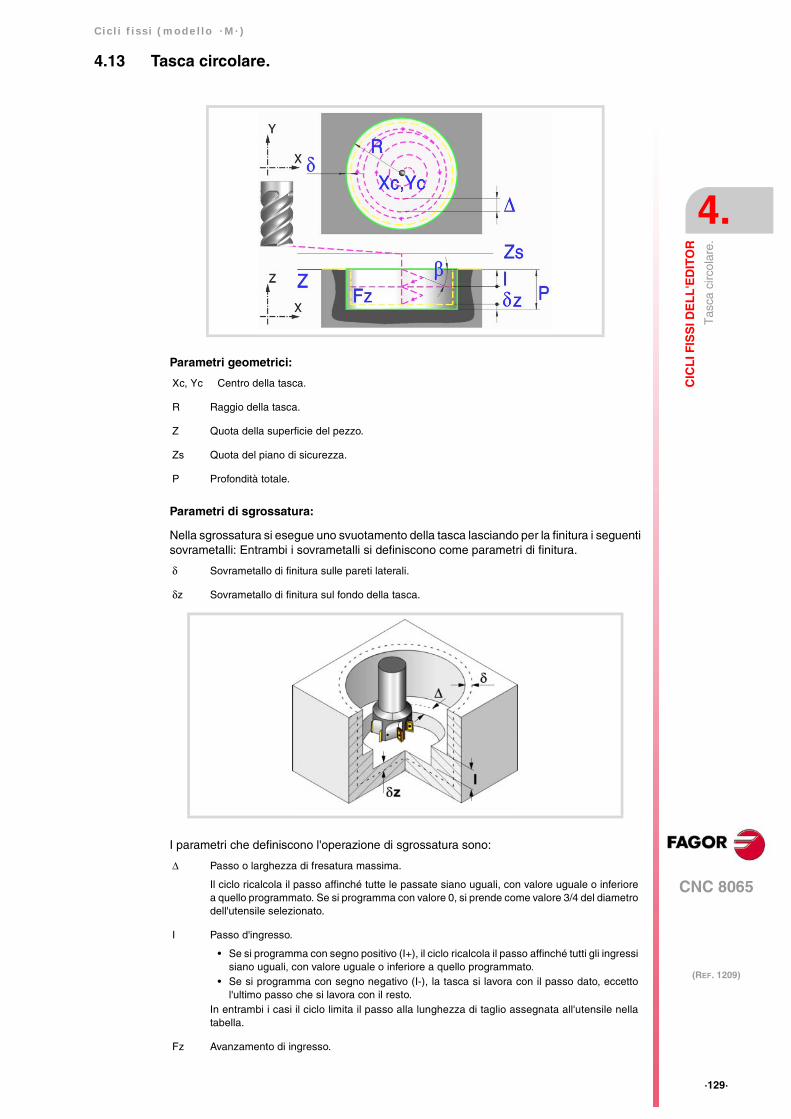
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·129·
Tas
ca c
ircol
are.
4.13 Tasca circolare.
Parametri geometrici:
Parametri di sgrossatura:
Nella sgrossatura si esegue uno svuotamento della tasca lasciando per la finitura i seguentisovrametalli: Entrambi i sovrametalli si definiscono come parametri di finitura.
I parametri che definiscono l'operazione di sgrossatura sono:
Xc, Yc Centro della tasca.
R Raggio della tasca.
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
P Profondità totale.
δ Sovrametallo di finitura sulle pareti laterali.
δz Sovrametallo di finitura sul fondo della tasca.
Δ Passo o larghezza di fresatura massima.
Il ciclo ricalcola il passo affinché tutte le passate siano uguali, con valore uguale o inferiorea quello programmato. Se si programma con valore 0, si prende come valore 3/4 del diametrodell'utensile selezionato.
I Passo d'ingresso.
• Se si programma con segno positivo (I+), il ciclo ricalcola il passo affinché tutti gli ingressisiano uguali, con valore uguale o inferiore a quello programmato.
• Se si programma con segno negativo (I-), la tasca si lavora con il passo dato, eccettol'ultimo passo che si lavora con il resto.
In entrambi i casi il ciclo limita il passo alla lunghezza di taglio assegnata all'utensile nellatabella.
Fz Avanzamento di ingresso.
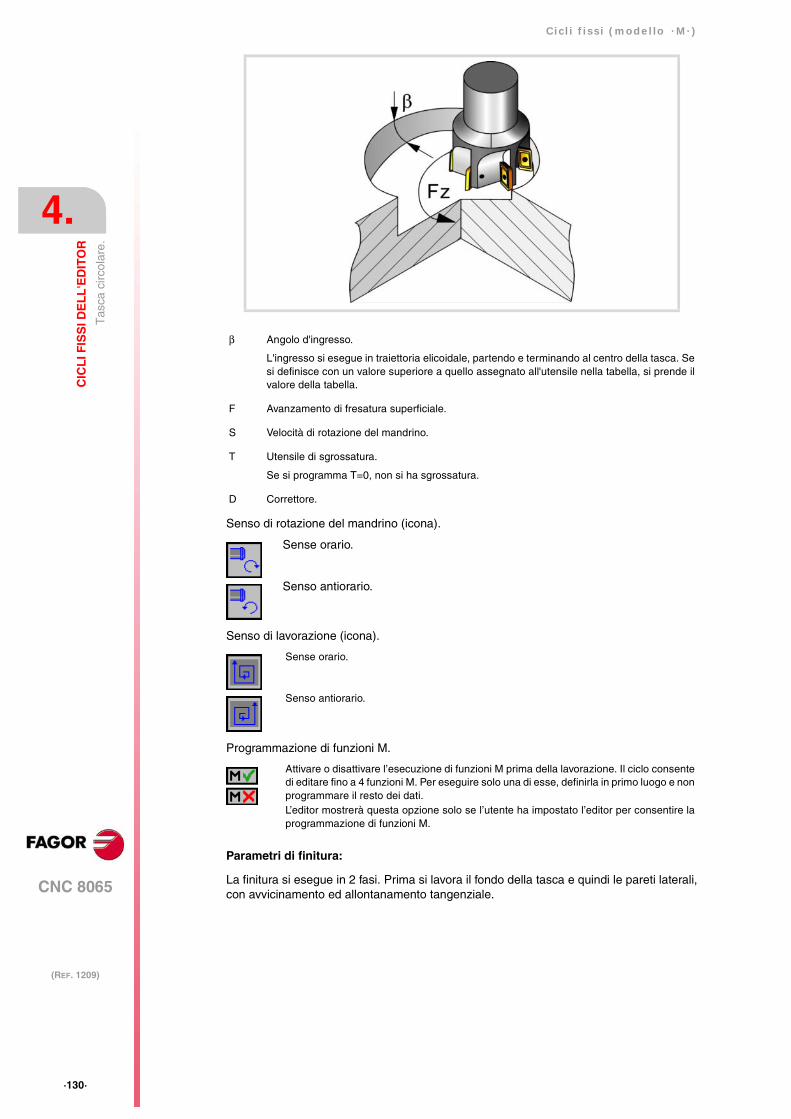
·130·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca c
ircol
are.
Senso di rotazione del mandrino (icona).
Senso di lavorazione (icona).
Programmazione di funzioni M.
Parametri di finitura:
La finitura si esegue in 2 fasi. Prima si lavora il fondo della tasca e quindi le pareti laterali,con avvicinamento ed allontanamento tangenziale.
β Angolo d'ingresso.
L'ingresso si esegue in traiettoria elicoidale, partendo e terminando al centro della tasca. Sesi definisce con un valore superiore a quello assegnato all'utensile nella tabella, si prende ilvalore della tabella.
F Avanzamento di fresatura superficiale.
S Velocità di rotazione del mandrino.
T Utensile di sgrossatura.
Se si programma T=0, non si ha sgrossatura.
D Correttore.
Sense orario.
Senso antiorario.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
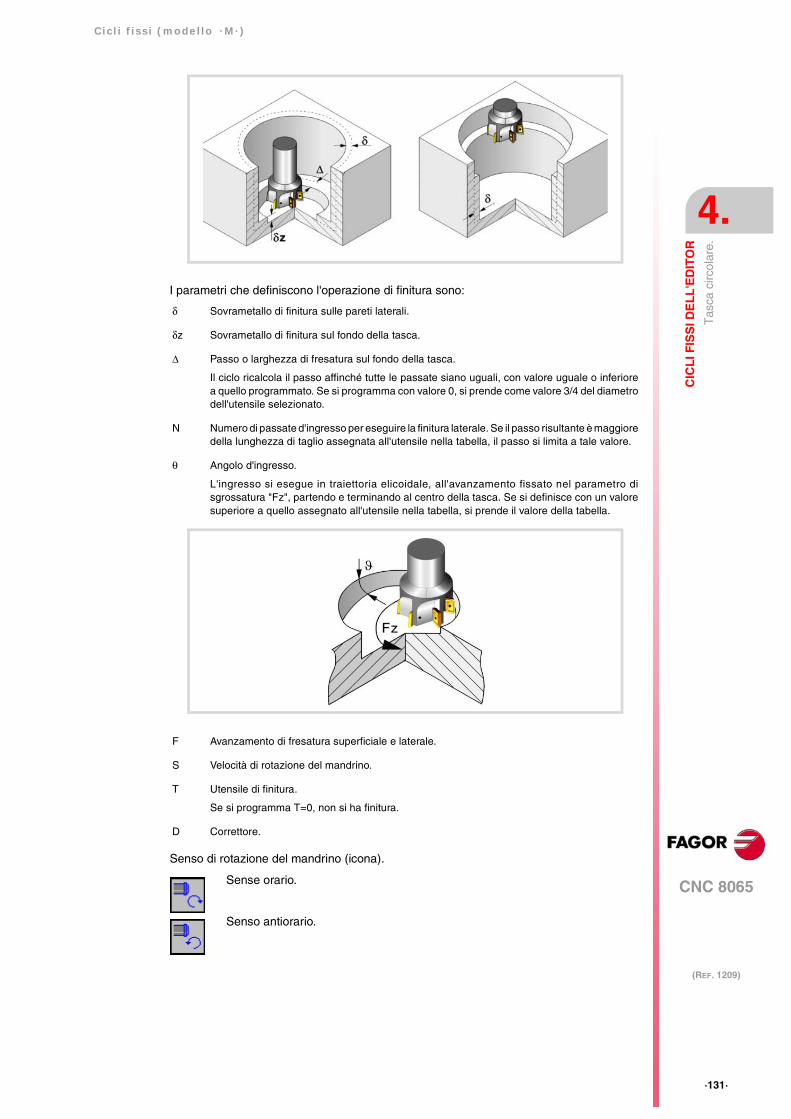
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·131·
Tas
ca c
ircol
are.
I parametri che definiscono l'operazione di finitura sono:
Senso di rotazione del mandrino (icona).
δ Sovrametallo di finitura sulle pareti laterali.
δz Sovrametallo di finitura sul fondo della tasca.
Δ Passo o larghezza di fresatura sul fondo della tasca.
Il ciclo ricalcola il passo affinché tutte le passate siano uguali, con valore uguale o inferiorea quello programmato. Se si programma con valore 0, si prende come valore 3/4 del diametrodell'utensile selezionato.
N Numero di passate d'ingresso per eseguire la finitura laterale. Se il passo risultante è maggioredella lunghezza di taglio assegnata all'utensile nella tabella, il passo si limita a tale valore.
θ Angolo d'ingresso.
L'ingresso si esegue in traiettoria elicoidale, all'avanzamento fissato nel parametro disgrossatura "Fz", partendo e terminando al centro della tasca. Se si definisce con un valoresuperiore a quello assegnato all'utensile nella tabella, si prende il valore della tabella.
F Avanzamento di fresatura superficiale e laterale.
S Velocità di rotazione del mandrino.
T Utensile di finitura.
Se si programma T=0, non si ha finitura.
D Correttore.
Sense orario.
Senso antiorario.

·132·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca c
ircol
are.
Senso di lavorazione (icona).
Programmazione di funzioni M.
Utensile successivo.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.
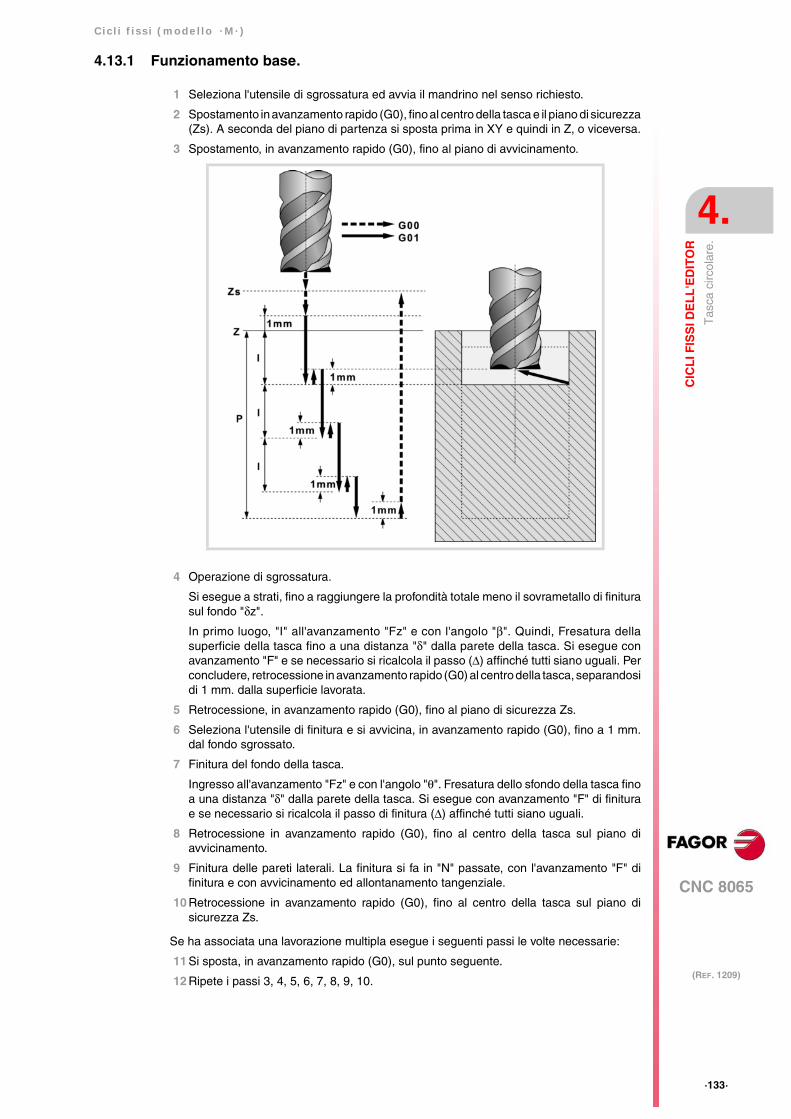
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·133·
Tas
ca c
ircol
are.
4.13.1 Funzionamento base.
1 Seleziona l'utensile di sgrossatura ed avvia il mandrino nel senso richiesto.
2 Spostamento in avanzamento rapido (G0), fino al centro della tasca e il piano di sicurezza(Zs). A seconda del piano di partenza si sposta prima in XY e quindi in Z, o viceversa.
3 Spostamento, in avanzamento rapido (G0), fino al piano di avvicinamento.
4 Operazione di sgrossatura.
Si esegue a strati, fino a raggiungere la profondità totale meno il sovrametallo di finiturasul fondo "δz".
In primo luogo, "I" all'avanzamento "Fz" e con l'angolo "β". Quindi, Fresatura dellasuperficie della tasca fino a una distanza "δ" dalla parete della tasca. Si esegue conavanzamento "F" e se necessario si ricalcola il passo (Δ) affinché tutti siano uguali. Perconcludere, retrocessione in avanzamento rapido (G0) al centro della tasca, separandosidi 1 mm. dalla superficie lavorata.
5 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza Zs.
6 Seleziona l'utensile di finitura e si avvicina, in avanzamento rapido (G0), fino a 1 mm.dal fondo sgrossato.
7 Finitura del fondo della tasca.
Ingresso all'avanzamento "Fz" e con l'angolo "θ". Fresatura dello sfondo della tasca finoa una distanza "δ" dalla parete della tasca. Si esegue con avanzamento "F" di finiturae se necessario si ricalcola il passo di finitura (Δ) affinché tutti siano uguali.
8 Retrocessione in avanzamento rapido (G0), fino al centro della tasca sul piano diavvicinamento.
9 Finitura delle pareti laterali. La finitura si fa in "N" passate, con l'avanzamento "F" difinitura e con avvicinamento ed allontanamento tangenziale.
10 Retrocessione in avanzamento rapido (G0), fino al centro della tasca sul piano disicurezza Zs.
Se ha associata una lavorazione multipla esegue i seguenti passi le volte necessarie:
11 Si sposta, in avanzamento rapido (G0), sul punto seguente.
12 Ripete i passi 3, 4, 5, 6, 7, 8, 9, 10.
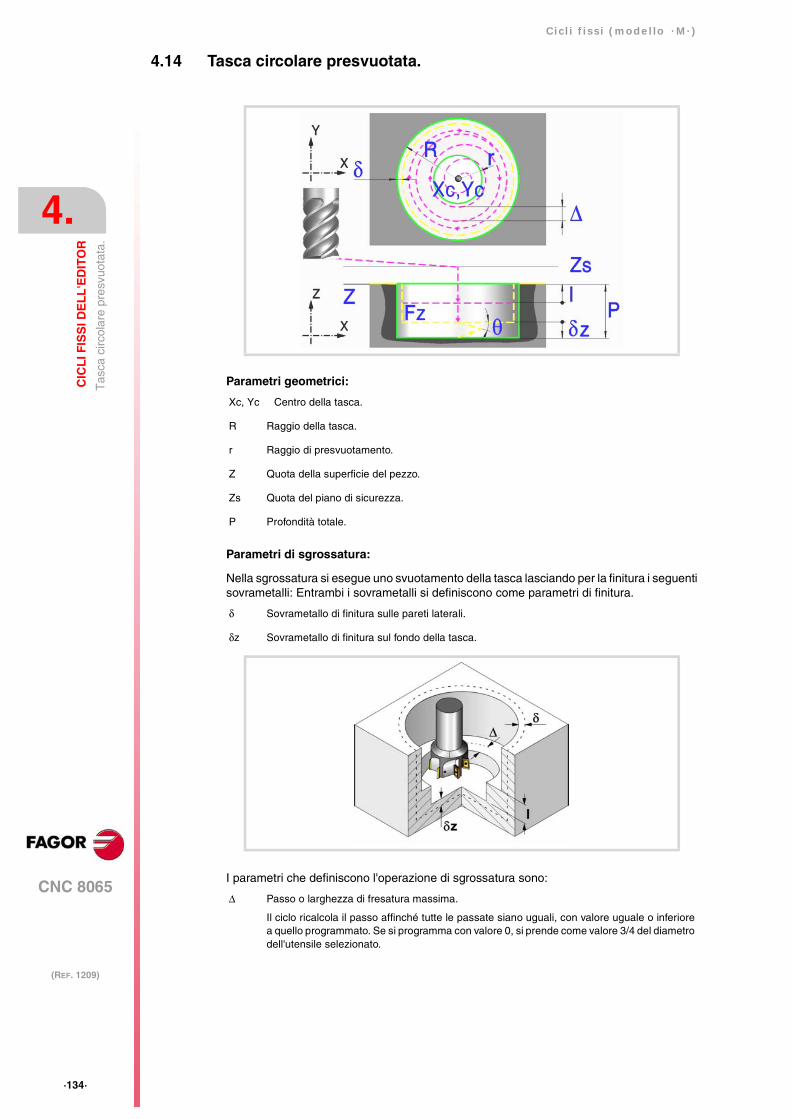
·134·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca c
ircol
are
pres
vuot
ata.
4.14 Tasca circolare presvuotata.
Parametri geometrici:
Parametri di sgrossatura:
Nella sgrossatura si esegue uno svuotamento della tasca lasciando per la finitura i seguentisovrametalli: Entrambi i sovrametalli si definiscono come parametri di finitura.
I parametri che definiscono l'operazione di sgrossatura sono:
Xc, Yc Centro della tasca.
R Raggio della tasca.
r Raggio di presvuotamento.
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
P Profondità totale.
δ Sovrametallo di finitura sulle pareti laterali.
δz Sovrametallo di finitura sul fondo della tasca.
Δ Passo o larghezza di fresatura massima.
Il ciclo ricalcola il passo affinché tutte le passate siano uguali, con valore uguale o inferiorea quello programmato. Se si programma con valore 0, si prende come valore 3/4 del diametrodell'utensile selezionato.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·135·
Tas
ca c
ircol
are
pres
vuot
ata.
Senso di rotazione del mandrino (icona).
Senso di lavorazione (icona).
Programmazione di funzioni M.
Parametri di finitura:
La finitura si esegue in 2 fasi. Prima si lavora il fondo della tasca e quindi le pareti laterali,con avvicinamento ed allontanamento tangenziale.
I parametri che definiscono l'operazione di finitura sono:
I Passo d'ingresso.
• Se si programma con segno positivo (I+), il ciclo ricalcola il passo affinché tutti gli ingressisiano uguali, con valore uguale o inferiore a quello programmato.
• Se si programma con segno negativo (I-), la tasca si lavora con il passo dato, eccettol'ultimo passo che si lavora con il resto.
In entrambi i casi il ciclo limita il passo alla lunghezza di taglio assegnata all'utensile nellatabella.
F Avanzamento di fresatura superficiale.
S Velocità di rotazione del mandrino.
T Utensile di sgrossatura.
Se si programma T=0, non si ha sgrossatura.
D Correttore.
Sense orario.
Senso antiorario.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
δ Sovrametallo di finitura sulle pareti laterali.
δz Sovrametallo di finitura sul fondo della tasca.
Δ Passo o larghezza di fresatura sul fondo della tasca.
Il ciclo ricalcola il passo affinché tutte le passate siano uguali, con valore uguale o inferiorea quello programmato. Se si programma con valore 0, si prende come valore 3/4 del diametrodell'utensile selezionato.
N Numero di passate d'ingresso per eseguire la finitura laterale. Se il passo risultante è maggioredella lunghezza di taglio assegnata all'utensile nella tabella, il passo si limita a tale valore.
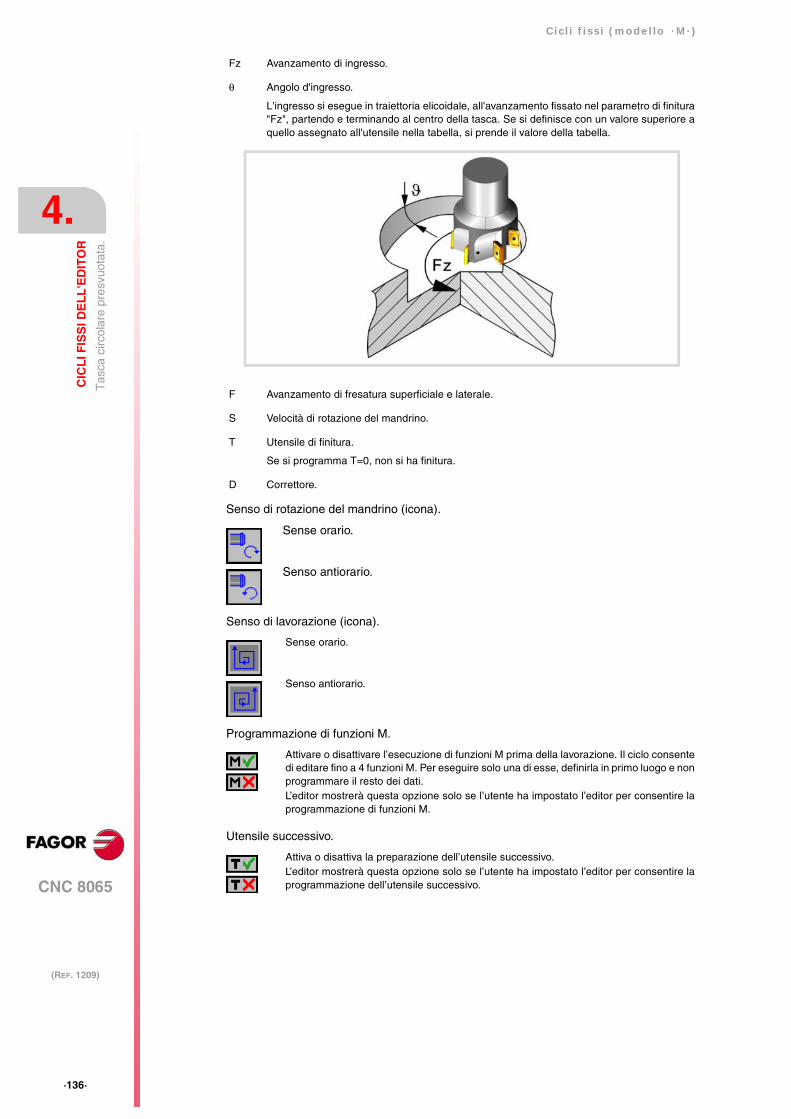
·136·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca c
ircol
are
pres
vuot
ata.
Senso di rotazione del mandrino (icona).
Senso di lavorazione (icona).
Programmazione di funzioni M.
Utensile successivo.
Fz Avanzamento di ingresso.
θ Angolo d'ingresso.
L'ingresso si esegue in traiettoria elicoidale, all'avanzamento fissato nel parametro di finitura"Fz", partendo e terminando al centro della tasca. Se si definisce con un valore superiore aquello assegnato all'utensile nella tabella, si prende il valore della tabella.
F Avanzamento di fresatura superficiale e laterale.
S Velocità di rotazione del mandrino.
T Utensile di finitura.
Se si programma T=0, non si ha finitura.
D Correttore.
Sense orario.
Senso antiorario.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·137·
Tas
ca c
ircol
are
pres
vuot
ata.
4.14.1 Funzionamento base.
1 Seleziona l'utensile di sgrossatura ed avvia il mandrino nel senso richiesto.
2 Spostamento in avanzamento rapido (G0), fino al centro della tasca e il piano di sicurezza(Zs). A seconda del piano di partenza si sposta prima in XY e quindi in Z, o viceversa.
3 Spostamento, in avanzamento rapido (G0), fino al piano di avvicinamento.
4 Operazione di sgrossatura. Si esegue a strati, fino a raggiungere la profondità totalemeno il sovrametallo di finitura sul fondo "δz".
In primo luogo, approfondimento "I" ed accostamento con entrata tangenziale nel latopresvuotato. Quindi, Fresatura della superficie della tasca fino a una distanza "δ" dallaparete della tasca. Si esegue con avanzamento "F" e se necessario si ricalcola il passo(Δ) affinché tutti siano uguali. Per concludere, retrocessione in avanzamento rapido (G0)al centro della tasca, separandosi di 1 mm. dalla superficie lavorata.
5 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza Zs.
6 Seleziona l'utensile di finitura e si avvicina, in avanzamento rapido (G0), fino a 1 mm.dal fondo sgrossato.
7 Finitura del fondo della tasca.
Ingresso all'avanzamento "Fz" e con l'angolo "θ". Fresatura dello sfondo della tasca finoa una distanza "δ" dalla parete della tasca. Si esegue con avanzamento "F" di finiturae se necessario si ricalcola il passo di finitura (Δ) affinché tutti siano uguali.
8 Retrocessione in avanzamento rapido (G0), fino al centro della tasca sul piano diavvicinamento (a 1 mm. al di sopra della superficie "Z").
9 Finitura delle pareti laterali. La finitura si fa in "N" passate, con l'avanzamento "F" difinitura e con avvicinamento ed allontanamento tangenziale.
·138·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca c
ircol
are
pres
vuot
ata.
10 Retrocessione in avanzamento rapido (G0), fino al centro della tasca sul piano disicurezza Zs.
Se ha associata una lavorazione multipla esegue i seguenti passi le volte necessarie:
11 Si sposta, in avanzamento rapido (G0), sul punto seguente.
12 Ripete i passi 3, 4, 5, 6, 7, 8, 9, 10.
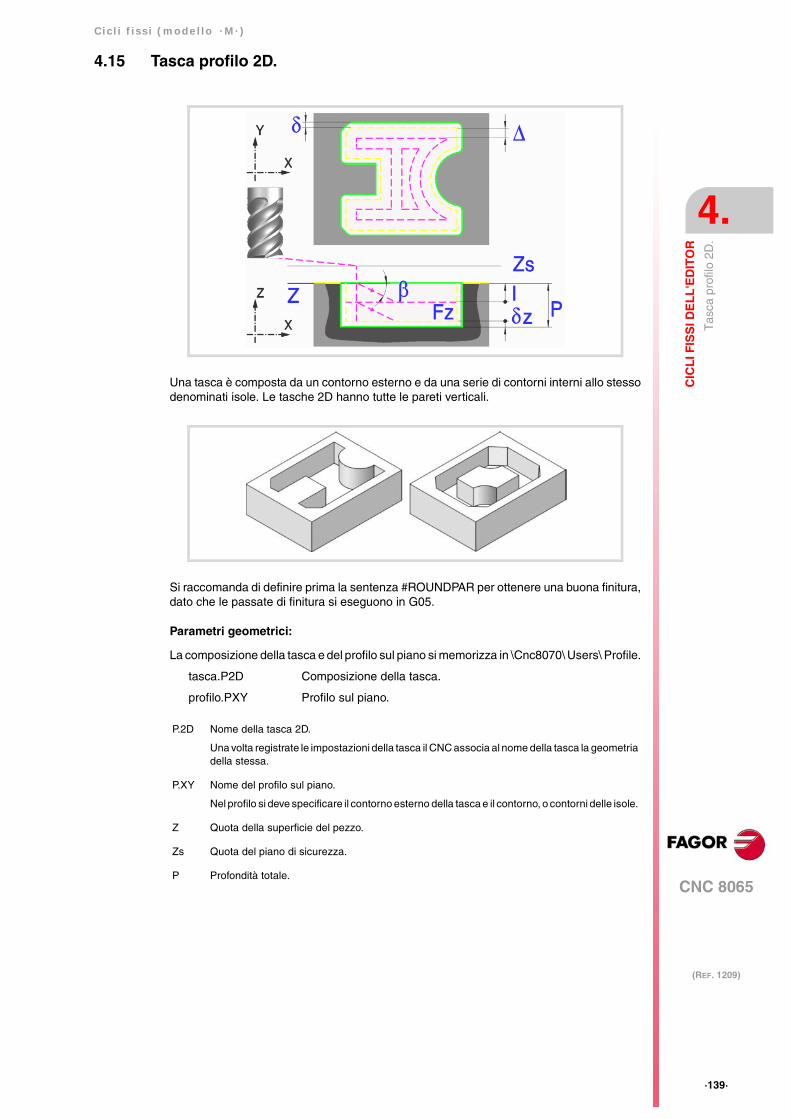
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·139·
Tas
ca p
rofil
o 2D
.
4.15 Tasca profilo 2D.
Una tasca è composta da un contorno esterno e da una serie di contorni interni allo stessodenominati isole. Le tasche 2D hanno tutte le pareti verticali.
Si raccomanda di definire prima la sentenza #ROUNDPAR per ottenere una buona finitura,dato che le passate di finitura si eseguono in G05.
Parametri geometrici:
La composizione della tasca e del profilo sul piano si memorizza in \Cnc8070\ Users\ Profile.
tasca.P2D Composizione della tasca.
profilo.PXY Profilo sul piano.
P.2D Nome della tasca 2D.
Una volta registrate le impostazioni della tasca il CNC associa al nome della tasca la geometriadella stessa.
P.XY Nome del profilo sul piano.
Nel profilo si deve specificare il contorno esterno della tasca e il contorno, o contorni delle isole.
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
P Profondità totale.

·140·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca p
rofil
o 2D
.
Foratura (icona).
Premere il softkey "Foratura" per accedere al ciclo di foratura e dopo averlo definitopremere il softkey "Fine" per tornare al ciclo di tasca 2D.
Il diametro dell'utensile di foratura non deve essere maggiore del raggio dell'utensile disgrossatura; o della sgrossatura sul fondo se non vi è sgrossatura.
Il punto di foratura è calcolato dallo stesso ciclo in funzione del profilo programmato edell'utensile di sgrossatura.
Parametri di sgrossatura:
Nella sgrossatura si esegue uno svuotamento della tasca lasciando per la finitura i seguentisovrametalli: Entrambi i sovrametalli si definiscono come parametri di finitura.
I parametri che definiscono l'operazione di sgrossatura sono:
Indica se prima di lavorare la tasca si esegue una foratura o no. Èconsigliabile l'uso quando l'utensile di sgrossatura non può lavorarefrontalmente (verso il basso).
δ Sovrametallo di finitura sulle pareti laterali.
δz Sovrametallo di finitura sul fondo della tasca.
Δ Passo o larghezza di fresatura massima.
Il ciclo ricalcola il passo affinché tutte le passate siano uguali, con valore uguale o inferiorea quello programmato. Se si programma con valore 0, si prende come valore 3/4 del diametrodell'utensile selezionato.
I Passo d'ingresso.
• Se si programma con segno positivo (I+), il ciclo ricalcola il passo affinché tutti gli ingressisiano uguali, con valore uguale o inferiore a quello programmato.
• Se si programma con segno negativo (I-), la tasca si lavora con il passo dato, eccettol'ultimo passo che si lavora con il resto.
In entrambi i casi il ciclo limita il passo alla lunghezza di taglio assegnata all'utensile nellatabella.
Fz Avanzamento di ingresso.
β Angolo d'ingresso.
L'ingresso si esegue mantenendo questo angolo fino a raggiungere la rispettiva profondità.Se si definisce con un valore superiore a quello assegnato all'utensile nella tabella, si prendeil valore della tabella.
F Avanzamento di fresatura superficiale.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·141·
Tas
ca p
rofil
o 2D
.
Senso di rotazione del mandrino (icona).
Programmazione di funzioni M.
Parametri di finitura:
La finitura si esegue in 2 fasi. Prima si lavora il fondo della tasca e quindi le pareti laterali,con avvicinamento ed allontanamento tangenziale.
I parametri che definiscono l'operazione di finitura sono:
S Velocità di rotazione del mandrino.
T Utensile di sgrossatura.
Se si programma T=0, non si ha sgrossatura.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
δ Sovrametallo di finitura sulle pareti laterali.
δz Sovrametallo di finitura sul fondo della tasca.
Δ Passo o larghezza di fresatura sul fondo della tasca.
Il ciclo ricalcola il passo affinché tutte le passate siano uguali, con valore uguale o inferiorea quello programmato. Se si programma con valore 0, si prende come valore 3/4 del diametrodell'utensile selezionato.
N Numero di passate d'ingresso per eseguire la finitura laterale.
Se si programma con valore 0 si esegue il minor numero di passate possibili, considerandola lunghezza di taglio assegnata all'utensile nella tabella.
θ Angolo d'ingresso.
L'ingresso si esegue all'avanzamento fissato nel parametro di sgrossatura "Fz", mantenendoquesto angolo fino a raggiungere la rispettiva profondità. Se si definisce con un valoresuperiore a quello assegnato all'utensile nella tabella, si prende il valore della tabella.

·142·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca p
rofil
o 2D
.
Senso di rotazione del mandrino (icona).
Programmazione di funzioni M.
Utensile successivo.
F Avanzamento di fresatura superficiale e laterale.
S Velocità di rotazione del mandrino.
T Utensile di finitura.
Se si programma T=0, non si ha finitura.
D Correttore.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·143·
Tas
ca p
rofil
o 2D
.
4.15.1 File eseguibile della tasca
Per simulare o eseguire questo tipo di tasche, il CNC utilizza un file eseguibile conl’informazione della geometria. Questo file si genera la prima volta che si simula o si eseguela tasca. Se dall’editor si modifica un dato della geometria della tasca o dell’utensile utilizzato,il CNC genererà di nuovo tale file.
I fili eseguibili si salvano nella directory CNC8070 \Users \Pocket con il nome della tasca(parametro P.2D) e estensione C2D. Non si devono cancellare, cambiare ubicazione omanipolare questi file. Se nell’eseguire o simulare la tasca il CNC non trova tali file, li genera.
In generale, una tasca 2D è composta dai seguenti file.
tasca.P2D Composizione della tasca.
profilo.PXY Profilo sul piano.
tasca.C2D File eseguibile.
Dopo un aggiornamento software, quando si esegue o si simula la tasca, si aggiorna ancheil file eseguibile.
In versioni precedenti alla V2.00, l’utente generava il file eseguibile dall’editor, prima di inserire il ciclo.A partire dalla versione V2.00 non è necessario, essendo il CNC il responsabile della generazionequando necessario.
i

·144·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca p
rofil
o 2D
.
4.15.2 Funzionamento base.
Il CNC calcola la quota di inizio, in funzione della geometria della tasca e del raggiodell'utensile.
1 Operazione di foratura. Solo se è stato programmato.
2 Seleziona l'utensile di sgrossatura ed avvia il mandrino nel senso richiesto.
3 Spostamento in avanzamento rapido (G0), fino al punto iniziale di sgrossatura e il pianodi sicurezza (Zs). A seconda del piano di partenza si sposta prima in XY e quindi in Z,o viceversa.
4 Spostamento, in avanzamento rapido (G0), fino al piano di avvicinamento.
5 Operazione di sgrossatura. Si esegue a strati, fino a raggiungere la profondità totalemeno il sovrametallo di finitura sul fondo "δz".
In primo luogo, "I" all'avanzamento "Fz" e con l'angolo "β". Quindi, Fresatura dellasuperficie della tasca fino a una distanza "δ" dalla parete della tasca. Si esegue conavanzamento "F" e se necessario si ricalcola il passo (Δ) affinché tutti siano uguali.
La lavorazione della tasca si effettua seguendo traiettorie concentriche al profilo, nellostesso senso in cui è stato definito il profilo esterno. La lavorazione delle isole si eseguein senso contrario.
Per concludere, retrocessione in avanzamento rapido (G0), separandosi di 1 mm. dallasuperficie lavorata.
6 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza Zs.
7 Seleziona l'utensile di finitura e si avvicina, in avanzamento rapido (G0), fino a 1 mm.dal fondo sgrossato.
8 Finitura del fondo della tasca.
In primo luogo, approfondimento all'avanzamento "Fz" e con l'angolo "θ". Quindi,fresatura dello sfondo della tasca fino a una distanza "δ" dalla parete della tasca. Siesegue con avanzamento "F" e se necessario si ricalcola il passo (Δ) affinché tutti sianouguali.
La lavorazione della tasca si effettua seguendo traiettorie concentriche al profilo, nellostesso senso in cui è stato definito il profilo esterno. La lavorazione delle isole si eseguein senso contrario.
9 Retrocessione in avanzamento rapido (G0), fino al piano di avvicinamento.
10 Finitura delle pareti laterali. La finitura si fa in "N" passate, con l'avanzamento "F" difinitura e con avvicinamento ed allontanamento tangenziale. Il ciclo esegue il profiloesterno nello stesso senso definito, e le isole in senso contrario.
11 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza Zs.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·145·
Tas
ca p
rofil
o 2D
.
4.15.3 Esempi di definizione di profili 2D
Impostazioni:
Profilo:
Spigoli
Termina:
Salva Profilo
Profilo P.XY FAGOR 101 [RECALL]
Asse Ascisse: X Asse Ordinate: Y
Autozoom: Sì Confermare
Punto Iniziale X 20 Y -8 Confermare
Retta X 20 Y -40 Confermare
Retta X 145 Y -40 Confermare
Retta X 145 Y -25 Confermare
Arco orario Xf 145 Yf 25 R 25 Confermare
Retta X 145 Y 40 Confermare
Retta X 20 Y 40 Confermare
Retta X 20 Y 8 Confermare
Retta X 55 Y 8 Confermare
Retta X 55 Y -8 Confermare
Retta X 20 Y -8 Confermare
Smussatura
Selezionare angolo inferiore sinistro [ENTER]
Smussatura 15 [ENTER]
Selezionare angolo superiore sinistro [ENTER]
Smussatura 15 [ENTER]
[ESC]
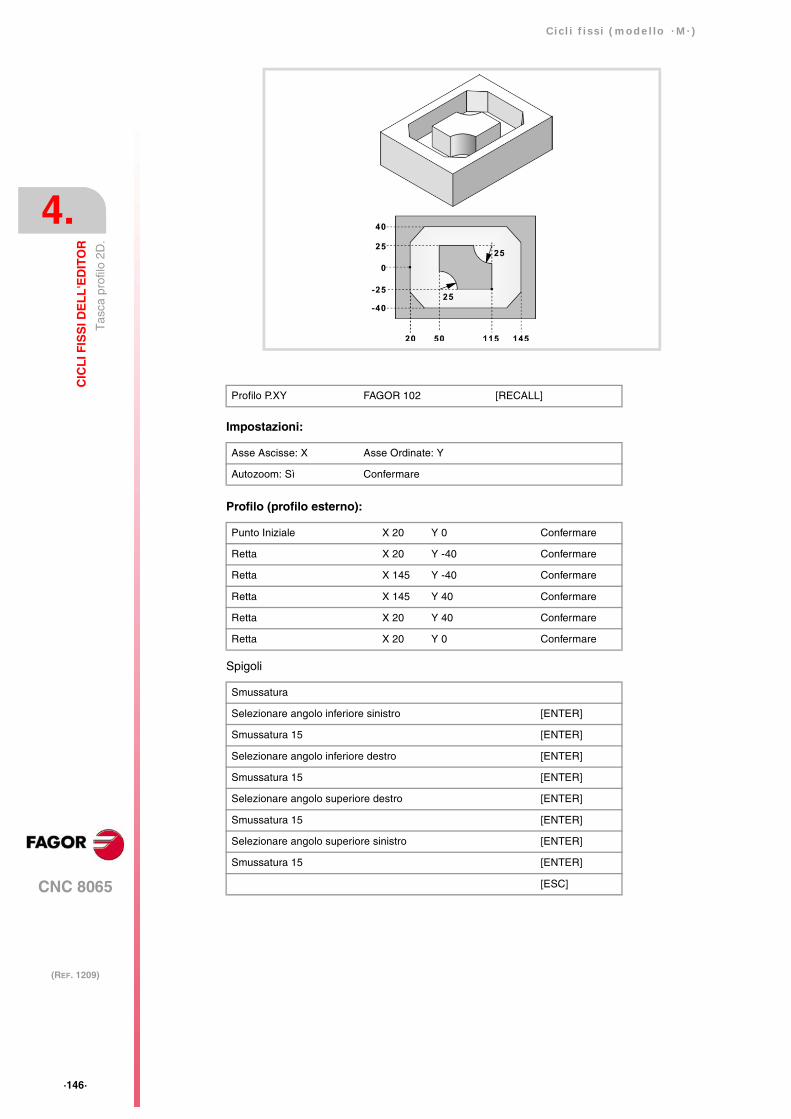
·146·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca p
rofil
o 2D
.
Impostazioni:
Profilo (profilo esterno):
Spigoli
Profilo P.XY FAGOR 102 [RECALL]
Asse Ascisse: X Asse Ordinate: Y
Autozoom: Sì Confermare
Punto Iniziale X 20 Y 0 Confermare
Retta X 20 Y -40 Confermare
Retta X 145 Y -40 Confermare
Retta X 145 Y 40 Confermare
Retta X 20 Y 40 Confermare
Retta X 20 Y 0 Confermare
Smussatura
Selezionare angolo inferiore sinistro [ENTER]
Smussatura 15 [ENTER]
Selezionare angolo inferiore destro [ENTER]
Smussatura 15 [ENTER]
Selezionare angolo superiore destro [ENTER]
Smussatura 15 [ENTER]
Selezionare angolo superiore sinistro [ENTER]
Smussatura 15 [ENTER]
[ESC]

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·147·
Tas
ca p
rofil
o 2D
.
Nuovo profilo (isola):
Termina:
Salva Profilo
Punto Iniziale X 115 Y -25 Confermare
Retta X 115 Y 0 Confermare
Arco orario Xf 90 Yf 25
Xc 115 Yc 25 R 25 Confermare
Retta X 50 Y 25 Confermare
Retta X 50 Y 0 Confermare
Arco orario Xf 75 Yf -25
Xc 50 Yc -25 R 25 Confermare
Retta X 115 Y -25 Confermare
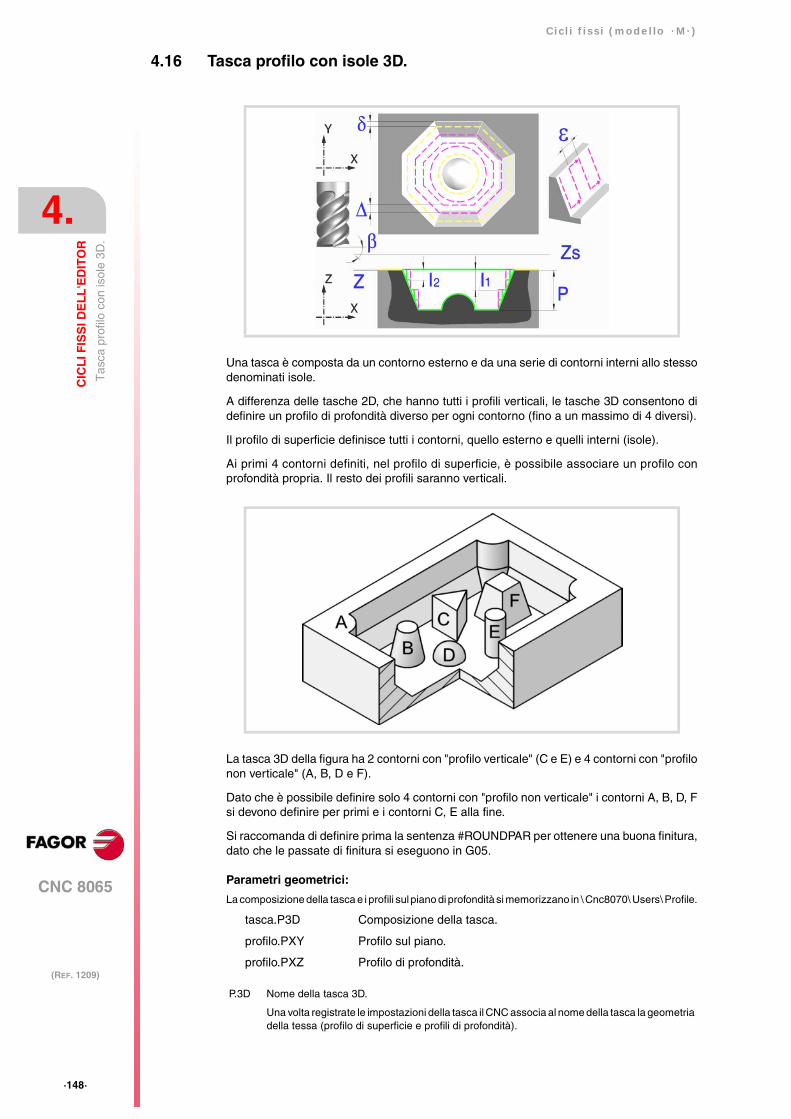
·148·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca p
rofil
o co
n is
ole
3D.
4.16 Tasca profilo con isole 3D.
Una tasca è composta da un contorno esterno e da una serie di contorni interni allo stessodenominati isole.
A differenza delle tasche 2D, che hanno tutti i profili verticali, le tasche 3D consentono didefinire un profilo di profondità diverso per ogni contorno (fino a un massimo di 4 diversi).
Il profilo di superficie definisce tutti i contorni, quello esterno e quelli interni (isole).
Ai primi 4 contorni definiti, nel profilo di superficie, è possibile associare un profilo conprofondità propria. Il resto dei profili saranno verticali.
La tasca 3D della figura ha 2 contorni con "profilo verticale" (C e E) e 4 contorni con "profilonon verticale" (A, B, D e F).
Dato che è possibile definire solo 4 contorni con "profilo non verticale" i contorni A, B, D, Fsi devono definire per primi e i contorni C, E alla fine.
Si raccomanda di definire prima la sentenza #ROUNDPAR per ottenere una buona finitura,dato che le passate di finitura si eseguono in G05.
Parametri geometrici:
La composizione della tasca e i profili sul piano di profondità si memorizzano in \ Cnc8070\ Users\ Profile.
tasca.P3D Composizione della tasca.
profilo.PXY Profilo sul piano.
profilo.PXZ Profilo di profondità.
P.3D Nome della tasca 3D.
Una volta registrate le impostazioni della tasca il CNC associa al nome della tasca la geometriadella tessa (profilo di superficie e profili di profondità).

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·149·
Tas
ca p
rofil
o co
n is
ole
3D.
P.Z1 P.Z2 P.Z3 P.Z4
Nomi dei profili di profondità.
Corrispondono ai primi 4 contorni definiti nel profilo di superficie, il numero indical'ordine.
Per definire il profilo di profondità utilizzare uno degli assi del piano e l'asseperpendicolare.
Utilizzare lo stesso punto per definire l'inizio del contorno e l'inizio del profilo diprofondità.
Per il contorno esterno uno della superficie (1).
Per le isole uno della base (2).
Tutti i profili devono essere aperti e senza cambiamenti di senso sul relativo percorso(che non facciano zigzag).
I profili di profondità verticali corrispondenti al contorno esterno ed alle isole chearrivano fino al piano di superficie, non è necessario programmarli.
Nella figura si illustrano tre esempi di programmazione.
P.XY Nome del profilo di superficie o profilo sul piano.
Deve indicare tutti i contorni.Per il contorno esterno quello corrispondente alla superficie (1).Per le isole quello corrispondente alla base (2).Tutti i contorni devono essere chiusi e non devono tagliarsi uno con l'altro.Ricordare l'importanza dell'ordine nel definire i contorni.

·150·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca p
rofil
o co
n is
ole
3D.
In tutti i casi, nel definire i contorni sul profilo di superficie è stato seguito l'ordine A-B-C-D.
Nell'esempio in alto a sinistra si definiscono tutti i profili di profondità: Z1(A), Z2(B),Z3(C), Z4(D).
Nell'esempio in alto a destra, sono stati omessi i profili di profondità verticali: Z1(A),Z3(C).
L'esempio in basso è mal programmato, dato che sono stati omessi tutti i profili diprofondità verticali.
Se si omette il profilo dell'isola (D) il ciclo intende che è un'isola che arriva fino al pianodi superficie e lavorerà l'isola (D').
Parametri di sgrossatura:
Nella sgrossatura si esegue uno svuotamento della tasca lasciando per la finitura ilsovrametallo δ sulle pareti laterali. Questo sovrametallo si definisce come parametro difinitura.
I parametri che definiscono l'operazione di sgrossatura sono:
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
P Profondità totale.
Δ Passo o larghezza di fresatura massima.
Il ciclo ricalcola il passo affinché tutte le passate siano uguali, con valore uguale o inferiorea quello programmato. Se si programma con valore 0, si prende come valore 3/4 del diametrodell'utensile selezionato.
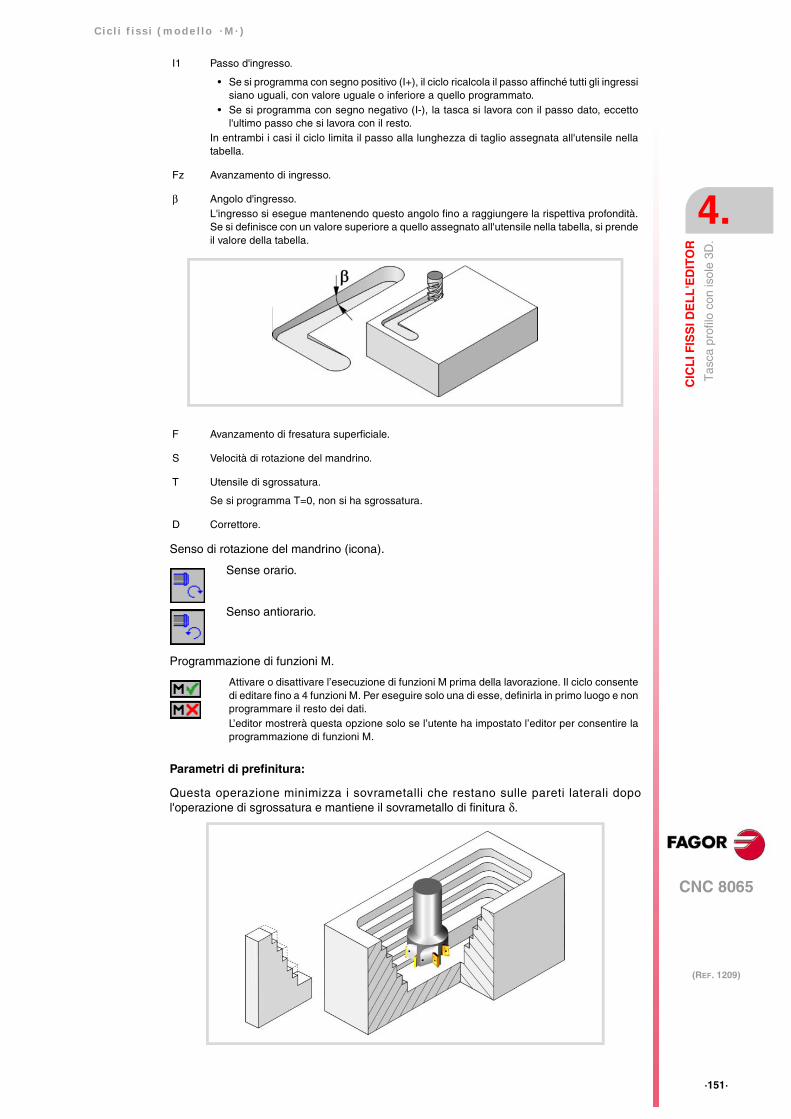
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·151·
Tas
ca p
rofil
o co
n is
ole
3D.
Senso di rotazione del mandrino (icona).
Programmazione di funzioni M.
Parametri di prefinitura:
Questa operazione minimizza i sovrametalli che restano sulle pareti laterali dopol'operazione di sgrossatura e mantiene il sovrametallo di finitura δ.
I1 Passo d'ingresso.
• Se si programma con segno positivo (I+), il ciclo ricalcola il passo affinché tutti gli ingressisiano uguali, con valore uguale o inferiore a quello programmato.
• Se si programma con segno negativo (I-), la tasca si lavora con il passo dato, eccettol'ultimo passo che si lavora con il resto.
In entrambi i casi il ciclo limita il passo alla lunghezza di taglio assegnata all'utensile nellatabella.
Fz Avanzamento di ingresso.
β Angolo d'ingresso.L'ingresso si esegue mantenendo questo angolo fino a raggiungere la rispettiva profondità.Se si definisce con un valore superiore a quello assegnato all'utensile nella tabella, si prendeil valore della tabella.
F Avanzamento di fresatura superficiale.
S Velocità di rotazione del mandrino.
T Utensile di sgrossatura.
Se si programma T=0, non si ha sgrossatura.
D Correttore.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.

·152·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca p
rofil
o co
n is
ole
3D.
I parametri che definiscono l'operazione di prefinitura sono:
Senso di rotazione del mandrino (icona).
Programmazione di funzioni M.
Parametri di finitura:
L'operazione di finitura considera la geometria della punta dell'utensile. Si compensa ilraggio della punta definito nella tabella.
Senso di lavorazione delle pareti laterali (icona).
Senso di rotazione del mandrino (icona).
I2 Passo d'ingresso.
• Se si programma con segno positivo (I+), il ciclo ricalcola il passo affinché tutti gli ingressisiano uguali, con valore uguale o inferiore a quello programmato.
• Se si programma con segno negativo (I-), la tasca si lavora con il passo dato, eccettol'ultimo passo che si lavora con il resto.
In entrambi i casi il ciclo limita il passo alla lunghezza di taglio assegnata all'utensile nellatabella.
F Avanzamento di fresatura.
S Velocità di rotazione del mandrino.
T Utensile di prefinitura.
Se si programma T=0, non si ha prefinitura.
D Correttore.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
δ Sovrametallo di finitura sulle pareti laterali.
ε Passo o larghezza di fresatura dei laterali.
Sempre verso il basso.
Sempre verso l'alto.
Penetrazione a zigzag.
F Avanzamento di fresatura.
S Velocità di rotazione del mandrino.
T Utensile di finitura.
Se si programma T=0, non si ha finitura.
D Correttore.
Sense orario.
Senso antiorario.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·153·
Tas
ca p
rofil
o co
n is
ole
3D.
Programmazione di funzioni M.
Utensile successivo.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.

·154·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca p
rofil
o co
n is
ole
3D.
4.16.1 File eseguibile della tasca
Per simulare o eseguire questo tipo di tasche, il CNC utilizza un file eseguibile conl’informazione della geometria. Questo file si genera la prima volta che si simula o si eseguela tasca. Se dall’editor si modifica un dato della geometria della tasca o dell’utensile utilizzato,il CNC genererà di nuovo tale file.
I fili eseguibili si salvano nella directory CNC8070 \Users \Pocket con il nome della tasca(parametro P.3D) e estensione C3D. Non si devono cancellare, cambiare ubicazione omanipolare questi file. Se nell’eseguire o simulare la tasca il CNC non trova tali file, li genera.
In generale, una tasca 2D è composta dai seguenti file.
tasca.P3D Composizione della tasca.
profilo.PXY Profilo sul piano.
profilo.PXZ Profilo di profondità.
tasca.C3D File eseguibile.
Dopo un aggiornamento software, quando si esegue o si simula la tasca, si aggiorna ancheil file eseguibile.
In versioni precedenti alla V2.00, l’utente generava il file eseguibile dall’editor, prima di inserire il ciclo.A partire dalla versione V2.00 non è necessario, essendo il CNC il responsabile della generazionequando necessario.
i
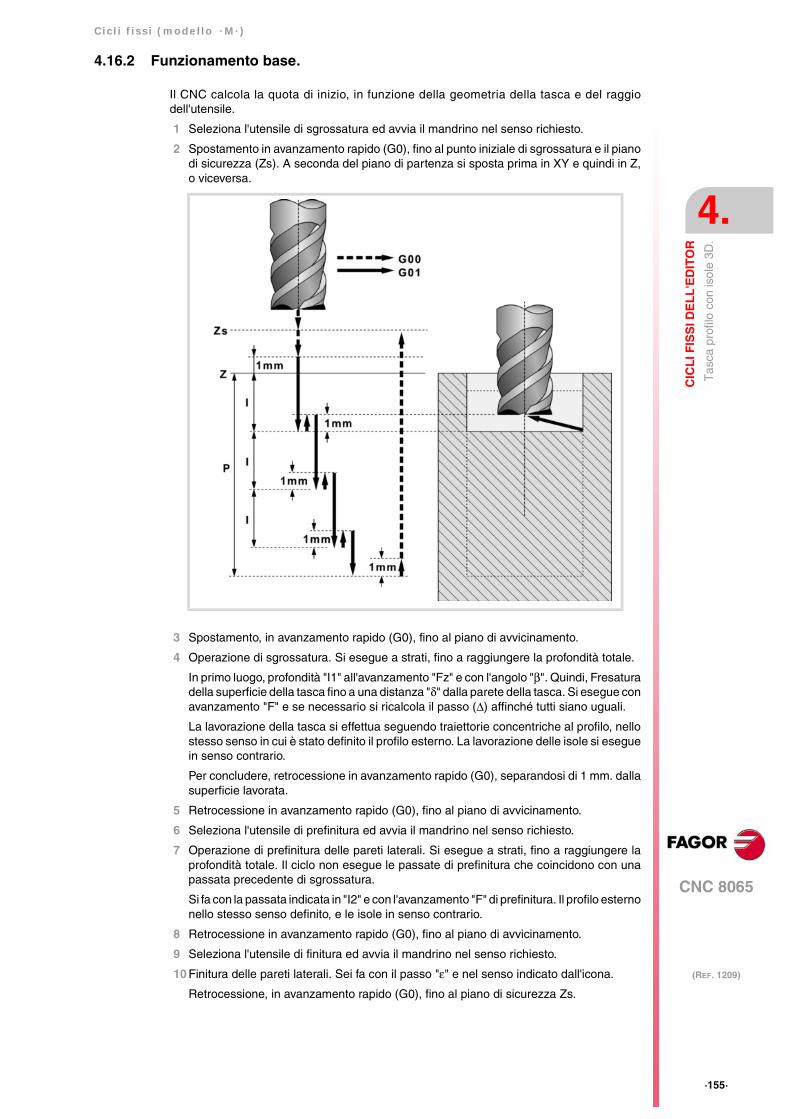
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·155·
Tas
ca p
rofil
o co
n is
ole
3D.
4.16.2 Funzionamento base.
Il CNC calcola la quota di inizio, in funzione della geometria della tasca e del raggiodell'utensile.
1 Seleziona l'utensile di sgrossatura ed avvia il mandrino nel senso richiesto.
2 Spostamento in avanzamento rapido (G0), fino al punto iniziale di sgrossatura e il pianodi sicurezza (Zs). A seconda del piano di partenza si sposta prima in XY e quindi in Z,o viceversa.
3 Spostamento, in avanzamento rapido (G0), fino al piano di avvicinamento.
4 Operazione di sgrossatura. Si esegue a strati, fino a raggiungere la profondità totale.
In primo luogo, profondità "I1" all'avanzamento "Fz" e con l'angolo "β". Quindi, Fresaturadella superficie della tasca fino a una distanza "δ" dalla parete della tasca. Si esegue conavanzamento "F" e se necessario si ricalcola il passo (Δ) affinché tutti siano uguali.
La lavorazione della tasca si effettua seguendo traiettorie concentriche al profilo, nellostesso senso in cui è stato definito il profilo esterno. La lavorazione delle isole si eseguein senso contrario.
Per concludere, retrocessione in avanzamento rapido (G0), separandosi di 1 mm. dallasuperficie lavorata.
5 Retrocessione in avanzamento rapido (G0), fino al piano di avvicinamento.
6 Seleziona l'utensile di prefinitura ed avvia il mandrino nel senso richiesto.
7 Operazione di prefinitura delle pareti laterali. Si esegue a strati, fino a raggiungere laprofondità totale. Il ciclo non esegue le passate di prefinitura che coincidono con unapassata precedente di sgrossatura.
Si fa con la passata indicata in "I2" e con l'avanzamento "F" di prefinitura. Il profilo esternonello stesso senso definito, e le isole in senso contrario.
8 Retrocessione in avanzamento rapido (G0), fino al piano di avvicinamento.
9 Seleziona l'utensile di finitura ed avvia il mandrino nel senso richiesto.
10 Finitura delle pareti laterali. Sei fa con il passo "ε" e nel senso indicato dall'icona.
Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza Zs.

·156·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca p
rofil
o co
n is
ole
3D.
4.16.3 Esempi di definizione di profili 3D
Impostazioni:
Profilo (profilo esterno):
Termina:
Salva Profilo
Tasca P.3D FAGOR-A
Profilo P.XY FAGOR 110 [RECALL]
Asse Ascisse: X Asse Ordinate: Y
Autozoom: Sì Confermare
Punto Iniziale X 20 Y 0 Confermare
Retta X 20 Y -40 Confermare
Retta X 145 Y -40 Confermare
Retta X 145 Y 40 Confermare
Retta X 20 Y 40 Confermare
Retta X 20 Y 0 Confermare
Profilo P.Z1 FAGOR 211 Recall
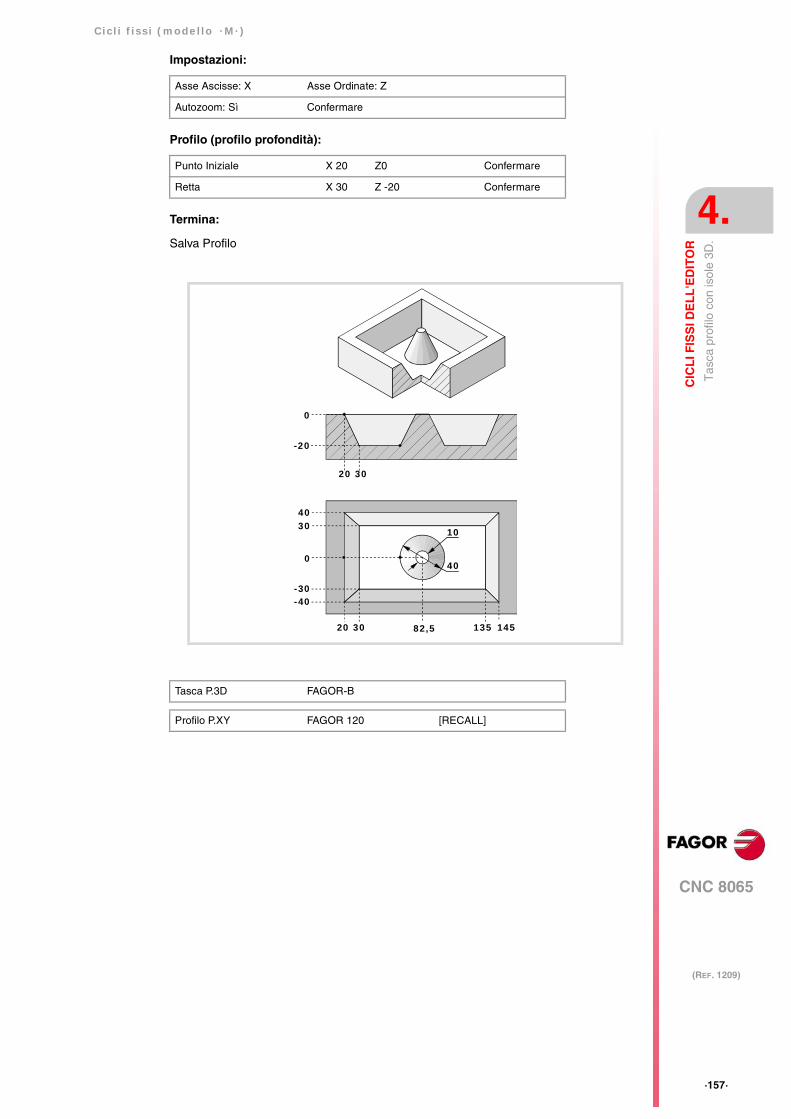
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·157·
Tas
ca p
rofil
o co
n is
ole
3D.
Impostazioni:
Profilo (profilo profondità):
Termina:
Salva Profilo
Asse Ascisse: X Asse Ordinate: Z
Autozoom: Sì Confermare
Punto Iniziale X 20 Z0 Confermare
Retta X 30 Z -20 Confermare
Tasca P.3D FAGOR-B
Profilo P.XY FAGOR 120 [RECALL]
30
0
-40
40
-30
3020 145135
3020
0
-20
40
10
82,5

·158·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Tas
ca p
rofil
o co
n is
ole
3D.
Impostazioni:
Profilo (profilo esterno):
Nuovo profilo (isola):
Termina:
Salva Profilo
Impostazioni:
Profilo (profilo profondità esterno):
Termina:
Salva Profilo
Impostazioni:
Profilo (profilo profondità isola):
Termina:
Salva Profilo
Asse Ascisse: X Asse Ordinate: Y
Autozoom: Sì Confermare
Punto Iniziale X 20 Y 0 Confermare
Retta X 20 Y -40 Confermare
Retta X 145 Y -40 Confermare
Retta X 145 Y 40 Confermare
Retta X 20 Y 40 Confermare
Retta X 20 Y 0 Confermare
Circolo X 62,5 Y0 Xc 82,5 Yc 0 Confermare
Profilo P.Z1 FAGOR 221 [RECALL]
Asse Ascisse: X Asse Ordinate: Z
Autozoom: Sì Confermare
Punto Iniziale X 20 Z 0 Confermare
Retta X 30 Z -20 Confermare
Profilo P.Z2 FAGOR 222 Recall
Asse Ascisse: X Asse Ordinate: Z
Autozoom: Sì Confermare
Punto Iniziale X 62,5 Z -20 Confermare
Retta X 77,5 Z 0 Confermare
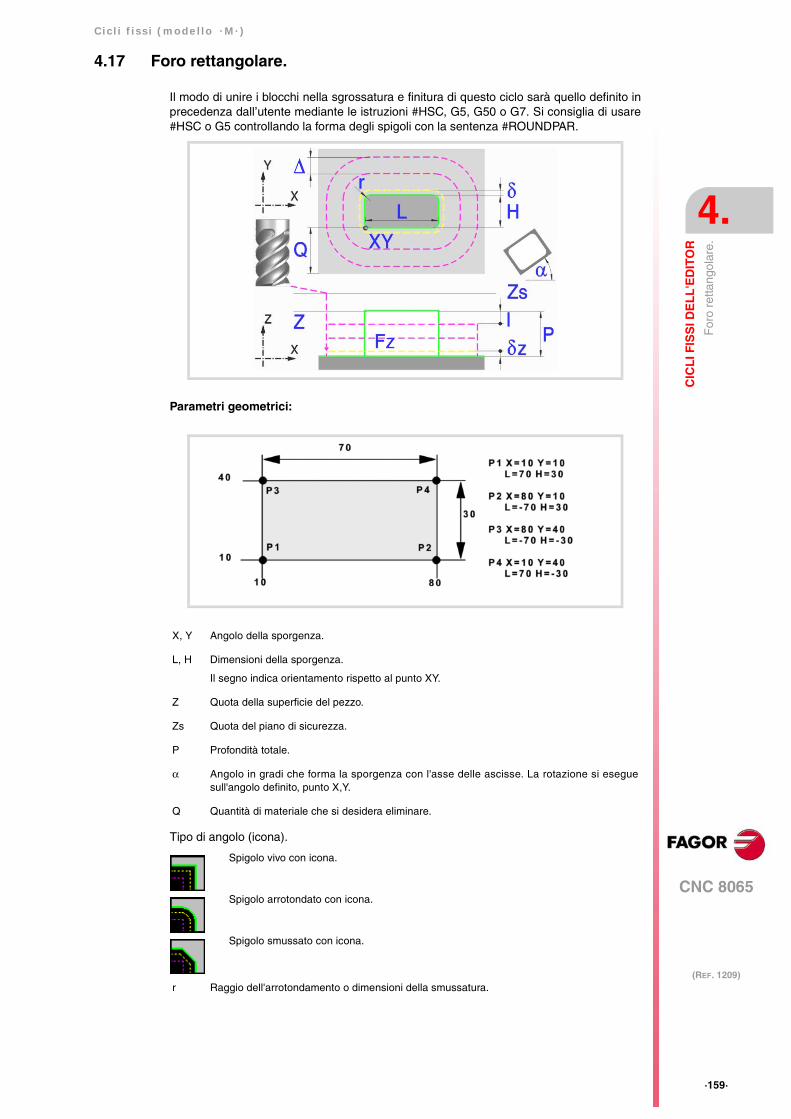
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·159·
For
o re
ttang
olar
e.
4.17 Foro rettangolare.
Il modo di unire i blocchi nella sgrossatura e finitura di questo ciclo sarà quello definito inprecedenza dall’utente mediante le istruzioni #HSC, G5, G50 o G7. Si consiglia di usare#HSC o G5 controllando la forma degli spigoli con la sentenza #ROUNDPAR.
Parametri geometrici:
Tipo di angolo (icona).
X, Y Angolo della sporgenza.
L, H Dimensioni della sporgenza.
Il segno indica orientamento rispetto al punto XY.
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
P Profondità totale.
α Angolo in gradi che forma la sporgenza con l'asse delle ascisse. La rotazione si eseguesull'angolo definito, punto X,Y.
Q Quantità di materiale che si desidera eliminare.
Spigolo vivo con icona.
Spigolo arrotondato con icona.
Spigolo smussato con icona.
r Raggio dell'arrotondamento o dimensioni della smussatura.
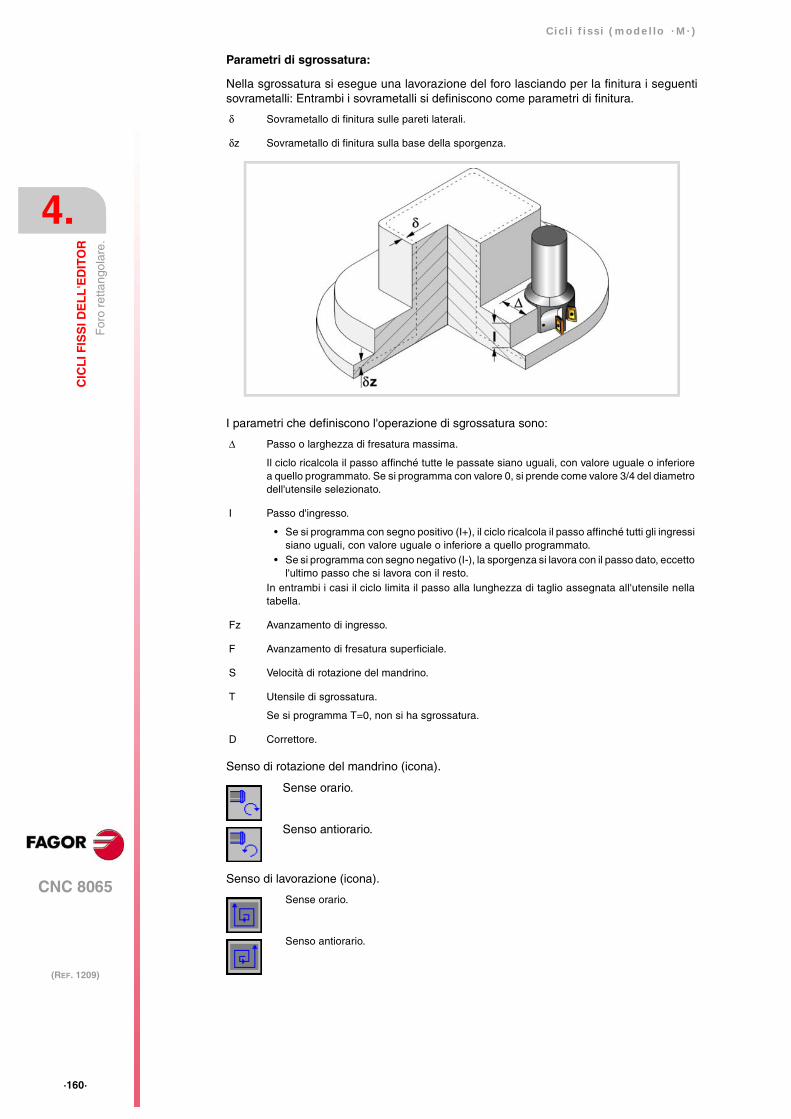
·160·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
For
o re
ttang
olar
e.
Parametri di sgrossatura:
Nella sgrossatura si esegue una lavorazione del foro lasciando per la finitura i seguentisovrametalli: Entrambi i sovrametalli si definiscono come parametri di finitura.
I parametri che definiscono l'operazione di sgrossatura sono:
Senso di rotazione del mandrino (icona).
Senso di lavorazione (icona).
δ Sovrametallo di finitura sulle pareti laterali.
δz Sovrametallo di finitura sulla base della sporgenza.
Δ Passo o larghezza di fresatura massima.
Il ciclo ricalcola il passo affinché tutte le passate siano uguali, con valore uguale o inferiorea quello programmato. Se si programma con valore 0, si prende come valore 3/4 del diametrodell'utensile selezionato.
I Passo d'ingresso.
• Se si programma con segno positivo (I+), il ciclo ricalcola il passo affinché tutti gli ingressisiano uguali, con valore uguale o inferiore a quello programmato.
• Se si programma con segno negativo (I-), la sporgenza si lavora con il passo dato, eccettol'ultimo passo che si lavora con il resto.
In entrambi i casi il ciclo limita il passo alla lunghezza di taglio assegnata all'utensile nellatabella.
Fz Avanzamento di ingresso.
F Avanzamento di fresatura superficiale.
S Velocità di rotazione del mandrino.
T Utensile di sgrossatura.
Se si programma T=0, non si ha sgrossatura.
D Correttore.
Sense orario.
Senso antiorario.
Sense orario.
Senso antiorario.
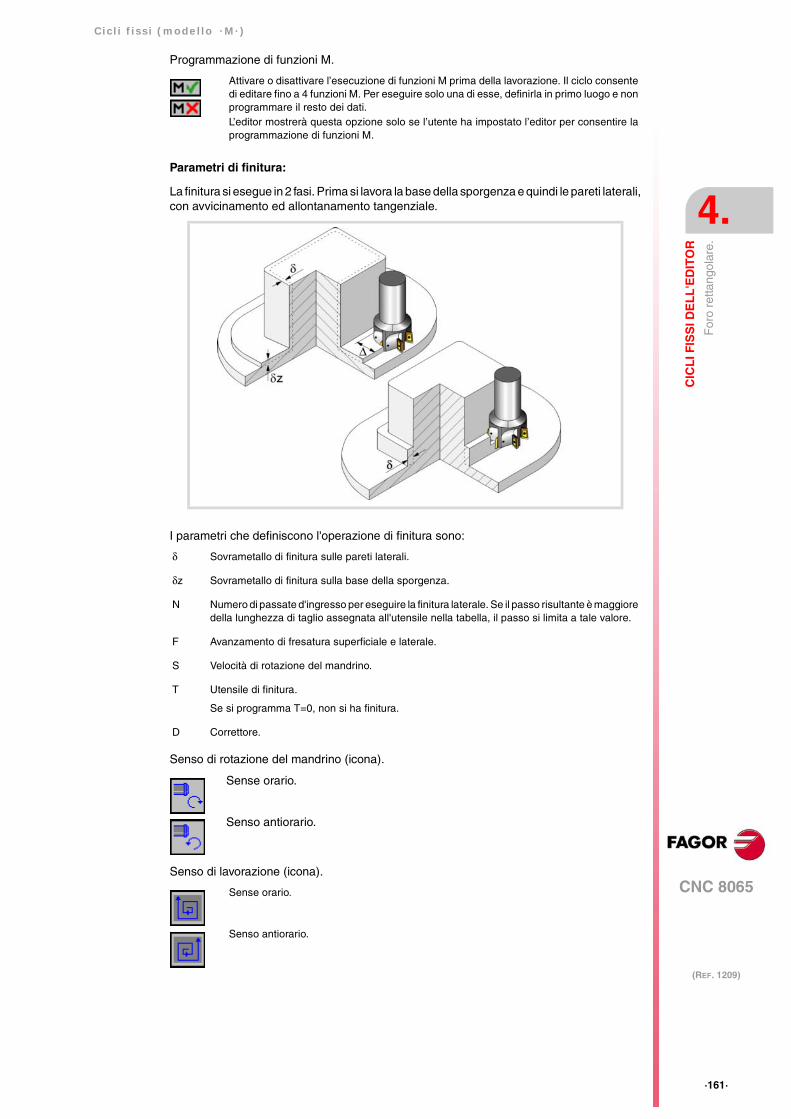
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·161·
For
o re
ttang
olar
e.
Programmazione di funzioni M.
Parametri di finitura:
La finitura si esegue in 2 fasi. Prima si lavora la base della sporgenza e quindi le pareti laterali,con avvicinamento ed allontanamento tangenziale.
I parametri che definiscono l'operazione di finitura sono:
Senso di rotazione del mandrino (icona).
Senso di lavorazione (icona).
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
δ Sovrametallo di finitura sulle pareti laterali.
δz Sovrametallo di finitura sulla base della sporgenza.
N Numero di passate d'ingresso per eseguire la finitura laterale. Se il passo risultante è maggioredella lunghezza di taglio assegnata all'utensile nella tabella, il passo si limita a tale valore.
F Avanzamento di fresatura superficiale e laterale.
S Velocità di rotazione del mandrino.
T Utensile di finitura.
Se si programma T=0, non si ha finitura.
D Correttore.
Sense orario.
Senso antiorario.
Sense orario.
Senso antiorario.

·162·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
For
o re
ttang
olar
e.
Programmazione di funzioni M.
Utensile successivo.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.
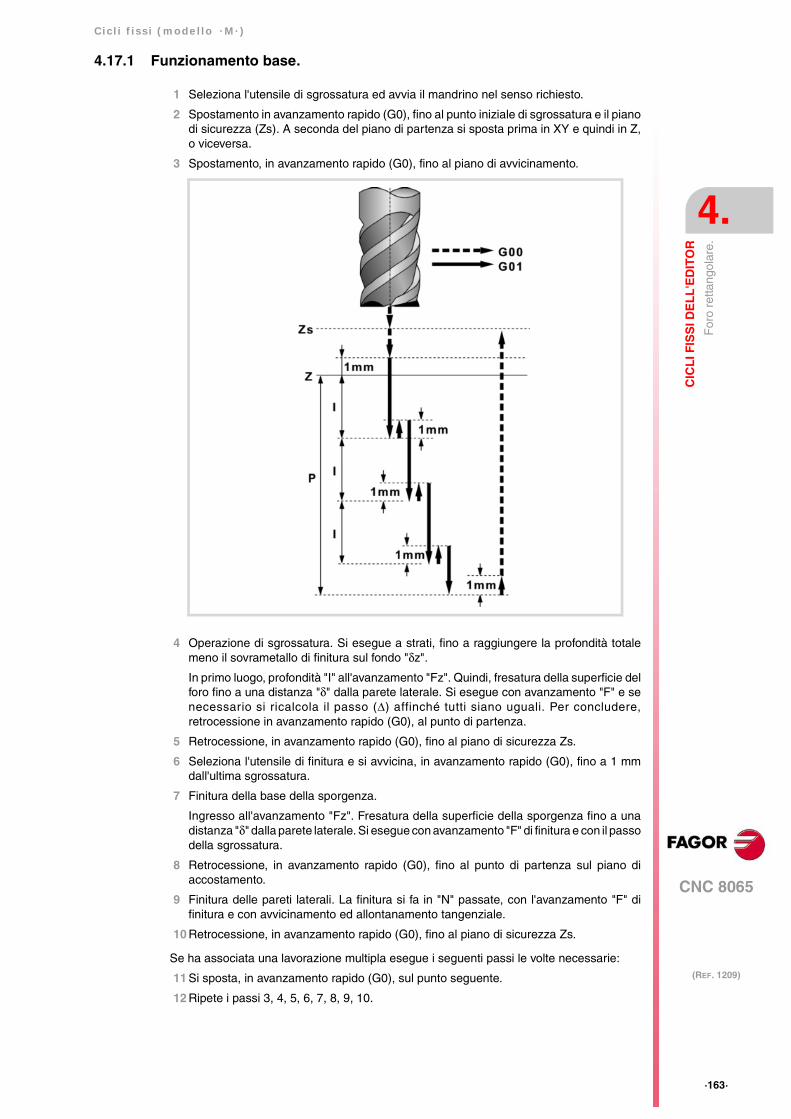
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·163·
For
o re
ttang
olar
e.
4.17.1 Funzionamento base.
1 Seleziona l'utensile di sgrossatura ed avvia il mandrino nel senso richiesto.
2 Spostamento in avanzamento rapido (G0), fino al punto iniziale di sgrossatura e il pianodi sicurezza (Zs). A seconda del piano di partenza si sposta prima in XY e quindi in Z,o viceversa.
3 Spostamento, in avanzamento rapido (G0), fino al piano di avvicinamento.
4 Operazione di sgrossatura. Si esegue a strati, fino a raggiungere la profondità totalemeno il sovrametallo di finitura sul fondo "δz".
In primo luogo, profondità "I" all'avanzamento "Fz". Quindi, fresatura della superficie delforo fino a una distanza "δ" dalla parete laterale. Si esegue con avanzamento "F" e senecessario si ricalcola il passo (Δ) affinché tutti siano uguali. Per concludere,retrocessione in avanzamento rapido (G0), al punto di partenza.
5 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza Zs.
6 Seleziona l'utensile di finitura e si avvicina, in avanzamento rapido (G0), fino a 1 mmdall'ultima sgrossatura.
7 Finitura della base della sporgenza.
Ingresso all'avanzamento "Fz". Fresatura della superficie della sporgenza fino a unadistanza "δ" dalla parete laterale. Si esegue con avanzamento "F" di finitura e con il passodella sgrossatura.
8 Retrocessione, in avanzamento rapido (G0), fino al punto di partenza sul piano diaccostamento.
9 Finitura delle pareti laterali. La finitura si fa in "N" passate, con l'avanzamento "F" difinitura e con avvicinamento ed allontanamento tangenziale.
10 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza Zs.
Se ha associata una lavorazione multipla esegue i seguenti passi le volte necessarie:
11 Si sposta, in avanzamento rapido (G0), sul punto seguente.
12 Ripete i passi 3, 4, 5, 6, 7, 8, 9, 10.
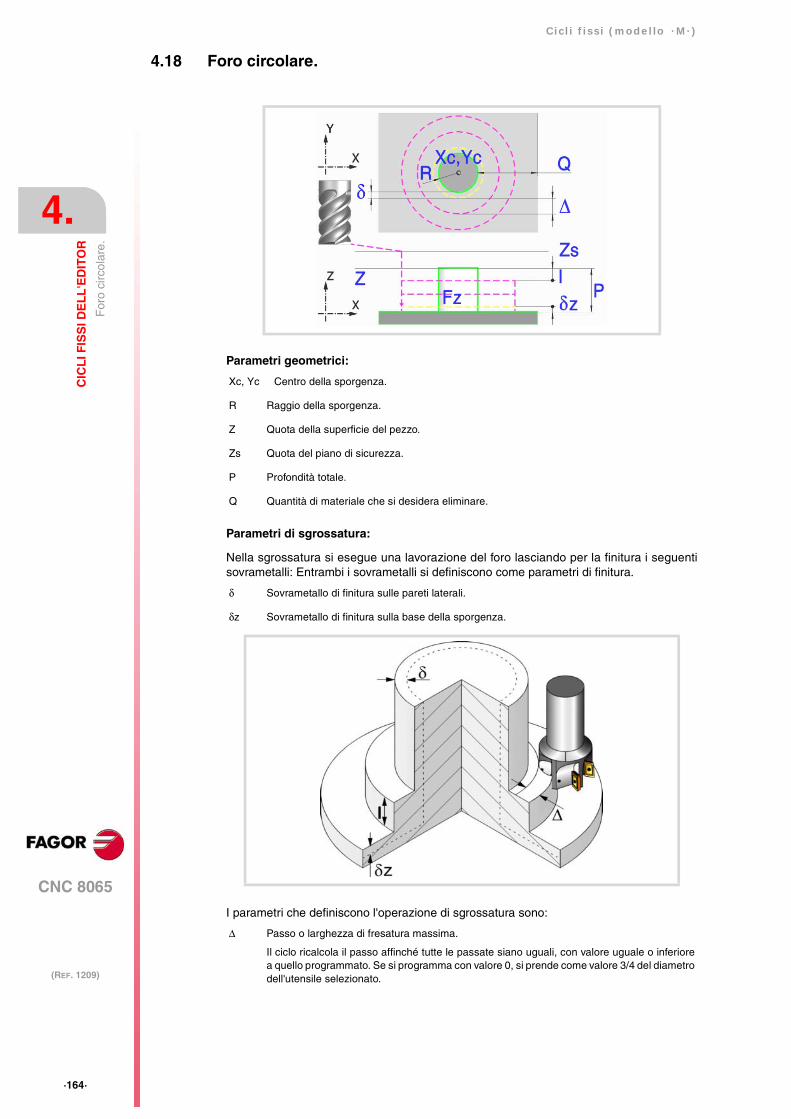
·164·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
For
o ci
rcol
are.
4.18 Foro circolare.
Parametri geometrici:
Parametri di sgrossatura:
Nella sgrossatura si esegue una lavorazione del foro lasciando per la finitura i seguentisovrametalli: Entrambi i sovrametalli si definiscono come parametri di finitura.
I parametri che definiscono l'operazione di sgrossatura sono:
Xc, Yc Centro della sporgenza.
R Raggio della sporgenza.
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
P Profondità totale.
Q Quantità di materiale che si desidera eliminare.
δ Sovrametallo di finitura sulle pareti laterali.
δz Sovrametallo di finitura sulla base della sporgenza.
Δ Passo o larghezza di fresatura massima.
Il ciclo ricalcola il passo affinché tutte le passate siano uguali, con valore uguale o inferiorea quello programmato. Se si programma con valore 0, si prende come valore 3/4 del diametrodell'utensile selezionato.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·165·
For
o ci
rcol
are.
Senso di rotazione del mandrino (icona).
Senso di lavorazione (icona).
Programmazione di funzioni M.
Parametri di finitura:
La finitura si esegue in 2 fasi. Prima si lavora la base della sporgenza e quindi le pareti laterali,con avvicinamento ed allontanamento tangenziale.
I parametri che definiscono l'operazione di finitura sono:
I Passo d'ingresso.
• Se si programma con segno positivo (I+), il ciclo ricalcola il passo affinché tutti gli ingressisiano uguali, con valore uguale o inferiore a quello programmato.
• Se si programma con segno negativo (I-), la sporgenza si lavora con il passo dato, eccettol'ultimo passo che si lavora con il resto.
In entrambi i casi il ciclo limita il passo alla lunghezza di taglio assegnata all'utensile nellatabella.
Fz Avanzamento di ingresso.
F Avanzamento di fresatura superficiale.
S Velocità di rotazione del mandrino.
T Utensile di sgrossatura.
Se si programma T=0, non si ha sgrossatura.
D Correttore.
Sense orario.
Senso antiorario.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
δ Sovrametallo di finitura sulle pareti laterali.
δz Sovrametallo di finitura sulla base della sporgenza.
N Numero di passate d'ingresso per eseguire la finitura laterale. Se il passo risultante è maggioredella lunghezza di taglio assegnata all'utensile nella tabella, il passo si limita a tale valore.
F Avanzamento di fresatura superficiale e laterale.
S Velocità di rotazione del mandrino.

·166·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
For
o ci
rcol
are.
Senso di rotazione del mandrino (icona).
Senso di lavorazione (icona).
Programmazione di funzioni M.
Utensile successivo.
T Utensile di finitura.
Se si programma T=0, non si ha finitura.
D Correttore.
Sense orario.
Senso antiorario.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.
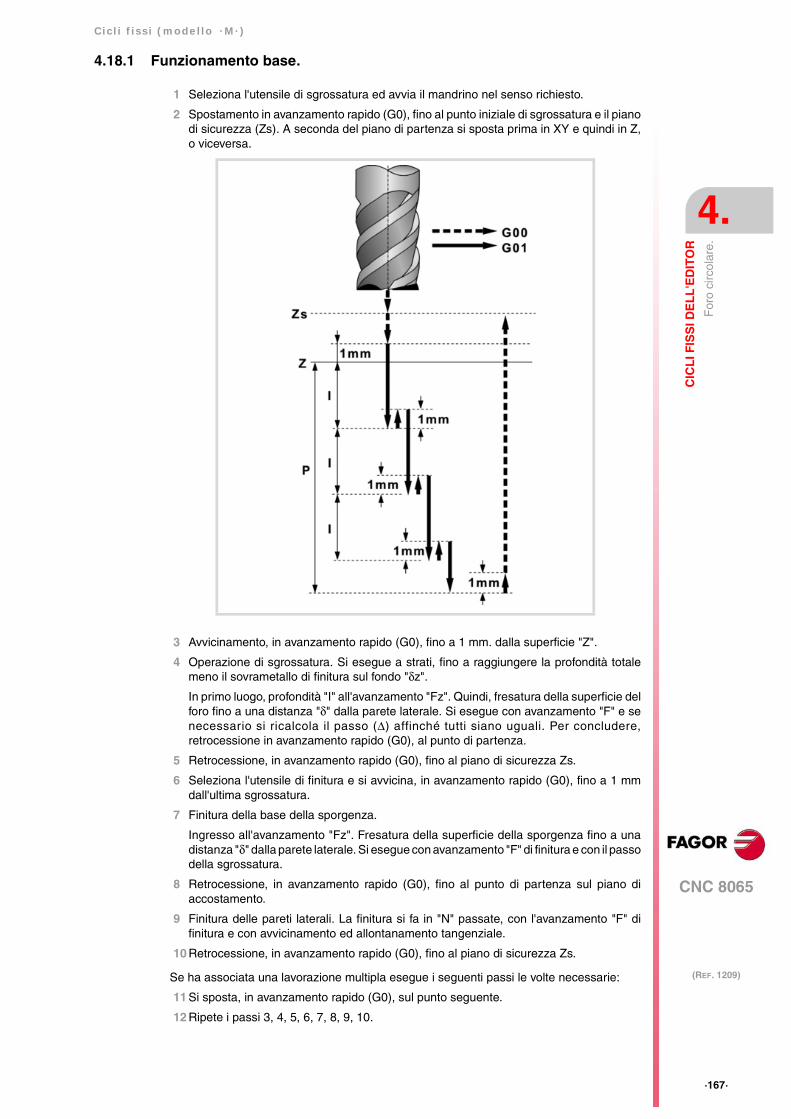
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·167·
For
o ci
rcol
are.
4.18.1 Funzionamento base.
1 Seleziona l'utensile di sgrossatura ed avvia il mandrino nel senso richiesto.
2 Spostamento in avanzamento rapido (G0), fino al punto iniziale di sgrossatura e il pianodi sicurezza (Zs). A seconda del piano di partenza si sposta prima in XY e quindi in Z,o viceversa.
3 Avvicinamento, in avanzamento rapido (G0), fino a 1 mm. dalla superficie "Z".
4 Operazione di sgrossatura. Si esegue a strati, fino a raggiungere la profondità totalemeno il sovrametallo di finitura sul fondo "δz".
In primo luogo, profondità "I" all'avanzamento "Fz". Quindi, fresatura della superficie delforo fino a una distanza "δ" dalla parete laterale. Si esegue con avanzamento "F" e senecessario si ricalcola il passo (Δ) affinché tutti siano uguali. Per concludere,retrocessione in avanzamento rapido (G0), al punto di partenza.
5 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza Zs.
6 Seleziona l'utensile di finitura e si avvicina, in avanzamento rapido (G0), fino a 1 mmdall'ultima sgrossatura.
7 Finitura della base della sporgenza.
Ingresso all'avanzamento "Fz". Fresatura della superficie della sporgenza fino a unadistanza "δ" dalla parete laterale. Si esegue con avanzamento "F" di finitura e con il passodella sgrossatura.
8 Retrocessione, in avanzamento rapido (G0), fino al punto di partenza sul piano diaccostamento.
9 Finitura delle pareti laterali. La finitura si fa in "N" passate, con l'avanzamento "F" difinitura e con avvicinamento ed allontanamento tangenziale.
10 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza Zs.
Se ha associata una lavorazione multipla esegue i seguenti passi le volte necessarie:
11 Si sposta, in avanzamento rapido (G0), sul punto seguente.
12 Ripete i passi 3, 4, 5, 6, 7, 8, 9, 10.

·168·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Fre
satu
ra d
i sup
erfic
i.
4.19 Fresatura di superfici.
Il modo di unire i blocchi nella sgrossatura e finitura di questo ciclo sarà quello definito inprecedenza dall’utente mediante le istruzioni #HSC, G5, G50 o G7. Si consiglia di usare#HSC o G5 controllando la forma degli spigoli con la sentenza #ROUNDPAR.
Parametri geometrici:
Senso di lavorazione (icona).
Angolo in cui inizia la fresatura di superfici (icona).
Lavorazione bidirezionale, sull'asse delle ascisse.
Lavorazione bidirezionale, sull'asse delle ordinate.
Lavorazione unidirezionale, sull'asse delle ascisse.
Lavorazione unidirezionale, sull'asse delle ordinate.
Lavorazione in spirale, sull'asse delle ascisse.
Lavorazione in spirale, sull'asse delle ordinate.
Si può selezionare qualsiasi dei 4 angoli.
X Y Angolo per iniziare la lavorazione.
Non è necessario che il punto (X, Y) coincida con l'angolo selezionato come inizio dellalavorazione.
L H Superficie da fresare.
I segni L e H indicano l'orientamento rispetto al punto XY.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·169·
Fre
satu
ra d
i sup
erfic
i.
Parametri di sgrossatura:
Nella sgrossatura si esegue una fresatura di superfici lasciando per la finitura il sovrametalloδz che si definisce come parametro di finitura. I parametri che definiscono l'operazione disgrossatura sono:
Senso di rotazione del mandrino (icona).
Programmazione di funzioni M.
Parametri di finitura:
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
P Profondità totale.
α Angolo in gradi formato dalla superficie con l'asse delle ascisse. La rotazione si eseguesull'angolo definito, punto X,Y.
Δ Passo o larghezza di fresatura massima.
Il ciclo ricalcola il passo affinché tutte le passate siano uguali, con valore uguale o inferiorea quello programmato. Se si programma con valore 0, si prende come valore 3/4 del diametrodell'utensile selezionato.
E Superamento o distanza che fuoriesce l'estremità dell'utensile dalla superficie da lavorare.
Fz Avanzamento di ingresso.
I Passo d'ingresso.
• Se si programma con segno positivo (I+), il ciclo ricalcola il passo affinché tutti gli ingressisiano uguali, con valore uguale o inferiore a quello programmato.
• Se si programma con segno negativo (I-), la fresatura di superfici si lavora con il passodato, eccetto l'ultimo passo, che si lavora con il resto.
In entrambi i casi il ciclo limita il passo alla lunghezza di taglio assegnata all'utensile nellatabella.
F Avanzamento di fresatura superficiale.
S Velocità di rotazione del mandrino.
T Utensile di sgrossatura.
Se si programma T=0, non si ha sgrossatura.
D Correttore.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
δz Utensile di finitura.

·170·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Fre
satu
ra d
i sup
erfic
i. Senso di rotazione del mandrino (icona).
Programmazione di funzioni M.
Utensile successivo.
Δ Passo o larghezza di fresatura massima.
Il ciclo ricalcola il passo affinché tutte le passate siano uguali, con valore uguale o inferiorea quello programmato. Se si programma con valore 0, si prende come valore 3/4 del diametrodell'utensile selezionato.
F Avanzamento di fresatura superficiale.
S Velocità di rotazione del mandrino.
T Utensile di sgrossatura.
Se si programma T=0, non si ha sgrossatura.
D Correttore.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·171·
Fre
satu
ra d
i sup
erfic
i.
4.19.1 Funzionamento base.
1 Seleziona l'utensile di sgrossatura ed avvia il mandrino nel senso richiesto.
2 Spostamento in avanzamento rapido (G0), fino al punto iniziale di sgrossatura e il pianodi sicurezza (Zs). A seconda del piano di partenza si sposta prima in XY e quindi in Z,o viceversa.
3 Spostamento, in avanzamento rapido (G0), fino al piano di avvicinamento.
4 Operazione di sgrossatura. Si esegue a strati ,fino a raggiungere la profondità totalemeno la distanza di finitura "δz".
In primo luogo, profondità "I" all'avanzamento "Fz". Quindi, fresatura con avanzamento"F" e se necessario si ricalcola il passo (Δ) affinché tutti siano uguali.
• Nelle fresature di superfici bidirezionali e spirale tutti gli spostamenti sono conavanzamento "F".
• Nelle fresature di superfici unidirezionali gli spostamenti fra 2 passate successive difresatura si eseguono in avanzamento rapido e sul piano di sicurezza Zs.
Per concludere, retrocessione in avanzamento rapido (G0), prima fino al piano disicurezza Zs e quindi fino al punto di partenza.
5 Spostamento, in avanzamento rapido (G0), fino a 1 mm. al di sopra della ultima passata .
6 Finitura.
Ingresso all'avanzamento "Fz". Si esegue con avanzamento "F" di finitura e senecessario si ricalcola il passo di finitura (Δ) affinché tutti siano uguali.
7 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza Zs.

·172·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Fre
satu
ra d
i pro
filo
a pu
nti.
4.20 Fresatura di profilo a punti.
Il modo di unire i blocchi nella sgrossatura e finitura di questo ciclo sarà quello definito inprecedenza dall’utente mediante le istruzioni #HSC, G5, G50 o G7. Si consiglia di usare#HSC o G5 controllando la forma degli spigoli con la sentenza #ROUNDPAR.
Parametri geometrici:
Tutti i punti intermedi da P2 a P24 dispongono di un'icona per indicare il tipo di spigolo;vivo, arrotondato o smussato. Negli spigoli arrotondati e smussati indicare il raggiodi arrotondamento o le dimensioni dello smusso.
Se non si utilizzano tutti i 25 punti, definire il primo punto non utilizzato con le stessecoordinate dell'ultimo punto del profilo.
Parametri di sgrossatura:
Nella sgrossatura si esegue una fresatura del profilo lasciando per la finitura il sovrametalloδ. Questo sovrametallo si definisce come parametro di finitura.
X1, Y1 Punto di ingresso tangenziale nel profilo
R1 Raggio di ingresso tangenziale nel profilo
P1..P25 Definizione del profilo.
Cancellare tutti i punti del profilo. Selezionare questa icona e premere [DEL] per cancellaretutti i punti della tabella.
Rn Raggio dell'allontanamento tangenziale del profilo
Xn, Yn Punto di allontanamento dal profilo
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
P Profondità totale.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·173·
Fre
satu
ra d
i pro
filo
a pu
nti.
I parametri che definiscono l'operazione di sgrossatura sono:
Senso di rotazione del mandrino (icona).
Compensazione raggio utensile (icona).
Programmazione di funzioni M.
Parametri di finitura:
Per poter effettuare la finitura occorre definire la sgrossatura con compensazione di raggioutensile. Nell'operazione si elimina il sovrametallo di finitura (δ).
Fz Avanzamento di ingresso.
I Passo d'ingresso.
• Se si programma con segno positivo (I+), il ciclo ricalcola il passo affinché tutti gli ingressisiano uguali, con valore uguale o inferiore a quello programmato.
• Se si programma con segno negativo (I-), la fresatura di superfici si lavora con il passodato, eccetto l'ultimo passo, che si lavora con il resto.
In entrambi i casi il ciclo limita il passo alla lunghezza di taglio assegnata all'utensile nellatabella.
F Avanzamento di fresatura superficiale.
S Velocità di rotazione del mandrino.
T Utensile di sgrossatura.
Se si programma T=0, non si ha sgrossatura.
D Correttore.
Sense orario.
Senso antiorario.
Senza compensazione.
Compensazione da sinistra.
Compensazione da destra.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.

·174·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Fre
satu
ra d
i pro
filo
a pu
nti.
I parametri che definiscono l'operazione di sgrossatura sono:
Senso di rotazione del mandrino (icona).
Programmazione di funzioni M.
Utensile successivo.
δ Sovrametallo di finitura sulle pareti laterali.
Quando si lavora senza compensazione di raggio non vi è finitura, non si considera ilsovrametallo (δ).
F Avanzamento di fresatura.
S Velocità di rotazione del mandrino.
T Utensile di finitura.
Se si programma T=0, non si ha finitura.
D Correttore.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·175·
Fre
satu
ra d
i pro
filo
a pu
nti.
4.20.1 Funzionamento base.
1 Seleziona l'utensile di sgrossatura ed avvia il mandrino nel senso richiesto.
2 Spostamento, in avanzamento rapido (G0), fino al punto XY e piano di sicurezza (Zs).A seconda del piano di partenza, si sposta prima in XY e quindi in Z, o viceversa.
3 Spostamento, in avanzamento rapido (G0), fino al piano di avvicinamento.
4 Operazione di sgrossatura. Si esegue a strati, fino a raggiungere la profondità totale.
In primo luogo, profondità "I" all'avanzamento "Fz". Quindi, fresatura del profilo conavanzamento "F" ed avvicinamento tangenziale, se programmato. Se la sgrossatura èstata definita con compensazione di raggio, la fresatura si esegue a una distanza "δ" dallaparete. Alla fine della sgrossatura, uscita al punto XnYn con uscita tangenziale seprogrammata. Per finire, retrocessione in avanzamento rapido (G0), prima fino al pianodi sicurezza Zs e quindi fino al punto di partenza X1Y1.
5 Seleziona l'utensile di finitura ed avvia il mandrino nel senso richiesto.
6 Operazione di finitura.
7 Ingresso fino al fondo, all'avanzamento "Fz".
Fresatura del profilo con avanzamento "F" ed avvicinamento tangenziale, seprogrammato. Uscita al punto XnYn con allontanamento tangenziale se programmato.
8 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza Zs.

·176·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Fre
satu
ra p
rofil
o lib
ero.
4.21 Fresatura profilo libero.
Il modo di unire i blocchi nella sgrossatura e finitura di questo ciclo sarà quello definito inprecedenza dall’utente mediante le istruzioni #HSC, G5, G50 o G7. Si consiglia di usare#HSC o G5 controllando la forma degli spigoli con la sentenza #ROUNDPAR.
Parametri geometrici:
Nome del profilo.
Per lavorare con avvicinamento ed allontanamento tangenziale, definire tali valori nelprofilo.
Parametri di sgrossatura:
Nella sgrossatura si esegue una fresatura del profilo lasciando per la finitura il sovrametalloδ. Questo sovrametallo si definisce come parametro di finitura.
I parametri che definiscono l'operazione di sgrossatura sono:
X, Y Punto di ingresso tangenziale nel profilo
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
P Profondità totale.
Fz Avanzamento di ingresso.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·177·
Fre
satu
ra p
rofil
o lib
ero.
Senso di rotazione del mandrino (icona).
Compensazione raggio utensile (icona).
Programmazione di funzioni M.
Parametri di finitura:
Per poter effettuare la finitura occorre definire la sgrossatura con compensazione di raggioutensile. Nell'operazione si elimina il sovrametallo di finitura (δ).
I Passo d'ingresso.
• Se si programma con segno positivo (I+), il ciclo ricalcola il passo affinché tutti gli ingressisiano uguali, con valore uguale o inferiore a quello programmato.
• Se si programma con segno negativo (I-), la fresatura di superfici si lavora con il passodato, eccetto l'ultimo passo, che si lavora con il resto.
In entrambi i casi il ciclo limita il passo alla lunghezza di taglio assegnata all'utensile nellatabella.
F Avanzamento di fresatura superficiale.
S Velocità di rotazione del mandrino.
T Utensile di sgrossatura.
Se si programma T=0, non si ha sgrossatura.
D Correttore.
Sense orario.
Senso antiorario.
Senza compensazione.
Compensazione da sinistra.
Compensazione da destra.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
·178·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Fre
satu
ra p
rofil
o lib
ero.
I parametri che definiscono l'operazione di sgrossatura sono:
Senso di rotazione del mandrino (icona).
Programmazione di funzioni M.
Utensile successivo.
δ Sovrametallo di finitura sulle pareti laterali.
Quando si lavora senza compensazione di raggio non si considera il sovrametallo (δ). In questocaso il percorso del centro dell'utensile è lo stesso nella sgrossatura e nella finitura.
F Avanzamento di fresatura.
S Velocità di rotazione del mandrino.
T Utensile di finitura.
Se si programma T=0, non si ha finitura.
D Correttore.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·179·
Fre
satu
ra p
rofil
o lib
ero.
4.21.1 Funzionamento base.
1 Seleziona l'utensile di sgrossatura ed avvia il mandrino nel senso richiesto.
2 Spostamento, in avanzamento rapido (G0), fino al punto XY e piano di sicurezza (Zs).A seconda del piano di partenza, si sposta prima in XY e quindi in Z, o viceversa.
3 Spostamento, in avanzamento rapido (G0), fino al piano di avvicinamento.
4 Operazione di sgrossatura. Si esegue a strati, fino a raggiungere la profondità totale.
In primo luogo, profondità "I" all'avanzamento "Fz". Quindi, fresatura del profilo conavanzamento "F". Se la sgrossatura è stata definita con compensazione di raggio, lafresatura si esegue a una distanza "δ" dalla parete. Per finire, retrocessione inavanzamento rapido (G0), prima fino al piano di sicurezza Zs e quindi fino al punto dipartenza X1Y1.
5 Seleziona l'utensile di finitura ed avvia il mandrino nel senso richiesto.
6 Operazione di finitura.
7 Ingresso fino al fondo, all'avanzamento "Fz". Fresatura del profilo con avanzamento "F".
8 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza Zs.
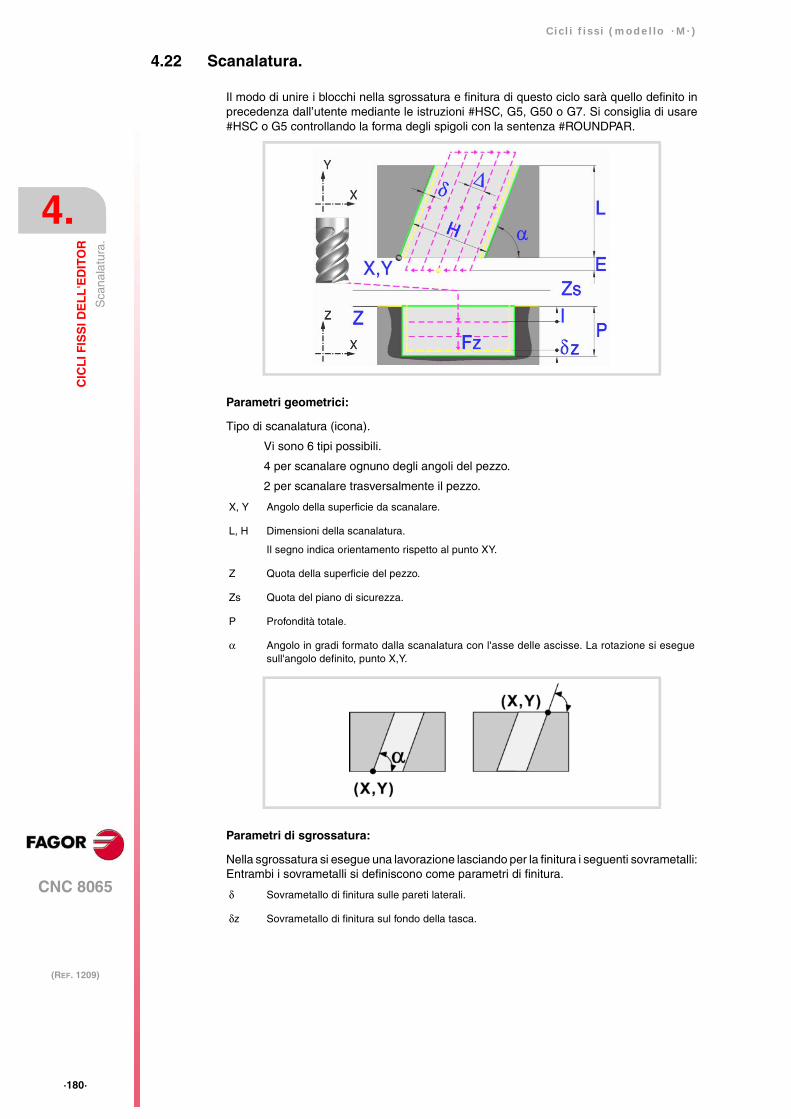
·180·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Sca
nala
tura
.
4.22 Scanalatura.
Il modo di unire i blocchi nella sgrossatura e finitura di questo ciclo sarà quello definito inprecedenza dall’utente mediante le istruzioni #HSC, G5, G50 o G7. Si consiglia di usare#HSC o G5 controllando la forma degli spigoli con la sentenza #ROUNDPAR.
Parametri geometrici:
Tipo di scanalatura (icona).
Vi sono 6 tipi possibili.
4 per scanalare ognuno degli angoli del pezzo.
2 per scanalare trasversalmente il pezzo.
Parametri di sgrossatura:
Nella sgrossatura si esegue una lavorazione lasciando per la finitura i seguenti sovrametalli:Entrambi i sovrametalli si definiscono come parametri di finitura.
X, Y Angolo della superficie da scanalare.
L, H Dimensioni della scanalatura.
Il segno indica orientamento rispetto al punto XY.
Z Quota della superficie del pezzo.
Zs Quota del piano di sicurezza.
P Profondità totale.
α Angolo in gradi formato dalla scanalatura con l'asse delle ascisse. La rotazione si eseguesull'angolo definito, punto X,Y.
δ Sovrametallo di finitura sulle pareti laterali.
δz Sovrametallo di finitura sul fondo della tasca.
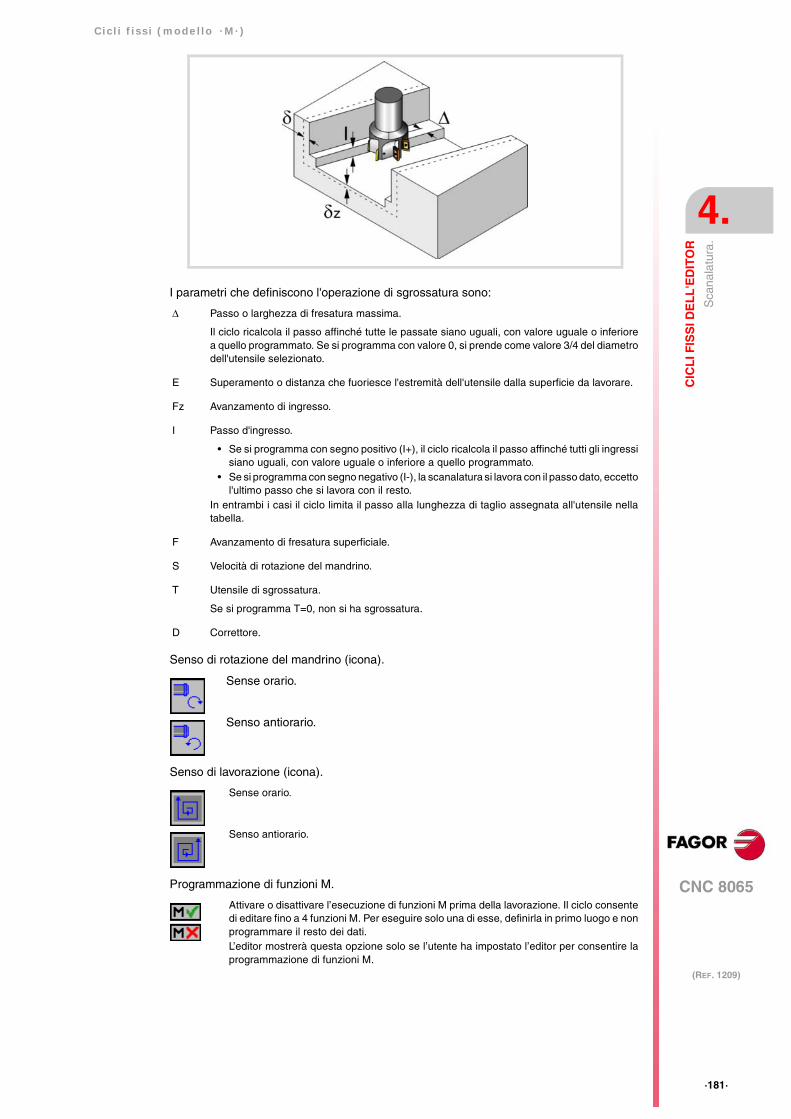
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·181·
Sca
nala
tura
.
I parametri che definiscono l'operazione di sgrossatura sono:
Senso di rotazione del mandrino (icona).
Senso di lavorazione (icona).
Programmazione di funzioni M.
Δ Passo o larghezza di fresatura massima.
Il ciclo ricalcola il passo affinché tutte le passate siano uguali, con valore uguale o inferiorea quello programmato. Se si programma con valore 0, si prende come valore 3/4 del diametrodell'utensile selezionato.
E Superamento o distanza che fuoriesce l'estremità dell'utensile dalla superficie da lavorare.
Fz Avanzamento di ingresso.
I Passo d'ingresso.
• Se si programma con segno positivo (I+), il ciclo ricalcola il passo affinché tutti gli ingressisiano uguali, con valore uguale o inferiore a quello programmato.
• Se si programma con segno negativo (I-), la scanalatura si lavora con il passo dato, eccettol'ultimo passo che si lavora con il resto.
In entrambi i casi il ciclo limita il passo alla lunghezza di taglio assegnata all'utensile nellatabella.
F Avanzamento di fresatura superficiale.
S Velocità di rotazione del mandrino.
T Utensile di sgrossatura.
Se si programma T=0, non si ha sgrossatura.
D Correttore.
Sense orario.
Senso antiorario.
Sense orario.
Senso antiorario.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.

·182·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Sca
nala
tura
.
Parametri di finitura:
La finitura si esegue in 2 fasi. Prima si lavora il fondo della scanalatura e quindi le paretilaterali, con avvicinamento ed allontanamento tangenziale.
I parametri che definiscono l'operazione di finitura sono:
Senso di rotazione del mandrino (icona).
Senso di lavorazione (icona).
δ Sovrametallo di finitura sulle pareti laterali.
δz Passata di finitura sul fondo.
Δ Passo o larghezza di fresatura sul fondo della scanalatura.
Il ciclo ricalcola il passo affinché tutte le passate siano uguali, con valore uguale o inferiorea quello programmato. Se si programma con valore 0, si prende come valore 3/4 del diametrodell'utensile selezionato.
N Numero di passate d'ingresso per eseguire la finitura laterale. Se il passo risultante è maggioredella lunghezza di taglio assegnata all'utensile nella tabella, il passo si limita a tale valore.
F Avanzamento di fresatura superficiale e laterale.
S Velocità di rotazione del mandrino.
T Utensile di finitura.
Se si programma T=0, non si ha finitura.
D Correttore.
Sense orario.
Senso antiorario.
Sense orario.
Senso antiorario.

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·183·
Sca
nala
tura
.
Programmazione di funzioni M.
Utensile successivo.
Attivare o disattivare l’esecuzione di funzioni M prima della lavorazione. Il ciclo consentedi editare fino a 4 funzioni M. Per eseguire solo una di esse, definirla in primo luogo e nonprogrammare il resto dei dati.L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione di funzioni M.
Attiva o disattiva la preparazione dell’utensile successivo. L’editor mostrerà questa opzione solo se l’utente ha impostato l’editor per consentire laprogrammazione dell’utensile successivo.
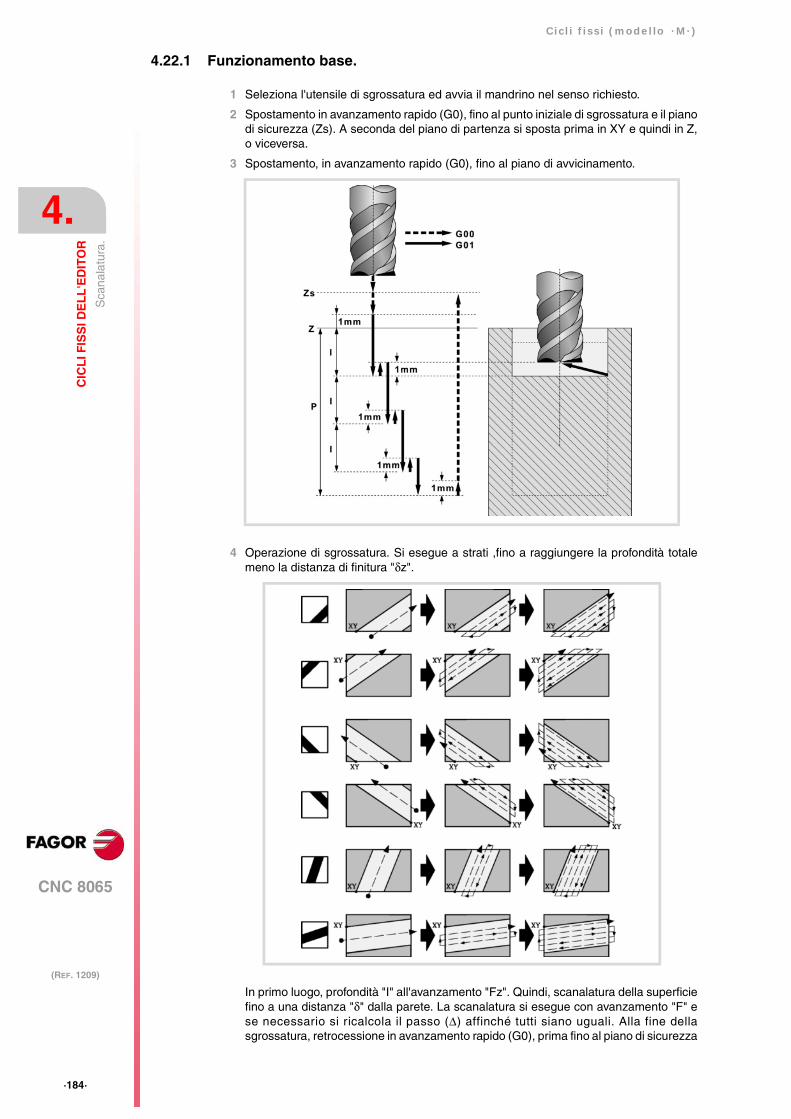
·184·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Sca
nala
tura
.
4.22.1 Funzionamento base.
1 Seleziona l'utensile di sgrossatura ed avvia il mandrino nel senso richiesto.
2 Spostamento in avanzamento rapido (G0), fino al punto iniziale di sgrossatura e il pianodi sicurezza (Zs). A seconda del piano di partenza si sposta prima in XY e quindi in Z,o viceversa.
3 Spostamento, in avanzamento rapido (G0), fino al piano di avvicinamento.
4 Operazione di sgrossatura. Si esegue a strati ,fino a raggiungere la profondità totalemeno la distanza di finitura "δz".
In primo luogo, profondità "I" all'avanzamento "Fz". Quindi, scanalatura della superficiefino a una distanza "δ" dalla parete. La scanalatura si esegue con avanzamento "F" ese necessario si ricalcola il passo (Δ) affinché tutti siano uguali. Alla fine dellasgrossatura, retrocessione in avanzamento rapido (G0), prima fino al piano di sicurezza

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·185·
Sca
nala
tura
.
Zs e quindi fino al punto di partenza. Per concludere, accostamento in avanzamentorapido (G0), fino a 1 mm. dalla superficie lavorata.
5 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza Zs.
6 Seleziona l'utensile di finitura e si avvicina, in avanzamento rapido (G0), fino a 1 mm.dal fondo sgrossato.
7 Finitura del fondo della scanalatura.
Ingresso all'avanzamento "Fz". Fresatura dello sfondo della scanalatura fino a unadistanza "δ" dalla parete. Si esegue con avanzamento "F" di finitura e se necessario siricalcola il passo di finitura (Δ) affinché tutti siano uguali.
8 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza Zs.
9 Finitura delle pareti laterali. La finitura si fa in "N" passate, con l'avanzamento "F" difinitura.
10 Retrocessione, in avanzamento rapido (G0), fino al piano di sicurezza Zs.

·186·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Lavo
razi
one
mul
tipla
su
una
linea
ret
ta.
4.23 Lavorazione multipla su una linea retta.
Formato di definizione (icona).
Vi sono 5 modi diversi per definire la lavorazione.
Per selezionare quella desiderata, situarsi sull'icona e premere la barra spaziatrice.
Il numero di lavorazioni "N" deve comprendere anche quella del punto di definizione del ciclo.
Esempio di programmazione:
Si desidera ripetere il ciclo fisso definito sul punto X25, Y25 sul resto dei punti.
Si riportano di seguito i 5 modi possibili di definizione.
1) Coordinate del punto finale Xn 100, Yn 100
Numero totale di lavorazioni N 4
2) Angolo della traiettoria α 45
Distanza da percorrere L 106.066
Numero totale di lavorazioni N 4
3) Angolo della traiettoria α 45
Numero totale di lavorazioni N 4
Distanza fra lavorazioni I 35.3553
4) Coordinate del punto finale Xn 100, Yn 100
Distanza fra lavorazioni I 35.3553
5) Angolo della traiettoria α 45
Distanza da percorrere L 106.066
Distanza fra lavorazioni I 35.3553
10 6 . 06 6 ( 1 0 0 , 1 0 0 )
( 7 5 , 7 5 )
( 5 0 ,5 0 )
( 2 5 , 2 5 )4 5 o
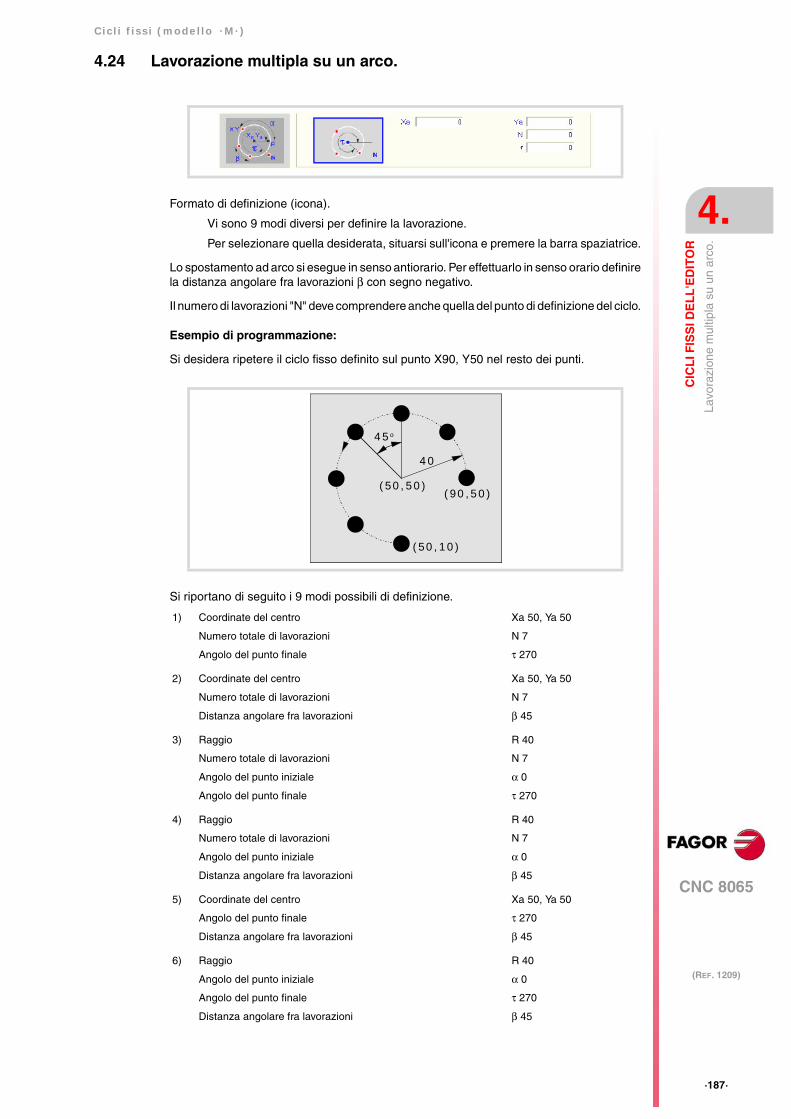
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·187·
Lavo
razi
one
mul
tipla
su
un a
rco.
4.24 Lavorazione multipla su un arco.
Formato di definizione (icona).
Vi sono 9 modi diversi per definire la lavorazione.
Per selezionare quella desiderata, situarsi sull'icona e premere la barra spaziatrice.
Lo spostamento ad arco si esegue in senso antiorario. Per effettuarlo in senso orario definirela distanza angolare fra lavorazioni β con segno negativo.
Il numero di lavorazioni "N" deve comprendere anche quella del punto di definizione del ciclo.
Esempio di programmazione:
Si desidera ripetere il ciclo fisso definito sul punto X90, Y50 nel resto dei punti.
Si riportano di seguito i 9 modi possibili di definizione.
1) Coordinate del centro Xa 50, Ya 50
Numero totale di lavorazioni N 7
Angolo del punto finale τ 270
2) Coordinate del centro Xa 50, Ya 50
Numero totale di lavorazioni N 7
Distanza angolare fra lavorazioni β 45
3) Raggio R 40
Numero totale di lavorazioni N 7
Angolo del punto iniziale α 0
Angolo del punto finale τ 270
4) Raggio R 40
Numero totale di lavorazioni N 7
Angolo del punto iniziale α 0
Distanza angolare fra lavorazioni β 45
5) Coordinate del centro Xa 50, Ya 50
Angolo del punto finale τ 270
Distanza angolare fra lavorazioni β 45
6) Raggio R 40
Angolo del punto iniziale α 0
Angolo del punto finale τ 270
Distanza angolare fra lavorazioni β 45
4 5 o
( 50 , 1 0 )
4 0
( 50 , 5 0 )( 90 , 5 0 )

·188·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Lavo
razi
one
mul
tipla
su
un a
rco.
7) Coordinate del centro Xa 50, Ya 50
Raggio R 40
Numero totale di lavorazioni N 7
Angolo del punto iniziale α 0
Distanza angolare fra lavorazioni β 45
8) Coordinate del centro Xa 50, Ya 50
Raggio R 40
Numero totale di lavorazioni N 7
Angolo del punto iniziale α 0
Angolo del punto finale τ 270
9) Coordinate del centro Xa 50, Ya 50
Raggio R 40
Angolo del punto iniziale α 0
Angolo del punto finale τ 270
Distanza angolare fra lavorazioni β 45

Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·189·
Lavo
razi
one
mul
tipla
su
un p
aral
lelo
gram
ma.
4.25 Lavorazione multipla su un parallelogramma.
Formato di definizione (icona).
Vi sono 3 modi diversi per definire la lavorazione.
Per selezionare quella desiderata, situarsi sull'icona e premere la barra spaziatrice.
Il ciclo assume come punto iniziale quello inferiore sinistro. Se non lo è definire con il segnoadeguato le distanze fra fori Ix e Iy.
Il numero di lavorazioni "N" deve comprendere anche quella del punto di definizione del ciclo.
Esempio di programmazione:
Si desidera ripetere il ciclo fisso definito sul punto X25, Y25 sul resto dei punti.
Si riportano di seguito i 3 modi possibili di definizione.
1) Lunghezze en X, Y Lx 75, Ly 50
Numero di lavorazioni in X e Y Nx 4, Ny 3
Angolo di rotazione α 0
Angolo fra traiettorie β 90
2) Numero di lavorazioni in X e Y Nx 4, Ny 3
Distanza fra lavorazione, in X e Y Ix 25, Iy 25
Angolo di rotazione α 0
Angolo fra traiettorie β 90
3) Lunghezze en X, Y Lx 75, Ly 50
Distanza fra lavorazione, in X e Y Ix 25, Iy 25
Angolo di rotazione α 0
Angolo fra traiettorie β 90
( 2 5 , 7 5 )
( 2 5 , 2 5 )
( 1 0 0 , 7 5 )
( 1 0 0 , 2 5 )
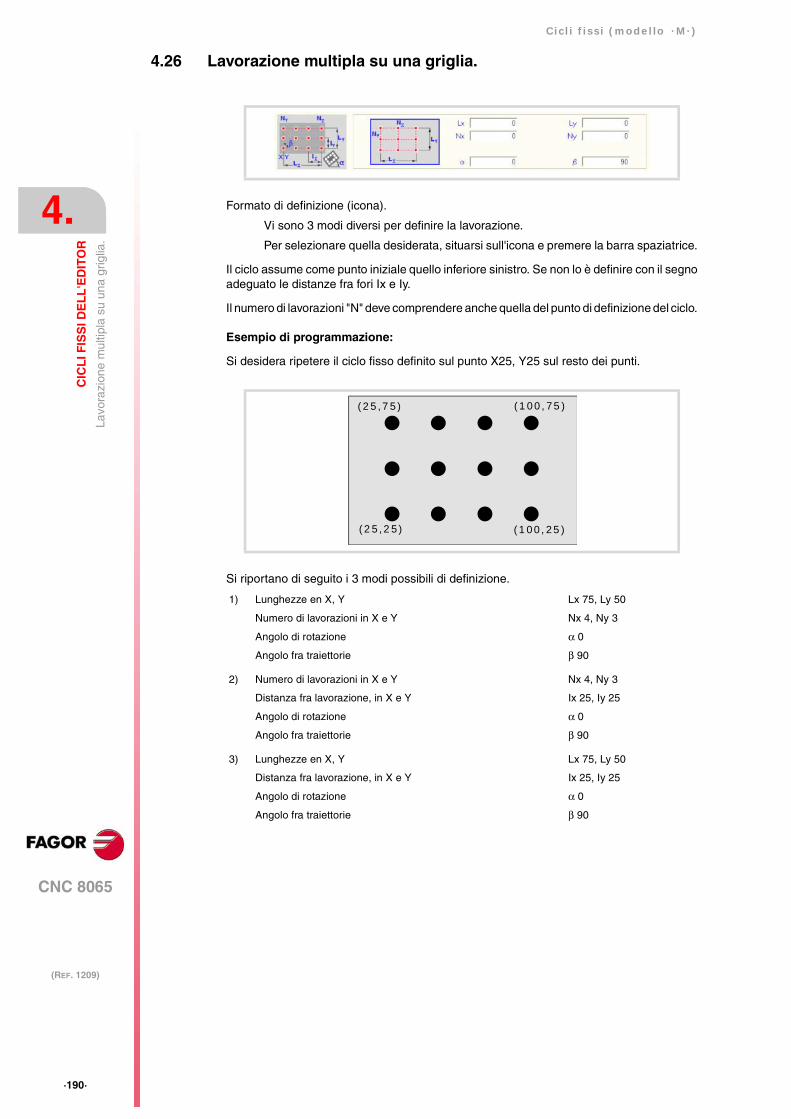
·190·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Lavo
razi
one
mul
tipla
su
una
grig
lia.
4.26 Lavorazione multipla su una griglia.
Formato di definizione (icona).
Vi sono 3 modi diversi per definire la lavorazione.
Per selezionare quella desiderata, situarsi sull'icona e premere la barra spaziatrice.
Il ciclo assume come punto iniziale quello inferiore sinistro. Se non lo è definire con il segnoadeguato le distanze fra fori Ix e Iy.
Il numero di lavorazioni "N" deve comprendere anche quella del punto di definizione del ciclo.
Esempio di programmazione:
Si desidera ripetere il ciclo fisso definito sul punto X25, Y25 sul resto dei punti.
Si riportano di seguito i 3 modi possibili di definizione.
1) Lunghezze en X, Y Lx 75, Ly 50
Numero di lavorazioni in X e Y Nx 4, Ny 3
Angolo di rotazione α 0
Angolo fra traiettorie β 90
2) Numero di lavorazioni in X e Y Nx 4, Ny 3
Distanza fra lavorazione, in X e Y Ix 25, Iy 25
Angolo di rotazione α 0
Angolo fra traiettorie β 90
3) Lunghezze en X, Y Lx 75, Ly 50
Distanza fra lavorazione, in X e Y Ix 25, Iy 25
Angolo di rotazione α 0
Angolo fra traiettorie β 90
( 2 5 , 7 5 )
( 2 5 , 2 5 )
( 1 0 0 , 7 5 )
( 1 0 0 , 2 5 )
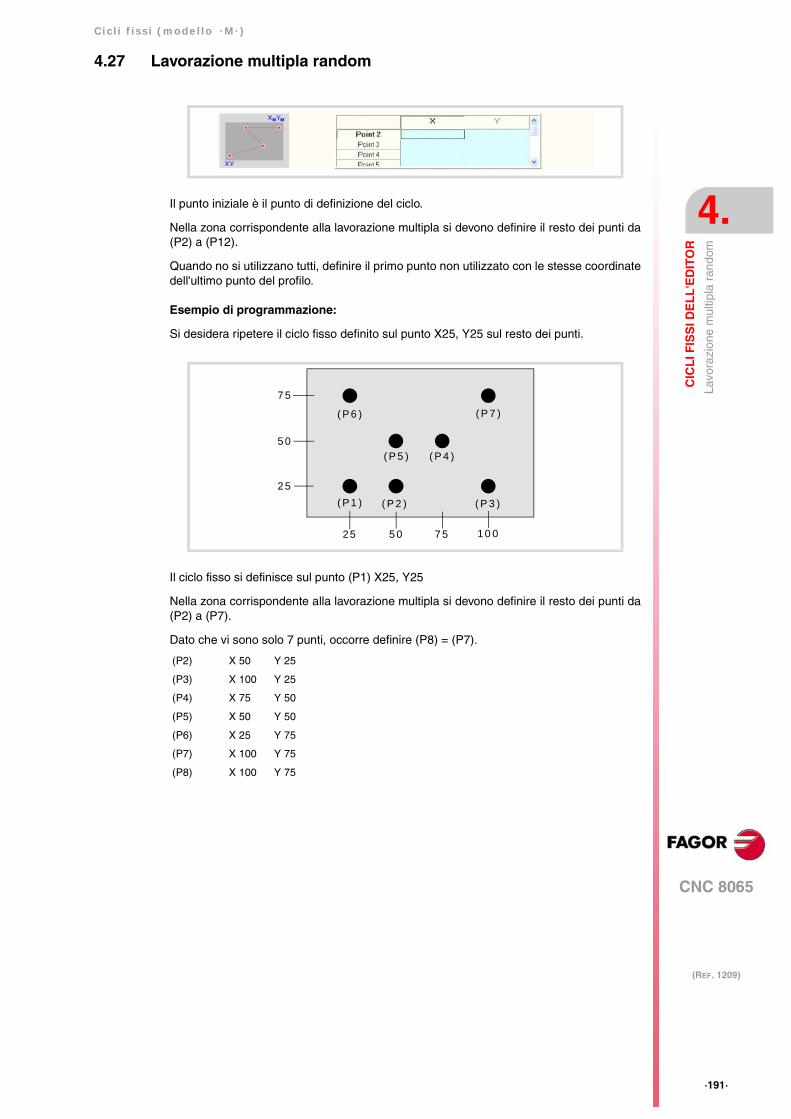
Cicl i f issi (modello ·M·)
CNC 8065
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
4.
(REF. 1209)
·191·
Lavo
razi
one
mul
tipla
ran
dom
4.27 Lavorazione multipla random
Il punto iniziale è il punto di definizione del ciclo.
Nella zona corrispondente alla lavorazione multipla si devono definire il resto dei punti da(P2) a (P12).
Quando no si utilizzano tutti, definire il primo punto non utilizzato con le stesse coordinatedell'ultimo punto del profilo.
Esempio di programmazione:
Si desidera ripetere il ciclo fisso definito sul punto X25, Y25 sul resto dei punti.
Il ciclo fisso si definisce sul punto (P1) X25, Y25
Nella zona corrispondente alla lavorazione multipla si devono definire il resto dei punti da(P2) a (P7).
Dato che vi sono solo 7 punti, occorre definire (P8) = (P7).
(P2) X 50 Y 25
(P3) X 100 Y 25
(P4) X 75 Y 50
(P5) X 50 Y 50
(P6) X 25 Y 75
(P7) X 100 Y 75
(P8) X 100 Y 75
( P1 ) ( P 2 ) ( P 3 )
( P 4 )( P 5 )
( P6 ) ( P 7 )
2 5
5 0
7 5
1 0 07 55 025

·192·
Cicl i f issi (modello ·M·)
CNC 8065
4.
CIC
LI F
ISS
I DE
LL
'ED
ITO
R
(REF. 1209)
Lavo
razi
one
mul
tipla
ran
dom

Cicl i f issi (modello ·M·)
CNC 8065
(REF. 1209)
·193·

·194·
Cicl i f issi (modello ·M·)
CNC 8065
(REF. 1209)

















