CAPITOLO - polismanettoni.altervista.org · caratteristiche di rigidezza delle lamine nelle...
24
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633. G. Sala, L. Di Landro, A. Airoldi, P. Bettini 1 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano CAPITOLO 46 46 EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI Sinossi materiali compositi presentano numerosi vantaggi dal punto di vista strutturale e funzionale rispetto ai materiali tradizionali. D’altra parte, essi manifestano significative peculiarità nel comportamento a fatica e diverse criticità riguardo alla resistenza ambientale ed alle sollecitazioni accidentali. Al contrario dei materiali omogenei ed isotropi, i compositi sono caratterizzati da modalità di danneggiamento diversificate, fortemente dipendenti dalla loro natura ortotropica. Quest’ultima è altresì responsabile del peculiare comportamento nei confronti degli impatti a bassa energia, i quali possono provocare danneggiamenti interni molto seri, ma non rilevabili dall’esterno (Barely Visible Impact Damage). Inoltre essi mostrano fenomeni sconosciuti ai materiali tradizionali (gli effetti di bordo) o quantitativamente molto più rilevanti a parità di geometria (gli effetti d’intaglio). L’eterogeneità e l’ortotropia giustificano altresì la risposta dei compositi nei confronti di eventi atmosferici accidentali, quali la fulminazione o il bird strike. I materiali compositi non soffrono dei problemi di corrosione cui vanno soggetti i materiali tradizionali, ma vedono le proprie caratteristiche degradate a causa dell’invecchiamento ambientale (environmental ageing) il quale si manifesta con l’assorbimento di umidità e la riduzione delle caratteristiche elastiche in dipendenza del valore della temperatura esterna. Il corretto utilizzo dei materiali compositi richiede la conoscenza di tali comportamenti, che perciò verranno trattati nel seguito. 46.1 Danneggiamento e fatica nei materiali compositi 46.1.1 Meccanismi di danneggiamento nei materiali compositi differenza dei materiali metallici i materiali compositi sono materiali non omogenei e anisotropi anche a una scala di osservazione molto più grande di quella tipica della microstruttura dei materiali policristallini. Uno delle differenze fondamentali, rispetto ai materiali metallici, è la tendenza ad accumulare danno in modo diffuso e progressivo, piuttosto che a localizzarlo in una singola macro-frattura. I meccanismi di danno, inoltre, sono molteplici. Tipicamente si può affermare che esistano 4 tipologie di danneggiamento ben riconoscibili e distinguibili nei materiali compositi: - il danneggiamento progressivo della matrice - il danneggiamento dell’interfaccia fibra-matrice - la rottura delle fibre a trazione e a compressione - i fenomeni di delaminazione I primi tre meccanismi di danno si riferiscono a danni di tipo intralaminare, che avvengono all’interno dello I A
Transcript of CAPITOLO - polismanettoni.altervista.org · caratteristiche di rigidezza delle lamine nelle...
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 1 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
CAPITOLO
46
46 EFFETTO DELLA FATICA E DELL’AMBIENTE SUI
COMPOSITI
Sinossi
materiali compositi presentano numerosi vantaggi
dal punto di vista strutturale e funzionale rispetto ai
materiali tradizionali. D’altra parte, essi manifestano
significative peculiarità nel comportamento a fatica e
diverse criticità riguardo alla resistenza ambientale ed
alle sollecitazioni accidentali. Al contrario dei
materiali omogenei ed isotropi, i compositi sono
caratterizzati da modalità di danneggiamento
diversificate, fortemente dipendenti dalla loro natura
ortotropica. Quest’ultima è altresì responsabile del
peculiare comportamento nei confronti degli impatti a
bassa energia, i quali possono provocare
danneggiamenti interni molto seri, ma non rilevabili
dall’esterno (Barely Visible Impact Damage). Inoltre
essi mostrano fenomeni sconosciuti ai materiali
tradizionali (gli effetti di bordo) o quantitativamente
molto più rilevanti a parità di geometria (gli effetti
d’intaglio). L’eterogeneità e l’ortotropia giustificano
altresì la risposta dei compositi nei confronti di eventi
atmosferici accidentali, quali la fulminazione o il bird
strike. I materiali compositi non soffrono dei problemi
di corrosione cui vanno soggetti i materiali
tradizionali, ma vedono le proprie caratteristiche
degradate a causa dell’invecchiamento ambientale
(environmental ageing) il quale si manifesta con
l’assorbimento di umidità e la riduzione delle
caratteristiche elastiche in dipendenza del valore della
temperatura esterna. Il corretto utilizzo dei materiali
compositi richiede la conoscenza di tali comportamenti,
che perciò verranno trattati nel seguito.
46.1 Danneggiamento e fatica nei materiali
compositi
46.1.1 Meccanismi di danneggiamento nei
materiali compositi
differenza dei materiali metallici i materiali
compositi sono materiali non omogenei e anisotropi
anche a una scala di osservazione molto più grande di
quella tipica della microstruttura dei materiali
policristallini. Uno delle differenze fondamentali, rispetto
ai materiali metallici, è la tendenza ad accumulare danno
in modo diffuso e progressivo, piuttosto che a localizzarlo
in una singola macro-frattura. I meccanismi di danno,
inoltre, sono molteplici. Tipicamente si può affermare che
esistano 4 tipologie di danneggiamento ben riconoscibili e
distinguibili nei materiali compositi:
- il danneggiamento progressivo della matrice
- il danneggiamento dell’interfaccia fibra-matrice
- la rottura delle fibre a trazione e a compressione
- i fenomeni di delaminazione
I primi tre meccanismi di danno si riferiscono a danni di
tipo intralaminare, che avvengono all’interno dello
I
A
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 2 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
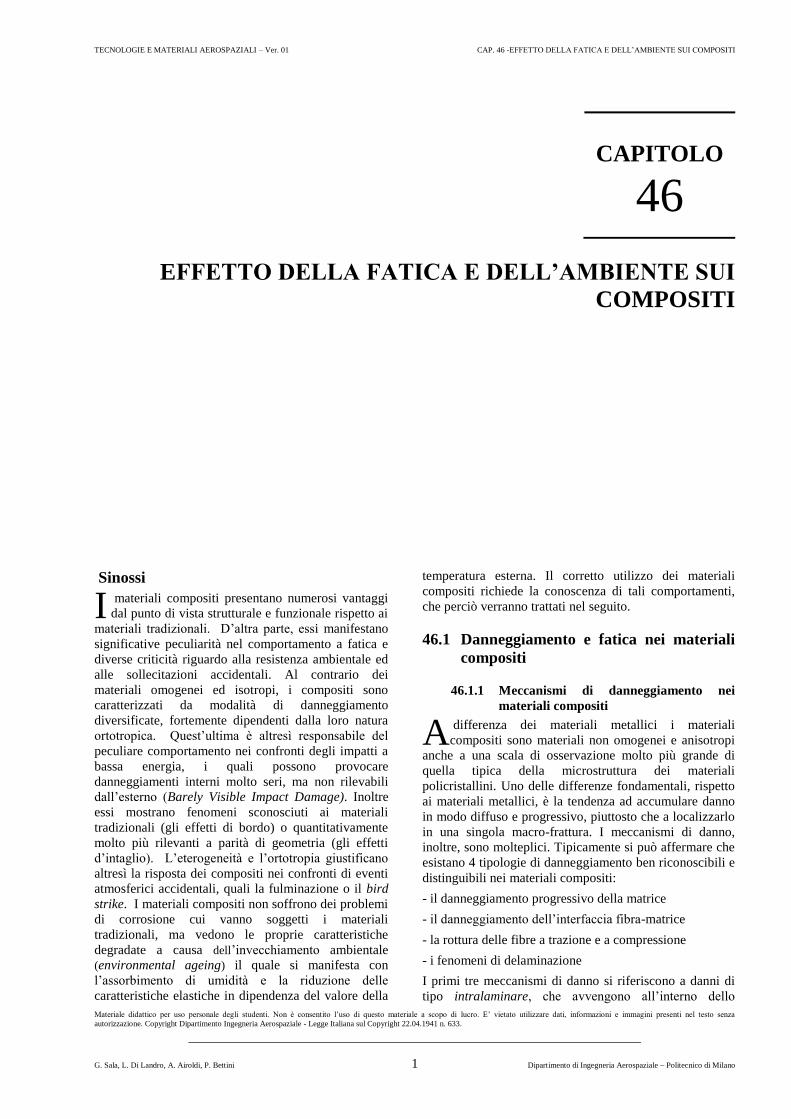
spessore di una lamina e sono promossi dalle
componenti di sforzo agenti nel piano delle lamine
stesse. L’ultimo tipo di danneggiamento è invece
interlaminare ed è originato dalle componenti agenti
fuori dal piano della lamina, detti anche sforzi
interlaminari. I meccanismi di danno possono evolvere
in modo indipendente o possono interagire fra di loro e
la predominanza di una tipologia di danneggiamento
rispetto a un'altra dipende grandemente dalle
caratteristiche del materiale e dalle sequenze di
laminazione. La Figura 46.1mostra una sequenza di
laminazione e le convenzioni utilizzate per un
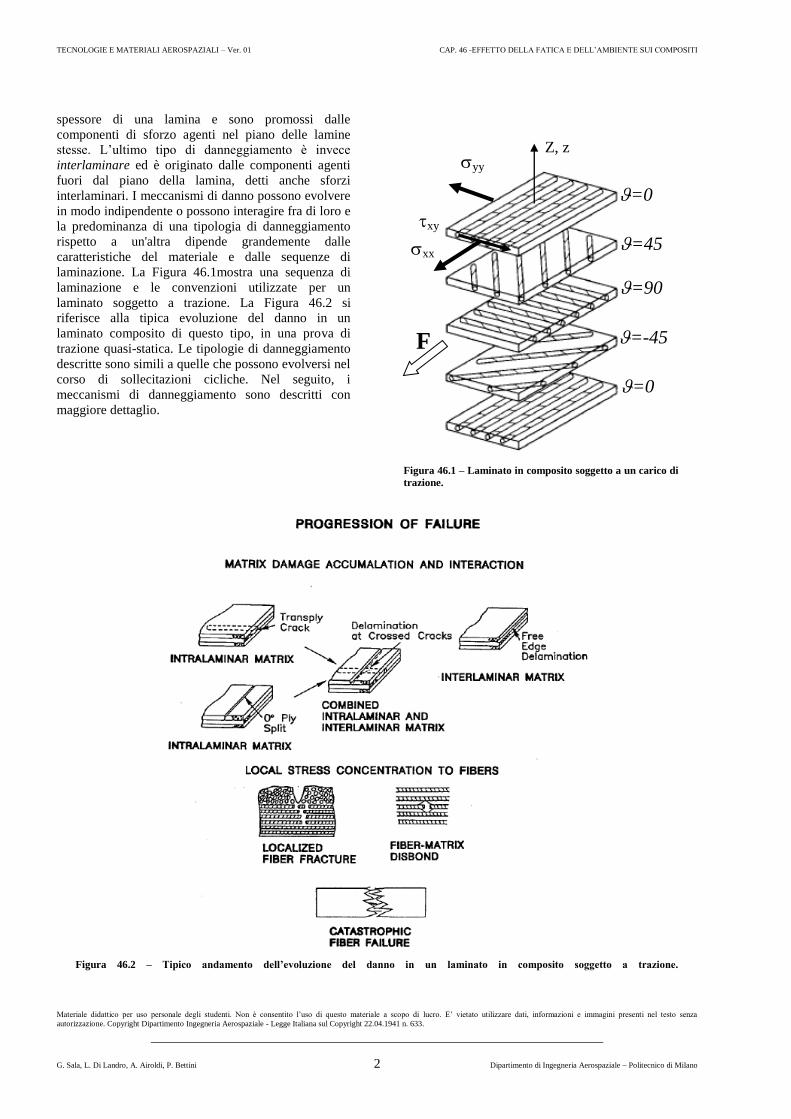
laminato soggetto a trazione. La Figura 46.2 si
riferisce alla tipica evoluzione del danno in un
laminato composito di questo tipo, in una prova di
trazione quasi-statica. Le tipologie di danneggiamento
descritte sono simili a quelle che possono evolversi nel
corso di sollecitazioni cicliche. Nel seguito, i
meccanismi di danneggiamento sono descritti con
maggiore dettaglio.
Figura 46.1 – Laminato in composito soggetto a un carico di
trazione.
Figura 46.2 – Tipico andamento dell’evoluzione del danno in un laminato in composito soggetto a trazione.
xx
yy
=0
xy
=90
=-45
=45
=0
F
Z, z
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 3 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
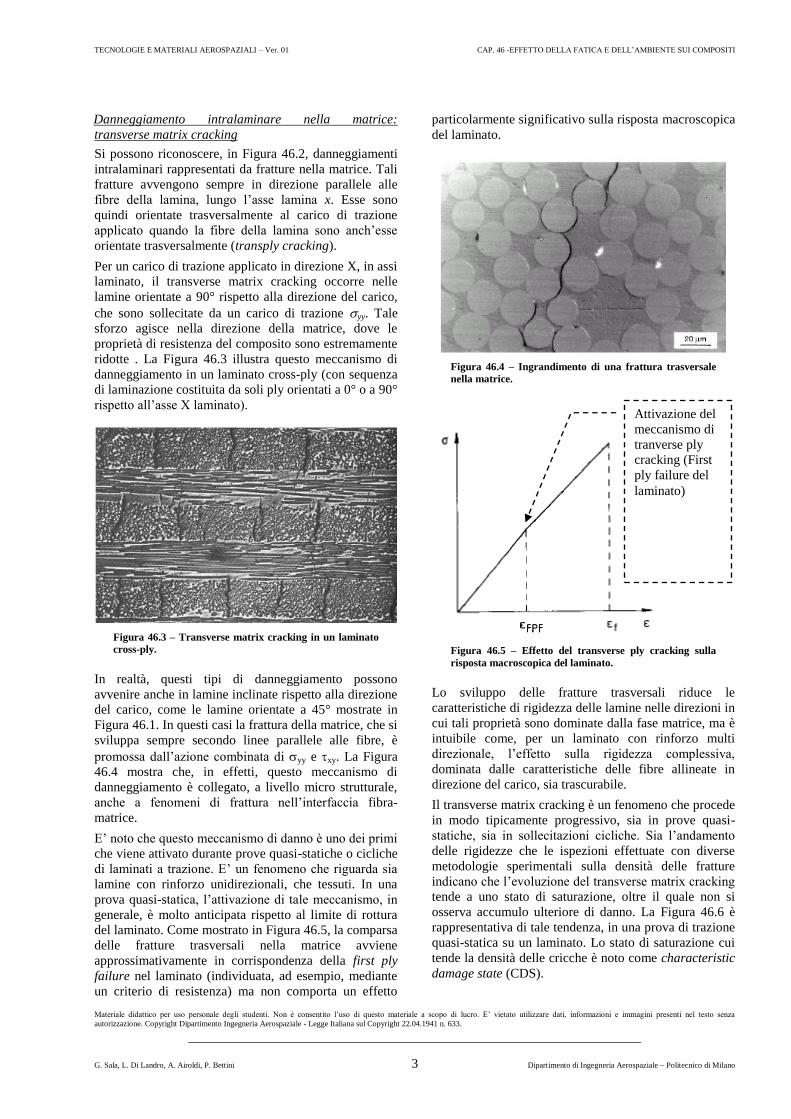
Danneggiamento intralaminare nella matrice:
transverse matrix cracking
Si possono riconoscere, in Figura 46.2, danneggiamenti
intralaminari rappresentati da fratture nella matrice. Tali
fratture avvengono sempre in direzione parallele alle
fibre della lamina, lungo l’asse lamina x. Esse sono
quindi orientate trasversalmente al carico di trazione
applicato quando la fibre della lamina sono anch’esse
orientate trasversalmente (transply cracking).
Per un carico di trazione applicato in direzione X, in assi
laminato, il transverse matrix cracking occorre nelle
lamine orientate a 90° rispetto alla direzione del carico,
che sono sollecitate da un carico di trazione yy. Tale
sforzo agisce nella direzione della matrice, dove le
proprietà di resistenza del composito sono estremamente
ridotte . La Figura 46.3 illustra questo meccanismo di
danneggiamento in un laminato cross-ply (con sequenza
di laminazione costituita da soli ply orientati a 0° o a 90°
rispetto all’asse X laminato).
Figura 46.3 – Transverse matrix cracking in un laminato
cross-ply.
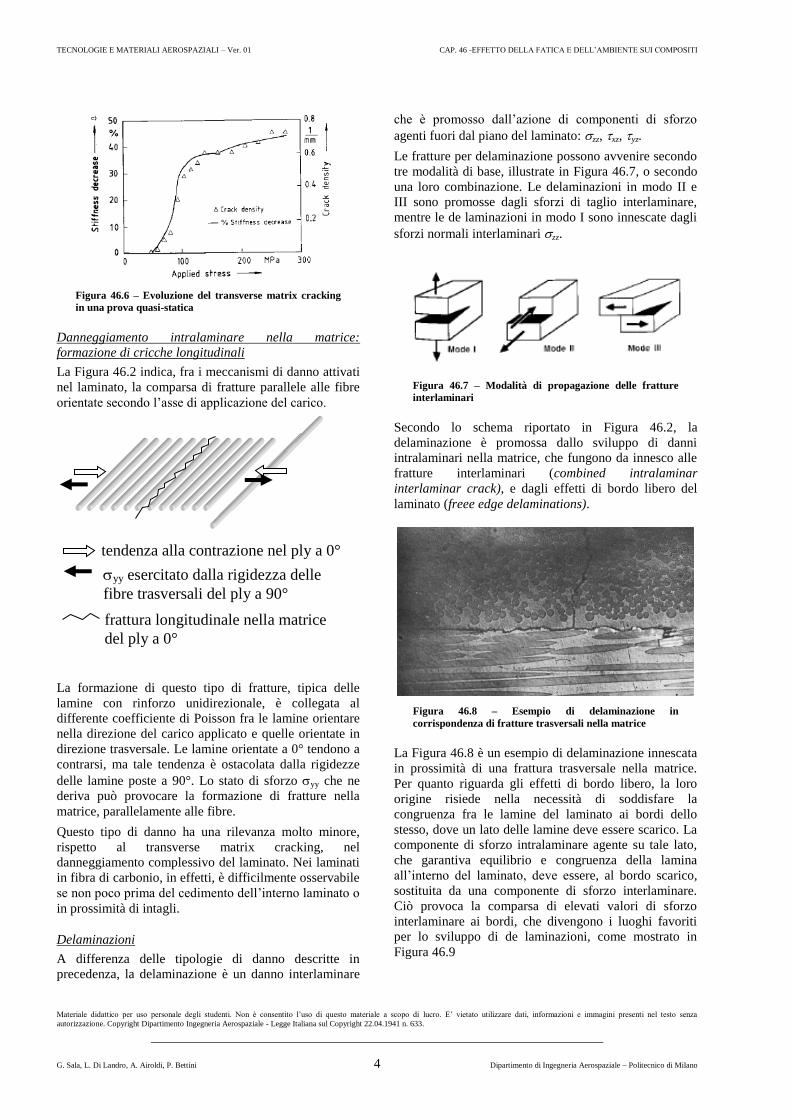
In realtà, questi tipi di danneggiamento possono
avvenire anche in lamine inclinate rispetto alla direzione
del carico, come le lamine orientate a 45° mostrate in
Figura 46.1. In questi casi la frattura della matrice, che si
sviluppa sempre secondo linee parallele alle fibre, è
promossa dall’azione combinata di yy e xy. La Figura
46.4 mostra che, in effetti, questo meccanismo di
danneggiamento è collegato, a livello micro strutturale,
anche a fenomeni di frattura nell’interfaccia fibra-
matrice.
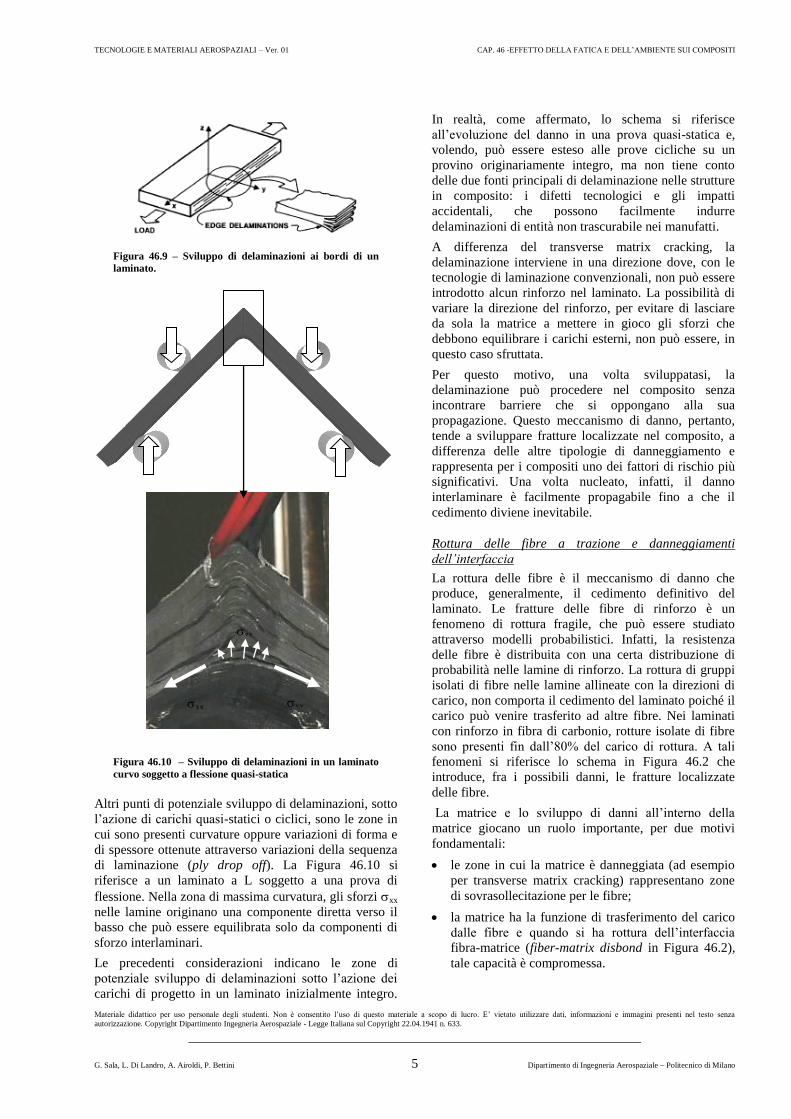
E’ noto che questo meccanismo di danno è uno dei primi
che viene attivato durante prove quasi-statiche o cicliche
di laminati a trazione. E’ un fenomeno che riguarda sia
lamine con rinforzo unidirezionali, che tessuti. In una
prova quasi-statica, l’attivazione di tale meccanismo, in
generale, è molto anticipata rispetto al limite di rottura
del laminato. Come mostrato in Figura 46.5, la comparsa
delle fratture trasversali nella matrice avviene
approssimativamente in corrispondenza della first ply
failure nel laminato (individuata, ad esempio, mediante
un criterio di resistenza) ma non comporta un effetto
particolarmente significativo sulla risposta macroscopica
del laminato.
Figura 46.4 – Ingrandimento di una frattura trasversale
nella matrice.
Figura 46.5 – Effetto del transverse ply cracking sulla
risposta macroscopica del laminato.
Lo sviluppo delle fratture trasversali riduce le
caratteristiche di rigidezza delle lamine nelle direzioni in
cui tali proprietà sono dominate dalla fase matrice, ma è
intuibile come, per un laminato con rinforzo multi
direzionale, l’effetto sulla rigidezza complessiva,
dominata dalle caratteristiche delle fibre allineate in
direzione del carico, sia trascurabile.
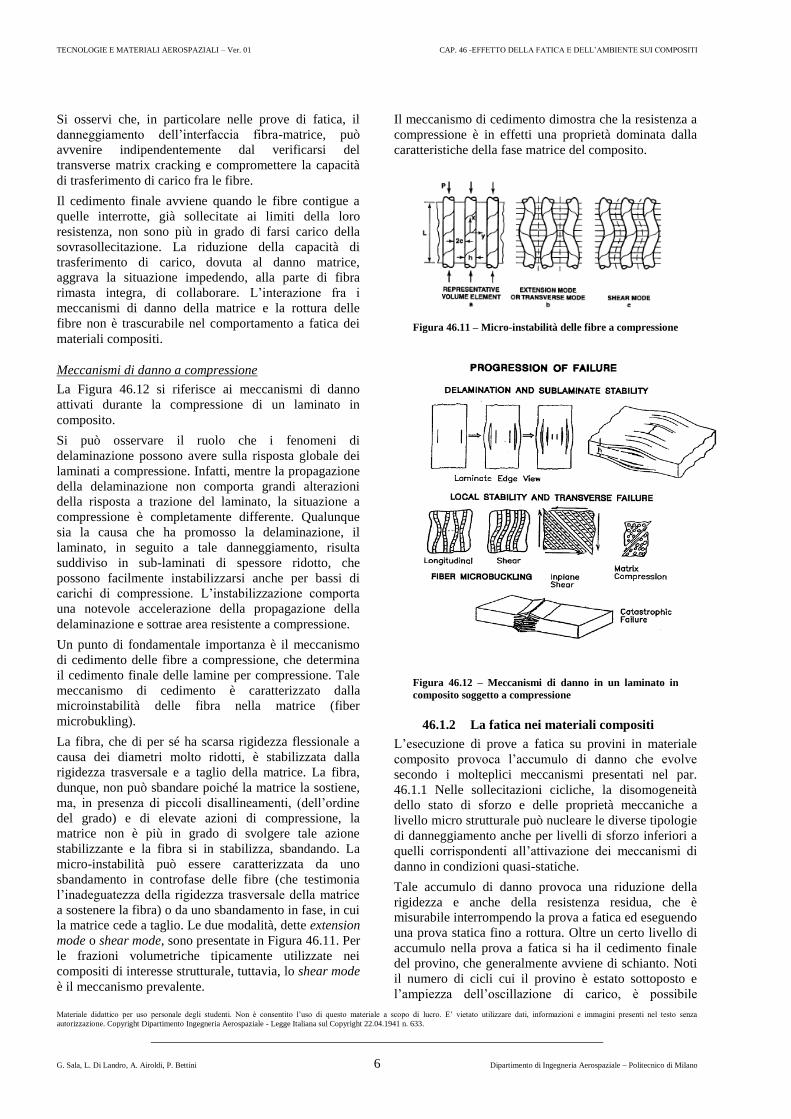
Il transverse matrix cracking è un fenomeno che procede
in modo tipicamente progressivo, sia in prove quasi-
statiche, sia in sollecitazioni cicliche. Sia l’andamento
delle rigidezze che le ispezioni effettuate con diverse
metodologie sperimentali sulla densità delle fratture
indicano che l’evoluzione del transverse matrix cracking
tende a uno stato di saturazione, oltre il quale non si
osserva accumulo ulteriore di danno. La Figura 46.6 è
rappresentativa di tale tendenza, in una prova di trazione
quasi-statica su un laminato. Lo stato di saturazione cui
tende la densità delle cricche è noto come characteristic
damage state (CDS).
Attivazione del
meccanismo di
tranverse ply
cracking (First
ply failure del
laminato)
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 4 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 46.6 – Evoluzione del transverse matrix cracking
in una prova quasi-statica
Danneggiamento intralaminare nella matrice:
formazione di cricche longitudinali
La Figura 46.2 indica, fra i meccanismi di danno attivati
nel laminato, la comparsa di fratture parallele alle fibre
orientate secondo l’asse di applicazione del carico.
La formazione di questo tipo di fratture, tipica delle
lamine con rinforzo unidirezionale, è collegata al
differente coefficiente di Poisson fra le lamine orientare
nella direzione del carico applicato e quelle orientate in
direzione trasversale. Le lamine orientate a 0° tendono a
contrarsi, ma tale tendenza è ostacolata dalla rigidezze
delle lamine poste a 90°. Lo stato di sforzo yy che ne
deriva può provocare la formazione di fratture nella
matrice, parallelamente alle fibre.
Questo tipo di danno ha una rilevanza molto minore,
rispetto al transverse matrix cracking, nel
danneggiamento complessivo del laminato. Nei laminati
in fibra di carbonio, in effetti, è difficilmente osservabile
se non poco prima del cedimento dell’interno laminato o
in prossimità di intagli.
Delaminazioni
A differenza delle tipologie di danno descritte in
precedenza, la delaminazione è un danno interlaminare
che è promosso dall’azione di componenti di sforzo
agenti fuori dal piano del laminato: zz, xz, yz.
Le fratture per delaminazione possono avvenire secondo
tre modalità di base, illustrate in Figura 46.7, o secondo
una loro combinazione. Le delaminazioni in modo II e
III sono promosse dagli sforzi di taglio interlaminare,
mentre le de laminazioni in modo I sono innescate dagli
sforzi normali interlaminari zz.
Figura 46.7 – Modalità di propagazione delle fratture
interlaminari
Secondo lo schema riportato in Figura 46.2, la
delaminazione è promossa dallo sviluppo di danni
intralaminari nella matrice, che fungono da innesco alle
fratture interlaminari (combined intralaminar
interlaminar crack), e dagli effetti di bordo libero del
laminato (freee edge delaminations).
Figura 46.8 – Esempio di delaminazione in
corrispondenza di fratture trasversali nella matrice
La Figura 46.8 è un esempio di delaminazione innescata
in prossimità di una frattura trasversale nella matrice.
Per quanto riguarda gli effetti di bordo libero, la loro
origine risiede nella necessità di soddisfare la
congruenza fra le lamine del laminato ai bordi dello
stesso, dove un lato delle lamine deve essere scarico. La
componente di sforzo intralaminare agente su tale lato,
che garantiva equilibrio e congruenza della lamina
all’interno del laminato, deve essere, al bordo scarico,
sostituita da una componente di sforzo interlaminare.
Ciò provoca la comparsa di elevati valori di sforzo
interlaminare ai bordi, che divengono i luoghi favoriti
per lo sviluppo di de laminazioni, come mostrato in
Figura 46.9
tendenza alla contrazione nel ply a 0°
frattura longitudinale nella matrice
del ply a 0°
yy esercitato dalla rigidezza delle
fibre trasversali del ply a 90°
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 5 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 46.9 – Sviluppo di delaminazioni ai bordi di un
laminato.
Figura 46.10 – Sviluppo di delaminazioni in un laminato
curvo soggetto a flessione quasi-statica
Altri punti di potenziale sviluppo di delaminazioni, sotto
l’azione di carichi quasi-statici o ciclici, sono le zone in
cui sono presenti curvature oppure variazioni di forma e
di spessore ottenute attraverso variazioni della sequenza
di laminazione (ply drop off). La Figura 46.10 si
riferisce a un laminato a L soggetto a una prova di
flessione. Nella zona di massima curvatura, gli sforzi xx
nelle lamine originano una componente diretta verso il
basso che può essere equilibrata solo da componenti di
sforzo interlaminari.
Le precedenti considerazioni indicano le zone di
potenziale sviluppo di delaminazioni sotto l’azione dei
carichi di progetto in un laminato inizialmente integro.
In realtà, come affermato, lo schema si riferisce
all’evoluzione del danno in una prova quasi-statica e,
volendo, può essere esteso alle prove cicliche su un
provino originariamente integro, ma non tiene conto
delle due fonti principali di delaminazione nelle strutture
in composito: i difetti tecnologici e gli impatti
accidentali, che possono facilmente indurre
delaminazioni di entità non trascurabile nei manufatti.
A differenza del transverse matrix cracking, la
delaminazione interviene in una direzione dove, con le
tecnologie di laminazione convenzionali, non può essere
introdotto alcun rinforzo nel laminato. La possibilità di
variare la direzione del rinforzo, per evitare di lasciare
da sola la matrice a mettere in gioco gli sforzi che
debbono equilibrare i carichi esterni, non può essere, in
questo caso sfruttata.
Per questo motivo, una volta sviluppatasi, la
delaminazione può procedere nel composito senza
incontrare barriere che si oppongano alla sua
propagazione. Questo meccanismo di danno, pertanto,
tende a sviluppare fratture localizzate nel composito, a
differenza delle altre tipologie di danneggiamento e
rappresenta per i compositi uno dei fattori di rischio più
significativi. Una volta nucleato, infatti, il danno
interlaminare è facilmente propagabile fino a che il
cedimento diviene inevitabile.
Rottura delle fibre a trazione e danneggiamenti
dell’interfaccia
La rottura delle fibre è il meccanismo di danno che
produce, generalmente, il cedimento definitivo del
laminato. Le fratture delle fibre di rinforzo è un
fenomeno di rottura fragile, che può essere studiato
attraverso modelli probabilistici. Infatti, la resistenza
delle fibre è distribuita con una certa distribuzione di
probabilità nelle lamine di rinforzo. La rottura di gruppi
isolati di fibre nelle lamine allineate con la direzioni di
carico, non comporta il cedimento del laminato poiché il
carico può venire trasferito ad altre fibre. Nei laminati
con rinforzo in fibra di carbonio, rotture isolate di fibre
sono presenti fin dall’80% del carico di rottura. A tali
fenomeni si riferisce lo schema in Figura 46.2 che
introduce, fra i possibili danni, le fratture localizzate
delle fibre.
La matrice e lo sviluppo di danni all’interno della
matrice giocano un ruolo importante, per due motivi
fondamentali:
le zone in cui la matrice è danneggiata (ad esempio
per transverse matrix cracking) rappresentano zone
di sovrasollecitazione per le fibre;
la matrice ha la funzione di trasferimento del carico
dalle fibre e quando si ha rottura dell’interfaccia
fibra-matrice (fiber-matrix disbond in Figura 46.2),
tale capacità è compromessa.
xx xx
zz
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 6 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Si osservi che, in particolare nelle prove di fatica, il
danneggiamento dell’interfaccia fibra-matrice, può
avvenire indipendentemente dal verificarsi del
transverse matrix cracking e compromettere la capacità
di trasferimento di carico fra le fibre.
Il cedimento finale avviene quando le fibre contigue a
quelle interrotte, già sollecitate ai limiti della loro
resistenza, non sono più in grado di farsi carico della
sovrasollecitazione. La riduzione della capacità di
trasferimento di carico, dovuta al danno matrice,
aggrava la situazione impedendo, alla parte di fibra
rimasta integra, di collaborare. L’interazione fra i
meccanismi di danno della matrice e la rottura delle
fibre non è trascurabile nel comportamento a fatica dei
materiali compositi.
Meccanismi di danno a compressione
La Figura 46.12 si riferisce ai meccanismi di danno
attivati durante la compressione di un laminato in
composito.
Si può osservare il ruolo che i fenomeni di
delaminazione possono avere sulla risposta globale dei
laminati a compressione. Infatti, mentre la propagazione
della delaminazione non comporta grandi alterazioni
della risposta a trazione del laminato, la situazione a
compressione è completamente differente. Qualunque
sia la causa che ha promosso la delaminazione, il
laminato, in seguito a tale danneggiamento, risulta
suddiviso in sub-laminati di spessore ridotto, che
possono facilmente instabilizzarsi anche per bassi di
carichi di compressione. L’instabilizzazione comporta
una notevole accelerazione della propagazione della
delaminazione e sottrae area resistente a compressione.
Un punto di fondamentale importanza è il meccanismo
di cedimento delle fibre a compressione, che determina
il cedimento finale delle lamine per compressione. Tale
meccanismo di cedimento è caratterizzato dalla
microinstabilità delle fibra nella matrice (fiber
microbukling).
La fibra, che di per sé ha scarsa rigidezza flessionale a
causa dei diametri molto ridotti, è stabilizzata dalla
rigidezza trasversale e a taglio della matrice. La fibra,
dunque, non può sbandare poiché la matrice la sostiene,
ma, in presenza di piccoli disallineamenti, (dell’ordine
del grado) e di elevate azioni di compressione, la
matrice non è più in grado di svolgere tale azione
stabilizzante e la fibra si in stabilizza, sbandando. La
micro-instabilità può essere caratterizzata da uno
sbandamento in controfase delle fibre (che testimonia
l’inadeguatezza della rigidezza trasversale della matrice
a sostenere la fibra) o da uno sbandamento in fase, in cui
la matrice cede a taglio. Le due modalità, dette extension
mode o shear mode, sono presentate in Figura 46.11. Per
le frazioni volumetriche tipicamente utilizzate nei
compositi di interesse strutturale, tuttavia, lo shear mode
è il meccanismo prevalente.
Il meccanismo di cedimento dimostra che la resistenza a
compressione è in effetti una proprietà dominata dalla
caratteristiche della fase matrice del composito.
Figura 46.11 – Micro-instabilità delle fibre a compressione
Figura 46.12 – Meccanismi di danno in un laminato in
composito soggetto a compressione
46.1.2 La fatica nei materiali compositi
L’esecuzione di prove a fatica su provini in materiale
composito provoca l’accumulo di danno che evolve
secondo i molteplici meccanismi presentati nel par.
46.1.1 Nelle sollecitazioni cicliche, la disomogeneità
dello stato di sforzo e delle proprietà meccaniche a
livello micro strutturale può nucleare le diverse tipologie
di danneggiamento anche per livelli di sforzo inferiori a
quelli corrispondenti all’attivazione dei meccanismi di
danno in condizioni quasi-statiche.
Tale accumulo di danno provoca una riduzione della
rigidezza e anche della resistenza residua, che è
misurabile interrompendo la prova a fatica ed eseguendo
una prova statica fino a rottura. Oltre un certo livello di
accumulo nella prova a fatica si ha il cedimento finale
del provino, che generalmente avviene di schianto. Noti
il numero di cicli cui il provino è estato sottoposto e
l’ampiezza dell’oscillazione di carico, è possibile
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 7 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
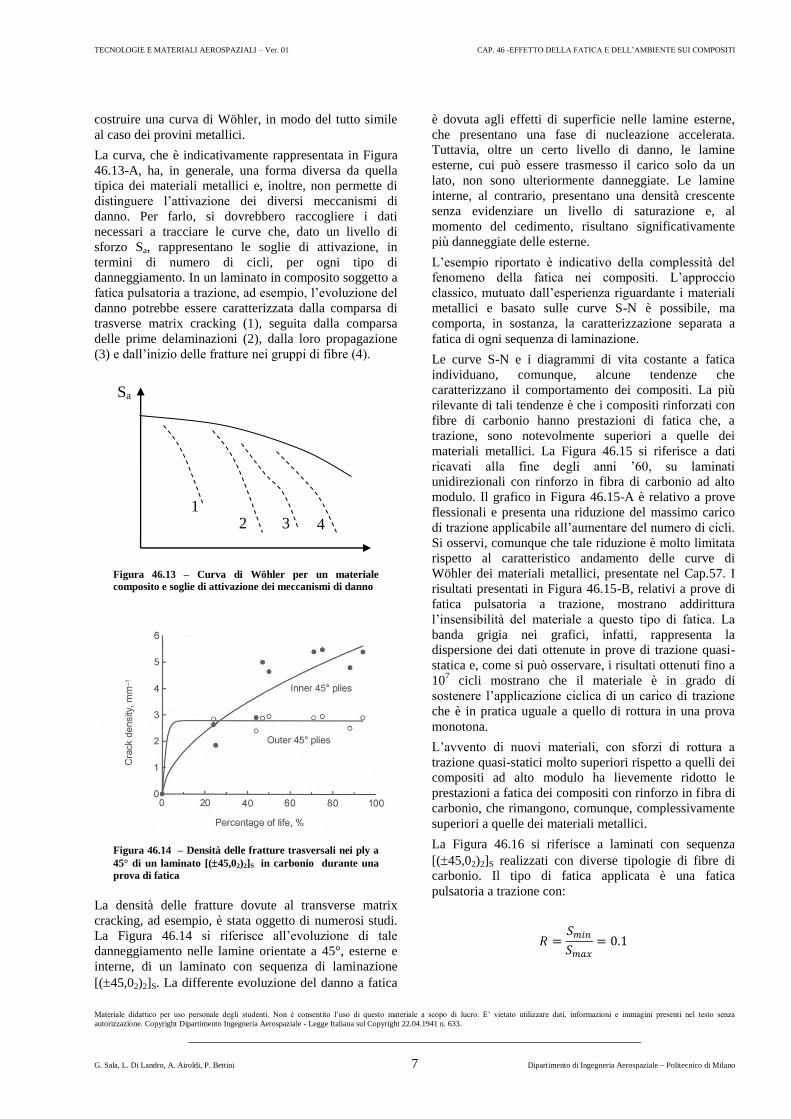
costruire una curva di Wöhler, in modo del tutto simile
al caso dei provini metallici.
La curva, che è indicativamente rappresentata in Figura
46.13-A, ha, in generale, una forma diversa da quella
tipica dei materiali metallici e, inoltre, non permette di
distinguere l’attivazione dei diversi meccanismi di
danno. Per farlo, si dovrebbero raccogliere i dati
necessari a tracciare le curve che, dato un livello di
sforzo Sa, rappresentano le soglie di attivazione, in
termini di numero di cicli, per ogni tipo di
danneggiamento. In un laminato in composito soggetto a
fatica pulsatoria a trazione, ad esempio, l’evoluzione del
danno potrebbe essere caratterizzata dalla comparsa di
trasverse matrix cracking (1), seguita dalla comparsa
delle prime delaminazioni (2), dalla loro propagazione
(3) e dall’inizio delle fratture nei gruppi di fibre (4).
Figura 46.13 – Curva di Wöhler per un materiale
composito e soglie di attivazione dei meccanismi di danno
Figura 46.14 – Densità delle fratture trasversali nei ply a
45° di un laminato [(45,02)2]S in carbonio durante una
prova di fatica
La densità delle fratture dovute al transverse matrix
cracking, ad esempio, è stata oggetto di numerosi studi.
La Figura 46.14 si riferisce all’evoluzione di tale
danneggiamento nelle lamine orientate a 45°, esterne e
interne, di un laminato con sequenza di laminazione
[(45,02)2]S. La differente evoluzione del danno a fatica
è dovuta agli effetti di superficie nelle lamine esterne,
che presentano una fase di nucleazione accelerata.
Tuttavia, oltre un certo livello di danno, le lamine
esterne, cui può essere trasmesso il carico solo da un
lato, non sono ulteriormente danneggiate. Le lamine
interne, al contrario, presentano una densità crescente
senza evidenziare un livello di saturazione e, al
momento del cedimento, risultano significativamente
più danneggiate delle esterne.
L’esempio riportato è indicativo della complessità del
fenomeno della fatica nei compositi. L’approccio
classico, mutuato dall’esperienza riguardante i materiali
metallici e basato sulle curve S-N è possibile, ma
comporta, in sostanza, la caratterizzazione separata a
fatica di ogni sequenza di laminazione.
Le curve S-N e i diagrammi di vita costante a fatica
individuano, comunque, alcune tendenze che
caratterizzano il comportamento dei compositi. La più
rilevante di tali tendenze è che i compositi rinforzati con
fibre di carbonio hanno prestazioni di fatica che, a
trazione, sono notevolmente superiori a quelle dei
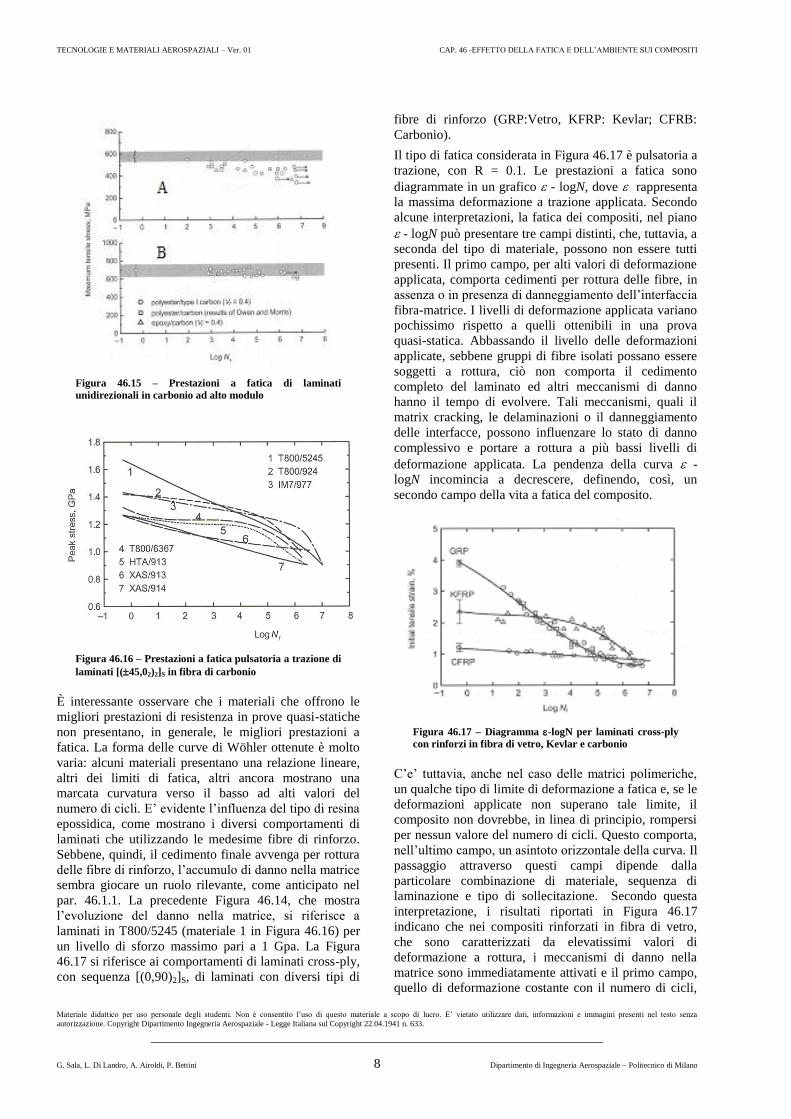
materiali metallici. La Figura 46.15 si riferisce a dati
ricavati alla fine degli anni ’60, su laminati
unidirezionali con rinforzo in fibra di carbonio ad alto
modulo. Il grafico in Figura 46.15-A è relativo a prove
flessionali e presenta una riduzione del massimo carico
di trazione applicabile all’aumentare del numero di cicli.
Si osservi, comunque che tale riduzione è molto limitata
rispetto al caratteristico andamento delle curve di
Wöhler dei materiali metallici, presentate nel Cap.57. I
risultati presentati in Figura 46.15-B, relativi a prove di
fatica pulsatoria a trazione, mostrano addirittura
l’insensibilità del materiale a questo tipo di fatica. La
banda grigia nei grafici, infatti, rappresenta la
dispersione dei dati ottenute in prove di trazione quasi-
statica e, come si può osservare, i risultati ottenuti fino a
107 cicli mostrano che il materiale è in grado di
sostenere l’applicazione ciclica di un carico di trazione
che è in pratica uguale a quello di rottura in una prova
monotona.
L’avvento di nuovi materiali, con sforzi di rottura a
trazione quasi-statici molto superiori rispetto a quelli dei
compositi ad alto modulo ha lievemente ridotto le
prestazioni a fatica dei compositi con rinforzo in fibra di
carbonio, che rimangono, comunque, complessivamente
superiori a quelle dei materiali metallici.
La Figura 46.16 si riferisce a laminati con sequenza
[(45,02)2]S realizzati con diverse tipologie di fibre di
carbonio. Il tipo di fatica applicata è una fatica
pulsatoria a trazione con:
Sa
1 2 3 4
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 8 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 46.15 – Prestazioni a fatica di laminati
unidirezionali in carbonio ad alto modulo
Figura 46.16 – Prestazioni a fatica pulsatoria a trazione di
laminati [(45,02)2]S in fibra di carbonio
È interessante osservare che i materiali che offrono le
migliori prestazioni di resistenza in prove quasi-statiche
non presentano, in generale, le migliori prestazioni a
fatica. La forma delle curve di Wöhler ottenute è molto
varia: alcuni materiali presentano una relazione lineare,
altri dei limiti di fatica, altri ancora mostrano una
marcata curvatura verso il basso ad alti valori del
numero di cicli. E’ evidente l’influenza del tipo di resina
epossidica, come mostrano i diversi comportamenti di
laminati che utilizzando le medesime fibre di rinforzo.
Sebbene, quindi, il cedimento finale avvenga per rottura
delle fibre di rinforzo, l’accumulo di danno nella matrice
sembra giocare un ruolo rilevante, come anticipato nel
par. 46.1.1. La precedente Figura 46.14, che mostra
l’evoluzione del danno nella matrice, si riferisce a
laminati in T800/5245 (materiale 1 in Figura 46.16) per
un livello di sforzo massimo pari a 1 Gpa. La Figura
46.17 si riferisce ai comportamenti di laminati cross-ply,
con sequenza [(0,90)2]S, di laminati con diversi tipi di
fibre di rinforzo (GRP:Vetro, KFRP: Kevlar; CFRB:
Carbonio).
Il tipo di fatica considerata in Figura 46.17 è pulsatoria a
trazione, con R = 0.1. Le prestazioni a fatica sono
diagrammate in un grafico - logN, dove rappresenta
la massima deformazione a trazione applicata. Secondo
alcune interpretazioni, la fatica dei compositi, nel piano
- logN può presentare tre campi distinti, che, tuttavia, a
seconda del tipo di materiale, possono non essere tutti
presenti. Il primo campo, per alti valori di deformazione
applicata, comporta cedimenti per rottura delle fibre, in
assenza o in presenza di danneggiamento dell’interfaccia
fibra-matrice. I livelli di deformazione applicata variano
pochissimo rispetto a quelli ottenibili in una prova
quasi-statica. Abbassando il livello delle deformazioni
applicate, sebbene gruppi di fibre isolati possano essere
soggetti a rottura, ciò non comporta il cedimento
completo del laminato ed altri meccanismi di danno
hanno il tempo di evolvere. Tali meccanismi, quali il
matrix cracking, le delaminazioni o il danneggiamento
delle interfacce, possono influenzare lo stato di danno
complessivo e portare a rottura a più bassi livelli di
deformazione applicata. La pendenza della curva -
logN incomincia a decrescere, definendo, così, un
secondo campo della vita a fatica del composito.
Figura 46.17 – Diagramma -logN per laminati cross-ply
con rinforzi in fibra di vetro, Kevlar e carbonio
C’e’ tuttavia, anche nel caso delle matrici polimeriche,
un qualche tipo di limite di deformazione a fatica e, se le
deformazioni applicate non superano tale limite, il
composito non dovrebbe, in linea di principio, rompersi
per nessun valore del numero di cicli. Questo comporta,
nell’ultimo campo, un asintoto orizzontale della curva. Il
passaggio attraverso questi campi dipende dalla
particolare combinazione di materiale, sequenza di
laminazione e tipo di sollecitazione. Secondo questa
interpretazione, i risultati riportati in Figura 46.17
indicano che nei compositi rinforzati in fibra di vetro,
che sono caratterizzati da elevatissimi valori di
deformazione a rottura, i meccanismi di danno nella
matrice sono immediatamente attivati e il primo campo,
quello di deformazione costante con il numero di cicli,
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 9 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
non è esistente. Per alti valori del numero di cicli,
tuttavia, la curva si appiattisce e mostra un limite di
fatica.
La maggiore rigidezza del Kevlar e il minor livello di
deformazioni a rottura, permette di ritardare
l’attivazione dei meccanismi di danno della matrice per
bassi numeri di cicli. La curva è quindi inizialmente
quasi piatta e mostra solo in seguito un effetto del
numero di cicli. Per il carbonio, le deformazioni
rimangono sempre a livelli molto limitati. Ciò impedisce
l’attivazione dei meccanismi di danneggiamento nella
matrice. Per tale motivo, l’andamento della curva -
logN è quasi piatto e mostra la tipica scarsa sensibilità al
numero di cicli applicati dei compositi rinforzati in fibra
di carbonio a trazione. Per quanto riguarda l’effetto dello
sforzo medio, e dei diversi tipi di fatica, i diagrammi di
fatica a vita costante, nei compositi, mostrano che
l’effetto dei uno sforzo medio a trazione provoca
complessivamente una diminuzione dell’ampiezza di
oscillazione del carico. A parità di N, quindi, i valori di
Sa ammessi per la fatica alternata saranno, superiori, a
quelli relativi alla fatica pulsatoria a trazione. Tale
comportamento è simile a quello dei metalli.
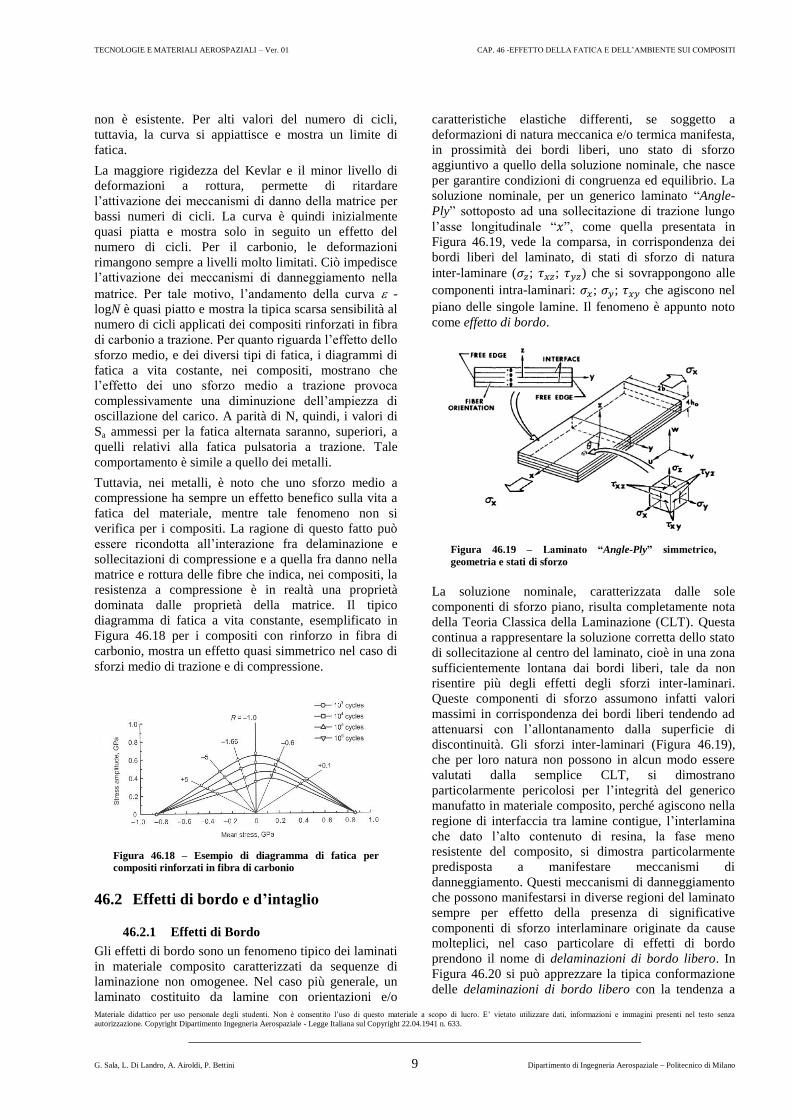
Tuttavia, nei metalli, è noto che uno sforzo medio a
compressione ha sempre un effetto benefico sulla vita a
fatica del materiale, mentre tale fenomeno non si
verifica per i compositi. La ragione di questo fatto può
essere ricondotta all’interazione fra delaminazione e
sollecitazioni di compressione e a quella fra danno nella
matrice e rottura delle fibre che indica, nei compositi, la
resistenza a compressione è in realtà una proprietà
dominata dalle proprietà della matrice. Il tipico
diagramma di fatica a vita constante, esemplificato in
Figura 46.18 per i compositi con rinforzo in fibra di
carbonio, mostra un effetto quasi simmetrico nel caso di
sforzi medio di trazione e di compressione.
Figura 46.18 – Esempio di diagramma di fatica per
compositi rinforzati in fibra di carbonio
46.2 Effetti di bordo e d’intaglio
46.2.1 Effetti di Bordo
Gli effetti di bordo sono un fenomeno tipico dei laminati
in materiale composito caratterizzati da sequenze di
laminazione non omogenee. Nel caso più generale, un
laminato costituito da lamine con orientazioni e/o
caratteristiche elastiche differenti, se soggetto a
deformazioni di natura meccanica e/o termica manifesta,
in prossimità dei bordi liberi, uno stato di sforzo
aggiuntivo a quello della soluzione nominale, che nasce
per garantire condizioni di congruenza ed equilibrio. La
soluzione nominale, per un generico laminato “Angle-
Ply” sottoposto ad una sollecitazione di trazione lungo
l’asse longitudinale “ ”, come quella presentata in
Figura 46.19, vede la comparsa, in corrispondenza dei
bordi liberi del laminato, di stati di sforzo di natura
inter-laminare ( ; ; ) che si sovrappongono alle
componenti intra-laminari: ; ; che agiscono nel
piano delle singole lamine. Il fenomeno è appunto noto
come effetto di bordo.
Figura 46.19 – Laminato “Angle-Ply” simmetrico,
geometria e stati di sforzo
La soluzione nominale, caratterizzata dalle sole
componenti di sforzo piano, risulta completamente nota
della Teoria Classica della Laminazione (CLT). Questa
continua a rappresentare la soluzione corretta dello stato
di sollecitazione al centro del laminato, cioè in una zona
sufficientemente lontana dai bordi liberi, tale da non
risentire più degli effetti degli sforzi inter-laminari.
Queste componenti di sforzo assumono infatti valori
massimi in corrispondenza dei bordi liberi tendendo ad
attenuarsi con l’allontanamento dalla superficie di
discontinuità. Gli sforzi inter-laminari (Figura 46.19),
che per loro natura non possono in alcun modo essere
valutati dalla semplice CLT, si dimostrano
particolarmente pericolosi per l’integrità del generico
manufatto in materiale composito, perché agiscono nella
regione di interfaccia tra lamine contigue, l’interlamina
che dato l’alto contenuto di resina, la fase meno
resistente del composito, si dimostra particolarmente
predisposta a manifestare meccanismi di
danneggiamento. Questi meccanismi di danneggiamento
che possono manifestarsi in diverse regioni del laminato
sempre per effetto della presenza di significative
componenti di sforzo interlaminare originate da cause
molteplici, nel caso particolare di effetti di bordo
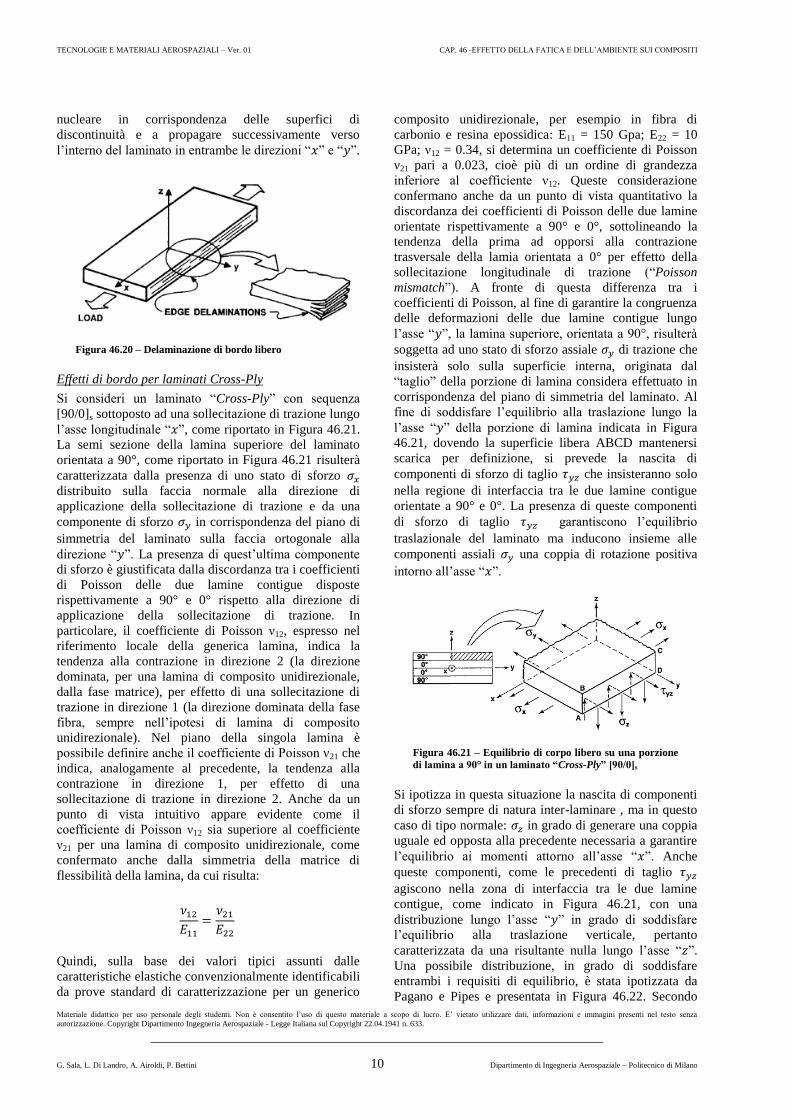
prendono il nome di delaminazioni di bordo libero. In
Figura 46.20 si può apprezzare la tipica conformazione
delle delaminazioni di bordo libero con la tendenza a
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 10 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
nucleare in corrispondenza delle superfici di
discontinuità e a propagare successivamente verso
l’interno del laminato in entrambe le direzioni “ ” e “ ”.
Figura 46.20 – Delaminazione di bordo libero
Effetti di bordo per laminati Cross-Ply
Si consideri un laminato “Cross-Ply” con sequenza
[90/0]s sottoposto ad una sollecitazione di trazione lungo
l’asse longitudinale “ ”, come riportato in Figura 46.21.
La semi sezione della lamina superiore del laminato
orientata a 90°, come riportato in Figura 46.21 risulterà
caratterizzata dalla presenza di uno stato di sforzo
distribuito sulla faccia normale alla direzione di
applicazione della sollecitazione di trazione e da una
componente di sforzo in corrispondenza del piano di
simmetria del laminato sulla faccia ortogonale alla
direzione “ ”. La presenza di quest’ultima componente
di sforzo è giustificata dalla discordanza tra i coefficienti
di Poisson delle due lamine contigue disposte
rispettivamente a 90° e 0° rispetto alla direzione di
applicazione della sollecitazione di trazione. In
particolare, il coefficiente di Poisson ν12, espresso nel
riferimento locale della generica lamina, indica la
tendenza alla contrazione in direzione 2 (la direzione
dominata, per una lamina di composito unidirezionale,
dalla fase matrice), per effetto di una sollecitazione di
trazione in direzione 1 (la direzione dominata della fase
fibra, sempre nell’ipotesi di lamina di composito
unidirezionale). Nel piano della singola lamina è
possibile definire anche il coefficiente di Poisson ν21 che
indica, analogamente al precedente, la tendenza alla
contrazione in direzione 1, per effetto di una
sollecitazione di trazione in direzione 2. Anche da un
punto di vista intuitivo appare evidente come il
coefficiente di Poisson ν12 sia superiore al coefficiente
ν21 per una lamina di composito unidirezionale, come
confermato anche dalla simmetria della matrice di
flessibilità della lamina, da cui risulta:
Quindi, sulla base dei valori tipici assunti dalle
caratteristiche elastiche convenzionalmente identificabili
da prove standard di caratterizzazione per un generico
composito unidirezionale, per esempio in fibra di
carbonio e resina epossidica: E11 = 150 Gpa; E22 = 10
GPa; ν12 = 0.34, si determina un coefficiente di Poisson
ν21 pari a 0.023, cioè più di un ordine di grandezza
inferiore al coefficiente ν12. Queste considerazione
confermano anche da un punto di vista quantitativo la
discordanza dei coefficienti di Poisson delle due lamine
orientate rispettivamente a 90° e 0°, sottolineando la
tendenza della prima ad opporsi alla contrazione
trasversale della lamia orientata a 0° per effetto della
sollecitazione longitudinale di trazione (“Poisson
mismatch”). A fronte di questa differenza tra i
coefficienti di Poisson, al fine di garantire la congruenza
delle deformazioni delle due lamine contigue lungo
l’asse “ ”, la lamina superiore, orientata a 90°, risulterà
soggetta ad uno stato di sforzo assiale di trazione che
insisterà solo sulla superficie interna, originata dal
“taglio” della porzione di lamina considera effettuato in
corrispondenza del piano di simmetria del laminato. Al
fine di soddisfare l’equilibrio alla traslazione lungo la
l’asse “ ” della porzione di lamina indicata in Figura
46.21, dovendo la superficie libera ABCD mantenersi
scarica per definizione, si prevede la nascita di
componenti di sforzo di taglio che insisteranno solo
nella regione di interfaccia tra le due lamine contigue
orientate a 90° e 0°. La presenza di queste componenti
di sforzo di taglio garantiscono l’equilibrio
traslazionale del laminato ma inducono insieme alle
componenti assiali una coppia di rotazione positiva
intorno all’asse “ ”.
Figura 46.21 – Equilibrio di corpo libero su una porzione
di lamina a 90° in un laminato “Cross-Ply” [90/0]s
Si ipotizza in questa situazione la nascita di componenti
di sforzo sempre di natura inter-laminare , ma in questo
caso di tipo normale: in grado di generare una coppia
uguale ed opposta alla precedente necessaria a garantire
l’equilibrio ai momenti attorno all’asse “ ”. Anche
queste componenti, come le precedenti di taglio
agiscono nella zona di interfaccia tra le due lamine
contigue, come indicato in Figura 46.21, con una
distribuzione lungo l’asse “ ” in grado di soddisfare
l’equilibrio alla traslazione verticale, pertanto
caratterizzata da una risultante nulla lungo l’asse “ ”.
Una possibile distribuzione, in grado di soddisfare
entrambi i requisiti di equilibrio, è stata ipotizzata da
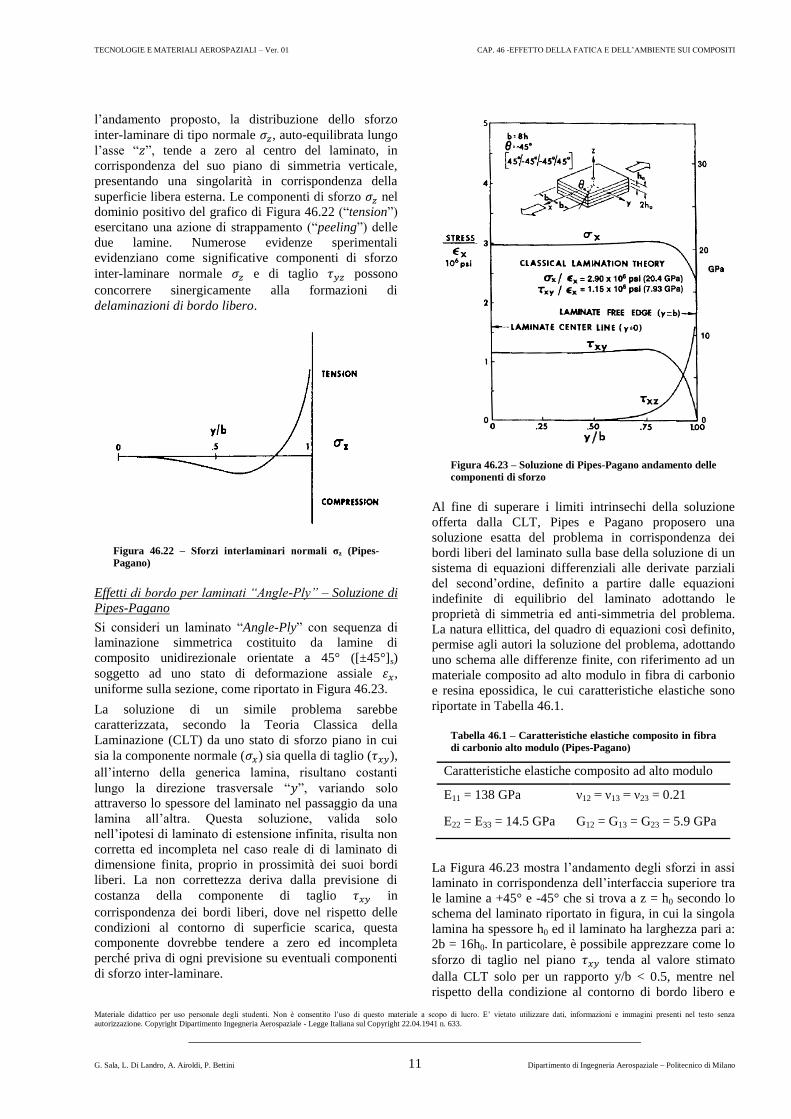
Pagano e Pipes e presentata in Figura 46.22. Secondo
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 11 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
l’andamento proposto, la distribuzione dello sforzo
inter-laminare di tipo normale , auto-equilibrata lungo
l’asse “ ”, tende a zero al centro del laminato, in
corrispondenza del suo piano di simmetria verticale,
presentando una singolarità in corrispondenza della
superficie libera esterna. Le componenti di sforzo nel
dominio positivo del grafico di Figura 46.22 (“tension”)
esercitano una azione di strappamento (“peeling”) delle
due lamine. Numerose evidenze sperimentali
evidenziano come significative componenti di sforzo
inter-laminare normale e di taglio possono
concorrere sinergicamente alla formazioni di
delaminazioni di bordo libero.
Figura 46.22 – Sforzi interlaminari normali σz (Pipes-
Pagano)
Effetti di bordo per laminati “Angle-Ply” – Soluzione di
Pipes-Pagano
Si consideri un laminato “Angle-Ply” con sequenza di
laminazione simmetrica costituito da lamine di
composito unidirezionale orientate a 45° ([±45°]s)
soggetto ad uno stato di deformazione assiale ,
uniforme sulla sezione, come riportato in Figura 46.23.
La soluzione di un simile problema sarebbe
caratterizzata, secondo la Teoria Classica della
Laminazione (CLT) da uno stato di sforzo piano in cui
sia la componente normale ( ) sia quella di taglio ( ),
all’interno della generica lamina, risultano costanti
lungo la direzione trasversale “ ”, variando solo
attraverso lo spessore del laminato nel passaggio da una
lamina all’altra. Questa soluzione, valida solo
nell’ipotesi di laminato di estensione infinita, risulta non
corretta ed incompleta nel caso reale di di laminato di
dimensione finita, proprio in prossimità dei suoi bordi
liberi. La non correttezza deriva dalla previsione di
costanza della componente di taglio in
corrispondenza dei bordi liberi, dove nel rispetto delle
condizioni al contorno di superficie scarica, questa
componente dovrebbe tendere a zero ed incompleta
perché priva di ogni previsione su eventuali componenti
di sforzo inter-laminare.
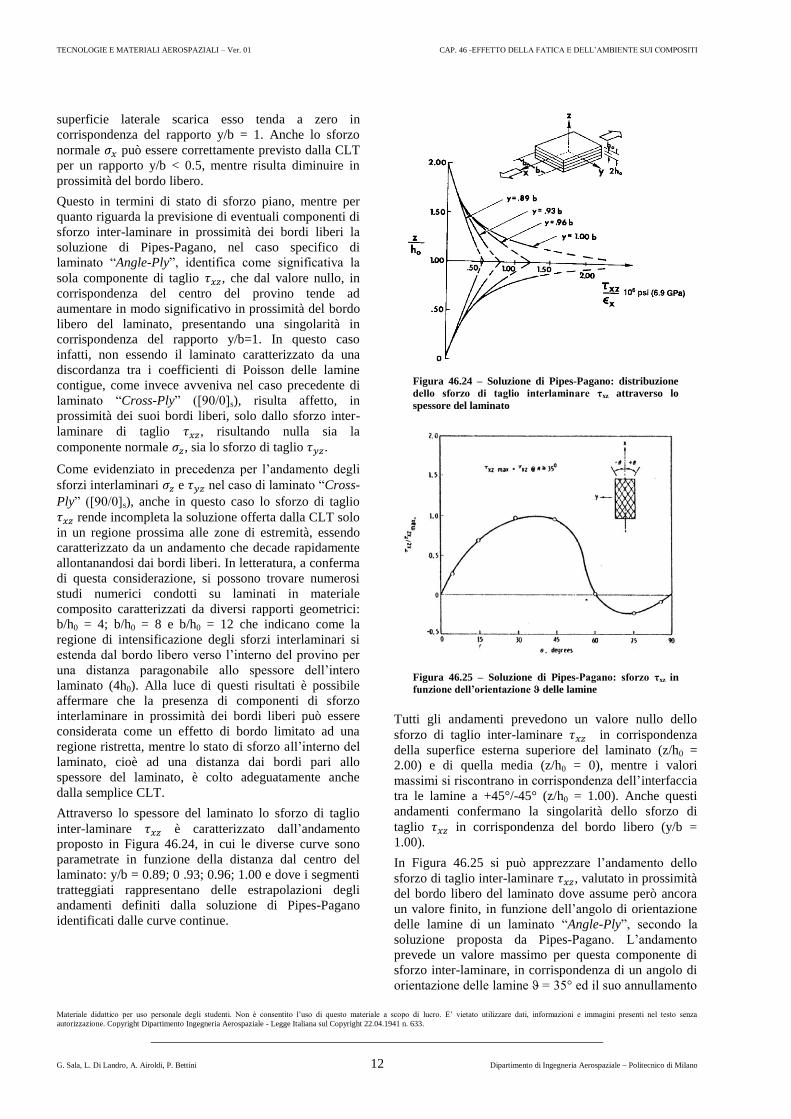
Figura 46.23 – Soluzione di Pipes-Pagano andamento delle
componenti di sforzo
Al fine di superare i limiti intrinsechi della soluzione
offerta dalla CLT, Pipes e Pagano proposero una
soluzione esatta del problema in corrispondenza dei
bordi liberi del laminato sulla base della soluzione di un
sistema di equazioni differenziali alle derivate parziali
del second’ordine, definito a partire dalle equazioni
indefinite di equilibrio del laminato adottando le
proprietà di simmetria ed anti-simmetria del problema.
La natura ellittica, del quadro di equazioni così definito,
permise agli autori la soluzione del problema, adottando
uno schema alle differenze finite, con riferimento ad un
materiale composito ad alto modulo in fibra di carbonio
e resina epossidica, le cui caratteristiche elastiche sono
riportate in Tabella 46.1.
Tabella 46.1 – Caratteristiche elastiche composito in fibra
di carbonio alto modulo (Pipes-Pagano)
Caratteristiche elastiche composito ad alto modulo
E11 = 138 GPa ν12 = ν13 = ν23 = 0.21
E22 = E33 = 14.5 GPa G12 = G13 = G23 = 5.9 GPa
La Figura 46.23 mostra l’andamento degli sforzi in assi
laminato in corrispondenza dell’interfaccia superiore tra
le lamine a +45° e -45° che si trova a z = h0 secondo lo
schema del laminato riportato in figura, in cui la singola
lamina ha spessore h0 ed il laminato ha larghezza pari a:
2b = 16h0. In particolare, è possibile apprezzare come lo
sforzo di taglio nel piano tenda al valore stimato
dalla CLT solo per un rapporto y/b < 0.5, mentre nel
rispetto della condizione al contorno di bordo libero e
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 12 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
superficie laterale scarica esso tenda a zero in
corrispondenza del rapporto y/b = 1. Anche lo sforzo
normale può essere correttamente previsto dalla CLT
per un rapporto y/b < 0.5, mentre risulta diminuire in
prossimità del bordo libero.
Questo in termini di stato di sforzo piano, mentre per
quanto riguarda la previsione di eventuali componenti di
sforzo inter-laminare in prossimità dei bordi liberi la
soluzione di Pipes-Pagano, nel caso specifico di
laminato “Angle-Ply”, identifica come significativa la
sola componente di taglio , che dal valore nullo, in
corrispondenza del centro del provino tende ad
aumentare in modo significativo in prossimità del bordo
libero del laminato, presentando una singolarità in
corrispondenza del rapporto y/b=1. In questo caso
infatti, non essendo il laminato caratterizzato da una
discordanza tra i coefficienti di Poisson delle lamine
contigue, come invece avveniva nel caso precedente di
laminato “Cross-Ply” ([90/0]s), risulta affetto, in
prossimità dei suoi bordi liberi, solo dallo sforzo inter-
laminare di taglio , risultando nulla sia la
componente normale , sia lo sforzo di taglio .
Come evidenziato in precedenza per l’andamento degli
sforzi interlaminari e nel caso di laminato “Cross-
Ply” ([90/0]s), anche in questo caso lo sforzo di taglio
rende incompleta la soluzione offerta dalla CLT solo
in un regione prossima alle zone di estremità, essendo
caratterizzato da un andamento che decade rapidamente
allontanandosi dai bordi liberi. In letteratura, a conferma
di questa considerazione, si possono trovare numerosi
studi numerici condotti su laminati in materiale
composito caratterizzati da diversi rapporti geometrici:
b/h0 = 4; b/h0 = 8 e b/h0 = 12 che indicano come la
regione di intensificazione degli sforzi interlaminari si
estenda dal bordo libero verso l’interno del provino per
una distanza paragonabile allo spessore dell’intero
laminato (4h0). Alla luce di questi risultati è possibile
affermare che la presenza di componenti di sforzo
interlaminare in prossimità dei bordi liberi può essere
considerata come un effetto di bordo limitato ad una
regione ristretta, mentre lo stato di sforzo all’interno del
laminato, cioè ad una distanza dai bordi pari allo
spessore del laminato, è colto adeguatamente anche
dalla semplice CLT.
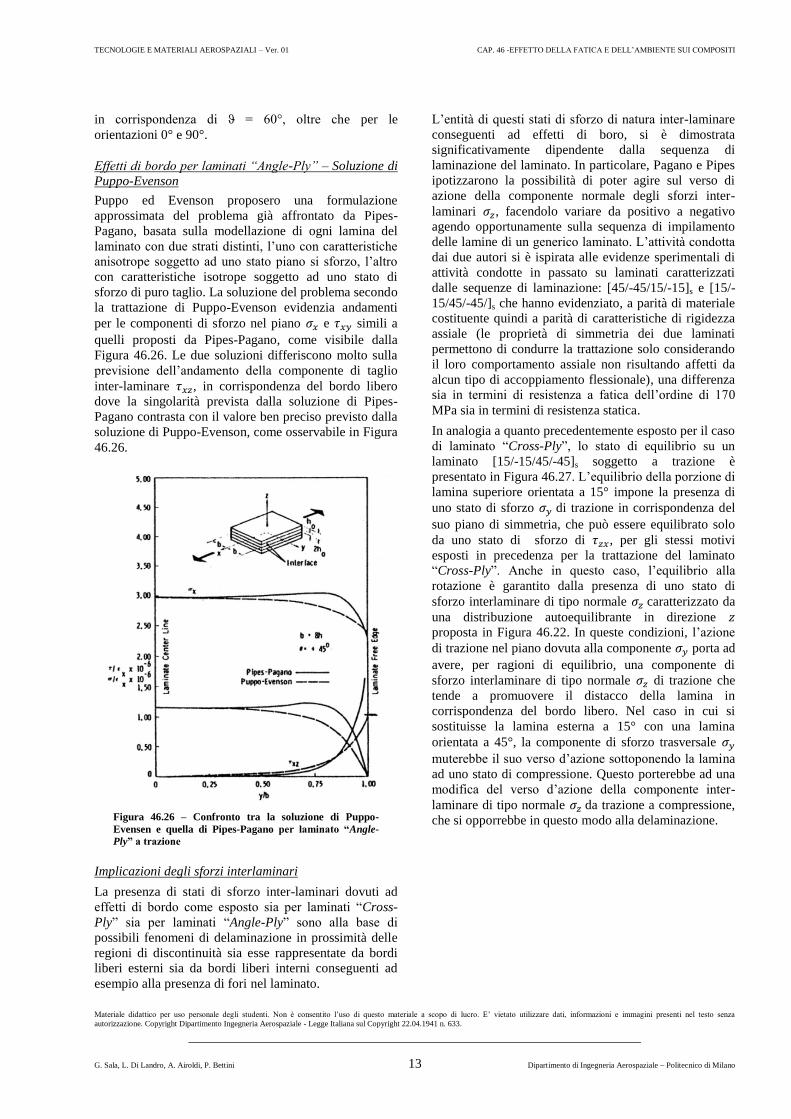
Attraverso lo spessore del laminato lo sforzo di taglio
inter-laminare è caratterizzato dall’andamento
proposto in Figura 46.24, in cui le diverse curve sono
parametrate in funzione della distanza dal centro del
laminato: y/b = 0.89; 0 .93; 0.96; 1.00 e dove i segmenti
tratteggiati rappresentano delle estrapolazioni degli
andamenti definiti dalla soluzione di Pipes-Pagano
identificati dalle curve continue.
Figura 46.24 – Soluzione di Pipes-Pagano: distribuzione
dello sforzo di taglio interlaminare τxz attraverso lo
spessore del laminato
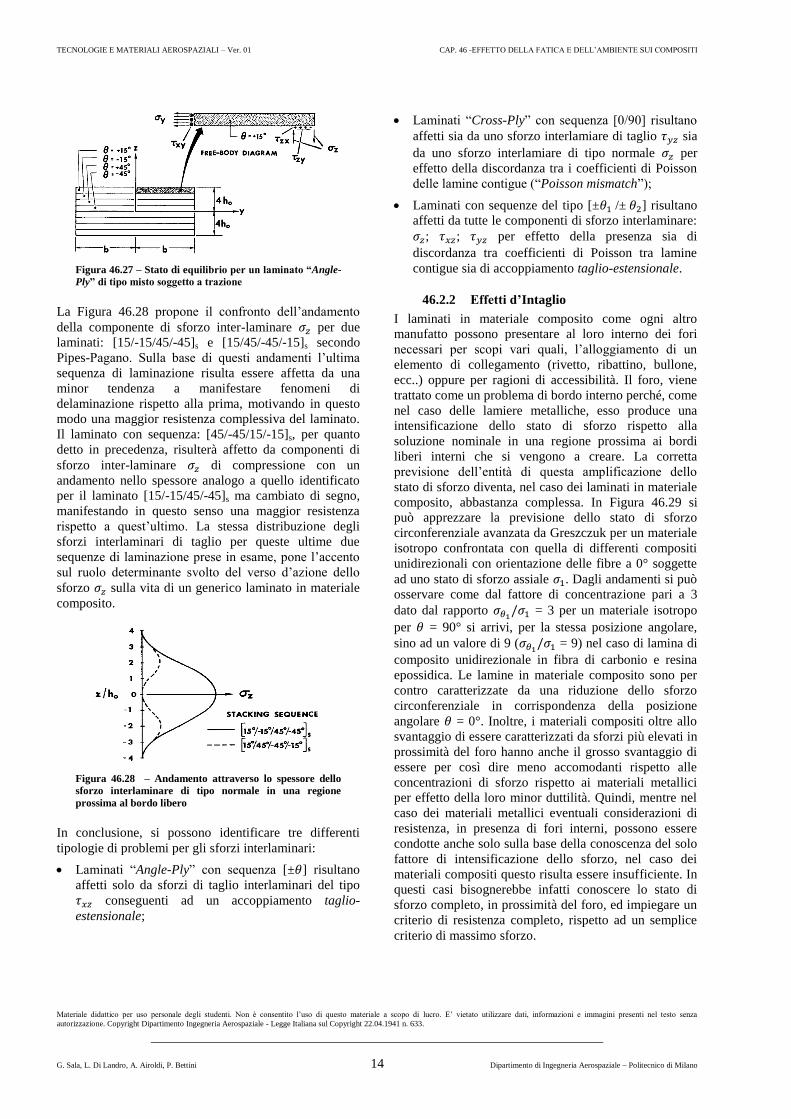
Figura 46.25 – Soluzione di Pipes-Pagano: sforzo τxz in
funzione dell’orientazione ϑ delle lamine
Tutti gli andamenti prevedono un valore nullo dello
sforzo di taglio inter-laminare in corrispondenza
della superfice esterna superiore del laminato (z/h0 =
2.00) e di quella media (z/h0 = 0), mentre i valori
massimi si riscontrano in corrispondenza dell’interfaccia
tra le lamine a +45°/-45° (z/h0 = 1.00). Anche questi
andamenti confermano la singolarità dello sforzo di
taglio in corrispondenza del bordo libero (y/b =
1.00).
In Figura 46.25 si può apprezzare l’andamento dello
sforzo di taglio inter-laminare , valutato in prossimità
del bordo libero del laminato dove assume però ancora
un valore finito, in funzione dell’angolo di orientazione
delle lamine di un laminato “Angle-Ply”, secondo la
soluzione proposta da Pipes-Pagano. L’andamento
prevede un valore massimo per questa componente di
sforzo inter-laminare, in corrispondenza di un angolo di
orientazione delle lamine ϑ = 35° ed il suo annullamento
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 13 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
in corrispondenza di ϑ = 60°, oltre che per le
orientazioni 0° e 90°.
Effetti di bordo per laminati “Angle-Ply” – Soluzione di
Puppo-Evenson
Puppo ed Evenson proposero una formulazione
approssimata del problema già affrontato da Pipes-
Pagano, basata sulla modellazione di ogni lamina del
laminato con due strati distinti, l’uno con caratteristiche
anisotrope soggetto ad uno stato piano si sforzo, l’altro
con caratteristiche isotrope soggetto ad uno stato di
sforzo di puro taglio. La soluzione del problema secondo
la trattazione di Puppo-Evenson evidenzia andamenti
per le componenti di sforzo nel piano e simili a
quelli proposti da Pipes-Pagano, come visibile dalla
Figura 46.26. Le due soluzioni differiscono molto sulla
previsione dell’andamento della componente di taglio
inter-laminare , in corrispondenza del bordo libero
dove la singolarità prevista dalla soluzione di Pipes-
Pagano contrasta con il valore ben preciso previsto dalla
soluzione di Puppo-Evenson, come osservabile in Figura
46.26.
Figura 46.26 – Confronto tra la soluzione di Puppo-
Evensen e quella di Pipes-Pagano per laminato “Angle-
Ply” a trazione
Implicazioni degli sforzi interlaminari
La presenza di stati di sforzo inter-laminari dovuti ad
effetti di bordo come esposto sia per laminati “Cross-
Ply” sia per laminati “Angle-Ply” sono alla base di
possibili fenomeni di delaminazione in prossimità delle
regioni di discontinuità sia esse rappresentate da bordi
liberi esterni sia da bordi liberi interni conseguenti ad
esempio alla presenza di fori nel laminato.
L’entità di questi stati di sforzo di natura inter-laminare
conseguenti ad effetti di boro, si è dimostrata
significativamente dipendente dalla sequenza di
laminazione del laminato. In particolare, Pagano e Pipes
ipotizzarono la possibilità di poter agire sul verso di
azione della componente normale degli sforzi inter-
laminari , facendolo variare da positivo a negativo
agendo opportunamente sulla sequenza di impilamento
delle lamine di un generico laminato. L’attività condotta
dai due autori si è ispirata alle evidenze sperimentali di
attività condotte in passato su laminati caratterizzati
dalle sequenze di laminazione: [45/-45/15/-15]s e [15/-
15/45/-45/]s che hanno evidenziato, a parità di materiale
costituente quindi a parità di caratteristiche di rigidezza
assiale (le proprietà di simmetria dei due laminati
permettono di condurre la trattazione solo considerando
il loro comportamento assiale non risultando affetti da
alcun tipo di accoppiamento flessionale), una differenza
sia in termini di resistenza a fatica dell’ordine di 170
MPa sia in termini di resistenza statica.
In analogia a quanto precedentemente esposto per il caso
di laminato “Cross-Ply”, lo stato di equilibrio su un
laminato [15/-15/45/-45]s soggetto a trazione è
presentato in Figura 46.27. L’equilibrio della porzione di
lamina superiore orientata a 15° impone la presenza di
uno stato di sforzo di trazione in corrispondenza del
suo piano di simmetria, che può essere equilibrato solo
da uno stato di sforzo di , per gli stessi motivi
esposti in precedenza per la trattazione del laminato
“Cross-Ply”. Anche in questo caso, l’equilibrio alla
rotazione è garantito dalla presenza di uno stato di
sforzo interlaminare di tipo normale caratterizzato da
una distribuzione autoequilibrante in direzione
proposta in Figura 46.22. In queste condizioni, l’azione
di trazione nel piano dovuta alla componente porta ad
avere, per ragioni di equilibrio, una componente di
sforzo interlaminare di tipo normale di trazione che
tende a promuovere il distacco della lamina in
corrispondenza del bordo libero. Nel caso in cui si
sostituisse la lamina esterna a 15° con una lamina
orientata a 45°, la componente di sforzo trasversale
muterebbe il suo verso d’azione sottoponendo la lamina
ad uno stato di compressione. Questo porterebbe ad una
modifica del verso d’azione della componente inter-
laminare di tipo normale da trazione a compressione,
che si opporrebbe in questo modo alla delaminazione.
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 14 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 46.27 – Stato di equilibrio per un laminato “Angle-
Ply” di tipo misto soggetto a trazione
La Figura 46.28 propone il confronto dell’andamento
della componente di sforzo inter-laminare per due
laminati: [15/-15/45/-45]s e [15/45/-45/-15]s secondo
Pipes-Pagano. Sulla base di questi andamenti l’ultima
sequenza di laminazione risulta essere affetta da una
minor tendenza a manifestare fenomeni di
delaminazione rispetto alla prima, motivando in questo
modo una maggior resistenza complessiva del laminato.
Il laminato con sequenza: [45/-45/15/-15]s, per quanto
detto in precedenza, risulterà affetto da componenti di
sforzo inter-laminare di compressione con un
andamento nello spessore analogo a quello identificato
per il laminato [15/-15/45/-45]s ma cambiato di segno,
manifestando in questo senso una maggior resistenza
rispetto a quest’ultimo. La stessa distribuzione degli
sforzi interlaminari di taglio per queste ultime due
sequenze di laminazione prese in esame, pone l’accento
sul ruolo determinante svolto del verso d’azione dello
sforzo sulla vita di un generico laminato in materiale
composito.
Figura 46.28 – Andamento attraverso lo spessore dello
sforzo interlaminare di tipo normale in una regione
prossima al bordo libero
In conclusione, si possono identificare tre differenti
tipologie di problemi per gli sforzi interlaminari:
Laminati “Angle-Ply” con sequenza [± ] risultano
affetti solo da sforzi di taglio interlaminari del tipo
conseguenti ad un accoppiamento taglio-
estensionale;
Laminati “Cross-Ply” con sequenza [0/90] risultano
affetti sia da uno sforzo interlamiare di taglio sia
da uno sforzo interlamiare di tipo normale per
effetto della discordanza tra i coefficienti di Poisson
delle lamine contigue (“Poisson mismatch”);
Laminati con sequenze del tipo [± /± ] risultano
affetti da tutte le componenti di sforzo interlaminare:
; ; per effetto della presenza sia di
discordanza tra coefficienti di Poisson tra lamine
contigue sia di accoppiamento taglio-estensionale.
46.2.2 Effetti d’Intaglio
I laminati in materiale composito come ogni altro
manufatto possono presentare al loro interno dei fori
necessari per scopi vari quali, l’alloggiamento di un
elemento di collegamento (rivetto, ribattino, bullone,
ecc..) oppure per ragioni di accessibilità. Il foro, viene
trattato come un problema di bordo interno perché, come
nel caso delle lamiere metalliche, esso produce una
intensificazione dello stato di sforzo rispetto alla
soluzione nominale in una regione prossima ai bordi
liberi interni che si vengono a creare. La corretta
previsione dell’entità di questa amplificazione dello
stato di sforzo diventa, nel caso dei laminati in materiale
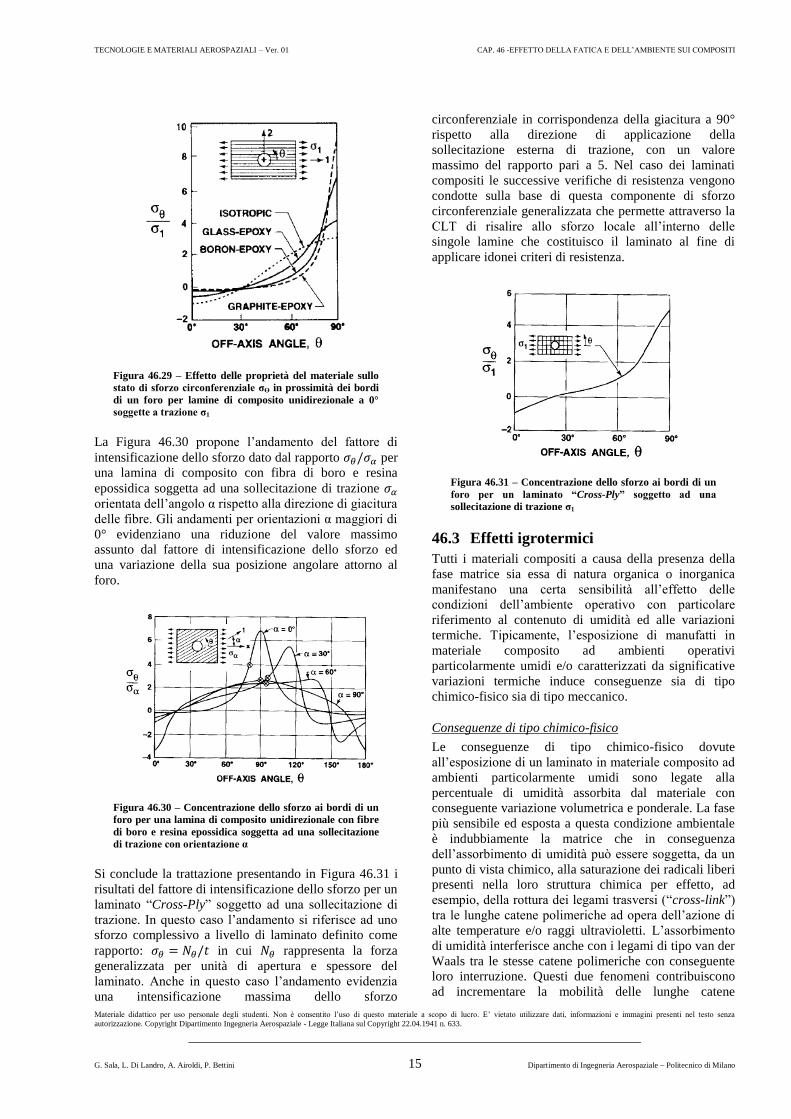
composito, abbastanza complessa. In Figura 46.29 si
può apprezzare la previsione dello stato di sforzo
circonferenziale avanzata da Greszczuk per un materiale
isotropo confrontata con quella di differenti compositi
unidirezionali con orientazione delle fibre a 0° soggette
ad uno stato di sforzo assiale . Dagli andamenti si può
osservare come dal fattore di concentrazione pari a 3
dato dal rapporto = 3 per un materiale isotropo
per = 90° si arrivi, per la stessa posizione angolare,
sino ad un valore di 9 ( = 9) nel caso di lamina di
composito unidirezionale in fibra di carbonio e resina
epossidica. Le lamine in materiale composito sono per
contro caratterizzate da una riduzione dello sforzo
circonferenziale in corrispondenza della posizione
angolare = 0°. Inoltre, i materiali compositi oltre allo
svantaggio di essere caratterizzati da sforzi più elevati in
prossimità del foro hanno anche il grosso svantaggio di
essere per così dire meno accomodanti rispetto alle
concentrazioni di sforzo rispetto ai materiali metallici
per effetto della loro minor duttilità. Quindi, mentre nel
caso dei materiali metallici eventuali considerazioni di
resistenza, in presenza di fori interni, possono essere
condotte anche solo sulla base della conoscenza del solo
fattore di intensificazione dello sforzo, nel caso dei
materiali compositi questo risulta essere insufficiente. In
questi casi bisognerebbe infatti conoscere lo stato di
sforzo completo, in prossimità del foro, ed impiegare un
criterio di resistenza completo, rispetto ad un semplice
criterio di massimo sforzo.
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 15 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 46.29 – Effetto delle proprietà del materiale sullo
stato di sforzo circonferenziale σϴ in prossimità dei bordi
di un foro per lamine di composito unidirezionale a 0°
soggette a trazione σ1
La Figura 46.30 propone l’andamento del fattore di
intensificazione dello sforzo dato dal rapporto per
una lamina di composito con fibra di boro e resina
epossidica soggetta ad una sollecitazione di trazione
orientata dell’angolo α rispetto alla direzione di giacitura
delle fibre. Gli andamenti per orientazioni α maggiori di
0° evidenziano una riduzione del valore massimo
assunto dal fattore di intensificazione dello sforzo ed
una variazione della sua posizione angolare attorno al
foro.
Figura 46.30 – Concentrazione dello sforzo ai bordi di un
foro per una lamina di composito unidirezionale con fibre
di boro e resina epossidica soggetta ad una sollecitazione
di trazione con orientazione α
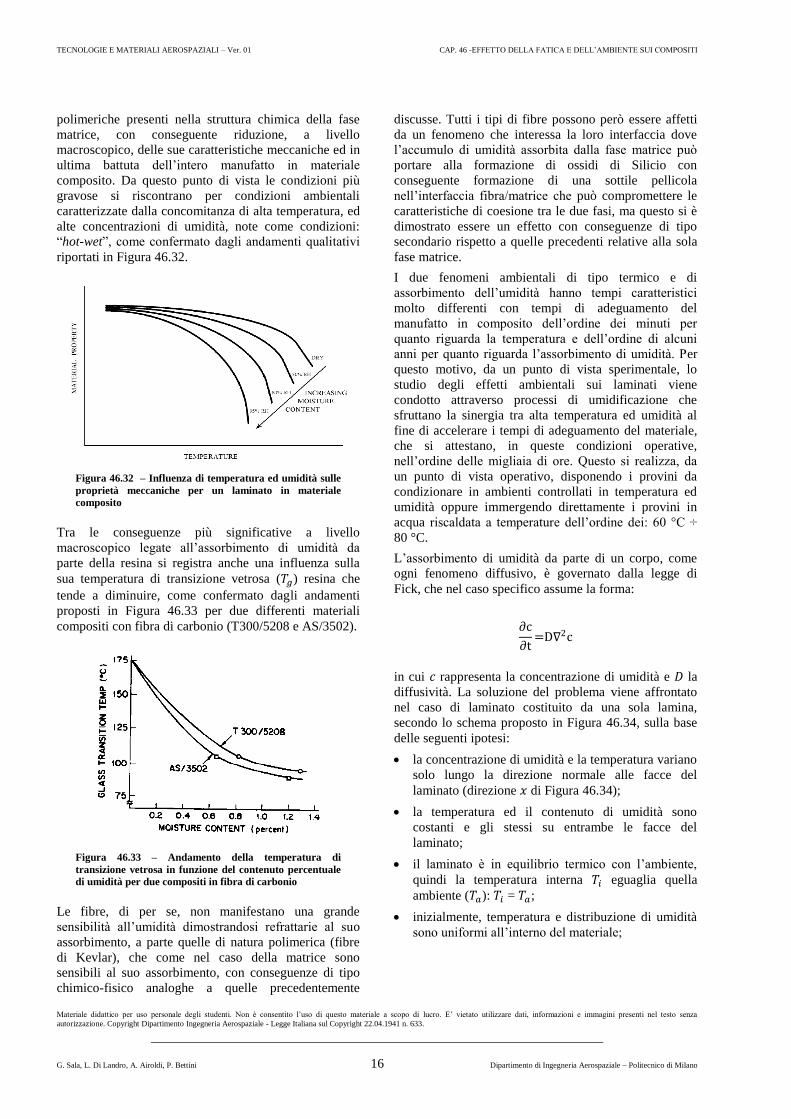
Si conclude la trattazione presentando in Figura 46.31 i
risultati del fattore di intensificazione dello sforzo per un
laminato “Cross-Ply” soggetto ad una sollecitazione di
trazione. In questo caso l’andamento si riferisce ad uno
sforzo complessivo a livello di laminato definito come
rapporto: in cui rappresenta la forza
generalizzata per unità di apertura e spessore del
laminato. Anche in questo caso l’andamento evidenzia
una intensificazione massima dello sforzo
circonferenziale in corrispondenza della giacitura a 90°
rispetto alla direzione di applicazione della
sollecitazione esterna di trazione, con un valore
massimo del rapporto pari a 5. Nel caso dei laminati
compositi le successive verifiche di resistenza vengono
condotte sulla base di questa componente di sforzo
circonferenziale generalizzata che permette attraverso la
CLT di risalire allo sforzo locale all’interno delle
singole lamine che costituisco il laminato al fine di
applicare idonei criteri di resistenza.
Figura 46.31 – Concentrazione dello sforzo ai bordi di un
foro per un laminato “Cross-Ply” soggetto ad una
sollecitazione di trazione σ1
46.3 Effetti igrotermici
Tutti i materiali compositi a causa della presenza della
fase matrice sia essa di natura organica o inorganica
manifestano una certa sensibilità all’effetto delle
condizioni dell’ambiente operativo con particolare
riferimento al contenuto di umidità ed alle variazioni
termiche. Tipicamente, l’esposizione di manufatti in
materiale composito ad ambienti operativi
particolarmente umidi e/o caratterizzati da significative
variazioni termiche induce conseguenze sia di tipo
chimico-fisico sia di tipo meccanico.
Conseguenze di tipo chimico-fisico
Le conseguenze di tipo chimico-fisico dovute
all’esposizione di un laminato in materiale composito ad
ambienti particolarmente umidi sono legate alla
percentuale di umidità assorbita dal materiale con
conseguente variazione volumetrica e ponderale. La fase
più sensibile ed esposta a questa condizione ambientale
è indubbiamente la matrice che in conseguenza
dell’assorbimento di umidità può essere soggetta, da un
punto di vista chimico, alla saturazione dei radicali liberi
presenti nella loro struttura chimica per effetto, ad
esempio, della rottura dei legami trasversi (“cross-link”)
tra le lunghe catene polimeriche ad opera dell’azione di
alte temperature e/o raggi ultravioletti. L’assorbimento
di umidità interferisce anche con i legami di tipo van der
Waals tra le stesse catene polimeriche con conseguente
loro interruzione. Questi due fenomeni contribuiscono
ad incrementare la mobilità delle lunghe catene
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 16 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
polimeriche presenti nella struttura chimica della fase
matrice, con conseguente riduzione, a livello
macroscopico, delle sue caratteristiche meccaniche ed in
ultima battuta dell’intero manufatto in materiale
composito. Da questo punto di vista le condizioni più
gravose si riscontrano per condizioni ambientali
caratterizzate dalla concomitanza di alta temperatura, ed
alte concentrazioni di umidità, note come condizioni:
“hot-wet”, come confermato dagli andamenti qualitativi
riportati in Figura 46.32.
Figura 46.32 – Influenza di temperatura ed umidità sulle
proprietà meccaniche per un laminato in materiale
composito
Tra le conseguenze più significative a livello
macroscopico legate all’assorbimento di umidità da
parte della resina si registra anche una influenza sulla
sua temperatura di transizione vetrosa ( ) resina che
tende a diminuire, come confermato dagli andamenti
proposti in Figura 46.33 per due differenti materiali
compositi con fibra di carbonio (T300/5208 e AS/3502).
Figura 46.33 – Andamento della temperatura di
transizione vetrosa in funzione del contenuto percentuale
di umidità per due compositi in fibra di carbonio
Le fibre, di per se, non manifestano una grande
sensibilità all’umidità dimostrandosi refrattarie al suo
assorbimento, a parte quelle di natura polimerica (fibre
di Kevlar), che come nel caso della matrice sono
sensibili al suo assorbimento, con conseguenze di tipo
chimico-fisico analoghe a quelle precedentemente
discusse. Tutti i tipi di fibre possono però essere affetti
da un fenomeno che interessa la loro interfaccia dove
l’accumulo di umidità assorbita dalla fase matrice può
portare alla formazione di ossidi di Silicio con
conseguente formazione di una sottile pellicola
nell’interfaccia fibra/matrice che può compromettere le
caratteristiche di coesione tra le due fasi, ma questo si è
dimostrato essere un effetto con conseguenze di tipo
secondario rispetto a quelle precedenti relative alla sola
fase matrice.
I due fenomeni ambientali di tipo termico e di
assorbimento dell’umidità hanno tempi caratteristici
molto differenti con tempi di adeguamento del
manufatto in composito dell’ordine dei minuti per
quanto riguarda la temperatura e dell’ordine di alcuni
anni per quanto riguarda l’assorbimento di umidità. Per
questo motivo, da un punto di vista sperimentale, lo
studio degli effetti ambientali sui laminati viene
condotto attraverso processi di umidificazione che
sfruttano la sinergia tra alta temperatura ed umidità al
fine di accelerare i tempi di adeguamento del materiale,
che si attestano, in queste condizioni operative,
nell’ordine delle migliaia di ore. Questo si realizza, da
un punto di vista operativo, disponendo i provini da
condizionare in ambienti controllati in temperatura ed
umidità oppure immergendo direttamente i provini in
acqua riscaldata a temperature dell’ordine dei: 60 °C ÷
80 °C.
L’assorbimento di umidità da parte di un corpo, come
ogni fenomeno diffusivo, è governato dalla legge di
Fick, che nel caso specifico assume la forma:
in cui rappresenta la concentrazione di umidità e la
diffusività. La soluzione del problema viene affrontato
nel caso di laminato costituito da una sola lamina,
secondo lo schema proposto in Figura 46.34, sulla base
delle seguenti ipotesi:
la concentrazione di umidità e la temperatura variano
solo lungo la direzione normale alle facce del
laminato (direzione di Figura 46.34);
la temperatura ed il contenuto di umidità sono
costanti e gli stessi su entrambe le facce del
laminato;
il laminato è in equilibrio termico con l’ambiente,
quindi la temperatura interna eguaglia quella
ambiente ( ): = ;
inizialmente, temperatura e distribuzione di umidità
sono uniformi all’interno del materiale;

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 17 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
la conduttività termica e la diffusività di massa
dipendono solo dalla temperatura e sono
indipendenti dalla concentrazione di umidità e dalla
concentrazione di sforzi all’interno del materiale;
la singola lamina che costituisce il laminato è
caratterizzata da un materiale omogeneo a proprietà
costanti.
Sotto queste ipotesi, la concentrazione di umidità si
può esprimere come funzione della posizione e del
tempo come:
∑
[
]
dove rappresenta la concentrazione iniziale di umidità
all’interno del materiale, la concentrazione di
umidità massima per un laminato in date condizioni
ambientali, mentre lo spessore della lamina e la
diffusività nella direzione .
Figura 46.34 – Assorbimento di umidità per singola
lamina in condizioni ambientali costanti
La massa totale di umidità all’interno del laminato si
può esprimere come:
∫
Dove rappresenta la superficie esposta all’ambiente
esterno. Le due precedenti equazioni permetto di
arrivare alla seguente espressione per la massa totale:
∑
[
]
In cui è la massa iniziale del laminato prima
dell’esposizione alle condizioni ambientali e è la
massa di umidità in condizioni di saturazione in
equilibrio con le condizioni ambientali esterne. Il
parametro può essere convenientemente approssimato
con la seguente espressione:
[ (
)
]
Un parametro di significativo interesse pratico è
rappresentato dal guadagno in peso percentuale definito
come:
In cui rappresenta il peso del materiale in presenza di
umidità interna, quello del materiale secco, la
massa di umidità assorbita e la massa del materiale
secco.
In genere si parla di massimo contenuto di umidità in
condizione di saturazione riferendosi alla quantità
espressa come:
che rappresenta appunto il massimo livello di umidità
raggiunto asintoticamente dal materiale dopo un lungo
periodo di esposizione a condizioni ambientali
caratterizzate da temperatura e contenuto di umidità
costanti. Per un dato materiale il contenuto di umidità
dipende dalla temperatura e dal livello di umidità
dell’ambiente esterno. Risultati sperimentali
sull’assorbimento di umidità per un materiale composito
con matrice polimerica sono presentati in Figura 46.35
per diversi valori di temperatura dell’ambiente esterno.
Tutte le curve raggiungono un livello massimo di
concentrazione di umidità, in condizioni di saturazione,
che risulta indipendente dalla temperatura, ma
dipendente solo dal livello di umidità dell’ambiente
circostante. In realtà, è possibile apprezzare una piccola
dipendenza di dalla temperatura, che comunque si
dimostra non chiaramente identificabile a causa della
dispersione dei dati sperimentali. Per questo motivo, da
un punto di vista ingegneristico questa dipendenza non
viene considerata. Alcune evidenze sperimentali hanno
evidenziato, ad alte temperature, delle possibili
variazioni del valore , dopo il raggiungimento della
condizione di saturazione del materiale. Le variazioni in
aumento sono state associate alla possibile presenza di
cricche all’interno del materiale, ed alla possibilità che il
fenomeno dell’assorbimento non rispettasse la legge di
Fick. Le variazioni in diminuzione del valore sono
state invece motivate dalla perdita di materiale per
dissoluzione, idrolisi o frattura.
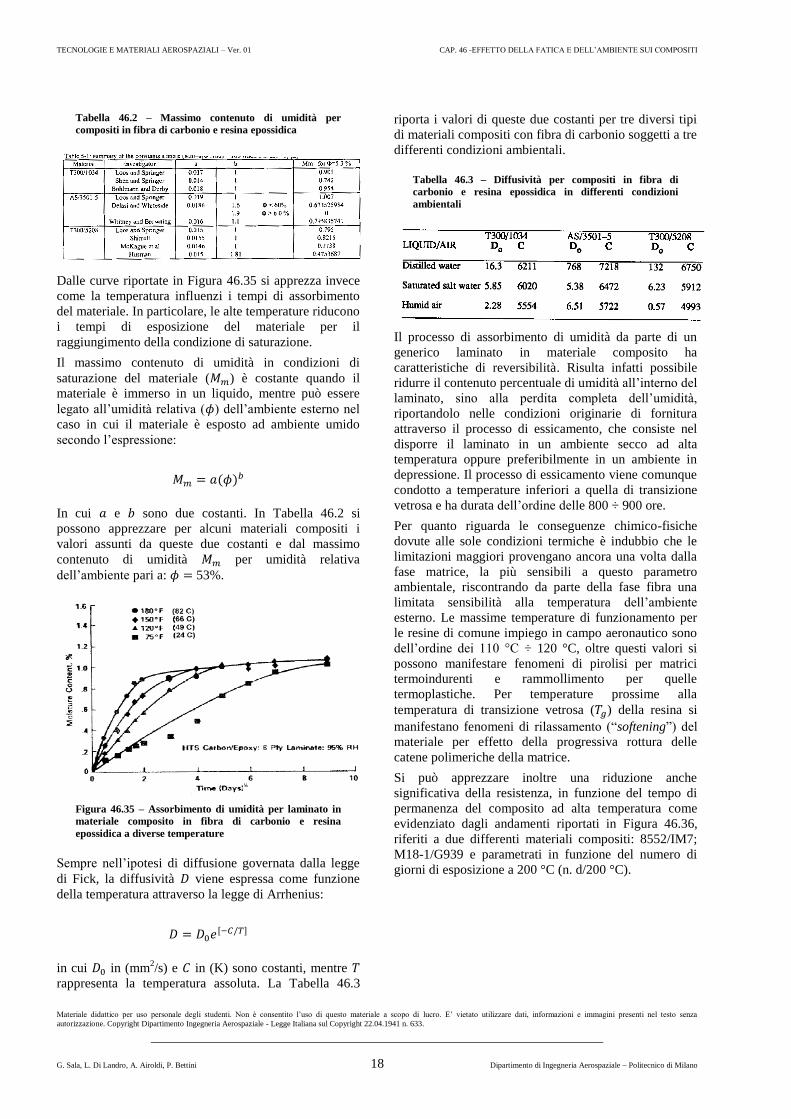
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 18 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Tabella 46.2 – Massimo contenuto di umidità per
compositi in fibra di carbonio e resina epossidica
Dalle curve riportate in Figura 46.35 si apprezza invece
come la temperatura influenzi i tempi di assorbimento
del materiale. In particolare, le alte temperature riducono
i tempi di esposizione del materiale per il
raggiungimento della condizione di saturazione.
Il massimo contenuto di umidità in condizioni di
saturazione del materiale ( ) è costante quando il
materiale è immerso in un liquido, mentre può essere
legato all’umidità relativa ( ) dell’ambiente esterno nel
caso in cui il materiale è esposto ad ambiente umido
secondo l’espressione:
In cui e sono due costanti. In Tabella 46.2 si
possono apprezzare per alcuni materiali compositi i
valori assunti da queste due costanti e dal massimo
contenuto di umidità per umidità relativa
dell’ambiente pari a: 53%.
Figura 46.35 – Assorbimento di umidità per laminato in
materiale composito in fibra di carbonio e resina
epossidica a diverse temperature
Sempre nell’ipotesi di diffusione governata dalla legge
di Fick, la diffusività viene espressa come funzione
della temperatura attraverso la legge di Arrhenius:
in cui in (mm
2/s) e in (K) sono costanti, mentre
rappresenta la temperatura assoluta. La Tabella 46.3
riporta i valori di queste due costanti per tre diversi tipi
di materiali compositi con fibra di carbonio soggetti a tre
differenti condizioni ambientali.
Tabella 46.3 – Diffusività per compositi in fibra di
carbonio e resina epossidica in differenti condizioni
ambientali
Il processo di assorbimento di umidità da parte di un
generico laminato in materiale composito ha
caratteristiche di reversibilità. Risulta infatti possibile
ridurre il contenuto percentuale di umidità all’interno del
laminato, sino alla perdita completa dell’umidità,
riportandolo nelle condizioni originarie di fornitura
attraverso il processo di essicamento, che consiste nel
disporre il laminato in un ambiente secco ad alta
temperatura oppure preferibilmente in un ambiente in
depressione. Il processo di essicamento viene comunque
condotto a temperature inferiori a quella di transizione
vetrosa e ha durata dell’ordine delle 800 ÷ 900 ore.
Per quanto riguarda le conseguenze chimico-fisiche
dovute alle sole condizioni termiche è indubbio che le
limitazioni maggiori provengano ancora una volta dalla
fase matrice, la più sensibili a questo parametro
ambientale, riscontrando da parte della fase fibra una
limitata sensibilità alla temperatura dell’ambiente
esterno. Le massime temperature di funzionamento per
le resine di comune impiego in campo aeronautico sono
dell’ordine dei 110 °C ÷ 120 °C, oltre questi valori si
possono manifestare fenomeni di pirolisi per matrici
termoindurenti e rammollimento per quelle
termoplastiche. Per temperature prossime alla
temperatura di transizione vetrosa ( ) della resina si
manifestano fenomeni di rilassamento (“softening”) del
materiale per effetto della progressiva rottura delle
catene polimeriche della matrice.
Si può apprezzare inoltre una riduzione anche
significativa della resistenza, in funzione del tempo di
permanenza del composito ad alta temperatura come
evidenziato dagli andamenti riportati in Figura 46.36,
riferiti a due differenti materiali compositi: 8552/IM7;
M18-1/G939 e parametrati in funzione del numero di
giorni di esposizione a 200 °C (n. d/200 °C).
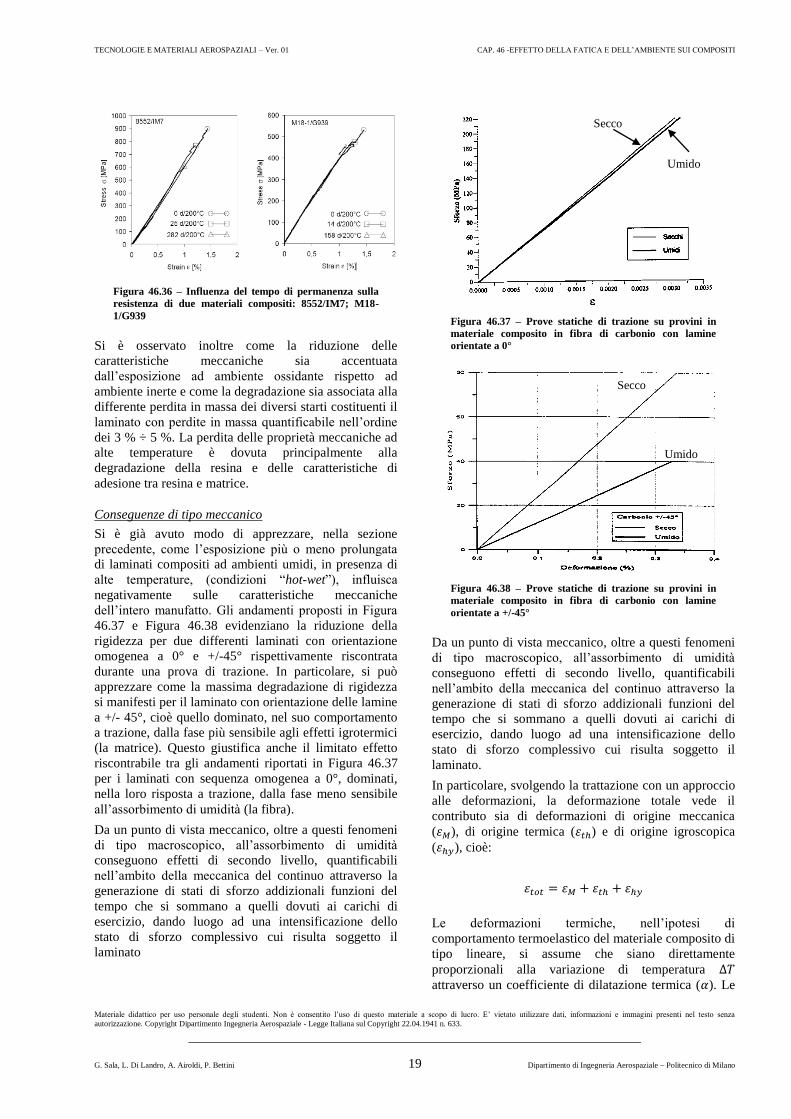
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 19 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 46.36 – Influenza del tempo di permanenza sulla
resistenza di due materiali compositi: 8552/IM7; M18-
1/G939
Si è osservato inoltre come la riduzione delle
caratteristiche meccaniche sia accentuata
dall’esposizione ad ambiente ossidante rispetto ad
ambiente inerte e come la degradazione sia associata alla
differente perdita in massa dei diversi starti costituenti il
laminato con perdite in massa quantificabile nell’ordine
dei 3 % ÷ 5 %. La perdita delle proprietà meccaniche ad
alte temperature è dovuta principalmente alla
degradazione della resina e delle caratteristiche di
adesione tra resina e matrice.
Conseguenze di tipo meccanico
Si è già avuto modo di apprezzare, nella sezione
precedente, come l’esposizione più o meno prolungata
di laminati compositi ad ambienti umidi, in presenza di
alte temperature, (condizioni “hot-wet”), influisca
negativamente sulle caratteristiche meccaniche
dell’intero manufatto. Gli andamenti proposti in Figura
46.37 e Figura 46.38 evidenziano la riduzione della
rigidezza per due differenti laminati con orientazione
omogenea a 0° e +/-45° rispettivamente riscontrata
durante una prova di trazione. In particolare, si può
apprezzare come la massima degradazione di rigidezza
si manifesti per il laminato con orientazione delle lamine
a +/- 45°, cioè quello dominato, nel suo comportamento
a trazione, dalla fase più sensibile agli effetti igrotermici
(la matrice). Questo giustifica anche il limitato effetto
riscontrabile tra gli andamenti riportati in Figura 46.37
per i laminati con sequenza omogenea a 0°, dominati,
nella loro risposta a trazione, dalla fase meno sensibile
all’assorbimento di umidità (la fibra).
Da un punto di vista meccanico, oltre a questi fenomeni
di tipo macroscopico, all’assorbimento di umidità
conseguono effetti di secondo livello, quantificabili
nell’ambito della meccanica del continuo attraverso la
generazione di stati di sforzo addizionali funzioni del
tempo che si sommano a quelli dovuti ai carichi di
esercizio, dando luogo ad una intensificazione dello
stato di sforzo complessivo cui risulta soggetto il
laminato
Figura 46.37 – Prove statiche di trazione su provini in
materiale composito in fibra di carbonio con lamine
orientate a 0°
Figura 46.38 – Prove statiche di trazione su provini in
materiale composito in fibra di carbonio con lamine
orientate a +/-45°
Da un punto di vista meccanico, oltre a questi fenomeni
di tipo macroscopico, all’assorbimento di umidità
conseguono effetti di secondo livello, quantificabili
nell’ambito della meccanica del continuo attraverso la
generazione di stati di sforzo addizionali funzioni del
tempo che si sommano a quelli dovuti ai carichi di
esercizio, dando luogo ad una intensificazione dello
stato di sforzo complessivo cui risulta soggetto il
laminato.
In particolare, svolgendo la trattazione con un approccio
alle deformazioni, la deformazione totale vede il
contributo sia di deformazioni di origine meccanica
( ), di origine termica ( ) e di origine igroscopica
( ), cioè:
Le deformazioni termiche, nell’ipotesi di
comportamento termoelastico del materiale composito di
tipo lineare, si assume che siano direttamente
proporzionali alla variazione di temperatura
attraverso un coefficiente di dilatazione termica ( ). Le
Secco
Umido
Umido
Secco

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 20 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
caratteristiche di ortotropia di una generica lamina, in
materiale composito, richiedono la definizione di due
differenti coefficienti di dilatazione termica, quello
longitudinale ( ), e quello trasversale ( ),
rispettivamente nella direzione del rinforzo e della
matrice per una lamina di composito unidirezionale. Ne
conseguiranno quindi due deformazioni termiche:
Le deformazioni termiche libere sono tipicamente
differenti nelle due diverse direzioni. In questo caso per
deformazioni libere si intende quelle associate alla
singola lamina isolata quando cioè questa è libera di
cambiare le proprie dimensioni senza alcun tipo di
vincolo. Vincolo che interviene nel caso in cui la lamina
si trova all’interno di un laminato dovendo rispettare la
tendenza a deformarsi delle lamine contigue. In questa
situazione le deformazioni termiche producono sforzi
termici.
Analogamente sarà possibile definire delle deformazioni
di origine igroscopica sulla base del cambiamento di
volume della lamina per effetto dell’assorbimento di
umidità. Il contenuto di umidità ( ) all’interno della
singola lamina può esprimersi come rapporto tra la
massa di acqua assorbita ( ) e la massa del materiale
secco ( ), cioè:
In cui rappresenta la massa del laminato
condizionato. Anche in questo caso, nell’ipotesi di
comportamento lineare, la variazione dimensionale del
laminato è proporzionale al contenuto di umidità ( ).
Sulla base del comportamento ortotropo della generica
lamina di composito risulta possibile definire due
differenti coefficienti di rigonfiamento , uno
longitudinale ( ) ed uno trasversale ( ) che portano
alla seguente espressione per le componenti di
deformazione igroscopiche nel piano:
{
} {
}
Le relazioni scritte in forma vettoriale per tutte le
componenti di deformazione piana evidenziano
l’assenza di un effetto igroscopico sulla deformazione a
taglio (
), al contrario è intuibile come la
deformazione igroscopica massima si apprezzerà in
direzione trasversale a quella delle fibre, cioè la
direzione dominata dalla fase matrice, per una lamina di
composito unidirezionale.
Prima di procedere con la definizione della
deformazione totale risulta importante focalizzare
l’attenzione sul possibile stato di deformazione di un
generico laminato, soggetto a fenomeni igrotermici. In
Figura 46.39 si presentano gli stati deformativi
conseguenti ad azione igrotermica per un laminato
“Cross-Ply” ([0/90]) costituito da sole due lamine:
Figura 46.39 – Deformazioni igrotermiche per un
laminato “Cross-Ply” [0/90]
Dal confronto tra le deformazioni delle lamine in
condizioni libere e quelle in condizioni vincolate, appare
evidente come all’interno del laminato, per effetto del
rispetto delle condizioni di congruenza tra le
deformazioni delle due lamine contigue disposte a 0° e
90°, si generino delle deformazioni residue: ed
,
per le quali la lamina orientata a 0° risulterà soggetta ad
uno stato interno di trazione, mentre quella orienta a 90°
risulterà soggetta ad uno stato di compressione.
Queste deformazioni residue sono quantificabili sulla
singola lamina come differenza tra le deformazioni non
meccaniche finali dell’intero laminato, per congruenza
uguali in tutte le lamine che lo costituisco, indicate in
Figura 46.39 come e le deformazioni igrotermiche
delle singole lamine, indicate come e
per la
lamina orientata rispettivamente a 90° e 0°.
Quindi nel sistema di riferimento locale della singola
lamina si avrà:
{ } { } { } { } { } { }
Cioè:
{
} {
} {
} {
}
Da cui sarà possibile ricavare attraverso la Teoria
Classica della Laminazione nell’ipotesi di stato piano di
sforzo ed in assenza di effetti di bordo, gli sforzi residui
{ } sulla singola lamina attraverso la matrice di
rigidezza della singola lamina :
Stato iniziale del
laminato senza sforzi
Deformazioni
igrotermiche in
condizioni libere
Deformazioni
igrotermiche in
condizioni vincolate
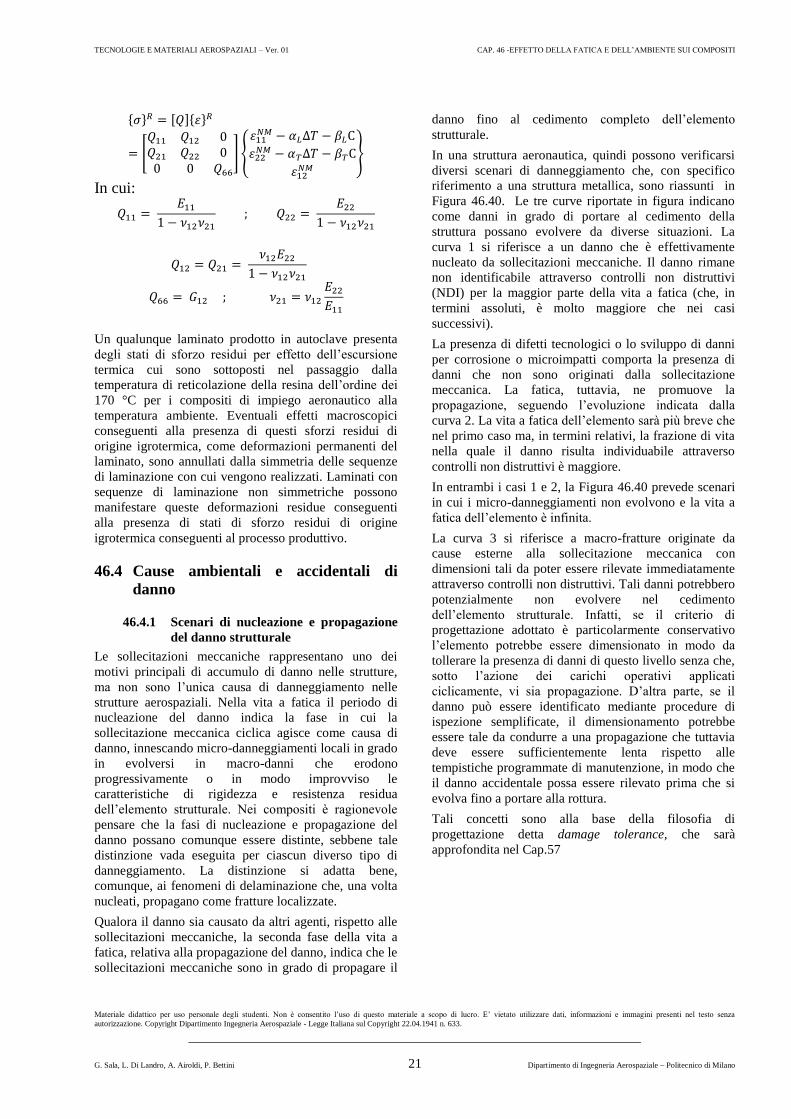
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 21 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
{ } { }
[
] {
}
In cui:
Un qualunque laminato prodotto in autoclave presenta
degli stati di sforzo residui per effetto dell’escursione
termica cui sono sottoposti nel passaggio dalla
temperatura di reticolazione della resina dell’ordine dei
170 °C per i compositi di impiego aeronautico alla
temperatura ambiente. Eventuali effetti macroscopici
conseguenti alla presenza di questi sforzi residui di
origine igrotermica, come deformazioni permanenti del
laminato, sono annullati dalla simmetria delle sequenze
di laminazione con cui vengono realizzati. Laminati con
sequenze di laminazione non simmetriche possono
manifestare queste deformazioni residue conseguenti
alla presenza di stati di sforzo residui di origine
igrotermica conseguenti al processo produttivo.
46.4 Cause ambientali e accidentali di
danno
46.4.1 Scenari di nucleazione e propagazione
del danno strutturale
Le sollecitazioni meccaniche rappresentano uno dei
motivi principali di accumulo di danno nelle strutture,
ma non sono l’unica causa di danneggiamento nelle
strutture aerospaziali. Nella vita a fatica il periodo di
nucleazione del danno indica la fase in cui la
sollecitazione meccanica ciclica agisce come causa di
danno, innescando micro-danneggiamenti locali in grado
in evolversi in macro-danni che erodono
progressivamente o in modo improvviso le
caratteristiche di rigidezza e resistenza residua
dell’elemento strutturale. Nei compositi è ragionevole
pensare che la fasi di nucleazione e propagazione del
danno possano comunque essere distinte, sebbene tale
distinzione vada eseguita per ciascun diverso tipo di
danneggiamento. La distinzione si adatta bene,
comunque, ai fenomeni di delaminazione che, una volta
nucleati, propagano come fratture localizzate.
Qualora il danno sia causato da altri agenti, rispetto alle
sollecitazioni meccaniche, la seconda fase della vita a
fatica, relativa alla propagazione del danno, indica che le
sollecitazioni meccaniche sono in grado di propagare il
danno fino al cedimento completo dell’elemento
strutturale.
In una struttura aeronautica, quindi possono verificarsi
diversi scenari di danneggiamento che, con specifico
riferimento a una struttura metallica, sono riassunti in
Figura 46.40. Le tre curve riportate in figura indicano
come danni in grado di portare al cedimento della
struttura possano evolvere da diverse situazioni. La
curva 1 si riferisce a un danno che è effettivamente
nucleato da sollecitazioni meccaniche. Il danno rimane
non identificabile attraverso controlli non distruttivi
(NDI) per la maggior parte della vita a fatica (che, in
termini assoluti, è molto maggiore che nei casi
successivi).
La presenza di difetti tecnologici o lo sviluppo di danni
per corrosione o microimpatti comporta la presenza di
danni che non sono originati dalla sollecitazione
meccanica. La fatica, tuttavia, ne promuove la
propagazione, seguendo l’evoluzione indicata dalla
curva 2. La vita a fatica dell’elemento sarà più breve che
nel primo caso ma, in termini relativi, la frazione di vita
nella quale il danno risulta individuabile attraverso
controlli non distruttivi è maggiore.
In entrambi i casi 1 e 2, la Figura 46.40 prevede scenari
in cui i micro-danneggiamenti non evolvono e la vita a
fatica dell’elemento è infinita.
La curva 3 si riferisce a macro-fratture originate da
cause esterne alla sollecitazione meccanica con
dimensioni tali da poter essere rilevate immediatamente
attraverso controlli non distruttivi. Tali danni potrebbero
potenzialmente non evolvere nel cedimento
dell’elemento strutturale. Infatti, se il criterio di
progettazione adottato è particolarmente conservativo
l’elemento potrebbe essere dimensionato in modo da
tollerare la presenza di danni di questo livello senza che,
sotto l’azione dei carichi operativi applicati
ciclicamente, vi sia propagazione. D’altra parte, se il
danno può essere identificato mediante procedure di
ispezione semplificate, il dimensionamento potrebbe
essere tale da condurre a una propagazione che tuttavia
deve essere sufficientemente lenta rispetto alle
tempistiche programmate di manutenzione, in modo che
il danno accidentale possa essere rilevato prima che si
evolva fino a portare alla rottura.
Tali concetti sono alla base della filosofia di
progettazione detta damage tolerance, che sarà
approfondita nel Cap.57
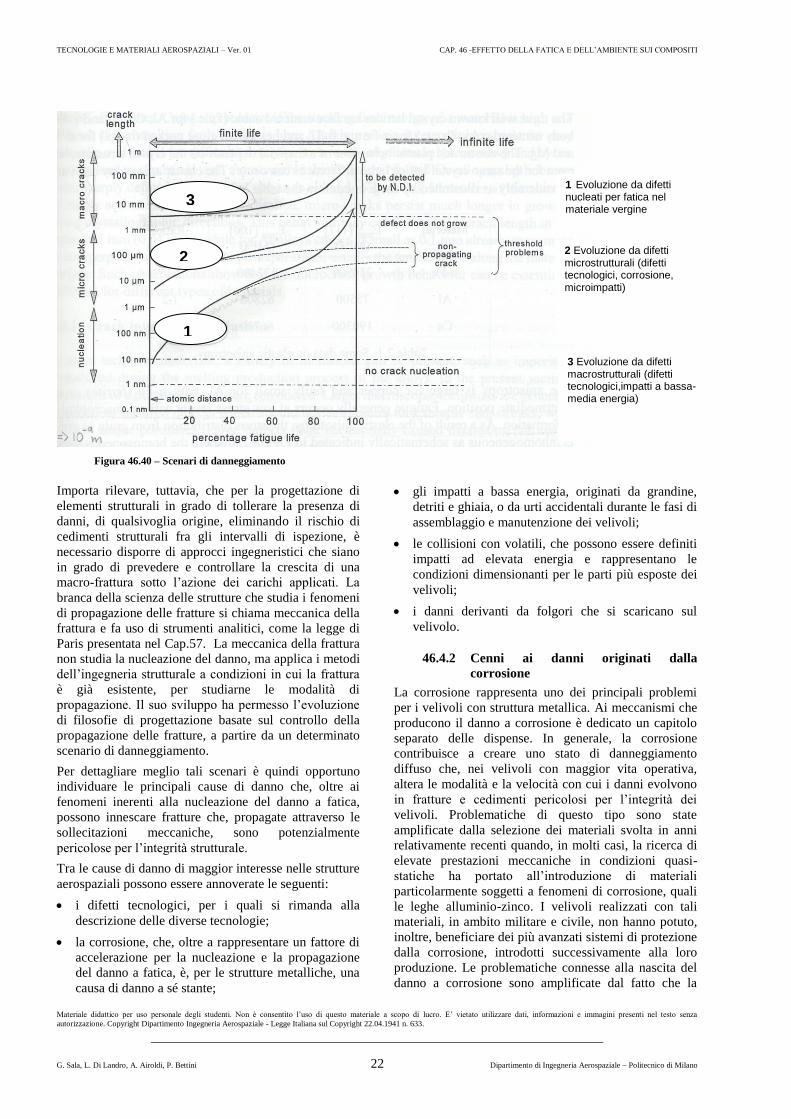
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 22 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 46.40 – Scenari di danneggiamento
Importa rilevare, tuttavia, che per la progettazione di
elementi strutturali in grado di tollerare la presenza di
danni, di qualsivoglia origine, eliminando il rischio di
cedimenti strutturali fra gli intervalli di ispezione, è
necessario disporre di approcci ingegneristici che siano
in grado di prevedere e controllare la crescita di una
macro-frattura sotto l’azione dei carichi applicati. La
branca della scienza delle strutture che studia i fenomeni
di propagazione delle fratture si chiama meccanica della
frattura e fa uso di strumenti analitici, come la legge di
Paris presentata nel Cap.57. La meccanica della frattura
non studia la nucleazione del danno, ma applica i metodi
dell’ingegneria strutturale a condizioni in cui la frattura
è già esistente, per studiarne le modalità di
propagazione. Il suo sviluppo ha permesso l’evoluzione
di filosofie di progettazione basate sul controllo della
propagazione delle fratture, a partire da un determinato
scenario di danneggiamento.
Per dettagliare meglio tali scenari è quindi opportuno
individuare le principali cause di danno che, oltre ai
fenomeni inerenti alla nucleazione del danno a fatica,
possono innescare fratture che, propagate attraverso le
sollecitazioni meccaniche, sono potenzialmente
pericolose per l’integrità strutturale.
Tra le cause di danno di maggior interesse nelle strutture
aerospaziali possono essere annoverate le seguenti:
i difetti tecnologici, per i quali si rimanda alla
descrizione delle diverse tecnologie;
la corrosione, che, oltre a rappresentare un fattore di
accelerazione per la nucleazione e la propagazione
del danno a fatica, è, per le strutture metalliche, una
causa di danno a sé stante;
gli impatti a bassa energia, originati da grandine,
detriti e ghiaia, o da urti accidentali durante le fasi di
assemblaggio e manutenzione dei velivoli;
le collisioni con volatili, che possono essere definiti
impatti ad elevata energia e rappresentano le
condizioni dimensionanti per le parti più esposte dei
velivoli;
i danni derivanti da folgori che si scaricano sul
velivolo.
46.4.2 Cenni ai danni originati dalla
corrosione
La corrosione rappresenta uno dei principali problemi
per i velivoli con struttura metallica. Ai meccanismi che
producono il danno a corrosione è dedicato un capitolo
separato delle dispense. In generale, la corrosione
contribuisce a creare uno stato di danneggiamento
diffuso che, nei velivoli con maggior vita operativa,
altera le modalità e la velocità con cui i danni evolvono
in fratture e cedimenti pericolosi per l’integrità dei
velivoli. Problematiche di questo tipo sono state
amplificate dalla selezione dei materiali svolta in anni
relativamente recenti quando, in molti casi, la ricerca di
elevate prestazioni meccaniche in condizioni quasi-
statiche ha portato all’introduzione di materiali
particolarmente soggetti a fenomeni di corrosione, quali
le leghe alluminio-zinco. I velivoli realizzati con tali
materiali, in ambito militare e civile, non hanno potuto,
inoltre, beneficiare dei più avanzati sistemi di protezione
dalla corrosione, introdotti successivamente alla loro
produzione. Le problematiche connesse alla nascita del
danno a corrosione sono amplificate dal fatto che la
2 Evoluzione da difetti microstrutturali (difetti tecnologici, corrosione, microimpatti)
3 Evoluzione da difetti macrostrutturali (difetti tecnologici,impatti a bassa-media energia)
3
2
1
1 Evoluzione da difetti nucleati per fatica nel materiale vergine

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 23 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
nucleazione del danno corrosione è un fenomeno di
difficile identificazione e, spesso, è individuata solo
affidandosi all’esperienza del personale di
manutenzione. Nelle giunzioni, in particolare, l’unica
possibilità di individuare l’innesco di fenomeni corrosivi
prevede lo smontaggio delle parti. Per tali motivi, la
corrosione è uno dei principali problemi connessi con
l’invecchiamento dei velivoli anche in conseguenza del
fatto che agisce spesso in sinergia con le sollecitazioni
meccaniche, come affermato nel Cap.57, dando luogo al
fenomeno della corrosione fatica.
Si ricordi comunque, che forme di corrosione quali la
corrosione uniforme e l’esfoliazione possono ridurre
progressivamente la resistenza di una struttura anche in
assenza di sollecitazioni cicliche.
Tra le forme di corrosione che influenzano
maggiormente la nucleazione dei danni, che vengono
poi propagati a fatica, vi è il fenomeno della corrosione
per pitting, che è tipico delle strutture in lega di
alluminio. Tale forma di corrosione attacca le impurità
incluse nelle strutture in lega di alluminio e le estende,
in modo da accelerare la crescita delle fratture da queste
zone.
La corrosione per pitting comporta tipicamente la
nucleazione di danni di dimensioni inferiori a quelle
individuabili mediante le ispezioni. In base al grafico in
Figura 46.40, l’evoluzione delle frattura da un danno per
pitting segue un andamento del tipo descritto dalla curva
2. Come già accennato, tuttavia, il danno per corrosione
può essere diffuso e tale fatto può accelerare la velocità
di propagazione delle fratture, per interazione fra micro-
fratture originate in punti diversi. Come discusso nel
Cap.57, la presenza di danni diffusi, difficilmente
individuabili, che interagiscono con la localizzazione di
fratture è uno delle conseguenze più pericolose
dell’invecchiamento dei velivoli. Per tale motivo la
presenza di corrosione non identificata può
rappresentare un fattore di rischio per l’integrità
strutturale anche in presenza di un programma di
ispezioni.
46.4.3 Danni da impatti a bassa energia
Le possibilità di danno da impatto a bassa-media energia
sono, per una struttura aeronautica, molteplici. Ai bassi
livelli di energia d’impatto, la grandine rappresenta uno
dei più comuni oggetti che possono originare danni di
diversa entità. I valori di energia di impatto sono
dell’ordine di qualche Joule, ma la elevata densità di
collisioni aumenta il rischio di diffusione del danno.
Un’ulteriore categoria di oggetti che possono provocare
danni da impatto a bassa-media energia è rappresentata
da ghiaia e detriti presenti sulla pista. Pur considerando
che le velocità, in fase di decollo o atterraggio, sono
limitate, l’ordine di grandezza delle energie di impatto
per pietrisco con un volume di 1 cm3 sale fino 10 J 20
J. Per velivoli che possono operare da terreni non
preparati il rischio di impatti ad energia molto più
elevata è notevole.
Energie maggiori possono essere messe in gioco da
impatti di utensili durante le fasi di manutenzione o da
errori durante l’assemblaggio di parti del velivolo. Si
consideri che un utensile di 1 Kg, che cade da 1 metro di
altezza, possiede un’energia di impatto di 10 J.
Tali considerazioni indicano che le struttura dei velivoli
possono subire, durante la loro vita operativa, numerosi
eventi di impatto a energia dell’ordine delle decine di
Joule, che possono essere definiti a bassa-media energia.
E’ difficile, se non impossibile, prevenire questo tipo di
eventi ed inoltre, a differenza del caso di impatti ad alta
energia, quali le collisioni con volatili o gli impatti
balistici, i danni derivanti da impatti a bassa-media
energia possono non essere rilevati se non ispezionando
il velivolo durante una fase di manutenzione
programmata.
Per questi motivi la struttura del velivolo deve essere in
grado di tollerare questi impatti senza eccessive
degradazioni delle caratteristiche di rigidezza e
resistenza e la vita a fatica degli elementi strutturali
impattati è un problema di rilevante interesse.
Un concetto fondamentale è quello di progettare la
struttura in modo che sia in grado di operare,
nell’intervallo fra due ispezioni successive, in presenza
di danni che, originariamente, siano sotto la soglia del
danno identificabile mediante ispezione (BVID: barely
visible impact damage). Il criterio di progetto deve
tenere conto che, questi danni, a causa delle
sollecitazioni cicliche subite nell’intervallo fra ispezioni
successive, possono propagare. Come si vedrà nel
successivo par. 57.5, questi aspetti sono alla base delle
filosofie di progetto più moderne.
Nelle strutture metalliche, gli impatti a bassa e media
energia provocano danni che sono, in effetti, facilmente
rilevabili attraverso l’ispezione visiva, quali indentazioni
o. al limite, perforazioni. Il livello del danno BVID
corrisponde, dunque, a danneggiamenti che non
comportano grande degrado strutturale, sebbene da essi
si possano propagare fratture a fatica in grado di minare
l’integrità del velivolo.
Al contrario, il problema degli impatti a bassa energia
presenta aspetti significativamente più critici nel caso
delle strutture in composito. Per tali strutture si può
distinguere fra impatti a bassa velocità (LVI: Low
Velocity Impact), che producono prevalentemente danni
quali il matrix cracking e la delaminazione, con limitata
rotture delle fibre, e impatti ad altà velocità (HVI: High
Velocity Impatcs) che possono comportare o meno
perforazioni ma che, nella maggior parte dei casi,
producono rottura delle fibre.
I danni da impatto a bassa velocità, nei compositi, sono
di difficile identificazione visiva, poiché sono
essenzialmente interni al laminato. La Figura 46.41
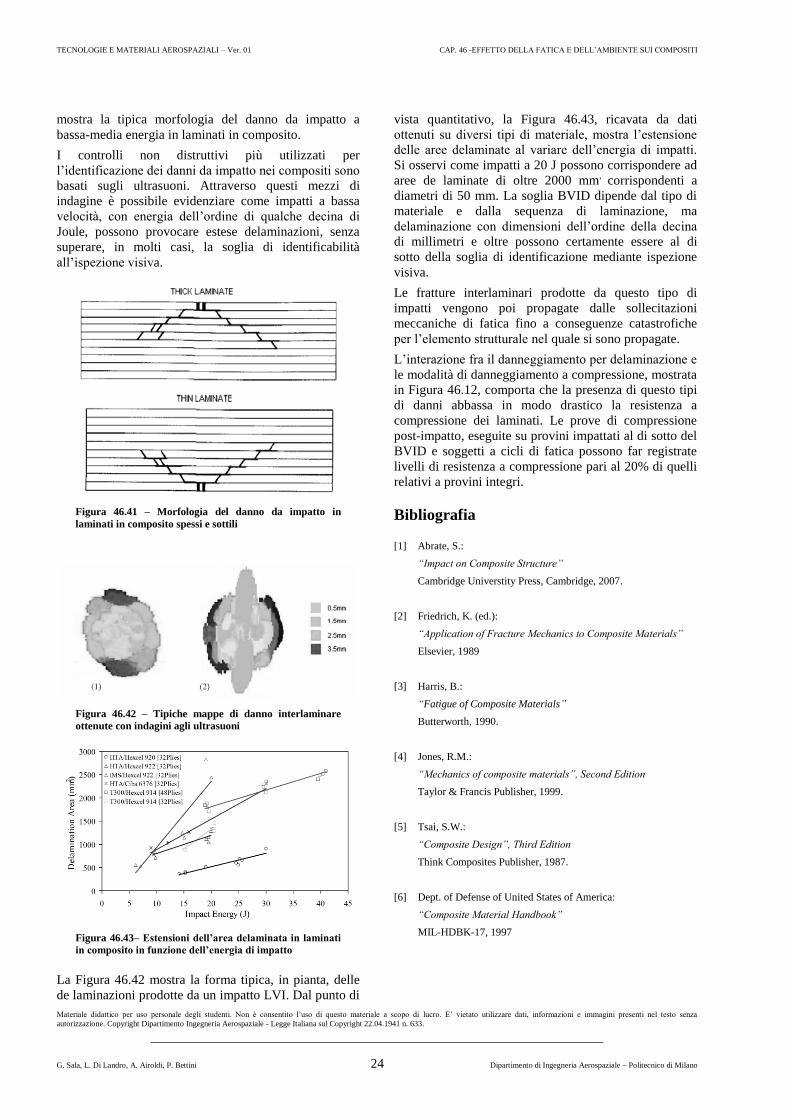
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 46 -EFFETTO DELLA FATICA E DELL’AMBIENTE SUI COMPOSITI
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini presenti nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 24 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
mostra la tipica morfologia del danno da impatto a
bassa-media energia in laminati in composito.
I controlli non distruttivi più utilizzati per
l’identificazione dei danni da impatto nei compositi sono
basati sugli ultrasuoni. Attraverso questi mezzi di
indagine è possibile evidenziare come impatti a bassa
velocità, con energia dell’ordine di qualche decina di
Joule, possono provocare estese delaminazioni, senza
superare, in molti casi, la soglia di identificabilità
all’ispezione visiva.
Figura 46.41 – Morfologia del danno da impatto in
laminati in composito spessi e sottili
Figura 46.42 – Tipiche mappe di danno interlaminare
ottenute con indagini agli ultrasuoni
Figura 46.43– Estensioni dell’area delaminata in laminati
in composito in funzione dell’energia di impatto
La Figura 46.42 mostra la forma tipica, in pianta, delle
de laminazioni prodotte da un impatto LVI. Dal punto di
vista quantitativo, la Figura 46.43, ricavata da dati
ottenuti su diversi tipi di materiale, mostra l’estensione
delle aree delaminate al variare dell’energia di impatti.
Si osservi come impatti a 20 J possono corrispondere ad
aree de laminate di oltre 2000 mm,
corrispondenti a
diametri di 50 mm. La soglia BVID dipende dal tipo di
materiale e dalla sequenza di laminazione, ma
delaminazione con dimensioni dell’ordine della decina
di millimetri e oltre possono certamente essere al di
sotto della soglia di identificazione mediante ispezione
visiva.
Le fratture interlaminari prodotte da questo tipo di
impatti vengono poi propagate dalle sollecitazioni
meccaniche di fatica fino a conseguenze catastrofiche
per l’elemento strutturale nel quale si sono propagate.
L’interazione fra il danneggiamento per delaminazione e
le modalità di danneggiamento a compressione, mostrata
in Figura 46.12, comporta che la presenza di questo tipi
di danni abbassa in modo drastico la resistenza a
compressione dei laminati. Le prove di compressione
post-impatto, eseguite su provini impattati al di sotto del
BVID e soggetti a cicli di fatica possono far registrate
livelli di resistenza a compressione pari al 20% di quelli
relativi a provini integri.
Bibliografia
[1] Abrate, S.:
“Impact on Composite Structure”
Cambridge Universtity Press, Cambridge, 2007.
[2] Friedrich, K. (ed.):
“Application of Fracture Mechanics to Composite Materials”
Elsevier, 1989
[3] Harris, B.:
“Fatigue of Composite Materials”
Butterworth, 1990.
[4] Jones, R.M.:
“Mechanics of composite materials”, Second Edition
Taylor & Francis Publisher, 1999.
[5] Tsai, S.W.:
“Composite Design”, Third Edition
Think Composites Publisher, 1987.
[6] Dept. of Defense of United States of America:
“Composite Material Handbook”
MIL-HDBK-17, 1997