
APPUNTI DEL CORSO DI STRADE-FERROVIE- AEROPORTI I pdf/Work/Corsi/STRADE FERR. AEREOPORTI... ·...
91
Autore: Orrione 2010 APPUNTI DEL CORSO DI STRADE-FERROVIE- AEROPORTI I
Transcript of APPUNTI DEL CORSO DI STRADE-FERROVIE- AEROPORTI I pdf/Work/Corsi/STRADE FERR. AEREOPORTI... ·...

Autore: Orrione
2010
APPUNTI DEL CORSO DI
STRADE-FERROVIE-
AEROPORTI I
1
INDICEINDICEINDICEINDICE Pag. 3 – I materiali per infrastrutture stradali Pag. 4 – Materiali tradizionali: le terre. Pag. 5 – Materiali tradizionali: aggregati lapidei per la costruzione di sovrastrutture. Pag. 8 – Materiali tradizionali: il Filler. Pag. 8 – Materiali alternativi. Pag. 11 – Proprietà degli aggregati lapidei. Pag. 12 – Indice di forma e appiattimento. Pag. 13 – Analisi granulometrica. Pag. 14 – Prove di resistenza all’usura per attrito. Pag. 15 – Prova CLA. Pag. 16 – Equivalente in sabbia. Pag. 17 – Sensibilità al gelo. Pag. 18 – Compattazione delle terre. Pag. 19 – I leganti. Pag. 26 – Prove di laboratorio per la caratterizzazione e l’accettazione del bitume. Pag. 26 – Prova di penetrazione. Pag. 27 – Punto di rammollimento. Pag. 27 – Punto di rottura. Pag. 28 – Duttilità. Pag. 28 – Volatilità standard in strato sottile. Pag. 29 – Solubilità in solventi organici. Pag. 30 – Contenuto di paraffina. Pag. 30 – Adesione e coesione. Pag. 30 – Suscettività termica dei bitumi. Pag. 31 – Prova di creep statica (modulo di rigidezza dei bitumi) Pag. 33 – Lo strato di fondazione. Pag. 34 – Strato di base. Pag. 35 – Strato superficiale (Binder + Usura) Pag. 35 – Prove di caratterizzazione e accettazione delle miscele bituminose. Pag. 35 – Prova Marshall. Pag. 36 – Prova di trazione indiretta (Prova Brasiliana). Pag. 37 – Determinazione del contenuto di legante. Pag. 38 – I materiali marginali. Pag. 39 – Materiali da costruzioni – Aggregato da C&D. Pag. 40 – Scorie d’acciaieria da forno ad arco elettrico (EAF). Pag. 42 – Granulato di gomma. Pag. 43 – Il fresato (riciclaggio delle pavimentazioni a fine vita utile). Pag. 44 – Il riciclaggio a caldo in impianto. Pag. 44 – Impianto discontinuo. Pag. 45 – Impianto continuo. Pag. 46 – Il riciclaggio a freddo in sito. Pag. 47 – Manutenzione e pavimentazioni rigide in precompresso. Pag. 49 – Il dimensionamento delle pavimentazioni rigide – Il metodo Westergaard. Pag. 50 – Pavimentazioni ad elementi. Pag. 50 – Modi d’impiego della pietra nelle pavimentazioni. Pag. 53 – Proprietà delle rocce.
2
Pag. 58 – Il dimensionamento delle pavimentazioni ad elementi. Pag. 60 – Pavimentazioni lapidee tradizionali. Pag. 64 – Il drenaggio. Pag. 66 – Aeroporti. Pag. 67 – Meteorologia. Pag. 68 – Classificazione degli aeroporti e lunghezza di pista caratteristica. Pag. 69 – Manovra di decollo. Pag. 71 – Manovra di atterraggio. Pag. 72 – Area operativa. Pag. 76 – Segnali a terra. Pag. 78 – La sede ferroviaria. Pag. 82 – Andamento plano-altimetrico della linea ferroviaria. Pag. 85 – Il dimensionamento delle pavimentazioni: generalità.

3
I MATERIALI PER INFRASTRUTTURE STRADALI.I MATERIALI PER INFRASTRUTTURE STRADALI.I MATERIALI PER INFRASTRUTTURE STRADALI.I MATERIALI PER INFRASTRUTTURE STRADALI. Vediamo una prima classificazione dei materiali usati nelle infrastrutture stradali:
1) MaterialiMaterialiMaterialiMateriali tradizionalitradizionalitradizionalitradizionali, questi sono i materiali da più tempo utilizzati nelle infrastrutture stradali. All’interno di questa categoria troviamo gli aggregati lapideiaggregati lapideiaggregati lapideiaggregati lapidei, che sono degli elementi granulari di origine litica, e i legantilegantilegantileganti. A differenza delle costruzioni civili, ove si usano i leganti idraulici (o aerei), nella costruzione delle pavimentazioni stradali si usano i leganti idrocarburicileganti idrocarburicileganti idrocarburicileganti idrocarburici, che nella quasi totalità dei casi è il bitume. È bene comunque ribadire che anche nella costruzione di strade si usano i leganti idraulici, che vanno a formare le miscele idrauliche, che a differenza di quelle usate nelle costruzioni civili non sono colabili. Infatti quelle usate nelle pavimentazioni stradali, presentano delle caratteristiche granulari, quindi la miscela richiede una adeguata compattazionecompattazionecompattazionecompattazione, ottenuta con il processo di stesaprocesso di stesaprocesso di stesaprocesso di stesa con delle vibro-finitrici, e una successiva compattazione mediante dei rulli compressori. Le miscele idrauliche nell’ambito delle strade prendono il nome di misti cementatimisti cementatimisti cementatimisti cementati. Altro denominazione da conoscere è il conglomerato bituminosoconglomerato bituminosoconglomerato bituminosoconglomerato bituminoso, che va a costituire lo strato di usura nelle pavimentazioni stradali, anch’esso deve essere prima steso e poi compattato. Altro materiale che rientra nei materiali tradizionali è il fillerfillerfillerfiller, questo è costituito dalla parte fine (D<0,075mm) dell’inerte, esso è considerato un materiale riempitivo che va a chiudere la granulometria. Questo consente di ottenere una miscela con una bassa percentuale di vuoti, infatti quest ultimi sono responsabili di ulteriori cedimenti e di deformazioni permanenti, ed inoltre consentono l’infiltrazione d’acqua, che come vedremmo è un nemico della pavimentazione stradale.
2) Materiali alternativiMateriali alternativiMateriali alternativiMateriali alternativi, questi sono materiali di origine naturale o artificiale, che non sono di normale utilizzo, tra questi troviamo i materiali marginalimateriali marginalimateriali marginalimateriali marginali, definiti anche materiali succedanei. Questi materiali provengono da altre attività umane, nelle quali hanno esaurito la loro vita utile (C&D, loppe d’altoforno, materiali di riciclo…). Chiaramente il loro utilizzo ha l’obiettivo di ridurre l’apporto in discarica, da una parte, e di ridurre l’uso dei materiali vergini, dall’altra. Questi spesso vengono usati per gli strati più profondi dell’infrastruttura stradale, ove sono richieste delle caratteristiche meccaniche certamente inferiori, rispetto agli strati superficiali, che sono soggette alle azioni dirette dei carichi.
3) Materiali innovativiMateriali innovativiMateriali innovativiMateriali innovativi, queste sono tutte le aggiunte o le additivazioni al bitume, in modo da ottenere dei leganti bituminosi additivati o modificati. Come vedremmo l’aggiunta può essere naturale (gomma, cellulosa) o sintetica (elastomeri EVA, plastomeri SBS). L’obiettivo di queste aggiunte è quello di incrementare le prestazioni e le performance del legante. Sempre in questa categoria troviamo i leganti organici, che sono costituiti da delle resine o da dei polimeri.
4) Materiali diversiMateriali diversiMateriali diversiMateriali diversi, in questa categoria rientrano i geotessuti/georeti geotessuti/georeti geotessuti/georeti geotessuti/georeti e le reti metallichereti metallichereti metallichereti metalliche, per quanto riguarda quest’ultime possono essere usate anche per scopi strutturali, in particolare per risolvere il problema della trazione per flessione. Ma in linea più generale il loro utilizzo va sotto il nome di macrorinforzomacrorinforzomacrorinforzomacrorinforzo, cioè il primo obiettivo è quello di prolungare la vita utile della pavimentazione, quindi non sempre i geosintetici o le reti metalliche sono chiamati ad assolvere a ruoli strutturali. Certamente tutto questo dipende dalla posizione di inserimento del geosintetico all’interno del pacchetto stradale. Un fattore fondamentale nell’inserimento di questi elementi, è la necessità di evitare la perdita di continuità strutturale tra i vari strati della pavimentazione, cioè l’annullamento della resistenza a taglio della pavimentazione.

4
MATERIALI TRADIZIONALI: LE TERRE.MATERIALI TRADIZIONALI: LE TERRE.MATERIALI TRADIZIONALI: LE TERRE.MATERIALI TRADIZIONALI: LE TERRE. Questo è il primo materiale che incontriamo, anche nella pratica costruttiva: la terra così propriamente definita è un materiale da costruzione, mentre il terreno non è assolutamente un materiale da costruzione, infatti per terreno si intende la parte più superficiale del sitù, cioè il terreno organico, che non presenta sufficienti caratteristiche fisico-meccaniche per poter essere usato nella pavimentazione stradale. Infatti la terra deve avere delle caratteristiche idonee per poter essere usato nella costruzione delle scarpatescarpatescarpatescarpate, del rilevatorilevatorilevatorilevato e del sottofondosottofondosottofondosottofondo. La terra potrebbe già essere disponibile, con le caratteristiche adeguate, in sitù, altrimenti è necessario un processo di stabilizzazionestabilizzazionestabilizzazionestabilizzazione (meccanica, granulometrica o con legante). Una prima classificazione del terreno avviene con la prova granulometricagranulometricagranulometricagranulometrica, questa in altri termini ci fornisce la distribuzione percentuale dei vari diametri, e in ragione di questi abbiamo delle diverse denominazioni, ma solamente alcune di queste sono ufficialmente accettate dalla normativa. Ad ogni modo una importante distinzione viene fatta tra ghiaiaghiaiaghiaiaghiaia e brecciabrecciabrecciabreccia, infatti la prima è un
inerte a spigoli tondeggianti, mentre la seconda è a spigoli vivi. La normativa parla di pietrischettopietrischettopietrischettopietrischetto e con esso noi intendiamo una breccia, infatti la spigolosità accentuata fornisce un angolo di attrito interno certamente maggiore, e di conseguenza un’ottima resistenza a taglio. Ma vediamo quali sono le caratteristiche fisichecaratteristiche fisichecaratteristiche fisichecaratteristiche fisiche che definiscono una terra:
1) Peso specifico realePeso specifico realePeso specifico realePeso specifico reale, questo non considera i vuoti, quindi è l’effettivo peso specifico del materiale costituente: esso viene ottenuto con una particolare procedura di laboratorio, che prevede la macinazione fina dell’inerte.
2) Peso specifico apparentePeso specifico apparentePeso specifico apparentePeso specifico apparente, questo è minore di quello precedente, infatti esso considera anche i vuoti normalmente presenti.
3) PorositàPorositàPorositàPorosità, questa è il rapporto tra il volume dei vuoti e il volume totale. 4) Indice dei vuotiIndice dei vuotiIndice dei vuotiIndice dei vuoti, questo è il rapporto tra il volume dei vuoti e il volume del secco, questo è
un parametro certamente più significativo di quello precedente. A differenza di quelli precedenti quelli che seguono sono delle proprietà meccanicheproprietà meccanicheproprietà meccanicheproprietà meccaniche:
1)1)1)1) CostipamentoCostipamentoCostipamentoCostipamento, questo è il procedimento con cui un terreno viene ad essere addensato per garantire una maggiore resistenza meccanica, in particolare quella di taglio, che può essere rilevata tramite la prova diretta, o con celle triassiali a confinamento laterale o meno.
2)2)2)2) ConsolidazioneConsolidazioneConsolidazioneConsolidazione, questa prova viene fatta per le terre limose/argillose, che presentano un cedimento differenziato nel tempo, tutto questo viene ad essere rilevato tramite la prova endometrica.
3)3)3)3) SusceSusceSusceSuscetttttività all’tività all’tività all’tività all’acquaacquaacquaacqua, in altri termini questo parametro ci definisce il grado di sensibilità della terra all’acqua, o meglio la sua attitudine alla liquefazione, tutto questo lo si studia mediante i limiti di Atteberglimiti di Atteberglimiti di Atteberglimiti di Atteberg. Infatti è fondamentale che le terre che costituiscono il rilevato stradale, o meglio il corpo stradale, non siano soggette a questo fenomeno. E i limiti di Atteberg costituiscono uno dei principali fondamenti per la classificazione delle terre.
I limiti di Atteberg sono due, il limite liquidolimite liquidolimite liquidolimite liquido wwwwLLLL e il limitelimitelimitelimite plasticoplasticoplasticoplastico wwwwPPPP, entrambi definiscono il contenuto in acqua per il quale essi si verificano, a dire il vero per le infrastrutture stradali, questi limiti devono essere i più contenuti possibili, o meglio se assenti. Infatti si deve garantire la monoliticità del rilevato stradale, in altri termini deve essere garantita una determinata resistenza a taglio. Per individuare questi limiti si fa riferimento a delle procedure empiriche standardizzate, questo per le evidenti difficoltà di affrontare il problema in modo razionale. La differenza tra il limite liquido e quello plastico, prende il nome di indice di plasticitàindice di plasticitàindice di plasticitàindice di plasticità IIIIPPPP=w=w=w=wLLLL----wwwwPPPP, e anche questo valore deve essere il più basso possibile, o meglio dovrebbe tendere a zero. Se questi due limiti
DIAMETRO DENOMINAZIONE
25-71mm Pietrisco
10-25mm Pietrischetto
2-10mm Graniglia
0,075-2mm Sabbia
<0,075mm Filler

5
presentano entrambi dei valori non nulli, devo prestare attenzione. Potrei anche avere la presenza del solo limite plastico, quindi sono in presenza di una certa percentuale di limo/argilla, ciò consente la modellazione del terreno, potremmo avere a che fare con una terra soggetta a consolidamento procrastinato nel tempo. Potremmo anche avere il caso di una terra per la quale il limite plastico non è valutabile (wP=nP terreno non plastico), in questo caso pongo automaticamente a zero l’indice di plasticità. Posso anche avere il limite liquido pari a zero, in questo caso rientro nella categoria delle terre insensibili all’acqua, ad esempio la ghiaia. Dalla valutazione dei limiti di Atterberg, posso determinare l’indice di gruppol’indice di gruppol’indice di gruppol’indice di gruppo, che ha un range di variabilità da zero a venti, le terre usate nell’ambito delle infrastrutture stradali devono avere un indice di gruppo inferiore a 10, infatti al di sopra di tale valore troviamo le terre ricche di limo/argilla. A tal proposito si utilizzano, nella definizione dell’indice di gruppo, quattro lettere: le lettere A e B sono legate alla percentuale di passante allo 0,075mm, mentre le lettere C e D definiscono nel loro insieme la sensibilità della terra all’acqua, in particolare la lettera C è legata al limite liquido, al contrario la lettera D è legata all’indice di plasticità.
� A, è la percentuale di passante al settaccio da 0,075mm diminuita di 35, questo parametro varia da 0 a 40, e se la percentuale di passante è superiore al 75% o minore del 35%, si pone A uguale rispettivamente a 40 o a 0.
� B, è la percentuale di passante al settaccio da 0,075mm diminuita di 15, questo parametro varia da 0 a 40, e se la percentuale di passante è superiore al 55% o minore del 15%, si pone B uguale rispettivamente a 40 o a 0.
� C, questo è il valore del limite liquido diminuita di 40, questo parametro varia da 0 a 20, e se il limite liquido è superiore a 60 o minore di 40, si pone C uguale rispettivamente a 20 o a 0.
� D, questo è il valore dell’indice di plasticità diminuito di 10, questo parametro varia da 0 a 20, e se l’indice di plasticità è superiore a 30 o minore di 10, si pone C uguale rispettivamente a 20 o a 0.
A questo punto l’indice di gruppo viene ad essere così calcolato: �� � 0,2� � 0,005� � 0,01� Per definire il limite plastico e quello liquido, si usano degli adeguati strumenti di laboratorio, i quali sono standardizzati secondo determinate normative tecniche, così come le procedure operative necessarie all’individuazione di questi limiti. Lo strumento che si usa è quello di Casagrande: per stabilire il
limite liquido si pone in una coppa un velo lenticolare di terreno, composto da passante allo 0,4mm, dopo di che si procede alla
bagnatura del campione, e successivamente alla sua incisione con un coltello particolare, somigliante più a un cuneo. Il limite liquido è individuato da quel contenuto d’acqua che consente la saldatura del solco per almeno 13mm, dopo l’applicazione di 25 colpi. Ovviamente non sempre riesco ad individuare questo limite liquido, ciò significa che ho a che fare con una terra molto sabbiosa, e certamente con uno scarso contenuto di argilla/limo. Invece per capire se la mia terra è
6
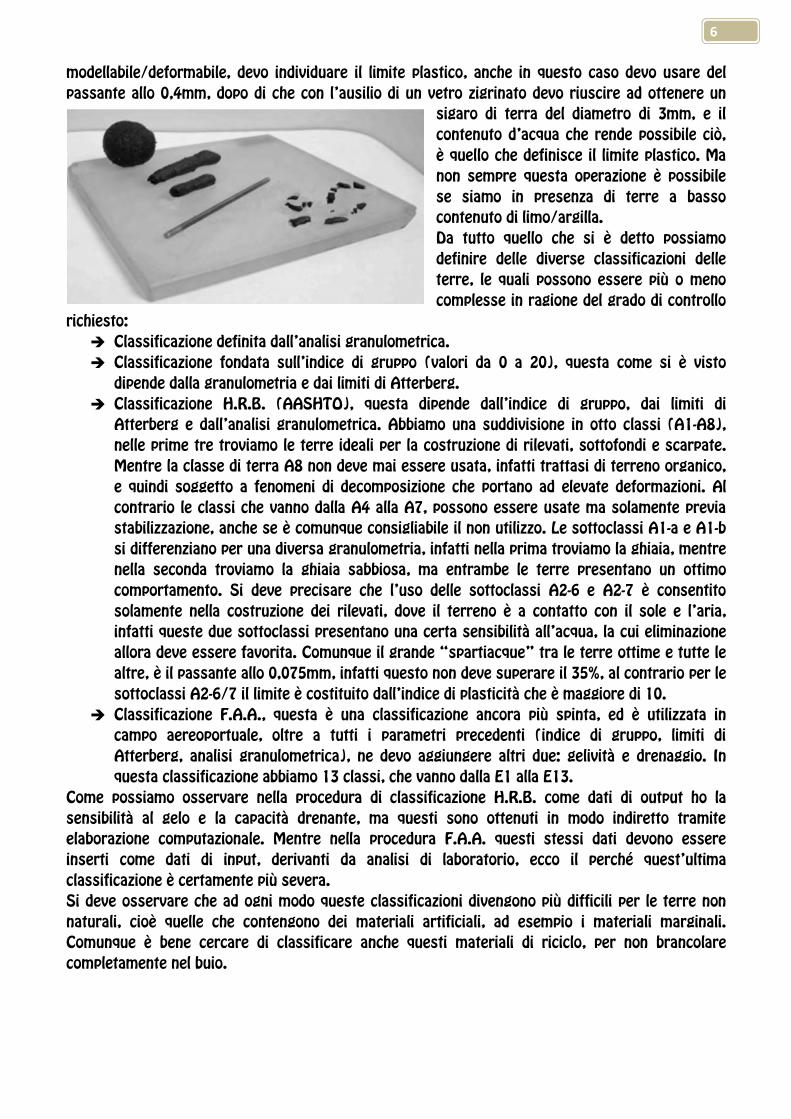
modellabile/deformabile, devo individuare il limite plastico, anche in questo caso devo usare del passante allo 0,4mm, dopo di che con l’ausilio di un vetro zigrinato devo riuscire ad ottenere un
sigaro di terra del diametro di 3mm, e il contenuto d’acqua che rende possibile ciò, è quello che definisce il limite plastico. Ma non sempre questa operazione è possibile se siamo in presenza di terre a basso contenuto di limo/argilla. Da tutto quello che si è detto possiamo definire delle diverse classificazioni delle terre, le quali possono essere più o meno complesse in ragione del grado di controllo
richiesto: � Classificazione definita dall’analisi granulometrica. � Classificazione fondata sull’indice di gruppo (valori da 0 a 20), questa come si è visto
dipende dalla granulometria e dai limiti di Atterberg. � Classificazione H.R.B. (AASHTO), questa dipende dall’indice di gruppo, dai limiti di
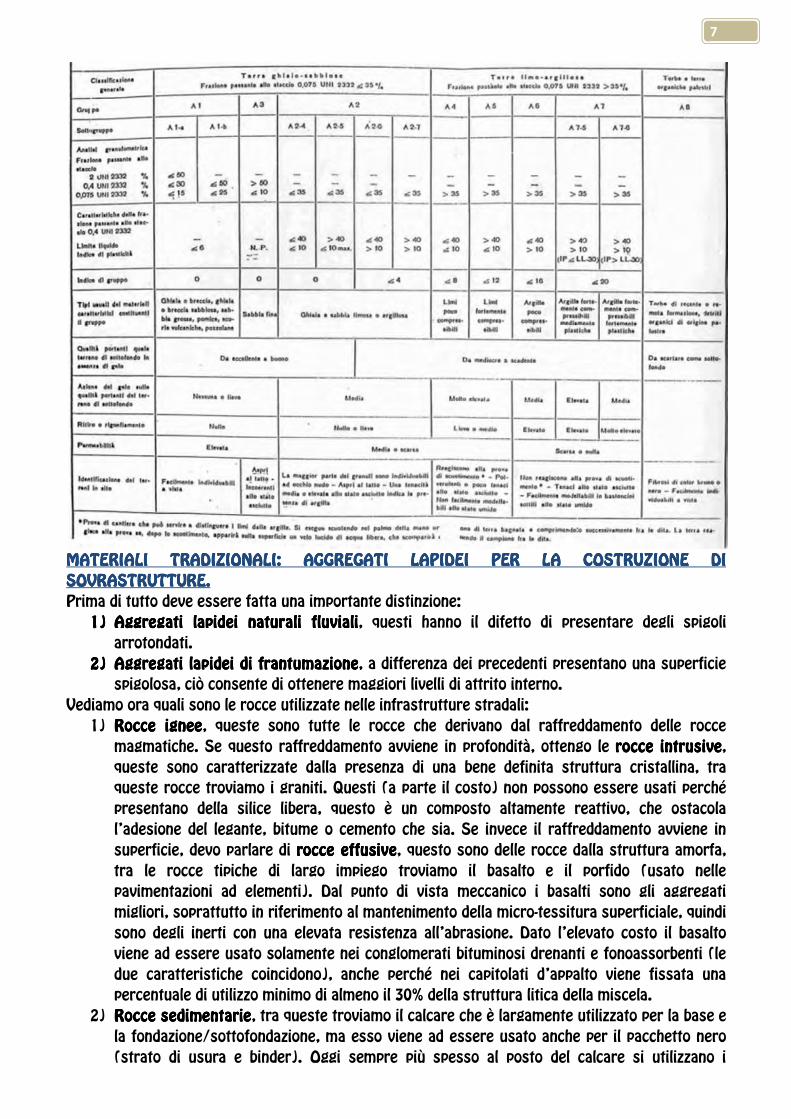
Atterberg e dall’analisi granulometrica. Abbiamo una suddivisione in otto classi (A1-A8), nelle prime tre troviamo le terre ideali per la costruzione di rilevati, sottofondi e scarpate. Mentre la classe di terra A8 non deve mai essere usata, infatti trattasi di terreno organico, e quindi soggetto a fenomeni di decomposizione che portano ad elevate deformazioni. Al contrario le classi che vanno dalla A4 alla A7, possono essere usate ma solamente previa stabilizzazione, anche se è comunque consigliabile il non utilizzo. Le sottoclassi A1-a e A1-b si differenziano per una diversa granulometria, infatti nella prima troviamo la ghiaia, mentre nella seconda troviamo la ghiaia sabbiosa, ma entrambe le terre presentano un ottimo comportamento. Si deve precisare che l’uso delle sottoclassi A2-6 e A2-7 è consentito solamente nella costruzione dei rilevati, dove il terreno è a contatto con il sole e l’aria, infatti queste due sottoclassi presentano una certa sensibilità all’acqua, la cui eliminazione allora deve essere favorita. Comunque il grande “spartiacque” tra le terre ottime e tutte le altre, è il passante allo 0,075mm, infatti questo non deve superare il 35%, al contrario per le sottoclassi A2-6/7 il limite è costituito dall’indice di plasticità che è maggiore di 10.
� Classificazione F.A.A., questa è una classificazione ancora più spinta, ed è utilizzata in campo aereoportuale, oltre a tutti i parametri precedenti (indice di gruppo, limiti di Atterberg, analisi granulometrica), ne devo aggiungere altri due: gelività e drenaggio. In questa classificazione abbiamo 13 classi, che vanno dalla E1 alla E13.
Come possiamo osservare nella procedura di classificazione H.R.B. come dati di output ho la sensibilità al gelo e la capacità drenante, ma questi sono ottenuti in modo indiretto tramite elaborazione computazionale. Mentre nella procedura F.A.A. questi stessi dati devono essere inserti come dati di input, derivanti da analisi di laboratorio, ecco il perché quest’ultima classificazione è certamente più severa. Si deve osservare che ad ogni modo queste classificazioni divengono più difficili per le terre non naturali, cioè quelle che contengono dei materiali artificiali, ad esempio i materiali marginali. Comunque è bene cercare di classificare anche questi materiali di riciclo, per non brancolare completamente nel buio.
7
MATERIALI TRADIZIONALI: AGGREGATI LAPIDEI PER LA COSTRUZIONE DI MATERIALI TRADIZIONALI: AGGREGATI LAPIDEI PER LA COSTRUZIONE DI MATERIALI TRADIZIONALI: AGGREGATI LAPIDEI PER LA COSTRUZIONE DI MATERIALI TRADIZIONALI: AGGREGATI LAPIDEI PER LA COSTRUZIONE DI SOVRASTRUTTURE.SOVRASTRUTTURE.SOVRASTRUTTURE.SOVRASTRUTTURE. Prima di tutto deve essere fatta una importante distinzione:
1)1)1)1) Aggregati lapidei naturali fluvialiAggregati lapidei naturali fluvialiAggregati lapidei naturali fluvialiAggregati lapidei naturali fluviali, questi hanno il difetto di presentare degli spigoli arrotondati.
2)2)2)2) Aggregati lapidei di frantumazioneAggregati lapidei di frantumazioneAggregati lapidei di frantumazioneAggregati lapidei di frantumazione, a differenza dei precedenti presentano una superficie spigolosa, ciò consente di ottenere maggiori livelli di attrito interno.
Vediamo ora quali sono le rocce utilizzate nelle infrastrutture stradali: 1) Rocce igneeRocce igneeRocce igneeRocce ignee, queste sono tutte le rocce che derivano dal raffreddamento delle rocce
magmatiche. Se questo raffreddamento avviene in profondità, ottengo le rocce intrusiverocce intrusiverocce intrusiverocce intrusive, queste sono caratterizzate dalla presenza di una bene definita struttura cristallina, tra queste rocce troviamo i graniti. Questi (a parte il costo) non possono essere usati perché presentano della silice libera, questo è un composto altamente reattivo, che ostacola l’adesione del legante, bitume o cemento che sia. Se invece il raffreddamento avviene in superficie, devo parlare di rocce effusiverocce effusiverocce effusiverocce effusive, questo sono delle rocce dalla struttura amorfa, tra le rocce tipiche di largo impiego troviamo il basalto e il porfido (usato nelle pavimentazioni ad elementi). Dal punto di vista meccanico i basalti sono gli aggregati migliori, soprattutto in riferimento al mantenimento della micro-tessitura superficiale, quindi sono degli inerti con una elevata resistenza all’abrasione. Dato l’elevato costo il basalto viene ad essere usato solamente nei conglomerati bituminosi drenanti e fonoassorbenti (le due caratteristiche coincidono), anche perché nei capitolati d’appalto viene fissata una percentuale di utilizzo minimo di almeno il 30% della struttura litica della miscela.
2) Rocce sedimentarieRocce sedimentarieRocce sedimentarieRocce sedimentarie, tra queste troviamo il calcare che è largamente utilizzato per la base e la fondazione/sottofondazione, ma esso viene ad essere usato anche per il pacchetto nero (strato di usura e binder). Oggi sempre più spesso al posto del calcare si utilizzano i

8
materiali marginali (o succedanei), questi vengono utilizzati prevalentemente a livello di base e fondazione, ma si stanno studiando anche delle possibili applicazioni per gli strati più superficiali.
3) Rocce metamorficheRocce metamorficheRocce metamorficheRocce metamorfiche, queste sono tutte quelle rocce che si formano nel complesso di pressione, temperatura e reazioni chimiche che avvengono nelle profondità della crosta terrestre. Tra queste rocce troviamo i quarziti, questi presentano delle ottime caratteristiche meccaniche, ma sono chimicamente instabili, quindi se ne sconsiglia l’uso.
Tutti i materiali lapidei vengono ed essere classificati, rilevandone le proprietà in ragione di ben definite prove di laboratorio, questa classificazione è alla base dell’accettazione del materiale stesso da parte dei capitolati tecnici. Tutte queste prove verranno esposte successivamente, ma per il momento ne possiamo riportare un breve elenco, delle più significative:
1) Analisi granulometrica.Analisi granulometrica.Analisi granulometrica.Analisi granulometrica. 2) Indice di forma e indice di appiattimento.Indice di forma e indice di appiattimento.Indice di forma e indice di appiattimento.Indice di forma e indice di appiattimento. 3) Equivalente in sabbia.Equivalente in sabbia.Equivalente in sabbia.Equivalente in sabbia. 4) Resistenza al consumo per attriResistenza al consumo per attriResistenza al consumo per attriResistenza al consumo per attrito.to.to.to. 5) Resistenza alla levigatezza (abradibilità)Resistenza alla levigatezza (abradibilità)Resistenza alla levigatezza (abradibilità)Resistenza alla levigatezza (abradibilità) 6) Resistenza alla frantumazione.Resistenza alla frantumazione.Resistenza alla frantumazione.Resistenza alla frantumazione. 7) Sensibilità al gelo.Sensibilità al gelo.Sensibilità al gelo.Sensibilità al gelo.
MATERIALI TRADIZIONALI: MATERIALI TRADIZIONALI: MATERIALI TRADIZIONALI: MATERIALI TRADIZIONALI: IL FILLERIL FILLERIL FILLERIL FILLER.... Come si è già detto questa costituisce la parte più fine dell’aggregato, ed la componente che va a chiudere la miscela, dal punto di vista granulometrico. Da un punto di vista prettamente teorico per filler si intende tutto il passante allo 0,075mm, ma in realtà si considera filler anche quello totalmente passante allo 0,18mm, e che al settaccio da 0,075mm, sia passante all’80%. Il filler può essere di origine naturale naturale naturale naturale o sinteticasinteticasinteticasintetica, nel primo caso abbiamo il filler calcare o quello proveniente dalla macinazione delle rocce asfaltiche, in quest ultimo caso si deve prestare attenzione al fatto che questo filler è ricco di bitume, e ciò potrebbe andare ad inficiare la progettazione della miscella. Tra i filler sintetici troviamo certamente il cemento, questo a dire il vero non è mai usato come riempitivo, per i costi che questo comporterebbe, ma in realtà esso viene usato come filler nelle miscele legate. Oltre che nelle miscele stabilizzate con cemento, lo possiamo anche trovare nelle miscele legate con bitume, ed in particolare in quelle con bitume schiumato, infatti il cemento permette una migliore dispersione del bitume all’interno della miscela. Anche il filler ha una sua granulometria, che può essere rilevata tramite un’analisi densimetrica, e anch’esso è importante che presenti una forma dei grani poliedrica (rilevabile al microscopio). Anche la porosità del filler è importante, infatti è bene ribadire che il filler assolve al compito di agente gelificanteagente gelificanteagente gelificanteagente gelificante nei confronti del bitume, andando a definire insieme ad esso il mastice di mastice di mastice di mastice di bitumebitumebitumebitume, che è il vero legante per la nostra miscela. MATERIALI MATERIALI MATERIALI MATERIALI ALTERNATIVI.ALTERNATIVI.ALTERNATIVI.ALTERNATIVI. Tra i materiali alternativi troviamo la bauxite calcinata bauxite calcinata bauxite calcinata bauxite calcinata che è un aggregato lapideo artificiale che presenta elevate caratteristiche meccaniche, certamente molto costosa, ma la principale categoria dei materiali alternativi è costituita dai materiali margmateriali margmateriali margmateriali marginaliinaliinaliinali (o succedanei), che provengono da altre attività umane, nelle quali hanno esaurito la loro vita utile. Chiaramente l’obiettivo di tutto questo è di diminuire l’apporto in discarica, e di diminuire l’uso dei materiali vergini. In linea del tutto generale nelle costruzioni delle strade avrò bisogno di grandi volumi di materiale per gli strati di fondazione e sottofondazione, mentre per gli strati più superficiali, ho bisogno di quantità certamente inferiori, ma di più alta qualità. Con l’uso dei materiali marginali si deve garantire l’idoneità dell’operal’idoneità dell’operal’idoneità dell’operal’idoneità dell’opera e la convenienza economicaconvenienza economicaconvenienza economicaconvenienza economica. Per idoneità dell’opera si intendono le sue

9
prestazioni finali, quindi si deve passare da una filosofia prescrittivafilosofia prescrittivafilosofia prescrittivafilosofia prescrittiva (dove vengono fissati tutti i parametri reologici e meccanici dei materiali costituenti), ad una filosofia prestazionalefilosofia prestazionalefilosofia prestazionalefilosofia prestazionale (quello che conta è il risultato finale). La filosofia prestazionale consente di usare dei materiali che altrimenti non sarebbero accettati nelle filosofia prescrittiva (ad es. il C&D). La convenienza economica è certamente da ricercare anche se non sempre può essere garantita. Il terzo aspetto è quello di garantire la compatibilità tossicologicacompatibilità tossicologicacompatibilità tossicologicacompatibilità tossicologica, questo è un aspetto fondamentale, quindi il materiale marginale deve essere fisicamente e chimicamente inerte. È di questo devo prestare particolare attenzione qualora i materiali marginali fossero usati negli strati non legati, dove per dilavamento, possono essere rilasciati degli eluati (che possono essere studiati mediante dei test di cessione) contenenti dei metalli pesanti (cadmio, cromo, nichel, mercurio, piombo, selenio ecc.), ovviamente è di fondamentale importanza l’esclusione dall’uso dei materiali radioattivi. Altro elemento da tenere in considerazione è l’eventuale presenza di residui organici all’interno ai materiali marginali, questi si decompongono, lasciando dei vuoti all’interno del rilevato, con conseguenti problemi di cedimento e compattazione. Altra faccenda è la presenza di materiali estranei, come l’acciaio nel C&D, che compromettono la stabilizzazione meccanica, e possono inoltre danneggiare le miscelatrici. Quindi riassumendo vediamo quali sono i vantaggi nell’uso dei materiali marginali:
1) Diminuzione del conferimento in discarica. 2) Chiusura delle cave. 3) Il luogo di produzione dell’aggregato è certamente più accessibile dal cantiere, quindi ho un
risparmi nei costi del trasporto. 4) In alcuni casi possono presentare delle prestazioni uguali, se non superiori agli aggregati
tradizionali. Tra questi troviamo in primo luogo le scorie provenienti dalla produzione siderurgica: loppe loppe loppe loppe d’altofornod’altofornod’altofornod’altoforno (provenienti dalla produzione del cemento) e scorie d’acciaieriascorie d’acciaieriascorie d’acciaieriascorie d’acciaieria, in particolare quelle provenienti da forno ad arco elettrico (EAF). A differenza di quel che si pensa queste presentano delle caratteristiche meccaniche comparabili a quelle dei migliori aggregati naturali (porfidi, basalti). Le scorie da EAF sono delle scorie di II ordine, in quanto derivano dalla fusione di rottami, quindi queste non possono più essere utilizzate nei processi siderurgici, e vanno a costituire delle vere e proprie scorie industriali. Basti pensare che su 100t di materiale usato per la produzione dell’acciaio, la metà di questo diventa scoria, certamente una parte di queste scorie sono tossiche, mentre l’altra quota è data delle vere e proprie scorie EAF che possono essere totalmente recuperate. Nel ciclo EAF si mette all’interno dell’alto forno dei rottami (che possono essere i più variegati, scarti dell’industria meccanica, tubi, carcasse di auto ecc.), ovviamente questo rottami presentano un scarso livello di omogeneità, quindi devo intervenire nel bagno metallico, mettendo degli additivi per ottenere l’acciaio desiderato. Alla fine il 50% del bagno non è buono per niente, in quanto è costituito da ossido di ferro e da altri ossidi, questa metà viene eliminata dal bagno, e sottoposta a veloce raffreddamento (anche con dei getti di acqua). Da questo veloce raffreddamento ottengo una massa microporosa (composta da microbolle), chiaramente questa porosità può essere controllata: intervenendo sulla velocità di raffreddamento. A differenza di quanto si creda questa elevata porosità è un pregio della scoria, infatti il peso specifico volumetrico viene ad essere diminuito (3.500Kg/m3), pur mantenendosi sempre su livelli elevati, basti pensare che il basalto arriva a pesare 2.600Kg/m3. Si deve anche dire che questa microporosità non indebolisce la struttura litica del grano, anche in presenza di gelo, quindi non è gelivo nonostante tutto. Ed inoltre tutta questa porosità permette di assorbire molto bitume, e quindi posso aumentare il film di bitume tra i grani, senza per questo generare effetti negativi di scorrimento. Questo maggiore spessore del film di bitume, consente di migliorare la durabilità della miscela. Il problema legato al veloce raffreddamento è la produzione di anidro di calce (calce viva) e ossido di
10
magnesio, questi sono dei composti espandenti con l’acqua, allora prima di venire usate queste scorie devono subire una stagionatura della durata di due mesi (deve essere esposta agli agenti atmosferici), per arrivare a una sorta di stabilizzazione della scoria. Per questa esigenza sono nate delle aziende intermediarie tra le acciaierie e i clienti finali, questo ha consentito anche di avere a disposizione questi materiali marginale in location vicine al cantiere, con conseguente abbattimento dei costi di trasporto. Il controllo che deve essere fatto dal produttore sugli aggregati da fusioneaggregati da fusioneaggregati da fusioneaggregati da fusione, e che la calce libera non superi il 2% della massa, ed inoltre devono essere eliminate le eventuali inclusioni di acciaio, usando un nastro magnetico. Questi aggregati vengono prodotti secondo tre granulometrie diverse:
- Fino � 0-4mm, queste non vengono usate perché consumano troppo bitume, ed inoltre presentano delle caratteristiche morfologiche non vantaggiose.
- Medio � 4-8mm. - Grosso � 8-12mm.
In generale questi grani presentano una elevata scabrezza superficiale, questa è certamente un vantaggio per le applicazioni stradali, infatti se questo materiale venisse usato per lo strato di usura, questo consentirebbe di ottenere delle ottime caratteristiche di aderenza (a vantaggio per la sicurezza). Certamente la scabrezza superficiale favorisce l’adesione con il bitume, e questo consente un incremento della durabilità e di resistenza meccanica. Tutto questo può essere valutato usando delle prove, come la levigabilità accelerata (CLA)levigabilità accelerata (CLA)levigabilità accelerata (CLA)levigabilità accelerata (CLA), dove posso arrivare a valori di 0,50 (mentre per i materiali naturali mi attesto sui 0,40-0,43). Da un punto di vista prettamente chimico queste scorie sono costituite dal 90% da ossido di ferro, poi abbiamo altri ossidi (di calcio, di magnesio, di silicio ecc.) che derivano dagli additivi usati nella produzione dell’acciaio. Le scorie EAF sono sempre state viste di brutto occhio, ma queste rispetto alle loppe, presentano un contenuto in zolfo certamente inferiore. Ed inoltre le scorie devono essere controllate chimicamente per la compatibilità ambientale, infatti devo controllare la radioattività, l’alcalanità della scoria per essere affine all’uso con bitume. Ma al di là del comportamento chimico, devo fare una prova di cessioneprova di cessioneprova di cessioneprova di cessione cioè devo controllare l’eluato che non abbia subito contaminazioni da metalli pesanti, i quali devono rientrare nelle soglie di legge. Generalmente le scorie vengono usate per gli strati legati, questo per impedire ad ogni modo il rilascio di metalli pesanti (processo di inertizzazioneprocesso di inertizzazioneprocesso di inertizzazioneprocesso di inertizzazione). Oltre ad eventuali problemi di compatibilità ambientale, possiamo avere anche dei problemi per quanto concerne la forma dei singoli grani, che potrebbe essere allungata/lenticolare, e questi una volta sottoposti ad azione meccanica si potrebbero frantumare. Anche se il problema della forma è un problema comune a tutti i materiali marginali. Altri aggregati succedanei sono le sabbie di fonderiasabbie di fonderiasabbie di fonderiasabbie di fonderia, queste derivano dai refrattari di contenimento, queste sono delle sabbie spente, ma hanno la tendenza ad assorbire troppo bitume. Altro grande gruppo di aggregati marginali, sono quelli provenienti dalle costruzioni/demolizioni, più volgarmente detto aggregato da C&Daggregato da C&Daggregato da C&Daggregato da C&D. È certamente il materiale marginale più diffuso, ma che spesso presenta delle basse caratteristiche sia in termini di omogeneità di composizione (che può variare da paese a paese) che prestazionali. Il C&D italiano è caratterizzato dalla presenza di molto laterizio, questo non può essere usato assieme al bitume, in quanto a causa della sua porosità ne assorbe molto, mentre può essere usato per i misti cementati e per gli strati non legati. Da un punto di vista della tossicità si potrebbe dire che se alcune sostanze sono tollerate all’interno di un edificio di civile abitazione, tanto meglio possono essere tollerate all’interno di una pavimentazione stradale. È anche vero che per usare questo materiale devo prevedere una fase di selezione (che aumenta i costi): devono essere eliminate tutte le terre vegetali, legname (ho problemi di decomposizione e quindi di cedimenti localizzati), metallo (problemi durante la miscelazione), gesso (problemi di espansioni), amianto (tossicità). Tutti i materiali degradabili devono essere limitati
11
allo 0,2% della massa. Oltre all’utilizzo dell’aggregato da C&D, oggi si tende a riciclare anche le stesse pavimentazioni, tramite la loro fresatura o scarificazione (questa produce dei macroblocchi a differenza della fresatura), quello che si ottiene è il fresato. fresato. fresato. fresato. Quello che si ottiene è un granulato ricco di parti fini, con legato del bitume invecchiato, molti considerano il fresato un inerte bitumato inerte bitumato inerte bitumato inerte bitumato non consolidatonon consolidatonon consolidatonon consolidato.... Altro materiale marginale è il granulato di gomma, granulato di gomma, granulato di gomma, granulato di gomma, questo viene ottenuto dalla macinazione dei pneumatici (quando questi non possono più essere usati per la produzione di altri pneumatici). I pneumatici fino a non molto tempo fa venivano conferiti in discarica, ma questi essendo dei materiali volumetricamente dispersi, generano dei fenomeni di instabilità all’interno delle discariche, e occupano molto spazio. Certamente possono essere usati per la gestione di una discarica, ad esempio ricoprendo il fondo e le scarpate per la loro conservazione. Quindi per i motivi sopradetti i pneumatici per quanto possibile devono essere recuperati e riciclati: per produrre il granulato di gomma devo usare solamente la mescola del pneumatico (la parte superiore), mentre devono essere tolta la parte della carcassa e le fibre/tele eventualmente presenti. Tutte operazioni che fanno lievitare i costi di questo materiale marginale. Il granulare di gomma può essere usato sia per l’additivazionel’additivazionel’additivazionel’additivazione, che per la modificamodificamodificamodifica (come se fosse un qualsiasi polimero EVA, SBS…), se questo è macinato finemente. La triturazione può essere meccanica, che è certamente quella meno costosa, ma con questa operazione ottengo un granulato di dimensioni minime di un millimetro (non posso andare oltre, altrimenti lo sviluppo di calore genera dei problemi. Per ottenere del granulato più fine devo usare la macinazione criogenica, cioè devo raffreddare la gomma con dell’azoto liquido, e posso arrivare ad ottenere dei grani di 0,125mm, in altri termini ottengo un polverino di gommapolverino di gommapolverino di gommapolverino di gomma. È bene ribadire che l’uso del granulato di gomma viene visto come se fosse un normale inerte, che va sostituirsi alla frazione granulometrica delle sabbie, a differenza del polverino di gomma che viene definito in percentuale rispetto alla quantità di bitume che va a modificare. Altri materiali di scarto che possono essere usati sono le ceneri volati/pesanticeneri volati/pesanticeneri volati/pesanticeneri volati/pesanti (peso specifico di 2.200Kg/m3, similmente al calcare), si tratta di scorie provenienti dagli inceneritori, sono simili al granulato, è comunque bene eliminare da queste ceneri tutti gli elementi inquinati: residui metallici, carta e tessili. Il problema principale di questi materiali è la scarsa compatibilità ambientale, quindi questi materiali marginali devono essere usati sempre in miscele legate (processo di inertizzazione), in altri termini non si usano mai per i sottofondi. PROPRIETA’ DEGLI AGGREGATI LAPIDEI.PROPRIETA’ DEGLI AGGREGATI LAPIDEI.PROPRIETA’ DEGLI AGGREGATI LAPIDEI.PROPRIETA’ DEGLI AGGREGATI LAPIDEI. Per l’aggregato lapideo che si utilizza per la base/binder/strato di usura devo verificarne la forma, cioè la lunghezza (la maggiore distanza tra due piani paralleli tangenti all’elemento), e lo spessore (minore distanza tra due piani paralleli tangenti all’elemento), mentre il diametro dell’elemento deriva dall’analisi granulometrica, e corrisponde all’apertura minima delle maglie del settaccio. Ed è proprio in questi strati che deve essere evitata la presenza di grani lenticolari, infatti questi da una parte inficiano la prova granulometrica, e dall’altra rendono la compattazione più difficile. Ma oltre a questo si deve affermare che durante la loro compattazione giungono a frantumazione, questa oltre a modificare la curva granulometrica dell’aggregato, vede la formazione di una polvere che va ad avvolgere gli aggregati vicini: se abbiamo a che fare con una miscela non legata, questa polvere agevola gli scorrimenti reciproci abbattendo l’angolo di attrito interno, con conseguenti cedimenti differenziati, se invece la miscela è legata, la presenza della polvere ostacola l’adesione del bitume, con conseguente spogliamentospogliamentospogliamentospogliamento.

12
� INDICE DI FORMA E DI APPIATTIMENTO.INDICE DI FORMA E DI APPIATTIMENTO.INDICE DI FORMA E DI APPIATTIMENTO.INDICE DI FORMA E DI APPIATTIMENTO. Proprio per evitare i problemi appena rilevati si devono studiare questi due indici, il primo dei quali è rilevabile tramite un calibro standardizzato a doppia corsa differenziata. Prima di tutto si prende in considerazione una massa M0 di grani lapidei rappresentativa dell’aggregato nel suo insieme, di ciascun elemento si misura la lunghezza L fra le ganasce del calibro principale, dopo di che lo stesso elemento è presentato al calibro secondario secondo il suo spessore S. Se questo spessore è minore della distanza presente tra le ganasce, significa che la forma non è poliedrica ma bensì lenticolare. Alla fine di tutti gli elementi non rispondenti
alle richieste se ne misura la massa M1, a questo punto l’indice di forma (che deve essere il più contenuto possibile) è fornito dalla seguente relazione: �� � ���� � 100 → ��� � 2 � 4%������������ ��!"#$�"%�� � 16 � 20%����!��"�'�
Il secondo indice utilizzato per definire la forma è l’indice di appiattimentol’indice di appiattimentol’indice di appiattimentol’indice di appiattimento, in questo caso si utilizza una serie di settaci speciali a magli parallele, anche in questo caso si parte da una massa M0 rappresentativa dell’aggregato nel suo insieme. Questa massa deve essere preliminarmente vagliata con i setacci usati convenzionalmente per l’analisi granulometrica, e da questo si devono isolare delle frazioni di inerte in ragione a determinati intervalli granulometrici. Dopo di che ciascuna frazione deve essere vagliata su un vaglio a maglie parallele, le cui dimensioni dipendono per l’appunto dall’intervallo granulometrico preso in considerazione. A questo per determinare l’indice di appiattimento deve essere eseguita la seguente procedura computazionale: �( � ∑�*∑�� � 100'%+� , �* → è����..�!"�����/��/����� → è��$�..�'����.�#!� ��0�%!�/��!#�%$�"����
Come possiamo osservare la sommatoria delle masse dei passanti non è uguale a ��, questo perché non viene ad essere considerato la massa del passante ai 4mm, che non viene ad essere considerato.
L’indice di appiattimento ha dei valori similari all’indice di forma, quindi se un aggregato presenta dei problemi con l’indice di forma, quasi sempre li presenta anche con l’indice di appiattimento. Altra proprietà è la spigolosità, spigolosità, spigolosità, spigolosità, qui si va a determinare il rapporto percentuale tra il numero dei grani che presentano degli spigoli vivi, rispetto al numero di quelli che presentano uno o più spigoli arrotondati. Tutta questa operazione viene ad essere effettuata visivamente, questa analisi è fondamentale per garantire delle ottime

13
prestazioni in termini di attrito interno, ed ottenere delle miscele meno soggette a deformazioni permanenti nel tempo. Altra prova è quella che rileva la resistenza alla frantumazione, questa viene ad essere studiata con una prova di frantumazione dinamicaprova di frantumazione dinamicaprova di frantumazione dinamicaprova di frantumazione dinamica, ma è bene ribadire che al giorno d’oggi questa prova non è
più usata. Ad ogni modo si tratta di eseguire la prova su 500g di graniglia, che viene disposta su una rotaia da 0,5m per 5cm di larghezza, su questa rotaia viene fatta passare una ruota da 400Kg, sei volte in un senso e sei volte nell’altro. Il prodotto finale così ottenuto viene analizzato con i settaci della serie inglese (Tayler), dopo di che si sommano i vari passanti e il valore così ottenuto (coefficiente di frantumazionecoefficiente di frantumazionecoefficiente di frantumazionecoefficiente di frantumazione) deve essere inferiore a 120.
� ANALISI GRANULOMETRICA.ANALISI GRANULOMETRICA.ANALISI GRANULOMETRICA.ANALISI GRANULOMETRICA. Da questa analisi ottengo come output un grafico in cui nell’asse delle ordinate, viene ad essere riportata la percentuale di passante ai singoli vagli. Questi si dividono in setacci che si usano per le granulometrie inferiori ai 2mm (esclusi), mentre i crivelli vengono usati per tutte le altre
granulometrie. La prova viene eseguita impilando i vari settaci/crivelli, in senso crescente, il tutto chiuso con un fondello per garantire la raccolta del passante allo 0,075mm, cioè del filler, il tutto poi viene sottoposto a sollecitazioni sussultorie/rotatorie. La prova normalmente viene eseguita a secco, ma nel caso del sospetto della presenza di elevate percentuali di limo ed argilla, la prova può essere condotta ad umido. Dopo di che si
procede all’analisi dei vari passanti, con la pesa di tutti i vagli, se ad esempio volessimo conoscere il passante al vaglio dei 10mm, dobbiamo sommare il peso di tutti i trattenuti ai vagli inferiori. Si definisce un aggregato 0/D un materiale che presenta una granulometria continua in tutte le sue frazioni granulometriche, fino al diametro D (diametro per il quale tutto il materiale è passante). Mentre si parla di aggregato d/D, quando si vuole considerare una frazione compresa tra dimensioni assegnate, in altri termini il materiale è completamente passante al D, e completamente trattenuto al diametro d. Vediamo ora alcuni valori caratteristici:
1) Strato di fondazione in misto granulare � 0/71. 2) Strato di fondazione legato con cemento (misto cementato) e base � 0/40. 3) Strato di collegamento (binder) � 0/25. 4) Strato di usura � 0/15.
In natura non troviamo quasi mai un materiale che presenti una curva granulometrica rispondenti alle nostre richieste, infatti tutti i materiali usati per la costruzione delle strade devono rientrare in fusi granulometrici di riferimentofusi granulometrici di riferimentofusi granulometrici di riferimentofusi granulometrici di riferimento, che indica il campo di assortimento granulare idoneo per quel strato del pacchetto. Quindi nella progettazione di una miscela devo combinare diverse miscele componenti di base, per far questo esistono diversi metodi, quello più utilizzato è il metodo di metodo di metodo di metodo di BaileyBaileyBaileyBailey, questa fase è il progetto dello scheletro liticoprogetto dello scheletro liticoprogetto dello scheletro liticoprogetto dello scheletro litico. È bene ribadire che questo sarebbe il primo

14
step per il progetto di una miscela legata, infatti il secondo step consiste nell’affrontare delle procedure di laboratorio e analitiche, che consentono di definire il contenuto ottimo di legante.
� PROVE DI RESISTENZA ALL’USURA PER ATTRITO.PROVE DI RESISTENZA ALL’USURA PER ATTRITO.PROVE DI RESISTENZA ALL’USURA PER ATTRITO.PROVE DI RESISTENZA ALL’USURA PER ATTRITO. Queste prove devono essere fatte per tutti gli aggregati, sia per quelli che andranno impiegati nelle miscele legate o meno. Infatti anche per gli aggregati non usati nello strato di usura, sono soggetti al consumo per attrito dovuta all’azione indiretta del passaggio dei veicoli, quindi il consumo per attrito si esplica per l’azione di microscorrimenti.
Per rilevare la resistenza al consumo per attrito degli aggregati, possiamo usare la prova Devalprova Devalprova Devalprova Deval, questa prova viene usata per il pietrisco, quindi sulla frazione a granulometria più grossa. Si tratta di prendere 5Kg di materiale (45-50 elementi), il quale viene inserito all’interno di un tamburo di ghisa inclinato di 30°, dopo 10.000 giri di questo cilindro il materiale viene passato al vaglio da 1,5mm. Quello che si vuole riprodurre è la condizione di
consumo per attrito degli inerti nello strofinamento reciproco, ovviamente il tutto viene fatto in modo accelerato. Dopo aver usato il setaccio per separare il fino dal grosso, quello che a me interessa è determinare il rapporto tra il peso del fino, e quello iniziale: � 12 � 1�12 � 100 �12 → ��.%�!�0����354/51� → ��.%'��"��""�!#"% 67*879::; %� ����!"� �+�� � 40 < 10 Il coefficiente Deval deve essere il più grande possibile, questo perché il contenuto di fino generato durante la prova deve essere il più possibile contenuto. Ad ogni modo nel tempo questa prova è stata abbandonata, in quanto presenta delle problematiche:
- La parte fine che si produce durante la prova, va a rallentare l’azione di consumo successiva per abrasione.
- I 5Kg di pietrisco vengono scelti soggettivamente, quindi non è possibile riprodurre la prova in modo oggettivo.
Mentre la prova microprova microprova microprova micro----DevalDevalDevalDeval è similare a quella precedente, ma essa trova applicazione per le pezzature di granulometria inferiore, cioè per il pietrischetto. In questo caso il cilindro è ad asse orizzontale, nel quale vengono inseriti 500g di materiale, più una carica abrasiva costituita da 12 biglie di acciaio dal diametro di 10mm. Dopo 12.000 giri, allontanate le sfere di acciaio, il materiale risultante deve essere passato ad un vaglio da 1,6mm, dopo di che si può procedere alla pesa del materiale e determinare il coefficiente MD:
� � =� � =>=� � 100 �=� → =�.%�!�0����3500/5=> → =�.%'��"��""�!#"% � ? @35%���."��"%'�B�.���/�"%�B�"#$�;35%�����B�!'��;20%�����."��"%'D#.#��.
Come si osserva i valori di accettazione sono tanto più grandi quanto più lo strato è in profondità, questo è del tutto intuitivo, infatti sono gli strati più superficiali che devono resistere maggiormente all’usura per attrito.
Ma le due prove appena esposte mostrano dei limiti, come si è già affermato, quindi la prova più utilizzata e che si deve fare sempre, è la prova Los Angelesprova Los Angelesprova Los Angelesprova Los Angeles, anche questa è una prova che misura la perdita in peso per abrasione ed attrito, e questa è una prova che deve essere sempre fatta. Come si
15
nota oltre ad una semplice prova per attrito, abbiamo anche una componente di abrasione, dovuta alla presenza all’interno del tamburo di una carica abrasiva. In questa prova si opera su un campione granulometrico, e quindi maggiormente rappresentativo della miscela, a differenza delle due prove precedenti, ed inoltre all’interno del tamburo abbiamo la presenza di una lamella che si sviluppa per tutta la lunghezza del cilindro, ed in modo radiale. Si parte dall’inserimento di questo campione, il cui peso dipende dalla granulometria della miscela, e insieme a questo vengono introdotte delle sfere di acciaio da 400g cadauna, durante il moto rotatorio del tamburo, questa sfere introducono un effetto d’urto sul materiale (per la presenza della lamella). Il numero dei giri (500-1.000), e il numero delle sfere (6-12) di acciaio dipendono dalla granulometria del materiale, così come per il peso (5-10 Kg) del campione utilizzato. Al termine della prova il materiale risultante è passato al vaglio da 1,68mm, e si pesa il trattenuto, il tutto è simile alla prova micro-Deval:
F. �. � =� � =>=� � 100 � =� → =�.%�!�0����=> → =�.%'��"��""�!#"% F. �. ? @30% %!'�0�%!��!$�."%/��!#����/��$.25%�����B�.� � B�!'��;20%�����."��"%'D#.#��.
In questa prova l’aggregato naturale presenta una perdita pari al 20-24%, mentre con il basalto arriviamo al 12-15%. Mentre per i materiali marginali possiamo avere un ampio ventaglio di valori, sa da questa parte abbiamo le scorie di acciaieria che presentano dei valori simili al basalto, mentre per il C&D la prova fornisce dei risultati disastrosi, infatti possiamo arrivare al 40%, questo è dovuto alla presenza dei laterizi e delle malte.
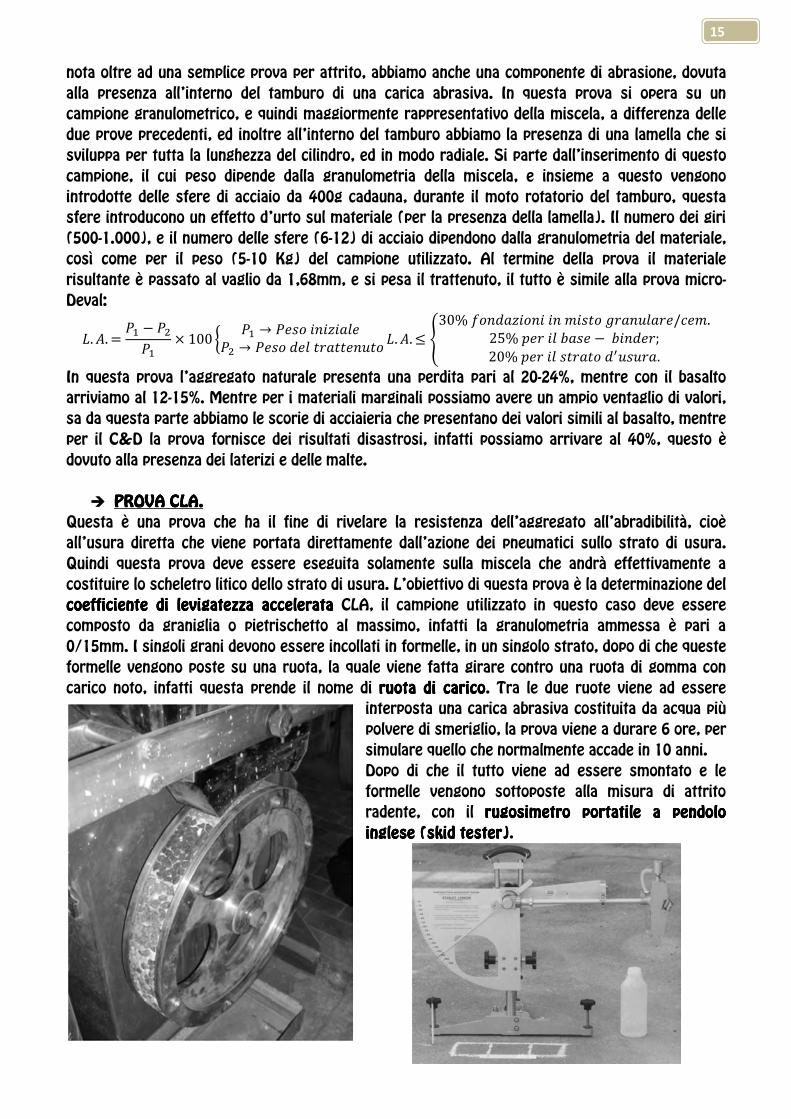
� PROVA CLPROVA CLPROVA CLPROVA CLA.A.A.A. Questa è una prova che ha il fine di rivelare la resistenza dell’aggregato all’abradibilità, cioè all’usura diretta che viene portata direttamente dall’azione dei pneumatici sullo strato di usura. Quindi questa prova deve essere eseguita solamente sulla miscela che andrà effettivamente a costituire lo scheletro litico dello strato di usura. L’obiettivo di questa prova è la determinazione del coefficiente di levigatezza acceleratacoefficiente di levigatezza acceleratacoefficiente di levigatezza acceleratacoefficiente di levigatezza accelerata CLA, il campione utilizzato in questo caso deve essere composto da graniglia o pietrischetto al massimo, infatti la granulometria ammessa è pari a 0/15mm. I singoli grani devono essere incollati in formelle, in un singolo strato, dopo di che queste formelle vengono poste su una ruota, la quale viene fatta girare contro una ruota di gomma con carico noto, infatti questa prende il nome di ruota di caricoruota di caricoruota di caricoruota di carico. Tra le due ruote viene ad essere
interposta una carica abrasiva costituita da acqua più polvere di smeriglio, la prova viene a durare 6 ore, per simulare quello che normalmente accade in 10 anni. Dopo di che il tutto viene ad essere smontato e le formelle vengono sottoposte alla misura di attrito radente, con il rugosirugosirugosirugosimetro portatile a pendolo metro portatile a pendolo metro portatile a pendolo metro portatile a pendolo inglese inglese inglese inglese (skid tester)(skid tester)(skid tester)(skid tester).
16
Questo strumento è composto principalmente da un pendolo sul quale è montato un pettine di gomma, che viene fatto strisciare direttamente sulla superficie, la misura viene fatta sulla risalita del pendolo stesso, tramite una lancetta che viene trascinata. La lancetta ci fornisce l’indicazione della capacità di attrito della superficie espressa in BPM, questo valore chiaramente deve essere il più elevato possibile. È bene ribadire che questo strumento oltre ad essere usato per la prova CLA, può essere impiegato per la misurazione della capacità di attrito per pavimentazioni esistenti (utile nelle controversie assicurative), sia asciutte che bagnate. Nella procedura ufficiale si deve rilevare il valore BPM del campione usurato, e questo deve essere messo a confronto con un prova su un campione di aggregato di riferimento, dopo di che si ricava il nostro CLA da una tabella di correlazione (in realtà il valore ricavato dalla tabella deve essere diviso per 100, quello è il nostro CLA adimensionale). Questa modus operandi è comunque del tutto discutibile, infatti il campione di riferimento nulla centra con la natura del nostro materiale, allora in qualità di progettisti (o direttore dei lavori) possiamo definire delle procedure operative supplementari, in altri termini possiamo pretendere che venga rilevato il valore BPM anche dell’aggregato vergine. Questo ci permette di ottenere la reale perdita per usura della resistenza all’attrito del nostro materiale. Solitamente il CLA delle scorie da acciaieria ha dei valori simili a quelli del basalto (valori superiori a 0,5), ecco il perché queste sono usate soprattutto per lo strato di usura.
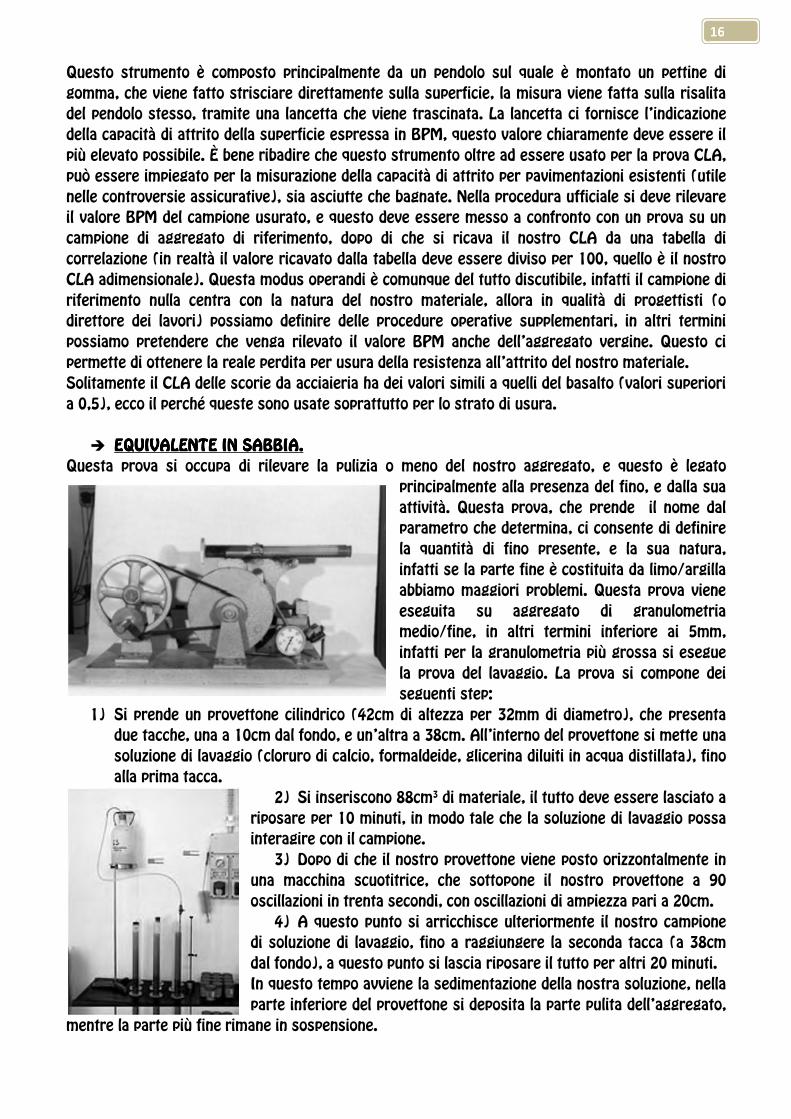
� EQUIVALENTE IN SABBIA.EQUIVALENTE IN SABBIA.EQUIVALENTE IN SABBIA.EQUIVALENTE IN SABBIA. Questa prova si occupa di rilevare la pulizia o meno del nostro aggregato, e questo è legato
principalmente alla presenza del fino, e dalla sua attività. Questa prova, che prende il nome dal parametro che determina, ci consente di definire la quantità di fino presente, e la sua natura, infatti se la parte fine è costituita da limo/argilla abbiamo maggiori problemi. Questa prova viene eseguita su aggregato di granulometria medio/fine, in altri termini inferiore ai 5mm, infatti per la granulometria più grossa si esegue la prova del lavaggio. La prova si compone dei seguenti step:
1) Si prende un provettone cilindrico (42cm di altezza per 32mm di diametro), che presenta due tacche, una a 10cm dal fondo, e un’altra a 38cm. All’interno del provettone si mette una soluzione di lavaggio (cloruro di calcio, formaldeide, glicerina diluiti in acqua distillata), fino alla prima tacca.
2) Si inseriscono 88cm3 di materiale, il tutto deve essere lasciato a riposare per 10 minuti, in modo tale che la soluzione di lavaggio possa interagire con il campione.
3) Dopo di che il nostro provettone viene posto orizzontalmente in una macchina scuotitrice, che sottopone il nostro provettone a 90 oscillazioni in trenta secondi, con oscillazioni di ampiezza pari a 20cm.
4) A questo punto si arricchisce ulteriormente il nostro campione di soluzione di lavaggio, fino a raggiungere la seconda tacca (a 38cm dal fondo), a questo punto si lascia riposare il tutto per altri 20 minuti. In questo tempo avviene la sedimentazione della nostra soluzione, nella parte inferiore del provettone si deposita la parte pulita dell’aggregato,
mentre la parte più fine rimane in sospensione.

17
Il passo successivo è quello di misurare l’altezza dell’argilla e quella della sabbia, questo avviene tramite l’uso di un’asta con una massa da un chilogrammo all’estremità, quest’asta viene fatta
scendere lentamente all’interno del cilindro, finche essa si adagia sulla parte pulita dell’aggregato. L’uso dell’asta mi consente di determinare l’altezza della sabbia, infatti questo limite è quasi sempre indistinguibile dalla parte fine in sospensione liquida. Quindi si definiscono due altezze:
� h1, è l’altezza della parte dell’aggregato pulita, più tutta la parte in sospensione (altezza dell’argilla).
� h2, questa è l’altezza della sola parte pulita (l’altezza della sabbia). A questo ci possiamo determinare l’equivalente in sabbia della nostro aggregato: H. I. � J>J� � 100 → �+��..�������ù/��!'��%..�B��� Altra questione da prestare attenzione è la natura di questa parte fine, cioè la sua attività, infatti se dall’analisi granulometrica abbiamo rilevato poco fino (passante allo 0,4mm), ma dalla prova dell’equivalente in sabbia, risulta
esattamente l’opposto, abbiamo a che fare con limo/argilla (fini plastici), i nostri peggiori nemici. Nello strato di fondazione dobbiamo avere un E.S. compreso tra un 30 e il 60, a differenza di tutti gli altri strati abbiamo la presenza di una forbice di valori, infatti se da una parte dobbiamo evitare di utilizzare del materiale troppo sporco, dall’altra si deve sconsigliare (per il costo) l’uso di materiale qualitativamente troppo elevato. Ovviamente per tutti gli altri strati sovrastanti sono richiesti dei valori di accettazione maggiori (maggiore di 50 per la base, maggiore di 55 per il binder/usura). Per le scorie d’acciaieria abbiamo degli E.S. molto elevati, così come per le ceneri, mentre per gli inerti da C&D siamo sugli stessi livelli dell’aggregato calcareo naturale, al contrario il basalto presenta dei valori molto elevati.
� SENSIBILITA’ AL GELSENSIBILITA’ AL GELSENSIBILITA’ AL GELSENSIBILITA’ AL GELO.O.O.O. Questa prova va a definire la resistenza di un materiale ai cicli di gelo e disgelo, prima di tutto si devono preparare due campioni di materiale rappresentativi del nostro aggregato, dopo di che uno di questi viene sottoposto alla prova Los Angeles standard. Mentre l’altro campione deve subire il seguente processo:
1) Lo si immerge in una apposita vasca per quattro ore, questo processo viene eseguiti sotto una pressione positiva, per accelerare il processo di imbibizione del materiale stesso.
2) La vasca contente il campione deve essere messa in una cella a -20°C per tre ore. 3) Si porta il campione in oggetto a +20°C in tre ore, applicando una gradiente di temperatura
costante. 4) Si lascia il campione a +20°C per tre ore. 5) Si ripete questo ciclo per venti volte. 6) Si esegue la prova Los Angeles su questo stesso campione.
A questo punto è facile determinare l’indice di gelività G:l’indice di gelività G:l’indice di gelività G:l’indice di gelività G: 1 � F. �.*� F. �.F. �. � 100 → L ���!'��� %!'�0�%!�+��%��$�!%��'��30%=���%."��"%'�#.#��+��%��$�!%��'��20%

18
� COMPATTAZIONE DELLE TERRECOMPATTAZIONE DELLE TERRECOMPATTAZIONE DELLE TERRECOMPATTAZIONE DELLE TERRE.... La prova della compattazione (assieme a quella della portanza), è una prova fondamentale per garantire la stabilità dei rilevati, in linea del tutto generale in sito devo raggiungere un grado di compattazione pari al 95% della densimetria raggiunta in laboratorio. La costipamento delle terre si studia con la prova Proctorprova Proctorprova Proctorprova Proctor normale o modificata:
1) Si prende una fustella metallica scasserabile (152mm di diametro e 177mm di altezza), la quale deve essere riempita con cinque strati successivi di terreno, del quale devo determinare la costipabilità. Il terreno che vado a studiare presenta una granulometria media, infatti devo limitarmi al passante da 25mm, anche se in sito potrei avere del pietrisco (quindi con diametri fino a 71mm), diciamo che questa prova andrebbe bene per l’inerte che si utilizza per i misti cementati.
2) Ogni strato deve essere costipato con 56 colpi del pestello Proctor (corpo cilindrico di peso noto), questo pestello viene fatto cadere da 45 cm di altezza, quindi viene applicata una energia di costipamento nota, e questo per ogni strato. Oltre a questo si deve affermare che nella fase di costipamento il pestello deve essere fatto cadere in punti diversi, secondo una distribuzione corona-centro. È bene ricordare che nella prova Proctor modificata il numero di colpi è pari a 85.
3) A costipamento ultimato si misura il suo contenuto d’acqua (se questo non è noto a priori, ad esempio se vogliamo definirlo per un terreno direttamente presente in sito), per ottenerlo si pesa il nostro campione, dopo di che lo si pone in stufa a 105°C per un’ora, e lo si ripesa, la differenza tra le due pesate ci fornisce il contenuto d’acqua, che deve essere espresso in termini percentuali rispetto al peso del secco. Dopo di che ci possiamo determinare anche la densità seccadensità seccadensità seccadensità secca che è il rapporto tra il peso del materiale essiccato, ed il volume dello stesso a costipamento avvenuto.
4) La prova deve essere ripetuta per campioni diversi, che presentano contenuti in acqua via via maggiori (si aumenta di un punto percentuale alla volta). Si nota che se il terreno ha dei bassi contenuti in acqua, il costipamento è più difficile, avendo il terreno un attrito interno più elevato. Aumentano la quantità d’acqua presente, essa assume un ruolo di lubrificazione, che facilita l’avvicinamento tra i vari grani, dopo di che passato un certo valore ottimo di valore ottimo di valore ottimo di valore ottimo di contenuto in acquacontenuto in acquacontenuto in acquacontenuto in acqua, questa assume il ruolo di distanziare tra di loro i vari grani, con il conseguente effetto di decostipamento.
19
Quindi il valore ottimo si definisce quel contenuto in acqua che permette di raggiungere la massima densità, cioè la massima resistenza al taglio del terreno.
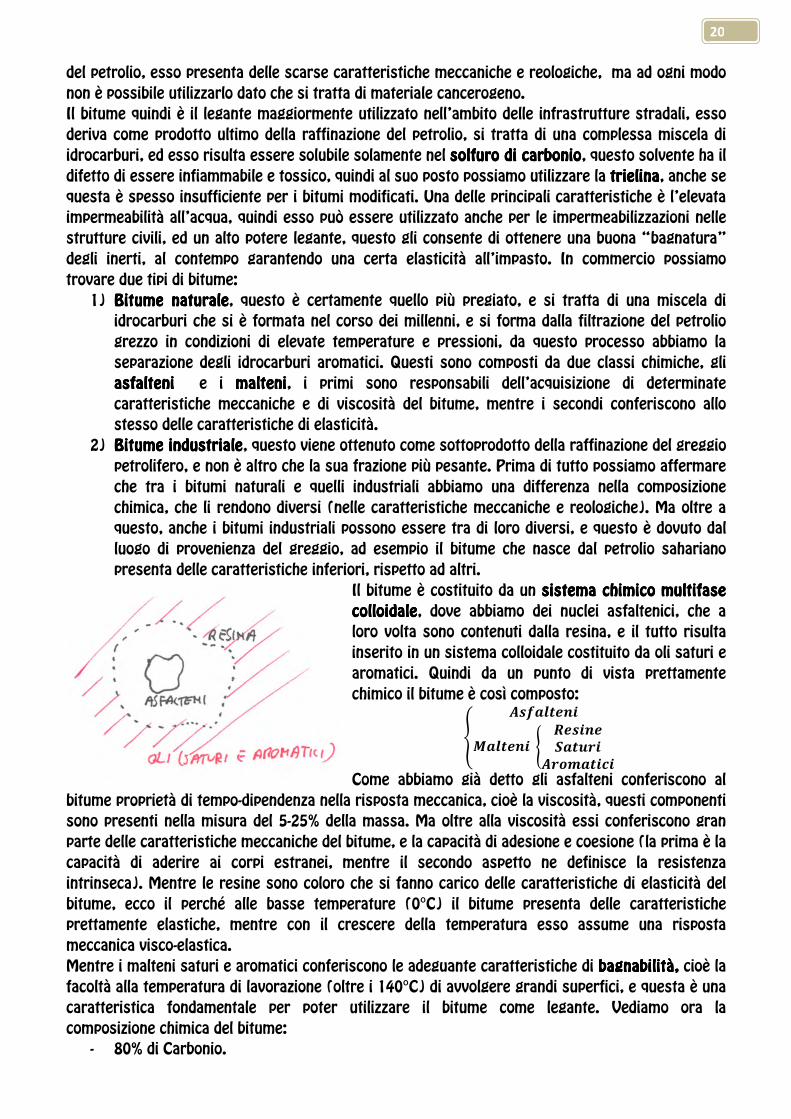
Dopo di che su un campione compattato secondo il metodo Proctor, si procede ad individuare l’indice di l’indice di l’indice di l’indice di portanza CBR portanza CBR portanza CBR portanza CBR (indice di portanza californiana), questa è una prova che deve essere eseguita solamente per le miscele non legate (fondazione e rilevato). Si tratta sostanzialmente di una prova di penetrazione, da parte di un pistone del diametro di 5cm, che viene fatto penetrare a velocità costante per un mm ogni cinquanta secondi (siamo vicini alla condizione di prova statica), la pressione esercitata viene ad essere registrata in tempo reale, ed il tutto può essere rappresentato in un grafico pressione/approfondimento. Come possiamo osservare l’andamento qui affianco riportato, denota un difetto di costipazione, in questo caso si deve individuare la tangente al punto di flesso, e quindi la nuova origine del sistema. La procedura prevede di individuare il valore della pressione, in corrispondenza dei 2,5 e 5mm di penetrazione. Questa pressione deve essere confrontata con la corrispettiva pressione del materiale campione di riferimento della California: �>,M � =��..�%!�!%."�%��$��%!�704//�$> � 100
�M � =��..�%!�!%."�%��$��%!�1054//�$> � 100 Il più grande di questi due valori rappresenta il mio CBR, chiaramente questi valori devono essere i maggiori possibile, e comunque mai inferiori al 30%. È bene ribadire che questo valore rappresenta la capacità portante del terreno, in assenza di deformazioni eccessive, che possono portare a rottura per taglio. È da considerarsi sottofondo uno strato che si spinge fino a 50-100cm di profondità, a queste profondità le tensioni generate dall’infrastruttura stradale divengono trascurabili, o comunque confrontabili con quelle che naturalmente sono già presenti. I LEGANTI.I LEGANTI.I LEGANTI.I LEGANTI. Abbiamo i leganti idraulicileganti idraulicileganti idraulicileganti idraulici ed idrocarburiciidrocarburiciidrocarburiciidrocarburici, poi abbiamo anche i leganti organicileganti organicileganti organicileganti organici (polimerici o quelli modificati), anche se questi sono meno usati (per l’elevato costo). Intanto si deve affermare che il bitume ha un comportamento che globalmente è visco/elasto/plasticovisco/elasto/plasticovisco/elasto/plasticovisco/elasto/plastico, infatti esso non è schematizzabile con la legge di Hooke O � PQ, perché questa legge è del tutto indipendente dal tempo. Infatti le deformazioni nel bitume non sono mai totalmente reversibili, perché una parte rimangono irreversibili, cioè permanenti. Ed inoltre il bitume è intimamente legato alla temperatura, ovvero all’aumento di questa abbiamo un decremento della sua rigidezza, e questo avviene per temperature normalmente presenti nell’ambiente. Questo è un primo escursus, ma vediamo più da vicino i nostri leganti idrocarburici, cominciamo con gli asfalti asfalti asfalti asfalti questi sono dei leganti di origine naturale, e derivano dalla macinazione delle rocce asfalticherocce asfalticherocce asfalticherocce asfaltiche, a dire il vero questa macinazione può essere spinta fino ad ottenere un filler minerale ricco di bitume. Oltre al bitume abbiamo il catramecatramecatramecatrame, questo deriva dalla termodistruzione
20
del petrolio, esso presenta delle scarse caratteristiche meccaniche e reologiche, ma ad ogni modo non è possibile utilizzarlo dato che si tratta di materiale cancerogeno. Il bitume quindi è il legante maggiormente utilizzato nell’ambito delle infrastrutture stradali, esso deriva come prodotto ultimo della raffinazione del petrolio, si tratta di una complessa miscela di idrocarburi, ed esso risulta essere solubile solamente nel solfuro di carboniosolfuro di carboniosolfuro di carboniosolfuro di carbonio, questo solvente ha il difetto di essere infiammabile e tossico, quindi al suo posto possiamo utilizzare la trielinatrielinatrielinatrielina, anche se questa è spesso insufficiente per i bitumi modificati. Una delle principali caratteristiche è l’elevata impermeabilità all’acqua, quindi esso può essere utilizzato anche per le impermeabilizzazioni nelle strutture civili, ed un alto potere legante, questo gli consente di ottenere una buona “bagnatura” degli inerti, al contempo garantendo una certa elasticità all’impasto. In commercio possiamo trovare due tipi di bitume:
1) Bitume naturaleBitume naturaleBitume naturaleBitume naturale, questo è certamente quello più pregiato, e si tratta di una miscela di idrocarburi che si è formata nel corso dei millenni, e si forma dalla filtrazione del petrolio grezzo in condizioni di elevate temperature e pressioni, da questo processo abbiamo la separazione degli idrocarburi aromatici. Questi sono composti da due classi chimiche, gli asfalteni asfalteni asfalteni asfalteni e i maltenimaltenimaltenimalteni, i primi sono responsabili dell’acquisizione di determinate caratteristiche meccaniche e di viscosità del bitume, mentre i secondi conferiscono allo stesso delle caratteristiche di elasticità.
2) Bitume industrialeBitume industrialeBitume industrialeBitume industriale, questo viene ottenuto come sottoprodotto della raffinazione del greggio petrolifero, e non è altro che la sua frazione più pesante. Prima di tutto possiamo affermare che tra i bitumi naturali e quelli industriali abbiamo una differenza nella composizione chimica, che li rendono diversi (nelle caratteristiche meccaniche e reologiche). Ma oltre a questo, anche i bitumi industriali possono essere tra di loro diversi, e questo è dovuto dal luogo di provenienza del greggio, ad esempio il bitume che nasce dal petrolio sahariano presenta delle caratteristiche inferiori, rispetto ad altri.
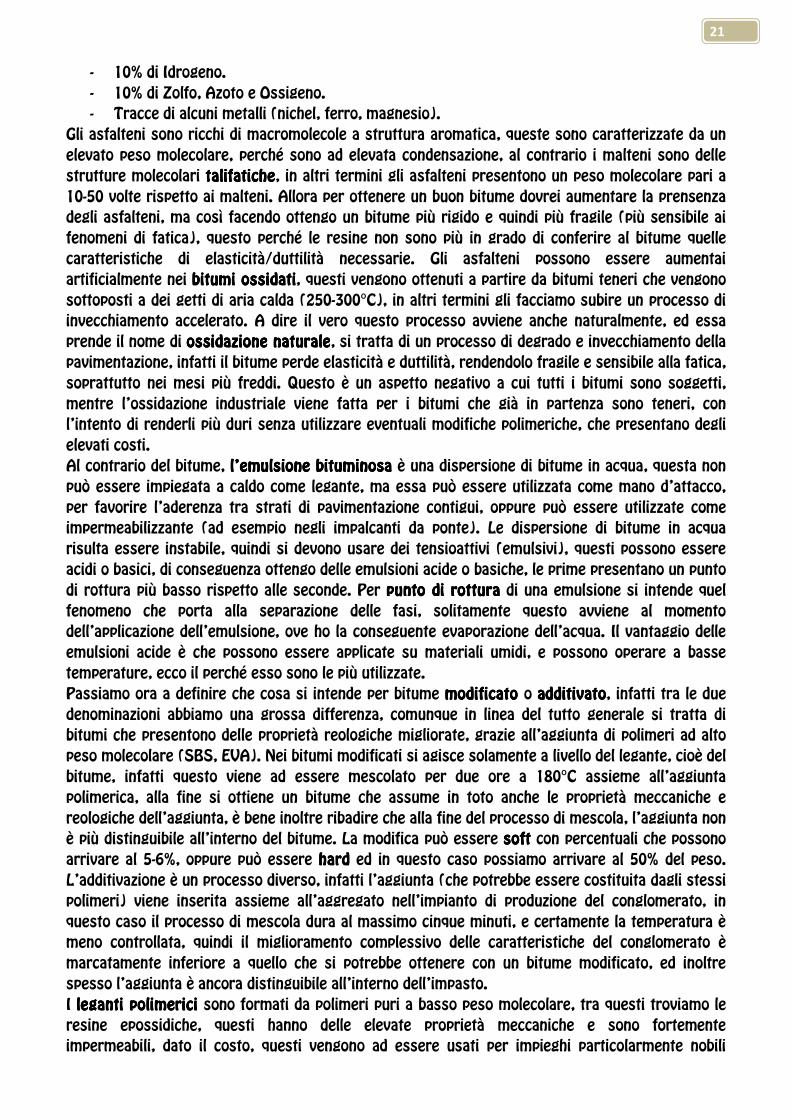
Il bitume è costituito da un sistema chimicosistema chimicosistema chimicosistema chimico multifase multifase multifase multifase colloidalecolloidalecolloidalecolloidale, dove abbiamo dei nuclei asfaltenici, che a loro volta sono contenuti dalla resina, e il tutto risulta inserito in un sistema colloidale costituito da oli saturi e aromatici. Quindi da un punto di vista prettamente chimico il bitume è così composto:
R STUVWXYZ[\VWXYZ[ ] ^YT[ZY_VX`a[SabcVX[d[
Come abbiamo già detto gli asfalteni conferiscono al bitume proprietà di tempo-dipendenza nella risposta meccanica, cioè la viscosità, questi componenti sono presenti nella misura del 5-25% della massa. Ma oltre alla viscosità essi conferiscono gran parte delle caratteristiche meccaniche del bitume, e la capacità di adesione e coesione (la prima è la capacità di aderire ai corpi estranei, mentre il secondo aspetto ne definisce la resistenza intrinseca). Mentre le resine sono coloro che si fanno carico delle caratteristiche di elasticità del bitume, ecco il perché alle basse temperature (0°C) il bitume presenta delle caratteristiche prettamente elastiche, mentre con il crescere della temperatura esso assume una risposta meccanica visco-elastica. Mentre i malteni saturi e aromatici conferiscono le adeguante caratteristiche di bagnabilitàbagnabilitàbagnabilitàbagnabilità,,,, cioè la facoltà alla temperatura di lavorazione (oltre i 140°C) di avvolgere grandi superfici, e questa è una caratteristica fondamentale per poter utilizzare il bitume come legante. Vediamo ora la composizione chimica del bitume:
- 80% di Carbonio.
21
- 10% di Idrogeno. - 10% di Zolfo, Azoto e Ossigeno. - Tracce di alcuni metalli (nichel, ferro, magnesio).
Gli asfalteni sono ricchi di macromolecole a struttura aromatica, queste sono caratterizzate da un elevato peso molecolare, perché sono ad elevata condensazione, al contrario i malteni sono delle strutture molecolari talifatichetalifatichetalifatichetalifatiche, in altri termini gli asfalteni presentono un peso molecolare pari a 10-50 volte rispetto ai malteni. Allora per ottenere un buon bitume dovrei aumentare la prensenza degli asfalteni, ma così facendo ottengo un bitume più rigido e quindi più fragile (più sensibile ai fenomeni di fatica), questo perché le resine non sono più in grado di conferire al bitume quelle caratteristiche di elasticità/duttilità necessarie. Gli asfalteni possono essere aumentai artificialmente nei bitumi ossidatibitumi ossidatibitumi ossidatibitumi ossidati, questi vengono ottenuti a partire da bitumi teneri che vengono sottoposti a dei getti di aria calda (250-300°C), in altri termini gli facciamo subire un processo di invecchiamento accelerato. A dire il vero questo processo avviene anche naturalmente, ed essa prende il nome di ossidazione naturaleossidazione naturaleossidazione naturaleossidazione naturale, si tratta di un processo di degrado e invecchiamento della pavimentazione, infatti il bitume perde elasticità e duttilità, rendendolo fragile e sensibile alla fatica, soprattutto nei mesi più freddi. Questo è un aspetto negativo a cui tutti i bitumi sono soggetti, mentre l’ossidazione industriale viene fatta per i bitumi che già in partenza sono teneri, con l’intento di renderli più duri senza utilizzare eventuali modifiche polimeriche, che presentano degli elevati costi. Al contrario del bitume, l’emulsione bituminosal’emulsione bituminosal’emulsione bituminosal’emulsione bituminosa è una dispersione di bitume in acqua, questa non può essere impiegata a caldo come legante, ma essa può essere utilizzata come mano d’attacco, per favorire l’aderenza tra strati di pavimentazione contigui, oppure può essere utilizzate come impermeabilizzante (ad esempio negli impalcanti da ponte). Le dispersione di bitume in acqua risulta essere instabile, quindi si devono usare dei tensioattivi (emulsivi), questi possono essere acidi o basici, di conseguenza ottengo delle emulsioni acide o basiche, le prime presentano un punto di rottura più basso rispetto alle seconde. Per punto di rotturapunto di rotturapunto di rotturapunto di rottura di una emulsione si intende quel fenomeno che porta alla separazione delle fasi, solitamente questo avviene al momento dell’applicazione dell’emulsione, ove ho la conseguente evaporazione dell’acqua. Il vantaggio delle emulsioni acide è che possono essere applicate su materiali umidi, e possono operare a basse temperature, ecco il perché esso sono le più utilizzate. Passiamo ora a definire che cosa si intende per bitume modificato modificato modificato modificato o additivatoadditivatoadditivatoadditivato, infatti tra le due denominazioni abbiamo una grossa differenza, comunque in linea del tutto generale si tratta di bitumi che presentono delle proprietà reologiche migliorate, grazie all’aggiunta di polimeri ad alto peso molecolare (SBS, EVA). Nei bitumi modificati si agisce solamente a livello del legante, cioè del bitume, infatti questo viene ad essere mescolato per due ore a 180°C assieme all’aggiunta polimerica, alla fine si ottiene un bitume che assume in toto anche le proprietà meccaniche e reologiche dell’aggiunta, è bene inoltre ribadire che alla fine del processo di mescola, l’aggiunta non è più distinguibile all’interno del bitume. La modifica può essere softsoftsoftsoft con percentuali che possono arrivare al 5-6%, oppure può essere hardhardhardhard ed in questo caso possiamo arrivare al 50% del peso. L’additivazione è un processo diverso, infatti l’aggiunta (che potrebbe essere costituita dagli stessi polimeri) viene inserita assieme all’aggregato nell’impianto di produzione del conglomerato, in questo caso il processo di mescola dura al massimo cinque minuti, e certamente la temperatura è meno controllata, quindi il miglioramento complessivo delle caratteristiche del conglomerato è marcatamente inferiore a quello che si potrebbe ottenere con un bitume modificato, ed inoltre spesso l’aggiunta è ancora distinguibile all’interno dell’impasto. I leganti polimerici leganti polimerici leganti polimerici leganti polimerici sono formati da polimeri puri a basso peso molecolare, tra questi troviamo le resine epossidiche, questi hanno delle elevate proprietà meccaniche e sono fortemente impermeabili, dato il costo, questi vengono ad essere usati per impieghi particolarmente nobili
22
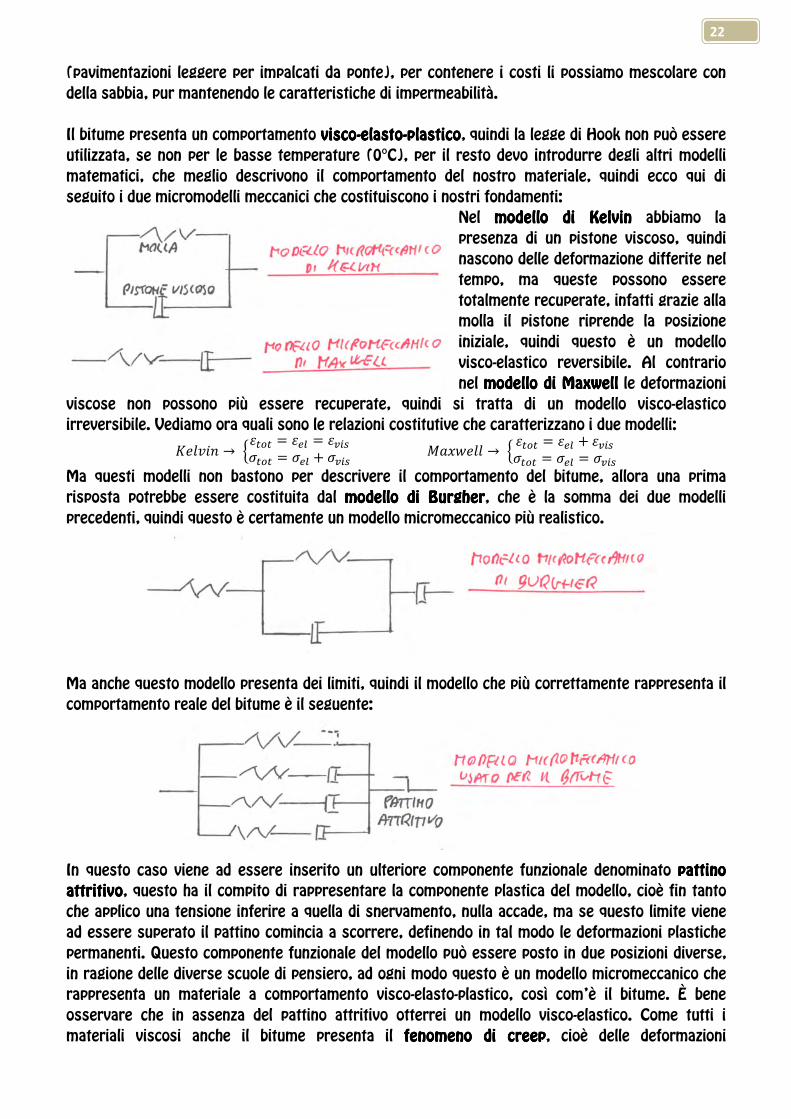
(pavimentazioni leggere per impalcati da ponte), per contenere i costi li possiamo mescolare con della sabbia, pur mantenendo le caratteristiche di impermeabilità. Il bitume presenta un comportamento viscoviscoviscovisco----elastoelastoelastoelasto----plasticoplasticoplasticoplastico, quindi la legge di Hook non può essere utilizzata, se non per le basse temperature (0°C), per il resto devo introdurre degli altri modelli matematici, che meglio descrivono il comportamento del nostro materiale, quindi ecco qui di seguito i due micromodelli meccanici che costituiscono i nostri fondamenti:
Nel modello di Kelvinmodello di Kelvinmodello di Kelvinmodello di Kelvin abbiamo la presenza di un pistone viscoso, quindi nascono delle deformazione differite nel tempo, ma queste possono essere totalmente recuperate, infatti grazie alla molla il pistone riprende la posizione iniziale, quindi questo è un modello visco-elastico reversibile. Al contrario nel modmodmodmodello di Maxwellello di Maxwellello di Maxwellello di Maxwell le deformazioni
viscose non possono più essere recuperate, quindi si tratta di un modello visco-elastico irreversibile. Vediamo ora quali sono le relazioni costitutive che caratterizzano i due modelli: 4��+�! → Lefgf � e7h � ei26Ofgf � O7h � Oi26 ��jk��� → L efgf � e7h � ei26Ofgf � O7h � Oi26 Ma questi modelli non bastono per descrivere il comportamento del bitume, allora una prima risposta potrebbe essere costituita dal modello di Bmodello di Bmodello di Bmodello di Burgherurgherurgherurgher, che è la somma dei due modelli precedenti, quindi questo è certamente un modello micromeccanico più realistico. Ma anche questo modello presenta dei limiti, quindi il modello che più correttamente rappresenta il comportamento reale del bitume è il seguente: In questo caso viene ad essere inserito un ulteriore componente funzionale denominato pattino pattino pattino pattino attritivoattritivoattritivoattritivo, questo ha il compito di rappresentare la componente plastica del modello, cioè fin tanto che applico una tensione inferire a quella di snervamento, nulla accade, ma se questo limite viene ad essere superato il pattino comincia a scorrere, definendo in tal modo le deformazioni plastiche permanenti. Questo componente funzionale del modello può essere posto in due posizioni diverse, in ragione delle diverse scuole di pensiero, ad ogni modo questo è un modello micromeccanico che rappresenta un materiale a comportamento visco-elasto-plastico, così com’è il bitume. È bene osservare che in assenza del pattino attritivo otterrei un modello visco-elastico. Come tutti i materiali viscosi anche il bitume presenta il fenomeno di creepfenomeno di creepfenomeno di creepfenomeno di creep, cioè delle deformazioni

23
procrastinate nel tempo, e del loro recupero, in termini più convenzionali si usa dire che il bitume, così come tutti i materiali viscosi, presenta una memoria di carico.
Vediamo quali sono le deformazioni che caratterizzano il mio comportamento materiale:
� Deformazione elastica istantaneaDeformazione elastica istantaneaDeformazione elastica istantaneaDeformazione elastica istantanea, questa avviene al momento del carico, ed essa viene totalmente recuperata allo scarico.
� Deformazione plastica istantaneaDeformazione plastica istantaneaDeformazione plastica istantaneaDeformazione plastica istantanea irreversibileirreversibileirreversibileirreversibile, anche questa avviene al momento del carico, e non viene recuperata, ecco il perché al momento dello scarico abbiamo una quota parte della deformazione che non viene ad essere recuperata, quota parte che è costituita da questa componente.
� Deformazione viscosa elasticaDeformazione viscosa elasticaDeformazione viscosa elasticaDeformazione viscosa elastica, questa viene ad essere progressivamente recuperata nel tempo allo scarico.
� Deformazione viscoDeformazione viscoDeformazione viscoDeformazione visco----plastica irreversibileplastica irreversibileplastica irreversibileplastica irreversibile, questa non viene ad essere recuperata e si sviluppa in presenza di carico, essa costituisce assieme alla deformazione plastica irreversibile, la deformazione permanente.
La dipendenza dal tempo del comportamento del bitume, ci costringe a definire il modulo assieme ad altre due variabili: tempo di caricotempo di caricotempo di caricotempo di carico (espresso in termini di frequenza) e temperaturatemperaturatemperaturatemperatura.... A questo proposito possiamo affermare che più alta è la frequenza (quindi minori sono i tempi di carico), otteniamo dei moduli maggiori, quindi per le pavimentazioni stradali sono maggiormente pericolosi i carichi di lunga durata (ad esempio lo stazionamento di un mezzo pesante). Ma oltre a questo,
come si è già potuto osservare, il modulo dipende intimamente con la temperatura, infatti più questa è maggiormente elevata più il bitume risulta essere tenero, con un basso modulo ed una elevata capacità deformativa. Al contrario per le basse temperature esso assume un comportamento di natura elastica/fragile, anche questo comportamento non è soddisfacente, infatti esso diviene sensibile al fenomeno della fatica, cioè all’accumulo di
microfratture nel tempo. Ma vediamo quali sono le temperature che subisce il bitume durante la sua esistenza:
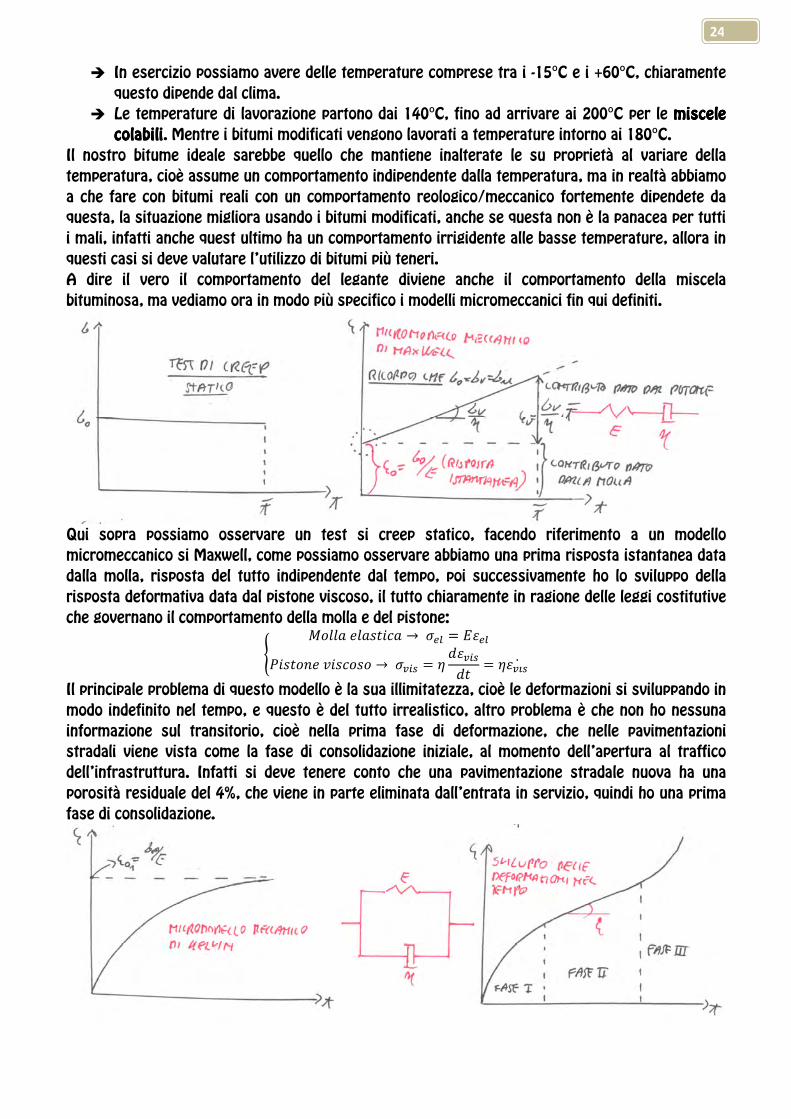
24
� In esercizio possiamo avere delle temperature comprese tra i -15°C e i +60°C, chiaramente questo dipende dal clima.
� Le temperature di lavorazione partono dai 140°C, fino ad arrivare ai 200°C per le miscele miscele miscele miscele colabilicolabilicolabilicolabili. Mentre i bitumi modificati vengono lavorati a temperature intorno ai 180°C.
Il nostro bitume ideale sarebbe quello che mantiene inalterate le su proprietà al variare della temperatura, cioè assume un comportamento indipendente dalla temperatura, ma in realtà abbiamo a che fare con bitumi reali con un comportamento reologico/meccanico fortemente dipendete da questa, la situazione migliora usando i bitumi modificati, anche se questa non è la panacea per tutti i mali, infatti anche quest ultimo ha un comportamento irrigidente alle basse temperature, allora in questi casi si deve valutare l’utilizzo di bitumi più teneri. A dire il vero il comportamento del legante diviene anche il comportamento della miscela bituminosa, ma vediamo ora in modo più specifico i modelli micromeccanici fin qui definiti.
Qui sopra possiamo osservare un test si creep statico, facendo riferimento a un modello micromeccanico si Maxwell, come possiamo osservare abbiamo una prima risposta istantanea data dalla molla, risposta del tutto indipendente dal tempo, poi successivamente ho lo sviluppo della risposta deformativa data dal pistone viscoso, il tutto chiaramente in ragione delle leggi costitutive che governano il comportamento della molla e del pistone:
] �%������."��� →O7h � He7h=�."%!�+�.�%.% →Oi26 � l 'ei26'" � leim6n Il principale problema di questo modello è la sua illimitatezza, cioè le deformazioni si sviluppando in modo indefinito nel tempo, e questo è del tutto irrealistico, altro problema è che non ho nessuna informazione sul transitorio, cioè nella prima fase di deformazione, che nelle pavimentazioni stradali viene vista come la fase di consolidazione iniziale, al momento dell’apertura al traffico dell’infrastruttura. Infatti si deve tenere conto che una pavimentazione stradale nuova ha una porosità residuale del 4%, che viene in parte eliminata dall’entrata in servizio, quindi ho una prima fase di consolidazione.

25
Quindi abbiamo tre fasi che definisco la vita operativa di una pavimentazione: � Nella fase Ifase Ifase Ifase I ho una velocità di deformazione decrescente, e questo corrisponde alla fase
iniziale di consolidazione della pavimentazione stradale. � La fase IIfase IIfase IIfase II è la fase intermedia e presenta uno sviluppo lineare dell’andamento delle
deformazioni, quindi la velocità di deformazione è costante, questo tratto sostanzialmente rappresenta la fase di vita utile della pavimentazione, quindi questa fase deve essere la più lunga possibile, in altri termini devo avere una velocità di deformazione il più possibile contenuta.
� La fase IIIfase IIIfase IIIfase III è la fase finale, dove ho un incremento più che lineare delle deformazioni, questa è la fase di collasso della pavimentazione, con la conseguente fessurazione e perdita di coesione dell’impasto.
In precedenza ho anche riportato la rappresentazione del micromodello meccanico di Kelvin, come si osserva in questo caso abbiamo uno sviluppo asintotico delle deformazioni, ove l’asintoto rappresenterebbe il limite deformativo della sola molla. Questo modello è ancora peggiore di quello precedente, infatti non possiamo dire nulla sulla risposta istantanea del materlale, ed inoltre la risposta deformativa rappresentata è troppo confinata, infatti nella realtà possiamo assumere valori di deformazione nettamente superiori. Quindi per studiare il transitorio possiamo usare il modello di Burgher, esso non è altro che la somma dei due micromodelli meccanici precedenti.
F�/�$��%."�"#"�+�$%'���%'��#�/J�� → ,Ofgf � O7ho7hi2p � Oi26o7hi2p � O7hq(rs7hh � Oi26q(rs7hhefgf � efgfo7hi2p � e7hq(rs7hh � ei26q(rs7hh t uYvvYw[UUYaYZx[VWYwYWcbwYWWbw[yYWz[Z →{XbX � |}~YW � �}~z�Tn Come possiamo osservare dopo una prima risposta istantanea, abbiamo un sviluppo asintotico che rappresenta il comportamento del modello di Kelvin, mentre la componente tempo-dipendente è data sostanzialmente dal pistone del modello di Maxwell. Ora questo modello non tiene conto del contributo di deformazione istantanea di origine plastica, ma solamente di quella elastica, ma ad ogni modo può essere utilizzato, ed inoltre se consideriamo il solo modello di Kelvin, allo scarico la deformazione viene totalmente recuperata dalla molla. Mentre nel modello di Burgher abbiamo il pistone, con il parametro di viscosità l>, che rimane deformato, dando al modello la capacità della memoria di carico, caratteristica di tutti i materiali viscosi. Ma anche questo modello fallisce in presenza di carichi ripetuti nel tempo, cioè nello studio dei fenomeni di fatica, allora a questo proposito possiamo usare il modello micoromeccanico di ZenerZenerZenerZener, che preso da solo sarebbe un modello visco-elasto reversibile, in accoppiata con una unità funzionale che gestisca la visco-plasticità. Infatti il solo modello di Zener non sarebbe sufficiente per gestire materiali soggetti a stati di deformazione permanenti. L’unità funzionale visco-plastica è composta da un pattino attritivo con un coefficiente di incrudimento K, e un pistone viscoso. efgf � e�26�g�7h(6f2�(�7p7� � e�26�g��h(6f2�(
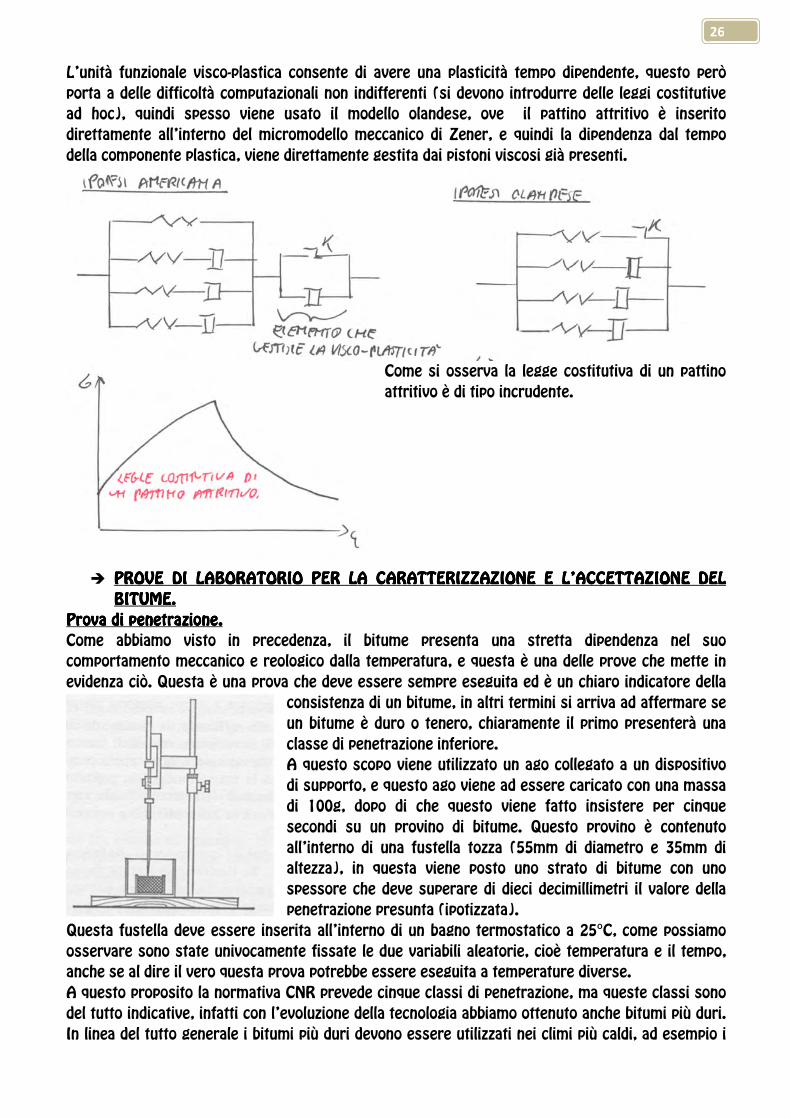
26
L’unità funzionale visco-plastica consente di avere una plasticità tempo dipendente, questo però porta a delle difficoltà computazionali non indifferenti (si devono introdurre delle leggi costitutive ad hoc), quindi spesso viene usato il modello olandese, ove il pattino attritivo è inserito direttamente all’interno del micromodello meccanico di Zener, e quindi la dipendenza dal tempo della componente plastica, viene direttamente gestita dai pistoni viscosi già presenti.
Come si osserva la legge costitutiva di un pattino attritivo è di tipo incrudente.
� PROVE DI LABORATORIO PER LA CARATTERIZZAZIONE E L’ACCETTAZIONEPROVE DI LABORATORIO PER LA CARATTERIZZAZIONE E L’ACCETTAZIONEPROVE DI LABORATORIO PER LA CARATTERIZZAZIONE E L’ACCETTAZIONEPROVE DI LABORATORIO PER LA CARATTERIZZAZIONE E L’ACCETTAZIONE DEL DEL DEL DEL BITUMEBITUMEBITUMEBITUME....
Prova di penetrazione.Prova di penetrazione.Prova di penetrazione.Prova di penetrazione. Come abbiamo visto in precedenza, il bitume presenta una stretta dipendenza nel suo comportamento meccanico e reologico dalla temperatura, e questa è una delle prove che mette in evidenza ciò. Questa è una prova che deve essere sempre eseguita ed è un chiaro indicatore della
consistenza di un bitume, in altri termini si arriva ad affermare se un bitume è duro o tenero, chiaramente il primo presenterà una classe di penetrazione inferiore. A questo scopo viene utilizzato un ago collegato a un dispositivo di supporto, e questo ago viene ad essere caricato con una massa di 100g, dopo di che questo viene fatto insistere per cinque secondi su un provino di bitume. Questo provino è contenuto all’interno di una fustella tozza (55mm di diametro e 35mm di altezza), in questa viene posto uno strato di bitume con uno spessore che deve superare di dieci decimillimetri il valore della penetrazione presunta (ipotizzata).
Questa fustella deve essere inserita all’interno di un bagno termostatico a 25°C, come possiamo osservare sono state univocamente fissate le due variabili aleatorie, cioè temperatura e il tempo, anche se al dire il vero questa prova potrebbe essere eseguita a temperature diverse. A questo proposito la normativa CNR prevede cinque classi di penetrazione, ma queste classi sono del tutto indicative, infatti con l’evoluzione della tecnologia abbiamo ottenuto anche bitumi più duri. In linea del tutto generale i bitumi più duri devono essere utilizzati nei climi più caldi, ad esempio i

27
bitumi di classe 40/50, ma è anche vero che tramite l’utilizzo di una modifica questi bitumi possono arrivare ad una classe di penetrazione 20/30 (peraltro non prevista dalla CNR). Ovviamente nei climi più freddi non conviene utilizzare i bitumi duri, infatti questi tendono a fessurare per fatica, essendo più fragili, ad esempio possiamo usare dei bitumi di classe 50/70, peraltro classe proposta dall’ANAS. Questa prova può essere eseguita sia sui bitumi vergini, sia sul bitume di pavimentazioni esistenti, in altri termini si procede dapprima a un carotaggio, dopo di che tramite l’uso di solventi si riesce a separare il bitume dalla fase minerale. È del tutto evidente che questo non presenterà gli stessi valori di penetrazione di un bitume vergine, infatti il bitume vecchio va in contro ad una ossidazione naturale (processo di invecchiamento), ed inoltre durante la sua lavorazione viene impoverito dalle componenti volatili, e come se non bastasse esso subisce processi chimici e meccanici (durante l’operazione di estrazione del bitume con i solventi, e sollecitazioni meccaniche durante il carotaggio). Quindi i valori forniti dalla nostra prova di penetrazione sono solamente qualitativamente confrontabili. Punto di rammollimento.Punto di rammollimento.Punto di rammollimento.Punto di rammollimento. Anche questa prova può essere eseguita sul bitume vergine o su quello estratto, questo punto di rammollimento viene ad essere ricavato tramite la prova di rammollimento con il metodo della pallina/anello. In altri termini si tratta di individuare la massima temperatura alla quale il legante presenta una consistenza minima che garantisce delle adeguante condizioni di esercizio. Al di sopra di questa temperatura, sostanzialmente il bitume presenta un comportamento fluido, e quindi con la conseguente formazione di ormaiature e deformazioni varie.
Il dispositivo si compone di un recipiente al cui interno abbiamo un disco forato, che si trova alla distanza di un pollice dal fondo del recipiente. Sul disco forato vengono posti due anelli di ottone, al cui interno viene posto del bitume, sul quale viene posta una biglia (10mm di diametro e 3,5g di peso). Tutto il sistema viene inserito in un bagno,
la cui temperatura aumenta di cinque gradi al minuto, a un certo punto il peso della biglia farà si che questa punzoni il disco di bitume, con la formazione di una goccia (infatti il bitume aderisce perfettamente all’anello di ottone), quando l’estremità della goccia toccherà il piano inferiore, questo avviene in corrispondenza del punto di rammollimentopunto di rammollimentopunto di rammollimentopunto di rammollimento. Questo valore deve essere il più elevato possibile, e ovviamente al di sopra dell’intervallo delle temperature di esercizio, e comunque non meno di 60°C, in linea del tutto generale maggiore è questa temperatura, e minori saranno le possibilità di formazione di deformazioni permanenti. Ovviamente questo parametro è legato a doppio filo con la classe di penetrazione, infatti più questa è bassa, più elevata sarà la temperatura di rammollimento, e viceversa. Punto di rottura.Punto di rottura.Punto di rottura.Punto di rottura. Questa è certamente una prova meno richiesta rispetto alle prime due, ma ad ogni modo questa è la prova opposta a quella precedente, in altri termini ora cerchiamo la temperatura più bassa che un bitume può sopportare senza compromettere la sua funzionalità operativa. Tra questi due estremi (il punto di rammollimentopunto di rammollimentopunto di rammollimentopunto di rammollimento e il punto Fraaspunto Fraaspunto Fraaspunto Fraas), abbiamo tutto l’intervallo di temperatura nel quale il bitume assume delle caratteristiche visco-elasto-plastiche, ed in questa finestra che è garantita

28
l’attività di esercizio del bitume e del conglomerato bituminoso. Il punto di Fraas è individuato da quella temperatura nella quale il bitume perde la sua duttilità, in cui esso diviene sensibile alle sollecitazioni da fatica per flessione, ecco il perché la prova viene condotta in un determinato modo. Prima di tutto si spalma 0,4g di bitume su una lamina flessibile di metallo (2x4cm), e questa viene ad essere successivamente inserita in una ganascia. Dopo di che questa lamina e tutto il meccanismo viene inserito in un vaso vaso vaso vaso Dewar Dewar Dewar Dewar a doppia parete, nell’intercapedine più esterno viene inserito del cloruro di calcio, mentre nell’intercapedine più intermedio si mette dell’acetone. Poi la temperatura deve essere abbassata di 1°C al minuto, partendo da 10°C, questa diminuzione è ottenuta aggiungendo del ghiaccio secco che reagisce con l’acetone. Durante questa operazione la lamina deve essere inflessa ad intervalli regolari, ovviamente si definisce punto di rottura quando la pellicola presenta la prima fessura, ovviamente questo punto notevole deve realizzarsi a una temperatura che deve essere la minore possibile, chiaramente anche questo parametro è intimamente legato alla classe di penetrazione.
DuttilitàDuttilitàDuttilitàDuttilità Il grado di duttilità viene ad essere definita come la capacità del bitume di allungarsi e deformarsi, a seguito di una sollecitazione di trazione diretta centrata. Si tratta di utilizzare un campione di
bitume opportunamente sagomato, il quale viene ad essere agganciato in corrispondenza delle teste a due ganasce, che costituiscono il dispositivo di trazione. Il tutto viene ad essere inserito all’interno di un vaso con un bagno termostatico a 25°C (come si osserva la stessa temperatura della prova di penetrazione). Il provino presenta una forma a “8” per favorirne la strizione, ottenuta grazie all’allontanamento delle ganasce con una velocità di 5cm al minuto. La particolare forma del provino viene utilizzata per evitare possibili rotture trasversali non desiderate, si tratta comunque di una prova che presenta delle intrinseche difficolta di esecuzione, data dalla possibilità di rottura non corretta del provino, oppure dal fatto che il fuso di strizione tocchi il fondo della vasca. L’allungamento massimo consentito è di 100cm, qualora venga ad essere raggiunto questo limite, il bitume viene ad essere classificato con una duttilità “oltre
100”. Le difficoltà divengono ancora maggiori per i bitumi modificati, infatti questi essendo dei bitumi con una maggiore rigidezza, presentano una minore duttilità, ma questa diviene di difficile valutazione per i bitumi modificati. I valori di duttilità accettati vanno dai 70 ai 100cm in funzione della classe di penetrazione. VolVolVolVolatilità standard e volatilità in strato sottile.atilità standard e volatilità in strato sottile.atilità standard e volatilità in strato sottile.atilità standard e volatilità in strato sottile. Entrambe queste prove hanno l’obiettivo di valutare il comportamento del bitume alle alte temperature, nella volatilità standard se ne vuole definire il comportamento quando il bitume è stoccato all’interno dell’impianto di miscelazione, mentre con la seconda prova se ne vuole definire il comportamento quando questo è in fase di miscelazione/lavorazione. Si parte dal presupposto che il riscaldamento prolungato provoca dei danni al bitume, soprattutto se questo è un bitume modificato. In altri termini la frazione leggera tende a volatilizzarsi, in altri termini il bitume subisce un invecchiamento accelerato, che ne provoca un aumento indesiderato della rigidezza. Nella
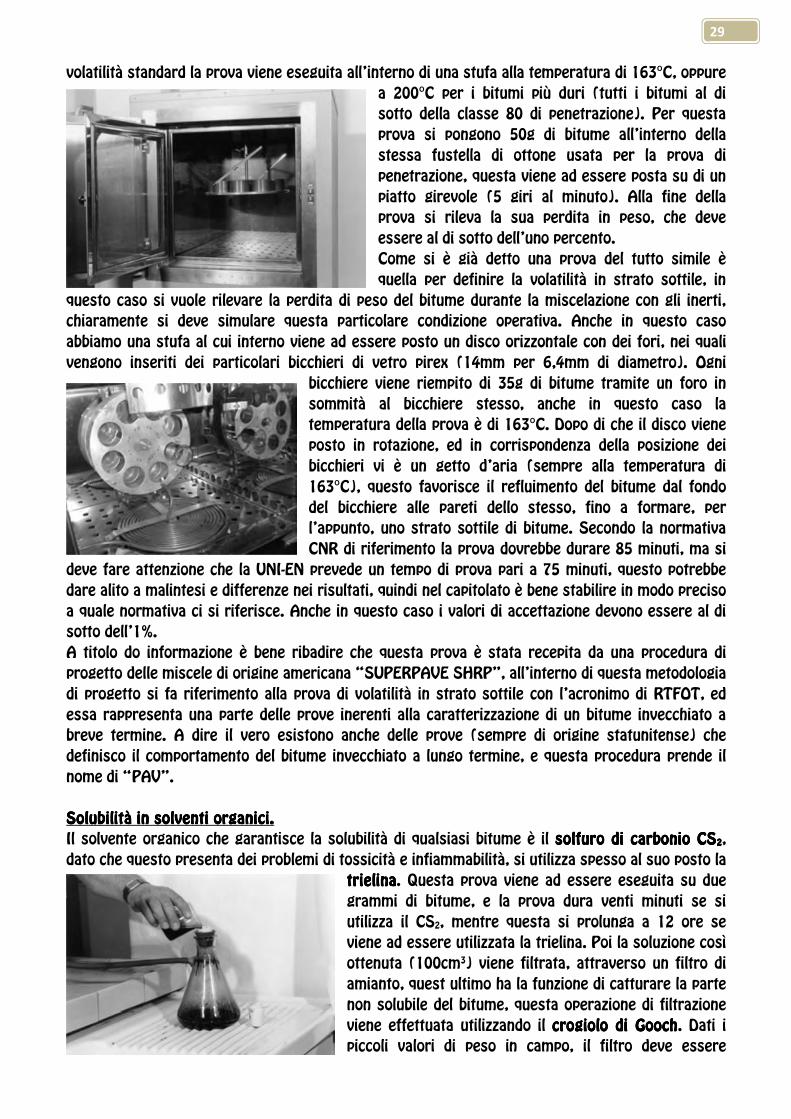
29
volatilità standard la prova viene eseguita all’interno di una stufa alla temperatura di 163°C, oppure a 200°C per i bitumi più duri (tutti i bitumi al di sotto della classe 80 di penetrazione). Per questa prova si pongono 50g di bitume all’interno della stessa fustella di ottone usata per la prova di penetrazione, questa viene ad essere posta su di un piatto girevole (5 giri al minuto). Alla fine della prova si rileva la sua perdita in peso, che deve essere al di sotto dell’uno percento. Come si è già detto una prova del tutto simile è quella per definire la volatilità in strato sottile, in
questo caso si vuole rilevare la perdita di peso del bitume durante la miscelazione con gli inerti, chiaramente si deve simulare questa particolare condizione operativa. Anche in questo caso abbiamo una stufa al cui interno viene ad essere posto un disco orizzontale con dei fori, nei quali vengono inseriti dei particolari bicchieri di vetro pirex (14mm per 6,4mm di diametro). Ogni
bicchiere viene riempito di 35g di bitume tramite un foro in sommità al bicchiere stesso, anche in questo caso la temperatura della prova è di 163°C. Dopo di che il disco viene posto in rotazione, ed in corrispondenza della posizione dei bicchieri vi è un getto d’aria (sempre alla temperatura di 163°C), questo favorisce il refluimento del bitume dal fondo del bicchiere alle pareti dello stesso, fino a formare, per l’appunto, uno strato sottile di bitume. Secondo la normativa CNR di riferimento la prova dovrebbe durare 85 minuti, ma si
deve fare attenzione che la UNI-EN prevede un tempo di prova pari a 75 minuti, questo potrebbe dare alito a malintesi e differenze nei risultati, quindi nel capitolato è bene stabilire in modo preciso a quale normativa ci si riferisce. Anche in questo caso i valori di accettazione devono essere al di sotto dell’1%. A titolo do informazione è bene ribadire che questa prova è stata recepita da una procedura di progetto delle miscele di origine americana “SUPERPAVE SHRP”, all’interno di questa metodologia di progetto si fa riferimento alla prova di volatilità in strato sottile con l’acronimo di RTFOT, ed essa rappresenta una parte delle prove inerenti alla caratterizzazione di un bitume invecchiato a breve termine. A dire il vero esistono anche delle prove (sempre di origine statunitense) che definisco il comportamento del bitume invecchiato a lungo termine, e questa procedura prende il nome di “PAV”. Solubilità in solventi organici.Solubilità in solventi organici.Solubilità in solventi organici.Solubilità in solventi organici. Il solvente organico che garantisce la solubilità di qualsiasi bitume è il solfuro di carbonio CSsolfuro di carbonio CSsolfuro di carbonio CSsolfuro di carbonio CS2222, dato che questo presenta dei problemi di tossicità e infiammabilità, si utilizza spesso al suo posto la
trielinatrielinatrielinatrielina. Questa prova viene ad essere eseguita su due grammi di bitume, e la prova dura venti minuti se si utilizza il CS2, mentre questa si prolunga a 12 ore se viene ad essere utilizzata la trielina. Poi la soluzione così ottenuta (100cm3) viene filtrata, attraverso un filtro di amianto, quest ultimo ha la funzione di catturare la parte non solubile del bitume, questa operazione di filtrazione viene effettuata utilizzando il crogiolo di Goochcrogiolo di Goochcrogiolo di Goochcrogiolo di Gooch. Dati i piccoli valori di peso in campo, il filtro deve essere
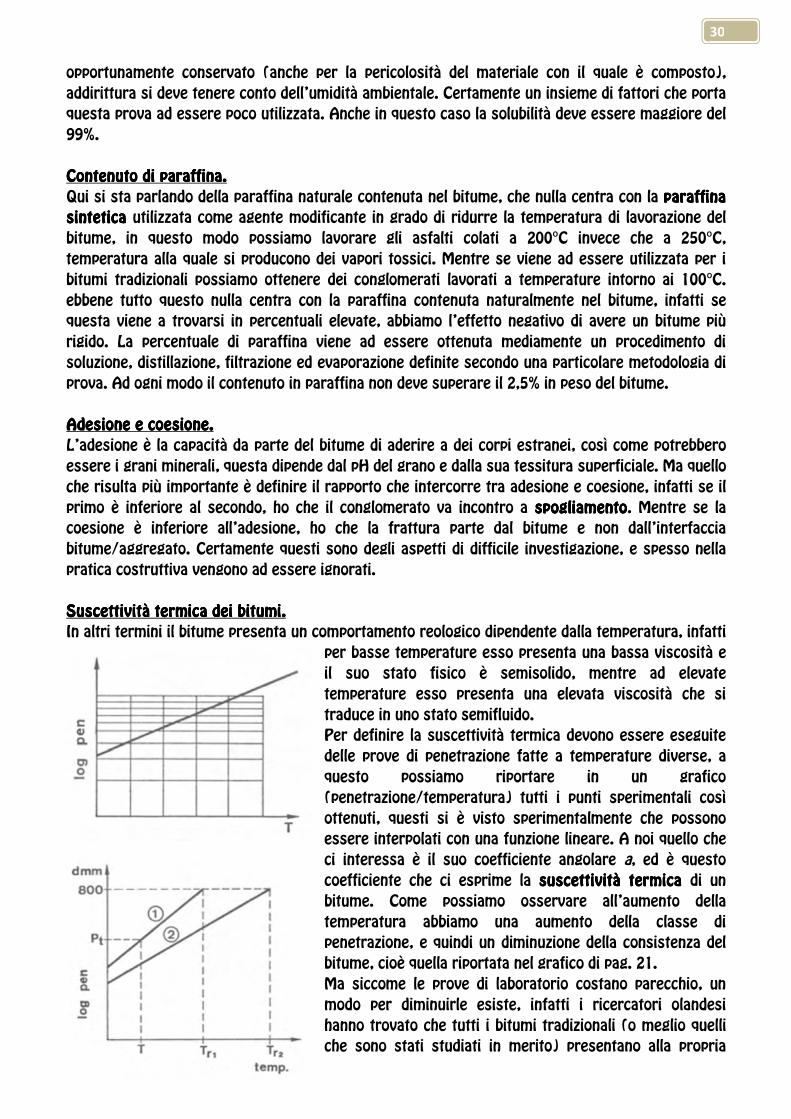
30
opportunamente conservato (anche per la pericolosità del materiale con il quale è composto), addirittura si deve tenere conto dell’umidità ambientale. Certamente un insieme di fattori che porta questa prova ad essere poco utilizzata. Anche in questo caso la solubilità deve essere maggiore del 99%. Contenuto di paraffina.Contenuto di paraffina.Contenuto di paraffina.Contenuto di paraffina. Qui si sta parlando della paraffina naturale contenuta nel bitume, che nulla centra con la paraffina paraffina paraffina paraffina sintetica sintetica sintetica sintetica utilizzata come agente modificante in grado di ridurre la temperatura di lavorazione del bitume, in questo modo possiamo lavorare gli asfalti colati a 200°C invece che a 250°C, temperatura alla quale si producono dei vapori tossici. Mentre se viene ad essere utilizzata per i bitumi tradizionali possiamo ottenere dei conglomerati lavorati a temperature intorno ai 100°C. ebbene tutto questo nulla centra con la paraffina contenuta naturalmente nel bitume, infatti se questa viene a trovarsi in percentuali elevate, abbiamo l’effetto negativo di avere un bitume più rigido. La percentuale di paraffina viene ad essere ottenuta mediamente un procedimento di soluzione, distillazione, filtrazione ed evaporazione definite secondo una particolare metodologia di prova. Ad ogni modo il contenuto in paraffina non deve superare il 2,5% in peso del bitume. Adesione e coesione.Adesione e coesione.Adesione e coesione.Adesione e coesione. L’adesione è la capacità da parte del bitume di aderire a dei corpi estranei, così come potrebbero essere i grani minerali, questa dipende dal pH del grano e dalla sua tessitura superficiale. Ma quello che risulta più importante è definire il rapporto che intercorre tra adesione e coesione, infatti se il primo è inferiore al secondo, ho che il conglomerato va incontro a spogliamentospogliamentospogliamentospogliamento. Mentre se la coesione è inferiore all’adesione, ho che la frattura parte dal bitume e non dall’interfaccia bitume/aggregato. Certamente questi sono degli aspetti di difficile investigazione, e spesso nella pratica costruttiva vengono ad essere ignorati. Suscettività termica dei bitumi.Suscettività termica dei bitumi.Suscettività termica dei bitumi.Suscettività termica dei bitumi. In altri termini il bitume presenta un comportamento reologico dipendente dalla temperatura, infatti
per basse temperature esso presenta una bassa viscosità e il suo stato fisico è semisolido, mentre ad elevate temperature esso presenta una elevata viscosità che si traduce in uno stato semifluido. Per definire la suscettività termica devono essere eseguite delle prove di penetrazione fatte a temperature diverse, a questo possiamo riportare in un grafico (penetrazione/temperatura) tutti i punti sperimentali così ottenuti, questi si è visto sperimentalmente che possono essere interpolati con una funzione lineare. A noi quello che ci interessa è il suo coefficiente angolare a, ed è questo coefficiente che ci esprime la suscettività termica suscettività termica suscettività termica suscettività termica di un bitume. Come possiamo osservare all’aumento della temperatura abbiamo una aumento della classe di penetrazione, e quindi un diminuzione della consistenza del bitume, cioè quella riportata nel grafico di pag. 21. Ma siccome le prove di laboratorio costano parecchio, un modo per diminuirle esiste, infatti i ricercatori olandesi hanno trovato che tutti i bitumi tradizionali (o meglio quelli che sono stati studiati in merito) presentano alla propria
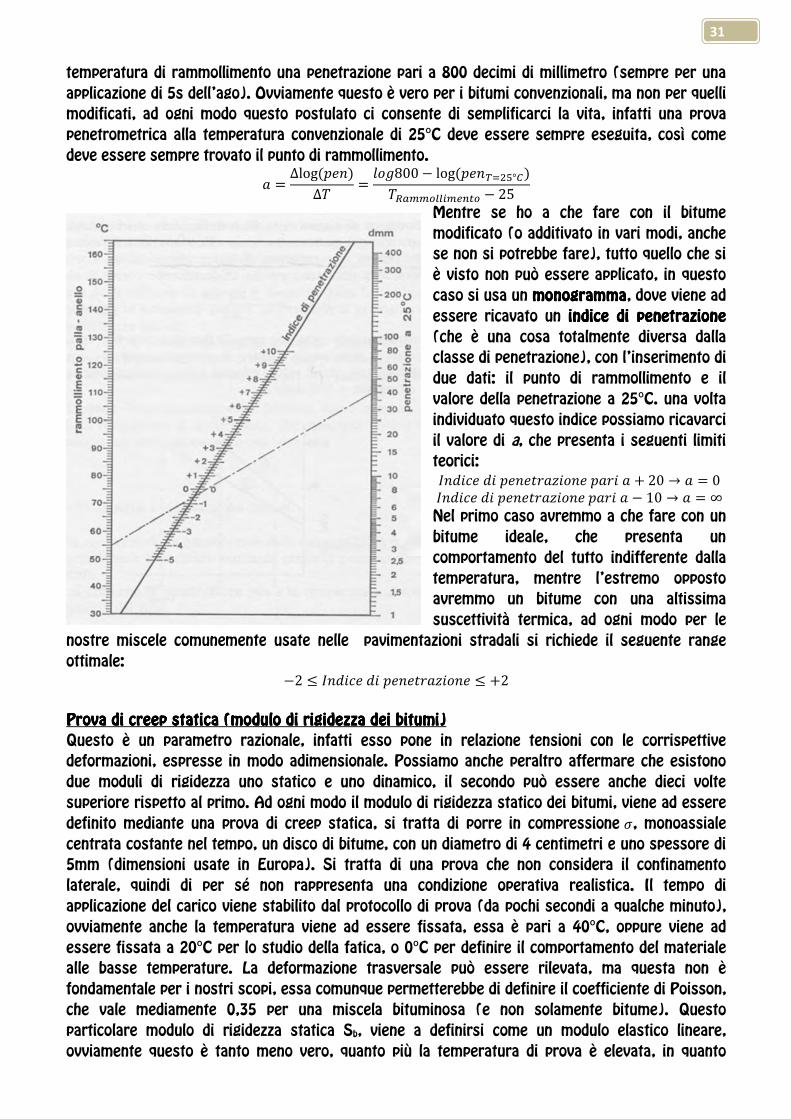
31
temperatura di rammollimento una penetrazione pari a 800 decimi di millimetro (sempre per una applicazione di 5s dell’ago). Ovviamente questo è vero per i bitumi convenzionali, ma non per quelli modificati, ad ogni modo questo postulato ci consente di semplificarci la vita, infatti una prova penetrometrica alla temperatura convenzionale di 25°C deve essere sempre eseguita, così come deve essere sempre trovato il punto di rammollimento. � � ∆log3��!5∆� � �%/800 � log3��!��>M°�5��(��ghh2�7pfg � 25
Mentre se ho a che fare con il bitume modificato (o additivato in vari modi, anche se non si potrebbe fare), tutto quello che si è visto non può essere applicato, in questo caso si usa un monogrammamonogrammamonogrammamonogramma, dove viene ad essere ricavato un indice di penetrazioneindice di penetrazioneindice di penetrazioneindice di penetrazione (che è una cosa totalmente diversa dalla classe di penetrazione), con l’inserimento di due dati: il punto di rammollimento e il valore della penetrazione a 25°C. una volta individuato questo indice possiamo ricavarci il valore di a, che presenta i seguenti limiti teorici: �!'���'���!�"��0�%!������ � 20 → � � 0 �!'���'���!�"��0�%!������ � 10 → � � ∞ Nel primo caso avremmo a che fare con un bitume ideale, che presenta un comportamento del tutto indifferente dalla temperatura, mentre l’estremo opposto avremmo un bitume con una altissima suscettività termica, ad ogni modo per le
nostre miscele comunemente usate nelle pavimentazioni stradali si richiede il seguente range ottimale: �2 ? �!'���'���!�"��0�%!� ? �2 ProvaProvaProvaProva di creep staticadi creep staticadi creep staticadi creep statica (modulo di rigidezza dei bitumi)(modulo di rigidezza dei bitumi)(modulo di rigidezza dei bitumi)(modulo di rigidezza dei bitumi) Questo è un parametro razionale, infatti esso pone in relazione tensioni con le corrispettive deformazioni, espresse in modo adimensionale. Possiamo anche peraltro affermare che esistono due moduli di rigidezza uno statico e uno dinamico, il secondo può essere anche dieci volte superiore rispetto al primo. Ad ogni modo il modulo di rigidezza statico dei bitumi, viene ad essere definito mediante una prova di creep statica, si tratta di porre in compressione O, monoassiale centrata costante nel tempo, un disco di bitume, con un diametro di 4 centimetri e uno spessore di 5mm (dimensioni usate in Europa). Si tratta di una prova che non considera il confinamento laterale, quindi di per sé non rappresenta una condizione operativa realistica. Il tempo di applicazione del carico viene stabilito dal protocollo di prova (da pochi secondi a qualche minuto), ovviamente anche la temperatura viene ad essere fissata, essa è pari a 40°C, oppure viene ad essere fissata a 20°C per lo studio della fatica, o 0°C per definire il comportamento del materiale alle basse temperature. La deformazione trasversale può essere rilevata, ma questa non è fondamentale per i nostri scopi, essa comunque permetterebbe di definire il coefficiente di Poisson, che vale mediamente 0,35 per una miscela bituminosa (e non solamente bitume). Questo particolare modulo di rigidezza statica Sb, viene a definirsi come un modulo elastico lineare, ovviamente questo è tanto meno vero, quanto più la temperatura di prova è elevata, in quanto
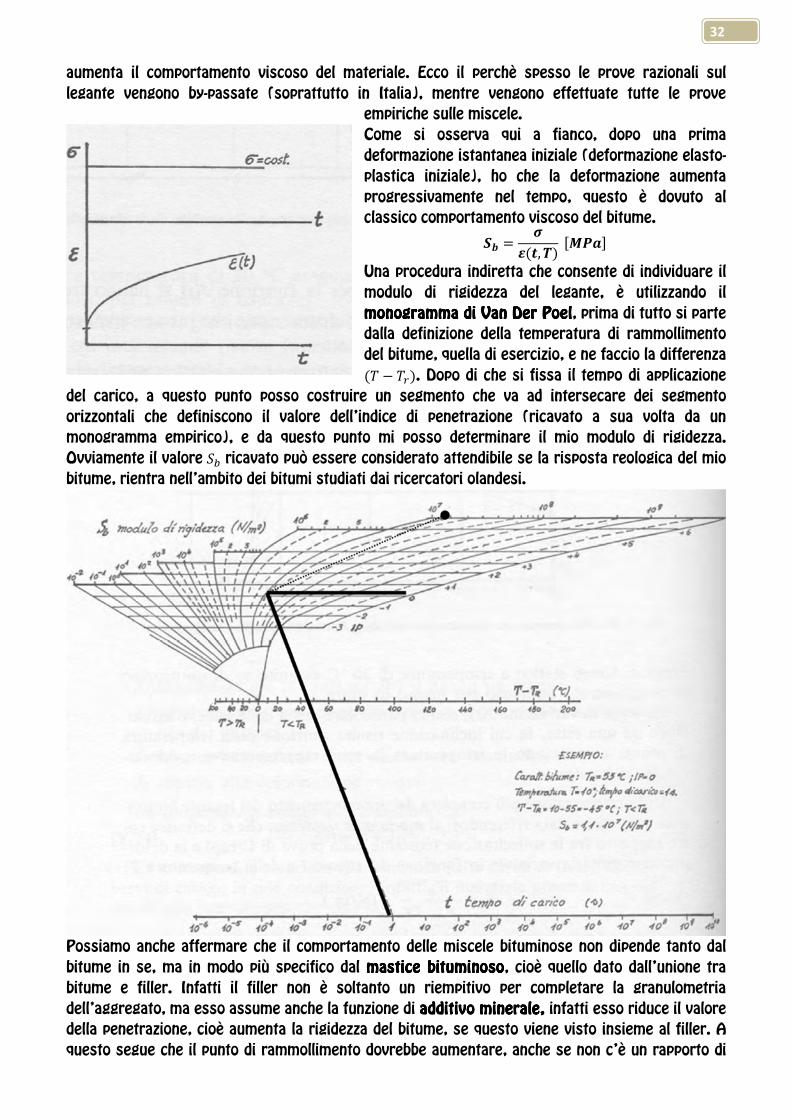
32
aumenta il comportamento viscoso del materiale. Ecco il perchè spesso le prove razionali sul legante vengono by-passate (soprattutto in Italia), mentre vengono effettuate tutte le prove
empiriche sulle miscele. Come si osserva qui a fianco, dopo una prima deformazione istantanea iniziale (deformazione elasto-plastica iniziale), ho che la deformazione aumenta progressivamente nel tempo, questo è dovuto al classico comportamento viscoso del bitume. _� � {~3X, �5�\�V� Una procedura indiretta che consente di individuare il modulo di rigidezza del legante, è utilizzando il monogramma di Van Der monogramma di Van Der monogramma di Van Der monogramma di Van Der PoelPoelPoelPoel, prima di tutto si parte dalla definizione della temperatura di rammollimento del bitume, quella di esercizio, e ne faccio la differenza 3� � ��5. Dopo di che si fissa il tempo di applicazione
del carico, a questo punto posso costruire un segmento che va ad intersecare dei segmento orizzontali che definiscono il valore dell’indice di penetrazione (ricavato a sua volta da un monogramma empirico), e da questo punto mi posso determinare il mio modulo di rigidezza. Ovviamente il valore I� ricavato può essere considerato attendibile se la risposta reologica del mio bitume, rientra nell’ambito dei bitumi studiati dai ricercatori olandesi.
Possiamo anche affermare che il comportamento delle miscele bituminose non dipende tanto dal bitume in se, ma in modo più specifico dal mastice bituminosomastice bituminosomastice bituminosomastice bituminoso, cioè quello dato dall’unione tra bitume e filler. Infatti il filler non è soltanto un riempitivo per completare la granulometria dell’aggregato, ma esso assume anche la funzione di additivo minerale, additivo minerale, additivo minerale, additivo minerale, infatti esso riduce il valore della penetrazione, cioè aumenta la rigidezza del bitume, se questo viene visto insieme al filler. A questo segue che il punto di rammollimento dovrebbe aumentare, anche se non c’è un rapporto di
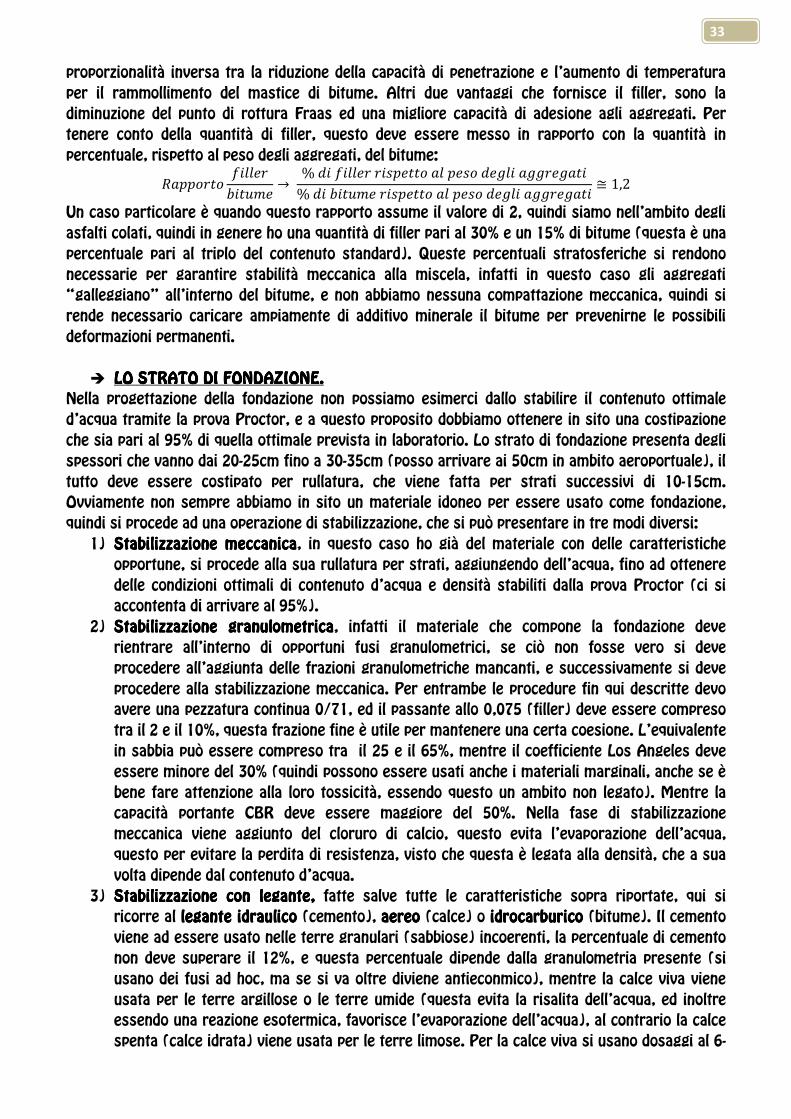
33
proporzionalità inversa tra la riduzione della capacità di penetrazione e l’aumento di temperatura per il rammollimento del mastice di bitume. Altri due vantaggi che fornisce il filler, sono la diminuzione del punto di rottura Fraas ed una migliore capacità di adesione agli aggregati. Per tenere conto della quantità di filler, questo deve essere messo in rapporto con la quantità in percentuale, rispetto al peso degli aggregati, del bitume: ����%�"% �����B�"#$� → %'� �������.��""%����.%'�/���//��/�"�%'�B�"#$���.��""%����.%'�/���//��/�"� ≅ 1,2 Un caso particolare è quando questo rapporto assume il valore di 2, quindi siamo nell’ambito degli asfalti colati, quindi in genere ho una quantità di filler pari al 30% e un 15% di bitume (questa è una percentuale pari al triplo del contenuto standard). Queste percentuali stratosferiche si rendono necessarie per garantire stabilità meccanica alla miscela, infatti in questo caso gli aggregati “galleggiano” all’interno del bitume, e non abbiamo nessuna compattazione meccanica, quindi si rende necessario caricare ampiamente di additivo minerale il bitume per prevenirne le possibili deformazioni permanenti.
� LO STRATO DI FONDAZIONE.LO STRATO DI FONDAZIONE.LO STRATO DI FONDAZIONE.LO STRATO DI FONDAZIONE. Nella progettazione della fondazione non possiamo esimerci dallo stabilire il contenuto ottimale d’acqua tramite la prova Proctor, e a questo proposito dobbiamo ottenere in sito una costipazione che sia pari al 95% di quella ottimale prevista in laboratorio. Lo strato di fondazione presenta degli spessori che vanno dai 20-25cm fino a 30-35cm (posso arrivare ai 50cm in ambito aeroportuale), il tutto deve essere costipato per rullatura, che viene fatta per strati successivi di 10-15cm. Ovviamente non sempre abbiamo in sito un materiale idoneo per essere usato come fondazione, quindi si procede ad una operazione di stabilizzazione, che si può presentare in tre modi diversi:
1) StabStabStabStabilizzazione meccanicailizzazione meccanicailizzazione meccanicailizzazione meccanica, in questo caso ho già del materiale con delle caratteristiche opportune, si procede alla sua rullatura per strati, aggiungendo dell’acqua, fino ad ottenere delle condizioni ottimali di contenuto d’acqua e densità stabiliti dalla prova Proctor (ci si accontenta di arrivare al 95%).
2) Stabilizzazione granulometricaStabilizzazione granulometricaStabilizzazione granulometricaStabilizzazione granulometrica, infatti il materiale che compone la fondazione deve rientrare all’interno di opportuni fusi granulometrici, se ciò non fosse vero si deve procedere all’aggiunta delle frazioni granulometriche mancanti, e successivamente si deve procedere alla stabilizzazione meccanica. Per entrambe le procedure fin qui descritte devo avere una pezzatura continua 0/71, ed il passante allo 0,075 (filler) deve essere compreso tra il 2 e il 10%, questa frazione fine è utile per mantenere una certa coesione. L’equivalente in sabbia può essere compreso tra il 25 e il 65%, mentre il coefficiente Los Angeles deve essere minore del 30% (quindi possono essere usati anche i materiali marginali, anche se è bene fare attenzione alla loro tossicità, essendo questo un ambito non legato). Mentre la capacità portante CBR deve essere maggiore del 50%. Nella fase di stabilizzazione meccanica viene aggiunto del cloruro di calcio, questo evita l’evaporazione dell’acqua, questo per evitare la perdita di resistenza, visto che questa è legata alla densità, che a sua volta dipende dal contenuto d’acqua.
3) Stabilizzazione con legante,Stabilizzazione con legante,Stabilizzazione con legante,Stabilizzazione con legante, fatte salve tutte le caratteristiche sopra riportate, qui si ricorre al legante idraulicolegante idraulicolegante idraulicolegante idraulico (cemento), aereoaereoaereoaereo (calce) o idrocarburicoidrocarburicoidrocarburicoidrocarburico (bitume). Il cemento viene ad essere usato nelle terre granulari (sabbiose) incoerenti, la percentuale di cemento non deve superare il 12%, e questa percentuale dipende dalla granulometria presente (si usano dei fusi ad hoc, ma se si va oltre diviene antieconmico), mentre la calce viva viene usata per le terre argillose o le terre umide (questa evita la risalita dell’acqua, ed inoltre essendo una reazione esotermica, favorisce l’evaporazione dell’acqua), al contrario la calce spenta (calce idrata) viene usata per le terre limose. Per la calce viva si usano dosaggi al 6-
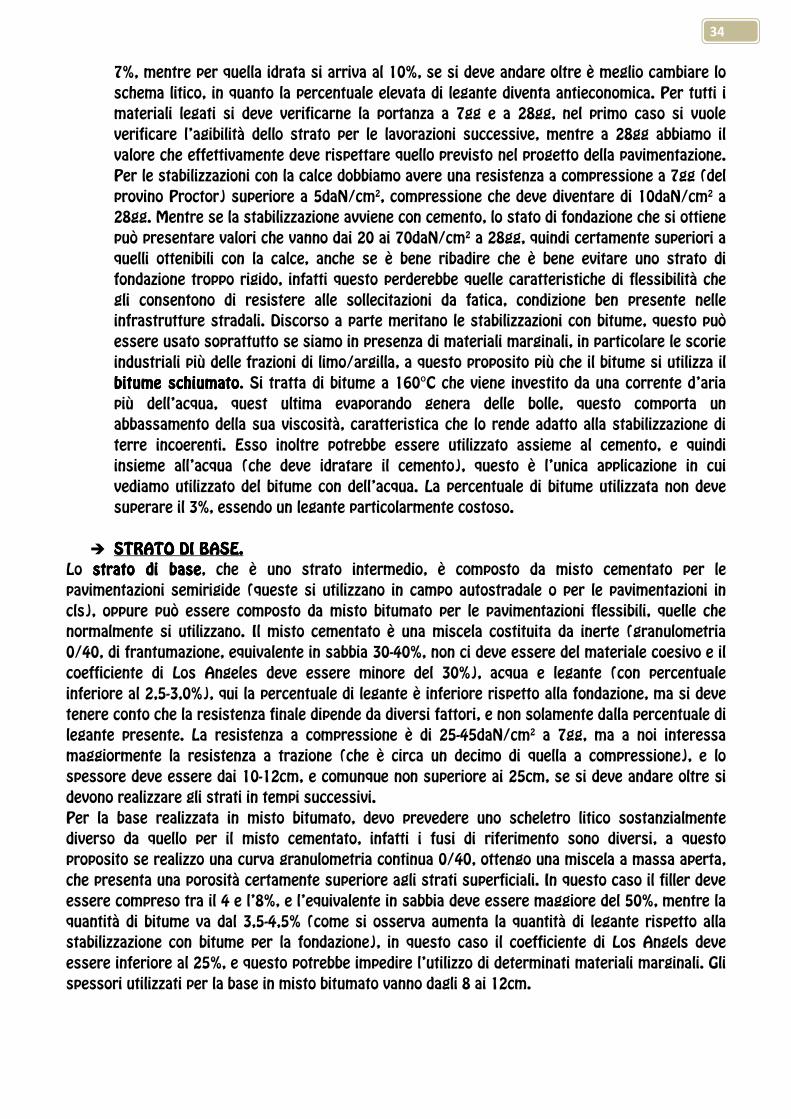
34
7%, mentre per quella idrata si arriva al 10%, se si deve andare oltre è meglio cambiare lo schema litico, in quanto la percentuale elevata di legante diventa antieconomica. Per tutti i materiali legati si deve verificarne la portanza a 7gg e a 28gg, nel primo caso si vuole verificare l’agibilità dello strato per le lavorazioni successive, mentre a 28gg abbiamo il valore che effettivamente deve rispettare quello previsto nel progetto della pavimentazione. Per le stabilizzazioni con la calce dobbiamo avere una resistenza a compressione a 7gg (del provino Proctor) superiore a 5daN/cm2, compressione che deve diventare di 10daN/cm2 a 28gg. Mentre se la stabilizzazione avviene con cemento, lo stato di fondazione che si ottiene può presentare valori che vanno dai 20 ai 70daN/cm2 a 28gg, quindi certamente superiori a quelli ottenibili con la calce, anche se è bene ribadire che è bene evitare uno strato di fondazione troppo rigido, infatti questo perderebbe quelle caratteristiche di flessibilità che gli consentono di resistere alle sollecitazioni da fatica, condizione ben presente nelle infrastrutture stradali. Discorso a parte meritano le stabilizzazioni con bitume, questo può essere usato soprattutto se siamo in presenza di materiali marginali, in particolare le scorie industriali più delle frazioni di limo/argilla, a questo proposito più che il bitume si utilizza il bitume schiumatobitume schiumatobitume schiumatobitume schiumato. Si tratta di bitume a 160°C che viene investito da una corrente d’aria più dell’acqua, quest ultima evaporando genera delle bolle, questo comporta un abbassamento della sua viscosità, caratteristica che lo rende adatto alla stabilizzazione di terre incoerenti. Esso inoltre potrebbe essere utilizzato assieme al cemento, e quindi insieme all’acqua (che deve idratare il cemento), questo è l’unica applicazione in cui vediamo utilizzato del bitume con dell’acqua. La percentuale di bitume utilizzata non deve superare il 3%, essendo un legante particolarmente costoso.
� STRATO DI BASE.STRATO DI BASE.STRATO DI BASE.STRATO DI BASE.
Lo strato di basestrato di basestrato di basestrato di base, che è uno strato intermedio, è composto da misto cementato per le pavimentazioni semirigide (queste si utilizzano in campo autostradale o per le pavimentazioni in cls), oppure può essere composto da misto bitumato per le pavimentazioni flessibili, quelle che normalmente si utilizzano. Il misto cementato è una miscela costituita da inerte (granulometria 0/40, di frantumazione, equivalente in sabbia 30-40%, non ci deve essere del materiale coesivo e il coefficiente di Los Angeles deve essere minore del 30%), acqua e legante (con percentuale inferiore al 2,5-3,0%), qui la percentuale di legante è inferiore rispetto alla fondazione, ma si deve tenere conto che la resistenza finale dipende da diversi fattori, e non solamente dalla percentuale di legante presente. La resistenza a compressione è di 25-45daN/cm2 a 7gg, ma a noi interessa maggiormente la resistenza a trazione (che è circa un decimo di quella a compressione), e lo spessore deve essere dai 10-12cm, e comunque non superiore ai 25cm, se si deve andare oltre si devono realizzare gli strati in tempi successivi. Per la base realizzata in misto bitumato, devo prevedere uno scheletro litico sostanzialmente diverso da quello per il misto cementato, infatti i fusi di riferimento sono diversi, a questo proposito se realizzo una curva granulometria continua 0/40, ottengo una miscela a massa aperta, che presenta una porosità certamente superiore agli strati superficiali. In questo caso il filler deve essere compreso tra il 4 e l’8%, e l’equivalente in sabbia deve essere maggiore del 50%, mentre la quantità di bitume va dal 3,5-4,5% (come si osserva aumenta la quantità di legante rispetto alla stabilizzazione con bitume per la fondazione), in questo caso il coefficiente di Los Angels deve essere inferiore al 25%, e questo potrebbe impedire l’utilizzo di determinati materiali marginali. Gli spessori utilizzati per la base in misto bitumato vanno dagli 8 ai 12cm.
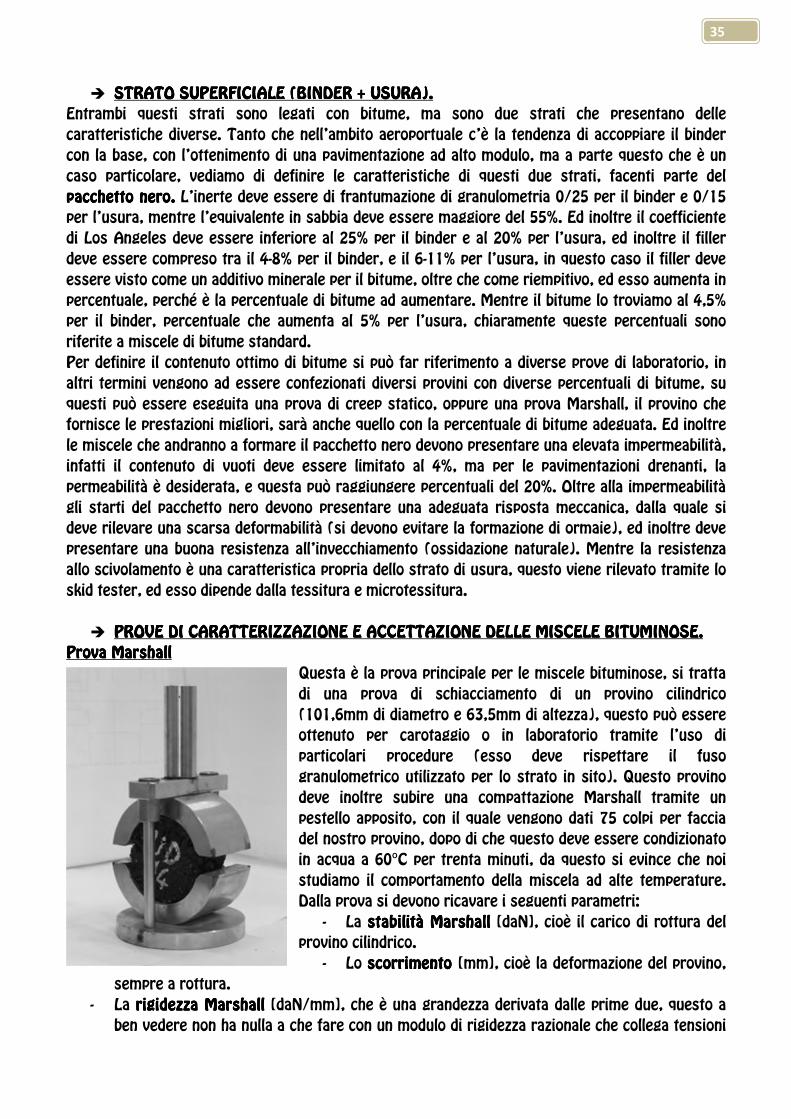
35
� STRATO SUPERFICIALE (BINDER + USURA)STRATO SUPERFICIALE (BINDER + USURA)STRATO SUPERFICIALE (BINDER + USURA)STRATO SUPERFICIALE (BINDER + USURA)....
Entrambi questi strati sono legati con bitume, ma sono due strati che presentano delle caratteristiche diverse. Tanto che nell’ambito aeroportuale c’è la tendenza di accoppiare il binder con la base, con l’ottenimento di una pavimentazione ad alto modulo, ma a parte questo che è un caso particolare, vediamo di definire le caratteristiche di questi due strati, facenti parte del pacchetto neropacchetto neropacchetto neropacchetto nero.... L’inerte deve essere di frantumazione di granulometria 0/25 per il binder e 0/15 per l’usura, mentre l’equivalente in sabbia deve essere maggiore del 55%. Ed inoltre il coefficiente di Los Angeles deve essere inferiore al 25% per il binder e al 20% per l’usura, ed inoltre il filler deve essere compreso tra il 4-8% per il binder, e il 6-11% per l’usura, in questo caso il filler deve essere visto come un additivo minerale per il bitume, oltre che come riempitivo, ed esso aumenta in percentuale, perché è la percentuale di bitume ad aumentare. Mentre il bitume lo troviamo al 4,5% per il binder, percentuale che aumenta al 5% per l’usura, chiaramente queste percentuali sono riferite a miscele di bitume standard. Per definire il contenuto ottimo di bitume si può far riferimento a diverse prove di laboratorio, in altri termini vengono ad essere confezionati diversi provini con diverse percentuali di bitume, su questi può essere eseguita una prova di creep statico, oppure una prova Marshall, il provino che fornisce le prestazioni migliori, sarà anche quello con la percentuale di bitume adeguata. Ed inoltre le miscele che andranno a formare il pacchetto nero devono presentare una elevata impermeabilità, infatti il contenuto di vuoti deve essere limitato al 4%, ma per le pavimentazioni drenanti, la permeabilità è desiderata, e questa può raggiungere percentuali del 20%. Oltre alla impermeabilità gli starti del pacchetto nero devono presentare una adeguata risposta meccanica, dalla quale si deve rilevare una scarsa deformabilità (si devono evitare la formazione di ormaie), ed inoltre deve presentare una buona resistenza all’invecchiamento (ossidazione naturale). Mentre la resistenza allo scivolamento è una caratteristica propria dello strato di usura, questo viene rilevato tramite lo skid tester, ed esso dipende dalla tessitura e microtessitura.
� PROVE DI CARATTERIZZAZIONE E ACCETTAZIONE DELLE MISCELE BITUMINOSE.PROVE DI CARATTERIZZAZIONE E ACCETTAZIONE DELLE MISCELE BITUMINOSE.PROVE DI CARATTERIZZAZIONE E ACCETTAZIONE DELLE MISCELE BITUMINOSE.PROVE DI CARATTERIZZAZIONE E ACCETTAZIONE DELLE MISCELE BITUMINOSE. Prova MarshallProva MarshallProva MarshallProva Marshall
Questa è la prova principale per le miscele bituminose, si tratta di una prova di schiacciamento di un provino cilindrico (101,6mm di diametro e 63,5mm di altezza), questo può essere ottenuto per carotaggio o in laboratorio tramite l’uso di particolari procedure (esso deve rispettare il fuso granulometrico utilizzato per lo strato in sito). Questo provino deve inoltre subire una compattazione Marshall tramite un pestello apposito, con il quale vengono dati 75 colpi per faccia del nostro provino, dopo di che questo deve essere condizionato in acqua a 60°C per trenta minuti, da questo si evince che noi studiamo il comportamento della miscela ad alte temperature. Dalla prova si devono ricavare i seguenti parametri:
- La stabilità Marshallstabilità Marshallstabilità Marshallstabilità Marshall [daN], cioè il carico di rottura del provino cilindrico.
- Lo scorrimento scorrimento scorrimento scorrimento [mm], cioè la deformazione del provino, sempre a rottura.
- La rigidezza Marshallrigidezza Marshallrigidezza Marshallrigidezza Marshall [daN/mm], che è una grandezza derivata dalle prime due, questo a ben vedere non ha nulla a che fare con un modulo di rigidezza razionale che collega tensioni
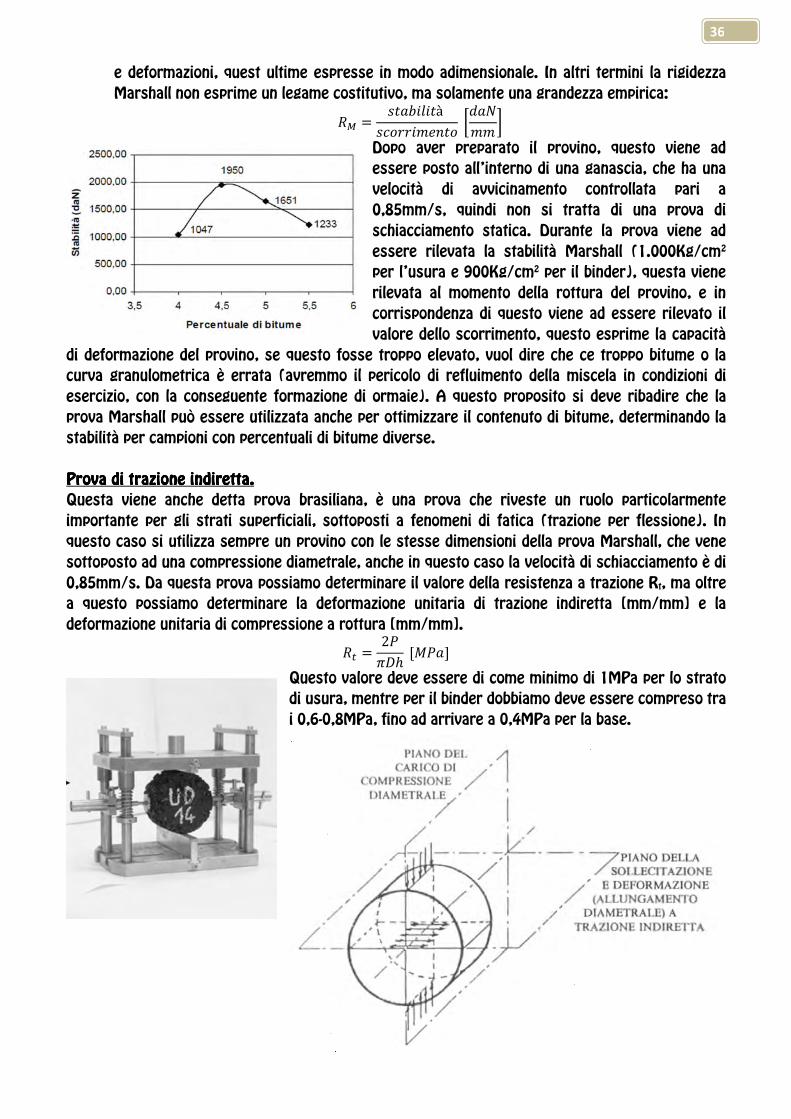
36
e deformazioni, quest ultime espresse in modo adimensionale. In altri termini la rigidezza Marshall non esprime un legame costitutivo, ma solamente una grandezza empirica: �q � ."�B���"à.�%���$�!"%�'��$$�
Dopo aver preparato il provino, questo viene ad essere posto all’interno di una ganascia, che ha una velocità di avvicinamento controllata pari a 0,85mm/s, quindi non si tratta di una prova di schiacciamento statica. Durante la prova viene ad essere rilevata la stabilità Marshall (1.000Kg/cm2 per l’usura e 900Kg/cm2 per il binder), questa viene rilevata al momento della rottura del provino, e in corrispondenza di questo viene ad essere rilevato il valore dello scorrimento, questo esprime la capacità
di deformazione del provino, se questo fosse troppo elevato, vuol dire che ce troppo bitume o la curva granulometrica è errata (avremmo il pericolo di refluimento della miscela in condizioni di esercizio, con la conseguente formazione di ormaie). A questo proposito si deve ribadire che la prova Marshall può essere utilizzata anche per ottimizzare il contenuto di bitume, determinando la stabilità per campioni con percentuali di bitume diverse. Prova di trazione indiretta.Prova di trazione indiretta.Prova di trazione indiretta.Prova di trazione indiretta. Questa viene anche detta prova brasiliana, è una prova che riveste un ruolo particolarmente importante per gli strati superficiali, sottoposti a fenomeni di fatica (trazione per flessione). In questo caso si utilizza sempre un provino con le stesse dimensioni della prova Marshall, che vene sottoposto ad una compressione diametrale, anche in questo caso la velocità di schiacciamento è di 0,85mm/s. Da questa prova possiamo determinare il valore della resistenza a trazione Rt, ma oltre a questo possiamo determinare la deformazione unitaria di trazione indiretta [mm/mm] e la deformazione unitaria di compressione a rottura [mm/mm]. �f � 2= J��=��
Questo valore deve essere di come minimo di 1MPa per lo strato di usura, mentre per il binder dobbiamo deve essere compreso tra i 0,6-0,8MPa, fino ad arrivare a 0,4MPa per la base.
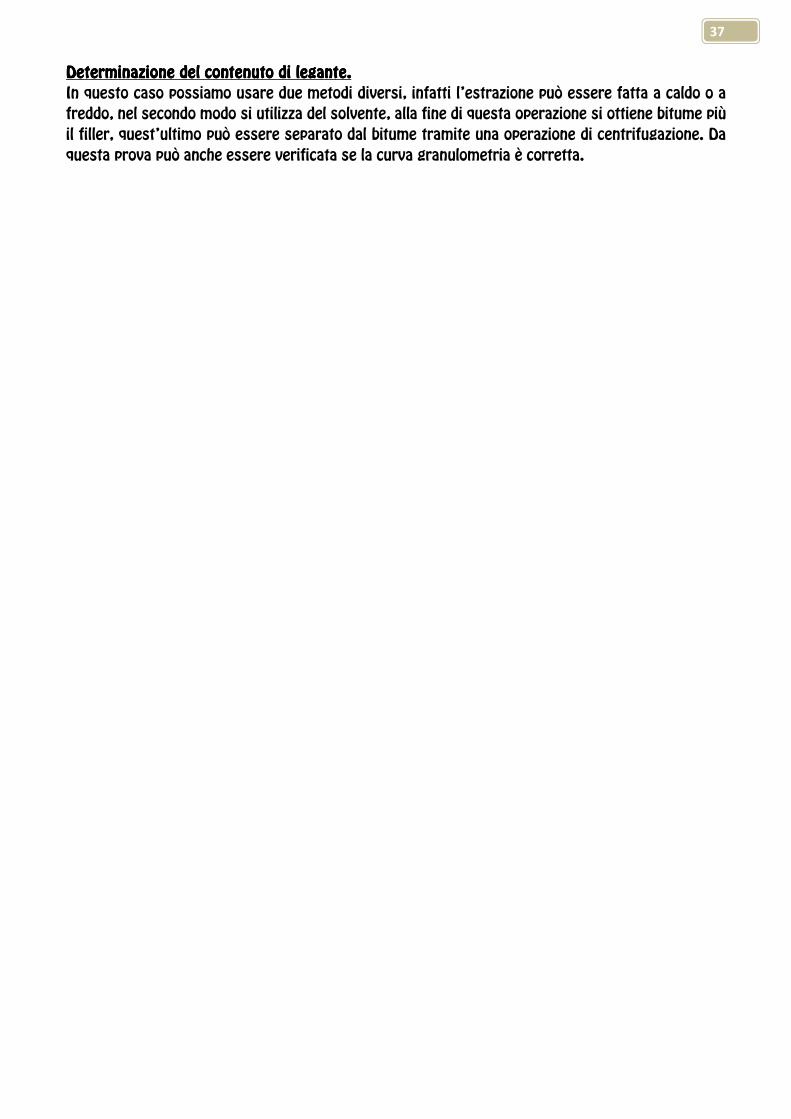
37
Determinazione del contenuto di legante.Determinazione del contenuto di legante.Determinazione del contenuto di legante.Determinazione del contenuto di legante. In questo caso possiamo usare due metodi diversi, infatti l’estrazione può essere fatta a caldo o a freddo, nel secondo modo si utilizza del solvente, alla fine di questa operazione si ottiene bitume più il filler, quest’ultimo può essere separato dal bitume tramite una operazione di centrifugazione. Da questa prova può anche essere verificata se la curva granulometria è corretta.
38
I MATERIALI MARGINALI.I MATERIALI MARGINALI.I MATERIALI MARGINALI.I MATERIALI MARGINALI. Storicamente per costruire una strada in rilevato, non si usano i materiali di risulta provenienti dagli sterri, che puntualmente venivano conferiti nelle discariche, ma si usava del materiale prelevato nelle cave, quindi materiale naturale. Certamente tutto questo modus operandi non può più essere sostenuto data la scarsità delle materie prime naturali provenienti dalle cave, e il suo costo, e per il progressivo esaurimento delle discariche. Tutto questo ha reso competitivo l’uso di materiali marginalimateriali marginalimateriali marginalimateriali marginali che provengono da altre attività umane, nelle quali hanno esaurito la loro vita utile (C&D, loppe d’altoforno, materiali di riciclo…). Chiaramente l’obiettivo di tutto questo è di diminuire l’apporto in discarica, e di diminuire l’uso dei materiali vergini. In linea del tutto generale nelle costruzioni delle strade avrò bisogno di grandi volumi di materiale per gli strati di fondazione e sottofondazione, mentre per gli strati più superficiali, ho bisogno di quantità certamente inferiori, ma di più alta qualità. Con l’uso dei materiali marginali si deve garantire l’idoneità dell’operal’idoneità dell’operal’idoneità dell’operal’idoneità dell’opera e la convenienza economicaconvenienza economicaconvenienza economicaconvenienza economica. Per idoneità dell’opera si intendono le sue prestazioni finali, quindi si deve passare da una filosofia prescrittivafilosofia prescrittivafilosofia prescrittivafilosofia prescrittiva (dove vengono fissati tutti i parametri reologici e meccanici dei materiali costituenti), ad una filosofia prestazionalefilosofia prestazionalefilosofia prestazionalefilosofia prestazionale (quello che conta è il risultato finale). La filosofia prestazionale consente di usare dei materiali che altrimenti non sarebbero accettati nelle filosofia prescrittiva (ad es. il C&D). La convenienza economica è certamente da ricercare anche se non sempre può essere garantita. Il terzo aspetto è quello di garantire la compatibilità tossicologicacompatibilità tossicologicacompatibilità tossicologicacompatibilità tossicologica, questo è un aspetto fondamentale, quindi il materiale marginale deve essere fisicamente e chimicamente inerte. È di questo devo prestare particolare attenzione qualora i materiali marginali fossero usati negli strati non legati, dove per dilavamento, possono essere rilasciati dei metalli pesanti (cadmio, cromo, nichel, mercurio, piombo, selenio ecc.), ovviamente è di fondamentale importanza l’esclusione dall’uso dei materiali radioattivi. Altro elemento da tenere in considerazione è l’eventuale presenza di residui organici all’interno ai materiali marginali, questi si decompongono, lasciando dei vuoti all’interno del rilevato, con conseguenti problemi di cedimento e compattazione. Altra faccenda è la presenza di materiali estranei, come l’acciaio nel C&D, che compromettono la stabilizzazione meccanica, e possono inoltre danneggiare le miscelatrici. Quindi riassumendo vediamo quali sono i vantaggi nell’uso dei materiali marginali:
1) Diminuzione del conferimento in discarica. 2) Chiusura delle cave. 3) Il luogo di produzione dell’aggregato è certamente più accessibile dal cantiere, quindi ho un
risparmi nei costi del trasporto. 4) In alcuni casi possono presentare delle prestazioni uguali, se non superiori agli aggregati
tradizionali. Vediamo quali sono questi materiali di risulta:
1) Il terreno di risulta da escavi in trincea, questo potrebbe richiedere una stabilizzazione meccanica e granulometrica.
2) Tutti i materiali che derivano da ristrutturazioni e demolizioni edilizie (C&D). 3) Scarti industriali, qui troviamo i fanghifanghifanghifanghi che possono essere usati ma si deve prestare
attenzione alla loro tossicità. Poi abbiamo le ceneri volanti e pesanticeneri volanti e pesanticeneri volanti e pesanticeneri volanti e pesanti, anche queste possono essere fortemente inquinanti. Certamente le più importanti sono le loppeloppeloppeloppe e le scorie scorie scorie scorie d’acciaieriad’acciaieriad’acciaieriad’acciaieria, questi sono dei materiali marginali ma che presentano delle ottime caratteristiche meccaniche, spesso oltre al miglior materiale naturale (porfido e basalto).
4) Residui da inceneritori, queste purtroppo presentono delle criticità tossicologiche non indifferenti e se ne sconsiglia l’uso.
5) Materie sintetiche, tra queste troviamo certamente il polverino di gommapolverino di gommapolverino di gommapolverino di gomma (o granulare).
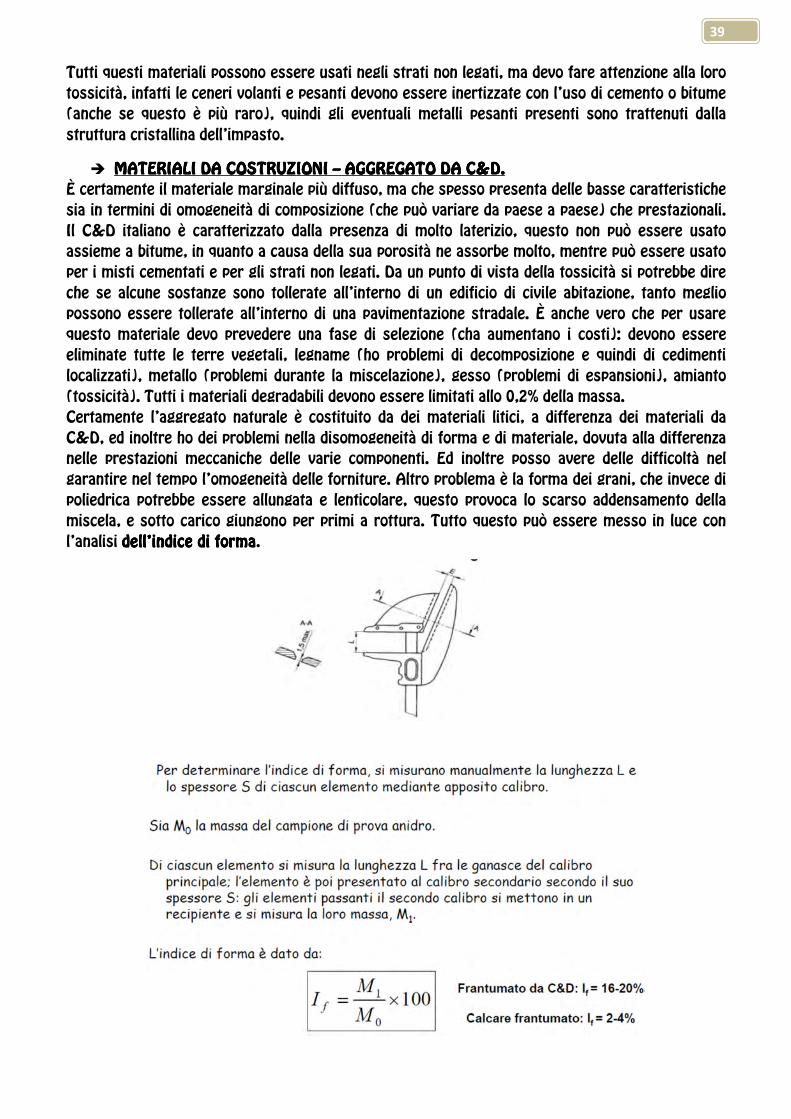
39
Tutti questi materiali possono essere usati negli strati non legati, ma devo fare attenzione alla loro tossicità, infatti le ceneri volanti e pesanti devono essere inertizzate con l’uso di cemento o bitume (anche se questo è più raro), quindi gli eventuali metalli pesanti presenti sono trattenuti dalla struttura cristallina dell’impasto.
� MATERIALI DA COSTRUZIONI MATERIALI DA COSTRUZIONI MATERIALI DA COSTRUZIONI MATERIALI DA COSTRUZIONI –––– AGGREGATO DA C&D.AGGREGATO DA C&D.AGGREGATO DA C&D.AGGREGATO DA C&D. È certamente il materiale marginale più diffuso, ma che spesso presenta delle basse caratteristiche sia in termini di omogeneità di composizione (che può variare da paese a paese) che prestazionali. Il C&D italiano è caratterizzato dalla presenza di molto laterizio, questo non può essere usato assieme a bitume, in quanto a causa della sua porosità ne assorbe molto, mentre può essere usato per i misti cementati e per gli strati non legati. Da un punto di vista della tossicità si potrebbe dire che se alcune sostanze sono tollerate all’interno di un edificio di civile abitazione, tanto meglio possono essere tollerate all’interno di una pavimentazione stradale. È anche vero che per usare questo materiale devo prevedere una fase di selezione (cha aumentano i costi): devono essere eliminate tutte le terre vegetali, legname (ho problemi di decomposizione e quindi di cedimenti localizzati), metallo (problemi durante la miscelazione), gesso (problemi di espansioni), amianto (tossicità). Tutti i materiali degradabili devono essere limitati allo 0,2% della massa. Certamente l’aggregato naturale è costituito da dei materiali litici, a differenza dei materiali da C&D, ed inoltre ho dei problemi nella disomogeneità di forma e di materiale, dovuta alla differenza nelle prestazioni meccaniche delle varie componenti. Ed inoltre posso avere delle difficoltà nel garantire nel tempo l’omogeneità delle forniture. Altro problema è la forma dei grani, che invece di poliedrica potrebbe essere allungata e lenticolare, questo provoca lo scarso addensamento della miscela, e sotto carico giungono per primi a rottura. Tutto questo può essere messo in luce con l’analisi dell’indice di formadell’indice di formadell’indice di formadell’indice di forma.
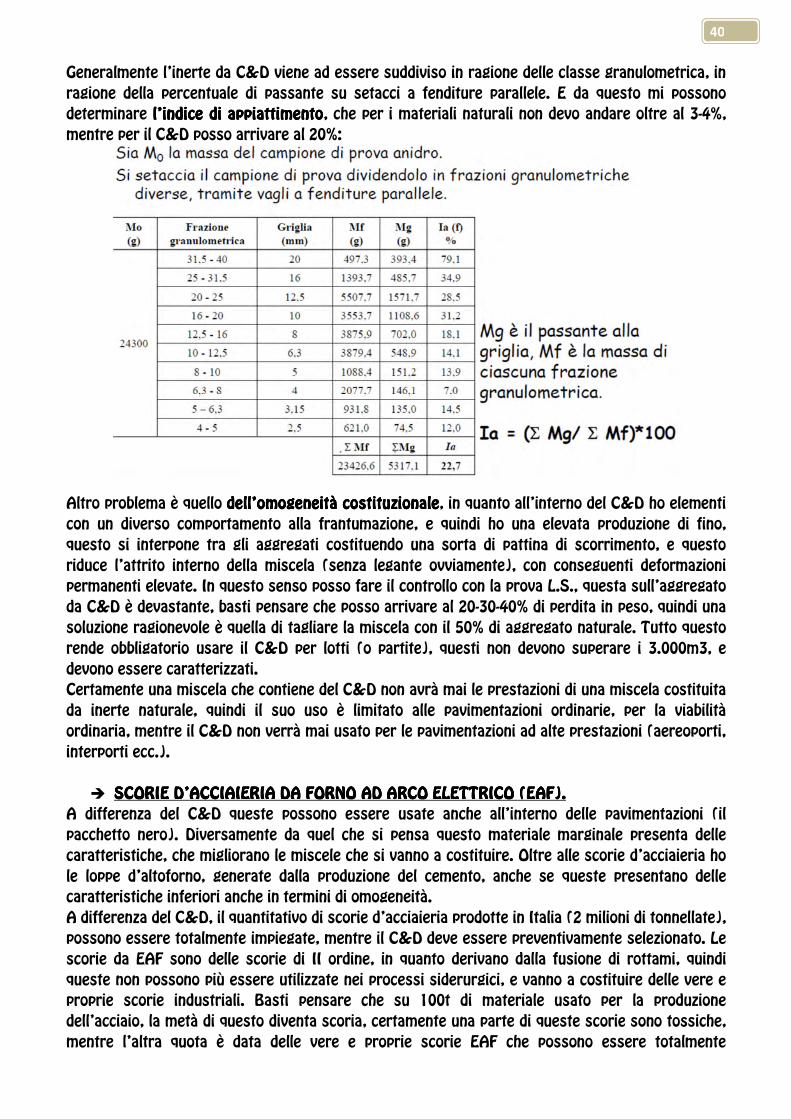
40
Generalmente l’inerte da C&D viene ad essere suddiviso in ragione delle classe granulometrica, in ragione della percentuale di passante su setacci a fenditure parallele. E da questo mi possono determinare l’indice di appiattimentol’indice di appiattimentol’indice di appiattimentol’indice di appiattimento, che per i materiali naturali non devo andare oltre al 3-4%, mentre per il C&D posso arrivare al 20%:
Altro problema è quello dell’omogeneità costituzionaledell’omogeneità costituzionaledell’omogeneità costituzionaledell’omogeneità costituzionale, in quanto all’interno del C&D ho elementi con un diverso comportamento alla frantumazione, e quindi ho una elevata produzione di fino, questo si interpone tra gli aggregati costituendo una sorta di pattina di scorrimento, e questo riduce l’attrito interno della miscela (senza legante ovviamente), con conseguenti deformazioni permanenti elevate. In questo senso posso fare il controllo con la prova L.S., questa sull’aggregato da C&D è devastante, basti pensare che posso arrivare al 20-30-40% di perdita in peso, quindi una soluzione ragionevole è quella di tagliare la miscela con il 50% di aggregato naturale. Tutto questo rende obbligatorio usare il C&D per lotti (o partite), questi non devono superare i 3.000m3, e devono essere caratterizzati. Certamente una miscela che contiene del C&D non avrà mai le prestazioni di una miscela costituita da inerte naturale, quindi il suo uso è limitato alle pavimentazioni ordinarie, per la viabilità ordinaria, mentre il C&D non verrà mai usato per le pavimentazioni ad alte prestazioni (aereoporti, interporti ecc.).
� SCORIE D’ACCIAIERIA DA FORNO AD ARCO ELETTRICO (EAF).SCORIE D’ACCIAIERIA DA FORNO AD ARCO ELETTRICO (EAF).SCORIE D’ACCIAIERIA DA FORNO AD ARCO ELETTRICO (EAF).SCORIE D’ACCIAIERIA DA FORNO AD ARCO ELETTRICO (EAF). A differenza del C&D queste possono essere usate anche all’interno delle pavimentazioni (il pacchetto nero). Diversamente da quel che si pensa questo materiale marginale presenta delle caratteristiche, che migliorano le miscele che si vanno a costituire. Oltre alle scorie d’acciaieria ho le loppe d’altoforno, generate dalla produzione del cemento, anche se queste presentano delle caratteristiche inferiori anche in termini di omogeneità. A differenza del C&D, il quantitativo di scorie d’acciaieria prodotte in Italia (2 milioni di tonnellate), possono essere totalmente impiegate, mentre il C&D deve essere preventivamente selezionato. Le scorie da EAF sono delle scorie di II ordine, in quanto derivano dalla fusione di rottami, quindi queste non possono più essere utilizzate nei processi siderurgici, e vanno a costituire delle vere e proprie scorie industriali. Basti pensare che su 100t di materiale usato per la produzione dell’acciaio, la metà di questo diventa scoria, certamente una parte di queste scorie sono tossiche, mentre l’altra quota è data delle vere e proprie scorie EAF che possono essere totalmente
41
recuperate. Le scorie da EAF presentano delle caratteristiche certamente superiori all’aggregato naturale, e quindi mi conviene sempre usarlo, tenendo conto della tossicità e della compatibilità ambientale. Nel ciclo EAF si mette all’interno dell’alto forno dei rottami (che possono essere i più variegati, scarti dell’industria meccanica, tubi, carcasse di auto ecc.), ovviamente questo rottami presentano un scarso livello di omogeneità, quindi devo intervenire nel bagno metallico, mettendo degli additivi per ottenere l’acciaio desiderato. Alla fine il 50% del bagno non è buono per niente, in quanto è costituito da ossido di ferro e da altri ossidi, questa metà viene eliminata dal bagno, e sottoposta a veloce raffreddamento (anche con dei getti di acqua). Da questo veloce raffreddamento ottengo una massa microporosa (composta da microbolle), chiaramente questa porosità può essere controllata: intervenendo sulla velocità di raffreddamento. A differenza di quanto si creda questa elevata porosità è un pregio della scoria, infatti il peso specifico volumetrico viene ad essere diminuito (3.300Kg/m3), pur mantenendosi sempre su livelli elevati, basti pensare che il basalto arriva a pesare 1.100Kg/m3. Si deve anche dire che questa microporosità non indebolisce la struttura litica del grano, anche in presenza di gelo, quindi non è gelivo nonostante tutto. Ed inoltre tutta questa porosità permette di assorbire molto bitume, e quindi posso aumentare il film di bitume tra i grani, senza per questo generare effetti negativi di scorrimento. Questo maggiore spessore del film di bitume, consente di migliorare la durabilità della miscela. Il problema legato al veloce raffreddamento è la produzione di anidro di calce (calce viva) e ossido di magnesio, questi sono dei composti espandenti con l’acqua, allora prima di venire usate queste scorie devono subire una stagionatura della durata di due mesi (deve essere esposta agli agenti atmosferici), per arrivare a una sorta di stabilizzazione della scoria. Per questa esigenza sono nate delle aziende intermediarie tra le acciaierie e i clienti finali, questo ha consentito anche di avere a disposizione questi materiali marginale in location vicine al cantiere, con conseguente abbattimento dei costi di trasporto. Il controllo che deve essere fatto dal produttore sugli aggregati da fusioneaggregati da fusioneaggregati da fusioneaggregati da fusione, e che la calce libera non superi il 2% della massa, ed inoltre devono essere eliminate le eventuali inclusioni di acciaio, usando un nastro magnetico. Questi aggregati vengono prodotti secondo tre granulometrie diverse:
- Fino -> 0-4mm, queste non vengono usate perché consumano troppo bitume, ed inoltre presentano delle caratteristiche morfologiche non vantaggiose.
- Medio -> 4-8mm. - Grosso -> 8-12mm.
In generale questi grani presentano una elevata scabrezza superficiale, questa è certamente un vantaggio per le applicazioni stradali, infatti se questo materiale venisse usato per lo strato di usura, questo consentirebbe di ottenere delle ottime caratteristiche di aderenza (a vantaggio per la sicurezza). Certamente la scabrezza superficiale favorisce l’adesione con il bitume, e questo consente un incremento della durabilità e di resistenza meccanica. Tutto questo può essere valutato usando delle prove, come la levigabilità accelerata (CLA), dove posso arrivare a valore di 0,50 (mentre per i materiali naturali mi attesto sui 0,40-0,43). Da un punto prettamente chimico queste scorie sono costituite dal 90% da ossido di ferro, poi abbiamo altri ossidi (di calcio, di magnesio, di silicio ecc.) che derivano dagli additivi usati nella produzione dell’acciaio. Le scorie EAF sono sempre state viste di brutto occhio, ma queste rispetto alle loppe, presentano un contenuto in zolfo certamente inferiore. Ed inoltre le scorie devono essere controllate chimicamente per la compatibilità ambientale, infatti devo controllare la radioattività, l’alcalanità della scoria per essere affine all’uso con bitume. Ma al di là del comportamento chimico, devo fare una prova di cessione cioè devo controllare l’eluato che non abbia subito contaminazioni da metalli pesanti, i quali devono rientrare nelle soglie di legge.

42
Generalmente le scorie vengono usate per gli strati legati, questo per impedire ad ogni modo il rilascio di metalli pesanti (processo di inertizzazione), per il misto cementato posso usare tutte le granulometrie, a differenza del misto bitumato.
� GRANULATO DI GOMMA.GRANULATO DI GOMMA.GRANULATO DI GOMMA.GRANULATO DI GOMMA. Questo viene ottenuto dalla macinazione dei pneumatici (quando questi non possono più essere usati per la produzione di latri pneumatici), questi sono composti da dei materiali termoindurentitermoindurentitermoindurentitermoindurenti, cioè all’aumento della temperatura si induriscono, e oltre una certa soglia ho un processo di carbonatazione (che è una sorta di termodistruzione del materiale). I pneumatici fino a non molto tempo fa venivano conferiti in discarica, ma questi essendo dei materiali volumetricamente dispersi, generano dei fenomeni di instabilità all’interno delle discariche, e occupano molto spazio. Certamente possono essere usati per la gestione di una discarica, ad esempio ricoprendo il fondo e le scarpate per la loro conservazione. Quindi per i motivi sopradetti i pneumatici per quanto possibile devono essere recuperati e riciclati: per produrre il ganulato di gomma posso usare solamente la mescola del pneumatico (la parte superiore), mentre devono essere tolta la parte della carcassa e le fibre/tele eventualmente presenti. Tutte operazioni che fanno lievitare i costi di questo materiale marginale. Il granulare di gomma può essere usato si per l’additival’additival’additival’additivazionezionezionezione, che per la modificamodificamodificamodifica (come se fosse un qualsiasi polimero EVA, SBS…). La triturazione può essere meccanica, che è certamente quella meno costosa, ma con questa operazione ottengo un granulato di dimensioni minime di un millimetro (non posso andare oltre, altrimenti lo sviluppo di calore genera dei problemi). Per ottenre del granulato più fine devo usare la macinazione criogenica, cioè devo raffreddare la gomma con dell’azoto liquido, e posso arrivare ad ottenere dei grani di 0,125mm, con un ulteriore aumento dei costi. Il granulato di gomma costa di meno e se ne può usare di più, ma il prodotto finale, dopo l’additivazione, ha delle caratteristiche inferiori, a differenza del polverino, ove il prodotto finale (il bitume modificato) presenta delle caratteristiche superiori. Posso avere due processi di additivazione e modifica:
1) Il processo dryprocesso dryprocesso dryprocesso dry -> qui viene ad essere usato il granulare di gomma, che va aggiunto alla miscela al momento della miscelazione, fino al 5% in peso sull’aggregato. Si potrebbe mantenere la curva granulometrica continua, anche se è sconsigliabile, dato che potrei avere dei problemi di compattazione, quindi si crea degli intervalli nella curva granulometrica dell’inerte (curva granulometrica discontinua), per dare spazio al granulato di gomma. In questo caso non devo modificare gli impianti di produzione del conglomerato, l’unico inconveniente è rappresentato dal fatto che la mescola deve avvenire a temperature più elevate (160-190°), così come la messa in opera (150-160°). L’azione di modifica è limitata solamente durante i 30 secondi delle mescola (è per questo che qui si parla principalmente di additivazione), durante i quali il bitume non fa a tempo a reagire con la gomma, quindi alla fine i grani di gomma sono perfettamente distinguibili. Questo impasto viene usato soprattutto per lo strato d’usura, ove ha l’effetto di migliorare l’aderenza, e una funzione fonoassorbente, anche se complessivamente ottengo una rigidezza inferiore, quindi una migliore duttilità della miscela, comunque ottengo un migliore comportamento all’ormaiamento e alla fatica.
2) Il processo wetprocesso wetprocesso wetprocesso wet -> qui viene ad essere usato il polverino di gomma che va a modificare il bitume (non fa parte degli inerti come nel caso precedente), e deve essere usata al 10% in peso del legante, e deve essere mescolato ad alta temperatura (175-200°), per una o due ore, quindi la temperatura più elevata e tempi più lunghi, favoriscono l’imbibinzione del polverino di gomma. La modifica del bitume avviene con una operazione a parte rispetto alla miscelazione del conglomerato bituminoso. Questa volta i grani di gomma riescono ad

43
imbibirsi degli oli del bitume, quindi ottengo lo stesso risultato di una qualsiasi additivazione polimerica, ottenendo una migliore duttilità e resistenza a fatica (la gomma ha una elevata elasticità che viene ad essere trasferita all’impasto), e una maggiore durabilità dell’impasto, cioè viene ad essere migliorata la resistenza all’ossidazione.
Vediamo per quali altre applicazioni può essere usato il processo wet: - Possiamo ottenere un legante che può essere applicato mediante spruzzatura, ad esempio
per fissare una geogriglia, questo con l’obiettivo di ottenere un interlayer, composto da una prima mano d’attacco (emulsione bituminosa), poi la geogriglia, e poi metto questa mano di bitume modificato, ad ottenere una membrana SAMI, queste hanno la funzione di aumentare la durabilità dello strato di usura riducendo le fessurazioni per fatica.
- Il bitume modificato con polverino di gomma potrebbe essere usato come un altro qualsiasi bitume modificato (con SBS, EVA ecc.), ad esempio nelle pavimentazioni AntiSkid, quelle drenanti ecc.
Il problema della modifica con polverino di gomma è la sua tendenza alla sedimentazione, soprattutto per stoccaggi lunghi, se questo avviene devo procedere alla devulcanizzazione della gomma (togliere lo zolfo), le prestazioni rimangono più o meno le stesse, il problema è che sto spendendo un capitale.
� IL FRESATO (RICICLAGGIO DELLE PAVIMENTAZIONI A FINE VITA UTILE).IL FRESATO (RICICLAGGIO DELLE PAVIMENTAZIONI A FINE VITA UTILE).IL FRESATO (RICICLAGGIO DELLE PAVIMENTAZIONI A FINE VITA UTILE).IL FRESATO (RICICLAGGIO DELLE PAVIMENTAZIONI A FINE VITA UTILE). A differenza dei materiali marginali, che sono dei sottoprodotti di processi industriali, il fresatofresatofresatofresato deriva dalla demolizione di pavimentazioni stradali a fine vita, tramite un processo di fresaturaprocesso di fresaturaprocesso di fresaturaprocesso di fresatura o scarificazionescarificazionescarificazionescarificazione (questa produce dei macroblocchi, a differenza della fresatura). Quello che si ottiene è un granulato ricco di parti fini, con legato del bitume invecchiato. Molti considerano il fresato un inerte bitumato non consolidatoinerte bitumato non consolidatoinerte bitumato non consolidatoinerte bitumato non consolidato. Ho due modi diversi di concepire il riciclaggio (la fase di fresatura):
1) RRRRiciclaggio a caldoiciclaggio a caldoiciclaggio a caldoiciclaggio a caldo -> qui prima della demolizione avviene il riscaldamento della pavimentazione (non molto usato in Italia), questo consente di avere una più facile demolizione.
2) Riciclaggio a freddoRiciclaggio a freddoRiciclaggio a freddoRiciclaggio a freddo -> a differenza del caso precedente qui la demolizione avviene con delle contenute emissioni in atmosfera di inquinanti.
Il processo di riciclaggio può avvenire direttamente in sito, oppure in impianto, certamente in quest’ultimo caso ho un maggiore controllo della qualità del materiale, mentre in sito ho il vantaggio dei costi e dei tempi di esecuzione (il processo di riciclo avviene direttamente). Nel riciclaggio la miscela bituminosa finale è costituita da fresato, e da una quota di materiale vergine, cioè di primo impiego, questa si rende necessaria per ripristinare la curva granulometrica, infatti durante la fresatura la pezzatura più grossa può venire frantumata. Il problema dell’integrazione con materiale lapideo di primo uso, è maggiormente presente nella fresatura a freddo, ed inoltre se la percentuale di fresato è maggiore del 20% del totale, conviene usare degli additivi ACF per ripristinare il bitume vecchio all’interno del fresato, in modo da risparmiare del bitume modificato nuovo (in queste miscele si usa sempre del bitume modificato, per maggiore sicurezza). Nel processo di riciclaggio a freddo ottengo il seguente prodotto:
- Conglomerato di recupero frantumato a freddo e impastato con legati, che possono essere bitume schiumato (ottenuto tramite un processo di shiumatura con aria ed acqua, questo consente di poter lavorare il bitume a temperature più basse, e di limitarne la viscosità), emulsione di bitume (dispersione di bitume in acqua), o cemento.
- Aggiunta di acqua, che serve per ottenere una maggiore compattazione della miscela, soprattutto per le miscele aride.

44
- Eventuale uso di materiali lapidei di primo impiego. Mentre nel riciclaggio a caldo si usano come leganti dei bitumi tradizionali o modificati. Tutto questo comunque viene ad essere realizzato con degli impianti in sito, che a differenza degli impianti fissi, consentono un vantaggio nei costi di trasporto e nella velocità di esecuzione, chiaramente ho il problema dell’impossibilità dello stoccaggio, ed inoltre ho un minor controllo sulla qualità finale del prodotto. Nel riciclaggio in sito, posso mantenere distinte le fasi di fresatura da quelle di miscelazione, andando a costituire un treno di macchine. Questo treno è costituito dalla fresafresafresafresa, la quale tramite l’uso di un tamburo uncinato opera la demolizione della pavimentazione stradale vecchia, la seconda macchina è la miscelatricemiscelatricemiscelatricemiscelatrice che si tratta di un mescolatore a doppio albero orizzontale. Anche se a dire il vero oggi giorno si usano sempre di più le ricilatriciricilatriciricilatriciricilatrici, e queste rappresentano la somma delle due macchine precedenti, infatti subito dopo l’operazione di fresatura, all’interno del tamburo ho degli spruzzatori che permettono di iniettare del legante (spesso bitume schiumato) o dell’inerte di primo utilizzo. Nel riciclaggio a freddo posso usare tutto l’aggregato fresato, mentre in quello a caldo posso arrivare al 50%, questo è un ulteriore vantaggio che ci fa propendere verso la prima delle due tecnologie. Si deve affermare che il riciclaggio presenta dei chiari vantaggi economici, e se viene eseguito in impianto, presenta delle caratteristiche del tutto similari a una nuova miscela. Certamente le emissioni di un impianto fisso in atmosfera sono superiori rispetto a un impianto in sito, e questo è il loro punto debole, al contrario riesco ad ottenere un maggior controllo finale sulla qualità del conglomerato bituminoso, data dalla possibilità di curare maggiormente la miscelazione (anche di fresati provenienti da fonti diverse). Mentre nel riciclaggio in sito, ho il vantaggio dei tempi, dei costi di trasporto, delle emissioni in atmosfera (soprattutto nel riciclaggio a freddo).
� IL RICILAGGIO A CALDO IN IMPIANTO.IL RICILAGGIO A CALDO IN IMPIANTO.IL RICILAGGIO A CALDO IN IMPIANTO.IL RICILAGGIO A CALDO IN IMPIANTO. Gli impianti si dividono in due categorie:
- Impianti continuiImpianti continuiImpianti continuiImpianti continui. - Impianti discontinuiImpianti discontinuiImpianti discontinuiImpianti discontinui.
Negli impianti discontinui il materiale viene riscaldato per conduzione, cioè ho un riscaldamento per contatto, mentre negli impianti continui, la trasmissione del calore avviene per convenzione, ad esempio usando una corrente fluida (di gas o liquido) ad alta temperatura. L’impianto discontinuo è quello maggiormente diffuso in Europa, esso consente una maggiore flessibilità, in quanto la produzione può essere interrotta, e certamente la qualità del prodotto finale è maggiore rispetto a quella degli impianti continui. Quest’ultimi sono soprattutto usati negli U.S., hanno il vantaggio di costare di meno, perché manca la torre di miscelazionetorre di miscelazionetorre di miscelazionetorre di miscelazione (essa è composta da vagli vibranti, dosatori, e pese), caratteristica fondamentale degli impianti discontinui.
Impianto discontinuo.
In questo genere di impianti il tempo impiegato per ottenere il prodotto finito è inferiore al minuto (dipende dalla potenza della macchine). All’esterno dell’impianto trovano posto dei cumoli di materiale inerte, diviso per frazioni di pezzatura (0-5, 10-15 ecc.), chiaramente per ogni cumolo sono a conoscenza della curva granulometrica, questo viene ad essere caricato nei predosatori che hanno la funzione di dosare il materiale inerte. Dopo di che si passa al tubo di essicazione che è costituito da un tamburo riscaldato, questo consente di togliere l’umidità all’inerte, certamente questo tubo deve essere collegato ad un impianto di abbattimento dei fumi. Successivamente l’aggregato viene raccolto da una colonna elevatrice a tazze (isolata termicamente per mantenere il calore). A questo punto sono arrivato in cima alla torre, qui si affrontano tutta una serie di vagli e pese, che consentono di dosare il materiale con precisione, nella parte bassa della torre avviene il
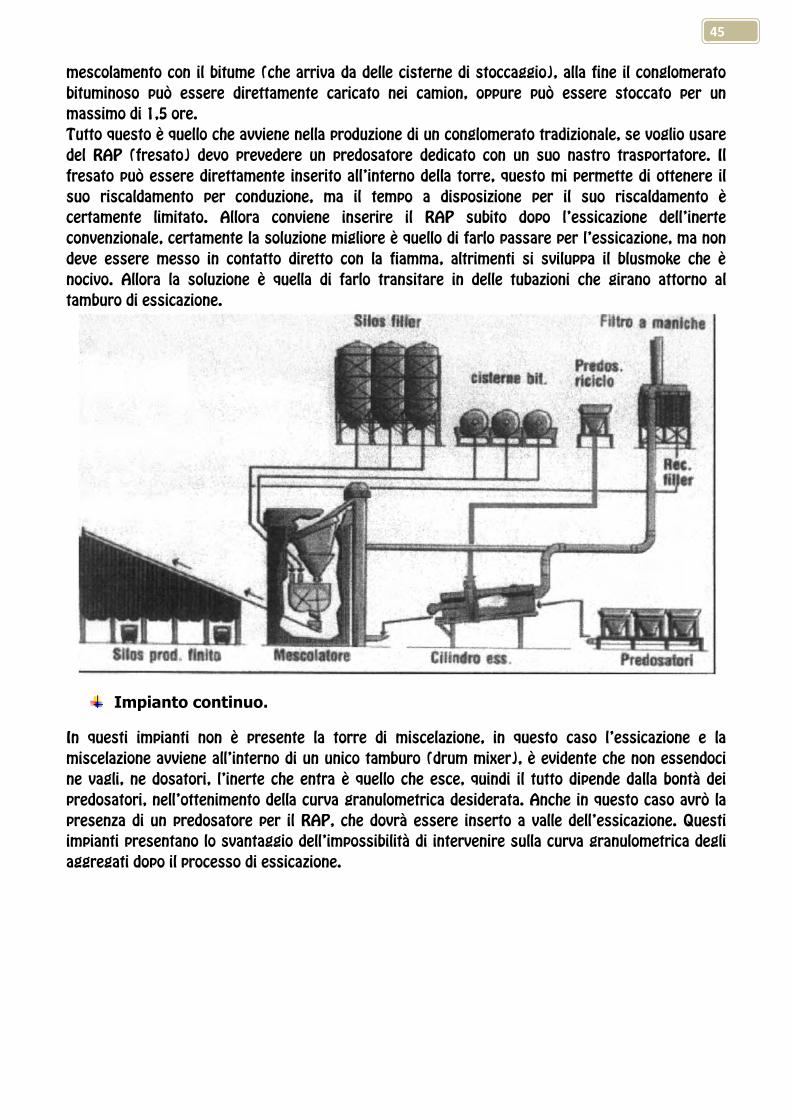
45
mescolamento con il bitume (che arriva da delle cisterne di stoccaggio), alla fine il conglomerato bituminoso può essere direttamente caricato nei camion, oppure può essere stoccato per un massimo di 1,5 ore. Tutto questo è quello che avviene nella produzione di un conglomerato tradizionale, se voglio usare del RAP (fresato) devo prevedere un predosatore dedicato con un suo nastro trasportatore. Il fresato può essere direttamente inserito all’interno della torre, questo mi permette di ottenere il suo riscaldamento per conduzione, ma il tempo a disposizione per il suo riscaldamento è certamente limitato. Allora conviene inserire il RAP subito dopo l’essicazione dell’inerte convenzionale, certamente la soluzione migliore è quello di farlo passare per l’essicazione, ma non deve essere messo in contatto diretto con la fiamma, altrimenti si sviluppa il blusmoke che è nocivo. Allora la soluzione è quella di farlo transitare in delle tubazioni che girano attorno al tamburo di essicazione.
Impianto continuo.
In questi impianti non è presente la torre di miscelazione, in questo caso l’essicazione e la miscelazione avviene all’interno di un unico tamburo (drum mixer), è evidente che non essendoci ne vagli, ne dosatori, l’inerte che entra è quello che esce, quindi il tutto dipende dalla bontà dei predosatori, nell’ottenimento della curva granulometrica desiderata. Anche in questo caso avrò la presenza di un predosatore per il RAP, che dovrà essere inserto a valle dell’essicazione. Questi impianti presentano lo svantaggio dell’impossibilità di intervenire sulla curva granulometrica degli aggregati dopo il processo di essicazione.

46
In linea del tutto generale il conglomerato bituminoso ottenibile da degli impianti fissi con l’uso del RAP, è del tutto uguale a quello ottenibile usando materiali vergini, certamente abbiamo dei valori percentuali (rispetto all’aggregato di primo impiego) di impiego del RAP in funzione dello strato:
Mentre per la base e per lo strato di collegamento posso usare il fresato che voglio, sarebbe consigliabile usare un fresato proveniente da uno strato di usura, per la costruzione di un nuovo strato di usura. Chiaramente il RAP non è consigliato per costruire delle pavimentazioni ad elevate prestazioni (antiskid, drenanti ecc.). Mentre se il RAP è presente con percentuali superiori al 20%, è consigliabile usare gli additivi attivanti chimici funzionali ACF, per recuperare il bitume contenuto nel fresato. La pezzatura massima del fresato deve essere di regola inferiore ai 20mm, anche se per lo strato di base posso arrivare ai 40mm. Le prove di laboratorio e i controlli devono essere i medesimi di un qualsiasi conglomerato bituminoso.
� IL RICICLAGGIO A FREDDO IN SITOIL RICICLAGGIO A FREDDO IN SITOIL RICICLAGGIO A FREDDO IN SITOIL RICICLAGGIO A FREDDO IN SITO Qui ho il fondamentale vantaggio che l’inerte non si muove mai dal sito di lavorazione, in questo caso si usano le riciclatrici, che consentono di fresare anche 30cm di pavimentazione alla volta (la fresa ruota in senso antiorario), e subito dopo la fresatura vengono ad essere iniettati, con una barra di spruzzatura, degli agenti stabilizzanti (cemento, emulsione bituminosa, bitume schiumato). Il vantaggio di tutto questo è la capacità di riciclare il 100% del materiale fresato, ma anche nella possibilità di ottenere una pavimentazione con delle caratteristiche diverse in funzione dell’agente stabilizzante utilizzato, l’uso di inerte vergine viene limitato al massimo. Come si è detto ho il vantaggio delle emissioni zero, ma ho lo svantaggio di una minor cura della miscelazione (dipende dalle capacità della macchina). Durante il processo di fresatura deve essere iniettata anche dell’acqua (quindi ho bisogno di una cisterna che segua il treno di lavoro), questo è fondamentale per garantire alla nostra miscela una certa umidità necessaria per la precompattazione, realizzata dalla stessa riciclatrice, che può arrivare al 90% della compattazione finale (quindi basterà una sola passata con un rullo compressore per finire).
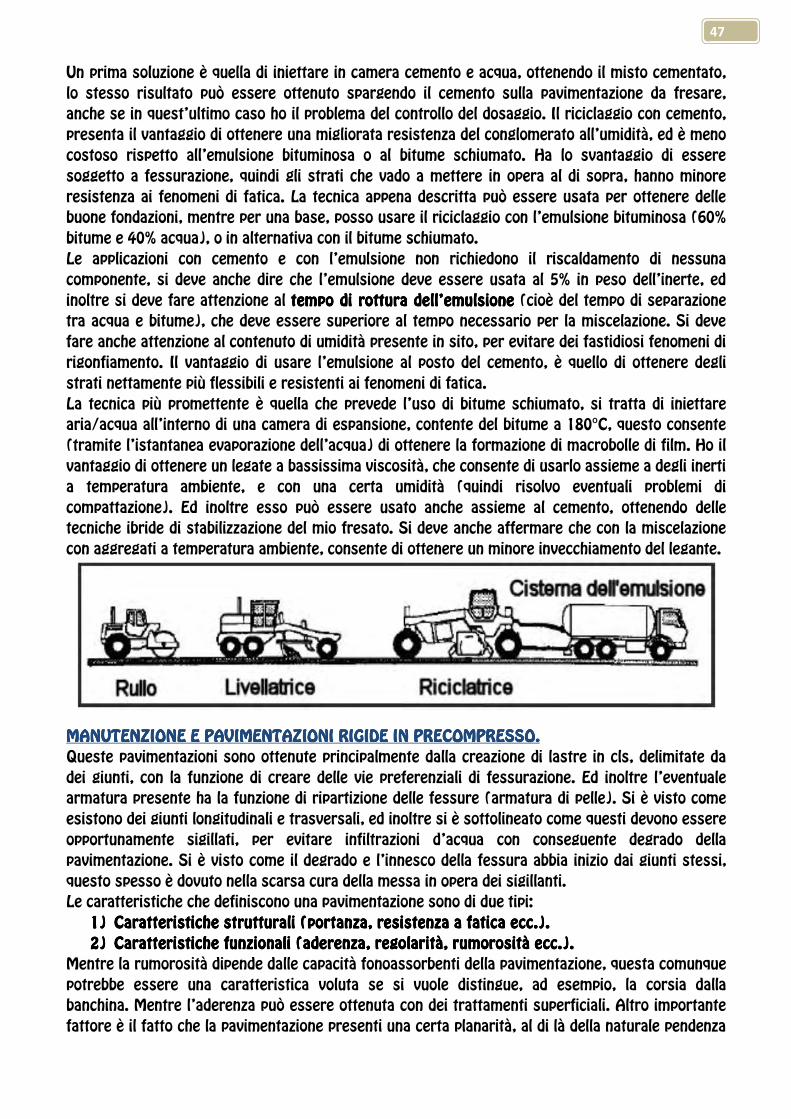
47
Un prima soluzione è quella di iniettare in camera cemento e acqua, ottenendo il misto cementato, lo stesso risultato può essere ottenuto spargendo il cemento sulla pavimentazione da fresare, anche se in quest’ultimo caso ho il problema del controllo del dosaggio. Il riciclaggio con cemento, presenta il vantaggio di ottenere una migliorata resistenza del conglomerato all’umidità, ed è meno costoso rispetto all’emulsione bituminosa o al bitume schiumato. Ha lo svantaggio di essere soggetto a fessurazione, quindi gli strati che vado a mettere in opera al di sopra, hanno minore resistenza ai fenomeni di fatica. La tecnica appena descritta può essere usata per ottenere delle buone fondazioni, mentre per una base, posso usare il riciclaggio con l’emulsione bituminosa (60% bitume e 40% acqua), o in alternativa con il bitume schiumato. Le applicazioni con cemento e con l’emulsione non richiedono il riscaldamento di nessuna componente, si deve anche dire che l’emulsione deve essere usata al 5% in peso dell’inerte, ed inoltre si deve fare attenzione al tempo di rottura dell’emulsionetempo di rottura dell’emulsionetempo di rottura dell’emulsionetempo di rottura dell’emulsione (cioè del tempo di separazione tra acqua e bitume), che deve essere superiore al tempo necessario per la miscelazione. Si deve fare anche attenzione al contenuto di umidità presente in sito, per evitare dei fastidiosi fenomeni di rigonfiamento. Il vantaggio di usare l’emulsione al posto del cemento, è quello di ottenere degli strati nettamente più flessibili e resistenti ai fenomeni di fatica. La tecnica più promettente è quella che prevede l’uso di bitume schiumato, si tratta di iniettare aria/acqua all’interno di una camera di espansione, contente del bitume a 180°C, questo consente (tramite l’istantanea evaporazione dell’acqua) di ottenere la formazione di macrobolle di film. Ho il vantaggio di ottenere un legate a bassissima viscosità, che consente di usarlo assieme a degli inerti a temperatura ambiente, e con una certa umidità (quindi risolvo eventuali problemi di compattazione). Ed inoltre esso può essere usato anche assieme al cemento, ottenendo delle tecniche ibride di stabilizzazione del mio fresato. Si deve anche affermare che con la miscelazione con aggregati a temperatura ambiente, consente di ottenere un minore invecchiamento del legante.
MANUTENZIONE E PAVIMENTAZIONI RIGIDE IN PRECOMPRESSO.MANUTENZIONE E PAVIMENTAZIONI RIGIDE IN PRECOMPRESSO.MANUTENZIONE E PAVIMENTAZIONI RIGIDE IN PRECOMPRESSO.MANUTENZIONE E PAVIMENTAZIONI RIGIDE IN PRECOMPRESSO. Queste pavimentazioni sono ottenute principalmente dalla creazione di lastre in cls, delimitate da dei giunti, con la funzione di creare delle vie preferenziali di fessurazione. Ed inoltre l’eventuale armatura presente ha la funzione di ripartizione delle fessure (armatura di pelle). Si è visto come esistono dei giunti longitudinali e trasversali, ed inoltre si è sottolineato come questi devono essere opportunamente sigillati, per evitare infiltrazioni d’acqua con conseguente degrado della pavimentazione. Si è visto come il degrado e l’innesco della fessura abbia inizio dai giunti stessi, questo spesso è dovuto nella scarsa cura della messa in opera dei sigillanti. Le caratteristiche che definiscono una pavimentazione sono di due tipi:
1)1)1)1) Caratteristiche strutturali (portanza, resistenza a fatica ecc.).Caratteristiche strutturali (portanza, resistenza a fatica ecc.).Caratteristiche strutturali (portanza, resistenza a fatica ecc.).Caratteristiche strutturali (portanza, resistenza a fatica ecc.). 2)2)2)2) Caratteristiche funzionali (aderenza, regolarità, rumorosità ecc.).Caratteristiche funzionali (aderenza, regolarità, rumorosità ecc.).Caratteristiche funzionali (aderenza, regolarità, rumorosità ecc.).Caratteristiche funzionali (aderenza, regolarità, rumorosità ecc.).
Mentre la rumorosità dipende dalle capacità fonoassorbenti della pavimentazione, questa comunque potrebbe essere una caratteristica voluta se si vuole distingue, ad esempio, la corsia dalla banchina. Mentre l’aderenza può essere ottenuta con dei trattamenti superficiali. Altro importante fattore è il fatto che la pavimentazione presenti una certa planarità, al di là della naturale pendenza
48
data alla falda, e questo comprende l’esigenza di evitare effetti di scalinamento in corrispondenza dei giunti (ad esempio per la fuoriuscita del sigillante). Mentre l’aderenza è dovuta alla macroporositàmacroporositàmacroporositàmacroporosità, che si definisce con la sporgenza media dei grani dalla superficie compatta della pavimentazione, e alla microporositàmicroporositàmicroporositàmicroporosità fornita dalla tessitura superficiale dei singoli grani. Per garantire queste caratteristiche devo usare degli inerti poliedrici e superficialmente scabri. L’aderenza può essere ottenuta con l’uso di tecniche diverse (subito dopo la stesa della pavimentazione, ma anche dopo):
- Striatura. - Granigliatura (si pone in opera dell’inerte al di sopra della pavimentazione in cls). - Rivestimento superficiale (si usano degli altri materiali superficiali, con delle caratteristiche
diverse). Per quanto riguarda l’aspetto del rumore si potrebbe intervenire nella diversa distribuzione dei giunti (anche per evitare la monotonia), come tecnica costruttiva si potrebbe intervenire con la double deck concrete, cioè si pone in opera come strato superficiale un cls più poroso, certamente l’uso di due strati diversi comporta un aumento dei costi, e delle difficoltà tecniche. Le esigenze di manutenzione spesso nascono da una errata progettazione, da dei difetti di costruzione, materiali inadeguati, sollecitazioni veicolari impreviste, cattiva sigillatura dei giunti. Certamente le esigenze di manutenzioni si rendono necessarie per evitare il degrado del resto della pavimentazione, con danni da fessurazione trasversale, longitudinale, a “D” e a ragnatela. Ma oltre alla fessurazione ho anche effetti di pompaggio, scalinamento, difetti ai giunti, perdita di aderenza, ormaie (spesso di scarsa entità), buche e scagliatura. Vediamo quali sono gli eventuali interventi che possono essere portati a termine:
1) Possiamo procedere alla sigillatura delle lesioni tramite delle iniezioni di resine, queste resine possono essere usate anche per ripristinare la planarità delle lastre, basta iniettarle al di sotto di esse. Mentre gli interventi di sigillatura delle fessure vengono eseguiti con della boiacca.
2) Ricostruzione parziale o totale della lastra. 3) Ricostituzione della sigillatura dei giunti. 4) Striatura, bocciardatura, rigenerazione se la macrotessitura e venuta meno per l’usura. 5) Ricoprimento della superficie con un tappeto di un altro materiale, che potrebbe essere
anche quello bituminoso, ma qui si deve fare attenzione alla ripresa delle fessure per riflessione delle stesse. Per evitare questo si deve mettere, prima della stesura del tappeto, una geogriglia oppure una rete metallica.
� LE PAVIMENTAZIONI IN PRECOMPRESSO.LE PAVIMENTAZIONI IN PRECOMPRESSO.LE PAVIMENTAZIONI IN PRECOMPRESSO.LE PAVIMENTAZIONI IN PRECOMPRESSO.
Questa soluzione permette di evitare l’uso di giunti, queste pavimentazioni consentono di avere delle resistenze particolarmente elevate, con dei spessori limitati. Ed inoltre queste pavimentazioni sono caratterizzate da una iperstaticità interna che gli consente di affrontare cambiamenti di segno nelle sollecitazioni, senza subire danni. Ci sono chiaramente anche degli svantaggi:
- Le infrastrutture devono essere lineari. - Costi. - Non posso inserire dei sottoservizi.
Nella precompressione interna ho il problema delle cadute di tensione con conseguenti deformazioni variabili, mentre nella precompressione esterna ho il problema del sollevamento dei giunti. Altra soluzione è quella delle pavimentazioni composte polifunzionalipavimentazioni composte polifunzionalipavimentazioni composte polifunzionalipavimentazioni composte polifunzionali, queste pavimentazioni rappresentano un punto d’incontro tra le pavimentazioni rigide e quelle flessibili. La struttura si compone generalmente dei seguenti strati:
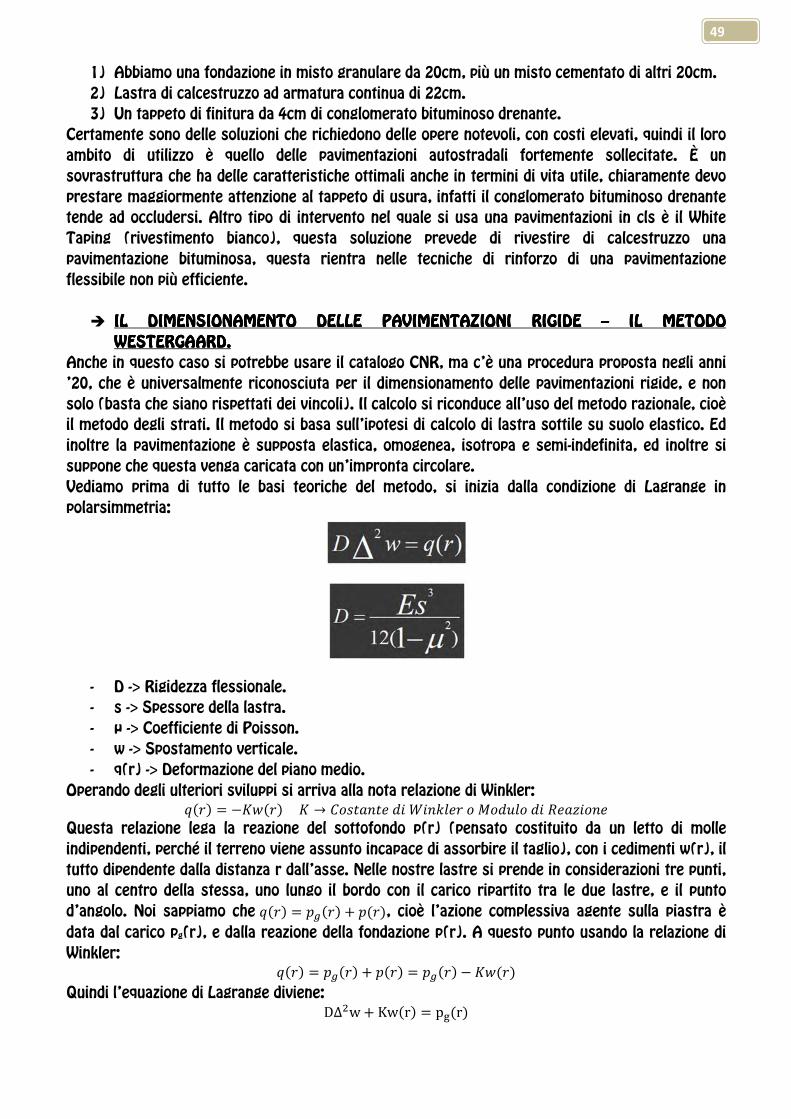
49
1) Abbiamo una fondazione in misto granulare da 20cm, più un misto cementato di altri 20cm. 2) Lastra di calcestruzzo ad armatura continua di 22cm. 3) Un tappeto di finitura da 4cm di conglomerato bituminoso drenante.
Certamente sono delle soluzioni che richiedono delle opere notevoli, con costi elevati, quindi il loro ambito di utilizzo è quello delle pavimentazioni autostradali fortemente sollecitate. È un sovrastruttura che ha delle caratteristiche ottimali anche in termini di vita utile, chiaramente devo prestare maggiormente attenzione al tappeto di usura, infatti il conglomerato bituminoso drenante tende ad occludersi. Altro tipo di intervento nel quale si usa una pavimentazioni in cls è il White Taping (rivestimento bianco), questa soluzione prevede di rivestire di calcestruzzo una pavimentazione bituminosa, questa rientra nelle tecniche di rinforzo di una pavimentazione flessibile non più efficiente.
� IL DIMENSIONAMIL DIMENSIONAMIL DIMENSIONAMIL DIMENSIONAMENTO DELLE PAVIMENTAZIONI RIGIDE ENTO DELLE PAVIMENTAZIONI RIGIDE ENTO DELLE PAVIMENTAZIONI RIGIDE ENTO DELLE PAVIMENTAZIONI RIGIDE –––– IL METODO IL METODO IL METODO IL METODO WESTERGAARD.WESTERGAARD.WESTERGAARD.WESTERGAARD.
Anche in questo caso si potrebbe usare il catalogo CNR, ma c’è una procedura proposta negli anni ’20, che è universalmente riconosciuta per il dimensionamento delle pavimentazioni rigide, e non solo (basta che siano rispettati dei vincoli). Il calcolo si riconduce all’uso del metodo razionale, cioè il metodo degli strati. Il metodo si basa sull’ipotesi di calcolo di lastra sottile su suolo elastico. Ed inoltre la pavimentazione è supposta elastica, omogenea, isotropa e semi-indefinita, ed inoltre si suppone che questa venga caricata con un’impronta circolare. Vediamo prima di tutto le basi teoriche del metodo, si inizia dalla condizione di Lagrange in polarsimmetria:
- D -> Rigidezza flessionale. - s -> Spessore della lastra. - µ -> Coefficiente di Poisson. - w -> Spostamento verticale. - q(r) -> Deformazione del piano medio.
Operando degli ulteriori sviluppi si arriva alla nota relazione di Winkler: ¡3�5 � �4k3�54 → %."�!"�'�¢�!£���%�%'#�%'����0�%!� Questa relazione lega la reazione del sottofondo p(r) (pensato costituito da un letto di molle indipendenti, perché il terreno viene assunto incapace di assorbire il taglio), con i cedimenti w(r), il tutto dipendente dalla distanza r dall’asse. Nelle nostre lastre si prende in considerazioni tre punti, uno al centro della stessa, uno lungo il bordo con il carico ripartito tra le due lastre, e il punto d’angolo. Noi sappiamo che ¡3�5 � �*3�5 � �3�5, cioè l’azione complessiva agente sulla piastra è data dal carico pg(r), e dalla reazione della fondazione p(r). A questo punto usando la relazione di Winkler: ¡3�5 � �*3�5 � �3�5 � �*3�5 � 4k3�5 Quindi l’equazione di Lagrange diviene: D∆>w� Kw3r5 � p©3r5

50
Quindi ho una equazione differenziale in w(r), la cui soluzione è ottenibile con le funzioni di Bessel, e a questo proposito si introduce un parametro lineare l, chiamato raggio di rigidità relativa della raggio di rigidità relativa della raggio di rigidità relativa della raggio di rigidità relativa della piastrapiastrapiastrapiastra:
Tanto è più rigida la piastra, tanto è maggiore l. A questo punto posso ottenere la relazione che esprime l’andamento del momento flettente:
Come si può osservare viene ad essere introdotto il parametro a/l, adimensionale, che è il rapporto tra il raggio dell’impronta di carico, e il raggio di rigidità. Ora Westergaard propose di sostituire ad a, il raggio fittizio b, dipendente dallo stesso a e da s:
Questa è valida per a<1,724s, mentre al contrario si pone b=a. Come si è detto la teoria di Westergaard considera tre posizioni di carico:
Ora ponendo µ=0,15, posso determinare la σ di trazione alla base della lastra nei tre punti considerati. Punto A:
Punto B:
Punto C (poco usato):
Chiaramente queste tensioni così determinate devono essere compatibili con la resistenza del materiale, ovviamente stò parlando di resistenza a trazione per flessione, quindi più che una verifica è un vero e proprio dimensionamento. PAVIMENTAZIONI AD ELEMENTI.PAVIMENTAZIONI AD ELEMENTI.PAVIMENTAZIONI AD ELEMENTI.PAVIMENTAZIONI AD ELEMENTI.
� PARTE I PARTE I PARTE I PARTE I ----> MODI D’IMPIEGO DELLA PIETRA NELLE PAVIMENTAZIONI.> MODI D’IMPIEGO DELLA PIETRA NELLE PAVIMENTAZIONI.> MODI D’IMPIEGO DELLA PIETRA NELLE PAVIMENTAZIONI.> MODI D’IMPIEGO DELLA PIETRA NELLE PAVIMENTAZIONI. Queste pavimentazioni vanno trattate con particolare attenzione, infatti possono essere fonte di parecchi problemi. Questa tipologia di pavimentazioni si tendono ad usare per le banchine calpestabili delle rotatorie, che spesso vengono realizzate in porfido. Il materiale principale utilizzato per questa tipologia di pavimentazioni è quello lapideo naturale, in sostanza si va ad
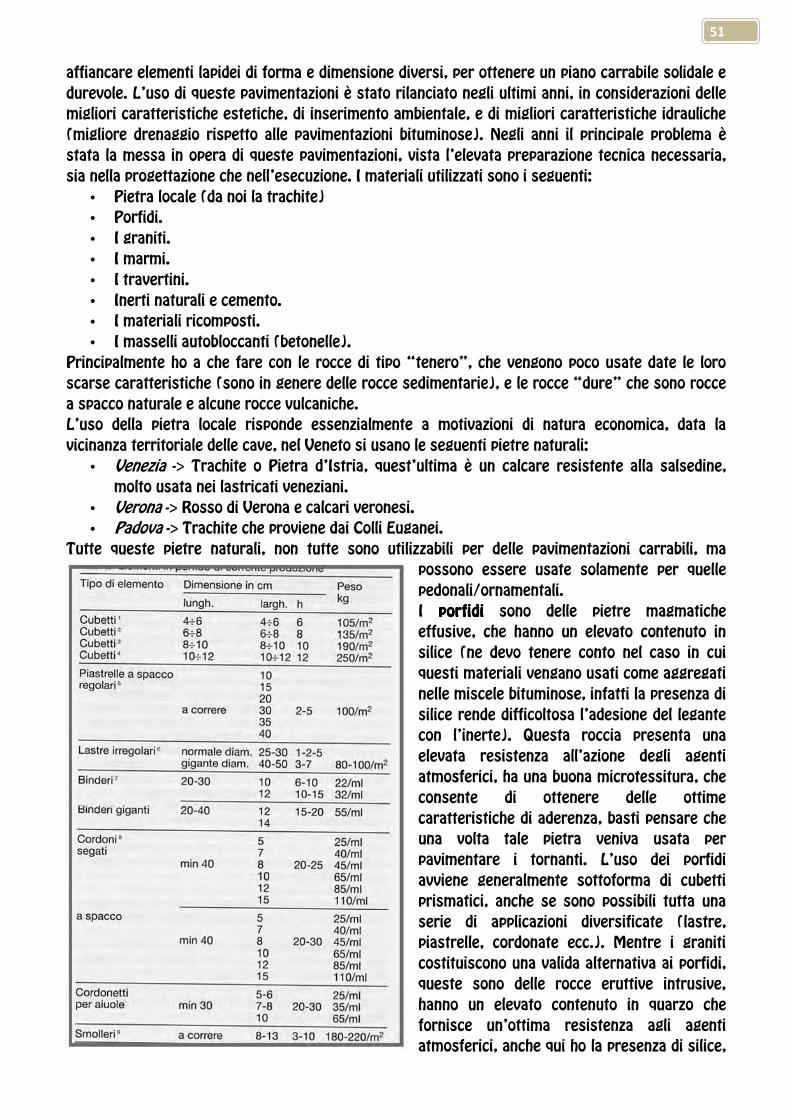
51
affiancare elementi lapidei di forma e dimensione diversi, per ottenere un piano carrabile solidale e durevole. L’uso di queste pavimentazioni è stato rilanciato negli ultimi anni, in considerazioni delle migliori caratteristiche estetiche, di inserimento ambientale, e di migliori caratteristiche idrauliche (migliore drenaggio rispetto alle pavimentazioni bituminose). Negli anni il principale problema è stata la messa in opera di queste pavimentazioni, vista l’elevata preparazione tecnica necessaria, sia nella progettazione che nell’esecuzione. I materiali utilizzati sono i seguenti:
• Pietra locale (da noi la trachite) • Porfidi. • I graniti. • I marmi. • I travertini. • Inerti naturali e cemento. • I materiali ricomposti. • I masselli autobloccanti (betonelle).
Principalmente ho a che fare con le rocce di tipo “tenero”, che vengono poco usate date le loro scarse caratteristiche (sono in genere delle rocce sedimentarie), e le rocce “dure” che sono rocce a spacco naturale e alcune rocce vulcaniche. L’uso della pietra locale risponde essenzialmente a motivazioni di natura economica, data la vicinanza territoriale delle cave, nel Veneto si usano le seguenti pietre naturali:
• Venezia -> Trachite o Pietra d’Istria, quest’ultima è un calcare resistente alla salsedine, molto usata nei lastricati veneziani.
• Verona -> Rosso di Verona e calcari veronesi. • Padova -> Trachite che proviene dai Colli Euganei.
Tutte queste pietre naturali, non tutte sono utilizzabili per delle pavimentazioni carrabili, ma possono essere usate solamente per quelle pedonali/ornamentali. I porfidiporfidiporfidiporfidi sono delle pietre magmatiche effusive, che hanno un elevato contenuto in silice (ne devo tenere conto nel caso in cui questi materiali vengano usati come aggregati nelle miscele bituminose, infatti la presenza di silice rende difficoltosa l’adesione del legante con l’inerte). Questa roccia presenta una elevata resistenza all’azione degli agenti atmosferici, ha una buona microtessitura, che consente di ottenere delle ottime caratteristiche di aderenza, basti pensare che una volta tale pietra veniva usata per pavimentare i tornanti. L’uso dei porfidi avviene generalmente sottoforma di cubetti prismatici, anche se sono possibili tutta una serie di applicazioni diversificate (lastre, piastrelle, cordonate ecc.). Mentre i graniti costituiscono una valida alternativa ai porfidi, queste sono delle rocce eruttive intrusive, hanno un elevato contenuto in quarzo che fornisce un’ottima resistenza agli agenti atmosferici, anche qui ho la presenza di silice,
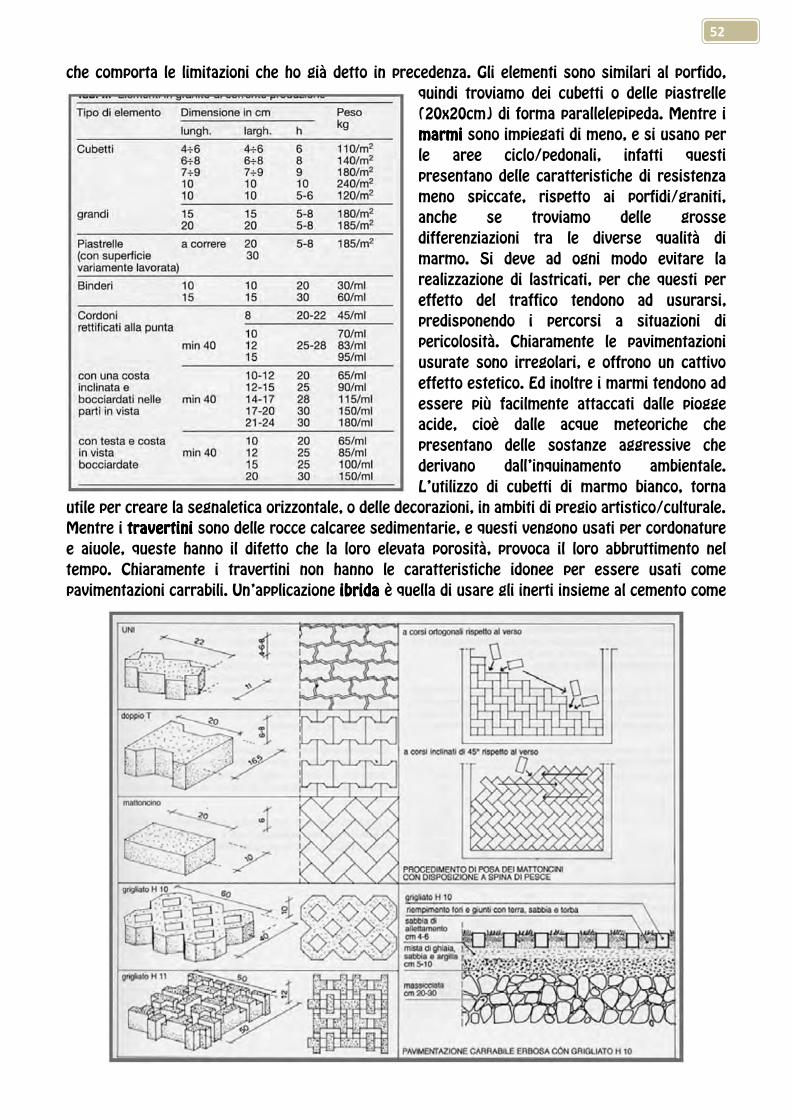
52
che comporta le limitazioni che ho già detto in precedenza. Gli elementi sono similari al porfido, quindi troviamo dei cubetti o delle piastrelle (20x20cm) di forma parallelepipeda. Mentre i marmimarmimarmimarmi sono impiegati di meno, e si usano per le aree ciclo/pedonali, infatti questi presentano delle caratteristiche di resistenza meno spiccate, rispetto ai porfidi/graniti, anche se troviamo delle grosse differenziazioni tra le diverse qualità di marmo. Si deve ad ogni modo evitare la realizzazione di lastricati, per che questi per effetto del traffico tendono ad usurarsi, predisponendo i percorsi a situazioni di pericolosità. Chiaramente le pavimentazioni usurate sono irregolari, e offrono un cattivo effetto estetico. Ed inoltre i marmi tendono ad essere più facilmente attaccati dalle piogge acide, cioè dalle acque meteoriche che presentano delle sostanze aggressive che derivano dall’inquinamento ambientale. L’utilizzo di cubetti di marmo bianco, torna
utile per creare la segnaletica orizzontale, o delle decorazioni, in ambiti di pregio artistico/culturale. Mentre i travertinitravertinitravertinitravertini sono delle rocce calcaree sedimentarie, e questi vengono usati per cordonature e aiuole, queste hanno il difetto che la loro elevata porosità, provoca il loro abbruttimento nel tempo. Chiaramente i travertini non hanno le caratteristiche idonee per essere usati come pavimentazioni carrabili. Un’applicazione ibrida ibrida ibrida ibrida è quella di usare gli inerti insieme al cemento come
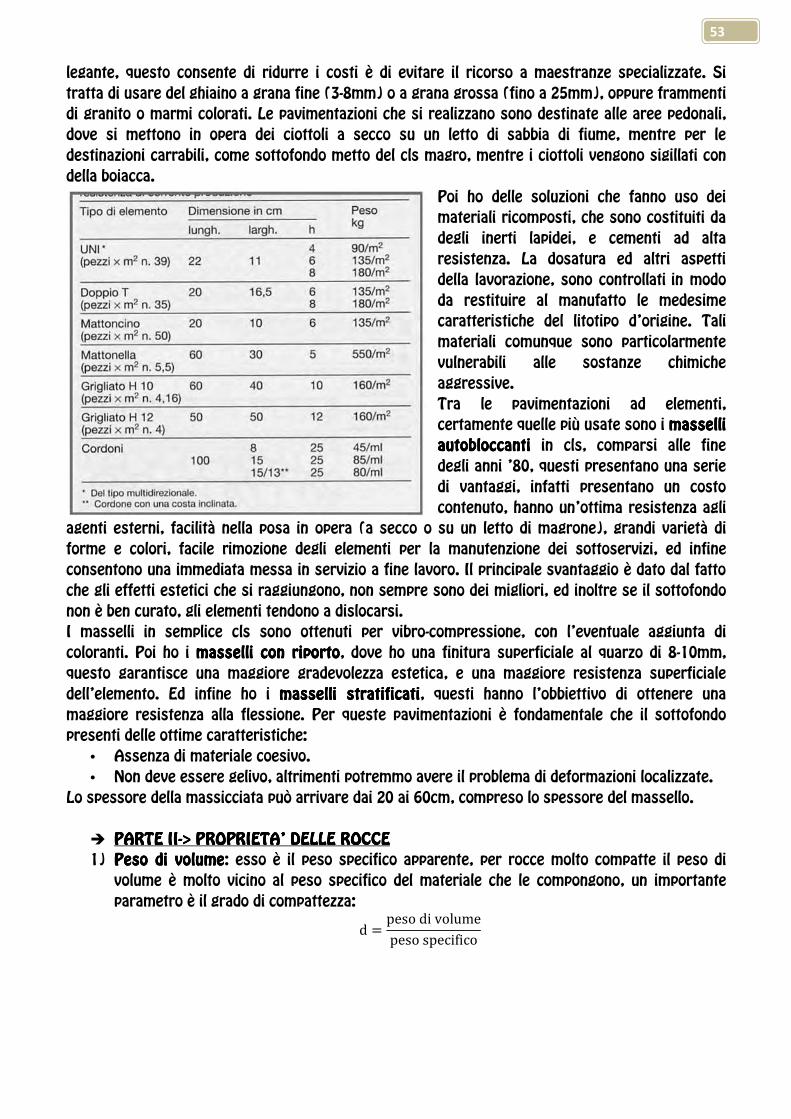
53
legante, questo consente di ridurre i costi è di evitare il ricorso a maestranze specializzate. Si tratta di usare del ghiaino a grana fine (3-8mm) o a grana grossa (fino a 25mm), oppure frammenti di granito o marmi colorati. Le pavimentazioni che si realizzano sono destinate alle aree pedonali, dove si mettono in opera dei ciottoli a secco su un letto di sabbia di fiume, mentre per le destinazioni carrabili, come sottofondo metto del cls magro, mentre i ciottoli vengono sigillati con della boiacca.
Poi ho delle soluzioni che fanno uso dei materiali ricomposti, che sono costituiti da degli inerti lapidei, e cementi ad alta resistenza. La dosatura ed altri aspetti della lavorazione, sono controllati in modo da restituire al manufatto le medesime caratteristiche del litotipo d’origine. Tali materiali comunque sono particolarmente vulnerabili alle sostanze chimiche aggressive. Tra le pavimentazioni ad elementi, certamente quelle più usate sono i masselli masselli masselli masselli autobloccantiautobloccantiautobloccantiautobloccanti in cls, comparsi alle fine degli anni ’80, questi presentano una serie di vantaggi, infatti presentano un costo contenuto, hanno un’ottima resistenza agli
agenti esterni, facilità nella posa in opera (a secco o su un letto di magrone), grandi varietà di forme e colori, facile rimozione degli elementi per la manutenzione dei sottoservizi, ed infine consentono una immediata messa in servizio a fine lavoro. Il principale svantaggio è dato dal fatto che gli effetti estetici che si raggiungono, non sempre sono dei migliori, ed inoltre se il sottofondo non è ben curato, gli elementi tendono a dislocarsi. I masselli in semplice cls sono ottenuti per vibro-compressione, con l’eventuale aggiunta di coloranti. Poi ho i masselli con riportomasselli con riportomasselli con riportomasselli con riporto, dove ho una finitura superficiale al quarzo di 8-10mm, questo garantisce una maggiore gradevolezza estetica, e una maggiore resistenza superficiale dell’elemento. Ed infine ho i masselli stratificatimasselli stratificatimasselli stratificatimasselli stratificati, questi hanno l’obbiettivo di ottenere una maggiore resistenza alla flessione. Per queste pavimentazioni è fondamentale che il sottofondo presenti delle ottime caratteristiche:
• Assenza di materiale coesivo. • Non deve essere gelivo, altrimenti potremmo avere il problema di deformazioni localizzate.
Lo spessore della massicciata può arrivare dai 20 ai 60cm, compreso lo spessore del massello.
� PARTE IIPARTE IIPARTE IIPARTE II----> PROPRIETA’ DELLE ROCCE> PROPRIETA’ DELLE ROCCE> PROPRIETA’ DELLE ROCCE> PROPRIETA’ DELLE ROCCE 1) Peso di volumePeso di volumePeso di volumePeso di volume: esso è il peso specifico apparente, per rocce molto compatte il peso di
volume è molto vicino al peso specifico del materiale che le compongono, un importante parametro è il grado di compattezza: d � pesodivolumepesospecifico

54
Questo mi permette di determinare la percentuale dei vuoti, e quindi della porosità, questo è importante ai fini del controllo della gelività.
2) ImbibizioneImbibizioneImbibizioneImbibizione: indica l’attitudine della roccia ad assorbire acqua:
I´ � G¶ � GG
Ove G è il peso asciutto del provino, mentre Gm è il peso del provino saturo d’acqua. Si è dimostrato sperimentalmente che la resistenza meccanica di una roccia, è inversamente proporzionale al suo grado di imbibizione.
3) DurevolezzDurevolezzDurevolezzDurevolezzaaaa: è la capacità di resistenza agli agenti atmosferici e all’aggressione chimica, e all’azione biofisica (prodotta da organismi che mantengono umida la roccia, e ne facilitano il degrado), e all’azione fisica (escursione termica, gelo e disgelo).
4) GelivitàGelivitàGelivitàGelività: qui viene valutato il comportamento del materiale imbevuto d’acqua, nell’affrontare dei cicli di gelo e disgelo. Si arriva a concludere che un materiale non è gelivo, se la resistenza a rottura dopo 20 cicli, non risulti inferiore al 20% rispetto a quella iniziale, ed inoltre non si presenti una differenza di peso.
5) Proprietà termicheProprietà termicheProprietà termicheProprietà termiche: qui abbiamo a che fare con la dilatazione, possiamo fin da subito affermare che il coefficiente di dilatazione delle rocce è generalmente assai contenuto, ma può essere sensibilmente diverso per materiali di diversa natura, di questo se ne deve tenere conto qualora si decida di accoppiare materiali diversi. E comunque per il controllo delle dilatazioni devono essere prevista la realizzazione dei giunti di dilatazione. Altra proprietà è la conducibilità termica, questa potrebbe essere importante nelle civili costruzioni, infatti le pavimentazioni possono presentare diversi gradi di dispersione termica in funzione dei diversi materiali utilizzati.
6) Coefficiente di dilatazioneCoefficiente di dilatazioneCoefficiente di dilatazioneCoefficiente di dilatazione:
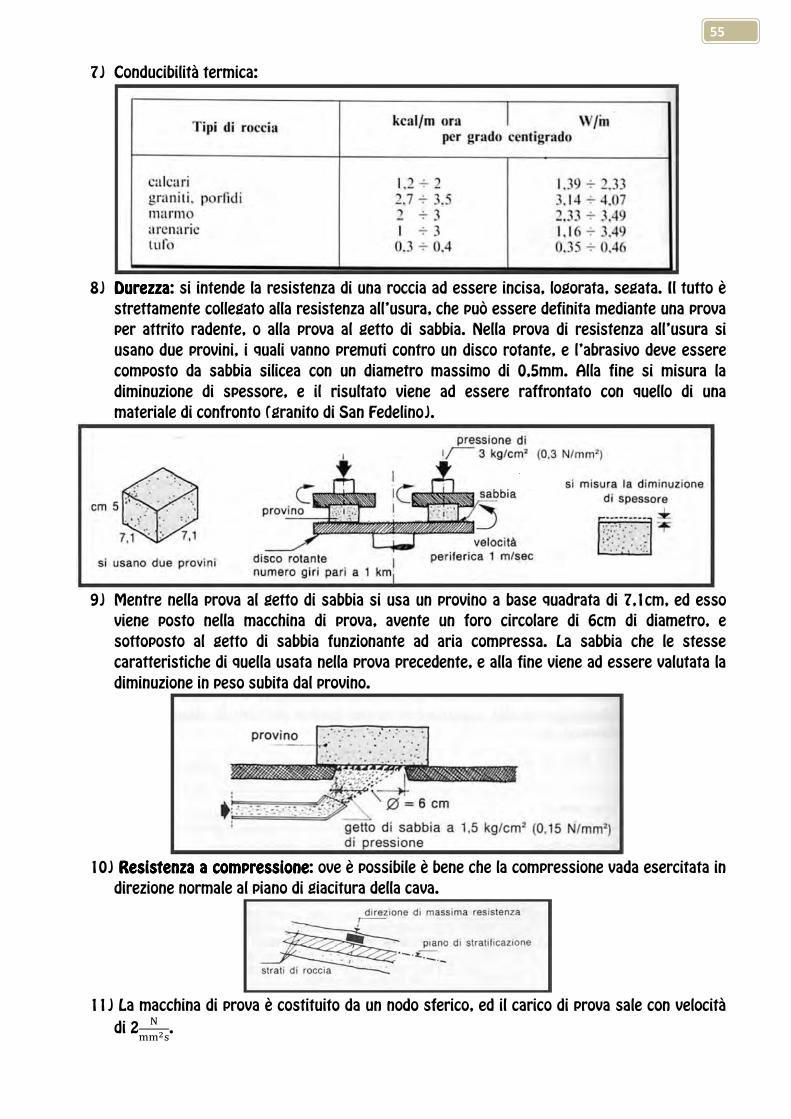
55
7) Conducibilità termica:
8) DurezzaDurezzaDurezzaDurezza: si intende la resistenza di una roccia ad essere incisa, logorata, segata. Il tutto è
strettamente collegato alla resistenza all’usura, che può essere definita mediante una prova per attrito radente, o alla prova al getto di sabbia. Nella prova di resistenza all’usura si usano due provini, i quali vanno premuti contro un disco rotante, e l’abrasivo deve essere composto da sabbia silicea con un diametro massimo di 0,5mm. Alla fine si misura la diminuzione di spessore, e il risultato viene ad essere raffrontato con quello di una materiale di confronto (granito di San Fedelino).
9) Mentre nella prova al getto di sabbia si usa un provino a base quadrata di 7,1cm, ed esso
viene posto nella macchina di prova, avente un foro circolare di 6cm di diametro, e sottoposto al getto di sabbia funzionante ad aria compressa. La sabbia che le stesse caratteristiche di quella usata nella prova precedente, e alla fine viene ad essere valutata la diminuzione in peso subita dal provino.
10) Resistenza a compressioneResistenza a compressioneResistenza a compressioneResistenza a compressione: ove è possibile è bene che la compressione vada esercitata in
direzione normale al piano di giacitura della cava.
11) La macchina di prova è costituito da un nodo sferico, ed il carico di prova sale con velocità
di 2·¶¶¸¹.
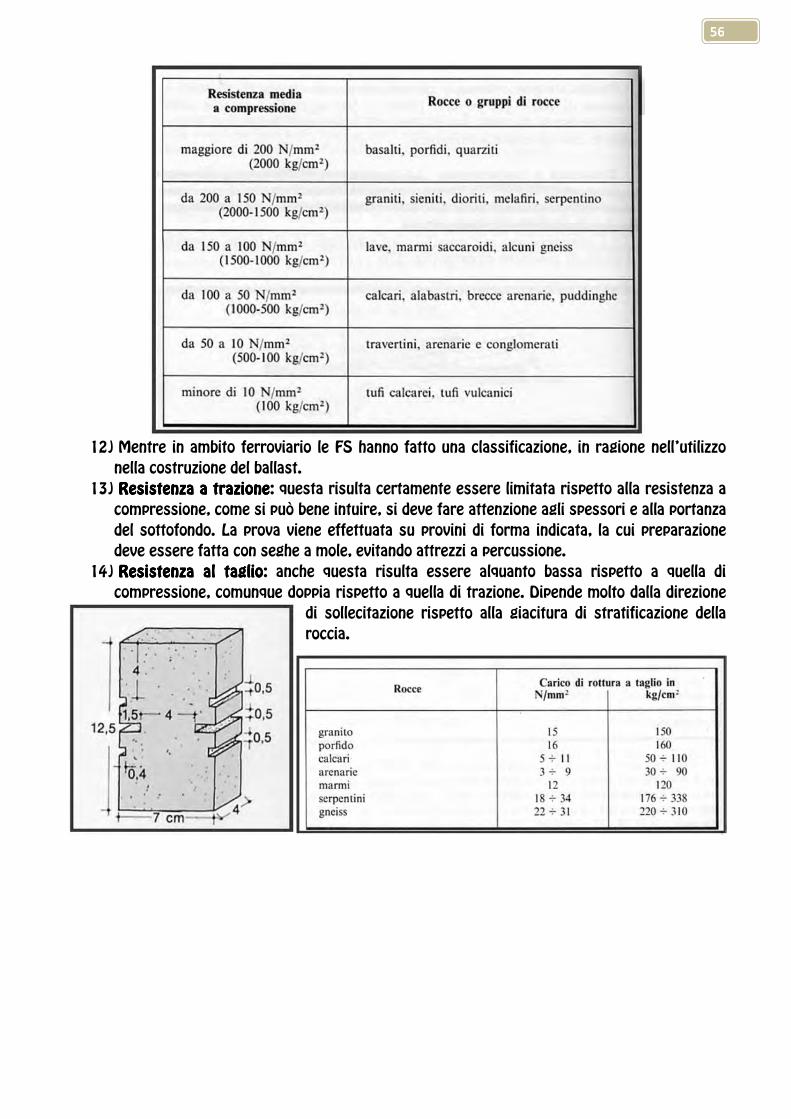
56
12) Mentre in ambito ferroviario le FS hanno fatto una classificazione, in ragione nell’utilizzo
nella costruzione del ballast. 13) Resistenza a trazioneResistenza a trazioneResistenza a trazioneResistenza a trazione: questa risulta certamente essere limitata rispetto alla resistenza a
compressione, come si può bene intuire, si deve fare attenzione agli spessori e alla portanza del sottofondo. La prova viene effettuata su provini di forma indicata, la cui preparazione deve essere fatta con seghe a mole, evitando attrezzi a percussione.
14) Resistenza al taglioResistenza al taglioResistenza al taglioResistenza al taglio: anche questa risulta essere alquanto bassa rispetto a quella di compressione, comunque doppia rispetto a quella di trazione. Dipende molto dalla direzione
di sollecitazione rispetto alla giacitura di stratificazione della roccia.
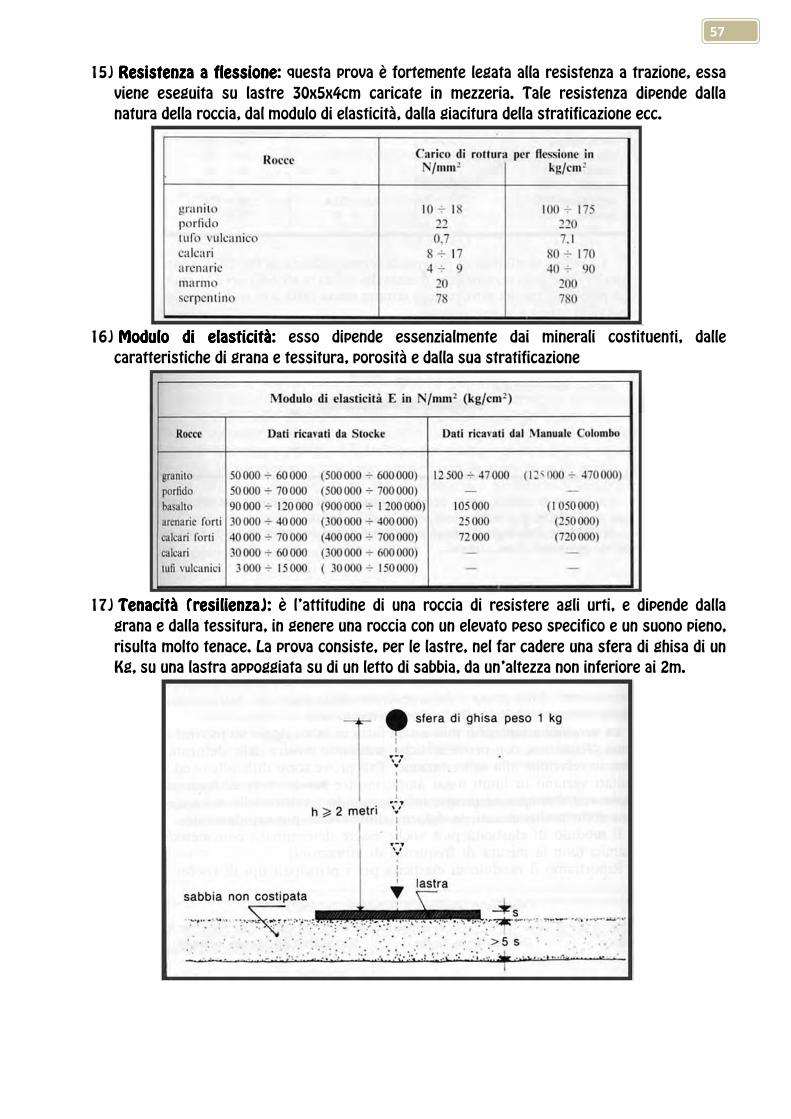
57
15) Resistenza a flessioneResistenza a flessioneResistenza a flessioneResistenza a flessione: questa prova è fortemente legata alla resistenza a trazione, essa viene eseguita su lastre 30x5x4cm caricate in mezzeria. Tale resistenza dipende dalla natura della roccia, dal modulo di elasticità, dalla giacitura della stratificazione ecc.
16) Modulo di elastiModulo di elastiModulo di elastiModulo di elasticitàcitàcitàcità: esso dipende essenzialmente dai minerali costituenti, dalle
caratteristiche di grana e tessitura, porosità e dalla sua stratificazione
17) Tenacità (resilienza)Tenacità (resilienza)Tenacità (resilienza)Tenacità (resilienza): è l’attitudine di una roccia di resistere agli urti, e dipende dalla
grana e dalla tessitura, in genere una roccia con un elevato peso specifico e un suono pieno, risulta molto tenace. La prova consiste, per le lastre, nel far cadere una sfera di ghisa di un Kg, su una lastra appoggiata su di un letto di sabbia, da un’altezza non inferiore ai 2m.

58
� PARTE IIIPARTE IIIPARTE IIIPARTE III----> IL DIMENSIONAMENTO DELLE PAVIMENTAZIONI AD ELEMENTI.> IL DIMENSIONAMENTO DELLE PAVIMENTAZIONI AD ELEMENTI.> IL DIMENSIONAMENTO DELLE PAVIMENTAZIONI AD ELEMENTI.> IL DIMENSIONAMENTO DELLE PAVIMENTAZIONI AD ELEMENTI. Anche in questo caso possiamo fare riferimento a dei modelli avanzati che utilizzano modelli ad elementi finiti, ma qui è bene ribadire che ci troviamo di fronte ad una pavimentazione non continua, quindi non abbiamo compartecipazione al carico. Il dimensionamento dipende dai seguenti fattori:
1) Caratteristiche del sottofondo. 2) Tipo di traffico. 3) Volume di traffico. 4) Vita di progetto della sovrastruttura. 5) Strati della pavimentazione e loro caratteristiche strutturali.
Il sottofondo è definito sostanzialmente dal suo CBR, e da delle indagini di tipo geotecnico, ed inoltre dobbiamo conoscere il tipo dio traffico e il suo volume, il tutto come al solito deve essere convertito in un certo numero di assi standard. Note le caratteristiche del sottofondo, e il volume di traffico, è possibile fare una valutazione di massima dello spessore della pavimentazione. La vita di progetto viene definita in un arco temporale di vent’anni (come al solito), anche se si deve dire che le pavimentazioni ad elementi necessitano di una manutenzione continua nel tempo. Per quanto riguarda gli strati della pavimentazione, questi devono dimensionati in funzione del carico applicato in superficie, che provoca delle tensioni di compressione, e delle tensioni di trazione alla base dei vari strati.
Ed inoltre devono essere studiati gli eventuali fenomeni di fatica, mentre l’ormaiamento potrebbe interessare gli strati di sottofondazione. Il sottofondo è lo strato della pavimentazione che richiede maggiore attenzione, infatti se ci troviamo in presenza di un sottofondo argilloso/limoso, questo potrebbe andare incontro a cedimenti e rigonfiamenti, soprattutto in presenza di acqua, e si deve anche dire che le pavimentazioni ad elementi favoriscono la presenza di acqua,
essendo drenanti. Il sottofondo è definito dal suo valore del CBR, ricavato dalla prova di punzona mento di un provino stratificato contenuto in una bustella. Se il nostro sottofondo è formato da terreno coesivo, questo deve essere stabilizzato, con cemento o leganti ternari (calce), oppure come estrema ratio si può rimuovere completamente la parte superficiale, e sostituire il tutto con altri strati di sottofondazione. Oggi il “nuovo” codice della strada fa riferimento ad assi standard da 12T, questo comporta una amplificazione del fattore di danno, rispetto ad un asse standard da 8,2T, noi prenderemmo in considerazione quest’ultimo perché per il dimensionamento useremmo dei metodi anglosassoni. Il numero medio di assi standard per veicoli commerciali dipende dal tipo di strada, e in questo senso abbiamo già delle tabelle, oppure abbiamo a disposizione delle relazioni, che ci consentono di determinare il numero totale dei
veicoli commerciali Tn riferendosi alla corsia dei veicoli lenti, e tendo conto di un certo tasso di
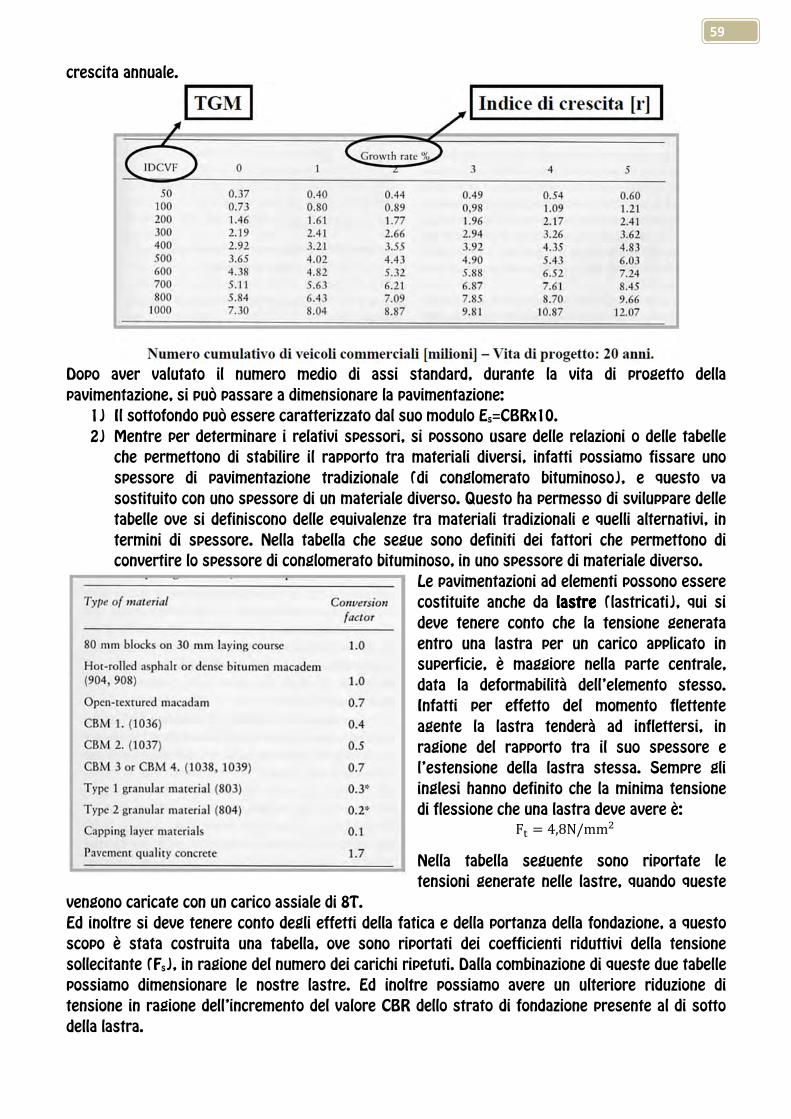
59
crescita annuale.
Dopo aver valutato il numero medio di assi standard, durante la vita di progetto della pavimentazione, si può passare a dimensionare la pavimentazione:
1) Il sottofondo può essere caratterizzato dal suo modulo Es=CBRx10. 2) Mentre per determinare i relativi spessori, si possono usare delle relazioni o delle tabelle
che permettono di stabilire il rapporto tra materiali diversi, infatti possiamo fissare uno spessore di pavimentazione tradizionale (di conglomerato bituminoso), e questo va sostituito con uno spessore di un materiale diverso. Questo ha permesso di sviluppare delle tabelle ove si definiscono delle equivalenze tra materiali tradizionali e quelli alternativi, in termini di spessore. Nella tabella che segue sono definiti dei fattori che permettono di convertire lo spessore di conglomerato bituminoso, in uno spessore di materiale diverso.
Le pavimentazioni ad elementi possono essere costituite anche da lastrelastrelastrelastre (lastricati), qui si deve tenere conto che la tensione generata entro una lastra per un carico applicato in superficie, è maggiore nella parte centrale, data la deformabilità dell’elemento stesso. Infatti per effetto del momento flettente agente la lastra tenderà ad inflettersi, in ragione del rapporto tra il suo spessore e l’estensione della lastra stessa. Sempre gli inglesi hanno definito che la minima tensione di flessione che una lastra deve avere è: F» � 4,8N/mm> Nella tabella seguente sono riportate le tensioni generate nelle lastre, quando queste
vengono caricate con un carico assiale di 8T. Ed inoltre si deve tenere conto degli effetti della fatica e della portanza della fondazione, a questo scopo è stata costruita una tabella, ove sono riportati dei coefficienti riduttivi della tensione sollecitante (Fs), in ragione del numero dei carichi ripetuti. Dalla combinazione di queste due tabelle possiamo dimensionare le nostre lastre. Ed inoltre possiamo avere un ulteriore riduzione di tensione in ragione dell’incremento del valore CBR dello strato di fondazione presente al di sotto della lastra.
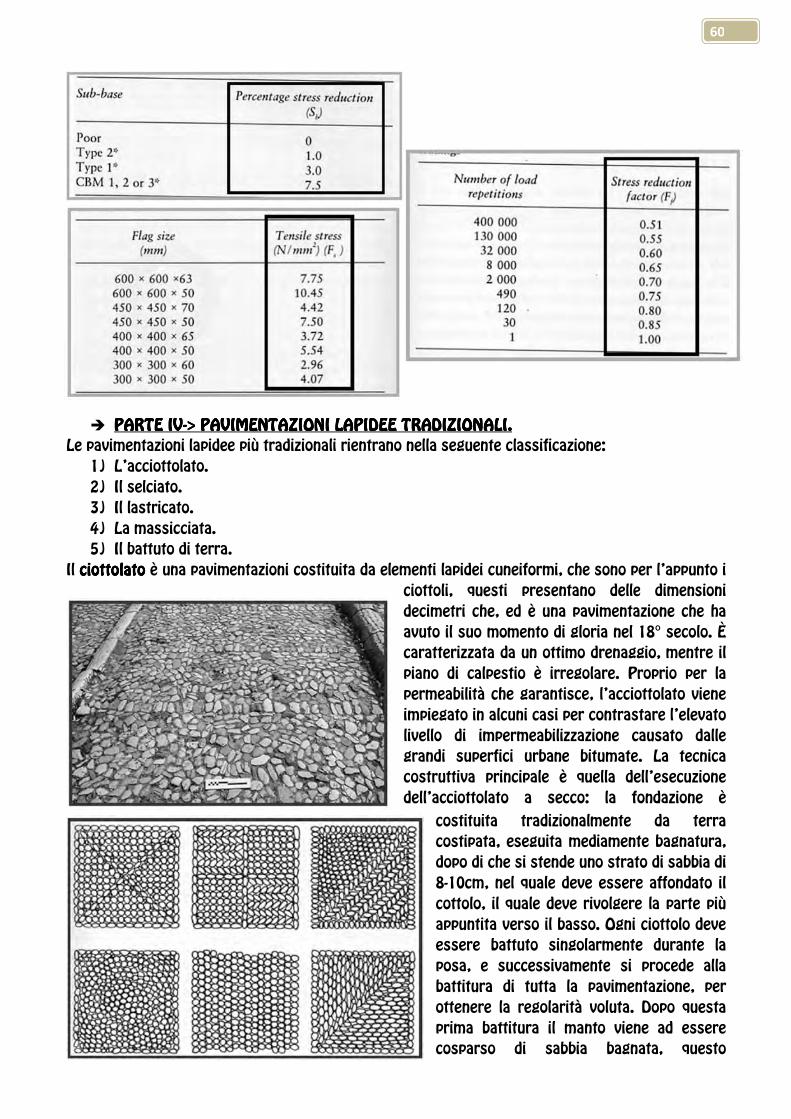
60
� PARTE IVPARTE IVPARTE IVPARTE IV----> PAVIMENTAZIONI LAPIDEE TRADIZIONALI.> PAVIMENTAZIONI LAPIDEE TRADIZIONALI.> PAVIMENTAZIONI LAPIDEE TRADIZIONALI.> PAVIMENTAZIONI LAPIDEE TRADIZIONALI. Le pavimentazioni lapidee più tradizionali rientrano nella seguente classificazione:
1) L’acciottolato. 2) Il selciato. 3) Il lastricato. 4) La massicciata. 5) Il battuto di terra.
Il ciottolatociottolatociottolatociottolato è una pavimentazioni costituita da elementi lapidei cuneiformi, che sono per l’appunto i ciottoli, questi presentano delle dimensioni decimetri che, ed è una pavimentazione che ha avuto il suo momento di gloria nel 18° secolo. È caratterizzata da un ottimo drenaggio, mentre il piano di calpestio è irregolare. Proprio per la permeabilità che garantisce, l’acciottolato viene impiegato in alcuni casi per contrastare l’elevato livello di impermeabilizzazione causato dalle grandi superfici urbane bitumate. La tecnica costruttiva principale è quella dell’esecuzione dell’acciottolato a secco: la fondazione è
costituita tradizionalmente da terra costipata, eseguita mediamente bagnatura, dopo di che si stende uno strato di sabbia di 8-10cm, nel quale deve essere affondato il cottolo, il quale deve rivolgere la parte più appuntita verso il basso. Ogni ciottolo deve essere battuto singolarmente durante la posa, e successivamente si procede alla battitura di tutta la pavimentazione, per ottenere la regolarità voluta. Dopo questa prima battitura il manto viene ad essere cosparso di sabbia bagnata, questo
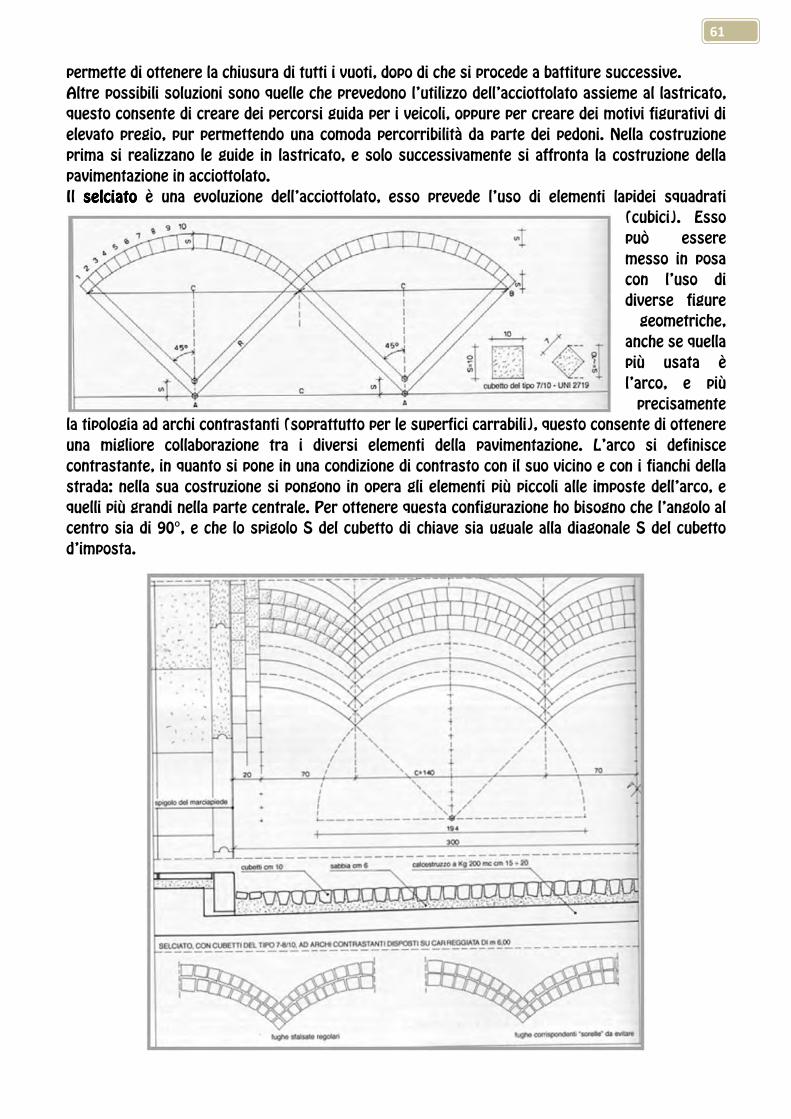
61
permette di ottenere la chiusura di tutti i vuoti, dopo di che si procede a battiture successive. Altre possibili soluzioni sono quelle che prevedono l’utilizzo dell’acciottolato assieme al lastricato, questo consente di creare dei percorsi guida per i veicoli, oppure per creare dei motivi figurativi di elevato pregio, pur permettendo una comoda percorribilità da parte dei pedoni. Nella costruzione prima si realizzano le guide in lastricato, e solo successivamente si affronta la costruzione della pavimentazione in acciottolato. Il selciatoselciatoselciatoselciato è una evoluzione dell’acciottolato, esso prevede l’uso di elementi lapidei squadrati
(cubici). Esso può essere messo in posa con l’uso di diverse figure geometriche,
anche se quella più usata è l’arco, e più precisamente
la tipologia ad archi contrastanti (soprattutto per le superfici carrabili), questo consente di ottenere una migliore collaborazione tra i diversi elementi della pavimentazione. L’arco si definisce contrastante, in quanto si pone in una condizione di contrasto con il suo vicino e con i fianchi della strada: nella sua costruzione si pongono in opera gli elementi più piccoli alle imposte dell’arco, e quelli più grandi nella parte centrale. Per ottenere questa configurazione ho bisogno che l’angolo al centro sia di 90°, e che lo spigolo S del cubetto di chiave sia uguale alla diagonale S del cubetto d’imposta.

62
Gli elementi d’imposta sono quelli più piccoli, questo comporta la loro più facile dislocazione, una volta venuti meno gli elementi d’imposta, tutto l’arco poi tende a rompersi. Allora si ricorre ad altre soluzioni costruttive: il redans, o la coda di pavone.
Nella realizzazione si definisce un sottofondo costituito da un letto di sabbia da 6-7cm, si deve tenere conto che per effetto della bagnatura e della battitura lo strato si ridurrà di 2cm circa, andando così a raggiungere la quota dei 4cm. La sabbia deve essere pulita e priva di materiale coesivo, e di grana piuttosto grossa. Si procede alla messa in opera dei cubetti, dopo di che si procede alla battitura con dei mezzi vibranti, durante la quale si provvede ad irrorare la superficie con acqua, in modo
che la sabbia penetri nelle fughe, e quella in eccedenza venga ad essere asportata. Alla fine posso procedere alle sigillature dei giunti, ossia con materiale legante ed impermeabile si provvede a chiudere le fughe esistenti tra i cubetti. Questa può essere effettuata usando della boiacca, con del mastice di bitume oppure con dell’emulsione bituminosa a freddo. Appare evidente che per motivi estetici quasi sempre viene ad essere
usata della boiacca cementizia. Ma questa soluzione porta ad avere dei problema data la rigidezza che la pavimentazione assume, con la conseguente differenziazione delle sollecitazioni tra i vari elementi costituenti della pavimentazione stessa. Per questo si devono eseguire dei giunti di dilatazione e di ripartizione. Mentre l’applicazione della sigillatura con bitume, deve essere fatta elemento per elemento, si procede quindi alla stesa di un velo di sabbia sulla superficie. Questa soluzione comporta dei problemi legati all’elevato costo del bitume, e della manodopera, e in casi di sbavature di bitume sulla superficie, queste sono difficilmente asportabili. Il selciato è usato per applicazioni viarie di scarso interesse, quindi il suo principale impiego è quello delle superfici a traffico pedonale. Altro uso è quello delle intersezioni tranviarie, anche se il loro uso è sconsigliabile, in ragione delle forti sollecitazioni trasmesse alla pavimentazioni dalle pesanti vetture tranviarie, quindi per questo scopo è preferibile l’uso dei lastricati di opportuno spessore. Per risparmiare sulla manodopera possiamo anche utilizzare dei moduli precomposti in cubetti, che presentano i disegni geometrici più disparati.

63
Il lastricatolastricatolastricatolastricato è certamente la più antica pavimentazione e la più diffusa nei centri urbani, hanno il vantaggio di una scarsa manutenzione, di una lunga durata e di un alto pregio artistico. Come dice lo stesso nome, il lastricato è composto da lastre disposte a quinconce, esse si classificano in ragione del loro spessore, e della dimensione della loro diagonale: Il sottofondo in genere è costituito da del pietrisco, ma se vi sono delle forte
sollecitazioni, si può impiegare anche il cls (armato e non). Mentre il letto di posa è costituito da uno strato in sabbia da 10cm, successivamente gli elementi devono essere accostati, ma si deve evitare che questi giunti sino troppo serrati, per evitare la successiva concentrazione di tensione lungo i bordi, con conseguenti rotture. È ovvio che durante la posa la sabbia debba essere bagnata per una migliore compattazione, ottenuta mediante battitura degli elementi.
Mentre la massicciatamassicciatamassicciatamassicciata viene anche comunemente chiamata con il nome generico di “strada bianca”, qui siamo nell’ambito della viabilità minore, o nell’ambito di pregio naturalistico. Essa è costituita da materiale naturale, posto su un sottofondo (terreno) compattato. Le massicciate sono delle pavimentazione costituite da del materiale granulare, che in fase di messa in opera e di compattazione, deve avere anche la capacità di rilasciare del materiale più fine, il quale deve avere un certo potere legante con l’acqua, per favorire la
compattazione della massicciata. È necessario che durante la rullatura gli elementi lapidei si compattino per raggiungere un impasto con scarsi vuoti, e per evitare che ci sino degli ulteriori cedimenti sotto carico veicolare. Risulta del tutto evidente che durante la fase di rullatura si esegue anche la baulatura della massicciata (cioè vengono definite le pendenze). Il tipo di massicciata più economico e utilizzato è il Macadam, la quale utilizza i seguenti diametri di pietrisco:
• 60% di diametro 4-6cm. • 30% di diametro 2,5-4cm. • 10% di diametro 1-2,5cm.
Mentre il sottofondo può essere costituito da materiale granulare, anche di grossa pezzatura.
Ultima pavimentazione che andiamo a definire è il battuto di terrabattuto di terrabattuto di terrabattuto di terra, è il tipo di pavimentazione che più si approssima al modello naturale e che spesso meglio si adatta agli spazi verdi e di pregio naturalistico. Si tratta sostanzialmente di terreno naturale compattato, previa rimozione dello strato di terreno granulare più superficiale. Mentre il trattamento superficiale, può essere realizzato con le seguenti metodologie operative:
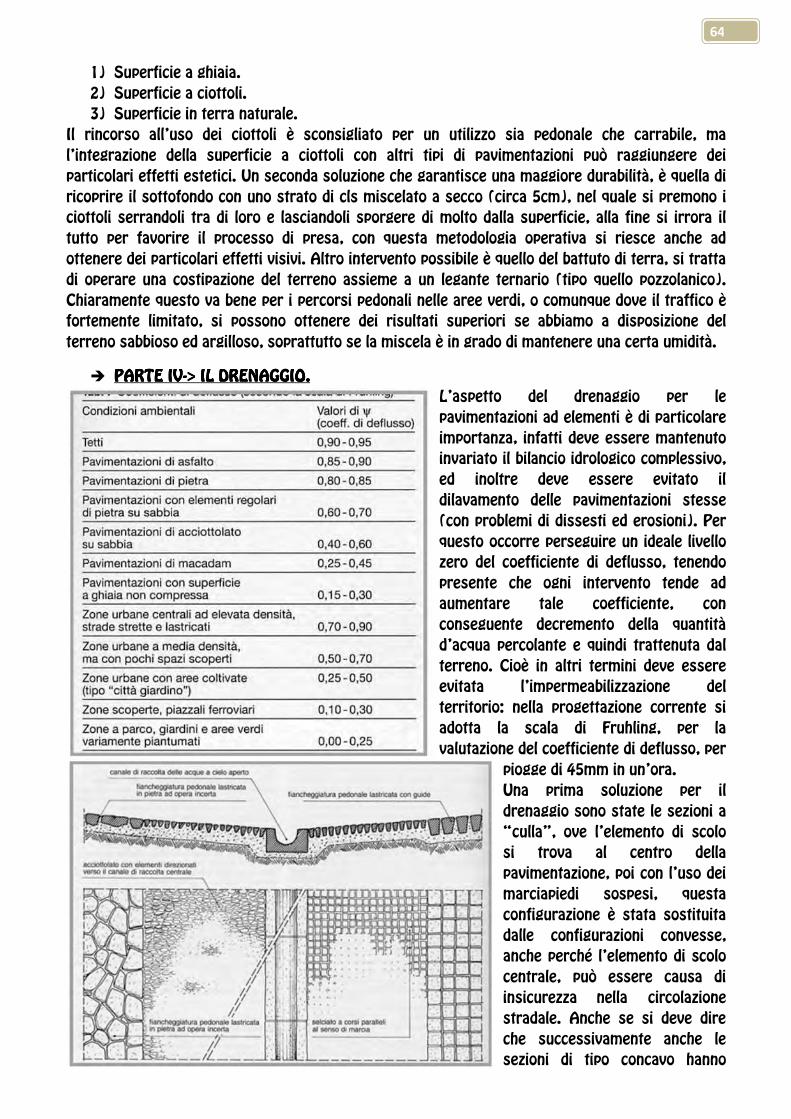
64
1) Superficie a ghiaia. 2) Superficie a ciottoli. 3) Superficie in terra naturale.
Il rincorso all’uso dei ciottoli è sconsigliato per un utilizzo sia pedonale che carrabile, ma l’integrazione della superficie a ciottoli con altri tipi di pavimentazioni può raggiungere dei particolari effetti estetici. Un seconda soluzione che garantisce una maggiore durabilità, è quella di ricoprire il sottofondo con uno strato di cls miscelato a secco (circa 5cm), nel quale si premono i ciottoli serrandoli tra di loro e lasciandoli sporgere di molto dalla superficie, alla fine si irrora il tutto per favorire il processo di presa, con questa metodologia operativa si riesce anche ad ottenere dei particolari effetti visivi. Altro intervento possibile è quello del battuto di terra, si tratta di operare una costipazione del terreno assieme a un legante ternario (tipo quello pozzolanico). Chiaramente questo va bene per i percorsi pedonali nelle aree verdi, o comunque dove il traffico è fortemente limitato, si possono ottenere dei risultati superiori se abbiamo a disposizione del terreno sabbioso ed argilloso, soprattutto se la miscela è in grado di mantenere una certa umidità.
� PARTE IVPARTE IVPARTE IVPARTE IV----> IL DRENAGGIO.> IL DRENAGGIO.> IL DRENAGGIO.> IL DRENAGGIO. L’aspetto del drenaggio per le pavimentazioni ad elementi è di particolare importanza, infatti deve essere mantenuto invariato il bilancio idrologico complessivo, ed inoltre deve essere evitato il dilavamento delle pavimentazioni stesse (con problemi di dissesti ed erosioni). Per questo occorre perseguire un ideale livello zero del coefficiente di deflusso, tenendo presente che ogni intervento tende ad aumentare tale coefficiente, con conseguente decremento della quantità d’acqua percolante e quindi trattenuta dal terreno. Cioè in altri termini deve essere evitata l’impermeabilizzazione del territorio: nella progettazione corrente si adotta la scala di Fruhling, per la valutazione del coefficiente di deflusso, per
piogge di 45mm in un’ora. Una prima soluzione per il drenaggio sono state le sezioni a “culla”, ove l’elemento di scolo si trova al centro della pavimentazione, poi con l’uso dei marciapiedi sospesi, questa configurazione è stata sostituita dalle configurazioni convesse, anche perché l’elemento di scolo centrale, può essere causa di insicurezza nella circolazione stradale. Anche se si deve dire che successivamente anche le sezioni di tipo concavo hanno

65
subito una evoluzione, infatti l’elemento di scolo centrale è stato sostituito da dei punti di raccolta, tutto questo è stato permesso dalla conoscenza dei coefficienti di deflusso. Poi nel tempo si sono usate anche delle soluzioni con delle caditoie a bocca di lupo, con la condotta di raccolta delle acque nella parte centrale della piattaforma, chiaramente questo richiede l’uso di marciapiedi non a livello stradale, anche se possiamo usare una soluzione alternativa che garantisce questo. Per quanto riguarda i drenaggi superficiali questi devono presentare un adeguato sistema di pendenze, in grado di convogliare l’acqua in determinato punti di raccolta, e le pendenze devono essere realizzate in modo tale da evitare delle zone di ristagno.
Il valore delle pendenze può essere ricavato da delle tabelle, che riportano la classificazione delle pavimentazioni per tipologia e per funzionalità.
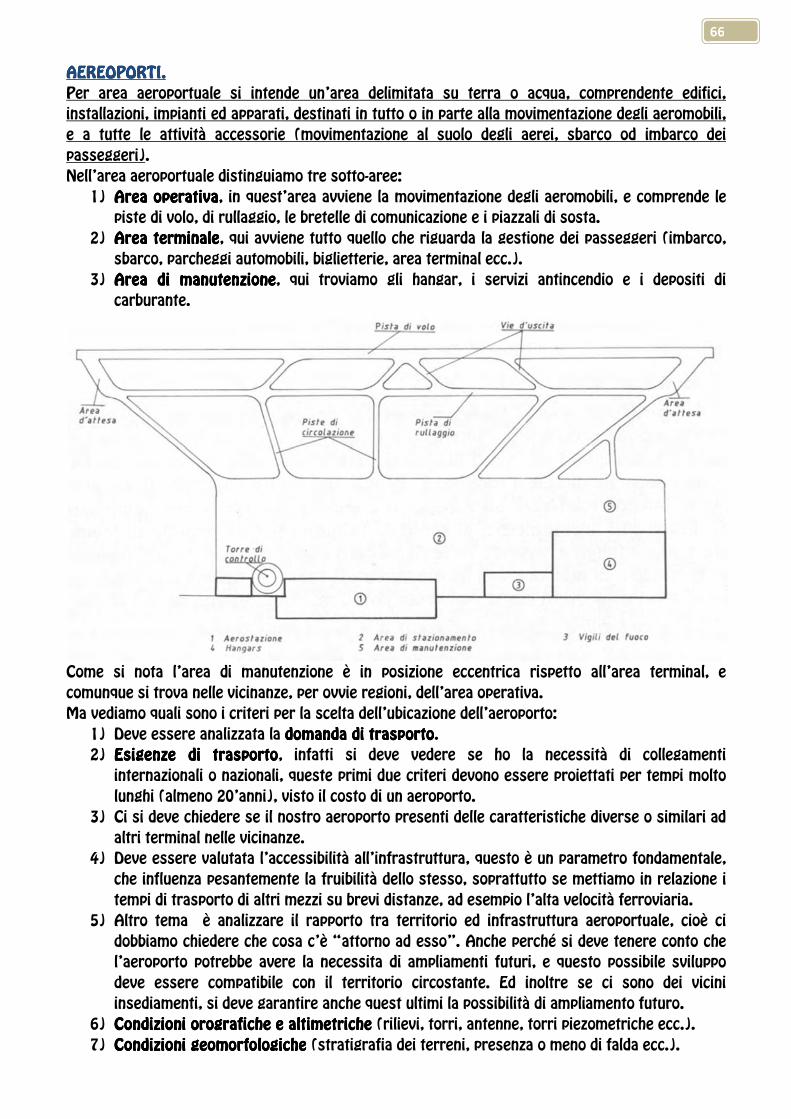
66
AEREOPORTI.AEREOPORTI.AEREOPORTI.AEREOPORTI. Per area aeroportuale si intende un’area delimitata su terra o acqua, comprendente edifici, installazioni, impianti ed apparati, destinati in tutto o in parte alla movimentazione degli aeromobili, e a tutte le attività accessorie (movimentazione al suolo degli aerei, sbarco od imbarco dei passeggeri). Nell’area aeroportuale distinguiamo tre sotto-aree:
1) Area operativaArea operativaArea operativaArea operativa, in quest’area avviene la movimentazione degli aeromobili, e comprende le piste di volo, di rullaggio, le bretelle di comunicazione e i piazzali di sosta.
2) Area terminaleArea terminaleArea terminaleArea terminale, qui avviene tutto quello che riguarda la gestione dei passeggeri (imbarco, sbarco, parcheggi automobili, biglietterie, area terminal ecc.).
3) Area di Area di Area di Area di manutenzionemanutenzionemanutenzionemanutenzione, qui troviamo gli hangar, i servizi antincendio e i depositi di carburante.
Come si nota l’area di manutenzione è in posizione eccentrica rispetto all’area terminal, e comunque si trova nelle vicinanze, per ovvie regioni, dell’area operativa. Ma vediamo quali sono i criteri per la scelta dell’ubicazione dell’aeroporto:
1) Deve essere analizzata la domanda di trasportodomanda di trasportodomanda di trasportodomanda di trasporto. 2) Esigenze di trasportoEsigenze di trasportoEsigenze di trasportoEsigenze di trasporto, infatti si deve vedere se ho la necessità di collegamenti
internazionali o nazionali, queste primi due criteri devono essere proiettati per tempi molto lunghi (almeno 20’anni), visto il costo di un aeroporto.
3) Ci si deve chiedere se il nostro aeroporto presenti delle caratteristiche diverse o similari ad altri terminal nelle vicinanze.
4) Deve essere valutata l’accessibilità all’infrastruttura, questo è un parametro fondamentale, che influenza pesantemente la fruibilità dello stesso, soprattutto se mettiamo in relazione i tempi di trasporto di altri mezzi su brevi distanze, ad esempio l’alta velocità ferroviaria.
5) Altro tema è analizzare il rapporto tra territorio ed infrastruttura aeroportuale, cioè ci dobbiamo chiedere che cosa c’è “attorno ad esso”. Anche perché si deve tenere conto che l’aeroporto potrebbe avere la necessita di ampliamenti futuri, e questo possibile sviluppo deve essere compatibile con il territorio circostante. Ed inoltre se ci sono dei vicini insediamenti, si deve garantire anche quest ultimi la possibilità di ampliamento futuro.
6) Condizioni orografiche e altimetricheCondizioni orografiche e altimetricheCondizioni orografiche e altimetricheCondizioni orografiche e altimetriche (rilievi, torri, antenne, torri piezometriche ecc.). 7) Condizioni geomorfologicheCondizioni geomorfologicheCondizioni geomorfologicheCondizioni geomorfologiche (stratigrafia dei terreni, presenza o meno di falda ecc.).

67
8) Condizioni meteorologicheCondizioni meteorologicheCondizioni meteorologicheCondizioni meteorologiche, infatti se queste sono avverse mi potrebbero limitare nell’esercizio dell’aeroporto, quindi devono essere fatte delle analisi preliminari in merito, e queste analisi si ripercuotono sulle scelte progettuali, ad esempio sull’orientazione delle piste di volo.
9) Analisi costi/benefici.Analisi costi/benefici.Analisi costi/benefici.Analisi costi/benefici. METEOROLOGIA.METEOROLOGIA.METEOROLOGIA.METEOROLOGIA. Alcuni aspetti di questa riguardano gli aeromobili durante la fase di volo, ma abbiamo altri aspetti che influiscono sull’area aeroportuale, il vento in particolare, infatti posso avere delle turbolenza a bassa quota, vento di caduta o il famigerato wind shearwind shearwind shearwind shear (vento di taglio), queste correnti tendono a deviare l’aeromobile dalla traiettoria impostata, con evidenti problemi per la sicurezza. Queste correnti d’aria nascono in prossimità di rilievi, oppure per la presenza di costa alta, altro problema da non sottovalutare sono le condizioni avverse di nebbia (zone di pianura), o neve e ghiaccio
(anche alle nostre latitudini). Il vento influisce in modo particolare, non solamente sull’uso delle piste, ma anche sull’orientamento delle stesse, infatti tutte la manovre di atterraggio e decollo devono essere eseguite con il vento frontale, infatti nel primo caso abbiamo una aumento della resistenza, mentre nel secondo caso ho un
aumento della portanza, in entrambi i casi la direzione del vento è tale da facilitare la manovra. Ecco il perché le piste presentano due testate, e possono essere usate indifferentemente sia in un senso che nell’altro. Ecco il perché fissare l’orientamento della pista è fondamentale per limitare la componente trasversale del vento, infatti questa tende a sviare l’aereo dal sua direzione nominale. Per limitare questa componente trasversale si utilizza il diagramma polare totalediagramma polare totalediagramma polare totalediagramma polare totale, che permette di stabilire l’orientamento della pista. Questo diagramma si presenta suddiviso in sedici settori uguali (in ragione della rosa dei venti), esso si presenta in una serie di cerchi concentrici abbinati a diverse velocità del vento, e ad ogni uno di questi settori è assegnata la frequenza con la quale il vento soffia con quella data direzione ed intensità. Tutti questo deriva dall’analisi di serie statistiche il più possibili lunghe nel tempo, a questo punto si procede al tracciamento della
possibile/probabile direzione della pista, dopo di che si tracciano altre due segmenti paralleli al primo, e tangenti al cerchio che rappresenta la velocità limite al di sopra della quale non sono consentite manovre (questo dipende dalle caratteristiche degli aeromobili che frequenteranno maggiormente l’aeroporto). La somma di tutte le frequenze che cadono all’interno di questa fascia così costruita viene denominato coefficiente coefficiente coefficiente coefficiente anemometricoanemometricoanemometricoanemometrico, ed esso deve essere maggiore del 96%, quindi solamente quattro aerei su cento non potranno eseguire nessuna manovra per avverse condizioni di vento. Nel caso in cui
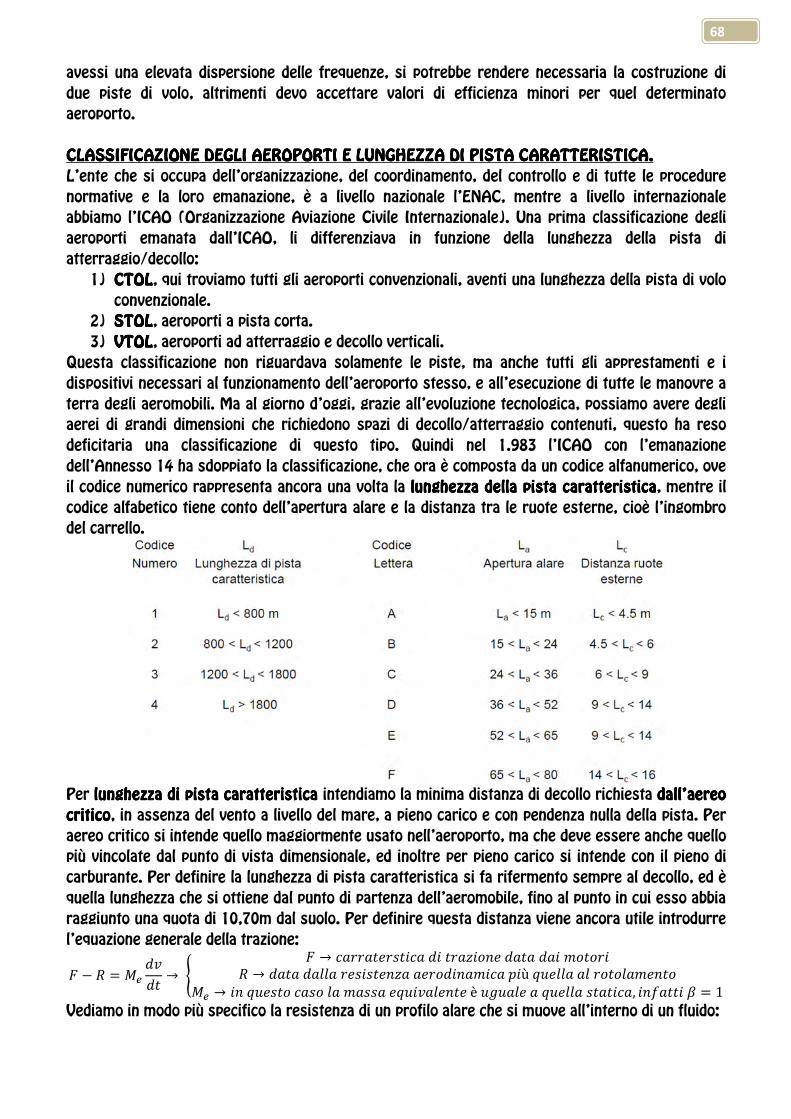
68
avessi una elevata dispersione delle frequenze, si potrebbe rendere necessaria la costruzione di due piste di volo, altrimenti devo accettare valori di efficienza minori per quel determinato aeroporto. CLASSIFICAZIONE DEGLI AEROPORTI E LUNGHEZZA DI PISTA CARATTERCLASSIFICAZIONE DEGLI AEROPORTI E LUNGHEZZA DI PISTA CARATTERCLASSIFICAZIONE DEGLI AEROPORTI E LUNGHEZZA DI PISTA CARATTERCLASSIFICAZIONE DEGLI AEROPORTI E LUNGHEZZA DI PISTA CARATTERIIIISTICA.STICA.STICA.STICA. L’ente che si occupa dell’organizzazione, del coordinamento, del controllo e di tutte le procedure normative e la loro emanazione, è a livello nazionale l’ENAC, mentre a livello internazionale abbiamo l’ICAO (Organizzazione Aviazione Civile Internazionale). Una prima classificazione degli aeroporti emanata dall’ICAO, li differenziava in funzione della lunghezza della pista di atterraggio/decollo:
1) CTOLCTOLCTOLCTOL, qui troviamo tutti gli aeroporti convenzionali, aventi una lunghezza della pista di volo convenzionale.
2) STOLSTOLSTOLSTOL, aeroporti a pista corta. 3) VTOLVTOLVTOLVTOL, aeroporti ad atterraggio e decollo verticali.
Questa classificazione non riguardava solamente le piste, ma anche tutti gli apprestamenti e i dispositivi necessari al funzionamento dell’aeroporto stesso, e all’esecuzione di tutte le manovre a terra degli aeromobili. Ma al giorno d’oggi, grazie all’evoluzione tecnologica, possiamo avere degli aerei di grandi dimensioni che richiedono spazi di decollo/atterraggio contenuti, questo ha reso deficitaria una classificazione di questo tipo. Quindi nel 1.983 l’ICAO con l’emanazione dell’Annesso 14 ha sdoppiato la classificazione, che ora è composta da un codice alfanumerico, ove il codice numerico rappresenta ancora una volta la lunghezza della pista caratteristicalunghezza della pista caratteristicalunghezza della pista caratteristicalunghezza della pista caratteristica, mentre il codice alfabetico tiene conto dell’apertura alare e la distanza tra le ruote esterne, cioè l’ingombro del carrello.
Per lunghezza di pista caratteristica lunghezza di pista caratteristica lunghezza di pista caratteristica lunghezza di pista caratteristica intendiamo la minima distanza di decollo richiesta dall’aereo dall’aereo dall’aereo dall’aereo criticocriticocriticocritico, in assenza del vento a livello del mare, a pieno carico e con pendenza nulla della pista. Per aereo critico si intende quello maggiormente usato nell’aeroporto, ma che deve essere anche quello più vincolate dal punto di vista dimensionale, ed inoltre per pieno carico si intende con il pieno di carburante. Per definire la lunghezza di pista caratteristica si fa rifermento sempre al decollo, ed è quella lunghezza che si ottiene dal punto di partenza dell’aeromobile, fino al punto in cui esso abbia raggiunto una quota di 10,70m dal suolo. Per definire questa distanza viene ancora utile introdurre l’equazione generale della trazione:
½ � � � �7 '+'" → ] ½ → �����"��."���'�"��0�%!�'�"�'��$%"%��� → '�"�'������.�."�!0����%'�!�$�����ù¡#�������%"%��$�!"%�7 → �!¡#�."%��.%��$�..��¡#�+���!"�è#/#����¡#����."�"���, �! �""�¾ � 1 Vediamo in modo più specifico la resistenza di un profilo alare che si muove all’interno di un fluido:

69
=%�"�!0� → = � �>¿I�+> ��.�."�!0� → � � 12¿I�+> Dove S è la superficie maestra dell’aeromobile, mentre i coefficienti di portanza e di resistenza dipendono dalla forma del profilo. Possiamo osservare una prima grossa differenza rispetto al moto degli autoveicoli, infatti la resistenza al rotolamento dipende direttamente dal peso gravante sulla pavimentazione, ma in questo caso esso viene ad essere
ridotto dalla portanza, che a sua volta dipende dalla velocità, quindi la resistenza al rotolamento è una resistenza variabile con la velocità, che diventa nulla al momento dello stacco dell’aeromobile dal suolo: ��gf. � À= � 12¿I�+>Á '%+� è���%� ����!"�'��.�#%'% � �'���!0� Quindi vediamo di riscrivere la nostra equazione generale della trazione: �vwzwX �  � UÀ� � }ÃÄ_ÅÆzÃÁ � }ÃÄ_Åazà A questo proposito ci possiamo anche determinare per quale velocità avviene il decollo, cioè per quella velocità ove la resistenza al rotolamento diviene nulla:
��gf. � 0 → = � 12¿I�+> →zÇYdbWWb � È Ã�Ä_ÅÆ Qui affianco possiamo osservare il grafico che ci fornisce gli sforzi acceleratori F-R (al posto di F c’è T). Oltre a questo grafico ne possiamo considerare un altro 3i( ; +5, questo ci permette, tramite il suo integrale, di
determinare lo spazio necessario per il decollo: +� '+ � +'+ '"É '+ � +'" � '. Quindi l’area sottesa dalla curva fornisce lo spazio che l’aeromobile deve percorrere per staccarsi dal suolo, questa è la distanza di decollodistanza di decollodistanza di decollodistanza di decollo, questa deve essere successivamente aumentata del 15% per ottenere la lunghezza di pista caratteristicalunghezza di pista caratteristicalunghezza di pista caratteristicalunghezza di pista caratteristica o lo spazio di decollo spazio di decollo spazio di decollo spazio di decollo caratteristicocaratteristicocaratteristicocaratteristico, in cui l’aero raggiunge i 10,7m di quota. Si osserva inoltre che questo spazio di decollo dipende dalla quota della pista, dal vento e dalla temperatura, e in più generale dalle condizioni ambientali e climatiche del sito. MANOVRA DI DECOLLO.MANOVRA DI DECOLLO.MANOVRA DI DECOLLO.MANOVRA DI DECOLLO. Prima di tutto si deve partire dal presupposto che tale manovra deve essere fatta controvento, così come per la manovra di atterraggio. L’aeromobile parte da una delle
due testate della pista di volo, ed inizia ad accelerare, una volta raggiunta la velocità vr, detta velocità di rotazionevelocità di rotazionevelocità di rotazionevelocità di rotazione, il pilota pone l’aereo in posizione cabrata, si tratta di sollevare il carrello di prua e ciò consente di esporre una maggiore superficie alare al flusso d’aria, con il conseguente aumento della portanza. Da questo punto in poi il pilota deve continuare ad accelerare fino alla velocità di stallo vstallo, dove la portanza egualia il peso statico dell’aeromobile, per un decollo in sicurezza il pilota deve spingere l’aereo ad una velocità v2=1,2vstallo, ed è questa l’effettiva velocità

70
di stacco dal suolo, da questo punto in poi l’aereo è completamente sostenuto, e proseguendo la sua corsa dovrà arrivare alla fine della pista con una quota pari a 10,70m. Tutto quello che si è detto fin qua fa riferimento alla procedura di decollo normaledecollo normaledecollo normaledecollo normale, ma per situazioni contingenti possiamo anche avere la necessità di interrompere la procedura di decollo, quindi abbiamo un decollo interrotto, questo è possibile finché l’aeromobile si trova con una velocità di rullaggio inferiore a v1, quindi il pilota può attivare tutti i dispositivi per l’arresto (i freni alle ruote, inversori di spinta e usando i flaps).
------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Nel caso del decollo interrotto l’arresto dell’aeromobile deve avvenire entro la stopwaystopwaystopwaystopway, che è posta alla fine della runrunrunrunwaywaywayway, che coincide con la lunghezza caratteristica della pista, già definita in precedenza, solitamente la stopway è pavimentata come la runway, anche se può presentare delle caratteristiche di portanza e spessori diversi. La stopway è lunga 60 metri e presenta la medesima larghezza della pista di volo. La seconda opzione possibile è quella del decollo criticodecollo criticodecollo criticodecollo critico, in altri termini l’evento contingente si manifesta dopo che l’aereo abbia raggiunto e superato la velocità di rullaggio v1, in questo caso non abbiamo più lo spazio sufficiente per arrestare l’aeromobile, quindi l’aereo deve comunque decollare, anche se si deve tenere in considerazione il fatto che molto probabilmente sarà un decollo “lungo”. A questo proposito si deve prevedere dalla fine della runway, uno spazio supplementare definito clearwayclearwayclearwayclearway (non pavimentata) che deve essere privo di ostacoli, questo presenta una lunghezza pari alla metà della distanza che intercorre tra il punto di stacco ed il punto in cui l’aeromobile raggiunge i 10,70m di quota, nella procedura di decollo normale, mentre presenta una larghezza di 250-300m, questo perché si suppone che l’aereo potrebbe non riuscire a
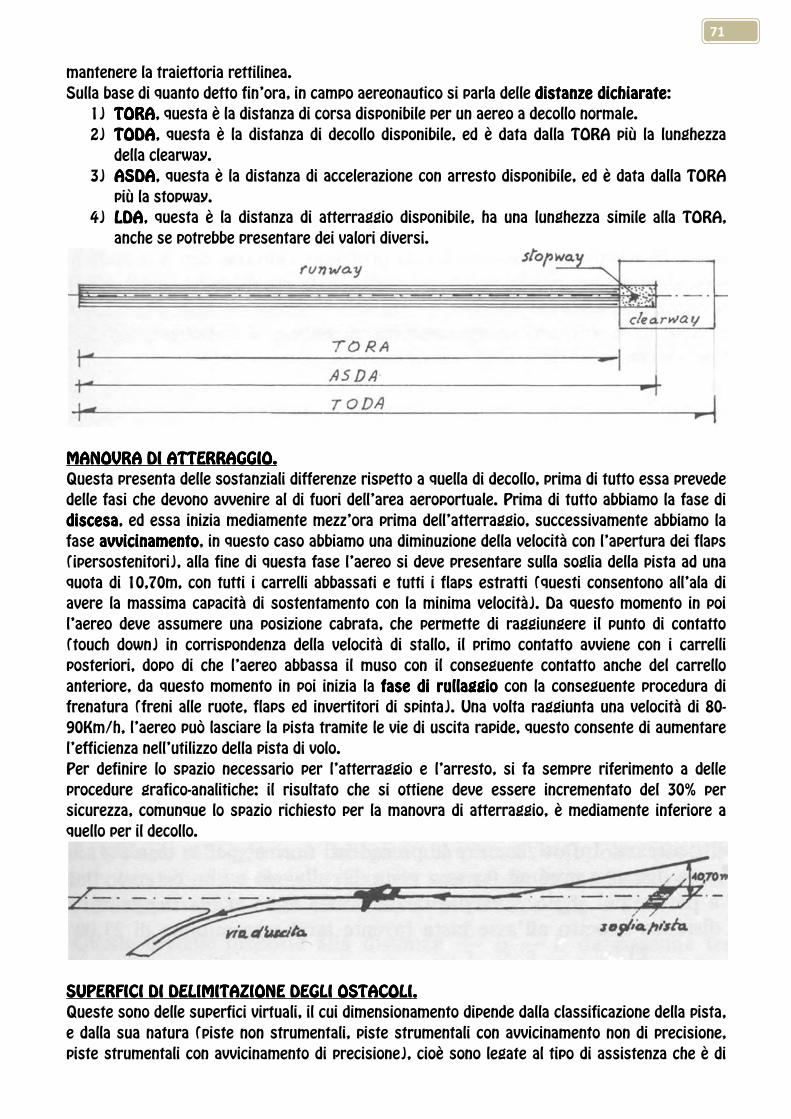
71
mantenere la traiettoria rettilinea. Sulla base di quanto detto fin’ora, in campo aereonautico si parla delle distanze dichiaratedistanze dichiaratedistanze dichiaratedistanze dichiarate:
1) TORATORATORATORA, questa è la distanza di corsa disponibile per un aereo a decollo normale. 2) TODATODATODATODA, questa è la distanza di decollo disponibile, ed è data dalla TORA più la lunghezza
della clearway. 3) ASDAASDAASDAASDA, questa è la distanza di accelerazione con arresto disponibile, ed è data dalla TORA
più la stopway. 4) LDALDALDALDA, questa è la distanza di atterraggio disponibile, ha una lunghezza simile alla TORA,
anche se potrebbe presentare dei valori diversi.
MANOVRA DI ATTERRAGGIO.MANOVRA DI ATTERRAGGIO.MANOVRA DI ATTERRAGGIO.MANOVRA DI ATTERRAGGIO. Questa presenta delle sostanziali differenze rispetto a quella di decollo, prima di tutto essa prevede delle fasi che devono avvenire al di fuori dell’area aeroportuale. Prima di tutto abbiamo la fase di discesadiscesadiscesadiscesa, ed essa inizia mediamente mezz’ora prima dell’atterraggio, successivamente abbiamo la fase avvicinamentoavvicinamentoavvicinamentoavvicinamento, in questo caso abbiamo una diminuzione della velocità con l’apertura dei flaps (ipersostenitori), alla fine di questa fase l’aereo si deve presentare sulla soglia della pista ad una quota di 10,70m, con tutti i carrelli abbassati e tutti i flaps estratti (questi consentono all’ala di avere la massima capacità di sostentamento con la minima velocità). Da questo momento in poi l’aereo deve assumere una posizione cabrata, che permette di raggiungere il punto di contatto (touch down) in corrispondenza della velocità di stallo, il primo contatto avviene con i carrelli posteriori, dopo di che l’aereo abbassa il muso con il conseguente contatto anche del carrello anteriore, da questo momento in poi inizia la fase di rullaggiofase di rullaggiofase di rullaggiofase di rullaggio con la conseguente procedura di frenatura (freni alle ruote, flaps ed invertitori di spinta). Una volta raggiunta una velocità di 80-90Km/h, l’aereo può lasciare la pista tramite le vie di uscita rapide, questo consente di aumentare l’efficienza nell’utilizzo della pista di volo. Per definire lo spazio necessario per l’atterraggio e l’arresto, si fa sempre riferimento a delle procedure grafico-analitiche: il risultato che si ottiene deve essere incrementato del 30% per sicurezza, comunque lo spazio richiesto per la manovra di atterraggio, è mediamente inferiore a quello per il decollo.
SUPERFICI DI DELIMITAZIONE DEGLI OSTACOLI.SUPERFICI DI DELIMITAZIONE DEGLI OSTACOLI.SUPERFICI DI DELIMITAZIONE DEGLI OSTACOLI.SUPERFICI DI DELIMITAZIONE DEGLI OSTACOLI. Queste sono delle superfici virtuali, il cui dimensionamento dipende dalla classificazione della pista, e dalla sua natura (piste non strumentali, piste strumentali con avvicinamento non di precisione, piste strumentali con avvicinamento di precisione), cioè sono legate al tipo di assistenza che è di
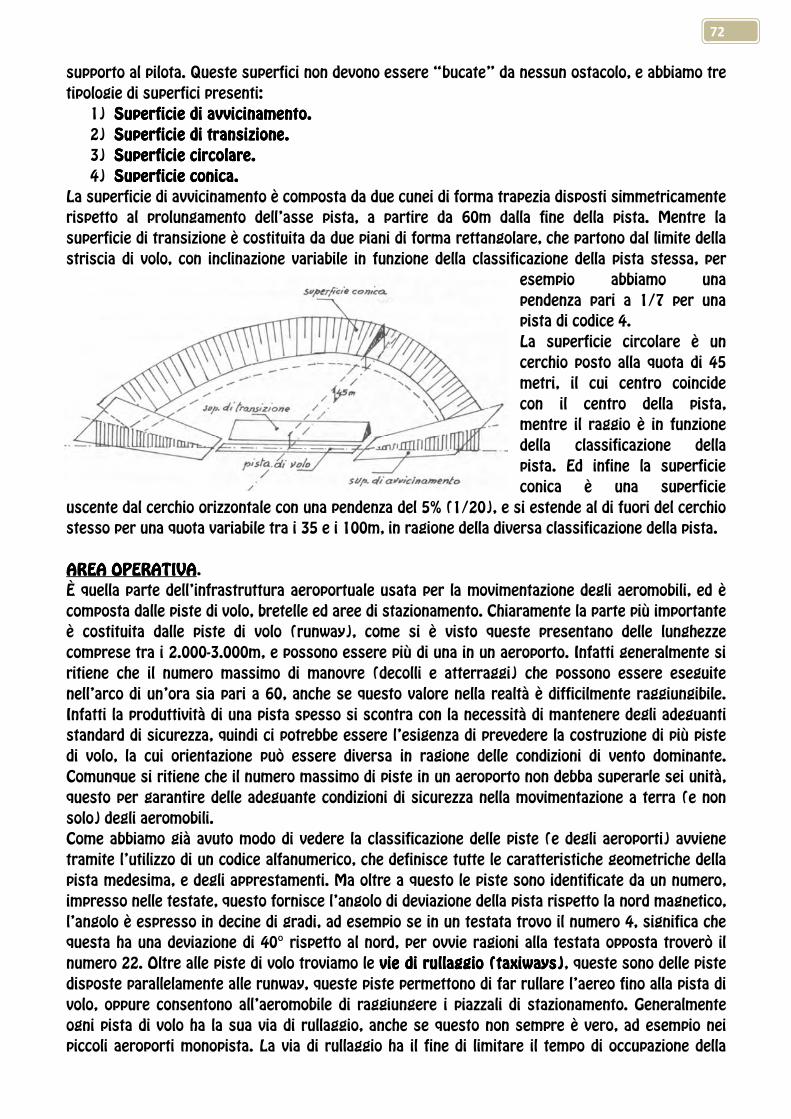
72
supporto al pilota. Queste superfici non devono essere “bucate” da nessun ostacolo, e abbiamo tre tipologie di superfici presenti:
1) Superficie di avvicinamento.Superficie di avvicinamento.Superficie di avvicinamento.Superficie di avvicinamento. 2) Superficie di transizione.Superficie di transizione.Superficie di transizione.Superficie di transizione. 3) Superficie circolare.Superficie circolare.Superficie circolare.Superficie circolare. 4) Superficie conica.Superficie conica.Superficie conica.Superficie conica.
La superficie di avvicinamento è composta da due cunei di forma trapezia disposti simmetricamente rispetto al prolungamento dell’asse pista, a partire da 60m dalla fine della pista. Mentre la superficie di transizione è costituita da due piani di forma rettangolare, che partono dal limite della striscia di volo, con inclinazione variabile in funzione della classificazione della pista stessa, per
esempio abbiamo una pendenza pari a 1/7 per una pista di codice 4. La superficie circolare è un cerchio posto alla quota di 45 metri, il cui centro coincide con il centro della pista, mentre il raggio è in funzione della classificazione della pista. Ed infine la superficie conica è una superficie
uscente dal cerchio orizzontale con una pendenza del 5% (1/20), e si estende al di fuori del cerchio stesso per una quota variabile tra i 35 e i 100m, in ragione della diversa classificazione della pista. AREA OPERATIVAAREA OPERATIVAAREA OPERATIVAAREA OPERATIVA. È quella parte dell’infrastruttura aeroportuale usata per la movimentazione degli aeromobili, ed è composta dalle piste di volo, bretelle ed aree di stazionamento. Chiaramente la parte più importante è costituita dalle piste di volo (runway), come si è visto queste presentano delle lunghezze comprese tra i 2.000-3.000m, e possono essere più di una in un aeroporto. Infatti generalmente si ritiene che il numero massimo di manovre (decolli e atterraggi) che possono essere eseguite nell’arco di un’ora sia pari a 60, anche se questo valore nella realtà è difficilmente raggiungibile. Infatti la produttività di una pista spesso si scontra con la necessità di mantenere degli adeguanti standard di sicurezza, quindi ci potrebbe essere l’esigenza di prevedere la costruzione di più piste di volo, la cui orientazione può essere diversa in ragione delle condizioni di vento dominante. Comunque si ritiene che il numero massimo di piste in un aeroporto non debba superarle sei unità, questo per garantire delle adeguante condizioni di sicurezza nella movimentazione a terra (e non solo) degli aeromobili. Come abbiamo già avuto modo di vedere la classificazione delle piste (e degli aeroporti) avviene tramite l’utilizzo di un codice alfanumerico, che definisce tutte le caratteristiche geometriche della pista medesima, e degli apprestamenti. Ma oltre a questo le piste sono identificate da un numero, impresso nelle testate, questo fornisce l’angolo di deviazione della pista rispetto la nord magnetico, l’angolo è espresso in decine di gradi, ad esempio se in un testata trovo il numero 4, significa che questa ha una deviazione di 40° rispetto al nord, per ovvie ragioni alla testata opposta troverò il numero 22. Oltre alle piste di volo troviamo le vie di rullaggio (taxiways)vie di rullaggio (taxiways)vie di rullaggio (taxiways)vie di rullaggio (taxiways), queste sono delle piste disposte parallelamente alle runway, queste piste permettono di far rullare l’aereo fino alla pista di volo, oppure consentono all’aeromobile di raggiungere i piazzali di stazionamento. Generalmente ogni pista di volo ha la sua via di rullaggio, anche se questo non sempre è vero, ad esempio nei piccoli aeroporti monopista. La via di rullaggio ha il fine di limitare il tempo di occupazione della

73
pista stessa, anche se possiamo avere delle vie di rullaggio che possono essere usate come piste di volo (ad esempio all’aeroporto di Tessera), chiaramente queste devono presentare tutti gli apprestamenti necessari, questa soluzione può essere usata nelle situazioni di emergenza, o per far fronte alle punte di domanda. Altro elemento facente parte dell’area operativa sono le vie di usvie di usvie di usvie di uscita rapidecita rapidecita rapidecita rapide, queste sono inclinate di trenta gradi rispetto alla pista di volo, e sono disposte in modo simmetrico rispetto all’asse trasversale della pista stessa, queste vie di uscita consentono di disimpegnare velocemente la runway, e sono poste a metà e a 1/3 della pista di volo (anche se possiamo avere delle possbilità diverse). A completare il tutto abbiamo le vie di circolazione vie di circolazione vie di circolazione vie di circolazione più comunemente dette bretelle, bretelle, bretelle, bretelle, queste collegano le estremità delle piste di volo con i piazzali di stazionamento, a questo proposito c’è da osservare che in corrispondenza delle testate delle piste di volo, abbiamo la presenza di un allargamento che consente il temporaneo stazionamento degli aeromobili prima del decollo. Ed i piazzali di stazionamento e quelli di testata presentano delle pavimentazioni del tutto simili, costitute da conglomerato cementizio, infatti in questi luoghi abbiamo dei carichi sollecitanti elevati (abbiamo la presenza dei massimi carichi statici, essendo gli aeromobili fermi). Ed inoltre gli aerei si muovono sempre sugli stessi percorsi, ma soprattutto possiamo avere dei problemi legati alle possibili perdite di carburante, che aggredisce il bitume, causando la disgregazione della pavimentazione stessa.
Qui sopra possiamo osservare una sezione trasversale e la pianta di una pista di volo di codice 4, come possiamo osservare all’interno della striscia di volo abbiamo la presenza di una zona definita RESARESARESARESA (che si trova all’interno della clearway) , questa deve essere posta al di là della stopway, e costituisce un letto d’arresto per gli aerei che finiscono lunghi durante atterraggi critici. Questa

74
zona viene ad essere stabilizzata e compattata per fornire un adeguato supporto, ma altresì è composta da materiali (taluni ancora in fase di studio) innovativi che forniscono un comportamento “morbido”, e quindi facilitano l’arresto dell’aeromobile.
Pista di volo con rispettiva pista di rullaggio, con due vie di uscita rapide per verso di percorrenza. Mentre qui sopra possiamo osservare
una configurazione alternativa della clearway, posta subito dopo la stopway, a differenza di quanto si era visto in precedenza. Come abbiamo visto in linea del tutto generale abbiamo per ogni pista di volo una pista di rullaggio dedicata, ma possiamo avere anche degli aeroporti monopista senza pista di rullaggio, questo viene fatto per quelli aeroporti non di primaria importanza.
Nel caso della presenza di più vie di volo, queste possono essere parallele o meno, e non è detto che debbano essere uguali, infatti possono essere dedicate ad
aeromobili di determinate caratteristiche. Oltre a questo possiamo anche avere delle piste che si intersecano tra di loro, questo non crea nessuna interferenza se le manovre di decollo e atterraggio sono fatte in funzione della direzione del vento, ma ad ogni modo la loro capacità operativa non può essere confrontata con quella di due piste tra di lo indipendenti.

75
Si ricordi comunque che la distanza tra due piste parallele deve essere superiore ai 300m. Altra importante parte dell’area operativa sono i piazzali di stazionamentopiazzali di stazionamentopiazzali di stazionamentopiazzali di stazionamento, questi possono essere diversamente dimensionati in ragione della dimensione degli aeromobili, dell’entità del traffico aereo, e dalle manovre previste. A questo proposto possiamo avere dei piazzali di stazionamento, nei quali il parcheggio degli aerei è organizzato in ragione di appendici detti molimolimolimoli. Altra possibilità è di avere dei piazzali di stazionamento isolati, secondi lo schema ad isolaisolaisolaisola, questo consente di avere una maggiore manovrabilità agli aeromobili, che possono entrare ed uscire autonomamente dal piazzale, mentre nei moli gli aeromobili possono entrare autonomamente, ma per uscire dobbiamo usare dei carrelli di traino. Mentre nella
configurazione a molo abbiamo il vantaggio di gestire l’imbarco e lo sbarco con dei ponti mobili, mentre nella configurazione ad isola i passeggeri devono essere trasportati con degli autobus. Oltre a questi due modi di organizzare i piazzali di stazionamento abbiamo anche la possibilità di creare dei terminal satellititerminal satellititerminal satellititerminal satelliti, collegati al terminal principale con dei tunnel, quindi nel terminal principale si organizzano tutte le procedure in comune (biglietterie, gestione dei bagagli, uffici di amministrazione ecc.), mentre nei satelliti si gestiscono le procedure di imbarco e sbarco, è bene ribadire inoltre che questa viene denominata configurazione a stellaconfigurazione a stellaconfigurazione a stellaconfigurazione a stella, ed essa permette di caratterizzare le microstazioni, quindi possiamo avere quella dedicata ai soli voli internazionali, quella per i voli nazionali ecc.
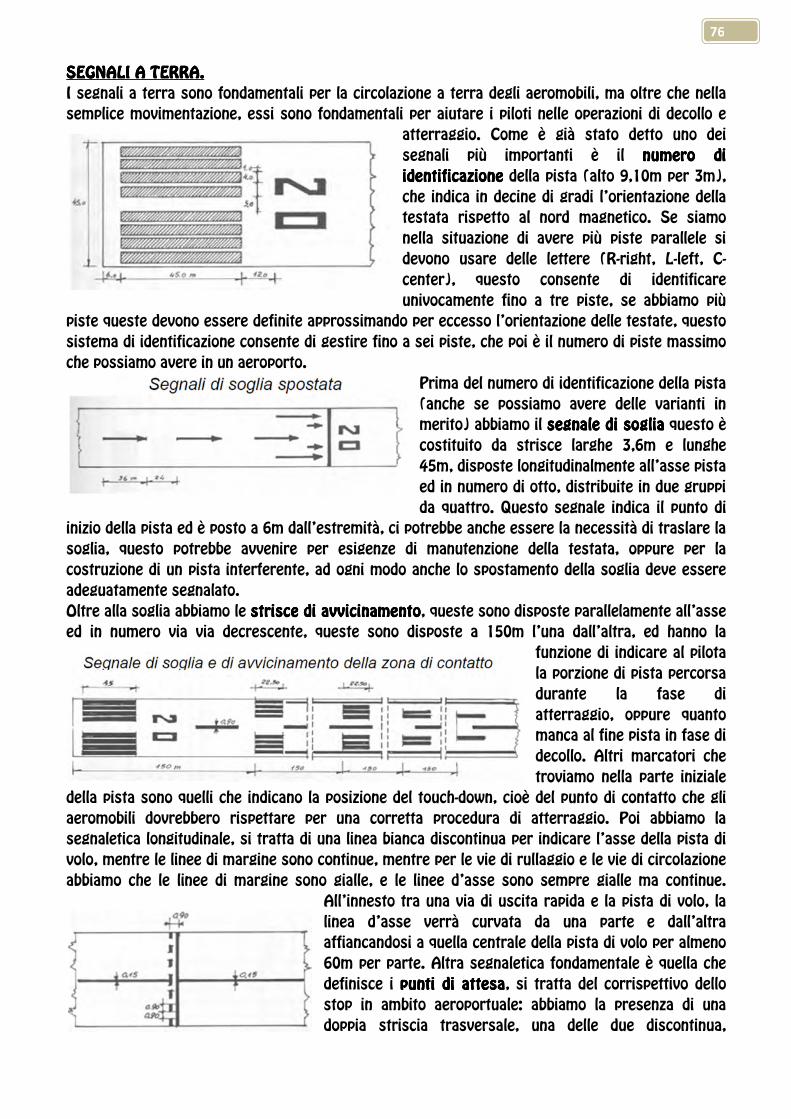
76
SEGNALI A TERRA.SEGNALI A TERRA.SEGNALI A TERRA.SEGNALI A TERRA. I segnali a terra sono fondamentali per la circolazione a terra degli aeromobili, ma oltre che nella semplice movimentazione, essi sono fondamentali per aiutare i piloti nelle operazioni di decollo e
atterraggio. Come è già stato detto uno dei segnali più importanti è il numero di numero di numero di numero di identificazioneidentificazioneidentificazioneidentificazione della pista (alto 9,10m per 3m), che indica in decine di gradi l’orientazione della testata rispetto al nord magnetico. Se siamo nella situazione di avere più piste parallele si devono usare delle lettere (R-right, L-left, C-center), questo consente di identificare univocamente fino a tre piste, se abbiamo più
piste queste devono essere definite approssimando per eccesso l’orientazione delle testate, questo sistema di identificazione consente di gestire fino a sei piste, che poi è il numero di piste massimo che possiamo avere in un aeroporto.
Prima del numero di identificazione della pista (anche se possiamo avere delle varianti in merito) abbiamo il segsegsegsegnale di soglianale di soglianale di soglianale di soglia questo è costituito da strisce larghe 3,6m e lunghe 45m, disposte longitudinalmente all’asse pista ed in numero di otto, distribuite in due gruppi da quattro. Questo segnale indica il punto di
inizio della pista ed è posto a 6m dall’estremità, ci potrebbe anche essere la necessità di traslare la soglia, questo potrebbe avvenire per esigenze di manutenzione della testata, oppure per la costruzione di un pista interferente, ad ogni modo anche lo spostamento della soglia deve essere adeguatamente segnalato. Oltre alla soglia abbiamo le strisce di avvicinastrisce di avvicinastrisce di avvicinastrisce di avvicinamentomentomentomento, queste sono disposte parallelamente all’asse ed in numero via via decrescente, queste sono disposte a 150m l’una dall’altra, ed hanno la
funzione di indicare al pilota la porzione di pista percorsa durante la fase di atterraggio, oppure quanto manca al fine pista in fase di decollo. Altri marcatori che troviamo nella parte iniziale
della pista sono quelli che indicano la posizione del touch-down, cioè del punto di contatto che gli aeromobili dovrebbero rispettare per una corretta procedura di atterraggio. Poi abbiamo la segnaletica longitudinale, si tratta di una linea bianca discontinua per indicare l’asse della pista di volo, mentre le linee di margine sono continue, mentre per le vie di rullaggio e le vie di circolazione abbiamo che le linee di margine sono gialle, e le linee d’asse sono sempre gialle ma continue.
All’innesto tra una via di uscita rapida e la pista di volo, la linea d’asse verrà curvata da una parte e dall’altra affiancandosi a quella centrale della pista di volo per almeno 60m per parte. Altra segnaletica fondamentale è quella che definisce i punti di attesapunti di attesapunti di attesapunti di attesa, si tratta del corrispettivo dello stop in ambito aeroportuale: abbiamo la presenza di una doppia striscia trasversale, una delle due discontinua,
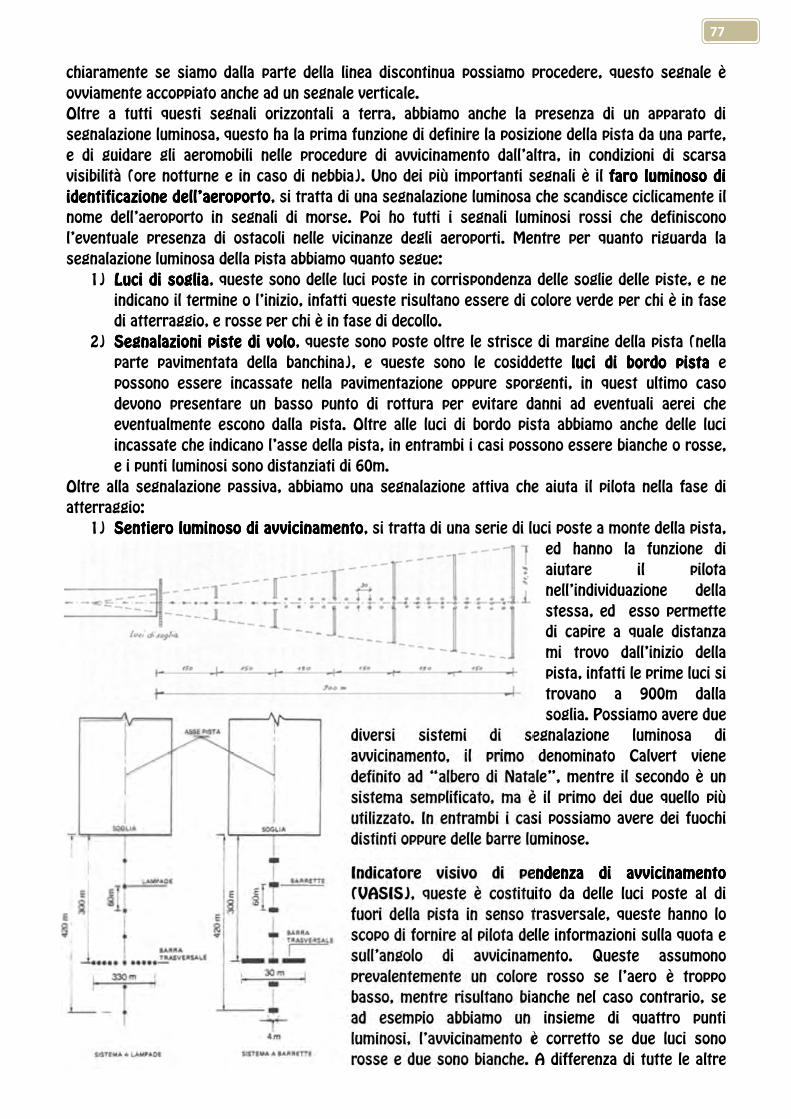
77
chiaramente se siamo dalla parte della linea discontinua possiamo procedere, questo segnale è ovviamente accoppiato anche ad un segnale verticale. Oltre a tutti questi segnali orizzontali a terra, abbiamo anche la presenza di un apparato di segnalazione luminosa, questo ha la prima funzione di definire la posizione della pista da una parte, e di guidare gli aeromobili nelle procedure di avvicinamento dall’altra, in condizioni di scarsa visibilità (ore notturne e in caso di nebbia). Uno dei più importanti segnali è il faro luminoso di faro luminoso di faro luminoso di faro luminoso di iiiidentificazione dell’aeroportodentificazione dell’aeroportodentificazione dell’aeroportodentificazione dell’aeroporto, si tratta di una segnalazione luminosa che scandisce ciclicamente il nome dell’aeroporto in segnali di morse. Poi ho tutti i segnali luminosi rossi che definiscono l’eventuale presenza di ostacoli nelle vicinanze degli aeroporti. Mentre per quanto riguarda la segnalazione luminosa della pista abbiamo quanto segue:
1) Luci di sogliaLuci di sogliaLuci di sogliaLuci di soglia, queste sono delle luci poste in corrispondenza delle soglie delle piste, e ne indicano il termine o l’inizio, infatti queste risultano essere di colore verde per chi è in fase di atterraggio, e rosse per chi è in fase di decollo.
2) Segnalazioni piste di voloSegnalazioni piste di voloSegnalazioni piste di voloSegnalazioni piste di volo, queste sono poste oltre le strisce di margine della pista (nella parte pavimentata della banchina), e queste sono le cosiddette luci di bordoluci di bordoluci di bordoluci di bordo pistapistapistapista e possono essere incassate nella pavimentazione oppure sporgenti, in quest ultimo caso devono presentare un basso punto di rottura per evitare danni ad eventuali aerei che eventualmente escono dalla pista. Oltre alle luci di bordo pista abbiamo anche delle luci incassate che indicano l’asse della pista, in entrambi i casi possono essere bianche o rosse, e i punti luminosi sono distanziati di 60m.
Oltre alla segnalazione passiva, abbiamo una segnalazione attiva che aiuta il pilota nella fase di atterraggio:
1) Sentiero luminoso di avvicinamentoSentiero luminoso di avvicinamentoSentiero luminoso di avvicinamentoSentiero luminoso di avvicinamento, si tratta di una serie di luci poste a monte della pista, ed hanno la funzione di aiutare il pilota nell’individuazione della stessa, ed esso permette di capire a quale distanza mi trovo dall’inizio della pista, infatti le prime luci si trovano a 900m dalla soglia. Possiamo avere due
diversi sistemi di segnalazione luminosa di avvicinamento, il primo denominato Calvert viene definito ad “albero di Natale”, mentre il secondo è un sistema semplificato, ma è il primo dei due quello più utilizzato. In entrambi i casi possiamo avere dei fuochi distinti oppure delle barre luminose.
Indicatore visivo di pendenza di avvicinamento Indicatore visivo di pendenza di avvicinamento Indicatore visivo di pendenza di avvicinamento Indicatore visivo di pendenza di avvicinamento (VASIS)(VASIS)(VASIS)(VASIS), queste è costituito da delle luci poste al di fuori della pista in senso trasversale, queste hanno lo scopo di fornire al pilota delle informazioni sulla quota e sull’angolo di avvicinamento. Queste assumono prevalentemente un colore rosso se l’aero è troppo basso, mentre risultano bianche nel caso contrario, se ad esempio abbiamo un insieme di quattro punti luminosi, l’avvicinamento è corretto se due luci sono rosse e due sono bianche. A differenza di tutte le altre

78
luci queste sono attive anche nelle ore diurne. Oltre ai sistemi di guida luminosi, nelle procedure di avvicinamento siamo coadiuvati dalla radioassistenzaradioassistenzaradioassistenzaradioassistenza, in questo senso possiamo avere a disposizione due tecnologie: ILS o MLS. In altri termini viene ad essere individuato un piano verticale passante per l’asse pista e
perpendicolare ad essa, e un secondo piano inclinato. Dall’intersezione dei due viene ad essere individuato un sentiero sentiero sentiero sentiero di discesadi discesadi discesadi discesa, che termina nel punto di touch-down della pista.
LA SEDE FERROVIARIA.LA SEDE FERROVIARIA.LA SEDE FERROVIARIA.LA SEDE FERROVIARIA. La nascita delle ferrovie moderne è fissata nel 1.830 (ferrovia di Manchester), ma già nel 1.600 abbiamo i primi esempi di trasporto merci su percorso vincolato (trasporto di carbone in alcune miniere dell’Irlanda, in questo caso le rotaie erano di legno), poi nel ‘700 abbiamo i primi esempi di trasporto di persone su veicoli a trazione animale, sempre su guida vincolata. Ma vediamo quali sono le prerogative del sistema di trasporto su rotaia rispetto a quello si strada:
1) Grande capacità di trasporto di merci e persone. 2) Il sedime ferroviario è più contenuto rispetto a quello stradale, basti pensare che una
normale sezione ferroviaria occupa uno spazio di un terzo inferiore rispetto ad una strada. 3) È un sistema di trasporto ecologico (trazione elettrica). 4) Maggior comfort di viaggio. 5) I tempi di trasporto non sono condizionati dal traffico. 6) Subisce in minor misura gli effetti avversi del clima. 7) L’incidentalità è certamente inferiore a quella del trasporto su strada.
Mentre gli svantaggi possono essere così elencati: 1) I convogli devono seguire dei programmi di esercizio, quindi presentano una minore
flessibilità temporale. 2) Elevati costi di manutenzione del sistema. 3) Le infrastrutture devono essere dimensionate per far fronte anche alle punte di domanda, a
differenza delle infrastrutture stradali che vengono dimensionate con un livello di domanda medio (la famosa Q85).
È bene dire che in Italia il trasporto ferroviario è relativamente affermato (18.000Km complessivi), ma sconta una vetustà delle infrastrutture, ed uno scarso sviluppo recente (tranne per l’alta velocità). Infatti abbiamo 6.000Km ancora a monobinario e metà della rete non è elettrificata, ma vediamo ora quali sono le tre parti che compongono una sede ferroviaria:
1) ArmamentoArmamentoArmamentoArmamento, questo è costituito dalle rotaie, dalle traverse e da tutti i dispositivi di collegamento.
2) MassicciataMassicciataMassicciataMassicciata, questa è la parte intermedia e fornisce supporto all’armamento.

79
3) Piattaforma o fondazionePiattaforma o fondazionePiattaforma o fondazionePiattaforma o fondazione, si tratta di terreno naturale, se questo ha delle caratteristiche idonee, oppure materiale stabilizzato di riporto o proveniente direttamente dal sito.
Infatti il piano di posa dell’infrastruttura ferroviaria deve avere delle adeguate caratteristiche di portanza e resistenza, se ciò non fosse vero si interviene con la scullaturascullaturascullaturascullatura, cioè si crea un cassonetto profondo 40-50cm, nel quale si mette del materiale ghiaioso magari trattato con del legante. Ma come ho già detto in precedenza potrei anche pensare di
stabilizzare con legante il terreno in sitù, qui possiamo usare del legante idraulico (cemento) nelle terre incoerenti, oppure calce per le terre coesive. Si usa la calce viva per l’argilla e le terre umide, questo per evitare la risalita dell’acqua, ed essendo una reazione esotermica mi favorisce l’evaporazione della stessa, mentre viene usata la calce idrata per le terre limose. Più raramente può essere usato come legante il bitume.
La dimensione della nostra sede ferroviaria è fissata da degli standard internazionali, a partire dallo scartamento tra le rotaie (che viene misurato 14mm al di sotto della tavoletta di corsa), ma anche in ragione dell’intervia che è la distanza
tra due binari, questa dipende anche dal fatto che la nostra ferrovia sia ad alta velocità o meno. La massicciatamassicciatamassicciatamassicciata (ballast)(ballast)(ballast)(ballast) è composta da pietrisco di frantumazione (25-72mm, questo deve provenire da rocce compatte e non gelive, ed inoltre complessivamente il pietrisco deve presentare un elevato attrito interno (maggiore dei 45°). La sua funzione è di trasferire agli strati sottostanti i carichi derivanti dall’armamento, in modo da renderli compatibili con le caratteristiche meccaniche
e di resistenza del sottofondo. La parte superiore della massicciata viene definita cassonettocassonettocassonettocassonetto, in corrispondenza del quale vengono posizionate le traverse, mentre le parti laterali vengono dette unghiatureunghiatureunghiatureunghiature. La massicciata presenta uno spessore complessivo di 50-70cm (in ragione dei carichi presenti, e delle caratteristiche del sottofondo), e viene messa in opera in due strati, il primo strato viene posto fino al
piano di posa delle traverse, mentre il secondo strato ha la funzione di riempitivo, ed esso arriva fino alla parte superiore delle traverse stesse. Chiaramente la larghezza della massicciata dipende dalle caratteristiche geometriche dei binari, e per l’appunto dal loro numero (4,90m per ferrovie monobinario, 8,60m per quelle a doppio binario). Oltre alla distribuzione dei carichi, la massicciata ha la funzione di ridurre le sollecitazioni d’urto e dinamiche che nascono dal passaggio dei convogli ferroviari (quelle che derivano dall’urto dei bordini sulle rotaie), ed inoltre garantisce il mantenimento della corretta posizione plano/altimetrica dei binari. Oltre a tutto questo la massicciata garantisce il drenaggio delle acque meteoriche, e costituisce una superficie d’appoggio elastica per l’armamento, tutto questo è reso possibile dall’utilizzo di materiali di buona qualità, che
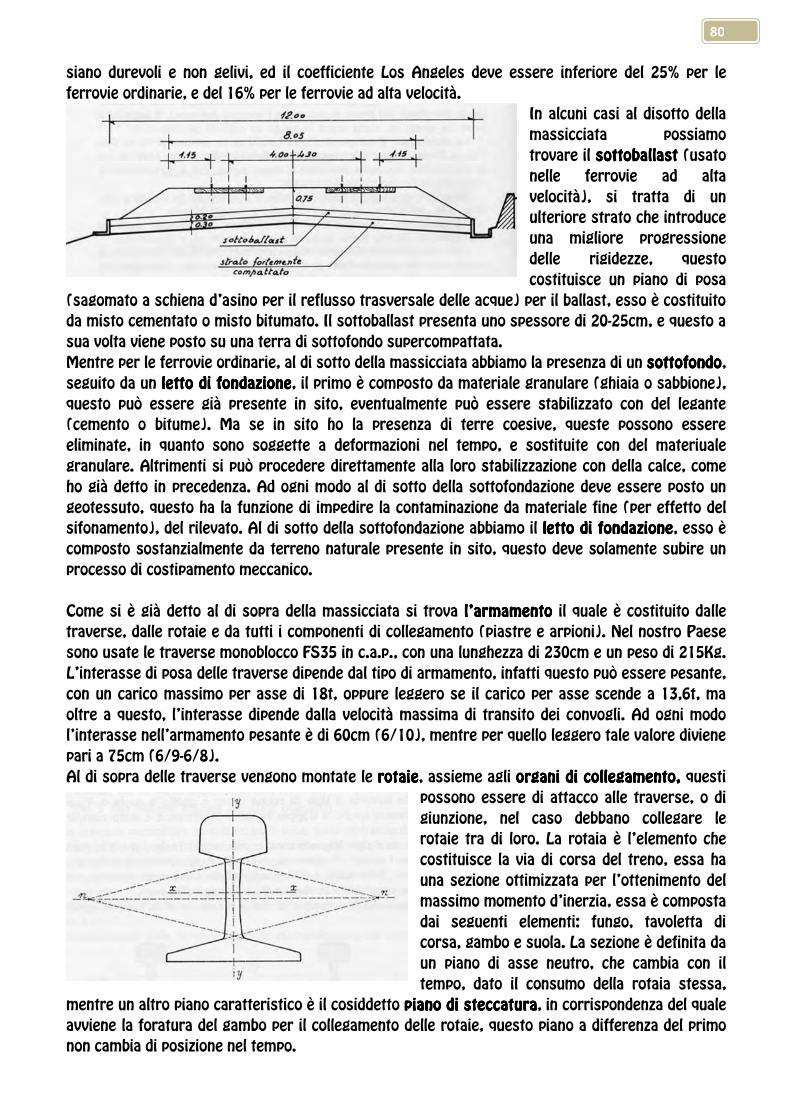
80
siano durevoli e non gelivi, ed il coefficiente Los Angeles deve essere inferiore del 25% per le ferrovie ordinarie, e del 16% per le ferrovie ad alta velocità.
In alcuni casi al disotto della massicciata possiamo trovare il sottoballastsottoballastsottoballastsottoballast (usato nelle ferrovie ad alta velocità), si tratta di un ulteriore strato che introduce una migliore progressione delle rigidezze, questo costituisce un piano di posa
(sagomato a schiena d’asino per il reflusso trasversale delle acque) per il ballast, esso è costituito da misto cementato o misto bitumato. Il sottoballast presenta uno spessore di 20-25cm, e questo a sua volta viene posto su una terra di sottofondo supercompattata. Mentre per le ferrovie ordinarie, al di sotto della massicciata abbiamo la presenza di un sottofondosottofondosottofondosottofondo, seguito da un letto di fondazioneletto di fondazioneletto di fondazioneletto di fondazione, il primo è composto da materiale granulare (ghiaia o sabbione), questo può essere già presente in sito, eventualmente può essere stabilizzato con del legante (cemento o bitume). Ma se in sito ho la presenza di terre coesive, queste possono essere eliminate, in quanto sono soggette a deformazioni nel tempo, e sostituite con del materiuale granulare. Altrimenti si può procedere direttamente alla loro stabilizzazione con della calce, come ho già detto in precedenza. Ad ogni modo al di sotto della sottofondazione deve essere posto un geotessuto, questo ha la funzione di impedire la contaminazione da materiale fine (per effetto del sifonamento), del rilevato. Al di sotto della sottofondazione abbiamo il letto di fondazioneletto di fondazioneletto di fondazioneletto di fondazione, esso è composto sostanzialmente da terreno naturale presente in sito, questo deve solamente subire un processo di costipamento meccanico. Come si è già detto al di sopra della massicciata si trova l’armamentol’armamentol’armamentol’armamento il quale è costituito dalle traverse, dalle rotaie e da tutti i componenti di collegamento (piastre e arpioni). Nel nostro Paese sono usate le traverse monoblocco FS35 in c.a.p., con una lunghezza di 230cm e un peso di 215Kg. L’interasse di posa delle traverse dipende dal tipo di armamento, infatti questo può essere pesante, con un carico massimo per asse di 18t, oppure leggero se il carico per asse scende a 13,6t, ma oltre a questo, l’interasse dipende dalla velocità massima di transito dei convogli. Ad ogni modo l’interasse nell’armamento pesante è di 60cm (6/10), mentre per quello leggero tale valore diviene pari a 75cm (6/9-6/8). Al di sopra delle traverse vengono montate le rotaierotaierotaierotaie, assieme agli organi di collegamentoorgani di collegamentoorgani di collegamentoorgani di collegamento, , , , questi
possono essere di attacco alle traverse, o di giunzione, nel caso debbano collegare le rotaie tra di loro. La rotaia è l’elemento che costituisce la via di corsa del treno, essa ha una sezione ottimizzata per l’ottenimento del massimo momento d’inerzia, essa è composta dai seguenti elementi: fungo, tavoletta di corsa, gambo e suola. La sezione è definita da un piano di asse neutro, che cambia con il tempo, dato il consumo della rotaia stessa,
mentre un altro piano caratteristico è il cosiddetto piano di steccaturapiano di steccaturapiano di steccaturapiano di steccatura, in corrispondenza del quale avviene la foratura del gambo per il collegamento delle rotaie, questo piano a differenza del primo non cambia di posizione nel tempo.
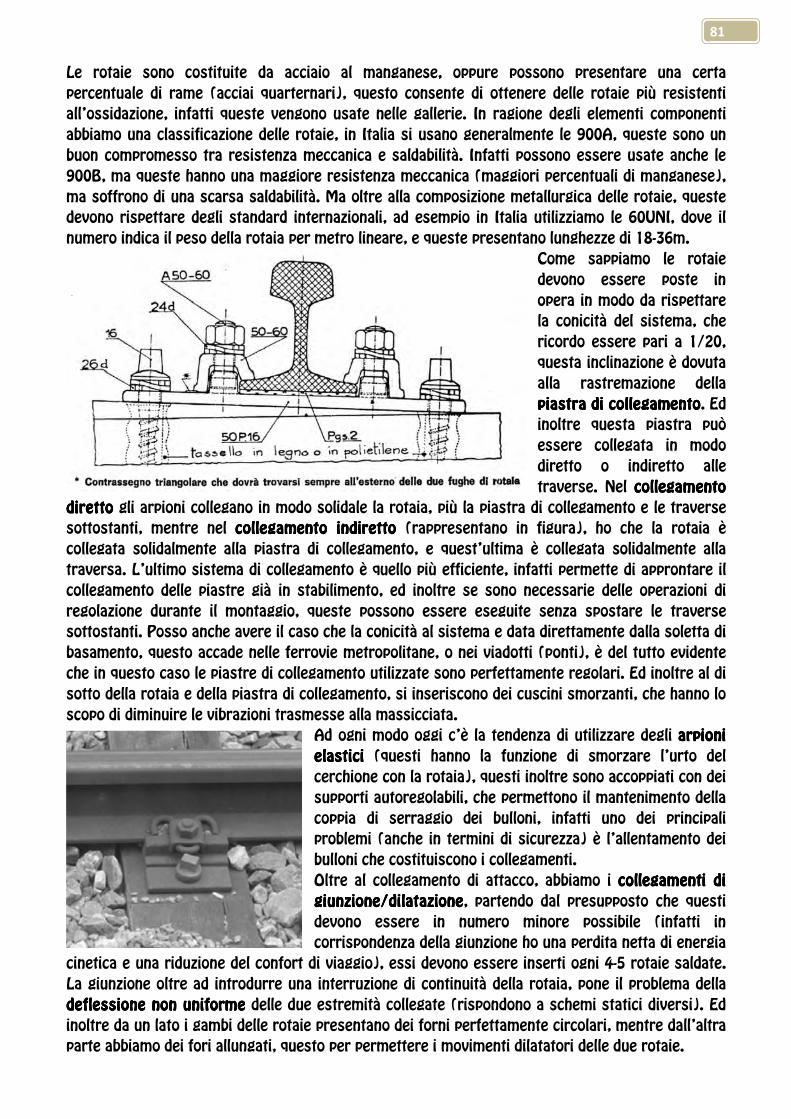
81
Le rotaie sono costituite da acciaio al manganese, oppure possono presentare una certa percentuale di rame (acciai quarternari), questo consente di ottenere delle rotaie più resistenti all’ossidazione, infatti queste vengono usate nelle gallerie. In ragione degli elementi componenti abbiamo una classificazione delle rotaie, in Italia si usano generalmente le 900A, queste sono un buon compromesso tra resistenza meccanica e saldabilità. Infatti possono essere usate anche le 900B, ma queste hanno una maggiore resistenza meccanica (maggiori percentuali di manganese), ma soffrono di una scarsa saldabilità. Ma oltre alla composizione metallurgica delle rotaie, queste devono rispettare degli standard internazionali, ad esempio in Italia utilizziamo le 60UNI, dove il numero indica il peso della rotaia per metro lineare, e queste presentano lunghezze di 18-36m.
Come sappiamo le rotaie devono essere poste in opera in modo da rispettare la conicità del sistema, che ricordo essere pari a 1/20, questa inclinazione è dovuta alla rastremazione della piastra di collegamentopiastra di collegamentopiastra di collegamentopiastra di collegamento. Ed inoltre questa piastra può essere collegata in modo diretto o indiretto alle traverse. Nel collegamento collegamento collegamento collegamento
direttodirettodirettodiretto gli arpioni collegano in modo solidale la rotaia, più la piastra di collegamento e le traverse sottostanti, mentre nel collegamento indirettocollegamento indirettocollegamento indirettocollegamento indiretto (rappresentano in figura), ho che la rotaia è collegata solidalmente alla piastra di collegamento, e quest’ultima è collegata solidalmente alla traversa. L’ultimo sistema di collegamento è quello più efficiente, infatti permette di approntare il collegamento delle piastre già in stabilimento, ed inoltre se sono necessarie delle operazioni di regolazione durante il montaggio, queste possono essere eseguite senza spostare le traverse sottostanti. Posso anche avere il caso che la conicità al sistema e data direttamente dalla soletta di basamento, questo accade nelle ferrovie metropolitane, o nei viadotti (ponti), è del tutto evidente che in questo caso le piastre di collegamento utilizzate sono perfettamente regolari. Ed inoltre al di sotto della rotaia e della piastra di collegamento, si inseriscono dei cuscini smorzanti, che hanno lo scopo di diminuire le vibrazioni trasmesse alla massicciata.
Ad ogni modo oggi c’è la tendenza di utilizzare degli arpioni arpioni arpioni arpioni elasticielasticielasticielastici (questi hanno la funzione di smorzare l’urto del cerchione con la rotaia), questi inoltre sono accoppiati con dei supporti autoregolabili, che permettono il mantenimento della coppia di serraggio dei bulloni, infatti uno dei principali problemi (anche in termini di sicurezza) è l’allentamento dei bulloni che costituiscono i collegamenti. Oltre al collegamento di attacco, abbiamo i collegamenti di collegamenti di collegamenti di collegamenti di giunzione/dilatazionegiunzione/dilatazionegiunzione/dilatazionegiunzione/dilatazione, partendo dal presupposto che questi devono essere in numero minore possibile (infatti in corrispondenza della giunzione ho una perdita netta di energia
cinetica e una riduzione del confort di viaggio), essi devono essere inserti ogni 4-5 rotaie saldate. La giunzione oltre ad introdurre una interruzione di continuità della rotaia, pone il problema della deflessione non uniformedeflessione non uniformedeflessione non uniformedeflessione non uniforme delle due estremità collegate (rispondono a schemi statici diversi). Ed inoltre da un lato i gambi delle rotaie presentano dei forni perfettamente circolari, mentre dall’altra parte abbiamo dei fori allungati, questo per permettere i movimenti dilatatori delle due rotaie.

82
I giunti possono essere affacciati affacciati affacciati affacciati o sfalsatisfalsatisfalsatisfalsati, nel primo caso questi si presentano alla sala montata nel medesimo tempo e luogo, questo genera una amplificazione degli effetti dinamici deleteri, quindi i giunti devono essere sempre sfalsati, e questo sfalsamento longitudinale deve essere pari alla semilunghezza di un singolo elemento di rotaia. I giunti possono essere sospesi, qualora questi non siano in corrispondenza di nessuna traversa, mentre i giunti non sospesi sono preferibili in quanto eliminano il
problema della diversa deflessione delle due estremità, anche se è bene ribadire che anche per i giunti sospesi abbiamo l’obbligo di mettere un piastrone irrigidente sottostante. I giunti di collegamento sono costituiti da due ganasce, le cui estremità premono sul fungo e sulla suola della rotaia, e queste hanno una lunghezza di 70-100cm, e sono poste a cavalo del giunto. ANDAMENTO PLANOANDAMENTO PLANOANDAMENTO PLANOANDAMENTO PLANO----ALTIMETRICO DELLA LINEA FERROVIARIA.ALTIMETRICO DELLA LINEA FERROVIARIA.ALTIMETRICO DELLA LINEA FERROVIARIA.ALTIMETRICO DELLA LINEA FERROVIARIA. A differenza del tracciato stradale la via di corsa è stabilità a priori dal progettista, infatti nell’ambito stradale devono essere previsti degli spazi di visibilità di manovra (in curva ad esempio), o per il sorpasso. Come abbiamo visto la conicità dei cerchioni è resa necessaria per l’auto centratura del sistema costituto dalla sala montata e dal binario, questo per evitare degli effetti dinamici parassiti nel moto (movimento ondulatorio trasversale). A dire il vero in corrispondenza delle curve abbiamo un diverso sviluppo di lunghezza percorsa, cioè i due cerchioni della sala montata devono percorrere spazi diversi nel medesimo tempo. Ed ecco che ancora una volta entra in gioco la conicità dei cerchioni stessi, infatti attraverso lo spostamento trasversale della sala, viene ad essere cambiato il cerchio di rotolamentocerchio di rotolamentocerchio di rotolamentocerchio di rotolamento, che da una parte diviene maggiore, e dall’altra conseguentemente divine minore. Quindi contemporaneamente i due cerchioni presentano dei cerchi di rotolamento di raggio diverso, questo consente l’iscrizione della sala in curva senza che ci siano degli strisciamenti, questo è vero se il raggio della curva non è inferiore ai 800-900m. Altro problema è l’iscrizione della sequenza degli assi in curva, che ricordo che questi sono accoppiati in un unico dispositivo detto carello (a parte alcuni treni merci). È del tutto evidente che quanto minore è il raggio della curva tanto maggiore è il numero di urti che bordini subiscono, al limite potrebbero urtare tutti e quattro, ed è del tutto evidente che più punti di contatto ci sono, maggiori saranno le resistenza al moto, da una parte, e gli effetti dinamici negativi, dall’altra. Ecco perché in curva si utilizza il sovrascartamentosovrascartamentosovrascartamentosovrascartamento, che da quello nominale (1.435mm) può arrivare a 1.470mm. Se non viene fatto il sovrascartamento si dimostra che l’iscrivibilità può essere garantita fino a raggi di 535m, mentre se si utilizza un sovrascartamento di 35mm (il massimo) possiamo arrivare a valori di raggio pari a 150m, anche se nella progettazione reale non si utilizzano mai dei valori così contenuti.
Come nell’ambito della progettazione stradale, anche per le ferrovie devo prevedere dei particolari accorgimenti in curva, infatti devo prevenire tutte le possibili condizioni dinamiche di moto sfavorevoli, cioè devo evitare una possibile condizione di instabilità del convoglio ferroviario. In modo del tutto simile a quanto si fa per le strade, lungo lo sviluppo della curva viene ad essere sovra-elevata la rotaia esterna, mentre la rotaia interna rimane alla quota stabilita. La rotazione di entrambe le rotaie viene evitata per motivi costruttivi, questa è una prima fondamentale differenza
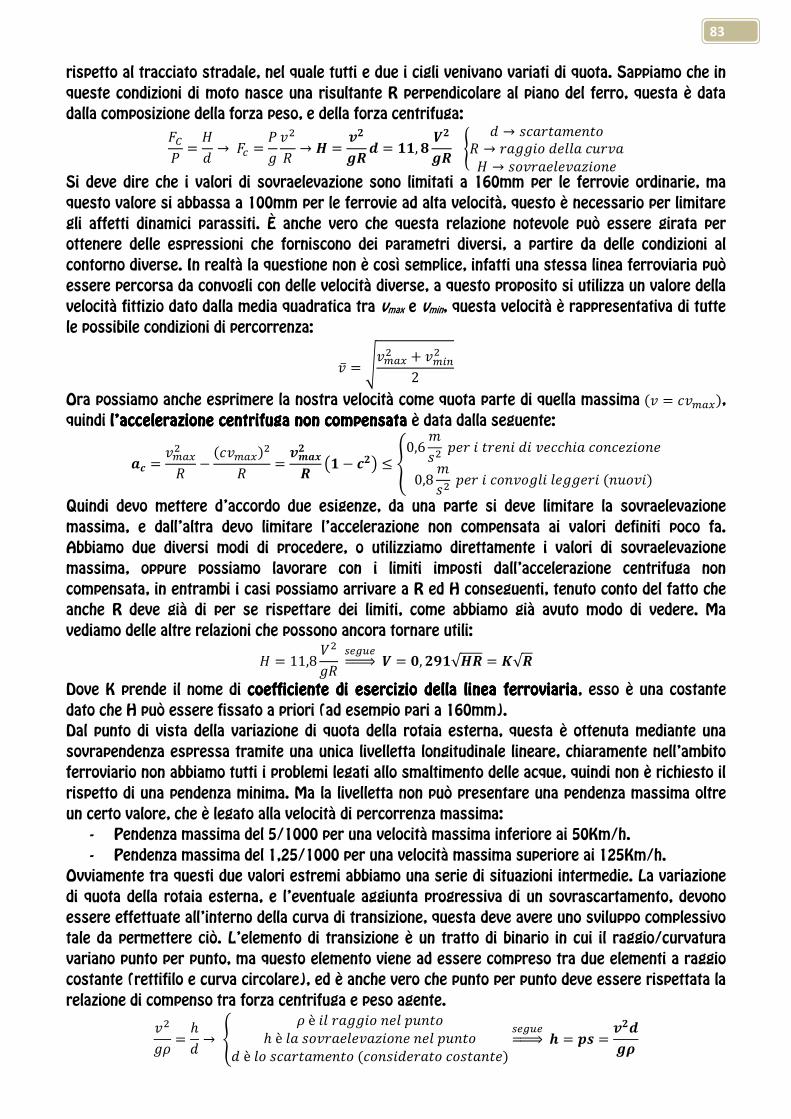
83
rispetto al tracciato stradale, nel quale tutti e due i cigli venivano variati di quota. Sappiamo che in queste condizioni di moto nasce una risultante R perpendicolare al piano del ferro, questa è data dalla composizione della forza peso, e della forza centrifuga: ½�= � Ê' →½� = =/ +>� → Ë = zÃv^w = }}, Ì ÍÃv^] ' → .���"�$�!"%� → ��//�%'�����#�+�Ê → .%+�����+�0�%!�
Si deve dire che i valori di sovraelevazione sono limitati a 160mm per le ferrovie ordinarie, ma questo valore si abbassa a 100mm per le ferrovie ad alta velocità, questo è necessario per limitare gli affetti dinamici parassiti. È anche vero che questa relazione notevole può essere girata per ottenere delle espressioni che forniscono dei parametri diversi, a partire da delle condizioni al contorno diverse. In realtà la questione non è così semplice, infatti una stessa linea ferroviaria può essere percorsa da convogli con delle velocità diverse, a questo proposito si utilizza un valore della velocità fittizio dato dalla media quadratica tra vmax e vmin, questa velocità è rappresentativa di tutte le possibile condizioni di percorrenza:
+̅ = È+�(r> + +�2p>2
Ora possiamo anche esprimere la nostra velocità come quota parte di quella massima 3+ = �+�(r5, quindi l’accelerazione centrifuga non compensatal’accelerazione centrifuga non compensatal’accelerazione centrifuga non compensatal’accelerazione centrifuga non compensata è data dalla seguente:
Vd = +�(r>� − 3�+�(r5>� = zcVÏÃ^ Ð} − dÃÑ ≤ R0,6 $.> ����"��!�'�+���ℎ���%!��0�%!�0,8 $.> �����%!+%/����//���3!#%+�5
Quindi devo mettere d’accordo due esigenze, da una parte si deve limitare la sovraelevazione massima, e dall’altra devo limitare l’accelerazione non compensata ai valori definiti poco fa. Abbiamo due diversi modi di procedere, o utilizziamo direttamente i valori di sovraelevazione massima, oppure possiamo lavorare con i limiti imposti dall’accelerazione centrifuga non compensata, in entrambi i casi possiamo arrivare a R ed H conseguenti, tenuto conto del fatto che anche R deve già di per se rispettare dei limiti, come abbiamo già avuto modo di vedere. Ma vediamo delle altre relazioni che possono ancora tornare utili: Ê = 11,8 Ò>/� 67*879::; Í = Ó, ÃÔ}√Ë^ = y√^ Dove K prende il nome di coefficiente di esercizio della linea ferroviariacoefficiente di esercizio della linea ferroviariacoefficiente di esercizio della linea ferroviariacoefficiente di esercizio della linea ferroviaria, esso è una costante dato che H può essere fissato a priori (ad esempio pari a 160mm). Dal punto di vista della variazione di quota della rotaia esterna, questa è ottenuta mediante una sovrapendenza espressa tramite una unica livelletta longitudinale lineare, chiaramente nell’ambito ferroviario non abbiamo tutti i problemi legati allo smaltimento delle acque, quindi non è richiesto il rispetto di una pendenza minima. Ma la livelletta non può presentare una pendenza massima oltre un certo valore, che è legato alla velocità di percorrenza massima:
- Pendenza massima del 5/1000 per una velocità massima inferiore ai 50Km/h. - Pendenza massima del 1,25/1000 per una velocità massima superiore ai 125Km/h.
Ovviamente tra questi due valori estremi abbiamo una serie di situazioni intermedie. La variazione di quota della rotaia esterna, e l’eventuale aggiunta progressiva di un sovrascartamento, devono essere effettuate all’interno della curva di transizione, questa deve avere uno sviluppo complessivo tale da permettere ciò. L’elemento di transizione è un tratto di binario in cui il raggio/curvatura variano punto per punto, ma questo elemento viene ad essere compreso tra due elementi a raggio costante (rettifilo e curva circolare), ed è anche vero che punto per punto deve essere rispettata la relazione di compenso tra forza centrifuga e peso agente. +>/¿ = ℎ' → @ ¿è����//�%!���#!"%ℎè��.%+�����+�0�%!�!���#!"%'è�%.���"�$�!"%3�%!.�'���"%�%."�!"�5 67*879::; Ö = ÆT = zÃwvÄ

84
Come possiamo notare abbiamo definito h come il prodotto tra la pendenza e l’ordinata curvilinea, ma per semplificarci la vita, dato che ho a che fare con raggi sempre molto elevati, posso confondere l’ordinata curvilinea con l’ascissa: J � �. � +>'/¿ ≅ �j Quindi: j � +>'/� 1¿ � × 1¿ Dove × è una costante dato che dipende dalla velocità considerata costante, dalla pendenza e dallo scartamento che viene considerato costante per ipotesi. A questo punto possiamo definire la curva così ottenuta come un radioide alle ascisseradioide alle ascisseradioide alle ascisseradioide alle ascisse, mentre le nostre comuni clotoidi usate in ambito stradali sono
dei radioidi agli spaziradioidi agli spaziradioidi agli spaziradioidi agli spazi, a questo punto possiamo applicare al definizione di curvatura:
ÏØ � }Ä � wÃÙwÏà Ú�g�7Ûg(hh(Ûg��2(2pf7*�(Ü2gp79::::::::::::::::::::::::::;ÝÞßÞà'á'j � j>2¿ � �� → �=��j � 0J%�J� 'á'j � 0¡#�!'��� � 0â
Ù � ÏãäØ � �> → å=��j � 0J%�J�á � 0¡#�!'��> � 0æ �VaV�bWVw[çbaw[Zv → Ù � ÏãäØ è�i¸Û*� �i¸Û*� ���é���ê�9:::::::::::::::;� Ïãäu^
Dove per L si intende lo sviluppo del raccordo radioidale, certamente a differenza dei clotoidi usate nelle strade, abbiamo una migliore gestione analitica di questo raccordo di transizione. Ovviamente
nelle linee ad alta velocità avrò dei valori della sovrapendenza massima inferiori, e quindi abbiamo a che fare con raggi che possono raggiungere le migliaia di metri. Ma vediamo ora qual è l’andamento altimetrico, iniziamo innanzi tutto con il dire che le pendenze in gioco sono di un ordine inferiore rispetto
all’ambito stradale, questo per gli evidenti problemi di aderenza (sia in fese di accelerazione che di frenata), ma oltre a questo dobbiamo osservare dei vincoli di carattere economico e di sicurezza nella circolazione dei mezzi ferroviari. Per le linee di grande comunicazione dobbiamo avere delle pendenze massime dell’1-1,2%, ma al dire il vero in alcune linee ad alta velocità in stati esteri possiamo raggiungere pendenze dell’ordine del 3,5%, ma queste sono solamente delle eccezioni, che non costituiscono la regola. La pendenza inoltre dev’essere diminuita del 70% in corrispondenze delle gallerie, dove ho una aderenza pari al 30% di quella nominale. Mentre in corrispondenza delle stazioni devo avere una pendenza massima del 0,5%, e ciò è vero per tutta la livelletta di avviamentolivelletta di avviamentolivelletta di avviamentolivelletta di avviamento che ha uno sviluppo di 3Km, questo si rende necessario per impedire una accidentale movimentazione dei mezzi, e per garantire l’esecuzione dell’avviamento. Anche le livellette del tracciato ferroviario (così come per quello stradale) devono essere raccordate con delle curve circolari, queste devono presentare un raggio sufficientemente elevato
85
in modo da impedire una sostanziale riduzione del peso aderente, infatti questa riduzione deve essere limitata all’1,5%. Chiaramente questo problema si presenta solamente per i dossi, ma i raggi che ora otterremmo, vengono indifferente utilizzati anche per i raccordi concavi. ½%�0���!"�� #/� →½� = =/ +>� 67*879::; = − =/ +>� ≥ 0,985= → =í1 − +>/�î ≥ 0,985= →− +>/� ≥ −0,015 →
→ +>/� ≤ 0,015 → Ò> = 1,91� → ^ = ÍÃ}, Ô} ≅ ÍÃÃ Come si vede per una velocità di 100Km/h ottengo una raggio di 5.000m, ma per le linee ad alta velocità posso avere anche dei raggi dell’ordine dei 45Km (300Km/h). IL DIMENSIONAMENTO DELLE PAVIMENTAZIONI STRADALI: GENERALITA’.IL DIMENSIONAMENTO DELLE PAVIMENTAZIONI STRADALI: GENERALITA’.IL DIMENSIONAMENTO DELLE PAVIMENTAZIONI STRADALI: GENERALITA’.IL DIMENSIONAMENTO DELLE PAVIMENTAZIONI STRADALI: GENERALITA’. Per pavimentazione stradale si intende quella sovrastruttura a sviluppo prevalentemente su due dimensioni, anche se la terza è l’oggetto del nostro dimensionamento. Essa ha uno spessore che potrebbe essere variabile, ed è poggiate sul sottofondo che potrebbe essere costituito dalla sommità di un rilevato, o il piano di posa nel caso di una collocazione in trincea. La pavimentazione deve essere dimensionata in modo opportuno per far fronte ai carichi agenti e alle condizioni climatiche/ambientali, infatti in taluni casi quest’ultimi aspetti divengono più vincolati delle mere caratteristiche meccaniche. Vediamo quali proprietà deve possedere una pavimentazione stradale:
1) Proprietà meccaniche e di resistenzaProprietà meccaniche e di resistenzaProprietà meccaniche e di resistenzaProprietà meccaniche e di resistenza, infatti tutte le pavimentazioni stradali devono sopportare tutti i carichi per le quali sono state dimensionate, carichi che nella maggior parte dei casi sono costituiti da sollecitazioni cicliche (carichi da fatica).
2) Proprietà funzionaliProprietà funzionaliProprietà funzionaliProprietà funzionali: - L’aderenza L’aderenza L’aderenza L’aderenza è quella proprietà che permette di mantenere adeguate condizioni di sicurezza
durante la marcia degli automezzi, ed inoltre è alla base della loro movimentazione. - RegolaritàRegolaritàRegolaritàRegolarità, in questo caso deve essere richiesto il rispetto delle quote dei piani di progetto,
in altri termini non ci devono essere ne avvallamenti ne irregolarità. - Requisiti di rumorositàRequisiti di rumorositàRequisiti di rumorositàRequisiti di rumorosità, questo deve essere controllato se esso costituisce un aspetto
negativo (inquinamento acustico), tale controllo può essere ottenuto utilizzano delle miscele porose, ad esempio in ambito autostradale. Oppure potrebbe essere apprezzato se esso viene associato ad una segnaletica orizzontale (ad esempio in corrispondenza della striscia di margine), infatti consente di far percepire al guidatore una situazione di pericolo.
Quindi riassumendo possiamo affermare che la pavimentazione deve garantire ai veicoli una superficie di rotolamento durevole, sicura, regolare e poco deformabile, e contemporaneamente deve rendere compatibili con le caratteristiche degli strati sottostanti, i carichi e le tensioni agenti. Ma oltre a questo la pavimentazione deve fornire una protezione adeguata agli strati sottostanti nei confronti degli agenti atmosferici. Tutto quello che si è visto fino adesso, tranne per il rumore, vale anche per le pavimentazioni aeroportuali. A dire il vero una pavimentazione è una struttura composta, ove le caratteristiche meccaniche degradano progressivamente con gli strati più profondi, mentre l’aspetto dell’aderenza e dei requisiti della rumorosità riguardano solamente lo strato più superficiale, il requisito della regolarità riguarda tutti gli strati.
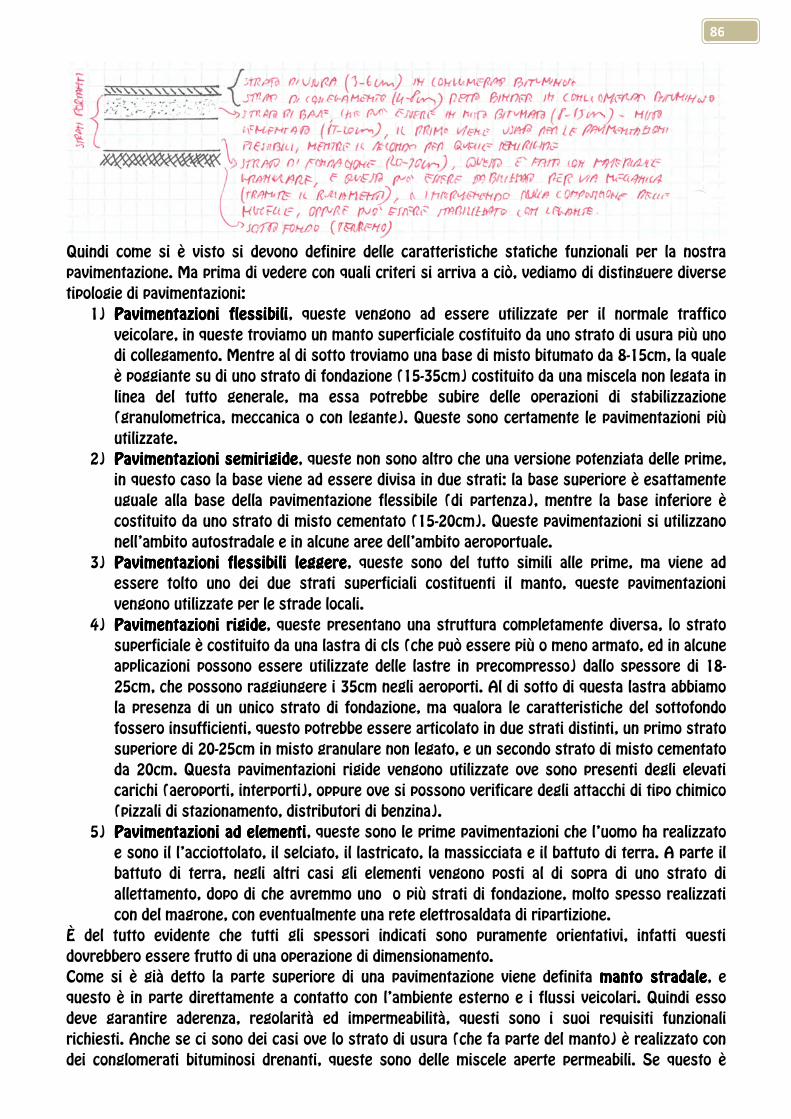
86
Quindi come si è visto si devono definire delle caratteristiche statiche funzionali per la nostra pavimentazione. Ma prima di vedere con quali criteri si arriva a ciò, vediamo di distinguere diverse tipologie di pavimentazioni:
1) PPPPavimentazioni flessibiliavimentazioni flessibiliavimentazioni flessibiliavimentazioni flessibili, queste vengono ad essere utilizzate per il normale traffico veicolare, in queste troviamo un manto superficiale costituito da uno strato di usura più uno di collegamento. Mentre al di sotto troviamo una base di misto bitumato da 8-15cm, la quale è poggiante su di uno strato di fondazione (15-35cm) costituito da una miscela non legata in linea del tutto generale, ma essa potrebbe subire delle operazioni di stabilizzazione (granulometrica, meccanica o con legante). Queste sono certamente le pavimentazioni più utilizzate.
2) Pavimentazioni semirigidePavimentazioni semirigidePavimentazioni semirigidePavimentazioni semirigide, queste non sono altro che una versione potenziata delle prime, in questo caso la base viene ad essere divisa in due strati: la base superiore è esattamente uguale alla base della pavimentazione flessibile (di partenza), mentre la base inferiore è costituito da uno strato di misto cementato (15-20cm). Queste pavimentazioni si utilizzano nell’ambito autostradale e in alcune aree dell’ambito aeroportuale.
3) Pavimentazioni flessibili leggerePavimentazioni flessibili leggerePavimentazioni flessibili leggerePavimentazioni flessibili leggere, queste sono del tutto simili alle prime, ma viene ad essere tolto uno dei due strati superficiali costituenti il manto, queste pavimentazioni vengono utilizzate per le strade locali.
4) Pavimentazioni rigidePavimentazioni rigidePavimentazioni rigidePavimentazioni rigide, queste presentano una struttura completamente diversa, lo strato superficiale è costituito da una lastra di cls (che può essere più o meno armato, ed in alcune applicazioni possono essere utilizzate delle lastre in precompresso) dallo spessore di 18-25cm, che possono raggiungere i 35cm negli aeroporti. Al di sotto di questa lastra abbiamo la presenza di un unico strato di fondazione, ma qualora le caratteristiche del sottofondo fossero insufficienti, questo potrebbe essere articolato in due strati distinti, un primo strato superiore di 20-25cm in misto granulare non legato, e un secondo strato di misto cementato da 20cm. Questa pavimentazioni rigide vengono utilizzate ove sono presenti degli elevati carichi (aeroporti, interporti), oppure ove si possono verificare degli attacchi di tipo chimico (pizzali di stazionamento, distributori di benzina).
5) Pavimentazioni ad elementiPavimentazioni ad elementiPavimentazioni ad elementiPavimentazioni ad elementi, queste sono le prime pavimentazioni che l’uomo ha realizzato e sono il l’acciottolato, il selciato, il lastricato, la massicciata e il battuto di terra. A parte il battuto di terra, negli altri casi gli elementi vengono posti al di sopra di uno strato di allettamento, dopo di che avremmo uno o più strati di fondazione, molto spesso realizzati con del magrone, con eventualmente una rete elettrosaldata di ripartizione.
È del tutto evidente che tutti gli spessori indicati sono puramente orientativi, infatti questi dovrebbero essere frutto di una operazione di dimensionamento. Come si è già detto la parte superiore di una pavimentazione viene definita manto stradalemanto stradalemanto stradalemanto stradale, e questo è in parte direttamente a contatto con l’ambiente esterno e i flussi veicolari. Quindi esso deve garantire aderenza, regolarità ed impermeabilità, questi sono i suoi requisiti funzionali richiesti. Anche se ci sono dei casi ove lo strato di usura (che fa parte del manto) è realizzato con dei conglomerati bituminosi drenanti, queste sono delle miscele aperte permeabili. Se questo è
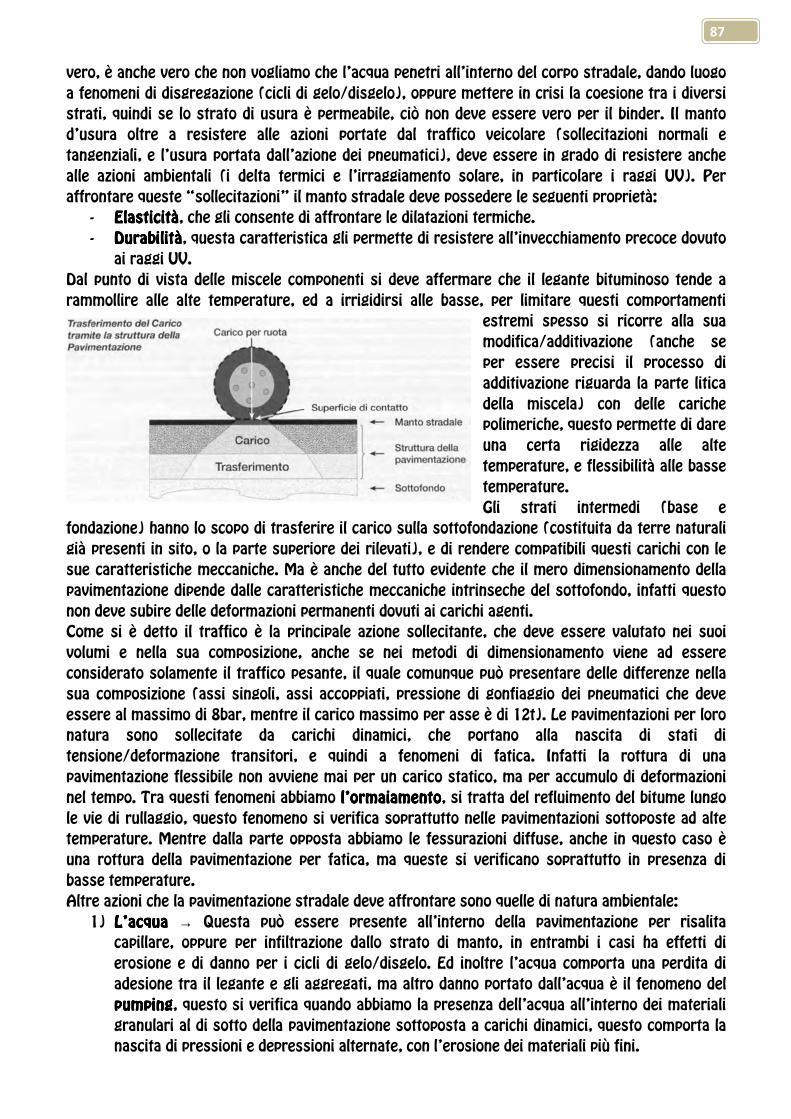
87
vero, è anche vero che non vogliamo che l’acqua penetri all’interno del corpo stradale, dando luogo a fenomeni di disgregazione (cicli di gelo/disgelo), oppure mettere in crisi la coesione tra i diversi strati, quindi se lo strato di usura è permeabile, ciò non deve essere vero per il binder. Il manto d’usura oltre a resistere alle azioni portate dal traffico veicolare (sollecitazioni normali e tangenziali, e l’usura portata dall’azione dei pneumatici), deve essere in grado di resistere anche alle azioni ambientali (i delta termici e l’irraggiamento solare, in particolare i raggi UV). Per affrontare queste “sollecitazioni” il manto stradale deve possedere le seguenti proprietà:
- ElasticitàElasticitàElasticitàElasticità, che gli consente di affrontare le dilatazioni termiche. - DurabilitàDurabilitàDurabilitàDurabilità, questa caratteristica gli permette di resistere all’invecchiamento precoce dovuto
ai raggi UV. Dal punto di vista delle miscele componenti si deve affermare che il legante bituminoso tende a rammollire alle alte temperature, ed a irrigidirsi alle basse, per limitare questi comportamenti
estremi spesso si ricorre alla sua modifica/additivazione (anche se per essere precisi il processo di additivazione riguarda la parte litica della miscela) con delle cariche polimeriche, questo permette di dare una certa rigidezza alle alte temperature, e flessibilità alle basse temperature. Gli strati intermedi (base e
fondazione) hanno lo scopo di trasferire il carico sulla sottofondazione (costituita da terre naturali già presenti in sito, o la parte superiore dei rilevati), e di rendere compatibili questi carichi con le sue caratteristiche meccaniche. Ma è anche del tutto evidente che il mero dimensionamento della pavimentazione dipende dalle caratteristiche meccaniche intrinseche del sottofondo, infatti questo non deve subire delle deformazioni permanenti dovuti ai carichi agenti. Come si è detto il traffico è la principale azione sollecitante, che deve essere valutato nei suoi volumi e nella sua composizione, anche se nei metodi di dimensionamento viene ad essere considerato solamente il traffico pesante, il quale comunque può presentare delle differenze nella sua composizione (assi singoli, assi accoppiati, pressione di gonfiaggio dei pneumatici che deve essere al massimo di 8bar, mentre il carico massimo per asse è di 12t). Le pavimentazioni per loro natura sono sollecitate da carichi dinamici, che portano alla nascita di stati di tensione/deformazione transitori, e quindi a fenomeni di fatica. Infatti la rottura di una pavimentazione flessibile non avviene mai per un carico statico, ma per accumulo di deformazioni nel tempo. Tra questi fenomeni abbiamo l’ormaiamentol’ormaiamentol’ormaiamentol’ormaiamento, si tratta del refluimento del bitume lungo le vie di rullaggio, questo fenomeno si verifica soprattutto nelle pavimentazioni sottoposte ad alte temperature. Mentre dalla parte opposta abbiamo le fessurazioni diffuse, anche in questo caso è una rottura della pavimentazione per fatica, ma queste si verificano soprattutto in presenza di basse temperature. Altre azioni che la pavimentazione stradale deve affrontare sono quelle di natura ambientale:
1) L’acquaL’acquaL’acquaL’acqua → Questa può essere presente all’interno della pavimentazione per risalita capillare, oppure per infiltrazione dallo strato di manto, in entrambi i casi ha effetti di erosione e di danno per i cicli di gelo/disgelo. Ed inoltre l’acqua comporta una perdita di adesione tra il legante e gli aggregati, ma altro danno portato dall’acqua è il fenomeno del pumpingpumpingpumpingpumping, questo si verifica quando abbiamo la presenza dell’acqua all’interno dei materiali granulari al di sotto della pavimentazione sottoposta a carichi dinamici, questo comporta la nascita di pressioni e depressioni alternate, con l’erosione dei materiali più fini.

88
2) TemperaturaTemperaturaTemperaturaTemperatura → Nel caso delle pavimentazioni flessibili questa interviene negativamente sulla resistenza a fatica e sul fenomeno dell’ormaiamento (dovuto al rammollimento del bitume), ma in generale peggiora le proprietà meccaniche delle miscele bituminose (usura, binder e base). Mentre per le pavimentazioni rigide, le dilatazioni termiche possono dar luogo a sollecitazioni, che possono persino superare quelle dovute al traffico veicolare, infatti per queste pavimentazioni devono essere previsti degli opportuni giunti di dilatazione.
3) Radiazione solare Radiazione solare Radiazione solare Radiazione solare → Questa è legata all’esposizione della pavimentazione ai raggi UV, questi ne provocano la lenta ossidazione, quindi abbiamo un indurimento con la conseguente perdita di elasticità, quindi la pavimentazione è più esposta a fenomeni fessurativi.
Quindi i criteri di progettazione devono soddisfare le seguenti esigenze: 1) Circolazione e stazionamento dei veicoli. 2) Confort dell’utente. 3) Sicurezza. 4) Durabilità ed economia di esercizio (le pavimentazioni flessbili devono presentare una vita
utile di almeno 20 anni, il doppio per quelle rigide). Per cercare di dare delle risposte a queste esigenze, si possono utilizzare delle soluzioni progettuali che seguono uno di questi criteri:
1) Progettazione a manutenzione 0Progettazione a manutenzione 0Progettazione a manutenzione 0Progettazione a manutenzione 0 → questo criterio non viene ad essere più utilizzato, in quanto è antieconomico.
2) Costruzione per tappe Costruzione per tappe Costruzione per tappe Costruzione per tappe → in questo caso l’investimento iniziale è contenuto, mentre successivamente l’infrastruttura viene plasmata in ragione alle esigenze del traffico, quindi avrò un investimento diluito nel tempo, e un miglior controllo delle esigenze progettuali. Questa è una soluzione dove sono chiamato a rispettare dei tempi di manutenzione, per garantire il mantenimento dei medesimi livelli di servizio.
È del tutto evidente che il progettista deve avere la sensibilità di comprendere quale pavimentazione è più idonea alla sua condizione progettuale, anche se al dire il vero i volumi di traffico (espresso in termini di TGM e tasso di accrescimento) spesso sono il frutto di stime aleatorie. Dopo di che la pavimentazione deve essere dimensionata secondo una delle tre metodologie di studio seguenti:
1) Metodo empiricoMetodo empiricoMetodo empiricoMetodo empirico → questo è frutto esclusivo di rilevanze sperimentali, in altri termini il dimensionamento viene fatto a partire da altre strade a traffico noto, o da sperimentazioni eseguite ad hoc. Questo metodo veniva utilizzato fino agli anni ’60.
2) Metodo empirico/teoriMetodo empirico/teoriMetodo empirico/teoriMetodo empirico/teorico co co co → questi metodi presentano una base sperimentale, ma questi dati vengono affiancati da altri dati derivanti dal calcolo delle sollecitazioni e delle deformazioni in alcuni punti della pavimentazione.
3) Metodi teoriciMetodi teoriciMetodi teoriciMetodi teorici → questi vengono detti anche metodi razionali, in questo caso il calcolo delle tensioni/deformazioni è dato dalla conoscenza delle leggi costitutive dei materiali, a questo proposito si utilizzano dei modelli matematici noti, ricavati da estese sperimentazioni eseguite negli anni passati (anche con costi rilevanti). Attualmente c’è la tendenza ad utilizzare questo metodo (anche per la disponibilità dei mezzi di calcolo).
Come abbiamo già detto oggi c’è una tendenza ad utilizzare i metodi teorici, ma abbiamo anche la possibilità di definire dei metodi alternativi, e tra questi troviamo i metodi tabellari, cioè quelli che si fondano sui cataloghi, in primis il catalogo CNRcatalogo CNRcatalogo CNRcatalogo CNR. Questo è stato definito nel 1.995, ed esso rappresenta tutt’oggi un rifermento nelle progettazione delle pavimentazioni, magari utilizzato assieme ad uno dei metodi più avanzati. Il metodo può essere usato solamente se vengono rispettate alcune ipotesi fondanti:
1) I materiali utilizzati nella sovrastruttura devono rispettare le direttive date dal catalogo.

89
2) Questo può essere usato solamente per la realtà italiana, essendo tarato per il nostro territorio (clima e condizioni di traffico).
3) Questo metodo non può essere usato per il recupero delle pavimentazioni esistenti (riparazione o ricarico), infatti in questo caso di deve fare riferimento ad un metodo analitico, questo è dovuto al fatto che non abbiamo la certezza che per quella strada sia stato utilizzato il catalogo CNR come metodo di progettazione.
Il metodo può essere utilizzato per il dimensionamento delle seguenti categorie di pavimentazione: - Pavimentazioni flessibili. - Pavimentazioni semirigide. - Pavimentazioni rigide (sia in cls non armato, sia con armatura continua).
Vediamo ora quali sono i fattori che entrano come dati di input nel dimensionamento: - Tipologia stradale (strada locale, autostrada ecc.) - Volume di traffico. - Caratteristiche del sottofondo (portanza). - Condizioni climatiche (infatti il metodo è stato tarato per alcuni ambiti del nostro paese, se
siamo in condizioni diverse si devono usare dei metodi diversi). - Caratteristiche dei materiali impiegati (queste sono fissate dal metodo stesso).
Come sappiamo il codice della strada fa riferimento ad una classificazione delle strade, secondo un criterio tecnico/funzionale, abbiamo sei classi di strade diverse, ma il criterio di calcolo ne
definisce otto. Questo è dovuto al fatto che all’interno delle stessa classe tecnico/funzionale posso avere un utilizzo diversificato, in riferimento al carico veicolare presente. Per carico veicolare si intende tutti i mezzi commerciali al di sopra delle 3 tonnellate, e questi sono
stati classificati a seconda delle loro caratteristiche di carico per asse, e per il numero di assi. Quindi le otto categorie di strada hanno un loro spettro di traffico veicolarespettro di traffico veicolarespettro di traffico veicolarespettro di traffico veicolare, a questo punto ci
serve un altro parametro definito livello di trafficolivello di trafficolivello di trafficolivello di traffico, questo rappresenta il numero complessivo di passaggi di veicoli commerciali durante la vita utile della
pavimentazione, nella corsia più sollecitata.

90
Altro parametro che entra nel dimensionamento della pavimentazione è il modulo resiliente Mmodulo resiliente Mmodulo resiliente Mmodulo resiliente Mrrrr del sottofondo, questo rappresenta la rigidezza del sottofondo ricavata tramite una prova triassiale di carico ciclico, e questa prova di laboratorio tiene effettivamente conto delle reali condizioni di
utilizzo, ed inoltre si tiene conto del comportamento viscoso reversibile della fondazione. Ma purtroppo questa prova richiede l’utilizzo di costose apparecchiature, quindi si possono usare delle correlazioni con
l’indice di portanza CBR, e con il modulo di reazione K (questo è dato da delle prove di carico su piastra). È anche vero che se il sottofondo presenta delle scarse caratteristiche, il metodo prevede che questo venga bonificato, cioè deve essere sostituito o stabilizzato (in termini ganulometrici o con legante). Il metodo di calcolo ha come condizioni al contorno delle condizioni climatiche di progetto, che per le pavimentazioni flessibili si riferiscono ad una rappresentatività territoriale del 50% dell’Italia centrale, mentre per le pavimentazioni rigide abbiamo una rappresentatività territoriale del 95% dell’Italia settentrionale. Ma oltre a questo come condizioni al contorno abbiamo anche l’obbligo di utilizzare dei materiali per i nostri diversi strati di pavimentazione, che sono puntualmente codificati dal metodo.
Il metodo di calcolo utilizzato fa riferimento a quello usato dall’AASHTO, e in questo caso si deve tenere conto dell’indice di affidabilità dell’indice di affidabilità dell’indice di affidabilità dell’indice di affidabilità della soluzione della soluzione della soluzione della soluzione impiegataimpiegataimpiegataimpiegata e il grado di grado di grado di grado di
efficienza finale (PSI)efficienza finale (PSI)efficienza finale (PSI)efficienza finale (PSI). L’affidabilità di una soluzione rappresenta l’attendibilità o meno di questa, di presentare alla fine della sua vita utile un certo PSI (compreso tra 0 e 5). Finito di Editare il 04/06/2010.


















