Diapositiva 1fondazioneedison.it/binaries/pdf/eventi/20141023/Caldonazzo.pdf · Title: Diapositiva...
43
1 Roma, Accademia Nazionale dei Lincei 23 ottobre 2014 Il ruolo strategico del sistema metalmeccanico italiano: dai metalli alla meccatronica Settori e Imprese Mario Caldonazzo CEO Finarvedi Il caso Arvedi
Transcript of Diapositiva 1fondazioneedison.it/binaries/pdf/eventi/20141023/Caldonazzo.pdf · Title: Diapositiva...

1
Roma, Accademia Nazionale dei Lincei
23 ottobre 2014
Il ruolo strategico del sistema
metalmeccanico italiano:
dai metalli alla meccatronica
Settori e Imprese
Mario Caldonazzo
CEO Finarvedi
Il caso Arvedi

INDICE
1. Introduzione tematica
2. Il quadro di riferimento:
– Global steel macroeconomics
– Le prospettive dell’acciaio in Europa
– L’industria siderurgica europea dei prodotti piani
– Il caso Arvedi: la sfida dell’innovazione tecnologica
3. Nascita e sviluppo della tecnologia Arvedi
4. Problem solving
5. La nuova tecnologia ESP
6. I vantaggi specifici della tecnologia Arvedi ESP
7. Lo stabilimento di Acciaieria Arvedi
8. Prodotto – Qualità
9. Il risparmio energetico della tecnologia Arvedi ESP
10. I vantaggi ambientali della tecnologia Arvedi ESP
11.L ‘acciaio e l’automobile
12.Valenze tecnologiche
2

3
1. Introduzione tematica: Metalli e Meccatronica
Arvedi é un produttore di acciaio e come tale utilizza la meccatronica nei propri
sistemi produttivi che si avvalgono di automazione avanzata integrata in
sistemi meccanici governati tramite software.
Il processo ESP e l’impianto oggetto della
presentazione (ACCIAIERIA ARVEDI) è una
complessa realizzazione di meccatronica,
dove l’operatore è supportato in modo
sostanziale da una serie di realizzazioni
di meccatronica e nel processo svolge una
funzione di supervisione per interventi in
emergenza.
Arvedi in fine partecipa al sistema quale
fornitore di acciai agli utilizzatori finali
coadiuvati dalla meccatronica esempio
l’automobile.
Processi come l’ESP non si sarebbero mai
potuti realizzare senza automazione
avanzata integrata alla meccanica.
Rappresentazione sintetica del ruolo della
Meccatronica

4
2 Il Quadro di riferimento: global steel macroeconomics
Mercati emergenti forti mercati emergenti moderati
economie sviluppate forti
economie sviluppate deboli
IMPROBABILE
“regaining speed”
• Veloce recupero globale dalla crisi
• Aumento della domanda mondiale di
acciaio e materie prime
• Nuova ripresa della crescita in Cina
(anche per l’esportazione indiretta di
acciaio)
• Scarsità di materie prime e probabile
forte aumento del prezzo
“cooling down”
• La recessione globale continua e
conseguente adeguamento dei piani di
investimento
• Calo radicale della domanda e stress
finanziario su clienti e fornitori
• Le commodities continuano a perdere
valore ed eccesso dell’offerta di materie
prime
“two-speed-world”
• Moderato sviluppo del PIL mondiale
ma le economie mature rimangono
deboli (stagnazione)
• Aumento della domanda nei paesi
emergenti ma bassa crescita in
Europa
• Domanda e offerta delle materie
prime in equilibrio.

L’industria siderurgica europea colpita dalla crisi del 2008 non è ancora ripartita
• la ripresa della domanda è molto lenta: bassa produzione e bassi tassi di utilizzo.
• il costo delle materie prime è instabile ed il prezzo dei prodotti sotto pressione:
riduzione dei margini.
La prospettiva della domanda per i prossimi 5 anni rimane modesta
• I settori-chiave (auto, costruzioni, macchinari) segnano una crescita moderata del
1,5-2,5% Ciò comporta una crescita media dei laminati piani pari al 2%.
• Nonostante sia previsto il ritorno della crescita, vi è una notevole incertezza e non ci
si aspetta di raggiungere in tempi brevi i livelli di domanda pre-crisi.
L’offerta dei prodotti piani sarà caratterizzata da:
• Chiusura siti produttivi per una capacità di 15-20 Mio T (sovraccapacità e costi alti)
• Crescita dell’import dei prodotti di base.
Il contesto pone questioni strategiche ai produttori Europei, in primis sulla competitività
5
2 Il Quadro di riferimento: le prospettive dell’acciaio in Europa

6
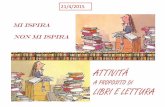
La curva di costo Europea non è competitiva per i prodotti base
Osservazioni:
• La curva dei costi è
molto piatta, con più
del 90% della
produzione tra 600
e 700 USD/t
• Le importazioni
extra UE avvengono
a costi molto bassi
pari a 368USD/t
• Il 4° quartile ha costi
intorno a 690 USD/t,
molto alti rispetto
alla parte bassa
della curva.
Imports Produttori EU
2 Il Quadro di riferimento: l’industria siderurgica europea dei prodotti piani

7
I produttori europei affrontano il calo della domanda riducendo la capacità produttiva
I produttori di
acciaio
europei hanno
ridotto di
circa 20 Mt la
capacità dei
laminati piani
Circa 10 Mt
di capacità dei
laminati piani
è a fronte di
chiusura
permanente
Liege chiuso
Florange verso
chiusura
Madrid, Sestao e
Galati a tempo
indeterminato
Lussemburgo e
Eisenhuttenstadt
temporaneamente
Stop
temporaneo
altoforno
Taglio
produzione
temporaneo
Nessun
piano per
spegnere i
forni
L’altoforno
Queen Bess
è stato
spento.
Due
altoforni
rimangono
operativi
capacità Acelor Mittal
(Europa)
Riva (Italia)
Taranto
Thyssen Krupp
(Germania)
Tata Steel (UK)
Scunthorpe
Capacità totale
130 12,5
111,2
6,3
6,2
3,6
1,0
1,7
Decurtazione realizzata 2011-2012, Mt
Chiusi per sempre

8
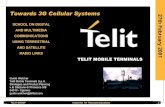
Le tipiche leve per ristabilire la competitività dei siti Europei non sono disponibili
Fattori chiave
Descrizione
Le economie di scala
non sono sfruttabili
Non è possibile tornare
a produrre gli acciai
“commodity”
Il revamping degli
impianti non è
economicamente
fattibile.
1
2
3
McKinsey & Company 3|
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
Ijmuiden
Gijon
Teesside
Öxelosund
Scunthorpe
Charleroi
Florange
Lulea
Linz
Liege
Dillingen
Schwelgern
Bremen
4,000
Average BF ageYears
3,5002,0000
Galati
3,000
Botunetz
Kosice
500 1,500 2,5001,000
Average BF sizeMtpy
Dunauijvaros
Ostrava
700
600
500
400
300
200
100
Ch
ere
po
ve
ts
10 20 30
800
40
Bre
me
n
Lule
a/B
orl
an
ge
Be
ecke
rwe
rth
Ma
riu
pol_
2B
ruckh
au
se
n
Po
rt T
alb
ot
Flo
ran
ge
Bo
ch
um
Ba
osh
an
, S
ha
ng
hai
Lie
ge
Gw
an
gya
ng
60
Vo
lta
Re
do
nda
Ga
lati
Ko
sic
e
Cra
co
w
Lin
z
Cre
mo
na
Ijm
uid
en
Avile
s
An
sh
an
Du
nkir
k
Lip
ets
k
Fo
s s
ur
Me
r
Ra
ahe
Ta
ran
to
Sa
lzgitte
r
70 80 900 50 100
0
130120110
Ge
nt
29
71
Commodity
High-value
added
McKinsey & Company 3|
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
Ijmuiden
Gijon
Teesside
Öxelosund
Scunthorpe
Charleroi
Florange
Lulea
Linz
Liege
Dillingen
Schwelgern
Bremen
4,000
Average BF ageYears
3,5002,0000
Galati
3,000
Botunetz
Kosice
500 1,500 2,5001,000
Average BF sizeMtpy
Dunauijvaros
Ostrava
700
600
500
400
300
200
100
Ch
ere
po
ve
ts
10 20 30
800
40
Bre
me
n
Lule
a/B
orl
an
ge
Be
ecke
rwe
rth
Ma
riu
pol_
2B
ruckh
au
se
n
Po
rt T
alb
ot
Flo
ran
ge
Bo
ch
um
Ba
osh
an
, S
ha
ng
hai
Lie
ge
Gw
an
gya
ng
60
Vo
lta
Re
do
nda
Ga
lati
Ko
sic
e
Cra
co
w
Lin
z
Cre
mo
na
Ijm
uid
en
Avile
s
An
sh
an
Du
nkir
k
Lip
ets
k
Fo
ssu
rM
er
Ra
ahe
Ta
ran
to
Sa
lzgitte
r
70 80 900 50 100
0
130120110
Ge
nt
29
71
Commodity
High-value
added
McKinsey & Company 3|
700
600
500
400
300
200
100
Ch
ere
po
ve
ts
10 20 30
800
40
Bre
me
n
Lule
a/B
orl
an
ge
Be
ecke
rwe
rth
Ma
riu
pol_
2B
ruckh
au
se
n
Po
rt T
alb
ot
Flo
ran
ge
Bo
ch
um
Ba
osh
an
, S
ha
ng
hai
Lie
ge
Gw
an
gya
ng
60
Vo
lta
Re
do
nda
Ga
lati
Ko
sic
e
Cra
co
w
Lin
z
Cre
mo
na
Ijm
uid
en
Avile
s
An
sh
an
Du
nkir
k
Lip
ets
k
Fo
ssu
rM
er
Ra
ahe
Ta
ran
to
Sa
lzgitte
r
70 80 900 50 100
0
130120110
Ge
nt
29
71
Commodity
High-value
added
La sovraccapacità e la modesta crescita non
permettono di sfruttare i vantaggi delle economie di
scala.
Circa il 40% degli altoforni sono obsoleti o
sottodimensionati ma il loro revamping non è
economicamente sostenibile.
Il costo medio dell’ultimo quadrante della curva di
costo nel 2012 pari a 650 USD/t (731 USD/t nel
2020) è troppo alto per ritornare ad essere di nuovo
competitivi a livello internazionale.

L’innovazione tecnologica è la sfida alla crisi dell’industria siderurgica europea:
- Mix produttivo ad alto valore aggiunto
- Qualità e servizio (time to market)
- Riduzione dei costi
- Sostenibilità ambientale
9
2 Il Quadro di riferimento:Il caso Arvedi, la sfida dell’innovazione tecnologica

Fonte: documento IISI
Innovazione
Ecologia
Riduzione
polvere e gas
Riduzion
e rifiuti
Riciclo e
recupero
di acque
di
processo
Risparmio
energetico
Economia
Nuovi
acciai
IL CICLO VIRTUOSO
• efficienza energetica
• riciclo dell’acciaio
• utilizzo sottoprodotti
da acciaieria
• BAT ambientali
Il progresso tecnologico
consente miglioramenti
sul piano ambientale:
Ulteriori miglioramenti
sono legati a:
tecnologie e processi
più efficienti sul piano
produttivo
nuovi acciai che
garantiscano:
• durabilità
• resistenza:
- meccanica,
- alla corrosione,
- alle temperature.
10

• Dai primi anni ’60, Arvedi, in veste di produttore di tubi saldati, ha vissuto le
difficoltà connesse ad un approvvigionamento appropriato di materia prima in
forma di rotoli d’acciaio per la propria produzione di tubi di qualità.
• Gli impianti di allora erano molto rigidi e di dimensioni e taglia di investimento
enormi.
• I grandi impianti convenzionali erano inadatti agli spessori sottili, lenti a
rispondere alle richieste del mercato, caratterizzati da costi elevati e rese di
prodotto basse.
Le tecnologie produttive fino agli anni ’70 / inizi ’80
3. Nascita e sviluppo della tecnologia Arvedi
11

Le esigenze e le idee originali di Arvedi
• Per ottenere gli obiettivi prefissati fu necessario studiare e sviluppare un nuovo
processo produttivo basato su nuovi principi tecnologici. L’attività di ricerca ha
poi dato origine ad una serie di brevetti (oltre 400 in tutto il mondo industriale, a
copertura della tecnologia e dei singoli componenti di impianto).
• L’idea originale concepita e perseguita da Giovanni Arvedi era quella di sfruttare
appieno l’elevato livello energetico dell’acciaio liquido per realizzare un
processo veramente nuovo:
• Dimensioni molto compatte
• Risparmio energetico
• Flessibilità
• Qualità di prodotto
• Spessori sottili
• Costi ridotti.
12

Compatta in un solo ciclo, senza semiprodotti e manipolazioni intermedie, in
modo continuo, le fasi di colata e laminazione: in un solo impianto, di soli 180
metri, trasforma l’acciaio liquido in rotoli con spessori minimi di 1 mm, spessori
per i quali il processo tradizionale richiede la laminazione a freddo.
La laminazione a freddo si realizza tramite un ciclo produttivo complesso che
comprende decapaggio, laminazione a freddo, ricottura, finitura superficiale,
che comporta notevoli investimenti ed elevati costi di processo.
Il processo Arvedi ISP: Inline Strip Production
13

180 m
F1 F5 V1 V3
Spessori sottili:
1,0 – 1,2 mm
Fase
A Fase
B
Fase
C
Fase A: colata e laminazione con riduzione a cuore liquido durante la
solidificazione della bramma sottile: la colata e la laminazione di
sbozzatura sono in connessione diretta – una novità assoluta.
Fase B: taglio, riscaldo ad induzione e avvolgimento nel forno Cremona.
Grande precisione ed omogeneità di riscaldo. Il Forno Cremona
disaccoppia la fase A dalla fase C che operano con differenti portate
(ton/ora)
Fase C: laminazione di finitura, raffreddamento, avvolgimento in rotoli; la
laminazione viene operata a temperatura e a velocità costante, con
soluzioni d’impianto ispirate ai principi della laminazione a freddo.
schema del processo ISP
Tecnologia ArvedI ISP (anno 1992)
14

Arvedi ha sviluppato la tecnologia ESP dopo 16 anni dall’avviamento di ISP,
realizzando appieno il contenuto del brevetto originale ISP che già
contemplava il processo totalmente in continuo.
Dopo intense fasi di studio e ricerca applicata è nata una seconda
generazione di impianto che con un processo totalmente in continuo - una
novità assoluta a livello mondiale - riduce ulteriormente gli spessori,
migliora ulteriormente i costi d’esercizio e l’investimento per unità di
prodotto.
Il processo continuo è potuto diventare realtà grazie all’incremento della
produttività della colata diventa sufficiente all’alimentazione in continuo del
laminatoio finitore.
Lo sviluppo di ISP ha generato ESP: endless strip production
15

16
4 Il problem solving
Il passaggio da ISP – collegamento diretto e in continuo della colata con la prima
fase di laminazione (sbozzatura), laminazione di finitura discontinua - ad ESP
colata e laminazione completamente in continuo, ha comportato la necessità di
portare a soluzione una serie di problemi tipici della nuova tecnologia:

• Velocità di colata > 5 m/min
• Fluidodinamica della paniera
• Inerzia del fluido in lingottiera (ondosità)
• Riduzione a cuore liquido (da 100 mm a 90 mm)
• Sanità della “pelle” della barra
• Controllo del “bulging” spanciamento
La sfida tecnologica, soluzioni e risultati nella macchina di colata ESP:
elevato flusso di massa a sostegno della laminazione endless
Risultati
• Tasso di break-out (6 in un anno)
• Stabilità in lingottiera (tasso di scambio calore costante)
• Controllo del livello in lingottiera (dev. std. minima)
Pacchetti tecnologici
• Paniera
• Il “Sistema Lingottiera” (Piastre di rame, Tuffante, Freno elettromagnetico)
• Circuito di raffreddamento della lingottiera (mould cooling loop)
• Lay-out dei rulli; Segmento a tenaglia-piegatore (TTS-Bender) e segmenti ASTC
• Raffreddamento secondario
• Automazione di processo

Caratteristiche della macchina di colata continua: il “Sistema Lingottiera": Lingottiera ad imbuto, tuffante (ugello
refrattario sommerso), freno elettromagnetico
Lingottiera ad imbuto in rame “AR18+1”
Disegno ottimizzato della paniera (46 ton)
Tuffante B2-ECR

• Shock termico del rulli di lavoro
• Pirocricche
• Planarità della barra di trasferimento
Pacchetti tecnologici
• Raffreddamento potenziato delle gabbie
• Rulli HSS modificati
• “Bending” positivo e negativo dei rulli
Risultati
• Assenza di shock termico
• 10.000 ton di nastro laminato
prima di rettifica
La sfida tecnologica, soluzioni e risultati nel laminatoio sbozzatore ESP:
i rulli di lavoro

• Banding and peeling su F1-F2
• Usura dei rulli di back-up e di lavoro
• Controllo di tensione tra Sbozzatore (HRM) al Finitore (FM)
Pachetti tecnologici
• Rampe di antiossidazione davanti a F1
• Lubrificazione nel “morso” dei rulli F1-F2
• Automazione per controllo della tensione
Risultati
• Campagna di laminazione da
150/170 km di nastro
• Assenza di strizioni
• Assenza di ondulazioni
La sfida tecnologica, soluzioni e risultati nel laminatoio finitore ESP:
rulli di back-up e rulli di lavoro – Controllo della tensione sulle lunghe distanze

• Impatto della elevata velocità di colata sulla T di laminazione e sul raffreddamento in via a rulli
• Rimozione della scaglia dopo riscaldo ad alta temperatura
• Precisione dello spessore nel cambio “volante” (tolleranze)
• Cricche di bordo nello sbozzatore (HRM)
Risultati
• Passo finale di laminazione nell’intervallo austenitico
• Bassa percentuale di scarto per difetti superficiali, di
spessore e di bordo
• Ampia gamma di prodotti ed applicazioni
Pacchetti tecnologici e know-how
• Sviluppo di know-how per gestire la laminazione ed il raffreddamento
svolti a velocità diverse
• Sistema di discagliatura da 380-bar (1 rampa)
• Automazione della laminazione molto efficiente ed a risposta rapida
La sfida tecnologica, soluzioni e risultati del processo ESP:
Qualità di Prodotto

5 La nuova tecnologia ESP Endless Strip Production (anno 2009)
UNA SOLA LINEA, LARGHEZZA 1570 mm – 2,5 mio ton/anno
Piattaforma di colata
Colata continua
bramma sottile
Laminatoio sbozzatore
Cesoia a
pendolo
Estrattore lamiere
Cesoia
emergenza
Forno ad induzione
Discagliatore ad
alta pressione
Laminotoio
Finitore
Raffreddamento
Cesoia
rotatitva alta
velocità
Aspi avvolgitori
22

le innovazioni Arvedi – brevettate in tutto il mondo
Sistema lingottiera con riduzione a cuore liquido – ottimizza l’interazione del tuffante, della
lingottiera e del freno elettromagnetico migliorando la sanità strutturale
Brevetti n. : 925132 0946316 1011896
Colata più laminazione – profilo di temperatura inverso, miglioramento della struttura del
materiale
Brevetti n.: 0415987 925132 0946316 1011896 1117493 MI2002A001996
Forno Cremona – accumulo intermedio ed omogeneizzazione della temperatura
Brevetti n..: 4013582.9 1245612 MI2003A001546
Flessibilità nel laminatoio finitore – gamma completa dei tipi di acciaio fino agli spessori minimi
Brevetti n..: 0415987 1117493 1196256 MI2002A001996
LAMINATOIO SBOZZATORE – risparmio energetico, miglioramento del profilo
Brevetti n.: 0415987 925132 0946316 1011896 1117493
MI2002A001996
Forno ad induzione – controllo della flessibilità e regolazione della temperatura
Brevetti n.: 0415987 1196256 MI2002A1996
Pianificazione,
controllo e
stabilità di
tutti i
parametri del
processo
tramite il
sistema di
automazione
23

24
7. Lo stabilimento di Acciaieria Arvedi - Cremona

Le linee integrate di colata e laminazione
ESP
In funzione dal 2009
Capacità annua: 2,5 milioni di ton
Larghezza massima: 1570 mm
Gamma spessori: da 0,80 mm fino a 12 mm
ISP
In funzione dal 1992
Capacità annua: 1,2 milioni di ton
Larghezza massima: 1260 mm
Gamma spessori: da 1,00 mm fino a 12 mm
25

26
L’impianto ESP presso Acciaieria Arvedi
Dall’acciaio liquido al coil in 180 metri ed in 5 minuti

Gamma prodotti Acciaieria Arvedi
Coil neri laminati a caldo
Coil decapati
Coil zincati
Coil pre verniciati
27

Il processo endless di cast-rolling consente risultati qualitativi eccellenti
Struttura - omogeneità e grano fine - ASTM 10 12
- assenza di segregazione centrale dovuta alla riduzione a cuore liquido
- elevato grado di purezza (K4 < 60)
Resistenza - valori costanti su tutto il nastro
- proprietà resistenziali migliorate
- limite di resistenza a fatica più elevato (+15%)
- valori di resilienza 3 volte oltre la norma
Superficie - la rugosità superficiale è migliore rispetto a quella dei prodotti
convenzionali
Tolleranze - Elevati valori di precisione di spessore (0,8 mm), planarità e forma
ATG - Arvedi Thin Gauge - il primo prodotto sottile a caldo (0,8 mm) con le
caratteristiche del prodotto a freddo
28
8. Prodotto – Qualità

Arvedi Thin Gauge (ATG) - nastro laminato a caldo in sostituzione del laminato a freddo
I valori dimensionali dati sono quelli del coil a caldo prodotto presso l’Acciaieria Arvedi in modalità endless
Spessore e planarità
Nella seguente tabella sono paragonate le tolleranze dimensionali garantite su un coil a caldo di spessore 1,0 mm con lo
standard UNI EN 10131 per i laminati a freddo.
Crown
Il valore massimo di crown, misurato a 25 mm dal bordo, è di 0,03 mm che indica un valore trasversale praticamente piatto. Rugosità
I valori tipici di rugosità osservati sui coils a caldo di spessore 1 – 1,2 mm, decapati e skinpassati:
Permettendo all’ATG di entrare nella classe di finitura superficiale “m” (normale; 0,6 < Ra < 1,9 m) come da standard UNI EN
10130 per il nastro laminato a fredo.
La qualità superficiale è garantia su entrambe le faccie superiore e inferiore
SPESSORE PLANARITA’
Tolleranze UNI EN 10131 Tolleranze ATG UNI EN 10131 ATG – dopo
skinpass.
normale ± 0.09
mm
stretta ± 0.07 mm Garantita ± 0.05mm 5 mm 4 mm
Finitura con skinpass Rugosità media Ra (m)
Rulli sabbiati 0,90 – 1,20
A.T.G. – ARVEDI THIN GAUGE
29

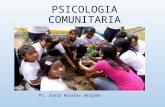
Prodotto ESP : Tolleranze sullo spessore
Performance avviamento maggio 2010
-0.20000
-0.15000
-0.10000
-0.05000
0.00000
0.05000
0.10000
0.15000
0.20000
0 0.5 1 1.5 2 2.5 3 3.5 4
Spessore [mm]
Dev
iati
on
[m
m]
Standard nastro a caldo
Standard nastro a freddo
Valori E.S.P.
Standard automotive
Standard nastro a freddo stretto
Valore medio
Deviazione standard
Le tolleranze del prodotto Arvedi ESP ATG sono all’interno delle norme del
laminato a freddo per l’automotive
30

31
1 mm Endless Rolling Low Carbon
329330334
403410 407
3031 31
11 11 11200
250
300
350
400
450
500
0 1 2 3 4
[MP
a]
0
10
20
30
40
50
60
70
80
90
100
Al%
, G
AS
TM
ReL Rm A% Grain Size
Center Head Tail
Prodotto ESP: proprieta’ meccaniche e struttura
I valori meccanici e la struttura del grano lungo il nastro sono costanti

Prodotto ESP: profilo di spessore trasversale/longitudinale
32

33
Prodotto ESP: l’evoluzione della temperatura del processo ESP
Vc 6 m/min, acciai dolci, 80 mm10 mm0,85 mm,
velocità ingresso F1 0,80 m/s, velocità uscita F5 8,0 m/s
1073°C
700°C
1200°C
860°C
1104°C
1130°C
1236°C
1121°C
600°C
700°C
800°C
900°C
1000°C
1100°C
1200°C
1300°C
Simulazioni
al modello T media
T Superficie
La temperatura durante il processo di colata e pre laminazione non scende mai al
di sotto dei 1000 ° C evitando che si formino precipitazioni di elementi in lega

34
9. Il risparmio energetico della tecnologia ARVEDI ESP
Ridotto consumo di energia
• Il contenuto energetico dell’acciaio liquido viene ampiamente sfruttato durante il
processo di colaggio e laminazione diretta (cast-rolling).
• Esiste una relazione inversa tra il consumo specifico del forno ad induzione e
l’aumento della produttività oraria.
• Il consumo di gas naturale già dei forni Cremona è stato azzerato.
• Il risparmio è ancora superiore se il confronto viene fatto sugli spessori sottili
(inferiori a 1,5 mm) per i quali le tecniche classiche, contrariamente ad ISP ed ESP,
devono ricorrere, dopo la produzione del coil a caldo, ad una ulteriore lavorazione,
la laminazione a freddo, con conseguenti consumi di energia.
• In termini di energia primaria, ossia i Kep (Kg equivalenti di petrolio), il risparmio
ottenibile rispetto alle tecniche classiche è:
• ISP: 30% sugli spessori normali; 50% sugli spessori sottili (1 – 1,5 mm)
• ESP: 38% sugli spessori normali; 58% sugli spessori sottili (0.8 – 1,5 mm)
ENERGIA

Il consumo energetico per la
produzione di coil a caldo,
spessore 2 mm e larghezza 1500 mm,
con una produttività di 330 ton/ora
è
131,6 kWh/ton
TÜV SÜD Industrie Service GmbH -
Germania
35

L’’attività siderurgica di Arvedi ISP/ESP compatibile con tutti i contesti sociali ed
ambientali e l’impatto ambientale ridotto grazie a:
• compattezza del processo (la riduzione di scala è di circa 10 volte rispetto
ai centri siderurgici tradizionali);
• ridotte emissioni dirette e indirette di gas serra e nocivi (Nox, CO)
(strettamente collegati al basso consumo energetico) che ammontano a:
• 40-50% su spessori normali
• 65-70% su spessori sottili
• consumo d’acqua ridotto del 50% rispetto ai migliori laminatoi convenzionali.
• La tecnologia del nuovo processo ESP soddisfa le esigenze espresse nel
protocollo di Kyoto
36
10. I vantaggi ambientali della tecnologia Arvedi ESP

37
11. L’acciaio e l’automobile
L’acciaio è da almeno cent’anni il materiale più usato in campo automobilistico.
Le recenti norme internazionali impongono elevata sicurezza dell’abitacolo e
progressiva riduzione delle emissioni, possibile quest’ultima solo con una
rilevante riduzione di peso. I costruttori hanno dovuto ridisegnare il veicolo
individuando per ogni singolo componente le migliori soluzioni in termini di
resistenza/spessore e qualità/lavorabilità alla luce delle prestazioni offerte dai
nuovi acciaio High Strength
La figura sotto dà un’idea di quanto complessa sia la costruzione degli elementi
strutturali che opportunamente saldati danno origine al corpo vettura dell’auto
resistente e leggera. Ovviamente questo vale anche per gli altri componenti,
quali le sospensioni, cambio etc. Esempio:
La Mercedes E-class del 2010
dichiara di essere la capostipite
nell’utilizzare il 72 % di High-
Strength Steel nel corpo
macchina confrontandolo con il
38% del modello precedente,
ottenendo così una struttura
che è più leggera e il 30%più
rigida rispettando tutte le nuove
normative di sicurezza e d’urto.

38
Arvedi fornitore di materiali agli utenti di meccatronica
Acciaieria Arvedi produce un’ampia gamma di acciai, appartenenti al top di gamma
(vedi tabella Autosteel – Application guidelines) e con caratteristiche di pregio per il
cliente, quali l’elevatissima precisione dimensionale (qualche
centesimo/millimetro), la costanza qualitativa, le caratteristiche meccaniche
molto omogenee (variazioni entro il 5%)
AHSS - MATERIALS PORTFOLIO
Min Yield
Strength Min Tensile Strength
No. Steel Grade Mpa Mpa
1 FB 330/450 330 450
2 HSLA 350/450 350 450
3 HLSA 420/500 420 500
4 FB 450/600 450 600
5 DP 500/800 500 800
6 HSLA 550/650 550 650
7 HSLA 700/780 700 780
8 HF 1050/1500 1050 1500
Advanced High-Strength Steels
Application Guidelines Esempi di alcuni acciai Arvedi

39
• S500MC 1,8mm
• Componente sedile auto
• HX420LAD +Z120 1,5mm
• Componente strutturale telaio BMW
• S420MC 2,0mm
• Componente strutturale telaio VW
• S420MC 2,0mm
• Componente strutturale telaio VW
Tipici elementi di componentistica auto con Acciaio Arvedi

40
Modello: FIAT VIAGGIO
Applicazione:
Barra di torsione per assale posteriore
Tubo:
108. x 3.2 mm
Grado acciaio:
S650MC Acciaieria Arvedi

41
BMW serie 1 e 3
Assale posteriore
Ammortizzatore
VW Golf
Assale
posteriore
Tubo: 90. x 2.8 & 3.1 mm – Honda Jazz
Grado Acciaio: Fe590FBE Acciaieria Arvedi

Applicazione: Supporto motore idroformato
Tubo: 100. x 2.4 mm
Grado Acciaio: S315NC ACCIAIERIA ARVEDI
Applicazione: Bracci laterali assale posteriore
Tubo: 70. x 3.75 mm
Grado Acciaio: E420mod + N Acciaieria

12. Le valenze della tecnologia Arvedi ISP / ESP
La tecnologia Arvedi è sicuramente la più innovativa fra le tecnologie per la
produzione di nastri d’acciaio. Le principali valenze si possono così sintetizzare:
1. Semplificazione, compattazione e accorciamento del ciclo produttivo;
2. Elevato grado di automazione e gestione computerizzata del processo;
3. Incremento della qualità del prodotto;
4. Flessibilità produttiva e rapidità di risposta al mercato;
5. Miglior redditività e più rapido ritorno del capitale investito;
6. Elevato grado di competitività economica e compatibilità ambientale;
7. Possibilità di nuovi prodotti e vantaggi economici per l’industria trasformatrice.
43