Glossario Funzioni e definizioni - Siemens AG · Con la funzione "Accelerazione programmabile" è...
108
1 Siemens NC 62 · 2016 Glossario Funzioni e definizioni SINUMERIK 840D sl Accelerazione con antistrappo Per ottenere sulla macchina un'accelerazione ottimale che non solleciti tuttavia la meccanica, SOFT consente di scegliere nel programma pezzo un profilo di accelerazione costante con limitazione del jerk. Nell'accelerazione con limitazione del jerk, l'andamento della velocità sul profilo assume la cosiddetta forma a campana. Accelerazione programmabile Con la funzione "Accelerazione programmabile" è possibile variare l'accelerazione da programma per ridurre ad es. le sollecitazioni meccaniche nelle fasi critiche del programma. L'asse di interpolazione o di posizionamento viene quindi accelerato con il valore programmato. Il valore massimo di accelerazione impostato nel controllo numerico può essere superato fino al 100%. La limitazione è valida in funzionamento Automatico e in tutti i tipi di interpolazione. Come parte della gestione intelligente del profilo questa funzione contribuisce anche a migliorare il grado di finitura della superficie. Access MyMachine /Ethernet N. di articolo: 6FC5864-4AP41-0YB0 SINUMERIK Integrate Access MyMachine /Ethernet consente il comando e la sorveglianza remoti in tutto il mondo e allo stesso tempo sicuri di una macchina utensile automatizzata con SINUMERIK. L'accesso remoto avviene sempre mediante un collegamento sicuro basato su TLS (precedentemente SSL) via Internet (in tutto il mondo). Il tipo di realizzazione tecnica dell'accesso a Internet dipende dalle condizioni locali della macchina. L'accesso a Internet può essere realizzato in modi diversi. Access MyMachine /P2P Opzione; sigla abbreviata P30 N. di articolo: 6FC5800-0AP30-0YB0 La funzione SINUMERIK Integrate Access MyMachine /P2P consente un accesso remoto al SINUMERIK HMI per una rapida diagnostica della macchina. Esso consente upload e download di dati, connessioni telefoniche analogiche e ISDN nonchè accessi ad Internet. Access MyMachine /P2P assicura una maggiore disponibilità della macchina attraverso una rapida presenza online. Inoltre rende possibile una migliore preparazione degli interventi di assistenza realmente necessari. © Siemens AG 2016
Transcript of Glossario Funzioni e definizioni - Siemens AG · Con la funzione "Accelerazione programmabile" è...

1Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Accelerazione con antistrappo
Per ottenere sulla macchina un'accelerazione ottimale che non solleciti tuttavia la meccanica, SOFT consente di scegliere nel programma pezzo un profilo di accelerazione costante con limitazione del jerk. Nell'accelerazione con limitazione del jerk, l'andamento della velocità sul profilo assume la cosiddetta forma a campana.
Accelerazione programmabile
Con la funzione "Accelerazione programmabile" è possibile variare l'accelerazione da programma per ridurre ad es. le sollecitazioni meccaniche nelle fasi critiche del programma. L'asse di interpolazione o di posizionamento viene quindi accelerato con il valore programmato. Il valore massimo di accelerazione impostato nel controllo numerico può essere superato fino al 100%.
La limitazione è valida in funzionamento Automatico e in tutti i tipi di interpolazione. Come parte della gestione intelligente del profilo questa funzione contribuisce anche a migliorare il grado di finitura della superficie.
Access MyMachine /Ethernet
N. di articolo: 6FC5864-4AP41-0YB0
SINUMERIK Integrate Access MyMachine /Ethernet consente il comando e la sorveglianza remoti in tutto il mondo e allo stesso tempo sicuri di una macchina utensile automatizzata con SINUMERIK. L'accesso remoto avviene sempre mediante un collegamento sicuro basato su TLS (precedentemente SSL) via Internet (in tutto il mondo). Il tipo di realizzazione tecnica dell'accesso a Internet dipende dalle condizioni locali della macchina. L'accesso a Internet può essere realizzato in modi diversi.
Access MyMachine /P2P
Opzione; sigla abbreviata P30N. di articolo: 6FC5800-0AP30-0YB0
La funzione SINUMERIK Integrate Access MyMachine /P2P consente un accesso remoto al SINUMERIK HMI per una rapida diagnostica della macchina. Esso consente upload e download di dati, connessioni telefoniche analogiche e ISDN nonchè accessi ad Internet.
Access MyMachine /P2P assicura una maggiore disponibilità della macchina attraverso una rapida presenza online. Inoltre rende possibile una migliore preparazione degli interventi di assistenza realmente necessari.
© Siemens AG 2016

2 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Accoppiamento al valore master e interpolazione mediante tabelle di curve
Per le tecnologie speciali (presse, macchine transfer, macchine per la stampa, ecc.) per risolvere compiti di trasporto meccanico ciclico sono necessarie funzioni elettroniche in funzionamento automatico quali le funzioni continue di accoppiamento/disaccoppiamento tra l'asse master e gli assi slave. A questo scopo la funzione "Mandrino sincrono" viene ampliata con la funzione "Accoppiamento al valore master". Questo consente anche l'accoppiamento di assi master lineari ed assi slave tramite tabelle di curve nel programma CNC.
È possibile approssimare molteplici relazioni funzionali tra le posizioni degli assi. Accoppiamenti dolci evitano la variazione repentina di velocità all'inserzione dell'asse master. Sono possibili traslazioni (ad es. 12°), fattori di scala (ad es. 1,00023) e specularità con le istruzioni frame.
Con l'interpolazione elettronica di tabelle di curve si sostituiscono le camme elettroniche finora necessarie per il controllo numerico CNC delle macchine cicliche. Sequenze di lavorazioni complesse possono essere facilmente definite utilizzando elementi noti del linguaggio CNC. La grandezza master esterna (ad es. albero di rinvio) viene sostituita dal valore master del controllo numerico CNC. La relazione funzionale tra asse master ed asse slave può essere suddivisa in sezioni dell'asse master (segmenti di curva). In questi segmenti di curva l'accoppiamento tra valore master e valore slave è descritto con funzioni matematiche (in genere polinomi di 3º grado).
Le macchine cicliche sono caratterizzate da processi ciclici ripetitivi con elevate cadenze e produttività nella lavorazione, nel trasporto, nell'imballaggio e nella manipolazione (ad es. macchine per imballaggio, presse, macchine per la lavorazione del legno, macchine da stampa).
Con il controllo numerico CNC SINUMERIK si possono realizzare funzioni tecnologiche quali sincronismo, transfer elettronico e posizionamento per macchine cicliche. La meccanica (albero di rinvio, riduttore, programmatori a camma, accoppiamenti ecc.) è sostituita da una soluzione elettronica (accoppiamento al valore master, tabelle di curve, azioni sincrone e camme elettroniche).
Inoltre la funzionalità elettronica consente la veloce ottimizzazione degli assi, la veloce correzione di fase e di corsa, la veloce reazione in caso di parti difettose o mancanti, la veloce regolazione in eccesso o difetto della sincronizzazione come pure il disaccoppiamento dall'asse master e l'esecuzione di movimenti autonomi. I cicli degli assi ed i calcoli del sincronismo avvengono con il clock IPO (clock di interpolazione).
Per il riconoscimento degli spigoli con pezzi in movimento, come pure per misure di marche di stampa (ad es. con fogli in movimento), viene impiegata ad es. la misura con azioni sincrone.
Esempio per macchine cicliche: taglio al volo
Funzionalità limitata delle varianti Export dei controlli: Il numero degli assi che si possono muovere contemporaneamente è limitato a 4.
→ Accoppiamenti generici
→ Misure livello 2
→ Mandrini sincroni, tornitura poligonale
Accoppiamento assiale nel sistema di coordinate macchina MCS
La funzione parziale "Protezione anticollisione assi" viene realizzata da SINUMERIK Integrate Run MyCC /PROT.
La funzione parziale "Accoppiamento assiale in SCM" viene realizzata con gli accoppiamenti generici.
→ Protezione anticollisione assi, Run MyCC /PROT
→ Accoppiamenti generici
+ +++
X
G_NC01_it_00114
Toproller Sega
Carro sega
© Siemens AG 2016
3Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
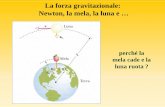
Accoppiamento Basic generico: CP-Basic
Opzione; sigla abbreviata M72N. di articolo: 6FC5800-0AM72-0YB0
• Trascinamento contemporaneo di 4 coppie d'assi e • 1 × mandrini sincroni/tornitura poligonale o/e accoppiamento al valore master/interpolazione mediante tabelle di curve o/e
accoppiamento assiale nel sistema di coordinate macchina
Funzionalità limitata per le varianti Export: Il numero degli assi interpolanti contemporaneamente è limitato a 4.
Accoppiamento Comfort generico: CP-Comfort
Opzione; sigla abbreviata M73N. di articolo: 6FC5800-0AM73-0YB0
• Trascinamento contemporaneo di 4 coppie d'assi e • 4 × mandrini sincroni/tornitura poligonale o/e accoppiamento al valore master/interpolazione mediante tabelle di curve o/e
accoppiamento assiale nel sistema di coordinate macchina
Inoltre:• 1 × cambio elettronico per 3 assi master
senza interpolazione di tabelle di curve e senza collegamento in cascata
Funzionalità limitata per le varianti Export: Il numero degli assi interpolanti contemporaneamente è limitato a 4.
→ Cambio elettronico
Accoppiamento Expert generico: CP-Expert
Opzione; sigla abbreviata M74N. di articolo: 6FC5800-0AM74-0YB0
• Trascinamento contemporaneo di 8 coppie d'assi e • 8 × mandrini sincroni/tornitura poligonale o/e accoppiamento al valore master/interpolazione mediante tabelle di curve o/e
accoppiamento assiale nel sistema di coordinate macchina
Inoltre:• 8 × cambio elettronico per 3 assi master
senza interpolazione di tabelle di curve e senza collegamento in cascata• 5 × cambio elettronico per 5 assi master
senza interpolazione di tabelle di curve e senza collegamento in cascata
Funzionalità limitata per le varianti Export: Il numero degli assi interpolanti contemporaneamente è limitato a 4.
→ Cambio elettronico
Accoppiamento generico
Per accoppiamenti (coupling CP) generici di assi/mandrini sono disponibili 5 diversi livelli prestazionali. La funzionalità è scalabile per quanto riguarda il numero di assi master di un asse slave, nelle caratteristiche di accoppiamento dalla funzionalità più semplice agli highlight tecnologici e nei tipi di accoppiamento attivabili contemporaneamente.
Sono disponibili le opzioni CP-Static, CP-Basic, CP-Comfort e CP-Expert. Queste opzioni possono essere combinate a piacere tra di loro. Viene verificato il numero degli oggetti di accoppiamento utilizzati, contemporaneamente attivi, ad es. se non sono utilizzati contemporaneamente battute poligonali e mandrini sincroni, CP è sufficiente, in caso contrario è necessaria anche CP-Static (oppure in funzione di ulteriori funzioni di accoppiamento CP-Comfort).
Funzionalità limitata per le varianti Export: Vedere le limitazioni delle funzioni nelle singole funzioni sopra citate.
Mandrino 1 Mandrino 2
G_N
C01
_IT_
0057
5n1n2
© Siemens AG 2016

4 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Accoppiamento Standard generico: CP-Standard
• Fino a 4 trascinamenti semplici con un asse master e senza impiego in azioni sincrone
Accoppiamento Static generico: CP-Static
Opzione; sigla abbreviata M75N. di articolo: 6FC5800-0AM75-0YB0
Un semplice mandrino sincrono con rapporto di accoppiamento 1:1, senza battute poligonali
Accoppiamento, trasformazione e sensori, Run MyCC /PCTS
Opzione; sigla abbreviata N21N. di articolo: 6FC5800-0AN21-0YB0
SINUMERIK Integrate Run MyCC /PCTS è un pacchetto per accoppiamento, trasformazione e sensori.
Non per applicazione generica.
Funzionalità limitata per le varianti Export: non possibile.
Accostamento a sfioro, determinazione dello spostamento origine
Uno spostamento origine può essere calcolato anche con l'accostamento a sfioro tenendo conto di un utensile (attivo) e di un'eventuale traslazione base: Si muove l'asse fino al pezzo, si imposta la posizione di riferimento desiderata (ad es. 0) e il controllo numerico CNC calcola automaticamente lo spostamento origine.
Adattamento velocità taglio a getto d'acqua, Run MyCC /VADA
Opzione; sigla abbreviata N05N. di articolo: 6FC5800-0AN05-0YB0
Adattamento velocità taglio a getto d'acqua, SINUMERIK Integrate Run MyCC /VADA
Per applicazioni di taglio 2D a getto d'acqua, la velocità vettoriale può essere ridotta sugli spigoli oppure sui profili circolari, in funzione dell'angolo o del raggio del cerchio. L'attivazione e la disattivazione, nonché la parametrizzazione della riduzione, avviene tramite istruzioni NC nel programma pezzo.
Funzionalità limitata per le varianti Export: non possibile.
Advanced Position Control APC
Opzione; sigla abbreviata M13N. di articolo: 6FC5800-0AM13-0YB0
Le frequenze naturali della macchina possono influenzare negativamente la velocità massima della macchina e la qualità delle superfici lavorate. La funzione Advanced Position Control APC consente, con meccanica invariata, di aumentare il fattore kv e di migliorare la superficie lavorata, contribuendo così ad incrementare la produttività.
Advanced Surface
Opzione; sigla abbreviata S07N. di articolo: 6FC5800-0AS07-0YB0
Con la funzione Advanced Surface viene ottimizzato il controllo del movimento. In questo modo si ottiene una precisione esatta del profilo e una perfetta qualità della superficie con velocità di lavorazione allo stesso tempo più elevate. Grazie al controllo ottimizzato del movimento, Advanced Surface consente di ottenere superfici dei pezzi migliori con produzioni più elevate.
Mandrino 1 Mandrino 2
G_N
C01
_IT_
0057
6
n1 n2
© Siemens AG 2016

5Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Allarmi e segnalazioni • Allarmi e segnalazioni:
Tutte le segnalazioni e gli allarmi sono visualizzati separatamente sul pannello operatore con testo in chiaro, con indicazione di data e ora e con il corrispondente simbolo per il criterio di tacitazione. Tutti gli allarmi sono memorizzati in un protocollo di allarmi di dimensioni progettabili.
• Allarmi e segnalazioni nel programma pezzo:Le segnalazioni possono essere programmate, per trasmettere all'operatore avvisi relativi allo stato attuale della lavorazione durante l'esecuzione del programma. I testi delle segnalazioni possono essere lunghi max. 124 caratteri e sono rappresentati su 2 righe (2 × 62 caratteri). All'interno di un testo di segnalazione possono essere visualizzati anche i contenuti di variabili.
1. Esempio:
N10 G1 F2000 B=33.333
N15 MSG ("Posizione tavola rotante:" "$AA_IW[B]" "Gradi")
Visualizzazione nella riga di segnalazione dopo l'esecuzione del blocco N10
Posizione tavola rotante: 33.333 gradi
2. Esempio:
N20 MSG ("Posizione X" "$AA_IW[X]" "controllare!")
Visualizzazione: Controllare posizione X ... !
Oltre alla programmazione di segnalazioni in un programma CNC è possibile anche attivare allarmi. Ad un allarme è collegata una reazione del controllo numerico CNC in funzione della categoria dell'allarme. Il testo di allarme deve essere progettato, sono disponibili i numeri di allarme da 65000 a 67999. Nel manuale di messa in servizio è descritto quale sia la reazione collegata ad un determinato allarme.
3. Esempio:
N100 SETAL (65001) Effetto:
Visualizzazione, Blocco avvio CNC
Cancellazione: con reset• Allarmi e segnalazioni da PLC:
Gli allarmi e le segnalazioni specifiche della macchina possono essere visualizzati con testo in chiaro direttamente dal programma PLC. Le segnalazioni sono costituite da segnalazioni operative e segnalazioni di allarme. Per le segnalazioni operative la visualizzazione viene cancellata subito dopo l'eliminazione della condizione che l'ha generata, le segnalazioni di allarme devono essere tacitate. I numeri degli allarmi specifici per l'utente possono essere assegnati da 40000 a 89999 per allarmi generici, specifici per canale, specifici per asse e mandrino. La reazione del controllo numerico CNC in presenza di allarmi o segnalazioni è progettabile. I testi degli allarmi e delle segnalazioni progettate sono inserite in file di testo specifici per l'utente.
• Elaborazione specifica di allarmi:Con un segnale specifico per canale è possibile determinare se in caso di allarme gli altri canali possono continuare a lavorare.
Analyze MyCondition
N. di articolo: 6FC5684-7AP41-0YB0N. di articolo: 6FC5684-7BP41-0YB0N. di articolo: 6FC5684-7CP41-0YB0
SINUMERIK Integrate Analyze MyCondition offre cicli di test per sincronismo, forma del cerchio e test assi universale nonchè un'acquisizione continua di dati nel processo produttivo. È possibile inoltre la protocollazione dei valori di usura dei componenti meccatronici.
La manutenzione condizionale assicura i vantaggi derivanti da un aumento dei tempi produttivi delle macchine e da una riduzione dei tempi di guasto e inattività.
Arresto e svincolo ESR autarchici dell'azionamento
Opzione; sigla abbreviata M60N. di articolo: 6FC5800-0AM60-0YB0
Con la funzione "Arresto e svincolo autarchici dell'azionamento" è possibile una separazione rapida e senza danni tra pezzo e utensile in condizioni di anomalia. La differenza con l'ESR gestito dal controllo numerico è nella completa indipendenza dell'azionamento nell'arresto e lo svincolo puramente assiale senza alcuna sorveglianza da parte del CNC.
Le reazioni autarchiche dell'azionamento sono abilitate dall'utente solo in determinate fasi della lavorazione critiche per l'utensile e il pezzo.
© Siemens AG 2016
6 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Arresto e svincolo ESR, ampliati (gestiti da CNC + autarchici dell'azionamento)
Opzione; sigla abbreviata M61N. di articolo: 6FC5800-0AM61-0YB0
Si ha lo svincolo nel piano di lavoro in una posizione sicura, senza collisione tra utensile e pezzo. Oltre all'arresto e allo svincolo autarchici dell'azionamento, è disponibile anche la funzione "Arresto e svincolo gestiti da CNC". Per consentire uno svincolo dolce ed interpolato su una traiettoria o un profilo, successivamente all'evento di trigger l'esecuzione dell'interpolazione della traiettoria può essere proseguita per un determinato tempo (impostabile).
Gli assi di svincolo vengono quindi portati, in sincronia temporale, su una posizione programmata in assoluto o incrementale. Queste funzioni vengono utilizzate in prevalenza nelle tecnologie di dentatura e di rettifica.
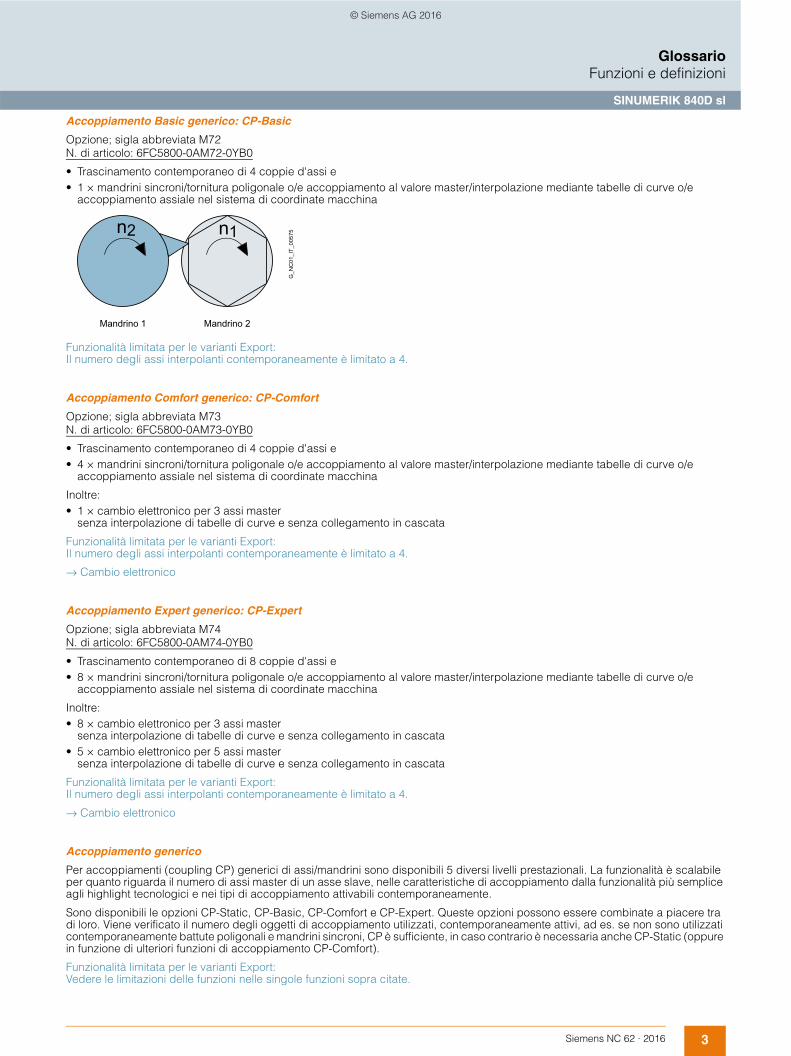
Asse inclinato
Opzione; sigla abbreviata M28N. di articolo: 6FC5800-0AM28-0YB0
La funzione "Asse inclinato" realizza un'interpolazione ad angolo fisso tenendo in considerazione un asse d'incremento inclinato, impiego in particolare nelle rettificatrici in tondo. Gli assi vengono programmati e visualizzati nel sistema di coordinate cartesiane. Anche le correzioni utensile e gli spostamenti origine vengono impostati in forma cartesiana e trasformati negli assi di macchina reali.
Con G07 attiva la posizione di partenza per il tuffo inclinato viene programmata con G05. Nel modo operativo JOG del controllo numerico, la mola può essere mossa a scelta secondo le coordinate cartesiane oppure in direzione dell'asse inclinato U (selezione tramite DB canale).
Rettifica con tuffo inclinato: macchina con asse X non cartesiano (U)
Asse virtuale
Un asse virtuale è un asse che viene interpolato in funzionamento a seguire. L'asse virtuale viene utilizzato per l'accoppiamento al valore master. Gli esempi comprendono il transfer elettronico CP, l'accoppiamento al valore master con tabelle di curve o la cesoia volante.
→ Assi/mandrini
→ Assi di posizionamento/mandrini ausiliari
→ Asse/mandrino di simulazione
��
�
����������
��������������
�������
����� �
���
�
���
���������������
© Siemens AG 2016
7Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Asse/mandrino di simulazione
A scopo di test è possibile simulare il circuito di regolazione di velocità di un asse. L'asse si muove in questo caso con un errore d'inseguimento, in modo simile a un asse reale. Non avviene l'emissione del valore di riferimento e dei valori reali. Dal punto di vista dell'esecuzione del programma non ci sono limitazioni funzionali tra assi reali e simulati.
Funzioni:• POS/SPOS/M3, M4, M5 (da blocco CNC)• POSA/SPOSA (da blocco CNC, indipendente dai blocchi)• FC18/POS/SPOS/M3, M4, M5 (assi PLC)• Interfaccia VDI-PLC (M3, M4, M5 diretti)• OSCILL (pendolamento asincrono)• OSCILL (pendolamento sincrono)• do/POS/SPOS/M3, M4, M5 (azioni sincrone)• Accoppiamenti (TRAIL, LEAD, EG, CP, ...)• Assi di interpolazione/assi geometrici/assi supplementari di interpolazione/GEOAX()• Mandrini in filettatura, maschiatura e filettatura con utensile compensato• Messa in servizio con SINUMERIK Operate
→ Assi/mandrini
→ Assi di posizionamento/mandrini ausiliari
→ Asse virtuale
→ Assi PLC
Assi di posizionamento/mandrini ausiliari
Opzione; sigle abbreviate B01 ... B28N. di articolo: 6FC5800-0AB00-0YB0
Gli assi di posizionamento possono eseguire dei movimenti parallelamente agli assi di lavorazione e permettono quindi di ridurre sensibilmente i tempi morti di lavorazione. Essi possono essere utilizzati nel controllo numerico CNC in modo vantaggioso per la movimentazione di pezzi, di bracci portautensili o di magazzini utensili. La programmazione può avvenire direttamente nel programma pezzo con un avanzamento indipendente.
Il movimento di questi assi può continuare anche oltre la fine del blocco. Gli assi di posizionamento possono essere gestiti anche da PLC. Il movimento degli assi può essere avviato in modo indipendente dal programma pezzo, anche senza un canale supplementare di elaborazione.
I mandrini ausiliari sono mandrini comandati in velocità, senza trasduttore del valore reale di posizione, ad es. per azionamenti di utensili.
Funzioni possibili:• POS/SPOS/M3, M4, M5 (da blocco CNC) • POSA/SPOSA (da blocco CNC, indipendente dai blocchi)• FC18/POS/SPOS/M3, M4, M5 (assi PLC)• Interfaccia VDI-PLC (M3, M4, M5 diretti)• OSCILL (pendolamento asincrono)• OSCILL (pendolamento sincrono)• do POS/SPOS/M3, M4, M5 (azioni sincrone)• Accoppiamenti (TRAIL, Gantry e master-slave (asse di posizionamento come asse slave), LEAD, EG, CP, ...)• Valore di riferimento e valore reale disponibili• Messa in servizio con SINUMERIK Operate
Funzioni non possibili:• Assi di interpolazione/assi geometrici/asse supplementare di interpolazione/GEOAX()• Mandrini in filettatura, maschiatura e filettatura con utensile compensato• Un ulteriore asse di posizionamento/mandrino ausiliario non può interpolare con altri assi.
→ Assi/mandrini
→ Asse/mandrino di simulazione
→ Asse virtuale
→ Assi PLC
© Siemens AG 2016

8 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Assi geometrici commutabili online nel programma CNC
Gli assi geometrici formano nel CNC il gruppo di assi per ogni canale per l'interpolazione di percorsi nello spazio. Gli assi geometrici vengono assegnati agli assi canale tramite dati macchina.
Con la funzione "Assi geometrici commutabili" si può definire dal programma pezzo il gruppo di assi geometrici di altri assi canale. Questo consente di gestire senza problemi cinematiche di macchine con assi paralleli.
Assi geometrici, commutabili online
Assi geometrici ridondanti, Run MyCC /GRED
Opzione; sigla abbreviata N73N. di articolo: 6FC5800-0AN73-0YB0
La funzione specifica SINUMERIK Integrate Run MyCC /GRED non è prevista per l'impiego generico.
Funzionalità limitata per le varianti Export: non possibile.
Assi PLC
Gli assi/mandrini PLC (Drive-PLC) vengono comandati da PLC. Questi assi/mandrini nel CNC non sono soggetti a licenza. I Drive-NCK sono comandati dall'NCK. Questi assi/mandrini/assi di posizionamento/mandrini ausiliari nel CNC sono soggetti a licenza.
→ Assi/mandrini
→ Asse/mandrino di simulazione
→ Assi di posizionamento/mandrini ausiliari
→ Asse virtuale
→ Azionamenti interni/esterni
X1Y1
X2Y2
X
Y
Z
G_NC01_it_00111
Tavola 1
Assi geometrici
Assi-canalecommutabili online
Tavola 2
© Siemens AG 2016
9Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Assi rotanti con rotazione senza fine
In funzione del caso applicativo il campo di lavoro di un asse rotante può essere limitato mediante finecorsa software (ad es. campo di lavoro tra 0° e 60°) o limitato a un corrispondente numero di giri (ad es. 1000°) oppure può essere abilitato a una rotazione senza fine (rotazione senza fine in entrambe le direzioni).
Questa funzione si può utilizzare anche con trasduttori assoluti.
Assi/mandrini
Opzione; sigle abbreviate A01 ... A28N. di articolo: 6FC5800-0AA00-0YB0
Un ulteriore asse/mandrino interpolante amplia opzionalmente il numero di assi/mandrini contenuti nella versione base.
Funzioni:• POS/SPOS/M3, M4, M5 (da blocco CNC)• POSA/SPOSA (da blocco CNC, indipendente dai blocchi)• FC18/POS/SPOS/M3, M4, M5 (assi PLC)• Interfaccia VDI-PLC (M3, M4, M5 diretti)• OSCILL (pendolamento asincrono)• OSCILL (pendolamento sincrono)• do POS/SPOS/M3, M4, M5 (azioni sincrone)• Accoppiamenti (TRAIL, LEAD, EG, CP, ...)• Assi di interpolazione/assi geometrici/assi supplementari di interpolazione/GEOAX()• Mandrini in filettatura, maschiatura e filettatura con utensile compensato• Sono disponibili l'emissione del valore di riferimento e i valori reali• Messa in servizio con SINUMERIK Operate
→ Assi di posizionamento/mandrini ausiliari
→ Asse/mandrino di simulazione
→ Asse virtuale
→ Azionamenti interni/esterni
Auto Servo Tuning AST Call
Opzione; sigla abbreviata S10 N. di articolo: 6FC5800-0AS10-0YB0
Con la funzione AST Call si possono riottimizzare automaticamente le macchine dal programma pezzo. La funzione AST Call è particolarmente vantaggiosa nel caso di forti variazioni delle masse dei pezzi, notevoli variazioni dei bloccaggi e con motori lineari/Torque.
→ Auto Servo Tuning AST
Auto Servo Tuning AST
Auto Servo Tuning AST automatizza l'adattamento dei parametri dei dispositivi di regolazione che controllano gli assi di una macchina CNC. L'adattamento si basa sulla misura della risposta in frequenza della dinamica della macchina. Auto Servo Tuning AST facilita tra l'altro il processo di misura.
Gli anelli di regolazione degli assi vengono ottimizzati singolarmente a seconda dei parametri di destinazione di una strategia di adattamento selezionata dall'utente. In una seconda fase vengono modificati i parametri dell'anello di regolazione degli assi che sono identificati come parte di un percorso di interpolazione, affinché la dinamica di tutti gli assi sia adeguata. Questo adattamento permette il movimento coordinato lungo il percorso di interpolazione.
→ Auto Servo Tuning AST Call
Avanzamento reciproco nel tempo
Nel CNC SINUMERIK, invece della velocità di avanzamento per il movimento degli assi, con G93 è possibile programmare il tempo che deve impiegare il percorso di un blocco (giri/min). Quando le lunghezze del percorso dei singoli blocchi sono molto differenti, con G93 bisognerebbe definire un nuovo valore di F in ogni blocco.
Per la lavorazione con assi rotanti l'avanzamento può essere impostato anche in gradi/giro.
© Siemens AG 2016

10 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Avanzamento vettoriale separato per raccordi e smussi
Per la soluzione ottimale di compiti di lavorazione è possibile programmare un avanzamento separato con FRCM (modale) o con FRC (valido blocco-blocco) per gli elementi di profilo "Smussi" e "Raccordi". Con un'opportuna riduzione dell'avanzamento su smussi e raccordi è possibile ottenere forme nella precisione geometrica desiderata.
Azionamenti interni/esterni
Gli azionamenti interni sono collegati ad una NCU/NX tramite DRIVE-CLiQ. Gli azionamenti esterni sono collegati tramite PROFIBUS/PROFINET.
Tutti gli azionamenti interni ed esterni sono supportati da SINUMERIK Operate: • Liste dei parametri• Diagnostica (allarmi con sincronizzazione oraria, visualizzazioni a semaforo, service azionamenti)• Messa in servizio di serie
Azionamenti di terze parti e SINAMICS G110/G120 non sono supportati da SINUMERIK Operate.
→ Assi/mandrini
Azioni indipendenti dal modo operativo
Opzione; sigla abbreviata M43N. di articolo: 6FC5800-0AM43-0YB0
Con i sottoprogrammi asincroni ASUP è possibile reagire immediatamente ad un evento con elevata priorità non solo durante l'esecuzione del programma, ma in tutti i modi operativi del controllo numerico e stati del programma. A seguito di un determinato interrupt è quindi possibile avviare un ASUP in JOG. Con l'ASUP è possibile ad es. portare la mola in una posizione di sicurezza in caso di pericolo di collisione.
Con questa opzione vengono attivate anche le azioni sincrone con effetto statico IDS, che sono attive in tutti i modi operativi del controllo numerico.
→ Routine di interrupt con distacco rapido dal profilo
Azioni sincrone al movimento
→ Azioni sincrone
Azioni sincrone
Già nella loro versione base i controlli numerici CNC SINUMERIK consentono di eseguire, in modo sincrono al movimento degli assi e del mandrino, fino a 24 azioni parallele alla lavorazione del pezzo il cui istante di intervento può essere definito secondo precise condizioni. In questo modo l'avvio di simili azioni sincrone al movimento – in breve: azioni sincrone – non è legato al fine blocco CNC. Con le azioni sincrone vi offriamo un eccellente tool di programmazione per poter reagire con rapidità agli eventi, nel tempo di un clock di interpolazione.
Le azioni sincrone vengono eseguite nel clock di interpolazione. È possibile anche elaborare più azioni nello stesso clock IPO. Le azioni sincrone senza contrassegno di validità valgono solo nel funzionamento automatico. Quelle con il contrassegno di validità ID hanno effetto modale nei successivi blocchi di programma in funzionamento automatico. Le azioni sincrone con effetto statico, con il contrassegno IDS, sono attive in tutti i modi operativi: azioni indipendenti dal modo operativo.
Impieghi tipici sono:• Il trasferimento, dipendente da operazioni di confronto o da segnali esterni, di funzioni ausiliarie M ed H al software utente
PLC e le risultanti reazioni della macchina • La cancellazione veloce, asse per asse, del percorso residuo, in funzione dei segnali d'ingresso • Il blocco lettura del blocco CNC influenzabile da segnali esterni• La sorveglianza delle grandezze di sistema come ad es. velocità, potenza e coppia • La regolazione delle grandezze del processo come ad es. velocità, numero di giri e distanza
Funzionalità limitata per le varianti Export: Il numero delle azioni sincrone attive contemporaneamente SYNFCT è limitato ad 1. Il numero degli assi contemporaneamente in movimento è limitato a 4 (assi di interpolazione e posizionamento).
→ Azioni indipendenti dal modo operativo
© Siemens AG 2016

11Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Azioni sincrone livello 2
Opzione; sigla abbreviata M36N. di articolo: 6FC5800-0AM36-0YB0
In un blocco CNC possono essere attive più di 24 azioni sincrone. In ogni canale possono essere programmate fino a 255 azioni sincrone in parallelo. Tramite le azioni sincrone livello 2 è possibile raggruppare i cicli tecnologici in forma di programmi. Questo consente ad es. di avviare programmi specifici degli assi, interrogando gli ingressi digitali nello stesso clock IPO.
Funzionalità limitata delle varianti Export dei controlli: Il numero degli assi contemporaneamente in movimento è limitato a 4 (assi di interpolazione e posizionamento).
© Siemens AG 2016
12 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Balance cutting
Opzione; sigla abbreviata S05N. di articolo: 6FC5800-0AS05-0YB0
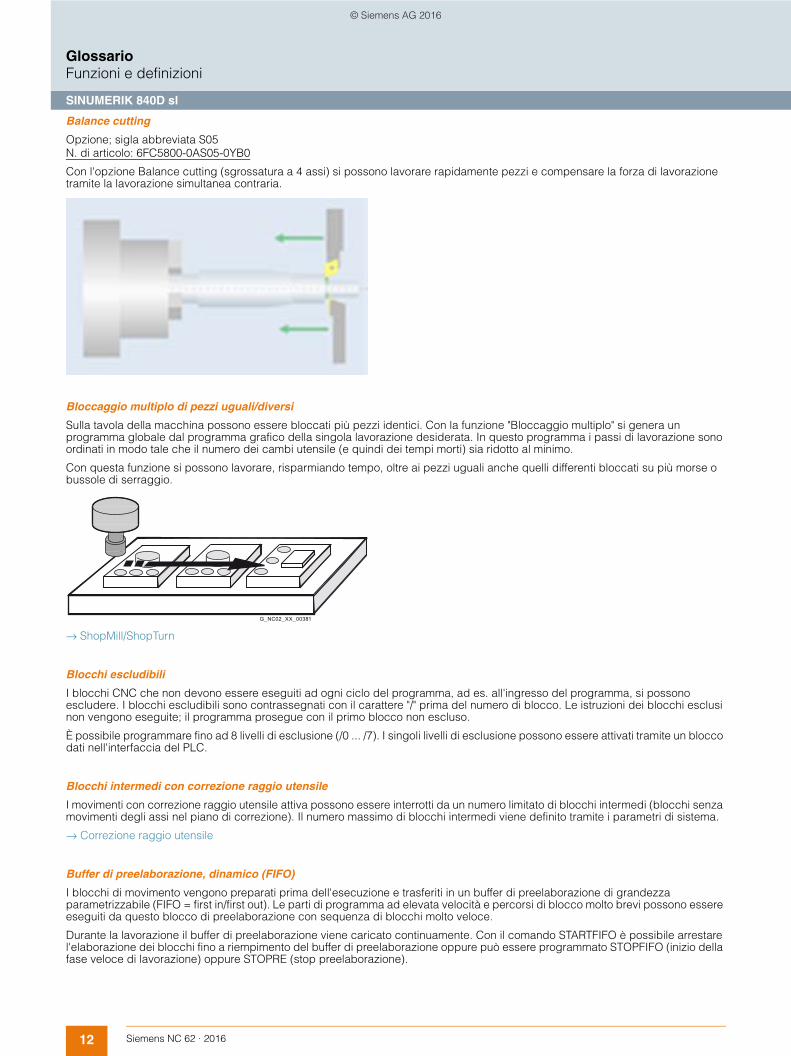
Con l'opzione Balance cutting (sgrossatura a 4 assi) si possono lavorare rapidamente pezzi e compensare la forza di lavorazione tramite la lavorazione simultanea contraria.
Bloccaggio multiplo di pezzi uguali/diversi
Sulla tavola della macchina possono essere bloccati più pezzi identici. Con la funzione "Bloccaggio multiplo" si genera un programma globale dal programma grafico della singola lavorazione desiderata. In questo programma i passi di lavorazione sono ordinati in modo tale che il numero dei cambi utensile (e quindi dei tempi morti) sia ridotto al minimo.
Con questa funzione si possono lavorare, risparmiando tempo, oltre ai pezzi uguali anche quelli differenti bloccati su più morse o bussole di serraggio.
→ ShopMill/ShopTurn
Blocchi escludibili
I blocchi CNC che non devono essere eseguiti ad ogni ciclo del programma, ad es. all'ingresso del programma, si possono escludere. I blocchi escludibili sono contrassegnati con il carattere "/" prima del numero di blocco. Le istruzioni dei blocchi esclusi non vengono eseguite; il programma prosegue con il primo blocco non escluso.
È possibile programmare fino ad 8 livelli di esclusione (/0 ... /7). I singoli livelli di esclusione possono essere attivati tramite un blocco dati nell'interfaccia del PLC.
Blocchi intermedi con correzione raggio utensile
I movimenti con correzione raggio utensile attiva possono essere interrotti da un numero limitato di blocchi intermedi (blocchi senza movimenti degli assi nel piano di correzione). Il numero massimo di blocchi intermedi viene definito tramite i parametri di sistema.
→ Correzione raggio utensile
Buffer di preelaborazione, dinamico (FIFO)
I blocchi di movimento vengono preparati prima dell'esecuzione e trasferiti in un buffer di preelaborazione di grandezza parametrizzabile (FIFO = first in/first out). Le parti di programma ad elevata velocità e percorsi di blocco molto brevi possono essere eseguiti da questo blocco di preelaborazione con sequenza di blocchi molto veloce.
Durante la lavorazione il buffer di preelaborazione viene caricato continuamente. Con il comando STARTFIFO è possibile arrestare l'elaborazione dei blocchi fino a riempimento del buffer di preelaborazione oppure può essere programmato STOPFIFO (inizio della fase veloce di lavorazione) oppure STOPRE (stop preelaborazione).
G_NC02_XX_00381
© Siemens AG 2016
13Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Cambio elettronico
Con il cambio elettronico è possibile un accoppiamento cinematico ad elevata precisione di assi con rapporto di accoppiamento programmabile. L'accoppiamento può essere effettuato e selezionato per tutti gli assi CNC dal programma oppure dal pannello operatore.
Con la funzione "Cambio elettronico" è possibile comandare il movimento di un asse slave in funzione di max. 5 assi master. Le relazioni tra gli assi master e l'asse slave vengono definite per ogni asse master con un rapporto fisso numeratore/denominatore oppure tramite una tabella di curve quali accoppiamento lineare oppure non lineare. L'asse slave, a sua volta, può diventare asse master per un altro gruppo di riduttori (collegamento in cascata).
Come assi master e slave possono essere utilizzati sia assi reali che simulati, lineari o rotanti. I valori master in ingresso possono essere valori di riferimento generati dall'interpolatore (accoppiamento del valore di riferimento) oppure valori reali forniti dai trasduttori di misura (accoppiamento del valore reale). Con il cambio elettronico con accoppiamento non lineare, oltre alla superficie convessa dei denti nella lavorazione degli ingranaggi è possibile realizzare anche la compensazione di caratteristiche non lineari del processo.
Funzionalità limitata per le varianti Export: Il numero degli assi che si possono muovere contemporaneamente è limitato a 4.
→ Accoppiamenti generici
Cambio utensile con numero T
Un processo di cambio utensile con magazzini a catena, a disco e lineari, avviene normalmente in 2 passi: con il comando T viene ricercato l'utensile nel magazzino e al termine, con il comando M, avviene il trasferimento dell'utensile nel mandrino.
Con magazzini a torretta su torni, il cambio utensile, cioè la ricerca e il cambio vero e proprio, vengono eseguiti con il comando T. Il tipo di cambio utensile può essere impostato tramite dati macchina.
Campo di movimento
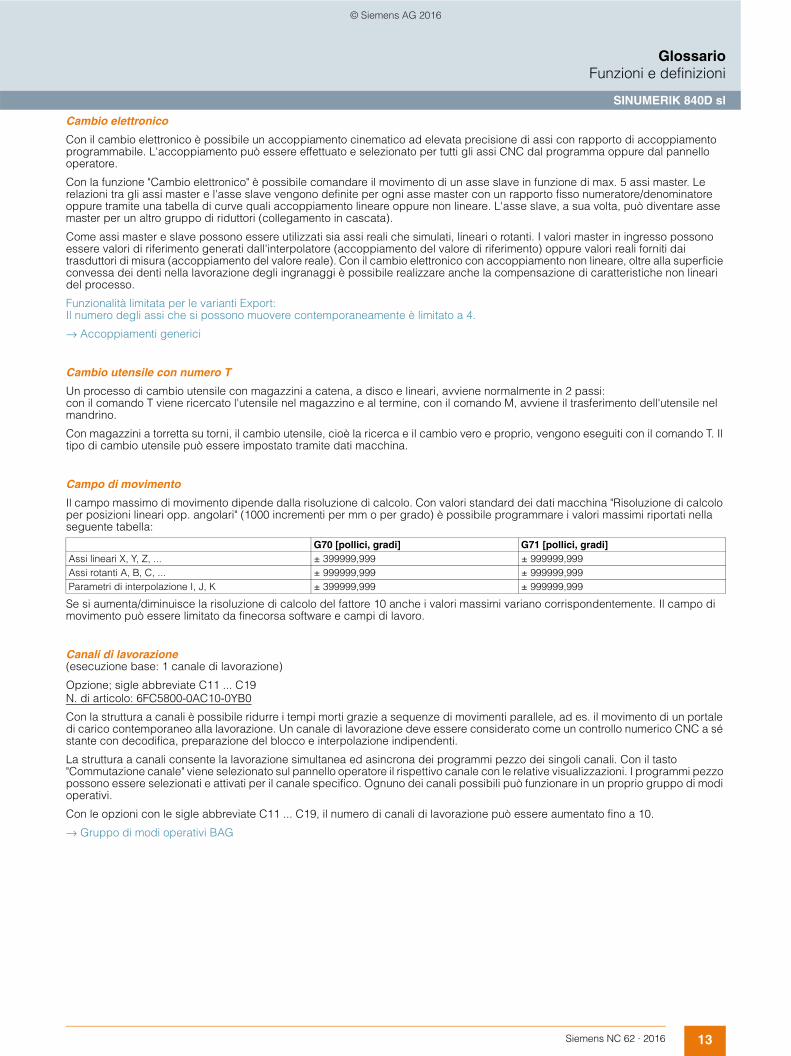
Il campo massimo di movimento dipende dalla risoluzione di calcolo. Con valori standard dei dati macchina "Risoluzione di calcolo per posizioni lineari opp. angolari" (1000 incrementi per mm o per grado) è possibile programmare i valori massimi riportati nella seguente tabella:
Se si aumenta/diminuisce la risoluzione di calcolo del fattore 10 anche i valori massimi variano corrispondentemente. Il campo di movimento può essere limitato da finecorsa software e campi di lavoro.
Canali di lavorazione (esecuzione base: 1 canale di lavorazione)
Opzione; sigle abbreviate C11 ... C19N. di articolo: 6FC5800-0AC10-0YB0
Con la struttura a canali è possibile ridurre i tempi morti grazie a sequenze di movimenti parallele, ad es. il movimento di un portale di carico contemporaneo alla lavorazione. Un canale di lavorazione deve essere considerato come un controllo numerico CNC a sé stante con decodifica, preparazione del blocco e interpolazione indipendenti.
La struttura a canali consente la lavorazione simultanea ed asincrona dei programmi pezzo dei singoli canali. Con il tasto "Commutazione canale" viene selezionato sul pannello operatore il rispettivo canale con le relative visualizzazioni. I programmi pezzo possono essere selezionati e attivati per il canale specifico. Ognuno dei canali possibili può funzionare in un proprio gruppo di modi operativi.
Con le opzioni con le sigle abbreviate C11 ... C19, il numero di canali di lavorazione può essere aumentato fino a 10.
→ Gruppo di modi operativi BAG
G70 [pollici, gradi] G71 [pollici, gradi]Assi lineari X, Y, Z, ... ± 399999,999 ± 999999,999Assi rotanti A, B, C, ... ± 999999,999 ± 999999,999Parametri di interpolazione I, J, K ± 399999,999 ± 999999,999
© Siemens AG 2016

14 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
CCG-Compiler (Cam Contour Grinding, rettifica non in tondo)
Opzione; sigla abbreviata P10N. di articolo: 6FC5800-0AP10-0YB0Requisiti: opzione TRANSMIT, sigla abbreviata M27 e opzione interpolazione polinomiale, sigla abbreviata M18
Questa opzione è necessaria per il SINUMERIK 840D sl quando devono essere eseguiti programmi pezzo che sono stati generati con il tool CCG-Compiler. Il relativo tool può essere integrato dall'OEM nella propria superficie operativa sulla PCU 50 oppure essere utilizzato su un PC esterno.
Su richiesta la versione attuale del tool viene messa a disposizione una volta, l'opzione (Runtime) è necessaria per ogni controllo numerico. Con il CCG-Compiler i programmi CNC sono generati in formato polinomiale per poter eseguire i profili non tondi su una rettificatrice in tondo. Come dati di immissione per la programmazione e la generazione di un programma completo CNC si utilizzano le comuni curve di camme che descrivono il profilo finale desiderato in rappresentazione polare.
I dati tecnologici, vale a dire il numero di giri di penetrazione, sovrametallo, giri di spegnifiamma, angolo di incremento, velocità, sono parametrizzati e considerati nella generazione del programma pezzo. Il profilo generato è indipendente dal raggio utensile (raggio della mola) perché la correzione del raggio (G41/G42) è attiva nel controllo numerico CNC.
Cerchio definito tramite centro e punto finale
L'interpolazione circolare comporta il movimento dell'utensile su un percorso circolare in senso orario oppure antiorario.
Il cerchio desiderato viene definito da:• Punto iniziale del cerchio (posizione reale nel blocco precedente) • Senso di rotazione del cerchio • Punto finale del cerchio (posizione definita nel blocco circolare) • Centro del cerchio
Il centro del cerchio può essere programmato in assoluto rispetto al punto zero attuale delle coordinate oppure in incrementale rispetto al punto iniziale del cerchio. Se il disegno riporta l'angolo di apertura del cerchio è possibile programmarlo direttamente. In molti casi la scala del disegno viene scelta in modo che sia più favorevole programmare il raggio per definire il profilo del cerchio. Per un arco di cerchio superiore ai 180 gradi, la definizione del raggio va preceduta dal segno meno.
Cerchio definito tramite punto intermedio e punto finale
Se si deve programmare un cerchio che non si trova in un piano parallelo all'asse, ma che si sviluppa obliquo nello spazio, per la programmazione può essere utilizzato un punto intermedio invece del centro del cerchio. Per la programmazione del cerchio sono necessari 3 punti: punto iniziale, punto intermedio e punto finale.
Cicli di misura
Opzione; sigla abbreviata P28N. di articolo: 6FC5800-0AP28-0YB0
L'utensile richiamato per la misura, che sui torni si trova normalmente in una torretta a revolver, viene portato a contatto con il tastatore di misura, che può essere montato in una posizione fissa o girato nello spazio di lavoro da un dispositivo meccanico. La geometria dell'utensile ricavata automaticamente viene inserita nel corrispondente blocco di correzione utensile.
Per la misura del pezzo, viene avvicinato al pezzo bloccato un tastatore di misura, analogamente ad un utensile. Grazie alla loro struttura flessibile i cicli di misura sono in grado di risolvere quasi tutte le problematiche di misura sia su torni che su fresatrici.
Nei controlli numerici CNC SINUMERIK viene applicato il principio della misura al volo. Il vantaggio di questo procedimento di misura consiste nella possibilità di elaborare il segnale del sensore direttamente nel CNC. I parametri di misura ed i risultati delle misure vengono visualizzati molto chiaramente in pagine separate che vengono disattivate automaticamente a fine ciclo oppure tacitate con CNC-Start.
Conseguentemente alla misura del pezzo, può aver luogo automaticamente una correzione dello spostamento origine del pezzo oppure una correzione dell'usura dell'utensile in funzione della differenza tra valore reale e valore di riferimento. I risultati delle misure sono protocollabili in un file. I cicli di misura Siemens offrono un protocollo standard che può essere anche modificato in funzione delle proprie esigenze.
Per il rilevamento delle dimensioni dell'utensile o del pezzo è necessario un tastatore di misura a commutazione che fornisca un segnale costante (e non un impulso) quando viene azionato. La commutazione deve avvenire senza rimbalzi e può quindi risultare necessario effettuare una taratura meccanica. I tastatori di misura multidirezionali possono essere utilizzati per tutte le misure di utensili e pezzi sia su torni che su fresatrici. Per la misura del pezzo su fresatrici e centri di lavoro, i tastatori di misura bidirezionali vengono gestiti come i tastatori monodirezionali, ma non sono idonei per la misura dell'utensile.
I tastatori di misura monodirezionali possono essere utilizzati per la misura del pezzo su fresatrici e centri di lavoro con alcune piccole limitazioni, ma non sono adatti per la misura dell'utensile e per la misura del pezzo su torni.
© Siemens AG 2016

15Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Misure per fresatura: • Spigolo/spigolo ad angolo retto/spigolo qualsiasi• Calibrazione del tastatore: lunghezza/raggio nell'anello/raggio su spigolo/calibrazione su sfera• Foro/tasca rettangolare• Foro/segmento di cerchio interno• Distanza spigolo – cava/stelo• Distanza spigolo – impostazione spigolo• Distanza spigolo – allineamento spigolo• Perno circolare/perno rettangolare• Perno/segmento di cerchio esterno• Misure 3D – allineamento piano• Misure 3D – 1 sfera/3 sfere• Misure utensili• Misure utensili – calibrazione tastatore utensile
Misure per tornitura: • Calibrazione tastatore di misura – lunghezza/raggio sulla superficie/raggio nella cava• Diametro interno/esterno• Misure utensili – Utensili per tornitura/fresatura/foratura• Misure utensili – calibrazione tastatore utensile
Si consiglia l'utilizzo di tastatori di misura molto precisi come ad es. tastatori della serie Rengage di Renishaw.
Esempio: Misura di un foro (programGUIDE) Esempio: misura di un diametro esterno (programGUIDE)
Esempio: allineamento spigolo (programGUIDE) Esempio: allineamento spigolo (ShopMill)
© Siemens AG 2016

16 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Cicli tecnologici
Per compiti di lavorazione che si ripetono frequentemente sono disponibili cicli tecnologici per le tecnologie di foratura/fresatura e tornitura. I cicli tecnologici sono sottoprogrammi tecnologici con i quali si possono realizzare determinate lavorazioni di utilizzo generale, quali ad es. la maschiatura o la fresatura di una tasca.
I cicli vengono adattati alla reale necessità di lavorazione mediante l'assegnazione di parametri. La parametrizzazione avviene tramite maschere di immissione con supporto grafico e testo in chiaro.• Tecnologia di foratura:
Foratura/centratura, foratura/svasatura, foratura profonda, maschiatura con/senza utensile compensato, alesatura 1 ... 5, serie di fori/cerchio di fori, griglia di punti, lavorazione su superfici inclinate
• Tecnologia di fresatura:Fresatura di filetti, asole su cerchio, cave su cerchio, cave circolari, tasche rettangolari/circolari, fresatura a spianare, fresatura continua, perni rettangolari/circolari, lavorazioni su superfici inclinate, High Speed Setting per lavorazione HSC ottimale, cicli di incisione
• Tecnologia di tornitura:Gola, scarico, asportazione con sottosquadro, scarico per filetto, filettatura, filettature concatenate, ripasso filetto
Esempio: Orientamento Esempio: fresatura di tasche circolari
Collegamento a sistema di controllo
→ Create MyInterface
→ Collegamento al computer host, Access MyMachine /OPC UA
Collegamento al computer host, Access MyMachine /OPC UA
Opzione; sigla abbreviata P67N. di articolo: 6FC5800-0AP67-0YB0
La funzione SINUMERIK Integrate Access MyMachine /OPC UA abilita il canale di comunicazione per il server OPC UA sulla PCU SINUMERIK oppure sulla NCU SINUMERIK. Il metodo OPC UA Data Access consente la lettura e la scrittura di variabili CNC e PLC. OPC Unified Architecture OPC UA è un protocollo di comunicazione industriale standard per l'accesso ai dati del controllo, ad es. da parte dei sistemi di controllo di processo.
www.opcfoundation.org
Collegamento della periferia tramite PROFIBUS DP e PROFINET
PROFIBUS DP è il profilo di protocollo per la periferia decentrata. Esso consente una comunicazione ciclica molto veloce. Vantaggi del PROFIBUS DP: tempi di ciclo bus molto brevi, elevata disponibilità, sicurezza dei dati e struttura standard dei telegrammi.
PROFINET come sistema di bus real-time supporta qualsiasi periferia, come PROFIBUS.
→ PROFINET
Comando del valore analogico
Con le variabili di sistema $A_OUTA(n) si possono preimpostare direttamente nel programma pezzo i valori di max. 8 uscite analogiche. Il valore impostato dall'NCK può essere modificato dal PLC prima dell'emissione all'hardware di una unità analogica SIMATIC DP ET 200. Le uscite hardware sono gestite nel clock di interpolazione.
© Siemens AG 2016

17Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Commutazione del valore di riferimento
Opzione; sigla abbreviata M05N. di articolo: 6FC5800-0AM05-0YB0
La funzione "Commutazione del valore di riferimento" si utilizza su fresatrici con teste di fresatura particolari, ad es. quando si utilizza il motore del mandrino sia per azionare l'utensile sia per l'orientamento della testa di fresatura. In questo caso sia il mandrino sia gli assi della testa di fresatura sono definiti nel controllo numerico CNC come assi indipendenti; tuttavia sono azionati sequenzialmente solo da un motore.
È possibile collegare fino a 4 assi ad un motore. Gli assi tra i quali avviene la commutazione del riferimento possono essere abbinati a canali o a gruppi di modi operativi diversi.
Compensazione bidirezionale
→ Compensazione errore passo vite, bidirezionale
Compensazione coppia magnetica di riluttanza, Run MyCC /COCO
Opzione; sigla abbreviata N46N. di articolo: 6FC5800-0AN46-0YB0
Questa compensazione viene impiegata in modo particolare con azionamenti elettrici diretti, quando a bassi numeri di giri si deve introdurre l'ondulazione di coppia per migliorare il risultato di lavorazione.
Funzionalità limitata per le varianti Export: non possibile.
Compensazione dei giochi
Nella trasmissione della forza tra una parte mobile della macchina e il suo azionamento (ad es. vite a ricircolo di sfere) si verificano di regola dei piccoli giochi in quanto una meccanica di trasmissione senza giochi comporterebbe un'usura precoce delle parti meccaniche. Negli assi/mandrini con sistemi di misura indiretti i giochi meccanici comportano un errore di posizionamento. Per esempio, dopo un'inversione del movimento il percorso eseguito dall'asse aumenta o diminuisce di un valore pari al gioco presente.
Per compensare il gioco, ad ogni inversione di direzione l'asse/il mandrino viene corretto di un valore pari al gioco. Se è presente un 2º sistema di misura, la compensazione del gioco all'inversione deve essere impostata per entrambi i sistemi di misura. La compensazione dei giochi è attiva in tutti i modi operativi dopo la ricerca del punto di riferimento.
Gioco positivo (caso normale) Il trasduttore precede la misura del valore reale attuale (tavola): la tavola esegue un percorso troppo breve
Compensazione del beccheggio, Run MyCC /NOCO
Opzione; sigla abbreviata N63N. di articolo: 6FC5800-0AN63-0YB0
SINUMERIK Integrate Run MyCC /NOCO consente un'elevata precisione nella lavorazione del pezzo grazie alla compensazione meccanica degli effetti di interferenza tra gli assi. SINUMERIK Integrate Run MyCC /NOCO è molto utile ad es. per macchine a colonna: la torretta può beccheggiare a causa delle accelerazioni o frenate degli altri assi e la punta dell'utensile flettendo può provocare dei segni sul pezzo. La compensazione del beccheggio (Nick compensation) sorveglia gli altri assi e modella il comportamento del beccheggio. Poiché i processi di accelerazione di tutti gli assi sono noti, si può compensare l'effetto del movimento di beccheggio con l'opportuno precomando degli altri assi. Ciò aumenta la precisione della lavorazione e migliora la qualità della superficie.
Funzionalità limitata per le varianti Export: non possibile.
G_NC01_it_00098
Gioco
Tavola
Tras-duttoreMotore
© Siemens AG 2016

18 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Compensazione dell'attrito, Run MyCC /FRIC
Opzione; sigla abbreviata N67N. di articolo: 6FC5800-0AN67-0YB0
Sostituita da:
→ Compensazione ottimizzata dell'attrito, Friction Compensation
Funzionalità limitata per le varianti Export: non possibile.
Compensazione dell'errore sul quadrante
La compensazione dell'errore sul quadrante (compensazione dell'attrito), soprattutto nella lavorazione di profili circolari assicura un netto miglioramento della precisione del profilo. Nei passaggi di quadrante un asse si muove con la massima velocità vettoriale mentre l'altro asse è fermo. A causa di differenti comportamenti di attrito possono subentrare errori del profilo.
La compensazione dell'errore sul quadrante compensa questi errori in modo affidabile e permette di avere eccellenti risultati già nel primo ciclo di lavorazione. Nella compensazione dell'errore sul quadrante, l'intensità dell'impulso di correzione viene impostata tramite comando operativo secondo una curva caratteristica in funzione dell'accelerazione. Questa caratteristica viene determinata e parametrizzata con l'ausilio del test della forma del cerchio.
Nel test della forma del cerchio, durante l'esecuzione di un profilo circolare, vengono rilevati gli scostamenti della posizione reale rispetto al raggio programmato (in particolare ai passaggi di quadrante) e rappresentati graficamente.
Passaggi di quadrante senza compensazione Passaggi di quadrante con compensazione dell'errore sul quadrante
→ Compensazione ottimizzata dell'attrito, Friction Compensation
G_NC01_IT_00119
Asse: X
Valore reale di posizione
Asse: Y
G_NC01_it_00120
Asse: Y
Valore reale di posizione
Asse: X
© Siemens AG 2016
19Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
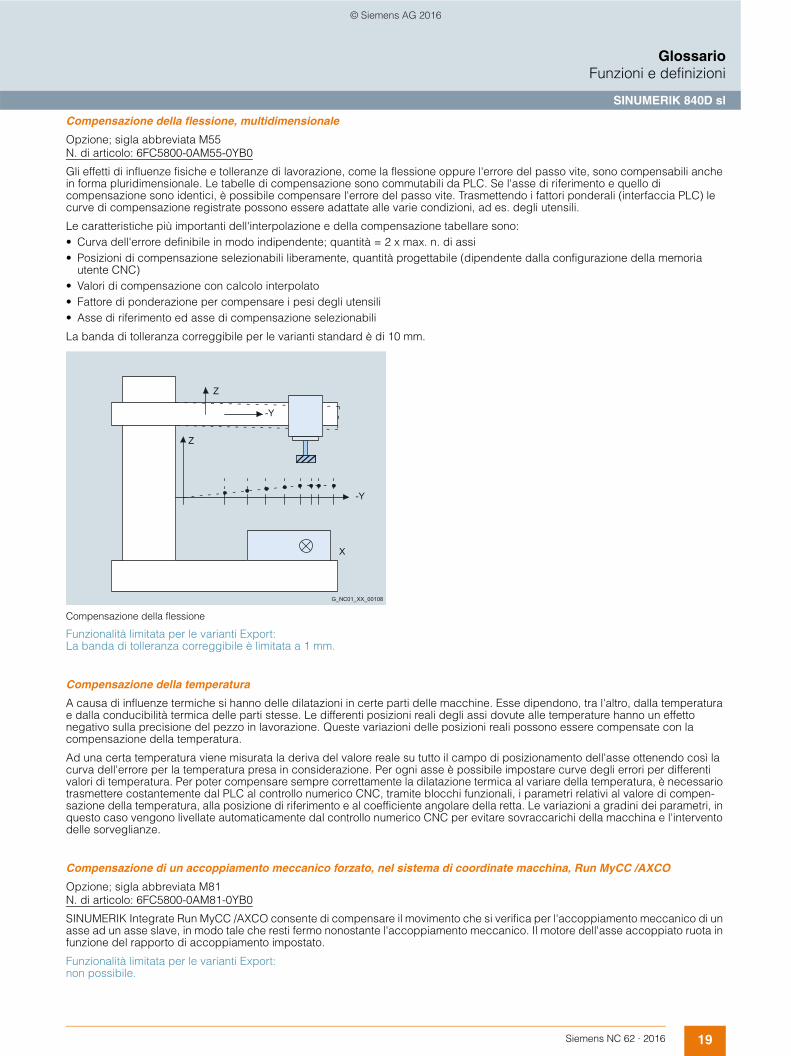
Compensazione della flessione, multidimensionale
Opzione; sigla abbreviata M55N. di articolo: 6FC5800-0AM55-0YB0
Gli effetti di influenze fisiche e tolleranze di lavorazione, come la flessione oppure l'errore del passo vite, sono compensabili anche in forma pluridimensionale. Le tabelle di compensazione sono commutabili da PLC. Se l'asse di riferimento e quello di compensazione sono identici, è possibile compensare l'errore del passo vite. Trasmettendo i fattori ponderali (interfaccia PLC) le curve di compensazione registrate possono essere adattate alle varie condizioni, ad es. degli utensili.
Le caratteristiche più importanti dell'interpolazione e della compensazione tabellare sono:• Curva dell'errore definibile in modo indipendente; quantità = 2 x max. n. di assi • Posizioni di compensazione selezionabili liberamente, quantità progettabile (dipendente dalla configurazione della memoria
utente CNC) • Valori di compensazione con calcolo interpolato • Fattore di ponderazione per compensare i pesi degli utensili • Asse di riferimento ed asse di compensazione selezionabili
La banda di tolleranza correggibile per le varianti standard è di 10 mm.
Compensazione della flessione
Funzionalità limitata per le varianti Export: La banda di tolleranza correggibile è limitata a 1 mm.
Compensazione della temperatura
A causa di influenze termiche si hanno delle dilatazioni in certe parti delle macchine. Esse dipendono, tra l'altro, dalla temperatura e dalla conducibilità termica delle parti stesse. Le differenti posizioni reali degli assi dovute alle temperature hanno un effetto negativo sulla precisione del pezzo in lavorazione. Queste variazioni delle posizioni reali possono essere compensate con la compensazione della temperatura.
Ad una certa temperatura viene misurata la deriva del valore reale su tutto il campo di posizionamento dell'asse ottenendo così la curva dell'errore per la temperatura presa in considerazione. Per ogni asse è possibile impostare curve degli errori per differenti valori di temperatura. Per poter compensare sempre correttamente la dilatazione termica al variare della temperatura, è necessario trasmettere costantemente dal PLC al controllo numerico CNC, tramite blocchi funzionali, i parametri relativi al valore di compen-sazione della temperatura, alla posizione di riferimento e al coefficiente angolare della retta. Le variazioni a gradini dei parametri, in questo caso vengono livellate automaticamente dal controllo numerico CNC per evitare sovraccarichi della macchina e l'intervento delle sorveglianze.
Compensazione di un accoppiamento meccanico forzato, nel sistema di coordinate macchina, Run MyCC /AXCO
Opzione; sigla abbreviata M81N. di articolo: 6FC5800-0AM81-0YB0
SINUMERIK Integrate Run MyCC /AXCO consente di compensare il movimento che si verifica per l'accoppiamento meccanico di un asse ad un asse slave, in modo tale che resti fermo nonostante l'accoppiamento meccanico. Il motore dell'asse accoppiato ruota in funzione del rapporto di accoppiamento impostato.
Funzionalità limitata per le varianti Export: non possibile.
G_NC01_XX_00108
Z
-Y
-Y
X
Z
© Siemens AG 2016
20 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
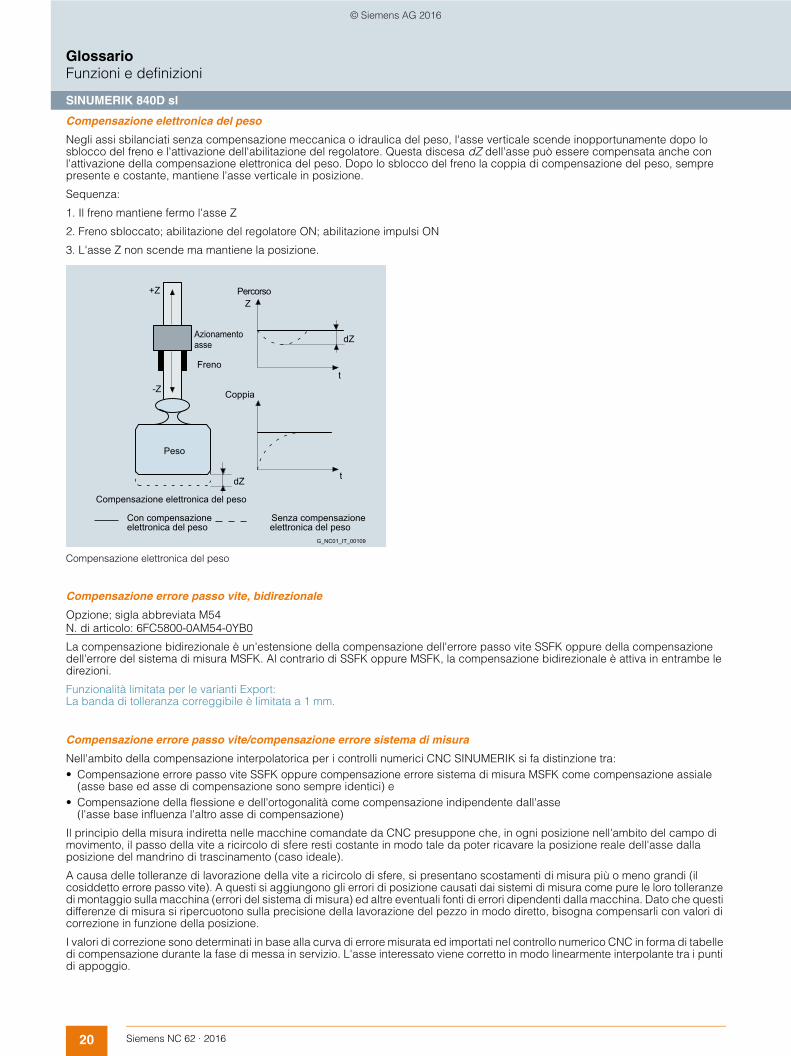
Compensazione elettronica del peso
Negli assi sbilanciati senza compensazione meccanica o idraulica del peso, l'asse verticale scende inopportunamente dopo lo sblocco del freno e l'attivazione dell'abilitazione del regolatore. Questa discesa dZ dell'asse può essere compensata anche con l'attivazione della compensazione elettronica del peso. Dopo lo sblocco del freno la coppia di compensazione del peso, sempre presente e costante, mantiene l'asse verticale in posizione.
Sequenza:
1. Il freno mantiene fermo l'asse Z
2. Freno sbloccato; abilitazione del regolatore ON; abilitazione impulsi ON
3. L'asse Z non scende ma mantiene la posizione.
Compensazione elettronica del peso
Compensazione errore passo vite, bidirezionale
Opzione; sigla abbreviata M54N. di articolo: 6FC5800-0AM54-0YB0
La compensazione bidirezionale è un'estensione della compensazione dell'errore passo vite SSFK oppure della compensazione dell'errore del sistema di misura MSFK. Al contrario di SSFK oppure MSFK, la compensazione bidirezionale è attiva in entrambe le direzioni.
Funzionalità limitata per le varianti Export: La banda di tolleranza correggibile è limitata a 1 mm.
Compensazione errore passo vite/compensazione errore sistema di misura
Nell'ambito della compensazione interpolatorica per i controlli numerici CNC SINUMERIK si fa distinzione tra:• Compensazione errore passo vite SSFK oppure compensazione errore sistema di misura MSFK come compensazione assiale
(asse base ed asse di compensazione sono sempre identici) e • Compensazione della flessione e dell'ortogonalità come compensazione indipendente dall'asse
(l'asse base influenza l'altro asse di compensazione)
Il principio della misura indiretta nelle macchine comandate da CNC presuppone che, in ogni posizione nell'ambito del campo di movimento, il passo della vite a ricircolo di sfere resti costante in modo tale da poter ricavare la posizione reale dell'asse dalla posizione del mandrino di trascinamento (caso ideale).
A causa delle tolleranze di lavorazione della vite a ricircolo di sfere, si presentano scostamenti di misura più o meno grandi (il cosiddetto errore passo vite). A questi si aggiungono gli errori di posizione causati dai sistemi di misura come pure le loro tolleranze di montaggio sulla macchina (errori del sistema di misura) ed altre eventuali fonti di errori dipendenti dalla macchina. Dato che questi differenze di misura si ripercuotono sulla precisione della lavorazione del pezzo in modo diretto, bisogna compensarli con valori di correzione in funzione della posizione.
I valori di correzione sono determinati in base alla curva di errore misurata ed importati nel controllo numerico CNC in forma di tabelle di compensazione durante la fase di messa in servizio. L'asse interessato viene corretto in modo linearmente interpolante tra i punti di appoggio.
t
+Z
dZ
dZ
-Z
t
Z
G_NC01_IT_00109
Percorso
Azionamentoasse
Freno
Coppia
Peso
Compensazione elettronica del peso Con compensazione Senza compensazione elettronica del peso elettronica del peso
© Siemens AG 2016

21Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Compensazione errore sistema di misura
→ Compensazione errore passo vite/compensazione errore sistema di misura
Compensazione nello spazio assi rotanti, Run MyCC /VCS ROT
Opzione; sigla abbreviata N31N. di articolo: 6FC5800-0AN31-0YB0
Questa compensazione statica consente all'utente di migliorare la precisione durante l'orientamento del proprio utensile. Entrambi gli assi di orientamento nella testa di lavorazione devono essere misurati una volta nel campo di lavoro. La compensazione calcola quindi in tempo reale, dai valori della tabella, le correzioni per i 3 assi lineari, riferite al Tool Center Point attuale.
Funzionalità limitata per le varianti Export: non possibile.
Compensazione nello spazio, Run MyCC /VCS-A3
Opzione; sigla abbreviata N15N. di articolo: 6FC5800-0AN15-0YB0
Questa opzione realizza la compensazione cartesiana di macchine con 3 assi lineari quando l'utensile ha un orientamento fisso e le lunghezze utensile agiscono parallelamente alle coordinate degli assi lineari. In parallelo ai 3 assi lineari possono essere attivi assi Gantry.
Funzionalità limitata per le varianti Export: non possibile.
Compensazione nello spazio, Run MyCC /VCS-A5 plus
Opzione; sigla abbreviata N17N. di articolo 6FC5800-0AN17-0YB0
SINUMERIK Integrate Run MyCC /VCS-A5 plus è concepito per l'impiego con grandi macchine (fresatrici a portale con 3 e 5 assi). L'esigenza di precisione del posizionamento di queste macchine in tutto lo spazio di lavoro (= precisione volumetrica) aumenta costantemente e, in molti casi, non può più essere raggiunta con soli provvedimenti meccanici.
SINUMERIK Integrate Run MyCC /VCS-A5 plus realizza una compensazione volumetrica di tutti i 21 errori dei gradi di libertà che possono presentarsi sui 3 assi base di una macchina utensile cartesiana (per asse: linearità, 2 errori di rettilineità, rollio, beccheggio, imbardata ed errori di ortogonalità tra gli assi). Questi errori di macchina geometrici causano uno spostamento del Tool Center Point e un errore di orientamento dell'utensile.
Per una macchina a 5 assi, con Run MyCC /VCS-A5 plus e TRAORI attivo, è possibile compensare lo spostamento del Tool Center Point e l'errore di orientamento. Rispetto alla compensazione dell'errore passo vite SSFK e alla compensazione della flessione CEC, Run MyCC /VCS-A5 plus consente una compensazione completa degli errori geometrici di una macchina utensile cartesiana. Run MyCC /VCS-A5 plus può essere sovrapposto a compensazioni SSFK e CEC già impostate.
La misurazione degli errori geometrici di una macchina utensile si esegue con strumenti di misura a laser esterni in grado di rilevare questi errori con la massima efficienza possibile. I risultati di misura vengono forniti al controllo numerico CNC SINUMERIK come file nello specifico formato leggibile VCS. La misurazione degli errori della macchina deve essere eseguita dall'OEM o dal gestore della macchina. Vari SINUMERIK Solution Partner offrono come service il loro supporto per l'esecuzione della misura, creando i file VCS specifici di macchina necessari per la VCS.
Funzionalità limitata per le varianti Export: non possibile.
Compensazione nello spazio, Run MyCC /VCS-A5
Opzione; sigla abbreviata N16N. di articolo 6FC5800-0AN16-0YB0
Questa opzione realizza la compensazione di macchine cartesiane a 5 assi quando l'utensile può essere orientato con 2 assi rotanti rispetto al pezzo. La compensazione dell'errore misurato degli assi lineari viene calcolato in funzione della posizione attuale dell'utensile sul Tool Center Point.
La cinematica delle macchine può essere realizzata come pura cinematica della testa oppure come cinematica della tavola con entrambi gli assi orientabili nella tavola oppure come cinematica mista con un asse orientabile nella tavola – Trasformazione generica Tipo 24, 40 e 56.
Funzionalità limitata per le varianti Export: non possibile.
© Siemens AG 2016
22 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Compensazione ottimizzata dell'attrito, Friction Compensation
Opzione; sigla abbreviata S06N. di articolo: 6FC5800-0AS06-0YB0
L'opzione Friction Compensation consente una compensazione ottimizzata dell'attrito. I parametri di impostazione necessari vengono determinati automaticamente con un ciclo.
Compensazione volumetrica dell'errore nello spazio per trasformazioni cinematiche, Run MyCC /SEC-KT
Opzione; sigla abbreviata M57N. di articolo: 6FC5800-0AM57-0YB0
La funzione specifica SINUMERIK Integrate Run MyCC /SEC-KT non è prevista per l'impiego generico.
Per macchine cartesiane vedere: • Compensazione volumetrica dell'errore nello spazio VCS-A3 • Compensazione volumetrica dell'errore nello spazio VCS-A5 • Compensazione volumetrica dell'errore nello spazio VCS-A5 plus
Funzionalità limitata per le varianti Export: non possibile.
Concetto di frame
Frame è il concetto utilizzato per definire un'espressione geometrica che descrive una regola di calcolo, come ad es. una traslazione o una rotazione.
Nei controlli SINUMERIK il Frame nella programmazione CNC trasferisce la geometria da un sistema di coordinate cartesiane ad un altro e rappresenta una descrizione nello spazio del sistema delle coordinate del pezzo.
Sono possibili:• Frame base: trasformazione delle coordinate dal sistema di coordinate base SCB al sistema di coordinate del punto zero SZB • Frame impostabili: spostamenti origine tramite G54 ... G57/G505 ... G599 • Frame programmabili: definizione del sistema di coordinate pezzo SCP
Con il concetto di frame è possibile trasformare, con semplicità, sistemi di coordinate cartesiane con traslazioni, rotazioni, fattori di scala e specularità.
Programmazione con le istruzioni:• TRANS spostamento origine programmabile • ROT rotazione nello spazio oppure nel piano • ROTS rotazione rispetto ad un angolo nello spazio proiettato nei piani • SCALE fattore di scala (zoom) • MIRROR specularità • TOFRAME frame nella direzione dell'utensile • TOROT parte rotativa del frame programmato • PAROT frame per la rotazione del pezzo (rotazione tavola) • MEAFRAME calcolo di un Frame da 3 punti di misura nello spazio (per cicli di misura).
Le istruzioni possono essere presenti anche più volte in un programma. Questo concetto consente di sovrascrivere le traslazioni presenti, ma anche di aggiungere dei nuovi valori in forma additiva.
Istruzioni FRAME additive:• ATRANS spostamento origine additivo programmabile• AROT rotazione additiva nello spazio oppure nel piano• ASCALE fattore di scala (moltiplicazione)• AMIRROR specularità ripetuta• AROTS rotazione additiva riferita all'angolo nello spazio proiettato nel piano
Se sono disponibili utensili o pezzi orientabili la lavorazione può essere organizzata in modo molto flessibile, ad es.:• Lavorazione su più facce del pezzo ruotando ed orientando il piano di lavoro • Lavorazione di superfici inclinate con correzione della lunghezza e del raggio utensile
© Siemens AG 2016
23Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
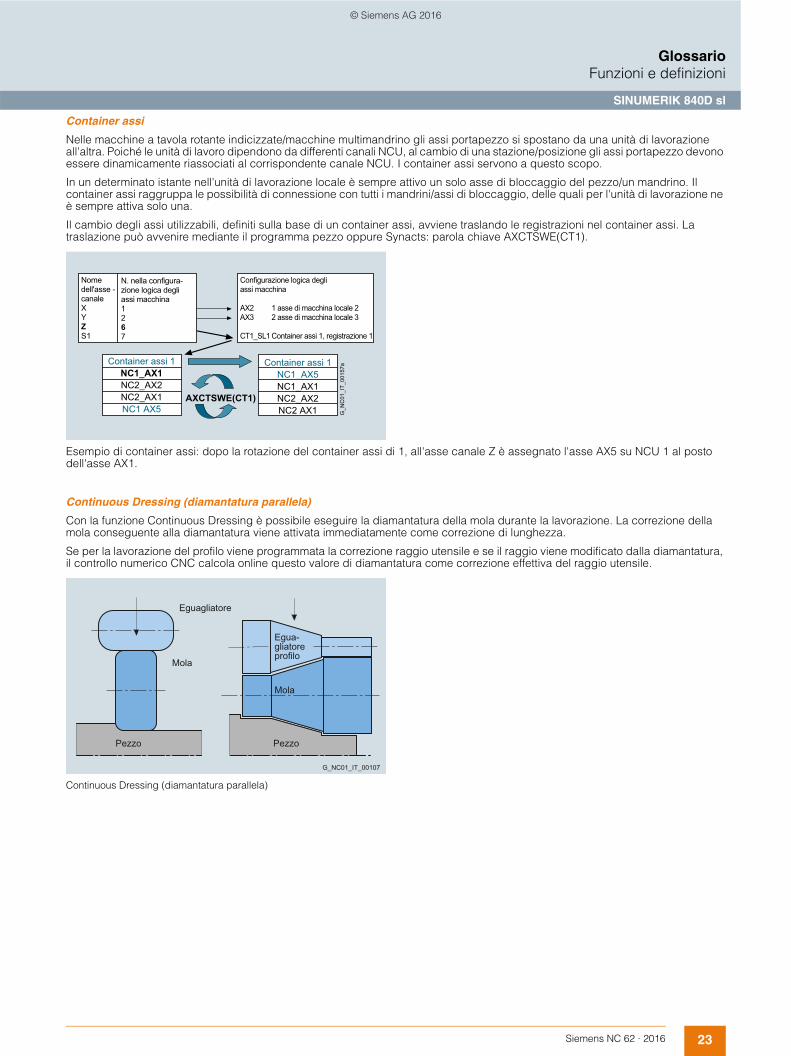
Container assi
Nelle macchine a tavola rotante indicizzate/macchine multimandrino gli assi portapezzo si spostano da una unità di lavorazione all'altra. Poiché le unità di lavoro dipendono da differenti canali NCU, al cambio di una stazione/posizione gli assi portapezzo devono essere dinamicamente riassociati al corrispondente canale NCU. I container assi servono a questo scopo.
In un determinato istante nell'unità di lavorazione locale è sempre attivo un solo asse di bloccaggio del pezzo/un mandrino. Il container assi raggruppa le possibilità di connessione con tutti i mandrini/assi di bloccaggio, delle quali per l'unità di lavorazione ne è sempre attiva solo una.
Il cambio degli assi utilizzabili, definiti sulla base di un container assi, avviene traslando le registrazioni nel container assi. La traslazione può avvenire mediante il programma pezzo oppure Synacts: parola chiave AXCTSWE(CT1).
Esempio di container assi: dopo la rotazione del container assi di 1, all'asse canale Z è assegnato l'asse AX5 su NCU 1 al posto dell'asse AX1.
Continuous Dressing (diamantatura parallela)
Con la funzione Continuous Dressing è possibile eseguire la diamantatura della mola durante la lavorazione. La correzione della mola conseguente alla diamantatura viene attivata immediatamente come correzione di lunghezza.
Se per la lavorazione del profilo viene programmata la correzione raggio utensile e se il raggio viene modificato dalla diamantatura, il controllo numerico CNC calcola online questo valore di diamantatura come correzione effettiva del raggio utensile.
Continuous Dressing (diamantatura parallela)
AXCTSWE(CT1)
Nome dell'asse - canaleXYZS1
N. nella configura-zione logica degli assi macchina1267
Configurazione logica degli assi macchina
AX2 1 asse di macchina locale 2AX3 2 asse di macchina locale 3
CT1_SL1 Container assi 1, registrazione 1
Container assi 1 NC1_AX1NC2_AX2NC2_AX1NC1 AX5
Container assi 1NC1_AX5NC1_AX1NC2_AX2NC2 AX1 G
_NC
01_I
T_00
157a
Eguagliatore
Mola
Mola
Egua-gliatoreprofilo
Pezzo Pezzo
G_NC01_IT_00107
© Siemens AG 2016

24 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Controllo anticollisione in tempo reale (Collision Avoidance)
Opzione; sigla abbreviata S02N. di articolo: 6FC5800-0AS02-0YB0
Con l'opzione SINUMERIK Collision Avoidance, SINUMERIK offre una protezione affidabile da collisioni accidentali di componenti in movimento contro componenti statici nello spazio di lavoro della macchina utensile – in tutte le situazioni operative.
SINUMERIK Collision Avoidance si concentra sulle situazioni critiche che si verificano nella pratica come la messa a punto della macchina o le interruzioni della lavorazione – ovvero quando l'operatore interviene nel processo.• Sorveglianza anticollisione 3D in tempo reale• Sorveglianza di componenti macchina statici e in movimento• Modellazione efficiente dei solidi di collisione in SINUMERIK Operate su PC con NX SINUMERIK Collision Avoidance
Requisiti:• a partire dal software CNC SINUMERIK 4.5 SP2• Macchina ad 1 canale con una NCU• SINUMERIK NCU 720.3B PN oppure NCU 730.3B PN (consigliato)• Simulazione simultanea• Simulazione 1 (pezzo finito) con rappresentazione 3D
Controllo del movimento progettato aritmeticamente, Run MyCC /EMC
Opzione; sigla abbreviata N47N. di articolo: 6FC5800-0AN47-0YB0
SINUMERIK Integrate Run MyCC /EMC ottimizza il precomando degli assi utilizzando un modello meccatronico.
Il supporto meccatronico di Siemens aiuta a determinare il modello assiale e la parametrizzazione dei filtri che agiscono in tempo reale sul valore di riferimento e sul precomando.
Il comportamento vibrazionale migliorato degli assi macchina, aumenta la precisione di lavorazione e in molti casi consente l'impostazione di valori di limitazione strappo più elevati, per incrementare la produttività di macchina.
Funzionalità limitata per le varianti Export: non possibile.
© Siemens AG 2016

25Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Controllo tangenziale
Opzione; sigla abbreviata M06N. di articolo: 6FC5800-0AM06-0YB0
Il controllo tangenziale consente di gestire un asse rotante in direzione della tangente di due assi interpolanti. I due assi master e l'asse slave si trovano nello stesso canale. Il controllo tangenziale è efficace con qualsiasi tipo di interpolazione.
Le applicazioni sono:• Posizionamento tangenziale di un utensile rotante durante la roditura/ punzonatura • Posizionamento tangenziale del pezzo per una sega a nastro • Posizionamento di un utensile di diamantatura su una mola • Posizionamento tangenziale di un filo per la saldatura in 5 assi • Posizionamento di una rotella da taglio per la lavorazione del vetro o della carta
Sulle punzonatrici, roditrici con punzone rotante e relativa matrice è possibile utilizzare le seguenti funzioni per l'impiego universale degli utensili:• Controllo tangenziale
TANGON/TANGOF per il posizionamento dell'asse rotante del punzone ortogonale al vettore direzionale del profilo programmato • Trascinamento
TRAILON/TRAILOF per la rotazione sincrona dell'utensile superiore e inferiore (punzone e matrice)
Rappresentazione di un asse utensile rotante e matrice per punzonatura/roditura
Coordinate polari
Con la programmazione in coordinate polari è possibile definire delle posizioni rispetto ad un centro definito mediante definizione del raggio e dell'angolo. Il centro può essere definito con quote assolute o incrementali
C1
C
G_NC01_it_00125
Asse di rotazione dell'utensile
Punzone
Matrice
Punzone
© Siemens AG 2016
26 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
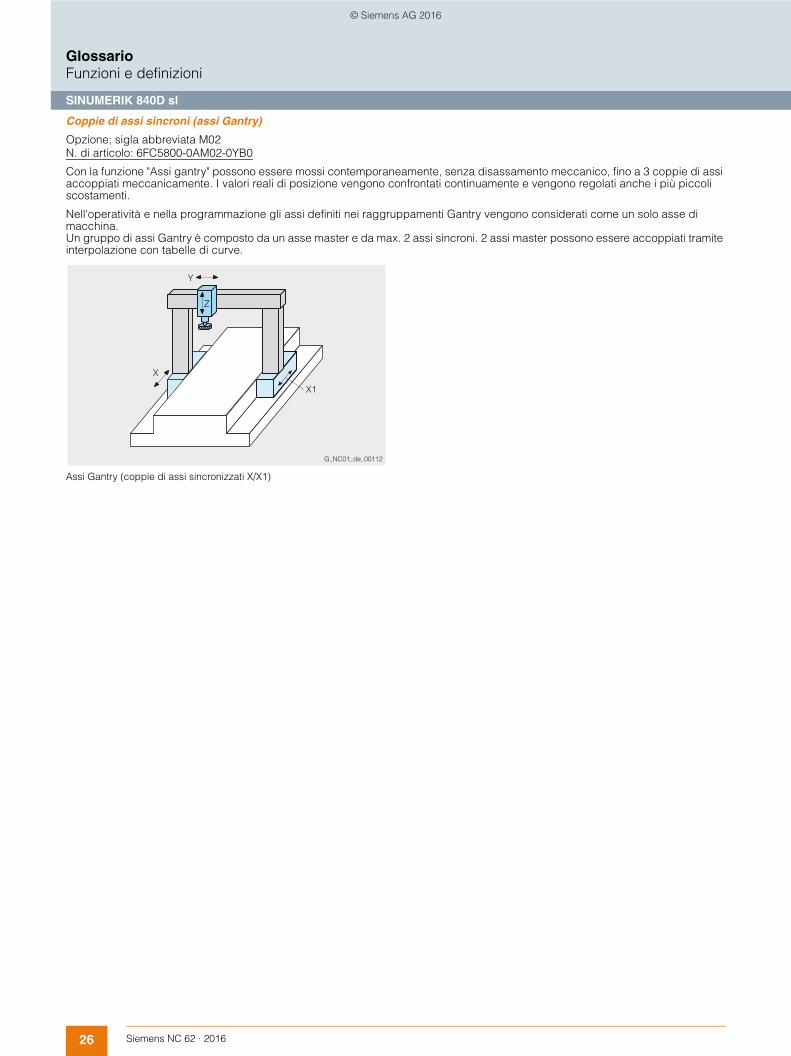
Coppie di assi sincroni (assi Gantry)
Opzione; sigla abbreviata M02N. di articolo: 6FC5800-0AM02-0YB0
Con la funzione "Assi gantry" possono essere mossi contemporaneamente, senza disassamento meccanico, fino a 3 coppie di assi accoppiati meccanicamente. I valori reali di posizione vengono confrontati continuamente e vengono regolati anche i più piccoli scostamenti.
Nell'operatività e nella programmazione gli assi definiti nei raggruppamenti Gantry vengono considerati come un solo asse di macchina. Un gruppo di assi Gantry è composto da un asse master e da max. 2 assi sincroni. 2 assi master possono essere accoppiati tramite interpolazione con tabelle di curve.
Assi Gantry (coppie di assi sincronizzati X/X1)
��
�
�
�
���������������
© Siemens AG 2016

27Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Correzione raggio utensile
Con correzione raggio utensile abilitata il controllo numerico CNC calcola automaticamente il percorso utensile equidistante per i diversi utensili. A questo scopo viene richiesto il numero utensile T, il numero di correzione utensile D (con il numero del tagliente), la direzione di lavorazione G41/G42 e il rispettivo piano di lavoro da G17 a G19. Il percorso viene corretto nel piano programmato, in funzione del raggio utensile prescelto.
È possibile adattare i percorsi di accostamento e svincolo, ad es. all'andamento del profilo oppure alle forme del pezzo grezzo:
NORM
L'utensile muove direttamente su una retta verso il profilo e si posiziona perpendicolarmente alla tangente della traiettoria sul punto di partenza.
KONT
Se il punto di partenza si trova dietro al profilo, lo spigolo P1 del profilo viene aggirato. Se il punto di partenza è davanti al profilo, si porta, come per NORM, alla posizione normale (ortogonale) nel punto di partenza P1.
Allo stesso modo nel programma pezzo è possibile scegliere con quale strategia bisogna aggirare gli spigoli esterni del profilo:
Raggi di raccordo cerchio o ellisse
Punto di intersezione delle equidistanti
Per accostamenti e distacchi graduali al/dal profilo, ossia per accostamenti e distacchi tangenziali indipendenti dalla posizione del punto di partenza, sono disponibili diverse strategie nello spazio o nel piano:
Accostamento e distacco da sinistra o destra
Accostamento e distacco su una retta
Accostamento e distacco su un quarto di cerchio o semicerchio
Il controllo numerico CNC inserisce automaticamente un cerchio oppure una retta nel blocco con la correzione raggio utensile quando non è possibile alcun punto di intersezione con il blocco precedente. Il funzionamento con correzione raggio utensile attiva può essere interrotto solo da un determinato numero di blocchi consecutivi o di funzioni M che non contengono comandi di movimento o dati di percorso nel piano di correzione. Questo numero di blocchi o funzioni M in successione può essere impostato tramite dati macchina (standard 3, max. 5).
KONT per selezione dietro al profilo Aggiramento dello spigolo esterno con cerchio/ellisse di raccordo
Correzione raggio utensile, 3D
Opzione; sigla abbreviata M48N. di articolo: 6FC5800-0AM48-0YB0
La correzione raggio utensile 3D o la correzione utensile nello spazio, consentono la lavorazione di superfici inclinate. Con questa funzione è possibile la fresatura periferica e frontale definendo il profilo. Il fissaggio inclinato dell'utensile sulla macchina può essere immesso e corretto.
Il controllo numerico CNC calcola automaticamente le posizioni e i movimenti risultanti. Viene considerato il raggio di una fresa cilindrica su un punto di contatto utensile-pezzo. È possibile programmare la profondità di penetrazione di una fresa cilindrica. Oltre che nei piani X, Y e Z, la fresa può essere ruotata di un angolo frontale o di rovesciamento come pure di un angolo laterale.
P0
R
G42
P* RP1
G_NC01_it_00132
dietro alprofilo
davantial profilo
Cerchio di raccordoR = Raggio dell'utensile
G_NC01_it_00102
Cerchio di raccordo Ellisse
di raccordo
Equidistante
© Siemens AG 2016

28 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Correzioni utensile
Con la programmazione di una funzione T (numero intero di 5 cifre senza identificatore) nel blocco avviene la selezione dell'utensile. Ad ogni utensile è possibile abbinare fino a 12 taglienti (indirizzi D). Il numero di utensili da gestire nel controllo numerico viene definito in fase di progettazione.
Un blocco di correzione utensile comprende 25 parametri, ad es.:• Tipo di utensile• Fino a 3 dati sulla correzione di lunghezza• Correzione raggio• Quote di usura per lunghezza e raggio• Quota base
L'usura e la quota base vengono calcolate in forma additiva alle rispettive correzioni. Nella stesura del programma non è necessario tenere in considerazione le dimensioni dell'utensile come diametro della fresa, posizione dell'inserto e lunghezza utensile. Vengono programmate direttamente le quote del pezzo, ad es. come riportato nel disegno di produzione.
Nella produzione di un pezzo, gli utensili vengono comandati in funzione della loro geometria, in modo che il profilo programmato venga eseguito correttamente con ciascun utensile impiegato. I dati degli utensili vengono impostati separatamente nella tabella utensili del controllo numerico CNC mentre nel programma viene solo richiamato l'utensile richiesto con i suoi dati di correzione. Durante l'elaborazione del programma, il controllo numerico CNC preleva i dati di correzione necessari dai file degli utensili e corregge automaticamente i percorsi per i vari utensili.
La correzione utensile D ha sempre un riferimento al numero di utensile T, con gestione utensili Siemens attiva ad es. con funzioni di sorveglianza e gestione di utensili duplo.
Per ogni controllo numerico CNC è possibile definire fino a 32000 valori D. Tramite programmazione i numeri D possono essere liberamente assegnati, verificati, rinominati, definiti con il relativo numero T, disattivati ed attivati in funzione del luogo d'impiego.
Correzioni utensile
Correzioni utensili specifiche per la mola
Per la tecnologica di rettifica sono disponibili i dati di correzione utensile specifici per la mola:• Raggio minimo della mola• Numero di giri massimo• Velocità periferica massima
Definendo un utensile come utensile da rettifica (tipo utensile 400 ... 499) si ha automaticamente l'abbinamento delle correzioni al rispettivo utensile.
Con il comando TMON, per gli utensili da rettifica tipo 400 ... 499, è possibile attivare la sorveglianza di geometria e del numero di giri direttamente nel programma pezzo del CNC. La sorveglianza resta attiva fino alla disattivazione nel programma pezzo con TMOF. Viene sorvegliato il raggio attuale e la larghezza attuale della mola.
La sorveglianza del valore di riferimento del numero di giri rispetto al valore limite del numero di giri avviene ciclicamente e tiene in considerazione l'override del mandrino. Come valore limite del numero di giri viene considerato il valore più basso risultante dal confronto tra il numero di giri max. e il numero di giri calcolato in base alla velocità periferica max. e al raggio attuale della mola.
→ Velocità periferica della mola
Tipo di utensile400 mola tangenziale401 mola tangenziale con sorveglianza403 mola tangenziale con sorveglianza senza quota base per la velocità periferica della mola410 mola frontale411 mola frontale con sorveglianza413 mola frontale con sorveglianza senza quota base per la velocità periferica della mola490 ... 499 diamantatore
F
L1
F
L1
FL2L3
L1
G_NC01_it_00100
RaggioRaggio
© Siemens AG 2016

29Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Dati macchina utente
L'NC Kernel mette a disposizione dei dati macchina per la configurazione del programma utente PLC. I dati macchina utente vengono trasferiti all'interfaccia NCK-PLC in fase di avviamento del controllo numerico CNC, prima dell'avviamento del PLC.
Il programma base PLC legge questi dati nella sua fase di inizializzazione dall'interfaccia NCK-PLC. Si possono quindi attivare determinate configurazioni e ampliamenti di macchina nonché opzioni utente.
Descrizioni comandi
Le descrizioni comandi supportano l'operatore fungendo da semplice guida in tutte le maschere operative – anche in rosso nel caso di errori di immissione nelle maschere.
Differential Tower Transformation, Run MyCC /DTOW
Opzione; sigla abbreviata N68N. di articolo: 6FC5800-0AN68-0YB0
La funzione specifica SINUMERIK Integrate Run MyCC /DTOW non è prevista per l'impiego generico.
Funzionalità limitata per le varianti Export: non possibile.
© Siemens AG 2016
30 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Elaborazione da memoria esterna EES (execution from external storage)
Opzione; sigla abbreviata P75N. di articolo: 6FC5800-0AP75-0YB0
Con l'opzione Elaborazione da memoria esterna (EES) si possono eseguire programmi pezzo da una memoria esterna senza EXTCALL. Una macchina con più NCU può utilizzare una memoria comune dei programmi pezzo. La dimensione di memoria dei programmi pezzo è praticamente illimitata.
Electronic key system EKS
Opzione; sigla abbreviata P53N. di articolo: 6FC5800-0AP53-0YB0
Supporto dell'Electronic Key System (EKS) nel SINUMERIK MPP (Machine Push Button Panel)
Elementi animati
Gli elementi animati supportano attivamente l'operatore nell'uso e la programmazione con brevi sequenze filmate, in particolare quando lo svolgimento del movimento è fondamentale.
Emissione dati assiale tramite PROFIBUS, Run MyCC /ADAS
Opzione; sigla abbreviata N07N. di articolo: 6FC5800-0AN07-0YB0
SINUMERIK Integrate Run MyCC /ADAS consente l'emissione di dati di assi e mandrini ad una unità PROFIBUS o PROFINET Device speciale. Questa funzione viene utilizzata ad es. per le sorveglianze di processi o macchine in tempo reale all'esterno del controllo CNC.
La selezione degli assi desiderati e il tipo di segnale avvengono con l'invio di un apposito comando di selezione (lunghezza: 8 byte) al controllo numerico CNC. SINUMERIK Integrate Run MyCC /ADAS nell'NC Kernel, invia allo slave max. 30 dati di assi (4 byte ciascuno) in ogni ciclo PROFIBUS.
Il clock di trasferimento può essere selezionato uguale al clock di regolazione della posizione oppure un multiplo di esso. La ricezione coerente dei dati ad ogni clock è garantita solo con il funzionamento isocrono dello slave (ad es. con PROFINET IRT).
Emissione del valore analogico dipendente dalla velocità vettoriale (comando potenza del laser)
Opzione; sigla abbreviata M37N. di articolo: 6FC5800-0AM37-0YB0
Con l'emissione del valore analogico dipendente dalla velocità vettoriale è possibile emettere la velocità vettoriale attuale nel clock IPO tramite un modulo di uscite analogiche SIMATIC DP ET 200. La funzione viene programmata tramite azioni sincrone.
Un'applicazione è il controllo di potenza del laser.
Emissione delle funzioni ausiliarie
Con l'emissione delle funzioni ausiliarie il PLC viene informato nell'istante esatto in cui il programma pezzo richiede determinate attivazioni di funzioni on/off da parte del PLC stesso. Questo avviene con il trasferimento delle relative funzioni ausiliarie con i loro parametri alle interfacce PLC. L'elaborazione dei valori e dei segnali trasmessi deve avvenire tramite il programma PLC utente.
Possono essere trasmesse al PLC le seguenti funzioni:• Selezione utensile T • Correzione utensile D/DL • Avanzamento F/FA • Numero di giri del mandrino S • Funzioni ausiliarie H • Funzioni M
L"Emissione delle funzioni ausiliarie" può essere eseguita, a scelta, con riduzione della velocità e riconoscimento di conferma da PLC fino al blocco successivo, oppure prima e durante il movimento senza riduzione della velocità e senza ritardo nel cambio blocco. I blocchi successivi vengono poi eseguiti senza ritardo di conferma.
© Siemens AG 2016
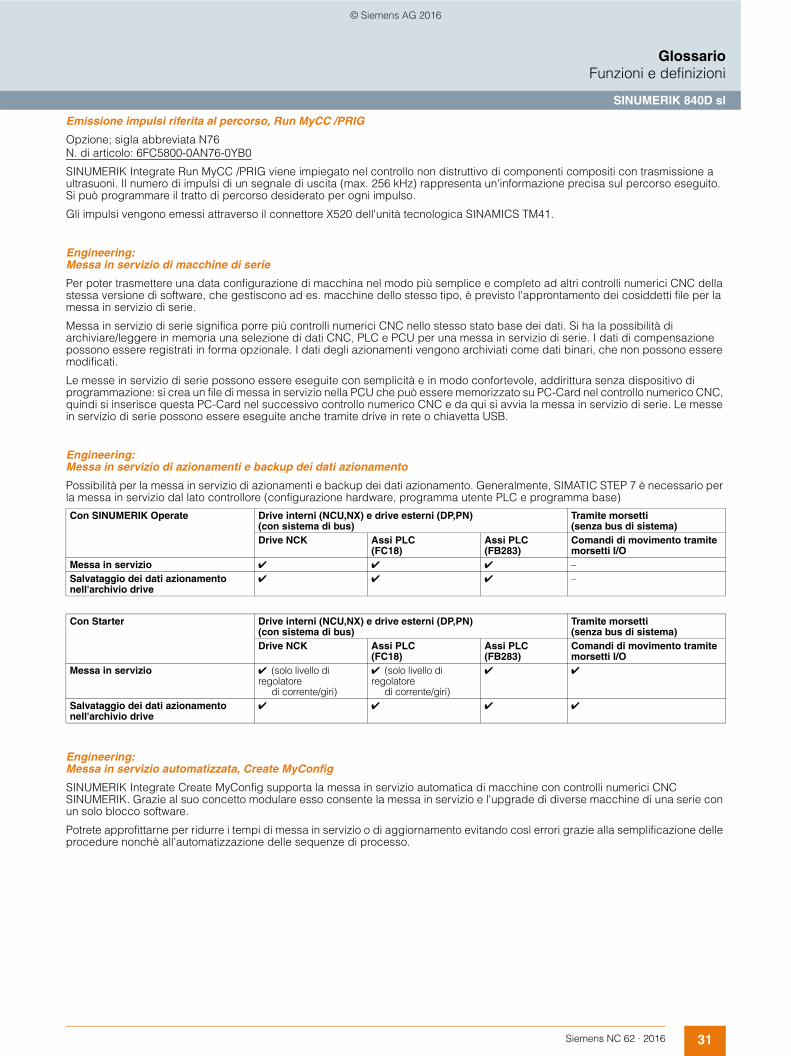
31Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Emissione impulsi riferita al percorso, Run MyCC /PRIG
Opzione; sigla abbreviata N76N. di articolo: 6FC5800-0AN76-0YB0
SINUMERIK Integrate Run MyCC /PRIG viene impiegato nel controllo non distruttivo di componenti compositi con trasmissione a ultrasuoni. Il numero di impulsi di un segnale di uscita (max. 256 kHz) rappresenta un'informazione precisa sul percorso eseguito. Si può programmare il tratto di percorso desiderato per ogni impulso.
Gli impulsi vengono emessi attraverso il connettore X520 dell'unità tecnologica SINAMICS TM41.
Engineering: Messa in servizio di macchine di serie
Per poter trasmettere una data configurazione di macchina nel modo più semplice e completo ad altri controlli numerici CNC della stessa versione di software, che gestiscono ad es. macchine dello stesso tipo, è previsto l'approntamento dei cosiddetti file per la messa in servizio di serie.
Messa in servizio di serie significa porre più controlli numerici CNC nello stesso stato base dei dati. Si ha la possibilità di archiviare/leggere in memoria una selezione di dati CNC, PLC e PCU per una messa in servizio di serie. I dati di compensazione possono essere registrati in forma opzionale. I dati degli azionamenti vengono archiviati come dati binari, che non possono essere modificati.
Le messe in servizio di serie possono essere eseguite con semplicità e in modo confortevole, addirittura senza dispositivo di programmazione: si crea un file di messa in servizio nella PCU che può essere memorizzato su PC-Card nel controllo numerico CNC, quindi si inserisce questa PC-Card nel successivo controllo numerico CNC e da qui si avvia la messa in servizio di serie. Le messe in servizio di serie possono essere eseguite anche tramite drive in rete o chiavetta USB.
Engineering: Messa in servizio di azionamenti e backup dei dati azionamento
Possibilità per la messa in servizio di azionamenti e backup dei dati azionamento. Generalmente, SIMATIC STEP 7 è necessario per la messa in servizio dal lato controllore (configurazione hardware, programma utente PLC e programma base)
Engineering: Messa in servizio automatizzata, Create MyConfig
SINUMERIK Integrate Create MyConfig supporta la messa in servizio automatica di macchine con controlli numerici CNC SINUMERIK. Grazie al suo concetto modulare esso consente la messa in servizio e l'upgrade di diverse macchine di una serie con un solo blocco software.
Potrete approfittarne per ridurre i tempi di messa in servizio o di aggiornamento evitando così errori grazie alla semplificazione delle procedure nonchè all'automatizzazione delle sequenze di processo.
Con SINUMERIK Operate Drive interni (NCU,NX) e drive esterni (DP,PN) (con sistema di bus)
Tramite morsetti (senza bus di sistema)
Drive NCK Assi PLC (FC18)
Assi PLC (FB283)
Comandi di movimento tramite morsetti I/O
Messa in servizio ✔ ✔ ✔ –Salvataggio dei dati azionamento nell'archivio drive
✔ ✔ ✔ –
Con Starter Drive interni (NCU,NX) e drive esterni (DP,PN) (con sistema di bus)
Tramite morsetti (senza bus di sistema)
Drive NCK Assi PLC (FC18)
Assi PLC (FB283)
Comandi di movimento tramite morsetti I/O
Messa in servizio ✔ (solo livello di regolatore
di corrente/giri)
✔ (solo livello di regolatore
di corrente/giri)
✔ ✔
Salvataggio dei dati azionamento nell'archivio drive
✔ ✔ ✔ ✔
© Siemens AG 2016

32 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Engineering: Progettazione, messa in servizio, ottimizzazione, service
Tool preferiti per la progettazione, messa in servizio, ottimizzazione e service
Esecuzione di cicli Compile, Run MyCC
Opzione; sigla abbreviata M04N. di articolo: 6FC5800-0AM04-0YB0
SINUMERIK Integrate Run MyCC consente l'esecuzione di propri cicli Compile.
→ Create MyCC
Funzionalità limitata per le varianti Export: non possibile.
SINUMERIK Operate SINUMERIK IntegrateCreate MyConfig
SINUMERIK IntegrateAccess MyMachine
SIMATIC STEP 7 SinuCom NCAuto Servo Tuning
Progettazione (senza macchina)
Ottimizzazione offline successiva di assi singoli o in gruppo con dati utente
Macchine modulari, macchine di serie con varianza
Adattamento di allarmi utente, integrazione di pagine utente, gestione utensili, Bootstick
Progettazione, ad es. gestione utensili
–
Messa in servizio(sulla macchina)
1. Assi, abbinamento assi-azionamento, compensazioni 2. Safety Integrated incluso test di collaudo e DB-SI
Editazione dati con UPDiff. Assegnazione assi-azionamento, adattamento diretto della topologia
Accesso diretto a SINUMERIK Operate e al file system attivo
Lettura della configurazione HW, progettazione PLC, ad es. DB18, trasferimento del programma utente
SinuCom Test di collaudo NC-SI
Ottimizzazione Ottimizzazione manuale degli assi, regolatore di posizione, corrente e giri. Impostazioni dei filtri, Trace, ...
Ottimizzazione automatica di assi singoli o in gruppo
Adattamento dei dati di ottimizzazione, event. tramite accesso remoto
SinuCom NC-Trace
Service Ricerca errori Ottimizzazione automatica successiva di assi singoli o in gruppo
Ampliamento della macchina
Accesso remoto tramite TS-Adapter
Ricerca errori, ottimizzazione processo
SinuCom NC-Trace → Diagnostica
© Siemens AG 2016

33Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Filettatura
→ Funzioni mandrino
Frenatura più rapida durante la rettifica, Run MyCC /FABS
Opzione; sigla abbreviata N81N. di articolo: 6FC5800-0AN81-0YB0
SINUMERIK Integrate Run MyCC /FABS consente una frenatura rapida più rapida dell'asse di avanzamento durante la rettifica mediante il fronte di un segnale di ingresso, quando la mola tocca il pezzo. Il segnale di ingresso può essere generato ad es. da un sensore acustico.
La programmazione della sequenza di movimento deve essere adattata per l'utilizzo di questa funzione.
Funzionalità limitata per le varianti Export: non possibile.
Funzionamento a seguire
Nel funzionamento a seguire un asse/mandrino può essere mosso esternamente e il valore reale continua ad essere rilevato. I percorsi effettuati vengono attualizzati nella visualizzazione. Nel funzionamento a seguire le sorveglianze di asse fermo, di bloccaggio e di posizionamento non sono attive. Dopo il reset del funzionamento a seguire non è necessaria una nuova ricerca del punto di riferimento dell'asse.
Funzionamento continuo con distanza di raccordo programmabile
Obiettivo del funzionamento continuo è quello di evitare grosse frenature al limite del blocco e di eseguire passaggi tangenziali al blocco successivo con una velocità vettoriale più uniforme possibile. Siccome nel passaggio di blocco non avviene alcun arresto, sul pezzo non si verificano segni di lamatura.
Nei passaggi non tangenziali, se è selezionato il funzionamento continuo G64, si ha una riduzione della velocità e un arrotondamento degli spigoli del profilo. Con G641 ADIS = ... è possibile programmare un passaggio dolce del profilo senza variazioni di accelerazione.
Funzionamento continuo con distanza di raccordo programmabile
Funzionamento da generatore
Con la funzione "Funzionamento da generatore" è possibile sopperire a brevi interruzioni di rete oppure mettere a disposizione l'energia per uno svincolo. A questo scopo l'energia immagazzinata durante la rotazione del mandrino oppure il movimento dell'asse, viene rigenerata nel circuito intermedio secondo il principio generatorico.
X
G641 ADIS=2
P2G64
P3
P1
G_NC01_XX_00105
ADIS=2
© Siemens AG 2016
34 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Funzioni di diagnostica
Nei controlli CNC sono integrati sia programmi di autodiagnostica sia supporti di test per il service. Sul pannello operatore può essere visualizzato lo stato per:• I segnali d'interfaccia tra CNC e PLC come pure tra PLC e macchina • Blocchi dati • Merker, temporizzatori e contatori del PLC • Ingressi e uscite del PLC
Per i segnali di uscita e di ingresso e per i merker è possibile anche la forzatura per scopi di test. Tutti gli allarmi e tutte le segnalazioni vengono visualizzati sul pannello operatore con testo in chiaro con il corrispondente criterio di tacitazione separatamente per allarmi e segnalazioni.
Tramite il menu "Visualizzazione di service" è possibile richiamare importanti informazioni relative agli azionamenti assi e mandrini, ad es.:• Valore di posizione assoluto • Valore di riferimento della posizione • Errore di inseguimento • Valore di riferimento del numero di giri • Valore reale del numero di giri • Trace di variabili CNC e azionamenti
Funzioni di misura/cicli di misura
Le funzioni di misura possono essere utilizzate sia in modo specifico per canale, con la partecipazione di tutti gli assi programmati nel blocco di misura, sia assialmente tramite programma pezzo o tramite azioni sincrone indipendentemente dai blocchi CNC. I cicli di misura sono sottoprogrammi adatti a risolvere determinati compiti di misura su utensili o pezzi.
Con l'impostazione di valori in parametri predefiniti essi possono essere utilizzati in modo confortevole.• Misura nel funzionamento JOG• 2 tastatori di misura collegabili contemporaneamente• Misura nello spazio con frame• Tipi di misura adattabili con/senza cancellazione del percorso residuo• Visualizzazione e protocollo dei parametri/risultati di misura (con i cicli di misura)• Risultati di misura leggibili nel sistema di coordinate macchina o coordinate pezzo• Misura ciclica con azioni sincrone parallele alla lavorazione del pezzo
Con i vantaggi delle funzioni di misura e dei cicli di misura viene assicurata la precisione della lavorazione, i tempi passivi vengono ridotti, sono escluse le fonti d'errore e inoltre il processo di produzione viene completamente automatizzato.
© Siemens AG 2016

35Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Funzioni di pendolamento
Opzione; sigla abbreviata M34N. di articolo: 6FC5800-0AM34-0YB0
Con questa funzione un asse pendola con l'avanzamento programmato tra 2 punti d'inversione. Impiego, ad es., per rettificatrici.
Pendolamento asincrono anche oltre il cambio blocco
Possono essere attivi più assi di pendolamento. Durante il pendolamento altri assi possono interpolare liberamente. L'asse di pendolamento può essere l'asse d'ingresso per la trasformazione dinamica oppure asse master per assi Gantry e di trascinamento.
Pendolamento nel blocco• Pendolamento con incremento in ambedue i punti d'inversione oppure solo in quello destro o sinistro. L'incremento può iniziare
prima del punto d'inversione di un percorso programmabile. • Al termine del pendolamento sono possibili passate di spegnifiamma.
Comportamento dell'asse di pendolamento nel punto d'inversione: • Il cambio di direzione viene attivato
- Senza raggiungere la soglia di arresto preciso (inversione dolce), - Una volta raggiunta la posizione programmata oppure - Una volta raggiunta la posizione programmata e trascorso il tempo di sosta
• Sono possibili le seguenti influenze - Interruzione del movimento di pendolamento e incremento con cancellazione del percorso residuo - Modifica dei punti d'inversione tramite programma CNC, PLC, volantino o tasti direzionali - Intervento sulla velocità di avanzamento dell'asse di pendolamento tramite programma CNC, PLC o override - Comando del movimento di pendolamento tramite PLC
Anche il mandrino può eseguire un movimento di pendolamento.
Funzioni di pendolamento
Funzioni di punzonatura e roditura
Opzione; sigla abbreviata M33N. di articolo: 6FC5800-0AM33-0YB0
Le funzioni specifiche per la punzonatura e la roditura sono state realizzate essenzialmente tramite comandi del linguaggio di programmazione, controllo della corsa e suddivisione automatica del percorso.• Istruzioni del linguaggio
L'attivazione e disattivazione delle funzioni di punzonatura e roditura avviene tramite semplici ed intuitivi elementi del linguaggio evoluto: PON, SON, PONS, PDELAYON ecc.
• Controllo del punzoneLa sincronizzazione tra controllo CNC e unità di punzonatura avviene tramite segnali veloci di ingresso e di uscita gestiti dal clock del regolatore di posizione del controllo CNC attraverso il bus azionamento. In questo modo è possibile ottenere elevate velocità di grande precisione.
• Suddivisione automatica del percorsoÈ possibile scegliere se il percorso/colpo deve essere calcolato automaticamente dal controllo numerico SPP oppure se esso deve essere suddiviso in un determinato numero di colpi SPN. Con SPP il percorso viene suddiviso in tratti di uguale lunghezza, programmabili (con effetto modale). SPN suddivide il percorso in un numero di tratti programmabili (con effetto blocco/blocco).
A
EE
A
E
A
G_NC01_IT_00117
A Punto di partenza del bloccoE punto di arrivo del blocco
Movimento dipendolamento conincremento continuo
Movimento dipendolamento conincremento sui puntid'inversione
Movimento dipendolamento conincremento nel puntod'inversione sinistro ed impostazionedell'anticipo
© Siemens AG 2016
36 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Funzioni di sorveglianza
I controlli numerici dispongono di sorveglianze permanentemente attive in grado di riconoscere con tempestività anomalie nel controllo numerico CNC, nel PLC e nella macchina in modo da evitare danni al pezzo, all'utensile o alla macchina. In caso di anomalia viene interrotta la lavorazione e vengono arrestati gli azionamenti. La causa dell'anomalia viene memorizzata e visualizzata come allarme. Contemporaneamente viene segnalato al PLC che è presente un allarme CNC.
Sono previste sorveglianze per i seguenti settori:• Immissione • Formato • Trasduttori di posizione ed azionamenti • Profilo • Posizione • Stato di fermo • Bloccaggio • Valore di riferimento del numero di giri • Velocità reale • Segnali di abilitazione • Tensione • Temperature • Microprocessori • Interfacce seriali • Trasmissione tra CNC e PLC • Tensione della batteria tampone • Memoria di sistema e memoria utente
Funzioni di visualizzazione dello schermo
Sul monitor del pannello operatore è possibile visualizzare tutte le informazioni attuali:• Blocco attuale in lavorazione • Blocco precedente e successivo • Valore reale di posizione, differenza tra valore di riferimento e valore reale • Avanzamento attuale • N. di giri del mandrino • Funzioni G • Funzioni ausiliarie • Nome del pezzo • Nome del programma principale • Nome del sottoprogramma • Tutti i dati impostati quali programmi pezzo, dati utente e dati macchina • Testi ausiliari, descrizioni comandi
I principali stati operativi sono visualizzati con testo in chiaro, ad es.:• Allarmi e segnalazioni • Posizione non ancora raggiunta • Arresto avanzamento • Programma in corso
© Siemens AG 2016

37Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Funzioni mandrino
I modi operativi del mandrino sono:• Funzionamento comandato, numero di giri costanti del mandrino S o velocità di taglio costante G96 • Funzionamento di pendolamento • Funzionamento di posizionamento • Funzionamento sincrono (mandrino sincrono) • Filettatura/maschiatura
Funzioni dei modi operativi del mandrino:• Numero di giri del mandrino con override mandrino • 5 gamme di velocità preimpostabili mediante:
- programma pezzo (istruzioni M41 ... M45) oppure - automaticamente tramite i giri del mandrino programmati M40 oppure - dal blocco funzionale PLC FC18
• Arresto orientato del mandrino (funzionamento di posizionamento) con SPOS 1) • Sorveglianza mandrino con le funzioni 1):
- Asse/mandrino fermo (n < nmin) - Mandrino a regime - N. di giri max. del mandrino - Limitazione programmabile minima (G25) e massima (G26) del n. di giri del mandrino - N. di giri min./max. della gamma - Frequenza massima del trasduttore - Sorveglianza della posizione di destinazione con SPOS
• Velocità di taglio costante con G96 (in m/min o pollici/min) sul tagliente dell'utensile per figure di tornitura regolari e quindi una migliore qualità della superficie. Comando mandrino tramite PLC per pendolamenti (per facilitare l'innesto meccanico della gamma) e posizionamento
• Commutazione in funzionamento come asse:Per lavorazioni con mandrino regolato in posizione (ad es. lavorazione di una superficie frontale di pezzi di tornitura) è possibile commutare, con un comando da programma, nel funzionamento come asse. Per il funzionamento come mandrino e come asse è possibile un trasduttore comune. La tacca di zero del mandrino è contemporaneamente tacca di riferimento dell'asse C e pertanto non è necessario il referenziamento dell'asse C (sincronizzazione al volo dell'asse C).
• Filettatura con passo costante 1): Con G33 è possibile eseguire i seguenti tipi di filettature: cilindrica, conica o piana, filettature mono e multiprincipio, filettature destrorse e sinistrorse. Inoltre è possibile eseguire filettature su più blocchi con il concatenamento dei blocchi di filettatura.
• Filettatura con passo variabile 1): Le filettature possono essere programmate anche con passo crescente (G34) o decrescente (G35) linearmente.
• Percorso di accostamento e svincolo dal filetto programmabile:Con DITS/DITE (displacement thread start/end) è possibile programmare la rampa di accelerazione o di frenatura durante la filettatura come tratto di percorso. Questo consente ad es., quando lo spazio di accostamento e distacco nella lavorazione di filettatura è troppo breve, di adattare l'accelerazione e di attivare un raccordo nell'avvio successivo del CNC.
• Maschiatura con/senza utensile compensato:Nella maschiatura con utensile compensato (G63), l'utensile compensato ammortizza la differenza di percorso tra movimento del mandrino ed asse di foratura. Presupposto per la maschiatura senza utensile compensato (G331/G332) è un mandrino controllato in posizione con trasduttore di posizione. In questo modo il campo di movimento dell'asse di foratura non viene limitato. Con l'interpolazione del mandrino come asse rotante e dell'asse di foratura vengono eseguite filettature a profondità esatta (ad es. filettatura per fori ciechi).
1) Requisito: trasduttore di posizione (sistema di misura) con la necessaria risoluzione (montaggio diretto sul mandrino).
Funzioni tecnologiche con compressore, Run MyCC /COTE
Opzione; sigla abbreviata N50N. di articolo: 6FC5800-0AN50-0YB0
La funzione speciale SINUMERIK Integrate Run MyCC /COTE non è prevista per l'impiego generico.
Funzionalità limitata per le varianti Export: non possibile.
© Siemens AG 2016

38 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Gestione dei pannelli operatore
La SINUMERIK Thin Client Unit TCU per struttura decentrata, consente di separare i pannelli operatore SINUMERIK OP/TP e SINUMERIK PCU e di collegare ad una PCU fino a 4 pannelli operatore con ognuno rispettivamente una TCU. In questo caso la superficie operativa di una PCU 50.5 viene copiata su diversi OP/TP, ognuno con una TCU.
Vantaggi:• Installazione della PCU nel quadro elettrico con vibrazioni limitate• Comando operativo efficiente di macchine di notevoli dimensioni con max. 5 pannelli operatore identici• Trasmissione dei segnali tra PCU e pannello operatore tramite Industrial Ethernet• Operatività sul pannello operatore attivo con possibilità di abilitazione, su richiesta, del pannello operatore passivo• È anche possibile il funzionamento misto di pannelli operatore su una TCU o con una TCU integrata e un pannello operatore diretto
sulla PCU • Distanze tra PCU e pannelli operatore fino a 100 m (distanza max. tra due nodi di rete).
Gestione utensili
La gestione utensili assicura che sulla macchina, in ogni momento, ogni utensile sia nel posto giusto e che i dati abbinati ad un utensile siano costantemente attualizzati. La gestione utensili è utilizzata su macchine utensili con magazzino a revolver, a catene o lineari. Inoltre, essa consente un veloce cambio degli utensili, evita gli scarti grazie alla sorveglianza della vita utensile e degli arresti della macchina utilizzando utensili sostitutivi.
Le funzioni più importanti della gestione utensili sono:• Scelta dell'utensile in tutti i magazzini a torretta sia per utensili attivi che sostitutivi• Ricerca di un posto libero idoneo in funzione della grandezza dell'utensile e del tipo di posto• Codifica del posto per utensile (fisso o variabile)• Avvio del cambio utensili con comando T oppure M• Movimento degli assi durante il cambio utensile con sincronizzazione automatica con il numero D successivo • Sorveglianza del numero di pezzi, vita e usura dell'utensile con soglia di preallarme • Supporto dell'impiego di Multitool
Gli utensili mancanti possono essere integrati su decisione dell'operatore. Gli utensili con caratteristiche di usura simili possono essere riuniti in un gruppo.
La gestione utensili considera le correzioni di lunghezza degli adattatori montati fissi su alcune posizioni del magazzino e che vengono equipaggiati con differenti utensili.
NCU CNC-SW
PCU SINUMERIK Operate
Gestione dei pannelli operatore2/4 TCU con interblocco dell'operatività contemporanea tramite modalità Veto e PLC (4 × T : 1 × M)
✔(2/4)
✔(4)
Commutazione di TCU, con più di 2/4 TCU (n × T : 1 × M) ✔ ✔
HMI esterna (n × M : n × N) – ✔(1 × M: 4 × N)
Una HMI esterna commutabile su diverse NCU (1 × M : n × N) – ✔(4 × N)
HMI interna ed esterna contemporaneamente su una NCU ✔Gestione utensili
✔Gestione utensili
VisualizzazioneDown zoom – –Commutazione dinamica della risoluzione ✔ ✔
Attivazione/disattivazione del MCPMCP PROFIBUS – –MCP IE, (modo operativo IE) ✔ ✔
MCP PN (modo operativo PN) – –Una o più TCU commutabili su diverse NCU e PCU (1 × T : n × M)Tramite comando a 2 tasti ✔ ✔
Tramite menu canale ✔ ✔
Possibilità dell'operatività multistazione (n × T : M : N)T = numero di TCUM = numero di HMIN = numero di NCU✔ = possibile– = non possibile
© Siemens AG 2016
39Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Gestione utensili con più di 4 magazzini
Opzione; sigla abbreviata M88N. di articolo: 6FC5800-0AM88-0YB0
Nell'esecuzione base del SINUMERIK 840D sl sono compresi 4 magazzini • Magazzino• Mandrino• Magazzino utensili intermedio• Con l'opzione sigla abbreviata M88 è possibile aumentare il numero ad un max. di 64 magazzini.
Gruppo di modi operativi BAG (esecuzione base: 1 gruppo di modi operativi)
Opzione; sigle abbreviate C01 ... C09N. di articolo: 6FC5800-0AC00-0YB0
Un gruppo di modi operativi BAG riunisce canali CNC con assi e mandrini in un'unica unità di lavorazione. Un BAG contiene i canali che nel processo di lavorazione devono essere sempre vincolati allo stesso modo operativo del controllo numerico. Nell'ambito di un BAG ogni asse può essere programmato in ogni canale. Un gruppo di modi operativi può essere quindi considerato come un CNC a sé stante a più canali. Con questa opzione il numero di BAG può essere aumentato fino a 10.
© Siemens AG 2016

40 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Impostazione delle quote metrica/in pollici
In funzione delle quote riportate nel disegno di produzione, è possibile programmare le indicazioni geometriche del pezzo in sistema metrico (G71) oppure in pollici (G70). Indipendentemente dai dati dimensionali programmabili, il controllo numerico CNC viene impostato su un sistema base.
I seguenti dati geometrici si possono far convertire dal controllo numerico CNC nel sistema di misura non impostato per essere quindi immessi direttamente (esempi):• Informazioni di percorso X, Y, Z, ... • Parametri di interpolazione I, J, K e raggio del cerchio CR • Passo del filetto • Spostamento origine programmabile (TRANS) • Raggio polare RP
Con l'ampliamento di programmazione G700/G710 anche tutti gli avanzamenti sono interpretati nel sistema di misura programmato (pollici/min o mm/min). Nel settore operativo Macchina è possibile commutare mediante softkey tra dati di misura in pollici o in mm.
Industrial Security
Industrial Security comprende tutte le misure per la pianificazione, l'esecuzione e la sorveglianza della sicurezza dei prodotti e delle reti. Il numero di macchine interconnesse in Internet è in continuo aumento e questo accresce i rischi e le opportunità di attacco. Contro queste minacce devono essere intraprese misure preventive, ad es. firewall, connessioni crittografate, antivirus, whitelist e misure organizzative/policies.
→ www.siemens.de/industrialsecurity
Ingressi di misura, ampliati (16) per le misure assiali, Run MyCC /PROX
Opzione; sigla abbreviata N57N. di articolo: 6FC5800-0AN57-0YB0
La funzione specifica SINUMERIK Integrate Run MyCC /PROX non è prevista per l'impiego generico
Funzionalità limitata per le varianti Export: non possibile.
Ingressi/uscite CNC veloci
Con la funzione "Ingressi/uscite CNC veloci" è possibile leggere ed emettere segnali nel clock del regolatore di posizione/interpolazione. Gli ingressi/uscite CNC veloci possono essere utilizzati per macchine, ad es. rettificatrici e taglio laser, nonchè per SINUMERIK Safety Integrated.
I segnali di ingresso sono possibili per:• Più valori di avanzamento nel blocco (funzione per pinza di misura)
La funzione consente una variazione della velocità di avanzamento attraverso segnali esterni. 6 segnali digitali possono essere abbinati a 6 diversi valori di avanzamento di un blocco CNC. La variazione avviene senza interruzione dell'avanzamento. La fine del movimento di incremento può essere realizzata con un ingresso supplementare (avvio di un tempo di sosta), mentre un ulteriore ingresso può dare il via allo svincolo immediato della mola. In funzione di questo ingresso lo svincolo degli assi di incremento viene avviato nell'ambito del clock IPO e ha un percorso prestabilito. Il percorso residuo viene cancellato.
• Più funzioni ausiliarie nel bloccoNello stesso blocco CNC è possibile programmare più funzioni ausiliarie. Esse vengono trasmesse al PLC in funzione di un'operazione di confronto oppure di un segnale esterno.
• Cancellazione del percorso residuo specifica per asseGli ingressi veloci comportano un arresto condizionato e la cancellazione del percorso residuo degli assi di contornitura o di posizionamento.
• Diramazioni del programmaCon gli ingressi veloci sono possibili delle diramazioni nell'ambito del programma utente.
• Avvio CNC veloceIn funzione di un ingresso esterno il programma CNC può essere abilitato in forma condizionata per la lavorazione.
• Pinza di misura analogicaIn funzione di un segnale analogico esterno (preimpostazione dei valori soglia tramite dati macchina) è possibile attivare diversi valori di avanzamento, un tempo di sosta e un percorso di svincolo.
• Segnali rilevanti per la sicurezza, ad es. arresto di emergenza
I segnali di uscita sono possibili per:• Segnali di commutazione sul percorso
Questi segnali possono essere emessi con la funzione Segnali di commutazione sul percorso/programmatore a camme. • Uscite liberamente programmabili • Emissione di valori analogici • Segnali rilevanti per la sicurezza, come ad es. blocco riparo di protezione
→ Segnali di commutazione sul percorso/programmatore a camme
© Siemens AG 2016
41Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Integrazione del controllo numerico CNC nella produzione, Create MyInterface
N. di articolo: 6FC6000-7AC00-0AA8
Con SINUMERIK Integrate Create MyInterface i controlli CNC SINUMERIK si possono integrare in un sistema di produzione del cliente, con semplicità e tramite interfacce predefinite. Tutti i dati essenziali delle macchine (ad es. stati, numeri di pezzi, allarmi, segnalazioni, programmi CNC, durata di vita degli utensili) vengono scambiati tra un sistema host e il controllo numerico CNC. In questo modo si riducono i tempi di fermo macchina e aumenta l'utilizzo delle macchine viene massimizzato.
Integrazione di pagine nella superficie operativa
→ Utilizzo di applicazioni HMI, Run MyScreens
Interfaccia COA per cicli OEM Compile, Run MyCCI /COOC
Opzione; sigla abbreviata M67N. di articolo: 6FC5800-0AM67-0YB0
SINUMERIK Integrate Create MyCCI /COOC è un'interfaccia per sviluppi personalizzati da parte dell'OEM nel settore CNC-Interpreter. Calcoli speciali, troppo complessi per essere realizzati nel linguaggio CNC (ad es. calcoli intensivi a matrici), possono essere programmati con una libreria matematica in C++ fornita dall'utente. Al livello C++ non è possibile l'esecuzione di comandi CNC.
I presupposti per la progettazione di propri cicli Compile nell'Interpreter sono la stipulazione di un contratto COA e una opzione SINUMERIK Integrate Create MyCCI /INT.
Interfaccia di compensazione nello spazio, Run MyCCI /VCI
Opzione; sigla abbreviata N74N. di articolo: 6FC5800-0AN74-0YB0
Per nuove applicazioni, utilizzare SINUMERIK Integrate Run MyCCI /UCI.
→ Interfaccia universale di compensazione nello spazio Run MyCCI /UCI
Funzionalità limitata per le varianti Export: non possibile.
Interfaccia di comunicazione con un robot, Run MyCC /RODI
Opzione; sigla abbreviata N65N. di articolo: 6FC5800-0AN65-0YB0
SINUMERIK Integrate Run MyCC /RODI è l'interfaccia di comunicazione verso un robot KUKA che viene controllato in interpolazione dal SINUMERIK.
→ Lavorazione con robot, Run MyRobot /Machining
Funzionalità limitata per le varianti Export: non possibile.
Interfaccia per cicli Compile, Run MyCCI /xy
SINUMERIK Integrate Run MyCCI /xy sono cicli Compile caricabili e offrono interfacce speciali per sviluppi personalizzati. Questo software (Interface) viene creato con la stessa versione dei tool di sviluppo del software di base NCK del SINUMERIK 840D sl.
Per l'applicazione speciale il cliente utilizza un software (GNU compiler e linker) in una shell Cygwin su un PC Windows. Questo concetto di interfacce caricabili consente all'OEM di sviluppare applicazioni real-time in C/C++ e di caricarle come cicli Compile propri.
→ Sviluppo dei cicli Compile, Create MyCCI
→ Sorveglianza utensile integrata e diagnostica IMD BASE, Run MyCCI /IMD
→ Interfaccia universale di compensazione volumetrica dell'errore nello spazio, Run MyCCI /UCI
→ Interfaccia COA per cicli OEM Compile, Run MyCCI /COOC
© Siemens AG 2016

42 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Interfaccia per la sorveglianza della geometria, Run MyCCI /GPM
Opzione; sigla abbreviata M83N. di articolo: 6FC5800-0AM83-0YB0
La funzione specifica SINUMERIK Integrate Run MyCC /GPM non è prevista per l'impiego generico.
Funzionalità limitata per le varianti Export: non possibile.
Per l'impiego generico vedere:
→ Controllo anticollisione in tempo reale (Collision Avoidance)
Interfaccia universale di compensazione volumetrica dell'errore nello spazio, Run MyCCI /UCI
Opzione; sigla abbreviata N75 N. di articolo: 6FC5800-0AN75-0YB0
SINUMERIK Integrate RunMy CCI /UCI offre un'interfaccia per algoritmi di compensazione personalizzati.
Funzionalità limitata per le varianti Export: non possibile.
Interpolatore universale NURBS
Il controllo interno dei movimenti e l'interpolazione di contornitura vengono eseguiti sulla base di "non uniform rational B-Splines NURBS". Con esso è disponibile all'interno del controllo numerico e per tutte le interpolazioni un procedimento unico, che può essere utilizzato anche per futuri compiti d'interpolazione complessi.
Indipendentemente dalla struttura interna sono disponibili i seguenti formati d'impostazione:• Interpolazione lineare• Interpolazione circolare• Interpolazione elicoidale• Interpolazione ad evolvente• Spline (A, B, C)• Polinomio
Interpolazione ad eccentrico, Run MyCC /CRIP
Opzione; sigla abbreviata N04N. di articolo: 6FC5800-0AN04-0YB0
L'interpolazione ad eccentrico SINUMERIK Integrate Run MyCC /CRIP consente la semplice programmazione e lavorazione delle sedi dei cuscinetti di banco presenti su un albero a gomito. La funzione può essere utilizzata in più canali in modo tale da poter lavorare contemporaneamente su un pezzo con diverse unità di rettifica. La funzione calcola il movimento di compensazione della mola rispetto alla superficie del pezzo da ruotare. Si programma il perno della sede del cuscinetto come per una normale rettifica per alberi come distanza radiale X tra il pezzo e la mola.
Funzionalità limitata per le varianti Export: non possibile.
Interpolazione ad evolvente
Opzione; sigla abbreviata M21N. di articolo: 6FC5800-0AM21-0YB0
Con l'ausilio dell'interpolazione ad evolvente è possibile programmare in un blocco CNC un profilo a spirale sotto forma di cerchio evolvente invece di molteplici blocchi approssimati. Con l'esatta descrizione matematica del profilo è possibile ottenere una velocità di esecuzione più elevata e quindi una riduzione dei tempi di lavorazione. Si evitano così le sfaccettature indesiderate, dovute ai tratti poligonali del profilo.
Inoltre, con l'interpolazione ad evolvente, non è più necessario che il punto di arrivo coincida perfettamente con quello derivante dall'evolvente definita sul punto iniziale ma è consentito impostare nei dati macchina il massimo scostamento ammissibile.
© Siemens AG 2016

43Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Interpolazione dell'avanzamento (andamento dell'avanzamento)
Secondo DIN 66025, con l'indirizzo F è possibile impostare un avanzamento costante dal programma pezzo. Per poter impostare un andamento più flessibile dell'avanzamento, la programmazione sec. DIN 66025 viene ampliata con funzioni lineari e cubiche sull'intero percorso. Le funzioni cubiche possono essere programmate direttamente oppure come spline interpolanti.
In questo modo, in base alla curvatura del pezzo da lavorare, è possibile programmare andamenti di velocità costanti che consentono variazioni di velocità senza strappi e quindi una qualità di finitura uniforme per tutte le superfici.
È possibile programmare i seguenti profili di avanzamento:• FNORM
Comportamento sec. DIN 66025 (impostazione di default). Un valore F programmato in un blocco CNC viene assegnato costantemente sull'intero percorso del blocco e vale come valore modale fisso.
• FLINUn valore F programmato in un blocco viene seguito dal valore reale all'inizio blocco (crescente o decrescente) durante il percorso sino a fine blocco in modo lineare e vale successivamente come valore modale.
• FCUBI valori di F programmati con validità blocco-blocco vengono collegati tramite una spline, prendendo come riferimento il punto finale del blocco. La spline inizia e termina tangenzialmente all'avanzamento precedentemente oppure successivamente programmato.
• FPOL'andamento dell'avanzamento può essere programmato anche direttamente con un polinomio. L'indicazione dei coefficienti polinomiali avviene in modo analogo all'interpolazione polinomiale.
Esempio di programma: Interpolazione dell'avanzamento
N1 Profilo dell'avanzamento costante F1000: FNORM N2 Variazione a gradini del valore di riferimento di velocità F2000: FNORM N3 Profilo dell'avanzamento tramite polinomio: F = FPO (4000, 6000, -4000) N4 Avanzamento polinomiale 4000 come valore modale N5 Profilo di avanzamento lineare F3000: FLIN N6 Avanzamento lineare 2000 come valore modale N7 Avanzamento lineare, vale come valore modale N8 Profilo di avanzamento costante con variazione a gradini dell'accelerazione F1000: FNORM N9 Tutti i valori di F successivi vengono collegati con una spline F1400: FCUB N13 Disattivazione profilo Spline N14 FNORM
→ Interpolazione polinomiale
Interpolazione dell'orientamento utensile
Le interpolazioni dell'orientamento utensile integrano la trasformazione generica. L'orientamento dell'utensile può essere programmato in un piano come interpolazione di un cerchio grande ORIVECT, su una superficie periferica conica in senso orario o antiorario ORICONCW/ORICONCCW oppure con una preimpostazione libera dell'orientamento della curva utensile ORICURVE.
→ Trasformazione, generica
5000
4000
3000
2000
1000N1
N2
N3
N4 N5
N6
N8
N11
N7
N9
N10
N12
N13
N14
Avanza-mento
Per-corso
G_NC01_it_00131
© Siemens AG 2016
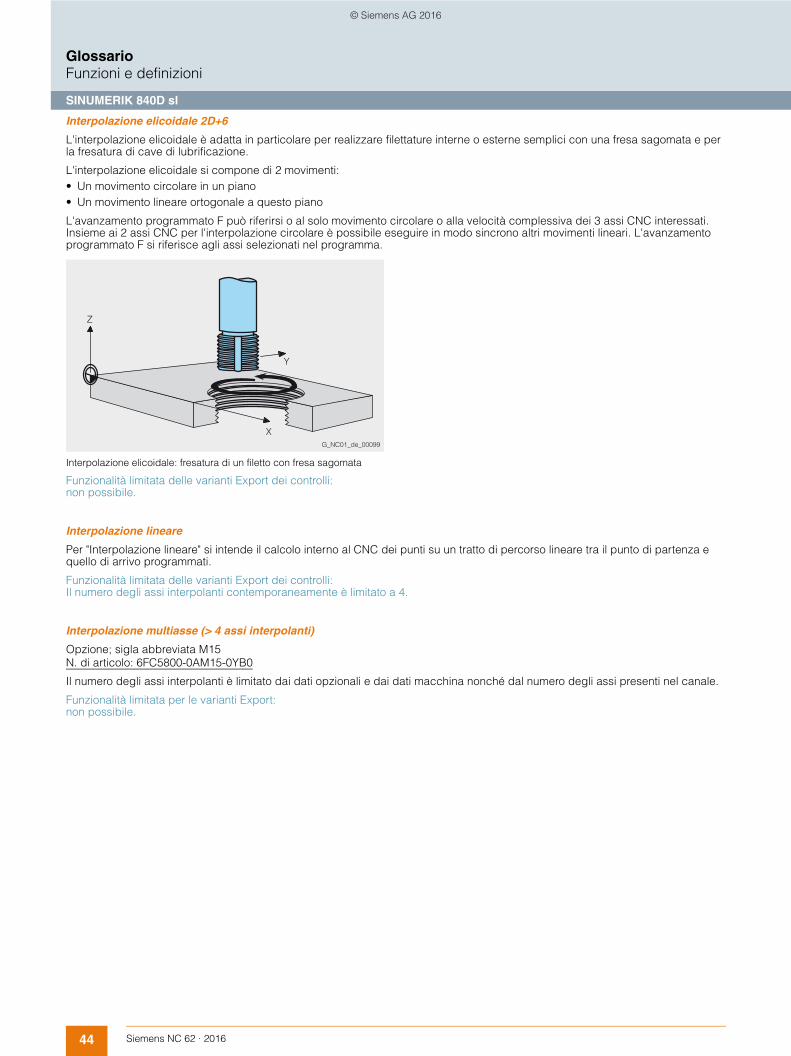
44 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Interpolazione elicoidale 2D+6
L'interpolazione elicoidale è adatta in particolare per realizzare filettature interne o esterne semplici con una fresa sagomata e per la fresatura di cave di lubrificazione.
L'interpolazione elicoidale si compone di 2 movimenti:• Un movimento circolare in un piano • Un movimento lineare ortogonale a questo piano
L'avanzamento programmato F può riferirsi o al solo movimento circolare o alla velocità complessiva dei 3 assi CNC interessati. Insieme ai 2 assi CNC per l'interpolazione circolare è possibile eseguire in modo sincrono altri movimenti lineari. L'avanzamento programmato F si riferisce agli assi selezionati nel programma.
Interpolazione elicoidale: fresatura di un filetto con fresa sagomata
Funzionalità limitata delle varianti Export dei controlli: non possibile.
Interpolazione lineare
Per "Interpolazione lineare" si intende il calcolo interno al CNC dei punti su un tratto di percorso lineare tra il punto di partenza e quello di arrivo programmati.
Funzionalità limitata delle varianti Export dei controlli: Il numero degli assi interpolanti contemporaneamente è limitato a 4.
Interpolazione multiasse (> 4 assi interpolanti)
Opzione; sigla abbreviata M15N. di articolo: 6FC5800-0AM15-0YB0
Il numero degli assi interpolanti è limitato dai dati opzionali e dai dati macchina nonché dal numero degli assi presenti nel canale.
Funzionalità limitata per le varianti Export: non possibile.
�
�
�
���������������
© Siemens AG 2016

45Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Interpolazione polinomiale
Opzione; sigla abbreviata M18N. di articolo: 6FC5800-0AM18-0YB0
Con questa funzione è possibile interpolare curve nelle quali gli assi CNC seguono la funzione:
f(p) = a0 + a1p + a2p2 + a3p3 + a4p4 + a5p5 (polinomio, max. di 5 grado)
Il coefficiente a0 è il punto finale del blocco precedente, a1 viene calcolato come punto finale del blocco attuale, a2, a3, a4 e a5 devono essere calcolati esternamente e poi programmati. Con l'interpolazione polinomiale è possibile generare i più svariati andamenti di curve come funzioni rettilinee, paraboliche ed esponenziali.
L'interpolazione polinomiale è innanzitutto una interfaccia per la programmazione di curve spline generate esternamente. Si possono impiegare in modo ottimale polinomi di 5º grado se i coefficienti arrivano direttamente da un sistema CAD-CAM (più vicini alla superficie).
Presupposto per l'utilizzo efficiente di questa interpolazione polinomiale è quindi l'uso di un adeguato sistema CAD-CAM. È possibile utilizzare la correzione raggio utensile come per l'interpolazione lineare e circolare.
Interpolazione polinomiale
Y
P
(PL)
X
P
Y
2
1
4
3
2
1
0 1 2 3 4
3
2
1
N9 X0 Y0 G90 F100
X
0 1 2 3 4
0 1 2 3 4G_NC01_it_00118
Esempio:
N10 POLY PO[Y] = 2 PO[X] = (4,025) PL = 4
© Siemens AG 2016
46 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Interpolazione Spline (Spline A, B e C)
Opzione; sigla abbreviata S16N. di articolo: 6FC5800-0AS16-0YB0
Con l'interpolazione Spline, partendo soli pochi punti di supporto di un profilo programmato, può essere generata una curva molto "liscia". I punti di appoggio sono collegati da polinomi. Il compressore converte i blocchi lineari (ad es. di CAD) in curve spline a velocità costante COMPON o ad accelerazione costante COMPCURV sui punti di passaggio di blocco.
Si hanno dei passaggi tangenziali del profilo che rendono i movimenti meccanici molto dolci che risparmiano la meccanica della macchina utensile. Avvicinando i punti di appoggio è possibile programmare anche spigoli quasi vivi. L'interpolazione spline consente inoltre di ridurre notevolmente il numero di blocchi del programma.
Nella produzione di stampi e di forme viene spesso richiesta una superficie di finitura molto "liscia" sia sotto il profilo ottico che tecnologico, ad esempio per guarnizioni in gomma. La correzione raggio utensile può essere utilizzata con l'interpolazione spline come con l'interpolazione lineare o circolare. Ogni polinomio può rappresentare una spline.
Solo l'algoritmo determina il tipo di spline:• La spline A è solo a tangente costante • La spline B è a tangente e curvatura costante, ma non passa attraverso i nodi (punti di appoggio) • La spline C è a tangente e curvatura costante e passa attraverso i nodi
Con il compressore COMPCAD si possono approssimare queste curve uniformi nell'ambito della tolleranza di compressione (percorsi utensile paralleli) ottenendo quindi, anche con tolleranze maggiori, delle superfici di ottima qualità.
L'interpolazione Spline per la lavorazione a 3 assi è prevista per semplici applicazioni e per il settore JobShop.
Interpreter di dialetti ISO online
I programmi pezzo per i controlli numerici CNC SINUMERIK sono programmati in generale secondo la norma DIN 66025 e i rispettivi ampliamenti. Programmi pezzo creati secondo la norma ISO, ad es. codici G di altri costruttori non-Siemens, possono essere letti in memoria, editati ed elaborati con l'interprete online del dialetto ISO presente nei controlli numerici CNC SINUMERIK.
© Siemens AG 2016

47Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Lavorazione con robot, Run MyRobot /Machining
Opzione; sigla abbreviata P73N. di articolo: 6FC5800-0AP73-0YB0
SINUMERIK Integrate Run MyRobot /Machining comprende le opzioni:• Run MyCC /RODI (comunicazione)• Interpolazione multiasse (> 4 assi interpolanti) • Run MyHMI /3GL (per diagnostica)
SINUMERIK Integrate Run MyRobot /Machining consente di impiegare un Robot KUKA, ad es. come robot di fresatura, in combinazione con un SINUMERIK 840D sl come CNC. SINUMERIK Integrate Run MyRobot /Machining comprende tutte le opzioni necessarie:
→ Interfaccia di comunicazione con un robot, Run MyCC /RODI
→ Interpolazione multiasse (> 4 assi interpolanti)
→ Utilizzo di applicazioni HMI, Run MyHMI /3GL
Funzionalità limitata per le varianti Export: non possibile.
Lavorazione su superfici inclinate con frame
Lavorazioni di foratura e fresatura sulle superfici del pezzo non parallele al sistema di coordinate della macchina possono essere eseguite in modo confortevole con l'ausilio della funzione lavorazione su piani inclinati. La posizione del piano inclinato nello spazio può essere definita con la rotazione del sistema di coordinate.
Lavorazione su piani inclinati con frame
→ Concetto di frame
Lettura di posizioni reali, correlate con segnale di uscita, Run MyCC /COPA
Opzione; sigla abbreviata N61N. di articolo: 6FC5800-0AN61-0YB0
SINUMERIK Integrate Run MyCC /COPA è necessario per l'integrazione del sistema di misura SPRINT della ditta Renishaw. Il sistema di misura SPRINT della ditta Renishaw, durante il movimento vettoriale rileva continuamente i valori di posizione di un tastatore di misura e li combina con le posizioni dell'encoder dell'NC a valori di misura riferiti alla macchina.
Limitazione degli assi da PLC
La preattivazione dei settori di protezione con indicazione di una traslazione della posizione si programma nel programma pezzo. Tramite l'interfaccia del PLC è possibile inserire, mediante il programma PLC, settori di protezione già preattivati. In questo modo, ad es. prima di orientare un tastatore di misura utensile nel campo di lavoro, viene attivato il relativo settore di protezione e verificato che l'utensile o un pezzo non si trovino nel settore che sarà occupato dal tastatore.
Un'ulteriore limitazione degli assi attraverso il PLC può avvenire quando il 2º finecorsa software viene attivato da un segnale d'interfaccia del PLC. Questa riduzione del campo di lavoro può essere ad es. necessaria quando viene orientata una contropunta. La variazione viene immediatamente attivata e il 1º finecorsa software più/meno invalidato.
→ Settori di protezione 2D/3D
Z W Y W
X W
Z
X
F
+
G_NC01_it_00122
Y Base
X Base
Z Base
© Siemens AG 2016

48 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Limitazione del campo di lavoro
Le limitazioni del campo di lavoro delimitano il settore nel quale può avvenire la lavorazione. Le limitazioni si riferiscono al sistema di coordinate base SCB. Viene verificato se la punta dell'utensile si trova all'interno del campo di lavoro protetto anche in considerazione del raggio utensile.
Per ogni asse è ammessa una coppia di valori (±) per la definizione del campo di lavoro protetto. Le limitazioni del campo di lavoro superiore e inferiore impostabili ed attivabili con i dati di setting, possono essere modificate con i comandi G25/G26.
Le limitazioni del campo di lavoro delimitano il campo di movimento degli assi in aggiunta ai finecorsa. Nel campo di lavoro della macchina è possibile creare così delle zone protette inibite al movimento dell'utensile che preservano parti adiacenti di macchina (la torretta portautensili, stazioni di misura) da eventuali danneggiamenti.
→ Spostamenti origine
Limitazione del numero di giri del mandrino
→ Funzioni mandrino
Linguaggio di programmazione
La base del linguaggio di programmazione del CNC è la norma DIN 66025. Le nuove funzioni del linguaggio evoluto del CNC contengono anche la definizione delle macro (riassunto delle singole istruzioni).
Linguaggio evoluto CNC
Per le varie esigenze tecnologiche delle moderne macchine utensili, nei controlli numerici CNC SINUMERIK è stato implementato un linguaggio evoluto CNC che offre la massima libertà di sviluppo.
Variabili di sistema
Le variabili di sistema ($.) possono essere elaborate (lette, parzialmente scritte) nel programma CNC. Esse consentono l'accesso ad es. a dati di macchina, dati di setting, dati di gestione utensili, valori programmati e valori reali.
Variabili utente
Se un programma deve essere utilizzato in forma flessibile, al posto dei valori fissi vengono utilizzati parametri e variabili. I controlli numerici CNC SINUMERIK offrono la possibilità di eseguire tutte le funzioni CNC e gli indirizzi come variabili. I nomi delle variabili possono essere definiti liberamente dall'utente. Tramite gli attributi è inoltre possibile definire una protezione contro l'accesso non autorizzato per la lettura e la scrittura. Questo consente la scrittura di programmi pezzo in forma neutrale e chiara e di configurare l'adattamento alla rispettiva macchina in modo variabile, ad es. scegliendo liberamente il nome degli indirizzi di assi e mandrini.
Le variabili utente vengono suddivise in variabili utente globali GUD e locali LUD. Le variabili LUD tramite dato macchina possono anche essere ridefinite come variabili utente globali dei programmi PUD e nel settore operativo "Parametri" con il softkey "Dati utente" possono essere visualizzate o direttamente modificate. Le variabili utente globali GUD sono variabili del controllo numerico CNC predisposte dal costruttore della macchina. Esse valgono per tutti i programmi.
Per la parametrizzazione dei programmi CNC vengono messe a disposizione dell'utente le variabili utente locali LUD. Queste possono essere ridefinite in ogni programma CNC. Con queste variabili l'utente può programmare in modo confortevole e impiegare la propria filosofia di programmazione.
Programmazione indiretta
Un'ulteriore possibilità per l'impiego universale di un programma è data dalla programmazione indiretta. Essa consente di non programmare in forma diretta gli indirizzi di assi, mandrini, parametri R, ecc., ma di indirizzarli con una variabile nella quale viene inserito l'indirizzo desiderato.
Salti nel programma
Con l'inserimento dei salti nel programma è possibile gestire lo svolgimento di un processo di lavorazione in modo altamente flessibile. Sono disponibili salti condizionati ed incondizionati, come pure diramazioni del programma in funzione di un valore reale. Come destinazione del salto possono essere utilizzate etichette di salto (label) che si scrivono all'inizio del blocco. La destinazione del salto può trovarsi a monte oppure a valle del punto di richiamo.
Coordinamento del programma con più canali
Con il coordinamento del programma è possibile gestire la sequenza temporale della lavorazione che utilizza il funzionamento parallelo di più canali CNC mediante comandi con testi in chiaro inseriti nel programma pezzo. Questo consente di caricare, avviare e arrestare dei programmi da un canale all'altro. È possibile perciò sincronizzare i canali.
© Siemens AG 2016
49Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Funzioni di calcolo e trigonometriche
Con le variabili utente e le variabili di calcolo è possibile eseguire complesse funzioni di calcolo.
Oltre alle 4 operazioni fondamentali sono disponibili:• Seno, coseno, tangente • Arcoseno, arcocoseno, arcotangente • 2ª potenza (quadrato), radice quadrata • Valore assoluto • Parte intera, arrotondare al numero intero • Funzione esponenziale, logaritmo naturale • Spostamento, rotazione, specularità • Variazione del fattore di scala
Operazioni di confronto e combinazioni logiche
Le operazioni di confronto con variabili possono essere utilizzate per formulare le condizioni di salto.
Le funzioni di confronto disponibili sono: • Uguale, disuguale • Maggiore, minore • Maggiore o uguale • Minore o uguale • Concatenamento di stringhe
Come combinazioni logiche sono disponibili: AND, OR, NOT, OR-ESCLUSIVO. Queste operazioni logiche possono essere eseguite anche bit a bit.
Tecnica delle macro
Con l'ausilio della tecnica delle macro è possibile raggruppare in un'istruzione globale singole istruzioni del linguaggio di programmazione. Questa sequenza di istruzioni abbreviata viene richiamata nel programma CNC con un nome definibile liberamente. Il macrocomando viene elaborato in funzione delle singole istruzioni che lo compongono.
Strutture di controllo
Normalmente il controllo numerico elabora i blocchi CNC nella stessa successione in cui sono stati programmati. Con le strutture di controllo – oltre ai salti in programma – è possibile definire altre alternative e loop di programma.
Le istruzioni consentono una programmazione strutturata ed una buona leggibilità dei programmi:• Scelta tra 2 alternative IF-ELSE – ENDIF• Loop di programma senza fine LOOP• Loop di conteggio FOR• Loop di programma con condizione iniziale WHILE• Loop di programma con condizione finale REPEAT
Lingue del software operativo
Opzione; sigla abbreviata N00N. di articolo: 6FC5800-0AN00-0YB0
Nel software operativo sono già implementate per i testi di visualizzazione della superficie operativa le lingue fondamentali cinese semplificato, tedesco, inglese, francese, italiano e spagnolo.
Ulteriori lingue possono essere ordinate con l'opzione, sigla abbreviata N00.
Lista di job
Per ogni pezzo che deve essere lavorato può essere redatta una lista di job (lista di caricamento) per ampliare la selezione dei pezzi.
Questa lista di job contiene istruzioni che preparano l'esecuzione di programmi pezzo anche per più canali, ad es.:• Preparazione in parallelo (LOAD/COPY):
Caricamento o copiatura da disco fisso della PCU nella memoria di lavoro del controllo CNC di programmi principali, sottoprogrammi con i relativi dati come programmi di inizializzazione INI, parametri R RPA, dati utente GUD, spostamenti origine UFR, dati utensile e magazzino TOA/TMA, dati di setting SEA, settori di protezione PRO e flessione/angolarità CEC
• Preparazioni per l'avvio del CNC SELECT:Selezionare i programmi in diversi canali ed eseguire le preparazioni per l’avvio dell’esecuzione
• Svuotamento parallelo, LOAD/COPY inverso:Scaricamento del programma principale e dei sottoprogrammi, con i relativi dati, dalla memoria di lavoro del controllo CNC al disco fisso
Nelle liste Job è possibile inserire anche maschere proprie (Templates). Dopo il caricamento e la selezione della lista Job, al successivo avvio del CNC vengono elaborati tutti i programmi e dati necessari per la produzione del pezzo.
© Siemens AG 2016
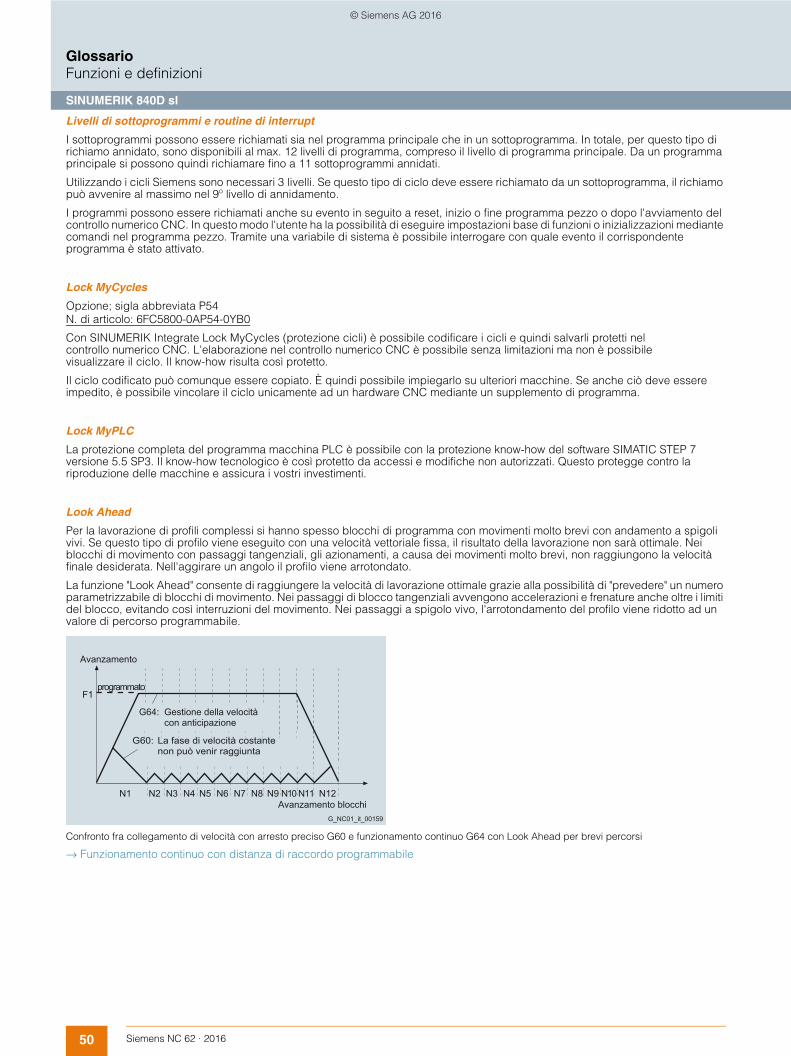
50 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Livelli di sottoprogrammi e routine di interrupt
I sottoprogrammi possono essere richiamati sia nel programma principale che in un sottoprogramma. In totale, per questo tipo di richiamo annidato, sono disponibili al max. 12 livelli di programma, compreso il livello di programma principale. Da un programma principale si possono quindi richiamare fino a 11 sottoprogrammi annidati.
Utilizzando i cicli Siemens sono necessari 3 livelli. Se questo tipo di ciclo deve essere richiamato da un sottoprogramma, il richiamo può avvenire al massimo nel 9º livello di annidamento.
I programmi possono essere richiamati anche su evento in seguito a reset, inizio o fine programma pezzo o dopo l'avviamento del controllo numerico CNC. In questo modo l'utente ha la possibilità di eseguire impostazioni base di funzioni o inizializzazioni mediante comandi nel programma pezzo. Tramite una variabile di sistema è possibile interrogare con quale evento il corrispondente programma è stato attivato.
Lock MyCycles
Opzione; sigla abbreviata P54N. di articolo: 6FC5800-0AP54-0YB0
Con SINUMERIK Integrate Lock MyCycles (protezione cicli) è possibile codificare i cicli e quindi salvarli protetti nel controllo numerico CNC. L'elaborazione nel controllo numerico CNC è possibile senza limitazioni ma non è possibile visualizzare il ciclo. Il know-how risulta così protetto.
Il ciclo codificato può comunque essere copiato. È quindi possibile impiegarlo su ulteriori macchine. Se anche ciò deve essere impedito, è possibile vincolare il ciclo unicamente ad un hardware CNC mediante un supplemento di programma.
Lock MyPLC
La protezione completa del programma macchina PLC è possibile con la protezione know-how del software SIMATIC STEP 7 versione 5.5 SP3. Il know-how tecnologico è così protetto da accessi e modifiche non autorizzati. Questo protegge contro la riproduzione delle macchine e assicura i vostri investimenti.
Look Ahead
Per la lavorazione di profili complessi si hanno spesso blocchi di programma con movimenti molto brevi con andamento a spigoli vivi. Se questo tipo di profilo viene eseguito con una velocità vettoriale fissa, il risultato della lavorazione non sarà ottimale. Nei blocchi di movimento con passaggi tangenziali, gli azionamenti, a causa dei movimenti molto brevi, non raggiungono la velocità finale desiderata. Nell'aggirare un angolo il profilo viene arrotondato.
La funzione "Look Ahead" consente di raggiungere la velocità di lavorazione ottimale grazie alla possibilità di "prevedere" un numero parametrizzabile di blocchi di movimento. Nei passaggi di blocco tangenziali avvengono accelerazioni e frenature anche oltre i limiti del blocco, evitando così interruzioni del movimento. Nei passaggi a spigolo vivo, l'arrotondamento del profilo viene ridotto ad un valore di percorso programmabile.
Confronto fra collegamento di velocità con arresto preciso G60 e funzionamento continuo G64 con Look Ahead per brevi percorsi
→ Funzionamento continuo con distanza di raccordo programmabile
N1 N2 N3 N4 N5 N6 N7 N8 N9 N10 N11 N12
F1
Avanzamento blocchi
programmato
Avanzamento
G_NC01_it_00159
G64: Gestione della velocità con anticipazione
G60: La fase di velocità costante non può venir raggiunta
© Siemens AG 2016

51Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Macchina manuale
A utenti di macchine convenzionali ma anche ad esperti operatori di macchine a CN, che spesso eseguono solo singole passate di lavorazione sulla macchina, offriamo la funzione "Macchina manuale". Dopo l'avviamento della macchina appare immediatamente la maschera base HAND con la possibilità di scelta diretta della lavorazione senza dover creare un programma pezzo.
→ ShopMill/ShopTurn
Manage MyPrograms
N. di articolo: 6FC5864-1AP41-0YB0
SINUMERIK Integrate Manage MyPrograms offre una gestione e un'archiviazione centralizzate dei programmi CNC nonchè un salvataggio automatico dei dati CNC SINUMERIK. I programmi CNC ad es. possono essere semplicemente copiati dal Teamcenter. Il vantaggio è rappresentato da una semplice organizzazione centralizzata dei dati CNC con integrazione da parte dei programmatori CNC nonchè una rapida disponibilità dei programmi CNC via rete.
È possibile inoltre un'integrazione nella superficie operativa SINUMERIK Operate senza ulteriori dispositivi esterni sul controllo numerico CNC.
Manage MyTools
N. di articolo: 6FC5864-2AP41-0YB0
SINUMERIK Integrate Manage MyTools consente una panoramica completa dei dati attuali degli utensili, comprese statistica e pianificazione di tutta la produzione. Sono supportati diversi sistemi di supporto dati.
Vi avvalete di un circolo chiuso di dati utensile, dall'approvvigionamento all'impiego (Approvvigionamento > Impostazione utensili > Disponibilità > Attrezzaggio). I potenziali di razionalizzazione sono trasparenti, ad es. risparmio, ottimizzazione e disponibilità.
Mandrini sincroni, tornitura poligonale
Il funzionamento sincrono con regolazione angolare tra un mandrino master ed uno o più mandrini slave offre, in particolare per i torni, la possibilità del passaggio al volo del pezzo dal mandrino 1 al mandrino 2 durante il ciclo, ad es. per la lavorazione finale, riducendo così i tempi morti per lo sbloccaggio del pezzo.
Oltre al sincronismo del numero di giri è preimpostabile anche la relativa posizione angolare tra i mandrini, ad es. passaggio al volo orientato alla posizione per pezzi poligonali.
Passaggio al volo:• n1 = n2 • angolo 1 = angolo 2 oppure • angolo 2 = angolo 1 + angolo Δ
Inoltre l'impostazione di un rapporto di trasmissione intero tra il mandrino principale e un mandrino utensile offre i requisiti necessari per la lavorazione poligonale.
Tornitura poligonale:
n2 = Ü × n1
La configurazione e la selezione avvengono a scelta nel programma CNC o tramite pannello operatore. Sono realizzabili più coppie di mandrini sincroni.
Esempi per mandrino sincrono/tornitura poligonale
→ Accoppiamenti generici
n1 n2
n1n2
G_NC01_it_00124
Mandrino 1
Passaggio al volo
Tornitura poligonale
Contromandrino
Mandrino 2
© Siemens AG 2016

52 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Maschiatura con/senza utensile compensato
→ Funzioni mandrino
Master-Slave per azionamenti
Opzione; sigla abbreviata M03N. di articolo: 6FC5800-0AM03-0YB0
La funzione "Master-Slave per azionamenti" è necessaria quando 2 azionamenti elettrici sono accoppiati meccanicamente ad un asse. Con questo tipo di accoppiamento, un regolatore di coppia ripartisce la coppia uniformemente tra i due azionamenti, altrimenti i motori lavorerebbero in contrapposizione. Per ottenere un collegamento rigido tra azionamento master e slave è possibile inserire sul regolatore di coppia, una coppia di irrigidimento impostabile con un dato macchina.
Esempi applicativi:• Aumento della potenza e (temporaneo) accoppiamento meccanico degli azionamenti • Azionamento con 2 motori che lavorano su una cremagliera • Rilavorazione di assali per veicoli su rotaie • Recupero giochi con azionamenti in contrapposizione di coppia
Un asse può essere anche master per più accoppiamenti.
l'asse 1 è contemporaneamente master per l'asse 2 e l'asse 3
Memoria CNC utente, ampliata
Opzione; sigla abbreviata P77N. di articolo: 6FC5800-0AP77-0YB0
La funzione "Memoria CNC utente ampliata", imposta la memoria CNC utente a 100 MB. Con l'opzione P12"Memoria utente HMI, supplementare sulla CF-Card della NCU", la memoria utente CNC può essere aumentata fino a 6 GB.
→ Memoria utente HMI supplementare sulla CF-Card della NCU
Memoria utente CNC, supplementare
Opzione; sigle abbreviate D01 ... D06N. di articolo: 6FC5800-0AD00-0YB0
La memoria CNC utente sulla NCU può essere ampliata con questa opzione a multipli di 2 Mbyte.
→ Memoria utente HMI
Memoria utente CNC
Tutti i programmi e dati quali programmi pezzo, sottoprogrammi, commenti, correzione utensili, spostamenti origine/frame come pure i dati utente per canali e programmi possono essere memorizzati nella memoria utente CNC comune. La memoria utente CNC è tamponata da batteria.
Memoria utente HMI supplementare sulla CF-Card della NCU
Opzione; sigla abbreviata P12N. di articolo: 6FC5800-0AP12-0YB0
Con la memoria utente HMI supplementare sulla CF-Card, si può aumentare la memoria per i programmi pezzo e la memoria per gli ampliamenti della superficie operativa, quando non è presente una PCU SINUMERIK. A partire dal software CNC 4.5 SP1 (su CF-Card da 8 Gbyte) l'ampliamento della memoria è di 6 Gbyte.
→ Memoria utente CNC, supplementare
G_NC01_IT_00116
Master
Slave Asse 3
Asse 1
Accoppiamento 2Accoppiamento 1
Accoppiamentoriferimento di velocità
Accoppiamentoriferimento di velocità
Slave
Regolatoredi coppia
Asse 2
Regolatoredi coppia
© Siemens AG 2016

53Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Memoria utente PLC
Nella memoria utente della PLC-CPU vengono inseriti il programma utente PLC e i dati utente insieme al programma base PLC. La memoria della PLC-CPU è divisa in memoria di caricamento, memoria di lavoro e memoria di sistema.
La memoria di caricamento, come memoria ritentiva, è integrata come memoria RAM oppure può essere inserita come modulo (Memory Card) e contiene dati, programmi e informazioni di riconversione. La memoria di caricamento e la veloce memoria di lavoro per i test di programma più importanti per lo svolgimento del lavoro offrono sufficiente spazio per i programmi utente.
Memoria utente PLC, ampliata
Opzione, sigle abbreviate D11 ... D18N. di articolo: 6FC5800-0AD10-0YB0
La memoria utente PLC può essere ampliata opzionalmente fino a 128 kbyte.
Misura della cinematica
Opzione; sigla abbreviata P18N. di articolo: 6FC5800-0AP18-0YB0
La funzione "Misura della cinematica" consente la calibrazione di strutture cinematiche di macchine a 5 assi. Il SINUMERIK 840D sl può determinare automaticamente e rapidamente i parametri di trasformazioni cinematiche degli assi rotanti orientabili in modo digitale o manuale.
La funzione è ideale per la prima messa in servizio poiché non è necessario alcuno schema strutturale della macchina con dimensioni precise. La funzione può inoltre essere utilizzata per una verifica regolare del processo di produzione laddove sia richiesto un alto grado di precisione.
Misura della corrente dell'azionamento, Run MyCC /KPXT
Opzione; sigla abbreviata M82N. di articolo: 6FC5800-0AM82-0YB0
La funzione specifica SINUMERIK Integrate Run MyCC /KPXT non è prevista per l'impiego generico.
→ Auto Servo Tuning AST
Funzionalità limitata per le varianti Export: non possibile.
Misure livello 1
Al controllo numerico CNC possono essere collegati contemporaneamente fino a 2 tastatori di misura a commutazione. Nelle misure specifiche per canale l'attivazione del processo di misura per un canale CNC avviene sempre dal programma pezzo in esecuzione in quel canale. Al procedimento di misura sono interessati tutti gli assi programmati nel blocco di misura.
È possibile programmare rispettivamente un evento di trigger (fronte di salita o di discesa) e una modalità di misura, con o senza cancellazione del percorso residuo. I risultati della misura possono essere letti nel programma pezzo oppure con azioni sincrone sia nel sistema di coordinate di macchina che del pezzo. La flessione del tastatore di misura può essere controllata con interrogazione di una variabile ed emissione all'interfaccia PLC per attivare una giusta reazione nel programma pezzo.
Una funzionalità ampliata (ad es. misura assiale con valutazione di max. 4 eventi di trigger e con misura ciclica) è disponibile con l'opzione Misure livello 2 (opzione, sigla abbreviata M32).
Misure livello 2
Opzione; sigla abbreviata M32N. di articolo: 6FC5800-0AM32-0YB0
Durante la funzione di misura nei blocchi di movimento del programma pezzo, limitata ad una volta per blocco, è possibile inserire in qualsiasi momento ed indipendentemente dal programma pezzo funzioni di misura conseguenti ad azioni sincrone. I risultati della misura possono essere abbinati agli assi nel blocco CNC. Nella misura contemporanea possono essere valutati fino a 4 eventi di trigger per ogni clock del regolatore di posizione. I valori di misura vengono letti come funzione dei 3 parametri: tastatore di misura, asse e fronte di misura.
Con la misura continua (ciclica) i valori di misura vengono scritti in una variabile FIFO. Misure senza fine posso essere effettuate leggendo ciclicamente i valori FIFO. I risultati delle misure possono essere protocollati come file. I cicli di misura (opzione, sigla abbreviata P28) dispongono di un protocollo standard che può essere organizzato liberamente dall'utente.
Modi operativi
→ Modi operativi del controllo numerico
© Siemens AG 2016

54 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Modi operativi del controllo numerico
Nel settore operativo Macchina si possono selezionare 3 modi operativi:• JOG
Il modo operativo JOG (Jogging) è previsto per il movimento manuale degli assi e dei mandrini nonché per la messa a punto della macchina. Della messa a punto fanno parte le funzioni di ricerca del punto di riferimento, riposizionamento, funzionamento con volantino e con incrementi fissi predefiniti e la ridefinizione del punto zero del controllo numerico CNC (preset/impostazione del valore reale).
• MDANel modo operativo MDA (Manual Data Automatic/impostazione manuale) è possibile impostare singoli blocchi di programma o sequenze di blocchi ed eseguirli immediatamente con NC-Start. I blocchi possono essere poi memorizzati nei programmi pezzo. Con la funzione "Teach In" è possibile trasferire le sequenze di movimento in un programma, tramite l'esecuzione e la memorizzazione di posizioni. La funzione Teach In può essere utilizzata nel modo operativo MDA del controllo numerico.
• AUTONel modo operativo AUTO (Automatico) i programmi pezzo, dopo la selezione nella directory pezzi, programma pezzo o sottoprogramma, sono eseguiti completamente in automatico (funzionamento normale per la lavorazione di pezzi). In parallelo al funzionamento automatico è possibile approntare o correggere un altro programma pezzo.
Nei modi operativi MDA ed AUTO del controllo numerico è possibile modificare lo svolgimento di un programma con le seguenti funzioni di influenza sul programma:• SKP blocco escludibile (fino ad 8 livelli di esclusione)• DRY avanzamento di prova• ROV override per il rapido• SBL1 blocco singolo con stop dopo ogni blocco contenente funzioni di macchina• SBL2 blocco singolo con stop dopo ogni blocco• SBL3 arresto in ciclo• M01 arresto programmato• DRF differential resolver function• PRT test del programma
Movimento asse tramite variabile, Run MyCC /AMOV
Opzione; sigla abbreviata N62N. di articolo: 6FC5800-0AN62-0YB0
La funzione specifica SINUMERIK Integrate Run MyCC /AMOV non è prevista per l'impiego generico.
Funzionalità limitata per le varianti Export: non possibile
Movimento Point-to-Point (PTP) cartesiano
Per compiti di handling e di robotica sono necessari 2 tipi di movimenti: nel sistema di coordinate cartesiane Continuous Path, CP o come movimento point-to-point PTP. Con PTP è possibile raggiungere il punto di arrivo attraverso il percorso più breve con trasformazione TRAORI inserita. PTP genera una interpolazione lineare nello spazio degli assi di macchina.
Con il passaggio dal movimento PTP al CP è possibile passare velocemente da una fase di montaggio ad un movimento di posizionamento. Il movimento PTP non comporta alcun sovraccarico degli assi nel movimento attraverso una posizione particolare, ad es. nel cambio di posizione dell'articolazione per l'handling. Il movimento PTP è possibile anche nel modo operativo JOG e non richiede che le posizioni cartesiane disponibili (ad es. da sistemi CAD) vengano convertite in valori di assi di macchina.
Il movimento PTP cartesiano viene utilizzato anche nelle rettificatrici per tondo con asse inclinato: con trasformazione attiva l'asse di incremento può essere mosso, a scelta, in forma cartesiana o con l'angolo dell'asse inclinato.
Movimento sincrono, RUN MyCC /SYMO
Opzione; sigla abbreviata N66N. di articolo: 6FC5800-0AN66-0YB0
SINUMERIK Integrate Run MyCC /SYMO Movimento sincrono può essere utilizzato per il movimento sincrono di 2 macchine separate (ad es. 2 robot per il collaudo di componenti attraverso la trasmissione ad ultrasuoni). Entrambe le macchine in questo caso sono progettate in un proprio canale. Il programma pezzo viene elaborato nel canale principale (canale master). Il TCP e l'orientamento della seconda macchina nel canale slave, avvengono in tempo reale accoppiati al movimento della macchina nel canale principale.
Funzionalità limitata per le varianti Export: non possibile.
© Siemens AG 2016

55Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Numero di ripetizioni del sottoprogramma
Se si vuole eseguire un sottoprogramma più volte in sequenza, nel blocco contenente il richiamo del sottoprogramma è possibile programmare il numero di ripetizioni desiderato con l'indirizzo P: campo dei valori 1 ... 9999. I parametri vengono trasferiti solo al richiamo del sottoprogramma o durante la prima ripetizione.
Per le altre ripetizioni i parametri restano inalterati. Se si vogliono modificare i parametri durante le ripetizioni dei programmi, si possono definire nel sottoprogramma adeguati accordi.
© Siemens AG 2016
56 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Operatività del robot, Run MyRobot
Opzione; sigla abbreviata P74 N. di articolo: 6FC5800-0AP74-0YB0
SINUMERIK Integrate Run MyRobot comprende le opzioni:• 1 canale di lavorazione supplementare• Run MyCC /EXPD• Run MyHMI /3GL• Run MyScreens
La Runtime License SINUMERIK Integrate Run MyRobot consente l'integrazione dei robot KUKA nel SINUMERIK 840D sl. In questo modo dall'Operator Panel del SINUMERIK 840D sl, sono possibili l'operatività, la programmazione e la diagnostica, senza conoscenze specifiche di robotica. Ciò consente elevati tempi di attività delle macchine grazie ad una semplice automazione, oppure alla messa a punto di macchine utensili e robot facile e flessibile
Un esempio applicativo è disponibile in Internet ricercando il termine: Run MyRobot.
→ Canali di lavorazione
→ Run MyCC /EXPD
→ Utilizzo di applicazioni HMI, Run MyHMI /3GL
→ Utilizzo di applicazioni HMI, Run MyScreens
→ www.siemens.com/automation/support
Override di avanzamento
Alla velocità programmata viene sovrapposta l'impostazione attuale di velocità tramite la pulsantiera di macchina o dal PLC (da 0% a 200%). Per poter mantenere la velocità di taglio esatta sul profilo, il calcolo dell'avanzamento viene riferito al punto di lavoro oppure al punto di arrivo dell'utensile.
La velocità di avanzamento può essere ulteriormente corretta nel programma di lavorazione con un fattore percentuale programmabile (da 1% a 200%). Questa influenza si sovrappone (moltiplicazione) all'impostazione sulla pulsantiera di macchina. L'impostazione della velocità da PLC avviene asse per asse.
© Siemens AG 2016
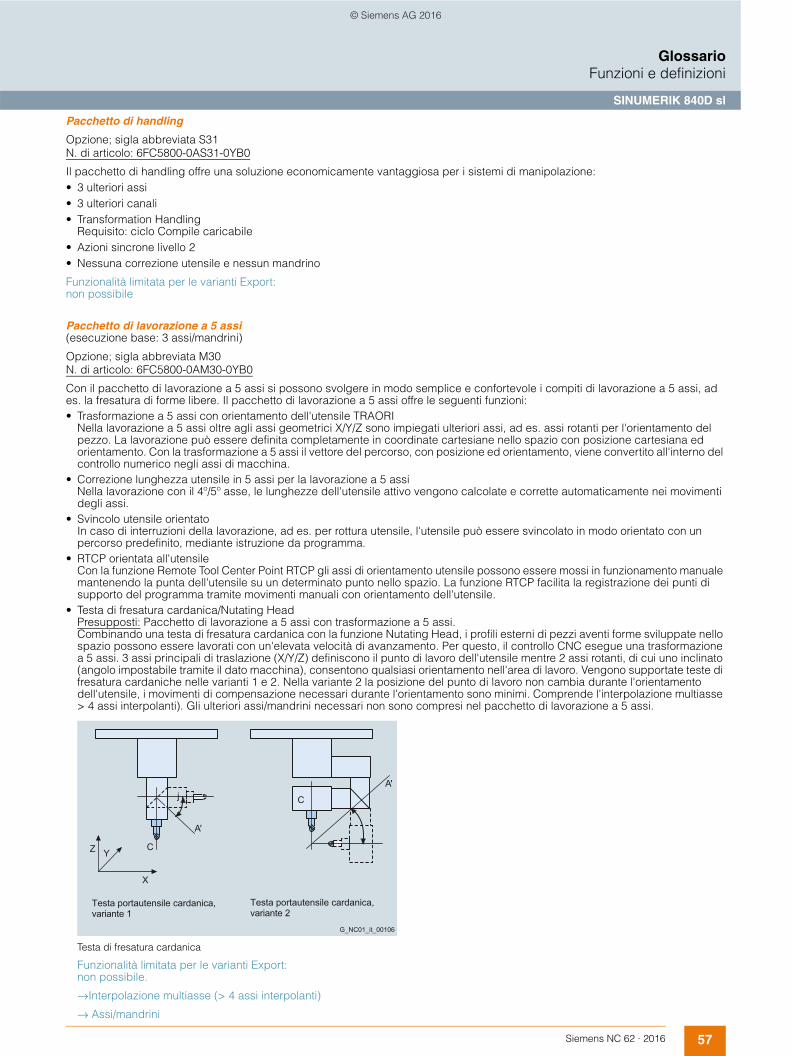
57Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Pacchetto di handling
Opzione; sigla abbreviata S31N. di articolo: 6FC5800-0AS31-0YB0
Il pacchetto di handling offre una soluzione economicamente vantaggiosa per i sistemi di manipolazione:• 3 ulteriori assi • 3 ulteriori canali • Transformation Handling
Requisito: ciclo Compile caricabile • Azioni sincrone livello 2 • Nessuna correzione utensile e nessun mandrino
Funzionalità limitata per le varianti Export: non possibile
Pacchetto di lavorazione a 5 assi (esecuzione base: 3 assi/mandrini)
Opzione; sigla abbreviata M30N. di articolo: 6FC5800-0AM30-0YB0
Con il pacchetto di lavorazione a 5 assi si possono svolgere in modo semplice e confortevole i compiti di lavorazione a 5 assi, ad es. la fresatura di forme libere. Il pacchetto di lavorazione a 5 assi offre le seguenti funzioni:• Trasformazione a 5 assi con orientamento dell'utensile TRAORI
Nella lavorazione a 5 assi oltre agli assi geometrici X/Y/Z sono impiegati ulteriori assi, ad es. assi rotanti per l'orientamento del pezzo. La lavorazione può essere definita completamente in coordinate cartesiane nello spazio con posizione cartesiana ed orientamento. Con la trasformazione a 5 assi il vettore del percorso, con posizione ed orientamento, viene convertito all'interno del controllo numerico negli assi di macchina.
• Correzione lunghezza utensile in 5 assi per la lavorazione a 5 assiNella lavorazione con il 4º/5º asse, le lunghezze dell'utensile attivo vengono calcolate e corrette automaticamente nei movimenti degli assi.
• Svincolo utensile orientato In caso di interruzioni della lavorazione, ad es. per rottura utensile, l'utensile può essere svincolato in modo orientato con un percorso predefinito, mediante istruzione da programma.
• RTCP orientata all'utensile Con la funzione Remote Tool Center Point RTCP gli assi di orientamento utensile possono essere mossi in funzionamento manuale mantenendo la punta dell'utensile su un determinato punto nello spazio. La funzione RTCP facilita la registrazione dei punti di supporto del programma tramite movimenti manuali con orientamento dell'utensile.
• Testa di fresatura cardanica/Nutating Head Presupposti: Pacchetto di lavorazione a 5 assi con trasformazione a 5 assi. Combinando una testa di fresatura cardanica con la funzione Nutating Head, i profili esterni di pezzi aventi forme sviluppate nello spazio possono essere lavorati con un'elevata velocità di avanzamento. Per questo, il controllo CNC esegue una trasformazione a 5 assi. 3 assi principali di traslazione (X/Y/Z) definiscono il punto di lavoro dell'utensile mentre 2 assi rotanti, di cui uno inclinato (angolo impostabile tramite il dato macchina), consentono qualsiasi orientamento nell'area di lavoro. Vengono supportate teste di fresatura cardaniche nelle varianti 1 e 2. Nella variante 2 la posizione del punto di lavoro non cambia durante l'orientamento dell'utensile, i movimenti di compensazione necessari durante l'orientamento sono minimi. Comprende l'interpolazione multiasse > 4 assi interpolanti). Gli ulteriori assi/mandrini necessari non sono compresi nel pacchetto di lavorazione a 5 assi.
Testa di fresatura cardanica
Funzionalità limitata per le varianti Export: non possibile.
→Interpolazione multiasse (> 4 assi interpolanti)
→ Assi/mandrini
C
A'
C
A'
Z Y
X
j
G_NC01_it_00106
Testa portautensile cardanica,variante 1
Testa portautensile cardanica,variante 2
© Siemens AG 2016

58 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Pacchetto di lavorazione a 5 assi, funzione addizionale 7º asse
Opzione; sigla abbreviata S01N. di articolo: 6FC5800-0AS01-0YB0
Questa opzione, in combinazione con il pacchetto di lavorazione a 5 assi oppure con SINUMERIK MDynamics a 5 assi, consente di eseguire un'interpolazione a 7 assi. È così ad es. possibile eseguire la rotazione ridondante di un pezzo nello spazio di lavoro con la cinematica utensile sul 5º/6º asse contemporaneamente attiva. Esempio applicativo: macchine per Fiber Placement nella costruzione aeronautica.
Funzionalità limitata per le varianti Export: non possibile.
Pacchetto di programmazione
→ Programmazione di pagine, settori operativi e superfici operative, Create MyHMI /3GL
Pacchetto multiasse
Opzione; sigla abbreviata M10N. di articolo: 6FC5800-0AM10-0YB0
Il pacchetto multiasse (assi/mandrini e canali) è un pacchetto conveniente per macchine multiasse. Esso comprende tutti gli assi/mandrini/assi di posizionamento/mandrini ausiliari e canali.
Pacchetto per la lavorazione della plastica IME
Opzione; sigla abbreviata S40 N. di articolo: 6FC5800-0AS40-0YB0
Con il pacchetto per la lavorazione della plastica IME, si possono produrre rapidamente e facilmente parti in plastica.
L'opzione include:• Opzione 3 assi supplementari, sigla abbreviata A03• Opzione Posizionamento su riscontro fisso, sigla abbreviata M01• Opzione Coppie di assi sincroni (assi Gantry), sigla abbreviata M02• Opzione Master-slave per azionamenti, sigla abbreviata M03• Opzione Segnali di commutazione sul percorso/programmatore a camme, sigla abbreviata M07• Opzione Interpolazione polinomiale, sigla abbreviata M18• Opzione Trasformazione per l'handling, sigla abbreviata M31• Opzione Azioni sincrone livello 2, sigla abbreviata M36• Nessuna funzione mandrino• Nessuna correzione utensile
Funzionalità limitata per le varianti Export: non possibile.
Pacchetto tecnologico Fresatura SINUMERIK MDynamics a 3 assi
Opzione; sigla abbreviata S32N. di articolo: 6FC5800-0AS32-0YB0
SINUMERIK MDynamics 3 assi comprende le opzioni:
→ ShopMill/ShopTurn
→ Riconoscimento e lavorazione del materiale residuo per profili di tasche e asportazione
→ Simulazione 1 (pezzo finito) con rappresentazione 3D
→ Simulazione simultanea (simulazione in tempo reale della lavorazione attuale)
→ Advanced Surface
→ Interpolazione Spline (Spline A, B e C)
→ TRANSMIT/Trasformazione superficie periferica
→ Cicli di misura
© Siemens AG 2016
59Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Pacchetto tecnologico Fresatura SINUMERIK MDynamics a 5 assi
Opzione; sigla abbreviata S33N. di articolo: 6FC5800-0AS33-0YB0
SINUMERIK MDynamics 5 assi comprende le opzioni:
→ ShopMill/ShopTurn
→ Riconoscimento e lavorazione del materiale residuo per profili di tasche e asportazione
→ Simulazione 1 (pezzo finito) con rappresentazione 3D
→ Simulazione simultanea (simulazione in tempo reale della lavorazione attuale)
→ Advanced Surface
→ Interpolazione Spline (Spline A, B e C)
→ TRANSMIT/Trasformazione superficie periferica
→ Cicli di misura
→ Pacchetto di lavorazione a 5 assi
→ Correzione raggio utensile 3D
→ Misura della cinematica
Funzionalità limitata per le varianti Export: non possibile.
Pagine operative standardizzate e liberamente progettabili, Run MyHMI /PRO
Opzione; sigla abbreviata P47N. di articolo: 6FC5800-0AP47-0YB0
La Runtime License SINUMERIK Integrate Run MyHMI /PRO consente l'esecuzione sulla PCU 50 o sulla NCU di applicazioni HMI precedentemente progettate che sono state create con il Configuration System HMI PRO CS. L'opzione software comprende sia le pagine operative standardizzate nell'ambito di HMI PRO che le pagine utente liberamente progettabili per mezzo del layout variabile.
© Siemens AG 2016

60 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Panoramica dei cicli (accoppiamenti)
Panoramica dei cicli (accoppiamenti)Trascinamento di assi (TRAIL) Funzioni base CYCLE700 Accoppiamento generico: TRAILON
CYCLE701 Accoppiamento generico: TRAILOFMandrini sincroni/tornitura poligonale (COUP) sostituito da → Accoppiamento generico
Ciclo di inviluppo per compatibilità di programmazione con 6FC5800-0AM14-0YB0
CYCLE704 Accoppiamento generico: COUPDEFCYCLE705 Accoppiamento generico: COUPONCYCLE706 Accoppiamento generico: COUPONCCYCLE707 Accoppiamento generico: COUPOFCYCLE708 Accoppiamento generico: COUPOFSCYCLE709 Accoppiamento generico: COUPDELCYCLE710 Accoppiamento generico: COUPRES
Accoppiamento al valore master e interpolazione mediante tabelle di curve (LEAD) sostituito da → Accoppiamento generico
Ciclo di inviluppo per compatibilità di programmazione con 6FC5800-0AM20-0YB0
CYCLE702 Accoppiamento generico: LEADONCYCLE703 Accoppiamento generico: LEADOF
Cambio elettronico (EG) sostituito da → Accoppiamento generico
Ciclo di inviluppo per compatibilità di programmazione con 6FC5800-0AM22-0YB0
CYCLE711 Accoppiamento generico: EGDEFCYCLE712 Accoppiamento generico: EGONCYCLE713 Accoppiamento generico: EGONSYNCYCLE714 Accoppiamento generico: EGONSYNECYCLE715 Accoppiamento generico: EGOFCCYCLE716 Accoppiamento generico: EGOFSCYCLE717 Accoppiamento generico: EGDEL
Accoppiamento CP Standard Funzioni base CYCLE700 Accoppiamento generico: TRAILONCYCLE701 Accoppiamento generico: TRAILOF
Accoppiamento generico CP Static 6FC5800-0AM75-0YB0 CYCLE700 Accoppiamento generico: TRAILONCYCLE701 Accoppiamento generico: TRAILOF
Accoppiamento generico CP-Basic 6FC5800-0AM72-0YB0 CYCLE702 Accoppiamento generico: LEADONCYCLE703 Accoppiamento generico: LEADOFCYCLE704 Accoppiamento generico: COUPDEFCYCLE705 Accoppiamento generico: COUPONCYCLE706 Accoppiamento generico: COUPONCCYCLE707 Accoppiamento generico: COUPOFCYCLE708 Accoppiamento generico: COUPOFSCYCLE709 Accoppiamento generico: COUPDELCYCLE710 Accoppiamento generico: COUPRES
Accoppiamento generico CP-Comfort 6FC5800-0AM73-0YB0 CYCLE700 Accoppiamento generico: TRAILONCYCLE701 Accoppiamento generico: TRAILOF
Accoppiamento generico CP-Expert 6FC5800-0AM74-0YB0 CYCLE702 Accoppiamento generico: LEADONCYCLE703 Accoppiamento generico: LEADOFCYCLE704 Accoppiamento generico: COUPDEFCYCLE705 Accoppiamento generico: COUPONCYCLE706 Accoppiamento generico: COUPONCCYCLE707 Accoppiamento generico: COUPOFCYCLE708 Accoppiamento generico: COUPOFSCYCLE709 Accoppiamento generico: COUPDELCYCLE710 Accoppiamento generico: COUPRESCYCLE711 Accoppiamento generico: EGDEFCYCLE712 Accoppiamento generico: EGONCYCLE713 Accoppiamento generico: EGONSYNCYCLE714 Accoppiamento generico: EGONSYNECYCLE715 Accoppiamento generico: EGOFCCYCLE716 Accoppiamento generico: EGOFSCYCLE717 Accoppiamento generico: EGDEL
© Siemens AG 2016

61Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Panoramica dei cicli (interpolazioni, misure)
Panoramica dei cicli (linguaggio di programmazione)
Panoramica dei cicli (interpolazioni, misure)Advanced Surface 6FC5800-0AS07-0YB0 CYCLE832 High Speed SettingsCicli di misura 6FC5800-0AP17-0YB0 CYCLE150 Misure: risultato misura (pagina dei risultati delle misure e
attivazione/disattivazione del protocollo)CYCLE961 Misure per fresatura: spigolo - spigolo ad angolo retto/spigolo qualsiasiCYCLE971 Misure per fresatura: misure utensiliCYCLE971 Misure per fresatura: misure utensili – calibrazione tastatore utensileCYCLE973 Misure per tornitura: calibrazione tastatore di misura – lunghezza/raggio sulla superficie/raggio nella cavaCYCLE974 Misure per tornitura: diametro interno/esternoCYCLE976 Misure per fresatura: calibrazione tastatore di misura – lunghezza/raggio nell'anello/raggio su spigolo/calibrazione su sferaCYCLE977 Misure per fresatura: foro/tasca rettangolareCYCLE977 Misure per fresatura: distanza spigolo – cava/steloCYCLE977 Misure per fresatura: perno circolare/perno rettangolareCYCLE978 Misure per fresatura: distanza spigolo – impostazione spigoloCYCLE979 Misure per fresatura: foro/segmento di cerchio internoCYCLE979 Misure per fresatura: perno/segmento di cerchio esternoCYCLE982 Misure per tornitura: misure utensili (utensili per tornitura, fresatura, foratura)CYCLE982 Misure per tornitura: misure utensili – calibrazione tastatore utensileCYCLE994 Misure per tornitura: diametro interno/esternoCYCLE995 Misure per fresatura: misure 3D - scostamento angolare mandrinoCYCLE997 Misure per fresatura: misure 3D – 1 sfera/3 sfereCYCLE998 Misure per fresatura: misure 3D – allineamento pianoCYCLE998 Misure per fresatura: distanza spigolo – allineamento spigoloCUST_MEACYC Ciclo costruttore per cicli di misura (precedentemente CYCLE198 e CYCLE199)
Misura della cinematica 6FC5800-0AP18-0YB0 CYCLE996 Misure per fresatura: misure 3D – misura della cinematica
Panoramica dei cicli (linguaggio di programmazione)Interpreter di dialetti ISO online
Funzioni base CYCLE301 Sottoprogramma ISO interno: conversione dei dati pollici/metricaCYCLE305 ISO High precision contour control (G05)CYCLE308 ISO-M look-ahead control (G08)CYCLE3106 ISO Lift rapid (G10.6)CYCLE322 ISO working area limitation set (G22)CYCLE323 ISO working area limitation cancel (G23)CYCLE328 ISO first reference point return (G28/G27/G30.1)CYCLE330 ISO 2.3.4. reference point return (G30)CYCLE3512 ISO-T polygonal turning (G50.2/G51.2)CYCLE370T ISO-T finishing (G70)CYCLE371T ISO-T longitudinal turning (G71/G77)CYCLE3721 ISO-M contour repeating (G72.1/G72.2)CYCLE372T ISO-T face turning (G72/G79)CYCLE373T ISO-T pattern repeating (G73)CYCLE374T ISO-T deep hole drilling and recessing (G74/G75)CYCLE375T ISO-T deep hole drilling and recessingCYCLE376T ISO-T thread cutting (G78/G76)CYCLE381M ISO-M drilling (G81/G82/G85/G86/G89)CYCLE383M ISO-M drilling (G73/G83)CYCLE383T ISO-T deep hole drilling (G83/G87)CYCLE3841 ISO-M rigid tappingCYCLE384M ISO-M tapping (G74/G84)CYCLE384T ISO-T tapping (G84/G88)CYCLE385T ISO-T drilling (G85/G89)CYCLE387M ISO-M drilling (G76/G87)CYCLE395 ISO-T roughingCYCLE396 ISO Interrupt program call (M96)CYCLE398 ISO-T threadingCYCLE861 ISO-M back boring
© Siemens AG 2016
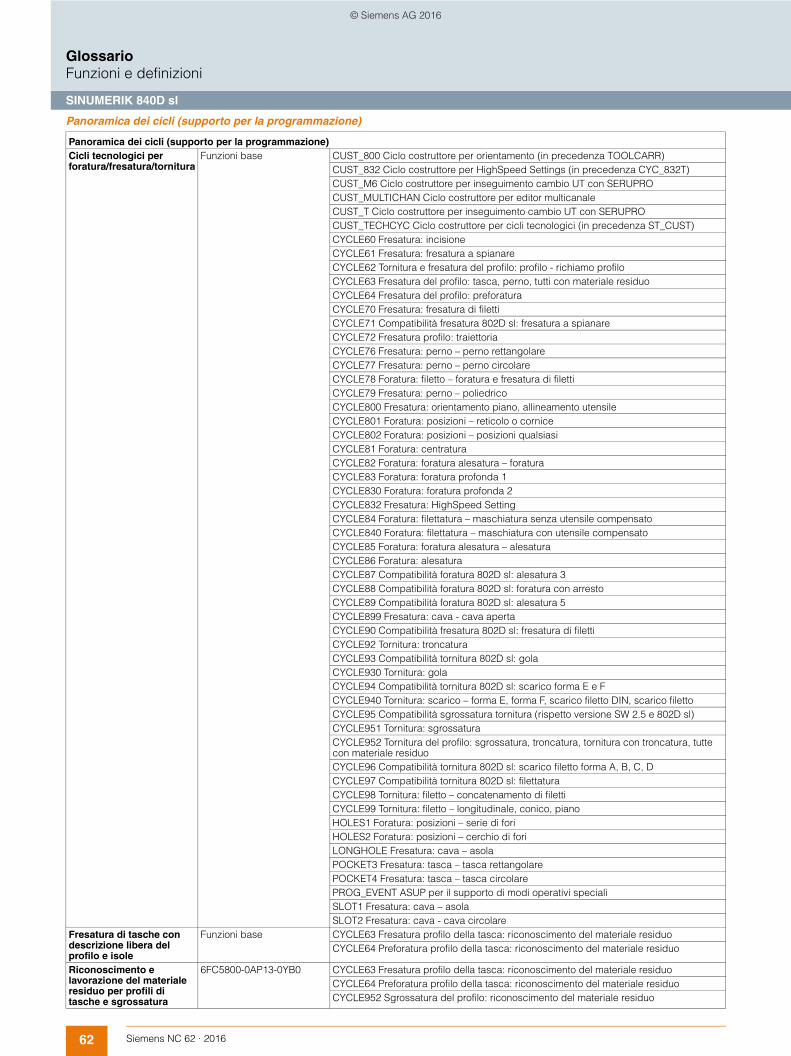
62 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Panoramica dei cicli (supporto per la programmazione)
Panoramica dei cicli (supporto per la programmazione)Cicli tecnologici per foratura/fresatura/tornitura
Funzioni base CUST_800 Ciclo costruttore per orientamento (in precedenza TOOLCARR)CUST_832 Ciclo costruttore per HighSpeed Settings (in precedenza CYC_832T)CUST_M6 Ciclo costruttore per inseguimento cambio UT con SERUPROCUST_MULTICHAN Ciclo costruttore per editor multicanaleCUST_T Ciclo costruttore per inseguimento cambio UT con SERUPROCUST_TECHCYC Ciclo costruttore per cicli tecnologici (in precedenza ST_CUST)CYCLE60 Fresatura: incisioneCYCLE61 Fresatura: fresatura a spianareCYCLE62 Tornitura e fresatura del profilo: profilo - richiamo profiloCYCLE63 Fresatura del profilo: tasca, perno, tutti con materiale residuoCYCLE64 Fresatura del profilo: preforaturaCYCLE70 Fresatura: fresatura di filettiCYCLE71 Compatibilità fresatura 802D sl: fresatura a spianareCYCLE72 Fresatura profilo: traiettoriaCYCLE76 Fresatura: perno – perno rettangolareCYCLE77 Fresatura: perno – perno circolareCYCLE78 Foratura: filetto – foratura e fresatura di filettiCYCLE79 Fresatura: perno – poliedricoCYCLE800 Fresatura: orientamento piano, allineamento utensileCYCLE801 Foratura: posizioni – reticolo o corniceCYCLE802 Foratura: posizioni – posizioni qualsiasiCYCLE81 Foratura: centraturaCYCLE82 Foratura: foratura alesatura – foraturaCYCLE83 Foratura: foratura profonda 1CYCLE830 Foratura: foratura profonda 2CYCLE832 Fresatura: HighSpeed SettingCYCLE84 Foratura: filettatura – maschiatura senza utensile compensatoCYCLE840 Foratura: filettatura – maschiatura con utensile compensatoCYCLE85 Foratura: foratura alesatura – alesaturaCYCLE86 Foratura: alesaturaCYCLE87 Compatibilità foratura 802D sl: alesatura 3CYCLE88 Compatibilità foratura 802D sl: foratura con arrestoCYCLE89 Compatibilità foratura 802D sl: alesatura 5CYCLE899 Fresatura: cava - cava apertaCYCLE90 Compatibilità fresatura 802D sl: fresatura di filettiCYCLE92 Tornitura: troncaturaCYCLE93 Compatibilità tornitura 802D sl: golaCYCLE930 Tornitura: golaCYCLE94 Compatibilità tornitura 802D sl: scarico forma E e FCYCLE940 Tornitura: scarico – forma E, forma F, scarico filetto DIN, scarico filettoCYCLE95 Compatibilità sgrossatura tornitura (rispetto versione SW 2.5 e 802D sl)CYCLE951 Tornitura: sgrossaturaCYCLE952 Tornitura del profilo: sgrossatura, troncatura, tornitura con troncatura, tutte con materiale residuoCYCLE96 Compatibilità tornitura 802D sl: scarico filetto forma A, B, C, DCYCLE97 Compatibilità tornitura 802D sl: filettaturaCYCLE98 Tornitura: filetto – concatenamento di filettiCYCLE99 Tornitura: filetto – longitudinale, conico, pianoHOLES1 Foratura: posizioni – serie di foriHOLES2 Foratura: posizioni – cerchio di foriLONGHOLE Fresatura: cava – asolaPOCKET3 Fresatura: tasca – tasca rettangolarePOCKET4 Fresatura: tasca – tasca circolarePROG_EVENT ASUP per il supporto di modi operativi specialiSLOT1 Fresatura: cava – asolaSLOT2 Fresatura: cava - cava circolare
Fresatura di tasche con descrizione libera del profilo e isole
Funzioni base CYCLE63 Fresatura profilo della tasca: riconoscimento del materiale residuoCYCLE64 Preforatura profilo della tasca: riconoscimento del materiale residuo
Riconoscimento e lavorazione del materiale residuo per profili di tasche e sgrossatura
6FC5800-0AP13-0YB0 CYCLE63 Fresatura profilo della tasca: riconoscimento del materiale residuoCYCLE64 Preforatura profilo della tasca: riconoscimento del materiale residuoCYCLE952 Sgrossatura del profilo: riconoscimento del materiale residuo
© Siemens AG 2016

63Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
ShopMill/ShopTurn Programmazione passi di lavorazione (ShopMill)
6FC5800-0AP17-0YB0 E_CALL SottoprogrammaE_CI_CO Profilo del pernoE_CI_RE Materiale residuo profilo del pernoE_CLAMP Bloccaggio multiploE_CON ProfiloE_CONFIG ImpostazioniE_CP_CE Centratura profilo della tascaE_CP_CO Svuotamento profilo della tascaE_CP_DR Preforatura profilo della tascaE_CP_RE Materiale residuo profilo della tascaE_CR_HEL ElicoideE_DR ForaturaE_DR_BGF Fresatura foratura di filettiE_DR_BOR AlesaturaE_DR_PEC Foratura profonda 1E_DR_PEC2 Foratura profonda 2E_DR_REA AlesaturaE_DR_SIN SvasaturaE_DR_TAP MaschiaturaE_END Fine programmaE_HEAD Intestazione programmaE_MC_LP Calibrazione tastatore di misura pezzo: lunghezza su superficieE_MC_MPT Calibrazione tastatore di misura pezzo, calibrazione (UT-MT)E_MC_RC Calibrazione tastatore di misura pezzo, raggio su spigoloE_MC_RR Calibrazione tastatore di misura pezzo, raggio in anelloE_MC_RSP Calibrazione tastatore di misura pezzo, raggio su sferaE_MI_CON Fresatura continuaE_MI_EDG PoliedroE_MI_PL Fresatura a spianareE_MI_TR Fresatura di filettiE_MI_TXT Ciclo di incisione
ShopMill/ShopTurn Programmazione passi di lavorazione (ShopTurn)
6FC5800-0AP17-0YB0 F_BARLO Caricatore barreF_CI_CO Profilo del pernoF_CI_RE Materiale residuo profilo del pernoF_CON ProfiloF_CONFIG ImpostazioniF_CP_CE Centratura profilo della tascaF_CP_CO Svuotamento profilo della tascaF_CP_DR Preforatura profilo della tascaF_CP_RE Materiale residuo profilo della tascaF_DR ForaturaF_DR_BGF Foratura e fresatura filettiF_DR_BOR AlesaturaF_DR_PEC Foratura profonda 1F_DR_PEC2 Foratura profonda 2F_DR_REA AlesaturaF_DR_SIN SvasaturaF_DR_TAP MaschiaturaF_DRILL Foratura profonda centrataF_END Fine programmaF_GROOV GolaF_HEAD Intestazione programmaF_HOME Posizione di cambio utensileF_MC_FCE Misura: spigolo anterioreF_MC_L Calibrazione tastatore di misura pezzo: lunghezzaF_MC_LP Calibrazione tastatore di misura pezzo: lunghezza su superficieF_MC_MPT Calibrazione tastatore di misura pezzo, calibrazione (UT-MT)F_MC_R Calibrazione tastatore di misura pezzo: raggioF_MC_RC Calibrazione tastatore di misura pezzo, raggio su spigoloF_MC_RR Calibrazione tastatore di misura pezzo: raggio in anello
Panoramica dei cicli (supporto per la programmazione)
© Siemens AG 2016

64 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
ShopMill/ShopTurn Programmazione passi di lavorazione (ShopTurn)(seguito)
6FC5800-0AP17-0YB0 F_MC_RSP Calibrazione tastatore di misura pezzo: raggio su sferaF_MC_SL Misura pezzo CavaF_MP_3SP Misura: 3 sfereF_MP_BAR Misura: steloF_MP_C90 Misura: angolo rettoF_MP_COR Misura: spigolo qualsiasiF_MP_CSI Misura: foro/segmento di cerchio internoF_MP_CSO Misura: segmento di cerchio esternoF_MP_DMI Misura: diametro internoF_MP_DMO Misura: diametro esternoF_MP_DR Misura: foroF_MP_EDG Misura: spigoloF_MP_LIN Misura: allineamento spigoloF_MP_PIC Misura: perno circolareF_MP_PIR Misura: perno rettangolareF_MP_PL Misura: allineamento pianoF_MP_POR Misura: tasca rettangolareF_MP_SL Misura: cavaF_MP_SPH Misura: sferaF_MT_DR Misura: punte a forareF_MT_MIL Misura: utensili di fresaturaF_MT_TUR Misura: utensili da tornioF_MI_CON Fresatura continuaF_MI_EDG PoliedroF_MI_PL Fresatura a spianareF_MI_TR Fresatura di filettiF_MI_TXT Ciclo di incisioneF_PARTOF TroncaturaF_PI_CIR Perno circolareF_PI_REC Perno rettangolareF_PO_CIR Tasca circolareF_PO_REC Tasca rettangolareF_PS_CIR Cerchio di posizioniF_PS_FRA Cornice di posizioniF_PS_MRX Matrice di posizioniF_PS_ROW Serie di posizioniF_PS_SEQ Sequenza di posizioniF_REL_BC Svincolo con orientamentoF_RELEAS SvincoloF_ROT_C Traslazione CF_ROU_Z Sgrossatura estesaF_ROUGH Sgrossatura spigoloF_SL_CIR Cava circolareF_SL_LON AsolaF_SL_OPN Cava apertaF_SUB_SP ContromandrinoF_SWIV_H OrientamentoF_TAP Maschiatura centrataF_TCARR OrientamentoF_TCTOOL Accostamento utensileF_TR_CHN Filettatura concatenamento di filettiF_TR_CON Filettatura sfericaF_TR_LON Filettatura longitudinaleF_TR_PLA Filettatura pianaF_TS UtensileF_UCUT_D Scarico DINF_UCUT_E Scarico forma EF_UCUT_F Scarico forma FF_UCUT_T Scarico filettoF_TR_LON Filettatura longitudinale
Panoramica dei cicli (supporto per la programmazione)
© Siemens AG 2016
65Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Piano di lavoro
Impostando il piano di lavoro, nel quale deve essere eseguito il profilo desiderato, si definiscono contemporaneamente le seguenti funzioni:• Il piano per la correzione raggio utensile • La direzione dell'incremento per la correzione della lunghezza utensile dipendente dal tipo di utensile • Piano per l'interpolazione circolare
Richiamando la correzione del percorso utensile G41/G42 è necessario indicare il piano di lavoro affinché il controllo numerico CNC possa correggere la lunghezza e il raggio dell'utensile.
Nella posizione base è preimpostato il piano di lavoro G17 (X/Y) per foratura/fresatura e G18 (Z/X) per tornitura.
→ Correzione raggio utensile
Più avanzamenti nel blocco
In dipendenza degli ingressi CNC esterni digitali e/o analogici, con questa funzione è possibile attivare in un blocco CNC fino a 6 diversi valori di avanzamento, nonché un tempo di sosta e uno svincolo rapido sincrono con il movimento. I segnali d'ingresso sono raggruppati in un byte con un abbinamento funzionale fisso. Lo svincolo viene attivato nell'ambito del clock IPO di un percorso precedentemente definito. I movimenti di svincolo o il tempo di sosta (ad es. spegnifiamma in rettifica) comportano la cancellazione del percorso residuo.
Casi tipici d'impiego sono le pinze di misura analogiche o digitali oppure la commutazione da avanzamento di accostamento ad avanzamento di lavoro tramite interruttore di prossimità. In questo modo, ad es., nella rettifica interna di un anello per cuscinetto a sfere, dove il diametro reale viene misurato da una pinza di misura, a seconda del caso e in funzione di valori di soglia, vengono attivati gli avanzamenti di sgrossatura, semifinitura e finitura.
Panoramica dei cicli (Funzioni di messa in servizio)Compensazione dell'attrito con caratteristiche adattative
6FC5800-0AS06-0YB0 CYCLE790
Ottimizzazione Servo automatica
6FC5800-0AS10-0YB0 CYCLE750 AST Command: ciclo internoCYCLE751 AST Command: apertura/esecuzione/chiusura di una sessione di ottimizzazioneCYCLE752 AST Command: aggiunta asse ad una sessione di ottimizzazioneCYCLE753 AST Command: selezione modo di ottimizzazioneCYCLE754 AST Command: aggiunta/rimozione set di datiCYCLE755 AST Command: salvataggio e ripristino dei datiCYCLE756 AST Command: attivazione risultati di ottimizzazioneCYCLE757 AST Command: salvataggio informazioni di ottimizzazioneCYCLE758 AST Command: modifica valore parametroCYCLE759 AST Command: lettura valore parametro
© Siemens AG 2016

66 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
PLC
SIMATIC STEP 7
Il PLC del SINUMERIK si programma con il software user-friendly SIMATIC STEP 7.
Il software di programmazione STEP 7 si basa sul sistema operativo Windows e consente all'utente di sfruttare tutte le potenzialità del PLC in modo semplice e confortevole. Sono disponibili i tipi di rappresentazione in lista istruzioni AWL, schema logico FUP e schema a contatti KOP. La commutazione avviene con i menu pull-down in STEP 7.
Per una programmazione strutturata sono disponibili i seguenti blocchi:• Blocchi organizzativi OB • Blocchi funzionali FB e Function Calls FC • Blocchi dati DB
Inoltre è possibile richiamare i blocchi funzionali di sistema SFB e le funzioni di sistema SFC integrati nel sistema operativo. Il pacchetto software STEP 7 per SIMATIC S7-300 è disponibile di serie nei dispositivi di programmazione SIMATIC, ad es. Field PG. Anche per i PC industriali standard è fornibile un pacchetto software. La programmazione del PLC può avvenire anche in altri linguaggi evoluti del SIMATIC S7, ad es. S7-Graph, Structured Control Language SCL.
Interfaccia NCK/PLC
Tramite l'interfaccia NCK e PLC sono possibili molteplici funzioni che garantiscono un'esecuzione estremamente flessibile, ad es.:• Comando per gli assi di posizionamento • Esecuzione di azioni sincrone (funzioni ausiliarie) • Lettura e scrittura delle variabili di sistema NCK da PLC • Lettura e scrittura delle variabili utente NCK da PLC
Il programma base PLC contenuto nel toolbox organizza lo scambio di segnali e dati tra il programma utente del PLC e i settori NCK, PCU e la pulsantiera di macchina.
Nei segnali e dati vengono differenziati i seguenti gruppi:• Scambio segnali ciclico:
Comandi dal PLC all'NCK (ad es. start, stop, ecc.) e informazioni di stato dell'NCK (ad es. programma in corso). Lo scambio ciclico dei segnali viene eseguito dal programma base all'inizio ciclo del PLC (OB1). Si assicura così che ad es. i segnali dell'NCK restino invariati per tutta la durata di un ciclo PLC.
• Scambio dati NCK comandato da evento → PLCLe funzioni del PLC che devono essere eseguite in relazione al programma pezzo vengono attivate mediante funzioni ausiliarie nel programma pezzo. Quando un blocco contenente funzioni ausiliarie va in esecuzione, dipende dal tipo di funzione ausiliaria se l'NCK deve attendere l'esecuzione di questa funzione (ad es. cambio utensile) oppure se questa funzione viene eseguita in parallelo alla lavorazione del pezzo (ad es. preparazione dell'utensile nelle fresatrici con magazzini a catena). Per ridurre al minimo l'influenza sull'elaborazione CNC, la trasmissione dei dati deve avvenire il più velocemente possibile e comunque in modo sicuro. Essa avviene perciò con elaborazione su allarme e con obbligo di conferma. Il programma base analizza i segnali e i dati, conferma la ricezione all'NCK e trasferisce in parte i dati nell'OB40 e le altre parti all'interfaccia utente all'inizio ciclo. Se i dati non richiedono alcuna conferma da parte dell'utente, la lavorazione CNC non subisce nessuna influenza.
• Scambio dati PLC comandato da evento → NCKQuando il PLC trasmette un job all'NCK (ad es. movimento di un asse ausiliario), avviene uno scambio di segnali PLC → NCK comandato da evento. Anche in questo caso, la trasmissione di dati avviene con obbligo di conferma. Da parte del programma utente un simile scambio di segnali viene attivato da un FB oppure un FC. I corrispondenti FB e FC vengono forniti insieme al programma base.
• SegnalazioniL'acquisizione e la preparazione delle segnalazioni utente avviene da parte del programma base. I segnali delle segnalazioni vengono trasmessi al programma base tramite un settore di bit concordato. Qui questi segnali vengono valutati e introdotti in un buffer diagnostico del PLC appena si verifica un evento di segnalazione. Se è disponibile un OP, le segnalazioni vengono trasmesse all'OP e qui visualizzate.
© Siemens AG 2016

67Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Portautensile orientabile
Per macchine utensili dotate di portautensili con orientamento utensile impostabile in modo fisso, impiegando il controllo numerico CNC SINUMERIK è possibile progettare liberamente queste cinematiche senza utilizzare la trasformazione a 5 assi.
La funzionalità portautensile orientabile consente una lavorazione 2½-/3D con orientamento fisso nello spazio dell'utensile o della tavola portautensile. I vettori da I1 a I4 rappresentano le dimensioni geometriche della macchina. Gli assi rotanti non si devono necessariamente muovere parallelamente agli assi cartesiani ma possono essere anche inclinati di un angolo qualsiasi ad es. testa di fresatura cardanica con inclinazione di 45°. Gli angoli α1 e α2 possono essere sia impostati che calcolati dal frame attivo ed assegnati ai portautensile orientabile o alla tavola portapezzo.
È possibile progettare in modo flessibile le seguenti cinematiche:• Utensile orientabile: tipo T (Tool) • Utensile tavola/portapezzo orientabili: tipo M (Mixed) • Tavola portapezzo orientabile: tipo P (Part)
Cinematica Tipo T Cinematica tipo M
Cinematica tipo P
Posizionamento di assi/mandrini tramite azioni sincrone
È possibile posizionare assi/mandrini su un determinato valore di riferimento in funzione di certe condizioni (ad es. valori reali di altri assi, ingressi veloci) con uno speciale avanzamento o con uno speciale numero di giri mediante azioni sincrone. Le azioni sincrone vengono elaborate con il clock interpolatore, operano in parallelo all'effettiva esecuzione del pezzo e non sono vincolate alla fine del blocco CNC in esecuzione.
Questi cosiddetti assi e mandrini di comando possono essere avviati con il clock-IPO direttamente dal programma principale. Il percorso da eseguire può essere impostato in modo fisso oppure può essere calcolato con il clock-IPO in base a variabili in tempo reale (con calcoli aritmetici avanzati). I mandrini possono essere avviati e fermati o posizionati in modo asincrono senza elaborazione del PLC e in dipendenza di segnali d'ingresso.
I2
α2
I1
α1
I3
G_NC01_IT_00133
Punto di riferimento del porta utensili
Vettore utensilerisultante
2° asse rotante
Lunghezza ed usurautensile
1° asse rotante
α2
a1
I3
I1
I2
I4
G_NC01_IT_00134
Vettore utensile risultante
Punto di riferimentomacchina
Punto di riferimentodella tavola portapezzo
2° asse rotante
Lunghezza ed usura utensile
1° asse rotantePunto di riferimento del portautensili
I2
I3I4 α1
G_NC01_IT_00135
Vettore utensilerisultante
Punto di riferimentomacchina
Punto di riferimentodella tavola portapezzo
1° asse rotante2° asse rotante
α2
© Siemens AG 2016
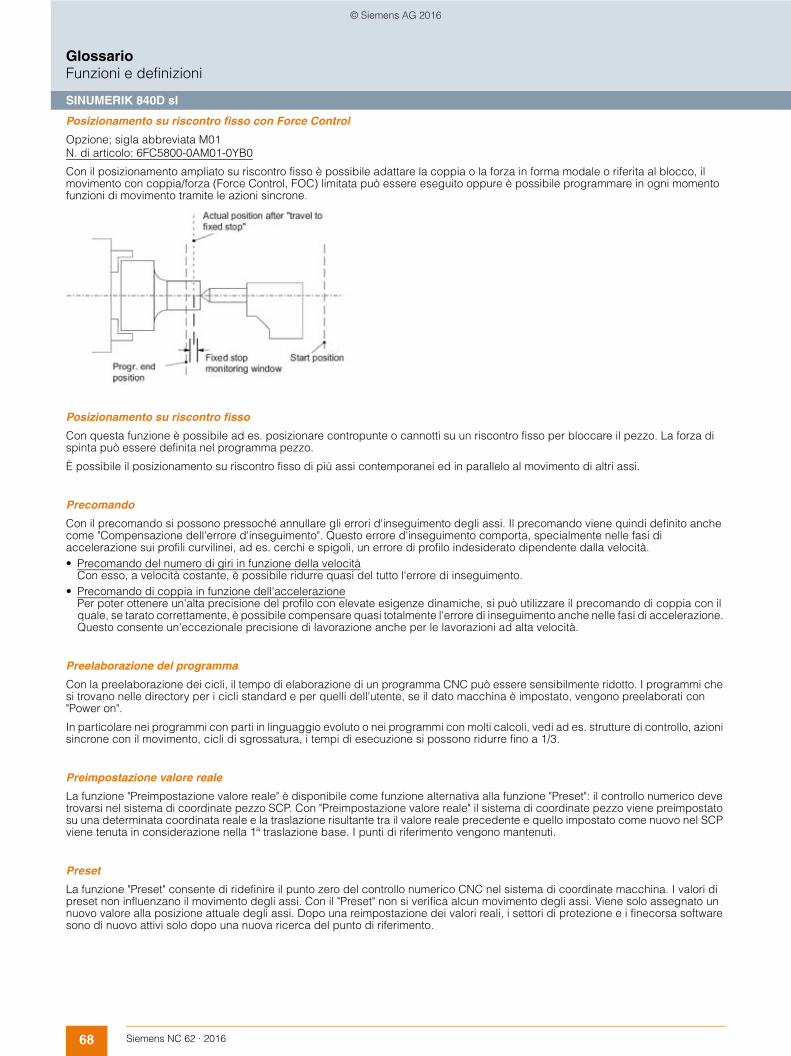
68 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Posizionamento su riscontro fisso con Force Control
Opzione; sigla abbreviata M01N. di articolo: 6FC5800-0AM01-0YB0
Con il posizionamento ampliato su riscontro fisso è possibile adattare la coppia o la forza in forma modale o riferita al blocco, il movimento con coppia/forza (Force Control, FOC) limitata può essere eseguito oppure è possibile programmare in ogni momento funzioni di movimento tramite le azioni sincrone.
Posizionamento su riscontro fisso
Con questa funzione è possibile ad es. posizionare contropunte o cannotti su un riscontro fisso per bloccare il pezzo. La forza di spinta può essere definita nel programma pezzo.
È possibile il posizionamento su riscontro fisso di più assi contemporanei ed in parallelo al movimento di altri assi.
Precomando
Con il precomando si possono pressoché annullare gli errori d'inseguimento degli assi. Il precomando viene quindi definito anche come "Compensazione dell'errore d'inseguimento". Questo errore d'inseguimento comporta, specialmente nelle fasi di accelerazione sui profili curvilinei, ad es. cerchi e spigoli, un errore di profilo indesiderato dipendente dalla velocità.• Precomando del numero di giri in funzione della velocità
Con esso, a velocità costante, è possibile ridurre quasi del tutto l'errore di inseguimento. • Precomando di coppia in funzione dell'accelerazione
Per poter ottenere un'alta precisione del profilo con elevate esigenze dinamiche, si può utilizzare il precomando di coppia con il quale, se tarato correttamente, è possibile compensare quasi totalmente l'errore di inseguimento anche nelle fasi di accelerazione. Questo consente un'eccezionale precisione di lavorazione anche per le lavorazioni ad alta velocità.
Preelaborazione del programma
Con la preelaborazione dei cicli, il tempo di elaborazione di un programma CNC può essere sensibilmente ridotto. I programmi che si trovano nelle directory per i cicli standard e per quelli dell'utente, se il dato macchina è impostato, vengono preelaborati con "Power on".
In particolare nei programmi con parti in linguaggio evoluto o nei programmi con molti calcoli, vedi ad es. strutture di controllo, azioni sincrone con il movimento, cicli di sgrossatura, i tempi di esecuzione si possono ridurre fino a 1/3.
Preimpostazione valore reale
La funzione "Preimpostazione valore reale" è disponibile come funzione alternativa alla funzione "Preset": il controllo numerico deve trovarsi nel sistema di coordinate pezzo SCP. Con "Preimpostazione valore reale" il sistema di coordinate pezzo viene preimpostato su una determinata coordinata reale e la traslazione risultante tra il valore reale precedente e quello impostato come nuovo nel SCP viene tenuta in considerazione nella 1ª traslazione base. I punti di riferimento vengono mantenuti.
Preset
La funzione "Preset" consente di ridefinire il punto zero del controllo numerico CNC nel sistema di coordinate macchina. I valori di preset non influenzano il movimento degli assi. Con il "Preset" non si verifica alcun movimento degli assi. Viene solo assegnato un nuovo valore alla posizione attuale degli assi. Dopo una reimpostazione dei valori reali, i settori di protezione e i finecorsa software sono di nuovo attivi solo dopo una nuova ricerca del punto di riferimento.
© Siemens AG 2016

69Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Pressione cartesiana, Run MyCC /FXSC
Opzione; sigla abbreviata N38N. di articolo: 6FC5800-0AN38-0YB0
SINUMERIK Integrate Run MyCC /FXSC Pressione cartesiana viene utilizzata in sostituzione del normale posizionamento su riscontro fisso assiale, in una cinematica con trasformazione OEM. Ad es. è possibile posizionare contropunte o cannotti su un riscontro fisso per bloccare i pezzi. Nel programma pezzo e tramite i dati macchina, si possono programmare la coppia di bloccaggio e una finestra di sorveglianza del riscontro fisso. La funziona regola ad una forza impostabile in direzione di accostamento. La funzione può essere utilizzata quindi contemporaneamente in diversi canali.
Funzionalità limitata per le varianti Export: non possibile.
PROFINET CBA
PROFINET CBA è un concetto di automazione per impianti con intelligenza distribuita e decentrata. Al centro di questo modello ispirato dalla norma IEC 61499 stanno pertanto:• La suddivisione di settori d'impianto logici in semplici unità parziali trasparenti di facile riutilizzo • L'engineering trasparente dell'impianto • L'integrazione diretta di sistemi di bus già esistenti • La comunicazione basata su Ethernet
Un sistema PROFINET CBA è sempre costituito da diverse apparecchiature intelligenti di automazione (componenti). Un componente comprende tutte le grandezze meccaniche ed elettriche nonché le grandezze informatiche (programma PLC). Ogni singolo componente è creato con un proprio tool standard di programmazione specifico per costruttore. Per la connessione dei singoli componenti in modo da realizzare l'impianto complessivo e per l'engineering dell'impianto è disponibile un editor grafico per le interconnessioni indipendente dal costruttore (iMAP).
Per engineering in questo contesto si intende:• Progettazione dell'impianto • Definizione dello scambio dei dati • Caricamento dei dati di progettazione nei vari componenti
Per la descrizione di un componente si crea un file standardizzato PROFINET Component Description (PCD) in XML. L'editor di interconnessione carica queste descrizioni che sono poi utilizzate per realizzare le connessioni logiche tra i singoli componenti.
Un componente PROFINET consiste sempre di:• un Physical Device PDev con indirizzo MAC e indirizzo IP • Uno o più logical Device LDev • Un ACCO per ogni LDEV • Uno o più oggetti di automazione runtime per ogni LDEV (RT-Auto)
L'Active Control Connection Object ACCO funziona come Consumer e Provider e rappresenta il nucleo della comunicazione. L'RT-Auto comprende la funzionalità tecnologica, cioè il programma eseguibile.
© Siemens AG 2016
70 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
PROFINET IO
Un sistema PROFINET IO è costituito dalle seguenti apparecchiature:• IO-Controller è un controllore, tipicamente un PLC, un controllo numerico CNC, un controllo di robot o un Motion Controller, che
esegue il compito di automazione. Confrontandolo con il PROFIBUS, un IO-Controller è un master.
• IO-Device è un'apparecchiatura da campo decentrata, interconnessa tramite PROFINET IO. L'IO-Device dipende da un IO-Controller. Un IO-Device può essere costituito da diversi moduli o sottomoduli. Tutti i dati che devono essere scambiati sono assegnati per l'indirizzamento a slot e a subslot. Questi sono descritti nel file di descrizione dell'apparecchiatura (General Station Description, file GSD). Esempi di PROFINET IO-Device sono la periferia decentrata ET 200 o anche un azionamento SINAMICS Confrontandolo con PROFIBUS, un IO-Device è uno slave.
• IO-Supervisor è di regola un dispositivo di programmazione PG, un PC o un'apparecchiatura HMI per la messa in servizio o per scopi diagnostici. Esso è dotato di un tool di engineering per parametrizzare e diagnosticare i singoli IO-Device. Confrontandolo con PROFINET esso sarebbe, per la sua funzione, un master di classe 2.
PROFINET IO offre definizioni di protocollo per le seguenti funzioni:• Trasmissione ciclica di dati IO • Trasmissione aciclica di allarmi che devono essere tacitati • Trasmissione aciclica di dati (parametri, informazioni di diagnostica dettagliate, dati di messa in servizio, dati I&M)
Tra un IO-Controller e un IO-Device si realizza una relazione applicativa (Application Relation, AR). Il livello di comunicazione determina i rapporti di comunicazione, le possibilità di diagnostica e il possibile traffico di dati utili. Tramite questa AR si definiscono pertanto i rapporti di comunicazione (Communication Relations, CR) con diverse proprietà per il trasferimento dei parametri, lo scambio dati ciclico e la gestione degli allarmi.
La comunicazione funziona per ogni IO-Controller con l'IO-Device tramite i canali di comunicazione precedentemente realizzati. Si possono realizzare diversi rapporti applicativi tra diverse apparecchiature. Per applicazioni di Motion Control è possibile la soluzione di regolazione azionamento con sincronismo di clock tramite PROFINET IO e il profilo PROFIdrive.
La descrizione della funzionalità dell'apparecchiatura sulla base del modello PROFINET IO, contemplante cioè le caratteristiche dell'IO-Device, deve essere riportata dal costruttore dell'apparecchiatura nel file GSD. A questo scopo si utilizza il linguaggio GSDML (GSD Markup Language), un linguaggio basato su XML. Il file GSD viene letto da un tool di engineering e serve come base per la pianificazione della configurazione di un PROFINET IO-System.
PROFINET
PROFINET contribuisce al successo delle aziende. Massima flessibilità significa maggiore libertà per macchine e concetti di impianti su misura. Massima efficienza per il miglior utilizzo delle risorse esistenti. E le eccezionali performance dello standard Industrial Ethernet consentono un'elevata precisione e qualità del prodotto. Il vostro vantaggio: un sostanziale aumento della produttività.
PROFINET è l'Industrial Ethernet Standard aperto dell'organizzazione utenti PROFIBUS per la tecnica di automazione. PROFINET si basa su Industrial Ethernet e utilizza gli standard TCP/IP e IT.
Esso è disponibile in 2 versioni:• PROFINET CBA (Component Based Automation) per l'interconnessione in rete di impianti distribuiti, componenti tecnologici • PROFINET IO (Input Output) per la gestione di azionamenti, sensori e attuatori tramite uno o più controllori centrali
PROFINET è supportato da PROFIBUS International e dal 2003 è parte delle norme IEC 61158 e IEC 61784.
PROFINET comprende:• Un concetto real-time a più livelli • Semplici apparecchiature da campo che comandano direttamente I/O in Ethernet • Struttura modulare di impianti con un elevato grado di riutilizzabilità • Semplice integrazione di impianti PROFIBUS o Interbus già esistenti
→ www.siemens.com/profinet
programGUIDE
La programGUIDE con gli Animated Elements e i Cursor-Text, è il supporto perfetto per l'integrazione dei cicli nei programmi pezzo. Con SINUMERIK Integrate Run MyScreens l'utente ha la possibilità di definire softkey, campi d'immissione e pagine propri.
→ Utilizzo di applicazioni HMI, Run MyScreens
© Siemens AG 2016

71Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Programmazione di pagine, settori operativi e superfici operative, Create MyHMI /3GL
Con il pacchetto di programmazione SINUMERIK Integrate Create MyHMI /3GL il costruttore della macchina viene messo in condizione di poter realizzare superfici operative proprie, che contengono ampliamenti funzionali specifici del costruttore della macchina o del cliente finale, oppure semplicemente un layout di maschere personalizzato.
Questa funzione viene realizzata in un ambiente di sviluppo con linguaggi evoluti sulla base di Qt/C++, che può generare un codice indipendente dalla piattaforma eseguibile con Windows 7 (SINUMERIK PCU 50 oppure PC abilitati) e Linux (SINUMERIK NCU). La realizzazione delle maschere avviene, indipendentemente dalla piattaforma, nell'ambiente di sviluppo Visual Studio. Le parti di programma compilate vengono trasferite nelle corrispondenti directory utente della PCU 50 o della NCU.
Mediante un'interfaccia di comunicazione .net oppure C++ si possono inoltre generare superfici operative utente personalizzate su piattaforme Windows.
Il DVD di prodotto del pacchetto di programmazione SINUMERIK Integrate Create MyHMI /3GL contiene alcuni esempi di programmazione per nuove maschere, che possono essere utilizzati anche come base per maschere proprie.
Con il pacchetto di programmazione SINUMERIK Integrate Create MyHMI /3GL si possono realizzare inoltre le seguenti funzioni:• Richiamo di maschere e di softkey, variabili, tabelle, testi, testi ausiliari, grafici e pagine di aiuto • Esecuzione di azioni al richiamo ed alla chiusura delle maschere, azionamenti di softkey e impostazione di valori (variabili) • Ristrutturazione dinamica delle maschere con modifica dei softkey, organizzazione dei campi variabili, sovrapposizione, scambio
e cancellazione di testi visualizzati e di grafici • Lettura e scrittura di variabili, operazioni con operatori matematici, di confronto o logici • Esecuzione di sottoprogrammi, funzioni di file, servizi di istanza di programma (servizi PI) o funzioni esterne (SINUMERIK Operate) • Possibilità di scambio dati tra maschere
L'utilizzo di Create MyHMI /3GL presuppone la stipula di un contratto OEM.
Per l'elaborazione delle pagine programmate dall'utente è necessaria la Runtime License SINUMERIK Integrate Run MyHMI /3GL.
→ Utilizzo di applicazioni HMI, Run MyHMI /3GL
Programmazione di pagine, settori operativi e superfici operative, Create MyHMI
Con Create MyHMI vi offriamo un'apertura scalabile dell'HMI per SINUMERIK Operate e l'ampliabilità grazie alla programmazione o la progettazione in linguaggio evoluto. Create MyHMI è disponibile per i linguaggi di programmazione più diffusi (Qt/C++, .net).
Vi avvalete di specifiche pagine operative in SINUMERIK Operate e potete gestire superfici operative personalizzate grazie all'eccezionale apertura di SINUMERIK.
→ Programmazione di pagine, settori operativi e superfici operative, Create MyHMI /3GL
→ Utilizzo di applicazioni HMI, Run MyHMI /3GL
Programmazione di pagine, settori operativi e superfici operative, Run MyHMI /WinCC
Opzione; sigla abbreviata P61N. di articolo: 6FC5800-0AP61-0YB0
SINUMERIK Integrate Run MyHMI /WinCC consente di aggiungere un settore operativo a SINUMERIK Operate su PCU/PC. Questa superficie operativa aggiuntiva viene creata facilmente con l'Engineering System SIMATIC WinCC ES Advanced e con l'aggiunta di SINUMERIK Integrate Create MyHMI /WinCC.
Programmazione sintetica del profilo
Per un'impostazione rapida di profili semplici è disponibile la programmazione sintetica del profilo. È possibile programmare con semplicità e con molta chiarezza tratti di profilo a 1, 2 o 3 punti con elementi di passaggio come smussi e raccordi con il supporto di maschere ausiliarie nell'editor, impostando le coordinate cartesiane e/o gli angoli.
Programmi di servizi per Servo, Run MyCC /SUTI
Opzione; sigla abbreviata N10 N. di articolo: 6FC5800-0AN10-0YB0
SINUMERIK Integrate Run MyCC /SUTI include diverse funzioni speciali nel regolatore di posizione: il guadagno dell'anello di posizione (KV) influenza in tempo reale la posizione dell'encoder slave in considerazione dell'accoppiamento del numero di giri master-slave.
© Siemens AG 2016

72 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
programSYNC
Opzione; sigla abbreviata P05N. di articolo: 6FC5800-0AP05-0YB0
I programmi vengono suddivisi nel doppio editor in singoli passi di lavorazione (blocchi) che possono poi essere completati con codice G o cicli ShopTurn. Essi costituiscono la base della programmazione multicanale. Queste sezioni di programma possono essere aperte e chiuse per una struttura dei programmi più facilmente comprensibile.
La funzione programSYNC possiede inoltre un'ulteriore particolarità: i singoli blocchi dei canali vengono sincronizzati temporalmente con le cosiddette Wait-Label. La funzione confronta reciprocamente i passi di lavorazione e con una valutazione temporale automatica, l'utente ha la possibilità di ottimizzare il programma multicanale nel doppio editor. In questo modo le singole operazioni di lavorazione possono essere eventualmente trasferite ad altri canali per creare un programma ottimizzato nel tempo.
Doppio editor
Protezione anticollisione assi, Run MyCC /PROT
Opzione; sigla abbreviata N06N. di articolo: 6FC5800-0AN06-0YB0
SINUMERIK Integrate Run MyCC /PROT consente la protezione anticollisione di max. 20 coppie di assi che si muovono ad es. su una guida comune e possono entrare in collisione. Gli assi interessati possono anche essere attivi in canali differenti. Le direzioni di spostamento degli assi di una coppia di assi possono essere differenti. È anche possibile la sorveglianza di una distanza massima.
Funzionalità limitata per le varianti Export: non possibile.
Protezione cicli
→ Lock MyCycles
© Siemens AG 2016

73Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Protezione di accesso
L'accesso a programmi, dati e funzioni è orientato all'utente ed è protetto tramite 7 livelli gerarchici di accesso.
3 livelli di parole chiave (livello di protezione da 1 a 3) per costruttore della macchina e utente finale e
4 posizioni del selettore a chiave (livello di protezione da 4 a 7) per l'utente finale (posizione del settore a chiave valutabile anche da PLC)
In questo modo nei controlli numerici CNC SINUMERIK è disponibile un concetto multilivello per la regolamentazione dei diritti di accesso.
Il livello di accesso 1 ha la priorità più elevata mentre il livello di accesso 7 quella più bassa. Un livello di protezione più elevato include automaticamente anche i livelli di protezione più bassi.
I diritti di accesso per i livelli di protezione da 1 a 3 vengono assegnati come standard da Siemens (default). Una nuova parola chiave, impostata, sovrascrive la posizione della chiave – i diritti di accesso per i livelli di protezione da 4 a 7 possono essere modificati dal costruttore della macchina o dall'utente finale. I sottoprogrammi possono essere bloccati completamente contro la lettura e la visualizzazione non autorizzate.
Per gli aspetti di Industrial Security le password dovrebbero essere regolarmente modificate.
Grado di protezione
Tipo PLC DB10 DBB 56 bit...
Utenti
1 Password – Costruttore macchina: sviluppo2 Password – Costruttore macchina: tecnico di messa in servizio3 Password – Utente finale: Service4 Chiave rossa,
posizione 3 del selettore7 Utente finale:
programmatore, attrezzista5 Chiave verde,
posizione 2 del selettore6 Utente finale:
operatore qualificato non addetto alla programmazione6 Chiave nera,
posizione 1 del selettore5 Utente finale:
operatore istruito, non addetto alla programmazione7 Posizione 0 del selettore 4 Utente finale:
operatore semi-qualificato
© Siemens AG 2016

74 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Quickview
→ Vista rapida di programmi per la costruzione di stampi Quickview
© Siemens AG 2016
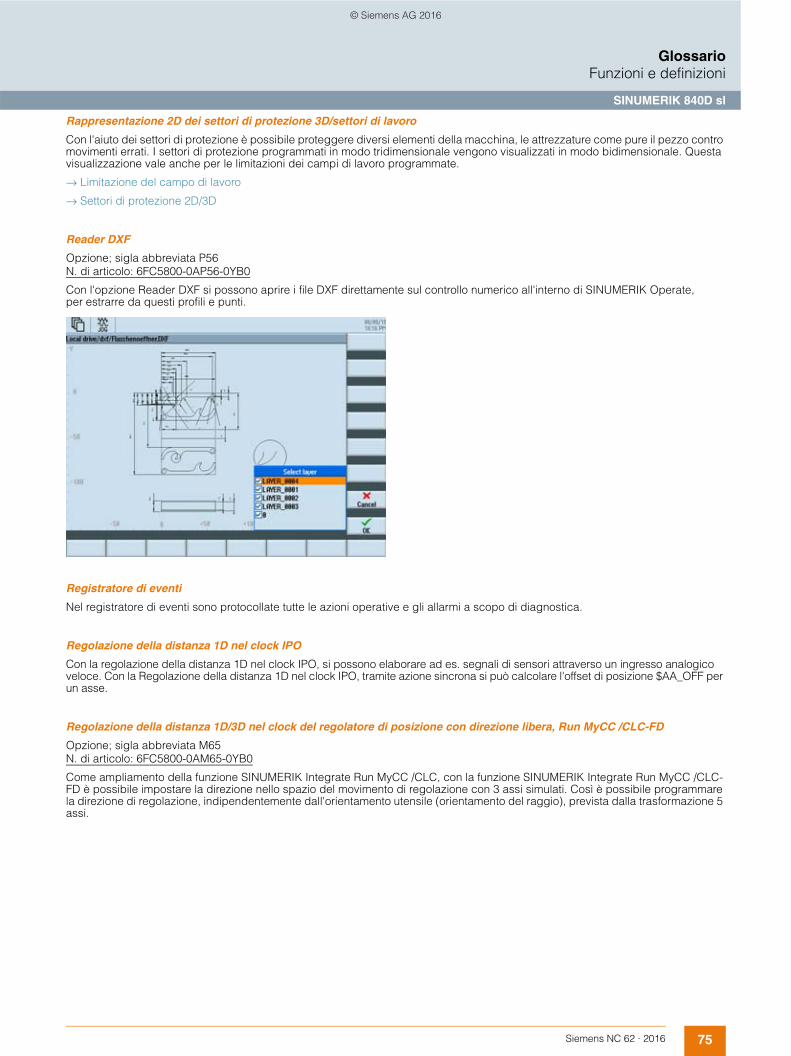
75Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Rappresentazione 2D dei settori di protezione 3D/settori di lavoro
Con l'aiuto dei settori di protezione è possibile proteggere diversi elementi della macchina, le attrezzature come pure il pezzo contro movimenti errati. I settori di protezione programmati in modo tridimensionale vengono visualizzati in modo bidimensionale. Questa visualizzazione vale anche per le limitazioni dei campi di lavoro programmate.
→ Limitazione del campo di lavoro
→ Settori di protezione 2D/3D
Reader DXF
Opzione; sigla abbreviata P56N. di articolo: 6FC5800-0AP56-0YB0
Con l'opzione Reader DXF si possono aprire i file DXF direttamente sul controllo numerico all'interno di SINUMERIK Operate, per estrarre da questi profili e punti.
Registratore di eventi
Nel registratore di eventi sono protocollate tutte le azioni operative e gli allarmi a scopo di diagnostica.
Regolazione della distanza 1D nel clock IPO
Con la regolazione della distanza 1D nel clock IPO, si possono elaborare ad es. segnali di sensori attraverso un ingresso analogico veloce. Con la Regolazione della distanza 1D nel clock IPO, tramite azione sincrona si può calcolare l'offset di posizione $AA_OFF per un asse.
Regolazione della distanza 1D/3D nel clock del regolatore di posizione con direzione libera, Run MyCC /CLC-FD
Opzione; sigla abbreviata M65N. di articolo: 6FC5800-0AM65-0YB0
Come ampliamento della funzione SINUMERIK Integrate Run MyCC /CLC, con la funzione SINUMERIK Integrate Run MyCC /CLC-FD è possibile impostare la direzione nello spazio del movimento di regolazione con 3 assi simulati. Così è possibile programmare la direzione di regolazione, indipendentemente dall'orientamento utensile (orientamento del raggio), prevista dalla trasformazione 5 assi.
© Siemens AG 2016
76 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Regolazione della distanza 1D/3D nel clock del regolatore di posizione, Run MyCC /CLC
Opzione; sigla abbreviata M40N. di articolo: 6FC5800-0AM40-0YB0
La funzione "Regolazione della distanza 1D/3D nel clock del regolatore di posizione Run MyCC /CLC" regola 1 o 3 assi macchina, in concomitanza con la trasformazione a 5 assi, nonché al massimo un asse Gantry per mantenere automaticamente costante la distanza tecnologica necessaria per la lavorazione, tra la testa di lavorazione e il pezzo. L'informazione della distanza viene rilevata attraverso un ingresso analogico veloce.
L'applicazione più importante è costituita dal taglio laser di lamiere sagomate piane o tridimensionali nonché tubi. La funzione può anche essere utilizzata per la regolazione della forza con un sensore di forza (saldatura a frizione).
Funzionalità limitata per le varianti Export: La regolazione della distanza può agire solo su un asse in quanto non è disponibile una trasformazione a 5 assi. Il numero degli assi interpolanti è limitato a 4 senza Run MyCC /CLC e a 3 con Run MyCC /CLC.
Repos
Dopo un'interruzione del programma in funzionamento Automatico (ad es. per eseguire una misura sul pezzo oppure per correggere i valori di usura utensile oppure dopo una rottura dell'utensile) è possibile staccarsi dal profilo manualmente dopo aver attivato il modo operativo JOG del controllo numerico.
In questo caso il controllo numerico CNC memorizza le coordinate della posizione di interruzione e visualizza i percorsi effettuati in JOG dagli assi nella finestra dei valori reali come traslazione di Repos.
Il riaccostamento al profilo può avvenire:• Con un'azione nel modo operativo JOG, utilizzando (o premendo) i tasti di avanzamento asse e i tasti direzionali. La posizione di
interruzione non può essere oltrepassata; l'override di avanzamento è attivo. • Tramite programma (riferito al blocco di interruzione) sul punto di interruzione, sul punto di inizio blocco o su un punto del percorso
tra inizio blocco e punto di interruzione o ancora sul punto di fine blocco. Le correzioni utensili modificate vengono tenute in considerazione. I percorsi di accostamento possono essere programmati come rette, come quarti di cerchio o come semicerchio.
Riaccostamento al profilo (Retrace Support), Run MyCC /RESU
Opzione; sigla abbreviata M24N. di articolo: 6FC5800-0AM24-0YB0
Per i procedimenti di taglio 2D, ad es. taglio al laser, taglio ad ossigeno o taglio a getto d'acqua, l'operatore di macchina, dopo un'interruzione della lavorazione, può ritornare senza esatte conoscenze del programma pezzo al punto di riaccostamento, scelto esclusivamente a vista sul pezzo per proseguire da quel punto con la lavorazione del pezzo.
La funzione "Riaccostamento al profilo (retrace support)" contiene un buffer ad anello per le informazioni geometriche dei blocchi già eseguiti. Da qui viene generato un nuovo programma pezzo per il movimento a ritroso.
Il riaccostamento viene utilizzato ad es. quando l'operatore di macchina si rende conto dell'interruzione di una lavorazione 2D o con getto d'acqua solo alcuni blocchi dopo l'istante di interruzione. In questo caso la testa della lavorazione è già andata avanti e per il riaccostamento è necessario farla ritornare opportunamente indietro.
Ricerca blocco
Per eseguire il test dei programmi pezzo o dopo un'interruzione dell'esecuzione, si può utilizzare la funzione "Ricerca blocco" per ricercare una posizione qualsiasi nel programma pezzo dalla quale l'esecuzione deve essere avviata o proseguita. È possibile anche una ricerca blocco in cascata.
Varianti di ricerca:• Con calcolo sul profilo
Durante la ricerca blocco vengono eseguiti gli stessi calcoli di un'esecuzione normale del programma. Al termine viene eseguito fedelmente il profilo del blocco ricercato fino alla posizione finale. Con questa funzione è possibile riaccostarsi al profilo da una situazione qualsiasi.
• Con calcolo nel punto finale del bloccoQuesta funzione consente di raggiungere una determinata posizione (ad es. la posizione di cambio utensile). Anche in questo caso, durante la ricerca, vengono eseguiti tutti i calcoli come in un funzionamento normale. Viene raggiunto il punto finale del blocco ricercato oppure la posizione programmata successivamente, utilizzando il tipo di interpolazione valido nel blocco.
• Senza calcoloQuesta variante consente una ricerca veloce nel programma principale. Durante la ricerca non viene eseguito alcun calcolo. I valori interni al controllo numerico restano nello stato precedente alla ricerca.
• Ricerca blocco esterna senza calcoloNei menu "Posizione di ricerca" e "Indicatore di ricerca" si può avviare, tramite il softkey "Esterna senza calcolo", una ricerca blocco accelerata per trovare i programmi che vengono eseguiti da un'apparecchiatura esterna (disco fisso locale o drive di rete).
• La destinazione di ricerca può essere stabilita:- Con posizionamento diretto del cursore sul blocco da ricercare oppure - Con impostazione di un numero di blocco, di una label (marca di salto), una qualsiasi sequenza di caratteri (stringa), un nome
di programma oppure un numero di riga
© Siemens AG 2016

77Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Ricerca del punto di riferimento
Impiegando un asse macchina nel funzionamento comandato da programma è necessario assicurarsi che le posizioni reali fornite dal sistema di misura siano in sintonia con i valori di coordinate della macchina. La ricerca del punto di riferimento (finecorsa) viene eseguita singolarmente per ogni asse mediante i tasti direzionali ad una velocità fissa e in una sequenza definibile a piacere nei dati macchina, oppure automaticamente con il comando di programma G74.
Collegando una riga lineare di misura con tacche di zero codificate il tempo di ricerca del punto di riferimento viene accorciato, in quanto bisogna ricercare solo la tacca di zero successiva. La ricerca del punto di riferimento di un asse con trasduttori assoluti, avviene automaticamente all'inserzione del controllo numerico (senza movimento dell'asse), se il rispettivo asse viene riconosciuto come tarato.
Richiamo di un programma principale da un programma principale o da un sottoprogramma
Se alcune sequenze di lavorazione si ripetono frequentemente può essere vantaggioso inserirle in un sottoprogramma. Il richiamo del sottoprogramma avviene da un programma principale (numero di ripetizioni ≤ 9999). In un programma principale sono possibili undici livelli di sottoprogrammi (compresi 3 livelli per le routine di interrupt). Anche un programma principale può essere richiamato da un altro programma principale o da un sottoprogramma.
Riconoscimento e lavorazione del materiale residuo per profilo di tasche e asportazione
Opzione; sigla abbreviata P13N. di articolo: 6FC5800-0AP13-0YB0
I settori dei profili che non possono essere lavorati con utensili di grandi dimensioni, sono riconosciuti automaticamente dal ciclo per profilo di tasche (SM) o dal ciclo di asportazione (ST). L'operatore può così rifinire questi settori in modo mirato con un utensile più piccolo.
"Tornitura del profilo" offre:• Asportazione parallela al profilo/all'asse con riconoscimento del materiale residuo • Troncatura del profilo con riconoscimento del materiale residuo • Tornitura con troncatura con riconoscimento del materiale residuo
"Fresatura del profilo" offre: • Fresatura di profili di perni con riconoscimento del materiale residuo • Fresatura di profili di tasche con riconoscimento del materiale residuo • Lavorazione ad es. nelle fasi: centratura, preforatura, sgrossatura e sgrossatura materiale residuo, finitura bordo/base, smussatura
© Siemens AG 2016

78 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Rilevamento preventivo di danneggiamenti del profilo
Con sorveglianza anticollisione attivata CDON e correzione raggio utensile attiva, il controllo numerico CNC sorveglia il percorso utensile con un calcolo anticipato del profilo. In questo modo vengono identificate anticipatamente possibili collisioni e tramite il controllo numerico CNC le stesse possono essere evitate attivamente.
Se si impiegano utensili con raggio troppo grande, il controllo numerico CNC riconosce ad es. le seguenti situazioni critiche di lavorazione, che compensa con un'opportuna modifica del percorso dell'utensile:• Riconoscimento del collo di bottiglia:
Siccome il raggio utensile risulta troppo grande per l'esecuzione di uno stretto profilo interno, il collo di bottiglia viene aggirato e viene emesso un allarme.
• Percorso del profilo più corto del raggio utensileL'utensile aggira lo spigolo del pezzo con un cerchio di raccordo e si riporta poi esattamente sul profilo programmato.
• Raggio utensile troppo grande per la lavorazione internaIn questi casi la lavorazione sul profilo viene eseguita in modo da evitare di danneggiare il profilo stesso.
Comportamento con raggio utensile > raggio del cerchio
Routine di interrupt con distacco rapido dal profilo
Opzione; sigla abbreviata M42N. di articolo: 6FC5800-0AM42-0YB0
Le routine di interrupt sono sottoprogrammi speciali che possono essere attivati dal processo di lavorazione in seguito a determinati eventi (segnali esterni) . Il blocco di programma in lavorazione viene interrotto. La posizione di interruzione degli assi viene memorizzata automaticamente. È altrettanto possibile una memorizzazione temporanea degli stati attuali quali le funzioni G e le traslazioni attuali (meccanismo SAVE), in modo che il successivo proseguimento del programma dal punto di interruzione possa avvenire senza problemi.
Per le routine di interrupt sono previsti 4 ulteriori livelli di programma, cioè la routine di interrupt può essere avviata anche nell'8° livello di programma e può arrivare fino al 12° livello. Mediante un interrupt (ad es. commutazione di un ingresso CNC veloce) si può attivare con il sottoprogramma speciale un movimento che consente il distacco rapido dell'utensile dal profilo del pezzo in lavorazione.
È inoltre possibile parametrizzare l'angolo e il percorso di svincolo. Dopo il distacco rapido si può eseguire una ulteriore routine di interrupt.
Run MyVNCK
Con VNCK vi offriamo un NC Kernel virtuale che può essere integrato sia direttamente presso il costruttore della macchina che in un sistema CAM. Vi consente di realizzare, come costruttori di macchine, applicazioni specifiche per la macchina con la massima flessibilità.
R
G_NC01_it_00130
non asportato(ma nessuna feritadel profilo)
© Siemens AG 2016
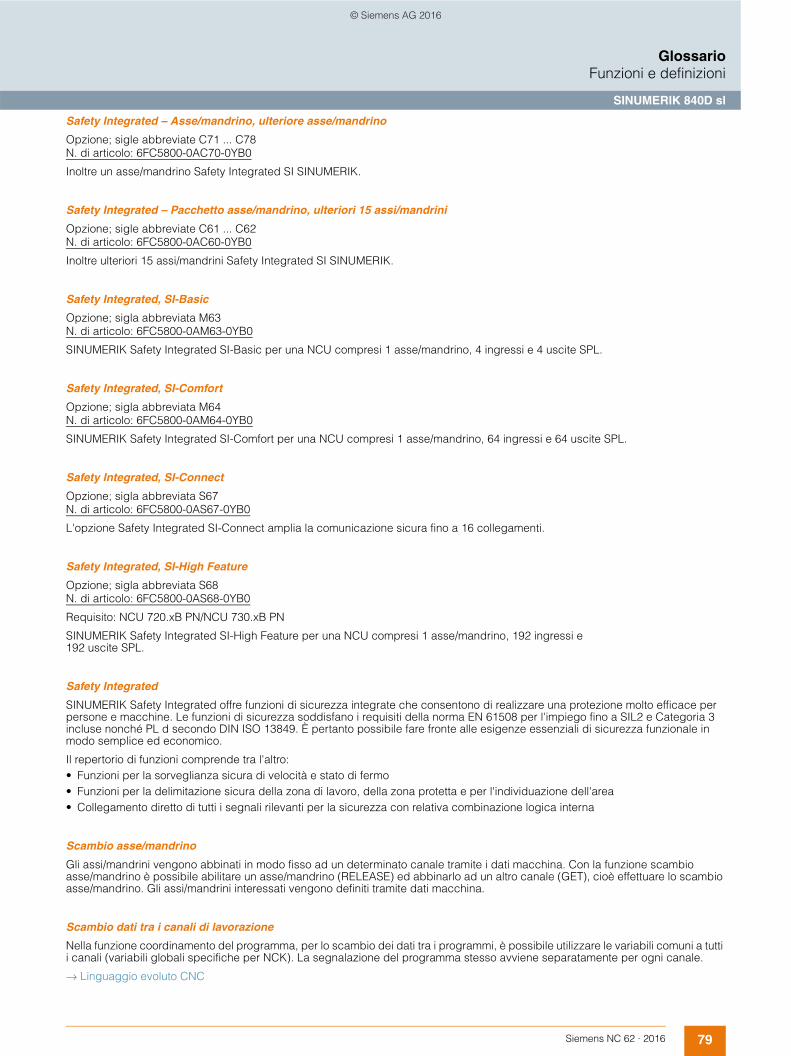
79Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Safety Integrated – Asse/mandrino, ulteriore asse/mandrino
Opzione; sigle abbreviate C71 ... C78N. di articolo: 6FC5800-0AC70-0YB0
Inoltre un asse/mandrino Safety Integrated SI SINUMERIK.
Safety Integrated – Pacchetto asse/mandrino, ulteriori 15 assi/mandrini
Opzione; sigle abbreviate C61 ... C62N. di articolo: 6FC5800-0AC60-0YB0
Inoltre ulteriori 15 assi/mandrini Safety Integrated SI SINUMERIK.
Safety Integrated, SI-Basic
Opzione; sigla abbreviata M63N. di articolo: 6FC5800-0AM63-0YB0
SINUMERIK Safety Integrated SI-Basic per una NCU compresi 1 asse/mandrino, 4 ingressi e 4 uscite SPL.
Safety Integrated, SI-Comfort
Opzione; sigla abbreviata M64N. di articolo: 6FC5800-0AM64-0YB0
SINUMERIK Safety Integrated SI-Comfort per una NCU compresi 1 asse/mandrino, 64 ingressi e 64 uscite SPL.
Safety Integrated, SI-Connect
Opzione; sigla abbreviata S67N. di articolo: 6FC5800-0AS67-0YB0
L'opzione Safety Integrated SI-Connect amplia la comunicazione sicura fino a 16 collegamenti.
Safety Integrated, SI-High Feature
Opzione; sigla abbreviata S68N. di articolo: 6FC5800-0AS68-0YB0
Requisito: NCU 720.xB PN/NCU 730.xB PN
SINUMERIK Safety Integrated SI-High Feature per una NCU compresi 1 asse/mandrino, 192 ingressi e 192 uscite SPL.
Safety Integrated
SINUMERIK Safety Integrated offre funzioni di sicurezza integrate che consentono di realizzare una protezione molto efficace per persone e macchine. Le funzioni di sicurezza soddisfano i requisiti della norma EN 61508 per l'impiego fino a SIL2 e Categoria 3 incluse nonché PL d secondo DIN ISO 13849. È pertanto possibile fare fronte alle esigenze essenziali di sicurezza funzionale in modo semplice ed economico.
Il repertorio di funzioni comprende tra l'altro:• Funzioni per la sorveglianza sicura di velocità e stato di fermo • Funzioni per la delimitazione sicura della zona di lavoro, della zona protetta e per l'individuazione dell'area • Collegamento diretto di tutti i segnali rilevanti per la sicurezza con relativa combinazione logica interna
Scambio asse/mandrino
Gli assi/mandrini vengono abbinati in modo fisso ad un determinato canale tramite i dati macchina. Con la funzione scambio asse/mandrino è possibile abilitare un asse/mandrino (RELEASE) ed abbinarlo ad un altro canale (GET), cioè effettuare lo scambio asse/mandrino. Gli assi/mandrini interessati vengono definiti tramite dati macchina.
Scambio dati tra i canali di lavorazione
Nella funzione coordinamento del programma, per lo scambio dei dati tra i programmi, è possibile utilizzare le variabili comuni a tutti i canali (variabili globali specifiche per NCK). La segnalazione del programma stesso avviene separatamente per ogni canale.
→ Linguaggio evoluto CNC
© Siemens AG 2016
80 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Security
→ Industrial Security
Segnalazioni di programma CNC
Tutte le segnalazioni scritte nel programma pezzo e gli allarmi riconosciuti dal sistema vengono visualizzati sul pannello operatore con testo in chiaro. La visualizzazione avviene separatamente per allarmi e segnalazioni. Le segnalazioni possono essere programmate, per trasmettere all'operatore avvisi relativi allo stato attuale della lavorazione durante l'esecuzione del programma.
→ Allarmi e segnalazioni
Segnale di commutazione laser, Run MyCC /HSLC
Opzione; sigla abbreviata M38N. di articolo: 6FC5800-0AM38-0YB0
Per lavorazioni rapide a laser, ad es. esecuzione di fori, viene realizzata una inserzione/disinserzione veloce ed automatica del laser in funzione della posizione. Con la premessa che tutti i movimenti degli assi, in funzione dei quali il laser deve essere disinserito, siano programmati in rapido G0, il segnale di commutazione del laser può essere connesso con il fronte di salita o di discesa di G0. Il segnale di commutazione laser può essere accoppiato a scelta anche ad un valore soglia di avanzamento G1 impostabile. Per ottenere reazioni estremamente rapide, l'inserzione/disinserzione del segnale digitale del laser viene comandata con un timer hardware preciso al microsecondo, in funzione della posizione reale dell'asse. Per la inserzione/disinserzione del laser non è necessario alcun intervento di programmazione, dato che questo processo è collegato direttamente con la funzione G. Per le sezioni di percorso con le sequenze di commutazione, è necessario programmare solo un'abilitazione con CC_FASTON (DIFF1, DIFF2). Insieme a questa abilitazione vengono impostati i due valori di traslazione che possono reindirizzare l'inserzione e la disinserzione del laser di una differenza di percorso rispetto alla posizione prefissata.
Segnali di commutazione estrapolati, Run MyCC /XOUT
Opzione; sigla abbreviata N51N. di articolo: 6FC5800-0AN51-0YB0
In modo particolare nella costruzione aeronautica si utilizzano materiali compositi sempre più spesso. La produzione con macchine per la posa automatica di fibra presenta esigenze elevate di precisione dell'emissione delle posizioni di commutazione riferite al percorso, per il taglio e la posa dei filamenti di fibra. SINUMERIK Integrate Run MyCC /XOUT commuta fino a 128 segnali di uscita riferiti al percorso.
Le uscite commutano non appena viene raggiunta la posizione dell'asse macchina precedentemente programmato. A seconda della precisione richiesta, si possono utilizzare diversi moduli. • Il modulo PROFINET TMC 2040PN consente una precisione di emissione del segnale di commutazione di un microsecondo• Il modulo PROFIBUS ET 200S consente l'emissione del segnale di commutazione nell'ambito del clock PROFIBUS DP (clock del
regolatore di posizione)
Non è possibile combinare moduli diversi nella stessa applicazione.
Funzionalità limitata per le varianti Export: non possibile.
Segnali di commutazione sul percorso/programmatore a camme
Opzione; sigla abbreviata M07 N. di articolo: 6FC5800-0AM07-0YB0
Con i segnali di commutazione sul percorso è possibile inviare al PLC segnali di interfaccia in funzione della posizione. I valori di posizione in base ai quali deve attivarsi l'uscita del segnale, come pure un tempo di anticipo o di ritardo del segnale, possono essere programmati nel programma pezzo e modificati tramite dati di setting. La funzione può essere gestita da PLC.
I segnali di commutazione sul percorso sono emessi nel clock IPO ma possono essere emessi anche con la funzione "Ingressi/uscite CNC veloci" nel clock del regolatore di posizione, come uscite in commutazione.
Applicazioni sono, ad es., l'attivazione di settori di protezione oppure l'attivazione di movimenti in funzione della posizione, ad. es. assi idraulici di pendolamento per la rettifica.
→ Ingressi/uscite CNC veloci
© Siemens AG 2016

81Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Settore di protezione per imbutitura, Run MyCC /MSPZ
Opzione; sigla abbreviata N42N. di articolo: 6FC5800-0AN42-0YB0
La funzione specifica SINUMERIK Integrate Run MyCC /MSPZ non è prevista per l'impiego generico.
Funzionalità limitata per le varianti Export: non possibile.
Settori di protezione 2D/3D
Con l'ausilio dei settori di protezione è possibile proteggere diversi elementi della macchina e i relativi attrezzi, come pure i pezzi da produrre, da movimenti errati.
Gli elementi da proteggere possono essere ad es.:• Parti fisse della macchina e parti montate (magazzini utensili, tastatori di misura orientabili) • Parti mobili appartenenti all'utensile (portautensile) • Parti mobili appartenenti al pezzo (tavole di bloccaggio, eccentrici di fissaggio, autocentranti del mandrino, contropunte)
Per gli elementi da proteggere vengono definiti nel programma pezzo settori di protezione a 2 o 3 dimensioni tramite variabili di sistema. I settori di protezione possono essere attivati/disattivati nel programma pezzo. I settori di protezione vanno suddivisi in quelli riferiti al pezzo e quelli riferiti all'utensile. Durante la lavorazione, nei modi operativi JOG, MDA oppure AUTO viene sorvegliato se l'utensile, oppure i suoi settori di protezione, violano i settori di protezione del pezzo.
La sorveglianza dei settori di protezione avviene canale per canale, cioè tutti i settori di protezione attivi del canale vengono reciprocamente sorvegliati contro collisioni (settori di protezione per il software di sistema NCU 2/6 assi non specifici per canale). Sono disponibili max. 10 settori di protezione e 10 elementi di profilo che descrivono un settore di protezione.
Settori di protezione
+Y
–B
+X
G_NC01_IT_00123
Settore protettoriferito all'utensile
Settore protettoriferito all'utensile
Settore protetto riferito al pezzo
© Siemens AG 2016
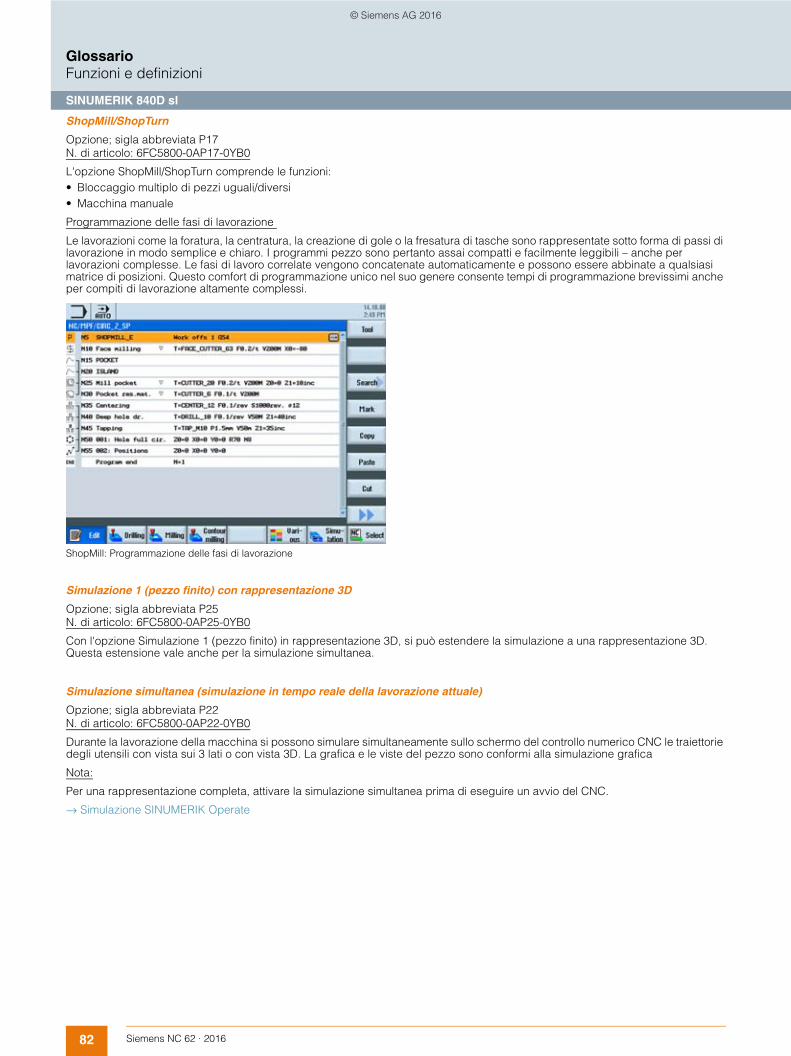
82 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
ShopMill/ShopTurn
Opzione; sigla abbreviata P17N. di articolo: 6FC5800-0AP17-0YB0
L'opzione ShopMill/ShopTurn comprende le funzioni: • Bloccaggio multiplo di pezzi uguali/diversi• Macchina manuale
Programmazione delle fasi di lavorazione
Le lavorazioni come la foratura, la centratura, la creazione di gole o la fresatura di tasche sono rappresentate sotto forma di passi di lavorazione in modo semplice e chiaro. I programmi pezzo sono pertanto assai compatti e facilmente leggibili – anche per lavorazioni complesse. Le fasi di lavoro correlate vengono concatenate automaticamente e possono essere abbinate a qualsiasi matrice di posizioni. Questo comfort di programmazione unico nel suo genere consente tempi di programmazione brevissimi anche per compiti di lavorazione altamente complessi.
ShopMill: Programmazione delle fasi di lavorazione
Simulazione 1 (pezzo finito) con rappresentazione 3D
Opzione; sigla abbreviata P25N. di articolo: 6FC5800-0AP25-0YB0
Con l'opzione Simulazione 1 (pezzo finito) in rappresentazione 3D, si può estendere la simulazione a una rappresentazione 3D. Questa estensione vale anche per la simulazione simultanea.
Simulazione simultanea (simulazione in tempo reale della lavorazione attuale)
Opzione; sigla abbreviata P22N. di articolo: 6FC5800-0AP22-0YB0
Durante la lavorazione della macchina si possono simulare simultaneamente sullo schermo del controllo numerico CNC le traiettorie degli utensili con vista sui 3 lati o con vista 3D. La grafica e le viste del pezzo sono conformi alla simulazione grafica
Nota:
Per una rappresentazione completa, attivare la simulazione simultanea prima di eseguire un avvio del CNC.
→ Simulazione SINUMERIK Operate
© Siemens AG 2016

83Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Simulazione SINUMERIK Operate
Il funzionamento simulato è supportato da un proprio interprete di programma (SNCK) e da un proprio ambiente di dati di simulazione in SINUMERIK Operate. L'SNCK verifica tutta la sintassi della famiglia di controlli CNC SINUMERIK, compresa la possibilità di integrare opzioni utente speciali sulla macchina tramite una compensazione dati con l'ambiente NCK.
I dati di simulazione possono essere compensati, in caso di necessità, staticamente con l'ambiente NCK (dati di inizializzazione, macro, dati utente, dati utensile, cicli di lavoro) o anche dinamicamente nel caso di variazione dei dati utensile o dei cicli di lavoro. Con riferimento specifico alle tecnologie di tornitura, foratura e fresatura, le simulazioni di lavorazione possono essere eseguite sulla superficie operativa del controllo CNC nel sistema di coordinate pezzo per determinate cinematiche di macchine:
La simulazione del pezzo finito avviene con i dati CNC reali. I dati CNC vengono compensati automaticamente ad ogni cambio del programma pezzo.• La simulazione consente una rappresentazione dinamica della lavorazione anche con trasformazione a 5 assi TRAORI attiva e
piani orientati. • Possono essere simulati fino a 4 canali di lavorazione per i torni con asse B• Tornitura su fresa• Simulazione di un canale di lavorazione per fresatrici classiche• Simulazione fino a 12 assi• Determinazione intelligente dei tempi dei blocchi e del tempo di esecuzione del programma.• Rappresentazione grafica estremamente rapida tramite rifinitura continua del pezzo • Risoluzione ottimale per ogni sezione della vista selezionata• È possibile eseguire un numero qualsiasi di passate• Parallelamente alla lavorazione di un pezzo può essere simulata la lavorazione di un altro pezzo (a partire da NCU 720.x)
Con l'opzione Simulazione 1 (pezzo finito) in rappresentazione 3D, si può estendere la simulazione a una rappresentazione 3D. Questa estensione vale anche per la simulazione simultanea.
Simulazione di tornitura/foratura Simulazione di fresatura
Note:• Risultati della simulazione estremamente rapidi, ma risoluzione dinamica ridotta• Per le rappresentazioni complesse il disegno fine è troppo lento/esso non funziona nel caso di pezzi molto complessi• Quickview per la vista rapida di programmi pezzo per stampi• Con l'impiego dei cicli Compile non è possibile la simulazione di cinematiche speciali• I dati CAD del pezzo grezzo non possono essere caricati ad es. per la lavorazione dei getti di ghisa • Gli accoppiamenti non possono essere simulati
- Trascinamento: TRAILON (<asse slave>, <asse master>, <fattore di accoppiamento>)- Accoppiamento assiale al valore master: LEADON (AsseS, AsseM, Tabella di curve n) accoppiamento valore di riferimento/valore
reale- Cambio elettronico: EGDEF (FA, LA1, Accopp.1, LA2, Accopp.2, ... LA5, Accopp.5), EGON, EGONSYN, EGONSYNE
• Nella simulazione la ricerca del punto di riferimento G74 non è efficace• Non sono supportate le seguenti funzioni:
- Container assi- Dipendenze di programmi pezzo e PLC- Bloccaggio multiplo- Funzione CNC Azioni sincrone per logica programmabile sicura (SPL) nel CNC
• Diverse tecnologie in canali differenti con diversi sistemi di coordinate sono solo parzialmente supportate.• Le filettature con passo variabile vengono rappresentate con passo fisso.
→ Simulazione 1 (pezzo finito) con rappresentazione 3D
© Siemens AG 2016
84 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
SINUMERIK extended touch
Opzione; sigla abbreviata P80N. di articolo: 6FC5800-0AP80-0YB0
La funzione SMART Operation amplia SINUMERIK Operate con la funzionalità multi touch sui SINUMERIK Black-Line-Panel. In questo modo SINUMERIK Operate offre l'operatività a gesti più moderna per un utilizzo delle interfacce utente orientato al futuro.
SINUMERIK Grinding Advanced
Opzione; sigla abbreviata S35N. di articolo: 6FC5800-0AS35-0YB0
L'opzione SINUMERIK Grinding Advanced per la tecnologia di rettifica, offre funzioni ampliate come ad es. il ciclo di diamantatura ad assi paralleli/pre-profilatura.
SINUMERIK MDynamics
Pacchetti tecnologici per fresatura a 3 e 5 assi.
La funzione SINUMERIK MDynamics garantisce superfici perfette grazie ad un controllo di movimento innovativo e ad un compressore di dati CNC ottimizzato, ad un rapido adattamento al pezzo, alla gestione degli utensili e dei programmi, ad una lavorazione ottimale con la programmazione flessibile programGUIDE e ShopMill e ai conseguenti, brevissimi tempi di programmazione.
SINUMERIK Operate /NCU
Opzione; sigla abbreviata S00N. di articolo: 6FC5800-0AS00-0YB0
Con l'opzione SINUMERIK Operate /NCU viene attivato SINUMERIK Operate nel software CNC per la NCU. SINUMERIK Operate offre il massimo comfort operativo sulla macchina utensile. In questo modo SINUMERIK Operate definisce lo standard per l'utilizzo efficiente delle macchine utensili.
→ www.siemens.com/sinumerik-operate
SINUMERIK Operate /PC
Opzione; sigla abbreviata P87N. di articolo: 6FC5800-0AP87-0YB0
Con l'opzione SINUMERIK Operate /PC viene attivato SINUMERIK Operate nel software CNC per un PC collegato. SINUMERIK Operate offre il massimo comfort operativo sulla macchina utensile. In questo modo SINUMERIK Operate definisce lo standard per l'utilizzo efficiente delle macchine utensili.
→ www.siemens.com/sinumerik-operate
SINUMERIK Operate /PCU
Opzione; sigla abbreviata P88N. di articolo: 6FC5800-0AP88-0YB0
Con l'opzione SINUMERIK Operate /PC viene attivato SINUMERIK Operate nel software CNC per una PCU collegata. SINUMERIK Operate offre il massimo comfort operativo sulla macchina utensile. In questo modo SINUMERIK Operate definisce lo standard per l'utilizzo efficiente delle macchine utensili.
→ www.siemens.com/sinumerik-operate
Sistema valore reale delle coordinate pezzo
Il "Sistema valore reale delle coordinate pezzo" del controllo numerico CNC SINUMERIK consente all'utente le seguenti funzioni:• Impostare il sistema di coordinate pezzo, dopo l'avvio del controllo numerico CNC, su un valore definito tramite i dati macchina
senza ulteriori manovre operative nei modi operativi JOG ed AUTO • Mantenere a fine programma le impostazioni corrette per la successiva esecuzione del programma relativamente al piano di
lavorazione attivo, ai frame impostabili (G54 ... G57), alle trasformazioni cinematiche ed alla correzione utensile attiva • Commutare tra sistema di coordinate pezzo SCP e sistema di coordinate macchina SCM con un comando operativo • Modificare tramite comando operativo il sistema di coordinate pezzo, ad es. modifica dei Frame impostabili o della correzione
utensile
© Siemens AG 2016
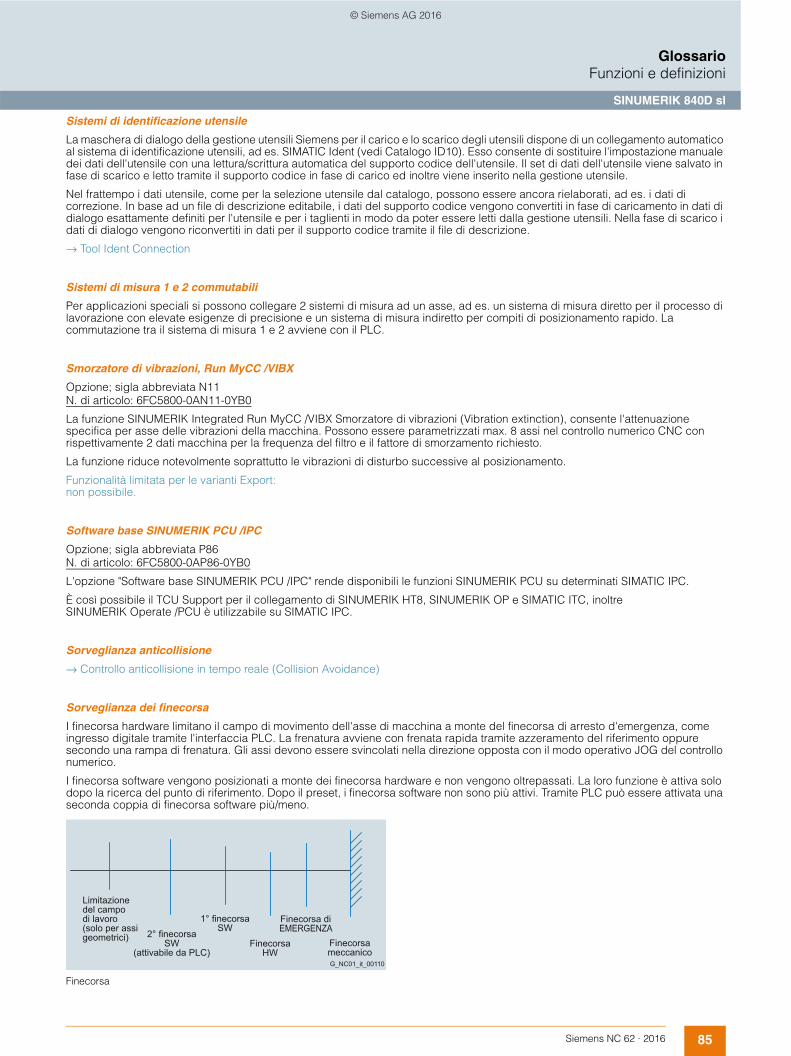
85Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Sistemi di identificazione utensile
La maschera di dialogo della gestione utensili Siemens per il carico e lo scarico degli utensili dispone di un collegamento automatico al sistema di identificazione utensili, ad es. SIMATIC Ident (vedi Catalogo ID10). Esso consente di sostituire l'impostazione manuale dei dati dell'utensile con una lettura/scrittura automatica del supporto codice dell'utensile. Il set di dati dell'utensile viene salvato in fase di scarico e letto tramite il supporto codice in fase di carico ed inoltre viene inserito nella gestione utensile.
Nel frattempo i dati utensile, come per la selezione utensile dal catalogo, possono essere ancora rielaborati, ad es. i dati di correzione. In base ad un file di descrizione editabile, i dati del supporto codice vengono convertiti in fase di caricamento in dati di dialogo esattamente definiti per l'utensile e per i taglienti in modo da poter essere letti dalla gestione utensili. Nella fase di scarico i dati di dialogo vengono riconvertiti in dati per il supporto codice tramite il file di descrizione.
→ Tool Ident Connection
Sistemi di misura 1 e 2 commutabili
Per applicazioni speciali si possono collegare 2 sistemi di misura ad un asse, ad es. un sistema di misura diretto per il processo di lavorazione con elevate esigenze di precisione e un sistema di misura indiretto per compiti di posizionamento rapido. La commutazione tra il sistema di misura 1 e 2 avviene con il PLC.
Smorzatore di vibrazioni, Run MyCC /VIBX
Opzione; sigla abbreviata N11N. di articolo: 6FC5800-0AN11-0YB0
La funzione SINUMERIK Integrated Run MyCC /VIBX Smorzatore di vibrazioni (Vibration extinction), consente l'attenuazione specifica per asse delle vibrazioni della macchina. Possono essere parametrizzati max. 8 assi nel controllo numerico CNC con rispettivamente 2 dati macchina per la frequenza del filtro e il fattore di smorzamento richiesto.
La funzione riduce notevolmente soprattutto le vibrazioni di disturbo successive al posizionamento.
Funzionalità limitata per le varianti Export: non possibile.
Software base SINUMERIK PCU /IPC
Opzione; sigla abbreviata P86N. di articolo: 6FC5800-0AP86-0YB0
L'opzione "Software base SINUMERIK PCU /IPC" rende disponibili le funzioni SINUMERIK PCU su determinati SIMATIC IPC.
È così possibile il TCU Support per il collegamento di SINUMERIK HT8, SINUMERIK OP e SIMATIC ITC, inoltreSINUMERIK Operate /PCU è utilizzabile su SIMATIC IPC.
Sorveglianza anticollisione
→ Controllo anticollisione in tempo reale (Collision Avoidance)
Sorveglianza dei finecorsa
I finecorsa hardware limitano il campo di movimento dell'asse di macchina a monte del finecorsa di arresto d'emergenza, come ingresso digitale tramite l'interfaccia PLC. La frenatura avviene con frenata rapida tramite azzeramento del riferimento oppure secondo una rampa di frenatura. Gli assi devono essere svincolati nella direzione opposta con il modo operativo JOG del controllo numerico.
I finecorsa software vengono posizionati a monte dei finecorsa hardware e non vengono oltrepassati. La loro funzione è attiva solo dopo la ricerca del punto di riferimento. Dopo il preset, i finecorsa software non sono più attivi. Tramite PLC può essere attivata una seconda coppia di finecorsa software più/meno.
Finecorsa
G_NC01_it_00110
2° finecorsaSW
(attivabile da PLC)
1° finecorsaSW
FinecorsaHW
Finecorsa di EMERGENZA
Finecorsameccanico
Limitazionedel campo di lavoro(solo per assigeometrici)
© Siemens AG 2016
86 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Sorveglianza del numero di giri/accelerazione max. dell'utensile
Opzione; sigla abbreviata S08N. di articolo: 6FC5800-0AS08-0YB0
Con due nuovi parametri dei dati utensile si possono impostare il numero max. di giri e l'accelerazione max. di un utensile. Se l'utensile si trova nel mandrino, i giri e l'accelerazione del mandrino vengono limitati a questi valori.
Le limitazioni sono quindi attivabili e impostabili separatamente. Il numero di giri viene limitato al valore max. consentito anche se il valore di riferimento del numero di giri impostato fosse superato ruotando il selettore dell'override > 100 %.
Sorveglianza del profilo con funzione tunnel
Opzione; sigla abbreviata M52N. di articolo: 6FC5800-0AM52-0YB0
Con la sorveglianza di profilo mediante funzione tunnel, nella lavorazione a 5 assi o nella lavorazione di pezzi complessi è possibile sorvegliare il movimento assoluto della punta dell'utensile nello spazio. Essa offre una protezione ottimale per i pezzi di valore. Intorno al percorso programmato viene creato un tunnel (un tubo di tolleranza) di diametro preimpostato.
Se durante la lavorazione un errore degli assi causa uno scostamento di percorso (path deviation) maggiore del diametro del tunnel, gli assi vengono arrestati immediatamente. Lo scostamento di percorso può essere anche inviato in concomitanza ad una uscita analogica per un'eventuale registrazione.
Sorveglianza di asse fermo
La sorveglianza di asse fermo rappresenta uno dei molteplici meccanismi di sorveglianza degli assi. Essa verifica che l'errore di inseguimento raggiunga il valore limite "Tolleranza di asse fermo" entro un determinato tempo parametrizzato. Al termine di un processo di posizionamento, la sorveglianza di posizionamento viene sostituita da quella di asse fermo. Viene quindi verificato che l'asse non si sposti dalla sua posizione più di quanto consentito dalla tolleranza di fermo asse impostata.
La sorveglianza di asse fermo si attiva quando il tempo di ritardo per la sorveglianza di asse fermo è trascorso oppure dopo il raggiungimento della soglia di arresto preciso fine, sempre che non sia presente un nuovo comando di movimento. Con l'intervento della sorveglianza viene emesso un allarme e l'asse/mandrino interessato viene arrestato rapidamente con una rampa del valore di riferimento del numero di giri. La sorveglianza di asse fermo è attiva per assi lineari e rotanti come pure per mandrini regolati in posizione.
Nel funzionamento a seguire la sorveglianza di asse fermo non è attiva.
→ Sorveglianza di posizione (sorveglianza di posizionamento)
Sorveglianza di bloccaggio
La sorveglianza di bloccaggio è uno dei molteplici meccanismi di sorveglianza dei controlli numerici SINUMERIK, previsti per gli assi. Se l'asse deve essere bloccato alla conclusione del posizionamento, con il segnale d'interfaccia del PLC "Bloccaggio in corso" è possibile attivare la sorveglianza di bloccaggio. Questo può essere necessario perché l'asse, durante la fase di bloccaggio, può essere spinto fuori dalla posizione di riferimento più di quanto impostato nella tolleranza di asse fermo.
Il valore di scostamento rispetto alla posizione di riferimento può essere impostato mediante il dato macchina. La sorveglianza di bloccaggio sostituisce la sorveglianza di asse fermo durante la fase di bloccaggio ed è attiva con assi lineari, assi rotanti e mandrini regolati in posizione. Nel funzionamento a seguire la sorveglianza di bloccaggio non è attiva. All'intervento di questa sorveglianza si hanno le stesse reazioni della sorveglianza di asse fermo.
→ Sorveglianza di posizione (sorveglianza di posizionamento) → Sorveglianza di asse fermo
Sorveglianza di posizione (sorveglianza di posizionamento)
Nei controlli CNC SINUMERIK sono presenti diversi meccanismi per la sorveglianza degli assi:• Sorveglianze del movimento:
Sorveglianza di profilo, sorveglianza di posizionamento, sorveglianza di asse fermo, sorveglianza di bloccaggio, sorveglianza del riferimento di velocità, sorveglianza della velocità reale, sorveglianza dei trasduttori
• Sorveglianza di limiti statici:Sorveglianza finecorsa, limitazione del campo di lavoro
La sorveglianza di posizionamento viene sempre attivata al termine dei blocchi di movimento in relazione al valore di riferimento. Per essere certi che un asse entri in posizione entro un tempo predefinito, al termine di ogni blocco di movimento viene avviato un tempo impostabile in un dato macchina, al termine del quale viene verificato se l'errore di inseguimento è sceso al di sotto di un valore limite (dato macchina).
Al raggiungimento della soglia di arresto preciso fine oppure dopo l'emissione di una nuova posizione diversa da zero (ad es. nel posizionamento su arresto preciso grossolano e successivo cambio blocco), la sorveglianza di posizionamento viene esclusa e sostituita dalla sorveglianza di asse fermo. La sorveglianza di posizionamento è attiva per assi lineari e rotanti e per mandrini regolati in posizione. Durante il funzionamento a seguire la sorveglianza di posizione risulta esclusa.
© Siemens AG 2016

87Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Sorveglianza di processo integrata, Run MyCC /IPM
Opzione; sigla abbreviata M70N. di articolo: 6FC5800-0AM70-0YB0
La funzione specifica SINUMERIK Integrate Run MyCC /IPM non è prevista per l'impiego generico.
Funzionalità limitata per le varianti Export: non possibile.
Sorveglianza mandrino integrata (S-Monitor)
Opzione; sigla abbreviata P55N. di articolo: 6FC5800-0AP55-0YB0
Con la sorveglianza mandrino integrata (S-Monitor), nell'ambito di SINUMERIK Operate tramite il modulo WEISS Spindel Sensor, si possono monitorare facilmente e rapidamente ulteriori informazioni sullo stato di un elettromandrino Weiss:• Stato di bloccaggio e rispettiva diagnostica• Dati mandrino storici del numero di giri e coppia• Temperatura motore• Temperatura dei cuscinetti• Sensore di temperatura supplementare (KTY)• Tempo di esercizio del mandrino in diverse modalità di funzionamento• Numero dei cambi utensile• Dati logistici del mandrino
Sorveglianza profilo
Come riferimento per la fedeltà del profilo viene sorvegliato l'errore d'inseguimento nell'ambito di una tolleranza impostabile. Un errore di inseguimento superiore al limite consentito può dipendere, ad es., da un sovraccarico dell'azionamento. In caso di errore gli assi/mandrini vengono arrestati. La sorveglianza di profilo è sempre inserita nel canale attivo e nel funzionamento con regolazione della posizione ad anello chiuso. Se il canale è interrotto oppure in stato di reset non avviene alcuna sorveglianza del profilo. La sorveglianza di profilo è disattivata anche durante la funzione "Posizionamento su riscontro fisso".
→ Posizionamento su riscontro fisso
Sorveglianza utensile e diagnostica integrate, IMD
La sorveglianza utensili integrata e diagnostica IMD (Integrated Monitoring and Diagnostics) è un pacchetto software con semplice accesso a dati di azionamenti (coppia, valori di trasduttori, velocità di riferimento, ..) e dati di programma (percorso programmato, velocità programmata, tipo di interpolazione programmato, ...) direttamente nella parte di comando real-time. La funzione offre interfacce verso il programma pezzo (istruzioni), verso il PLC (I/O veloci) e l'HMI (file, GUD).
Sorveglianza utensile integrata e diagnostica IMD BASE, Run MyCC /IMD
Opzione; sigla abbreviata N13N. di articolo: 6FC5800-0AN13-0YB0
SINUMERIK Integrate Run MyCC /IMD Sorveglianza utensile integrata e diagnostica BASE consente la sorveglianza della mancanza utensile e inoltre la programmazione di un limite di sovraccarico ammesso per un utensile. Le grandezze caratteristiche, come per la sorveglianza di utensile mancante, vengono apprese con il setup del programma e memorizzate in Global User Data (GUD) specifici della funzione. In tutti i successivi cicli di programma i segnali appresi vengono confrontati con quelli attuali e viene impedito un sovraccarico dell'utensile. Istruzione nel programma pezzo: CC_START_TASK ("Fixed_Overload", …, ...).
SINUMERIK Integrate Run MyCC /IMD è anche il requisito (interfaccia) per ampliamenti personalizzati nel campo della sorveglianza e della diagnostica di processo. L'apertura nella parte real-time del SINUMERIK 840D sl viene utilizzata ad es. dai SINUMERIK Solution Partner.
Sorveglianza utensile integrata e diagnostica IMD LIGHT, Run MyCC IMD-L
Opzione; sigla abbreviata N12N. di articolo: 6FC5800-0AN12-0YB0
SINUMERIK Integrate Run MyCC /IMD-L consente la sorveglianza di mancanza utensile all'interno del pacchetto IMD. A questo scopo, occorre selezionare e parametrizzare sezioni nel programma pezzo (passaggio da velocità rapida a velocità di posizionamento) (CC_START_TASK("MissingTool", …, ...). Per esempio selezione di Coppia del mandrino o Coppia di un determinato asse. La coppia può essere appresa in un primo ciclo (teaching).
Nel funzionamento produttivo l'utensile è considerato presente se il segnale attuale coincide con il segnale appreso. In caso contrario interviene una reazione di allarme parametrizzata individualmente (RESET, CANCEL, Stop mandrino, Stop assi, ...).
© Siemens AG 2016
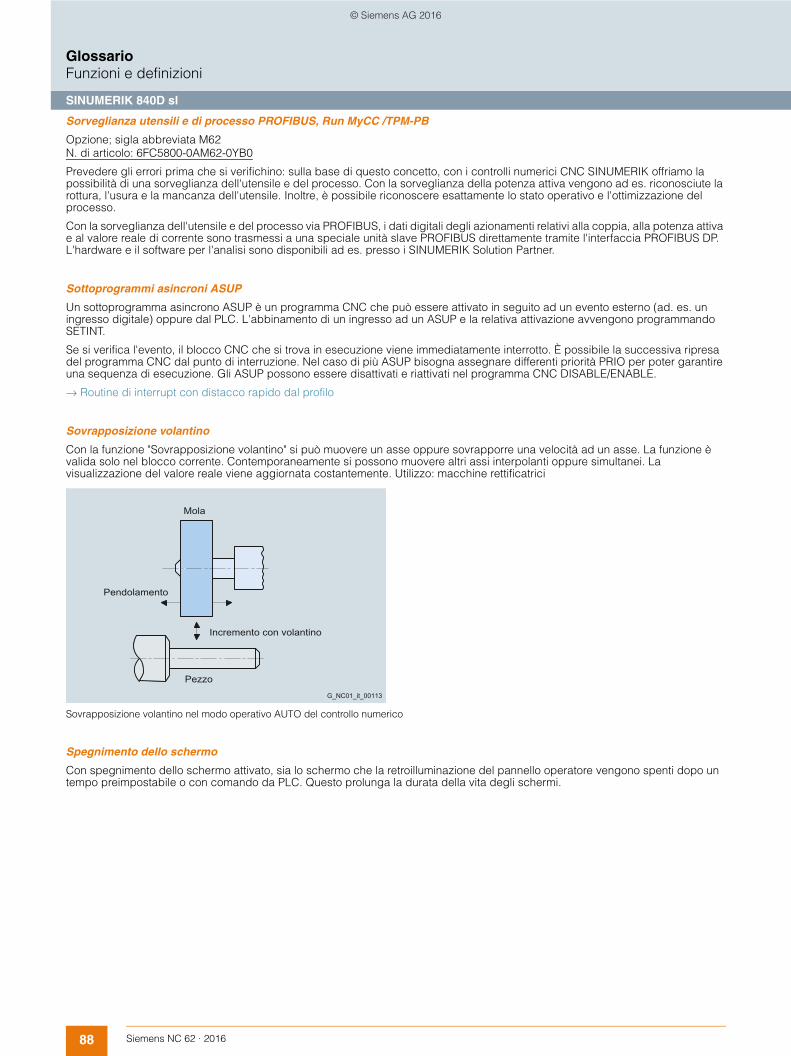
88 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Sorveglianza utensili e di processo PROFIBUS, Run MyCC /TPM-PB
Opzione; sigla abbreviata M62N. di articolo: 6FC5800-0AM62-0YB0
Prevedere gli errori prima che si verifichino: sulla base di questo concetto, con i controlli numerici CNC SINUMERIK offriamo la possibilità di una sorveglianza dell'utensile e del processo. Con la sorveglianza della potenza attiva vengono ad es. riconosciute la rottura, l'usura e la mancanza dell'utensile. Inoltre, è possibile riconoscere esattamente lo stato operativo e l'ottimizzazione del processo.
Con la sorveglianza dell'utensile e del processo via PROFIBUS, i dati digitali degli azionamenti relativi alla coppia, alla potenza attiva e al valore reale di corrente sono trasmessi a una speciale unità slave PROFIBUS direttamente tramite l'interfaccia PROFIBUS DP. L'hardware e il software per l'analisi sono disponibili ad es. presso i SINUMERIK Solution Partner.
Sottoprogrammi asincroni ASUP
Un sottoprogramma asincrono ASUP è un programma CNC che può essere attivato in seguito ad un evento esterno (ad. es. un ingresso digitale) oppure dal PLC. L'abbinamento di un ingresso ad un ASUP e la relativa attivazione avvengono programmando SETINT.
Se si verifica l'evento, il blocco CNC che si trova in esecuzione viene immediatamente interrotto. È possibile la successiva ripresa del programma CNC dal punto di interruzione. Nel caso di più ASUP bisogna assegnare differenti priorità PRIO per poter garantire una sequenza di esecuzione. Gli ASUP possono essere disattivati e riattivati nel programma CNC DISABLE/ENABLE.
→ Routine di interrupt con distacco rapido dal profilo
Sovrapposizione volantino
Con la funzione "Sovrapposizione volantino" si può muovere un asse oppure sovrapporre una velocità ad un asse. La funzione è valida solo nel blocco corrente. Contemporaneamente si possono muovere altri assi interpolanti oppure simultanei. La visualizzazione del valore reale viene aggiornata costantemente. Utilizzo: macchine rettificatrici
Sovrapposizione volantino nel modo operativo AUTO del controllo numerico
Spegnimento dello schermo
Con spegnimento dello schermo attivato, sia lo schermo che la retroilluminazione del pannello operatore vengono spenti dopo un tempo preimpostabile o con comando da PLC. Questo prolunga la durata della vita degli schermi.
G_NC01_it_00113
Incremento con volantino
Mola
Pendolamento
Pezzo
© Siemens AG 2016

89Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Spostamenti origine
Secondo DIN 66217 nelle macchine utensili vengono utilizzati sistemi di coordinate destrorsi, ortogonali (cartesiani).
Vengono definiti i seguenti sistemi di coordinate:• Sistema di coordinate macchina SCM
Il sistema di coordinate macchina viene formato da tutti gli assi macchina fisicamente disponibili. • Sistema di coordinate base SCB
Il sistema di coordinate base è formato da 3 assi disposti ortogonalmente tra di loro (assi geometrici) nonchè da altri assi senza alcun nesso geometrico (assi supplementari).
• SCB e SCM coincidono sempre tra loro quando l'SCB può essere riprodotto sull'SCM senza trasformazione cinematica (ad es. TRANSMIT/trasformazione superfici frontali, trasformazione a 5 assi e max. 3 assi di macchina).
• Sistema di zero base SZBLe traslazioni DRF, gli spostamenti origine esterni e i frame base formano il SCB sul SZB.
• Sistema origine impostabile, SOIUno spostamento origine impostabile attivato da G54 a G599 trasferisce il SZB nel SOI.
• Sistema di coordinate pezzo SCPCon i frame programmabili viene definito il SCP che rappresenta la base per la programmazione
Con gli spostamenti origine il punto zero macchina viene trasformato nel punto zero pezzo, agevolando e semplificando la programmazione.
Sono disponibili i seguenti spostamenti origine:• Spostamenti origine impostabili:
Si possono impostare fino a 100 spostamenti origine possibili (G54 ... G57, G505 ... G599), coordinate di traslazione, angoli e fattori di scala per richiamare, ad es. diversi dispositivi o bloccaggi, origini indipendenti dal programma. Gli spostamenti origine possono essere soppressi blocco-blocco.
• Spostamenti origine programmabili:Gli spostamenti origine si possono programmare con TRANS (funzione sostitutiva, base G54 ... G599) oppure ATRANS (funzione additiva). È così possibile eseguire, ad es., le fasi di lavorazione ripetitive su diverse posizioni del pezzo cambiando di volta in volta gli spostamenti origine. Con G58/G59 possono essere sostituiti gli spostamenti origine precedentemente programmati.
• Spostamenti origine esterni:Spostamenti origine lineari riferiti agli assi possono essere attivati anche dal software applicativo del PLC (blocchi funzionali) con assegnazione delle variabili di sistema $AA_ETRANS [asse].
Sistemi di coordinate
→ Concetto di frame
X
X
X
X
X
Y Y Y Y Y
G_NC01_it_00115
SCP attuale
Frames programmabili
G54 ... G599 Frames impostabiliSOI
Traslazione base (Frame base)SZB
Traslazione DRF, spostamento origine esterno
Trasformazione cinematicaSCB
Traslazione di preset assialeSCM
SCP
SOI
SZB
SCB
SCM
SCM SCB SZB SOI SCP
© Siemens AG 2016
90 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Stato del PLC
Tramite il pannello operatore, nel settore operativo Diagnostica, è possibile verificare e modificare localmente gli stati dei segnali del PLC senza dispositivo di programmazione.• La verifica dei segnali di ingresso e di uscita della periferia PLC • L'esecuzione di una ristretta ricerca di errori • Il controllo dei segnali d'interfaccia NCK/PLC e PCU/PLC per scopi di diagnostica
Inoltre è possibile visualizzare sul pannello operatore lo stato dei seguenti dati:• I segnali di interfaccia dalla/alla pulsantiera di macchina • I segnali di interfaccia NCK/PLC e PCU/PLC • Blocchi dati, merker, temporizzatori, contatori, ingressi e uscite
Lo stato dei segnali sopra citati può essere modificato per scopi di test. Sono possibili combinazioni di segnali e sono modificabili fino a dieci operandi contemporaneamente
Superficie operativa
La superficie operativa, con 8 softkey orizzontali e 8 verticali, è strutturata in modo molto chiaro e comprensibile. L'impiego mirato della tecnica a finestre garantisce un'operatività della macchina semplice e confortevole.
La superficie operativa è suddivisa in 6 settori:• Macchina • Parametri • Programma• Program Manager • Diagnostica • Messa in servizio
In questo modo, parallelamente alla lavorazione del pezzo, è possibile ad es. creare un ulteriore programma pezzo. Quando si commuta settore operativo, resta memorizzato l'ultimo menu attivo.
Superficie operativa su SIMATIC Panel, Run MyHMI /SIMATIC OP per SIMATIC Comfort e Mobile Panel
Opzione; sigla abbreviata P03N. di articolo: 6FC5800-0AP03-0YB0
SINUMERIK Integrate Run MyHMI /SIMATIC OP consente di utilizzare una SINUMERIK NCU con una superficie operativa propria su SIMATIC Comfort Panel. La superficie operativa necessaria sul SIMATIC Comfort Panel viene creata facilmente con l'Engineering System SIMATIC WinCC ES Advanced e con l'aggiunta di SINUMERIK Integrate Create MyHMI /WinCC.
Supporto cicli
I cicli tecnologici per foratura, fresatura e tornitura nonché i cicli di misura vengono supportati da relative maschere di ciclo. Per la programmazione sintetica del profilo invece sono disponibili pagine di introduzione adeguate. Con "SINUMERIK Operate Runtime License OA Easy Screen" l'utente ha la possibilità di definire softkey, campi d'immissione e pagine personalizzati.
→ Utilizzo di applicazioni HMI, Run MyScreens
Sviluppo di cicli Compile su interfaccia specifica dell'utente, Create MyCCI
N. di articolo: 6FC5863-1YP00-0YB8
SINUMERIK Integrate Create MyCCI permette lo sviluppo di cicli Compile caricabili sulla base delle interfacce specifiche dell'applicazione, con un determinato ambiente di sviluppo. Per l'applicazione speciale il cliente utilizza un tool di sviluppo (GNU compiler/linker) in una shell software Cygwin su un PC Windows. Questo concetto consente all'OEM di sviluppare applicazioni personalizzate in C/C++ e di caricarle come cicli Compile propri.
→ Run MyCCI /xy
Sviluppo di cicli Compile, Create MyCC
N. di articolo: Su richiesta
L'apertura dell'NC Kernel consente ampliamenti personalizzati nel settore real-time del controllo numerico CNC SINUMERIK grazie allo sviluppo di propri cicli Compile con l'ausilio di SINUMERIK Integrate Create MyCC.
Funzionalità limitata per le varianti Export: non possibile.
→ Esecuzione di cicli Compile, Run MyCC
© Siemens AG 2016

91Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Tipi di utensili
Il tipo di utensile determina quali dati di geometria sono necessari per la memoria di correzione utensile e come questi devono essere considerati nel calcolo. La definizione relativa al tipo dell'utensile avviene con il parametro utensile DP. Questi singoli componenti vengono calcolati dal controllo numerico CNC in una grandezza risultante, ad es. lunghezza totale, raggio totale.
La relativa quota risultante diventa attiva con l'attivazione della memoria di correzione. Il calcolo di questi valori nei singoli assi avviene in funzione del tipo di utensile e del piano di lavoro attuale G17, G18 oppure G19.
La memorizzazione di tutti i valori di correzione viene supportata da maschere di impostazione.
Geometria utensile da tornio Geometria sega per cave
Tool Ident Connection
Opzione; sigla abbreviata P52N. di articolo: 6FC5800-0AP52-0YB0
La funzione Tool Ident Connection permette il collegamento dei sistemi di identificazione utensile, ad es, SIMATIC Ident (vedi Catalogo ID 10) al controllo numerico CNC SINUMERIK in abbinamento con la gestione utensili standard nonchè il trasferimento dei dati utensili. Diventano perciò superflue le immissioni dati manuali soggette ad errori.
→ Sistemi di identificazione utensile
Top Surface
Opzione; sigla abbreviata S17N. di articolo: 6FC5800-0AS17-0YB0
La funzione Top Surface consente un controllo del movimento ancora migliore. In questo modo si ottiene una precisione esatta del profilo e una perfetta qualità di superficie. Top Surface rispetto ad Advanced Surface, offre vantaggi con grandi tolleranze di lavorazione (ad es. 100 µm nella pagina HSC, Cycle 832).
Tipi di utensili parametrizzabiliGruppo 1xy Utensili di fresatura dalla fresa a testa sferica fino alla fresa a tronco di
conoGruppo 2xy Punta dalle punte a spirale fino all'alesatoreGruppo 4xy Utensili di rettifica dalla mola periferica fino al diamantatoreGruppo 5xy Utensili da tornio dagli utensili di sgrossatura fino ai pettini per filettatureGruppo 700 Sega per cave Tecnologia del legnoGruppo 900 Utensili speciali
XF R S
P
Z
Utensile di tornituraad es. G18: Piano Z/X
F - Punto di riferimento delportautensili
Punta dell'utensile P(coltello 1 = Dn)
R - Raggio del coltello (raggio utensile)S - Posizione del punto centrale del coltelloLunghezza 2 (Z)
Lung
hezz
a 1
(X)
G_NC01_it_00101
d/2 → L1b/2 → L2
k
bL2
L1
d
G_NC01_it_00136
Fissaggio utensile(punto di riferimento )
© Siemens AG 2016

92 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Transfer elettronico CP
Opzione; sigla abbreviata M76N. di articolo: 6FC5800-0AM76-0YB0
Nelle presse con utensili a stadi e nelle presse con transfer di grandi pezzi, un sistema elettronico moderno di trasferimento si occupa del trasporto dei pezzi, i cui assi di posizionamento si muovono in modo sincrono ai movimenti principali della pressa. Con il Transfer elettronico CP è possibile comandare sequenze di movimenti di sistemi transfer, ad es. guide di pinze, ugelli di aspirazione, in funzione di un valore master corrispondente alla posizione attuale del punzone della pressa.
Il Transfer elettronico CP comprende le opzioni:• Segnali di commutazione sul percorso/programmatore a camme • Interpolazione polinomiale • Accoppiamento Comfort generico: CP-Comfort • Azioni indipendenti dal modo operativo • Periferia decentrata via PROFIBUS DP • Azioni sincrone livello 2 • Coppie di assi sincroni (assi Gantry)
La combinazione di queste singole opzioni tiene conto di tutte le necessità tipiche di sistemi transfer controllati in modo altamente dinamico e preciso.
Utilizzando l'opzione "Transfer elettronico CP", non è possibile attivare le funzioni "Mandrino" e "Correzione utensile".
Funzionalità limitata per le varianti Export: Il numero degli assi che si possono muovere contemporaneamente è limitato a 4.
→ Segnali di commutazione sul percorso/programmatore a camme
→ Interpolazione polinomiale
→ Accoppiamento Comfort generico: CP-Comfort
→ Azioni indipendenti dal modo operativo
→ Collegamento della periferia tramite PROFIBUS DP e PROFINET
→ Azioni sincrone livello 2
→ Coppie di assi sincroni (assi Gantry)
Transformation robotic extended, Run MyCC /ROBX
Opzione; sigla abbreviata N54N. di articolo: 6FC5800-0AN54-0YB0
La trasformazione SINUMERIK Integrate Run MyCC /ROBX supporta cinematiche di robot con da 4 a 6 assi.
Un robot a 6 assi può orientare liberamente l'utensile in ogni punto dell'area di lavoro rispetto al pezzo. Per migliorare la raggiungibilità dei punti di lavorazione nel caso di grandi pezzi, possono entrare nella trasformazione 3 assi lineari aggiuntivi che muovono il robot o il pezzo, e quest'ultimo può essere ruotato nello spazio da 3 ulteriori assi rotanti considerati nella trasformazione. La programmazione dei movimenti del pezzo e dell'orientamento avviene quindi sempre riferita al pezzo.
Funzionalità limitata per le varianti Export: non possibile.
© Siemens AG 2016
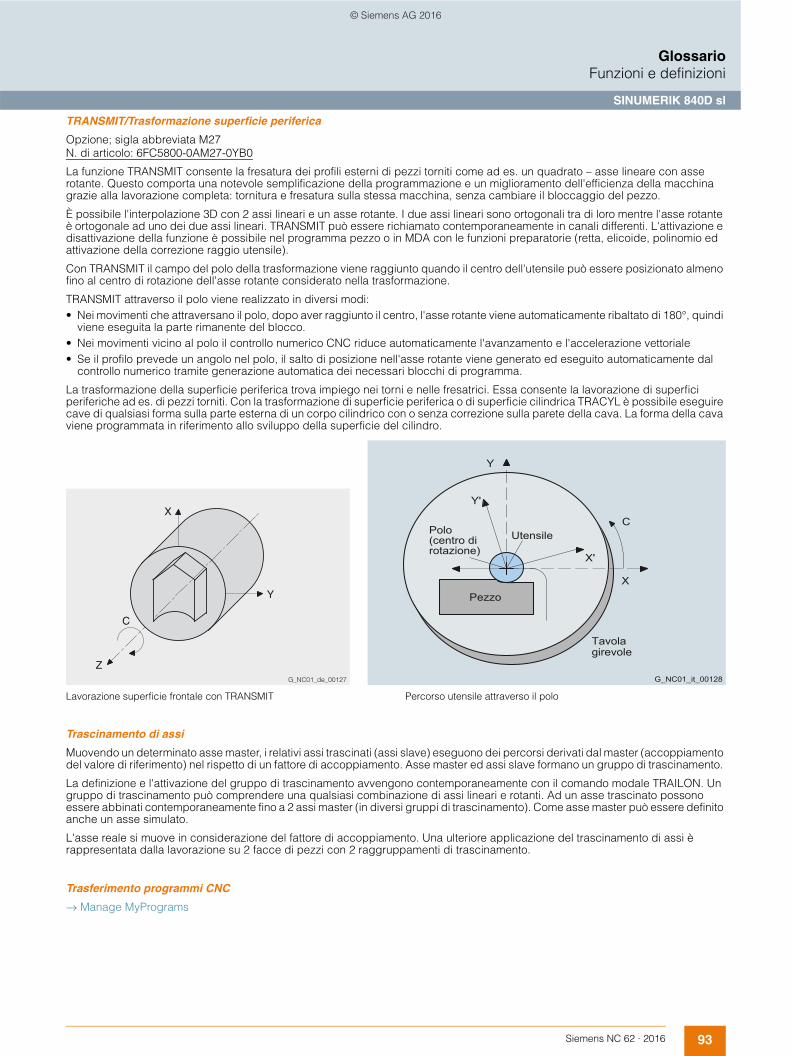
93Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
TRANSMIT/Trasformazione superficie periferica
Opzione; sigla abbreviata M27N. di articolo: 6FC5800-0AM27-0YB0
La funzione TRANSMIT consente la fresatura dei profili esterni di pezzi torniti come ad es. un quadrato – asse lineare con asse rotante. Questo comporta una notevole semplificazione della programmazione e un miglioramento dell'efficienza della macchina grazie alla lavorazione completa: tornitura e fresatura sulla stessa macchina, senza cambiare il bloccaggio del pezzo.
È possibile l'interpolazione 3D con 2 assi lineari e un asse rotante. I due assi lineari sono ortogonali tra di loro mentre l'asse rotante è ortogonale ad uno dei due assi lineari. TRANSMIT può essere richiamato contemporaneamente in canali differenti. L'attivazione e disattivazione della funzione è possibile nel programma pezzo o in MDA con le funzioni preparatorie (retta, elicoide, polinomio ed attivazione della correzione raggio utensile).
Con TRANSMIT il campo del polo della trasformazione viene raggiunto quando il centro dell'utensile può essere posizionato almeno fino al centro di rotazione dell'asse rotante considerato nella trasformazione.
TRANSMIT attraverso il polo viene realizzato in diversi modi:• Nei movimenti che attraversano il polo, dopo aver raggiunto il centro, l'asse rotante viene automaticamente ribaltato di 180°, quindi
viene eseguita la parte rimanente del blocco. • Nei movimenti vicino al polo il controllo numerico CNC riduce automaticamente l'avanzamento e l'accelerazione vettoriale • Se il profilo prevede un angolo nel polo, il salto di posizione nell'asse rotante viene generato ed eseguito automaticamente dal
controllo numerico tramite generazione automatica dei necessari blocchi di programma.
La trasformazione della superficie periferica trova impiego nei torni e nelle fresatrici. Essa consente la lavorazione di superfici periferiche ad es. di pezzi torniti. Con la trasformazione di superficie periferica o di superficie cilindrica TRACYL è possibile eseguire cave di qualsiasi forma sulla parte esterna di un corpo cilindrico con o senza correzione sulla parete della cava. La forma della cava viene programmata in riferimento allo sviluppo della superficie del cilindro.
Lavorazione superficie frontale con TRANSMIT Percorso utensile attraverso il polo
Trascinamento di assi
Muovendo un determinato asse master, i relativi assi trascinati (assi slave) eseguono dei percorsi derivati dal master (accoppiamento del valore di riferimento) nel rispetto di un fattore di accoppiamento. Asse master ed assi slave formano un gruppo di trascinamento.
La definizione e l'attivazione del gruppo di trascinamento avvengono contemporaneamente con il comando modale TRAILON. Un gruppo di trascinamento può comprendere una qualsiasi combinazione di assi lineari e rotanti. Ad un asse trascinato possono essere abbinati contemporaneamente fino a 2 assi master (in diversi gruppi di trascinamento). Come asse master può essere definito anche un asse simulato.
L'asse reale si muove in considerazione del fattore di accoppiamento. Una ulteriore applicazione del trascinamento di assi è rappresentata dalla lavorazione su 2 facce di pezzi con 2 raggruppamenti di trascinamento.
Trasferimento programmi CNC
→ Manage MyPrograms
�
�
�
���������������
Y'
Y
X'
X
C
G_NC01_it_00128
Pezzo
Polo(centro di rotazione)
Utensile
Tavola girevole
© Siemens AG 2016
94 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Trasformazione assi ridondanti sul pezzo, Run MyCC /RDCC
Opzione; sigla abbreviata N26N. di articolo: 6FC5800-0AN26-0YB0
La trasformazione cinematica assi ridondanti sul pezzo SINUMERIK Integrate Run MyCC /RDCC, è una trasformazione multiasse. Questa funzione è impiegata nel montaggio di grandi parti aeronautiche che devono essere posizionate e orientate nell'area di lavoro. L'allineamento del pezzo avviene programmando le 3 coordinate cartesiane e i 3 angoli di orientamento. La funzione muove fino a 31 assi in modo che i punti di arresto sul pezzo, che sono dotati rispettivamente di max. 3 assi, non modifichino le loro reciproche posizioni relative alla parte in movimento.
Con la funzione supplementare Run MyCC /AMOV si possono anche interpolare assi di una NCU collegata ad un'altra con NCU-Link, in modo da poter muovere in totale più di 31 assi in modo sincrono.
Funzionalità limitata per le varianti Export: non possibile.
→ Movimento asse tramite variabile, Run MyCC /AMOV
Trasformazione cinematica per cesoie, Run MyCC /SCIS
Opzione; sigla abbreviata M51N. di articolo: 6FC5800-0AM51-0YB0
La trasformazione cinematica per cesoie SINUMERIK Integrate Run MyCC /SCIS rappresenta una trasformazione a 2/4 assi con cinematica parallela. La trasformazione può funzionare sia con aste modificabili in lunghezza sia con punti di supporto mobili di aste non modificabili in lunghezza.
Il controllo SINUMERIK CNC calcola online i movimenti necessari degli assi macchina. Il programmatore può quindi approntare nello stesso modo i programmi pezzo come su una macchina convenzionale e non deve considerare la cinematica speciale della macchina. I pezzi come di consueto possono essere programmati in coordinate cartesiane.
Funzionalità limitata per le varianti Export: non possibile.
Trasformazione cinematica TRIPOD Hybrid, Run MyCC /THYK
Opzione; sigla abbreviata N36N. di articolo: 6FC5800-0AN36-0YB0
La trasformazione cinematica TRIPOD Hybrid THYK è una trasformazione a 5 assi per 3 assi lineari paralleli e 2 assi rotanti. La programmazione dei movimenti dell'utensile incl. l'orientamento, avviene analogamente alla macchina cartesiana a 5 assi. La trasformazione in tempo reale calcola i percorsi necessari e le velocità per gli assi reali della macchina.
Cinematica parallela tipo Exechon
Funzionalità limitata per le varianti Export: non possibile.
© Siemens AG 2016

95Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Trasformazione di pezzo e utensile in rotazione, Run MyCC /2RPT
Opzione; sigla abbreviata N43N. di articolo: 6FC5800-0AN43-0YB0
SINUMERIK Integrate Run MyCC /2RPT Trasformazione di pezzo e utensile in rotazione, è una trasformazione speciale a 3 assi. La programmazione del profilo e della velocità vettoriale avviene come per la programmazione a 3 assi. La trasformazione SINUMERIK Integrate Run MyCC /2RPT esegue il calcolo del movimento risultante dei 3 assi macchina. I programmi di lavorazione creati sono così indipendenti dalla macchina.
Con questa cinematica, l'utensile viene orientato tramite un asse rotante (C1) che ruota esattamente intorno alla direzione Z del sistema di coordinate base. Il pezzo viene ruotato con il secondo asse rotante (C2) che si muove parallelamente al primo.
Nella posizione di zero del primo asse rotante, l'attacco utensile si trova esattamente sul punto di rotazione del secondo asse rotante. L'unità utensile dispone inoltre di un asse Z (Z1) disposto serialmente.
Il sistema di coordinate base si trova nel punto di rotazione del secondo asse rotante.
La lunghezza L1 identifica la distanza tra i due assi rotanti.
La coordinata X del sistema di coordinate base punta in direzione del primo asse rotante.
Funzionalità limitata per le varianti Export: non possibile.
Trasformazione doppia slitta, Run MyCC /SKID
Opzione; sigla abbreviata M80N. di articolo: 6FC5800-0AM80-0YB0
Il compito della trasformazione SINUMERIK Integrate Run MyCC /SKID è quello di muovere una piattaforma in direzione Z e X con l'ausilio di due slitte che si possono muovere solo in direzione X. La piattaforma che porta il mandrino, è accoppiata meccanicamente con guide inclinate ad entrambe le slitte X.
Funzionalità limitata per le varianti Export: non possibile.
© Siemens AG 2016

96 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Trasformazione DOUBLETRANSMIT, Run MyCC /2TRA
Opzione; sigla abbreviata M25N. di articolo: 6FC5800-0AM25-0YB0
La trasformazione DOUBLETRANSMIT SINUMERIK Integrate Run MyCC /2TRA consente la lavorazione sulla superficie frontale o esterna di un pezzo su un tornio, con un utensile di fresatura motorizzato che viene mantenuto sempre ortogonale al profilo mediante un opportuno movimento di orientamento e compensazione in X.
Trasformazione DOUBLETRANSMIT Run MyCC /2TRA
Funzionalità limitata per le varianti Export: non possibile.
Trasformazione Dynamic Swivel TRIPOD, Run MyCC /DSTT
Opzione; sigla abbreviata M84 N. di articolo: 6FC5800-0AM84-0YB0
La trasformazione cinematica Dynamic Swivel TRIPOD SINUMERIK Integrate Run MyCC /DSTT è una trasformazione a 5 o 6 assi con cinematica parallela-seriale. In questo modo si può orientare rispetto al pezzo un utensile simmetrico sulla rotazione (fresa, raggio laser) nello spazio di lavorazione. Con 6 assi cade la limitazione dell'utensile simmetrico sulla rotazione. La programmazione avviene nel sistema di coordinate cartesiano compreso l'orientamento con TRAORI. I programmi di lavorazione sono quindi indipendenti dalla cinematica speciale.
Funzionalità limitata per le varianti Export: non possibile.
neues BildG_NC01_xx_00441
© Siemens AG 2016
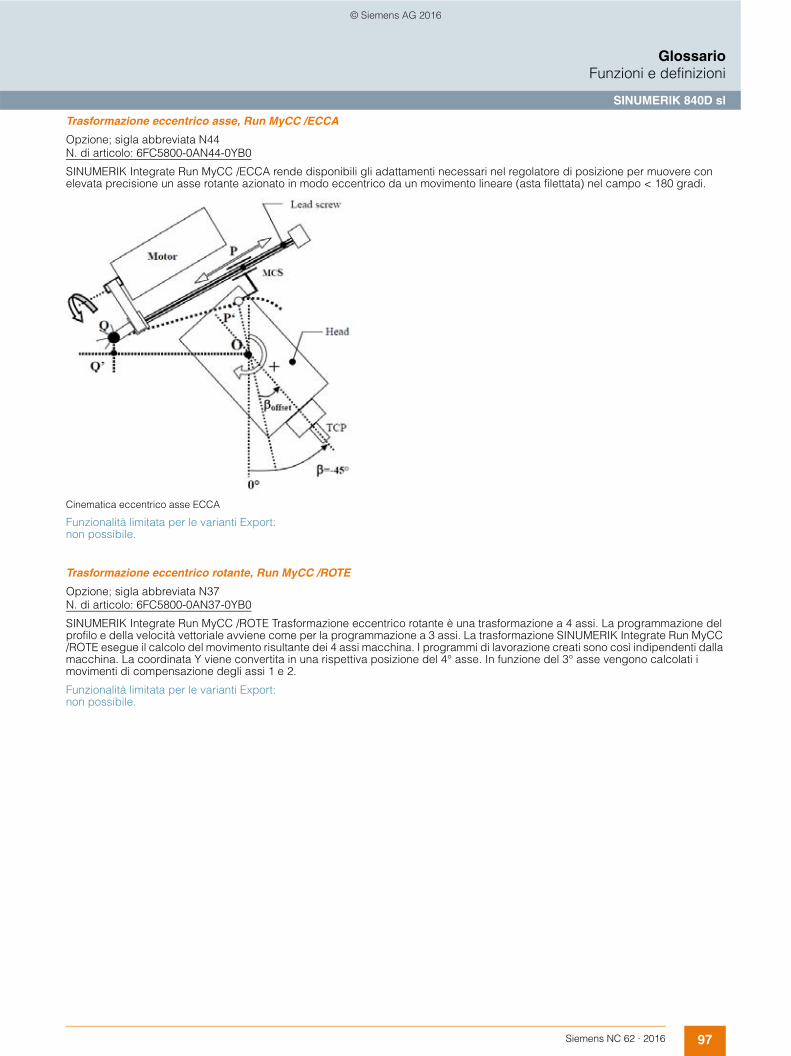
97Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Trasformazione eccentrico asse, Run MyCC /ECCA
Opzione; sigla abbreviata N44N. di articolo: 6FC5800-0AN44-0YB0
SINUMERIK Integrate Run MyCC /ECCA rende disponibili gli adattamenti necessari nel regolatore di posizione per muovere con elevata precisione un asse rotante azionato in modo eccentrico da un movimento lineare (asta filettata) nel campo < 180 gradi.
Cinematica eccentrico asse ECCA
Funzionalità limitata per le varianti Export: non possibile.
Trasformazione eccentrico rotante, Run MyCC /ROTE
Opzione; sigla abbreviata N37N. di articolo: 6FC5800-0AN37-0YB0
SINUMERIK Integrate Run MyCC /ROTE Trasformazione eccentrico rotante è una trasformazione a 4 assi. La programmazione del profilo e della velocità vettoriale avviene come per la programmazione a 3 assi. La trasformazione SINUMERIK Integrate Run MyCC /ROTE esegue il calcolo del movimento risultante dei 4 assi macchina. I programmi di lavorazione creati sono così indipendenti dalla macchina. La coordinata Y viene convertita in una rispettiva posizione del 4° asse. In funzione del 3° asse vengono calcolati i movimenti di compensazione degli assi 1 e 2.
Funzionalità limitata per le varianti Export: non possibile.
© Siemens AG 2016

98 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Trasformazione eccentrico, Run MyCC /ECCE
Opzione; sigla abbreviata N41N. di articolo: 6FC5800-0AN41-0YB0
SINUMERIK Integrate Run MyCC /ECCE Trasformazione eccentrico trasforma con un riduttore eccentrico la rotazione di un asse in un movimento lineare monodimensionale di una slitta. La componente di moto perpendicolare alla direzione della slitta in movimento viene assunta da un cuscinetto radente.
Funzionalità limitata per le varianti Export: non possibile.
Trasformazione generica
Con la trasformazione generica è possibile preimpostare liberamente l'orientamento dell'utensile nello spazio con gli assi in posizione base, senza che venga determinato dalla sola direzione dell'asse Z. In questo modo la trasformazione può essere utilizzata in modo più universale e flessibile. Ciò consente anche la gestione da controllo numerico CNC di cinematiche di macchine nelle quali l'orientamento degli assi rotanti non è esattamente parallelo agli assi lineari.
La trasformazione generica a 5 assi è un ampliamento della trasformazione a 3 e/o 4 assi, cioè è utilizzabile anche per macchine con un solo asse rotante, ad es. utensile o pezzo rotante.
Funzionalità limitata per le varianti Export: non possibile.
Trasformazione generica doppia, Run MyCC /DGEN
Opzione; sigla abbreviata N34N. di articolo: 6FC5800-0AN34-0YB0
La trasformazione generica doppia SINUMERIK Integrate Run MyCC /DGEN consente l'accoppiamento di 2 cinematiche a 5 assi per un compito di lavorazione.
Gli assi di entrambe le macchine a 5 assi devono essere programmati in un canale. La programmazione in condizione di accoppiamento è limitata rispetto alla normale programmazione a 5 assi. L'applicazione viene utilizzata nella fresatura a 5 assi di strutture sottili (ad es. rivestimento esterno degli aeromobili) che richiedono l'inseguimento di una cinematica a 5 assi come contrasto appena sotto il Tool Center Point.
Funzionalità limitata per le varianti Export: non possibile.
Trasformazione GRINDING, Run MyCC /GRIN
Opzione; sigla abbreviata N40N. di articolo: 6FC5800-0AN40-0YB0
La funzione specifica SINUMERIK Integrate Run MyCC /GRIN non è prevista per l'impiego generico.
Funzionalità limitata per le varianti Export: non possibile.
© Siemens AG 2016

99Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Trasformazione Handling, Run MyCC /RCTRA
Opzione; sigla abbreviata M31N. di articolo: 6FC5800-0AM31-0YB0
La trasformazione Handling SINUMERIK Integrate Run MyCC /RCTRA contiene il cosiddetto blocco standard di trasformazione, che consente di gestire le tipiche meccaniche di handling da 2 a 4 assi, come ad es. i portali o le cinematiche Scara. Questa trasformazione di coordinate converte i riferimenti cartesiani programmati (ad es. X, Y, Z, A) in posizioni assi (ad es. A1 ... A4) dell'apparecchiatura di handling.
I movimenti dell'apparecchiatura di handling, grazie a questa trasformazione di coordinate, risultano notevolmente semplificati e più confortevoli. La messa a punto, cioè il movimento manuale dell'apparecchiatura di handling, ad es. con tasti ad impulsi del dispositivo di programmazione hand-held, può avvenire oltre che nel sistema di coordinate specifico degli assi anche nel sistema di coordinate cartesiane. L'adattamento della trasformazione alle varie cinematiche avviene tramite dati macchina.
Per applicazioni con più di 4 assi, è disponibile la funzione Run MyCC /ROBX.
Trasformazione per l'handling
Funzionalità limitata per le varianti Export: non possibile.
Trasformazione HEXAPOD, Run MyCC /HEX
Opzione; sigla abbreviata M71N. di articolo: 6FC5800-0AM71-0YB0
SINUMERIK Integrate Run MyCC /HEX è una trasformazione a 6 assi con cinematica parallela. La piattaforma utensili viene mossa in tutti i 6 gradi di libertà nello spazio.
Esistono 2 versioni:• 6 gambe (strut in inglese) di lunghezza variabile ad azione parallela oppure• 6 guide lineari che muovono i punti di supporto di 6 aste snodate.
In questo modo un utensile (ad es. fresa, raggio laser) può essere orientato rispetto al pezzo nell'area di lavoro. La programmazione del profilo e della velocità vettoriale avviene come per la programmazione a 3 assi. Inoltre l'allineamento dell'utensile si programma nei blocchi di movimento. La trasformazione SINUMERIK Integrate Run MyCC /HEX esegue il calcolo del movimento risultante di tutti i 6 assi. I programmi di lavorazione creati sono così indipendenti dalla macchina. Le funzioni CNC come correzione raggio e lunghezza utensile nonché la selezione dei sistemi di coordinate sono disponbili senza limitazioni.
Funzionalità limitata per le varianti Export: non possibile.
A1 A 2 A 3
A 4
Z
A
X
Y
G_NC01_IT_00126
Valori reali cartesianiX, Y, Z, A
Valori realispecifici degli assiA1 ... A4
Trasformazionein avanti
Valori di rif. cartesiani X, Y, Z, A
Riferimentispecifici degli assiA1 ... A4
Trasformazionein dietro
© Siemens AG 2016

100 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Trasformazione lavorazione con asse Y virtuale, Run MyCC /MAVY
Opzione; sigla abbreviata N56N. di articolo: 6FC5800-0AN56-0YB0
SIUMERIK Integrate Run MyCC /MAVY Trasformazione lavorazione con asse Y virtuale, consente all'utente di eseguire fresature e forature su un tornio. La trasformazione sostituisce quindi l'asse Y mancante di un tornio, in modo da consentire fresature e forature sulla superficie periferica di particolari da tornire. Per l'utente è presente un sistema di coordinate cartesiane, la lavorazione avviene nel piano X-Y (G17).
Funzionalità limitata per le varianti Export: non possibile.
Trasformazione orientamento tramite 2 assi lineari, Run MyCC /PACO"
Opzione; sigla abbreviata N45N. di articolo: 6FC5800-0AN45-0YB0
Trasformazione "Orientamento tramite 2 assi lineari". SINUMERIK Integrate Run MyCC /PACO (opzione; sigla abbreviata N45) è una trasformazione specifica per il cliente. Utilizzare la soluzione generale SINUMERIK Integrate Run MyCC /PACO (opzione, sigla abbreviata M44).
Funzionalità limitata per le varianti Export: non possibile.
→ Trasformazione PARACOP 3 assi, Run MyCC /PACO (opzione, sigla abbreviata M44)
Trasformazione PARACOP 3 assi, Run MyCC /PACO
Opzione; sigla abbreviata M44N. di articolo: 6FC5800-0AM44-0YB0
Le trasformazioni cinematiche PARACOP e cinematiche per cesoie si utilizzano nel caso di macchine con cinematiche parallele PKM. Cinematica parallela significa che le forze dell'azionamento si concentrano contemporaneamente (in parallelo) sulla testa del mandrino (piattaforma Stewart). Le macchine PARACOP appartengono alla famiglia dei tripodi per i quali la piattaforma Stewart è mossa da 3 attuatori. Tramite misure costruttive per queste macchine tripodi si fa in modo che la piattaforma Stewart non possa muoversi in modo indefinito.
Nel caso delle macchine PARACOP 2 aste parallele per ogni attuatore si muovono su una slitta. Queste macchine sono idonee per lavorazioni a 3 assi. Utilizzando le trasformazioni cinematiche i pezzi possono essere programmati come di consueto in coordinate cartesiane. Il controllo SINUMERIK CNC calcola online i movimenti necessari degli assi macchina. Il programmatore può quindi approntare nello stesso modo i programmi pezzo come su una macchina convenzionale e non deve considerare la cinematica speciale della macchina.
PARACOP
Funzionalità limitata per le varianti Export: non possibile.
→ Trasformazione cinematica per cesoie, Run MyCC /SCIS
© Siemens AG 2016

101Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Trasformazione per asse di orientamento, Run MyCC /PIVA
Opzione; sigla abbreviata N52N. di articolo: 6FC5800-0AN52-0YB0
La trasformazione per asse di orientamento SINUMERIK Integrate Run MyCC /PIVA consente all'utente di programmare in un sistema di coordinate cartesiane con gli assi X, Y e Z mentre in macchina vengono mossi gli assi X1 e Z1 nonchè un asse rotante AY. L'asse rotante muove un braccio orientabile con utensile motorizzato, intorno all'asse X nel piano Y-Z. Gli utensili sono sempre paralleli all'asse X.
Funzionalità limitata per le varianti Export: non possibile.
Trasformazione SCARA, 2/3 assi, Run MyCC /SCRA
Opzione; sigla abbreviata M68N. di articolo: 6FC5800-0AM68-0YB0
SINUMERIK Integrate Run MyCC /SCRA è una trasformazione specifica per il cliente. La soluzione generale è SINUMERIK Integrate Run MyCC /RCTRA.
→ Trasformazione Handling, Run MyCC /RCTRA
Funzionalità limitata per le varianti Export: non possibile.
Trasformazione Tracking UT, Run MyCC /WZTR
Opzione; sigla abbreviata N22N. di articolo: 6FC5800-0AN22-0YB0
La funzione specifica SINUMERIK Integrate Run MyCC /WZTR non è prevista per l'impiego generico.
Funzionalità limitata per le varianti Export: non possibile.
Trasformazione TRICEPT, trasformazione a 5 assi, Run MyCC /TRIC
Opzione; sigla abbreviata M46N. di articolo: 6FC5800-0AM46-0YB0
SINUMERIK Integrate Run MyCC /TRIC è una trasformazione cinematica per un TRICEPT (Tripode con Center Tube). Le trasformazioni cinematiche TRICEPT si utilizzano nel caso di macchine con cinematiche parallele PKM. Cinematica parallela significa che le forze dell'azionamento si concentrano contemporaneamente (quasi in parallelo) sulla testa del mandrino (piattaforma Stewart). Le macchine TRICEPT appartengono alla famiglia dei tripodi per i quali la piattaforma Stewart è mossa da 3 attuatori. Tramite misure costruttive si fa in modo che la piattaforma Stewart non possa muoversi in modo indefinito. Per le macchine TRICEPT si utilizza un telescopio passivo supplementare (Center Tube).
Per determinare l'orientamento dell'utensile nello spazio, nel caso di macchine TRICEPT 2 sono necessari assi rotanti supplementari che, ad esempio, possono essere disposti come per una testa a forcella di una macchina a 5 assi. In tal modo diventa possibile per motivi costruttivi una lavorazione a 5 assi della macchina.
Il controllo SINUMERIK CNC calcola online i movimenti necessari degli assi macchina. Il programmatore può quindi approntare nello stesso modo i programmi pezzo come su una macchina convenzionale e non deve considerare la cinematica speciale della macchina.
TRICEPT
Funzionalità limitata per le varianti Export: non possibile.
© Siemens AG 2016
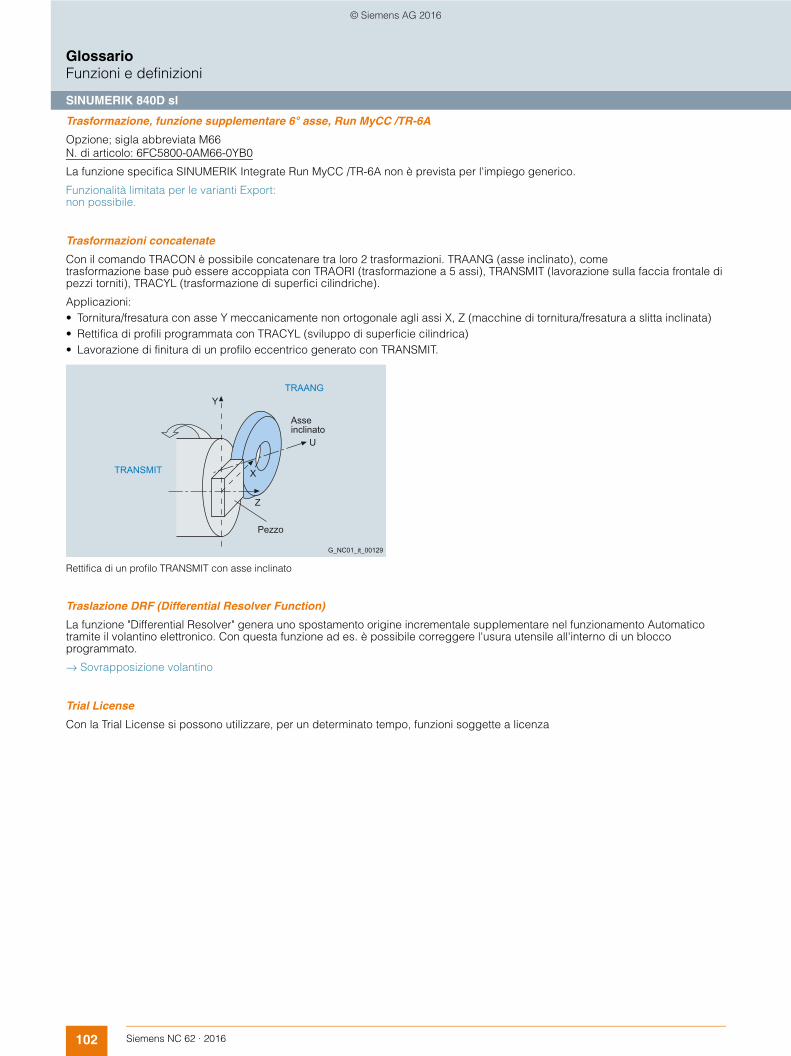
102 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Trasformazione, funzione supplementare 6° asse, Run MyCC /TR-6A
Opzione; sigla abbreviata M66N. di articolo: 6FC5800-0AM66-0YB0
La funzione specifica SINUMERIK Integrate Run MyCC /TR-6A non è prevista per l'impiego generico.
Funzionalità limitata per le varianti Export: non possibile.
Trasformazioni concatenate
Con il comando TRACON è possibile concatenare tra loro 2 trasformazioni. TRAANG (asse inclinato), come trasformazione base può essere accoppiata con TRAORI (trasformazione a 5 assi), TRANSMIT (lavorazione sulla faccia frontale di pezzi torniti), TRACYL (trasformazione di superfici cilindriche).
Applicazioni:• Tornitura/fresatura con asse Y meccanicamente non ortogonale agli assi X, Z (macchine di tornitura/fresatura a slitta inclinata) • Rettifica di profili programmata con TRACYL (sviluppo di superficie cilindrica) • Lavorazione di finitura di un profilo eccentrico generato con TRANSMIT.
Rettifica di un profilo TRANSMIT con asse inclinato
Traslazione DRF (Differential Resolver Function)
La funzione "Differential Resolver" genera uno spostamento origine incrementale supplementare nel funzionamento Automatico tramite il volantino elettronico. Con questa funzione ad es. è possibile correggere l'usura utensile all'interno di un blocco programmato.
→ Sovrapposizione volantino
Trial License
Con la Trial License si possono utilizzare, per un determinato tempo, funzioni soggette a licenza
Y
X
Z
U
TRAANG
TRANSMIT
G_NC01_it_00129
Pezzo
Asse inclinato
© Siemens AG 2016
103Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Utilizzo di applicazioni HMI, Run MyHMI /3GL
Opzione; sigla abbreviata P60N. di articolo: 6FC5800-0AP60-0YB0
SINUMERIK Integrate Run MyHMI /3GL consente l'elaborazione di applicazioni HMI programmate. La programmazione avviene con Qt/C++, .net (C#, VB) oppure C++.
Questa opzione è necessaria anche quando in SINUMERIK Operate deve essere implementato software di terze parti oppure funzioni in background con comunicazione dati (applicazione senza componente HMI).
→ Programmazione di pagine, settori operativi e superfici operative, Create MyHMI /3GL
Utilizzo di applicazioni HMI, Run MyScreens
Opzione; sigla abbreviata P64N. di articolo: 6FC5800-0AP64-0YB0
Con la funzione SINUMERIK Integrate Run MyScreens l'utente SINUMERIK può sviluppare proprie maschere operative con ampliamenti funzionali specifici del costruttore della macchina o dell'utente finale.
Questa funzione viene realizzata tramite un interprete integrato e file di progettazione contenenti la descrizione della superficie operativa. La definizione delle maschere può avvenire direttamente nel controllo numerico CNC. Si possono realizzare inoltre maschere di cicli personalizzate richiamabili anche dall'editor del programma pezzo.
Esempi di progettazione per le nuove maschere, che possono essere utilizzati anche come base per le proprie maschere, sono riportati nel toolbox compreso nella fornitura.
Con SINUMERIK Integrate Run MyScreens si possono realizzare le seguenti funzioni:• Richiamo di maschere e di softkey, variabili, tabelle, testi, testi ausiliari, grafici e pagine di aiuto • Esecuzione di azioni al richiamo ed alla chiusura delle maschere, azionamenti di softkey e impostazione di valori (variabili) • Ristrutturazione dinamica delle maschere con modifica dei softkey, organizzazione dei campi variabili, sovrapposizione, scambio
e cancellazione di testi visualizzati e di grafici • Lettura e scrittura di variabili, operazioni con operatori matematici, di confronto o logici • Sottoprogrammi, funzioni di file oppure servizi per istanze di programma (Servizi PI) • Possibilità di scambio dati tra maschere
SINUMERIK Integrate Run MyScreens viene configurato mediante file ASCII, che possono trovarsi sulla PCU 50 o NCU. Vengono interpretati file contenenti descrizioni ASCII per la gestione di maschere operative, la funzione di softkey e testi o figure da visualizzare. Questi file di progettazione vengono creati con l'editor ASCII rispettando una determinata sintassi.
Con l'editor integrato è possibile ampliare, già nell'esecuzione base, la superficie operativa con max. 5 pagine mediante softkey predefiniti. Per più di 5 pagine con SINUMERIK Integrate Run MyScreens, è necessaria l'opzione con la sigla abbreviata P64.
© Siemens AG 2016

104 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Valore di riferimento analogico scalabile, Run MyCC /SANS
Opzione; sigla abbreviata N48N. di articolo: 6FC5800-0AN48-0YB0
SINUMERIK Integrate Run MyCC /SANS realizza una commutazione con sincronismo di clock della valutazione di un valore di riferimento analogico nel regolatore di posizione, tramite una uscita digitale veloce della NCU. La funzione serve per il funzionamento dei mandrini della ditta Fischer.
Funzionalità limitata per le varianti Export: non possibile.
Valutazione della lunghezza del percorso
Opzione; sigla abbreviata M53N. di articolo: 6FC5800-0AM53-0YB0
Con la valutazione della lunghezza del percorso eseguito (Path Length Evaluation) è possibile registrare dati nel controllo numerico CNC, che consentono di trarre considerazioni sullo stato di manutenzione della macchina.
Nel primo livello vengono rilevati i seguenti dati:• Percorso completo di ogni asse• Tempo di movimento globale di ogni asse• Numero di processi di movimento di ogni asse (stop-movimento-stop)• Somma globale degli "strappi" di ogni asse
Questi dati sono memorizzati sulla SRAM e restano conservati anche dopo operazioni di Power OFF/ON. Con uno speciale servizio esterno è possibile quindi ricavare i dati coerenti per tutto il ciclo di vita di una macchina. Inoltre questi dati possono essere letti dal programma pezzo o da azioni sincrone tramite variabili di sistema.
→ Azioni sincrone
Valutazione delle grandezze interne degli azionamenti
Opzione; sigla abbreviata M41N. di articolo: 6FC5800-0AM41-0YB0
Con la valutazione delle grandezze interne degli azionamenti è possibile influenzare, in funzione di una grandezza di processo misurata (ad es. corrente del mandrino), una seconda grandezza del processo (ad es. avanzamento di interpolazione oppure specifico dell'asse) – Adaptive Control. In questo modo è possibile tra l'altro mantenere costante il volume di asportazione durante la rettifica o ridurre al minimo la corsa di taglio in aria in fase di accostamento a sfioro (first touch).
Con la valutazione di queste grandezze degli azionamenti è anche possibile proteggere macchine e utensili da sovraccarichi e ottenere tempi di lavorazione più brevi e una qualità della superficie migliore dei pezzi. La valutazione delle grandezze interne degli azionamenti è il presupposto per l'Adaptive Control (regolazione AC). La regolazione AC può essere parametrizzata nell'ambito del programma pezzo nel seguente modo:• Influenza additiva:
il valore programmato (parola F) viene corretto in modo additivo • Influenza moltiplicativa:
la parola F viene moltiplicata per un fattore (override).
Come grandezze interne degli azionamenti possono essere valutate le seguenti variabili real-time:
$AA_LOAD Carico dell'azionamento in %
$AA_POWER Potenza attiva dell'azionamento in W
$AA_TORQUE Valore di riferimento della coppia azionamento in Nm
$AA_CURR Valore reale di corrente asse/mandrino in A
© Siemens AG 2016

105Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Variabili e parametri di calcolo
Utilizzando le variabili invece di valori fissi, è possibile gestire un programma in modo flessibile. Le variabili consentono di reagire a segnali, ad es. a valori di misura. Utilizzando variabili come valori di riferimento, si può utilizzare lo stesso programma per diverse geometrie.
Il controllo numerico CNC distingue 3 tipi di variabili:• Variabili definite dall'utente
Variabili definite dall'utente con nome e tipo, ad es. parametri di calcolo• Parametri di calcolo
Variabili di calcolo speciali e predefinite per le quali è previsto l'indirizzo R seguito da un numero; le variabili di calcolo predefinite sono del tipo REAL
• Variabili di sistemaVariabili messe a disposizione dal controllo numerico CNC e che possono essere elaborate nel programma (scrittura e lettura). Le variabili di sistema consentono l'accesso agli spostamenti origine, alle correzioni utensili, ai valori reali, ai valori di misura degli assi, agli stati del controllo numerico CNC ecc.
Velocità
La massima velocità vettoriale e assiale nonché il numero di giri del mandrino sono influenzati dalla dinamica della macchina e degli azionamenti ed anche dalla frequenza limite del rilevamento del valore reale (frequenza limite del trasduttore e del circuito d'ingresso). La velocità risultante dal percorso programmato nel blocco CNC e dal clock IPO viene sempre limitata al valore di velocità massima oppure, con percorsi molto brevi, ridotta ad un valore eseguibile in un clock IPO.
Il valore minimo di velocità non può scendere al di sotto di 10-3 unit/clock IPO. Velocità minima e massima dell'asse dipendono dalla risoluzione di calcolo prescelta. Di regola la velocità massima dell'asse viene limitata dalla meccanica o dalla frequenza limite del trasduttore o del rilevamento del valore reale.
Il campo di valori della velocità non viene limitato dal controllo numerico CNC (max. 300 m/s).
Velocità periferica della mola, costante
Calcolo automatico della velocità periferica della mola e conversione in un numero di giri in funzione del diametro attuale della mola. Questa funzione può essere attiva nello stesso canale CNC per più mole contemporaneamente. Viene sorvegliata la velocità periferica della mola.
Una velocità periferica costante della mola è possibile non solo durante la lavorazione di un programma pezzo nel modo operativo AUTO e MDA ma anche subito dopo l'avviamento del controllo numerico CNC, dopo un reset, alla fine del programma pezzo e dopo il cambio del modo operativo (definibile tramite dati macchina).
Tipo di variabile Significato Campo dei valoriINT Numero intero (Integer) valore con segno ±(231 - 1)REAL Numeri reali (numeri con la virgola, LONG REAL secondo IEEE) ±(10-300 ... 10+300)BOOL Valori reali di verità: TRUE (1) e FALSE (0) 1.0CHAR Caratteri ASCII, in funzione del Code 0 ... 255STRING Stringa di caratteri, numero di caratteri in [...], max. 200 caratteri Sequenza di valori con 0 ... 255AXIS Solo i nomi degli assi (indirizzi degli assi) Tutti gli identificatori asse disponibili nel
canaleFRAME Impostazione geometrica per traslazioni, rotazioni, fattore di scala,
specularità
© Siemens AG 2016
106 Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Vista rapida di programmi per la costruzione di stampi Quickview
La rappresentazione rapida 3D di programmi pezzo (blocchi G1) offre maggiore sicurezza nella gestione dei programmi per la costruzione di stampi. Nell'editor dei programmi pezzo si può selezionare la vista rapida di blocchi CNC per la costruzione di stampi Quick Viewer.
Visualizzazione delle variabili utente con testo in chiaro
Oltre alle variabili predefinite il programmatore può definire variabili proprie e preimpostarle con valori.
Le variabili vengono visualizzate con testo in chiaro, ad es. definizione: DEF INT NUMERO– visualizzazione: NUMERO Definizione: DEF REAL PROFONDITÀ – visualizzazione: PROFONDITÀ.
→ Linguaggio evoluto CNC
Visualizzazione di posizioni esterne, Run MyCC /EXPD
Opzione; sigla abbreviata N64N. di articolo: 6FC5800-0AN64-0YB0
SINUMERIK Integrate Run MyCC /EXPD consente la visualizzazione di posizioni esterne in SINUMERIK Operate, tramite l'interfaccia di comando di un robot accoppiato. Le posizioni SCP e SCM di un robot sono visualizzate nella pagina base macchina del canale del robot. Le posizioni di destinazione, che devono essere raggiunte dal robot, nel programma pezzo sono programmate come parametri di richiamo del ciclo. Il ciclo scrive i comandi nelle variabili della memoria di accoppiamento $A_DBR e $A_DBD tra NC e PLC. Il PLC li trasmette al controllore del robot.
→ Operatività del robot, Run MyRobot
Visualizzazione multicanale
Nel settore operativo Macchina, con il tasto M, si può commutare tra la visualizzazione mono o multicanale. Nella visualizzazione multicanale sono visualizzate solo informazioni relative ai canali - l'operatività con il canale o l'influenza su di esso sono possibili solo nella visualizzazione del singolo canale. Nella visualizzazione multicanale si possono utilizzare la commutazione del fuoco, la barra di scorrimento e la selezione della finestra; non è però possibile alcuna modifica nei dati del canale CNC. In tutti i canali vengono sempre visualizzate insieme le stesse finestre.
I softkey per la commutazione delle finestre sono validi sempre per tutti i canali visualizzati. Nella visualizzazione multicanale nella parte superiore della finestra sono visualizzati i valori reali degli assi e nella finestra inferiore il menù di scelta (valori T/F/S, blocchi di programma, ecc.) in funzione dei softkey premuti.
© Siemens AG 2016

107Siemens NC 62 · 2016
GlossarioFunzioni e definizioni
SINUMERIK 840D sl
Volantini elettronici
Con i volantini elettronici è possibile muovere simultaneamente in manuale gli assi selezionati. Il valore di ogni tacca dei volantini viene definito con la valenza degli incrementi. Se sono attive la traslazione o la rotazione delle coordinate, è possibile operare manualmente anche nel sistema delle coordinate pezzo trasformato.
La massima frequenza degli ingressi del volantino è 100 kHz. Un terzo volantino può inoltre essere utilizzato come volantino per profilo. Con la funzione Volantino profilo, un volantino può essere utilizzato sia sui torni convenzionali (campo d'impiego ad es. per ShopTurn) sia nella rettifica per il movimento lungo un profilo.
Dopo aver attivato la funzione Volantino profilo, il volantino nei modi operativi AUTO e MDA è attivo come generatore di velocità, cioè un avanzamento impostato tramite programma CNC non è più efficace, un profilo di velocità programmato non è più valido. L'avanzamento in mm/min viene ricavato dagli impulsi del volantino in funzione della valenza degli impulsi stessi (tramite dati macchina) e dell'incremento attivo INC1, INC10, ....
Il senso di rotazione del volantino determina la direzione di movimento: in senso orario nella direzione programmata (anche oltre la fine blocco), indietro in senso antiorario fino all'inizio del blocco.
Volantino profilo
Opzione; sigla abbreviata M08N. di articolo: 6FC5800-0AM08-0YB0
Attivando la funzione "Volantino profilo", il volantino è attivo nei modi operativi AUTO ed MDA del controllo numerico come sovrapposizione di velocità su tutti i movimenti programmati degli assi di interpolazione e sincroni.
Un avanzamento preimpostato tramite il programma CNC non è più valido; il profilo di velocità non è più valido. L'avanzamento in mm/min si ottiene dalla frequenza degli impulsi del volantino in funzione della valenza degli stessi (dati macchina) e dall'incremento attivo.
Il senso di rotazione del volantino determina la direzione di movimento:• In senso orario:
Nella direzione programmata (anche oltre i limiti del blocco) • In senso antiorario:
Nella direzione opposta a quella programmata (fino all'inizio del blocco in esecuzione - non è possibile proseguire oltre i limiti).
→ Interpolazione dell'avanzamento (andamento dell'avanzamento)
© Siemens AG 2016
108 Siemens NC 62 · 2016
GlossaryFunctions and terms
SINUMERIK 840D sl
Working plane
When specifying the working plane in which the desired contour is to be machined, the following functions are defined at the same time:• Plane for the tool radius compensation • Infeed direction for the tool length compensation depending on the type of tool • Plane for the circle interpolation
When calling the tool path correction G41/G42, the working plane must be defined so that the CNC can correct the tool length and radius.
In the basic setting, the working plane G17 (X/Y) is preset for drilling/milling, and G18 (Z/X) for turning.
→ Tool radius compensation
Workpiece-related actual value system
The workpiece-related actual value system of the SINUMERIK CNC enables the user to do the following:• After the CNC has powered up, start machining in a workpiece coordinate system defined via machine data in JOG and
AUTO CNC operating modes without any additional operator actions • Retain the valid settings relating to the active plane, settable frames (G54 ... G57), kinematic transformations, and active tool offset
at the end of the part program for use in the next part program • Toggle between the workpiece coordinate system WCS and the machine coordinate system MCS • Change the workpiece coordinate system, e.g. by changing the settable frames or the tool offset.
© Siemens AG 2015