Ettore Maraschi - Material Handling - immagazzinamento e trasporti interni - Consulman.pdf
55
Acquistato da Davide Leonetti su Webster il 2013-01-17 23:16 Numero Ordine Libreria: 142122017-130117-0 Copyright © 2013, Consulman
Transcript of Ettore Maraschi - Material Handling - immagazzinamento e trasporti interni - Consulman.pdf

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
marta
Font monospazio
ISBN 978-88-97520-09-2

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Consulman S.p.A.C.so Orbassano, 33610137 Torino
Azienda certificata dal 2005 con sistema qualità ISO 9001 : 2008
Tutti i diritti riservatiE’ vietata la riproduzione anche parziale e con qualsiasi mezzo senza l’autorizzazione scritta dell’editore.
Per citazioni e illustrazioni di competenza altrui, riprodotte in questo libro, l’editore è a disposizione degli aventi diritto. L’editore provvederà, altresì, alle opportune correzioni nel caso di errori e/o omissioni a seguito della segnalazione degli interessati.
Il presente volume è a cura di Ettore Maraschi
Prima edizione: maggio 2011
Di particolare interesse per i lettori di questo volume:prod74 - Gestione dei materiali - Concetti e modelli a fabbisogno e a scortaprod75 - Caratteristiche del magazzino
Il catalogo aggiornato è consultabile sul sito www.e-formazione.netove è anche possibile scaricare alcuni articoli gratuiti.
GU-LOGM-076
marta
Font monospazio
ISBN 978-88-97520-09-2

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
1 Material handling 51.1 Definizione di material handling 51.2 Il flusso dei materiali e le aree di interesse 5
2 Obiettivi del material handling 7
3 Il materials handling come strumento di integrazione 8
4 Metodi di analisi dei flussi 94.1 Assembly chart 9 4.2 Process chart (schema di processo/procedimento) 104.3 Flow Diagram 10
5 Unità di carico (UdC) o Carico Unitario 125.1 Definizione e concetti base 125.2 Livelli di Unità di Carico 125.3 Vantaggi e svantaggi dei carichi unitari 125.4 Criteri per la progettazione del carico unitario 13
6 Tipi di unità di carico 146.1 Pallet 14 6.2 Contenitori forcolabili 156.3 Box-Pallet 166.4 Contenitori non forcolabili 166.5 Container 17
7 Immagazzinamento di unità di carico 187.1 Catasta 18 7.2 Scaffalature drive-in e trasferitori 197.3 Scaffalature drive-through 207.4 Scaffalature convenzionali 217.5 Magazzini dinamici o a gravità 217.6 Magazzino in contropendenza 237.7 Magazzini meccanizzati con scaffali compactus 237.8 Magazzini ad alti scaffali con trasloelevatore 247.9 Magazzini a caroselli verticali 26
8 Movimentazione dei materiali 278.1 Trasportatori discontinui 28
8.1.1 Carrello trattore 288.1.2 Carrello a piattaforma 288.1.3 Carrello a pianale 298.1.4 Transpallet 298.1.5 Carrelli frontale e a montante retrattile 308.1.6 Carrelli laterali 308.1.7 Carrelli trilaterali 318.1.8 Carrello commissionatore 328.1.9 Carrelli AGV 328.1.10 Carrelli WGL 33
8.1.11 Carroponti tradizionali 338.1.12 Gru da impilaggio 358.1.13 Gru a portale o a cavalletto 368.1.14 Apparecchi di sollevamento 36
8.2 Trasportatori continui 388.2.1 Convogliatori a pavimento 388.2.2 Convogliatori aerei 408.2.3 Elevatori 41
Sommario
3 GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
9 Evoluzione del materials handling 449.1 Materials handling di prima generazione 449.2 Materials handling di seconda generazione 459.3 Materials handling di terza generazione 469.4 Materials handling di quarta generazione 479.5 Materials handling di quinta generazione 48
9.5.1 La movimentazione intelligente dei materiali 499.5.2 Lo stoccaggio intelligente dei materiali 509.5.3 Il controllo intelligente dei materiali 51
9.6 Dimensioni di un magazzino di classe mondiale 52
Conclusioni 54
4 GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
1 Material handling
Il tema della movimentazione e dell’immagazzinamento dei materiali, prodotti semilavorati e finiti, ricopre un ruolo critico ai fini dell’ottimizzazione del flusso logistico interno di produzione. Un corretto e intelligente posizionamento dei materiali e relativo prelievo, unito a un semplice e rapido flusso dei prodotti semilavorati e finiti, permette di semplificare e velocizzare la produzione con i relativi benefici che ne derivano. Inoltre l’uso di macchinari adatti e tecnologicamente avanzati contribuisce ad un miglioramento delle condizioni di lavoro dal punto di vista della semplificazione delle operazioni, garantendo un lavoro più agevole per la manodopera e di conseguenza un miglior rendimento.Questo tipo di analisi deve essere fatto in maniera attenta e preventiva in quanto incide su alcuni fattori quali fra tutti il lay-out dello stabilimento.
1.1 Definizione di material handlingSi definisce material handling l’insieme delle attività che trattano il movimento, l’imballo e l’immagazzinamento di materiali di ogni forma. Le metodologie impiegate correntemente per l’impostazione e la soluzione dei problemi di material handling non sono state ancora codificate in forma scientifica, di fatto gli esperti del settore si avvalgono spesso del buon senso e dell’intuizione personale. L’impiego del termine material handling in luogo di movimentazione, immagazzinamento e distribuzione di materiali, semilavorati e prodotti è ormai diffuso in quanto il termine anglosassone handling sintetizza efficacemente l’italiano “movimentazione + immagazzinamento + distribuzione”, mentre material indica “materiali + semilavorati + prodotti”.L’importanza del material handling viene spesso messa in evidenza dal fatto che “le operazioni di movimento e le condizioni di sosta aggiungono costo all’oggetto cui si riferiscono, ma non ne modificano il valore”; in questo senso la filosofia di base del material handling afferma che il miglior modo di movimentare un materiale consiste nel non movimentarlo affatto.
1.2 Il flusso dei materiali e le aree di interesseIl sistema di materials handling può essere visto in un certo senso come il “sistema circolatorio” dell’impianto produttivo (o distributivo). Esso costituisce lo strumento di integrazione “fisica” tra le diverse aree operative che compongono l’impianto.Il sistema di materials handling, sia nel caso di impianti di produzione che di distribuzione, risulta normalmente composto di diversi “segmenti”.Ad esempio le fasi di handling normalmente previste per i materiali in transito attraverso un magazzino possono essere così schematizzate: scarico da automezzo, controllo di quantità e qualità, etichettatura, trasporto, immissione nel magazzino, stoccaggio, prelievo da magazzino; sorting, consolidamento, formazione dei carichi, imballaggio, carico sull’automezzo. Ciascuna fase richiede opportuni dispositivi di handling.Facendo invece riferimento al caso di un impianto di assemblaggio il flusso complessivo dei materiali può essere scomposto in due sottosistemi fondamentali: flusso degli assiemi e. flusso dei componentiIl sistema di materials handling complessivo può essere pertanto scomposto - per l’impianto di assemblaggio - nei seguenti segmenti:• dispositivi di handling localizzati presso le stazioni operative• movimentazione degli assiemi• magazzini interoperazionali per gli assiemi.• supporti. (pallets, contenitori, ecc.) per la movimentazione degli assiemi• movimentazione dei componenti• supporti per la movimentazione e lo stoccaggio dei componenti• preparazione dei kit di assemblaggio
5
CAPITOLO 1 - MATERIAL HANDLING
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
• picking dei componenti dal relativo magazzino • dispositivi di indirizzamento selettivo• dispositivi di identificazione automatica.La scelta della configurazione più opportuna per ciascuno dei segmenti del sistema di materials handling, nonché il corretto interfacciamento dei segmenti stessi, presuppongono una dettagliata analisi del flusso dei materiali nel suo complesso.In questo contesto l’evoluzione in atto per quanto riguarda i sistemi di materials handling può essere descritta da due parametri fondamentali: il livello di automazione ed il livello di integrazione.Al crescere del livello di automazione si registra normalmente un incremento del grado di “intelligenza” e “sensorialità” del sistema di materials handling tale da consentire una gestione “selettiva” dei diversi tipi di materiali in transito. Ne deriva una maggiore flessibilità del sistema produttivo a fronte della crescente variabilità dei flussi di materiali in entrata e in uscita.Per ciascuno dei segmenti che costituiscono il sistema di materials handling sono possibili soluzioni alternative a diverso livello di automazione:• segmenti non automatici.• segmenti semiautomatici (è richiesto l’intervento dell’operatore)• segmenti automatici isolati (“isole di automazione”) • sistemi automatici integratiL’incremento del livello di integrazione presenta due aspetti fondamentali:• interfacciamento sul piano impiantistico dei diversi segmenti in modo da consentire il trasferimento
dei carichi da un segmento all’altro;• interfacciamento dei sistemi di controllo preposti alla gestione dei singoli segmenti.L’integrazione del sistema di materials handling può assumere pertanto vari aspetti:• integrazione di due o più segmenti del sistema di materials handling;• integrazione fra sistema di materials handling e stazioni operative automatiche;• integrazione fra dispositivi di controllo del sistema di handling e dispositivi di identificazione
automatica dei materiali;• integrazione fra software di tipo gestionale (gestione delle scorte, gestione. della produzione
ecc.) e software per il controllo dei diversi segmenti dell’impianto di materials handling nonché dei dispositivi di identificazione automatica.
L’incremento del livello di automazione e di integrazione dei sistemi di materials handling richiede un definizione accurata della “disciplina” che regola il flusso dei materiali e delle operazioni. Quanto più il sistema è semplificato e disciplinato tanto più è agevole il passaggio da sistema convenzionale a sistema automatico integrato.Se si prescinde quindi dal ciclo operativo specifico dell’azienda in esame, si possono individuare alcune aree ove l’interesse per le attività di material handling in termini di efficacia ed efficienza è comunque elevato, indipendentemente dal settore di appartenenza tra queste:Figura 1.2
6 GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
2 Obiettivi del material handling
Il sistema di material handling ha come scopo principale quello di relazionare tra loro tutte le operazioni che troviamo dal momento del ricevimento dei materiali fino al prelievo dei prodotti finiti per la consegna al cliente.Tutto ciò deve essere fatto nella maniera il più semplice e funzionale possibile, cercando di raggiungere gli obiettivi principali del material handling qui citati: 1) Riduzione dei costi, con la quale si intende:• ridurre gli immobilizzi e i costi di controllo della produzione;• migliorare l’impiego degli spazi;• minimizzare le movimentazioni;• ridurre il tempo di ciclo della produzione;• aumentare le dimensioni delle unità di carico e ridurre i costi delle movimentazioni singole;• ridurre le soste;• aumentare la produzione specifica (riferita al mq. o all’addetto);• ridurre gli scarti;• ridurre i danni dovuti a movimentazione non corretta;• migliorare la qualità con movimentazioni selettive.2) Aumento delle capacità operative delle risorse, in particolare:• assicurare un ritmo costante di produzione;• coordinare i sistemi di handling;• migliorare il controllo dei materiali;• migliorare l’efficienza della manodopera;• automatizzare le movimentazioni;• ridurre i tempi di attesa delle macchine;• eliminare i colli di bottiglia in produzione;• aumentare i valori degli indici di saturazione superficiale e volumetrica;• aumentare l’indice di rotazione del magazzino.3) Miglioramento delle condizioni di lavoro, in particolare:• rendere più sicure le condizioni di lavoro;• diminuire la fatica;• rendere più confortevole il lavoro umano.4) Tuteladell’integritàfisicaeaumentodellavendibilitàdelprodotto,in particolare:• rispettare i tempi di consegna concordati• accelerare la consegna ai clienti• aumentare il volume produttivo (diminuendo costi e prezzi di vendita)• eliminare i reclami per danni• assicurare la completezza delle consegne• mantenere la qualità durante la fase di distribuzione
7
CAPITOLO 2 - OBIETTIVI DEL MATERIAL HANDLING
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
3 Il materials handling come strumento di integrazione
Il material handling è costituito, fondamentalmente, da una successione di attività di movimento e di condizioni di sosta. Questa sequenza di movimenti e soste identifica il flusso, la cui analisi costituisce la fase preliminare da intraprendere per affrontare qualsiasi problema di material handling. Le aziende hanno da sempre posto particolare attenzione alla gestione del flusso dei materiali ed oggi, a maggior ragione, per effetto di una molteplicità di fattori, primo fra tutti l’alta incidenza percentuale del costo dei materiali sui costi totali di produzione.Al sistema di materials handling sono di fatto affidate tutte le operazioni connesse con i flussi dei materiali in transito attraverso gli impianti di produzione e di stoccaggio, che costituiscono i “nodi” della rete logistica. Il sistema di materials handling costituisce pertanto lo strumento di integrazione fisica fra le diverse aree operative previste all’interno dell’impianto. Come il sistema informativo costituisce in un certo senso il “sistema nervoso” della rete logistica così il sistema dei trasporti - interni ed esterni - costituisce il “sistema circolatorio” rispettivamente all’interno dei nodi e fra i nodi della rete.Una definizione di tipo generale del materials handling può essere la seguente: “uso del giusto metodo per rendere disponibile la quantità giusta del materiale giusto nel posto giusto, al tempo giusto, nella giusta sequenza, nella posizione giusta, nelle giuste condizioni e al costo giusto”. Le principali funzioni svolte dal sistema di materials handling possono essere così riassunte: trasporto, stoccaggio, prelievo frazionato (“picking”), separazione (“sorting”), raggruppamento (“merging”), smistamento (“dispatching”), alimentazione (“feeding”), posizionamento, orientamento.Da un altro punto di vista il sistema di materials handling può essere suddiviso in tre livelli gerarchici: • handling di stazione operativa• handling di reparto• handling di sistema produttivoIn generale nell’ambito del materials handling possono essere identificate tre aree principali: movimentazione dei materiali, stoccaggio dei materiali e controllo dei materiali.Per quanto riguarda le caratteristiche dei materiali trattati possono essere individuate nell’ambito del materials handling tre distinte aree applicative:• liquidi• materiali in pezzatura o sciolti (bulk materials) • colli o carichi unitarizzati (“unit loads”).Ciascun tipo di materiale richiede specifiche soluzioni impiantistiche.Nel seguito (vedi capitolo 5) si farà in particolare riferimento a materiali movimentati in unità di carico discrete (unità di carico pallettizzate o contenitori per componenti), situazione tipica dei sistemi produttivi di tipo manifatturiero.Nella gestione del flusso dei materiali è possibile riconoscere un processo di tipo evolutivo nell’ambito dell’impresa; questo processo si evolve, normalmente, attraverso tre stadi:1) nel primo stadio, l’enfasi è posta sulla movimentazione dei materiali da un punto a un altro,
all’interno di un reparto o di uno stabilimento di produzione; si ricerca la migliore soluzione per far fluire il materiale tra i due punti in esame, ponendo poca attenzione alle possibili interazioni con le altre componenti del flusso globale dei materiali;
2) nel secondo stadio, l’attenzione si concentra sul flusso globale dei materiali all’interno dell’azienda; si ricercano pertanto le interrelazioni tra tutte le sue componenti per definire una gestione globale ottimale;
3) l’ultimo stadio è caratterizzato da un approccio sistemico alla gestione del flusso fisico dei materiali, che prende in considerazione tutte le attività che possono essere coinvolte nella:• movimentazione di tutti i materiali da tutte le sorgenti di rifornimento;• movimentazione all’interno dello stabilimento e tra gli stabilimenti di produzione dell’azienda;• distribuzione dei prodotti finiti a tutti i clienti e mercati dell’azienda.
Detto ciò, di seguito sono proposti alcuni metodi di analisi dei flussi che possono aiutare a comprendere meglio il corretto flusso dei materiali.
8
CAPITOLO 3 - I FLUSSI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
4 Metodi di analisi dei flussi
4.1 Assembly chartQuesto metodo è una rappresentazione grafica delle interrelazioni fra le componenti di un prodotto. Esso evidenzia:• le componenti del prodotto• le relazioni tra le parti• le sequenze di assemblaggio• un’idea preliminare del flusso dei materialiL’assembly chart viene costruita nel seguente modo:a) usando la distinta base e i cicli di produzione per l’assemblaggio, si rappresenta l’ultima
operazione per mezzo di un cerchio in basso a destra; a destra del cerchio si descriverà brevemente l’operazione;
b) dal cerchio si traccia una linea orizzontale verso sinistra per indicare i componenti utilizzati, partendo dal primo che viene montato; a fianco di ogni linea si identifica il componente;
c) se il componente è un sottoassieme, la linea orizzontale non arriverà all’estremità sinistra del foglio, ma si fermerà a metà circa, dove verrà inserito un cerchio a rappresentare il sottoassieme stesso; da questo cerchio si procederà con linee orizzontali, come al punto b, per indicare i componenti;
d) terminata l’analisi dei componenti dell’ultima operazione, si traccia una breve linea verticale e si inserisce con un cerchio la penultima operazione, indicandone i componenti, come già introdotto nei punti precedenti;
e) procedere in questo modo fino alla prima operazione di montaggio;f) verificare che tutti i materiali della distinta base siano presenti; introdurre quindi nei cerchi,
indicanti le operazioni, il loro numero.
Figura 4.1 - Esempio di Assembly chart
9
CAPITOLO 4 - METODI DI ANALISI DEI FLUSSI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
4.2 Process chart (schema di processo/procedimento)È la descrizione delle fasi di un processo, utilizzando simbologie note e diffuse, accompagnate da una sufficiente descrizione per comprendere ciò che si vuole rappresentare; è simile sia alla Assembly Chart che alla Operation process chart.Si differenzia per la simbologia usata che permette l’immissione di maggiori informazioni.È molto utile usare un foglio di rilievo dati che mette in evidenza le singole tipologie di eventi (trasporto, attesa, ecc.) e i tempi.Figura 4.2 - Esempio di process chart
Lo schema di procedimento è un mezzo per registrare un procedimento in maniera concisa, allo scopo di capirlo meglio e di migliorarlo; esso rappresenta graficamente le diverse fasi o operazioni che hanno luogo durante la lavorazione di un componente/prodotto.Lo schema comincia di norma con il materiale greggio che entra nella fabbrica; lo segue poi in ogni fase, come trasporto, deposito, controllo, operazioni di macchina, montaggio, fino a che diventa un prodotto finito o un gruppo di montaggio.Attenzione! Maggiore è il numero dei componenti che si assemblano o si lavorano nel processo, maggiore è il numero delle operazioni che debbono essere sincronizzate o dei magazzini intermedi necessari per il bilanciamento della linea.A seconda del livello di dettaglio la Process Chart può avere forme differenti.
4.3 Flow DiagramE’ un metodo grafico che utilizza gli stessi simboli della Process Chart costruendo il flusso sul lay-out dell’area in esame. Le fasi sono le seguenti:a. disegnare il lay-out dell’area interessata;b. descrivere le attività, impiegando i simboli del Process Chart e posizionandoli nei punti in cui esse
avvengono;c. collegare i simboli per evidenziare il flusso.
10
CAPITOLO 4 - METODI DI ANALISI DEI FLUSSI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Figura 4.2 - Esempio di Flow Diagram
11
CAPITOLO 4 - METODI DI ANALISI DEI FLUSSI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
5 Unità di carico (UdC) o Carico Unitario
5.1 Definizione e concetti baseUna Unità di Carico (UdC) o Carico Unitario è stato definita da James R. Bright come segue: “Un numero di articoli (o materiale sciolto) disposti o contenuti in modo da poter essere prelevati o spostati come un solo oggetto che, al momento dello scarico, manterrà la sua disposizione iniziale per un successivo spostamento. E’ ovvio che i singoli oggetti possono venire anch’essi considerati come carichi unitari”.È immediato comprendere ed è agevole dimostrare che, quanto maggiore è il carico, tanto minore è il costo per unità trasportata. Bisogna anche tenere in considerazione che le richieste di marketing riflettono la loro influenza sulle dimensioni dei colli. Ma quando veniamo alla scelta dei metodi, delle tecniche, dei sistemi o delle attrezzature per il trasporto dei materiali, la nostra scelta è influenzata da diversi interrogativi: vogliamo trasportare un solo pezzo in un solo trasporto o un solo pezzo in un trasporto continuo da un punto all’altro o parecchi pezzi per volta in forma continua o intermittente.Il principio del Carico Unitario implica che i materiali debbano venir trasportati nell’unità di dimensione massima e più efficiente, servendosi di mezzi meccanici intesi a ridurre il numero di spostamenti richiesti per una data quantità di materiale.Il concetto di Carico Unitario si esplica pertanto attraverso la seguente logica:a) eseguire un numero minimo di carichi ed eliminare se possibile il trasporto manuale;b) riunire i materiali in un Carico Unitario per economia di trasporto e magazzinaggio;c) riunire i materiali in Carichi Unitari al più presto possibile e mantenerli in questa forma il più a
lungo possibile;d) riprogettare, se del caso, i colli o gli scatoloni per un miglior raggruppamento in Carichi Unitari e
mantenere la forma del Carico Unitario per usare ogni possibile spazio ed evitare danneggiamenti dei prodotti;
e) provvedere a che il Carico Unitario sia il più grande possibile tenendo conto delle limitazioni del fabbricato, dell’attrezzatura di trasporto, delle zone di produzione, del volume del materiale richiesto e delle dimensioni e capienza del comune trasportatore.
5.2 Livelli di Unità di CaricoL’esame delle Unità di Carico comunemente impiegate nell’industria e nel commercio suggerisce di suddividerle in tre livelli distinti l’uno dall’altro per quanto attiene a:• dimensioni;• mezzi di movimentazione.Il primo livello, generalmente legato ai trasporti esterni, è rappresentato dal container le cui dimensioni esterne di massima in metri sono 12 x 2.5 x 2.5 e la cui movimentazione è meccanizzata con carrelli di grande portata.Il secondo livello è legato alla movimentazione meccanizzata di stabilimenti, magazzini e centri di smistamento attraverso l’utilizzo di pallet le cui dimensioni in metri sono 0.8 x 1.2 (standard Europeo) e la cui movimentazione è meccanizzata con carrelli a forche o con piani a rulli.Il terzo livello corrisponde alla movimentazione manuale che avviene attraverso scatole di dimensioni in metri pari a 0.4 x 0.6 x 0.4 .
5.3 Vantaggi e svantaggi dei carichi unitariMolti sono i vantaggi del concetto di Carico Unitario e tutti sono correlati con molte fasi e aspetti del sistema generale di trasporto, peraltro malgrado la grande evidenza a favore dell’applicazione del concetto del Carico Unitario vi sono nondimeno alcuni svantaggi; in merito ad entrambi si veda la
12
CAPITOLO 5 - UNITÀ DI CARICO
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
tabella sottostante:Figura 5.3:
5.4 Criteri per la progettazione del carico unitarioLa fase di progettazione del Carico Unitario deve essere trattata in maniera approfondita considerando tutti i fattori che possono influire; una buona progettazione dell’Unità di Carico ricopre un ruolo fondamentale nel processo di semplificazione del material handling. A tal proposito è bene considerare a monte una serie di criteri di progettazione, quali ad esempio:
Le Unità di Carico, per essere movimentate all’interno e all’esterno dell’azienda, necessitano di mezzi appositi che consentano uno spostamento facile e sicuro. Ciò si effettua tramite i supporti che sono quei mezzi di material handling che vengono direttamente a contatto con l’oggetto dell’operazione e possono seguirlo nei suoi movimenti. Nei capitoli successivi vengono descritti i principali tipi di supporti.
13
CAPITOLO 5 - UNITÀ DI CARICO
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
6 Tipi di unità di carico
6.1 PalletSi tratta di piattaforme sulla cui faccia superiore vengono posti gli oggetti da immagazzinare (o da movimentare). La loro parte inferiore è provvista di una serie di vani, nei quali possono essere inserite le forche di un carrello o di un altro mezzo mobile.Il materiale più comunemente impiegato è il legno. Nei casi in cui al supporto vengano richieste lunga durata e/o tolleranze di costruzione particolarmente strette, vengono impiegati pallets metallici. Possono essere usati anche pallets di plastica, che ad alcune caratteristiche del legno, può associare lunga durata e dimensioni abbastanza precise.Per quanto si riferisce all’impiego, i pallets possono essere a due vie oppure a quattro, a seconda che si possano inforcare da due o da quattro lati.Nella figura 6.1 sono illustrate le esecuzioni più comuni; si differenziano tra loro in base alle caratteristiche dei piani di appoggio, ai lati d’inforcamento e alla forma dei listelli.Nella maggior parte dei casi, un solo tipo di unità di carico non risolve in modo ottimale i problemi di tutti i materiali che devono essere immagazzinati. È invece necessario, normalmente, trovare un opportuno compromesso tra l’impiego di un solo tipo di supporto (ottima elasticità, scarsa saturazione volumetrica) e l’impiego di tanti supporti diversi quante sono le classi dimensionali dei materiali (pessima elasticità, ottima saturazione volumetrica).
14
CAPITOLO 6 - TIPI DI UNITÀ DI CARICO
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Tra tutti i supporti usati nelle operazioni di material handling il pallet è senza dubbio il più importante, impiegato nei trasporti interni ed esterni, nei magazzini e nei transit point.Figura 6.1 - Tipi di pallet
6.2 Contenitori forcolabiliAppartengono a questa categoria contenitori di tipo e dimensioni molto diverse, ma aventi in comune la possibilità di essere movimentati con mezzi mobili a forche. Quasi sempre questi contenitori sono sovrapponibili.Figura 6.2 - Contenitori
15
CAPITOLO 6 - TIPI DI UNITÀ DI CARICO
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
6.3 Box-PalletQuesti contenitori presentano una caratteristica del tutto particolare: si tratta di parallelepipedi sprovvisti della faccia superiore e ottenuti sovrapponendo le quattro pareti verticali a un pallet comune (si veda la figura 6.3). Le pareti sono collegate tra di loro per mezzo di quattro cerniere e possono essere staccate dal pallet di base, in modo da permettere che il ritorno de contenitori vuoti non richieda un eccessivo impegno di volume.Figura 6.3 - Box Pallet
6.4 Contenitori non forcolabiliAppartiene a questa categoria l’ampia gamma dei contenitori tradizionali, abbondantemente impiegati in quasi tutti i magazzini. La loro costruzione prevede l’utilizzo di metallo, plastica, legno o cartone (si veda la figura 6.4). Figura 6.4 - Contenitori non forcolabili
16
CAPITOLO 6 - TIPI DI UNITÀ DI CARICO
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
6.5 ContainerI container sono concepiti per il trasporto di merci, con uno o più mezzi diversi di trasporto; i container sono infatti muniti di dispositivi che facilitano il trasbordo da un mezzo di trasporto ad un altro. Per tale motivo, essi risultano adatti per il tipo di trasporto cosiddetto porta a porta, cioè direttamente dallo stabilimento di produzione al destinatario, mediante due o più sistemi di trasporto diversi (autocarri, carri ferroviari, navi, ecc.).Figura 6.5 Container
17 GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
7 Immagazzinamento di unità di carico
Come per tutte le scelte che producono impegni organizzativi e finanziari, anche per quella relativa al posizionamento dei materiali nel magazzino si deve procedere con un metodo di analisi utile a verificare tutte le componenti che direttamente o indirettamente influenzano questa scelta.Innanzitutto, le caratteristiche costruttive dell’edificio adibito a magazzino: la sua altezza utile, il posizionamento delle strutture di sostegno della copertura, la posizione delle vie di carico in entrata e per la distribuzione, il lay-out previsto per la movimentazione.Il lay-out con la definizione dei percorsi previsti per la movimentazione dei materiali sia in entrata che in uscita permetterà di definire le aree di manovra e le aree destinate al posizionamento delle strutture.Gli elementi da considerare per questa scelta sono pertanto numerosi ed è necessario anche valutare la conseguente entità dell’investimento previsto, poiché si possono verificare soluzioni che, a parità di sistema, come per esempio per le scaffalature, possono sensibilmente modificare il valore dell’investimento e ridurre il costo di gestione valutato in relazione al numero di posti pallet risultanti disponibili nelle varie soluzioni.In linea generale l’immagazzinamento delle unità di carico può avvenire:• mediante sovrapposizione diretta delle unità stesse (catasta);• mediante scaffali, di vari tipi e caratteristiche;• mediante sistemi con diverse tipologie di scaffali e/o livelli di automazione.Le unità stesse possono avere funzionamenti sia come magazzini interoperazionali (buffer) che come magazzini di picking o kitting.Cercheremo ora di fornire gli aspetti fondamentali dei tipi di immagazzinamento appena citati, analizzando pregi e difetti, per capire quali di essi utilizzare a seconda della situazione in cui ci troviamo.
7.1 CatastaLo stoccaggio in catasta (vedi figura 7.1) è tipico di materiali raccolti in contenitori sovrapponibili gli uni sugli altri e movimentabili con carrelli a forche. Se il contenitore è già impiegato per operazioni a monte o a valle del magazzino (e quindi non viene utilizzato solo per l’immagazzinamento del materiale), tale sistema è certamente il più conveniente, a parità di frequenza delle movimentazioni, di indici di selettività e di indici di utilizzazione. Inoltre si adatta bene quando vi e’ un consistente numero di pallets sovrapponibili per singola voce (utilizzo superficiale).Spesso, però, non è possibile adottare tale soluzione per uno dei seguenti motivi:1) il numero di unità di carico (ovviamente sovrapponibili) per ogni voce è molto piccolo, per cui
le pile risultano basse e quindi l’indice di utilizzazione volumetrico insoddisfacente (a meno di sovrapporre unità di carico contenenti voci diverse, il che comporta, però, un maggior numero di movimentazioni);
2) le dimensioni o la forma delle unità di carico (sempre supposte sovrapponibili) sono tali da non
18
CAPITOLO 7 - IMMAGAZZINAMENTO DI UNITÀ DI CARICO
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
consentire la formazione di pile aventi una sufficiente stabilità ed altezza;3) la capacità portante del pavimento consente di sovrapporre un numero limitato di unità di carico
(dato l’elevato peso unitario di queste ultime).Figura 7.1 - Esempio di catasta
7.2 Scaffalature drive-in e trasferitoriQuesto tipo di scaffalatura (vedi figura 7.2) permette di posizionare in fila multipla ed in profondità i pallets in modo che il primo ad entrare risulti anche l’ultimo ad uscire, essendo posizionati nella stessa corsia con unica via di entrata e di uscita, adottando così la logica LIFO (Last In First Out).Normalmente nella stessa corsia vengono posizionati pallets con lo stesso materiale, ossia con lo stesso codice-prodotto ma in alcuni casi, in relazione al sistema organizzativo aziendale, possono essere posizionati prodotti con più codici ma destinati, ad esempio, alla stessa linea di produzione o allo stesso cliente.La movimentazione dei pallets, non essendovi installati rulli di scorrimento, avviene per spinta.Figura 7.2a - Scaffalatura drive-in
19
CAPITOLO 7 - IMMAGAZZINAMENTO DI UNITÀ DI CARICO
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Il trasferitore è un particolare carrello automotore, di ingombro molto limitato, il quale si infila sotto l’unità di carico, la solleva leggermente, la trasporta orizzontalmente e la deposita riabbassandosi, seguendo uno dei programmi di cui può essere dotato. Esso opera entro scaffalature tipo drive in, muovendosi su coppie di guide poste sotto ai correnti degli scaffali stessi. La corsa orizzontale è comandata da un motore elettrico; il sollevamento avviene per mezzo di camme azionate da un motoriduttore. Il trasferitore può essere spostato da una corsia all’altra per mezzo di una carrello sollevatore.Figura 7.2b - Trasferitore
7.3 Scaffalature drive-throughQuesta scaffalatura permette di realizzare il principio FIFO (First In First Out) poiché i pallets entrano nella stessa corsia ed escono dalla parte opposta all’entrata. Anche in questa struttura, nella stessa corsia entrano pallets con prodotti dallo stesso codice-prodotto o più codici, ma con la stessa destinazione finale. Queste scaffalature sono particolarmente indicate per il posizionamento di prodotti con scadenza, o appartenenti allo stesso lotto di produzione per i quali è indispensabile tenere sotto controllo la movimentazione: ad esempio prodotti alimentari (in particolare prodotti freschi), prodotti farmaceutici ecc.Unica limitazione per l’utilizzo di queste scaffalature è quella di dover posizionare nella stessa corsia un unico codice-prodotto, per cui sono indicati per centri di produzione con un numero limitato di codici prodotto, oppure per aziende, con prodotti aventi una marcata stagionalità con immagazzinamento lento e distribuzione veloce.Figura 7.3 - Scaffale drive-through
20
CAPITOLO 7 - IMMAGAZZINAMENTO DI UNITÀ DI CARICO
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
7.4 Scaffalature convenzionaliIn linea generale, si hanno: scaffali fissi o smontabili; a struttura tubolare, in profilati di acciaio, in angolari forati o ancora in cemento armato. In ogni caso, gli scaffali devono: essere incombustibili, sopportare i carichi senza deformarsi, resistere ad eventuali urti da parte dei mezzi di trasporto.La figura 7.4 riporta due esempi di scaffale di tipo tradizionale, caratterizzato da più ripiani (accessibili da parte dell’uomo e/o di un adatto mezzo di trasporto) e soprattutto dal fatto che ogni fronte si affaccia su un corridoio di servizio, la cui larghezza dipende - come è ovvio, dal mezzo di trasporto che lo deve percorrere; scaffali di questo tipo sono in genere a doppia facciata.
Figura 7.4 - Scaffalature convenzionali
L’altezza di uno scaffale dipende dal sistema di movimentazione dei materiali. Così, se l’immagazzinamento ed il prelievo dei materiali vengono effettuati da operatori che si muovono a piano pavimento (caso peraltro molto raro nei magazzini per unità di carico), l’altezza da terra degli scaffali non dovrebbe superare m. 2 ÷ 2,25.Impiegando mezzi di trasporto meccanizzati, l’altezza utile degli scaffali aumenta sensibilmente: la figura fornisce alcune indicazioni in proposito. Al servizio di scaffali aventi altezze di circa 10 m si possono utilizzare carroponti di impilaggio oppure carrelli a forche a preselezione automatica dell’altezza. Per altezze maggiori si ricorre ai traslatori.
7.5 Magazzini dinamici o a gravitàSono di quanto di meglio offra attualmente il mercato delle scaffalature per posizionare i pallets con prodotti ad alta rotazione e/o per i quali è indispensabile osservare strettamente il principio FIFO.Questa tipologia di magazzino infatti oltre a permettere la movimentazione dei prodotti in modo che il primo pallet ad entrare sia anche il primo ad essere prelevato per l’uscita, attualmente è l’unico sistema che consenta uno sfruttamento massimo del volume a disposizione poiché è nel complesso una struttura unica senza corridoi intermedi, necessitando di un solo corridoio per l’alimentazione del magazzino stesso ed un secondo corridoio per il prelievo (figura 7.5a).
21
CAPITOLO 7 - IMMAGAZZINAMENTO DI UNITÀ DI CARICO
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Figura 7.5a - Scaffale a gravità
Con questa tipologia di struttura si hanno i seguenti vantaggi:• la movimentazione dei materiali, avvenendo su rulli, riduce fino al 50% i percorsi degli operatori;• con la movimentazione a gravità, non si affrontano costi energetici;• la capacità di immagazzinaggio può aumentare, rispetto all’impiego di strutture porta pallet
tradizionali, fino al 100%;• si riduce il numero dei carrelli elevatori, poiché questi vengono utilizzati unicamente per
l’immissione dei pallets e il loro prelievo;• possono essere utilizzati carrelli elevatori frontali o retrattili normali, mentre con le scaffalature
tradizionali per utilizzare al meglio le superfici e i volumi disponibili si devono utilizzare carrelli trilaterali che hanno un costo di investimento decisamente superiore;
• il costo dell’investimento, anche se notevolmente caro, viene ammortizzato in un tempo massimo di due anni;
Una variante dello scaffale a gravità è quella con carrello motorizzato ove i ripiani delle varie corsie sono orizzontali e non inclinati (vedi figura 7.5b).Figura 7.5b - Scaffale con avanzamento motorizzato
22
CAPITOLO 7 - IMMAGAZZINAMENTO DI UNITÀ DI CARICO
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Il carrello preleva ciascuna unità caricata ad una estremità dello scaffale e la porta - con avanzamenti successivi - fino all’estremità opposta della stessa corsia, dove la depone nello spazio libero più vicino al fronte di prelievo. Ovviamente, appena il vano di estremità si rende libero, il carrello interno allo scaffale provvede a far avanzare di un passo, tutte le unità di carico seguenti. L’avanzamento del carico avviene grazie al sollevamento di una piattaforma mobile di cui è dotato il carrello; quando la piattaforma è abbassata, il carrello - che si appoggia sulle ali inferiori di due profilati a U costituenti i correnti di sostegno delle unità di carico - può spostarsi passando sotto le unità di carico stesse. Secondo l’intensità della movimentazione, si prevede un carrello per ogni corsia oppure un solo carrello per più corsie: in quest’ultimo caso, il trasferimento del carrello da una corsia all’altra avviene in corrispondenza della testata di carico mediante apposito trasferitore dotato di forche oppure ricorrendo ad un carrello elevatore a forche.
7.6 Magazzino in contropendenzaIl magazzino in contropendenza è nella realtà una semplificazione del magazzino dinamico a gravità “passante” ma dal punto di vista funzionale presenta caratteristiche completamente diverse.I canali vengono caricati e scaricati da un’unica estremità: durante il carico il pallet risale il canale, durante lo scarico lo discende con una logica di movimentazioni di tipo LIFO. Lo scorrimento dei pallet avviene su rulli, evitando così che il carrello elevatore entri nelle corsie.Consente elevate prestazioni in termini di utilizzazione superficiale e volumetrica.Figura 7.6 -
7.7 Magazzini meccanizzati con scaffali compactusLo scaffale (vedi figura 7.7) è noto anche come scaffale compactus, ed è costituito da elementi mobili trasversalmente. Tali elementi sono dotati di ruote e possono scorrere su apposite rotaie, essendo trainati da un gruppo motore oppure da una catena ubicata sotto il piano pavimento.Agendo su un comando posto in corrispondenza della testata di ciascun elemento di scaffale, si possono spostare gli elementi necessari per ricavare un corridoio di accesso nella posizione voluta: l’operatore o, più spesso, il mezzo di trasporto penetra in tale corridoio per effettuare i depositi od i prelievi dei materiali che interessano.
23
CAPITOLO 7 - IMMAGAZZINAMENTO DI UNITÀ DI CARICO
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Le caratteristiche principali di questo sistema sono:• indici elevati di utilizzazione;• tempi di accostamenti ai vani più lunghi;• adatto per frequenze di movimentazione delle voci non elevate.Figura 7.7 - Magazzini meccanizzati con scaffale compactus
7.8 Magazzini ad alti scaffali con trasloelevatoreGli alti scaffali (vedi figura 7.8) hanno sovente ripiani di profondità atti a contenere due unità di carico (prospicienti corsie vicine); ma si realizzano pure alti scaffali con ripiani a gravità (il caricamento delle unità di carico avviene da una corsia, ed il prelievo dalla corsia vicina) oppure si attrezzano i transelevatori con implement atti a movimentare due o più unità di carico alla volta (nel senso della profondità).Le caratteristiche principali di queste scaffalature sono le seguenti:• possono superare i 20 ÷ 30 m;• a volte gli stessi scaffali sopportano le strutture di copertura del fabbricato;• i mezzi di trasporto da impiegare per la movimentazione dei materiali sono i traslatori.Figura 7.8a - Alti scaffali con trasloelevatori
24
CAPITOLO 7 - IMMAGAZZINAMENTO DI UNITÀ DI CARICO
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Si possono definire trasloelevatori quei mezzi di immagazzinamento che, vincolati al pavimento o agli scaffali, non possono operare al di fuori della zona di stivaggio del magazzino. Questi mezzi scorrono su una o due rotaie di guida che possono essere poste sul pavimento oppure sostenute dagli scaffali stessi. Taluni trasloelevatori limitano la loro attività ad un solo corridoio, altri passano da un corridoio all’altro per mezzo di un ponte trasbordatore. Le loro prestazioni possono essere molto diverse, infatti:• la portata può variare da poche centinaia di chili a qualche tonnellata;• l’altezza di lavoro può superare i 30 m;• l’operazione di prelievo può essere limitata all’unità di carico completa e/o estendersi al picking;• il comando di movimento può essere manuale oppure meccanizzato.Il trasloelevatore rappresenta l’elemento fondamentale di un magazzino automatico. Un magazzino può essere definito automatico se i trasloelevatori per il deposito e il prelievo della merce non recano l’uomo a bordo, ma, ricevute opportune istruzioni da un’apparecchiatura di gestione, si muovono e si posizionano regolando la loro attività sulla base delle informazioni ricevute ed eventualmente correggendola in funzione della realtà di magazzino. Figura 7-8b - Trasloelevatori
In figura 7.8c vengono rappresentati diversi tipi di trasloelevatori comunemente usati con comando generalmente automatico e senza operatore a bordo, nei quali si riconosce lo sforzo di adattamento a diverse unità di carico, pur nel mantenimento della configurazione di base.Figura 7-8c - Trasloelevatori senza operatore
25
CAPITOLO 7 - IMMAGAZZINAMENTO DI UNITÀ DI CARICO
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
In figura 7.8d vengono rappresentati uno schema di traslo-elevatore speciale per materiali di pezzatura molto lunga in un magazzino con corsie larghe (A) ed uno con corsie strette (B).Figura 7.8d - Schema di traslo-elevatore speciale
7.9 Magazzini a caroselli verticaliPermettono di utilizzare tutta l’altezza del magazzino ottimizzando il principio che non è l’operatore che deve andare a posizionare o prelevare il materiale, ma è il materiale che “si presenta” su richiesta all’operatore su un piano frontale all’operatore stesso. Praticamente sono armadi dove sui ripiani sono posizionati i prodotti che seguono un movimento verticale ed all’operatore si presenta frontalmente il piano sul quale è posizionato il prodotto richiesto attraverso una apposita tastiera gestita dall’operatore stesso. Si realizza, con il movimento verticale dei piani di posizionamento, una riduzione degli sforzi degli operatori e un conseguente aumento di produttività. Le caratteristiche fondamentali sono:• controllo costante della situazione dei materiali;• controllo degli accessi al magazzino;• sequenziazioni ottimizzate;• carichi bilanciati;• gestione dei prelievi in base alle opportune politiche di rotazione;• accesso automatico a tutte le postazioni;• segnalazione automatica all’operatore del tipo, quantità’ e posizione dei particolari da prelevare;• stampa di documenti, etichette, codici a barre;• lettura di codici a barre e memorizzazione dei dati.Figura 7.9 - Magazzino a carosello verticale
26
CAPITOLO 7 - IMMAGAZZINAMENTO DI UNITÀ DI CARICO
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
8 Movimentazione dei materiali
La modalità di movimentazione dei materiali all’interno di un magazzino è una delle attività più critiche: richiede un’accurata analisi, per poter scegliere il mezzo o i mezzi più idonei in relazione non solo all’obiettivo principale di movimentare le merci conservandone tutte le caratteristiche, ma anche per poter ottimizzare l’attività che viene normalmente svolta all’interno di un magazzino, dal loro ricevimento, al posizionamento sulle varie strutture, al prelievo ed al carico per la distribuzione.Il mezzo di movimentazione scelto condiziona il lay-out delle diverse aree del magazzino, deve contribuire all’ottimizzazione dell’utilizzo dei volumi disponibili nell’area dedicata al posizionamento e deve soddisfare alcune esigenze operative atte non solo a ridurre ed eliminare la fatica degli operatori, ma nel contempo a ottimizzare la produttività dei trasferimenti dei materiali nelle varie aree logistiche.Dal punto di vista del servizio fornito possiamo distinguere due categorie principali di mezzi di movimentazione:• trasportatori discontinui;• trasportatori continui.Dal punto di vista funzionale di seguito viene presentata una possibile classificazione.Figura 8 - Classificazione funzionale
1) mezzi senza vincoli di mobilitàIn questo gruppo rientrano i diversi tipi di carrelli industriali normalmente utilizzati all’interno dei magazzini. Possono essere individuati due sottogruppi. II primo comprende i mezzi adibiti esclusivamente alla movimentazione orizzontale dei carichi; tali mezzi (ad es. transpallet) possono essere di tipo manuale o moto-rizzato; in quest’ultimo caso il conducente può essere appiedato o a bordo del mezzo.Il secondo comprende i mezzi adibiti alla movimentazione sia orizzontale che verticale dei carichi; anche in questo caso il conducente può essere a bordo o appiedato. Rientrano in questo sottogruppo i diversi tipi di carrelli elevatori a forche comunemente utilizzati nei magazzini per unità di carico pallettizzate (carrelli a contrappeso, carrelli a forche retrattili, carrelli trilaterali, carrelli con carico/scarico laterale ecc.) nonché i diversi tipi di carrelli commissionatori (utilizzati nelle attività di picking).Possono rientrare inoltre nel gruppo dei mezzi senza vincoli di mobilità, come caso particolare, gli AGVS (“Automated Guided Vehicle Systems”), i quali rappresentano lo stadio di evoluzione più recente dei carrelli industriali tradizionali. Dal momento tuttavia che, almeno nelle applicazioni finora realizzate, gli AGV si muovono su percorsi vincolati, seguendo bande di tipo ottico o magnetico disposte sul pavimento, essi presentano attualmente alcuni aspetti tipici del terzo gruppo.
2) mezzi vincolati a specifiche aree operative Questo gruppo comprende mezzi quali carroponti, gru a portale, paranchi ecc., generalmente adibiti alla movimentazione di carichi pesanti all’interno di aree operative delimitate.
3) mezzi vincolanti a specifici percorsi operativi Questo gruppo comprende i sistemi di handling che consentono la movimentazione dei carichi lungo per¬corsi fissi contraddistinti da apposite installazioni fisse (trasportatori a catena, trasportatori a rulli, trasportatori a nastro, convogliatori aerei mono e birotaia, ecc.).
4) mezzi ausiliari di handling localizzati presso stazioni operative
27
CAPITOLO 8 - MOVIMENTAZIONE DEI MATERIALI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
In questo gruppo sono infine compresi i dispositivi di handling localizzati presso stazioni operative (dispositivi di alimentazione, posizionamento, ecc.). In questo gruppo possono rientrare come caso particolare anche i robots utilizzati come dispositivi di carico/scarico dei mezzi di produzione automatici.
8.1 Trasportatori discontinuiIl capostipite dei trasportatori discontinui è il carrello; esso è il mezzo mobile più usato nelle operazioni di magazzino e nella movimentazione di oggetti con ridotta attitudine al trasporto continuo.Con l’espansione del commercio su scala mondiale e il diffondersi dei consumi, si è assistito a una grande evoluzione relativa ai mezzi per la movimentazione delle merci. Si è passati così dal carrello con motore termico e cambio meccanico ai carrelli con motore termico e trasmissione semiautomatica oppure idrostatica, fino ad arrivare, con l’avvento dell’elettronica ai carrelli con controllo elettronico della velocità, con prestazioni elevatissime e rispetto dell’ambiente di lavoro.I principali trasportatori discontinui destinati alla movimentazione dei materiali sono illustrati di seguito.
8.1.1 Carrello trattoreSono mezzi mobili (vedi figura 8.1.1) destinati al traino di rimorchi di ogni genere, solitamente impiegati per i trasporti di collegamenti tra diversi centri produttivi e per la movimentazione interna di reparto. Una particolare evoluzione di questi mezzi ha condotto recentemente alla realizzazione del trattore a guida automatica: si tratta di un normale trattore elettrico provvisto di un dispositivo di guida elettronico, che lo rende capace di seguire una traccia senza essere condotto dall’uomo. La traccia consiste in un cavetto isolato, posto nel pavimento a circa 1 cm di profondità, alimentato da uno o più oscillatori ad una frequenza ben precisa, i quali danno origine al campo magnetico che serve da guida al carrello. Il mezzo può inoltre seguire un programma di percorsi e fermate ottenuto per mezzo di opportuni selettori posti sul carrello stesso; ad ogni selettore corrisponde una combinazione di magneti permanenti posti sul pavimento che determinano la deviazione o la fermata del mezzo.Figura 8.1.1 - Carrello trattore
8.1.2 Carrello a piattaformaI carrelli a piattaforma (vedi figura 8.1.2) sono carrelli elevatori, nei quali il supporto del carico è costituito da una piattaforma, anziché dalle comuni forche. Esistono in numerose versioni e sono, normalmente, destinati alla movimentazione di materiali e contenitori non forcolabili.
28
CAPITOLO 8 - MOVIMENTAZIONE DEI MATERIALI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Figura 8.1.2 - Carrello a piattaforma
8.1.3 Carrello a pianaleI carrelli a pianale (vedi figura 8.1.3) sono carrelli destinati al trasporto di materiali di forma e dimensioni diverse, nei quali il carico viene posto su un ripiano fisso analogo al processo di carico di un autocarro.Figura 8.1.3 - Carrello a pianale
8.1.4 TranspalletAppartengono alla categoria dei carrelli a forche frontali. Si tratta di mezzi nei quali il sollevamento delle forche è limitato a pochi centimetri; essi non vengono impiegati per l’inserimento delle unità di carico nelle scaffalature, ma per operazioni complementari di trasporto e di movimentazione.Il transpallet manuale (vedi figura 8.1.4a) viene impiegato per tragitti brevi, per operazioni di carico e scarico, trasporto orizzontale e magazzinaggio. È dotato di una leva unica per il sollevamento e la traslazione.Il transpallet elettrico a timone (vedi figura 8.1.4b) è invece impiegato per tragitti di media lunghezza. È particolarmente utile nei magazzini piccoli, in corridoi stretti, per il carico e lo scarico di autocarri muniti di pedana.Il transpallet elevatore elettrico a timone può essere guidato sia da terra che da bordo. Molto più maneggevole, è particolarmente adatto alla movimentazione rapida ed economica nel settore commerciale.
29
CAPITOLO 8 - MOVIMENTAZIONE DEI MATERIALI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Figura 8.1.4 - Transpallet manuale e Transpallet elevatore elettrico a timone
8.1.5 Carrelli frontale e a montante retrattileI carrelli elevatori frontali (vedi figura 8.1.5) hanno la caratteristica di lavorare, cioè di inforcare i pallet, parallelamente rispetto al senso di marcia. Lo spazio di manovra di un carrello frontale, nel corridoio di lavoro tra due filari di scaffalature di un magazzino, è una caratteristica fondamentale per una scelta economica del ciclo operativo e delle risorse. Allo scopo di ridurre a valori minimi la larghezza dei corridoi di lavoro, vengono impiegati frequentemente i carrelli frontali retrattili (vedi figura 8.1.5) i cui montanti, potendo scorrere parallelamente avanti e indietro di qualche decina di centimetri, consentono di lavorare in corridoi più stretti e in tal modo sfruttare meglio la superficie del pavimento.Figura 8.1.5 - Carrello frontale e Carrello frontale retrattile
8.1.6 Carrelli lateraliVengono definiti laterali (vedi figura 8.1.6) i carrelli le cui forche lavorano perpendicolarmente alla direzione di marcia del mezzo, quindi le operazioni di prelievo e di deposito del carico avvengono senza richiedere la sterzata del carrello. Questa tipologia di mezzi vengono normalmente impiegati per la movimentazione e l’immagazzinamento di carichi lunghi, oppure, in alternativa ai carrelli frontali, per la movimentazione dei container. Un tipo particolare di mezzo che, per le sue caratteristiche costruttive e per le sue prestazioni, può essere trattato insieme con i carrelli laterali, è il carrello a
30
CAPITOLO 8 - MOVIMENTAZIONE DEI MATERIALI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
quattro vie: tutte le ruote di questo mezzo possono ruotare di 90° intorno al loro asse verticale, di modo che il carrello può cambiare direzione (di 90°) in uno spazio molto limitato.Figura 8.1.6 - Carrello laterale e Carrello laterale a quatto vie
8.1.7 Carrelli trilateraliSi definiscono trilaterali, i carrelli le cui forche, ruotando intorno ad un asse verticale, possono lavorare sia parallelamente sia perpendicolarmente rispetto alla direzione di marcia (vedi figura 8.1.7). Questa tipologia di mezzi di movimentazione, può quindi movimentare carichi sia frontalmente sia sui due lati del corridoio senza che il carrello debba effettuare manovre di sterzata.Inoltre i carrelli trilaterali sono dotati di tre dispositivi che ne rendono le prestazioni particolarmente interessanti:• un sistema di guida che svincola l’operatore dall’uso dello sterzo, quando lavora in un corridoio;• un sistema di preselezione delle altezze di deposito e di prelievo, che consente che il posizionamento
delle forche in altezza avvenga nel modo più agevole;• un sistema di preselezione longitudinale.I mezzi di questo tipo associano le caratteristiche dei carrelli tradizionali (specialmente l’elasticità di funzionamento, essenziale per operare sia nella zona di stivaggio sia nelle altre zone di un magazzino) alle prestazioni tipiche dei trasloelevatori e rimangono ad essi inferiori soltanto per l’altezza massima raggiungibile: circa 14 m per i carrelli trilaterali , più di 30 m per trasloelevatori.Figura 8.1.7 - Carrello trilaterale
31
CAPITOLO 8 - MOVIMENTAZIONE DEI MATERIALI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
8.1.8 Carrello commissionatoreCon l’espandersi del commercio al dettaglio, il problema di movimentare frazioni dei carichi o confezioni minime di vendita ha assunto nei decenni un’importanza rilevante. Pertanto i costruttori di carrelli elevatori, hanno sviluppato una vasta gamma di mezzi capaci di portare l’uomo a differenti altezze e permettere operazioni di prelievo in quota. Questi mezzi (vedi figura 8.1.8) sono dotati di una piattaforma, fissa al veicolo oppure mobile, sulla quale il manovratore può salire per comandare il sollevamento della stessa fino all’altezza voluta. Spesso è possibile comandare dalla piattaforma anche la traslazione (eventualmente a velocità ridotta) del carrello. Il commissionatore di livello medio è provvisto di una pedana sollevabile fino a 1,7 m e consente il picking fino a 3,2 m. Per quanto riguarda quelli ad alto livello possono innalzare uomo e carico fino ad oltre 8 m ed essere guidato meccanicamente o ad induzione.Figura 8.1.8 - Carrello commissionatore
8.1.9 Carrelli AGVL’automazione sempre più spinta delle fasi produttive ha provocato, come ricaduta, innovazioni tecniche e gestionali anche nel settore dei trasporti interni e dell’immagazzinamento dei materiali. Tra i sistemi di trasporto interno che hanno avuto uno sviluppo rilevante, quelli maggiormente utilizzati sono i carrelli filoguidati, veicoli o carrelli a guida automatica, Automatic Guided Vehicles (AGV).I carrelli AGV sono sostanzialmente veicoli filoguidati che trasportano automaticamente, senza conducente, i carichi lungo i diversi percorsi all’interno dell’impianto. Tali veicoli, tramite un sistema di guida con filo induttivo, ricevono gli ordini e inviano le risposte ad un computer centrale di controllo mediante raggi infrarossi, circuito a induzione o segnale radio.Le funzioni di bordo vengono poi controllate tramite un microprocessore.
32
CAPITOLO 8 - MOVIMENTAZIONE DEI MATERIALI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Figura 8.1.9 - Carrelli AVG
8.1.10 Carrelli WGLIl funzionamento dei WGL avviene mediante un filo di controllo e dei punti con informazioni precodificate, inseriti nel pavimento, che trasmettono ai veicoli la descrizione del percorso da compiere. Un’antenna mantiene il contatto con il filo di controllo e un ricetrasmettitore decodifica le informazioni. Un terminale di bordo riceve le istruzioni sulla programmazione della destinazione del veicolo lungo il percorso nonché della possibilità di fermarsi, scaricare il pallet o proseguire per altre fermate.Figura 8.1.10 - Carrelli WGL
8.1.11 Carroponti tradizionaliUn carroponte è costituito da un paranco o da un argano mobile su una struttura metallica a sua volta scorrevole su vie di corsa sopraelevate. Pertanto le principale parti costituenti di un carroponte sono:• il paranco o carrello argano;• il ponte;• le testate del ponte.Con i carroponti è possibile effettuare manovre di sollevamento e traslazione di carichi in uno spazio la cui proiezione orizzontale ha forma rettangolare, e ciò senza avere alcun intralcio sul piano
33
CAPITOLO 8 - MOVIMENTAZIONE DEI MATERIALI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
pavimento. Si tratta pertanto di mezzi di trasporto discontinui per la movimentazione in orizzontale e in verticale di materiali sotto forma di colli o simili. L’impiego di opportuni dispositivi (implement) consente di trasportare anche materiali raggruppati in unità di carico o alla rinfusa. La movimentazione dei carichi è generalmente motorizzata; solo per carroponti caratterizzati da piccole portate e limitati impieghi, le movimentazioni possono essere di tipo manuale.Figura 8.1.11a - Carroponte sospeso a due vie di corsa supportate da travi di ripartizione
La progettazione di un carroponte richiede la preventiva precisazione dei seguenti elementi:• il carico massimo o portata utile o nominale;• l’interasse delle rotaie di scorrimento;• il tipo di rotaie;• le velocità di sollevamento del carico e di traslazione del carrello e del ponte;• le accelerazioni del sollevamento, del carrello e del ponte;• la corsa massima verticale richiesta dal gancio;• il tipo di comando: da cabina sospesa al ponte oppure da terra mediante pulsantiera collegata al
carrello o al ponte oppure scorrevole lungo quest’ultimo indipendente dal carrello;• la tensione di alimentazione e la frequenza dell’energia elettrica;• il tipo di cuscinetti su cui montare le ruote, i perni ed i meccanismi: cuscinetti a rotolamento,
bronzine, ecc.;• la modalità di trasmissione del moto alle ruote motrici del ponte e del carrello;• il tipo di dentatura degli ingranaggi dei riduttori;• i materiali da adottare e le lavorazioni richieste per le parti meccaniche e strutturali: ingranaggi,
alberi, ruote del ponte e del carrello, tamburi avvolgifuni, superfici di contatto, ecc.;• il tipo di collegamento tra argano e tamburo: è consigliabile un giunto a denti che ammetta uno
snodo nell’accoppiamento;• il tipo dell’eventuale cabina, cioè se chiusa o aperta; se disposta in posizione centrale rispetto al
ponte oppure laterale;• la freccia massima di inflessione elastica del ponte;• la classe del carroponte (norma CNR-UNI 10021-73).Figura 8.1.11b - Dati di progetto
34
CAPITOLO 8 - MOVIMENTAZIONE DEI MATERIALI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Le velocità e le portate di lavoro adottate per i carroponti dipendono dalla portata massima da trasportare. Allorquando questa è molto grande, ma devono essere movimentati anche carichi di peso inferiore, si prevedono un argano a due velocità oppure due argani, di cui quello con portata minore raggiunge velocità più elevate.Se la differenza fra la portata nominale massima del carroponte ed il peso del carico di più frequente movimentazione è molto elevata, si può ricorrere alla soluzione proposta in diapositiva. Consiste nell’installare vie di corsa sovrapposte: quelle inferiori vengono destinate a uno o più carroponti di portata ridotta ed elevata velocità; quelle superiori a uno o più carroponti di portata maggiore. Tale soluzione esige un attento esame del pericolo di collisioni fra il carico trasportato dal carroponte superiore e il carroponte inferiore: pericolo cui si può far fronte o lasciando fra i due carroponti un franco tale che il carico appeso al gancio superiore, quando questo e del tutto sollevato, non urti il ponte inferiore, oppure prevedendo adeguate predisposizioni anticollisione, ad esempio costituite da dispositivi: elettromeccanici, a funzionamento elettrico (contatti striscianti o relè di consenso), a onde ultrasonore, a cellule fotoelettriche, a campo magnetico disperso, ecc.Figura 8.1.11c - Sezione caratteristica di un fabbricato con vari tipi di gru
8.1.12 Gru da impilaggioLa gru di impilaggio (stachen-crane) è un particolare carroponte di impiego frequente nei magazzini. L’organo di sollevamento, anziché essere una fune, è costituito da un insieme rigido, provvisto di un dispositivo di presa (frequentemente a forche) che può ruotare intorno ad un asse verticale. Le gru da impilaggio possono essere comandate da terra, oppure da una cabina, solidale con la colonna dell’impianto, che solleva l’operatore insieme con il dispositivo di presa.Figura 8.1.12 - Esempi di gru da impilaggio con e senza cabina
35
CAPITOLO 8 - MOVIMENTAZIONE DEI MATERIALI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
8.1.13 Gru a portale o a cavallettoLe gru a portale o a cavalletto sono particolarmente adatte nei casi in cui non è possibile realizzare vie di corsa sopraelevate. Si tratta infatti di apparecchi di sollevamento a forma di portale, con le rotaie di scorrimento installate a terra. Il loro impiego presuppone che i montanti non disturbino la circolazione in corrispondenza del piano pavimento: di qui l’impegno delle gru a portale in parchi scoperti, banchine o simili.A seconda delle necessità, si possono avere gru a portale con uno o due sbracci: questi ultimi sono utilizzati per la movimentazione di carichi in spazi esterni alle rotaie di scorrimento, in modo da ridurre le riprese dei materiali ed evitare ingombri nell’area delle rotaie stesse.Particolari accorgimenti richiede, in genere, la posa delle rotaie di scorrimento, sia dal punto di vista di un sicuro fissaggio, sia al fine di evitare intralcio a pavimento, fonte di pericolo ed ostacolo al transito degli altri mezzi di trasporto, di norma si installano le rotaie sotto il piano campagna o sotto il piano pavimento.Figura 8.1.13a - Gru a portale con uno sbraccio
Figura 8.1.13a - Gru a portale con due sbracci
8.1.14 Apparecchi di sollevamentoLa serie degli apparecchi di sollevamento talvolta impiegati nelle operazioni di handling è estremamente varia (nella diapositiva sono indicati soltanto alcuni esempi).Appartengono a questa categoria i paranchi, gli argani e i montacarichi (a cabina, a piattaforma, per alimentazione dei posti di lavoro, ecc.).I paranchi elettrici sono generalmente costituiti dalle seguenti parti:• la carcassa, racchiudente l’intero paranco è dotata di apposti attacchi per l’appoggio o la
sospensione;• il tamburo scanalato sul quale si avvolge la fune che sostiene il carico;• il motore elettrico, sovente contenuto nell’interno del tamburo;• il riduttore ad ingranaggi, per la trasmissione del moto da motore a tamburo;• il freno, generalmente calettato sull’albero motore;• il bozzello, comprendente una o più pulegge di rinvio ed il gancio, al quale viene appeso il carico
da sollevare;• l’apparecchiatura elettrica per il comando del motore di sollevamento.
36
CAPITOLO 8 - MOVIMENTAZIONE DEI MATERIALI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Figura 8.1.14a - Schema alimentazione dell’energia elettrica ad un paranco scorrevole su monorotaia
Sono entrati nell’impiego corrente paranchi montati su carrelli, i quali possono traslare su appositi profilati, sovente denominati monorotaie. Nel caso più semplice tali carrelli sono costituiti da due piastre di acciaio sopportate da due ruote montate su cuscinetti a rotolamento. Sovente tali carrelli sono dotati di rulli di guida laterali, altre volte, invece, sono le ruote ad avere un bordino di guida. Le ruote rotolano sulle ali inferiori di profilati IPN o IPE o speciali, come viene illustrato in diapositiva. Sovente, quando le vie di corsa sono costituite da travi IPE o IPN, fra le due ruote e l’ala inferiore del profilato si interpone una piastra di usura destinata ad evitare il logorio e l’effetto di laminazione che si determinerebbero sul profilato stesso a seguito dei ripetuti passaggi delle ruote.Figura 8.1.14b - Argano
37
CAPITOLO 8 - MOVIMENTAZIONE DEI MATERIALI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Per portate superiori a 5000 ÷ 100000 Kg e per servizi gravosi, i paranchi sono sostituiti dagli argani (vedi figura 8.1.1.4b): questi sono montati su una incastellatura metallica, la quale sovente deve scorrere su rotaie (come nel caso degli argani dei carroponti); in quest’ultima evenienza, essa prende la forma di un carrello, denominato carrello-argano.Altre applicazioni degli argani si hanno nei montacarichi, nelle funivie e nelle seggiovie.Ascensori e montacarichi (vedi figura 8.1.1.4c) consistono essenzialmente in una cabina che si muove fra guide rigide verticali (fissate ad appositi ancoraggi) e sospesa a funi; queste ultime sono collegate, attraverso una puleggia (alla quale la fune aderisce o intorno alla quale si avvolge), ad un contrappeso o ad una seconda cabina. Un argano comanda la puleggia motrice. Freni, ammortizzatori e fine corsa superiori e inferiori devono essere previsti per garantire la massima sicurezza.Figura 8.1.14c - Apparecchi di sollevamento: ascensori e montacarichi
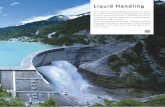
8.2 Trasportatori continuiSi definiscono trasportatori continui quei mezzi mobili che operano su un percorso predeterminato dal progetto e provvisto di punti di carico e scarico fissi o selettivi. Di solito, una parte del trasportatore è vincolata all’edificio (o al suolo) mentre un’altra parte segue l’oggetto dell’operazione.I principali tipi di trasportatori continui sono:• convogliatori• elevatori
8.2.1 Convogliatori a pavimentoSi tratta di trasportatori continui le cui parti fisse sono vincolate al suolo, mentre le parti mobili seguono un percorso orizzontale ed obliquo. Possiamo citare alcuni tipi di trasportatori che appartengono a questa categoria:• trasportatori a rulli (vedi figura 8.2.1a)• trasportatori a nastro (vedi figura 8.2.1b)• trasportatori a tapparelle (vedi figura 8.2.1c)
38
CAPITOLO 8 - MOVIMENTAZIONE DEI MATERIALI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
• trasportatori a piastre (vedi figura 8.2.1d)• trasportatori a rotelle (vedi figura 8.2.1e)Figura 8.2.1a - Trasportatore a rulli
Figura 8.2.1b - Trasportatore a nastro
Figura 8.2.1c - Trasportatore a tapparelle
Figura 8.2.1d - Trasportatore a piastre
39
CAPITOLO 8 - MOVIMENTAZIONE DEI MATERIALI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Figura 8.2.1e - Trasportatore a rotelle
8.2.2 Convogliatori aereiSono trasportatori continui le cui parti fisse sono sospese a una certa altezza dal suolo, mentre le parti mobili possono seguire percorsi orizzontali od obliqui. La funzione dei convogliatori aerei, in generale, consiste nell’eliminazione degli ingombri a terra (con conseguente risparmio di aree), nell’assicurazione di scorte di autonomia produttiva fra settori di lavorazione diversi, ma tra loro interdipendenti (officine-montaggi), nella garanzia di continuità di alimentazione a monte e a valle degli impianti con ciclo di lavorazione continuo.Si distinguono due categorie di convogliatori aerei: monorotaia e birotaia.I convogliatori aerei monorotaia sono costituiti da una catena traente che compie un circuito chiuso e trascina i carrellini scorrevoli (trolley) sopra una via di corsa, solitamente composta di un profilato IPN o di tipo speciale. Ai carrelli sono sospesi ganci, ripiani, cestelli, ecc., correntemente denominati bilancelle, i quali hanno la funzione di sopportare il carico. I convogliatori aerei sono in grado di superare dislivelli: ciò ovviamente richiede la presenza di curve nei piani verticali; se il dislivello da superare è limitato, può essere sufficiente prevedere una curva e una controcurva, in caso contrario, fra la curva e la controcurva occorre introdurre un tratto rettilineo di convogliatore. L’inclinazione di tale tratto è sovente di 45° o 30°, meno frequentemente può succedere di trovare dei percorsi con salita in verticale di 90°.Figura 8.2.2a - Trasportatore aereo monorotaia
40
CAPITOLO 8 - MOVIMENTAZIONE DEI MATERIALI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Il trasportatore birotaia è formato essenzialmente da due binari sovrapposti, in quello inferiore sono presenti i carrelli a cui sono appesi i pezzi, in quello superiore è presente la catena che garantisce la movimentazione dei primi. I carrelli dotati di particolari dispositivi di aggancio/sgancio possono essere movimentati dalla catena superiore e staccarsi dalla stessa per permettere la creazione di punti di accumulo.Figura 8.2.2b - Trasportatore aereo birotaia
8.2.3 ElevatoriSi tratta di trasportatori continui, a percorso verticale o subverticale, destinati quasi esclusivamente al trasporto di materiali tra livelli diversi.I principali trasportatori elevatori sono:• a tazze (vedi figura 8.2.3a)• a coclea (vedi figura 8.2.3b)• a paternoster (vedi figura 8.2.3c)• pneumatici (vedi figura 8.2.3d)Figura 8.2.3a - Elevatore a tazze
41
CAPITOLO 8 - MOVIMENTAZIONE DEI MATERIALI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Figura 8.2.3b - Elevatore a coclea
Figura 8.2.3c - Elevatore a paternoster
42
CAPITOLO 8 - MOVIMENTAZIONE DEI MATERIALI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Figura 8.2.3d - Elevatore pneumatico
43
CAPITOLO 8 - MOVIMENTAZIONE DEI MATERIALI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
L’evoluzione del materials handling nei magazzini viene di seguito trattata considerando le seguenti cinque generazioni di sistemi di materials handling (vedi figura 9): manuali, meccanizzati, automatizzati, integrati e intelligenti. La quinta generazione, i sistemi intelligenti di materials handling, viene discussa con maggiore attenzione rispetto alle altre, in quanto è prevedibile che essa avrà un impatto di massimo rilievo sulla progettazione e sull’esercizio dei magazzini nei prossimi anni.Il capitolo si conclude con un’analisi dei fattori decisivi per una competitività “di classe mondiale” nell’area dei magazzini.Figura 9 - Le cinque generazioni dei sistemi di materials handling
9.1 Materials handling di prima generazioneI sistemi di materials handling di prima generazione riguardano la movimentazione, lo stoccaggio- ed il controllo manuali, dei materiali. Sorprendentemente molti sottovalutano l’attuale diffusione dei sistemi di prima generazione nei paesi industrialmente avanzati. Un’elevata percentuale dell’attività umana, sia nel settore della produzione che in quello dei servizi, è dedicata ad operazioni manuali di materials handling. Tali operazioni ricorrono comunque in tutti i tipi di sistemi di handling, anche in quelli che comprendono elementi delle generazioni successive.Sebbene molti sostengano che stiamo vivendo nell’era dell’automazione e la maggior parte delle pubblicazioni e dei convegni mettano principalmente a tema soluzioni di handling di tipo avanzato, i sistemi di prima generazione costituiscono più la regola che l’eccezione. In ogni caso le soluzioni di handling di prima generazione continuano ad essere tuttora le soluzioni corrette in numerose situazioni concrete.L’uso di carrelli a spinta manuale per facilitare il trasferimento del materiale, l’uso di scaffali e cassettiere per lo stoccaggio, e l’uso di etichette, moduli, “kanban” per facilitare il controllo dei materiali sono esempi di sistemi di handling di prima generazione. Sistemi di handling di prima generazione sono presenti sia nelle stazioni di lavoro che nei collegamenti fra le stazioni. Inoltre è normale trovare livelli significativi di handling manuale anche in presenza di un elevato livello di meccanizzazione e/o automazione, come ad esempio nei casi in cui un operatore prelevi un contenitore da un convogliatore o posizioni un contenitore nella postazione di ingresso/uscita di un magazzino automatico miniload.È interessante osservare che le soluzioni di handling di prima generazione sono diventate soluzioni “rispettabili” grazie al successo del just in time. I sostenitori del just in time sono stati fortemente critici verso tutte le soluzioni di handling ad esclusione di quelle. di prima generazione. Essi sostengono che l’impiego di carrelli a spinta manuale offre maggiore flessibilità rispetto ad altre tecnologie di movimentazione ed il conseguente contatto “faccia a faccia” tra gli operatori stimola lo scambio di informazioni e riduce i problemi che possono sorgere tra le diverse fasi del processo produttivo.Dal momento che i sistemi di handling di prima generazione costituiscono tuttora una scelta economicamente valida in molte situazioni, viene da chiedersi perché così poca attenzione venga dedicata ai criteri di progettazione di tali sistemi. Spesso le stazioni di lavoro sono progettate in modo
9 Evoluzione del materials handling*
* Tratto da: J.A. White - National Science Foundation and Georgia Institute of Technology, USA
44
CAPITOLO 9 - EVOLUZIONE DEL MATERIALS HANDLING
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
approssimativo, sia dal punto di vista ergonomico che dal punto di vista dell’handling. Un eccessivo numero di operazioni dedicate alla ricerca e al prelievo dei materiali dipende dalla sistemazione disordinata dei materiali e dalle dimensioni eccessive delle stazioni; movimentazioni inefficienti fra le stazioni sono dovute alla scarsa cura con cui è stato progettato il layout; incidenti possono accadere per la frequenza con cui sono richieste operazioni di sollevamento dei carichi; inoltre basilari principi di materials handling vengono sistematicamente trascurati quando si.tratta di progettare sistemi della prima generazione.L’esperienza vissuta nella pratica industriale suggerisce che tra tutte le alternative disponibili è proprio la prima generazione quella che offre le maggiori potenzialità in termini di benefici economici. In tutti i casi in cui sistemi della prima generazione sono realizzabili, e qualora la progettazione sia altrettanto accurata che nei sistemi di tipo avanzato, è probabile risulti difficile dimostrare la convenienza di installare sistemi delle generazioni più recenti. Prodotti progettati per: l’assemblaggio automatico, per esempio, possono spesso essere assemblati manualmente ad un costo parecchio inferiore che con sistemi di automazione flessibile; allo stesso modo nella progettazione di sistemi di materials handling, le soluzioni di prima generazione emergono spesso come vincenti.Il numero degli incidenti che si verificano durante le operazioni di movimentazione indicano la scarsa attenzione con cui vengono progettati i sistemi di prima generazione. La fonte maggiore di incidenti a livello industriale, in particolare dei molti incidenti che si verificano nel corso di operazioni di movimentazione, sono dovuti al sollevamento manuale di carichi. Qualora un’adeguata attenzione fosse riservata alla progettazione dei sistemi di prima generazione, incidenti di questo tipo potrebbero essere eliminati. Utilizzando contenitori correttamente progettati, utilizzando piani a sfere per il trasferimento dei carichi, standardizzando l’altezza dei piani di lavoro, dei piani di appoggio degli AGVs e dei convogliatori, per esempio, verrebbero eliminate le operazioni di sollevamento dei carichi pesanti.La movimentazione manuale costituisce un problema serio. I governi di molti dei paesi rappresentati in questo convegno hanno ridotto in misura significativa il massimo peso consentito che un operatore può sollevare. Come risultato, sono entrati in uso contenitori di dimensioni più piccole; carichi superiori ai 15 kg stanno per. essere eliminati dai sistemi di prima generazione. Secondo il parere di un ingegnere americano: “Dobbiamo progettare contenitori che siano o così piccoli che sia impossibile sovraccaricarli o che siano così grandi da impedire qualsiasi tentativo di movimentarli manualmente - ogni soluzione intermedia si tradurrà in infortuni”.Maggiore attenzione deve essere dedicata ai sistemi di materials handling di tipo manuale e maggiore enfasi deve essere data alla progettazione di sistemi di handling in cui gli operatori costituiscono parte integrante del sistema.
9.2 Materials handling di seconda generazioneI sistemi di handling di seconda generazione comprendono l’impiego di tutta la gamma disponibile di convogliatori, carrelli industriali, manipolatori industriali, sistemi su rotaia, gru e paranchi per la movimentazione di materiali; lo stoccaggio dei materiali in scaffalature convenzionali, caroselli, magazzini con dispositivi di prelievo/immissione gestiti dell’operatore; nonché flusso di interruttori, solenoidi, dispositivi meccanici per il controllo dei mezzi di handling. Sebbene l’impiego di sistemi di movimentazione meccanizzati possa essere fatto risalire all’impiego di ruote e corde da parte degli Egiziani per il pompaggio dell’acqua, solo a partire dal tardo ottocento l’impiego di sistemi meccanizzati di movimentazione ha trovato una significativa diffusione. Sistemi di questo tipo hanno rappresentato la norma fino all’emergere di soluzioni automatizzate dopo la seconda guerra mondiale. In uno dei primi testi riguardanti il materials handling, William F. Hunt sostenne che due principi fondamentali regolano l’economia della movimentazione dei materiali: “nella movimentazione dei materiali esegui solo le operazioni che sono assolutamente necessarie ed esegui queste operazioni nel modo che garantisce il minimo costo possibile”. Egli osservò che: “La soluzione dei problemi di handling è assicurata non solo dall’utilizzo di dispositivi meccanici ma anche dall’attitudine mentale del progettista. Un’adeguata attitudine mentale verso il lavoro costituisce un prerequisito per il successo. Se il progettista è convinto che il problema considerato merita di essere risolto dal punto di vista produttivo e fermamente crede che la semplicità dei dispositivi e dei metodi sia non solo essenziale, ma costituisca la prova di una corretta soluzione, respingerà tutti i progetti elaborati e rifiuterà di considerare il suo compito finito fino a quando non ‘disponga di un progetto assolutamente semplice per risolvere il problema.
45
CAPITOLO 9 - EVOLUZIONE DEL MATERIALS HANDLING
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Esperienze recenti dimostrano che “la semplicità del dispositivo e del metodo” non è più richiesta (o desiderata) da molti managers! L’ammonimento di Hunt di “evitare come una calamità il rischio di ostacolare l’immaginazione o di innamorarsi dei propri schemi”, è sicuramente molto più attuale ora che non nel 1920! A dispetto delle affermazioni di alcuni fanatici del JIT che si sono “innamorati” delle soluzioni di handling della prima generazione e che credono che quelle siano le soluzioni dei problemi di handling, i sistemi meccanizzati costituiscono tuttora la modalità più economica di movimentare, stoccare e controllare i materiali in determinate situazioni industriali. Come è stato osservato nel paragrafo precedente l’handling manuale costituisce la soluzione corretta in molte applicazioni; tuttavia i sistemi di prima generazione non sempre risultano preferibili a quelli delle generazioni successive, in particolare della seconda generazione. L’impiego di dispositivi meccanizzati estende la potenzialità dell’operatore in termini di: velocità, precisione, ripetibilità del movimento, peso sollevato e trasportato; altezza di presa e resistenza. È interessante osservare come alcuni sostengono che l’handling manuale è più flessibile dei sistemi delle generazioni successive. Tuttavia, se definiamo la flessibilità come capacità di adattamento a variazioni di velocità; precisione, ripetibilità, peso, altezza e resistenza, è chiaro che i sistemi di prima generazione non sono sempre più flessibili di quelli di seconda generazione.Un altro fattore che è stato evidenziato a favore dell’handling di tipo manuale è la possibilità di comunicazione diretta fra operatore e operatore nelle diverse fasi operative. Se questa è la ragione principale per scegliere una soluzione della prima generazione, allora occorre verificare più in dettaglio le ragioni di tale scelta. Al giorno d’oggi, nell’era della comunicazione, sono disponibili molte opzioni non solo il contatto faccia a faccia.Avendo considerato in modo sommario gli aspetti positivi dei sistemi di handling di seconda generazione, è importante metterne in evidenza anche gli svantaggi: gli investimenti di capitale, i costi di manutenzione, l’obsolescenza tecnologica. Programmi di manutenzione preventiva e programmi pianificati di sostituzione sono essenziali per le soluzioni di seconda generazione, in quanto consentono di renderne economica l’utilizzazione anche nel lungo periodo.La scelta fra handling di prima e di seconda generazione si basa sul trade-off fra investimenti di capitale e costi di esercizio. In un ambiente in cui i fabbisogni di handling mutano radicalmente, gli investimenti di capitale sono più difficili da’ giustificare. Inoltre, una volta che sistemi di seconda generazione siano stati installati, è spesso difficile giustificare la sostituzione di impianti “ancora funzionanti” con altri che garantiscono migliori prestazioni.In generale, nel sistema industriale statunitense si registra un fenomeno di sotto-capitalizzazione nell’area del materiale handling; il mantenimento e il miglioramento degli impianti è oggetto di maggiore attenzione in Europa ed in Giappone rispetto agli. Stati Uniti. La nostra filosofia “finché funziona non ripararlo” sta sicuramente lavorando a nostro svantaggio; invece dovrebbe essere adottata una filosofia gestionale che imponga che l’uso continuativo di impianti più vecchi di cinque anni debba essere rigorosamente giustificato.
9.3 Materials handling di terza generazione Innanzitutto considereremo lo sviluppo storico del materials handling di terza generazione, l’handling automatico. Successivamente gli insegnamenti appresi fino ad oggi. Sebbene molti sembrano credere che l’handling automatico si sia aggiunto solo recentemente alle precedenti generazioni di sistemi di materials handling, i primissimi brevetti per i sistemi AGV per i pallettizzatori automatici, per i magazzini automatici, per l’identificazione automatica, per i robots, per i sorter automatici risalgono agli anni ‘50 e ‘60 - 25 o 30 anni fa! Durante gli anni ‘70 e-’80 dispositivi di controllo automatico sono stati aggiunti ai sistemi su rotaia, ai carrelli elevatori, alle linee a catena, agli scaffali a gravità, ai carriponte e agli altri mezzi di handling.Nella fase iniziale la domanda. da parte degli utilizzatori si è orientata verso un hardware sempre più sofisticato. Di conseguenza si è assistito allo sviluppo di dispositivi di controllo sofisticati. Comunque, in seguito al rapido sviluppo della tecnologia del computer durante gli anni ‘70 e ‘80, la domanda si è presto spostata verso una crescente sofisticazione delle tecniche usate per il controllo dei materiali, come pure di altre operazioni di tipo produttivo o distributivo. Sfortunatamente la domanda di sofisticazione ha finito col superare la capacità di fornire il software richiesto. Il risultato è stato il verificarsi di una serie di “storie dell’orrore”, in cui la messa a punto del sistema ha richiesto anni ed i costi a consuntivo hanno superato di gran lunga quelli inizialmente previsti. Il bisogno di una elevata semplicità di progettazione, già emerso nella prima e nella seconda generazione, e stato così riscoperto nella terza generazione.
46
CAPITOLO 9 - EVOLUZIONE DEL MATERIALS HANDLING
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Il suggerimento di Hunt riguardante l’uso di impianti acquistati piuttosto che fabbricati in casa si, è rivelato attuale sia per quanto riguarda il software che l’hardware impiegato nei sistemi di materiale handling. Precisamente: “Occorre tenere costantemente in mente che gli impianti produttivi sono progettati e gestiti per la produzione di determinati prodotti. Non sono officine in cui ingegnerizzare nuovi prodotti o condurre esperimenti sui sistemi di handling. Pertanto acquistate i vostri impianti; non fabbricateli. Fabbricarli richiede tempo e mezzi di produzione. che dovrebbero essere dedicati alla produzione del vostro prodotto. Ovviamente possono esserci casi in cui si rende necessario un nuovo impianto che non è possibile acquistare, ma si tratta di un numero di casi molto limitato. La massima cura deve essere esercitata quando si deve decidere su questo problema, in quanto si rileva frequentemente che la necessità di un sistema di tipo speciale è spesso dettata da un’incom-prensione dei fabbisogni effettivi o dal non utilizzo di dispositivi standard, che potrebbero essere impiegati con l’aggiunta di lievi modifiche”. Troppe aziende insistono o nel richiedere software personalizzato o nello sviluppare in casa il software piuttosto che comprare pacchetti standard “adattabili con lievi modifiche”.Il beneficio primario dell’automazione è dato dalla “disciplina di sistema” che essa richiede. Inoltre, una delle ragioni principali che stanno alla base di molte esperienze negative in fatto di automazione è data dal fallimento nel “progettare per l’automazione”. Quando si scrive un programma per un robot, un AGVs, un AS/RS, ecc., è necessaria un’accurata pianificazione a valle, in modo da assicurare che tutte le possibilità siano state prese in considerazione. Nulla può essere lasciato al caso.Tenendo conto delle tre dimensioni del materials handling (movimentazione, stoccaggio e controllo dei materiali), se solo una di esse deve essere automatizzata, allora raccomando di automatizzare la dimensione del controllo. Esempi di sistemi di controllo computerizzati di questo tipo comprendono il collegamento mediante terminali radio dei carrelli elevatori con il computer centrale, l’uso di display disposti sulle scaffalature e gestiti da computer come ausilio al picking manuale, la sistemazione di terminali sui carrelli a spinta manuale nelle operazioni di picking e l’uso di dispositivi di identificazione automatica in sistemi di handling sia della prima che della seconda generazione.A causa del successo dell’industria giapponese e del suo apparente uso di soluzioni di prima e seconda generazione, molte aziende statunitensi stanno abbandonando le soluzioni di terza generazione. L’adattamento delle soluzioni adottate in un’azienda (ad es. americana) alle tendenze emergenti in un’altra azienda (ad es. giapponese) deve essere accuratamente valutato; d’altra parte appare più saggio “scalvacare” la concorrenza piuttosto che imitarla; vorrei ricordare infine che il prof. Takahashi ha osservato all’8° ICAW come numerose imprese giapponesi stiano attualmente ponendo una crescente enfasi sull’automazione della dimensione del controllo dei materiali.
9.4 Materials handling di quarta generazioneDurante la fine degli anni ‘70 e l’inizio degli anni ‘80, mentre l’automazione veniva applicata in un numero crescente di aree sia di tipo produttivo che distributivo, divenne evidente che le “isole di automazione” così . ottenute dovevano essere integrate. Poco dopo il concetto di “sistema integrato” veniva sbandierato come la “soluzione definitiva”.Negli anni recenti ho dedicato molta attenzione ai diversi aspetti dell’handling integrato: la vendita, l’approvvigionamento, la definizione delle specifiche, l’implementazione. Ho inoltre trattato gli ostacoli alla realizzazione di sistemi integrati come pure il ruolo del materials handling nel Computer Integrated Manufacturing.Basandosi su una rassegna delle riviste specializzate e degli atti dei convegni si potrebbe concludere che gli anni ‘60 sono stati gli anni della meccanizzazione; gli anni ‘70 quelli dell’automazione; egli anni ‘80 quelli dell’integrazione. Tuttavia, anche se durante quest’ultima decade l’enfasi è stata posta sull’integrazione, sono stati in realtà installati ben pochi “veri” sistemi integrati. Al contrario sono stati privilegiati approcci di tipo “incrementale”, basati sull’aggiunta di un pezzo dopo l’altro.I vantaggi di tipo sinergico promessi dall’integrazione, si basavano sul concetto che “l’insieme è più grande della somma delle sue partì”. D’altra parte l’adozione di un approccio di tipo incrementale nella giustificazione degli investimenti impediva di cogliere nella loro interezza i benefici derivanti dall’integrazione. Divenne di conseguenza difficile giustificare l’integrazione globale a livello di sistema.Alcuni studiosi hanno analizzato questa situazione e hanno tratto interessanti conclusioni. Ad esempio il Dr. Joe H. Mize della Oklahoma State University ha osservato che sono stati installati ben pochi sistemi “integrati”, se tali possono essere definiti. Sono stati invece installati sistemi “interfacciati”. Egli paragona i sistemi “integrati” e “interfacciati” usando l’analogia chimica dei composti e delle
47
CAPITOLO 9 - EVOLUZIONE DEL MATERIALS HANDLING
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
miscele. Una miscela (sistema interfacciato) mantiene le caratteristiche di ciascun componente nella sua individualità; in un composto (sistema integrato) i componenti perdono le loro caratteristiche individuali ed il composto manifesta caratteristiche del tutto nuove. Il Prof. Mize ha inoltre osservato che una miscela può essere suddivisa nei suoi singoli componenti mediante mezzi di tipo fisico, mentre un composto non può essere suddiviso allo stesso modo.Cos’ha a che fare tutto ,questo con i sistemi di materials handling della quarta generazione? Innanzitutto è ovvio che tale generazione non ha ancora raggiunto la piena maturità; ci troviamo nella fase dell’interfacciamento piuttosto che dell’integrazione. In secondo luogo se l’integrazione deve riguardare il sistema produttivo nella sua globalità, è necessario che i singoli componenti perdano la loro identità; invece che sistemi di controllo distinti per il materials handling e per la produzione, dovrebbe esistere un solo sistema di controllo in. un sistema integrato. In terzo luogo può darsi che non vogliamo avere dei sistemi integrati; i sistemi interfacciati potrebbero essere esattamente ciò di cui abbiamo bisogno in questo momento. Infine, non solo non siamo riusciti a integrare hardware e software nei sistemi di materials handling, ma inoltre non abbiamo integrato la funzione di material handling lungo l’intera catena logistica, attraverso la funzione di produzione e la funzione di distribuzione. La definizione di Mize di sistema integrato suggerisce che i magazzini integrati dovrebbero essere visti come un’unica macchina, piuttosto che come un’aggregazione di macchine. In un contesto più limitato abbiamo visto che questo accade già nella progettazione di macchine utensili multifunzionali, dove la movimentazione, lo stoccaggio e il controllo dei pezzi e degli utensili costituisce parte integrante della macchina. Analoghe combinazioni di funzioni si verificano nello sviluppo di macchine automatiche per il confezionamento e la pallettizzazione.Il concetto di .”macchina unica” costituisce un utile obiettivo per chi lavora alla realizzazione di sistemi integrati. In un vasto numero di casi, credo che i “colli di bottiglia” in vista del raggiungimento di una versione di magazzino realizzato come macchina unica, siano i colli di bottiglia di tipo logistico, non di tipo tecnologico. I principali problemi da superare sembrano essere quelli associati alla movimentazione, allo stoccaggio, al controllo dei materiali, dei contenitori, dei rifornimenti e degli scarti; e la soluzione di questi problemi dipende in modo decisivo dalla eliminazione di tutte quelle “variazioni” impreviste che caratterizzano normalmente i sistemi produttivi: e/o distributivi (obiettivo questo tipico del ET).Facendo riferimento alla terminologia usata dal National Bureau of Standards, il sistema integrato così ottenuto potrebbe essere una “macchina virtuale”, piuttosto che una singola macchina: fisica. La “macchina virtuale” si comporterebbe, senza necessariamente somigliargli, ad una singola macchina; all’interno della macchina virtuale potrebbero essere utilizzate tecnologie di handling della prima, seconda e terza generazione. Di conseguenza i sistemi di handling di quarta generazione potrebbero comprendere l’integrazione (o l’interfacciamento) di personale, impianti e sistemi di controllo.
9.5 Materials handling di quinta generazioneLa quinta generazione - handling di tipo intelligente - non ha ancora raggiunto la maturità. Di fatto si trova probabilmente soltanto in uno stato embrionale, se confrontata con le altre generazioni. I sistemi di handling meccanizzati hanno dominato in campo industriale in questo secolo fino agli anni ‘50, successivamente i sistemi automatizzati hanno preso il sopravvento. I sistemi di handling automatizzati sono stati poi sostituiti dai sistemi integrati negli anni ‘70 e ‘80. È prevedibile che l’handling intelligente diventi di interesse primario a partire dagli anni ‘90 fino al prossimo secolo.Nel trattare l’argomento dell’handling intelligente prenderemo in considerazione due forme di intelligenza: l’intelligenza artificiale (la macchina) e l’intelligenza naturale (umana). Analogamente tratteremo la progettazione intelligente dei sistemi di handling e la gestione intelligente degli stessi.Si fa un gran parlare attualmente di intelligenza artificiale (AI) e di sistemi esperti. Neanche il mondo del materials handling è risparmiato da questa moda. A titolo d’esempio sono stati sviluppati sistemi esperti per la gestione di AGVS e di sistemi “automotori” su rotaia in modo da prendere on-line decisioni relative all’assegnazione dei compiti di trasporto e alla determinazione dei percorsi. Si pensa di utilizzare sistemi esperti nelle aree di ricevimento e spedizione come controllori di robot adibiti alla pallettizzazione e depallettizzazione di carichi di tipo misto, al carico e scarico degli automezzi e all’assegnazione dei vani di stoccaggio ai carichi misti in arrivo. Come ausilio al progettista sono in fase di sviluppo sistemi esperti utilizzabili per la determinazione dei tracciati dei sistemi AGV e per la scelta delle tecnologie di stoccaggio più appropriate per unità di carico e componenti di piccole dimensioni.Affiché l’AI possa fornire i risultati sperati essa deve incorporare un solido fondamento di intelligenza
48
CAPITOLO 9 - EVOLUZIONE DEL MATERIALS HANDLING
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
naturale. Analogamente a molti altri settori applicativi. i risultati forniti dall’AI dipendono dalla qualità delle conoscenze in essa incorporate; la qualità dell’output non può essere migliore della qualità dell’input. Sfortunatamente lo sviluppo di un sistema esperto dipende dalla disponibilità di un esperto. E l’esperto non solo deve essere abile nel prendere buone decisioni ma deve anche comprendere quali motivi stanno alla base della presa di certe decisioni. L’esperienza dice che ciò che viene spesso percepito come il risultato di una buona decisione da parte dell’esperto è in realtà il risultato della sua capacità di persuasione. Vi sono alcuni esperti che possono trasformare una cattiva decisione in una buona decisione semplicemente convincendo la gente che il sistema funzionerà. Occorre pertanto-fare attenzione che il sistema AI “catturi” i “fattori di successo” meno visibili, piuttosto che soltanto le decisioni visibili, che da sole non avrebbero portato al successo.A dispetto di un elevato grado di interesse nei confronti dello sviluppo dell’AI, relativamente scarso interesse è stato dedicato allo sviluppo dell’intelligenza naturale. Maggiore attenzione deve essere rivolta alla formazione del management di alto e medio livello per quanto riguarda il ruolo dell’handling nei sistemi integrati. Allo scopo di essere più intelligenti nella progettazione dei sistemi di materials handling occorre sviluppare una base di conoscenza sul metarials handling; occorre un’attività di ricerca sia per quanto riguarda le tecnologie del materials handling sia per quanto riguarda i sistemi produttivi e/o distributivi in cui tali tecnologie vengono utilizzate.Una dimensione importante del materiale handling intelligente riguarda l’approfondimento di quale sia la “migliore pratica” nella progettazione, implementazione e gestione dei sistemi di materials handling. La maturazione del settore, abbinata a programmi di intenso sviluppo professionale; ha portato alla disponibilità di un ampio numero di professionisti esperti di materials handling.Da questo punto di vista ritengo che il migliore materials handling è l’assenza di materials handling. Se il materials handling non può essere eliminato del tutto, senza evitare negative conseguenze economiche, allora si tratta di “minimizzare il materiale handling”. Questa affermazione viene di seguito sviluppata più in dettaglio.
9.5.1 La movimentazione intelligente dei materialiAnche se qualcuno potrà non essere. d’accordo, sono fermamente convinto che il miglior modo di movimentare i materiali è quello di non movimentarli. Con questo intendo porre l’obiettivo di eliminare il bisogno di movimentare i materiali attraverso le varie fasi del processo produttivo. Realisticamente non tutte le operazioni consentono di eliminare del tutto il movimento dei materiali; in questi casi si tratta di ridurre al minimo le movimentazioni. A sostegno della mia convinzione considereremo i vantaggi derivanti dal movimentare meno frequentemente, meno materiale, a minori distanze, con minori interruzioni, meno manualmente e in modo meno differenziato. L’obiettivo della produzione a flusso continuo di unità discrete di prodotto è di fatto quello di realizzare una situazione in cui i materiali continuano a muoversi ininterrottamente, in modo analogo a quanto avviene negli impianti di processo. Spesso la gente movimenta i materiali in modo arbitrario prelevandoli e scaricandoli senza comprendere l’impatto sui costi e sulla qualità. In generale la qualità aumenterà è i costi diminuiranno riducendo il numero di volte che i materiali vengono prelevati e rilasciati. Il professor James M. Apple Sr., uno dei primi sostenitori della necessità di ridurre il numero di volte che i materiali vengono movimentati, trovò che i materiali vengono mediamente presi e rilasctati 16 volte durante il ciclo lavorativo tipico di un magazzino. Egli e molti altri sono giunti alla conclusione che movimentare meno frequentemente è meglio.Una delle principali conseguenze del just in time t la riduzione delle scorte. Un’altra conseguenza è la riduzione delle dimensioni dell’unità di carico movimentata fra le stazioni, fra i reparti, tra i fabbricati, fra gli stabilimenti, fra fornitori e clienti. Una delle lezioni imparate dal JIT è che movimentare meno materiale è meglio.Con il JIT, se le scorte sono necessarie, esse vengono localizzate in prossimità dei clienti. Di conseguenza va riconquistando popolarità il modo di produrre basato sulla contiguità delle diverse fasi del processo produttivo, dal momento che questo si traduce in minori distanze tra le fasi successive del processo produttivo. Lunghe distanze si traducono in lunghi tempi di trasferimento, lunghi tempi di trasferimento si traducono in grandi quantità di scorte in transito ed elevate scorte significano elevati costi. Pertanto movimentare a distanze più brevi è meglio. Soltanto recentemente la gente ha cominciato a rendersi conto che il “tassametro” continua ad andare quando i materiali vengono mantenuti nei magazzini o nei polmoni interoperazionali. I costi di mantenimento a scorta possono essere elevati per i materiali in attesa di operazioni che ne aumentino il valore o della domanda proveniente dai clienti. Perché i materiali aspettano? Generalmente i materiali aspettano perché si sono verificate delle interruzioni o degli sbilanciamenti nel flusso dei materiali a valle. Al
49
CAPITOLO 9 - EVOLUZIONE DEL MATERIALS HANDLING
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
fine di eliminare le attese occorre identificare ed eliminare tutte le fonti di interruzione ed inoltre la velocità di movimentazione dei materiali deve essere congruente con la velocità di esecuzione delle operazioni previste dal ciclo produttivo. In alcuni casi un miglior bilanciamento del sistema nel suo complesso potrà essere ottenuto riducendo la cadenza del processo produttivo, non accelerandola. La lezione della favola della tartaruga e della volpe si adatta al materials handling; “la regolarità consente di vincere!” Per questo motivo movimentare con meno interruzioni è meglio.Molte mansioni sono progettate sulla base di quello che la gente fa al di sotto, non al di sopra delle spalle, e la maggior parte di ciò che fa è materials handling. Per esempio numerose operazioni di prelievo e deposito sono eseguite da operatori. Dato l’impatto delle attività manuali sulla qualità, sulla produttività e sui costi, per molte imprese movimentare meno manualmente è meglio.Per certi aspetti il termine materials handling è fuorviante, dal momento che pochi sistemi di materials handling manipolano materiali; essi invece manipolano contenitori (o pallets) nei quali (o sui quali) sono posti i materiali. Di conseguenza un elemento costitutivo basilare di un sistema di materiale handling è costituito dal contenitore (o dal pallet) da usare. Uno dei più gravi impedimenti al miglioramento dei sistemi di materials handling è dato dalla mancanza di standardizzazione dei contenitori e dei pallet. Ad esempio quanti cartoni di differente dimensione pensate che vengono utilizzati per contenere 24 lattine di dimensioni standard negli Stati Uniti? Il Food Merchandisers Institute e la Greocery Manufacturers hanno scoperto 32 differenti tipi di caritoni! La varietà delle dimensioni dei contenitori e dei pallet influenza in modo significativo i costi di materials handling. Pertanto movimentare in modo meno differenziato è meglio.
9.5.2 Lo stoccaggio intelligente dei materialiA questo punto non dovrebbe sorprendere la mia convinzione che “il miglior modo di immagazzinare è non immagazzinare”. Nel caso non sia possibile eliminare l’esigenza di magazzini, allora ritengo che “immagazzinare il meno possibile sia meglio”. In particolare immagazzinare meno frequentemente, in minor quantità, in modo meno centralizzato, con minore impegno volumetrico, in minor valore, in modo meno “routinario” sia meglio. Si verificano frequenti operazioni di stoccaggio quando vi sono sbilanciamenti nel flusso dei materiali tra fasi successive del processo produttivo. Bilanciandola produzione diminuisce il numero di volte che si rende necessario effettuare operazioni di stoccaggio. Un altro modo di ridurre le frequenze di stoccaggio è quello di ridurre il numero di componenti, sottogruppi, assiemi che richiedono lo stoccaggio. Ad esempio se diversi prodotti sono identici prima che venga eseguita una determinata operazione allora lo stoccaggio interoperazionale dei semilavorati dovrebbe essere effettuato prima che questi ultimi vengano differenziati; nel caso di un processo di verniciatura, lo stoccaggio delle parti non ancora verniciate è preferibile allo stoccaggio delle parti verniciate. I programmi di standardizzazione dei componenti sono un altro modo per ridurre il numero di differenti componenti che richiedono di esser tenuti a scorta. Immagazzinare meno frequentemente è meglio. Elevati volumi di scorte significano costi elevati! Non solo le scorte di materie prime, semilavorati e prodotti finiti influenzano i costi operativi dell’azienda, ma anche le scorte di materiali di consumo, di attrezzature, ecc. contribuiscono a determinare il costo globale. I vantaggi derivanti dalla riduzione delle scorte confermano che immagazzinare meno è meglio.I magazzini distribuiti - localizzati cioè in prossimità dei punti di utilizzo dei materiali - vengono utilizzati per ridurre la distanza tra il magazzino e l’utilizzatore del materiale immagazzinato. Nel passato i magazzini centralizzati sono stati preferiti a quelli distribuiti al fine di ridurre il livello globale delle scorte e migliorare il controllo dei materiali. Tuttavia, con i sistemi di controllo dei materiali in real time, che consentono la visibilità del singolo item attraverso l’intero sistema produttivo, risulta meno importante, dal punto di vista del controllo, dove il singolo item sia mantenuto a scorta - purché esso possa essere rapidamente fatto pervenire al punto di utilizzo. Di conseguenza, in presenza di molteplici punti di utilizzo di una stessa unità di magazzino. Ciascuno caratterizzato da differenti livelli di consumo, quello che presenta il maggior livello di consumo risulta essere probabilmente il miglior candidato per la localizzazione della scorta di quel certo item. Di conseguenza immagazzinare meno centralmente è meglio.Il mantenimento dei materiali a scorta è un concetto più ampio del semplice immagazzinaggio fisico. Sono necessarie aree per le scaffalature, per i corridoi, per i contenitori, per i servizi ausiliari. Di conseguenza in un magazzino a scaffali correttamente progettato per lo stoccaggio di unità di carico pallettizzate, è tipico trovare che il materiale mantenuto a scorta rappresenta, in media, meno del i o per cento del volume complessivo utilizzato. Dal momento che il costo dello spazio tende ad aumentare, diventa ovvio che migliorare l’utilizzazione volumetrica è meglio. In generale il costo dello stoccaggio dei materiali tende ad essere sottovalutato. Oltre al costo dei materiali occorre tener conto del costo dell’area richiesta, delle attrezzature e del personale. Le scorte di materiali
50
CAPITOLO 9 - EVOLUZIONE DEL MATERIALS HANDLING
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
obsoleti sono costose, dal momento che consumano spazio, che è costoso; allo stesso modo le scorte in eccesso generano inefficienze nella effettuazione delle operazioni di prelievo/immissione e di picking, sia perché richiedono maggiori distanze di trasferimento agli operatori sia, ancora, per lo spazio che consumano. Inoltre una gestione più selettiva si rende necessaria a secondo del tipo di materiali mantenuti a scorta; una maggiore differenziazione è necessaria tra materiali a basso costo e materiali ad alto costo allo scopo di ridurre gli investimenti in scorte. Tenendo conto del fatto che i materiali costituiscono risorse fiscali, è evidente che immagazzinare materiali equivale a immagazzinare denaro e, se non si viene pagati per fare questo, immagazzinare meno denaro è meglio.Infine immagazzinare i materiali è diventata un’attività troppo scontata! Per questo ritengo che essa venga spesso pensata come una regola piuttosto che come un’eccezione nella progettazione dei sistemi produttivi. Inoltre tale attività viene effettuata utilizzando metodi di stoccaggio di tipo tradizionale anche quando metodi più avanzati risultano giustificati. La scarsa utilizzazione dello spazio, errori nella valutazione della disponibilità dei materiali, smarrimento di materiali, tempo eccessivo perso nella ricerca dei materiali sono sintomi che lo stoccaggio dei materiali è dato per scontato. Immagazzinare in modo meno scontato è meglio.
9.5.3 Il controllo intelligente dei materiali Prendiamo ora in considerazione la terza dimensione del materials handling: il controllo dei materiali. Dalle considerazioni precedentemente svolte dovrebbe risultare evidente la mia convinzione che “il migliore controllo dei materiali è nessun controllo dei materiali”. Mentre molti sono d’accordo con me quando sostengo che “la miglior movimentazione dei materiali è nessuna movimentazione dei materali” e che “il miglior stoccaggio dei materiali è nessun stoccaggio dei materiali”, essi non sono altrettanto d’accordo sul fatto che lo stesso concetto si applica al controllo dei materiali.Fino a che non saremo in grado di eliminare la necessità del controllo, ritengo che si dovrebbero progettare sistemi sulla base dall’approccio che “controllare meno è meglio”. In particolare controllare meno centralmente, in modo meno indifferenziato, in modo meno complesso e in modo meno frequente è meglio. Laddove sia stato progettato un sistema di controllo centralizzato, il sistema produttivo o il magazzino che esso gestisce risulta altamente vulnerabile a fronte di ritardi di avviamento, di errori del software, di resistenze degli operatori e di sovraccarichi di tipo informativo. L’esperienza insegna che una progettazione di tipo top-down ed una realizzazione di tipo bottom-up dovrebbero essere utilizzate nel caso dei sistemi di controllo dei materiali. Inoltre è diventato chiaro che controllare meno centralmente è meglio. Quasi dieci anni fa ho sottolineato la necessità di tener conto in fase di progettazione delle intrinseche differenze in termini di requisiti che ciascun sistema di materials handling presenta. È ovvio che differenti caratteristiche dei materiali e dei flussi richiedono l’impiego di metodi appropriati nella movimentazione e nello stoccaggio dei materiali. Analogamente le tecniche ABC di gestione delle scorte differenziano i prodotti ad alto valore (classe A), quelli a medio valore (classe B) e quelli a basso valore (classe C). Tuttavia pochi sistemi di controllo dei materiali utilizzano differenti metodi di controllo a seconda dei diversi requisiti di controllo. Ad esempio conosco un’organizzazione che ha tentato di realizzare un sistema di controllo in tempo reale per più di un milione di componenti dei quali meno del dieci per cento avevano registrato un qualche tipo di domanda nell’arco di due anni. Si raccomanda pertanto di usare un tipo di controllo selettivo piuttosto che banalizzato; controllare in modo meno indifferenziato è meglio.La tendenza nella progettazione dei sistemi di controllo dei materiali è quella di sovracontrollare piuttosto che sottocontrollare. Analogamente vi è una tendenza a progettare i sistemi di controllo computerizzati rendendoli estremamente complessi. La complessità si verifica sia nel caso di controllo manuale che nel caso di controllo automatico. Tuttavia essa si verifica più frequentemente nei casi di controllo computerizzato. Siamo in un periodo in cui è difficile ideare un tipo di controllo che qualcuno non prometta poi di realizzare; siamo inoltre in un periodo in cui è difficile valutare costi e tempi necessari per implementare tutti i tipi di controllo che sono stati promessi. Allo stesso modo siamo in un periodo in cui attese irragionevoli vengono normalmente associate alla realizzazione dei sistemi di controllo. Ad esempio sembra che alcune organizzazioni siano alla ricerca di sistemi di controllo che siano onniscienti, immutabili, onnipotenti e veritieri. Come è facile attendersi, una tale ricerca sarà infruttuosa e costosa! Il principo KISS (Keep it simple stupid!) può essere così ridefinito Keep Insting on Simple Software; preferisco i sistemi semplici a quelli complessi. Controllare in modo meno complesso è meglio.“Il miglior controllo dei materiali è nessun controllo dei materiali” può significare che il miglior controllo dei materiali si verifica quando non c’è alcuna esigenza di controllare i materiali. In sostanza intendo affermare che dovremmo individuare ed eliminare le ragioni che rendono necessario il controllo dei
51
CAPITOLO 9 - EVOLUZIONE DEL MATERIALS HANDLING
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
sistemi di materials handling. Il controllo si rende necessario perché le cose non funzionano secondo quanto programmato o perché non si è in grado di prevedere esattamente gli eventi futuri. In un certo senso le esigenze di controllo derivano dall’emergere di variazioni impreviste negli eventi futuri. Di conseguenza identificando ed eliminando tutte le sorgenti di variabilità, esigenza del controllo viene eliminata. Se la disciplina del sistema può essere ottenuta senza l’ausilio di controllo automatico o umano; tanto meglio. Inoltre una combinazione di controllo automatico ed umano è preferibile al semplice controllo automatico. Se diminuisce la frequenza con cui il controllo si rende necessario, allora controllare meno frequentemente è meglio.Sia che si focalizzi il problema della movimentazione, quello dello stoccaggio o quello del controllo dei materiali è importante eliminare le operazioni non necessarie di movimentazione, stoccaggio e controllo prima della progettazione del sistema. È sempre vero che il senso comune diventa buon senso nella progettazione dei sistemi di materials handling.
9.6 Dimensioni di un magazzino di classe mondialeUna definizione attualmente molto diffusa per quanto riguarda i sistemi di materials handling ed i centri di-stributivi è quella “di classe mondiale” o “il migliore della classe” [18]. Come citato precedentemente, la mia relazione all’ottavo ICAW ha trattato il tema dei magazzini “di classe mondiale”. Tuttavia, nel fare- ciò ho tralasciato di rispondere ad alcune domande quali “Cosa significa essere di classe mondiale o il migliore della classe?”. e “Come si misura l’essere di classe mondiale?”.William T. Shirk, nel numero del giugno 88 di Modem Materials Handling, ha trattato il tema delle prestazioni “di classe mondiale” nella produzione. Il suo messaggio è stato significativo e tempestivo. Ho avuto analoghe discussioni con managers della AMP, Corning, Ford, L.L. Bean, Hewlett Packard e Xerox, tra gli altri. Via via ho sviluppato una lista di dieci caratteristiche tipiche di un centro distributivo capace di prestazioni “di classe mondiale”: servizio al cliente, qualità, gestione delle scorte, tecnologia aggiornata, flessibilità, sviluppo delle risorse umane, materials handling, visibilità, approccio integrato e prestazioni finanziarie.La mia esperienza suggerisce che troppi managers stabiliscono l’equazione fra “di classe mondiale” e automazione totale. Affinché la società XYZ possa trarre un significativo vantaggio competitivo dal fatto di disporre di un sistema distributivo “di classe mondiale”, credo che debba cercare di assicurarsi che nessun’altra azienda abbia realizzato una soluzione migliore, adatta a risolvere i problemi della società XYZ. La società XYZ non deve restringere il campo di ricerca esclusivamente ai suoi tradizionali concorrenti; piuttosto dovrebbe ricercare aziende (magari in altri settori industriali) che affrontano lo stesso tipo di problemi ed usano soluzioni migliori. In tal caso “di classe mondiale” significa migliore in ciascuno dei seguenti aspetti: servizio al cliente, qualità, gestione delle scorte, tecnologia aggiornata, flessibilità, sviluppo delle risorse umane, approccio integrato e prestazioni finanziarie. Ciascun aspetto viene trattato di seguito.Il servizio al cliente è attualmente il fattore sulla base del quale molte imprese competono. Può essere definito come il livello di copertura della domanda, percentuali di ordini sospesi, e tempi di ciclo (vale a dire l’intervallo di tempo intercorrente fra l’emissione dell’ordine e la consegna dei materiali con piena soddisfazione del cliente). Il fatto di garantire tempi di ciclo di 24 ore o meno può essere utilizzato per incrementare la quota di mercato. Per esser competitivo il sistema distributivo deve possedere un’elevata rapidità di risposta ed un’elevata affidabilità. La mancanza di alcuni articoli nel sistema deve essere gestita con estrema cura.La qualità del servizio fornito, e le modalità utilizzate per fornire tale servizio, costituiscono un’altra caratteristica fondamentale di un livello. di prestazioni, “di classe mondiale”. La qualità di un sistema distributivo è definita dalla individuazione ed eliminazione di tutte le fonti di variabilità, comprendendo l’assenza di danneggiamento della merce lungo il processo distributivo nonché l’accuratezza delle attività di ricevimento, spedizione, stoccaggio, inventario periodico, picking e fatturazione.La gestione delle scorte costituisce una caratteristica fondamentale di un livello di prestazioni “di classe mondiale”. I migliori sistemi. sono “snelli” e non appesantiti da un eccesso di scorte. I valori massimo, minimo e medio dell’immobilizzo in scorte nell’arco dell’anno nonché il vero valore del livello di rotazione costituiscono degli utili indicatori per misurare l’efficienza. L’eliminazione di inventari di tipo fisico, grazie all’accuratezza della gestione delle scorte, e la gestione differenziata dei diversi tipi di scorte caratterizzano una prestazione “di classe mondiale”. L’impiego di tecnologie aggiornate costituisce un’altra caratteristica di un livello di prestazioni “di classe mondiale”. È più importante essere i primi a trarre vantaggio da una nuova tecnologia che non essere i primi a introdurla. Perché questo accada occorre che la tecnologia risponda ai requisiti dell’utente e sia affidabile. Le tecnologie hardware e software usate per movimentare, stoccare e controllare i materiali devono
52
CAPITOLO 9 - EVOLUZIONE DEL MATERIALS HANDLING
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
essere esaminate attentamente al fine di valuta¬re la disponibilità di alternative più redditizie.La flessibilità è un prerequisito fondamentale in un sistema distributivo di classe mondiale che deve far fronte alla variabilità in volume e in mix della domanda commerciale, delle strategie di marketing, dei livelli di servizio richiesti, dell’innovazione tecnologica e della situazione demografica. I sistemi distributivi flessibili devono avere piani accuratamente definiti per far fronte alle possibili situazioni di emergenza. L’esistenza e la collocazione di punti “critici” nel sistema e l’assenza di piani di intervento qualora si verifichino imprevisti, nel sistema o in uno dei suoi segmenti, non è indice di un approccio gestionale “di classe mondiale”.Lo sviluppo delle risorse umane comprende tutto il personale impegnato nella distribuzione, sia esso assunto stabilmente o temporaneamente. Gli investimenti effettuati sul personale, includendo l’addestramento e la definizione dei ruoli lavorativi, sono dei chiari indicatori del valore assegnato alla gestione delle risorse umane. Ho osservato precedentemente che è difficile giustificare la sostituzione di personale con l’automazione quando il personale è altamente motivato e correttamente gestito. Ben pochi tentativi di automazione hanno avuto esito positivo quando l’obiettivo è stato quello di eliminare del personale! I tentativi che hanno registrato un maggiore successo sono stati quelli in cui l’obiettivo era quello di dare strumenti di ausilio al personale - di aiutarlo cioè a fare meglio il proprio lavoro. Quando un centro distributivo è progettato per essere utilizzato dagli operatori, e la preoccupazione per gli operatori è manifesta negli stessi criteri di progettazione, è verosimile che il centro distributivo possa essere giudicato “di classe mondiale”.Il sistema di materials handling ha una rilevanza talmente critica per il successo di un centro distributivo che è possibile trarre conclusioni circa l’impegno del management nel raggiungere l’eccellenza sulla base dei modi con cui i materiali vengono movimentati, immagazzinati e controllati. Dei tre aspetti, quello del controllo è certo il meno visibile, ma anche il più importante ai fini del raggiungimento di prestazioni “di classe mondiale”. Il modo con cui i materiali vengono controllati attraverso tutto il centro distributivo influenza le future possibilità di automazione della movimentazione e dello stoccaggio dei materiali. Obiettivi di livello di servizio tali da consentire l’evasione completa di un ordine nell’arco di 24 ore, per esempio, dipendono in modo critico dalla disponibilità di un sistema di controllo accurato e tempestivo.La “visibilità” è un aspetto fondamentale di un livello di prestazioni “di classe mondiale”. La visibilità del prodotto, dell’ordine, della scorta attraverso tutto il sistema è essenziale per ottenere quel livello “snello” di scorte richiesto ai centri distributivi “di classe mondiale”. Un sistema di controllo “di classe mondiale” fornirà informazioni accurate e aggiornate sulla posizione, stato e livello dello scorte in transito, a magazzino e in fase di lavorazione, nelle filiali ed inoltre presso i fornitori ed i clienti. Se conosciamo il livello delle scorte presso i nostri clienti possiamo anticipare i loro fabbisogni e rispondere tempestivamente alle loro richieste; analogamente se abbiamo visibilità delle scorte dei fornitori possiamo emettere ordini di riapprovvigionamento in modo più saggio e ridurre le scorte di sicurezza. La gestione delle scorte in transito è diventata un aspetto importante di un livello di prestazioni “di classe mondiale”; la visibilità dei materiali in viaggio su aerei, automezzi, navi contribuisce ad una sostanziale riduzione dei livelli di scorta e dei tempi di ciclo.L’adozione di una visione integrata del sistema logistico costituisce un aspetto critico nel raggiungimento di prestazioni “di classe mondiale”. Questo è tanto più evidente nella visione sistemica del sistema distributivo che comprende fornitori, le nostre unità produttive e i clienti.Le prestazioni finanziarie continuano ad essere un indicatore fondamentale del raggiungimento di prestazioni “di classe mondiale”. È comunque necessaria una visione a livello di impresa, e non a livello funzionale, delle prestazioni finanziarie. Il vantaggio competitivo fornito da un sistema distributivo accurato, tempestivo ed efficiente ha costretto il management a rendersi conto che la distribuzione può essere “un’arma competitiva formidabile”. Nella misura in cui il sistema distributivo è realmente “di classe mondiale”, ne dovrebbe conseguire un incremento della quota di mercato tale da compensare gli investimenti. richiesti dal sistema distributivo. Il sistema di materials handling non dovrebbe essere visto come un fattore di costo bensì come un generatore di profitto.Avendo individuato i parametri che caratterizzano un magazzino “di classe mondiale”, è necessario sviluppare ragionevoli indici di misura per ciascuno di essi ed implementare metodi quantitativi per la valutazione dei magazzini già esistenti o in fase di progettazione in termini di “classe mondiale”. Spero di fare questo nel prossimo futuro.
53
CAPITOLO 9 - EVOLUZIONE DEL MATERIALS HANDLING
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Conclusioni
In questo articolo abbiamo analizzato le cinque generazioni dei sistemi di materials handling - manuale, meccanizzato, automatico, integrato e intelligente - e le dieci, dimensioni di un magazzino di classe mondiale servizio al cliente, qualità, gestione delle scorte, tecnologia aggiornata, flessibilità, sviluppo delle risorse umane, materials handling, visibilità, approccio integrato, prestazioni finanziarie. La trattazione del materials handling intelligente ha riguardato ciascuna delle dimensioni del materials handling - movimentazione, stoccaggio e controllo dei materiali.
54
CONCLUSIONI
GU-LOGM-076

Acquistato da D
avide Leonetti su Webster il 2013-01-17 23:16 N
umero O
rdine Libreria: 142122017-130117-0 Copyright ©
2013, Consulm
an
Corso Orbassano, 33610137 Torinotel. 011-3081711fax [email protected]
Viale dell’Industria, 23/A35129 Padovatel. [email protected]
40-013 KatowiceUl. Staromiejska, 6tel. 0048-32-2030909fax [email protected]
Via ASI Consortile 31/3303013 Ferentino (FR)tel. 0775-223771fax [email protected]