
Guida alla riduzione del rischio di contaminazione ... · Food and Drug Administration (FDA) per...
24
Guida alla riduzione del rischio di contaminazione metallica nei prodotti alimentari METAL DETECTION Guida alla riduzione del rischio di contaminazione metallica nei prodotti alimentari
Transcript of Guida alla riduzione del rischio di contaminazione ... · Food and Drug Administration (FDA) per...
Guida alla riduzione del rischiodi contaminazione metallica
nei prodotti alimentari
METAL DETECTION
Guida alla riduzione del rischiodi contaminazione metallica
nei prodotti alimentari
Capitolo 1 Definizione dei problemi Pag. 4
STRUMENTAZIONE
Capitolo 2 I principi base Pag. 5
Capitolo 3 Amplitude - Zero Crossover Pag. 7
Capitolo 4 Sensibilità Pag. 8
Capitolo 5 Ispezione di prodotti umidi e conduttivi Pag. 10
Capitolo 6 Sistemi di trasporto e espulsione Pag. 12
Capitolo 7 Tempi di espulsione Pag. 17
GESTIONE DELLA QUALITÀ
Capitolo 8 Procedure di assicurazione della qualità Pag. 18
Capitolo 9 Perché un programma può cadere in errore Pag. 20
Capitolo 10 Sviluppo di un sistema di controllo per materiali estranei Pag. 22
Come ridurre il rischio di contaminazionemetallica nei prodotti alimentari
Edizione II/2002
1. Definizione dei problemi
Oggi i rivelatori di metalli sono considerati strumenti essenzia-li dalla maggior parte dei produttori di alimenti e aziende far-maceutiche. Molte aziende hanno adottato standard moltorestrittivi in merito alla sensibilità dei rivelatori.Ma non basta l'installazione di metal detectors a garantire lacontaminazione di metalli nei prodotti, occorre implementareun efficiente programma di rilevazione dei metalli.Questa guida è stata scritta per aiutare le aziende ad imple-mentare questo programma ed eliminare il problema dellacontaminazione metallica.Gli enti di regolamentazione di Stati Uniti e Inghilterra stannofacendo una pressione sempre maggiore sulle aziende perchéquest’ ultime mettano in pratica una ispezione universale di
tutti gli alimenti e prodotti simili con sistemi tipo metal detec-tor. Per esempio, l’United States Department of Agriculture(USDA) commenta come segue:“L’intensivo contatto di alcuni prodotti ed attrezzature metalli-che come granulatori, macinatori, miscelatori, agitatori, ecc.causa la possibilità di contaminazione…. Perciò è altamenteraccomandato l’uso di metal detector elettronici… ”(USDA Technical Services MPI - 2 Dec. 1987).Sull’argomento sono state emesse delle guidelines anche daFood and Drug Administration (FDA) per aggiornare la regola-mentazione delle Good Manufacturing Practice e per stabilirelinee nuove e aggiornate, o più dettagliate, per aiutare l’indu-stria alimentare ad assicurare che i propri prodotti siano sicurie sani.“Devono essere presi efficaci provvedimenti per prevenire l’in-clusione di materiali metallici o altri materiali estranei negli ali-
L’inclusione dei corpi estranei negli alimenti sembra essere la causa più frequente di reclamo da partedei consumatori. Di questi corpi estranei la maggior parte è rappresentata da materiali metallici. Ancheconsiderando un’ampia gamma di prodotti alimentari, ivi inclusi pane e prodotti da forno, carni proces-sate prodotti dolciari, conserve e cereali, nella maggior parte dei casi in cui si registrano reclami a causadi contaminazioni metalliche si scopre che l’azienda interessata utilizza sistemi di rilevazione e control-lo, e spesso sono operativi sofisticati programmi per l’individuazione di metalli estranei. E allora perchécontinuano a sussistere problemi? In questo articolo si cerca di rispondere a questa domanda. Si inten-de dimostrare quanto la semplice installazione di un metal detector non consenta automaticamente dieliminare i problemi di contaminazione da intrusioni metalliche a meno che esse costituisca parte inte-grante di un sistema di qualità totale.
Come ridurre il rischio di contaminazionemetallica nei prodotti alimentari
trasmettitore
flusso delprodotto
ricevitore ricevitore
Figura 1
(sezione)bobina circolare
uscita

menti. Si deve soddisfare a questa regola facendo uso di setac-ci, trappole, metal detector o altri mezzi a questo destinati”(Federal Register Vol 51 No 118 - giugno 1986).
1.1 Fonti di contaminazione
Le fonti di contaminazione sono numerose, e anche il con-trollo più stretto non può prevenire incidenti occasionali. Lepratiche di lavoro descritte ai punti8, 9 e 10, minimizzeran-no la facilità con la quale le parti di metallo entrano nel ciclodi produzione e cercheranno di massimizzare l’affidabilitànel controllo, nel ritrovamento e nel rifiuto del prodotto. Lacontaminazione, in genere, proviene da una delle seguentiquattro fonti:❿ materie prime: il tipico esempio è quello dell’inclusione di
cartellini metallici e pallini di piombo nella carne, cavi nelfrumento, fili protetti nei materiali pulverulenti, parti dimacchine operatrici nei prodotti ortofrutticoli, ami neipesci, chiodi e cavi provenienti dai contenitori;
❿ effetti personali: bottoni, penne, gioielli, monete, chiavi,mollette e fermagli per capelli, puntine da disegno, graffet-te per carta;
❿ oggetti di manutenzione: cacciaviti e oggetti simili, sfridi eschegge di saldatura a seguito di riparazioni, cavi di ramedopo riparazioni elettriche, oggetti vari che risultano da unapulizia inefficiente o carente e trucioli metallici conseguen-ti alla riparazione delle condotte;
❿ materiali provenienti dalla produzione: il pericolo esistesempre quando il prodotto viene processato o passa attra-verso uno stadio di lavorazione. Sminuzzatori, miscelato-ri, affettatrici e sistemi di trasporto, tutti possono contribui-re all’insorgere di un problema di contaminazione. Gliesempi includono schermi rotti, trucioli di metallo prove-nienti dai mulini e fogli di confezionamento in alluminioderivanti da prodotti ritirati dal mercato e riimmessi in pro-duzione.
Determinare la probabilità di contaminazione di ogni sin-gola fonte è uno stadio importante nello sviluppo di unpiano articolato per la prevenzione della contaminazioneda parti metalliche così come in seguito viene descritto indettaglio.
L’ispezione delle materie prime farà in modo di eliminare moltipezzi di grandi dimensioni, facilmente individuabili prima chevengano frantumati in numerosi pezzi di più piccole dimen-sioni e quindi difficili da scoprire.I metal detector sono generalmente installati in virtù di uno deiseguenti motivi.
1.2 Perché installare un metal detector
❿ Protezione delle macchine: i pezzi di metallo possonoseriamente danneggiare le macchine di processo dandocome risultato una perdita di produttività e spese di ripara-zioni.
Idealmente i detector devono essere posizionati poco a montedei macchinari che devono essere protetti, lasciando sufficien-te spazio perché il flusso di prodotto possa essere fermato e l’e-ventuale pezzo di metallo possa essere rimosso manualmenteo automaticamente.Applicazioni tipiche sono l’ispezione di pezzi di carne primadella macinazione e di granuli plastici prima della loro estru-sione;❿ assicurazione di qualità: una pubblicità negativa, la per-
dita di simpatia da parte del consumatore, o addirittura leazioni legali possono avere un effetto determinante sull’im-magine di una azienda alimentare costruita in molti anni.Idealmente, queste attrezzature andrebbero installate più“vicino” possibile al prodotto finito.
2. I principi base
I tipi più comuni di contaminazione metallica in campo indu-striale sono causati da ferro, rame, alluminio, piombo e varitipi di acciaio inossidabile. Di questi, i metalli ferrosi sono i piùfacili da scoprire e a questo scopo possono funzionare suffi-cientemente bene detector relativamente modesti, o addiritturasemplici separatori magnetici.Le leghe di acciaio inossidabile sono ampiamente utilizzate,particolarmente nell’industria alimentare e sono molto difficilida individuare, specialmente i tipi comuni non magneticicome il 316 (EN 58) e il 304L (EN58E). I metalli non ferrosi
flusso delprodotto
MagnetiMagneti
Magneti
Magneti
Figura 2
Metal detector Per confezioniin alluminato
uscita

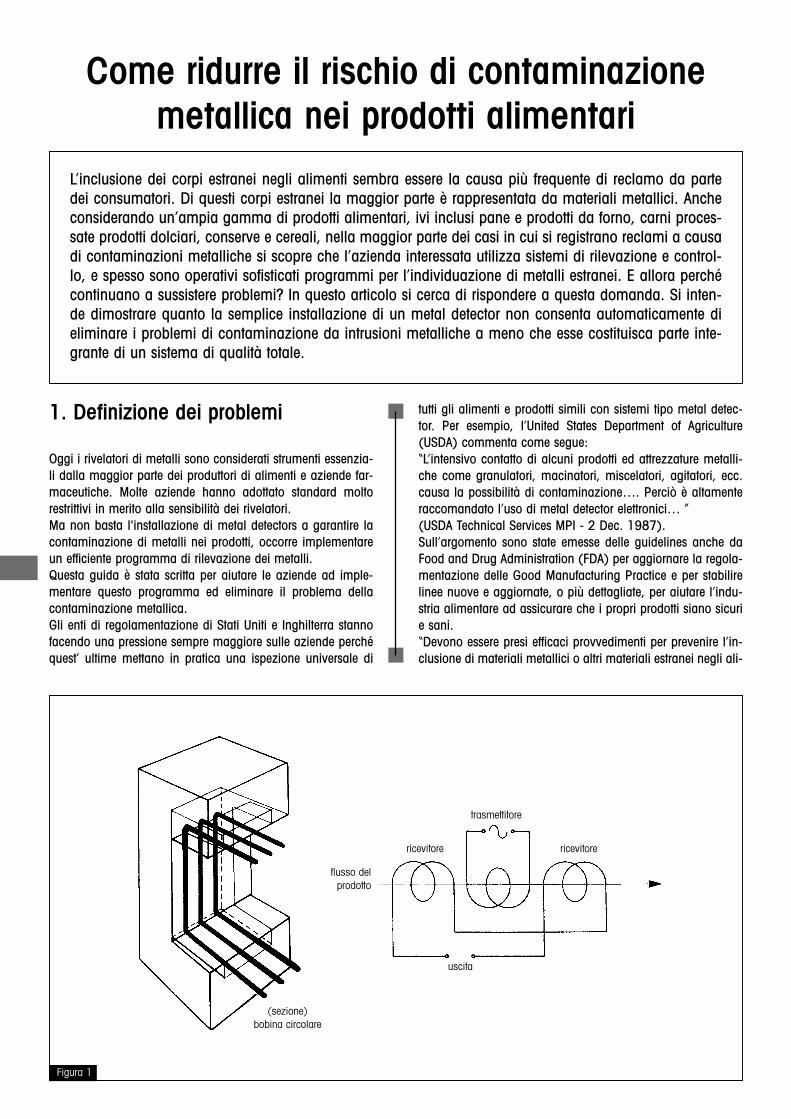
come il rame e il piombo cadono in mezzo ai due casi limiteappena descritti.Solo i metal detector che usano un sistema a tre bobine bilan-ciato hanno la capacità di rivelare piccole contaminazioni diferro e acciaio inox.Le tre bobine sono avvolte su una struttura non metallica, chia-mata former, disposte in modo parallelo ed equidistanti traloro.La bobina centrale viene connessa ad un oscillatore ad altafrequenza che genera in campo induttivo. Le due bobine late-rali catturano questo campo e poiché esse sono esattamentedelle stesse dimensioni e parallele su tutti e tre gli assi, avran-no un voltaggio esattamente identico. Se le due bobine chefungono da ricevitore vengono connesse in opposizione, il vol-taggio indotto verrà cancellato, dando come risultato un out-put in uscita uguale a zero.Se un pezzo di metallo passa attraverso il sistema di bobina,il campo elettromagnetico viene disturbato, generando unavariazione di voltaggio indotto di pochi microvolts in una dellebobine. Lo stato di perfetto equilibrio si altera. E’ questo feno-meno che viene utilizzato per riconoscere la presenza dimetalli indesiderati.Per prevenire il formarsi di segnali elettrici non desiderati, onella vicinanza di attrezzi di metallo o di macchine, che pos-sono disturbare il detector, il sistema completo di bobine vienemontato, all’interno di una scatola di metallo, con un buco alcentro che consenta il passaggio del prodotto.Normalmente in questi casi viene utilizzato l’alluminio, ma inalcune applicazioni, dove sono richiesti frequenti lavaggi,viene utilizzato anche l’acciaio inossidabile.Oltre alla funzione di creare uno schermo, la scatola di metal-lo aggiunge resistenza e rigidità all’apparecchio. Altri specialiaccorgimenti di natura meccanica ed elettrica sono essenzialiper superare alcune difficoltà tecniche,
2.1 Tecniche meccaniche
La scatola metallica, in se stessa, avrà un effetto sullo stato diequilibrio. Inoltre, i microscopici movimenti delle bobine, l’unarispetto all’altra, dell’ordine del micron, possono causare unvoltaggio in disequilibrio e un falso segnale positivo.Uno dei maggiori problemi da risolvere in fase di progettazioneper i produttori di metal detector è quello di realizzare un siste-ma completamente rigido e stabile, che non risenta delle vibra-zioni dei motori, delle pulegge, dei sistemi di espulsione dellevariazioni di temperatura, dei trasporti e dei macchinari presentinelle vicinanze.La scelta del materiale più idoneo, delle specifiche delle bobi-ne e la progettazione della scatola sono fasi cruciali. Peraumentare ulteriormente la rigidità meccanica, alcuni produt-tori riempiono il detector con del materiale per prevenire movi-menti in relazione con la scatola metallica e le bobine.Questo aiuta a produrre un’unità che è in grado di operare almassimo della sensibilità in normali condizioni.
2.2 Tecniche elettroniche
I metodi di costruzione meccanica faranno in modo di ridurreal massimo i falsi segnali provenienti dalla bobina in caso dimovimenti. Comunque, i cambiamenti di temperatura, l’accu-
mulo di prodotto nella zona di apertura, l’invecchiamento deicomponenti elettrici e i lenti, ma progressivi cambiamenti nellastruttura meccanica, contribuiranno anch’essi a creare dei vol-taggi di non equilibrio. Questo inconveniente può essere elimi-nato per mezzo di numerose tecniche elettroniche. Un sistemadi controllo automatico dell’equilibrio segue in continuo questovoltaggio di non equilibrio e automaticamente lo riduce a zero.Questo accorgimento elimina la necessità di aggiustamentiperiodici compiuti da un operatore e assicura che il detector sitrovi sempre nelle sue migliori condizioni operative.In maniera simile, controllando la frequenza dell’oscillatorecon grande accuratezza usando un sistema di cristalli al quar-zo, viene eliminato il problema della variazione di frequenza.Entrambi questi sistemi ovvero il controllo automatico di equi-librio e il controllo a cristalli al quarzo, in se stessi, fanno inmodo che il metal detector possa individuare anche la presen-za di piccoli pezzi di metallo. Essi comunque fanno anche sìche il detector possa mantenere permanentemente la sua sen-sibilità senza l’intervento di alcun operatore e senza la gene-razione di falsi segnali di espulsione del prodotto,Per alte prestazioni per un periodo di tempo prolungato,sono essenziali il controllo automatico di equilibrio e il con-trollo al quarzo.
2.3 Sistema ferrous-in-foil
Quando il prodotto che deve essere ispezionato viene confe-zionato in un foglio di alluminio o su un vassoio, sempre inalluminio, non si può usare un metal detector basato sul prin-cipio di bobine in equilibrio. E’ disponibile un modello di metaldetector alternativo che ignora la presenza dell’alluminio, maè altrettanto sensibile alla contaminazione di piccoli pezzi dimateriale non ferroso. La figura 2 mostra il sistema di funzio-namento.Al momento in cui la parte metallica si avvicina al detector,essa si muove all’interno di un campo elettromagnetico chemagnetizza anche il pezzo di metallo. Quando quest’ultimopassa attraverso la bobina di segnale, viene generato un pic-colo voltaggio, che successivamente viene amplificato.Dal momento che la linea magnetica di forza si affievoliscecon la distanza, questo tipo di attrezzatura viene utilizzata peraperture con altezze comprese tra 125 e 150 mm.Le stesse tecniche meccaniche menzionate precedentementesono anche in questo caso importanti per minimizzare gli effet-ti delle vibrazioni ma l’analisi del segnale elettrico è in qualchemodo più semplice. La bobina singola non richiede né bilan-ciamenti né l’oscillatore. Di solito il detector è munito di unsemplice sistema per affinare la sensibilità. Una seria limitazio-ne a questo tipo di detector è la sua incapacità a distinguereanche pezzi di materiali non ferrosi o in acciaio inossidabile.
2.4 Zona libera da metalli
Al metal detector occorre, da entrambi i lati, una zona di rispet-to libera da metalli, come strutture metalliche, rulli dei nastri.Generalmente le parti di metallo fisse devono mantenere unadistanza di circa 1,5 volte l’altezza della bocca del rivelatore,mentre quelle in movimento almeno 2 volte l’altezza dellabocca del rivelatore. Quando viene richiesto uno spazio piùristretto può essere usato l’esclusivo ZMFZ.

3. Amplitude - ZeroCrossover/Narrow Zone
Quando un pezzo di metallo passa attraverso il metal detector,viene generato un segnale in uscita che aumenta fino ad unmassimo quando il particolato passa sotto la prima bobina,cade a zero quando questo raggiunge la seconda e aumentanuovamente al massimo quando esso raggiunge la terza.Il segnale comincerà a crescere quando il pezzo di metallo sitrova ad una certa distanza dalla prima bobina. Con un pezzodi metallo di grandi dimensioni, la prima bobina può essereinfluenzata prima che il pezzo la raggiunga. Questo vale pertutti i tipi di detector.
Comunque vi sono due metodi alternativi per interpretare que-sto segnale in uscita che danno poi come risultato due diffe-renti modelli di detector.Uno viene normalmente conosciuto come sistema “Amplitude”e l’altro come “Narrow zone” oppure “Zero crossover”:❿ “Amplitude”: quando il segnale della particella metallica
va oltre una determinata soglia, il detector comincia a fun-zionare. La figura 3 mostra che un grosso pezzo di metal-lo attraversa la soglia e viene rivelato prima del metallo piùpiccolo;
❿ “Narrow zone” oppure “Zero crossover”: questa tecnicadà uno specifico segnale del metallo, quando il segnalecambia polarità, da + ve a - ve o viceversa. Questo avvie-ne sempre nello stesso punto - sotto la bobina centrale -indipendentemente dalle dimensioni dell’intrusione metal-lica.
Ciascun metodo porta con sé vantaggi e svantaggi. Il vantag-gio riconosciuto del sistema “Narrow Zone” è che dal momen-to che il punto di ispezione può essere accuratamente deter-minato indipendentemente dalle dimensioni del pezzo dimetallo, il volume di prodotto scartato può essere ridotto alminimo. Con il sistema “Amplitude”, la presenza di un grossopezzo di metallo viene determinata prima e perciò viene eli-minata una quantità maggiore di prodotto buono.
3.1 Serie consecutiva di pezzi di metallo
Il principale svantaggio del sistema “Narrow Zone” è che que-sta tecnica non è a prova di errore. In una normale linea pro-duttiva è abbastanza comune che non si abbia alcuna conta-minazione per un lungo periodo di tempo e che poi molti pezzipassino insieme come se non vi fosse alcuna barriera. Se unpezzo di metallo segue immediatamente un altro e i metallisono di diverse misure, allora il sistema “Narrow Zone” puòsbagliare e il pezzo di metallo di dimensioni inferiori può pas-sare, La figura 4 mostra il segnale generato da un piccolopezzo di metallo denominato A seguito da un pezzo più gran-de B. Il detector non è in grado di “vedere” i due differentisegnali ma la combinazione dei due segnali contraddistinta,nella figura 4, dalla lettera C. Si può notare che prima chequesto segnale C abbia la possibilità di cambiare polarità, edi essere riconosciuto, l’effetto del secondo pezzo di metallo looffusca. Il primo pezzo non viene riconosciuto. Se arriva unterzo grande pezzo di metallo, i primi due non possono esse-re riconosciuti e così via. Questa è la maggiore limitazionedella tecnica Narrow Zone.
3.2 Effetti delle influenze esterne
Gli effetti delle vibrazioni sul detector sono ugualmente diffe-renti a seconda della tecnica utilizzata.Un segnale esterno di interferenza, come per esempio unavibrazione, viene registrata come un picco di una polarità. Conil sistema Amplitude, il livello di rumore di fondo può esseresuperato, in relazione al livello di vibrazione, e si può avere unfalso segnale che determina un’azione di rifiuto di prodotto cheinvece risulta non aver subito alcuna contaminazione. Con latecnica Narrow Zone, comunque, il segnale non cambia pola-rità e l’azione di ispezione viene inibita. Si tratta di due esempiche ci dimostrano la possibile inefficienza del metal detector.
Figura 3
Figura 4
piccolaparticella
grandeparticella
segnalerisultante
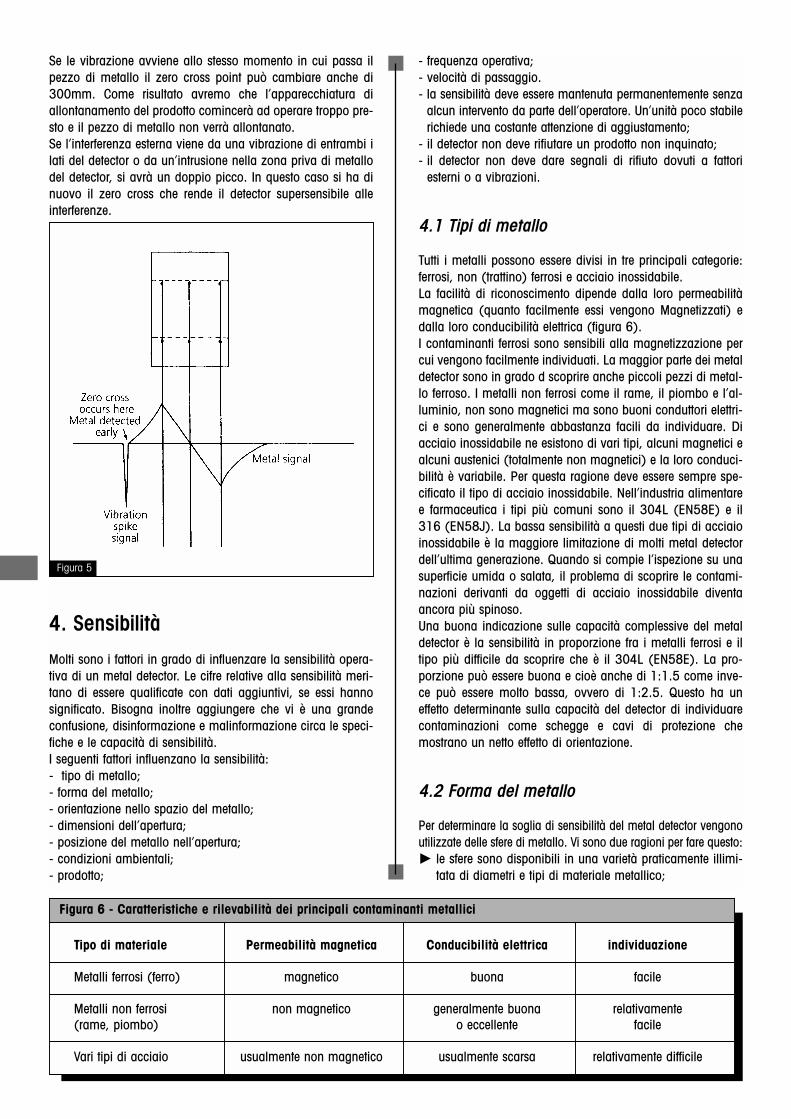
Se le vibrazione avviene allo stesso momento in cui passa ilpezzo di metallo il zero cross point può cambiare anche di300mm. Come risultato avremo che l’apparecchiatura diallontanamento del prodotto comincerà ad operare troppo pre-sto e il pezzo di metallo non verrà allontanato.Se l’interferenza esterna viene da una vibrazione di entrambi ilati del detector o da un’intrusione nella zona priva di metallodel detector, si avrà un doppio picco. In questo caso si ha dinuovo il zero cross che rende il detector supersensibile alleinterferenze.
4. Sensibilità
Molti sono i fattori in grado di influenzare la sensibilità opera-tiva di un metal detector. Le cifre relative alla sensibilità meri-tano di essere qualificate con dati aggiuntivi, se essi hannosignificato. Bisogna inoltre aggiungere che vi è una grandeconfusione, disinformazione e malinformazione circa le speci-fiche e le capacità di sensibilità.I seguenti fattori influenzano la sensibilità:- tipo di metallo;- forma del metallo;- orientazione nello spazio del metallo;- dimensioni dell’apertura; - posizione del metallo nell’apertura;- condizioni ambientali;- prodotto;
- frequenza operativa;- velocità di passaggio.- la sensibilità deve essere mantenuta permanentemente senza
alcun intervento da parte dell’operatore. Un’unità poco stabilerichiede una costante attenzione di aggiustamento;
- il detector non deve rifiutare un prodotto non inquinato;- il detector non deve dare segnali di rifiuto dovuti a fattori
esterni o a vibrazioni.
4.1 Tipi di metallo
Tutti i metalli possono essere divisi in tre principali categorie:ferrosi, non (trattino) ferrosi e acciaio inossidabile.La facilità di riconoscimento dipende dalla loro permeabilitàmagnetica (quanto facilmente essi vengono Magnetizzati) edalla loro conducibilità elettrica (figura 6).I contaminanti ferrosi sono sensibili alla magnetizzazione percui vengono facilmente individuati. La maggior parte dei metaldetector sono in grado d scoprire anche piccoli pezzi di metal-lo ferroso. I metalli non ferrosi come il rame, il piombo e l’al-luminio, non sono magnetici ma sono buoni conduttori elettri-ci e sono generalmente abbastanza facili da individuare. Diacciaio inossidabile ne esistono di vari tipi, alcuni magnetici ealcuni austenici (totalmente non magnetici) e la loro conduci-bilità è variabile. Per questa ragione deve essere sempre spe-cificato il tipo di acciaio inossidabile. Nell’industria alimentaree farmaceutica i tipi più comuni sono il 304L (EN58E) e il316 (EN58J). La bassa sensibilità a questi due tipi di acciaioinossidabile è la maggiore limitazione di molti metal detectordell’ultima generazione. Quando si compie l’ispezione su unasuperficie umida o salata, il problema di scoprire le contami-nazioni derivanti da oggetti di acciaio inossidabile diventaancora più spinoso.Una buona indicazione sulle capacità complessive del metaldetector è la sensibilità in proporzione fra i metalli ferrosi e iltipo più difficile da scoprire che è il 304L (EN58E). La pro-porzione può essere buona e cioè anche di 1:1.5 come inve-ce può essere molto bassa, ovvero di 1:2.5. Questo ha uneffetto determinante sulla capacità del detector di individuarecontaminazioni come schegge e cavi di protezione chemostrano un netto effetto di orientazione.
4.2 Forma del metallo
Per determinare la soglia di sensibilità del metal detector vengonoutilizzate delle sfere di metallo. Vi sono due ragioni per fare questo:❿ le sfere sono disponibili in una varietà praticamente illimi-
tata di diametri e tipi di materiale metallico;
Tipo di materiale Permeabilità magnetica Conducibilità elettrica individuazione
Metalli ferrosi (ferro) magnetico buona facile
Metalli non ferrosi non magnetico generalmente buona relativamente(rame, piombo) o eccellente facile
Vari tipi di acciaio usualmente non magnetico usualmente scarsa relativamente difficile
Figura 6 - Caratteristiche e rilevabilità dei principali contaminanti metallici
Figura 5

❿ la sfera ha una forma costante per cui, in qualsiasi posizionee con qualsiasi orientazione l’oggetto sferico si presenti, essorappresenta un qualcosa di sempre identico per il detector.
La sensibilità del detector viene usualmente definita come ildiametro di una sfera di metallo di uno specifico materiale cheviene riconosciuta al centro dell’apertura.
4.3 Effetti dell’orientamento
Si nota questo effetto in tutti i campioni non sferici come scheggee sfridi ma è maggiore nel caso di cavi e spilli. Se il diametro delcavo è maggiore della sensibilità sferica dello strumento, non vi èalcun problema e qualsiasi pezzo verrà riconosciuto e scartato. Seinvece è altrimenti, ovvero il diametro è inferiore alla sensibilità sfe-rica, la facilità dell’ispezione e riconoscimento dipende dal suo“orientamento” al momento in cui esso passa attraverso il detec-tor. Se il diametro del cavo arriva ad essere inferiore ad un terzodella sensibilità dello strumento, allora può diventare impossibileindividuarne la presenza indipendentemente dalla sua lunghezza.Un pezzo di cavo non ferroso si trova nell’orientamento più dif-ficoltoso quando esso è disposto a 90° rispetto al flusso diispezione, il caso più semplice è quando esso si presenta alli-neato lungo il nastro trasportatore. Per i cavi di materiale non ferroso e di acciaio inossidabile valeesattamente la regola inversa. Se questo tipo di contaminazio-ne è probabile, bisogna fare attenzione ad assicurarsi che ildetector sia, in effetti in grado di riconoscerla.Se, per esempio, la sensibilità del detector è fissata a 1.5 mmdi diametro mostreranno un effetto di orientazione. Se la sen-sibilità del detector viene aumentata fino a 1.0 mm solo i caviche hanno un diametro inferiore a 1 mm possono dare pro-blemi. Chiaramente, per minimizzare l’effetto di orientamento,è meglio operare con un detector che abbia la maggiore sen-sibilità possibile. Questo, comunque, può creare altri problemi:Dato l’elevato valore di sensibilità si potranno avere maggioriproblemi di deriva della sensibilità, potrebbero aumentare ifalsi allarmi fino ad un livello inaccettabile. I benefici di unmetal detector stabile diventano più importanti.
La figura 8 paragona la capacità di un metal detector di rive-lazione ai campioni di filo ad un diverso valore di sensibilità.La colonna di sinistra mostra quattro livelli di sensibilità. Peresempio, quando riveliamo una sfera di mm 1,5 di diametro,abbiamo bisogno di un filo di rame lungo 9 mm per garantir-ne la rivelazione.Se la sfera è di 2 mm, dobbiamo aumentare la lunghezza finoa 26 mm.Si può vedere come una piccola variazione di sensibilità sferi-ca richieda una evidente maggiorazione del filo.Anche in questo caso la migliore soluzione è quella di tararelo strumento alla maggiore sensibilità possibile. L’AutoBalance, il Quarz Control e la testa ricoperta aiutano a rag-giungere questi obiettivi.
4.4 Dimensioni delle aperture
Un’apertura di grandi dimensioni è meno sensibile rispetto adun’apertura piccola. Sia la larghezza dell’apertura che l’altez-za hanno un’influenza sulla sensibilità dello strumento, macambiamenti nell’altezza dell’apertura o piccoli cambiamentinelle dimensioni dell’apertura avranno un grande effetto.Il centro geometrico è la parte meno sensibile dell’apertura, gliangoli sono molto più sensibili e tutti gli altri punti adiacenti.La differenza fra questi due estremi è conosciuta come gra-diente di sensibilità e dipende dal tipo di bobina utilizzato edallo schema di assemblaggio.Un gradiente elevato può rendere il detector troppo insensibilealla contaminazione sul nastro di trasporto e del materiale diimballaggio. Un detector perfetto non ha alcun gradiente e hala stessa sensibilità in tutti i punti.
4.5 Condizioni ambientali
I metal detector sono influenzati a vari gradi dalle avverse con-dizioni ambientali, come interferenze elettriche aeree, vibrazio-ni del terreno e fluttuazioni della temperatura.
Figura 7

Questi effetti diventano più che mai evidenti quando si operaad elevati livelli di sensibilità. Forni, tunnel di congelamen-to e fasi di lavorazione con lavaggi con acqua calda, sonotutte operazioni che determinano un certo shock termico, ilquale potrebbe indurre la generazione di falsi segnali. Ameno che non venga utilizzato il sistema ad equilibrio auto-matico, che è in grado di eliminare il problema, la soluzio-ne più comune che si prospetta all’operatore è quella diridurre la sensibilità della macchina. Per questa ragionequando si comparano le sensibilità degli strumenti, il testa-re questi ultimi in condizioni di laboratorio non ha poi cosìsignificato. Le specifiche relative alla sensibilità devonoessere espresse in normali condizioni operative con il detec-tor in situazione di stabilità. Alcuni produttori di detectorsono più tradizionalisti, altri lo sono meno quando si trattadi sensibilità.
4.6 Prodotto
Prodotti secchi come quelli dolciari e i cereali sono relativa-mente facili da ispezionare e le curve di sensibilità possonoessere utilizzate per calcolare la sensibilità operativa attesa.Quando si ispezionano prodotti umidi e conduttivi come peresempio la carne fresca, la situazione è ben differente.I prodotti umidi creano un segnale di interferenza nel detectorche bisogna cancellare prima di iniziare l’ispezione. Questoinconveniente tende a ridurre la sensibilità dello strumento inmaniera che non può essere calcolata empiricamente.Per minimizzare gli effetti, una frequenza operativa più bassaviene spesso scelta nel range che va da 10 a 15 kHz. Questoaccorgimento riduce il segnale di interferenza del prodotto, mariduce parimenti la sensibilità dello strumento, particolarmentenel caso dell’acciaio inox.Per determinare la sensibilità della linea di produzione, il testcon il prodotto è essenziale e generalmente il risultato mostra
un netto aumento della sensibilità ai metalli ferrosi, ma unariduzione nella sensibilità ai materiali non ferrosi e all’acciaioinossidabile.
4.7 Velocità di ispezione
Le velocità minime e massime di ispezione sono raramente unfattore limitante per i metal detector, particolarmente in appli-cazioni che prevedono l’utilizzo di nastri trasportatori.
i limiti varieranno da produttore a produttore ma saranno sem-pre una funzione dell’altezza dell’apertura del detector. Ingenere questi si aggirano intorno agli 8 m/sec (1500piedi/min.) per un’apertura di 125 mm.E’ possibile apportare modifiche minori per estendere ulterior-mente questo range. Il limite di prestazioni può essere rag-giunto quando si cerca di compiere l’ispezione su una con-dotta pneumatica alla velocità maggiore di 35 m/sec.Più importante che il massimo o il minimo assoluto, è unasensibilità uniforme su tutto il range di velocità. Questo nonè però valido per tutti i detector. La figura 5 mostra il detec-tor A che mantiene la sensibilità su un ampio range, in con-fronto al detector B che risulta più influenzabile dalla velo-cità.
5. Ispezione di prodotti umidie conduttivi
Prodotti come formaggio, carni fresche, pane caldo, marmel-late e prodotti in salamoia possono creare un segnale in unmetal detector anche quando questo non è in contatto connessun tipo di metallo. Questo fenomeno è meglio noto come“effetto prodotto” ed è causato dal sale o dal contenuto inacido che rende il prodotto elettricamente conduttivo.
Figura 8
Per rendere possibile l’ispezione è necessario eliminare o ridur-re il segnale proveniente dal prodotto. Questo può essere rea-lizzato in tre modi differenti:❿ riduzione della sensibilità: riducendo progressivamente
la sensibilità dello strumento, il segnale proveniente dalprodotto diventa via via più debole fino al punto in cui essonon è più individuabile. Allo stesso modo, però, anche ildetector diventa meno sensibile alla presenza di tutti imetalli, anche se la soluzione più conveniente quando ilsegnale generato dal prodotto non è di forte intensità;
❿ riduzione di frequenza: la frequenza operativa di un metaldetector è generalmente nel range compreso tra 10 kHz e500 kHz. Selezionando la frequenza nella zona del limiteinferiore di questo intervallo, il segnale generato dal prodot-to diventa più debole. Sfortunatamente, il segnale generatodai metalli non ferrosi e dall’acciaio inossidabile diventaanch’esso più debole, rendendo la sensibilità dello strumen-to a questo tipo di contaminazione a sua volta minore;
❿ compensazione del prodotto: sono disponibili speciali cir-cuiti elettronici che possono amplificare e filtrare il segnaleproveniente dal detector in proporzioni differenti a secondadelle loro caratteristiche. Questi filtri possono essere aggiu-stati dall’operatore tenendo conto dell’ampio spettro disegnali provenienti dal prodotto. La tecnica è meglio cono-sciuta come “compensazione del prodotto” e generalmenteha l’effetto di minimizzare il segnale derivante dal prodotto,migliorare la sensibilità dello strumento ai materiali ferrosi,riducendo la sensibilità ai metalli non ferrosi e all’acciaio e,inoltre, rende il detector più immune dagli effetti di vibrazio-ne dei motori, delle attrezzature di allontanamento del pro-dotto e da altri macchinari che si trovino ad operare nellevicinanze del metal detector. Ispezionare prodotti conduttiviè sempre un compromesso e, in pratica, un produttore dimetal detector userà una combinazione di queste tre tecni-che per ottenere il meglio delle prestazioni operative.
Gli effetti delle vibrazioni e dei movimenti, della variazione ditemperatura sono maggiormente pronunciati sulle linee chepresentano un effetto prodotto. I sistemi ad equilibrio automa-
tico, a frequenza di cristalli di quarzo e a testa corazzata aiu-tano a mantenere la stabilità dello strumento. Ciò consente disuperare i problemi più frequenti e comuni, spesso provati conmano dagli utilizzatori, come un graduale aumento dellaquantità di materiale rifiutato, che quando viene reispezionatonon presenta alcuna contaminazione.La seguente sezione dà un’ulteriore spiegazione della com-pensazione del prodotto.
5.1 Compensazione del prodotto - I particolari
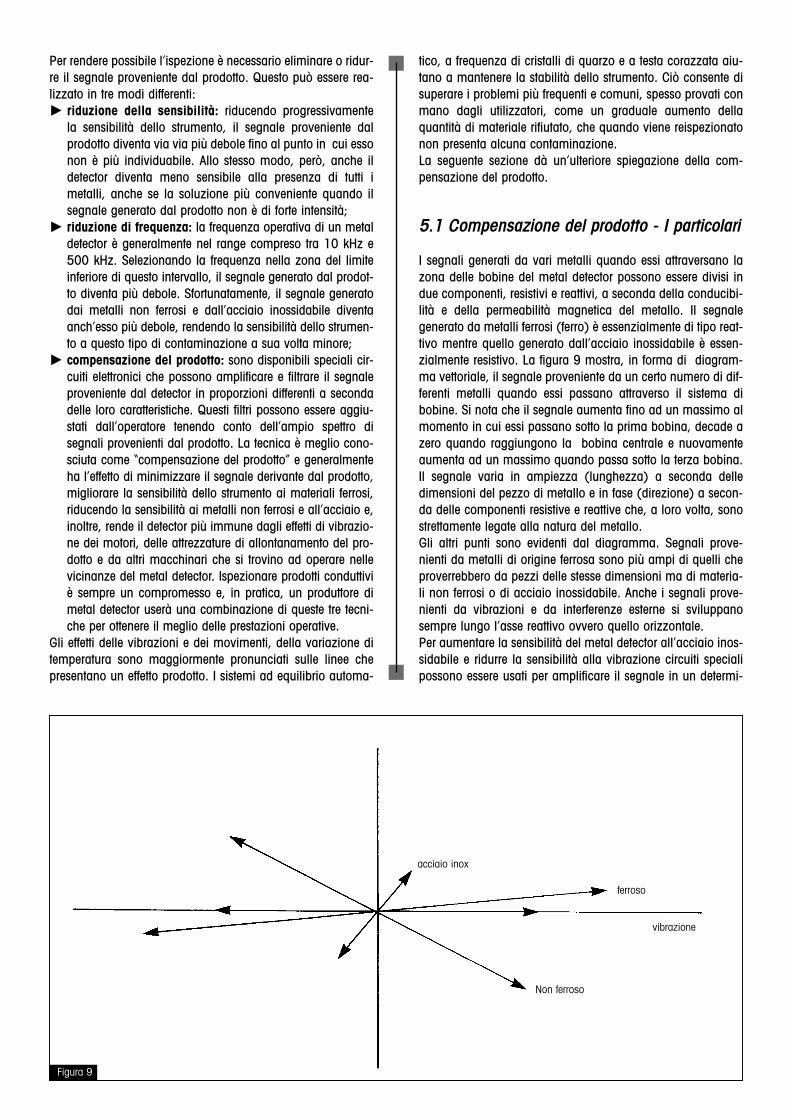
I segnali generati da vari metalli quando essi attraversano lazona delle bobine del metal detector possono essere divisi indue componenti, resistivi e reattivi, a seconda della conducibi-lità e della permeabilità magnetica del metallo. Il segnalegenerato da metalli ferrosi (ferro) è essenzialmente di tipo reat-tivo mentre quello generato dall’acciaio inossidabile è essen-zialmente resistivo. La figura 9 mostra, in forma di diagram-ma vettoriale, il segnale proveniente da un certo numero di dif-ferenti metalli quando essi passano attraverso il sistema dibobine. Si nota che il segnale aumenta fino ad un massimo almomento in cui essi passano sotto la prima bobina, decade azero quando raggiungono la bobina centrale e nuovamenteaumenta ad un massimo quando passa sotto la terza bobina.Il segnale varia in ampiezza (lunghezza) a seconda delledimensioni del pezzo di metallo e in fase (direzione) a secon-da delle componenti resistive e reattive che, a loro volta, sonostrettamente legate alla natura del metallo.Gli altri punti sono evidenti dal diagramma. Segnali prove-nienti da metalli di origine ferrosa sono più ampi di quelli cheproverrebbero da pezzi delle stesse dimensioni ma di materia-li non ferrosi o di acciaio inossidabile. Anche i segnali prove-nienti da vibrazioni e da interferenze esterne si sviluppanosempre lungo l’asse reattivo ovvero quello orizzontale.Per aumentare la sensibilità del metal detector all’acciaio inos-sidabile e ridurre la sensibilità alla vibrazione circuiti specialipossono essere usati per amplificare il segnale in un determi-
acciaio inox
Non ferroso
vibrazione
Figura 9
ferroso

nato modo, a seconda della fase. Questa tecnica è nota con ilnome di “Phase sensitive Detection (P.S.D.) come mostra lafigura 10. Il P.S.D. ha la conformazione di un ovale lungo sot-tile chiamato “finestra di ispezione”: Il segnale, per essere rico-nosciuto, deve passare fuori da questo ovale. I segnali di forteintensità generati da vibrazioni vengono riconosciuti prima chepassino al di fuori dell’area descritta dall’ovale, mentre sononecessari solo piccoli segnali provenienti dall’acciaio inossida-bile. Si tratta delle condizioni operative più soddisfacenti.
I problemi, per esempio, sorgono quando si ispeziona un pro-dotto conduttivo come il formaggio. L’ampio segnale generato(figura 11) dal prodotto passerà fuori dall’ovale e verrà rico-nosciuto ogni volta anche quando non saremo in presenza dicontaminazione da metallo.Riducendo la sensibilità dello strumento, tutti i segnali diver-ranno più piccoli, fino a che il segnale relativo al prodotto nonpasserà più fuori dall’area descritta dall’ovale. Allora sarà pos-sibile procedere all’ispezione. Per piccoli prodotti questa è disolito la soluzione preferibile.Una soluzione alternativa viene riprodotta nella figura 12. Lafinestra di ispezione può essere ruotata elettronicamente, finoa che non viene allineata con il segnale. Questa tecnica viene
altresì conosciuta anche come “Compensazione del prodotto”e può essere realizzata direttamente dall’utilizzatore. Il segna-le prodotto non passa quasi mai al di fuori dell’area dell’ova-le per cui è di nuovo possibile realizzare una normale ispezio-ne. Usare la compensazione del prodotto, comunque, ha i suoisvantaggi. Nel caso dell’acciaio inossidabile sono necessarisegnali di ampia proporzione per passare fuori dell’area cosìche il detector risulta meno sensibile a questi metalli.Allo stesso tempo, piccoli segnali che hanno origine da vibra-zioni non passeranno fuori da quest’area e saranno individua-ti. Una indesiderata sensibilità alle vibrazioni è spesso un fat-tore limitante quando si ispeziona il prodotto in compensazio-ne.L’esatta fase di ogni prodotto non può essere calcolata dai datirelativi al contenuto salino o al pH. Per la stessa ragione, lasensibilità all’ispezione non può essere calcolata.Testare il prodotto è essenziale per determinare la sensibilitàdello strumento ad una certa gamma di metalli. Questo ser-vizio è in genere realizzato anche dal produttore di metaldetector.
5.2 Compensazione automatica del prodotto
Aggiustare accuratamente il controllo di compensazionedel prodotto costituisce un’operazione che ha bisogno diesperienza, se viene richiesto l’optimum di prestazioni. Sesulla stessa linea produttiva deve essere controllata unanotevole quantità di prodotti diversi sia per forma che perimballaggio, aggiustare il detector per ciascun prodottopuò essere piuttosto dispendioso in termini di tempo. Larecente introduzione sul mercato di un metal detector il cuiprincipio di funzionamento è basato su un microprocesso-re ha dato come risultato un miglioramento nell’ispezionedei prodotti conduttivi.Cambiando dalla posizione “Apprendimento” o “Auto-compensazione” si può settare automaticamente lo stru-mento senza alcun intervento da parte dell’operatore.Questi settaggi possono essere immessi nella memoria perpermettere un immediato richiamo quando si cambia ilprodotto, o anche permettere un set-up remoto del detectordal computer centrale.
6. Sistemi di trasporto e espulsione
Il progetto del sistema meccanico di movimentazione che tra-sporta il prodotto attraverso il detector, deve soddisfare alcuniprecisi criteri se si vuole evitare di influenzare il funzionamen-to del detector in qualche modo. Questo sistema deve avere:
❿ una struttura completamente saldata senza alcun bullone;❿ un motore elettricamente isolato per prevenire loop di terra
e conseguenti falsi segnali;❿ un’area libera dai metalli per montare il detector;❿ un nastro trasportatore che non abbia alcun contatto con
l’apertura dello strumento. Per evitare che ciò avvenga l’a-pertura deve essere 50 mm più ampia del nastro trasporta-tore e supportata da una slitta non-metallica quando passasotto il metal detector;
❿ uno schema che prevenga l’insorgere di cariche elettrostatiche.
Figura 10
segnale delprodotto
Figura 12
Figura 11

6.1 Tipi di nastri trasportatori
Quando si deve scegliere il materiale più adatto per la costru-zione di un nastro trasportatore devono essere consideratinumerosi fattori. A volte, per esempio, possono generarsi cari-che statiche, particolarmente nel caso in cui i nastri trasporta-tori corrano su slitta di plastica o su rotelle e pulegge rivestitedi materia plastica.Sistemi di trasporto speciali antistatici possono causare pro-blemi poiché sono spesso fatti di materiale conduttivo o addi-tivi che possono influenzare negativamente le risposte dellostrumento, particolarmente quando il giunto passa sotto ilmetal detector.Con qualsiasi tipo di nastro trasportatore la giuntura deve esse-re assolutamente priva di metallo e fatta in maniera tale daprevenire l’accumulo di prodotto o di grasso. Una giuntura vul-canizzata o incollata a 45° o un dito di giuntura aiuta a mini-mizzare questo effetto.Non sono altresì adatte giunture metalliche, siano esse cuciteo semplicemente allacciate.Il materiale che costituisce il nastro trasportatore deve esseretotalmente privo di metallo. Anche piccole schegge metallichesono difficilissime da trovare. I produttori di nastri trasportato-ri che propongono sistemi di alta qualità, senza metallo,hanno certamente necessità di utilizzare un’attrezzatura dimetal detection per ispezionare le loro materie prime. Modellipiatti, a piatti, rinforzati e con pareti flessibili stampate sonotutti sistemi accettabili. Trasportatori a catene plastiche stile“Intralox” e trasportatori a supporti rotondi in uretano che cor-rono in rotelle scanalate sono ideali nel caso in cui sia pro-babile avere gocciolamenti, e in cui si richiedano dei frequentilavaggi.I trasportatori senza fine “a doppio passo” offrono notevoli van-taggi in molte applicazioni, incluso un rapido rimpiazzo.Comunque, dal momento che la superficie del nastro traspor-tabile passa sopra una rotella, essi non sono adatti per tra-sportare prodotti umidi o appiccicosi come per esempio tim-balli di carne.
6.2 Trasferimento del prodotto
Il trasferimento sul sistema di trasporto necessita una specialeconsiderazione quando i rulli finali sono di notevoli dimensio-ni o il prodotto è piuttosto piccolo. Se la distanza D fra le rotel-le è maggiore della metà della lunghezza del prodotto, non èpossibile garantire un trasporto affidabile. Usualmente è suffi-
ciente piazzare dei rullini piccoli folli intermedi sul piano. Unapenna singola o doppia permette il trasferimento di prodottimolto piccoli quando il controllo del prodotto deve essere con-tinuo, come file di prodotti dolciari all’uscita dalla fase di deco-razione. Prodotti appiccicosi come per esempio impasti ecarne, e prodotti sfusi come noccioline, possono essere trasfe-riti a cascata.I sistemi di trasporto a catena plastica solida, descritti pre-cedentemente, non possono passare su rulli di piccoledimensioni per cui il trasferimento non è normalmente pos-sibile, particolarmente nel caso di prodotti che possonocadere o gocciolare come barattoli in vetro. La soluzione èquella di posizionare il sistema di detector lungo il nastrotrasportatore e usare una guida per deviare i barattoli e farlipassare sotto il sistema di ispezione. I prodotti dichiaratiidonei vengono quindi riimmessi nel flusso di prodotto.Quando viene individuato un barattolo che presenta conta-
Figura 13
Figura 14
Figura 15
Figura 16
minazione, la guida dei prodotti può essere mossa automa-ticamente per consentire di eliminare dalla linea i prodottinon idonei.
6.3 Velocità di trasporto
Per consentire una più facile identificazione dei prodotti con-taminati, è spesso utile accelerarne la velocità di passaggioall’interno del metal detector per aumentare lo spazio fra iprodotti.Quando le confezioni sono piuttosto ravvicinate le unerispetto alle altre il detector è incapace di determinarequale di esse sia contaminata. Sarà quindi necessariorifiutare due o tre confezioni per essere sicuri di avererisolto il problema.. Aumentando la velocità del detector,la spaziatura del prodotto viene automaticamenteaumentata, permettendo un’identificazione prodotto perprodotto.Quando si devono ispezionare prodotti sfusi, l’altezza di cadu-ta può essere ridotta accelerando il prodotto sul astro traspor-tatore. Questo accorgimento presenta il vantaggio di minimiz-zare il volume di prodotto eliminato e permette di avere unospazio di apertura inferiore, dando come risultato una mag-giore sensibilità.
6.4 Sistemi di espulsione automatica
Sistemi inefficienti di espulsione del prodotto rappresentanoprobabilmente l’anello più debole del sistema di metal detec-tion e fanno sì che il prodotto contaminato non venga allon-tanato dalla linea in maniera efficace e affidabile. Un siste-
ma progettato correttamente dovrebbe essere a prova di erro-re e capace di scartare tutti i prodotti contaminati in qualsia-si circostanza, indipendentemente dalla frequenza della con-taminazione o della localizzazione del pezzo di metalloall’interno del prodotto.Solo in casi eccezionali, infatti, non viene utilizzato il siste-ma di espulsione automatico. In quest’ultimo caso l’operato-re è tenuto ad allontanare il prodotto quando il sistema siferma in corrispondenza della zona di ispezione o quandoun segnale acustico suona o un disco di plastica luminosoviene fatto cadere sul nastro trasportatore da un “disc drop-per” ideato per entrate in funzione ogniqualvolta venga indi-viduata una contaminazione metallica. Tutte queste soluzio-ni sono per così dire ad alto rischio e dipendono dalle con-dizioni di efficienza dell’addetto alla linea.La scelta del sistema di eliminazione del prodotto contamina-to più adeguato dipende da molti fattori e il consiglio del pro-duttore dovrebbe essere sempre seguito.
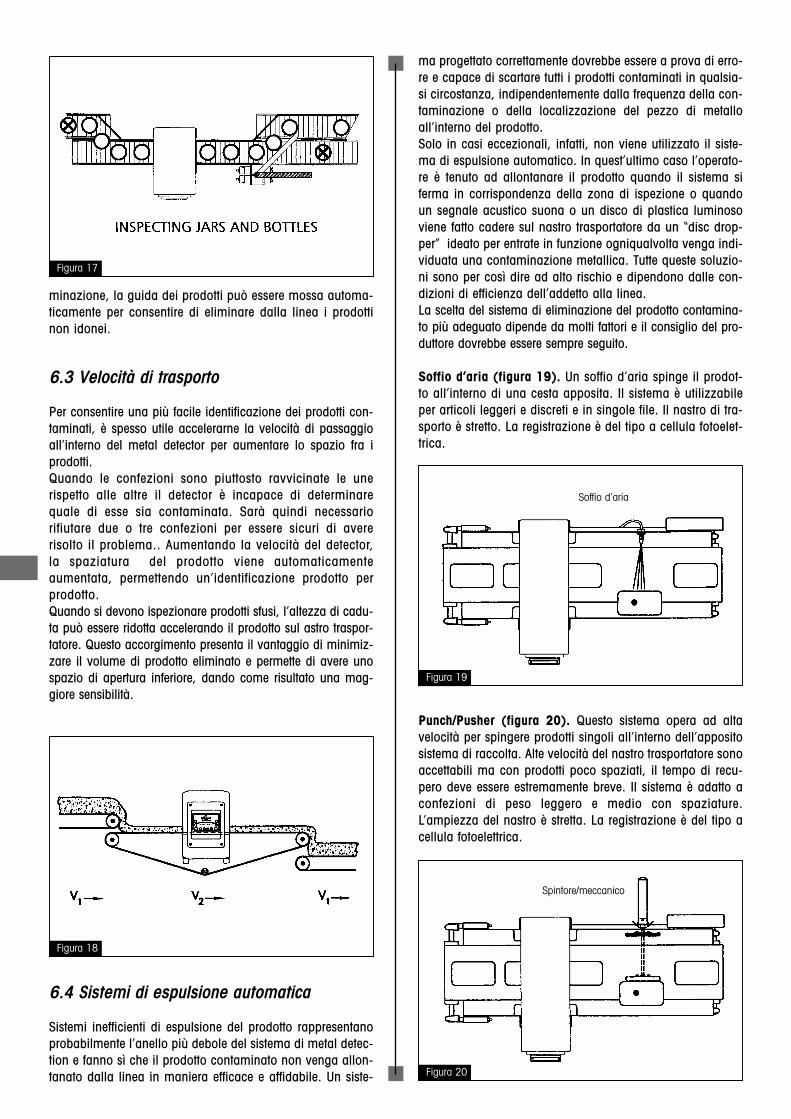
Soffio d’aria (figura 19). Un soffio d’aria spinge il prodot-to all’interno di una cesta apposita. Il sistema è utilizzabileper articoli leggeri e discreti e in singole file. Il nastro di tra-sporto è stretto. La registrazione è del tipo a cellula fotoelet-trica.
Punch/Pusher (figura 20). Questo sistema opera ad altavelocità per spingere prodotti singoli all’interno dell’appositosistema di raccolta. Alte velocità del nastro trasportatore sonoaccettabili ma con prodotti poco spaziati, il tempo di recu-pero deve essere estremamente breve. Il sistema è adatto aconfezioni di peso leggero e medio con spaziature.L’ampiezza del nastro è stretta. La registrazione è del tipo acellula fotoelettrica.
Figura 17
Figura 18
Soffio d’aria
Figura 19
Spintore/meccanico
Figura 20

Laterale (figura 21). Il braccio si muove con un certo ango-lo attraverso il sistema di trasporto.
Flap (figura 22). L’espulsione del prodotto avviene alla finedel nastro trasportatore con poche limitazioni.
Nastro retrattile (figura 23). Si tratta del sistema più sofi-sticato. Il rullo finale arretra per creare un vuoto nel flusso inmaniera che il prodotto cada. Dopo l’azione di allontana-mento, il rullo si sposta nuovamente in avanti nella posizio-ne chiusa con velocità maggiore di quella del nastro tra-sportatore evitando così il pericolo di imprigionare del pro-dotto.
Nastro reversibile (figura 24). Ne sono stati prodotti vari tipi.Il nastro trasportatore può avere un movimento “inverso” siasulla zona di ispezione che all’uscita del metal detector per far
sì di scaricare il prodotto contaminato in un contenitore di rac-colta. Tale sistema è adatto per prodotti sfusi secchi. Non c’ènessuna restrizione per quanto riguarda l’ampiezza del nastro.La registrazione non è necessaria.
6.5 Ispezione dei liquidi
L’ispezione dei liquidi e dei prodotti pastosi può essere ottenu-ta sostituendo una sezione corta di tubo di acciaio inossidabi-le con un condotto di plastica per il trasporto dei liquidi ali-mentari e “controllarlo” con un metal detector (figura 26). Puòessere usata una valvola sanitaria a tre vie che può operare perdeviare il prodotto contaminato alternativamente, la pompapuò essere fermata e il prodotto contaminato espulso automa-ticamente. Il tipico prodotto adatto ad essere ispezionato incondotta include la cioccolata, il gelato, le minestre e gli impa-sti di carne.Per prodotti che possono solidificarsi facilmente se il pom-paggio cessa, come nel caso della cioccolata liquida, la con-dotta di scarico può essere incorporata in un manicotto di
Deviatore meccanico
Figura 21
Figura 24
Figura 25
Scarto a paletta
Rifiuto del prodotto
Figura 22
Figura 23
Figura 26
Nastro con movimento inverso di rivelazione
Rifiuto del prodotto
nastro retrattile

acqua calda (cavi elettrici di riscaldamento non possono pas-sare attraverso il detector). La “camicia” di acqua calda pre-viene inoltre accumuli di grassi all’interno dei tubi quandovengono pompati alcuni tipi di emulsioni di carne per salsic-ce. Il prodotto pompato è raramente totalmente omogeneo.Vuoti e bolle si creano frequentemente e questo fenomeno puòcausare problemi quando si “regola” il detector per ottenere ilmassimo della resa specialmente nel caso di prodotti alta-mente conduttivi.In normali condizioni, il prodotto passa sotto entrambe lebobine. L’effetto del prodotto tende a cancellarsi e il detectorpuò essere “settato” per dare il massimo della sensibilità. Se, comunque, appare un vuoto o una bolla, al momento incui passerà sotto la prima bobina, il detector avvertirà unagrande differenza di prodotto e si avrà così un falso impul-so (figure 27 e 28). E’ possibile aggiustare il detector pereliminare il segnale proveniente dal prodotto, ma a menoche sia frequente la formazione di bolle, o questo fenomenoavvenga a tempi ben precisi (come per esempio quandoviene avviata la pompa), il procedimento può richiederemolto tempo. In questo caso, la compensazione automaticadel prodotto non sarà di alcun aiuto.
6.6 Ispezione di polveri e polveri granulari
Ogni polvere o prodotto granulare come noccioline, riso, pel-let di plastica, polvere di latte, semi di cacao può essere ispe-zionato in condizioni di caduta libera usando un detector agravità e una valvola di deviazione ad alta velocità. In normalicondizioni non vi sono parti in movimento come motori, ruoteo nastri e con il relativo elevato volume che può passare attra-verso la piccola apertura di un detector, si può raggiungereuna sensibilità piuttosto alta.Il detector e il sistema di allontanamento del prodotto conta-minato devono essere montati su una struttura rigida con uno
spazio sufficiente fra essi che consenta, tutte le volte che vengadeterminata una contaminazione metallica, di poter provvede-re al suo allontanamento. Il flusso del prodotto deve essere acaduta libera continua oppure a caduta in batch. Questo tipodi soluzione non è adatto se il prodotto può fermarsi o simuove lentamente. Frequentemente l’altezza totale del sistemarappresenta un fattore limitante per usare un’alimentazione percaduta a gravità, particolarmente quando si dispone di uno spa-zio di testa ridotta (figura 29).Le seguenti variabili limitative hanno una relazione diretta conl’altezza totale del sistema.
❿ Altezza di caduta iniziale del prodotto.Questo determinerà la sua velocità al punto di ispezione eanche il tempo impiegato per arrivare al punto di rifiuto.L’altezza di caduta dovrebbe essere ridotta al minimo ponendolo strumento il più vicino possibile al punto di caduta iniziale.❿ Apertura del detector.Questo determinerà la zona priva di metalli del detector e a suavolta l’altezza della flangia di alimentazione sopra il detector eil punto più vicino in cui può essere localizzato il sistema diallontanamento del prodotto contaminato.L’altezza dell’apertura determinerà inoltre la distanza a cui ilsistema di rifiuto dovrà lavorare per essere in grado di allonta-nare il prodotto.❿ Tempo di risposta del sistema.Questo argomento va a coprire ciò che riguarda la velocità dirisposta del relé, o dell’output a stato solido, solenoide aereo,cilindro d’aria e il tempo impiegato per far sì che le spallette dirifiuto si muovano nella posizione di esclusione del prodotto.❿ Angolo di espulsione.L’angolo di espulsione non deve essere troppo grande percreare il blocco del ponte, Se viene ridotta la lunghezza delflap di rifiuto, aumenta l’angolo di rifiuto. Un angolo compre-so tra 25 e 30° viene considerato il massimo dell’ampiezzaper la maggior parte dei prodotti.❿ Sistema di espulsione.Un accumulo di prodotto nel sistema di allontanamento, unacaduta nella pressione dell’aria o un invecchiamento del siste-ma di trasporto, sono tutti fattori che rallentano la velocità dirisposta. E’ quindi necessario un margine di sicurezza nella
Figura 27
Figura 28
Figura 29

concezione dello strumento per assicurarsi che il metallovenga allontanato con un’accuratezza del 100%.Esiste una precisa correlazione fra il diametro della condotta,la sensibilità e la tipica velocità di passaggio per gravità.
6.7 Applicazioni speciali
Installare un metal detector “personalizzato” direttamente su unamacchina per imballaggio o di processo o al suo interno, puòportare un certo numero di vantaggi sia per l’utilizzatore che peril costruttore dello strumento. Si tratta di una linea di tendenzache dovrebbe avere ancora un grande sviluppo futuro.Quando l'installazione è posta in uno spazio ristretto, puòessere utilizzato il modello "ZMFZ" (Zero Metal Free Zone), chepermette di posizionare strutture metalliche molto vicine alrivelatore di metalli. Vengono qui riportati due esempi.❿ Riempimento di buste.La figura 30 mostra un tipico modo di ispezionare un mate-riale polverulento prima del riempimento in buste preformate inalluminio. Vengono normalmente utilizzate aperture di 50 mmo 75 mm, ma talvolta limitazioni di spazio impongono direstringere le dimensioni della scatola esterna.
Vengono generalmente usati riempitori ad ugello, permettendodi evitare la sostituzione di parti metalliche con plastica, cherisulta dalla necessità di avere una zona in cui non si abbiapresenza di metalli. Su un singolo astuccio possono essere uti-lizzati fino a tre beccucci di riempimento, il che significa averetre metal detector.
I sacchetti in alluminio devono essere accuratamente inventa-riati per il riempimento. Un segnale può essere preso dal mec-canismo di indicizzazione e portato fino al timer di cambio delmetal detector e usato per dare il sincronismo al meccanismodi allontanamento del prodotto contaminato che si può trova-re anche in un punto molto lontano rispetto alla zona di riem-pimento.❿ Confezionatricitrici verticali.Un detector molto sottile può essere piazzato fra unabilancia computerizzata e la confezionatrice verticale (figura30). Spesso è necessario un detector che abbia discretedimensioni, anche 150 o 200 mm. Ovviamente questorichiede che la zona priva di metalli sia più ampia di quellache si avrebbe con il sistema di riempimento di sacchetti.Questo può essere realizzato rimpiazzando alcune partimetalliche della bilancia con pezzi in plastica o alzando leg-germente tutta la bilancia. Quando viene scoperta la presen-za di metallo, si può fermare l’intera linea o inibire il movi-mento della ganascia di saldatura, ottenendo un sacchetto didoppia capacità.
7. Tempi di espulsione
E’ normale che si richieda un certo lasso di tempo dalmomento dell’individuazione al momento dell’espulsione perpermettere che la porzione di prodotto contaminato raggiun-ga il punto in cui viene allontanato. Questo può variare dafrazioni di secondo per linee ad alta velocità, dove il detectore il sistema di rifiuto del prodotto sono molto vicini, fino anchea 30 secondi dove l’allontanamento del prodotto contamina-to, sia esso compiuto in maniera automatica che manuale, èstato progettato in un punto lontano. E’ altresì necessario unsecondo timer indipendente rispetto al primo, che ha il com-pito di controllare la lunghezza del tempo in cui opererà ilsistema di rifiuto del prodotto. Questo é generalmente aggiu-stabile da 0.5 a 10 secondi. Il periodo più breve dovrebbeessere necessario quando si interviene con un sistema a pun-zone, ma un sistema a banda retrattile opera normalmente intempi dell’ordine di alcuni secondi per rimuovere oggetti digrandi dimensioni dal nastro trasportatore che si muove abassa velocità. Entrambi i timer fanno parte del corredo standard dei metaldetector. E’ importante che i timer siano immediatamenteresettabili e che il metal detector sia sempre operativo anchedurante i tempi morti. Il deector deve essere in grado di indivi-duare una seconda particella e quindi di resettare o estendereil tempo di rifiuto del timer in maniera tale che l’operazione siacompiuta in modo affidabile. Dovrebbe quindi risultare uncontinuo flusso di metallo nel sistema di allontanamento cheopera in continuazione fino a che tutti i paricolati metallici nonsono allontanati.
7.1 Applicazioni a velocità variabile/stop-start
Una sincronizzazione precisa del sistema di allontanamentodel prodotto diventa più complessa se il sistema di trasporto hauna velocità variabile o può essere fermato in maniera tale chedel prodotto stazioni fra il punto di ispezione e il sistema diallontanamento. Il tempo che il prodotto impiega per compie-
Modello Diametro Sensibilità portatatubo Fe/Non Fe Kg/Ora
di passaggio (Lbs/Hours)mm (inch)
GF50 50 (2”) 0.4/0.5 1,500(3,300)
GF100 100 (4”) 0.6/0.7 6,000(13,200)
GF150 150 (6”) 0.7/0.8 13,500(30,000)
GF200 200 (8”) 1.0/1.1 25,000(52,000)
Figura 30

re il percorso fino al punto di allontanamento non é costante enon può essere usato un semplice metodo di ritardo. La soluzione più banale é quella di usare un cambio di regi-stro elettronico che può controllare il nastro trasportatore e laposizione del prodotto sul nastro stesso. Un cambio di registroé un apparecchio che dà un segnale in uscita dopo che haricevuto un determinato numero di impulsi in entrata. Questiimpulsi vengono prodotti da un generatore attaccato all’alberodi una rotella del sistema di trasporto. Normalmente é costitui-to da un disco di metallo con dei buchi intagliati. Ogni voltache un dente del disco oscura la cellula fotoelettrica o passavicino al sensore, viene generato un impulso. Un elevatonumero di denti genera più impulsi, che, in ultima analisi, per-mettono una più accurata registrazione del prodotto.Il disco é solidale con l’albero di un rullo del sistema di tra-sporto come mostrato in figura 31 nella pagina precedente.Se il cambio di registro non é aggiustabile, dando un outputdopo un predeterminato numero di impulsi, allora il numerodi interspazi nel disco deve essere calcolato accuratamente.Se il cambio di registro é aggiustabile, é necessario un cal-colo per presettare il cambio di registro,o, alternativamente ilsettaggio può essere fatto dopo prove ed errori per approssi-mazioni successive.
Quando si installano sistemi in una linea che può operare avelocità variabile, non é sempre necessario avere un detec-tor anch’esso a passo variabile. La spesa aggiuntiva e lacomplessità possono spesso essere evitate stabilendo che ilsistema di detector lavori alla normale velocità massimadella linea.
7.2 Temporizzatori con controllo a fotocellula
La figura 32 mostra un sistema di espulsione a pistone, con iltimer programmato per poter allontanare le confezioni con ilpezzo di metallo al centro dell’interno della confezione. Se lacontaminazione si trova verso il bordo estremo della confezio-ne, l’azione di rifiuto può avvenire troppo presto o troppo tardi,con la possibilità di perdere la confezione o di disturbare il nor-male fluire delle confezioni vicine e causare la fermata sullalinea. (vedi sezione 6.4). se viene usato un soffio d’aria com-pressa o un deviatore, una possibile soluzione sarebbe quelladi aggiustare i timer per operare più tempestivamente e per unperiodo più lungo. Questo, comunque, rimuoverà molte con-fezioni buone e più facilmente si avrà un’azione di rotazione edi disturbo delle altre.La migliore soluzione – e l’unica in cui viene utilizzato un siste-ma di allontanamento a pistone – è quella di controllare accu-
ratamente la posizione della confezione e di operare con ilsistema di rifiuto, quando questo ha raggiunto la posizione cor-retta. Su una linea ben progettata, la posizione della confezio-ne può essere controllata con un sistema di cellula fotoelettrica.
8. Procedure di assicurazionedella qualità
I metal detectors possono essere usati in diverse fasi del pro-cesso produttivo.
❿ Ispezione materiale grezzo e semilavorati- Elimina il metallo prima che venga diviso in parti più piccole- Protegge i macchinari di produzione da danneggiamenti- Evita i costi del prodotto e delle confezioni qualora il pro-
dotto fosse scartato alla fine del confezionamento.
Esempi tipici includono l’ispezione sui pezzi di carne prima divenire tritata, ingredienti per la farcitura di pizze e granaglie.
❿ Ispezione dei prodotti finiti- Evita la possibilità di ulteriori contaminazioni.- Assicura il rispetto degli standard di qualità.
La combinazione dei due metodi di ispezione garantisce inmodo ottimale la protezione da contaminazioni metalliche.Selezionare un sistema di metal detection affidabile è solo ilprimo gradino per raggiungere l’obiettivo finale: minimizzare oeliminare l’incidenza della contaminazione metallica.
Figura 31
Figura 32

Coloro che sono responsabili della stabilizzazione e monito-raggio del programma dovrebbero assicurarsi che le procedureappropriate vengano chiaramente specificate e messe in prati-ca e che i collaboratori a tutti i livelli siano in linea con esse.
8.1 Standard di sensibilità
Stabilire una sensibilità standard può essere relativamentesemplice per procedure con prodotti abbastanza secchi e pic-coli come i prodotti dolciari, ma molto più difficile quando siha una produzione molto variegata. Trovare un accordo fra leaziende per garantire un minimo livello di ispezione aiuterà adevitare di posizionare il metal detector in modo errato. Unesempio da citare riguarda il caso in cui si debba compiere l’i-spezione di casse finite invece di ispezionare ciascun oggettocontenuto nella cassa. Maggiori sono le dimensioni del detec-tor e minore è la sensibilità. e frequentemente le contamina-zioni metalliche nel materiale usato per costruire le casse dicartone limita senza dubbio le possibilità del detector.Lo strumento dovrebbe lavorare al massimo delle propriecapacità assicurando nel contempo la affidabilità, che potreb-be essere migliore delle condizioni standard fissate. È comun-que più importante per uno strumento lavorare in condizioni diaffidabilità, sul lungo periodo, e senza falsi rifiuti, che cercaredi ottenere la migliore sensibilità e creare falsi allarmi. Per prodotti conduttivi, il test sul prodotto è imprescindibile. Lostandard deve essere stabilito dal Servizio di Assicurazione diQualità, basato sui dati reali ottenuto durante il test con il pro-dotto e sulle prove condotte dal produttore del metal detector.Sia lo standard minimo accettabile che quello relativo specifi-catamente alla linea devono essere determinati sia per mate-riali ferrosi che per quelli non magnetici come l’acciaio inossi-dabile. La specifica della linea dovrebbe essere chiaramenteindicata a lato del detector e e dovrebbero essere disponibilidei campioni di metallo di dimensioni note.L’accesso e i controlli del metal detector devono essere affida-ti solo a personale qualificato.
8.2 Test periodici
Specifici campioni di metallo dovrebbero essere inseriti incampioni altrettanto noti, per dimensioni e caratteristiche, diprodotto fresco. Si devono fare confezioni separate, una pertipo, con campioni di materiale ferroso e non ferroso o inacciaio inossidabile. Per confezioni di pochi centimetri di lun-ghezza, il campione deve essere posizionato in una delle dueestremità. Quando si ispezionano prodotti sfusi il campionedeve essere posizionato in un blocco di plastica colorata. I testdevono essere condotti secondo la seguente procedura:❿ ciascuna confezione test deve essere introdotta nella linea di
produzione, dove possibile, mantenendo il normale inter-
vallo di produzione. Essa deve essere individuata dal metaldetector e accuratamente eliminata. Questo confermerà lasensibilità dello strumento e che il sistema di timing e diallontanamento del prodotto funzionano perfettamente;
❿ per confezioni che si sviluppano in senso longitudinale, iltest dovrebbe essere ripetuto prima con il campione dimetallo posizionato nella porzione frontale della confezio-ne e poi ruotando quest’ultima di 180° ovvero con il pezzodi metallo nell’estremità finale. Questo renderà note le pre-stazioni del sistema di allontanamento del prodotto conta-minato il cui funzionamento il cui funzionamento è basatosu una fotocellula;
❿ durante il primo test, è importante prendere nota di quantioggetti vengono rifiutati, dopo il test compiuto sul campione;
❿ se viene rifiutata solo la confezione contaminata, ripetere iltest usando entrambi i campioni di confezioni, uno accan-to all’altro. Bisogna assicurarsi che entrambi vengano rico-nosciuti e scartati;
❿ se una singola confezione contaminata risulta in due o treconfezioni rifiutate, ripetete il test passando entrambe leconfezioni di test attraverso il detector con il secondo pac-chetto localizzato una posizione dopo l’ultimo che verreb-be normalmente scartato.
Devono essere prese delle precauzioni per assicurarsi chenessun campione per tests non rifiutato vada perso nella lineadi produzione. Se il detector è posizionato proprio prima diun’altra macchina di processo, come un macinatore o unmiscelatore, è saggio attaccare il campione di test a una cor-dicella.
8.3 Azioni necessarie se il test dà risultatonegativo
Se si stabilisce un errore durante il test di routine, tutta la pro-duzione fin dal test precedente dovrebbe essere consideratasospetta di inquinamento. Le azioni da intraprendere in questasituazione dovrebbero essere oggetto di accordo preventivo trale aziende. Molte aziende fermano la produzione finchè il gua-sto non viene riparato o addirittura non viene rimpiazzata l’u-nità rotta. Una scelta meno soddisfacente è quella di conti-nuare la produzione e ripassare tutto sotto un altro detectorfuori linea.Se il sistema sembra funzionare correttamente, ma a causadelle vibrazioni, non è in grado di riconoscere il campione dascartare, deve essere usato un campione con differente sogliadi sensibilità. Se viene riconosciuto in maniera adeguata erifiutato, questo dovrebbe essere riportato sul foglio di test e ildetector aggiustato per riportarlo nelle specifiche.Tutti i prodotti allontanati devono essere reispezionati dallostesso detector durante le ore morte della produzione o da undetector fuori linea, per localizzare i pezzi di metallo. Per i pro-dotti discreti viene suggerita la seguente procedura:❿ I prodotti contaminati dovrebbero passare tre volte attraver-
so il detector con varie inclinazioni. Se non vi è segnala-zione di contaminazione alcuna, allora l’articolo vieneconsiderato accettabile.
❿ Se l’oggetto viene considerato come contaminato alloradovremmo essere in grado di trovare il pezzo di metallo.Dopo aver rimosso il materiale d’imballaggio, esso vienediviso in pezzi sempre più piccoli e reispezionato fino a cheil metallo non viene rilevato.
Altezza Detector Fe/Non Fe Non Magnetico
Fino a 50 mm (2”) 0.8 mm 1.2 mm
Fino a 125 mm (5”) 1.2 mm 1.6 mm
Fino a 200 mm (8”) 1.6 mm 2.2 mm

8.4 Registrazione dei dati
Il risultato dei test e un diario di tutti gli aggiustamenti e le ripa-razioni fatte al metal detector, devono essere inseriti nel MetalDetector Test Sheet che viene conservato in prossimità dellostrumento. I fogli completati devono essere conservati per uncerto periodo di tempo, poichè essi possono fornire dati utilinel momento in cui si può avere una lamentela da parte delconsumatore.Ciascun pezzetto di metallo rinvenuto deve essere conservatocome riferimento futuro e i dettagli registrati nel MetalContamination Daily Log’. Se la fonte del metallo è nota, essaverrà annotata. Se si verifica il contrario, è estremamente utilecompiere ulteriori ricerche per far sì che ciò non accada dinuovo. Tali ricerche possono dare come risultato il cambia-mento nelle procedure di manutenzione o addirittura il cambiodel fornitore di materie prime. Localizzare e conservare glioggetti contaminati rappresenta inoltre l’ulteriore vantaggio dipoter, con i pezzi raccolti, ricostruire come in un puzzle l’og-getto originario e vedere se ne mancano ancora delle porzio-ni che molto verosimilmente si trovano ancora nel prodotto.
8.5 Convalida prestazioni
Un metal detector con PVR (procedura di convalida delle pre-stazioni) assicura l’esatta esecuzione dei test ai tempi stabiliticon i corretti campioni e, se richiesto, l’emissione su carta deirisultati del test.PVR procederà all’esecuzione del test agli intervalli program-mati. Il personale autorizzato digita un codice di accesso per-sonale per permettere che il test sia completato con la misuradel campione prescelto. L’omissione del test nei tempi presta-biliti abilita una serie di allarmi in uscita.La recente introduzione sul mercato di metal detector basati sumicroprocessori, completi di interfaccia seriale, consente che lastesura di rapporti intensivi diventi uno standard di qualità, par-ticolarmente per industrie che si stanno via via sempre più auto-matizzando. Copie accurate delle variabili di produzione intempo reale diventeranno disponibili per confermare che in qual-siasi momento tutti gli standard di ispezione siano soddisfatti.
8.6 Metal detector in rete
I metal detector basati su microprocessori possono essere col-legati in rete e connessi ad un computer centrale. Questo per-mette all’operatore due rilevanti vantaggi:❿ Stato delle operazioni in tempo realeControllando sullo schermo del PC, il supervisore potrà verifi-care immediatamente che tutti i metal detectors stanno ope-rando regolarmente e che sono stati recentemente eseguiti itest.Dei segnali di avviso (bandierine) avviseranno e azioni imme-diate verranno prese se si registreranno inaspettati aumenti nelnumero delle espulsioni, se un metal detector si rompe, o seun pezzo di metallo viene rivelato ma il sistema di fuoriuscitanon riesce ad espellerlo.❿ Documentazione precisaUn database registra, con data e ora dell’evento, le espulsioni,i difetti di funzionamento, i cambi nella programmazione, e itest di qualità. Le informazioni possono essere visualizzate e
stampate in diversi formati. Nel caso di reclami, la stampa diquesti dati può provare che il prodotto è stato ispezionato daun metal detector che è stato regolarmente programmato econferma quando e chi ha eseguito il test sullo strumento coni campioni. Altri report possono provare l’armonizzazione allenorme di ispezione e HACCP.E’ normale, al momento di inizializzare una rete di metaldetectors, che nelle prime 24 ore si presentino delle anomalieche saranno corrette migliorando così il livello generale di pro-tezione.
9. Perché un programma può caderein errore
Come indicato nel capitolo 1, le inclusioni metalliche sonoancora una causa abbastanza frequente di lamentele da partedei consumatori anche quando l’industria usa sofisticati siste-mi di metal detection. Per quella che è l’esperienza dell’autoresono relativamente pochi i casi in cui la causa degli incidentiè un errore del metal detector. Essi sono usualmente associatiad interventi operativi errati e a sistemi di controllo mal pro-gettati. Spesso le lamentele non prendono l’avvio dal ritrova-mento di piccoli pezzi di metallo, ma dal rinvenimento di gros-si oggetti come per esempio bulloni che dovrebbero essereidentificabili anche con sistemi più rudimentali. Vi sarà sempreun limite definito relativo alle dimensioni minime del pezzo dimetallo individuabile e l’industria si deve assicurare che que-sto limite sia accettato. In alcuni casi gli utilizzatori conduco-no estesi test su marche di detector concorrenti per valutarequelle che hanno le migliori prestazioni. Spesso sfortunata-mente “migliore” è un termine che viene utilizzato per indicarel’unità che ha la sensibilità maggiore in condizioni di labora-torio. Per ottenere buone prestazioni è invece necessario con-siderare e rivedere l’intera capacità di individuazione del siste-ma.
9.1 Progettazione dei sistemi di trasporto
La progettazione e il metodo di fabbricazione dei mezzi di tra-sporto avrà una grande influenza sul comportamento deimetal detector. Infatti è una parte integrante del completo siste-ma di ispezione e nella maggior parte dei casi, il massimodella sensibilità del detector non può essere raggiunta quandoesso viene utilizzato su un sistema di trasporto adeguato a fun-zioni non specifiche. Sono essenziali strutture non saldate, cheprevedano una zona totalmente libera dai metalli, e rulli, testadello strumento e pulegge accuratamente isolate, per ottenerele migliori e più affidabili prestazioni. Il nastro trasportatorenon deve contenere metalli e deve essere “unito” in manieraadeguata. Se questi problemi non vengono risolti alla fonte, la logicaconseguenza è un aumento di falsi rifiuti. La soluzione piùfacile è quella di ridurre il controllo della sensibilità dello stru-mento, a volte fino ad un livello inaccettabilmente basso.
9.2 Sistemi di espulsione non-positivo
Si tratta probabilmente dell’anello più debole dell’interosistema di ispezione. Vi sono due ordini di problemi.

Quando una certa quantità di prodotti si susseguono unodietro l’altro il sistema di espulsione del prodotto deve esse-re in grado di allontanarli uno dopo l’altro accuratamente,senza che avvenga nessuna fermata sulla linea. Spesso inqueste circostanze capita che accada ciò che non si puòprevedere, ovvero passa un oggetto contaminato. Il secon-do problema è strettamente connesso con la posizione cheil pezzo di metallo occupa all’interno del prodotto. Oggettipiù lunghi di 150 mm devono essere controllati con unsistema a fotocellula se viene usato un sistema di espulsio-ne laterale come un pistone o il getto d’aria. Se questo nonviene fatto, si può correre il rischio di scartare una confe-zione buona, oppure di scartare la confezione giusta, ma inmaniera inadeguata, causando a volte il blocco della lineaproduttiva.
9.3 Quando il sistema sbaglia
Deve essere stabilita una politica aziendale che detti le rego-le da seguire nel caso il sistema di metal detection sia difet-toso. L’opzione più sicura è quella di fermare la produzione.Alternativamente il prodotto può essere stoccato per potercompiere una seconda ispezione con un altro metal detec-tor fuori linea. Il motore guida del nastro può essere colle-gato in maniera tale da fermarsi nel caso in cui il metaldetector non sia funzionante oppure si può fare in modo chein questo caso il sistema di eliminazione del prodotto difet-toso funzioni in maniera continua. Un sistema di autocon-trollo e diagnosi è quindi essenziale per qualsiasi metaldetector. Il suo scopo è quello di controllare in continuo ildetector dare l’allarme nel caso in cui esso vada in avaria oil suo livello di sensibilità decada. Questo sistema di con-trollo automatico può essere esteso per coprire tutti glioggetti associati come per esempio il meccanismo di allon-tanamento dei prodotti contaminati.
9.4 Prodotto espulso rinviato alla produzione
Se il prodotto rifiutato viene buttato per terra o raccolto in uncontenitore senza coperchio, esso può essere facilmente resoalla produzione per errore, o, quando il programma di produ-zione è in una fase critica, anche intenzionalmente. Il racco-gliere il prodotto scartato in contenitori ermeticamente chiusiaiuta a risolvere questo problema. Un sistema di allarmedovrebbe essere montato sul contenitore di raccolta per avver-tire il personale addetto quando esso è arrivato a riempimen-to. È bene anche tenere d’occhio quelle linee che, in manierasospetta, fanno registrare pochi scatti.
9.5 Possibili cause di malfunzionamento
Per prevenire che il sistema di controllo venga spento o chela sua sensibilità venga ridotta, l’accesso ai controlli deveessere riservato solo al personale del reparto di assicurazio-ne qualità o al personale responsabile addestrato agli aggiu-stamenti dello strumento. Questo può essere ottenuto permezzo di controlli che si possono bloccare o con controlliche necessitano di una parola d’accesso o di un codice diaccesso.
Altri attentati di manomissione di cui l’autore è stato testimo-ne includono la manomissione del sistema di connessionedell’aria compressa e i bracci di deviazione del prodotto bloc-cati in una posizione con una corda. Sistemi aggiuntivi dicontrollo sono possibili per prevenire questo tipo di mano-missione.
9.6 Sistemi di trasporto utilizzaticome sistemi Pack-off
Se tutti i prodotti devono essere rimossi manualmente dal nastrodi trasporto, il sistema di espulsione dovrà essere posizionato ilpiù vicino possibile al metal detector e lo spazio compresodovrà essere coperto con uno schermo trasparente per preveni-re che gli oggetti contaminati siano rimossi manualmente pererrore prima che essi arrivino alla stazione di eliminazione.
9.7 Contaminazione successiva all’ispezione
Per applicazioni in assicurazione di qualità, il punto ideale diispezione è immediatamente prima del confezionamento o ilpiù vicino possibile all’imballaggio finale. Quando nel mate-riale di imballaggio è previsto l’utilizzo di alluminio, vi è l’op-zione di controllare con un normale metal detector prima delconfezionamento e dopo il confezionamento con un detectordel tipo “ferrous-in-foil”. Comunque dal momento che i mate-riali non ferrosi e l’alluminio non possono essere riconosciuticon l’unità “ferrous-in-foil”, questa tecnica è raccomandatasolo nei casi in cui non vi sia altra alternativa.Inclusioni intenzionali di metalli sono particolarmente difficilida prevenire. Ciò che aiuterà a prevenirle è un’operazione diispezione compiuta il più avanti possibile lungo la linea di pro-duzione. Il problema si fa più grande con prodotti sfusi comeriso, noccioline, patatine.Se il sabotaggio rappresenta un argomento di particolarepreoccupazione, probabilmente il discutere il problema con ilproduttore di metal detector può portare a qualche soluzione.
9.8 Tecnica Narrow Zone o Zero Crossover
Nella pratica spesso accade che si abbiano numerosi pezzi dimetallo. I detector basati sulla tecnica Narrow Zone sonosuscettibili di errore consentendo a vari pezzi di metallo di pas-sare attraverso il metal detector. Una descrizione completa diquesto problema la si ritrova nel paragrafo 3.
9.9 Scarsa conoscenza da partedell’utilizzatore delle limitazioni dello strumento
La maggior parte degli utilizzatori non sono a conoscenzadelle limitazioni pratiche del detector che utilizzano.Un detector che lavora con una sensibilità di 2 mm, per esem-pio, non sarà in grado necessariamente di individuare tutti ipezzi di metallo di dimensioni superiori ai 2 mm.Un pezzo sottile di un cavo schermato può avere anche la lun-ghezza di 25 mm e comunque non essere individuato. Il com-prendere l’effetto di orientazione (descritto nel paragrafo 4.3)preverrà un falso senso di sicurezza e questo potrà influenza-

re la localizzazione del detector sulla linea evitando che essovenga installato per scopi che non può raggiungere.Anche una grande riduzione della sensibilità operativa puòavere un effetto significativo sulle prestazioni dello strumento,un punto raramente preso in considerazione dagli utilizzatori.Se uno specifico tipo di contaminazione è comune, questodovrebbe essere oggetto di analisi insieme al produttore dimetal detector durante il sopralluogo all’impianto, insieme atutte le altre informazioni di una certa importanza.
9.10 Deriva dello strumento
La deriva dello strumento avviene lungo un certo periodo ditempo come risultato delle variazioni di temperatura e umidi-tà, che agiscono sui componenti elettronici e l’accumulo diprodotto nell’apertura, che risulta nel cambiamento della sen-sibilità e nei falsi allarmi o segnali inopportuni. Tipicamente lasensibilità ai metalli ferrosi aumenta con le oscillazioni mentrequella ai metalli non ferrosi e all’acciaio inossidabile diventapeggiore. Per questa ragione è sempre importante testare ildetector con entrambi i tipi di metallo, altrimenti i problemiderivanti dalle oscillazioni potrebbero venire mascherati. Ilcontrollo Quarz Frequency e il controllo Auto Balance sono digrande aiuto nell’eliminare gli effetti delle oscillazioni, assicu-rando che i livello di sensibilità siano mantenuti a lungo.
10. Sviluppo di un sistemadi controllo per materiali estranei
Il denaro investito nel ridurre le proteste da parte dei consu-matori inequivocabilmente dà un miglior risultato rispetto aldenaro speso per rispondere a queste proteste. Il reale valoredi un programma di qualità è determinato dalla sua capacitàdi contribuire ai profitti e alla soddisfazione del consumatore.Una spesa che poteva essere evitata avrà un effetto diretto, manegativo, sui profitti. Il valore di identificare chiaramente i costidella qualità dovrebbe essere ovvio.Un argomento per il miglioramento della qualità è spessodebole quando esso deve avere a che fare con generalizza-zioni ed opinioni. Esso diventa più convincente e realistico sepuò essere quantificato in termini di denaro. Questi costi ven-gono generalmente divisi in tre gruppi principali:❿ Costi di prevenzione.Questi vanno a copertura delle attività specificatamente indivi-duate per prevenire contaminazioni e difetti. Essi infatti devo-no coprire argomenti come la ricerca delle capacità dei forni-tori, l’educazione e l’addestramento del personale e lo stabili-re pratiche di buona produzione. Si tratta di costi che portanonotevoli economie.❿ Costi di stima.Questi vanno a copertura di costi relativi a valutazioni di test,ispezioni e valutazioni del processo di produzione, per assicu-rare la conformità con gli standard di qualità.❿ Costi di errore.Questi costi, potenzialmente senz’altro i più elevati, coprono glierrori che si possono verificare prima e dopo la spedizione delprodotto.Un prodotto che venga scoperto contaminato prima della spedi-zione è un errore che risulta nello spreco del prodotto e del mate-riale da imballaggio, nel possibile danneggiamento delle mac-
chine e una perdita di produttività. Se però tale scoperta avvie-ne dopo la spedizione, i risultati possono essere in una perditadella soddisfazione del cliente, nel ritiro del prodotto di mercato,in una pubblicità negativa e in potenziali strascichi penali.I costi relativi alla prevenzione e alle stime sono generalmentebassi, i costi derivanti dagli errori sono alti e si hanno perchéesiste un basso livello di qualità.Un approccio sistematico deve essere sviluppato ed integrato intutto il programma di Assicurazione di Qualità. E’ necessarioche esso sia fatto con rigore e con altrettanto rigore vengaseguito. Esso deve essere preventivo anziché reattivo ed essereutilizzato in ultima analisi per prevenire che le contaminazionisi verifichino piuttosto che per individuarle: Spesso la contami-nazione nel prodotto è più facilmente riscontrabile prima che ilprodotto venga ulteriormente processato e il pezzo di metallo sirompa in tanti piccoli pezzi più difficili da individuare.L’obiettivo deve essere quello di avere il controllo sull’interoprocesso produttivo, la materia prima in arrivo, l’ambiente, ilprocesso e il confezionamento. Come primo provvedimentodeve essere formata una Foreign Material Task Force per svi-luppare e mettere in pratica un sistema di controllo coordina-to sulla contaminazione da materiali estranei. Idealmente,essa dovrebbe comprendere personale di esperienza nella pro-duzione, nel servizio di assicurazione della qualità di inge-gneria e manutenzione.Questa task force ha tre responsabilità principali:❿ stabilire e controllare i critical control points;❿ sviluppare le pratiche di buona fabbricazione;❿ fornire documentazioni e analisi dei trend.
10.1 Critical Control Points
L’analisi dei rischi e lo stabilire dei Critical Control Points(HACCP) è un importante primo passo per intraprendere unprovvedimento per la riduzione dell’incidenza di contamina-zioni. Si può disegnare un diagramma di flusso evidenzian-do il traffico di tutti i prodotti a ciascuno stadio, dalle mate-rie prime in entrata allo stoccaggio finale del prodotto finito.In relazione alla complessità e al numero di differenti pro-cessi, possono essere necessari fino a 10 diagrammi diversi.Ogni punto del flusso di prodotto dovrebbe essere considera-to e quelli che possono generare dei potenziali rischi devonoessere identificati come Critical Control Points (CCP). I CCPvengono codificati e viene determinato il metodo e la fre-quenza per controllarli. I punti di controllo possono esserestabilitiNon solo dove sono maggiormente possibili i rischi di conta-
minazione metallica, ma anche in qualsiasi altro punto.Per illustrare come questo si sviluppi nella pratica, si riportaun esempio della produzione di bastoncini di pesce impanato.Esempio: L’intero processo di produzione richiede dei passag-gi ben distinti.- Preparazione e deposito dei bastoncini di pesce- Fornitura e deposito degli ingredienti surgelati- Preparazione dei bastoncini di pesce impanati- Confezionamento dei bastonciniLa figura 35 mostra il flusso di produzione. Sono evidenziati ecodificati i punti dove potrebbe esistere una potenziale conta-minazione da metalli. Nella figura 36 una tabella riporta irischi potenziali con le indicazioni su come e chi dovrebbeprovvedere ai relativi controlli.

Qui sono riportati rischi legati alla sola contaminazione dametallo ma il sistema può essere ampliato a tutti gli altri tipidi contaminazione come quella microbiologica, quella dovu-ta a differenze di temperature durante il trasporto, controllo deiritardi nei tempi di cottura e controlli dei pesi delle parti por-zionate.Un report separato dovrebbe essere predisposto per ogni puntodi controllo a conferma che le necessarie procedure di corre-zione vengano eseguite.
10.2 Good Manufacturing Practice
In aggiunta ai Critical Control Points, altre fonti potenziali dicontaminazione, non strettamente connesse ai processi pro-duttivi, devono essere identificate e introdotte nelle procedureper eliminarne il pericolo.Queste dovrebbero far sì che:❿ le specifiche per le materie prime devono riportare che
esse sono prive di corpi estranei e devono indicaredelle specifiche precauzioni che il fornitore deve segui-re in relazione al tipo di prodotto: per esempio le pol-veri devono essere controllate e passate attraverso ilmetal detector, le carcasse di carne non dovrebberoessere etichettate con cartellini metallici e non dovreb-bero essere utilizzati contenitori cuciti con punti metal-lici;
❿ clips di carta non devono essere usate con documenti inarea di produzione;
❿ non devono essere permesse in area di produzione mollet-te per capelli, orologi e gioielli;
❿ gli abiti protettivi non devono avere tasche esterne. Gli abitiprovenienti dalla lavanderia dovrebbero subire il controllodei bottoni.
❿ le linee di trasporto che portano contenitori aperti dovrebberoessere coperte fino a che i contenitori non vengono chiusi;
❿ i ponti di passaggio sopra le linee di produzione devono averele spalliere chiuse ed essere controllati periodicamente.
Molte altre misure specifiche possono essere prese in relazionealla specifica industria e settore produttivo.Un buon addestramento è fondamentale per coloro che hannoa che fare con questi sistemi, da coloro che devono progetta-re il lay-out dell’impianto fino al personale di linea non spe-cializzato, per avere coscienza e capacità di evitare la conta-minazione da corpi estranei.I programmi devono includere la spiegazione della filosofia delservizio Assicurazione Qualità dell’azienda e tutti i dettaglicirca i Critical Control Points. Documentazione e procedure diregistrazione dovrebbero essere dettagliate e dovrebbero esse-re chiarite le singole individuali responsabilità per ciascunapotenziale fonte di rischio.Pratiche di lavoro condotte in malomodo durante la manuten-zione sono cause comuni di contaminazione metallica. Unalista di manutenzione routinaria e preventiva, che può esserecondotta al di fuori del normale orario di lavoro, dovrebbeessere messa a punto e aggiornata regolarmente. Altre efficaciprocedure sono:❿ la manutenzione degli impianti non deve essere condot-
ta quando essi sono operativi, particolarmente quandosi deve trapanare e saldare. Devono essere forniti deglischermi per prevenire lo spargersi di schegge di metal-lo;
❿ per lavori di maggiore portata o per nuove installazioni deveessere usato uno schermo completo dal pavimento al soffit-to;
❿ parti magnetiche, spazzole e pulitori a vuoto devono esse-re utilizzati per pulire impianti appena riparati prima chequesti siano reinseriti nell’area di produzione;
Figura 35
Identificazione dei punti di controllo su una tipica linea di produzione
Linea di produzione bastoncini di pesce: control points
dal deposito
infarinatura
dal deposito
applicatore di pastella
dal deposito
blocco di pesce surgelato sezionatore affettatrice
001 002 003
008
009
convogliatore
al confezionamento
004
friggitricerefrigeratoread aria
nastro di ispezione
005 006
dal deposito
sezione di riciclodel pangrattato
applicatoredel
pangrattato
007
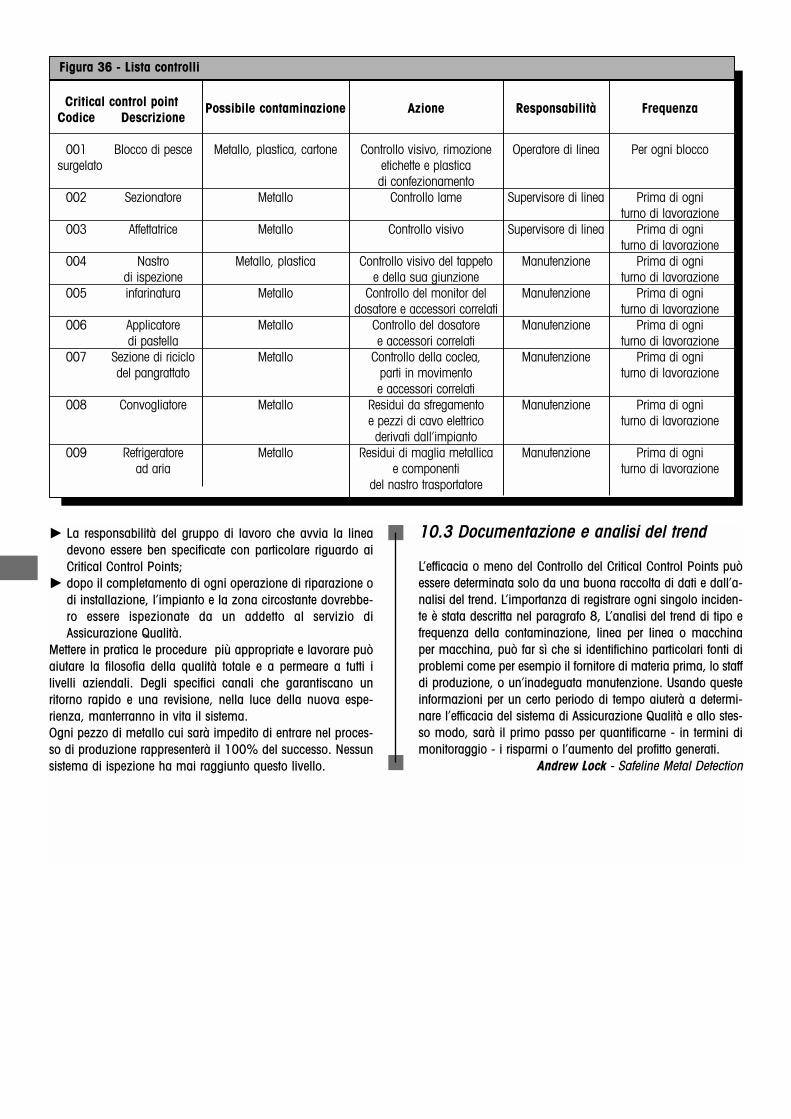
❿ La responsabilità del gruppo di lavoro che avvia la lineadevono essere ben specificate con particolare riguardo aiCritical Control Points;
❿ dopo il completamento di ogni operazione di riparazione odi installazione, l’impianto e la zona circostante dovrebbe-ro essere ispezionate da un addetto al servizio diAssicurazione Qualità.
Mettere in pratica le procedure più appropriate e lavorare puòaiutare la filosofia della qualità totale e a permeare a tutti ilivelli aziendali. Degli specifici canali che garantiscano unritorno rapido e una revisione, nella luce della nuova espe-rienza, manterranno in vita il sistema.Ogni pezzo di metallo cui sarà impedito di entrare nel proces-so di produzione rappresenterà il 100% del successo. Nessunsistema di ispezione ha mai raggiunto questo livello.
10.3 Documentazione e analisi del trend
L’efficacia o meno del Controllo del Critical Control Points puòessere determinata solo da una buona raccolta di dati e dall’a-nalisi del trend. L’importanza di registrare ogni singolo inciden-te è stata descritta nel paragrafo 8, L’analisi del trend di tipo efrequenza della contaminazione, linea per linea o macchinaper macchina, può far sì che si identifichino particolari fonti diproblemi come per esempio il fornitore di materia prima, lo staffdi produzione, o un’inadeguata manutenzione. Usando questeinformazioni per un certo periodo di tempo aiuterà a determi-nare l’efficacia del sistema di Assicurazione Qualità e allo stes-so modo, sarà il primo passo per quantificarne - in termini dimonitoraggio - i risparmi o l’aumento del profitto generati.
Andrew Lock - Safeline Metal Detection
Critical control point Possibile contaminazione Azione Responsabilità FrequenzaCodice Descrizione
001 Blocco di pesce Metallo, plastica, cartone Controllo visivo, rimozione Operatore di linea Per ogni bloccosurgelato etichette e plastica
di confezionamento002 Sezionatore Metallo Controllo lame Supervisore di linea Prima di ogni
turno di lavorazione003 Affettatrice Metallo Controllo visivo Supervisore di linea Prima di ogni
turno di lavorazione004 Nastro Metallo, plastica Controllo visivo del tappeto Manutenzione Prima di ogni
di ispezione e della sua giunzione turno di lavorazione005 infarinatura Metallo Controllo del monitor del Manutenzione Prima di ogni
dosatore e accessori correlati turno di lavorazione006 Applicatore Metallo Controllo del dosatore Manutenzione Prima di ogni
di pastella e accessori correlati turno di lavorazione007 Sezione di riciclo Metallo Controllo della coclea, Manutenzione Prima di ogni
del pangrattato parti in movimento turno di lavorazionee accessori correlati
008 Convogliatore Metallo Residui da sfregamento Manutenzione Prima di ognie pezzi di cavo elettrico turno di lavorazionederivati dall’impianto
009 Refrigeratore Metallo Residui di maglia metallica Manutenzione Prima di ogniad aria e componenti turno di lavorazione
del nastro trasportatore
Figura 36 - Lista controlli

Mettler-Toledo S.p.A. Via Vialba, 42 I-20026 Novate Milanese Tel. 02 333321 Fax. 02 3562973 Numero Verde: 800 761148www.mt.comwww.safeline.co.uke-mail: [email protected]


















