Corso di Tecnologia Meccanica ( ING/IND16) CF...
27
Dipartimento di Ingegneria dell’Innovazione Sezione Tecnologie e Sistemi di Lavorazione Sistemi di Produzione/ Tecnologia Meccanica Corso di Tecnologia Meccanica ( ING/IND16) CF 8 Saldature
-
Upload
truongthuy -
Category
Documents
-
view
216 -
download
0
Transcript of Corso di Tecnologia Meccanica ( ING/IND16) CF...

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
Corso di Tecnologia Meccanica ( ING/IND16) CF 8
Saldature
Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
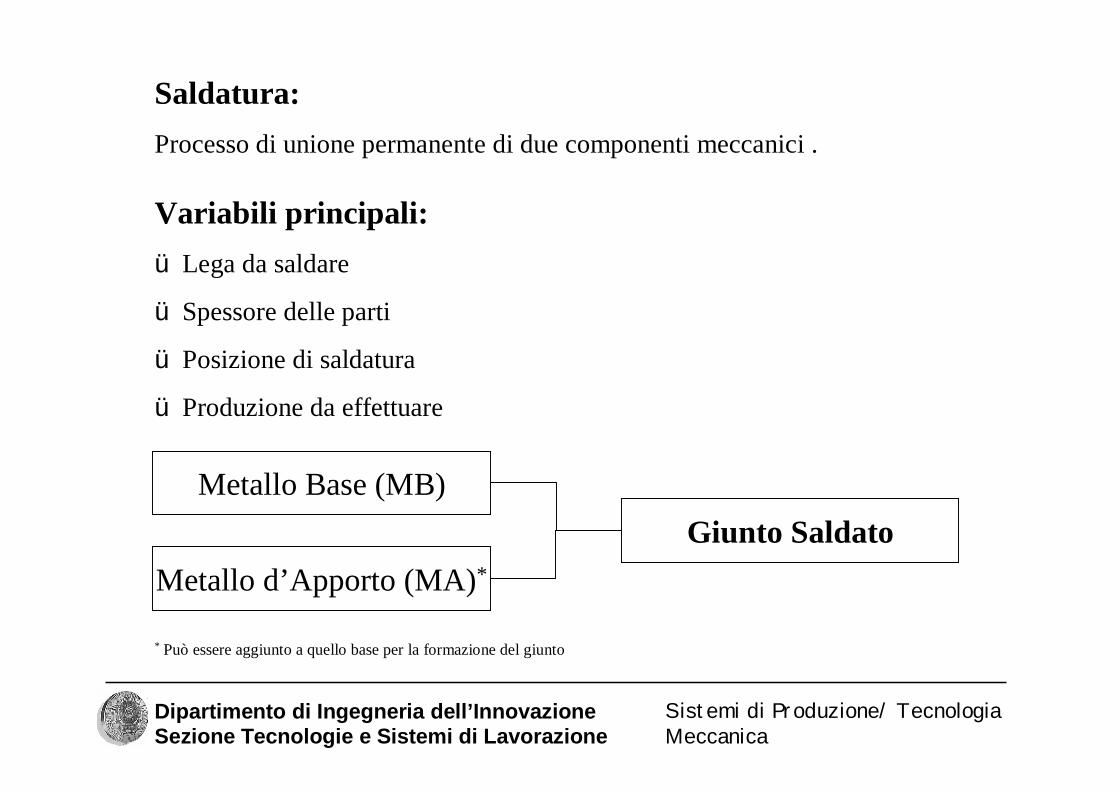
Saldatura:Processo di unione permanente di due componenti meccanici .
Variabili principali:ü Lega da saldare
ü Spessore delle parti
ü Posizione di saldatura
ü Produzione da effettuare
Metallo Base (MB)
Metallo d’Apporto (MA)*
Giunto Saldato
* Può essere aggiunto a quello base per la formazione del giunto

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
Classificazione dei procedimenti di Saldatura
Saldature AUTOGENE:
üMB fonde, formando il giunto saldato
üMA può essere presente o no (dipende
dallo spessore da saldare e dal procedimento)
üMA metallurgicamente simile al MB
Saldature ETEROGENE:
üMB non prende parte alla formazione
del giunto saldato
üMA sempre presente (forma il giunto)
üMA diverso dal MB e con Tfusione inf.
Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
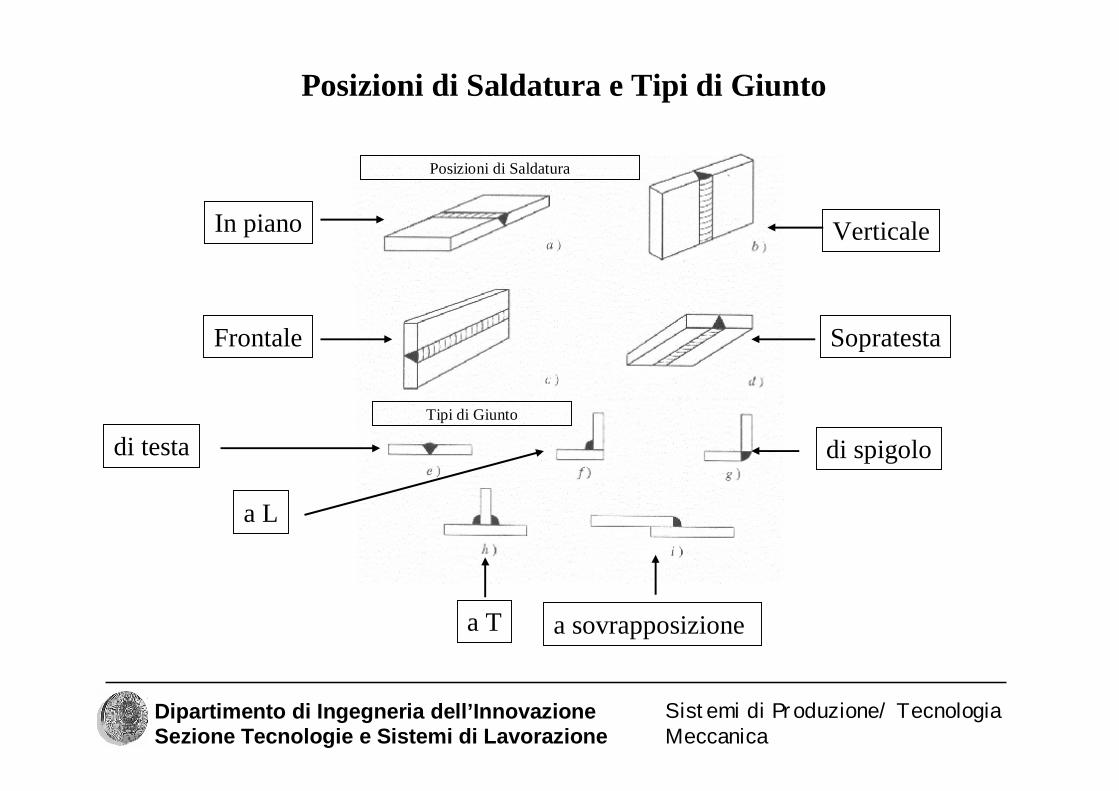
Posizioni di Saldatura e Tipi di Giunto
In piano Verticale
Frontale Sopratesta
di testa
a L
di spigolo
a T a sovrapposizione
Posizioni di Saldatura
Tipi di Giunto

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
SALDATURA CON GAS
Sorgente di calore: fiamma ottenuta mediante la combustione di un gas (generalmente acetilene) con l’ossigeno
Caratteristiche del Gas:ü alta temperatura di fiamma (la fiamma ossiacetilenica ha la più alta temperatura ottenibile con gas)
ü elevato contenuto termico (la fiamma ossiacetilenica ha la più alta quantità di calore generato nell’unità di tempo)
ü bassa reattività della fiamma con MB e MA (la fiamma ossiacetilenica limita l’ossidazione del MB poiché ha un basso consumo di ossigeno e prodotti di combustione particolarmente riducenti)
ü stabilità e facilità di regolazione della fiamma
Saldatura con Gas = Saldatura Autogena per Fusione
Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
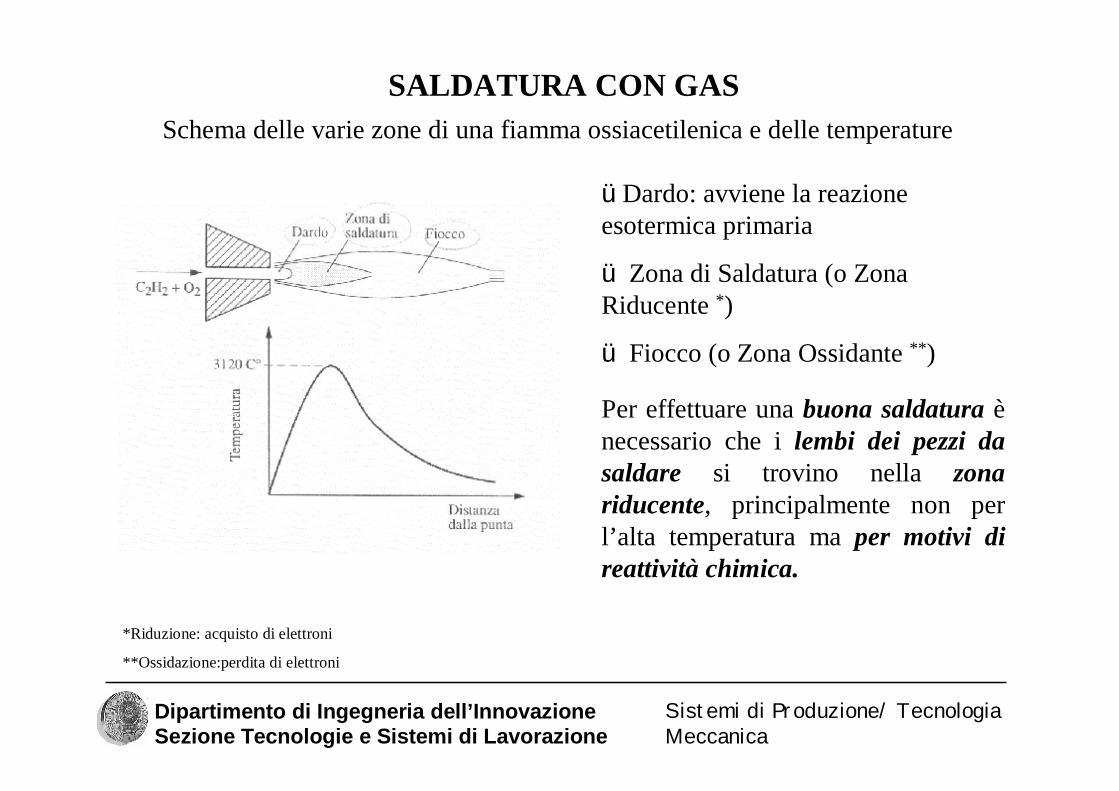
SALDATURA CON GASSchema delle varie zone di una fiamma ossiacetilenica e delle temperature
üDardo: avviene la reazione esotermica primaria
ü Zona di Saldatura (o Zona Riducente *)
ü Fiocco (o Zona Ossidante **)
Per effettuare una buona saldatura ènecessario che i lembi dei pezzi da saldare si trovino nella zona riducente, principalmente non per l’alta temperatura ma per motivi di reattività chimica.
*Riduzione: acquisto di elettroni
**Ossidazione:perdita di elettroni
Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
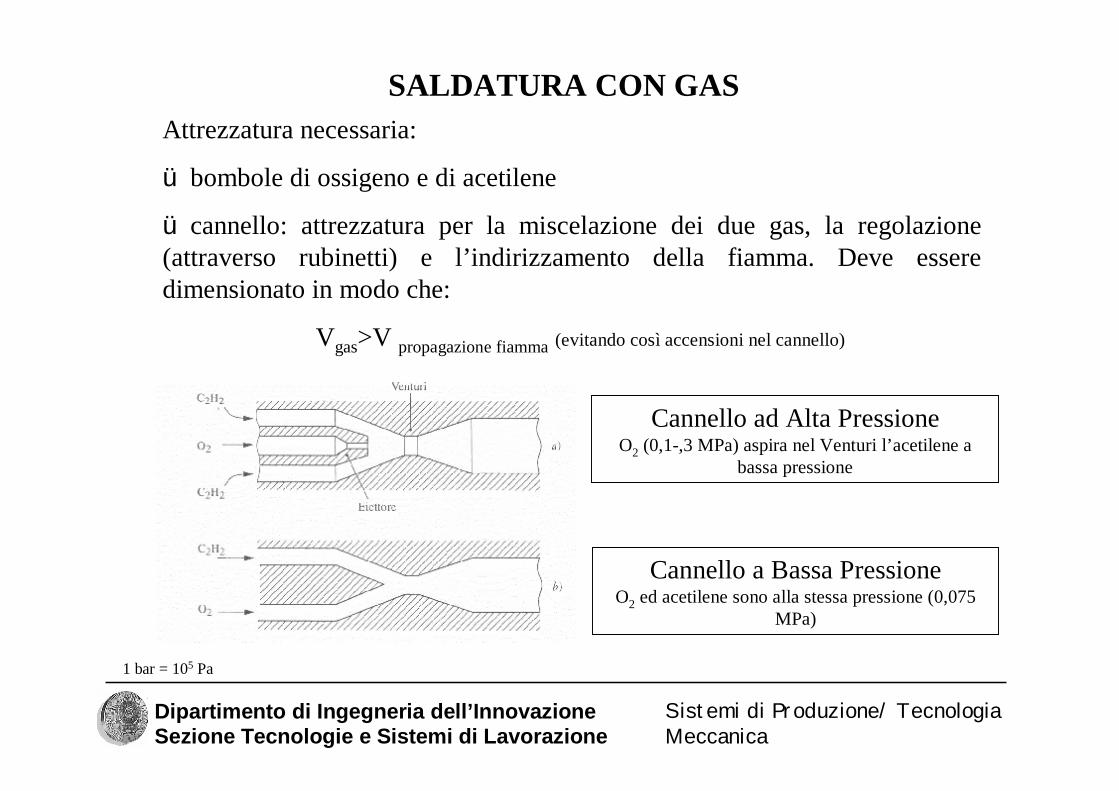
SALDATURA CON GASAttrezzatura necessaria:
ü bombole di ossigeno e di acetilene
ü cannello: attrezzatura per la miscelazione dei due gas, la regolazione (attraverso rubinetti) e l’indirizzamento della fiamma. Deve essere dimensionato in modo che:
Vgas>V propagazione fiamma (evitando così accensioni nel cannello)
Cannello ad Alta PressioneO2 (0,1-,3 MPa) aspira nel Venturi l’acetilene a
bassa pressione
Cannello a Bassa PressioneO2 ed acetilene sono alla stessa pressione (0,075
MPa)
1 bar = 105 Pa

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
SALDATURA CON GAS
Caratteristiche e prestazioni del procedimento:üSenza MA nel caso di spessore sottile
ü Nel caso di spessori elevati MA è indispensabile per formare il cordone di saldatura
ü Se MA è necessario, esso deve essere metallurgicamente simile al metallo base
ü Non adatto a leghe refrattarie e reattive
üAdatto per acciai a basso tenore di carbonio
üScarsa penetrazione del procedimento
üDipendente dall’operatore
ü Equipaggiamento di facile movimentazione
Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
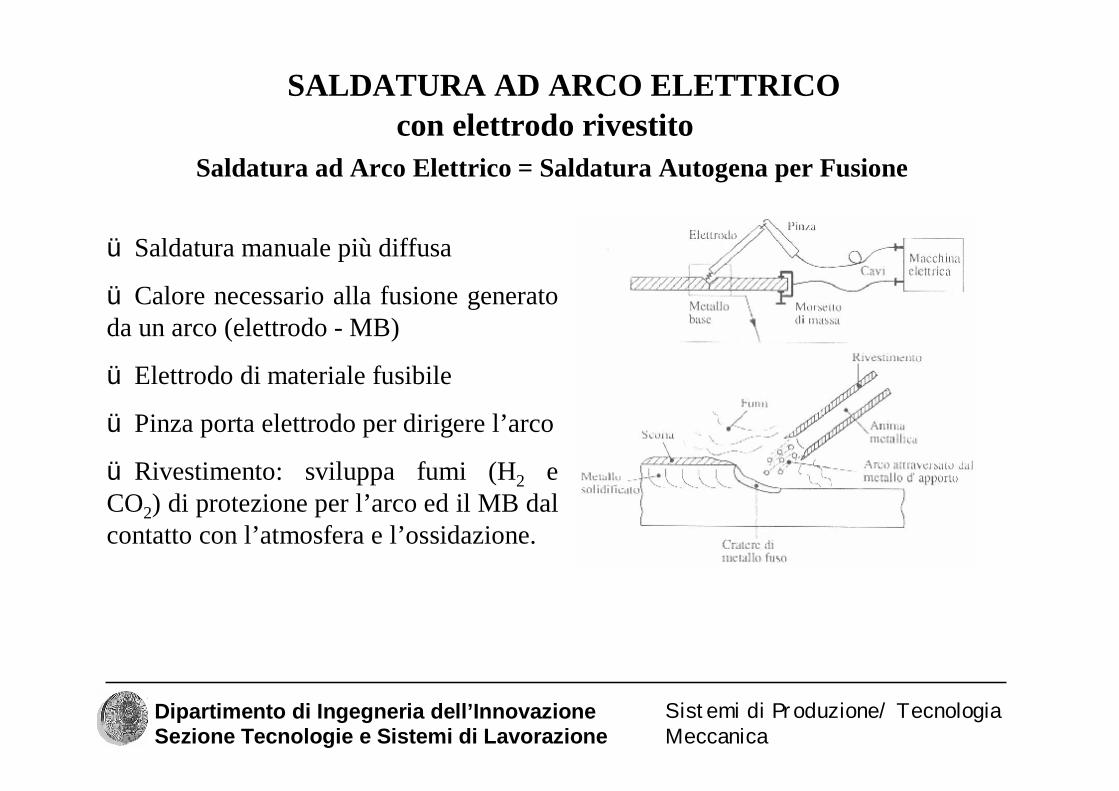
SALDATURA AD ARCO ELETTRICOcon elettrodo rivestito
ü Saldatura manuale più diffusa
ü Calore necessario alla fusione generato da un arco (elettrodo - MB)
ü Elettrodo di materiale fusibile
ü Pinza porta elettrodo per dirigere l’arco
ü Rivestimento: sviluppa fumi (H2 e CO2) di protezione per l’arco ed il MB dal contatto con l’atmosfera e l’ossidazione.
Saldatura ad Arco Elettrico = Saldatura Autogena per Fusione

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
SALDATURA AD ARCO ELETTRICOcon elettrodo rivestito
L = lunghezza arcoV = tensione ai capi dell’arcoR = resistenzaI = corrente
Se L aumenta è V ed R aumentano è I diminuisce
Se L > 7-8 mm è
ü Arco difficile da controllare
ü Dispersione di calore notevole
ü Penetrazione della saldatura scarsa
ü Assorbimento di O2 ed N2 da parte del MB
Cordone con scarse qualità meccaniche e metallurgiche

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
SALDATURA AD ARCO ELETTRICOcon elettrodo rivestito
Se L < 3 mm èü Surriscaldamento eccessivo del pezzo
ü Incollamento dell’elettrodo
ü Spegnimento dell’arco
Cordone con scarse qualità meccaniche e metallurgiche
Il mantenimento della corretta lunghezza dell’arco dipende dall’operatore

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
SALDATURA AD ARCO ELETTRICOcon elettrodo rivestito
Trasferimento del metallo d’apporto
Il calore generato dall’arco provoca la fusione sia del MB che del MA (anima dell’elettrodo).
Le forze che provocano il passaggio del MA (sotto forma di gocce la cui dimensione dipende dalla corrente di saldatura e dal rivestimento) attraverso l’arco sono:
ü peso proprio
ü forze elettromagnetiche
ü gas che si sviluppano dal rivestimento
ü forze magnetodinamiche
ü tensione superficiale.

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
SALDATURA AD ARCO ELETTRICOcon elettrodo rivestito
Soffio Magnetico sull’ArcoI di saldatura è Campo Magnetico che avvolge l’arco elettrico èl’arco è soggetto a forze elettromagnetiche che tendono a deviarlo èserpeggiamenti è mantenere l’arco il più corto possibile
Preparazione del MBPerché preparare i lembi?Per assicurare:
Giusta penetrazioneGiunto sano
La preparazione dipende da:ü Penetrazione richiesta dalla saldaturaü Posizione di saldatura
ü Spessore delle lamiere e tipo di giuntoü Tipo di MB

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
SALDATURA AD ARCO ELETTRICOcon elettrodo rivestito
Caratteristiche e prestazioni del procedimento:ü Di facile utilizzo in operazioni di manutenzione e riparazione sul campo
ü velocità di saldatura maggiore rispetto alla saldatura a gas
ü costo di saldatura minore rispetto alla saldatura a gas
ü Possibilità di saldare spessori diversi
üAdatto per acciai al carbonio, basso-legati, inossidabili, leghe leggere, ghisa, rame
ü Non adatto per leghe a basso punto di fusione dato l’intenso calore generato dall’arco
ü Non adatto per spessori troppo sottili
ü Non economico nel caso di grossi spessori e/o notevoli lunghezze di cordone
Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
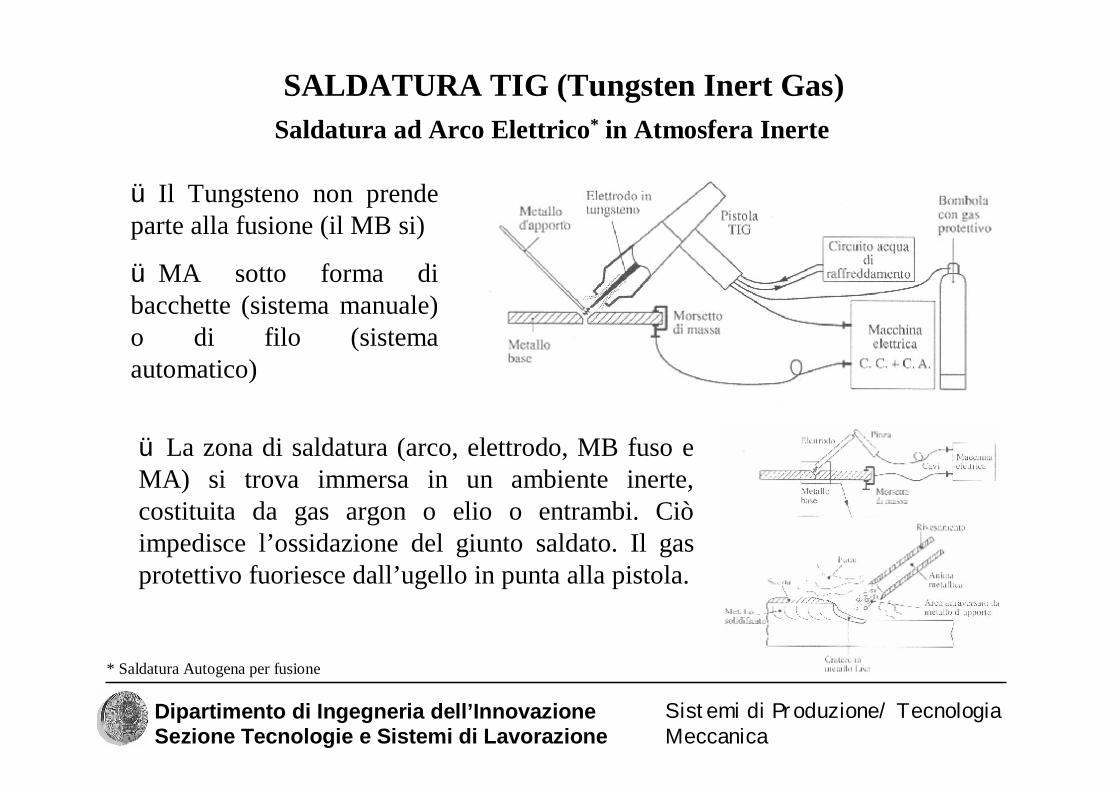
SALDATURA TIG (Tungsten Inert Gas)Saldatura ad Arco Elettrico* in Atmosfera Inerte
* Saldatura Autogena per fusione
ü Il Tungsteno non prende parte alla fusione (il MB si)
üMA sotto forma di bacchette (sistema manuale) o di filo (sistema automatico)
ü La zona di saldatura (arco, elettrodo, MB fuso e MA) si trova immersa in un ambiente inerte, costituita da gas argon o elio o entrambi. Ciò impedisce l’ossidazione del giunto saldato. Il gas protettivo fuoriesce dall’ugello in punta alla pistola.

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
SALDATURA TIG (Tungsten Inert Gas)Saldatura ad Arco Elettrico* in Atmosfera Inerte
Tipologie di corrente utilizzate per la saldatura TIG di vari materiali

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
SALDATURA TIG (Tungsten Inert Gas)Saldatura ad Arco Elettrico* in Atmosfera Inerte
Caratteristiche e prestazioni del procedimento:üMetodo efficace che consente di ottenere saldature di elevata qualità
ü Adatta per leghe di Alluminio e Magnesio e materiali reattivi (titanio, zirconio)
ü Adatta per spessori sottili, dato che l’elettrodo di Tungsteno consente di mantenere archi stabili con correnti basse (fino a circa 15-20 A)
üMeno adatta per spessori medi e grossi, da un punto di vista economico
ü Procedimento costoso (costo del tungsteno e dei gas inerti)
ü Riservato ai materiali più pregiati ed agli spessori sottili
ü Possibilità di contaminazione del MB da parte del Tungsteno, formando inclusioni dure e fragili

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
SALDATURE MIG e MAG
TIG = Tungsten Inert Gas
MIG = Metal Inert GasMAG = Metal Active Gas
ü Elettrodo fusibile (MA) (saldatura a filo continuo)
ü saldatura semiautomatica
ü la velocità di avanzamento del filo è controllata
ü pistola raffreddata da un sistema di circolazione di acqua
üMIG: gas protettivi Argon o Elio (costo elevato, non giustificato nella saldatura di acciai a basso tenore di carbonio)
üMAG: gas protettivi CO2 o Shutgas

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
SALDATURE MIG e MAG
Trasferimento del metallo d’apporto:ü “short arc”: formazione di gocce di grosse dimensioni che, allungandosi verso MB, creano un corto circuito e spengono momentaneamente l’arco. Deposizione oraria bassa. No limiti relativamente alla posizione della saldatura.
ü “spray arc”: elevato numero di gocce che passano attraverso l’arco senza spegnerlo. Deposizione oraria elevata ed elevata penetrazione.
ü “pulsed arc”: in corrispondenza ad impulsi di corrente superiori ad un valore di transizione, si ha il distacco dal filo di una goccia che si deposita sul MB.

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
Caratteristiche e prestazioni del procedimento:ü Saldatura Semiautomatica o Automatica per acciai, acciai inossidabili, leghe di rame, leghe leggere
üMinore professionalità richiesta all’operatore
ü Elevata penetrazione
ü Elevata velocità di esecuzione ed assenza di scoria
ü Attrezzatura costosa, poco maneggevole e più complessa.
SALDATURE MIG e MAG

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
SALDATURA IN ARCO SOMMERSO
ü Saldatura Automatica
üMoto relativo tra la testa saldante ed il MB
ü Elettrodo, costituente anche il MA, caratterizzato da avanzamento a velocitàcontrollata
ü Arco elettrico e cratere di fusione sul MB sono continuamente ricoperti dal flusso (limitata ossidazione e nitrurazione)
ü L’arco non è visibile dall’esterno causa il flusso. Parte del flusso fonde e solidifica sopra il cordone. Inoltre il flusso può reagire chimicamente con le impurezze del MB (zolfo e fosforo) trasformandole in scoria e può limitare la velocità di raffreddamento del cordone con vantaggi metallurgici.
ü Risultato: cordone di elevata qualità e di forma regolare.
Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
SALDATURA IN ARCO SOMMERSO
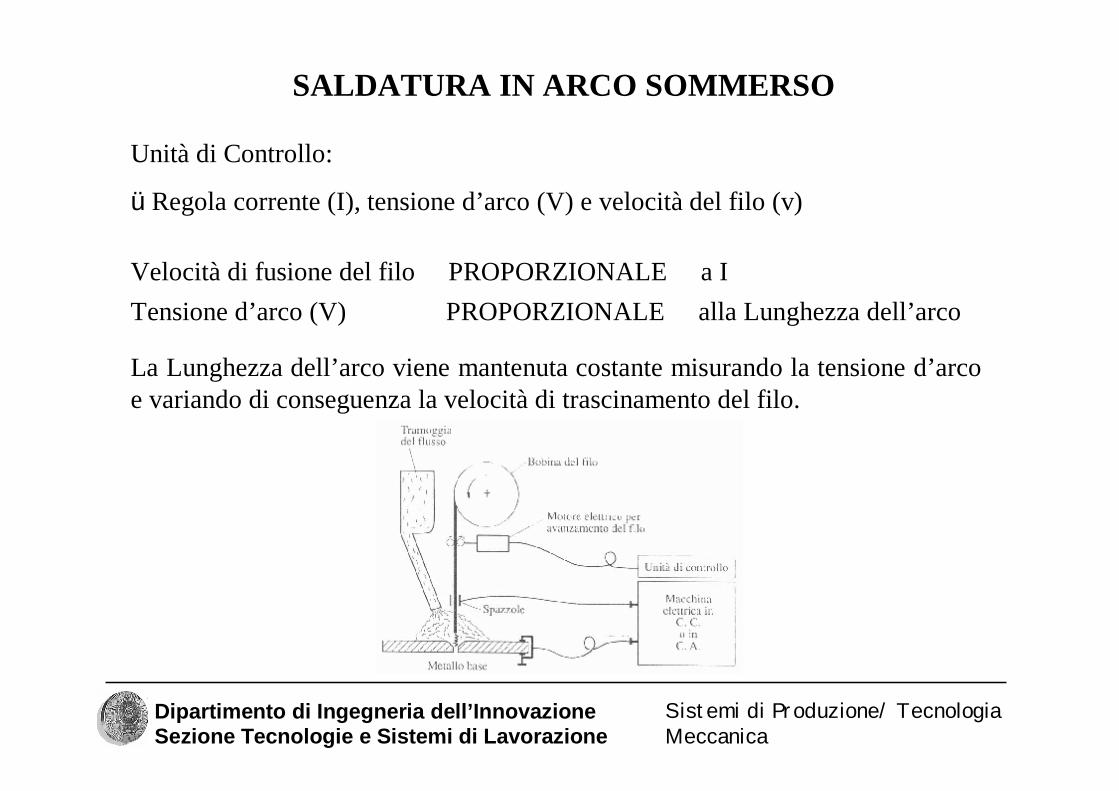
Unità di Controllo:
üRegola corrente (I), tensione d’arco (V) e velocità del filo (v)
Velocità di fusione del filo PROPORZIONALE a ITensione d’arco (V) PROPORZIONALE alla Lunghezza dell’arco
La Lunghezza dell’arco viene mantenuta costante misurando la tensione d’arco e variando di conseguenza la velocità di trascinamento del filo.

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
SALDATURA IN ARCO SOMMERSO
Se I aumenta è Penetrazione aumenta insieme al consumo di flusso
Se V (tensione d’arco) aumenta è Penetrazione diminuisce ma il consumo di flusso aumenta
Se velocità di saldatura (moto relativo tra testa e pezzi da saldare) aumenta èPenetrazione diminuisce ed aumenta la possibilità di inclusioni di scoria
Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
SALDATURA IN ARCO SOMMERSO
Caratteristiche e prestazioni del procedimento:ü Ottima per saldare acciai al carbonio, debolmente e mediamente legati, acciai inossidabili, il nickel e le sue leghe (no per leghe leggere, acciai per utensili, ghisa)
ü Alta Penetrazione e Deposizione Oraria
ü Valida soluzione per grossi spessori
ü Posizione di saldatura: in piano o d’angolo, causa la presenza del flusso
ü saldature di grossi elementi di travature nel settore della carpenteria
ü saldature su grossi pannelli nel campo della cantieristica navale.

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
EFFETTI TERMICI DELLA SALDATURA
Ciclo termico di saldatura
I cicli termici di saldatura dipendono da:
ü posizione del punto
ü procedimento di saldatura

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
I cicli termici di saldatura dipendono da:
ü posizione del punto
ü procedimento di saldatura
ü spessore e tipo di giunto
ü materiale base
ü temperatura iniziale
EFFETTI TERMICI DELLA SALDATURA
Ciclo termico di saldatura

Dipartimento di Ingegneria dell’InnovazioneSezione Tecnologie e Sistemi di Lavorazione
Sistemi di Produzione/ Tecnologia Meccanica
EFFETTI TERMICI DELLA SALDATURA
Caratteristiche metallurgiche del giunto saldato
Influenza della temperatura sui ritiri, deformazioni e tensioni residue
Trattamento termico di distensione: caratteristiche e vantaggi