VARIAZIONE DI BENESSERE E PRODUZIONE DI LATTE DOPO … · 4.3 - LA PRODUZIONE DI LATTE DURANTE I...
96
UNIVERSITA’ DEGLI STUDI DI MILANO Facoltà di Agraria Corso di Laurea in Valorizzazione e Tutela dell’Ambiente e del Territorio Montano VARIAZIONE DI BENESSERE E PRODUZIONE DI LATTE DOPO UN CAMBIO DI TRAFFICO IN UN’AZIENDA CON SISTEMA AUTOMATICO DI MUNGITURA Relatore: Prof. Alberto TAMBURINI Correlatore: Prof.ssa Anna SANDRUCCI Elaborato Finale di: Giovanna Spampinato Matr. Nr. 674935 Anno Accademico 2006-2007
Transcript of VARIAZIONE DI BENESSERE E PRODUZIONE DI LATTE DOPO … · 4.3 - LA PRODUZIONE DI LATTE DURANTE I...
UNIVERSITA’ DEGLI STUDI DI MILANO Facoltà di Agraria
Corso di Laurea in Valorizzazione e Tutela dell’Ambiente e del Territorio Montano
VARIAZIONE DI BENESSERE E PRODUZIONE DI LATTE DOPO UN CAMBIO DI TRAFFICO IN
UN’AZIENDA CON SISTEMA AUTOMATICO DI MUNGITURA
Relatore: Prof. Alberto TAMBURINI Correlatore: Prof.ssa Anna SANDRUCCI
Elaborato Finale di: Giovanna Spampinato Matr. Nr. 674935
Anno Accademico 2006-2007

2
INDICE:
1.1 – PREMESSA 4
1.2 – IL ROBOT DI MUNGITURA 5
1.2.1 - CARATTERISTICHE STRUTTURALI 6
1.2.2 - IL SOFTWARE GESTIONALE 9
1.2.3 - PERCHE’IL ROBOT ? 11
1.2.4 - ASPETTI ECONOMICI 12
1.2.5 - IL ROBOT DI MUNGITURA E LA QUALITA’ DEL LATTE 17
1.2.6 - IL COW TRAFFIC 20
1.2.7 - L’ADATTABILITA’DEGLI ANIMALI AL ROBOT DI MUNGITURA 27
1.3 – IL BENESSERE ANIMALE 29
1.3.1 - IL BENESSERE ANIMALE E LE STRUTTURE STABULATIVE 31
1.3.2 - IL BENESSERE E IL MICROCLIMA 35
1.3.3 - I PROBLEMI SANITARI PIU’COMUNI 37
1.3.4 - IL BENESSERE ANIMALE E LA MUNGITURA 41
1.3.5 - IL BODY CONDITION SCORE 43
2 – SCOPO DELLA RICERCA 45
3 – MATERIALI E METODI 46
3.1 - DESCRIZIONE DELL’AZIENDA 46
3.2 - IL COW TRAFFIC NELL’AZIENDA 49
3.3 - DESCRIZIONE DELLA SPERIMENTAZIONE E MATERIALI UTILIZZATI 51
3
4 – RISULTATI DELLA SPERIMENTAZIONE 56
4.1 - L’INGESTIONE 56
4.2 - L’UTILIZZO DEL ROBOT DURANTE I PERIODI DI PROVA 58
4.3 - LA PRODUZIONE DI LATTE DURANTE I PERIODI DI PROVA 64
4.4 - L’UTILIZZO DEL ROBOT DURANTE GLI ANNI 2006 E 2007 66
4.5 - LA PRODUZIONE DI LATTE DURANTE GLI ANNI 2006 E 2007 74
4.6 - IL MICROCLIMA 76
4.7 - IL COMPORTAMENTO ANIMALE E IL BENESSERE 79
5 – CONCLUSIONI 86
6 – BIBLIOGRAFIA 89
7 – RIASSUNTO 93
4
1.1 – PREMESSA
In questi ultimi anni il settore zootecnico italiano ha sviluppato notevoli cambiamenti sotto
molteplici profili, tra cui quelli tecnologici e gestionali; questi cambiamenti sono dovuti
principalmente al miglioramento delle competenze professionali degli allevatori, all’adozione
di nuove tecnologie ed alla domanda sempre più crescente di prodotti di qualità e che
tutelino il benessere animale. Il comparto zootecnico di maggiore importanza nel territorio
lombardo è quello relativo alla produzione e trasformazione del latte vaccino (Provolo et al.,
2004). La Lombardia produce circa 40 milioni di ettolitri di latte bovino all’anno, che
rappresentano il 37% del totale della Nazione (Beccalossi, 2004).
Il settore lattiero caseario è molto importante per l’economia della Regione, ma contribuisce
anche al mantenimento di un legame con il territorio e di una tutela dello stesso attraverso
la conservazione di sistemi colturali ad elevata valenza ambientale, quali i prati permanenti,
fondamentali per poter garantire la produzione locale del foraggio (Provolo et al., 2004).
Da qualche anno gli allevatori hanno incrementato l’interesse verso l’adozione di nuove
tecnologie aziendali, una tra tutte la mungitura robotizzata. I motivi di questa scelta sono da
ricercarsi nella sempre maggiore difficoltà di trovare manodopera e nelle problematiche
derivanti dal sistema delle quote latte, che hanno causato la perdita di valore del prezzo dal
latte alla stalla, oggi sottocosto (Donadello, 2006).
5
1.2 – IL ROBOT DI MUNGITURA
I sistemi di mungitura automatica (AMS = automatic milking system) rappresentano
un’innovazione tecnologica molto importante per la zootecnia moderna.
Nel 1992, il primo AMS fu installato in Olanda. Nel 2004, più di 2200 aziende nel mondo lo
avevano adottato (De Koning e Rodenburg, 2004). Il successo di questa tecnologia,
nonostante essa comporti un investimento notevole in termini organizzativi e finanziari, è
dovuto principalmente alla necessità di diminuire il costo del lavoro e migliorare le
condizioni di vita degli allevatori (Pirlo et al., 2002). La diffusione del sistema di mungitura
robotizzata negli allevamenti italiani è avvenuta in ritardo rispetto agli altri paesi europei: nel
2002 erano installati ben 520 robot in Olanda, 260 in Francia, 190 in Germania e solo 25 in
Italia (De Koning, 2002).
L’introduzione di questa tecnologia nel nostro territorio ha infatti avuto inizialmente delle
limitazioni dovute alle perplessità degli allevatori (Zucchi et al., 2004) e alla difficoltà di
accettare un’innovazione che modifica l’organizzazione della stalla poiché determina
l’abbandono della tradizionale sala di mungitura (Amodeo, 2004) e richiede la realizzazione
di percorsi particolari per le bovine in modo da gestire i loro spostamenti all’interno della
struttura senza l’intervento dell’allevatore.
Passata la fase iniziale di incertezze,però, il sistema automatico di mungitura ha avuto nel
nostro paese un buon riscontro e ad oggi si contano circa 180 impianti funzionanti
(Cattaneo, 2007), la maggior parte dei quali in Lombardia.
Dalle molteplici indagini svolte sia all’estero che in Italia si è arrivati alla conclusione che
l’adozione degli AMS è dovuta a diverse motivazioni, le più importanti delle quali sono il
miglioramento delle condizioni di vita e di lavoro degli allevatori, la crescente difficoltà nel
reperire manodopera, la riduzione dei vincoli imposti dalla mungitura e la possibilità di un
aumento della produzione di latte grazie al maggior numero di mungiture giornaliere (Zucchi
et al., 2004).
6
1.2.1 - CARATTERISTICHE STRUTTURALI
Sul mercato sono disponibili due tipologie di robot: nella prima il braccio di attacco del
gruppo di mungitura opera solamente su una postazione, nella seconda vi sono tre o quattro
postazioni in successione. Nella maggior parte dei casi ci troviamo di fronte alla prima
tipologia di macchinario e questo è dovuto principalmente al fatto che le aziende che
adottano il sistema di mungitura automatica sono per lo più allevamenti a conduzione
famigliare, con mandrie che raramente superano i settanta capi. La stazione di mungitura
singola permette infatti circa 150 mungiture al giorno, distribuite, ad esempio, in 2,5
mungiture al giorno per singola bovina in una mandria di 60 capi (Trebeschi, 2008).
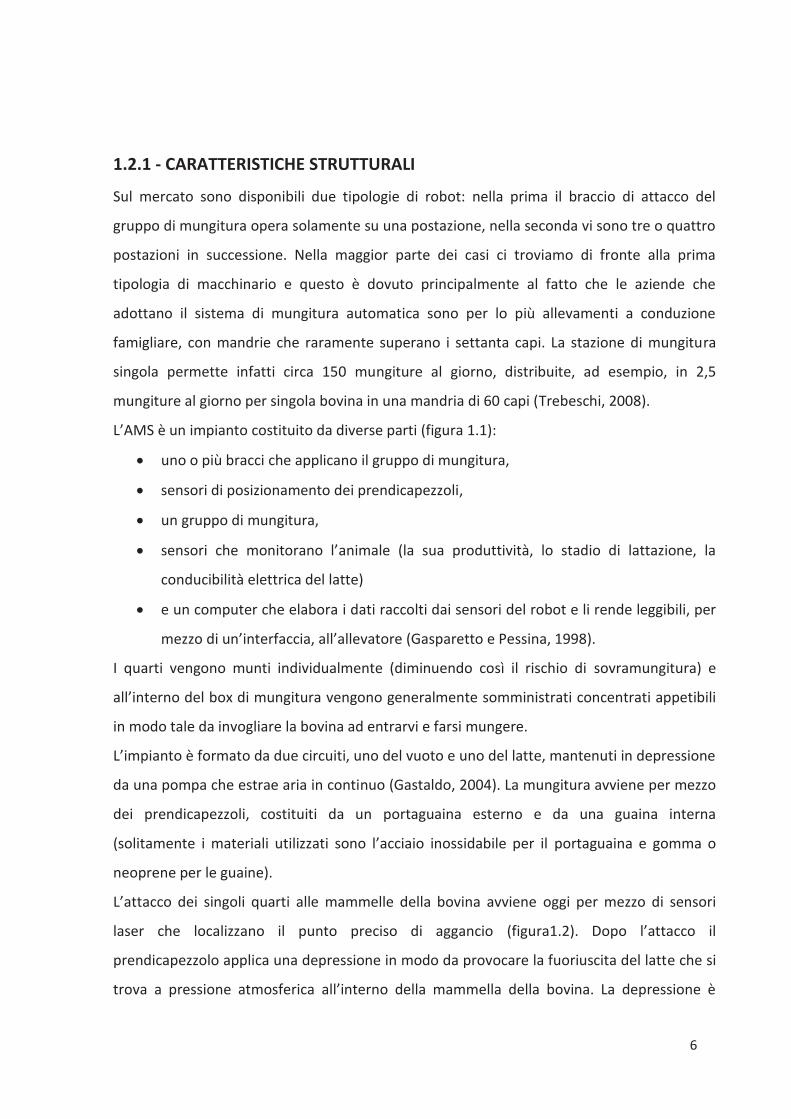
L’AMS è un impianto costituito da diverse parti (figura 1.1):
· uno o più bracci che applicano il gruppo di mungitura,
· sensori di posizionamento dei prendicapezzoli,
· un gruppo di mungitura,
· sensori che monitorano l’animale (la sua produttività, lo stadio di lattazione, la
conducibilità elettrica del latte)
· e un computer che elabora i dati raccolti dai sensori del robot e li rende leggibili, per
mezzo di un’interfaccia, all’allevatore (Gasparetto e Pessina, 1998).
I quarti vengono munti individualmente (diminuendo così il rischio di sovramungitura) e
all’interno del box di mungitura vengono generalmente somministrati concentrati appetibili
in modo tale da invogliare la bovina ad entrarvi e farsi mungere.
L’impianto è formato da due circuiti, uno del vuoto e uno del latte, mantenuti in depressione
da una pompa che estrae aria in continuo (Gastaldo, 2004). La mungitura avviene per mezzo
dei prendicapezzoli, costituiti da un portaguaina esterno e da una guaina interna
(solitamente i materiali utilizzati sono l’acciaio inossidabile per il portaguaina e gomma o
neoprene per le guaine).
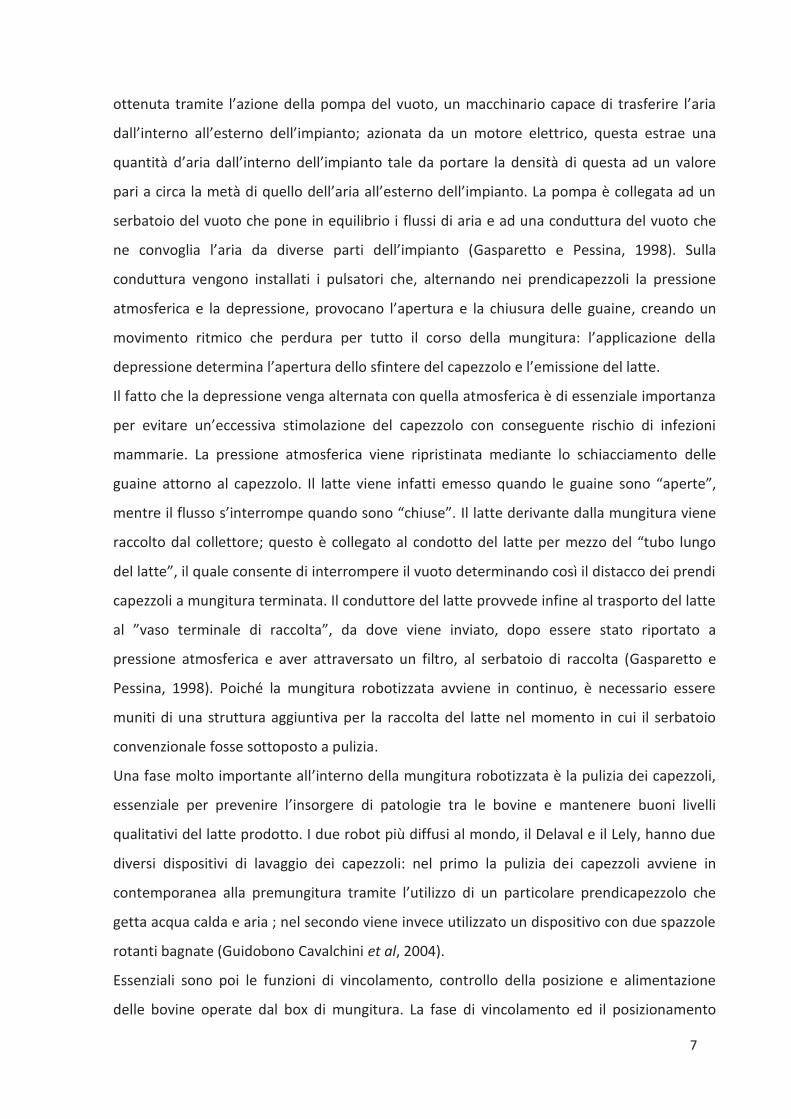
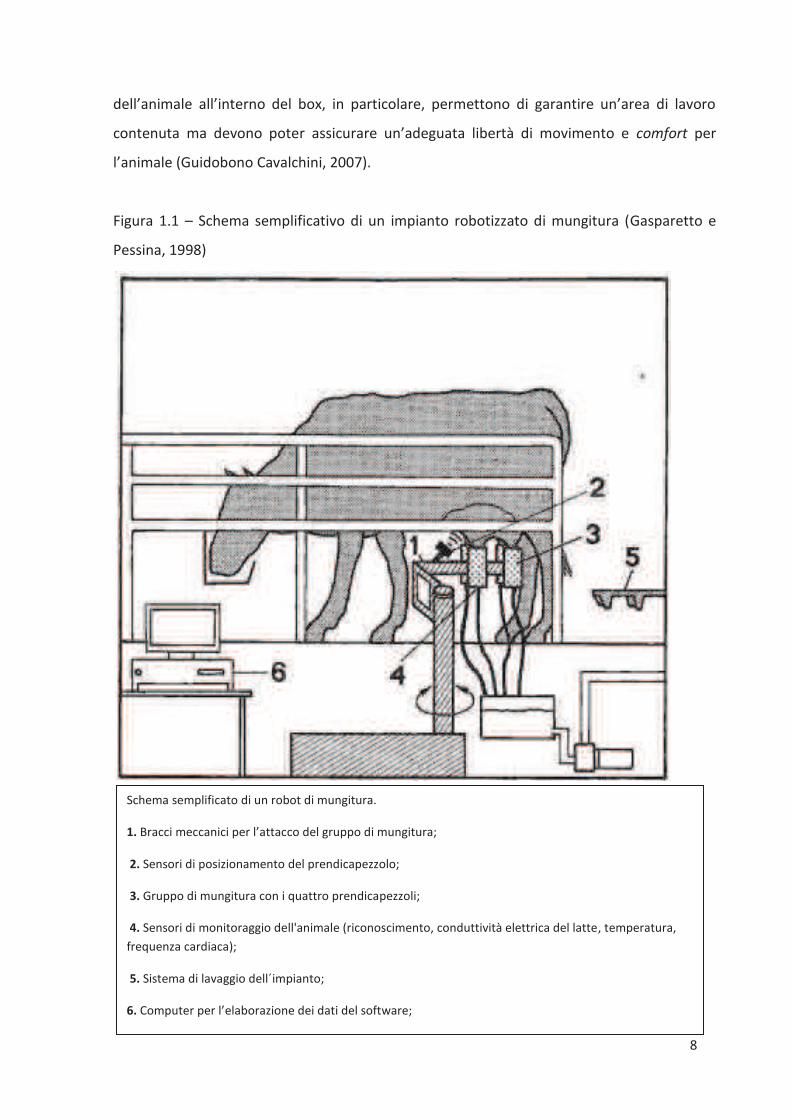
L’attacco dei singoli quarti alle mammelle della bovina avviene oggi per mezzo di sensori
laser che localizzano il punto preciso di aggancio (figura1.2). Dopo l’attacco il
prendicapezzolo applica una depressione in modo da provocare la fuoriuscita del latte che si
trova a pressione atmosferica all’interno della mammella della bovina. La depressione è
7
ottenuta tramite l’azione della pompa del vuoto, un macchinario capace di trasferire l’aria
dall’interno all’esterno dell’impianto; azionata da un motore elettrico, questa estrae una
quantità d’aria dall’interno dell’impianto tale da portare la densità di questa ad un valore
pari a circa la metà di quello dell’aria all’esterno dell’impianto. La pompa è collegata ad un
serbatoio del vuoto che pone in equilibrio i flussi di aria e ad una conduttura del vuoto che
ne convoglia l’aria da diverse parti dell’impianto (Gasparetto e Pessina, 1998). Sulla
conduttura vengono installati i pulsatori che, alternando nei prendicapezzoli la pressione
atmosferica e la depressione, provocano l’apertura e la chiusura delle guaine, creando un
movimento ritmico che perdura per tutto il corso della mungitura: l’applicazione della
depressione determina l’apertura dello sfintere del capezzolo e l’emissione del latte.
Il fatto che la depressione venga alternata con quella atmosferica è di essenziale importanza
per evitare un’eccessiva stimolazione del capezzolo con conseguente rischio di infezioni
mammarie. La pressione atmosferica viene ripristinata mediante lo schiacciamento delle
guaine attorno al capezzolo. Il latte viene infatti emesso quando le guaine sono “aperte”,
mentre il flusso s’interrompe quando sono “chiuse”. Il latte derivante dalla mungitura viene
raccolto dal collettore; questo è collegato al condotto del latte per mezzo del “tubo lungo
del latte”, il quale consente di interrompere il vuoto determinando così il distacco dei prendi
capezzoli a mungitura terminata. Il conduttore del latte provvede infine al trasporto del latte
al ”vaso terminale di raccolta”, da dove viene inviato, dopo essere stato riportato a
pressione atmosferica e aver attraversato un filtro, al serbatoio di raccolta (Gasparetto e
Pessina, 1998). Poiché la mungitura robotizzata avviene in continuo, è necessario essere
muniti di una struttura aggiuntiva per la raccolta del latte nel momento in cui il serbatoio
convenzionale fosse sottoposto a pulizia.
Una fase molto importante all’interno della mungitura robotizzata è la pulizia dei capezzoli,
essenziale per prevenire l’insorgere di patologie tra le bovine e mantenere buoni livelli
qualitativi del latte prodotto. I due robot più diffusi al mondo, il Delaval e il Lely, hanno due
diversi dispositivi di lavaggio dei capezzoli: nel primo la pulizia dei capezzoli avviene in
contemporanea alla premungitura tramite l’utilizzo di un particolare prendicapezzolo che
getta acqua calda e aria ; nel secondo viene invece utilizzato un dispositivo con due spazzole
rotanti bagnate (Guidobono Cavalchini et al, 2004).
Essenziali sono poi le funzioni di vincolamento, controllo della posizione e alimentazione
delle bovine operate dal box di mungitura. La fase di vincolamento ed il posizionamento
8
dell’animale all’interno del box, in particolare, permettono di garantire un’area di lavoro
contenuta ma devono poter assicurare un’adeguata libertà di movimento e comfort per
l’animale (Guidobono Cavalchini, 2007).
Figura 1.1 – Schema semplificativo di un impianto robotizzato di mungitura (Gasparetto e
Pessina, 1998)
Schema semplificato di un robot di mungitura.
1. Bracci meccanici per l’attacco del gruppo di mungitura;
2. Sensori di posizionamento del prendicapezzolo;
3. Gruppo di mungitura con i quattro prendicapezzoli;
4. Sensori di monitoraggio dell'animale (riconoscimento, conduttività elettrica del latte, temperatura,
frequenza cardiaca);
5. Sistema di lavaggio dell´impianto;
6. Computer per l’elaborazione dei dati del software;
9
1.2.2 - IL SOFTWARE GESTIONALE
Una parte importantissima del sistema automatico di mungitura è il software gestionale che
permette all’allevatore di avere numerose informazioni sullo stato delle bovine: una ricerca
condotta dal Dipartimento di Scienze e Tecnologie Veterinarie per la Sicurezza Alimentare
dell’Università di Milano, (Guidobono Cavalchini et al., 2004) ha avuto come scopo lo studio
dei software di gestione dei due sistemi di mungitura maggiormente utilizzati nel mondo: il
Lely e il DeLaval.
La decisione di attuare uno studio mirato sulla gestione informatica del sistema di mungitura
automatica è stata presa proprio perché uno dei problemi maggiormente riscontrati dagli
allevatori era legato all’utilizzo del software e alla “scarsa intesa” tra allevatore e computer.
Oltre a problemi di tipo tecnico, le aziende si trovavano di fronte ad una serie di nuovi
indicatori, quali la conducibilità elettrica o la mungitura per quarti, mentre veniva a mancare
quello che da sempre era considerato fondamentale per la raccolta delle informazioni sulle
bovine, ovvero l’osservazione diretta da parte dell’allevatore-mungitore. È stato ritenuto
perciò necessario determinare la chiarezza e l’affidabilità di questo strumento. Sono state
analizzate le strutture dell’interfaccia pc-utente ponendo maggior attenzione soprattutto ad
alcune funzioni, quali la gestione della mungitura, l’introduzione e la rimozione delle bovine
dal box di mungitura e la possibilità di creare grafici e modificare le impostazioni degli
Fig.1.2- Attacco dei prendicapezzoli
10
animali. Il software del robot “DeLaval” è costituito da quattro programmi principali,
caratterizzati da un’interfaccia di facile utilizzo:
· ALPRO Windows; è il programma principale che permette di visualizzare la produzione e la
situazione riproduttiva della singola bovina munta, rilevare i calori e impostare la
somministrazione di concentrati durante la mungitura; consente inoltre di creare delle
finestre relative ad animali che necessitano maggiore attenzione e di decidere l’intervallo di
tempo che deve passare tra una mungitura e la successiva, oltre a tutta una serie di altri
parametri inerenti la mungitura e il lavaggio dei capezzoli.
· VMS Status; definisce la mungitura giornaliera e il suo sviluppo per ogni capo munto:
eventuali ritardi, le mungiture incomplete...
· COW Monitor; visualizza i segnali di rischio riguardanti cambiamenti nella produzione e nella
conducibilità elettrica del latte di ogni bovina.
· VMS Config; software adoperato dai tecnici per le impostazioni del robot.
Il software del sistema automatico di mungitura “Lely” è costituito da un’interfaccia molto
semplice e immediato. Si compone di sette parti:
· Giornali; raccoglie i dati delle bovine: stato riproduttivo attuale, possibili calori, alimenti
somministrati, produzione di latte.
· Animale; comunica le informazioni relative al parto e alla genealogia delle bovine; crea un
riassunto di ogni gruppo di animali (numero di bovine in ogni gruppo, presenza di calori,
fecondazioni …) e dà l’opportunità di gestire la situazione riproduttiva del bestiame.
· Alimentazione; consente di stabilire la distribuzione di concentrati appetibili durante la
mungitura.
· Mungitura; sezione dedicata alla produzione. Fornisce una visione generale dello stato
produttivo della mandria e permette di impostare le modalità di attacco dei prendicapezzoli,
la frequenza delle mungiture e la destinazione del latte.
· Separare; rende possibile all’allevatore l’allontanamento di una bovina dal suo gruppo di
appartenenza (ciò avviene, ad esempio, in prossimità del parto).
· Salute; raccoglie tutti i dati riguardanti la salute degli animali, sia dal punto di vista fisiologico
(peso corporeo, attività, temperatura del latte) sia da un punto di vista più specifico relativo
ad esempio alla conducibilità elettrica del latte e al colore di questo (nell’eventualità di
un’insorgenza di eventi mastitici).
11
· Sistema; consente di gestire alcune impostazioni dell’AMS (ad esempio l’intervallo di tempo
che deve intercorrere tra l’elaborazione di una tabella riepilogativa e la successiva).
Durante la sperimentazione effettuata da Guidobono Cavalchini et al. (2004) gli allevatori
sono stati sottoposti ad un questionario, con l’obiettivo finale di comprendere quali sezioni
dei software fossero considerate fondamentali dagli allevatori stessi, per una gestione
adeguata della produzione e la maggiore o minore semplicità di utilizzo dei programmi. Tutti
i componenti del software del robot “Delaval” sono stati ritenuti necessari, mentre per il
“Lely” alcuni di questi non hanno riscontrato un carattere di indispensabilità.
Per quanto riguarda la facilità di comprensione ed utilizzo del software, per entrambe le
tipologie di AMS sono stati espressi giudizi positivi, nonostante venga sottolineato come gli
allevatori più anziani e quindi con meno esperienza in campo informatico apprendano
l’utilizzo del software con molta più difficoltà rispetto agli allevatori più giovani.
Nel complesso si riscontra comunque un buon livello di gradimento, soprattutto legato al
fatto che i software consentono di creare dei riepiloghi dei dati di maggior importanza, quali
lo stato produttivo e riproduttivo delle bovine e la somministrazione di alimenti.
1.2.3 - PERCHE’IL ROBOT ?
In molte aziende il sistema automatico di mungitura ha sostituito la mungitura
convenzionale provocando l’abbandono della sala di mungitura tradizionale.
È stato riscontrato come il sistema automatico di mungitura sia stato adottato per la quasi
totalità dei casi da allevamenti a conduzione famigliare, nelle quali spesso il proprietario
munge in prima persona, mentre nelle grandi aziende zootecniche, poiché fornite di
personale salariato, l’AMS non ha avuto una forte presa perché le motivazioni sociali sono
minori (Zucchi et al., 2004).
Molteplici sono le motivazioni che spingono gli allevatori ad orientare la propria scelta verso
questa tecnologia:
· Riduzione del carico di lavoro: l’utilizzo del robot diminuisce notevolmente il tempo che
dapprima veniva impiegato nelle fasi di mungitura nonché di osservazione delle bovine.
· Miglioramento delle condizioni di vita: l’uomo è svincolato dalle fatiche che comporta la
mungitura tradizionale sia dal punto di vista fisico che sociale; durante la permanenza in sala
12
di mungitura, infatti, il mungitore è esposto alle basse temperature e a rumori di intensità
elevata, nonché a situazioni posturali disagevoli. Va inoltre sottolineato che le due
mungiture giornaliere avvengono a circa dodici ore di distanza, il che comporta uno
svolgimento del lavoro in orari definiti “asociali” (Amodeo, 2004).
· Possibilità di un accrescimento della redditività dell’azienda: nonostante l’acquisto e la
messa in opera di un sistema di mungitura robotizzata costituiscano un investimento
abbastanza cospicuo, l’allevatore percepisce la riduzione del lavoro come una possibilità di
dedicare il tempo guadagnato in una migliore gestione dell’azienda.
· Aspettativa di una crescita di produzione: uno dei maggiori vantaggi del robot deriva dal
fatto che il numero di mungiture aumenta da due al giorno ad una media di 2,5 al giorno
(Pirlo et al., 2004).
· Incremento del benessere animale: nel momento in cui cessa di esistere la sala di mungitura
e viene installato un impianto robotizzato, le bovine sono meno condizionate dalla presenza
dell’allevatore e pertanto sono libere di adottare dei ritmi di mungitura sulla base delle loro
caratteristiche fisiologiche (Manfroni, 2004).
1.2.4 - ASPETTI ECONOMICI
Per meglio comprendere e verificare i vantaggi e gli svantaggi relativi all’adozione del
sistema automatico di mungitura, sono stati attuati numerosi studi, che elencheremo
successivamente, che hanno messo a confronto i due tipi di impianto: la sala di mungitura
tradizionale e l’impianto robotizzato.
Queste sperimentazioni vertono sui più importanti parametri che vengono valutati nel corso
della vita produttiva ed economica di un’azienda: gli impatti sociali ed economici e la qualità
del latte.
Per quanto riguarda l’aspetto relativo ai costi di produzione, prenderemo in esame uno
studio attuato all’interno del progetto “ROBOT DI MUNGITURA”, avviato e finanziato nel
2000 dalla regione Lombardia (Amodeo, 2004). All’interno di questa sperimentazione sono
state valutate le differenze di costo esistenti tra le due tipologie di mungitura in 7 aziende
(prima e dopo l’adozione del robot); è stato stimato un costo d’acquisto del macchinario
automatizzato intorno ai 240.000 € per ogni azienda (costo maggiore rispetto all’acquisto di
13
una sala di mungitura); sono stati poi analizzati i costi di produzione prima e dopo
l’installazione dell’AMS osservando in tutte le aziende esaminate un incremento medio di
1,4 €/100 L di latte. Estendendo questo dato alla produzione annua, è stato osservato come
il costo totale di produzione subisca un aumento medio del 4,7% passando dalla mungitura
convenzionale all’AMS. Si riscontra però una diminuzione dei costi di manodopera poiché
quasi tutte le aziende hanno eliminato mediamente 1 Unità Lavorativa (UL).
Nel complesso l’incremento dei costi di produzione può essere tuttavia equilibrato soltanto
in parte dall’eliminazione di una UL. Per poter ottenere miglioramenti reali e generali anche
dal punto di vista economico (e non solo sociale) legati all’introduzione del robot, sarà allora
essenziale attuare al meglio la gestione della produttività dell’azienda, cercando di sfruttare
al massimo l’utilizzo del box di mungitura da parte del bestiame. In conclusione, si evidenzia
come l’aumento dei costi di ammortamento del robot, che è maggiore rispetto a quello di
una sala tradizionale, venga mitigato solo in minima parte dalla riduzione del costo della
manodopera derivante dall’eliminazione di una UL; si deduce perciò che l’adozione dell’AMS
non era ancora conveniente dal punto di vista economico, a meno che non si converta in
denaro il miglioramento delle condizioni di vita degli allevatori.
Un secondo studio relativo alle questioni economiche inerenti ai sistemi automatici di
mungitura è stato attuato nel 2003 dagli studiosi olandesi Bijl et al. delle Università di
Wageningen e di Utrecht. Lo scopo della sperimentazione era quello di analizzare la
redditività nelle aziende aventi un AMS e compararla con quella di aziende provviste di un
sistema di mungitura convenzionale. Sono state esaminate 62 aziende, 31 con un AMS (27
dei quali della Delaval) e 31 con un CMS (conventional milking system), abbinando ogni
azienda che aveva adottato un AMS con una che nello stesso anno aveva acquistato una
nuova sala di mungitura. I parametri osservati hanno riguardato soprattutto i costi di
produzione e sono stati utilizzati anche i dati relativi ai costi energetici (gas,elettricità). Nelle
aziende con l’AMS è stata rilevata una percentuale del 29% di lavoro in meno rispetto alle
aziende convenzionali. Questa diminuzione non è stata però accompagnata da una
differenza nel costo della manodopera esterna tra le due tipologie di azienda. Ciò significa
che la riduzione di lavoro è riferita soltanto alla componente famigliare dell’azienda. In ogni
caso, poiché gli allevamenti con il sistema automatico di mungitura hanno minor necessità di
manodopera, sono considerati più efficienti.
14
Il costo d’acquisto di un robot di mungitura è stato valutato all’epoca 177.419 €,
ammortizzato in rate annue da 20.847 €. Quello di un sistema convenzionale di mungitura è
stato valutato 78.210 €, circa 7.006 € l’anno, cioè 13.841€ annui in meno rispetto al robot.
Gli autori asseriscono comunque che non esistono stime affidabili riguardanti la durata
economica dell’AMS confrontata con quella del CMS e pertanto un reale calcolo delle rate di
ammortamento non è plausibile; in moltissimi studi (Cooper e Parsons, 1999; Hyde e Angel,
2002), la durata dei robot è considerata più corta dei quella del CMS e quindi la quota di
ammortamento stimata è maggiore; vista l’alta tecnologia del robot, s’ipotizza comunque
una durata economica minore, anche se questa potrebbe essere compensata da una
sostituzione parziale di alcune parti del macchinario, rendendo minori i costi di
manutenzione rispetto a quelli di una sala di mungitura. Se invece la durata della vita
economica dei due macchinari fosse la stessa, la differenza di costo d’ammortamento annuo
sarebbe di 8.518 € anziché 13.841 €.
È tuttavia evidente che il sistema automatico di mungitura comporta un impegno economico
maggiore: anche i costi di interesse sono più elevati se comparati con quelli del sistema di
mungitura convenzionale. Questa differenza potrebbe essere bilanciata monetizzando la
quantità di lavoro diventata disponibile dopo l’installazione del robot.
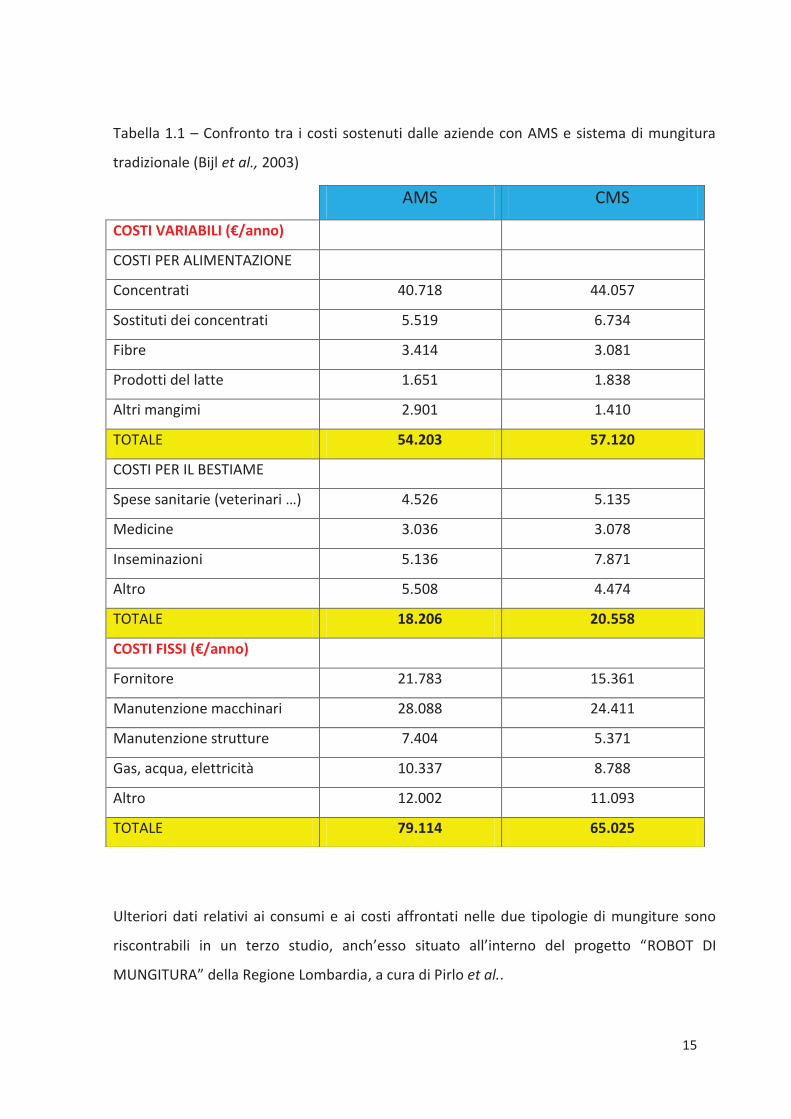
I risultati di tale studio (Bijl et al., 2003) mostrano che le aziende che hanno adottato un
sistema automatico di mungitura riducono la necessità di manodopera del 29%, hanno
minori costi variabili ma maggiori costi fissi. La tabella 1.1, che si riferisce alle medie
dell’anno 2003, evidenzia alcuni dei costi sostenuti dalle aziende messi a confronto.
I costi per l’acquisto dei mangimi e la gestione del bestiame sono maggiori nella mungitura
convenzionale, mentre i costi energetici e di gestione del macchinario sono più rilevanti nelle
aziende dotate di robot.
15
Tabella 1.1 – Confronto tra i costi sostenuti dalle aziende con AMS e sistema di mungitura
tradizionale (Bijl et al., 2003)
Ulteriori dati relativi ai consumi e ai costi affrontati nelle due tipologie di mungiture sono
riscontrabili in un terzo studio, anch’esso situato all’interno del progetto “ROBOT DI
MUNGITURA” della Regione Lombardia, a cura di Pirlo et al..
AMS CMS
COSTI VARIABILI (€/anno)
COSTI PER ALIMENTAZIONE
Concentrati 40.718 44.057
Sostituti dei concentrati 5.519 6.734
Fibre 3.414 3.081
Prodotti del latte 1.651 1.838
Altri mangimi 2.901 1.410
TOTALE 54.203 57.120
COSTI PER IL BESTIAME
Spese sanitarie (veterinari …) 4.526 5.135
Medicine 3.036 3.078
Inseminazioni 5.136 7.871
Altro 5.508 4.474
TOTALE 18.206 20.558
COSTI FISSI (€/anno)
Fornitore 21.783 15.361
Manutenzione macchinari 28.088 24.411
Manutenzione strutture 7.404 5.371
Gas, acqua, elettricità 10.337 8.788
Altro 12.002 11.093
TOTALE 79.114 65.025
16
La sperimentazione è stata attuata presso l’azienda Porcellasco dell’ISZ, e la stalla è stata
divisa in due parti simmetriche, una con una stazione automatizzata di mungitura e l’altra
con la sala tradizionale. È stata considerata una mandria di 60 bovine, munte con entrambi i
sistemi.
Dalle analisi attuate si può arrivare a verificare le differenza nei costi di esercizio tra le due
tecnologie:
· Consumi idrici: nell’impianto tradizionale (in questo caso a spina di pesce) l’acqua è
necessaria per la pulizia delle mammelle e delle attrezzature e per il risciacquo dei
prendicapezzoli al termine della mungitura, più due lavaggi giornalieri dell’impianto. Tuttavia
la maggior parte dell’acqua viene utilizzata per il lavaggio delle superfici della sala di
mungitura e di attesa. L ’uso del robot permette di diminuire l’utilizzo dell’acqua in quanto
risulta minore la superficie di pavimento che necessita di lavaggi. È invece maggiore il
consumo di acqua calda poiché, aumentando il numero delle mungiture, cresce di
conseguenza il numero dei lavaggi della struttura. È proprio la temperatura di lavaggio uno
dei fattori maggiormente critici del robot: l’acqua dovrebbe raggiungere temperature di circa
80° per poter garantire lavaggi sicuri.
· Consumi elettrici: l’impianto convenzionale è progettato in modo da mungere, trasportare e
raffreddare grosse quantità di latte due volte al giorno; ciò comporta la necessità di un
macchinario con una potenza elevata. Il robot di mungitura ha una potenza notevolmente
inferiore rispetto all’impianto convenzionale, ma non bisogna dimenticare che possiede un
numero maggiore di costituenti elettroniche ed è in funzione 24 ore su 24 e pertanto
comporta un consumo di energia elettrica maggiore.
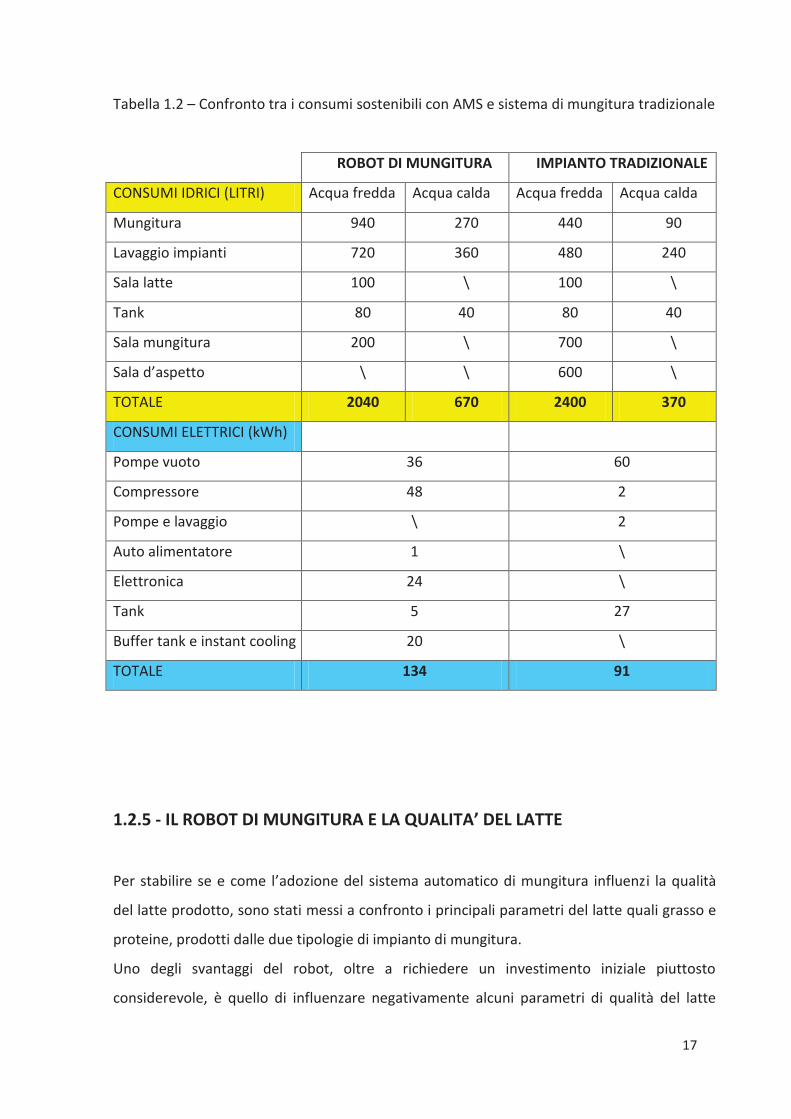
I dati numerici dello studio analizzato sono riportati nella tabella 1.2:
17
Tabella 1.2 – Confronto tra i consumi sostenibili con AMS e sistema di mungitura tradizionale
ROBOT DI MUNGITURA IMPIANTO TRADIZIONALE
CONSUMI IDRICI (LITRI) Acqua fredda Acqua calda Acqua fredda Acqua calda
Mungitura 940 270 440 90
Lavaggio impianti 720 360 480 240
Sala latte 100 \ 100 \
Tank 80 40 80 40
Sala mungitura 200 \ 700 \
Sala d’aspetto \ \ 600 \
TOTALE 2040 670 2400 370
CONSUMI ELETTRICI (kWh)
Pompe vuoto 36 60
Compressore 48 2
Pompe e lavaggio \ 2
Auto alimentatore 1 \
Elettronica 24 \
Tank 5 27
Buffer tank e instant cooling 20 \
TOTALE 134 91
1.2.5 - IL ROBOT DI MUNGITURA E LA QUALITA’ DEL LATTE
Per stabilire se e come l’adozione del sistema automatico di mungitura influenzi la qualità
del latte prodotto, sono stati messi a confronto i principali parametri del latte quali grasso e
proteine, prodotti dalle due tipologie di impianto di mungitura.
Uno degli svantaggi del robot, oltre a richiedere un investimento iniziale piuttosto
considerevole, è quello di influenzare negativamente alcuni parametri di qualità del latte
18
quali la carica batterica, gli acidi grassi liberi, il punto di congelamento e le proteine (Klungel
et al., 2000).
Il Decreto del Presidente della Repubblica n° 54 del 14 Gennaio 1997 stabilisce le
caratteristiche qualitative del latte bovino per la commercializzazione: una media di cellule
somatiche minore di 400.000/ml di latte, una carica batterica inferiore a 100.000 germi/ml di
latte ed un punto crioscopico minore o uguale a -0,520°C (Quaranta e Sottili,2005).
Un confronto tra la produzione e la qualità del latte munto con un sistema tradizionale e con
un robot di mungitura è stato proposto da Pirlo et al. (2004), in uno studio effettuato in
un’azienda sperimentale in cui la stalla è stata divisa in due parti, ognuna delle quali con un
sistema di mungitura diverso (circa 39 animali per parte).
È stata riscontrata una quantità media di latte prodotto superiore nelle bovine che
utilizzavano il sistema di mungitura robotizzata rispetto a quelle munte tradizionalmente, ma
soltanto nella fase iniziale di lattazione, cioè nei primi 100 giorni; nelle fasi successive, la
produzione dei due gruppi ha assunto valori molto simili.
Gli studiosi hanno osservato anche una differenza nella produzione tra le due diverse
tipologie di mungitura relativamente alle classi di parto: tra le primipare e le pluripare munte
nella sala tradizionale non vi è una evidente differenza di produzione, mentre le pluripare
munte con il robot hanno una produzione più elevata (circa 3 kg in più) sia rispetto alle
primipare del medesimo gruppo (munte cioè con il robot) sia rispetto alle pluripare munte
con il sistema tradizionale.
Da tale osservazione si può dunque ipotizzare come l’impiego del sistema automatico di
mungitura sia reso vantaggioso soprattutto se ad utilizzarlo sono le pluripare, anche se le
primipare che non hanno avuto modo di essere munte con un sistema tradizionale si
potrebbero adattare meglio al sistema automatizzato di mungitura.
Per quanto riguarda l’analisi della qualità del latte, sono stati effettuati 5 cicli di
campionamento, con l’avvertenza che nel caso dell’AMS il prelievo del latte avviene in
continuo, mentre per la mungitura convenzionale si prelevano i campioni di latte delle due
mungiture giornaliere.
19
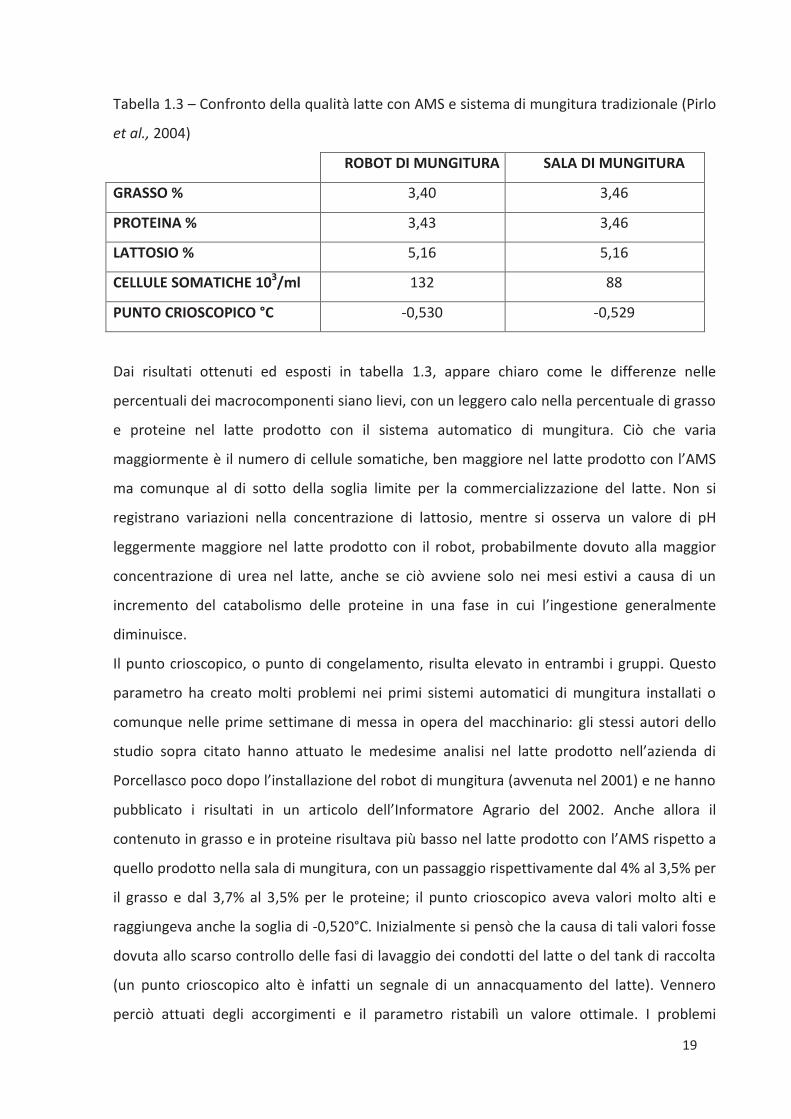
Tabella 1.3 – Confronto della qualità latte con AMS e sistema di mungitura tradizionale (Pirlo
et al., 2004)
ROBOT DI MUNGITURA SALA DI MUNGITURA
GRASSO % 3,40 3,46
PROTEINA % 3,43 3,46
LATTOSIO % 5,16 5,16
CELLULE SOMATICHE 103/ml 132 88
PUNTO CRIOSCOPICO °C -0,530 -0,529
Dai risultati ottenuti ed esposti in tabella 1.3, appare chiaro come le differenze nelle
percentuali dei macrocomponenti siano lievi, con un leggero calo nella percentuale di grasso
e proteine nel latte prodotto con il sistema automatico di mungitura. Ciò che varia
maggiormente è il numero di cellule somatiche, ben maggiore nel latte prodotto con l’AMS
ma comunque al di sotto della soglia limite per la commercializzazione del latte. Non si
registrano variazioni nella concentrazione di lattosio, mentre si osserva un valore di pH
leggermente maggiore nel latte prodotto con il robot, probabilmente dovuto alla maggior
concentrazione di urea nel latte, anche se ciò avviene solo nei mesi estivi a causa di un
incremento del catabolismo delle proteine in una fase in cui l’ingestione generalmente
diminuisce.
Il punto crioscopico, o punto di congelamento, risulta elevato in entrambi i gruppi. Questo
parametro ha creato molti problemi nei primi sistemi automatici di mungitura installati o
comunque nelle prime settimane di messa in opera del macchinario: gli stessi autori dello
studio sopra citato hanno attuato le medesime analisi nel latte prodotto nell’azienda di
Porcellasco poco dopo l’installazione del robot di mungitura (avvenuta nel 2001) e ne hanno
pubblicato i risultati in un articolo dell’Informatore Agrario del 2002. Anche allora il
contenuto in grasso e in proteine risultava più basso nel latte prodotto con l’AMS rispetto a
quello prodotto nella sala di mungitura, con un passaggio rispettivamente dal 4% al 3,5% per
il grasso e dal 3,7% al 3,5% per le proteine; il punto crioscopico aveva valori molto alti e
raggiungeva anche la soglia di -0,520°C. Inizialmente si pensò che la causa di tali valori fosse
dovuta allo scarso controllo delle fasi di lavaggio dei condotti del latte o del tank di raccolta
(un punto crioscopico alto è infatti un segnale di un annacquamento del latte). Vennero
perciò attuati degli accorgimenti e il parametro ristabilì un valore ottimale. I problemi
20
riguardanti il punto crioscopico derivano perciò da complicazioni a livello d’impiantistica del
macchinario.
1.2.6 - IL COW TRAFFIC
L’introduzione del sistema automatico di mungitura ha permesso alle bovine di seguire le
proprie esigenze fisiologiche nel farsi mungere, senza dover sottostare ad orari prestabiliti.
Per far sì che l’animale sfrutti al meglio il box di mungitura, sono state messe a punto diverse
forme di organizzazione del traffico animale all’interno della stalla.
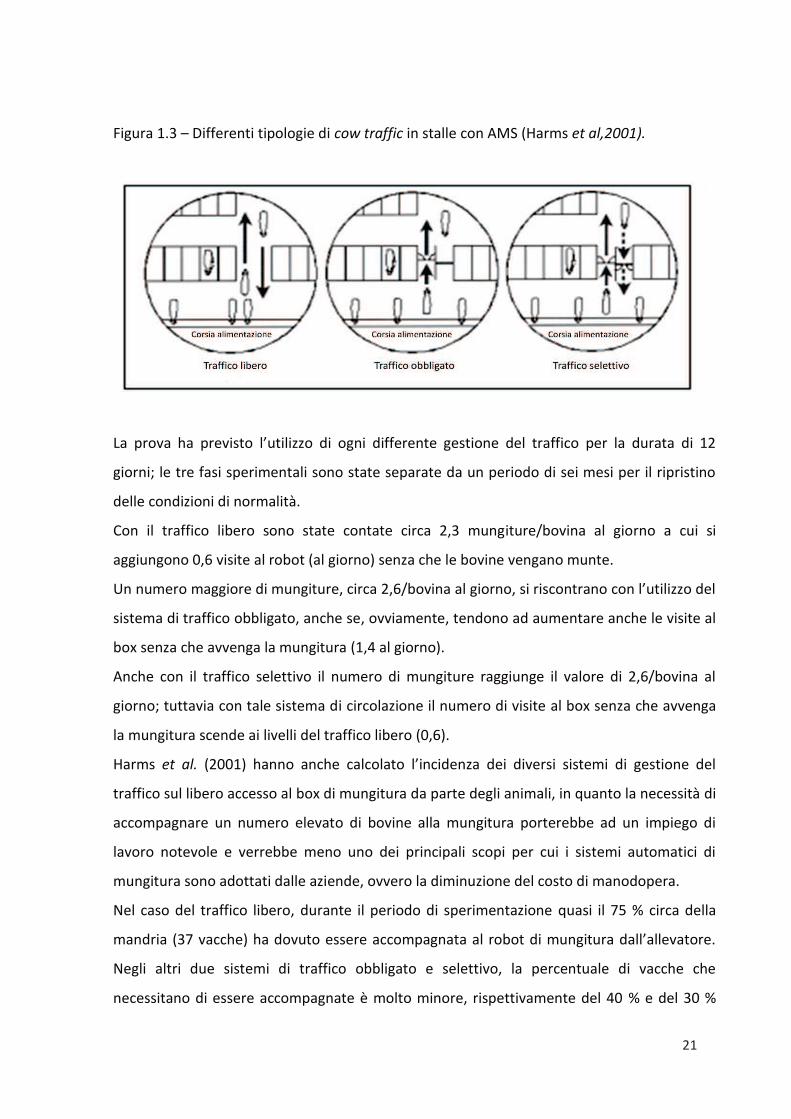
Nel 2001 Harms et al. hanno indagato in una mandria di 50 vacche le differenze di
comportamento delle bovine in mungitura, in relazione a diverse tipologie di traffico animale
all’interno della stalla. Tre differenti tipologie di traffico sono state utilizzate per la
sperimentazione (figura 1.3):
· Traffico libero: le bovine accedono senza alcuna restrizione al box di mungitura e alla
corsia di alimentazione.
· Traffico obbligato: le bovine possono accedere alla corsia di mungitura soltanto
attraverso il box di mungitura; è la metodologia applicata maggiormente negli
allevamenti.
· Traffico selettivo: l’accesso alla corsia di alimentazione avviene sia attraverso il box di
mungitura sia attraverso l’area di riposo, per mezzo di cancelli selettivi che vengono
controllati dal software dell’AMS in modo tale che le bovine non possano accedere
alla mangiatoia nel momento in cui sia trascorso il tempo necessario per la mungitura
successiva e siano pertanto obbligate ad accedervi tramite l’ingresso nel robot.
21
Figura 1.3 – Differenti tipologie di cow traffic in stalle con AMS (Harms et al,2001).
La prova ha previsto l’utilizzo di ogni differente gestione del traffico per la durata di 12
giorni; le tre fasi sperimentali sono state separate da un periodo di sei mesi per il ripristino
delle condizioni di normalità.
Con il traffico libero sono state contate circa 2,3 mungiture/bovina al giorno a cui si
aggiungono 0,6 visite al robot (al giorno) senza che le bovine vengano munte.
Un numero maggiore di mungiture, circa 2,6/bovina al giorno, si riscontrano con l’utilizzo del
sistema di traffico obbligato, anche se, ovviamente, tendono ad aumentare anche le visite al
box senza che avvenga la mungitura (1,4 al giorno).
Anche con il traffico selettivo il numero di mungiture raggiunge il valore di 2,6/bovina al
giorno; tuttavia con tale sistema di circolazione il numero di visite al box senza che avvenga
la mungitura scende ai livelli del traffico libero (0,6).
Harms et al. (2001) hanno anche calcolato l’incidenza dei diversi sistemi di gestione del
traffico sul libero accesso al box di mungitura da parte degli animali, in quanto la necessità di
accompagnare un numero elevato di bovine alla mungitura porterebbe ad un impiego di
lavoro notevole e verrebbe meno uno dei principali scopi per cui i sistemi automatici di
mungitura sono adottati dalle aziende, ovvero la diminuzione del costo di manodopera.
Nel caso del traffico libero, durante il periodo di sperimentazione quasi il 75 % circa della
mandria (37 vacche) ha dovuto essere accompagnata al robot di mungitura dall’allevatore.
Negli altri due sistemi di traffico obbligato e selettivo, la percentuale di vacche che
necessitano di essere accompagnate è molto minore, rispettivamente del 40 % e del 30 %
22
circa e si riferisce inoltre ad un gruppo ristretto della mandria (sono cinque le bovine più
problematiche).
È quindi evidente che, rispetto ad un sistema controllato, una libera circolazione all’interno
della stalla implichi una maggior difficoltà per le bovine di visitare volontariamente e nei
giusti tempi il box di mungitura.
Harms et al. (2001) hanno inoltre analizzato come i diversi sistemi di gestione del traffico
influenzassero gli intervalli di tempo che intercorrono tra una mungitura e l’altra. Nel primo
sistema di traffico attuato, quello libero, il 12,7 % delle bovine sono state munte ad intervalli
superiori alle 16 ore, percentuale molto elevata se comparata a quelle relative ai successivi
sistemi di traffico adottati nella sperimentazione, nei quali questa scende a valori di 2,9 %
per il traffico obbligato e 2,6 % per quello selettivo.
Considerando come ottimale un intervallo tra le mungiture di circa 6 – 11 ore, nel quale
dovrebbero attuarsi la maggior parte delle mungiture per assicurare una buona produzione,
è chiaro che solo l’adozione di sistemi di traffico forzato permetta di soddisfarlo e di gestire
così al meglio l’utilizzo di un sistema automatico di mungitura.
In conclusione, i risultati evidenziano che il traffico selettivo è quello più vantaggioso sia per
quanto riguarda la frequenza di mungitura sia per il numero di vacche accompagnate al box.
Un ulteriore studio riguardo ai diversi sistemi di traffico animale all’interno delle aziende che
utilizzano l’AMS è stato attuato nel 2002 da Hermans et al., che hanno utilizzato un’azienda
sperimentale dell’università di Wageningen per confrontare due diversi metodi di gestione
del traffico animale nella stalla: il primo è un percorso forzato in cui l’accesso alla corsia di
alimentazione può avvenire soltanto attraverso il passaggio nel box di mungitura; il secondo
è un percorso che chiameremo semi-forzato (dall’inglese semi-forced) nel quale le bovine
hanno libero accesso ad un’area di alimentazione in cui viene somministrato del foraggio,
ma possono accedere ai concentrati solo passando attraverso il robot.
In entrambe le situazioni, il robot di mungitura era accessibile in ogni momento salvo
durante i lavaggi dell’impianto programmati alle 07:30, alle 15:00 e alle 22.00, e l’intervallo
minimo tra una mungitura e l’altra è stata di 6 ore.
Le vacche che non sono state munte dopo 12 ore dalla mungitura precedente vengono
accompagnate al robot dal personale dell’azienda.
23
Dopo una prima mungitura fallita, le vacche vengono indirizzate nuovamente alla sala di
mungitura; se la mungitura fallisce una seconda volta, vengono inviate alla corsia di
alimentazione.
La sperimentazione è durata tre mesi (Gennaio – Marzo 2001) e sono state utilizzate 63
bovine per il primo sistema e 67 bovine per il secondo. Per ogni gruppo di bovine sono state
poi selezionate 8 vacche a bassa frequenza di mungitura, cioè con circa 3 visite al giorno al
robot e 7 ad alta frequenza, con circa 7 visite giornaliere al box di mungitura e sono state
studiate come due sottogruppi.
Lo scopo della ricerca era quello di capire quale delle due situazioni fosse migliore dal punto
di vista del benessere e della produzione.
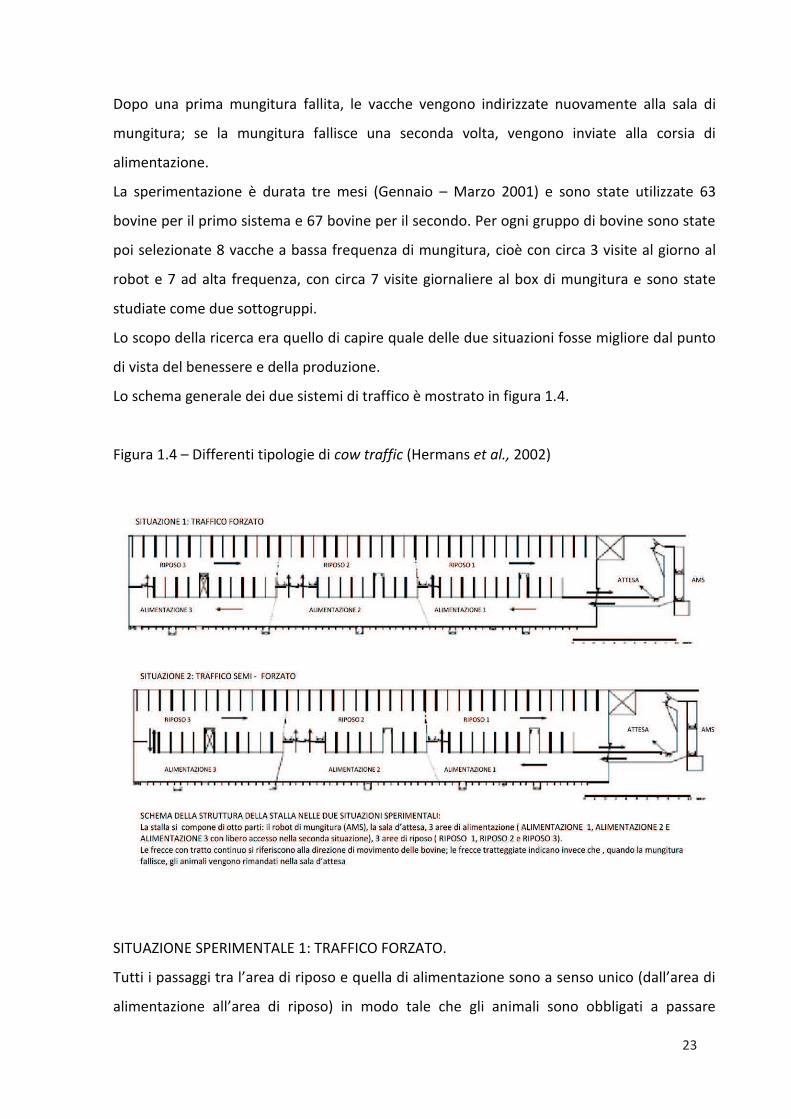
Lo schema generale dei due sistemi di traffico è mostrato in figura 1.4.
Figura 1.4 – Differenti tipologie di cow traffic (Hermans et al., 2002)
SITUAZIONE SPERIMENTALE 1: TRAFFICO FORZATO.
Tutti i passaggi tra l’area di riposo e quella di alimentazione sono a senso unico (dall’area di
alimentazione all’area di riposo) in modo tale che gli animali sono obbligati a passare
24
attraverso la sala d’attesa e il box di mungitura ogni qual volta vogliono recarsi in corsia di
alimentazione. Questa tipologia di traffico è durata tre settimane, di cui le prime due per
permettere alle bovine di abituarsi e l’ultima in cui sono state effettuate le osservazioni.
SITUAZIONE SPERIMENTALE 2: TRAFFICO SEMIFORZATO.
La parte di corsia di alimentazione più lontana dal robot di mungitura è stata separata dalla
restante in modo tale da renderla accessibile solo dall’area di riposo. In questo modo le
bovine sono libere di accedervi senza l’obbligo di ingresso nella sala d’attesa e nel robot. In
questa parte di corsia di alimentazione non sono stati posti alimentatori di concentrati e le
bovine possono mangiare unicamente del foraggio. Per poter assumere concentrati sarà
necessario il passaggio attraverso il box di mungitura.
Anche in questo caso il traffico semi – forzato è durato 3 settimane (due per la
familiarizzazione e una per le osservazioni).
La separazione dei due sottogruppi, quello ad alta frequenza di mungitura (A.freq) e quello a
bassa frequenza di mungitura (B.freq) è avvenuta nella prima settimana di sperimentazione
per entrambe le situazioni. Per poter facilmente identificare le bovine selezionate all’interno
della mandria sono stati utilizzati dei collari bianchi.
Per la raccolta dei dati è stato utilizzato il software del robot di mungitura. Le informazioni
relative alla produzione sono state impiegate per determinare la razione giornaliera di
concentrati (maggiore nelle bovine ad alta produttività), quelle riguardanti il numero di visite
e la loro tipologia (mungitura completa, non mungitura o mungitura fallita) per assicurare
che venissero contate esclusivamente le mungiture volontarie all’interno della
sperimentazione.
L’osservazione del comportamento è stata facilitata dalla separazione della stalla in otto
aree: il box di mungitura, la sala d’attesa, tre aree di alimentazione e tre aree di riposo. La
divisione delle corsie di alimentazione e di riposo in tre parti da un’indicazione della distanza
dal robot: le zone contrassegnate dal numero “1” sono quelle più vicine al box e quelle
contrassegnate dal numero “3” sono quelle più lontane. Ogni dieci minuti è stato registrato il
numero (percentuale) di bovine all’interno di ogni area della stalla e la loro attività: le vacche
che si alimentano, che riposano, che stanno in piedi sul pavimento o in cuccetta; i dati delle
vacche appartenenti ai due sottogruppi (A.freq e B.freq) sono stati annotati separatamente.

25
Dai risultati ottenuti è possibile notare come nella situazione 2, cioè di traffico semi-forzato,
la mandria ha assunto una quantità maggiore di alimento ed ha trascorso meno tempo in
piedi in cuccetta rispetto alla prima situazione. Non ci sono invece differenze tra le due
forme di traffico per quanto riguarda il tempo di decubito in cuccetta o di sosta in piedi sul
pavimento.
Maggiori sono invece le variazioni tra i due sottogruppi: l’utilizzo delle cuccette in postura
eretta da parte delle bovine a bassa frequenza di mungitura è superiore a quello delle bovine
ad alta frequenza in entrambe le tipologie di traffico; nella situazione di traffico semi-forzato,
però, le bovine a B.freq sono rimaste meno tempo nelle cuccette rispetto alla situazione di
percorso forzato.
Relativamente alla sosta in piedi sul pavimento, durante il percorso forzato le bovine B.freq
hanno sostato meno rispetto alle bovine A.freq, mentre nel traffico semi-forzato non ci sono
state differenze significative tra i due sottogruppi.
L’utilizzo delle differenti aree della stalla è stato molto diverso nelle due situazioni: durante il
traffico semi-forzato la mandria ha trascorso più tempo nell’area di alimentazione 3, meno
tempo nell’area di riposo 1 e meno nella sala d’attesa rispetto al periodo di traffico forzato.
Anche nei due sottogruppi ci sono state delle variazioni: le bovine B.freq sono restate più
tempo nei pressi del box di mungitura nella situazione di traffico semi-forzato rispetto al
percorso forzato e alle bovine A.freq, che sono invece rimaste nelle zone più lontane della
stalla. Le bovine A.freq hanno sostato meno tempo nel box di mungitura durante il traffico
semi-forzato.
Per quanto riguarda l’utilizzo del robot, il numero totale di visite al robot di mungitura e
quello delle mungiture non hanno subito variazioni tra i due sistemi di gestione del traffico;
le visite senza mungitura sono invece risultate minori nel caso del traffico semiforzato; le
bovine A.freq hanno visitato “a vuoto” il box di mungitura più volte rispetto alle vacche
B.freq durante il percorso forzato, mentre in quello semi-forzato le bovine A.freq hanno
visitato il robot senza essere munte meno frequentemente, e anche il numero di mungiture
fallite è risultato minore rispetto a quello delle B.freq.
La produzione di latte si è rivelata minore nella seconda situazione.
Il fatto che durante il percorso semi-forzato le bovine siano state per un tempo minore in
piedi in cuccetta, rispetto alla situazione 1, può significare che il benessere è maggiore nella
situazione 2, anche se probabilmente tale risultato è dovuto al fatto che la mandria ha avuto
26
libero accesso a parte della mangiatoia, il che è evidenziato dal fatto che durante il traffico
semi-forzato la mandria ha trascorso molto tempo nell’area di alimentazione libera, e la
quantità di cibo assunta è risultata maggiore. Inoltre in tale situazione le bovine hanno
preferito riposare nell’area di riposo 3, che è proprio quella prossima alla mangiatoia libera.
Il passaggio dalla prima alla seconda situazione ha portato solo qualche cambiamento
relativo alla mungitura, registrando solamente una diminuzione nel numero di visite senza
mungitura. Variazioni maggiori sono invece state riscontrate tra i due sottogruppi selezionati
secondo la diversa frequenza di mungitura; nel caso del traffico forzato i due gruppi (A.freq e
B.freq) hanno assunto comportamenti molto diversi tra loro rispetto ai due gruppi nel
traffico semi-forzato. Le bovine A.freq restano meno in piedi e attuano un numero minore di
visite al box di mungitura nonostante risulti più elevato il numero di mungiture. Questo è
dovuto al fatto che le B.freq subiscono una quantità maggiore di mungiture fallite. Nel caso
del traffico semi-forzato la maggior parte della mandria, incluse tutte le A.freq, ha trascorso
il proprio tempo nella parte finale della stalla, in prossimità della mangiatoia libera, mentre
le vacche B.freq sono restate maggiormente nella parte centrale e iniziale (RIPOSO 2 E 1);
questo può essere dovuto alla volontà delle bovine a bassa frequenza di mungitura di evitare
la folla della mandria, in particolare le A.freq. Potrebbe essere un chiaro esempio di
“dominanza degli animali gregari” (Beilharz e Zeeb, 1982).
Hermans et al. (2002) sostengono quindi che il sistema di gestione del traffico semi-forzato
sia superiore per due motivi: innanzitutto il fatto che in questa circostanza le bovine
trascorrano più tempo ad alimentarsi e meno in piedi in cuccetta significa che la circolazione
semi-forzata rispetta maggiormente il comportamento animale; in secondo luogo, la
diminuzione delle visite senza mungitura rispecchia un migliore sfruttamento dell’AMS.
Questo studio dunque dimostra che un libero accesso ad un’area di alimentazione con
foraggio è vantaggioso sia per gli animali che per l’efficienza di utilizzo dell’AMS.
27
1.2.7 - L’ADATTABILITA’DEGLI ANIMALI AL ROBOT DI MUNGITURA
La frisona italiana è la razza bovina più indicata per la mungitura automatizzata (grazie
alla fortissima pressione selettiva esercitata dall’uomo verso determinati caratteri, quali
la morfologia della mammella); nonostante ciò, non tutte le bovine appartenenti a questa
razza sono idonee al sistema di mungitura robotizzata. La maggiore o minore conformità
dipende da diversi fattori (Pirlo et al., 2004):
· Dimensioni delle bovine: animali troppo grandi faticano ad entrare nel box di
mungitura e animali troppo piccoli rendono difficoltosa la fase di attacco dei
gruppi di mungitura.
· Morfologia della mammella: la forma della mammella e la sua distanza dal suolo
possono impedire l’attacco del gruppo di mungitura poiché i sensori non riescono
a determinare correttamente la posizione dei capezzoli.
· Caratteristiche dei capezzoli: l’inclinazione e le dimensioni (lunghezza e larghezza)
dei capezzoli, nonché la loro posizione reciproca, possono influire negativamente
sulle fasi di riconoscimento e di attacco.
Precedentemente è stato evidenziato come uno dei principali motivi per cui le aziende
adottano il sistema automatico di mungitura è quello di ridurre il lavoro impiegato prima
durante le fasi di mungitura (Zucchi et al., 2004). È quindi essenziale che le operazioni di
riconoscimento e di attacco avvengano nel migliore dei modi, altrimenti tale obiettivo
non verrebbe raggiunto ed il mungitore sarebbe costretto ad attaccare manualmente i
prendicapezzoli.
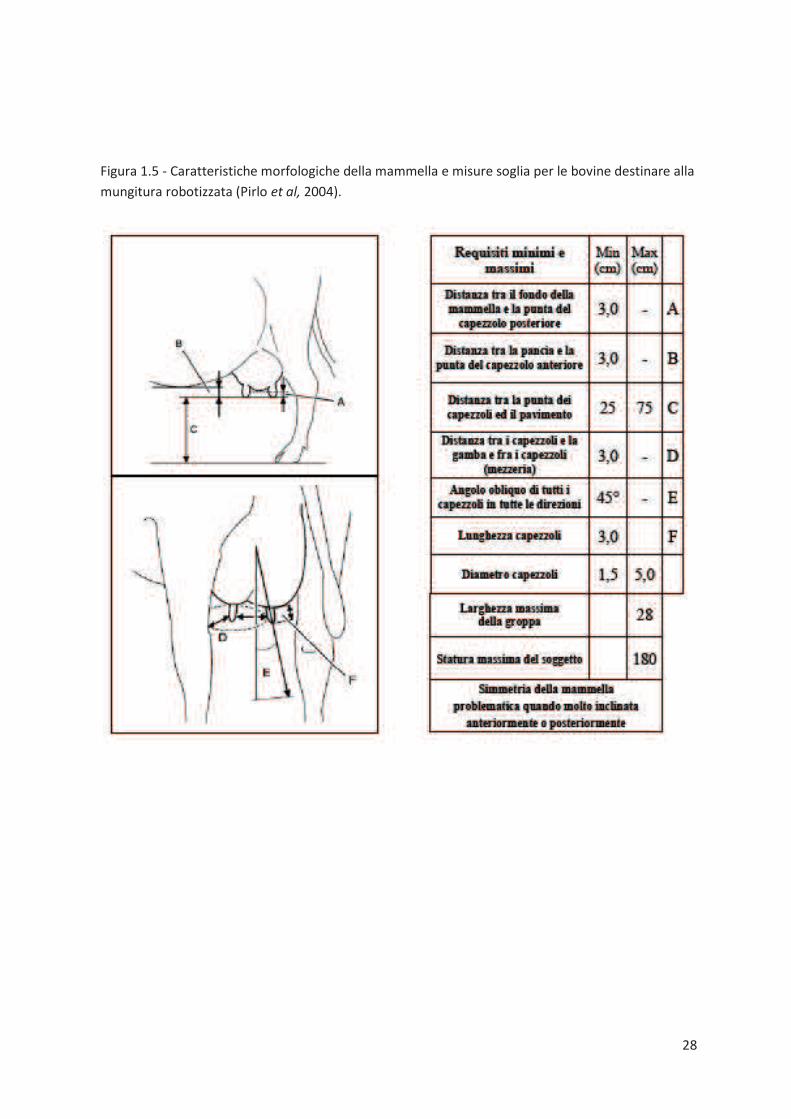
Presso l’Istituto Sperimentale per la Zootecnia di Cremona (Pirlo et al., 2004) è stata
realizzata una scheda “morfologica e funzionale” concernente le caratteristiche di
idoneità o problematicità delle bovine da latte nei confronti del sistema automatico di
mungitura, riassunti nella tabella della figura 1.5.
28
Figura 1.5 - Caratteristiche morfologiche della mammella e misure soglia per le bovine destinare alla
mungitura robotizzata (Pirlo et al, 2004).

29
1.3 – IL BENESSERE ANIMALE
Una della tematiche più affrontate negli ultimi anni nei confronti degli allevamenti intensivi è
il benessere animale.
La definizione che meglio si adatta a situazioni di tipo scientifico, scostandosi cioè dai giudizi
morali, è quella espressa nel 1988 dal Professore in Benessere Animale dell’Università di
Cambridge Donald M. Broom, il quale sostiene che “il benessere di un individuo è la sua
condizione rispetto alla sua capacità di adattarsi all’ambiente”. Si tratta dunque della
capacità dell’animale di mantenere o meno un equilibrio omeostatico successivamente a dei
cambiamenti nell’ambiente che lo circondano. È un concetto complesso che riunisce diverse
sfere dell’animale: la sfera fisiologica, la sfera comportamentale e quella psicologica. Il
benessere non è un parametro qualitativo, bensì quantitativo poiché si possono avere
diversi livelli di benessere (Amadori, 2002).
Riferendosi alle bovine da latte, il Dott. Emanuele Bianco, tecnico del Servizio Ricerca e
Sperimentazione dell’Ersa (Agenzia Regionale per lo Sviluppo Rurale) (Ersa, 2007), sostiene
che il benessere animale sia uno degli obiettivi principali di un allevamento intensivo, in
quanto per poter produrre al massimo delle potenzialità di un animale è necessario che
questo si trovi nelle migliori condizioni di allevamento, senza fonti di stress che altrimenti
ridurrebbero il livello di benessere compromettendo la produzione.
Per Bianco i punti critici per il benessere delle bovine sono individuabili all’interno delle
attività principali di una vacca da latte : l’alimentazione, la mungitura e il riposo.
Per quanto riguarda la prima, è molto importante che gli allevatori soddisfino i fabbisogni
alimentari della mandria e che, poiché le vacche da latte hanno la tendenza a nutrirsi
maggiormente se sono in gruppo (Tosi et al., 2003), lo spazio nella corsia di alimentazione
permetta l’accesso alla mangiatoia ad almeno il 75% degli animali.
Fondamentale è poi il riposo, che avviene tramite l’utilizzo delle cuccette o della lettiera. Il
tempo trascorso in decubito varia dalle 12 alle 15 ore ed è essenziale per garantire un buon
livello di comfort. È necessario allora un adeguato numero di cuccette o un’area a lettiera di
dimensioni adatte per poter garantire alle bovine il libero accesso e un tempo di decubito
opportuno. È altrettanto importante un corretto dimensionamento degli spazi in una stalla.
Spesso ad esempio nel progettare le cuccette non si tiene conto dello spazio necessario alla
30
bovina per allungare il collo quando si alza; questo la obbliga ad alzarsi
contemporaneamente sulle quattro zampe compiendo un movimento innaturale e perciò
fonte di stress (Ersa, 2007).
Il benessere può essere misurato attraverso l’osservazione della risposta comportamentale a
stimoli esterni; le valutazioni comportamentali sono importanti poiché variano a seconda
dell’intensità dello stress cui è sottoposto l’animale. Permettono poi di rivelare variazioni
nello stato di benessere di un animale anche quando non si riscontrano cambiamenti di tipo
fisiologico (i mutamenti nello stato sanitario o nella produzione avvengono successivamente
a quelli comportamentali).
Per comprendere a fondo i comportamenti che rappresentano uno stato di benessere
ottimale è bene ricordare alcune delle caratteristiche delle bovine: i bovini sono animali
sociali e vivono in gruppi; sono diurni e trascorrono molto tempo alimentandosi e riposando.
Le vacche tendono ad alimentarsi di più quando sono in gruppo, inoltre le primipare
assumono una quantità di alimento maggiore se si trovano in corsia di alimentazione con
delle vacche più anziane. L’alimentazione di gruppo comporta però anche dei risvolti
negativi, dovuti principalmente alla dominanza di alcuni animali: le bovine sottomesse
mangiano più rapidamente rispetto alle bovine dominanti, e questo avviene probabilmente
per compensare la possibilità di venire allontanate e dover quindi smettere di nutrirsi. Per
quanto riguarda il riposo, le vacche trascorrono moltissimo tempo in decubito e pertanto le
strutture stabulative dovranno essere idonee sia qualitativamente che quantitativamente; il
tempo di decubito si riduce, ad esempio, quando il numero di cuccette non è adeguato alle
dimensioni della mandria (Scanziani e Luini, 2002).
Una stalla ben progettata dovrà allora garantire alla mandria un costante accesso alla
mangiatoia, alle vasche di abbeverata e all’area di riposo.
Anche lo spazio libero è una componente importante all’interno della stalla; questo
assicurerà alla mandria la possibilità di muoversi liberamente potendo esprimere i naturali
comportamenti sociali. La gestione dello spazio è inoltre essenziale per un adeguato
controllo dei fenomeni di dominanza presenti nella mandria: per evitare limitazioni
nell’utilizzo delle diverse strutture della stalla, non dovranno esserci delle zone a fondo
cieco; la presenza di una bovina dominante in un’area a fondo cieco non garantirebbe la via
di fuga alla bovina sottomessa, impedendo a quest’ultima di compiere l’attività voluta. Se, ad
31
esempio, la bovina sottomessa volesse recarsi in mangiatoia o nel box di mungitura, non lo
farà (Amodeo, 2004).
1.3.1 - IL BENESSERE ANIMALE E LE STRUTTURE STABULATIVE
Le diverse tipologie di stabulazione hanno differenti conseguenze sul benessere delle bovine:
la stabulazione libera è il sistema più utilizzato dai grandi allevamenti di bovine da latte: le
vacche sono mantenute in una stalla con delle aree separate per il riposo e per
l’alimentazione. L’adozione di una lettiera permanente è attuata generalmente in stalle
aperte su almeno uno dei tre lati; la paglia che costituisce la lettiera viene apportata
giornalmente (da 4 a 6 kg al giorno per capo) e la superficie ottimale disponibile per capo è
calcolata tra i 6 e gli 8 m2 . L’accesso all’area di riposo deve essere ampio, in modo da
facilitare la gestione della lettiera da parte dell’allevatore e far sì che le bovine abbiano un
accesso libero e veloce a tale area; un ingresso ampio permette inoltre di evitare i problemi
derivanti dall’affollamento che causerebbe uno spazio limitato, quali la contaminazione della
mammella o il calpestio dei capezzoli (Sangiorgi,2008). Dal punto di vista del benessere,
questo tipo di stabulazione comporta delle condizioni microclimatiche sfavorevoli dovute
all’umidità, ai gas tossici e al calore emessi dalla lettiera (Sangiorgi, 2007), nonché alti rischi
di mastiti ambientali e presenza di deiezioni anche nella zona di alimentazione (Scanziani e
Luini, 2002).
La stalla a cuccette permette di avere, rispetto alla lettiera permanente, bovine più
tranquille e più pulite (è minore il rischio di mastiti ambientali), minor impiego di
manodopera e minori costi dovuti all’apporto giornaliero di lettiera (in una stalla a cuccette
l’apporto di lettiera è stimato da 0 a 1 kg al giorno per capo), anche se aumenta il rischio di
insorgenza di malattie podali e lesioni agli arti (Scanziani e Luini, 2002). Nella cuccetta viene
collocata la lettiera oppure vi sono materassini in gomma rigida. La cuccetta deve essere
rialzata rispetto al pavimento di circa 20 cm, in modo tale da impedire la tracimazione dei
liquami dal corridoio alla stessa e per evitare che le bovine entrino nella cuccetta all’indietro.
Le misure delle cuccette dovranno essere adatte alle dimensioni delle bovine (ad esempio,
per una bovina di 700 kg la cuccetta sarà lunga da 2,4 a 3,3 metri e larga 1,15-1,22 metri
mentre per una bovina di 400 kg la lunghezza della cuccetta sarà 1,9 metri e la sua larghezza
1 metro). La progettazione di un sistema stabulativo a cuccette deve quindi tenere conto di
32
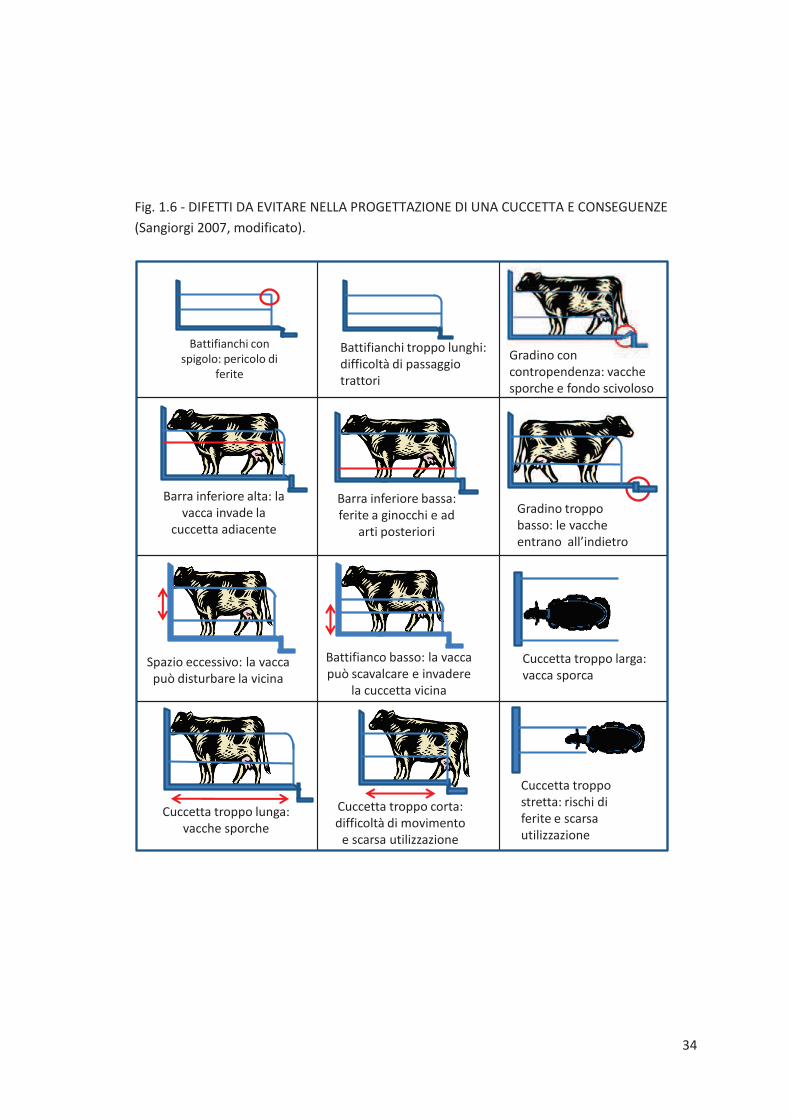
tutta una serie di caratteristiche (dimensioni dell’animale, lunghezza del battifianco …) che,
se non adatte alle condizioni della mandria e dell’azienda, potrebbero causare una riduzione
dei tempi di decubito nonché ferite alle bovine (figura 1.6).
In conclusione, questo tipo di stabulazione rende indispensabile un’attenta analisi del
comportamento degli animali, che dovranno stare in decubito in modo regolare e duraturo
senza mostrare segni di ferite o contusioni (Sangiorgi, 2008).
Solitamente gli animali con a disposizione un’area a lettiera permanente trascorrono più
tempo. in decubito rispetto ad animali in cuccetta. In realtà questo dipende dal grado di
gestione dell’area di riposo: è stato dimostrato come in una stalla provvista di cuccette ben
progettate in dimensioni e comfort (nonché in numero adeguato alle dimensioni della
mandria), il tempo trascorso in decubito è uguale a quello relativo alla lettiera (Tosi et al,
2003).
Vi sono poi fattori di disturbo derivanti da una scarsa attenzione ai particolari visivi
all’interno della stalla; gli animali sono fortemente disturbati da immagini altamente
contrastate, siano riflessi di luce su una pozzanghera, un bicchierino di plastica bianco sul
pavimento scuro o, ancora, un pezzo di stoffa appeso ad uno steccato. Gli animali sono
inoltre disturbati dai bruschi cambiamenti di illuminazione. Ciò è dovuto al fatto che i bovini
hanno una visione cromatica molto più bassa di quella degli esseri umani. La visione in
“bianco e nero” comporta nell’animale una percezione dei contrasti molto più elevata
rispetto a quella umana.
Sono numerosissimi i dettagli che spaventano gli animali di un allevamento (Grandin, 2005):
· Riflessi in movimento su superfici metalliche lisce: i riflessi possono essere causati
dalle vibrazioni delle macchine o dall’urto degli stessi animali, che si spaventano e si
immobilizzano.
· Abiti od oggetti appesi agli steccati: costituiscono un elemento di disturbo
soprattutto se di colore giallo; essendo la visione dei bovini dicromatica, i colori
meglio percepiti dai bovini sono un verde-giallastro e un blu - porpora. Pertanto il
giallo è il colore che più risalta agli occhi di un bovino.
33
· Piccoli oggetti sul pavimento: una bottiglietta d’acqua o un bicchiere di plastica
lasciati sul pavimento all’interno della stalla possono costituire un ostacolo al
passaggio delle bovine.
· Cambiamenti nella pavimentazione e nelle superfici: il passaggio, ad esempio, da un
pavimento in cemento a uno in metallo crea un contrasto tale da impedire il
passaggio dei bovini.
· Ingresso in un corridoio troppo buio.
34
Cuccetta troppo corta: difficoltà di movimento
e scarsa utilizzazione
Cuccetta troppo lunga: vacche sporche
Battifianchi con spigolo: pericolo di
ferite
Battifianchi troppo lunghi: difficoltà di passaggio trattori
Gradino troppo basso: le vacche entrano all’indietro
Barra inferiore bassa: ferite a ginocchi e ad
arti posteriori
Barra inferiore alta: la vacca invade la
cuccetta adiacente
Battifianco basso: la vacca può scavalcare e invadere
la cuccetta vicina
Spazio eccessivo: la vacca può disturbare la vicina
Cuccetta troppo stretta: rischi di ferite e scarsa utilizzazione
Cuccetta troppo larga: vacca sporca
Gradino con contropendenza: vacche sporche e fondo scivoloso
Fig. 1.6 - DIFETTI DA EVITARE NELLA PROGETTAZIONE DI UNA CUCCETTA E CONSEGUENZE
(Sangiorgi 2007, modificato).
35
1.3.2 - IL BENESSERE E IL MICROCLIMA
Un altro importante parametro in grado di influenzare il benessere animale all’interno di un
allevamento è il microclima; l’insieme dei fattori di cui è composto determina una risposta
diretta da parte degli animali allevati e pertanto ne condiziona i comportamenti e lo stato
fisiologico.
Per le bovine da latte vengono presi in considerazione 6 diversi fattori costituenti il
microclima (Provolo et al., 2007):
· Temperatura: i bovini mantengono una temperatura interna costante di circa 38,5 °C
grazie alla termoregolazione che consente loro di difendersi dal caldo o dal freddo.
L’optimum termico per la produzione è stato stimato tra -5°C e +21°C (Corti, 2007).
All’interno di tale intervallo, infatti, l’energia impiegata per il riscaldamento corporeo
è minima e di conseguenza sarà massima quella adoperata per la produzione.
L’intervallo di optimum denota la caratteristica delle bovine di preferire climi freddi.
Un’elevata temperatura comporterebbe infatti un forte calo delle produzioni ed una
diminuzione di fertilità.
· Umidità dell’aria: se elevati valori di umidità relativa si trovano in concomitanza con
basse temperature, le perdite di calore corporeo saranno più accentuate; se invece
un alta umidità relativa si accompagna a temperature elevate, diventa difficoltoso
per l’animale smaltire il calore attraverso l’evaporazione e pertanto diminuisce
l’efficienza della termoregolazione. Anche valori troppo bassi di umidità sono dannosi
per le bovine, in quanto in situazioni in cui l’aria è molto secca aumenta la polverosità
e con essa anche la possibilità che si manifestino problemi alle vie respiratorie. Si
stima quindi un optimum di umidità del 60% - 80%.
· Velocità dell’aria: le correnti d’aria fredda con una velocità superiore a 0,5 m/s
costituiscono un problema per la salute delle bovine durante l’inverno, in quanto
contribuiscono ad aumentare la dispersione del calore corporeo; una buona
soluzione costruttiva è quella di evitare di orientare la stalla nella direzione dei venti
dominanti o comunque limitare il problema attraverso l’utilizzo di dispositivi
frangivento. Durante il periodo estivo è invece positiva la presenza di correnti d ‘aria,
36
fino ad una velocità di circa 4 – 5 m/s, che agevolano la dispersione del calore
corporeo per evaporazione.
· Illuminamento: il livello di illuminazione all’interno delle strutture stabulative è
fondamentale; la luce del giorno consente alle bovine di orientarsi all’interno della
stalla e influenza alcune importanti funzioni fisiologiche (stimolo delle ghiandole
sessuali, ritmo giorno/notte, irradiamento infrarosso). Secondo l’articolo 2
dell’Ordinanza del DFE (Dipartimento Federale dell’Economia) del Dicembre 2004,
concernente i sistemi di stabulazione rispettosi degli animali, “le stalle nelle quali gli
animali soggiornano prevalentemente devono essere illuminate con luce diurna di
intensità pari ad almeno 15 lux; nelle aree di riposo e di ritiro, è ammessa
un’illuminazione di minore intensità”.
· Gas nocivi: se l’aria all’interno della stalla presenta caratteri di insalubrità, può essere
causa di stress per le bovine e pertanto provocare un peggioramento dello stato di
benessere e, di conseguenza, della produzione. Per gas nocivi si intendono quei gas
prodotti dalla respirazione degli animali stessi e dalla decomposizione della sostanza
organica. Il principale gas nocivo è l’ammoniaca, derivante principalmente dalla
degradazione delle urine; questa può provocare, se in concentrazioni elevate, danni
alle vie respiratorie, alle mucose e lacrimazione, nonché maggior sensibilità ai
patogeni. La concentrazione massima ammessa per gli animali è di 10 ppm. È
comunque raro riscontrare tali valori all’interno delle stalle, anche perché
l’ammoniaca è altamente solubile in acqua e pertanto viene dilavata attraverso i
frequenti lavaggi delle strutture.
C’è una forte relazione tra il comportamento animale e il microclima: all’aumentare di
temperatura e umidità, diminuisce il grado di benessere all’interno della stalla e si registra
un numero maggiore di capi in piedi (segnale di stress). Gli animali sono inoltre disturbati
dalla luce diretta (se di forte intensità) e ne cercano riparo allontanandosi.
Per quanto riguarda le strategie costruttive, un fattore molto rilevante è l’orientamento con
cui viene costruita la stalla: quello ottimale per le bovine da latte è EST-OVEST; in questo
modo si crea una differenza di temperatura tra le due pareti lunghe della stalla (quella nord
più fredda perché meno esposta e quella sud più calda) che favorisce una naturale
ventilazione. È inoltre importante verificare che la stalla non sia esposta ai venti dominanti,
37
onde evitare problemi dovuti all’affollamento nelle zone più riparate, soprattutto nei periodi
invernali (Provolo et al., 2007).
Per il mantenimento di valori ottimali di temperatura sarà necessaria una corretta
coibentazione delle strutture.
1.3.3 - I PROBLEMI SANITARI PIU’COMUNI
Esistono diverse patologie nelle bovine da latte, alcune delle quali sono conseguenza della
produzione elevata, altre derivano da strutture progettate male oppure da contaminazioni
ambientali.
Le bovine da latte ad alta produzione possono andare incontro a diverse patologie
dell’apparato digerente (Corti, 2007):
· La chetosi: è una dismetabolia che si riscontra dopo 30-50 giorni dal parto. È
provocata da un’elevata concentrazione di corpi chetonici nel sangue, che non
vengono utilizzati da tessuti secondari, quali il cervello, dove invece hanno il ruolo
fondamentale di fornire energia durante il digiuno. I sintomi della chetosi possono
essere mancanza di appetito, minore produzione del latte, disturbi intestinali e pelo
arruffato.
· L’acidosi: è una patologia legata all’ingestione di grossi quantitativi di cereali e perciò
di carboidrati fermentescibili, che nel rumine provocano un aumento dell’acido
lattico ed una conseguente riduzione del pH, che provoca un cambiamento nella
composizione dei microrganismi ruminali. L’acidosi può essere acuta e causare anche
morte improvvisa dell’animale, oppure cronica, con sintomi meno evidenti quali
diminuzione dell’appetito e peggioramento delle caratteristiche qualitative del latte.
· La dislocazione dell’abomaso: l’abomaso si sposta dal centro del ventre alla parte
sinistra o destra di questo e, nei casi più gravi, può subire una torsione. Le cause che
portano all’instaurarsi di questa patologia sono molte; una ridotta ingestione di
sostanza secca, dovuta all’eccessiva distribuzione di concentrati o cereali, si traduce
in una riduzione di riempimento del rumine che causa lo spostamento dell’abomaso
al di sotto di esso, oltre a determinare un aumento di acidi grassi volatili che passano
nell’abomaso e ne riducono la capacità di movimento. La dislocazione dell’abomaso
38
può essere curata soltanto attraverso trattamenti di tipo chirurgico e impone
pertanto un aumento dei costi per l’allevatore.
· La sindrome della vacca grassa: è spesso associata a chetosi e dislocazione
dell’abomaso e si riscontra principalmente in animali obesi in asciutta. Gli acidi grassi
prodotti dal fegato si accumulano sotto forma di trigliceridi nel tessuto adiposo della
bovina: nel momento in cui il fabbisogno energetico aumenta, ad esempio dopo il
parto, e la bovina non è in grado di assumere un’adeguata quantità di sostanza secca,
i trigliceridi si scindono in glicerolo e acidi grassi non esterificati, che vengono
utilizzati dalla mammella per sintetizzare i lipidi del latte. Gli acidi grassi non
esterificati giungono al fegato (tramite il sangue) e vengono ossidati per produrre
energia, oppure vengono esterificati a trigliceridi che, se in quantità elevate, si
accumulano e provocano una riduzione nella capacità del fegato di detossificare
l‘urea e di sintetizzare glucosio, incrementando ulteriormente la carenza energetica
nell’animale. I sintomi della sindrome della vacca grassa sono perdita di peso,
anoressia e debolezza; anche la produttività e la fertilità subiscono dei danni.
Ulteriori problemi sanitari nelle bovine da latte sono dati dai disturbi podali; questi
provocano all’animale un dolore più o meno costante e ne compromettono la capacità di
interagire con il resto della mandria e con l’ambiente circostante, oltre al fatto che
influenzano indirettamente la produzione e la fertilità. Solitamente i problemi podali si
riscontrano all’interno di aziende costituite da un numero di cuccette inadeguato alle
dimensioni della mandria o che non provvedono al ricambio giornaliero della lettiera, oppure
che obbligano le bovine a trascorrere più tempo in piedi in un luogo insalubre. I problemi
podali sono dunque provocati da alcuni fattori principali, quali una cattiva progettazione
delle strutture stabulative, scarsa attenzione all’igiene, pavimentazioni scivolose e
alimentazione inadatta dal punto di vista dei contenuti energetici e proteici. Inoltre la
selezione genetica delle vacche da latte non pone attenzione alle caratteristiche delle
zampe, poiché spinge esclusivamente sulla massima produttività e spesso in azienda non si
attuano adeguate cure ai piedi (Tosi et al., 2003).
Le patologie podali sono numerose. La laminite, ad esempio, è un’affezione asettica dei
tessuti dello zoccolo che deriva da molti fattori, la maggior parte dei quali sono di natura
39
alimentare: un’eccessiva ingestione di carboidrati rapidamente fermentescibili, associata ad
una carenza di fibre, porta ad un abbassamento del pH nel rumine ed un conseguante stato
di acidosi. Questo causa nell’organismo un aumento della pressione sanguigna che , a sua
volta, va a compromettere le pareti dei vasi sanguigni e provoca pertanto gonfiori e
infiammazione del piede dell’animale. Lo zoccolo perde compattezza e sulla suola
compaiono zone emorragiche circoscritte che favoriscono l’insorgere di infezioni da batteri
anaerobi (Corti, 2007).
Esistono infine patologie che colpiscono la mammella, la più rilevante delle quali è la
mastite; si tratta di un’infezione della ghiandola mammaria provocata da un’infezione
batterica che provoca nell’animale dolore e disagio (Tosi et al., 2003).
In relazione alla gravità del processo infettivo si distinguono diversi livelli di mastite. Nei casi
più lievi, la mastite può essere rilevata soltanto attraverso l’esame batteriologico, poiché
non ci sono variazioni nelle caratteristiche del latte e il numero di cellule somatiche rimane
al di sotto delle 100.000 unità/ml; in questo caso la mastite viene detta “latente”. E’invece
detta “subclinica” quella mastite rilevabile dall’esame batteriologico e da quello citologico
(numero di cellule somatiche maggiore di 100.000 unità/ml). Più grave è la mastite “clinica”,
che provoca alterazioni del latte, quali la formazione di fiocchi e un aspetto sieroso, e della
mammella, che può aumentare di volume, arrossarsi e ridurre o annullare la secrezione.
Esiste anche una forma di mastite “cronica”, nella quale l’infezione della mammella è
continua e provoca indurimenti e formazione di noduli ed il contenuto di cellule somatiche si
mantiene costantemente a livelli elevati (Zecconi et al., 2004).
L’infezione mammaria può essere causata da due tipologie di batteri patogeni: quelli
ambientali e quelli infettivi. I batteri infettivi si diffondono trasferendosi dalla mammella di
bovine infette a quella di bovine sane; la responsabilità di tale diffusione può essere del
mungitore, della lettiera sporca o dell’impianto di mungitura (Tosi et al., 2003). Il batterio
maggiormente responsabile della mastite infettiva è lo Staphylococcus aureus (Zecconi et al.,
2004).
I batteri ambientali si trovano nell’ambiente delle bovine da latte e la loro diffusione è
maggiore in situazioni stabulative in cui sussistono elevati valori di umidità e temperatura,
scarsa igiene della lettiera e eccessiva densità degli animali in rapporto alle dimensioni della
40
struttura di stabulazione; i batteri ambientali sono perlopiù Streptococchi (S. bovis, S.
faecalis …) e batteri Gram negativi (E. coli, Proteus spp. …).
C’è una terza tipologia di batteri, la microflora opportunista (Staphylococcus spp), che si
trova normalmente sulla cute dei capezzoli delle bovine da latte e che può comunque
moltiplicarsi nella lettiera. Nel momento in cui si verificano determinate condizioni nella
fisiologia dell’animale, quali un abbassamento delle difese immunitarie o lesioni al
capezzolo, i batteri opportunisti possono essere responsabili dell’insorgere di mastiti cliniche
e dell’aumento del numero di cellule somatiche nel latte prodotto (Zecconi et al., 2004).
La mastite è per l’azienda una problematica, sia per quanto riguarda lo stato di benessere
della mandria, sia per i costi che l’allevatore deve sostenere per le cure antibiotiche e per la
perdita del latte scartato a causa della scarsa qualità, e di quello invece non prodotto a causa
dell’infezione (Tosi et al., 2003). Infatti il tessuto secernente infetto subisce dei danni e non è
più in grado di svolgere a pieno la propria capacità produttiva, e il processo infiammatorio
aumenta la produzione di cellule somatiche derivanti dal sangue (Zecconi et al., 2004).
Oggi l’incidenza delle mastiti è minore e viene mantenuta controllata grazie alla fase di
conteggio delle cellule somatiche, ormai diventata prassi nelle aziende zootecniche da latte.
Per evitare l’insorgenza di tale patologia sarebbe comunque necessario, per le aziende,
seguire alcuni accorgimenti (Tosi et al., 2003):
· Attuare un’attenta pulizia dei capezzoli durante le fasi di mungitura;
· Mantenere nelle strutture stabulative un buon livello di igiene (soprattutto della
lettiera);
· Utilizzare in modo corretto l’impianto di mungitura ed esercitare una corretta
manutenzione;
· Occuparsi delle bovine non appena si riscontra un’infezione ed eliminare le bovine
affette da mastite cronica.
41
1.3.4 - IL BENESSERE ANIMALE E LA MUNGITURA
Alcune tipologie di impianti di mungitura possono creare problemi agli animali: in una sala di
mungitura convenzionale, ad esempio, le poste di dimensioni ridotte, quali quelle più
vecchie e pertanto non adatte alle dimensioni degli animali odierni, possono provocare
problemi derivanti dall’inesatto posizionamento del gruppo di mungitura sul corpo della
bovina (che può essere causa di mastite). Anche l’ingresso e l’uscita dalla sala dovrebbero
essere progettati adeguatamente per evitare affollamenti o scivolamenti e non essere
provvisti di spigoli o di oggetti che possano danneggiare l’animale. Nella fase di pulizia dei
capezzoli, il getto d’acqua potrebbe risultare troppo violento ed infastidire la bovina.
Per una corretta gestione della mungitura in relazione al benessere è necessaria una corretta
manutenzione dell’impianto, in modo da evitare che la mungitura divenga un’operazione
scomoda o addirittura dolorosa per le bovine a causa di possibili ferite del capezzolo
derivanti da una inadatta regolazione del sistema di pulsazione o da un malfunzionamento
della linea del vuoto.
L’impianto di mungitura può inoltre costituire un vettore di batteri patogeni. È necessario
pertanto il mantenimento di una situazione igienica e sanitaria idonee, sia per garantire un
buono stato di salute delle bovine, sia per poter sempre ottenere un prodotto adatto alla
commercializzazione (Tosi et al., 2003).
Nel caso specifico del sistema automatico di mungitura, è stata studiata l’influenza del robot
sullo stato del capezzolo e sulle infezioni mammarie (Zecconi et al., 2004). Rispetto ad un
sistema convenzionale di mungitura, ad esempio, nel robot di mungitura lo stesso
prendicapezzolo munge molti più quarti e sarà quindi più accentuata la possibilità di
diffusione dei batteri patogeni responsabili della mastite attraverso le guaine dei
prendicapezzoli. Un altro aspetto negativo dell’AMS può essere riscontrato nella frequenza
con cui le mammelle vengono a contatto con le guaine del gruppo di mungitura e di
conseguenza con i prodotti chimici adoperati per il lavaggio e la disinfezione sia delle guaine
che del capezzolo stesso.
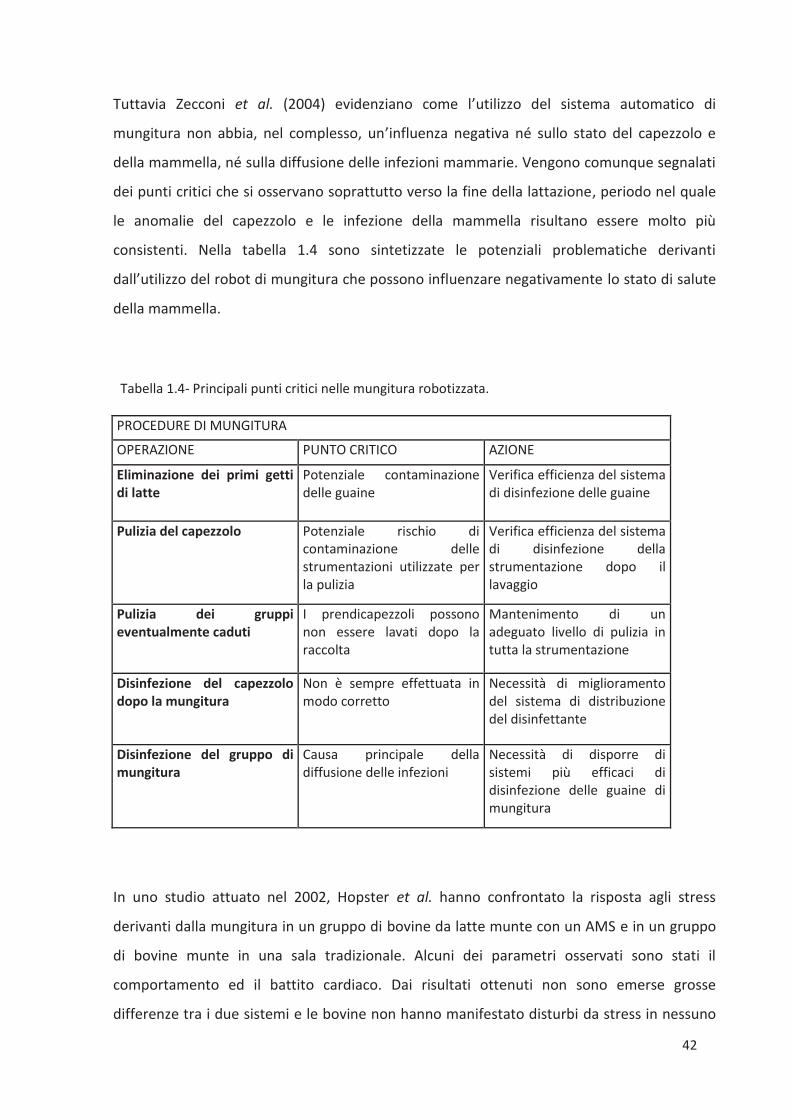
42
Tuttavia Zecconi et al. (2004) evidenziano come l’utilizzo del sistema automatico di
mungitura non abbia, nel complesso, un’influenza negativa né sullo stato del capezzolo e
della mammella, né sulla diffusione delle infezioni mammarie. Vengono comunque segnalati
dei punti critici che si osservano soprattutto verso la fine della lattazione, periodo nel quale
le anomalie del capezzolo e le infezione della mammella risultano essere molto più
consistenti. Nella tabella 1.4 sono sintetizzate le potenziali problematiche derivanti
dall’utilizzo del robot di mungitura che possono influenzare negativamente lo stato di salute
della mammella.
PROCEDURE DI MUNGITURA
OPERAZIONE PUNTO CRITICO AZIONE
Eliminazione dei primi getti di latte
Potenziale contaminazione delle guaine
Verifica efficienza del sistema di disinfezione delle guaine
Pulizia del capezzolo Potenziale rischio di contaminazione delle strumentazioni utilizzate per la pulizia
Verifica efficienza del sistema di disinfezione della strumentazione dopo il lavaggio
Pulizia dei gruppi eventualmente caduti
I prendicapezzoli possono non essere lavati dopo la raccolta
Mantenimento di un adeguato livello di pulizia in tutta la strumentazione
Disinfezione del capezzolo dopo la mungitura
Non è sempre effettuata in modo corretto
Necessità di miglioramento del sistema di distribuzione del disinfettante
Disinfezione del gruppo di mungitura
Causa principale della diffusione delle infezioni
Necessità di disporre di sistemi più efficaci di disinfezione delle guaine di mungitura
In uno studio attuato nel 2002, Hopster et al. hanno confrontato la risposta agli stress
derivanti dalla mungitura in un gruppo di bovine da latte munte con un AMS e in un gruppo
di bovine munte in una sala tradizionale. Alcuni dei parametri osservati sono stati il
comportamento ed il battito cardiaco. Dai risultati ottenuti non sono emerse grosse
differenze tra i due sistemi e le bovine non hanno manifestato disturbi da stress in nessuno
Tabella 1.4- Principali punti critici nelle mungitura robotizzata.
43
dei due casi. Per poter giungere a queste conclusioni è comunque ovvio che lo studio di
Hopster et al. (2002) è stato realizzato all’interno di aziende che attuavano una corretta
procedura di mungitura garantendo così un buon livello di benessere animale.
1.3.5 - IL BODY CONDITION SCORE
Il Body Condition Score o BCS è un metodo di valutazione che permette di determinare lo
stato di salute dell’animale sulla base dell’osservazione visiva e tattile dello stesso; è un
indicatore della quantità di tessuto adiposo sottocutaneo presente in alcune zone del corpo
della bovina e pertanto fornisce informazioni sullo stato nutrizionale dell’animale.
L’utilizzo del BCS come metodo di analisi prevede l’osservazione visiva e tattile di alcune
specifiche regioni del corpo della bovina (fig.1.7) e l’assegnazione di un valore numerico
secondo una scala da 1 a 5 (la scala contempla anche i punteggi intermedi):
¾ Valore 1: bovina sottopeso;
¾ Valore 2: bovina molto magra;
¾ Valore 3: bovina in forma;
¾ Valore 4: bovina sovrappeso;
¾ Valore 5: bovina obesa.
L’assegnazione dei valori prossimi all’1 oppure al 5 può essere sinonimo di dismetabolie o di
produzioni qualitativamente o quantitativamente negative.
Un’alta presenza di vacche obese in un allevamento deriva da un’alimentazione inadeguata
negli ultimi mesi di lattazione, periodo nel quale la vacca accumula riserve, oppure da un
prolungamento eccessivo del periodo di asciutta. Al contrario, un’alta incidenza di vacche
sottopeso o molto magre è la conseguenza di un’errata razione alimentare che non copre i
fabbisogni nutrizionali della mandria.
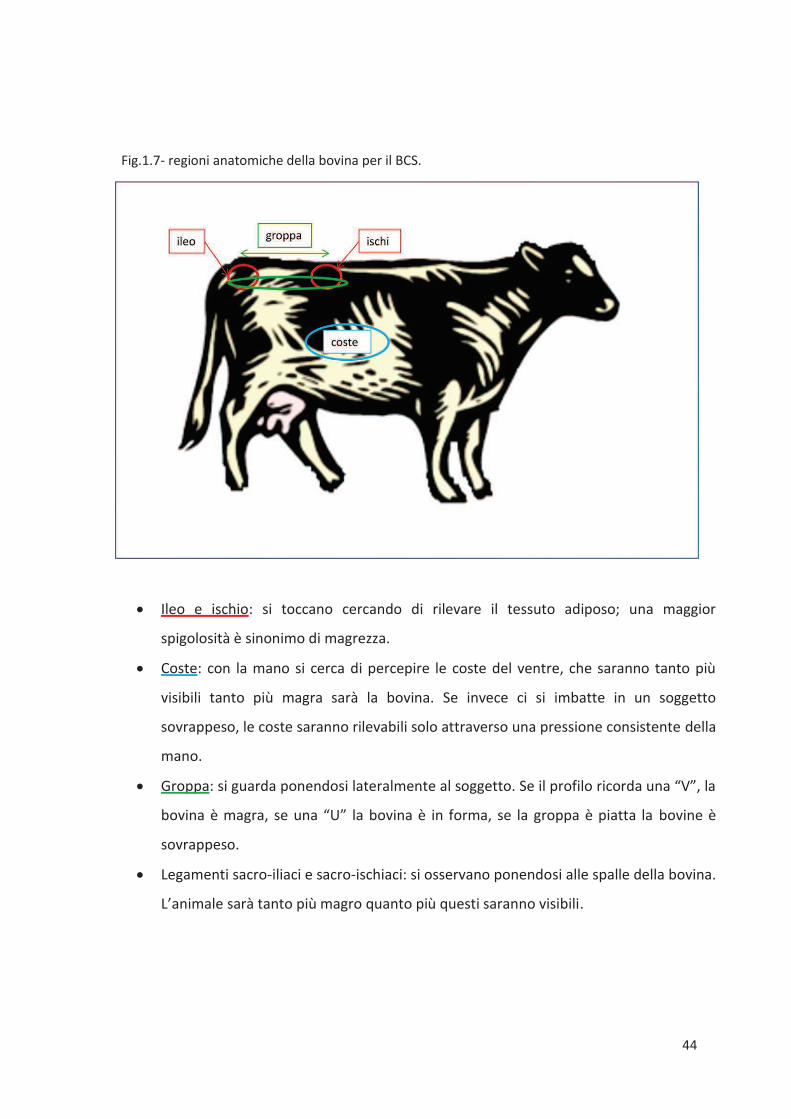
44
· Ileo e ischio: si toccano cercando di rilevare il tessuto adiposo; una maggior
spigolosità è sinonimo di magrezza.
· Coste: con la mano si cerca di percepire le coste del ventre, che saranno tanto più
visibili tanto più magra sarà la bovina. Se invece ci si imbatte in un soggetto
sovrappeso, le coste saranno rilevabili solo attraverso una pressione consistente della
mano.
· Groppa: si guarda ponendosi lateralmente al soggetto. Se il profilo ricorda una “V”, la
bovina è magra, se una “U” la bovina è in forma, se la groppa è piatta la bovine è
sovrappeso.
· Legamenti sacro-iliaci e sacro-ischiaci: si osservano ponendosi alle spalle della bovina.
L’animale sarà tanto più magro quanto più questi saranno visibili.
Fig.1.7- regioni anatomiche della bovina per il BCS.
45
2 – SCOPO DELLA RICERCA
La ricerca, effettuata nei mesi di settembre, ottobre e novembre 2007 all’interno di un
allevamento di vacche da latte che utilizza un sistema automatico di mungitura, ha avuto lo
scopo di verificare i cambiamenti nella produzione e nel benessere animale in seguito
all’inversione di marcia del percorso obbligato originale (cow traffic).
In particolare, l’attenzione è stata posta sulla variazione del comportamento delle bovine
all’interno della stalla, dato osservato sia prima sia dopo il cambiamento di direzione,
attraverso l’uso di fotografie delle aree utilizzate dalle bovine durante il giorno.
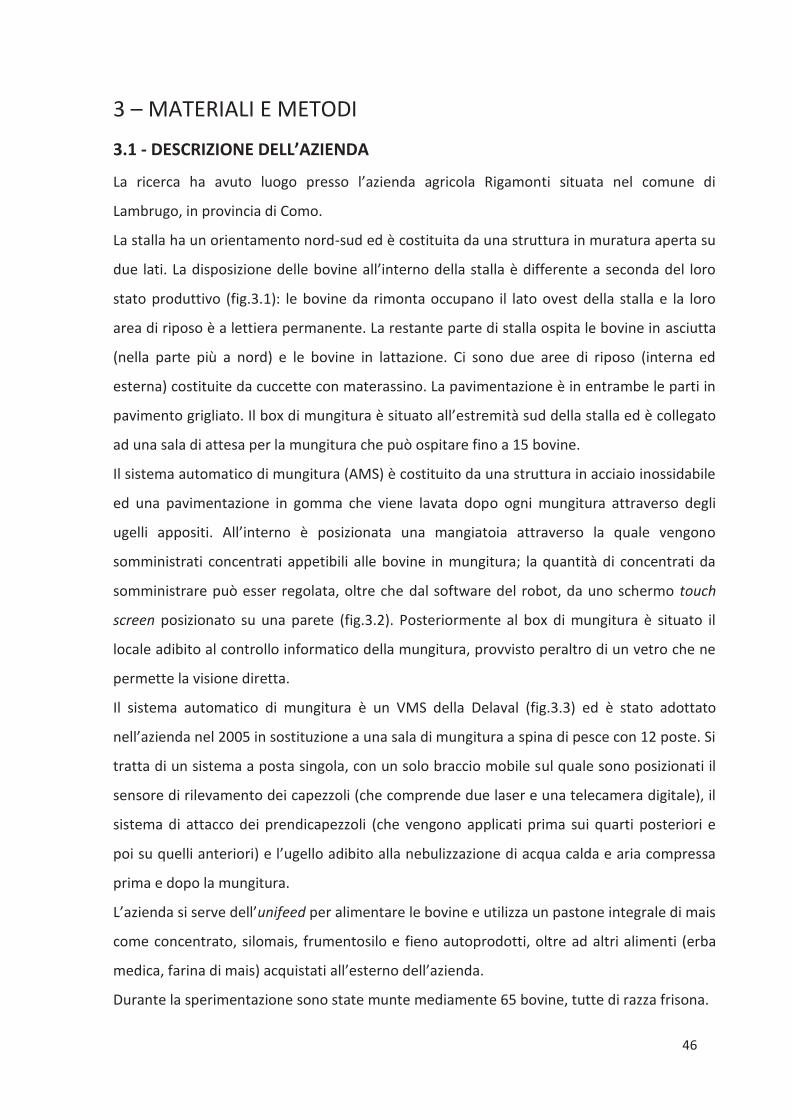
46
3 – MATERIALI E METODI
3.1 - DESCRIZIONE DELL’AZIENDA
La ricerca ha avuto luogo presso l’azienda agricola Rigamonti situata nel comune di
Lambrugo, in provincia di Como.
La stalla ha un orientamento nord-sud ed è costituita da una struttura in muratura aperta su
due lati. La disposizione delle bovine all’interno della stalla è differente a seconda del loro
stato produttivo (fig.3.1): le bovine da rimonta occupano il lato ovest della stalla e la loro
area di riposo è a lettiera permanente. La restante parte di stalla ospita le bovine in asciutta
(nella parte più a nord) e le bovine in lattazione. Ci sono due aree di riposo (interna ed
esterna) costituite da cuccette con materassino. La pavimentazione è in entrambe le parti in
pavimento grigliato. Il box di mungitura è situato all’estremità sud della stalla ed è collegato
ad una sala di attesa per la mungitura che può ospitare fino a 15 bovine.
Il sistema automatico di mungitura (AMS) è costituito da una struttura in acciaio inossidabile
ed una pavimentazione in gomma che viene lavata dopo ogni mungitura attraverso degli
ugelli appositi. All’interno è posizionata una mangiatoia attraverso la quale vengono
somministrati concentrati appetibili alle bovine in mungitura; la quantità di concentrati da
somministrare può esser regolata, oltre che dal software del robot, da uno schermo touch
screen posizionato su una parete (fig.3.2). Posteriormente al box di mungitura è situato il
locale adibito al controllo informatico della mungitura, provvisto peraltro di un vetro che ne
permette la visione diretta.
Il sistema automatico di mungitura è un VMS della Delaval (fig.3.3) ed è stato adottato
nell’azienda nel 2005 in sostituzione a una sala di mungitura a spina di pesce con 12 poste. Si
tratta di un sistema a posta singola, con un solo braccio mobile sul quale sono posizionati il
sensore di rilevamento dei capezzoli (che comprende due laser e una telecamera digitale), il
sistema di attacco dei prendicapezzoli (che vengono applicati prima sui quarti posteriori e
poi su quelli anteriori) e l’ugello adibito alla nebulizzazione di acqua calda e aria compressa
prima e dopo la mungitura.
L’azienda si serve dell’unifeed per alimentare le bovine e utilizza un pastone integrale di mais
come concentrato, silomais, frumentosilo e fieno autoprodotti, oltre ad altri alimenti (erba
medica, farina di mais) acquistati all’esterno dell’azienda.
Durante la sperimentazione sono state munte mediamente 65 bovine, tutte di razza frisona.

47
Fig.3.1 - Schema semplificato della stalla dell’azienda Rigamonti a Lambrugo
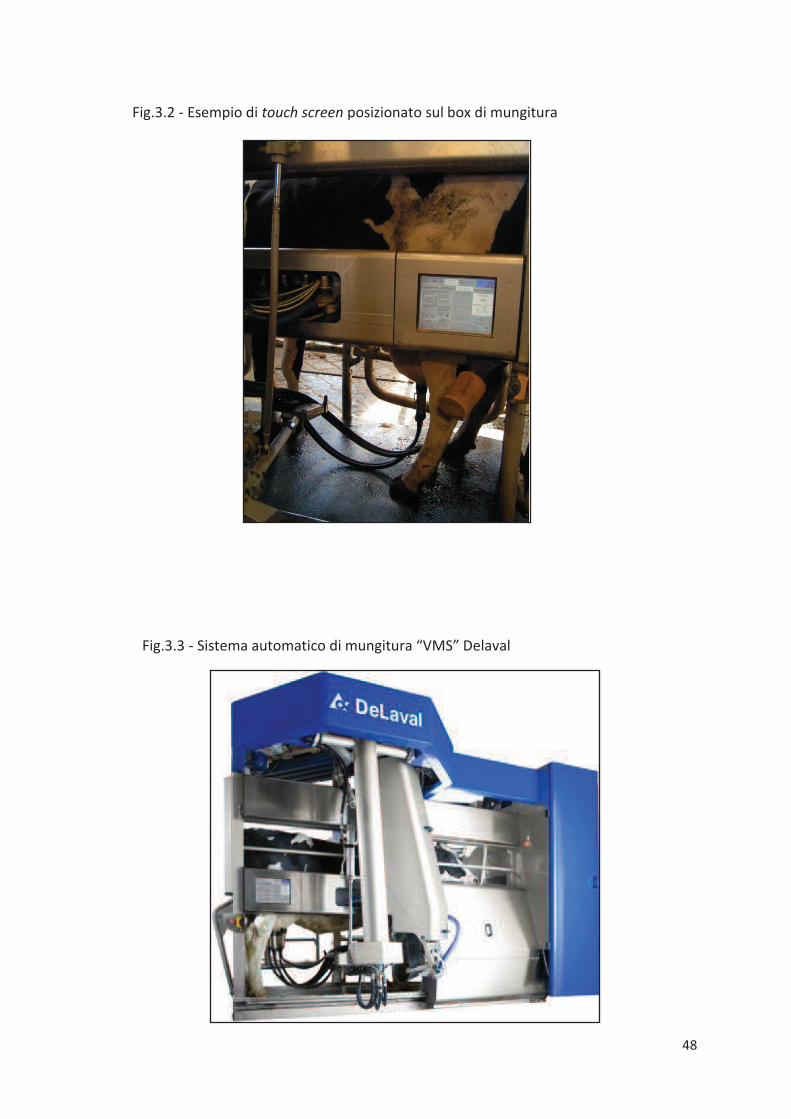
48
Fig.3.3 - Sistema automatico di mungitura “VMS” Delaval
Fig.3.2 - Esempio di touch screen posizionato sul box di mungitura
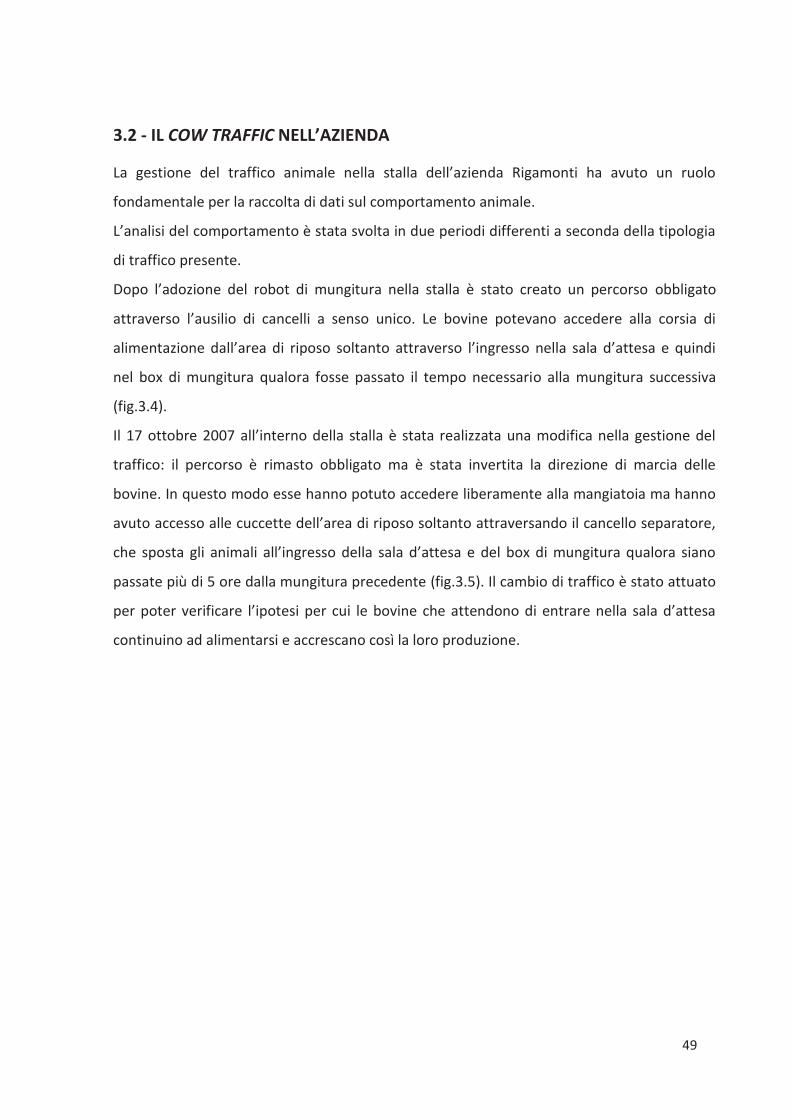
49
3.2 - IL COW TRAFFIC NELL’AZIENDA
La gestione del traffico animale nella stalla dell’azienda Rigamonti ha avuto un ruolo
fondamentale per la raccolta di dati sul comportamento animale.
L’analisi del comportamento è stata svolta in due periodi differenti a seconda della tipologia
di traffico presente.
Dopo l’adozione del robot di mungitura nella stalla è stato creato un percorso obbligato
attraverso l’ausilio di cancelli a senso unico. Le bovine potevano accedere alla corsia di
alimentazione dall’area di riposo soltanto attraverso l’ingresso nella sala d’attesa e quindi
nel box di mungitura qualora fosse passato il tempo necessario alla mungitura successiva
(fig.3.4).
Il 17 ottobre 2007 all’interno della stalla è stata realizzata una modifica nella gestione del
traffico: il percorso è rimasto obbligato ma è stata invertita la direzione di marcia delle
bovine. In questo modo esse hanno potuto accedere liberamente alla mangiatoia ma hanno
avuto accesso alle cuccette dell’area di riposo soltanto attraversando il cancello separatore,
che sposta gli animali all’ingresso della sala d’attesa e del box di mungitura qualora siano
passate più di 5 ore dalla mungitura precedente (fig.3.5). Il cambio di traffico è stato attuato
per poter verificare l’ipotesi per cui le bovine che attendono di entrare nella sala d’attesa
continuino ad alimentarsi e accrescano così la loro produzione.
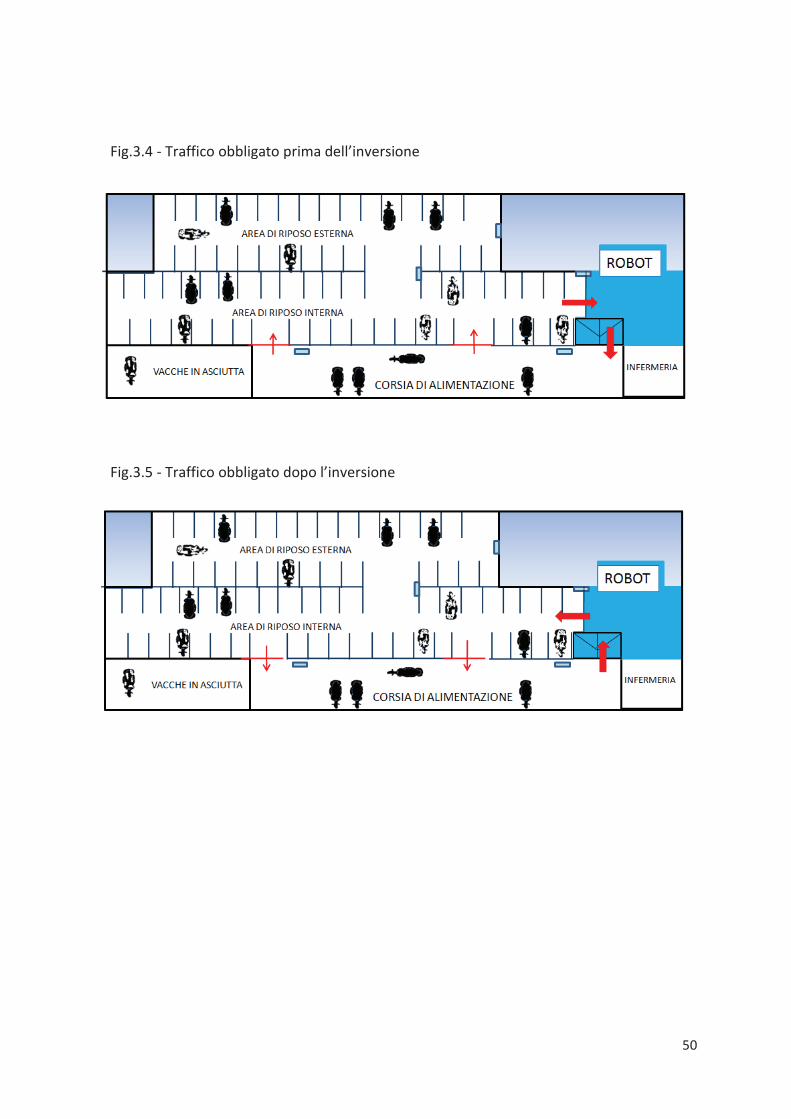
50
Fig.3.4 - Traffico obbligato prima dell’inversione
Fig.3.5 - Traffico obbligato dopo l’inversione
51
3.3 - DESCRIZIONE DELLA SPERIMENTAZIONE E MATERIALI UTILIZZATI
La sperimentazione ha avuto luogo nei mesi di settembre, ottobre e novembre 2007, più
precisamente dal 4 settembre al 30 novembre. In questo periodo di tempo sono stati
raccolti dati riguardanti l’alimentazione, la produzione e il comportamento delle vacche
da latte, evidenziando le eventuali differenze dovute al cambio di traffico; sono state
inoltre rilevate le condizioni microclimatiche (temperatura, umidità relativa e luminosità).
Per quanto riguarda i dati relativi all’alimentazione, la sperimentazione è stata suddivisa
in due periodi: il primo comprende i giorni dal 4 settembre al 10 ottobre, il secondo va dal
15 al 30 novembre. Durante il primo periodo sono stati campionati gli insilati con una
cadenza settimanale ed è stata determinata la sostanza secca di ogni campione
utilizzando due metodologie differenti per ogni campione: una parte di campione è stata
essiccata in stufa a 55°C, l’altra parte attraverso l’utilizzo di un forno a microonde
direttamente in stalla. La percentuale di sostanza secca è stata calcolata attraverso il
rapporto tra il peso secco (dopo l’essicazione) e il peso umido del campione originale
rapportato a 100.
L’ingestione del gruppo di bovine, monitorato ogni giorno, è stata invece calcolata per
l’intero periodo della sperimentazione pesando la quantità di unifeed scaricato nella
mangiatoia e sottraendo a questo valore la quantità di unifeed avanzato.
Lo studio del comportamento è stato realizzato tramite l’utilizzo di quattro fotocamere
digitali collocate in quattro punti strategici della stalla (nella parte alta della struttura), in
modo tale da inquadrare la corsia di alimentazione e la zona di riposo, ciascuna di queste da
due punti opposti, ed avere così una visione il più completa possibile della disposizione delle
bovine (fig3.6). Le fotocamere, collegate ad un circuito elettronico creato apposta per
sperimentazioni di questo tipo, sono state programmate per scattare una foto in
contemporanea ogni 15 minuti. Il periodo di utilizzo delle fotocamere è durato 9 giorni (dal
27 settembre al 5 ottobre) nel primo periodo, ossia quello antecedente l’inversione, e 8
giorni nel periodo successivo all’inversione (dal 20 al 27 novembre), ma purtroppo solo le
foto fino al 23 novembre sono state utilizzate per le valutazioni di comportamento. La
maggior brevità di quest’ultimo periodo è dovuta alla difficoltà di funzionamento di alcune
52
fotocamere, che hanno smesso di scattare foto dopo pochi giorni. Le immagini ottenute
sono state inserite in un software specificatamente creato, che ha permesso la visione
contemporanea delle foto scattate nello stesso istante dalle quattro fotocamere.
È stato quindi possibile visualizzare le vacche presenti in mangiatoia e quelle nelle zone di
riposo, sia interna che esterna (fig.3.7). Il software è dotato di una griglia in cui sono stati
inseriti, successivamente all’attenta osservazione delle foto, il numero di animali presenti
nelle diverse parti della stalla e la loro attività:
· in piedi in cuccetta, in piedi fuori dalla cuccetta e in decubito in cuccetta per quanto
riguarda le zone riposo, divise in esterna ed interna,
· animali che si alimentano e animali in piedi che non si alimentano per quanto
riguarda la corsia di alimentazione.
Nella disposizione delle fotocamere era stata anche ipotizzata una possibile osservazione e
conteggio delle bovine presenti in sala d’attesa. Purtroppo le scarse condizioni di visibilità
all’interno della stalla (l’area in prossimità della sala d’attesa è piuttosto buia) e il difficile
posizionamento delle fotocamere, non hanno permesso la visualizzazione di immagini nitide,
anche se il problema è stato pienamente risolto attraverso l’utilizzo del software del robot di
mungitura che ha reso possibile il conteggio delle bovine presenti nella sala d’attesa nello
stesso istante in cui venivano scattate le quattro foto.
Nel complesso, però, l’utilizzo delle fotocamere non ha consentito la visualizzazione di tutte
le bovine da latte presenti nella stalla a causa delle difficoltà riscontrate al momento
dell’installazione degli apparecchi, che sono stati posizionati nella parte alta della struttura
(circa 5 metri d’altezza) e quindi in condizioni poco agevoli; inoltre la scarsa nitidezza di
molte foto, dovuta a condizioni di luminosità non ottimali, ha fatto sì che tutte le immagini
scattate nelle ore notturne fossero scartate e che, comunque, in alcune immagini diurne non
fosse possibile procedere al conteggio degli animali.
53
Fig.3.6 - Fotocamera utilizzata nella sperimentazione (Provolo et al., 2004)
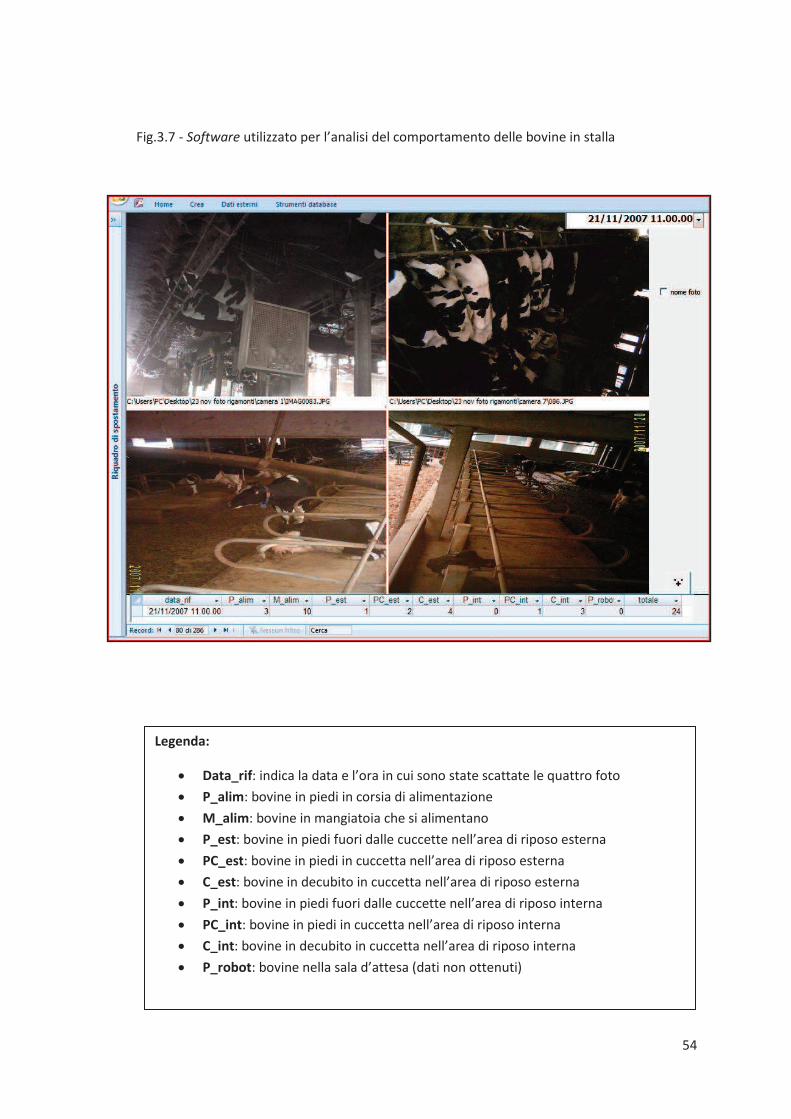
54
Fig.3.7 - Software utilizzato per l’analisi del comportamento delle bovine in stalla
Legenda:
· Data_rif: indica la data e l’ora in cui sono state scattate le quattro foto
· P_alim: bovine in piedi in corsia di alimentazione
· M_alim: bovine in mangiatoia che si alimentano
· P_est: bovine in piedi fuori dalle cuccette nell’area di riposo esterna
· PC_est: bovine in piedi in cuccetta nell’area di riposo esterna
· C_est: bovine in decubito in cuccetta nell’area di riposo esterna
· P_int: bovine in piedi fuori dalle cuccette nell’area di riposo interna
· PC_int: bovine in piedi in cuccetta nell’area di riposo interna
· C_int: bovine in decubito in cuccetta nell’area di riposo interna
· P_robot: bovine nella sala d’attesa (dati non ottenuti)
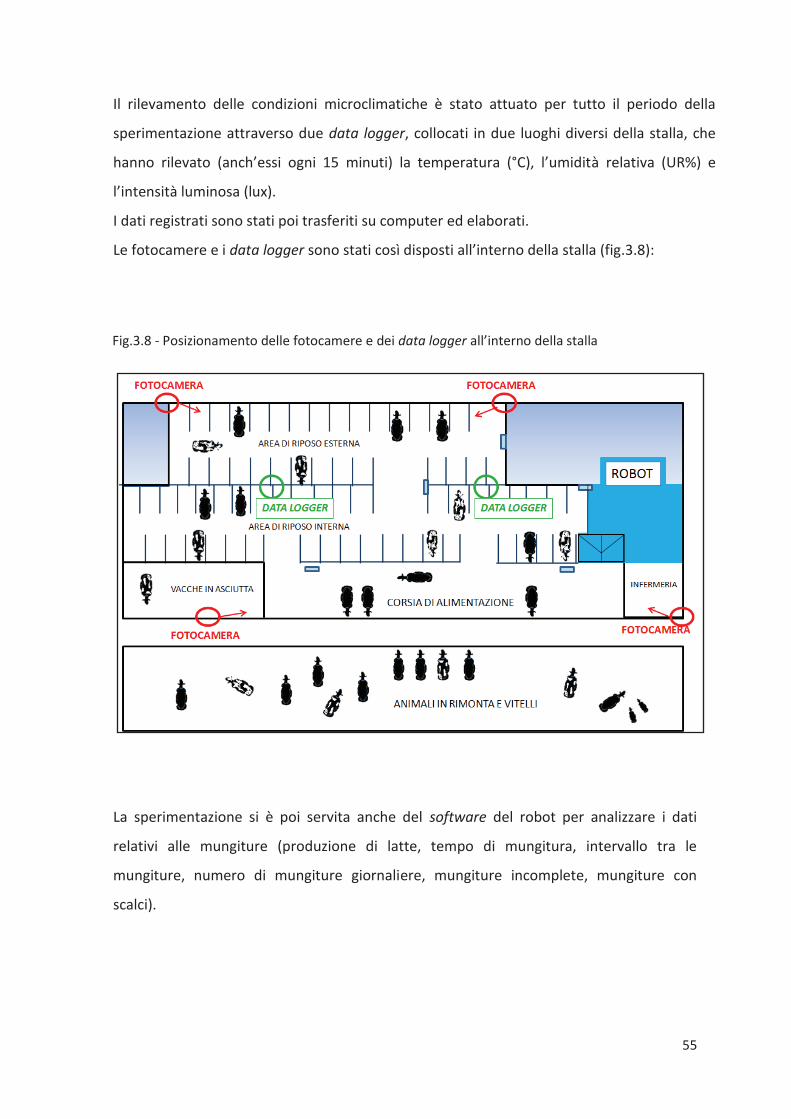
55
Il rilevamento delle condizioni microclimatiche è stato attuato per tutto il periodo della
sperimentazione attraverso due data logger, collocati in due luoghi diversi della stalla, che
hanno rilevato (anch’essi ogni 15 minuti) la temperatura (°C), l’umidità relativa (UR%) e
l’intensità luminosa (lux).
I dati registrati sono stati poi trasferiti su computer ed elaborati.
Le fotocamere e i data logger sono stati così disposti all’interno della stalla (fig.3.8):
La sperimentazione si è poi servita anche del software del robot per analizzare i dati
relativi alle mungiture (produzione di latte, tempo di mungitura, intervallo tra le
mungiture, numero di mungiture giornaliere, mungiture incomplete, mungiture con
scalci).
Fig.3.8 - Posizionamento delle fotocamere e dei data logger all’interno della stalla

56
4 – RISULTATI DELLA SPERIMENTAZIONE
4.1 - L’INGESTIONE
L’Analisi dell’ingestione è stata attuata pesando l’unifeed somministrato e sottraendo a
questo l’unifeed rimasto nella mangiatoia. Sono stati poi confrontati i dati dell’ingestione di
sostanza secca teorica (calcolata sulla base delle quantità di ogni singola materia prima
previste dal programma di razionamento) con i dati reali registrati dalla differenza tra la
quantità di unifeed scaricato giornalmente e gli eventuali avanzi del giorno successivo.
Secondo il dato teorico la quantità individuale di sostanza secca ingerita non dovrebbe
variare nei due periodi di sperimentazione (circa 21 kg/giorno); ciò che risulta dai valori
ottenuti attraverso il calcolo reale della sostanza secca ingerita è invece di notevole
interesse: nella razione somministrata successivamente al cambio di traffico la quantità di
sostanza secca ingerita aumenta fino a raggiungere i 22,5 kg/giorno, l’8% in più rispetto alla
razione determinata teoricamente (grafico 4.1). Il motivo di tale aumento è da ricercarsi
proprio nella variazione di traffico animale. Prima della modifica le bovine attendevano il
loro turno per recarsi in mangiatoia nel box di mungitura o, peggio ancora, nell’area di
riposo a cuccette. Successivamente al cambio di traffico, le bovine attendono il loro turno
per entrare nel box di mungitura, e quindi recarsi alle cuccette di riposo, nella corsia di
alimentazione. Questo fa sì che durante l’attesa le vacche continuino ad alimentarsi e
assumano pertanto una maggior quantità di sostanza secca.
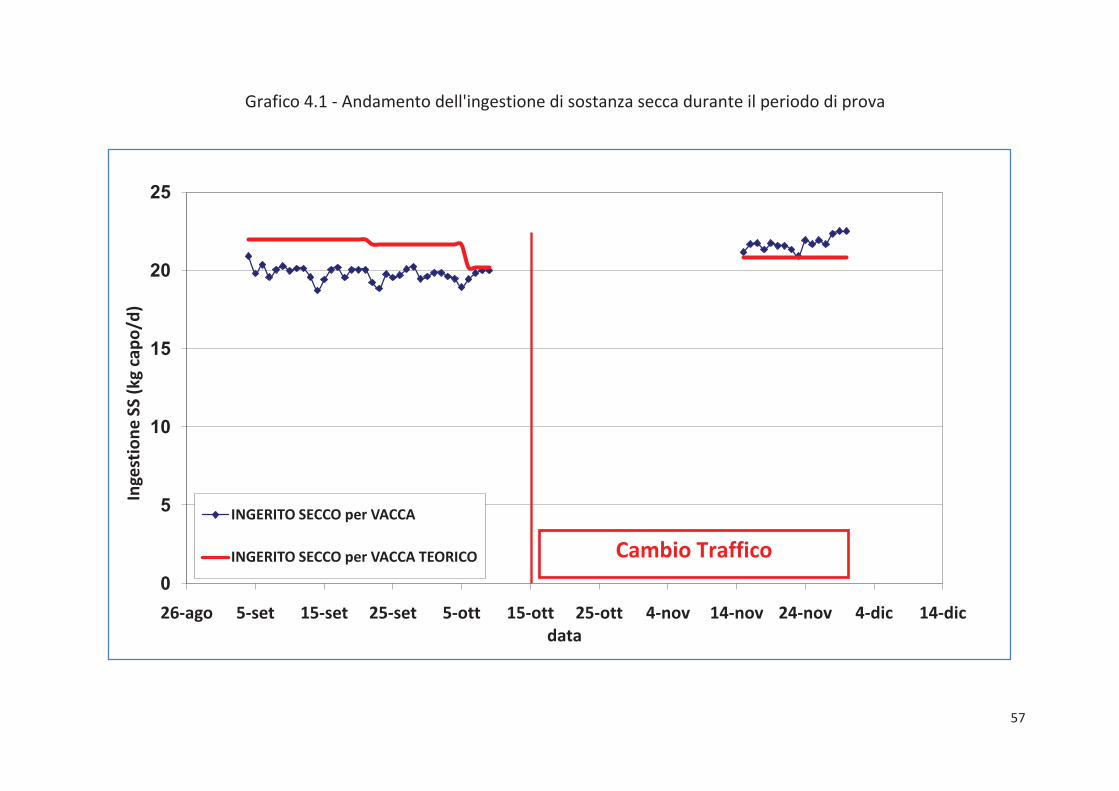
57
0
5
10
15
20
25
26-ago 5-set 15-set 25-set 5-ott 15-ott 25-ott 4-nov 14-nov 24-nov 4-dic 14-dic
Inge
stio
ne
SS
(kg
cap
o/d
)
data
INGERITO SECCO per VACCA
INGERITO SECCO per VACCA TEORICO Cambio Traffico
Grafico 4.1 - Andamento dell'ingestione di sostanza secca durante il periodo di prova
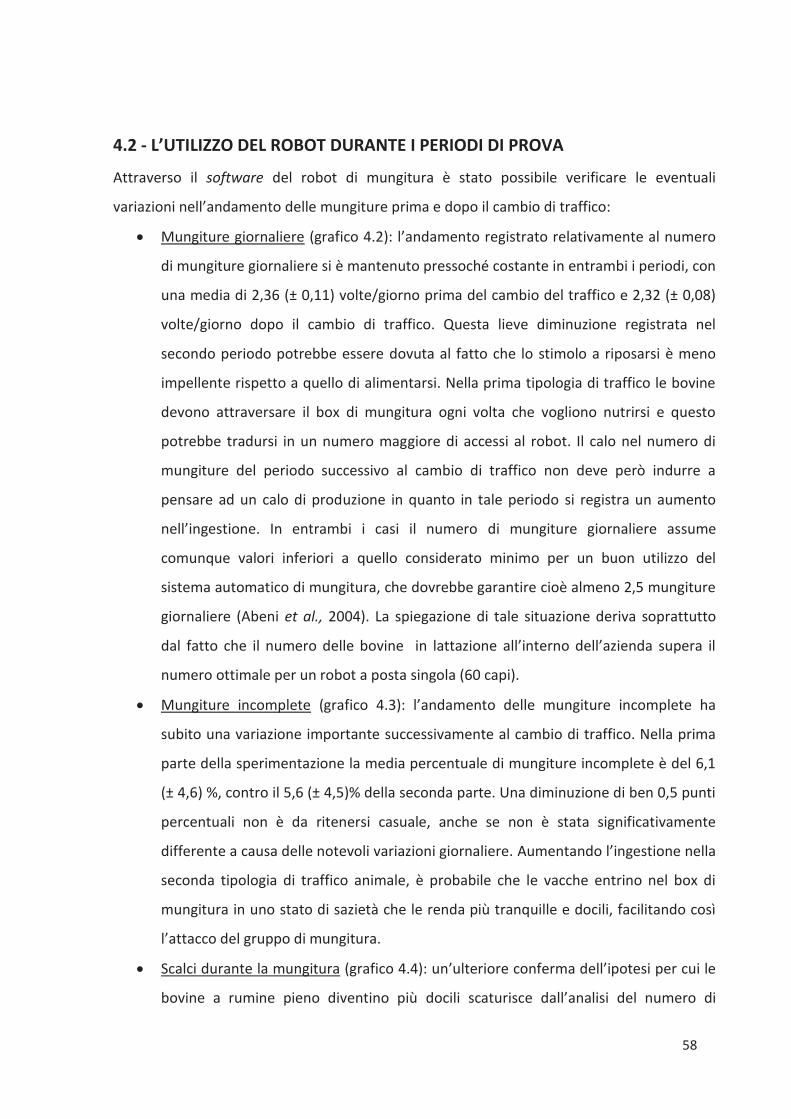
58
4.2 - L’UTILIZZO DEL ROBOT DURANTE I PERIODI DI PROVA
Attraverso il software del robot di mungitura è stato possibile verificare le eventuali
variazioni nell’andamento delle mungiture prima e dopo il cambio di traffico:
· Mungiture giornaliere (grafico 4.2): l’andamento registrato relativamente al numero
di mungiture giornaliere si è mantenuto pressoché costante in entrambi i periodi, con
una media di 2,36 (± 0,11) volte/giorno prima del cambio del traffico e 2,32 (± 0,08)
volte/giorno dopo il cambio di traffico. Questa lieve diminuzione registrata nel
secondo periodo potrebbe essere dovuta al fatto che lo stimolo a riposarsi è meno
impellente rispetto a quello di alimentarsi. Nella prima tipologia di traffico le bovine
devono attraversare il box di mungitura ogni volta che vogliono nutrirsi e questo
potrebbe tradursi in un numero maggiore di accessi al robot. Il calo nel numero di
mungiture del periodo successivo al cambio di traffico non deve però indurre a
pensare ad un calo di produzione in quanto in tale periodo si registra un aumento
nell’ingestione. In entrambi i casi il numero di mungiture giornaliere assume
comunque valori inferiori a quello considerato minimo per un buon utilizzo del
sistema automatico di mungitura, che dovrebbe garantire cioè almeno 2,5 mungiture
giornaliere (Abeni et al., 2004). La spiegazione di tale situazione deriva soprattutto
dal fatto che il numero delle bovine in lattazione all’interno dell’azienda supera il
numero ottimale per un robot a posta singola (60 capi).
· Mungiture incomplete (grafico 4.3): l’andamento delle mungiture incomplete ha
subito una variazione importante successivamente al cambio di traffico. Nella prima
parte della sperimentazione la media percentuale di mungiture incomplete è del 6,1
(± 4,6) %, contro il 5,6 (± 4,5)% della seconda parte. Una diminuzione di ben 0,5 punti
percentuali non è da ritenersi casuale, anche se non è stata significativamente
differente a causa delle notevoli variazioni giornaliere. Aumentando l’ingestione nella
seconda tipologia di traffico animale, è probabile che le vacche entrino nel box di
mungitura in uno stato di sazietà che le renda più tranquille e docili, facilitando così
l’attacco del gruppo di mungitura.
· Scalci durante la mungitura (grafico 4.4): un’ulteriore conferma dell’ipotesi per cui le
bovine a rumine pieno diventino più docili scaturisce dall’analisi del numero di

59
mungiture con scalci, con valori rispettivamente di 1,01 (± 0,1) mungiture con scalci
nel primo periodo e di 0,93 (± 0,1) mungiture con scalci nel secondo periodo. È
quindi chiaro che le bovine stazionano più volentieri nel box di mungitura quando
sono sazie rispetto a quando hanno lo stimolo per andare ad alimentarsi.
· Intervallo tra le mungiture (grafico 4.5): l’intervallo di mungitura è leggermente più
alto nella seconda parte della sperimentazione (10,5 ± 0,35 vs 10,3 ± 0,37 ore di
intervallo tra le mungiture). Questo è innanzitutto una conseguenza del minor
numero di mungiture, ma può anche essere tradotto in una iniziale disabitudine delle
bovine al nuovo tipo di traffico che potrebbe aver causato una serie rallentamenti
nella mobilità all’interno della stalla, e necessiterà quindi di ulteriori indagini, anche
con altri dati ripetuti a distanza dal cambio di traffico. In entrambi i periodi
l’intervallo tra le mungiture è comunque maggiore rispetto a quello verificato nello
studio di Abeni et al. (2004) ,che è di circa 6-8 ore, probabilmente a causa
dell’eccessivo numero di bovine per una sola posta di mungitura nella situazione
sperimentale di Lambrugo.
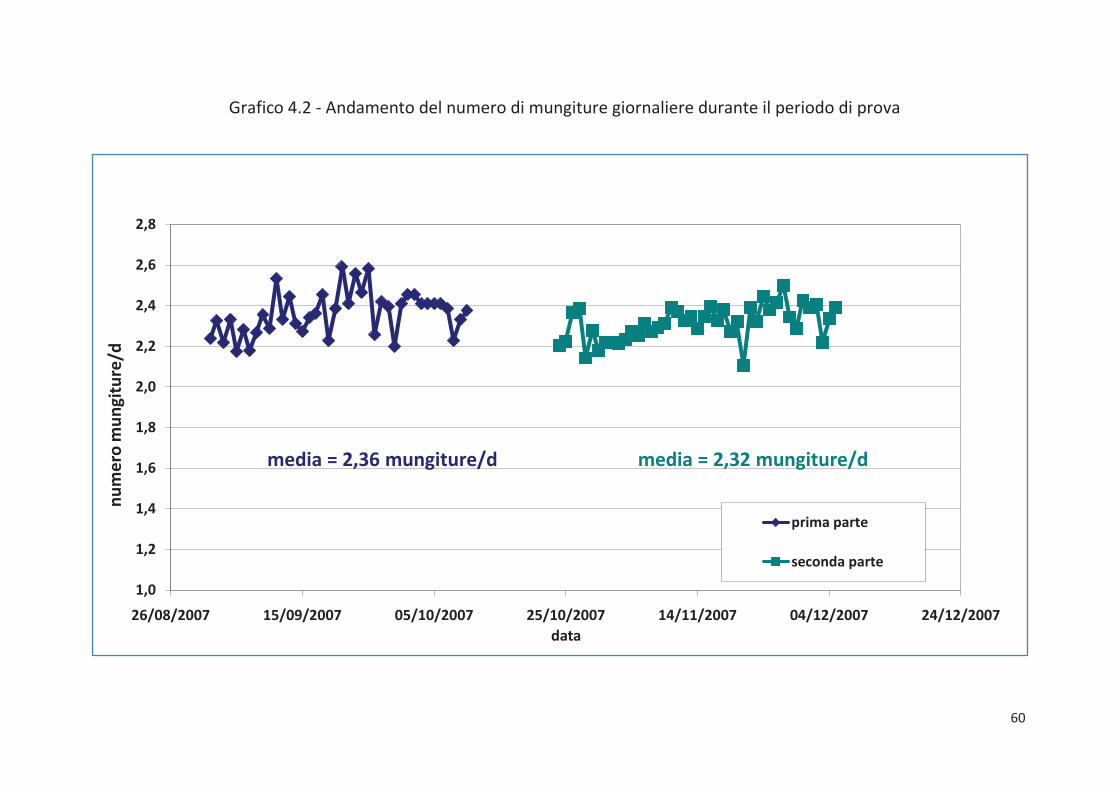
60
1,0
1,2
1,4
1,6
1,8
2,0
2,2
2,4
2,6
2,8
26/08/2007 15/09/2007 05/10/2007 25/10/2007 14/11/2007 04/12/2007 24/12/2007
nu
me
ro m
un
gitu
re/d
data
prima parte
seconda parte
media = 2,36 mungiture/d media = 2,32 mungiture/d
Grafico 4.2 - Andamento del numero di mungiture giornaliere durante il periodo di prova
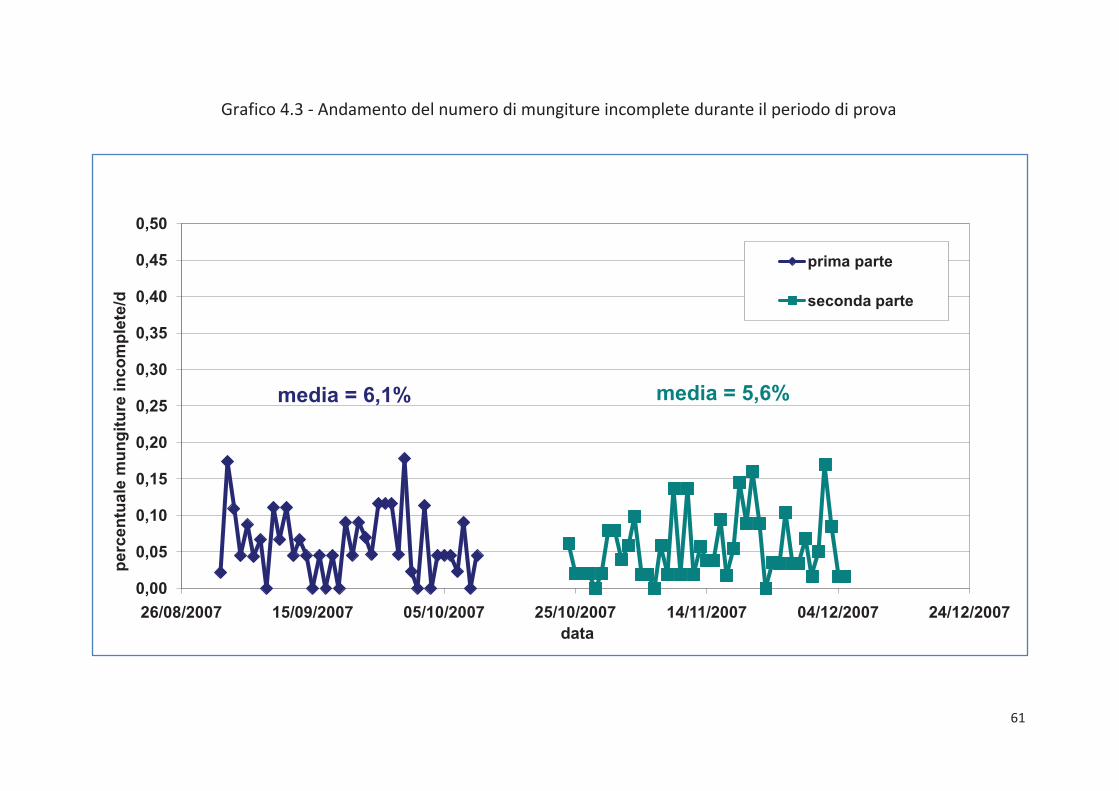
61
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
26/08/2007 15/09/2007 05/10/2007 25/10/2007 14/11/2007 04/12/2007 24/12/2007
perc
en
tuale
mu
ng
itu
re i
nco
mp
lete
/d
data
prima parte
seconda parte
media = 6,1% media = 5,6%
Grafico 4.3 - Andamento del numero di mungiture incomplete durante il periodo di prova
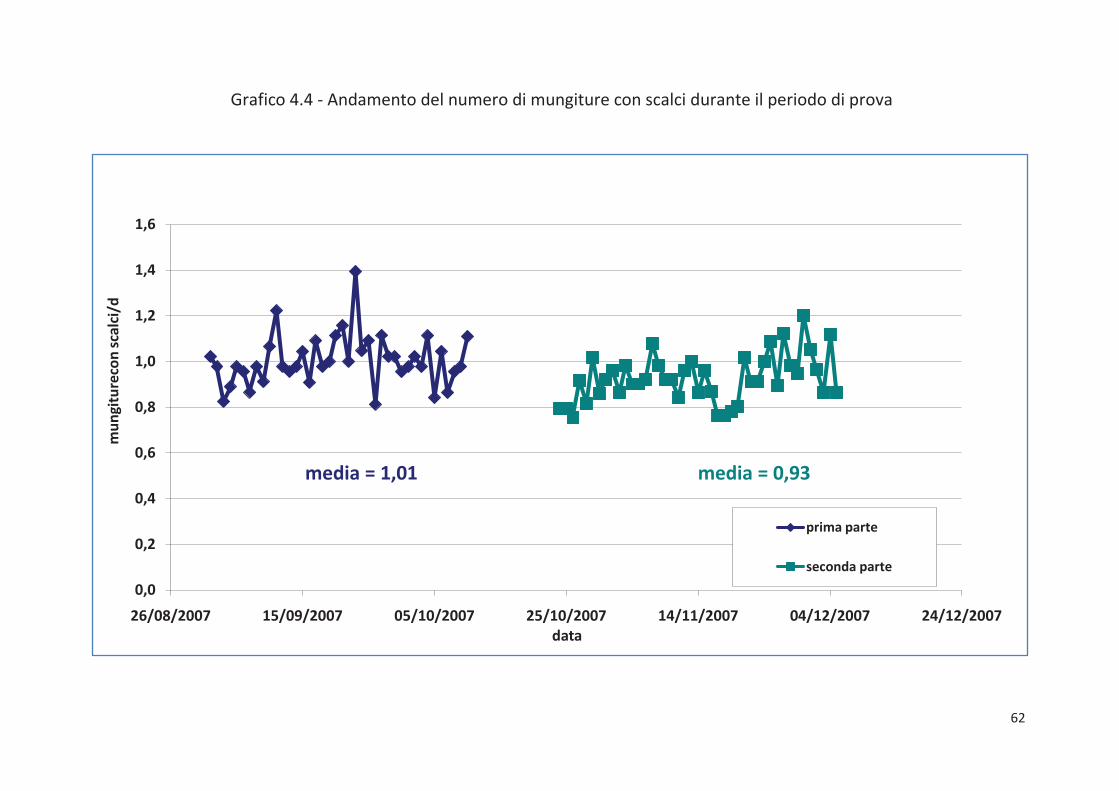
62
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
26/08/2007 15/09/2007 05/10/2007 25/10/2007 14/11/2007 04/12/2007 24/12/2007
mu
ngi
ture
con
sca
lci/
d
data
prima parte
seconda parte
media = 1,01 media = 0,93
Grafico 4.4 - Andamento del numero di mungiture con scalci durante il periodo di prova
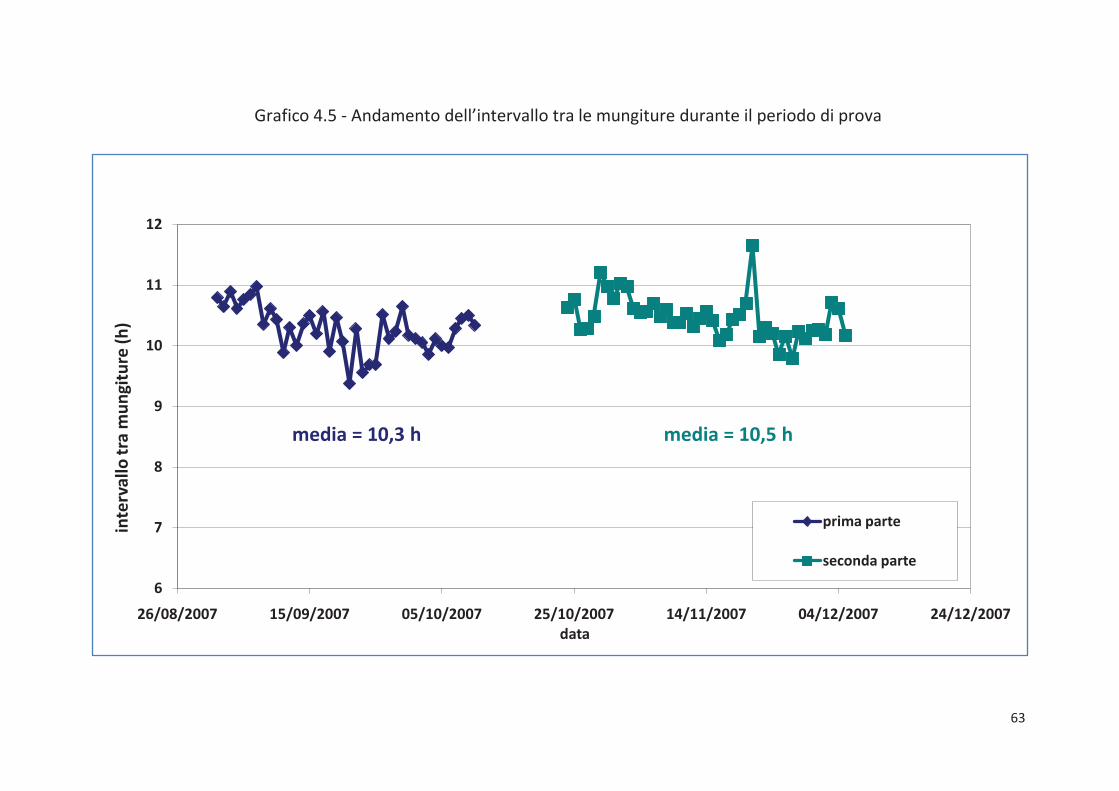
63
6
7
8
9
10
11
12
26/08/2007 15/09/2007 05/10/2007 25/10/2007 14/11/2007 04/12/2007 24/12/2007
inte
rval
lo t
ra m
un
gitu
re (
h)
data
prima parte
seconda parte
media = 10,3 h media = 10,5 h
Grafico 4.5 - Andamento dell’intervallo tra le mungiture durante il periodo di prova

64
4.3 - LA PRODUZIONE DI LATTE DURANTE I PERIODI DI PROVA
I data base del software del robot di mungitura hanno consentito di ottenere
informazioni sulla produzione di latte in entrambi i periodi (grafico 4.6). Nel periodo
antecedente il cambio di traffico la media produttiva è stata di 32,5 (± 1,2) kg/giorno di
latte per bovina, mentre successivamente al cambio di traffico la produzione ha registrato
un leggero aumento, raggiungendo una media di 33 (± 1,2) kg/giorno di latte per bovina.
La crescita produttiva è quasi sicuramente una conseguenza dell’incremento di ingestione
verificatosi dopo l’inversione di marcia del traffico animale. Dal grafico 4.6 si può inoltre
notare un forte calo di produzione in data 25 novembre, data in cui la quantità di latte
prodotto ha raggiunto a stento i 29,3 kg/giorno per bovina. I motivi di questo valore,
anomalo se confrontato con il resto dei dati del periodo, non sono però chiari.
È inoltre importante evidenziare che, poiché per un robot a posta singola i produttori
consigliano una mandria di massimo 60 capi in mungitura (Abeni et al., 2004), l’elevato
numero di bovine in lattazione presenti durante la sperimentazione ha fatto sì che
l’impianto di mungitura fosse sfruttato al massimo già prima della modifica del percorso
forzato e pertanto non è stato possibile registrare un aumento di produzione
proporzionale all’incremento di ingestione che si è verificato successivamente al cambio
di direzione.
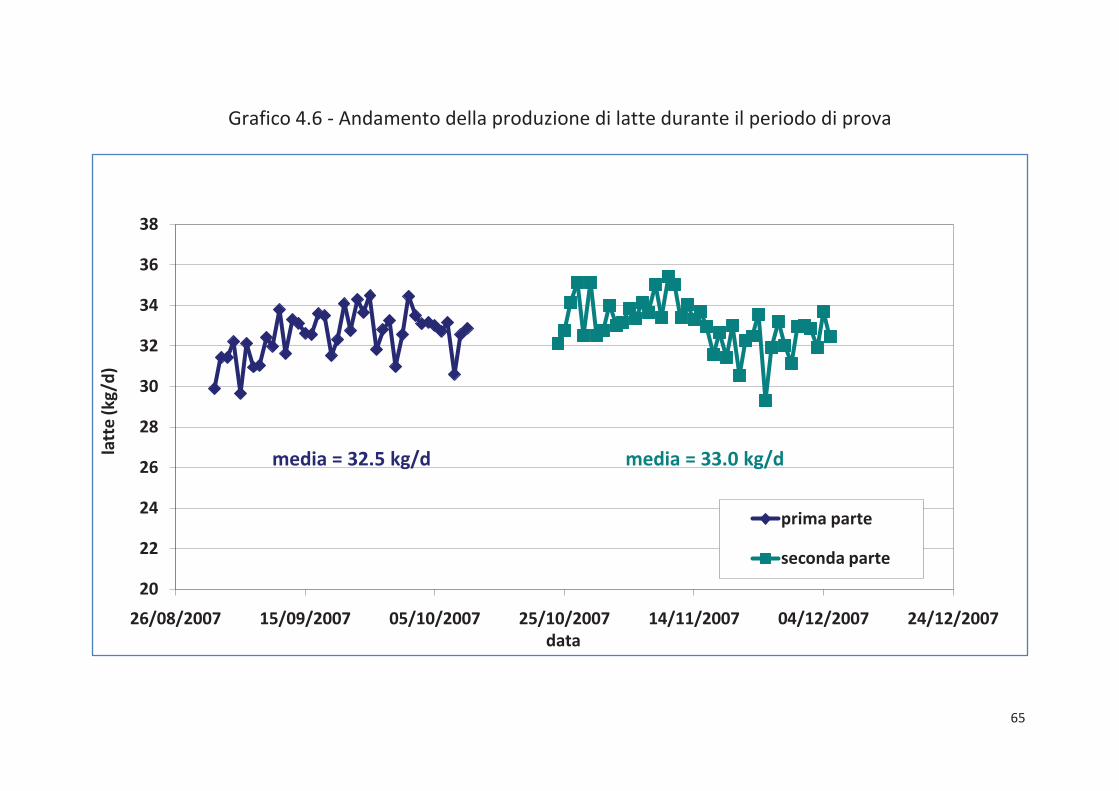
65
20
22
24
26
28
30
32
34
36
38
26/08/2007 15/09/2007 05/10/2007 25/10/2007 14/11/2007 04/12/2007 24/12/2007
latt
e (k
g/d
)
data
prima parte
seconda parte
media = 32.5 kg/d media = 33.0 kg/d
Grafico 4.6 - Andamento della produzione di latte durante il periodo di prova
66
4.4 - L’UTILIZZO DEL ROBOT DURANTE GLI ANNI 2006 E 2007
I dati relativi all’utilizzo del robot di mungitura nelle annate 2006 e 2007 sono stati
ottenuti elaborando le informazioni del software del robot. In particolare, sono stati
analizzati i dati relativi al numero di mungiture, alle mungiture incomplete e con scalci,
alla durata delle mungiture e all’intervallo tra le mungiture. Sono stati creati dei grafici
relativi all’andamento giornaliero e mensile in entrambe la annate.
· Mungiture giornaliere (grafici 4.7 e 4.8): l’andamento delle mungiture giornaliere
è molto diverso nei due anni analizzati: il 2007 presenta un numero maggiore di
mungiture rispetto al 2006 nei soli mesi di febbraio, marzo e aprile, con un valore
di circa 2,35 mungiture al giorno per bovina nel 2007 contro circa 2,27 mungiture
al giorno per bovine nel 2006. Nell’aprile 2006 la media delle mungiture
giornaliere è di 2,25 mungiture/d, valore indice di uno scarso utilizzo del robot da
parte delle bovine. Durante il resto dell’anno, il numero di mungiture si mantiene
più elevato nel 2006 rispetto al 2007. Nei mesi della sperimentazione (settembre,
ottobre e novembre 2007), il numero di mungiture si è mantenuto più o meno
costante, intorno alle 2,34 mungiture giornaliere. Sono poi evidenti diversi
momenti critici in entrambe le annate, il più evidente dei quali si registra nel 2006
nel 316mo giorno (ottobre), giorno in cui si raggiungono a stento 1,5 mungiture al
giorno.
· Mungiture incomplete (grafici 4.9 e 4.10): le mungiture incomplete risultano
maggiori nel 2006 rispetto al 2007 per quasi tutto l’anno, salvo i mesi di
novembre, dove si evidenzia un numero medio di mungiture incomplete uguale
per entrambe le annate, e dicembre, nel quale il 2007 raggiunge un numero ben
maggiore rispetto all’anno precedente (con una media di 0,06 mungiture
incomplete al giorno nel 2007 vs 0,02 nel 2006). L’andamento dell’anno 2006 si
dimostra inoltre più altalenante rispetto a quello dell’anno 2007, con alti e bassi
molto evidenti, quali il picco che raggiunge il valore di 0,7 mungiture incomplete
nel 194mo giorno dell’anno (giugno).
67
· Mungiture con scalci (grafici 4.11 e 4.12): il numero di mungiture con scalci è
maggiore durante tutto il corso dell’anno nel 2007 rispetto al 2006. Nei primi mesi
dell’anno i valori medi delle due annate sono pressoché simili, intorno a 0,35-0,4
mungiture con scalci al giorno. Varia invece in modo notevole il numero delle
mungiture con scalci nei mesi da aprile a novembre 2007 rispetto al 2006: in tale
periodo, infatti, il numero di mungiture con scalci differisce nei due anni fino a 0,5
volte: nel mese di aprile, ad esempio, si registrano 0,53 mungiture con scalci nel
2006 e ben 1,06 mungiture con scalci nel 2007. La presenza di picchi durante il
corso dell’anno è meno evidente rispetto a quella riscontrata nelle altre variabili
(mungiture giornaliere e incomplete), probabilmente perché le condizioni
determinanti gli scalci durante la mungitura, quali lo stress, si sono mantenute
relativamente costanti durante il corso dell’anno. La maggior incidenza delle
mungiture con scalci nell’anno 2007 rispetto al 2006 potrebbe derivare dalla
presenza di bovine con un temperamento differente nei due anni.
Confrontando il grafico relativo alle mungiture incomplete (grafico 4.10) con
quello relativo alle mungitura con scalci (4.12) è chiaro come nel 2007 sia
aumentato il numero di mungiture con scalci ma sia diminuito quello di mungiture
incomplete; tale risultato potrebbe derivare da una diversità delle bovine nei due
anni: è probabile che le bovine in lattazione nel 2007 abbiano avuto un
temperamento più “aggressivo” e pertanto il numero di mungiture con scalci sia
risultato maggiore, ma anche una fisiologia più adatta alla mungitura robotizzata,
che può avere contribuito a diminuire il numero di mungiture incomplete.
· Durata delle mungiture (grafici 4.13 e 4.14): la durata delle mungiture nel 2006 si è
mantenuta superiore per quasi tutta la durata dell’anno rispetto al 2007, esclusi
però i mesi di ottobre e novembre in cui la situazione si capovolge e la durata delle
mungiture è maggiore nel 2007. Sono stati riscontrati valori minimi di 7,5 minuti
nel giugno 2007 e di 7,8 minuti nell’ottobre 2006. Nel complesso però in entrambe
le annate la durata media delle mungiture si mantiene simile e costante durante
tutto l’anno, intorno agli 8-9 minuti per mungitura, valore leggermente superiore
a quello di riferimento di 4-8 minuti delineato da Guidobono Cavalchini (2007).
· Intervallo tra le mungiture (grafici 4.15 e 4.16): l’intervallo tra le mungiture
assume valori simili per entrambe le annate durante tutto il corso dell’anno,

68
nonostante si evidenzi una durata maggiore in tutti i mesi del 2007 tranne
febbraio, marzo e aprile, nei quali l’intervallo risulta essere maggiore nel 2006, con
una differenza di circa 30 minuti tra le due annate; la maggior durata
dell’intervallo tra le mungiture nei mesi di marzo e aprile 2006 trova riscontro nel
minor numero di mungiture giornaliere registrato in tale periodo (grafico 4.8).
L’andamento non è costante durante l’anno e sono infatti presenti valori che si
discostano in maniera evidente dal trend generale: nel 2006 si riscontrano un
intervallo di circa 510 minuti nel 27° giorno dell’anno (gennaio) e uno di circa 730
minuti nel 91° giorno dell’anno (aprile). Anche nel 2007 si riscontrano alcuni
picchi, il più evidente dei quali nel 161° giorno (maggio) con un intervallo di circa
735 minuti.
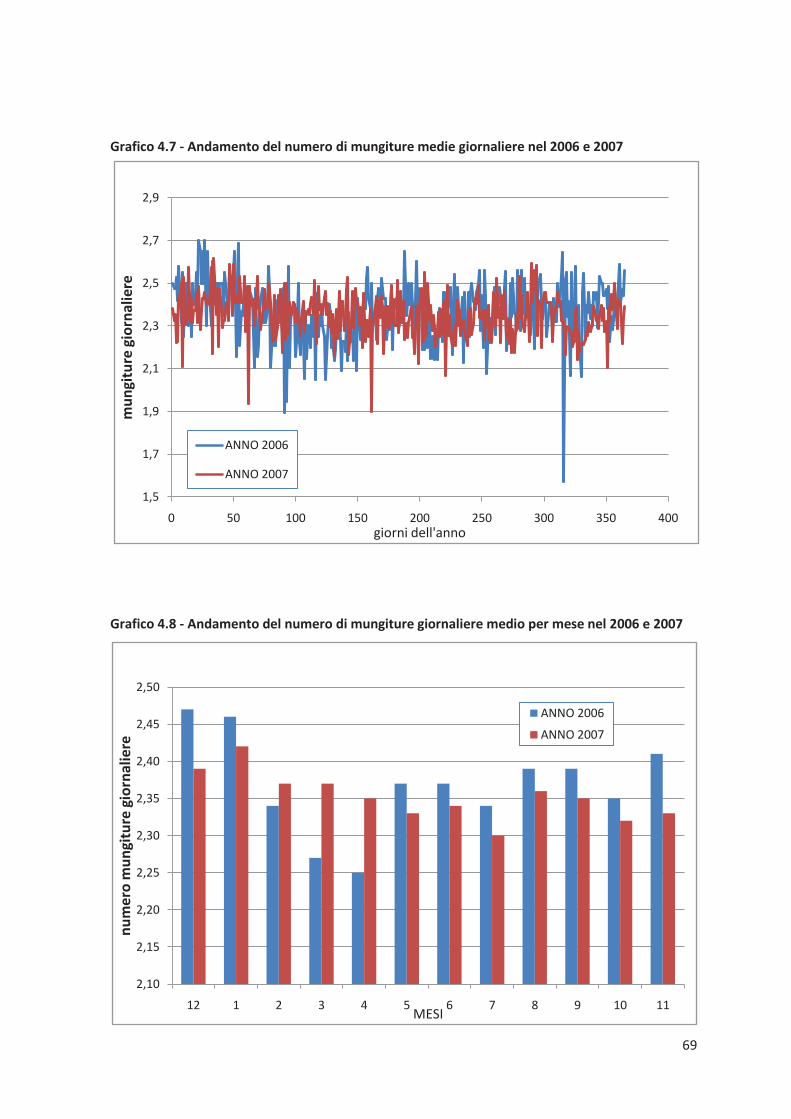
69
1,5
1,7
1,9
2,1
2,3
2,5
2,7
2,9
0 50 100 150 200 250 300 350 400
mu
ngi
ture
gio
rnal
iere
giorni dell'anno
ANNO 2006
ANNO 2007
Grafico 4.7 - Andamento del numero di mungiture medie giornaliere nel 2006 e 2007
2,10
2,15
2,20
2,25
2,30
2,35
2,40
2,45
2,50
12 1 2 3 4 5 6 7 8 9 10 11
nu
mer
o m
un
gitu
re g
iorn
alie
re
MESI
ANNO 2006
ANNO 2007
Grafico 4.8 - Andamento del numero di mungiture giornaliere medio per mese nel 2006 e 2007
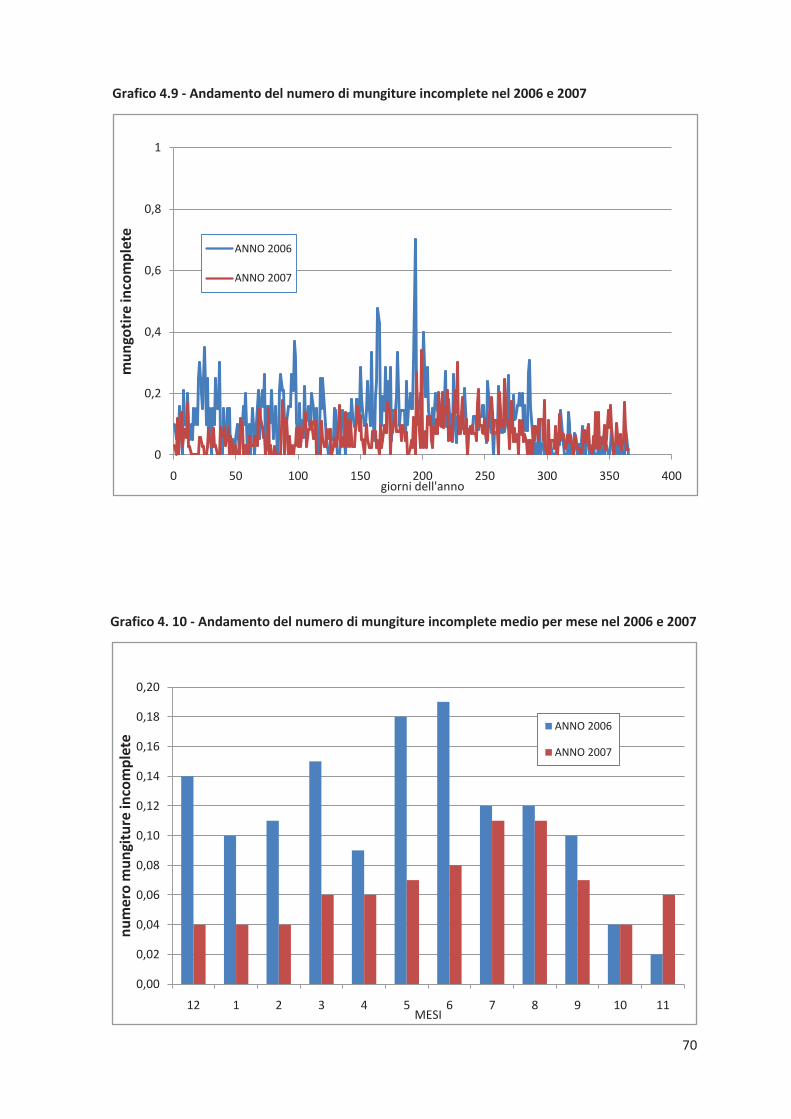
70
0
0,2
0,4
0,6
0,8
1
0 50 100 150 200 250 300 350 400
mu
ngo
tire
inco
mp
lete
giorni dell'anno
ANNO 2006
ANNO 2007
Grafico 4.9 - Andamento del numero di mungiture incomplete nel 2006 e 2007
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
0,18
0,20
12 1 2 3 4 5 6 7 8 9 10 11
nu
mer
o m
un
gitu
re in
com
ple
te
MESI
ANNO 2006
ANNO 2007
Grafico 4. 10 - Andamento del numero di mungiture incomplete medio per mese nel 2006 e 2007
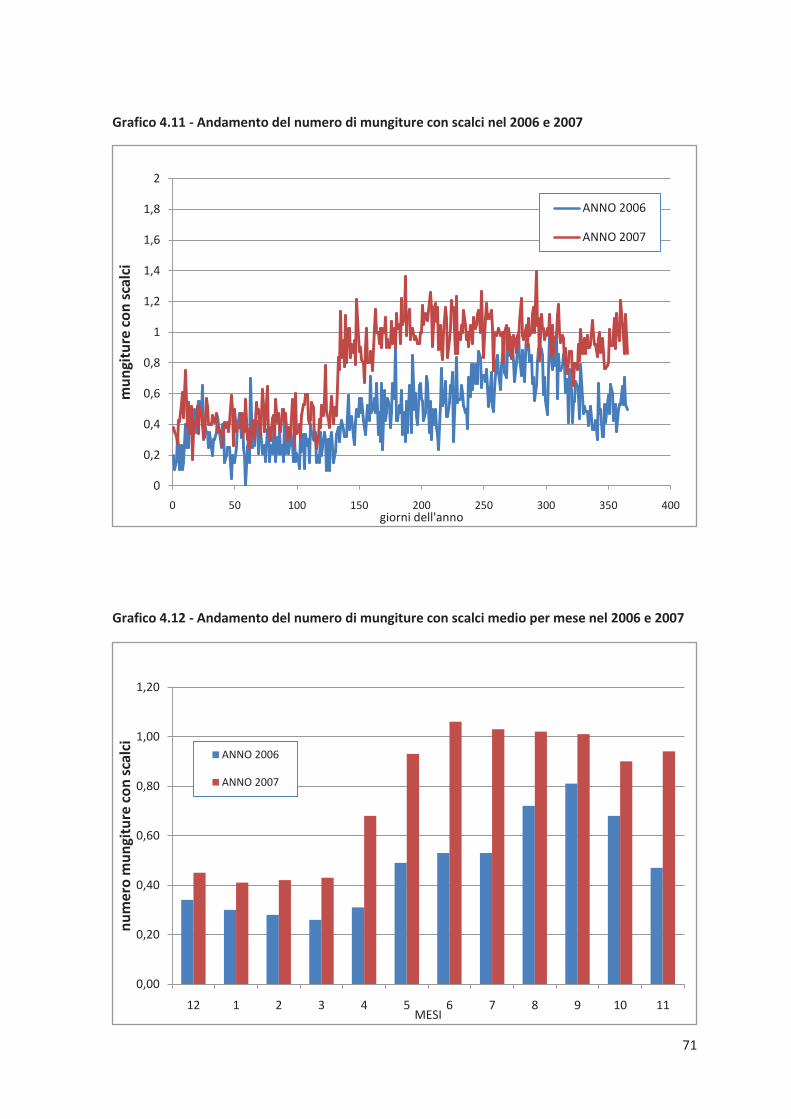
71
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
2
0 50 100 150 200 250 300 350 400
mu
ngi
ture
co
n s
calc
i
giorni dell'anno
ANNO 2006
ANNO 2007
Grafico 4.11 - Andamento del numero di mungiture con scalci nel 2006 e 2007
0,00
0,20
0,40
0,60
0,80
1,00
1,20
12 1 2 3 4 5 6 7 8 9 10 11
nu
mer
o m
un
gitu
re c
on
sca
lci
MESI
ANNO 2006
ANNO 2007
Grafico 4.12 - Andamento del numero di mungiture con scalci medio per mese nel 2006 e 2007
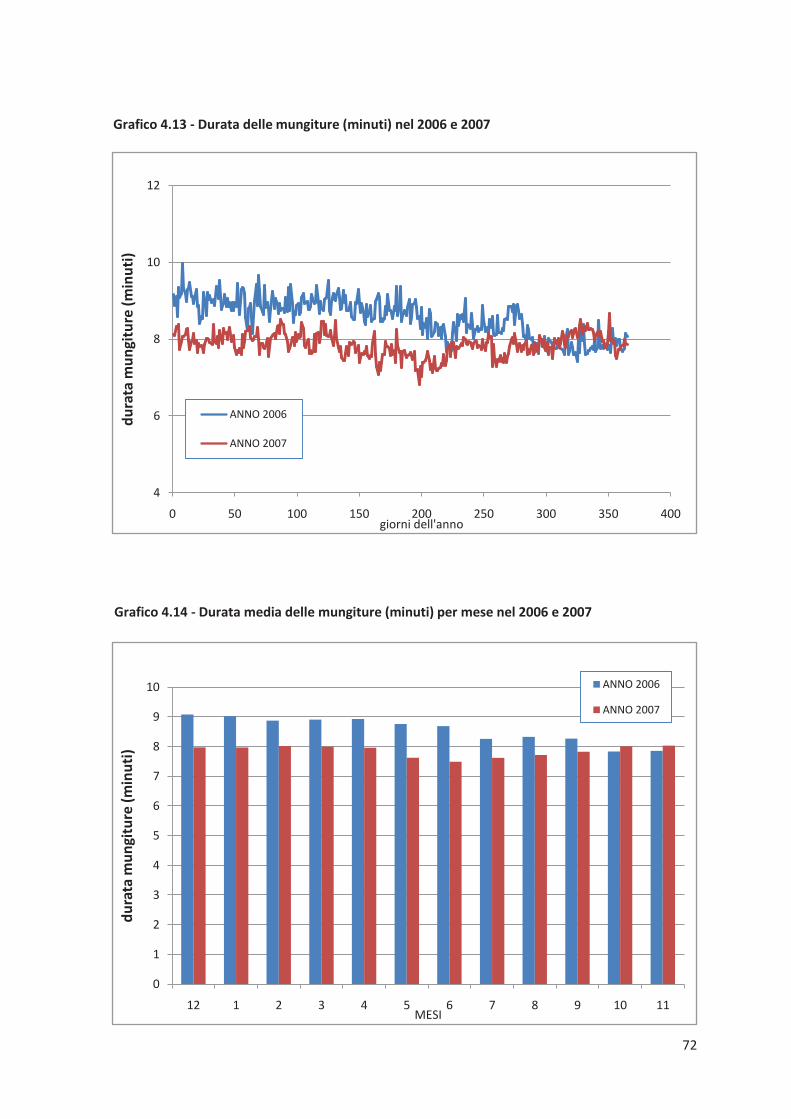
72
4
6
8
10
12
0 50 100 150 200 250 300 350 400
du
rata
mu
ngi
ture
(m
inu
ti)
giorni dell'anno
ANNO 2006
ANNO 2007
Grafico 4.13 - Durata delle mungiture (minuti) nel 2006 e 2007
0
1
2
3
4
5
6
7
8
9
10
12 1 2 3 4 5 6 7 8 9 10 11
du
rata
mu
ngi
ture
(m
inu
ti)
MESI
ANNO 2006
ANNO 2007
Grafico 4.14 - Durata media delle mungiture (minuti) per mese nel 2006 e 2007
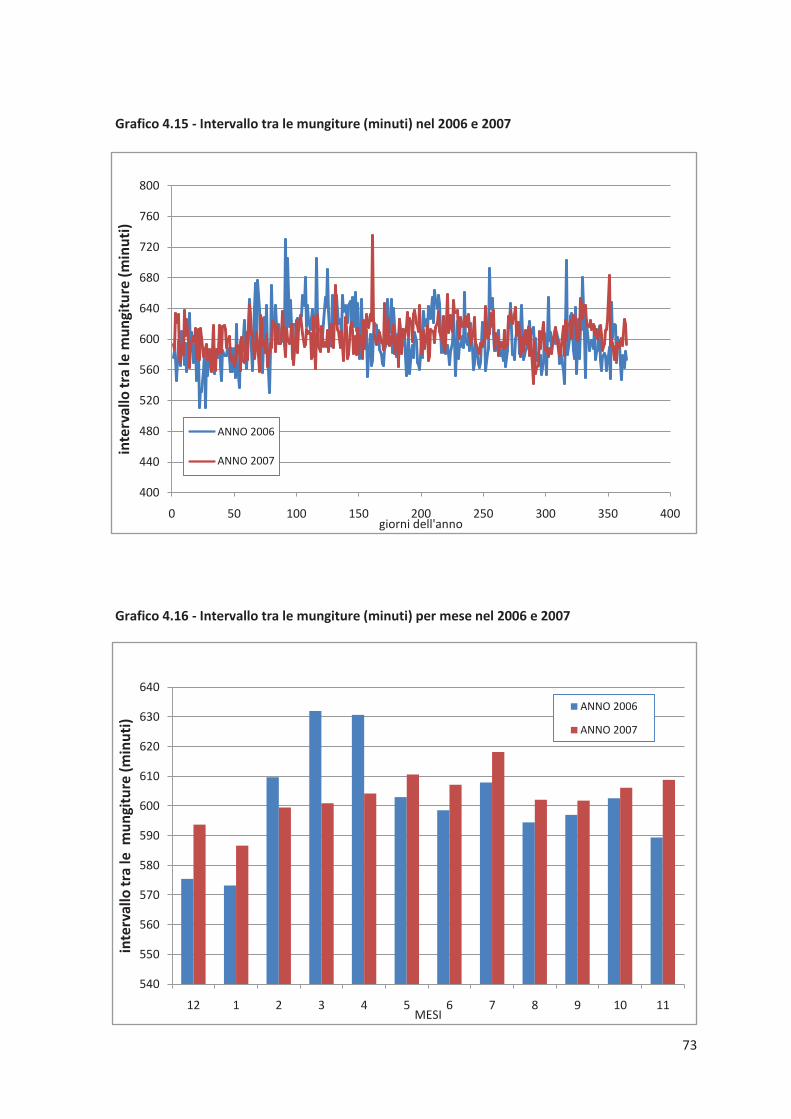
73
400
440
480
520
560
600
640
680
720
760
800
0 50 100 150 200 250 300 350 400
inte
rval
lo t
ra le
mu
ngi
ture
(m
inu
ti)
giorni dell'anno
ANNO 2006
ANNO 2007
Grafico 4.15 - Intervallo tra le mungiture (minuti) nel 2006 e 2007
540
550
560
570
580
590
600
610
620
630
640
12 1 2 3 4 5 6 7 8 9 10 11
inte
rval
lo t
ra le
mu
ngi
ture
(m
inu
ti)
MESI
ANNO 2006
ANNO 2007
Grafico 4.16 - Intervallo tra le mungiture (minuti) per mese nel 2006 e 2007

74
4.5 - LA PRODUZIONE DI LATTE DURANTE GLI ANNI 2006 E 2007
Attraverso l’analisi del data base del robot di mungitura è stato possibile risalire ai dati
relativi all’andamento della produzione di latte nel 2006 e 2007. Per meglio facilitare la
comprensione di queste informazioni, sono stati creati due grafici, uno relativo
all’andamento giornaliero della produzione (grafico 4.17) e uno relativo all’andamento
basato sulle medie mensili (grafico 4.18). La produzione di latte nel 2007 è stata maggiore
rispetto a quella dell’anno precedente, con una quantità di latte pari a circa 35 kg/d, fino
al mese di giugno (180 giorni circa); dopo tale periodo si riscontra infatti una diminuzione
di latte prodotto nel 2007 rispetto a quello prodotto nel 2006 (circa 32 kg/d vs 33kg/d),
che si mantiene fino alla fine dell’anno. In entrambe le annate si riscontrano due forti cali
di produzione, rispettivamente a 317 giorni (ottobre) per il 2006, con 23,6 kg/d e a 240
giorni (agosto) per il 2007, con una produzione di 22,5 kg/d, forse dovuti a condizioni
microclimatiche particolari o a situazioni anomale all’interno della stalla. La minor
produzione di latte nei mesi di marzo e aprile 2006 può essere spiegata dal fatto che in
tali mesi è stata riscontrata una forte diminuzione nel numero di mungiture (grafico 4.8).
Si è inoltre verificato un calo di produzione nel dicembre 2007; non si esclude che tale
situazione possa aver influito sull’interpretazione corretta dei risultati della ricerca.
Probabilmente a novembre 2007 non era ancora stata raggiunta una stabilità nell’uso
degli spazi da parte delle bovine che hanno subito al 17 ottobre il cambio di traffico. Tali
risultati inducono a spostare di qualche mese una valutazione definitiva, durante un
periodo in cui sicuramente le bovine avranno mostrato un maggior adattamento ai
cambiamenti.
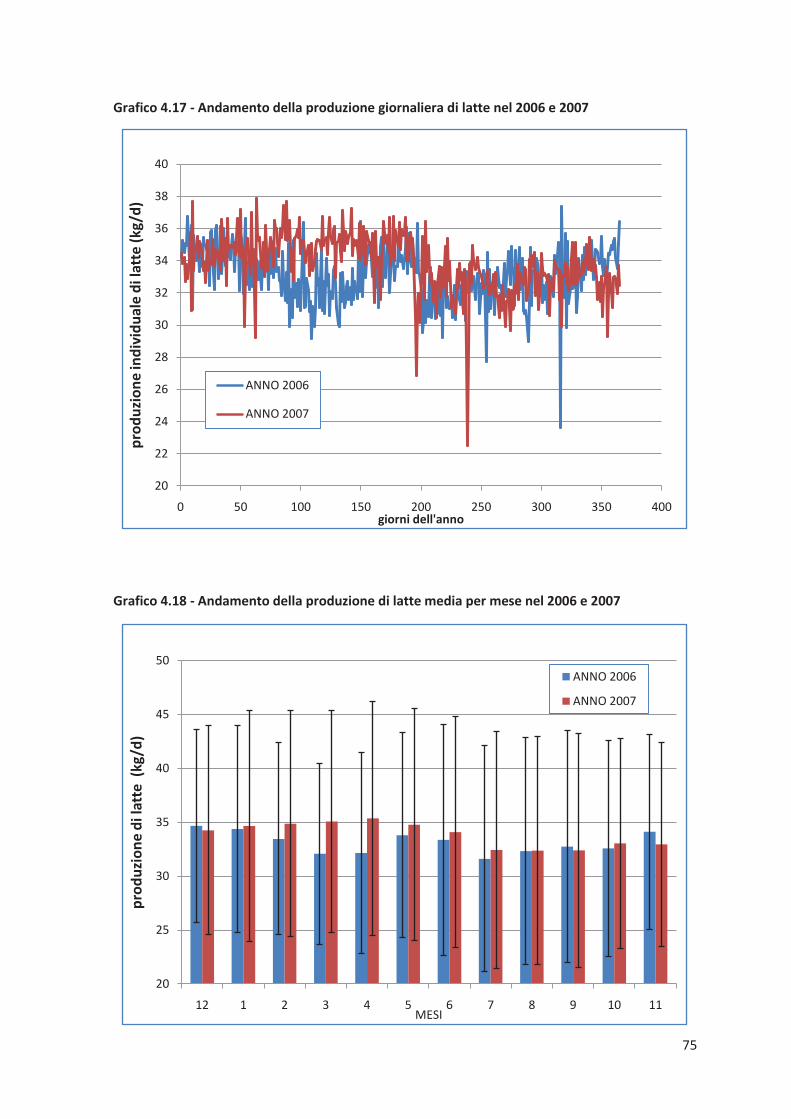
75
Grafico 4.17 - Andamento della produzione giornaliera di latte nel 2006 e 2007
20
22
24
26
28
30
32
34
36
38
40
0 50 100 150 200 250 300 350 400
pro
du
zio
ne
ind
ivid
ual
e d
i lat
te (
kg/d
)
giorni dell'anno
ANNO 2006
ANNO 2007
20
25
30
35
40
45
50
12 1 2 3 4 5 6 7 8 9 10 11
pro
du
zio
ne
di l
atte
(kg
/d)
MESI
ANNO 2006
ANNO 2007
Grafico 4.18 - Andamento della produzione di latte media per mese nel 2006 e 2007
76
4.6 - IL MICROCLIMA
Dall’analisi dei risultati ottenuti tramite l’utilizzo dei data logger nel periodo dal 27
settembre al 27 novembre si sono riscontrate le seguenti situazioni microclimatiche
all’interno della stalla (grafici 4.19 e 4.20 ):
· Temperatura (°C): la temperatura media rilevata durante la sperimentazione è
stata di circa 13 °C. Tale valore rientra perfettamente nell’intervallo di optimum
termico. Se si analizzano però le temperature dei due diversi momenti della
sperimentazione si evidenzia una notevole differenza nelle temperature medie dei
due periodi, con valori di circa 17 °C nella fase antecedente il cambio di traffico
effettuato alla metà di ottobre, e di circa 11 °C dopo la modifica. Una temperatura
minore può influire sull’ingestione, anche se in genere solo sopra 20°C possiamo
notare significative differenze. Si potrebbe quindi ipotizzare che l’aumento di
ingestione registrato dopo il cambio di traffico sia dovuto soprattutto al maggior
tempo trascorso in mangiatoia dalle bovine in attesa, e in piccola parte ad un lieve
abbassamento della temperatura all’interno della stalla.
· Umidità relativa (%): le condizioni di umidità relativa si sono mantenute costanti e
ottimali per tutto il periodo sperimentale, con un valore medio per entrambi i
data logger di UR del 71%. Se si volessero analizzare i due periodi della
sperimentazione separatamente, si osserverebbe una diminuzione del valore di
umidità relativa da prima del cambio di traffico a dopo il cambio: si passa infatti da
una UR del 75 (± 4,3) % circa ad una UR del 67 (± 15,4) %. Tale risultato non ha
nessuna influenza sul diverso comportamento delle bovine, in quanto entrambi i
valori rientrano dell’intervallo di optimum.
· Luminosità (Lux): dai dati rilevati dai data logger le condizioni di luminosità
sembrano essere per la maggior parte del tempo al di sotto del limite stabilito di
15 lux. Durante tutta la sperimentazione il valore di luminosità si è mantenuto
quasi sempre costante su valori di 3,9 lux in entrambi gli strumenti. Tuttavia la
media dei dati rilevati è, per il primo data logger (“HOBO 2”), pari a 3,94 (± 0,72)
lux nel primo periodo e di 30,0 (± 128,94) lux nel secondo periodo, mentre per il
77
secondo data logger (“HOBO 3”) sono stati registrati valori di 4,05 (± 2,75) lux
prima del cambio di direzione e di 4,64 (± 7,15) lux dopo il cambio. Valori così
elevati di deviazione standard, soprattutto quelli relativi al secondo periodo di
sperimentazione del data logger “HOBO 2”,evidenziano la presenza di numerosi
picchi di luminosità che per “HOBO 2” si presentano maggiormente dalle ore 12.00
alle ore 14.00 circa, con valori che sfiorano i 300 lux, per “HOBO 3” dalle ore 9.00
alle ore 10.15 con valori che raggiungono i 185 lux. Valori così diversi e lontani
dall’andamento generale dei dati sono da attribuirsi, probabilmente, al particolare
orientamento con in quale i due strumenti sono stati posizionati all’interno della
stalla. Non si esclude però la possibilità di anomalie di luminosità puntuali, che
hanno interessato brevi ed intensi picchi (il valore di luminosità è salito anche a
circa 5.460 lux) probabilmente dovuti al passaggio di forti fonti luminose, quali i
fari dei trattori adibiti alla pulizia. Si noti comunque come la curva della luminosità
sia correlata con la curva dell’umidità relativa e ad una diminuzione dei valori di
UR% corrisponda un aumento dell’intensità luminosa. Ciò può essere spiegato dal
semplice fatto che solitamente bassi valori di UR si riscontrano in giornate con
buone condizioni atmosferiche e cielo non coperto, condizioni che contribuiscono
ad aumentare il grado di illuminazione ambientale.
Nel complesso le condizioni microclimatiche all’interno della stalla sono positive poiché
rientranti negli intervalli di optimum esplicati in precedenza.
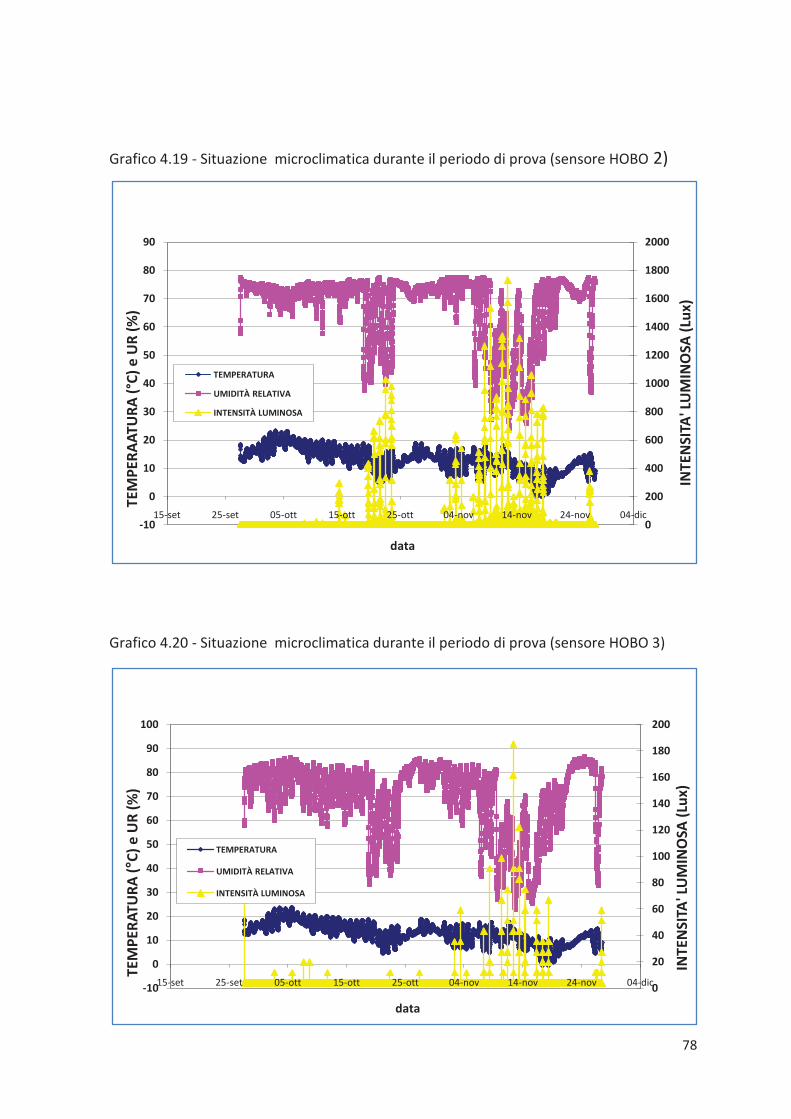
78
0
20
40
60
80
100
120
140
160
180
200
-10
0
10
20
30
40
50
60
70
80
90
100
15-set 25-set 05-ott 15-ott 25-ott 04-nov 14-nov 24-nov 04-dic
INTE
NSI
TA' L
UM
INO
SA (
Lux)
TEM
PER
ATU
RA
(°C
) e
UR
(%
)
data
TEMPERATURA
UMIDITÀ RELATIVA
INTENSITÀ LUMINOSA
Grafico 4.20 - Situazione microclimatica durante il periodo di prova (sensore HOBO 3)
0
200
400
600
800
1000
1200
1400
1600
1800
2000
-10
0
10
20
30
40
50
60
70
80
90
15-set 25-set 05-ott 15-ott 25-ott 04-nov 14-nov 24-nov 04-dic
INTE
NSI
TA' L
UM
INO
SA (
Lux)
TEM
PER
AA
TUR
A (
°C)
e U
R (
%)
data
TEMPERATURA
UMIDITÀ RELATIVA
INTENSITÀ LUMINOSA
Grafico 4.19 - Situazione microclimatica durante il periodo di prova (sensore HOBO 2)
79
4.7 - IL COMPORTAMENTO ANIMALE E IL BENESSERE
L’analisi visiva delle fotografie scattate ad intervalli di 15 minuti ha permesso di osservare
il comportamento delle bovine all’interno della struttura stabulativa e di verificare le
eventuali variazioni derivanti dal cambio di traffico.
È importante sottolineare che i dati analizzati si riferiscono solo alle fotografie totalmente
visibili e che il numero di bovine monitorate attraverso le fotografie non corrisponde al
numero totale di bovine presenti all’interno della stalla. In particolare è stato possibile
valutare le foto mediamente tra le ore 7 e le ore 20 per il primo periodo e tra le ore 7.30 e
le ore 19.30 per il secondo periodo.
Il confronto tra il periodo antecedente il cambio di traffico e quello successivo ha
permesso di evidenziare delle variazioni nel comportamento animale all’interno delle
diverse aree della stalla (tabella 4.1).
Durante il secondo periodo di sperimentazione le condizioni meteorologiche hanno
contribuito al peggioramento della visibilità all’ interno della stalla e pertanto l’analisi
delle immagini relative ad alcune aree, quali le cuccette interne, è risultata impossibile.
Nella tabella 4.1 non sempre si riscontra una corrispondenza tra i dati numerici e quelli
percentuali, che possono essere discordanti o comunque dissimili dall’andamento dei
primi; questo dipende dal fatto che tra il primo e il secondo periodo differisce
notevolmente il numero totale delle bovine monitorate (357 vs 173) e pertanto le
percentuali, calcolate su due numeri totali diversi, possono non essere corrispondenti
all’andamento numerico registrato (è questo il caso delle bovine in mangiatoia, dove i
dati numerici registrano un aumento di animali tra il primo e il secondo periodo, mentre
dai dati percentuali si evidenzia una diminuzione).
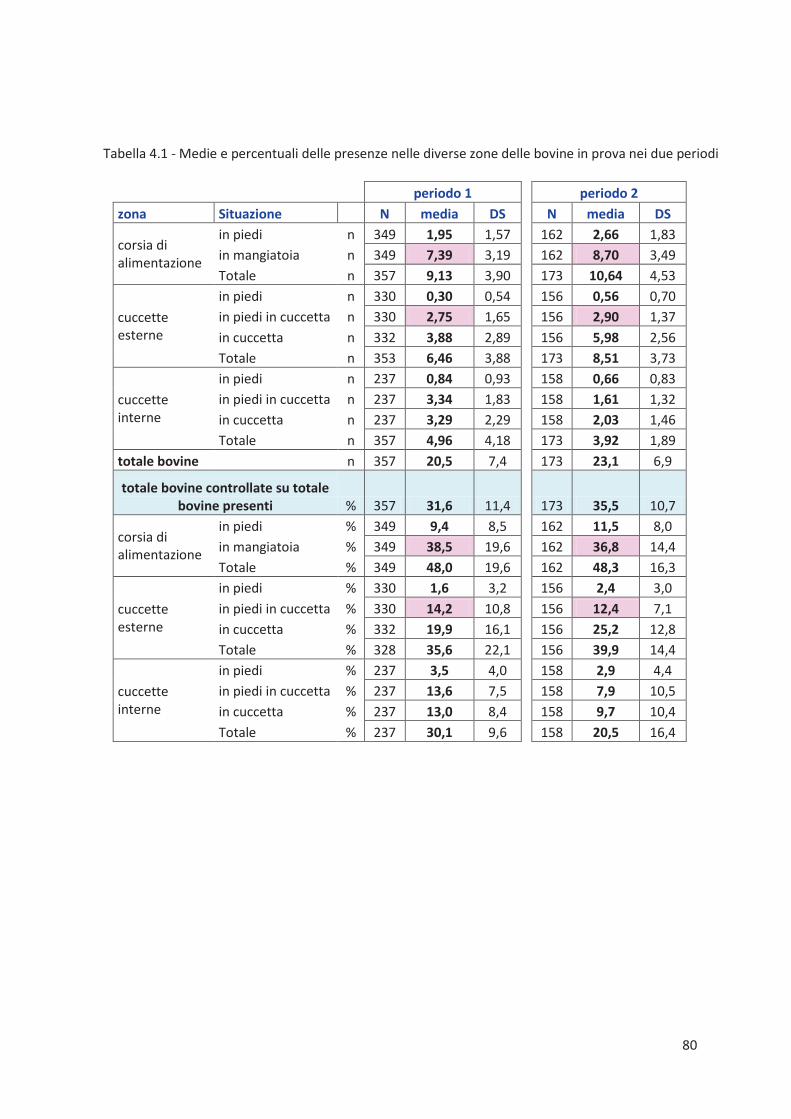
80
periodo 1
periodo 2
zona Situazione N media DS
N media DS
corsia di alimentazione
in piedi n 349 1,95 1,57
162 2,66 1,83
in mangiatoia n 349 7,39 3,19
162 8,70 3,49
Totale n 357 9,13 3,90
173 10,64 4,53
cuccette esterne
in piedi n 330 0,30 0,54
156 0,56 0,70
in piedi in cuccetta n 330 2,75 1,65
156 2,90 1,37
in cuccetta n 332 3,88 2,89
156 5,98 2,56
Totale n 353 6,46 3,88
173 8,51 3,73
cuccette interne
in piedi n 237 0,84 0,93
158 0,66 0,83
in piedi in cuccetta n 237 3,34 1,83
158 1,61 1,32
in cuccetta n 237 3,29 2,29
158 2,03 1,46
Totale n 357 4,96 4,18
173 3,92 1,89
totale bovine n 357 20,5 7,4
173 23,1 6,9
totale bovine controllate su totale bovine presenti % 357 31,6 11,4
173 35,5 10,7
corsia di alimentazione
in piedi % 349 9,4 8,5
162 11,5 8,0
in mangiatoia % 349 38,5 19,6
162 36,8 14,4
Totale % 349 48,0 19,6
162 48,3 16,3
cuccette esterne
in piedi % 330 1,6 3,2
156 2,4 3,0
in piedi in cuccetta % 330 14,2 10,8
156 12,4 7,1
in cuccetta % 332 19,9 16,1
156 25,2 12,8
Totale % 328 35,6 22,1
156 39,9 14,4
cuccette interne
in piedi % 237 3,5 4,0
158 2,9 4,4
in piedi in cuccetta % 237 13,6 7,5
158 7,9 10,5
in cuccetta % 237 13,0 8,4
158 9,7 10,4
Totale % 237 30,1 9,6
158 20,5 16,4
Tabella 4.1 - Medie e percentuali delle presenze nelle diverse zone delle bovine in prova nei due periodi
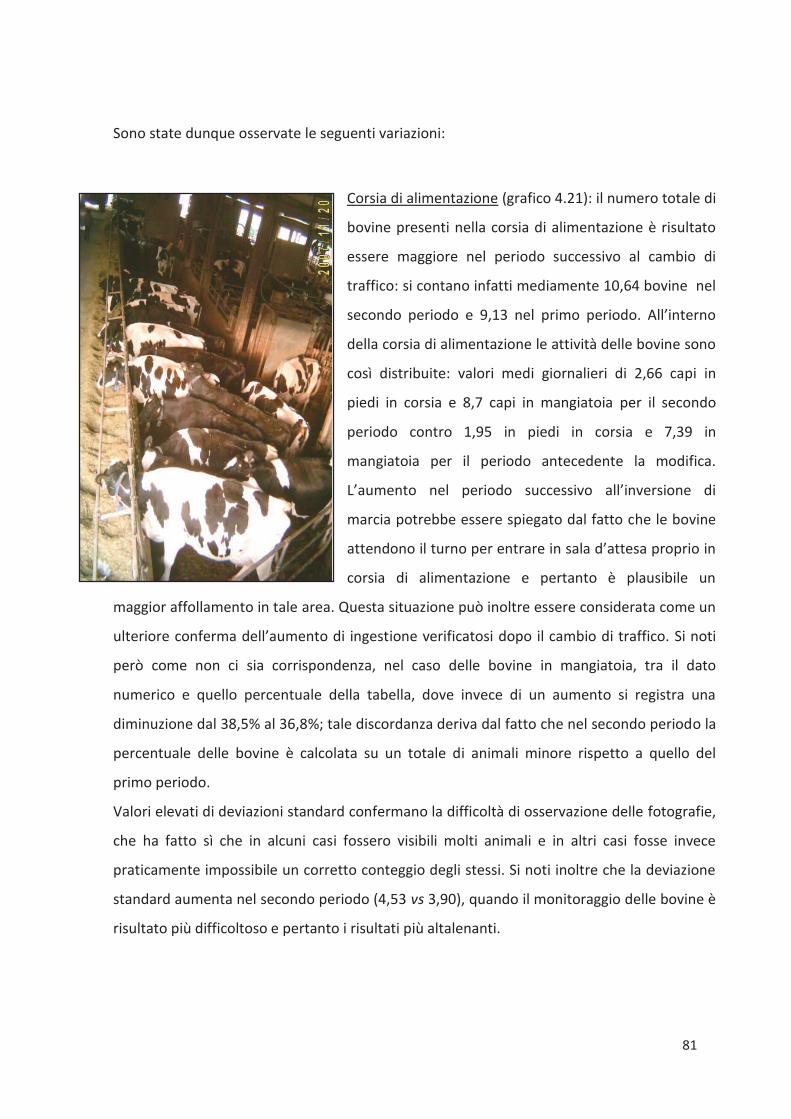
81
Sono state dunque osservate le seguenti variazioni:
Corsia di alimentazione (grafico 4.21): il numero totale di
bovine presenti nella corsia di alimentazione è risultato
essere maggiore nel periodo successivo al cambio di
traffico: si contano infatti mediamente 10,64 bovine nel
secondo periodo e 9,13 nel primo periodo. All’interno
della corsia di alimentazione le attività delle bovine sono
così distribuite: valori medi giornalieri di 2,66 capi in
piedi in corsia e 8,7 capi in mangiatoia per il secondo
periodo contro 1,95 in piedi in corsia e 7,39 in
mangiatoia per il periodo antecedente la modifica.
L’aumento nel periodo successivo all’inversione di
marcia potrebbe essere spiegato dal fatto che le bovine
attendono il turno per entrare in sala d’attesa proprio in
corsia di alimentazione e pertanto è plausibile un
maggior affollamento in tale area. Questa situazione può inoltre essere considerata come un
ulteriore conferma dell’aumento di ingestione verificatosi dopo il cambio di traffico. Si noti
però come non ci sia corrispondenza, nel caso delle bovine in mangiatoia, tra il dato
numerico e quello percentuale della tabella, dove invece di un aumento si registra una
diminuzione dal 38,5% al 36,8%; tale discordanza deriva dal fatto che nel secondo periodo la
percentuale delle bovine è calcolata su un totale di animali minore rispetto a quello del
primo periodo.
Valori elevati di deviazioni standard confermano la difficoltà di osservazione delle fotografie,
che ha fatto sì che in alcuni casi fossero visibili molti animali e in altri casi fosse invece
praticamente impossibile un corretto conteggio degli stessi. Si noti inoltre che la deviazione
standard aumenta nel secondo periodo (4,53 vs 3,90), quando il monitoraggio delle bovine è
risultato più difficoltoso e pertanto i risultati più altalenanti.
82
Cuccette esterne (grafico 4.22): l’utilizzo delle cuccette
esterne risulta maggiore nel secondo periodo, con una
media giornaliera di circa due bovine in più rispetto al
primo periodo (8,51 vs 6,46); gli animali in piedi fuori
dalla cuccetta e in piedi dentro la cuccetta mantengono
pressappoco la stessa frequenza in entrambi i periodi,
con un leggero aumento nella seconda parte della
sperimentazione: prima del cambio di traffico si contano
infatti 3,05 capi in piedi, rispettivamente 0,3 fuori dalla
cuccetta e 2,75 dentro la cuccetta, dopo il cambio se ne
contano 3,46, di cui 0,56 fuori dalla cuccetta e 2,90
dentro la cuccetta. Una variazione più consistente si
rileva nel numero di capi in decubito in cuccetta, più elevato nel periodo successivo al
cambio di traffico, con 5,98 capi/giorno, rispetto al periodo precedente, con 3,88
capi/giorno. Questo risultato permette di stabilire una relazione tra il comportamento e lo
stato di benessere: poiché il riposo è uno dei fattori che più influenzano il grado di benessere
di una bovina, l’aumento dei capi in decubito può essere tradotto in un miglioramento del
benessere.
Anche in questo caso si riscontra una discordanza tra il dato numerico e quello percentuale
riferiti alle bovine in piedi in cuccetta: se dal dato numerico risulta un aumento di bovine in
piedi in cuccetta nel secondo periodo, le percentuali evidenziano al contrario una
diminuzione di bovine dal primo al secondo periodo, con un passaggio dal 14,2 % al 12,4%.
Il motivo di tale discordanza è sempre da ricercarsi nel minor numero totale di bovine
monitorate nel periodo successivo alla sperimentazione, che ha penalizzato le percentuali.
83
Cuccette interne (grafico 4.23): il numero totale di
bovine presenti nell’ area a cuccette esterne è maggiore
nel primo periodo rispetto al secondo, con un numero
medio giornaliero di bovine pari a 4,96 prima del cambio
e 3,92 dopo il cambio. La variazione più evidente
derivante dal passaggio tra un periodo e l’altro si
riscontra nei capi in piedi in cuccetta, che passano da
una media giornaliera di 3,34 capi a 1,61 capi al giorno.
Gli animali in piedi fuori dalla cuccetta passano da una
media di 0,84 capi a una media di 0,66 capi al giorno,
mentre per le bovine in decubito si passa da una media
giornaliera di 3,29 capi a una media di 2,03 capi.
Nonostante i dati evidenzino come l’utilizzo di quest’area abbia subito un calo generale nel
passaggio da una tipologia di percorso all’altra, è bene ricordare che i dati relativi alla zona di
riposo interna non sono del tutto attendibili poiché la posizione delle fotocamere non ha
consentito la visione dell’intera area e pertanto non è stato possibile procedere alla corretta
osservazione delle bovine presenti.
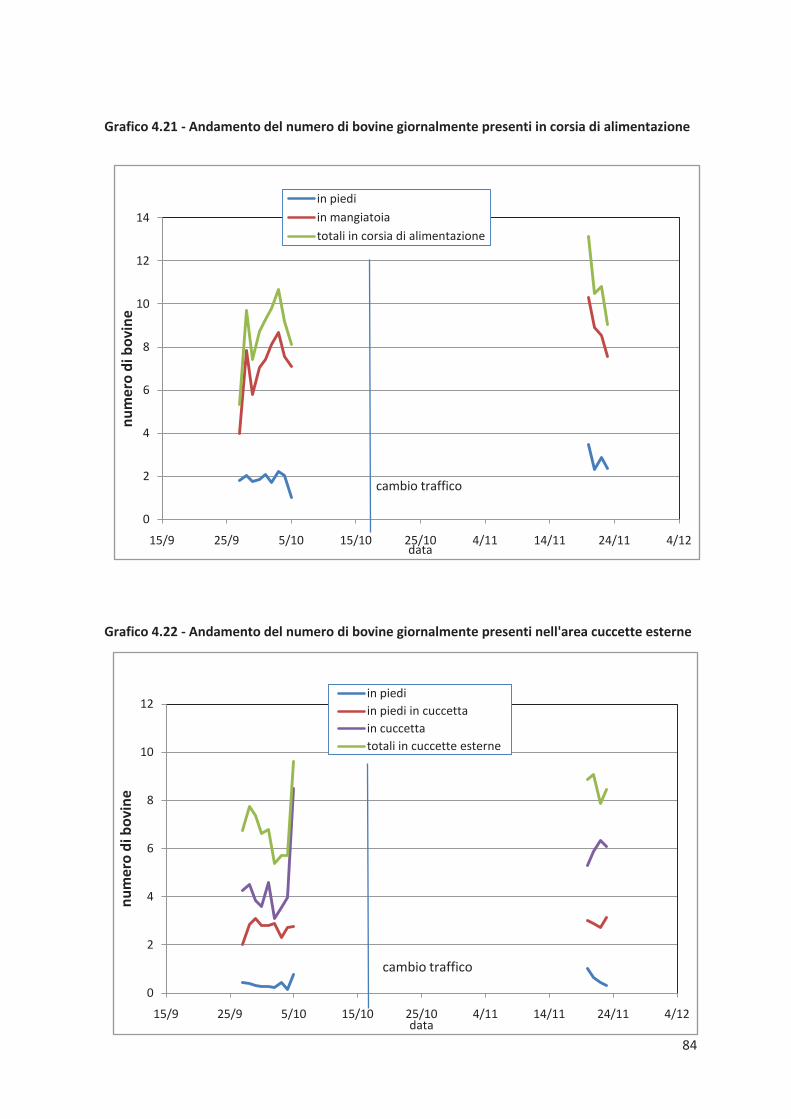
84
0
2
4
6
8
10
12
14
15/9 25/9 5/10 15/10 25/10 4/11 14/11 24/11 4/12
nu
mer
o d
i bo
vin
e
data
in piedi
in mangiatoia
totali in corsia di alimentazione
cambio traffico
Grafico 4.21 - Andamento del numero di bovine giornalmente presenti in corsia di alimentazione
0
2
4
6
8
10
12
15/9 25/9 5/10 15/10 25/10 4/11 14/11 24/11 4/12
nu
mer
o d
i bo
vin
e
data
in piedi
in piedi in cuccetta
in cuccetta
totali in cuccette esterne
cambio traffico
Grafico 4.22 - Andamento del numero di bovine giornalmente presenti nell'area cuccette esterne
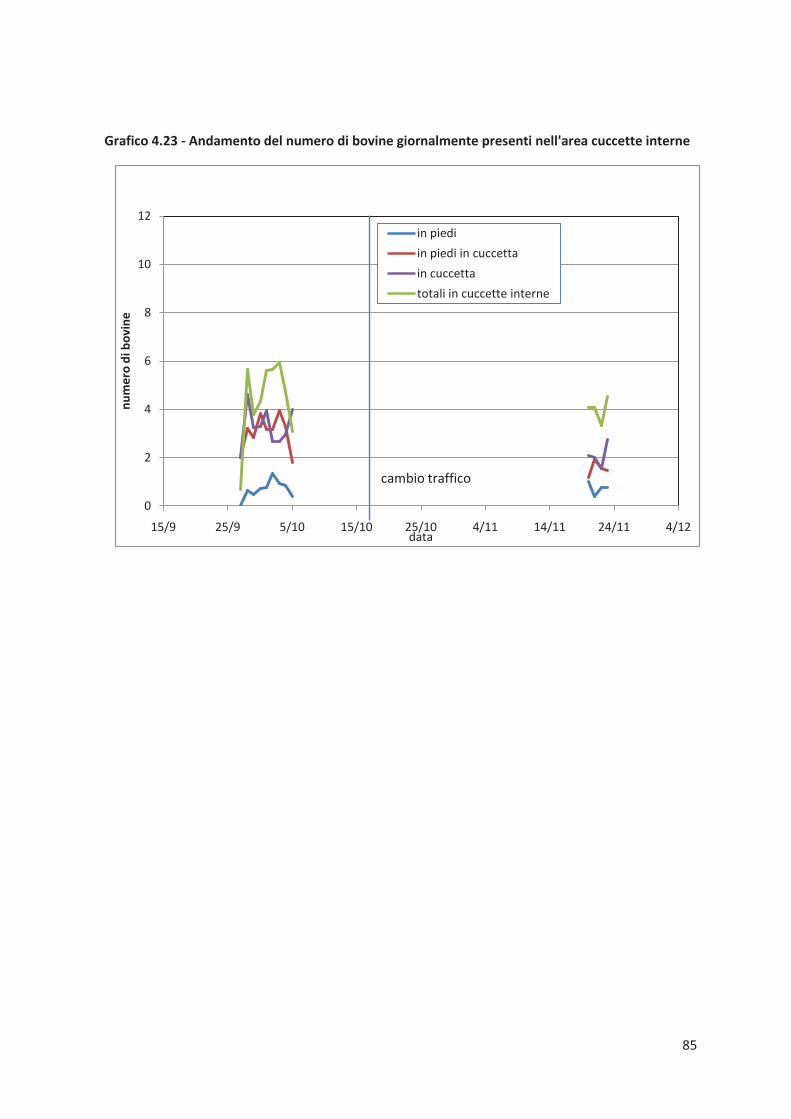
85
0
2
4
6
8
10
12
15/9 25/9 5/10 15/10 25/10 4/11 14/11 24/11 4/12
nu
me
ro d
i bo
vin
e
data
in piedi
in piedi in cuccetta
in cuccetta
totali in cuccette interne
cambio traffico
Grafico 4.23 - Andamento del numero di bovine giornalmente presenti nell'area cuccette interne
86
5 – CONCLUSIONI
I risultati ottenuti dalla sperimentazione attuata nei mesi di settembre, ottobre e
novembre 2007 presso l’azienda agricola Rigamonti a Lambrugo (CO) hanno permesso di
evidenziare quanto sia importante una corretta e attenta gestione della stalla, in
particolare relativamente al traffico animale, per poter garantire un buon livello di
produzione e benessere delle bovine.
Successivamente al cambio di direzione del percorso forzato originale, sono numerosi i
cambiamenti riscontrati: la quantità di sostanza secca ingerita è aumentata di circa 2
kg/d per bovina grazie al maggior tempo trascorso in corsia di alimentazione, anche se
non si esclude che l’abbassamento di temperatura riscontrato nel secondo periodo (da 17
°C nel periodo antecedente il cambio di traffico a 11 °C dopo il cambio) possa aver
influito leggermente sulla variabile in questione. L’aumento di ingestione ha portato un
incremento nella produzione di latte di circa 0,5 kg/d, che non è però proporzionale alla
maggior quantità di SS ingerita, a causa del numero di bovine presenti in stalla. La
spiegazione più plausibile è legata al livello di saturazione dell’operatività dell’AMS, infatti
la mandria è composta da un numero di bovine troppo elevato rispetto a quello che
sarebbe ottimale per un robot a singola posta (massimo 60 capi contro i 65 presenti in
stalla) e pertanto lo sfruttamento del robot era già massimo prima della sperimentazione.
Variazioni notevoli si sono verificate, a seguito del cambio direzionale, nell’utilizzo
dell’AMS: sono infatti diminuite le mungiture incomplete e le mungiture con scalci,
probabilmente perché le bovine attendono il loro turno di mungitura in corsia di
alimentazione, continuando ad alimentarsi, ed entrano così nel box di mungitura con il
rumine pieno e dunque più tranquille.
Un cambiamento negativo registrato in seguito al cambio di traffico è invece quello
relativo al numero di mungiture giornaliere, leggermente minori, e al conseguente
intervallo tra le mungiture, che è risultato quindi leggermente più lungo. Tale situazione
potrebbe essere spiegata dal fatto che lo stimolo ad alimentarsi è più forte rispetto allo
stimolo a riposarsi e pertanto le bovine che attendono in corsia di alimentazione sono
meno portate a recarsi nell’area separata dal box di mungitura, rispetto a quanto lo
sarebbero nella situazione opposta. Non si esclude però che la diminuzione di mungiture
giornaliere e l’aumento dell’intervallo tra le mungiture siano dovuti all’iniziale basso
87
adattamento delle bovine al nuovo tipo di traffico, condizione che potrebbe aver causato
dei rallentamenti nella mobilità all’interno della stalla.
Anche il comportamento animale e lo stato di benessere ad esso associato hanno subìto
delle variazioni in seguito al cambio di traffico: il numero totale di animali in corsia di
alimentazione è risultato più alto grazie al maggior tempo trascorso in tale area dalle
bovine in attesa di essere munte, dato che conferma ulteriormente l’incremento di
ingestione. Si mantiene simile il numero di animali in piedi in cuccetta e in piedi fuori dalla
cuccetta nell’area di riposo esterna, mentre aumenta notevolmente il numero di animali
in decubito in cuccetta, che passa da circa 4 capi/d a ben 6 capi/d; tale dato permette di
stabilire una connessione tra comportamento e attività delle bovine e stato di benessere
animale: la presenza di bovine che trascorrono molto tempo in piedi è infatti indice di
stress e pertanto di un basso livello di benessere animale. L’aumento di animali in
decubito non può che essere una situazione incoraggiante dal punto di vista del
benessere animale, essendo il riposo fattore essenziale per garantire ottimi livelli di
comfort nella mandria.
A causa delle condizioni di scarsa visibilità all’interno della stalla e del difficile
posizionamento delle fotocamere, l’analisi delle immagini non ha potuto garantire il
monitoraggio della totalità delle bovine presenti in stalla, specialmente per l’area di
riposo interna.
Dall’analisi dei dati riguardanti la produzione e l’utilizzo del robot per gli anni 2006 e
2007, per quasi tutte le variabili di entrambe le annate si registra un andamento
altalenante, con la presenza di valori minimi e massimi molto evidenti. Nel complesso la
produzione è stata migliore nei primi sei mesi dell’anno 2007 rispetto ai primi sei
dell’anno precedente, mentre dopo il mese di giugno la produzione del 2007 diminuisce e
assume valori inferiori rispetto a quelli del 2006. Anche l’utilizzo del robot varia molto tra
le due annate: il numero di mungiture giornaliere è maggiore nel 2006 per quasi tutto il
corso dell’anno. Il 2007 si caratterizza per avere una maggior incidenza di mungiture con
scalci e una minore frequenza di mungiture incomplete. Non si riscontrano invece
importanti variazioni tra i due anni nell’intervallo di mungitura, simile nel 2006 e nel 2007,
e nella durata delle mungiture, che in entrambe le annate si è mantenuta pressoché
costante intorno agli 8-9 minuti/mungitura.
88
Si può quindi affermare che grazie al cambio di traffico realizzato nell’azienda è stato
registrato un aumento di ingestione e di produzione di latte, nonché una minor incidenza
di mungiture con scalci e mungiture incomplete, che potrebbe tradursi in un
miglioramento dello stato di benessere, dato oltremodo confermato dal fatto che nel
periodo successivo al cambio di traffico sono più numerose le bovine in decubito in
cuccetta. L’unica variazione negativa registrata è quella relativa al numero di mungiture e
all’intervallo tra le mungiture.
Nel complesso il cambio di traffico ha permesso di migliorare l’ingestione, la produzione
ed il livello di benessere animale, apportando così dei vantaggi all’azienda in questione.
È comunque importante sottolineare che la ricerca è stata svolta in un lasso di tempo
relativamente breve e pertanto per ottenere dei dati più oggettivi sarebbe necessario
osservare le diverse variabili, anche dopo qualche mese dall’avvenuto cambio di
direzione, in modo tale che gli animali siano completamente abituati alla nuova
situazione.
89
6 – BIBLIOGRAFIA
Abeni F., Cappelletti M., Migliorati L., Pirlo G., Speroni M., 2004. Intervallo di mungitura;
impianto e funzionamento del robot di mungitura. In: Robot di mungitura, produzione e
qualità del latte: l’esperienza di Porcellasco; Quaderno della ricerca della Regione
Lombardia, 32, 7-34.
Amadori M., 2002. Il benessere animale: compiti e prospettive. In: La Valutazione del
Benessere nella Specie Bovina; Quaderno della ricerca della Regione Lombardia, 51, 9.
Amodeo P., 2004. Robot di mungitura: impatto tecnico, economico e sociale; Quaderno
della ricerca della Regione Lombardia, 29, 6.
Beccalossi V., 2004. Presentazione. In: Robot di mungitura, produzione e qualità del latte:
l’esperienza di Porcellasco; Quaderno della ricerca della Regione Lombardia, 32, 3.
Bijl B., Kooistra S. R., Hogeveen H., 2007. The Profitability of Automatic Milking on Dutch
Dairy Farms. Journal of Dairy Science, 90, 239-248.
Cattaneo, 2007. Comunicazione personale.
Cooper K. e Parsons D. J., 1999. An Economic Analysis of Automatic Milking using a
simulation model. Journal of Agricultural Engineering Research, 73, 311-321.
Corti M., 2007. Aspetti della sostenibilità dei sistemi zootecnici. In: Corti M., Dispensa di
Sistemi Zootecnici e Pastorali Alpini, Milano, 18-20.
Corti M., 2007. Elementi di bioclimatologia. In: Corti M. Dispensa di Sistemi Zootecnici e
Pastorali Alpini, Milano, 145-150.
De Koning K. e Rodenburg J., 2004. Automatic milking: State of the art in Europe and
North America. In: Automatic milking: a better understanding. Wageningen Academic
Publishers, Wageningen, Olanda, 27-37.
De Koning K. e Van der Vost Y, 2002. Automatic milking: changes and changes proc.
British Mastitis Conferences Brockworth, 68-80.
90
Donadello G., 2006. Rassegna stampa: quote latte e crisi del settore lattiero caseario;
http://lists.peacelink.it/consumatori/2006/10/msg00008.html
Ersa, 2007. Il benessere della vacca da latte; http://www.ersa.fvg.it/informativa/rubrica-
radiofonica-vita-nei-campi/note-tecniche-ersa-2007/22-7-07-il-benessere-della-vacca-da-
latte
Gasparetto E. e Pessina D., 1998. Principio di funzionamento della mungitura meccanica.
In: Gasparetto E. e Pessina D., Dispensa di Macchine e impianti per la mungitura e la
conservazione del latte.
Gastaldo A, 2004. Mungitura, tipologie di impianto a confronto. L’Informatore Zootecnico,
19, 38-46.
Grandin T., 2005. Come gli animali percepiscono il mondo; La macchina degli abbracci:
parlare con gli animali, edizioni Adelphi, 49-61.
Guidobono Cavalchini A., 2007. Robot di mungitura e automazione integrale della stalla
da latte. In: Guidobono Cavalchini A., Lazzari M., Tangorra F. M., Zaninelli M., Bronzo V.,
Moroni P., Capasso M., Beretta E. La Mungitura: tecnologie, scelta e gestione degli
impianti, edizioni Edagricole, 123-145.
Guidobono Cavalchini A., Rigamonti L., Tangorra F. M., Zaninelli M., 2004. Robot di
mungitura: software gestionali. Quaderno della ricerca della Regione Lombardia, 31, 7-43.
Guidobono Cavalchini A., Tangorra F. M., Zaninelli M., 2004. Bracci robotizzati e lavaggio
dei capezzoli. In: Mungitura Robotizzata: esperienze operative, salute della mammella e
qualità del latte. Quaderno della ricerca della Regione Lombardia, 27, 24-30.
Harms J., Wendl G., Schön H., 2001. Cattle traffic management with automatic milking
systems, the influence of milking frequency and number of fetched cows. Landtechnik, 4,
254-256.
Hermans G. G. N., Ipema A. H., Stefanowska J., Metz J. H. M., 2003. The Effect of Two
Traffic Situations on the Behavior and Performances of Cows in an Automatic Milking
System. Journal of Dairy Science, 86, 1997-2004.
91
Hyde J. e Engel P., 2002. Investing in a robotic milking system: a Monte Carlo simulation
analysis. Journal of Dairy Science, 85, 2207-2214.
Klungel G. H., Slaghuis B.A., Hogeveen H., 2000. The effect of the introduction of
automatic milking system on milk quality. Journal of Dairy Science, 83, 1998-2003.
Manfroni C., 2004. Robot di mungitura: aspetti socio-economici. In: Mungitura
robotizzata: esperienze operative, salute della mammella e qualità del latte. Quaderno
della ricerca della Regione Lombardia, 27, 5.
Panighetti A., 2007. Il Body Condition Score o BCS. In: Corti M., Dispensa di Sistemi
Zootecnici e Pastorali Alpini, Milano, 247-254.
Pirlo G., Abeni F., Calza F., Cappelletti M., Lolli S., Migliorati S., Speroni M., 2004.
L’esperienza nell’azienda Porcellasco: aspetti gestionali e produttivi. In: Mungitura
robotizzata: esperienze operative, salute della mammella e qualità del latte. Quaderno
della ricerca della Regione Lombardia, 27, 12-21.
Pirlo G., Abeni F., Cappelletti M., Migliorati L., Speroni M., 2002. Il robot di mungitura.
L’Informatore Agrario, 29, 33-38.
Provolo G., Riva E., Rossi E., 2007. Condizioni microclimatiche nelle strutture stabulative
per bovine da latte. Quaderno della ricerca della Regione Lombardia, 63, 12-14, 32-43.
Quaranta V., Sottili R., 2005. Peculiarità e problematiche nella gestione del campione latte
crudo nell’ambito dell’applicazione del D. P. R. 54/97;
http://www.fg.izs.it/izs/formazione/presentazioni/6%20gestione%20campione%20latte.ppt
Sangiorgi F., 2007. Stabulazione dei bovini. In: Sangiorgi F. Dispensa di Costruzioni Rurali ,
Milano, 35-49.
Sangiorgi F., 2008. Fabbricati e impianti per l’allevamento dei bovini da latte;
http://www.granlatte.it/documents/Lola/1_Sangiorgi03A.pdf
92
Tosi M.V., Canali E., Mattiello S., Ferrante F., Carenzi C., Verga M., 2003. Il benessere dei
suini e della bovine da latte: punti critici e valutazioni in allevamento; parte seconda:
bovine da latte. Quaderno della ricerca della Regione Lombardia, 53, 47-58.
Trebeschi G., 2008. Robot di mungitura, un’innovazione pro e contro;
http://www.aia.it/tecnico/SCM_doc/robot%20mungitura.pdf
Zecconi A., Casirani G., Binda E., Belotti M., Piccinini R., 2004. La mastite e i suoi costi. In:
Robot di mungitura: sanità della mammella. Quaderno della ricerca della Regione
Lombardia, 30 , 6-7.
Zucchi G., Broekman A., Zappavigna P., Francari D., 2004. Robot di mungitura: aspetti
socio-economici. In: Mungitura robotizzata: esperienze operative, salute della mammella
e qualità del latte. Quaderno della ricerca della Regione Lombardia, 27, 9-10.
93
7 – RIASSUNTO
Negli ultimi anni il settore zootecnico italiano ha sviluppato notevoli cambiamenti sotto
molteplici profili tra cui quelli tecnologici e gestionali; nel comparto lattiero-caseario
un’innovazione di successo è stata la mungitura robotizzata. L’adozione del sistema
automatico di mungitura ha avuto nel nostro paese un buon riscontro e ad oggi si contano
circa 180 impianti acquistati, la maggior parte dei quali in Lombardia. Le motivazioni che
maggiormente spingono gli allevatori ad abbandonare la sala di mungitura tradizionale per
sostituirla con l’AMS (automatic milking system) sono da ricercarsi nella volontà di migliorare
le condizioni di vita e di lavoro degli allevatori stessi (soprattutto attraverso la riduzione dei
vincoli imposti dalla mungitura), nella crescente difficoltà nel reperire manodopera e nella
possibilità di un aumento della produzione di latte grazie al maggior numero di mungiture
giornaliere.
Per utilizzare il robot di mungitura nel modo più efficiente possibile è necessario attuare
alcune modifiche gestionali all’interno della stalla, la più importante delle quali è la
creazione di un percorso forzato in grado di garantire un numero elevato di accessi al box di
mungitura da parte delle bovine, senza penalizzare il riposo e l’alimentazione. Tale percorso
viene realizzato attraverso l’ausilio di cancelli a senso unico che consentono il passaggio
degli animali in una sola direzione.
Una buona gestione della stalla deve però considerare tutte le necessità delle bovine per
poter garantire un buon livello di produzione tenendo conto, in particolare, del
raggiungimento dei fabbisogni alimentari e del mantenimento di un ottimo livello di
benessere delle bovine in produzione.
Lo scopo della sperimentazione è stato quello di verificare i cambiamenti nella produzione di
latte, nell’utilizzo del robot e nel benessere animale in seguito al cambio di direzione nel
percorso obbligato tra la zona a riposo e quella a cuccette. In particolare, l’attenzione è stata
posta sulla variazione del comportamento delle bovine all’interno della stalla.
La ricerca ha avuto luogo presso l’azienda agricola Rigamonti a Lambrugo (CO) nei mesi di
settembre, ottobre e novembre 2007. L’azienda ha un robot di mungitura a posta singola,
che gestisce mediamente 65 vacche in lattazione. Il percorso forzato utilizzato nella stalla era
quella tipico, con l’obbligo di ingresso all’interno del box di mungitura per portarsi dalla zona
riposo alla corsia di alimentazione. Il 17 ottobre 2007 all’interno della stalla è stata realizzata
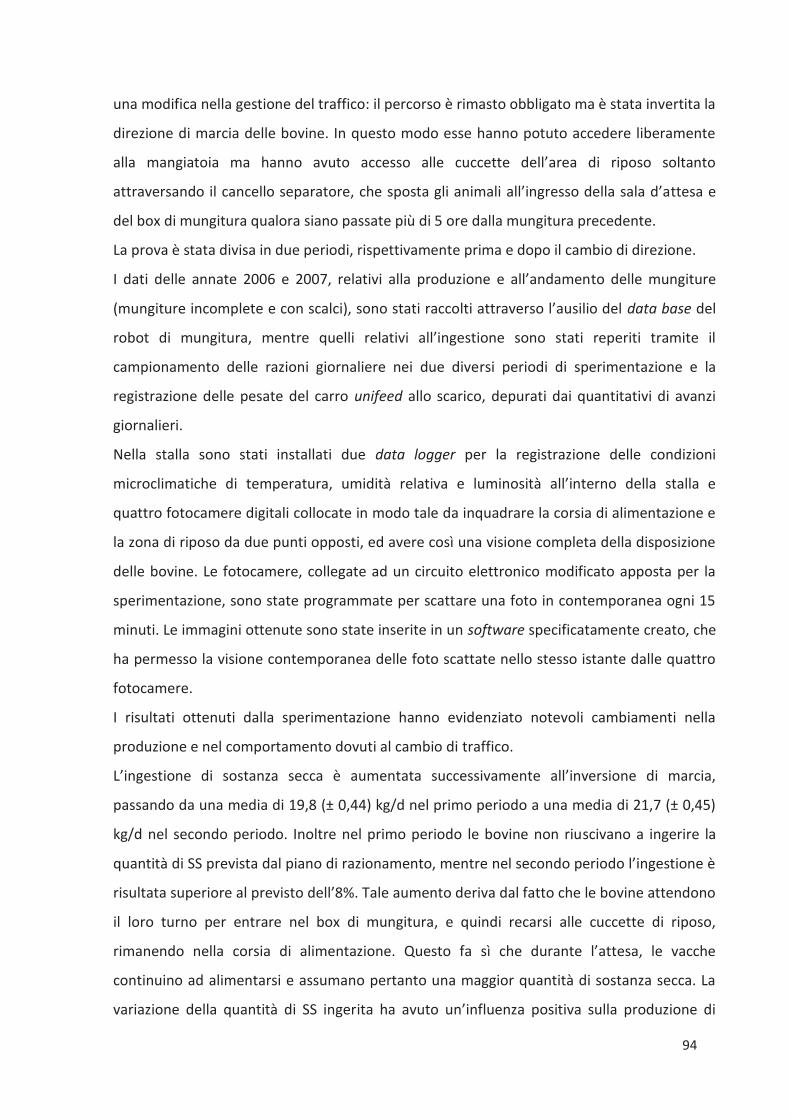
94
una modifica nella gestione del traffico: il percorso è rimasto obbligato ma è stata invertita la
direzione di marcia delle bovine. In questo modo esse hanno potuto accedere liberamente
alla mangiatoia ma hanno avuto accesso alle cuccette dell’area di riposo soltanto
attraversando il cancello separatore, che sposta gli animali all’ingresso della sala d’attesa e
del box di mungitura qualora siano passate più di 5 ore dalla mungitura precedente.
La prova è stata divisa in due periodi, rispettivamente prima e dopo il cambio di direzione.
I dati delle annate 2006 e 2007, relativi alla produzione e all’andamento delle mungiture
(mungiture incomplete e con scalci), sono stati raccolti attraverso l’ausilio del data base del
robot di mungitura, mentre quelli relativi all’ingestione sono stati reperiti tramite il
campionamento delle razioni giornaliere nei due diversi periodi di sperimentazione e la
registrazione delle pesate del carro unifeed allo scarico, depurati dai quantitativi di avanzi
giornalieri.
Nella stalla sono stati installati due data logger per la registrazione delle condizioni
microclimatiche di temperatura, umidità relativa e luminosità all’interno della stalla e
quattro fotocamere digitali collocate in modo tale da inquadrare la corsia di alimentazione e
la zona di riposo da due punti opposti, ed avere così una visione completa della disposizione
delle bovine. Le fotocamere, collegate ad un circuito elettronico modificato apposta per la
sperimentazione, sono state programmate per scattare una foto in contemporanea ogni 15
minuti. Le immagini ottenute sono state inserite in un software specificatamente creato, che
ha permesso la visione contemporanea delle foto scattate nello stesso istante dalle quattro
fotocamere.
I risultati ottenuti dalla sperimentazione hanno evidenziato notevoli cambiamenti nella
produzione e nel comportamento dovuti al cambio di traffico.
L’ingestione di sostanza secca è aumentata successivamente all’inversione di marcia,
passando da una media di 19,8 (± 0,44) kg/d nel primo periodo a una media di 21,7 (± 0,45)
kg/d nel secondo periodo. Inoltre nel primo periodo le bovine non riuscivano a ingerire la
quantità di SS prevista dal piano di razionamento, mentre nel secondo periodo l’ingestione è
risultata superiore al previsto dell’8%. Tale aumento deriva dal fatto che le bovine attendono
il loro turno per entrare nel box di mungitura, e quindi recarsi alle cuccette di riposo,
rimanendo nella corsia di alimentazione. Questo fa sì che durante l’attesa, le vacche
continuino ad alimentarsi e assumano pertanto una maggior quantità di sostanza secca. La
variazione della quantità di SS ingerita ha avuto un’influenza positiva sulla produzione di
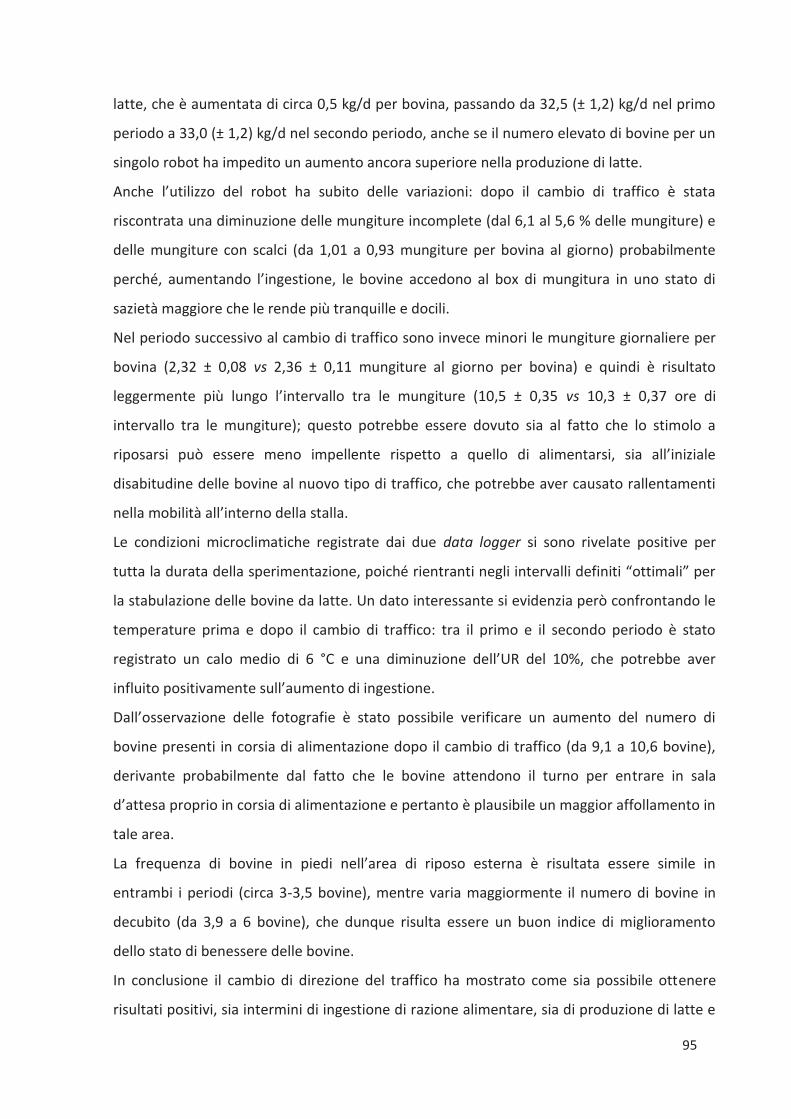
95
latte, che è aumentata di circa 0,5 kg/d per bovina, passando da 32,5 (± 1,2) kg/d nel primo
periodo a 33,0 (± 1,2) kg/d nel secondo periodo, anche se il numero elevato di bovine per un
singolo robot ha impedito un aumento ancora superiore nella produzione di latte.
Anche l’utilizzo del robot ha subito delle variazioni: dopo il cambio di traffico è stata
riscontrata una diminuzione delle mungiture incomplete (dal 6,1 al 5,6 % delle mungiture) e
delle mungiture con scalci (da 1,01 a 0,93 mungiture per bovina al giorno) probabilmente
perché, aumentando l’ingestione, le bovine accedono al box di mungitura in uno stato di
sazietà maggiore che le rende più tranquille e docili.
Nel periodo successivo al cambio di traffico sono invece minori le mungiture giornaliere per
bovina (2,32 ± 0,08 vs 2,36 ± 0,11 mungiture al giorno per bovina) e quindi è risultato
leggermente più lungo l’intervallo tra le mungiture (10,5 ± 0,35 vs 10,3 ± 0,37 ore di
intervallo tra le mungiture); questo potrebbe essere dovuto sia al fatto che lo stimolo a
riposarsi può essere meno impellente rispetto a quello di alimentarsi, sia all’iniziale
disabitudine delle bovine al nuovo tipo di traffico, che potrebbe aver causato rallentamenti
nella mobilità all’interno della stalla.
Le condizioni microclimatiche registrate dai due data logger si sono rivelate positive per
tutta la durata della sperimentazione, poiché rientranti negli intervalli definiti “ottimali” per
la stabulazione delle bovine da latte. Un dato interessante si evidenzia però confrontando le
temperature prima e dopo il cambio di traffico: tra il primo e il secondo periodo è stato
registrato un calo medio di 6 °C e una diminuzione dell’UR del 10%, che potrebbe aver
influito positivamente sull’aumento di ingestione.
Dall’osservazione delle fotografie è stato possibile verificare un aumento del numero di
bovine presenti in corsia di alimentazione dopo il cambio di traffico (da 9,1 a 10,6 bovine),
derivante probabilmente dal fatto che le bovine attendono il turno per entrare in sala
d’attesa proprio in corsia di alimentazione e pertanto è plausibile un maggior affollamento in
tale area.
La frequenza di bovine in piedi nell’area di riposo esterna è risultata essere simile in
entrambi i periodi (circa 3-3,5 bovine), mentre varia maggiormente il numero di bovine in
decubito (da 3,9 a 6 bovine), che dunque risulta essere un buon indice di miglioramento
dello stato di benessere delle bovine.
In conclusione il cambio di direzione del traffico ha mostrato come sia possibile ottenere
risultati positivi, sia intermini di ingestione di razione alimentare, sia di produzione di latte e

96
di utilizzo dell’impianto automatizzato di mungitura, dando quindi risalto alle enormi
possibilità di miglioramento che si possono ottenere nella cura dei tanti particolari che
influiscono sulla produttività di un allevamento di bovine da latte.