
Il linguaggio comune della qualità per l'industria tessilestatistics.uster.com/UstatPDF/Rapporto...
48
Il linguaggio comune della qualità per l'industria tessile Textile Technology / Gennaio 2013 / SI-668 USTER ® STATISTICS Rapporto applicativo
-
Upload
nguyencong -
Category
Documents
-
view
215 -
download
0
Transcript of Il linguaggio comune della qualità per l'industria tessilestatistics.uster.com/UstatPDF/Rapporto...
3
Il linguaggio comune della qualità per l'industria tessile
Textile Technology / Gennaio 2013 / SI-668
USTER® STATISTICS Rapporto applicativo
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 2 (48)
Editorial team Thomas Nasiou Gabriela Peters Review team Dr. Geoffrey Scott Richard Furter Sandra Meier © Copyright 2013 by Uster Technologies AG. Tutti i diritti riservati. Tutte le informazioni contenute nel presente documento non sono vincolanti. Il fornitore si riserva il diritto di modificare i prodotti in qualsiasi momento. Il fornitore esclude esplicitamente qualsiasi addebito per danni risultanti da possibili eventuali differenze tra il contenuto del presente documento e le caratteristiche dei prodotti. veronesi\TT\Application Reports\USTER Statistics\ SI-668_Il linguaggio comune della qualità per l'industria tessile
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 3 (48)
Sommario 1 Introduzione ........................................................................................................................ 4
1.1 I molteplici vantaggi per i produttori di filato .......................................................................... 5
1.2 Il linguaggio della qualità e l’ottimizzazione dei costi............................................................. 5
1.3 Le caratteristiche salienti delle USTER® STATISTICS 2013 ................................................. 6
2 Cenni storici ........................................................................................................................ 7
3 Il ruolo e l’importanza delle USTER® STATISTICS ........................................................... 9
3.1 Cosa sono i parametri di riferimento? ................................................................................. 10
3.2 I vantaggi per i produttori di filati ......................................................................................... 10
3.3 I vantaggi per gli utilizzatori dei filati ................................................................................... 12
3.4 I vantaggi dei produttori di macchinari ................................................................................ 16
4 Interpretazione delle USTER® STATISTICS – significato dei livelli? ............................. 17
5 Interpretazione delle USTER® STATISTICS – il punto di vista dell’applicazione tecnica ............................................................................................................................... 18
5.1 Regolarità del filato e aspetto del tessuto ........................................................................... 19
5.2 Pelosità del filato e formazione di palline sul tessuto .......................................................... 24
5.3 Imperfezioni e aspetto esteriore del tessuto ....................................................................... 25
5.4 Contenuto di fibre corte e percentuale di pettinatura ........................................................... 27
5.5 Proprietà di resistenza del filato e interruzioni nella tessitura .............................................. 28
6 Interpretazione delle USTER® STATISTICS – la correlazione tra i diversi livelli e il prezzo del filato ................................................................................................................ 31
7 Perché le USTER® STATISTICS sono valide solo con strumentazione USTER® .......... 36
8 USTER® STATISTICS e il "processo analitico complessivo" ........................................ 38
9 Alcune informazioni sulle USTER® STATISTICS 2013 ................................................... 40
9.1 Come vengono prodotti i dati delle USTER® STATISTICS 2013 ......................................... 40
9.2 Ambito delle USTER® STATISTICS 2013 – Novità ............................................................. 41
9.2.1 USTER® CLASSIMAT 5 ..................................................................................................... 41
9.2.2 USTER® ZWEIGLE HL400 ................................................................................................. 42
9.2.3 Nuovi generi di filato ........................................................................................................... 43
9.2.4 Nuovi parametri per filati ..................................................................................................... 43
9.2.5 Nuovi materiali .................................................................................................................... 44
9.2.6 Nuovi capitoli ...................................................................................................................... 45
10 Conclusione ...................................................................................................................... 46
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 4 (48)
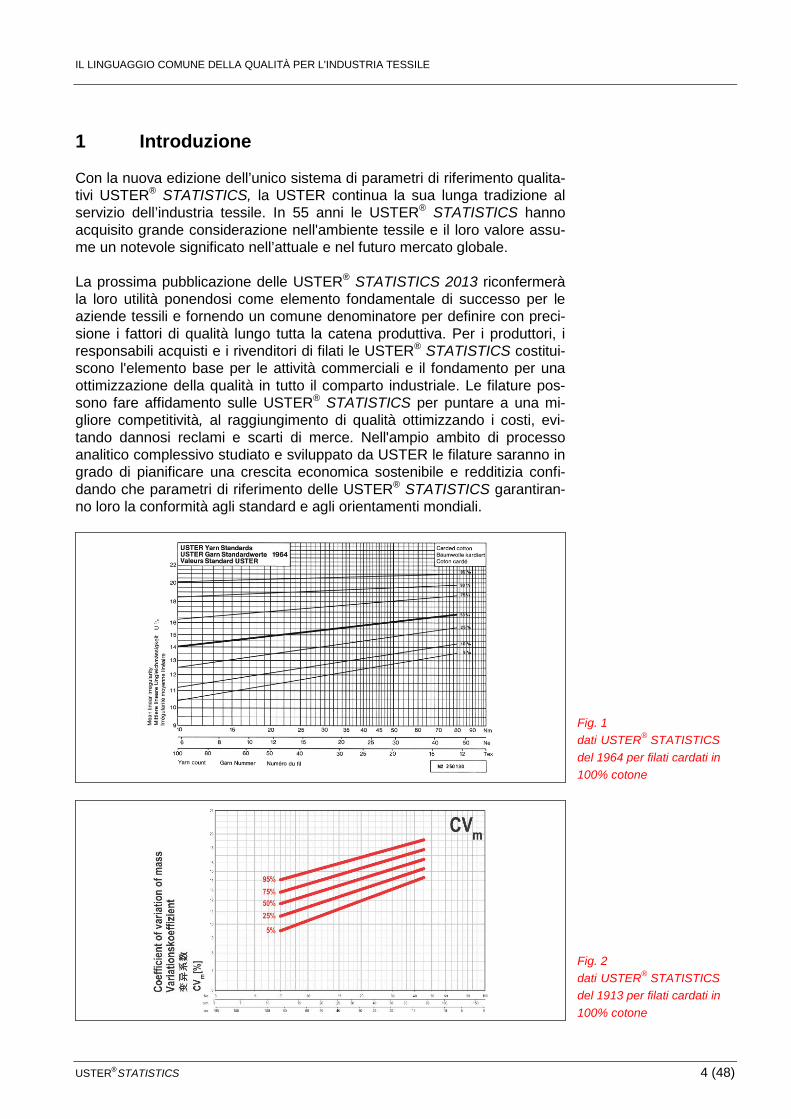
1 Introduzione Con la nuova edizione dell’unico sistema di parametri di riferimento qualita-tivi USTER® STATISTICS, la USTER continua la sua lunga tradizione al servizio dell’industria tessile. In 55 anni le USTER® STATISTICS hanno acquisito grande considerazione nell'ambiente tessile e il loro valore assu-me un notevole significato nell’attuale e nel futuro mercato globale. La prossima pubblicazione delle USTER® STATISTICS 2013 riconfermerà la loro utilità ponendosi come elemento fondamentale di successo per le aziende tessili e fornendo un comune denominatore per definire con preci-sione i fattori di qualità lungo tutta la catena produttiva. Per i produttori, i responsabili acquisti e i rivenditori di filati le USTER® STATISTICS costitui-scono l'elemento base per le attività commerciali e il fondamento per una ottimizzazione della qualità in tutto il comparto industriale. Le filature pos-sono fare affidamento sulle USTER® STATISTICS per puntare a una mi-gliore competitività, al raggiungimento di qualità ottimizzando i costi, evi-tando dannosi reclami e scarti di merce. Nell'ampio ambito di processo analitico complessivo studiato e sviluppato da USTER le filature saranno in grado di pianificare una crescita economica sostenibile e redditizia confi-dando che parametri di riferimento delle USTER® STATISTICS garantiran-no loro la conformità agli standard e agli orientamenti mondiali.
Fig. 1 dati USTER® STATISTICS del 1964 per filati cardati in 100% cotone
Fig. 2 dati USTER® STATISTICS del 1913 per filati cardati in 100% cotone
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 5 (48)
1.1 I molteplici vantaggi per i produttori di filato I produttori di filato traggono vantaggio dalle USTER® STATISTICS in sva-riati modi. Le USTER® STATISTICS ad esempio facilitano alle filature il compito di fissare i propri obiettivi qualitativi – usando la versione su CD o quella on-line (www.uster.com) – con l'ausilio di parametri qualitativi corre-lati. Le filature da parte loro devono mettere a confronto in modo oggettivo le proprie rese produttive con i migliori risultati pratici presenti sui mercati globali. Grazie alle USTER® STATISTICS le aziende potranno in tal modo identificare eventuali lacune e individuare i punti chiave per ottimizzare i loro processi produttivi. Un ulteriore vantaggio consiste nel consentire alle filature di migliorare la propria competitività, in quanto le USTER® STATISTICS permettono di classificare i filati in maniera totalmente oggettiva sulla base di parametri concreti. La qualità di un filato testata con apparecchiature USTER® è veri-ficabile grazie alla comparabilità diretta con le USTER® STATISTICS, i cui dati forniscono all'azienda una descrizione reale e oggettiva della sua quali-tà produttiva, che può essere utilizzata in caso di reclamo, consentendole così di migliorare la sua competitività, e di offrire un’immagine di sé interes-sante e sicuramente vantaggiosa in termini di marketing. 1.2 Il linguaggio della qualità e l’ottimizzazione dei costi Negli ultimi venti anni la globalizzazione ha notoriamente modificato in ma-niera sostanziale i canali commerciali del settore tessile. Le relazioni per-sonali tra acquirente e fornitore in tantissimi casi non esistono più. Prodotti come filati e tessuti spesso vengono commercializzati su mercati spot, così che la qualità di un prodotto finito non può più essere garantita da una stretta di mano o dall’abile tocco di un esperto. Si tratta di cambiamenti che spesso hanno portato a un preoccupante peggioramento qualitativo nell’abbigliamento e in altri prodotti tessili. Grazie alle USTER® STATISTICS tutti gli esponenti del settore tessile sono in grado di comprendere „il linguaggio globale della qualità“ senza bisogno di alcuna traduzione. In base ai suddetti parametri di riferimento i produttori di filato possono ot-timizzare i loro processi produttivi e valutare in maniera oggettiva la qualità dei propri manufatti. Gli acquirenti possono comprare il filato in piena trasparenza e disporre di chiare indicazioni sulle aspettative del prodotto da loro acquistato, sia in fase di lavorazione, sia in termini di aspetto del prodotto finito. I rivenditori a loro volta possono ottimizzare i costi nei vari passaggi di forni-tura, definendo le loro necessità specifiche in base ai valori indicati, con-frontando i filati di fornitori diversi e infine classificarli per classi di qualità.
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 6 (48)
1.3 Le caratteristiche salienti delle USTER® STATISTICS 2013
Le USTER® STATISTICS 2013 rappresentano il linguaggio comune della qualità e per questo esse saranno apprezzate sia dai produttori, sia dagli acquirenti. L'aggiornamento delle USTER® STATISTICS 2013 – integrate con nuovi parametri, come ad esempio il valore S3 misurato con i nostri apparecchi USTER® ZWEIGLE HL400, e nuovi standard di classificazione, come la rilevazione dei fuori standard, nonché una migliore rilevazione dei difetti (ad opera della nostra ultima novità, USTER® CLASSIMAT 5) consente di sta-bilire nuovi parametri di riferimento. Un ulteriore caratteristica importante delle USTER® STATISTICS 2013 consiste nel rispecchiare, nel modo più fedele possibile, la produzione mondiale. Il profilo geografico globale del materiale testato è stato concepi-to per corrispondere all'odierna situazione della produzione tessile, confe-rendo così alle USTER® STATISTICS 2013 una rilevanza ancora più mar-cata. Le USTER® STATISTICS 2013 sono composte da 82 capitoli, comprese la statistiche supplementari per i filati ritorti. La sezione dedicata alla lavora-zione delle fibre è stata ampliata e arricchita da ulteriori grafici; inoltre è stato creato un nuovo capitolo – la lavorazione del filato – che mostra la correlazione tra bobine e rocche. L'edizione 2013 rimane lo strumento fondamentale per confrontare parame-tri chiave lungo tutto il processo di formazione di un valore, dalla fibra grez-za, dal nastro e dallo stoppino fino al filato pronto e oltre, continuando a offrire ai tessitori, ai maglieristi, ai commercianti di filati e ai rivenditori il contesto essenziale per specificare e ottenere il livello qualitativo richiesto.
Fig. 3 Il nuovo USTER® CLASSIMAT 5
Le USTER® STATISTICS 2013 sono disponibili sulla nostra pagina web, su CD sono integrate in ogni apparecchio da laboratorio USTER.

IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 7 (48)
Fig. 4 Il nuovo USTER® ZWEIGLE HL400
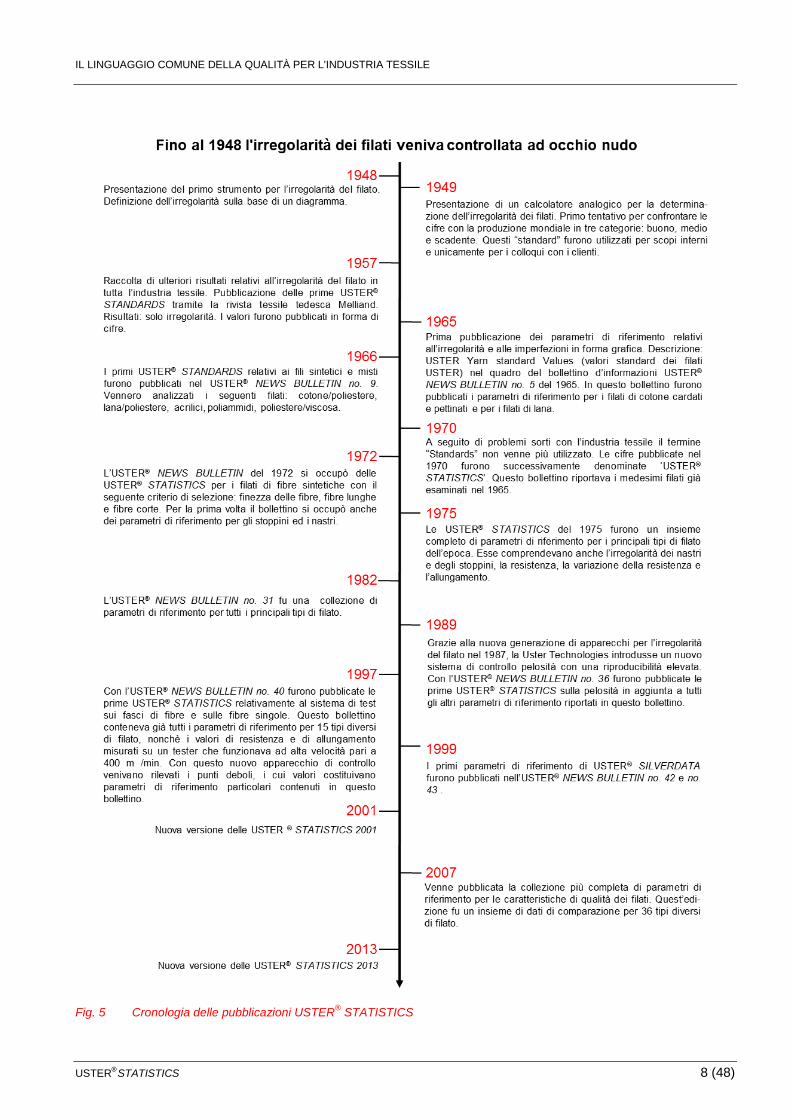
2 Cenni storici Per circa 150 anni, fino agli anni '50, l'industria tessile disponeva di ben pochi strumenti per valutare la qualità di fibre e filati. L'avvento del primo strumento per testare l'uniformità dei filati, nel 1948, ha rappresentato una vera e propria rivoluzione nel settore. Il primo parametro di qualità a essere misurato (oltre al diagramma di mas-sa) è stato U%, il valore statistico che rappresenta la percentuale di varia-zione del filato, un dato estremamente utile per la comprensione dell'uni-formità dei filati, dato che in pratica getta le basi del sistema di controllo qualità specifico di ogni azienda. Tuttavia non era ancora possibile confrontare i livelli di qualità delle diverse aziende. È stata questa necessità che ha portato allo sviluppo del primo sistema di parametri di riferimento dell'industria tessile. Il primo documento interno sugli standards è stato redatto nel 1949 e le prime tabelle con l'intera gamma di valori di uniformità rilevati dal misurato-re furono pubblicate nel 1957 dal periodico tessile specializzato tedesco Melliand. A quel tempo il sistema era chiamato USTER® STANDARDS e suddivideva i dati qualitativi in buoni-medi-scadenti. La suddetta classificazione non fu accettata da tutti, soprattutto da coloro che in base agli USTER® STAN-DARDS risultarono tra quelli che producevano qualità ‘scadente’. Fu allora che USTER® decise di cambiare concetto, creando un approccio grafico ai riferimenti qualitativi chiamato USTER® STATISTICS. In questo modo ciascun produttore poteva confrontare la propria qualità con quella degli altri e rilevare i propri risultati, senza dover ricorrere a giudizi del tipo buono-medio-scadente. La prima pubblicazione nel nuovo formato ebbe luogo nel 1964, utilizzando nomogrammi e linee percentili, esattamente come oggi. In tutti questi anni le USTER® STATISTICS si sono dimostrate uno stru-mento eccellente, non solo perché utilizzate dalle filature, ma anche da professori e studenti, istituti di ricerca, produttori di macchinari, commer-cianti di filati, maglieristi, tessitori e rivenditori al fine di comprendere le ca-ratteristiche qualitative e definire delle specifiche comuni lungo il processo di formazione dei valori nella catena produttiva tessile.
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 8 (48)
Fig. 5 Cronologia delle pubblicazioni USTER® STATISTICS
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 9 (48)
3 Il ruolo e l’importanza delle USTER® STATIS-TICS
Il ruolo delle USTER® STATISTICS negli anni successivi all’introduzione del sistema è stato di vitale importanza – per svariate ragioni e per differen-ti categorie di utenti – come mezzo di incremento di valore. Tuttavia lo spiri-to alla base delle USTER® STATISTICS non è cambiato: „Paragonare il livello qualitativo delle filature tra loro“ è ancora la motivazione principale di ogni nuova edizione delle USTER® STATISTICS. Il controllo qualità ha sempre giocato un ruolo chiave in tutte le fasi che coinvolgono l’attività di una filatura: non sarebbe possibile, infatti, alcun progresso senza la misurazione e il confronto qualitativo in ogni fase pro-duttiva e in ogni nuova struttura organizzativa della filatura. I principali utenti delle USTER® STATISTICS sono i produttori di filati, le aziende che li utilizzano e i produttori di macchinari. Qui di seguito viene riassunto in breve il ruolo che le USTER® STATISTICS assumono nelle attività di ciascuno di loro (Tabella 1):
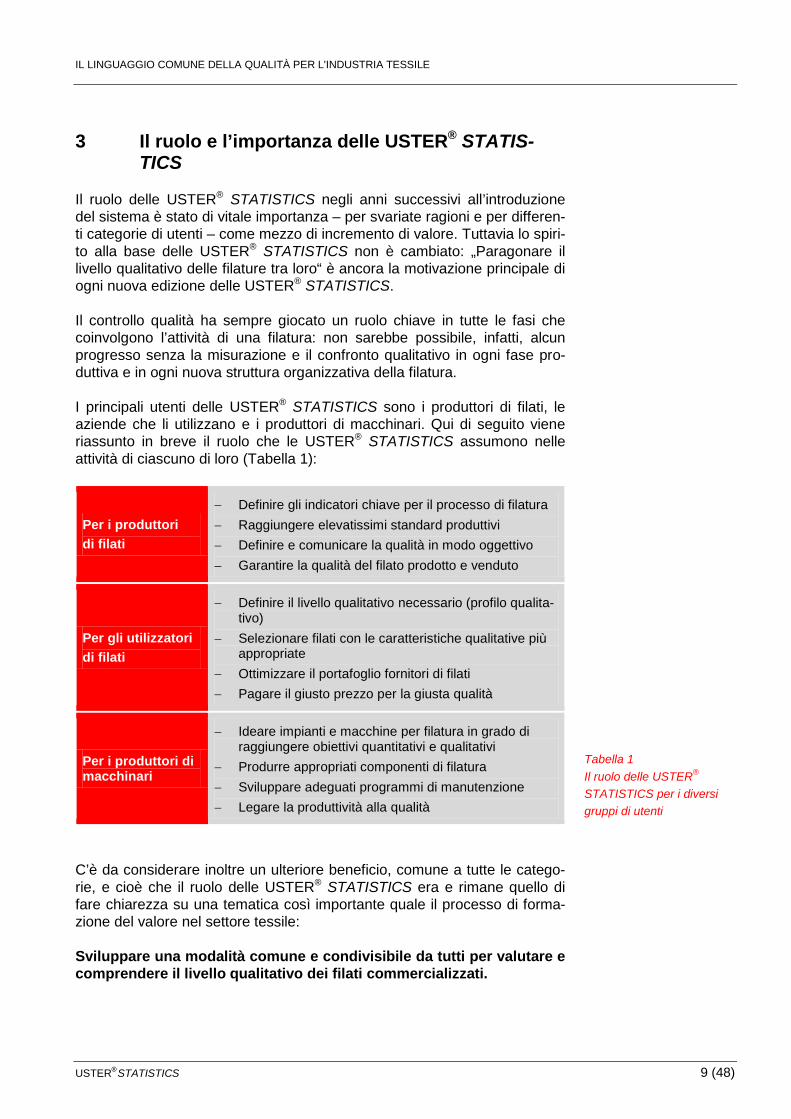
Per i produttori di filati
− Definire gli indicatori chiave per il processo di filatura − Raggiungere elevatissimi standard produttivi − Definire e comunicare la qualità in modo oggettivo − Garantire la qualità del filato prodotto e venduto
Tabella 1 Il ruolo delle USTER® STATISTICS per i diversi gruppi di utenti
Per gli utilizzatori di filati
− Definire il livello qualitativo necessario (profilo qualita-tivo)
− Selezionare filati con le caratteristiche qualitative più appropriate
− Ottimizzare il portafoglio fornitori di filati − Pagare il giusto prezzo per la giusta qualità
Per i produttori di macchinari
− Ideare impianti e macchine per filatura in grado di raggiungere obiettivi quantitativi e qualitativi
− Produrre appropriati componenti di filatura − Sviluppare adeguati programmi di manutenzione − Legare la produttività alla qualità
C’è da considerare inoltre un ulteriore beneficio, comune a tutte le catego-rie, e cioè che il ruolo delle USTER® STATISTICS era e rimane quello di fare chiarezza su una tematica così importante quale il processo di forma-zione del valore nel settore tessile: Sviluppare una modalità comune e condivisibile da tutti per valutare e comprendere il livello qualitativo dei filati commercializzati.

IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 10 (48)
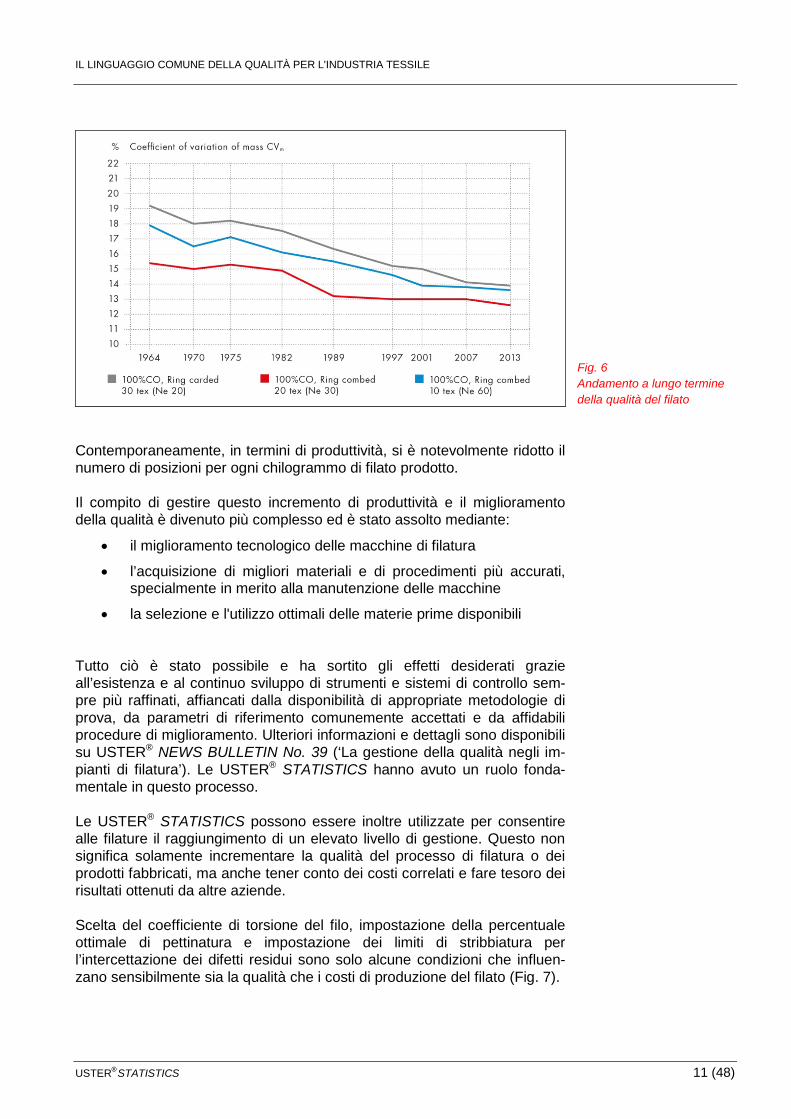
Nelle pagine a seguire vengono illustrati dettagliatamente i vantaggi speci-fici che le USTER® STATISTICS apportano a ciascun gruppo di utenti. 3.1 Cosa sono i parametri di riferimento? Per definizione i parametri di riferimento sono dei valori-campione o gruppi di valori-campione usati nella valutazione di livelli qualitativi o prestazionali e possono derivare dal patrimonio di esperienza dell’azienda stessa, da quello di altre aziende o da requisiti legislativi come ad esempio le norme ambientali. Il sistema dei parametri di riferimento è conosciuto e largamen-te utilizzato in ogni comparto industriale. Il concetto conosciuto col nome di ‘best practice benchmark’ o „process benchmarking“ è utilizzato nella gestione strategica di un’azienda per valu-tare le prestazioni dei vari aspetti produttivi, con riferimento a quelli migliori, presenti in altre aziende, generalmente all’interno di un gruppo similare definito appositamente a scopo di confronto. Ciò permette di sviluppare misure migliorative o di adattare delle buone pratiche specifiche con lo scopo, in genere, di ottimizzare alcuni aspetti delle proprie prestazioni. La valutazione in base ai parametri di riferimento può essere una pratica spo-radica ma è spesso considerato un processo continuo grazie al quale le organizzazioni cercano di migliorare le proprie procedure. Nel settore del tessile, in particolar modo nel comparto della trasformazione della fibra in tessuto, le USTER® STATISTICS rappresentano uno strumen-to d’indagine veramente esaustivo sulla qualità dei materiali tessili prodotti in tutto il mondo. Nei lunghi anni trascorsi, a partire dalla loro prima pubbli-cazione nel 1957, le USTER® STATISTICS sono state accettate come strumento di valutazione lungo tutta la catena produttiva, nonché come standard autorevole per la definizione di prodotti altamente qualitativi. 3.2 I vantaggi per i produttori di filati Per le filature è fondamentale paragonare oggettivamente le prestazioni interne con il livello globale. Con l’ausilio delle USTER® STATISTICS le aziende possono identificare i loro punti deboli, utilizzando i parametri co-me indicatori chiave per ottimizzare i processi di filatura. La qualità dei filati prodotti nei trascorsi 60 anni ha subito un sensibile mi-glioramento. Il seguente grafico mostra quanto sia significativo tale incre-mento di qualità (Fig. 6).
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 11 (48)
Fig. 6 Andamento a lungo termine della qualità del filato
Contemporaneamente, in termini di produttività, si è notevolmente ridotto il numero di posizioni per ogni chilogrammo di filato prodotto. Il compito di gestire questo incremento di produttività e il miglioramento della qualità è divenuto più complesso ed è stato assolto mediante:
• il miglioramento tecnologico delle macchine di filatura
• l’acquisizione di migliori materiali e di procedimenti più accurati, specialmente in merito alla manutenzione delle macchine
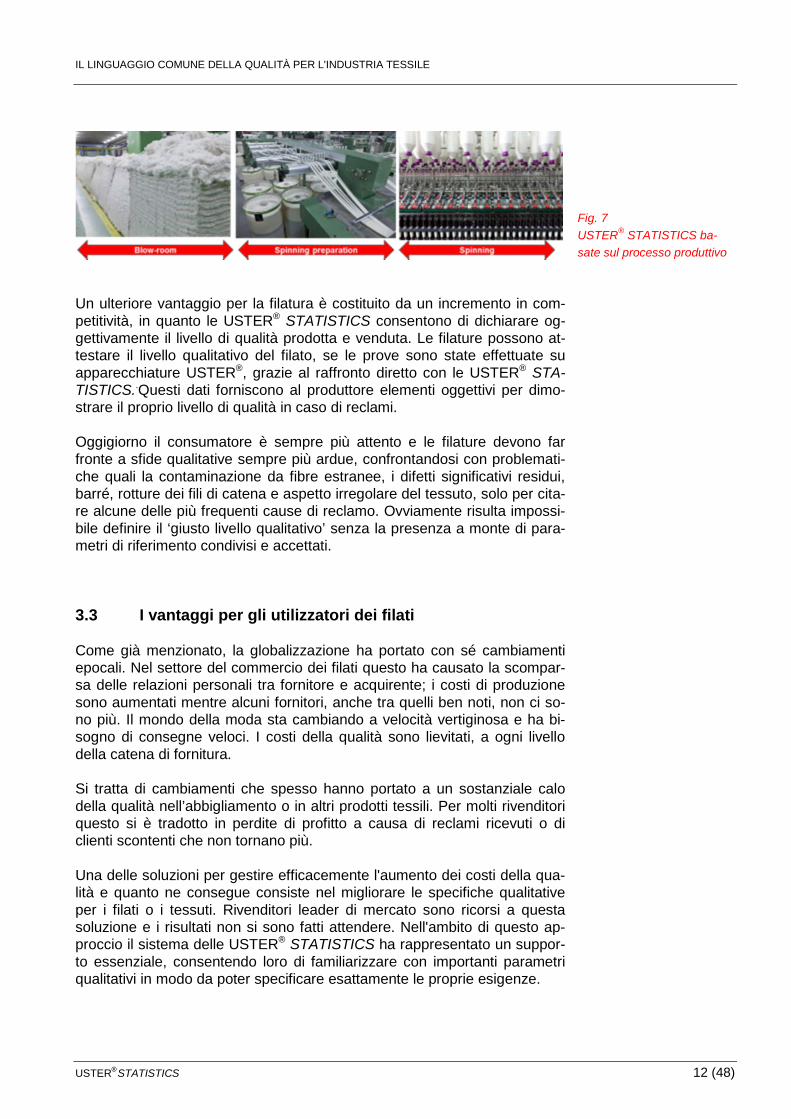
• la selezione e l'utilizzo ottimali delle materie prime disponibili Tutto ciò è stato possibile e ha sortito gli effetti desiderati grazie all’esistenza e al continuo sviluppo di strumenti e sistemi di controllo sem-pre più raffinati, affiancati dalla disponibilità di appropriate metodologie di prova, da parametri di riferimento comunemente accettati e da affidabili procedure di miglioramento. Ulteriori informazioni e dettagli sono disponibili su USTER® NEWS BULLETIN No. 39 (‘La gestione della qualità negli im-pianti di filatura’). Le USTER® STATISTICS hanno avuto un ruolo fonda-mentale in questo processo. Le USTER® STATISTICS possono essere inoltre utilizzate per consentire alle filature il raggiungimento di un elevato livello di gestione. Questo non significa solamente incrementare la qualità del processo di filatura o dei prodotti fabbricati, ma anche tener conto dei costi correlati e fare tesoro dei risultati ottenuti da altre aziende. Scelta del coefficiente di torsione del filo, impostazione della percentuale ottimale di pettinatura e impostazione dei limiti di stribbiatura per l’intercettazione dei difetti residui sono solo alcune condizioni che influen-zano sensibilmente sia la qualità che i costi di produzione del filato (Fig. 7).
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 12 (48)
Fig. 7 USTER® STATISTICS ba-sate sul processo produttivo
Un ulteriore vantaggio per la filatura è costituito da un incremento in com-petitività, in quanto le USTER® STATISTICS consentono di dichiarare og-gettivamente il livello di qualità prodotta e venduta. Le filature possono at-testare il livello qualitativo del filato, se le prove sono state effettuate su apparecchiature USTER®, grazie al raffronto diretto con le USTER® STA-TISTICS..Questi dati forniscono al produttore elementi oggettivi per dimo-strare il proprio livello di qualità in caso di reclami. Oggigiorno il consumatore è sempre più attento e le filature devono far fronte a sfide qualitative sempre più ardue, confrontandosi con problemati-che quali la contaminazione da fibre estranee, i difetti significativi residui, barré, rotture dei fili di catena e aspetto irregolare del tessuto, solo per cita-re alcune delle più frequenti cause di reclamo. Ovviamente risulta impossi-bile definire il ‘giusto livello qualitativo’ senza la presenza a monte di para-metri di riferimento condivisi e accettati. 3.3 I vantaggi per gli utilizzatori dei filati Come già menzionato, la globalizzazione ha portato con sé cambiamenti epocali. Nel settore del commercio dei filati questo ha causato la scompar-sa delle relazioni personali tra fornitore e acquirente; i costi di produzione sono aumentati mentre alcuni fornitori, anche tra quelli ben noti, non ci so-no più. Il mondo della moda sta cambiando a velocità vertiginosa e ha bi-sogno di consegne veloci. I costi della qualità sono lievitati, a ogni livello della catena di fornitura. Si tratta di cambiamenti che spesso hanno portato a un sostanziale calo della qualità nell’abbigliamento o in altri prodotti tessili. Per molti rivenditori questo si è tradotto in perdite di profitto a causa di reclami ricevuti o di clienti scontenti che non tornano più. Una delle soluzioni per gestire efficacemente l'aumento dei costi della qua-lità e quanto ne consegue consiste nel migliorare le specifiche qualitative per i filati o i tessuti. Rivenditori leader di mercato sono ricorsi a questa soluzione e i risultati non si sono fatti attendere. Nell'ambito di questo ap-proccio il sistema delle USTER® STATISTICS ha rappresentato un suppor-to essenziale, consentendo loro di familiarizzare con importanti parametri qualitativi in modo da poter specificare esattamente le proprie esigenze.
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 13 (48)
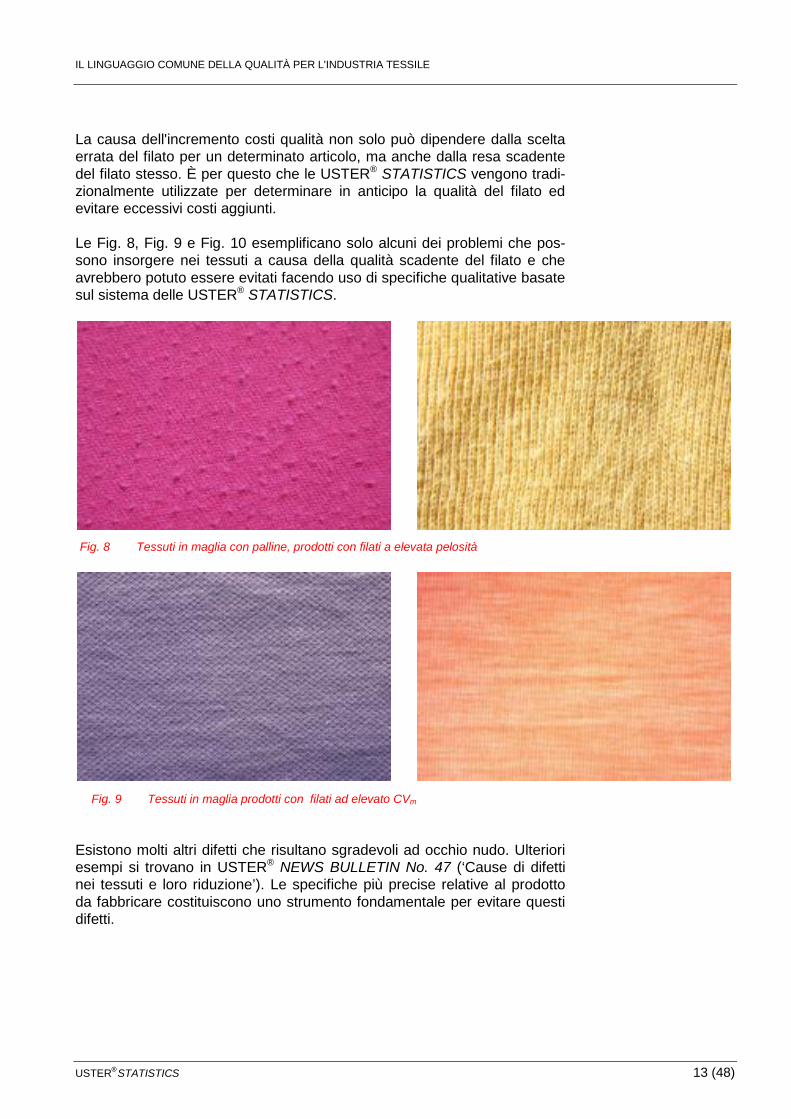
La causa dell'incremento costi qualità non solo può dipendere dalla scelta errata del filato per un determinato articolo, ma anche dalla resa scadente del filato stesso. È per questo che le USTER® STATISTICS vengono tradi-zionalmente utilizzate per determinare in anticipo la qualità del filato ed evitare eccessivi costi aggiunti. Le Fig. 8, Fig. 9 e Fig. 10 esemplificano solo alcuni dei problemi che pos-sono insorgere nei tessuti a causa della qualità scadente del filato e che avrebbero potuto essere evitati facendo uso di specifiche qualitative basate sul sistema delle USTER® STATISTICS.
Fig. 8 Tessuti in maglia con palline, prodotti con filati a elevata pelosità
Fig. 9 Tessuti in maglia prodotti con filati ad elevato CVm
Esistono molti altri difetti che risultano sgradevoli ad occhio nudo. Ulteriori esempi si trovano in USTER® NEWS BULLETIN No. 47 (‘Cause di difetti nei tessuti e loro riduzione’). Le specifiche più precise relative al prodotto da fabbricare costituiscono uno strumento fondamentale per evitare questi difetti.

IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 14 (48)
Per molti rivenditori risultava chiaro che il sistema di ordinazione dei capi di abbigliamento utilizzato fino a quel momento non era sufficiente a garantire la realizzazione di prodotti finiti con un livello qualitativo costante e hanno quindi iniziato, per ottenere questa omogeneità, a specificare i prodotti in ogni passaggio di fornitura. Tuttavia chi utilizza il filato non necessariamente interpreta il concetto di qualità come chi lo produce e ciò crea un conseguente vuoto di comunica-zione.
Fig. 10 Simulazione di un tessuto in maglia prodotto con fila-to ad elevato contenuto di difetti.
Le USTER® STATISTICS intervengono a colmare questo vuoto creatosi tra produttori e utilizzatori di filati, consentendo loro di discutere di qualità con termini ben comprensibili a tutti. Questa prassi è oramai comunemente accettata dai fabbricanti, commercianti e trasformatori di filati. La figura 11 illustra il principio del profilo qualitativo del filato
Fig. 11 Principio del profilo qualita-tivo del filato
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 15 (48)
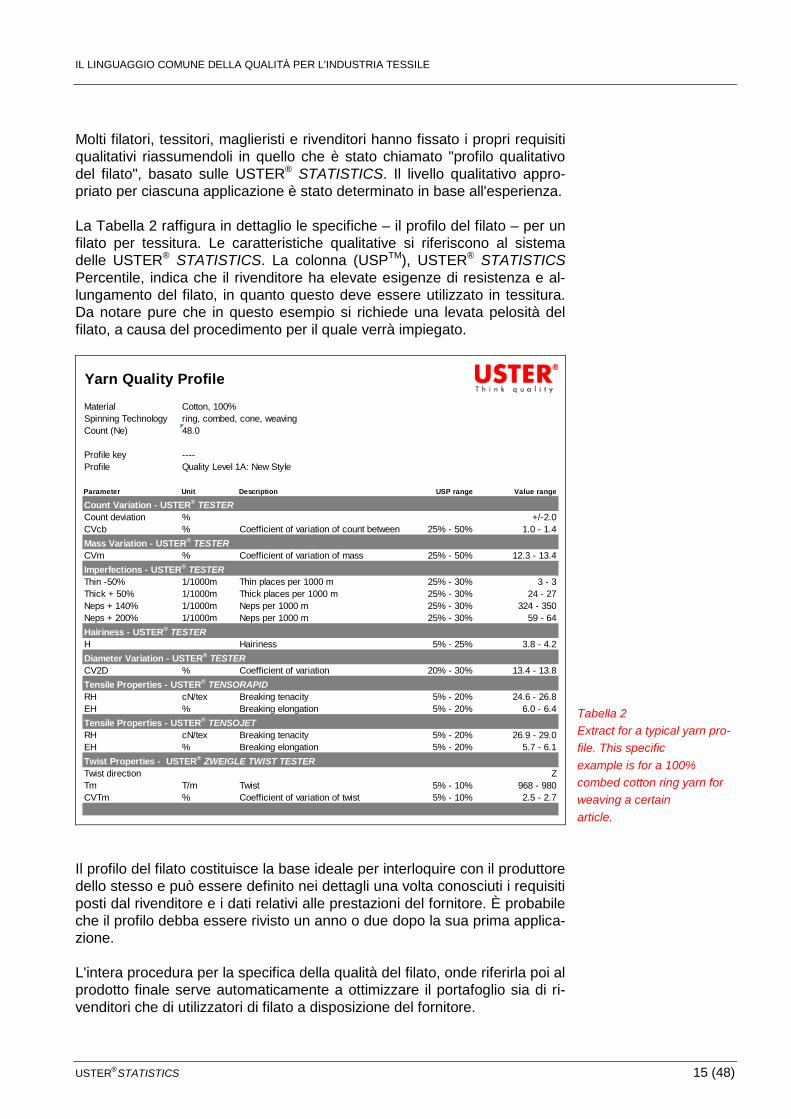
Molti filatori, tessitori, maglieristi e rivenditori hanno fissato i propri requisiti qualitativi riassumendoli in quello che è stato chiamato "profilo qualitativo del filato", basato sulle USTER® STATISTICS. Il livello qualitativo appro-priato per ciascuna applicazione è stato determinato in base all'esperienza. La Tabella 2 raffigura in dettaglio le specifiche – il profilo del filato – per un filato per tessitura. Le caratteristiche qualitative si riferiscono al sistema delle USTER® STATISTICS. La colonna (USPTM), USTER® STATISTICS Percentile, indica che il rivenditore ha elevate esigenze di resistenza e al-lungamento del filato, in quanto questo deve essere utilizzato in tessitura. Da notare pure che in questo esempio si richiede una levata pelosità del filato, a causa del procedimento per il quale verrà impiegato.
Tabella 2 Extract for a typical yarn pro-file. This specific example is for a 100% combed cotton ring yarn for weaving a certain article.
Il profilo del filato costituisce la base ideale per interloquire con il produttore dello stesso e può essere definito nei dettagli una volta conosciuti i requisiti posti dal rivenditore e i dati relativi alle prestazioni del fornitore. È probabile che il profilo debba essere rivisto un anno o due dopo la sua prima applica-zione. L'intera procedura per la specifica della qualità del filato, onde riferirla poi al prodotto finale serve automaticamente a ottimizzare il portafoglio sia di ri-venditori che di utilizzatori di filato a disposizione del fornitore.
Material Cotton, 100%Spinning Technology ring, combed, cone, weavingCount (Ne) 48.0
Profile key ----Profile Quality Level 1A: New Style
Parameter Unit Description USP range Value range
Count Variation - USTER® TESTERCount deviation % +/-2.0CVcb % Coefficient of variation of count between 25% - 50% 1.0 - 1.4Mass Variation - USTER® TESTERCVm % Coefficient of variation of mass 25% - 50% 12.3 - 13.4Imperfections - USTER® TESTERThin -50% 1/1000m Thin places per 1000 m 25% - 30% 3 - 3Thick + 50% 1/1000m Thick places per 1000 m 25% - 30% 24 - 27Neps + 140% 1/1000m Neps per 1000 m 25% - 30% 324 - 350Neps + 200% 1/1000m Neps per 1000 m 25% - 30% 59 - 64Hairiness - USTER® TESTERH Hairiness 5% - 25% 3.8 - 4.2Diameter Variation - USTER® TESTERCV2D % Coefficient of variation 20% - 30% 13.4 - 13.8Tensile Properties - USTER® TENSORAPIDRH cN/tex Breaking tenacity 5% - 20% 24.6 - 26.8EH % Breaking elongation 5% - 20% 6.0 - 6.4Tensile Properties - USTER® TENSOJETRH cN/tex Breaking tenacity 5% - 20% 26.9 - 29.0EH % Breaking elongation 5% - 20% 5.7 - 6.1Twist Properties - USTER® ZWEIGLE TWIST TESTERTwist direction ZTm T/m Twist 5% - 10% 968 - 980CVTm % Coefficient of variation of twist 5% - 10% 2.5 - 2.7
Yarn Quality Profile
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 16 (48)
Non tutte le filature offrono la stessa qualità, ma con l’aiuto del profilo filato l'utilizzatore può assegnare il filato di un determinato produttore a determi-nati articoli. Questa trasparenza non può che portare vantaggi, come per esempio.
• una gestione semplificata dei fornitori di filato
• un’ottimizzazione delle specializzazioni sia per i produttori che per gli utilizzatori di filati
• pagare un prezzo corretto per un filato di qualità L'ultimo aspetto, pur apparentemente semplice, nasconde in pratica delle enormi difficoltà. Vi sono stati numerosi casi di rivenditori che hanno utiliz-zato filati qualitativamente diversi, provenienti da fornitori differenti, per produrre lo stesso tessuto, e per tutti hanno pagato lo stesso prezzo! 3.4 I vantaggi dei produttori di macchinari I produttori di macchinari tessili hanno usato le USTER® STATISTICS dal giorno della loro comparsa. Essi hanno impiegato tali parametri come valori di riferimento per valutare l’impatto delle loro innovazioni nel campo della tecnologia delle macchine, dei componenti e dei sistemi. Sebbene le rese dei macchinari in termini di produttività possono essere espresse facilmen-te con dei numeri assoluti, si utilizzano comunque le USTER® STATISTICS quando si vuole esaminare l’aspetto qualitativo di dette prestazioni. I produttori di macchinari impiegano le USTER® STATISTICS anche quan-do concedono una garanzia sulle prestazioni dei loro impianti. Spesso nei contratti di acquisto tra produttori di macchine e filature vengono specificati determinati valori USP (USTER® STATISTICS percentile). Detti valori di-pendono dal tipo di macchina: così ad esempio nel caso di una nuova car-da, il contenuto di neps nel nastro verrà definito come uno dei criteri di at-tendibilità del macchinario. È possibile utilizzare anche i requisiti per l’uso delle fibre: ad esempio con una lunghezza fibre > 25% e un contenuto di neps < 25% è possibile ga-rantire un nastro da carda con un livello di 25% USPTM. Anche i produttori di macchine operano in ambienti altamente competitivi: l’ampia varietà di materie prime disponibili, la vasta gamma di tipi di filati prodotti, la velocità di esercizio costantemente in aumento e lo sforzo co-stante a ridurre i costi sono solo alcuni dei fattori implicati. È chiaro, quindi, che i produttori di macchinari siano costantemente impegnati a migliorarne le prestazioni, sia dal punto di vista della produttività che della qualità. Lo strumento classico per attestare i suddetti progressi sono le USTER® STA-TISTICS.

IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 17 (48)
4 Interpretazione delle USTER® STATISTICS – si-gnificato dei livelli?
È già stato accennato come le modalità con le quali le USTER® STATI-STICS descrivono i differenti livelli qualitativi è cambiato rispetto alle prime edizioni. In passato, infatti, la qualità del filato era suddivisa in tre soli gruppi: buono, medio e scadente. Questo sistema è stato sempre accettato con grande difficoltà nel settore industriale, specialmente da quelle filature che produ-cevano qualità ‘scadente’ e in effetti si trattava di un sistema scorretto. È stato questo l'impulso che ha spinto a cambiare il metodo di classificazione in quello attualmente in uso. Oggi vengono utilizzati grafici (all'inizio nomogrammi) con curve percentili. Queste rappresentazioni grafiche cumulative di frequenza indicano statisti-camente l'entità (espressa in percentuale e chiamata USTER® STATI-STICS Percentile, o USPTM) dello scostamento (in più o in meno) dei filati da un determinato valore. Questo sistema non definisce direttamente i livel-li qualitativi del filato ma offre agli utenti l'opportunità di confrontare la pro-pria qualità con un valore globale di riferimento. La linea limite del 5% sta a significare che il 5% delle filature producono filato con lo stesso livello qualitativo o migliore (riferito alla caratteristica presa in considerazione). Lo stesso dicasi per le altre linee limite: 25%, 50%, 75% e 95%.
Fig. 12 Grafico delle USTER®
STATISTICS graph Dall'esempio riportato sopra (Fig. 12) si può notare che per un filato di cotone pettinato, 20 tex (Ne 30), il CVm della gran parte della produzione mondiale si posiziona tra 10.7% (linea del 5%) e 14.1% (linea del 95%).
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 18 (48)
La curva percentile del 50%, comunemente denominata linea del 50%, corrisponde alla mediana. In termini generali la mediana corrisponde al numero medio quando le misurazioni in un gruppo di dati sono disposte in ordine crescente (o decrescente). Così il 50% di tutte le osservazioni supe-rano questo valore e il rimanente 50% sono al di sotto dello stesso. Una dettagliata spiegazione su come navigare e utilizzare i diversi strumen-ti delle USTER® STATISTICS è disponibile sulla nostra pagina web o nella versione CD, alla voce "Easy User Guide". 5 Interpretazione delle USTER® STATISTICS – il
punto di vista dell’applicazione tecnica Tre sono oggi i motivi per effettuare le prove sul filato in una moderna filatu-ra. In primo luogo nell’ambito del sistema di controllo qualitativo interno il re-sponsabile filatura deve determinare quali difetti compromettono la qualità finale del filato e in quali fasi di lavorazione, quindi adottare le misure più opportune per eliminarli e, dopo ulteriori prove, assicurarsi che i risultati siano quelli attesi. In secondo luogo il responsabile filatura ha anticipatamente bisogno di in-formazioni relative al comportamento del filato nelle successive fasi di lavo-razione, ad esempio nell’orditura, imbozzimatura, tessitura, lavorazione a maglia ecc. Una volta in possesso di questi dati, i processi che seguono la filatura possono essere adeguati di conseguenza, sia per minimizzare il rischio di difetti, oppure per selezionare le metodologie e i materiali più ap-propriati per lavorare il filato. In terzo luogo, il responsabile filatura deve determinare, per quanto gli sarà possibile, e sulla base dei risultati delle prove, quale sarà l’aspetto esterio-re del tessuto finale. Questo compito è anche il più arduo essendo impossibile fissare un com-plesso di regole o prescrizioni vista l’incidenza rilevante dei successivi pas-saggi di lavorazione del filato. Inoltre va considerato che l’aspetto del tessu-to dipende da numerose variabili, quali la struttura della stoffa tessuta, il titolo del filato in catena e in trama, il numero di infilaggi e rotture del filo e la struttura del tessuto a maglia. Così come anche la tintura e la finitura sono processi che influiscono non poco sull’aspetto della stoffa. E’ tuttavia provato che eseguire dei test su alcune delle caratteristiche fisi-che più importanti di un filato può fornire buone indicazioni sull’aspetto fina-le del tessuto. Ad esempio un filato molto irregolare non potrà mai produrre un tessuto perfetto, perlomeno nell’aspetto esteriore.
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 19 (48)
Le pagine che seguono illustrano degli esempi pratici che sottolineano la relazione tra differenti livelli qualitativi e differenti livelli delle USTER® STA-TISTICS. Gli esempi riguardano sia la qualità del filato che i prodotti di pre-parazione alla filatura e la loro incidenza sulla qualità finale. Per ogni esempio viene fornita una tabella con i dati qualitativi così come sono stati misurati con gli strumenti di laboratorio e i valori delle USTER® STATISTICS riportati come USPTM 13. USPTM 13 = USTER® STATISTICS Percentile 2013 A completamento dell’esempio vi sono delle immagini che mostrano l’aspetto dei tessuti fatti con quei filati. 5.1 Regolarità del filato e aspetto del tessuto Numerosi sono gli studi e le prove effettuate per correlare l'aspetto del tes-suto con la regolarità del filato. Come già ricordato, l'impatto della lavora-zione, sia del filato che del tessuto, è forte ed è maggiore di qualsiasi rile-vanza dovuta alla qualità del filato. Per non omettere di considerare le cau-se delle differenze nell’aspetto esteriore di un tessuto abbiamo confrontato solo l’incidenza di filati di diversi livelli qualitativi delle USTER® STATI-STICS, escludendo qualsiasi influsso esercitato dalle macchine per tessitu-ra o per maglieria. Il fattore più importante ai fini dell'aspetto del tessuto è la regolarità del fila-to. Nella nuova edizione delle USTER® STATISTICS abbiamo aggiunto, ai normali dati CVm, i dati CVm relativi a lunghezze di taglio maggiori (1 m, 3 m e 10 m) per migliorare la previsione dell'aspetto del tessuto. In tutti i casi si rileva che i filati con valori di CVm e di CVm di varie lunghez-ze di taglio pari a circa il 50% o meno del livello delle USTER® STATI-STICS hanno un aspetto tipicamente migliore rispetto a quelli che si atte-stano su valori del 75% io superiori.
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 20 (48)
Esempio 1
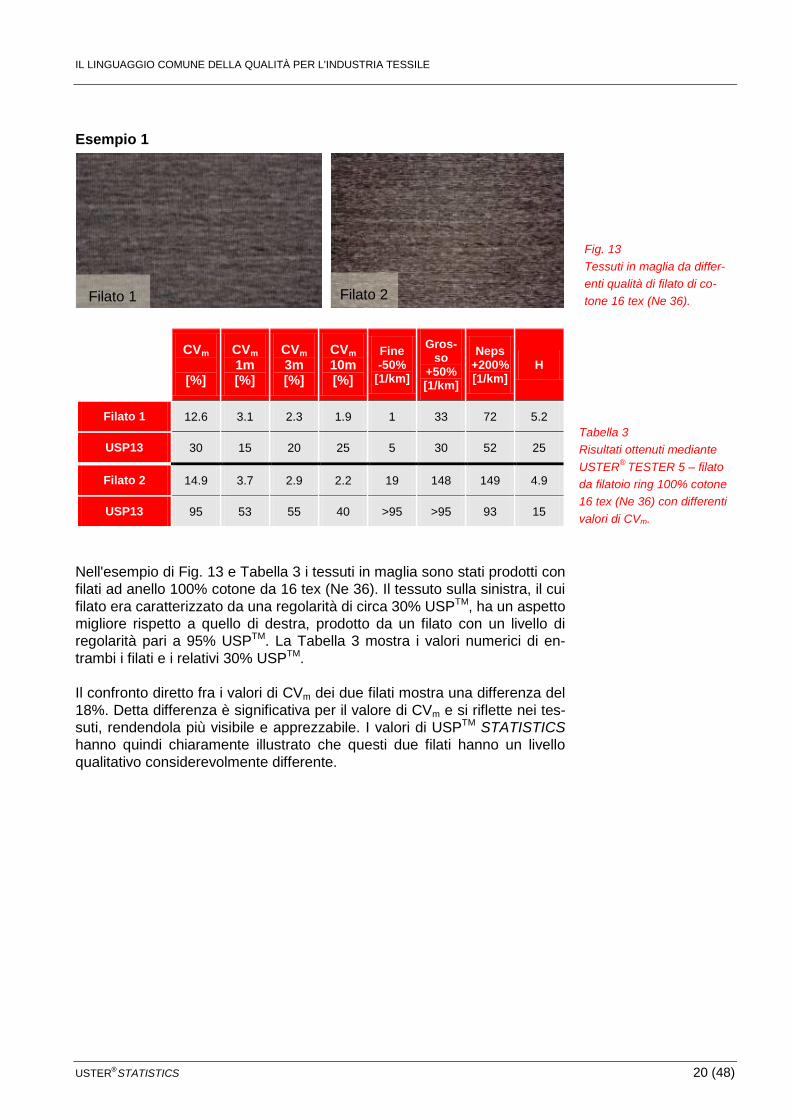
Fig. 13 Tessuti in maglia da differ-enti qualità di filato di co-tone 16 tex (Ne 36).
Nell'esempio di Fig. 13 e Tabella 3 i tessuti in maglia sono stati prodotti con filati ad anello 100% cotone da 16 tex (Ne 36). Il tessuto sulla sinistra, il cui filato era caratterizzato da una regolarità di circa 30% USPTM, ha un aspetto migliore rispetto a quello di destra, prodotto da un filato con un livello di regolarità pari a 95% USPTM. La Tabella 3 mostra i valori numerici di en-trambi i filati e i relativi 30% USPTM. Il confronto diretto fra i valori di CVm dei due filati mostra una differenza del 18%. Detta differenza è significativa per il valore di CVm e si riflette nei tes-suti, rendendola più visibile e apprezzabile. I valori di USPTM STATISTICS hanno quindi chiaramente illustrato che questi due filati hanno un livello qualitativo considerevolmente differente.
CVm
[%]
CVm 1m [%]
CVm 3m [%]
CVm 10m [%]
Fine -50%
[1/km]
Gros-so
+50% [1/km]
Neps +200% [1/km]
H
Tabella 3 Risultati ottenuti mediante USTER® TESTER 5 – filato da filatoio ring 100% cotone 16 tex (Ne 36) con differenti valori di CVm.
Filato 1 12.6 3.1 2.3 1.9 1 33 72 5.2
USP13 30 15 20 25 5 30 52 25
Filato 2 14.9 3.7 2.9 2.2 19 148 149 4.9
USP13 95 53 55 40 >95 >95 93 15
Filato 1 Filato 2
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 21 (48)
Esempio 2
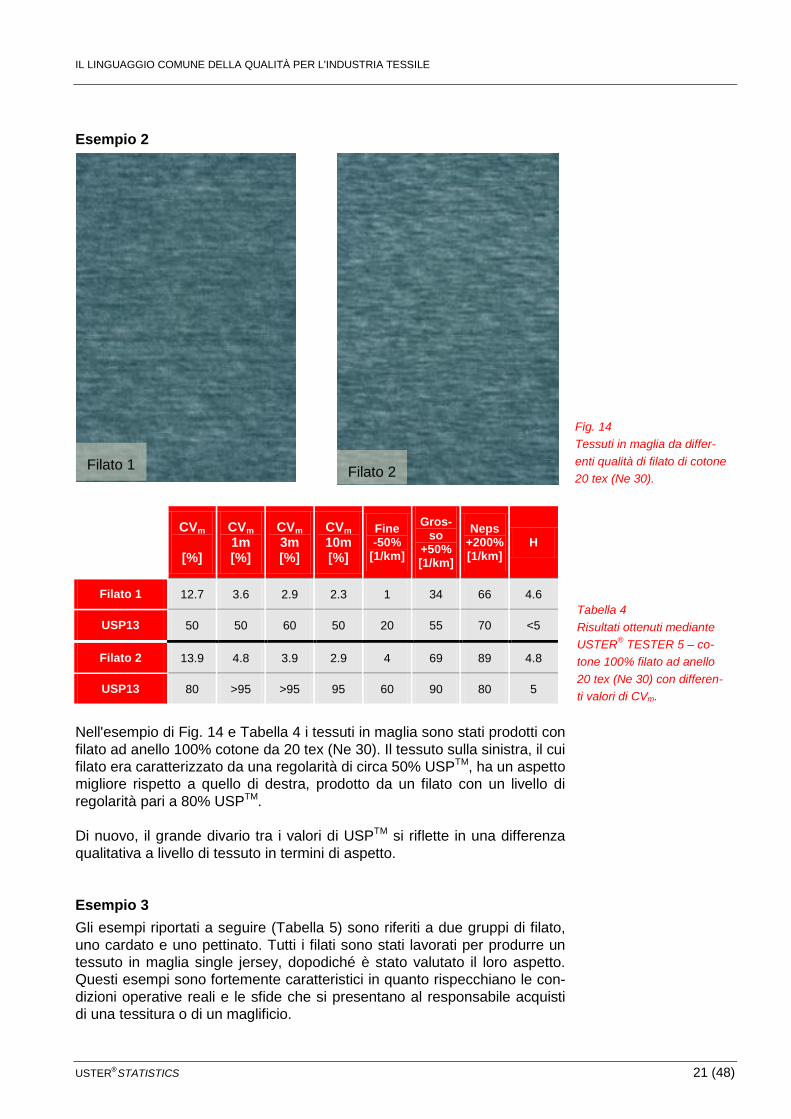
Fig. 14 Tessuti in maglia da differ-enti qualità di filato di cotone 20 tex (Ne 30).
Nell'esempio di Fig. 14 e Tabella 4 i tessuti in maglia sono stati prodotti con filato ad anello 100% cotone da 20 tex (Ne 30). Il tessuto sulla sinistra, il cui filato era caratterizzato da una regolarità di circa 50% USPTM, ha un aspetto migliore rispetto a quello di destra, prodotto da un filato con un livello di regolarità pari a 80% USPTM. Di nuovo, il grande divario tra i valori di USPTM si riflette in una differenza qualitativa a livello di tessuto in termini di aspetto. Esempio 3 Gli esempi riportati a seguire (Tabella 5) sono riferiti a due gruppi di filato, uno cardato e uno pettinato. Tutti i filati sono stati lavorati per produrre un tessuto in maglia single jersey, dopodiché è stato valutato il loro aspetto. Questi esempi sono fortemente caratteristici in quanto rispecchiano le con-dizioni operative reali e le sfide che si presentano al responsabile acquisti di una tessitura o di un maglificio.
CVm
[%]
CVm 1m [%]
CVm 3m [%]
CVm 10m [%]
Fine -50%
[1/km]
Gros-so
+50% [1/km]
Neps +200% [1/km]
H
Tabella 4 Risultati ottenuti mediante USTER® TESTER 5 – co-tone 100% filato ad anello 20 tex (Ne 30) con differen-ti valori di CVm.
Filato 1 12.7 3.6 2.9 2.3 1 34 66 4.6
USP13 50 50 60 50 20 55 70 <5
Filato 2 13.9 4.8 3.9 2.9 4 69 89 4.8
USP13 80 >95 >95 95 60 90 80 5
Filato 1 Filato 2
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 22 (48)
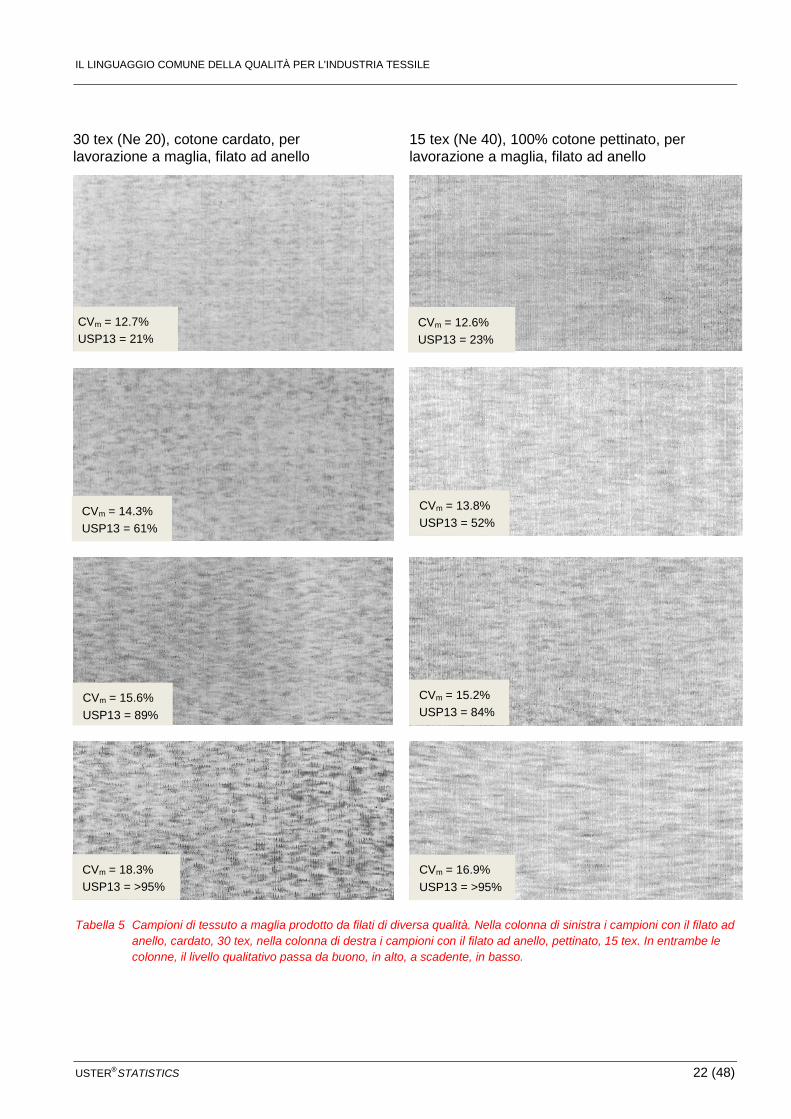
30 tex (Ne 20), cotone cardato, per lavorazione a maglia, filato ad anello
15 tex (Ne 40), 100% cotone pettinato, per lavorazione a maglia, filato ad anello
Tabella 5 Campioni di tessuto a maglia prodotto da filati di diversa qualità. Nella colonna di sinistra i campioni con il filato ad anello, cardato, 30 tex, nella colonna di destra i campioni con il filato ad anello, pettinato, 15 tex. In entrambe le colonne, il livello qualitativo passa da buono, in alto, a scadente, in basso.
CVm = 12.7% USP13 = 21%
CVm = 14.3% USP13 = 61%
CVm = 15.6% USP13 = 89%
CVm = 18.3% USP13 = >95%
CVm = 16.9% USP13 = >95%
CVm = 15.2% USP13 = 84%
CVm = 13.8% USP13 = 52%
CVm = 12.6% USP13 = 23%
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 23 (48)
I tessuti del primo gruppo sono stati prodotti con filato ad anello cardato in cotone 100% e da 30 tex (Ne 20) e quelli del secondo gruppo con un filato ad anello pettinato da 15 tex (40 Ne). Per rendere il test più realistico immaginiamo che un maglierista sia in pro-cinto di acquistare del filato per un determinato articolo, un tessuto in ma-glia single jersey, da quattro diversi fornitori. L'utilizzo dei livelli delle USTER® STATISTICS come strumento per definire le specifiche consente un considerevole risparmio di tempo e una riduzione dei rischi, in quanto il maglierista dell'esempio può collegare il livello atteso di qualità del tessuto con quello del filato che sta acquistando e prendere le giuste decisioni o trattare sui prezzi. Nota per tutti gli esempi I filati esaminati e confrontati in tutti i casi sopra indicati non avevano varia-zioni periodiche che avrebbero altrimenti influito sull'aspetto esteriore, a prescindere dalla regolarità del filato stesso. Conclusione Quando si confrontano i valori di regolarità della massa del filato (CVm, CVm 1 m, CVm 3 m, CVm 10 m), il livello delle USTER® STATISTICS è un indica-tore determinante dell'aspetto che ci si attende dal prodotto finale. In pratica i livelli che si attestano all'incirca su 50% USPTM possono dare luogo a un aspetto del tessuto accettabile, con esclusione delle oscillazioni periodiche. In presenza di strutture complesse, tessute o a maglia, questo limite si sposta verso il livello 25%. Con strutture meno complesse possono essere accettati filati con valori intorno alla linea 75%. Tuttavia utilizzando i mate-riali 25% e 75% di due diversi fornitori potrebbero prodursi difetti barré. Utilizzando filati con livelli superiori al 75% il rischio di problemi di aspetto tessuto è alto. La stretta correlazione tra i livelli CVm delle USTER® STATISTICS e l'aspet-to del tessuto risulta determinante.
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 24 (48)
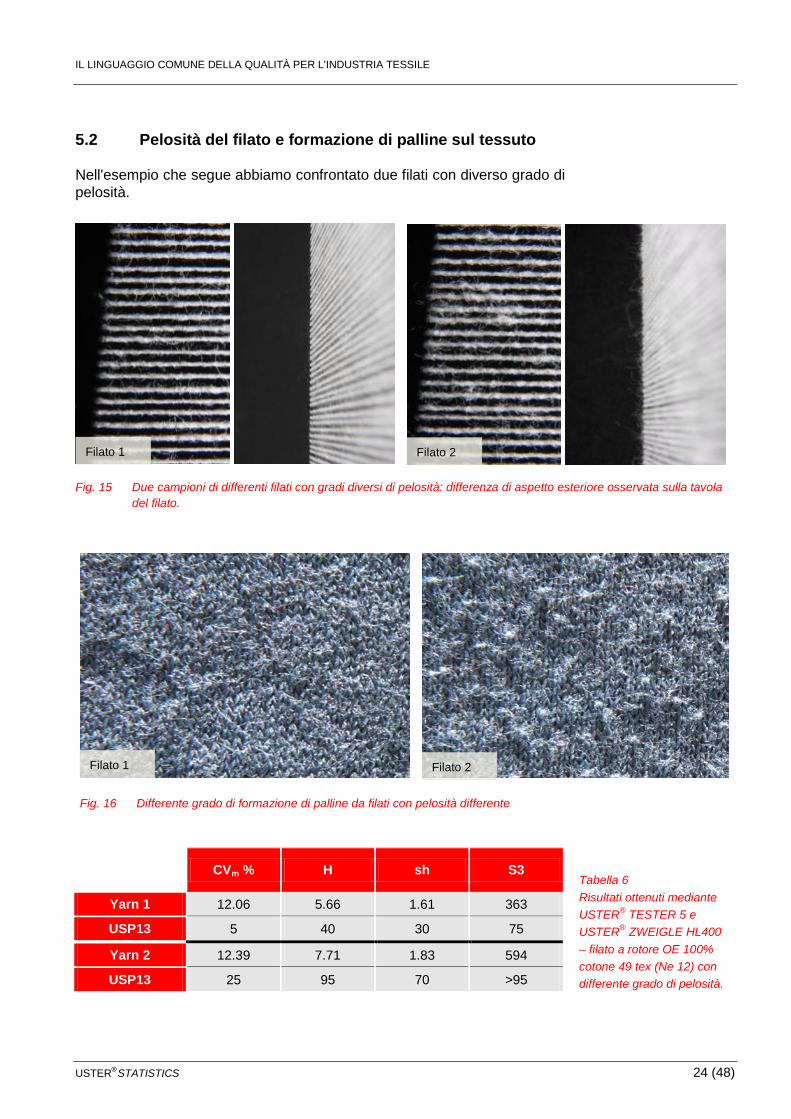
5.2 Pelosità del filato e formazione di palline sul tessuto Nell'esempio che segue abbiamo confrontato due filati con diverso grado di pelosità.
Fig. 15 Due campioni di differenti filati con gradi diversi di pelosità: differenza di aspetto esteriore osservata sulla tavola del filato.
Fig. 16 Differente grado di formazione di palline da filati con pelosità differente
CVm % H sh S3 Tabella 6 Risultati ottenuti mediante USTER® TESTER 5 e USTER® ZWEIGLE HL400 – filato a rotore OE 100% cotone 49 tex (Ne 12) con differente grado di pelosità.
Yarn 1 12.06 5.66 1.61 363
USP13 5 40 30 75
Yarn 2 12.39 7.71 1.83 594
USP13 25 95 70 >95
Filato 1 Filato 2
Filato 1 Filato 2

IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 25 (48)
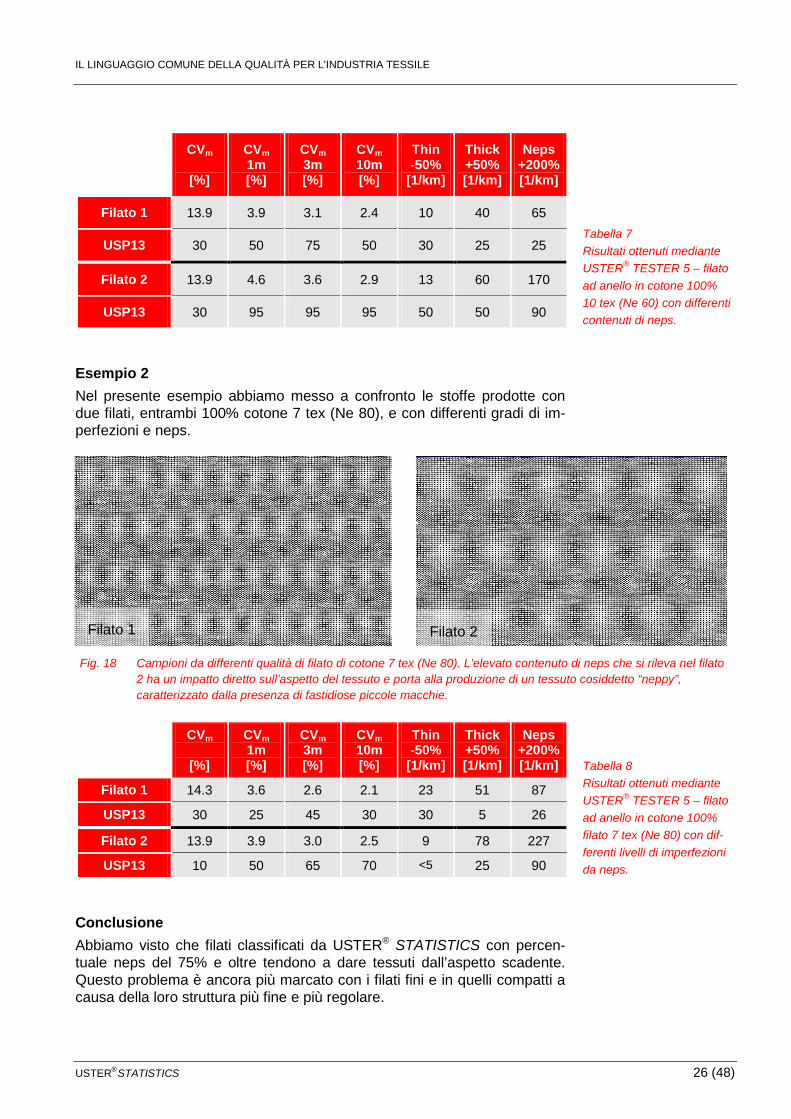
Fig. 15 e la Tabella 6 mostrano due filati, entrambi 100% cotone OE, 49 tex (Ne12), ma con sostanziali differenze nella pelosità. Come si può ricono-scere dalle foto è ben apprezzabile il diverso grado di pelosità, Nel tessuto prodotto con questi due filati ciò causa differenze nel fenomeno di forma-zione delle palline. La figura 15 mostra un esempio di due filati con differen-te grado di pelosità e la quantità di palline prodotte. E’ da tener presente che tali differenze nella pelosità indicano che i filati in questione non devono essere mescolati, dato che ciò produrrebbe sicura-mente l'effetto barré. Conclusione Abbiamo visto che filati con un livello di pelosità dell'80% e oltre hanno una tendenza decisamente maggiore a creare palline rispetto a quelli con un livello del 40% o inferiore. Vale la pena rammentare che i filati con elevati livelli di pelosità tendono a produrre più accumulo di fibre nella macchina per maglieria, compromet-tendo così la resa in quanto causano arresti, rotture e difetti nel tessuto. 5.3 Imperfezioni e aspetto esteriore del tessuto Per quanto riguarda le imperfezioni abbiamo esaminato quale rilevanza abbiano i filati, contenenti varie quantità di neps, sui prodotti finiti. In questi infatti la seconda caratteristica più importante del filato, dopo la resistenza, è proprio il contenuto di neps dato che essi incidono negativamente sull’aspetto esteriore. Esempio 1 Nel presente esempio abbiamo messo a confronto stoffe prodotte con due filati, entrambi 100% cotone 10 tex (Ne 60), e con differenti gradi di imper-fezioni e neps
Fig. 17 Campioni da differenti qualità di filato di cotone 10 tex (Ne 60). L’elevato contenuto di neps che si rileva nel filato 2 ha un impatto diretto sull’aspetto del tessuto e porta alla produzione di un tessuto cosiddetto „neppy“, caratterizzato dalla presenza di fastidiose piccole macchie.
Filato 2 Filato 1
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 26 (48)
Esempio 2 Nel presente esempio abbiamo messo a confronto le stoffe prodotte con due filati, entrambi 100% cotone 7 tex (Ne 80), e con differenti gradi di im-perfezioni e neps.
Fig. 18 Campioni da differenti qualità di filato di cotone 7 tex (Ne 80). L’elevato contenuto di neps che si rileva nel filato
2 ha un impatto diretto sull’aspetto del tessuto e porta alla produzione di un tessuto cosiddetto “neppy”, caratterizzato dalla presenza di fastidiose piccole macchie.
Conclusione Abbiamo visto che filati classificati da USTER® STATISTICS con percen-tuale neps del 75% e oltre tendono a dare tessuti dall’aspetto scadente. Questo problema è ancora più marcato con i filati fini e in quelli compatti a causa della loro struttura più fine e più regolare.
CVm
[%]
CVm 1m [%]
CVm 3m [%]
CVm 10m [%]
Thin -50%
[1/km]
Thick +50% [1/km]
Neps +200% [1/km]
Tabella 7 Risultati ottenuti mediante USTER® TESTER 5 – filato ad anello in cotone 100% 10 tex (Ne 60) con differenti contenuti di neps.
Filato 1 13.9 3.9 3.1 2.4 10 40 65
USP13 30 50 75 50 30 25 25
Filato 2 13.9 4.6 3.6 2.9 13 60 170
USP13 30 95 95 95 50 50 90
CVm
[%]
CVm 1m [%]
CVm 3m [%]
CVm 10m [%]
Thin -50%
[1/km]
Thick +50% [1/km]
Neps +200% [1/km] Tabella 8
Risultati ottenuti mediante USTER® TESTER 5 – filato ad anello in cotone 100% filato 7 tex (Ne 80) con dif-ferenti livelli di imperfezioni da neps.
Filato 1 14.3 3.6 2.6 2.1 23 51 87
USP13 30 25 45 30 30 5 26
Filato 2 13.9 3.9 3.0 2.5 9 78 227
USP13 10 50 65 70 <5 25 90
Filato 2 Filato 1
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 27 (48)
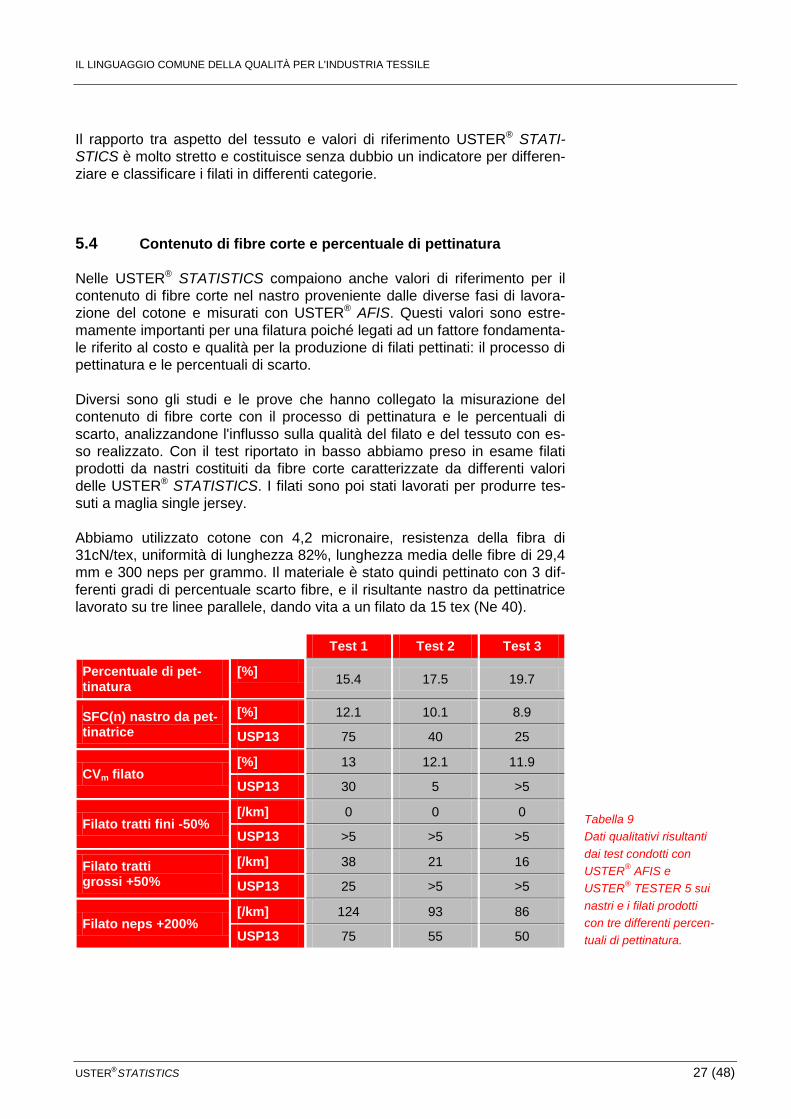
Il rapporto tra aspetto del tessuto e valori di riferimento USTER® STATI-STICS è molto stretto e costituisce senza dubbio un indicatore per differen-ziare e classificare i filati in differenti categorie. 5.4 Contenuto di fibre corte e percentuale di pettinatura Nelle USTER® STATISTICS compaiono anche valori di riferimento per il contenuto di fibre corte nel nastro proveniente dalle diverse fasi di lavora-zione del cotone e misurati con USTER® AFIS. Questi valori sono estre-mamente importanti per una filatura poiché legati ad un fattore fondamenta-le riferito al costo e qualità per la produzione di filati pettinati: il processo di pettinatura e le percentuali di scarto. Diversi sono gli studi e le prove che hanno collegato la misurazione del contenuto di fibre corte con il processo di pettinatura e le percentuali di scarto, analizzandone l'influsso sulla qualità del filato e del tessuto con es-so realizzato. Con il test riportato in basso abbiamo preso in esame filati prodotti da nastri costituiti da fibre corte caratterizzate da differenti valori delle USTER® STATISTICS. I filati sono poi stati lavorati per produrre tes-suti a maglia single jersey. Abbiamo utilizzato cotone con 4,2 micronaire, resistenza della fibra di 31cN/tex, uniformità di lunghezza 82%, lunghezza media delle fibre di 29,4 mm e 300 neps per grammo. Il materiale è stato quindi pettinato con 3 dif-ferenti gradi di percentuale scarto fibre, e il risultante nastro da pettinatrice lavorato su tre linee parallele, dando vita a un filato da 15 tex (Ne 40). Test 1 Test 2 Test 3
Tabella 9 Dati qualitativi risultanti dai test condotti con USTER® AFIS e USTER® TESTER 5 sui nastri e i filati prodotti con tre differenti percen-tuali di pettinatura.
Percentuale di pet-tinatura
[%] 15.4 17.5 19.7
SFC(n) nastro da pet-tinatrice
[%] 12.1 10.1 8.9
USP13 75 40 25
CVm filato [%] 13 12.1 11.9
USP13 30 5 >5
Filato tratti fini -50% [/km] 0 0 0
USP13 >5 >5 >5
Filato tratti grossi +50%
[/km] 38 21 16
USP13 25 >5 >5
Filato neps +200% [/km] 124 93 86
USP13 75 55 50

IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 28 (48)
Fig. 19 Tessuti in maglia da differenti qualità di filato di cotone 15 tex (Ne 40). Conclusione Nell'esempio sopra illustrato si nota come a parità di lavorazione e tipo di materiale grezzo le differenze nelle percentuali di scarto da pettinatura cor-relate a differenze di contenuto di fibre corte nel nastro da pettinatrice ten-dono a produrre tessuti di aspetto scadente (test 1 e 2). Tuttavia aumentare eccessivamente lo scarto di pettinatura (test 3) non porta a un sostanziale miglioramento del contenuto di fibre corte o dell’aspetto del tessuto. Al contrario: sia in questa che in altre prove abbia-mo notato che una pettinatura eccessiva può portare ad una aspetto anco-ra più scadente del tessuto. Gli effetti di una eccessiva pettinatura si ripercuotono anche sulle rese glo-bali della filatura, dato che l’elevata percentuale di scarto fa lievitare i costi di produzione. 5.5 Proprietà di resistenza del filato e interruzioni nella tes-
situra I fattori resistenza e allungamento filato hanno un ruolo molto importante; ciò è noto e ben documentato. Quello che spesso si trascura è la variazio-ne del valore dei suddetti fattori – resistenza e allungamento – e la loro incidenza su eventuali interruzioni in tessitura. Nel processo di tessitura quella dell'allungamento rappresenta una caratte-ristica molto importante del filato, così come la percentuale della sua varia-zione. È necessario tenere presente che la perdita di allungamento durante l'imbozzimatura varia da un minimo di 0,6% per un filato ad anello di cotone fino a 1,5% per un filato di cotone OE, anche in presenza di impostazioni ideali dell'imbozzimatrice. L'allungamento residuo è importante, in quanto nella maggior parte dei casi ogni tipologia di filato deve sopportare, durante la tessitura, ben oltre 1000 cicli di estensione e rilassamento durante i quali non deve verificarsi alcuna rottura. In base alla produzione del tessuto (numero di licci) l'allungamento massimo durante il processo di tessitura può raggiungere il 2% e oltre.
Filato 1 Filato 3 Filato 2
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 29 (48)
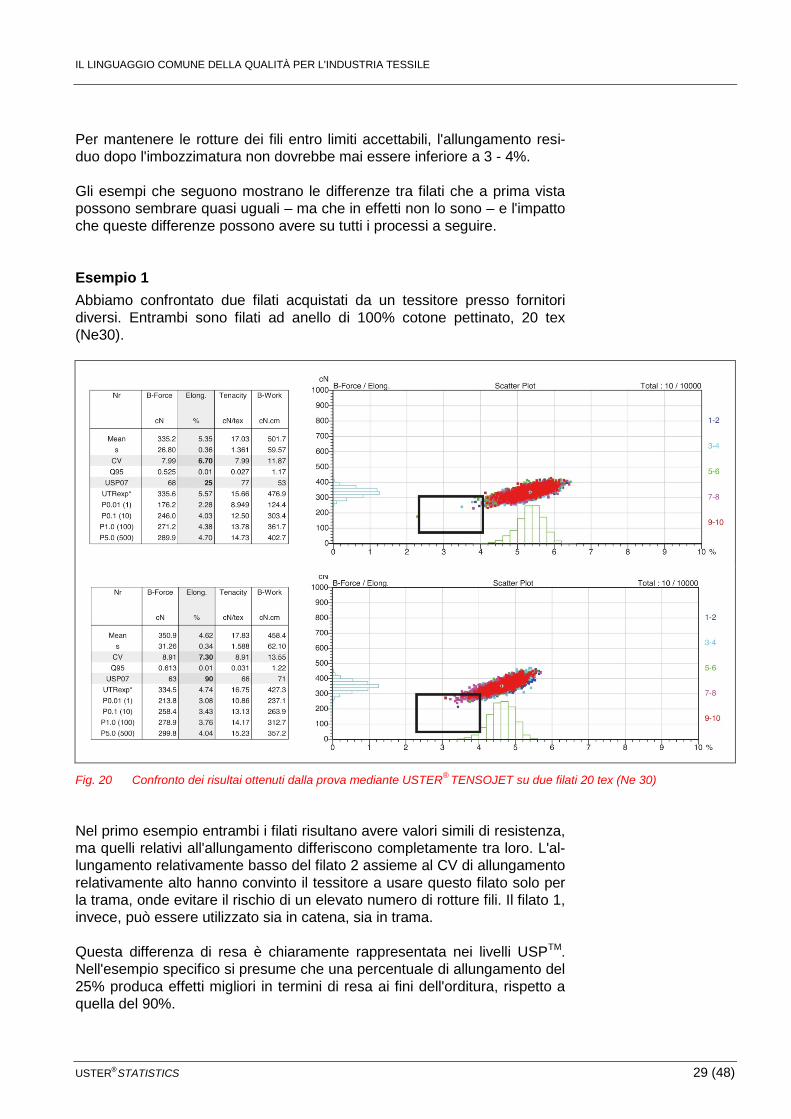
Per mantenere le rotture dei fili entro limiti accettabili, l'allungamento resi-duo dopo l'imbozzimatura non dovrebbe mai essere inferiore a 3 - 4%. Gli esempi che seguono mostrano le differenze tra filati che a prima vista possono sembrare quasi uguali – ma che in effetti non lo sono – e l'impatto che queste differenze possono avere su tutti i processi a seguire. Esempio 1 Abbiamo confrontato due filati acquistati da un tessitore presso fornitori diversi. Entrambi sono filati ad anello di 100% cotone pettinato, 20 tex (Ne30).
Fig. 20 Confronto dei risultai ottenuti dalla prova mediante USTER® TENSOJET su due filati 20 tex (Ne 30) Nel primo esempio entrambi i filati risultano avere valori simili di resistenza, ma quelli relativi all'allungamento differiscono completamente tra loro. L'al-lungamento relativamente basso del filato 2 assieme al CV di allungamento relativamente alto hanno convinto il tessitore a usare questo filato solo per la trama, onde evitare il rischio di un elevato numero di rotture fili. Il filato 1, invece, può essere utilizzato sia in catena, sia in trama. Questa differenza di resa è chiaramente rappresentata nei livelli USPTM. Nell'esempio specifico si presume che una percentuale di allungamento del 25% produca effetti migliori in termini di resa ai fini dell'orditura, rispetto a quella del 90%.
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 30 (48)
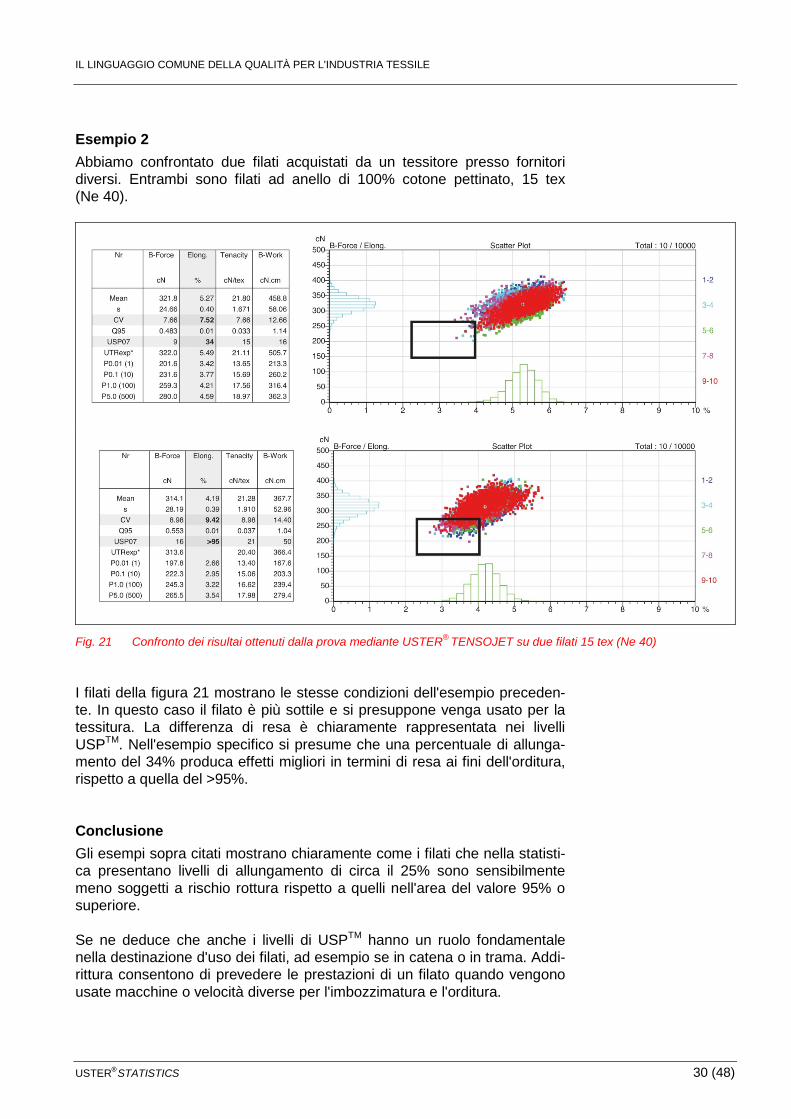
Esempio 2 Abbiamo confrontato due filati acquistati da un tessitore presso fornitori diversi. Entrambi sono filati ad anello di 100% cotone pettinato, 15 tex (Ne 40).
Fig. 21 Confronto dei risultai ottenuti dalla prova mediante USTER® TENSOJET su due filati 15 tex (Ne 40) I filati della figura 21 mostrano le stesse condizioni dell'esempio preceden-te. In questo caso il filato è più sottile e si presuppone venga usato per la tessitura. La differenza di resa è chiaramente rappresentata nei livelli USPTM. Nell'esempio specifico si presume che una percentuale di allunga-mento del 34% produca effetti migliori in termini di resa ai fini dell'orditura, rispetto a quella del >95%. Conclusione Gli esempi sopra citati mostrano chiaramente come i filati che nella statisti-ca presentano livelli di allungamento di circa il 25% sono sensibilmente meno soggetti a rischio rottura rispetto a quelli nell'area del valore 95% o superiore. Se ne deduce che anche i livelli di USPTM hanno un ruolo fondamentale nella destinazione d'uso dei filati, ad esempio se in catena o in trama. Addi-rittura consentono di prevedere le prestazioni di un filato quando vengono usate macchine o velocità diverse per l'imbozzimatura e l'orditura.

IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 31 (48)
Questa informazione è estremamente rilevante per i produttori di filato in quanto l'allungamento dello stesso è determinato, per la gran parte, dalle velocità di processo, specialmente in filatura e in roccatura, che a sua volta influisce sui costi di produzione. 6 Interpretazione delle USTER® STATISTICS – la
correlazione tra i diversi livelli e il prezzo del fi-lato
Stabilire un legame tra i diversi livelli delle USTER® STATISTICS e il prez-zo del filato non è un compito facile. Tuttavia è possibile stilare delle linee guida generali per chiarire questo argomento. Per chi acquista filati il loro prezzo è un fattore decisivo, altrettanto impor-tante, se non di più, rispetto alla qualità dello stesso. Un filato con una regolarità espressa al 5% delle USTER® STATISTICS offerto a un prezzo basso (o "equo") sta a significare che il responsabile filatura ha utilizzato una materia prima di qualità e prezzo adeguati avva-lendosi di un processo di filatura razionalizzato. Un filato con una regolarità espressa al 5% delle USTER® STATISTICS offerto a un prezzo basso (o "equo") sta a significare che il responsabile filatura ha utilizzato una materia prima di qualità e prezzo adeguati avva-lendosi di un processo di filatura razionalizzato. Un filato con una regolarità espressa al 75% dalle USTER® STATISTICS offerto a prezzo basso indica che il responsabile filatura ha utilizzato mate-rie prime di scarsa qualità (indipendentemente dal fatto che il suo prezzo di acquisto sia stato alto o basso) oppure è ricorso a un processo di filatura più orientato alla quantità che alla qualità. Questo dimostra che in generale c'è un legame tra il prezzo del filato e i valori espressi dalle USTER® STATISTICS. L'acquisizione di questa cono-scenza è indispensabile per fare confronti e prendere decisioni che riguar-dano la scelta del filato da utilizzare. Un altro modo per esaminare il rapporto tra prezzo del filato e livelli delle USTER® STATISTICS consiste nell'analizzare i costi implicati nella lavora-zione di filati caratterizzati da differenti valori espressi dalle USTER® STA-TISTICS. I paragrafi che seguono forniscono alcuni esempi che lo illustra-no.
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 32 (48)
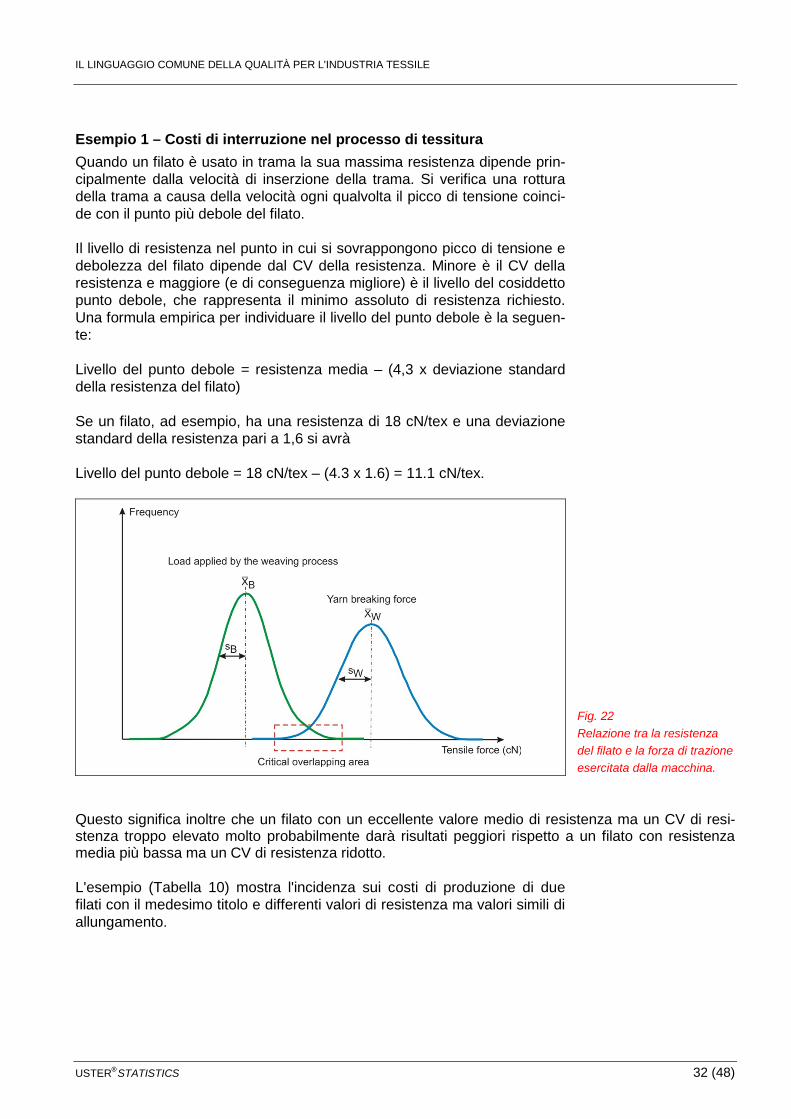
Esempio 1 – Costi di interruzione nel processo di tessitura Quando un filato è usato in trama la sua massima resistenza dipende prin-cipalmente dalla velocità di inserzione della trama. Si verifica una rottura della trama a causa della velocità ogni qualvolta il picco di tensione coinci-de con il punto più debole del filato. Il livello di resistenza nel punto in cui si sovrappongono picco di tensione e debolezza del filato dipende dal CV della resistenza. Minore è il CV della resistenza e maggiore (e di conseguenza migliore) è il livello del cosiddetto punto debole, che rappresenta il minimo assoluto di resistenza richiesto. Una formula empirica per individuare il livello del punto debole è la seguen-te: Livello del punto debole = resistenza media – (4,3 x deviazione standard della resistenza del filato) Se un filato, ad esempio, ha una resistenza di 18 cN/tex e una deviazione standard della resistenza pari a 1,6 si avrà Livello del punto debole = 18 cN/tex – (4.3 x 1.6) = 11.1 cN/tex.
Fig. 22 Relazione tra la resistenza del filato e la forza di trazione esercitata dalla macchina.
Questo significa inoltre che un filato con un eccellente valore medio di resistenza ma un CV di resi-stenza troppo elevato molto probabilmente darà risultati peggiori rispetto a un filato con resistenza media più bassa ma un CV di resistenza ridotto. L'esempio (Tabella 10) mostra l'incidenza sui costi di produzione di due filati con il medesimo titolo e differenti valori di resistenza ma valori simili di allungamento.
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 33 (48)
L'argomento relativo al confronto dei costi si basa sul seguente articolo:
Articolo Formazione di fili per pollice
Materiale catena Materiale
trama Totale rotture
Armatura
Tabella 10 Dettagli articolo
Percale 15.8 x 12.8 100% Cotone 16 tex (Ne 36)
100% Cotone 16 tex (Ne 36)
12916 1/1
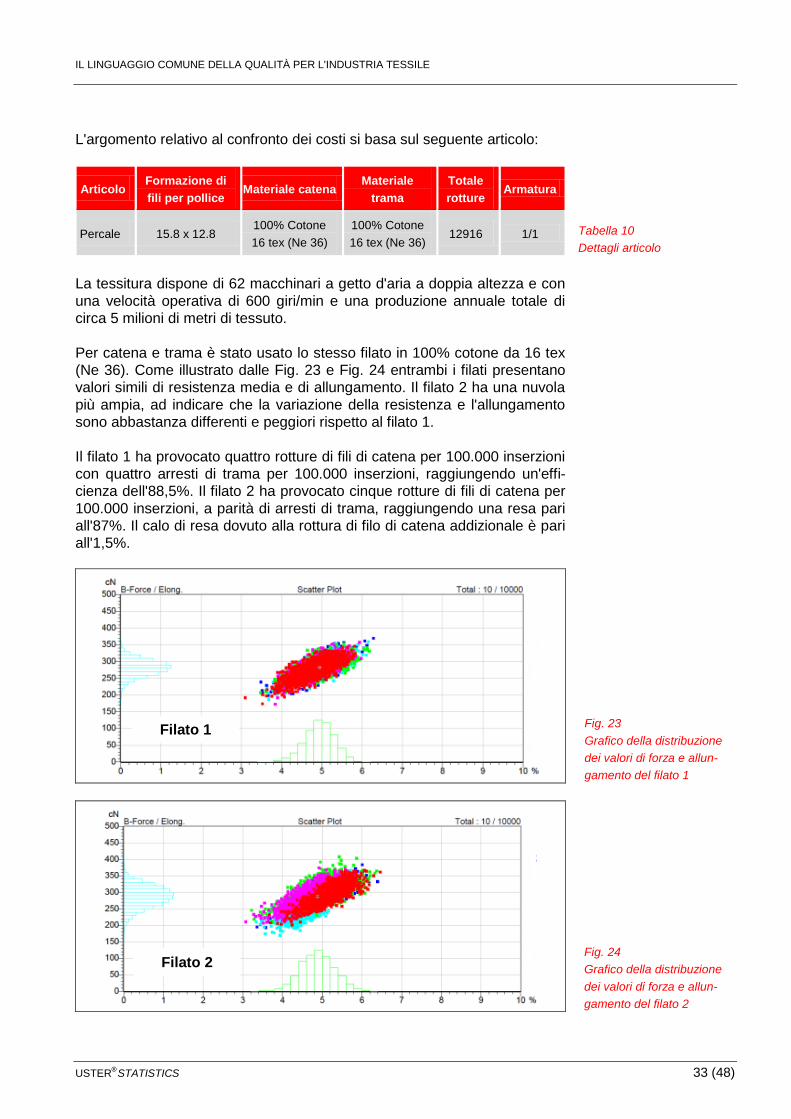
La tessitura dispone di 62 macchinari a getto d'aria a doppia altezza e con una velocità operativa di 600 giri/min e una produzione annuale totale di circa 5 milioni di metri di tessuto. Per catena e trama è stato usato lo stesso filato in 100% cotone da 16 tex (Ne 36). Come illustrato dalle Fig. 23 e Fig. 24 entrambi i filati presentano valori simili di resistenza media e di allungamento. Il filato 2 ha una nuvola più ampia, ad indicare che la variazione della resistenza e l'allungamento sono abbastanza differenti e peggiori rispetto al filato 1. Il filato 1 ha provocato quattro rotture di fili di catena per 100.000 inserzioni con quattro arresti di trama per 100.000 inserzioni, raggiungendo un'effi-cienza dell'88,5%. Il filato 2 ha provocato cinque rotture di fili di catena per 100.000 inserzioni, a parità di arresti di trama, raggiungendo una resa pari all'87%. Il calo di resa dovuto alla rottura di filo di catena addizionale è pari all'1,5%.
Fig. 23 Grafico della distribuzione dei valori di forza e allun-gamento del filato 1
Fig. 24 Grafico della distribuzione dei valori di forza e allun-gamento del filato 2
Filato 1
Filato 2
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 34 (48)
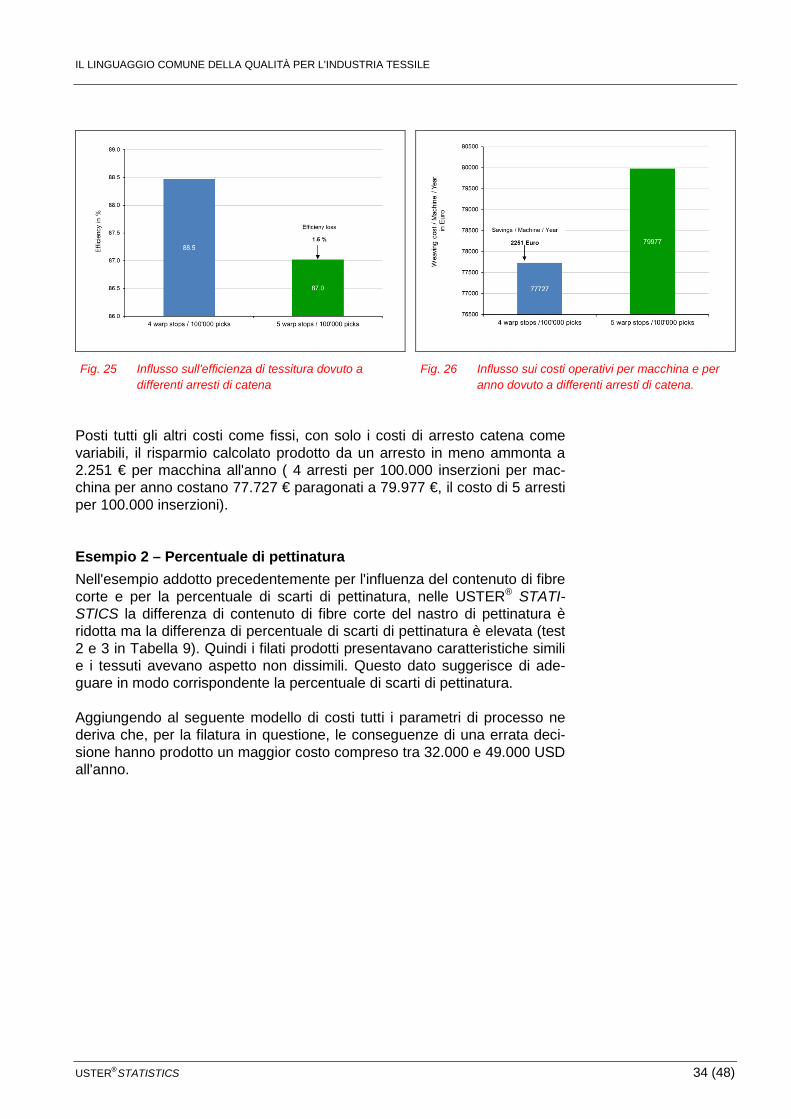
Fig. 25 Influsso sull'efficienza di tessitura dovuto a differenti arresti di catena
Fig. 26 Influsso sui costi operativi per macchina e per anno dovuto a differenti arresti di catena.
Posti tutti gli altri costi come fissi, con solo i costi di arresto catena come variabili, il risparmio calcolato prodotto da un arresto in meno ammonta a 2.251 € per macchina all'anno ( 4 arresti per 100.000 inserzioni per mac-china per anno costano 77.727 € paragonati a 79.977 €, il costo di 5 arresti per 100.000 inserzioni). Esempio 2 – Percentuale di pettinatura Nell'esempio addotto precedentemente per l'influenza del contenuto di fibre corte e per la percentuale di scarti di pettinatura, nelle USTER® STATI-STICS la differenza di contenuto di fibre corte del nastro di pettinatura è ridotta ma la differenza di percentuale di scarti di pettinatura è elevata (test 2 e 3 in Tabella 9). Quindi i filati prodotti presentavano caratteristiche simili e i tessuti avevano aspetto non dissimili. Questo dato suggerisce di ade-guare in modo corrispondente la percentuale di scarti di pettinatura. Aggiungendo al seguente modello di costi tutti i parametri di processo ne deriva che, per la filatura in questione, le conseguenze di una errata deci-sione hanno prodotto un maggior costo compreso tra 32.000 e 49.000 USD all'anno.
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 35 (48)
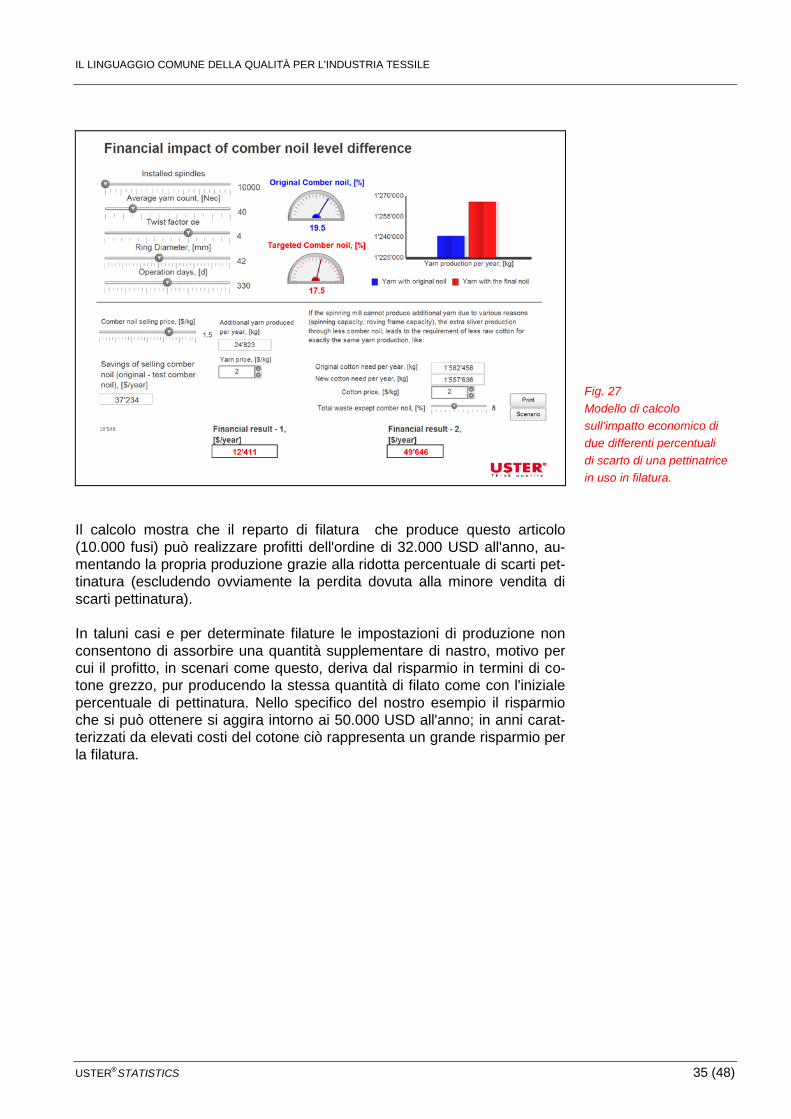
Fig. 27 Modello di calcolo sull’impatto economico di due differenti percentuali di scarto di una pettinatrice in uso in filatura.
Il calcolo mostra che il reparto di filatura che produce questo articolo (10.000 fusi) può realizzare profitti dell'ordine di 32.000 USD all'anno, au-mentando la propria produzione grazie alla ridotta percentuale di scarti pet-tinatura (escludendo ovviamente la perdita dovuta alla minore vendita di scarti pettinatura). In taluni casi e per determinate filature le impostazioni di produzione non consentono di assorbire una quantità supplementare di nastro, motivo per cui il profitto, in scenari come questo, deriva dal risparmio in termini di co-tone grezzo, pur producendo la stessa quantità di filato come con l'iniziale percentuale di pettinatura. Nello specifico del nostro esempio il risparmio che si può ottenere si aggira intorno ai 50.000 USD all'anno; in anni carat-terizzati da elevati costi del cotone ciò rappresenta un grande risparmio per la filatura.

IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 36 (48)
7 Perché le USTER® STATISTICS sono valide solo con strumentazione USTER®
Se gli strumenti per le prove tessili vengono utilizzati per la valutazione in base ai parametri di riferimento, è estremamente importante tenerne sotto controllo la precisione. Si tratta di un requisito fondamentale per determina-re sia il valore medio che lo scostamento. Altrimenti non si potranno utiliz-zare i valori di riferimento, a causa dello scostamento troppo ampio dei risultati. Nella produzione dei propri sistemi di misurazione USTER cerca di assicu-rare in ogni modo possibile che molte delle variabili potenzialmente in gra-do di influenzare l'accuratezza e la precisione delle misurazioni siano tenu-te sotto stretto controllo, con particolare riferimento alle seguenti:
• Precisione del test finale, linea di montaggio
• Variazioni dei sensori e del sistema di analisi del segnale
• Variazioni di calibratura (effettuate in laboratorio controllato)
• Tasso di umidità e temperatura nel laboratorio
• Contenuto di umidità del campione al momento della misurazione (adattato alle condizioni standard del laboratorio di prova)
• Variazioni delle caratteristiche di qualità in singoli provini e tra più di essi
• Rintracciabilità delle caratteristiche di qualità rispetto a uno stru-mento campione
I campioni destinati alle USTER® STATISTICS sono misurati su apparec-chiature USTER® presso i nostri laboratori a Uster, Svizzera, e Suzhou, Cina. Tutte le caratteristiche di qualità – come regolarità, imperfezioni, pe-losità, resistenza, allungamento, titolo ecc. – diminuiscono se il grado di umidità nei laboratori di prova scende sotto l'intervallo di tolleranza ammes-so e aumentano con livelli alti di umidità. Per questo motivo è importante mantenere costanti le condizioni di laboratorio, se si vogliono ottenere delle prove precise. Le condizioni nei laboratori di prova USTER sono controllate costantemente e le caratteristiche di qualità sono confrontate con uno strumento campione. Dato che gli apparecchi di misurazione devono fornire valori di qualità co-stanti nel tempo e da una generazione di strumenti all'altra, la produzione di ogni singolo strumento può essere ricondotta a uno strumento campione conservato al sicuro da USTER per decenni. Questo assicura che le stesse caratteristiche di qualità vengano garantite per lunghi periodi di tempo, permettendo di raffrontare i valori delle USTER® STATISTICS sin dalla loro prima edizione. In caso di dubbio è possibile confrontare le caratteristiche di qualità dei laboratori del cliente con uno strumento campione.
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 37 (48)
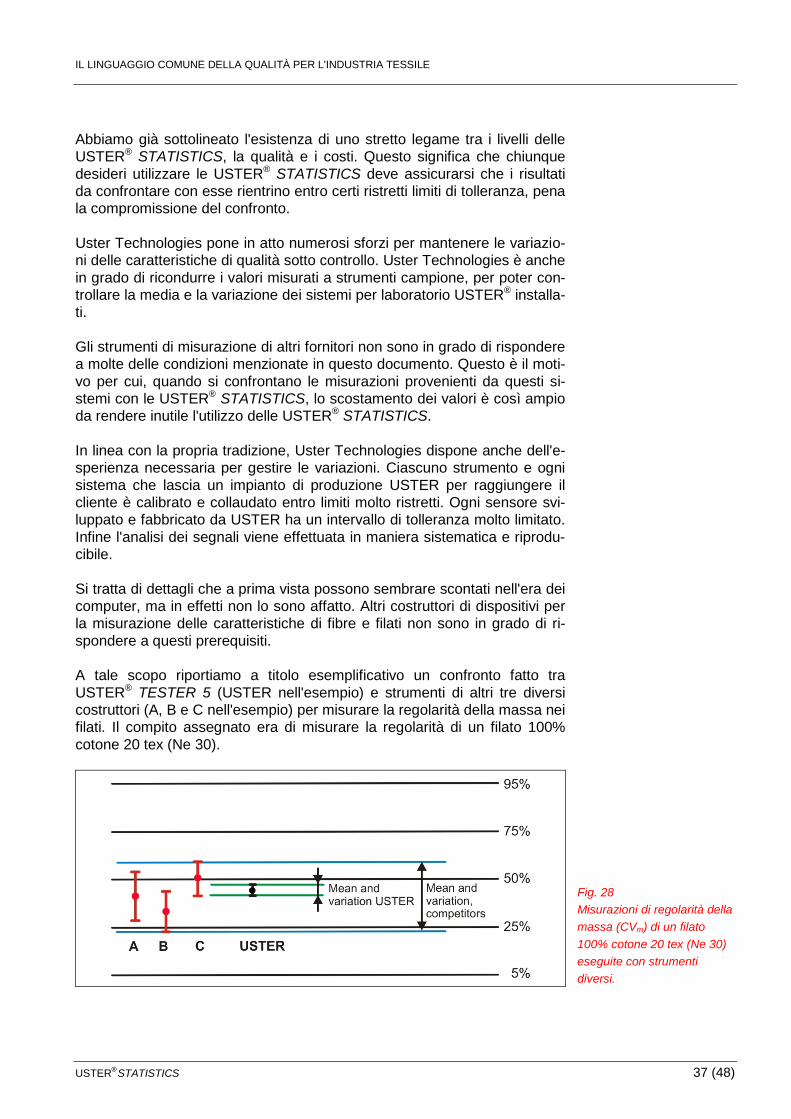
Abbiamo già sottolineato l'esistenza di uno stretto legame tra i livelli delle USTER® STATISTICS, la qualità e i costi. Questo significa che chiunque desideri utilizzare le USTER® STATISTICS deve assicurarsi che i risultati da confrontare con esse rientrino entro certi ristretti limiti di tolleranza, pena la compromissione del confronto. Uster Technologies pone in atto numerosi sforzi per mantenere le variazio-ni delle caratteristiche di qualità sotto controllo. Uster Technologies è anche in grado di ricondurre i valori misurati a strumenti campione, per poter con-trollare la media e la variazione dei sistemi per laboratorio USTER® installa-ti. Gli strumenti di misurazione di altri fornitori non sono in grado di rispondere a molte delle condizioni menzionate in questo documento. Questo è il moti-vo per cui, quando si confrontano le misurazioni provenienti da questi si-stemi con le USTER® STATISTICS, lo scostamento dei valori è così ampio da rendere inutile l'utilizzo delle USTER® STATISTICS. In linea con la propria tradizione, Uster Technologies dispone anche dell'e-sperienza necessaria per gestire le variazioni. Ciascuno strumento e ogni sistema che lascia un impianto di produzione USTER per raggiungere il cliente è calibrato e collaudato entro limiti molto ristretti. Ogni sensore svi-luppato e fabbricato da USTER ha un intervallo di tolleranza molto limitato. Infine l'analisi dei segnali viene effettuata in maniera sistematica e riprodu-cibile. Si tratta di dettagli che a prima vista possono sembrare scontati nell'era dei computer, ma in effetti non lo sono affatto. Altri costruttori di dispositivi per la misurazione delle caratteristiche di fibre e filati non sono in grado di ri-spondere a questi prerequisiti. A tale scopo riportiamo a titolo esemplificativo un confronto fatto tra USTER® TESTER 5 (USTER nell'esempio) e strumenti di altri tre diversi costruttori (A, B e C nell'esempio) per misurare la regolarità della massa nei filati. Il compito assegnato era di misurare la regolarità di un filato 100% cotone 20 tex (Ne 30).
Fig. 28 Misurazioni di regolarità della massa (CVm) di un filato 100% cotone 20 tex (Ne 30) eseguite con strumenti diversi.
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 38 (48)
Come si può notare, se gli altri produttori confrontassero i propri valori con USTER® STATISTICS, questi avrebbero uno scostamento di valori com-preso tra il 20 e il 60%. Con questi valori l'utilizzo dei parametri di riferimen-to non ha senso. I valori USTER hanno un intervallo molto più ristretto, compreso tra il 40 e il 45%. In queste condizioni l’utilizzo dei parametri di riferimento è di assoluta utilità. L'ultimo ma non meno valido motivo per spiegare come mai le USTER® STATISTICS sono significative solo su apparecchiature USTER® è che i parametri di qualità misurati dai nostri strumenti sono unici. Le apparec-chiature che forniscono questi parametri sono:
• USTER® TENSOJET
• USTER® TESTER 5 (moduli OI, moduli OM)
• USTER® CLASSIMAT 5
• USTER® ZWEIGLE HL400
• USTER® AFIS
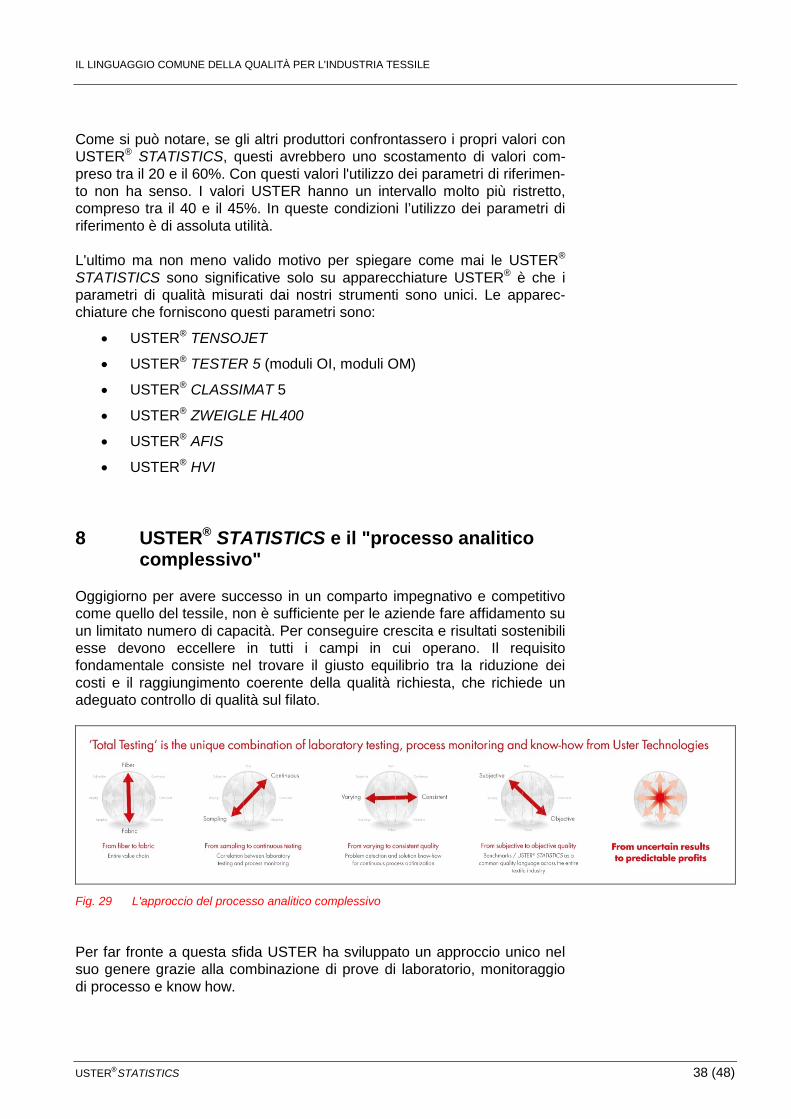
• USTER® HVI 8 USTER® STATISTICS e il "processo analitico
complessivo" Oggigiorno per avere successo in un comparto impegnativo e competitivo come quello del tessile, non è sufficiente per le aziende fare affidamento su un limitato numero di capacità. Per conseguire crescita e risultati sostenibili esse devono eccellere in tutti i campi in cui operano. Il requisito fondamentale consiste nel trovare il giusto equilibrio tra la riduzione dei costi e il raggiungimento coerente della qualità richiesta, che richiede un adeguato controllo di qualità sul filato.
Fig. 29 L'approccio del processo analitico complessivo Per far fronte a questa sfida USTER ha sviluppato un approccio unico nel suo genere grazie alla combinazione di prove di laboratorio, monitoraggio di processo e know how.
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 39 (48)
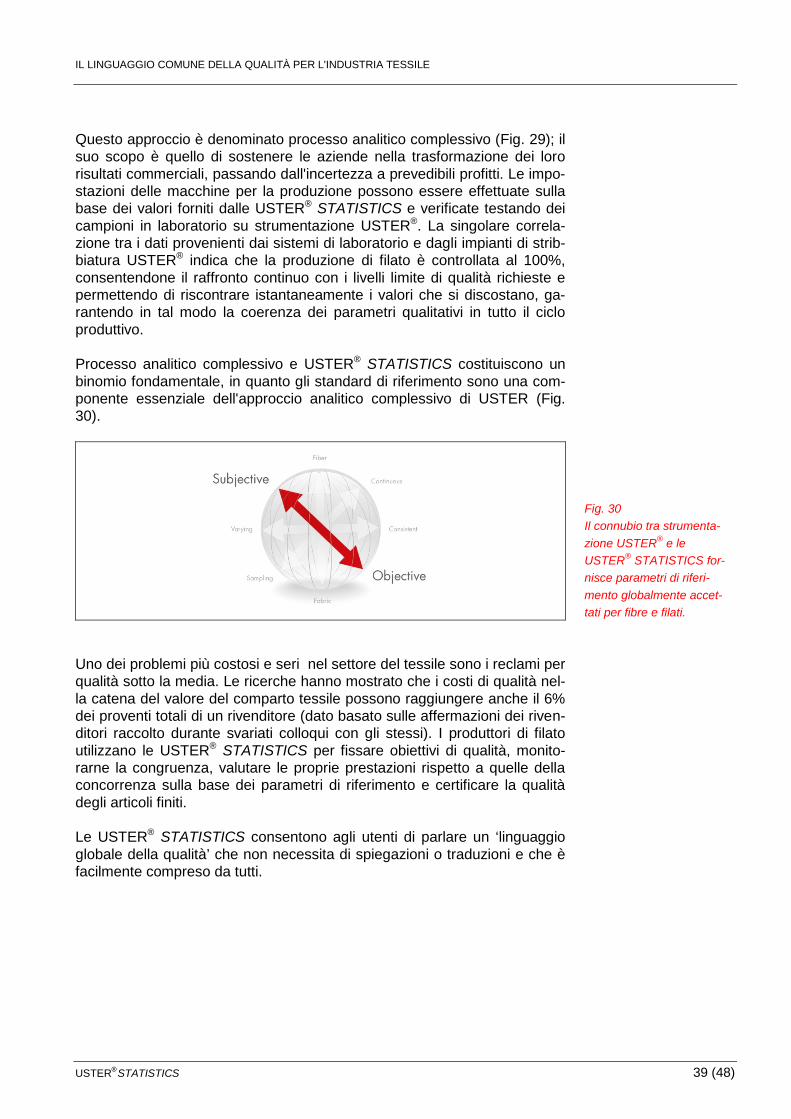
Questo approccio è denominato processo analitico complessivo (Fig. 29); il suo scopo è quello di sostenere le aziende nella trasformazione dei loro risultati commerciali, passando dall'incertezza a prevedibili profitti. Le impo-stazioni delle macchine per la produzione possono essere effettuate sulla base dei valori forniti dalle USTER® STATISTICS e verificate testando dei campioni in laboratorio su strumentazione USTER®. La singolare correla-zione tra i dati provenienti dai sistemi di laboratorio e dagli impianti di strib-biatura USTER® indica che la produzione di filato è controllata al 100%, consentendone il raffronto continuo con i livelli limite di qualità richieste e permettendo di riscontrare istantaneamente i valori che si discostano, ga-rantendo in tal modo la coerenza dei parametri qualitativi in tutto il ciclo produttivo. Processo analitico complessivo e USTER® STATISTICS costituiscono un binomio fondamentale, in quanto gli standard di riferimento sono una com-ponente essenziale dell'approccio analitico complessivo di USTER (Fig. 30).
Fig. 30 Il connubio tra strumenta-zione USTER® e le USTER® STATISTICS for-nisce parametri di riferi-mento globalmente accet-tati per fibre e filati.
Uno dei problemi più costosi e seri nel settore del tessile sono i reclami per qualità sotto la media. Le ricerche hanno mostrato che i costi di qualità nel-la catena del valore del comparto tessile possono raggiungere anche il 6% dei proventi totali di un rivenditore (dato basato sulle affermazioni dei riven-ditori raccolto durante svariati colloqui con gli stessi). I produttori di filato utilizzano le USTER® STATISTICS per fissare obiettivi di qualità, monito-rarne la congruenza, valutare le proprie prestazioni rispetto a quelle della concorrenza sulla base dei parametri di riferimento e certificare la qualità degli articoli finiti. Le USTER® STATISTICS consentono agli utenti di parlare un ‘linguaggio globale della qualità’ che non necessita di spiegazioni o traduzioni e che è facilmente compreso da tutti.
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 40 (48)
9 Alcune informazioni sulle USTER® STATISTICS 2013
9.1 Come vengono prodotti i dati delle USTER® STATI-
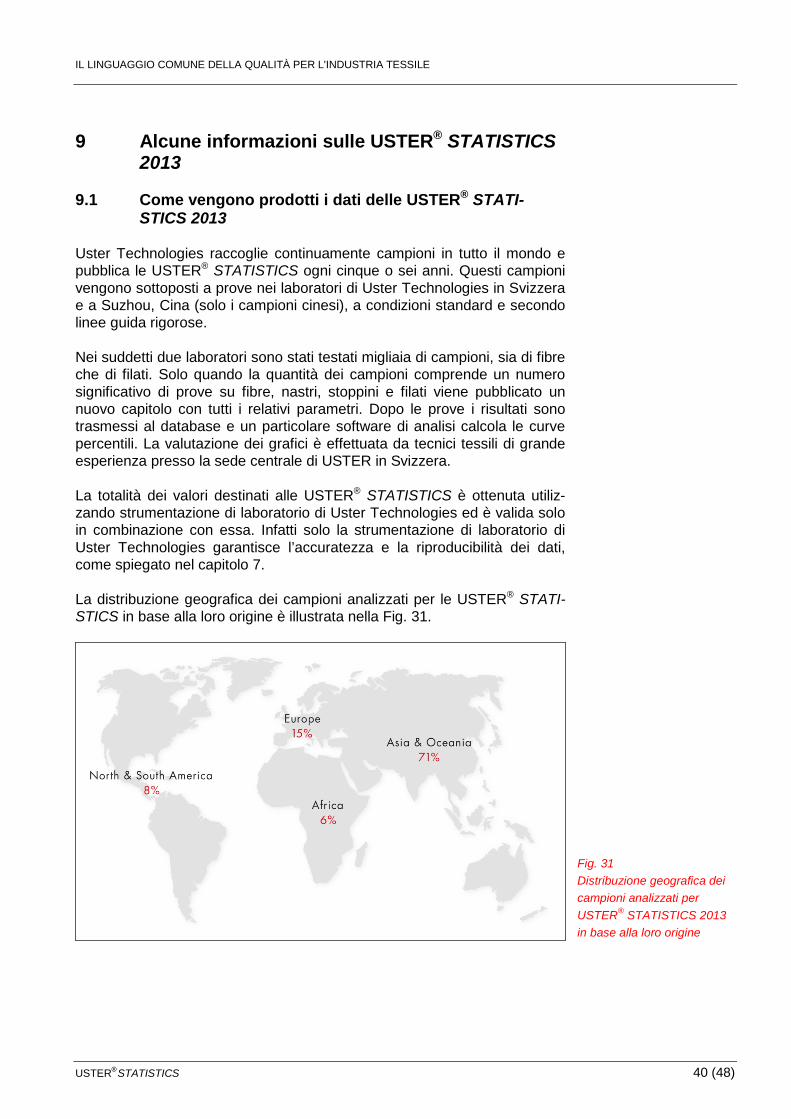
STICS 2013 Uster Technologies raccoglie continuamente campioni in tutto il mondo e pubblica le USTER® STATISTICS ogni cinque o sei anni. Questi campioni vengono sottoposti a prove nei laboratori di Uster Technologies in Svizzera e a Suzhou, Cina (solo i campioni cinesi), a condizioni standard e secondo linee guida rigorose. Nei suddetti due laboratori sono stati testati migliaia di campioni, sia di fibre che di filati. Solo quando la quantità dei campioni comprende un numero significativo di prove su fibre, nastri, stoppini e filati viene pubblicato un nuovo capitolo con tutti i relativi parametri. Dopo le prove i risultati sono trasmessi al database e un particolare software di analisi calcola le curve percentili. La valutazione dei grafici è effettuata da tecnici tessili di grande esperienza presso la sede centrale di USTER in Svizzera. La totalità dei valori destinati alle USTER® STATISTICS è ottenuta utiliz-zando strumentazione di laboratorio di Uster Technologies ed è valida solo in combinazione con essa. Infatti solo la strumentazione di laboratorio di Uster Technologies garantisce l’accuratezza e la riproducibilità dei dati, come spiegato nel capitolo 7. La distribuzione geografica dei campioni analizzati per le USTER® STATI-STICS in base alla loro origine è illustrata nella Fig. 31.
Fig. 31 Distribuzione geografica dei campioni analizzati per USTER® STATISTICS 2013 in base alla loro origine
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 41 (48)
La maggioranza dei campioni (71%) è di provenienza asiatica, un dato che corrisponde al numero di fusi ad anello installati a livello mondiale. Rispetto alla precedente versione delle USTER® STATISTICS (edizione 2007) il numero di campioni originari dall’Asia è aumentato del 20%. Anche i dati provenienti da Europa, Africa e Medio oriente e dalle Americhe rispecchia il numero di fusi ad anello installati in quelle aree. Quindi l’origine dei cam-pioni rispecchia fedelmente il quadro reale della produzione tessile nel mondo. 9.2 Ambito delle USTER® STATISTICS 2013 – Novità Nel 1957 Uster Technologies dette il via alla pubblicazione con poche ta-belle per il cotone e la lana. Nei 55 anni trascorsi da allora USTER ha am-pliato il contenuto portandolo a oltre 2000 grafici, con il fermo obiettivo di portare le USTER® STATISTICS a coprire tutti i tipi di materiale disponibili sul mercato. Oggi sono compendiati nel sistema oltre 30 importanti generi di filato. Negli anni non solo è cresciuto il numero di capitoli, ma è aumenta-to anche il numero di parametri, fino ad includere più di 60 caratteristiche relative a fibre, stoppini, nastri e filati. I punti salienti delle USTER® STATISTICS 2013 sono rappresentati dall'ag-giunta dei dati per USTER® CLASSIMAT 5 e USTER® ZWEIGLE HL400, oltre alla pubblicazione delle statistiche relative ai filati ritorti. USTER® CLASSIMAT 5 misura e classifica i difetti significativi del filato, le fibre estranee e la materia vegetale, USTER® ZWEIGLE HL400 misura e classi-fica la lunghezza delle fibre sporgenti. Entrambi gli strumenti svolgono una funzione fondamentale nella valutazione dell'aspetto esteriore del tessuto. 9.2.1 USTER® CLASSIMAT 5 Differenziare i titoli dei filati era uno dei requisiti più importanti che i grafici CLASSIMAT® dovevano soddisfare. Adesso i grafici di USTER® CLASSI-MAT 5 sono suddivisi in tre categorie di titolo del filato. The three classes are:
1. Groso da 30.1 a 50 tex (Ne 12 - Ne 20) 2. Medio da 15.1 a 30 tex (Ne 20.1 - Ne 40) 3. Fine ≤15 tex (>Ne 40) Come accennato l'obiettivo di Uster Technologies è quello di pubblicare parametri di qualità innovativi. Così per la prima volta sono disponibili grafi-ci per le fibre estranee, con risultati separati per la materia vegetale.
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 42 (48)
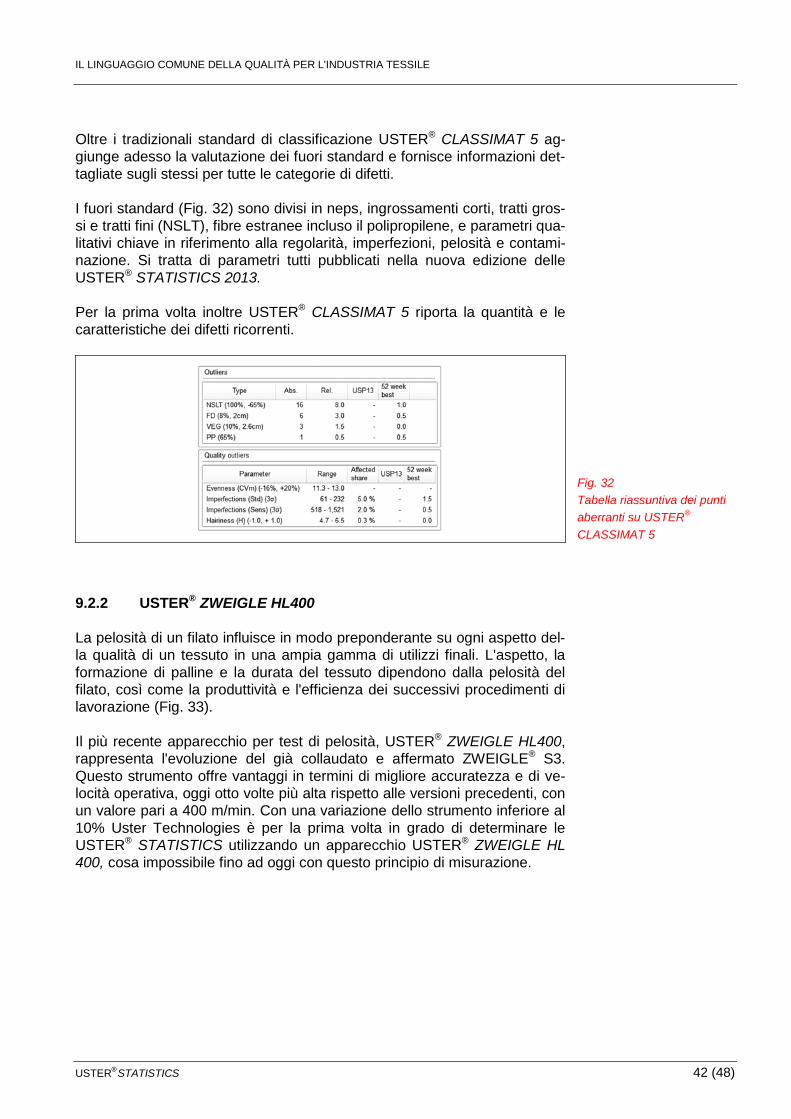
Oltre i tradizionali standard di classificazione USTER® CLASSIMAT 5 ag-giunge adesso la valutazione dei fuori standard e fornisce informazioni det-tagliate sugli stessi per tutte le categorie di difetti. I fuori standard (Fig. 32) sono divisi in neps, ingrossamenti corti, tratti gros-si e tratti fini (NSLT), fibre estranee incluso il polipropilene, e parametri qua-litativi chiave in riferimento alla regolarità, imperfezioni, pelosità e contami-nazione. Si tratta di parametri tutti pubblicati nella nuova edizione delle USTER® STATISTICS 2013. Per la prima volta inoltre USTER® CLASSIMAT 5 riporta la quantità e le caratteristiche dei difetti ricorrenti.
Fig. 32 Tabella riassuntiva dei punti aberranti su USTER®
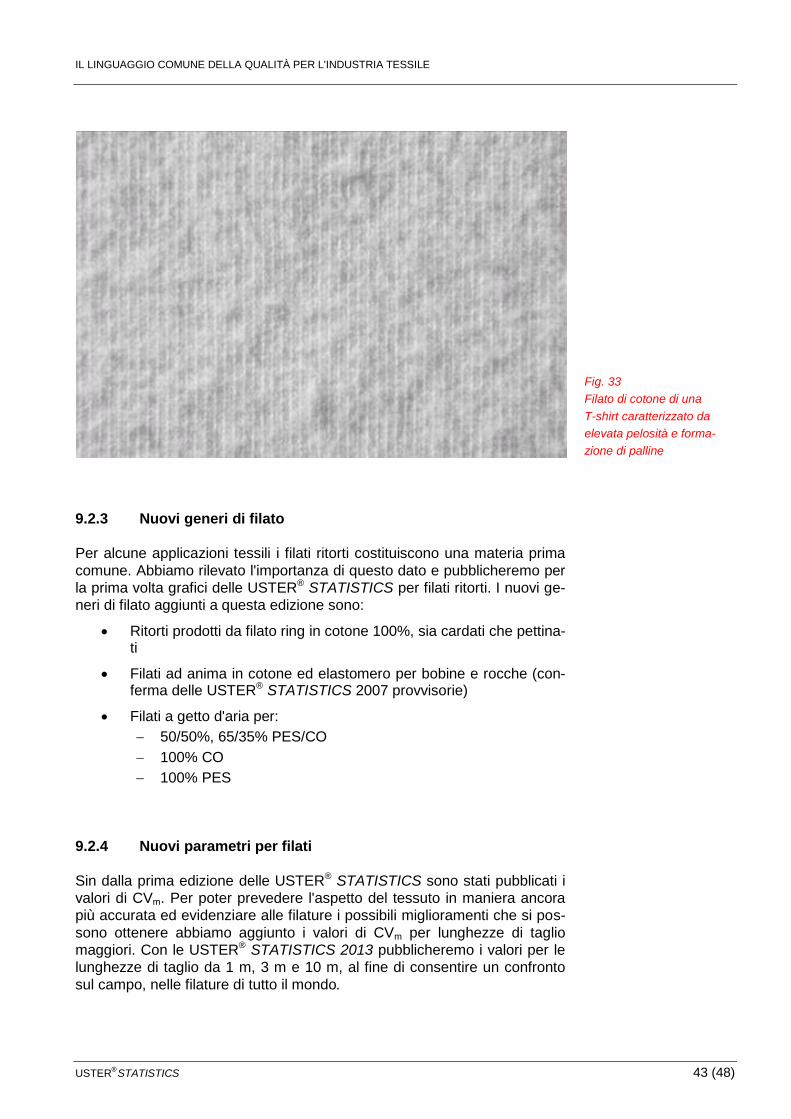
CLASSIMAT 5 9.2.2 USTER® ZWEIGLE HL400 La pelosità di un filato influisce in modo preponderante su ogni aspetto del-la qualità di un tessuto in una ampia gamma di utilizzi finali. L'aspetto, la formazione di palline e la durata del tessuto dipendono dalla pelosità del filato, così come la produttività e l'efficienza dei successivi procedimenti di lavorazione (Fig. 33). Il più recente apparecchio per test di pelosità, USTER® ZWEIGLE HL400, rappresenta l'evoluzione del già collaudato e affermato ZWEIGLE® S3. Questo strumento offre vantaggi in termini di migliore accuratezza e di ve-locità operativa, oggi otto volte più alta rispetto alle versioni precedenti, con un valore pari a 400 m/min. Con una variazione dello strumento inferiore al 10% Uster Technologies è per la prima volta in grado di determinare le USTER® STATISTICS utilizzando un apparecchio USTER® ZWEIGLE HL 400, cosa impossibile fino ad oggi con questo principio di misurazione.
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 43 (48)
Fig. 33 Filato di cotone di una T-shirt caratterizzato da elevata pelosità e forma-zione di palline
9.2.3 Nuovi generi di filato Per alcune applicazioni tessili i filati ritorti costituiscono una materia prima comune. Abbiamo rilevato l'importanza di questo dato e pubblicheremo per la prima volta grafici delle USTER® STATISTICS per filati ritorti. I nuovi ge-neri di filato aggiunti a questa edizione sono:
• Ritorti prodotti da filato ring in cotone 100%, sia cardati che pettina-ti
• Filati ad anima in cotone ed elastomero per bobine e rocche (con-ferma delle USTER® STATISTICS 2007 provvisorie)
• Filati a getto d'aria per: − 50/50%, 65/35% PES/CO − 100% CO − 100% PES
9.2.4 Nuovi parametri per filati Sin dalla prima edizione delle USTER® STATISTICS sono stati pubblicati i valori di CVm. Per poter prevedere l'aspetto del tessuto in maniera ancora più accurata ed evidenziare alle filature i possibili miglioramenti che si pos-sono ottenere abbiamo aggiunto i valori di CVm per lunghezze di taglio maggiori. Con le USTER® STATISTICS 2013 pubblicheremo i valori per le lunghezze di taglio da 1 m, 3 m e 10 m, al fine di consentire un confronto sul campo, nelle filature di tutto il mondo.
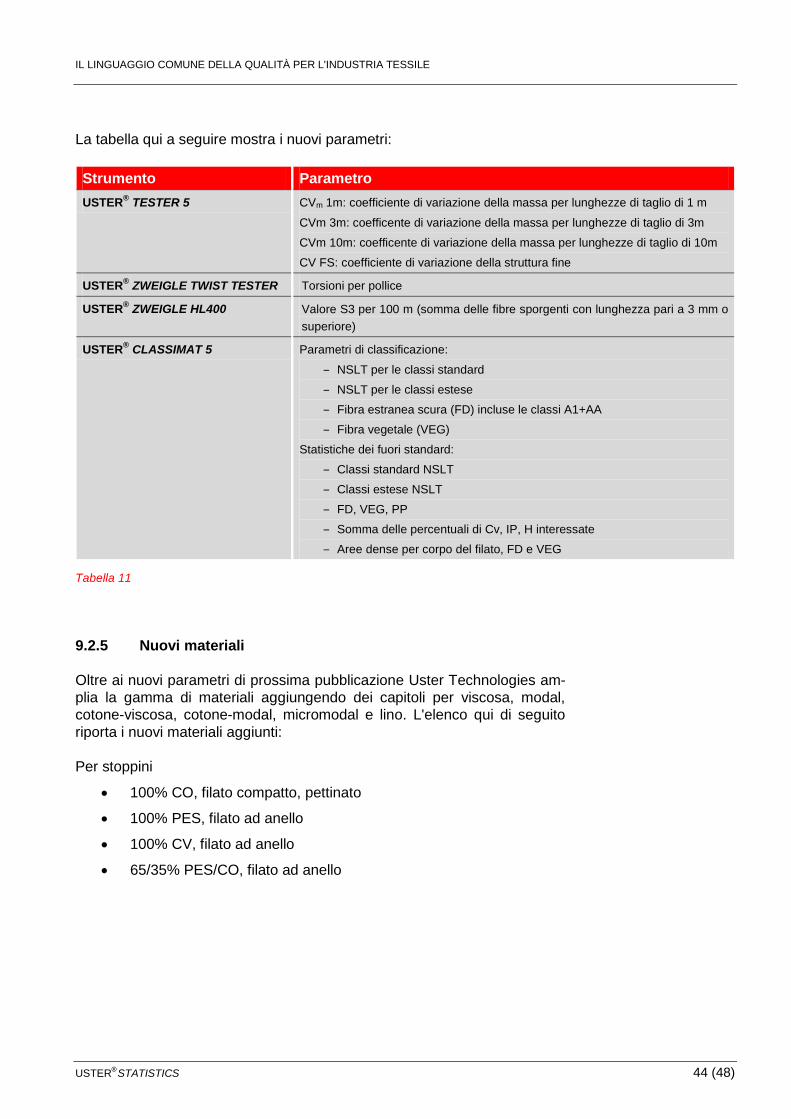
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 44 (48)
La tabella qui a seguire mostra i nuovi parametri: Strumento Parametro USTER® TESTER 5 CVm 1m: coefficiente di variazione della massa per lunghezze di taglio di 1 m
CVm 3m: coefficente di variazione della massa per lunghezze di taglio di 3m
CVm 10m: coefficente di variazione della massa per lunghezze di taglio di 10m
CV FS: coefficiente di variazione della struttura fine
USTER® ZWEIGLE TWIST TESTER Torsioni per pollice
USTER® ZWEIGLE HL400 Valore S3 per 100 m (somma delle fibre sporgenti con lunghezza pari a 3 mm o superiore)
USTER® CLASSIMAT 5 Parametri di classificazione:
‒ NSLT per le classi standard
‒ NSLT per le classi estese
‒ Fibra estranea scura (FD) incluse le classi A1+AA
‒ Fibra vegetale (VEG)
Statistiche dei fuori standard:
‒ Classi standard NSLT
‒ Classi estese NSLT
‒ FD, VEG, PP
‒ Somma delle percentuali di Cv, IP, H interessate
‒ Aree dense per corpo del filato, FD e VEG
Tabella 11 9.2.5 Nuovi materiali Oltre ai nuovi parametri di prossima pubblicazione Uster Technologies am-plia la gamma di materiali aggiungendo dei capitoli per viscosa, modal, cotone-viscosa, cotone-modal, micromodal e lino. L'elenco qui di seguito riporta i nuovi materiali aggiunti: Per stoppini
• 100% CO, filato compatto, pettinato
• 100% PES, filato ad anello
• 100% CV, filato ad anello
• 65/35% PES/CO, filato ad anello
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 45 (48)
Per filati
• Filati di lino da fibre trattate chimicamente, ad es. bollite o sbianca-te (come inserite nelle USTER® STATISTICS 2007 versione 4)
• Nuove mischie: − 50/50%, 60/40%, 70/30%, CO/CV, ring yarn, ilato ad anello,
pettinato, bobine & rocche − 50/50% PES/CO, filato ad anello, pettinato, bobine & rocche − 40/60%, 45/55% PES/CO, ilato ad anello, pettinato, bobine &
rocche − 40/60%, 45/55% PES/CO, filato ad anello, cardato, bobine &
rocche 9.2.6 Nuovi capitoli Uster Technologies, sin dalla prima edizione delle USTER® STATISTICS, nel 1957, ha pubblicato anche i dati di lavorazione delle fibre. Questi inclu-dono svariati parametri qualitativi relativi al processo di filatura, dalla balla di cotone allo stoppino. Nelle USTER® STATISTICS 2013 Uster Technologies pubblicherà un nuo-vo capitolo sulla lavorazione del filato. I grafici in esso contenuti illustrano la variazione di qualità nel passaggio dalla bobina alla rocca per parametri specifici come resistenza, pelosità ecc. Uster Technologies è consapevole del fatto che questo scostamento di-pende dalla velocità di roccatura, dalla roccatrice e dalle condizioni di roc-catura. Ma è sua intenzione supportare le filature nel compito di valutare, sulla base di parametri di riferimento, le variazioni di qualità del loro pro-cesso di roccatura comparandole con risultati globali e infine decidere se esiste la possibilità di un miglioramento. Lo scopo di questi grafici è quello di offrire la possibilità di confrontare i dati con le procedure a livello mondiale. Ad esempio un aumento della pelosità del filato dalla bobina alla rocca non solo incide sulle caratteristiche struttu-rali del filato (torsione, attrito ecc.) ma influenza anche il livello di qualità, dando quindi la possibilità di apporre migliorie, se necessario.
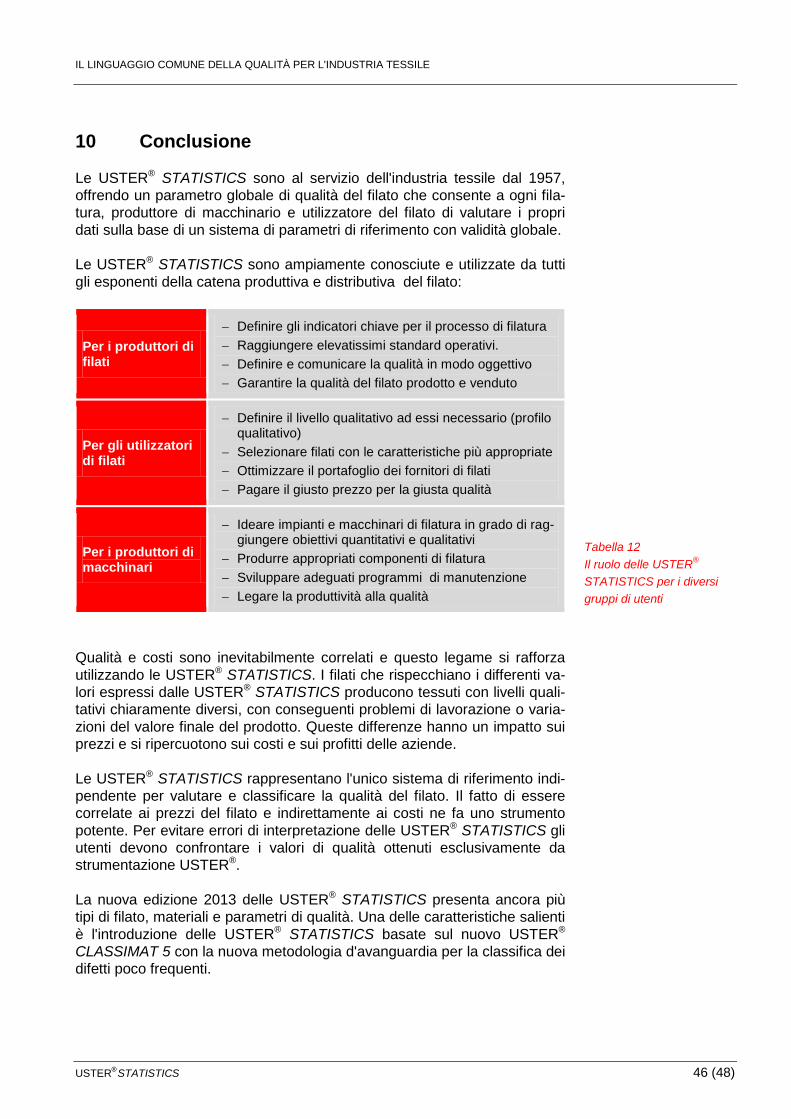
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 46 (48)
10 Conclusione Le USTER® STATISTICS sono al servizio dell'industria tessile dal 1957, offrendo un parametro globale di qualità del filato che consente a ogni fila-tura, produttore di macchinario e utilizzatore del filato di valutare i propri dati sulla base di un sistema di parametri di riferimento con validità globale. Le USTER® STATISTICS sono ampiamente conosciute e utilizzate da tutti gli esponenti della catena produttiva e distributiva del filato:
Per i produttori di filati
− Definire gli indicatori chiave per il processo di filatura − Raggiungere elevatissimi standard operativi. − Definire e comunicare la qualità in modo oggettivo − Garantire la qualità del filato prodotto e venduto
Tabella 12 Il ruolo delle USTER® STATISTICS per i diversi gruppi di utenti
Per gli utilizzatori di filati
− Definire il livello qualitativo ad essi necessario (profilo qualitativo)
− Selezionare filati con le caratteristiche più appropriate − Ottimizzare il portafoglio dei fornitori di filati − Pagare il giusto prezzo per la giusta qualità
Per i produttori di macchinari
− Ideare impianti e macchinari di filatura in grado di rag-giungere obiettivi quantitativi e qualitativi
− Produrre appropriati componenti di filatura − Sviluppare adeguati programmi di manutenzione − Legare la produttività alla qualità
Qualità e costi sono inevitabilmente correlati e questo legame si rafforza utilizzando le USTER® STATISTICS. I filati che rispecchiano i differenti va-lori espressi dalle USTER® STATISTICS producono tessuti con livelli quali-tativi chiaramente diversi, con conseguenti problemi di lavorazione o varia-zioni del valore finale del prodotto. Queste differenze hanno un impatto sui prezzi e si ripercuotono sui costi e sui profitti delle aziende. Le USTER® STATISTICS rappresentano l'unico sistema di riferimento indi-pendente per valutare e classificare la qualità del filato. Il fatto di essere correlate ai prezzi del filato e indirettamente ai costi ne fa uno strumento potente. Per evitare errori di interpretazione delle USTER® STATISTICS gli utenti devono confrontare i valori di qualità ottenuti esclusivamente da strumentazione USTER®. La nuova edizione 2013 delle USTER® STATISTICS presenta ancora più tipi di filato, materiali e parametri di qualità. Una delle caratteristiche salienti è l'introduzione delle USTER® STATISTICS basate sul nuovo USTER® CLASSIMAT 5 con la nuova metodologia d'avanguardia per la classifica dei difetti poco frequenti.
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 47 (48)
È nostro preciso impegno continuare l'enorme lavoro di raccogliere, misura-re e stilare le USTER® STATISTICS anche in futuro, con lo stesso slancio del passato, per servire i nostri clienti e l'industria tessile in generale. La nostra motivazione risiede nella consapevolezza che le USTER® STA-TISTICS hanno un valore insostituibile per il commercio dei filati e nel pro-muovere il miglioramento delle filature. In 55 anni le USTER® STATISTICS si sono guadagnate grande considera-zione nell'ambiente del tessile e il loro valore, oggi e in futuro, acquista più che mai significato in un mondo di scambi commerciali globalizzati.
IL LINGUAGGIO COMUNE DELLA QUALITÀ PER L'INDUSTRIA TESSILE
USTER® STATISTICS 48 (48)
Uster Technologies AG Sonnenbergstrasse 10 CH-8610 Uster / Switzerland Phone +41 43 366 36 36 Fax +41 43 366 36 37 www.uster.com















![[eBook - ITA] - Finkelstein - L'Industria Dell'Olocausto [Storia]](https://static.fdocumenti.com/doc/165x107/55cf94d6550346f57ba4bc80/ebook-ita-finkelstein-lindustria-dellolocausto-storia-56812862e3741.jpg)


