La programmazione della produzione - DIMA -...
56
Programmazione della produzione 1/56 Programmazione e Controllo della Produzione Evoluzione della produzione Dalle logiche dell’impianto alle logiche del sistema produttivo Controllo delle scorte Material Requirement Planning Sequenziamento delle operazioni La programmazione della produzione
Transcript of La programmazione della produzione - DIMA -...

Programmazione della produzione1/56
Programmazione e Controllo della Produzione
Evoluzione della produzioneDalle logiche dell’impianto alle logiche del sistema produttivo
Controllo delle scorteMaterial Requirement Planning
Sequenziamento delle operazioni
La programmazione della produzione

Programmazione della produzione2/56
Programmazione e Controllo della Produzione
Codice diHammurabi(1800 a.c.)
Ebrei(1500 a.c.)
Cinesi(1100 a.c.)
Greci(350 a.c.)
Romani
RinascimentoRepubbliche
Marinare
I faseRivoluzioneIndustriale
II faseAmerica
III FasePaesi asiatici
5000 a.C.
Egizi(4000 a.c.)
Sumeri(5000 a.c.)
4000 a.C.1800 a.C.
1500 a.C.1100 a.C.3500 a.C.
1500 d.C.1700 d.C.1800 d.C.1900 d.C.
2000 d.C.
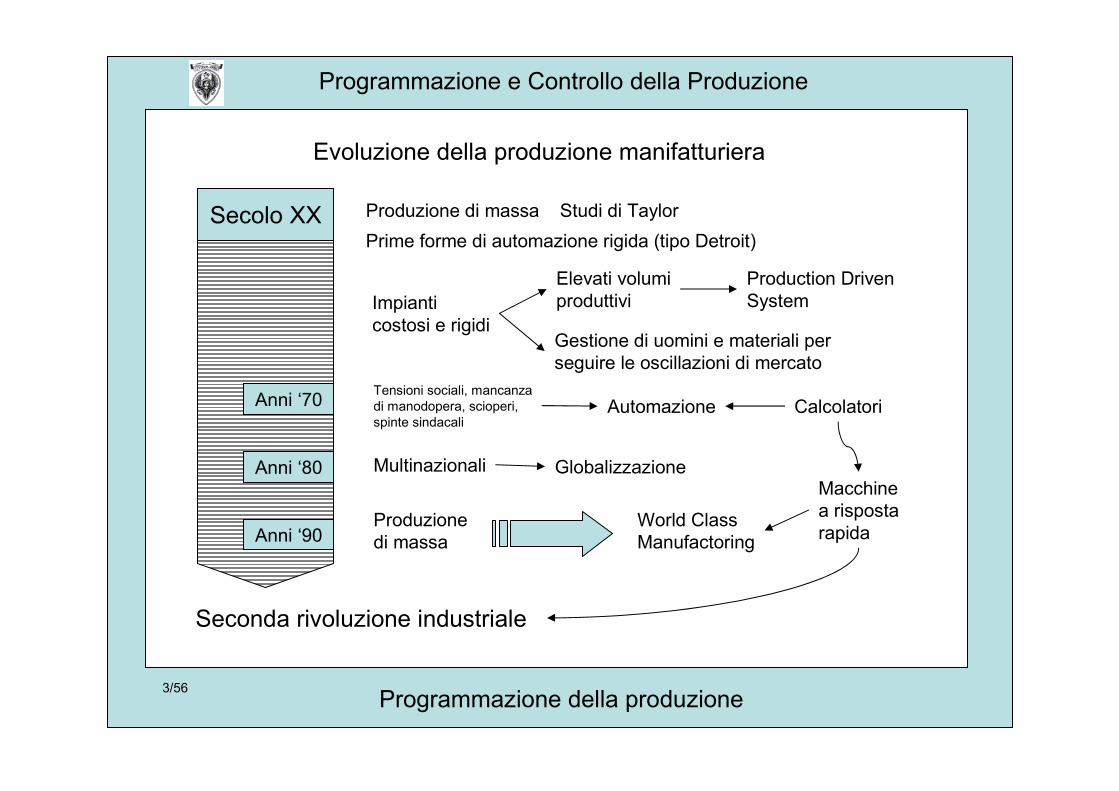
Evoluzione della produzione manifatturiera
Primebanche
1100 d.C.
UsoEnergiaidrica
Macchinaa vapore
Albero comuneper alimentarepiù macchine
Leve ecamme
Energiaelettrica
Motore ascoppio
Nuovi processiper la produzione
dell’acciaio
Programmazione della produzione3/56
Programmazione e Controllo della Produzione
Secolo XX Produzione di massa Studi di TaylorPrime forme di automazione rigida (tipo Detroit)
Impianticostosi e rigidi
Elevati volumiproduttivi
Production DrivenSystem
Gestione di uomini e materiali perseguire le oscillazioni di mercato
Anni ‘70 Tensioni sociali, mancanzadi manodopera, scioperi,spinte sindacali
Automazione Calcolatori
Anni ‘80
Anni ‘90
Multinazionali Globalizzazione
Produzionedi massa
World ClassManufactoring
Seconda rivoluzione industriale
Macchinea rispostarapida
Evoluzione della produzione manifatturiera

Programmazione della produzione4/56
Programmazione e Controllo della Produzione
Evoluzione dell’organizzazione della produzione
Progetti dell’antichità
Rivoluzione Industriale
Frederick TaylorElementi importanti
della dottrinaorganizzativa
• Miglioramento condizioni di lavoro• Massimo rendimento delle macchine• Riduzione della traiettoria delle materie prime• Analisi di tempi elementari -> legge matematica
del lavoro• Esame minuzioso dei movimenti osservati• Organizzazione funzionale in opposizione a quella
gerarchica“Principles of ScientificManagement” (1911)
F. e L. Gilbreth Analisi dei movimenti separata dall’anali dei tempiAttenzione ai fattori umani
Gantt Diagrammi rappresentativi del lavoro
Henry Ford Prime linee di montaggio
Henri Fayol In ogni impresa diverse funzioni: commerciale, amministrativa,di sicurezza, di contabilità, tecnica
II Guerra Mondiale Controllo statistico di Qualità e organizzazione dei trasporti
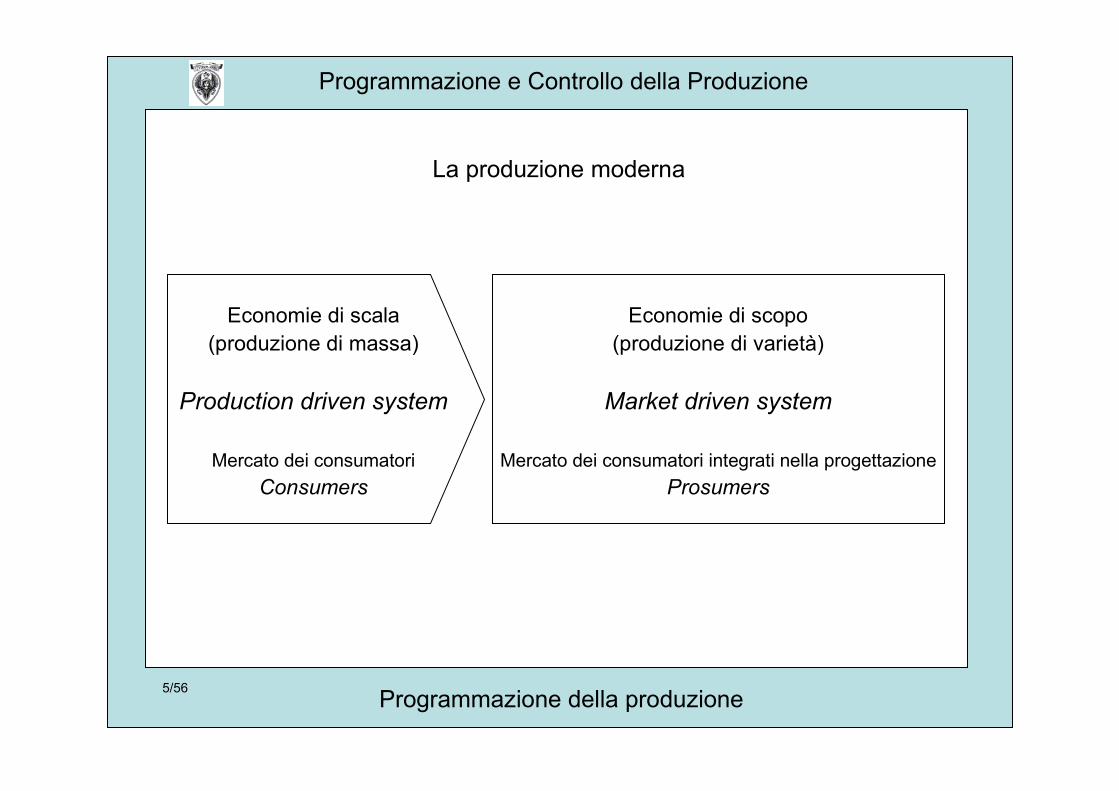
Produzione moderna
Programmazione della produzione5/56
Programmazione e Controllo della Produzione
Economie di scopo(produzione di varietà)
Market driven system
Mercato dei consumatori integrati nella progettazioneProsumers
Economie di scala(produzione di massa)
Production driven system
Mercato dei consumatoriConsumers
La produzione moderna

Programmazione della produzione6/56
Programmazione e Controllo della Produzione
La produzione snella
Minori risorse: Minor numero di lavoratoriMinor spazio richiestoMinori scorte
Personale specializzato: Operatori preparati sulla manutenzionee il mantenimento dell’impiantoMaggiori responsabilità
Lotti piccoli
Progettazione del processo e del prodotto
Riduzione del magazzinoLavoro in teamSpecializzazioni continue
Timore di appiattimentodelle carriereDelusioni e sconcerto

Programmazione della produzione7/56
Programmazione e Controllo della Produzione
La produzione agile
Nasce in America nel 1991
• Maggiore produzione su ordinazione su misura ad un costo relativamente basso
• Rapida introduzione di prodotti nuovi
• Prodotti progettati per lo smontaggio, la modifica, la riciclabilità
• Relazioni con il cliente
• Riconfigurabilità dei processi produttivi con spese contenute

Programmazione della produzione8/56
Programmazione e Controllo della Produzione
Impiantoproduttivo
Fornitori
Scorte
Fornitori
Prodotti
ProcessoReparto
Magazz.
Reparto
Magazz.
OperazioneOp. prec
Buffer
Op.succ
Buffer
De
tt
ag
li
oc
re
sc
en
te
Logiche di processo – sistema – impianto
Medesimemetodologie e
logicheapplicate adiversi livelli
Problematichecompletamente
diverse
Approcciodifferente

Programmazione della produzione9/56
Programmazione e Controllo della Produzione
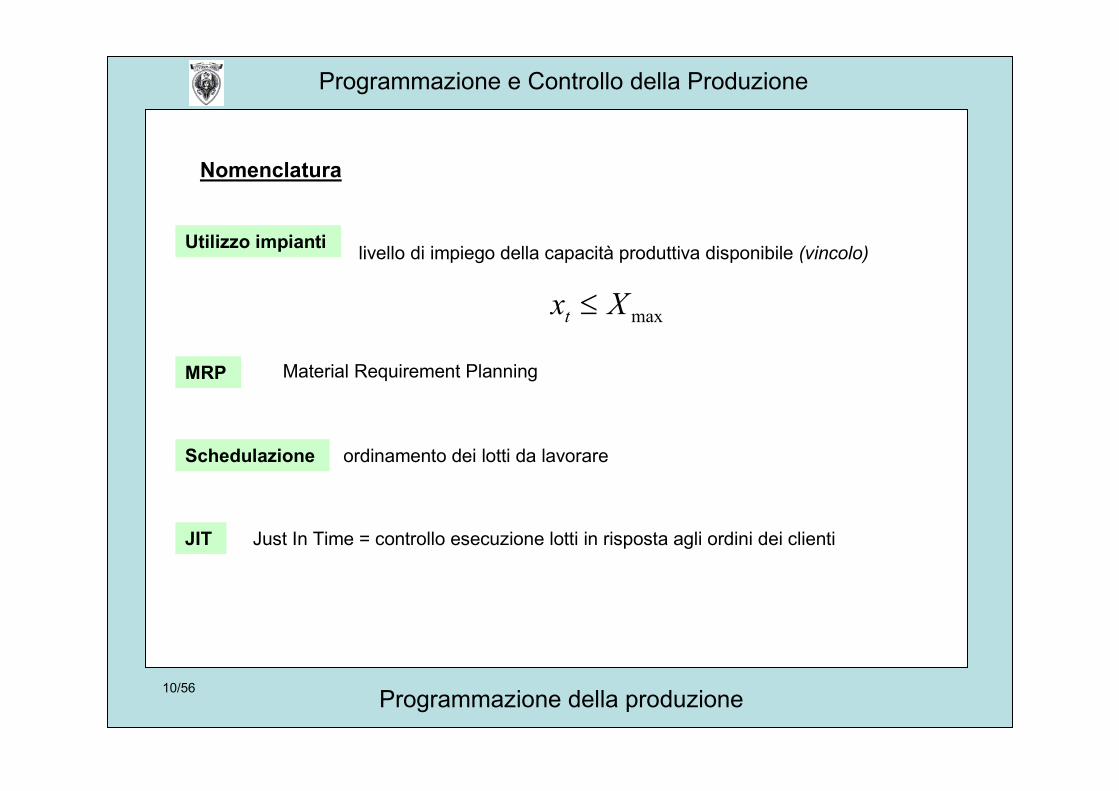
Nomenclatura
WIP(Work In Process)
inventario o livello scorte {stato del sistema) =
Flow time tempo necessario per processare unlotto entro un sistema produttivo (PI) =
∑=
=T
ttlJ
1
iii rFC −=
istante di completa-mento del lotto
accumulo parcheggiato in un dato orizzonte (PI) =
istante di rilascio deimateriali da usare
tl
Due date data di consegna di un lotto (vincolo) ii dC ≤
Programmazione della produzione10/56
Programmazione e Controllo della Produzione
MRP Material Requirement Planning
Schedulazione ordinamento dei lotti da lavorare
JIT Just In Time = controllo esecuzione lotti in risposta agli ordini dei clienti
Utilizzo impianti livello di impiego della capacità produttiva disponibile (vincolo)
maxXxt ≤
Nomenclatura

Programmazione della produzione11/56
Programmazione e Controllo della Produzione
Programmare significa decidere gli ordini interni di produzione, a fronte di unadomanda stimata su un orizzonte futuro noto
quanto produrre
quando iniziare la produzione
per quanto tempo (o a qualetasso) continuare a produrre
ossia decidere:
in modo da utilizzare il sistema alla sua massima efficienza possibile, ottenendola massima efficacia possibile, in condizioni di massima economicità possibile

Programmazione della produzione12/56
Programmazione e Controllo della Produzione
Problemi tipici della programmazione della produzione (PdP):
"Programmare " = ottimizzare un performance index PI
Target di PdP
Efficienza
Efficacia
Economicità
Problema di programmazione
Minimizzare WIP
Minimizzare il flow-time
Soddisfare volumi richiesti
Soddisfare il due date
Massimizzare utilizzo impianti
Garantire il minimo livello scorte

Programmazione della produzione13/56
Programmazione e Controllo della Produzione
Logiche secondo cui definire il piano produttivo
orientato al prodotto
orientato al processo
orientato al cliente
buoni approvvigionamentidei materiali
MRP buon uso dei centri dilavoro via efficace
schedulazione dei lotti
buon controllo dei centridi lavoro in funzionedelle consegne (JIT)
capacità produttivadisponibile
tempi di lavorazione necessari
tassi di lavorazioneutilizzabili
tenendo conto
tenendo conto
tenendo conto
Tre tipologie

Programmazione della produzione14/56
Programmazione e Controllo della Produzione
Dalla ricerca operativa:
tenendo conto delle esigenze minimedi risorse in ogni attività del piano
Minimizzare l'investimento in risorseProgrammare un piano di attività
∑ ∑ ≥⇒i j
ijijii bXAXcminImpianti: i=1,…,n
Attività: j=1,…,m
Costo risorsa
Esigenzaminima
Impianti
Matricedelle rese
Programmazione della produzione15/56
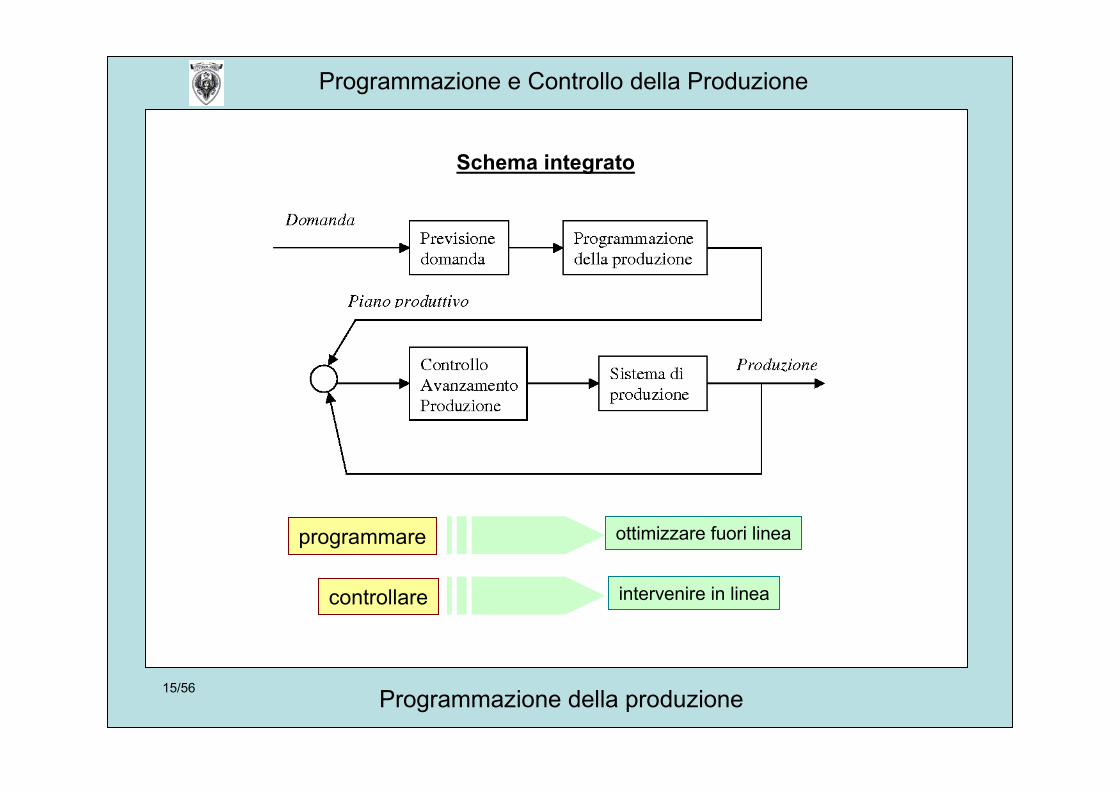
Programmazione e Controllo della Produzione
programmare
controllare
ottimizzare fuori linea
intervenire in linea
Schema integrato

Programmazione della produzione16/56
Programmazione e Controllo della Produzione
Piano produttivo
Volumi da produrreper periodo
Volumi da produrrein dati periodi
Tempo

Programmazione della produzione17/56
Programmazione e Controllo della Produzione
ID Nome attività Inizio Fine Durata11 12 1 2 3 4 5 6 7
1 4.5h05/10/200905/10/2009Macchina 1
2 8h05/10/200905/10/2009Macchina 3
3 2.49h05/10/200905/10/2009Macchina 3
4 2.99h05/10/200905/10/2009Macchina 4
5 2h05/10/200905/10/2009Macchina 5
6 2.49h05/10/200905/10/2009Macchina 6
7 .99h05/10/200905/10/2009Macchina 7
8 8h05/10/200905/10/2009Macchina 8
9 3.5h05/10/200905/10/2009Macchina 9
10 .5h05/10/200905/10/2009Macchina 10
11 2h05/10/200905/10/2009Macchina 11
12 .5h05/10/200905/10/2009Attività 12
13 2.99h05/10/200905/10/2009Attività 13
14 .5h05/10/200905/10/2009Attività 14
15 .99h05/10/200905/10/2009Attività 15
16 .5h05/10/200905/10/2009Attività 16
17 .5h05/10/200905/10/2009Attività 17
18 .99h05/10/200905/10/2009Attività 18
19 2.99h05/10/200905/10/2009Attività 19
20 .99h05/10/200905/10/2009Attività 20
8 9 10 11 12 1 2 3 4 5
lun 5 ott
Esempio:diagrammadi Gantt

Programmazione della produzione18/56
Programmazione e Controllo della Produzione
Esempio:diagramma di Pert

Programmazione della produzione19/56
Programmazione e Controllo della Produzione
Modelli deterministici
Modelli basati sulla teoria delle codee sull’analisi dei flussi
Modelli di simulazione ad eventi discreti
Modelli euristici
PROGRAMMAZIONE DELLA PRODUZIONE

Programmazione della produzione20/56
Programmazione e Controllo della Produzione
Cercano di sovrastimare le caratteristiche anche se nonsempre la valutazione in sicurezza è praticabile
Tengono conto delle interrelazioni tra lerisorse, dei possibili instradamenti “trasversali”e della formazione di code
Consentono una modellizzazione di massima
Vengono utilizzate agli stadi iniziali del design alloscopo di avere stime riguardo il tasso di produzione,la capacità, l’utilizzazione.
Non consentono la valutazione delle caratteristiche dinamiche del sistema né lavalutazione delle caratteristiche operative quali la creazione di code di parti davanti allerisorse.
Vengono di solito utilizzati a valle dei modellideterministici per avere stime più precise deiparametri del sistema
Nelle ipotesi di utilizzazione degli strumentimatematico-statistici forniscono una soluzioneesatta e non una stima
Approccio statistico Sono strumenti di testing dei modelli e deisoftware di simulazione

Programmazione della produzione21/56
Programmazione e Controllo della Produzione
Sono utilizzati la dove gli strumentimatematici non permettono una soluzionedel sistema a causa della sua complessità
Sono meno utilizzati rispetto agli altri metodipoiché necessitano di calibrazioni moltodipendenti dal tipo di sistema oggetto di studio.
Si basano sulla costruzione di un modello di simulazione chetenga conto della configurazione di layout, del numero di pallet,delle regole di scheduling, etc.
Tali modelli includono algoritmidi programmazione matematicae approcci euristici.
Occorre effettuare comunque delle ipotesila cui verifica è particolarmente ardua
L’inserimento dell’input di simulazione si fondaspesso sul distribution fitting di pochi dati sperimentali
Programmazione della produzione22/56
Programmazione e Controllo della Produzione
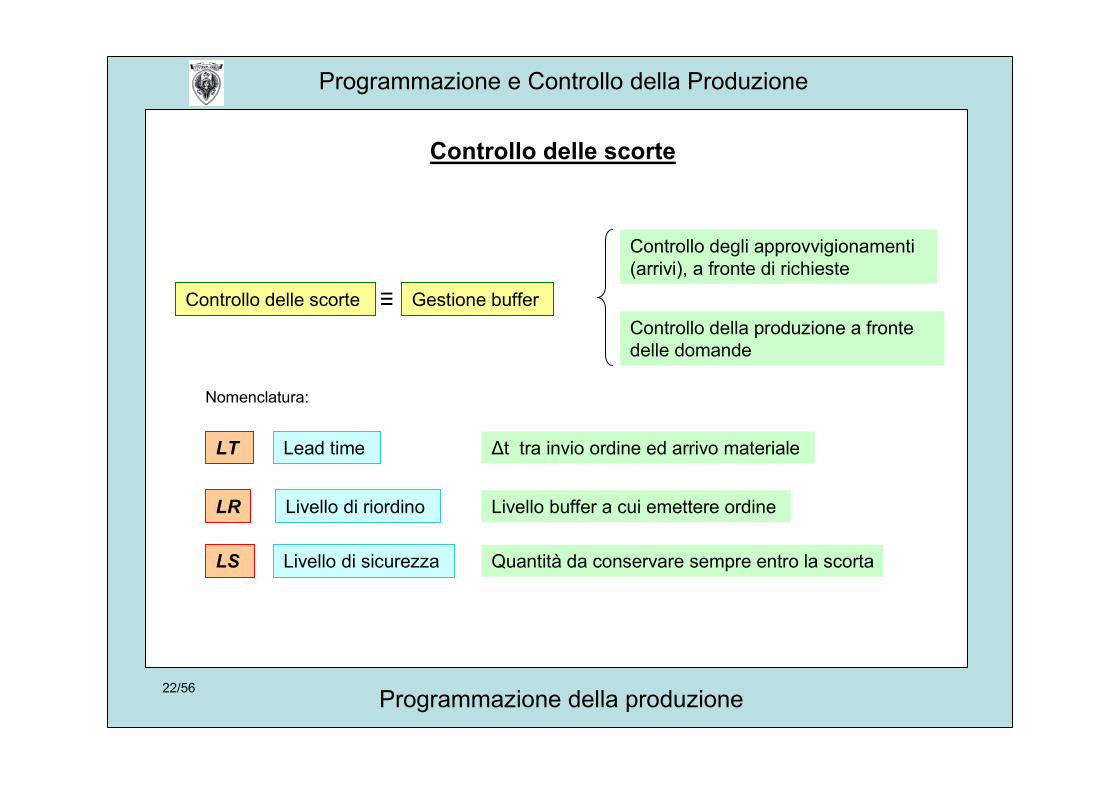
Controllo delle scorte
Controllo delle scorte Gestione buffer
Controllo degli approvvigionamenti(arrivi), a fronte di richieste
Controllo della produzione a frontedelle domande
LT
LR
LS
Lead time
Livello di riordino
Livello di sicurezza
∆t tra invio ordine ed arrivo materiale
Livello buffer a cui emettere ordine
Quantità da conservare sempre entro la scorta
≡
Nomenclatura:

Programmazione della produzione23/56
Programmazione e Controllo della Produzione
Modello dinamico di un buffer
ai = arrivi o consegne di materiali;ut = smaltimenti o prelievi di prodottiIt = livello o occupazione del bufferNT = numero di passi di campionamento (per simulazione o monitoraggio)
Dati per simulazione
Programmazione della produzione24/56
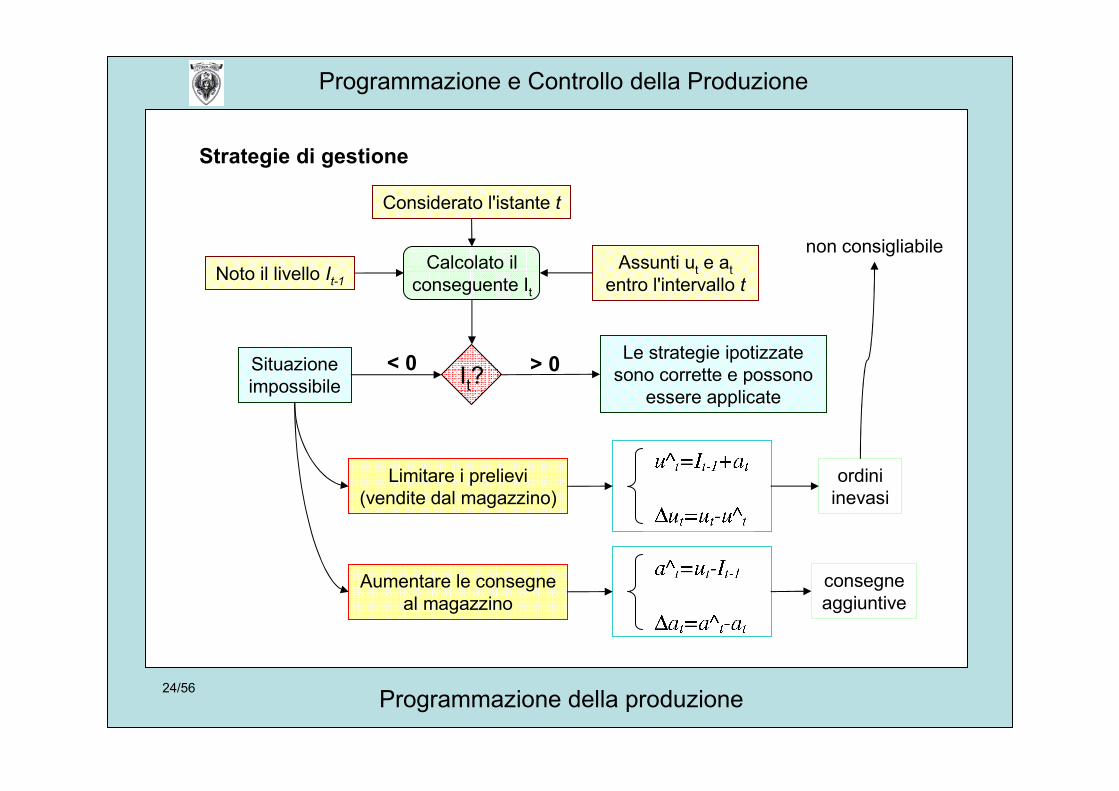
Programmazione e Controllo della Produzione
Considerato l'istante t
Strategie di gestione
It?
Noto il livello It-1Assunti ut e at
entro l'intervallo tCalcolato il
conseguente It
Le strategie ipotizzatesono corrette e possono
essere applicate
> 0Situazioneimpossibile
< 0
Limitare i prelievi(vendite dal magazzino)
Aumentare le consegneal magazzino
ordiniinevasi
consegneaggiuntive
non consigliabile

Programmazione della produzione25/56
Programmazione e Controllo della Produzione
IPOTESI
Programmazione ordini
Ipotesi:Assorbimento continuo a tasso costante
Emissione di ordini sempre della stessa dimensione
Metodo EOQ:
Trovare la dimensione Q o dell'ordine,ottima rispetto ai costi di magazzino
Ogni nuovo ordine è consegnato nell'istantedi azzeramento del livello del magazzino
Si ordina un nuovo lottoquando la disponibilità amagazzino scende al disotto di una quantitàprefissata B
livello o puntodi riordino

Programmazione della produzione26/56
Programmazione e Controllo della Produzione
Costo del magazzino per unità di tempo: r = domanda nell'unità di tempoC = costo del singolo ordineH = costo unitario di parcheggio
Condizione di minimo del costo: Economic Order Quantity
numero di ordini per unità di tempo
livello di riordino a fronte del ritardo di consegna L
intervallo di riordino
media
(K = misuraunità di tempo)
Programmazione della produzione27/56
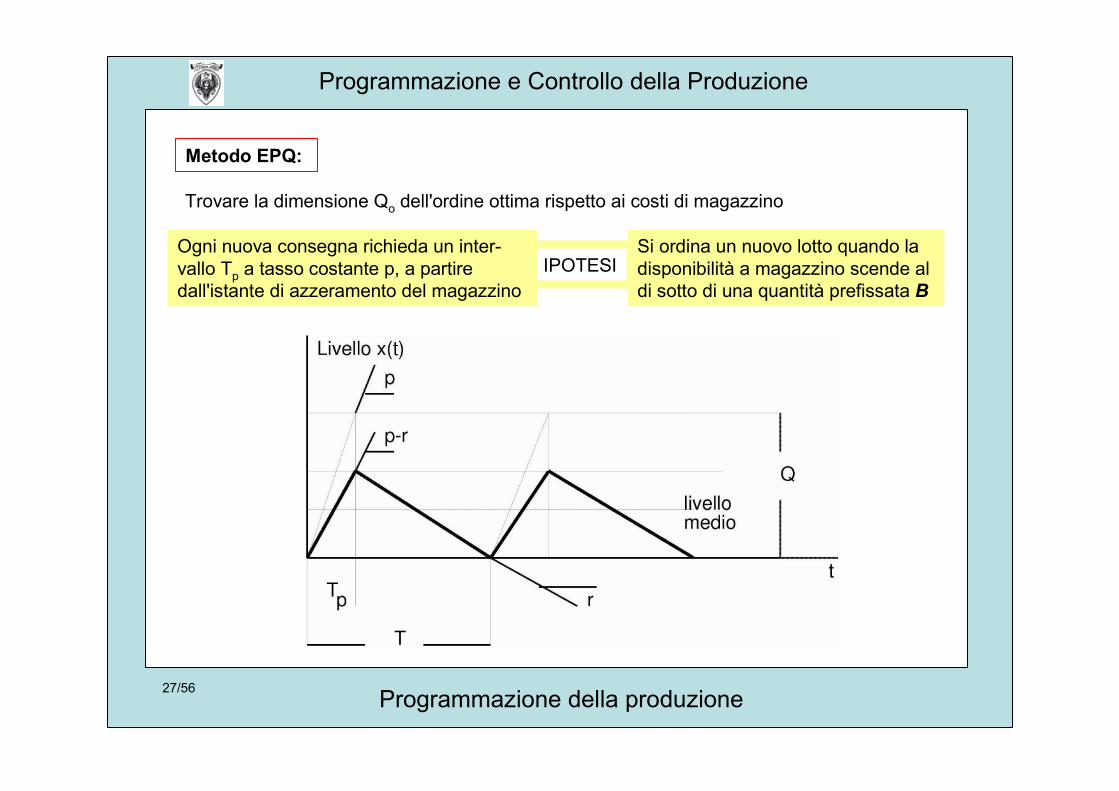
Programmazione e Controllo della Produzione
Metodo EPQ:
Trovare la dimensione Qo dell'ordine ottima rispetto ai costi di magazzino
IPOTESISi ordina un nuovo lotto quando ladisponibilità a magazzino scende aldi sotto di una quantità prefissata B
Ogni nuova consegna richieda un inter-vallo Tp a tasso costante p, a partiredall'istante di azzeramento del magazzino

Programmazione della produzione28/56
Programmazione e Controllo della Produzione
Livello medio:
Costo di gestione del magazzino per unità di tempo
condizione di minimo del costo
Economic Productìon Quantìty
r = domanda nell'unità di tempop = tasso di riempimentoC = costo del singolo ordineH = costo unitario di parcheggioTp = tempo di riempimento

Programmazione della produzione29/56
Programmazione e Controllo della Produzione
Metodo EOI:
Trovare l'intervallo di riordino To ottimo rispetto al costo totale di magazzino
IPOTESISi ordina un nuovo lotto con unanticipo L rispetto all'istante previstodi azzeramento del magazzino
ogni nuovo ordine è consegnatonell'istante di azzeramento del magazzino
massimo livello che ilmagazzino può
raggiungere (se si haconsegna immediata)

Programmazione della produzione30/56
Programmazione e Controllo della Produzione
Numero di ordini per unità di tempo:
Costo del magazzino per anno
Condizione di minimo del costo
Economic Order Interval
r = domanda nell'unità di tempoC = costo del singolo ordineH = costo unitario di parcheggio
Programmazione della produzione31/56
Programmazione e Controllo della Produzione
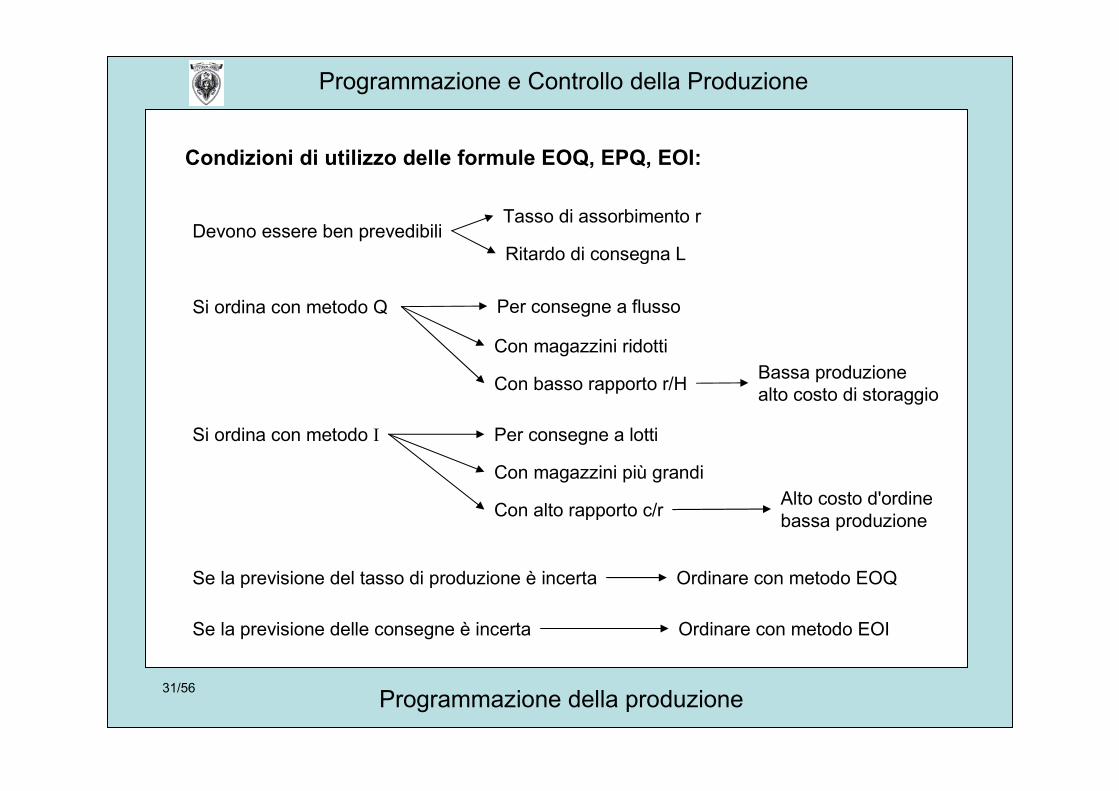
Condizioni di utilizzo delle formule EOQ, EPQ, EOI:
Devono essere ben prevedibiliTasso di assorbimento r
Ritardo di consegna L
Si ordina con metodo Q
Con basso rapporto r/H
Per consegne a flusso
Con magazzini ridotti
Con alto rapporto c/r
Si ordina con metodo I Per consegne a lotti
Con magazzini più grandi
Se la previsione del tasso di produzione è incerta
Se la previsione delle consegne è incerta
Bassa produzionealto costo di storaggio
Alto costo d'ordinebassa produzione
Ordinare con metodo EOQ
Ordinare con metodo EOI
Programmazione della produzione32/56
Programmazione e Controllo della Produzione
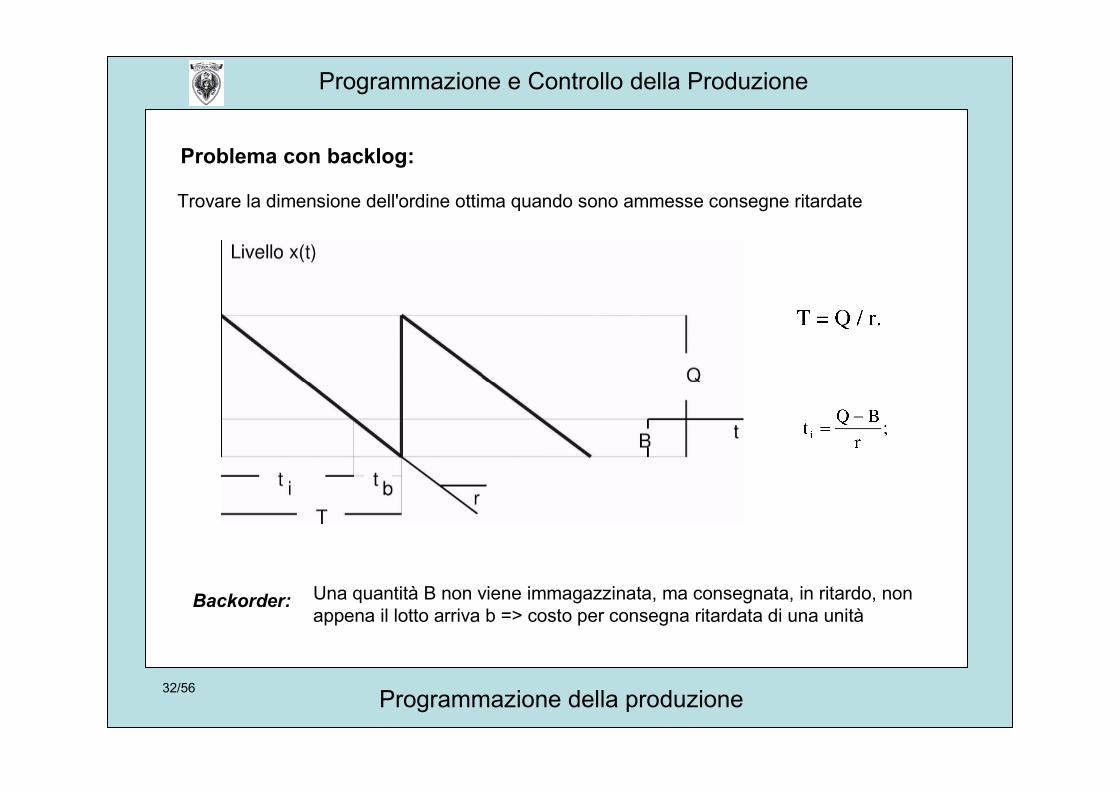
Problema con backlog:
Trovare la dimensione dell'ordine ottima quando sono ammesse consegne ritardate
Una quantità B non viene immagazzinata, ma consegnata, in ritardo, nonappena il lotto arriva b => costo per consegna ritardata di una unità
Backorder:
Programmazione della produzione33/56
Programmazione e Controllo della Produzione
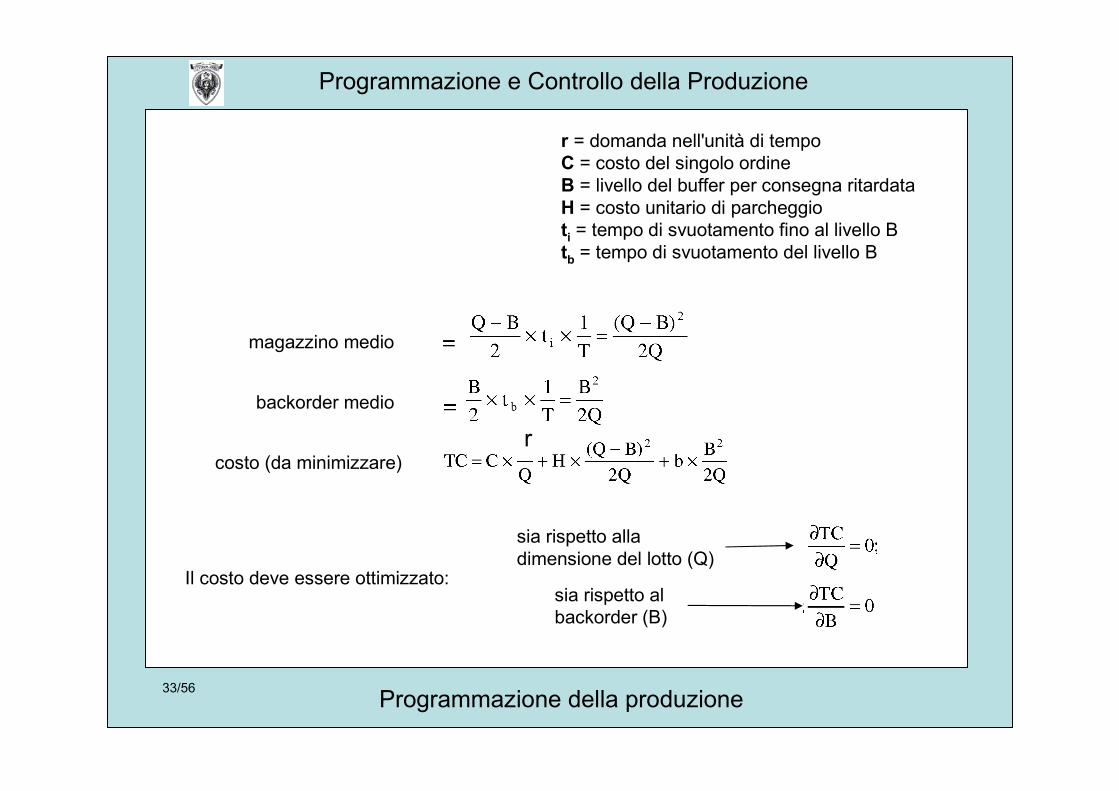
magazzino medio
backorder medio
costo (da minimizzare)
sia rispetto albackorder (B)
Il costo deve essere ottimizzato:
sia rispetto alladimensione del lotto (Q)
r = domanda nell'unità di tempoC = costo del singolo ordineB = livello del buffer per consegna ritardataH = costo unitario di parcheggioti = tempo di svuotamento fino al livello Btb = tempo di svuotamento del livello B
r

Programmazione della produzione34/56
Programmazione e Controllo della Produzione
sostituendo la secondanella prima, si ottiene:
le condizioni di costominimo corrispondono a:
EOQ modificato
Si osserva che:

Programmazione della produzione35/56
Programmazione e Controllo della Produzione
Analisi di sensitività
In un problema EPQ, supponiamo che il costo ordine C effettivo sia 20 € contro una stima di10 €
Esempio:
Quanto l'ordine EPQ risulta essere sensibile agli errori di stima del parametro C ?Problema:
R = 350 unità/anno P= 30 € F=18% p = molto grande → ∞Dati:
Soluzione Generale:
Programmazione della produzione36/56
Programmazione e Controllo della Produzione
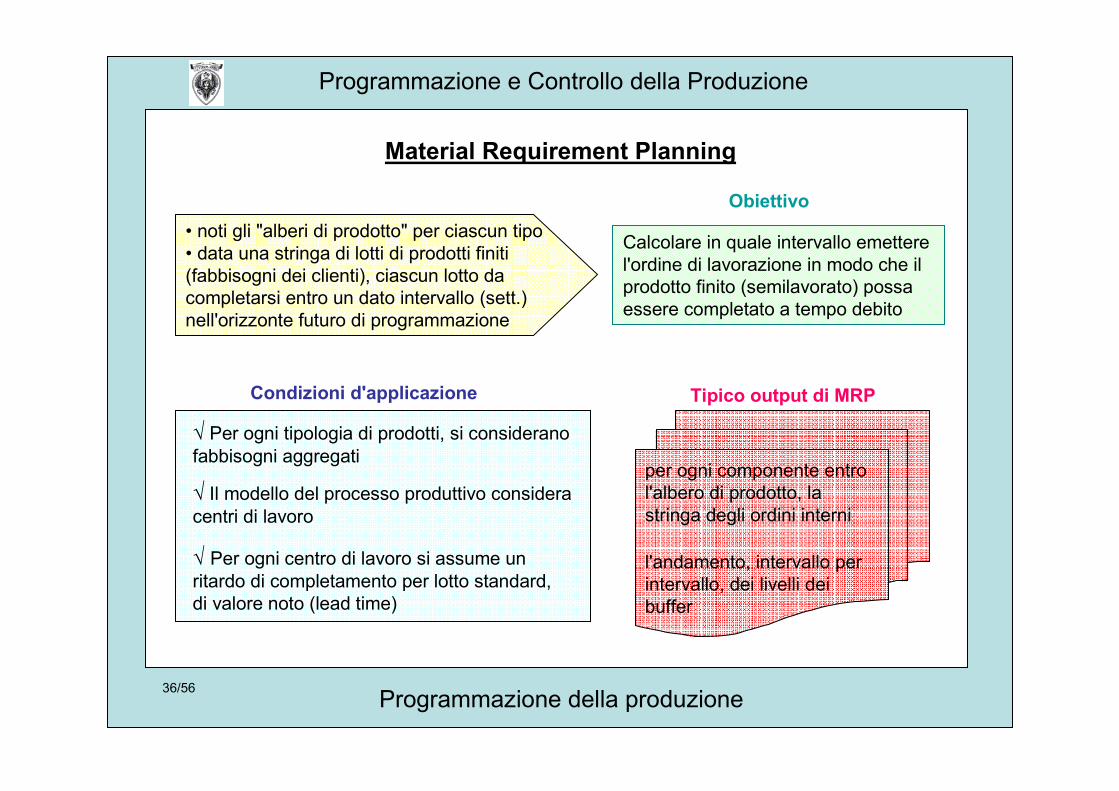
• noti gli "alberi di prodotto" per ciascun tipo• data una stringa di lotti di prodotti finiti(fabbisogni dei clienti), ciascun lotto dacompletarsi entro un dato intervallo (sett.)nell'orizzonte futuro di programmazione
Material Requirement Planning
Calcolare in quale intervallo emetterel'ordine di lavorazione in modo che ilprodotto finito (semilavorato) possaessere completato a tempo debito
Condizioni d'applicazione
Obiettivo
√ Per ogni tipologia di prodotti, si consideranofabbisogni aggregati
√ Il modello del processo produttivo consideracentri di lavoro
√ Per ogni centro di lavoro si assume unritardo di completamento per lotto standard,di valore noto (lead time)
Tipico output di MRP
per ogni componente entrol'albero di prodotto, lastringa degli ordini interni
l'andamento, intervallo perintervallo, dei livelli deibuffer

Programmazione della produzione37/56
Programmazione e Controllo della Produzione
Formulazione base
Obiettivo: Definire, per ogni componente di datoprodotto, il relativo "ordine di produzione"
in quali periodi produrre
in quali quantità (lotto)
In modo da poter garantire che il lotto di prodotto richiestovenga completato entro la data di consegna concordata
Dato 1: modello del sistemaproduttivo (linea):
Per ogni centro di lavoro, è data una stima delritardo di consegna di un lotto standard (lead time).
Due centri di lavoromodello-clienti(generatore della domanda diprodotti finali in lotti e due date)
modello-fornitorecome centro produttore dimateriali/componenti a richiesta

Programmazione della produzione38/56
Programmazione e Controllo della Produzione
Dato 2: modello del prodotto finale("albero di prodotto")
per ogni componente (e per il prodotto finale)è descritto da quali e quanti componenti piùsemplici viene ottenuto
modello della domandadei clienti ("fabbisogni")
Dato 3:
Trovare:
Per ogni ordine richiestoper un prodotto finale(FIN) e per ogni suocomp./ mat. (SL,MAT)
Il corrispondente "ordine pianificato" da emettere
Il periodo nel quale occorre emettere tale ordine pianifi-cato in modo da ricevere la consegna al tempo voluto
L'andamento del livello del magazzino interno di ognicomp./mat., in modo da poterne valutare i costi
Metodo di lavoro:
Per il prodotto finale (FIN) e per ognicomponente o materiale (SL,MAT)occorre costruire la tabella:
Programmazione della produzione39/56
Programmazione e Controllo della Produzione
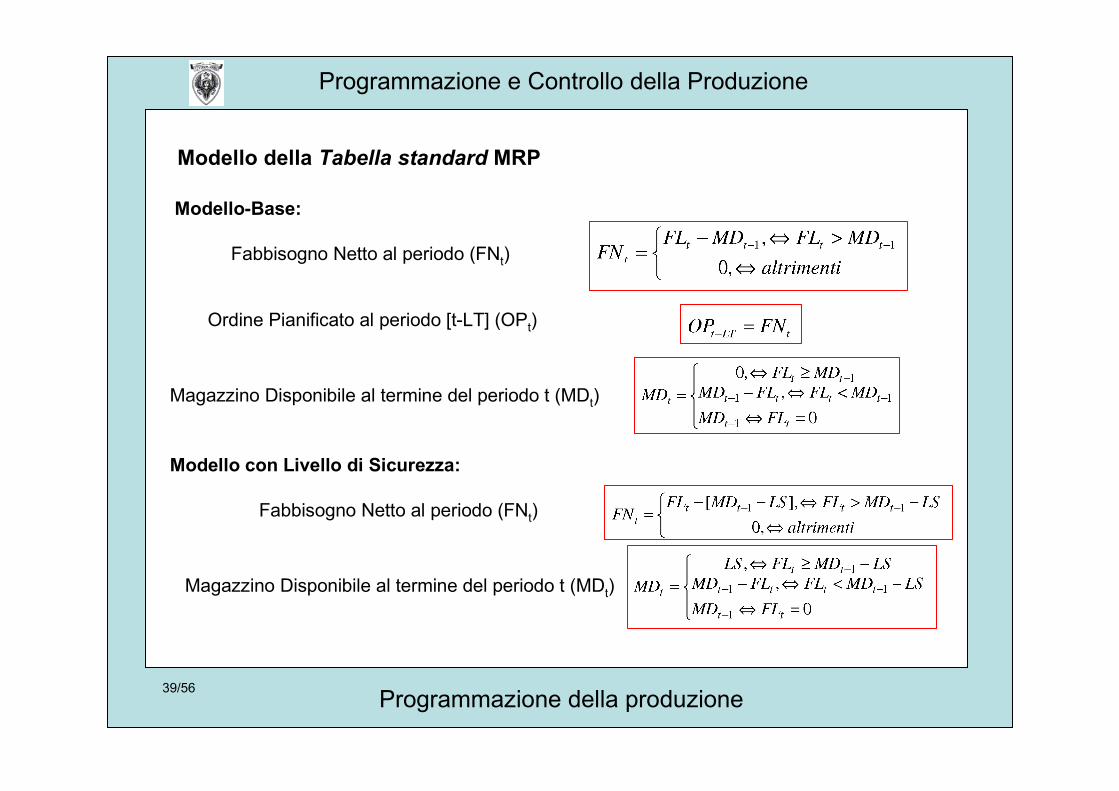
Modello della Tabella standard MRP
Modello-Base:
Fabbisogno Netto al periodo (FNt)
Ordine Pianificato al periodo [t-LT] (OPt)
Magazzino Disponibile al termine del periodo t (MDt)
Modello con Livello di Sicurezza:
Fabbisogno Netto al periodo (FNt)
Magazzino Disponibile al termine del periodo t (MDt)
Programmazione della produzione40/56
Programmazione e Controllo della Produzione
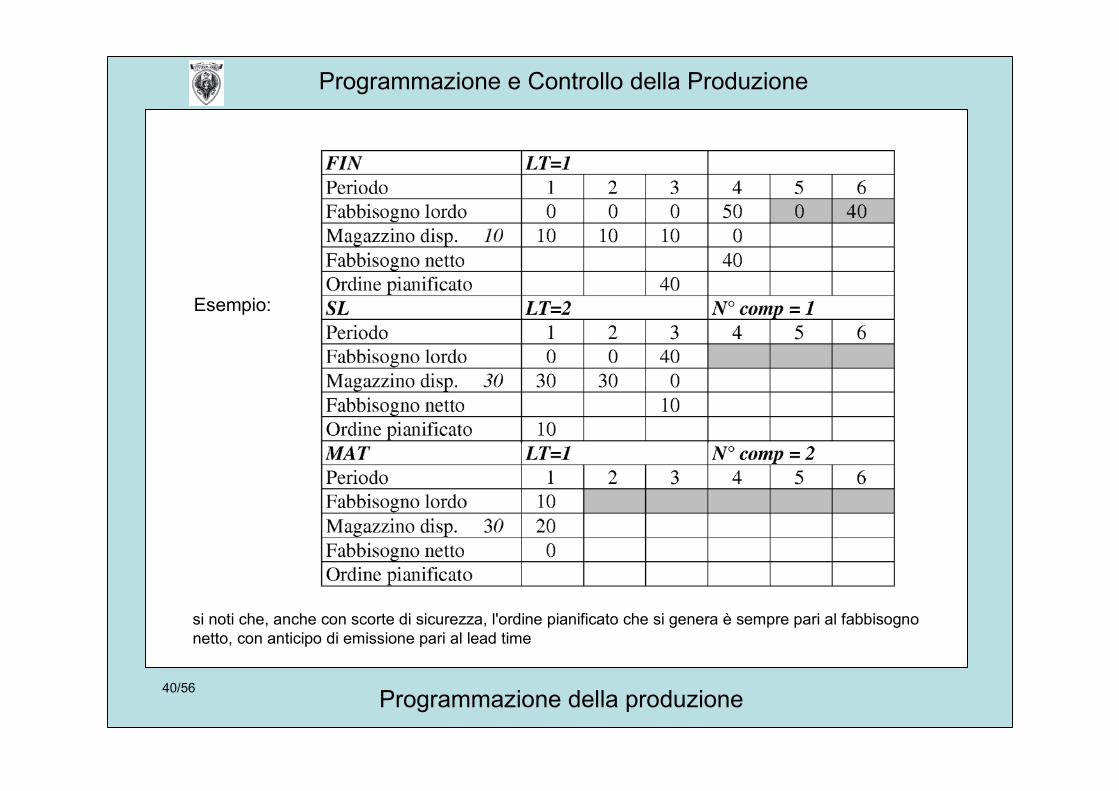
Esempio:
si noti che, anche con scorte di sicurezza, l'ordine pianificato che si genera è sempre pari al fabbisognonetto, con anticipo di emissione pari al lead time

Programmazione della produzione41/56
Programmazione e Controllo della Produzione
Regole MRP
È buona norma dimensionare i lotti di produzione in modo da ottenerli di valore il piùpossibile standard
La dinamica del magazzino viene a dipendere sia dall'ordine pianificato che dal fabbisognonetto (non più uguali tra loro)
Logiche in parte similisono infatti riferite a dueproblematiche ben diverse• il problema di Lot Sizing, ovvero programma-
zione dei time bucket in un orizzonte medio-lungo, nei quali lavorare alcune famiglie.
Non confondere
• il dimensionamento dei lotti di produzione in MRPcon

Programmazione della produzione42/56
Programmazione e Controllo della Produzione
FOQ = Fixed Order Quantity
For Lot (L4L oppure LFL)
APR - A Periodo di Ricopritura
Esempi:
30x2 30x1
20 202010
40 4040 40

Programmazione della produzione43/56
Programmazione e Controllo della Produzione
SEQUENZIAMENTO DELLE OPERAZIONI
p4 pn
tempoop1
c1
p1
op2c2
p2
c3
p3
c4 cm
opnop3
Completamento totale delle operazioni (MAKESPAN)∑=
=n
iim pc
1
Completamento medio delle operazioni∑=
=n
iicn
c1
1
GANTT delle operazioni:
istanti di completamento
tempi di processamento
Programmazione della produzione44/56
Programmazione e Controllo della Produzione
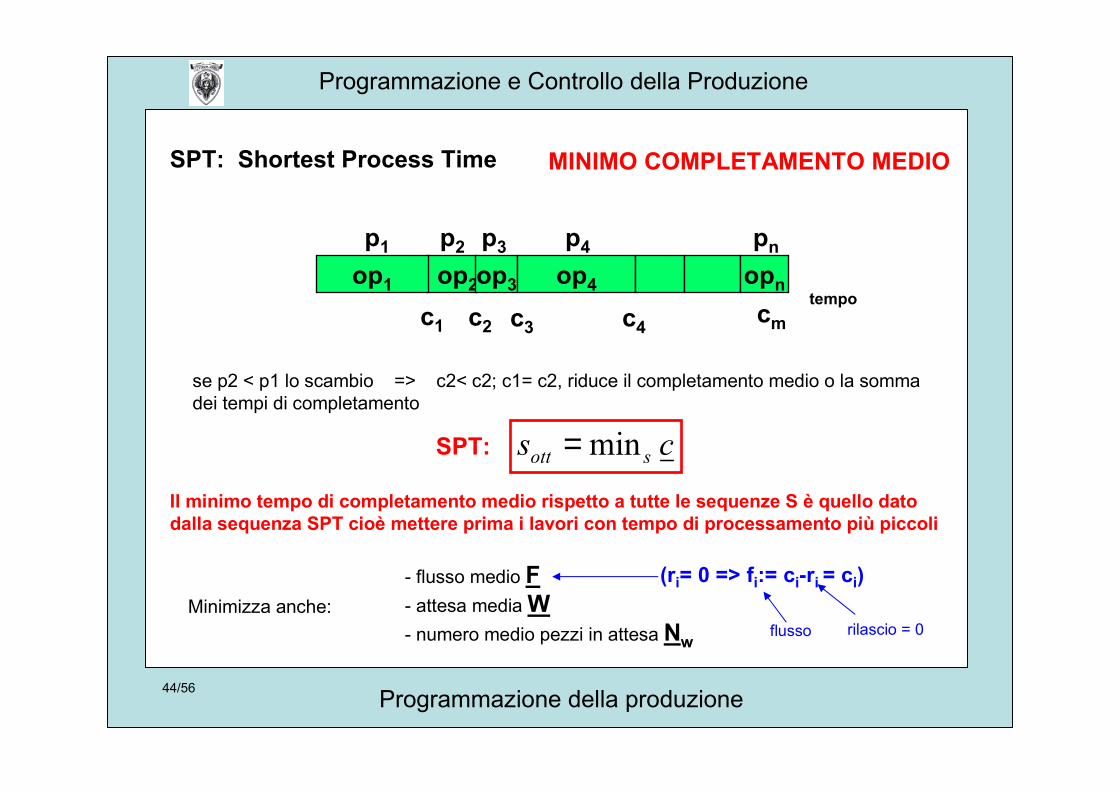
SPT: Shortest Process Time
tempocmc2
op2
p2p1
c1
op1
se p2 < p1 lo scambio => c2< c2; c1= c2, riduce il completamento medio o la sommadei tempi di completamento
cs sott min=SPT:
Il minimo tempo di completamento medio rispetto a tutte le sequenze S è quello datodalla sequenza SPT cioè mettere prima i lavori con tempo di processamento più piccoli
- flusso medio F- attesa media W- numero medio pezzi in attesa Nw
MINIMO COMPLETAMENTO MEDIO
Minimizza anche:(ri= 0 => fi:= ci-ri = ci)
flusso rilascio = 0
op3 op4 opn
c3 c4
p3 p4 pn

Programmazione della produzione45/56
Programmazione e Controllo della Produzione
ci cjckcn cy cx =cm
12
n-1
Nw(t)
t
1, 1,
1 1 1n n
W r r m mr r x r r xm m m
n cN c c c cc c c= ≠ = ≠
⋅= = + − = −
∑ ∑
Pezzi inattesa
sequenziamento
Numero medio pezzi in attesa Nw

Programmazione della produzione46/56
Programmazione e Controllo della Produzione
Numero medio pezzi in uscita Nu
ci cj ck cn cy
12
n-1
Nu(t)
tsequenziamento
( ) ( )1, 1,
1 1 1n n
mU m r m r m m
r r x r r xm m m m
n c n c cN c c c c c c nc c c c= ≠ = ≠
⋅ − ⋅= − = − + − = = −
∑ ∑
cx =cm
Qui manca 2 volte il valore di Cm

Programmazione della produzione47/56
Programmazione e Controllo della Produzione
Lr < 0 dr
Lr > 0
cranticipo ritardo
cr- dr
Lr(cr)
Ritardo medio dei pezzi Lr LATENESS
tempo di consegna dovuto per pezzo rRitardo del pezzo r : Lr = cr-dr
min c ⇔ min L
( ) ∑∑∑===
−=−==n
rr
n
rrr
n
rr d
ncdc
nL
nL
111
111
È un valorecostante

Programmazione della produzione48/56
Programmazione e Controllo della Produzione
Li
cj
Lk
Lj
ckdkdidj
ci
LM = Maxr Lr = Lj
Minimo ritardo massimo
Ms Lmin
Lavori in ritardo
Lavoro in anticipo
Vogliamo effettuare il sequenziamento in modo tale chetra tutti i lavori quello più in ritardo è il minimo possibile
EDD

Programmazione della produzione49/56
Programmazione e Controllo della Produzione
EDD: Earliest Due Date
Mettere per primi quei lavori che hanno la scadenza piùanticipata indipendentemente dalla loro lunghezza
di (2)di (1) di (3) di (4) di (l)
Lavori J1 ...Jn
Si riordinano gli indici nell’ordine delle date dovute e si sequenziano i lavori nello stesso ordinerietichettando i lavori con la nuova denominazione
J1 J2 J3 J4 Jn
d2d1 d3 d4 dn
in
s L1maxmin in
s A1minmax≡Minimizzare il massimo ritardo equivalea massimizzare il minimo anticipo
Programmazione della produzione50/56
Programmazione e Controllo della Produzione
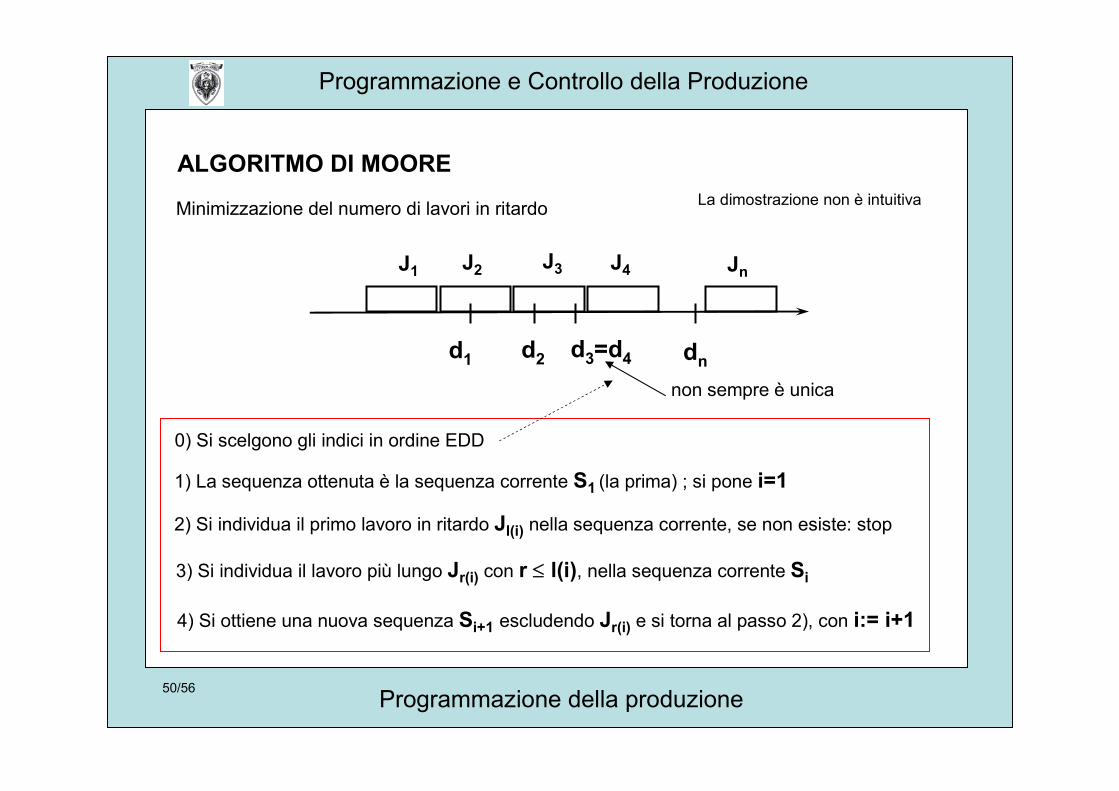
ALGORITMO DI MOORE
Minimizzazione del numero di lavori in ritardo La dimostrazione non è intuitiva
J1 J2 J3 J4 Jn
d1 d2 d3=d4 dn
0) Si scelgono gli indici in ordine EDD
non sempre è unica
1) La sequenza ottenuta è la sequenza corrente S1 (la prima) ; si pone i=1
2) Si individua il primo lavoro in ritardo Jl(i) nella sequenza corrente, se non esiste: stop
3) Si individua il lavoro più lungo Jr(i) con r ≤ l(i), nella sequenza corrente Si
4) Si ottiene una nuova sequenza Si+1 escludendo Jr(i) e si torna al passo 2), con i:= i+1

Programmazione della produzione51/56
Programmazione e Controllo della Produzione
ALGORITMO DI LAWLER (1973) Generalizzazione del metodo EDD
Minimizza la massima penalità
J1 J2 J3
J6
J5
J4
GRAFO DI PRECEDENZA DEI LAVORI
Sequenziamento delleoperazioni con precedenza
( )iinis cγ1maxmin =
γi è una funzione nondecrescente con ci

Programmazione della produzione52/56
Programmazione e Controllo della Produzione
γi(ci)ci
ch
γh (ch)
tardiness
lateness
γk (ck)
ck
max
dh
La lateness è una funzione che continua prima e dopo la due dateLa tardiness è definita solo dopo la due date
Generica funzionedi penalità
Ti: tardiness, fuori tempoLi: lateness, ritardo che negativo diventa anticipo
Programmazione della produzione53/56
Programmazione e Controllo della Produzione
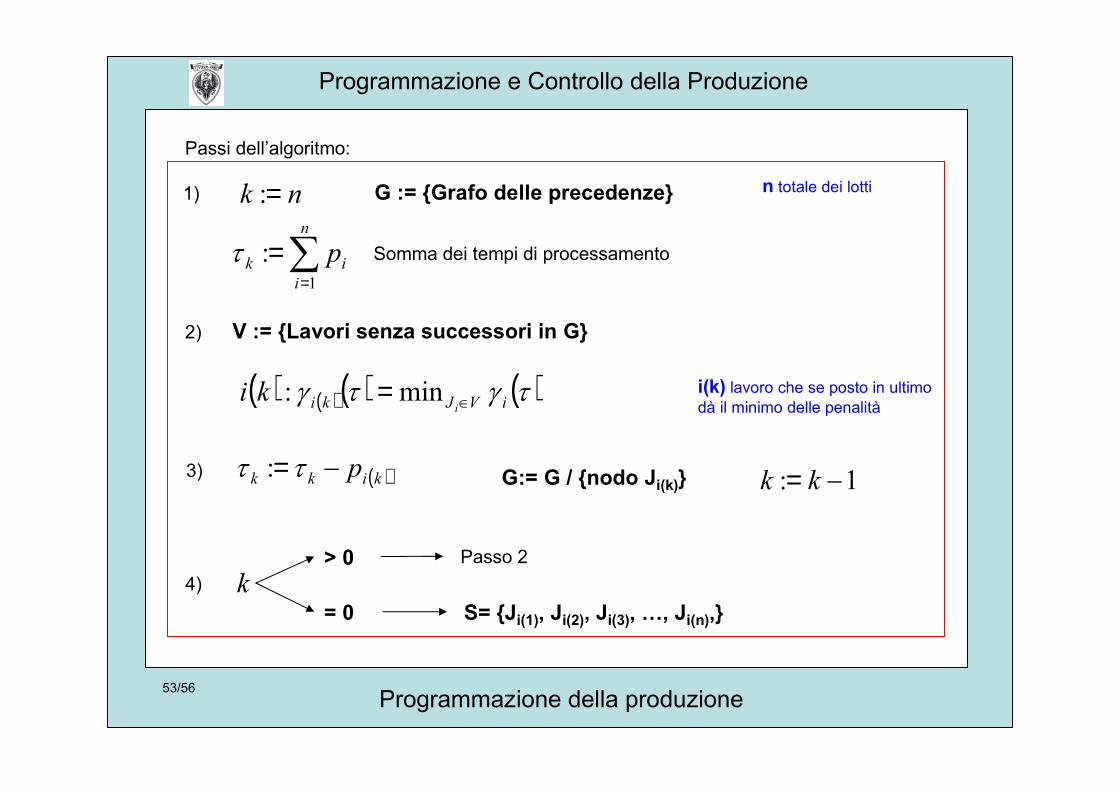
Passi dell’algoritmo:
1) G := {Grafo delle precedenze}nk =:
∑=
=n
iik p
1:τ Somma dei tempi di processamento
2) V := {Lavori senza successori in G}
( ) ( )( ) ( )τγτγ iVJki iki ∈= min:
n totale dei lotti
i(k) lavoro che se posto in ultimodà il minimo delle penalità
3) ( )kikk p−=ττ : G:= G / {nodo Ji(k)} 1: −= kk
4) k> 0
= 0
Passo 2
S= {Ji(1), Ji(2), Ji(3), …, Ji(n),}
Programmazione della produzione54/56
Programmazione e Controllo della Produzione
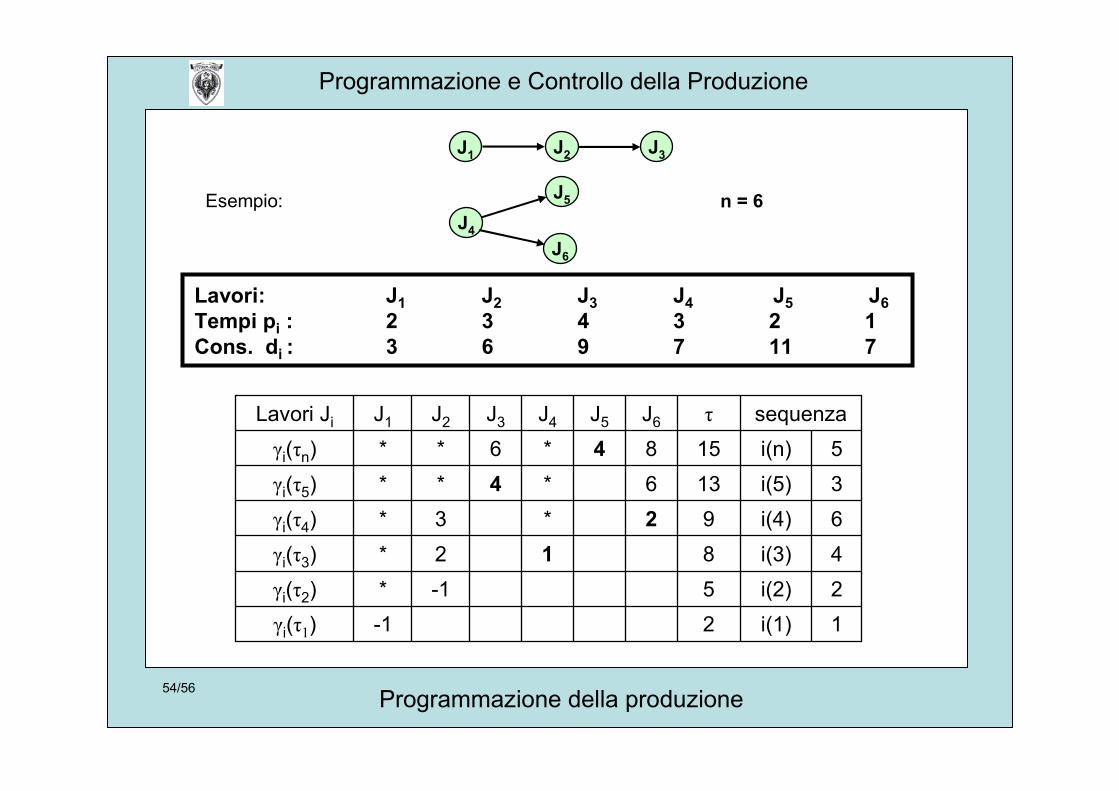
Lavori: J1 J2 J3 J4 J5 J6Tempi pi : 2 3 4 3 2 1Cons. di : 3 6 9 7 11 7
n = 6
1i(1)2-1γi(τ1)2i(2)5-1*γi(τ2)4i(3)812*γi(τ3)6i(4)92*3*γi(τ4)3i(5)136*4**γi(τ5)5i(n)1584*6**γi(τn)
sequenzaτJ6J5J4J3J2J1Lavori Ji
J1 J2 J3
J6
J5
J4
Esempio:

Programmazione della produzione55/56
Programmazione e Controllo della Produzione
ALGORITMO DI JOHNSON (1954)
ai = pi1 tempo di processamento di ji su M1 bi = pi2 tempo di processamento di ji su M2
1) 1:=k nl =:
2)
3) se:
4) se:
5) se:
{ }nJJNS ,...,: 1=
{ }iiNSJij baai
min,minmin : ∈= ( ) :s k j=jJNSNS /:=
1: += kk
{ }iiNSJij babi
min,minmin : ∈=
allora:
allora: ( ) :s l j=jJNSNS /:=
1: −= ll
{ }∅≠NS allora PASSO 3 altrimenti la sequenza ottima è s(i)
( ), 1,...,s i i n=
sequenza
Programmazione della produzione56/56
Programmazione e Controllo della Produzione
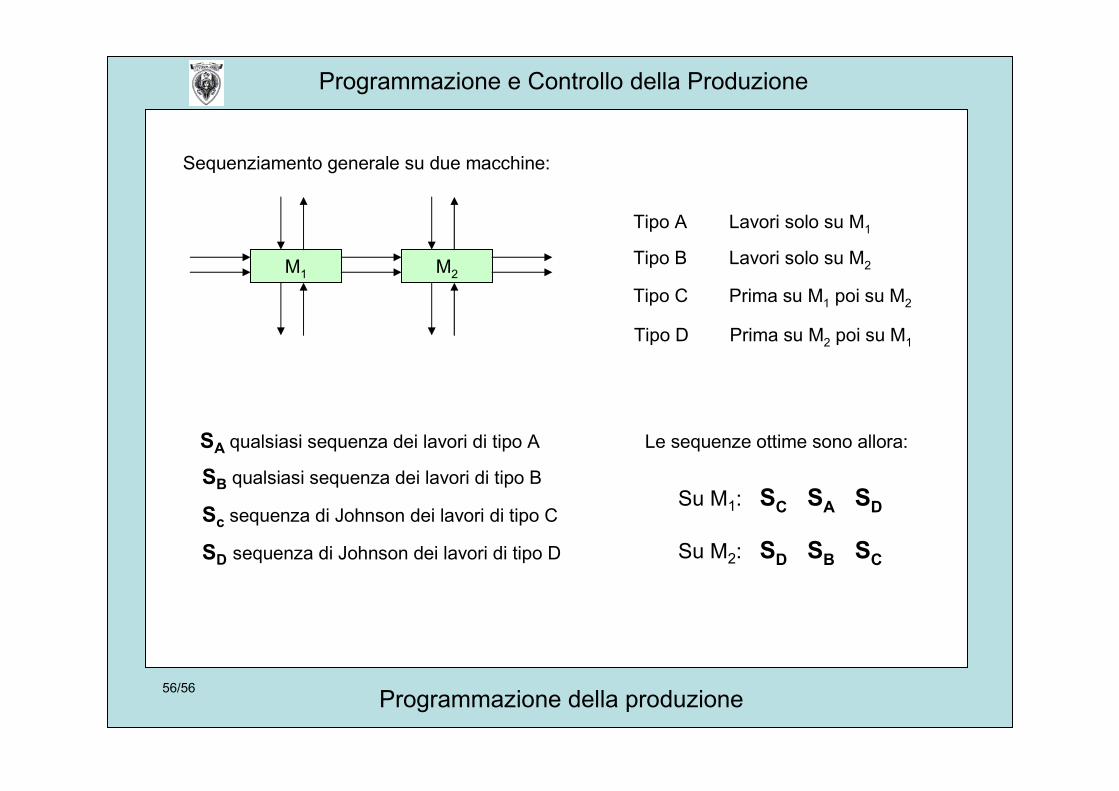
Sequenziamento generale su due macchine:
Tipo A Lavori solo su M1
Tipo B Lavori solo su M2
Tipo C Prima su M1 poi su M2
Tipo D Prima su M2 poi su M1
M1 M2
SA qualsiasi sequenza dei lavori di tipo A
SB qualsiasi sequenza dei lavori di tipo B
Sc sequenza di Johnson dei lavori di tipo C
SD sequenza di Johnson dei lavori di tipo D
Le sequenze ottime sono allora:
Su M1: SC SA SD
Su M2: SD SB SC