lamiere alto spessore - DICCISM Staff Metallurgia Meccanica... · P 680 Cu 38 Mo 11 Sn 120 C e N...
28
Lamiere di alto spessore • Renzo Valentini • Dip. Ing. Chimica, Chim. Ind. e Scienza dei Mat.
-
Upload
trinhnguyet -
Category
Documents
-
view
219 -
download
0
Transcript of lamiere alto spessore - DICCISM Staff Metallurgia Meccanica... · P 680 Cu 38 Mo 11 Sn 120 C e N...
Lamiere di alto spessore
• Renzo Valentini
• Dip. Ing. Chimica, Chim. Ind. e Scienza dei Mat.
Generalità
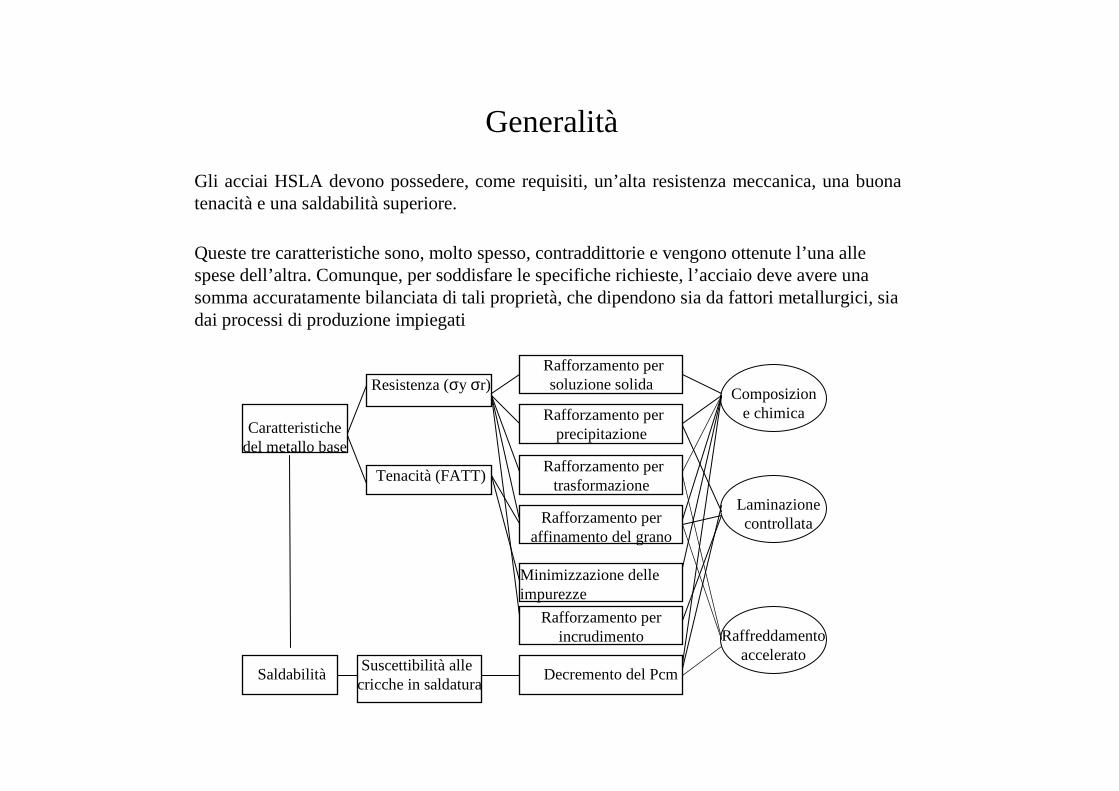
Gli acciai HSLA devono possedere, come requisiti, un’alta resistenza meccanica, una buona tenacità e una saldabilità superiore.
Queste tre caratteristiche sono, molto spesso, contraddittorie e vengono ottenute l’una alle spese dell’altra. Comunque, per soddisfare le specifiche richieste, l’acciaio deve avere una somma accuratamente bilanciata di tali proprietà, che dipendono sia da fattori metallurgici, sia dai processi di produzione impiegati
Caratteristiche del metallo base
Resistenza (σy σr)
Tenacità (FATT)
SaldabilitàSuscettibilità alle cricche in saldatura
Rafforzamento per soluzione solida
Rafforzamento per precipitazione
Rafforzamento per trasformazione
Rafforzamento per affinamento del grano
Minimizzazione delle impurezze
Rafforzamento per incrudimento
Decremento del Pcm
Composizione chimica
Laminazione controllata
Raffreddamento accelerato
Evoluzione del mercato
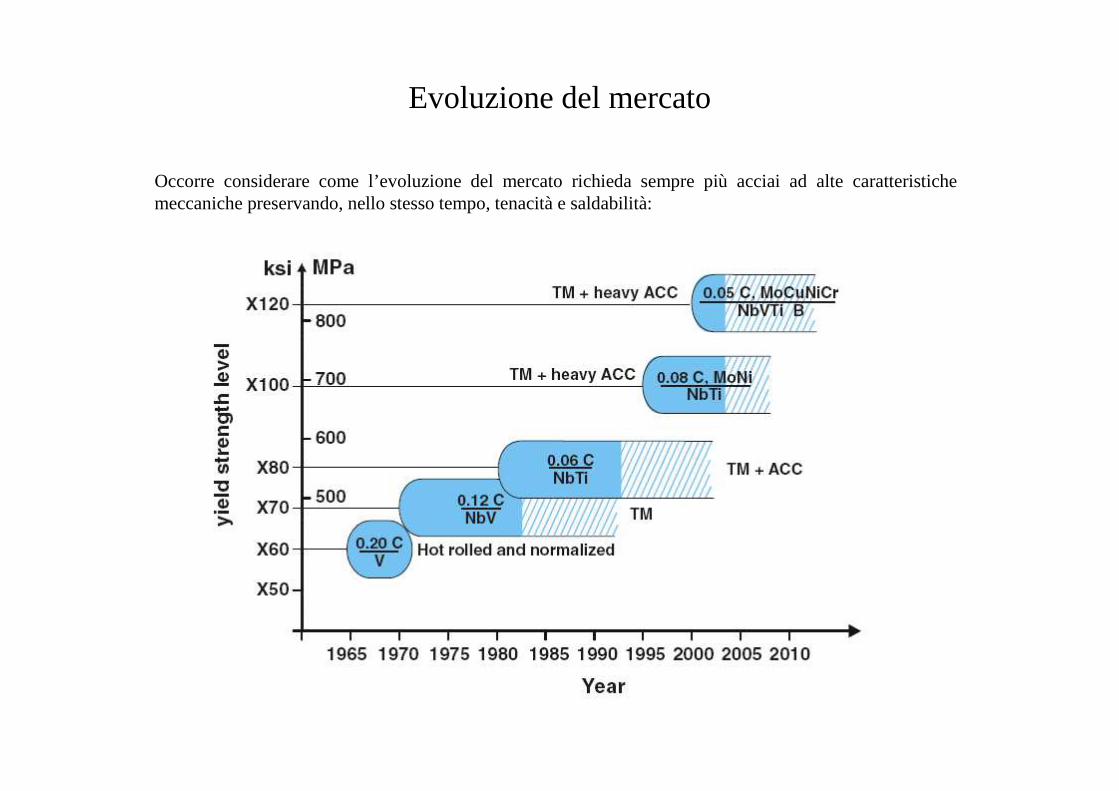
Occorre considerare come l’evoluzione del mercato richieda sempre più acciai ad alte caratteristiche meccaniche preservando, nello stesso tempo, tenacità e saldabilità:
Indurimento per affinamento del grano ferritico.
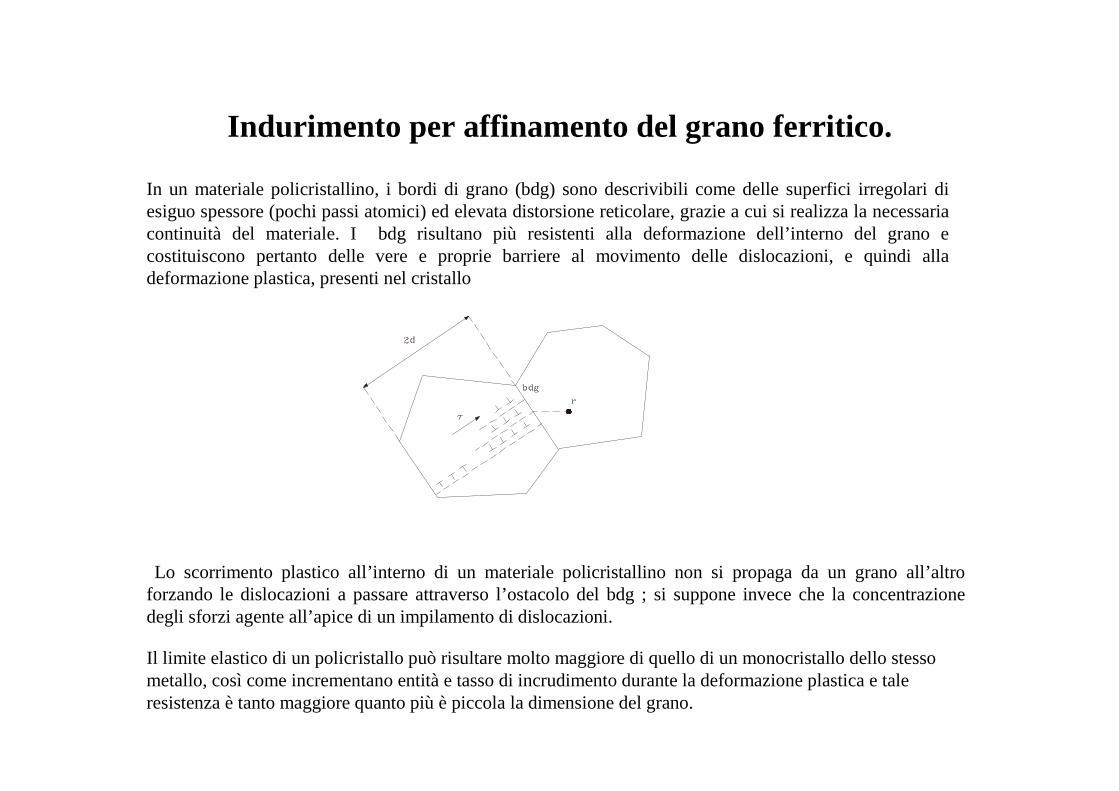
In un materiale policristallino, i bordi di grano (bdg) sono descrivibili come delle superfici irregolari di esiguo spessore (pochi passi atomici) ed elevata distorsione reticolare, grazie a cui si realizza la necessaria continuità del materiale. I bdg risultano più resistenti alla deformazione dell’interno del grano e costituiscono pertanto delle vere e proprie barriere al movimento delle dislocazioni, e quindi alla deformazione plastica, presenti nel cristallo
Lo scorrimento plastico all’interno di un materiale policristallino non si propaga da un grano all’altro forzando le dislocazioni a passare attraverso l’ostacolo del bdg ; si suppone invece che la concentrazione degli sforzi agente all’apice di un impilamento di dislocazioni.
Il limite elastico di un policristallo può risultare molto maggiore di quello di un monocristallo dello stesso metallo, così come incrementano entità e tasso di incrudimento durante la deformazione plastica e taleresistenza è tanto maggiore quanto più è piccola la dimensione del grano.
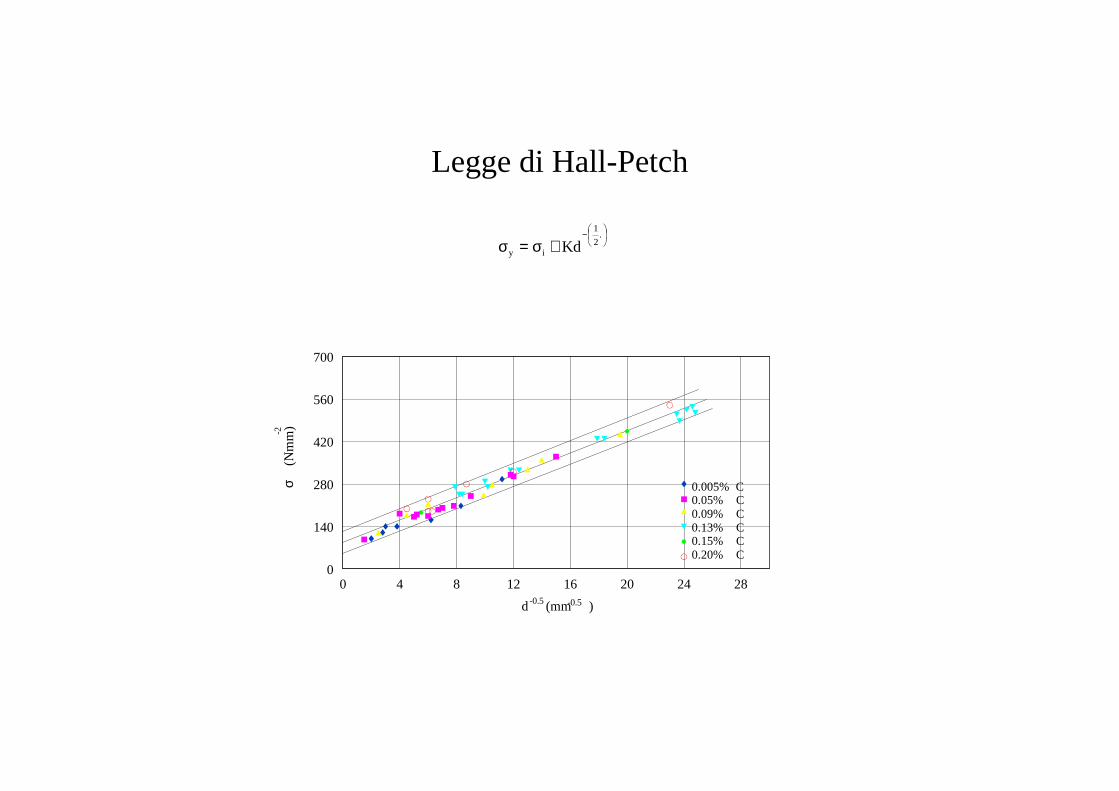
Legge di Hall-Petch
−+σ=σ
.2
1
iy Kd
0 4 8 12 16 20 24 28
d (mm )
0
140
280
420
560
700
σ
(Nm
m)
)
-0.5 -0.5
-2
0.005% C 0.05% C 0.09% C 0.13% C 0.15% C 0.20% C
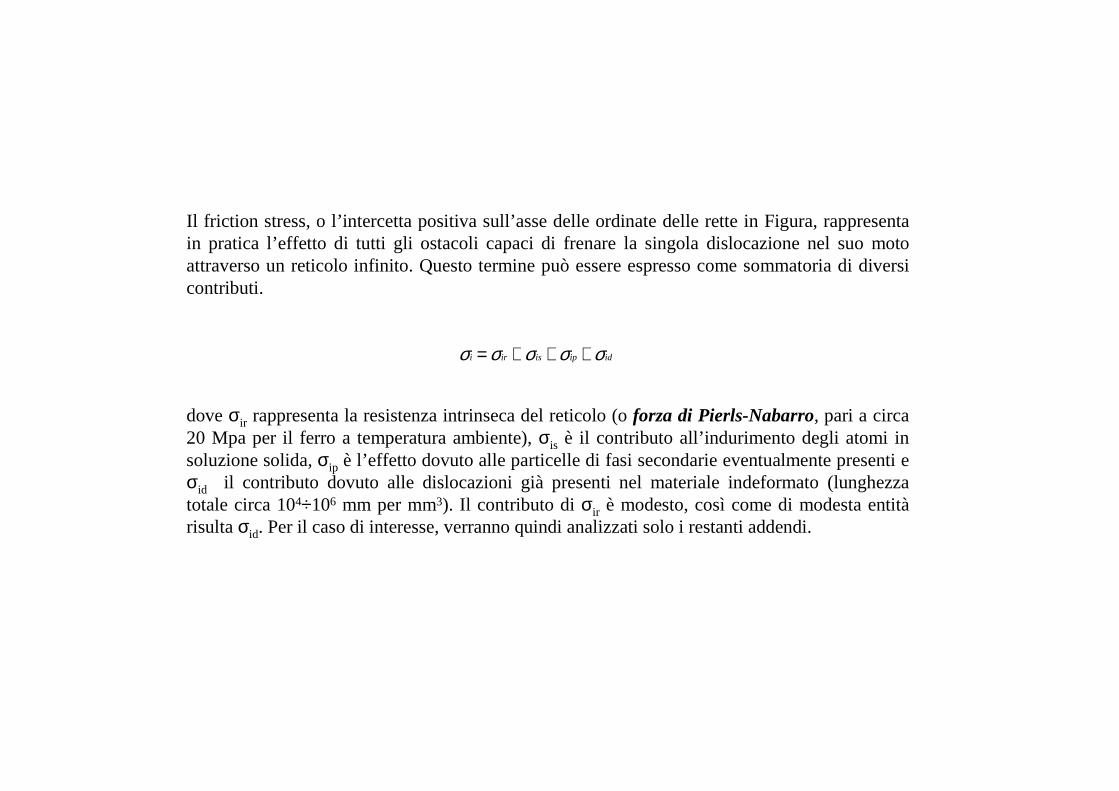
Il friction stress, o l’intercetta positiva sull’asse delle ordinate delle rette in Figura, rappresenta in pratica l’effetto di tutti gli ostacoli capaci di frenare la singola dislocazione nel suo moto attraverso un reticolo infinito. Questo termine può essere espresso come sommatoria di diversi contributi.
dove σir rappresenta la resistenza intrinseca del reticolo (o forza di Pierls-Nabarro, pari a circa 20 Mpa per il ferro a temperatura ambiente), σis è il contributo all’indurimento degli atomi in soluzione solida, σip è l’effetto dovuto alle particelle di fasi secondarie eventualmente presenti e σid il contributo dovuto alle dislocazioni già presenti nel materiale indeformato (lunghezza totale circa 104÷106 mm per mm3). Il contributo di σir è modesto, così come di modesta entitàrisulta σid. Per il caso di interesse, verranno quindi analizzati solo i restanti addendi.
idipisiri σσσσσ +++=
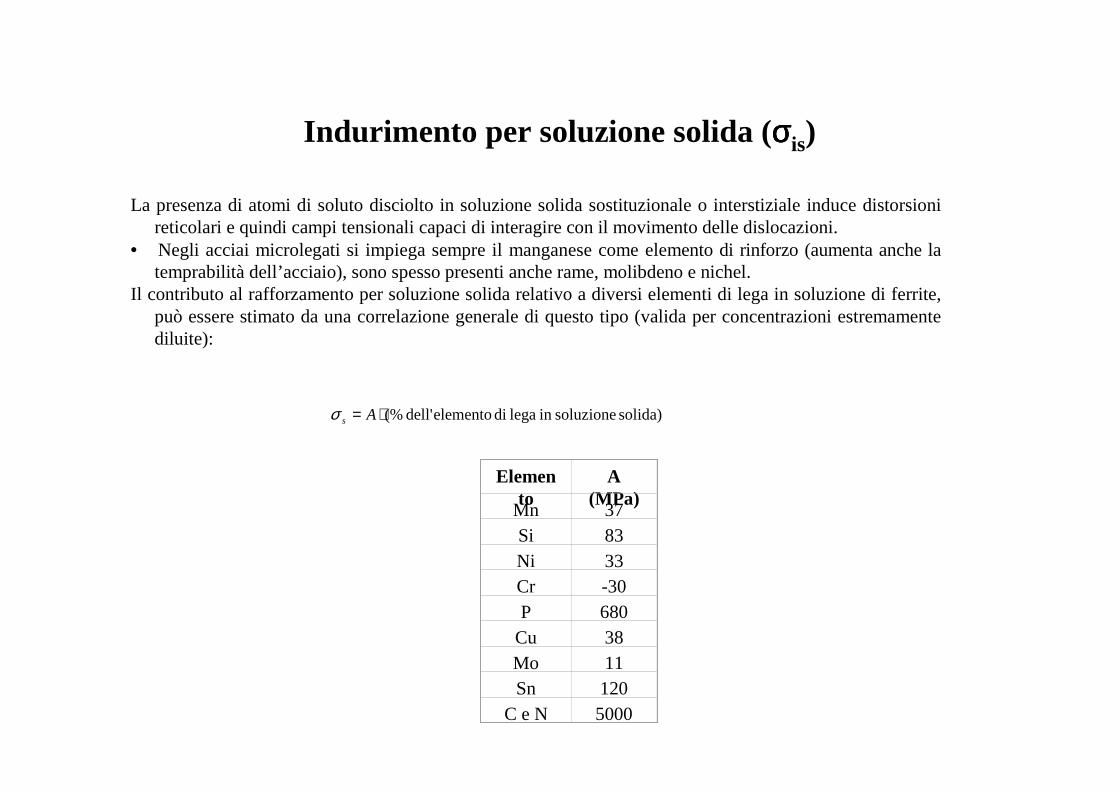
Indurimento per soluzione solida (σσσσis)
La presenza di atomi di soluto disciolto in soluzione solida sostituzionale o interstiziale induce distorsioni reticolari e quindi campi tensionali capaci di interagire con il movimento delle dislocazioni.
• Negli acciai microlegati si impiega sempre il manganese come elemento di rinforzo (aumenta anche la temprabilità dell’acciaio), sono spesso presenti anche rame, molibdeno e nichel.
Il contributo al rafforzamento per soluzione solida relativo a diversi elementi di lega in soluzione di ferrite, può essere stimato da una correlazione generale di questo tipo (valida per concentrazioni estremamente diluite):
solida) soluzionein lega di elementodell' (%⋅= Asσ
Elemento
A (MPa)
Mn 37Si 83Ni 33Cr -30P 680
Cu 38Mo 11Sn 120
C e N 5000
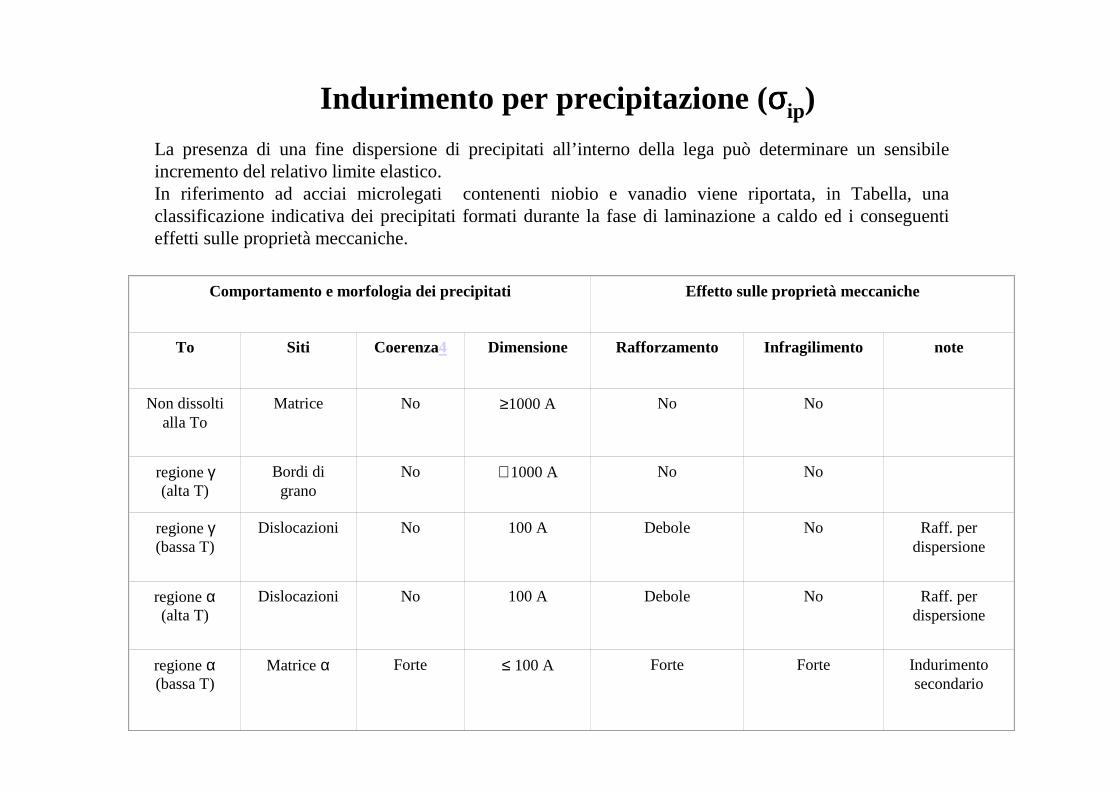
Indurimento per precipitazione (σσσσip)
La presenza di una fine dispersione di precipitati all’interno della lega può determinare un sensibile incremento del relativo limite elastico.In riferimento ad acciai microlegati contenenti niobio e vanadio viene riportata, in Tabella, una classificazione indicativa dei precipitati formati durante la fase di laminazione a caldo ed i conseguenti effetti sulle proprietà meccaniche.
Comportamento e morfologia dei precipitati Effetto sulle proprietà meccaniche
To Siti Coerenza4 Dimensione Rafforzamento Infragilimento note
Non dissolti alla To
Matrice No ≥1000 A No No
regione γ(alta T)
Bordi di grano
No ≅ 1000 A No No
regione γ(bassa T)
Dislocazioni No 100 A Debole No Raff. per dispersione
regione α(alta T)
Dislocazioni No 100 A Debole No Raff. per dispersione
regione α(bassa T)
Matrice α Forte ≤ 100 A Forte Forte Indurimento secondario
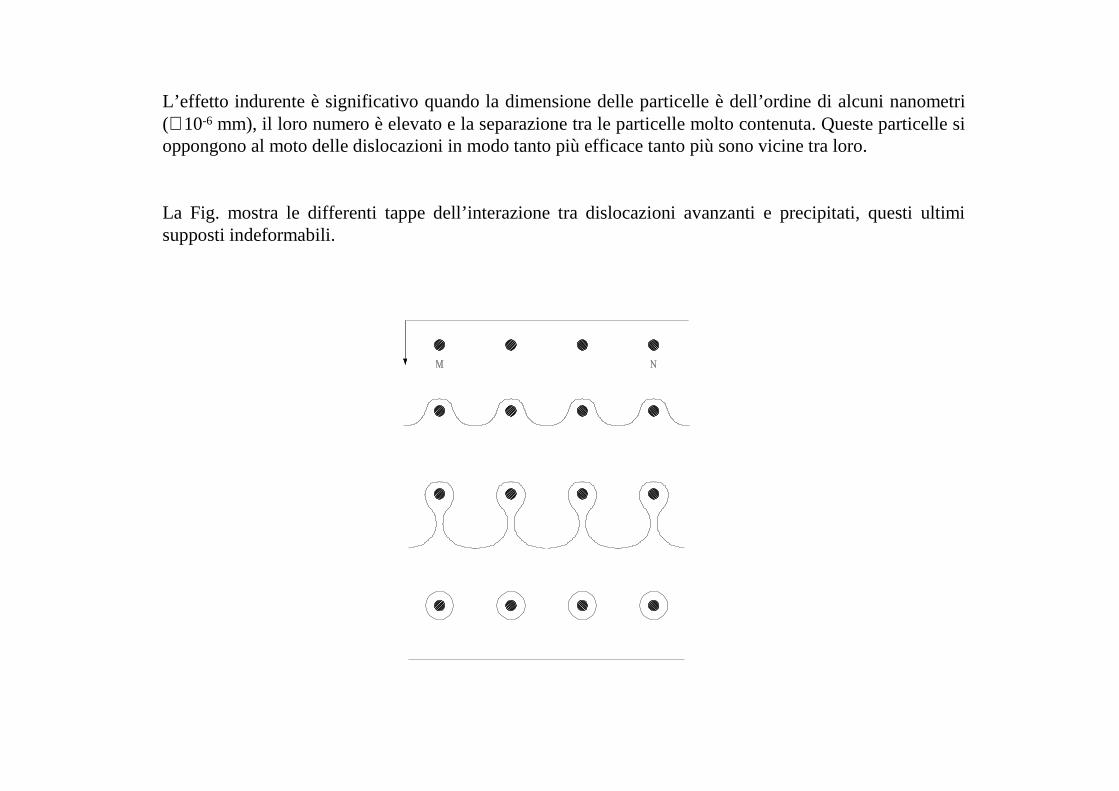
L’effetto indurente è significativo quando la dimensione delle particelle è dell’ordine di alcuni nanometri (≅ 10-6 mm), il loro numero è elevato e la separazione tra le particelle molto contenuta. Queste particelle si oppongono al moto delle dislocazioni in modo tanto più efficace tanto più sono vicine tra loro.
La Fig. mostra le differenti tappe dell’interazione tra dislocazioni avanzanti e precipitati, questi ultimi supposti indeformabili.
• Quando la dislocazione ha attraversato l’ostacolo MN aggirandolo, lascia intorno a quest’ultimo un anello di dislocazione situato sul piano di scorrimento; ciascun anello esercita una retrotensione e, pertanto, aggiunge una difficoltà complementare per le altre dislocazioni che tentano di superarel’ostacolo sullo stesso piano di scorrimento.
� In tal modo vengono lasciati altri anelli che aumentano gradualmente la difficoltà di superare l’ostacolo, determinando un indurimento denominato strutturale o per precipitazione.
Le piccole aggiunte di elementi di lega quali Nb, Ti, V, N, C negli acciai microlegati portano alla formazione di carburi e nitruri. Questi precipitati sono solubilizzati alle alte temperature di omogeneizzazione, almeno in parte, e precipitano durante il raffreddamento e la deformazione imposti durante la fase di laminazione a caldo e raffreddamento accelerato.
Indurimento per trasformazione microstrutturale
I limiti resistenziali caratteristici della ferrite poligonale possono essere incrementati nel caso in cui, durante il raffreddamento dal campo austenitico, si formi una struttura bainitica a basso contenuto di carbonio, comunemente denominata ferrite aciculare.
• Questa consiste in una fine dispersione di grani ferritici non equiassiali con piccole isole di cementite e martensite; la ferrite presenta una morfologia a bastoncini con dimensioni trasversali dell’ordine di 0.5 µm, separati l’uno dall’altro da bordi di grano a piccolo angolo e aggregati in pacchetti bainitici separati da bordi di grano a grande angolo.
Per comprendere da quale fattore dipenda la resistenza meccanica della ferrite aciculare, è necessario considerare il meccanismo della trasformazione di fase austenite→bainite. Al contrario della trasformazione austenite→ferrite, nella quale gli atomi di ferro si muovono in modo disordinato e su grandi distanze per andare a costituire la nuova struttura cristallina, la trasformazione austenite→bainite (come quella austenite→martensite) è considerata, almeno parzialmente, come appartenente alle trasformazioni dettea scatto, in cui gli atomi della fase madre passano ordinatamente e contemporaneamente, compiendo un piccolo spostamento su scala atomica, nella nuova struttura cristallina della fase risultante.
· Per non creare soluzioni di continuità nel materiale, la trasformazione a scatto deve essere accompagnata da una forte deformazione plastica che può avvenire per geminazione (come nel caso della martensite geminata) o per slittamento (come nel caso della martensite dislocata e della ferrite aciculare), ciò implica un forte aumento della densità di dislocazioni, come se il materiale avesse subito, durante la trasformazione, un’intensa lavorazione plastica.
La presenza di substrutture ad alta densità di dislocazioni rende questo tipo di microstruttura più resistente della ferrite a spese però della tenacità, che pur essendo di norma discreta è inferiore a quella della struttura di equilibrio.
La conseguenza è che in genere si preferisce cercare di ottenere una microstruttura mista, in modo da ottimizzare le proprietà (≅15% di ferrite acculare).
Rapporto tra carico di snervamento e temperatura di
transizione duttile-fragile
La trattazione di Petch sull’influenza delle dimensioni del grano ferritico sulle caratteristiche resistenziali dell’acciaio è stata estesa anche alla temperatura di transizione duttile-fragile.
• Tra i diversi meccanismi d’indurimento dell’acciaio, l’affinamento del grano ferritico è l’unico che assicuri allo stesso tempo una benefica riduzione di tale variabile. In tal senso possono anche agire incrementi del tenore di elementi in soluzione solida, ad esempio Cu, ma anche in questi casi si èdimostrato dipendere da un contemporaneo effetto di affinamento del grano ferritico.
La relazione tra il limite di snervamento e la dimensione del grano ferritico per acciai che utilizzano diversi meccanismi di rafforzamento è evidenziata nel grafico:
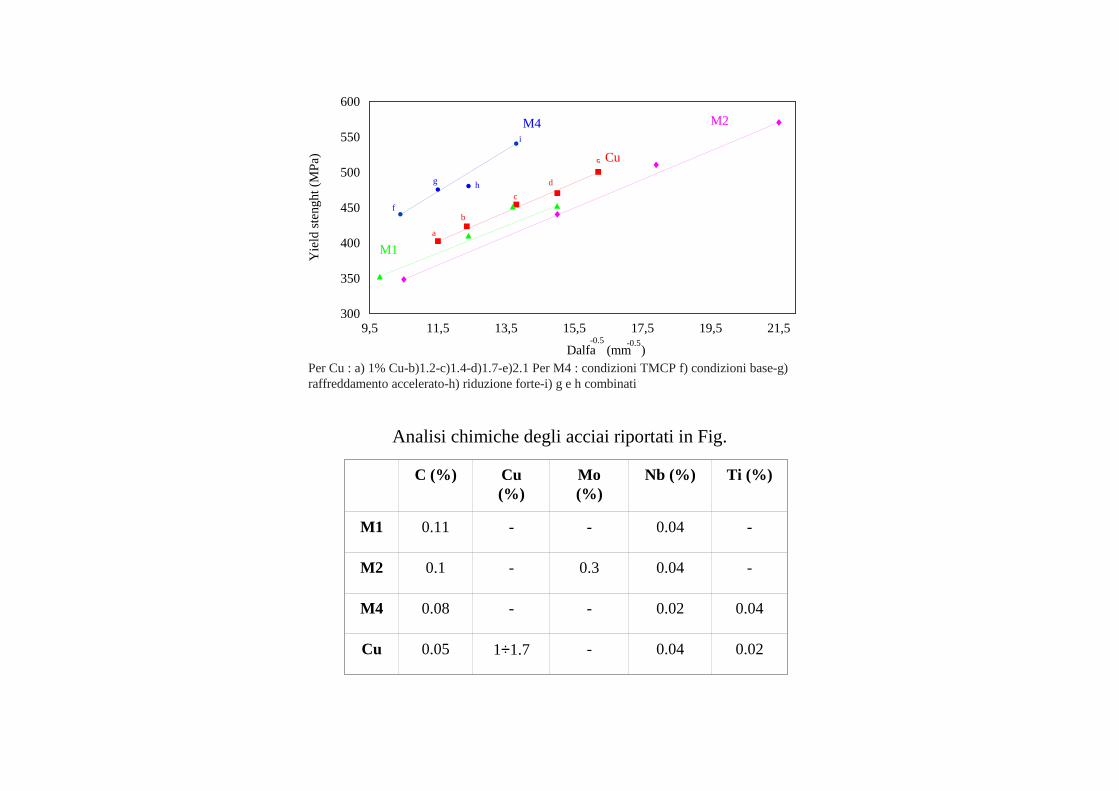
Per Cu : a) 1% Cu-b)1.2-c)1.4-d)1.7-e)2.1 Per M4 : condizioni TMCP f) condizioni base-g) raffreddamento accelerato-h) riduzione forte-i) g e h combinati
9,5 11,5 13,5 15,5 17,5 19,5 21,5
Dalfa
300
350
400
450
500
550
600
Yie
ld s
teng
ht (
MP
a)
-0.5(mm )
-0.5
a
b
c
dg h
f
i
M4
Cu
M2
M1
Analisi chimiche degli acciai riportati in Fig.
C (%) Cu (%)
Mo (%)
Nb (%) Ti (%)
M1 0.11 - - 0.04 -
M2 0.1 - 0.3 0.04 -
M4 0.08 - - 0.02 0.04
Cu 0.05 1÷1.7 - 0.04 0.02
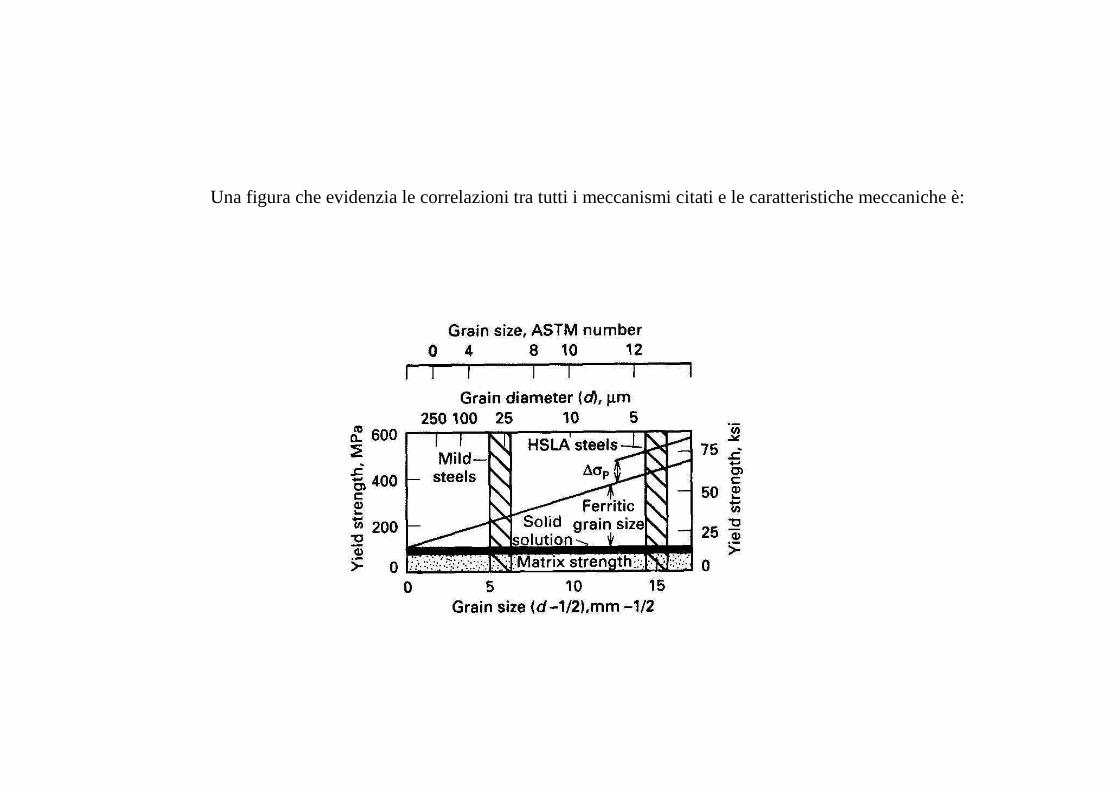
Una figura che evidenzia le correlazioni tra tutti i meccanismi citati e le caratteristiche meccaniche è:
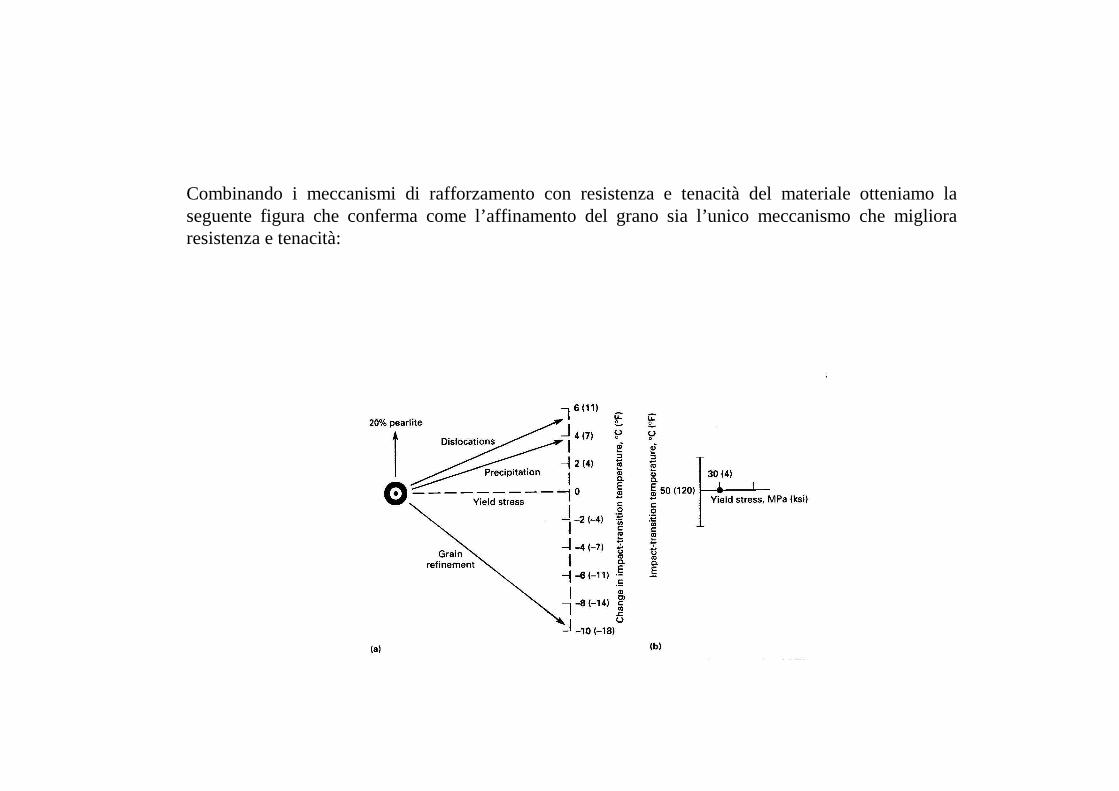
Combinando i meccanismi di rafforzamento con resistenza e tenacità del materiale otteniamo la seguente figura che conferma come l’affinamento del grano sia l’unico meccanismo che migliora resistenza e tenacità:
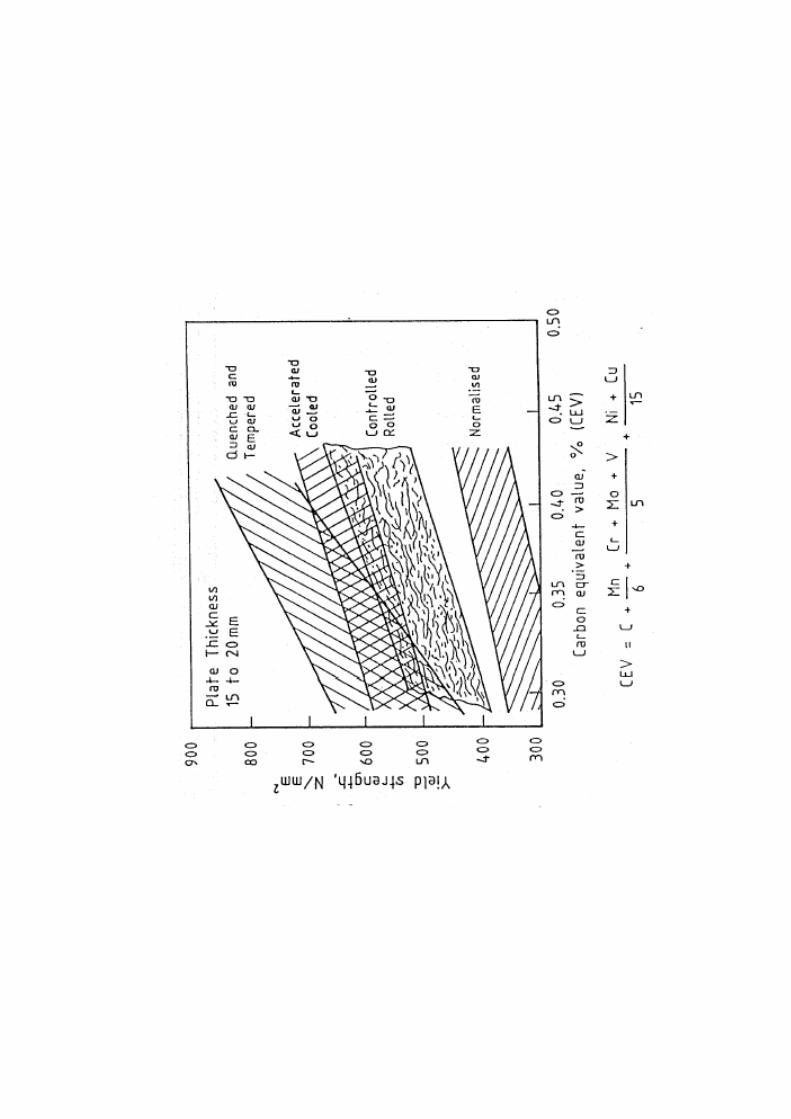
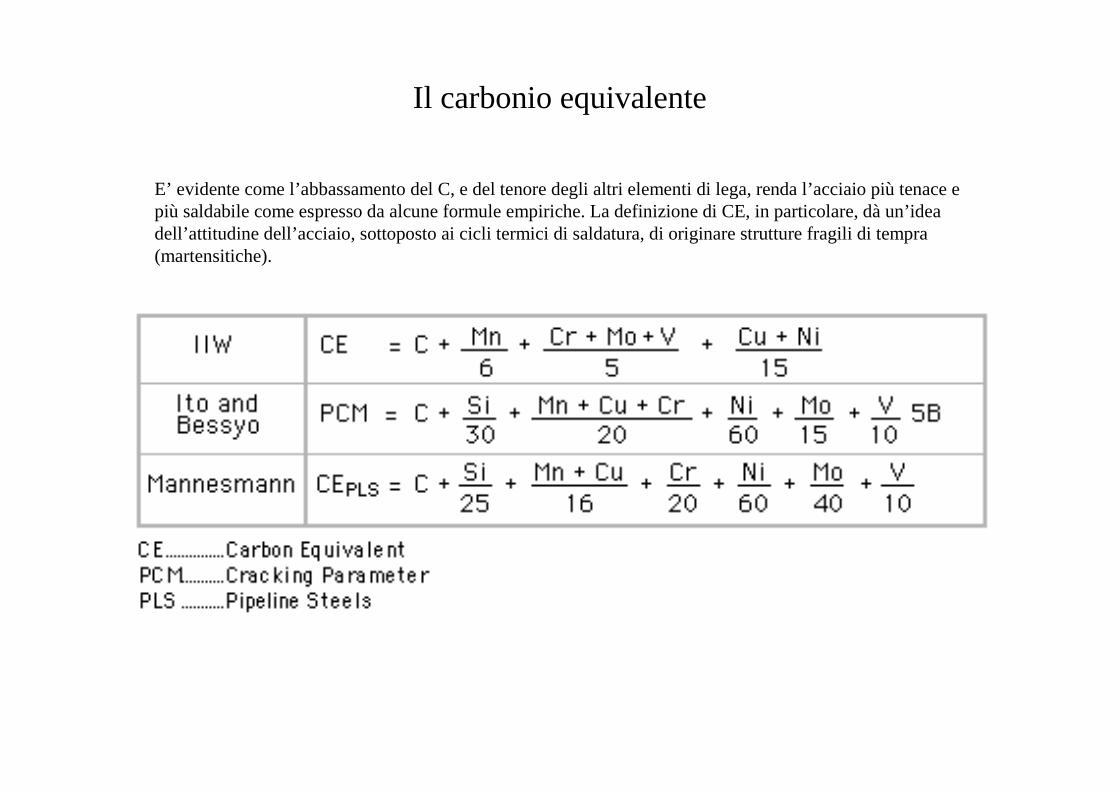
Il carbonio equivalente
E’ evidente come l’abbassamento del C, e del tenore degli altri elementi di lega, renda l’acciaio più tenace e più saldabile come espresso da alcune formule empiriche. La definizione di CE, in particolare, dà un’idea dell’attitudine dell’acciaio, sottoposto ai cicli termici di saldatura, di originare strutture fragili di tempra (martensitiche).
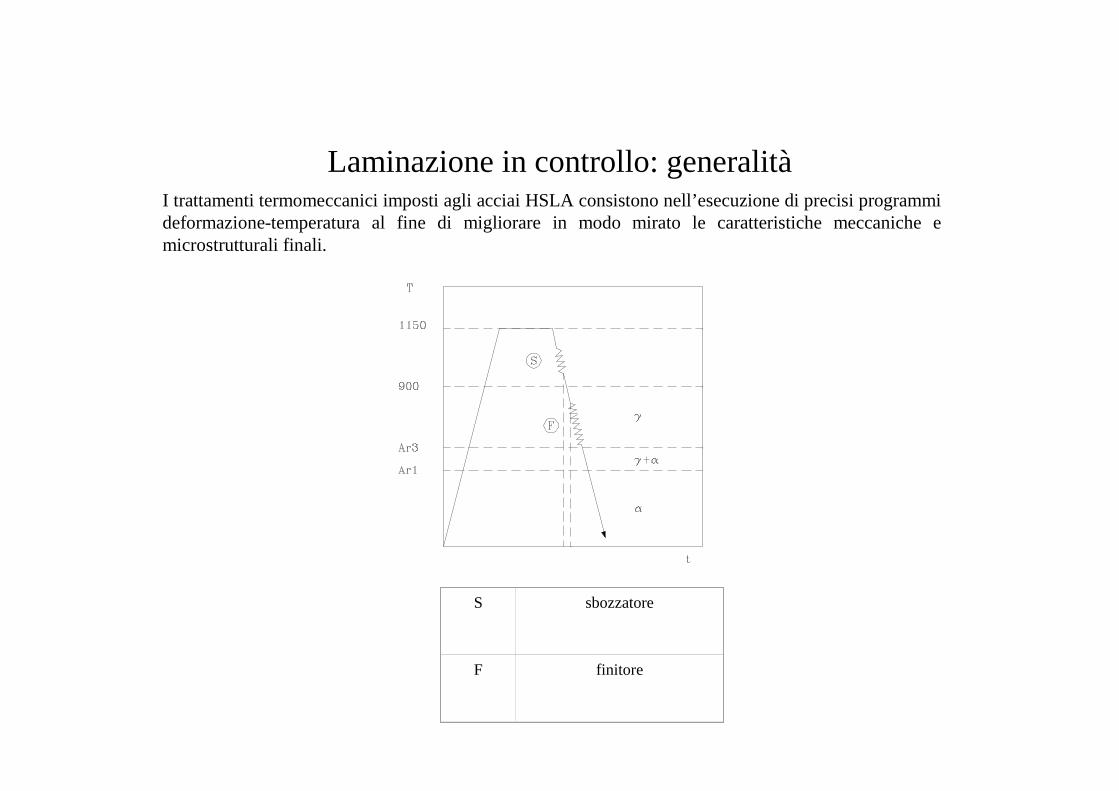
Laminazione in controllo: generalitàI trattamenti termomeccanici imposti agli acciai HSLA consistono nell’esecuzione di precisi programmi deformazione-temperatura al fine di migliorare in modo mirato le caratteristiche meccaniche e microstrutturali finali.
S sbozzatore
F finitore
Tipici trattamenti termomeccanici sono la laminazione e il raffreddamento in controllo. Questi processi permettono un notevole risparmio di energia per ciò che riguarda il trattamento globale dell’acciaio, in quanto minimizzano o addirittura eliminano gli onerosi trattamenti di tempra e rinvenimento a cui erano destinati gli acciai da bonifica.
In generale richiedono una progettazione apposita della composizione chimica della lega e treni di laminazione più potenti, a causa della diminuzione della temperatura durante la deformazione; rendono però possibile il decremento del tenore totale degli elementi di lega, il che permette di realizzare un ulteriore risparmio in termini di costo.
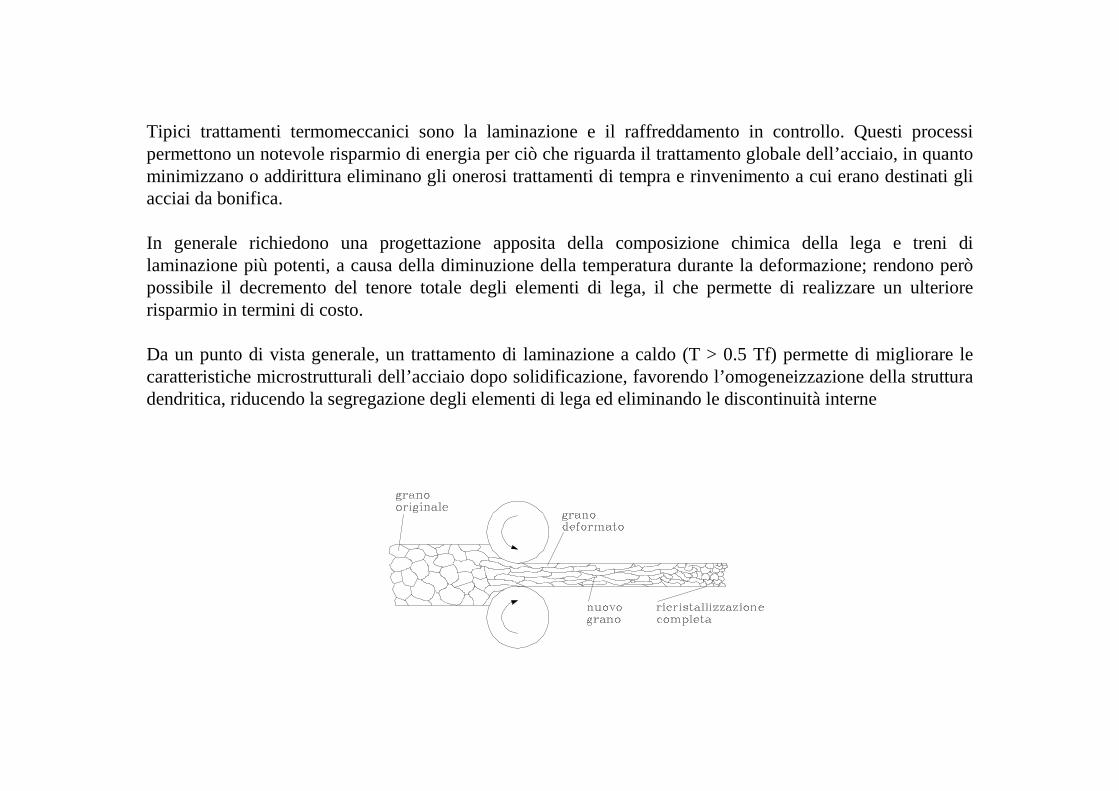
Da un punto di vista generale, un trattamento di laminazione a caldo (T > 0.5 Tf) permette di migliorare le caratteristiche microstrutturali dell’acciaio dopo solidificazione, favorendo l’omogeneizzazione della struttura dendritica, riducendo la segregazione degli elementi di lega ed eliminando le discontinuità interne
IIl modo migliore per incrementare sia la resistenza meccanica che la tenacità degli acciai microlegati, è quello di ridurre il più possibile le dimensioni finali del grano ferritico.
· Per ottenere il rafforzamento del materiale si può quindi agire sulla dimensione del grano ferritico finale, che sul termine di rafforzamento per effetto della precipitazione di carburi e carbonitruri di dimensioni inferiori a 10 nm.
· Anche se i due meccanismi di rafforzamento sono competitivi, si preferisce la strada dell’affinamento del grano ferritico, perché oltre ad accrescere la resistenza del materiale, ne migliora anche la tenacità.
· Per ottenere un grano ferritico molto fine è necessario controllare la dimensione del grano austenitico, che ad esso dà luogo durante la trasformazione γ→α. A tal fine servono gli stessi precipitati (carburi e carbonitruri), considerati precedentemente, ma fatti crescere fino a dimensioni di 40÷80 nm. In questo modo essi perdono la capacità di indurimento da precipitazione, che viene convertita nella funzione di contenimento del grano austenitico.
NNasce dunque l’esigenza di mettere a punto trattamenti termomeccanici particolari, che consistono nell’esecuzione di precisi programmi deformazione-temperatura, al fine di migliorare in modo mirato le caratteristiche meccaniche e microstrutturali dell'acciaio dopo solidificazione, favorendo l'omogeneizzazione della struttura dendritica, riducendo la segregazione degli elementi di lega ed eliminando le discontinuità interne.
•In generale, essi consistono in un riscaldamento in fase austenitica (fase γ), a temperature che variano tra 800°C e 1300°C, una lavorazione a tale temperatura, a cui segue un raffreddamento a velocità che dipende dalla struttura finale che si vuole ottenere, e che comporta la trasformazione in ferrite (fase α), (più altri costituenti).
CCome riferimento vengono normalmente prese in considerazione le tre temperature critiche dell’austenite, cioè quella di accrescimento del grano TGC, quella di blocco della ricristallizzazione TRXN
e infine la temperatura Ar3 di trasformazione γ→α in raffreddamento.
· La temperatura di accrescimento del grano TGC è definita come la temperatura al di sopra della quale comincia un accrescimento del grano per ricristallizzazione secondaria (fenomeno durante il quale si ha un accrescimento incontrollato del grano iniziale), o più precisamente, quella temperatura al di sopra della quale le particelle indisciolte di precipitato non possono più impedire l’accrescimento del grano austenitico. In corrispondenza di tale temperatura si ha in pratica una condizione di equilibrio fra la forza motrice per la crescita del grano e la forza di pinning che ostacola il movimento dei bordi.
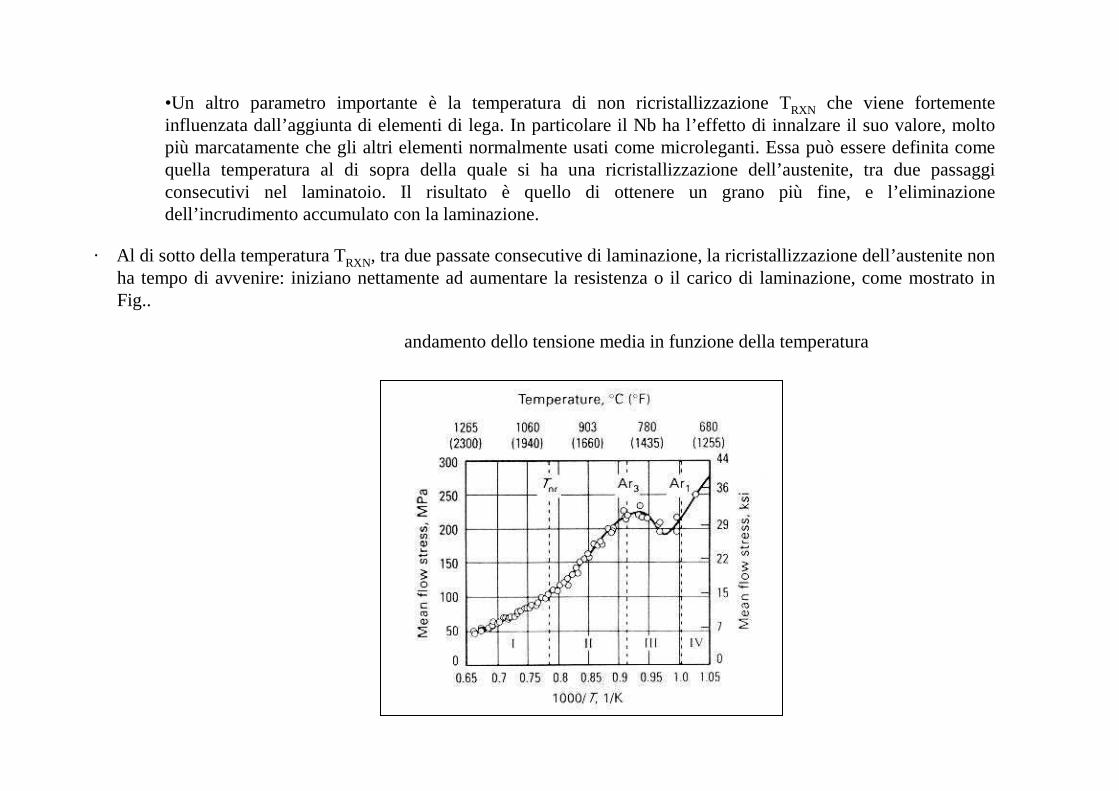
•Un altro parametro importante è la temperatura di non ricristallizzazione TRXN che viene fortemente influenzata dall’aggiunta di elementi di lega. In particolare il Nb ha l’effetto di innalzare il suo valore, molto più marcatamente che gli altri elementi normalmente usati come microleganti. Essa può essere definita come quella temperatura al di sopra della quale si ha una ricristallizzazione dell’austenite, tra due passaggi consecutivi nel laminatoio. Il risultato è quello di ottenere un grano più fine, e l’eliminazione dell’incrudimento accumulato con la laminazione.
· Al di sotto della temperatura TRXN, tra due passate consecutive di laminazione, la ricristallizzazione dell’austenite non ha tempo di avvenire: iniziano nettamente ad aumentare la resistenza o il carico di laminazione, come mostrato in Fig..
andamento dello tensione media in funzione della temperatura

· Infine, la terza temperatura importante nel definire i parametri di laminazione è la temperatura di trasformazione Ar3 definita come la temperatura in corrispondenza della quale, durante raffreddamento, inizia la trasformazione da austenite a ferrite (γ → α). In realtà un ruolo importante è affidato anche alla temperatura Ar1, di fine trasformazione γ → α + perlite. La loro influenza è essenzialmente legata alla microstruttura finale e a fenomeni di natura termodinamica, (nucleazione, accrescimento…).
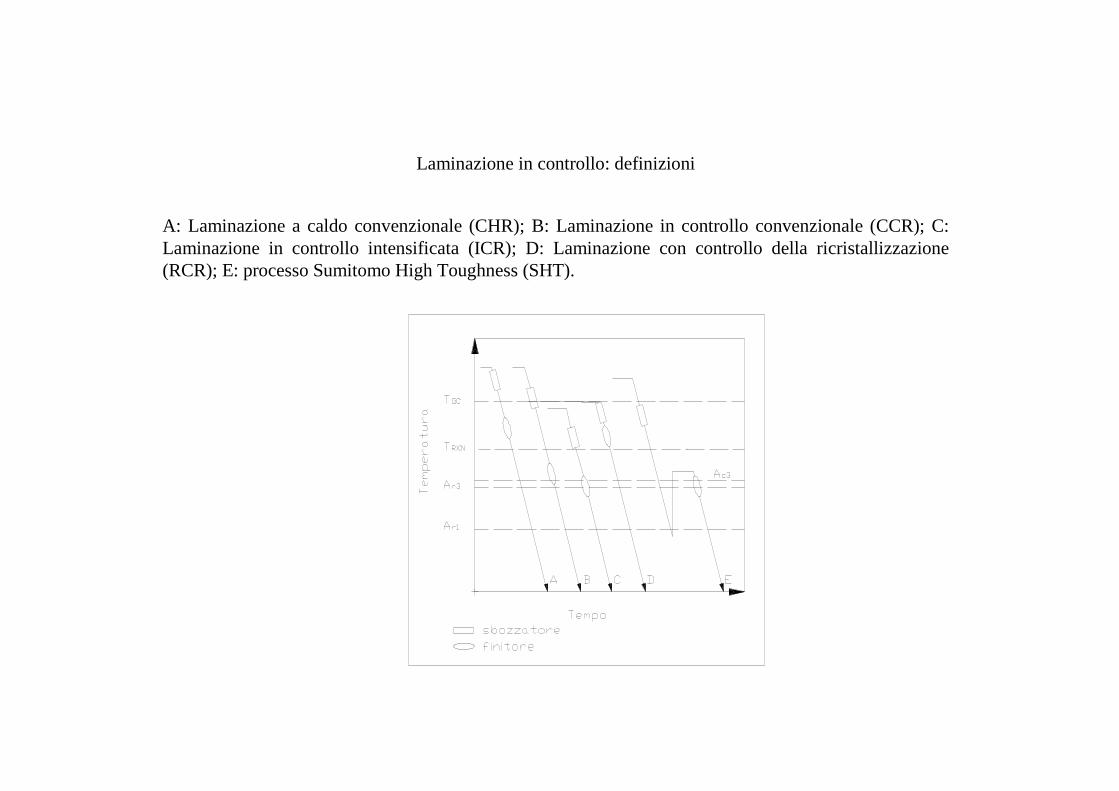
Laminazione in controllo: definizioni
A: Laminazione a caldo convenzionale (CHR); B: Laminazione in controllo convenzionale (CCR); C: Laminazione in controllo intensificata (ICR); D: Laminazione con controllo della ricristallizzazione (RCR); E: processo Sumitomo High Toughness (SHT).
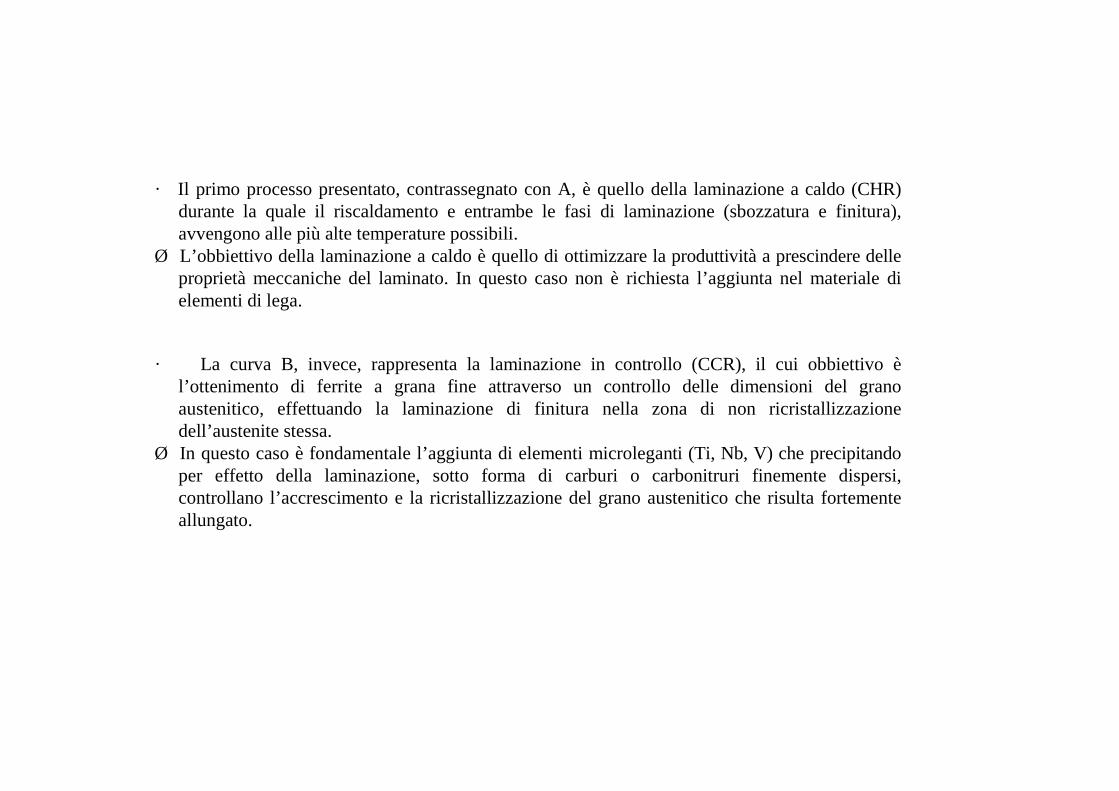
· Il primo processo presentato, contrassegnato con A, è quello della laminazione a caldo (CHR) durante la quale il riscaldamento e entrambe le fasi di laminazione (sbozzatura e finitura), avvengono alle più alte temperature possibili.
Ø L’obbiettivo della laminazione a caldo è quello di ottimizzare la produttività a prescindere delle proprietà meccaniche del laminato. In questo caso non è richiesta l’aggiunta nel materiale di elementi di lega.
· La curva B, invece, rappresenta la laminazione in controllo (CCR), il cui obbiettivo èl’ottenimento di ferrite a grana fine attraverso un controllo delle dimensioni del grano austenitico, effettuando la laminazione di finitura nella zona di non ricristallizzazione dell’austenite stessa.
Ø In questo caso è fondamentale l’aggiunta di elementi microleganti (Ti, Nb, V) che precipitando per effetto della laminazione, sotto forma di carburi o carbonitruri finemente dispersi, controllano l’accrescimento e la ricristallizzazione del grano austenitico che risulta fortemente allungato.
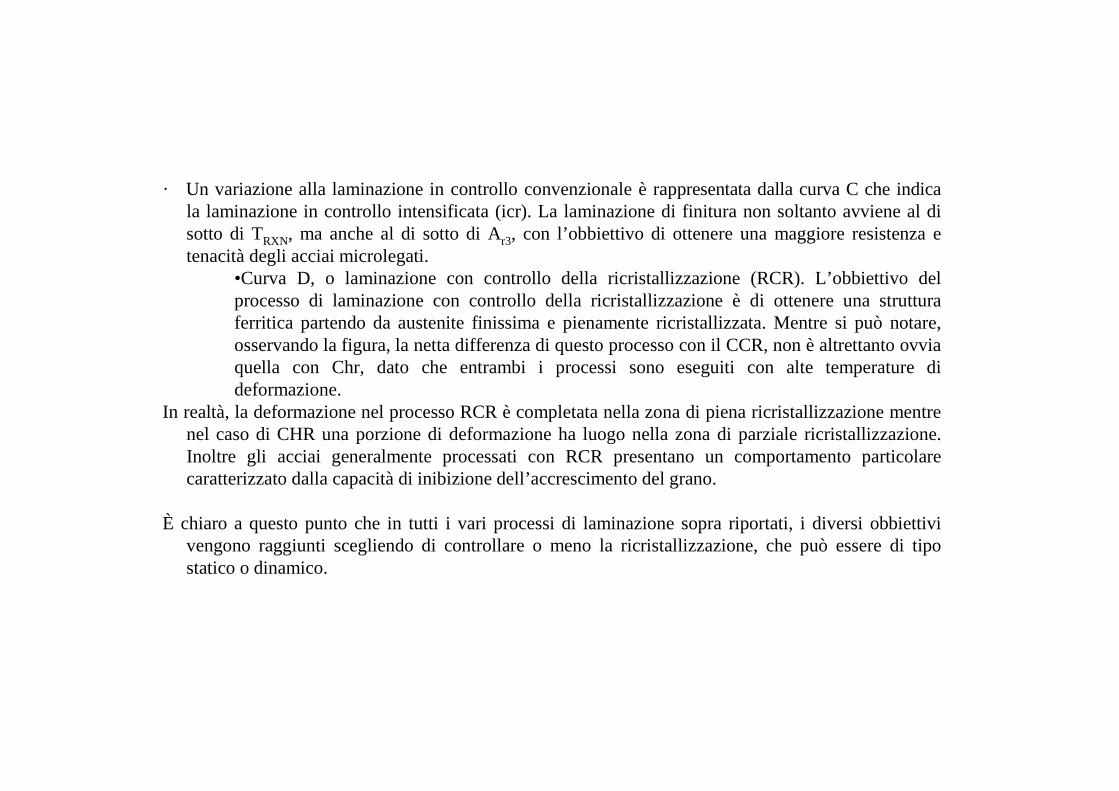
· Un variazione alla laminazione in controllo convenzionale è rappresentata dalla curva C che indica la laminazione in controllo intensificata (icr). La laminazione di finitura non soltanto avviene al di sotto di TRXN, ma anche al di sotto di Ar3, con l’obbiettivo di ottenere una maggiore resistenza e tenacità degli acciai microlegati.
•Curva D, o laminazione con controllo della ricristallizzazione (RCR). L’obbiettivo del processo di laminazione con controllo della ricristallizzazione è di ottenere una struttura ferritica partendo da austenite finissima e pienamente ricristallizzata. Mentre si può notare, osservando la figura, la netta differenza di questo processo con il CCR, non è altrettanto ovvia quella con Chr, dato che entrambi i processi sono eseguiti con alte temperature di deformazione.
In realtà, la deformazione nel processo RCR è completata nella zona di piena ricristallizzazione mentre nel caso di CHR una porzione di deformazione ha luogo nella zona di parziale ricristallizzazione. Inoltre gli acciai generalmente processati con RCR presentano un comportamento particolare caratterizzato dalla capacità di inibizione dell’accrescimento del grano.
È chiaro a questo punto che in tutti i vari processi di laminazione sopra riportati, i diversi obbiettivi vengono raggiunti scegliendo di controllare o meno la ricristallizzazione, che può essere di tipo statico o dinamico.