LA PROGRAMMAZIONE DELLA PRODUZIONE TRA … 3... · 13 . Natura tecnologica dello specifico ciclo di...
83
LA PROGRAMMAZIONE DELLA PRODUZIONE TRA ESIGENZE DI MERCATO E VINCOLI TECNOLOGICI DEI PROCESSI PRODUTTIVI Capitolo 3
Transcript of LA PROGRAMMAZIONE DELLA PRODUZIONE TRA … 3... · 13 . Natura tecnologica dello specifico ciclo di...
LA PROGRAMMAZIONE DELLA PRODUZIONE TRA ESIGENZE DI MERCATO E VINCOLI TECNOLOGICI DEI PROCESSI PRODUTTIVI
Capitolo 3
2
La programmazione della produzione _ 1
La programmazione della produzione consiste in un complesso di decisioni e di attività che hanno lo scopo di armonizzare le richieste provenienti dal mercato (portafoglio ordini e/o previsioni di vendita) con le potenzialità della produzione. Si tratta di decisioni infrastrutturali che assumo come vincoli le caratteristiche del sistema produttivo (tipologia di processo produttivo, layout delle macchine, elasticità e flessibilità delle macchine, capacità produttiva dello stabilimento).
Capitolo 3 – La programmazione della produzione
3
continua
Definizione degli ordini di produzione, ed assegnazione ai reparti;
Piano di produzione; Quantità e standard qualitativi; Tempi di consegna; Risorse economiche, Costi di esecuzione.
4
Esempio
Piano domanda Piano Aggregato Pianificazione risorse Piano Principale Verifica grezza di Capacità Pianificazione dei materiali Pianificazione delle Capacità Ordini ai fornitori Scheduling e controllo di reparto
5
Principali tipologie delle produzioni
Su progetto; Su modello; Processo intermittente a grandi lotti; Processo continuo
Classificazione generale:
Natura tecnologica del ciclo di produzione da svolgere; Natura tecnologica-merceologica del prodotto da realizzare; Modalità tecnico organizzative delle attività di trasformazione.

6
La programmazione della produzione _ 2
Le analisi economiche che vengono effettuate per la programmazione della produzione si riferiscono al breve periodo, cioè con uno stabilimento industriale già costruito e funzionante. Con la programmazione della produzione il management decide quali prodotti fabbricare, in quali quantità, entro quali tempi e con quali modalità.
Capitolo 3 – La programmazione della produzione
7
La programmazione della produzione _ 3
Nell’ambito della programmazione della produzione il management svolge le seguenti attività: definizione ordini di produzione (stabilire la quantità di pezzi da fabbricare per ogni prodotto o componente) assegnazione ordini di produzione ai reparti produttivi (attribuire a ciascun reparto la lavorazione di determinati lotti di pezzi) pianificazione dei fabbisogni di componenti e materie prime (calcolare la quantità richiesta dal complesso delle lavorazioni da svolgere) definizione della sequenza delle lavorazioni sulle singole macchine (determinare quando e per quanto tempo ogni lotto impegna la disponibilità di ogni macchina)
Capitolo 3 – La programmazione della produzione
8
La programmazione della produzione _ 4
Programmare la produzione è un’attività complessa, poiché le variabili da gestire sono molteplici: quantità e standard qualitativi dei componenti e dei prodotti finiti numero di ore-lavoro e ore-macchina date di consegna e tempi di costruzione risorse economiche e fabbisogni finanziari costi per l’esecuzione delle varie attività nelle varie configurazioni.
Capitolo 3 – La programmazione della produzione
9
La programmazione della produzione _ 5
La programmazione della produzione è influenzata da vari elementi, quali: le tipologie di processi produttivi adottate, la disposizione delle macchine all’interno dello stabilimento produttivo la struttura dei costi:
Diretti, indiretti; ABC; Industriali; …
Capitolo 3 – La programmazione della produzione
10
Processi e layout
Processo: è una sequenza logica di più attività attraverso la quale è possibile trasformare certi input in un output. Layout: è la disposizione delle strutture all’interno dell’impresa, e quindi, risulta essere una manifestazione del processo. Esistono diverse tipologie di processi produttivi e di layout. Si possono avere diverse classificazioni dei processi, a seconda delle variabili che si prendono in considerazione.
Capitolo 3 – La programmazione della produzione
11
Tipologie di processi produttivi: una possibile classificazione
Una classificazione generale e semplificata si basa su tre variabili: la natura tecnologica dello specifico ciclo di produzione da svolgere
la natura tecnologica-merceologica del prodotto da realizzare
le modalità tecnico-organizzative delle attività di trasformazione.
Capitolo 3 – La programmazione della produzione
12
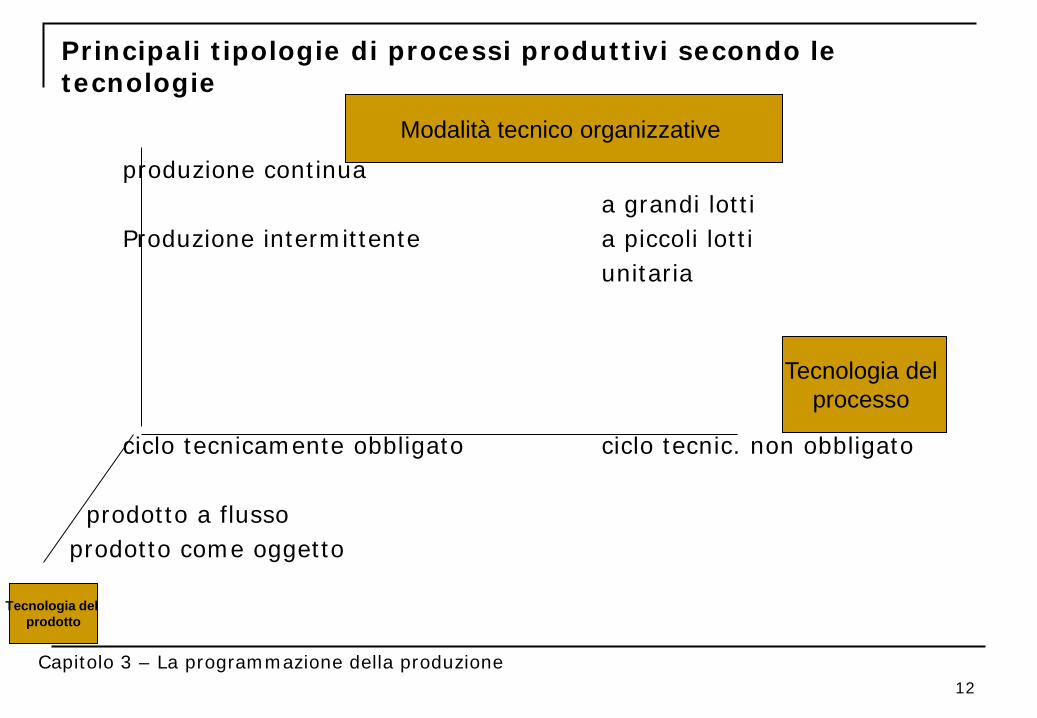
Principali tipologie di processi produttivi secondo le tecnologie
produzione continua a grandi lotti Produzione intermittente a piccoli lotti unitaria ciclo tecnicamente obbligato ciclo tecnic. non obbligato prodotto a flusso prodotto come oggetto
Capitolo 3 – La programmazione della produzione
Tecnologia del processo
Tecnologia del prodotto
Modalità tecnico organizzative
13
Natura tecnologica dello specifico ciclo di produzione da svolgere Si distinguono due categorie: processi a ciclo tecnicamente obbligato - sistema tecnico-produttivo strettamente unitario (ad esempio: impianti petrolchimici, impianti siderurgici, cartiere, cementifici, ecc.) - insieme di macchine tecnicamente distinte (ad esempio: industria alimentare, industria tessile, ecc.) processi a ciclo tecnicamente non obbligato (ad esempio: alcune lavorazioni dell’industria del mobile, ecc.)
Capitolo 3 – La programmazione della produzione

14
Natura tecnologica-merceologica del prodotto da realizzare Si distingue tra: produzione a flusso (ad esempio: raffinerie, impianti chimici, industria alimentare, ecc.) produzione per parti (ad esempio: industria automobilistica, industria degli elettrodomestici, industria del mobile, industria dell’abbigliamento, industria delle macchine utensili, ecc.)
Capitolo 3 – La programmazione della produzione
15
Modalità tecnico-organizzative delle attività di trasformazione
Si distinguono due tipologie:
produzione intermittente Ogni prodotto è ottenuto in una quantità prestabilita, denominata “lotto di produzione” (batch). La dimensione dei lotti varia: - grandi lotti (ad esempio: specifici modelli di mobili, di abbigliamento, ecc.) - piccoli lotti (ad esempio: aerei, articoli di oreficeria, ecc.) - singole unità di prodotto (job shop).
produzione continua (o ripetitiva) Essa si esplica in una grande quantità dello stesso prodotto, ottenuta per periodi indeterminati di tempo (ad esempio: produzione dell’energia elettrica, produzioni metallurgiche, petrolifere, chimiche, industria automobilistica – di massa).
Capitolo 3 – La programmazione della produzione
16
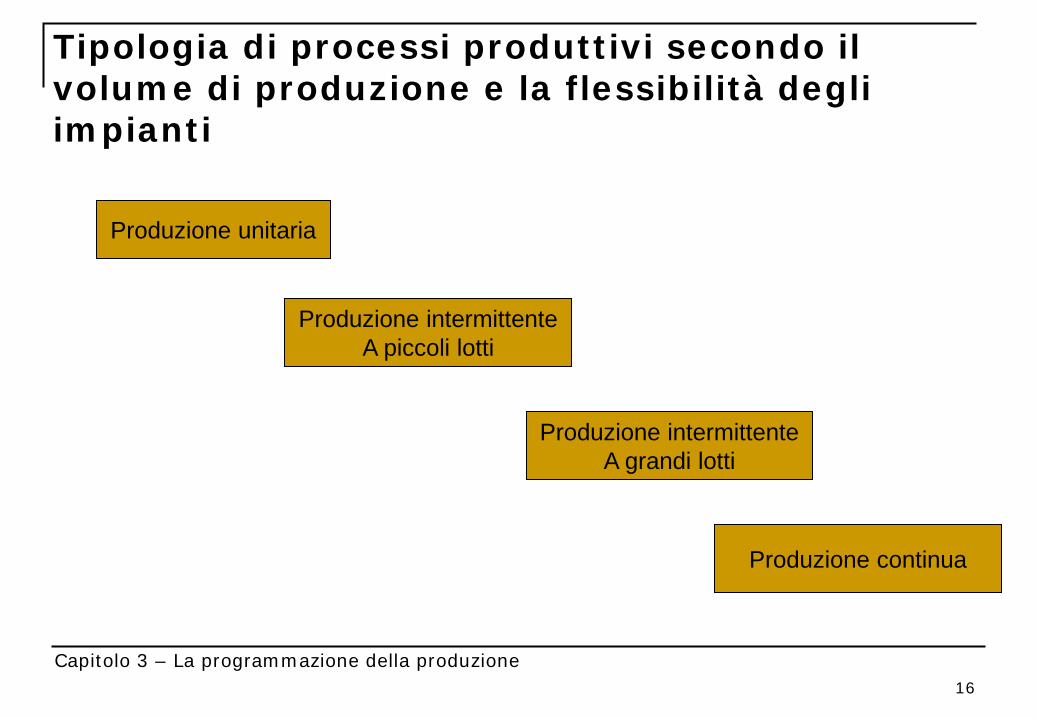
Tipologia di processi produttivi secondo il volume di produzione e la flessibilità degli impianti
Capitolo 3 – La programmazione della produzione
Produzione unitaria
Produzione intermittente A piccoli lotti
Produzione intermittente A grandi lotti
Produzione continua

17
Tipologie di layout: una possibile classificazione
Tipi base di layout: Layout funzionale (o per reparti) Layout per linea di prodotto (o a catena) Layout a celle (o group technology) Layout a postazioni fisse
Capitolo 3 – La programmazione della produzione

18
Layout ibrido in un ristorante
Capitolo 3 – La programmazione della produzione

19
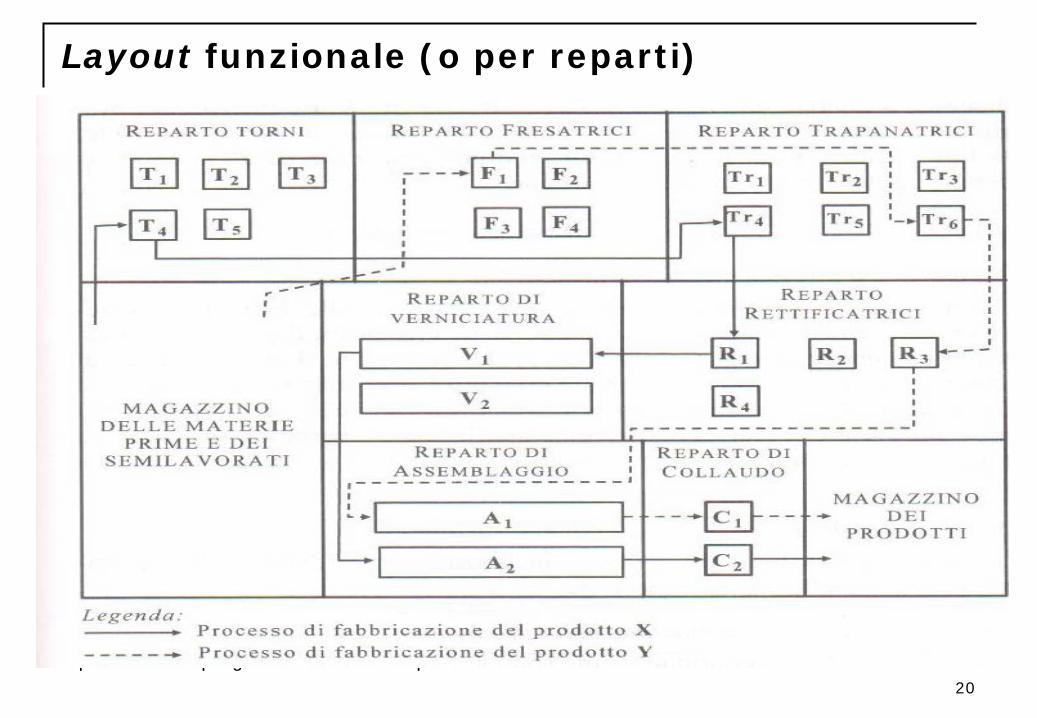
Layout funzionale (o per reparti) Rapporto tra layout e metodo di produzione Le macchine del medesimo tipo funzionale vengono raggruppate e disposte in reparti specializzati, indipendentemente dall’ordine delle operazioni che sono richieste dai diversi cicli produttivi che vengono svolti contemporaneamente. I pezzi in lavorazione vengono trasportati in lotti da un reparto all’altro, a seconda delle operazioni che si devono eseguire.
Capitolo 3 – La programmazione della produzione
20
Layout funzionale (o per reparti)
Fig 3.3
Capitolo 3 – La programmazione della produzione
21
Layout per linea di prodotto (o a catena)
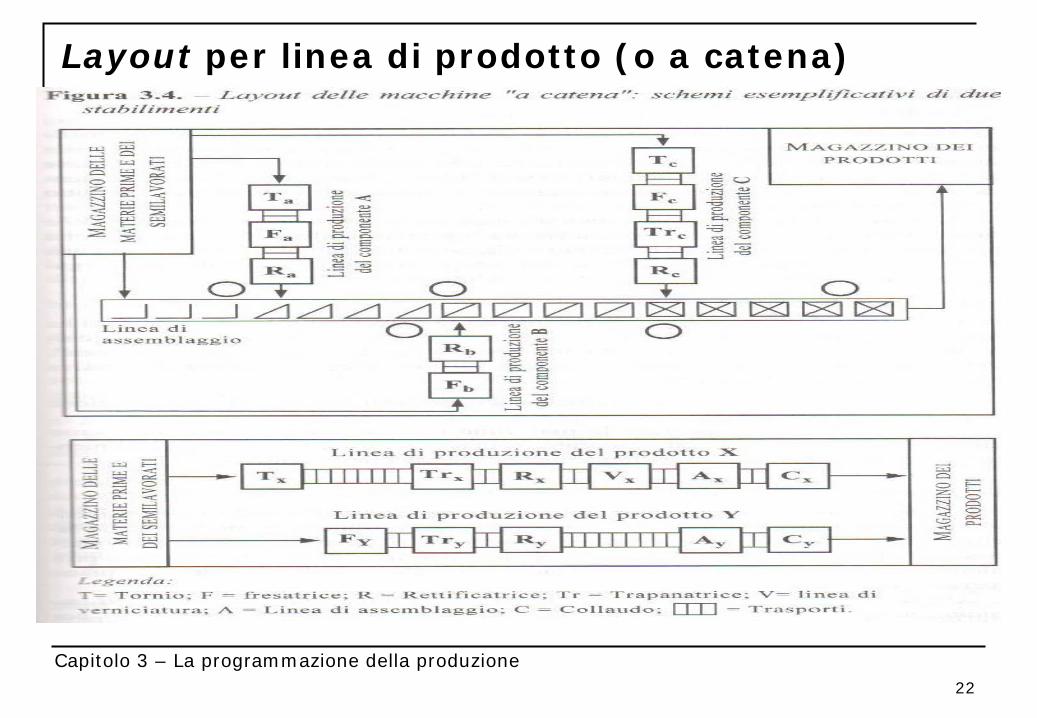
Rapporto tra layout e metodo di produzione Le macchine sono collocate in base alla sequenza delle operazioni richieste tecnologicamente dall’unico ciclo che viene effettuato. Il pezzo in lavorazione si trasferisce da una macchina all’altra, via via che si svolge il ciclo do trasformazione.
Capitolo 3 – La programmazione della produzione
22
Layout per linea di prodotto (o a catena)
Capitolo 3 – La programmazione della produzione
23
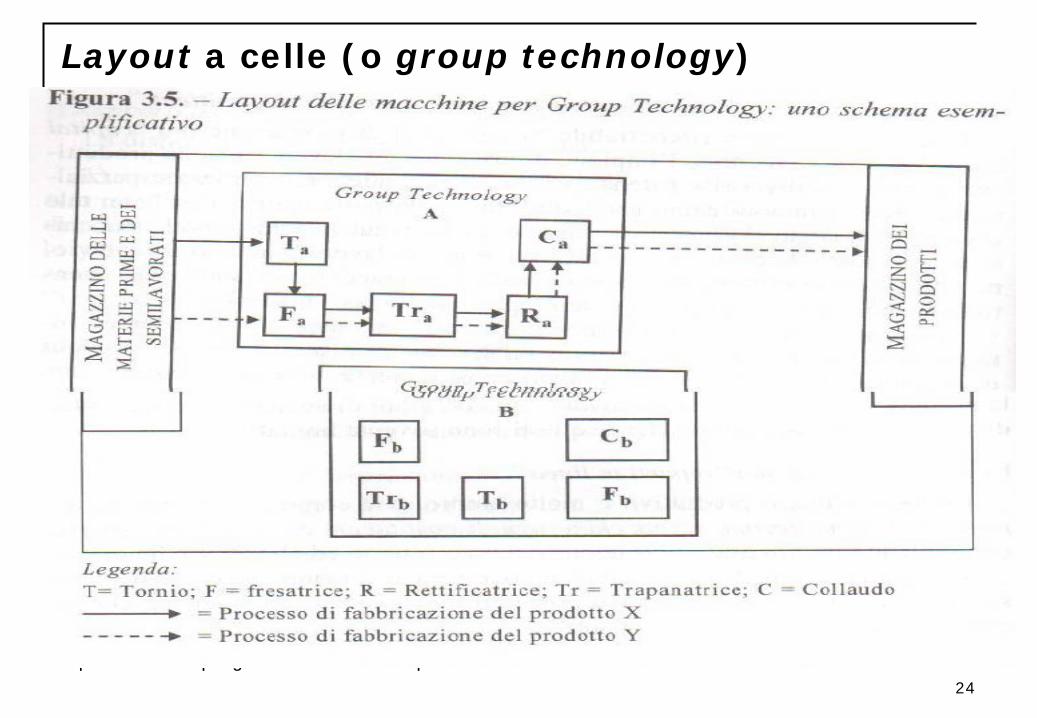
Layout a celle (o group technology) Rapporto tra layout e metodo di produzione Le macchine vengono disposte in gruppi, ciascuno dei quali dei quali viene costituito in base alla sequenza delle fasi più complesse del ciclo di lavorazione. Nell’ambito di ogni gruppo, le diverse macchine sono collocate in sequenza. L’intero ciclo di lavorazione viene eseguito trasferendo i pezzi da un gruppo all’altro.
Capitolo 3 – La programmazione della produzione
24
Layout a celle (o group technology) Fig 3.5
Capitolo 3 – La programmazione della produzione
25
Layout a postazioni fisse La posizione del prodotto è fissa mentre le risorse (personale, attrezzature, materiali, ecc.) si muovono. Un esempio è costituito dalle fabbricazione di articoli di nonfacile movimentazione, quali aerei e locomotive. Anche i pazienti in un ospedale ne sono un esempio.
Capitolo 3 – La programmazione della produzione
26
Influenza della tipologia del processo di trasformazione sulla programmazione della produzione
Le diverse tipologie di produzione influenzano la programmazione della produzione. Oltre alla classificazione precedentemente illustrata, è opportuno considerare le tipologie di produzione in base ai seguenti criteri: 1. il rapporto temporale esistente tra la fabbricazione e la vendita del prodotto 2. il tipo di processo produttivo 3. la complessità del prodotto.
Capitolo 3 – La programmazione della produzione
27
1. Rapporto temporale esistente tra la fabbricazione e la vendita del prodotto
Si possono presentare due tipologie produttive: produzione per il magazzino (make to stock) La fabbricazione del prodotto precede il momento della vendita e si basa sulla previsione della domanda. L’impresa sostiene dei rischi di mercato. produzione su commessa (make to order) La fabbricazione del prodotto avviene dopo la vendita, cioè dopo aver ricevuto l’ordine di acquisto dal cliente. L’impresa sostiene dei rischi di esercizio.
Capitolo 3 – La programmazione della produzione
28
2. Tipo di processo produttivo
Si distingue tra: produzione continua produzione intermittente produzione unitaria.
Capitolo 3 – La programmazione della produzione

29
3. Complessità del prodotto
Nel caso di un oggetto composto di differenti parti, la programmazione della produzione risulta tanto più complessa ed impegnativa quanto più numerose ed eterogenee sono le parti componenti del prodotto. La distinta base rappresenta un prodotto secondo una struttura ad albero rovesciato in cui: il “nodo radice” rappresenta il prodotto finito gli “archi” collegano il nodo radice con i nodi di primo livello i “nodi di primo livello” rappresentano i sottoinsiemi principali le “foglie” ovvero i “nodi terminali” del grafo individuano i componenti elementari. Se la distinta base si compone di pochi livelli > prodotto semplice. Se la distinta base si compone di molti livelli > prodotto complesso.
Capitolo 3 – La programmazione della produzione

30
La distinta base di un prodotto finito complesso
fig 3.7
Capitolo 3 – La programmazione della produzione
31
Adozione del just in time e accelerazione dei processi produttivi _ 1
Il passaggio dalla produzione di massa a quella snella è coincisa anche con l’applicazione del metodo just in time nelle principali attività connesse all’organizzazione dei processi di fabbricazione e di montaggio, al layout delle macchine e alla logistica. Il JIT significa produrre la quantità giusta al momento giusto. La riduzione del tempo rappresenta l’obiettivo fondamentale della tecnica gestionale del JIT.
Capitolo 3 – La programmazione della produzione
32
Adozione del just in time e accelerazione dei processi produttivi _ 2
Aspetti relativi al processo produttivo l’impresa si orienta verso la produzione a flusso continuo si riducono i tempi di set-up e dei lotti di produzione si utilizzano contenitori per il trasporto di tipo standard si ricorre alla tecnica della manutenzione produttiva totale (Total Productive Maintenance, TPM) che innalza l’efficienza degli impianti.
Capitolo 3 – La programmazione della produzione
33
Adozione del just in time e accelerazione dei processi produttivi _ 3
Aspetti relativi al layout Un layout sovente utilizzato nella produzione con la tecnica JIT è ad “U”: fig 3.12
Capitolo 3 – La programmazione della produzione
Case history n.1 Un processo produttivo continuo
International paper company
Descrizione del processo
Processo produttivo a ciclo integrato. Descrizione. Sfibratura del legno in soluzione acquosa, Pasta di cellulosa, Pressatura della pasta, Realizzazione del foglio.
Produzione di pasta: Meccanica Chimica (kraft):
Lavaggio, evaporazione, bollitura (anche detta green liquor), rigenerazione (aggiunta di calce viva).
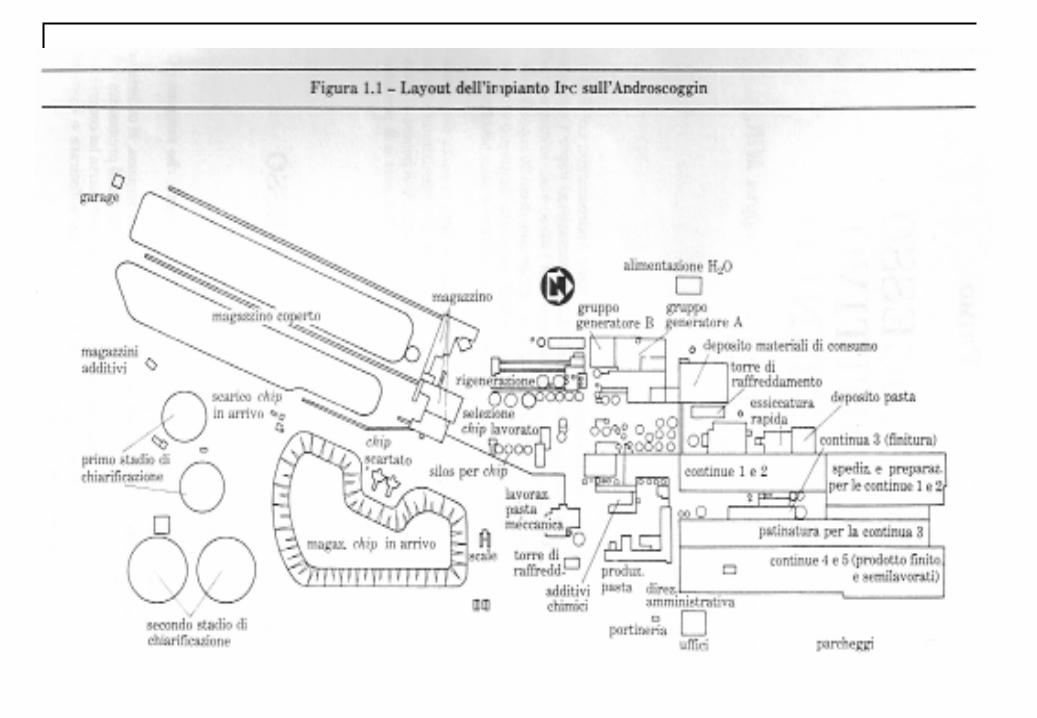

Progettazione dell’impianto
Processo continuo. Capacità: oltre un miglio di carta ogni due minuti per
impianto. Integrazione verticale (motivazioni): Riduzione dei costi di trasporto, Controllo della qualità, Riutilizzo degli scarti della produzione,
Le fonti di approvvigionamento.
Scelte localizzative
Richiesta di carta extra strong, derivante da fibre lunghe.
Necessità di grande quantità di acqua. Fabbisogno di manadopera.

Lo sfruttamento della capacità produttiva
Raccolta degli ordini: nessuna classificazione fino a quanto non raggiungono la produzione di 4 settimane.
Allocazione delle produzioni alle singole macchine. Acquisti e magazzini: la IPC non gestisce
direttamente le sue foreste ne il taglio.

Bilanciamento della produzione

Analisi critica:
capacità produttiva: Mix di produzione, Lunghezza del ciclo, Manutenzione, Taglio.
Tecnologia di processo. Il bilanciamento della capacità produttiva. La programmazione della produzione. La manutenzione.
43
La struttura dei costi nella produzione industriale
Nell’analisi delle relazioni fra costo di produzione e quantità prodotta la teoria economica considera due diverse situazioni: impianto industriale dato >> breve periodo l’impresa può scegliere la capacità da predisporre nell’impianto >> lungo periodo.
Con riferimento al breve periodo, un fattore costante (il macchinario in senso lato) può essere combinato con quantità diverse degli altri fattori produttivi, detti variabili, quali lavoro, materie prime, energia.
Capitolo 3 – La programmazione della produzione
44
Programmazione della produzione. Tematiche: rischi di mercato e rischi di esercizio
1. rapporto temporale tra produzione e vendita: Produzione per magazzino; Produzione per commessa; Prodotto standard e prodotto speciale
2. tipologia del processo Produzione continua, intermittente e job shop
3. Complessità del prodotto Distinta di base
45
La struttura dei costi di produzione
La relazione costo x quantità Capacità produttiva determinata: breve periodo; Capacità produttiva da determinare: lungo periodo.
Tassonomia dei costi industriali
Costo fisso; Costo variabile Costo totale medio Costo fisso medio Costo variabile medio Costo marginale

46
Quantità prodotte X x
ax
k a
Costo totale
Quantità prodotte X
Costo Totale medio
k/x
x
47
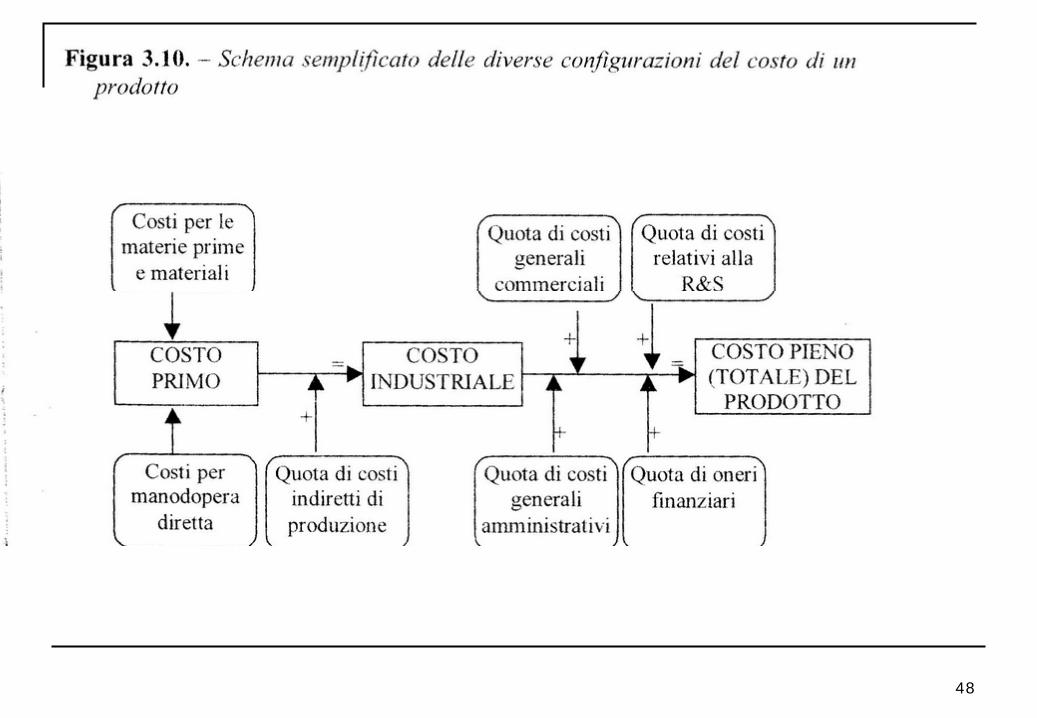
Configurazioni e metodi di calcolo del costo del prodotto
= valore delle risorse consumate Configurazioni di costo Costo primo Costo di fabbricazione o costo industriale Costo pieno o costo totale
48

49
calcolo
Ex post Ex ante
Activity based costing: Mappature delle attività; Attribuzione dei costi delle risorse ad un centro di
attività; Attribuzione dei costi mediante i cost driver
Jit
50
La programmazione della produzione. Aspetti generali
Programmazione Esecuzione Controllo Fig. 3.13
Piano aggregato Varietà della domanda, tempi di consegna, … Caratteristiche del sistema operativo Strategia produttiva
Piano principale Piano operativo
51
La programmazione aggregata
Obiettivo: quantità di pezzi da produrre per ogni famiglia, dato un determinato orizzonte temporale;
Informazioni necessarie: Dati sulla domanda;
Da ordini precedenti; Da previsioni di vendita;
Obiettivi strategici della funzione di domanda; Vincoli operativi (tecnici, istituzionali, …) Dati sulle risorse disponibili;

52
continua
Capacità produttiva disponibile;
Capacità produttiva necessaria;
Capacità produttiva teorica-.
53
Il costo totale
Il costo totale è composto da: un costo fisso: ammortamenti, parte delle spese di manutenzione, oneri finanziari relativi al capitale investito nell’impianto, parte delle spese generali di amministrazione, delle spese di vendita e di ricerca, ecc.; un costo variabile: salari, costo materie prime, costo dell’energia, ecc..
Varie categorie di costo: Costo totale medio Costo fisso medio Costo variabile medio Costo marginale (si ipotizza costante).
Capitolo 3 – La programmazione della produzione

54
Costi rilevanti in fase di programmazione della produzione
Costi di produzione variabili costi di produzione fissi costi del lavoro straordinario costi di outsourcing costi di mantenimento delle scorte costi di stockout, ovvero dei fuori scorta costi di set-up, cioè delle variazioni dei prodotti in lavorazione, composti da
costo “vivo” di set-up (costo della manodopera che effettua il riattrezzaggio, ecc.)
costo per mancata produzione (un costo opportunità)
Capitolo 3 – La programmazione della produzione

55
Configurazioni e metodi di calcolo del costo del prodotto _ 1 Il costo del prodotto è costituito dal valore delle risorse consumate per produrre ed offrire sul mercato il prodotto stesso. Il calcolo del costo di un prodotto non è univoco ed oggettivo: dipende dalle specifiche finalità conoscitive perseguite. Esistono, quindi, diversi modelli di determinazione del costo. Problema di attribuzione e/o ripartizione: per quelle tipologie di fattori produttivi i cui costi sono valorizzati in termini monetari direttamente dal mercato (es. lavoro). Problema di valorizzazione: per quelle tipologie di fattori produttivi i cui costi non sono valorizzati dal mercato (es. ammortamento). In entrambi i casi i criteri per la determinazione lasciano ampi spazi di discrezionalità al soggetto decisore (soggettività).
Capitolo 3 – La programmazione della produzione
56
Configurazioni e metodi di calcolo del costo del prodotto _ 2 Ai fini della gestione della produzione, le configurazioni di costo fondamentali sono: costo primo costo di fabbricazione o costo industriale costo pieno o costo totale.
Capitolo 3 – La programmazione della produzione
57
Configurazioni e metodi di calcolo del costo del prodotto _ 3
Il calcolo del costo di un prodotto, indipendentemente dalle modalità utilizzate, assume una duplice valenza a seconda che avvenga: ex-post - dopo lo svolgimento dei processi di trasformazione > > costo consuntivo o effettivo ex-ante - prima dello svolgimento dei processi di trasformazione > > costi preventivi (costo previsto e costo standard di prodotto).
Il confronto periodico tra costo effettivo e costo standard permette di rilevare eventuali scostamenti dagli obiettivi di efficienza prefissati.
Capitolo 3 – La programmazione della produzione
58
Aspetti generali della programmazione della produzione
Le fasi fondamentali del processo di programmazione e controllo della produzione sono: la programmazione l’esecuzione il controllo.
La fase della programmazione si articola a sua volta in una successione di attività, caratterizzate da un grado di dettaglio via via maggiore. I momenti fondamentali della programmazione sono: elaborazione del piano aggregato elaborazione del piano principale (MPS) elaborazione del piano operativo (scheduling).
Capitolo 3 – La programmazione della produzione

59
Il grado di dettaglio dei contenuti dei piani di produzione
Capitolo 3 – La programmazione della produzione
60
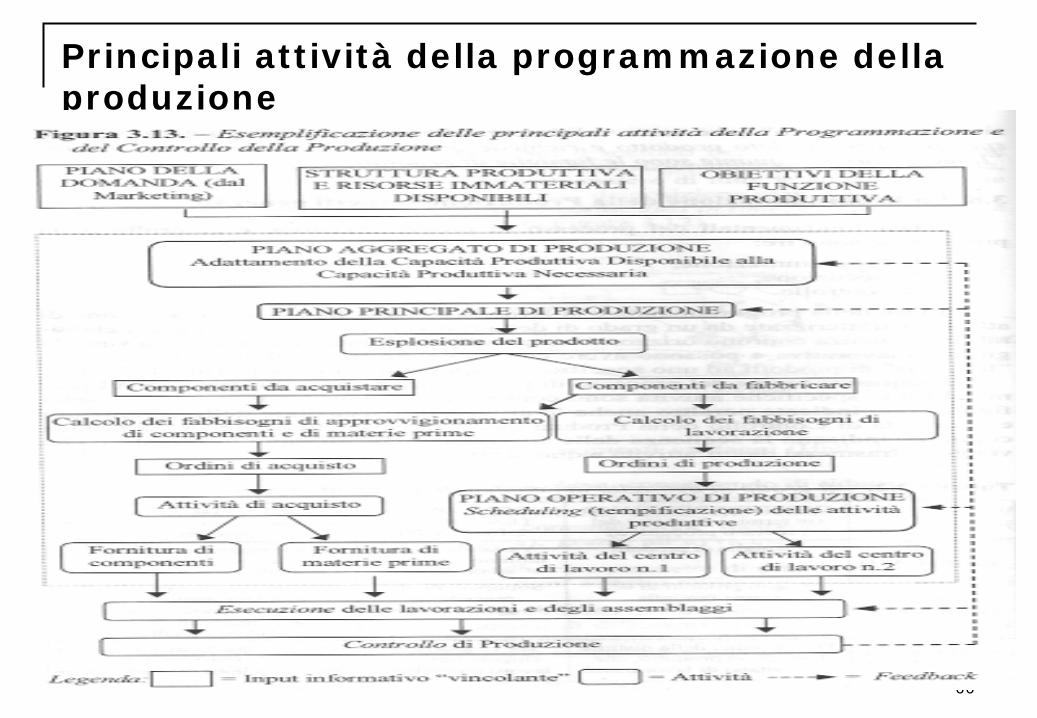
Principali attività della programmazione della produzione
fig 3.13
Capitolo 3 – La programmazione della produzione
61
Piano aggregato di produzione _ 1
Obiettivo della programmazione aggregata: stabilire le quantità di pezzi da produrre per ogni famiglia di prodotto, entro un dato orizzonte temporale – tra i 6 mesi ad 1 anno - suddiviso in sotto-periodi mensili o quindicinali; stabilire la qualità e la quantità di risorse produttive che devono essere impiegate per ottenere le quantità stabilite. Oggetto della programmazione aggregata: produzione a livello di famiglie di prodotto.
Una “famiglia” è costituita da una pluralità di prodotti che presentano una certa affinità da punto di vista tecnico-produttivo.
Capitolo 3 – La programmazione della produzione
62
Piano aggregato di produzione _ 2
L’elaborazione del piano aggregato richiede varie informazioni: dati sulla domanda (provenienti dal piano della domanda che viene elaborato dalla funzione marketing; in tale piano viene calcolato il volume produttivo richiesto dal mercato espresso in unità di capacità produttiva – capacità produttiva necessaria) dati sugli obiettivi della funzione produttiva assegnati dalla strategia aziendale dati sui vincoli operativi esterni ed interni all’impresa (ad esempio: numero massimo di ore di lavoro settimanali, numero massimo di ore di lavoro straordinario ammesse) dati sulle risorse disponibili e suoi loro costi. Capitolo 3 – La programmazione della produzione

63
Piano aggregato di produzione _ 3
Il management opera un confronto, e poi un adattamento, tra capacità produttiva disponibile (o effettiva) e capacità produttiva necessaria. Ciò significa verificare che il sistema operativo possieda tutte le risorse necessarie per ottenere un output produttivo che soddisfi le richieste del mercato. La capacità produttiva disponibile* (o effettiva) è pari alla capacità produttiva teorica detratti i tempi di indisponibilità delle risorse (ad esempio: dovuti a set-up, cioè a riattrezzaggio, alla manutenzione, all’astensione dal lavoro. * La capacità produttiva effettiva è la quantità di output ottenibile da un sistema produttivo in un determinato periodo di tempo date certe condizioni di effettivo realizzo. Non è da confondere con il concetto di produttività che invece indica il rapporto tra l’output ottenuto dal sistema produttivo in un dato periodo di tempo e le risorse consumate per ottenerlo (la produttività è un indice di efficienza). Capitolo 3 – La programmazione della produzione

64
Piano aggregato di produzione _ 4
Un’attività tipica della programmazione produttiva è l’individuazione delle risorse disponibili per soddisfare il fabbisogno di capacità produttiva. Si decide: se fare ricorso a sub-fornitori se impiegare lavoro straordinario se assumere nuovo personale se acquistare nuovi macchinari.
Lo scopo è quello di modificare la capacità produttiva disponibile per renderla congrua a quella necessaria (aumentandola, con un nuovo investimento, oppure razionalizzando i processi di programmazione, riducendo ad esempio i tempi di set-up).
Capitolo 3 – La programmazione della produzione
65
Politiche di produzione e fabbisogno di capacità produttiva in caso di variazioni stagionali della domanda
In numerosi settori industriali la domanda dei prodotti si presenta con significative fluttuazioni di carattere stagionale, nel senso che esse manifestano andamenti crescenti e decrescenti durante un periodo di dodici mesi. Le principali politiche di produzione ciascuna delle quali implica il sostenimento di specifici costi, sono: la politica di livellamento della produzione la politica di adattamento della domanda una politica mista e combinata con la politica di marketing, diretta d influenzare la domanda.
Capitolo 3 – La programmazione della produzione
66
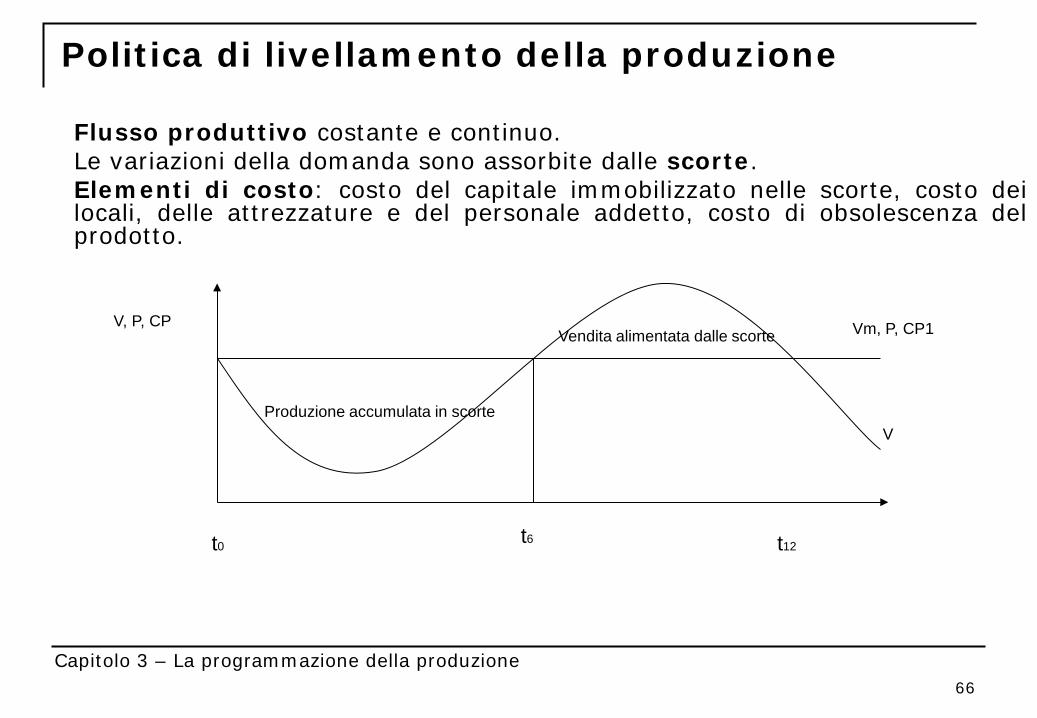
Politica di livellamento della produzione
Flusso produttivo costante e continuo. Le variazioni della domanda sono assorbite dalle scorte. Elementi di costo: costo del capitale immobilizzato nelle scorte, costo dei locali, delle attrezzature e del personale addetto, costo di obsolescenza del prodotto.
Capitolo 3 – La programmazione della produzione
Vendita alimentata dalle scorte
Produzione accumulata in scorte
V, P, CP Vm, P, CP1
V
t0 t6 t12
67
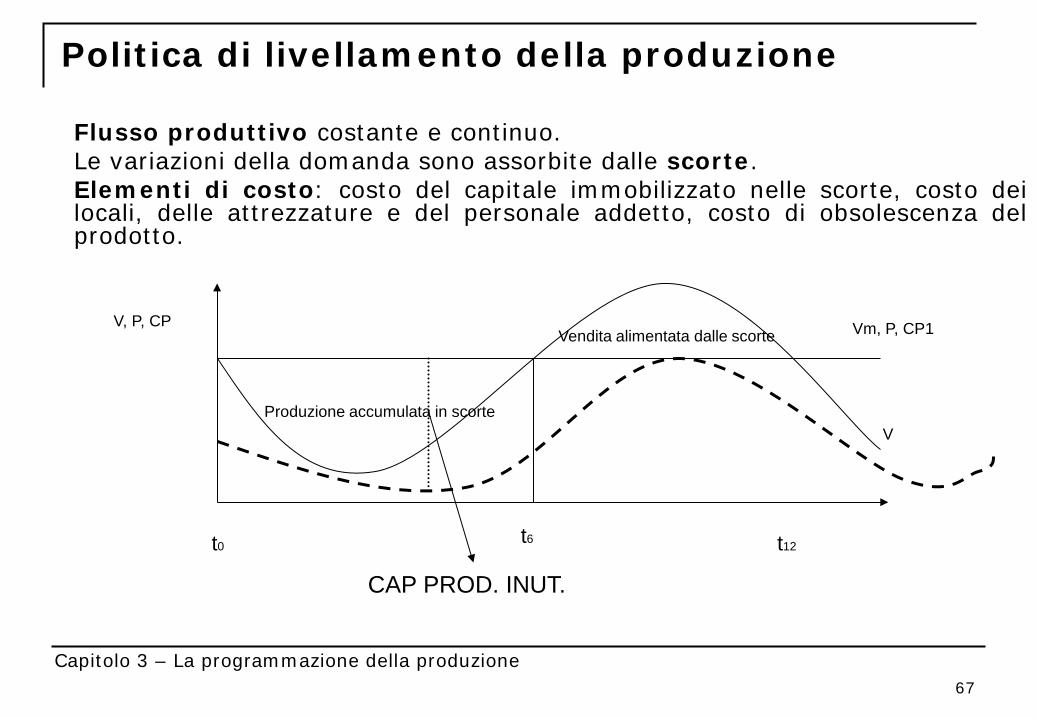
Politica di livellamento della produzione
Flusso produttivo costante e continuo. Le variazioni della domanda sono assorbite dalle scorte. Elementi di costo: costo del capitale immobilizzato nelle scorte, costo dei locali, delle attrezzature e del personale addetto, costo di obsolescenza del prodotto.
Capitolo 3 – La programmazione della produzione
Vendita alimentata dalle scorte
Produzione accumulata in scorte
V, P, CP Vm, P, CP1
V
t0 t6 t12
CAP PROD. INUT.

68
Politica di adattamento della domanda Flusso produttivo che aderisce approssimativamente alle fluttuazioni della domanda. Si prevede una sotto-utilizzazione dell’impianto per evitare la formazione di scorte. Profilo finanziario: maggiore capitale investito nelle immobilizzazioni tecniche. Profilo economico: onere legato al sotto-utilizzo dell’impianto; maggiori costi di esercizio.
Capitolo 3 – La programmazione della produzione

69
Politica mista e combinata con la politica di marketing, diretta d influenzare la domanda. Si tratta di una combinazione delle due politiche precedenti, a cui si aggiunge una politica di prezzo tendente ad attenuare le fluttuazioni della domanda (riduzione dei prezzi nelle fasi di bassa stagione). Costo: minor ricavo.
Capitolo 3 – La programmazione della produzione

70
Piano principale di produzione _ 1
Il piano principale di produzione o master production schedule (MPS) presenta un livello di dettaglio superiore rispetto al piano aggregato sia riguardo all’orizzonte temporale (in genere trimestrale e suddiviso in settimane) sia all’oggetto ( quantità da produrre di ciascun prodotto appartenente ad una data famiglia). Il management: programma l’utilizzo della manodopera a livello di stabilimento decide il livello di quantità del prodotto pianifica gli interventi di manutenzione preventiva degli impianti.
Capitolo 3 – La programmazione della produzione
71
Politiche di produzione e logiche di programmazione delle operation L’oggetto del piano è diverso in funzione del momento in cui avviene la vendita del prodotto rapportato alle attività operative già svolte o da eseguire. Fig 3.17
Capitolo 3 – La programmazione della produzione

72
Politiche di produzione e di logistica
Politica di produzione make to stock La vendita avviene successivamente rispetto al termine del processo produttivo; tutte le operation sono programmate in base alle previsioni della domanda. Politica di produzione logistic to order L’assemblaggio segue la logica make to stock ma se la vendita avviene prima del montaggio le operazioni di logistica sono determinate dal cliente. Politica di produzione assemble to order Combinazione della produzione su previsione (progettazione e produzione dei componenti) con quella su commessa (assemblaggio finale). Politica di produzione make to order La vendita avviene su catalogo, il quale viene preparato prima che la domanda si manifesti. Approvvigionamento e progettazione avvengono solo su previsione, la produzione avviene dopo la vendita. Politica di produzione purchase to order Anche l’approvvigionamento degli input può avvenire sulla base degli ordini già pervenuti, mentre solo la progettazione del prodotto avviene su previsione. Politica di produzione engineering to order Tutte le attività delle operation sono tirate dagli ordini dei clienti. Capitolo 3 – La programmazione della produzione

73
Material requirement planning (MRP)
Dopo l’esplosione del prodotto per determinare i moduli, le parti componenti, i semilavorati, i materiali ed il conteggio dei prodotti finiti da dover ottenere bisogna stabilire quanti e quali componenti e semilavorati acquistare presso i fornitori esterni e quanti e quali componenti e semilavorati costruire all’interno (make or buy). I fabbisogni calcolati consistono in: fabbisogni di lavorazione da cui derivano gli ordini di produzione da inviare ai reparti
fabbisogni di approvvigionamento da cui derivano gli ordini di acquisto da inviare ai fornitori esterni
La determinazione dei fabbisogni viene effettuata con il sistema MRP.
Capitolo 3 – La programmazione della produzione
74
Il piano operativo di produzione _ 1
Lo scopo dello scheduling operativo è quello di calcolare il periodo di tempo necessario per svolgere le varie attività produttive, che sono richieste dall’esecuzione degli ordini di produzione e relative: allo specifico codice prodotto della distinta base (semilavorato o componente) alla singola unità produttiva (reparto, linea di produzione, singola macchina) al singolo turno di lavoro (o alla settimana lavorativa).
L’obiettivo di questa fase, quindi, consiste nell’assegnare ai singoli centri di lavoro, secondo una sequenza predeterminata, gli ordini stabiliti dal piano principale di produzione.
Capitolo 3 – La programmazione della produzione
75
Il piano operativo di produzione _ 2
I tecnici distinguono: la programmazione delle sole operazioni di assemblaggio (operazioni di coda) lo scheduling in senso stretto che riguarda le operazioni di fabbricazione (operazioni di testa, rispetto al ciclo di lavorazione). Il management deve: stabilire la data di inizio e la data di conclusione di ciascuna operazione relativa alla lavorazione di uno specifico lotto assegnare le singole operazioni alle macchine disponibili definire la sequenza delle lavorazioni, che devono essere svolte dalla stessa macchina.
Capitolo 3 – La programmazione della produzione

76
Il piano operativo di produzione _ 3
Il grado di complessità ed il contenuto dello scheduling risultano notevolmente diversi a seconda della tipologia del processo produttivo: nella produzione continua (con layout a catena): lo scheduling si determina implicitamente nel momento in cui viene progettata e realizzata la linea di produzione; lo scheduling operativo si riducea un problema di bilanciamento della linea nella produzione intermittente (con layout per reparto): il problema risulta complesso e deve essere risolto, di volta in volta, per ogni ordine di produzione.
Vengono utilizzati i cosiddetti criteri di dispatching - regole di priorità - che consentono di fornire un criterio-guida per stabilire l’ordine con quale vengono effettuate le lavorazioni su una stessa macchina o in uno stesso centro di lavoro.
Capitolo 3 – La programmazione della produzione
77
Il piano operativo di produzione _ 4
Regole di priorità: EDD (Earliest Due Date) – i job vengono ordinati in base alla loro data di consegna più vicina LS (Least Slack) – i job vengono ordinati in base allo slack inferiore (giorni restanti prima della consegna meno giorni restanti di lavorazione) FCFS (First Come First Served) – i job vengono lavorati nello stesso ordine con cui arrivano alla macchina SPT (Shortest Processing Time) – vengono lavorati prima i job che impegnano la macchina per minor tempo MSUT (Minimum SetUp Time) – i job vengono ordinati in base al tempo di riattrezzaggio minore TWORK (Total WORK) - vengono lavorati prima i job che hanno un tempo totale di lavorazione inferiore Capitolo 3 – La programmazione della produzione
78
Il controllo della produzione
Una volta attribuiti gli ordini di produzione ai vari reparti, inizia la fase di esecuzione e prende avvio il controllo della produzione. La finalità del controllo consiste nel verificare giornalmente lo stato di avanzamento delle lavorazioni, per garantire il rispetto dei piani: ciò avviene rilevando e correggendo gli eventuali scostamenti tra l’andamento effettivo e l’andamento programmato. Il controllo è tanto più efficace quanto minore è il tempo che intercorre tra il momento in cui si rilava lo scostamento e quello in cui si esegue l’azione di correzione.
Capitolo 3 – La programmazione della produzione
79
La tendenza della programmazione della produzione nella produzione snella: dalla logica push alla logica pull
fig 3.18
Capitolo 3 – La programmazione della produzione
Logica spinta (push)
Il termine a “spinta” indica che il programma prevede (in una data sequenza temporale) il momento del passaggio di un dato semilavorto da una fase di lavorazione a quella successiva “spingendo” i pezzi in lavorazione.
I fabbisogni di lavorazione derivano dal volume di un dato prodotto finito (secondo le previsioni del Piano Principale);
Ogni materiale arriva sulla catena di montaggio nel momento richiesto > il prodotto finito quando è pronto viene consegnato al cliente.
80
...
Programmazione può essere: (i) interattiva (ii) simulativa.
I bisogni di lavorazione sono calcolati in anticipo; la logica push permette di ridurre il wip.
Limiti e realtà
81
Logica pull (a trazione)
La produzione viene svolta sulla base del “fabbisogno effettivo”;
Gli ordini effettivi di un centro tirano tutti gli ordini per la fabbricazione di quel prodotto
Flusso informativo e flusso fisico vanno in direzioni opposte
Tra centri di lavorazione sussitono dei magazzini intermedi (buffer) che consentono di rendere parzialmente indipendeti le lavorazioni
82
...
Logica pull corrisponde la gestione “stock and control” (guardare dietro) dei materiali
No alla parallelismo produzione per il magazzino o per il mercato
Disciminante: momento in cui vengono lanciati gli ordini per la produzione
83