«LE LEVE ORGANIZZATIVE PER L’INDUSTRIA 4.0» · I 5 PRINCIPI BASE DEL LEAN THINKING Far tirare...
145
Protesa 2018 © all rights reserved «LE LEVE ORGANIZZATIVE PER L’INDUSTRIA 4.0»
Transcript of «LE LEVE ORGANIZZATIVE PER L’INDUSTRIA 4.0» · I 5 PRINCIPI BASE DEL LEAN THINKING Far tirare...
Protesa 2018 © all rights reserved
«LE LEVE ORGANIZZATIVE
PER L’INDUSTRIA 4.0»
2Protesa 2018 © all rights reserved
AGENDA (I giornata)
� Industria 4.0: opportunità?
� Fattori abilitanti 4.0
� Lean Thinking
� Leve organizzative Industria 4.0
� Strategia e Innovazione
� Sviluppo prodotto
� «Continuous learning» e sviluppo delle competenze trasversali
� Gestione del miglioramento e del cambiamento

3Protesa 2018 © all rights reserved
� Lean Manufacturing: i pilastri organizzativi della «fabbrica intelligente»
� Flussi snelli e flessibilità
� Eccellenza operativa e standardizzazione: le basi per l’automazione
� Quality management: la qualità e il problem solving per la smart factory
� TPM, OEE e big data analytics
� Lean Supply Chain: l’integrazione dei fornitori all’interno della catena del
valore: flussi materiali, flussi dati, organizzazione
� Gestione Commessa: dal cliente al fornitore, reti di relazioni interne ed esterne
� Q&A
AGENDA (II giornata)
4Protesa 2018 © all rights reserved
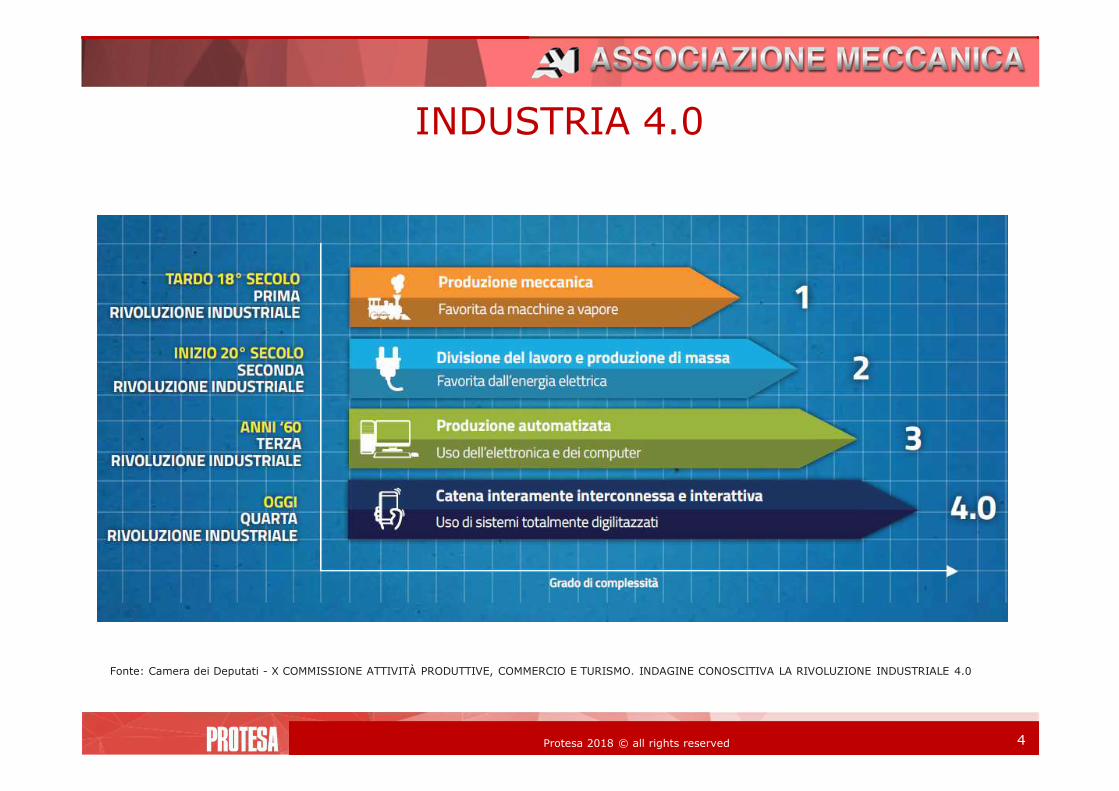
INDUSTRIA 4.0
Fonte: Camera dei Deputati - X COMMISSIONE ATTIVITÀ PRODUTTIVE, COMMERCIO E TURISMO. INDAGINE CONOSCITIVA LA RIVOLUZIONE INDUSTRIALE 4.0

5Protesa 2018 © all rights reserved
Industria 4.0 - digitalizzazione del valore aggiunto manifatturiero
6Protesa 2018 © all rights reserved
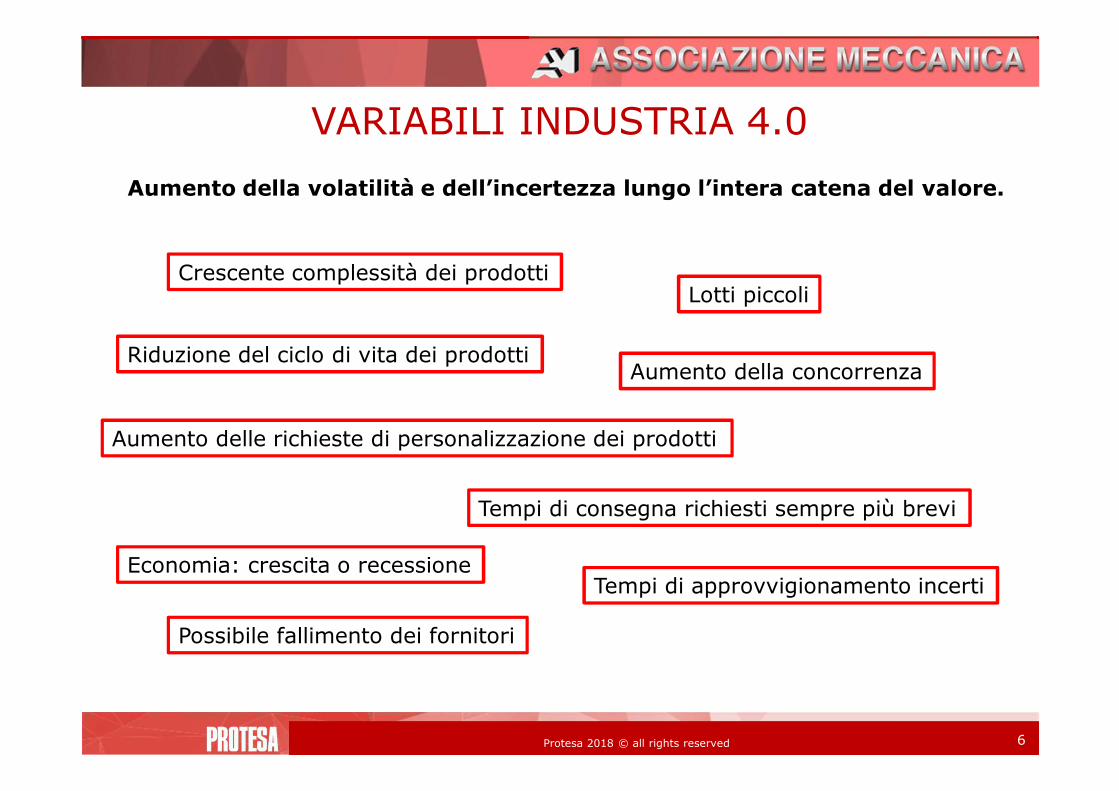
VARIABILI INDUSTRIA 4.0
Aumento della volatilità e dell’incertezza lungo l’intera catena del valore.
Tempi di approvvigionamento incerti
Possibile fallimento dei fornitori
Riduzione del ciclo di vita dei prodotti
Crescente complessità dei prodottiLotti piccoli
Aumento della concorrenza
Aumento delle richieste di personalizzazione dei prodotti
Tempi di consegna richiesti sempre più brevi
Economia: crescita o recessione

7Protesa 2018 © all rights reserved
FATTORI ABILITANTI INDUSTRIA 4.0
STRATEGICI
ORGANIZZATIVI
PRODUTTIVI
INFRASTRUTTURALI
TECNOLOGICI
DI FILIERAIT

8Protesa 2018 © all rights reserved
FATTORI ABILITANTI INDUSTRIA 4.0 – SISTEMA PAESE
Fonte: Camera dei Deputati - X COMMISSIONE ATTIVITÀ PRODUTTIVE, COMMERCIO E TURISMO. INDAGINE CONOSCITIVA LA RIVOLUZIONE INDUSTRIALE 4.0
9Protesa 2018 © all rights reserved
� Capacità di pianificazione strategica
� Comprensione del contesto competitivo («competitive intelligence»)
� Pianificazione strategica dell’innovazione («technology intelligence»)
� Comprensione degli impatti delle nuove tecnologie sul business model
� Capacità di gestire il rischio («risk management»)
FATTORI ABILITANTI INDUSTRIA 4.0 – STRATEGICI (*)
(*) ricerca Readiness per Industria 4.0 – LIUC Business School

10Protesa 2018 © all rights reserved
FATTORI ABILITANTI INDUSTRIA 4.0 - TECNOLOGIE

11Protesa 2018 © all rights reserved
� Capacità di gestire le risorse informatiche: skill a supporto IT
� Capacità di gestire la sicurezza informatica: sicurezza IT
� Propensione a estendere a tutti i livelli l’impego proficuo delle risorse
informatiche: IT a supporto del business
� Capacità di gestire le risorse informatiche per lo scambio intra- e inter-
aziendale
FATTORI ABILITANTI INDUSTRIA 4.0 – IT
(*) ricerca Readiness per Industria 4.0 – LIUC Business School

12Protesa 2018 © all rights reserved
� Orientamento all’interfunzionalità
� Coordinamento dei progetti di miglioramento («project management»)
� Propensione allo sviluppo delle competenze («continuous learning»)
� Capacità di gestire il cambiamento («change management»)
� Propensione all’analisi: controllo di gestione
FATTORI ABILITANTI INDUSTRIA 4.0 – ORGANIZZATIVI
(*) ricerca Readiness per Industria 4.0 – LIUC Business School

13Protesa 2018 © all rights reserved
� Lean Manufacturing
� Orientamento alla qualità: specifiche di produzione e controllo standardizzate
� Orientamento all’analisi del processo produttivo: sistema per la raccolta dati
� Orientamento al controllo: tracciabilità
� Tipologia e stato dei macchinare e/o attrezzature
FATTORI ABILITANTI INDUSTRIA 4.0 – PRODUTTIVI
(*) ricerca Readiness per Industria 4.0 – LIUC Business School

14Protesa 2018 © all rights reserved
� Propensione alla collaborazione inter-aziendale
� Ruolo delle associazioni
� Ruolo delle strutture organizzative intermedie
� Pressione da parte di altri fattori della filiera
� Gestione scambi informativi inter-aziendali: protocolli di scambio
FATTORI ABILITANTI INDUSTRIA 4.0 – FILIERA
(*) ricerca Readiness per Industria 4.0 – LIUC Business School
15Protesa 2018 © all rights reserved
LEAN THINKINGLean è un sistema che crea consistentemente più valore in
minor tempo e con minore sforzo
SISTEMA: la lean è una filosofia, un modo di ripensare l’azienda nel
suo complesso, un processo di miglioramento continuo (non è un
progetto singolo o l’applicazione isolata di qualche strumento nuovo).
VALORE: il valore è dal punto di vista del
cliente: bisogna capire i reali bisogni del cliente
così da fornire un prodotto / servizio in grado di
soddisfarne le richieste.
E’ QUELLO PER CUI IL CLIENTE E’ DISPOSTO A
PAGARE.

16Protesa 2018 © all rights reserved
I 5 PRINCIPI BASE DEL LEAN THINKING
Far tirare la produzione dal Cliente
Ripensare il valore dal punto di vista del Cliente
Mappare il flusso del valore e individuare le attività che non generano valore
Creare il flusso per ridurre i lead time
Inseguire la perfezione (= valore con zero difetti e zero sprechi)
Fonte: adattato da Lean Enterprise Institute
2.
Mappare il
flusso del
valore
3.
Creare il
Flusso
4.
Creare un
sistema
Pull
5.
Ricerca della
Perfezione
1.
Identificare il
Valore

17Protesa 2018 © all rights reserved
ELIMINARE GLI SPRECHI…
Spreco
Sovra-produzione
Attese Difetti, errori, rilavorazioni
Trasporti
Movimentazioni inutili
Processi inutili
Magazzini inutili

18Protesa 2018 © all rights reserved
…PER FARE SCORRERE IL VALORE VERSO IL CLIENTE
� Individuato il valore per il cliente
� Mappato il flusso del valore: individuati gli sprechi ed eliminate
le attività a non valore aggiunto
� Far scorrere le attività che creano valore
� Rimuovendo le barriere all’interno dell’azienda

19Protesa 2018 © all rights reserved
IL LEAN THINKING COINVOLGE TUTTA L’AZIENDA
VALOREPER IL
CLIENTE
PROCESSI
PERSONE STRUMENTI
� In Produzione
� Negli uffici
� Nello sviluppo prodotto

20Protesa 2018 © all rights reserved
IL LEAN THINKING COINVOLGE TUTTI
La Lean non è Lean se non coinvolge TUTTI, TUTTI i giorni,
TUTTO il giorno.
Tutti
eseguono
Tutti
pensano
Tutti generano
Proposte di
miglioramento
21Protesa 2018 © all rights reserved
STRATEGIA & INNOVAZIONE
Non bastano le
tecnologie per
trasformarci in
innovatori…

22Protesa 2018 © all rights reserved
22
Vince chi è più veloce e più capace di adattarsi
(innovazione!), non importa se grande o piccolo.
Pesce grande mangia pesce
piccolo?
Pesce veloce batte pesce lento!

23Protesa 2018 © all rights reserved
PIANIFICARE L’INNOVAZIONE
� Che prodotto innovativo voglio lanciare?
� Che tecnologia voglio adottare?
A quale problema voglio dare una risposta?
«Acchiappare» una tecnologia non è necessariamente una strategia vincente:
1) individuo quale problema del cliente voglio risolvere
2) individuo il prodotto / servizio
3) ricerco i fattori abilitanti / di accelerazione

24Protesa 2018 © all rights reserved
INNOVAZIONE E ORGANIZZAZIONEInnovare è un lavoro continuo, che richiede una vision e una strategia chiara:
� Creare la struttura organizzativa
� Definire i processi di innovazione
� Individuare le risorse da focalizzare
sull’innovazione (interne all’azienda ed
esterne)
� Selezionare gli strumenti focalizzati
all’innovazione
� Valutare gli impatti su tutta l’azienda
� Misurare i risultati dell’innovazione
(indicatori)
25Protesa 2018 © all rights reserved
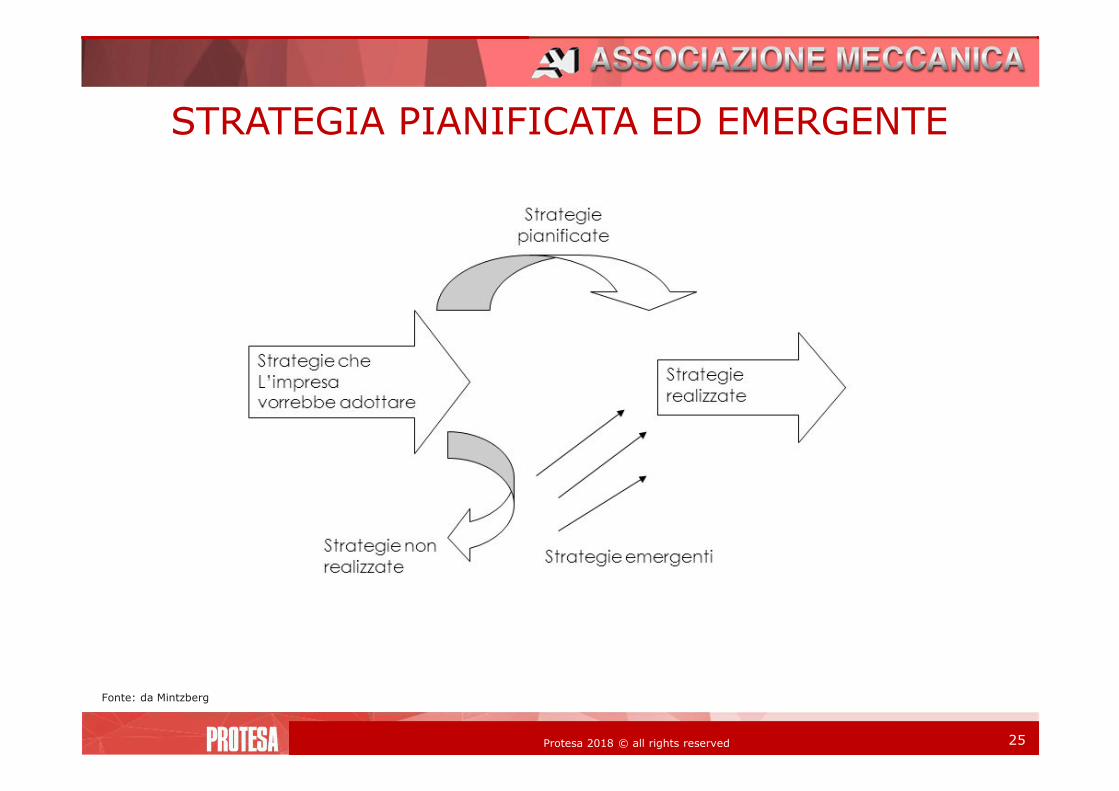
STRATEGIA PIANIFICATA ED EMERGENTE
Fonte: da Mintzberg

26Protesa 2018 © all rights reserved
GESTIONE DEL RISCHIO ISO9001:20156.1 Azioni per pianificare rischi e opportunità6.1.1. Nel pianificare il sistema di gestione per la qualità, l’organizzazione deve considerare i fattori di cui al
punto 4.1 [comprendere l’organizzazione e il suo contesto] e i requisiti di cui al punto 4.2 [comprendere le
esigenze e le aspettative delle parti interessate] e determinare i rischi e le opportunità che è necessario
affrontare per
a) Fornire assicurazione che il sistema di gestione per la qualità possa conseguire il/i risultato/i atteso/i
b) Accrescere gli effetti desiderati
c) Prevenire, o ridurre, gli effetti indesiderati
d) Conseguire il miglioramento
6.1.2 L’organizzazione deve pianificare:
a) Le azioni per affrontare questi rischi e opportunità
b) Le modalità per
1) integrare e attuare le azioni nei processi del proprio sistema di gestione per la qualità
2) valutare l’efficacia di tali azioni
Le azioni intraprese per affrontare i rischi e le opportunità devono essere proporzionate all’impatto potenziali
sulla conformità dei prodotti e servizi

27Protesa 2018 © all rights reserved
SVILUPPO PRODOTTO

28Protesa 2018 © all rights reserved
LEAN PRODUCT & PROCESS DEVELOPMENT
Piccola riduzione di Tempo
Tempo
Tempo
� Risultati dell’approccio convenzionale/tradizionale
Focus sulla riduzione del tempo a valore aggiunto
Cospicua riduzione degli sprechi
Tempo
� Risultati dell’approccio Lean
Focus sulla riduzione degli SPRECHI

29Protesa 2018 © all rights reserved
� Il design rappresenta solo il 5% del “Life Cycle Cost” di un prodotto…� … ma le decisioni prese in questa fase influenzano sino al 70% del costo finale del
prodotto stesso.
IL PROBLEMA NASCOSTO…
Overhead
Materiale
Manodopera
Progettazione
Costo delprodotto
Influenza suicosti
Il 70% del “Life Cycle Cost” di un prodotto è determinato dal suo design

30Protesa 2018 © all rights reserved
I 12 SPRECHI NELLO SVILUPPO PRODOTTO1. Passaggi di mano
‒ Trasferimento di attività e responsabilità da una parte all’altra
2. Eccesso di qualità esterna
‒ Sforzi e spese per raccogliere dati che nessuno vedrà
3. Attese
‒ Attese per dati, risposte, decisioni, revisioni, disponibilità di capacità e risorse (umane e macchine)
4. Attività ridondanti
‒ Ad esempio, punti di ispezione e verifica multipli
5. Stop and go
‒ Ogniqualvolta un ingegnere, un tecnico o un impiegato ha da riorientare se stesso per un’attività. Quando si riparte su un progetto diverse volte è come avere set-up multipli
6. Transazioni
‒ Tempo perso in attività accessorie ma necessarie (contratti, negoziazioni, riunioni per offerte varie, appalti complessi, selezione fornitori, scheduling risorse, attività sindacali, ecc.)

31Protesa 2018 © all rights reserved
7. Re-invenzione
‒ Ri-creazione, riscoperta di cose già note
8. Mancanza di disciplina
‒ Carenze nella disciplina di programmazione causa variabilità degli output e lunghe code
9. Variabilità dei processi e degli input
‒ La variabilità dei processi, delle attività e dell’arrivo degli input sono due delle tre cause principali per lunghe code e tempi di attraversamento
10. Sovrautilizzo del sistema
‒ Una volta raggiunto l’80% di utilizzo, ogni piccolo cambio ha effetti drammatici sui tempi di attraversamento
11. Grandi lotti
‒ I tempi ciclo aumentano coi grossi lotti anche nella produzione intellettuale. I tempi di attesa si fanno più elevati per le grosse quantità di dati.
12. Attività simultanee o concomitanti non sincronizzate
‒ E’ uno dei più insidiosi. Sembra spesso la cosa più giusta da fare, ma questa è spesso alla base di tutta una serie di altri sprechi.
I 12 SPRECHI NELLO SVILUPPO PRODOTTO

32Protesa 2018 © all rights reserved
PRINCIPI LEAN PER SVILUPPO PRODOTTO
� Stabilire il VALORE definito dal Cliente per separare il valore aggiunto dagli sprechi
� Sviluppare un PROJECT LEADER DI ALTO LIVELLO per integrare lo sviluppo dall’inizio alla fine
� Organizzare per BILANCIARE l’esperienza funzionale e l’integrazione cross-funzionale
Concept Paper

33Protesa 2018 © all rights reserved
PRINCIPI LEAN PER SVILUPPO PRODOTTO� Stimolare il processo di sviluppo prodotto per esplorare accuratamente
SOLUZIONI ALTERNATIVE quando c’è ancora il massimo spazio per laCREATIVITÀ

34Protesa 2018 © all rights reserved
PRINCIPI LEAN PER SVILUPPO PRODOTTO� Set based concurrent engineering: valutazione di molteplici soluzioni
concettuali alternative tra loro, per individuare la soluzione ottimale per tutti gliEnti interessati. Per gradi si passa da un alto numero di soluzioni ad una unica,da portare in produzione di serie.
generazione
esame
valutazione
test
ConceptDevelopment Funnel

35Protesa 2018 © all rights reserved
PRINCIPI LEAN PER SVILUPPO PRODOTTOLa soluzione ottimale è quella che soddisfa contemporaneamente ed al megliole diverse aree di soluzioni fattibili delle varie funzioni.
Alternative lavorazioni
meccaniche
Alternative materiali grezzi fonderia
Alternative strutturali
Alternative montaggio
Soluzione ottimale

36Protesa 2018 © all rights reserved
PRINCIPI LEAN PER SVILUPPO PRODOTTO
� Creare un FLUSSO LIVELLATO per il processo di sviluppo prodotto
� Utilizzare la STANDARDIZZAZIONE rigorosa per ridurre la variazione, creare flessibilità e output prevedibili
� ADATTARE la tecnologia alle persone e ai processi
PROCESSO

37Protesa 2018 © all rights reserved
PRINCIPI LEAN PER SVILUPPO PRODOTTO
� Utilizzare strumenti potenti per la STANDARDIZZAZIONE e l’APPRENDIMENTO dell’organizzazione
� Creare una CULTURA per supportare l’eccellenza e il miglioramento continuo
Project Review System
Obeya System

38Protesa 2018 © all rights reserved
PRINCIPI LEAN PER SVILUPPO PRODOTTOI principi lean applicati allo sviluppo prodotto permettono di:
� Ridurre drasticamente il numero di modifiche successive all’avvioproduttivo
� Ridurre i costi del prodotto
NUMEROMODIFCHE
TEMPOAVVIO SVILUPPO
AVVIO PRODUZIONE
Azienda
tradizionale
Azienda
Lean

39Protesa 2018 © all rights reserved
Fallire un timing target è molto più pesante che fallire un costo, peso operformance target:
� Se tu hai la responsabilità del 10% di un progetto e sbagli del 10%, causeraiun problema sull’intero progetto del 1%
� Con un 10% di ritardo farai tardare del 10% l’intero progetto, e questo siripercuote anche sugli altri progetti, crea disordini organizzativi e fa perdereopportunità di mercato per l’intera organizzazione
QUANTO PESA UN RITARDO?
40Protesa 2018 © all rights reserved
PROJECT REVIEW: ELEMENTIIl Project Review System è il sistema di governo del progetto in cuivengono definite e tenute sotto controllo tutte le fasi e le tempistiche delprogetto.
Elementi principali:
� Fasi: suddivisione del progetto in macro-fasi. All’interno delle fasi scorre il flusso diinformazioni, materiali, verifiche e decisioni
� Milestone temporali (date cardine): per ogni fase viene stabilita una data cardine(milestone) entro la quale devono essere concluse le key deliverables («fatti salienti»)relative alla fase in oggetto
� Key deliverables: attività e documenti che devono essere sviluppati per completaree superare ciascuna fase di PR (in termini di costo, tempo e prestazioni); le attivitànecessarie per realizzare le key deliverables sono gestite dai singoli responsabili
� Project review: al termine di ogni fase ci sono le project review in cui l’intero team dilavoro rivede criticamente lo stato di avanzamento del progetto (verifica output chedovrebbero essere consegnati). Le PR possono essere a livello di team o a livellosuperiore (steering) in funzione dell’importanza / criticità della fase

41Protesa 2018 © all rights reserved
Il project review system è un processo sociale, il cui successo dipende da:
� allineamento reale della ritmica del team di progetto alle cadenze delproject review system (in tempo reale, non allineamento a posteriori)
� capacità di rendere visibili le cose: tempi, documenti, criticità, ecc.
� capacità reale di gestire per eccezioni la mancanza di alcuni output (esnel caso di superamento di milestones)
� reale prevenzione dei problemi e capacità di mettere in atto azionicorrettive
PROJECT REVIEW: PROCESSO
� capacità di rendere le risorse coinvolte eresponsabilizzate nell’acquisizione di tuttii dati per il superamento delle review

42Protesa 2018 © all rights reserved
E’ fondamentale canalizzare gli sforzie le attività delle risorse coinvolte in modo coordinato verso il raggiungimento dell’obiettivo…
…per non ricadere nelle situazione di «rincorsa delleproblematiche» emerse in corso d’opera etamponamento delle criticità rilevate.
PROJECT REVIEW: PERSONE

43Protesa 2018 © all rights reserved
� Eventi target («hands on» Design Review) per tirare lo sviluppo dei team inavanti ed assicurare il successo;
� Terreno di informazioni comuni da cui la gente può trarre ciò che serve;
� Cadenza pre-definita dei progetti;
� Cicli ritmici per tutte le attività di sviluppo in modo che ogni cosa vada sempreavanti in maniera regolare e la conoscenza venga incanalata in un flussoscorrevole;
� Cadenze ritmiche per gli individui in modo che le persone sappiano comeottenere le informazioni l’uno dall’altro riducendo all minimo le interruzioni;
� Atteggiamento «value-creation oriented» dei manager: invece di daresolo le direttive e richiedere report esigenti e complessi, supportareeffettivamente chi in prima linea deve sviluppare il prodotto
PROJECT REVIEW: CADENZE
44Protesa 2018 © all rights reserved
AZIENDA «AGILE»Metodologia mutuata dallo sviluppo software,caratterizzata da:� sviluppo iterativo e incrementale, la
pianificazione adattiva� coinvolgimento diretto e continuo del
cliente nel processo di sviluppo.
Elementi chiave:� cultura di team: le relazioni e la comunicazione tra gli attori di un
progetto sono la miglior risorsa del progetto� gestione priorità: bisogna essere pronti a rispondere ai cambiamenti oltre che
aderire alla pianificazione (modifica delle priorità di lavoro nel rispettodell'obiettivo finale)
� consegne frequenti: si offre al cliente «qualcosa con cui lavorare«, si usa ilcliente come se fosse un test, si ottengono dal cliente informazioni più precisesui requisiti
� sviluppo interattivo: la soluzione da consegnare si evolve da quella che erasoltanto "un'idea" (un concetto, una proposta, un insieme di esigenze) fino adivenire un prodotto di valore per il cliente. Cicli di azioni/attività cheripetendosi ciclicamente portano la soluzione 'grezza' a raffinarsi fino adiventare il prodotto finale;

45Protesa 2018 © all rights reserved
CONOSCERE LE COMPETENZE IN AZIENDAQuali competenze mi servono? (obiettivi!)
Quali competenze mi richiede il 4.0?
Solo competenze tecniche o soft skill?
Quali competenze ho in azienda?
Quali mi mancano?
Quali competenze devo ricercare sul
mercato? Quali competenze posso far
crescere internamente?
OBIETTIVI
ANALISI COMPETENZE
MAPPATURA COMPETENZE
GAP ANALYSIS
RICERCA / FORMAZIONE
PROCESSO

46Protesa 2018 © all rights reserved
COMPETENZE 4.0
TECNICHE (Hard Skills)
SOFT SKILLS
CULTURA DEL MIGLIORAMENTO
CONTINUO
� Automazione processi produttivi e logistici (automazione e informatica)
� Trattamento e analisi informazioni (big data e business intelligence)
� Comunicazione & social media
� Ecc.
� Visione sistemica
� Flessibilità e apertura al cambiamento
� Capacità di lavorare in team
� Problem solving in autonomia e in team
� Lavoro per obiettivi e progetti
� Assunzione responsabilità e autonomia
� Orientamento al servizio
� ecc.
47Protesa 2018 © all rights reserved
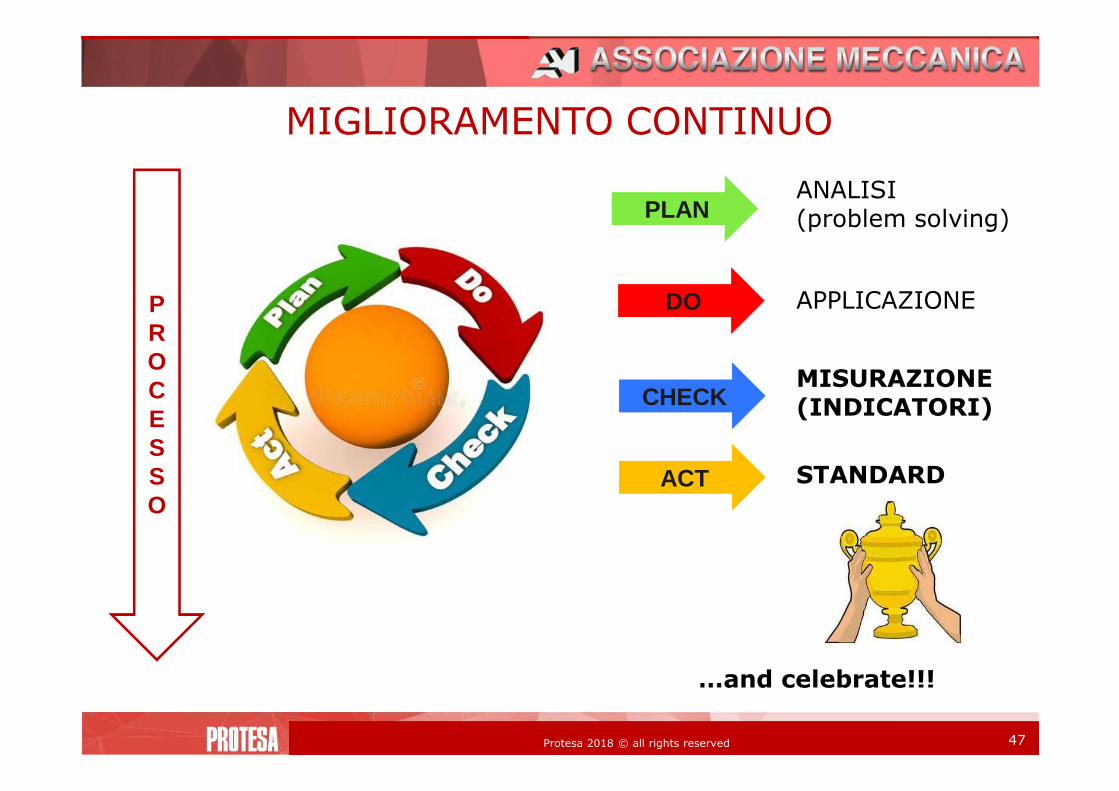
MIGLIORAMENTO CONTINUO
PLAN
…and celebrate!!!
DOPROCESSO
ANALISI(problem solving)
APPLICAZIONE
CHECKMISURAZIONE(INDICATORI)
ACT STANDARD

48Protesa 2018 © all rights reserved
«KAIZEN: CAMBIARE IN MEGLIO»Tramite il coinvolgimento di tutto il personale e gli strumenti del leanthinking si pongono le basi del miglioramento continuo:
una parola giapponese
composta da 2 caratteri:
• ‘’Kai’’ : cambiamento
• ‘’Zen’’ : meglio, buono
Kaizen significa dunque
cambiare in meglio, ed è
sinonimo di miglioramento
continuo
PROBLEM SOLVING
STANDARDIZZAZIONE
TPM
QUICK SET UP
5S
FLUSSO PULL

49Protesa 2018 © all rights reserved
CULTURA DEL PROBLEM SOLVINGIl cuore di un sistema lean è “Creare una cultura di problem solving”.
Ciò significa l’utilizzo profondo e diffuso a tutti i livelli dell’organizzazione delProblem Solving, non limitandosi a tamponare i problemi con rimedi temporanei maricercando e rimuovendo con sistematicità le cause alla radice dei problemi conl’approccio "Genchi Genbutsu" (vedere le cose direttamente con i propri occhi sulcampo).

50Protesa 2018 © all rights reserved
ELIMINARE, NON TAMPONAREFare Problem Solving significa analizzare un problema e
implementare delle azioni correttive per
ELIMINARLO DEFINITIVAMENTE
Problem FIXING
Tamponare un problema eliminando i sintomi
Solo quando vengono rimosse
le cause alla radice il problema
non si ripresenta più!
Problem SOLVING
Risolvere un problema eliminando le cause alla radice
51Protesa 2018 © all rights reserved
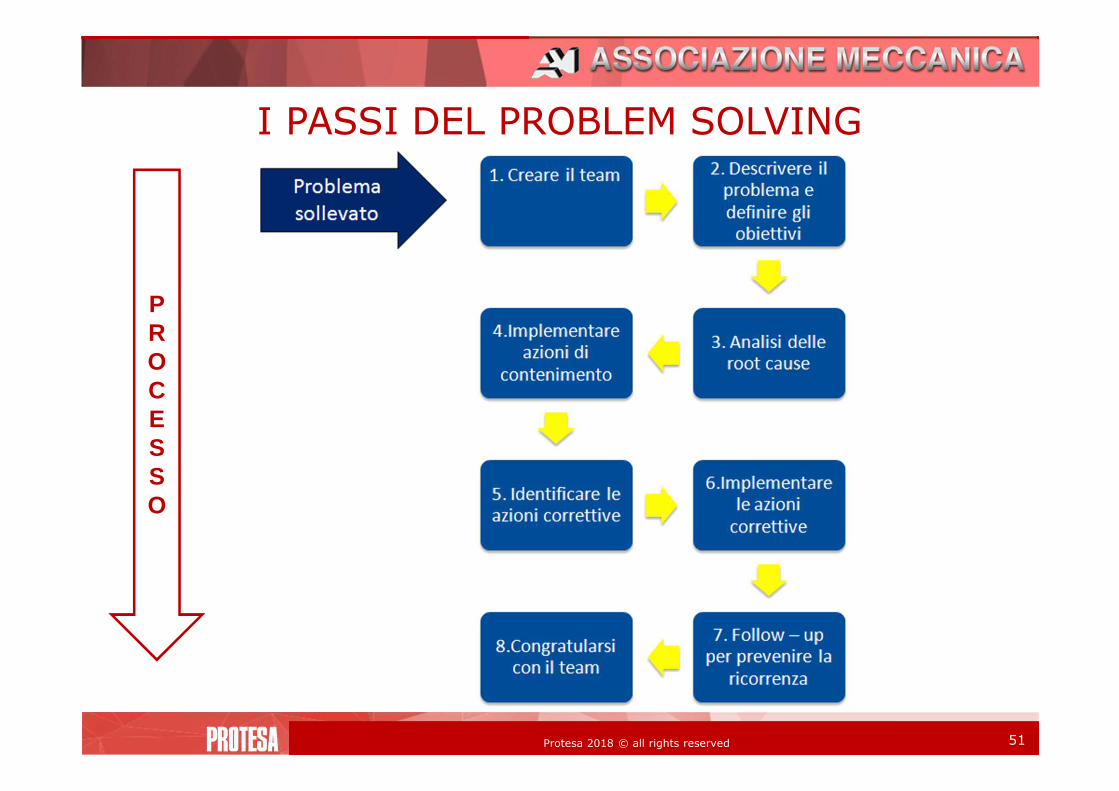
I PASSI DEL PROBLEM SOLVING
PROCESSO

52Protesa 2018 © all rights reserved
PROBLEM SOLVING EFFICACE
� Saltare dal problema alla soluzione senza una chiara comprensione e analisi
� Ricerca dei «colpevoli», non delle cause
� Conoscere le risposte prima dell’esplorazione del problemase si sa già come risolvere il problema non è necessario il ProblemSolving

53Protesa 2018 © all rights reserved
A3: LA SINTESI DEL PROBLEM SOLVINGGli «strumenti» della Lean sono semplici, immediati, visuali e favoriscono
l’apprendimento continuo di tutti gli operatori.
A3 REPORT
Tutte le informazioni importanti per la risoluzione di un problema (analisi, azioni
correttive, piano di implementazione) o di una proposta di miglioramento sono
sintetizzate in un unico foglio in formato A3.
� Semplicità d’uso
� Sintesi
� Facilità di comprensione
� Strumento d’uso quotidiano

54Protesa 2018 © all rights reserved
‘‘Perché stiamo tornando indietro?’’
Risultati
Tempo‘‘Fare il Lean’’
(applicare Tool)
‘‘Diventare Lean’’Rendere Lean i
processi
‘‘E’ come togliere le
erbacce da un giardino
senza togliere le radici’’
E poi??

55Protesa 2018 © all rights reserved
Risultati
Tempo‘‘Gestione
quotidiana’’(Leadership)
‘‘Progetti Pilota’’
(esperimenti)
‘‘Diffusione del Lean’’
(Imparare)
Entropia: insieme di fattori che contribuiscono alla diminuzione delle Performance raggiunte:
- Gestione di elevato N. di informazioni sia in ambito lavorativo che nella vita privata (E-mail,
Smart Phone, Siti internet di informazione…)
- Stress personali – Familiari – Lavorativi
- Comunicazione insoddisfacente in ambito lavorativo
- …
ENTROPIA / ENERGIA
56Protesa 2018 © all rights reserved
CAMBIARE LE ABITUDINI
La difficoltà maggiore è
cambiare la testa delle persone
� Come mantenere i risultati raggiunti?
� Come consolidare i nuovi processi?
� Come si cambiano le abitudini dellepersone?
� Come si abitua la gente ad accettare ilcambiamento continuo?
� Come facciamo a inserire semprenuove energie nei nostri sistemimanageriali?
� Dove troviamo le risorse per garantire ilmiglioramento continuo?

57Protesa 2018 © all rights reserved
TOYOTA KATA«Come sostenere il miglioramento continuo e diffuso, basato sullapartecipazione di tutte le risorse dell’azienda»
Il “capitale umano” di un’azienda può sviluppare l’attitudine almiglioramento continuo, solo se guidato e stimolato in unambiente favorevole.
PROCESSO Processo manageriale di sviluppo dell’attitudine al
miglioramento continuo

58Protesa 2018 © all rights reserved
TOYOTA KATA� Mantenere i risultati raggiunti� Chiave di volta che permette il consolidamento di un progetto di
trasformazione ed impedisce il ritorno alla situazione di partenzadopo un periodo iniziale di entusiasmo.
� Creazione di quell’insieme di abitudini, routine quotidiane eatteggiamento diffuso che permette un effettivo cambiamento.
MIGLIORAMENTO CONTINUO
STANDARDIZZAZIONE: Strumenti per sostenere il Miglioramento Continuo

59Protesa 2018 © all rights reserved
VISIONE
TOYOTA KATA
MIGLIORAMENTO CONTINUO
COACHING ON THE JOB
CONDIZIONEATTUALE
CONDIZIONEOBIETTIVO
(INTERMEDIO)
PROBLEMI OSTACOLI

60Protesa 2018 © all rights reserved
TEAM BUILDING
Processi eccellenti e abitudiniaziendali eccellenti sono le basiper il miglioramento continuo

61Protesa 2018 © all rights reserved
4.0: GRANDE CAMBIAMENTO O PICCOLI CAMBIAMENTI?Senza una reale cultura delmiglioramento continuo a tutti ilivelli aziendali, a fronte digrandi investimenti:
� Non si raggiungono i risultatiattesi
� I risultati raggiunti non simantengono nel tempo
PR
ES
TA
ZIO
NI
TEMPO
INVESTIMENTI
RISULTATI
PR
ES
TA
ZIO
NI
TEMPO
STANDARDIZZAZIONE
MIGLIORAMENTO CONTINUO
Con i kaizen team:
� Si rilevano miglioramenticostanti
� Si raggiungono i risultati esi mantengono nel tempo

62Protesa 2018 © all rights reserved
LO SPRECO PIU GRANDE
DIFFERENZA TRA CIÒ CHE SIAMO E CIÒ CHE POTREMMO DIVENTARE
Operativo
Emozionale
Intellettuale
� Lo spreco più grande è lo spreco di «potenziale»
� Creare e mantenere i processi per «mettere in moto lepersone»

63Protesa 2018 © all rights reserved
PERSONE
Le persone sono le
‘‘radici’’ di ogni azienda:
ogni azienda cresce
tanto quanto le persone
all’interno dell’azienda
sono nelle condizioni di
crescere

64Protesa 2018 © all rights reserved
FLUSSI SNELLI

65Protesa 2018 © all rights reserved
I 5 PRINCIPI ……
Far tirare la produzione dal cliente (se i lead time si abbreviano…)
Creare il flusso per ridurre i Lead Time
2. Mappare il flusso del
valore
3. Creare il Flusso
4. Creare un sistema
Pull
5. Ricerca della
Perfezione
1. Identificare
il Valore

66Protesa 2018 © all rights reserved
PRODUZIONE COMPONENTI TRASFORMAZIONE FINALE
MAGAZZINO
• La pianificazione indipendente dei singoli processi rende inevitabile la generazione di SCORTE in ogni fase del processo
ACQUISTO COMPONENTI PIANIFICAZIONE
• Le scorte non sono giustificate da richiesta del cliente, ma figlie delle modalità con cui si sviluppa il processo
La SOVRAPRODUZIONE è fonte di SPRECHI: movimentazioni inutili, occupazione di spazio, difetti esportati alle fasi successive, rilavorazioni, produzione di articoli non necessari , frequenti riprogrammazioni in regime di perenne urgenza, alti LEAD TIMES
?
SOVRAPRODUZIONE
LA PRODUZIONE «A SPINTA» (PUSH)CLIENTE

67Protesa 2018 © all rights reserved
Per realizzare un flusso snello e tirato dal Cliente
1. Produci al tuo Takt Time
2. Implementa il flusso continuo dove possibile
3. Utilizza i supermarket per controllare la produzione dove il flusso continuo
non può essere esteso a monte
4. Invia il Programma Cliente in un unico punto del flusso
5. Distribuisci i differenti prodotti sul processo pacemaker in modo livellato nel
tempo (livella il mix di produzione)
6. Crea il PULL prelevando e rilasciando piccole quantità di lavoro al processo
pacemaker (livella il volume di produzione)
7. Sviluppa la capacità di fare «ciascun articolo ogni giorno» (turno, ora,
pallet, pitch) nei processi produttivi a monte del pacemaker
Fonte: Rother-Shook «Learning to See»

68Protesa 2018 © all rights reserved
TAKT TIME
Fonte: Rother-Shook «Learning to See»
• Il Takt Time è il ritmo di produzione che si sincronizza alle vendite
• Takt Time = tempo di lavoro disponibile per periodo (turno, mese, anno …)
vendite in pezzi per periodo (turno, mese, anno …)
Produrre al TAKT TIME richiede sforzi specifici:
• Risposte VELOCI ai problemi
• Eliminazione cause fermi macchina non preventivati
• Eliminazione delle necessità di Set-Up nei processi a valle
69Protesa 2018 © all rights reserved
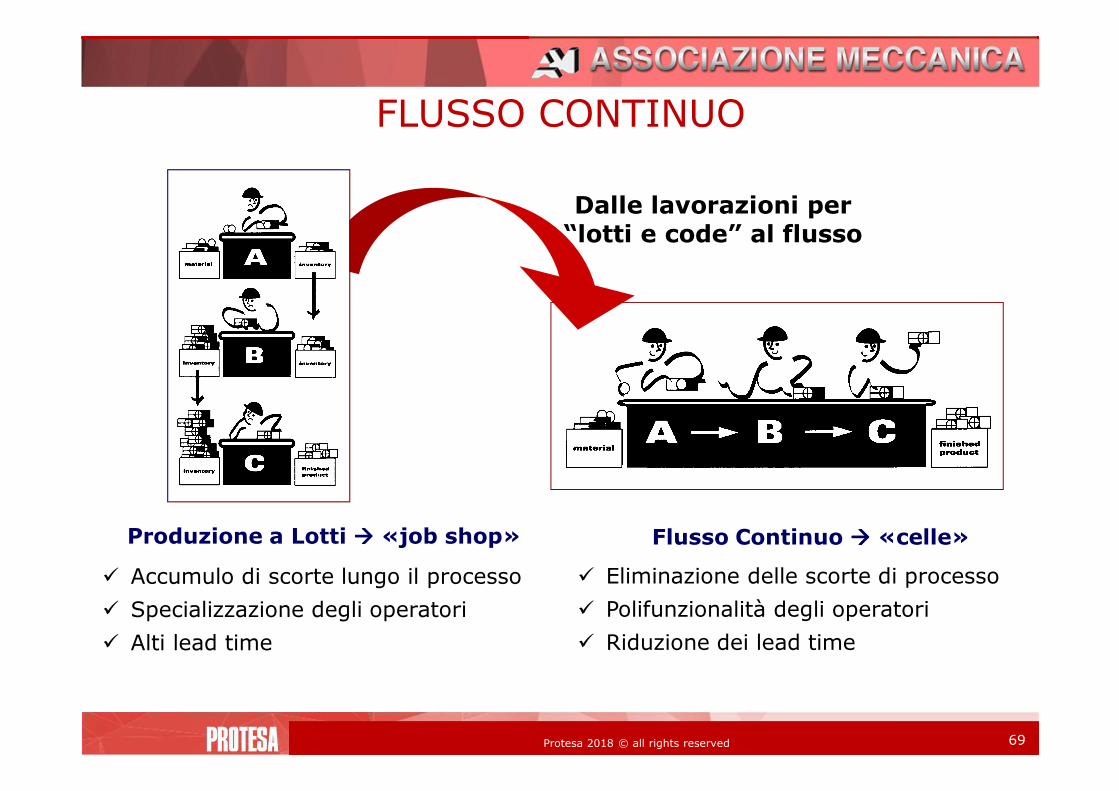
Flusso Continuo ���� «celle»Produzione a Lotti ���� «job shop»
� Accumulo di scorte lungo il processo
� Specializzazione degli operatori
� Alti lead time
� Eliminazione delle scorte di processo
� Polifunzionalità degli operatori
� Riduzione dei lead time
Dalle lavorazioni per “lotti e code” al flusso
FLUSSO CONTINUO

70Protesa 2018 © all rights reserved
In alcune parti del Value Stream, il flusso continuo può essere NON ADEGUATO o NON REALIZZABILE:• tempi ciclo molto brevi con necessità di SETUP (es. stampaggio lamiere, materie plastiche)• processi lontani tra loro, non collegabili direttamente (es. fornitori)• processi con lead time lunghi e/o bassa affidabilità
TRASFORMAZIONE FINALE
FIFO
CLIENTE
PIANIFICAZIONE
PRODUZIONE COMPONENTI
ACQUISTO COMPONENTI
Questi processi NON VANNO pianificati indipendentemente, ma vengono collegati al Cliente a valle tramite un sistema a SUPERMARKET
SUPERMARKET
Il FLUSSO CONTINUO viene implementato per i processi A VALLE
PUSH PULL
DISACCOPPIAMENTO
I processi A MONTE lavorano a LOTTI in base alle richieste dei processi A VALLE
SUPERMARKET

71Protesa 2018 © all rights reserved
ACQUISTO COMPONENTI
TRASFORMAZIONE FINALE
FIFO
CLIENTE
PIANIFICAZIONE
PRODUZIONE COMPONENTI
PACEMAKER
LEAD TIME
Il PUNTO UNICO DI PROGRAMMAZIONE viene detto PROCESSO PACEMAKER:• detta il ritmo per tutti i processi a monte• individua i processi che determinano il LEAD TIME (Ordine Cliente � Prodotto finito)• è il punto da cui deve partire il FLUSSO CONTINUO
PACEMAKER
72Protesa 2018 © all rights reserved
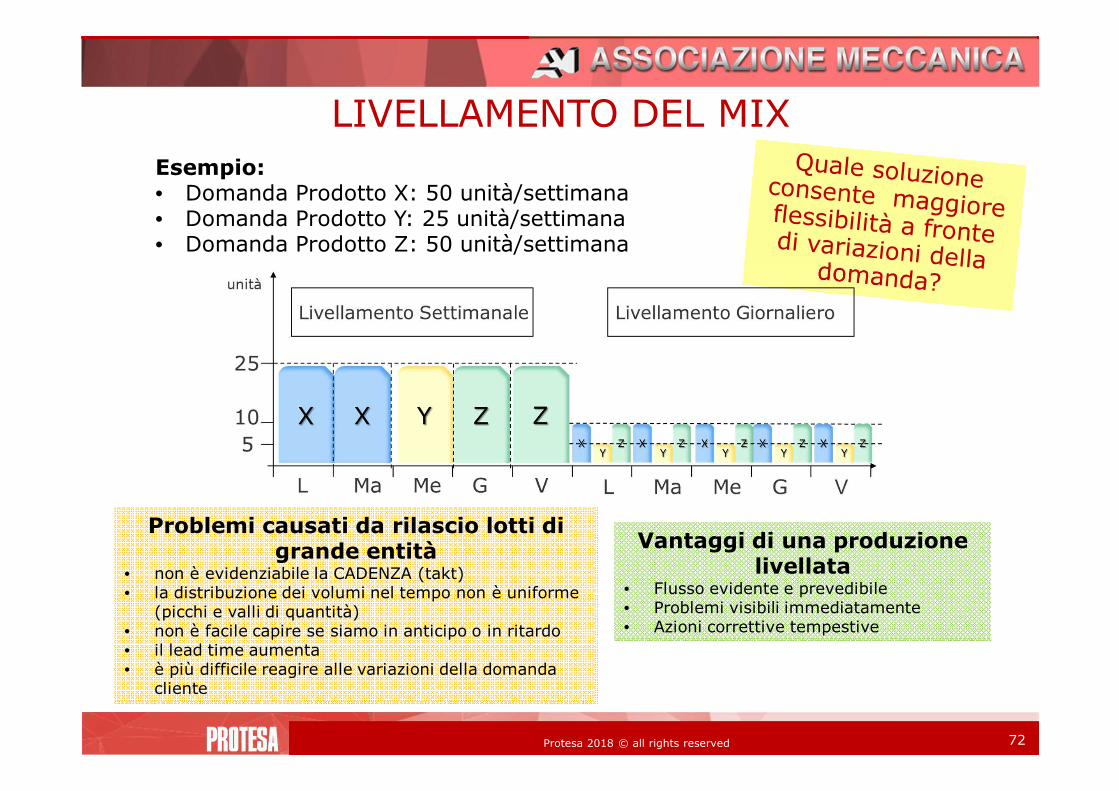
Esempio:• Domanda Prodotto X: 50 unità/settimana• Domanda Prodotto Y: 25 unità/settimana• Domanda Prodotto Z: 50 unità/settimana
Problemi causati da rilascio lotti di grande entità
• non è evidenziabile la CADENZA (takt)• la distribuzione dei volumi nel tempo non è uniforme
(picchi e valli di quantità)• non è facile capire se siamo in anticipo o in ritardo• il lead time aumenta• è più difficile reagire alle variazioni della domanda
cliente
Vantaggi di una produzione livellata
• Flusso evidente e prevedibile• Problemi visibili immediatamente• Azioni correttive tempestive
LIVELLAMENTO DEL MIX

73Protesa 2018 © all rights reserved
LAVORO STANDARDIZZATO

74Protesa 2018 © all rights reserved
Qual è lo stato
attuale del mio
processo???
� Se non si misura, non si può controllare.� Se non si può controllare, non si può gestire.� Se non si può gestire, non si può migliorare.� Se non si può migliorare si mettono a rischio la
stabilità e la competitività.
James Harrington
Filosofo e scrittore britannico [1611 – 1677]
MISURA DELLA SITUAZIONE ATTUALE

75Protesa 2018 © all rights reserved
DEFINIZIONE:
I dati sono informazioni basate sui fatti usate come fondamento
per ragionare.
� Le misurazioni ci dicono dove siamo in modo tale che sappiamo se e
quanto stiamo migliorando.
� Forniscono informazioni che permettono correzioni in corsa
ESEMPI DI DATI:
Soddisfazione cliente: puntualità, tempo di riposta, numero di reclami,
non conformità, ecc.
Processo produttivo: tempo produzione, costo produzione, tempo
ciclo, tempo attraversamento commessa, nr di scarti, nr rilavorazioni,
costi riparazioni, OEE, OLE
Fornitori: puntualità, tempo di consegna, Non Conformità, prezzo, ecc.
DATI

76Protesa 2018 © all rights reserved
DECIDI
COSA VUOI
SAPERE
DEFINISCI I
TUOI DATI
VALUTA IL
SISTEMA DI
MISURA
CONSIDERA
IL
CAMPIONA
MENTO
USA GLI
STRUMENTI
DI RACCOLTA
DATI
� Processo / progetto
� Indicatore
� Modalità di rilevazione (come?)
� Frequenza di rilevazione
(quando?)
� Responsabile rilevamento (chi?)
� Valore obiettivo (target)
� Delta (analisi dati)
RACCOLTA DATI

77Protesa 2018 © all rights reserved
LAVORO STANDARDIZZATO:
Il Lavoro Standardizzato è la migliore
combinazione di persone e macchine per svolgere
il lavoro nel modo più efficiente, garantendo il
minor impiego di risorse, materiale, macchine e
spazio.

78Protesa 2018 © all rights reserved
TAKT TIME – TT
SEQUENZA DI LAVORO – WS: Work Sequence
SCORTE STANDARD – ISI: In-process Standard Inventory
Il Lavoro Standardizzato si basa su questi elementi:
Rappresenta il ritmo a cui il prodotto deve essererealizzato dal processo per soddisfare la domanda delcliente. A questo ‘‘ritmo’’ devono perciò essere allineatesia la sequenza delle operazioni da svolgere sia lescorte presenti nel processo
La precisa sequenza delle operazioni che l’operatoredeve svolgere durante il Takt Time. La sequenza vadeterminata individuando la minima movimentazionedi operatori e di prodotti al ritmo di produzionerichiesto.
La quantità standard di scorte all’interno del processo (incluse quelle in lavorazionenelle macchine) per far svolgere regolarmente la produzione. Idealmente è ilminimo volume di parti necessario per avere un flusso continuo nel rispetto delTakt Time e della Sequenza di Lavoro

79Protesa 2018 © all rights reserved
� Considera solo la ‘‘one best way’’
per eseguire il lavoro
� Gli standard sono di norma definiti
da specialisti
� Gli standard vengono modificati
raramente (solo gli specialisti lo
possono fare)
� Non considera solo una ‘‘best way’’
per eseguire il lavoro
� Gli operatori sono coinvolti nella
pianificazione e nella
realizzazione dei miglioramenti di
lavoro
� Tra gli obiettivi dello Standardized
Work c’è quello di fornire le basi per i
futuri miglioramenti
APPROCCIO CONVENZIONALE APPROCCIO LEAN
APPROCCIO LEAN

80Protesa 2018 © all rights reserved
OPL: One Point LessonUno strumento fondamentale per standardizzare e mantenere i risultati sono le
OPL: informazione sintetica, visuale, «sul posto di lavoro»

81Protesa 2018 © all rights reserved
Gli operatori sono coinvolti nella definizione e nel miglioramento continuo degli
standard (con l’eventuale supporto di progettisti, analisti tempi e metodi, ecc).
CHI DEFINISCE LO STANDARD

82Protesa 2018 © all rights reserved
Ogni evento di miglioramento Kaizen deve essere supportato, per mantenere
nel tempo la propria efficacia, da opportuna standardizzazione.
Prima
DopoStandard di riferimento
GESTIONE DEGLI STANDARD

83Protesa 2018 © all rights reserved
Attenzione: lo standardNON è immutabile! MIGLIORAMENTO
CONTINUO
…and celebrate!!!
STANDARD E MIGLIORAMENTO CONTINUO

84Protesa 2018 © all rights reserved
Lo standard non deve essere «nascosto», ma comunicato e visibile per tutti.
FORMAZIONE
TRAINING
INFORMAZIONE
VISUAL MANAGEMENT
COMUNICAZIONE DEGLI STANDARD

85Protesa 2018 © all rights reserved
� Evitare errori nello svolgimento delle operazioni
� Permettere che le attività di controllo siano effettuabili da chiunque
� Rendere più rapide possibili le operazioni
� Rendere immediatamente visibili a tutti i problemi che si creano
e le azioni correttive
� Segnalare in anticipo i possibili rischi (norme di sicurezza in fabbrica)
� Consentire facili controlli e la gestione della manutenzione
� Chiarire chi ha prelevato gli oggetti o dove sono stati portati
PERCHE’ UTILIZZARE IL CONTROLLO VISIVO

86Protesa 2018 © all rights reserved
� Definizione degli
standard
� Monitoraggio
delle criticità /
verifica standard
� Modifica /
miglioramento
continuo degli
standard
STANDARD WORK MANAGEMENT
87Protesa 2018 © all rights reserved
� Mantenere e migliorare la qualità dei prodotti e dei servizi (standard e regolechiare)
� Mantenere e migliorare la sicurezza dei processi
� Stabilizzare i processi e facilitare l’individuazione delle anomalie di processo
� Ridurre i costi della non qualità (non dover fare le cose 2 volte, sapere dovesono gli attrezzi, i documenti, la modulistica, le pratiche, ecc.)
� Ridurre i tempi di attraversamento: risparmiare tempo nella ricerca dimateriali, attrezzature, documenti, ecc.
� Mantenere i risultati costanti nel tempo
BENEFICI

88Protesa 2018 © all rights reserved
� Razionalizzare ed ottimizzare i processi aziendali (chi fa cosa e come,eliminando gli sprechi e le attività inutili); semplificare le procedure operative
� Definire in modo chiaro le attività (lavoro) da svolgere
� Disporre di regole di gestione organizzativa (ruoli e responsabilità) chiare econdivise
� Condividere le informazioni necessarie per svolgere meglio il proprio lavoro
� Facilitare la crescita e sviluppo delle risorse umane (migliore clima ecomunicazione interna, scambio di competenze, lavoro in team)
� Supportare traininig e apprendimenti operatori
� Avere una solida base di riferimento per il problem solving e i futurimiglioramenti (kaizen)
BENEFICI

89Protesa 2018 © all rights reserved

90Protesa 2018 © all rights reserved
Come migliorare il processo?
DOVE INTERVENIRE?
91Protesa 2018 © all rights reserved
PRIMA stabilizzo il processo
POI miglioro il processo

92Protesa 2018 © all rights reserved
Total Productive Management

93Protesa 2018 © all rights reserved
TPM (Total Productive Manteinance), è la disciplina che si pone l'obiettivo di
raggiungere la massima efficienza degli impianti produttivi attraverso il
coinvolgimento attivo di tutto il personale, puntando sull'affidabilità dei processi
e all'eliminazione dei loro fermi.
Manutenzione a guasto
Manutenzione preventiva
Manutenzione migliorativa
Prevenzione della
manutenzioneTPM
MANUTENZIONE PRODUTTIVA

94Protesa 2018 © all rights reserved
Manutenzione a guasto
Si interviene dopo che si è verificato un guasto oun calo di performance.� Programmata: è economicamente più conveniente
intervenire dopo che si è presentato il guasto� NON programmata: manutenzione lasciata al caso;
l’intervento di ripristino di solito provoca ritardi,riparazioni frettolose, maggiori costi
Manutenzione preventiva
Si mette in atto una serie di azioni per prevenire iguasti:� Manutenzione quotidiana (pulizia, lubrificazione,
ispezione)� Controllo periodico per misurare il degrado� Messa a punto per recuperare eventuali situazioni
di degrado
TIPOLOGIE MANUTENZIONE

95Protesa 2018 © all rights reserved
Manutenzione migliorativa
� Si modificano gli impianti per evitare che siverifichino guasti
� Si rendono agevoli e sicure le ispezioni dimacchinari e impianti
� Si registrano le anomalie e si analizzando i dati perpotere attuare azioni di miglioramento
Prevenzione della
manutenzione
� Si utilizzano le informazioni raccolte «sul campo»dagli addetti alle macchine e impianti perprogettare macchinari che non si guastino eche siano facilmente mantenibili
� Si coinvolgono gli operatori esperti e i manutentorinella progettazione di macchine e impianti
TIPOLOGIE MANUTENZIONE
96Protesa 2018 © all rights reserved
TPMInsieme di attività per prevenire guasti e perdite diqualità di macchine, impianti e attrezzature.
OBIETTIVI:
Guasti – nessuna rottura, nessun fermomacchina
rilevamento precoce delle anomalie,tempestività degli interventi
Difetti – nessun prodotto difettoso, nessunarilavorazione
Interruzioni – nessuna perdita di carico, mantenimento/aumento della produttività
Sicurezza
TPM
97Protesa 2018 © all rights reserved
� Eliminazione delle 6 grandi perdite:� Guasti� Set up e regolazioni� Piccole fermate� Perdite di velocità� Difetti� Scarti
� Sviluppo di un sistema di manutenzione autonoma eseguitadagli operatori
� Sviluppo di un sistema di manutenzione pianificata / preventiva
� Training per gli operatori, addetti alla manutenzione e responsabili
� Miglioramento della progettazione di macchine e attrezzature
Rilevati e monitorati attraverso l’OEE
FONDAMENTI TPM

98Protesa 2018 © all rights reserved
Lo scopo di massimizzare l’efficienza di un impianto è conseguito
mediante l’eliminazione delle cause fondamentali di perdita della
produzione:
1. Perdite per guasti
2. Perdite per attrezzaggi e regolazioni
3. Perdite per micro fermate
4. Perdite per riduzione di velocità
5. Perdite per difetti e rilavorazioni
6. Perdite di resa all’avviamento
LE 6 GRANDI PERDITE
99Protesa 2018 © all rights reserved
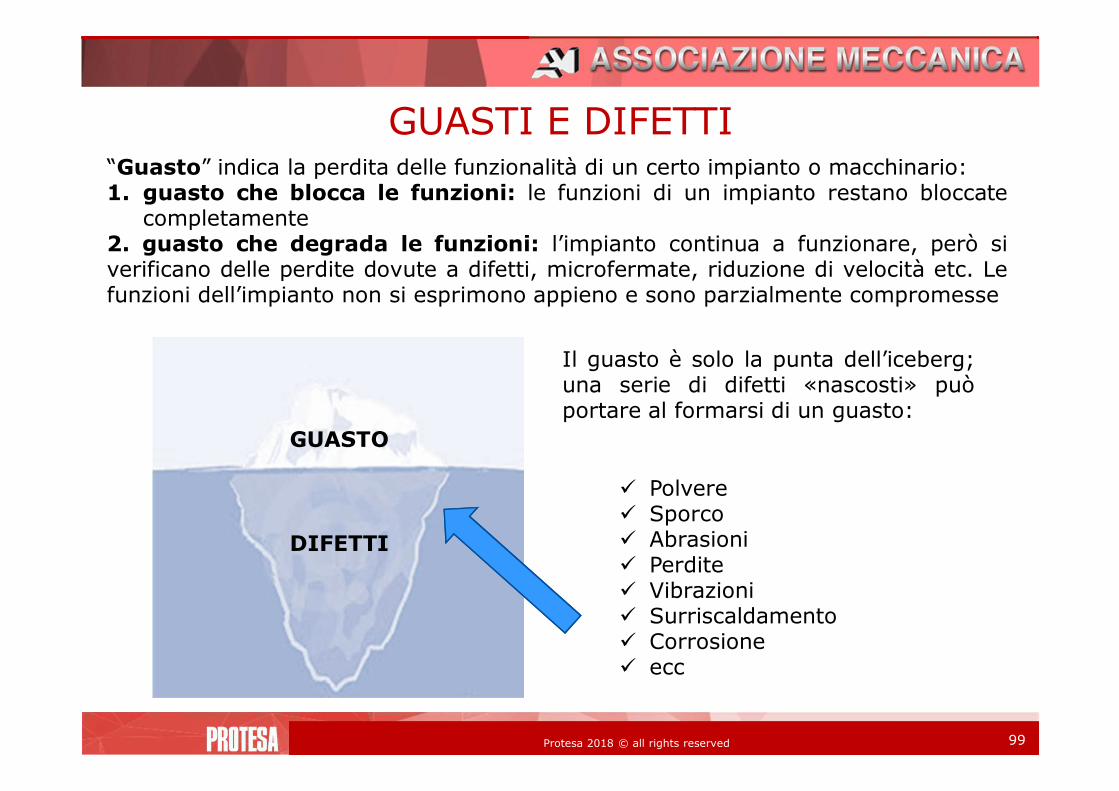
GUASTI E DIFETTI
GUASTO
DIFETTI
� Polvere� Sporco� Abrasioni� Perdite� Vibrazioni� Surriscaldamento� Corrosione� ecc
Il guasto è solo la punta dell’iceberg;una serie di difetti «nascosti» puòportare al formarsi di un guasto:
“Guasto” indica la perdita delle funzionalità di un certo impianto o macchinario:1. guasto che blocca le funzioni: le funzioni di un impianto restano bloccate
completamente2. guasto che degrada le funzioni: l’impianto continua a funzionare, però siverificano delle perdite dovute a difetti, microfermate, riduzione di velocità etc. Lefunzioni dell’impianto non si esprimono appieno e sono parzialmente compromesse
100Protesa 2018 © all rights reserved
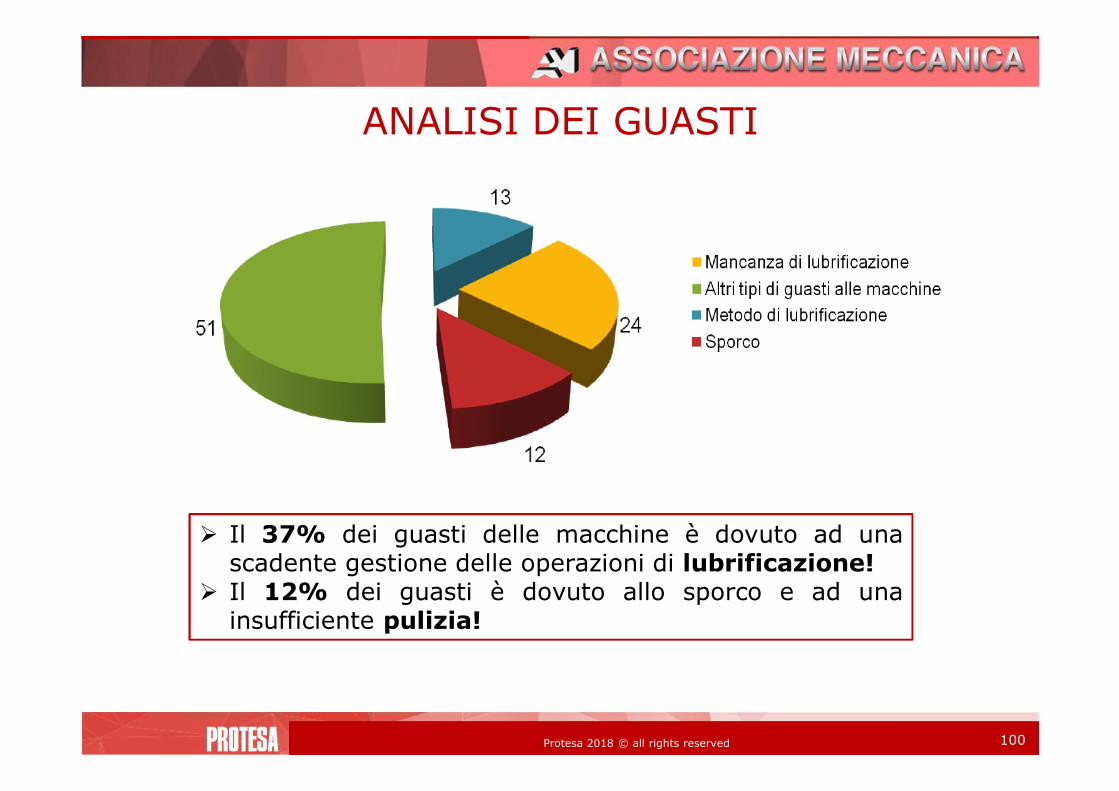
ANALISI DEI GUASTI
� Il 37% dei guasti delle macchine è dovuto ad unascadente gestione delle operazioni di lubrificazione!
� Il 12% dei guasti è dovuto allo sporco e ad unainsufficiente pulizia!
101Protesa 2018 © all rights reserved
LE CAUSE DEI GUASTIIn giapponese «guasto» significa «disagio provocato deliberatamente da una
persona»: gli impianti non si rompono per loro volontà.
Quando i componenti (meccanici, elettrici, elettronici) di una macchina non sono
usati correttamente sono sottoposti a sollecitazione anomale che portano al
guasto.
Indipendentemente dal tipo di macchinari e impianti, i reparti produttivi con
molti guasti e difetti sono accumunati da:
� sporcizia� perdite lubrificanti� polveri e sfridi sulle parti rotanti delle macchine� cablaggi e tubature aggrovigliati� carter che nascondono la macchina
� Si ritiene che la situazione sia accettabile e«normale»!!

102Protesa 2018 © all rights reserved
ANALISI CAUSEPROBLEM SOLVING:� Analisi dei 5 Perchè� Diagramma di Ishikawa (o diagramma a lisca
di pesce)

103Protesa 2018 © all rights reserved
FMEA
� FMEA (Failure Mode and Effect Analysis): Analisi preventiva dei modi e degli
effetti dei guasti
� FMECA (Failure Mode, Effects, and Criticality Analysis: Analisi preventiva dei
modi, degli effetti e della criticità dei guasti)
Sono analisi che identificano e valutano a priori i possibili
«modi di guasto» di un prodotto o processo in modo
strutturato e documentato, per valutare attraverso
indicatori di rischio la necessità / priorità di introdurre
specifiche azioni correttive.

104Protesa 2018 © all rights reserved
MANUTENZIONE PREVENTIVA PIANIFICATAPianificazione delle azioni di
manutenzione:
� tempi
� costi
� risorse necessarie
� materiali necessari
� tempi non disponibili
della macchina

105Protesa 2018 © all rights reserved
MANUTENZIONE AUTONOMA
PULIZIA INIZIALE
ELIMINAZIONE CAUSA PERDITA E SPORCO
STANDARDIZZAZIONE PULIZIA E LUBRIFICAZIONE
ISPEZIONE GENERALE
ISPEZIONE AUTONOMA
CONTROLLO E GESTIONE AREA LAVORO
AUTOMANUTENZIONE
1
2
3
4
5
6
7
Coinvolgimento degli operatori nella corretta conduzione delle macchine, nelle regolazioni durante i cambi di produzione, nel mantenimento delle condizioni di base di pulizia e lubrificazione, nelle ispezioniquotidiane e nei piccoli interventi manutentivi.
106Protesa 2018 © all rights reserved
O. E. E.

107Protesa 2018 © all rights reserved
OEE: DEFINIZIONE
L’OEE è il modo in cui si misura l'efficienza di una macchina
Misura di quanto viene sfruttato il potenziale di una macchina/impianto produttivo
Perché si usa l’OEE ?Basandosi su dati quantitativi è possibile stabilire se c’è un pieno utilizzo di una macchina e quali possono essere le aree di miglioramento

108Protesa 2018 © all rights reserved
OEE: CALCOLO
109Protesa 2018 © all rights reserved
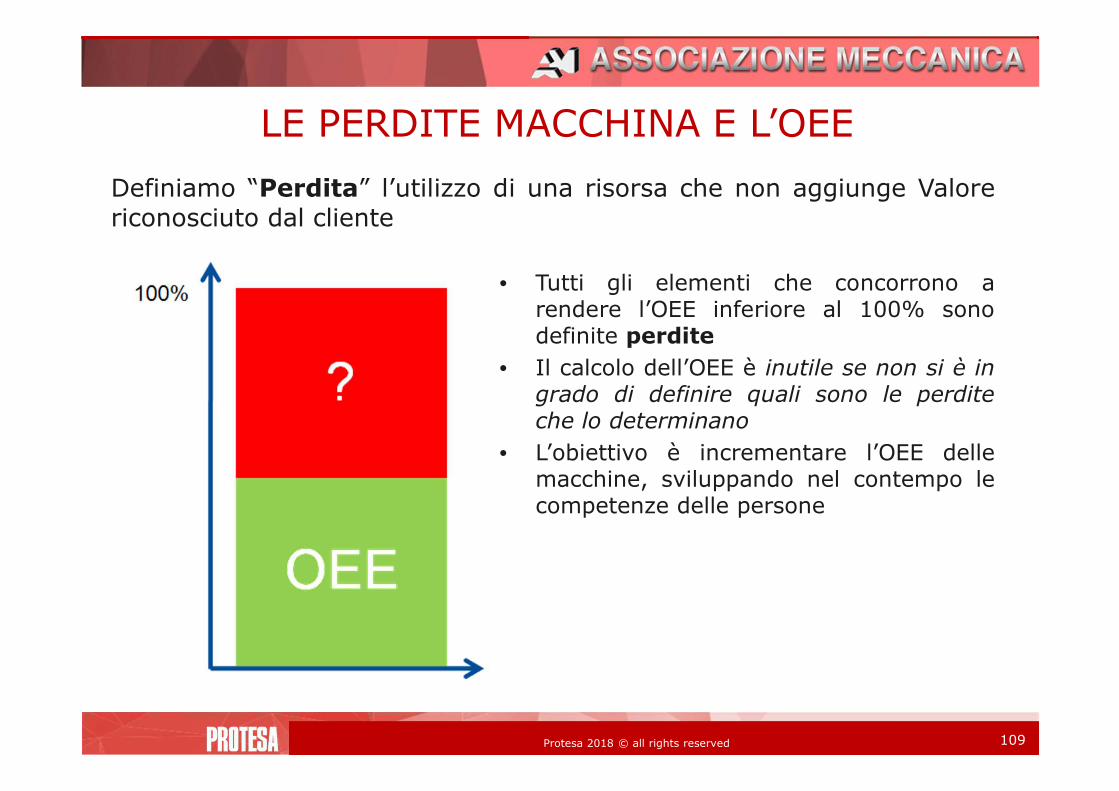
Definiamo “Perdita” l’utilizzo di una risorsa che non aggiunge Valorericonosciuto dal cliente
• Tutti gli elementi che concorrono arendere l’OEE inferiore al 100% sonodefinite perdite
• Il calcolo dell’OEE è inutile se non si è ingrado di definire quali sono le perditeche lo determinano
• L’obiettivo è incrementare l’OEE dellemacchine, sviluppando nel contempo lecompetenze delle persone
LE PERDITE MACCHINA E L’OEE

110Protesa 2018 © all rights reserved
LE PERDITE MACCHINA E L’OEE

111Protesa 2018 © all rights reserved
LE CATEGORIE DI PERDITE

112Protesa 2018 © all rights reserved
Disponibilitànon impiegata
Disponibilità potenziale 24 or e/giorno x 365 giorni/anno
Disponibilità teorica
Disponibilità impiegata
Disponibilità pratica
Efficienza prestazioni
Indice qualità
Ore dedotte
Guasti set-up
Microfermateriduzioni velocità
1
2
3
4
5 Difettosità, scarti, minor resa all’avviamento
6 grandi perdite
Si misura il reparto
Si misura l’azienda
COSA MISURA L’OEE

113Protesa 2018 © all rights reserved
La tecnica delle 5S

114Protesa 2018 © all rights reserved
5S PER IL MIGLIORAMENTO
Le “ 5 S “ sono una serie di tecniche che costituiscono la base sulla qualecostruire un sistema efficace di organizzazione del posto di lavoro e delle attivitàad esso collegate.
Questo attraverso l’applicazione dei concetti di:
� Separazione/sistemazione� Ordine� Pulizia� Standardizzazione� Rispetto delle regole
Le 5S sono un metodo per organizzare in maniera efficace e visuale il postodi lavoro e le attività ad esso collegate per minimizzare gli sprechi attraverso ilcoinvolgimento di tutti, contribuendo a creare e mantenere postazioni dilavoro sicure per gli operatori.

115Protesa 2018 © all rights reserved
5S: VISIONE D’INSIEME
Perchè
Stress Ripetuti
Eliminare microperdite
Orgoglio
Clienti
Errori
Trasporti
Reach zones
Ogni giorno
Lavoratori
Nel proprio ambiente

116Protesa 2018 © all rights reserved
LE 5 REGOLE DELLA VISIBILITA’
1 - Sort - Seiri (selezionare)- eliminare ciò che non è necessario
2 - Straighten – Seiton (ordinare)- un posto per ogni cosa ed ogni cosa al suo posto
3 - Shine – Seiso (pulire)- pulizia e messa in atto di accorgimenti per mantenere pulito
4 - Standardize – Seiketsu (standardizzare)- definire in modo standard le prime 3 S
5 - Sustain – Shitsuke (mantenere)- rispettare le Regole

117Protesa 2018 © all rights reserved
DAL NOSTRO PUNTO DI VISTA…
Viviamo in azienda la maggior parte delle nostre ore attive. In un’azienda pulita e ordinata lavoriamo meglio e pensiamo meglio e questo si ripercuote positivamente anche sulla nostra vita extra-lavorativa.
Viviamo in azienda la maggior parte delle nostre ore attive. In un ambiente pulito e ordinato lavoriamo meglio e pensiamo meglio e questo si ripercuote positivamente anche sulla nostra vita extra-lavorativa.

118Protesa 2018 © all rights reserved
LEAN SUPPLY CHAIN

119Protesa 2018 © all rights reserved
Una Supply Chain consiste in una serie di attività ed organizzazioni che sioccupano della movimentazione / lavorazione dei materiali dai fornitori iniziali aiclienti finali.
FornitoriFornitori Trasporti InboundTrasporti InboundProduzione, Magazzino, Pianificazione, Gestione
Ordini
Produzione, Magazzino, Pianificazione, Gestione
Ordini
Flussi FisiciFlussi Fisici
ClientiClientiTrasporti OutboundTrasporti Outbound
SUPPLY CHAIN

120Protesa 2018 © all rights reserved
ServizioServizio
Tempo di rispostaTempo di risposta
Puntualità (OTIF)Puntualità (OTIF)
DisponibilitàDisponibilità
Flessibilità ai volumiFlessibilità ai volumi
Servizio assistenzaServizio assistenza
Qualità prodottoQualità prodotto
Qualità processo (consegna, assistenza)Qualità processo (consegna, assistenza)QualitàQualità
ScorteScorte
Termini pagamentoTermini pagamentoCashCash
CostiCosti
Customer service e demand planningCustomer service e demand planning
Trasporto InboundTrasporto Inbound
Trasporto OutboundTrasporto Outbound
Stoccaggio, spedizione e logistica internaStoccaggio, spedizione e logistica interna
Pianificazione e rapporti coi fornitoriPianificazione e rapporti coi fornitori
SUPPLY CHAIN: INDICATORI DI PERFORMANCE

121Protesa 2018 © all rights reserved
MANCATO SERVIZIO
MATERIALE NON DISPONIBILE
MATERIALE DISPONIBILE
� Non pianificato� Produzione in
ritardo� Disponibile nel
magazzino sbagliato
CONSEGNA NON
PUNTUALE
CONSEGNA PARZIALE
PRODOTTO NON IN PERFETTE CONDIZIONI
ERRORE DOCUMENTAZIONE
� Fuori dalla finestra di consegna
� Produzione in ritardo
� Consegnato nel luogo sbagliato
� Prodotto sbagliato
� Quantità sbagliata
� Non disponibile tutto il prodotto
� Danni da trasporto
� Difetti del prodotto
� Garanzie e resi
� Errore documenti spedizione
� Mancanza certificazioni
� Errori nelle fatture
� Documenti mancanti
PERDITE NEL LIVELLO DI SERVIZIO

122Protesa 2018 © all rights reserved
� Tradizionalmente la Supply Chain è segmentata per aree funzionali, incontrasto con la natura TRASVERSALE del processo.
� Il mancato scorrimento del flusso del valore in presenza di eventuali barriere(fisiche, organizzative , informatiche, ecc. ) genera SPRECHI, alcuni dei qualisi traducono in accumulo di scorta.
PROCESSI VS FUNZIONI
123Protesa 2018 © all rights reserved
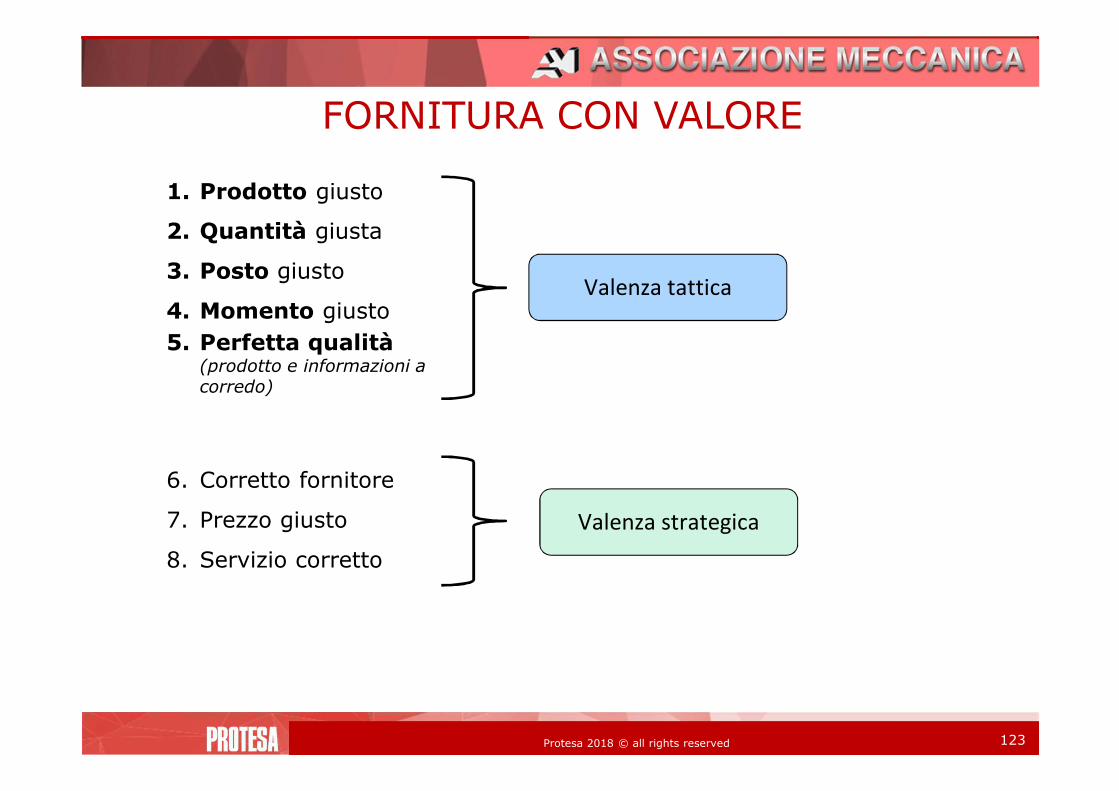
1. Prodotto giusto
2. Quantità giusta
3. Posto giusto
4. Momento giusto5. Perfetta qualità
(prodotto e informazioni a corredo)
6. Corretto fornitore
7. Prezzo giusto
8. Servizio corretto
Valenza tattica
Valenza strategica
FORNITURA CON VALORE

124Protesa 2018 © all rights reserved
Spreco
Non dare il massimo valore al cliente
Attese
Difetti, errori, rilavorazioni
Trasporti
Movimentazioni inutili
Processi inutili
Magazzini inutili
Sovra-produzione
SPRECHI SUPPLY CHAIN

125Protesa 2018 © all rights reserved
� Creazione magazzini per far fronte a lunghi lead time diapprovvigionamento
� Creazione magazzini a causa dei lotti di grandi dimensioni e dellamancanza di flessibilità del mix produttivo
� Creazione magazzini per far fronte a ritardi dei fornitori (mix e quantitàprodotti)
� Creazione extra-capacità produttiva per far fronte ai picchi di domanda/ produzione
� Sovraproduzione legata all’amplificazione della variabilità delladomanda
SOVRAPRODUZIONE

126Protesa 2018 © all rights reserved
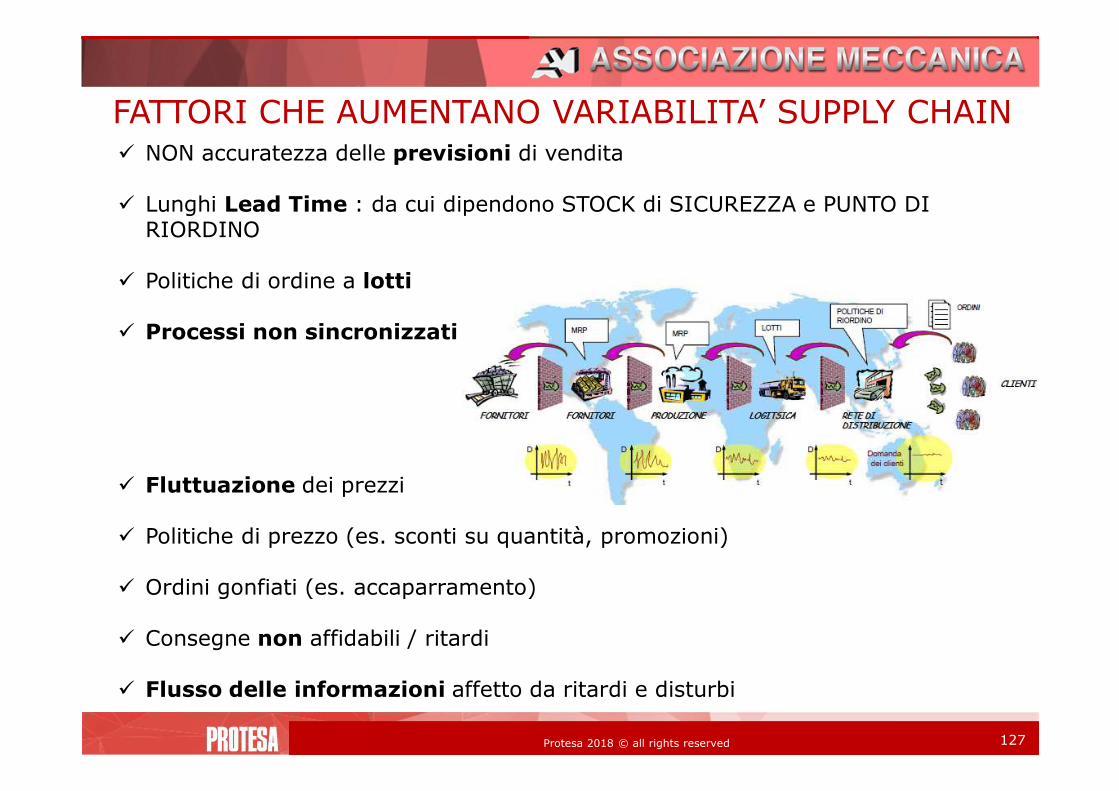
AMPLIFICAZIONE VARIABILITA’
In condizioni normali la richiesta è trasferita a monte della Supply Chaincon progressivo aumento delle distorsioni.Le politiche di produzione e acquisto introducono ad ogni passo ulteriorevariabilità alla richiesta inizialeAnche se la domanda del mercato rimane stabile, magazzini e ordiniarretrati possono avere notevoli fluttuazioni all’interno della Supply Chain.
127Protesa 2018 © all rights reserved
FATTORI CHE AUMENTANO VARIABILITA’ SUPPLY CHAIN� NON accuratezza delle previsioni di vendita
� Lunghi Lead Time : da cui dipendono STOCK di SICUREZZA e PUNTO DI RIORDINO
� Politiche di ordine a lotti
� Processi non sincronizzati
� Fluttuazione dei prezzi
� Politiche di prezzo (es. sconti su quantità, promozioni)
� Ordini gonfiati (es. accaparramento)
� Consegne non affidabili / ritardi
� Flusso delle informazioni affetto da ritardi e disturbi

128Protesa 2018 © all rights reserved
SCORTE
SCORTASCORTA
NON HO TEMPO PER REAGIRE � mi porto avanti
NON SO COSA SERVE E QUANDO
SPECULAZIONE DI ACQUISTO (LOTTO GRANDE COSTA MENO)
RISCHI DI FORNITURA/SPECULAZIONE
DIMENSIONAMENTO «A OCCHIO»
FORNITORE SISTEMATICAMENTE IN RITARDO
PRODUCO IN ANTICIPO PER NON RITARDARESPRECOSPRECO
RISORSE INVESTITE IN ANTICIPO
NON SO SE LE UTILIZZERO’
GENERO LAVORO AGGIUNTO

129Protesa 2018 © all rights reserved
COSTO DELLE SCORTETipi di scorte:
� Prodotto finito� Materiali e imballaggi� Work in Progress (WIP)� Parti di Ricambio� Materiali di consumo� Altro
Tipi di scorte:
� Prodotto finito� Materiali e imballaggi� Work in Progress (WIP)� Parti di Ricambio� Materiali di consumo� Altro Costo delle
ScorteCosto delle
Scorte
FurtiFurti
ObsolescenzaObsolescenza
SpazioSpazio
Costo del capitaleCosto del capitale
AssicurazioneAssicurazione
DanneggiamentiDanneggiamenti
Movimentazioni extraMovimentazioni extraCosto % del valore
Costo del capitale 8 %
Danneggiamenti 3 %
Assicurazione 4 %
Obsolescenze 4 %
Furti 3 %
Totale 22%
esempioesempio
Un magazzino di valore medio 1.000.000 €genererebbe costi per 220.000 €/anno
Un magazzino di valore medio 1.000.000 €genererebbe costi per 220.000 €/anno

130Protesa 2018 © all rights reserved
ATTESE
� Attese materiali e componenti dafornitore (o da reparto precedente)
� Attese per consegne non complete� Attesa tempi macchina (non
livellamento attività)� Attese per set up macchine� Ricerca componenti
� Attesa informazioni da / perfornitore:
� Richiesta offerta / preventivo� Definizione accordi di fornitura
(specifiche di acquisto)� Approvazione offerta� Emissione ordine� Ecc.

131Protesa 2018 © all rights reserved
PROCESSI INUTILI
� Conteggio parti� Servizio in eccesso� Complessità non necessaria� Eccesso reportistica� Costi della «non fiducia»
La digitalizzazione
elimina o amplifica
questi sprechi?

132Protesa 2018 © all rights reserved
DIFETTI, ERRORI, RILAVORAZIONI
� Scarti, Non Conformità,rilavorazioni
� Rotture o malfunzionamentomacchine
� Errori nei processi di ufficio(es errata pianificazione eschedulazione)
� Furti, danneggiamenti� Reclami

133Protesa 2018 © all rights reserved
TRASPORTI
� Trasporto materiali per lunghedistanze
� Eccessivo consumo di energie� Trasporti non necessari� Eccessivo costo trasporti� Utilizzo mezzi movimentazione
non ottimale (spreco)
Carico irragionevoleCarico irragionevole
Carico non livellatoCarico non livellato
SprecoSpreco
SprecoSpreco

134Protesa 2018 © all rights reserved
NON COINVOLGIMENTO
…ma lo spreco più importante di tutti è sicuramente lo scarso coinvolgimento
e la scarsa valorizzazione delle competenze dei fornitori nello sviluppo
di nuovi prodotti e nel miglioramento dei prodotti e dei processi
esistenti.
135Protesa 2018 © all rights reserved
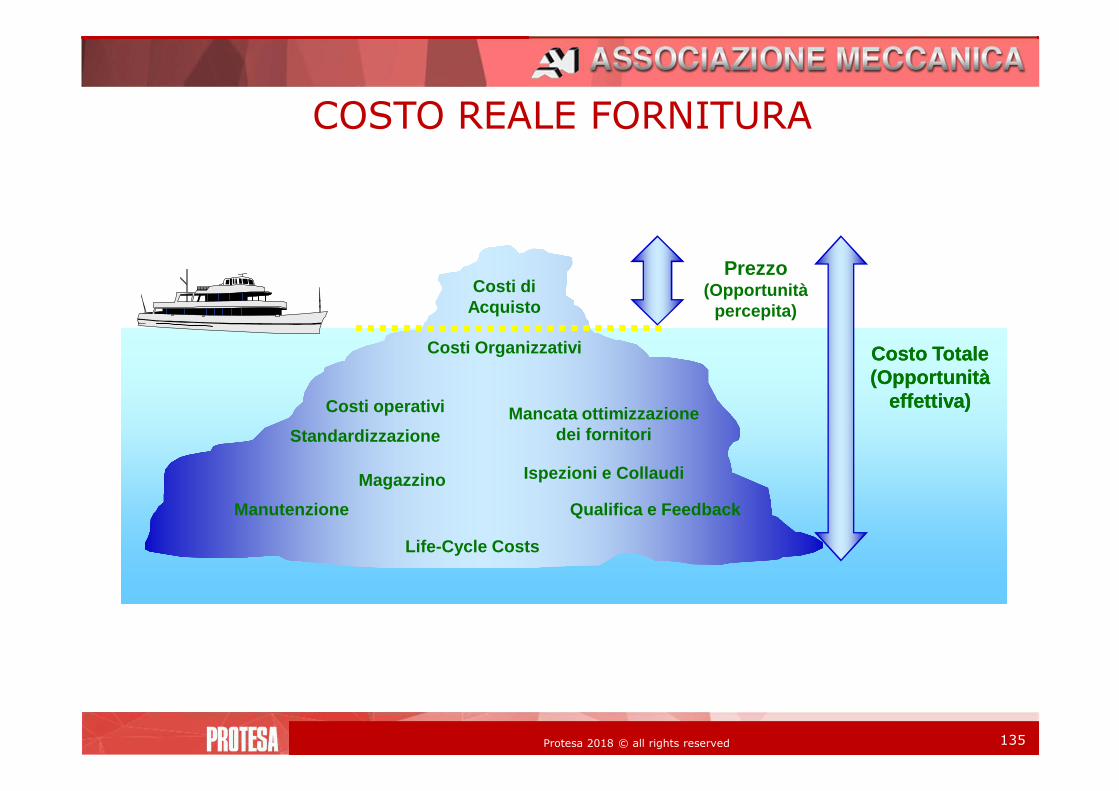
COSTO REALE FORNITURA
Costo Totale(Opportunità
effettiva)
Costo Totale(Opportunità
effettiva)
Prezzo(Opportunità
percepita)Costi di
Acquisto
Costi Organizzativi
Standardizzazione
Ispezioni e CollaudiMagazzino
Qualifica e FeedbackManutenzione
Mancata ottimizzazione dei fornitori
Costi operativi
Life-Cycle Costs

136Protesa 2018 © all rights reserved
Lean Supply Chain Management è un
approccio sistemico per identificare
ed eliminare le attività a non
valore aggiunto (sprechi) nella
catena della fornitura, attraverso
lo sviluppo di un flusso di materiali
il più possibile sincronizzato con i
fabbisogni del cliente e
l’attivazione di un processo di
miglioramento continuo orientato
a raggiungere la perfezione.
LEAN SUPPLY MANAGEMENT

137Protesa 2018 © all rights reserved
IN UN SISTEMA LEAN:
� I fornitori sono integrati
come parte del processo
di generazione del valore
� Una stretta relazione con i
fornitori è la cosa più
efficace per ridurre i costi
INTEGRAZIONE FORNITORI
PRE-REQUISITO PER
INDUSTRIA 4.0

138Protesa 2018 © all rights reserved
Per individuare il valore e gli sprechi si mappa il processo, considerando anchei fornitori. Focalizzando l’attenzione sul flusso e sui tempi diapprovvigionamento complessivi dei materiali (lead time interno + lead timeesterno) emergeranno i principali sprechi e le attività non a valore aggiunto daeliminare.
FLUSSO DEL VALORE ESTESO

139Protesa 2018 © all rights reserved
1) Definizione processo daanalizzare
2) Mappatura:individuazione sprechi eattività a valore aggiunto
3) Calcolo indice di flusso
LEAD TIME E INDICE DI FLUSSO
140Protesa 2018 © all rights reserved
1. Eliminare tutto lo spreco dal processo:
2. Rendere il cliente visibile a tutti i membri del flusso
3. Ridurre il lead time
4. Creare un flusso livellato
5. Utilizzo di sistemi tirati
6. Aumentare la velocità e diminuire la variabilità
7. Collaborazione tra tutti i membri del flusso e disciplina
8. Focus sul costo totale di evasione dell’ordine
� Eccessiva complessità del sistema
� Lead time troppo lunghi
� Trasporti e movimentazioni inutili
� Spazio sprecato
� Magazzini in eccesso
� Rilavorazioni, confusione, movimenti in eccesso
� Packaging non adatto
FLUSSO

141Protesa 2018 © all rights reserved
Condividendo le informazioni produttori efornitori sono in grado di giudicare i costi,le quantità e le tempistiche in modo darazionalizzare il flusso del prodotto eandare nella direzione di una relazionecollaborativa.
FLUSSO CONTINUO DELLE INFORMAZIONI LUNGO IL PROCESSO
COLLABORAZIONE LUNGO IL FLUSSO

142Protesa 2018 © all rights reserved
PROJECT REVIEW SYSTEM PER GESTIONE COMMESSE
PROJECT REVIEW SYSTEM
CONCEPT PAPER
BASIC DESIGN
DETAILED DESIGN FABBRICAZIONE CANTIERE
AFTER SALES
I principi e le metodologie del Project Review si applicano allo sviluppo dellecommesse, con particolare focus su:
� Monitoraggio tempi
� Monitoraggio costi
COSTI
PIANIFICAZIONE
FINANZA
commessa
Flussi trasversali a sviluppo commessa
143Protesa 2018 © all rights reserved
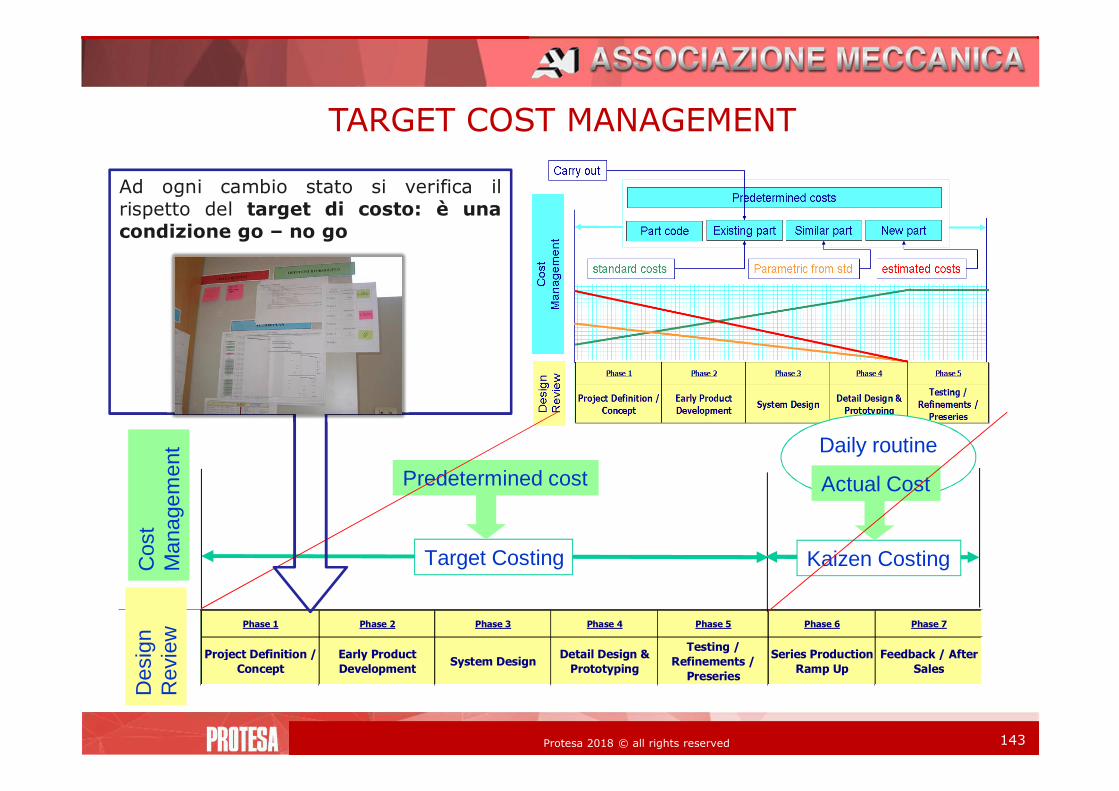
TARGET COST MANAGEMENT
Daily routine
Phase 1 Phase 2 Phase 3 Phase 4 Phase 5 Phase 6 Phase 7
Development Project Definition /
Concept
Early Product
DevelopmentSystem Design
Detail Design &
Prototyping
Testing /
Refinements /
Preseries
Series Production
Ramp Up
Feedback / After
Sales
Phase 1 Phase 2 Phase 3 Phase 4 Phase 5 Phase 6 Phase 7
Development Project Definition /
Concept
Early Product
DevelopmentSystem Design
Detail Design &
Prototyping
Testing /
Refinements /
Preseries
Series Production
Ramp Up
Feedback / After
Sales
Cos
t M
anag
emen
tD
esig
n R
evie
w
Target Costing
Predetermined cost Actual Cost
Kaizen Costing
Ad ogni cambio stato si verifica ilrispetto del target di costo: è unacondizione go – no go
144Protesa 2018 © all rights reserved
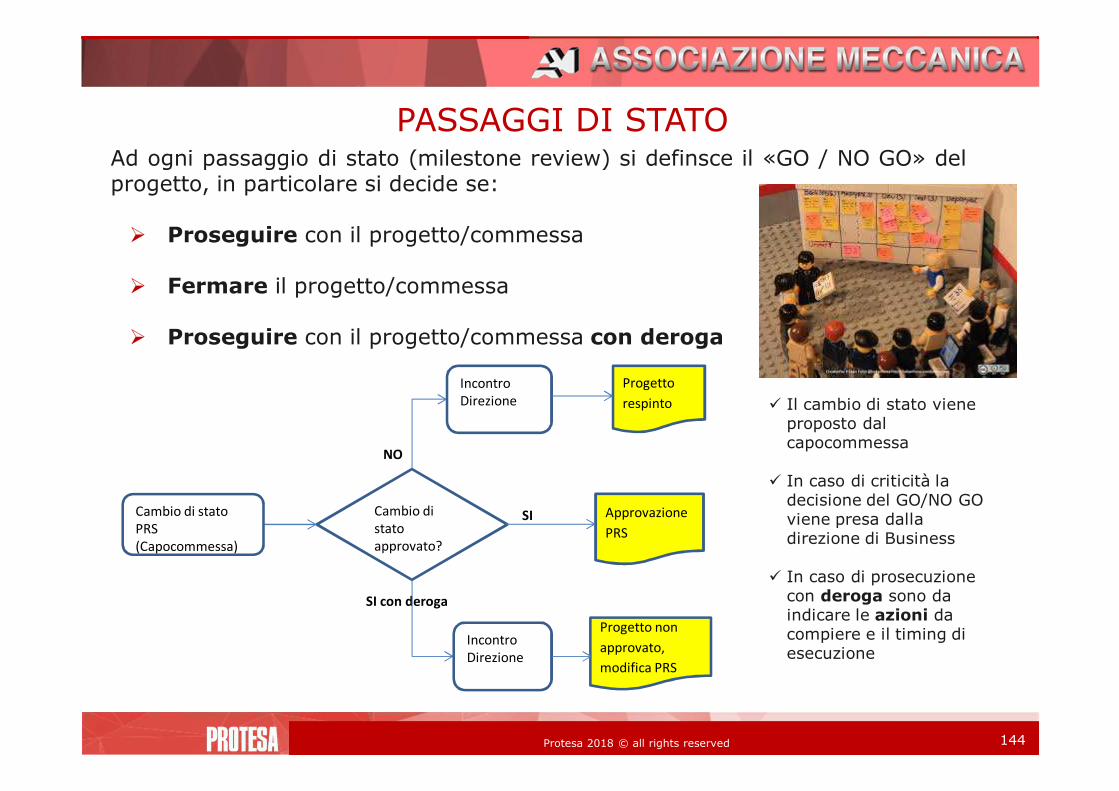
PASSAGGI DI STATOAd ogni passaggio di stato (milestone review) si definsce il «GO / NO GO» delprogetto, in particolare si decide se:
� Proseguire con il progetto/commessa
� Fermare il progetto/commessa
� Proseguire con il progetto/commessa con deroga
Cambio di
stato
approvato?
Approvazione
PRS
Progetto
respinto
Progetto non
approvato,
modifica PRS
Cambio di stato
PRS
(Capocommessa)
Incontro
Direzione
NO
SI con deroga
SI
Incontro
Direzione
� Il cambio di stato viene proposto dal capocommessa
� In caso di criticità la decisione del GO/NO GO viene presa dalla direzione di Business
� In caso di prosecuzione con deroga sono da indicare le azioni da compiere e il timing di esecuzione

145Protesa 2018 © all rights reserved
Azione!!!