Impianto di macellazione - eastue.org · Impianto di macellazione di carni bovine, suine, ovine e...
40
Impianto di macellazione di carni bovine, suine, ovine e caprine. Progetto per la realizzazione di un complesso per la macellazione e la conservazione di carni bovine, suine, ovine e caprine. Impianto di macellazione per: - 5 bovini/ora - 15 suini /ora - 20 ovini e caprini/ora Linee guida riguardo alle corrette pratiche per l’abbattimento e la lavorazione delle carni All reserved www.eastue.org
Transcript of Impianto di macellazione - eastue.org · Impianto di macellazione di carni bovine, suine, ovine e...
Impianto di macellazione di carni
bovine, suine, ovine e caprine.
Progetto per la realizzazione di un complesso
per la macellazione e la conservazione di carni
bovine, suine, ovine e caprine.
Impianto di macellazione per: - 5 bovini/ora - 15 suini /ora - 20 ovini e caprini/ora
Linee guida riguardo alle corrette pratiche per l’abbattimento e la lavorazione delle carni
All reserved www.eastue.org
Indice
Capitolo 01: presentazione 2.1 I Tagli bovini 2.2 I Tagli suini 2.3 Le Frattaglie commestibili
Capitolo 02: introduzione generale 1) LE PROTEINE ANIMALI NELLA DIETA UMANA Capitolo 03: Progetto Generale 3.1 Introduzione
3.2 caratteristiche tecniche costruttive A‐Accessi B‐Pesa A Ponte C‐Sedime E Percorsi D‐Palazzina Amministrativa F‐Frigomacello G‐Stalle Di Stazionamento H‐Servizi Tecnologici I‐Lavaggio L‐Servizi Ausiliari Vista D’insieme K ‐ Celle Frigorifere M ‐ Impianto Depurazione Acque Reflue N ‐ Impianto Di Incenerimento Per Scarti Di Macellazione E Carcasse Animali O ‐ Gruppo Elettrogeno P ‐ Centrale Termica
Processo tecnologico 4.1 LINEA MACELLAZIONE BOVINI, EQUINI E SIMILI
A‐Ricezioni animali dalle stalle d’attesa. B‐Stordimento. C‐Dissanguamento. D‐Trasferimento in linea lavorazione. E‐Preparazione e scuoiatura. F‐Eviscerazione ‐ Deposito in tripperia. G‐Taglio dello sterno e divisione in mezzene. H‐Settore del controllo sanitario.
4.2 LINEA MACELLAZIONE SUINI E SIMILI A‐Ricezione animali dai locali di sosta. B‐Operazione di stordimento. C‐Dissanguamento. D‐Scottatura. E‐Depilazione.
All reserved www.eastue.org
F‐Appendimento in linea di lavorazione. G‐Preparazione ed eviscerazione.
H‐Divisione in mezzene. I‐Settore del controllo sanitario.
4.3 LINEA MACELLAZIONE OVINI E CAPRINI E SIMILI
A‐Ricezioni animali dai locali di attesa. B‐Stordimento. C‐Dissanguamento. D‐Trasferimento in linea lavorazione. E‐Preparazione e scuoiatura. F‐Eviscerazione, deposito prestomaci ed intestini nella tripperia. G‐Settore di controllo sanitario
4.4 SOTTOPRODOTTI 5.5 QUADRO ECONOMICO
5.1 introduzione 5.2 elenco attrezzature tecnologiche:
voce A, B, C, D, E 5.3 costi per complesso frigo – macello 5.4 costi complessivi generali
6.0 Referenze Allegati: Tavola B01: planimetria generale flussi automezzi autorizzati, personale autorizzato, bovini, suini,
ovini – caprini e prodotti della macellazione Tavola B02: planimetria impianto di macellazione con area frigo ‐ macello e stalle di stazionamento Tavola B03: sezioni tipo attrezzature tecnologiche per impianto di macellazione
All reserved www.eastue.org

Capitolo 01: Presentazione
IMPIANTI DI MACELLAZIONE PER BOVINI Gli impianti di macellazione e lavorazione delle carni sono fondamenti nella catena agro‐alimentare. Il Consorzio EAST‐UE, con i professionisti affiliati, possiede significative esperienze che consentono di progettare e costruire mattatoi di diverse tipologie. Le capacità lavorative considerate vanno dal medio impianto al grande complesso industriale. Nel settore dei bovini, il Consorzio progetta e commissiona ad aziende convenzionate le linee di macellazione sia del tipo “ a gravità”, con limitato grado di automazione, “a catena”, con grado di automazione molto elevato: le rispettive potenzialità variano da 10 a 80 capi/ora. Per alcuni paesi i sistemi di abbattimento sono rigorosamente adeguati alle prescrizioni religiose, inoltre le linee di macellazione e di lavorazione sono concepite per operare nel rispetto delle norme igieniche europee (CEE) ed internazionali (USDA). Le linee di macellazione per ovini sono caratterizzate da sistemi altamente meccanizzati pur conservando semplicità operativa ed affidabilità funzionale. Di grande importanza è il procedimento di scuoiatura con l’applicazione di macchine di elevata tecnologia per il recupero della pelle che rappresenta uno dei prodotti di maggiore valore economico per l’industri conciaria. Anche in questi impianti particolare riguardo è rivolto alla fase di abbattimento nel rispetto delle prescrizioni religiose dei diversi paesi. Nel settore degli ovini si utilizzano linee di macellazione sia del tipo “a gravità” con limitato grado di automazione, sia del tipo “a catena”, con grado di automazione molto elevato: le rispettive potenzialità variano da 10 a 600 capi/ora. Le linee di macellazione per suini presentano un elevato grado di automazione principalmente durante le fasi di dissanguamento, depilazione ed eviscerazione. Si propone linee con diversa potenzialità produttiva: da 20 a 350 capi/ora, con funzionamento parzialmente o completamente automatizzato.
All reserved www.eastue.org
Relativamente alle condizioni dei mercati e dei sistemi distributivi, si costruiscono impianti in grado di preparare due tipi di prodotto finito: mezzene
e tagli anatomici. La prima soluzione è adottata per i prodotti a breve conservazione mediante refrigerazione; la seconda è destinata a prodotti a lunga conservazione mediante lavorazione nei salumifici. La macellazione, la lavorazione primaria e i procedimenti di trasformazioni delle carni originano quantità considerevoli di residui ricchi di valori proteici: ossa, carnicci, sangue, e parti scartate. Gli impianti della sono concepiti per il trattamento di questi residui e la conseguente produzione di: ‐ Farina di sangue, di carne e di ossa, destinate all’industria dell’alimentazione animale; ‐ Grassi per l’industria alimentare; ‐ Grassi per l’integrazione del latte ad uso zootecnico e dei mangimi composti. Ogni impianto richiede l’applicazione di differenti tecnologie ed è studiato per le singole operazioni. L’incremento del consumo di carni fresche esige un continuo aggiornamento delle tecniche più progredite di lavorazione primarie e di confezionamento per la grande distribuzione. L’ampia diffusione dei prodotti di salumificio e il crescente consumo di piatti precucinati rendono indispensabile completare le fasi di macellazione e lavorazione primarie delle carni con impianti per la loro trasformazione. I procedimenti tecnologici applicati nei processi di trasformazione e conservazione garantiscono il mantenimento delle qualità e delle condizioni igieniche del prodotto.
All reserved www.eastue.org
Capitolo 02: Introduzione Generale 1) LE PROTEINE ANIMALI NELLA DIETA UMANA
Sin dai tempi più remoti, le carne animali sono state considerate dall'uomo la materia prima indispensabile per ottenere i cibi di più elevato valore: la società umana, infatti, incomincia ad organizzarsi in modo razionale anche attraverso l'allevamento degli animali in quando, attraverso l'esperienza di molte generazioni si incomincia ad imparare che la caccia agli animali selvatici richiedeva troppa energia e non consentiva un sicuro e regolare approvvigionamento di carne per le comunità sempre più organizzate ed in continua espansione. La caccia, da attività giornaliera indispensabile per la sopravvivenza, diviene così, con il tempo, un’attività ludica e sportiva e quindi saltuaria, ma da attuarsi in zone sempre più ristrette e non accessibili a tutti: anche il fatto che esistano sempre le ''riserve di caccia” confermi il grosso valore che le carne animali hanno presso per le comunità umane. La moderna medicina, o meglio le nuove branche specialistiche della medicina come la scienza della nutrizione, confermano il valore della carne tramandatoci dalle varie tradizioni storiche e popolari, mettendo in evidenza come le tre classi principali di cibo (e cioè le “proteine”, i “grassi” ed i “carboidrati”), che forniscono all'organismo l'energia ed i componenti necessari per crescere e sopperire alle necessità quotidiane, provengano prevalentemente, sotto forma di proteine e grassi, dalle carne animali. Tutte le carni (bovine, suine, il pesce, il pollame e le uova) rappresentano un'eccellente fonte di proteine, nonché di fosforo e niacina. Apportano anche ferro, zinco e vitamina B6 e B12 e tracce di minerali essenziali; le carne rosse (bovine e suine) e le carni lavorate (salumi) contengono anche importanti quantità di grassi e di calorie.
Sono componenti essenziali per una dieta corretta atta a mantenere l'organismo in perfette condizioni psicofisiche: dovrebbero essere assunte due volte al giorno in porzioni di almeno 30 grammi di carne rossa, specialmente per i bambini, i giovani nel periodo di crescita e le donne in stato di gravidanza. Il risultato di una dieta dei genere è quello di ottenere individui adulti più sani e più alti dei genitori, con un buon sviluppo scheletrico, una dentatura sana ed esenti da malattie importanti.
All reserved www.eastue.org
Le carni animali, oltre che contenere i macronutrienti citati (proteine e grassi), contengono anche altre sostanze chimiche indispensabili per l'organismo e cioè
le “vitamine” ed i “minerali essenziali”.
Le vitamine servono all’organismo per l'elaborazione di altri nutrienti, per contribuire al funzionamento del sistema nervoso, per la formazione del materiale genetico di altre proteine, dei globuli rossi e degli ormoni. Anche i minerali essenziali sono necessari per l'organismo, in quando servono per la formazione delle ossa, dei denti, delle cellule del sangue per favorire le reazioni chimiche delle cellule e per regalare correttamente i vari liquidi corporei. Il miglioramento del tenore di vita può comportare delle diete troppo abbondanti sia in qualità che in quantità; si è notato che conviene limitate il consumo dei grassi, soprattutto quelli saturi (cioè di origine animale), in quanto i grassi saturi fanno produrre al fegato grandi quantità di “colesterolo”, cioè di quella sostanza cerosa indispensabile all’organismo per produrre vitamine D, ormoni, acidi biliari e tessuti nervosi.
E’ ormai dimostrato che un livello eccessivo di colesterolo aumenta la possibilità di andare incontro ad un attacco cardiaco e questo fatto privilegia quindi il consumo delle carne poco grasse, assunte naturalmente, in quantità ragionevoli ed inserite in una dieta variata e coerente con le disponibilità stagionali di verdure e frutta fresca. Proteine, grassi e carboidrati (che sono definiti anche “macronutrienti”) rappresentano i nutrimenti che dobbiamo assumere giornalmente in quantità considerevole per mantenere, non solo il corpo ma anche la psiche, in buone ondizioni; in altre parole si riconosce che il corretto nutrirsi non è solo un fatto meccanico di semplice assunzione della dose giornaliera di energia alimentare, ma un fatto che comporta anche un certo gradimento, che forse non è scorretto collegare alla psiche o comunque alle componenti umane meno legate al corpo. Questa osservazione spiega come le proteine e i grassi, presenti anche nei cibi di origine vegetale, sono considerate di qualità superiore quando sono di origine animale, visto che con proteine e grassi animali si possono ottenere cibi più saporiti, più appetitosi e quindi più gradite dei piatti equivalenti ma aventi origine vegetale. Il nostro organismo è fatto di proteine in quando le singole cellule hanno una struttura proteica.
All reserved www.eastue.org

A loro volta le proteine sono composte da 22 aminoacidi che, combinandosi tra di loro formano i vari tessuti.
L'organismo è però in grado di formare solo 14 aminoacidi; i rimanenti (gli aminoacidi ''essenziali'') devono essere introdotti con gli alimenti. La principale attività del corpo consiste nell’estrarre aminoacidi dagli alimenti proteici e ricostituirli in nuove proteine. Il fabbisogno medio è valutato in 0.8 grammi di proteine per ogni kg di peso corporeo. I grassi servono invece non solamente per fornire calorie al corpo, ma servono anche alla crescita, al ripristino dei tessuti lesi ed a formare cuscinetti per la protezione degli organi interne e per il mantenimento della temperature corporea.
La fondamentale importanza della carne nella dieta umana, unita al fatto che per consumare la carne occorre uccidere gli animali, hanno fatto sì che l'attività della macellazione da sempre sia considerata un’attività speciale, da doversi seguire con modalità speciali, in luoghi appositamente destinati allo scopo con procedure particolari tramandate scrupolosamente di generazione in generazione. Scopo principale della comunità è quello di preservare la vita all’interno della comunità stessa; il fatto che la macellazione richieda necessariamente di dare la morte (anche se di un animale), comporta la necessità di compensare l'infrazione mediante una serie di azioni riparatrici.
Si vuole ‐ in altre parole ‐ mettere in evidenza che si è ucciso l’animale per necessità, per permettere il proseguimento della vita dell’uomo, vita alla quale si attribuisce il carattere di sacro, cioè soggetto solamente alla volontà degli dei. Questo concetto, estremamente semplice e concreto, è presente in tutte le culture e spiega come la macellazione sia sin dagli inizi legata alle religioni: nel mondo greco e romano, il macellatore è accompagnato dal sacerdote, che destina alle divinità alcune parti dei bovini uccisi ed anzi, spesso, da come avviene la cerimonia dell'uccisione, crede di poter anche scrutare il futuro. Queste procedure e questi concetti sono presenti anche nelle religioni pre e post romane; come è noto ancor oggi la macellazione nei popoli di religione ebraica ed islamica richiede procedure special che si ricollegano alle radici storiche di quei popoli.
All reserved www.eastue.org

Le origini dell’arte della macellazione sono intimamente legate agli usi ed alle tradizioni dei vari popoli che, anche attraverso la macellazione ed il successive
uso belle carne in cucina, identificano sè stessi. Questo fatto spiega come il modo di sezionare le carcasse vari da paese a paese, come pure siano diversi i nomi che vengono dati ai vari tagli nella stessa lingua, quando non solo si passa da una regione all’altra, ma quando si passa da una città all'altra di una stessa regione, ma che ha avuto, in passato, una diverse storia e, di conseguenza, una diversa tradizione alimentare. La tradizione alimentare, a sua volta, è condizionata dal reperimento degli ingredienti alimentari sul posto, essendo un fatto solamente recente la possibilità di disporre di alimenti provenienti da altre regioni e da altri continenti. Le cerimonie di macellazione che erano dei riti religioni di espiazione del peccato di aver ucciso e contemporaneamente rappresentavano un modo per nutrire la collettività delle preziose proteine animali, avevano anche altri scopi non meno importanti e cioè quello di consolidare l'identità etnica del gruppo e distribuire ai meno abbienti la carne, visto che, in genere, anche i non proprietari degli animali uccisi potevano nutrirsi delle parti meno nobile delle carne macellate. Per ragioni di rispetto verso le divinità, le cerimonie di macellazione erano fatte nel mondo grecoromano con animali di grande taglia, cioè con i bovini, anche se anche per animali più piccoli (ovini, caprini, maiali), la tradizione comporta sempre qualche richiamo al rito di uccisione di tipo religioso.
Una lettura superficiale delle radici contemporaneamente utilitaristiche e religiose dell’arte della macellazione può portare a delle considerazioni sbagliate sui valori che sono state adottati dai nostri antenati; può infatti sembrare un atto di ipocrisia il fatto di mangiarsi le parti migliori di un bovino dopo averne sacrificato le parti peggiori alle divinità e regalate ai poveri alcune frattaglie. Se pensiamo però che altri popoli del passato ed altre antiche culture si proponevano di preservare la vita delle comunità mediante cerimonie religiose basate essenzialmente sui sacrifici umani (di medici, schiavi, giovani vergini) dobbiamo convenire che le civiltà greco‐romane sono ben più vicine alla sensibilità dell’uomo moderno; di conseguenza, è più accettabile il rituale a sfondo religioso della macellazione.
All reserved www.eastue.org
I Tagli bovini Il criterio anatomico‐gastronomico è l’unico sistema razionale per sezionare
una carcassa bovina, una volta che questa è stata private della testa, delle zampe e delle interiora. In queste condizioni, la carcassa si presenta in due metà praticamente uguali e simmetriche (mezzene) che, per ragioni di dimensioni e di peso, vengono ancora divise in due parti (quarti). Per le ragioni precedentemente esposte, sui vari mercati ci sono abitudini diverse e quindi nomenclature diverse (per uno stesso taglio) oppure tagli diverse, anche se simili per ovvie ragioni anatomiche. Naturalmente la qualità delle carni dipende dalla razza dell'animale e dal mangime con cui e' stato alimentato.
2.2 I Tagli suini Con criteri analoghi, vengono denominati i tagli dei suini; la classificazione è più semplice in quanto la minore taglia d il minor peso non obbligano a sezionare le mezzene in quarti e pertanto le carcasse vengono divise solo in due mezzene, complete di testa e di zampetti e naturalmente priva delle interiore. La tendenza a ridurre al minimo la percentuale di grasso nelle carni suine e a migliorarne la qualità ha fatto sì che in sede comunitaria le carni suine vengano classificate (sin dal 1967) in base alla loro qualità. Il parametro qualitativo è la percentuale di carne magra nella carcassa che consente di valutare le carni suine nelle seguenti 5 classi:
E – percentuale di carne magra uguale o superiore al 55% U ‐ percentuale di carne magra dal 50 al 54,99% R ‐ percentuale di carne magra dal 45 al 49,99% O ‐ percentuale di carne magra dal 40 al 44,99% P ‐ percentuale di carne magra inferiore al 40%.
2.3)Le Frattaglie commestibili Sebbene la massa muscolare rappresenti quella che comunemente si chiama “carne”, altre parti dell’animale sono commestibili e/o utilizzabili per scopi industriali. Le interiora, la lingua, il fegato, il cervello ed altre parti comunemente chiamate “frattaglie”, vengono separate dalle carni seguendo l’anatomia dell’animale; le figure
All reserved www.eastue.org
2.65 e 2.66 indicano sinteticamente dove queste parti si trovano all’interno del suino e del bovino e come sono definite.
Per entrambe le figure vale la seguente legenda: 1 – Gola; 2 – Intestino tenue (suino); 3 – Muletta o gentile (suino); 4 – Lingua; 5 – Stomaco; 6 – Intestino crasso o budello torto; 7 – Vescica; 8 ‐ Intestino diritto o budello diritto (bovino); 9 – Intestino cieco o culare (bovino); 10 – Trippa (bovino); 11 – Figliolo o centifogli o centopeli (bovino); 12 – Bondiana (bovino)
All reserved www.eastue.org
3.1 INTRODUZIONE
L’industria della macellazione è un’attività essenzialmente moderna che si svolge per mezzo di attrezzature sempre più perfezionate create in questi ultimi tempi dalla tecnica e dall’ingegneria. Di conseguenza gli stabilimenti con indirizzo non solo prettamente industriale ma anche collettivistico hanno risentito di questa influenza ed hanno accolto con ampi consensi tutto ciò che tecnologicamente valido è stato prospettato dalle aziende costruttrici ed installatrici degli impianti stessi. L’evoluzione sopra accennata unita ad una componente essenziale della nostra vita presente e futura, identificabili nel rispetto economico e sanitario nei confronti di tanti principi inspiegabilmente dimenticati da troppo tempo, obbligano la nostra coscienza di uomini e di professionisti ad abbandonare quanto esiste di antiquato e sorpassato ed accettare proposte moderne e valide. Sulla base di questi principi è stato progettato il presente mattatoio. In prima analisi si è data una disposizione che possiamo definire esteriore ai diversi locali di cui è costituito un mattatoio. Tenendo ben presente certi principi sanitari, si è creato un percorso obbligatorio al fine di dividere la planimetria generale in due zone nettamente distinte denominate ZONA SPORCA e ZONA PULITA. ZONA SPORCA
Nella zona sporca sono inseriti quei locali nei quali avviene un processo o una lavorazione sia su animali vivi sia su animali morti provenienti dalla successiva macellazione e non igienicamente dichiarati adatti a quello stato alimentare.
Possiamo per tanto identificare e specificare qui sotto nel seguente modo: a) ingresso ed arrivo animali vivi; b) locali di sosta con relativi convogliatori verso il macello (in questo caso sono da
intendersi come una zona o area predisposta per accogliere gli animali qualche ora prima della macellazione sino ad un massimo di 18 ore; infatti non sono previsti sistemi di alimentazione del bestiame, ma soltanto dispositivi di abbeveraggio);
c) reparto contumaciale per animali sospetti vivi;
All reserved www.eastue.org
d) smistamento sottoprodotti tipo: pelli; corna e zoccoli; intestini e prestomaci; sangue; pelo;
e) lavaggio e sterilizzazione automezzi dopo lo scarico degli animali vivi; f) reparti di abbattimento e dissanguamento facenti già corpo intrinseco del blocco
macellazione e trasformazione. ZONA PULITA
Nella zona pulita sono inseriti tutti quei locali nei quali avviene un processo od una prima lavorazione durante la quale un’irrazionale applicazione di questa attività tecnica potrebbe costituire motivo primario di contaminazione per le carni oppure incidere sulla qualità e rispondenza commerciale.
Possiamo pertanto identificare e specificare qui sotto nei seguenti modi:
a) reparti di lavorazione facenti già corpo intrinseco del blocco macellazione e trasformazione;
b) locali per deposito e conservazione delle carni, delle viscere commestibili e delle parti staccate;
c) locali per il carico e scarico degli alimenti sopra citati; d) ingresso e uscita dei prodotti commestibili.
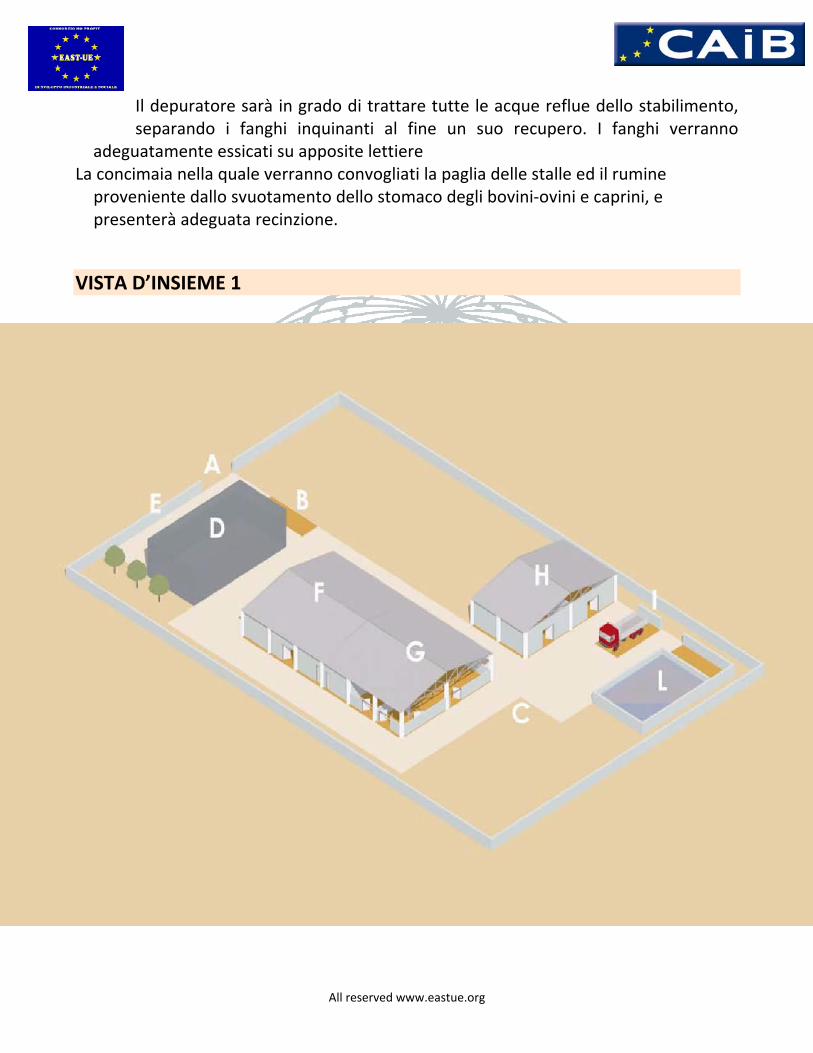
3.2 CARATTERISTICHE TECNICHE‐COSTRUTTIVE A‐ACCESSI • L’intera struttura sarà dotata di adeguata recinzione, nonché di camminamenti perimetrali al fine di favorire il controllo da parte dei vigilanti.
• L’accesso alla struttura sarà dotato di un cancello principale destinato all’ingresso del personale autorizzato, all’ingresso di automezzi puliti e non puliti, all’ingresso di animali vivi, all’uscita di carne macellata e dei prodotti “sporchi”.
B‐PESA A PONTE • In prossimità dei cancelli sarà posizionata una pesa ponte di una dimensione di 8,0m x 3.0m per una portata massima di 30 tonn. destinata alla pesatura degli automezzi in entrata ed in uscita dalla struttura. Il ponte è costituito da una struttura metallica modulare transitabile.
All reserved www.eastue.org
• Le oscillazioni sono regolate per mezzo di ammortizzatori ed il rilevamento del peso avviene mediante celle di carico.
C‐SEDIME E PERCORSI • Per quanto possibile verranno realizzate corsie carrabili in asfalto connesse al transito degli operatori e degli automezzi per il carico e lo scarico in coerenza con le normative vigenti in materia di igiene nella comunità europea.
• La morfologia del terreno in corrispondenza con il sedime dell’intera struttura dovrà essere preferibilmente pianeggiante.
• Il sito deve presentare assenza di problemi di sismicità, l’ambiente esterno deve essere esente da inquinamento da traffico e da effluenti industriali, devono essere garantite inoltre la fornitura di energia elettrica per la potenza necessaria e la fornitura di acqua uso potabile.
• In caso di mancanza temporanea di erogazione di energia elettrica il progetto prevede l’utilizzo di gruppi elettrogeni interni alla struttura
D‐PALAZZINA AMMINISTRATIVA • Accanto all’area occupata dagli impianti di macellazione, dovrà sorgere un edificio destinato ad ospitare le funzioni amministrative e commerciali dell’intera struttura.
• La distribuzione degli spazi su un unico piano di 200 mq circa prevede l’ubicazione di uffici amministrativi e commerciali, dotati di ingresso privato, una sala ricreazione – ristoro per gli operatori dell’impianto di macellazione, locali di servizio, l’ufficio del veterinario responsabile dotato di piccolo laboratorio analisi e l’appartamento del direttore.
• In coerenza con le funzioni di rappresentanza che tale edificio verrebbe a rivestire si posiziona il fabbricato in prossimità dell’ingresso allo stabilimento e della strada principale, sarà inoltre dotato di un piccolo piazzale destinato a servizio dei veicoli degli operatori e dei visitatori (E).
F‐FRIGOMACELLO La zona del frigo macello sarà realizzata mediante elementi prefabbricati di tamponamento ed elementi strutturali in metallo, presenterà altezza variabile tra i 6.50 mt ed i 4.50 mt sottoluce e sarà inoltre dotata di spazi aperti coperti connessi alle funzioni strettamente necessarie. All’interno di questo locale avvengono tutte le funzioni e le operazioni necessarie per la macellazione e la conservazione della carne. Questa zona si distribuisce su una superficie di circa 450 mq, sarà dotata di un locale di accesso con la funzione di spogliatoi e sevizi igienici per gli operatori sia per la zona sporca che per la zona pulita.
All reserved www.eastue.org
Tutte le suddivisioni interne sono ricavate con l’utilizzo di pannelli prefabbricati
in grado di svolgere anche la funzione di isolamento termico e di alto grado di igienicità essendo costruiti con materiali idonei per l’uso specifico.
E’ previsto all’interno del macello una zona per il rituale islamico, che sarà organizzato mediante percorsi differenziati per bovini‐caprini‐ovini.
E’ prevista un’uscita differenziata tra prodotti di scarto e carni macellate E’ inoltre previsto un locale per la vendita diretta al pubblico dei prodotti ottenuti dalla macellazione
G‐STALLE DI STAZIONAMENTO Anche la zona delle stalle di stazionamento animali prima della macellazione sarà realizzata con una struttura portante in acciaio di altezza 3.50 mt sottoluce, con manto di copertura a capanna a due falde
La zona delle stalle di stazionamento che si distribuisce per una superficie di 120 mq, sarà perimetrata da pannelli di recinzione frangivento ad h 2m circa e da cancelli di collegamento con la zona frigo macello. Anch’essa sarà divisa in due settori, uno per i bovini ed uno per i suini‐caprini‐ovini, all’interno della stalla è ricavato un locale per la macellazione dei capi vivi dichiarati sospetti (macello contumaciale)
H‐SERVIZI TECNOLOGICI La zona destinata ad ospitare gli impianti tecnologici sarà dotata di un officina a servizio della riparazione‐manutenzione macchinari ed automezzi, di una centrale termica, di gruppi elettrogeni e di un frigo deposito pelli. Anche questa struttura sarà realizzata con struttura in elementi metallici e pannelli di tamponamento prefabbricati, salvo esigenze specifiche, ed occuperà all’incirca una superficie di 120 mq.
I‐LAVAGGIO Il complesso verrà anche dotato di un’area destinata al lavaggio automezzi costituita da una piazzola in cemento, dotata adeguate pendenze per deflusso acque, di una macchina idropulitrice a pressione e di un adeguato sistema di raccolta acque da convogliare verso il depuratore
L‐SERVIZI AUSILIARI In una zona sufficientemente distante dalla palazzina amministrativa sarà ubicata una zona di servizio che ospiterà il depuratore, l’inceneritore e la concimaia
L’inceneritore sarà posizionato sotto una tettoia di protezione e sarà in grado di bruciare tutti i residui e/o scarti della macellazione.
All reserved www.eastue.org
Il depuratore sarà in grado di trattare tutte le acque reflue dello stabilimento, separando i fanghi inquinanti al fine un suo recupero. I fanghi verranno
adeguatamente essicati su apposite lettiere La concimaia nella quale verranno convogliati la paglia delle stalle ed il rumine proveniente dallo svuotamento dello stomaco degli bovini‐ovini e caprini, e presenterà adeguata recinzione.
VISTA D’INSIEME 1
All reserved www.eastue.org
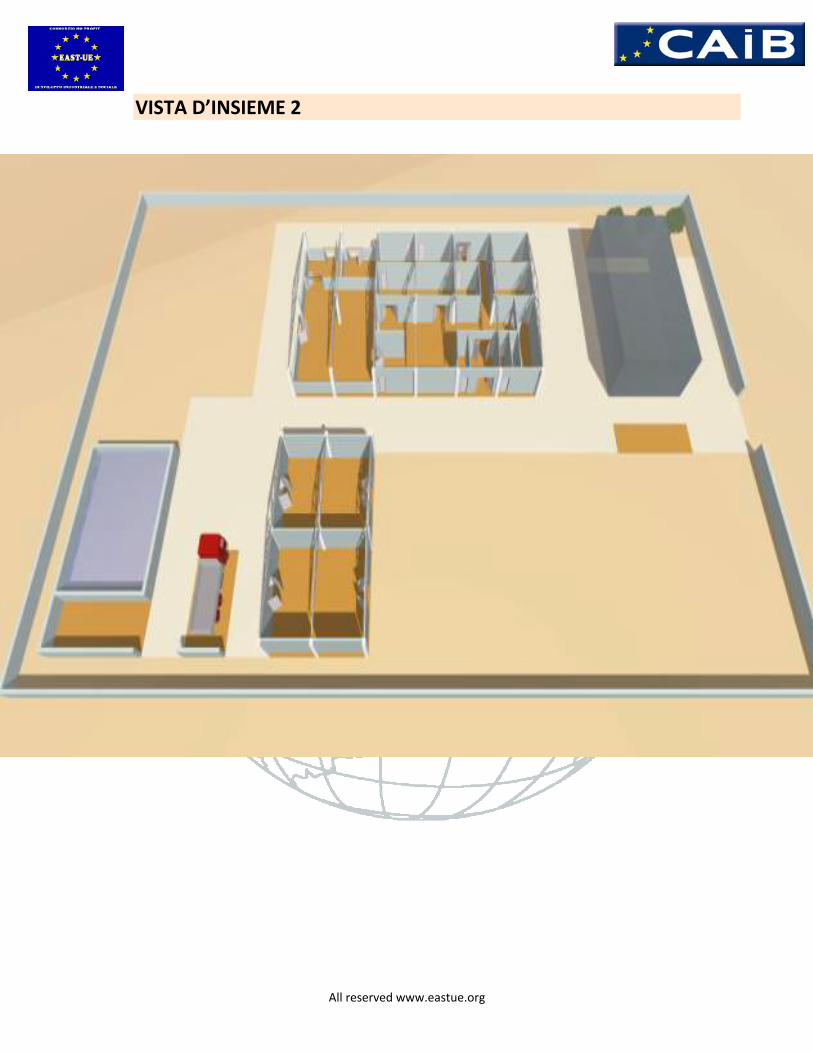
VISTA D’INSIEME 2
All reserved www.eastue.org

VISTA D’INSIEME 3
All reserved www.eastue.org

VISTA LATO SERVIZI
All reserved www.eastue.org
K ‐ CELLE FRIGORIFERE
a) Generalità. Le celle frigorifere saranno costituite da una serie di elementi prefabbricati atti a rivestire le pareti grezze dei locali a ciò destinati e dagli impianti atti a mantenere al loro interno le condizioni microclimatiche più opportune per la conservazione dei generi contenuti al loro interno.
Gli elementi prefabbricati saranno essenzialmente costituiti da pannelli coibentati, porte d’ingresso a tenuta d’aria e di calore profilati di sostegno e montaggio.
L’impianto sarà essenzialmente costituito da una motocondensante posta all’esterno del locale, all’aperto o in un luogo ben ventilato da un autoevaporante posta in ambiente, presso il soffitto, da un circuito di trasferimento del gas e del liquido frigorigeno e da una serie di apparati di regolazione.
b) Caratteristiche costruttive delle cella. I pannelli costituenti le pareti della cella saranno di tipo modulare componibile, saranno sostenuti da una struttura del tipo a telaio portante costituita da profilati pressopiegati in lamiera plastificata di forte spessore con bulloneria in acciaio inossidabile.
I pannelli saranno costituiti da una doppia parete in lamiera preverniciata bianca con finitura superficiale micronervata atossica con interposizione di poliuretano espanso iniettato autoestinguente. Lo spessore dei pannelli sarà di almeno 80 mm, la densità media dell’isolante non sarà inferiore ai 35 kg/mc, la capacità di assorbimento di acqua sarà inferiore all’1% e la conducibilità termica dell’intero pacchetto non sarà superiore a 0,017 kcal/h m °C.
Sul lato lungo dei pannelli, sia che siano atti a formare delle pareti verticali che dei soffitti dovranno essere presenti degli incastri maschio‐femmina che ne agevolino in montaggio facendoli combaciare, su uno dei lati corti dei pannelli per installazione verticale dovrà essere previsto un alloggiamento per i pannelli del soffitto, i lati corti dei pannelli atti a essere posati orizzontalmente saranno lisci. I pannelli parete saranno posati all’interno di profilati presso piegati a U dello spessore minimo di 10/10, il collegamento tra questi e i pannelli del soffitto sarà eseguito con angolari ad L di mm 50X50 dello spessore di 8/10.
Gli angoli delle celle saranno chiusi con appositi profili in alluminio, anch’essi internamente iniettati mediante poliuretano.
All reserved www.eastue.org
Dei copribili opportunamente sagomati elimineranno dalla cella tutti gli angolo a 90° all’interno dei quali si possa accumulare sporcizia sostituendoli con raccordi concavi lavabili. Le porte di accesso alle celle frigorifere sono scorrevoli, per piccoli locali od ambienti di lavoro in cui è costante la presenza dell’uomo le porte possono essere anche a battente. Le porte devono essere realizzate tenendo conto della possibilità di inserire una guidovia all’interno della cella.
Qualora le porte siano dotate di serratura questa sarà del tipo con sblocco incondizionato dall’interno. Le porte a scorrere saranno costituite da un binario di scorrimento, da un telaio e da una controcornice di fissaggio ai pannelli a parete e da un’anta realizzata con le stesse modalità dei pannelli con bordi in alluminio anodizzato e guarnizioni in gomma naturale o sintetica atossica.
La maniglia interna sarà di sblocco, mentre quella esterna di apertura. Entrambe le maniglie saranno in acciaio inox.
Il binario esterno della porta sarà coperto con lamiera pressopiegata bianca. Le porte a battente saranno realizzate con le stesse caratteristiche di quelle a scorrere e dotate dei medesimi meccanismi ed accessori. Le cerniere saranno anch’esse in acciaio inox. Dovrà essere garantita la perfetta tenuta tra i pannelli, la chiusura delle porte e la tenuta dei controtelai mediante guarnizioni in gomma o neoprene.
c) Evaporatore. L’evaporatore sarà di tipo pensile, per installazione a soffitto, sarà costituito da una struttura di contenimento in lega di alluminio al magnesio (peralluman) da una batteria di scambio termico in rame con alettatura in alluminio e da vari ventilatori elicoidali. Gli evaporatori posti in locali in cui è prevista la costante presenza di operatori devono essere realizzati in modo che l’aria refrigerata si muova a bassissima velocità e con traiettorie controllate.
d) Condensatore e compressore. Ciascuna unità dovrà essere del tipo monoblocco assemblata in fabbrica, costituita da un telaio portante in acciaio zincato verniciato mediante applicazione di poliestere o smaltatura epossidica atto a sostenere il peso dei compressori, del ricevitore del liquido, dei ventilatori e della batteria condensante. I compressori saranno del tipo alternativo semiermetico, a lubrificazione forzata mediante pompa ad ingranaggi,
All reserved www.eastue.org
montati su supporti elastici in grado di assicurare un isolamento minimo del 90% a tutte le frequenze. Laddove si superino le 30.000 frig/ora dovranno
essere almeno due onde mantenere il servizio anche in caso di avaria, nei\gruppi oltre le 100.000 frig/ora dovranno avere due gradini di funzionamento per modularne opportunamente la potenza.
I motori avranno almeno quattro poli e, per potenze assorbite superiori ai 6 Kw, avviamento tipo Part‐Winding per la riduzione delle corrente di spunto. Saranno dotati di protezione sugli avvolgimenti del motore e di resistenza di riscaldamento del carter che dovrà inserirsi automaticamente all’arresto del gruppo. I condensatori ad aria avranno un numero di batterie e di ventilatori dipendenti dalla potenzialità riportata sugli elaborati grafici, avranno batterie di scambio termico con struttura portante in acciaio inox AISI 306 costituite da tubi e collettori in rame con alettatura a pacco in alluminio.
e) Elettroventilatori. Gli elettroventilatori saranno del tipo elicoidale, direttamente accoppiati a motori trifase a 6/8 poli del tipo chiuso a tenuta di gocciolamento, dotati di protezione contro i sovraccarichi. Il profilo delle ventole sarà di tipo alare ed i boccagli avranno disegno atto a ridurre al massimo la rumorosità del gruppo. La bocca accessibile dei ventilatori sarà dotata di griglia di protezione. La bocca ed i ventilatori dovranno essere protetti contro la corrosione mediante verniciatura in poliestere.
f) Quadro elettrico e di controllo. Il quadro elettrico e di controllo sarà previsto all’interno di apposito involucro. La morsettiera di cablaggio dei ventilatori e dei compressori sarà contenuta entro un vano a tenuta IP55 in grado di proteggerla dagli agenti atmosferici. Un sezionatore manuale, posto all’interno della scatola stagna, permetterà di sezionare l’alimentazione della morsettiera prima di eseguire operazioni di manutenzione.
f) Circuito gas. Il circuito del gas addurrà il freon R22 allo stato gassoso dall’evaporatore della cella al compressore posto all’esterno, ed avrà un diametro minimo di mm 28 con uno spessore di mm 1. L’isolamento delle tubazioni dovrà essere realizzato con gomma sintetica dello spessore di mm 13.
All reserved www.eastue.org
CARATTERISTICHE DEI LOCALI : A)Cella Sospetti
0/+4°C7 mq4,50 h= 31mcca B)Cella Stoccaggio Mezzene Bovine 0/+4°C 33 mq 4,50 h = 150 mc ca C)Cella Stoccaggio Mezzene Suine 0/+4°C 28 mq4,50 h = 126 mcca D)Cella Stoccaggio Ovini 0/+4°C 28 mq 4,50 h = 126 mcca E)Locale Spedizione. +12°C39 m4,50 h = 175 mcca F)Cella Pelli +4 °C 40 mq5,00 h= 200 mcca
‐ Massima temperatura esterna prevista: :+40°C ‐ Massima temperatura al bulbo umido :+ 26°C ‐ Prodotto da lavorare : ‐ carni ‐ Temperatura interna locali: +0/+4°C / 12°C ‐ Corrente elettrica prevista: 220/380 V‐ 50 Hz ‐ Coefficiente K dei pannelli: 0,2 Kcal/m2h°C Potenza elettrica totale max . installata/ assorbita = Kw 62/40 ca. (220‐380 V/ 50 Hz )
I materiali da noi offerti rispondono alle normative : ASL ; CEI ; PED
N°1 CENTRALE FRIGORIFERA a R 507 resa 52.000 W tra ‐7,5/+50°C costituita da: 2 Motocompressori semiermetici Bitzer o Frascold x R 507 a pistoni, cad. da HP 20, lubrificazione con pompa di olio, dotati dei seguenti accessori:
‐ Resistenza di riscaldamento olio e Dispositivo di equilibrio/recupero olio ‐ Pressostato di sicurezza sull’alta e bassa pressione e Pressostato differenziale olio ‐ Quadro manometri di alta e bassa pressione ‐ Filtri meccanici in aspirazione gas con rubinetto di intercettazione ‐ Collettori/Separatori di compressione e di aspirazione e antivibranti ‐ Basamento di sostegno carenato per esterni in profilati metallici e lamiere di alluminio, di protezione contro gli agenti atmosferici, con filtri su ripresa aria di
All reserved www.eastue.org
condensazione
‐Condensatore di raffreddamento R 507, ad aria, con tubi in rame ed alette di alluminio con ElettroVentilatori parzializzabili.
‐ Ricevitore di R 507 liquido ‐Filtro disidratatore freon a cartucce intercambiabili e Indicatore di umidità ‐ Valvole di ritegno e Rubinetteria varia. ‐ Tubazioni e curve di collegamento in rame e/o acciaio al carbonio
N° 1 Quadro elettrico in cassa metallica IP55 precablato contenente: ‐ Sezionatore generale con bloccoporta, Controllore a PLC per la gestione del gruppo e l’inserimento dei compressori ,Interruttori ausiliari, Teleruttori con protezione termica gruppo compressori ,Teleruttore per ventilatori condensatore, Apparecchiature gestione parzializzazione del Condensatore ad aria.
‐ Fluido frigorifero R 507 in bombole a perdere e Carica olio incongelabile POE.
N 1 Aerorefrigerante serie commerciale x la cella A) Del tipo frontale, alimentato con R 507, da posizionare a soffitto : ‐ N° 5 Ventilatori assiali con protezione, motori 220 V , 1 Ph. ‐Carrozzeria di contenimento in lamiera d’alluminio verniciato ‐ Dispositivo di sbrinamento con resistenze elettriche in acciaio inox ‐ Bacinella per la raccolta acqua di sbrinamento, in alluminio verniciato.
N° 1 Aerorefrigerante serie industriale x cella B) Del tipo a lancio d’aria frontale ,alimentati con R 507 , da posizionare a soffitto: ‐ N° 3 Ventilatori assiali con protezione , motori 220 V , 1 Ph. ‐ Caratteristiche costruttive come sopra.
N 2 Aerorefrigeranti serie industriale x le celle C) e D) Del tipo biflusso ,alimentati con R 507 , da posizionare a soffitto: ‐ N° 5 Ventilatori assiali con protezione , motori 220 V , 1 Ph. ‐ Caratteristiche costruttive come sopra.
N2 Aerorefrigeranti serie commerciale x il locale E) Del tipo biflusso ,alimentati con R 507 , da posizionare a soffitto: ‐ N° 4 Ventilatori assiali con protezione , motori 220 V , 1 Ph.
All reserved www.eastue.org
‐ Caratteristiche costruttive come sopra , senza sbrinamento.
N° 2 Aerorefrigeranti serie industriale x cella F) Del tipo a lancio d’aria frontale, alimentato con R 507, da posizionare a soffitto :
N° 3 Ventilatori assiali con protezione , motori 220 V , 1 Ph. Caratteristiche costruttive come sopra.
Gruppi di alimentazione agli aerorefrigeranti , cad. composto da: Valvola solenoide pilota e rubinetti di intercettazione , Valvola termostatica con equalizzatore esterno e valvola Schrader , Valvola Barostatica , ove necessario.
N° 6 Quadri elettrici di comando aerorefrigeranti, a bordo porta con cassa realizzata, secondo le normative CEE, posti in prossimità del locale cad con :
Termostato elettronico a lettura digitale completo di sonda, per la programmazione delle temperature nel locale e la gestione degli sbrinamenti ,Sonda di fine sbrinamento ,Interruttore generale di blocco porta, Termici+Teleruttore per motori e sbrinamento, Relè di interfaccia per i vari servizi ,Supporti, morsetti, capicorda e accessori di montaggio ,Collegamenti realizzati con cavetti di sezione adeguata.
M ‐ IMPIANTO DEPURAZIONE ACQUE REFLUE Premessa. L’impianto di seguito descritto è progettato e dimensionato per il processo di trattamento delle acque di scarico provenienti dall’attività di macellazione di capi bovini, suini ed ovini. Le acque di scarico depurate saranno recapitate in acque superficiali.
Dati di progetto. L’attività del macello prevede un ciclo di lavorazione distribuito su sei giorni la settimana. Ai fini della determinazione di tutti i parametri necessari al dimensionamento si fa riferimento ai seguenti dati: • giorni macellazione: 6 giorni/settimana • capi macellati totali: 300 capi/settimana
capi macellati: 60 capi/giorno
Carico inquinante.
All reserved www.eastue.org
Dati soprascritti dati si deduce che il carico inquinante del complesso funzionante a pieno regime è misurabile in:
• Volume massimo acque di scarico: 50 mc/gm • Volume su base settimanale: 300 mc/settimana • Concentrazione media di COD: 2500 mg/l • Concentrazione media di BOD: 1500 mg/l • Concentrazione media di azoto totale: 220 mg/l • Concentrazione media di oli e grassi: 200 mg/l • Concentrazione media di solidi sospesi: 1100 mg/l • Ph medio: 7,5
La determinazione delle concentrazioni medie di inquinamento tiene conto che l’attività di macellazione è caratterizzata dal recupero del sangue, dal trattamento delle trippe e dal recupero del contenuto stomacale. • Schema del processo di trattamento. • Intercettazione acque di scarico e sollevamento. • Grigliatura fine mediante griglia a tamburo rotante da mm 1. • Bilanciamento aerato dei liquami filtrati. • Trattamento di flottazione meccanizzata a portata costante. • Trattamento biologico (ossidazione barra/nitrificazione denitrificazione). • Sedimentazione finale. • Disinfezione mediante clorazione. • Accumulo/digestione aerobica fanghi di flottazione più biologici. • Disidratazione fanghi di supero mediante letti di essiccamento. Caratterist Tutti i comparti di trattamento
iche architettoniche. saranno ricavati all’interno di vasche in cemento
p
armato realizzate in opera e seminterrati. Lo spessore medio delle pareti è di circa cm 30. E’ prevista la realizzazione di un manufatto per il ricovero delle apparecchiature princi ali come quadri elettrici ecc.
N ‐ IMPIANTO DI INCENERIMENTO PER SCARTI DI MACELLAZIONE E CARCASSE ANIMALI
L’inceneritore progettato sarà composto da tre parti principali:
a) forno inceneritore del calore
b) sistema di recupero
All reserved www.eastue.org
c) sistema di trattamento dei fumi L’impianto è concepito con l’obiettivo di minimizzare le emissioni di
fumi e scorie nell’atmosfera e di realizzare il massimo recupero energetico di calore dai fumi in uscita (fino al 75% della potenza termica immessa). I forni saranno realizzati con soluzioni atte a consentire un rapido carico ed agevole caricamento del rifiuto, anche con la macchina in funzione. Il forno presenterà camera di combustione oscillante per consentire periodicamente di smuovere il prodotto facilitandone l’esposizione alla fiamma. La camera può essere ruotata di 180° in modo da consentire lo scarico delle ceneri.
Le parti principali costituenti il forno inceneritore sono: • camera di combustione • telaio di supporto • camera di postcombustione • camino • bruciatori • quadro elettrico e strumentazione
N ‐ IMPIANTO DI INCENERIMENTO PER SCARTI DI MACELLAZIONE E CARCASSE ANIMALI
Le prestazioni offerte dall’inceneritore possono essere così sintetizzate: ‐ volume camera combustione mc1,5 ‐ diametro interno mm 1100 ‐ lunghezza interna mm 1580 ‐ potenza termica kcal/ora 195.000 ‐ carica per ciclo kg 225 ‐ temperatura dei fumi in fase di recupero °C 850 ‐ temperatura fumi in uscita °C 660 Il processo di incenerimento a pieno regime garantisce la sostenibilità del processo di macellazione dell’intero complesso.
O ‐ GRUPPO ELETTROGENO N. 02 GRUPPO ELETTROGENO trifase modello C.G.M. 63JD avente le seguenti caratteristiche :
• Potenza nominale: KVA 63 = KW 50,4 a cosfi' 0,8 continui • Potenza nominale: KVA 69,3 = KW 55,4 a cosfi' 0,8 in emergenza • Tensione nominale: 400 V Trifase con neutro
All reserved www.eastue.org
• Frequenza: 50 Hz. MOTORE DIESEL JOHN DEERE 4039 TF008
• Raffreddato ad ACQUA; • Pompa iniezione con regolatore (statismo +/‐ 5%); • Filtro aria; • Filtri olio lubrificante e combustibile a cartucce; • Scambiatore di calore olio lubrificante; • Lubrificazione forzata con pompa ad ingranaggi; • Collettore gas di scarico; • Giunto dilatatore flessibile; • Marmitta silenziatrice; • Potenza a 1500 giri/min.: HP 65 • Numero dei cilindri: 4 • Cilindrata: 3900 c.c. • Ciclo di lavoro: a 4 tempi, iniezione diretta • Consumo combustibile a ¾ del carico: l/h 11,1 • Avviamento elettrico a 12 V. con motorino BATTERIE DI AVVIAMENTO di capacità adeguata ALTERNATORE sincrono trifase senza spazzole, autoeccitato ed autoregolato. • Potenza nominale: KVA 63 pari a KW 50,4 a cosfi' 0,8 • Tensione nominale: 400 V Trifase con neutro • Frequenza: 50 Hz. • Velocità di rotazione: 1500 giri/min. • Protezione: IP 23 • Classe isolamento: H BASAMENTO in acciaio elettricamente saldato per il sostegno del gruppo motore–alternatore, completo di SUPPORTI ANTIVIBRANTI in gomma.
SERBATOIO combustibile da 50 litri, secondo la circolare 31 MI.SA. 78 (11), completo di segnalatore di minimo livello ed attacchi d’uso.
QUADRO ELETTRICO di comando e controllo per il funzionamento MANUALE, completo di interruttore magnetotermico di protezione, voltmetro, amperometro, frequenzimetro, contatore, chiave di avviamento, lampade segnalazione bassa pressione olio, alta temperatura acqua, spia ricarica batteria, minimo livello combustibile, comando arresto automatico per avaria
All reserved www.eastue.org
P ‐ CENTRALE TERMICA
N.1 GENERATORE DI VAPORE monoblocco verticale, Mod GV 145 bar 5 completo di accessori per il funzionamento completamente automatico. ESENTE DA CONDUTTORE PATENTATO E OMOLOGATO LS.P.E.S.L. CONFORME ALLA DIRETTIVA CE.
DATI TECNICI potenzialità resa kcal/h 97.000 produzione vapore kg/h 145 pressione di bollo bar 5 pressione di prova idraulica bar 7,5 rendimento di combustione % 89 combustibile gasolio DESCRIZIONE COSTRUTTIVA ‐ Focolare con camera inversione fumi completamente bagnata ‐ Tubi d’acqua di circolazione a grande superficie di scambio ‐ Il generatore è completamente ispezionabile, in quanto il focolare con relativi tubi sono estraibili dal fasciame che li contiene, mediante coperchio flangiato
‐ Assenza totale di materiale refrattario ‐ Bruciatore e uscita fumi applicati al coperchio superiore permettono di avere un ingombro molto contenuto
‐ Isolamento fasciame in lana minerale ad alta densità ‐ Telaio sostegno ‐ Lamierini in chiusura in alluminio anodizzato VASCA CONDENSA IN ACCIAIO INOX
direttamente applicata al generatore e completa di galleggiante per entrata acqua di alimentazione, attacchi di alimentazione generatore, troppo pieno, scarico, sfiato e ritorno condense
ESSICCATORE di vapore inserito sull’uscita di fumi
ACCESSORI A CORREDO GRUPPO ALIMENTAZIONE COMPOSTO DA: ‐ Elettropompa centrifuga con portata e prevalenza adeguate a norma I.S.P.E.S.L.
All reserved www.eastue.org
‐ Valvola intercettazione ‐ Valvola di ritegno
‐ Valvola di scarico ‐ Regolatore di livello a galleggiante per attacco e fermata pompa ‐ Sicurezza per livello minimo, con fermata bruciatore sotto il livello minimo, a riarmo manuale
‐ Presso stato d’esercizio ‐ Presso stato di sicurezza ‐ Valvola di sicurezza ‐ Manometro e relativi rubinetti portamanometri e flangetta per monametro campione Tutti gli accessori sono collegati idraulicamente ed elettronicamente al generatore.
QUADRO ELETTRICO comprendente tutti ii comandi, controlli, spie luminose di indicazione, sicurezza e funzionamento I circuiti ausiliari sono alimentati a 24 V
IMPIANTO DI COMBUSTIONE. Bruciatore marca RIELLO, completamente automatici a combustione pressurizzata, completo di apparecchiature di comando, controllo e sicurezza fiamma. Filtro gasolio
All reserved www.eastue.org
Capitolo 04: Processo tecnologico 4.1 LINEA MACELLAZIONE BOVINI, EQUINI E SIMILI
Le caratteristiche tecniche di questa linea di macellazione prevedono: 5 capi/ora = 3.000 capi/anno se si suppone una macellazione continua di due giorni settimanali di 8 ore cadauno.
La linea viene definita del tipo verticale a posizioni di lavoro fisso e prevede un impiego medio di 10 unità operative direttamente interessate al lavoro specifico della trasformazione dell’animale vivo in carne.
Il lavoro che viene eseguito in questo centro di macellazione comprende le seguenti operazioni fondamentali:
A‐Ricezioni animali dalle stalle d’attesa.
Gli animali presenti in sosta attraverso un passaggio protetto, vengono avviati nel settore dello stordimento e precisamente in una struttura di contenimento per
l’esecuzione dello stordimento.
B‐Stordimento. L’operatore addetto a questa funzione, posto a debita altezza da terra mediante una piattaforma in cemento, esegue l’operazione d’intrappolimento dell’animale, dello stordimento mediante pistola a proiettile cattivo e successivamente procede all’espulsione dell’animale ormai innocuo e inerme dalla trappola stessa.
La prima e l’ultima operazione vengono facilitate sfruttando l’energia pneumatica di appositi cilindri debitamente comandati da un distributore con comando a leva. Nel caso di macellazione rituale islamica la fase di stordimento è eliminata e la segnalazione con relativo dissanguamento avviene in apposito locale dove verrà istallata una speciale trappola.
C‐Dissanguamento. L’animale stordito, posto sul pavimento, viene agganciato e sollevato in verticale, con uno speciale laccio‐catena ad un arto posteriore e trasferito nel settore di dissanguamento, individuabile dalla presenza di una vasca di raccolta sangue in acciaio inox, ove viene praticata la jogulazione con taglio profondo fino ad incontrare le vertebre cerebrali.
Al termine del settore di cui trattasi, l’operatore procederà all’inucleazione della trachea e dell’esofago lungo il collo, al distacco totale della testa con relativa scuoiatura, al distacco delle corna e successivamente, mediante due recisioni
All reserved www.eastue.org
longitudinali praticate lungo il bordo internoi dei due rami delle mandibole, rovescerà la lingua, evidenziando il retrobocca.
La testa così preparata dovrà raggiungere la linea delle parti staccate dove, in appositi cestelli, troveranno collocazione pure i visceri commestibili della cavità addominale e toracica per essere sottoposti, unitamente alle mezzene, al controllo sanitario.
D‐Trasferimento in linea lavorazione.
L’animale appeso per un arto posteriore arriva per strisciamento a gravità su apposita monorotaia appesa alla postazione denominata con termini pratici “cambio carrucola” ove viene effettuata l’operazione di taglio arti posteriori con l’inserimento carrucola a gancio per il successivo appendimento. L’animale si presenta per tanto
con entrambi gli arti posteriori. E‐Preparazione e scuoiatura. Gli operatori addetti al settore devono preparare l’animale alla fase successiva della scuoiatura meccanica, per tanto devono eseguire con coltelli a mano l’inizio delle fasi di scuoiatura in posizioni o livelli alti, medi e bassi.
Tali operazioni vengono effettuate mediante pedana mobile azionata elettricamente, al fine di portegli operatori in qualsiasi momento delle fasi di lavoro nelle condizioni più ideali e comode. In seguitola scuoiatrice esegue in modo automatico lo strappo completo.
La pelle così staccata viene convogliata nella zona di deposito per la definitiva toelettatura, pesatura e ripiegatura, mentre gli arti anteriori e posteriori vengono raccolti nella loro zona di deposito per essere scuoiati e rifiniti.
F‐Eviscerazione ‐ Deposito in tripperia. L’addetto alle operazioni di eviscerazione su pedana mobile dopo aver inciso la sinfisi ischio linea pubica, proseguirà l’incisione lungo la parte mediana dell’addome in sospensione, partendo dalla zona posta fra l’attacco delle cosce ed arrivando fino alla parte posteriore dello sterno (alta); estrarrà dalla cavità addominale i seguenti visceri: apparato genitale (nella femmina); vescica; pene e canale uretrale (nel maschio);
La milza verrà indirizzata alla linea di controllo delle parti staccate, mentre gli altri visceri ed il pacco gastro‐intestinale vengono adagiati su apposito ribaltatore di scarico al fine di raggiungere la tripperia, ove saranno eseguite le varie operazioni relative allo svuotamento dei prestomaci e degli intestini, lavaggio e deposito.
All reserved www.eastue.org
Successivamente lo stesso operatore procederà al distacco del fegato e al suo inserimento nella linea delle parti staccate.
Eseguirà quindi un’incisione circolare nel diaframma, lungo la sua inserzione costo‐vertebrale, tale da permettere la asportazione dei vari visceri toragici:
‐ cuore; ‐ polmoni; ‐ trachea; ‐ esofago; ‐ limo che saranno, unitamente alla milza ed al fegato indirizzati alla linea delle parti staccate. G‐Taglio dello sterno e divisione in mezzene. In questo settore, l’addetto posto su una piattaforma pneumatica azionata con comandi a leva, mediante apposita sega procederà al taglio dello sterno e successivamente con mannaia alla suddivisione in mezzene dell’animale.
Le operazioni iniziano dalle ossa del bacino e procedono lungo<lòa colonna vertebrale in tutta la sua estensione.
H‐Settore del controllo sanitario. In questo settore in veterinario igenista completa l’esame ispettivo attraverso tre momenti tecnici e precisamente:
‐ esame visivo; ‐ esame per palpazione; ‐ esame per incisione. Questo esame porta all’identificazione delle carni e dei visceri commestibili visitati ed alla dichiarazione della loro sanità e commestibilità attraverso la bollatura.
Le carni ed i visceri per i quali il veterinario igenista non emette giudizio di sanità, vengono avviati attraverso apposita linea aerea, o nella cella sanitaria per ulteriori e più accurate indagini o alle attrezzature tecniche per la loro distruzione o trasformazione.
4.2 LINEA MACELLAZIONE SUINI E SIMILI Le caratteristiche tecniche di questa linea di macellazione prevedono: 15 capi/ora = 15.000 capi/anno se si suppone una macellazione continua di due giorni settimanali di 8 ore cadauno.
All reserved www.eastue.org
Anche in questo caso siamo di fronte ad una linea automatica con posizione di lavoro fisso, che prevede un impiego fisso di 10 unità operative direttamente
interessate al lavoro specifico della trasformazione dell’animale vivo in carne. Il lavoro che viene eseguito in questo centro di macellazione comprende le seguenti operazioni fondamentali:
A‐Ricezione animali dai locali di sosta. Gli animali presenti in sosta, attraverso un tunnel, vengono sospinti nel settore dello stordimento. Al fine di facilitare l’operazione, gli operatori addetti si aiutano con apposite pile slimolatrici.
B‐Operazione di stordimento. L’operatore addetto a questa specifica funzione, dopo aver eseguito l’operazione di intrappolamento dell’animale, procura lo stordimento mediante una pinza elettrica, eseguendo un elettroshock e successivamente procede all’espulsione dell’animale.
Per facilitare le operazioni, la trappola è munita di cilindri pneumatici opportunamente comandati da distributori a leva.
C‐Dissanguamento. L’animale stordito, posto su un tavolo mobile, viene trasportato verso la vasca di scottatura dopo aver subito la jogulazione con conseguente dissanguamento totale.
D‐Scottatura. Dopo aver lasciato l’animale per il tempo necessario affinché avvenga la quasi completa espulsione del sangue (valutabile intorno ai 4‐5 minuti), si effettua l’operazione di sgancio, con apposita attrezzatura, dell’animale dalla guidovia e contemporaneamente immissione nella vasca di scottatura.
L’immissione dell’animale per un tempo peri a 5 minuti in una vasca di acqua calda, con temperatura variabile tra i 58° e i 61° C, permette una scottatura superficiale, senza intaccare i tessuti sottostanti, al fine di facilitare l’operazione di depilazione.
E‐Depilazione. L’operazione viene eseguita completamente da una macchina con alto rendimento quantitativo e qualitativo; caratteristica di questa attrezzatura è l’effettuare il carico,la depilazione e lo scarico semiautomaticamente, lasciando all’operatore la decisione dei comandi che avvengono azionando due distributori a leva.
F‐Appendimento in linea di lavorazione.
All reserved www.eastue.org
In questo settore si procede al riaggancio automatico dell’animale uscito dalla depilatrice alla guidovia di lavorazione, al fine di riprendere ancora una linea di
lavorazione in verticale. L’appendimento avviene mediante inserimento di una carrucola con gancio in ogni arto posteriore, dopo aver previamente preparato e liberato l’apposito nervo del tendine con un coltello.
G‐Preparazione ed eviscerazione. Gli operatori addetti al settore, dopo aver inciso la parte mediana dell’addome in sospensione, partendo dalla zona posta fra l’attacco delle cosce fino alla parte della gola, estrarranno dalla cavità addominale i visceri, i quali, depositati in un apposito carrello, raggiungeranno il locale tripperia, ove saranno eseguite le varie operazioni di svuotamento e pulitura.
Le parti commestibili come cuore, polmoni e fegato verranno agganciati tramite specifica pancera ad un carrello in acciaio inox, al fine di poter essere lavorate dopo previa visita sanitaria.
H‐Divisione in mezzene. La carcassa dell’animale subisce l’ultima lavorazione in catena in un’altra postazione fissa, ove opportunamente divaricata, viene sezionata in senso verticale, iniziando dalle ossa del bacino e procedendo lungo la colonna vertebrale in tutta la sua estensione.
I‐Settore del controllo sanitario. In questo settore il veterinario igenista completa l’esame ispettivo attraverso le tre fasi già esposte nel settore di macellazione bovini.
4.3 LINEA MACELLAZIONE OVINI E CAPRINI E SIMILI Le caratteristiche tecniche di questa linea di macellazione prevedono 20 capi/ora = 20.000 capi/anno se si suppone una macellazione continua di due giorni settimanali di 8 ore cadauno.
La linea viene definita di tipo verticale a posizioni di lavoro fisso e prevede un impiego medio di 10 unità operative direttamente interessate al lavoro specifico della trasformazione dell’animale vivo in carne.
Il lavoro che viene eseguito in questo centro di macellazione comprende le seguenti operazioni fondamentali:
All reserved www.eastue.org
A‐Ricezioni animali dai locali di attesa. Gli animali presenti in sosta, attraverso un passaggio protetto, vengono avviati
nel settore dello stordimento e precisamente in una struttura di contenimento per l’esecuzione dello stordimento.
B‐Stordimento. L’operatore addetto a questa funzione, posto a debita altezza da terra mediante una piattaforma in cemento, esegue l’operazione di intrappolamento dell’animale, dello stordimento mediante elettroshock e successivamente procede all’espulsione dell’animale ormai innocuo e inerme dalla trappola stessa.
Nel caso di macellazione rituale islamica la fase di stordimento è eliminata. C‐Dissanguamento. L’animale stordito, posto su pavimento, viene agganciato e sollevato in verticale, con uno speciale laccio‐catena ad un arto posteriore e trasferito nel settore di dissanguamento, individuabile dalla presenza di una vasca di raccolta sangue in acciaio inox, ove viene praticata la jugulazione con taglio profondo fino ad incontrare le vertebre cervicali.
Al termine del settore di cui trattasi, l’operatore procederà all’inucleazione della trachea e dell’esofago lungo il collo, al distacco totale della testa con relativa scuoiatura, al distacco delle corna e successivamente, mediante due recisioni longitudinali praticate lungo il bordo interno dei due rami delle mandibole, rovescerà la lingua, evidenziando il retrobocca.
D‐Trasferimento in linea lavorazione. L’animale appeso per un arto posteriore arriva per strisciamento a gravità su apposita monorotaia appesa alla postazione denominata con termini pratici “cambio carrucola”, ove viene effettuata l’operazione di taglio arti posteriori con l’inserimento carrucola a gancio per il successivo apprendimento.
L’animale si presenta per tanto appeso con entrambi gli arti posteriori. E‐Preparazione e scuoiatura. Gli operatori addetti al settore devono eseguire sull’animale la scuoiatura meccanica, pertanto devono eseguire con coltelli a mano l’inizio delle fasi di scuoiatura in posizioni o livelli alti, medi e bassi.
All reserved www.eastue.org
Tali operazioni vengon effettuate mediante pedana mobile azionata elettricamente, al fine di porre gli operatori in qualsiasi momento della fase di
lavoro nelle condizioni più ideali e comode.
o
La pelle così staccata viene convogliata nella zona di deposito per la definitiva toelettatura, pesatura e ripiegatura.
F‐Eviscerazione, deposito prestomaci ed intestini nella tripperia. L’addetto all’operazioni di eviscerazione su pedana mobile dopo aver inciso la sinfisi ischio‐pubica, proseguirà l’incisione lungo la parte mediana dell’addome in sospensione, partendo dalla posta fra l’attacco delle cosce e arrivando fino alla parte posteriore dello sterno (alta): estrarrà dalla cavità addominale i seguenti visceri:
apparato genitale (nella femmina);vescica; pene e canale uretrale (nel maschio); prestomaci; stomaco; intestini;milza.
La milza verrà indirizzata alla linea di controllo delle parti staccate, mentre gli altri visceri ed il pacco gastro‐intestinale vengono adagiati su apposito ribaltatore di scarico al fine di raggiungere la tripperia, ove saranno eseguite le varie operazioni relative allo svuotamento dei prestomaci e degli intestini, lavaggio e deposito.
Successivamente lo stesso operatore procederà al distacco del fegato e al suo inserimento nella linea delle parti staccate.
Eseguirà quindi un’incisione circolare nel diaframma, lungo la sua inserzione costo‐vertebrale, tale da permettere la asportazione dei vari visceri toragici: • cuore; • polmoni; • trachea; • esofago; • limo
che saranno, unitamente alla milza ed al fegato indirizzati alla linea delle parti staccate.
G‐Settore di controllo sanitario In questo settore in veterinario igenista completa l’esame ispettivo attraverso tre momenti tecnici e precisamente: • esame visivo; • esame per palpazione; • esame per incisione.
Questo esame porta all’identificazione delle carni e dei visceri commestibili visitati ed alla dichiarazione della loro sanità e commestibilità attraverso la bollatura.
All reserved www.eastue.org
Le carni ed i visceri per i quali il veterinario igenista non emette giudizio di sanità, vengono avviati attraverso apposita linea aerea, o nella cella sanitaria
per ulteriori e più accurate indagini o alle attrezzature tecniche per la loro distruzione o trasformazione.
4.4 SOTTOPRODOTTI a) Pelli bovine e ovine. Vengono raccolte durante la fase di macellazione nel locale attiguo, poi una volta sgrassate, piegate e salate sono trasferite nelle celle di conservazione in attesa di essere raccolte, per una loro successiva lavorazione.
b) Tripperia e budelleria. Le viscere vengono svuotate nell’apposito locale. Il rumine viene trasferito nella concimaia, mentre le parti commestibili dopo un’accurata pulizia e raschiatura vengono conservate in una apposita cella.
Grazie della Vostra Attenzione
Operatività Il Consorzio EAST‐UE svolge incarichi di:
• Studi di Fattibilità • Progetto Finanziario • Project management
• Sviluppo Progetti di filiera • Altro
Riferimenti Network Consorzio EAST‐UE E‐mail: [email protected] Tel +39 +39 051 1990.1335 Fax +39. 051 1990.1245
Web site: www.eastue.org ‐ www.caib.it www.piazzaitaliaexpo.it
All reserved www.eastue.org
6.0 Principali Referenze del gruppo di lavoro dei Macelli:
“MAIN DOMESTIC COSTUMERS” Alpina Carni ‐ Velo d'Astico (VI) Ambrosiana spa ‐ Tortona (AL)
Azienda Agricola Punzi ‐ Picerno (PZ) Bressi Antonio ‐ Badolato Marina (CZ)
Butcher Service srl – Viterbo Carni Martelli srl ‐ San Bonifacio (VR)
Carni Sarde ‐ Isili (NU) Cerri snc ‐ Bronzo (VC)
Castaro ‐ Montesano (SA) CO.BE.CA. srl ‐ Lamezia Terme (KR)
CO.MA.CA scarl ‐ San Martino di Lupari (PD) Comune di Alvito ‐ Alvito (FR)
Comune di Cortona ‐ Cortona (AR) Comune di Farnese – Farnese
Comune di Leonessa ‐ Leonessa (RI) Comune di Monte San Gaicomo
Monte S. Giacomo (SA) Comune di Montichiari ‐ Montichiari (BS)
Comune di Visso ‐ Visso (MC) Comune di Siena – Siena
Comune di Vobarno ‐ Voberno (BS) Comunità Montana Esino‐Frasassi ‐ Fabriano (AN)
Consorzio Carni Naturali ‐ Reggio Emilia Consorzio Macellai Lunensi ‐ Sarzana (SP)
Consorzio Mattatoio Intercomunale del Valdarno ‐ San Giovanni Valdarno (AR) Consorzio San Mauro Pascoli ‐ San Mauro Pascoli (FC) Coop Bilanciai Campogaliano ‐ Campogaliano (MO)
Coop. CO.ZA.CA. scarl ‐ Casoli (CH) Coop.Macellatori Teatini – Chieti
Coop. Muratori Reggiolo ‐ Reggiolo (RE) Coop. S. Pietro Vara ‐ S. Pietro Vara (SP)
COPRAG ‐ Giambolò (PV) C.T.D.C. di Larocca ‐ Montesano Scalo (SA) Daniele srl ‐ Lamezia Terme (KR)
DE.BI di Bianchini – Ferrara Edil Strangis ‐ Lamezia Terme (KR)
FALEFRA srl ‐ Romano di Lombardia (BG) F.lli Bianchi ‐ Sondrio (SO)
F.lli Malzone ‐ Agnone C.to (SA) Galiano Carmelo ‐ Scalea (SA)
Gherri ‐ Lesignano (PR) G.R.G. srl ‐ Seclì (LE)
Il Ponte ‐ Traversetolo (PR) IMS spa ‐ Ardesio (BG)
INDAL srl ‐ Montichiari (BS) Invernizzi Giuseppe ‐ Lignana (VC) Italcarni ‐ Magliarina di Carpi (MO)
Kenness ‐ Budrio (BO) Larice Carni ‐ Amaro (UD)
Macelleria Armano G. ‐ Cascinagrossa (AL)
All reserved www.eastue.org
All reserved www.eastue.org
Macelleria Egger ‐ Hafling (BS) Macello Coop. Pegognaga ‐ Pegognaga (MN)
Mapp ‐ Arceto (RE) Maselli Carni ‐ Ruvo di Puglia (BA)
MCM ‐ Burgus (SS) Multifin ‐ Codisotto di Luzzara (RE)
Nord Food ‐ Arceto (RE) Nuova Villarotta srl ‐ Villarotta di Luzzara (RE)
OFMA spa ‐ Urbignacco di Buia (UD) Lolmo ‐ Vieste (FG)
Paltrinieri srl ‐ Medolla (MO) Paolicchi M.G. ‐ Montignoso (MS)
Quaglini Giordano srl ‐ Lungavilla (PV) Ranucci Gennaro – Napoli
Remedi srl ‐ Albiano Magra (MS) Sal. Albanese Madeo ‐ San Demetrio Corone (CS)
Sal Botti ‐ Casciano di Murlo (SI) Sal Cicognani ‐ Fontanella (BG)
Sal G. e F. De Nunzio ‐ Venticano (AV) Sal Maiocchi ‐ Madignano (CR) Sal Marazzi ‐ S. Polo D'Enza (RE)
Sal Nuova Bibbianese ‐ Bibbiano (RE) Sanremomare spa ‐ Taggia (IM)
SAVAL srl ‐ Seregno (MI) Savani ‐ Borgotaro (PR)
SICE srl – Prato ‐Sileno ‐ Venosa (PZ) S.I.S. ‐ Agrigento
Sun Meat ‐ Suno (NO) Tagliavini Carni ‐ Traversetolo (PR)
Tecnicon – Genova Tecnomeccanica BNV ‐ Montalto Uffugo Scalo (CS)
TITBIT – Modena TO.DI ‐ Andria (BA)
Trevencarni srl ‐ Trevenzuolo (VR) Unibon Salumi scarl – Modena Unicarni scarl ‐ Reggio Emilia Valcarni srl ‐ Atena Lucana (SA) Valdiano ‐ Atena Lucana (SA) VE.MA ‐ Poggio Imperiale (FG) Vericorp srl ‐ Villafreanca (VR)
Verinox spa ‐ Vigolo Vattaro (TN) Vetrzoo ‐ Noverato (CZ) Vinagricola ‐ Palermo (PA) Votello D'Oro – Salerno Zoo 2000 ‐ S. Cataldo (CL)