Impianti per l’applicazione delle vernici inpolvere POLVERI... · di applicazione elettrostatica...
20
Impianti per l’applicazione delle vernici in polvere Gianluigi Baroni Gema Europa
Transcript of Impianti per l’applicazione delle vernici inpolvere POLVERI... · di applicazione elettrostatica...

Impianti per l’applicazione delle
vernici in polvere
Gianluigi Baroni
Gema Europa
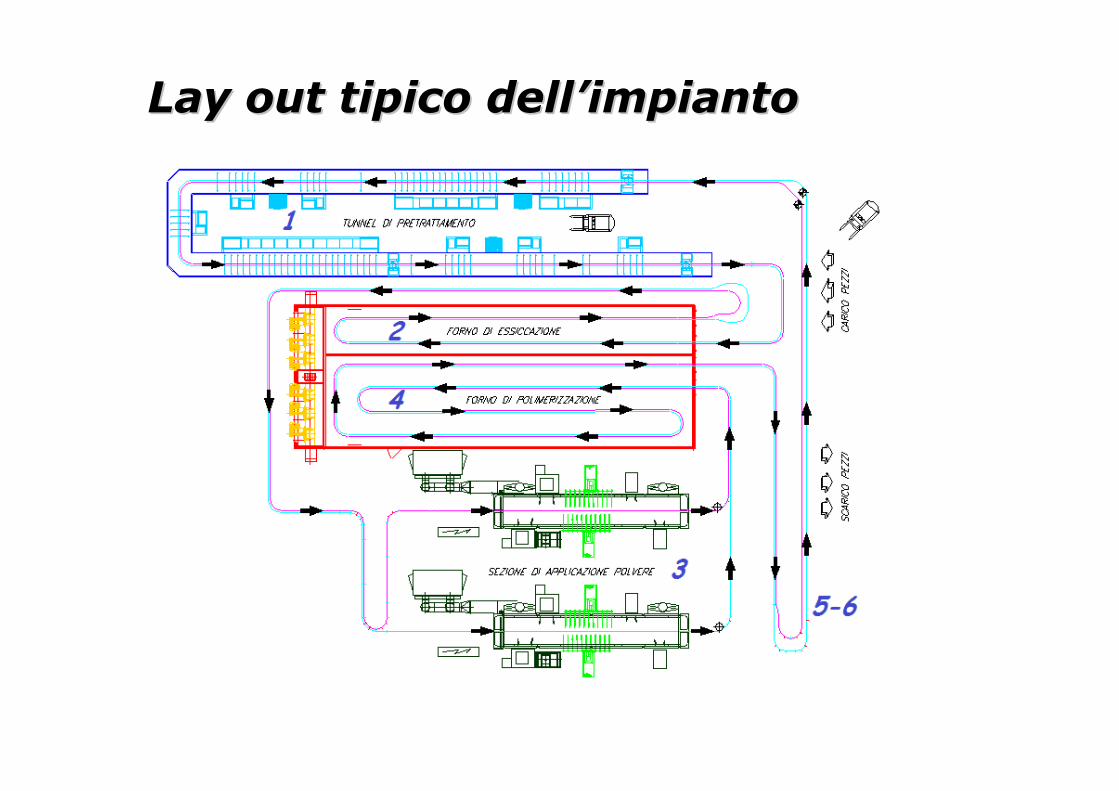
LayLay out tipico dellout tipico dell’’impiantoimpianto

LayLay out tipico dellout tipico dell’’impiantoimpianto
Per la produzione di piccole serie spesso è sufficiente una cabina per l’applicazione in manuale ed un piccolo forno statico per la cottura dei pezzi. Un impianto per il rivestimento elettrostatico automatico con polveri invece consiste normalmente nei seguenti componenti.
1.Sistema di pretrattamento. Serve per eliminare dai pezzi tutte le impurità quali oli, grassi, etc.
2.Forno di asciugamento. Al termine delle stazioni di pretrattamento occorre eliminare i residui di umidità dai pezzi.In alcune situazioni è sufficiente un semplice soffiaggio con ugelli che utilizzano la normale aria del locale; più spesso occorre utilizzare un vero e proprio forno di asciugamento che lavora con temperature che possono raggiungere anche i 120 °C.
3.Sezione di applicazione della polvere. La polvere viene applicata sui pezzi da rivestire in una o più cabine. Analizzeremo nel seguito in dettaglio il funzionamento.

LayLay out tipico dellout tipico dell’’impiantoimpianto
4.Forno di polimerizzazione. All’uscita dalla sezione di applicazione della polvere i pezzi vengono introdotti nel forno di cottura, nel quale avviene la polimerizzazione della polvere.
5.Sistema di trasporto dei pezzi. Per potere automatizzare il processo di applicazione elettrostatica a polvere è necessario disporre di un sistema di trasporto dei pezzi (convogliatore aereo od a terra) che alimenti in continuo l’impianto.

LayLay out tipico dellout tipico dell’’impiantoimpianto
La progettazione delle bilancelle e delle attrezzature per l’appensione dei pezzi è molto importante per ottenere un flusso di materiali efficiente. Questi elementi infatti devono non solo trasportare i pezzi lungo l’impianto in modo sicuro e stabile, ma anche presentare i pezzi nella posizione piùfavorevole per il pretrattamento, l’applicazione e la cottura.

Sezione tipica di applicazione polvereSezione tipica di applicazione polvere

Sezione tipica di applicazione polvereSezione tipica di applicazione polvere

Sezione tipica di applicazione polvereSezione tipica di applicazione polvere
La polvere viene prelevata da un serbatoio di contenimento e trasportata me-diante l’uso di aria compressa alle pistole, che caricano elettrostaticamente o triboelettricamete la polvere durante il processo di spruzzatura.Le particelle di polvere, grazie alla carica acquisita, vengono attratte verso i pezzi da rivestire, che devono essere collegati a massa. Le particelle di polvere si depositano sui pezzi, li rivestono e mantengono l’adesione alla loro superficie grazie alla carica elettrostatica residua. La parte di polvere spruzzata che non si deposita sui pezzi da rivestire viene recuperata dalla cabina di applicazione e può essere immediatamente riutilizzata.I pezzi rivestiti dalla polvere vengono quindi trasportati in un forno dove la polvere fonde e si converte in film formando un rivestimento liscio ed omogeneo.
Prestazione di una sezionePrestazione di una sezione
● Efficienza di trasferimento
● Efficienza di recupero
● Efficienza di utilizzo polvere
● Tempi di cambio colore
● Impegni di manutenzione
● Capacità produttiva
● Flessibilità
Prestazione di una sezionePrestazione di una sezione
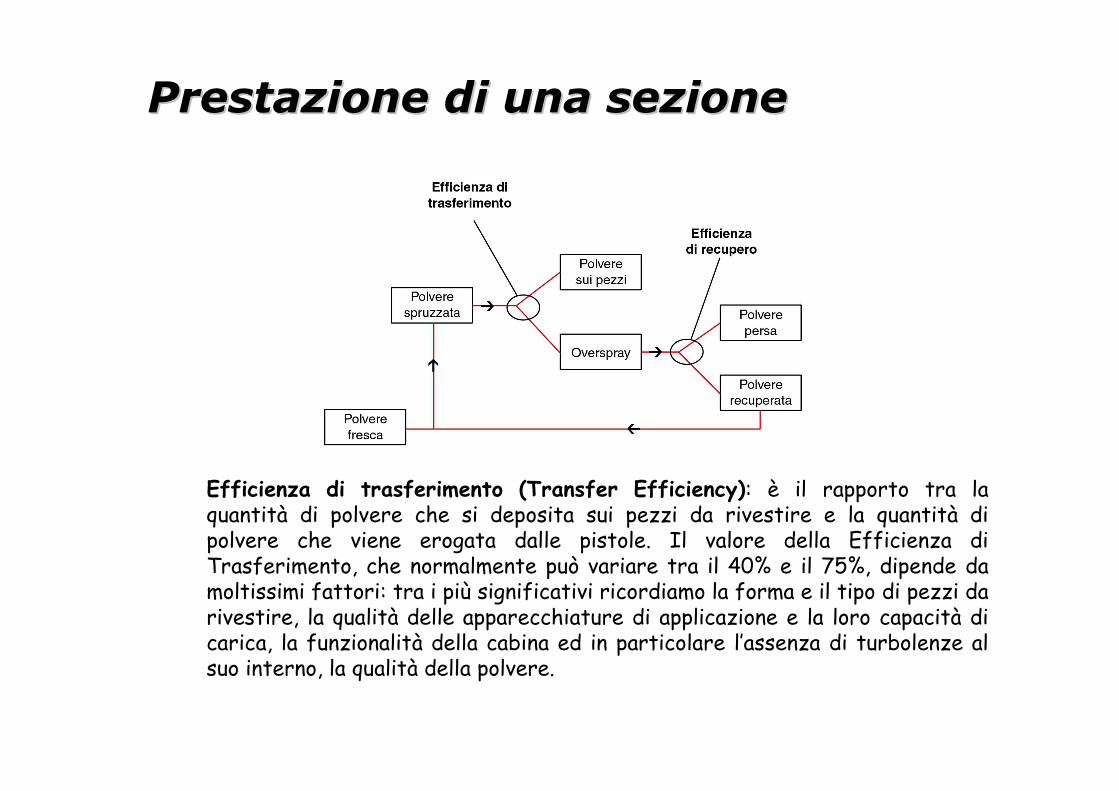
Efficienza di trasferimento (Transfer Efficiency): è il rapporto tra la quantità di polvere che si deposita sui pezzi da rivestire e la quantità di polvere che viene erogata dalle pistole. Il valore della Efficienza di Trasferimento, che normalmente può variare tra il 40% e il 75%, dipende da moltissimi fattori: tra i più significativi ricordiamo la forma e il tipo di pezzi da rivestire, la qualità delle apparecchiature di applicazione e la loro capacità di carica, la funzionalità della cabina ed in particolare l’assenza di turbolenze al suo interno, la qualità della polvere.

Prestazione di una sezionePrestazione di una sezione
Efficienza di recupero: è il rapporto tra la quantità di polvere che viene riportata al serbatoio di alimentazione e la quantità di polvere che non si deposita sui pezzi da rivestire (overspray). Può variare dal 80% al 99% e di-pende dalla efficienza di aspirazione della cabina, dal tipo di sistema di filtrazione / separazione della polvere, dal tipo di setacciatura.

Prestazione di una sezionePrestazione di una sezione
Efficienza di utilizzo della polvere: dipende dai due fattori precedenti e si misura come il rapporto tra la quantità di polvere che viene applicata sui pezzi e al quantità di polvere fresca che viene utilizzata. Misura complessivamente la capacità di una sezione di applicazione di utilizzare la polvere e limitare gli scarti.
Tempo di cambio colore. E’ il tempo necessario per pulire la sezione di applicazione in modo che possa iniziare la produzione di una nuova serie con una tinta o un tipo di polvere diversa, senza contaminazioni. Può variare da 5 –10 minuti (nei sistemi più moderni ed efficienti). Dipende dal tipo di sistema di applicazione, di recupero e di setacciatura, dagli automatismi di pulizia della quale la sezione è dotata, dalla diversità cromatica o tipologica delle tinte (un cambio bianco/nero è sicuramente più impegnativo e lungo di un cambio bianco / crema), dalla frequenza di cambio tinta (cambiare dopo 20 minuti di produzione è più facile che cambiare dopo 1 settimana).

Prestazione di una sezionePrestazione di una sezione
Impegni di manutenzione. Qualunque sezione deve essere sottoposta ad operazioni regolari di manutenzione per mantenere tutti i suoi componenti ed in particolare le apparecchiature di applicazione in piena efficienza. La durata di tali manutenzioni ed il costo delle parti di ricambio che è necessario sostituire periodicamente possono rappresentare una componente non trascurabile del costo di esercizio della sezione.
Capacità produttiva. La quantità di pezzi che una sezione è in grado di rivestire in ogni turno lavorativo non dipende solo dal numero e dalla efficienza delle apparecchiature di applicazione, ma anche dalla durata dei tempi di fermo impianto che è necessario prevedere per le operazioni di cambio colore o di manutenzione.
Flessibilità. Una buona sezione di applicazione deve non solo garantire ottima produttività ed efficienza di applicazione, ma anche avere la possibilità di essere riconfigurata ed adattata facilmente nel caso in cui varino le esigenze produttive (tipo, forma, quantità dei pezzi da rivestire, tinte da impiegare, etc.).

Vantaggi della verniciatura a polvereVantaggi della verniciatura a polvere
● Aspetti economici:o Migliore utilizzo del prodotto. In cabine ben progettate si
raggiungono livelli di utilizzo nell’ordine del 95% - 98%.
o Minori costi di smaltimento. Grazie alla diminuzione dei materiali di rifiuto.
o Minori costi energetici nei forni. Assenza di solventi.
o Facilità di applicazione. Con conseguente risparmio di lavoro (non necessita di miscelazione con altri prodotti come solventi o catalizzatori).
o Minori spese di manutenzione.
o Riduzione scarti. Dovuti alla riduzione dei difetti di applicazione.
Vantaggi della verniciatura a polvereVantaggi della verniciatura a polvere
● Aspetti tecnici:o Grandi spessori anche in mano unica.
o L’assenza di solventi permette una miglior qualità dei film ottenendo così proprietà superiori a livello di adesione e resistenza alla corrosione.
o Maggior controllo degli spessori ottenendo film piùuniformi.
o La scelta cromatica non presenta limitazioni, così come èpossibile creare tutti gli effetti superficiali desiderati.

Vantaggi della verniciatura a polvereVantaggi della verniciatura a polvere
● Inquinamento e sicurezza:o Riduzione emissioni di sostanze volatili sotto forma di
vapori a seguito della cottura in forno.
o Migliore salvaguardia dei lavoratori. L’ambiente di lavoro risulta più salubre per l’assenza di solventi.
o Minori smaltimenti di rifiuti. La possibilità di raggiungere livelli di utilizzo prossimi al 100% riduce drasticamente il problema dello smaltimento dei rifiuti industriali del processo. Non si hanno piùfanghi, morchie, filtri sporchi da ripristinare con solventi e si eliminano le operazioni di trattamento di rifiuti pericolosi.
o Minori rischi di incendio. L’eliminazione dei solventi sia durante la verniciatura che durante le operazioni di pulizia e manutenzione riduce enormemente il rischio di incendio legato all’uso di prodotti infiammabili.
Svantaggi della verniciatura a polvereSvantaggi della verniciatura a polvere
● Cambio colore più difficileo Fermo impianto. Per effettuare un cambio colore è necessario
pulire la cabina e le apparecchiature fermando il transito dei pezzi da rivestire, quindi si ha una perdita di produttività
o Pericolo di inquinamento. La pulizia non eseguita perfettamente porta ad avere scarti dovuti a resti di polvere del colore precedente che inquina la polvere nuova.

Prospettive di sviluppo futureProspettive di sviluppo future
● Ridurre i costi energeticio Minor utilizzo di aria compressa. Utilizzando sistemi di
trasporto polvere innovativi. ( Pompe a fasi dense )
o Minor utilizzo di energia elettrica. Utilizzando sistemi che pur garantendo le stesse prestazioni tecniche permettano di risparmiare energia. ( convertitori di frequenza sui motori che adeguino l’utilizzo massimo di consumo solo nei momenti effettivamente necessari utilizzando il minor consumo nei momenti così detti morti )
o Recupero dell’aria in uscita dal filtro finale. Utilizzando sistemi tecnologicamente più avanzati rispetto a quelli attuali che permettano la re-imissione in ambiente dell’aria filtrata in modo tale da recuperare calore ( energia ) nei periodi più freddi.

Prospettive di sviluppo futureProspettive di sviluppo future
● Ridurre i costi di smaltimentoo Maggior efficienza del sistema di recupero. Utilizzando
sistemi di separazione della polvere ( cicloni ) che permettano un recupero della polvere sempre più elevato.
o Diminuire l’Over spray. Utilizzando sistemi applicativi ( pistole e relativi controlli ) con un efficienza di trasferimento sempre piùperformante.

Grazie per l’attenzione
Gianluigi Baroni
Gema Europa